
































































































































































































































































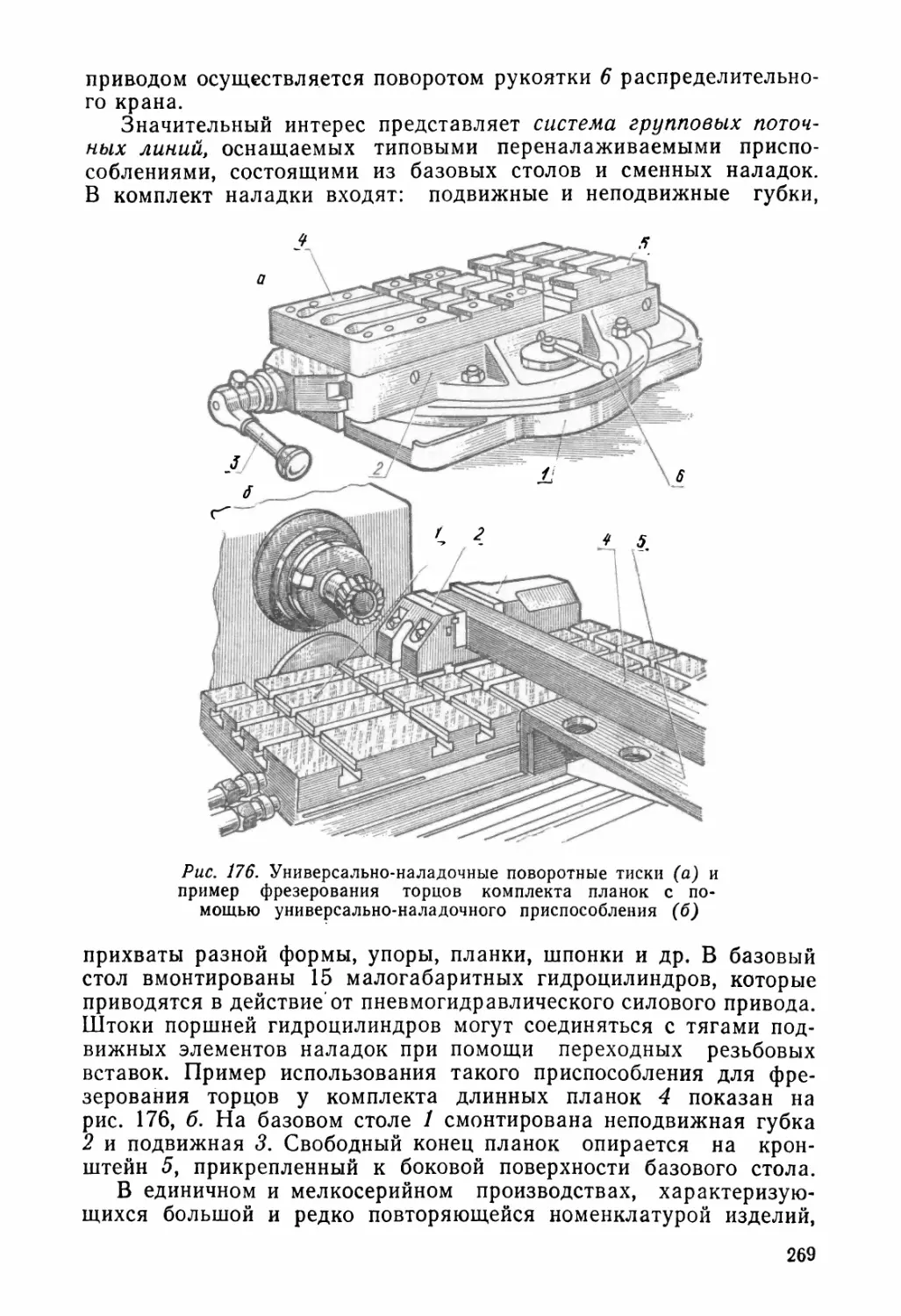




































Автор: Бергер И.И. Комлев А.П.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы технология металлов машиностроение приборостроение обработка металлов фрезерные станки издательство высшая школа фрезерное дело
Год: 1981



ФРЕЗЕРНОЕИИ. БЕРГЕР
А П КОМЛЕВ
И. И. БЕРГЕР, А. П. КОМЛЕВФРЕЗЕРНОЕ
ДЕЛООдобрено Ученым советом
Государственного комитета СССР
профессионально-техническому образованию
в качестве учебного пособия
для подготовки рабочих на производствеМИНСК«ВЫШЭЙШАЯ ШКОЛА»
1981
ББК 34. я75
Б 48УДК 621.914(078)Рецензенты: Г Б. Лурье, лауреат Государственной премии, профессор;
А. М, Дмитрович, кандидат технических наукБергер И. И., Комлев А. П.Б 48 Фрезерное дело: [Учеб. пособие для подгот. рабочих на
пр-ве].— Мн.: Выш. школа, 1981.—305 с., ил.В пер.: 65 коп.Освещаются вопросы выполнения фрезерных работ, устройства ji эксплуатации
фрезерных станков, приспособлений- и инструментов; приводятся сведения о построе¬
нии технологических процессов, о механизации и автоматизации труда фрезеровщика:
даются правила техники безопасности труда и противопожарных мероприятий на
предприятиях.Предназначено для подготовки рабочих на производстве, может быть исполь¬
зовано учащимися профтехучилищ.31206—066 ББК 34.634 я 75Б М 304(05)—81 78—81 2704040000 6П4.64Илья Иосифович Бергер, Алексей Павлович Комлев
ФРЕЗЕРНОЕ ДЕЛОРедактор Л. Н. Козловская. Худож. редактор А. Г. 3 в о-
н а р е в. Техн. редактор М. Н. Кислякова. Корректор
Т. К. X в а л ь.ИБ № 1210Сдано в набор 06.06.80. Подписано в печать 17.03.81. \Т 18044. Формат 60X90'/ie«
Бумага типогр. № 3. Гарнитура литературная. Высокая печать. Уел. печ. л. 19. Уел.
кр. отт. 19,25. Уч.-изд. л. 21,88. Тираж 46 000 экз. Зак. 749. Цена 65 коп.Издательство «Вышэйшая школа» Государственного комитета БССР. 220048, Минск,
проспект Машерова, 11.Полиграфический комбинат им. Я- Коласа. 220005, Минск, Красная, 23.® Издательство «Вышэйшая школа», 1981*
ВВЕДЕНИЕУспешно осуществляя построение материально-технической ба¬
зы коммунизма, наша страна вышла на передовые рубежи мировой
экономики. Ныне на долю Советского Союза приходится примерно
одна пятая всего мирового промышленного производства.Главная задача одиннадцатой пятилетки, определенная
XXVI съездом КПСС, состоит в обеспечении дальнейшего роста бла¬
госостояния советских людей на основе устойчивого, поступательно¬
го развития народного хозяйства, ускорения научно-технического
прогресса и перевода экономики на интенсивный путь развития, бо-
лее рационального использования производственного потенциала
страны, всемерной экономии всех видов ресурсов и улучшении ка¬
чества работы.Главный фактор экономического роста — повышение производи¬
тельности труда на период 1981 —1985 гг. предусматривается в раз¬
мере 17—20 %• За счет этого должно быть получено не менее 85^
90 % прироста национального дохода.Перевод экономики на интенсивный путь развития выдвигает
исключительно серьезные задачи перед машиностроением — мате¬
риальной базой технического перевооружения народного хозяйства
страны. Рост продукции этой отрасли предусматривается не менее
чем в 1,4 раза. Кроме того, повышается эффективность самого ма¬
шиностроения за счет совершенствования его' технологии, углубле¬
ния специализации, улучшения структуры парка металлообрабаты¬
вающего оборудования. Должна полнее удовлетворяться потреб¬
ность в машинах и оборудовании для механизации и автоматизации
производства. Значительно расширится выпуск миниатюрных элект¬
ронных управляющих машин, повысится единичная мощность агре¬
гатов и установок. Больше будет выпускаться автоматических мани¬
пуляторов (промышленных роботов). Ускорится и расширится раз¬
витие производства автоматического оборудования с системами чис¬
лового программного управления, режущего инструмента из природ¬
ных и синтетических алмазов и других сверхтвердых материалов.Высокие темпы роста производства нуждаются в постоянном и
планомерном обеспечении промышленности высококвалифициро¬
ванными рабочими различных профессий. При этом должны
учитываться достижения и перспективы научно-технического про¬
гресса, которые оказывают существенное влияние на характер и
содержание труда современного рабочего, намного повышают тре¬
бовательность к росту его культурно-технического уровня.Ведущая роль в деле подготовки квалифицированных рабочих
отводится профессионально-техническим учебным заведениям.В постановлении ЦК КПСС и Совета Министров СССР «О даль¬
нейшем совершенствовании процесса обучения и воспитания уча¬3
щихся системы профессионально-технического образования» ука¬
зывается, что обеспечение народного хозяйства страны молодыми
рабочими кадрами является задачей огромной политической и
народнохозяйственной важности. Говорится.о необходимости до¬
биться такого положения, чтобы в ближайшие годы основная часть
молодежи, оканчивающая среднюю общеобразовательную школу
и направляемая в сферу материального производства, получала
рабочую профессию в технических училищах. Отмечается важность
воспитания у учащихся высоких идейно-политических и нравствен¬
ных качеств, любви к своей профессии, стремления честно и добро¬
совестно трудиться на благо Родины.Особое значение в совершенствовании подготовки квалифици¬
рованных рабочих кадров и решении важной социальной задачи —
всеобщего среднего образования — имеют средние профессиональ¬
но-технические училища, где учащиеся наряду со специальностью
получают и общее среднее образование, которое намного облегчает
им приобретение высоких профессиональных качеств.Одной из распространенных рабочих специальностей в машино¬
строении является профессия фрезеровщика. Для ее овладения
необходимо: уметь выполнять разнообразные по сложности фре¬
зерные работы в пределах требований установленного разряда;
хорошо знать устройство и правила эксплуатации фрезерных стан¬
ков; назначение и устройство приспособлений, режущих и измери¬
тельных инструментов; свойства обрабатываемых и инструменталь¬
ных материалов; правила построения технологических процессов и
выбора рациональных режимов резания. Кроме того, фрезеровщик
должен быть достаточно знаком с основными направлениями меха¬
низации и автоматизации производства, хорошо знать и строго
соблюдать в процессе работы правила техники безопасности и про¬
тивопожарные мероприятия.Глава I. ОСНОВНЫЕ СВЕДЕНИЯО ФРЕЗЕРНОЙ ОБРАБОТКЕ МЕТАЛЛОВ§ 1. Краткие сведения о консольно-фрезерных станкахОсновные движения при фрезеровании и разновидности стан¬
ков. При выполнении фрезерных работ заготовке 3 (рис. 1) сооб¬
щается поступательное движение, а режущему инструменту-^
фрезе 2 — вращение с определенной скоростью. Вращение фрезы,
за счет которого совершается процесс резания, называется глав¬
ным движением, а поступательное перемещение заготовки, обеспе¬
чивающее непрерывность этого процесса,— движением подачи.
Эти движения осуществляются с помощью фрезерных станков.На предприятиях общего машиностроения наиболее распростра¬
нены консольно-фрезерные станки. Их характерной особенностью
является наличие консоли в виде подвижного кронштейна, пред¬
назначенного для сообщения обрабатываемой заротовке движения4
подачи в вертикальном направлении. В связи с невысокой жест¬
костью консоли технологические возможности таких станков огра¬
ничиваются массой обрабатываемых деталей до 250...300 кг,В зависимости от расположения шпинделя (вала, сообщающее
го вращение фрезе) и некоторых других конструктивных особенно¬
стей, консольно-фрезерные станки делятся на горизонтальные, вер-,
тикальные, универсальные и широко¬
универсальные.Устройство станков. Все консольно¬
фрезерные станки имеют типовое
устройство и состоят из ряда характер¬
ных узлов, обозначенных буквами на
рис. 2.Основание А служит опорой стан¬
ков, а также используется в качестве
резервуара для смазывающе-охлажда-
ющей жидкости.Станина Б является базовым узлом
станка, во внутренней полости которо¬
го размещены: коробка скоростей с
пультом переключения 3, шпиндель 4,
электродвигатель главного движения 2
и аппаратура электрооборудования (в боковых нишах, закрытых
дверцами /). По вертикальным направляющим 6 типа «ласточкин
хвост» перемещается консоль, в верхнем направляющем пазу такой
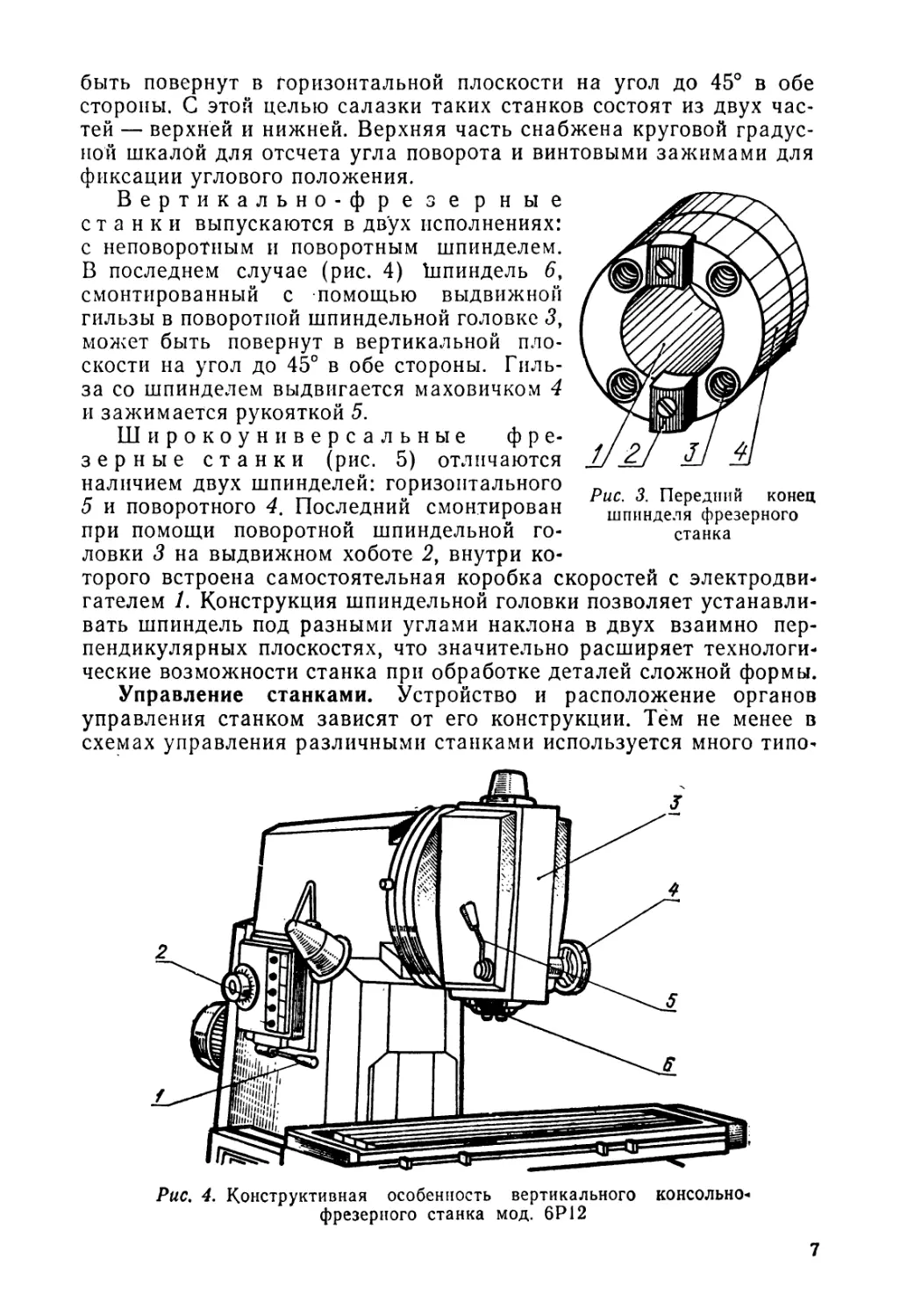
же формы подвижно установлен хобот.Шпиндель (см. рис. 3) — жесткий пустотелый вал, на переднем
конце которого устанавливаются и закрепляются фрезы. Кониче¬
ский участок 1 отверстия, имеющий стандартную конусность 7: 24
(разность диаметров конуса 7 мм на длине 24 мм), предназначен
для установки фрез с помощью оправок или переходных втулок
а цилиндр 3 служит для непосредственной установки крупногаба¬
ритных фрез. Поводки 2 предусмотрены для передачи крутящего
момента от шпинделя к фрезе.Хобот В в станках с горизонтальным шпинделем предназначен
для поддержания свободного конца фрезерной оправки серьгой 5.
Его вылет из станины можно регулировать и фиксировать в необ¬
ходимом положении.Консоль Е — чугунная отливка коробчатой формы, внутри кото¬
рой размещены: электродвигатель привода подачи, коробка подач
и механизм ее переключения. Вертикальным пазом типа «ласточ¬
кин хвост» она соединяется с направляющими станины; по гори¬
зонтальным прямоугольным направляющим перемещаются са¬
лазки.Салазки Д являются промежуточным узлом между консолью и
столом станка. Нижним пазом салазки установлены на горизон¬
тальных направляющих консоли и перемещаются по ним в попе¬
речном направлении, верхний паз типа «ласточкин хвост» служит
направляющей для стола.2 3Рис. 1. Главное движение и
движение подачи 4 при фрезе¬
ровании
Стол Г расположен на салазках и перемещается по ним в про¬
дольном направлении. На нем устанавливаются и закрепляются
обрабатываемые заготовки (непосредственно или при помощи раз¬
личных приспособлений). Для этой дели со стороны рабочей плос-Рис. 2. Горизонтальный консольно-фрезерный станок мод. 6Р82Г:А — основание; Б — станина; В — хобот; Г —стол; Д — салазки; £ — консолькости в нем предусмотрены продольные Т-образные пазы. С по¬
мощью консоли и салазок столу консольно-фрезерного станка
можно сообщить движения подачи в трех взаимно перпендикуляр¬
ных направлениях: продольном, поперечном и вертикальном.Универсально-фрезерные станки отличаются от
рассмотренного выше горизонтального тем, что стол у них может6
быть повернут в горизонтальной плоскости на угол до 45° в обе
стороны. С этой целью салазки таких станков состоят из двух час¬
тей — верхней и нижней. Верхняя часть снабжена круговой градус¬
ной шкалой для отсчета угла поворота и винтовыми зажимами для
фиксации углового положения.Вертикально-фрезе р ные
станки выпускаются в двух исполнениях:
с неповоротным и поворотным шпинделем.В последнем случае (рис. 4) 1ипиндель 6,
смонтированный с помощью выдвижной
гильзы в поворотпой шпиндельной головке <3,
может быть повернут в вертикальной пло¬
скости на угол до 45° в обе стороны. Гиль¬
за со шпинделем выдвигается маховичком 4
и зажимается рукояткой 5.Широкоуниверсальные фре¬
зерные станки (рис. 5) отличаются
наличием двух шпинделей: горизонтального
5 и поворотного 4. Последний смонтирован
при помощи поворотной шпиндельной го¬
ловки 3 на выдвижном хоботе 2, внутри ко¬
торого встроена самостоятельная коробка скоростей с электродви¬
гателем 1. Конструкция шпиндельной головки позволяет устанавли¬
вать шпиндель под разными углами наклона в двух взаимно пер¬
пендикулярных плоскостях, что значительно расширяет технологи¬
ческие возможности станка при обработке деталей сложной формы.Управление станками. Устройство и расположение органов
управления станком зависят от его конструкции. Тём не менее в
схемах управления различными станками используется много типо-Рис. 4. Конструктивная особенность вертикального консольно-
фрезерного станка мод. 6Р127
вых решений, принцип осуществления которых рассмотрим по
рис. 2.На дверце 1 левого электрошкафа станины размещены три ру¬
коятки пакетных переключателей: для подключения станка к элек¬
тросети, включения насоса системы охлаждения и изменения на¬
правления вращения (реверсирования) шпинделя.Кнопочная станция панели 3 снабжена кнопками с надписями:
«Шпиндель», «Стоп», «Толчок», «Быстро», Кнопкой «Шпиндель»Рис. 5. Конструктивная особенность широкоуниверсального консольно¬
фрезерного станка мод. 6Р82Швключается вращение шпинделя; кнопкой «Стоп» выключается все
движение станка. Пусковые кнопки «Толчок» и «Быстро» действу¬
ют только в момент нажима на них. Первая служит для кратковре¬
менного проворота механизма коробки скоростей перед его пере¬
ключением; с помощью второй включают ускоренный ход стола,
если включена механическая подача в соответствующем направ¬
лении. Дублирующая кнопочная панель 9 смонтирована с правой
стороны салазок. Сдублированные рукоятки 10 и 15, 14 и 16 слу*
жат для включения механических подач во всех направлениях.Ручные перемещения стола осуществляются маховичками 8 и11 и рычагом 12, которые снабжены отсчетными устройствами —
лимбами.Для автоматического выключения продольной подачи в Т-об¬
разном боковом пазу стола установлены регулируемые кулачки 7,
крайние положения которых ограничены винтами. Аналогичные
кулачки для выключения поперечной и вертикальной подач распо¬
лагаются с левой стороны салазок и станины.С целью повышения жесткости системы при тяжелых условиях
работы на станке предусмотрена возможность зажима салазок,8
консоли и стола. Коробка подач переключается выдвижным гриб¬
ком 13, коробка скоростей — рукояткой 1 и лимбом 2 (см. рис. 4).Уход за станком. Как и всякая машина, фрезерный станок нуж¬
дается в систематическом уходе, который обязан выполнять фре¬
зеровщик в течение каждой рабочей смены.До начала работы. 1. Проверить общее состояние стан¬
ка: наличие щитков ограждения, рукояток управления, ограничи¬
тельных кулачков, состояние направляющих и рабочей поверхности
стола, надежность крепления всех частей.2. Проверить уровни масла по контрольным глазкам станины,
консоли, салазок и серьги. При недостаточном количестве его —
долить.3. Залит^ масло во все масленки ручной смазки. Смазать на¬
правляющие салазок и стола ручным насосом.4. Проверить работу станка на холостом ходу. При этом сле¬
дует убедиться в исправном действии: огранов управления, меха¬
низма торможения шпинделя, систем автоматической смазки по
струйным маслоуказателям и системы охлаждения.В течение работы. 1. Внимательно следить за работой
станка; оберегать направляющие консоли и рабочую плоскость
стола от механических повреждений.2. Не переключать коробку скоростей и коробку подач на ходу;
перед включением механической подачи убедиться в свободном
перемещении консоли и салазок.По окончании работы. 1. Отключить станок от элек¬
тросети.2. Тщательно очистить станок от стружки, протереть его хлопча¬
тобумажной ветошью, смоченной в керосине.3. Смазать тонким слоем масла направляющие станины, кон*
соли, рабочую поверхность стола и открытые поверхности шпин¬
деля.4. Сообщить сменщику и мастеру о всех замеченных недостат¬
ках в работе станка.Следует учитывать, что каждая модель станка может иметь
ряд конструктивных особенностей, которые предусмотреть в общих
правилах по уходу невозможно. Поэтому, впервые приступая к
работе, фрезеровщик обязан по техническому паспорту тщательно
изучить инструкцию по уходу за станком,§ 2. Понятие о процессе резания металловРабота резца и фрезы. Всем режущим инструментам, в том
числе резцам и зубьям фрез, придается клшювая форма, позволяю¬
щая получить выигрыш в силе, необходимой на преодоление сопро¬
тивления обрабатываемого материала резанию.У резца или зуба фрезы различают (рис. 6): переднюю поверх¬
ность У, по которой сходит стружка, заднюю поверхность 3, обра¬
щенную к обрабатываемой детали, и режущую кромку 4 — линию
пересечения передней и задней поверхностей.9
Если восставить перпендикуляр к обработанной поверхности
детали 2, то можно определить положение поверхностей резца (или
зуба фрезы) с помощью трех углов: переднего угла у, расположен¬
ного между передней поверхностью резца и перпендикуляром к
обработанной поверхности детали; угла заострения р — между
передней и задней поверхностями резца; заднего угла а — между
задней поверхностью резца и обработанной поверхностью детали.
Эти углы называются главными, так как от их величины в основ¬ном зависят режущие способности инструмента. Передний угол
предназначен для создания благоприятных условий резания, зад¬
ний — для уменьшения трения инструмента о поверхность заго¬
товки.По мере внедрения резца в обрабатываемый материал неболь¬
шой участок срезаемого слоя, наиболее близко расположенный к
передней поверхности резца, сжимается и деформируется. Его
частицы сдвигаются друг относительно друга до тех пор, пока
напряжения, создаваемые внешней силой Р, не превзойдут силы
сцепления частиц металла и не произойдет скалывание и отделе¬
ние элемента стружки. После этого аналогичный процесс формиро¬
вания следующих элементов стружки повторяется. Таким образом,
резание металла совершается последовательным скалыванием от¬
дельных элементов стружки.В отличие от резца фреза представляет собой круглое тело, на
поверхности которого расположен ряд зубьев, совершающих вра¬
щательное главное движение. Каждый ее зуб только часть круго¬
вой траектории находится в контакте с обрабатываемой деталью,
срезая короткие стружки по форме запятой. В остальном сущность
процессов резания резца и зуба фрезы аналогичны.Виды стружек. В зависимости от условий резания стружка мо¬
жет приобретать три основных вида: сливной, скалывания и над¬
лома (рис. 7),10
При обработке относительно мягких пластинчатых металлов с
большой скоростью резания элементы стружки не успевают пол¬
ностью отделиться от основной массы металла и стружка сходит
в виде ленты различной длины с гладкой выпуклой и слегка сту¬
пенчатой вогнутой сторонами. Такую стружку называют сливной
(рис. 7, а).При резании с небольшой скоростью более твердых пластичных
металлов элементы стружки успевают почти полностью отделиться*
но все же достаточно прочно связа¬
ны между собой. Получается струж- ^
ка скалывания (рис. 7, б). Ее вогну-
тая сторона имеет ступенчатую фор¬
му с четко различимыми границами
элементов.Обработка хрупких металлов
(чугун, твердая бронза) характери- J
зуется образованием стружки надло- /
ма (рис. 7, в), которая состоит из iK
отдельных не связанных друг с дру-
гом элементов произвольной формы Рис. 7. Виды стружеки размеров.Физические явления при резании. Резание металлов представ¬
ляет собой сложный физический процесс, сопровождаемый: выде¬
лением теплоты, возникновением сил сопротивления резанию и
внешним трением.Теплота выделяется вследствие деформации срезаемого слоя и
внешнего трения соприкасающихся поверхностей резца, стружки
и обрабатываемой детали. Подавляющая масса теплоты уносится
стружкой, остальное ее количество поступает в резец, обрабаты¬
ваемую деталь, и незначительная часть уходит в окружающее
пространство. Тем не менее в зоне резания создается высокая тем¬
пература, которая является основной причиной, ускоряющей износ
резца.Обрабатываемый материал оказывает значительное сопротив¬
ление резанию, сила которого прогибает инструмент, деталь и части
станка, ухудшая точность обработки. На преодоление сопротивле¬
ния металла резанию расходуется электроэнергия, потребляемая
двигателем станка.В результате действия сил резания и относительного скольже¬
ния на контактных поверхностях резца, стружки и обрабатываемой
детали возникает значительное трение, являющееся одной из при¬
чин износа резца.Из этого следует, что для создания благоприятных условий
резанию необходимо: правильно выбирать режим обработки, по
возможности применять смазывающе-охлаждающие жидкости, при¬
давать инструментам рациональную геометрическую форму и изго¬
тавливать их из износо- и теплостойких инструментальных мате¬
риалов, способных длительное время противостоять тяжелым усло¬
виям резания.в в<»£%£* О
<7 00(9ОII
§ 3. Классификация фрезПрименяемые в производстве фрезы можно классифицировать
по ряду признаков:по назначению — на фрезы общего назначения (цилинд¬
рические, торцовые, концевые, отрезные, пазовые, дисковые двух-
и трехсторонние, угловые) (рис. 8) и специализированные (резь¬
бовые, зуборезные, фасонные, Т-образные и др.) —для определен¬
ных видов работ;Рис. 8. Фрезы общего назначения:
а — цилиндрические; б — торцовые; в — концевые; г — отрезные; д — пазовые; в и »с-
дисковые двух- и трехсторонние; з — угловыепо направлению зубьев — на прямозубые и косозубые
(винтовые);по форме зубьев — на остроконечные и затылованные;
по направлению резания — на праворежущие и лево¬
режущие;по конструкции — на цельные и сборные;
по способу установки на станке — на насадные и
хвостовые;по величине зубьев — на мелкозубые и крупнозубые;
по материалу режущей части — на быстрорежущие
и оснащенные твердым сплавом.Фрезы с винтовым расположением зубьев к осевой плоскости
(см. рис. 8, а и в) обеспечивают плавное и равномерное фрезеро¬
вание, так как они врезаются в металл не одновременно всей дли¬
ной зуба, а постепенно.В практике работы на фрезерных станках наибольшее распрост¬
ранение получили фрезы с остроконечными зубьями, которые по12
форме спинки делятся на простые (рис. 9, а), с ломаной спинкой
(рис. 9, б), с криволинейной спинкой (рис. 9, в) и затачиваются
в основном только по задним поверхностям. Затылованная фор¬
ма зуба (рис. 9, г) отличается криволинейной задней поверхностью,
выполненной по спирали Архимеда, и применяется для фасонных
фрез с целью сохранения профиля режущей кромки при затачива¬
нии зубьев только по передним поверхностям.Направление резания свойственно только для торцовых, конце¬
вых и двусторонних дисковых фрез, имеющих один рабочий торец.Рис. 9. Формы зубьев фрез:а, б, в — остроконечная; г — затылованнаяТакие фрезы в большинстве случаев выполняются праворежущи¬
ми — в процессе работы они вращаются по направлению хода часо¬
вой стрелки (если смотреть со стороны нерабочего торца или
хвостовика фрезы).Для экономии дорогостоящих инструментальных материалов
цельными изготавливаются только фрезы небольшого диаметра.
В остальных случаях их выполняют сборными, состоящими из кор¬
пуса, в пазах которого различными способами крепятся ножи или
резцы (см. рис. 8, а и б).Насадные фрезы снабжены посадочными отверстиями стандарт¬
ных диаметров, хвостовые имеют конический или цилиндрический
хвостовик.Крупнозубые фрезы предназначены главным образом для чер¬
нового фрезерования, мелкозубые — для чистового.Фрезы из быстрорежущих сталей после термообработки способ¬
ны сохранять режущие свойства при температуре до 600 °С (873 К)«
Наиболее часто их изготавливают из стали марки Р6М5, в обозна¬
чении которой первая цифра указывает среднее содержание воль¬
фрама, вторая — молибдена (в процентах).Твердые сплавы в виде небольших пластинок припаиваются или
механически крепятся к ножам, резцам или корпусу фрезы. Они
выдерживают температуру нагрева до 1000°С (1273 К), имеют
высокую твердость, не нуждаются в дополнительной термообра¬
ботке и допускают скорости резания в 4...5 раз выше, чем для фрез13
из быстрорежущих сталей. Однако твердые сплавы обладают повы¬
шенной хрупкостью и склонны к образованию трещин при резких
изменениях температуры, что следует учитывать при эксплуатации
фрез, оснащенных ими.При обработке чугуна и цветных металлов наиболее часто при¬
меняются фрезы, оснащенные пластинками из вольфрамовых спла¬
вов марки ВК8, а для обработки сталей — из титано-вольфрамовых,
у которых компоненты и их содержание (кроме карбида вольфра¬
ма) обозначены буквами и цифрами. Например, сплав Т15К6
содержит 15 % карбида титана, 6 % кобальта и 79 % карбида
вольфрама.§ 4. Краткие сведения о геометрии фрезПод геометрией фрезы подразумевается форма зубьев, которая
определяется углами расположения их поверхностей и режущих
кромок.Сравнительно простой зуб, например цилиндрической фрезы,
имеет переднюю поверхность, заднюю поверхность и режущую
кромку. Зубья других фрез обладают более сложной формой и
соответственно состоят из большего числа элементов.Рис. 10. Элементы зубьев фреза
а — торцовой, б — трехстороннейРис. 11. Главные углы а, р,
Y и вспомогательные зад¬
ние углы ai зубьев фрез14
На рис. 10 показаны элементы зубьев торцовой и трехсторонней
дисковой фрез, у которых различают: переднюю поверхность /,
задние поверхности 4 и 5, режущие кромки 3 и 6 и вершины 2.
Вершинами являются точки пересечения режущих кромок.В зависимости от доли участия в резании режущие кромки зуба
делятся на главные и вспомогательные. Главной называется режу¬
щая кромка, выполняющая основной
объем работы резания (см. рис. 10,
поз. 3). Остальные кромки, игра¬
ющие второстепенную роль в процес¬
се резания и предназначенные в
основном для зачистки обработан¬
ной поверхности детали,— вспомо¬
гательные (см. рис. 10, поз. 6).Название задних поверхностей
зуба фрезы устанавливают соответ¬
ственно режущим кромкам, которые
они образуют. Так, задняя поверх¬
ность, образующая главную режу¬
щую кромку, считается главной
(см. рис. 10, поз. 4), остальные —
вспомогательными (см. рис. 10,
поз. 5).тренных ранее по рис. 6, б, у зубьев
фрез выполняются также вспомога¬
тельные задние углы ai (рис. 11),
которые предназначены для умень¬
шения трения в местах контакта
вспомогательных задних поверхно¬
стей с поверхностью обрабатывае¬
мой детали.Положение режущих кромок относительно рабочего торца
фрезы определяется углами в плане (рис. 12, а): главным ф,
вспомогательным <pi и углом при вершине е, сумма которых рав¬
на 180°.Для создания благоприятных условий врезания зубьев в обра¬
батываемый материал их главные режущие кромки располагают
под углом наклона к осевой плоскости фрезы. Для торцовых фрез
этот угол обозначают буквой Л, для цилиндрических — о)
(рис, 12, б).Рис. 12. Углы в плане и углы на¬
клона главных режущих кромок
зубьев фрез§ 5. Режимы резания и охлаждения при фрезерованииРежим резания. Для обработки деталей фрезерный станок на¬
страивают на определенный режим резания, который состоит из
четырех элементов (рис. 13): ширины фрезерования В} глубины ре¬
зания /, подачи s и скорости резания v.15
Шириной фрезерования В считается ширина поверх¬
ности, обрабатываемой за один проход заготовки относительно
фрезы (мм),Глубиной-резания t называется толщина слоя металла,
срезаемого за один проход заготовки относительно фрезы (мм).Для всех бидов фрезерных работ ширина фрезерования изме¬
ряется вдоль оси фрезы, а глубина резания — в радиальном на¬
правлении (рис. 14, а, г, д, е, ж, з),
за исключением обработки плоско¬
стей торцовыми и концевыми фреза¬
ми, когда их ось перпендикулярна
обрабатываемой поверхности (см.
рис. 14, б, в).Подачей s называется путь,
проходимый заготовкой относитель¬
но фрезы в единицу времени. Разли¬
чают три вида подач: на зуб, на обо¬
рот и минутную.Подача на зуб sz — это путь пе¬
ремещения заготовки за время поворота фрезы на один зуб
(мм/зуб).Подачей на оборот s0 является путь перемещения заготовки за
время поворота фрезы на один оборот (мм/об).Минутной подачей sM называют путь перемещения заготовки
за одну минуту (мм/мин).Зависимости указанных подач выражаются формулами:Рис. 13. Элементы режима ре¬
зания при фрезерованииSo — Sz * 2*SM = S0 • n = sz- Z • П,(1)
(2)где z — число зубьев фрезы; n — частота вращения фрезы в мину¬
ту, об/мин.Скоростью резания v называется путь, проходимый
наиболее удаленной от оси вращения точкой режущей кромки
фрезы в минуту. В технике скорость резания принято измерять в
метрах в минуту (м/мин).Формула для расчета скорости резания в данных условиях ра¬
боты фрезы может быть выведена из следующих рассуждений.За каждый оборот точка режущей кромки фрезы диаметром D
(мм) совершит путь, равный длине окружности nD (мм). За п
оборотов в минуту этот путь будет равен nDn (мм/мин). Для пере¬
вода размерности скорости резания в метры в минуту полученное
выражение делится на 1000. После этого формула скорости резания
примет окончательный вид:nDn /очv = —, (3)юоо v ;где л — число, равное 3,14.Сокращая постоянные числа я и 1000, можно получить упрощен*
ную формулу, вполне достаточную для практических целей:16
Рис. 14. Ширина фрезерования и глубина резания при обработке деталей на фрезерных станках
Dn tA\a = —. (4)320 4Если по известной скорости резания требуется определить час¬
тоту вращения фрезы, пользуются зависимостями, полученными из
формул (3) и (4):п = (5)DИЛИп = 320 —• (6)D vОхлаждение и смазка при резании. Для уменьшения износа
фрезы вследствие высокой температуры нагрева и трения в про¬
цессе резания рекомендуется применять смазывающе-охлаждаю-
щие жидкости (СОЖ). Для этой цели наиболее часто используют¬
ся эмульсии, представляющие собой 5...10% раствор эмульсола в
воде. Благодаря наличию в эмульсоле минерального масла и по¬
верхностно-активных веществ эмульсии наряду с хорошим охлажде¬
нием оказывают также смазывающее действие.При общепринятом способе охлаждения поливом жидкость под¬
водится к фрезе сверху или сбоку плоской непрерывной струей.
Подавать ее следует одновременно с началом резания при среднем
расходе жидкости 10...20 л/мин. Такой способ охлаждения рекомен¬
дуется применять при обработке сталей и цветных металлов бы¬
строрежущими фрезами.Для расширения области использования СОЖ, включая фрезе¬
рование чугуна и обработку деталей твердосплавными фрезами,
жидкость подают в зону резания в распыленном состоянии с по¬
мощью инжекторной установки. Выходя из сопла, струя воздушно¬
жидкостной смеси, расширяясь, охлаждается и, соприкасаясь с на*
гретыми зубьями фрезы, интенсивно испаряется. Такой способ ох¬
лаждения позволяет намного сократить расход СОЖ на резание и
значительно повысить общую продолжительность работы фрезы.
В качестве СОЖ для быстрорежущих фрез рекомендуется приме¬
нять 1,5%-ую эмульсию, для твердосплавных — индустриальное
масло марки И-20А.§ 6. Организация рабочего места фрезеровщикаПод рабочим местом подразумевается определенный участок
производственной площади, на котором размещаются станок и дру¬
гие устройства, необходимые для выполнения работы.Рабочее место должно быть организовано так, чтобы фрезеров-
щику не требовалось делать лишних движений, которые, кроме не¬
производительной потери времени, вызывают дополнительную
утомляемость.Большое значение имеет расположение предметов на рабочем
месте: все, что рабочий берет правой рукой, должцо .находиться18
справа, а предметы, которые берутся левой рукой,— слева; все, что
чаще требуется, должно быть ближе. Каждый употребляемый пред¬
мет должен иметь свое постоянное место. Это создает привычные
движения и.автоматизм в работе, исключает потерю времени на по¬
иски предмета.На рабочем месте, кроме станка, должны быть установлены:
инструментальная тумбочка для хранения небольших приспособле¬ние. 15. Рабочее место фрезеровщиканий, инструментов, обтирочных и смазочных материалов и других
предметов постоянного пользования; подставка или тележка с ящи¬
ками для заготовок и готовых деталей; деревянная решетка для
защиты ног фрезеровщика от стружки и сырости. Кроме того, ра¬
бочее место должно быть оснащено грузоподъемным устройством —
монорельсом или поворотной консолью с электротельфером.Организация рабочего места зависит от характера выполняемых
работ, габаритов обрабатываемых деталей. Тем не менее можно
рекомендовать типовую планировку рабочего места (рис. 15), ко¬
торая наиболее удобна при выполнении универсальных работ.Слева от рабочего, примерно на расстоянии вытянутой руки, на*
ходится тележка 1 с ящиками 2 и 3 для готовых деталей и загото*
вок; справа на таком же расстоянии устанавливается инструмен¬
тальная тумбочка 5. Перед станком на полу лежит деревянная ре¬
шетка 6. Рабочая зона станка закрывается защитным экраном 4
подъемного типа.19
При обработке мелких деталей небольшие ящики для заготовок
и готовых деталей целесообразно располагать непосредственно на
столе станка по обе стороны от зажимного приспособления.Крупные приспособления постоянного пользования (тиски, дели¬
тельная головка, поворотные плиты и столы) должны храниться в
непосредственной близости от станка на специальных стеллажах,§ 7. Общие правила техники безопасности при работена фрезерном станкеВо избежание травматизма и несчастных случаев фрезеровщик
обязан строго соблюдать меры предосторожности, которые обуслов¬
лены правилами техники безопасности.До начала работы. 1. Привести в порядок рабочую
одежду: застегнуть обшлага рукавов, заправить одежду так, чтобы
не было свисающих концов, убрать волосы под головной убор.2. Подготовить рабочее место: убрать все лишнее, подготовить
и аккуратно разложить инструменты и приспособления, сложить
заготовки в предназначенную для них тару-s. Проверить состояние станка и убедиться в исправности: ог¬
раждений, заземляющего провода, пусковых и тормозных
устройств, рукояток и маховичков управления станком.4. Проверить наличие и состояние деревянной подножной решет¬
ки. Она должна быть прочно собранной, сухой и не иметь сквозных
металлических креплений.В течение работы. 1. Надежно закреплять инструменты,
приспособления и заготовки. При установке фрез на станок наде¬
вать рукавицы.2. Не пользоваться неисправными или значительно изношенны-*
ми приспособлениями, ключами и оправками.3. Устанавливая на станок тяжести массой более 16 кг (для де¬
вушек свыше 10 кг), применять подъемные устройства или прибе¬
гать к помощи подсобного рабочего.4. Во время работы станка не производить установку и снятие
заготовок и инструментов, измерения, регулировку, чистку и смазку
станка.5. Не облокачиваться на станок и не прижиматься к нему во
время работы.6. Для защиты себя и окружающих от стружки при работе твер¬
досплавными фрезами пользоваться защитным экраном и очками.7. Не удалять стружку со станка голыми руками или сжатым
воздухом. Пользоваться для этого щеткой или специальным
скребком.8. Соблюдать порядок на рабочем месте: правильно уклады¬
вать заготовки и детали, не загромождать проходы, своевременно
убирать стружку, следить, чтобы пол не заливался охлаждающей
жидкостью и маслом, под ногами иметь сухую деревянную решетку.9. Не открывать дверцы электрошкафов и не производить ка¬
кую-либо регулировку электроаппаратуры.20
10. При появлении искр на деталях станка или ощущении дей¬
ствия тока при соприкосновении с ними работу прекратить и при¬
нять меры по исправлению электропроводки электриком.И. В ночное время светильник местного освещения отрегулиро¬
вать так, чтобы свет не слепил глаза.12. Станок во время работы нельзя оставлять без надзора. При
любом даже кратковременном уходе с рабочего места выключать
электродвигатель.По окончании работы. Отключить станок от электро¬
сети. Очистить и смазать его. Убрать и привести в порядок рабочее
место. О всех недостатках в работе станка сообщить сменщику и
мастеру,I. Укажите основные узлы консольно-фрезерного станка и их назначе-
г ние. 2. Объясните сущность процесса резания, расскажите о явлениях,
сопровождающих его. 3. Приведите классификацию применяемых фрез.4. Дайте определение элементов режима резания и укажите формулы для их
расчета. 5. Как должно быть организовано рабочее место фрезеровщика? 6. Ка¬
кие основные правила техники безопасности при работе на фрезерном станке?Глава». ФРЕЗЕРОВАНИЕ ПЛОСКИХ ПОВЕРХНОСТЕЙ§ 8. Понятие о плоскостях и требования, предъявляемые к нимПоверхности детали, обладающие прямолинейностью в любом
сечении, называются плоскостями *.По расположению относительно горизонтали различают: гори¬
зонтальные, вертикальные и наклонные плоскости. Кроме того, по¬
верхности детали, пересекающиеся между собой под некоторым
углом, принято называть сопряженными.К обработке плоскостей предъявляется определенные техничес¬
кие требования, вытекающие из характера и условий работы дан¬
ной детали в узле машины. Эти требования, объединяемые в обоб¬
щенное понятие «точность обработки», включают: точ¬
ность выполнения размеров, точность геометрической формы по¬
верхностей, точность их взаимного расположения и шероховатость
поверхностей.Технические требования указываются на рабочем чертеже де¬
тали условными обозначениями, принятыми в ЕСКД (единой си¬
стеме конструкторской документации).Точность размеров ограничивается предельными отклоне¬
ниями, которые проставляются справа от номинального размера.
Например, размер 25lto'? означает, что деталь по этому показателю
будет считаться годной, если ее действительный размер находится
в пределах наибольшего предельного размера 25,2 мм и наимень¬* В дальнейшем термин «плоская поверхность» для краткости будет име¬
новаться «плоскостью», под которой следует понимать реальную плоскую по¬
верхность детали, ограниченную определенными размерами.21
шего — 24,9 мм. Величина допустимого колебания размера детали —
допуск—определяется разностью предельных размеров, который для
данного примера равен 25,2 — 24,9 = 0,3 мм.Точность геометрической формы плоскостей ха¬
рактеризуется допустимыми непрямолинейностью или неплоскост-
ностью.Непрямо линейность определяется наибольшим отклонением по^
верхности от прилегающей прямой в определенном направленииО 0,05П\0,05/300CZ30,1СИЗ■L 0,1 АII 0Ц/Ю0 АРис. 16. Примеры обозначения на чертеже допустимой неплоскостности (а, б),
непрямолинейности (в), неперпендикулярности (г) и непараллельности (д)плоскостейна заданной длине. Неплоскостностью считается наибольшая не-
прямолинейность поверхности в любом направлении (продольном,
поперечном, диагональном).На рис. 16 приведены примеры условных обозначений допусти¬
мых погрешностей формы плоскостей. Обозначение на рис. 16, а
указывает, что неплоскостность всей поверхности не должна пре¬
вышать 0,05 мм, а на рис. 16, б обозначено, что такая же погреш¬
ность допустима только на длине 300 мм. Допустимая непрямоли-
нейность поверхности не более 0,1 мм показана на рис. 16, в.Если на чертеже отсутствуют указания о требуемой точности
формы плоскостей, то погрешности каждой из них не должны пре¬
вышать 7г допуска размера между ними.Точность взаимного расположения плоскостей на¬
иболее часто характеризуется допустимыми неперпендикуляр-
ностью или непараллельностью.Неперпендикулярность определяется отклонением данной плос¬
кости от перпендикуляра, восставленного к сопряженной базовой
плоскости на заданной длине (высоте). Непараллельносгь выра¬
жается разностью наибольшего и наименьшего расстояний между
противоположными плоскостями на заданной длине. Рис. 16, г ука¬
зывает, что неперпендикулярность боковой плоскости относительно
нижней А (базовой) не должна превышать 0,1 мм на всей высоте
детали. На рис. 16, д приведено обозначение допустимой непарал¬
лельности верхней плоскости относительно нижней А (базовой) не
более 0,1 мм на длине 100 мм.22
В тех случаях, когда на чертеже отсутствуют указания о допу¬
стимых отклонениях от параллельности плоскостей, эти отклонения
не должны превышать допуска на расстояние между плоскостями.Шероховатость поверхности характеризуется величиной неров¬
ностей, остающихся на ней в результате обработки резанием. Стан¬
дарт (ГОСТ 2.309—73) предусматривает обозначение шерохова¬
тости V-образным знаком, над которым проставляется числовое
значение высоты неровностей профиля Rz или среднеарифметиче¬
ское отклонение профиля Ra в микрометрах {символ Ra на чертеже
не указывается).Обработка деталей фрезерованием позволяет при определенных
условиях получать размеры точностью до 9-го квалитета и шеро¬
ховатость поверхностей до Ra = 1,25 мкм.§ 9. Средства измерения и контроля плоскостейДля определения точности обработки плоскостей пользуются
измерительными линейками, штангенциркулями, поверочными ли¬
нейками, угольниками, щупами, универсальными угломерами и об¬
разцами шероховатости.Измерительные линейки (рис. 17, а) позволяют выполнять от¬
счет размеров с точностью не более 0,5 мм. С помощью штанген¬
циркулей ШЦ-1 (рис. 17,6) и ШЦ-П (рис. 17, в) производят изме¬
рения с точностью соответственно до 0,1 и 0,05 мм.Точность геометрической формы плоскостей (прямолинейность,
плоскостность) определяют с помощью лекальных линеек
(рис. 17, г) по методу световой щели (на просвет) при накладывании
линейки на поверхность детали. Для этой же цели пользуются пове¬
рочными линейками 1 с широкой рабочей поверхностью и набором
щупов 2 (рис. 17, д). Перпендикулярность сопряженных плоскостей
контролируют угольниками с широким основанием (рис. 17, е).Шероховатость обработанной поверхности определяется визу¬
ально методом сравнения с образцами шероховатости (рис. 17, з).Угловое расположение наклонных плоскостей измеряют универ¬
сальными угломерами двух типов: УМ с пределами измерения0...180° и УН — для углов 0...3200.Угломер типа УН позволяет измерять упы с точностью до 2'.
Он настраивается на четыре диапазона углов: 0...500 — с угольни¬
ком 2 и линейкой 1 (рис. 17, ж) \ 50...140° — без угольника, на место
которого устанавливается линейка /; 140...210° — только с угольни¬
ком; 210...320° — без линейки и угольника.»§ 10. Установка заготовок на станкеСпособы установки. При выполнении универсальных работ, свя¬
занных с фрезерованием плоскостей, заготовки на станке устанав¬
ливают тремя основными способами: в тисках, на столе станка, на
угловых плитах.23
ММ 1 2 3 4 5 6""I'lllllnlllllllllllllllllllllllllllllllllllllllllllllllllllI Ев 27 20 20 39 Q 1llinlnillllllllinlnillinillllllllllllllir JВ тисках закрепляют заготовки сравнительно небольших раз¬
меров. Крупные заготовки (типа плит, корпусов) устанавливают на
столе станка. Для укрепления крупных заготовок, обрабатываемые
поверхности которых должны располагаться под некоторым углом
друг к другу, используют угловые плиты.Фрезерные приспособления. Для установки и закрепления заго¬
товок на станке при фрезеровании плоскостей пользуются фрезер-24
Рис. 17. Средства измерения и контроля плоскостейными приспособлениями общего назначения: станочными тисками,
прихватами, прижимами, упорами, угловыми плитами.Станочные тиски по конструкции делятся на неповорот-
ные, поворотные и универсальные; по способу действия — с руч¬
ным и механизированным приводом; по точности — нормального
класса Н и повышенного — П.Неповоротные тиски (рис. 18, а) состоят из корпуса 7 с непод¬
вижной губкой 1 и подвижной 3. Последняя установлена на прямо¬
угольных направляющих 6 корпуса и соединена с ними планками8. Привод ее осуществляется вручную при вращении рукоятки 5,
надетой на квадрат винта 4. К губкам тисков прикреплены сталь¬
ные закаленные накладные губки 2 с рифленой либо гладкой рабо¬
чей поверхностью, предназначенные для закрепления заготовок.
Направляющие шпонки 9 служат для выверки тисков на станке.Поворотные тиски (рис. 18, б) отличаются от неповоротных на¬
личием основания 4 с градусной шкалой 3. Благодаря этому кор¬25
Рис. 18. Станочные тиски:
а — неповоротные; б — поворотныеРис. 19. Тиски с пневматическим силовым приводомпус 1 таких тисков может быть повернут на требуемый угол и за¬
креплен болтами и гайками 2.Универсальные тиски (см. рис. 48, а) характеризуются возмож¬
ностью поворота корпуса в двух плоскостях — горизонтальной и
вертикальной. Поэтому их применяют при фрезеровании на дета¬
лях наклонных плоскостей и скосов, расположенных в различных
направлениях.26
Рис. 20. Накладные губки к тнскамГа — клиновые; б — д — специального профиляМеханизированные тиски с пневмо- или гидроприводом значи¬
тельно уменьшают физическую нагрузку фрезеровщика и повыша¬
ют производительность труда.В тисках с поршневым пневмоприводом (рис. 19) сжатый воз¬
дух из цеховой сети поступает через штуцер 4 или 3 в правую Б
либо левую А полости пневмоцилиндра 1 (в зависимости от поло¬
жения рукоятки распределительного крана). При этом поршень 2
совместно со штоком 9, винтом 5, гайкой 7 и подвижной губкой 6
будет поступательно перемещаться влево или вправо, зажимая или
отжимая заготовку- Винт 8 и гайка 7 служат для установки требу¬
емого раствора губок 5 и 6 в зависимости от габаритов закрепляе¬
мой заготовки.Станочные тиски могут быть укомплектованы накладными губ¬
ками клинового типа или специального профиля.27
Клиновые губки (рис. 20, а) выполняются из двух клинооораз-
ных частей / и 2, соединенных с некоторой степенью свободы вин¬
тами 5. Часть 2 неподвижно крепится к губке 3 тисков винтами 4,
а часть 1 постоянно поджимается вверх подпружиненными штиф-
тами 6. При соприкосновении частей накладной губки по наклон¬
ной плоскости заготовка одновременно поджимается к неподвиж¬
ной губке и к направляющим корпуса тисков.Рис. 21. ПрихватыНакладные губки специального профиля расширяют технологи¬
ческие возможности станочных тисков. В качестве примера на
рис. 20 приведено несколько конструкций таких губок: б — для фре¬
зерования наклонных плоскостей, в — для обработки паза на торце
цилиндрической заготовки, г — для обработки за одну установку
верхней и торцовой поверхностей у заготовок типа тонких пластин,
д — для фрезерования шпоночного паза у цилиндрической заго¬
товки.Прихваты — наиболее простые зажимные приспособления,
которые применяются преимущественно для закрепления крупно¬
габаритных заготовок непосредственно на столе фрезерного станка
или на угловых плитах. Их можно разделить на три основные груп¬
пы (рис. 21): а — плиточные., б— вилкообразные, в — корытооб¬
разные.Способы крепления заготовок прихватами на столе фрезерного
станка изображены на рис. 22, а, б.Упоры и прижимы используются в тех случаях, когда
требуется применить боковое крепление заготовки на столе станка.28
Крепление заготовки 3 с помощью упора и прижима клинового
действия изображено на рис. 23. Заготовка слева опирается на
упор 2, который правильно ориентирован по пазу стола выступом9 и закреплен болтом и гайкой 1. Справа заготовка зажимается
прижимом, состоящим из клина 4 с продолговатым отверстием под
болт 6 и основания 7 с выступом 9, входящим в пазстола. Основа¬
ние крепится к столу станка болтом и гайкой 8. При завинчиванииРис. 22. Крепление заготовок прихватамиРис. 23. Крепление заготовки на столе фрезерного станка с по¬
мощью упора и прижимагайки 5 клин 4, скользя по наклонной плоскости, одновременно под¬
жимает заготовку к упору 2 и рабочей поверхности стола станка.Угловые плиты по конструкции делятся на простые, по¬
воротные и универсальные.Простая угловая плита (рис. 24, а) имеет форму угольника с
взаимно перпендикулярными полками 1 и 2 и ребрами жесткости 3.
На горизонтальной полке 1 предусмотрены проушины 5 для креп¬
ления плиты к столу станка, а на вертикальной полке — продолго¬
ватые пазы 4, через которые пропускают болты при закреплении
обрабатываемой заготовки прихватами.Поворотная угловая плита (рис. 24, б) отличается от простой
тем, что ее вертикальная полка 1 может быть повернута вокруг оси
3 на требуемый угол по шкале 2 и закреплена гайкой 4Ч29
Универсальная угловая плита (рис. 24,в) позволяет поворачи¬
вать заготовку в двух плоскостях — горизонтальной и вертикаль¬
ной. Такая плита состоит из трех основных частей: основания S,
корпуса 2 и полукруглого стола 3. Корпус может быть повернут от¬
носительно основания в горизонтальной плоскости и закреплен бол¬
тами и гайками 7. Поворот стола в вертикальной плоскости осуще¬
ствляется червячной передачей при вращении рукоятки 1 и фик¬
сируется в необходимом положении
после затяжки гаек 9. Отсчет угло¬
вых поворотов ведется по градусным
шкалам 5 и 6. Со стороны рабочей
поверхности стола выполнены Т-об¬
разные пазы 4, позволяющие закре¬
плять на нем заготовки прихватами
или при помощи других крепежных
приспособлений.Приемы установки и выверки при¬
способлений на станке. Точность
взаимного расположения поверхно-Рис. 24. Угловые плиты:а — простая; 6 — поворотная; в — универ¬
сальнаяРис, 25. Выверка станочных тисков
на станке30
стей обрабатываемой детали во многом зависит от того, насколько
правильно будет ориентировано на станке приспособление, что до¬
стигается его выверкой. Для этой цели станочные тиски и угловые
плиты снабжены направляющими шпонками (см. рис. 18, поз. 9)%
которые вводят в паз стола и прижимают к одной из его сторон.При отсутствии у приспособлений направляющих шпонок вы¬
верку можно осуществить с помощью угольников или индикатором.Перпендикулярность рабочей поверхности неподвижной губки
тисков к вертикальным направляющим станины станка выверяют
одним угольником 1 с широким основанием (рис. 25, а), а парал¬
лельность— двумя угольниками 1 и 2 (рис. 25, б). Точную выверку
(до сотых долей миллиметра) выполняют индикатором 1
(рис. 25, в), который закрепляют на станке при помощи державки 2
между установочными кольцами фрезерной оправки.Приемы установки и выверки заготовок. Для получения требуе¬
мой точности взаимного расположения поверхностей обрабатыва¬
емой детали, кроме правильной установки и выверки приспособле¬
ний, следует произвести проверку правильности положения заго¬
товки. С этой целью при ее установке в станочных тисках (рис. 26)
необходимо придерживаться определенных правил и выполнять их
в такой последовательности:1. Развести губки тисков на величину, несколько большую ши¬
рины заготовки.2. Протереть ветошью рабочие поверхности тисков и заготовку.
При наличии на ней заусенцев удалить их напильником.3. Если заготовка имеет небольшую высоту, подобрать и уста¬
новить на направляющие корпуса тисков одну или две одинаковые
параллельные подкладки 3 такого размера, чтобы зажимаемая
часть заготовки составляла не менее 2/з ее высоты. Нельзя поль¬
зоваться для этого случайными металлическими брусками. Под¬
кладки должны быть стальными, закаленными и шлифованными.31 *
4. В случаях, когда тиски оснащены рифлеными губками, а бо¬
ковые поверхности заготовки окончательно обработаны, на губки
тисков следует установить нагубники 2 в виде небольших уголков
из мягкой листовой стали или цветного металла.5. Установить и слегка закрепить заготовку в тисках.6. Осадить заготовку легкими ударами молотка с мягким бой¬
ком из цветного металла до плотного прилегания ее к направляю¬
щим тисков или к подкладкам и окончательно закрепить.7. Когда заготовка имеет окончательно обработанную нижнюю
опорную поверхность, точность ее прилегания к направляющим тис¬
ков (подкладкам) выверяют слесарным рейсмасом. Для этого ото¬
гнутое острие иглы 1 его подводят к основанию заготовки с неболь¬
шим зазором (0,1...0,2 мм). Затем, перемещая рейсмас по столу
станка, определяют равномерность зазора в четырех точках по
углам заготовки. Если зазор неравномерный, зажим заготовки не¬
много ослабляют, вновь выполняют действия пункта 6 и повторно
контролируют установку заготовки рейсмасом.Заготовки, закрепляемые непосредственно на столе станка при¬
хватами, выверяют способами, рассмотренными ранее (см.
рис. 25). При этом необходимо соблюдать ряд практических
правил:1. Для повышения прочности крепления болты прихватов рас¬
полагают возможно ближе к заготовке.2. Затяжку гаек выполняют в диагональном порядке вначале
предварительно, затем окончательно.3. Прихваты располагают на участках заготовки, имеющих опо¬
ру на столе станка.4. Подставки выбирают такой высоты, чтобы прихваты разме¬
щались параллельно опорной поверхности заготовки.§ 11. Фрезы для обработки плоскостей и их установка на станкеТипы применяемых фрез. Обработку плоскостей в основном вы¬
полняют цилиндрическими и торцовыми фрезами, иногда (при не¬
большой ширине обрабатываемой поверхности) используют кон¬
цевые и дисковые двух- и трехсторонние фрезы (см. рис. 14, в, г, д).Цилиндрические фрезы, применяемые на станках с
горизонтальным расположением шпинделя, выпускаются цельны¬
ми, с винтовыми пластинками твердого сплава и сборными.Цельные цилиндрические фрезы из быстрорежущей стали
(рис. 27, а) изготавливаются в двух исполнениях — с крупными и
мелкими зубьями.Мелкозубые предусмотрены для чистового фрезерования, что
объясняется необходимостью увеличения количества одновремен¬
но работающих зубьев для повышения равномерности фрезерова¬
ния и уменьшения шероховатости обрабатываемой поверхности. Во
всех прочих случаях используются крупнозубые фрезы, при фрезе¬
ровании которыми необходимая шероховатость достигается за счет
выбора соответствующей подачи.32
Высокая производительность фрезерования достигается приме¬
нением цилиндрических фрез с винтовыми пластинками из твердо¬
го сплава (рис. 27,6). Пластинки припаиваются к корпусу фрезы
из конструкционной стали. На их стыках в шахматном порядке вы¬
полняются угловые стружкоразделительные канавки, облегчающие
процесс резания.612 3 4 L LРис. 27. Цилиндрические фрезы:
а — цельные; б — с пластинками из твердого сплава; в — сборныеСборные цилиндрические фрезы (рис. 27, в) состоят из корпу¬
са /, в пазах которого с помощью рифлений 3 и клиньев 2 крепятся
ножи 4 из быстрорежущей стали. Такие фрезы выпускаются оди¬
нарными длиной L = 40...65 мм и составными (две-шесть штук в
комплекте). Фрезы, собираемые в комплект, имеют различное на¬
правление наклона зубьев с целью уравновешивания осевых сил,
возникающих в процессе резания.Торцовые фрезы бывают цельными и сборными. Цельные
фрезы из быстрорежущей стали сравнительно небольшого диамет¬
ра (до 100 мм) выполняются с креплением на продольной
(рис. 28, а) и на торцовой шпонках (рис. 28, б) с мелкими и крупны¬
ми зубьями. Фрезы более крупного диаметра для экономии дорого¬
стоящих инструментальных материалов изготавливаются сборны-
ми (рис. 28, в и г) с ножами из быстрорежущей стали либо осна¬
щенными пластинками твердого сплава. Крепление таких фрез осу-2 Зак. 74933
Рис. 28. Торцовые фрезы:б — цельные; в, г — сборные
Рис. 29. Оправки центровые:
а — с поддерживающей втулкой; б — с цилиндрической цапфой
ществляется с помощью торцовых шпонок, для которых со стороны
нерабочего торца фрезы предусмотрены прямоугольные пазы (см,
сеч. А—А).Установка фрез на станке. Цилиндрические фрезы устанавлива-
ваются на горизонтально-фрезерных станках при помощи цент¬
ровых оправок (рис. 29)/которые в зависимости от конструк¬
ции подшипника серьги станка могут иметь поддерживающую
втулку 6 (рис. 29, а) или цилиндрическую цапфу 8 (рис. 29,6).Центровая оправка состоит из хвостовика, шейки, рабочей час¬
ти и резьбы.Рис. 30, Переходная втулка для оправок с коническим хвостови¬
ком «Морзе»Хвостовики оправок могут иметь коническую форму с конус¬
ностью 7 : 24 для непосредственной установки в отверстие шпин¬
деля или конус Морзе. В последнем случае оправки крепят на стан¬
ке при помощи переходных втулок. Резьбовое отверстие 2 служит
для затяжки хвостовика в отверстие шпинделя .шомполом.На шейках оправок предусмотрены фланцы 3 с прямоугольны¬
ми пазами 1 или две лыски (см. рис. 29, б, сеч. А—А), предназна¬
ченные для восприятия крутящего момента непосредственно от по¬
водковых шпонок шпинделя станка или от торцового паза пере¬
ходной втулки (см. рис. 30, размер S).Цилиндрическая рабочая часть оправок выполняется соответ¬
ственно стандартным диаметрам d посадочных отверстий фрез (13,
-16, 22, 27, 32, 40 и 50 мм) и различной длины, что позволяет под¬
бирать их в зависимости от условий выполняемых работ. Для пе¬
редачи крутящего момента фрезе рабочая часть оправок снабжена
длинной призматической шпонкой 5 (см. рис. 29, а).На резьбовой части оправок обычно нарезается левая метричес¬
кая резьба с мелким шагом. Благодаря этому уменьшается вероят¬
ность самоотвинчивания гайки 7 во время работы, так как при наи¬
более часто употребляемом левом вращении шпинделя силы реза¬
ния будут стремиться затянуть ее, усиливая тем самым крепление
фрезы.Центровые оправки комплектуются набором установочных ко¬
лец 4 различной ширины (1...50 мм), которые позволяют распола¬
гать фрезу вдоль оправки на необходимом расстоянии от шпинделя.36
При установке цилиндрической фрезы -на станке
(рис. 31) фреза 17 при помощи установочных колец 9, поддержи¬
вающей втулки 8 и гайки 1 закреплена на рабочей части центровой
оправки. Хвостовик 13 оправки установлен в отверстие шпинделя12 и затянут шомполом 14, снабженным для этой цели -шестигран¬
ной головкой 16 и гайкой 15. Передача крутящего момента от шпин¬
деля на оправку осуществляется поводковыми шпонками 10, кото¬
рые входят в пазы фланца 11. Свободный конец оправки совместно
с поддерживающей втулкой введен в отверстие подшипника 7 серь¬
ги 5. Для повышения износостойкости подшипник серьги изготов*12 3 4 5 6 7 8 9 10 11 12 13 14 15 16Рис. 31. Установка цилиндрической фрезы на станке при помощи центров.}оправкилен из бронзы и имеет форму втулки с наружным конусом и про¬
дольным разрезом, что позволяет периодически регулировать его
(по мере износа) гайкой 2. В серьге предусмотрена фитильная
смазка 6 подшипника, смотровой глазок 3 для контроля уровня мас¬
ла и заливное отверстие 4.Устанавливая цилиндрические фрезы на станке, необходимо со¬
блюдать определенную последовательность действий:1. Протереть ветошью оправку, конический участок отверстия
шпинделя, установочные кольца, фрезу.2. Установить хвостовик оправки в отверстие шпинделя так,
чтобы поводковые шпонки последнего вошли в пазы фланца
оправки.3. Ввернуть шомпол в резьбовое отверстие хвостовика оправки
и затянуть до отказа гайку 15 ключом (см. рис. 31). Чтобы шпин¬
дель при этом не проворачивался, коробку скоростей станка сле¬
дует настроить на наименьшую частоту вращения. ♦4. Надеть на рабочую часть оправки установочные кольца, под¬
держивающую втулку, фрезу. Слегка смазать резьбу оправки и на¬
вернуть на нее гайку. При этом необходимо учитывать, что для
повышения жесткости и прочности крепления фрезы ее следует рас¬
полагать на оправке возможно ближе к переднему концу шпинделя
так, чтобы осевая составляющая силы сопротивления резанию
Р0 (рис, 32) была направлена в его сторону. Последнее условие
обеспечивается, если направления винтовых зубьев фрезы и вра¬
щения шпинделя разноименны. Поэтому при работе фрезами с
правым направлением винтовых зубьев шпиндель должен иметь
левое вращение (против хода часовой стрелки, если смотреть со сто¬
роны его заднего конца) (рис. 32, а) и, наоборот, для фрез с левымнаправлением винтовых зубьев оно
должно быть правым (рис. 32, б).5. Выдвинуть хобот на необходи¬
мую длину и закрепить его.6. Установить серьгу на хобот и за¬
крепить ее так, чтобы поддерживаю¬
щая втулка или цапфа оправки вошла
в подшипник серьги.7. Закрепить фрезу, затянув до от¬
каза гайку оправки ключом.8. Проверить уровень масла в ре¬
зервуаре серьги и при необходимости
долить.9. Проверить радиальное биение
зубьев фрезы индикатором 1 (рис. 33).
Для этого установить индикатор на
стол станка так, чтобы его измеритель¬
ный штифт 2 коснулся режущей кром¬
ки зуба фрезы с небольшим натягом
(1...2 мм по малой отсчетной шкале).
