











































Автор: Севбо П.И.
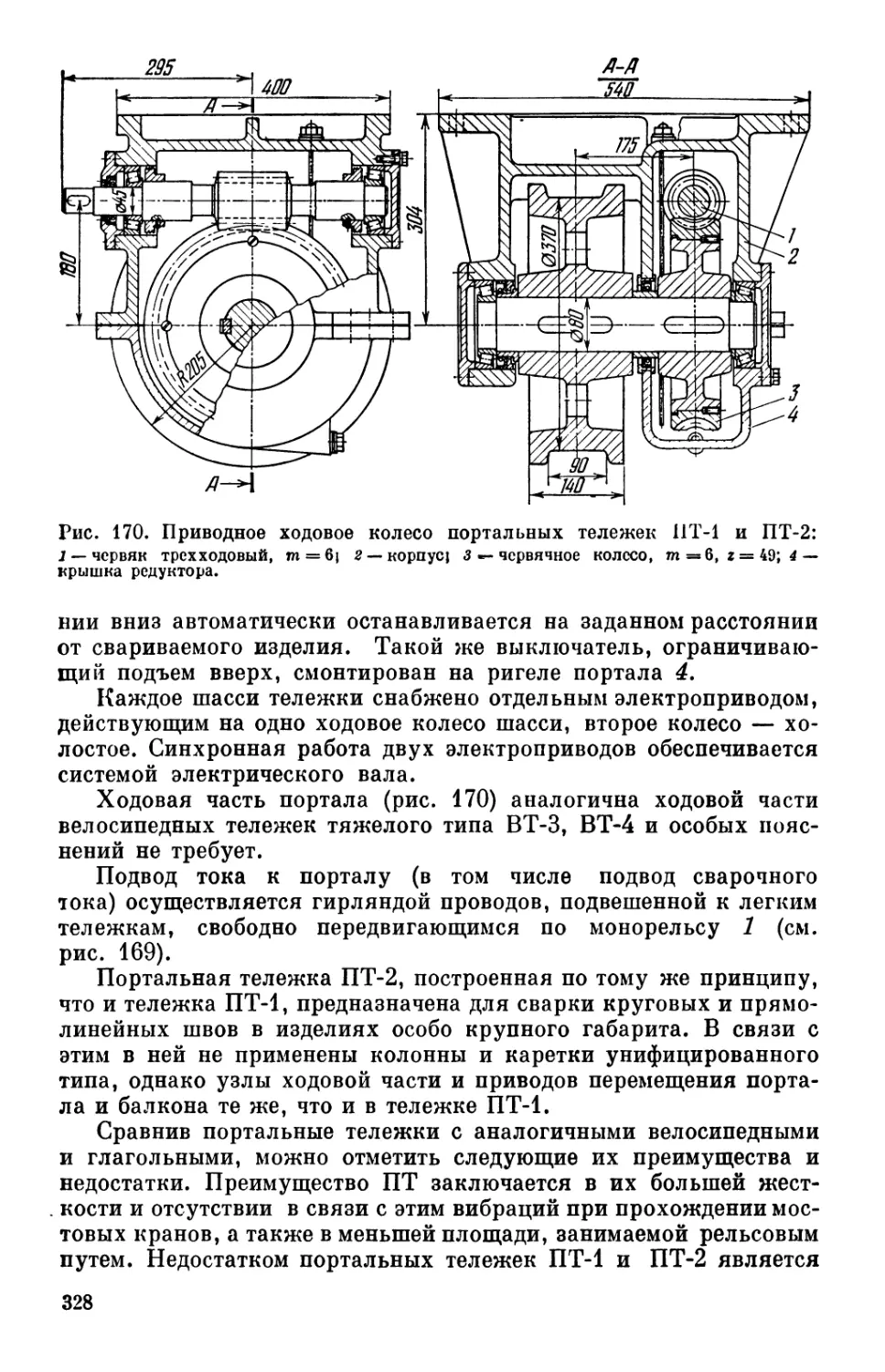
Теги: общее машиностроение технология машиностроения сварка электрооборудование
Год: 1978




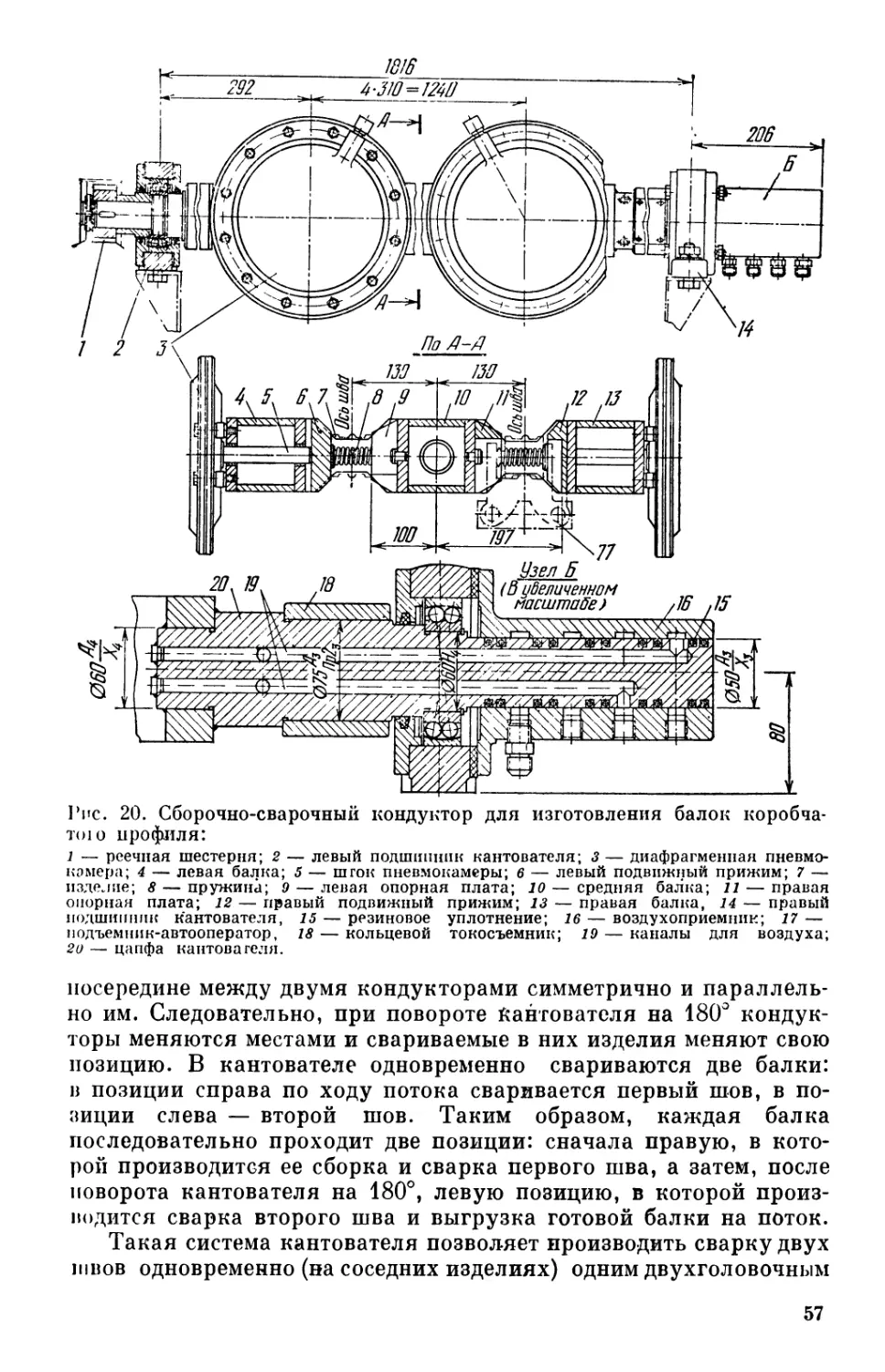
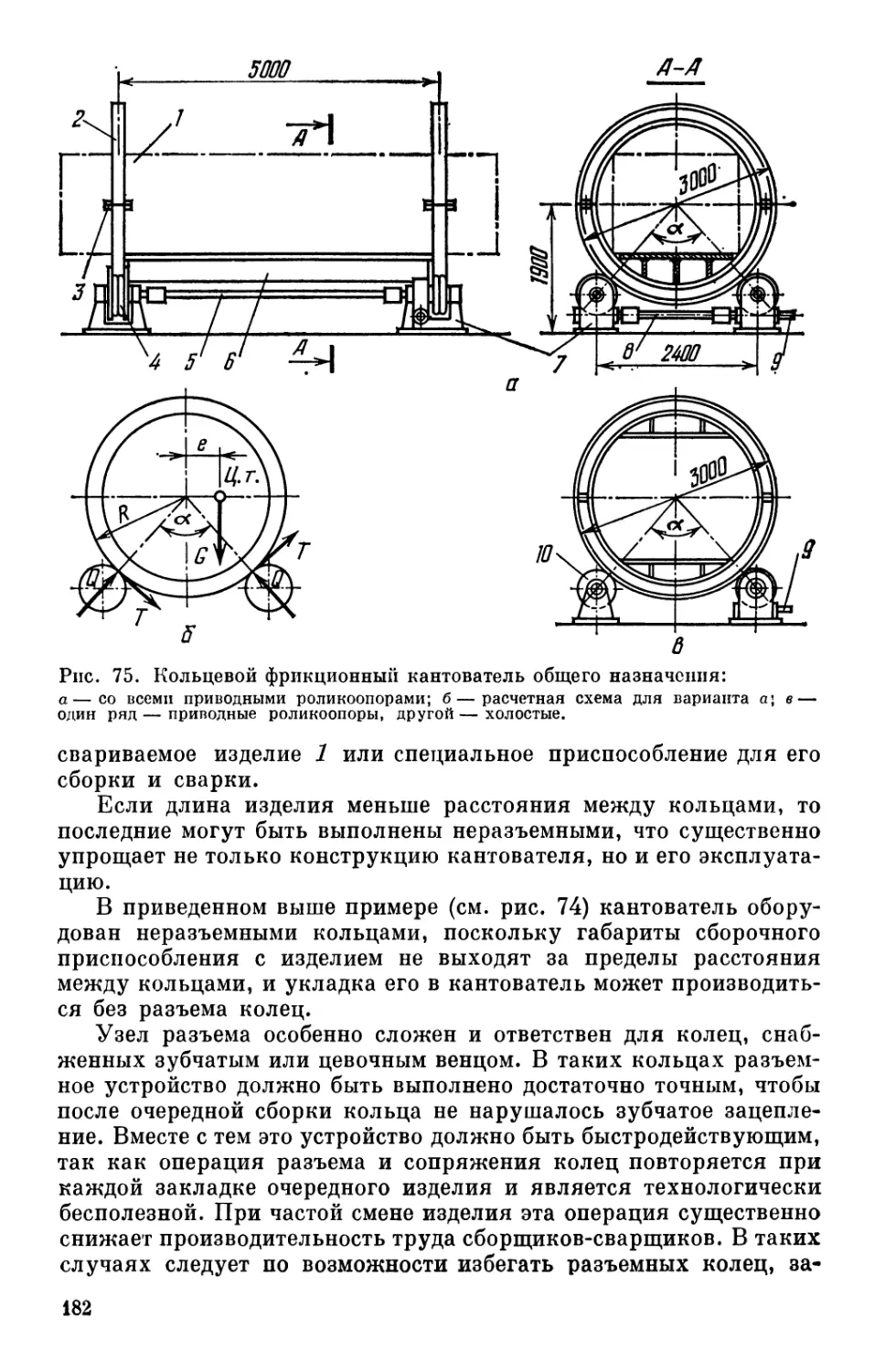
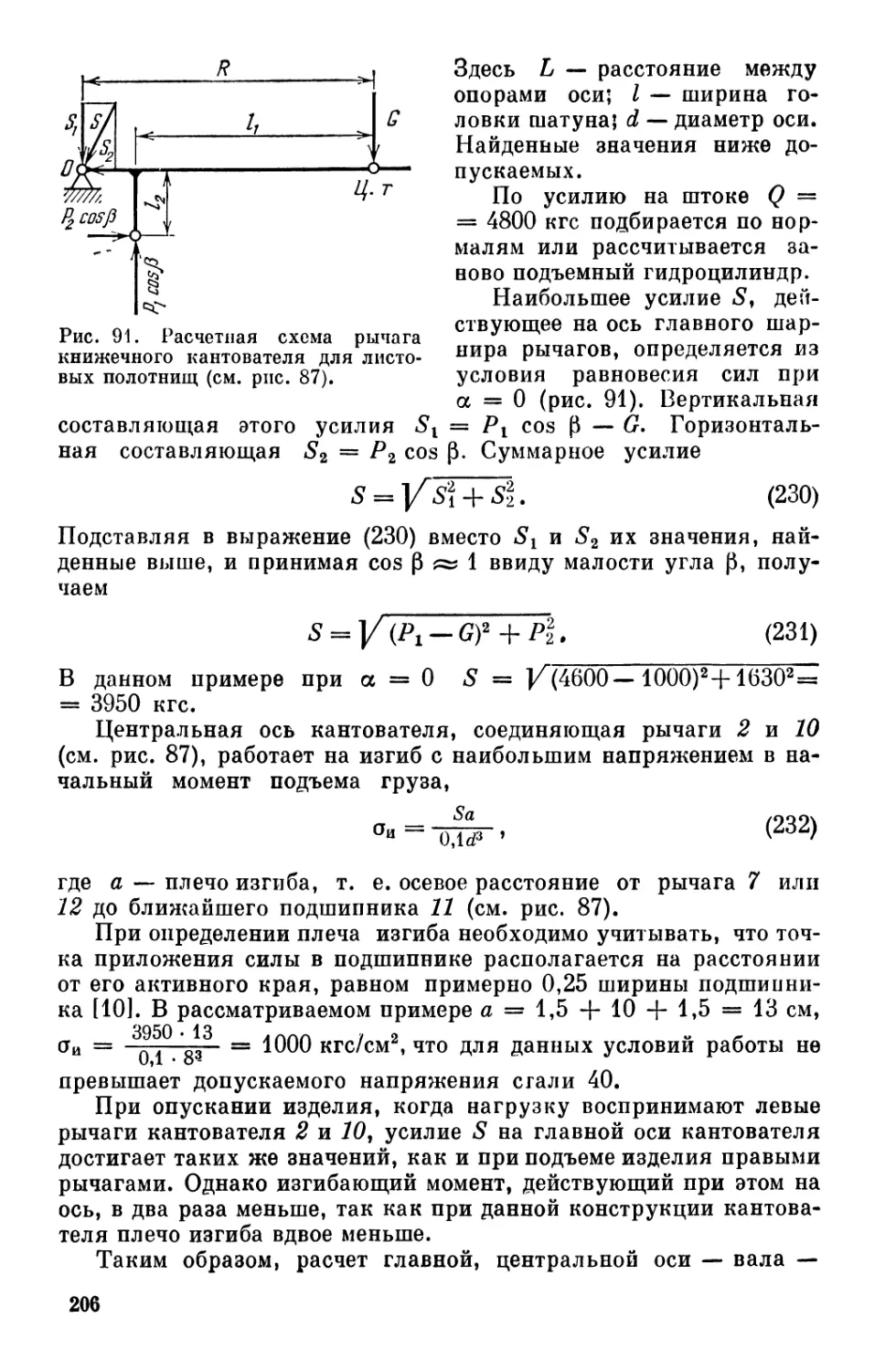
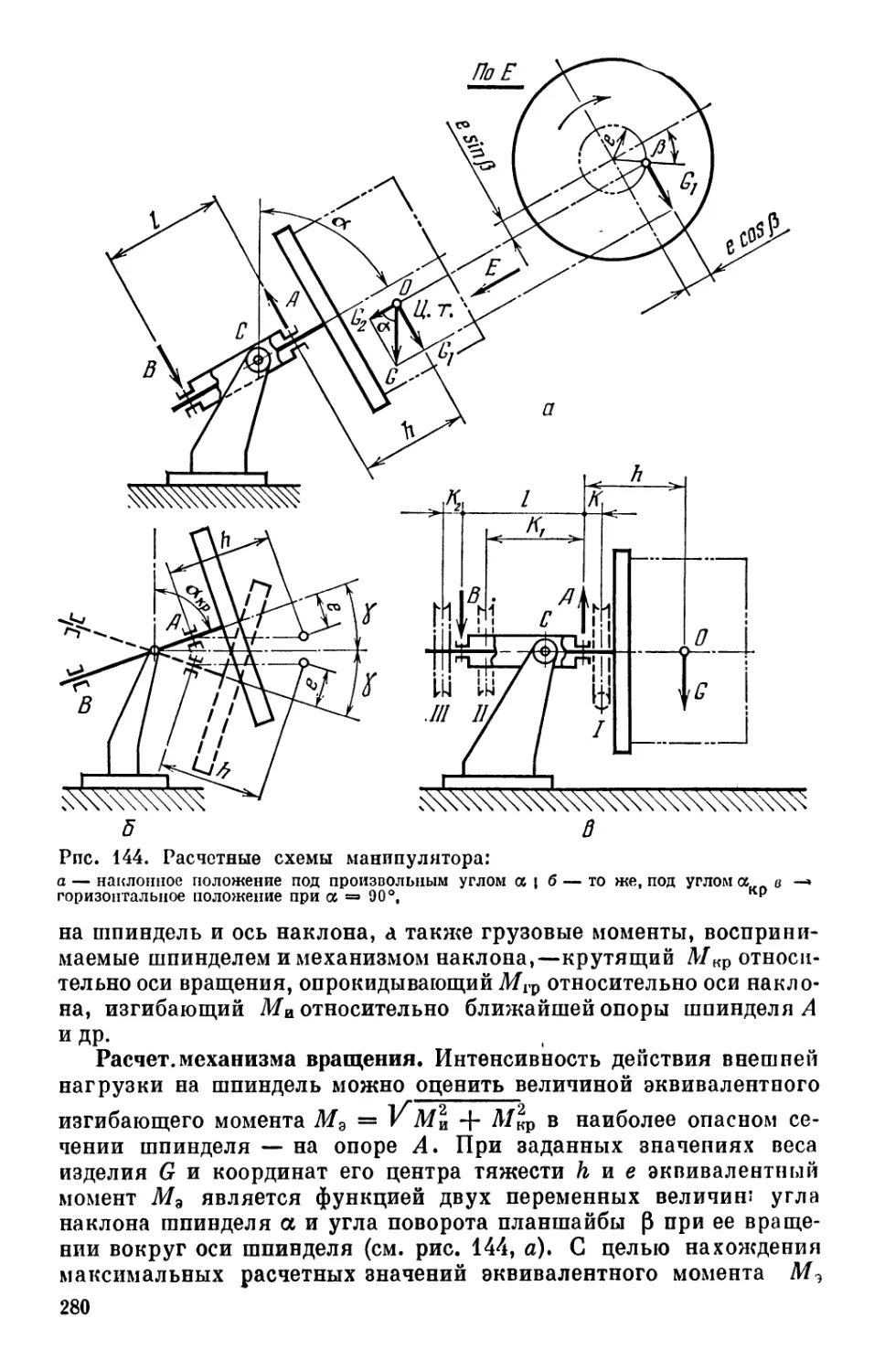
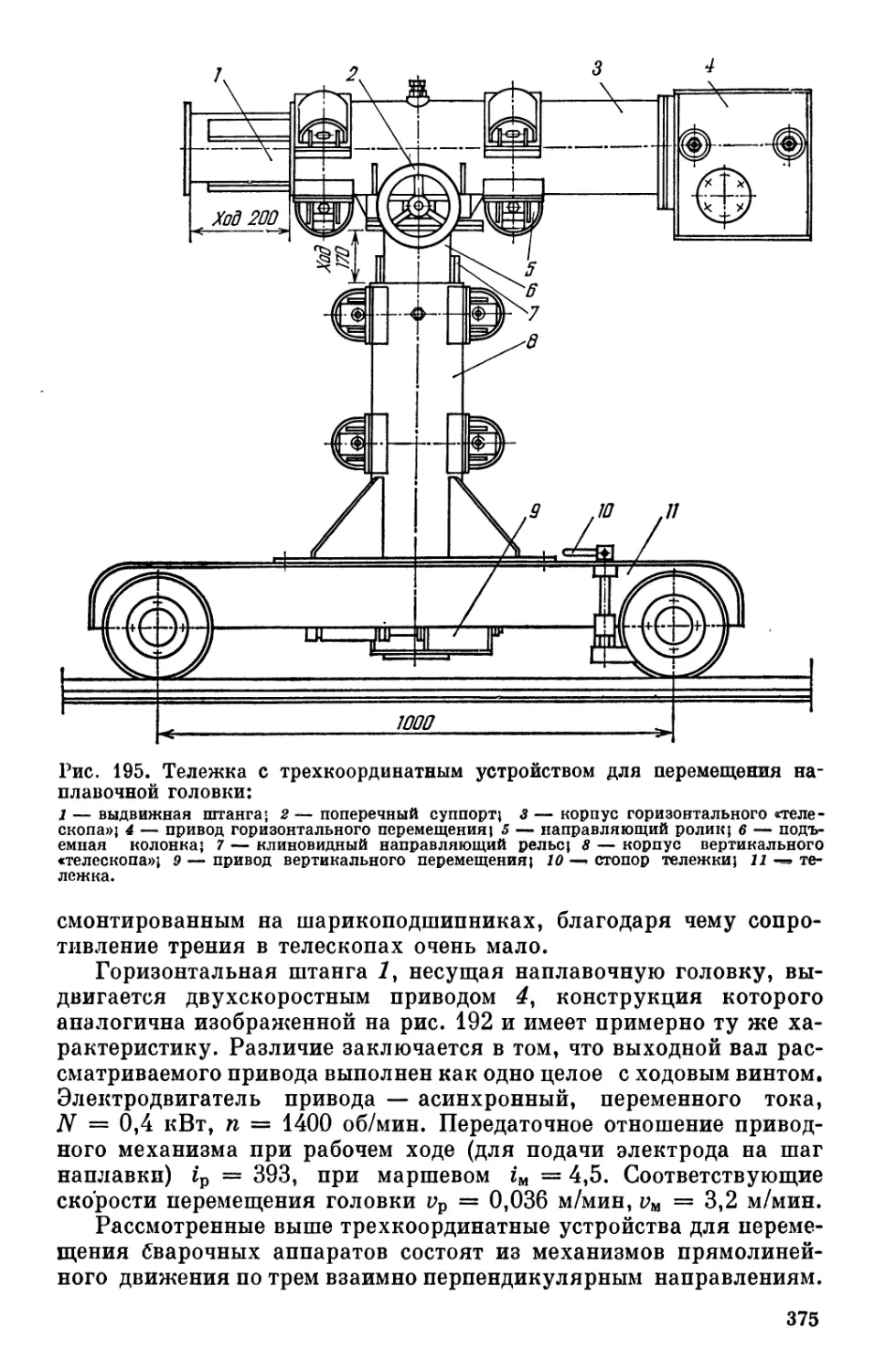
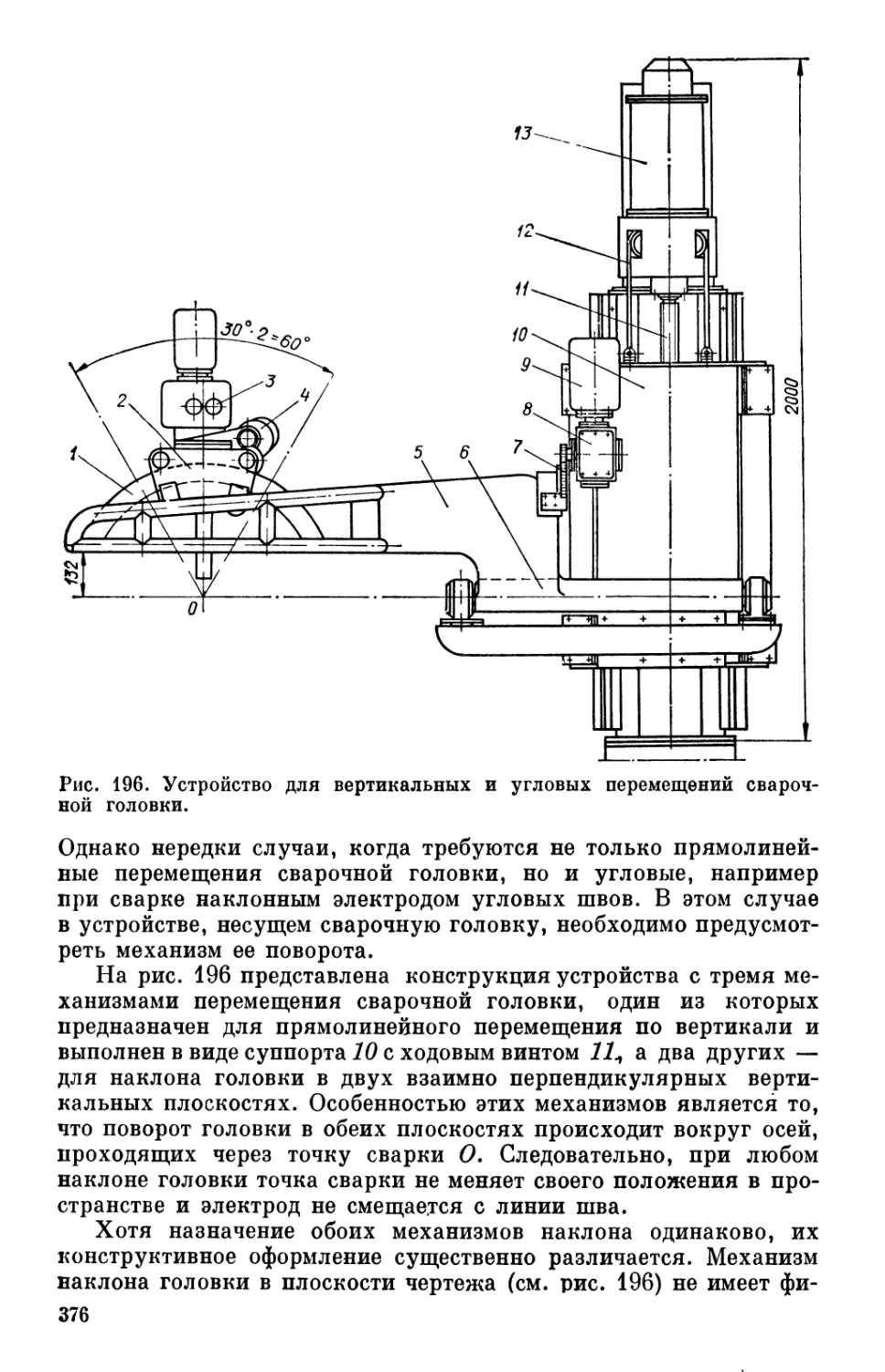
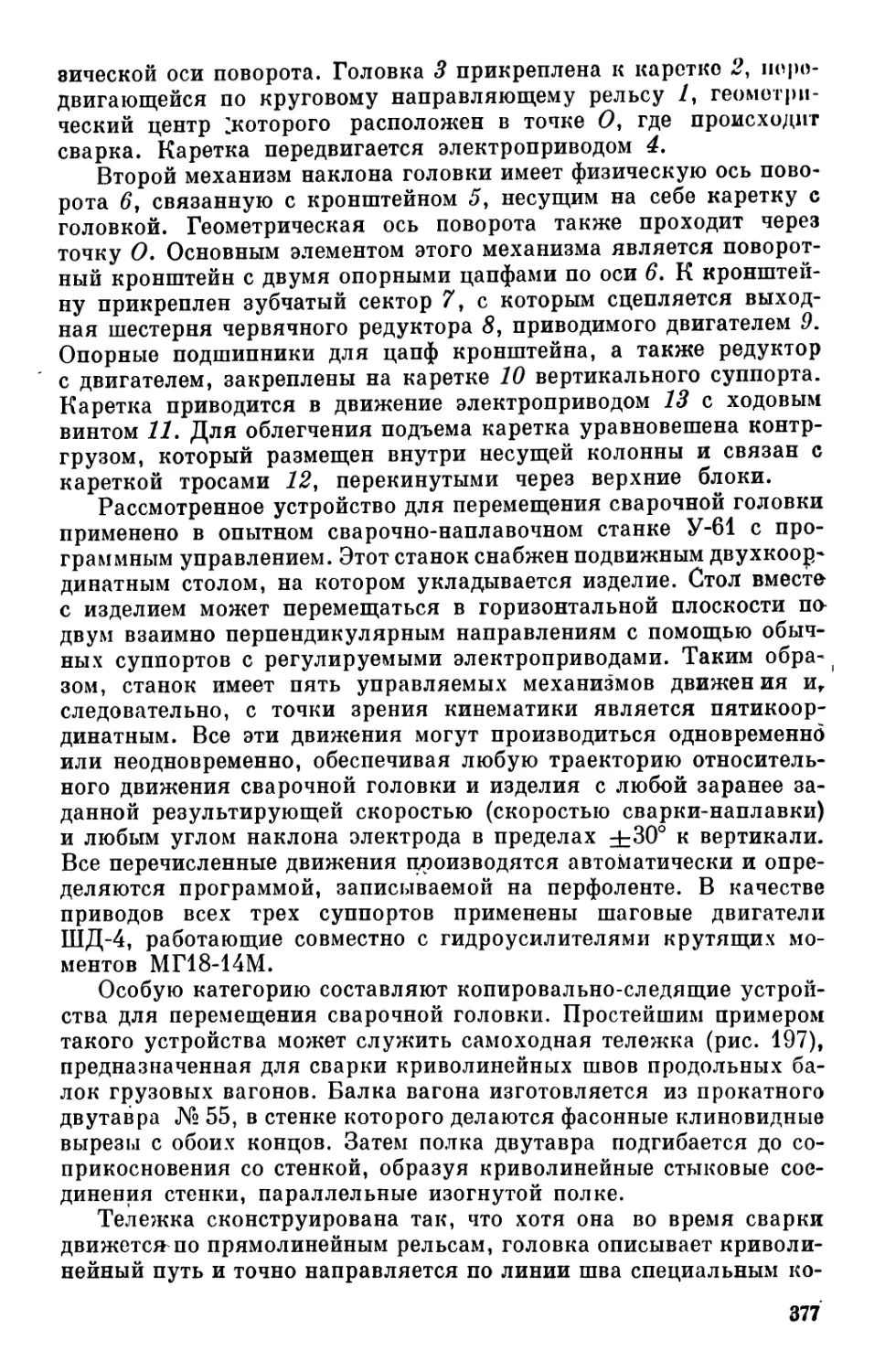
Текст
АКАДЕМИЯ
НАУК
УКРАИНСКОЙ ССР
ОРДЕНА ЛЕНИНА
И ОРДЕНА ТРУДОВОГО
КРАСНОГО ЗНАМЕНИ
ИНСТИТУТ ЭЛЕКТРОСВАРКИ
им. Е. О. ПАТОНА
АКАДЕМИЯ НАУК УКРАИНСКОЙ ССР
П. И. СЕВБО
КОНСТРУИРОВАНИЕ
И РАСЧЕТ
МЕХАНИЧЕСКОГО
СВАРОЧНОГО
ОБОРУДОВАНИЯ
КИЕВ «НАУКОВА ДУМКА» 1978
УДК 621,791.03
Конструирование и расчет механического
сварочного оборудования / Севбо П. И. — Киев,
Наук, думка, 1978. — 400 с.
В монографии изложены основы проектиро-
вания и расчета механического оборудования,
предназначенного для комплексной механизации
и автоматизации сварочного производства. Рас-
смотрены конструкции сборочных стендов и кон-
дукторов, силовых и сварочных приводов, кан-
тователей, вращателей и других устройств для
механизации сборочных, транспортно-подъемных,
сварочных и вспомогательных операций. Дана
методика расчета основных механизмов и узлов
этих устройств.
Рассчитана на инженерно-технических ра-
ботников сварочного производства, конструк-
торов, работающих в области механизации произ-
водства, а также на студентов вузов соответствую-
щих специальностей.
Ил. 205. Табл. 18. Список лит.: с. 396—
397 (17 назв.).
Ответственный редактор
Б. Е. Патон
Рецензент
Д, А, Дудко
Редакция технической литературы
31206-440
с М 2il(04)-78 316’78
Издательство
«Наукова думка»,
©
1978
ПРЕДИСЛОВИЕ
Одним из самых главных и наиболее эффектив-
ных направлений в развитии технического про-
гресса является комплексная механизация и ав-
томатизация производственных процессов, в част-
ности процессов сварочного производства. Спе-
цифическая особенность этого производства —
резкая диспропорция между объемами основных
и вспомогательных операций: собственно свароч-
ные операции по своей трудоемкости составляют
всего 25—30% общего объема сборочно-свароч-
ных работ, остальные 70—75% приходятся на
долю сборочных, транспортных и различных
вспомогательных работ, механизация и автомати-
зация которых осуществляется с помощью так
называемого механического сварочного оборудо-
вания. Следовательно, если оценивать роль ме-
ханического оборудования в общем комплексе
механизации или автоматизации сварочного
производства, то их можно охарактеризовать
цифрой 70—75% всего комплекса цехового обо-
рудования. Если, кроме того, учесть большое
разнообразие типоразмеров этого оборудования
и почти полное отсутствие материалов по его
проектированию, то станет очевидной настоя-
тельная необходимость в пособиях по конструи-
рованию и расчету этого оборудования. • Предла-
гаемая книга написана с целью хотя бы частично
восполнить этот пробел в технической литера-
туре и дать проектировщикам и конструкторам
инженерное пособие по расчету и конструирова-
нию механического сварочного оборудования и
его главных узлов и механизмов (сборочно-сва-
рочных устройств, кантователей, вращателей,
манипуляторов, позиционеров, роликовых
5
стендов, сварочных тележек и колонн, автооператоров, приводных меха-
низмов и др.).
В монографии рассмотрены конструкции основных наиболее распро-
страненных машин и устройств механического сварочного оборудования и
даны методы их расчета на прочность, жесткость, выносливость, плав-
ность хода и пр. Значительное внимание уделено методам определения
расчетных усилий и моментов, действующих в узлах и механизмах, вос-
принимающих большие силовые нагрузки (в сборочно-сварочных кондукто-
рах, манипуляторах и др.), а также методам расчета на жесткость механи-
ческих устройств, несущих на себе свариваемое изделие или сварочную ап-
паратуру. В таких устройствах повышенная жесткость несущих конст-
рукций диктуется необходимостью соблюдать известные технологические
условия автоматической сварки, определяющие качество сварных соедине-
ний (например, недопустимость отклонения электрода от линии шва в про-
цессе сварки из-за недостаточной жесткости несущей конструкции).
Книга построена, главным образом, на материалах Института электро-
сварки им. Е. О. Патона АН УССР и исследований автора в области меха-
низации и автоматизации сварочного производства (в том числе механиче-
ского сварочного оборудования), а также на сведениях и сообщениях совет-
ских и зарубежных авторов о современных достижениях сварочной техни-
ки на различных предприятиях и заводах.
Автор выражает глубокую благодарность академику Б. Е. Патону и
академику АН УССР Д. А. Дудко за ценные советы и замечания, высказан-
ные ими при ознакомлении с рукописью книги.
ГЛАВА
СОСТАВ И НАЗНАЧЕНИЕ
МЕХАНИЧЕСКОГО СВАРОЧНОГО
ОБОРУДОВАНИЯ
§ 1. Функциональное назначение
механического сварочного оборудования
В комплект оборудования электросвароч-
ного цеха современного машиностроительного завода или строи-
тельного предприятия входит оборудование двух видов: а) электро-
техническое, т. е. собственно сварочное оборудование, осуществ-
ляющее процесс сварки и его регулирование; в его состав входят
сварочные головки, автоматы и полуавтоматы, сварочные транс-
форматоры и другие источники питания, контактные машины
и т. д.; б) механическое оборудование, с помощью которого осу-
ществляются не сварочные операции: сборочные, транспортные,
кантовочные, рабочее и установочное перемещение сварочных
органов, различные вспомогательные операции. Сочетание, или
агрегатирование, оборудования первого и второго видов позволяет
получить комплексную механизированную установку или (при
выполнении ряда последовательных операций) поточную сборочно-
сварочную линию, состоящую из нескольких машин и установок,
расположенных в технологической последовательности изготовле-
ния сварного изделия и связанных общей системой межопера-
ционного транспорта.
Для всех наиболее распространенных способов электросварки
промышленность серийно выпускает электротехническое обору-
дование в виде сварочных аппаратов и машин, главным образом
универсального типа и общего назначения. Эти машины и аппа-
раты, как правило, осуществляют механизацию (а иногда и ав-
томатизацию) только основных сварочных операций, и то не в
полной мере, а вспомогательные и смежные операции (например,
сборочные и транспортные) не выполняют. Следовательно, для
комплексной механизации и автоматизации сварочного произ-
водства наличия таких машин и аппаратов явно недостаточно.
Лишь некоторые специализированные машины, выпускаемые в
индивидуальном и мелкосерийном производстве, охватывают бо-
лее полный комплекс операций сборочно-сварочного цикла.
Функциональная ограниченность серийного сварочного обору-
дования первого вида (электротехнического) особенно характерна
7
для электродуговых сварочных автоматов и полуавтоматов, ко-
торые не обеспечивают выполнение даже некоторых собственно
сварочных операций, например направления дуги по линии шва,
или, вернее, слежения дуги по шву; начального возбуждения дуги
(при сварке на малых плотностях тока); заварки кратеров в нача-
ле и в конце шва; включения подачи флюса и его отсоса или вклю-
чения и выключения защитного газа (в необходимой последова-
тельности или синхронности с включением и выключением сва-
рочного тока и движения по шву) и т. д. Без автоматического
выполнения этих операций комплексная автоматизация сварочного
процесса и тем более всего сварочного производства невозможна.
Во многих случаях дуговые сварочные автоматы не могут вы-
полнять одну из основных сварочных функций — сварочное дви-
жение по шву. Это, в первую очередь, относится к задачам сварки
кольцевых швов, когда требуется вращать изделие с заданной ско-
ростью относительно неподвижной сварочной головки. В этих
случаях, кроме сварочного аппарата, необходимо иметь специаль-
ное механическое устройство для вращения изделия, сблокиро-
ванное с электросхемой всей сварочной установки.
Нередко и прямолинейное сварочное движение целесообразно
производить специальными тележками или устройствами, не вхо-
дящими в комплект серийного сварочного автомата, например
при автоматической сварке длинных балок крупного профиля,
когда швы располагаются на разных высотах и расстояниях, вы-
ходящих за пределы установочного регулирования сварочных ав-
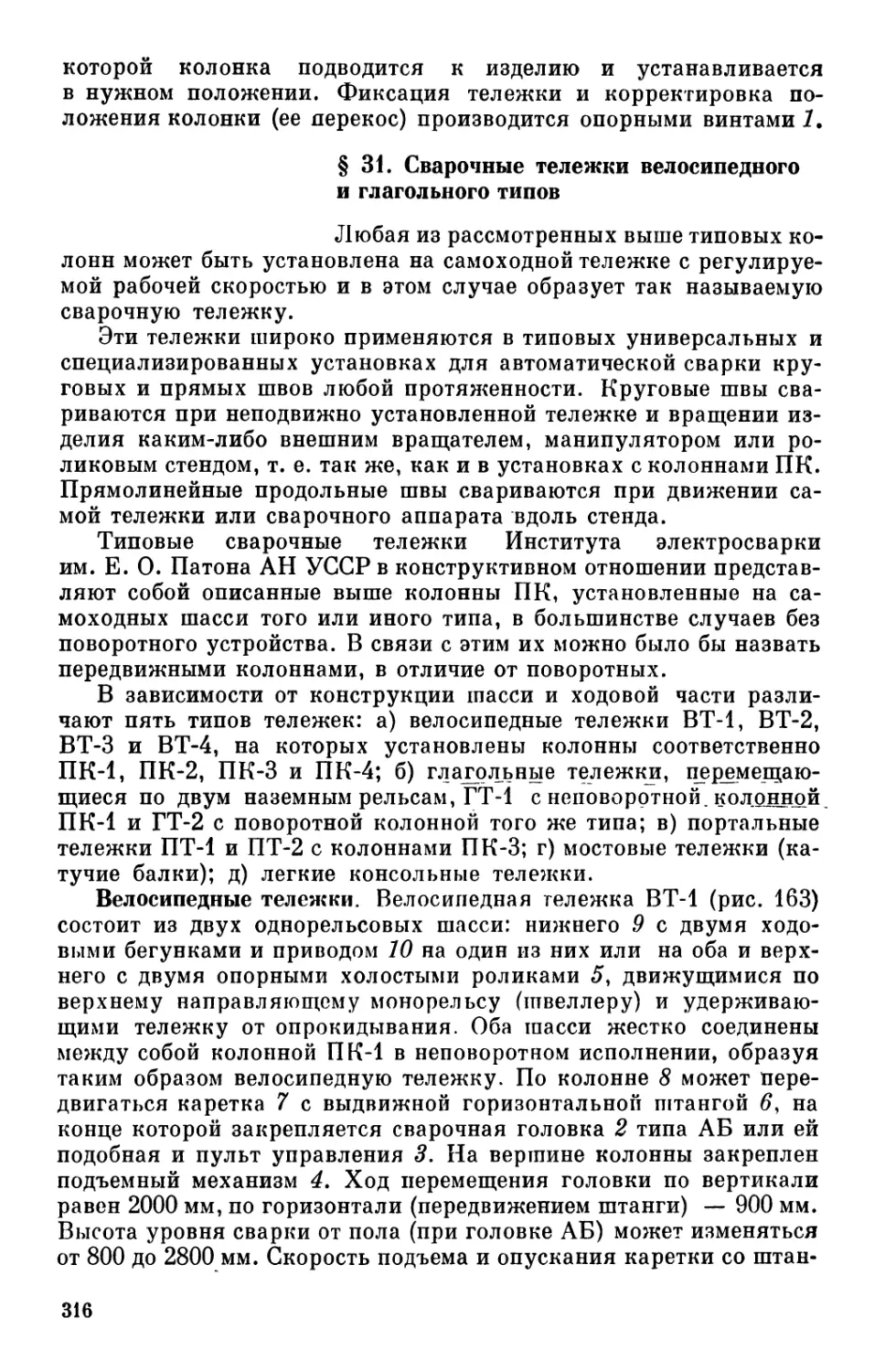
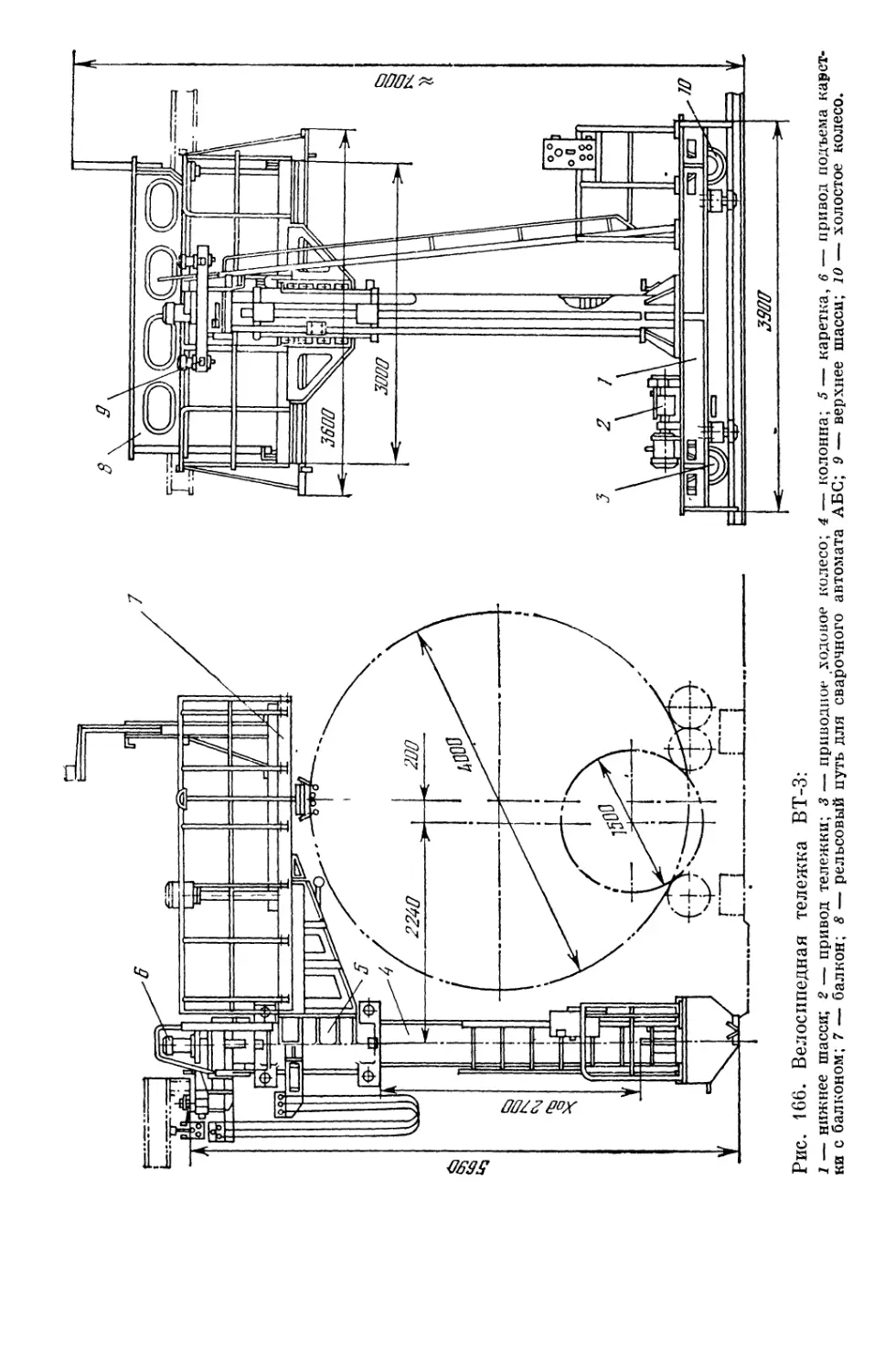
томатов. В этих случаях целесообразно применение велосипедных
или глагольных тележек с подъемно-выдвижной консолью для сва-
рочной головки. Такие сварочные тележки выпускаются нашей
промышленностью в централизованном порядке (см. § 31).
С аналогичными ситуациями приходится сталкиваться и в тех
случаях, когда для непрерывности и поточности технологического
процесса целесообразно сообщать сварочное движение изделию,
а не сварочной головке, например, в проходных валковых станах
для сварки труб (особенно спиральношовных), в станах для свар-
ки длинных балок фасонного профиля с одновременной их сборкой
в валковых клетях и т. д. [13].
Таким образом, даже такая важная операция, как сварочное
движение по шву, не всегда выполняется сварочным автоматом,
не говоря уже о полуавтоматах. Следовательно, и в этих случаях
для механизации всего сварочного процесса необходимо иметь до-
полнительное механическое оборудование.
Наконец, следует упомянуть и о том, что серийное оборудова-
ние для дуговой сварки под флюсом, как правило, не снабжено
аппаратами для отсоса флюса и его рециркуляции. Поэтому уста-
новки для сварки под флюсом должны быть оборудованы соответст-
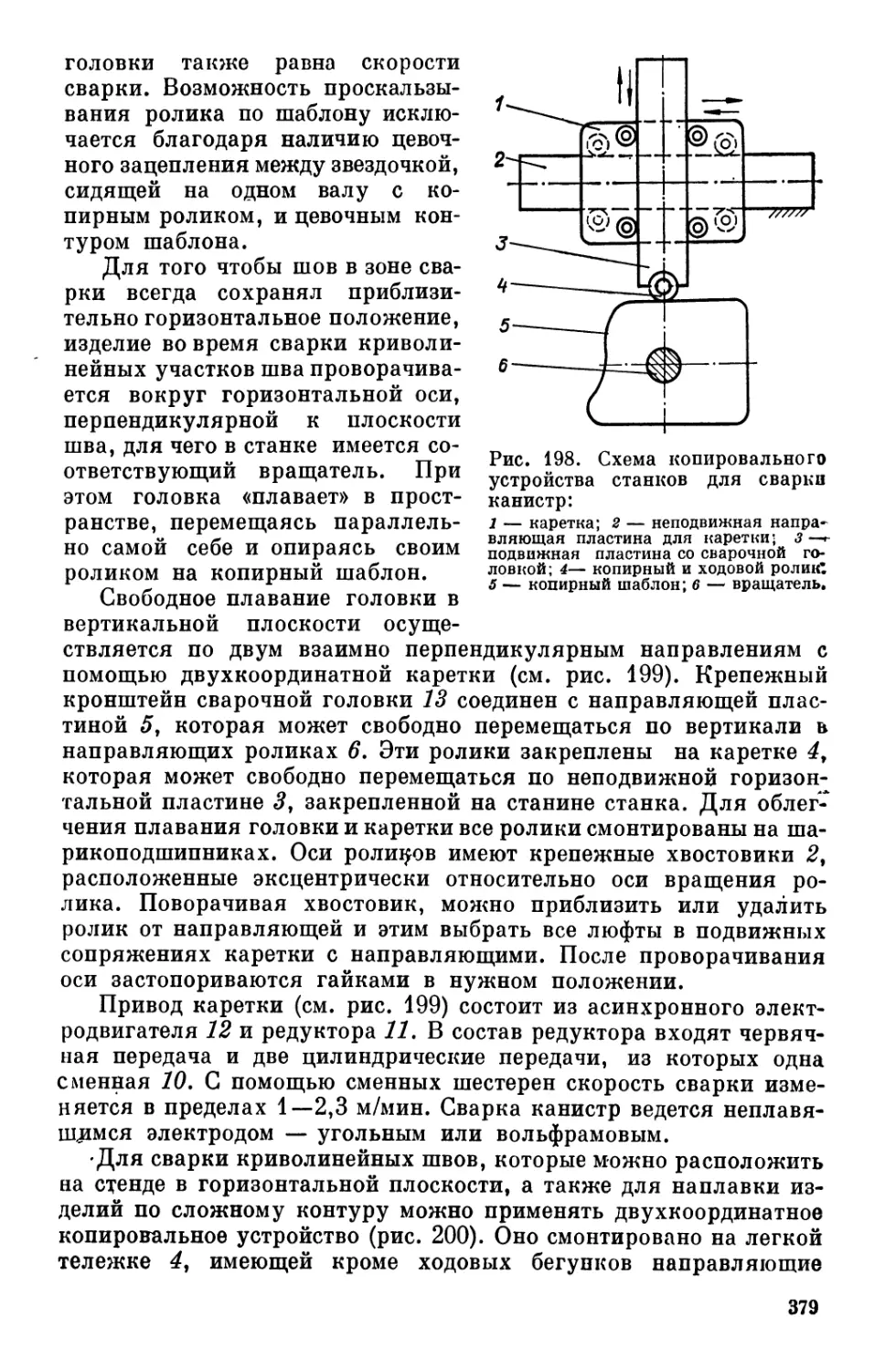
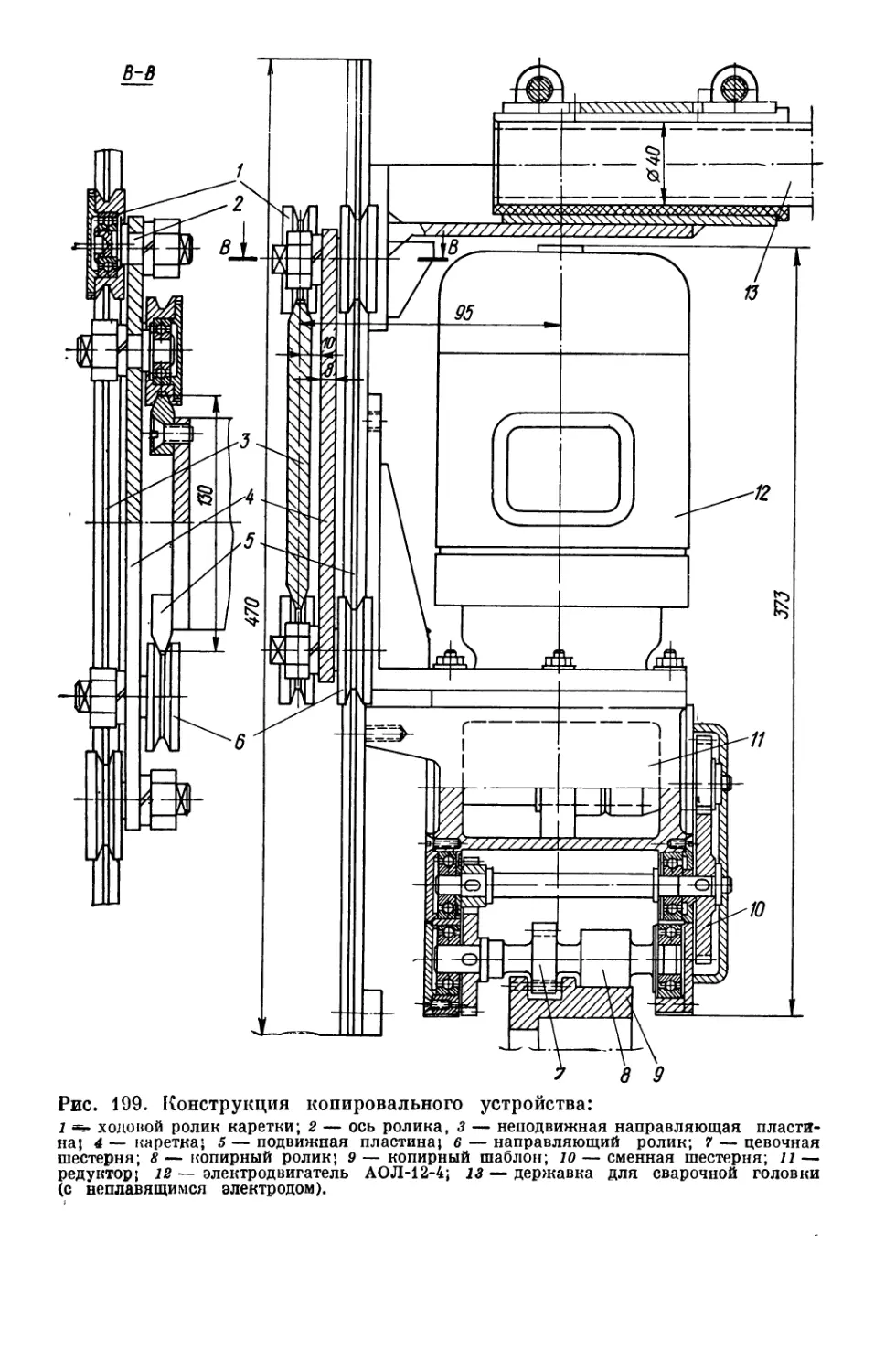
вующей флюсовой аппаратурой.
В отношении функциональной ограниченности аналогично об-
стоит дело и с оборудованием для многих других видов сварки —
8
электроннолучевой, диффузионной в вакууме, индукционной и ра-
диочастотной, электрошлаковой и др.
Итак, совершенно очевидно, что с помощью серийного свароч-
ного оборудования невозможно осуществлять комплексную ме-
ханизацию не только сварочного производства в целом, но даже
и сварочных процессов. Для этого требуется еще ряд устройств и
механизмов, выполняющих как вспомогательные операции свароч-
ного процесса, так и некоторые основные — сборочные и свароч-
ные, т. е. требуется механическое сборочно-сварочное оборудо-
вание.
Теперь становится ясным, какой обширный комплекс техноло-
гических и вспомогательных операций должен выполняться меха-
ническим оборудованием сварочного цеха.
§ 2. Классификация механического
сварочного оборудования
В основу приведенной ниже классифика-
ции (табл. 1) положен принцип функционального назначения
оборудования. По этому главному признаку механическое сва-
рочное оборудование разделено на три основные группы, каждая из
которых охватывает несколько типов оборудования.