Рукоятки коробки скоростей поставить
в такое положение, чтобы, шпиндель
легко проворачивался. Вращая оправ¬
ку вручную в направлении, обратномнаправлению резания, определить биение фрезы, которое не должно
превышать 0,05 мм.Торцовые фрезы диаметром до 250 мм устанавливаются на
станке при помощи коротких концевых оправок (рис. 34), которые
в зависимости от способа крепления фрезы выполняются с продоль¬
ной или торцовой шпонками.Последовательность действий фрезеровщика при установ¬
ке на станке торцовых ф р е з аналогична ранее рассмот¬
ренной для цилиндрических фрез с учетом конструкции концевых
оправок.При креплении фрезы с торцовым пазом на вертикально-фре¬
зерном станке (рис. 35, а) оправка хвостовиком 5 устанавливается
в отверстие .шпинделя 6 и затягивается шомполом 7. На рабочую
часть ее надевается фланец 3 и фреза 2 так, чтобы пазы и торцо¬
вый выступ фланца совместились с поводковыми шпонками 4 шпин¬
деля и пазом на торце фрезы. Затем фреза вместе с фланцем затя¬
гивается винтом 1 с помощью специального торцового ключа.Крупногабаритные торцовые фрезы устанавливаются непосред¬
ственно на передний цилиндрический участок 1 шпинделя
(рис. 35, б), При этом поводковые шпонки 3 должны зайти в торцо-Рис. 32. Направление вращения
шпинделя при работе цилиндри¬
ческими фрезами с различным
направлением винтовых зубьев:
а — правым; б — левым38
Рис. 33. Проверка биения зубьев цилиндрической фрезы инди¬
каторомРис. 34. Концевые оправки для торцовых фрезз
а с продольной шпонкой; 6 — с торцовой шпонкой
вый паз фрезы, которая затем
закрепляется четырьмя винта¬
ми 2. Чтобы исключить перекос
и биение фрезы, винты затяги¬
вают торцовым ключом в диа¬
гональном порядке.§ 12. Споеобы и методы
работки плоскостейоб-Обработка плоскостей на
фрезерных станках может вы¬
полняться двумя основными
способами — торцовыми или
цилиндрическими фрезами, для
которых характерны различ¬
ные методы обработки: сим¬
метричный, несимметричный,
встречный и попутный. При вы¬
боре того или иного способа и
метода фрезерования (для кон¬
кретно заданных условий рабо¬
ты) необходимо руководство¬
ваться их сравнительными осо¬
бенностями, которые рассма¬
триваются ниже.Выбор способа обработки и
размеров фрез. Торцовые фре¬
зы по сравнению с цилиндриче¬
скими обладают рядом преиму¬
ществ: большей жесткостью
крепления на станке, участием
в резании двух режущих кро¬
мок— главной и вспомогатель¬
ной (зачищающей) (рис. 36, а,
б), большим углом контакта Т с заготовкой (рис. 36, в, г) и сравни¬
тельно более доступными способами оснащения их пластинками
твердого сплава.Благодаря этому использование торцовых фрез способствует по¬
вышению производительности фрезерования плоскостей, уменьше¬
нию шероховатости обработанной поверхности и их применение, как
правило, является более предпочтительным.Вместе с тем для работы на горизонтально-фрезерных станках
цилиндрические фрезы более удобны и особенно незаменимы, ко¬
гда обработка нескольких поверхностей ведется набором фрез, од¬
новременно закрепляемых на центровых оправках.Размеры фрез характеризуются диаметром, а для цилиндриче¬
ских фрез и длиной.Диаметр торцовой фрезы DT принимают таким, чтобы обработ¬Рис. 35. Установка торцовых
станкефрез на40
ка поверхности заготовки производилась за один проход. Практи¬
кой установлено следующее соотношение!DT= (1,4...1,7) 5, ‘ (7)где В — ширина фрезеруемой поверхности, мм.Диаметр цилиндрических фрез Dn целесообразно принимать
возможно меньшим, но не менее десятикратной глубины резанияРис. 36. Фрезерование торцовой фрезой (а; в) и цилиндрической(б, г)Это объясняется тем, что при работе цилиндрическими фрезами
меньшего диаметра соответственно уменьшается крутящий момент
силы сопротивления резанию, что в свою очередь уменьшает рас¬
ход мощности на резание.Длину цилиндрических фрез обычно принимают примерно на10 мм больше ширины фрезеруемой поверхности.Выбор метода фрезерования. Для обработки плоскостей торцо¬
выми фрезами возможны два метода фрезерования: симметричный
и несимметричный. В первом случае оси фрезы и обрабатываемой
поверхности совпадают, во втором они смещены относительно.друг
друга.41
Из рис. 37 видно, что при одинаковой подаче на зуб Sz при не¬
симметричном фрезеровании уменьшается начальная толщина сре¬
заемого слоя ан и удлиняется путь врезания зуба в заготовку /к.
Это в свою очередь снижает силу и резкость ударов, воспринимае¬
мых зубьями фрезы в моменты внедрения в обрабатываемый мате¬
риал, значительно повышает ее стойкость и уменьшает опасность
возникновения вибраций. Таким образом, для фрезерования тор-Рис. 37. Симметричное (а) и несимметричное (б) фрезерование торцовойфрезойцовыми фрезами предпочтительным является несимметричный
метод.Исследованиями установлено, что наиболее благоприятные ус¬
ловия врезания зубьев торцовой фрезы создаются, если ее набега¬
ющая сторона смещена относительно заготовки на величину С
(рис. 37,6), значение которой определяется из следующего равен*
ства:&= (О,ОЗ...0,05)D, (8)где D — диаметр фрезы, мм.При работе цилиндрическими фрезами практическое примене¬
ние получили: встречное фрезерование (рис. 38, а) — когда обра¬
батываемая заготовка перемещается навстречу вращающимся
зубьям фрезы, и попутные (рис. 38, б) —если направления этих
движений совпадают. Каждый из указанных методов имеет свой¬
ственные ему достоинства и недостатки.42
Толщина срезаемого слоя (стружки) при встречном фрезерова¬
нии увеличивается постепенно, что благоприятно сказывается на
стойкости фрезы, так как ее зубья не испытывают резких ударов.
Однако в моменты врезания в точке А (см. рис. 38, а) толщина
срезаемого слоя равна нулю и зуб некоторый участок своего пути
не режет, а скользит, уплотняя обработанную поверхность. Вслед¬
ствие этого повышается износ зуба по задней поверхности и увели¬
чивается шероховатость обрабатывае¬
мой поверхности.. Кроме того, верти¬
кальная составляющая сила резания Рв
при встречном фрезеровании стремит¬
ся приподнять заготовку, поэтому по¬
следнюю необходимо более сильно за¬
креплять.К достоинствам встречного фрезе¬
рования следует отнести возможность
его осуществления на любом станке,
так как горизонтальная составляющая
силы резания Рг направлена против
движения подачи, благодаря чему зазо¬
ры в винтовой передаче стола станка
постоянно выбираются.При попутном фрезеровании зубья
инструмента начинают резание с наи¬
большей толщины срезаемого слоя и
сразу воспринимают наибольшую на¬
грузку, что отрицательно влияет на
стойкость фрезы. По этой причине по¬
путное фрезерование нельзя применять
для обработки заготовок с твердой
коркой. Однако для этого метода об¬
работки характерно отсутствие вред¬
ного скольжения зубьев в моменты
врезания в металл, сила резания Р стремится отжать заготовку вниз
к столу станка, расход мощности несколько уменьшается за счет
того, что подача S направлена в сторону резания. Все это оказы¬
вает благоприятное действие на стойкость фрезы, позволяет умень¬
шить шероховатость обрабатываемой поверхности и способствует
более спокойной работе.Преимущества попутного фрезерования перед встречным могут
быть использованы только при хорошем состоянии станка и осо¬
бенно при отсутствии зазора в сопряжении винт — гайка продоль¬
ной подачи стола. В противном случае при большом зазоре может
произойти заедание и даже поломка фрезы. Это явление нагляд¬
но можно проследить по рис. 39, на котором показано изменение
зазора в винтовой передаче стола в разные моменты попутного фре¬
зерования.В промежутки времени, когда зубья фрезы не находятся в кон¬
такте с заготовкой (рис- 39, а), стол станка перемещается влевоРис. 38. Встречное (а) и по¬
путное (б) фрезерование ци¬
линдрической фрезой43
усилением подачи Ps. Ходовой винт /, вращаясь вправо (по ходу
часовой стрелки), отталкивается своими витками от неподвижной
гайки 2, и зазор в соединении образуется слева. Когда же очеред¬
ной зуб врезается в обрабатываемый металл (рис. 39,6), фреза за
счет горизонтальной составляющей усилия резания Рг, не встречая
значительного сопротивления, подтягивает под себя заготовку со¬
вместно со столом на величину зазора в резьбовом соединении, ко¬
торый окажется теперь справа. В такие-моменты резко возрастает
подача и нагрузка на зубья. После выхода 'зуба из металла дви-Рис. 39. Изменение зазора в сопряжении- винт — гайка стола при попутномфрезерованиижение стола прекращается до тех пор, пока вращающийся ходовой
винт вновь не выберет зазор справа и не начнет отталкиваться от
неподвижной гайки и т. д.Чтобы устранить указанное явление, современные станки осна¬
щают специальными устройствами для периодической регулировки
зазора в сопряжении винт — гайка или автоматического выбора его
в процессе работы. Поэтому при обработке попутным методом фре¬
зеровщик должен заранее знать возможности станка и, если не¬
обходимо, своевременно отрегулировать зазор в винтовой переда¬
че стола.§ 13. Выбор режимов резания при фрезеровании плоскостейДля обеспечения высокой производительности труда выгодно
работать с возможно большим режимом резания. Однако его вели¬
чина ограничивается главным образом режущими способностями
фрезы и мощностью станка. Поэтому обычно выбирают не наи¬44
больший, а наивыгоднейший для данных условий режим резания,
элементы которого рекомендуется назначать в определенной по¬
следовательности.Вначале выбирают наибольшую возможную ширину фрезерова¬
ния В и глубину резания t, затем — допустимые значения йода-
чи на зуб Sz и скорости резания v. После этого по формулам (6)
и (2) определяют требуемые частоту вращения п и минутную по¬
дачу 5М, которые принимают ближайшими меньшими из имеющих¬
ся на станке. Для наглядности этот порядок действий можно пред¬
ставить в следующем виде:В—>t—kS2—«; уп bSM.Ширину фрезерования устанавливают такой, чтобы обработку
поверхности можно было бы провести за один проход. При работе
торцовыми фрезами это условие осуществимо почти в любом слу¬
чае, так как по действующим стандартам предусмотрен широкий
диапазон диаметров таких фрез. Если же работа ведется цилин¬
дрическими фрезами, длина которых не всегда позволяет выпол¬
нить указанное выше условие, то фрезерование производят за наи¬
меньшее число проходов.Для уменьшения времени обработки глубину резания также це¬
лесообразно принимать большей с целью сокращения количества
проходов при фрезеровании поверхности. В связи с этим, если усло¬
вия позволяют, весь припуск выгодно срезать за один проход.
В иных случаях обработку выполняют за два или более проходов.
При этом поверхности с малой шероховатостью (/?z20.../?al,25) ре¬
комендуется окончательно фрезеровать с малой глубиной резания
0,5...1,5 мм.Подачу на зуб фрезы принимают в зависимости от вида обра¬
ботки. При черновом фрезеровании она ограничивается жесткостью
заготовки и фрезы, прочностью или твердостью обрабатываемого
материала, мощностью станка; при чистовом фрезеровании — ше¬
роховатостью обрабатываемой поверхности. Причем с уменьшением
подачи шероховатость поверхности также уменьшается.Скорость резания оказывает наибольшее влияние на стойкость
фрезы. С увеличением скорости резания выше допустимых значе¬
ний резко ускоряется износ фрезы, требуется более частая ее заме¬
на, переточка. Поэтому скорость резания следует выбирать в допу¬
стимых пределах в зависимости от всех условий работы. Она
может быть принята большей: при обработке менее твердых и проч¬
ных материалов с небольшой шириной ^фрезерования, глубиной ре¬
зания и подачей, для фрез из более теплостойких материалов с
малыми углами в плане, а также при применении смазывающе-
охлаждающих жидкостей.Подача и скорость резания обычно определяются из норматив¬
ных таблиц справочника. Однако для учебных целей в начальном
периоде обучения при выборе элементов режима резания можно
пользоваться их ориентировочными значениями, приведенными в
табл, 1,.45
Табл. 1. Ориентировочные значения элементов режима резания при
обработке плоскостейПодача на зуб sz, мм/зубВид обработкиШероховатостьповерхностиsr для фрезцилиндрических торцовыхЧерновая до RzA0 0,1...0,15 0,15...0,25
Чистовая #*20...ДЛ1,25 0,04...0,08 0,08...0,12Скорость резания v, м/минМатериал фрезыОбрабатывае¬
мый материалv при обработке
черновой , чистовойБыстрорежущая сталь Чугун 20...25 30...35Сталь 25...30 35...40Твердый сплав ВК8 Чугун 60...70 80... 100Твердый сплав Т15К6 Сталь 100...140 150...200Пример. Назначить режим резания для фрезерования поверхности детали
шириной 100 мм и длиной 250 мм (100x250 мм) торцовой фрезой, оснащенной
пластинками твердого сплава Т15К6. Диаметр фрезы 160 мм, число зубьев 10.
Припуск на обработку 3 мм; шероховатость поверхности — Rz80; материал дета¬
ли — сталь 40.Решение. Диаметр фрезы, небольшой припуск и шероховатость поверх¬
ности позволяют выполнить ее обработку за один проход с шириной фрезерова¬
ния В= 100 мм и глубиной резания ^=3 мм.По табл. 1 принимаем sr —0,2 мм/зуб и скорость резания о = 140 м/мин.Частоту вращения определяем по формуле (6):v 140п = 320 — = 320 • — = 280 (об/мин).Минутная подача по формуле (2) составит:sM = sz г п = 0,2 10 280 = 560 (мм/мин).Окончательно значения частоты вращения и минутной подачи следует вы¬
брать ближайшими меньшими из имеющихся чна станке.§ 14. Фрезерование горизонтальных и вертикальных плоскостейФрезерование плоскостей является наиболее характерной опе¬
рационной работой, выполняемой при обработке большинства де¬
талей на фрезерных станках. При этом приходится разрешать ряд
типовых задач, свойственных и для других фрезерных работ, та¬
ких, как, например, фрезерование уступов, пазов, канавок и др.
В связи с этим возникает целесообразность систематизации дей¬
ствий фрезеровщика, которые можно выразить в виде логической
схемы (рис. 40).На 1-й стадии такой схемы изучаются исходные данные, кото¬
рые определяют технические требования, предъявляемые к пред¬
стоящей работе и условиям ее осуществления. Для конкретной
практической работы эти данные состоят из рабочего чертежа, за¬
готовки и технических возможностей станка.46
Рис. 40. Логическая схема последовательных действий фрезеровщика при выполнении операционных работрабочего чертежаY.заготовкиVтехнических возможнос¬
тей станкаВыбор средств измерения и конт¬
роля точности обработкиIZ1Выбор способа установки заготовки
и типа приспособленияВыбор способа и метода
обработкиВыбор типа, материала
размеров фрезыВыбор режима резания и
охлажденияУстановка, выверка приспособления
и заготоокиУстановка и закрепление сррезыРасположение~\/~Настройка станка на частоту вращения,
подачу, направление вращения шпинделя
и режим охлаждениязаготовки относительно
Фрезы Установка глубины резанияУправление станкомКонтроль точности обработки4-я стадия
Приемы
работы
При изучении чертежа следует определить требования, предъяви
ляемые к точности обработки поверхности, и материал детали. Точ¬
ность обработки, как уже известно, включает четыре элемента: точ¬
ность выполнения размеров, точность геометрической формы по¬
верхности, точность ее расположения к другим поверхностям
детали и шероховатость поверхности.Рассматривая заготовки, необходимо определить их род, раз¬
меры, достаточность припуска на обработку поверхности, отсутст¬
вие значительного перекоса и кривизны.Технические возможности станка характеризуются его типом,
размером, частотами вращения шпинделя, минутными подачами,
наличием и состоянием компенсирующего устройства для выбора
люфта в механизме продольной подачи стола, мощностью.На 2-й стадии проводится теоретическая подготовка к работе.
Здесь на основании анализа исходных данных выбираются: сред¬
ства измерения и контроля точности обработки поверхности; спо¬
соб установки заготовки на станке и тип зажимного приспособле¬
ния; способ и метод обработки поверхности; тип, материал и раз¬
меры фрезы: режим резания и охлаждения.На 3-й стадии ведется практическая подготовка станка к
работе (его наладка и настройка), которая включает; установку,
выверку и закрепление приспособления и заготовки на станке; уста¬
новку и закрепление на станке фрезы; расположение заготовки от¬
носительно фрезы; настройку станка на частоту вращения, минут¬
ную подачу, направление вращения шпинделя и режим охлаждения.На 4-й стадии осуществляются приемы, непосредственно связан¬
ные с выполнением работы, а именно: установка заготовки на глу¬
бину резания; управление станком; контроль точности обработки
поверхности.Ниже рассматриваются только действия фрезеровщика, относя¬
щиеся к 4-й стадии логической схемы, так как способы разрешения
прочих задач на остальных стадиях были изложены ранее.Установка заготовки на глубину резания при
обработке горизонтальных плоскостей осуществляется следующим
образом. Пользуясь маховичками ручных перемещений стола, под¬
водят заготовку под вращающуюся фрезу до легкого касания, о
чем будет свидетельствовать появление на ее поверхности слегка
заметного следа зубьев фрезы. Такое положение заготовки явля¬
ется началом для отсчета глубийы резания по лимбу вертикаль¬
ной подачи стола.Для облегчения отсчета кольцо лимба устанавливают на нуль,
т. е. совмещают его нулевую риску с неподвижной указательной
риской. После этого продольным- движением стола в противополож¬
ную направлению рабочей подачи сторону выводят заготовку из-
под фрезы и поднимают стол на требуемую глубицу резания. Ко¬
личество делений поворота лимба определяют как отношение глу¬
бины резания к цене одного деления лимба.Ценой деления лимба называется величина перемещения стола
станка, соответствующая повороту лимба на одно деление, Напри¬48
мер, если при подъеме стола на 2 мм лимб был повернут на 40 де¬
лений, то ценй одного деления будет равна 2:40 = 0*05 мм. Если
глубина резания составляет 3 мм, при этой же цене одного деления
лимба его необходимо повернуть на 3:0,05 = 60 делений.Если заготовка имеет ранее обработанную нижнюю поверхность,
то при установке глубины резания необходимо выдержать требуе¬
мый размер между противоположными поверхностями детали,
В этом случае вначале устанавли¬
вают глубину резания, несколько
меньшую требуемой, и выполняют
пробное фрезерование на длину
3...5 мм. После измерения фактиче¬
ского размера стол станка регули¬
руют по вертикали-до получения тре¬
буемого размера детали по лимбу,
затем лимбовое кольцо устанавли¬
вают на нуль р целью обработки
всех последующих деталей из пар¬
тии без пробных отсчетов.При пользовании лимбами необ¬
ходимо учитывать наличие и величи¬
ну люфта (зазора) в винтовых neper
дачах перемещений стола. Если, на¬
пример, поднятый стол опустить, то при некотором повороте
рычага вертикальной подачи стол будет оставаться на месте
(это характеризует величину люфта в передаче). Поэтому при от¬
счетах размеров по лимбам станка маховички или рычаг ручных
подач следует поворачивать только в одну сторону (рис. 41). Если
допущена ошибка и лимб повернут на большее число делений, чем
требуется, то маховичок (рычаг) поворачивают в обратную сторо¬
ну на величину немного больше величины люфта (примерно на
0,5... 1 оборот), а затем, вращая в прежнем направлении, доводят
лимб до нужного деления. Так же поступают, когда надо отвести
заготовку от фрезы на определенный размер. Для этого вначале
выбирают люфт и отводят стол на величину несколько больше не¬
обходимой, а затем, подавая заготовку к фрезе, доводят лимб до
нужного деления.Фрезеруя вертикальную плоскость торцовой фрезой на горизон¬
тально-фрезерном станке (рис. 42), глубину резания устанавливают
так же, как описано выше, но в атом случае пользуются лимбом
поперечной подачи стола.Управление станком и контроль точности об¬
работки. Когда глубина резания установлена, подвижные узлы
станка, движение которых не используется при выполнении данной
работы, следует для повышения общей жесткости закрепить. При
фрезеровании горизонтальных плоскостей зажимают салазки, а
вертикальных — консоль. После этого ручным перемещением стола
плавно подводят заготовку к вращающейся фрезе, врезаются в ме¬
талл и включают механическую подачу, В конце фрезерования, ко¬Рис. 41. Лимб 1 для отсчета вели¬
чины перемещений49
гда заготовка выйдет из-под фрезы на 2...4 мм, станок останавли¬
вают, немного опускают стол и очищают щеткой обработанную
поверхность от стружки. Затем ускоренной подачей возвращают
стол в исходное положение.При обработке деталей партиями выключение механических по¬
дач стола целесообразно автоматизировать при помощи ограничи-Рис. 42. Обработка вертикальной плоскости торцо¬
вой фрезой на горизонтально-фрезерном станкетельных кулачков (см. рис. 2, поз. 7). Кулачки располагают и за¬
крепляют в пазу стола так, чтобы выключение подачи производи¬
лось в конце фрезерования и в исходном положении стола.У снятой со станка заготовки удаляют напильником заусеницы
по периметру обработанной поверхности. После этого ее подвер¬
гают контролю по размеру, точности геометрической формы поверх¬
ности (прямолинейности, плоскостности) и шероховатости соот¬
ветственно штангенциркулем, лекальной линейкой и образцами ше¬
роховатости (см. § 9).Рассмотрим последовательность действий фрезеровщика при
обработке плоскости на конкретном примере.60
границах&45Рис. 43. Чертеж стального брускаПример. Требуется обработать горизонтальную плоскость у призматической
заготовки из стали 40.Исходные данные: чертеж детали (рис. 43), заготовка — прямоугольный
прокат шириной 45 мм, высотой 50 мм и длиной 80 мм (сокращенно 45Х50Х
К80 мм); станок — горизонтально-фрезерный модели 6Р81Г.Решение. Пользуясь логической схемой действий при выполнении опера¬
ционных работ (см. рис. 40), вначале изучим исходные данные—1-я стадия.Согласно* рабочему чертежу, обрабатываемая плоскость должна удовлетво¬
рять следующим требованиям. Размер 47_о,62 должен находиться в
наибольшего предельного размера 47 мм и
наименьшего — 46,38 мм; неплоскостность
допускается не более 0,1 мм; шероховатость
поверхности — не более Рг40.Материал детали — сталь 40. Это каче¬
ственная конструкционная углеродистая
сталь, содержащая 0,4 % углерода.Деталь термообработке не подвергается.Следовательно, учитывая невысокую точ¬
ность, ее можно окончательно обработать
на фрезерном станке.Заготовка по размеру 50 мм имеет до¬
статочный припуск — 3 мм; ее кривизна в
допустимых пределах.Работа предусмотрена на консольном
горизонтально-фрезерном станке 1-горазмера, имеющем: пределы частот вращения шпинделя 50... 1600 об/мин; преде¬
лы продольных подач 35...1020 мм/мин; компенсирующее устройство для выбора
люфта в механизме продольной подачи стола; электродвигатель главного дви¬
жения мощностью 5,5 кВт.На 2-й стадии действий проводим теоретическую подготовку к работе.1. Для измерения и контроля точности обработки выбираем: штангенциркуль
ШЦ-1 с точностью отсчета 0,1 мм, лекальную линейку, щупы, образцы шеро¬
ховатости.2. Принимаем способ установки заготовок на станке — в тисках. Для этого
применим станочные поворотные тиски с рифлеными накладными губками.3. Тип и техническая характеристика станка позволяют выбрать способ обра¬
ботки — цилиндрической фрезой и метод фрезерования — попутный.4. Принимая во внимание получистовой характер обработки, для работы ис¬
пользуем цельную цилиндрическую фрезу из быстрорежущей стали с крупным
зубом (см. рис. 27, а). Размеры фрезы принимаем такими, чтобы ее диаметр D
был возможно меньшим, а длина L позволяла выполнить фрезерование вдоль ко¬
роткой стороны заготовки за один проход. Из приложения в конце книги выби¬
раем фрезу 0 63 мм и Z. = 100 мм с числом зубьев z = 8. Направление винтовых
зубьев правое.5. Выбираем режим резания. Учитывая небольшой припуск на обработку и
достаточную жесткость заготовки, фрезерование плоскости будем выполнять
за один проход с шириной фрезерования В=80 мм и глубиной резания / = 3 мм.
По табл. 1 принимаем: подачу на зуб s* = 0,15 мм/зуб, скорость резания v =
= 30 м/мин. Работа будет выполняться с применением СОЖ (эмульсии).Определяем необходимую частоту вращения фрезы:о 30п — 320 — = 320 • — = 152 (об/мин).Принимаем ближайшее по станку значение «=160 об/мин.Определяем минутную подачу;s=s г • п = 0,15 • 8 • 160 = 182 (мм/мин).По станку sM = 170 мм/мин.На 3-й стадии действий выполняем практическую подготовку станка к
работе.51
1. Устанавливаем и выверяем на станке тиски и заготовку.Перед установкой тисков их опорную поверхность и рабочую плоскость сто¬
ла очищаем от грязи и стружки. Тиски устанавливаем так, чтобы направляющие
шпонки вошли в средний паз стола и были бы прижаты к одной из его сторон-
Вводим крепежные болты в паз стола и проушины тисков и затягиваем гайки
поочередно гаечным ключом. Поворачиваем, корпус тисков по градусной шкале
на 90° так, чтобы губки расположились перпендикулярно продольной подачестола, а усилие резания со стороны фрезы
было бы направлено на неподвижную губ¬
ку. Затем устанавливаем и закрепляем за¬
готовку в тисках (см. § 10).Для уменьшения перекоса и повышения
прочности крепления заготовок, боковые
стороны которых не обработаны, рекоменду¬
ется укладывать на подвижную губку тис¬
ков два небольших металлических угольни¬
ка 1 (рис. 44) одинаковой толщины.2. Устанавливаем на станок фрезу. Для
этого соответственно размеру посадочного
отверстия фрезы и конструкции подшипни¬
ка серьги применяемого станка подбираем
центровую фрезерную оправку с диаметром
рабочей части d = 27 мм и хвостовиком с ко¬
нусностью 7 : 24.Руководствуясь правилами, изложенны¬
ми в § 11, устанавливаем и закрепляем на
станке центровую оправку.Ручной подачей подводим стол станка к
вертикальным направляющим станины, вы¬
держивая между ними зазор 10...15 мм. Ори¬
ентируясь по заготовке, одеваем на оправку
установочные кольца и фрезу. При этом
фреза должна располагаться на оправке
примерно симметрично заготовке и такой
стороной, чтобы осевая составляющая усилия резания была направлена в сторону
шпинделя (см. рис. 32, а). На оправку надеваем остальные установочные кольца
и поддерживающую втулку и предварительно навинчиваем гайку.Выдвигаем хобот из станины на длину свободной части оправки и закреп¬
ляем его. На конец хобота и поддерживающую втулку оправки надеваем серьгу
и закрепляем ее. После этого окончательно затягиваем гайку оправки гаечным
ключом и. проверяем биение зубьев фрезы индикатором (см. рис. 33).3. Соответственно принятому попутному методу фрезерования, перемещая
продольно стол, располагаем заготовку со стороны задних поверхностей зубьев
фрезы.4. Настраиваем станок на частоту вращения шпинделя—160 об/мин, ми¬
нутную подачу стола — 170 мм/мин, устанавливаем левое вращение шпинделя и
подключаем двигатель насоса смазывающе-бхлаждающей системы.На 4-й стадии действий выполняем приемы непосредственной работы.1. Устанавливаем глубину резания. Для этого включаем вращение шпинде¬
ля и ручными перемещениями стола подводим заготовку до легкого касания ее
верхней стороны с-фрезой. Устанавливаем лимб вертикальной подачи на нуль,
продольным движением стола выводим заготовку из-под фрезы, поднимаем стол
по лимбу на 3 мм и снова ставим лимбовое кольцо на нуль.2. Выполняем управление станком. Для повышения его жесткости зажи¬
маем салазки. Ручной продольной подачей осуществляем врезание фрезы в ме¬
талл, открываем кран пуска смазывающе-охлаждающей жидкости и включаем
механическую подачу. В конце фрезерования, когда фреза выйдет за заготовку
на 2...4 мм, выключаем станок. Немного опускаем стол, очищаем щеткой обрабо¬
танную поверхность от стружки, включаем ускоренную подачу в обратном на¬
правлении и возвращаем стол в исходное положение. Выключив станок, осво¬
бождаем и снимаем готовую деталь.Если обработке подлежит партия деталей, то при фрезеровании первой изРис. 44. Закрепление заготовки в
тисках при помощи двух уголь¬
ников52
них выполняем настройку станка для работы с помощью ограничительных ку¬
лачков, которые позволяют автоматизировать выключение механической подачи
в крайних рабочих положениях стола.3. Осуществляем контроль точности обработки. Размер 47_0,б2 измеряем
штангенциркулем ШЦ-1 по периметру заготовки не менее чем в четырех угло¬
вых точках. Полученные размеры должны находиться в границах наибольшего
предельного размера — 47 мм и наименьшего — 46,38 мм. При этом следует обра¬
щать особое внимание на отсутствие перекоса губок штангенциркуля относи¬
тельно контролируемой поверхности.Отклонение от плоскостности определяем лекальной линейкой и щупом тол¬
щиной 0,1 мм по величине просвета между контролируемой поверхностью и из¬
мерительным ребром линейки.Шероховатость поверхности устанавливаем визуально путем сравнения обра¬
ботанной поверхности с образцами шероховатости.§ 15. Особенности обработки сопряженных плоскостейХарактерным требованием, предъявляемым к точности обработ¬
ки сопряженных плоскостей, является обеспечение, их правильного
взаимного расположения. Для этого важно вначале выбрать и об¬
работать единую базу — поверхность, которая в дальнейшем мо¬
жет быть использована для установки заготовки на станке. Толь¬
ко при этом условии можно свести до минимума возможные по*
грешности взаимного расположения поверхностей детали.В качестве такой базы целесообразно выбрать наибольшую по
площади поверхность детали, которая при последующих установ-Рис. 45. Последовательность фрезерования четырех сопряженных
плоскостей прямоугольного бруска53
ках обеспечит надежное и устойчивое положение обрабатываемой
заготовки на станке. В виде примера рассмотрим фрезерование
сопряженных плоскостей прямоугольного бруска.На рис. 45 показана последовательность фрезерования четы¬
рех граней бруска с закреплением в станочных тисках. Вначале
обрабатывают одну из больших по площади поверхностей 1
(рис. 45, а). Затем, прижимая полученную базовую поверхностьк неподвижной губке тисков, за две
установки фрезеруют боковые сторо¬
ны 2 и 3 (рис. 45, бив). При этом для
.обеспечения плотного касания базовой
поверхности с неподвижной губкой на
подвижную губку тисков накладывают
два угольника 5. В заключение обра¬
батывают вторую широкую сторону 4
бруска, устанавливая заготовку базо¬
вой поверхностью на параллельную
подкладку (рис. 45, г). Параллель¬
ность базовой поверхности к рабочей
плоскости стола выверяют рейсма¬
сом 6.При изготовлении деталей относи¬
тельно крупными партиями указанную
последовательность фрезерования гра¬
ней бруска целесообразно несколько
изменить, а именно после обработки базовой поверхности 1 фрезе¬
ровать противоположную ей широкую сторону 4У затем выполнять
обработку поверхностей 2 и 3. Благодаря этому создается возмож¬
ность фрезерования узких боковых сторон бруска при одновремен¬
ном закреплении в тисках нескольких заготовок, что способствует
повышению производительности труда.Торцы прямоугольного бруска обычно обрабатываются торцо¬
выми фрезами на горизонтально-фрезерных станках (см. рис. 42).У заготовок небольшой длины обработку торцов можно выпол¬
нить при их горизонтальном положении (рис. 46). В этом случае
выверяемую заготовку слегка закрепляют в тисках и к ее боковой
стороне 3 прижимают плоскопараллельную прокладку 2. На очи¬
щенную поверхность стола устанавливают широким основанием
угольник /, подводят его вертикальную полку к прокладке и по
равномерности просвета между‘Ними определяют правильность
положения заготовки. Если просвет неодинаков, положение коррек¬
тируют легкими постукиваниями молотка с мягким бойком. После
выверки заготовку окончательно зажимают.§ 16. Фрезерование наклонных плоскостей и скосовПлоскости, расположенные под острым или тупым углом к го¬
ризонтальным либо вертикальным поверхностям детали, называ¬
ются наклонными, Скосами принято называть узкие наклонные
плоскости.Рис. 46. Выверка заготовки в
тисках при фрезеровании гори¬
зонтально расположенных тор¬
цов .прямоугольного бруска54
Обработку наклонных плоскостей и скосов на фрезерных стан¬
ках можно выполнить одним из следующих способов: поворотом
заготовки на требуемый угол; поворотом шпинделя станка с фре¬
зой на определенный угол; с помощью угловых фрез.Фрезерование поворотом заготовки. Заготовка может быть по¬
вернута на угол: по разметке, при помощи специальных накладных
губок к тискам (см. рис. 20, б), установкой заготовки в тисках по¬
средством угловой подкладки, при помощи поворотных или универ¬
сальных тисков и угловых плит, в специальных приспособлениях.Рис. 47. Поворот заготовки при обработке наклонных плоскостей:
а — по разметке; 6 — при помощи угловой подкладкиПоворот заготовки на угол по разметке обычно используется
при изготовлении единичных деталей, так как сам процесс раз¬
метки и последующая выверка по ней нуждаются в дополнитель¬
ных затратах времени.Разметочная линия наносится на боковой поверхности заготов¬
ки соответственно положению обрабатываемой наклонной плоско¬
сти. Для лучшей видимости линии вдоль нее с интервалом 10...
15 мм выполняются небольшие керновые углубления в виде точек.Размеченную заготовку вначале слабо закрепляют в тисках так,
чтобы линия разметки расположилась примерно параллельно губ¬
кам тисков. Затем ее положение контролируют линейкой 1 или
рейсмасом 2 (рис. 47, а) к, если необходимо, корректируют легкими
ударами молотка. После выверки заготовку прочно закрепляют.Если изготавливают партию деталей, поворот заготовки на тре¬
буемый угол в тисках можно осуществлять без разметки и выверки
при помощи специальной угловой подкладки I (рис. 47, б). Прямо¬
угольным пазом подкладку устанавливают на направляющие ти¬
сков 3, а в ее угловой паз укладывают обрабатываемую заго¬
товку 2.Примеры применения универсальных тисков и угловых плит для
обработки наклонных плоскостей приведены на рис. 48.55
Рис. 48. Фрезерование наклонных плоскостей при помощи универсальных
тисков (а) и угловой плиты (б)Рис. 49. Угловые фрезы:а — одноугловая; б — двухугловая симметричная; в — двухугловая несиммет¬
ричнаяПри изготовлении деталей с наклонными плоскостями крупны¬
ми партиями обычно пользуются специальными многоместными
приспособлениями, установка заготовок в которых не нуждается в
выверке.Фрезерование поворотом шпинделя станка. Этот способ об¬
работки применяется при наличии на производственном участке66
вертикально-фрезерных станков с поворотной шпиндельной голов¬
кой или широкоуниверсальных станков (см. рис. 4 и 5), шпиндель
которых совместно с фрезой может быть повернут на требуемый
угол в вертикальной плоскости.Фрезерование угловыми фрезами. Кроме ранее рассмотренных
способов обработки, для выполнения скосов предусмотрены угловые
фрезы (рис. 49), выпускаемые инструментальной промышленностью
в трех исполнениях: одноугловые, двухугловые симметричные и
двухугловые несимметричные. На торце таких фрез маркируется
угол профиля зубьев 0, а на двухугловых несимметричных фрезах
угол б (рис. 49, в). Например, 55X15°, где первая цифра соответ¬
ствует углу профиля зубьев, вторая — углу наклона боковых режу¬
щих кромок.При выборе угловых фрез следует учитывать, что их углы про¬
филя заданы от вертикали. Поэтому, если наклон скоса детали
указывается от горизонтальной поверхности, например 40°, то под¬
бор фрезы необходимо производить по углу, дополнительному к
90°, то есть в данном случае 50°.§ 17. Брак при фрезеровании плоскостей и его
предупреждениеПри обработке плоскостей возможны следующие виды брака:
не выдержаны размеры; погрешности геометрической формы пло¬
скостей — неплоскостность, непрямолинейность; неверное взаимное
расположение плоскостей — неперпендикулярность, непараллель-
ность или отклонение от заданного угла наклона; недостаточная
чистота обработки — увеличенная шероховатость, волнистость,
дробленность; местное углубление на обработанной поверхности —
подрезание.Причинами несоблюдения размеров могут быть неправильные
приемы работы при отсчете глубины резания по лимбу и измере¬
нии размеров детали. Для предупреждения и устранения этого бра¬
ка необходимо: при отсчете глубины резания выбирать люфт в вин¬
товой паре винт — гайка вращением маховичка подачи только в
одну сторону; перед работой проверять точность измерительного
инструмента; не прилагать больших усилий при измерении; сопря¬
гать рабочие поверхности измерительного инструмента без переко¬
са с поверхностями детали:Неплоскостность или непрямолинейность обработанной поверх¬
ности может возникнуть вследствие чрезмерно сильного зажима
недостаточно жесткой заготовки в тисках, несоблюдения последо¬
вательности и приемов крепления заготовки прихватами, большой
глубины резания и подачи. Такой брак можно предупредить пра¬
вильным выбором силы зажима и режима резания соответственно
жесткости обрабатываемой детали, соблюдением очередности за¬
тяжки при закреплении заготовок прихватами, а также правильным
выбором места установки последних,57
Погрешности взаимного расположения обработанных поверхно¬
стей могут иметь место при несоблюдении правила единой базы в
процессе фрезерования сопряженных плоскостей, при неточной
выверке приспособления и заготовки на станке, при закреплении
в приспособлении заготовки, имеющей заусеницы на ранее обрабо¬
танных поверхностях, при плохой или несвоевременной очистке
опорных поверхностей приспособления и заготовок от стружкр.Брак устраняется точным соблюде¬
нием правил наладки станка и прие¬
мов работы.Недостаточная чистота обработки
может возникнуть вследствие: биения,
затупления или некачественной заточ¬
ки фрезы; установки фрезы на центро¬
вой оправке далеко от опор; увеличен¬
ного зазора в соединении винт — гайка
стола при попутном фрезеровании; за¬
вышенной подачи; недостаточно проч¬
ного закрепления хобота или серьги;
неотрегулированного подшипника серь¬
ги; увеличенных зазоров в направля¬
ющих стола, салазок, консоли и в под¬
шипниках шпинделя. Поэтому при об¬
наружении недостаточной чистоты об¬
работки необходимо принять меры по устранению указанных выше
недостатков наладки и настройки станка. Что касается регулировки
зазоров в направляющих стола, салазок, консоли и в подшипниках
шпинделя, то эти работы обычно выполняются по требованию
фрезеровщика опытными слесарями-ремонтниками, обслуживающи¬
ми данный производственный участок.Явление подрезания выражается в появлении на обработанной
поверхности радиусной лунки (рис. 50). Оно возникает, если в про¬
цессе фрезерования поверхности подача стола по каким-то причи¬
нам была приостановлена. В этом случае за счет упругих свойств
системы СПИД (станок, приспособление, инструмент, деталь) фре¬
за в. месте, где была выключена подача, несколько углубится в об¬
рабатываемый металл, образуя на поверхности детали местное
углубление. Такой вид брака не появляется при соблюдении
правила: до завершения обработки поверхности (если процесс
резания протекает нормально) подачу стола станка не выклю¬
чать.•ч 1. Что называется плоскостью? Укажите разновидности плоскостей и
г требования, предъявляемые к ним. 2. Назовите способы установки и вы-* верки приспособлений и заготовок на станке. 3. Объясните достоинства и
недостатки различных способов и методов фрезерования плоскостей. 4. Укажи¬
те последовательность действий при выполнении фрезерных работ. 5. Какой по¬
рядок рекомендуется соблюдать при выборе рационального режима резания?6. В чем состоят особенности фрезерования сопряженных плоскостей? 7. Объ¬
ясните способы фрезерования наклонных- плоскостей и скосов? 8. Укажите основ¬
ные виды брака плоскостей и причины, вызывающие их,Рис. 50. Явление подрезания
при фрезеровании плоскостей58
Глава 111. ФРЕЗЕРОВАНИЕ ПРЯМОУГОЛЬНЫХ УСТУПОВ,
ПАЗОВ, КАНАВОК. РАЗРЕЗАНИЕ МЕТАЛЛА§ 18. Виды уступов, пазов, канавок и требованияУступом называется углубление с края детали, открытое в по¬
перечном сечении с двух сторон. Паз — углубление >на поверхности
детали, открытое в поперечном сечении с одной стороны. Пазы
небольших размеров принято называть канавками.В продольном направлении уступы, пазы и канавки бывают:
открытые (рис. 51, а и б), закрытые (рис. 51, б и г) и полуоткры¬
тые (рис. 51, дне). Кроме того; пазы и канавки в поперечном се¬
чении делятся на глухие (рис. 51, е) и сквозные (рис. 51, ж). У пер¬
вых имеется дно, у вторых его нет.Точность обработки уступов, пазов и канавок в общем случае
определяется: точностью выполнения размеров, правильной геомет¬
рической формой, точностью расположения относительно других
поверхностей детали и шероховатостью сторон. Возможные погреш¬
ности не должны превышать допустимых отклонений, обусловлен¬
ных техническими требованиями чертежа,к нимРис. 51. Разновидности уступов, пазов и канавок69
§ 19. Фрезы для обработки уступов, пазов, канавок
и особенности их установки на станкеРазновидности и назначение применяемых фрез. Для обработ¬
ки уступов, пазов, канавок предусмотрены дисковые и концевые
фрезы, основные разновидности которых были рассмотрены в § 3.Дисковые пазовые фрезы изготавливаются цельными из быстро¬
режущих сталей с остроконечными (рис. 52, а) и затылованнымизубьями (рис. 52, б). Они предназначе-
ны для фрезерования точных по шири¬
не пазов и выпускаются в двух испол¬
нениях: для пазов с точностью обра¬
ботки по девятому квалитету Н9 или
десятому — НЮ и для шпоночных па¬
зов с предельными отклонениями ши¬
рины по ПШ (посадка шпонок), кото¬
рые маркируются на торце фрезы.Для фрезерования уступов могут
быть использованы дисковые ‘двусто-
ронние фрезы преимущественно сбор¬
ной конструкции (рис. 53). По действу¬
ющему стандарту такие фрезы выпу¬
скаются право- и леворежущими, что
позволяет выполнять одновременную
обработку двух уступов комплектом
фрез, устанавливаемых на центровых
оправках.Более универсальными являются
дисковые трехсторонние фрезы, кото¬
рыми можно обрабатывать как усту¬
пы, так и пазы. Они бывают цельными
из быстрорежущей стали либо сборны¬
ми с ножами из быстрорежущей стали
или оснащенными твердым сплавом.Цельные трехсторонние фрезы из¬
готавливаются с прямыми (рис. 54, а)
или с разнонаправленными зубьями (рис. 54, б), ширина которых,
как и у пазовых фрез, выполняется по десятому квалитету НЮ или
по ПШ. Поэтому их можно применять для фрезерования точных по
ширине пазов. Сборные трехсторонние фрезы (рис. 54, виг) имеют
невысокую точность по ширине и изготавливаются только с разно¬
направленными зубьямл.Уступы и пазы могут быть обработаны также концевыми фре¬
зами из быстрорежущей стали (рис. 55, а), которые состоят из ра¬
бочей части ), шейки' 2 и хвостовика 3. Хвостовики выполняются
цилиндрическими (для фрез диаметром до 20 мм) и коническими
по системе инструментальных конусов Морзе. Стандартами преду¬
смотрен выпуск тавдх фрез диаметром 3...50 мм с нормальными
и крупными зубьями, которые располагаются по окружностипазовыеРио. 52. Дисковые
фрезы:а — с остроконечными зубьями; б —«
С затылованными зубьями60
неравномерно с целью создания более спокойных условий ре¬
зания.Промышленностью также освоен выпуск концевых фрез, осна¬
щенных винтовыми твердосплавными пластинками (рис. 55, б), с
монолитной рабочей частью и коронками из твердого сплава, ко¬
торые значительно повышают производительность фрезерования,
особенно при обработке высокопрочных сталей и сплавов.Для чернового фрезерования отливок, поковок с увеличенными
припусками на обработку выпускаются обдирочные фрезы с заты-Рис. 53. Фреза дисковая двусторонняя сборная со вставными ножами, осна¬
щенными твердым сплавомлованными зубьями (рис. 55, в) диаметром 25...80 мм. На главных
режущих кромках таких фрез в шахматном порядке выполнены
стружкоразделительные канавки, благодаря чему фрезы способны
срезать значительные слои- металла за один проход, обладают бо¬
лее высокой стойкостью и виброустойчивостью по сравнению с
обычными концевыми.Выбор фрез для обработки уступов и пазов. Более высокая
производительность фрезерования уступов и пазов обеспечивается
применением дисковых фрез, которые по сравнению с концевыми
имеют большее число зубьев, более прочны и жестки и в связи с
этим способны работать с большей глубиной резания и подачей.
Вместе с тем концевые фрезы незаменимы при обработке полуот¬
крытых и закрытых пазов и уступов, при работах на вертикально¬
фрезерных станках, особенно при обработке крупногабаритных де¬
талей, имеющих несколько уступов и пазов.Точные пазы фрезеруют пазовыми и цельными трехсторонними
фрезами, пазы невысокой точности — трехсторонними сборными и
концевыми фрезами.Трехсторонние и концевые фрезы после переточки по задним
поверхностям зубьев теряют первоначальный размер. В связи с1Праворежущая ЛеВорежущая61
Рис. 54. Фрезы дисковые трехсторонние
этим при отсутствии требуемого размера их выбирают несколько
меньшими по ширине (на 1...2 мм) и выполняют фрезерование па¬
зов за два прохода — вначале по одной стороне, затем окончатель¬
но по второй/Диаметр дисковых фрез следует выбирать возможно меньшим,
так,как в этом случае уменьшается момент силы сопротивления
резанию, фреза приобретает большую жесткость и виброустойчи-Рис. 55. Фрезы концевыевость. Минимально возможный диаметр D дисковой фрезы можно
определить по рис. 56 из равенства£z^! = / + (6...8),где t — глубина паза (уступа), мм; d\—диаметр установочного
кольца (см. табл. 2), мм; 6...8 — гарантированный зазор между
установочным кольцом и заготовкой, мм.Преобразуя равенство, получимD = 2t + d{ + (12...16), (9)Табл. 2. Диаметр установочных колец dt в зависимости от размеровцентровых оправок dd, мм 16 22 27 32 40 50dL, мм 25 35 40 48 58 68Если уступ обрабатывается концевой фрезой, ее диаметр мож¬
но определить в зависимости от ширины уступа В по формуле£>= (1,4.-.1,7)5.63
Особенности установки фрез на станке при фрезеровании усту¬
пов и пазов. Установка на станке дисковых фрез принципиально
не отличается от ранее рассмотренных правил установки цилиндри¬
ческих фрез на центровых оправках. Особенностью в данном слу¬
чае являются более высокие требования, предъявляемые к торцово¬
му биению дисковых фрез при обработ¬
ке пазов, которое не должно превы¬
шать 0,02...0,03 мм.Концевые фрезы с коническим хво¬
стовиком устанавливаются в отверстие
шпинделя при помощи переходных вту¬
лок (см. рис. 30) и затягиваются через
его сквозное отверстие шомполом.При необходимости частой смены
концевых фрез с коническим хвостови¬
ком целесообразно пользоваться быст¬
росменным патроном (рис. 57, а), ко¬
торый состоит из корпуса 4У переход¬
ной втулки 3 и гайки 2. Установка фре¬
зы 1 с помощью такого патрона осуще¬
ствляется в следующем порядке. Кор¬
пус патрона с навернутой гайкой
устанавливается в отверстие шпинделя и затягивается шомполом.
Затем коническим хвостовиком фрезу вводят в отверстие переход¬
ной втулки и затягивают винтом 5. После этого втулку вставляют
в отверстие корпуса патрона так, чтобы ее поводковые выступы 7
прошли через пазы гайки и вошли в такие же торцовые пазы кор¬
пуса. Закрепление втулки осуществляется затяжкой гайки накид¬
ным ключом. Винт 6 ограничивает поворот гайки и позволяет (при
левом крайнем положении) быстро совмещать ее пазы с пазами
корпуса. Патроны снабжаются сменными переходными втулками
с коническими отверстиями Морзе различных номеров.Концевые фрезы с цилиндрическими хвостовиками устанавлива¬
ются на станке при помощи цангового патрона, одна из конст¬
рукций которого приведена на рис. 57, б. В корпус 1 патрона встав¬
ляется сменная упругая цанга 2 совместно с фрезой. Закрепление
фрезы производится завинчиванием гайки 3. При этом цанга, про¬
двигаясь в отверстие корпуса, за счет конического сопряжения
сжимается непрочно закрепляет фрезу,§ 20. Фрезерование уступовДействия фрезеровщика при обработке уступов подчиняются ло¬
гической схеме (см. рис. 40) и в основном осуществляются так же,
как и при обработке плоскостей. Поэтому в этом параграфе рас¬
сматриваются только некоторые специфические особенности назна¬
чения режимов резания и приемов выполнения работ.При выборе режимов резания для фрезерования уступов необхо¬
димо руководствоваться следующими соображениями. »Рис. 56. Схема для определе¬
ния минимального диаметра
дисковой фрезы64
Рис. 57. Патроны для концевых фрез!а — быстросменный; б — цанговыйШирину фрезерования и глубину резания целесообразно вы¬
бирать такими, чтобы обработка уступа выполнялась за мини¬
мальное количество проходов. Неглубокие уступы (до 15...20 мм)
обычно обрабатывают дисковыми фрезами за один проход. Для
концевых фрез глубину уступа, фрезеруемую за один проход, ориен¬
тировочно принимают равной 0,3...0,5 диаметра фрезы. Более глубо¬
кие уступы фрезеруют за два и более проходов. Причем при
предварительной обработке по ширине уступа оставляют припуск0,5... 1 мм, который срезают во время окончательного прохода.Подачу на зуб в зависимости от условий резания можно прини¬
мать: для дисковых фрез sz=0,05...0,12 мм/зуб, для концевых —
sz = 0,02...0,08 мм/зуб. При обработке более прочных и твердых ма¬
териалов, при больших значениях ширины фрезерования и глуби¬
ны резания, для концевых фрез меньшего диаметра и при более
высоком классе шероховатости поверхностей уступа подачу следу¬
ет принимать соответственно меньшей в указанных пределах.3 Вак. 74965
Выбирая скорость резания, можно руководствоваться ее ориен¬
тировочными значениями для обработки плоскостей (см. табл. 1).Приемы фрезерования уступов дисковыми и концевыми фрезами
принципиально не отличаются между собой. Фреза устанавливает¬
ся на ширину и глубину уступа методом касания по лимбам попе¬
речной и вертикальной подачи стола. Для этого, пользуясь соот¬
ветствующими маховичками ручно¬
го перемещения стола, подводят бо¬
ковую сторону заготовки до легкого
касания с вращающейся фрезой.
Опускают стол настолько, чтобы
фреза оказалась немного выше края
заготовки. Переводят лимб попереч¬
ной подачи на нуль и перемещают
стол с заготовкой поперечно на ши¬
рину уступа b (рис. 58).Установка фрезы на глубину
уступа h выполняется касанием
верхней стороны заготовки с враща¬
ющейся фрезой. Затем продольной
подачей заготовку выводят из-под
фрезы, переводят лимб вертикаль¬
ной подачи на нуль и поднимают
стол на требуемую величину.Иногда глубина уступа задается на чертеже от нижней плоско¬
сти детали. В этом случае установка фрезы на глубину уступа
осуществляется в два приема: вначале предварительно от верхней
стороны детали на несколько меньшую величину, а затем оконча¬
тельно по результатам измерения фактически полученного размера.Детали, имеющие два противоположных уступа, рационально
обрабатывать набором дисковых фрез. При точном расстоянииРис. 58. Установка фрезы на раз
меры уступаРис. 59. Настройка расположения дисковых фрез на центро¬
вой оправке при помощи регулируемого установочного
кольца66
между уступами фрезы располагают на центровой оправке с по¬
мощью комплекта точных установочных колец. Для этой же цели
можно воспользоваться установочными кольцами нормальной точ¬
ности совместно с регулируемым кольцом (рис. 59), конструкция
которого состоит из двух взаимно свинченных колец 1 и 2, снабжен¬
ных микрометрическим отсчетным устройством.Измерение и контроль точности обработки уступов выполняют
измерительной линейкой, штангенциркулем, лекальной линейкой,
угольником и образцами шероховатости.§ 21. Фрезерование пазовПриемы фрезерования пазов существенно не отличаются от
практических действий, выполняемых фрезеровщиком при обработ¬
ке уступов. Поэтому ниже будут рассмотрены только некоторые
вопросы, свойственные данному виду работ.При фрезеровании прямоугольных пазов ширина дисковой или
диаметр концевой фрезы должны быть равны ширине фрезеруемого
паза, если биение режущих кромок фрез не превышает допуска
на его ширину. В противном случае ширина паза получится больше
размера фрезы. Поэтому при обработке точных пазов следует уде¬
лять особое внимание устранению или сведению до минимума бие¬
ния фрез. Если по каким-либо причинам это выполнить не пред¬
ставляется возможным, такие пазы обрабатывают фрезой несколь¬
ко меньшего размера за два прохода по ширине паза.Расстояние паза от боковой стороны детали может быть задано
на чертеже (рис^.60): от левой стороны паза размером /, от его оси — 1Х
или от правой стороны — /2. В таких случаях после соприкос¬
новения фрезы с боковой стороной заготовки, от которой задан раз¬
мер, последнюю смещают по лимбу поперечной подачи стола соот¬
ветственно на размеры / + Ь, !г + или /2, где Ь — ширина паза, мм.Установка фрезы на глубину па¬
за h выполняется так же, как и при
фрезеровании уступов (от положе¬
ния заготовки, соответствующего ка¬
санию ее верхней стороны с фре¬
зой) .Несколько особым случаем явля¬
ется фрезерование закрытых пазов.При обработке закрытого сквозного
паза (рис. 61) заготовка поступает
на фрезерный станок размеченной и
с просверленными по краям паза от¬
верстиями для выхода фрезы и обра¬
зования радиуса закругления. Ее
устанавливают в тисках на две па-раллельные подкладки так, чтобы Рис 60 Схема установки
последние не мешали свободному На размеры пазафрезыз*67
выходу фрезы в конце фрезерования. Пользуясь ручными переме¬
щениями стола, вращающуюся фрезу вводят в отверстие паза на
глубину 0,3..,0,5 ее диаметра й возвратно-поступательной механиче¬
ской подачей стола выполняют фрезерование. В конце каждого про¬
хода подачу стола выключают, подни¬
мают стол на глубину очередного про¬
хода и вновь включают подачу в обрат¬
ном направлении.При обработке закрытого глухого
паза заготовка поступает на фрезеро¬
вание с размеченным пазом без отвер¬
стий. В этом случае в начале каждого
прохода стол поднимают на такую ве¬
личину, чтобы глубина резания не пре¬
вышала высоту торцовых зубьев кон¬
цевой фрезы (примерно на 2...4 мм) и
выполняют последовательное фрезеро¬
вание паза с механической подачей в
обе стороны.Контроль точности обработки пазов
обычно осуществляют штангенцирку¬
лями и образцами шероховатости. При
этом точность формы боковых сторон
паза определяют косвенно, путем за¬
мера его ширины не менее чем в трех
местах в продольном направлении. Для
контроля ширины точных пазов часто
пользуются круглыми или плоскими
предельными калибрами (рис. 62), ко¬
торые имеют две стороны: проходную ПР и непроходную НЕ. Паз
считается годным по ширине, если проходная сторона калибра про¬
ходит в паз, а непроходная — не проходит. Калибр следует вводить
в паз под действием собственного веса или небольшим усилием
руки.Рис. 62. Контроль ширины паза предельными ка¬
либрами68
§ 22, Особенности фрезерования шпоночных пазовШпонки служат для соединения различных деталей передач^
(зубчатых колес, шкивов и др.) с валом. Для этого на валу и со¬
единяемой с ним детали выполняются шпоночные пазы (рис. 63, а),
в которые устанавливается общая призматическая шпонка
(рис. 63, б) в виде прямоугольного бруска или сегментная шпонка
(рис. 63, в), имеющая форму части диска.б-б%Рис. 64. Шпоночная двухзубая фрезаОсобыми требованиями, предъявляемыми к точности шпоноч¬
ных пазов, являются выполнение их ширины в пределах допусти¬
мых отклонений по ПШ и строгая симметричность паза к оси вала.
Для соблюдения этих требований необходимо правильно подобрать
фрезу, установить ее на станке с минимальным биением (не более0,02 мм по боковым зубьям) и выверить приспособление и заготовку
относительно направления продольной подачи стола станка.Для фрезерования на валах шпоночных пазов стандартами пред¬
усмотрены дисковые пазовые и трехсторонние цельные фрезы69
(см. рис. 52 и 54, а и б), которыми могут быть обработаны откры¬
тые и полуоткрытые пазы, имеющие выход по радиусу фрезы. За¬
крытые пазы выполняются двузубыми шпоночными фрезами
(рис. 64), торцовые зубья которых пересекаются в центре. Такиефрезы перетачиваются главным обра¬
зом по задним поверхностям торцовых
зубьев и могут работать с осевой по¬
дачей.Шпоночные фрезы выполняются с
цилиндрическими или коническими
хвостовиками и изготавливаются из
быстрорежущей стали или оснащаются
пластинками твердого сплава. Для
фрезерования закаленных и труднооб¬
рабатываемых материалов освоен вы¬
пуск монолитных твердосплавных шпо¬
ночных фрез.Пазы на валах под сегментные
шпонки обрабатываются специальны¬
ми грибковыми фрезами (рис. 65, а) с
цилиндрическими хвостовиками либо
насадными фрезами (рис. 65, б) —для
пазов крупного диаметра.При обработке шпоночных пазов валы можно закреплять в ста¬
ночных тисках, на призмах, непосредственно на столе станка или
в специальных самоцентрирующихся тисках. При установке загото¬
вок в станочных тисках (рис. 66) на губки следует надеть угловые
нагубники из мягкого листового металла, предохраняющие поверх¬
ность вала от смятия. В этих случаях целесообразно также приме-4Рис. 65. Фрезы для пазов под
сегментные шпонки\ V ; , -qj ^Рис. 66. Фрезерование открытого шпоночного паза с уста¬
новкой вала в тисках70
нять специальные призматические накладные губки к тискам (см.
рис. 20, д).Призмы 4 (рис. 67) имеют паз 1 с углом профиля 90° и направ¬
ляющие шпонки 5, с помощью которых осуществляют выверку
призм по пазу стола. Заготовка 3 прижимается к призмам прихва¬
тами 2.Длинные валы часто устанавливают непосредственно на столе
по фаскам Т-образного паза и закрепляют по концам прихватами.- Самоцентрирующие тиски (рис. 68) могут быть применены для
установки заготовок типа валов как на горизонтально-фрезерных,
так и на вертикально-фрезерных станках, что достигается наличи¬
ем у них двух взаимно перпендикулярных опорных плоскостей 8.
Заготовку ставят цилиндрической поверхностью на призму 5 и при
вращении маховичка 1 зажимают губками 3 и 5, которые повора¬
чиваются на осях 2 и 7. Для установки валов крупного диаметра
призма 5 может быть повернута и установлена в тисках другой сто¬
роной. Регулируемый упор 4 служит для закрепления вала в тре¬
буемое положение по длине.Приемы фрезерования шпоночных пазов практически мало от¬
личаются от соответствующих приемов обработки пазов общего
назначения. Особенностью здесь являются способы установки фре¬
зы симметрично оси вала и контроль поперечного расположения
паза на нем.Заготовку обрабатываемого вала обычно закрепляют на станке
так, чтобы она имела свободный конец. В этом случае фрезу под¬
водят до касания с боковой образующей цилиндра заготовки
(рис. 69, а), а затем уже известными действиями смещают стол
в поперечном направлении на расстояние71
/==d + bгде d — диаметр вала, мм; Ъ — ширина паза, мм.Контроль расположения фрезы относительно оси вала выполня¬
ют угольником и штангенциркулем по размеру 5 (рис, 69, б), ко¬
торый определяется по формулеs = t + i±±tгде Т — ширина полки угольника, мм; В — ширина фрезы, мм.ШаблонРис. 69. Способы установки и контроля расположения фрезы отно¬
сительно оси валаЕсли размер 5 с двух сторон вала одинаков, то фреза располо¬
жена правильно.Когда конец заготовки не выступает из приспособления, распо¬
ложить фрезу симметрично оси вала можно с помощью сравнитель¬
но простого приспособления (рис. 69, в), которое состоит из стойки
1 и подвижной призмы 2. Нижним 1/-образным пазом призма уста¬
навливается на поверхность вала, а в верхний паз вводится фреза72
до касания-уголков зубьев с его сторонами. Точность симметрично¬
го расположения шпоночного паза проверяют шаблоном
(рис. 69, г).В массовом производстве для обработки шпоночных пазов ши¬
рокое распространение получили станки с программным управле¬
нием мод. 6Д95, работающие немерными концевыми фрезами. Не¬
обходимая точность ширины паза на этих станках достигается
за счет регулируемого осциллирующего (колебательного) движения
фрезы в направлении, перпендикулярном продольной подаче,§ 23. Брак уступов, пазов, канавок и его предупреждениеВследствие ряда причин при обработке уступов, пазов и кана¬
вок возможны различные отклонения от технических требований
рабочего чертежа, которые могут быть выражены: неточностью
размеров, неправильной прямоугольной формой уступов, пазов и
канавок, неточностью их расположения (непараллельностью, не¬
симметричностью) относительно наружных поверхностей детали,
завышенной шероховатостью.Неточность размеров может возникнуть в результате неправиль¬
ных приемов их отсчета по лимбам станка, несвоевременного вы¬
ключения подачи, неточности расположения в пазу стола ограничи¬
тельных кулачков, большого биения боковых сторон фрезы. Брак
можно предупредить точным соблюдением рекомендуемых при¬
емов работы, устранением биения фрезы или учетом его при про¬
бном фрезеровании.Непрямоугольная форма уступа или паза возникает при поль¬
зовании фрезами, имеющими погрешности профиля зубьев в ре¬
зультате некачественного шлифования или неправильной заточки.
Брак устраняется своевременным контролем и заменой фрезы.Погрешности расположения уступа или паза имеют место при
неточной выверке приспособления и заготовки на станке, при уста¬
новке в приспособлении заготовки с заусенцами от предыдущей
обработки, при попадании под заготовку стружки, грязи. Брак пред¬
упреждается устранением указанных выше причин.%Завышенная шероховатость может возникнуть при некачествен¬
ной заточке фрезы, вследствие ее биения или затупления, при ра¬
боте с большой подачей, при нежестком креплении заготовки и
фрезы, при неотрегулированных зазора^ в направляющих подвиж¬
ных узлов станка и в подшипнике серьги. Такой брак можно пред¬
упредить правильным выбором режима резания, своевременной за¬
меной затупившейся или некачественно заточенной фрезы, соблю¬
дением правильных приемов наладки станка,§ 24. Разрезание металла и прорезание шлицевДля разрезания куска металла на части или выполнения на за¬
готовках шлицев (узких прорезей) используются отрезные и про¬
резные фрезы (рис. 70, а) диаметром 32...250 мм и шириной 0,2...73
5 мм из быстрорежущей стали. Они бывают трех типов: с мелкими,
средними и крупными зубьями. Первые два типа предназначены
для фрезерования черных металлов, третий — для алюминиевых,
магниевых и других легких сплавов. Кроме того, предусмотрены
три класса точности изготовления фрез: АА, А (точное исполнение)
и В (нормальное исполнение). Классы АА и А^распространяютсяна фрезы с мелкими и средними
зубьями диаметром до 80 мм
включительно, которые в основ¬
ном предназначены для прорезки
шлиц и точных канавок. По клас¬
су В изготавливаются фрезы всех
типов и диаметров с шириной от
1 мм и выше, предназначаемые
для отрезных работ.Для уменьшения трения о бо¬
ковые стенки прорези отрезные и
прорезные фрезы снабжены на
торцах вспомогательными углами
в плане фь которые в зависимо¬
сти от размеров фрез выполняют¬
ся в пределах 5'...Г. У фрез ши¬
риной более 1,6 мм с целью
улучшения условий резания зубья
-затачиваются с переходными ре¬
жущими кромками под углом 45°
попеременно в шахматном поряд¬
ке (рис. 70, б). Для повышения
прочности узкие фрезы шириной
до 3 мм и диаметром до 125 мм
выполняются без шпоночных
пазов.Оптимальный диаметр отрезных и прорезных фрез выбирается
из тех же соображений, что и для прочих дисковых при обработке
уступов и пазов по формуле (9) (см. § 19).Установка и закрепление на станке отрезных и прорезных фрез
осуществляется с помощью центровых оправок. Причем узкие фре¬
зы без шпоночных канавок удерживаются на оправке силами тре¬
ния, возникающими в результате зажима фрезы установочными
кольцами.Приемы фрезерования шлиц и узких прорезей практически не
отличаются от соответствующих приемов обработки открытых ка¬
навок дисковыми фрезами. Поэтому ниже рассматриваются только
особенности, свойственные разрезанию металла.Для установки на станке заготовок небольших -размеров ис¬
пользуются станочные тиски. При разрезании круглого проката
применяются самоцентрирующиеся тиски либо установка на приз¬
мах. Заготовки крупных размеров из листового материала закреп¬
ляются непосредственно на столе станка прихватами так, чтобы74
место разрезания располагалось примерно по середине Т-образного
паза.В общем случае для повышения жесткости закрепленной заго¬
товки место разрезания следует располагать возможно ближе к
опоре. С этой же целью заготовки типа тонких полос целесообразно
закреплять в тисках пакетом по нескольку штук.Разрезание выполняют как встречным, так и попутным фрезе¬
рованием, но предпочтительным является попутный метод, особен¬
но при разрезании листового материала, закрепленного на столе
станка. Если в последнем случае фрезерование производится
встречным методом, то для предотвращения подрыва заготовки и
поломки зубьев фрезы лист разрезают не полностью по толщине,
а оставляют небольшую перемычку (0,3...0,5 мм), которую разла¬
мывают после снятия7 заготовки со станка.Учитывая сравнительно малую прочность отрезных и прорезных
фрез, подачу для них следует выбирать минимально возможную
(особенно для фрез малой толщины). Для отрезных и прорезных
работ при обработке сталей подачу на зуб можно принимать в
пределах sz = 0,01...0,04 мм/зуб, скорость резания и = 20...40 м/мин
(по мере увеличения глубины резания скорость резания соответст¬
венно необходимо уменьшать в указанных пределах).При разрезании заготовок возможны следующие виды брака:
не выдержана длина отрезанной части; допущена неперпендикуляр¬
ность поверхности разреза к сторонам заготовки.Первый вид брака может возникнуть вследствие неточности
измерений при установке заготовки на длину отрезаемой части не¬
плотного прилегания заготовки к упору, наличия заусенцев на кром¬
ках торца заготовки, значительного торцового биения фрезы. Брак
предупреждается более внимательным выполнением приемов рабо¬
ты, устранением биения фрез^л или ее заменой.Неперпендикулярность поверхности отрезка к сторонам заготов¬
ки может быть следствием неправильной выверки приспособления
и заготовки на станке, а также в случае, если заготовка не осаже¬
на перед окончательным закреплением в тисках или установлена
на непараллельные подкладки.При выполнении отрезных работ, кроме общих правил техники
безопасности (см. § 7), необходимо соблюдать особую осторож¬
ность. Выполнять какие-либо действия в зоне резания (поддержи¬
вать отрезаемую часть металла, поливать фрезу эмульсией, сме¬
тать стружку, производить измерения и др.) категорически запре¬
щено, так как острые и узкие зубья отрезной фрезы могут захва¬
тить одежду фрезеровщика, что может стать причиной тяжелого
несчастного случая.1. Укажите разновидности уступов, пазов, канавок и требования к ним.
г 2. Объясните принцип выбора типа и размеров фрез для обработки усту¬
пов и пазов. 3. Объясните способы фрезерования уступов и пазов. 4. В чем
состоят особенности фрезерования шпоночных пазов? б. Как осуществляется
разрезание заготовок на фрезерном станке?75
Глава IV. ОСНОВНЫЕ СВЕДЕНИЯО ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ§ 25. Понятие о производственном и технологическомпроцессахМатериалы и полуфабрикаты, поступающие на предприятие, в
результате действий всего производственного коллектива превра¬
щаются в готовые изделия. Весь этот комплекс взаимосвязанных
действий называется производственным процессом.Технологический процесс является частью производственного
процесса, содержащей действия по изменению и последующему
определению состояния предмета производства.В зависимости от характера выполняемых работ в пределах ма¬
шиностроительного предприятия различают технологические про¬
цессы механической, термической, литейной, кузнечной обрабо¬
ток и др.Механическая обработка осуществляется на металлорежущих
станках путем срезания с* поверхностей заготовки определенного
слоя металла — припуска. Одним из ее видов является фрезеро¬
вание.Прежде чем приступить к обработке детали в целом, фрезеров¬
щик должен четко представить себе технические требования, предъ¬
являемые к точности выполняемой работы, последовательность и
способы обработки поверхностей детали, способы установки загото¬
вок на станке, необходимые приспособления и инструменты, режимы
резания. Весь этот перечень профессиональных вопросов и опреде¬
ляет теоретическое содержание технологического процесса, который
в виде маршрутной или технологической карты служит руководя¬
щим документом для практической деятельности работников пред¬
приятия.Технологический процесс, являясь основой организации и пла¬
нирования участка, цеха и завода в целом, существенно влияет на
экономические показатели работы производственного коллектива.
Поэтому он должен обеспечивать не только необходимое качество
производимых изделий и высокую производительность труда, но
также наименьшие материальные затраты, связанные с его осущест¬
влением,§ 26. Элементы технологического процессаДля последовательного осуществления технологического про¬
цесса его расчленяют на отдельные части или элементы: операции,
установы, позиции, переходы и проходы, отличающиеся между со¬
бой объемом выполняемых работ.Операцией называется законченная часть технологического
процесса, выполняемая на одном рабочем месте. Новая операция
начинается, когда рабочий, закончив одну и ту же часть обработки
у всех деталей из партии, переходит к их дальнейшей обработке.76
Количество операций в технологическом процессе зависит от
величины изготавливаемой партии, количества станков, на которых
ведется'обработка, и сложности деталей. Например, если фрезе¬
ровщик обрабатывает только одну деталь на одном станке, то все
действия, производимые над ней, будут составлять одну операцию.
Когда же эта деталь обрабатывается последовательно на несколь-
ких станках, то технологический процесс? будет состоять из соответ¬
ствующего им количества операций.При изготовлении деталей партиями нецелесообразно непрерыв¬
но производить полную обработку каждой из них. Более выгодно
сначала обработать одну или часть поверхностей у всех деталей,
а затем перестроить станок и приступить к обработке других поверх¬
ностей и т. д., то есть разделить технологический процесс на не¬
сколько операций. Причем для неавтоматизированных станков с
увеличением партии деталей выгоднее расчленять этот процесс на
большее количество мелких операций так, чтобы объем работы в
каждой из них не нуждался в какой-либо перестройке станка, свя¬
занной с установкой фрезы на размеры обрабатываемых поверх¬
ностей, или изменении режима резания. Благодаря этому много¬
кратное выполнение минимального количества действий в каждой
мелкой операции ускоряет приобретение рабочим автоматизма
движений, что в свою очередь способствует повышению производи¬
тельности, труда. Исключением из общего правила являются случаи
использования наборов фрез при изготовлении деталей крупными
партиями, когда количество операций в технологическом процессе
сокращается за счет одновременной обработки нескольких поверх¬
ностей детали.На рис. 71 приведен пример фрезерной обработки небольшой
партии (3 штуки) планок с уступами (рис. 71, а). Заготовка —
стальной брусок с размерами 65X35X125 мм. Станок — вертикаль¬
но-фрезерный модели 6Р11.При установке заготовок в станочных тисках полная обработка
деталей совершается за шесть операций (рис. 71, б).В 1-й операции обрабатывается одна из широких сторон заго¬
товки в размер 32,5 мм, которая в дальнейшем будет служить
установочной базой при фрезеровании других поверхностей де¬
тали.Во 2...5-Й операциях фрезеруются две боковые стороны детали в
размер 60 мм и два торца в размер 120 мм.В 6-й операции концевой фрезой ведется последовательная об¬
работка двух уступов и верхней стороны детали.Технологический процесс обработки более крупной партии этих
же деталей в количестве 20 штук целесообразно несколько изме¬
нить и выполнить за восемь операций (рис. 72).В 1-й и 2-й операциях обрабатываются широкие стороны детали
в размер 30 мм, в 3...6-Й операциях — боковые стороны и торцы
детали соответственно размером 60 и 120 мм при установке в ти¬
сках одновременно трех заготовок. В 7-й и 8-й операциях фрезеру¬
ются уступы.77
Переходом называется законченная часть технологической опе¬
рации, характеризуемая постоянством инструмента и поверхностей,
образуемых обработкой. Например, 6-я операция (см. рис. 71) вы¬
полняется за три перехода, так как здесь изменяются обрабатыва¬
емые поверхности при фрезеровании за один установ двух уступов
и плоскости.Каждая поверхность детали может быть обработана за несколь¬
ко рабочих движений заготовки. Поэтому часть перехода, выполня¬
емая при неизменном режиме резания за одно движение заготовки
в направлении подачи, называется проходом. За несколько прохо¬
дов обычно фрезеруют поверхности большой ширины или имеющие
значительный припуск.§ 27. Базирование заготовокОбщие сведения о базах. Одним из важных условий получения
требуемой точности размеров и взаимного расположения обраба¬
тываемых поверхностей является правильный выбор баз, исполь¬
зуемых для установки или измерения заготовок в процессе обра¬
ботки. В связи с этим различают технологические и измерительные
базы.Технологической называется база, используемая для определе¬
ния положения заготовки или изделия в процессе изготовления
или ремонта. Такие базы могут состоять из одной или сочетания
нескольких поверхностей. Например, при общепринятом способе
закрепления в станочных тисках (см. рис. 45) технологическойбазой служат две поверхности за¬
готовки — нижняя (опорная) и бо¬
ковая, поджимаемая к неподвижной
губке тисков. Аналогичный случай
имеет место при закреплении заго¬
товки на столе станка с помощью
упора и прижима (см. рис. 23).
Если же заготовку закрепить в тис¬
ках и поджать торцом к регули¬
руемому упору 1 (рис. 74), то техно¬
логическая база будет состоять из
трех поверхностей: нижней, боковой
и торцовой. Одну базовую поверх¬
ность имеет заготовка, закрепленная
на столе станка, а также заготовка
типа вала, установленная на при¬
змах.База, используемая для опреде¬
ления относительного положения за¬
готовки или изделия и средств изме¬
рения, называется измерительной.
Такими базами могут служить
поверхности, линии или точки дета¬Рис% 74. Базирование заготовки
в станочных тисках80
ли, от которых задаются размеры на рабочем чертеже. Например,
для глубины паза 12 мм (рис. 75, а) —это верхняя сторона детали,
а для размеров 20 и 16 мм — соответственно левые боковые сторо¬
ны детали* и паза; для размеров 18, 36 и 16 (рис. 75, б) —нижняя
сторона детали, ее левая сторона и правая сторона паза; для осно¬
вания корпуса подшипника (рис. 75, в) — горизонтальная центро¬
вая линия отверстия.^Для уменьшения погрешностей размеры детали в процессе
обработки следует отсчитывать от измерительных баз.Различают также черновые (необработанные), чистовые (обра¬
ботанные) и основные базы.Основной называется база, принадлежащая данной детали или
сборочной единице и используемая для определения ее положения
в изделии. Например,-отверстие зубчатого колеса, нижняя плос¬
кость 1 корпуса подшипника (см. рио. 75, в) являются для них ос¬
новными базами.Выбор технологических баз. Такие базы не указываются на ра¬
бочем чертеже, поэтому при их выборе следует руководствоваться
рядом практических правил.1. В качестве черновой базы для первой установки заготовки
рекомендуется выбирать наибольшую по площади поверхность,
имеющую наименьший припуск или не подлежащую обработке.
Соблюдение этого правила обеспечивает надежное закрепление
заготовки на станке, правильное расположение обработанных по¬
верхностей к необрабатываемым, снижает вероятность появления
остаточной черноты на обработанных поверхностях детали.2. Черновую базу можно использовать только один раз (для
первой установки заготовки на станке). Это означает, что заготов¬
ку нельзя снимать со станка до тех пор, пока не будет подготов¬
лена чистовая база Для следующей установки,3. Для уменьшения погрешностей взаимного расположения по¬
верхностей детали количество используемых для ее установки на
станке технологических баз должно быть минимальным. При этом84
поверхности детали с точным взаимным расположением следует об¬
рабатывать от единой технологической базы.4. При обработке деталей партиями технологические и измери¬
тельные базы необходимо совмещать. Например, при фрезеровании
паза (см. рис. 74) левая боковая сторона и торец заготовки, кото¬
рые служат измерительными базами для размеров а и /, использу¬
ются в качестве установочной базы. Это же правило должно быть
выдержано и в отношении деталей, изображенных на рис. 75, а и
б — их левые боковые стороны, являющиеся измерительными ба¬
зами для расположения пазов по ширине, следует поджать к не¬
подвижной губке тисков. Благодаря этому можно избежать мно¬
гократной установки фрезы на размеры обрабатываемой поверхно¬
сти-за счет использования первоначальной настройки станка.§ 28. Построение технологического маршрута фрезернойобработкиОбщие указания. Основной частью технологического процесса,
отражающей главным образом рациональную последовательность
обработки детали, является технологический маршрут.
Процесс его построения представляет собой технологическую зада¬
чу и, следовательно, может иметь несколько решений, из которых
только одно окажется наиболее рациональным. Поэтому для сокра¬
щения количества поисковых действий при выборе оптимального
технологического варианта порядок разработки технологического
маршрута целесообразно свести в единую логическую схему
(рис. 76), состоящую из трех последовательно осуществляемых
стадий: 1) изучения исходных данных; 2) подготовки к построениюРис. 76. Логическая схема построения технологического маршрута82
технологического маршрута; 3) построения технологического
маршрута.Действия 1-й стадии по изучению исходных данных (рабочего
чертежа, заготовки, количества деталей в партии и возможностей
станка) частично были рассмотрены в § 14 при изучении последова¬
тельности выполнения операционных работ. Для построения техно¬
логического маршрута они нуждаются в некотором дополнении.Рассматривая рабочий чертеж, следует, кроме определения
технических требований, предъявляемых к точности обработки
и материалу детали, установить ее форму и характер термооб¬
работки. Если деталь должна подвергаться закалке, то ее точные
поверхности необходимо обработать предварительно с припуском
(0,3...0,5 мм на сторону) на последующее шлифование.Сопоставляя заготовку с чертежом детали, надо убедиться в
достаточности припусков на обработку и установить их распределе¬
ние по отдельным поверхностям.По величине партии деталей необходимо принять решение о
степени расчленения технологического маршрута. Если предстоит
обработать только одну деталь на одном станке, то весь техноло¬
гический маршрут будет состоять из одной операции, разделенной
на более мелкие элементы — установы и переходы. Для обработки
деталей в количестве более одной штуки технологический маршрут
делят на ряд операций, количество которых следует принимать тем
большим, чем крупнее партия деталей. Этот принцип был подробно
рассмотрен в § 26.При изучении технической характеристики и фактического со¬
стояния станка надо наметить пути максимального использования
его возможностей.На 2-й стадии технологической подготовки разрешаются вопро¬
сы выбора способов обработки, технологических баз и способов
установки заготовок на станке.При выборе способов обработки исходят из общего принципа
наибольшей производительности, который заключается в следую¬
щем: из всех возможных способов необходимо выбирать такие, ко¬
торые в данных условиях позволяют получить наибольшую произ¬
водительность. Например, фрезерование плоскостей целесообразно
выполнять торцовыми фрезами, открытые пазы и уступы—диско¬
выми; в крупных партиях пазы и уступы, расположенные с одной
стороны детали, выгодно фрезеровать набором фрез. В этих же
условиях целесообразно пользоваться множественным способом
фрезерования заготовок, установленных на станке по нескольку
штук (см. рис. 72, 3.,.6-я операции), когда их обработка ведется
последовательно или параллельно (одновременно) за одно движе¬
ние стола станка в направлении подачи.Технологические базы намечают, руководствуясь правилами,
изложенными в § 27. Соответственно принятым базам выбирают
способы установки заготовок на станке в зависимости от их раз¬
меров и формы. При универсальных фрезерных работах для этой
(цели применяют ранее рассмотренные способы установки загото-83
вок в станочных тисках, на стрле станка, на угловых плитах, на
призмах и в других приспособлениях общего назначения. Для об¬
работки деталей крупными партиями преимущественно пользуются
различными специальными многоместными приспособлениями.На 3-й стадии завершается работа по построению технологи•
ческого маршрута, которая заключается в установлении последова¬
тельности обработки, количества и состава операций. При этом ре¬
комендуется руководствоваться следующими практическими прави¬
лами: ч1. В первую операцию (установ) должны быть включены пере¬
ходы по подготовке последующей чистовой технологической базы,
в качестве которой целесообразно принимать основную базу.2. Для подготовки чистовой технологической базы у заготовок
типа сложных отливок (с отверстиями, бобышками или радиусными'
необрабатываемыми поверхностями) вначале следует выполнить
разметку, линии которой затем используются для выверки заго¬
товки на станке. Например, корпус подшипника (см. рис. 75, в)
имеет радиусную поверхность, в центре которой должно быть обра¬
ботано отверстие. Поэтому, прежде чем фрезеровать основную ба¬
зу 1, необходимо произвести разметку этого отверстия, то есть на¬
нести на поверхности заготовки центровые линии, по которым с по¬
мощью рейсмаса и угольника следует выверить ее установку на
станке.3. В операцию не включать переходы, нуждающиеся в значи¬
тельной переналадке станка (смена фрезы, приспособления, допол¬
нительная выверка заготовки и др.).4. Переходы, ослабляющие общую жесткость обрабатываемой
заготовки или ухудшающие условия крепления ее на станке, сле¬
дует выполнять в последнюю очередь. К таким переходам можно
отнести: фрезерование глубоких пазов, крупных уступов, фасон¬
ных поверхностей и т. д.Оформление технологического маршрута. Для производственно¬
го предприятия основным технологическим документом является
маршрутная карта, предусмотренная ЕСТД (единой системой тех¬
нологической документации) по ГОСТ 3.1105—74. Карта содержит
сведения о последовательности выполнения технологических опера¬
ций, их закреплении за цехами и производственными участками
предприятия, применяемых станках, приспособлениях и инструмен¬
тах и некоторые другие данные.Исходя из особенности задач развития технологического мыш¬
ления у учащихся (молодых рабочих), для учебных целей целесо¬
образно пользоваться несколько упрощенной маршрутной картой
(см. табл. 4), расчленив в ней операции на установы и переходы и
иллюстрировав ее текст схемами технологических установов. При
заполнении такой карты рекомендуется руководствоваться следую¬
щими правилами:1. Операции и переходы обозначать арабскими цифрами (1, 2,
Зит. д.), установы — прописными буквами русского алфавита
(А, Б, В и т. д.).84
2. В графе «Содержание установов и переходов» указания выра¬
жать глаголом в повелительной форме: установить, закрепить, фре¬
зеровать. При этом размеры и предельные отклонения обрабатыва¬
емой поверхности в тексте не указывать. Вместо них проставлять
номер размера поверхности из схемы технологического установа.
Например, фрезеровать плоскость в размере 1, фрезеровать откры¬
тый паз 2, фрезеровать скос 3.3. В графе «Схемы установов» заготовки изображать в произ¬
вольном масштабе в состоянии завершения операционной обработ¬
ки. Обрабатываемые поверхности обводить сплошными линиями
увеличенной толщины (в 2...3 раза толще основной линии чертежа).
Кроме того, на схеме указываются размеры, подлежащие выполне¬
нию в данной операции (установе), которые нумеруются арабскими
цифрами в кружках диаметром 6...8 мм и располагаются вне кон¬
тура детали в направлении движения часовой стрелки. Схемы
также сопровождаются условными обозначениями опор, зажимов,
фрез.Для облегчения заполнения маршрутной карты можно пользо¬
ваться классификатором характерных переходов (табл. 3).Рассмотрим конкретный пример построения технологического
маршрута фрезерной обработки основания.Табл. 3. Классификатор характерных переходов фрезерной обработкиСодержание переходовСхемы переходов (установов)12Фрезеровать плоскость, выдерживая размер 1Фрезеровать уступы 1 и 285
Продолжение табл. 3Фрезеровать уступ, выдерживая размеры 1 и 2Фрезеровать наклонную плоскость, выдерживая
размеры 1 и 2Фрезеровать скосы 1 и 2ь-Uil<D-оФрезеровать открытый паз 1гО7FZ =ЛГФрезеровать Т-образный паз шириной 2 и высотой 186
Фрезеровать фасонную поверхность 1Фрезеровать фасонный контур 1 по разметкеФрезеровать круговой контур 1Примечая и,е. На эскизах переходов приняты следующие условные обозна¬
чения: опора (вид спереди); - *""0П0Ра (вид сверху, сбоку);^ О — зажим.Исходные данные: чертеж детали (рис. 77), заготовка — пря¬
моугольный прокат 75X35X115 мм из стали 45; количество дета¬
лей в партии 20 шт.; станки — горизонтально- и вертикально¬
фрезерные моделей 6Р81Г и 6Р11.В соответствии с логической схемой (см. рис. 76) на 1-й стадии
действий изучаем исходные данные.Деталь представляет собой призматическую планку с двумя
уступами, пазом, занижением и двумя скосами. К точности ее обра¬
ботки предъявляются следующие требования.Размеры 42 и 10 мм должны быть выдержаны в пределах до¬
пусков, обусловленных чертежом. Остальные размеры, на которых
не указаны предельные отклонения, должны удовлетворять точно¬
сти 14-го квалитета.87
Точность геометрической формы оговорена чертежом только
для нижней поверхности детали, неплоскостность которой не дол¬
жна превышать 0,1 мм. Для прочих поверхностей допустимые по¬
грешности формы условно принимаются в пределах V2 допуска
соответствующего размера.На чертеже указана точность расположения паза, несимметрич¬
ность которого к боковым сторонам уступов не должна превышать0,1 мм.Неуказанные предельные отклонения размеров
отверстий Н14, валов h14, остальныхРис. 77. Чертеж основанияШероховатость поверхностей обозначена на чертеже допустимой
высотой неровностей RZi которая для боковых сторон уступов, паза
и основания детали установлена не более 20 мкм, а для остальных
поверхностей — 80 мкм.Материал детали — качественная углеродистая конструкцион¬
ная сталь с содержанием углерода 0,45 %.Деталь термообработке не подлежит, поэтому ее полная'обра¬
ботка завершается фрезерованием.Заготовка — брусок из прямоугольного стального проката —
имеет достаточный припуск (2,5 мм) на сторону по всем габарит¬
ным размерам.Небольшое количество деталей в партии (20 шт.) указывает,
что обработку их следует производить пооперационно.Станки 6Р81Г и 6Р11 относятся к станкам 1-го размера, тех¬
ническая характеристика которых приведена в табл. 6.На 2-й стадии действий выбираем способы обработки, техноло¬
гические базы и способы установки заготовок на станке.Учитывая типы применяемых станков, обработку габаритных
сторон детали будем выполнять торцовыми фрезами, уступов и ско¬
сов— наборами дисковых и угловых фрез, занижения — концевой
фрезой.88
Руководствуясь правилами выбора технологических баз, для
первой операции принимаем черновую базу, состоящую из широкой
и боковой сторон заготовки. Для всех последующих операций
(кроме 7-й) единой чистовой технологической базой будет слу¬
жить основная базовая поверхность детали.Установку заготовок на станке будем выполнять в станочных
тисках, соответственно принятым базам и учитывая небольшие
размеры и простую форму заготовок.На 3-й завершающей стадии действий, используя сведения об
исходных данных, принятые способы обработки, технологические
базы и способы установки заготовок на станке, а также руковод¬
ствуясь правилами комплектования и последовательности выполне¬
ния операций, технологический маршрут расчленяем на десять
операций, как указано в таблице 4.Табл. 4. Технологический маршрут фрезерной обработки основанияОпера¬цияУста-Пере¬Содержание установовновходи переходовСхемы устам1—2Установить и закрепить заготов¬
ку в тисках
Фрезеровать широкие плоскости,
выдерживая размер 1©^ !Рчг>«о ^3-4Установить и закрепить заготов¬
ки в тисках
Фрезеровать боковые стороны,
выдерживая размер 1б-бУстановить и закрепить заго¬
товки в тисках
Фрезеровать торцы, выдерживая
размер 1■ '-О-tj■О" —к '£X. -о-110 *—о\89
Окончание табл. 4Опера¬Уста-Пере¬Содержание установовСхемы установовцияновходи переходовУстановить и закрепить заготов¬
ку в тисках
Фрезеровать занижение шириной
2 и глубиной 1Установить и закрепить заготов¬
ку в тисках
1 Фрезеровать паз, выдерживая
размеры 1 и 2Установить и закрепить заготов- |ку в тисках г-1 Фрезеровать два уступа, выдер- t
живая размеры 1 и 2-Ф10Установить и закрепить заготов¬
ку в тисках
Фрезеровать скосы 1 и 2?1. Приведите определения и примеры элементов технологического процес¬
са. 2. Укажите разновидности и дайте определения технологических баз.
3. Объясните правила выбора установочных баз. 4. Укажите и объясните
логическую последовательность построения технологического маршрута, 5. Как
оформляется технологический маршрут?Глава V. ФРЕЗЕРОВАНИЕ СПЕЦИАЛЬНЫХ ПАЗОВИ ФАСОННЫХ ПОВЕРХНОСТЕЙ§ 29. Общие сведения о специальных пазахВ машиностроении широко применяют детали со специальными
(Т-образными и типа «ласточкин хвост») пазами.Пазы типа «ласточкин хвост» (рис. 78, а) служат, как
правило, направляющими элементами подвижных узлов .машин.90
Такие пазы, в частности, имеют консоли, салазки стола и серьги
хоботов фрезерных станков.Основными размерами их являются: ширина Л, глубина Н и
углы* наклона а боковых сторон к базовой поверхности детали.В зависимости от способа регулирования зазоров в подвижных
соединениях пазов типа «ласточкин хвост» их боковые стороны
могут располагаться параллельно в
продольном направлении либо одна из
них с некоторым углом уклона, равным1 100 (на длине 100 мм ширина паза
изменяется на 1 мм), к другой стороне.Особыми требованиями, предъявля¬
емыми к точности обработки пазов ти¬
па «ласточкин хвост», являются: обе¬
спечение одинаковых углов а, неизмен¬
ной глубины паза по всей длине детали
и параллельности к боковым сторонам
ее согласно техническим условиям
рабочего чертежа. Эти требования мо¬
гут быть выдержаны правильным вы¬
бором режима резания, режущих ин¬
струментов, выверкой заготовки на
станке.Т-о бразные пазы (рис. 78, б)
в столах фрезерных, сверлильных и
других станках имеют двойное назна¬
чение. Они служат для размещения в
них головок крепежных болтов, а так¬
же для выверки приспособлений на столе станка.Такие пазы характеризуются шириной А (узкой верхней части)
и Б (нижней части), общей глубиной Я, высотой В и размерами
фасок а.Т-образные пазы должны удовлетворять следующим характер¬
ным требованиям: иметь достаточно высокую точность ширины
узкой части паза на всей длине и перпендикулярность ее боковых
сторон к верхней базовой поверхности детали. Это обеспечивается
правильной наладкой станка и соблюдением надлежащих приемов
работы.Все пазы этого вида обусловлены стандартом. Каждому номи¬
нальному размеру А соответствуют строго определенные остальные
размеры паза.6чу1-г1U 5, )iРис. 78. Типы специальных па¬
зов§ 30. Фрезерование пазов типа «ласточкин хвост»Обычно фрезерование таких пазов является завершающей опе¬
рацией фрезерной обработки детали. Закрепление заготовки в за¬
висимости от ее размеров и формы производится в станочных
тисках, непосредственно на столе фрезерного станка прихватами
или прижимами с обязательной выверкой по верхней и боковой91
сторонам с помощью рейсмаса, угольников или индикатора отно¬
сительно направления подачи стола.В качестве режущих инструментов для фрезерования таких па¬
зов служат одноугловые дисковые или концевые фрезы с углом
профиля между режущими кромками, равным углу -профиля
паза а.Обработка паза типа «ласточкин .хвост» на вертикально-фре¬
зерном станке производится в следующей последовательности. Вна¬
чале концевой фрезой фрезеруется прямоугольный паз шириной
В и глубиной Н (рис. 79, а). Затем концевой одноугловой фрезойРис. 79. Последовательность фрезерования паза типа «ласточкин хвост»поочередно обрабатывают боковые стороны (рис. 79, б ив), выдер¬
живая размер А,Фрезерование боковых сторон пазов, у которых одна из них
расположена под уклоном к другой в продольном направлении, осу¬
ществляется с помощью поворотных приспособлений. При универ¬
сальных работах для этой цели обычно используются поворотные
станочные тиски или круглые поворотные столы. В этом случае
после обработки одной боковой стороны угловой фрезой заготовку,
не раскрепляя, поворачивают с помощью приспособления на требу¬
емый угол уклона и аналогично выполняют фрезерование другой
стороны.Если при фрезеровании таких пазов заготовка закрепля¬
ется на столе универсально-фрезерного станка, то для фрезерова¬
ния второй стороны стол станка поворачивают на величину угла
уклона.Учитывая тяжелые условия резания при фрезеровании пазов
типа «ласточкин хвост» угловыми фрезами, подачу для них не¬
сколько занижают: при обработке стали она не должна превышать0,05 мм/зуб, при обработке чугуна — 0,15 мм/зуб. Скорость резания
принимают в пределах 20...25 м/мин.Измерение линейных размеров паза выполняют штангенцирку¬
лями, угловых — шаблонами от базовой поверхности детали.Размер ширины паза обычно задается на чертеже расстоянием
В (рис. 80) между двумя калиброванными цилидрическими роли¬
ками диаметром d. При отсутствии этого размера его можно опреде¬
лить по формуле92
B=A-2(r+b)tгде г — радиус роликов, мм; А—наибольшая ширина паза.Выполнив несложные математические преобразования, оконча¬
тельно получим^A — d(l+ 1*|(ь®— -к&^ гв 1г* ЪРасполагая ролики в различных местах паза, можно проверить
его ширину по всей длине, а также определить величину уклона
боковых сторон.Виды и причины брака. При фрезе-
ровании пазов типа «ласточкин хвост»
могут быть допущены следующие виды
брака:1. Глубина паза и углы наклона бо¬
ковых сторон не одинаковы по всей
длине, что бывает, если не произведе¬
на должным образом выверка верхней
базовой поверхности заготовки в гори¬
зонтальной плоскости.2. Угол наклона боковых сторон
паза не соответствует заданной вели¬
чине, что может произойти по причине неправильного выбора угла
рабочей фрезы.3. Не одинакова ширина паза по длине, что может быть из-
за смещения стола в направляющих консоли.4. Завышенная шероховатость обработанных поверхностей, что
бывает при работе с большими подачами или затупившейся
фрезой.Рис. 80. Измерение паза типа
«ласточкин хвост» с помощью
роликов§ 31, Фрезерование Т-образных пазовКоличество деталей в партии определяет выбор способов обра¬
ботки пазов и применяемых режущих инструментов. Так, при фре¬
зеровании единичных деталей Т-образный паз целесообразно обра¬
батывать на вертикально-фрезерном станке. Первоначально кон¬
цевой фрезой фрезеруют прямоугольный паз шириной А и глубиной
Н (см. рис. 78, б).Внутреннюю часть шириной Б и высотой В (см. рис. 78, б) об¬
рабатывают специальной концевой фрезой для Т-образных пазов
(рис. 81). Такая фреза состоит из рабочей части 1 с элементами и
геометрией дисковых пазовых фрез с разнонаправленными зубья¬
ми, конического хвостовика 3 с конусом Морзе и гладкой шлифо¬
ванной цилиндрической шейки 2, диаметр которой равен ширине
узкой части паза.При обработке партии деталей с Т-образными пазами последова¬
тельность может быть иной. Прямоугольные пазы на глубину фре¬
зеруют дисковыми трехсторонними фрезами или набором этих93
фрез на горизонтально-фрезерных станках, а нижнюю часть каж¬
дого паза — фрезами для Т-образных пазов на вертикально-фре¬
зерных станках.Последовательность фрезерования Т-образных пазов рассмотрим
на примере обработки двух пазов в одной детали (рис. 82, а). Пер-Рис. 81. Фреза для обработки Т-образных пазовРис. 82. Последовательность обработки двух Т-образных пазоввоначально концевой фрезой диаметром 14 мм фрезеруют первый
прямоугольный паз шириной 14 мм и глубиной 21 мм. Затем воз¬
вращают стол с заготовкой в исходное положение, по лимбу по¬
перечной подучи перемещают его на величину, равную шагу между
пазами (в данном случае на 90 мм), и фрезеруют второй паз
(рис. 82,6).Внутреннюю часть паза шириной 24+1'5 мм и глубиной 11 мм
обрабатывают специальной концевой фрезой для Т-образных пазов.94
В рассматриваемом примере необходимо применить фрезу диамет¬
ром 24 мм, шириной 11 мм и диаметром шейки 14 мм. При на¬
стройке станка на глубину фрезерования для этого перехода заго¬
товку подводят к фрезе так, чтобы ее режущие кромки на торцовой
части коснулись дна прямоугольного паза, обработанного на пре¬
дыдущем переходе. Медленно подводя стол с заготовкой к фрезе,
врезаются в нее, включают механическую продольную подачу стола
и фрезеруют внутренний паз на необходимую длину.Возвратив стол с заготовкой в исходное положение, поперечной
подачей перемещают его на 90 мм и, убедившись, что цилиндри¬
ческая шейка фрезы оказалась точно против прямоугольной части
паза, включают продольную подачу стола и фрезеруют нижнюю
часть второго паза (рис. 82, в).В Т-образных пазах предусматриваются фаски, которые обра¬
батывают (рис. 82, г) концевыми одноугловыми (с обратным кону¬
сом) или двухугловыми фрезами.Для обработки Т-образных пазов подача на зуб не должна пре¬
вышать 0,02 мм/зуб при скорости резания 20...25 м/мин.Контроль размеров Т-образных пазов производится штангенцир¬
кулями или специальными шаблонами.Виды и причины брака. При фрезеровании Т-образных пазов
могут быть следующие виды брака:1. Ширина узкой части превышает заданную. Это происходит
вследствие неправильного выбора диаметра концевой фрезы или
ширины дисковой фрезы, а также в случае биения режущей части
фрез.2. Ширина внутренней части паза и его высота меньше задан¬
ных размеров. Причиной брака является работа фрезой, размеры
которой по диаметру и ширине меньше заданных (в результате
большого числа переточек).3. Высота паза по всей длине детали не одинакова, что проис¬
ходит в случае, если фрезеровщик не выверил заготовки в горизон¬
тальной плоскости.§ 32. Общие сведения о фасонных поверхностяхФасонными принято называть поверхности, имеющие криволи¬
нейную образующую. По форме их можно разделить на простые и
сложные. У простых криволинейный профиль выполнен по дуге
окружности постоянного радиуса, а у сложных он может состоять
из участков различной кривизны, иногда соединенных прямыми
линиями.Кроме этого, различают контурные и объемные фасонные по¬
верхности. Контурные поверхности ограничены двумя плоскими ос¬
нованиями и имеют криволинейный профиль только в сечении, про¬
веденном параллельно им. Такие поверхности могут быть получены
обработкой на консольно-фрезерных станках. На рис. 83 показаны
контурные фасонные поверхности у гаечного ключа (рис. 83, а),
профильных дисковых кулачков (рис. 83, б) и рычага (рис. 83, в).95
•Объемная фасонная поверхность в
сечениях, проведенных в двух взаимно¬
перпендикулярных направлениях,
имеет криволинейную форму, а для ее
обработки требуются специальные ко¬
пировально-фрезерные станки. Такие
поверхности имеются в штампах, пресс-
формах и других деталях.Требованиями, предъявляемыми к
фасонным поверхностям, являются
обеспечение точности их формы, разме¬
ров, определенного расположения их
относительно других поверхностей и
получение заданной шероховатости в
соответствии с техническими условия¬
ми чертежа.Обработка фасонных поверхностей
относится к сложным и трудоемким
операциям и требует от фрезеровщика
большого внимания и аккуратности.На консольно-фрезерных станках
контурные фасонные поверхности мож¬
но обрабатывать одним из следующих
способов: комбинированием двух подач, по копиру, на круглом по¬
воротном столе, фасонными фрезами,§ 33. Фрезерование фасонных поверхностей комбинированиемдвух подачПеред обработкой на плоской поверхности заготовки при помо¬
щи разметочного инструмента воспроизводят точную форму фасон¬
ной поверхности (согласно рабочего чертежа). Операцию разметки
обычно делают слесари-разметчики, однако при изготовлении еди¬
ничных деталей ее часто выполняют и фрезеровщики.Чтобы хорошо были заметны линии разметки, необработанные
поверхности заготовки окрашивают меловым раствором, а обрабо¬
танные — медным купоросом.В качестве разметочного инструмента применяют чертилки,
разметочные циркули, рейсмасы, штангенциркули, угольники,
шаблоны, а закрепление размеченного контура производят при
помощи кернера, делая небольшие углубления вдоль линий раз¬
метки с интервалом 5... 15 мм. Сущность обработки комбинирова¬
нием двух подач состоит в том, что размеченную заготовку, закреп¬
ленную на столе станка или в приспособлении, одновременно пере¬
мещают относительно вращающейся фрезы в двух направлениях,
следя за тем, чтобы фреза снимала слой металла по линиям раз¬
метки. При фрезеровании на вертикально-фрезерных станках, как
правило, применяют продольную и поперечную подачи, а на гори¬
зонтально-фрезерных — продольную и вертикальную. Обычно однуРис. 83. Детали, имеющие фа¬
сонные поверхности96
из подач (чаще всего продольную) осуществляют механически, а
другую — вручную.Обработку фасонной поверхности комбинированием двух подач
в основном производят на вертикально-фрезерных станках конце¬
выми фрезами. Диаметр фрезы обычно подбирают по наименьшему
радиусу вогнутого участка. Характерной особенностью обработки
этим способом является непостоянство глубины фрезерования, ко¬
торая может изменяться в широких пределах в зависимости от при¬пуска на отдельных участках заготовки и формы поверхности. По
этой причине такие поверхности фрезеруют за несколько прохо¬
дов. При черновых проходах криволинейному участку придают при¬
ближенную форму, оставляя припуск до 1 мм на чистовой проход.На рис. 84 показано фрезерование концевой фрезой фасонной
поверхности планки комбинированием двух подач. Размеченная
заготовка 4 базируется на параллельной подкладке 3 и при помо¬
щи прихватов 1 и^2 закрепляется на столе станка. Фрезерование
начинают с участка, имеющего наибольший припуск на обработку.
За один или несколько черновых проходов поверхности придают
приближенную форму относительно линии разметки. При чистовом
фрезеровании производят плавные перемещения стола в продоль¬
ном и поперечном направлениях, непрерывно и внимательно следя,
чтобы режущйе кромки зубьев фрез проходили по линиям раз¬
метки.Для контроля размеров и формы фасонной поверхности приме¬
няют шаблоны с профилем в соответствии с размерами чертежа
детали. Поверхность считается обработанной правильно, если при
наложении шаблона на фасонную поверхность размер световой ще¬4 Зак. 74997
ли между ними будет одинаков по всей длине профиля. Обработка
пазов этого типа производится при глубине резания не более поло¬
вины диаметра фрезы, подаче на зуб = 0,01 ...0,03 мм/зуб и ско¬
рости резания v = 20...30 м/мин.Рассматриваемый способ обработки используется главным об¬
разом в условиях единичного производства при изготовлении не¬
большого количества одинаковых деталей, так как он является наи¬
более доступным и не требует применения специальных режущих
инструментов, оборудования и приспособлений. Однако ввиду
сложности осуществления плавного одновременного перемещения
стола с заготовкой по линиям разметки относительно фрезы точ¬
ность обработки получается невысокой, а шероховатость обрабо¬
танных поверхностей завышенной. Поэтому в этом случае требуется
дополнительная( слесарная обработка напильниками и шлифоваль¬
ной шкуркой.§ 34. Фрезерование фасонных поверхностей по накладнымкопирамНакладной копир представляет собой элемент приспособления,
изготовленный из листовой стали толщиной 5... 10 мм, термически
обработанный до высокой твердости и имеющий криволинейный
контур, соответствующий форме и размерам контура детали.Заготовка и копир прочно скрепляются между собой и закреп¬
ляются в приспособлении. Фрезерование чаще всего производится
на вертикально-фрезерных станках концевыми фрезами, имеющими
шлифованную цилиндрическую шейку, диаметр которой равен диа¬
метру режущей части фрезы.Выбор диаметра фрезы, как и при фрезеровании комбинирова¬
нием двух подач, определяется наименьшим радиусом вогнутого
участка фасонного контура.Принцип копирования заключается в воспроизведении на обра¬
батываемой поверхности заготовки криволинейного контура наклад¬
ного копира. В процессе фрезерования заготовке и копиру комби¬
нированием двух подач сообщается два движения: продольное и
поперечное. При этом нужно непрерывно следить за тем, чтобы
поверхность копира постоянно соприкасалась с цилиндрической
шейкой фрезы. Если на заготовке имеется большой припуск, то
предварительно производят черновую обработку (в этом случае ко¬
пир не должен соприкасаться с шейкой фрезы) и только после этого
фрезеруют по копиру окончательно.При обработке фасонного профиля дискового кулачка по на¬
кладному копиру (рис. 85) заготовка 1 и накладной копир 2 уста¬
навливаются на цилиндрическую часть оправки 4, вставленную в
коническое отверстие круглого поворотного стола 6, и закрепляются
гайкой 3.Обработка производится концевой фрезой, у которой диаметр
цилиндрической шейки 5 равен диаметру фрезы. Процесс фрезерова¬
ния ведется двумя подачами: продольной и круговой, которые ко¬98
ординируются таким образом, что¬
бы цилиндрическая шейка фрезы
постоянно обкатывалась по контуру
копира. При этом фреза воспроиз¬
водит на заготовке контур копира.В процессе работы фреза затупля¬
ется. После переточки несколько
уменьшается диаметр ее режущей
части, а это сказывается на точности
размера криволинейного контура.Поэтому после каждой переточки
необходимо шлифовать цилиндри¬
ческую шейку до диаметра рабочей
части фрезы.Фрезерование фасонных поверх¬
ностей по накладным копирам про¬
изводится в случае изготовления от¬
носительно крупных партий де¬
талей. При этом способе обработки
не требуется размечать криволиней¬
ный контур. Точность размеров и
формы значительно выше, чем при
фрезеровании комбинированием двух подач по разметке, уменьша¬
ется время на установку заготовки и увеличивается производитель¬
ность труда.Рис. 85. Фрезерование фасонной
поверхности дискового кулачка по
накладному копиру§ 35. Фрезерование фасонных поверхностей на круглыхповоротных столахКруглые поворотные столы являются принадлежностями уни¬
версально-фрезерных станков. С их помощью можно обрабатывать
круговые канавки различного профиля, криволинейные контуры и
другие виды фрезерных работ. Их также применяют для поворота
заготовки на определенный угол или для сообщения ей непрерыв¬
ного вращательного движения. Они бывают с ручным и механиче¬
ским приводом.Поворотные столы с ручным приводом (рис. 86,.а) нормализо¬
ваны, имеют типовую конструкцию и изготавливаются с диаметром
планшайбы 160, 200, 250 и 320 мм. Стол состоит из основания 2,
которое устанавливается на столе фрезерного станка и крепится на
нем при помощи болтов, размещенных в пазах стола, поворотной
планшайбы 1 с Т-образными пазами и коническим отверстием в
центре для установки и закрепления заготовки или приспособле¬
ния. При вращении рукоятки 4 через червячную передачу начи¬
нает вращаться планшайба. На ее боковой поверхности нанесены
градусные деления для отсчета угла поворота. Винтом 5 фиксиру¬
ется рискоуказатель на круговой шкале стола.Вал червяка установлен в эксцентричной гильзе 3, которую
можно повернуть рукояткой 9, тем самым отсоединив червяк от4*99
червячного колеса. Это делается для быстрого поворота планшай¬
бы вручную. Ограничитель 7, связанный с рукояткой 6, позволяет
производить поворот планшайбы на требуемый и заранее установ¬
ленный угол поворота. Неподвижное закрепление планшайбы на ос¬
новании после ее поворота на необходимый угол производится ру¬
кояткой 8.Поворотные круглые столы с механическим приводом также нор¬
мализованы и изготавливаются с диаметром планшайбы 320, 400,
500 и 630 мм. Стол такой конструкции (рис. 86, б) имеет две чер-100
вячные передачи: одну для привода планшайбы 1 вручную махович¬
ком S, другую — для механического привода. Механическая круго¬
вая подача планшайбы стола заимствуется от вала, расположенно-^
го под столом станка, и передается через зубчатые колеса крон¬
штейна 6, телескопический шарнирный вал 4, шарниры 3 и 5 на вал
привода червячной передачи. Включение механической подачи план¬
шайбы производится рукояткой 7, а автоматическое выключение —
кулачком 2, расположенным в круговом пазу 10. Закрепление
планшайбы в неподвижном положении производится рукояткой 9.
Если отсоединить вал 4 от червяка, вращение планшайбы произво¬
дится вручную от маховичка 8.Если круглый поворотный стол с механическим приводом оснас¬
тить многоместным быстродействующим приспособлением, то фре¬
зерование будет непрерывным, а установка заготовок на столе и
снятие готовых деталей в процессе работы значительно сократит
время на обработку.Обработку фасонных поверхностей с применением круглых по¬
воротных столов производят на вертикально-фрезерных станках
концевыми фрезами. Перед установкой круглого стола его основа¬
ние и поверхность стола станка необходимо тщательно протереть,
а затем при помощи прижимных болтов и гаек закрепить на ней
круглый стол.Заготовка может быть закреплена непосредственно на план¬
шайбе круглого стола прихватами или в приспособлениях.Чтобы обеспечить правильное расположение криволинейного
контура, необходимо его центр совместить с осью круглого стола.
Для этого вначале устанавливают в шпиндель фрезерного станка
упорный центр. Перемещая стол станка в необходимых направле¬
ниях, вводят рабочий конус центра в отверстие планшайбы кругло¬
го стола.Совмещение осей центров планшайбы и шпинделя станка мож¬
но также осуществить, если в коническое отверстие планшайбы
вставить упорный центр и совместить его вершину с вершиной
центра, вставленного в шпиндель станка. После этого совме¬
щают центр криволинейного контура детали с осью планшайбы
стола.Если на детали отверстие не предусмотрено, на заготовке раз¬
мечают и накернивают центр криволинейного контура и совмеща¬
ют его с центром планшайбы стола при помощи упорного центра,
вставленного в шпиндель станка. Совместить центры заготовки и
планшайбы стола можно также, если перед установкой заготовки
произвести разметку криволинейного контура постоянного радиуса
и по линиям разметки выверить заготовку. Для этой цели часто
применяют чертилку, закрепленную на оправке в шпинделе станка.
Ее вершину подводят к линии разметки на заготовке и поворотом
планшайбы круглого стола проверяют ее положение относительно
центра планшайбы. *В случае, когда на заготовке имеется окончательно обработан¬
ное отверстие в центре окружности криволинейного контура, ее101
устанавливают отверстием на центрирующую пробку и крепят к
планшайбе прихватами.После того как заготовка и фреза установлены, стол фрезерно¬
го станка смещают на несколько большую требуемой величину,
выполняют пробное фрезерование небольшого участка поверхно¬
сти и по результатам измерения полученного размера окончательно
корректируют положение заготовки относительно фрезы. Фрезе¬
рование выполняют за один или несколько проходов (в зависимо¬
сти от припуска на обработку) вращательным движением план¬
шайбы круглого стола.При фрезеровании криволинейного контура с переменным ради¬
усом заготовку размечают. Профиль необходимой формы и разме¬
ров выполняют комбинированием продольной или поперечных по¬
дач станка и круговой подачи круглого стола. Если обработанная
поверхность может иметь низкую шероховатость, то вся операция
фрезерования производится за несколько проходов (припуск на
чистовой проход должен быть ,не более 0,5 мм),§ 36. Фрезерование фасонных поверхностей фасоннымиОбщие сведения. Фасонные поверхности деталей простой и слож¬
ной формы в условиях серийного и массового производства обраба¬
тывают .фасонными фрезами. Они относятся к категории
специального режущего инструмента и предназначены для изготов¬
ления деталей с фасонными поверхностями определенного профиля.По форме профиля режущих кромок фасонные фрезы подразде¬
ляются на вогнутые (рис. 87, а) и выпуклые (рис. 87, б).Фасонные фрезы, у которых режущие кромки имеют постоянный
радиус кривизны, относятся к категории фрез с простым профилем,
а с переменным радиусом кривизны (в сочетании с прямолинейны¬
ми участками)—к фасонным фрезам со сложным профилем
(рис. 87, в).Форма зубьев фасонных фрез должна соответствовать профилю
фасонной поверхности обрабатываемой детали,фрезамиРис. 87. Разновидности фасонных фрез102
По конструкции фасонные фрезы бывают цельные и сборные и,
как правило, изготавливаются из быстрорежущих сталей. Они в
основном выпускаются с затылованными зубьями, задняя поверх¬
ность которых выполнена по кривой, называемой архимедовой
спиралью.Величина заднего угла обычно рав¬
на 10...12°. Перетачивают фасонные
фрезы с затылованными зубьями толь¬
ко по передней поверхности, сохраняя
величину переднего угла, заданную
чертежом. С каждой новой переточкой
увеличивается ширина канавки и об¬
легчается выход стружки, но при этом
уменьшается прочность зубьев.В последнее время в массовом про¬
изводстве при изготовлении больших
партий одинаковых деталей получили
распространение фасонные фрезы с
остроконечными зубьями. Они обеспе¬
чивают высокую производительность и
меньшую шероховатость обработанной
поверхности. Перетачивают их по зад¬
ним поверхностям.Способы фрезерования. Обработка
фасонных поверхностей фасонными
фрезами, как правило, производится на
горизонтально-фрезерных станках и ча¬
ще всего является последней операцией
при изготовлении детали. Заготовку
необходимо тщательно выверить в го¬
ризонтальной плоскости и по обрабо¬
танной боковой стороне надежно закре¬
пить. Фрезерование может проводить¬
ся одной фрезой или набором фасон¬
ных фрез.Определенную трудность составляет правильная установка за¬
готовки относительно фрезы.На рис. 88, а показана схема установки заготовки^ относитель¬
но фрезы для фрезерования радиусной канавки с использованием
угольника.Угольник 3 устанавливают на столе станка, его вертикальную
полку совмещают с торцовой поверхностью фасонной фрезы 7, за¬
крепленной на центровой оправке 2, и боковой поверхностью заго¬
товки, от которой указан размер А. Снимают угольник со стола,
по лимбу поперечной подачи в том же направлении перемещают
л Встол на величину А .На рис. 88, б показан другой способ установки заготовки .отно¬
сительно фрезы по методу пробных проходов, суть которого заклю-Рис. 88. Способы установки
фасонной фрезы на размер103
кинематические пары, является кинематической цепью.
При помощи кинематических цепей образуются механизмы.Механизм — это совокупность подвижно соединенных тел
или звеньев, совершающих под действием приложенных сил опре¬
деленные целесообразные движения. По конструктивным призна¬
кам они бывают: зубчатые, винтовые, кулачковые и рычажные. Так,
при помощи механизмов коробки подач фрезерного станка происхо¬
дит передача поступательного перемещения стола в любом из трех
направлений. Здесь заданная частота вращения отдельных звеньев
преобразуется в поступательное перемещение стола с наперед за¬
данной определенной скоростью. Из механизмов создаются ма¬
шины.Машина — это механическое устройство с согласованно рабо¬
тающими частями, осуществляющее определенные целесообразные
движения для преобразования энергии, материалов или информа¬
ции. Ее основным назначением является частичная или полная за¬
мена производственной функции человека с целью облегчения фи¬
зического труда и повышения его производительности.По характеру рабочего процесса и назначению машины можно
разделить на три класса:1. Машины-двигатели, преобразующие один из видов энергии в
механическую работу (двигатели внутреннего сгорания, электро¬
двигатели и др.).2. Машины-преобразователи, преобразующие механическую
энергию, получаемую от постороннего источника, в другой вид энер¬
гии (генераторы тока, компрессоры и др.).3. Машины-орудия, или рабочие машины. Они используют ме¬
ханическую работу, получаемую от машины-двигателя, для выпол¬
нения технологического процесса (металлообрабатывающие станки,
транспортеры, насосы, краны и др.).Основными элементами любого механизма или машины явля¬
ются детали передач, сообщающие определенные движения от при¬
вода к исполнительным органам.§ 38. Типовые детали передач движенияВ передачах движения исполнительным органам в металлоре¬
жущих станках участвуют детали (звенья), имеющие различные
назначения. К ним относятся: валы, оси, зубчатые колеса, шкивы,
ходовые винты, гайки, червяки, рейки.Валы и оси. Оси представляют собой круглые стержни и служат
для поддержания вращающихся вместе с ними или на них различ¬
ных деталей машин.В отличие от осей валы предназначены для передачи крутящих
моментов и поддержания вращающихся вместе с ними деталей. Они
воспринимают от деталей передач нагрузки и работают одновремен¬
но на изгиб и кручение.Участки валов и осей, которыми они опираются на подшипники,106
называются цапфами (при восприятии радиальных нагрузок) или
пятами (при восприятии осевых нагрузок).Установка деталей на вал может быть свободной (в круговом
направлении), неподвижной и подвижной вдоль оси. Неподвижное
закрепление деталей на валу осуществляется при помощи шпонок,
устанавливаемых в пазах вала и детали: призматических (рис. 90,
а), клиновых (рис. 90, б) и сегментных (рис. 90, в)чРис. 90. Соединение деталей с валомДля изменения осевого положения деталей во время работы их
устанавливают на вал с направляющей шпонкой 1 (рис. 90, г), дли¬
на которой зависит от величины перемещения детали. Для этих же
целей служат шлицевые валы. На наружной поверхности они име¬
ют выступы 1 (рис. 90, д) или шлицы прямоугольной, треугольной
пли криволинейной формы, выполненные как одно целое с валом.
Шлицами передается вращение деталям и при необходимости осу¬
ществляется их продольное перемещение вдоль оси вала. Шлице¬
вые соединения деталей с валом лучше центрируют детали, обеспе¬
чивают высокую точность и надежность соединения и способны
передавать значительно большие усилия по сравнению со шпоноч¬
ными соединениями.Зубчатые колеса. Они широко применяются во всех металлоре¬
жущих станках для передачи вращательного движения. Такие ко¬
леса представляют собой диски с надрезанными на наружной, реже
внутренней поверхностях зубьями. Первые используются для пере¬
дач с внешним зацеплением, вторые — с внутренним. Боковые по*107
верхности каждого зуба выполнены по кривой, называемой эволь-
вентной. Это обеспечивает постоянный контакт и плавное перека¬
тывание зубьев сцепляющихся колес.В зависимости от исходной формы поверхности, на которой на¬
резаются зубья,.различают цилиндрические (рис. 91, а, б, в), кони¬
ческие (рис. 91, г) и червячные зубчатые колеса (рис. 91, д)% По на^Рис. 91. Разновидности зубчатых колесправлению зубьев они подразделяются на прямозубые (рис. 91, а,
г), косозубые (рис. 91, б) и винтовые (рис. 91, в, д).Цилиндрические прямозубые колеса преимущест¬
венно применяются для передачи вращательного движения между
параллельными валами и обязательно для колес, имеющих осевое
перемещения вдоль вала (например, в механизмах переключения
частоты вращения шпинделя или минутных подач стола).Зубчатые колеса с косыми и винтовыми зубья-
м и обеспечивают бесшумность и плавность передачи. Их использу¬
ют для постоянных зубчатых передач. Конические колеса
находят применение в передачах, когда оси валов пересекаются, как108
правило, под прямым углом. Несколько цилиндрических колес, со¬
единенных между собой общей втулкой или изготовленные как од¬
но целое из одной заготовки, носят название блока. Их используют
во фрезерных станках для переключения частоты вращения шпин¬
деля или изменения минутных подач.Рис. 92. Винтовые передачиЧервячные колеса имеют винтовые зубья, нарезанные
на вогнутой поверхности в соответствии с профилем и размерами
соединяемого с ним червяка. Угол наклона зубьев зависит от угла
подъема винтовой канавки червяка. Червяк 1 (см. рис. 91, 5) пред¬
ставляет собой винт небольшой длины с модульной резьбой трапе¬
цеидального профиля (угол 40°) и с шагом, равным шагу зубьев
соединяемого с ним червячного колеса.Ходовые винты и гайки. Они относятся к основным деталям вин¬
товых передач и используются во фрезерных станках для подъема
и перемещения стола во всех предусмотренных направлениях.По конструкции ходовой винт представляет собой цилин¬
дрический стержень значительной длины с нарезанной резьбой тра¬109
пецеидального профиля (угол 30°). Основной характеристикой,
определяющей скорость передачи движения ходовыми винтами, яв¬
ляется шаг резьбы.Гайки, применяемые в фрезерных станках для винтовых пере¬
дач, бывают цельные и регулируемые.Цельная гайка 2 (рис. 92, а) получает поступательное дви¬
жение от винта 3. Выступ гайки, связанный с деталью 1, сообщает
ей это движение. Цельные гайки в фрезерных станках используют¬
ся для перемещения стола в поперечном и вертикальном направле¬
ниях.Регулируемые гайки служат для перемещения стола в
продольном направлении при фрезеровании по подаче. Как извест¬
но, для обработки этим методом необходимо, чтобы в паре винт —
гайка привода стола не было зазора. Поэтому, кроме основной цель¬
ной гайки, применяется регулируемая (рис. 92, б), состоящая из
гайки-шестерни /, связанной с винтом 2 и червяком 3. Для устране¬
ния зазора между боковыми сторонами профиля резьбы винтовой
передачи необходимо повернуть вал-червяк. При этом гайка-ше¬
стерня также повернется и выберет зазор между винтом продольной
подачи 2 основной и регулируемой гайки с каждой из сторон про¬
филя резьбы.На рис. 92, в показана другая конструкция регулируемой гайки,
состоящей из двух полугаек 3 и 4, на наружной поверхности кото¬
рых нарезаны зубья, соединенные с рейками 6 и 8. В свою очередь
рейки связаны между собой зубчатым колесом 7. Каждая из полу¬
гаек опирается на упорные подшипники 2 и 5 и может свободно по¬
ворачиваться в отверстии кронштейна 9.Во время фрезерования по подаче усилие на винте 1 направле¬
но в сторону, противоположную движению стола. Оно вызывает
трение в витках той полугайки, которая при этом прижимается к
кронштейну. За счет усилия трения полугайка поворачивается вме¬
сте с винтом на некоторый угол. Через реечную передачу такой же
поворот делает вторая полугайка, но в обратном направлении. Та¬
ким образом, обе полугайки, навинчи¬
ваясь на винт и упираясь буртами в
подпятники, как бы растягивают винт
между гайками, выбирая зазор между
боковыми сторонами профиля резьбы
винта продольной подачи и каждой
полугайкой.„ Рейка 2 (рис. 93) — одна из де-еечная передача талей передач, йреобразующих виддвижения. На ней нарезаны зубья тра¬
пецеидальной формы с углом профиля 40° и шагом, равным шагу
сцепляемого с ней зубчатого колеса 1. С помощью реек осуществля¬
ется продольное перемещение вилок с блоками зубчатых колес для
изменения частоты вращения шпинделя и минутных подач стола, а
также перемещение хобота и гильзы шпинделя фрезерных
станков.110
§ 39. ПодшипникиПодшипники служат опорами вращающихся осей или валов и
должны обеспечивать достаточную точность их вращения, обладать
высокой износоустойчивостью и способностью воспринимать на¬
грузки при передаче движений. В зависимости от рода трения, воз¬
никающего в подшипниках во время работы, их делят на две груп¬
пы: скольжения и качения.В подшипниках скольжения опорная поверхность ва¬
ла или оси скользит по рабочей поверхности подшипника. Основны¬
ми деталями таких подшипников являются корпус и вкладыш, на
который опирается вал или ось. Корпус обычно изготавливается из
чугуна, а вкладыш — из специальных подшипниковых сплавов (оло-
вянистых и свинцовистых бронз, баббитов или специальных анти¬
фрикционных чугунов).По конструкции подшипники скольжения бывают неразъемные
(глухие), разъемные и регулируемые. Они в основном служат опора¬
ми для тихоходных валов с небольшими скоростями скольжения.В быстроходных прецизионных металлорежущих станках широ¬
кое применение в качестве опор шпинделей получили гидростатиче¬
ские подшипники скольжения, которые обеспечивают высокую
точность их вращения. Такие подшипники создают устойчивую ма¬
сляную пленку и обеспечивают жидкостное трение практически при
любых скоростях скольжения.На рис. 94 схематически показана конструкция гидростатиче¬
ской опоры шпинделя 1, вращающегося во вкладыше 2У имеющем
карманы 3 и отверстия 5, через кото¬
рые масло под давлением подается в
карманы и вытесняется через отвер¬
стие 4 в резервуар.В современных станках наибольшее
применение находят подшипники
качения (рис. 95). Они подразделя¬
ются на шариковые и роликовые. Ша- —►
риковый подшипник состоит из наруж¬
ного и внутреннего колец, шариков и
разделяющего их сепаратора. Внутрен¬
нее кольцо подшипника 1 напрессовы¬
вается на вал и вращается вместе с
ним, а наружное кольцо 2 установле-
но плотно в отверстие корпуса. В же- Рис 94 гидростатическая
лобах колец размещаются и перекаты- опора шпинделяваются шарики 4, закрепленные в гне¬
здах сепаратора 3.По направлению воспринимаемой нагрузки (показано стрелка¬
ми) подшипники качения подразделяются на радиальные (рис. 95,
а), радиально-упорные (рис. 95, 6) и упорные (рис. 95, в). Радиаль¬
ные подшипники воспринимают нагрузку, действующую на них
только в радиальном направлении, радиально-упорные — в ради¬111
альном и вдоль оси, а упорные — только в продольном направ¬
лении.В процессе фрезерования фрезами с винтовыми зубьями правого
или левого направления на подшипники шпинделя фрезерного стан¬
ка наряду с радиальными силами действуют осевые силы противо¬
положных направлений. Они увеличивают зазоры в соединениях и
отрицательно влияют на качество обработки поверхности. С этой
целью каждая опора шпинделя фрезерного станка устанавливает-Рис. 95. Разновидности подшипников каченияся, как правило, на два подшипника: радиальный и радиально¬
упорный. Обеспечение постоянства предварительного натяга под¬
шипников, смонтированных попарно (дуплексирование), создается
разностью высот дистанционных втулок, размещенных между на¬
ружными и внутренними кольцами.По сравнению с подшипниками скольжения подшипники каче¬
ния обладают рядом достоинств: меньшей потерей мощности на
преодоление сил трения, малым нагревом, незначительным расхо¬
дом смазочных материалов и более простым обслуживанием во вре¬
мя эксплуатации,§ 40. МуфтыУстройства, применяемые в механизмах для постоянного или
периодического соединения валов между собой, либо с находящи¬
мися на них деталями, называют муфтами. В зависимости от
назначения их можно разделить на следующие основные виды: по¬
стоянные, сцепные, предохранительные и обгонные.112
Постоянные муфты служат для постоянного соединения
двух валов, находящихся на одной оси в течение длительного вре¬
мени.Жесткая постоянная муфта (рис. 90, а) состоит из двух дисков2 и 4У неподвижно закрепленных при помощи шпонок в конце и на¬
чале валов 1 и 5 и скрепленных между собой болтами 3. Жесткие
муфты просты по устройству, но они не позволяют компенсировать
перекосы и сдвиги, которые могут возникнуть между соединенными/ Z 3 4Рис. 96. Постоянные муфтывалами. Этц недостатки устраняются при применении упругих
муфт.Упругая муфта (рис. 96, б) состоит из двух фланцев 1 и 2, непо¬
движно закрепленных при помощи шпонок на валах 5 и б и соеди¬
ненных между собой пальцами 3 через резиновые кольца 4У встав¬
ленные в отверстия фланца 2. При передаче движений вследствие
деформации резиновых колец смягчаются толчки и удары, переда¬
ваемые через соединяемые валы, а также в некоторой степени ком¬
пенсируются перекосы валов в процессе работы. В силу этого
упругие муфты получили самое широкое применение при соедине¬
нии валов электродвигателя и коробки скоростей или подач фре¬
зерных станков.Сцепные муфты (рис. 97) служат для периодического со¬
единения и разъединения деталей передач во время работы. Наибо¬
лее широкое применение в фрезерных станках получили сцепные
муфты следующих типов: кулачковые, многодисковые фрикционные
и многодисковые электромагнитные.Кулачковые муфты (рис. 97, а) состоят из двух полумуфт 2 и3, сцепленных между собой при помощи торцовых кулачков. (Часто
одной из полумуфт является зубчатое колесо, свободно установлен¬
ное на валу и имеющее зубья на торце.) Левая полумуфта соедине¬
на с валом 1 неподвижно при помощи шпонки, а правая установле¬113
на на валу 5 на шлицах или направляющей шпонке и имеет возмож*
ность перемещаться вдоль вала от рукоятки 4.Чтобы передать вращение валу 5 от постоянного вращающегося
вала 1 с полумуфтой 2, необходимо переместить полумуфту 3 так,
чтобы ее зубья на торце вошли во впадины полумуфты 2.Рис. 97. Сцепные муфтыКулачковые муфты очень просты по устройству и способны пере¬
давать большие нагрузки. Однако они обладают существенным не¬
достатком, так как не позволяют производить включение во время
работы станка из-за сильного удара о кулачки полумуфт.Многодисковая фрикционная муфта (рис. 97, б), применяемая
в фрезерных станках для включения ускоренных перемещений сто¬114
ла, состоит из корпуса 3, имеющего продольные пазы, ряда ведущих
и ведомых металлических дисков. Ведущие диски 2 свободно уста¬
новлены на валу 5, своими выступами входят в продольные пазы
корпуса и вращаются вместе с ним от зубчатых колес 7 и 4. Ведо¬
мые диски / насажены на шлицы вала 5. Чтобы передать вращение
валу и связанному с ним зубчатому колесу 6 и далее по цепи от не¬
прерывно вращающегося зубчатого колеса 4 И корпуса муфты с ве¬
дущими дисками, необходимо сжать диски осевым перемещением
гильзы 8. В результате возникших сил трения между дисками веду¬
щие диски передадут вращение ведомым, а-они, будучи соединен¬
ными с валом при помощи шлицев, сообщат ему вращательное дви¬
жение.Дисковые фрикционные муфты позволяют производить включе¬
ние и выключение механизмов станка на ходу и благодаря боль¬
шой контактной поверхности дисков передавать значительные
усилия.Предохранительные муфты служат для автоматиче¬
ского отключения механизмов станка при перегрузках, возникаю¬
щих в процессе работы.Рис. 98. Предохранительная муфта'Шариковая предохранительная муфта (рис. 98) расположена в
коробке подач фрезерных станков. Внутри приводного зубчатого
колеса 3 имеется ряд отверстий, куда вставлены шарики 5 с пружи¬
нами 4, сила прижима которых регулируется толкателями 2 с по¬
мощью гайки 1. Приводное зубчатое колесо свободно установлено
на фланце 6, На торцах фланца и втулки 7, неподвижно соединен¬115
ной с промежуточной втулкой 3, имеются зубья, представляющие
собой кулачковую муфту.Вращение валу 9 от приводного зубчатого колеса 3 передается
через шарики 5, фланец 6 и кулачковую муфту. При перегрузках в
механизме рабочих подач шарики, находящиеся в контакте с отвер¬
стиями фланца, сжимают пружины и выходят из контакта с отвер¬
стиями фланца, приводное колесо начинает проскальзывать отно¬
сительно кулачковой муфты, враще¬
ние вала 9 и перемещение стола пре¬
кращаются. После устранения при¬
чин перегрузок шарики вновь вхо¬
дят в отверстие фланца и движение
передается исполнительным орга¬
нам станка.Функции предохранительной
муфты до некоторой степени выпол¬
няет и сцепная многодисковая фрик¬
ционная муфта.Обгонная муфта (рис. 99)
применяется в фрезерных станках
для осуществления ускоренных и ра¬
бочих перемещений стола по двум
кинематическим цепям. Она состоит
из кольца 3, изготовленного как одно
целое с червячным колесом, фигур¬
ного диска 2 с вырезами, соединенного неподвижно при помощи
шпонки с валом 7, цилиндрических роликов 4, размещенных в выре¬
зах диска 2. При помощи штифтов 5 и пружин 6 ролики постоянно
прижаты к внутренней поверхности кольца 3. При вращении коль¬
ца 3 в направлении, показанном стрелкой, ролики заклиниваются
между кольцом и диском, все части муфты вращаются как одно це¬
лое (рабочий ход — P. X.)'.Если валу 1 сообщить вращение в том же направлении, но с
большей скоростью, чем скорость вращения кольца 3, ролики ока¬
жутся в более широких выемках, вследствие чего диск с кольцом
расцепляется, кольцо продолжает вращение в том же направлении
от цепи коробки подач (холостой ход — X. X.).Следовательно, включение ускоренных перемещений стола мож¬
но производить, не выключая рабочей подачи. Достоинством обгон¬
ной муфты является то, что она исключает опасность поломки меха¬
низмов станка при одновременном приводе вала по двум кинемати¬
ческим цепям, так как включается и выключается автоматически*§ 41. Передачи вращательного движения-Исполнительные органы металлорежущих станков получают
движения от электродвигателей посредством различных механиче¬
ских устройств, называемых передачами. Передачи враща*
тельного движения можно разделить на передачи с гибкой связьюtпРис. 99. Обгонная муфта116
9 которых детали передач соединяются между собой гибким зве¬
ном, и передачи с непосредственным контактом.К первым относятся временная и цепная передачи, а ко вторым —
зубчатая, червячная и фрикционная.Передачи с гибкой связью. Ременные передачи переда¬
ют вращательное движение между параллельными валами, распо¬
ложенными на значительном расстоянии друг от друга. В зависи-Рис. 100. Передачи вращательного движения с гибкой связьюмости от типа применяемых ремней они бывают плоскоременными
и клиноременными. Наиболее широкое распространение в фрезер¬
ных станках получили клиноременные передачи (рис. 100, а).Всякая передача вращательного движения характеризуется п е-
редаточным отношением, под которым в общем случае
принято понимать отношение частоты вращения ведомого вала к
частоте вращения ведущего:1 = ^-, (10)п1где п\ — частота вращения ведущего вала, об/мин; /г2 — частота
вращения ведомого вала, об/мин.Частота вращения ведомого вала равна частоте вращения веду¬
щего, умноженной на передаточное отношение передачиn2 = nrL (11)117
Передаточное отношение ременной передачи определяется как
отношение диаметра ведущего шкива Di к диаметру ведомого Z>j й
выражается формулойD./ = —•
pn d2(12)Пример. Вал электродвигателя станка делает 1460 об/мин. Определить ча¬
стоту вращения ведомого вала, если £>1=150 мм и D2=250 мм.Решение;Я,150<p-n D2 250 5 *Л2 = п\ • ip п = 1^60 ’ — = ^76 (об/мин).Цепные передачи как и ременные служат для передачи
вращательного движения между параллельными валами, находя¬
щимися на значительном расстоя¬
нии друг от друга. Они способны пе¬
редавать большие усилия даже при
слабом натяжении цепей при отсут¬
ствии проскальзывания. На рис. 100,б показана цепная передача с вту¬
лочно-роликовой цепью.Передаточное отношение цепной
передачи определяется по формулео3»*2где 2\ — число зубьев ведущей зве¬
здочки, ~г2 — число зубьев ведомой
звездочки.Передачи с непосредственным
контактом. Зубчатые перед а-
ч и передают вращательное движе¬
ние между валами. Меньшее из двух
сцепляющихся колес принято назы¬
вать шестерней, а большее — коле¬
сом. В зависимости от взаимного
расположения валов, вида зубчатых
колес и формы нарезанных на них
зубьев различают цилиндрические,
конические и винтовые зубчатые пе¬
редачи.С помощью зубчатых передач в
станках- осуществляется связь меж¬
ду элементами кинематических пар,
изменяются скорости вращения как
Рис. 101. Зубчатые передачи по величине,-так и по направлению*118
Зубчатые передачи бывают простые и сложные. Первые
(рис. 101, а) состоят из двух соединенных между собой колес: веду¬
щего 1 с числом зубьев Z\ и ведомого 2 с числом зубьев z2. Ведущие
и ведомые колеса в простой передаче вращаются в разные стороны.
Передаточное отношение такой передачи определяется фор¬
мулой<З.П=—. (14)г2где Z\ — число зубьев ведущего колеса, г2 — число зубьев ведомого
колеса.Для изменения направления вращения ведомого колеса при не¬
изменном вращении ведущего между ними устанавливается проме¬
жуточное (паразитное) колесо zQ (рис. 101, б), которое не изменяет
передаточного отношения передачи, как это видно из выражения2,г I и I3-П ~ у ’ ~~2 Г"'О 2 г2Сложная зубчатая передача состоит из нескольких простых, ме¬
жду которыми лроисходит последовательная передача движений.
Передаточное отношение сложной передачи в этом случае опреде¬
ляется как произведение передаточных отношений простых передач,
участвующих в зацеплении. Сложная передача, изображенная на
рис. 101, в, состоит из двух простых с зубчатыми колесами Z\ и z2\
23 и г4, а ее передаточное отношение определяется формулойW 2 = Т'Т'- (15)г2 4Червячная передача (см. рис. 91,5) осуществляется
между перекрещивающимися и взаимно перпендикулярными вала^.
ми. Обычно ведущим звеном является червяк, а ведомым — червяч¬
ное колесо. При повороте червяка на один оборот червячное колесо
повернется на количество-зубьев, равное числу заходов червяка:
при однозаходном червяке — на один зуб, двузаходном — на два
зуба и т. д.Передаточное отношение червячной передачи определяется как
отношение числа заходов червяка к числу зубьев червячного коле¬
са и выражается формулой'ч.п=7-. .(16)где к — число заходов червяка, г — число зубьев червячного колеса.§ 42. Передачи (Т механизмы, преобразующие вид движенияКроме передач вращательного движения, в металлорежущих
станках находят применение передачи и механизмы, преобразующие
движения. К ним относятся реечные и винтовые передачи, кулачко¬
вые, кривошипно-шатунные и эксцентриковые механизмы,119
Реечные передачи. Они служат для преобразования вращатель¬
ного движения шестерни 1 (см. рис. 93) в поступательное перемеще¬
ние рейки 2 или наоборот и применяются во фрезерных станках для
переключения блоков зубчатых колес при изменении частоты вра¬
щения шпинделя и минутных подач стола, перемещения хобота го¬
ризонтально-фрезерных станков. Окружные шаги реечной шестер¬
ни и рейки должны быть одинаковыми. При повороте реечной ше¬
стерни на один оборот рейка переместится на величину, определя¬
емую по формулеl = nmzfгде I — величина перемещения рейки за один оборот реечной ше¬
стерни, мм; я — постоянное число, равное 3,14; т — модуль рееч¬
ной шестерни или рейки; z — число зубьев реечной шестерн-и.Винтовые передачи. Служат для преобразования вращательного
движения винта или гайки в поступательное одного из звеньев пе¬
редачи.Ведущим звеном винтовой передачи может быть винт или гайка.
Так, вращение винта поперечной подачи стола преобразуется в по¬
ступательное перемещение гайки и
связанных с ней салазок. При вра¬
щении винта вертикальной подачи
он дополнительно получает поступа¬
тельное перемещение, ввинчиваясь в
неподвижную гайку, поднимая или
опуская консоль вместе со столом.
В основном все ходовые винты фре¬
зерных станков изготавливаются
однозаходными, а поэтому за каж¬
дый оборот винта гайка переместит¬
ся на величину шага резьбы.Кулачковые механизмы. Предна¬
значены для преобразования враща¬
тельного движения ведущего звена
(кулачка) в поступательное пере¬
мещение ведомого звена с любой на¬
перед заданной скоростью. Кулач¬
ковые механизмы, применяемые в
металлорежущих станках, делятся
на два типа: дисковые и барабанные.Рис. 102. Принципы работы ку- рис. 102, а показан принциплачковых механизмов работы кулачкового механизма с ди¬сковым кулачком. Фигурный диско¬
вой кулачок 1 равномерно вращается от привода. С его криволи¬
нейной поверхностью соприкасается ролик 2, связанный с рычагом3, на конце которого закреплен зубчатый сектор 4, перемещающий
рейку 5.При вращении кулачка 1 ролик 2 меняет свое положение отно¬
сительно оси вращения кулачка, а рычаг 3 поворачивается вокруг120
своей оси и передает качение зубчатому сектору, связанному с рей¬
кой, в результате чего рейка 5 получает возвратно-поступательное
перемещение. Скорость и длина перемещения рейки зависят от про¬
филя кулачка.На рис. 102, б показан принцип работы кулачкового механизма
с кулачком барабанного типа. На барабане 1 имеется фигурный
паз, в котором размещен ролик 2, 9вязанный с ползуном 3.При вращении барабана боковые стороны фигурного паза за¬
ставят ролик, а вместе с ним и ползун совершать возвратно-посту¬
пательное продольное перемещение. Величина перемещения ползу¬
на будет зависеть от величины наклона боковых сторон фигурного
паза,•ч 1. Дайте характеристику основным деталям передач, применяемым в фре-
г зерных станках. 2. По каким формулам определяются передаточные отно-
* шения передач вращательного движения? 3. Как определить частоту вра¬
щения ведомого вала, если известна частота вращения ведущего и передаточное
отношение ременной, зубчатой и червячной передач? 4. Как условно изобра¬
жаются детали передач на кинематических схемах? 5. Как подразделяются под¬
шипники по направлению воспринимающей нагрузки и конструкции? 6. Какое
основное назначение муфт? На какие виды они подразделяются?Глава VII. ФРЕЗЕРНЫЕ СТАНКИ
§ 43. Сведения из истории развития фрезерных станковПринципы фрезерной обработки металла зародились в глубокой
древности. Первые фрезерные станки были примитивными, а режу¬
щий инструмент в виде вращающегося напильника или доски с за¬
крепленными на ней зубьями из кам#я и металла приводился в дви¬
жение вручную.Фрезерные станки с механическим приводом появились в начале
XIX века. В это время русский станкостроитель П. Д. Захава со¬
здал оригинальный станок для обрезки казенного конца у стволов
ружей торцовой фрезой. В 1835 г. были изобретены первые консоль¬
но-фрезерные станки. В их конструкции отчетливо вырисовывались
основные узлы: станина, основание, хобот, стол, оправка с фрезой.