1. Сборочное оборудование предназначено для фиксирования
и закрепления деталей свариваемой конструкции или ее узлов и
обеспечения необходимой точности и качества собираемых и сва-
риваемых изделий. Конструкция сборочного стенда, кондуктора
или приспособления зависит от конфигурации и размеров собирае-
мого изделия, от технологии его сварки, а также от вида и масшта-
бов производства. В зависимости от функционального назначения
рассматриваемое оборудование разделяется на собственно сбороч-
ное, в котором производятся только сборочные операции, и сбо-
рочно-сварочное, в котором производятся не только сборочные,
но и сварочные операции. Кроме того, различают универсальное
и специализированное оборудование, стационарное и переносное,
поворотное и неповоротное, с ручным и механизированным зажи-
мом деталей. Обычно сборочное устройство состоит из основания
и ряда фиксирующих и закрепляющих элементов. При этом в ка-
честве основания часто применяется оборудование группы 2 для
установки и поворота свариваемых изделий.
Сборочные устройства, стенды и кондукторы в большинстве
случаев специализируются на изготовлении одного изделия или
небольшой группы однотипных изделий. Однако применяемые
в этих устройствах механизмы и приспособления для установки
и поворота собираемых изделий (основания), а также фиксирующие
и закрепляющие элементы имеют типовое универсальное значение
и используются в различных сборочных устройствах. Наряду с
этим имеются переносные сборочные приспособления, которые
9
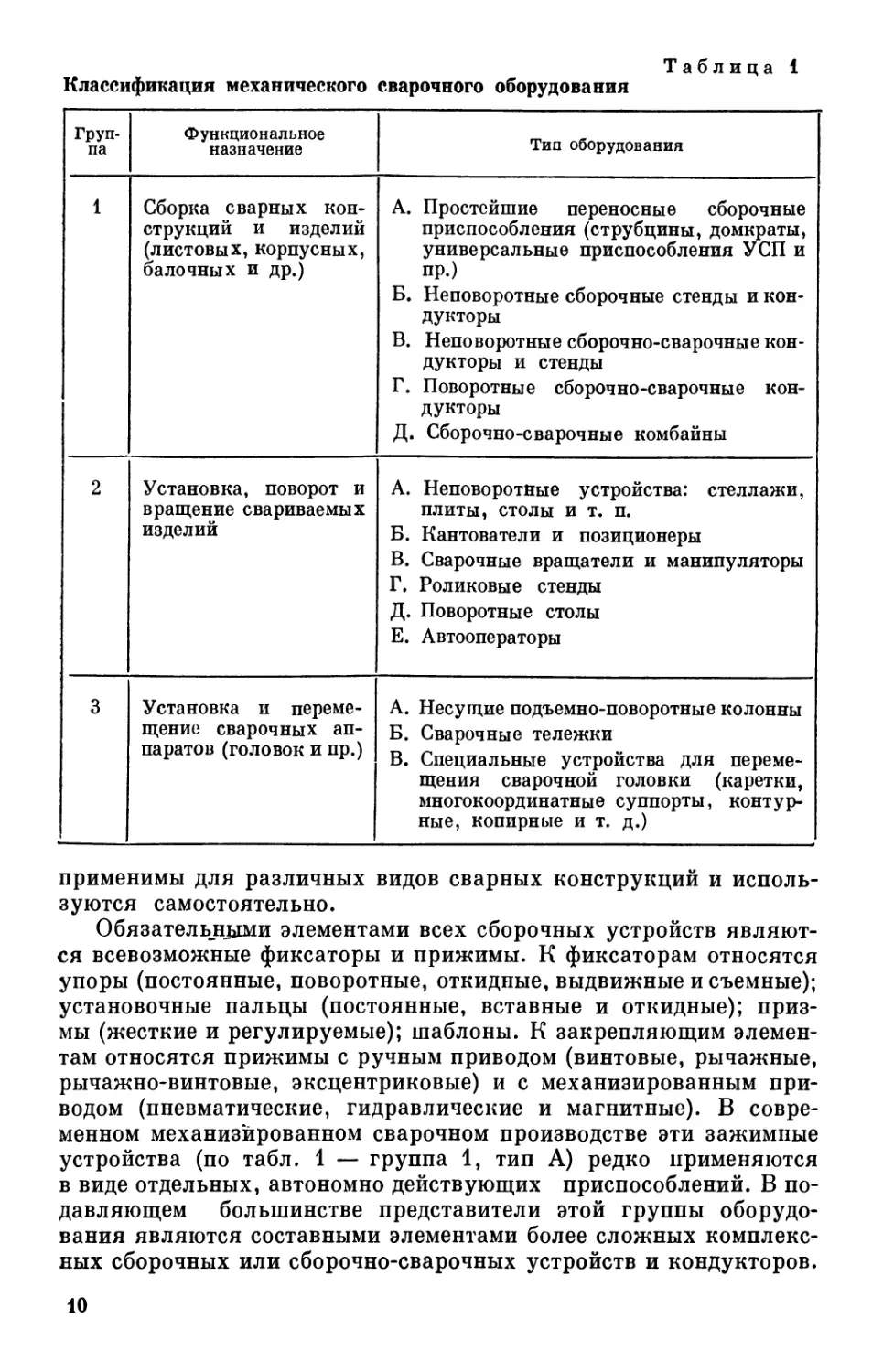
Таблица 1
Классификация механического сварочного оборудования
Груп- па Функциональное назначение Тип оборудования
1 Сборка сварных кон- струкций и изделий (листовых, корпусных, балочных и др.) А. Простейшие переносные сборочные приспособления (струбцины, домкраты, универсальные приспособления У СП и пр.) Б. Неповоротные сборочные стенды и кон- дукторы В. Неповоротные сборочно-сварочные кон- дукторы и стенды Г. Поворотные сборочно-сварочные кон- дукторы Д. Сборочно-сварочные комбайны
2 Установка, поворот и вращение свариваемых изделий А. Неповоротные устройства: стеллажи, плиты, столы и т. п. Б. Кантователи и позиционеры В. Сварочные вращатели и манипуляторы Г. Роликовые стенды Д. Поворотные столы Е. Автооператоры
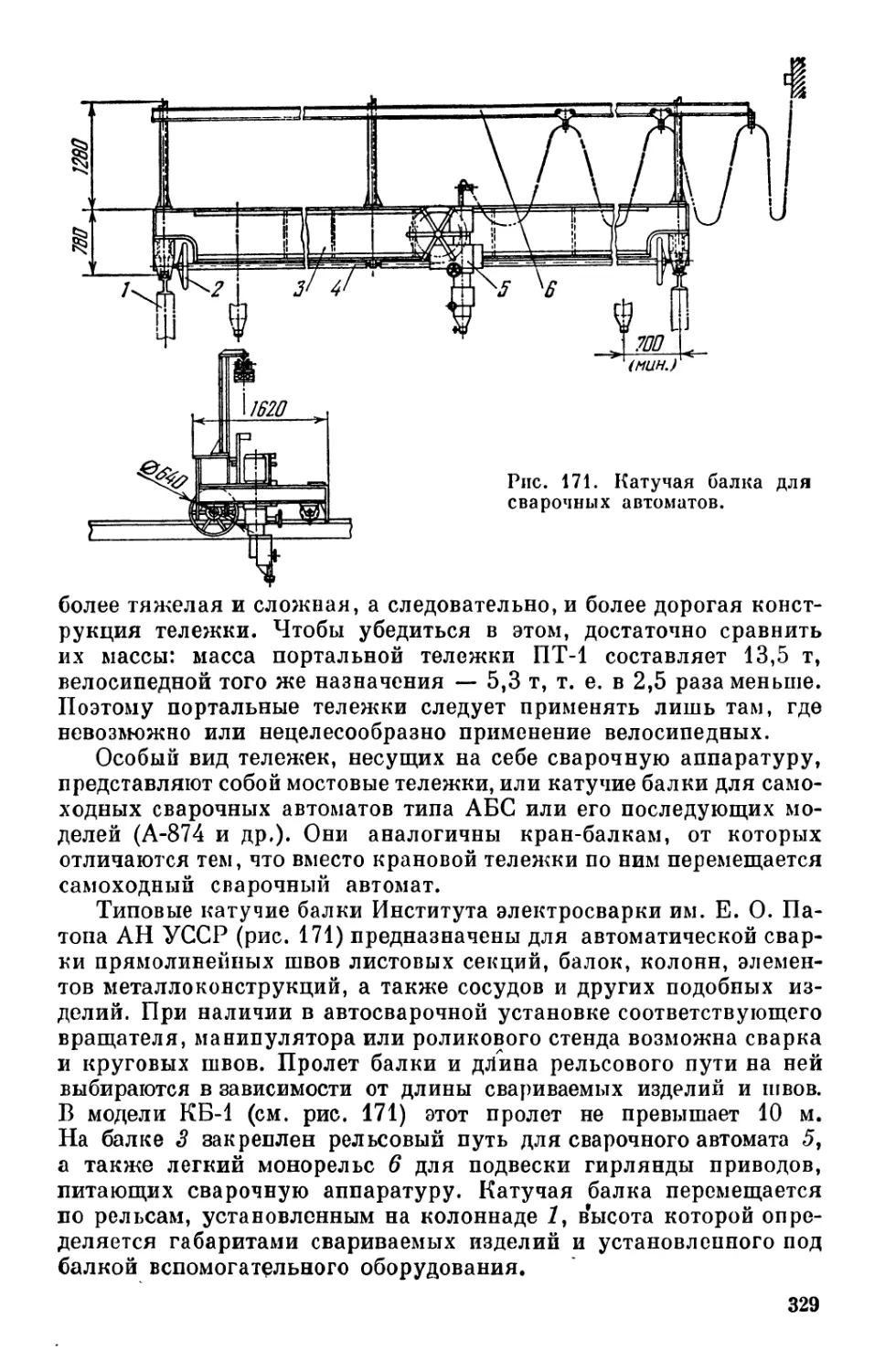
3 Установка и переме- щение сварочных ап- паратов (головок и пр.) А. Несущие подъемно-поворотные колонны Б. Сварочные тележки В. Специальные устройства для переме- щения сварочной головки (каретки, многокоординатные суппорты, контур- ные, копирные и т. д.)
применимы для различных видов сварных конструкций и исполь-
зуются самостоятельно.
Обязательными элементами всех сборочных устройств являют-
ся всевозможные фиксаторы и прижимы. К фиксаторам относятся
упоры (постоянные, поворотные, откидные, выдвижные и съемные);
установочные пальцы (постоянные, вставные и откидные); приз-
мы (жесткие и регулируемые); шаблоны. К закрепляющим элемен-
там относятся прижимы с ручным приводом (винтовые, рычажные,
рычажно-винтовые, эксцентриковые) и с механизированным при-
водом (пневматические, гидравлические и магнитные). В совре-
менном механизированном сварочном производстве эти зажимные
устройства (по табл. 1 — группа 1, тип А) редко применяются
в виде отдельных, автономно действующих приспособлений. В по-
давляющем большинстве представители этой группы оборудо-
вания являются составными элементами более сложных комплекс-
ных сборочных или сборочно-сварочных устройств и кондукторов.
10
2. Оборудование, предназначенное для установки и поворота
свариваемых изделий, объединяет шесть типов, из которых тип
А представляют простейшие неповоротные устройства в виде стел-
лажей, плит, столов и пр. Эти неповоротные устройства предна-
значены для укладки изделий при сборке, сварке, отделке или
правке. Более сложные поворотные устройства предназначены не
только для первичной установки свариваемого изделия, но и для
его оперативных поворотов при сборке, сварке, отделке, контро-
ле и испытаниях. Это оборудование разделено по назначению на
манипуляторы, позиционеры, вращатели, кантователи, ролико-
вые стенды и поворотные столы.
Обычные сварочные манипуляторы имеют две взаимно перпен-
дикулярные оси поворота и предназначены для наклона изделий
в удобное для сварки положение и вращения их со сварочной
скоростью при автоматической, полуавтоматической и ручной
сварке кольцевых швов. Для механизации вспомогательных работ
в сварочном производстве применяются многокоординатные ма-
нипуляторы или автооператоры, которые автоматически выпол-
няют необходимые транспортно-подъемные и вспомогательные
операции при сборке и сварке изделий. Они применяются, глав-
ным образом, в механизированных и автоматических сборочно-
сварочных линиях.
Особую категорию составляют специальные манипуляторы, ко-
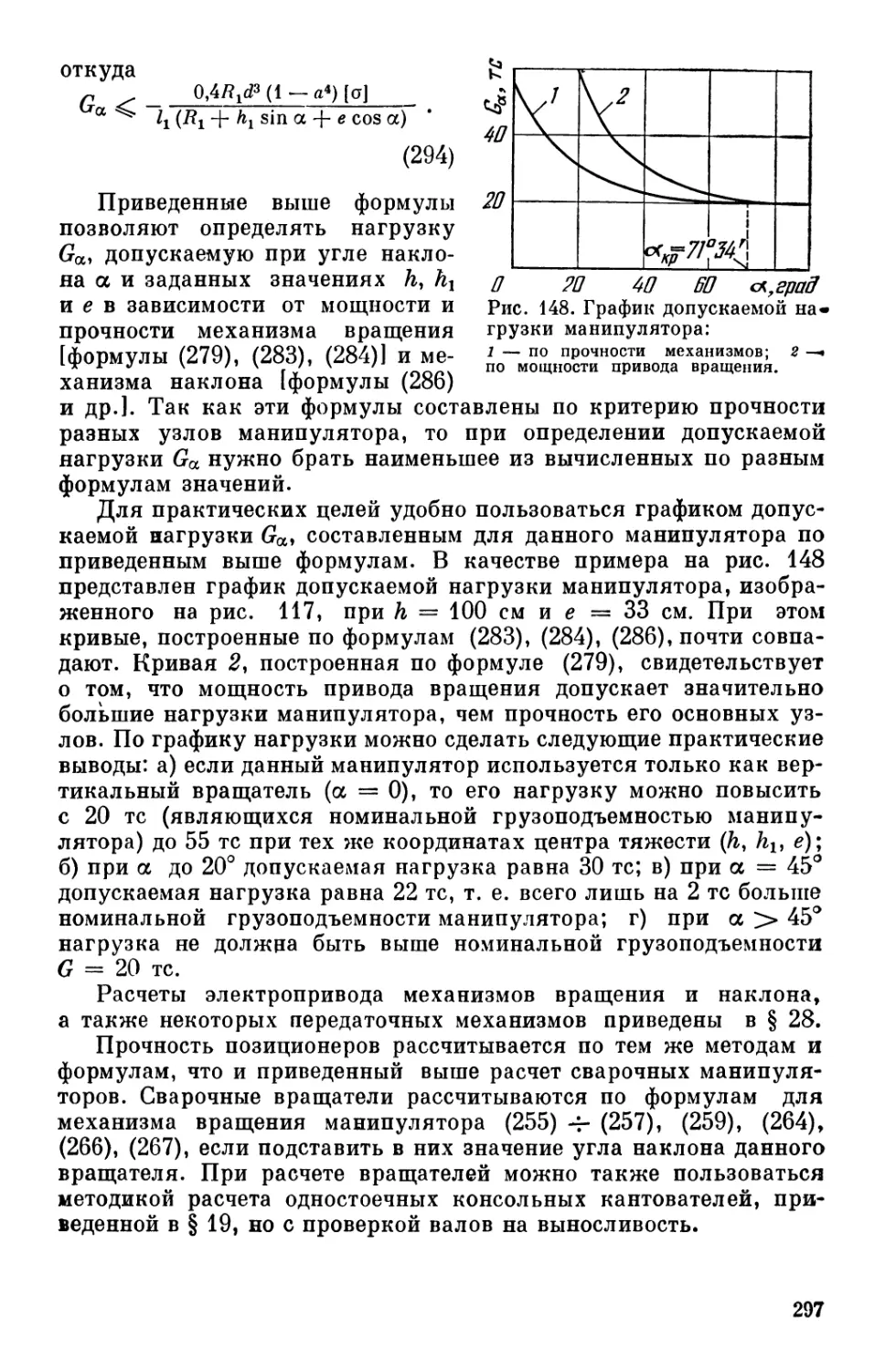
торыми сварщик или сборщик манипулирует, когда приходится
вести дистанционную сварку или сборку, т. е. производить опера-
ции сборки или сварки (или управлять ими) на расстоянии, на-
пример при сборке и сварке изделий в закрытых камерах с радио-
активной атмосферой.
Позиционеры предназначены для поворота и вращения изде-
лий относительно двух взаимно перпендикулярных осей с устано-
вочной (маршевой) скоростью, а также для наклона их в удобную
позицию при сборке, сварке или отделке. Таким образом, пози-
ционеры, в отличие от сварочных манипуляторов, не имеют регу-
лируемой сварочной скорости вращения.
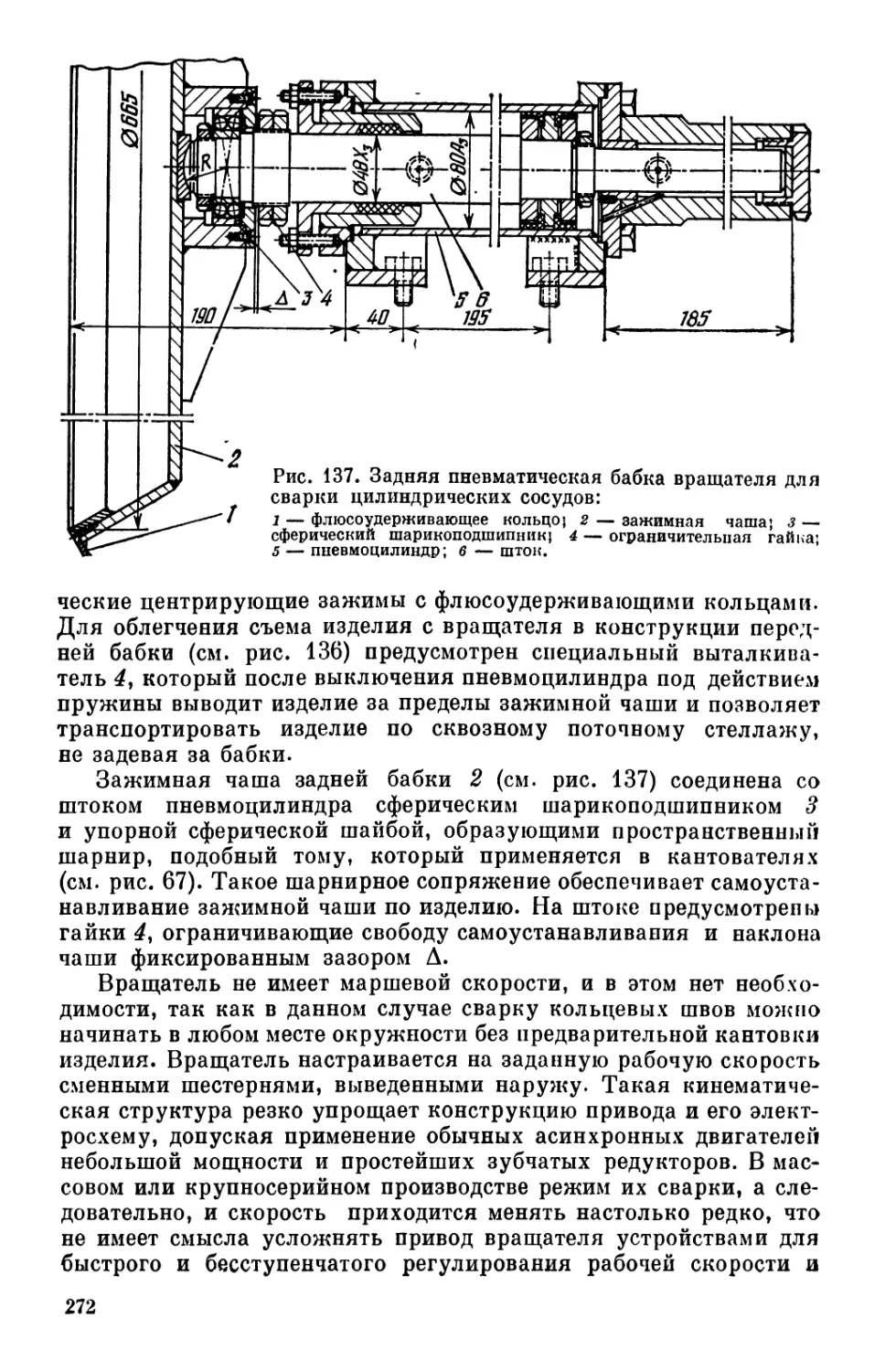
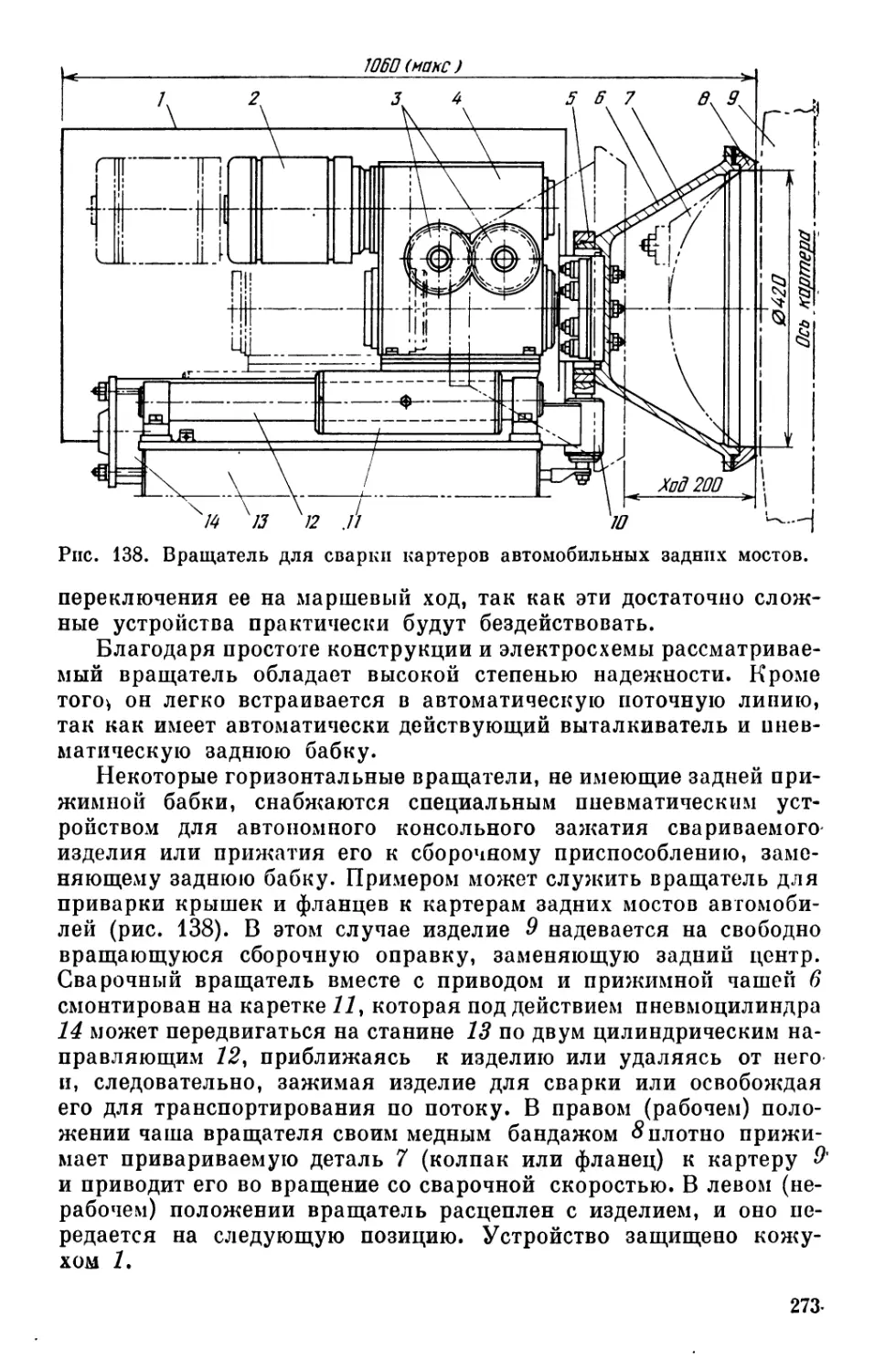
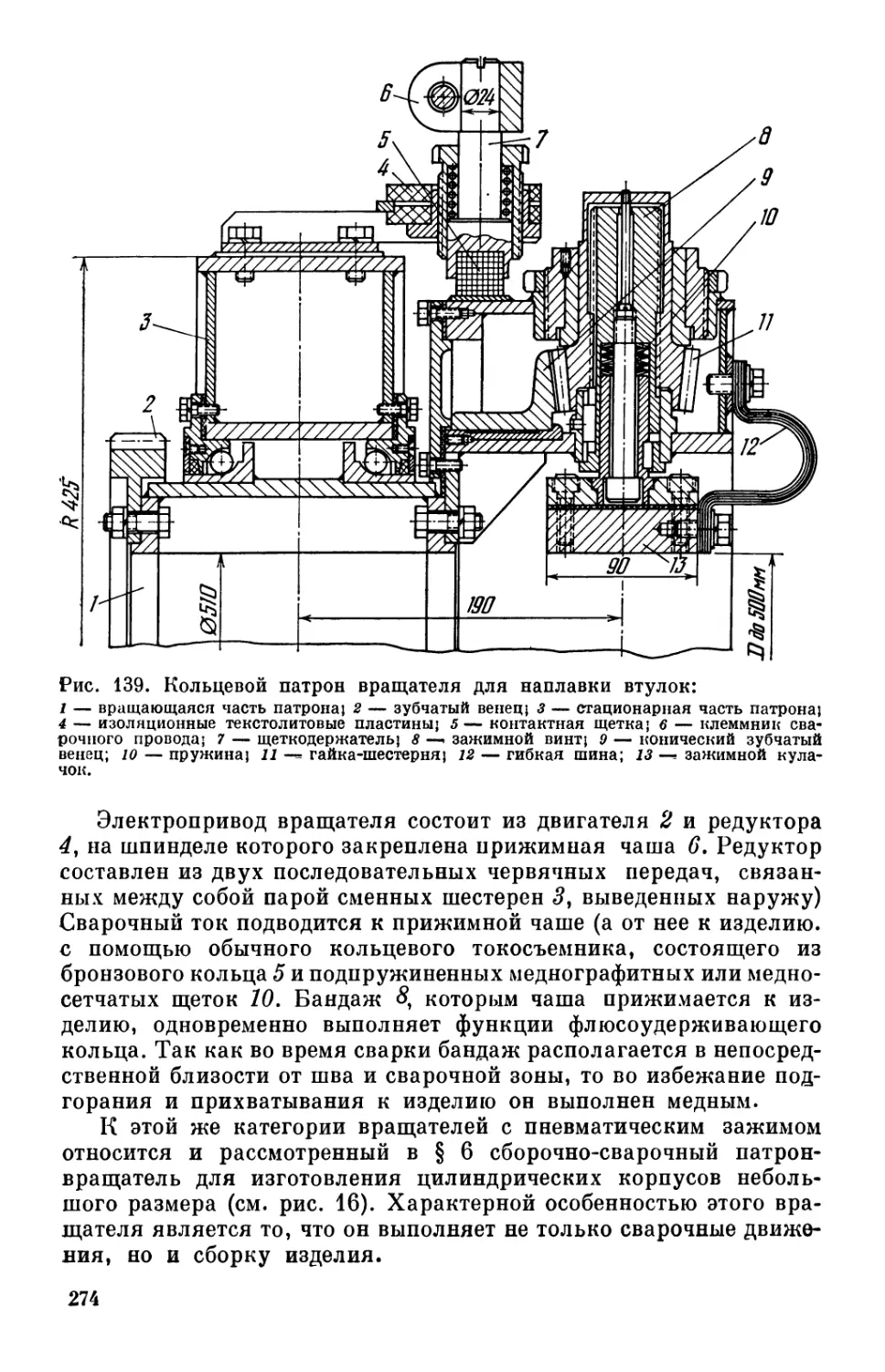
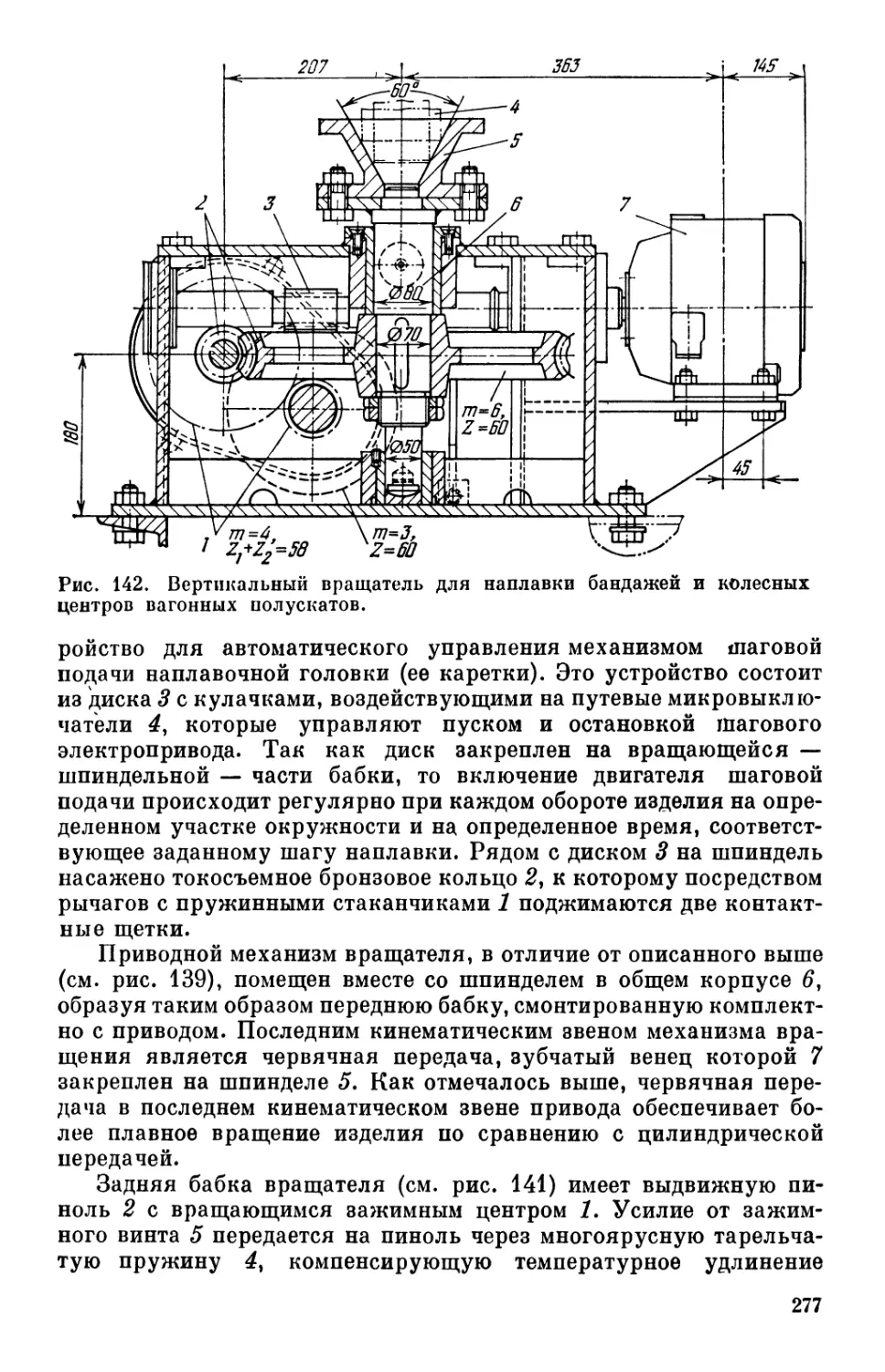
Сварочные вращатели предназначены для вращения изделий
со сварочной скоростью вокруг одной оси при автоматической, по-
луавтоматической или ручной сварке кольцевых швов. Кантова-
тели нужны для поворота (кантовки) изделий и установки их в
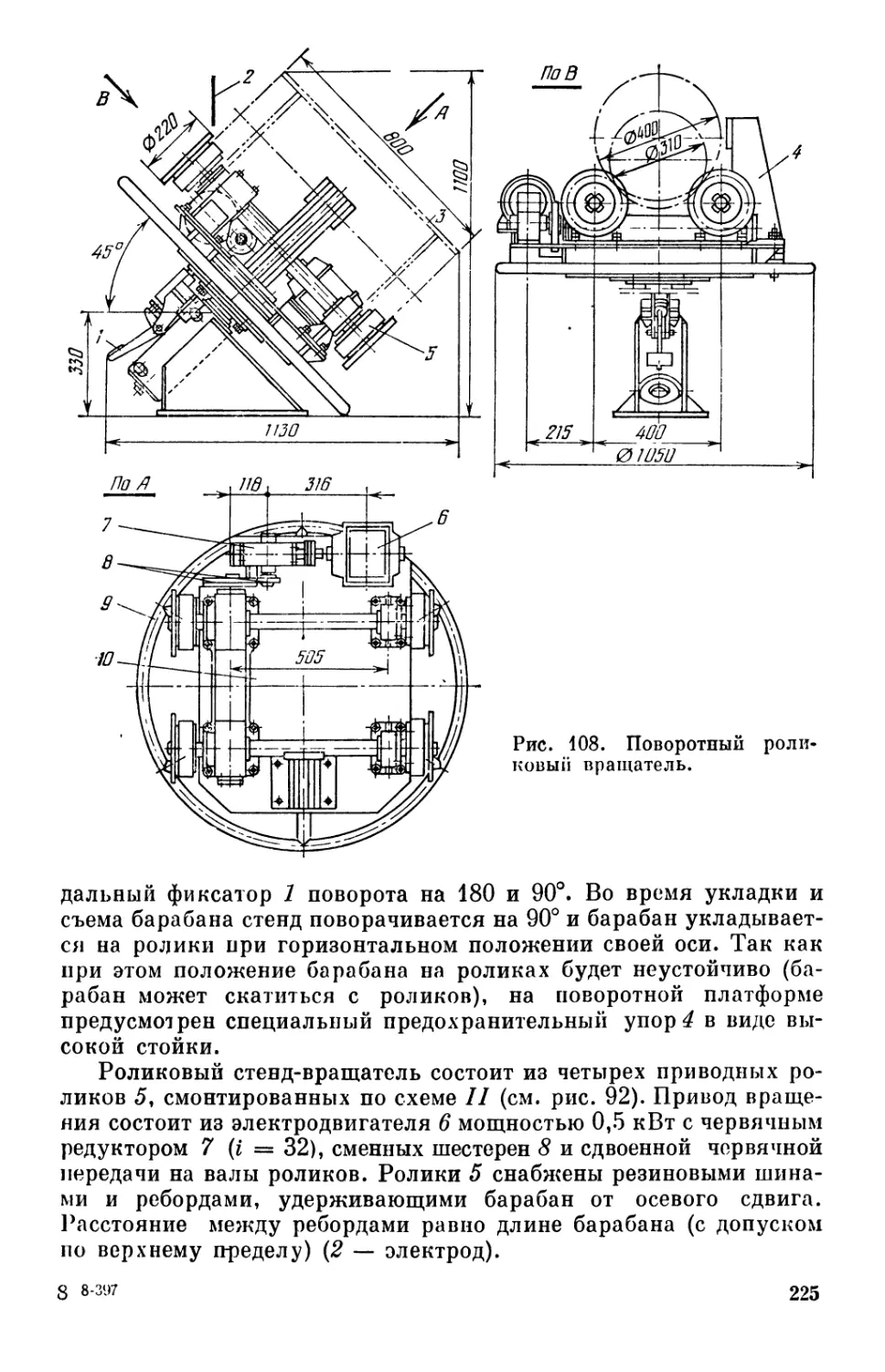
удобное положение при сборке, сварке и отделке. Роликовые
стенды применяются для вращения цилиндрических изделий со
сварочной или маршевой скоростью при сборке, сварке, отделке,
контроле и испытаниях сварных конструкций. Поворотные столы
предназначены для вращения изделий с маршевой скоростью во-
круг одной оси и установки их в удобную позицию для сборки,
сварки или отделки.
3. Оборудование, предназначенное для закрепления и переме-
щения исполнительного органа сварочной установки — свароч-
ной головки или аппарата. При этом перемещение может
И
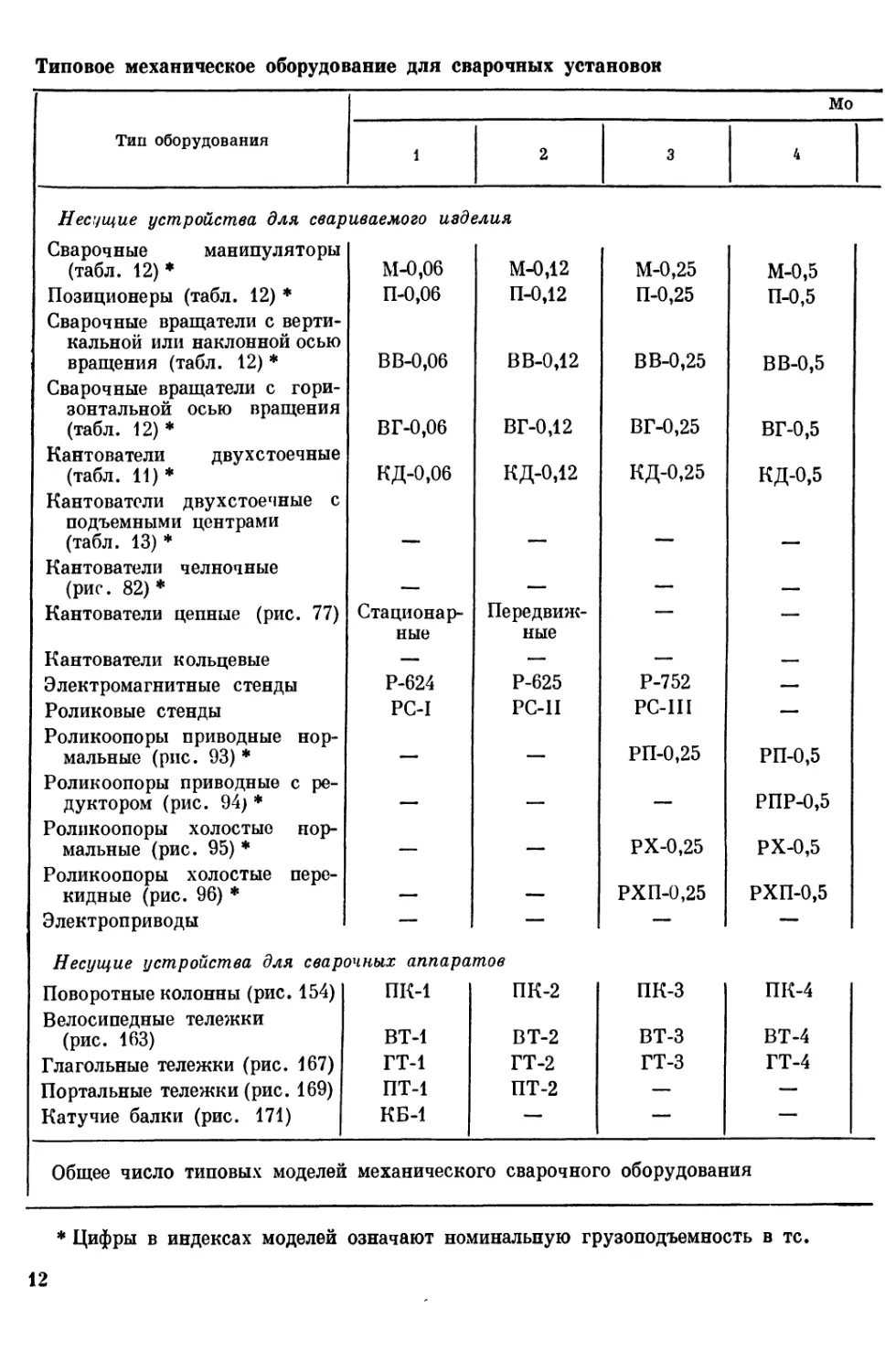
Типовое механическое оборудование для сварочных установок
Мо
Тип оборудования 1 2 3 4
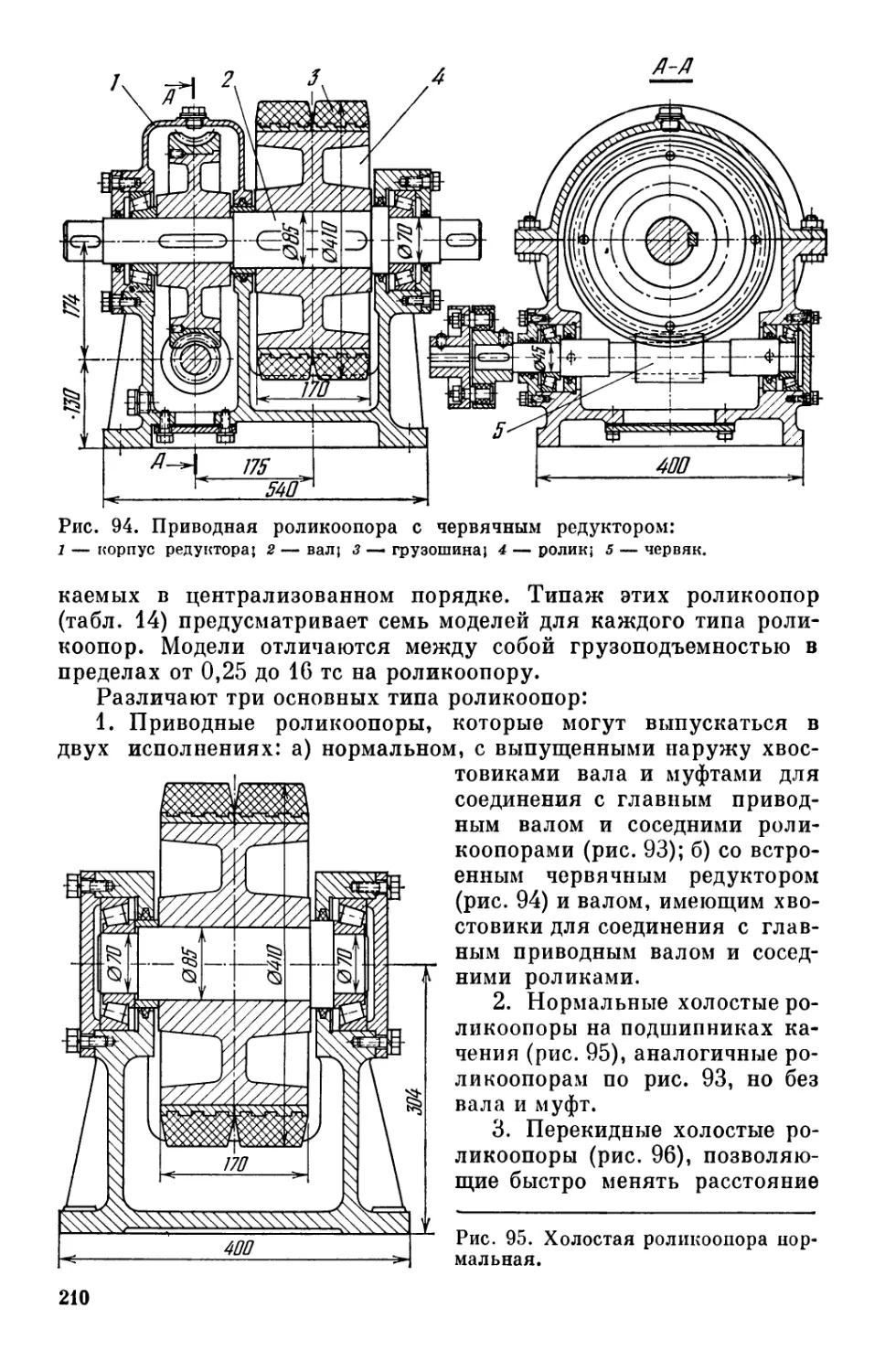
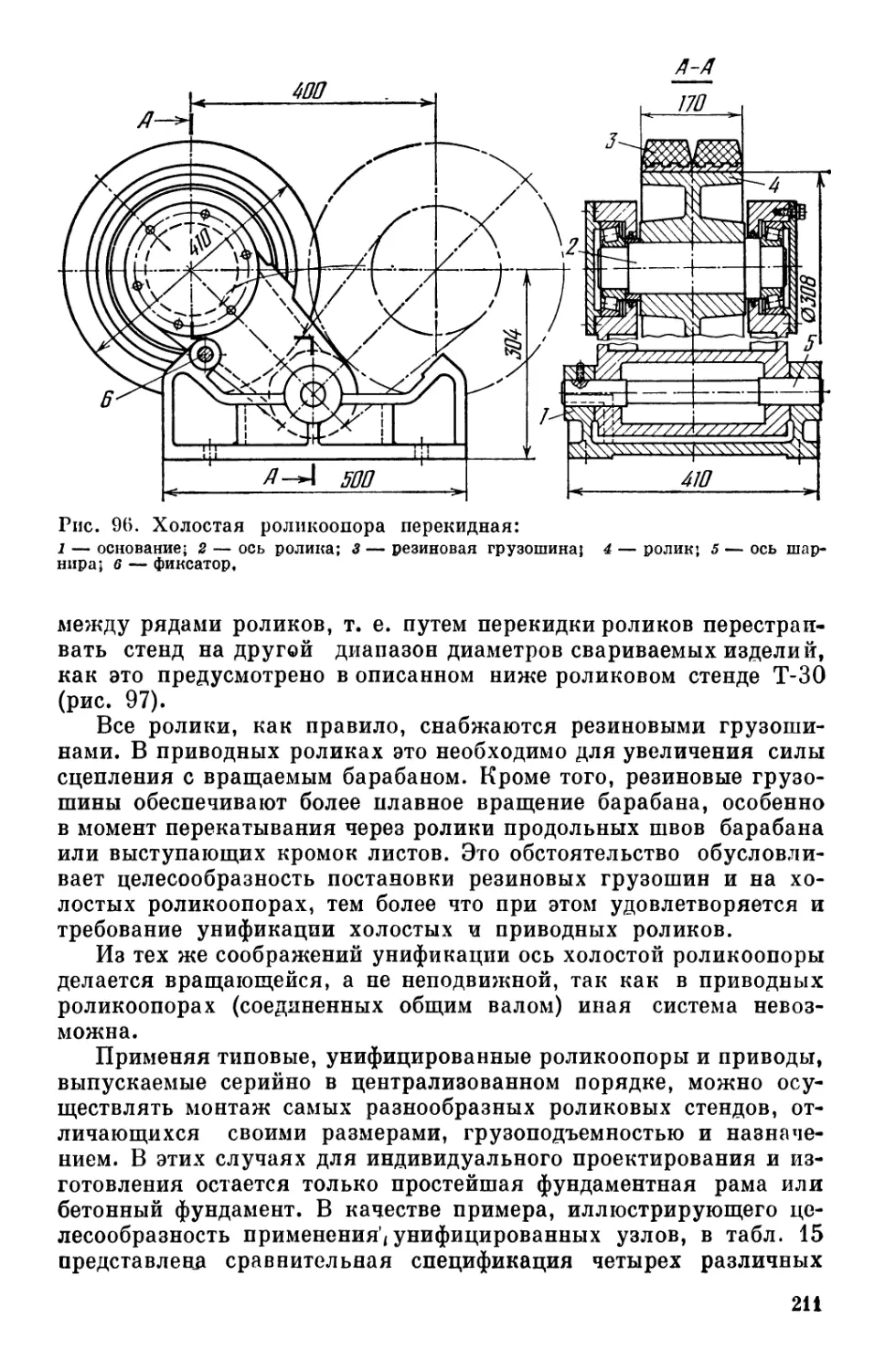
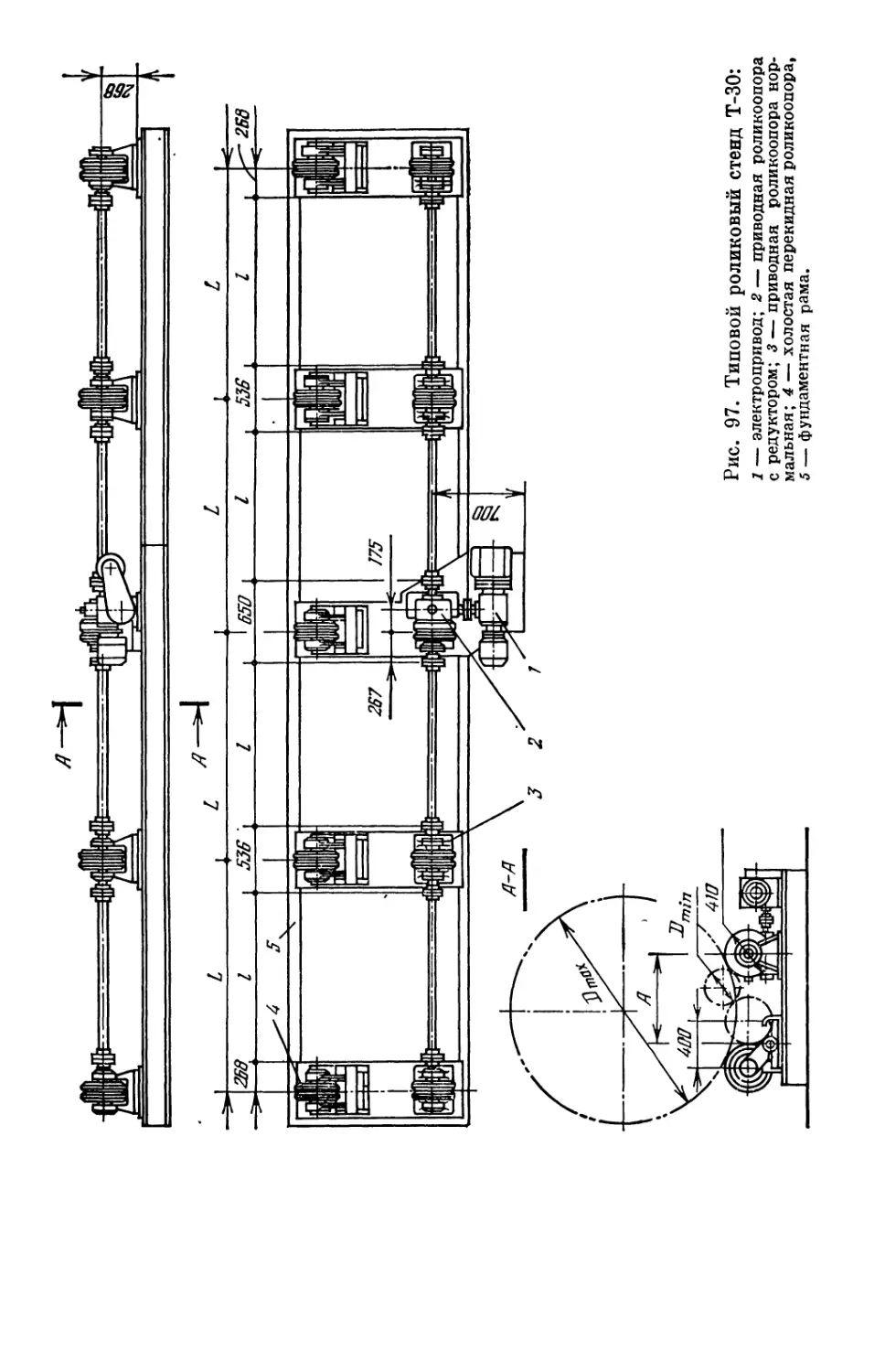
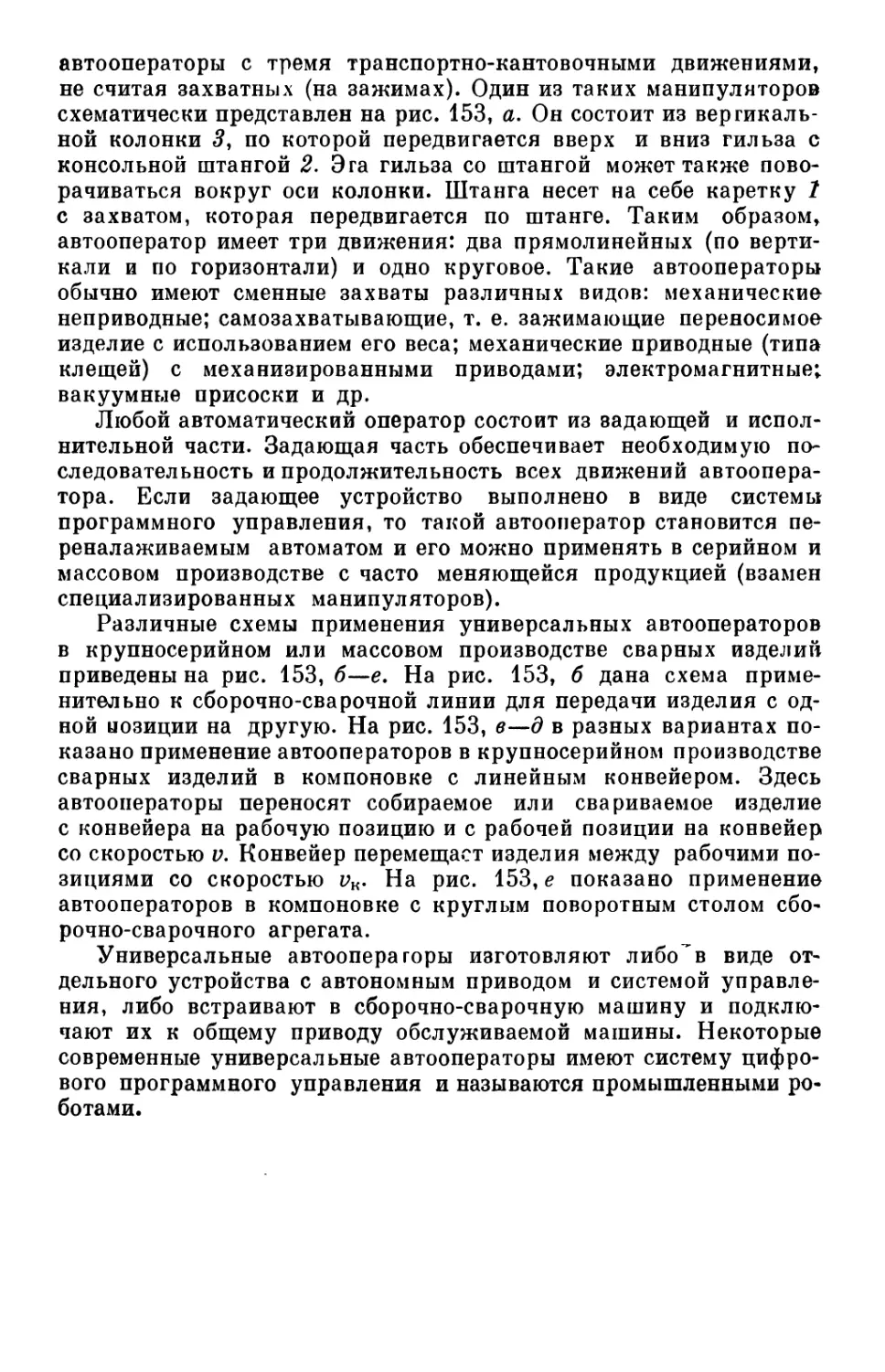
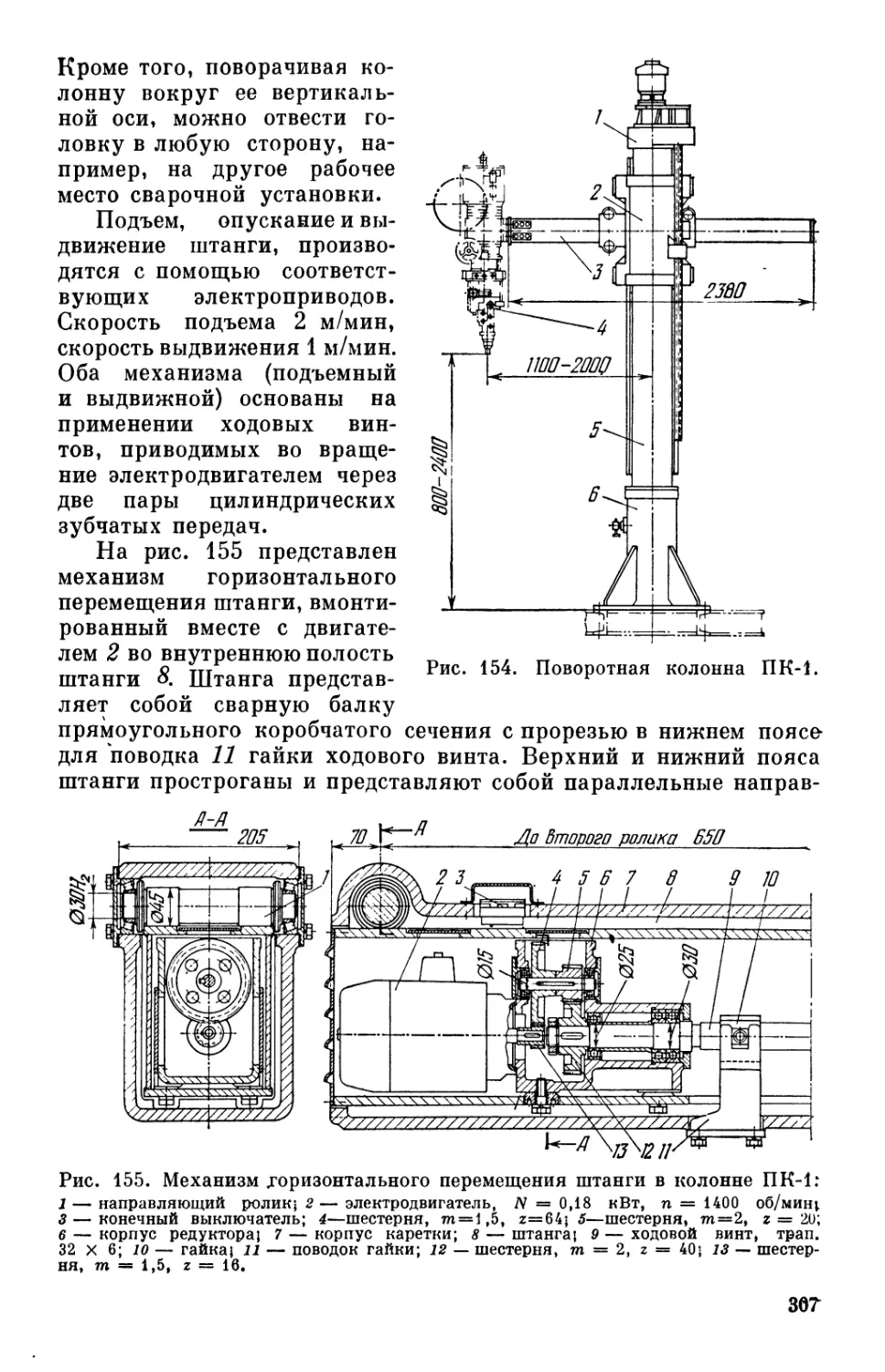
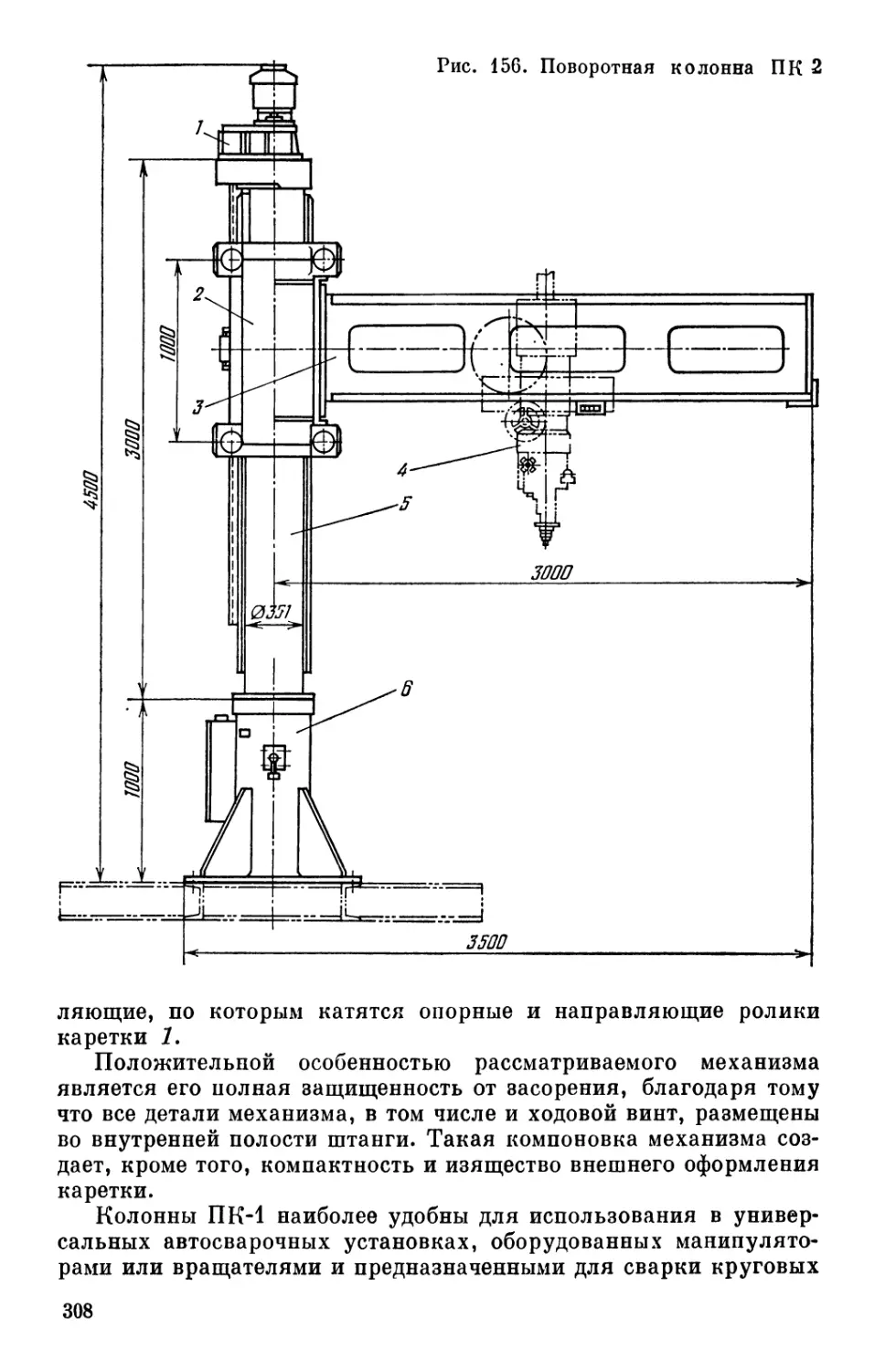
Несущие устройства для свар Сварочные манипуляторы (табл. 12) ♦ Позиционеры (табл. 12) * Сварочные вращатели с верти- кальной или наклонной осью вращения (табл. 12) * Сварочные вращатели с гори- зонтальной осью вращения (табл. 12)* Кантователи двухстоечные (табл. И) * Кантователи двухстоечные с подъемными центрами (табл. 13) * Кантователи челночные (рис. 82)* Кантователи цепные (рис. 77) Кантователи кольцевые Электромагнитные стенды Роликовые стенды Роликоопоры приводные нор- мальные (рпс. 93) * Роликоопоры приводные с ре- дуктором (рис. 94) * Роликоопоры холостые нор- мальные (рис. 95) * Роликоопоры холостые пере- кидные (рис. 96) * Электроприводы Несущие устройства для ceapt Поворотные колонны (рис. 154) Велосипедные тележки (рис. 163) Глагольные тележки (рис. 167) Портальные тележки (рис. 169) Катучие балки (рис. 171) иваемого изд< М-0,06 П-0,06 ВВ-0,06 ВГ-0,06 КД-0,06 Стационар- ные Р-624 PC-I энных аппарат ПК-1 ВТ-1 ГТ-1 ПТ-1 КБ-1 елия М-0,12 П-0,12 В В-0,12 ВГ-0,12 КД-0,12 Передвиж- ные Р-625 РС-П тов ПК-2 ВТ-2 ГТ-2 ПТ-2 М-0,25 П-0,25 В В-0,25 ВГ-0,25 КД-0,25 Р-752 РС-Ш РП-0,25 РХ-0,25 РХП-0,25 ПК-3 ВТ-3 ГТ-3 М-0,5 П-0,5 В В-0,5 ВГ-0,5 КД-0,5 РП-0,5 РПР-0,5 РХ-0,5 РХП-0,5 ПК-4 ВТ-4 ГТ-4
Общее число типовых моделей механического сварочного оборудования
* Цифры в индексах моделей означают номинальную грузоподъемность в тс.
12
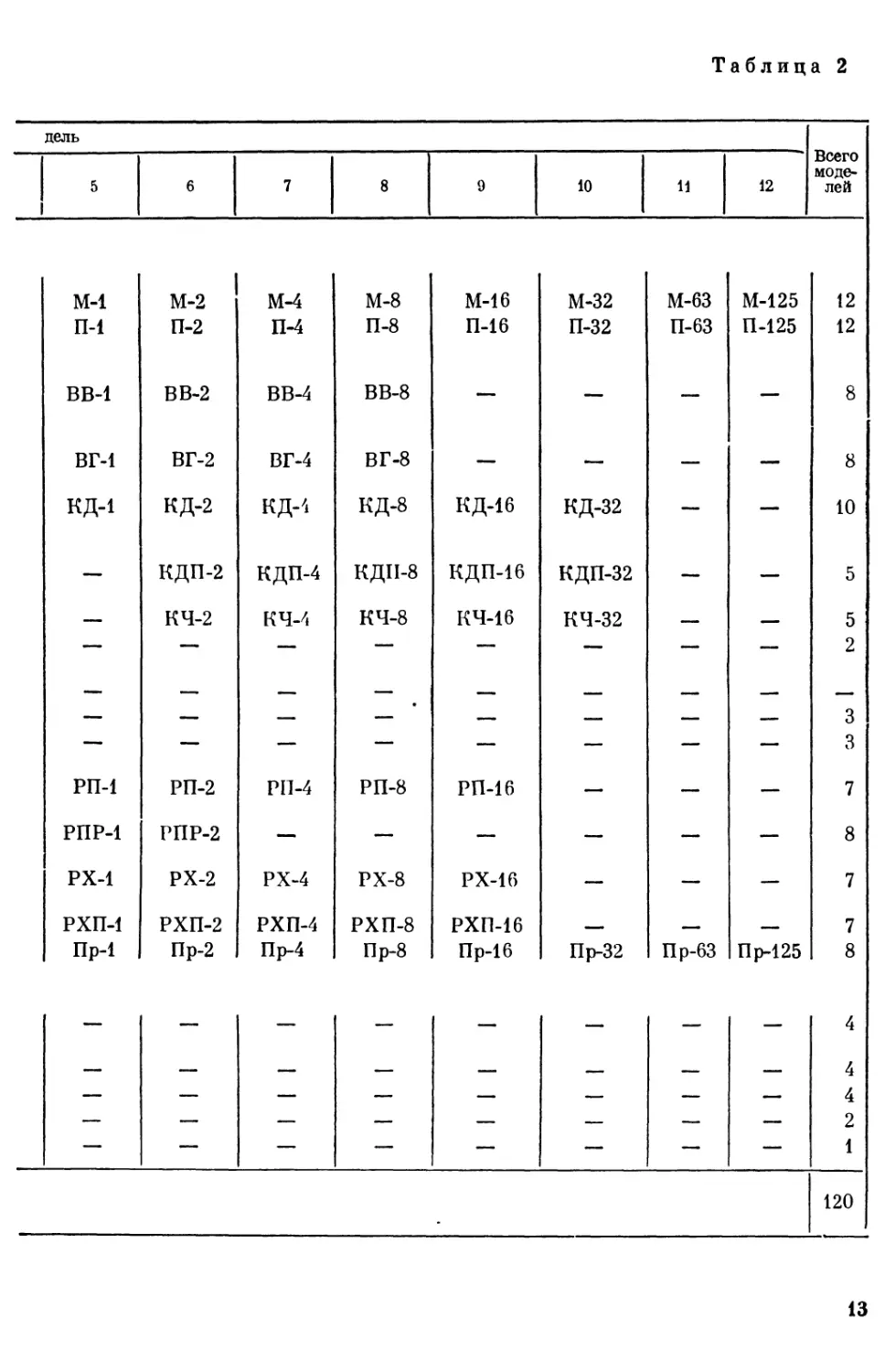
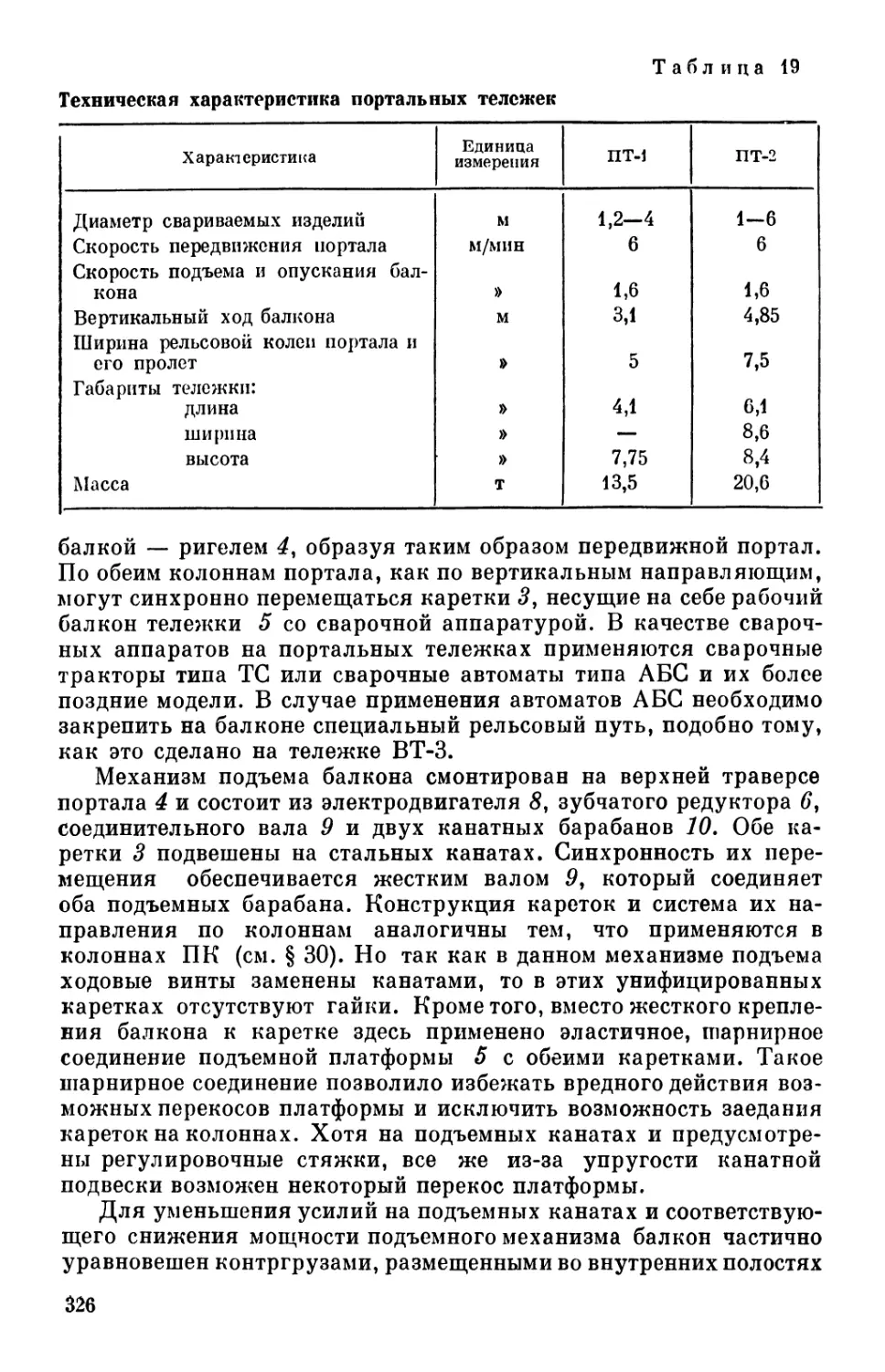
Таблица 2
дель Всего моде- лей
5 6 7 8 9 10 И 12
М-1 М-2 М-4 М-8 М-16 М-32 М-63 М-125 12
П-1 П-2 П-4 П-8 П-16 П-32 П-63 П-125 12
ВВ-1 В В-2 ВВ-4 В В-8 — — — — 8
ВГ-1 ВГ-2 ВГ-4 ВГ-8 — — — — 8
кд-1 КД-2 КД-4 КД-8 КД-16 КД-32 — — 10
— КДП-2 КДП-4 КДП-8 КДП-16 КДП-32 — — 5
— КЧ-2 КЧ-4 КЧ-8 КЧ-16 КЧ-32 — — 5
— — — — — — — — 2
— — — — — — — — —
— — — — — — — — 3
— — — — — — — — 3
РП-1 РП-2 РП-4 РП-8 РП-16 — — — 7
РПР-1 РПР-2 — — — — — — 8
РХ-1 РХ-2 РХ-4 РХ-8 РХ-16 — — — 7
РХП-1 РХП-2 РХП-4 РХП-8 РХП-16 —. — 7
Пр-1 Пр-2 Пр-4 Пр-8 Пр-16 Пр-32 Пр-63 Пр-125 8
— — — — — — — — 4
— — — — — — — — 4
— — — — — — — — 4
— — — — — — — — 2
— — — — — — — — 1
120
13
производиться как с установочной — маршевой — скоростью, так и
с рабочей — сварочной. Оборудование этой группы разделено на
три типа в зависимости от конструкции несущего устройства и
степени его универсальности. Типы А и Б объединяют механиче-
ские устройства универсального назначения, тип В — специали-
зированные устройства для перемещения сварочных головок.
Механические сборочно-сварочные устройства, получившие
наибольшее распространение в промышленности и в то же время
наиболее сложные по своей конструкции, в настоящее время объе-
динены единым типажом, разработанным Институтом электро-
сварки им. Е. О. Патона АН УССР, Всесоюзным проектно-техно-
логическим институтом тяжелого машиностроения, Всесоюзным
институтом сварочного производства и др. (табл. 2). Это позволило
организовать серийное производство типового механического сва-
рочного оборудования в централизованном порядке.
Рекомендуемый типаж охватывает более ста моделей механи-
ческого сварочного оборудования и средств механизации, с по-
мощью которых компонуются различные механизированные сбо-
рочно-сварочные установки ИЗ]. Его можно также встраивать в
механизированные поточные линии. Многие модели этого обору-
дования в свою очередь скомпонованы из унифицированных типо-
вых узлов и механизмов, также выпускаемых в централизованном
порядке [13].
Типаж охватывает, главным образом, универсальное оборудо-
вание общего назначения. К такому оборудованию, например,
относятся типовые сварочные манипуляторы, позиционеры, враща-
тели, двухстоечные кантователи, тележки и др. Специализирован-
ное же оборудование, назначение которого ограничено каким-
либо одним типоразмером выпускаемой массовой продукции,
типажом не охватывается, так как оно проектируется и изготов-
ляется в индивидуальном порядке.
Следует заметить, что при современных тенденциях концентра-
ции производства однотипных изделий и специализации заводов
не только по отраслям промышленности, но и по видам выпускае-
мой продукции роль специализированного оборудования резко
возрастает, и поэтому разработка общих методов конструирова-
ния и расчета этого оборудования приобретает особое значение.
§ 3. Компоновка сварочных установок
из механического и электротехнического
оборудования
Универсальные сварочные установки в
большинстве случаев представляют собой компоновки из описан-
ного выше типового механического оборудования (см. табл. 2) и
серийной сварочной аппаратуры. Такой метод построения уни-
версальных, а иногда и специализированных установок наиболее
эффективен, так как позволяет резко сократить сроки проекти-
14
рования и внедрения автоматической сварки и уменьшить стои-
мость оборудования. Именно для этой цели, т. е. для создания меха-
низированных сварочных установок методом агрегатирования,
и предназначено типовое механическое сварочное оборудо-
вание.
Если учесть, что большая часть типового механического обору-
дования в свою очередь скомпонована из унифицированных узлов
и механизмов, то станут очевидными те широкие возможности, ко-
торыми располагает проектировщик при компоновке различных
сварочных установок: он может варьировать не только разными
типами оборудования, но и их унифицированными узлами.
Преимущества такого метода создания комплексных агрегатов
(метода агрегатирования) очевидны. Кроме сокращения сроков
проектирования и изготовления этих агрегатов, их значительного
удешевления при серийном централизованном производстве наибо-
лее сложных узлов и комплектов, весьма важным преимуществом
данного метода является возможность быстрой переналадки аг-
регата на новый вид продукции. Монтаж комплексного сборочно-
сварочного оборудования из нормализованных элементов придает
его конструкции свойства обратимости благодаря многократному
повторному применению этих элементов в новых компоновках при
смене или изменении конструкции сварных изделий. Такое гибкое
оборудование при необходимости можно быстро (полностью или
частично) разобрать для использования в новых сочетаниях. Это
обстоятельство весьма важно для производств с часто меняющейся
программой.
Существенным преимуществом метода агрегатирования яв-
ляется возможность резкого сокращения типоразмеров и номен-
клатуры узлов и механизмов, составляющих комплексные агре-
гаты. Это позволяет организовать их централизованное изготов-
ление на специализированных заводах. Метод агрегатирования
и централизованная поставка готовых узлов позволяют заводам-
потребителям своими силами проектировать и собирать достаточно
сложные сварочные установки и даже поточные линии.
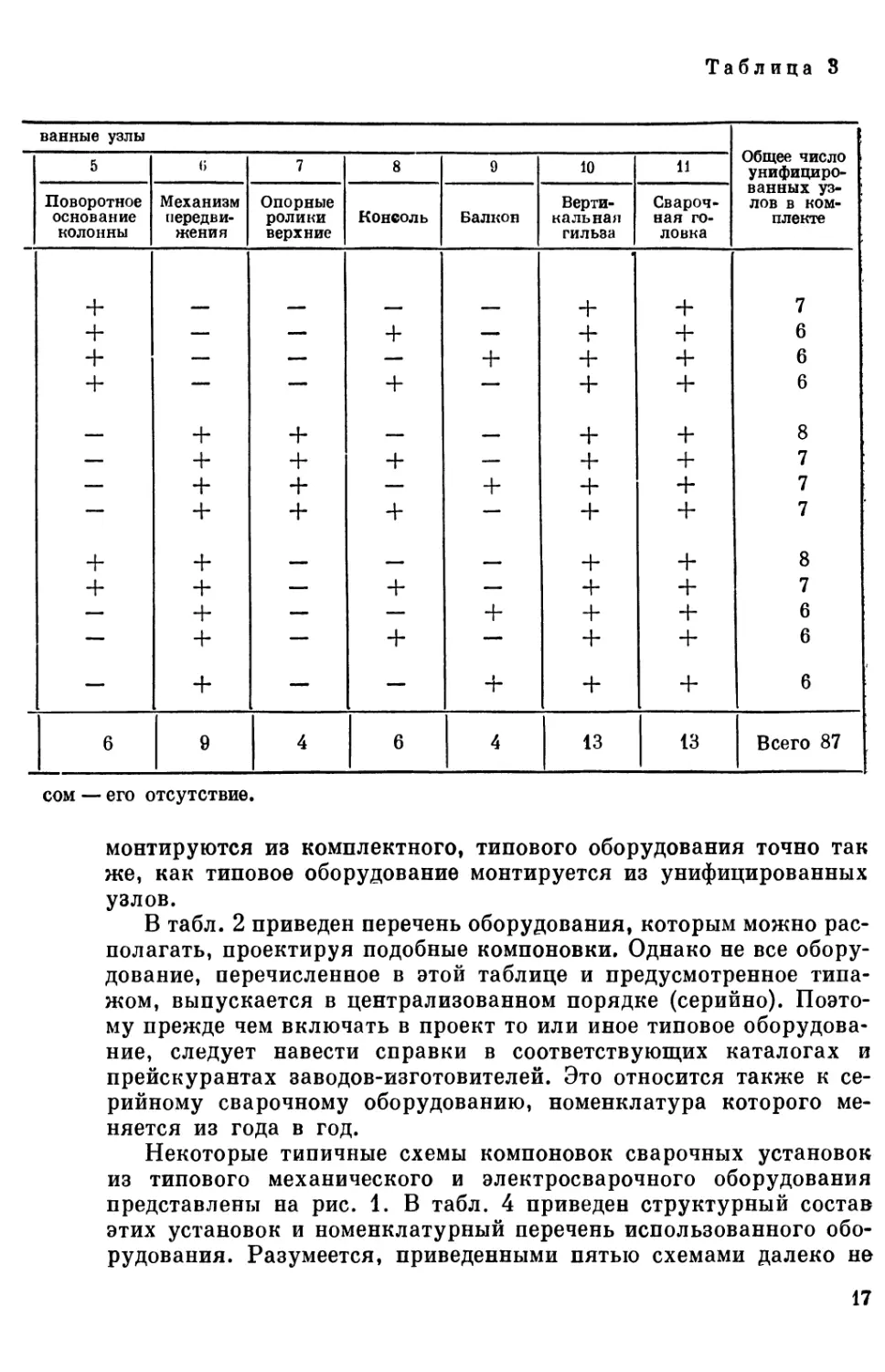
Для иллюстрации целесообразности такой агрегатной компо-
новки и ее вариационных возможностей ниже приведены таблицы
некоторых компоновок из них в виде отдельных устройств для
э 1ектродуговой автоматической сварки (табл. 3) и комплексных
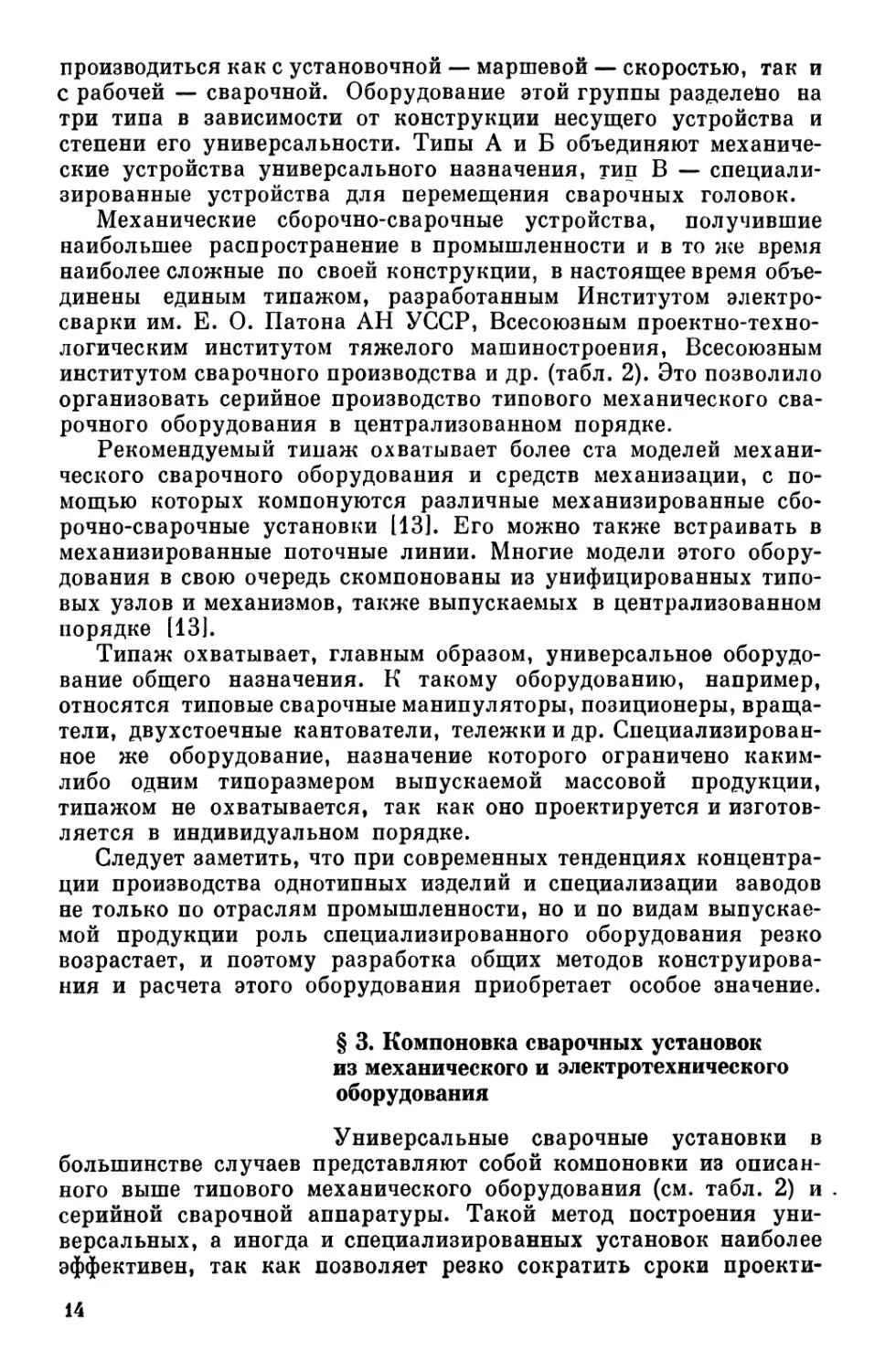
сварочных установок (табл. 4). Из табл. 3 видно, что достаточно
иметь И типов унифицированных узлов, чтобы из них можно было
скомпоновать 13 достаточно сложных сварочных устройств раз-
ного назначения, в частности почти все механические устройства,
несущие на себе сварочную аппаратуру — колонны, тележки
и пр. Каждое из этих устройств содержит от 6 до 8 унифицирован-
ных узлов и механизмов. Следовательно, при отсутствии унифи-
кации для монтажа этих устройств вместо 11 типов узлов пона-
добилось бы 87 (см. табл. 3). Таков обычный эффект унификации
и агрегатирования из унифицированных механизмов и узлов.
15
Компоновка механических устройств из унифицированных узлов
№ Механическое устройство У нифициро
1 2 3 4
п.п (комплект) Несущая ко- Горизонталь- Выдвижная Механизм
лонна ная каретка штанга с приводом подъема
Колонны
1 ПК-1 + + + +
2 ПК-2 + — — +
3 ПК-3 + — — +
4 ПК-4 > + — — +
Велотележки
5 ВТ-1 + + + +
6 ВТ-2 + — — +
7 ВТ-3 + — — +
8 ВТ-4 + — — +
Глагольные тележки
9 ГТ-1 + + 4- +
10 ГТ-2 + — — +
И ГТ-3 + — — +
12 ГТ-4 + — — +
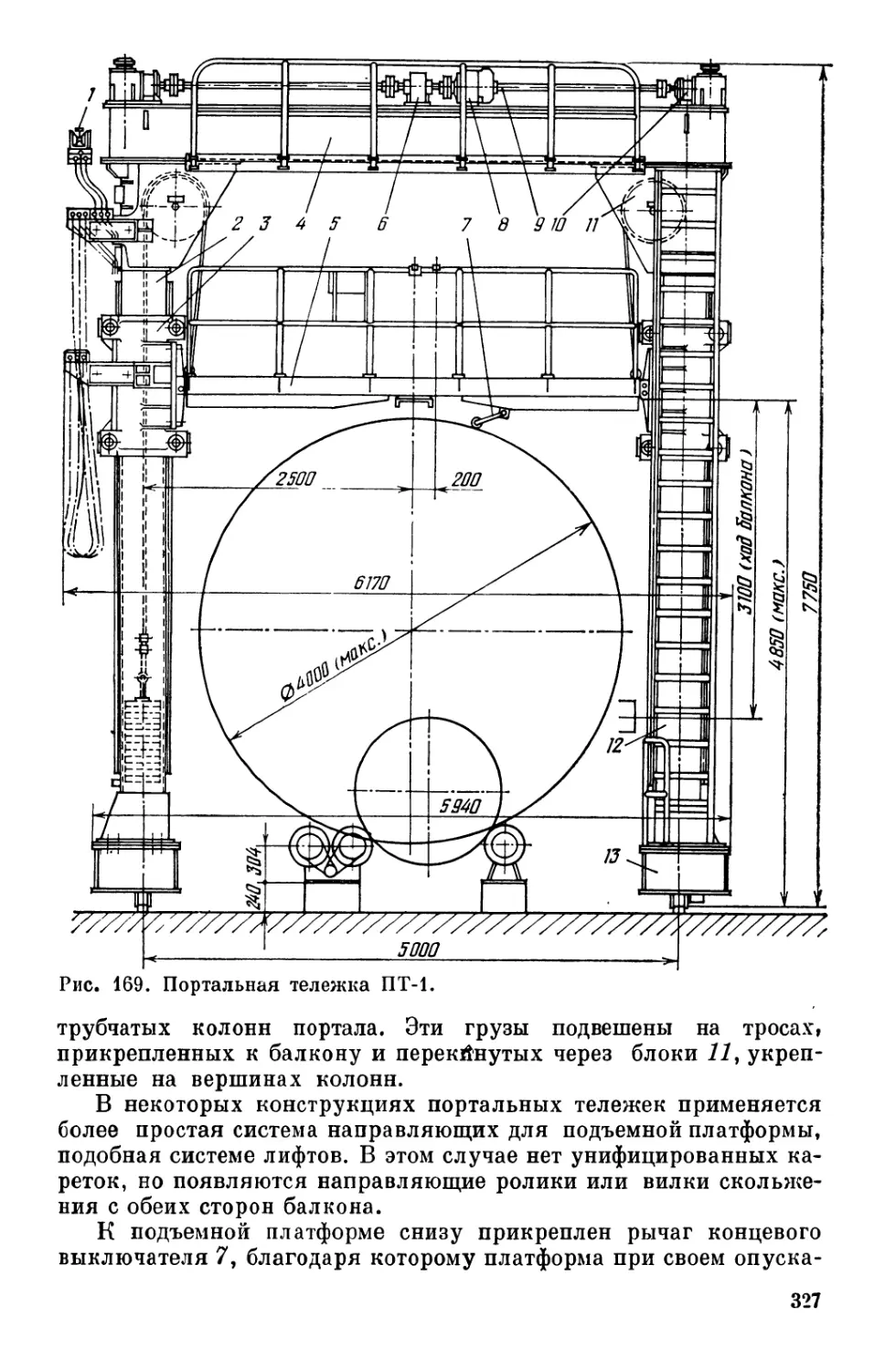
13 Портальная тележка
ПТ-1 + — — +
Повторяемость узлов 13 3 3 13
Примечание. Плюсом обозначено наличие узла в данном устройстве, мину
В качестве второго примера компоновки механического свароч-
ного оборудования из унифицированных узлов можно привести
роликовые стенды различного типа и назначения для автомати-
ческой сварки цилиндрических и конических барабанов. Самые
разнообразные роликовые стенды, отличающиеся между собой
не только числом роликоопор, но и многими другими параметрами
(мощностью, сцепным усилием, диаметром свариваемых изделий
и т. д.), могут быть смонтированы из одних и тех же типовых ро-
ликоопор, соединительных валов и приводных механизмов. Бо-
лее подробно о роликовых стендах и их компоновках см. в § 23.
Рассмотрим компоновки комплексных сварочных установок,
содержащих: устройства, несущие свариваемое изделие и манипу-
лирующие им (манипуляторы, кантователи, стенды и т. п.); уст-
ройства и конструкции, несущие на себе сварочную аппаратуру
(колонны, тележки, катучие балки и т. д.); собственно сварочную
аппаратуру. Принципы компоновки таких установок из типового
оборудования аналогичны приведенным выше, т. е. установки
16
Таблица 3
ванные узлы Общее число унифициро-
5 6 7 8 9 10 и
Поворотное основание колонны Механизм передви- жения Опорные ролики верхние Консоль Балкон Верти- кальная гильза Свароч- ная го- ловка ванных уз- лов в ком- плекте
4- + + 7
+ — — + — + + 6
+ — — — + + + 6
+ — — + — + + 6
— + + — — + + 8
— + + + — + + 7
— + + — + + + 7
— + + + — + + 7
+ + — — — + + 8
+ + — + — + + 7
— + — — + + + 6
— + — + — + + 6
— + — — 4- + + 6
6 9 4 6 4 13 13 Всего 87
сом — его отсутствие.
монтируются из комплектного, типового оборудования точно так
же, как типовое оборудование монтируется из унифицированных
узлов.
В табл. 2 приведен перечень оборудования, которым можно рас-
полагать, проектируя подобные компоновки. Однако не все обору-
дование, перечисленное в этой таблице и предусмотренное типа-
жом, выпускается в централизованном порядке (серийно). Поэто-
му прежде чем включать в проект то или иное типовое оборудова-
ние, следует навести справки в соответствующих каталогах и
прейскурантах заводов-изготовителей. Это относится также к се-
рийному сварочному оборудованию, номенклатура которого ме-
няется из года в год.
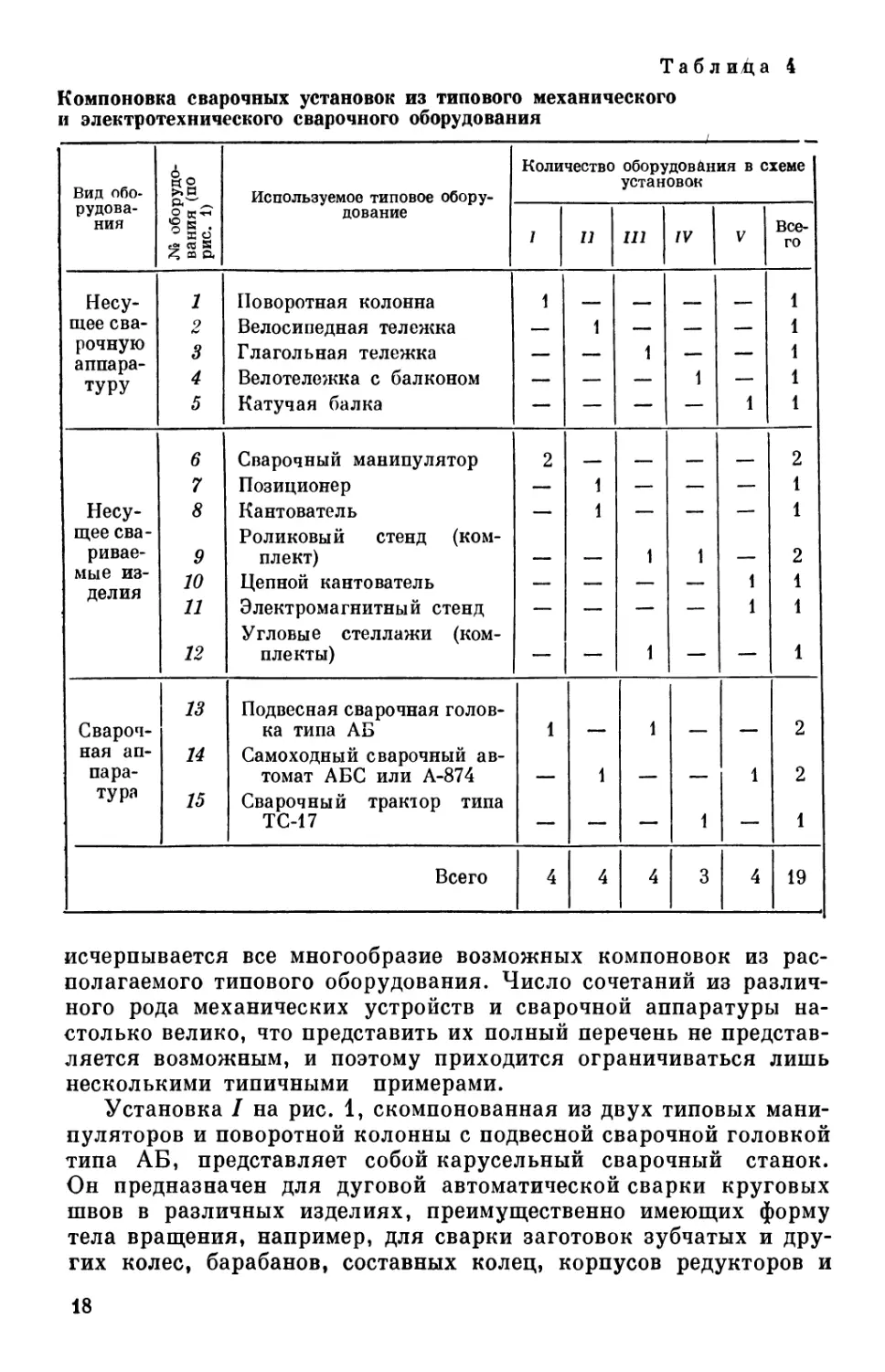
Некоторые типичные схемы компоновок сварочных установок
из типового механического и электросварочного оборудования
представлены на рис. 1. В табл. 4 приведен структурный состав
этих установок и номенклатурный перечень использованного обо-
рудования. Разумеется, приведенными пятью схемами далеко не
17
Табл ид а 4
Компоновка сварочных установок из типового механического
и электротехнического сварочного оборудования
______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________i--------------------------------------------
Вид обо- рудова- ния № оборудо- вания (по рис. 1) Используемое типовое обору- дование Количество оборудования в схеме установок
7 и ш IV V Все- го
Несу- 1 Поворотная колонна 1 — — — — 1
щее сва- 9 Велосипедная тележка — 1 — — — 1
рочную 3 Глагольная тележка 1 1
аппара- туру 4 Велотележка с балконом — — 1 — 1
5 Катучая балка — — — — 1 1
6 Сварочный манипулятор 2 — — — — 2
7 Позиционер — 1 — — — 1
Несу- 8 Кантователь — 1 — — — 1
щее сва- Роликовый стенд (ком-
ривае- 9 плект) — — 1 1 — 2
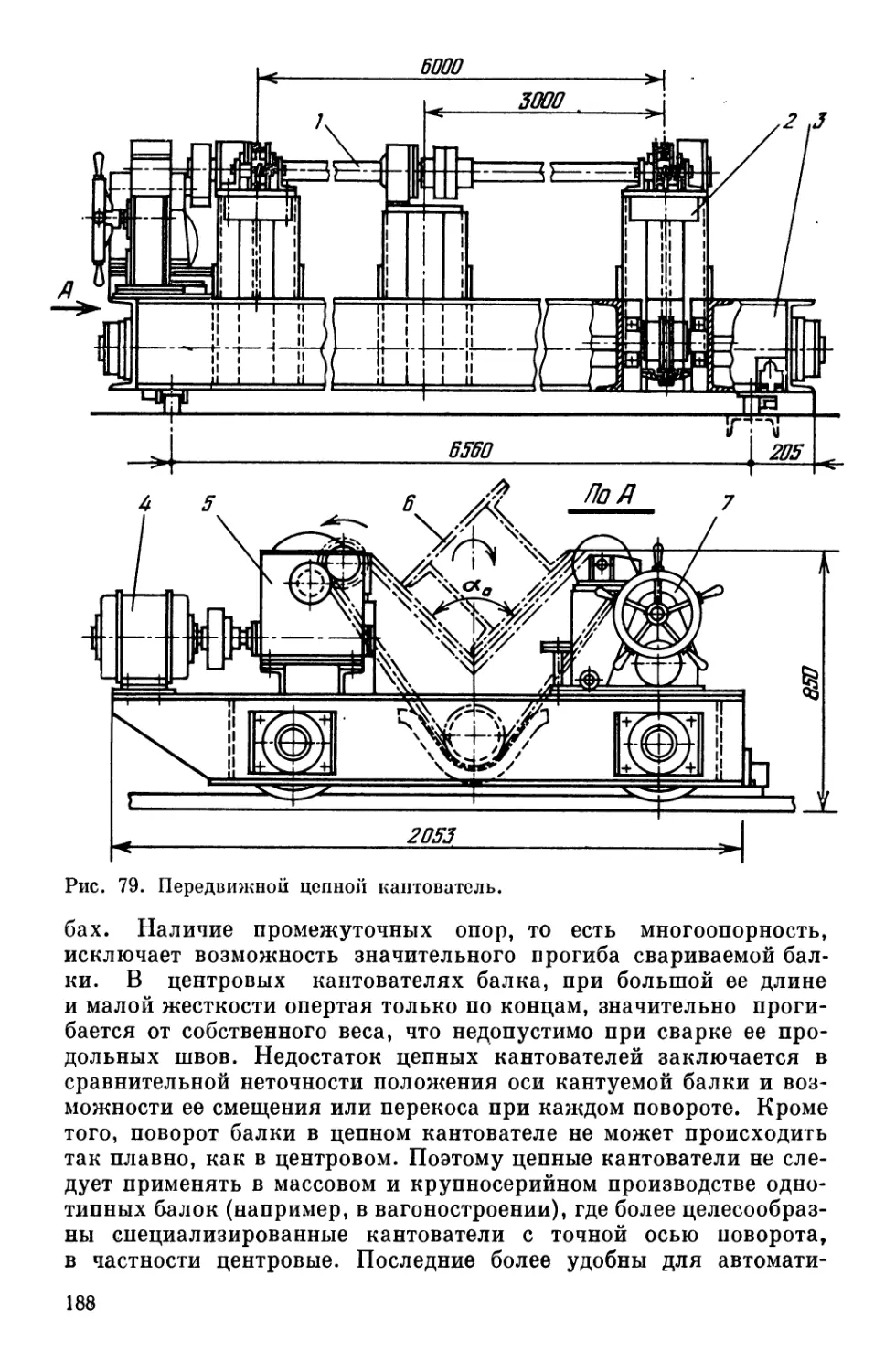
мые из- делия 10 Цепной кантователь — — — — 1 1
11 Электромагнитный стенд Угловые стеллажи (ком- — — — — 1 1
12 плекты) — — 1 — — 1
13 Подвесная сварочная голов-
Свароч- ка типа АБ 1 — 1 — — 2
ная ап- 14 Самоходный сварочный ав-
пара- томат АБС или А-874 — 1 — — 1 2
тура 15 Сварочный трактор типа
ТС-17 — — — 1 — 1
Всего 4 4 4 3 4 19
исчерпывается все многообразие возможных компоновок из рас-
полагаемого типового оборудования. Число сочетаний из различ-
ного рода механических устройств и сварочной аппаратуры на-
столько велико, что представить их полный перечень не представ-
ляется возможным, и поэтому приходится ограничиваться лишь
несколькими типичными примерами.
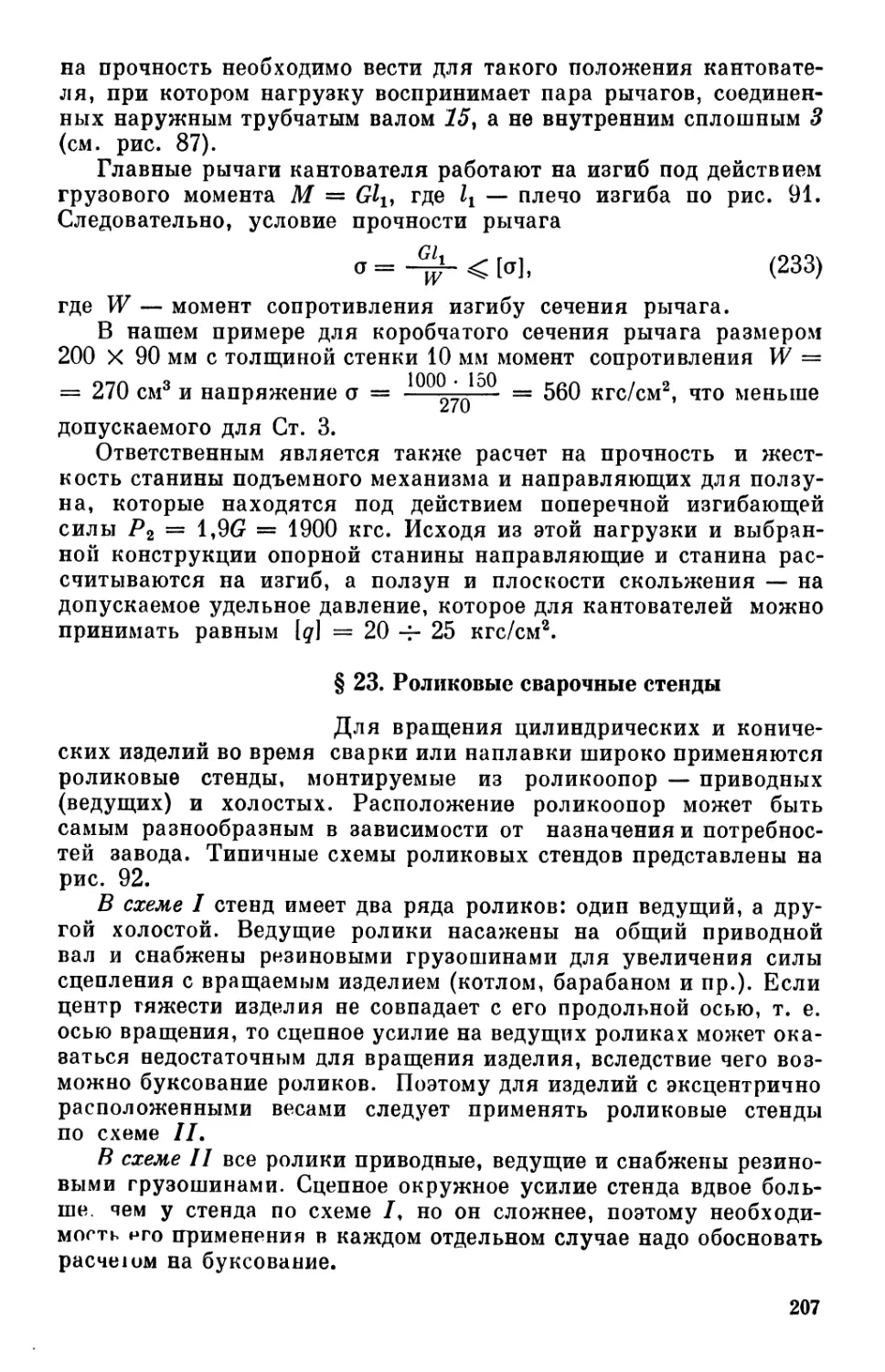
Установка I на рис. 1, скомпонованная из двух типовых мани-
пуляторов и поворотной колонны с подвесной сварочной головкой
типа АБ, представляет собой карусельный сварочный станок.