Вращение шпинделю передавалось от трансмиссионного вала на
ступенчатый шкив (в результате чего можно было изменять часто¬
ту вращения фрезы), а от шпинделя через ременную передачу на
телескопический вал (что позволяло осуществлять механическую
продольную подачу стола и изменять скорость его перемещения).
Но поперечная и вертикальная подачи стола все еще производились
вручную.Отечественное станкостроение как самостоятельная отрасль ма¬
шиностроения было создано после победы Великой Октябрьской
социалистической революции. В 1932 г. выдал первую продукцию
крупнейший завод по производству фрезерных станков в г. Горьком.
В последующие годы вошли в строй крупные зароди по производ¬121
ству современных фрезерных станков различных типов и размеров
в городах Дмитрове, Ульяновске, Вильнюсе.Сегодня СССР входит в число крупнейших станкостроительных
держав. Фрезерные станки составляют одну из многочисленных
групп станочного парка. Примерно каждый пятнадцатый станок,
изготавливаемый станкостроительной промышленностью,— фре¬
зерный.Важнейшей задачей советской станкостроительной промышлен¬
ности является дальнейшее развитие станков с числовым програм¬
мным управлением, позволяющих увеличить производительность
труда до пяти раз, а точность обработки — до двух раз.§ 44. Разновидности и маркировка фрезерных станковВ зависимости от назначения фрезерные станки подразделяют¬
ся на станки общего назначения, специализированные и специаль¬
ные. На станках общего назначения можно выполнять
самые разнообразные виды фрезерования. К ним, в частности, от¬
носятся консольно-, бесконсольно- и продольно-фрезерные станки.
Для определенных видов фрезерных операций служат специа¬
лизированные станки, например, копировально-фрезер¬
ные, резьбо-фрезерные. Спец и-a льные станки предназна¬
чены для выполнения строго определенной операции фрезерования.'Консольно-фрезерные станки получили широкое применение при
обработке разнообразных деталей с различной степенью точности
в условиях единичного, серийного, а при оснащении их быстродейст¬
вующими зажимными устройствами и средствами автоматизации —
массового производства.Наличие поворотного стола у горизонтальных и поворотной
шпиндельной головки у вертикальных консольно-фрезерных стан¬
ков еще больше расширяет их технологические возможности, так
как на них можно фрезеровать винтовые канавки, наклонные по¬
верхности и скосы.Широкоуниверсальные консольно-фрезерные станки, созданные
на базе горизонтально-фрезерных, имеют добавочную вертикальную
шпиндельную головку, которую можно повернуть на угол ±90° в
продольном и ±45° в поперечном направлениях. На них можно
выполнять разнообразные фрезерные операции, а также сверление,
растачивание отверстий, подрезание торцов в различных плоско¬
стях заготовки при ее неизменной установке. Поэтому их широко
применяют в цехах инструментального производства.Основным недостатком консольно-фрезерных станков является
малая жесткость консоли и относительно небольшие размеры сто¬
ла, что не позволяет обрабатывать крупногабаритные и имеющие
большую массу детали.Для этой цели предусмотрены бесконсольно-фрезерные станки,
у которых нет консоли, а стол «может перемещаться только в про¬
дольном и поперечном направлениях. Бесконсольно-фрезерный
станок (рис. 103) состоит из станины /, по горизонтальным направ¬122
ляющим которой стол 3 может перемещаться в поперечном направ¬
лении, а по направляющим 2 — в продольном. Со станиной жестко
соединены стойка 4 с вертикальными направляющими, по которым
двигается шпиндельная головка 5 с закрепленной фрезой. Переме¬
щением шпиндельной головки осуществляется установка фрезы на
размер фрезерования.Рис. 103. Бесконсольно-фрезерный станокСтанки, у которых стол имеет большие размеры и может пере¬
мещаться только в продольном направлении, называются продоль-
но-фрезерными. Они применяются для обработки .крупногабарит¬
ных деталей массой до нескольких сот тонн. Как правило, такие
станки насчитывают несколько шпинделей, расположенных горизон¬
тально и вертикально. Они могут быть повернуты на угол до 30 °
в разные стороны, что обеспечивает обработку наклонных поверх¬
ностей и скосов.123
Двухшпиндельный продольно-фрезерный станок (рис. 104) со¬
стоит из станины /, по горизонтальным направляющим которой
двигается стол 2. К станине прикреплены стойки 4 и 6 с вертикаль*
ными направляющими для перемещения вверх или вниз шпиндель¬
ных бабок 3 и 7. Для увеличения жесткости конструкции станка обе
стойки соединены между собой поперечиной 5.У станков больших размеров на направляющих стоек установ*
лена траверса, на которой монтируются шпиндельные бабки с вер¬
тикальными шпинделями. Шпиндельные бабки могут перемещать¬
ся по траверсе в поперечном, а вместе с траверсой — в вертикаль¬
ном направлениях. Каждая бабка имеет самостоятельный электро¬
двигатель, а шпиндели могут вращаться с различной частотой
вращения.Карусельно-фрезерные станки имеют круглый вращающийся
стол большого диаметра, установленный на станине. По числу
шпинделей они бывают одно- и двухшпиндельные.Двухшпиндельный карусельный фрезерный станок (рис. 105)
состоит из станины 5, на которой смонтирован круглый враща¬
ющийся стол 1. По направляющим станины стол может двигаться
в поперечном направлении. Со станиной жестко соединена стойка124
4У по вертикальным направляющим которой вверх и вниз может
перемещаться шпиндельная бабка 3. Заготовки 2, установленные на
медленно и непрерывно вращающемся столе, проходят под шпинде¬
лями с торцовыми фрезами, одна из которых служит для черновой,
Я вторая — для чистовой обработки. За счет осевого перемещения
шпинделей можно регулировать глубину снимаемого слоя металла
каждой фрезой,Рис. 105. Карусельно-фрезерный станокКарусельно-фрезерные станки имеют высокую производитель¬
ность, так как обеспечивают непрерывность процесса фрезерования.
Снятие обработанных деталей и установка на их место новых заго¬
товок производится без остановки вращения стола в процессе фре¬
зерования. Поэтому они находят широкое применение в условиях
крупносерийного и массового производства.Маркировка фрезерных станков. В соответствии с принятой си¬
стемой условных обозначений каждой модели станка присваивает¬125
ся определенное цифровое и буквенное обозначение в виде шифра,
состоящего из трех или четырех цифр и букв. Первая цифра пока¬
зывает группу, к которой относится станок (токарная, шлифоваль¬
ная, фрезерная и т. д.). Фрезерные станки отнесены к шестой груп¬
пе, поэтому шифр каждой их модели начинается с цифры 6. Вторая
цифра обозначает тип станка данной группы. Для фрезерных стан¬
ков она имеет следующее обозначение: 1 — консольно-фрезерные
вертикальные; 2 — карусельно-фрезерные; 3— свободная группа;4 — копировально-фрезерные; 5 — вертикальные бесконсольные;
6 — продольно-фрезерные; 7 — консольно-фрезерные операцион¬
ные; <5 — консольно-фрезерные горизонтальные; 9 — разные.Третья цифра, а для крупных фрезерных станков и четвертая
условно обозначают основные размеры станка., к которьГм относит¬
ся размер рабочей поверхности стола и размерная гамма — соче¬
тание разных исполнений станка при неизменной основной размер¬
ной характеристике стола.В нашей стране консольно-фрезерные станки изготавливаются
пяти типоразмеров: нулевого, первого, второго, третьего и четвер¬
того. По каждому типорлзмеру выпускается полная гамма станков:
горизонтальные, вертикальные и широкоуниверсальыые.Если буква стоит между первой и второй цифрами, это означа¬
ет, что модель подверглась усовершенствованию по сравнению с ба¬
зовой. Буква, стоящая в конце номера модели, показывает, что из¬
менилась базовая первоначальная модель станка, и обозначает:
Г — станок горизонтальный, не имеющий поворотного стола; П —
вертикально-фрезерный станок, оснащенный поворотной шпиндель¬
ной головкой, Ш — широкоуниверсальный.Например, шифром 6Р82Ш обозначается широкоуниверсальный
консольно-фрезерный станок шестой группы 2-го размера, в кон¬
струкции которого произошли изменения по сравнению с предыду¬
щей моделью 6М82Ш«§ 45. Понятие о кинематической схемеУсловное изображение станка, показывающее взаимное распо¬
ложение отдельных механизмов, звеньев кинематических цепей и
связи между ними, называется кинематической схемой. Отдельные
детали и звенья передач на такой схеме показываются условными
обозначениями (табл.5),Табл. 5. Условные обозначения, применяемые в кинематических схемахДеталь механизмаУсловное обозначение12Вал, ось-Зубчатые колеса:126
цилиндрические прямозубыецилиндрические косозубыеконическиечервячныеблок зубчатых колесПодшипники:
общее обозначениескольжениякачениярадиальныерадиально-упорные
Продолжение табл. 5ОупорныеМуфты постоянные!
жесткиеупругиеплавающие
Муфты сцепные:кулачковые односторонниедисковые
Муфты предохранительныеМуфты обгонныеСоединение деталей е валом:
свободноеподвижное вдоль оси|о|Vr128
Продолжение табл. 5неподвижное или глухоеПередачи!ременные с плоским ремнемременные с клиновым ремнем-и-— Xзубчатые с цилиндрическими колесами- X-- X-вубчатые с коническими колесамичервячные1-винтовыеБ Зак. 749129
Окончание табл. 5Электродвигатель, общее обозначениеКинематические схемы позволяют хорошо представить принцип
работы отдельных механизмов и станка в целом, производить необ¬
ходимые расчеты при настройке станка на различные режимы ра¬
боты, определить его технологические возможности.§ 46. Типовые механизмы фрезерных станковВ конструкциях современных фрезерных станков есть много об¬
щих типовых механизмов, служащих для изменения частоты вра¬
щения шпинделя и перемещения стола, изменения направления
движений, блокировки и торможения. Ниже будут рассмотрены
наиболее характерные и часто применяемые из них.Механизмы коробок скоростей и подач. Для изменения частоты
вращения шпинделя в коробках скоростей и величины минутных
подач стола в коробках подач применяют механизмы с подвижны¬
ми блоками, со сцепдыми муфтами и переборы.Самым распространенным из них является зубчатый механизм
с подвижным блоком из двух или трех зубчатых колес.На рис. 106, а приведена схема зубчатого механизма с подвиж¬
ным блоком из трех зубчатых колес г4, z$ и z6. Блок установлен
подвижно на валу II вдоль его оси, колеса блока могут поочеред¬
но сцепляться с зубчатыми колесами zu z2 и z3, неподвижно закреп¬
ленными на валу /, и, таким образом, сообщать ведомому валу II
три различные частоты вращения* при неизменной частоте враще¬
ния ведущего дала IaПри постоянном модуле зацепления сумма зубьев сцепляемых
колес должна быть постоянной.Изменение частоты вращения вала II происходит потому, что*
при каждом из трех положений блока в передачах движений уча¬
ствуют зубчатые колеса с различными числами зубьев и переда¬
точными отношениями.130
По формуле (11) можно определить все три возможные частоты
вращения ведомого вала II. Однако более наглядно возможные ва¬
рианты зацепления зубчатых колес можно изобразить структурной
формулой2/в которой с левой стороны ^знака равенства указывается номер
вала, частота вращения которого определяется. После знака равен¬
ства записывается частота вращения ведущего вала механизма,
а расходящиеся линии показывают, сколько различных вариантов
передаточных отношений можно от ведущего вала передать сле¬
дующему валу. На горизонтальных линиях
указываются числа зубьев колес, участвую¬
щих в передачах вращательного движения
между двумя рассматриваемыми валами, и
их передаточное отношение.Зубчатый механизм (рис. 106, б), колеса
которого z2 и г4 являются частями дбусто-
ронней кулачковой муфты, также предна¬
значен для изменения передаточных отно¬
шений и частоты вращения ведомого* вала.Коле,са z2 и г4 свободно установлены на ва¬
лу II. При перемещении муфты М влево пе¬
редача на вал II будет осуществляться через
пару Z\ — z2> вправо — через пару z3 — z4. Но
так как передаточные отношения зубчатых
колес не одинаковы, то при неизменной ча¬
стоте вращения ведущего вала I ведомый
вал II получает две частоты вращения.В некоторых конструкциях фрезерных
станков для уменьшения частоты вращения
используют зубчатый механизм, называемый
перебором. Он состоит из нескольких про¬
стых передач, причем числа зубьев ведущих
колес всегда меньше чисел зубьев ведомых.В коробках подач фрезерных станков
используются переборы (рис. 106, в), на ве¬
дущем валу / которых неподвижно закре¬
плено широкое зубчатое колесо zx. От негочерез колесо z2 блока на валу II и колесо z4 получает вращение вал
III. Если переместить блок зубчатых колес z2 и z3 влево так, чтобы
колесо 2з соединилось с колесом z$y а колесо z2 не вышло из заце¬
пления с z 1, то вращение валу III будет передаваться через колеса
Z\ — z2 и z3 — z5. Но так как в последнем случае передаточное отно¬Рис. 106. Типовые меха¬
низмы коробок скоростей
- и подач5*131
шение передачи будет меньше, то, следовательно, вал III будет
иметь меньшую частоту вращения.Реверсивные механизмы. Изменение направления вращения или
перемещения исполнительных органов (шпинделя, стола) в фре¬
зерных станках осуществляется за счет реверсивных механизмов,
которые могут быть механическими и электрическими.Принцип действия реверсивного механизма с промежуточным
или паразитным колесом показан на рис. 107, а. Передача враще¬
ния от ведущего вала I к ведомому ва¬
лу II может осуществляться через ко¬
леса Z\ — z0 — 22 или при перемещении
блока Б вправо через z3 — z4. В первом
случае направления вращения ведуще¬
го и ведомого валов совпадают, а во
втором они вращаются в противопо¬
ложную сторону.Реверсивный механизм с конически¬
ми колесами и кулачковой муфтой
(рис. 107, б) применяется для измене¬
ния направления продольного переме¬
щения стола. При передвижении ку¬
лачковой муфты М вправо или'влево изменяется направление вра¬
щения зубчатого колеса и ведомого вала II при неизменном на¬
правлении вращения ведущего вала /. В этом механизме передача
движений осуществляется через зубчатые колеса Z\ — z3 или г2 — z3.Изменение направления вращения шпинделя всех типов фрезер¬
ных станков, а также перемещение стола в поперечном и верти¬
кальном направлениях в станках второго и третьего размера
осуществляются электрическим способом путем реверсирования
электродвигателей главного движения и подачи.Механизмы переключения частоты вращеция шпинделя и минут¬
ных подач. В процессе работы на станке приходится часто менять
частоту вращения фрезы и скорость перемещения стола. Это осуще¬
ствляется за счет изменения положения подвижных блоков зубча¬
тых колес при помощи самостоятельных механизмов переключе¬
ния, расположенных в коробках скоростей и подач. По конструкции
они могут быть различными (в зависимости от типов станков).Блокировочные механизмы. Для предотвращения одновременно¬
го включения нескольких механизмов, совместная работа которых
не предусмотрена, применяют блокировочные механизмы.На рис. 108 показана схема блокировочного механизма, кото¬
рый препятствует одновременному включению поперечных механи¬
ческих и ручных подач во фрезерных станках 1-го размера. Для
включения ручного перемещения стола необходимо маховичок 5
сдвинуть в направлении, указанном стрелкой. В этом случае кулач¬
ки на торце маховичка войдут во впадины полумуфты 4, закреплен¬
ной на поперечном ходовом винте 6. При этом стержень 3 не будет
препятствовать перемещению маховичка 5, так как собачка 2 рас¬
полагается во внутренней вытачке 7 муфты 1. Включение механи-132Рис. 107. Реверсивные механиз¬
мы
ческой подачи производится перемещением муфты 7, внутренние
скосы которой нажимают на собачку, поворачивают ее и толкают
стержень 3 вправо, выводя маховичок ручного перемещения 5 из
зацепления с полумуфтой 4ЧКроме механических блокировочных устройств, в современных
конструкциях станков широкое применение.получили электрические
системы блокировки, которые не позволяют включить одновремен¬
но две подачи стола или переместить его при невключенном элек¬
тродвигателе главного движения.Тормозные устройства. Для со¬
кращения времени на остановку
шпинделя фрезерных станков после
выключения электродвигателя глав¬
ного движения применяют тормоз¬
ные устройства. Торможение в стан¬
ках может производиться механиче¬
ским или электродинамическим спо¬
собом. При механическом торможе¬
нии используют тормозные ленты
или фрикционные конические муф¬
ты.Ленточный тормоз (рис. 109) со¬
стоит из металлической тормозной
ленты 5, к внутренней стороне кото¬
рой при помощи заклепок прикре¬
плена накладка из материала, обла¬
дающего высоким коэффициентом
трения. Лента размещена на шейке
приводного шкива У, а ее оба конца
присоединены к двуплечему рычагу
3. Натяжение ленты осуществляет¬
ся при помощи пружины 2. Рис. 109. Ленточный тормоз133
Когда электродвигатель включен, ток поступает в катушку
электромагнита 4. Сердечник магнита, соединенный с рычагом 3,
втягивается в катушку, преодолевая сопротивление пружины, ослаб¬
ляет натяжение ленты и не препятствует вращению шкива. Если
электродвигатель выключен, пружина 2 поворачиват рычаг 3 в об¬
ратную сторону, натягивая ленту, а она, будучи прижатой к шкиву,
тормозит его вращение. фПри электродинамическом торможении в момент нажатия кноп¬
ки «стоп» в обмотку статора двигателя подается постоянный ток,
создавая в статоре постоянное магнитное поле. Вследствие этого
электродвигатель останавливается и автоматически отключается от
электрической сети. Такой способ торможения ввиду своей просто¬
ты и надежности находит все более широкое применение,§ 47. Консольно-фрезерные станки^ 1-го размераОбщие сведения. Новые модели консольно-фрезерных станков
6Р81, 6Р81Г и 6Р11, созданные на базе аналогичных станков серии
«Н», относятся к станкам 1-го размера и изготавливаются на Дмит¬
ровском заводе фрезерных станков.Табл. 6. Техническая характеристика станков 1-го размераМодель станкаПараметры6Р81Г6Р816Р11Размер рабочей поверхности стола (ши¬
рина X длина), ммНаибольшее перемещение стола, мм:
продольное
поперечное
вертикальное
Наибольший угол поворота стола, град
Количество частот вращения шпинделя
Пределы частоты вращения шпинделя,
об/минЧисловое значение частот вращения
шпинделя, об/минКоличество подач стола
Пределы подач стола:
продольной
поперечной
вертикальной
Числовое значение продольных подач
стола, мм/минСкорость быстрых перемещений стола,
мм/мин:продольного
поперечного
вертикального
Мощность электродвигателя шпинделя,
кВтМощность электродвигателя подач, кВт250x1000630200360« гЬ45 •—*1650—1600
50, 63, 80, 100, 125, 160, 200,
250, 315, 400, 500, 630, 800,
1000, 1250, 16001635—1020
28—790
14—39035, 45, 55, 65, 85, 115, 135,
170, 210, 270, 330, 400, 530,
690, 835, 10202900230011505.51.5134
По конструкции и техническим характеристикам все три модели
одинаковы (см. табл. 6). Исключение составляют станина верти¬
кально-фрезерного станка модели 6Р11, имеющая прикрепленный
спереди к верхней ее части корпус головки, и поворотные Салазки
у станков модели 6Р81, значительно расширяющие технологические
возможности станка.Рис. ПО. Кинематическая схема фрезерного станка 6Р81Коробка скоростей станков первого размера имеет раздельный
привод Шпинделя и связана с ним ременной передачей, которая по¬
глощает вибрации, возникающие от неравномерной работы зубча¬
тых механизмов коробки скоростей, вследствие этого можно полнее
использовать скоростные возможности станков и добиться высокого
класса шероховатости обработанных поверхностей. Наличие пере¬
бора привода главного движения позволяет удвоить число частот
вращения шпинделя.Кинематическая схема. Рассмотрим кинематическую схему стан¬
ков 1-го размера на примере станка модели 6Р81 (рис. 110). Она
состоит из цепи главного движения от электродвигателя к шпинде¬
лю, цепи подач от электродвигателя подач к столу станка и цепи
быстрых перемещений стола.Цепь главного движения. От фланцевого электродвигателя мощ¬
ностью 5,5 кВт через упругую муфту получает вращение вал / ко¬135
робки скоростей. На шлицах этого вала установлен блок зубчатых
колес Б/, имеющий продольное перемещение вдоль оси вала, с чис¬
лом зубьев 21х и 35. От этого вала через передачу 21—38 или 35—24
вал II может получить две частоты вращения. На валу II закрепле¬
ны неподвижно зубчатые колеса 34, 31 и 28, которые передают вра¬
щение валу III через подвижные блоки БЗ зубчатых колес 28 и 31
(если включен блок БЗ) или Б2 с колесами 38 и 34 (при включении
блока Б2).Количество возможных частот вращения ведомого" вала равно
произведению числа зубчатых колес в каждом из подвижных бло¬
ков. В рассматриваемом случае'блоки Б1, Б2 и БЗ имеют каждый по
два зубчатых колеса. Вал III в этом случае может получить
(2x2x2) восемь частот вращения.Через передачу 20—20 получает вращение ведущий шкив
(0 140 мм) и передает его через три клиновых ремня на ведомый
шкив (0 210 мм). С целью увеличения жесткости шпинделя и
устранения возможности его изгиба под действием натяжения рем¬
ней приводной шкив (0 210 мм) установлен не на конце шпинделя,
а в подшипниках, помещенных в стакане, закрепленном в станине
станка. При перемещении муфты Ml вправо от рукоятки А вклю¬
чения перебора зубчатые колеса перебора 30 и 25, связанные с ней,
выйдут из зацепления с колесами 64 и 69 и шпиндель получит во¬
семь верхних частот вращения. .Если включить перебор, т. е. соеди¬
нить колеса 30 и 64, 25 и 69, как показано на схеме, то через пере¬
дачи 30—64 и 25—69 шпиндель получит еще столько же низших
частот вращения. Следовательно, в станках первого размера шпин¬
дель может иметь 16 частот вращения.Структурная формула привода главного движения для опреде¬
ления частот вращения шпинделя будет иметь следующий вид:где 0,98 — коэффициент, учитывающий проскальзывание ремней.Цепь движения подачи. Привод подачи стола состоит из короб¬
ки подач, редуктора и коробки реверса.Движение подачи стола осуществляется от отдельного электро¬
двигателя (мощностью 1,5 кВт и частотой вращения 1420 об/мин).
Через упругую муфту вращение передается на вал VIII коробки
подач. Посредством передачи 34—28 или 20—42 при переключении
блока Б4 вал IX получает две частоты вращения. Двумя двойными
блоками Б5 и Б6 через передачи 28—34, 34—28, 31—31 и 24—381 В дальнейшем номер зубчатого колеса будет соответствовать числу его
зубьев.136
валу X от вала IX сообщается четыре частоты вращения. На конце
вала X неподвижно закреплено широкое колесо 18, с которым по¬
стоянно зацепляется колесо 37 блока £7, свободно установленное
на валу редуктора XI и имеющее возможность перемещаться вдоль
его оси. Через передачи 18—37—15 или 18—37 и 15—37 число ча¬
стот вала XII удваивается. Таким образом, вал XII может получить
от электродвигателя 16 различных частот вращения. Через червяч¬
ную передачу, обгонную муфту М0, зубчатые передачи 22—42—42
вращение передается на центральный вал XIV коробки реверса.Коробка реверса служйт для передачи вращения винтам
продольной, поперечной и вертикальной подач стола, а также для
изменения направления вращения винта поперечной и вертикаль¬
ной подач при неизменном направлении вращения вала электро¬
двигателя подачи.На валу XIV расположено широкое зубчатое колесо 42 и предо¬
хранительная муфта Ми, отрегулированная на передачу допустимо¬
го крутящего момента. Колесо 42 одновременно зацепляется с ко¬
лесом 30 (на валу XVII) и правыми колесами 42 (на валах XV и
XVIII). Левые колеса 42 на валах XV и XVIII постоянно находятся
в зацеплении с колесом 30, неподвижно закрепленным на валу
XVII. Перемещением кулачковых муфт М3 и М4 вправо или влево
достигается реверсирование соответственно вертикальной и попе¬
речной подач.Передача вращения винту вертикальной подачи стола от широ¬
кого колеса 42 на валу XIV осуществляется через передачи 42—42
(при перемещении муфты М3 вправо), 15—30 или 42—30, 30—42
(при перемещении муфты М3 влево).Передача на винт поперечной подачи осуществляется по цепи
42—42 (при перемещении муфты М4 вправо) или 42—30, 30—42
(при перемещении муфты М4 влево).Как видно из кинематической схемы коробки реверса, она ме¬
няет направление вращения винтов вертикальной и поперечной
подач, не изменяя частоту их вращения (так как передаточное от¬
ношение передачи равно единице).От коробки реверса получает движение и винт продольной по¬
дачи стола XXII через передачи 42—30, 30—42—30, 35—27—19-^
19—19, 14—28, 19—19—19. Кулачковая муфта М5 служит для ре¬
версирования винта продольной подачи стола.Структурная формула для определения частоты вращения вала
XIV будет выглядеть так:28Л!137
На винтах продольной подачи XXII, поперечной подачи XVIII
и валу XV неподвижно закреплены односторонние кулачковые муф¬
ты (соответственно Мб, Л17, М8) и маховички ручных перемещений,
свободно установленные на соответствующих винтах и валу XV«
Для осуществления ручной подачи стола необходимо маховичок
сдвинуть влево так, чтобы его выступы вошли во впадины кулачко¬
вой муфты.Цепь быстрых перемещений, стола. Осуществляется от электро¬
двигателя подачи, минуя коробку подач и редуктор, непосредствен¬
но на вал XIII через зубчатое Колесо 12, закрепленное на конце
вала VIII, и колесо 24, изготовленное как одно целое с корпусом
фрикционной муфты М2. При сжатии дисков фрикционной муфты
от рукоятки, расположенной с правой стороны консоли, ведущие
диски передадут вращение ведомым, установленным на шлицах
вала XIII, а они передают ускоренное вращение с постоянной ча¬
стотой валу XIII. С такой же частотой будет вращаться и диск
обгонной муфты, неподвижно закрепленный на валу XIII. Червяч¬
ное колесо 30 получает движение через
цепь рабочей подачи. Частота его вра¬
щения не совпадает с частотой враще¬
ния диска обгонной муфты, в резуль¬
тате чего ролики, расположенные в
пазах диска, расклиниваются. Вал XIII
автоматически расцепляется с червяч¬
ным колесом 30, которое продолжает
вращение, но со значительно меньшей
частотой.При опускании рукоятки включе¬
ния быстрых перемещений вниз диски
фрикционной муфты рассоединяются и
вал XIII получает вращение от цепй ра¬
бочей подачи.Регулирование натяжения клино¬
вых ремней и зазоров в винтовой паре
продольной подачи стола. Клиноремен¬
ная передача привода шпинделя от ко¬
робки скоростей помещается под кожу¬
хом сзади станины станков 6Р81Г и
6Р81 и сверху станины станка 6Р11.
При ослаблении ремней вследствие их
Рис. 111. Регулирование натя- вытяжки следует снять кожух и осла-
жения клиновых ремней бить гайки 5 и 7 крепления фланца 1
(рис. 111). Если отпустить гайку 3 и навинтить гайку 2 на винт 4,
соединенный с фланцем 1, то.фланец вместе с узлом ведущего шки¬
ва 6 повернется против часовой стрелки, в результате чего увели¬
чится расстояние между осями валов. После этого необходимо сно¬
ва закрепить фланец 1 гайками 5 и 7.Консольно-фрезерные станки 1-го размера имеют устройство для
автоматической выборки люфта между боковыми сторонами про¬138
филя винта продольной подачи и гайки при фрезеровании методом
по подаче. При снашивании гайки это устройство регулируют путем
отпускания и подтягивания винтов 2 (рис. 112, а), предварительно
ослабив гайки 1. После этого тайки 1 следует вновь закрепить. Пра¬
вильность регулировки определяется легкостью поворота винта
продольной подачи от маховичка с допущением свободного люфта
винта в пределах угла поворота 10... 15 ° без перемещения стола.Рис. 112. Регулировка зазора в винтовой паре продольной подачи и направля¬
ющих консоли и салазокРегулировка планки консоли и клиньев салазок. В процессе
работы направляющие станины и консоли изнашиваются, в резуль¬
тате чего между ними образуется зазор. Для его устранения служит
планка трапецеидальной формы 6 (рис. 112, б), которая скосом
прилегает к направляющей станины 5 и прижимается гайками 2 и
3 навинчиванием на шпильки 1, ввернутые в корпус консоли 4.Величина зазора в сопряжении направляющих салазок и кон¬
соли регулируется при помощи клина 2 (рис. 112, в). При износе
клина могут возникнуть зазоры в соединении, что отрицательно
сказывается на качестве обработанных поверхностей. Для устра¬
нения зазора необходимо ослабить винт 1 и ввинчиванием винта 3139
переместить клин 2 вперед. После этого вновь подтянуть винт /, но
без больших усилий, чтобы не вызвать продольного изгиба клина.Перед включением механической подачи после регулировки не¬
обходимо проверить плавность перемещения стола на всей длине
хода*Консольно-фрезерные станки серии «Т», В настоящее время Вильнюсский
станкостроительный завод «Жальгирис» выпускает консольно-фрезерные станки
серии «Т» с шириной стола 125...200 мм. Они имеют ряд существенных преиму¬
ществ по сравнению с фрезерными станками серии «Р».Новые станки обладают повышенной жесткостью шпиндельного узла, в них
расширены пределы частот вращения и подач, в механизмах управления подач
широко применены электромагнитные муфты, предусмотрен механизированный
зажим инструмента.За счет настройки станков на автоматизированые циклы перемещения стола
и механизированного зажима инструмента сокращается вспомогательное время
на обработку детали.§ 48. Консольно-фрезерные станки 2-го и 3-го размеровОбщие свёдения. Консольно-фрезерные станки моделей 6Р82,
6Р82Г и 6Р12 относятся к станкам 2-го размера, а моделей 6Р83,
6Р83Г и 6Р13 — к станкам 3-го размера (см. табл. 7), На их базеТабл. 7. Техническая характеристика основных моделей
станков 2-го и 3-го размеровМодели станковПараметры*6Р82Г | 6Р826Р12 | 6Р83Г | 6Р836Р13Размер рабочей поверхности стола (ши¬
рина X длина), мм 320 X 1250 400 X 1600
Наибольшее перемещение стола, mmj
продольное 800 1000
поперечное 240 300
вертикальное 410 360 410 410 340 *410
Наибольший угол поворота стола, град — +45 — — +45 ^
Количество частот вращения шпинделя 18 18
Числовое значение частот вращения 31,5; 40; 50; 63; 80; 100; 125; 160;
шпинделя, об/мин 200; 250; 315; 400; 500; 630; 800;1000; 1250; 1600Количество подач стола 18 18Числовое значение продольных и попе- 25; 31,5; 40; 50; 63; 80; 100; 125}речных подач стола, мм/мин 160; 200; 250; 315; 400; 500; 630;800; 1000; 1250Числовое значение вертикальных подач Примерно 1/3 числового значения соот-
стола, мм/мин ветствующей продольной подачиСкорость быстрых перемещений стола,
мм/мин:продольного и поперечного 3000вертикального 1000
Мощность электродвигателя шпинделя,кВт 7,5 10
Мощность электродвигателя подачи,кВт 2,2 3Масса станка, т 2,83 2,90 3,12 3,70 3,80 4,20140
созданы широкоуниверсальные станки моделей 6Р82Ш и 6Р83Ш.
Все они по основным узлам и механизмам унифицированы и изго¬
тавливаются на Горьковском заводе фрезерных станков.Консольно-фрезерные станки серии «Р» являются более совер¬
шенными моделями по сравнению с ранее изготавливаемыми
станками серии «М». Они обладают повышенной жесткостью и
виброустойчивостью; в них повышена надежность работы электро¬
оборудования; смазка направляющих консоли и узла «стол-салазг
ки» осуществляется централизованно — от плунжерного насоса;
улучшена общая система смазки подшипников.Новые станки имеют совершенные формы, отвечающие совре¬
менным требованиям технической эстетики.Для удобства управления и сокращения затрат вспомогательно¬
го времени в станках переключение частоты вращения шпинделя
и подач стола производится однорукояточными механизмами. Для
этой же цели панели управления электродвигателями главного дви¬
жения и подачи, а также рукоятки включения поперечных, верти¬
кальных и продольных подач стола сдублированы и расположены
спереди и сбоку станка, В этих станках имеются устройства для
осуществления быстрых перемещений стола и торможения враще¬
ния шпинделя электродинамическим способом.Мощный электродвигатель главного движения, большой диапа¬
зон изменения частоты вращения шпинделя и минутных подач сто-
,па, наличие устройства для ускоренных перемещений стола во всех
трех направлениях позволяют использовать эти станки при выпол¬
нении разнообразных работ в условиях единичного и серийного про¬
изводства, а наличие устройств, предназначенных для настройки
их на автоматический цикл работы, определяет их применение для
выполнения операционных работ в массовом производстве.На рис. ИЗ показан общий вид и органы управления вертикаль¬
но-фрезерного станка с поворотной шпиндельной головкой моде¬
ли 6Р12П.С левой стороны станины расположены переключатели: включе¬
ния электросети 28у изменения направления вращения шпинделя 26,
включения насоса охлаждения 27.Включение электродвигателей станка может производиться дву¬
мя кнопочными станциями, расположенными на крышке коробки
переключения частоты вращения шпинделя и спереди салазок стола.Включение вращения шпинделя производится при помощи кно¬
пок 1 или 14, а его выключение — кнопками 2 или 13.Стол станка может иметь быстрые перемещения во всех трех
направлениях при нажатии на кнопки 4 или 12, ^Поворотом рукоятки 29 влево до отказа и лимба 3 с указателем
частоты вращения шпинделя относительно стрелки указателя с по¬
следующим поворотом рукоятки 29 вправо в исходное положение
устанавливают необходимую частоту вращения шпинделя.При нажатии на кнопку 5 происходит кратковременное вклю¬
чение вращения шпинделя станка для обеспечения сцепления зубь¬
ев колес коробки скоростей.141
Головка со шпинделем может быть повернута в любую сторону
на угол ±45° рукояткой за шестигранник 7 и закреплена со ста¬
ниной зажимами 33 и 35.Шпиндель с гильзой может перемещаться в головке поворотом
маховичка 34 и закрепляться рукояткой 8.Переключение минутных подач стола производится вытягивание
ем на себя до отказа барабана с грибком 19 с последующим егоРис. 113. Вертикально-фрезерный станок 6Р12Пповоротом вместе с лимбом 20 относительно стрелки указателя на
неподвижной части коробки переключения подач. После установки
необходимой минутной подачи стола барабан с грибком устанавли*
вают в первоначальное положение.Рукоятками 9 и 23 включают механические продольные подачи
стола, а рукоятками 21 к 24 — вертикальные и поперечные подачи.Вращением маховичков 11 или 25 перемещают стол вручную.
Перемещение стола в вертикальном направлении производят руко¬
яткой 18, а в поперечном — маховичком 16 (ведя отсчет по лим-
бу 17).Рукоятками 22 или 32 закрепляют салазки стола на направляю¬
щих консоли, а 31 — консоль со станиной. Винтом 10 стол может
быть закреплен неподвижно в его направляющих.Поворотом переключателя 30 в соответствующее положение
стол станка может быть настроен на автоматическое, ручное управ¬
ление или механическую подачу круглого поворотного стола. Если142
утопить и повернуть отверткой переключатель /5, то стол станка
может быть настроен на автоматические циклы перемещения.Кнопкой 6 включается осветительная лампа местного осве¬
щения.Горизонтально-фрезерные станки по своей конструкции анало¬
гичны вертикально-фрезерным с той лишь разницей, что шпиндельРис. 114. Кинематическая схема горизонтально-фрезерного станка 6Р82в них расположен горизонтально, в направляющих станины, в ее
верхней части устанавливается хобот с подвеской.Кинематическая схема станков 2-го размера. Полная кинемати¬
ческая схема станка 6Р82 (рис. 114) состоит из цепи главного дви¬
жения от электродвигателя к шпинделю, цепи подач от электродви¬
гателя подач к столу и цепи быстрого хода стола.Цепь главного движения. От фланцевого электродвигателя мощ¬
ностью 7,5 кВт и частотой вращения 1460 об/мин через упругую
муфту получает вращение вал I коробки скоростей. Через зубчатые143
колеса 27 и 53 вращение передается на вал //. Наличие тройного
блока Б1 на валу II позволяет передать через передачи 16—38,
22—32 или 19—35 на вал III три различные частоты вращения.На валу IV расположены два подвижных блока Б2 и БЗ. С ва¬
ла III на вал IV движение может быть передано через передачи
18—46, 27—37 или 38—26 тремя различными способами. Следова¬
тельно, вал IV от вала I может получить девять различных частот
вращения. Через передачи 19—69 и 82—38 шпиндель V от электро¬
двигателя может получить 18 различных частот вращения с диа¬
пазоном регулирования 31,5.,.1600 об/мин.Структурная формула привода главного движения для опреде¬
ления частот вращения шпинделя будет иметь следующий вид.В фрезерных станках рассматриваешь размеров переключение
частот вращения шпинделя производится от самостоятельного ме¬
ханизма, встроенного в корпус станины с ее левой стороны
(см. рис. 115). На его корпусе расположен пластмассовый лимб 4У
на который нанесены значения всех 18 частот вращения шпинделя,
и стрелка-указатель 5.Коробка переключения частот позволяет выбирать требуемую
частоту вращения шпинделя без последовательного прохождения
промежуточных ступеней.Рассмотрим взаимодействие механизма переключения частот
вращения шпинделя. При повороте рукоятки 1 влево до отказа по¬
ворачивается зубчатый сектор 2, -закрепленный на оси рукоятки.
Он перемещает рейку 3 совместно с вилкой 15 и втулкой Р, закреп¬
ленной на валу 6, и диск 14 вправо. При этом штифты реек 12 и 13
выйдут из отверстий диска 14, Если повёрнуть лимб, то через кони¬
ческие шестерни 7 и 8 одновременно повернется и диск с отверстия¬
ми, каждое из иоторых соответствует положению блоков Б1У Б2
и БЗ для определенных частот вращения шпинделя. При повороте
рукоятки 1 вправо через реечную1 передачу, вилку 15 и втулку 9
диск 14 будет перемещаться влево. При этом те штифты реек 12
или 13, которые не вошли в отверстия диска, через реечную ше¬
стерню 11 переместят рейку 12 влево, а рейку 13 зправо или наобо¬
рот. Но так как с рейкой 12 связана вилка 10, соединенная с блоком
зубчатых колес коробки скоростей, то при перемещении она уста¬
новит зубчатые колеса блока в определенное положение, соответ¬
ствующее выбранной частоте вращения шпинделя. Каждая пара
штифтов рассматриваемого механизма переключения перемещает
только один блок зубчатых колес, поэтому в механизме переклю¬144
чения частот имеется три пары реек соответственно для каждого
блока зубчатых колес Б1, Б2 и БЗ.Цепь движения подачи. Привод подачи осуществляется от от¬
дельного фланцевого электродвигателя мощностью 2,2 кВт и часто¬
той вращения 1460 об/мин (см. рис. 114), смонтированного в кон¬
соли. Через передачи 26—50 и 26—57 вращение получает вал VIII
коробки подач. На валу VIII находится тройной подвижный блокБ4 зубчатых колес 18, 36 и 27, который может передавать на вал IX
три частоты вращения через передачи 36—18, 18—36 или 27—27.
Через блок Б5, находящийся на валу Ху на вал X можно передать
еще три частоты вращения через передали 18—40, 24—34 или 21—
37i Следовательно, от электродвигателя вал X может иметь девять
различных частот вращения. На валу X неподвижно закреплена
кулачковая муфта Ml, зубчатое колесо 40 с зубьями на торце, сво¬
бодно сидящее на этом валу, продольно перемещающееся вдоль
его оси, и неподвижно закрепленное зубчатое колесо 13. Когда
зубчатое колесо 40 соединено с муфтой М1У вращение валу XI пере¬
дается через передачу 40—40.'Если же его переместить влево и со¬
единить с колесом 18 блока (как показано на схеме), свободно
установленным на валу IX, то через передачи 13—45 и 18—40—40
число частот вала XI удвоится и будет равно 18.145
На фрикционном валу XI расположены три муфты: предохрани¬
тельная, кулачковая М2 и фрикционная М3 (см. рис. 116).Предохранительная муфта служит для предохранения механиз¬
мов коробки подач станка от поломки при возникновении усилий
подачи в процессе фрезерования, превышающих допустимые. Широ¬
кое зубчатое колесо 1 с числом зубьев 40, имеющее с торца сквоз¬
ные отверстия, свободно установлено на фланце 3 с таким же чис¬
лом отверстий, но несколько меньшего диаметра, являющимся
частью кулачковой муфты М2. Фланец 3 крепится на валу X/свобод¬ные. 116. Муфты фрикционного вала станков 2-го размерано. В отверстия колеса и фланца помещены шарики 2 так, что часть
поверхности каждого из них находится в отверстиях колеса и
фланца.При нормальных условиях работы широкое зубчатое колесо I
передает вращение фланцу 3, соединенному с правой половиной
муфты М2, и валу XI. Если в процессе работы усилия подачи пре¬
вышают допустимые, шарики, преодолевая усилия пружин, подпи¬
рающих их, отходят влево и проскальзывают относительно фланца.
Вращение вала XI и перемещение стола или консоли прекращают¬
ся. На конце вала XI неподвижно закреплено зубчатое колесо 28,
от которого передается вращение через передачу 28—35 на вал XII,
а от него все 18 частот вращения —на ходовые винты продольной,
поперечной и вертикальной подач по следующим кинематическим
цепям:а) на винт продольной подачи 18—33—33; 18—16 и 18—18;б) на винт поперечной подачи 18—33—33—33;в) на винт вертикальной подачи 18—33; 22—33 и 23—46.Структурная формула частот вращения вала XII имеет следую¬
щий вид:146
Цепь быстрого хода. При включении электродвигателя подачи
наряду с передачей вращения по цепи рабочей подачи к'ходовым
винтам продольного, поперечного и вертикального перемещения
стола по цепи ускоренного хода через передачи 26—50—67—33 по¬
лучает вращение корпус 6 (см. рис. 116) дисковой фрикционноймуфты и ведущие диски 5, свободно установленные на валу XI с по*
стоянной частотой вращения. При перемещении кулачковой муфты
М2 вправо диски фрикционной муфты сжимаются и передают вра¬
щение ведомым 4, соединенным с валом XI при помощи шлиц. Дис¬
ки 4 передадут ускоренное вращение валу X и дальше по цепи со¬
ответствующих подач.На рис. 117 показана схема включения быстрого хода стола.
При нажатии кнопки 1 замыкается электрическая цепь катушки 2,
в которую втягивается стальной сердечник 3. Через рычаг 4, ва¬
лик 5 и вилку 7 кулачковая муфта 8 переместится вправо. Ведущие
диски передадут вращение ведомым, и фрикционный вал получит
вращение непосредственно от электродвигателя, минуя механизмы
коробки подач.При отпускании кнопки 1 под действием пружины 6 кулачковая
муфта займет исходное положение, т. е. положение включения ее с
фланцем предохранительной муфты. В этом случае фрикционный
вал будет вращаться по цепи рабочей подачи.Ручные перемещения стола в поперечном и вертикальном на¬i47
правлениях производятся вращением маховичка Д (см. рис. 114)
и рукояткой Е через муфты М8 и М9, в продольном — вращением
маховичка Ж через муфту М7 или рукояткой Г через передачи 24—
18,25—50.Механическое перемещение консоли в вертикальном и салазок
стола в поперечном направлениях производится при включении ру-
кояток мнемонического действия, расположенных с левой стороны
консоли. При повороте в необходимом направлении они действуют
на конечные выключатели, изменяя направление вращения электро¬
двигателя подачи и включая одновременно одну из кулачковых
муфт М4 и М5. Продольное перемещение осуществляется рукоят¬
кой В при перемещении муфты Мб влево.Кулачки автоматического выключения вертикального и попереч¬
ного перемещения консоли и стола устанавливаются на станине и
консоли в положении, отвечающем предельно допустимым переме¬
щениям консоли и стола.Автоматизация продольного перемещения стола. В условиях еди¬
ничного производства управление рабочей продольной подачей и
быстрым перемещением стола производится вручную.Для предохранения схода стола с направляющих в продольный
боковой паз устанавливают упорные кулачки 1 и 2 (рис. 118), ко¬
торые могут быть закреплены в любом месте в боковом пазу в по*
ложении, соответствующем началу и окончанию рабочего хода сто¬
ла (в зависимости от требуемой длины фрезерования). Кулачки
воздействуют на выступ рукоятки включения продольного переме¬
щения стола, поворачивая ее в нейтральное положение и выключая
продольную подачу. Когда по условиям обработки не требуется ав¬
томатическое выключение продольной подачи стола, их устанавли¬
вают и закрепляют в его крайних рабочих положениях. В этом слу¬
чае они являются ограничителями продольного хода стола, если по
каким-либо причинам фрезеровщик не может остановить его при
ручном управлении. По этой причине их категорически запрещено
снимать со стола.В серийном и массовом производстве фрезерные станки 2-го
размера могут быть настроены на полуавтоматический скачкооб¬
разный или автоматический маятниковый цикл перемещения стола.
Для этой цели в его бокрвом пазу устанавливают и закрепляют в
определенной последовательности и на определенном расстоянии
друг от друга дополнительные кулачки 3 и 4, которые в нужные мо¬
менты воздействуют на звездочку управления быстрыми и рабочи¬
ми движениями стола и рукоятку включения его продольной пода¬
чи, обеспечивая работу станка по заданному циклу.Стол станка может быть настроен на следующие циклы работы:1) полуавтоматический скачкообразный: быстро вправо — по¬
дача вправо — быстро назад (влево) —стоп (рис. 118, а)\2) полуавтоматический скачкообразный: быстро влево — пода«
ча влево — быстро назад (вправо) —стоп (рис. 118, б);3) автоматический маятниковый: быстро вправо — подача впра*
во — быстро влево — подача влево — быстро вправо (рис. 118, в).148
Для настройки станка на заданные циклы работы необходимо:а) отключить станок от сети переключателем ввода «включе¬
но — выключено»;б) поставить переключатели на правой дверце электрошкафа
ручного или автоматического управления продольным перемещена-№2*□N-1,fl ft fit I4sipi Ч(й-ЛЛЛЛ/-л*4\ГАД-ем стола и работы круглого стола в положение «Автоматическое
управление»;в) подключить станок .к электросети переключателем ввода
«включено — выключено»;г) произвести установку кулачков в зависимости от принятого
цикла;д) утопить и повернуть отверткой валик-шестерню на переднем
торце салазок в положение «Автоматическое управление столом».
Поворот производится, когда рукоятка включения продольной пода¬
чи находится в нейтральном положении. При этом может оказать¬М9
ся, что валик-шестерня не фиксируется в заданное п(*ложение.
В этом случае необходимо несколько повернуть маховичок ручного
продольного перемещения стола.Кулачок 3 устанавливается с лево# стороны от рукоятки вклю¬
чения продольной механической подачи, а кулачок 4 — с правой
стороны. Изменение направления перемещения стола с рабочей по¬
дачи на быстрый ход производится в ту или иную сторону от совме¬
стно работающих кулачков 1 и 3 или 2 и 4. Поэтому в этом случае
они должны быть установлены рядом, а переключение рабочей по¬
дачи на быстрый ход или быстрого хода на рабочую подачу может
производитьсялюбом месте в зависимости от места закрепления
кулачков 3 или 4 в пазу стола.При настройке станка на полуавтоматический цикл (см. рис.
118, а) в момент подхода обрабатываемой заготовки к фрезе кула¬
чок 3 производит переключение с быстрого хода вправо на рабочую
подачу вправо. После .окончания обработки в результате одновре¬
менного воздействия кулачков 1 и 3 на рукоятку включения про¬
дольной подачи стол станка получает быстрое обратное перемеще¬
ние. Заняв крайнее левое положение, кулачок 2, воздействуя на вы¬
ступы рукоятки, поставит ее в нейтральное положение, перемеще¬
ние стола прекратится.Аналогичное перемещение, только в другом направлении (со¬
гласно рис. 118, б), будет совершать стол, если последовательно бу¬
дут установлены два кулачка 4 по другую сторону рукоятки вклю¬
чения продольного перемещения стола.При автоматическом маятниковом цикле кулачки должны быть
установлены в последовательности, показанной на рис. 118, в.
В этом случае стол последовательно совершает следующие движе¬
ния: быстро вправо — подача вправо — быстро влево — подача
влево — быстро вправо и т. д. Это позволяет устанавливать и за¬
креплять заготовки на правой стороне стола в то время, когда про¬
изводится обработка на левой стороне и наоборот. Стол станка в
этом случае непрерывно совершает замкнутый цикл движений.Фрезерные станки 3-го размера. Консольно-фрезерные станки
моделей 6Р83, 6Р83Г и 6Р13 по своей конструкции, компонрвке уз¬
лов, органов управления полностью соответствуют фрезерным
станкам 2-го размера. Такие станки ямеют размер рабочей поверх¬
ности стола (400x1600 мм), мощность электродвигателя главного
движения в них равна 10 кВт, электродвигателя подачи — 3,0 кВт.
Это позволяет обрабатывать на них заготовки больших габаритных
размеров и массы со снятием больших припусков во время фрезеро¬
вания. Стол таких станков может быть настроен на полуавтомати¬
ческий и автоматический циклы работы.Новые станки 3-го размера серии «Т». Фрезерные станки новой, более со¬
вершенной серии «Т» выпускает Горьковский завод фрезерных станков. Они
имеют более широкие пределы частот вращения шпинделя, минутных подач и
ускоренного хода стола. Автоматические циклы перемещеЯия стола обеспечива¬
ются благодаря использованию электромагнитных муфт, расположенных в перед¬
ней части консоли. В этих станках предусмотрен гидроагрегат для привода
механизированного зажима заготовки.150
§ 49. Смазка станков..Для уменьшения трения, износа и нагрева трущихся между со¬
бой поверхностей деталей применяют смазку, Основным смазочным
материалом для смазки деталей фрезерных станков является инду¬
стриальное масло И-20А или И-ЗОА. Смазывают поверхность руч¬
ным, картерным и циркулярным способами.Ручной способ применяется для смазки отдельных мест,
недоступных для централизованной смазки (подшипников ходового
винта продольной подачи стола, маховичка поперечной подачи и ру¬
коятки подъема консоли, вертикальных направляющих консоли,
серьги хобота). Масло заливается в шариковую масленку, смон¬
тированную против мест смазки. Заливочное отверстие масленки
для защиты от попадания пыли и грязи закрывается шариком, под¬
держиваемым в верхнем положении пружиной. Вручную также
смазывают открытые поверхности станка (направляющие станины,
зеркало стола) после окончания работы.Картерная смазка осуществляется разбрызгиванием
масла, заливаемого до определенного уровня в резервуар, вращаю¬
щимися зубчатыми колесами. Такой способ применяется в короб¬
ках скоростей и подач. Уровень масла в картере (резервуаре) кон¬
тролируется по контрольным глазкам или трубчатому маслоуказа-
телю. Долив масла производят один раз в неделю, а полную его
смену и чистку картера — один раз в три месяца.Циркулярный способ находит широкое применение для
смазки наиболее ответственных деталей коробок скоростей и подач
фрезерных станков (подшипники шпинделя, многодисковые фрик¬
ционные муфты). Масло подается по маслопроводам от плунжер¬
ного насоса с эксцентриковым приводом.Плунжерный насос (рис. 119) крепится к внутренней стенке ко¬
робки скоростей или подач. Шток 1 приводится в действие от экс¬
центрика 2, установленного на одном из валов механизма, и совер¬
шает возвратно-поступательное перемещение, всасывая масло из
картера через фильтр 3, всасывающий клапан 4, нагнетающий кла¬
пан 5. По маслопроводам 6 масло подается к месту смазки.Работу насоса определяют по циркуляции масла в контрольном
глазке при включении механизма на холостом ходу. Отсутствие
циркуляции свидетельствует о неисправности масляного насоса.
В этом случае надо немедленно прекратить работу и сообщить ма¬
стеру.Детали станка, не требующие непрерывной смазки (направляю¬
щие станины, зубчатые колеса стола и др.)» смазываются от ручного
плунжерного насоса, установленного с правой стороны, поперечных
салазок станка. Для смазки два раза в смену необходимо повер¬
нуть рукоятку насоса 8... 10 раз.На рис. 120 показана схема расположения точек смазки у гори¬
зонтально-фрезерных станков 2-го и 3-го размеров. На станке име¬
ются две изолированные централизованные системы смазки: зубча¬
тых колес, подшипников, коробки скоростей и элементов коробки15)
Рис. 119. Плунжерный насос152Рис. 120. Схема смазки станков 2-го размера
переключения частот вращения; зубчатых колес, подшипников ко¬
робки подач, консоли, салазок, направляющих консоли, салазок и
стола.Масляный резервуар и плунжерный насос смазки коробки ско¬
ростей находятся в станине. Масло в резервуар заливается через
угольник 12 до середины маслоуказателя 4У а его слив производит¬
ся через патрубок 11.Контроль за работой системы смазки коробки скоростей осуще¬
ствляется посредством маслоуказателя 3. Масляный резервуар и
насос смазки узлов, обеспечивающих движение подачи, располо¬
жен в консоли. Масло заливается в резервуар через угольник 9 до
середины маслоуказателя 10. Сливают масло из консоли через от¬
верстие, закрытое пробкой 8. Контроль за работой системы смазки
коробки подач и консоли осуществляется маслоуказателем 6. Рабо¬
та системы смазки считается удовлетворительной, если масло кап¬
лями вытекает из подводящей трубки; наличие струйки или запол¬
нение ниши указателя маслом свидетельствует о хорошей работе
масляной системы.Направляющие стола, салазки консоли, механизмы привода про¬
дольного хода периодически смазываются ручным плунжерным на--
сосом при нажатии кнопки 7.Для особо точных станков применяют гидростатические направ¬
ляющие. Каждая направляющая состоит из двух планок, образую¬
щих У-образный профиль. Скользящий элемент, движущийся в на¬
правляющих станины, имеет клапан с жеклером и масляные резер¬
вуары.Под давлением масло через клапаны поступает в масляные ре-
зервуарчики, а оттуда — в зазор между направляющей и скользя¬
щим элементом, образуя тонкую масляную пленку толщиной 0,03...0,04 мм. В результате обеспечивается плавное и бесконтактное
скольжение движущихся поверхностей элементов конструкции с ми¬
нимальным их износом.Смазка подшипников и опор винта продольной подачи произво¬
дится шпринцеванием точки 5.Смазка подшипников серьги — капельная. Залив масла произ¬
водится через отверстия с пробкой 1 до середины маслоуказателя 2.
Смазка достаточная, если на поверхность скольжения поступает
одна капля через 2...3 минуты,§ 50. Модернизация фрезерных станковДо настоящего времени в металлообрабатывающей промышлен¬
ности используют фрезерные станки выпуска прошлых лет, конст¬
рукция которых не отвечает современным требованиям. Недоста¬
точная мощность электродвигателя главного движения, малые час¬
тоты вращения шпинделя и небольшие минутные подачи стола не
позволяют использовать высокие режущие свойства твердосплав¬
ных инструментов и добиться заметного повышения производитель*»
ности труда. Такие станки подвергаются модернизации, которая153
предусматривает улучшение конструкций устаревшего оборудова¬
ния и расширение их технологических возможностей.Основным направлением модернизации фрезерных станков яв¬
ляется повышение мощности привода главного движения и подач,
быстроходности, частоты вращения шпинделя, жесткости консоли,
износоустойчивости и усиления отдельных слабых звеньев механиз¬
мов движения.Повышение мощности и быстроходности станков является наи¬
более распространенным вариантом модернизации. Без особого
труда мощность можно увеличить путем замены электродвигателя
привода, а быстроходность — увеличением передаточного отноше¬
ния одной из кинематических цепей передачи.При выполнении этих мероприятий может оказаться, что неко¬
торые звенья цепи главного движения (ременная передача, зубча¬
тые колеса) окажутся недостаточно прочными. В этом случае при¬
меняют зубчатые колеса из легированных сталей или увеличивают
длину зуба, а подшипники скольжения заменяют на подшипники
качения. Ременную передачу можно усилить путем увеличения чи¬
сла клиновых ремней (если она плоскоременная, то плоские ремни
заменить на клиновые).Жесткость станка можно повысить за счет регулировки зазоров
в подшипниках шпинделя, направляющих станины, салазок и сто¬
ла, более тщательной подгонкой сопрягаемых поверхностей деталей
направляющих и салазок, установкой и закреплением станка на
более жестком фундаменте. Жесткость горизонтально-фрезерных
станков можно повысить, соединив консоль с хоботом при помощи
поддержек или стоек.Особо серьезное внимание при фрезеровании надо уделять за¬
щите от сильно разлетающейся стружки. Для этой цели на станке
должны быть установлены ограждающие устройства.Модернизация оборудования устаревших конструкций имеет
большое народнохозяйственное значение, так как повышение про¬
изводительности труда на них равноценно вводу в эксплуатацию
большого количества новых станков,§ 51. Испытание и проверка фрезерных станков
на точностьНазначение проверки. Детали фрезерных станков могут иметь
отклонения в пределах предусмотренных допусков на размеры. По¬
этому возможны и отклонения в размерах при сборке деталей в уз¬
лы. В процессе длительной эксплуатации станка вследствие износа
трущихся поверхностей направляющих станины, салазок, подшип¬
ников и других деталей погрешности сильно возрастают и точная
обработка деталей становится невозможной.Кроме того, при фрезеровании имеют место внешние ударные и
вибрационные нагрузки на станок, которые также ухудшают точ¬
ность обработки. Во избежание этого станки часто устанавливают
не на фундамент, а на виброгизолирующие опоры, представляющие' v154-
собой армированные резиновые диски с металлическими ребрами
жесткости, которые крепятся снизу к основанию станка.Применение виброизолирующих опор позволяет! ускорить мон¬
таж и перемещение станков, так как опоры не скреплены с фунда¬
ментом; изолировать близко установленное оборудование для точ¬
ных работ от вибрации; уменьшить шум в производственном поме¬
щении.Каждый новый и капитально-отремонтированный станок перед
пуском в эксплуатацию, должен удовлетворять определенным тех¬
ническим требованиям. Поэтому они подвергаются проверочным ис¬
пытаниям, включающим: испытание на холостом ходу; испытание
под нагрузкой; проверку на геометрическую точность; практиче¬
скую проверку точности.Испытание станка на холостом ходу. Цель его — проверить дей¬
ствия всех механизмов станка без нагрузки. Перед испытанием до
включения станка необходимо тщательно проверить легкость пе¬
ремещения от руки всех подвижных узлов и рукояток, натяжение
ремней, наличие масла в резервуарах коробки скоростей и консоли,
состояние масленок ручной смазки, исправность ограждений.Работу механизмов коробки скоростей проверяют последова¬
тельным включением всех имеющихся частот вращения шпинделя
(начиная с минимального) в течение не менее одного часа непре¬
рывной работы. При этом температура нагрева подшипников в ко¬
робке скоростей и шпиндельном узле не должна превышать 70 °С.Механизмы коробки подач, редуктора ц реверса проверяют при
малых, средних и наибольших значениях продольной, поперечной и
вертикальной рабочих подач и при ускоренных перемещениях сто¬
ла во всех направлениях. В ходе проверки необходимо убедиться в
исправности всех остальных органов управления станком' которые
должны работать плавно, без толчков, самопроизвольных выклю¬
чений. Кулачки выключения подач должны безотказно выключать
соответствующие подачи при соприкосновении с движущимися час¬
тями станка, а тормоз должен быстро останавливать вращение
шпинделя при выключении электродвигателя.На этом этапе проверяют также: системы смазки, охлаждения,
защитные устройства по технике безопасности, работу переключате¬
лей, кнопок включения, выключения и блокировочных механизмов.Испытание станка под нагрузкой. Оно преследует цель прове¬
рить отдельные узлы, механизмы и станок в целом в условиях, близ¬
ких к производственным. Испытания проводятся при фрезеровании
образца определенных размеров.Во время испытаний под нагрузкой в течение 0,5 ч все механиз¬
мы и системы станка должны работать исправно. Затем проверя¬
ется работа станка с кратковременной перегрузкой по мощности
(на 25 %). При этом предохранительная муфта коробки подач
должна сработать по достижении расчетного усилия-подачи и оста¬
новить перемещение стола.Проверка станка на точность и шероховатость обработки. Новые
и капитально отремонтированные фрезерные станки должны отве¬,155
чать определенным нормам точности, предусмотренным стандарта¬
ми. Существуют два способа проверки станка: на практическую и
геометрическую точность. В первом случае на нем обрабатывают
чугунные контрольные образцы длиной 200...300 мм, шириной
200 мм и высотой 100 мм. Поверхность основания образца, которой
он устанавливается на стол станка, должна быть тщательно обрабо¬
тана. Обработку трех взаимно-перпендикулярных поверхностей об¬
разца производят торцовой насадной фрезой при неизменном его
закреплении. Обработанные поверхности проверяют на плоскост¬
ность (при помощи поверочной линейки со щупом), параллельность
верхней поверхности к основанию (при помощи индикатора) и вза«
имную перпендикулярность обработанных поверхностей (с исполь¬
зованием угольника и щупа). Допускаемые отклонения не должны
превышать 0,02 мм на длине 150 мм.Испытание станка на определение шероховатости обработанных
поверхностей следует производить хорошо заточенным инструмен¬
том за один проход при режимах резания, соответствующих чисто¬
вому фрезерованию.При проверке станка на геометрическую точность (см. табл. 8)
определяют точность формы и взаимного расположения отдельных
узлов и деталей станка.Табл. 8. Проверка геометрической точности консольно-фрезерных станковСодержание и схема
проверкиМетод проверкиДопускаемые отклонения,
мм13Плоскостность рабо¬
чей поверхности стола“ч=сРадиальное биение
конической поверхно¬
сти шпинделяЩРНа рабочую поверхность стола 0,03 мм на длине
по различным направлениям кла- 1000 мм в любых на¬
дут линейку на две калиброванные правлениях (допуска-
плитки одинаковой высоты. При ется только вогну-
помощи щупа и концевых мер дли- тость)
ны проверяют зазор между нижней
гранью и поверхностью столаВ отверстие шпинделя плотно 0,01 мм у торца
вставляется цилиндрическая оправ- шпинделя; 0,02 мм на
ка с коническим хвостовиком. На расстоянии L=300 мм
столе устанавливается индикатор
так, чтобы его измерительный
штифт касался цилиндрической по¬
верхности. Шпиндель приводится
во вращение от руки.Измерение производится у торца
шпинделя и на расстоянии L == 300 мм от него156
Продолжение табл. 8Радиальное биение
наружной цилиндри¬
ческой посадочной по¬
верхности переднего
конца шпинделяНа столе станка индикатор уста¬
навливается так, чтобы его изме¬
рительный штифт касался наруж¬
ной цилиндрической поверхности
переднего конца шпинделя. Шпин¬
дель приводится во вращение от
руки0,015 ммПараллельность ра¬
бочей поверхности сто¬
ла направлению его
продольного переме¬
щенияИндикатор устанавливается и за- 0,015 мм на длинекрепляется на неподвижной части хода до 300 мм;станка так, чтобы его измеритель- 0,02 мм на длине хо-ный штифт касался рабочей по- да до 500 мм;верхности стола. При застопорении 0,03 мм на длине хо-консоли на станине и салазок на да до 1000 мм
консоли стол перемещается в про¬
дольном направлении на всю дли¬
ну ходаПараллельность рабо¬
чей поверхности стола
направлению его по¬
перечного перемеще¬
нияПараллельность оси
вращения шпинделя
рабочей поверхности
столаИндикатор устанавливается и за- 0,02 мм на длине
крепляется на неподвижной части хода до 300 мм;
станка так, чтобы его измеритель- 0,03 мм на длине хо-
ный штифт касался рабочей по- Да до 500 мм
верхности стола. При застопорении
консоли на станине стол переме¬
щается в поперечном направлении
на всю длину ходаВ коническое отверстие шпинде¬
ля вставляется цилиндрическая оп¬
равка с коническим хвостовиком.
На столе станка устанавливается
стойка с индикатором так, чтобы
его измерительный штифт касался
цилиндрической оправки сверху.
Перемещением стойки индикатора
на столе в направлении, перпенди¬
кулярном к оси оправки, определя¬
ют отклонение стрелки индикатора
у торца шпинделя и на расстоянии
L = 300 мм от него. Затем пово¬
рачивают шпиндель с оправкой на
180° и измерение повторяют. По¬
грешность каждого измерения оп¬
ределяется средним арифметическим
результатов обойх измерений0,03 мм на
L = 300 ммдлине157
Окончание табл. 81 2 зВ коническое отверстие шпинде- 0,025 мм на длине
ля вставляется цилиндрическая оп- 300 мм
равка с коническим хвостовиком.Индикатор закрепляется на специ¬
альной ползушке на направляющих
хобота так, чтобы его измеритель¬
ный штифт касался цилиндрической
части оправки. Измерение произво¬
дится в вертикальной и горизон¬
тальной плоскостях по диаметраль¬
но противоположным сторонам пе¬
ремещением ползушки с индикато¬
ром. Погрешность измерения опре¬
деляется средним арифметическим
результатов обоих измерений в каж¬
дой плоскостиНа специальной оправке, закреп- 0.02 мм на диамет-
ленной на шпинделе, устанавлива- ре 150 мм
ют индикатор тйк, чтобы его изме¬
рительный штифт находился от оси
шпинделя на расстоянии 150 мм и
касался поверхности стола. Шпин¬
дель с индикатором поворачивают
на 360° вручнуюТехническая диагностика станков. Под технической диагности¬
кой станка понимают определение его технического состояния без
детальной разборки в любое время его эксплуатации в производ¬
ственных условиях. Диагностику проводят с помощью системы ме¬
тодов и средств технической диагностики и сравнения полученных
данных с допустимыми величинами: паспортными данными, техни¬
ческими условиями, стандартами.Техническая диагностика металлорежущих станков подразделя¬
ется на три вида: поэлементную, дифференциальную и ком¬
плексную.Поэлементная диагностика — это диагностика узла, техническое
состояние которого существенным образом лимитирует работу
станка. Она позволяет определить состояние узла в данный момент
времени, найти неисправность в случае выхода из строя какой-либо
детали. Этот вид диагностики используется в основном при малом
ремонте.При дифференциальной диагностике определяется характерный
признак конкретного узла или детали станка, влияющий на точ¬
ность обработки, Применяется для станков, подлежащих среднему
ремонту.Параллельность на¬
правляющих хобота
оси вращения шпин¬
деля в вертикальной
и горизонтальной пло¬
скостяхПерпендикулярность
оси вращения шпинде¬
ля к рабочей поверх¬
ности стола/158
Комплексная диагностика включает в себя поэлементную диа¬
гностику. Она предусматривает исследование технического состоя¬
ния всего станка и предназначена для станков, предшествующих
капитальному ремонту.К основным методам технической диагностики относятся:а) статический, когда в состоянии покоя проверяются геометри¬
ческие, точностные и жесткостные параметры станка;б) динамический, с помощью которого можно проверить входную
и выходную мощности станка, частоту и амплитуду колебания,
шпинделя и т. д.;в) акустический, когда по характеру звуковых характеристик
определяют исправность механизма;г) виброметрический, позволяющий получить картину о колеба¬
ниях в станке.Техническая диагностика станков осуществляется лабораторией
технической диагностики с помощью различных диагностических
приборов, стендов, приспособлений,•ч 1. Как подразделяются консольно-фрезерные станки в зависимости от их
Г назначения? Назовите их основные модели. 2. Какие основные типовые* механизмы применяются во фрезерных станках? Каково их назначение?3. Назовите основные технические данные консольно-фрезерных станков 1-го и
2-го размеров. 4. Как определить число частот вращения шпинделя по кинема¬
тической. схеме? 5. Какие способы смазки применяются во фрезерных станках?
6. В чем состоит проверка фрезерных станков на точность? 7. Какое основное
назначение модернизации фрезерных станков? 8. Назовите основные^ способы
проверки фрезерных станков на точность. 9. Определите по кинематической схе¬
ме наибольшую и наименьшую частоту вращения шпинделя станков моделей
6Р81 и 6Р82.Глава VIII. ДЕЛИТЕЛЬНЫЕ ГОЛОВКИДелительные головки являются принадлежностями, значительно
расширяющими технологические возможности консольно-фрезерных
станков. Их основным назначением является поворот заготовки на
заданные равные или неравные углы или на часть оборота.Различают следующие виды делительных головок: простые, уни¬
версальные и оптические. По числу шпинделей они могут быть од¬
ношпиндельные и многошпиндельные. Последние находят широкое
применение при изготовлении больших партий одинаковых деталей
в условиях крупно-серийного и массового производства.§ 52. Простые делительные головки-Простые делительные головки применяются только для поворо¬
та заготовки на строго ограниченное число делений при обработке
больших партий одинаковых деталей главным образом в инстру¬
ментальном производстве.На рис. 121 показана одна из конструкций головок этого типа.
В корпусе 6 смонтирован шпиндель, в коническое отверстие кото¬159
рого может быть вставлен центр 8 с поводковым хомутиком 7. На
левом конце шпинделя неподвижно закреплен сменный делитель¬
ный диск 2 с определенным числом прорезей (например, 12 или 24).