Он предназначен для дуговой автоматической сварки круговых
швов в различных изделиях, преимущественно имеющих форму
тела вращения, например, для сварки заготовок зубчатых и дру-
гих колес, барабанов, составных колец, корпусов редукторов и
18
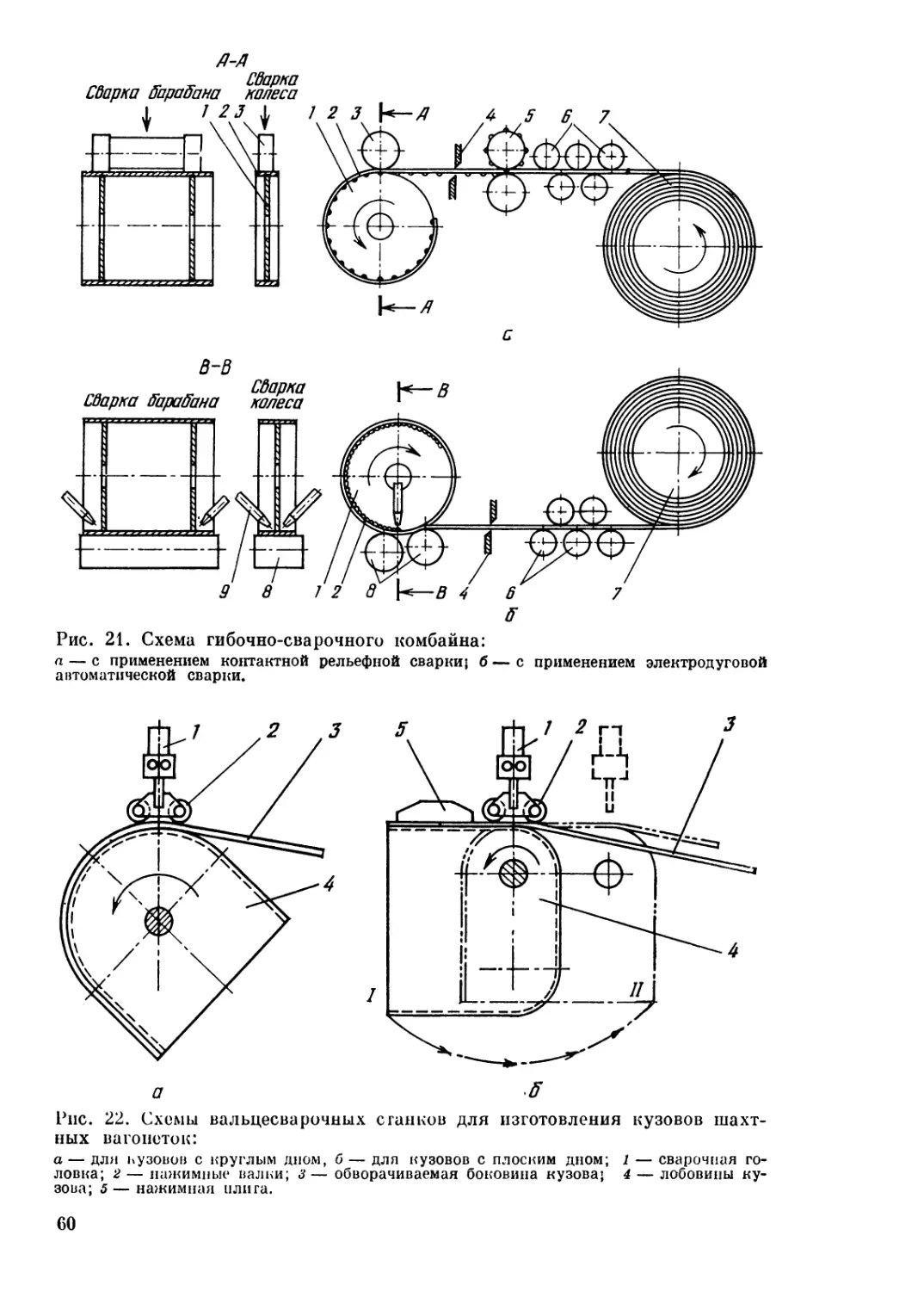
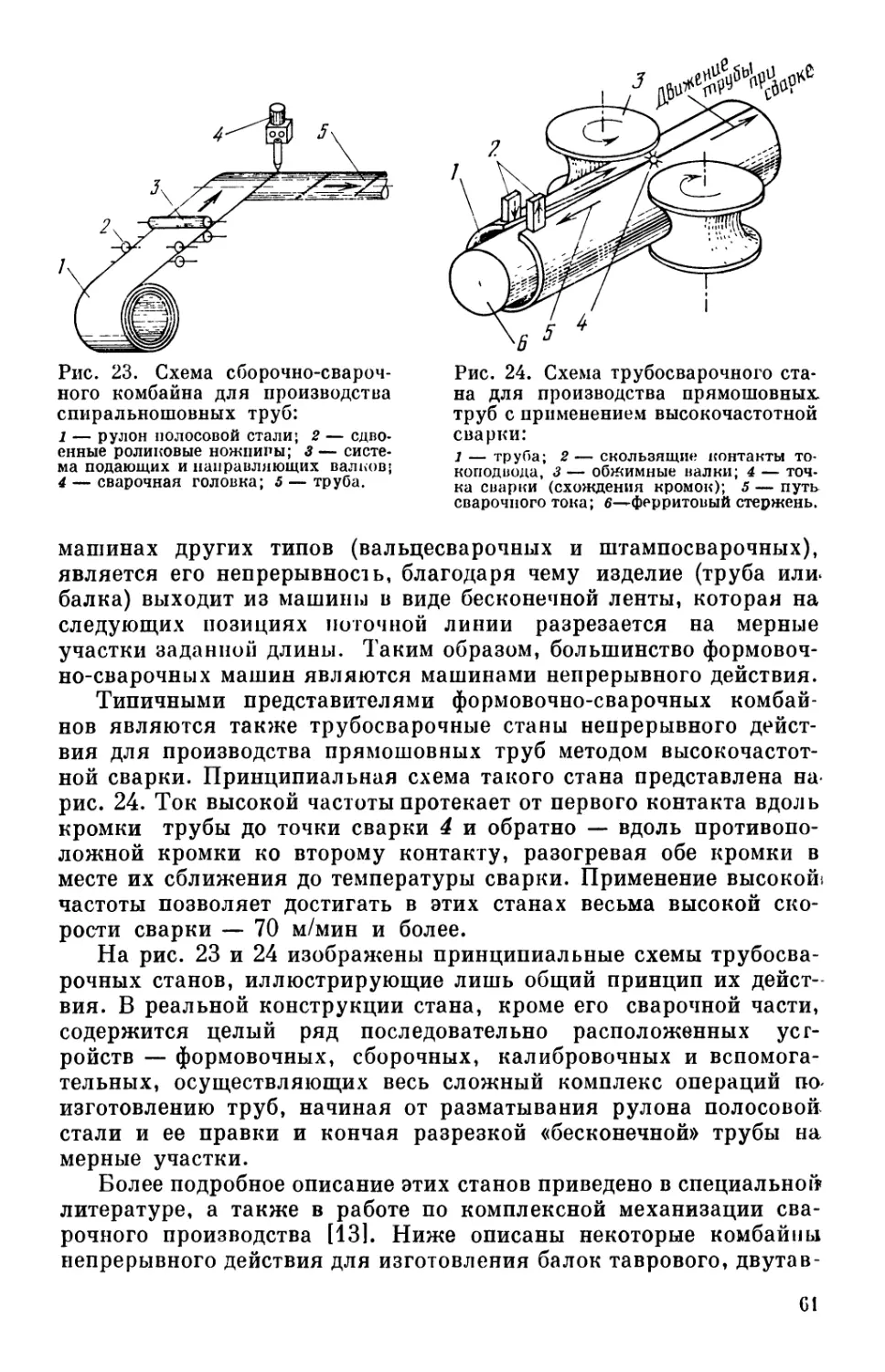
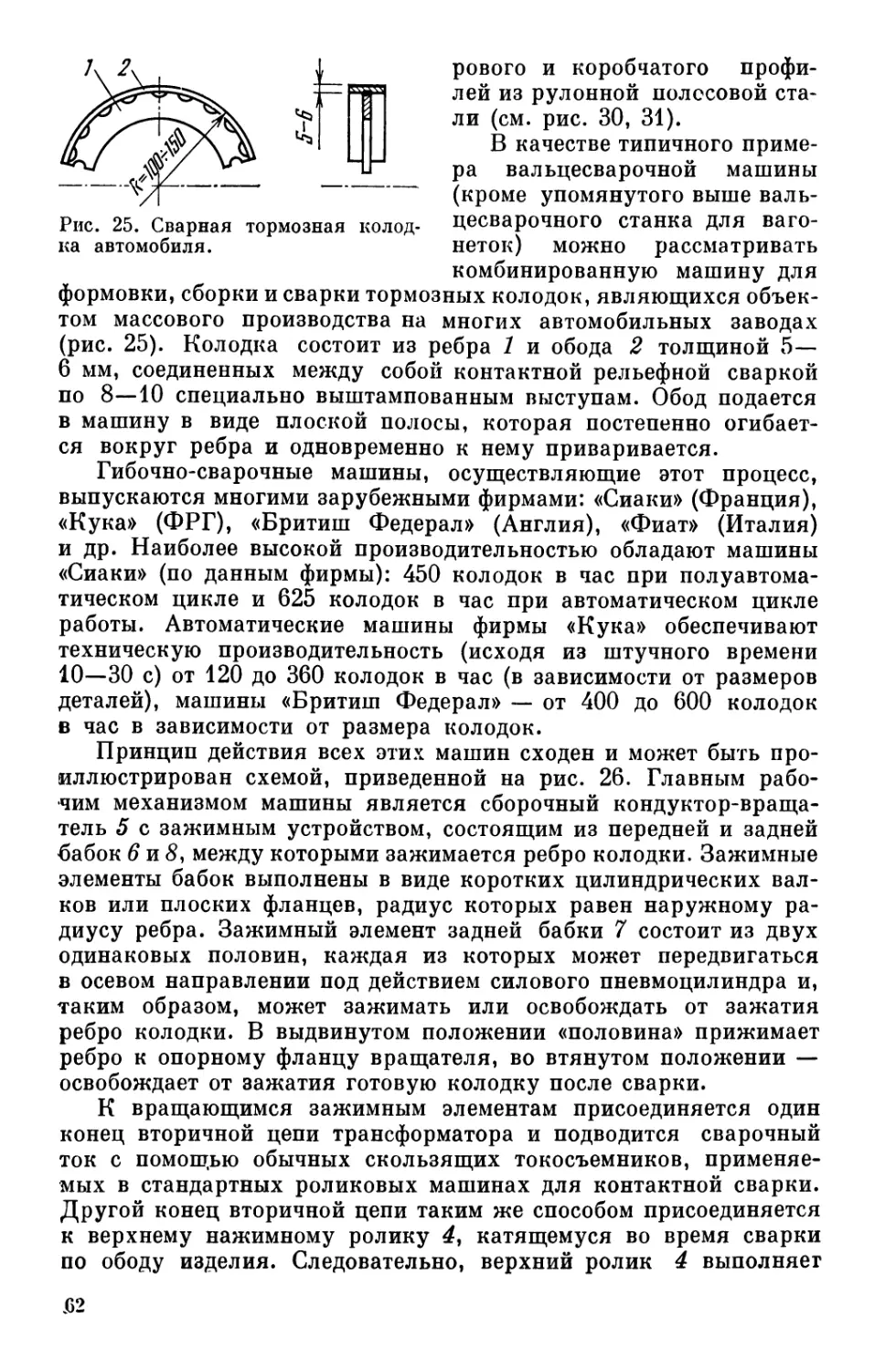
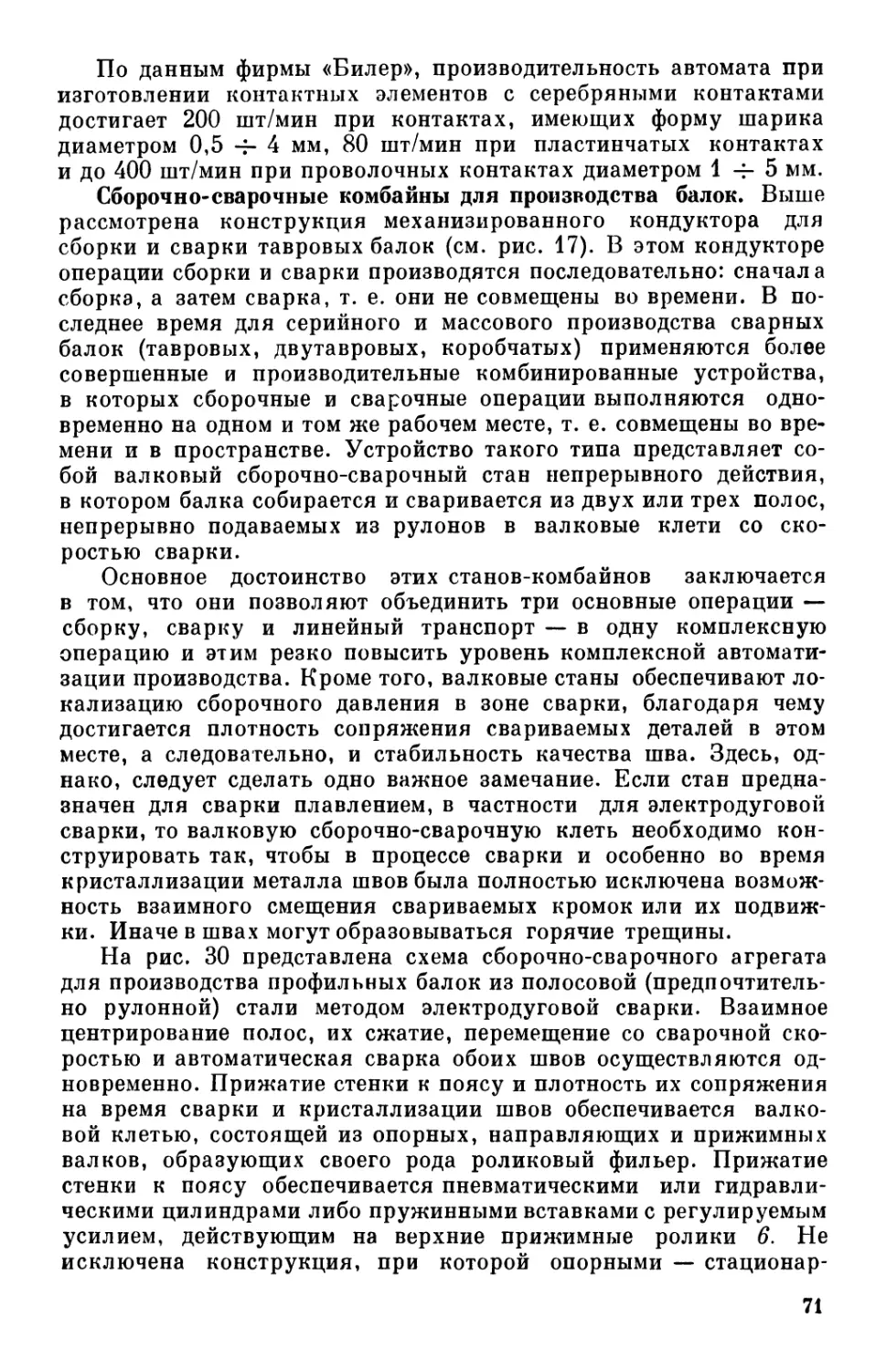
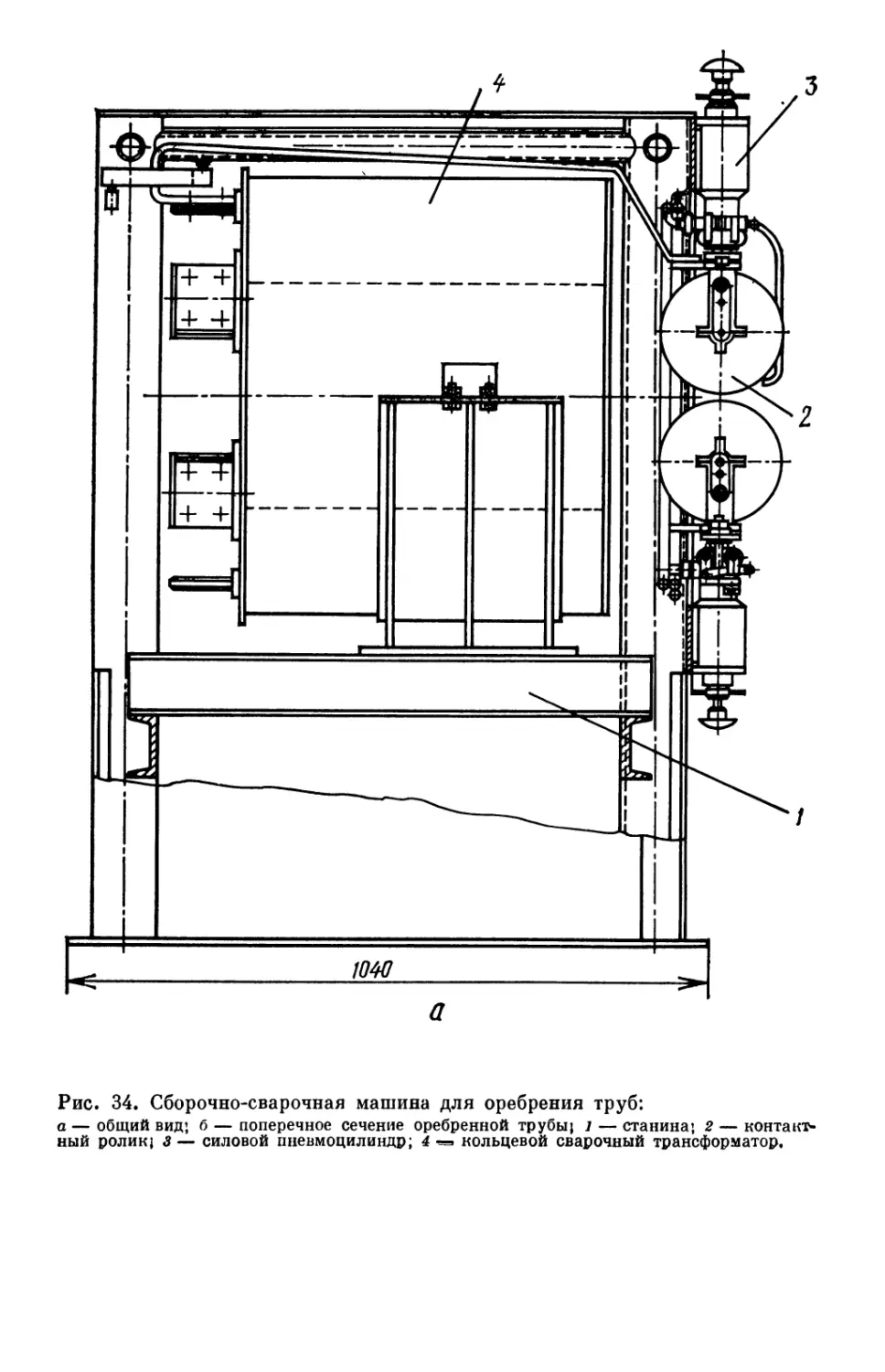
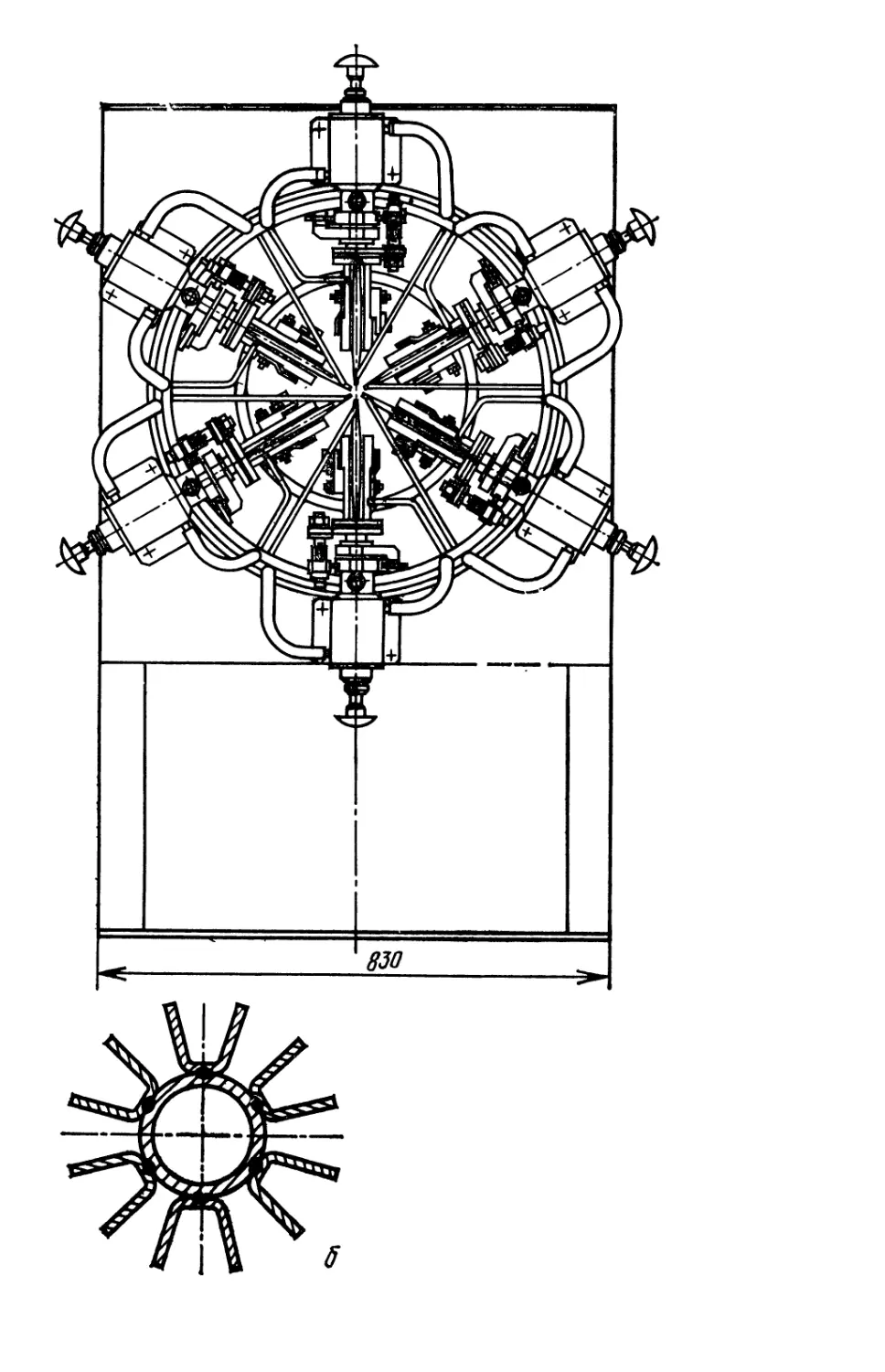
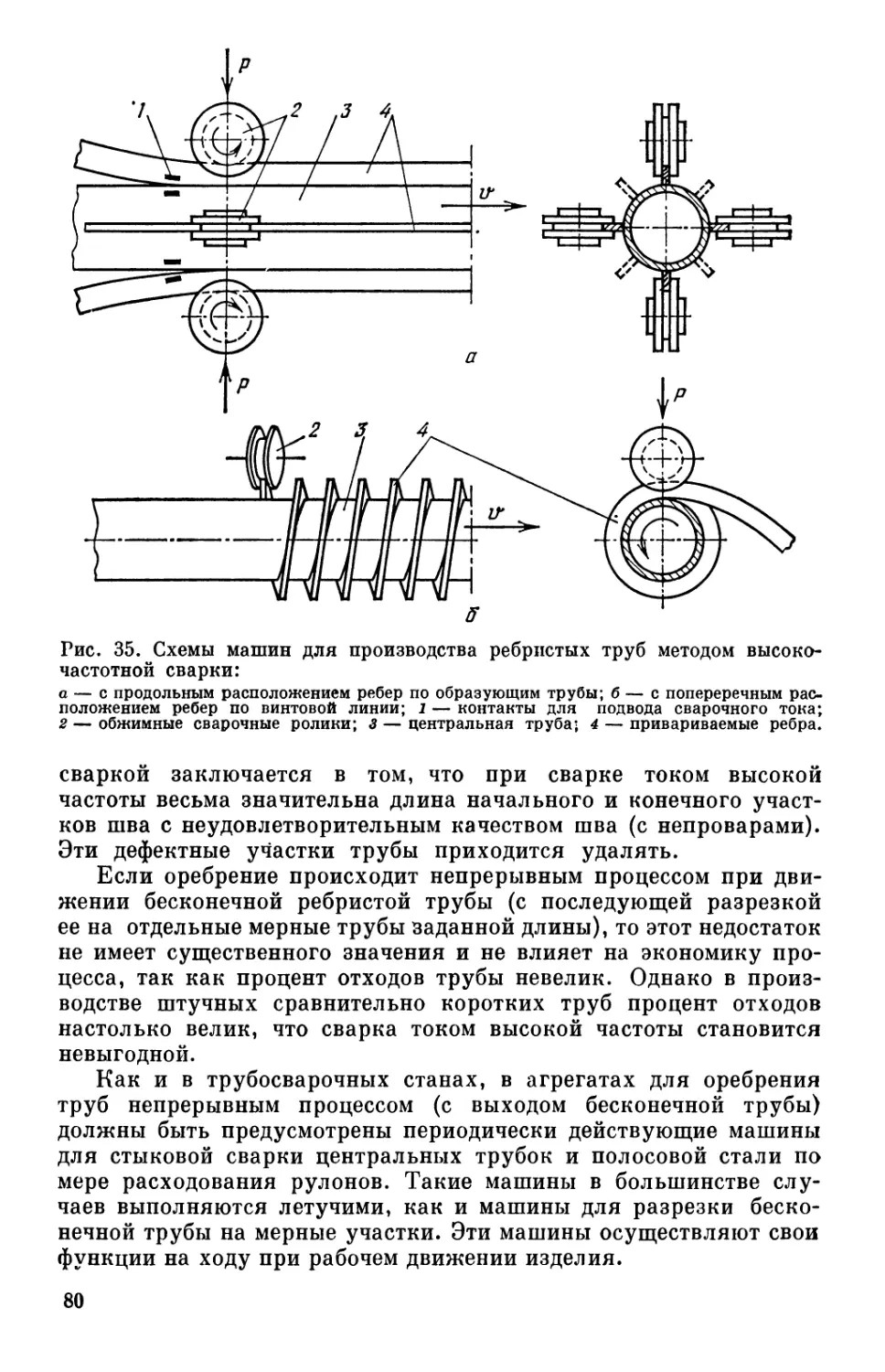
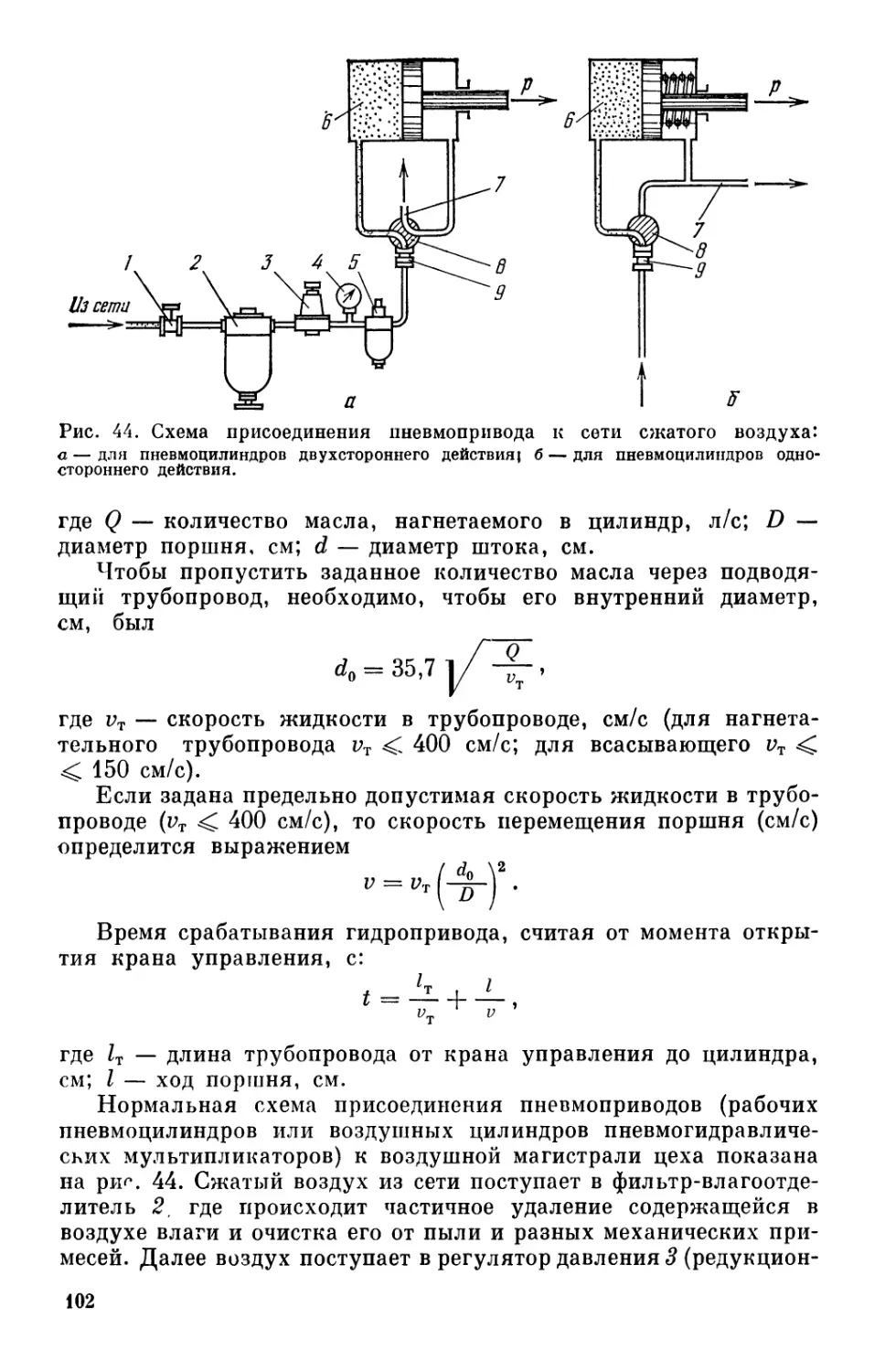
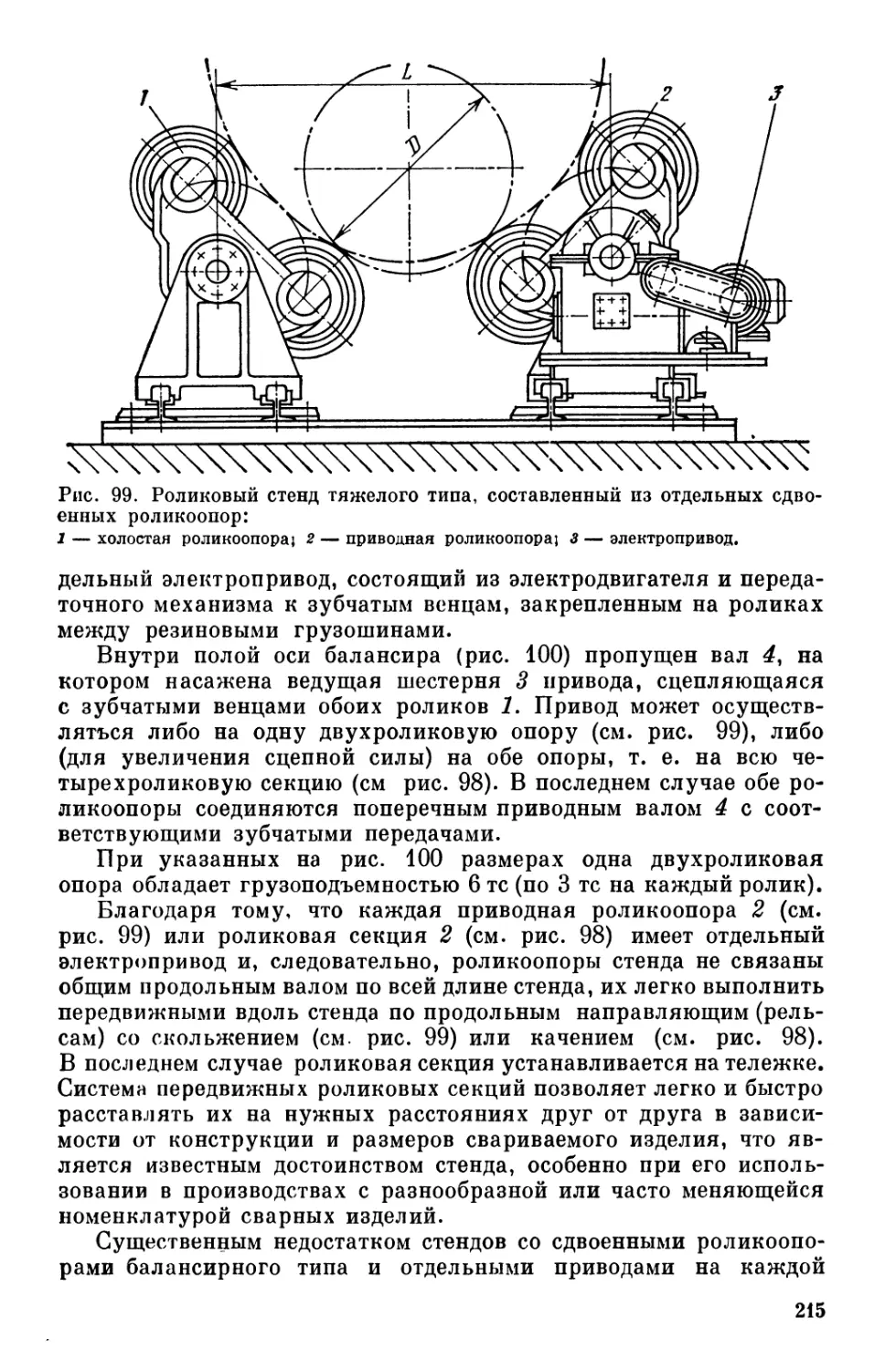
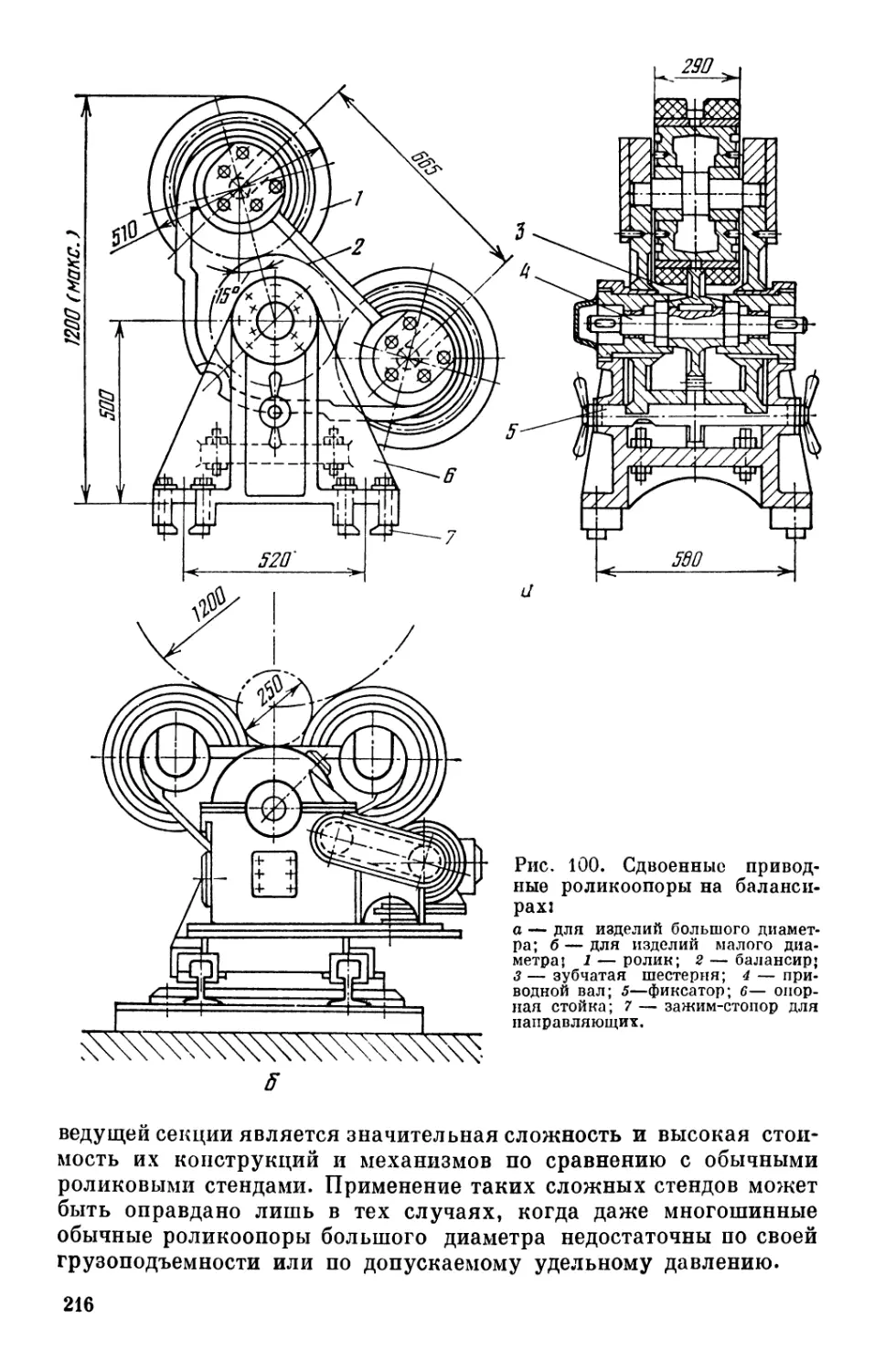
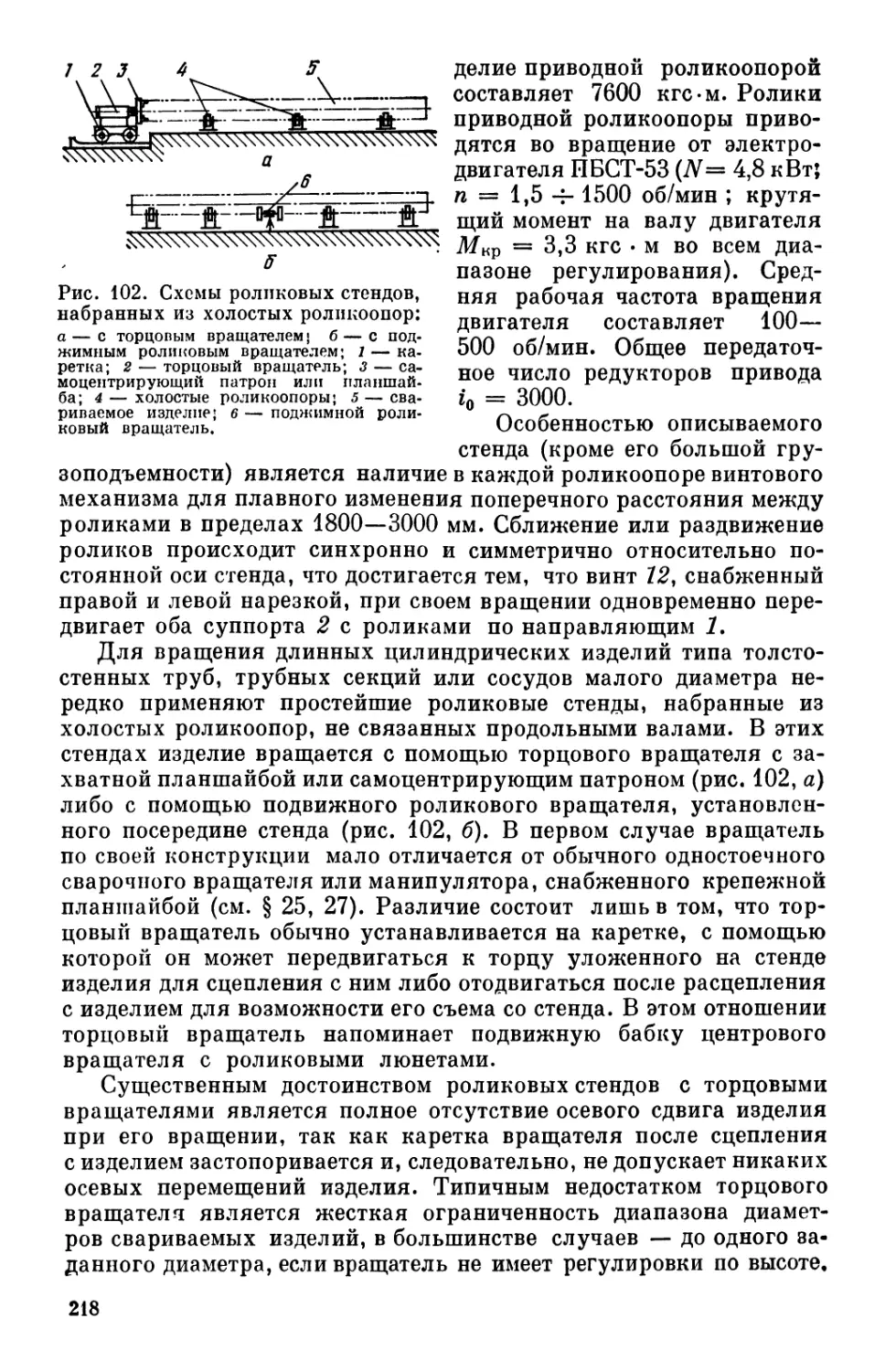
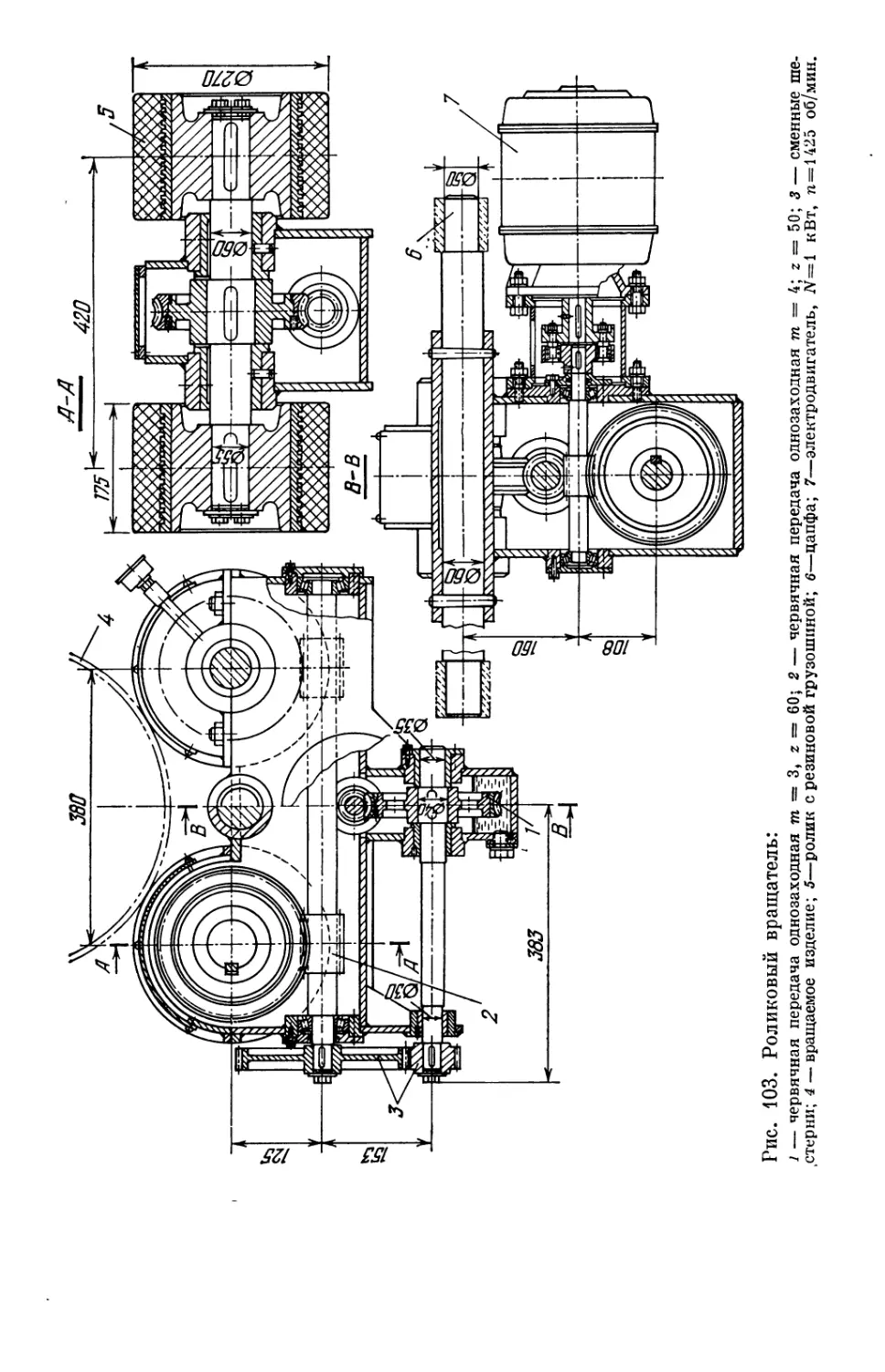
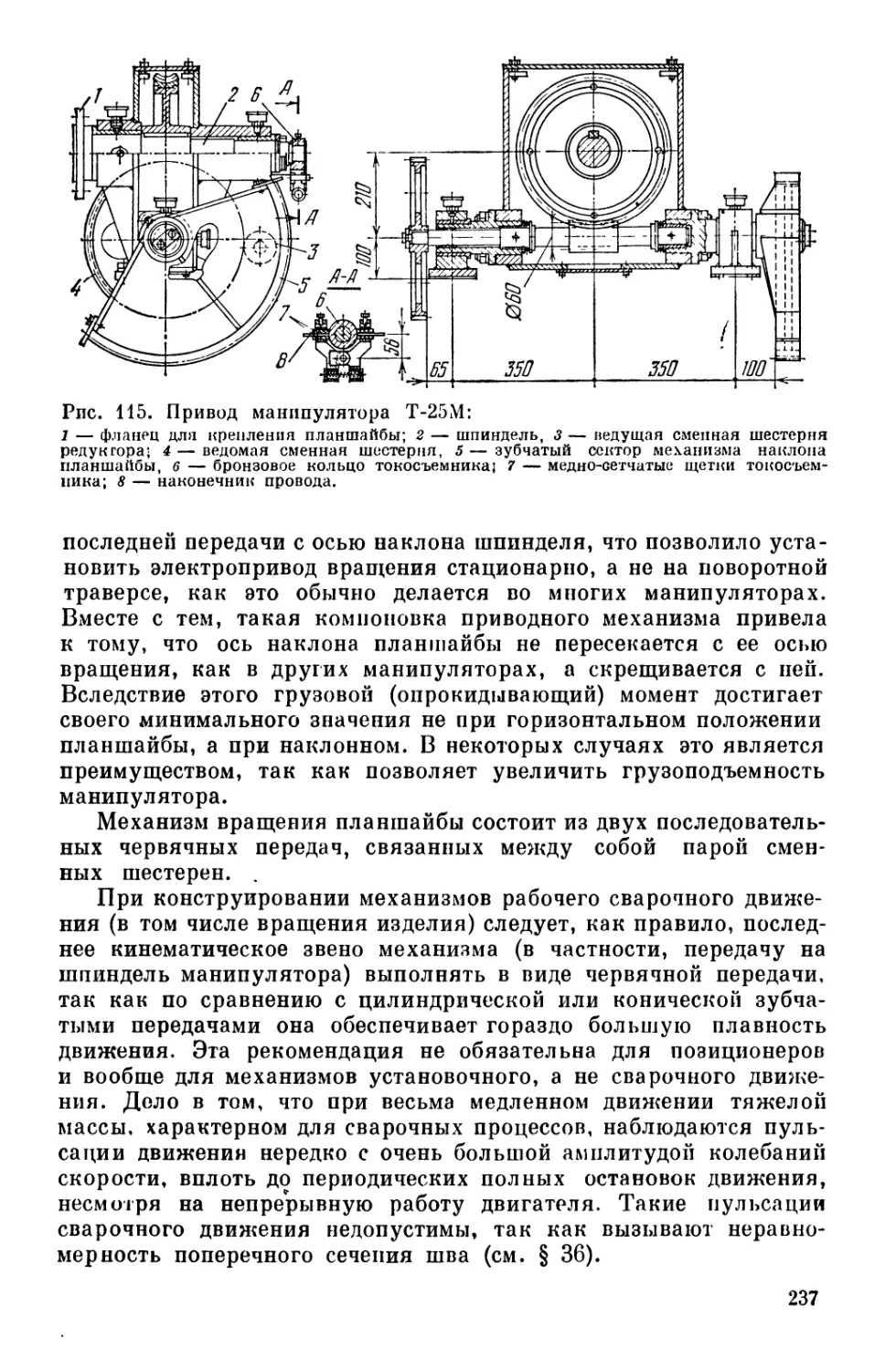
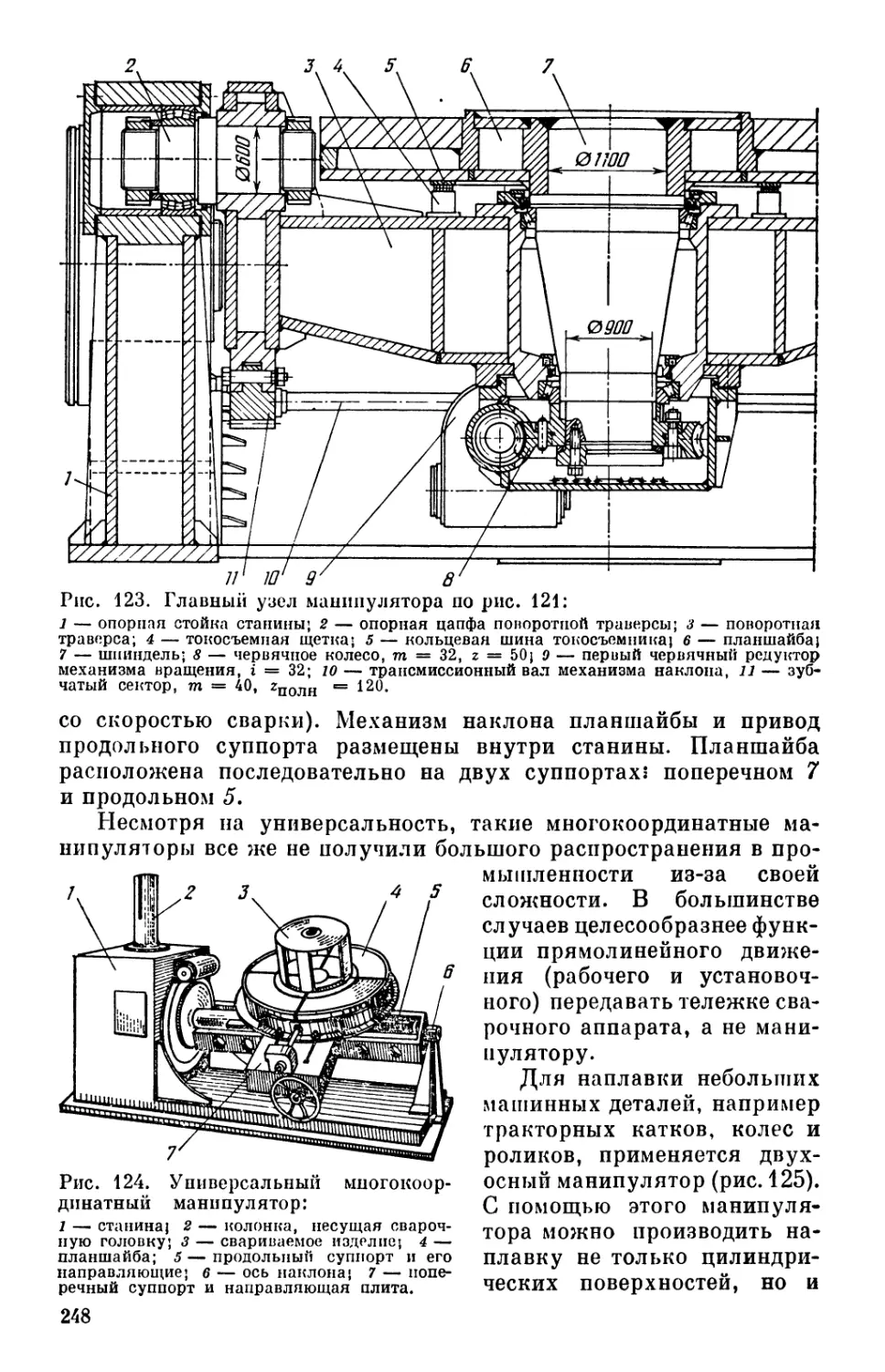
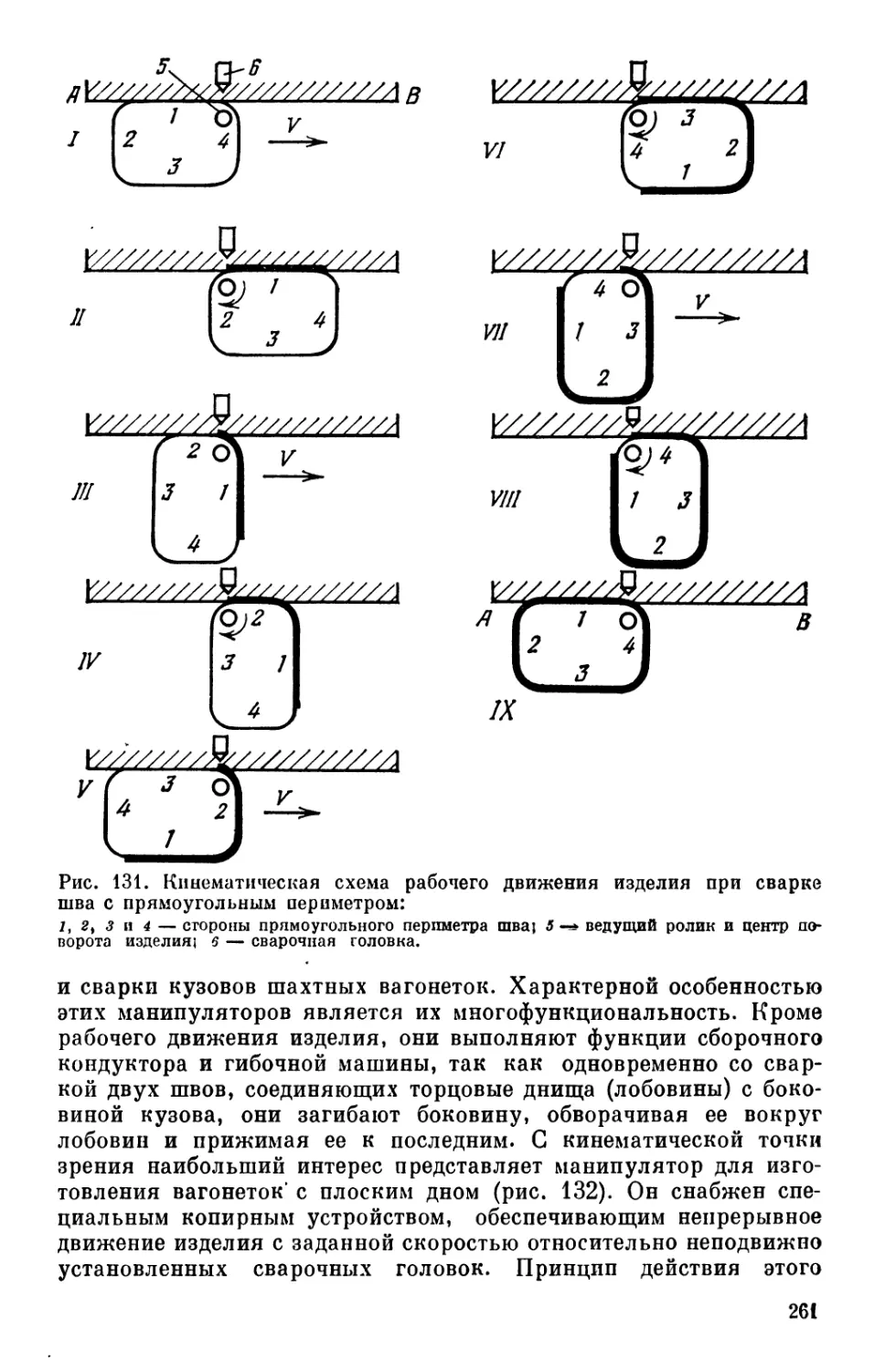
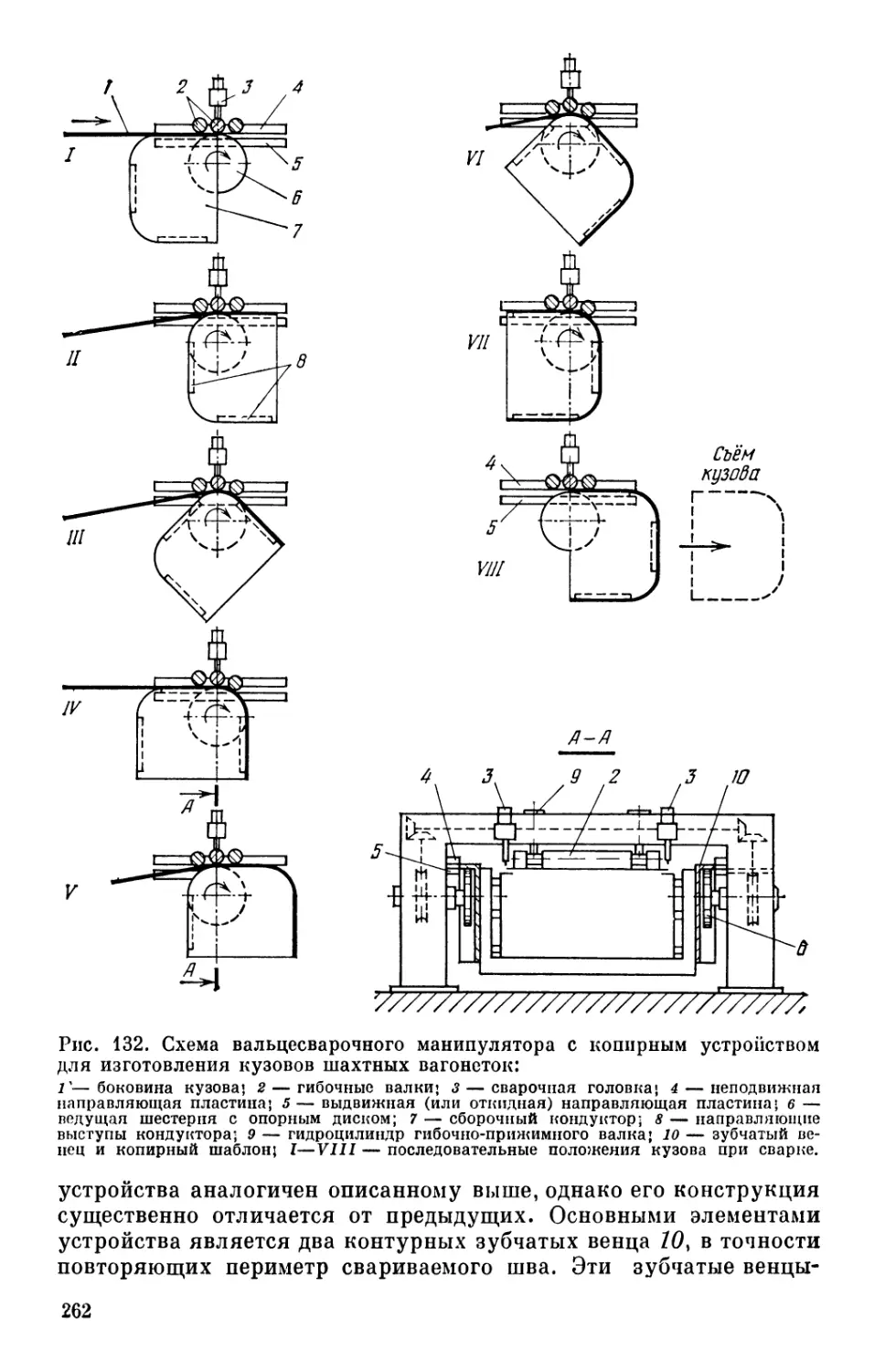
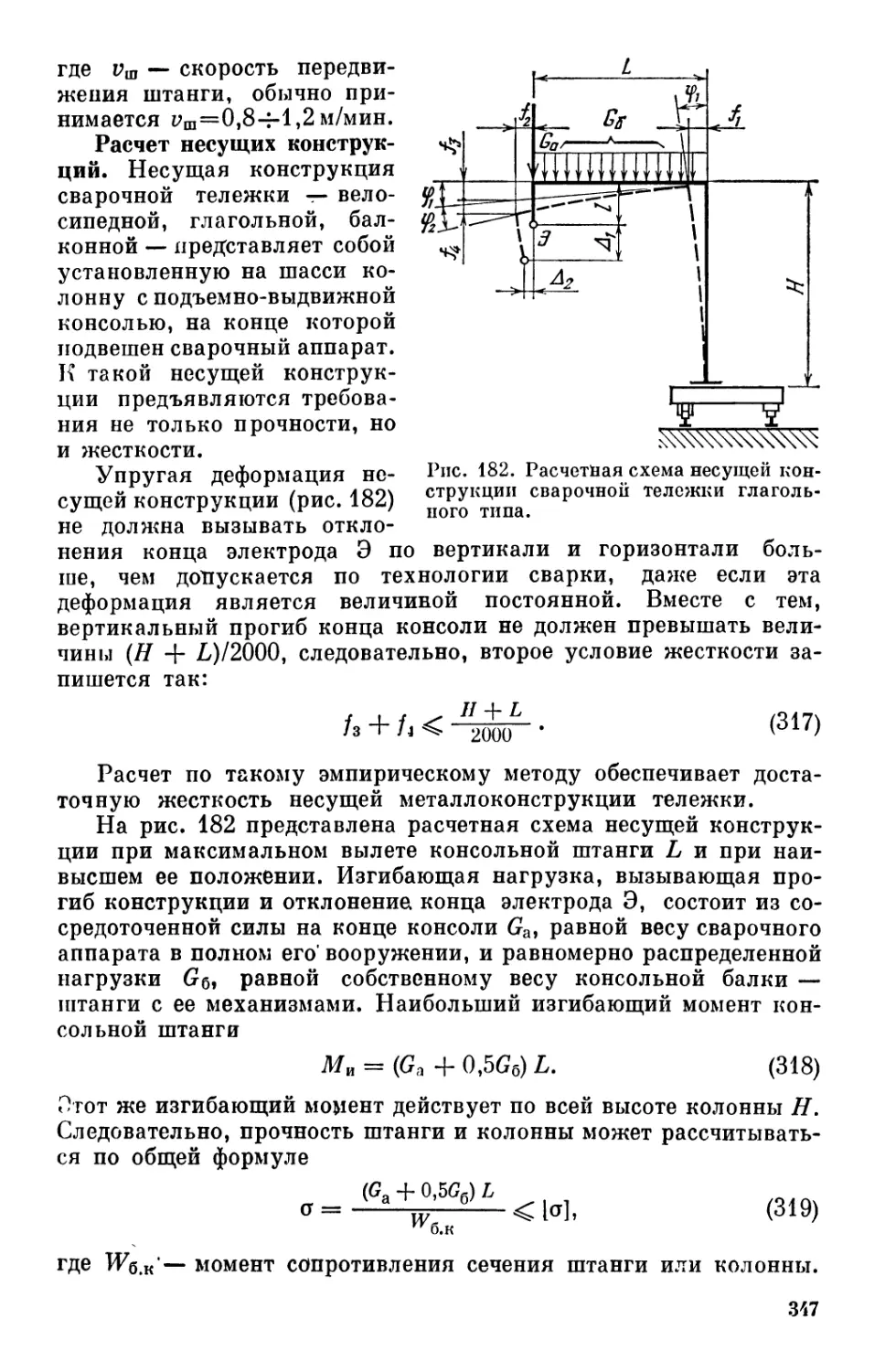
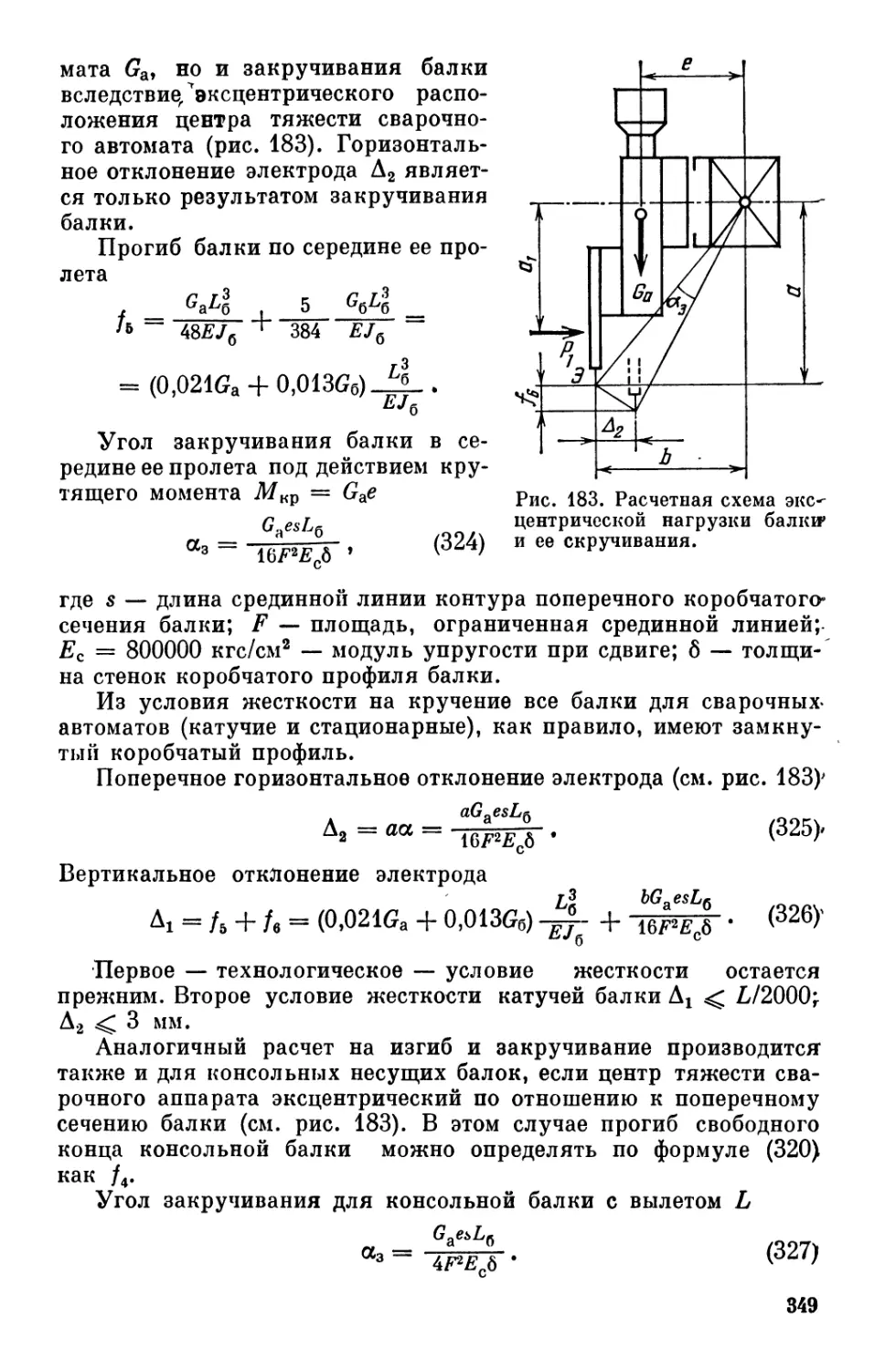
Рис. 1. Схемы сварочных установок, скомпонованных из типового механи-
ческого и электротехнического сварочного оборудования:
1 — поворотная колонна} 2—велосипедная тележка; з—глагольная тележка; 4—
балконная велотележка; 5 — катучая балка; 6 — сварочный манипулятор; 7 — пози-
ционер; 8 — кантователь двухстоечный; 9 — роликовый стенд; 10 — цепной кантователь;
11 — электромагнитный стенд; 12 — угловые стеллажи; 13 — сварочная головка АВ;
14— сварочный автомат АБС или А-874; 15 —> сварочный трактор ТС-17.
многих других машинных деталей. Установка снабжена двумя
манипуляторами для поочередной работы на них по челночной
системе: пока на одном манипуляторе сваривается изделие, на
другом в это время производится укладка, а иногда и частичная
сборка следующего изделия. Поворотом колонны до заданных упо-
ров-фиксаторов сварочная головка устанавливается над тем или
другим манипулятором. Точная установка головки над швом осу-
ществляется электроприводами подъема и выдвижения горизон-
тальной штанги с головкой (с кнопочным управлением), а также
корректорами сварочной головки. Станки, скомпонованные по
схеме /, применяются также и для наплавочных работ, например
для наплавки ободов и реборд крановых колес, тракторных кат-
ков и пр.
Универсальная установка II предназначена для автоматиче-
ской сварки прямолинейных швов во всевозможных сварных кон-
струкциях рамного и корпусного типа. Если в этой установке за-
менить кантователь 8 на двухстоечный вращатель, то она стано-
вится более универсальной, так как дополнительно появляется
возможность сваривать не только прямые швы, но и круговые.
Благодаря применению велотележки ВТ-2 с самоходным свароч-
ным автоматом типа АБС или А-874, на установке можно свари-
вать как продольные швы (рабочим движением тележки вдоль
фронта установки), так и поперечные (движением сварочного авто-
мата по консоли велотележки). Кантователь 8 и позиционер 7
дают возможность легко и быстро устанавливать все швы в наибо-
лее удобное для сварки горизонтальное положение — в лодочку.
Установка III смонтирована из четырех элементов: роликового
стенда Т-ЗО для сварки котлов и барабанов, угловых стеллажей
12 для сварки балок, глагольной тележки ГТ-1 и закрепленной на
ней сварочной головки 13 типа АБ. Глагольная сварочная тележка
с поворотной колонной обслуживает два рабочих места: стеллажи
для сварки продольных швов балок и роликовый стенд для сварки
продольных и кольцевых швов различных цилиндрических со-
судов диаметром от 600 до 2000 мм. Поворотом колонны на 180°
головка устанавливается над тем или другим рабочим местом.
Точная ее установка над швом производится с помощью соответст-
вующих электроприводов подъема и горизонтального перемеще-
ния штанги, а также корректорами сварочной головки.
В установке, смонтированной по схеме III, угловые стеллажи
12 могут быть заменены более совершенным устройством, напри-
мер, каким-либо механизированным кантователем — двухстоеч-
ным, цепным или кольцевым (см. § 20 и 21).
Установка IV получила широкое распространение на заводах
котлостроения и нефтеаппаратуры, а также на других предприя-
тиях, где необходимо изготавливать сосуды и котлы диаметром до
3,5 м. В комплект установки входит следующее типовое оборудо-
вание: роликовый стенд, балконная велосипедная тележка ВТ-3
и сварочный трактор ТС-17. Вместо трактора здесь возможно при-
20
менение самоходного сварочного автомата типа АБС, движуще-
гося по рельсам, закрепленным на фасадной стороне балкона.
Так как привод передвижения балконной велотележки ВТ-3
не имеет сварочных скоростей, а имеет только установочную —
маршевую, то сварка прямолинейных продольных швов тракто-
ром или автоматом АБС в пределах балкона имеет известные огра-
ничения в длине швов. Последняя ограничивается длиной бал-
кона и не превышает 2,5 м. Такая длина, однако, вполне достаточ-
на при сварке котлов и барабанов, собранных из отдельных обе-
чаек, ширина которых (а следовательно, и длина каждого продоль-
ного шва) обычно не превышает 2,5 м. Разумеется, не исключена
возможность сварки на этой установке и более длинных швов,
но при этом шов будет состоять из отдельных сопряженных между
собой отрезков длиной по 2,5 м, что, конечно, не желательно как
в отношении качества, так и в отношении производительности
сварки.
Установка V предназначена для автоматической сварки балок
и листовых конструкций. В комплект установки входят типовая
катучая балка 5 с самоходным сварочным автоматом 14 АБС или
А-874, цепной кантователь для балок 10 и электромагнитный
стенд 11 для сборки и сварки листовых полотнищ. Установки с
катучей балкой отличаются от обычных более широкой универ-
сальностью благодаря тому, что зона обслуживания сварочным ав-
томатом представляет собой не одну какую-либо линию или узкую
полосу цеха, а широкую площадь, описанную движением катучей
балки. На этой площади могут быть расположены самые разно-
образные вспомогательные и сборочные устройства, в том числе
сменные, в зависимости от текущей программы цеха и номенкла-
туры сварных изделий.
Недостатком подобных установок, ограничивающим их эксп-
луатационные возможности, является следующее. Диапазон из-
менения горизонтального уровня сварки и, следовательно, поло-
жения свариваемых швов по высоте сравнительно невелик, так как
он ограничивается вертикальным ходом головки сварочного авто-
мата. Для головки АБС он ограничен ходом 200 мм, для универ-
сального сварочного автомата А-874 — ходом 400 мм. (Как из-
вестно, типовые сварочные тележки ВТ и ГТ позволяют менять
уровень сварки в пределах 2000 мм). Кроме того, на установках
V можно сваривать прямолинейные швы только одного направле-
ния —- параллельно оси катучей балки, если, конечно, не пре-
дусмотрены специальные вращатели для сварки круговых швов.
Некоторым преимуществом установок, выполненных по схеме
V, кроме их общей универсальности, является то, что благодаря
небольшой высоте уровня сварки не требуется сооружать спе-
циальные мостки, подъемные кабины и балконы для сварщика, так
как обслуживание сварочного автомата доступно с пола.
В комплект сварочных установок, смонтированных по схемам
I — У, кроме перечисленного механического оборудования и
21
сварочной аппаратуры, входит пункт питания установки, аппарату-
ра управления, система токоподвода (в том числе к движущимся ча-
стям установки), рельсовые пути для сварочных тележек или ка-
тучей балки, фундаментные рамы и несущие металлоконструкции.
Обычно рельсовые пути и фундаментные несущие конструкции из-
готавливаются заводом-потребителем, так как они не постав-
ляются в централизованном порядке.
В табл. 2—4 перечислено лишь оборудование, которое выпус-
кается серийно, а также типовое оборудование, которое хотя и не
выпускается серийно, но предусмотрено всесоюзным или ведомст-
венным типажом. Следует, однако, иметь в виду, что не всегда
удается скомпоновать автосварочную установку из типовых уст-
ройств и узлов. Нередко из-за чрезмерной сложности номенкла-
туры сварных изделий и специфических условий производства,
а также из-за недостаточности типажа механического и вспомога-
тельного оборудования приходится заново проектировать и из-
готавливать механическое сварочное оборудование для данного
производства в индивидуальном порядке. В главах II—V даны
методы конструирования и расчета такого оборудования.
ГЛАВА
СБОРОЧНЫЕ УСТРОЙСТВА
И ИХ РАСЧЕТ
§ 4. Типы сборочных устройств
и предъявляемые к ним требования
Существуют два способа сборки изделия
под сварку. Первый способ заключается в том, что сборка произ-
водится до плотного сопряжения собираемых деталей (или с необ-
ходимым технологическим зазором) и зажатия их в таком состоя-
нии для последующей сварки или постановки электроприхваток.
В этом случае отклонения в размерах изделия определяются сум-
мой отклонений в размерах собираемых деталей, т. е. размерными
цепями изделия. Следовательно, при таком способе сборки на чер-
тежах деталей допуски должны назначаться исходя из возможного
или наиболее вероятностного их суммирования при сборке изде-
лия. Таким образом, при первом способе сборки сборочный про-
цесс и конструкция зажимного устройства не зависят от допусков
по размерным цепям, а размеры сварного изделия полностью опре-
деляются фактическими размерами деталей и положением фикса-
торов, ложементов и упоров сборочного кондуктора.
Второй способ, применяемый значительно реже, характери-
зуется тем, что сборка производится по заданным размерам гото-
вого изделия с соответствующими допусками. В этом случае конст-
руктором сварного изделия должны быть предусмотрены компен-
сирующие зазоры или компенсирующие подгоночные прокладки
«по месту» в каждой размерной цепочке, либо подрезка и подрубка
деталей «по месту» (подгонка), либо применение селекционной
сборки, когда детали сортируются по фактическим размерам и
затем группируются по сборочным комплектам так, чтобы был воз-
можен первый способ сборки — до плотного сопряжения деталей
без подрезки и без зазоров (конечно, если последние не требуются
по технологии сварки).
Наиболее широкое распространение получил первый способ
сборки, которому в настоящей книге уделяется основное внима-
ние.
В комплексно механизированном или автоматизированном сва-
рочном производстве сборочные операции выполняются либо на
специальных механизированных стендах и кондукторах, либо в
23
комбинированных сборочно-сварочных машинах или агрегатах
[141, в которых сварочные операции совмещаются со сборочными,
например, в вальцесварочных машинах, штамповочно-сварочных,
контактных стыкосварочных, а также в агрегатах для производст-
ва сварных изделий из рулонной стали (труб, балок, радиаторов
и др.).
Сборочные устройства по функциональному назначению и ха-
рактеру выполняемых операций можно разделить на три основ-
ных типа:
1. Сборочные стенды и кондукторы, в которых выполняется
сборка изделия на прихватках с последующей передачей собран-
ного изделия в другое — сварочное — устройство.
2. Сборочно-сварочные кондукторы, в которых выполняются
не только сборочные, но и сварочные операции, в большинстве
случаев без предварительной постановки прихваток.
3. Сборочно-сварочные кондукторы-кантователи, в которых
кроме сборочных и сварочных операций осуществляются также
операции кантовки изделия в удобное для сварки положение.
Таким образом, по признаку функционального назначения пер-
вый тип кондукторов характеризуется выполнением рабочих
операций только одной категории — сборочных, второй — вы-
полнением операций двух категорий — сборочных и сварочных,
третий — выполнением операций трех категорий — сборочных,
сварочных и кантовочных. Следовательно, по локальному уровню
комплексной механизации работ самое низкое значение имеют по-
казатели кондукторов первого типа, самое высокое — кондукторов
третьего типа.
Как правило, по всем технико-экономическим показателям
кондукторы второго и третьего типов выгоднее кондукторов пер-
вого типа, так как совмещение в одном устройстве операций сбор-
ки и сварки позволяет получить значительную экономию трудо-
вых затрат и энергии благодаря исключению межоперационного
транспорта, перезакреплений собранного изделия и ликвидации
сборочных электроприхваток. Кроме того, отсутствие электро-
прихваток позволяет повысить качество швов (известно, что после
сварки в местах электроприхваток часто остаются непровары,
поры и другие дефекты шва).
Следует, однако, заметить, что не всегда конструкция изделия
или условия его сборки позволяют осуществить сборку и сварку в
одном кондукторе. Кроме того, иногда такие комбинированные
кондукторы (второго и особенно третьего типов) требуют слишком
сложного конструктивного оформления. В этих случаях сбороч-
ные операции приходится отделять от сварочных и всех последую-
щих.
Если по технологическому процессу производства сборка вы-
делена в отдельную операцию и не связана с последующими опе-
рациями сварки и транспорта, то к сборочным устройствам не
предъявляются никакие особые требования и ограничения, кроме
24
обычных, общих: качество сборки, производительность, стоимость,
трудоемкость и пр. Поэтому сборочные устройства, не связанные
с общей системой комплексной механизации цеха и запроектиро-
ванные независимо от способа и условий сварки собираемого из-
делия, как правило, получаются по своей компоновке и конструк-
ции наиболее простыми из всех возможных вариантов. Обычно
в них сборка производится на электроприхватах для возможности
дальнейшего транспортирования собранного изделия на следую-
щие позиции, в частности на позицию сварки. В таком сборочном
кондукторе линии будущих швов могут пересекаться любыми
прижимными устройствами. Механизм поворота в этих сборочных
устройствах требуется лишь в той мере, в какой это необходимо
по условиям сборки изделия, а не его сварки. Все эти обстоятель-
ства существенно облегчают задачу конструирования обычного,
автономного сборочного кондуктора и позволяют намного упрос-
тить его конструкцию по сравнению, например, со сборочно-сва-
рочными кондукторами-кантователями, в которых производится
не только сборка, но и сварка изделия.
Однако, если рассматривать вопросы механизации сборочных
работ в свете задач комплексной механизации производства в це-
лом, то возникает ряд дополнительных требований и ограничений,
накладываемых на конструкцию сборочного устройства и в общем
случае осложняющих задачу проектирования этих устройств,
особенно если речь идет о совмещении нескольких сборочно-сва-
рочных операций. К таким дополнительным условиям и ограниче-
ниям можно отнести следующие: а) в случае совмещения операций
сборки и сварки в одном кондукторе необходимо предусмотреть
возможность сквозного прохода сварочного автомата над швами,
в связи с чем прижимы не должны пересекать линии будущих ав-
тосварных швов; б) для возможности автоматической сварки в
кондукторе всех швов в нижнем (горизонтальном) положении
должны быть предусмотрены соответствующие механизмы наклона
кондуктора вместе с изделием; в) для снижения трудоемкости
сборочных операций следует предусмотреть возможность сборки
изделия без постановки электроприхваток (отсутствие прихваток,
как правило, повышает качество автосварных швов); г) для сни-
жения трудоемкости транспортных операций необходимо пре-
дусмотреть удобную подачу деталей и выдачу изделий на поток
с помощью специального механизированного транспорта, без
участия общецеховых мостовых кранов; д) различные требования
и ограничения, обусловленные тесной связью сборочного устрой-
ства с комплексно механизированной или автоматизированной
сборочно-сварочной линией, например, полная или частичная ав-
томатизация управления механизмами сборочного устройства, на-
личие магазинов-питателей для деталей, подлежащих сборке, на-
личие звеньев технологического и механического сопряжения с
соседними рабочими местами, а также элементов синхронизации
потока и т. п.
25
Удовлетворить всем этим требованиям в одном сборочно-сва-
рочном устройстве или агрегате не всегда возможно и целесообраз-
но, особенно если это оборудование предназначено для эксплуата-
ции в единичном или мелкосерийном производстве. Однако для
массового и крупносерийного производства положение другое.
В этом случае, несмотря на существенное усложнение и удорожа-
ние сборочной оснастки, вызванное перечисленными дополнитель-
ными требованиями, добавочные затраты все же полностью
окупаются по всем показателям технико-экономической эффектив-
ности производства, в том числе по уровню комплексной механи-
зации У2 [13]. Повышение уровня комплексной механизации
в данном случае объясняется не только высокопроизводительной
механизацией сборочного процесса, но и более высоким (по сравне-
нию с обь!чными сборочными кондукторами) значением коэффи-
циента концентрации благодаря совмещению нескольких опера-
ций на одной позиции (сборка, сварка, кантовка). Поэтому при
дальнейшем рассмотрении сборочных устройств основное внима-
ние будет уделено именно многофункциональным агрегатам.
К их числу относятся, например, электромагнитные сборочно-
сварочные стенды, механические сборочно-сварочные кондукторы-
кантователи и др.
। Сборочные устройства, выполненные в виде различных стендов,
кондукторов и отдельных приспособлений, в большинстве случаев
специализированы для выпуска изделий какого-либо одного типа
или типоразмера. Лишь очень немногие из сборочных кондукторов
и стендов могут быть отнесены к категории универсальных. К их
числу, например, можно отнести некоторые электромагнитные
стенды-плиты для сборки и сварки листовых конструкций. Тем не
менее даже специализированные сборочные стенды можно смон-
тировать из универсальных, унифицированных узлов и приспо-
соблений, в частности из элементов УСПС — универсальных сбор-
ных приспособлений для сборки под сварку. Из всех сборочных
устройств и приспособлений, за редким исключением, универ-
сальными являются лишь отдельные узлы и приспособления, а не
целые стенды и кондукторы, например, комплекты УСПС, из ко-
торых можно компоновать всевозможные сборочные устройства,
как универсальные, так и специализированные.
Особенности технологической подготовки производства с при-
менением УСПС заключаются в том, что вместо специальных при-
способлений для каждого изделия и каждой операции достаточно
иметь универсальный набор стандартных взаимозаменяемых де-
талей и узлов сборных приспособлений. Из них можно монтиро-
вать специальные приспособления, устройства и стенды для вы-
полнения конкретных сборочных операций.
При смене вида продукции или изменении технологического
процесса приспособление разбирают на составляющие его элемен-
ты, которые затем используют при компоновке других приспособ-
лений. Срок службы УСПС достигает 10—15 лет. Длительность
26
Таблица 5
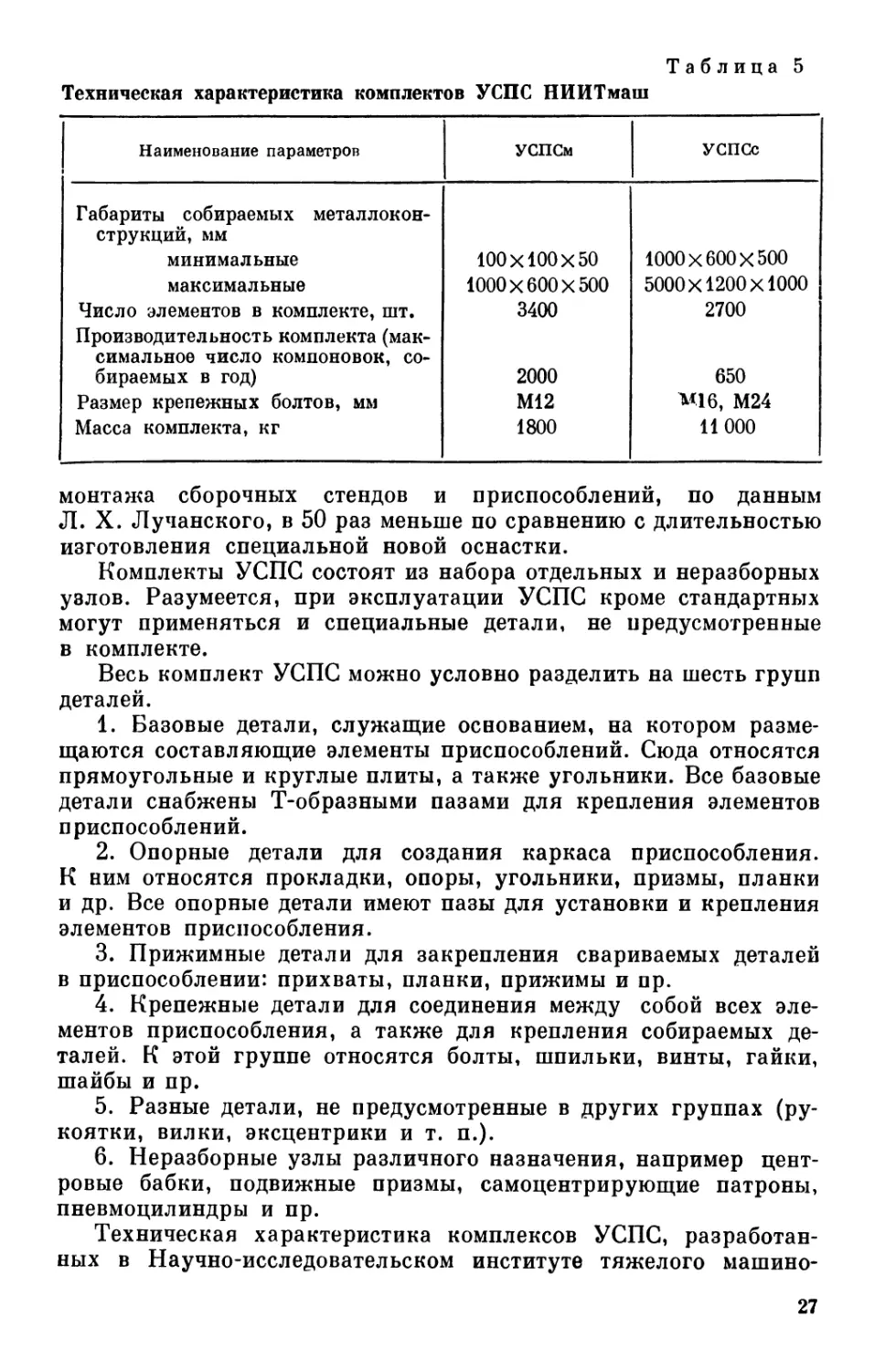
Техническая характеристика комплектов УСПС НИИТмаш
Наименование параметров УСПСм УСПСс
Габариты собираемых металлокон- струкций, мм минимальные максимальные Число элементов в комплекте, шт. Производительность комплекта (мак- симальное число компоновок, со- бираемых в год) Размер крепежных болтов, мм Масса комплекта, кг 100x100x50 1000X600X500 3400 2000 М12 1800 1000x600x500 5000X1200X1000 2700 650 VI6, М24 11000
монтажа сборочных стендов и приспособлений, по данным
Л. X. Лучанского, в 50 раз меньше по сравнению с длительностью
изготовления специальной новой оснастки.
Комплекты УСПС состоят из набора отдельных и неразборных
узлов. Разумеется, при эксплуатации УСПС кроме стандартных
могут применяться и специальные детали, не предусмотренные
в комплекте.
Весь комплект УСПС можно условно разделить на шесть групп
деталей.
1. Базовые детали, служащие основанием, на котором разме-
щаются составляющие элементы приспособлений. Сюда относятся
прямоугольные и круглые плиты, а также угольники. Все базовые
детали снабжены Т-образными пазами для крепления элементов
приспособлений.
2. Опорные детали для создания каркаса приспособления.
К ним относятся прокладки, опоры, угольники, призмы, планки
и др. Все опорные детали имеют пазы для установки и крепления
элементов приспособления.
3. Прижимные детали для закрепления свариваемых деталей
в приспособлении: прихваты, планки, прижимы и пр.
4. Крепежные детали для соединения между собой всех эле-
ментов приспособления, а также для крепления собираемых де-
талей. К этой группе относятся болты, шпильки, винты, гайки,
шайбы и пр.
5. Разные детали, не предусмотренные в других группах (ру-
коятки, вилки, эксцентрики и т. п.).
6. Неразборные узлы различного назначения, например цент-
ровые бабки, подвижные призмы, самоцентрирующие патроны,
пневмоцилиндры и пр.
Техническая характеристика комплексов УСПС, разработан-
ных в Научно-исследовательском институте тяжелого машино-
27
строения (НИИТмаш), приведена в табл. 5. Этим институтом раз-
работаны малогабаритные (УСПСм) и среднегабаритные (УСПСс)
комплекты универсально-сборных приспособлений для заводов
тяжелого и среднего машиностроения с единичным и мелкосерий-
ным производством.
Применение УСПС на Ново-Краматорском заводе им. В. И Ле-
нина (г. Краматорск), по данным НИИТмаш, позволило получить
экономический эффект 32 тыс. руб. в год. На Таганрогском заводе
электротермического оборудования по тем же данным условная
годовая экономия от применения УСПС составила 25 тыс. руб.
в год при сроке окупаемости 6 месяцев.
§ 5. Электромагнитные стенды
для листовых конструкций
Типичными представителями сборочного
оборудования этого класса могут служить электромагнитные
стенды для сборки и сварки листовых полотнищ. Они получили
широкое распространение в судостроении, вагоностроении, резер-
вуаростроении и других отраслях промышленности, где требуется
изготавливать плосколистовые и панельные конструкции с про-
дольными и поперечными швами.
В Институте электросварки им. Е. О. Патона разработаны
электромагнитные стенды нескольких типоразмеров: Р-624; Р-625;
Р-752 (табл. 6).
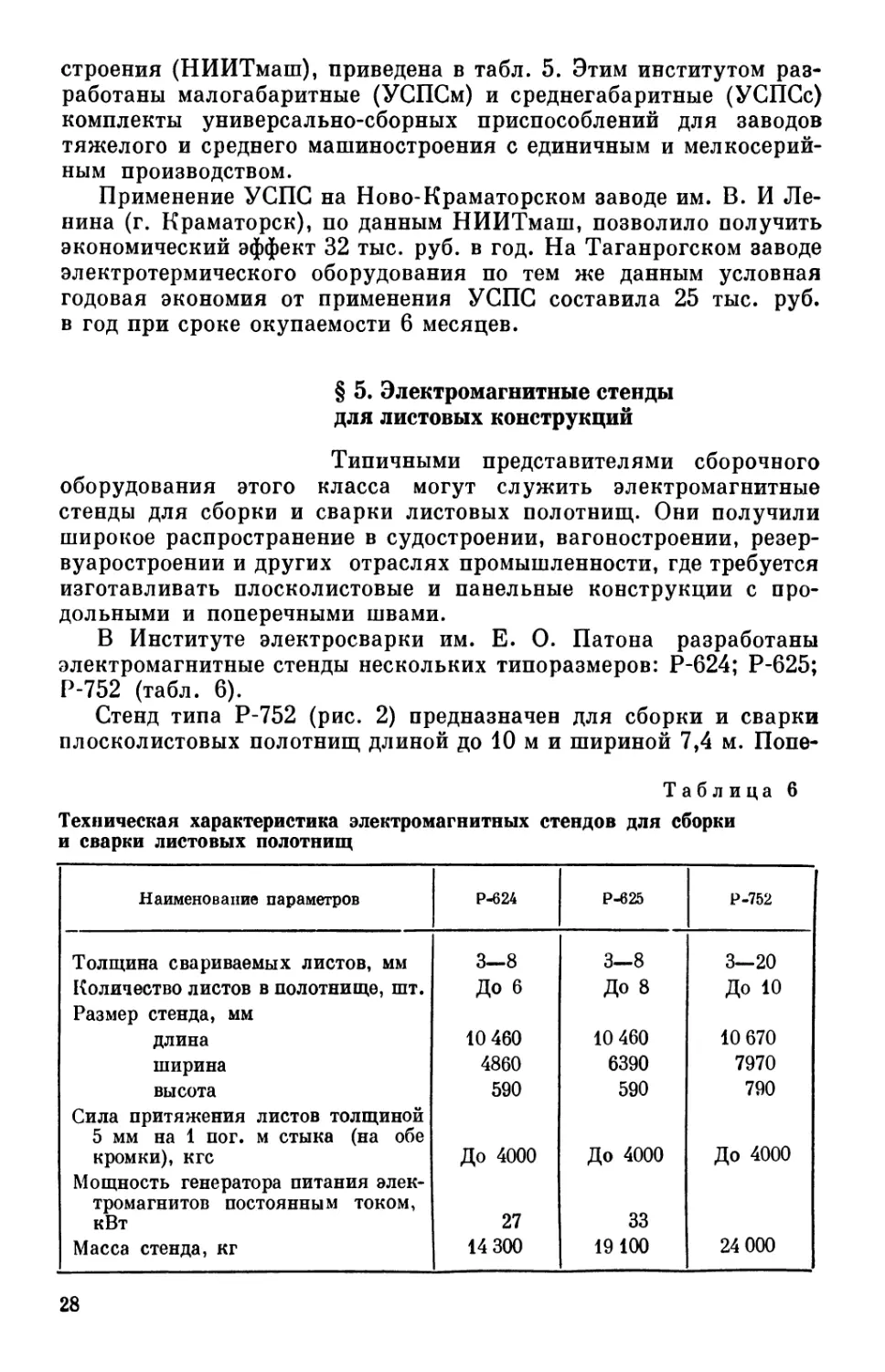
Стенд типа Р-752 (рис. 2) предназначен для сборки и сварки
плосколистовых полотнищ длиной до 10 м и шириной 7,4 м. Попе-
Таблица 6
Техническая характеристика электромагнитных стендов для сборки
и сварки листовых полотнищ
Наименование параметров Р-624 Р-625 Р-752
Толщина свариваемых листов, мм 3—8 3—8 3—20
Количество листов в полотнище, шт. До 6 До 8 До 10
Размер стенда, мм длина 10 460 10 460 10 670
ширина 4860 6390 7970
высота 590 590 790
Сила притяжения листов толщиной 5 мм на 1 пог. м стыка (на обе кромки), кгс До 4000 До 4000 До 4000
Мощность генератора питания элек- тромагнитов постоянным током, кВт Масса стенда, кг 27 14 300 33 19 100 24 000
28
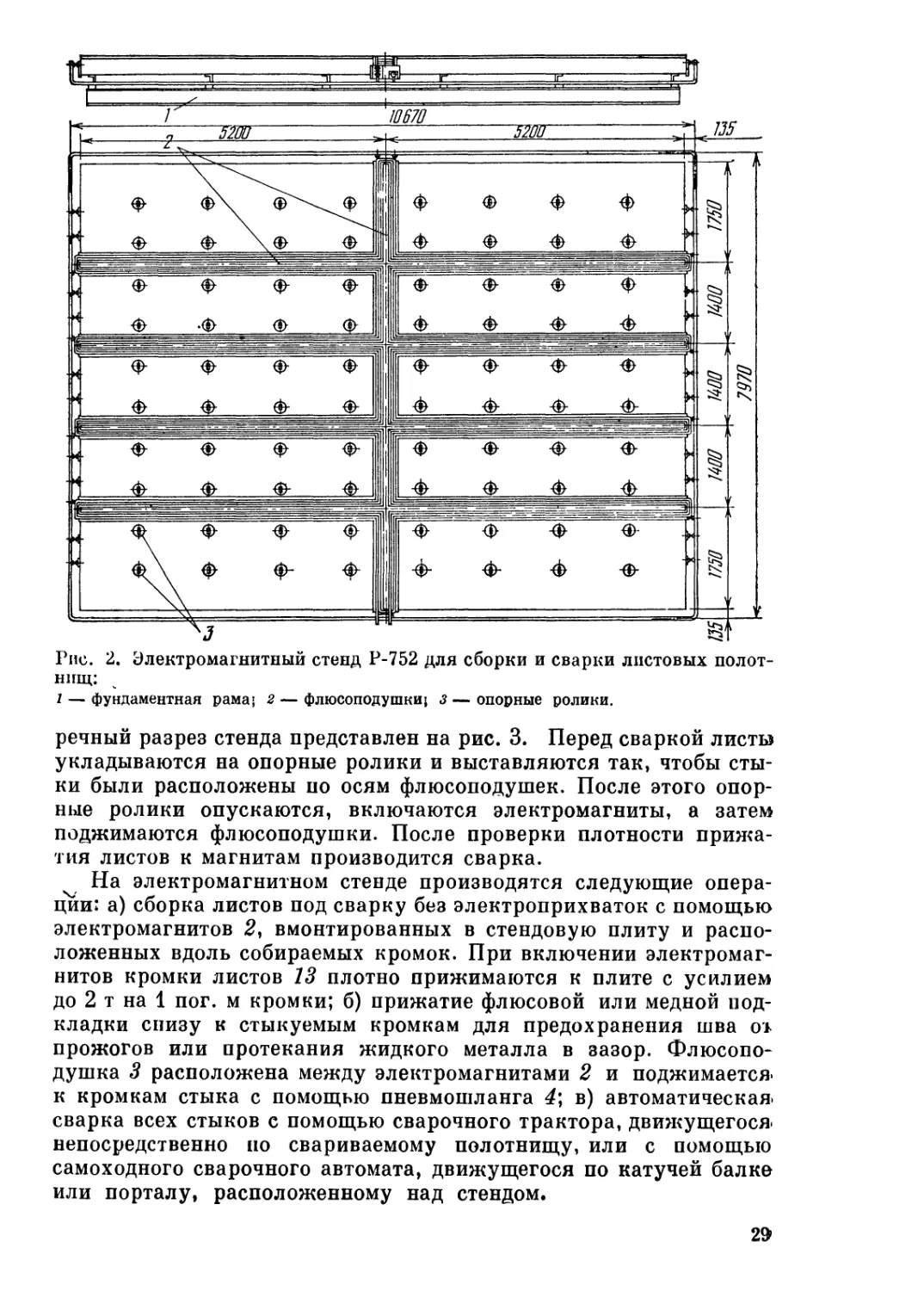
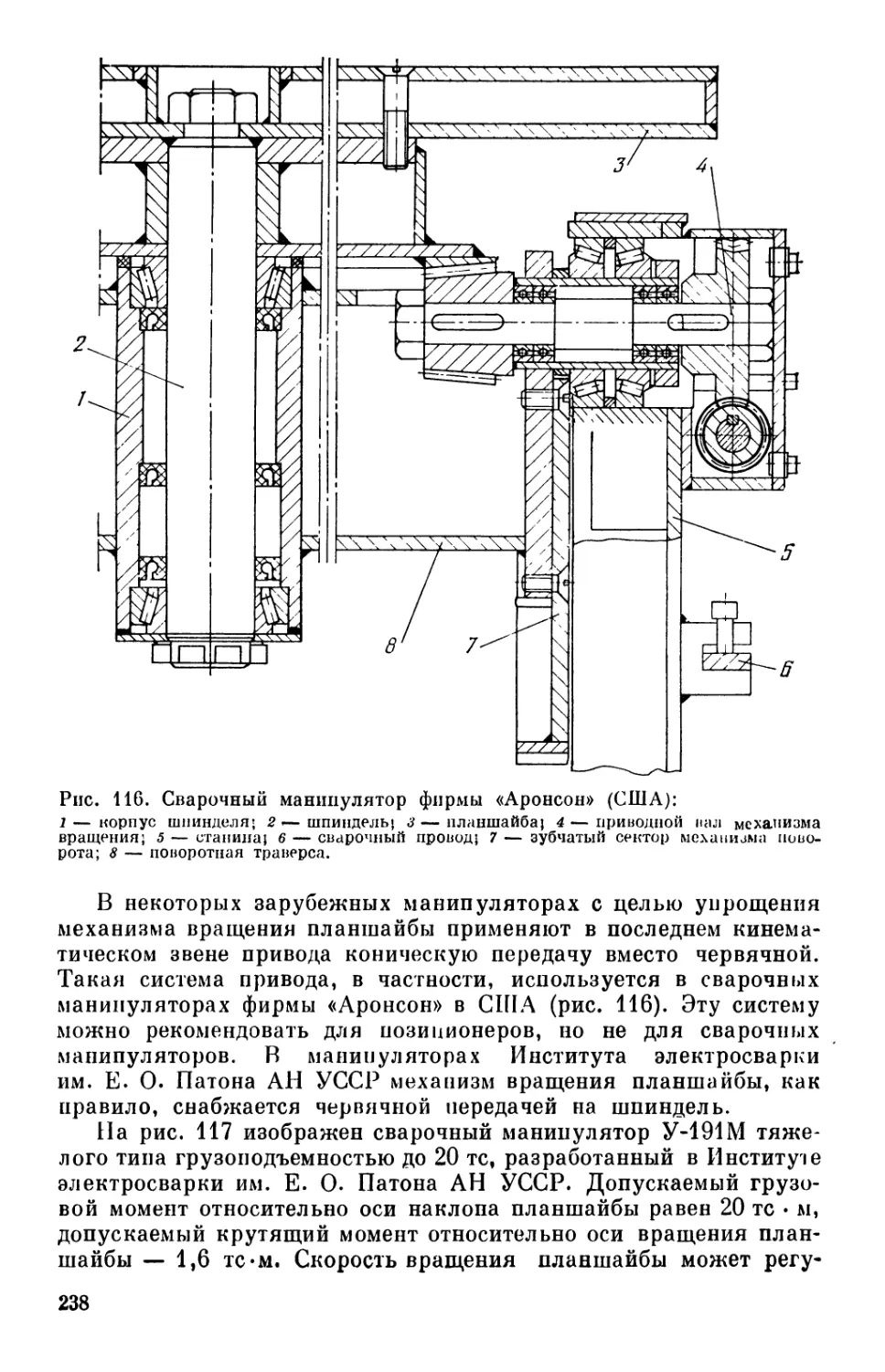
Рис. 2. Электромагнитный стенд Р-752 для сборки и сварки листовых полот-
нищ:
1 — фундаментная рама’ 2 — флюсоподушкщ з — опорные ролики.
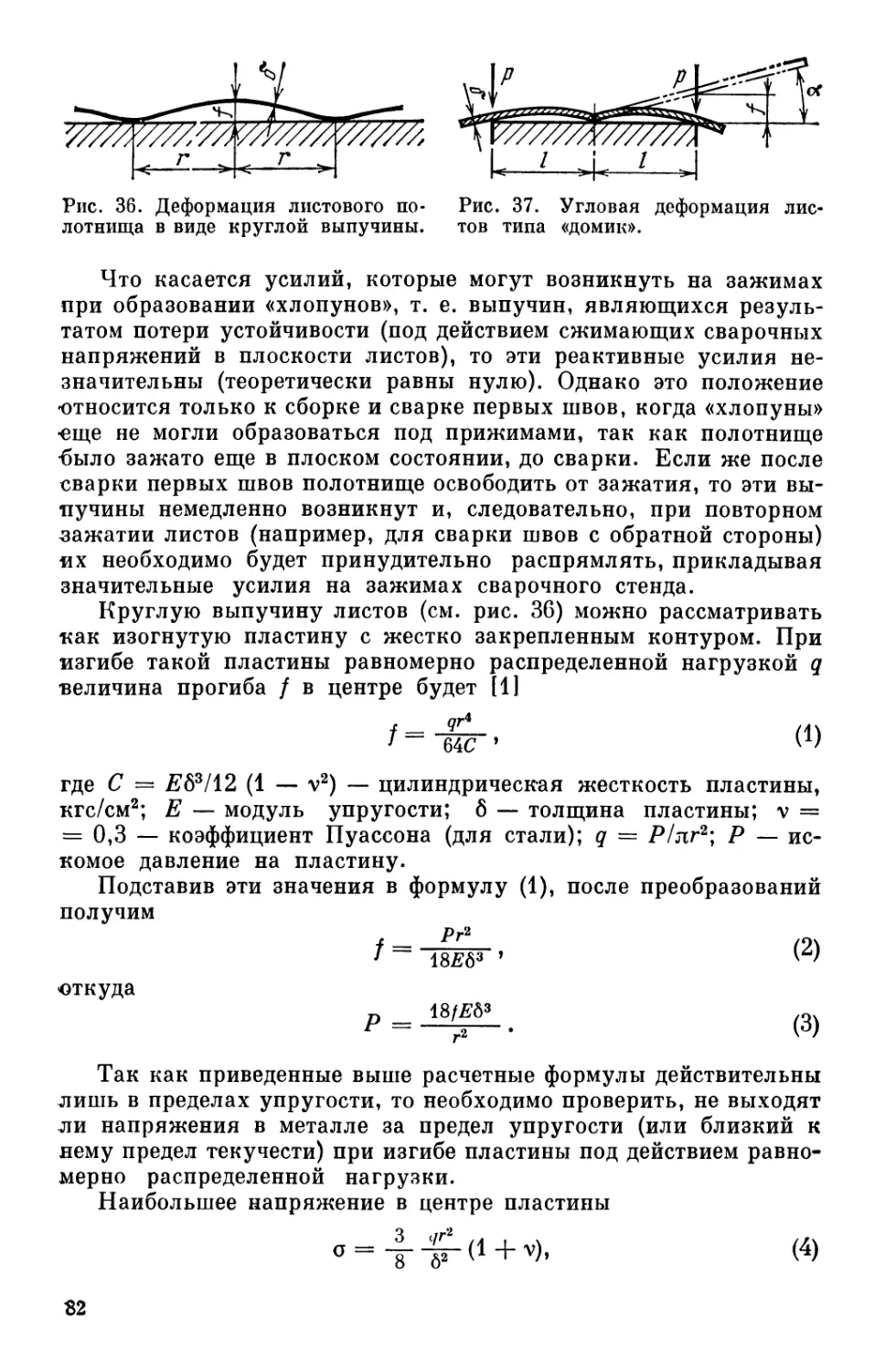
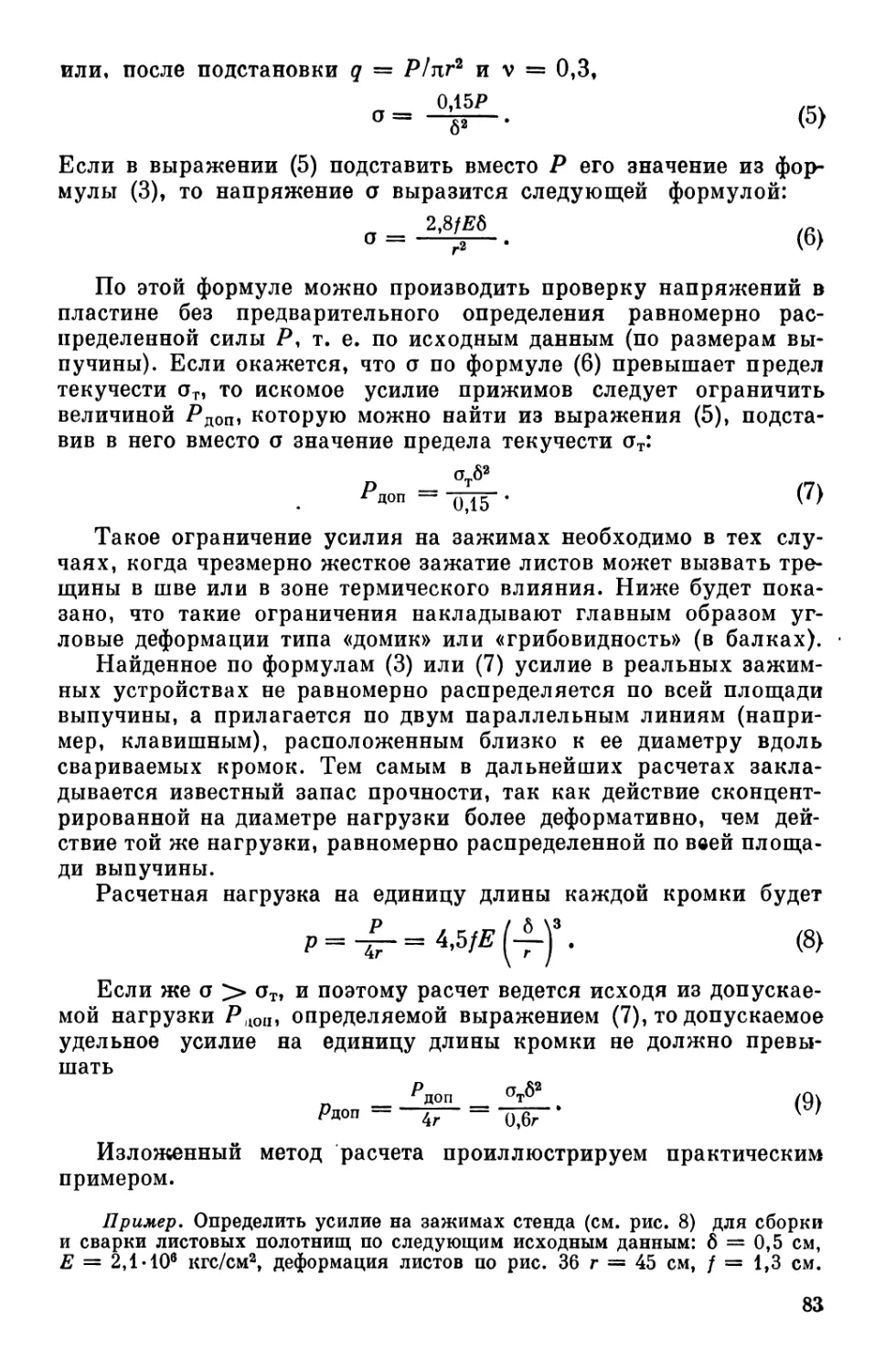
речный разрез стенда представлен на рис. 3. Перед сваркой листы
укладываются на опорные ролики и выставляются так, чтобы сты-
ки были расположены по осям флюсоподушек. После этого опор-
ные ролики опускаются, включаются электромагниты, а затем
поджимаются флюсоподушки. После проверки плотности прижа-
тия листов к магнитам производится сварка.
На электромагнитном стенде производятся следующие опера-
ции: а) сборка листов под сварку без электроприхваток с помощью
электромагнитов 2, вмонтированных в стендовую плиту и распо-
ложенных вдоль собираемых кромок. При включении электромаг-
нитов кромки листов 13 плотно прижимаются к плите с усилием
до 2 т на 1 пог. м кромки; б) прижатие флюсовой или медной под-
кладки снизу к стыкуемым кромкам для предохранения шва от
прожогов или протекания жидкого металла в зазор. Флюсопо-
душка 3 расположена между электромагнитами 2 и поджимается
к кромкам стыка с помощью пневмошланга 4\ в) автоматическая
сварка всех стыков с помощью сварочного трактора, движущегося
непосредственно но свариваемому полотнищу, или с помощью
самоходного сварочного автомата, движущегося по катучей балке
или порталу, расположенному над стендом.
2»
7 е
б
501
/4
15
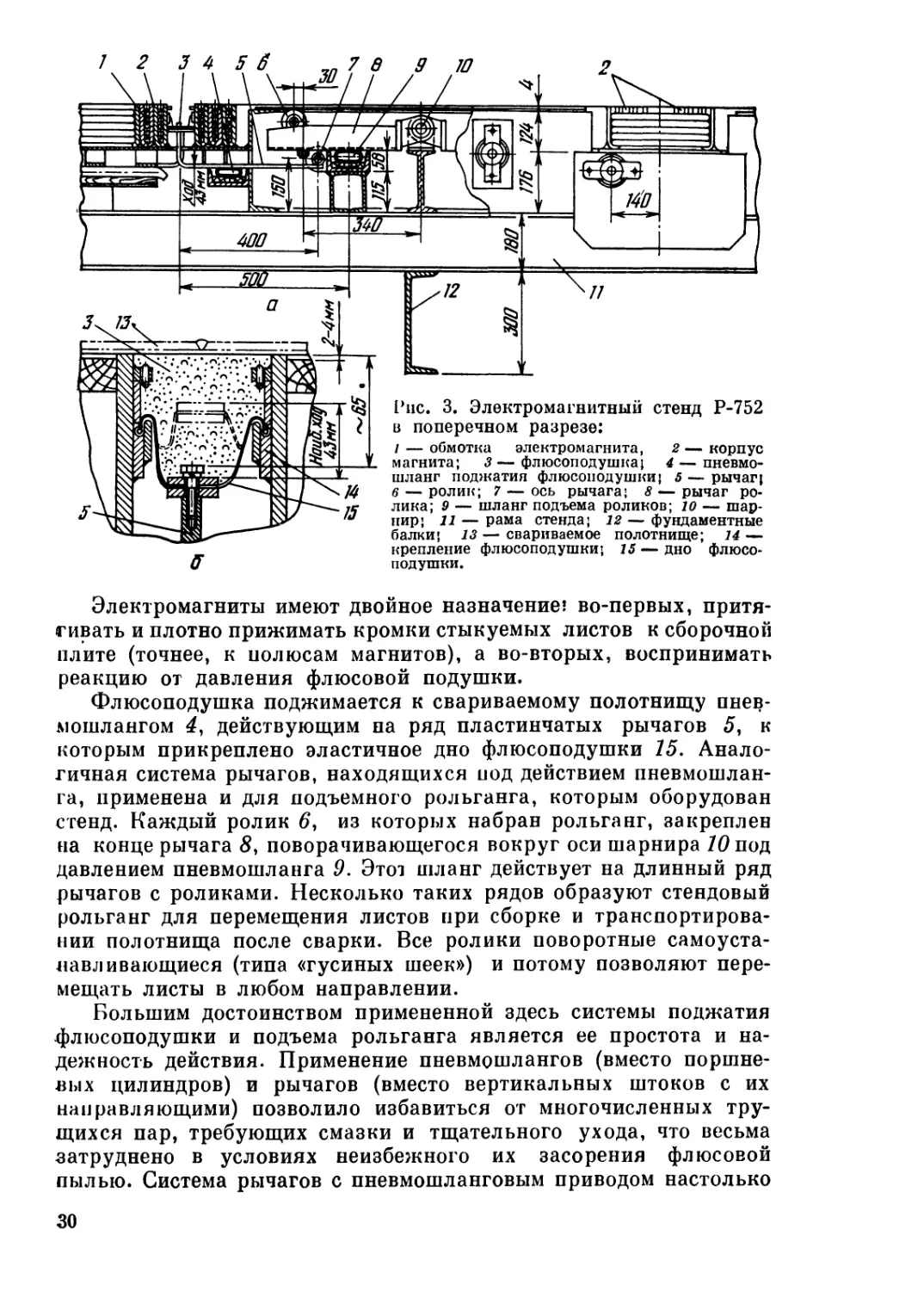
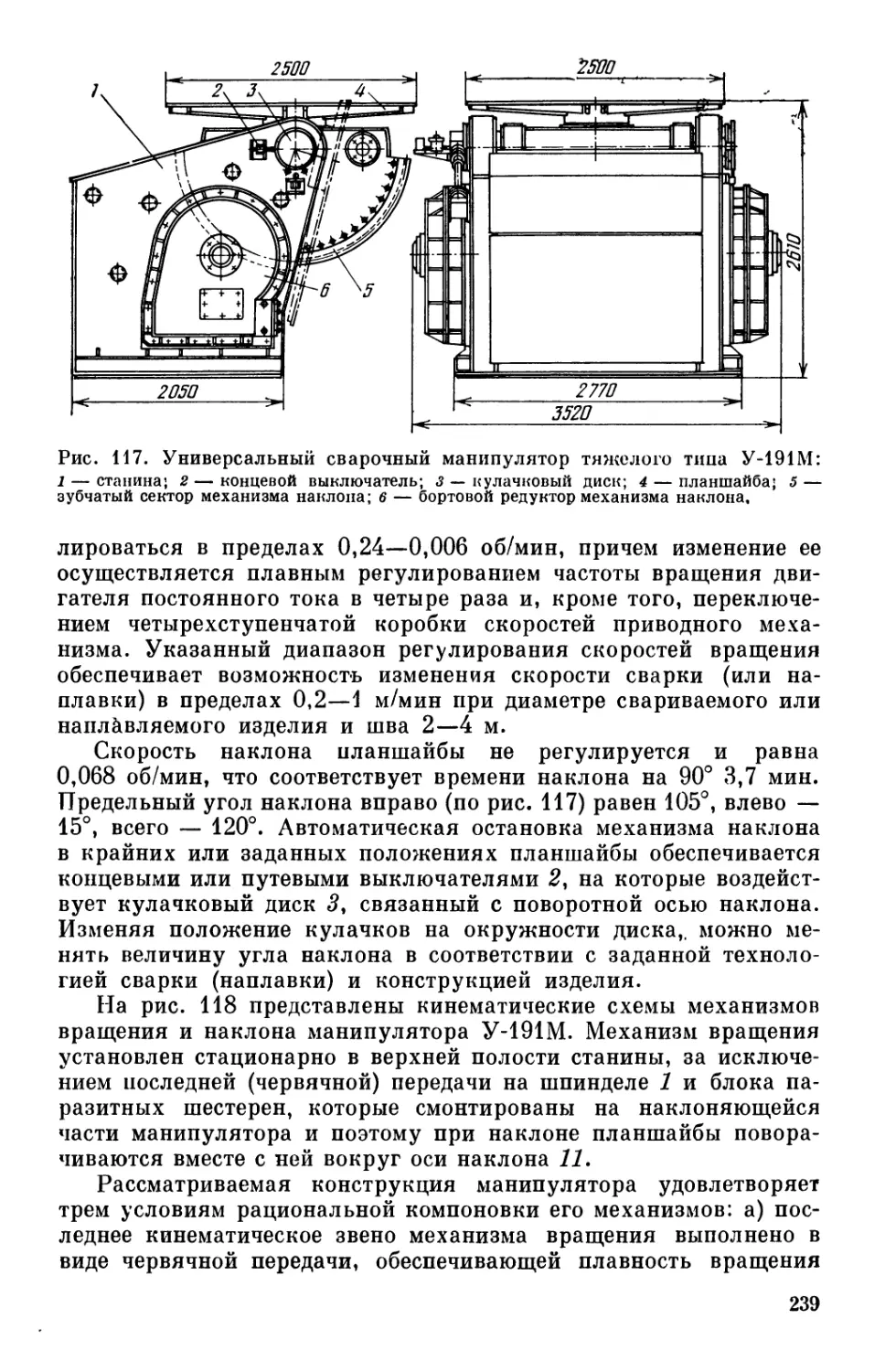
Рис. 3. Электромагнитный стенд Р-752
в поперечном разрезе:
/ — обмотка электромагнита, 2 — корпус
магнита; 3— флюсоподушка; 4 — пневмо-
шланг поджатия флюсоподушки; 5 — рычаг|
6 — ролик; 7 — ось рычага; 8 — рычаг ро-
лика; 9 — шланг подъема роликов; 10 — шар-
нир; 11 — рама стенда; 12 — фундаментные
балки» 13 — свариваемое полотнище; 14 —
крепление флюсоподушки; 15 — дно флюсо-
подушки.