Вращение делительного диска вместе со шпинделем и закреплен¬
ной заготовкой производится штурвалом 4У а поворот шпинделя в
определенном положении фиксируется выступом фиксатора, плот¬
но входящего в прорези диска, связанного с рукояткой 1. При помо¬
щи гайки 3 можно регулировать величину зазора шпинделя в под*Рис. 121. Простая делительная головкашипниках корпуса. Делительный диск закрывается кожухом 5, пре¬
пятствуя попаданию стружки в прорези диска,Для поддержания второго конца заготовки служит задняя баб¬
ка. В корпусе 10 устанавливается центр 9, который тоже перемеща¬
ется в продольном направлении при вращении маховичка 12 и за¬
крепляется в требуемом положении гайкой 11.Для точного совмещения осей центров делительной головки и
задней бабки служит направляющая шпонка, которая закреплена
снизу обоих корпусов и входит в паз стола.Простая делительная головка описанной конструкции, напри¬
мер, с 24 прорезями на делительном диске, допускает деление на 2,3, 4, 6, 8, 12 и 24 части методом непосредственного деления. Сущ¬
ность этого метода состоит в том, что поворот заготовки на требуе¬
мое число делений производится непосредственно поворотом дели¬
тельного диска вместе со шпинделем без каких-либо промежуточ¬
ных механизмов.Число промежутков между прорезями выбранного делительного
диска, пропускаемых при его повороте относительно выступа фик¬
сатора, определяется по формулеп= —
г 9где А — число прорезей выбранного делительного диска; z — за¬
данное число делений.160
§ 53. Универсальные делительные головкиОсновным назначением универсальных делительных головок
(УДГ) является:1. Периодически поворачивать заготовку вокруг ее оси на задан¬
ные углы при делении на равные или неравные части.2. Устанавливать ось обрабатываемой заготовки под требуемым
углом относительно горизонтальной плоскости при фрезеровании
канавок на конусе или торвд,Рис. 122. Универсальная делительная головка3. Непрерывно вращать заготовку в процессе фрезерования вин¬
товых канавок.4. Производить разметку заготовок.На рис. 122, а, б показано устройство универсальной делитель¬
ной головки, на рис. 122, г дана ее кинематическая схема, на
рис. 122, в — делительный диск‘с сектором. Внутри чугунного осно¬
вания 5 со стяжными дугами 9 закреплен поворотный корпус 10 со
шпинделем 7, который может быть повернут в основании на любой
угол в пределах 0...50 вниз и 0...950 вверх. Отсчет угла поворота
шпинделя производится по шкале и нониусу 12 при ослаблении
гайки 17. Концы шпинделя имеют конические отверстия с конусом^
Морзе. В отверстие со стороны переднего конца шпинделя может6 Зак, jjT49161
быть вставлен упорный центр 6 или концевая оправка, а с противо¬
положной стороны — шпиндельный валик, используемый для диф¬
ференциального метода деления.Передний конец шпинделя имеет резьбу и центрирующую шейку
для установки и закрепления трехкулачкового самоцентрирующе-
гося патрона. На буртике шпинделя также закрепляется лобовой
делительный диск 8 с двадцатью четырьмя отверстиями с градусной
шкалой, используемый для непосредственного деления. На средней
части шпинделя неподвижно закреплено червячное колесо 19 с чи¬
слом зубьев z = 40, в круговую выточку которого на торце входит
конец зажима 11, фиксирующий неподвижное положение шпинделя
в процессе фрезерования. Червячное колесо получает вращение от
червяка 20, расположенного в эксцентричной втулке, при повороте
которой от рукоятки 16 червяк может быть выведен из зацепления
с червячным колесом.Сбоку делительной головки на валу 23, смонтированном в под¬
шипниках скольжения крышки 4У закреплен боковой делительный
диск 13, имеющий ряд концентрично расположенных несквозных
отверстий (16, 17, 19, 21, 23, 29, 30, 31 — на одной стороне и 33, 37,
39, 41, 43, 47, 49 и 54 — на другой). Он фиксируется в требуемом
положении стопором 2. На валу делительного диска установлены
коническое и цилиндрическое колеса 21 и 22, а также приводная
планка с рукояткой и фиксатором, входящим в отверстие на боко¬
вом делительном диске. Спереди бокового делительного диска рас¬
положен раздвижной сектор 3, состоящий из линеек 14 и служащий
для облегчения отсчета требуемого числа делений по диску. Линей¬
ки сектора закрепляются винтом 18 и могут быть повернуты одна
относительно другой на любой угол.Вал 1 механического привода вращения шпинделя расположен
во фланце 15, который крепится к крышке 4. На конце вала 1 на¬
сажено коническое колесо 22, находящееся в постоянном зацепле¬
нии с другим коническим колесом, закрепленным на валу бокового
делительного диска. Передача вращательного движения червяку 20
от рукоятки осуществляется через коническое и цилиндрическое ко¬
леса 22 и 21, имеющие передаточное отношение, равное единице.Точная установка делительной головки на столе станка, при ко¬
торой ось шпинделя будет строго параллельна продольной подаче
стола, достигается за счет двух направляющих шпонок, прикреп¬
ленных к нижней части основания и входящих в продольный паз
стола.В настоящее время изготавливаются универсальные делитель¬
ные головки (УДГ) пяти моделей: УДГ Д-160, УДГ Д-200, УДГ
Д-250, УДГ Д-320, УДГ Д-400. Цифра, стоящая после буквы Д, по¬
казывает наибольший диаметр обрабатываемой с применением де¬
лительной головки заготовки, когда ось шпинделя расположена
горизонтально.Уход за делительными головками. Перед началом работы фре¬
зеровщик должен осмотреть делительную головку и заднюю бабку,
очистить от загрязнения трущиеся и опорные поверхности, а при162
работе в центрах тщательно протереть конические отверстия шпин¬
деля и пиноли и смазать их маслом. После установки делительной
головки на столе необходимо прЬверить путем поворота рукоятки-
плавность вращения шпинделя.После окончания работы головка должна быть тщательно очи¬
щена от стружки, пыли и смазочно-охлаждающей жидкости, а ее
опорные поверхности покрыты тонким слоем масла. Делительная
головка и задняя бабка должны быть приведены в горизонтальное
положение, пружина фиксатора, лимба непосредственного деления
ослаблена, а боковой делительный диск освобожден от стопора.Если работа производилась в патроне, то его следует снять, а
коническое отверстие и передний конец шпинделя протереть и сма¬
зать.Особое внимание необходимо обращать на сохранность центров.
Нельзя допускать на них царапин и забоин. Правильный и своевре¬
менный уход за делительными головками предохранит их от пре¬
ждевременного износа и обеспечит высокую точность обработанных
деталей,§ 54. Способы деления заготовок при помощи универсальных
делительных головокСуществуют три способа деления заготовок с помощью универ¬
сальных делительных головок: непосредственный, простой и диффе¬
ренциальный.Способ непосредственного деления. Он применяется в тех слу¬
чаях, когда требуется большая точность отсчета поворота заготов¬
ки. Деление производится поворотом шпинделя делительной го¬
ловки вместе с лобовым делительным диском, а отсчет угла поворо¬
та осуществляется с помощью отверстий на тыльной стороне диска
относительно фиксатора или по градусной шкале. Так как лобовой
делительный диск имеет 24 отверстия, то заготовку можно разде¬
лить на 2, 3, 4, 6, 8, 12, 24 части. При делении по градусной шкале
точность отсчета по лимбу несколько ниже (до 5'), так как цена
деления нониуса соответствует пяти минутам.При делении заготовки на z частей угол поворота шпинделя а
определяется-по формулегде z — заданное число делений.С каждым поворотом шпинделя головки к отсчету, соответствую¬
щему положению шпинделя до поворота, следует прибавить вели¬
чину а.Перед делением рукояткой 16 (см. рис. 122, б) необходимо вы¬
вести червяк из зацепления с червячным колесом, фиксатор из от¬
верстия лобового делительного диска и повернуть шпиндель вместе
с заготовкой от руки на необходимое число делений или заданньж
угол.6*163
Если на чертеже задан центральный угол йежду осями обраба¬
тываемых канавок, то угол поворота шпинделя равен* этому углу.В случае, когда задан угол между гранями обрабатываемых по¬
верхностей, угол поворота шпинделя после обработки первой по¬
верхности определяется по формулеа= 180° —р,где р — угол между гранями.Способ простого деления. Сущность этого способа состоит в том,
что поворот шпинделя с закрепленной заготовкой осуществляется
за счет поворота рукоятки с фиксатором относительно отверстий не¬
подвижного бокового делительного диска через червячную переда¬
чу. Так как передаточное отношение зубчатых колес, связывающих
вал приводной планки рукоятки с фиксатором и однозаходним чер¬
вяком, равно единице, а червячное колесо, неподвижно закреплен¬
ное на шпинделе, имеет 40 зубьев, то при повороте рукоятки на один
полный оборот червячное колесо повернется на один зуб или на
У40 оборота. Следовательно, чтобы шпиндель сделал один полный
оборот, необходимо повернуть рукоятку сорок раз.Число оборотов рукоятки, которые необходимо сделать, чтобы
шпиндель делительной головки повернулся на один оборот, назы¬
вается характеристикой делительной головки.Все делительные головки отечественного производства имеют
характеристику, равную 40*.При простом методе деления число оборотов рукоятки, выбор
ряда отверстий на боковом делительном диске и числа делений ме¬
жду ними определяются ро формуле, (18)ггде п — число оборотов рукоятки относительно бокового делитель¬
ного диска; N — характеристика делительной головки; z — число
делений, на которое необходимо разделить заготовку,-Пример 1. На цилиндрической заготовке требуется фрезеровать три равно¬
мерно расположенных канавки. Определить число оборотов рукоятки для пово¬
рота заготовки при фрезеровании каждой канавки*Р е ш е н и е;N 40 _ 1п = ~ Г Т'Для поворота заготовки на Уз часть окружности необходимо повернуть рукоятку
относительно бокового делительного диска на 13 полных оборотов и дополни¬
тельно на 7з оборота. Для этого на боковом делительном диске надо выбрать
определенный ряд отверстий, кратных трем. Для этого умножим числитель и
знаменатель дроби на такое число, чтобы в результате в знаменателе получи¬
лось число, равное количеству отверстий в одном из рядов на делительном дис¬
ке, например, на 10. После умножения получим1 10
п = 13—= 13 —.3 30Следовательно, после фрезерования каждой канавки рукоятку необходимо по¬
вернуть на 13 полных оборотов и 10 промежутков между отверстиями по окруж¬
ности с числом отверстий 30,164
Для удобства отсчета применяют раздвижной сектор. Линейки
сектора устанавливают так, чтобы между ними было число делений
по выбранной окружности, найденное по формуле (18).При установке сектора в рабочее положение надо ввести стер¬
жень фиксатора в одно из отверстий выбранной окружности боко¬
вого делительного диска, например, в отверстие А (см. рис. 122,в). Освободить винт 18, соединяющий линейки сектора 14, подвести
одну из линеек скосом к стержню фиксатора. Отсчитать число деле¬
ний по выбранной окружности и подвести к последнему отверстию
Б скос.второй линейки и скрепить их снова винтом.После обработки поверхности детали при данном положении
фиксатора следует повернуть рукоятку но часовой стрелке на рас¬
четное число оборотов, ввести фиксатор в отверстие Б и повернуть
линейки сектора в том же направлении до соприкосновения скоса
линейки с фиксатором. (Сектор в, новом положении показан пунк¬
тиром»)Чтобы не допустить ошибки при отсчетах вследствие наличия
зазоров (люфтов) в зубчатой и червячной передачах, вращение ру¬
коятки надо производить только в одном направлении. Если руко¬
ятка все же случайно была повернута дальше требуемого отвер¬
стия, ее необходимо, возвратить в обратном направлении на угол,
несколько больший величины люфта (примерно на половину обо¬
рота), и вновь повернуть в прежнем направлении до соответствую¬
щего отверстия.Пример 2. Определить число оборотов рукоятки, выбрать число отверстий
на делительном диске и число делений при фрезеровании зубчатого колеса с
числом зубьев г=45.Р е ш е н и eiN 40 8 48
г 45 9 54 *Деление заготовки на равные части при заданных центральных
углах способом простого деления. Для этого необходимо сначала
определить число делений по формуле360°г = ,агде а —центральный угол, заданный чертежом.Подставив значение г в формулу п = —, получим формулуzопределения числа оборотов рукоятки при заданных значениях угла
поворота заготовки способом простого деления, т. е.п =■—. (19)9Из этой формулы видно, что для поворота' заготовки на 1° ру¬
коятку относительно бокового делительного диска надо повернутьна _L часть оборота. Удобнее это делать по окружности диска
9с числом отверстий 54. ,,165
Пример 3. На цилиндрической заготовке требуется фрезеровать две канавки
с центральным углом между осями 30°. Определить число оборотов рукоятки.'Решение; *а 30 3 18П~Т= 9 =3 9 =3 64*Деление заготовки на неравные части. Расчет углов поворота
производится также способом простого деления по формуле (19),
но для удобства отсчета и избежания ошибок предварительно со¬
ставляют таблицу поворота рукоятки относительно бокового дели¬
тельного диска после фрезерования каждой канавки.Пример 4. На круглой заготовке требуется фрезеровать четыре канавки с
неравномерным шагом по окружности с центральными углами, равными 85, 90,
95 и 90°. Определить число оборотов рукоятки для поворота заготовки на за¬
данные углы.Решение: Первую канавку фрезеруют произвольно при положении штифта
рукоятки в одном из отверстий диска с 54-я отверстиями.Для поворота заготовки на 85 0 число оборотов рукоятки
_ _о_ _ 85 _ 9__4_ 24
П~ 9 ~ 9 ~ 9“ 54’
для поворота заготовки на 90 0 число оборотов рукояткиа 90
я = — = — = 10;9 9для поворота заготовки на 95 ° число оборотов рукояткиа 95 5 4 30п=т=т=10т=10^Способ дифференциального деления. В практике не всегда уда¬
ется разделить окружность на заданное число частей рассмотрен¬
ными выше способами. Так, деление окружности на число частейсвыше 42, не кратное числу отверстий
на боковом, делительном диске, нельзя
делить способом простого деления.
В этом случае необходимо применить
иной дифференциальный способ деле¬
ния. Сущность его состоит в том, что
отсчет поворота заготовки на необхо¬
димую часть окружности производится
поворотом рукоятки УДГ относитель¬
но отверстий вращающегося бокового
делительного диска.Вращение боковому делительному
диску в этом случае передается от
шпинделя через гитару со сменными
колесами и через конические колеса 22
(см. рис. 122, г), одно из которых закреплено на валу меха¬
нического привода вращения шпинделя, второе соединено не¬
подвижно с боковым делительным диском. На рис. 123 приве¬
дена кинематическая схема универсальной делительной головки,
настроенной на дифференциальное деление, Колесо гитары гх все¬Рис. 123. Кинематическая схема
УДГ для дифференциального
деления166
гда крепится на шейке шпиндельного валика 2, вставленного в ко¬
ническое отверстие заднего конца шпинделя, а колесо z4 — на шей¬
ке вала 1 механического привода шпинделя. Между этими колесами
на передвижных пальцах гитары могут быть установлены одно или
два промежуточных колеса.В зависимости от передаточного отношения сменных колес ги¬
тары частота вращения делительного диска будет не одинаковой, а
с изменением количества промежуточных колес это вращение мо¬
жет или совпадать с направлением поворота рукоятки или быть на¬
правлено в противоположную сторону. Следовательно, при враще¬
нии рукоятки относительно отверстий бокового делительного диска
действительный поворот рукоятки будет больше или меньше види¬
мого поворота по делительному диску.При выполнении дифференциального деления боковой дели¬
тельный диск следует освободить от зажима, а шпиндель устано¬
вить в строго горизонтальное положение. Кроме этого, необходимо
рассчитать число оборотов рукоятки, установить требуемую окруж¬
ность с определенным числом отверстий делительного диска, число
делений, передаточное отношение сменных зубчатых колес, число
их зубьев и направление вращения диска.Число оборотов рукоятки определяется по формулеп — —(20)Xгде N — характеристика делительной головки; х — условное число,
ближайшее к заданному, на которое можно разделить методом про¬
стого деления.Передаточное отношение сменных колес гитары рассчитывает¬
ся по формулеt= N (х - г), ^где z — число, на которое надо разделить заготовку.По передаточному отношению определяют число зубьев колес
гитары.К делительным головкам прилагается комплект зубчатых колес
с числом зубьев: 25 (2 шт.), 30, 35, 40, 50, 55, 60, 70, 80, 90, 100.Направление вращения бокового делительного диска зависит от
величины принятого условного числа х. При положительном значе¬
нии передаточного отношения, т. е. когда x>z, направление враще¬
ния диска и рукоятки должно совпадать. При отрицательном значе¬
нии передаточного отношения (x<z) вращение диска и рукоятки
должно иметь встречное направление. В зависимости от этого гита¬
ра сменных зубчатых колес (рис. 124, а) может иметь четыре схе¬
мы настройки. При х>г — в одну пару колес с одним промежуточ¬
ным колесом z0 (рис. 124, б) или в две пары без промежуточного
колеса (рис. 124, в). При x<z — в одну пару с двумя промежуточ¬
ными колесами (рис. 124, г) или в две пары с одним колесом
(рис. 124, д). Сцепление колес достигается поворотом корпуса ги¬167
тары вокруг приводного вала и перемещением передвижных паль¬
цев с установленными на них-колесами в пазах.Рассмотрим примеры расчетов и возможные схемы настройки
гитары УДГ для дифференциального деления в одну и две пары.Рис. 124. Схема настройки гитары УДГ для диффе¬
ренциального деления• Пример б. При нарезании зубчатого колеса с числом зубьев 69 необходимо
определить число оборотов рукоятки, выбрать окружность с отверстиями на
делительном диске, число промежутков между отверстиями и рассчитать сменные
колеса гитары для поворота заготовки после фрезерования каждой впадины.
Решение; Примем x=70 и определим число оборотов рукоятки
_N_ 40 4 12П х 70 7 — 21 *Определим передаточное отношение и числа зубьев сменных колес гитары
_ N(x — z) _ 40 (70 — 69) _ 40_'= * = 70 = 70 ‘Колесо с числом зубьев 40 закрепляем на шпиндельный валик, а с числом зубь¬
ев 70 — на вал привода шпинделя. Так как передаточное отношение получилось
положительным, то между колесами 40 и 70 надо установить на передвижном
пальце гитары любое промежуточное колесо из комплекта (см. рис. 124,6).Пример 6. Определить число оборотов рукоятки, рассчитать сменные колеса
гитары для фрезерования зубчатого колеса с числом зубьев 2=117,168
Решение» Примем х= 120, тогдаN 40 _ 1 _ jg_П “ х _ 120 3 “ 30 в_ N(x — z) _ 40 (120 -* 117) __ 1201 ~ х ~ 120 “ 120*Разложим полученное выражение на множители и, преобразуя его, получим
,._|20_ 60 2 60 . 40
1 120 “ 30 4 ~ 30 . 80-Так как передаточное отношение положительное, сменные колеса гитары на¬
страиваются по схеме (см. рис. 124, в).§ 55. Оптические делительные головкиОни применяются главным образом для точных отсчетов углов
поворота заготовки при изготовлении режущих и измерительных ин¬
струментов, деталей приспособлений, для нанесения шкал, а также
для контроля правильности выполненных делений в инструменталь¬
ном производстве. Общий вид и устройство оптической делитель¬
ной головки показаны на рис. 125, а, б.Рис. 125. Оптическая делительная головка169
Она состоит из корпуса 4У поворотной части 3, внутри которой на
подшипниках установлен шпиндель 9. Поворотная часть обеспечи¬
вает поворот шпинделя вверх от горизонтальной оси на угол 90° и
вниз — на 10°. В средней части шпинделя неподвижно закреплено
червячное колесо <5, приводимое во вращение от червяка 10, связан¬
ного с рукояткой 1. Закрепление шпинделя в требуемом положении
производится рукояткой 2. Сбоку к червячному колесу прикреплен
стеклянный диск 7, имеющий круговую шкалу с ценой деления 1°,
по которой с помощью оптического отсчетного микроскопа 5 при
увеличении в 60 раз производится отсчет углов поворота. Круговая
шкала освещается лампочкой через призму 6 и зеркальце. В поле
зрения окуляра помещена шкала, разделенная на 60 частей, с це¬
ной деления Г. Эти деления видны в окуляре отсчетного микроско¬
па крупным планом и обеспечивают отсчет углов поворота с точно¬
стью до одной минуты. На рис. 125, в показан отсчет угла поворота
шпинделя 9°15'.При заданном центральном угле между осями обрабатываемых
поверхностей на заготовке шпиндель поворачивают на величину
этого угла, а при заданном числе делений, приходящихся на полный
оборот заготовки, угол поворота шпинделя определяют по формуле
простого деления (18),§ 56. Принадлежности делительных головокК принадлежностям делительных головок относятся: задняя
бабка, трехкулачковый самоцентрирующий патрон, передний повод¬
ковый центр, отогнутый хомутик, люнет, шпиндельный валик, две
гитары и комплект сменных зубчатых колес к ним.Задняя бабка (рис. 126, а) служит для поддержания свободного
конца заготовки при закреплении ее в патроне и заднем центре или
центрах, когда центровые отверстия используются в качестве тех¬
нологических баз. Она состоит из основания 7, в пазу которой рас¬
положен корпус 2. В отверстии корпуса установлена пиноль с кони¬
ческим отверстием для центра 5, ее перемещение внутри корпуса
производится вращением маховичка 1. Подъем и опускание корпу¬
са осуществляется поворотом шестигранной головки 6. После уста¬
новки корпуса в требуемом положении его закрепляют в основании
задней бабки гайками 3 и 4.Трехкулачковый патрон (рис. 126, б) служит для закрепления
заготовки преимущественно круглой формы и небольшой длины. Он
состоит из фланца 1 с резьбовым отверстием для закрепления его
на переднем конце шпинделя. На центрирующий выступ фланца
устанавливается корпус 3 и скрепляется с ним винтами. Внутри кор¬
пуса находится центральное коническое колесо 2 с прямыми зубья¬
ми, на торцовой поверхности которого нарезана спиральная резьба
прямоугольного профиля, во впадины которой входят выступы каж¬
дого из трех кулачков 4.Одновременное перемещение кулачков в радиальных пазах па¬
трона при закреплении или раскреплении заготовки осуществляет¬170
ся вращением торцового ключа, вставленного в квадратное отвер¬
стие одного из трех малых конических колес 5, сцепляемых с зубь¬
ями центрального конического колеса. При этом вращательное
движение последнего преобразуется в поступательное перемещение
связанных с ним кулачков к центру или от него. В результате этого
происходит закрепление или раскрепление заготовки.При установке в центрах поводковый центр 1 (рис. 126, в) встав¬
ляют коническим хвостовиком в отверстие переднего конца шпинде-Рис. 126. Принадлежности к делительным головкамля делительной головки и закрепляют винтом 9> ввернутым через
отверстие заднего конца шпинделя в хвостовик центра, и шайбой S.
Рабочий конус центра должен иметь при вершине угол 60°, его по¬
верхность должна быть чистой и не иметь забоин.На цилиндрической шейке центра при помощи винта 5 крепится
поводок 2У в прямоугольный паз которого входит отогнутая часть
хомутика 6, закрепляемая винтами 3 и 4. В отверстие хомутика
вставляют цилиндрическую часть заготовки и закрепляют вин¬
том 7. Таким образом вращение шпинделя через центр, поводок и
хомутик передается заготовке.Люнеты (рис. 126, г) служат для предотвращения прогиба недо¬
статочно жестких деталей под действием усилия резания. Обраба¬
тываемая деталь 3 опирается на призматический паз головки вин¬171
та 4, Установка винта в рабочее положение производится враще¬
нием накатной гайки 2, а его закрепление поел® подъема в корпу¬
се 1 на нужную высоту — винтом 5.•ч 1. Какое основное назначение делительных головок? 2. Как производитсяГ деление на заданное число частей различными способами деления на УДГ?• 3. Что называется характеристикой универсальной делительной головки?4. Для чего служит раздвижной сектор на боковом делительном диске? 5. Как
производится расчет числа оборотов рукоятки для поворота заготовки, если де¬
ления заданы в градусах? 6. Какие принадлежности относятся к делительным
головкам? Какое их основное назначение? 7. Определите число оборотов ру¬
коятки УДГ для поворота заготовки на следующее число частей; 10; 21; 36; 57}
82; 85; 360.Глава IX. СЛОЖНЫЕ ВИДЫ ФРЕЗЕРОВАНИЯ§ 57. Установка заготовок на УДГФрезерование многогранников, зубчатых колес, канавок у режу¬
щих инструментов, расположенных на цилиндрических, конических
и торцовых поверхностях, обычно относят к сложным видам фрезе¬
рования.Большинство фрезерных работ, выполняющихся при сложных
видах фрезерования, связано с использованием универсальных де¬
лительных головок.Заготовки, обрабатываемые на фрезерных станках с применени¬
ем делительных головок, могут быть установлены и закреплены од¬
ним из следующих способов: в трехкулачковом патроне; в патроне
и в центре задней бабки; в центрах делительной головки и задней
бабки, на оправках.Способ установки заготовки определяется общим правилом
единства баз (см. § 27). Согласно этому, фрезеровщик при работах
с делительными головками должен пользоваться технологическими
базами заготовок, подготовленными при токарной обработке. На¬
пример, если заготовка имеет центровые отверстия, то ее следует
устанавливать в центрах; если на ней имеются обработанные от¬
верстия — ее устанавливают на оправке.В патроне устанавливают и закрепляют заготовки преимущест¬
венно круглой формы и небольшой длины. В случае, если заготовка
займет неправильное положение и перекосится, следует проверить
радиальное биение наружного цилиндра с помощью индикатора,
установленного на столе станка. Измерительным штифтом индикато¬
ра с небольшим натягом касаются поверхности заготовки со сторо¬
ны незакрепленной части. Поворотом рукоятки делительной голов¬
ки вверх вручную отсоединяют червяк от червячного колеса и по¬
ворачивают шпиндель с заготовкой не менее чем на один оборот.Величину радиального биения определяют по крайним отклоне¬
ниям стрелки индикатора относительно шкалы деления. Если оно
превышает допустимое, необходимо несколько ослабить закрепле¬
ние заготовки в патроне легкими ударами молотка из мягкого ме¬172
талла по ее наиболее выступающей части, несколько осадить за¬
готовку и снова проверить радиальное биение.После заключительной выверки заготовку закрепляют оконча¬
тельно. чДля повышения жесткости заготовки ее устанавливают в патро¬
не и в центре задней бабки. Для этого зацентрованную с одной сто¬
роны заготовку предварительно закрепляют (на отрезке длиной доРис. 127, Проверка совпадения центров делительной головки и зад¬
ней бабки индикатором15 мм) в патроне, в центровое отверстие вводят центр пиноли зад¬
ней бабки и в таком положении заднюю бабку закрепляют на сто¬
ле станка. Затем заготовку окончательно закрепляют в патроне и
поджимают центр.Установка заготовок в центрах применяется для соблюдения
единства технологических баз при обработке деталей на различных
станках. Детали большей длины для повышения жесткости уста¬
новки поддерживают люнетом снизу.Поводковый центр закрепляют в отверстии шпинделя натяжным
винтом. Перед установкой заготовки в центрах независимо от вы¬
полняемой работы необходимо проверить совпадение осей центров
делительной головки и задней бабки путем их сближения. При этом
их вершины должны совместиться.В случаях, когда условиями обработки требуется большая соос¬
ность центров в горизонтальной плоскости, их совпадение проверя¬
ют по контрольной гладкой цилиндрической оправке, закрепленнойа 73
Рис. 128. Оправки для за
крепления заготовокв центрах делительной головки и задней бабки (рис. 127) с исполь¬
зованием индикатора.Измерительным штифтом индикатора (с натягом около ,0,5 мм)
касаются верхней поверхности оправки с одной стороны. Переме¬
щая прибор по столу станка в направлении, перпендикулярном к
оси оправки, определяют отклонение его стрелки. Затем переносят
индикатор со стойкой на другой конец оправки и, перемещая егов том же направлении, снова фиксируют
отклонение стрелки.По разности измерений определяют
несоосность центров и устраняют погреш¬
ность. Несоосность* центров в горизон¬
тальной плоскости с достаточной для
практической работы точностью можно
проверить, используя вместо индикатора
штангенрейсмас. Им измеряют расстоя¬
ние от поверхности стола до верхней об¬
разующей оправки на обоих ее концах и I 1 дддд^ по разности показаний определяют несо-осность центров в горизонтальной пло¬
скости.На оправках (рис. 128) устанавли¬
вают и закрепляют заготовки с оконча¬
тельно обработанными отверстиями, ко¬
торые в процессе дальнейшей обработки
используются в качестведехнологических баз.Гладкая коническая оправка (рис. 128, а) имеет незначительную
конусность с разностью диаметров на концах рабочей поверхности
1 ...0,05 мм. Оправка со стороны меньшего диаметра устанавливает¬
ся в отверстие заготовки и запрессовывается. Заготовка, закреп¬
ленная таким образом, удерживается силами трения. На торцах
оправки имеются центровые отверстия, с помощью которых она за¬
крепляется на центрах делительной головки и задней бабки. Уста¬
навливать оправки с заготовкой в центрах делительной головки
следует так, чтобы осевая составляющая сил резания, действующая
при фрезеровании, была направлена в сторону большего диаметра
оправки (что усиливает закрепление заготовки^. В противйом слу¬
чае заготовка может сместиться.На рис. 128, б показана центровая оправка с гладкой цилин¬
дрической поверхностью 3, н‘а которую помещают заготовку. Бур¬
тик 1 служит упором для торца заготовки, гайка 4 — для ее закреп¬
ления. Такие оправки на цилиндрической поверхности могут иметь
канавку 2 для призматической шпонки. На них устанавливают и
крепят детали, в отверстиях которых есть шпоночная канавка. Это
увеличивает надежность закрепления и предупреждает поворот за¬
готовки на оправке в процессе фрезерования.Заготовки, в отверстиях которых нарезаны шлицы, закрепляют¬
ся на центровых шлицевых оправках.Консольная оправка (рис. 128, в) имеет конический хвосто¬174
вик 1, которым она вставляется в коническое отверстие переднего
конца шпинделя и крепится в нем при помощи винта, гладкую ци¬
линдрическую посадочную поверхность 3 со шпоночной канавкой и
буртик 2. Закрепление заготовки производится гайкой 4. Оправка
данной конструкции обеспечивает установку заготовки без приме¬
нения центра задней бабки. При значительной длине оправки ее
свободный конец поддерживается центром.К оправкам предъявляются следующие основные требования:1. Минимальное радиальное биение посадочных поверхностей от¬
носительно центровых отверстий.2. Низкая шероховатость посадочной поверхности.3. Достаточная твердость, жесткость и прочность материала
оправки, отсутствие в ней остаточных деформаций под действием
сил резания.§ 58. Фрезерование многогранниковСпособы фрезерования. Грани квадратов и шестигранников мож¬
но фрезеровать концевыми, торцовыми, дисковыми фрезами, а так¬
же набором дисковых фрез с применением делительных головок при
горизонтальном или вертикальном положении оси шпинделя как
на горизонтальных, так и на вертикальных фрезерных станках.При фрезеровании торцовыми и концевыми фрезами (рис. 129,
а) стол подводят в нужном направлении до легкого касания заго¬
товкой фрезы, отводят его из-под фрезы, по лимбу вертикальной1 2Рис. 129. Способы фрезерования квадратаподачи поднимают стол на необходимую глубину фрезерования и
обрабатывают первую грань. Затем отводят стол в исходное поло¬
жение, рукоятку делительной головки поворачивают на необходи¬
мое число оборотов по выбранному числу отверстий бокового дели¬
тельного диска, стопорят шпиндель делительной головки и фрезе¬
руют вторую грань и т. д.Дисковыми двусторонними или трехсторонними фрезами обра¬
батывают многогранники головок винтов, болтов на горизонтально¬176
фрезерных станках с вертикальным расположением оси шпинделя
делительной головки. Существует два способа фрезерования много¬
гранников дисковыми фрезами: одной фрезой и набором фрез. Заго¬
товку закрепляют в трехкулачковом патроне делительной головки.После настройки станка на режим фрезерования приступают к
обработке первой грани. Для установки глубины резания заготовку
подводят в необходимых направлениях до соприкосновения ее боб¬
ковой стороны со вспомогательной режущей кромкой фрезы. Стол
отводят в продольном направлении и по лимбу поперечной подачи
перемещают его в сторону фрезы на величину полуразности диамет¬
ра заготовки и расстояния между гранями (четное число граней),
включают продольную подачу стола и фрезеруют первую поверх¬
ность. После этого отводят стол в продольном направлении в исход¬
ное положение, поворачивают заготовку на необходимую часть
оборота, обрабатывают вторую и последующие грани.Рассмотренный способ мало производительный и поэтому при¬
меняется при изготовлении единичных деталей. При фрезеровании
деталей крупными партиями с четным числом граней (квадрат, ше¬
стигранник) обработку целесообразно производить набором диско¬
вых фрез, установленных на центровую оправку горизонтально-фре¬
зерного станка. Расстояние между вспомогательными режущими
кромками дисковых фрез должно соответствовать размеру между
противоположными гранями многогранника. Это обеспечивается за
счет подбора установочных колец необходимых размеров, которые
размещают на оправке между фрезами.Вспомогательные режущие кромки каждой из дисковых фрез
должны отстоять на одинаковом расстоянии от центра заготовки.
Чтобы это обеспечить, необходимо перемещениями стола в про¬
дольном, поперечном и вертикальном направлениях подвести заго¬
товку к вращающимся фрезам так, чтобы режущие кромки каждой
фрезы одинаково касались заготовки. Это возможно в случае, когда
диаметры фрез практически одинаковы. При некоторых отклонени¬
ях в их размерах поступают следующим образом. Закрепив в трех¬
кулачковом патроне пробную заготовку в виде стержня, диаметр
которого примерно соответствует диаметру заготовки, подводят об-
р'азец к фрезам так, чтобы его центр примерно располагался между
фрезами, и фрезеруют две параллельные грани. Затем возвращают
заготовку в исходное положение, замеряют полученный размер, по¬
ворачивают ее на 180° и снова фрезеруют эти же грани. Если центр
образца не находится на одинаковом расстоянии между вспомога¬
тельными режущими кромками фрез, то только одна фреза будет
снимать слой металла с одной стороны. Измерив размер между гра¬
нями после второго прохода, определяют, на сколько этот размер
оказался меньше предыдущего, и по лимбу поперечной подачи пе¬
ремещают стол в поперечном направлении на половину разности в
размерах в сторону фрезы, которая не срезала слоя металла.После этого необходимо раскрепить образец, а на его место
установить заготовку, подлежащую обработке в патроне, поднять
стол на величину, обеспечивающую обработку по всей высоте го¬176.
ловки, подвести заготовку к фрезам до касания, включить продоль¬
ную подачу стола и профрезеровать первые две параллельные гра¬
ни. После чего возвратить стол в исходное положение, рукояткой
повернуть заготовку на нужную часть - окружности и фрезеровать
следующие две параллельные грани.При фрезеровании квадрата набором из двух дисковых фрез /
и 2 (рис. 129, б) для предохранения поверхности заготовки 3 от
вмятин при закреплении кулачками патрона применяется разрезная
втулка 4 из мягкого металла.В процессе фрезерования набором из двух дисковых фрез много¬
гранников количество переходов уменьшается в два раза по сравне¬
нию с обработкой аналогичного многогранника одной фрезой. На¬
стройка станка и делительной головки, сделанная для обработки
многогранника у первой детали, .остается неизменной при фрезеро¬
вании всей партии.Виды и причины брака. При фрезеровании многогранников мо¬
гут быть допущены следующие виды брака:1. Расстояние между двумя параллельными гранями не соответ¬
ствует чертежу, основной причиной чего является неправильный
расчет установочных колец, размещенных между дисковыми фре¬
зами в наборе, или неправильная установка глубины резания по
лимбу вертикальной подачи (при фрезеровании концевыми или тор¬
цовыми фрезами).2. Размеры граней не одинаковы, что получается, если неверно
произведен отсчет поворота заготовки или йеверно выбрана окруж¬
ность с отверстиями по боковому делительному диску.3. Ось стержня смещена относительно оси многогранника, ос¬
новной причиной чего является радиальное биение заготовки при
закреплении ее в патроне.4. Увеличенная шероховатость обработанных поверхностей, что
имеет место, если работа проводится затупившейся фрезой или по¬
дача на зуб больше допустимой,§ 59. Фрезерование прямозубых цилиндрических колесЭлементы зубчатого колеса. Бо¬
ковые стороны профиля зубьев из¬
готавливаются по кривой, называе¬
мой эвольвентой.В зубчатом колесе различают
окружности выступов, впадин и де¬
лительную (рис. 130).Окружностью выступов называ¬
ется окружность, описанная из цен¬
тра колеса и проходящая по высту¬
пам зубьев. Окружность впадин опи¬
сывается из центра колеса и прохо¬
дит по основанию впадин. В дели¬
тельной окружности шаг и угол за-177
цепления зубчатого колеса соответственно равны теоретическому
шагу и углу зацепления исходной (зуборезной) рейки. Она делит
высоту зуба на две неравные части (головку и ножку).Шагом зубчатого колеса называется расстояние, измеренное ме¬
жду одноименными боковыми поверхностями двух смежных зубьев
по дуге делительной окружности. Эта величина измеряется в мм
и определяется по формулеР,= (22)где Pt — шаг колеса; d — диаметр делитедьной окружности; z •
число зубьев колеса; л; — постоянное число, равное 3,14.Основной характеристикой зубчатого колеса является модуль.
Модулем называется часть диаметра делительной окружности, при¬
ходящаяся на один зуб колеса, мм.Модуль численно равен отношению диаметра делительной
окружности к числу зубьев колесаm = —. (23)гИспользовав формулу (22), можно выразить шаг через модульPt = л-m (24)*или модуль через шагm = * (25)Таким образом, модуль можно определить, разделив шаг колеса на
постоянное число л = 3,14.Зуб колеса состоит из головки и ножки. Высотой головк'и зуба
ha называется расстояние, измеренное по радиусу между делитель¬
ной окружностью и окружностью выступов. Эта величина численно
равна модулю (мм)ha = m.Высота ножки,зуба hf— это расстояние, измеренное по радиусу
между диаметром делительной окружности и окружностью впадин.
Она численно равна 1,25m (мм)hf = 1,25m.Полная высота зуба h (мм) равнаh — ha + hf = m + \,2bm—2,2bm.Длина дуги, измеренная по делительной окружности между бо¬
ковыми сторонами профиля зуба, называется толщиной зуба S (мм)
и определяется по формулеS = 4- (26)178
Зная число зубьев колеса и его модуль, можно определить диа¬
метр окружности выступовda=*m(z+2)< (27)Соотношения между элементами зубчатого колеса приведены
в таблице 9.Табл. 9. Соотношение между элементами зубчатого колесаЭлемент колесаУсловноеобозначе¬ниеРасчетная формулаМодуль, ммтill ^>t ^
я z + 2 г rШаг, ммPt3,ШPt __ я • m — 3/14m — .Число зубьевгd da — 2m
m mДиаметр окружности высту¬
пов, ммdada = m (z + 2) = d + 2m.Диаметр делительной окруж¬
ности, ммdd = mz = da — 2m.Высота, мм
зубаhЛ = 2,25m.головки зубаКha = m.ножки зубаh/hf = 1,25m.Толщина зуба, ммS_P_1_ я m
2 2 *Пример. Определить значения основных элементов зубчатого колеса с мо¬
дулем т = 2 и числом зубьев г = 50.Решение. Диаметр делительной окружности d = m • z = 2 * 50 = 100 мм.Диаметр окружности выступов da = т (г + 2) = 2 (50 + 2) = 104 мм.Высота головки зуба ha = т = 2 мм.Высота ножки зуба hf = 1,25m = 1,25 • 2 = 2,5 мм.Полная высота зуба h = ha + hf = m + 1,25m = 2,25m = 2,25 . 2 = 4,5 мм.Шаг зубчатого колеса Pt = яm = 3,14 • 2 = 6,28 мм,Pt 0,28Толщина зуба S =-у =—^—*3,14 мм.Фрезерование зубчатых колес. Зубчатые колеса должны рабо¬
тать плавно, бесшумно, равномерно вращаясь и сохраняя постоян¬
ство передаточного отношения передачи. Эти требования определя¬
ются и устанавливаются в зависимости от условий эксплуатации
зубчатых колес. Для обеспечения этих качеств они должны быть
изготовлены согласно техническим условиям рабочего чертежа.
Особое внимание должно быть обращено на допускаемые биения
диаметра делительной окружности и толщину зуба, допуск на изго¬179
товление которых, в зависимости от степени точности, указывается
на чертеже.Существуют два метода нарезания зубчатых колес? обкаткой и
копированием Методом обкатки нарезают колеса на зубофрезер¬
ных станках. Он основан на воспроизведении движений червячной
передачи, у которой червяк в виде фрезы является режущим ин¬
струментом, а сопрягаемое колесо — нарезаемой заготовкой. Длянарезания зубчатых колес методом обкатки
служат червячные модульные фрезы.Сущность метода копирования состоит в
том, что режущим инструментом — диско¬
вой модульной фрезой последовательно на¬
резают впадины зубчатого колеса. Профиль
впадин зубьев в* точности соответствует про¬
филю режущего инструмента.Режущий инструмент. Для фре¬
зерования цилиндрических зубчатых колес
методом копирования на консольно-фрезер-
Рис. 131. Дисковая мо- ных станках используют дисковые модуль-дульная фреза ные фрезы (рис. 131), которые представ¬ляют собой фасонную фрезу с затылованны¬
ми зубьями. Профиль режущих кромок таких фрез должен соответ¬
ствовать профилю впадин нарезаемого колеса. Они изготавливают¬
ся из быстрорежущих сталей марок Р6М5, Р6М5К5 и подразделя¬
ются на фрезы для предварительного нарезания (черновые) и окон¬
чательного (чистовые). У черновых фрез для облегчения условий
резания передний угол у принимают равным 8... 10°, у чистовых он
равен нулю. Значение задних углов для всех видов фрез принимают
равным 15°, что соответствует величине вспомогательных задних
углов на боковых сторонах зубьев не менее 3°. По конструкции ди¬
сковые модульные фрезы бывают цельные и сборные (для модулей
свыше 8). Чтобы сохранить профиль зуба, перетачивают их только
по передней поверхности.Фрезы выбираются в зависимости от величины модуля и числа
зубьев нарезаемого колеса. Так как у двух зубчатых колес одного
и того же модуля, но с разным числом зубьев форма впадины не
одинакова, то для каждого модуля нарезаемых колес требуется
столько фрез, сколько различных чисел зубьев нужно нарезать.Для сокращения номенклатуры фре^ их изготавливают набо¬
рами (см. табл. 10). Комплект из 8 фрез применяется для нарезания
зубьев колес с модулем до 8 мм, из 15 — для колес с модулем
9...16 мм и из 26 — для колес с модулем свыше 16 мм.На каждой фрезе комплекта на торцовой поверхности указано,
из какого материала она сделана, нарезаемый модуль колеса, но¬
мер фрезы из комплекта и количество нарезаемых зубьев данной
фрезой.Установка и закрепление заготовок и фрезы.
Заготовки зубчатых колес, имеющие цилиндрические отверстия,
закрепляют на конических* или цилиндрических оправках, а со180
Табл. 10. Наборы дисковых модульных фрезКомплекты из 8 фрезномерфрезычисло зубьев
нарезаемых колеоКоодлекты из 15 фрезномерфрезычисло зубьев
нарезаемых
колесномерфрезычисло зубьев
нарезаемых колео112526...291 1/2135 1/230...34214635...412 1/215, 166 1/242...54317, 18755...793 1/219, 207 1/280...134421, 228135...рейка4 1/223...2512, 1314...1617...2021...2526...3435...5455...134
135...рейкашлицевыми отверстиями внутри — на шлицевых оправках, в цент¬
рах делительной головки и задней бабкн.Перед установкой заготовки в центрах делительной головки не¬
обходимо проверить соосность осей центров шпинделя и задней
бабки в горизонтальной плоскости и их параллельность относитель¬
но направления продольной подачи фрезерного станка. Это произ¬
водится с помощью цилиндрической оправки и индикатора или
штангенрейсмаса.Дисковую модульную фрезу следует закрепить на центровой
оправке по возможности ближе к шпинделю станка, ее свободный
конец вставить в подшипник подвески.Для обеспечения симметричного расположения нарезаемых
зубьев к диаметральной плоскости обрабатываемого колеса ось
профиля зубьев модульной фрезы также должна совместиться- с
осью заготовки. Предварительно это можно выполнить по верши¬
нам центров делительной головки или задней бабки. Для оконча¬
тельной выверки фрезы относительно оси заготовки можно восполь¬
зоваться следующим способом. Пробным проходом предварительно
нарезают одну впадину. Затем снимают оправку с заготовкой и,
повернув ее другой стороной, закрепляют в центрах, вводят зубья
фрезы в обработанную впадину. При правильной установке заго¬
товки зубья фрезы и впадины колеса должны совместиться.Установка заготовки на конической центровой оправке в цент¬
рах делиГельной головки и задней бабки (рис. 132, а) производит¬
ся следующим образом. На цилиндрическую часть центра <?, встав¬
ленного в шпиндель делительной головки, надевают поводковый
хомутик 5, который через отогнутый хомутик 4, скрепленный с
оправкой 1 и заготовкой 2, передает заготовке вращательное дви¬
жение от шпинделя при повороте ее на расчетную часть окруж¬
ности.В тех случаях, когда требуется нарезать зубчатое колесо боль¬
шего диаметра, чем допускает высота оси шпинделя^ делительной
головки над столом станка, оно может быть закреплено на конце¬
вой оправке или в патроне с вертикальным положением оси шпин¬
деля делительной головки (рис, 132, б).181
Во всех случаях после закрепления заготовки следует обяза¬
тельно проверить радиальное биение ее поверхности. Оно, как
правило, не должно превышать 0,03 мм.Режим фрезерования. В зависимости от величины мо¬
дуля нарезаемого колеса и требуемой шероховатости боковых сто¬
рон зубьев фрезеровать каждую впадину можно за один или не-*
сколько проходов. Когда модуль колеса не превышает 3 мм, глуби¬
ну фрезерования устанавливают из расчета /=2,25т. При
фрезеровании каждой впадины за несколько проходов припуск на
чистовой проход не должен превышать 0,2 мм на сторону.Рис. 132. Способы установки зубчатых колесУчитывая довольно трудные условия работы дисковых модель¬
ных фрез, их высокую стоимость, следует устанавливать подачу на
зуб не более 0,05 мм/зуб, а скорость резания— 15...20 м/мин. По
принятой скорости резания определяют частоту вращения фрезы в
минуту и минутную подачу, на которые настраивают станок.Приемы и способы фрезерования зубьев. До на¬
чала фрезерования необходимо определить число оборотов рукоят¬
ки УДГ, выбрать требуемую окружность с отверстиями на боковом
делительном диске, настроить его сектор и в отверстие выбранной
окружности вставить фиксатор рукоятки. Включив вращение шпин¬
деля, рукояткой продольной и вертикальной подач стола подводят
заготовку до легкого соприкосновения ее наивысшей точки с фре¬
зой. После этого продольной подачей отводят стол с заготовкой
из-под фрезы, лимбовое кольцо вертикальной подачи устанавливают
на нулевое деление и поднимают стол на глубину резания, равную
2,25т (при фрезеровании за один проход). Затем стопорят консоль
на станине, перемещают стол с заготовкой до фрезы, производят
врезание, включают продольную механическую подачу и фрезеруют
первую впадину на необходимую длину. После этого выключают
вращение фрезы, возвращают стол в первоначальное положение,182
освобождают шпиндель делительной головки, вращением рукоятки
относительно бокового делительного диска поворачивают заготовку
на необходимое число оборотов (или части оборота), снова закреп¬
ляют шпиндель и обрабатывают вторую и последующие впадины
колеса.После фрезерования первых двух впадин рекомендуется прове¬
рить толщину зуба и при необходимости произвести корректировку
размеров.Контроль элементов зубчатых колес. Обычно у
зубчатых колес, обрабатываемых на универсально-фрезерных стан¬
ках дисковыми модульными фрезами (в случае, если точность их
изготовления не превышает 9...11 степени точности), достаточно
проверить толщину зуба по постоянной хорде и радиальное биение
профиля зубьев.Толщину зуба с точностью измерения 0,02 мм проверяют^ кро¬
мочным ьитангензубомером (рис. 133, а). Он состоит из двух взаим¬
но перпендикулярных штанг 1 и 9, на которые нанесены деления
в миллиметрах, рамок 3 и 7 с нониусами. Нониус и рамка 7 свя¬
заны с губкой 6, а нониус и рамка 3 — с высотной линейкой 5.
Точную установку нониуса на размер производят с навинчиванием
гаек 2 и 8 на микрометрические винты, связанные с рамками 3 и 7.Для измерения толщины зуба штанг£нзубомером по постоянной
хорде необходимо рассчитать высоту от вершины зуба колеса до
постоянной хорды по формуле^п.х = 0,747inи установить высотную линейку штангензубомера на этот размер.Толщина зуба по постоянной хорде определяется по формулеSn.x= 1,387ту1чЧтобы измерить толщину зуба, ребро высотной линейки уста¬
навливают на его выступ и при помощи губок 4 и 6 измеряют его
толщину. По разности между полученной величиной и расчетной
или заданной чертежом (с учетом проставленных отклонений) су¬
дят о правильности размера.Важным показателем годности зубчатого колеса является ради¬
альное биение профиля зубьев в пределах допустимой нормы. При
наличии биения нарушается нормальная работа зубчатой передачи
и нередко по этой причине происходит поломка механизма. Величи¬
на радиального биения профиля зубьев обрабатываемого колеса
зависит от многих причин, основными из которых являются: биение
оправки, на котором закреплена заготовка, биение переднего цент¬
ра шпинделя делительной головки.В условиях единичного производства радиальное биение профи¬
ля зубьев на делительной окружности измеряется индикатором с
использованием стального шлифованного цилиндрического ролика
(рис. 133, б). Зубчатое колесо 1 закрепляется на оправке 2, в цент¬
рах 3 и 7 приспособления или делительной головки и задней бабки.183
Ролик 6, диаметр которого принимается равным 1,475т, разме¬
щают во впадине зубьев колеса. Измерительным штифтом индика¬
тора 5, закрепленного на стойке 4 и установленного на столе конт¬
рольного приспособления или станка, касаются (с небольшим на¬
тягом) ролика. Поворачивают зубчатое колесо е оправкой в
центрах и по отклонению стрелки индикатора определяют наивыс¬
шую точку ролика, который затем помещают в соседнюю впадину184
и поворачивают колесо до тех пор, пока стрелка индикатора не
покажет его наивысшую точку во второй впадине. Обычно ролик
размещают в четырех, расположенных в диаметральных плоскос¬
тях, впадинах. По разности отклонений стрелки индикатора опре¬
деляют радиальное биение профиля зубьев> на делительной окруж¬
ности.Виды и причины брака. При фрезеровании зубчатых колес мо¬
гут быть допущены следующие виды брака:1. Количество зубьев нарезанного колеса оказалось больше или
меньше заданного, причиной чего является ошибка при расчете
числа оборотов рукоятки или при делении.2. Неравномерный шаг зубьев с разной их толщиной, что быва¬
ет из-за небрежности фрезеровщика при отсчете числа промежут¬
ков по диску, из-за неумения пользоваться раздвижным сектором
или если при делении вращение рукоятки УДГ производилось в
разных направлениях.3. Неправильная высота и толщина зуба, что происходит из-за
ошибки при установке глубины фрезерования или если лимбовое
кольцо не обеспечивает точность отсчета.4. Профиль зубьев несимметричен относительно диаметральной
плоскости, что бывает, если не произведена установка'фрезы по
центру шпинделя делительной головки.5. Размеры зубьев по толщине, высоте и шагу не соответствуют
требованиям чертежа вследствие неверного выбора фрезы номера
из комплекта или по модулю.6. Завышенная шероховатость боковых сторон профиля, что
происходит при работе затупившейся фрезой или если принята
большая подача на зуб.7. Биение диаметра делительной окружности, причиной которо¬
го являете я биение центра делительной головки или оправки, на
котором закреплена заготовка*§ 60. Фрезерование зубчатых реекОбщие сведения. Рейку можно рассматривать как часть зубча¬
того колеса с бесконечно большим радиусом. Вследствие этого
элементы ее зуба и соотношение между ними выражаются теми
же формулами, что и для зубчатого колеса.Обычно рейки фрезеруют на специальных станках. Но рейки
малой длины, к которым не предъявляются высокие требования по
параметрам зубьев, можно обрабатывать на горизонтально-фрезер¬
ных станках. Заготовку размещают параллельно оси шпинделя и
закрепляют в приспособлении или на столе станка с помощью упо¬
ров, прижимов и прихватов. Перед окончательным закреплением
и после его необходимо выверить поверхность заготовки, на кото¬
рой будут нарезаны зубья, в горизонтальной плоскости. Для этого
можно использовать штангенрейсмас или индикатор со стойкой
и одну из боковых сторон, чтобы она находилась в плоскости, па¬
раллельной поперечной подаче,185
В качестве режущего инструмента применяют дисковые модуль¬
ные фрезы № 8 из комплекта для нарезания зубчатых колес.Приемы фрезерования. Фрезерование первой канавки начинают
от торца рейки, чтобы толщина первого зуба не превышала толщи¬
ны остальных зубьев. Перед обработкой первой канавки лереме-
щают стол в продольном и в вертикальном направлениях до сопри¬
косновения заготовки с вращающейся фрезой. Затем отводят заго¬
товку из-под фрезы, поворотом рукоятки вертикальной подачиустанавливают глубину резания
(2,25т), включают продольную пода¬
чу стола и фрезеруют первую канавку.
После этого останавливают вращение
фрезы, возвращают стол с заготовкой
в исходное положение, по лимбу попе¬
речной подачи перемещают его на ве¬
личину, равную шагу рейки (см. фор¬
мулу (24), и фрезеруют вторую канав¬
ку. Затем обязательно проверяют тол¬
щину зуба штангензубомером. Следу¬
ющие зубья фрезеруют в рассмотрен-D 1QA л „ ной выше последовательности.Рис. 134. Фрезерование реики и >одноугловой фрезой Необходимо отметить, что отсчетвеличины перемещения стола по лимбу
поперечной подачи недостаточно точен, поэтому и погрешности на¬
резанных зубьев по шагу будут значительными. Более точно это
можно сделать по шкале индикатора, закрепленного в индикатор¬
ном упоре на поперечных направляющих консоли.При фрезеровании зубьев рейки, длина которой превышает ве¬
личину перемещения стола в поперечном направлении, используют
накладную поворотную головку, закрепляемую на направляющих
станины горизонтально-фрезерного станка. Шпиндель такой голов¬
ки поворачивают относительно вертикальной оси на угол 90°.Заготовку устанавливают на столе станка перпендикулярно оси
его шпинделя. Перемещение стола на величину шага осуществля¬
ют продольной подачей, а фрезерование впадин — поперечной по¬
дачей стола.С помощью накладных поворотных головок можно фрезеровать
зубья рейки дисковыми одноугловыми фрезами с углом профиля
40°, повернув шпиндель головки относительно вертикальной оси на
угол 70° (рис. 134).§ 61. Фрезерование угловых-канавок на цилиндрических заго¬
товкахОсобенности установки заготовок и приемы фрезерования. Приизготовлении многозубых режущих инструментов (фрез, разверток,
метчиков, а также храповых колес) фрезеровщику приходится вы¬
полнять угловые канавки. Канавки заданных форм и размеров
получаются, если заготовка правильно установлена относительно186
фрезы. Их фрезеруют одноугловыми или двухугловым!! фрезами с
углом профиля между режущими кромками, равным углу профиля
канавок на обрабатываемой детали.Рассмотрим возможные случаи взаимного положения заготовки
относительно угловых фрез на примере фрезерования угловых
стружечных канавок фрез с прямыми зубьями и с нулевым и поло¬
жительным значениями переднего угла у.Торцовая поверхность одноугловой фрезы при фрезеровании
угловых канавок фрез с передним углом y = 0° должна проходить
через диаметральную плоскость заготовки.Это достигается совмещением оси центра 1 (рис. 135, а), встав¬
ленного в шпиндель делительной головки, с вершиной зуба фре¬
зы 2 или с помощью угольника. В последнем случае (рис. 135, б)
к цилиндрической поверхности заготовки 7, установленной и за¬
крепленной в делительной головке, прижимают вертикальную пол¬
ку угольника 2, помещенного на столе станка.Перемещая стол в поперечном направлетш, касаются верти¬
кальной полкой угольника торцовой поверхности фрезы 3. Сняв
угольник со стола, установив лимб поперечной подачи на нулевое
деление, перемещают стол в противоположном направлении на
величину радиуса заготовки, равную D/2, устанавливая тем самым
торцовую поверхность одноугловой фрезы в диаметральной плос¬
кости заготовки.В практике быстро и с высокой степенью точности это же дела¬
ют следующим образом. Штангенрейсмасом измеряют расстояние
от верхней образующей заготовки до рабочей поверхности стола
фрезерного станка, • уменьшают показание шкалы на величину
радиуса заготовки и прочерчивают горизонтальную риску вдоль
оси заготовки на небольшую длину. Затем рукояткой делительной
головки поворачивают заготовку на угол 90° и, перемещая стол
станка в поперечном направлении, совмещают риску с вершиной
зубьев фрезы.При обработке угловых стружечных канавок одноугловой фре¬
зой на заготовке с передним углом у больше 0° торцовая поверх¬
ность фрезы должна находиться от диаметральной плоскости за¬
готовки на некотором расстоянии х (рис. 136, а), величина которого
определяется по формулех— Y sin у, (28)где D — диаметр обрабатываемой заготовки; у — заданное значе¬
ние переднего угла на заготовке.Двухугловые фрезы при фрезеровании угловых канавок нахо-
дят более широкое применение, чем одноугловые. Выбор угла про¬
филя фрезы ф зависит от профиля угловой канавки, причем угол б
между плоскостью, проведенной перпендикулярно к оси, и режу¬
щими кромками, образующими переднюю поверхность зуба на187
заготовке, желательно принимать равным значению заданного
переднего угла или близким к нему.Как и в предыдущих случаях, вершину зубьев фрезы необходи¬
мо установить в диаметральной плоскости заготовки, которую за¬
тем следует сместить в противоположном нацравлении на величи-Рис. 135. Установка дисковой
одноугловой фрезы в диаме¬
тральной плоскости заготовкиРис. 136. Схема определения
величины смещения заготов¬
ки при фрезеровании угло¬
вых канавок режущих инст¬
рументов с заданными зна¬
чениями переднего углану х (рис. 136, б). Эта величина зависит от диаметра, заданного
значения переднего угла у, высоты профиля канавки h и угла б
заготовки.Величина смещения определяется по формуле
D . , , сч ft sin 6
В частном случае при у = 0°х — ^ /г| sin б.Пример. Определить величину смещения диаметральной плоскости заготовки
относительно вершины зубьев двухугловой фрезы с параметрами: <р = 70°, 6 = 15°
при фрезеровании на заготовке диаметром 32 мм угловых канавок высотой
h = 4 мм, с передним углом у = 6°.Решение:D е h sin Ь 32 . 4 sin 15°х = —sin (V + 6) ■ = sin (6° + 15°) — ■2 cos у 2 cos 6°Подставляя значения тригонометрических величин, найденных в таблицах:
sin (6° + 16°) * sin 21° = 0,35837; sin 15° = 0,25882; cos 6° = 0,9945, получим
х = 4,69 мм.Иногда установку заготовки относительно фрезы производят
по линиям разметки канавки на ее торцовой поверхности. В этом
случае правильное положение линий разметки относительно режу¬
щих кромок угловой фрезы устанавливается попеременным пере¬
мещением стола под фрезу и поворотом заготовки в необходимом
направлении так, чтобы размеченная канавка оказалась против
фрезы, а линии разметки были параллельны ее режущим кромкам.
После этого со стороны торца производят пробное фрезерование на
небольшую глубину и, убедившись, что обработанные поверхности
канавки параллельны линиям разметки, устанавливают необходи¬
мую глубину фрезерования и фрезеруют канавку. Затем возвра¬
щают стол станка в исходное положение, поворачивают заготовку
на необходимую часть окружности и фрезеруют вторую и после¬
дующие канавки.Виды и причины брака. При фрезеровании прямых канавок на
цилиндрических поверхностях возможны следующие виды брака:1. Количество канавок не соответствует чертежу, что имеет мес¬
то, если неправильно произведен расчет числа оборотов рукоятки.2. Неравномерный шаг нарезанных канавок, причинами кото¬
рого являются неверный отсчет числа оборотов рукоятки, ее враще¬
ние в разных направлениях, неумение пользоваться раздвижным
сектором.3. Размеры канавок не соответствуют условиям рабочего чер¬
тежа, что происходит, если неверно выбран профиль фрезы, непра¬
вильно установлена глубина резания.4. Передние углы (для режущих инструментов) не соответст¬
вуют условиям чертежа, причиной является неправильная установ¬
ка заготовки относительно фрезы.5. Завышенная шероховатость обработанных поверхностей, что
имеет место, если работа производилась затупившейся фрезой, если
была установлена большая подача на зуб, если фрезерование ве¬
лось без охлаждения.189
§ 62. Фрезерование угловых канавок на конусе и торцеВ практической работе фрезеровщику приходится обрабатывать
угловые канавки на конусе (при изготовлении угловых фрез, кони¬
ческих разверток) и на торце (при изготовлении одноугловых, на¬
садных торцовых, дисковых фрез, а также ряда деталей с зубьями
различного профиля на торцовых поверхностях).Фрезерование угловых канавок на конусе. Эту операцию про¬
водят, как правило, одноугловыми фрезами с углом профиля меж-Рис. 137, Установка заготовки при фрезеровании угловых канавок наконусе и торцеду режущими кромками, равным углу профиля канавок. Если
передний угол на заготовке должен быть равен 0°, то торцовая
поверхность фрёзы должна быть установлена в диаметральной
плоскости заготовки. При другом значении переднего угла заготов¬
ку необходимо сместить в направлении фрезы на расчетную вели¬
чину, определяемую по'формуле (28).Фрезеруя канавки на конической поверхности, следует повер¬
нуть ось шпинделя делительной головки относительно горизонталь¬
ной оси на некоторый угол ф, соответствующий углу между осью
заготовки и впадиной канавки (рис. 137, а). Величина угла пово¬
рота зависит от угла обрабатываемой фрезы р, угла профиля фре¬
зеруемых канавок б и их количества.Значение углов поворота шпинделя делительной головки приво¬
дится в справочниках фрезеровщика. Если во время работы спра¬190
вочником воспользоваться нельзя, эту величину можно установить
методами пробных проходов. Для этого следует повернуть ось
шпинделя делительной головки на некоторый угол так, чтобы обра¬
зующая конуса заготовки была расположена примерно горизон¬
тально. Затем подвести заготовку к фрезе и обработать первую
канавку небольшой глубины. После этого возвратить стол в исход¬
ное положение, повернуть заготовку на необходимую часть окруж¬
ности и фрезеровать вторую канавку, сравнивая ширину образовав¬
шейся ленточки на всей длине зуба. Если шпиндель УДГ повернут
точно, то ширина ленточки на всей длине будет одинаковой. При
увеличении ширины ленточки со стороны большего диаметра вели¬
чину поворота шпинделя делительной головки следует уменьшить.
После этого вновь последовательно фрезеруют две канавки и срав¬
нивают ширину ленточки. Так продолжают до тех пор, пока не
будет установлен необходимый угол поворота ср.После установки необходимого угла поворота шпинделя фрезе¬
руют первую канавку на необходимую длину, возвращают стол в
исходное положение, поворачивают заготовку на необходимую
часть окружности и фрезеруют вторую и все последующие канавки
(включая и те, которые были предварительно обработаны на проб-'
ных проходах).Фрезерование угловых канавок на торце. Заготовка устанавли¬
вается на консольной оправке, вставленной в коническое отверстие
переднего конца шпинделя делительной головки, ось которого
должна быть повернута относительно горизонтальной £си на угол <р
(рис. 137, б). Величина этого угла зависит от количества нарезае¬
мых зубьев и угла профиля фрезеруемых канавок. Угол поворо¬
та ф выбирается из таблиц справочника фрезеровщика, а при его
отсутствии устанавливается методами пробных проходов.При фрезеровании канавок на торцовых поверхностях необходи¬
мо обеспечить точное совпадение канавок, нарезаемых на торце, с
канавками, ранее нарезанными на цилиндрической или конической
поверхности. Для этого следует установить шпиндель делительной
головки так, чтобы первая торцовая канавка (фрезеруемая на пер¬
вом проходе) строго совпала с одной из ранее обработанных кана¬
вок на цилиндре или конусе.Когда совмещение достигнуто, необходимо поворачивать шпин¬
дель делительной головки от первой нарезанной канавки на тор¬
цовой поверхности и последовательно фрезеровать все канавки,
заданные чертежом,§ 63. Фрезерование кулачковых муфтКулачковая муфта, как правило, представляет собой втулку со
ступенчатым отверстием, на торце которой имеются выступы и впа¬
дины, образующие зубья муфты прямоугольными (рис. 138, а),
трапецеидальными (рис. 138, б), острыми равносторонними
(рис. 138, в) и неравносторонними (пилообразными) (рис. 138, г)
зубьями,191
Фрезерование кулачковых муфт е прямоугольными зубьями.Обработка впадин, образующих зубья, производится концевыми
или дисковыми трехсторонними фрезами с применением делитель¬
ных головок. Заготовки закрепляют в трехкулачковом патроне или
на консольных оправках, устанавливаемых в коническом отверстии
переднего конца шпинделя делительной головки. При этом осьшпинделя делительной головки должна
быть повернута на угол 90° относитель¬
но горизонтальной оси.Диаметр концевой фрезы или ши¬
рина дисковой трехсторонней фрезы
принимаются равными наименьшей
ширине впадины, указанной на чер¬
теже.Так как боковые поверхности зубьев
муфт расположены в диаметральной
плоскости, то образующая концевой
или одна торцовая поверхность диско¬
вой фрезы должна располагаться стро¬
го по центру заготовки. На рис. 139, а
показана установка концевой фрезы /,
а на рис. 139, б — дисковой фрезы 2 с
использованием центра 3, вставленно¬
го. 138. Формы зубьев ку- го в коническое отверстие шпинделя
лачковых муфт делительной головки. При необходимо¬сти более точного совмещения торца
дисковой или образующей концевой фрезы с осью муфты установку
инструмента производят по габариту или установу /, вставленному
в коническое отверстие делительной головки, и щупу 2, располагае¬
мому между габаритом и фрезой 3 (рис. 139, в). Глубину фрезеро¬
вания можно установить по этому же габариту с помощью щупа 4.
После этого габарит удаляется из шпинделя делительной головки.Кулачковые муфты с нечетным числом зубьев одинаково успеш¬
но можно фрезеровать концевыми *или дисковыми трехсторонними
фрезами.До начала работы необходимо настроить станок на режим фре¬
зерования, как для прямоугольных пазов, рассчитать число оборо¬
тов рукоятки делительной головки, выбрать число отверстий на
окружности бокового делительного диска и число делений между
ними (для поворота заготовки после фрезерования каждой канав¬
ки), установить линейки раздвижного сектора в нужное положение.
Выбор глубины резания определяется глубиной впадин зубьев
муфты и принятым числом проходов.Кулачковая муфта с тремя зубьями фрезеруется в последова¬
тельности, изображенной на рис. 140, а. При этом за каждый пере¬
ход, последовательность которых обозначена цифрами 1; 2; 3, обра¬
батывается окончательно одна сторона двух противоположных
впадин. Ширина обрабатываемых поверхностей за каждый переход
указана соответствующими параллельными линиями. Из схемы192
видно, что число переходов и соответственно поворотов заготовки
!после фрезерования каждой впадины равно числу зубьев или впа-
дин муфты. Следовательно, трехзубую муфту фрезеруют за три,
пятизубую — за пять переходов и т. д.Рис. 139. Установка фрез по центру делительной головкаРис, 140. Последовательность фрезерования кулачковых
муфт с прямыми зубьямиНа рис. 140, б показана схема последовательности фрезерова¬
ния кулачковой муфты С четным числом зубьев — четырьмя. Из
схемы видно, что сквозной проход фрезы в этом случае невозможен,
поэтому за каждый переход обрабатывается только сторона одного
зуба. По этой причине при фрезеровании муфт с четным числом
зубьев, как правило, применяются концевые фрезы и только при
обработке муфт большого диаметра (когда выходу фрезы не ме¬
шает противоположный выступ зуба) можно применять дисковые
трехсторонние фрезы.Фрезерование кулачковых муфт с четным числом зубьев произ¬
водится за две установки фрезы относительно диаметральной плос*7 Зак. 749193
кости заготовки. За первую установку обрабатывают прямоуголь¬
ные пазы на переходах /, 2, 3, 4.После этого, перемещая стол с заготовкой в поперечном направ¬
лении, устанавливают фрезу другой стороной относительно диамет-360°ральной плоскости, поворачивают заготовку на угол а = в сто¬
рону фрезы и последовательно обрабатывают противоположные бо¬
ковые стороны каждой впадины на переходах 5, 6,7 и 8.Следовательно, при фрезеровании муфт с четным числом зубьев
требуется в два раза большее число переходов я соответственно
чйсло поворотов заготовки, чем число зубьев нарезаемой муфты.Фрезерование кулачковых муфт с трапецеидальным профилем.
Такие муфты обычно имеют нечетное число зубьев с углом профи¬
ля между боковыми сторонами до 16° Зубья фрезеруют двухугло¬
выми фрезами с углом профиля между режущими кромками, рав¬
ным углу профиля между впадинами зубьев муфт, заданному
чертежом.Фрезерование кулачковых муфт с треугольным профилем. Ре¬
жущим инструментом в этом случае служат дисковые угловые
фрезы с профилем, соответствующим впадинам между зубьями.
Так, муфты с треугольным равносторонним профилем фрезеруютдисковыми двухугловыми симме¬
тричными, а с неравносторонним —
одноугловыми фрезами. Если при
обработке этих муфт ось шпинделя
делительной головки установить вер¬
тикально, Чо зубья двух полумуфт
будут соприкасаться друг с другом
по небольшой части поверхности
(главным образом у наружного ди¬
аметра) и иметь зазор по сторонам,
расположенным ближе к центру.
Чтобы соприкосновение зубьев каж¬
дой из полумуфт происходило по
всей длине зубьев, необходимо ось
шпинделя делительной головки с за¬
крепленной заготовкой установить
под некоторым углом ф к горизон¬
тальной плоскости стола (рис. 141).