Электромагниты имеют двойное назначение? во-первых, притя-
гивать и плотно прижимать кромки стыкуемых листов к сборочной
плите (точнее, к полюсам магнитов), а во-вторых, воспринимать
реакцию от давления флюсовой подушки.
Флюсоподушка поджимается к свариваемому полотнищу пнев-
мошлангом 4, действующим на ряд пластинчатых рычагов 5, к
которым прикреплено эластичное дно флюсоподушки 15. Анало-
гичная система рычагов, находящихся под действием пневмошлан-
га, применена и для подъемного рольганга, которым оборудован
стенд. Каждый ролик 6, из которых набран рольганг, закреплен
на конце рычага S, поворачивающегося вокруг оси шарнира 10 под
давлением пневмошланга 9. Этот шланг действует на длинный ряд
рычагов с роликами. Несколько таких рядов образуют стендовый
рольганг для перемещения листов при сборке и транспортирова-
нии полотнища после сварки. Все ролики поворотные самоуста-
навливающиеся (типа «гусиных шеек») и потому позволяют пере-
мещать листы в любом направлении.
Большим достоинством примененной здесь системы поджатия
флюсоподушки и подъема рольганга является ее простота и на-
дежность действия. Применение пневмошлангов (вместо поршне-
вых цилиндров) и рычагов (вместо вертикальных штоков с их
направляющими) позволило избавиться от многочисленных тру-
щихся пар, требующих смазки и тщательного ухода, что весьма
затруднено в условиях неизбежного их засорения флюсовой
пылью. Система рычагов с пневмошланговым приводом настолько
30
проста по своей конструкции, что не требует ни квалифицирован-
ного изготовления, ни квалифицированного ухода.
Недостатком описанного стенда является его сравнительно
узкая специализация, так как стенд рассчитан на сборку полот-
нищ из листов только одной, строго определенной ширины 1400 мм.
Между тем, в подавляющем большинстве случаев полотнища необ-
ходимо набирать из листов разной ширины, и в соответствии с
этим необходимо настраивать стенд на разные размеры листов
и полотнищ.
С этой целью создана серия более универсальных стендов.
Один из них (типа Р-625) представлен на рис. 4. Он рассчитан на
сборку и сварку полотнищ, составленных из 4—8 листов, каждый
из которых может иметь размеры: длину — до 5000 мм, шири-
ну — от 1100 до 1500 мм и толщину — от 3 до 8 мм. Универсаль-
ность стенда достигается благодаря набору стационарных, съем-
ных и передвижных элементов. Подвижные и съемные части стенда
дают возможность настроить его на разную ширину собирае-
мых листов — от 1100 до 1500 мм. Таким образом, этот стенд
обладает известной универсальностью. Так же, как и стенд Р-752,
он оборудован системой транспортно-подъемных роликов, позво-
ляющих легко передвигать листы и собирать их на стенде так,
чтобы стыки совпадали с осями флюсоподушек.
В дополнение к транспортно-подъемному рольгангу, набран-
ному из самоустанавливающихся роликов, многие магнитные
стенды, расположенные в поточных линиях, снабжаются спе-
циальным кантовочным устройством для переворачивания полот-
нища после сварки на обратную сторону, например кантователем
кассетного типа (см. § 6, рис. 14) либо (при очень длинных и гиб-
ких полотнищах) перекидным барабаном, выполняющим роль
блока. Последняя система применена в некоторых двухъярусных
установках для сборки и сварки листовых полотнищ в произ-
водстве крупногабаритных нефтерезервуаров методом рулони-
рования [14]. Кантование листовых полотнищ (кассетным канто-
вателем или методом перекидки через блок при двухъярусной
установке) необходимо в тех случаях, когда стыки должны свари-
ваться с обеих сторон. Сварка второй стороны производится, как
правило, без всякой подкладки, на обычном стенде-стеллаже.
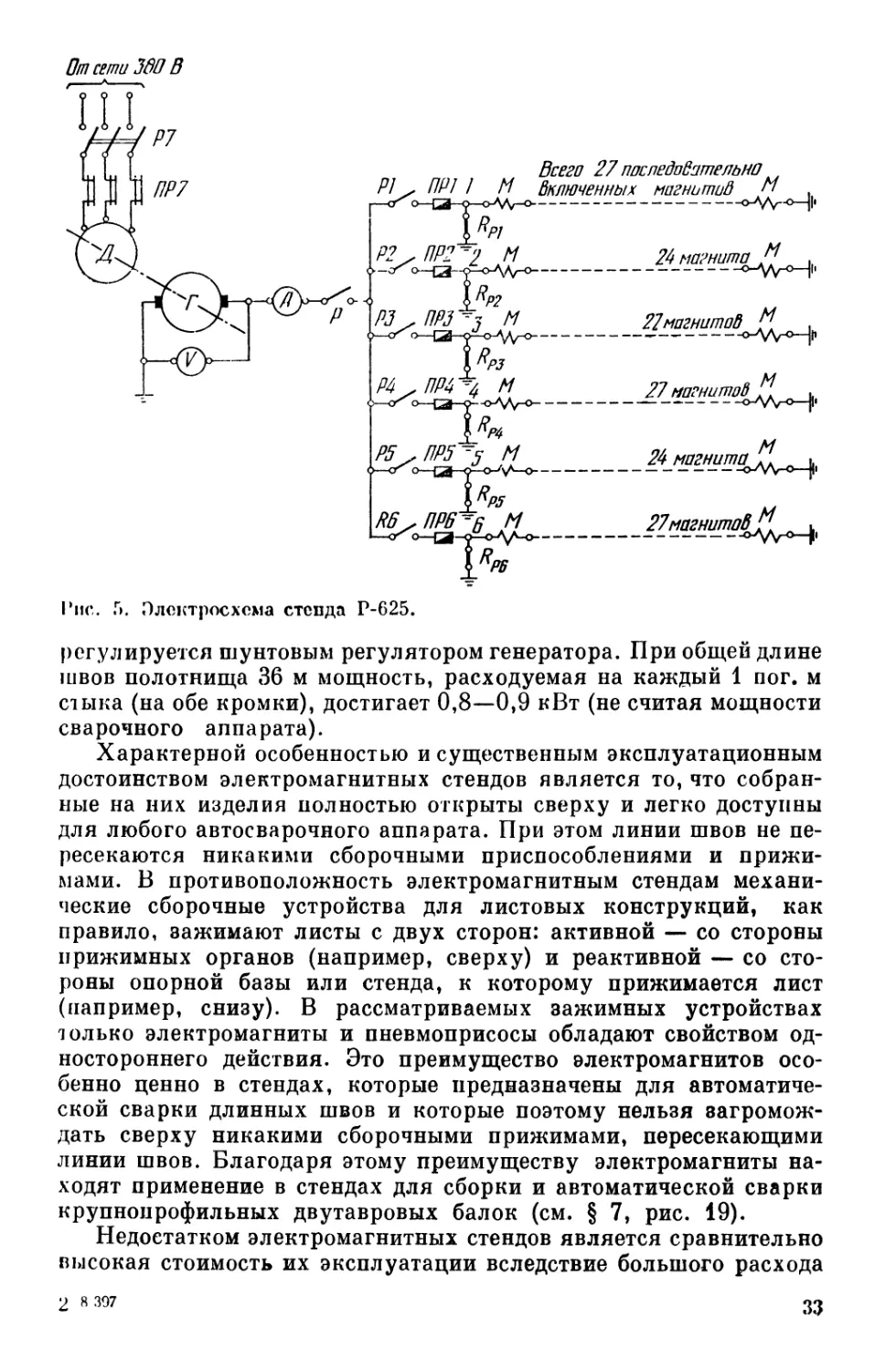
На рис. 5 приведена принципиальная схема электромагнитного
стенда Р-625. Магниты питаются генератором постоянного тока
мощностью 33 кВт, напряжением 115 В. Для удобства эксплуата-
ции стенда и возможности последовательной сборки и прижатия
листов к сборочной плите стенд разбит на 6 самостоятельно вклю-
чаемых параллельных секций, каждая из которых состоит из
24—27 последовательно включенных магнитов. Максимальный ток
в обмотке одного электромагнита 40 А, соответственно максималь-
ное число ампервитков каждого электромагнита 1400. Максималь-
ная мощность, потребляемая стендом Р-625 при одновремен-
ном включении всех электромагнитов, 30 кВт. Ток магнитов
31
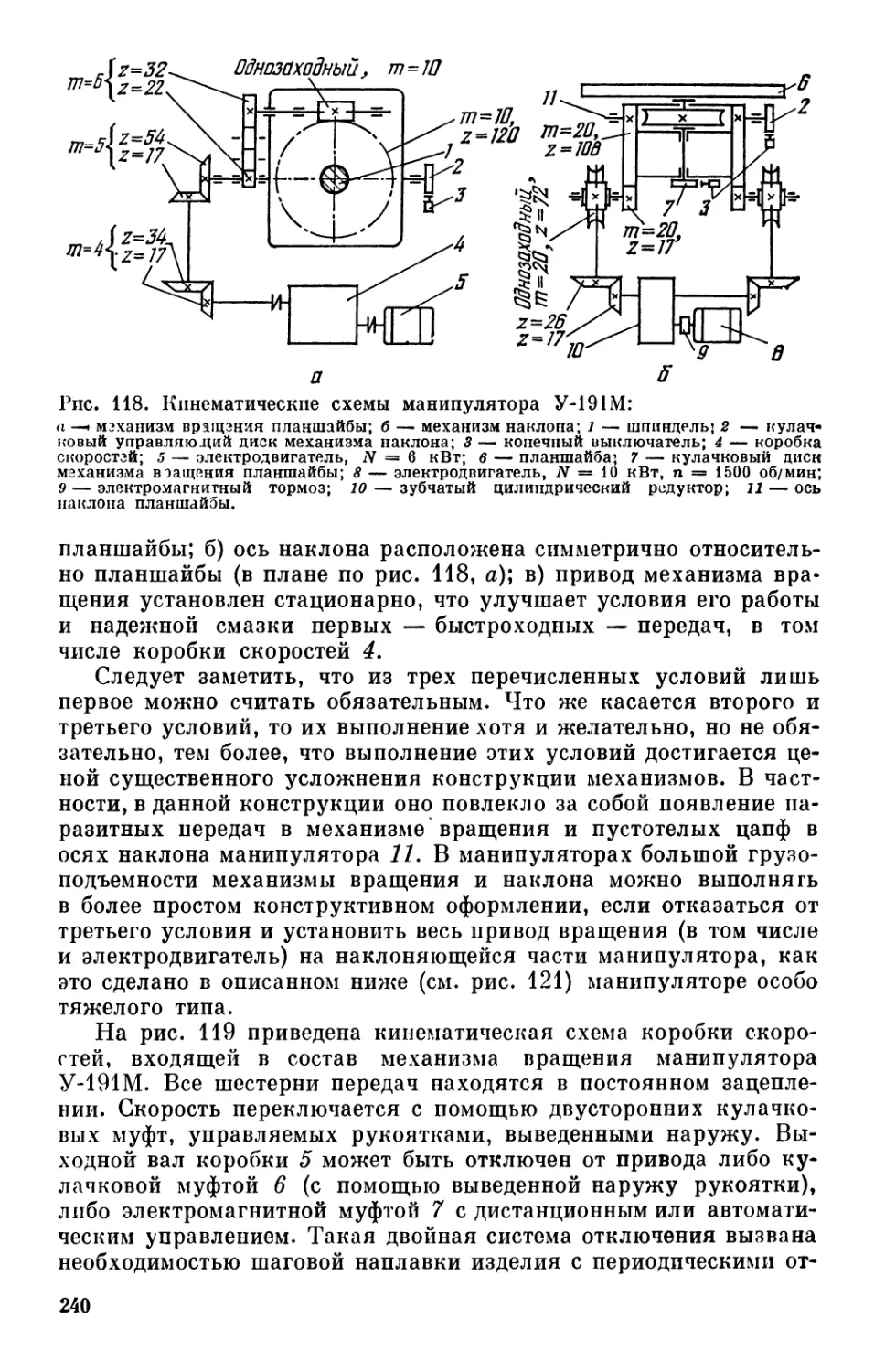
Рис. 4. Электромагнитный стенд Р-625:
1 — электромагниты: г — флюсоподушки: з — рама; 4 — опорные ролики
От сети 360 В
Р7
0Р7
Всего 27 последовательно
Р1 ПР^ / М Включенных магнитов М .
^Р1
Р2.ПР2^2 М
'-^Г О—-с^--О-ЛЛ<-
Х^
РЗ.ОРЗ^ м
Ярз
Р4.РР4^4 М
Р5,ПР5^5 М
RO.OPB^ И
—<г о-и-Л>длн
I Rp6
24 магнита^
27 магнитов
27 магнитов^
24 магнита
27магнитов
Рис. 5. Электросхема стенда Р-625.
регулируется шунтовым регулятором генератора. При общей длине
швов полотнища 36 м мощность, расходуемая на каждый 1 пог. м
стыка (на обе кромки), достигает 0,8—0,9 кВт (не считая мощности
сварочного аппарата).
Характерной особенностью и существенным эксплуатационным
достоинством электромагнитных стендов является то, что собран-
ные на них изделия полностью открыты сверху и легко доступны
для любого автосварочного аппарата. При этом линии швов не пе-
ресекаются никакими сборочными приспособлениями и прижи-
мами. В противоположность электромагнитным стендам механи-
ческие сборочные устройства для листовых конструкций, как
правило, зажимают листы с двух сторон: активной — со стороны
прижимных органов (например, сверху) и реактивной — со сто-
роны опорной базы или стенда, к которому прижимается лист
(например, снизу). В рассматриваемых зажимных устройствах
только электромагниты и пневмоприсосы обладают свойством од-
ностороннего действия. Это преимущество электромагнитов осо-
бенно ценно в стендах, которые предназначены для автоматиче-
ской сварки длинных швов и которые поэтому нельзя загромож-
дать сверху никакими сборочными прижимами, пересекающими
линии швов. Благодаря этому преимуществу электромагниты на-
ходят применение в стендах для сборки и автоматической сварки
крупнопрофильных двутавровых балок (см. § 7, рис. 19).
Недостатком электромагнитных стендов является сравнительно
высокая стоимость их эксплуатации вследствие большого расхода
2 8 397 33
электроэнергии на питание электромагнитов. Мощность всех
электромагнитов стенда Р-625 при одновременном их включении
достигает 20—30 кВт, а при секционном внеочередном включе-
нии — до 6—8 кВт. Другим отрицательным свойством электро-
магнитных стендов является недостаточная стабильность и надеж-
ность прижатия листов к сборочной плите, так как сила притя-
жения магнитов сильно зависит от плотности прилегания листов
к полюсам магнитов. При случайном образовании зазора (напри-
мер, из-за резкой волнистости листов, деформирования кромок в
процессе сварки или засоренности полюсов магнитов) сила при-
тяжения резко падает и возникает опасность отрыва листов от
сборочной плиты. И, наконец, третье отрицательное свойство маг-
нитных стендов, существенно ограничивающее область их приме-
нения, заключается в зависимости силы притяжения магнитов от
толщины притягиваемых листов. При малой толщине листов,
которые в зоне магнитов служат якорем, замыкающим магнитную
цепь, магнитный поток ограничен пределом насыщения магнито-
провода в зоне тонкого стального листа, а следовательно, огра-
ничена и возможная сила притяжения магнитов. В таких случаях
для увеличения силы притяжения на листы в зоне магнитов
укладывают добавочные железные пластины, искусственно увеличи-
вающие сечение магнитопровода. Разумеется, такая дополнитель-
ная операция укладки пластин крайне нежелательна и противо-
речит общим тенденциям комплексной механизации сборочно-
сварочных работ.
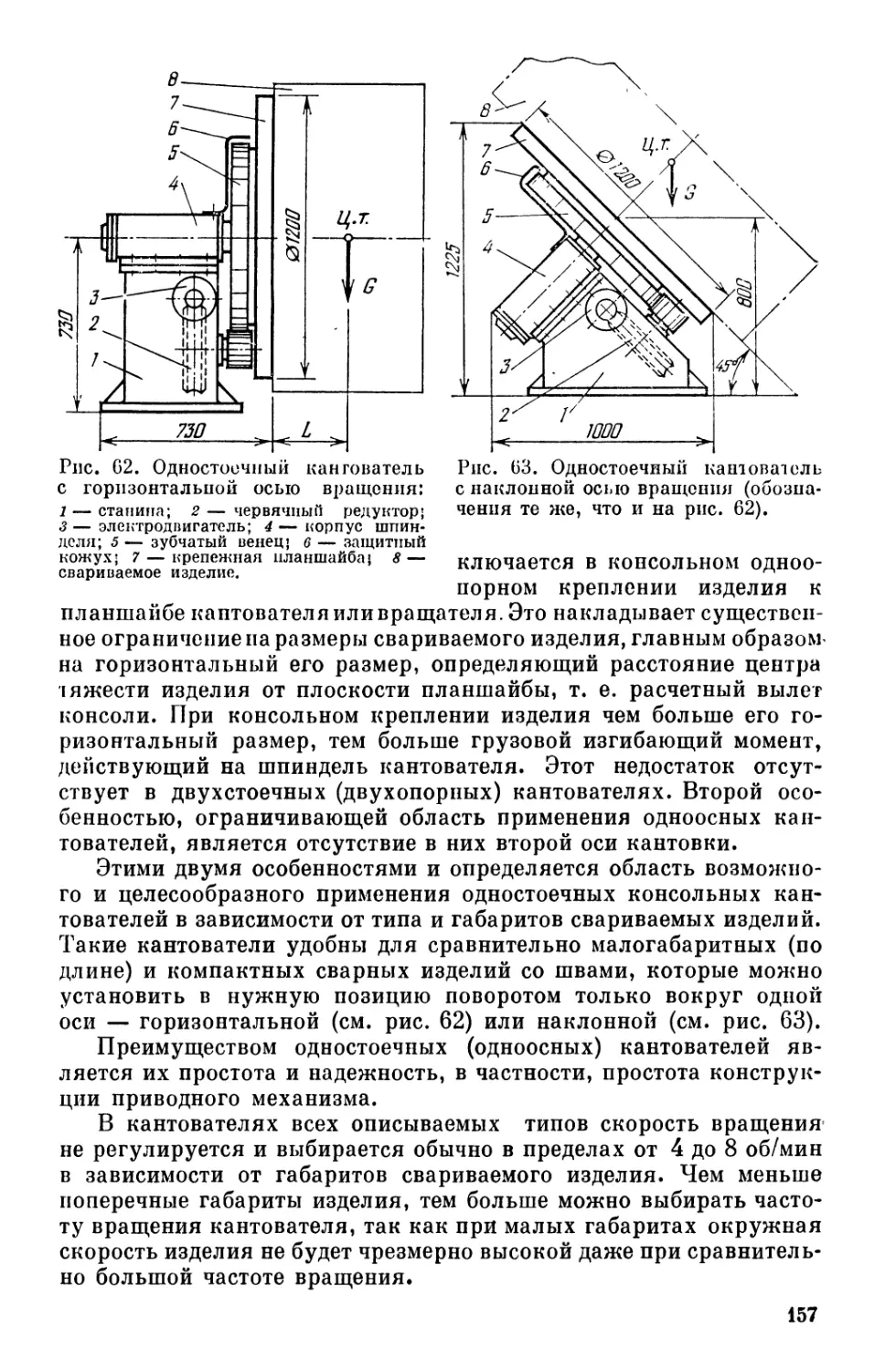
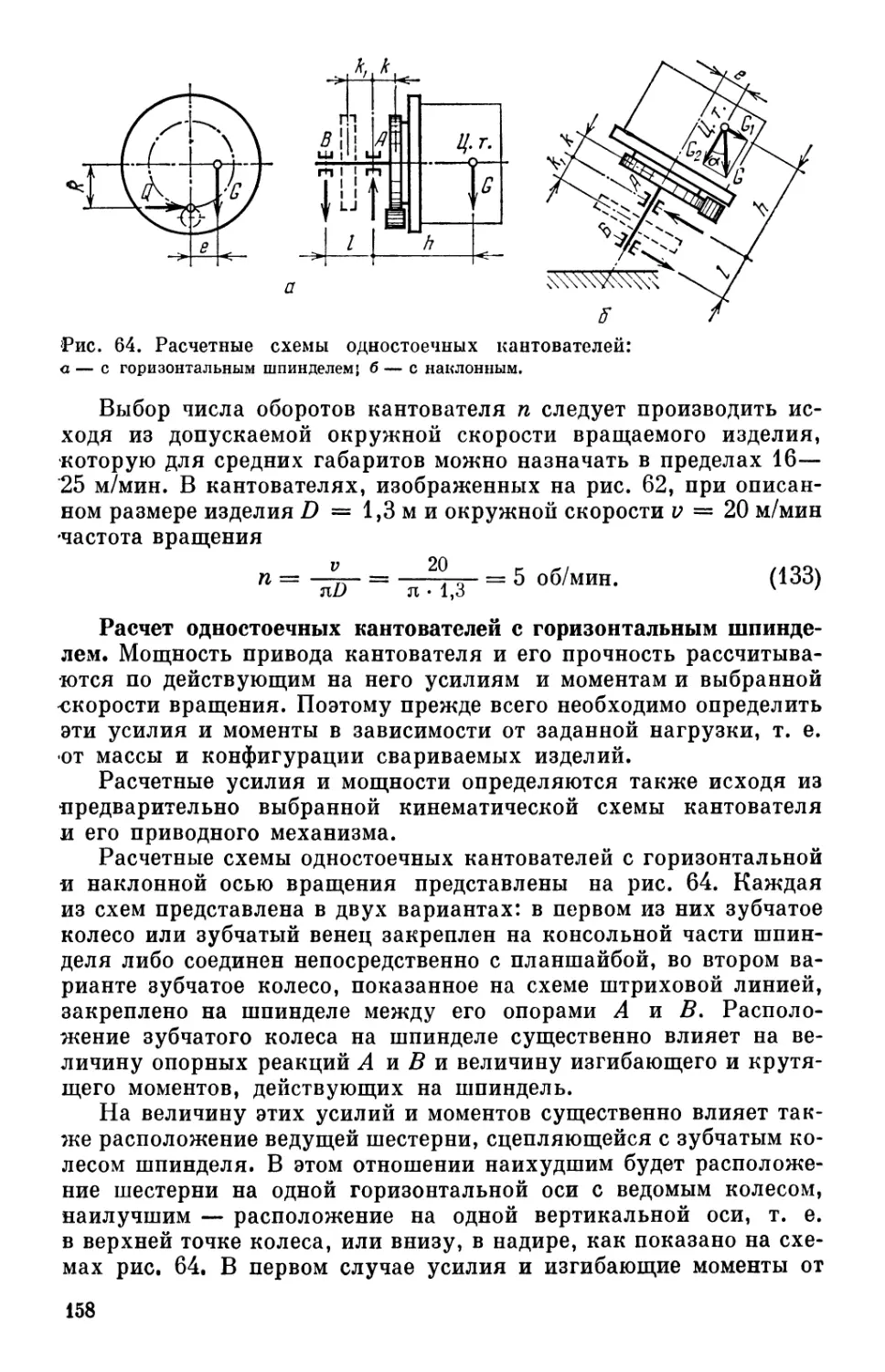
§ 6. Механические стенды и кондукторы
для листовых и корпусных конструкций
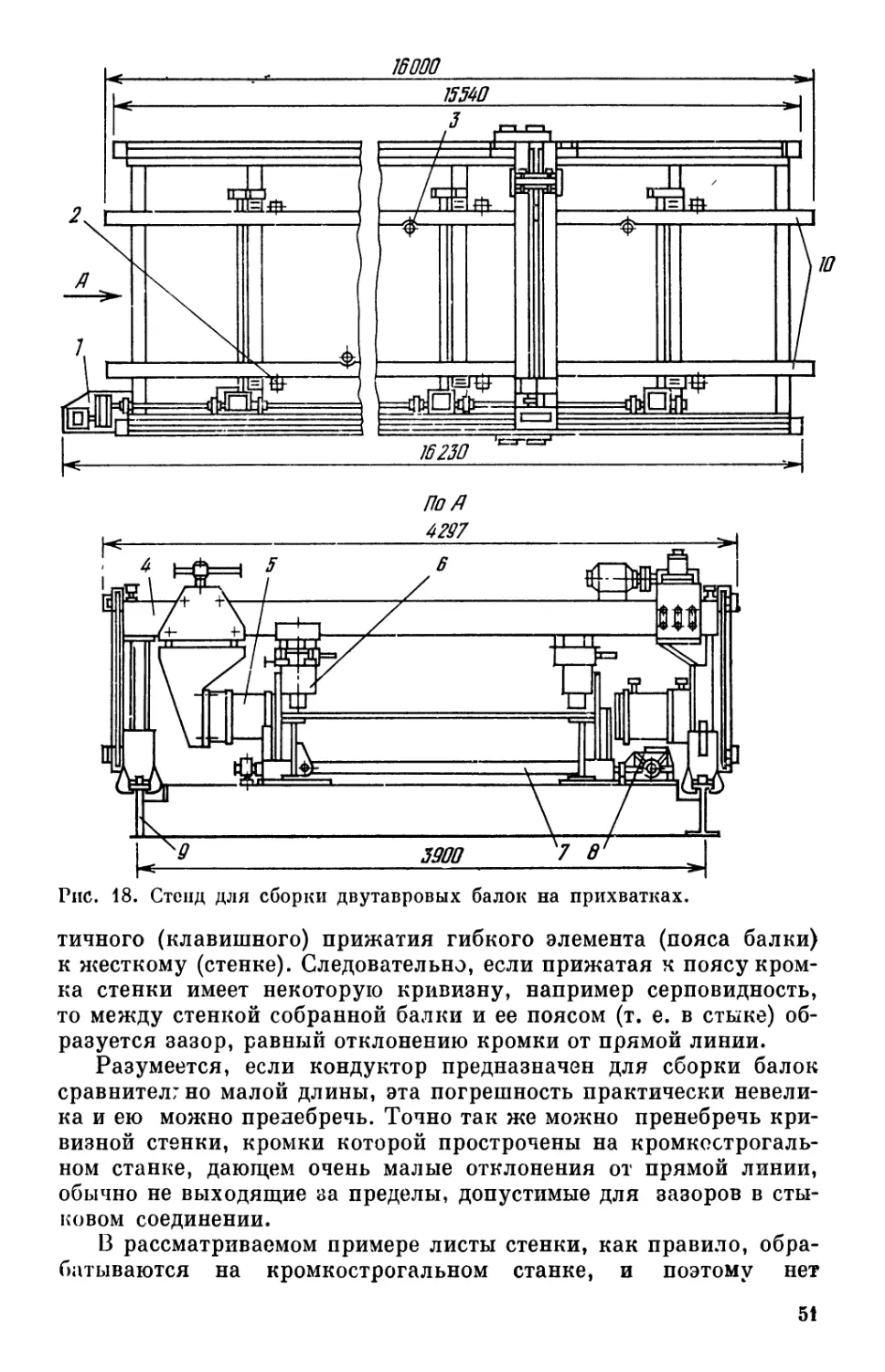
Если сравнивать различные системы сбо-
рочных зажимных устройств по стабильности и надежности их,
действия, в частности по стабильности создаваемого ими прижим-
ного усилия, то следует признать, что механические зажимные
устройства по сравнению с электромагнитными несомненно более
совершенны и надежны в эксплуатации, так как в них усилие
прижатия не зависит ни от толщины собираемых листов, ни от
плотности их прилегания к стенду, чего нельзя сказать об элект-
ромагнитных стендах.
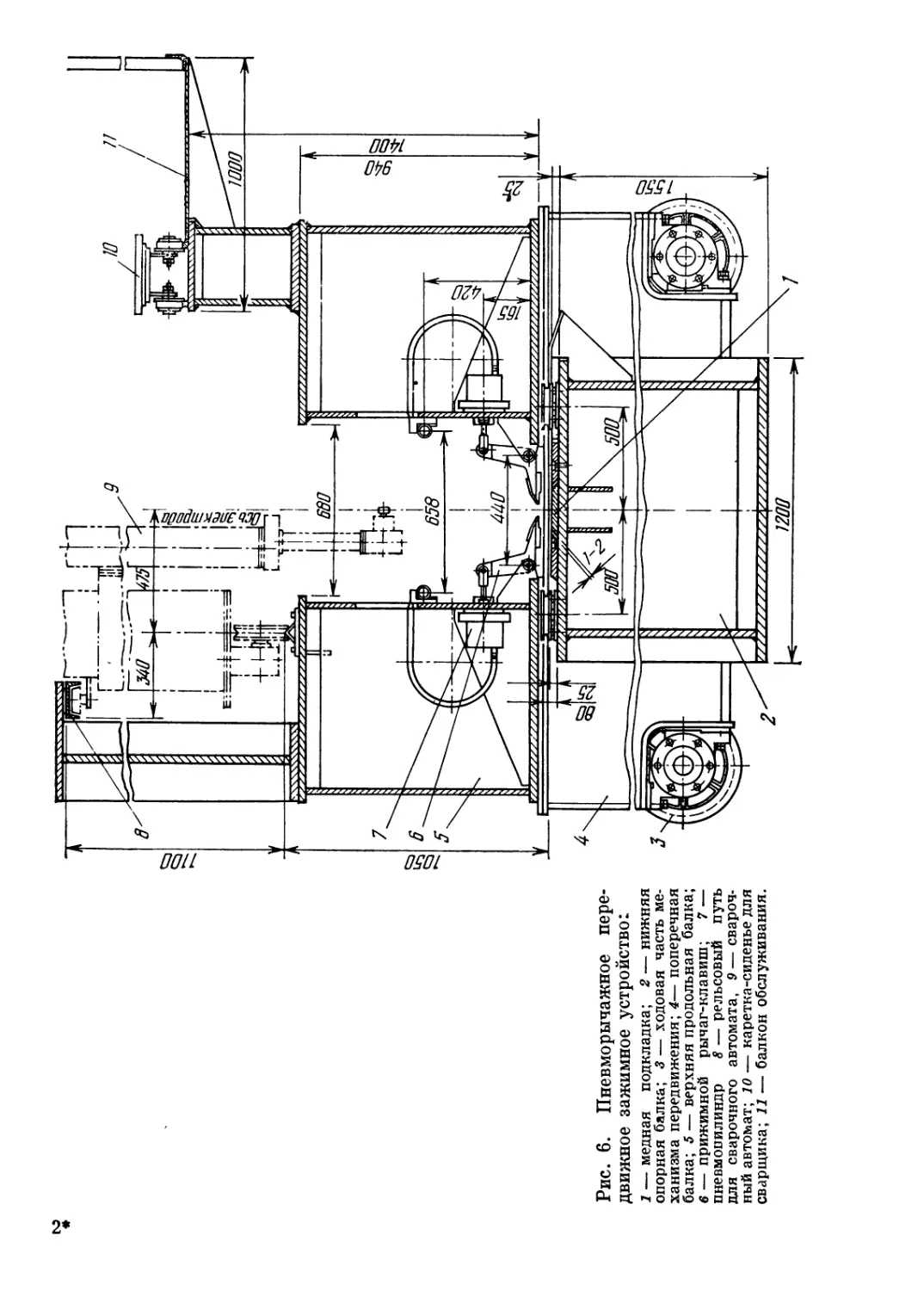
Одна из наиболее распространенных конструкций механиче-
ского зажимного устройства представлена на рис. 6. В таких
устройствах листы прижимаются к сборочной плите клавишными
рычагами 6, находящимися под действием силовых пневмо- или
гидроцилиндров 7.
Так как в данном случае ход штоков силовых цилиндров
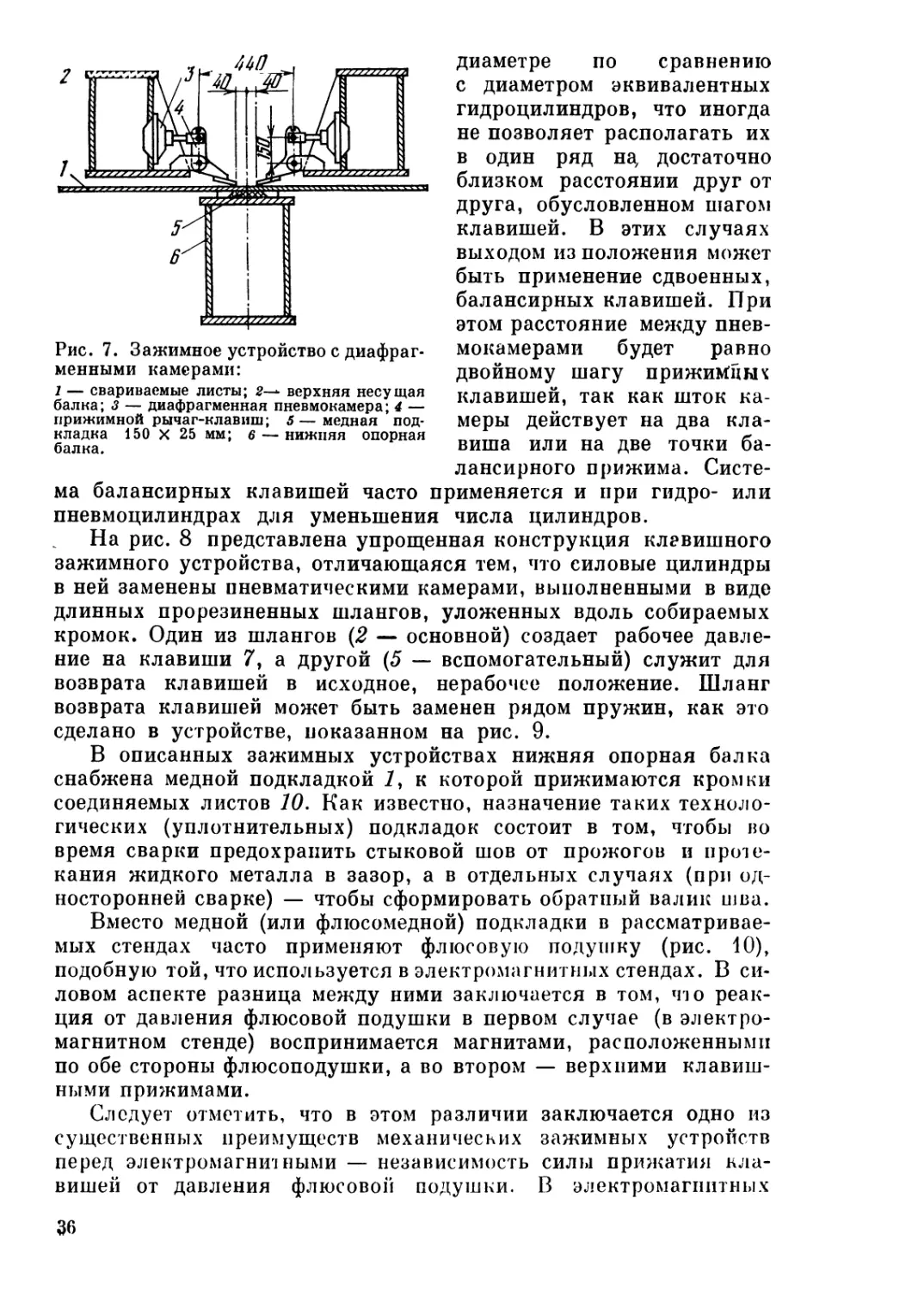
сравнительно невелик, то эти цилиндры с успехом можно заменить
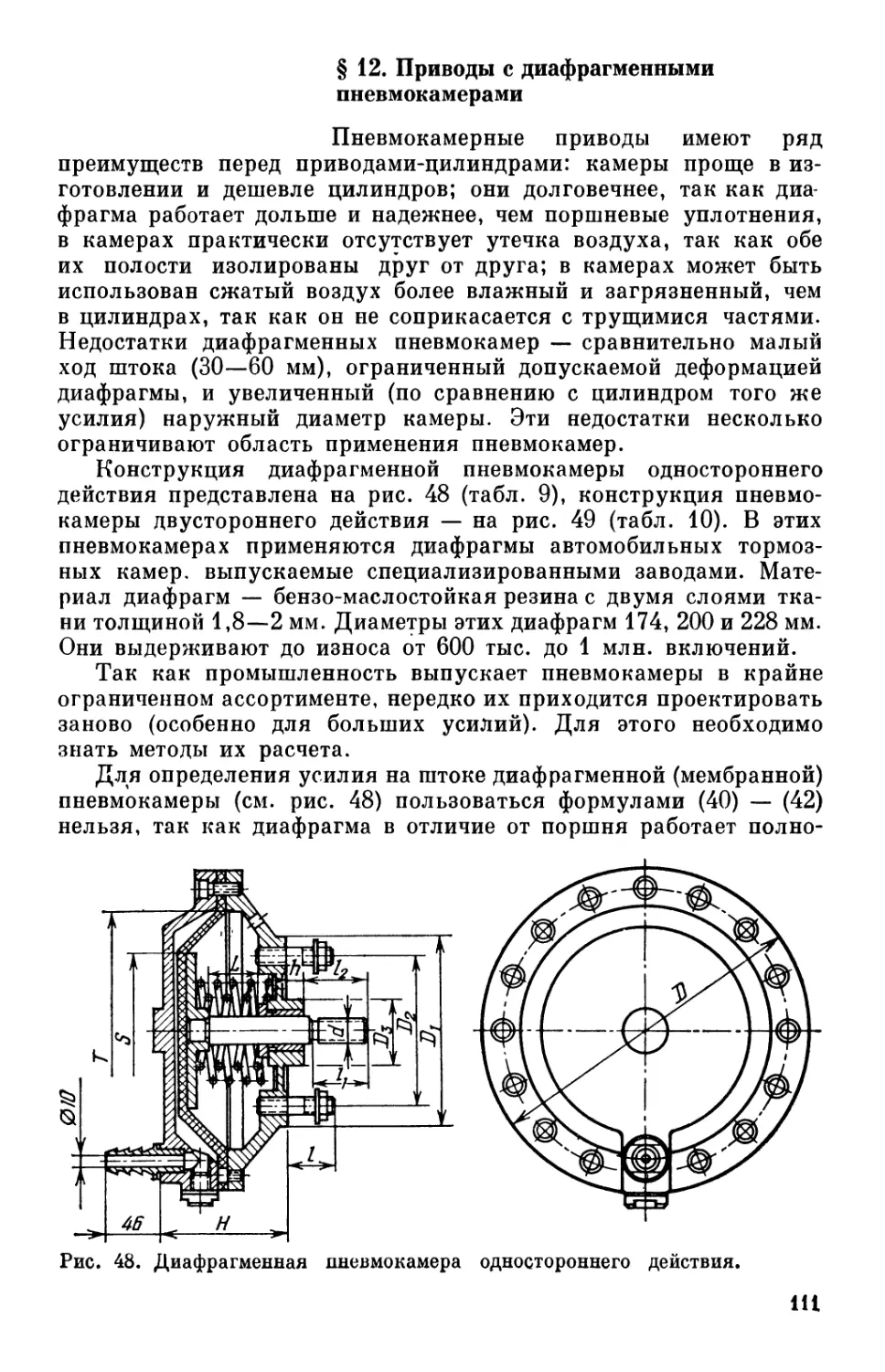
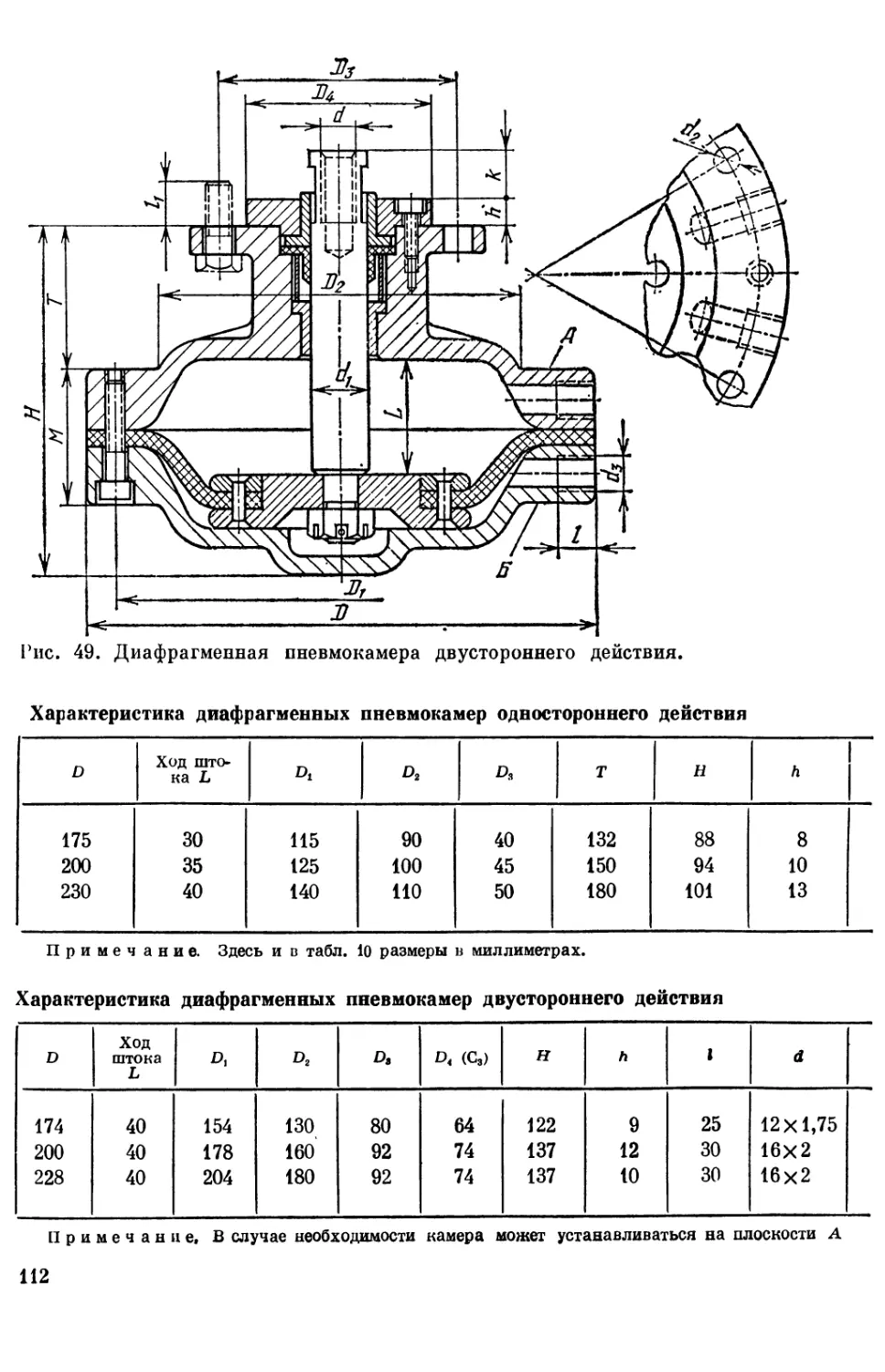
более простыми диафрагменными (мембранными) пневмокамерами
(рис. 7). Однако следует иметь в виду известный конструктивный не-
достаток таких камер, заключающийся в их относительно большом
34
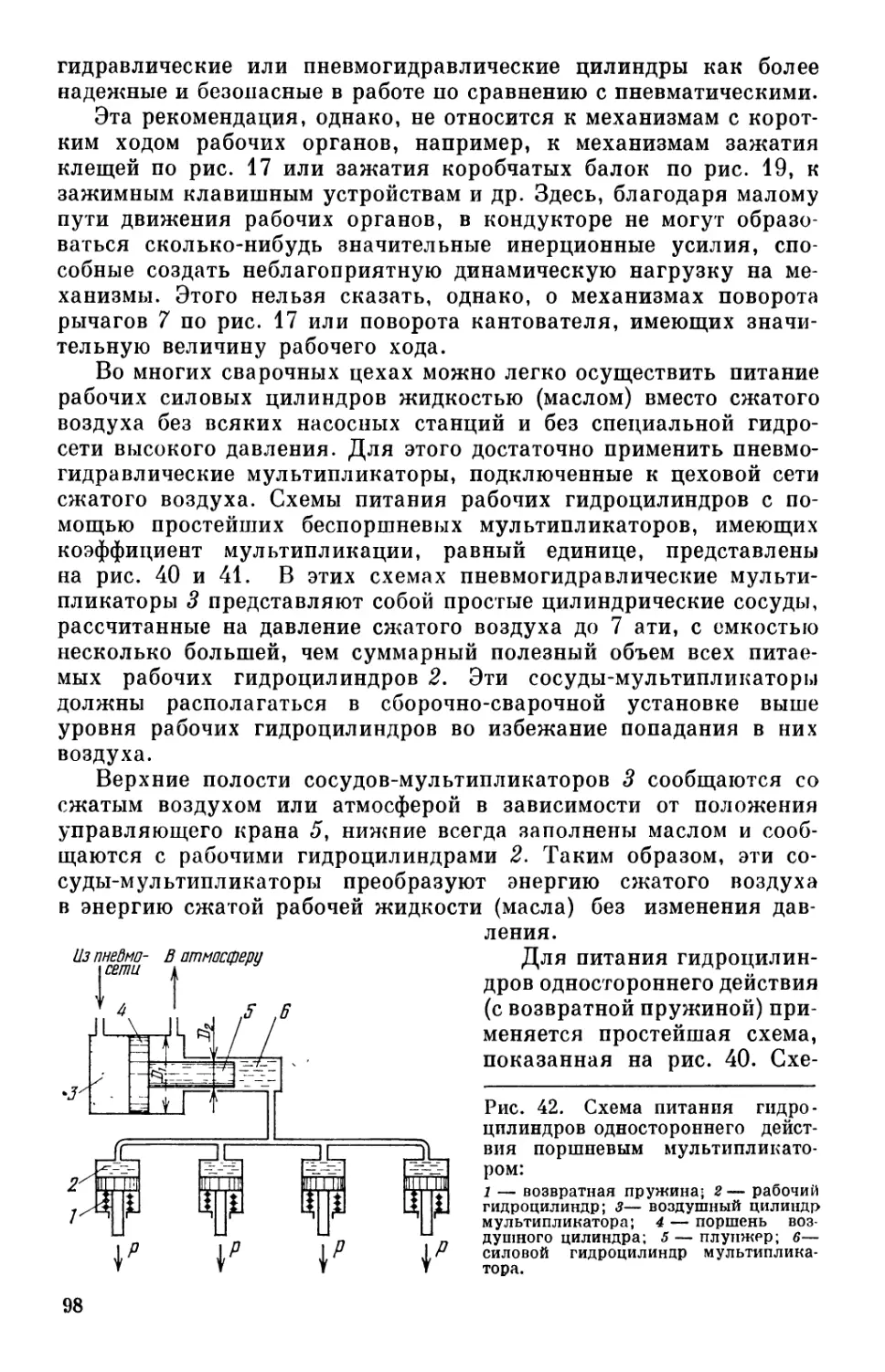
Рис. 6. Пневморычажное пере-
движное зажимное устройство:
1 — медная подкладка; 2 — нижняя
опорная балка; з — ходовая часть ме-
ханизма передвижения; 4— поперечная
балка; 5 — верхняя продольная балка;
6 — прижимной рычаг-клавиш; 7 —
пневмопилиндр 8 — рельсовый путь
для сварочного автомата, 9 — свароч-
ный автомат; ю — каретка-сиденье для
сварщика; 11 — балкон обслуживания.
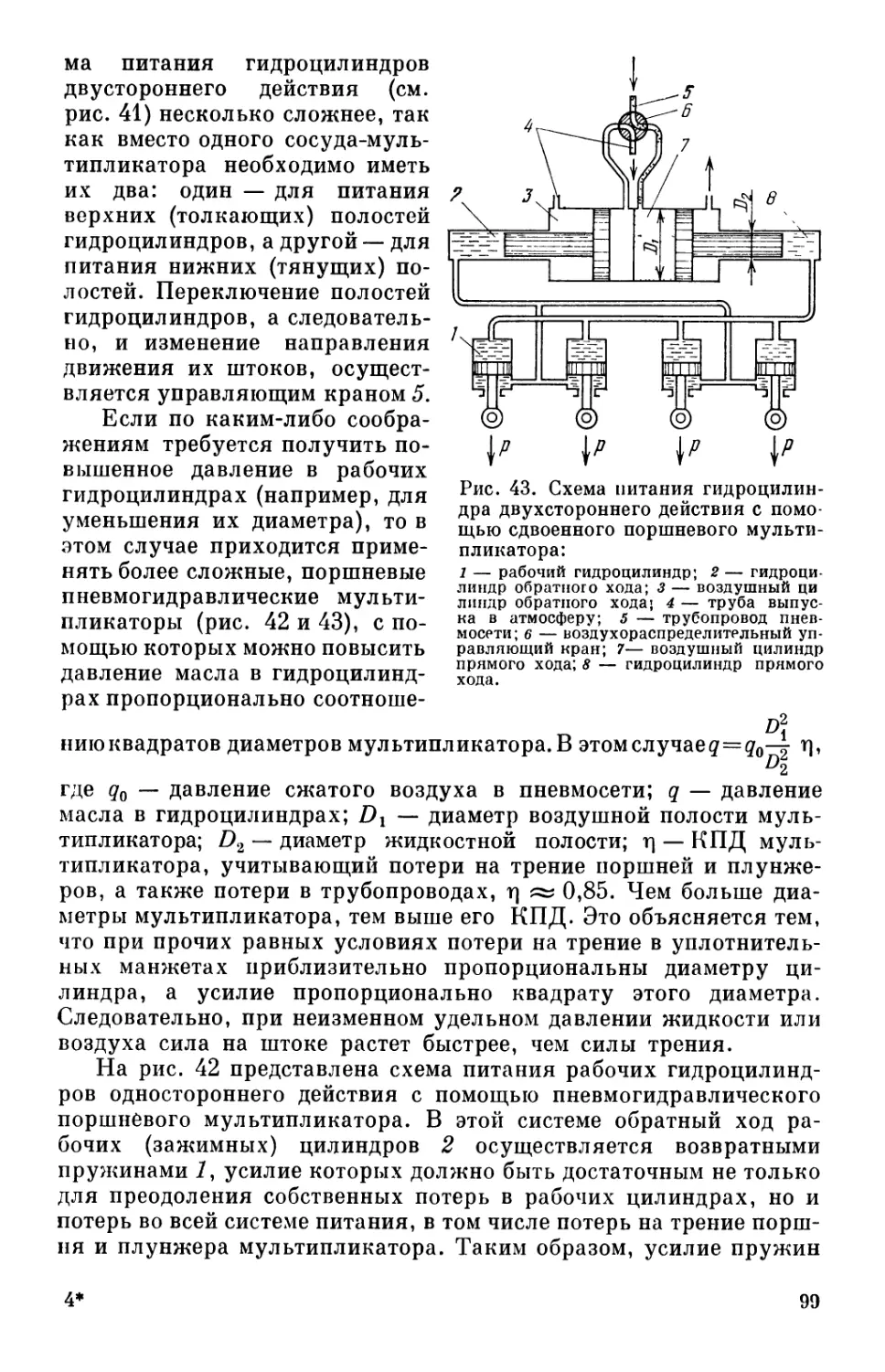
Рис. 7. Зажимное устройство с диафраг-
менными камерами:
1 — свариваемые листы; 2—^ верхняя несущая
балка; з — диафрагменная пневмокамера; 4 —
прижимной рычаг-клавиш; 5 — медная под-
кладка 150 X 25 мм; 6 — нижняя опорная
балка.