Величина угла ф зависит от угла
между сторонами профиля зубьев у,
количества нарезаемых зубьев и мо¬
жет быть определена по формулам:
для муфт с симметричным про¬
филему А 180°Рис. 141. Установка заготовки при
фрезеровании зубьев треугольного
профиляcos ф = Ctg 4- • tg —; (30)для муфт с пилообразными зубьями194
Збо®cos <p = ctg y • tg —f(31)где ф — угол наклона шпинделя делительной головки относительно
горизонтальной оси, град; у — угол между боковыми сторонами
впадин муфты, град; z — число нарезаемых зубьев.§ 64. Фрезерование винтовых канавокОбразование винтовой линии и ее элементы. Чтобы лучше пред¬
ставить, как образуется винтовая линия, возьмем цилиндр диамет¬
ром d (рис. 142) и будем навертывать на него прямоугольный тре¬
угольник, вырезанный из бумаги,
со стороной АБУ равной длине ок¬
ружности основания цилиндра nd.Когда катет АБ обернется вокруг
основания цилиндра один раз,
точка В треугольника окажется
на цилиндре в положении Вt, а ги¬
потенуза АВ образует винтовую
линию.Винтовая линия характеризу¬
ется шагом, углом наклона и на¬
правлением.Шагом винтовой линии Р на¬
зывается расстояние между ее
одноименными точками в осевом
направлении, мм.Углом наклона винтовой линии о считается угол, расположен¬
ный между осью цилиндра и направлением винтовой линии. Он
определяется из треугольника АВ\В по формулеtgo> = ^. (32)Винтовая линия может иметь правое и левое направления. Вин¬
товая линия правого направления, если смотреть со стороны торца
цилиндра, направлена .слева направо (рис. 142), а левого — справа
налево.Образование винтовых канавок на фрезерных станках. Дляполучения на цилиндрической заготовке винтовой канавки нужного
шага заготовке необходимо сообщить равномерное вращательное
движение вокруг оси (за счет вращения шпинделя делительной го¬
ловки) и одновременное перемещение вдоль оси от винта продоль¬
ной подачи стола. Эти движения должны быть согласованы так,
чтобы при повороте заготовки на один полный оборот она перемес¬
тилась в продольном направлении на величину шага.Шпиндель делительной головки получает вращение от винта
продольной цодачи стола через сменные колеса гитары z{у z2, г3
и г4 (рис. 143), соединяющие винт с валом механического привода7*195
делительной головки 8. Через конические шестерни 7 и 12 вращение
передается делительному диску 11, а от него через связанный с
ним стержень фиксатора 9, рукоятку 10, вал 6, цилиндрические
колеса 5 и 4, червяк 3, червячное колесо 2 — шпинделю делитель¬
ной головки 1 и обрабатываемой за¬
готовке.Если на заготовке должно быть
нарезано несколько канавок, то по¬
сле фрезерования первой из них за¬
готовку необходимо повернуть отно¬
сительно режущего инструмента на
расчетную часть оборота.Винтовые канавки (в зависимо¬
сти от их формы) можно обрабаты¬
вать концевыми, дисковыми, угловы¬
ми или фасонными фрезами. При
этом фрезерование концевыми фре¬
зами производится только на верти¬
кально-фрезерных, а фасонными и
дисковыми угловыми — на универ¬
сально-фрезерных станках.На рис. 144, а показана схема
фрезерования прямоугольной винто¬
вой канавки концевой фрезой на
вертикально-фрезерном станке, на
рис. 144, б — угловой канавки двухугловой фрезой на универсально¬
фрезерном станке. Стрелками обозначено направление вращения
фрезы, заготовки и перемещение стола.Винтовая канавка получит правильный профиль при условии,
что плоскость вращения угловой фрезы будет совпадать с направ¬
лением винтовой канавки. По этой причине нарезание винтовой
канавки дисковой угловой или фасонной фрезой производится на
универсально-фрезерных станках, стол которых должен быть по¬
вернут на угол наклона канавки. При повороте стола необходимо
учитывать направление винтовой канавки на обрабатываемой за-Рис. 143. Кинематическая схе¬
ма делительной головки для
фрезерования винтовых кана¬
вок
Готовке. Так, при фрезеровании канавок правого направления стол
должен быть повернут против часовой стрелки, при обработке
канавок левого направления — по часовой стрелке.Расчет передаточного отношения и числа зубьев сменных ко¬
лес гитары. Как было отмечено выше, для согласованного враще¬
ния заготовки, закрепленной в делительной головке с продольным
перемещением стола, устанавливается гитара сменных колес, ко-Рис. 145. Гитара сменных колес УДГ-Д-250, УДГ-Д-320, УДГ-Д-400
для фрезерования винтовых канавокторые не только передают вращение заготовке, но и согласовывают
это вращение с ее поступательным перемещением.На делительных головках УДГ Д-250, УДГ Д-320 и УДГ Д-400
устанавливаются две гитары (рис. 145, а): малая 2 — на ходовой
винт продольной подачи стола (при помощи винта 1 она крепится
к торцовой поверхности стола) и большая 5 — на цилиндрический
хвостовик приводного ваГла делительной головки. Схема установки
колес гитары для фрезерования винтовых канавок правого направ¬
ления показана на рис. 145, б, левого — на рис. 145, в. Колеса 3
и 4 с числом зубьев 38 (передаточное отношение равно единице)
соответственно устанавливаются на шейке ходового винта и пальце
гитары, на котором расположено первое смённое зубчатое коле¬
со Z\. Зубчатое колесо Zq служит для изменения направления вра¬
щения, не изменяя передаточное отношение.Если передаточное отношение сменных колес будет равно еди¬
нице, то за один оборот винта продольной подачи стол переместит¬
ся на величину, равную шагу резьбы винта, а шпиндель делительной
головки с заготовкой повернется на V40 оборота. Для'его поворота
на один оборот необходимо, чтобы винт продольной подачи сделал197
40 оборотов. За это время стол переместится на величину, равную
шагу, умноженному на 40. Так как шаг резьбы винта продольной
подачи отечественных консольно-фрезерных станков равен 6 мм,
а характеристика делительной головки 40г то за один оборот заго¬
товки стол переместится на величинуА = Р • jV = 240.Характеристикой А универсально-фрезерного станка называет¬
ся шаг той винтовой канавки, которая будет нарезана на данном
станке при передаточном отношении сменных колес гитары, соеди¬
няющих винт продольной подачи стола и валик привода делитель¬
ной головки, равном единице.Передаточное отношение сменных колес гитары определяется
по формуле(33)где А — характеристика фрезерного станка, равная 240; Р — шаг
нарезаемой винтовой канавки, мм.Зная передаточное отношение, можно' рассчитать и сменные
колеса по формулеf = — = А . АР г2 гА ’Пример. Определить передаточное отношение и рассчитать сменные колеса
гитары при фрезеровании винтовой канавки с шагом 300 мм на УДГ Д-250, если
характеристика фрезерного станка Л —240.Решение;А г1 23 240 24Разложим числитель и знаменатель дроби на множители так, чтобы при
умножении каждой из дробей на некоторое постоянное число получить числа,
соответствующие имеющимся числам зубьев колес в наборе_ 24 6 • 4 __ 60 401 “ 30 “ 10-3 100 * 30*Последовательность наладки станка и делительной головки
для фрезерования винтовых канавок.1. Выбрать дисковую фрезу с профилем, соответствующим про¬
филю канавки в нормальном сечении.,2. Закрепить на столе станка делительную головку так, чтобы
было возможно соединить с помощью сменных зубчатых колес хо¬
довой винт продольной подачи стола с валиком механического
привода шпинделя делительной головки. Установить на столе стан¬
ка заднюю бабку и выверить соосность центров.3. Закрепить заготовку в центрах делительной головки и задней
бабки.4. Повернуть стол в необходимом направлении на величину
угла наклона винтовой канавки и убедиться в достаточности вели¬196
чины зазора между столом и станиной станка. Он должен быть не
менее 10—15 мм, а затем возвратить стол в исходное положение.5. Установить и закрепить на центровой оправке фрезу.6. Перемещением стола в необходимых направлениях совмес¬
тить вершину зубьев фрезы с диаметральной плоскостью заготовки
известными способами. Наиболее удобно и быстро это можно сде¬
лать, если совместить вершину центра, вставленного в коническое
отверстие шпинделя, с вершиной зубьев фрезы и опустить стол
станка на величину, несколько большую половины диаметра заго¬
товки.7. Установить необходимую величину переднего угла, смещая
стол с заготовкой в поперечном направлении на величину, найден¬
ную по формуле (28) или (29).8. Повернуть стол с заготовкой в необходимом направлении на
величину угла наклона винтовой канавки и закрепить.9. Из таблиц справочника выбрать подачу на зуб, скорость ре¬
зания, определить частоту вращения фрезы в минуту, рассчитать
минутную подачу стола и настроить станок на режим резания.10. По формуле (18) простого деления произвести расчет числа
оборотов рукоятки, выбрать окружность с отверстиями на боковом
делительном диске и число делений для поворота заготовки после
фрезерования каждой канавки.11. Рассчитать сменные колеса по формуле (33), закрепить их
на гитаре по схеме, приведенной на рис. 145, б, в, в зависимости
от направления винтовой канавки.12. Вертикальной подачей поднять стол до легкого касания за¬
готовки с вращающейся фрезой, затем продольной подачей отвести
заготовку из-под фрезы, по лимбу вертикальной подачи установить
глубину фрезерования, равную глубине канавки, заданной черте¬
жом. Включить продольную подачу стола и фрезеровать первую
винтовую канавку на необходимую длину.13. Выключить продольную подачу стола, опустить стол (до
5 мм) и возвратить его в исходное положение. Поворотом рукоятки
относительно отверстий на боковом делительном диске повернуть
заготовку на необходимую часть окружности, по лимбу вертикаль¬
ной подачи поднять стол в прежнее положение, включить продоль¬
ную подачу, фрезеровать вторую канавку и т. д.Контроль профиля канавок и ее размеров производят шаблона¬
ми или универсальными измерительными инструментами.Виды и причины брака. При фрезеровании винтовых канавок
возможны следующие виды брака:1. Неодинаковая глубина впадин канавок, различный шаг зубь¬
ев. Причиной этого может быть небрежность фрезеровщика в от¬
счетах при делении и установке глубины резания по лимбу верти¬
кальной подачи, неумение пользоваться раздвижным сектором;
поворот рукоятки делительной головки на большее число оборотов,
чем расчетное.2. Неправильное направление винтовой канавки, что происхо¬
дит, если неверно выбрана схема настройки гитары.199
3. Шаг винтовой канавки не соответствует чертежу, что бывает,
если неправильно рассчитаны или выбраны по таблице сменные
колеса или если при установке фрезеровщик поменял местами
ведущие и ведомые колеса.4. Число канавок не соответствует чертежу, что имеет место,
если был неверно произведен расчет числа оборотов рукоятки, не¬
правильно выбрана окружность с отверстиями на боковом дели¬
тельном диске и число делений между ними.5. Завышенная шероховатость обработанных поверхностей, при¬
чинами которой являются: работа затупившейся фрезой, большая
подача на зуб, не жесткое крепление заготовки, угол поворота
стола установлен неверно.•ч 1. Какие способы установки заготовок применяются в делительных голов-
Г ках? 2. В чем заключается настройка станка и делительной головки при* фрезеровании многогранников? 3. Какими основными элементами харак¬
теризуется зубчатое колесо? 4. Какими инструментами производится фрезерова¬
ние зубчатых колес на горизонтальных консольно-фрезерных станках? 5. Как
производится определение угла поворота шпинделя УДГ при фрезеровании ка¬
навок на конусе и торце? 6. Какими способами устанавливается заготовка отно¬
сительно фрезы, чтобы обеспечить заданное значение переднего угла при фре¬
зеровании угловых канавок на цилиндрических поверхностях фрез? 7. Каковы
особенности фрезерования кулачковых муфт? 8. В чем состоит особенность на¬
стройки фрезерного станка и делительной головки при фрезеровании винтовых
канавок?Глава X. СВЕДЕНИЯ ПО СОПРОТИВЛЕНИЮМАТЕРИАЛОВ§ 65. Деформация тела под воздействием внешних силПри работе отдельные детали машин, механизмов, приспособ¬
лений испытывают внешние нагрузки, с которыми одна деталь воз¬
действует на другую.'Внешними нагрузками называются силы, приложен¬
ные к данному телу со стороны сопряженных с ними тел. Например,
при фрезеровании под действием усилий резания происходит дав¬
ление зуба фрезы на поверхность резания, прогибается оправка,
зуб ведомого колеса испытывает давление со стороны ведущего.
В зависимости от характера приложения сил внешние нагрузки
могут быть сосредоточенные и распределенные. Сосредоточенная
нагрузка приложена к одной точке или площади, имеющей незна¬
чительные размеры по сравнению с площадью всего тела. Распре¬
деленные объемные нагрузки действуют на весь объем тела (на¬
пример, сила ее собственного веса).Характер нагрузок может быть различным. Если они возраста¬
ют постепенно и затем остаются постоянными или изменяются не¬
значительно, их называют статическими.Непостоянные внешние нагрузки, которые быстро изменяются
по величине и направлению, называются динамическими. Динами¬200
ческие нагрузки, действующие мгновенно, в течение короткого вре¬
мени, являются ударными.Изменение формы и размеров тела под действием приложенных
сил или нагрузок носит название деформации. Деформации
подвержены детали передач металлорежущих станков, оправки,
крепящие режущие инструменты, зубья фрез, обрабатываемый
материал, сходящая стружка.Деформации, полностью исчезающие при удалении внешних
сил, называются упругими, а сохраняемые телом после удаления
нагрузки — остаточными или пластическими.Как правило, всем материалам при определенной величине дей¬
ствующих сил присущи пластические деформации. Упругие дефор¬
мации наблюдаются до тех пор, пока величина приложенных внеш¬
них сил не превысит определенного для каждого тела предела.
В противном случае тело, наряду с упругой, всегда получает плас¬
тическую деформацию. Если нагрузку и дальше увеличивать, то
она .не может быть уравновешена внутренними силами, пластиче¬
ская деформация возрастает, а это приводит к разрушению тела.При проектировании деталей машин их размеры выбирают та¬
кими, чтобы при воздействии на детали внешних сил деформации
не выходили за пределы упругих.В процессе работы отдельные детали
взаимодействуют друг с другом различ¬
ным образом, соответственно этому и си¬
лы, действующие со стороны одной дета¬
ли на другую, вызывают в них деформа¬
ции различных видов, основными из ко¬
торых являются: растяжение, сжатие,
сдвиг, кручение, изгиб.Деформацию растяжения (рис. 146, а)
испытывает стержень шомпола, крепяще¬
го фрезу в отверстии шпинделя, элементы
цепи подвесного конвейера, канат грузо¬
подъемного механизма. Деформации
сжатия (рис. 146, б) подвергаются стер¬
жень винта вертикальной подачи стола,
фундамент станка.Сдвиг или срез (рис. 146, в) испыты¬
вают заклепки под действием сил, на¬
правленных в противоположные стороны,
элементы резьбы по внутреннему диа¬
метру, боковые поверхности шпонок и
шлицев, передающих крутящий мо¬
мент.Деформации кручения (рис. 146, г)
подвергаются все валы, передающие кру¬
тящие моменты при вращении, цилиндри¬
ческие и концевые оправки в процессе
фрезерования.С/7S— .дwfaРис, 146. Основные виды де-201
Деформации изгиба (рис. 146, д) чаще всего испытывают балки
конструкций, валы и оси под действием собственного веса и при¬
ложенных к ним усилий, концевые оправки в процессе фрезеро¬
вания.§ 66. Внутренние силы и напряженияВ процессе деформации между частицами деформируемого тела
возникают внутренние силы упругости, которые стремятся уравно¬
весить внешние нагрузки. Когда последние окажутся больше внут¬
ренних сил упругости, тело разрушается. Принято считать, что
внутренние силы действуют непрерывно по всему сечению тела.Величина внутренней силы, действующей на единицу площади
поперечного сечения, называется напряжением. Оно изме¬
ряется в единицах силы, отнесенной к единице площади.Напряжение определяют, применив метод сечения. Суть этого
метода заключается в том, что тело, находящееся в равновесии,
в интересующем нас месте мысленно рассекается плоскостью,‘про¬
веденной перпендикулярно оси. Внешние силы, приложенные к от¬
сеченной части тела, уравновешиваются внутренними силами, воз¬
никающими в плоскости сечения.Пусть брусок прямоугольного сечения (рис. 147, а) находится
в равновесии под действием приложенных внешних сил Pi, Р2, Р3и Р4. Рассечем его в плоскости, перпендикулярной оси, и определим
внутренние силы, действующие в поперечном направлении в сече¬
нии abed. Левая часть бруска будет находиться в равновесии под
действием внешних Р2, Рз и возникших внутренних сил, правая
часть бруска будет уравновешена внешними Рь Р4 и внутренними
силами.В зависимости от точек приложения внешних сил внутренние
силы могут иметь различную величину и направление. Поэтому202
равнодействующая внутренних сил R (рис. 147, б) в данной площа¬
ди сечения не будет перпендикулярна плоскости сечения.Разложим ее на две составляющие: одну а — перпендикулярно
сечению, а другую т — в плоскости этого сечения. Составляющую
внутренних сил (а), действующую по нормали к плоскости сечения-,-
называют нормальным напряжением, а составляющую (т), направ¬
ленную по касательной к этому сечению,— касательным напря¬
жением.Напряжение, при котором происходит разрушение материала
или возникают заметные пластические деформации, называют пре¬
дельным. Оно зависит от рода материала и его физико-механиче¬
ских свойств. Так, среднеуглеродистые стали имеют значительно
более низкие предельные напряжения по сравнению с легирован¬
ными и более высокие по сравнению с медью, алюминием и други¬
ми цветными металлами.В процессе работы детали машин не должны получать остаточ¬
ных деформаций, так как это приведет к нарушению их формы или
поломке. Они должны испытывать лишь упругие деформации, ко¬
торые исчезают по прекращении действия нагрузки. В силу этого
детали рассчитывают так, чтобы под действием нагрузки их дефор¬
мации не выходили за пределы допустимых, были меньше предель¬
ных напряжений и не превышали некоторой установленной на
основании опыта или теоретического исследования величины.Допускаемые напряжения — это максимальные значения напря¬
жений, обеспечивающие безопасную работу детали, их определяют
по формулегде [а] — допускаемое напряжение, ав — предел прочности, п — ко¬
эффициент запаса прочности, показывающий, во сколько раз допус¬
каемые напряжения должны быть меньше предельных.Для установления величины допускаемого напряжения необхо¬
димо знать предельное напряжение материала, из которого будет
изготовляться деталь, и коэффициент запаса прочности. Для каж¬
дого вида деформаций устанавливают допускаемые напряжения с
учетом коэффициента запаса прочности, величина которого опре¬
деляется исходя из свойств материала деталей, характера нагруз¬
ки, ответственности детали в механизме и других факторов. Слиш¬
ком большой принятый коэффициент запаса прочности приводит к
неоправданному расходу материала.Напряжения, действующие в детали в процессе работы, назы¬
ваются действительными. Они не должны превышать допускаемые,§ 67. Деформации растяжения и сжатияЕсли к призматическому стержню длиной L и стороной а
(рис. 148) приложить две равные силы Я, действующие вдоль оси
и направленные, в разные стороны, то его первоначальная длина
увеличится на Д/, а толщина уменьшится до а\.203
Величина, на которую удлинился стержень, называется абсо-
лютным удлинением. Оно определяется как разность длин стержня
до и после приложения нагрузки:A l=L{-Ltгде L\ — длина стержня после приложения нагрузки, см; L —дли¬
на стержня до приложения нагрузки, см.LlаLр|~рI11111L,_1мТ|Рис, 148. Изменение размеров стержня при растяженииОтношение абсолютного удлинения к первоначальной длине
называется относительным удлинением, обозначается буквой е и
выражается формулой #Между величиной относительного удлинения -е и величиной
нормальных напряжений, возникающих в поперечном сечении, су¬
ществует прямо пропорциональная зависимостье = — или а = е • Е%Егде а — действительное напряжение, Е — модуль упругости при
растяжении.Эта зависимость носит название закона Гука, который форму¬
лируется так: линейная деформация прямо пропорциональна соот¬
ветствующему нормальному напряжению.Модуль упругости при растяжении Е характеризует способность
материала сопротивляться упругому деформированию.Через модуль упругости легко выразить абсолютное удлинение,
полученное в результате приложения растягивающих сил, по фор¬
муле= (35)где Р — растягивающая нагрузка, I — длина образца, F — площадь
поперечного сечения, Е — модуль упругости.Одной из задач расчета на растяжение является определение
действительных напряжений а и сравнение их с допускаемыми.Допускаемые напряжения должны быть равны действительным
или превышать их, т. е.« = (36)204
Эта формула находит применение, когда известны действующая
нагрузка на деталь и площадь ее поперечного сечения. В случаях,
когда известны допускаемое напряжение и действующая нагрузка,
площадь поперечного сечения детали определяется формулойПри сжатии в поперечном сечении стержня возникают дефор¬
мации сжатия (уменьшение длины стержня и увеличение его тол¬
щины).Расчетные формулы на сжатие имеют такой же вид, как и на
растяжение:где Р — сила, сжимающая стержень, F — площадь поперечного
сечения стержня, асж — действительные напряжения сжатия,
[осж] — допускаемые напряжения сжатия.Допускаемые напряжения для некоторых материалов при ста¬
тическом действии нагрузок приведены в табл. 11.Разновидностью деформации сжатия является смятие. Оно воз¬
никает от давления одной части детали на другую через площадь
их соприкосновения. Смятию подвержены боковые поверхности
шпонок, шлицев, стержни заклепок, опорные поверхности крепеж¬
ных болтов.При условии равномерного распределения напряжения смятия
по контактной поверхности величину поверхности смятия прини¬
мают как площадь проекции контактной поверхности на плоскость,
перпендикулярную к направлению сжимающей силы. Например,
для шпонки новерхность смятия определяется как произведение ее,
длины на высоту выступающей из канавки части (рис. 149, а), для
стержня круглого сечения — как диаметральная плоскость abed,
равная произведению диаметра стержня на высоту поверхности
соприкосновения (рис. 149, б). -Расчет элементов конструкций на
смятие производится по формуле:Табл. 11. Допускаемые напряжения, кге/мм* (МПа)МатериалНа растяжениеНа сжатиеСтали:Чугун серый(30.*.*70)12 ...20
(120...200)Ст2СтЗ14(140)
16(160)
6...2514(140)16(160)6...25
(60...250)10...40
(100...400)углеродистая конструкционнаялегированная конструкционная(100...400)205
Допускаемое напряжение на смятие принимается в зависимости
от допускаемых напряжений на растяжение.§ 68. Деформация сдвигаДеформация сдвига или среза вызывается действием двух рав¬
ных и противоположно направленных сил, приложенных на малом
расстоянии друг от друга в направлении, перпендикулярном к оси
детали. Деформацию сдвига испытывают стержни заклепок, витки
резьбы по внутреннему диаметру, шпонки, элементы стружки по
плоскости скольжения в процессе резания.Деформацию сдвига можно рассмотреть на следующем примере.
Пусть на ведущем валу (рис. 150, а) при помощи призматической
шпонки закреплен шкив, вращающийся в направлении, указанном
стрелкой, который передает вращение на ведомый шкив, закреплен¬
ный на втором параллельном валу. Под действием усилий передачи
на нижнюю часть шпонки со стороны вала действует сила Рь[ос„]=(1,7...2,2)[ар].(37)hРис. 149. Определение площади
смятияРис. 150. Деформация сдви¬
га шпонки206
а к верхней части, входящей в ступицу шкива, приложена сила Р2.
Эти силы равны и противоположно направлены.В результате действия приложенных сил в сечении тп Возник¬
нут внутренние силы, сопротивляющиеся сдвигу одной части шпон¬
ки относительно другой. При увеличении действующих сил может
произойти разрушение шпонки по сечению тп в виде среза
(рис. 150, б). При сдвиге возникают касательные напряжения т,
направленные в плоскости деформации:Ртсд ~ р *где Р — внешняя срезающая сила, F — площадь среза, тСд — на¬
пряжение сдвига.В зависимости от величины касательных напряжений деформа¬
ция среза может быть упругой, остаточной или может произойти
разрушение.При расчете на прочность деталей, подверженных деформации
сдвига, необходимо, чтобы действительные касательные напряже¬
ния не превышали допустимые, т. е..(38)где [тсд] — допускаемые напряжения сдвига.Допускаемые напряжения на сдвиг всегда меньше допускаемых
напряжений на растяжение, и между ними ориентировочно сущест¬
вует зависимость:для пластичных материалов [тсд]= (0,55...0,7)[ар],
для хрупких материалов [тсд]= (0,8... 1,0)[ор].Зная величину внешних сил, допускаемые напряжения на сдвиг
или срез, можно определить площадь поперечного сечения детали,
подверженной деформации сдвига:Если действительные касательные напряжения превышают до¬
пустимые, может произойти разрушение в виде среза. Деформация
сдвига или среза широко используется в металлообработке при
резании металлов ножницами, пробивке отверстий в* штампах.
В этом случае допустимые напряжения на сдвиг должны быть
меньшими, чем действительные. Под действием деформации среза
происходит отделение металла от заготовки в виде сходящей
стружки.§ 69. Понятие о деформации крученияДеформация кручения возникает под действием моментов внеш¬
них сил. Представим себе цилиндрический стержень круглого сече¬
ния (рис. 151, а), один конец которого закреплен неподвижно, а к
другому, свободному, концу приложен крутящий момент (момент207
силы, передающей вращение). В результате приложения крутящего
момента цилиндр получит некоторую деформацию. Точки Л и В,
лежащие на образующей цилиндра до деформации, переместятся
по дуге окружности, соответствующей центральному углу ВО\В\,
равному ф, в положение A{Bi. Этот угол называется углом закру¬
чивания и выражает абсолютную де¬
формацию при кручении.Волокна стержня в результате де¬
формации кручения смещаются. на
угол относительного сдвига у, который
уменьшается с уменьшением радиуса
стержня. Следовательно, наибольший
сдвиг имеют волокна, наиболее уда¬
ленные от центра, а в центре сечения
сдвиг равен нулю.Изменения касательных напряже¬
ний в круглом сечении приведены на
рис. 151, б. В практике более удобно
определять касательные напряжения
на кручение через полярный момент
сопротивления, который для круглого
сечения вала определяется выраже*
ниемРис. 151. Деформация круче¬
ния круглого стержняW = 0,2D\где D — наружный диаметр вала, тогдаtk = 5lp.WЕсли валы круглого сечения испытывают деформацию круче¬
ния, то их рассчитывают на прочность и жесткость. Расчет на
прочность при кручении производят по наибольшим касательным
напряжениям тк, действующим в сечении, по формулеМКп\=1Г<К]« (39)Величину допускаемых напряжений в зависимости от материа¬
ла выбирают из справочных таблиц. Диаметр стержня валов круг¬
лого сечения, исходя из условий прочности, определяют по формулеD = л/ ^-к-р-
V 0.2[тк(40)§ 70. Понятие о деформации изгибаЕсли к балке, лежащей на двух опорах (рис. 152, а), приложить
внешнюю нагрузку Р в направлении, перпендикулярном к ее оси
(рис. 152, б), то под действием этой нагрузки она будет испыты¬
вать деформацию изгиба, Для выяснения зависимости между внут¬208
ренними напряжениями, возникающими в поперечном сечении,
и внешней нагрузкой на боковой поверхности балки нанесены про¬
дольная линия 00\ на уровне оси и ряд поперечных параллельных
между собой линий.При приложении внешней нагрузки Р балка изогнется выпук¬
лостью вниз. Поперечные линии останутся прямыми, но не парал¬
лельными (как до приложения нагрузки). Расстояния между этими0 -——• —-Of4^ й
1Жvmax (растяжение)1В У
гАРис. 152. Деформация балки при поперечном изгибелиниями окажутся также не одинаковыми — на выпуклой стороне
они увеличатся, а на вогнутой уменьшатся. В результате удлинения
и укорочения слоев в поперечном сечении возникнут нормальные
напряжения растяжения и сжатия.Слой волокон, лежащих на уровне оси балки, искривившись,
сохраняет неизменной длину. Он не испытывает напряжений и на¬
зывается нейтральным слоем.Так как относительные удлинения или сужения волокон прямо
пропорциональны их расстояниям от нейтрального слоя, то наи¬
большие напряжения испытывает слой, наиболее удаленный от
нейтральной оси, как это видно из эпюры напряжений, изображен¬
ной на рис. 152, в.Максимальные напряжения при поперечном изгибе рассчиты¬
ваются по формулегде М — максимальный изгибающий момент, W — осевой момент
сопротивления относительно оси.Изгибающий момент определяется как произведение действую¬
щей силы на плечо.Величина наибольшего изгибающего момента для балок, уста¬
новленных на двух опорах и нагруженных сосредоточенной нагруз¬
кой посередине, определяется по формуле209
(42)а с защемленным одним концом и с приложенной нагрузкой на вто¬
ром (рис. J52, г), по формулеМомент сопротивления характеризует сопротивляемость сечения
изгибающему моменту, действующему в данном сечении относи¬
тельно соответствующей оси. Его величина зависит от формы и раз¬
меров поперечного сечения. Так, для балки прямоугольного сече¬
ния шириной Ь и высотой h (рис. 152, д) момент сопротивления от¬
носительно оси 2 определяется по формулеЕсли балку повернуть так, чтобы изгибающий момент проходил
относительно оси у, то момент сопротивления равенСледовательно, если высота сечения балки больше ее ширины,
то она в меньшей степени подвержена деформации изгиба.Для балки круглого сечения момент сопротивления определя¬
ется по формулеНапряжение изгиба определяется в опасном сечении, т. е. там,
где изгибающий момент имеет наибольшее значение. Действитель¬
ные напряжения на изгиб не должны превышать допускаемые, вы¬
бираемые из таблиц для допускаемых напряжений на растяжение
принятого материала. Тогда по условиям прочности необходимо,
чтобыгде [аи] — допускаемое напряжение на изгиб.1. Что такое деформация тела? 2. Что такое напряжение? Назовите основ*г ные виды напряжений. 3. В чем состоит проверочный расчет на различные# виды Деформаций? 4. Назовите детали коробки скоростей фрезерных стан¬
ков, подвергаемые различным видам деформаций. 5. Какие виды деформации
испытывает зуб фрезы и сходящая в процессе фрезерования стружка? 6. При
каком методе обработки металлов действительные напряжения должны быть
больше допускаемых? 7. Какие виды деформации испытывает концевая фреза
при фрезеровании?М = Р1.(43)W = 0,lD3,°в = < f°J.(44)210
Глава XI. ОСНОВЫ ТЕОРИИ РЕЗАНИЯ МЕТАЛЛОВОбработка металлов резанием является наиболее распространен¬
ной и трудоемкой частью работ, совершаемых в машиностроении.
Она сопровождается многими физическими явлениями, знание ко¬
торых имеет исключительно важное значение для повышения ее
эффективности и качества.Основоположниками развития науки о резании явились русские
ученые конца XIX и начала XX столетия И. А. Тиме, К. А. Зворы¬
кин, Я. Г. Усачев, вскрывшие сущность механизма образования
стружки и установившие зависимость сил сопротивления резанию
и температуры нагрева инструмента от условий работы. Дальней¬
шим прогрессом учения о резании послужили глубокие и всесто¬
ронние исследования советских ученых В. Д. Кузнецова, В. А. Кри-
воухова, П. М. Беспрозванного и многих других, которые в тес¬
ном содружестве с новаторами производства подготовили условия
высокопроизводительной обработки деталей на металлорежущих
станках.§ 71. Некоторые явления, сопровождающие процессобразования стружкиУсадка стружгки. При обработке пластичных металлов (сталей
и большинства цветных металлов и их сплавов) длина стружки
Lg (рис. 153, а) уменьшается по сравнению с длиной хода инстру¬
мента L0, а ее толщина ас становится больше толщины срезаемого
слоя а0. Это явление называется усадкой стружки и характеризу¬
ется коэффициентом усадки К:Коэффициент усадки всегда больше единицы и для сталей ко¬
леблется примерно в пределах 1,5...2. По его величине можно кос¬
венно судить о степени деформации элементов стружки и количест¬
ве работы, расходуемой на резание.Большей усадке подвергается стружка скалывания, об¬
разующаяся при сравнительно небольших значениях скорости ре¬
зания и переднего угла инструмента. Элементы такой стружки
почти полностью отделяются, но достаточно прочно связаны друг
с другом. В промежутках между скалыванием соседних элементов
сила сопротивления резанию резко уменьшается, что способствует
возникновению вибраций, являющихся одной из причин выкраши¬
вания кромок резца и увеличения шероховатости обрабатываемой
поверхности.Другая картина наблюдается при образовании с л и в iro й
стружки, которая приобретает меньшую усадку, чем стружка
скалывания. В этом случае сила сопротивления металла резанию
более постоянна, так как каждый элемент стружки при высокой211
скорости резания не успевает полностью отделиться. В срезаемом
слое происходят в основном сдвиги металла. Резание протекает
более спокойно. Чистота обработанной поверхности получается бо-
лее высокой. На образование сливной стружки расходуется мень¬
ше энергии, чем на стружку скалывания.Таким образом, величина усадки и вид стружки при обработке
пластичных металлов могут служить внешними показателями ра¬
ционально выбранного режима реза¬
ния и геометрии инструмента.Нарост. При обработке пластичных
металлов с небольшой скоростью ре¬
зания на передней поверхности резца
образуется небольшой комочек метал¬
ла, называемый наростом (рис. Д53, б).
Нарост представляет собой спрес¬
сованные частицы обрабатываемого
металла, прочно приваренные к перед¬
ней поверхности резца. Образование
его объясняется застоем стружки. Так
как наибольшему уплотнению подвер¬
гаются ее слои у режущей кромки, то
они в результате трения задержива¬
ются (застаиваются) на передней по¬
верхности, образуя нарост. Он предо¬
храняет режущую кромку от истира-
ния, увеличивает действительный пе¬
редний угол уд, что облегчает процесс
резания.Однако образование нароста неже¬
лательно при чистовом фрезеровании
ввиду увеличения шероховатости обра¬
ботанной поверхности. По мере дости¬
жения предельной величины нарост об¬
волакивает режущую кромку и срезается ею. При этом часть его
вдавливается в обработанную поверхность, увеличивая ее шерохо¬
ватость.Нарост возникает не во всех случаях. При большой величине
переднего угла, при низкой и большой скорости резания конструк¬
ционных сталей (до 2...3 м/мин и свыше 80 м/мин) нарост не удер¬
живается на передней поверхности зуба фрезы. Это объясняется
тем, что при большом значении переднего угла уменьшается усадка
и степень деформации стружки. Если скорость резания мала, то
в результате низкой температуры нарост не приваривается к зубу
фрезы и уходит со стружкой, а при большой скорости высокая тем¬
пература размягчает его, и он также уносится стружкой.Кроме того, избежать нароста можно полированием или довод¬
кой передней поверхности резца или зуба фрезы, применением
смазывающе-охлаждающих жидкостей с большей смазывающей
способностью, уменьшением подачи и увеличением переднего угла.Рис. 153. Схема усадки струж¬
ки (а); нарост и центр давления
стружки (б)212
Обработочное отвердевание (наклеп). Резец давит не только на
срезаемый слой металла, но также на обработанную поверхность.
Последняя, уплотняясь, приобретает повышенную твердость (при¬
мерно в 1,5 раза выше твердости материала детали). Это явление
называется обработочным отвердеванием или наклепом.Глубина наклепанного слоя возрастает с увеличением подачи,
затуплением инструмента и уменьшается с увеличением скорости
резания. Увеличению наклепанного слоя способствует также встреч¬
ное фрезерование. Чем мягче сталь, тем она более склонна к обра¬
боточному отвердеванию. Хрупкие металлы, такие как серый чу¬
гун, почти не подвергаются наклепу.При черновой обработке глубина наклепанного слоя может до¬
стигнуть 0,5 мм, при чистовой — измеряется сотыми долями мил¬
лиметра.Наклепанная поверхность, имея большую твердость, обладает
более высокой износостойкостью, но в то же время более хрупка;
при знакопеременных нагрузках она склонна к образованию по¬
верхностных трещин.С точки зрения процесса резания глубина резания при чисто¬
вом фрезеровании должна быть больше глубины наклепанного
слоя. В этом случае зуб фрезы как бы подрезает этот слой изнут¬
ри и меньше изнашивается. Этому также способствует применение
попутного метода фрезерования.Удаление центра давления стружки от режущей кромки резца.
При резании пластичных металлов стружка стремится выбрать на
передней поверхности резца лунку на некотором расстоянии С
(см. рис. 153, б) от режущей кромки. Центр лунки, испытывающей
наибольшее давление стружки, называется центром давления.Удаление центра давления стружки от режущей кромки объяс¬
няется наличием нароста, а также тем, что стружка имеет радиус
кривизны и опирается на переднюю поверхность на некотором рас¬
стоянии от режущей кромки, образуя перед резцом- подобие щели.С увеличением толщины стружки (подачи) и уменьшением
переднего угла центр давления удаляется от режущей кромки. Бла¬
годаря этому уменьшается температурное и силовое напряжение
режущей кромки, способствующее повышению стойкости инстру¬
мента.§ 72. Геометрия фрезыУглы геометрии фрезы. Геометрия фрезы определяется углами
расположения поверхностей и режущих кромок зубьев. В общем
случае для этого используются восемь углов:1. Три главных угла: задний а, угол заострения р и передний у;2. Вспомогательный задний угол <ц;3. Три угла в плане: главный ср, угол при вершине е и вспомога¬
тельный фь4. Угол наклона главной режущей кромки А, или о>.Чтобы определить эти углы в каждом конкретном случае, необ¬213
ходимо знать исходные поверхности и плоскости при фрезеровании
(рис. 154).У обрабатываемой заготовки различают три исходные по*
верхности: обрабатываемую 1, обработанную 5 и поверхность
резания 7.Обрабатываемой поверхностью называется поверхность заго-
товки, подлежащая обработке.Обработанная поверхность — это поверхность детали, получен¬
ная в результате обработки.Поверхностью резания считается поверхность, образуемая глав¬
ной режущей кромкой зуба фрезы в процессе резания.К исходным плоскостям относятся три воображаемые
плоскости: основная 3, резания 6 и секущая 2.Основная плоскость проходит через ось 4 фрезы и данную точку
режущей кромки.Плоскость резания располагается касательно к поверхности
резания и проходит через главную режущую кромку зуба фрезы.Секущей является плоскость, которой мысленно рассекается ре¬
жущая кромка. В общем случае эта плоскость располагается пер¬
пендикулярно к проекции режущей кромки на основную плоскость.
В зависимости от рассекаемой режущей кромки различают главную
и-вспомогательную секущие плоскости.Пользуясь понятием об исходных плоскостях, можно дать опре¬
деления углам зуба фрезы (рис. 155).214
Задним углом а называется угол междуглавной задней поверх¬
ностью зуба и плоскостью резания.Угол заострения р образуется между передней и главной задней
поверхностями зуба.Рис. 155. Геометрия фрез:а — трехсторонней дисковой; б — цилиндрической; ё — торцовойПередним углом у является угол между передней поверхностью
зуба и основной плоскостью. Он считается положительным, если
сумма углов а + р<90°, и отрицательным, когда эта сумма больше
прямого угла.215
Главные углы фрезы задаются в главной секущей плоскости,
которая для фрез с винтовой или наклонной режущей кромкой
(цилиндрических, концевых, торцовых и других) может распола¬
гаться перпендикулярно к оси фрезы 4 или к главной режущей
кромке. Для таких фрез в плоскости, перпендикулярной к оси фре¬
зы, измеряется задний угол а и поперечный передний угол у\, а в
плоскости, перпендикулярной режущей кромке,— нормальный
задний^гол ан и передний угол у (см. рис. 155, бив).Для показа этих углов только в одной из секущих плоскостей
можно пользоваться приближенными формулами пересчета их
значений:для цилиндрических, концевых и дисковых фрез с винтовыми
или наклонными к оси режущими кромкамиtg?,=-!Si; (47)н COS (1) 1 COS содля торцовых фрезtgaH=tga• sirup; tgyi =tqy*sin<p, (48)где ю — угол наклона главной режущей кромки к оси фрезы; <р —
главный угол в плане.Ввиду того, что тригонометрические функции косинуса для уг¬
лов до 20° и синуса для углов свыше 70° близки к единице, пересчет
переднего и заднего углов по вышеприведенным формулам в этих
случаях практически можно не делать.Вспомогательным задним углом ai называется угол между вспо¬
могательной задней поверхностью зуба и перпендикуляром, вос¬
становленным к основной плоскости (см. рис. 154).Главным углом в плане ф (см. рис. 155, в) является угол между
проекцией главной режущей кромки зуба на основную плоскость
и плоскостью рабочего торца фрезы.Вспомогательный угол в плане ф1 — это угол между проекцией
вспомогательной режущей кромки зуба на основную плоскость
и плоскостью рабочего торца фрезы.Углом при вершине е называется угол между проекциями
главной и вспомогательной режущих кромок на основную пло¬
скость.Сумма углов ф, е и ф1 равна 180°.Углом наклона главной режущей кромки % принято называть
угол между главной режущей кромкой торцовой фрезы и основной
плоскостью, проходящей через вершину зуба. Для прочих фрез с
винтовыми или наклонными режущими кромками его обозначают
буквой со.Угол Л может иметь положительное и отрицательное значения.
В первом случае режущая кромка имеет наклон в сторону враще¬
ния фрезы, во втором — в противоположную сторону.Для уменьшения остроты вершин зубьев на них выполняют пе¬
реходные режущие кромки с углом в плане фо=.'/2ф (см,
рис. 155, в).216
Назначение и выбор углов фрезы. Передний угол у оказывает
наибольшее влияние на процесс образования стружки. С его увели¬
чением облегчается ее сход, уменьшается сопротивление резанию.
Однако если этот угол большой, режущая кромка ослабляется, к
ней приближается центр#давления стружки. Поэтому величину
переднего угла следует выбирать в зависимости от свойств мате¬
риалов обрабатываемой детали (табл. 12) и фрезы. Для более
мягких и пластичных обрабатываемых материалов его надо прини¬
мать большим, для более твердых и хрупких — меньшим. У фрез
из быстрорежущих сталей, обладающих большей вязкостью, пе¬
редний угол при равных условиях можно принимать большим, чем
у фрез, оснащенных твердым сплавом.Табл. 12. Рекомендуемые значения передних углов фрез, градПередний угол 7 для фрезОбрабатываемый материалоснащенныхтвердымсплавомиз быстроре¬
жущей сталиов 80 кгс/мм2 (800 МПа)1020<тв > 80 кгс/мм2 (800 МПа)—515св > 100 кгс/мм2 (1000 МПа)—1010Чугун серый510Медные сплавы1015Алюминиевые сплавы1525Задние углы непосредственного участия в резании не принима¬
ют. Они служат только для уменьшения трения задних поверхно¬
стей зубьев фрезы об обрабатываемый материал.Задний угол а выполняют в пределах 12... 16°. Причем большие
значения этого угла рекомендуются для фрез с мелкими зубьями,
меньшие — для крупнозубых фрез и фрез со вставными ножами.
Для отрезных и прорезных фрез угол а увеличивается до 20...25°.Вспомогательные задние углы ai принимают разными (пример¬
но 7г а, т. е. 6...8°).Главный угол в плане <р может иметь различные значения толь¬
ко у торцовых фрез, так как для всех прочих он определяется типом
фрезы. Например, для концевых и дисковых фрез он равен 90°,
Чтобы объяснить влияние главного угла в плане на работоспо¬
собность фрезы и процесс резания, рассмотрим рис. 156, на кото¬
ром показано последовательное врезание в металл двух соседних
зубьев I и II торцовой фрезы. С уменьшением угла <р до значения
ф' вершина зуба становится более прочной, массивной и удлиняет¬
ся активная часть главной режущей кромки от I до Благодаря
этому при том же сечении срезаемой стружки режущая кромка ис¬
пытывает меньшее температурное напряжение, что повышает стой¬
кость фрезы. Однако это же явление оказывает и отрицательное
действие, так как более длинная активная часть режущей кромки
способствует увеличению силы сопротивления резанию, Следова¬217
тельно, при достаточно жесткой технологической системе СПИД
(станок, приспособление, инструмент, деталь) целесообразность
применения фрез с малыми углами <р становится очевидной. И на¬
оборот, при недостаточно жестких условиях работы рекомендуется
пользоваться фрезами с большими углами <р. Практически угол в
плане ф у торцовых фрез выполняется в пределах 45...75°.Вспомогательный угол в плане ф1 определяет положение вспо¬
могательной режущей кромки, активная длина которой йрактиче-ски не превышает подачи на зуб sz (см. рис. 156). Следовательно,
эта режущая кромка незначительно участвует в резании, но ока¬
зывает существенное влияние на прочность и стойкость вершины
зуба фрезы и шероховатость обрабатываемой поверхности. При
уменьшении угла ф! уменьшается высота гребешка ft, остающегося
на обработанной поверхности после прохода зуба фрезы. Благодаря
этому шероховатость поверхности становится меньшей. Увеличе¬
ние при этом угла при вершине е способствует повышению прочно¬
сти и стойкости наиболее ослабленного места зуба — вершины.
В связи с этим угол ф! рекомендуется выполнять небольшим: для
отрезных и прорезных фрез 0°30'...Г; для прочих фрез— 1...2\
Угол наклона главной режущей.кромки X торцовых фрез суще¬
ственно влияет на прочность вершины зуба и характер его вреза¬
ния в обрабатываемый металл. Положительное значение этого угла
(рис. 157, а) упрочняет вершину зуба, отдаляет от нее точку кон¬
тактного удара в момент врезания режущей кромки в металл, что
благоприятно сказывается на стойкости фрезы. При нулевом или
отрицательном значении угла X (рис. 157, б) вершина зуба стано¬
вится более ослабленной и, первой врезаясь в металл, испытывает
контактный удар. Из приведенных рассуждений можно сделать вы¬
вод о целесообразности применения торцовых фрез с положитель¬218
ным углом наклона главных режущих кромок (в пределах10...15°).Для фрез с винтовыми и_ наклонными к оси зубьями угол накло¬
на главной режущей кромки о способствует более спокойному фре¬
зерованию, так как режущая кромка в этом случае врезается в
металл не одновременно всей длиной, а постепенно. Кроме того,
наклон зубьев увеличивает поперечный передний угол у\ (см. фор-VРис. 157. Контакт зуба фрезы с заготовкой при различных углах на¬
клона главной режущей кромкимулу (47), действующий в направлении резания. В конструкциях
стандартных цилиндрических и концевых фрез угол ш предусматри¬
вается 30...45°; для двух- и трехсторонних дисковых фрез —10...15°,§ 73. Изготовление и эксплуатация фрезМатериалы для фрез. Основными материалами для изготовле¬
ния фрез служат быстрорежущие стали и твердые сплавы, облада¬
ющие высокими режущими способностями.Быстрорежущие стали являются железоуглеродистыми сплава¬
ми, легированными главным образом вольфрамом (до 18 %) и
хромом (до 4 %). После термообработки эти стали приобретают
высокую теплостойкость (красностойкость) до 600°, твердость
HRC 62...65 и износостойкость, позволяющие вести обработку ме¬
таллов со значительно более высокими скоростями резания по
сравнению ^другими инструментальными сталями.219
По ГОСТ 19265—73 установлены четырнадцать марок быстро¬
режущих сталей, из которых для обработки конструкционных ста¬
лей рекомендуются марки Р18, Р12, Р9, Р6МЗ, Р6М5.Для материалов повышенной прочности и вязкости, нержавею¬
щих и жаропрочных сталей и сплавов предусмотрены быстрорежу¬
щие стали, легированные ванадием и кобальтом, обладающие по¬
вышенными режущими свойствами. К ним относятся стали марок:
Р18Ф2, Р14Ф4, Р9Ф5, Р18К5Ф2, Р10К5Ф5, Р9К5, Р6М5К5, Р9К10,
Р9М4К8.Маркировка быстрорежущих сталей выполняется буквами и
цифрами. Первая буква Р обозначает быстрорежущую сталь;
остальные: Ф — ванадий? М — молибден, К — кобальт. Цифры ука¬
зывают среднее содержание легирующих элементов в процентах:
первая цифра — вольфрама, остальные — элемента, обозначенного
буквой перед ними. Например, сталь Р18К5Ф2 содержит 18 °/о
вольфрама, 5 % кобальта и 2 % ванадия.Быстрорежущие стали приобретают высокие режущие свойства
после термической обработки — закалки при температуре1260... 1280° и высокого двух-, трехкратного отпуска с температурой
нагрева до 560° и продолжительностью по одному часу.Твердые сплавы являются наиболее распространенными инстру¬
ментальными материалами, которые значительно превышают бы¬
строрежущие стали по твердости, износостойкости, красностойко¬
сти (до 1000°), но уступают им в ударной вязкости и теплопро¬
водности.Твердые сплавы выпускаются в виде пластинок различных форм
и размеров, полученных методом порошковой металлургии (прес¬
сованием и спеканием). Основой для них служат твердые зерна
карбидов тугоплавких металлов — вольфрама, титана, тантана,
связанных кобальтом.Для обработки металлов резанием в соответствии с ГОСТ
3882—74 промышленностью выпускаются три группы твердых
сплавов:1. Вольфрамовые: ВК2, ВКЗ-М, ВК4, ВК6-М, ВК6-ОМ, В Кб,
ВК8, ВКЮ-ОМ.2. Титано-вольфрамовые: Т30К4, Т15К6, Т14К8, Т5КЮ, Т5К12.3. Титано-тантало-вольфрамовые: ТТ7К12, ТТ10К8-Б, ТТ8К6,
ТТ20К9.В обозначении марок твердых сплавов используются буквы:
В — карбид вольфрама, К — кобальт, первая буква Т — карбид
титана, вторая буква Т — карбид тантала. Цифры указывают при¬
мерное процентное содержание компонента, обозначенного буквой
перед ними. В трехкарбидных сплавах первая цифра соответствует
суммарному содержанию карбидов титана и тантала. Остальное
в сплаве (до 100 %) — карбид вольфрама. Буквы в конце марки¬
ровки означают: В — крупнозернистая структура, М — мелкозер¬
нистая, ОМ — особо мелкозернистая. Например, сплав Т5К12 со¬
держит 5 % карбида титана, 12 % кобальта, 83 % карбида воль¬
фрама.220
При выборе марок твердого сплава необходимо руководство¬
ваться следующим.1. Вольфрамовые сплавы по сравнению с титано-вольфрамовы-
ми обладают меньшей температурой свариваемости со сталью, по¬
этому их преимущественно применяют для обработки чугуна, цвет¬
ных металлов и неметаллических материалов. Кроме того, сплавы
марок ВК6-ОМ, BJK6-M, ВК8, ВЮО-ОМ рекомендуется применять
при фрезеровании труднообрабатываемых жаропрочных, нержаве¬
ющих и закаленных сталей.2. Титано-вольфрамовые и титано-тантало-вольфрамовые спла¬
вы предназначены для обработки сталей.3. Режущие свойства твердого сплава определяются содержа¬
нием карбидов, связки и структурой. Большее содержание кобаль¬
та (связки) и крупнозернистая структура способствуют увеличе¬
нию вязкости, уменьшают твердость и износостойкость сплава.
И наоборот, сплавы с меньшим содержанием кобальта и мелкозер¬
нистые обладают противоположными свойствами — меньшей вяз¬
костью, большей твердостью и износостойкостью. Вследствие этого
для тонкого и чистового фрезерования с малым сечением стружки
и большой скоростью резания следует выбирать сплавы с меньшим
количеством кобальта и мелкозернистые (ВКЗ, ВКЗ-М, ВК6-ОМ,
Т30К4).Черновая и получистовая обработки выполняются в основном
сплавами со средним содержанием кобальта (ВК4, ВК6, ВК6-М,
Т15К6, Т14К8, ТТ10К8-Б).Для тяжелых условий резания при черновой обработке высоко¬
прочных металлов, с большим припуском, отливок и поковок с
твердой коркой рекомендуется применять сплавы с большим содер¬
жанием кобальта (ВК8, Т5КЮ, Т5К12, ТТ7К12).В настоящее время ведутся обширные работы по внедрению в
процессе обработки резанием черных металлов новых сверхтвердых
инструментальных материалов, получаемых спеканием при высо¬
ких давлениях и температурах микропорошков кубического нитри¬
да бора (соединение бора с азотом). Такие материалы выпускаются
с размерами заготовок 4...8 мм под общим названием композиты,
к ним, в частности, относится отечественный сверхтвердый матери¬
ал марки эльбор-Р. Приближаясь по твердости к алмазу, компо¬
зиты примерно вдвое превосходят его по теплостойкости (до 1500°)
и поэтому способны резать не только сырые, но и закаленные до
высокой твердости стали.Особенности изготовления фрез. Фрезы из быстрорежущих ста¬
лей выполняются цельными, сварными и сборными.Цельная конструкция применяется для насадных фрез сравни¬
тельно небольшого диаметра или малой ширины. Несмотря на про¬
стоту изготовления, такие фрезы обладают и существенными недо¬
статками: большим расходом дорогостоящей быстрорежущей стали,
из которой выполняются не только режущие зубья, но и корпус
фрезы; невозможностью восстановления первоначальных размеров
мерных фрез после износа.221
Сварными выполняются концевые и шпоночные фрезы диамет¬
ром свыше 12 мм, хвостовики которых изготавливаются из деше¬
вой конструкционной стали, привариваемой стыковой сваркой к
быстрорежущей рабочей части.Наиболее экономичной в эксплуатации является сборная конст¬
рукция фрез, в которой быстрорежущие ножи (зубья) механически
крепятся в пазах корпуса, выполненного из конструкционной ста¬
ли. Такие фрезы позволяют многократно использовать корпус и
восстанавливать размеры фрезы после износа.Оснащение фрез твердым сплавом осуществляется путем ис¬
пользования цельнонапаенных или сборных конструкций. В первом
случае пластинки твердого сплава припаивают медью к корпусу
фрезы, во втором — к ножам или крепят механически в корпусе
фрезы.Процесс напайки твердого сплава, кроме чисто технической
сложности, сопряжен с частыми случаями некачественной припай¬
ки пластин и образования на них микротрещин, обусловленных внут¬
ренними напряжениями, возникающими при нагревании и охлажде¬
нии разнородных металлов, что в конечном счете ведет к нерацио¬
нальному расходу дорогостоящего твердого сплава. Вследствие
этого область использования цельнонапаянных фрез ограничивается
фрезами небольших размеров, а в сборных конструкциях в послед¬
нее время наметилась тенденция механического крепления пласти¬
нок твердого сплава непосредственно к корпусу фрезы.В этом направлении заслуживает внимания наиболее удачное
конструктивное решение по созданию торцовых фрез с механиче¬
ским креплением круглых и многогранных неперетачиваемых пла¬
стинок (рис. 158). Такие фрезы состоят из кольца /, корпуса 2,
призматических державок 3 с запрессованными в них штифтами 4У
на которые свободно устанавливаются твердосплавные пластинки5. Крепление пластинок в корпусе фрезы осуществляется с помо¬
щью винтов 7 и шайб <5. Пружины 6, устанавливаемые в гнезда
кольца /, служат для предварительного поджима пластинок к базо¬
вой поверхности кольцевой канавки корпуса. Необходимая гео¬
метрия зубьев фрезы достигается предусмотренным положением
пластинок относительно корпуса. Фрезы снабжаются 8... 10 ком¬
плектами запасных пластинок, которые нельзя смешивать между
собой, так как пластинки каждого комплекта специально отсорти¬
рованы по размерам с целью уменьшения биения фрезы.Для срезания больших припусков до 20 и более миллиметров
с поверхностей литых и кованых заготовок созданы конструкции
многоступенчатых фрез с механическим креплением пластинок
твердого сплава. Двухступенчатая торцовая фреза (рис. 158, б)
оснащена пятигранными твердосплавными пластинками. Фреза име¬
ет 12 зубьев, которые распределены через зуб по двум круговым
ступеням, смещенными между собой в осевом направлении на */г
припуска на обработку и в радиальном направлении на 2...4 мм.
Благодаря разделению общего припуска между зубьями ступеней
уменьшается расход мощности на фрезерование, повышается про-222
Рис. 158. Торцовые фрезы:а, б — с круглыми и многогранными пластинками твердого сплава;
в — ротационного резанияизводительность обработки за счет сокращения количества про¬
ходов.Широкое применение режущих инструментов с непритачиваемы-
ми пластинками твердого сплава спосрбствовало возникновению
нового весьма эффективного способа повышения их износостойко¬
сти и твердости. Для этого пластинки наиболее прочных марок твер¬
дого сплава (ВК8, Т5КЮ, ТТ7К12) покрывают тонким слоем
(5...15 мкм) износостойкого карбида титана TiC или нитрида тита¬
на TiN, что позволяет повысить их стойкость в 3...4 раза.223
В последнее время в машиностроении получили распростране¬
ние торцовые фрезы (рис. 158, в), действие которых основано на
методе ротационного (вращающегося) резания. Принципиальное
отличие конструкции таких фрез заключается в том, что в каче¬
стве зубьев у них используются специальные резцовые головки 2>
оснащенные вращающимися круглыми пластинками 1 чашечной
формы из быстрорежущей стали или твердого сплава. В процессе
резания за счет сил трения и определенного наклона пластинки
получают вращательное движение вокруг собственной оси. Благо-Рис. 159. Схема заточки цилиндрической фрезы с остроконечнымизубьямидаря замене скольжения в местах их контакта с заготовкой на ка¬
чение и постоянному обновлению активных участков режущих кро¬
мок стойкость фрез ротационного резания намного повышается.Заточка фрез. В процессе эксплуатации фреза изнашивается,
вследствие чего нарушается геометрическая форма „ зубьев. Для
восстановления щ режущих способностей фрезу необходимо свое¬
временно затачивать.Заточка обычно выполняется на универсально-заточных станках,
снабженных подвижным поворотным столом и регулируемой по
высоте поворотной шлифовальной головкой. Такие станки оснаща¬
ются центровыми стойками и универсальными головками, позволя¬
ющими устанавливать фрезы различных типов.Режущими инструментами для заточки служат шлифовальные
круги чашечной или тарелочной формы, состоящие из твердых
абразивных зерен и связки.Характеристика шлифовального круга определяется материалом
абразивных зерен, зернистостью, твердостью и связкой.По материалу зерен круги, используемые для заточки, делятся
на электрокорундовые 2А и карбидокремниевые 6С, которые мож¬224
но отличить по цвету. Первые имеют белый, сероватый или светло-
розовый цвет, вторые — светло-зеленый. Электрокорундовые круги
предназначены для заточки фрез из быстрорежущей стали, карби¬
докремниевые — для фрез, оснащенных твердым сплавом.Зернистость круга обозначается числом, соответствующим вели¬
чине образивного зерна в сотых долях миллиметра. Под твердо-
стыо круга подразумевается способность связки удерживать зерна
от выкрашивания.Для заточных работ применяются круги зернистостью 40...30,
среднемягкие (CMi...CM2), на керамической связке.Рис. 160. Схема заточки сборной торцовой фрезы по главным и вспомог а-тельным задним поверхностям ножейФрезы с остроконечной формой зуба затачиваются по задним
поверхностям зубьев торцом чашечного круга. Для этого при зата¬
чивании зубьев по главным задним поверхностям, расположенным
на цилиндрических участках насадных фрез, последние закрепля¬
ются на оправках и устанавливаются в центрах станка. Установка
концевых фрез выполняется непосредственно в центрах.Для повышения качества заточки круг должен соприкасаться
с фрезой только одной стороной. С этой целью его торец наклоня¬
ют к оси фрезы под углом 1...2° (рис. 159, а).Требуемый задний угол а обеспечивается за счет расположения
режущей кромки зуба ниже оси фрезы на величину h (рис, 159, б),
которая определяется по формулеи фиксируется на станке упругим пластинчатым упором U
Заточка сборных торцовых фрез по главным задним поверхно¬
стям может производиться при установке фрезы в универсальной го¬
ловке 1 (см. рис. 162) с помощью концевой оправки 2. Для совме¬
щения главной режущей кромки с направлением продольной подачиh =5 — sin а2(49)3 Зак. 749225
стола станка головку разворачивают в горизонтальной плоскости
на угол р = 90° —ф (рис. 160, а). Упор закрепляют на столе, поджи¬
мают к тыльной стороне затачиваемого ножа и регулируют по вы¬
соте так, чтобы режущая кромка находилась выше горизонтальнорасположенной оси фрезы на величи¬
ну h, определяемую из формулы (49).Заточка зубьев по вспомогатель¬
ным задним поверхностям со стороны
торца фрезы производится в основном
подобно заточке торцовых сборных
фрез по главным задним поверхностям
ножей. Отличие в этом случае состоит
в том, что горизонтально расположен¬
ную ось фрезы поворачивают относи¬
тельно направления продольного хода
стола станка на угол р = 90°+ф! (рис.
160, б), а затем наклоняют вниз на тре¬
буемый задний угол ai.Фрезы с затылованной формой зу¬
ба затачивают только по передним по¬
верхностям торцом тарельчатого кру-Рис. 161. Схема заточки фрезы га с помощью приспособления с дели-
с затылованными зубьями тельным диском /_(рис. 161), а требу¬
емый передний угол обеспечивают
смещением торца круга с оси фрезы на величинуb = — sin у. (50)Выполняя заточку, необходимо строго соблюдать меры предо¬
сторожности: надежно ограждать шлифовальный круг защитнымРис. 162. Доводке торцовой фрезы алмазным кругом226
кожухом, работать в защитных очках и находиться в стороне oi
плоскости вращения круга.К качеству заточки фрез предъявляют следующие требования:
отсутствие на режущих кромках завалов, сколов, прижогов и по¬
верхностных трещин; биение режущих кромок не более 0,05 мм;
заданное значение углов заточки.Доводка фрез. Для удаления дефектного слоя и шероховатости,
возникающих при заточке зубьев абразивными кругами, фрезы ре¬
комендуется доводить. Доводка выполняется подобно заточке,
шлифовальными кругами из зеленого карбида кремния зернисто¬
стью 6...5 средней мягкости CMi...CM2 на бакелитовой связке.Более высокая эффективность доводки достигается при исполь¬
зовании алмазных кругов 3 (рис. 162), которые позволяют повы¬
сить стойкость фрез в 1,5...2 раза. Такие круги состоят из металли¬
ческого или пластмассового корпуса и алмазоносного кольца зер¬
нистостью 6...4 на органической (бакелитовой) связке,§ 74. Силы, действующие при фрезерованииПричины возникновения сил резания. Обрабатываемый матери¬
ал оказывает сопротивление резанию. Это сопротивление, проги¬
бая фрезу, заготовку и узлы станка, ухудшает качество обработки.
На преодоление его расходуется электроэнергия, потребляемая
двигателем станка. Поэтому изучение причин и зависимости усилия
резания от условий работы имеет большое практическое значение.Основными причинами возникновения сил сопротйвления реза¬
нию являются силы, препятствующие деформации и скалыванию
элементов стружки, и силы трения, возникающие на контактных
поверхностях зубьев фрезы, стружки и обрабатываемой заготовки.
Причем первые составляют примерно 90 % общей силы сопротивле¬
ния резанию.Силы, действующие на фрезу и заготовку. При работе прямозу¬
бой фрезы (рис. 163, а) силу сопротивления резанию R можно
представить как геометрическую сумму двух сил: радиальной Рр,
действующей по радиусу фрезы, и касательной Рг, направленной
по касательной к окружности вращения фрезы. Радиальная сила
стремится оттолкнуть фрезу от заготовки и прогнуть фрезерную
оправку, а касательное усилие непосредственно препятствует ре¬
занию. Со стороны фрезы эти силы действуют на заготовку в про¬
тивоположном направлении.Для фрез с винтовыми зубьями характерно возникновение
дополнительной осевой силы Р0 (рис. 163, б), получаемой при гео¬
метрическом разложении общего усилия резания R\. Эта сила
стремится сдвинуть фрезу в осевом направлении, и поэтому ее же¬
лательно направить в сторону более жесткой опоры — шпинделя.
Аналогичная картина действия сил резания наблюдается и при
работе торцовых фрез (рис. 163, виг).Наибольшим по величине является касательное усилие Ри ко¬
торое превышает остальные составляющие силы резания в два и8»227
более раз. Это усилие совпадает с направлением скорости резания
и непосредственно осуществляет работу по срезанию стружки. По¬
этому для технологических расчетов в качестве общего усилия ре¬
зания практически принимается сила Рг.Рис. 163. Силы, действующие на фрезуЗависимость силы резания от условий работы. Сопротивление
резанию зависит от механических свойств обрабатываемого мате¬
риала, геометрии фрезы, режима резания и свойств смазывающе-
охл^ждающей жидкости.Способность обрабатываемого металла оказывать сопротивле¬
ние резанию можно характеризовать удельным давлением р, кото¬
рое представляет собой силу резания, приходящуюся на один квад¬
ратный миллиметр площади попереч¬
ного сечения срезаемой стружки.
Удельное давление зависит не только
от механических свойств обрабатыва¬
емого металла, но и от наибольшей тол¬
щины стружки, имеющей при фрезеро¬
вании, как известно, форму запятой.
При этом усадка стружки не учитыва¬
ется. Для более тонких стружек удель¬
ное давление при прочих равных усло¬
виях увеличивается, и наоборот, оно
уменьшается для гтружки большей
толщины.Наибольшая толщина стружки анб
(рис. 164) измеряется (в мм) вдоль ра¬
диуса фрезы между поверхностями ре¬
зания, образуемыми двумя сосед¬Puct 164. Схема для определе¬
ний наибольшей толщины
стружки228
ними зубьями работающей фрезы. Если с некоторым приближением
считать участок дуги ВС прямолинейным, то из прямоугольного
треугольника ABC получимCtH6 = SzSin lj>,(51)где sz — подача на зуб фрезы, мм/зуб; — угол контакта фрезы
с заготовкой, град.Тригонометрическую функцию косинуса угла -ф определим из
треугольника ОАЕ:Из этого же треугольника выведем формулу синуса угла контакта:где 'АЕ = УОА2—ОЕ2.Подставив вместо буквенных обозначений сторон треугольника
их значение из рис. 164 и выполнив несложные математические
действия, окончательно получимФормулы (52) и (53) справедливы для цилиндрических и диско¬
вых фрез. При обработке плоскостей торцовыми фрезами в ука¬
занные формулы вместо глубины резания t следует подставлять
ширину фрезерования В.При торцовом фрезеровании стружка имеет наибольшую тол¬
щину в основной плоскости фрезы, параллельной направлению по¬
дачи. Поэтому для симметричного фрезерования aB6 — sz. Такое же
равенство сохраняется и для несимметричного фрезерования, когда
ось фрезы располагается в пределах ширины фрезеруемой поверх¬
ности (см. рис. 37). Ниже в табл. 13 приведены ориентировочные
значения удельных давлений для различных материалов.Влияние углов геометрии фрезы на процесс резания было рас¬
смотрено в § 72. Наиболее существенное действие на силу резания
оказывают передний угол у, главный угол в плане <р и угол наклона
главной режущей кромки <о или К.С увеличением переднего угла зуб фрезы легче внедряется в
обрабатываемый материал и разъединяет его частицы. С измене¬
нием угла в плане <р изменяется длина активной части главной ре¬
жущей кромки I (см. рис. 156), благодаря чему изменяется и сила
сопротивления резанию. Для уменьшения силы резания следует
применять фрезы с большим углом ср. Угол наклона главной режу¬
щей кромки способствует увеличению поперечного переднего углаDD(52)sin ip = ■— V"t (Р — О*(53)229
Табл. 13. Удельное давление резания р при фрезеровании, кгс/мм2 (МПа)Наибольшая
толщина
стружки
а, ммМатериал заготовкиСтальЧугунав-60 кгс/мм* (600 МПа)ов—75 кгс/мм1 (750 МПа)Ов>75 кгс/мм* (750 МПа)мягкийНВ<180средний
НВ 180. ..200твердыйНВ>2000,02316...420525...635740...850210305420(3160...4200)(5250...6350)(7400...8500)(2100)(3050)(4200)0,03285...380475...570670...760184264367(2850...3800)(4750...5700)(6700...7600)(1840)(2640)(3670)0,04 '267...356455...535620...710163235326(2670...3560)(4550...5350)(6200...7100)(1630)(2350)(3260)0,05256...340425...510596...680154222308(2560...3400)(4250...5100)(5960...6800)(1540)(2220)(3080)0,06240...320400...480560...640142205285(2400...3200)(4000...4800)(5600...6400)(1420)(2050)(2850)0,07235...314392...470549...627135195271(2350...3140)(3920...4700)(5490...6270)(1350)(1950)(2710)0,08226...302376...452530...604129186259(2260...3020)(3760...4520)(5300...6040)(1290)(1860)(2590)0,09218...292364...432510...584126\ 182253(2180...2920)(3640...4320)(5100...5840)(1260)(1820)(2530)0,10214...286358...428500...572122175244(2140...2860)(3580...4280(5000...5720)(1220)(1750)(2440)0,12211...268337...402470...537115165229(2110...2680)(3370...4020)(4700...5370)(1150)(1650)(2290)0,14198...252316...378442...505108156215(1980...2520)(3160...3780)(4420...5050)(1080)(1560)(2150)0,16187...237297...355415...475101147202(1870...2370)(2970...3550)(4150...4750)(1010)(1470)(2020)0,18176...223279...332390...44695139190(1760...2230)(2790...3320)(3900...4460)(950)(1390)(1900)0,20166...219249...312366... v42089131178(1660...2190)(2490...3120)(3660...4200)(890)(1310)(1780)
Yi, действующего в направлении резания, и тем самым уменьшению
сопротивления обрабатываемого материала резанию.Элементы режима резания оказывают различное влияние на
величину силы резания. При увеличении ширины фрезерования и
глубины резания увеличивается длина активной части главной ре¬
жущей кромки и количество зубьев фрезы, одновременно участву¬
ющих в резании, что приводит к пропорциональному увеличению
усилия резания. С увеличением подачи на зуб активная длина
главной режущей кромки не изменяется, но увеличивается толщина
и площадь поперечного сечения срезаемых стружек. Следователь¬
но, в этом случае сила резания также увеличивается, но в меньшей
степени. Поэтому для снижения силы сопротивления резанию вы¬
годнее работать с большей подачей и меньшей глубиной резания
и шириной фрезерования.Скорость резания в узких пределах практически применяемых
значений незначительно влияет на величину усилия резания.При применении смазывающе-охлаждающих жидкостей сила
резания уменьшается за счет уменьшения сил внешнего трения,
возникающих на контактных поверхностях зуба фрезы, стружки1 и
обрабатываемого материала. Кроме того, жидкость под давлением
зуба фрезы, проникая в микротрещины срезанного металла, как бы
разрыхляет его, тем самым облегчая резание.Определение величины усилия резания. Зная удельное давле¬
ние р, можно с достаточной для технологических целей точностью
определить силу резания по упрощенной формулегде Fсред — суммарная средняя площадь поперечного сечения одно¬
временно срезаемых стружек, мм2.Чтобы определить /‘сред, воспользуемся формулой объема сре¬
заемого металла в минуту W (в мм3/мин), который равен произве¬
дению ширины фрезерования В, глубины резания t и минутной
подачи sM, т. е.С другой стороны, минутный объем срезаемого металла можно
также получить, если умножить суммарное среднее сечение одно¬
временно срезаемых стружек /^сред на скорость резания vt выра¬
женную в мм/мин, т. е. 1000 v:Подставив вместо sM и v их значения из формул (2) и J3) и сде¬
лав соответствующие преобразования, окончательно получимР г — р/7 сред,(54)W = BIsm.w — iuuuc//^ сред»Приравняв правые части приведенных формул, получимR i с ;— 1 ППП г» Рw=movF,(55)23-1
§ 75. Мощность и крутящий момент при резанииРабота, расходуемая на резание в одну секунду, называется
мощностью резания и обозначается Afpe3.Если умножить силу резания Pz на скорость резания vt получим
работу резания, выполняемую в минуту. Для определения секунд¬
ной* работы в киловаттах надо полученное произведение разделить
на 60 и число 102 (когда сила выражена в кгс) или 1020 (если си¬
ла выражена в ньютонах).Тогда формула мощности резания примет окончательный видЧтобы станок мог выполнить работу, мощность на его шпинде¬
ле Nmn должна быть равна или больше мощности, необходимой на
резание, т. е. должно соблюдаться условиеНа шпиндель мощность поступает от электродвигателя главного
движения. При этом часть ее затрачивается на преодоление сил
трения в механизме коробки скоростей и частично теряется в связи
с проскальзыванием ремня. Следовательно, мощность двигателя
всегда больше мощности на шпинделе.Отношение мощности на шпинделе Л^Шп к мощности двигателя
Nд называется коэффициентом полезного действия.Коэффициент полезного действия показывает, какая часть мощ¬
ности электродвигателя может быть полезно использована на реза¬
ние. Для консольно-фрезерных станков его среднее значение состав¬
ляет 0,8...0,9.Возможности станка характеризуются не только мощностью на
шпинделе, но и допустимым крутящим моментом на нем МШПу
между которыми существует следующая зависимость:где п — частота вращения шпинделя, об/мин,-Из этого следует, что при малых, числах оборотов крутящий мо¬
мент на шпинделе больше, и наоборот, при высокой частоте враще¬
ния момент соответственно уменьшается. Поэтому, когда станок
не в состоянии выполнять работу с высокой скоростью резания, не¬
обходимо переходить на более низкую ступень оборотов.Крутящий момент сопротивления резанию можно определить,
если умножить силу резания на радиус фрезы (плечо)-, т. е.рез<(57)М = — рез 2.1000'(58)232
Для возможности выполнения работы резания необходимо,
чтобы крутящий момент на шпинделе станка Мшп, развиваемый
электродвигателем, был равен или превышал крутящий момент
сопротивления резанию, т. е.А1щп ^ Л1рез*Принятый режим резания должен соответствовать возможностям
етанка по мощности или крутящему моменту на шпинделе,§ 76. Теплообразование при резанииРезание металлов сопровождается выделением большого коли¬
чества теплоты, о чем свидетельствует сильный нагрев стружки,
фрезы и в меньшей степени обрабатываемой детали.Основными источниками образования теплоты при резании яв¬
ляются деформация срезаемого слоя металла и трение поверхно¬
стей зубьев фрезы, стружек и заготовки. При деформации частицы
металла сдвигаются относительно друг друга, между ними возни¬
кает сильное трение, в результате которого выделяется теплота.