диаметре по сравнению
с диаметром эквивалентных
гидроцилиндров, что иногда
не позволяет располагать их
в один ряд на, достаточно
близком расстоянии друг от
друга, обусловленном шагом
клавишей. В этих случаях
выходом из положения может
быть применение сдвоенных,
балансирных клавишей. При
этом расстояние между пнев-
мокамерами будет равно
двойному шагу прижимам к
клавишей, так как шток ка-
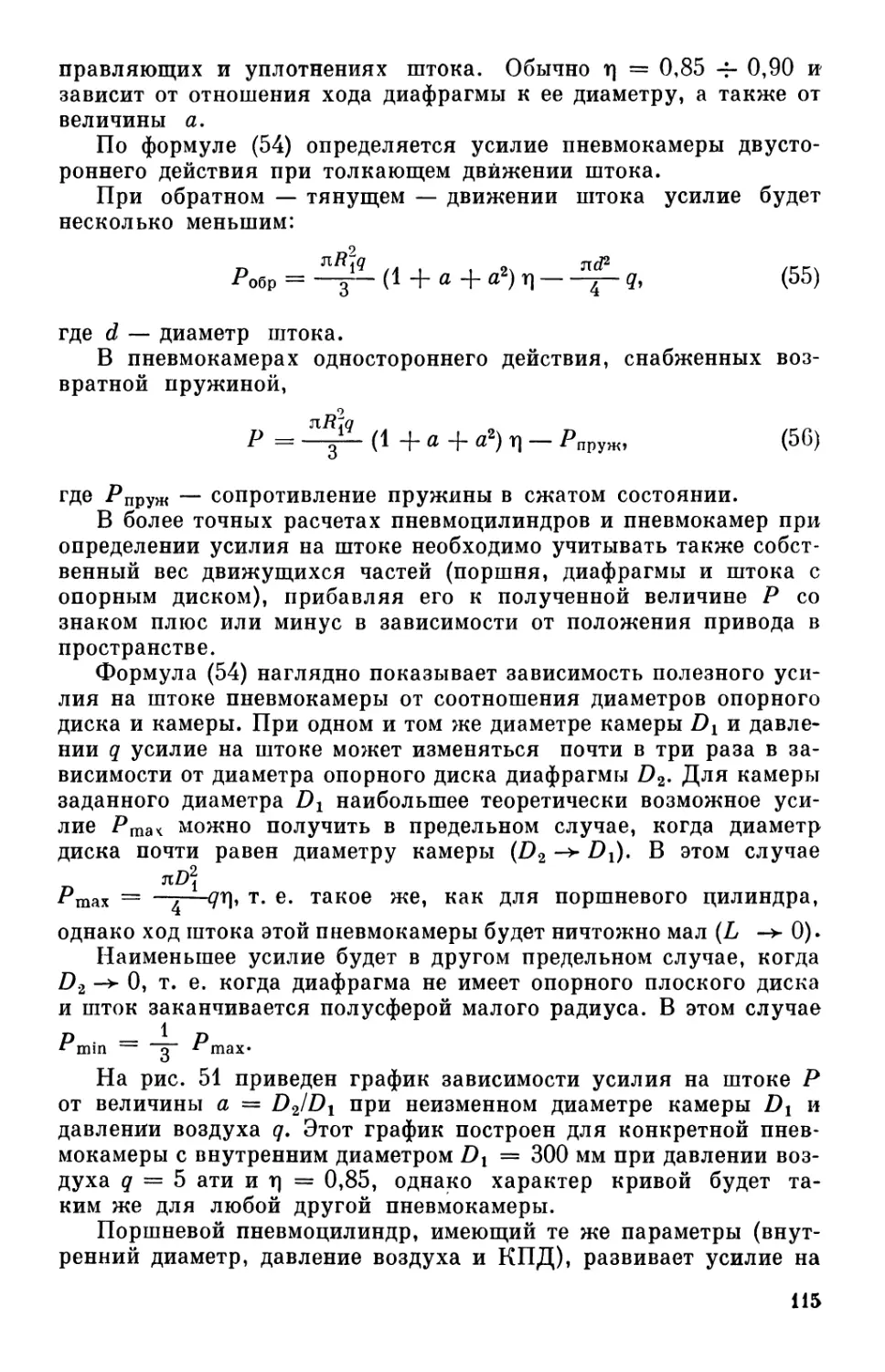
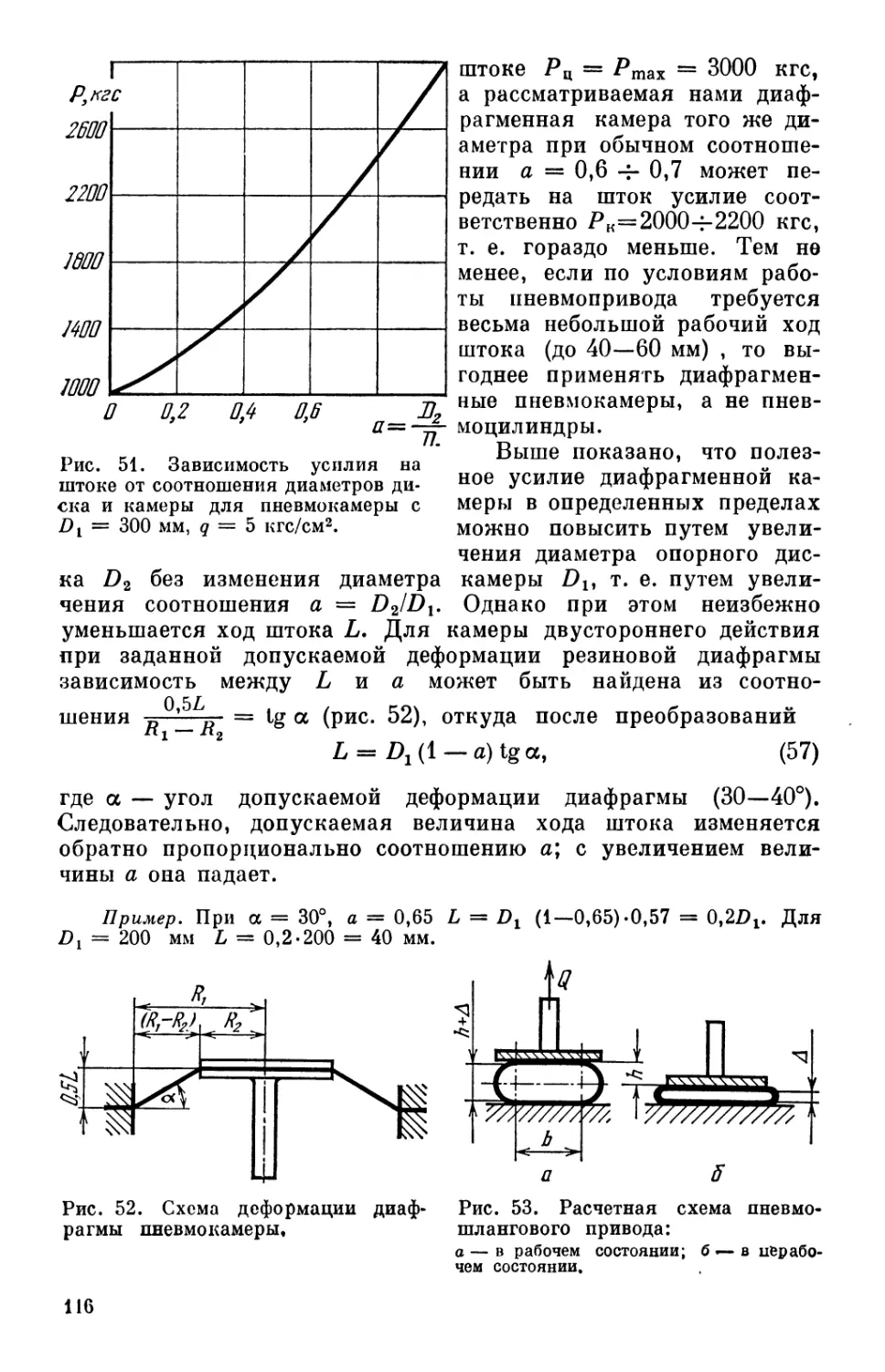
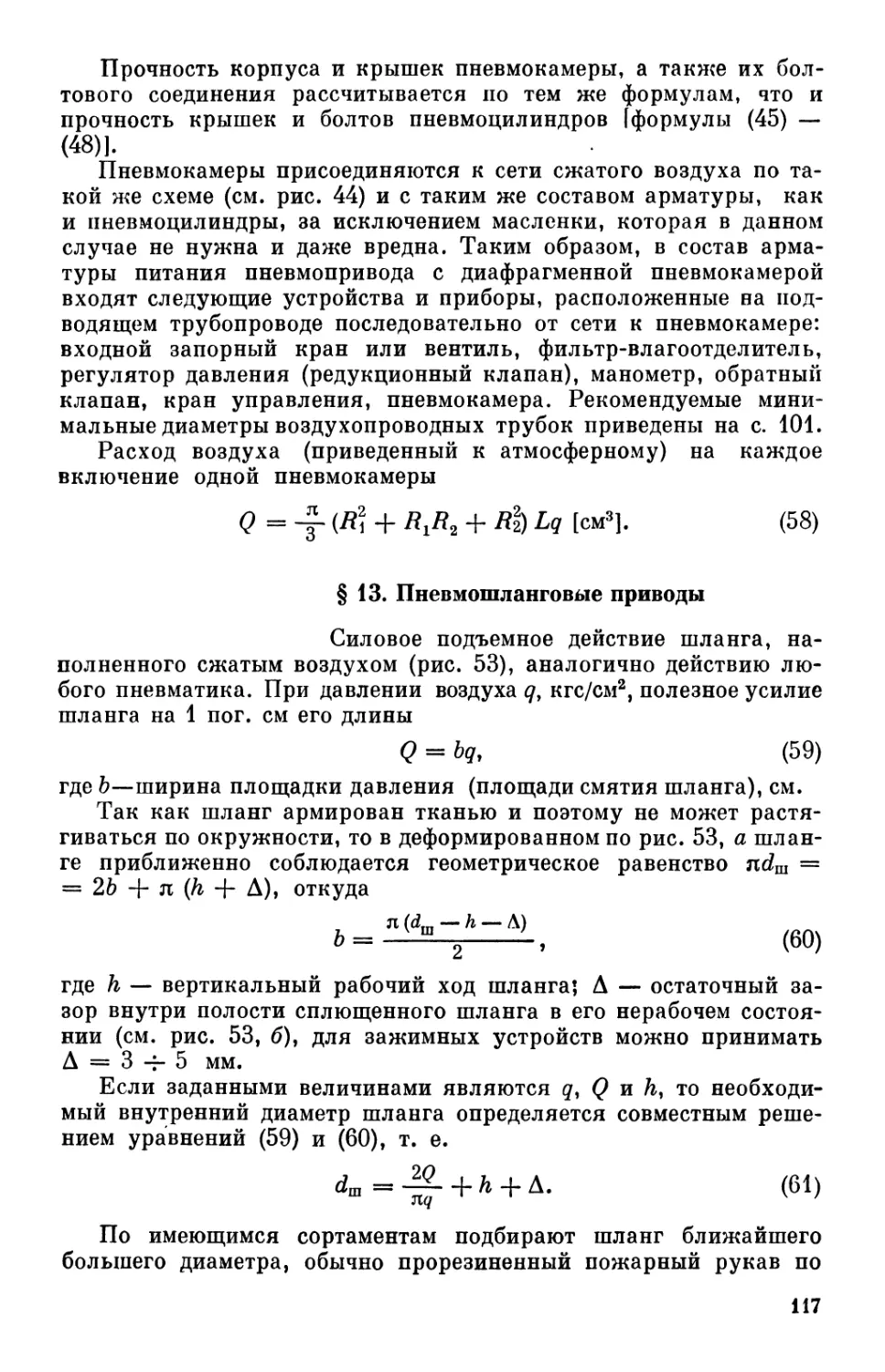
меры действует на два кла-
виша или на две точки ба-
лансирного прижима. Систе-
ма балансирных клавишей часто применяется и при гидро- или
пневмоцилиндрах для уменьшения числа цилиндров.
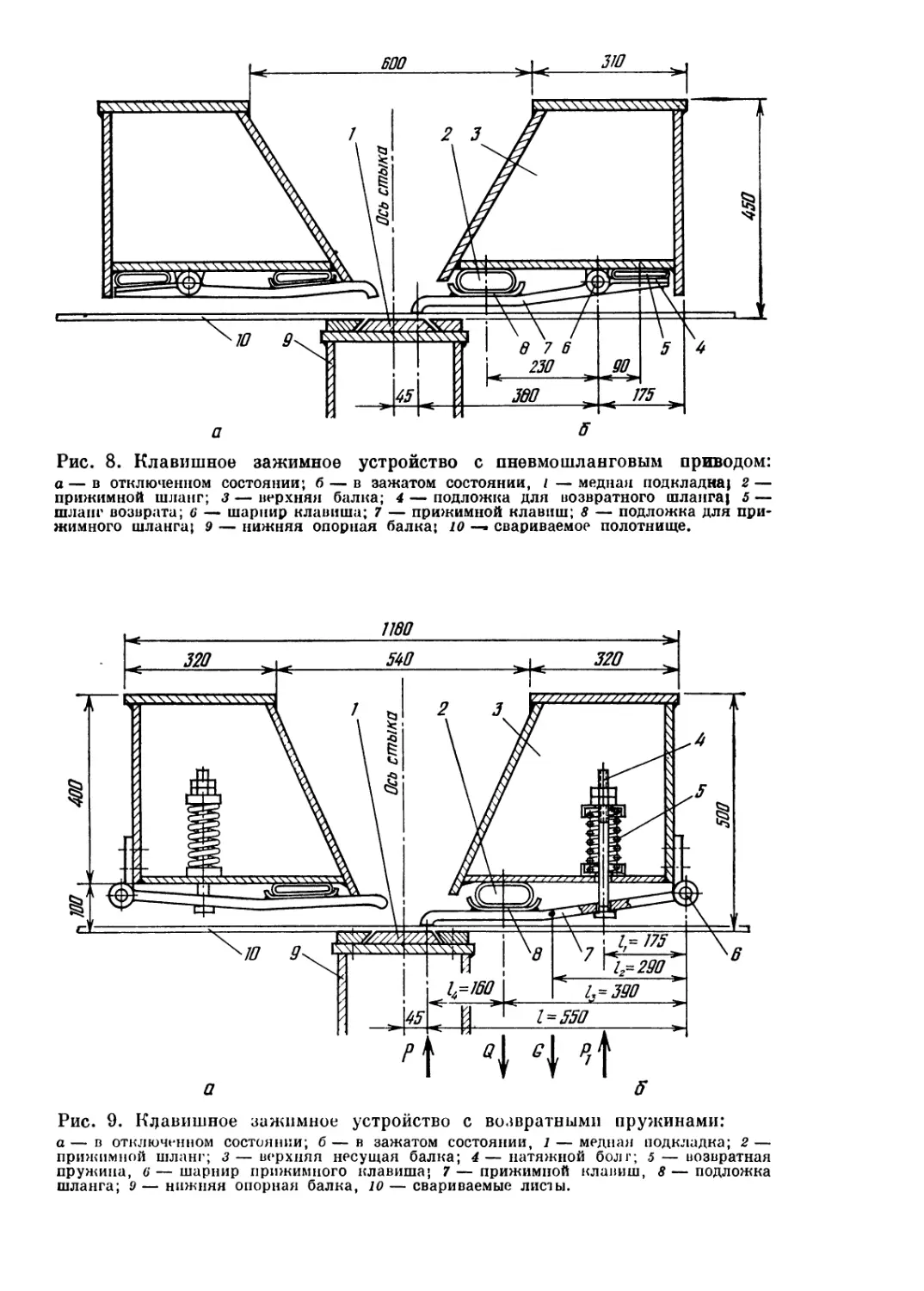
На рис. 8 представлена упрощенная конструкция клавишного
зажимного устройства, отличающаяся тем, что силовые цилиндры
в ней заменены пневматическими камерами, выполненными в виде
длинных прорезиненных шлангов, уложенных вдоль собираемых
кромок. Один из шлангов (2 — основной) создает рабочее давле-
ние на клавиши 7, а другой (5 — вспомогательный) служит для
возврата клавишей в исходное, нерабочее положение. Шланг
возврата клавишей может быть заменен рядом пружин, как это
сделано в устройстве, показанном на рис. 9.
В описанных зажимных устройствах нижняя опорная балка
снабжена медной подкладкой 7, к которой прижимаются кромки
соединяемых листов 10. Как известно, назначение таких техноло-
гических (уплотнительных) подкладок состоит в том, чтобы во
время сварки предохранить стыковой шов от прожогов и проте-
кания жидкого металла в зазор, а в отдельных случаях (при од-
носторонней сварке) — чтобы сформировать обратный валик шва.
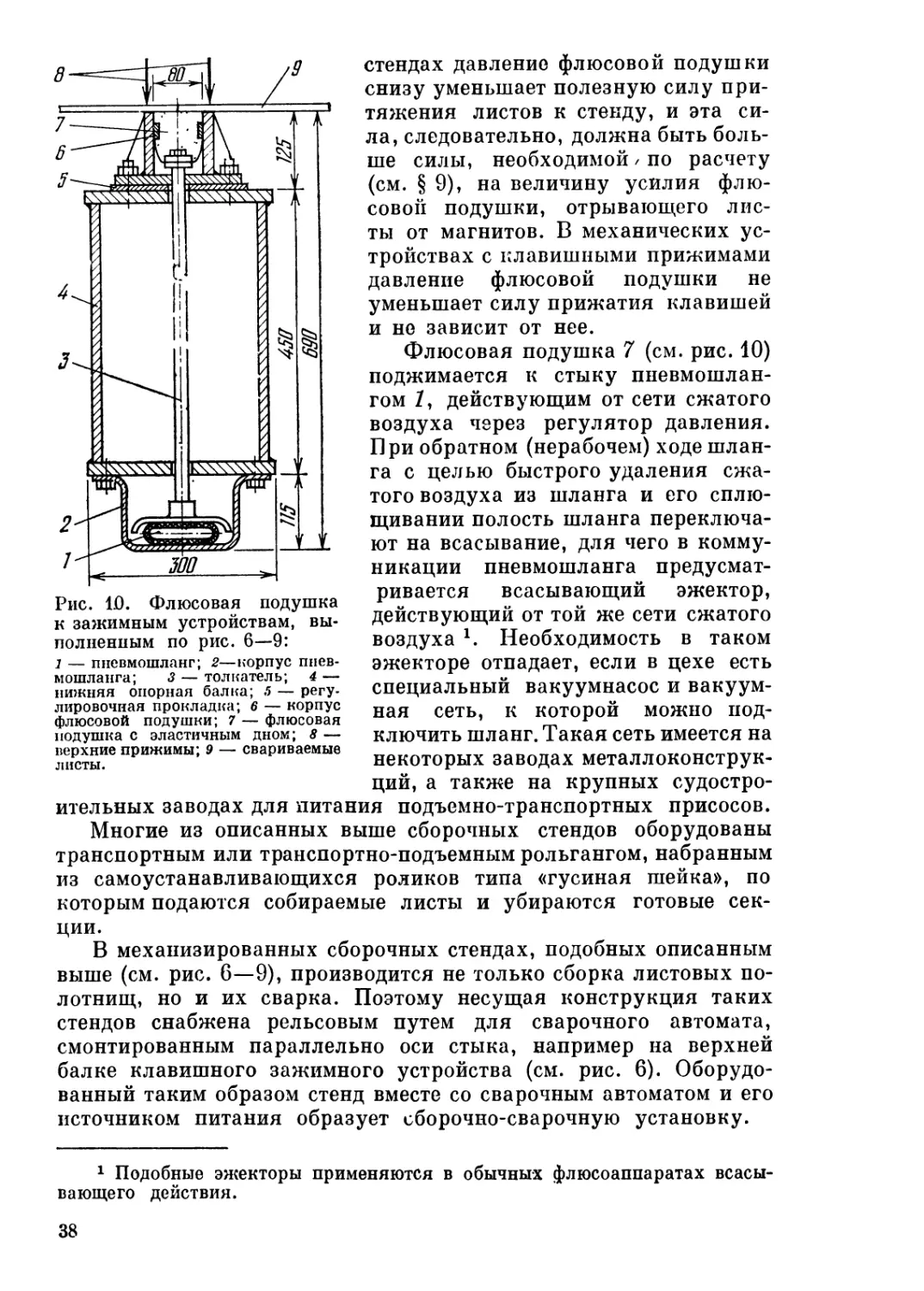
Вместо медной (или флюсомедной) подкладки в рассматривае-
мых стендах часто применяют флюсовую подушку (рис. 10),
подобную той, что используется в электромагнитных стендах. В си-
ловом аспекте разница между ними заключается в том, что реак-
ция от давления флюсовой подушки в первом случае (в электро-
магнитном стенде) воспринимается магнитами, расположенными
по обе стороны флюсоподушки, а во втором — верхними клавиш-
ными прижимами.
Следует отметить, что в этом различии заключается одно из
существенных преимуществ механических зажимных устройств
перед электромагнитными — независимость силы прижатия кла-
вишей от давления флюсовой подушки. В электромагнитных
36
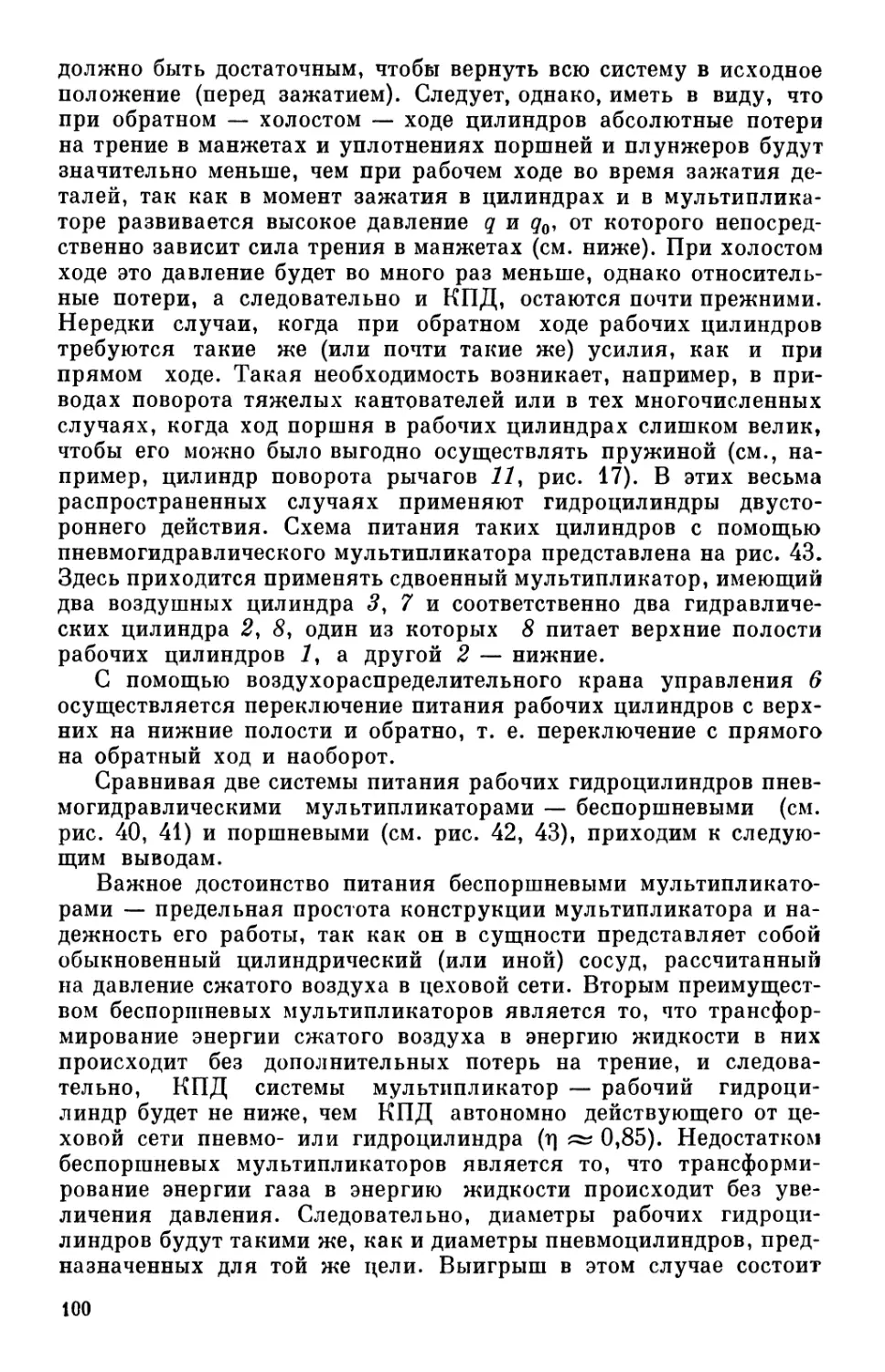
Рис. 8. Клавишное зажимное устройство с пневмо шланговым приводом:
а — в отключенном состоянии; б — в зажатом состоянии, / — медная подкладка; 2 —
прижимной шланг; 3 — верхняя балка; 4 — подложка для возвратного шланга| 5 —
шланг возврата; 6 — шарнир клавиша; 7 — прижимной клавиш; 8 — подложка для при-
жимного шланга; 9 — нижняя опорная балка; 10 — свариваемое полотнище.
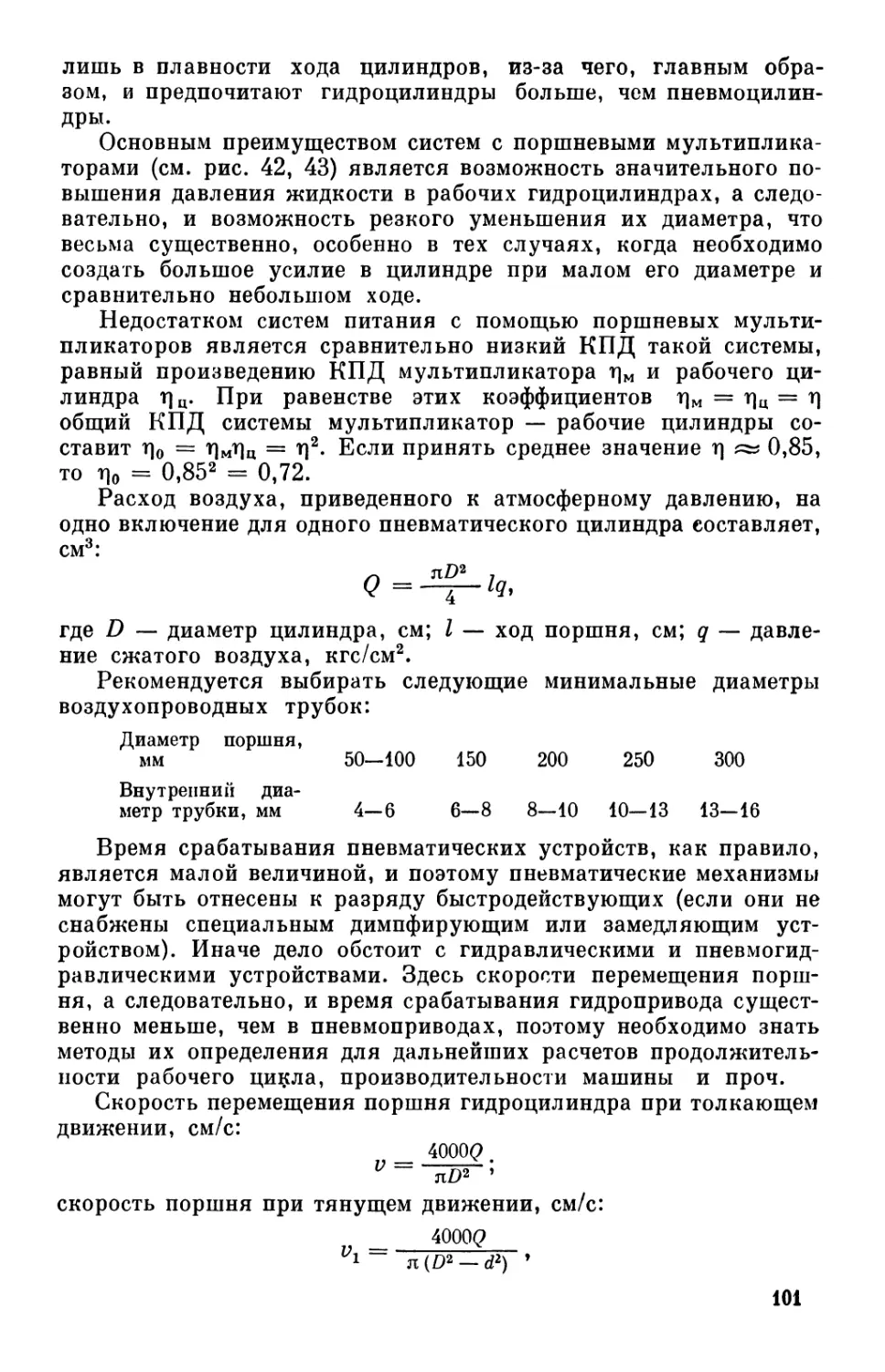
Рис. 9. Кдавишное зажимное устройство с возвратными пружинами:
а — в отключенном состоянии; б — в зажатом состоянии, 1 — медная подкладка; 2 —
прижимной шланг; з—верхняя несущая балка; 4—натяжной бол г; 5 — возвратная
пружина, 6' — шарнир прижимного клавиша; 7 — прижимной клавиш, 8 — подложка
шланга; 9—нижняя опорная балка, 10—свариваемые листы.
Рис. 19. Флюсовая подушка
к зажимным устройствам, вы-
полненным по рис. 6—9:
1 — пневмошланг; 2—корпус пнев-
мошланга; 3 — толкатель; 4 —
нижняя опорная балка; .5 — регу-
лировочная прокладка; 6 — корпус
флюсовой подушки; 7 — флюсовая
подушка с эластичным дном; 8 —
верхние прижимы; 9 — свариваемые
листы.
стендах давление флюсовой подушки
снизу уменьшает полезную силу при-
тяжения листов к стенду, и эта си-
ла, следовательно, должна быть боль-
ше силы, необходимой / по расчету
(см. § 9), на величину усилия флю-
совой подушки, отрывающего лис-
ты от магнитов. В механических ус-
тройствах с клавишными прижимами
давление флюсовой подушки не
уменьшает силу прижатия клавишей
и не зависит от нее.
Флюсовая подушка 7 (см. рис. 10)
поджимается к стыку пневмошлан-
гом 7, действующим от сети сжатого
воздуха через регулятор давления.
При обратном (нерабочем) ходе шлан-
га с целью быстрого удаления сжа-
того воздуха из шланга и его сплю-
щивании полость шланга переключа-
ют на всасывание, для чего в комму-
никации пневмошланга предусмат-
ривается всасывающий эжектор,
действующий от той же сети сжатого
воздуха х. Необходимость в таком
эжекторе отпадает, если в цехе есть
специальный вакуумнасос и вакуум-
ная сеть, к которой можно под-
ключить шланг. Такая сеть имеется на
некоторых заводах металлоконструк-
ций, а также на крупных судостро-
ительных заводах для питания подъемно-транспортных присосов.
Многие из описанных выше сборочных стендов оборудованы
транспортным или транспортно-подъемным рольгангом, набранным
из самоустанавливающихся роликов типа «гусиная шейка», по
которым подаются собираемые листы и убираются готовые сек-
ции.
В механизированных сборочных стендах, подобных описанным
выше (см. рис. 6—9), производится не только сборка листовых по-
лотнищ, но и их сварка. Поэтому несущая конструкция таких
стендов снабжена рельсовым путем для сварочного автомата,
смонтированным параллельно оси стыка, например на верхней
балке клавишного зажимного устройства (см. рис. 6). Оборудо-
ванный таким образОхМ стенд вместе со сварочным автоматом и его
источником питания образует сборочно-сварочную установку.
1 Подобные эжекторы применяются в обычных флюсоаппаратах всасы-
вающего действия.
38
На стендах для сборки и сварки листовых секций и полотнищ
(см. рис. 6—9) работа ведется в следующем порядке.
На нижнюю опорную балку, или на флюсовую подушку, за-
брасываются откидные упоры — фиксаторы \ расположенные
строго по оси собираемого стыка (по концам стенда). Затем по
рольгангу слева направо подается первый лист до плотного со-
прикосновения его кромки с упорами-фиксаторами. После этого
включается левый клавишный ряд, под которым находится подан-
ный лист, и кромка листа плотно прижимается к медной подклад-
ке (или к корпусу флюсовой подушки). Фиксаторы отбрасываются,
справа подается второй лист до упора в кромку первого и вклю-
чается правый ряд клавишей. На этом заканчивается сборка пер-
вого стыкового соединения и начинается его сварка.
Если сборка листов должна производиться с технологическим
зазором в стыке, то перед подачей второго листа на зажатую кром-
ку первого листа забрасываются калиброванные прокладки, тол-
щина которых равна заданной величине зазора.
Если сварка шва производится не на медной подкладке, а на
флюсовой подушке, то до начала сварки необходимо включить
флюсовую подушку для поджатия флюса к стыку снизу.
По окончании сварки флюсоподушка отключается, затем вы-
ключается все зажимное устройство (оба клавишных ряда), и ос-
вобожденная от зажатия секция перемещается по рольгангу влево
за пределы подкладки (или флюсовой подушки). Снова забрасы-
ваются фиксаторы, секция подается по рольгангу слева направо
до упора в фиксаторы-ограничители и включается левый кла-
вишный ряд. При этом кромка секции оказывается зажатой строго
по оси подкладки, т. е. по оси будущего шва. После этого фик-
саторы отбрасываются, а с правой стороны стенда подается оче-
редной лист под правый клавишный ряд до упора в зажатую кромку
секции. Включается правый ряд клавишей и флюсовая подушка (если
она есть), и стык готов к сварке. По окончании сварки последова-
тельно отключаются флюсовая подушка и зажимное устройство,
после чего освобожденная секция из трех листов передвигается
влево за осевую линию стенда. Затем цикл операций повторяется
столько раз, сколько листов надо приварить к полотнищу.
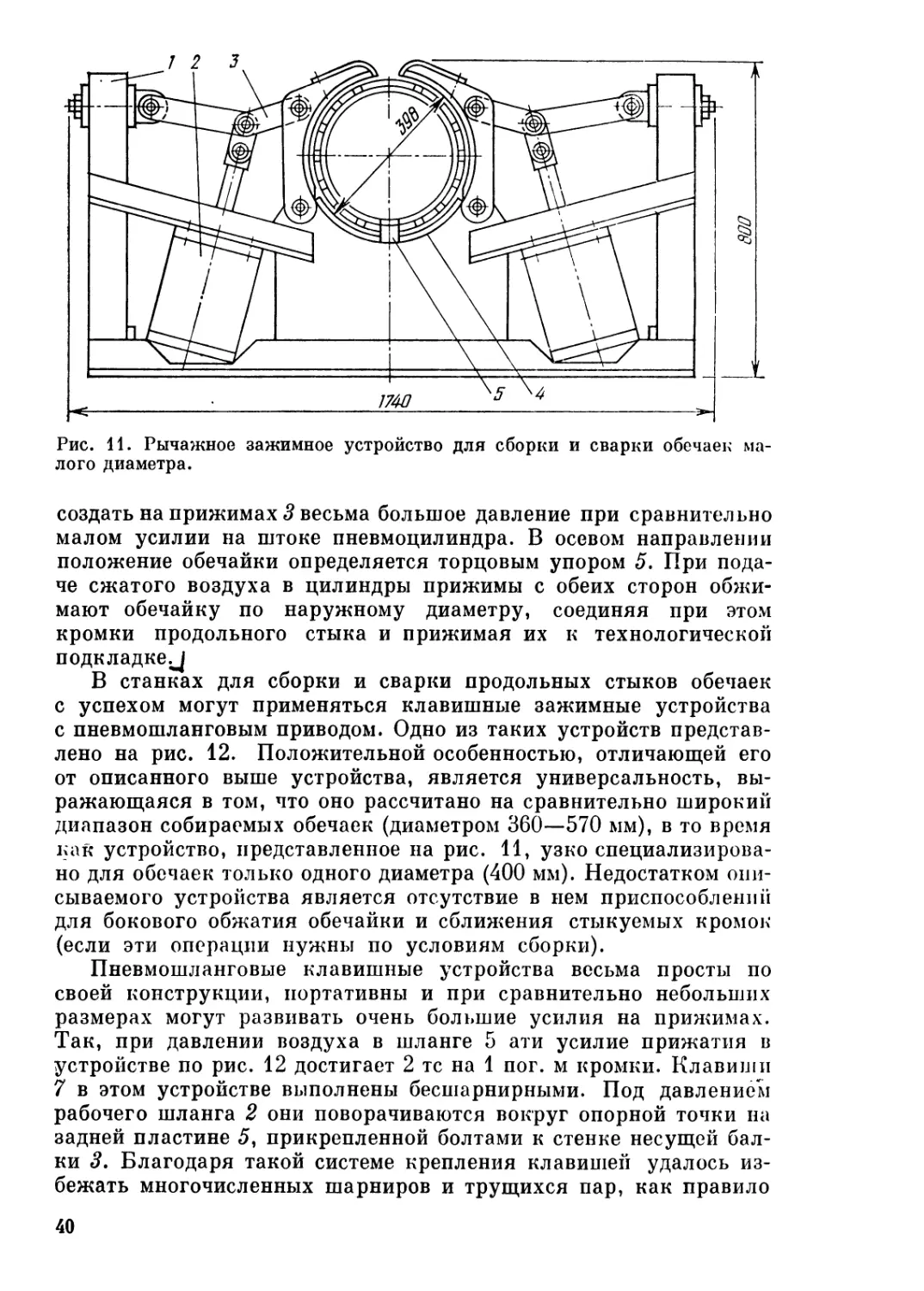
Для сборки продольных стыков обечаек небольшого диаметра
могут применяться сборочно-зажимные устройства, подобные
тому, что представлено на рис. 11. Их назначение заключается
в том, чтобы совместить и соединить кромки стыка, а также при-
жать их к технологической медной подкладке, предохраняющей
шов от прожогов или протекания жидкого металла внутрь. На ста-
нине 1 зажимного устройства размещены рычажные прижимы 3,
находящиеся под действием пневмоцилиндров 2, и опорный ложе-
мент 4, на который укладывается подлежащая сварке обечайка.
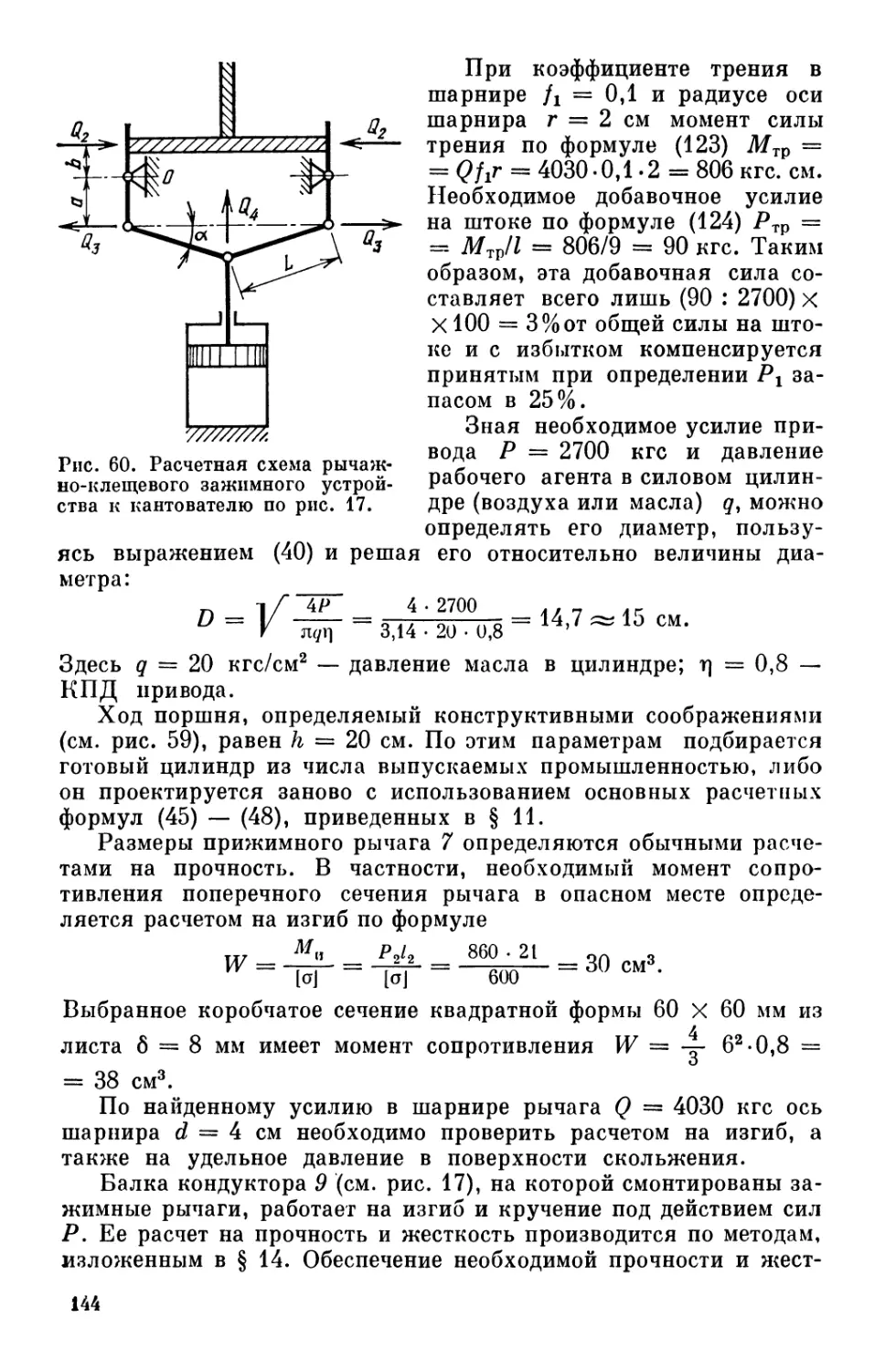
Принятая здесь система «ломающегося» рычага 3 позволяет
1 На ри сунках не показаны.
39
Рис. 11. Рычажное зажимное устройство для сборки и сварки обечаек ма-
лого диаметра.
создать на прижимах 3 весьма большое давление при сравнительно
малом усилии на штоке пневмоцилиндра. В осевом направлении
положение обечайки определяется торцовым упором 5. При пода-
че сжатого воздуха в цилиндры прижимы с обеих сторон обжи-
мают обечайку по наружному диаметру, соединяя при этом
кромки продольного стыка и прижимая их к технологической
подкладке.^
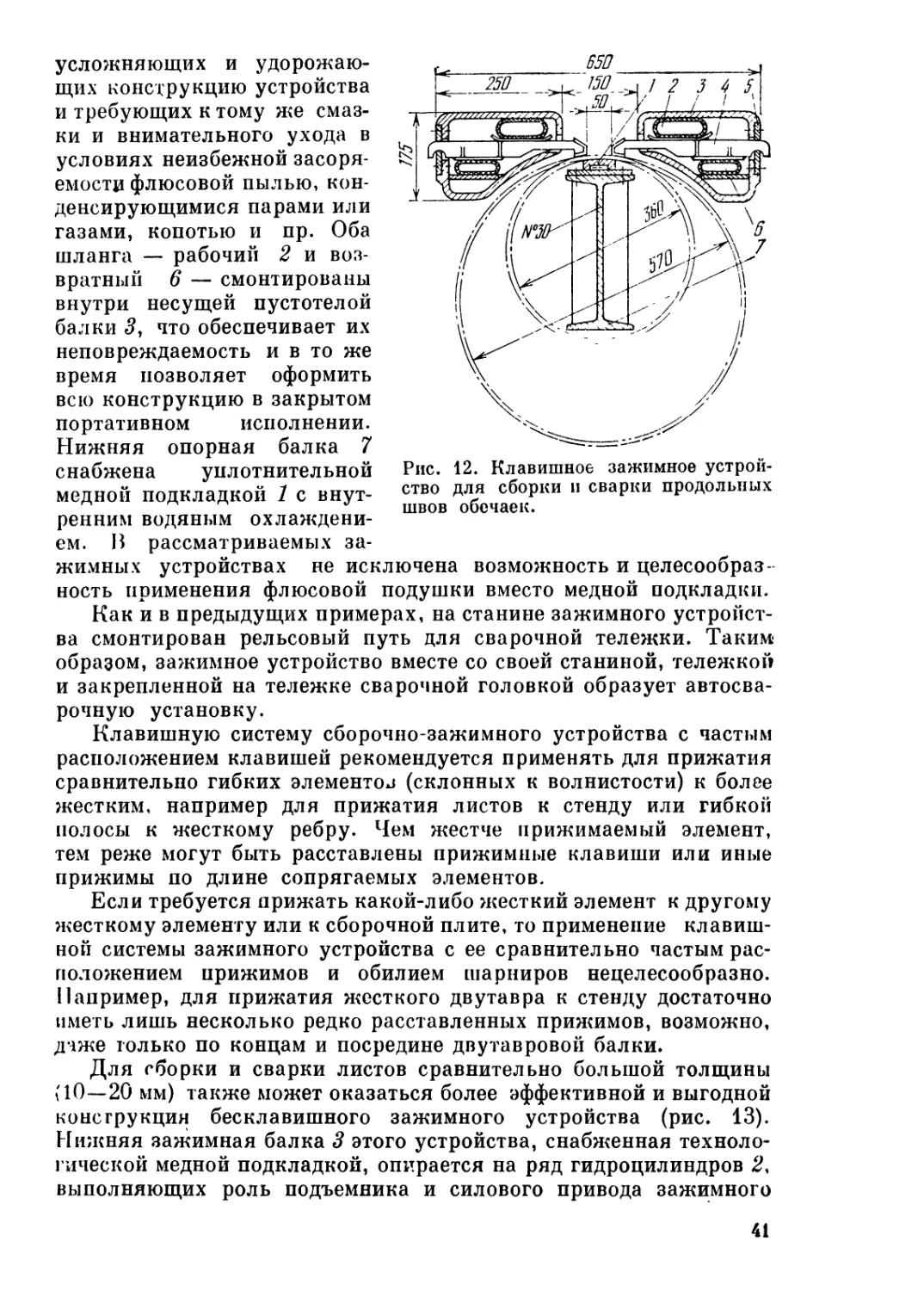
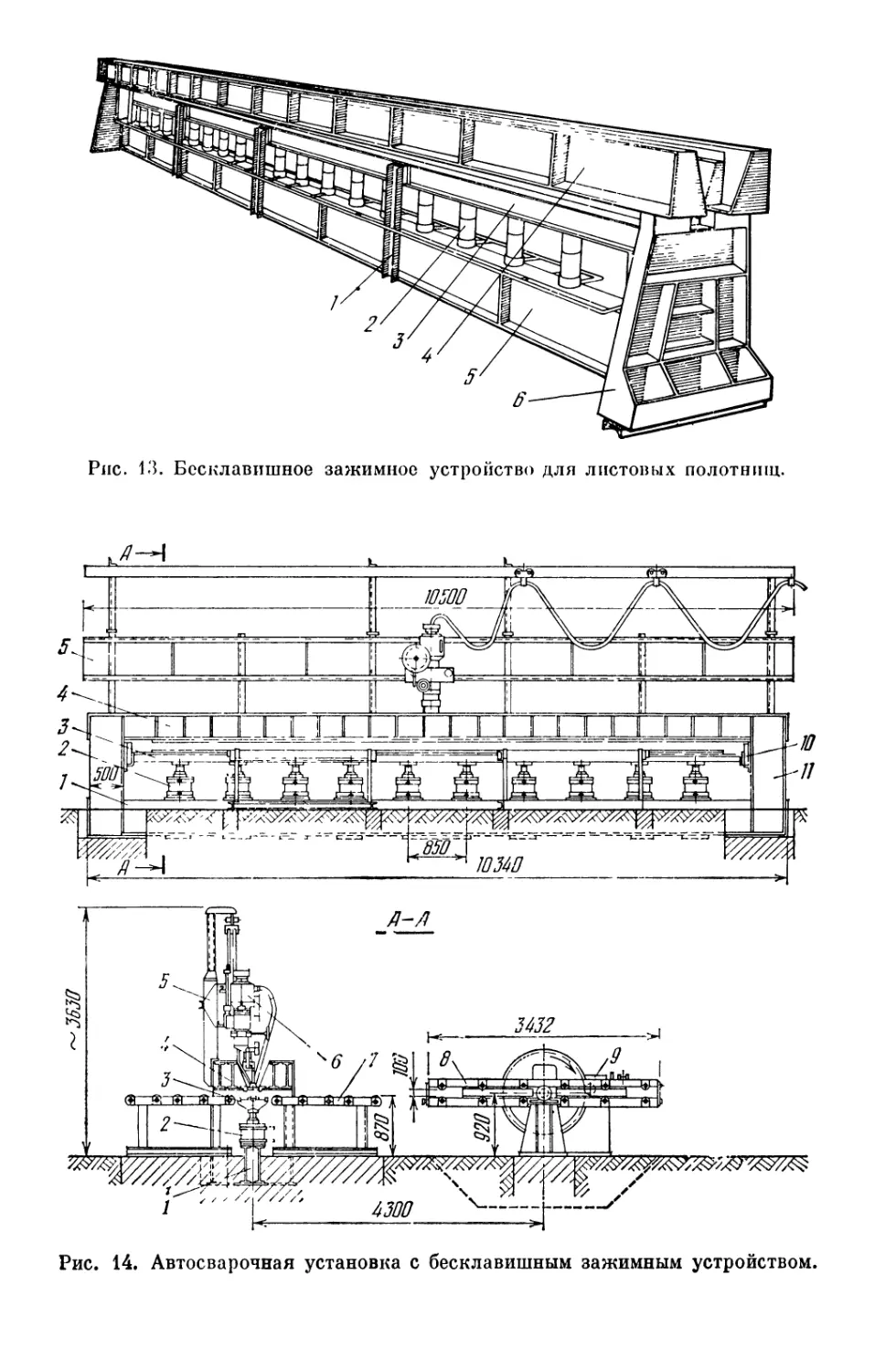
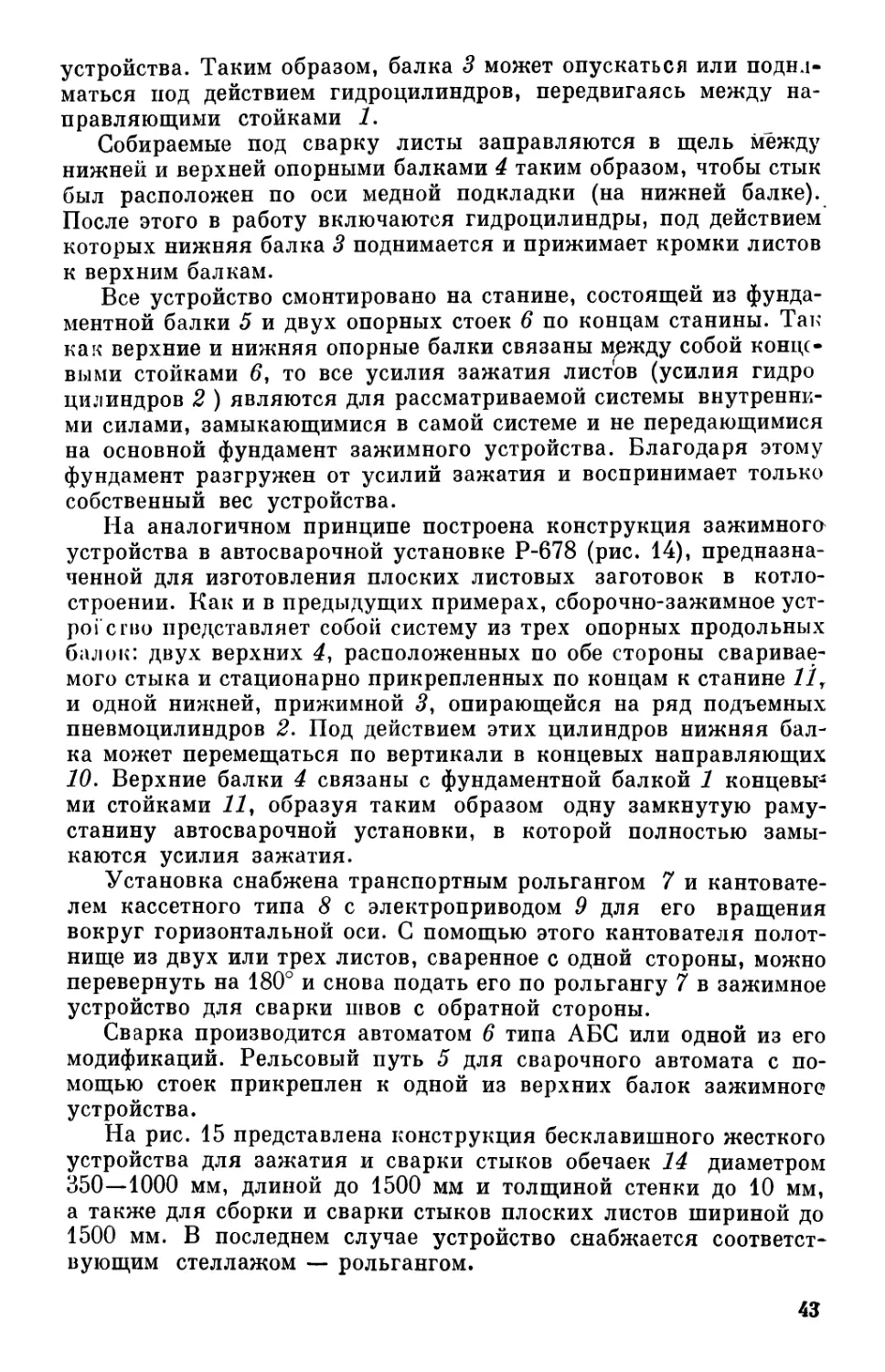
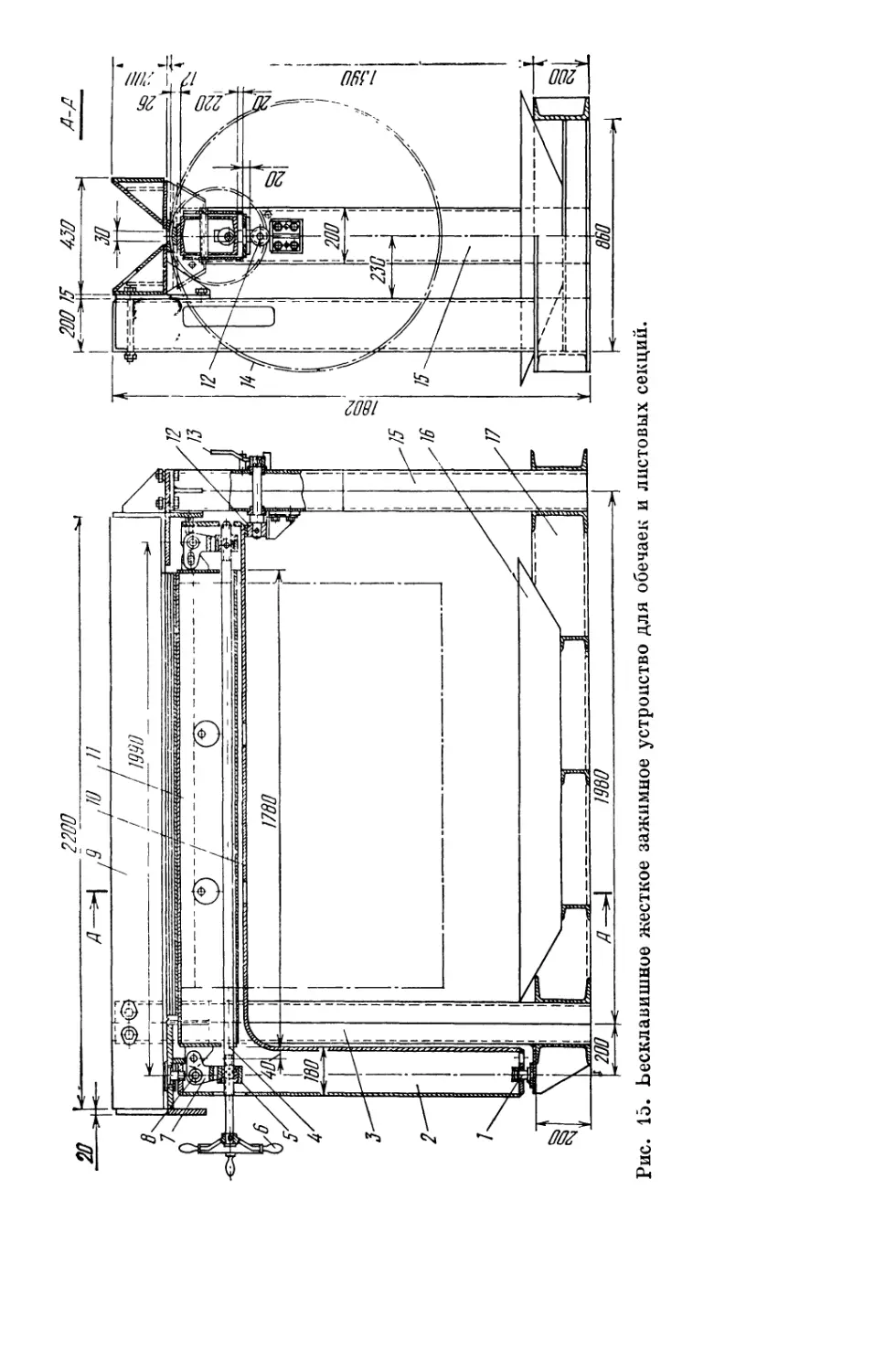
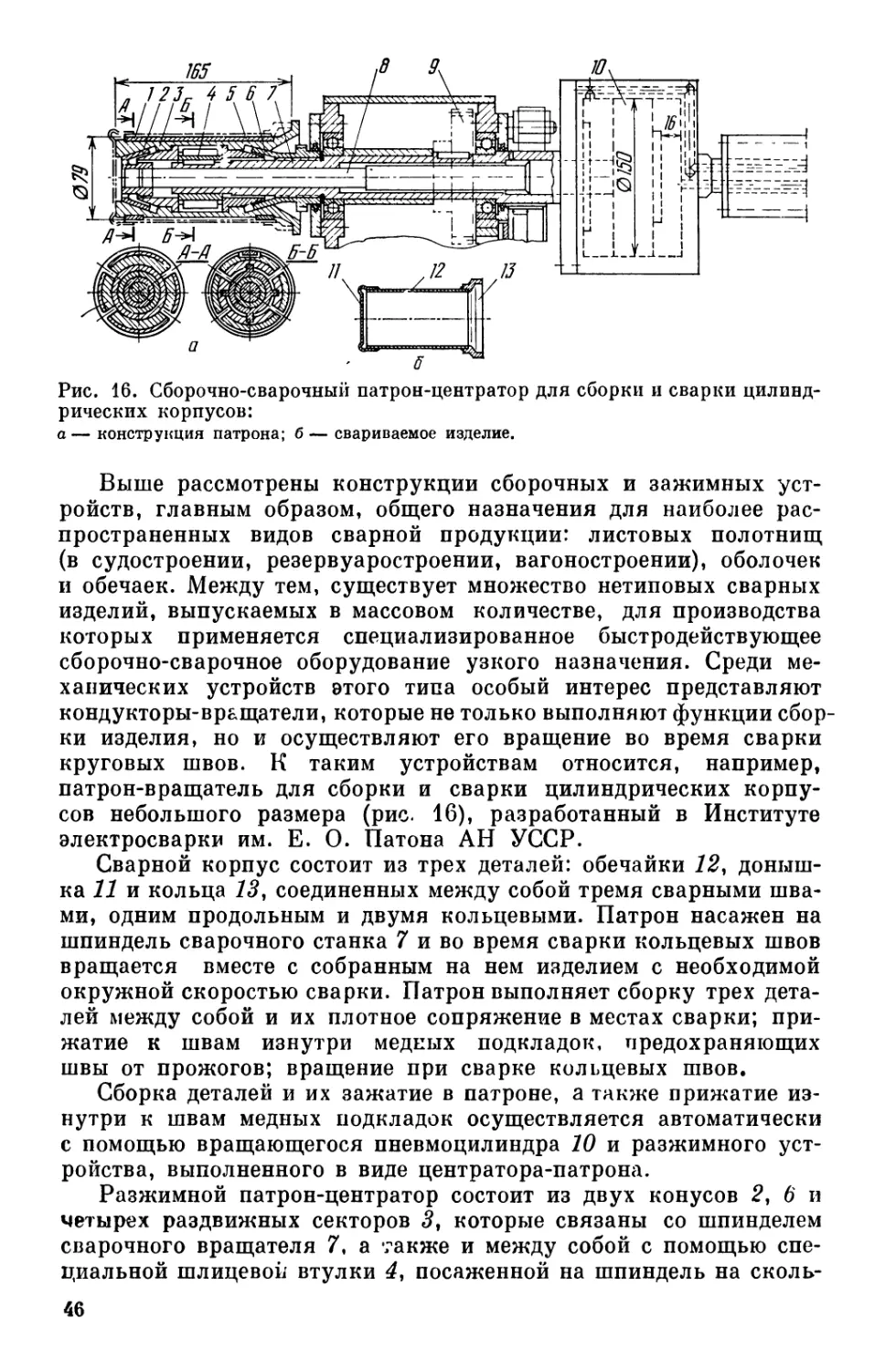
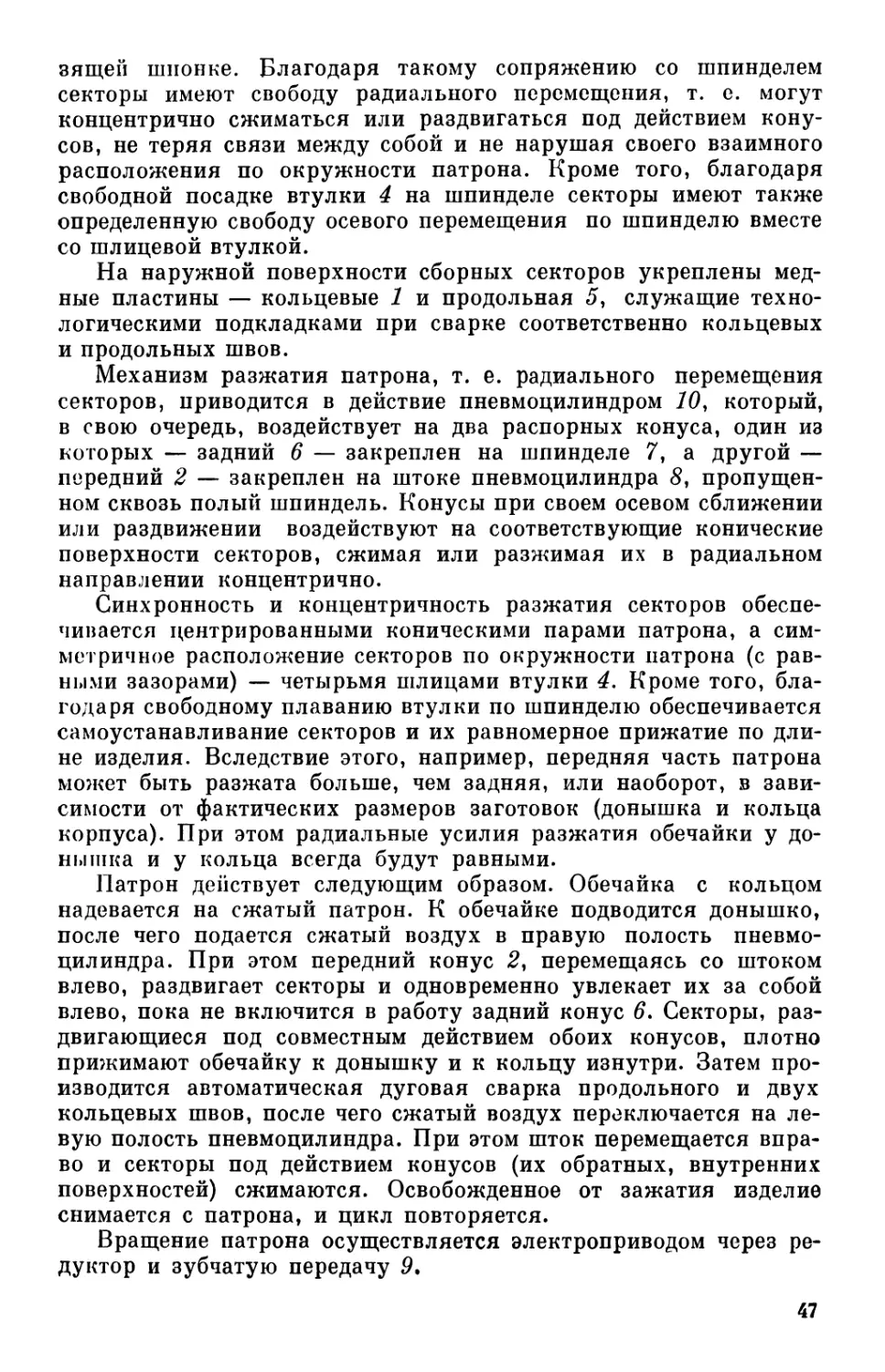
В станках для сборки и сварки продольных стыков обечаек
с успехом могут применяться клавишные зажимные устройства
с пневмошланговым приводом. Одно из таких устройств представ-
лено на рис. 12. Положительной особенностью, отличающей его
от описанного выше устройства, является универсальность, вы-
ражающаяся в том, что оно рассчитано на сравнительно широкий
диапазон собираемых обечаек (диаметром 360—570 мм), в то время
как устройство, представленное на рис. 11, узко специализирова-
но для обечаек только одного диаметра (400 мм). Недостатком опи-
сываемого устройства является отсутствие в нем приспособлений
для бокового обжатия обечайки и сближения стыкуемых кромок
(если эти операции нужны по условиям сборки).