Ее называют теплотой внутреннего трения в отличие от теплоты
внешнего трения, которая выделяется вследствие относительного
перемещения контактных поверхностей фрезы, стружки и заготов¬
ки. Исследованиями установлено, что наибольшее количество тепло¬
ты возникает из первого источника —деформации срезаемого слоя.На интенсивность теплообразования влияют все условия реза¬
ния. Однако наиболее существенное действие оказывает режим ре¬
зания, с увеличением которого увеличивается работа деформации
срезаемого слоя, почти полностью превращающаяся в теплоту.Теплота при резании распределяется между стружкой, фрезой,
заготовкой и окружающей средой. Причем доля ее поступления
в тот или иной объект зависит прежде всего от теплоемкости мате¬
риала последнего и скорости резания. При работе фрезами из бы¬
строрежущей стали теплота распределяется примерно в следующем
соотношении: наибольшее ее количество (около 70...80 %) уносится
стружкой, 20...25 % поступает во фрезу, 4...9 °/о — в заготовку и
около 1 % — в окружающую среду. Для твердосплавных фрез это
соотношение несколько изменяется в сторону увеличения теплоты,
уносимой стружкой, и уменьшения количества теплоты, поглощае¬
мой фрезой, что объясняется более высокой скоростью резания и
меньшей теплоемкостью твердого сплава.Теплота сама по себе не является определяющим фактором
уменьшения стойкости инструмента. Ее отрицательное действие
проявляется в нагреве зубьев фрезы. Температура нагрева, в свою
очередь, зависит как от количества подводимой теплоты, так и от
теплоемкости нагреваемого тела или, в данном случае, зуба фрезы.
Естественно, чем больше масса зуба, или иными словами — тепло¬
емкость, тем более снижается интенсивность его нагрева. А так как
массивность режущего клина зуба определяется его геометрической233
формой, то для повышения стойкости фрезы весьма важно правиль¬
но выбрать ее геометрию соответственно условиям выполняемой
работы.При исследовании тепловых явлений установлено, что на темпе¬
ратуру нагрева резца наибольшее влияние оказывает скорость
резания, меньшее — подача и наименьшее — глубина резания, а для
фрезерных работ и ширина фрезерования. Эта закономерность слу¬
жит исходным положением для установления рациональных режи¬
мов резания.Одним из эффективных средств уменьшения нагрева фрезы яв¬
ляется применение смазывающе-охлаждающих жидкостей, которые
не только уменьшают внешнее трение, но и отбирают теплоту иа
зоны резания.§ 77. Износ фрезыВследствие трения скольжения и действия высокой температуры
в местах контакта режущего клина со стружкой и поверхностью
резания происходит износ фрезы путем удаления с рабочих поверх¬
ностей зубьев, микрочастиц.Режущий инструмент изнашивается в особо тяжелых условиях
при постоянно обновляющихся трущихся поверхностях, высоких
давлениях и температурах. Различают три вида износа: абразив¬
ный, молекулярный и диффузионный.Абразивный износ происходит в результате царапания — среза¬
ния мельчайших частиц инструмента твердыми включениями обра¬
батываемого материала. Такой износ преимущественно наблюдает¬
ся при резании чугуна, высокоуглеродистых и легированных инстру¬
ментальных сталей, имеющих в структуре весьма твердые зерна
карбидов, а также лри обработке отливок с твердой и загрязненной
коркой.Молекулярный износ сопровождается вырыванием с поверхно¬
стей инструмента мельчайших частиц стружкой и поверхностью
резания заготовки вследствие действия между ними значительных
сил молекулярного сцепления (прилипания, сваривания) и относи¬
тельного скольжения. Такой вид износа в основном наблюдается
при фрезеровании пластичных металлов, особенно труднообраба¬
тываемых сталей (жаростойких, нержавеющих и др.)«При высоких температурах в зоне резания происходит диффу¬
зия, в результате которой изменяется химический состав и механи¬
ческие свойства поверхностных слоев инструмента, что ускоряет
его износ.При фрезеровании инструмент изнашивается по передней и зад¬
ней поверхностям (рис. 165, а). На передней поверхности зуба фре¬
зы стружка выбирает лунку, а на задней образуется притертая к
поверхности резания площадка без заднего угла.Износ преобладает на задних поверхностях зубьев фрезы.
В некоторых случаях при обработке пластичных металлов дисковы¬234
ми и торцовыми фрезами, когда продолжительность контакта зубь¬
ев с заготовкой относительно большая, износ появляется и на пе¬
редних поверхностях.Интенсивность износа инструмента в течение его работы неоди¬
накова. Ее можно изобразить в виде графика (рис. 165, б), на ко¬
тором по горизонтали откладывается время работы фрезы, а по
вертикали — ее износ. В течение первого периода (участок кривой
О А) происходит приработка трущихся
поверхностей, когда сглаживаются ше¬
роховатости, оставшиеся после заточ¬
ки инструмента. Продолжительность
этого периода можно сократить довод¬
кой фрезы. Второй период (участок
АВ) характеризуется нормальной
(медленной) скоростью износа и со¬
ставляет около 90...95 % времени рабо¬
ты фрезы. Третий период (участок
ВС) — период усиленного износа, по
достижении которого фрезы необходи¬
мо снимать со станка для переточки.В противном случае для их восстанов¬
ления заточкой понадобится срезать с
зубьев значительные слои металла, что
намного сократит суммарную продол- ^
жительной работы фрез и значительно
увеличит их расход. ^Признаки предельно допустимого ^
износа (критерия затупления), указы¬
вающие на необходимость переточки
инструмента, зависят от характера вы¬
полняемой работы. При черновом фре¬
зеровании, когда точность и чистотаобработки не являются конечной целью, допустимый износ практи¬
чески определяют по следующим внешним признакам: появлению
на поверхности резания блестящей полоски (при обработке стали)
или темных пятен (при обработке чугуна)*; резкому увеличению уси¬
лия подачи и шероховатости обработанной поверхности; измене¬
нию формы и цвета стружки. При чистовом фрезеровании износ
фрезы определяют по снижению точности и чистоты обработки по
сравнению с допускаемыми.Время переточки можно также установить по допустимой шири¬
не площадки износа, по главной задней поверхности зуба, величи¬
на которой приводится в справочниках. Например, для торцовых
фрез, оснащенных твердым сплавом, при черновой обработке стали
ft3=l,5...2 мм, при чистовой — h3 = 0,8...1 мм. Для цилиндрических
и дисковых фрез эти значения износа примерно в два раза меньше.
В массовом производстве допустимый износ ограничивают прину¬
дительной переточкой инструментов через определенные проме¬
жутки времени.LMUMРис. 165. Характер и периоды
износа зуба фрезы235
§ 78. Стойкость фрезыСтойкостью называется время непосредственной работы фрезы
от заточки до переточки, измеряемое в минутах.Стойкость непосредственно связана о износом и зависит от тех
же факторов: свойств обрабатываемого материала и. материала ин¬
струмента, режима резания, геометрии инструмента и качества
смазывающе-охлаждающей жидкости.В общем случае чем выше твердость и прочность обрабатывае¬
мого» материала,- тем больше скорость нарастания износа и, сле¬
довательно, меньше стойкость инструмента. Однако некоторые ма¬
териалы обладают определенными специфическими свойствами,
которые следует учитывать при резании. Например, чугун имеет
сильную истирающую способность, так как содержит значительное
количество твердых зерен карбида железа. Аналогичную способ¬
ность в несколько меньшей степени имеют высокоуглеродистые и
легированные инструментальные стали. Поэтому стойкость фрез
при обработке этих материалов ниже, чем при фрезеровании мало¬
углеродистых конструкционных сталей. Нержавеющие и жаропроч¬
ные стали и сплавы, кроме абразивного износа, создают повышен¬
ный молекулярный износ, обладают низкой теплопроводностью,
сильно упрочняются при резании, сохраняют твердость и прочность
при высоких температурах. Их обработка резанием сопряжена с
большими трудностями вследствие низкой стойкости инструментов.Материал инструмента и в первую очередь его теплостойкость
оказывают большое влияние на продолжительность работы инст¬
румента. При равных условиях резания фрезы из быстрорежущей
стали имеют значительно меньшую стойкость, чем оснащенные
твердым сплавом.Как было установлено при рассмотрении теплообразования, из
элементов режима резания наибольшее влияние на температуру
нагрева инструмента, а значит на его стойкость, оказывает скорость
резания. Например, при увеличении скорости резания на 20...25 %
стойкость снижается в 2...3 раза. Следовательно, для сохранения
необходимой стойкости фрезы выгоднее работать в первую очередь
с наибольшими шириной фрезерования, глубиной резания и подачей
и только после этого выбирать допустимую скорость резания.Большое влияние на стойкость оказывает геометрия заточки
фрезы. С увеличением переднего угла в допустимых пределах,
уменьшением углов в плане при положительном значении угла на¬
клона главной режущей кромки X и создании дополнительной ре¬
жущей кромки при вершине зуба стойкость фрезы увеличивается.Смазывающе-охлаждающая жидкость уменьшает нагрев инст¬
румента, внешнее трение и создает расклинивающее действие на
срезаемый слой металла. Поэтому применение смазки и охлажде¬
ния при резании увеличивает стойкость фрезы.Кроме ранее рассмотренных (см. § 5) способов охлаждения,
при фрезеровании труднообрабатываемых сталей и сплавов высо¬
кая эффективность охлаждения достигается применением жидкого236
углекислого газа, который подается в зону резания из баллона че¬
рез отверстие сопла диаметром в несколько десятых долей милли¬
метра. Охлаждаясь за счет расширения при выходе из сопла до
— 78 °С, углекислый газ оседает на поверхности зубьев фрезы в
виде белого налета — инея, создавая интенсивное охлаждение ин¬
струмента. >Стойкость инструмента, обеспечивающая высокую производи¬
тельность и наименьшие материальные затраты, связанные с изго¬
товлением деталей, называют экономической (см. табл. 14).Табл. 14. Рекомендуемая стойкость фрез Т( минМатериалТип фрезСтойкость^при диаметре фрезы,ммфреэ205075 1100| 150200300| 400Быст- Торцовые и
рорежу- дисковые100120130170250300400щая Прорезные и
сталь отрезные_8090100110120,Концевые6080————р—Цилиндриче¬ские100170280400Фасонные—6080100———У гловые—100,150170————Твер¬дыйсплавТорцовые и
дисковые дву¬
сторонние
Дисковые
трехсторонние90120200300500600.——130160200300——В определенных условиях бывает целесообразно работать с дру¬
гой стойкостью, например, при обработке крупной партии деталей
на настроенном станке, когда нежелательно менять фрезу до окон¬
чания всей работы. В этом случае стойкость фрезы увеличивают
за счет снижения скорости резания,§ 79. Выбор рациональных режимов резанияРежим резания, отвечающий экономической стойкости режуще¬
го инструмента, называется рациональным. При его выборе руко¬
водствуются нормативными таблицами и исходными данными: чер¬
тежом детали, родом и размерами заготовки, типом, материалом
и размерами фрезы, паспортными сведениями о станке. Используя
эти данные, назначают элементы режима резания в следующем по¬
рядке.1. Принимают наибольшую возможную ширину фрезерования
В, при которой можно обрабатывать поверхность за наименьшее
число проходов. о2. Выбирают глубину резания t в зависимости от величины
припуска, жесткости заготовки и точности обработки. Если условия
позволяют, весь припуск следует срезать за один проход. Точные237
поверхности обрабатывают вначале предварительно, а затем окон¬
чательно. Чистовой проход в этом случае выполняют с небольшой
глубиной резания 0,5...1,5 мм.3. Подачу на зуб фрезы sz выбирают из нормативных таблиц
в зависимости от типа фрезы, твердости обрабатываемого материа¬
ла, ширины фрезерования, глубины резания и требуемой шерохо¬
ватости поверхности.4. По табл. 14 выбирают рекомендуемую стойкость фрезы Т.5. Принимают скорость резания v из нормативных таблиц в за¬
висимости от типа и материала фрезы, обрабатываемого материала,
ширины фрезерования и глубины резания. Такие таблицы состав¬
лены для определенных условий работы. Поэтому, если действитель¬
ные условия резания отличаются от нормативных, выбранную из
таблицы скорость резания vT надо умножить на поправочные коэф¬
фициенты Кь Кг, Кз, учитывающие соответственно фактическую
ширину фрезерования или глубину резания, твердость материала
заготовки и стойкость фрезы.6. Зная скорость резания, определяют частоту вращения фре¬
зы из формулы (6):п — 320 —Dи подбирают ближайшее меньшее значение или большее (если оно
не превышает 5 % расчетного) по станку.7. По принятой частоте вращения подсчитывают действитель¬
ную скорость резанияDn
v 320е8. По формуле (3) определяют минутную подачу:^sM=szzn,которая принимается ближайшей из имеющихся на станке.9. Проверяют режим резания для чернового фрезерования по
допустимой мощности или крутящему моменту на шпинделе станка
по формулам (56) и (58):Р v Р D
N *= — <ЛГ • М = —*. . <Мреэ 60* 102 ^ шп» рез 2-1000 ^ шпвРекомендуемые значения подачи на зуб фрезы и скорости реза¬
ния для обработки наиболее распространенных материалов (ста¬
лей и серых чугунов) приведены в таблицах 15 и 16.Пример. Выбрать режим резания для фрезерования плоскости шириной
60 мм. Заготовка — отливка из серого чугуна марки СЧ18-36 (НВ180), имеющая
припуск на обработку поверхности 3 мм. Шероховатость поверхности Rt = 80 мкм.
Фреза торцовая сборная 0 = 100 мм, z=10, оснащенная твердым сплавом ВК8.
Станок — консольнб-фрезерный модели 6Р11.Решение. Учитывая диаметр фрезы, невысокую шероховатость и неболь¬
шой припуск, обработку будем выполнять за один проход с шириной фрезерова-,
ния #=*100 мм и глубиной резания / = 3 мм,238
Табл. 15. Подача на зуб фрезы sz, мм/зубТипфрезыКонцевая для пазов иуступовТорцоваяДисковаяПрорезнаядиаметр, ммЦилиидри*для пазов
и уступови отрезная;ю 61630ческаяФасонная
полукруглая
и угловаяСталь0/1...0,2 0,05...0.12 0,02...0.05 0,005...0,01 0,01...0.025 0,02...0,07 0,1...0,3 0.03...0,12Серый чугун 0,12. ..0,25 0,07. ..0,15 0,03. ..0,07 0.006. ..0.02 0,015...0,04 0,03.. .0, > 0,15. ..0,35 «Примечания: 1. При чистовой обработке (Rz ^ 20 мкм) подачи более 0,12 мм/зуб не применять. 2. При выборе кон¬
кретных значений подач учитывать ширину фрезерования, глубину резания и твердость обрабатываемого материала. С их уве¬
личением табличные подачи принимать соответственно меньшими (в указанных пределах).
Табл. 16. Скорость резания v при фрезеровании 1. Об р а ботк а стал и Тип фрезыторцоваядисковая для пазов и уступовпрорезная и
отрезнаяконцевая для пазов
и уступовцилиндрическаяфасонная полу
круглая и уг¬
ловаябыстрорежущаястальтвердыйсплавбыстрорежущаястальтвердыйсплавбыстрорежущая стальСкорость резания v (м/мин) при подаче sz (мм/зуб)t,мм0,10,150,20,10,150,2имм0.06о,Г0,150,060,10,15t,мм0,020,040,06в,мм0,020,040,060,1в,мм0,10,150,20,3в,мм0,040,061 52 44 38 3202702405554640400330 290640373552624224042383428436343 46 40 35 2802402101046403432027Q 2301233302910242321—60403633261034306 44 37 33 26022020020373227260220 1802526242315232220—100383430252032282.Обработкас е ро г с) чугуна1 .1551301205v655545160140 1206» 3530225343027254045403530.——313012011010454035120110 10012: 26221810272422206040353025———612010090203530251009060251 18151215242119181035302520——Поправочный коэффициент0,1302825DIBKi/1,2525ад36,102005461203152040QQQ75153010 2030 D 510 201,1 1,25Kt 1 1.1 1.15 1.2 Kj 1 1.15 1,25 Ki 1 1,1 1,2 1,4 K11.1К, 1 1,2 1,4стальKj 0.7 1 1,2чугунKx 1 1,251,5Примечания: 1. Обработка стали быстрорежущими фрезами предусмотрена с применением СОЖ — эмульсии. 2. При
обработке уступов и пазов концевыми фрезами, оснащенными твердым сплавом, табличные скорости резания увеличивать в 5.. .6
раз (для фрезерования стали) и в 3...4 раза (для чугуна). 3. Поправочные коэффициенты К2 и К3 см. в табл. 17.
9 Зак. 749Табл. 17. Поправочные коэффициенты на скорость резанияКоэффициент К2, учитывающий твердость обрабатываемого материала и состояние поверхности заготовки1. О б р а б о тка конструкционных сталей2. Обработка серого чугунауглеродистыххромистых | марганцовистыхСостояниеТвердость НВТвердость НВповерхно¬
сти заго¬<156|l56.. .207207.. .26э|170...217 217...255 170...229 | 229...269товки143...170 170...229 |229...2691,35i0,70,8 0,7 0,7 0,6Без корки1,1 10,7С коркой0,9 0,80,6Коэффициент Кз, учитывающий принятую стойкость фрезыМатериал фрезыСтойкость Ту минМатериал фрезыСтойкость 7",мин60100150200| 40060| 100| 150200400быстрорежущая сталь1,1510,90,80,7быстрорежущая сталь1,110 90,850,7твердый сплавТ15К61,210,850,750,6ВК81,1510,90,80,65Т5КЮ0,80,650,60,50,4 #твердый сплав ■ —
ВК61,41,21,110,8
По табл. 15 выбираем подачу на зуб фрезы (s* = 0,2 мм/зуб), из табл. 14
принимаем стойкость фрезы (Т = 200 мин), из табл. 16 определяем скорость
резания (у = 110 м/мин).Из табл. 16 и 17 выбираем поправочные коэффициенты на скорость резания:
Ki=1,1; К2=1; Кз=0,8.Умножаем табличную скорость на поправочные коэффициенты:у = 110 • 1,1 *0,8 — 97 м/мин.Определяем необходимую частоту вращения фрезы по формуле (6):v 97п = 320 — = 320 — = 310 об/мин.D 100По станку (см. табл. 6) принимаем ближайшее значение п=315 об/мин.
Уточняем действительную скорость резания по формуле (4);Dn 100 • 315 #v = — = = 99 м/мин.320 320Определяем необходимую минутную подачуSM=5Z • z • п=0,2 • 10 • 315 = 630 мм/мин.По станку принимаем sM = 690 мм/мин, при которой фактическая подача на
зуб составляет:sM 690s* = 4R = 10-315 = 0,2,7 мм/зУб-Проверяем режим резания по мощности на шпинделе станка, для чего вна¬
чале вычисляем усилие резанияР2 = р • Fсред.Так как в данном случае анб = s2 « то по табл. 13 принимаем р = 130 кгс/мм2
(1300 МПа).Суммарную среднюю площадь поперечного сечения одновременно срезаемых
стружек определяем из формулыBtsz2 100 • 3 . 0,217 10^сред = по = 04 ГОО = 2,08 мм3‘ТогдаРг= 130-2,08=270 кгс (2700 Н).Мощность, необходимая для осуществления резания, будет составлять:Р2 v 270 • 99
^реэ = 60 • 102 ~ 60 • 102 = 4,36 кВт’Приняв кпд станка равным 0,85, определяем мощность на шпинделе
^шп = 0,85-Л^д= 0,85 -5,5 = 4,7 кВт,
что вполне достаточно для работы с выбранным режимом резания.1. Назовите исходные поверхности и плоскости при фрезеровании и приве-г дите их определения. 2. Приведите определения уг'лов геометрии фрезы и* назовите их значения для процесса резания. 3. Каковы характеристика иосновные марки материалов для изготовления фрез? ч. Как влияют различныеусловия работы на силу сопротивления резанию? 5. Как условия резания влияютна температуру нагрева зубьев фрезы? 6. От чего зависит стойкость фрезы?7. В каком порядке и в зависимости от чего выбирают рациональный режим
резания?242
Глава XII. ЭЛЕКТРООБОРУДОВАНИЕ ФРЕЗЕРНЫХ
СТАНКОВМеханизмы металлорежущих станков приводятся в движение
с помощью электроприводов. К основным элементам электроприво¬
да относятся: электрические двигатели, пускорегулирующая аппа¬
ратура, аппаратура управления и защиты.§ 80. ЭлектродвигателиЭлектродвигатели различаются по роду электрического тока,
величине напряжения, мощности, конструктивному исполнению и
частоте вращения.В металлорежущих станках наиболее широкое применение по¬
лучили асинхронные электродвигатели трехфазного переменного
тока с короткозамкнутым ротором.Электродвигатель с короткозамкнутым ротором состоит из
двух основных частей; неподвижного корпуса со статором и враща¬
ющегося ротора. Корпус 3 (рис. 166, а) отливается из чугуна или
стали. Внутри него размещена неподвижная часть электродвигате-12 J 4 5Рис. 166. Электродвигатель с короткозамкнутым ротором
ля — статор 2, имеющий форму полого цилиндра, набранного из
отдельных тонких листов электротехнической стали, изолированных
друг от друга лаком или тонкой бумагой. В продольных пазах
статора с внутренней стороны уложена трехфазная обмотка 10.
Начала и концы обмоток выведены к клеммам щитка 4 с шестью
зажимами на корпусе электродвигателя.Ротор 8 также состоит из стального сердечника, набранного из
тонких слоев электротехнической стали. Он закреплен на валу 9.
В продольные пазы сердечника вкладывается обмотка в виде мед¬
ных или алюминиевых стержней, соединенных (закороченных) с
двух сторон медными массивными кольцами (рис. 166, б). По этой
причине ротор получил название короткозамкнутого. На валу ро¬
тора крепится крыльчатка б и 7, служащая для создания при его
вращении воздушного потока, охлаждающего детали электродви¬
гателя. Ротор размещается внутри статора и вращается в боковых
подшипниковых крышках 5 и 1.Принцип работы электродвигателя с короткозамкнутым рото¬
ром состоит в следующем. При подключении обмоток статора к сети
трехфазного переменного тока, внутри него возникает вращающееся
магнитное поле, которое, пересекая обмотку ротора, индуктирует
в ней трехфазный ток. Направление индуктированного тока и его
магнитного поля всегда таково, что они стремятся препятствовать
причине, создавшей их. Поэтому ротор, увлекаясь магнитным полем
статора, также начинает вращаться. Когда скорости их вращения
окажутся равными, ротор начинает останавливаться, так как исче¬
зают причины, возбудившие его движение (прекращается пересе¬
чение обмоток ротора магнитным полем статора). Однако после
некоторого замедления вновь возникает та же причина, заставляю¬
щая ротор вращаться. В процессе работы электродвигателя ротор,
стремясь догнать вращающееся магнитное поле статора, всегда
отстает от него. Поэтому такие электродвигатели называются асин¬
хронными.Для изменения направления вращения ротора электродвигателя
достаточно поменять местами две любые фазы, подключенные к
клеммнйку.Обмотки статора между собой могут быть соединены звездой
или треугольником. В первом случае концы обмоток соединяются
общей перемычкой, а к началам подключаются линейные провода
трехфазной системы.При соединении треугольником начало одной фазы соединяют
с концом другой фазы и т. д. Линейные провода подключают к
контактным точкам соединения фазных обмоток.Напряжения между двумя любыми линейными проводами назы¬
ваются линейными, а между началом и концом одной фазы —
фазными.Между линейными и фазными напряжениями существует зави¬
симость, выражаемая формулойu. = V3Uv244
т. е. линейные напряжения больше фазных в Y 3 раз. Это обстоя¬
тельство позволяет включить электродвигатель в £еть с двумя раз¬
личными напряжениями (220 и 127 В или 380 и 220 В).На щитке, прикрепленном к корпусу электродвигателя, указы¬
вается напряжение сети, на которое рассчитан электродвигатель,
а также способ соединения его обмоток.Пуск асинхронных электродвигателей с короткозамкнутым
ротором производят его непосредственным включением в электри¬
ческую сеть нажатием пусковой кнопки, посредством магнитного
пускателя.В станках большой мощности иногда устанавливаются электро¬
двигатели с фазным ротором. Конструкция статоров у них такая
же, как и у электродвигателей с короткозамкнутым ротором. Фаз¬
ный ротор имеет три фазные обмотки, соединенные между собой
звездой. Концы обмоток присоединены к трем медным кольцам,
укрепленным на валу ротора. Щетки соединены с трехфазным рео¬
статом, служащим для уменьшения пускового тока при включении
двигателя,§ 81, Аппаратура управления и защитыДля включения, выключения и реверсирования электродвигате¬
лей металлорежущих станков, а также для их защиты при пере¬
грузках и коротких замыканиях служит аппаратура управления и
защиты. С ее помощью осуществляются все процессы управления
электрооборудованием станков. По способу управления она делит¬
ся на ручную и дистанционную.Аппаратура ручного управления. К ней относятся пакетные пе¬
реключатели, кнопки и кнопочные станции.Пакетные переключатели в консольно-фрезерных станках приме¬
няются для включения в электрическую сеть электродвигателя
главного движения, его реверсирования, включения насоса охлаж¬
дения и освещения.Переключатель (рис. 167, а) состоит из отдельных круглых ди¬
сков 3 из изоляционного материала, собранных пакетом и скреп¬
ленных между собой болтами 2 и 5. Между дисками размещаются
подвижные контактные пластины /, неподвижно скрепленные с
осью 6. При повороте рукоятки 7 эти пластины замыкают или раз¬
мыкают электрическую цепь электродвигателя с линейными прово¬
дами сети. Посредством клемм 4, выходящих наружу, переключа¬
тель подключается в электрическую сеть.При помощи кнопок производится замыкание или размыкание
цепей дистанционного управления электродвигателями. Несколько
кнопок, смонтированных в одном корпусе, называются кнопочной
станцией.Принцип действия кнопочного элемента, имеющего две пары
контактов для одновременного воздействия на двё цепи, показан
на рис. 167, б. Одна пара контактов выполняется нормально от¬
крытой, а вторая — нормально закрытой. При нажатии на кнопку245
4 «пуск» подвижные контакты 2, связанные со стержнем 5, соеди¬
няются с неподвижными контактами /. При нажатии на кнопку
«стоп» (на рис. не показана) происходит размыкание электриче¬
ской цепи и под действием пружины 3 подвижные контакты 2 воз¬
вращаются в исходное положение.Аппаратура дистанционного управления. Как правило, при по¬
мощи аппаратуры ручного управления обмотки электродвигателяРис. 167 Аппаратура ручного управлениявключаются не непосредственно в электрическую цепь, а через до¬
полнительные цепи управления, к которым подключена аппаратура
для дистанционного автоматического управления, чаще всего —
магнитный пускатель. Он представляет собой аппарат электромаг¬
нитного действия с тепловым реле и плавкими предохранителями,
собранными в один аппарат, и служит для дистанционного управ¬
ления электродвигателями трехфазного переменного тока, а также
для защиты от падения напряжения и перегрузок.Магнитный пускатель (рис. 168) состоит из электромагнита 1
со стальным сердечником и катушкой, который прикреплен к вер¬
хнему основанию 2 с контактами 3 для присоединения линейных
проводов JI1, Л2, ЛЗ трехфазного переменного тока и проводов,
идущих от электродвигателя. В нижней части расположен якорь 5,
соединенный с тремя изолированными друг от друга медными кон¬
тактными пластинами 4.246
При нажатии кнопки включения электродвигателя цепь замы¬
кается и по катушке электромагнита проходит электрический ток,
его сердечник намагничивается и притягивает к себе якорь 5.
Контактные пластины якоря, перемещаясь вверх, соединяют
между собой контактные пластины, замыкая цепь управления. При
нажатии на кнопку «стоп» исчезает магнитное поле катушки, в
результате чего сердечник размагничивается и опускается вниз,
контактные пластины размыкаются,
разрывается цепь питания электро¬
двигателя и его вращение прекра¬
щается.При падении напряжения в сети
до 35...40 % магнитное поле катуш¬
ки ^уменьшается, сердечник не спо¬
собен удержать якорь и он так же,
как и при размыкании цепи, вместе
с контактными пластинами опуска¬
ется вниз и размыкает цепь.Защиту электродвигателя от пе¬
регрева осуществляют при помощи
тепловых реле и плавких предохра¬
нителей.Тепловое реле. Оно состоит из
биметаллической пластины 2 (рис.169, а), спаянной из двух металлов,
имеющих различный коэффициент
линейного расширения (например,
медь-сталь, сталь-никель), нагрева- Рис. 168. Магнитный пускатель
тельного элемента /, включенногопоследовательно в одну из фаз цепи двигателя, удерживающего
спускового рычага 3, который верхним плечом поддерживает биме¬
таллическую пластину, а нижним замыкает контакты реле, вклю¬
ченные последовательно в цепь катушки магнитного пускателя.Когда ток в цепи не превышает допускаемых пределов, биме¬
таллическая пластина прогнута, рычаг 3 верхним плечом упирается
в нее, а его нижнее плечо замыкает контакты реле~ 7. С увеличе¬
нием тока в цепи двигателя в результате его перегрузки возраста¬
ет и температура нагревательного элемента. Под действием возрос¬
шей температуры биметаллическая пластина деформируется, ста¬
раясь выпрямиться в сторону пластинки с меньшим коэффициентом
линейного расширения (показано пунктиром), рычаг 3 под дейст¬
вием пружины 5 поворачивается влево вокруг оси 4 и размыкает
контакты реле 7, включенные в цепь катушки магнитного пускателя.
Цепь размыкается, и вращение электродвигателя прекращается.По истечении 1...3 мин нажатием кнопки, расположенной на
крышке магнитного пускателя и связанной с планкой 6, реле может
быть приведено в рабочее положение. При этом рычаг «3, поворачи¬
ваясь по часовой стрелке, верхним плечом будет удерживать биме¬
таллическую пластину, а нижним замкнет контакты реле.247
Плавкие предохранители. Они служат для защиты электриче¬
ских цепей от токов короткого замыкания или длительных пере¬
грузок. Наиболее распространенными из них являются пробковые
(рис. 169, б) и трубчатые (рис. 169, в, г). Их принцип работы осно¬
ван на тепловом действии электрического тока, в результате чегоРис. 169. Аппаратура автоматической защитыпроисходит расплавление тонкой проволоки 3 расчетного сечения,
размещенной в фарфоровой пробке 1 или трубке 2, соединяющих
контакты сети.На рис. 170 дана схема размещения электрооборудования на
фрезерных станках моделей 6Р82 и 6Р83. Станок присоединяется к
сети трехфазного тока напряжением 380 В через вводной автома¬
тический выключатель и имеет три электродвигателя: главного дви¬
жения 21, подачи 8 и насоса охлаждения 22.248
Рис. 170. Размещение электрооборудования на фрезерном
В электрошкафу размещена аппаратура автоматического ди¬
станционного управления и защиты. Кнопки управления смонтиро¬
ваны на пультах, которые находятся на консоли и на левой стороне
станины.Все аппараты управления размещены на двух панелях, встроен¬
ных в нише с дверками, на лицевую сторону которых выведены
рукоятки: вводный выключатель 12у реверсивный переключатель
шпинделя 14, выключатель охлаждения 13, переключатель 23 вы¬
бора режима работы (ручное управление, автоматический цикл,
круглый стол).Для облегчения переключения скоростей шпинделя в станке
предусмотрено импульсное включение электродвигателя кнопкой
18у а электродвигателя подачи — кнопочным выключателем импуль¬
са 11. Кнопками «пуск» 16 и 2 производится включение'шпинделя,
а кнопками «стоп» 15 и 1 — его выключение. Быстрый ход стола
происходит при нажатии кнопок «быстро» 3 и 17.При работе на одной из подач возможность случайного вклю¬
чения другой подачи взаимоисключается благодаря блокировочным
контактам 5, 6, 7, 9, 10.Управление быстрым ходом в автоматических циклах осущест¬
вляется конечным выключателем 4.Выключение светильника местного освещения 20 производится
кнопкой 19.В отверстия стальных трубок и гибких металлорукавов уложе¬
ны электрические провода, питающие все звенья электрической
цепи, а к винту А заземления подключается нулевой провод за¬
щиты.§ 82. Сведения* об электроснабжении рабочего местаСовременные промышленные предприятия получают электриче¬
скую энергию 6т распределительных устройств крупных электро¬
станций различных типов, основными из которых являются ТЭЦ
и ГЭС.По кабельным и воздушным линиям электропередач электро¬
энергия транспортируется на районные, а затем на трансформатор¬
ные подстанции промышленных предприятий, а от них с напряже¬
нием, близким к электроустановкам потребителя,— на главные це¬
ховые распределительные пункты. Отсюда через силовые кабели и
шинопроводы, совмещающие в себе функции питающей магистра¬
ли, осуществляется снабжение электроэнергией металлорежущих
станков.Алюминиевые шинопроводы 8 (рис. 171) прокладывают вдоль
линии цехового оборудования. Они смонтированы в сборные шины
7 с распределительными устройствами 3 и 5. Напряжение на ши¬
нопроводы подается посредством кабелей, смонтированных в сталь¬
ных трубах 2, через коробку 1.От распределительных устройств шинопроводов через провода,
уложенные в стальной трубе или в гибком ме^аллорукаве 4 и 6,250
подключаются электродвигатели цехового оборудования в любом
месте цеха. Питание электродвигателей от шинопроводов' очень
удобно, особенно когда возникает необходимость в переустановке
оборудования, вызванной изменением технологического процесса.
На станке или внутри него для предохранения проводки от воз¬
действия внешней среды или механических повреждений ее укла¬
дывают в стальных трубах или гибких металлорукавах.Рис. 171. Шинная сборкаСтальные трубы применяются для электропроводки, проклады¬
ваемой между неподвижными узлами электрооборудования. Метал-
лорукав представляет собой гибкую трубу, изготовленную из тон¬
кой профильной ленты, свитой спиралью. Его применяют в тех слу¬
чаях, когда на трассе электропроводки встречается много изгибов
или отдельные узлы станка с электрооборудованием имеют отно¬
сительную подвижность.Производственные площади металлообрабатывающих цехов, ра¬
бочие места станочников должны освещаться. Существует три си¬
стемы освещения: общая, местная и комбинированная. При общем
освещении освещается равномерно вся площадь производствен¬
ного участка при помощи ламп накаливания или люминесцентных
ламп.Местное освещение применяется для освещения определенного
рабочего места (у станка). Питание ламп накаливания произво¬
дится от электросети силовой установки через понижающий транс¬
форматор напряжением 36 В.Комбинированное освещение — это сочетание общего и местно¬
го освещений. Оно используется в производственных цехах, когда
общее освещение обеспечивает необходимую освещенность всех
площадей, а местное — определенного рабочего места.
§ 83. Электроизмерительные приборыДля измерения электрических величин служат электроизмери¬
тельные приборы. По роду измеряемой величины они подразделя¬
ются на амперметры (сила тока), вольтметры (напряжение), ом¬
метры (сопротивление), а по принципу действия измерительного
механизма на приборы электромагнитной, магнитоэлектрической,Рис, 172. Принцип работы приборов электромагнитной си¬
стемыэлектродинамической, ферродинамической, индукционной и других
систем.По роду измеряемого тока они делятся на приборы для измере¬
ния постоянного, переменного, постоянного и переменного токов.Рассмотрим принцип действия приборов некоторых наиболее
распространенных систем.Электромагнитные приборы. Они состоят из неподвижной пло¬
ской катушки 1 (рис. 172) в виде медной изолированной обмотки
определенного сечения, концы которой присоединяются к зажимам
прибора. Подвижная часть состоит из оси 4 со стальным сердечни¬
ком, установленной в подпятниках стрелки 7, алюминиевого cer-i
мента, успокоителя 2, находящегося в магнитном поле постоянного
магнита 5, спиральной пружины 5, создающей противодействующий252
момент. Один конец пружины соединен с осью, а другой — с кор¬
ректором 6.При прохождении тока через катушку вокруг нее создается
магнитное поле, которое втягивает стальной сердечник, поворачи¬
вая ось со стрелкой относительно шкалы прибора. При перемеще¬
нии сегмента успокоителя между полю¬
сами магнита в нем возникают вихре¬
вые токи, а их взаимодействие с маг¬
нитным полем постоянного магнита со¬
здает торможение и стрелка прибора
сразу останавливается.Магнитоэлектрические приборы.Приборы этой системы (рис, 173) со¬
стоят из постоянного магнита, магни-
топровода 1 из мягкой стали, двух по¬
люсных наконечников 5, стального ци¬
линдра 8 и алюминиевой рамки 7 с
тонкими медными изолированными
проволоками. Когда по обмотке рамки
будет протекать электрический ток, в
результате его взаимодействия с маг¬
нитным полем постоянного магнита
рамка повернется вместе с осью, стрел-
кодержателем 3, стрелкой 2 и балласт¬
ными грузами 6. Но так как рамка свя¬
зана с противодействующими пружинами 4г стрелка прибора быст¬
ро остановится.•ч 1. Из каких основных частей состоит электродвигатель с короткозамкну-
г тым ротором? 2. В чем заключается принцип работы электродвигателя с* короткозамкнутым ротором? 3. Что относится к аппаратуре управления и
защиты фрезерных станков, где она помещена? 4. Как осуществляется снабжение
электроэнергией фрезерного станка? 5. Каковы принципы действия приборов
электромагййтной и магнитоэлектрической систем?Глава XIII. ИЗГОТОВЛЕНИЕ ТИПОВЫХ ДЕТАЛЕЙ§ 84. Классификация деталей, обрабатываемыхна фрезерных станкахДля облегчения изучения действующих и разработки новых тех¬
нологических процессов теоретически бесконечно большое разнооб¬
разие деталей машин целесообразно классифицировать по сходным
технологическим признакам. Применительно к работам, выполня¬
емым на фрезерных станках, такими признаками могут служить:
форма, размеры и точность обрабатываемых деталей.Классификация по форме может быть представлена в риде сле¬
дующих групп: детали простой формы, ограниченные преимущест¬
венно плоскостями; корпусные детали, имеющие часть необраба¬Рис.. 173. Принцип работы при¬
боров магнитоэлектрической си¬
стемы253
тываемых поверхностей; детали с прямоугольными уступами и па¬
зами; детали, снабженные специальными Т-образными и типа «ла¬
сточкин хвост» пазами; детали с простым и сложным фасонным
контуром. Каждая из указанных групп обладает характерными
технологическими признаками. Для деталей простой формы исполь¬
зуются заготовки в виде брусков из прямоугольного проката или
(реже) из отливок, поверхности которых обрабатываются торцовы¬
ми фрезами на вертикально- или горизонтально-фрезерных стан¬
ках. Для корпусных деталей главным образом применяются отлив¬
ки сложной конфигурации, обрабатываемые поверхности которых
должны быть правильно расположены к необрабатываемым. При
универсальных работах это достигается разметкой и выверкой
заготовок, а при изготовлении деталей крупными партиями — при¬
менением специальных приспособлений. Для обработки деталей с
уступами и пазами характерно применение наборов фрез и горизон¬
тально-фрезерных станков. Детали со специальными пазами отли¬
чаются определенной последовательностью обработки пазов с ис¬
пользованием специальных фрез. Детали с простым фасонным кон¬
туром обрабатываются с помощью круглых столов, а'со сложным
контуром — копировальных приспособлений или копировально-фре¬
зерных станков.По этому же признаку все круглые детали (валы, втулки, дис¬
ки, зубчатые колеса), предварительная обработка которых преиму¬
щественно выполняется на токарных станках, целесообразно разде¬
лить по форме технологических баз. Так, например, базами для
валов в большинстве случаев являются центровые отверстия, для
втулок и дисков — цилиндрическое или коническое отверстие. Кро¬
ме того, такие детали можно разделить на подгруппы по располо¬
жению и форме обрабатываемых поверхностей: детали с прямыми
и винтовыми канавками на цилиндрической поверхности, с канав¬
ками на конусе и торце. Общими технологическими признаками для
них являются способы установки заготовок на станке, нуждающие¬
ся в применении делительных приспособлений.По размерному признаку можно выделить три группы деталей:
мелкие (до 200 мм), средние (200...500 мм) и крупные (свыше
500 мм), величина которых оказывает влияние на выбор размеров
технологической оснастки и оборудования.По точности обработки детали можно разделить на две группы:
точные, отдельные поверхности которых выполняются по 8...11 ква-
литетам с шероховатостью до Rz = 20 мкм, и детали невысокой точ¬
ности, к которым предъявляются менее жесткие технические требо¬
вания.§ 85. Типы производствСодержание технологического процесса в значительной степе¬
ни зависит от организации производства или от его типа.В машиностроении различают три основных типа производства:
единичное, серийное и массовое. Главными признаками их явля¬
ются количество и степень повторяемости изготавливаемых деталей.
В единичном производстве детали изготавливаются
поштучно или небольшими партиями, которые в дальнейшем не
повторяются. Обработка их ведется в основном на универсальных
станках с помощью приспособлений и инструментов общего назна¬
чения. Порядок изготовления деталей составляется в виде техно¬
логического маршрута по видам обработки. В таком производстве
наиболее широко используется труд высококвалифицированных
рабочих, способных грамотно решать технологические вопросы в
пределах своей профессии. Характерными примерами единичного
производства могут служить опытные заводы, экспериментальные
и ремонтные цехи предприятий, в которых изготовление деталей
носит разовый характер.В серийном производстве детали изготавливают пе¬
риодически повторяющимися партиями. Их обрабатывают на уни¬
версальных и ‘частично на специальных станках, применяя инстру¬
менты и приспособления как общего назначения, так и специаль¬
ные. Технологический процесс разрабатывается по операциям, ко¬
торые частично закрепляются за определенными рабочими местами.
В зависимости от величины партии изделий различают мелкосерий¬
ное, серийное и крупносерийное производства. По такому типу ор¬
ганизованы станкостроительные, инструментальные и некоторые
другие цехи и заводы.Массовое производство характеризуется изготовлени¬
ем одних и тех же изделий в течение длительного времени. Обра¬
ботка их ведется преимущественно на специальных станках с вы¬
сокой степенью механизации и автоматизации. Такие станки на¬
иболее полно оснащаются высокопроизводительными специальны¬
ми инструментами и приспособлениями. Технологический процесс
разрабатывается подробно по всем элементам с закреплением опе¬
раций за определенными станками. Оборудование размещается в
строго предусмотренной технологической последовательности.
Примерами такого типа производства являются автомобильные,
тракторные, подшипниковые и другие заводы массового изготовде-
ния изделий.§ 86. Построение технологического процессафрезерной обработкиСодержание технологического процесса. На завершающем эта¬
пе обучения молодой рабочий в пределах своей профессии должен
уметь самостоятельно разрабатывать технологический процесс,
уровень технической грамотности которого служит одним из основ¬
ных показателей квалификационной зрелости фрезеровщика.Работа по построению технологического процесса включает вы¬
бор рационального технологического маршрута, приспособлений,
иструментов, режимов резания и расчет основного времени на вы¬
полнение каждого перехода.Технологический маршрут разрабатывается на основании общих
правил и принципов, подробно рассмотренных в § 28, а также све-255
дений о выполнении различных операционных фрезерных работ.
Приспособления, режущие и измерительные инструменты выбирают
соответственно принятым способам установки заготовок на станке,
способам обработки поверхностей и требуемой точности. При этом
следует учитывать тип производства. В единичном и мелкосерий¬
ном производствах в основном используются приспособления и ин¬
струменты общего назначения, предусмотренные действующими
стандартами и нормалями машиностроения. Для средне- и крупно¬
серийного производств характерно применение универсально-нала-
дочных, универсально-сборочных и многоместных приспособлений,
специальных фасонных фрез и жестких контрольно-проверочных
инструментов (пробок, скоб, шаблонов). В массовом производстве
используется главным образом специальная оснастка для каждой
технологической операции. Режим резания назначают, руководст¬
вуясь правилами, изложенными в § 79.Основное (машинное) время Т0> непосредственно расходуемое
на процесс резания, рассчитывается (в минутах) для каждого пе¬
рехода по формулеТ.—гг'. (59)где L — расчетная длина обработки, мм; sM — минутная подача,
мм/мин; к — количество одновременно обрабатываемых заготовок;i — число проходов.В свою очередь расчетная длина обработки определяется как
сумма (рис. 174):L = l+l{ + l2, (60)*где I — длина обрабатываемой поверхности в направлении подачи,
мм; 1{—величина врезания фрезы, мм; /2 — величина перебега
фрезы, мм.JI.ДзаS1111 /|Т 11Рио. 174. Врезание h и перебег h фрез256
Длина врезания определяется по следующим формулам:
для цилиндрических и дисковых фрез (рис. 174, а)(61)для торцовых фрез при симметричном фрезеровании
(рис. 174, б)для торцовых фрез при несимметричном фрезеровании (рис. 174, в)для концевых фреЗ при обработке пазов и уступов (рис. 174, г)Величина перебега 12 учитывается только при фрезеровании от¬
крытых поверхностей и принимается в пределах 2...4 мм.Оформление технологического процесса. В соответствии с ЕСТД
(ГОСТ 3.1108—74) комплектность и формы технологической доку¬
ментации устанавливаются в зависимости от типа и характера
производства. Основным технологическим документом для всех ти¬
пов производств является маршрутная карта (ГОСТ 3.1105—74),
которая для серийного и массового производства дополняется опе¬
рационными картами (ГОСТ 3.1404—74), содержащими все необ¬
ходимые сведения для осуществления технологических операций.
При необходимости к операционным картам могут прилагаться
карты эскизов, в которые заносятся поясняющие эскизы и схемы об¬
работки и контроля.Для развития технологического мышления молодого рабочего
целесообразно пользоваться учебной формой технологической кар¬
ты (см. табл. 18), включающей все основные сведения и иллюстра¬
ции к ним из вышеуказанных карт.Правила заполнения граф 1...5 технологической карты, содер¬
жащих сведения о технологическом маршруте, рассматривались
ранее (§ 28). В графе «Приспособления» указываются наименова¬
ния применяемых приспособлений. В графе «Инструменты» приво¬
дятся типы фрез, их материал и основные размеры — диаметр и
число зубьев. При обозначении измерительных инструментов сле¬
дует пользоваться их стандартным наименованием и маркировкой,
приводимыми в справочниках.При занесении в карту режимов резания необходимо указывать
фактическую скорость резания, подачу и частоту вращения, при¬
нятые по станку.Расчетная длина обработки L принимается как общая величи¬
на для всех одновременно обрабатываемых заготовок и определя¬
ется по формуле (60). Основное время Т0 рассчитывается по фор¬
муле (59) на одну деталь»(63)(64)257
Табл. 18. Технологический процесс фрезерной60-0,2г5)50§Неуказанные предельные отклонения
размеров: отверстий Щ4, далов ftf4,
остальных -КСодержание установовПриспособле¬SадасеГОи переходовЭскизы установовниясоО.0)вс(0н9)а.а>О&С1234 -56|—2 А Установить и закре¬пить заготовку в тис¬
ках1 Фрезеровать широ¬
кие плоскости в раз¬
мер 13—4 А Установить и за¬крепить заготовку в
тисках1 Фрезеровать боко¬
вые стороны в раз¬
мер 15—6 А Установить и закре- ^пить заготовку в тис¬
ках1 Фрезеровать торны
в размер 2* Станочные
поворотные
тиски; па¬
раллельные
подкладки258
обработки направляющей плитыНаименование изделияПриспособлениеНаименование деталиНаправляющая плитаНомер чертежа7-491МатериалСталь 45Род и замеры заготовкиПоковка 85x33x 133 ммКоличество деталей в партии10 шт.Тип и модель станкаВертикально-фрезерный 6Р12ПСоставилПроверилИнструментыРежим резанияX-S2■—.
о
осЧис^о проходо вКол-во одновре¬
менно обрабаты¬
ваемых деталейРасчетная длина
обработки L, ммОсновное время
J 0 в мин на, 1 HITрежущиеизмеритель-ные2222■^м’ мм/минV, м/мин78910L1121314151617Фреза тор¬
цовая,
£>=125 мм;
2=8; Т15К6Штанген¬циркулиШЦ-1,ШЦ-П;угольник;лекальнаялинейка;образцышерохова¬тости85 2,5 630 246 6301710,2784 2,5 630 246 630 11640,0984 2,5 630 246 630 1 3 118 0,06259
Продолжение табл. 18Установить и закре¬
пить заготовку в тис¬
ках1—2 Фрезеровать два ус¬
тупа, выдержав раз¬
меры 1 и 23 Фрезеровать паз,
выдержав размеры 3
и 4Установить и закре¬
пить заготовку в тис¬
кахФрезеровать паз,
выдержав размеры 1
и 2Установить и закре¬
пить заготовку в тис¬
кахФрезеровать закры¬
тый паз, выдержав
размеры 1 и 210 А—Б Установить и закре¬пить заготовку в тис¬
ках1 Фрезеровать два
скоса в размер 111Установить и
пить заготовку
кахзакре- ®р
в тис-1—2 Фрезеровать два на- /ft \\правляющих уступа,выдержав
2 и 3размеры 1,12 А—БУстановить и закре¬
пить заготовку в тис¬
кахФрезеровать две
прорези в размер 1260
Продолжение табл. 18Фреза кон¬
цевая;
D=25 мм;
г=4; Т15К610.и1213 |141 I516141601251600111432 25 200 125 1600 1 1 143 0,71Фреза кон¬
цевая;
D=50 мм;
z=4; Т15К62 50 160 156 1000 1 1 155 0,93Фреза конце¬
вая;
£>=16 мм;
г—3; Т15К64 16 125 80 1600 3 1 100 2,4Фреза конце¬
вая;D=20 мм;
г=4; Т15К64 4 315 100 1600 11 135 0,43Фреза угло¬
вая;D=25 мм;
z=12; Р1812 5 125 31 4001 1431,18Фреза про¬
резная;
D=50 мм;
z=20; Р182 2 200 39 250 11 140I0,7261
Рассмотрим конкретный пример построения технологического
процесса фрезерной обработки направляющей плиты (табл. 18).Исходные данные: чертеж детали; ‘заготовка — поковка прямо¬
угольного сечения 85X33X133 мм из стали 45; количество дета¬
лей в партии—10 шт.; станок — вертикально-фрезерный модели
6Р12П.Разработку технологического процесса начнем с построения
технологического маршрута согласно логической схеме (см. § 28,
рис. 76).На 1-й стадии изучим исходные данные.По чертежу определим технические требования, предъявляемые
к точности обработки детали. Плита имеет два направляющих усту¬
па по форме «ласточкин хвост», два неглубоких паза шириной
25 и 50 мм, закрытый глухой паз шириной 14 мм и два скоса
4X45°. Размеры 14, 12 и 60 ограничены предельными отклонения¬
ми. Остальные размеры без допусков должны удовлетворять 14-му
квалитету: охватывающие — по #14, охватываемые — по /г 14.Точность геометрической формы установлена чертежом только
для основной базовой плоскости детали и поверхностей направля¬
ющих уступов, неплоскостность которых не должна превышать0,1 мм. Погрешности формы остальных поверхностей услрвно
принимаются не более */г допуска соответствующего раз¬
мера.Точность взаимного расположения поверхностей оговорена чер¬
тежом для направляющих уступов. Их несимметричность к боковым
поверхностям детали и непараллельность к основной базовой
плоскости А не должны соответственно превышать 0,2 и 0,1 мм.Шероховатость (высота неровностей), указанная на контуре
чертежа, Rz=20 мкм. Неровности прочих поверхностей не более
Rz = 80 мкм. ^Деталь термообработке не подвергается, следовательно, ее пол¬
ная обработка с учетом невысокой точности может быть выполне¬
на на фрезерном станке. Материал детали — качественная конст¬
рукционная углеродистая сталь марки 45 твердостью в отожжен¬
ном состоянии не более НВ197.Размеры заготовки обеспечивают достаточный припуск на об¬
работку— 2,5 мм на сторону.Небольшая величина партии деталей (10 шт.) и их разовое из¬
готовление позволяют сделать заключение о необходимости поопе¬
рационного построения технологического процесса с невысокой
степенью расчленения.Техническая характеристика станка модели 6Р12П с поворот¬
ной шпиндельной головкой приведена в табл. 7 § 48. В механизме
продольного перемещения стола станка предусмотрена регулиров¬
ка зазоров в винтовой передаче.На второй стадии технологической подготовки выбираем спосо¬
бы обработки поверхностей, технологические базы и способы уста¬
новки заготовок на станке%>262
В соответствии с общим принципом наибольшей производитель¬
ности и с учетом типа станка обработку габаритных плоскостей
будем выполнять торцовыми фрезами, прямоугольные уступы, пазы
и скосы — концевыми фрезами, оснащенными твердым сплавом.
Для обработки направляющих уступов с /углом 60° и прорезей
будут использованы соответственно угловые и прорезные фрезы из
быстрорежущей стали.Руководствуясь правилами выбора технологических баз, внача¬
ле выполняем обработку наибольшей по площади поверхности заго¬
товки, которая в дальнейшем будет использована в качестве основ¬
ной базы. Для получения правильного расположения направляю¬
щих уступов к основной базе детали их обработку целесообразно
осуществить за одну установку на станке.Соответственно выбранным базам, а также учитывая небольшие
размеры и сравнительно несложную форму детали, установку заго¬
товок на станке будем выполнять в поворотных станочных тисках,
снабженных клиновыми накладными губками (см. рис. 20, а).На третьей стадии построЪния технологического маршрута уста¬
навливаем количество и содержание операций. Учитывая неболь¬
шую партию обрабатываемых деталей и общие правила комплек¬
тования операций, технологический маршрут делим на 12 операций,
содержание которых приведено в табл. 18.Остальные графы технологической карты заполняем согласно
ранее изложенным правилам. В качестве примера рассмотрим эти
действия для 1—2 операций.Заготовку закрепляем в поворотных станочных тисках с клино¬
выми накладными губками. Диаметр торцовой фрезы определяем
по формуле (7):DT = (1,4...1,7) В= (1,4...1,7) • 85= 119...145 мм.По стандарту выбираем фрезу D= 125 мм и 2 = 8, оснащенную
твердым сплавом Т15К6.Для контроля плоскостей используем штангенциркуль ШЦ-1,
лекальную линейку и образцы шероховатости.Обработку плоскостей выполняем за один проход с шириной
фрезерования 5 = 85 мм и глубиной резания / = 2,5*мм. Подачу на
зуб с учетом требуемой шороховатости принимаем по табл.
16: sz = 0,12 мм/зуб. По табл. 17 и 18 выбираем скорость резания
с учетом поправочных коэффициентов: у = 280* 1 • 1 • 0,85 =
238 м/мин.Рассчитываем необходимую частоту вращенияп = 320 — = 320 — = 610 об/мин.D 125По станку принимаем п = 630 об/мнн, которому будет соответ¬
ствовать фактическая скорость резания:v = — = 125 63°- = 246 м/мин.-
320 320263
Эти значения скорости резания и частоты вращения заносим в
технологическую карту.Определяем минутную подачуsM = sz-z-n = 0,12-8*630 = 605 мм/мин.По станку принимаем 5М = 630 мм/мин.Основное время рассчитываем по формуле (59):Для определения расчетной длины L находим длину врезания
при несимметричном торцовом фрезеровании по формуле (63):h = -y-VC(D-C).Величину смещения фрезы относительно заготовки С находим из
равенстваС= (0,03...0,05) D= (0,03...0,05) • 125=4...6 мм.Приняв С=6 мм, получимh = -Y — V6(125— 6) = Щ — 26,7 = 36 мм.Тогда по формуле (60):L, — /+/i + /2= 133 + 36+2= 171 мм.ОкончательноТв = — . 1 = 0,27 мин.0 630-1§ 87. Рационализация технологических процессови сокращение времени на обработкуСовременное производство является сложным комплексом дей¬
ствий множества людей. Поэтому соблюдение установленного по¬
рядка на предприятии, в том числе и технологического процесса,
является законом производства. Нарушение его ведет к появлению
массового брака, снижению качества продукции и большим мате¬
риальным потерям.Вместе с тем технологический процесс не является чем-то раз
и навсегда данным. Его необходимо постоянно улучшать на базе
достижений науки, техники и массового творчества рабочих и ин¬
женерно-технических работников.Для привлечения широких масс трудящихся к участию в совер¬
шенствовании технологических процессов на каждом предприятии
имеются отделы или бюро по рационализации и изобретательству.Предлагаемые усовершенствования оформляются в виде рацио¬
нализаторских предложений и после рассмотрения, эксперименталь¬264
ной проверки и одобрения вносятся в технологическую документа¬
цию.Наиболее существенным показателем эффективности производ¬
ственного процесса является уровень производительности труда, по¬
вышение которого достигается снижением времени на обработку.Время, расходуемое на выполнение технологической операции,
состоит из двух основных частей — основного и вспомогательного
времени.Так, при работе на металлорежущих станках основное время
расходуется непосредственно на процесс резания, вспомогатель¬
ное— затрачивается на действия, обеспечивающие осуществление
процесса резания: на установку, выверку и снятие обрабатываемой
заготовки, управление станком, установку глубины резания, изме¬
рения и другие действия, повторяющиеся при обработке каждой
детали.Кроме того, в течение рабочей смены фрезеровщик расходует
время на замену затупившейся фрезы, регулировку, наладку и смаз¬
ку станка, получение задания, заготовок, ознакомление с черте¬
жом, технологической картой, получение и сдачу инструментов,
предъявление готовых деталей на проверку, приведение в порядок
рабочего места и др. Все эти затраты, связанные с организационным
и техническим обслуживанием рабочего места, в виде составной
части также включаются в нормируемое время обработки каждой
детали.Рассмотрим основные пути сокращения времени обработки де¬
талей на фрезерных станках.Сокращение основного времени. Из ранее приведенной формулы
(59) видно, что основное время может быть уменьшено за счет
уменьшения расчетной длины обработки и числа проходов, а также
при увеличении минутной подачи и количества одновременно обра¬
батываемых заготовок.Расчетная длина обработки L (см. рис. 174) является суммой
длины обрабатываемой поверхности I в направлении подачи, вели¬
чины врезания фрезы в заготовку U и перебега /2. Следовательно,
при обработке плоскостей, когда фрезеровщику предоставляется
возможность выбора, направления фрезерования, его целесообраз¬
но осуществлять вдоль более короткой стороны детали. Что же
касается величины врезания и перебега, приходящихся на одну де¬
таль, то они могут быть сокращены при последовательном фрезе¬
ровании нескольких заготовок, одновременно закрепленных в при¬
способлении.Количество проходов и минутная подача зависят от принятого
режима резания. Поэтому выбор рационального режима резания,
позволяющего наиболее полно использовать возможности фрезы
и станка, способствует сокращению основного времени..Существенное значение для повышения производительности
обработки имеет совмещение основного времени при одновременной
обработке нескольких деталей или поверхностей. В первом случае
это достигается применением многоместных приспособлений, в ко¬265
торых заготовки закрепляются параллельными рядами, во вто¬
ром — использованием набора фрез при работах на горизонтально¬
фрезерных станках.Сокращение вспомогательного времени. На выполнение дейст¬
вий, связанных с установкой заготовок, управлением станком и из¬
мерениями расходуется до 30...40 % общего времени обработки.
Если к тому же учесть, что эти действия при универсальных работах
на фрезерных станках осуществляются преимущественно вручную,
то станет очевидным актуальность мероприятий по сокращению
вспомогательного времени и облегчению физического труда рабоче¬
го. С этой целью для фрезерных работ в серийном и особенно в
массовом производствах получили распространение: приспособле¬
ния с механизированными приводами зажима заготовок, различ¬
ные системы автоматизации управления станков и их многостаноч¬
ное обслуживание.Механизированные силовые приводы делятся на: пневматиче¬
ские, гидравлические и пневмо-гидравлические.В пневмоприводах используется принцип передачи усилия с по¬
мощью сжатого воздуха, подводимого к рабочим местам от цент¬
рализованной воздушной сети предприятия. В этом заключается
их существенное достоинство. Пример такого привода к станочным
тискам был рассмотрен ранее (см. рис. 19).В гидроприводах роль передающего элемента выполняет масло
под давлением в несколько десятков атмосфер, поступающее в гид¬
роцилиндр поршневого типа от насоса через соединительные шлан¬
ги и аппаратуру управления. Несжимаемость масла и его высокое
давление позволяют создавать компактные конструкции приспособ¬
лений со встроенными в лих малогабаритными гидроцилиндрами.
Однако необходимость оснащения каждого рабочего места инди¬
видуальным гидроагрегатом несколько ограничивает применение
гидроприводов в станочных приспособлениях. Поэтому более широ¬
кое распространение получили пневмогидравлические приводы, ко¬
торые способны преобразовывать низкое давление сжатого возду¬
ха из заводской сети в высокое давление масла, направляемого в
рабочие гидроцилйндры.Принципиальная схема пневмогидравлического привода, собран¬
ного в общем блоке с рабочим цилиндром, приведена на рис. 175, а.
При открытом распределительном кране 1 сжатый воздух из сети,
воздействуя на поршень 2 пневмоцилиндра, перемещает его сов¬
местно с плунжером 3 гидроусилителя 4 влево. Благодаря значи¬
тельной разности диаметров поршня и плунжера в гидросистеме
развивается высокое давление масла, которое, действуя на пор¬
шень 5 рабочего цилиндра, осуществляет зажим заготовки в при¬
способлении посредством штока 6. После переключения распреде¬
лительного крана воздух из пневмоцилиндра уходит в атмосферу
и система возвращается в исходное положение под действием пру¬
жин 7 и 8.Ппевмогидравлический силовой привод используют, например,
для закрепления заготовки прихватами на столе фрезерного станка206
(рис. 175, б). Под давлением масла поршень 4 гидроцилиндра пе¬
ремещается вверх и ввернутой в него сферической вставкой 2 пово¬
рачивает прихват 1, который закрепляет заготовку. После отклю¬
чения силового привода разжим заготовки осуществляется пружи¬
ной 3.Рис. 175. Принципиальная схема пневмогидравлического привода (а) и
пример закрепления заготовки прихватами с его помощью (б)Существенным резервом повышения производительности фре¬
зерной обработки является сокращение времени выполнения
ручных действий, связанных с управлением станком. Эта задача
успешно решатся автоматизацией станков, при которой функции их
управления передаются элементам* автоматики. Для этой цели при¬
меняются различные системы автоматического управления (см.
гл. XVI),267
Сокращение вспомогательного времени достигается также при
использовании позиционного фрезерования, (см. рис. 73) и много¬
станочным обслуживанием станков. Организация многостаночной
работы возможна при определенном соотношении машинного и руч¬
ного времени, когда время машинной работы одного станка пере¬
крывает время ручных действий на остальных одновременно обслу¬
живаемых станках.Сокращение прочих затрат времени. Как отмечалось, сюда отно¬
сится время на наладку и уборку станка, организационное и техни¬
ческое обслуживание рабочего места. Эти затраты составляют
значительную часть общего времени обработки, особенно в единич¬
ном и мелкосерийном производствах, которые характеризуются
большой и часто изменяющейся номенклатурой изделий.Время наладки станков, приходящееся на одну деталь, может
быть уменьшено за счет увеличения партии обрабатываемых дета¬
лей, что достигается организацией в таких производствах группо¬
вого метода обработки. Сущность его заключается в том, что все
детали, обрабатываемые в данном цехе, разделяются на техноло¬
гически однородные группы аналогично ранее приведенной клас¬
сификации (см. § 84). Из группы выделяется так называемая ком¬
плексная деталь, для которой разрабатывается типовой технологи¬
ческий процесс, пригодный для всех деталей данной группы. При
этом каждый станок снабжается групповой оснасткой, которая по¬
зволяет за счет небольшой переналадки и регулировки приспособ¬
ления, частичной замены инструментов сравнительно быстро пере¬
ходить от обработки одной партии деталей к другой.Так как при групповом методе сводная партия, состоящая из
мелких партий различных деталей, получается большой, то в этих
условиях становится экономически выгодно применять быстродей¬
ствующие зажимные приспособления с силовыми приводами, мно¬
гоинструментальные наладки, бесподналадочные наборы фрез для
обработки сложных фасонных поверхностей, не нуждающиеся в
размерной регулировке на станке, и др.Сокращению количества необходимой оснастки при групповом
методе обработки способствует применение универсально-наладоч-
ных (УНП) и универсально-сборочных (УСП) приспособлений.Универсально-наладочными называются приспособления, в кото¬
рых путем несложной переналадки можно устанавливать и закре¬
плять различные заготовки одного технологического класса.Для серийного производства характерно применение универсаль¬
но-наладочных приспособлений с механизированным приводом.
С этой целью промышленностью выпускаются универсально-нала¬
дочные поворотные тиски со сменными наладками к ним. Такие
тиски (рис. 176, а) состоят из основания У, корпуса 2 со встроен¬
ным силовым приводом и двух плит — неподвижной 4 и подвижной5, на которых закрепляются губки тисков. На рабочие поверхности
губок могут устанавливаться сменные наладки соответственно
форме обрабатываемых заготовок. Требуемый раствор губок ре¬
гулируется вручную перекидной рукояткой 5, а управление силовым268
приводом осуществляется поворотом рукоятки 6 распределительно¬
го крана.Значительный интерес представляет система групповых поточ¬
ных линий, оснащаемых типовыми переналаживаемыми приспо¬
соблениями, состоящими из базовых столов и сменных наладок.
В комплект наладки входят: подвижные и неподвижные губки,Рис. 176. Универсально-наладочные поворотные тиски (а) и
пример фрезерования торцов комплекта планок с по¬
мощью универсально-наладочного приспособления (б)прихваты разной формы, упоры, планки, шпонки и др. В базовый
стол вмонтированы 15 малогабаритных гидроцилиндров, которые
приводятся в действие'от пневмогидравлического силового привода.
Штоки поршней гидроцилиндров могут соединяться с тягами под¬
вижных элементов наладок при помощи переходных резьбовых
вставок. Пример использования такого приспособления для фре¬
зерования торцов у комплекта длинных планок 4 показан на
рис. 176, б. На базовом столе 1 смонтирована неподвижная губка2 и подвижная 3. Свободный конец планок опирается на крон¬
штейн 5, прикрепленный к боковой поверхности базового стола.В единичном и мелкосерийном производствах, характеризую¬
щихся большой и редко повторяющейся номенклатурой изделий,269
получила применение система универсально-сборочных приспособ¬
лений. Такая система представляет собой набор различных групп
деталей и узлов, из которых в короткий срок можно собирать раз¬
нообразные одно- и многоместные специальные „приспособления
для обработки сложных по форме заготовок.Так, универсально-сборочное приспособление для фрезерова¬
ния вилки переключения 4 (рис. 177) состоит из ряда типовых де-Рис. 177. Универсально-сборочное приспособление (УСП)
для фрезерования вилки переключенияталей: базовой плиты 1 и прямоугольной опоры 5, составляющих
корпус приспособления, трех круглых опор 2 — две внизу и одна
сбоку детали (на рисунке закрыта прихватом), плоского 6 и сег¬
ментного 5 прихватов и крепежных, деталей.Большое значение для сокращения прочих затрат времени на
обработку имеет правильная организация обслуживания рабочих
мест: доставка к ним заготовок и технологической оснастки подсоб¬
ными рабочими, заблаговременное ознакомление фрезеровщика с
производственным заданием на следующий день или на несколько
дней вперед, обеспечение рабочих мест необходимым количеством
инструментов и приспособлений постоянного пользования, оснаще¬
ние рабочих мест пультами световой сигнализации для вызова об¬
служивающего персонала и т. д.Не менее важным являются вопросы технологичности конструк¬
ции самой детали. Нередко встречаются детали, трудоемкость
обработки которых намного увеличена вследствие неувязки спосо-270
ба простановки размеров с предполагаемыми технологическими ба¬
зами, нетехнологичной формой пазов, уступов, фасонных поверхно¬
стей и контуров, неоправданного завышения точности размеров и
количества обрабатываемых поверхностей и др. В этих случаях
творческая мысль фрезеровщика может оказать неоценимую по¬
мощь производству в деле снижения трудовых затрат на изготов¬
ление продукции.Приведенные способы сокращения времени на обработку не
являются исчерпывающими. Каждый фрезеровщик, анализируя
конкретные условия'работы, может найти много других решений,
способствующих повышению производительности труда.•Ч 1. Приведите классификацию деталей, обрабатываемых на фрезерных стан-
г ках. 2. Дайте характеристику различным типам производства. 3. Объясни¬
те содержание и оформление технологического процесса. 4. За счет каких
мероприятий можно сократить время обработки деталей на фрезерных
станках?Глава XIV. СПЕЦИАЛЬНЫЕ И СПЕЦИАЛИЗИРОВАННЫЕФРЕЗЕРНЫЕ СТАНКИДля выполнения определенных видов фрезерных работ служат
специальные и специализированные фрезерные станки. К ним от¬
носятся агрегатно-фрезерные, копировально-фрезерные, зубофре¬
зерные и др.§ 88. Специальные и агрегатно-фрезерные станкиВ условиях крупносерийного и массового производства, когда
детали приходится изготавливать большими сериями или партия-,
ми на протяжении длительного периода времени, применение кон¬
сольно-фрезерных станков не обеспечивает высокой производитель¬
ности. Поэтому детали массового изготовления фрезеруют на спе¬
циальных станках, предназначенных для обработки определенных
деталей одновременно несколькими видами режущих инструмен¬
тов. Такие станки просты по конструкции, имеют постоянные ча¬
стоты вращения фрез и скорости перемещения заготовок и не нуж¬
даются в устройствах, характерных для универсальных станков,
в результате чего на них легко автоматизировать все вспомогатель¬
ные движения. Однако они имеют и большой существенный недо¬
статок: их нельзя переналадить для других деталей, имеющих даже
незначительные изменения в конструкции по сравнению с теми
деталями, для обработки которых они спроектированы.В отличие от специальных станков агрегатные станки снабжены
рядом самостоятельных силовых головок, смонтированных на общей
станине с единым пультом управления и общей электрической
схемой: Каждая из головок предназначена для выполнения опредс-
ленныхопераций.271
На рис. 178 показана компоновка агрегатного станка, состоя¬
щего из станины /, на которой расположен стол 2 с приспособле¬
нием 8 для закрепления заготовок. Сбоку к станине прикреплены
основания 3 и 12, стойки 4, 6 и 7, по направляющим которых или
промежуточной плите 10 могут перемещаться силовые головки 5,
9 и 11 с закрепленными в их шпинделях режущими инструментами.Рис. 178. Узлы агрегатного станкаТак как агрегатный станок состоит из отдельных стандартных
узлов, то при изменении конструкции обрабатываемых деталей его
легко можно переналадить на другую деталь.Такие станки встраиваются в поточные и автоматические линии,
объединяют в себе лучшие качества специальных и универсальных
станков, имеют многоинструментальную наладку, они высокопроиз¬
водительны и обеспечивают точность обрабатываемых размеров,
независимо от квалификации рабочего.§ 89. Копировально-фрезерные станкиКопировально-фрезерные станки служат для обработки деталей
с криволинейными контурами или сложными объемными фасонны¬
ми поверхностями, Ойи имеют задающее и копировальное устрой¬272
ства. Задающее устройство (копир, шаблон или эталонная деталь)
связано через копировальное устройство с режущим инструментом.
Последний повторяет все движения копировального устройства и
воспроизводит на поверхности заготовки форму и размеры поверх¬
ности, которую имеет задающее устройство.Существуют две принципиальные схемы работы копировально¬
фрезерных станков: б е з следящей системы и со следя¬
щей системой.В первом случае согласование вза¬
имного положения щупа с режущим
инструментом осуществляется с по¬
мощью жесткой связи между ними, а
во втором — через механизм, сравни¬
вающий заданную программу с вы¬
полняемой. Если имеется расхожде¬
ние, то механизм подает сигнал
исполнительному устройству для
корректирования траектории режу¬
щего инструмента.На рис. 179 показана схема обра¬
ботки криволинейного контура на ко- с
пировально-фрезерном станке без УРл \
следящей системы. На столе станка 1
закреплены заготовка 2 и копир 5, а вшпинделях копировальной головки г без следящей системы
4 — фреза 3 и копировальный палец 5.Если перемещать стол в продольном й поперечном- направлениях
так, чтобы копировальный палец постоянно соприкасался с конту¬
ром копира, то фреза на заготовке воспроизведет профиль, точно
соответствующий профилю копира.Копировально-фрезерные станки без следящей системы просты
по устройству и надежны в работе, однако из-за быстрого износа
копира, щупа в результате больших давлений, действующих на них
в момент фрезерования, точность обработки невелика и, как пра¬
вило, находится в пределах десятых долей миллиметра. По этим
причинам копировально-фрезерные станки без следящей системы
не нашли широкого применения при фрезеровании криволинейных
контуров.Копировально-фрезерные станки со следящей системой имеют
следящий элемент в виде щупа, который, передвигаясь по копиру,
подает команду исполнительным органам для изменения траекто¬
рии перемещения режущего инструмента. Копировальный шпиндель
крепится шарнирно в копировальной головке. В такой шпиндель
устанавливается щуп, который во время работы станка скользит
по поверхности копира, непрерывно следя за изменением его кон¬
тура. На криволинейных участках копира щуп отклоняется от ней¬
трального положения и с помощью электрических или гидравличе¬
ских устройств подает сигналы исполнительным органам станка на
выключение и необходимые перемещения частей станка. В резуль¬10 Зак. 749273
тате этого фреза, закрепленная в шпиндельной бабке, воспроизцо-
дит на заготовке криволинейный контур, соответствующий профи¬
лю копира. Копировальное устройство при помощи щупа ощупы¬
вает копир и измеряет рассогласование'между положением щупа и
режущего инструмента, преобразует его в командный сигнал для
управления механизмами соответствующих подач. Рассматривае¬
мые станки имеют усилительное устройство, которое предназначеноРис. 180. Схема копировально-фрезерного станка с электроконтактным дат-
1 чикомдля усиления и преобразования командного сигнала, получаемого
от щупа.По типу копировального устройства следящие системы копиро¬
вально-фрезерных станков разделяются на электрические, гидрав¬
лические, фотоэлектрические, электрогидравлические и пневмати¬
ческие.Наиболее широкое распространение получили станки с электри¬
ческими следящими системами, которые могут иметь две системы
управления: прерывистую с электроконтактным датчиком и элек¬
тромагнитными муфтами в приводе подач; непрерывную с индуктив¬
ным датчиком и приводом подач от регулируемых двигателей по¬
стоянного тока*Рассмотрим принцип работы копировально-фрезерных станков
с электрическими следящими системами. На столе 12 станка с элек¬
троконтактным датчиком (рис. 180) закреплены обрабатываемая
заготовка 13 и копир 9. К шпиндельной головке 14 при помощи
кронштейна 1 прикреплена копировальная коловка 2 с электриче¬274
ским датчиком 6. Датчик имеет контакты 5 и 7 с усилительным
устройством 10 для выключения перемещений стола в продольном
и вертикальном направлениях от электромагнитных муфт Ml,
М2 и М3.Заготовку и копир устанавливают на столе так, чтобы они ока¬
зались соответственно под фрезой и щупом 8. Когда щуп еще не
касается копира, то под действием пружины 4 он опущен вниз, а
рычаг 3 электроконтактного датчика 6 повернут, контакт 5 замк¬
нут. При включении электродвигателя 11 коробки подач от элек¬
тромагнитной муфты М2 стол поднимается вверх и после соприко¬
сновения щупа с копиром растягивает пружину 4, поворачивает
рычаг 3 и размыкает контакт 5. После этого выключается верти¬
кальная подача стола от электромагнитной муфты М3 и автома¬
тически включается электромагнитная муфта Ml продольной пода¬
чи стола. Стол получает перемещение в продольном направлении
до тех пор, пока, например, при его движении от восходящего уча¬
стия копира щуп не поднимется и не замкнется контакт 7. При за¬
мыкании этого контакта прекращается продольная подача стола,
включается электромагнитная муфта М3 и стол получает вертикаль¬
ное'перемещение вниз до тех пор, пока произойдет размыкание
контакта. Затем снова включается продольная подача и т. д.Следовательно, криволинейный контур образуется в результа¬
те попеременного периодического включения вертикальной и про¬
дольной подач стола.После каждого прохода необходимо сместить стол с заготовкой
в поперечном направлении на величину строчной подачи в пределах
до 3 мм. Вследствие того что перемещение стола происходит нерав¬
номерно (прерывисто), профиль, образованный на заготовке, имеет
ступенчатую форму. Высота каждой ступени зависит от частоты
переключения подач и скорости срабатывания электромагнитных
муфт. Поэтому криволинейные поверхности после их обработки на
копировально-фрезерных станках подвергаются дополнительной об¬
работке абразивными или слесарными инструментами.В настоящее время на базе универсально-фрезерных станков
изготавливаются копировально-фрезерные станки с электроконтакт-
ныма датчиками. Они широко используются в инструментальных
цехах машиностроительных заводов при изготовлении штампов,
пресс-форм и других изделий, имеющих криволинейный контур.В станках с непрерывной системой управления применяют ин¬
дуктивные датчики, принцип действия которых заключается в из¬
менении индуктивного сопротивления катушки при изменении
воздушного зазора между сердечником и якорем в результате от¬
клонения щупа.В копировально-фрезерном станке модели 6441Б с индуктивным
датчиком (рис. 181) по направляющим станины 1 в продольном
направлении может перемещаться стол 2 с рабочей поверхностью
630X1200 мм. На столе закреплен угольник 3, на верхней части
которого имеется копир 5, а на нижней — обрабатываемая заготов¬
ка 4. К станине прикреплена стойка 7, по направляющим которойю*275
перемещается траверса 9 со шпиндельной бабкой 8 и шпинделем 10,
ось которого перпендикулярна поверхности угольника. Копироваль¬
ная головка 6 со щупом при помощи кронштейна закреплена на
.шпиндельной бабке. Перемещением копировального шпинделя в па¬
зах кронштейна можно регулировать расстояние между копиро¬
вальным и фрезерным шпинделями в вертикальной плоскости, а в
осевом направлении —> за счет перемещения фрезерного шпинделя
вдоль его оси.Рис. 181. Общий вид копировально-фрезерного станка мо¬
дели 6441Б с индуктивным датчикомСледящий привод копировальной головки станка 6441Б с ин¬
дуктивным датчиком (рис. 182) имеет копировальную головку. Она
состоит из двух индуктивных катушек 3 и 4, якоря 2, закрепленного
на плоской пружине 1 и размещенного между катушками. Якорь
связан со щупом 5, который обходит копир 6. В результате усилий,
действующих на щуп со стороны копира, происхрдит отклонение
копировального шпинделя и якоря 2. Между сердечниками кату¬
шек и якорем изменяется величина воздушного зазора а и ft, а это
приводит к изменению величины индуктивного сопротивления ка¬
тушек, а также индуктивного тока, питающего двигатели постоянно¬
го тока подач, увеличивая или уменьшая их частоту вращения.
В результате этого величина следящей подачи плавно изменяется,• 276
фреза меняет свое положение относительно поверхности обработ¬
ки, точно воспроизводя движение щупа.Обработка объемных поверхностей производится горизонталь¬
ными или вертикальными строчками. Для этой цели на станке
предусмотрена периодическая подача стола или шпиндельной
бабки в плоскости^ перпендикулярной к оси шпинделя.При обработке горизонтальными строчками столу сообщается
непрерывная подача. После прохождения щупом пути, равного дли¬не копира, когда фреза обрабатывает одну строчку, шпиндельная
бабка с фрезой и щупом автоматически перемещаются в вертикаль¬
ном направлении на ширину строчки. Затем столу автоматически
сообщается подача в обратном направлении для обработки второй
строчки и так далее до тех пор, пока щуп не обойдет всю поверх¬
ность копира, а фреза не воспроизведет по строчкам весь рельеф
копира на поверхности детали.При обработке вертикальными строчками (рис. 183) непрерыв¬
ная вертикальная подача сообщается шпиндельной бабке, фрезе¬
рование строчек происходит в вертикальном направлении. По окон¬
чании каждого прохода периодическая подача на ширину строчки
сообщается столу.Вертикальное перемещение шпиндельной бабки принято назы¬
вать следящей подачей, ее поперечное перемещение задающей
подачей, а перемещение стола на величину строчки — периодиче¬
ской подачей.При фрезеровании горизонтальными строчками задающая по¬
дача осуществляется за счет продольного перемещения стола, сле¬
дящая— за счет поперечного перемещения шпиндельной бабки, аРис. 182. Схема работы следя¬
щего привода станка модели
6441БРис. 183. Последовательность фре¬
зерования объемной фасонной по¬
верхности вертикальными строчка¬
ми277
периодическая — перемещением шпиндельной бабки по направляю¬
щим стойки на величину строчки.Копировально-фрезерные станки со следящей системой находят
самое широкое применение в инструментальных цехах при изго¬
товлении деталей с объемными фасонными поверхностями (штам¬
пов, копиров, плоских кулачков и т. д.). Такие станки имеют ряд
качественных преимуществ: более высокую точность обработки
(благодаря автоматической системе переключения передач) и про¬
изводительность; отсутствие жесткой связи между копиром и щу¬
пом, малое давление щупа на копир (копиры можно изготавливать
из мягких недорогих материалов, включая дерево ,или гипс), что
обеспечивает пониженную шероховатость обработанных поверхно¬
стей; управление станком автоматизировано, что облегчает труд
фрезеровщика.§ 90. Зубофрезерные станкиЗубофрезерные станки относятся к пятой группе. Их устройство
и принцип действия рассмотрим на примере станка модели 5Е32
(рис. 184), предназначенного для нарезания зубьев у цилиндриче¬
ских колес с прямыми и винтовыми зубьями, а также червячных
колес.С левой стороны чугунной станины 1 коробчатой формы с реб¬
рами жесткости прикреплена задняя стойка 3 с вертикальными
направляющими для кронштейна 4. Оправка 6 с заготовкой уста¬
навливается на круглом вращающемся столе 2 и поддерживаетсяРис184. Общий вид зубофрезерного станка модели 5Е322/8
кронштейном. По горизонтальным направляющим станины в ради¬
альном направлении в сторону заготовки может перемещаться
стойка 12, несущая фрезерный 7 и протяжной 8 суппорты с фрезой,
закрепленной в шпинделе фрезерного суппорта. Суппорт по верти¬
кальным направляющим стойки 12 может перемещаться вверх и
вниз, его можно повернуть на требуемый угол по круговым направ-Рис. 185. Червячная модульная фрезаляющим 9. При помощи поперечины 5 осуществляется жесткая
связь задней и суппортной стоек, что увеличивает жесткость конст¬
рукции станка. Изменение частоты вращения фрезы и стола про¬
изводится за счет изменения передаточного отношения сменных
зубчатых колес гитар 18 и 19.Для управления станком существуют следующие органы: 10—
рукоятка включения и выключения рабочих-подач, 11 — рукоятка
выключения подачи при работе с протяжным суппортом, 13 — кно¬
почная станция, 14 — рукоятка выключения вертикальной подачи
фрезерного суппорта, 15 — квадрат для ручного вертикального пе¬
ремещения фрезерного шпинделя, 16 — квадрат для ручного гори¬
зонтального перемещения суппортной стойки, 17 — рукоятка вы¬
ключения радиальной подачи суппортной стойки.При фрезеровании цилиндрических и червячных колес на зубо¬
фрезерных станках применяются червячные модульные фрезы
(рис. 185). Такая фреза представляет собой червяк с прорезанны¬
ми на нем (под углом со, равным углу подъема винтовой линии
витка червяка) продольными канавками для образования режу¬
щих кромок. В нормальном сечении зубья фрезы имеют профиль
зуборезной рейки.Модуль фрезы при нарезании цилиндрических колес с прямы¬
ми зубьями должен соответствовать модулю нарезаемого колеса,
а при нарезании тех же колес с винтовыми зубьями он должен
быть равен модулю зубчатого колеса в нормальном сечении. Все
червячные модульные фрезы изготавливаются с затылованными
зубьями и для сохранения постоянства профиля и величины задне¬
го угла перетачиваются только по передней поверхности. По кон¬
струкции они бывают цельные и сборные, а по числу заходов —279
одноэаходние и многозаходние. Однозаходние фрезы обеспечивают
высокую точность обработки и поэтому обычно применяются для
чистовых работ, многозаходние, обладающие наибольшей произ¬
водительностью,—для черновых работ (предварительное нареза-
ние).Главный задний угол w у вершины зубьев фрез обычно равен
10...12°, а вспомогательные задние углы на боковых поверхностях —
около 3...4°. Передний 'угол у фрез, предназначенных для чистовых
работ, берется равным нулю, а черновых фрез — 5...10°.Закрепление червячных модульных фрез производится на оправ¬
ке, установленной в шпинделе станка. Ось фрезы в зависимости от
направления винтовой линии (правое, левое) должна быть повер¬
нута на величину угла подъема винтовой линии фрезы в круговых
направляющих станка. Червячной модульной фрезой можно наре¬
зать цилиндрические зубчатые колеса разных диаметров одного
и того же модуля с любым числом зубьев.Нарезание зубьев зубчатых колес червячными модульными фре¬
зами на зубофрезерных станках производится по методу обкатки.
Сущность этого метода заключается в том, что зубья на заготовке
колеса образуются при совместном согласованном вращении чер¬
вячной фрезы и заготовки и одновременном вертикальном переме¬
щении фрезы вдоль оси колеса (рис. 186, а). Так, при повороте
однозаходней фрезы 2 на один оборот заготовка 1 должна повер¬
нуться на величину шага или на один зуб. Следовательно, движе-Рис. 186. Процесс нарезания зубьев червячной модульной фрезойние фрезы и заготовки в процессе обкатки подобно совместному вра¬
щению червяка и червячного колеса. Эвольвентный профиль каж¬
дого зуба получается в результате того, что прямолинейные боковые
режущие кромки 'червячной фрезы поочередно касаются нареза¬
емого зуба. При этом каждая из точек соприкосновения режущей
кромки с нарезаемым зубом принадлежит эвольвенте. На рис: 186,6
тонкими линиями изображены следы последовательного положе¬
ния зубьев фрезы относительно впадины одного зуба зубчатого
колеса, а жирной линией показан профиль впадины.280
Для согласования вращения фрезы и заготовки служит гитара
деления со сменными колесами, с помощью которых обеспечива¬
ется непрерывный процесс фрезерования колес с различным числом
зубьев.Кроме вращения фрезы и заготовки, необходимо осуществить
вертикальную подачу перемещения фрезы вдоль оси заготовки. Это
достигается за счет настройки гитары вертикальной подачи. Смен¬
ные колеса гитары частот вращения шпинделя, гитары деления для
согласованного вращения фрезы и заготовки, гитары вертикальной
подачи выбираются по таблицам паспорта станка.После того как. будут установлены сменные колеса гитары час¬
тот вращения шпинделя, деления и вертикальной подачи, фрезу
закрепляют в шпинделе на оправке, заготовку с оправкой — на
круглом столе. Затем опускают фре^у со шпинделем по вертикаль¬
ным направляющим суппортной стойки так, чтобы она находилась
против заготовки. Перемещением суппортной стойки в горизонталь¬
ном направлении подводят фрезу до касания с заготовкой, снова
отводят суппорт с фрезой в верхнее положение и по лимбу горизон¬
тальной подачи суппортной стойки устанавливают глубину резания,
равную 2,25т. После этого включают вращение шпинделя, верти¬
кальную подачу супдорта ъ производят фрезерование зубчатого ко¬
леса.§ 91. Сведения о резьбофрезерных станкахНарезание резьбы методом фрезерования получило широкое
распространение в промышленности при изготовлении деталей с
резьбовыми поверхностями.Резьбофрезерные станки делятся на станки для фрезерования
длинных и коротких резьб. В первом случае фрезерование произ¬
водится дисковыми резьбовыми фрезами, профиль которых должен
соответствовать профилю нарезаемой резьбы. На рис. 187, а по¬
казана схема фрезерования резьбы с трапецеидальным профилем
дисковой фрезой. Заготовке /, закрепленной в центрах, сообщается
медленное вращательное, а фрезе 2 — вращательное и поступатель¬
ное движения. Вращение заготовки и перемещение фрезы должны
быть строго согласованы. При повороте заготовки на один полный
оборот фреза должна переместиться на величину шага резьбы.
Чтобы не было искажения профиля резьбы и затирания боковых
поверхностей фрезы и профиля резьбы, фреза должна быть повер¬
нута относительно оси заготовки на угол а, равный углу подъема
винтовой линии резьбы. Обычно фрезерование полного профиля
производится за один проход. Этим методом фрезеруют резьбу
ходовых винтов, червяков с невысокой степенью точности^ единич¬
ном и серийном производстве. Точные резьбы после резьбофрезе-
рования окончательно нарезают на токарных станках резцом.В массовом и крупносерийном производствах большое примене¬
ние для фрезерования коротких резьб (главным образом треуголь¬
ного профиля) получили гребенчатые резьбовые фрезы с кольцевы¬
ми витками соответствующего профиля и шага.281
При фрезеровании наружной резьбы гребенчатой фрезой
(рие. 187, б) заготовке /.сообщается медленное вращательное дви¬
жение и осевое поступательное перемещение вдоль оси фрезы 2У а
фрезе — вращательное движение. При повороте заготовки на одинРис. 187. Схема фрезерования резьбы на резьбофрезерных станкахполный оборот она должна переместиться в осевом направлении
на величину шага нарезаемой резьбы..Нарезание резьбы производится за один проход при повороте
заготовки на величину, несколько большую одного оборота (при¬
мерно 17б оборота), так как в начальный период фрезерования
происходит постепенное врезание фрезы в радиальном направлении.•Ч 1. Какие станки называются агрегатами и каково их основное назначение?
г 2. Каким образом можно обработать криволинейный профиль на копиро¬
вально-фрезерных станках? 3. В чем состоит принцип работы копироваль¬
но-фрезерного станка с электроконтактным датчиком? 4. Какой инструмент при¬
меняется для фрезерования зубчатых колес на зубофрезерных станках?
5. В чем состоит метод обкатки при нарезании зубчатых колес? 6. Какие движе¬
ния должны иметь заготовка и фреза при фрезеровании зубчатых колес и резьб
на зубофрезерных и резьбофрезерных станках?ГЛАВА XV. ТЕХНИКА БЕЗОПАСНОСТИ И
ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯНА ПРЕДПРИЯТИИ§ 92. Техника безопасностиОбщие сведения. Техника безопасности включает систему меро¬
приятий по обеспечению безопасных условий труда.Организация и руководство работой по охране труда на пред¬
приятии осуществляется главным инженером, которому непосред¬
ственно подчинен отдел (бюро) по технике безопасности. Работ¬282
ники этого отдела выполняют контроль за соблюдением руководи¬
телями цехов, участков и других производственных подразделений
законодательства по охране труда, инструкций и правил по технике
безопасности, устанавливают сроки устранения выявленных недо¬
статков, а в необходимых случаях запрещают производство работ
на участках, где условия явно опасны для жизни и здоровья ра¬
ботающих.В дополнение к работе, проводимой штатным административ¬
но-техническим персоналом, профессиональные союзы организуют
общественный контроль по охране труда на предприятии через со¬
ответствующие комиссии и общественных инспекторов.Комиссии по охране труда комплектуются из числа передовых
рабочих, инженерно-технических работников и работников медицин¬
ских пунктов. Они контролируют выполнение администрацией
трудового законодательства и мероприятий коллективного догово¬
ра по технике безопасности, заслушивают на своих заседаниях со¬
общения руководителей производственных подразделений о состоя¬
нии техники безопасности.Общественные инспекторы избираются цеховыми профсоюзными
организациями. Их основная задача состоит в осуществлении
общественного контроля по охране труда непосредственно на кон¬
кретном производственном участке.Инструктаж и обучение рабочих технике безопасности. Важным
условием исключения травматизма и несчастных случаев являет¬
ся проведение системы инструктажей по технике безопасности для
работников предприятия, ознакомление их с опасными местами на
предприятии, строгое соблюдение и массовая пропаганда правил
безопасных приемов работы. С этой целью на предприятиях про¬
водятся три вида инструктажей: вводный, на рабочем месте и те¬
кущий.Вводный инструктаж проводится для всех вновь оформляющих¬
ся на работу в специальном кабинете отдела техники безопасности.
Он включает ознакомление рабочих с общим характером и произ¬
водственной особенностью данного предприятия, обязанностями
по соблюдению правил техники безопасности на территории и в
цехах, индивидуальными защитными средствами и мерами по оказа¬
нию первой помощи при несчастных случаях.Непосредственно в цехе мастер участка проводит инструктаж
на рабочем месте — знакомит рабочего с конкретными обязанно¬
стями, с требованиями правильной организации и содержания
рабочего места, основными причинами несчастных случаев приме¬
нительно к данной работе, с предохранительными приспособлени¬
ями и ограждениями, с правилами безопасной эксплуатации обо¬
рудования и подъемно-транспортных средств и т. д.. Рабочий допу¬
скается к работе только в том случае, если он достаточно хорошо
усвоил изложенные ему указания. Такой инструктаж осуществля¬
ется также при каждом переводе рабочего на новое место работы.Текущий инструктаж поводится периодически по установлен¬
ному графику и заключается в опросе и повторном инструктиро¬283
вании рабочих по правилам техники безопасности на рабочем
месте.Правила поведения на территории и в цехах предприятия. Опас¬
ность для людей на территории предприятия могут представлять
работающие подъемно-транспортные устройства, движущийся тран¬
спорт, незакрытые колодцы и траншеи, различные электроустанов¬
ки й т. д. Чтобы избежать несчастного случая, следует прежде всего
быть особенно внимательным ко всяким указателям, надписям, зву¬
ковой и световой сигнализации.Ходить по железнодорожным путям, а также переходить их при
звуковом сигнале, красном свете светофора либо закрытом шлагба¬
уме запрещено. Пересекать их допускается только в разрешенных
местах.По дорогам движения автотранспорта ходить запрещается. Пе¬
ресекая дорогу или проходя мимо выездных ворот цеха, следует
сначала убедиться в отсутствии движущейся автомашины или дру¬
гого самоходного транспорта. Надо также быть внимательным к
световой сигнализации автотранспорта, особенно на перекрестках
дорог.Серьезную опасность для людей на территории предприятия
представляют работающие грузоподъемные механизмы. Находить¬
ся в зоне их действия, проходить под поднимаемым или переме¬
щаемым грузом запрещено. Случайный обрыв груза может явить¬
ся причиной тяжелого несчастного случая.Следует остерегаться открытых колодцев и траншей. Как
правило, они должны быть закрыты прочными крышками или пере¬
крытиями. При ремонтных работах их ограждают временными
барьерами, флажками, а ночью освещают фонарями.Находясь в местах складирования металлов, строительных и
других материалов, надо соблюдать осторожность. Небрежно со¬
бранные штабели могут развалиться и нанести серьезную травму.Весьма опасным для жизни является прикосновение к различ¬
ным электроустановкам, находящимся под напряжением. Обычно
в таких местах устанавливаются предупредительные знаки или над¬
писи.В целях безопасности не рекомендуется ходить по различным
цехам без особой надобности.Соблюдение указанных правил с учетом конкретной обстановки
и прежде всего личная внимательность и осторожность гарантируют
безопасность.Правила безопасности на территории предприятия полностью
распространяются и на территорию цехов. Однако, кроме общих
для каждого цеха, существуют свои специфические правила техни¬
ки безопасности, вытекающие из особенностей его работы.В механических цехах опасность представляют: движущиеся
механизмы станков, не имеющих надежных ограждений; сходя¬
щая или отлетающая стружка; случайный вылет обрабатываемой
детали при ненадежности ее закрепления или неисправности за¬
жимного приспособления; разрыв абразивного круга на шлифоваль¬284
ных станках; незащищенные токоведущие части электроустановок
или части станка, оказавшиеся под напряжением.Поэтому фрезеровщику не рекомендуется приближаться к дру¬
гим работающим станкам, ходить без надобности по узким прохо¬
дам между ними, прикасаться к электрооборудованию. Особую
осторожность надо проявлять в отношении сливной стружки, когда
она сходит со станка длинной лентой. Такая стружка, имея пило¬
образные края, может нанести глубокую резаную рану.Первая помощь при несчастных случаях и травмах. Для ока¬
зания квалифицированной помощи пострадавшим в крупных цехах
предприятия организуются медицинские пункты, обслуживаемые
врачом и медсестрой. Чтобы эта помощь была оперативной, на каж¬
дом производственном участке дополнительно создаются медицин¬
ские посты, которые комплектуются из рабочих, обученных оказа¬
нию первой помощи. В распоряжении таких постов имеются ап¬
течки, содержащие: перевязочные пакеты, резиновый жгут для ос¬
тановки кровотечения, набор шин для создания неподвижности по¬
врежденной конечности, йодную настойку, нашатырный спирт,
раствор борной кислоты, мыло, полотенце и др. Вместе с тем каж¬
дый рабочий должен быть знаком с основными сведениями по ока¬
занию первой помощи как себе, так и другим пострадавшим.Большую опасность для жизни представляет поражение челове¬
ка электрическим током. В этом случае требуется оказание быстрой
и умелой цомощи. Если пострадавший не мржет самостоятельно
оторваться от токоведущих частей (при потере сознания или судо¬
рожном сокращении мышц), его необходимо немедленно освобо¬
дить от действия тока. Для этого следует как можно быстрее от¬
ключить ток при помощи рубильника распределительного пункта.
Однако это не всегда удается вследствие отдаленности последнего
или незнания места его расположения. %Если пострадавший в сознании, но не может оторваться от про¬
водника, следует крикнуть «подскочи», «падай»* предохранив его
от ушибов при падении. Когда же пострадавший, в бессознательном
состоянии, необходимо оттащить его от проводника, отодвинуть про¬
водник или перерезать провод.Лица, оказывающие помощь, должны поступать следующим об¬
разом:1. Изолировать себя от действия тока: надеть резиновые пер¬
чатки или обмотать руки сухой тканью; стать на сухую деревянную
доску, на сверток сухой одежды; если есть возможность, надеть
резиновую обувь.2. Прекратить действие тока на пострадавшего. Для этого в
зависимости от обстоятельств прибегают к различным мерам: рас¬
секают провода топором, лопатой или щипцами с изолированными
ручками; отделяют пострадавшего от земли, подложив под него дос¬
ку, одежду; оттаскивают провод от пострадавшего деревянной
палкой, сухой веревкой; отрывают пострадавшего от проводов, на¬
бросив на него сухую веревку, или оттягивают его, ухватившись за
сухие части одежды.285
3. Оказать пострадавшему немедленно первую помощь. Отне¬
сти его на открытое место, проветрить помещение, освободить от
стесняющих дыхание частей одежды (растегнуть воротник, пояс).
Если пострадавший в бессознательном состоянии, ему дают вды¬
хать нашатырный спирт, растирают и согревают его тело. При ос¬
тановке дыхания следует немедленно приступить к проведению
искусственного дыхания и продолжать его до тех пор, пока оно не
восстановится или до прибытия медицинского работника.Наиболее характерными видами травм на производстве являют¬
ся всевозможные раны, ушибы, переломы, ожоги и попадание ино¬
родных тел в глаза.При незначительных ссадинах и порезах рану следует смазать
иодом, наложить стерильную салфетку с небольшим слоем ваты и
забинтовать. Если поврежден кровеносный сосуд (артерия) и алая
кровь бьет фонтаном, надо немедленно наложить жгут выше места
ранения. При отсутствии жгута можно воспользоваться веревкой,
куском материи и др. При этом жгут накладывают не на открытое
тело, а на мягкую подкладку или слой одежды. Во избежание
омертвления конечностей продолжительность остановки кровоте¬
чения жгутом не должна превышать летом двух часов, зимой —
одного часа.После остановки кровотечения края раны следует смазать ио¬
дом, наложить стерильную салфетку со значительным слоем ваты
и забинтовать.При повреждении вен, когда кровь более темного цвета течет
в виде струйки, края раны необходимо смазать иодом, нало¬
жить на нее содержимое индивидуального пакета й туго забин¬
товать.При ушибах на поврежденное место нужно наложить давящую
повязку, поверх которой положить пузырь со льдом или холодной
водой.При переломах конечностей на них накладывают и плотно при¬
бинтовывают шины. Для этой же цели можно воспользоваться ку¬
ском доски, палкой или другими подобными предметами, которые
окажутся под рукой.Если перелом открытый, перед наложением шины рану следует
обязательно перевязать. Когда рана сильно кровоточит или на
месте закрытого перелома нарастает припухлость мягких тканей
(признак внутреннего кровотечения), нужно наложить кровооста¬
навливающий жгут.При незначительных ожогах покрасневшее место смачивают оде¬
колоном или спиртом. Если на месте ожога появились пузыри или
имеется более глубокое поражение мягких тканей, то на поражен¬
ные участки тела накладывают стерильную повязку.Для извлечения попавшей в глаз стружки или другого инород¬
ного тела следует обращаться к врачу.Во всех случаях после оказания первой доврачебной помощи
пострадавшего необходимо направить или доставить (в зависи¬
мости от состояния) в медпункт,286
§ 93. Противопожарные мероприятияОрганизация работы по пожарной безопасности. Пожары явля¬
ются стихийным бедствием, уничтожающим материальные ценно¬
сти и иногда влекущие за собой угрозу здоровью и жизни людей.
Поэтому предупреждение пожаров и борьба с ними имеет боль¬
шое государственное значение и является обязанностью каждого
работающего на предприятии.Работу по созданию пожаробезопасных условий на предприя¬
тиях выполняют пожарные команды, которые располагают необхо¬
димыми средствами пожаротушения и принимают непосредствен¬
ное участие в ликвидации огня. В помощь им в цехах предприятия
создаются добровольные пожарные дружины из числа рабочих и
служащих. Они контролируют соблюдение противопожарного ре¬
жима, следят за состоянием средств пожаротушения и в случае
возникновения пожара принимают участие в ликвидации огня и
спасении людей.Причины пожаров. Для успешной борьбы с пожаром надо знать
^ его причины. Известно, что горение представляет собой.химический
процесс соединения вещества с кислородом при определенной
температуре, возникающей обычно за счет подвода теплоты извне.
Однако иногда горение начинается при отсутствии внешнего источ¬
ника теплоты в результате химических, биологических и физиче¬
ских процессов, происходящих в самом веществе. Такой процесс
называется самовозгоранием. Оно может возникнуть вследствие
длительного хранения горючих веществ, сложенных в кучу. Кроме
того, горючие газы, пары и пыли (бензин, ацетилен, скипидар, во¬
дород, каменноугольная пыль и др.) в смеси с кислородом способны
образовывать взрывчатые смеси. Для возникновения такого взрыва
необходимы: определенная концентрация паров или газовоздушной
смеси и импульс, способный нагреть вещество до температуры са¬
мовоспламенения (пламя, удар, сжатие и др.).Тушение пожаров. При возникновении пожара необходимо сроч¬
но вызвать пожарную команду по извещателю или телефону. На
телефонных аппаратах вызов городской пожарной команды произ¬
водится набором номера 01.До прибытия пожарной команды немедленно выключают вен¬
тиляционную систему и. приступают к ликвидации очага огня
всеми имеющимися средствами, которые следует выбирать в зави¬
симости от конкретных условий.Самым распространенным .огнегасящим средством является
вода, подающаяся к объекту горения в виде струи или в распы¬
ленном состоянии. Однако ее нельзя использовать при гашении
электрооборудования (находящегося под напряжением) легково¬
спламеняющихся жидкостей с удельным весом меньше единицы
(керосин, бензин, масла и др.) в помещениях, где хранятся кар¬
биды кальция.Эффективным средством для тушения пожара являются руч¬
ные пенные огнетушители. Огнетушитель ОП-5 (рис, 188, а) приво-287
дится в действие поворотом рукоятки клапана на 180° и опрокиды¬
ванием вниз горловиной. В результате химической реакции из спри-
ска огнетушителя выбрасывается струя пены длиной 6...8 м.Наряду с достоинствами пенные огнетушители обладают некото¬
рыми недостатками. Их, так же как и воду, нельзя применять длягашения горящего электрооборудования
и вблизи карбида кальция; при гашении
на человеке горящей одежды пена может
оказать химическое воздействие на тело.Для гашения электроустановок и лег¬
ковоспламеняющихся жидкостей приме¬
няют углекислотные огнетушители ОУ-2
(рис. 188, б), которые состоят из метал¬
лического баллончика 3, заполненного
жидкой углекислотой под высоким давле¬
нием. Выходя через раструб 2, углекис¬
лота расширяется и превращается в
«углекислотный снег» и газообразную
углекислоту. При направлении на горя¬
щий объект струя углекислоты, имея
низкую температуру, охлаждает веще¬
ства в зоне горения и оттесняет кислород
воздуха. Для приведения огнетушителя
в действие достаточно открыть вентиль 1.
К недостаткам таких огнетушителей
следует отнести малый срок их дейст¬
вия — 25...50 с.Простейшим и вместе с тем надежным
средством тушения небольших очагов по¬
жара является песок.При загорании одежды на человеке
надо немедленно принять любые меры
по изоляции огня от кислорода воздуха.
Для этого покрыть его брезентом, пальто
или любой другой накидкой, которая
окажется под рукам^. Ни в коем случае
не следует позволять пострадавшему
бежать, так как это увеличивает приток
воздуха и усиливает горение на нем
одежды.Основные правила пожарной безопас¬
ности. Для предупреждения возможности
возникновения пожара каждый работник предприятия обязан
строго соблюдать правила пожарной безопасности:1. Не курить и не применять открытый огонь в местах, где это
запрещено (в деревообделочном цехе, на складах, в местах, где
производятся окрасочные и газосварочные работы, в автогараже и
на других пожароопасных участках).2. В цехах, где разрешено курение, не бросать окурки и спич¬Рис. 155, - Огнетушители:а — пенный ОП-5: 1 — рукоятка
клапана, 2 — шток, 3 — сприск,
4 — резиновый клапан, 5 — пре¬
дохранитель, 6 — корпус, 7 —
ампула с серной кислотой, 8 —
сода двууглекислая; б — угле¬
кислотный О У-2288
ки возле станков, в проходах и вблизи сгораемых предметов. Для
этой цели пользоваться специальными урнами.3. Не пользоваться неисравными электроустановками и прибо¬
рами. Для их исправления вызвать электромонтера.4. Не проливать горюче-смазочные материалы при смазке обо¬
рудования, а если это случится — немедленно произвести уборку.5. Не хранить промасленную спецодежду вблизи отопительных
и нагревательных приборов. Спецодежда должна храниться в раз¬
вешенном состоянии.6. Не загромождать рабочее место отходами и горюче-смазоч¬
ными материалами, а своевременно удалять их в специально от¬
веденное пожаробезопасное место.7. Не загромождать проходы и доступы к противопожарному
инвентарю: к пожарным кранам, огнетушителям и другим первич¬
ным средствам пожаротушения.8. Знать расположение средств пожаротушения в цехе и на¬
учиться ими пользоваться. *9. В случае вспышки разлитого бензина или керосина тушение
производить пенным огнетушителем, песком или асбестовым покры¬
валом.10. Постоянно помнить, что пожар легче предупредить или лик¬
видировать в самом начале, чем потушить его в запущенном со¬
стоянии.*\ 1. Укажите разновидности и содержание инструктажей по технике безопас-
г ности. 2. В чем заключаются правила поведения на территории и в цехах
" предприятия? 3. Как оказать первую доврачебную помощь при различных
случаях травматизма? 4. Укажите причины возникновения и меры предупрежде¬
ния пожаров. 5. Что следует предпринимать при возникновении пожарга?Глава XVI. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ
ПРОИЗВОДСТВА§ 94. Общие сведенияИстория развития общественного производства есть непрерыв¬
ный процесс совершенствования средств труда. Использование
машин вместо мускульной силы позволило человеку освободиться
от тяжелого физического труда и резко повысить производитель¬
ность. Однако ручное управление машиной с течением времени
стало тормозом дальнейшего роста производства. Появилась насущ¬
ная потребность в создании средств, позволяющих машинам вы¬
полнять рабочие функции без участия человека. Так возникла не¬
обходимость автоматизации ранее созданных машин.Механизация предусматривает замену физического труда чело¬
века машинами и механизмами о применением незначительных
усилий для управления ими. При автоматизации управление ма¬
шинами и механизмами осуществляется без непосредственного289
участия человека. За ним в этом случае остаются функции контро¬
ля за работой оборудования и своевременного устранения возмож¬
ных, неисправностей.Различают частичную и комплексную механизацию и автомати¬
зацию. В первом случае механизируются и автоматизируются от¬
дельные действия или технологические операции% по обработке,
транспортировке или контролю деталей, во втором — весь произ¬
водственный процесс осуществляется машинами и механизмами,
управляемыми человеком (при комплексной механизации) или без
непосредственного его участия (при комплексной автоматизации).§ 95. Технические средства механизации производстваКроме рассмотренных в § 87 средств механизации ручных дейст¬
вий, применяемых на рабочих местах, особо важное значение для
ритмичного функционирования производственного процесса имеет
механизация транспортных работ по перемещению заготовок, го¬
товых деталей и других грузов.В единичном и мелкосерийном производствах, где номенклатура
изделий, значительно отличающихся по размерам и массе, разнооб¬
разна, преимущественно применяются универсальные транспортные
средства периодического действия: самоходные тележки, тельферы,
краны и др.Самоходные тележки используются для транспортирования еди¬
ничных и тарных грузов массой до 5 т. Они выпускаются с непод¬
вижной, подъемной или поворотной платформами, с подъемным
краном для самопогрузки.Электротельфер (рис. 189, а) представляет собой электриче¬
ский подъемник, передвигающийся по однорельсовому пути — мо¬
норельсу/, который подвешивается над станочным оборудованием.
Тележка 2, -с помощью которой электротельфер перемещается, вы¬
полняется простой или с электродвигателем 3. Управление работой
электротельфера обычно осуществляется с пола подвесной кнопоч¬
ной станцией 4. Грузоподъёмность электротельфера обычно ограни¬
чивается массой до 5 т.Для перемещения грузов массой до нескольких сот тонн исполь¬
зуются мостовые краны (рис. 189, б). Мост 1 крана, представляю¬
щий собой ферму, опирается катками на рельсы, проложенные вдоль
цеха на специальных выступах стен или колонн. Электродвигатель2, вращая катки 5, перемещает кран вдоль пролета цеха. Кроме
того, по рельсам моста может поперечно двигаться тележка 3, на
которой размещены механизмы ее перемещения и подъема груза.
Электродвигатели моста питаются током от троллейных проводов 4.
Управление краном осуществляется с пульта управления, который
размещен в подвесной кабине.В крупносерийном и массовом производствах, кроме рассмот¬
ренных транспортных средств периодического действия, применя¬
ются транспортные механизмы непрерывного или пульсирующего
действия, предназначенные для связи,рабочих мест в непрерывный290
Рис. 189. Транспортные средства периодического действия;а — электротельфер; 6 — м9стовой кран
технологический поток. К их числу относятся: скаты, ©клизы, роль¬
ганги и конвейеры, шаговые транспортеры.Скаты и склизы (рис. 190, а и б) в виде наклонных желобов
или штанг применяются для передачи небольших деталей от од¬
ного рабочего места к другому. В скатах детали перекатываются, в
склизах — скользят,Рис. 190. Транспортные средства непрерывного действия:
а — скаты; 6 — склизы; в —рольганги; г, д — конвейерыРольганги (рис. 190, в) изготавливаются в виде длинных роли¬
ковых столов, располагаемых вдоль технологической линии станков,
или отдельными секциями, устанавливаемыми между соседними
рабочими местами.Конвейеры по виду грузонесущего элемента делятся на цепные,
пластинчатые и ленточные, а по его расположению — на горизон¬
тальные, наклонные и вертикальные. Последние два типа конвейе¬
ров называют элеваторами.Подвесной цепной конвейер (рис. 190, г) представляет собой
замкнутый в пространстве рельс 1> по которому с помощью беско¬
нечной цепи 2, приводимой в движение специальным приводом, пе¬
редвигаются небольшие тележки 3 с подвесками 4 для груза.Пластинчатый конвейер (рис. 190, д) предназначен для переме¬
щения относительно тяжелых грузов. Он имеет отдельные жесткие292
металлические или деревянные пластины /, установленные на ро¬
ликах 2 и скрепленные между собой бесконечными цепями 3, кото-
торые приводятся в движение специальным механизмом.Ленточный конвейер отличается от пластинчатого тем, что у него
несущим элементом является широкая бесконечная лента из много¬
слойной прорезиненной ткани, натянутая между двумя шкивами —
ведущим и ведомым. Нижняя часть ленты поддерживается деревян¬
ным настилом или роликами. Такие конвейеры главным образом
применяются для транспортировки относительно легких предметов.Шаговые транспортеры широко используются для связи станков
автоматических линий, например в линиях из агрегатных станков
для обработки корпусных деталей. Такой транспортер состоит из
пары направляющих рельс и расположенных между ними двух
штанг с отжимными упорами одностороннего действия. В конце
очередного такта обработки штанги по команде путевого датчика
перемещаются гидроприводом возвратно-поступательно. При этом
упоры передвигают заготовки на шаг, равный расстоянию между
станками, и возвращаются в исходное положение.Существенное значение для современного производства имеет
также механизация складских работ по хранению крупногабарит¬
ных приспособлений, штампов, полуфабрикатов. Для этой цели
применяются штабелеукладчики с вильчатым захватом. Некото¬
рые из них работают по программе, задаваемой с центрального
пульта управления с адресованием ячейки стеллажа.§ 96. Структура и элементы автоматических устройствАвтоматическая машина действует по той же схеме, что и ме¬
ханизированная, управляемая человеком. Но вместо отсутствующе¬
го человека она оснащается органами управления или так называ¬
емыми элементами автоматики. В зависимости от вы¬
полняемых функций и назначения элементы автоматики разделя¬
ются на чувствительные, промежуточные и исполнительные.Чувствительные элементы (датчики) предназначены для приема
заранее4 предусмотренной информации; промежуточные — осуще¬
ствляют преобразование или усиление входного сигнала; исполни¬
тельные— ^непосредственно воздействуют на объект управления.
Если сигнал датчика вполне достаточен для воздействия на испол¬
нительный механизм, то в системе автоматики может отсутствовать
промежуточный элемент.На рис. 191 сплошными линиями изображена структурная схе¬
ма автоматической системы, состоящая из источника информации,
элементов автоматики и управляемого объекта. Такая система на¬
зывается разомкнутой, так как в ней отсутствует воздействие
на фактическое состояние управляемого объекта, которое по ряду
причин может иметь некоторые отклонения от предусмотренного
программой, заложенной в источнике информации. Тем не менее
благодаря своей простоте разомкнутая система управления широ¬
ко используется для автоматизации металлорежущих станков, когда293
заранее можно предположить, что действительные отклонения
управляемого объекта могут находиться длительное время в допу¬
стимых пределах. Для принятия своевременных мер по исправлению
погрешностей в разомкнутую систему автоматики иногда уста¬
навливают дополнительные элементы, осуществляющие контроль
изделий, предупредительную или аварийную сигнализацию, блоки¬
ровку и поднастройку управляемого механизма независимо от пер-Элементы автоматикиРис. 191. Структурная схема систем автоматического управлениявоначального источника информации и действий исполнительного
элемента автоматики.Однако для многих реальных процессов пассивного управления
недостаточно. Необходимы еще сведения о фактическом состоянии
или положении управляемого объекта, то есть нужно иметь от
него обратную связь с целью корректировки^управляющего сигна¬
ла. Эти данные должны быть поданы в промежуточный элемент
автоматики, где они сопоставляются и сравниваются. В случае рас¬
согласования в исполнительный элемент подается команда, кор¬
ректирующая работу управляемого механизма. Благодаря этому
система управления ставится в зависимость от результатов ее ра¬
боты. Такой принцип, основанный на использовании информации о
результатах управления, называется принципом обратной связи,
а автоматическая система построения на нем называется замк¬
нутой.В замкнутой системе управления устанавливается чувствитель¬
ный или измерительный элемент обратной связи, изображенный на
структурной схеме (рис. 191) штриховой линией.§ 97. Системы автоматического управленияДля автоматизации фрезерных станков используются в основ¬
ном три системы управления: следящие, с цикловым программным
управлением (ЦПУ), с числовым программным управлением
(ЧПУ).294
Следящие системы управления получили широкое распростране¬
ние для автоматизации копировально-фрезерных станков (см. § 86).
В таких системах в качестве программоносителя используются
копиры в виде плоских или объемных шаблонов. Общий принцип
действия следящих систем основывается на ощупывании путевым
датчиком (щупом) поверхности копира с последующей передачей
перемещений щупа через промежуточные и исполнительные устрой¬
ства салазкам, консоли или шпиндельной головке фрезерного стан¬
ка. При этом подвижный узел станка как бы следит за движения¬
ми щупа и повторяет их.Следящая система управления осуществляется за счет сочета¬
ния двух подач: задающей и следящей. Задающей подачей, напри¬
мер, может являться продольное перемещение стола станка, а сле¬
дящей— поперечное перемещение салазок или вертикальное дви¬
жение шпиндельной головки. При геометрическом сложении этих
движений фреза воспроизводит на обрабатываемой детали форму
требуемого контура.В системах с цикловым программным управлением программо¬
носитель содержит только информацию о цикле и режиме обработ¬
ки, включающей команды: вперед, вправо, влево, стоп, переключе¬
ние частоты вращения, подачи и др. Пути перемещения рабочих
узлов станка в этом случае задаются с помощью регулируемых
кулачков, воздействующих на путевые переключатели. Такая си¬
стема управления характеризуется сравнительно простой струк¬
турой, однако ее технологические возможности ограничены главным
образом обработкой плоских, ступенчатых поверхностей и прямо¬
угольных контуров. В качестве программоносителей используются
коммутаторные панели и поворотные барабаны со штеккерами.Для объяснения принципа циклового программного управления
рассмотрим вертикально-фрезерный станок (рис. 192, а), оснащен¬
ный пультом программы 1 в виде штеккерной панели. На станке
также предусмотрены: пульт ручного управления 3 со световой
сигнализацией отработки технологических переходов, блоки элек¬
троупоров (путевых датчиков) 2 и линейки 4 с регулируемыми ку¬
лачками.’Для выполнения цикловых команд установлены быстро¬
действующие электромагнитные муфты, выполняющие роль испол¬
нительных элементов автоматики. В любом из автоматических
циклов может быть включен гидравлический механизм опускания и
подъема стола на 1 мм при ускоренном перемещении стола. При
попутном фрезеровании автоматически включается гидромеханизм
выбора люфта в резьбовой передаче продольного хода стола. Ста¬
нок позволяет выполнять обработку деталей сложной формы (объ¬
емом до десяти переходов) в автоматическом режиме.Пульт набора программы (рис. 192, б) состоит из магазина
штеккеров, девяти коммутаторных планок с десятью пронумерован¬
ными отверстиями в каждой. Слева планки иллюстрированы рисун¬
ками возможных команд: «Влево», «Вправо», «Вперед», «Назад»,
«Вверх», «Вниз», «Ускоренный ход», «Ускоренный ход с опусканием
консоли» и «Стоп».295
LjJVTJvя»\ЛЛ*0-Ф ФУ 4- <у --У <у <У <у|- 4- £у 4 <> <у <У -iу <у <у<у -4 '<у *4 -<У <У <У <> сУ<у т ~" т <У <У <У <^ <у <У<у 4 <> 4 <у <У <У <у <у (У<у 4 <у 4 <У <У <у <У <У iУ- 4 <> 4 -<У <У <У <У <у <У<Ь- 4 <г Т <У -- <У <у <.у <У<> 4 <у 4-^ '4t -IL <У <у <^ <У12 3 4 5 6 7 8 9 ^0ИП%- -^о-Рис. 192. Вертикально-фрезерный станок с цикловым программным управлением:
а — общий вид; б — пульт программы: / — магазин штеккеров, 2 — коммутаторные планки, 3— выключатель местного освещения, 4 —
выключатель механизма выбора люфта, 5 — выключатель механизма опускания консоли, 6 — выключатель охлаждения; в — схема работы
станка при фрезеровании замкнутого контура: НП — начало программы, / — ускоренный ход вправо, 2 — подача вправо, 3 — подача назад,
4 — подача влево, 5 — подача вперед, 6 — ускоренный ход влево с опусканием стола
Настройка станка для работы по программе состоит из двух
операций: установки штеккеров на пульте программы и расстанов¬
ки кулачков в Т-образных пазах линеек станка согласно последо¬
вательности и продолжительности технологических переходов.На рис. 192, в приведен пример схемы автоматического цикла
работы станка при фрезеровании замкнутого контура, для которо¬
го расстановка штеккеров обозначена крестиками на пульте
программы,Аналогичный принцип ЦПУ применен в вертикально-фрезер¬
ном станке модели 6Р13Ц (рис. 193), оснащенном автономным
пультом 1 набора программы и световой сигнализации отработки
цикла. При необходимости на станке можро работать с ручным
управлением. Программа автоматической работы задается при по¬
мощи штеккерной панели и кулачков, установленных на съемных
плитах. Станок оснащен устройством для быстрого закрепления
инструментов.Система числового программного управления станками прин¬
ципиально отличается от других систем автоматического управле¬
ния тем, что у нее вся информация о последовательных действи¬
ях станка, включающая цикловые команды и пути перемещения
подвижных узлов в кодированном виде, сосредоточена в едином
программоносителе — карте или ленте. Благодаря возможности за¬
давать программу работы одновременно по двум или трем коорди¬
натам за неограниченное количество переходов на таких станках
можно выполнять обработку деталей сложной конфигурации, вклю¬
чая криволинейные контуры.297
§ 98. Станки с числовым программным управлениемВ автоматических ситемах с числовым программным управле¬
нием (ЧПУ) вся информация о работе управляемого объекта за¬
писывается в едином программоносителе и при считывании воспро¬
изводится подвижными узлами станка. Поэтому отпадает необ¬
ходимость в изготовлении сложных копиров или продолжительной
расстановке кулачков, ограничивающих величину перемещений в
станке. Переналадка на изготовление новой детали в этом случае
включает в основном смену программированной ленты (карты) и
регулировку исходного положения заготовки относительно фрезы
соответственно началу программы. Кроме того, такая система по¬
зволяет осуществлять за одну установку заготовки на станке прак¬
тически неограниченное количество технологических переходов. Все
это способствует широкому распространению станков с ЧПУ в раз¬
личных типах производств.Программа записывается на перфорированных лентах или кар¬
тах (просечкой отверстий), на магнитных лентах (нанесением маг¬
нитных черточек) или реже на кинолентах (в виде прозрачныхчерточек). Ленты продольно разделе¬
ны на дорожки, вдоль которых распо¬
лагают отверстия или черточки про¬
граммной записи.Считывание программ, то есть пре¬
вращение отверстий или черточек в
командные электрические сигналы,
осуществляется- в электроконтактных,
электромагнитных или фотоэлектриче¬
ских головках.При записи программы перемеще¬
ний узлов станка каждый электриче¬
ский импульс соответствует строго
определенной величине пути, то есть
имеет определенную цену. Так, напри¬
мер, если стол фрезерного станка дол¬
жен переместиться на 89 мм при цене
импульса 1 мм, то понадобится длин¬
ная лента, которая в определенной
дорожке должна иметь 89 отверстий
или черточек (рис. 194, а). Такой код
записи называется унитарным to при¬
меняется в основном для нанесения
командных импульсов на магнитную
ленту, обладающую высокой плот¬
ностью записи программы (до пяти
и более черточек на длине 1 мм).С целью укорочения ленты и умень¬
шения количества подаваемых импуль¬
сов величина перемещения задаетсяа / Р 100 fO 1ISs6 643216 в 4 2 11—1—JL1етрока—-\hJ8 4 2 1110100Рис. 194. Примеры изображе¬
ния числа 89 в различных ко¬
дах записи:а — унитарном; б — десятичном; в —
двоичном; г — двоично-десятичном298-
суммой импульсов больших и малых перемещений, которые рас¬
полагаются в разных дорожках ленты. Для этого в десятичной
системе счисления иногда пользуются натуральным кодом записи,
при котором для того же числа 89 понадобится два ряда: один для
единиц, второй для десятков. В первом ряду пробивают девять, во
втором восемь, а всего 17, отверстий, которые располагаются на
таком же количестве строк (рис. 194, б).Более удобной является двоичная система счисления, которая
позволяет любое число записать одноименным кодом (рис. 194, в)
в одной строке ленты. Число в двоичной системе представляют в
виде суммы чисел, каждое из которых является степенью двойки.
Например, число 89 можно изобразить суммой 1 • 26 + 0 • 25+ 1 «24-Н
+ 1 • 23 + 0‘ 22 + 0 • 2* + 1 • 2° = 89 и записать условно 1011001. Здесь
единица означает наличие сигнала данной величины, нуль — от¬
сутствие его.Запись чисел двоичным кодом также выполняется на различных
дорожках ленты соответственно цене импульсов. Так, при наимень¬
шей цене импульса 1 мм отверстие в первой дорожке будет соот¬
ветствовать перемещению 2° = 1 мм, во второй — 21=«2 мм, в треть¬
ей — 22 = 4 мм, в четвертой — 23 = 8 мм и т. д.Обладая существенным достоинством, двоичный код в то же вре¬
мя нуждается в значительном увеличении ширины ленты для запи¬
си больших чисел. В связи с этим при фиксировании программы
действий станка на перфолентах в основном используется комбини¬
рованный код записи — двоично-десятичный, с помощью которого
каждая цифра десятичного числа кодируется четырьмя разрядами
двоичного числа—'8, 4, 2, 1 (рис. 194, г).Исходными документами для составления программы являются
чертеж детали и технологическая карта. По ним определяют по¬
следовательность и величину перемещений подвц^кных узлов
станка, которые фиксируют на программоносителе в определенной
системе счисления.При обработке сложных фасонных поверхностей их профиль
разбивают на элементарные участки, в пределах которых устанав¬
ливают величину одновременных продольных и поперечных пере¬
мещений.В настоящее время в промышленности используется значитель¬
ное разнообразие фрезерных станков с ЧПУ, работающих по про¬
грамме, записанной на магнитной или перфорированной ленте.Принципиальная схема управления станком с помощью магнит¬
ной ленты изображена на рис. 195. В процессе воспроизведения про¬
граммы магнитная *лента 1 перемещается лентопротяжным меха¬
низмом с постоянной скоростью мимо электромагнитной считываю¬
щей головки 2. При этом каждый из элементарных магнитных
штрихов ленты индуктирует в обмотках катушек головки электри¬
ческие импульсы, которые, проходя через усилитель 3, поступают
в секционные обмотки статора шагового двигателя 4. Последний
с помощью гидроусилителя крутящих моментов 5 вращает ходовой
винт 6 и перемещает подвижный узел станка 7 на величину, соот¬299
ветствующую цене и количеству командных сигналов. В таких схе¬
мах для управления шаговыми двигателями обычно используются
девятидорожные магнитные ленты (по три дорожки для каждого
двигателя) шириной 35 мм. Реверсирование двигателей осуществля¬ете. 195. Схема управления станком с помощью магнитной лентыL 4Рис. 196. Шариковая винтовая передачается за счет записи на ленте магнитных черточек различной поляр¬
ности. В некоторых станках применяются более узкие ленты, на
которых программа действия каждого шагового двигателя записы¬
вается только на одной дорожке, а их распределение по секциям
двигателя выполняется особым коммутатором пульта управления.С целью устранения зазоров в передачах станков с ЧПУ приме¬
няются винтовые шариковые передачи (рис. 196). Канавки винта 1
и гайки 4 полукруглой формы плотно заполняются стальны¬
ми шариками 2% В начале и конце гайки просверлены отвер¬300
стия, соединенные между собой трубкой 3. При вращении вин¬
та шарики, перекатываясь по винтовой канавке, попадают в отвер¬
стие гайки и, проходя по соединительной трубке, через второе от¬
верстие снова возвращаются в канавку. Для полного устранения
зазора в таких передачах на ходовом винте устанавливают одновре¬
менно две шариковые гайки, между которыми располагают жесткую
пружину.На магнитную ленту программа записывается с перфорирован¬
ной ленты при помощи специального кодопреобразователя —
интерполятора, что намного усложняет процесс подготовки програм¬
мы станка. Поэтому современные модели станков с ЧПУ оснаща¬
ются пультом программного улравления со встроенным интерполя¬
тором. Последний преобразует двоично-десятичный код перфолен¬
ты в сигналы унитарного кода, которые с предусмотренной
скоростью поступают на блок выхода к шаговым двигателям и да¬
лее (см. рис. 195). Такой принцип ЧПУ применен в вертикально¬
фрезерном станке модели 6Р13ФЗ-37.Станок предназначен для многооперационной обработки плоских
и пространственных деталей торцовыми и концевыми фрезами,
сверлами, зенкерами, развертками и, в отдельных случаях, расточ¬
ными резцами. Для этого он оснащен инструментальным магазином
с пронумерованными гнездами, смена инструмента из которых
производится вручную. Кроме станка, на рабочем месте автоном¬
но расположены пульт программы с цифровым индикатором номера
гнезда инструмента, необходимого для последующей обработки, и
гидроагрегат для питания гидроусилителей привода стола, салазок
и ползуна шпиндельной головки. Станок позволяет выполнять об¬
работку поверхностей сложной формы одновременно по трем коор¬
динатам.Высокая эффективность применения станков с ЧПУ достига¬
ется концентрацией их в цехах на отдельных участках. Это создает
возможность организации технологического потока обработки дета¬
лей сложной формы, многостаночного обслуживания, метода груп¬
повой обработки и повышения надежности работы станков.•ч 1. Приведите разновидности и характеристику средств механизации тран-
г спортных работ. 2. Объясните структурные схемы разомкнутой и замкну-* той автоматических систем. 3. Укажите разновидности и принцип действия
различных систем автоматического управления. 4. В чем заключаются достоин¬
ства системы числового программного управления (ЧПУ)? 5. Какие системы и
коды записи программы применяются в станках с ЧПУ? 6. Объясните принципы
записи и прочитывания программы в станках с ЧПУ. 7. Объясните принцип
управления станком с помощью программы, записанной на магнитной и перфо¬
рированной лентах.
Основные параметры некоторых фрезПриложе ниеПараметрыфрезТипы фрезЦилиндрические
(рис. 27, а)торцовые цельные
(рис. 28, а и 6)торцовые сборные, оснащен¬
ные твердым сплавом
(рис. 28, г)концевые из быстрорежущей стали
(рис. 55, а)D, мм40506380100405063801001001251602002503204003...45... 1012162025324050L или В,40...6350...а050...10063...12580...180323640455050fio7385-----й, мм162227324016222732323241>50128,57-----Zмелкий зуб10121416151012141618%88101214182045456крупный зуб-5181012-&10123434пазовые
(рис. 52, а)трехсторонние сборные,
оснащенные твердым
сплавом (рис. 54, г)отрезные и прорезные с нормальным зубом
(рис. 70)концевые с винтовыми
пластинками твердого
сплава (рис. 55, б)D, мм50'638010010 0125160200250315506380100125160200250162025324050L или В, мм3...65...«8...1210...1614...2212...2512...3212. .3014...3616...400,5...30,5...31...41...4. 1 ,6. ..
4U6...42..'.52.5...5---d, мм1622273232 | 405060601316222732-—Z1416182а8101214182050...3256...3656. ..
4063..4563. 15ЭЧ.5671...5Ь80...63346
ОГЛАВЛЕНИЕВведение (3)Глава I. Основные сведения о фрезерной обработке металлов(И. И. Бергер)§ 1. Краткие сведения о консольно-фрезерных станках (4). § 2. Понятие о
процессе резания металлов (9). § 3. Классификация фрез (12). § 4. Краткие
сведения о геометрии фрез (14). § 5. Режимы резания и охлаждения при
фрезеровании (15). § 6. Организация рабочего места фрезеровщика (18).
§ 7. Общие правила техники безопасности при работе на фрезерном стан¬
ке (20).Глава II. Фрезерование плоских поверхностей (И. И. Бергер)§ 8. Понятие о плоскостях и требования, предъявляемые к ним (21).
§ 9. Средства измерения и контроля плоскостей (23). § 10. Установка заго¬
товок на станке (23). § И. Фрезы для обработки плоскостей и их установка
на станке (32). § 12. Способы и методы обработки плоскостей (40). § 13. Вы¬
бор режимов резания при фрезеровании плоскостей (44). § 14. Фрезерование
горизонтальных и вертикальных плоскостей (46). § 15. Особенности обра¬
ботки сопряженных плоскостей (53). § 16. Фрезерование наклонйых плоско¬
стей и скосов (54). § 17. Брак при фрезеровании плоскостей и его преду¬
преждение (57).Глава III. Фрезерование прямоугольных уступов, пазов, канавокРазрезание металла (И. И. Бергер)§ 18. Виды уступов, пазов, канавок и требования к ним (59). .§ 19. Фрезы для
обработки уступов, пазов, канавок и особенности их установки на станке (60).
§ 20. Фрезерование уступов (64). § 21. Фрезерование пазов (67). § 22. Осо¬
бенности фрезерования шпоночных пазов (69). § 23. Брак уступов, пазов, ка¬
навок и его предупреждение (73). § 24. Разрезание металла и прорезание
шлицев (73).Глава IV. Основные сведения о технологическом процессе (И. И. Бергер)§ 25. Понятие о производственном и технологическом процессах (76).
§ 26. Элементы технологического процесса (76). § 27. Базирование загото¬
вок (80). § 28. Построение технологического маршрута фрезерной обработ¬
ки (82).Глава V. Фрезерование специальных пазов и фасонных поверхностей(А. П. К о м л е в)§ 29. Общие сведения о специальных пазах (90). § 30. Фрезерование пазов
типа «ласточкин хвост» (91). § 31. Фрезерование Т-образных пазов (93).
§ 32. Общие сведения о фасонных поверхностях (95). § 33. Фрезерование фа¬
сонных поверхностей комбинированием двух подач (96). § 34. Фрезерование
фасонных поверхностей по накладным копирам (98). § 35. Фрезерование фа¬
сонных поверхностей на круглых- поворотных столах (99). § 36. Фрезерова¬
ние фасонных поверхностей фасонными фрезами (102).Глава VI. Сведения о механизмах и машинах (А. П. Ком лев)§ 37. Основные понятия и определения (105). § 38. Типовые детали передач
движения (106). § 39. Подшипники (111). § 40. Муфты (112). § 41. Пере¬
дачи вращательного движения (116). § 42. Передачи Ц механизмы, преобра¬
зующие вид движения (119).Глава VII. Фрезерные станки (А. П. Ком лев)§ 43. Сведения из истории развития фрезерных станков (121). § 44. Разно¬
видности и маркировка фрезерных-станков (122). § 45. Понятие о кинемати¬
ческой схеме (126).: § 46. Типовые механизмы фрезерных станков (130).303
§ 47. Консольно-фрезерные станки 1-го размера (134). § 48. Консольно-фре¬
зерные станки 2-го и 3-го размеров (140). § 49. Смлзка станков (151).
^50. Модернизация фрезерных станков (153), § 51. Испытание и проверка
фрезерных станков на точность (154).Глава VIII. Делительные головки (А. П. Комлев)§ 52. Простые делительные головки (159). § 53. Универсальные делительные
головки (161). § 54. Способы деления заготовок при помощи универсальных
делительных головок (163). § 55. Оптические делительные головки (169).§ 56. Принадлежности делительных головок (170).Глава IX. Сложные виды фрезерования (А. П. Комлев)§ 57. Установка заготовок на УДГ (172). §58. Фрезерование многогранников
(175). § 59. Фрезерование прямозубых цилиндрических колес (177). § 60. Фре¬
зерование зубчатых реек (185), § 61. Фрезерование угловых канавок на ци¬
линдрических заготовках (186). § 62. Фрезерование угловых канавок на ко¬
нусе и торце (190). § 63. Фрезерование кулачковых муфт (191). § 64. Фре¬
зерование винтовых канавок (195).Глава X. Сведения по сопротивлению материалов (А. П. Комлев)§ 65. Деформация тела под воздействием внешних сил (200). § 66. Внутрен¬
ние силы и напряжения (202). § 67. Деформация растяжения и сжатия (203),§ 68. Деформация сдвига (206). § 69. Понятые о деформации кручения (207).§ 70. Понятие о деформации изгиба (208).Глава XI. Основы теории резания металлов (И. И. Бергер)§ 71. Некоторые явления, сопровождающие процесс образования стружки
(211). § 72. Геометрия фрезы (213). § 73. Изготовление и эксплуатация фрез
(219). § 74. Силы, действующие при фрезеровании (227). § 75. Мощность
и крутящий момент при резании (232). § 76. Теплообразование при резании
(233). § 77. Износ фрезы (234). § 78. Стойкость фрезы (236). § 79. Выбор
рациональных режимов резания (237).Глава XII. Электрооборудование фрезерных станков (А. П. Комлев)§ 80. Электродвигатели (243). § 81. Аппаратура управления и защиты (245).
§ 82. Сведения об электроснабжении рабочего места (250), § 83. Электро¬
измерительные приборы (252).Глава XIII. Изготовление типовых деталей (И. И. Бергер)§ 84. Классификация деталей, обрабатываемых на фрезерных станках (253).
§ 85. Типы производств (254). § 86. Построение технологического процесса
фрезерной обработки (255). § 87. Рационализация технологических процес¬
сов и сокращение времени на обработку (264).Глава XIV. Специальные и специализированные фрезерные станки(А. П. Комлев)§ 88. Специальные и агрегатно-фрезерные станки (271). § 89. Копировально¬
фрезерные станки (272). § 90. Зубофрезерные станки (278). § 91. Сведения о
резьбофрезерных станках (281).Глава XV. Техника безопасности и противопожарные мероприятия на
предприятии (И. И. Бергер)§ 92. Техника безопасности (282), § 93. Противопожарные мероприя¬
тия (287).Глава XVI. Механизация и автоматизация производства (И. И. Бергер)§ 94. Общие сведения (289). § 95. Технические средства механизации произ¬
водства (290). § 96. Структура и элементы автоматических устройств (293).
§ 97. Системы автоматического управления^ (294). § 98. Станки с числовым
программным управлением (298). <Приложение (302).-304