Пневмошланговые клавишные устройства весьма просты по
своей конструкции, портативны и при сравнительно небольших
размерах могут развивать очень большие усилия на прижимах.
Так, при давлении воздуха в шланге 5 ати усилие прижатия в
устройстве по рис. 12 достигает 2 тс на 1 пог. м кромки. Клавиши
7 в этом устройстве выполнены бесшарнирными. Под давлением
рабочего шланга 2 они поворачиваются вокруг опорной точки на
задней пластине 5, прикрепленной болтами к стенке несущей бал-
ки 3. Благодаря такой системе крепления клавишей удалось из-
бежать многочисленных шарниров и трущихся пар, как правило
40
Рис. 12. Клавишное зажимное устрой-
ство для сборки и сварки продольных
швов обечаек.
усложняющих и удорожаю-
щих конструкцию устройства
и требующих к тому же смаз-
ки и внимательного ухода в
условиях неизбежной засоря-
емости флюсовой пылью, кон-
денсирующимися парами или
газами, копотью и пр. Оба
шланга — рабочий 2 и воз-
вратный 6 — смонтированы
внутри несущей пустотелой
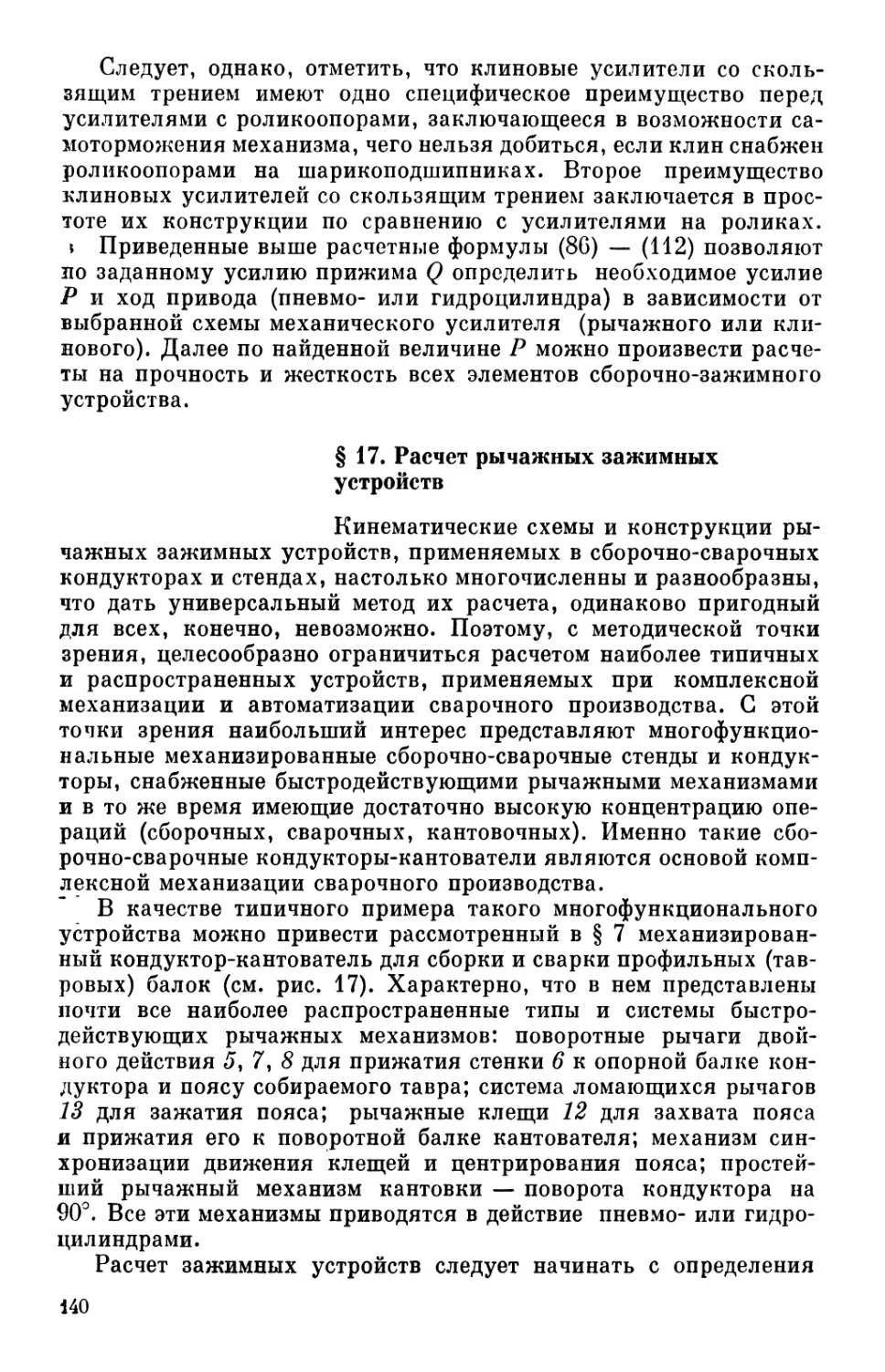
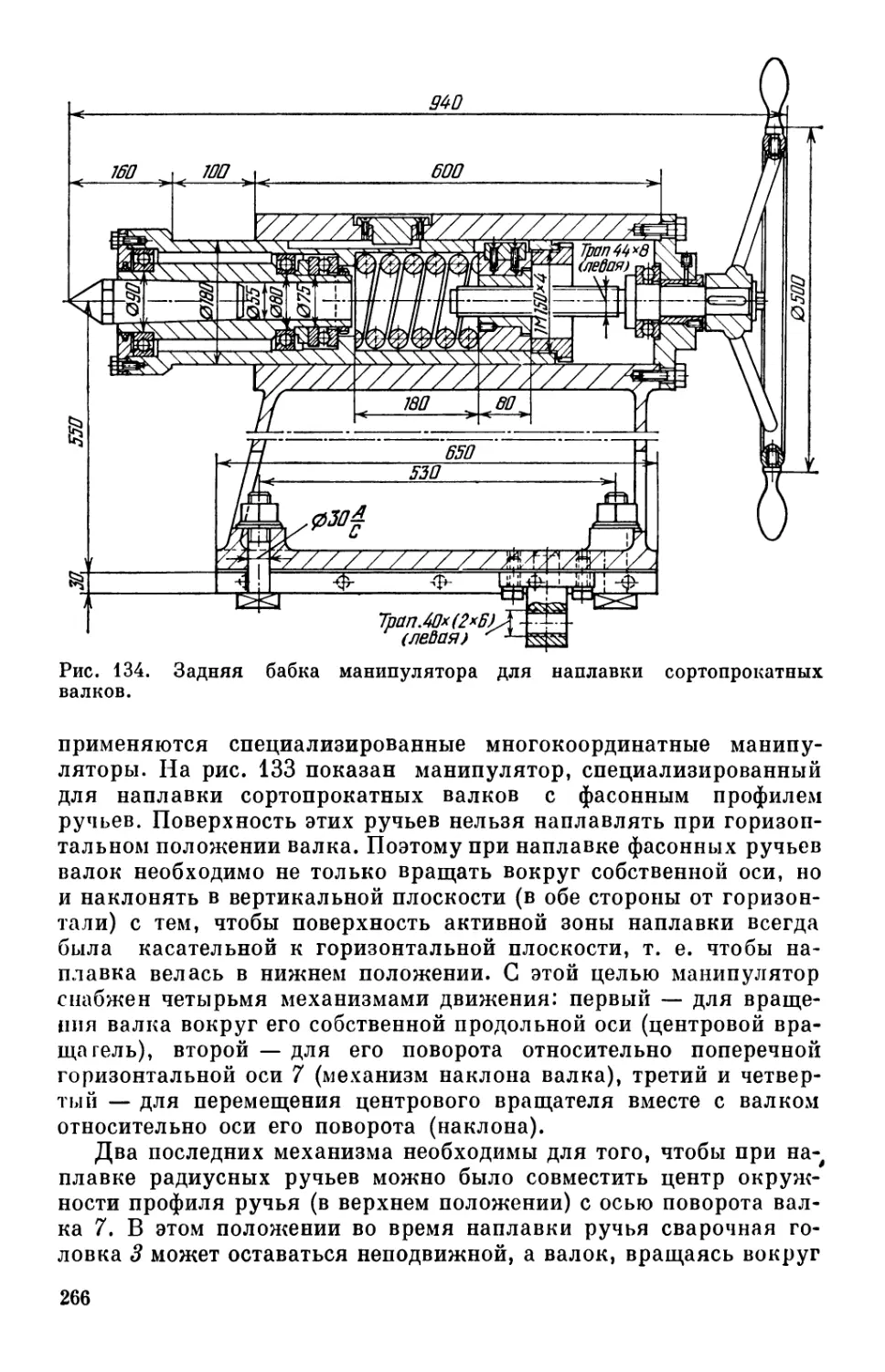
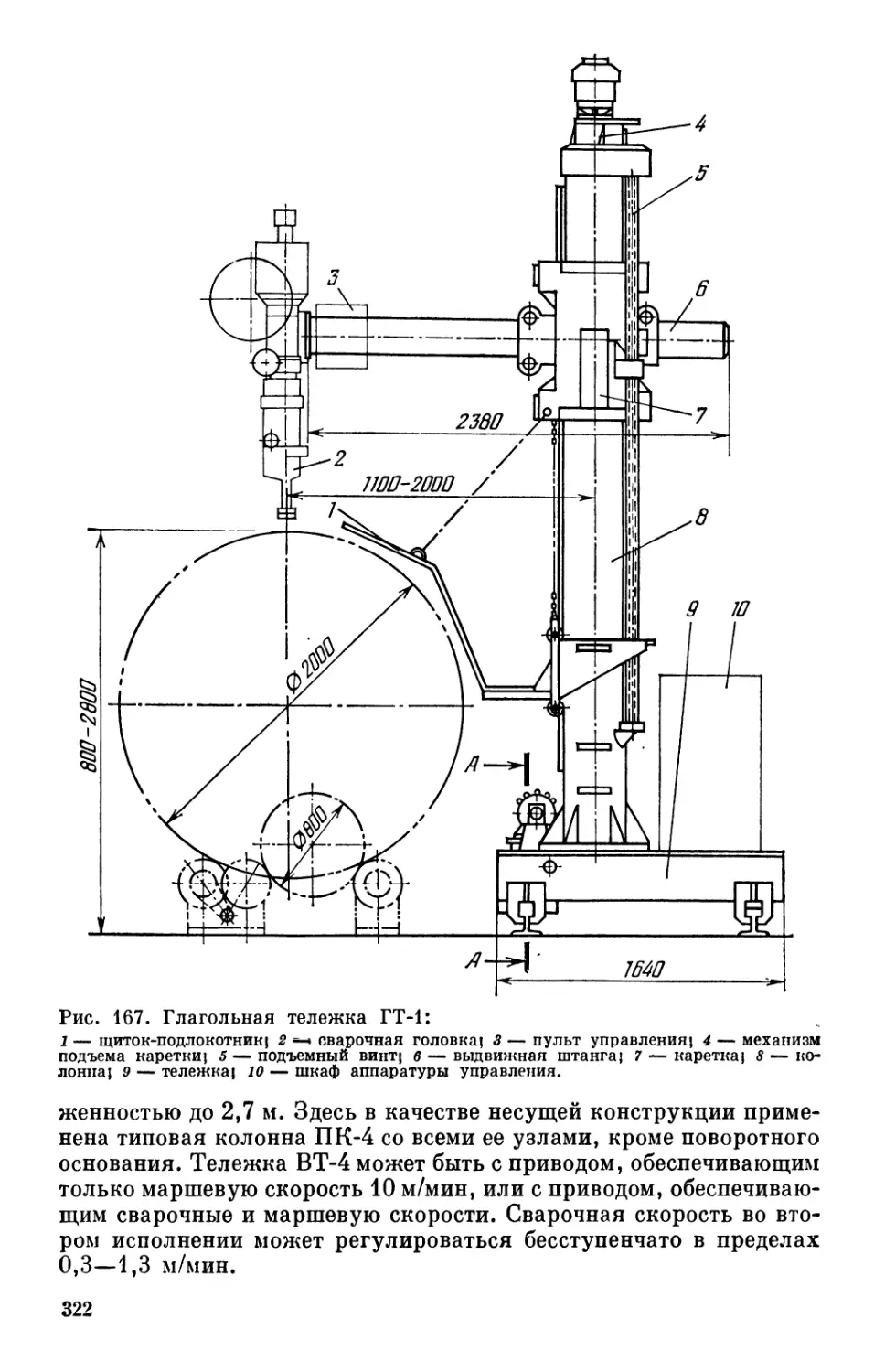
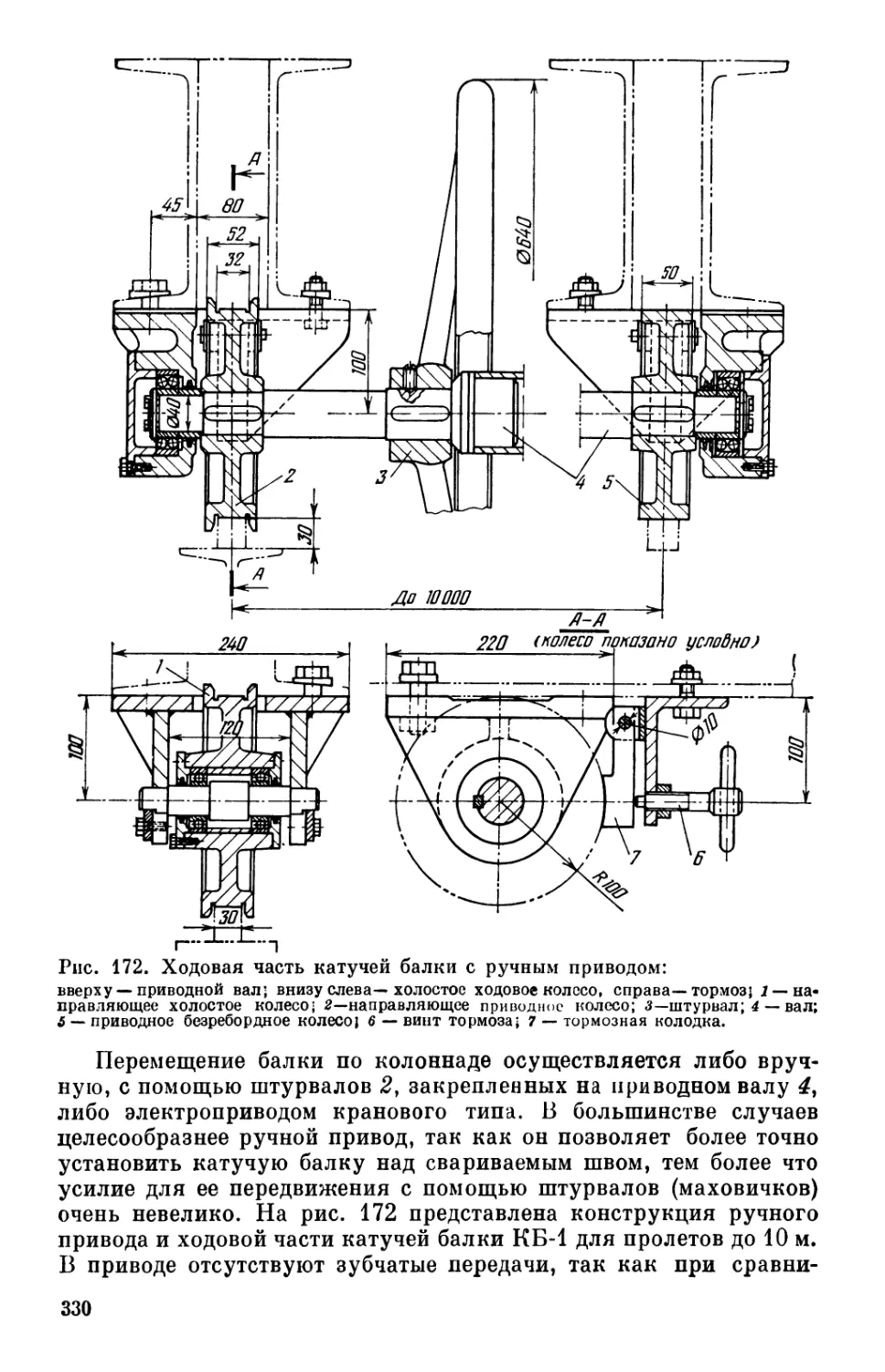
балки 5, что обеспечивает их
неповреждаемость и в то же
время позволяет оформить
всю конструкцию в закрытом
портативном исполнении.
Нижняя опорная балка 7
снабжена уплотнительной
медной подкладкой 1 с внут-
ренним водяным охлаждени-
ем. В рассматриваемых за-
жимных устройствах не исключена возможность и целесообраз-
ность применения флюсовой подушки вместо медной подкладки.
Как и в предыдущих примерах, на станине зажимного устройст-
ва смонтирован рельсовый путь для сварочной тележки. Таким:
образом, зажимное устройство вместе со своей станиной, тележкой
и закрепленной на тележке сварочной головкой образует автосва-
рочную установку.
Клавишную систему сборочно-зажимного устройства с частым
расположением клавишей рекомендуется применять для прижатия
сравнительно гибких элементоа (склонных к волнистости) к более
жестким, например для прижатия листов к стенду или гибкой
полосы к жесткому ребру. Чем жестче прижимаемый элемент,
тем реже могут быть расставлены прижимные клавиши или иные
прижимы по длине сопрягаемых элементов.
Если требуется прижать какой-либо жесткий элемент к другому
жесткому элементу или к сборочной плите, то применение клавиш-
ной системы зажимного устройства с ее сравнительно частым рас-
положением прижимов и обилием шарниров нецелесообразно.
Например, для прижатия жесткого двутавра к стенду достаточно
иметь лишь несколько редко расставленных прижимов, возможно,
даже только по концам и посредине двутавровой балки.
Для сборки и сварки листов сравнительно большой толщины
(10—20 мм) также может оказаться более эффективной и выгодной
конструкция бесклавишного зажимного устройства (рис. 13).
Нижняя зажимная балка 3 этого устройства, снабженная техноло-
гической медной подкладкой, опирается на ряд гидроцилиндров 2,
выполняющих роль подъемника и силового привода зажимного
41
Рис. 13. Бссклавишное зажимное устройство для листовых полотнищ.
3630
Рис. 14. Автосварочная установка с бесклавишным зажимным устройством.
устройства. Таким образом, балка 3 может опускаться или подни-
маться под действием гидроцилиндров, передвигаясь между на-
правляющими стойками 1.
Собираемые под сварку листы заправляются в щель между
нижней и верхней опорными балками 4 таким образом, чтобы стык
был расположен по оси медной подкладки (на нижней балке).
После этого в работу включаются гидроцилиндры, под действием
которых нижняя балка 3 поднимается и прижимает кромки листов
к верхним балкам.
Все устройство смонтировано на станине, состоящей из фунда-
ментной балки 5 и двух опорных стоек 6 по концам станины. Так
как верхние и нижняя опорные балки связаны мржду собой конце-
выми стойками 6, то все усилия зажатия листов (усилия гидро
цилиндров 2 ) являются для рассматриваемой системы внутренни-
ми силами, замыкающимися в самой системе и не передающимися
на основной фундамент зажимного устройства. Благодаря этому
фундамент разгружен от усилий зажатия и воспринимает только
собственный вес устройства.
На аналогичном принципе построена конструкция зажимного
устройства в автосварочной установке Р-678 (рис. 14), предназна-
ченной для изготовления плоских листовых заготовок в котло-
строении. Как и в предыдущих примерах, сборочно-зажимное уст-
ройство представляет собой систему из трех опорных продольных
балок: двух верхних 4, расположенных по обе стороны сваривае-
мого стыка и стационарно прикрепленных по концам к станине 11г
и одной нижней, прижимной 3, опирающейся на ряд подъемных
пневмоцилиндров 2. Под действием этих цилиндров нижняя бал-
ка может перемещаться по вертикали в концевых направляющих
10. Верхние балки 4 связаны с фундаментной балкой 1 концевы-
ми стойками 11, образуя таким образом одну замкнутую раму-
станину автосварочной установки, в которой полностью замы-
каются усилия зажатия.
Установка снабжена транспортным рольгангом 7 и кантовате-
лем кассетного типа 8 с электроприводом 9 для его вращения
вокруг горизонтальной оси. С помощью этого кантователя полот-
нище из двух или трех листов, сваренное с одной стороны, можно
перевернуть на 180° и снова подать его по рольгангу 7 в зажимное
устройство для сварки швов с обратной стороны.
Сварка производится автоматом 6 типа АБС или одной из его
модификаций. Рельсовый путь 5 для сварочного автомата с по-
мощью стоек прикреплен к одной из верхних балок зажимного
устройства.
На рис. 15 представлена конструкция бесклавишного жесткого
устройства для зажатия и сварки стыков обечаек 14 диаметром
350—1000 мм, длиной до 1500 мм и толщиной стенки до 10 мм,
а также для сборки и сварки стыков плоских листов шириной до
1500 мм. В последнем случае устройство снабжается соответст-
вующим стеллажом — рольгангом.
43
Рис. 15. Ьесклавишное жесткое зажимное устройство для обечаек и листовых секции.
////;' I, Z/ ОНП
Устройство состоит из двух основных частей: стационарной
части с верхними контрбалками 9 и поворотной части 10 с подъем-
ной балкой 11 и механизмом зажатия 4—7, Поворотная часть
представляет собой колонну 2 с горизонтальной консолью 10,
внутри которой подвешена подъемная балка 11. Последняя снаб-
жена технологической подкладкой, медной или флюсомедной.
Действие зажимного устройства происходит следующим обра-
зом. Для закладки обечайки консоль поворачивается вокруг оси
колонки 1 на угол 30—90°. Обечайка нанизывается на эту консоль
с помощью того или иного транспортного приспособления (тележ-
ки, монорельса и т. п.), после чего повисает на подъемно-поворот-
ной балке 11, опираясь на медную подкладку. Затем обратным по-
воротом балки консоль возвращается в рабочее положение (пока-
занное на чертеже). С помощью рукоятки 13 свободный конец кон-
соли подпирается поворотной опорой 12, которая представляет
собой эксцентриковый кулачок.
Вращением маховичка подъемного механизма 6 балка 11 вместе
с обечайкой приподнимается и плотно поджимается к верхним
контрбалкам 9, после чего изделие готово к сварке.
Механизм подъема балки и зажатия обечайки действует сле-
дующим образом. При вращении маховичком винта 4, снабжен-
ного правой и левой нарезкой по концам, обе гайки 5 сближаются,
поворачивают рычаги 7 вокруг неподвижных осей 8 и поднимают
балку 11, подвешенную на этих рычагах. Самоустанавливание
этой балки и равномерность ее прижатия по длине обеспечивается
благодаря тому, что винт 4 имеет свободу осевого перемещения —
плавает.
Верхние контрбалки 9 связаны колоннами 3 и 15 с фундамент-
ной рамой 17, образуя станину зажимного устройства. Так как в
зажимном устройстве может производиться сварка под флюсом,
то в фундаментной раме предусмотрен поддон-флюсосбор-
ник 16.
Отличительной особенностью жестких зажимных устройств
с самотормозящим механизмом зажатия (винтовым или клиновым)
является то, что в них не требуется создавать первоначальное уси-
лие зажатия, равное максимально возможному при возникнове-
нии сварочных деформаций. Достаточно лишь обеспечить первич-
ное плотное прилегание сопрягаемых деталей. Однако конструк-
ция зажимного устройства, безусловно, должна быть рассчитана
на прочность под действием этих максимальных усилий, возникаю-
щих в процессе сварки и остывания швов
Методы определения необходимых усилий на прижимах и рас-
чет зажимных устройств на прочность приведены в § 9.
Известным недостатком описанных выше механических зажим-
ных устройств по сравнению с электромагнитными стендами яв-
ляется некоторая загроможденность верхней, рабочей зоны свар-
ки, затрудняющая обслуживание сварочного автомата и наблю-
дение за процессом сварки.
45
Рис. 16. Сборочно-сварочный патрон-центратор для сборки и сварки цилинд-
рических корпусов:
а— конструкция патрона; б— свариваемое изделие.
Выше рассмотрены конструкции сборочных и зажимных уст-
ройств, главным образом, общего назначения для наиболее рас-
пространенных видов сварной продукции: листовых полотнищ
(в судостроении, резервуаростроении, вагоностроении), оболочек
и обечаек. Между тем, существует множество нетиповых сварных
изделий, выпускаемых в массовом количестве, для производства
которых применяется специализированное быстродействующее
сборочно-сварочное оборудование узкого назначения. Среди ме-
ханических устройств этого типа особый интерес представляют
кондукторы-вращатели, которые не только выполняют функции сбор-
ки изделия, но и осуществляют его вращение во время сварки
круговых швов. К таким устройствам относится, например,
патрон-вращатель для сборки и сварки цилиндрических корпу-
сов небольшого размера (рис. 16), разработанный в Институте
электросварки им. Е. О. Патона АН УССР.
Сварной корпус состоит из трех деталей: обечайки 12, доныш-
ка 11 и кольца 13, соединенных между собой тремя сварными шва-
ми, одним продольным и двумя кольцевыми. Патрон насажен на
шпиндель сварочного станка 7 и во время сварки кольцевых швов
вращается вместе с собранным на нем изделием с необходимой
окружной скоростью сварки. Патрон выполняет сборку трех дета-
лей между собой и их плотное сопряжение в местах сварки; при-
жатие к швам изнутри медных подкладок, предохраняющих
швы от прожогов; вращение при сварке кольцевых швов.
Сборка деталей и их зажатие в патроне, а также прижатие из-
нутри к швам медных подкладок осуществляется автоматически
с помощью вращающегося пневмоцилиндра 10 и разжимного уст-
ройства, выполненного в виде центратора-патрона.
Разжимной патрон-центратор состоит из двух конусов 2, 6 и
четырех раздвижных секторов 3, которые связаны со шпинделем
сварочного вращателя 7, а также и между собой с помощью спе-
циальной шлицевой втулки 4, посаженной на шпиндель на сколь-
46
вящей шпонке. Благодаря такому сопряжению со шпинделем
секторы имеют свободу радиального перемещения, т. е. могут
концентрично сжиматься или раздвигаться под действием кону-
сов, не теряя связи между собой и не нарушая своего взаимного
расположения по окружности патрона. Кроме того, благодаря
свободной посадке втулки 4 на шпинделе секторы имеют также
определенную свободу осевого перемещения по шпинделю вместе
со шлицевой втулкой.
На наружной поверхности сборных секторов укреплены мед-
ные пластины — кольцевые 1 и продольная 5, служащие техно-
логическими подкладками при сварке соответственно кольцевых
и продольных швов.
Механизм разжатия патрона, т. е. радиального перемещения
секторов, приводится в действие пневмоцилиндром 70, который,
в свою очередь, воздействует на два распорных конуса, один из
которых — задний 6 — закреплен на шпинделе 7, а другой —
передний 2 — закреплен на штоке пневмоцилиндра 8, пропущен-
ном сквозь полый шпиндель. Конусы при своем осевом сближении
или раздвижении воздействуют на соответствующие конические
поверхности секторов, сжимая или разжимая их в радиальном
направлении концентрично.
Синхронность и концентричность разжатия секторов обеспе-
чивается центрированными коническими парами патрона, а сим-
метричное расположение секторов по окружности патрона (с рав-
ными зазорами) — четырьмя шлицами втулки 4. Кроме того, бла-
годаря свободному плаванию втулки по шпинделю обеспечивается
самоустанавливание секторов и их равномерное прижатие по дли-
не изделия. Вследствие этого, например, передняя часть патрона
может быть разжата больше, чем задняя, или наоборот, в зави-
симости от фактических размеров заготовок (донышка и кольца
корпуса). При этом радиальные усилия разжатия обечайки у до-
нышка и у кольца всегда будут равными.
Патрон действует следующим образом. Обечайка с кольцом
надевается на сжатый патрон. К обечайке подводится донышко,
после чего подается сжатый воздух в правую полость пневмо-
цилиндра. При этом передний конус <2, перемещаясь со штоком
влево, раздвигает секторы и одновременно увлекает их за собой
влево, пока не включится в работу задний конус 6. Секторы, раз-
двигающиеся под совместным действием обоих конусов, плотно
прижимают обечайку к донышку и к кольцу изнутри. Затем про-
изводится автоматическая дуговая сварка продольного и двух
кольцевых швов, после чего сжатый воздух переключается на ле-
вую полость пневмоцилиндра. При этом шток перемещается впра-
во и секторы под действием конусов (их обратных, внутренних
поверхностей) сжимаются. Освобожденное от зажатия изделие
снимается с патрона, и цикл повторяется.
Вращение патрона осуществляется электроприводом через ре-
дуктор и зубчатую передачу 9.
47
§ 7. Механические стенды
для балочных конструкций
В настоящее время существуют два прин-
ципиально разных способа механизированного производства
сварных профильных балок и соответственно два вида сборочно-
сварочного оборудования: способ поштучного изготовления ба-
лок с помощью механизированных сборочно-сварочных стендов
и кондукторов периодического действия и способ поточного про-
изводства балок из рулонной полосовой стали с помощью валко-
вых сборочно-снарочных станов непрерывного действия (так на-
зываемых сварочных комбайнов).
Наибольшее распространение в сварочном производстве полу-
чил первый способ, так как он одинаково пригоден и для индиви-
дуального, и для серийного изготовления балок. К тому же этот
способ требует сравнительно несложного оборудования в виде
механических сборочно-сварочных стендов и приспособлений.
Второй способ целесообразен, главным образом, для крупно-
серийного и массового производства одйотипных профильных ба-
лок таврового, двутаврового, швеллерного или коробчатого се-
чения. По сравнению с первым способом он обладает гораздо бо-
лее высоким уровнем комплексной автоматизации производства
и весьма высокой производительностью, особенно если в валковом
стане вместо электродуговой сварки применена высокочастотная
сварка, которая характерна своими высокими скоростями, превы-
шающими скорость дуговой автоматической сварки в 20—30 раз.
Однако валковые станы — комбайны, как правило, значительно
сложнее обычных механизированных стендов как по своей конст-
рукции, так и по эксплуатации. Поэтому они оправдывают себя
лишь на заводах крупносерийного и массового производства
балок.
Для поштучной механизированной сборки — сварки профиль-
ных балок применяются самые разнообразные конструкции сбо-
рочно-сварочных стендов и кондукторов. В качестве типичного
примера рассмотрим одну из них, предназначенную для сборки
и сварки в кондукторе тавровых балок длиной до 6 м (рис. 17).
Здесь, как и в описанных выше зажимных устройствах, изде-
лия собираются без электроприхваток, а сварка (автоматическая
электродуговая) осуществляется в самом сборочном кондукторе.
Кроме того, так как для сварки под флюсом наиболее благоприят-
но положение шва «в лодочку», то сборочно-сварочный кондуктор
выполнен в виде кантователя с поворотом свариваемой балки па
90° для возможности сварки обоих швов в лодочку. Таким образом,
описываемое устройство является представителем третьего типа
сборочных устройств (сборочно-сварочных кондукторов-кантова-
телей).
Все устройство состоит из трех основных частей: станины 75,
на которой смонтированы все зажимные и кантовочные механиз-
ме
Рис. 17. Кондуктор-кантователь для сборки и сварки тавровых балок.
мы, а также колонны 1 с направляющим рельсовым путем для-
сварочного автомата; поворотной опорной балки 3 с клещевыми
захватами 12 для зажатия пояса собираемого двутавра; системы
рычагов 7 для прижатия стенки тавра к его поясу и боковой опор-
ной балке сборочного кондуктора.
Действие сборочно-сварочного кондуктора происходит в сле-
дующем порядке. На опорные планки поворотной балки 3 укла-
дывается поясной лист 10 собираемого тавра и зажимается кле-
щевыми захватами 12. Последние приводятся в действие пневмо-
цилиндрами 14 через систему «ломающихся» рычагов 13, которая
обеспечивает синхронность сближения клещей и, следовательно,
точное центрирование пояса относительно оси собираемого тавра.
Рабочая поверхность клещей (каленая и шлифованная) скошена
под некоторым углом, благодаря чему обеспечивается не только
боковое зажатие пояса, но и прижатие его к опорной балке кон-
дуктора 3. В дальнейшем (см. ниже) будет добавлено усилие при-
жатия стенки тавра к поясу.
После центрирования и первичного зажатия пояса собираемой
балки в кондуктор укладывается ее стенка 6 и прижимается одно-
временно к поясу и боковой опорной балке кондуктора 9 поворот-
ными рычагами 7 двойного действия.
4»
Несмотря па кажущуюся статическую неопределенность такого
двойного прижатия, специальная конструкция рычага обеспечи-
вает дозированное распределение усилия зажатия между двумя
точками его приложения: давление Рг на верхнюю кромку листа
через пружины 8 для плотного прижатия стенки к поясу тавра
и давление Р2 на боковую плоскость стенки через балансир 5
прижатия ее к опорной балке кондуктора 9. Наличие регулируе-
мых пружин 8 позволяет регулировать величину усилия прижа-
тия стенки к поясу Р±.
Можно получить аналогичный эффект дозированного распре-
деления усилия, если пружины в рычаге расположить не над
кромкой листа (под силой PJ, а на конце рычага (под силой Р2).
В рассматриваемой конструкции каждый рычаг 7 снабжен
двумя пружинными стаканами 8, расположенными по обе сторо-
ны корпуса рычага. Для правильной фиксации стенки и плотного
прижатия ее к плоскости опорной балки рычаг 9 на своем конце
снабжен шарнирным балансиром 5, распределяющим усилие Р2
поровну на две точки — по 0,5 Р2.
Рычаг поворачивается и прижимается к стенке тавра с помощью
качающегося гидроцилиндра 11.
На этом заканчивается собственно сборка тавровой балки и
начинается сварка первого шва в лодочку автоматом АБС или ему
подобным. По окончании сварки первого шва верхние прижимные
рычаги 7 отбрасываются с помощью гидроцилиндров 11, освобож-
дая таким образом стенку тавра от зажатия. Затем опорная балка
кондуктора-кантователя 3 вместе с закрепленным изделием пово-
рачивается на 90° вокруг оси 4, и свариваемая балка устанавли-
вается в положение лодочки для сварки второго шва, опираясь
при этом на левую балку кондуктора 2. После сварки второго
шва готовая тавровая балка полностью освобождается от зажимов
и удаляется из кондуктора.
Ось поворота кантователя 4 расположена так, что линия свар-
ки швов не меняет своего геометрического положения при поворо-
те. Благодаря этому при переходе от первого шва ко второму не
требуется перестановки сварочной головки, что существенно сокра-
щает вспомогательные установочные операции и, кроме того,
позволяет использовать для автоматической сварки простой се-
рийный сварочный автомат типа АБС.
Поворот кантователя осуществляется качающимся гидроци-
линдром, воздействующим на рычаг. Применение для этих целей
пневмоцилиндров, как и для поворота зажимных рычагов, неже-
лательно, так как пневматические цилиндры, в отличие от гидрав-
лических, не могут обеспечить плавное движение механизмов с
большим ходом из-за слишком большой упругости рабоче! о аген-
та — воздуха и знакопеременной нагрузки (даже при наличии
в цилиндре демпфирующего устройства).
Недостатком описанной конструкции сборочного кондуктора
(см. рис. 17) является то, что в нем игнорируется принции элас-
50
16000
Рис. 18. Стенд для сборки двутавровых балок на прихватках.
тичного (клавишного) прижатия гибкого элемента (пояса балки)
к жесткому (стенке). Следовательно, если прижатая к поясу кром-
ка стенки имеет некоторую кривизну, например серповидность,
то между стенкой собранной балки и ее поясом (т. е. в стыке) об-
разуется зазор, равный отклонению кромки от прямой линии.
Разумеется, если кондуктор предназначен для сборки балок
сравнител; но малой длины, эта погрешность практически невели-
ка и ею можно пренебречь. Точно так же можно пренебречь кри-
визной стенки, кромки которой прострочены на кромксстрогаль-
ном станке, дающем очень малые отклонения от прямой линии,
обычно не выходящие за пределы, допустимые для зазоров в сты-
ковом соединении.
В рассматриваемом примере листы стенки, как правило, обра-
батываются на кромкострогальном станке, и поэтому нет
51
необходимости усложнять кондуктор гибкой клавишной систе-
мой зажатия.
В сварочном производстве широко применяются различные
стационарные или передвижные устройства (стенды, самоходные
порталы с пневмоприжимами, кондукторы) для сборки двутав-
ровых балой. Зажимными элементами в них служат винтовые или
пневматические прижимы. Одна из распространенных сборочных
установок этого типа представлена на рис. 18. Она предназначе-
на для сборки на прихватках двутавровых балок длиной до 15 м,
высотой 460—2000 мм, шириной пояса до 600 мм и толщиной пояса
до 50 мм.
Установка состоит из двух основных частей: стационарного
стеллажа-стенда, на котором укладываются и собираются элемен-
ты балки, и передвижного портала с пневмоприжимами для сборки
двутавра. Стенд состоит из фундаментной рамы 9 и двух продоль-
ных балок 10, служащих опорой для стенки собираемого двутавра.
Одна из опорных балок может передвигаться по раме параллельно
самой себе и устанавливаться в соответствии с высотой собираемой
двутавровой балки. Передвижение опорной балки производится
несколькими горизонтальными винтами 7, которые приводятся
во вращение электродвигателем через редуктор 7, продольный вал
и конические передачи 8. Самоходный сборочный портал снабжен
двумя вертикальными пневмоприжимами 6 для прижатия пояса
собираемого двутавра к опорным балкам 10 и двумя горизонталь-
ными пневмоприжимами 5 для прижатия поясов к стенке двутав-
ра. Один вертикальный пневмоприжим и один горизонтальный
установлены на портале неподвижно, а другие два подвешены
к кареткам и могут передвигаться по ригелю портала 4 для уста-
новки на необходимый размер собираемого двутавра. Портал пе-
редвигается по рельсовому пути, смонтированному на раме, с по-
мощью электропривода кранового типа со скоростью 30 м/мин.
Для удобства снятия собранной балки предусмотрены специаль-
ные пневмотолкатели 3,
При сборке двутавра его стенка укладывается на опорные бал-
ки, а пояса — вдоль этих балок на опорные винты 2, установлен-
ные на определенную высоту. Портал, передвигаясь вдоль соби-
раемого изделия, останавливается против мест прихваток. Вклю
чаются прижимы и производится прихватка собираемых эле-
ментов. Затем прижимы отводят, портал подводится к месту
следующих прихваток, и цикл повторяется.
Аналогичные сборочные порталы применяются на кранострои-
тельных заводах для сборки коробчатых балок, а также в мосто-
строении для сборки балок мостовых пролетных строений и пр.
С точки зрения комплексной механизации сварочного произ-
водства эти устройства обладают одним существенным недостат-
ком, снижающим общий уровень механизации производства: в них
не предусмотрена возможность автоматической сварки балок
в зажатом состоянии (в сборочном кондукторе)’ без предваритель-
52
нои постановки электроприхваток, так как линии швов загро-
мождены пневмоприжимами 6. В этих сборочных кондукторах
балца собирается на прихватках, затем извлекается из кондук-
тора и переносится к месту сварки. При этом размеры и располо-
жение прихваток должны обеспечивать достаточную жесткость
и прочность собранной балки при транспортно-подъемных опера-
циях.
Постановка сборочных прихваток является весьма трудоемкой
ручной операцией, существенно снижающей эффективность произ-
водства сварных балок. Кроме того, прихватки, как правило,
снижают качество швов, так как в местах их переплавки основным
швом возможны дефекты в виде пор и непроваров.
По всем этим соображениям, безусловно, предпочтительнее
такие автоматизированные стенды, в которых сборка осуществ-
ляется без постановки электроприхваток и сразу же после зажатия
собранной балки производится автоматическая сварка двух швов
(хотя бы с одной стороны). При такой организации работ длитель-
ность операции сборки сокращается в несколько раз, особенно
если в кондукторе производится зажатие собираемых элементов
одновременно по всей длине балки.
ТГримером такого сборочно-сварочного устройства может слу-
жить стенд для изготовления крупнопрофильных балок — дву-
тавровых и тавровых, с симметричным или несимметричным рас-
положением поясов (рис. 19). На нем могут собираться балки вы-
сотой от 600 до 2000 мм, с шириной поясов от 160 до 600 мм при
толщине поясов до 50 мм. Стенд набирается из нескольких после-
довательно расположенных унифицированных секций, количест-
во которых определяется длиной изготовляемых балок. На рис. 19
представлена одна такая секция, рассчитанная на сборку балок
длиной до 6 м. Для изготовления балок длиной 12 м стенд наби-
рается из двух секций, 18 м — из трех секций, 24 м (максимально
допустимой длины для транспорта по железным дорогам) — из
четырех секций.
Стенд-секция состоит из двух опорных балок — подвижной 6
и неподвижной 12, на которых смонтированы пневмоцилиндры 5
и 13 с прижимами 7 и 11. Подвижную опорную балку 6 устанав-
ливают на нужном расстоянии от неподвижной в соответствии с вы-
сотой изготовляемых двутавров. Перемещение опорной балки 6
по направляющим 19 (закрепленным на фундаментной раме 16)
производится двумя синхронно вращающимися винтами 9. Эти
ходовые винты при своем вращении передвигают одновременно
два суппорта 18, на которых закреплена опорная балка 6. Винты
приводятся во вращение электродвигателем 3 через цилиндриче-
ский зубчатый редуктор, продольный вал 1 и две пары конических
передач 2.
Неподвижная опорная балка 12 прикреплена к фундаментной
раме 16 с помощью кронштейнов 14, которые одновременно служат
корпусами для конических зубчатых редукторов 2. Оба кронштейна
53
Рис. 19. Стенд для сборки и сварки двутавровых балок без прихваток.
и оба суппорта 18 снабжены электромагнитами 10 и S, на которые
укладывается фиксируемая затем стенка собираемого двутавра.
Для настройки стенда на заданную ширину поясов служат сменные
закладные сухари 15 и 17, на которых укладываются пояса дву-
тавра 4, Прижимные пластины 7 и 11, связанные с силовыми пнев-
моцилиндрами, перемещаются в направляющих, обеспечивающих
строгую вертикальность линии прижима пояса к стенке двутавра,
а следовательно, и их взаимную перпендикулярность.
По допускам на сборку двутавровых балок отклонение плос-
кости пояса от номинала должно быть не более ± 1 мм на каждые
100 мм ширины пояса. Размеры закладных сухарей 75, 17 должны
быть выдержаны с такой точностью, чтобы возможное смещение
оси симметрии пояса относительно оси стенки не превышало
4-2 мм (по тем же допускам на сварные двутавры).
Пневмоприжимы расположены вдоль собираемой балки на рав-
ных расстояниях (750 мм). Усилие, развиваемое каждым прижи-
мом при давлении сжатого воздуха в цилиндре 5 ати, составляет
2000 кгс. В основу конструкции рассматриваемого зажимного
устройства положен принцип эластичного (клавишного) прижатия
гибких элементов (поясов) к жесткому элементу (стенке). Этим
обеспечивается плотное сопряжение поясов с кромками стенки по
всей ее длине независимо от кривизны кромок, в частности, неза-
висимо от саблевидности стенки. Таким образом, способ клавиш-
ного прижатия при сборке позволяет копировать кромку жестко-
го элемента и, следовательно, избежать недопустимых зазоров
в стыке
Разумеется, при местных резких искривлениях кромок стенки
и при сравнительно большой толщине поясов (30—50 мм) эластич-
ное прижатие не может устранить зазоры в этих местах. Однако
такие местные искривления и выхваты кромок обычно не допус-
каются техническими условиями на заготовительные операции,
в частности техническими условиями на обрезку кромок.
В сборочно-сварочных стендах, рассчитанных на автоматиче-
скую сварку, сборку балок следует производить так, чтобы швы
располагались строго параллельно рельсовому пути сварочного
автомата. В этом случае значительно облегчается операция направ-
ления электрода по шву и его коррекция на ходу (во время свар-
ки), даже при высоких скоростях сварки. Такие стенды должны
быть смонтированы строго параллельно рельсовому пути автомата.
В рассматриваемом стенде (см. рис. 19) опорные базовые план-
ки для собираемого двутавра закреплены на неподвижной балке
стенда 12, Поэтому при монтаже стенда необходимо тщательно
выверить параллельность этой балки, вернее, параллельность
линии опорных планок с линией рельсового пути для сварочного
автомата.
Чтобы свариваемые швы также были параллельны рельсам,
сборку двутавра рекомендуется производить в следующем по-
рядке. В стенд укладывается стенка двутавра и включаются
55
магниты 8 и 10. ЗатехМ на опорные сухари 15 и 17 подаются и укла-
дываются пояса двутавра. После этого включаются пневмоприжимы
левой — подвижной балки стенда. Под действием пневмоцилинд-
ров 5 и прижимных пластин 7 двутавр перемещается вправо и
плотно прижимается своим правым поясом к опорным планкам
неподвижной балки 12. При этом стенка двутавра проскальзывает
по магнитам, преодолевая силу трения о сталь магнитопровода.
Эта сила трения по крайней мере в десять раз меньше суммарного
усилия, развиваемого пневмоцилиндрами 5. После этого вклю-
чаются пневмоприжимы правой — стационарной балки стенда.
Они развивают несколько меньшее усилие, чем ранее включенные
левые, и поэтому не могут преодолеть встречное действие правых
и сдвинуть весь двутавр обратно влево, тем более что этому про-
тиводействует и сила трения стенки двутавра о магниты. Од-
нако в местах искривлений (вогнутостей) кромок стенки гибкий
пояс под действием прижимов 11 будет изгибаться и прижиматься
к кромке стенки, копируя ее кривизну. Таким образом, правый
пояс окажется прижатым к опорным — базовым планкам стацио-
нарной балки 12 лишь в местах наибольших выступов кромки,
возможно только в двух местах, определяющих среднюю линию
шва.
Пневмоцилиндры стенда 5 и 13 унифицированы и имеют одина-
ковые размеры, в том числе одинаковый внутренний диаметр
250 мм. Разница в усилиях левых и правых цилиндров создается
в результате давления сжатого воздуха: в левые цилиндры 5 по-
дается воздух давлением 5 ати, а в правые — 4 ати, что обеспечи-
вает усилия соответственно 2000 и 1600 кгс на каждом цилиндре.
Давление регулируется редукционным клапаном или иным регу-
лятором давления.
На многих машиностроительных заводах объектом крупносе-
рийного и массового производства являются корпусные сварные
изделия в виде коротких балок коробчатого или иного замкнутого
профиля. Для изготовления таких изделий создаются специализи-
рованные автосварочные установки, оборудованные быстродейст-
вующими сборочными кондукторами, в которых производится не
только сборка изделий, но и их сварка без предварительной по-
становки прихваток.
На рис. 20 представлена конструкция такого сдвоенного кон-
дуктора-кантователя для сборки и сварки балок коробчатого про-
филя, составленного из двух швеллеров, уголков или специальных
отливок, например, для сварки шахтных стоек длиною 1 —1,4 м.
Швеллеры высотой 90—120 мм (стандартного или специального
профиля) свариваются между собой двумя стыковыми швами по
всей длине электродуговой автоматической сваркой под флюсом
или в среде СО2. Двухпозиционпый кантователь состоит из двух'
параллельно расположенных сборочных кондукторов 6, 9 и 11, 12.
смонтированных на общей поворотной раме, состоящей из трех ба-
лок 4. 10. 13. связанных по концам. Ось поворота рамы проходи Г|
56
Рпс. 20. Сборочно-сварочный кондуктор для изготовления балок коробча-
тою профиля:
1 — реечная шестерня; 2 — левый подшипник кантователя; 3 — диафрагменная пневмо-
камера; 4 — левая балка; 5 — шгок пневмокамеры; 6 — левый подвижный прижим; 7 —
изделие; 8 — пружина; 9 — левая опорная плата; 10 — средняя балка; 11 — правая
опорная плата; 12 — правый подвижный прижим; 13 — правая балка, 14 — правый
подшипник кантователя, 15 — резиновое уплотнение; 16 — воздухоприемник; 17 —
подъемник-автооператор, 18 — кольцевой токосъемник; 19 — каналы для воздуха;
20 — цапфа кантователя.
посередине между двумя кондукторами симметрично и параллель-
но им. Следовательно, при повороте Кантователя на 180° кондук-
торы меняются местами и свариваемые в них изделия меняют свою
позицию. В кантователе одновременно свариваются две балки:
в позиции справа по ходу потока сваривается первый шов, в по-
зиции слева — второй шов. Таким образом, каждая балка
последовательно проходит две позиции: сначала правую, в кото-
рой производится ее сборка и сварка первого шва, а затем, после
поворота кантователя на 180°, левую позицию, в которой произ-
водится сварка второго шва и выгрузка готовой балки на поток.
Такая система кантователя позволяет производить сварку двух
швов одновременно (на соседних изделиях) одним двухголовочным
57
сварочным автоматом, что позволяет почти вдвое повысить про-
изводительность сборочно-сварочной установки.
Зажимные устройства сборочных кондукторов, снабженные
флюсоудерживающими приспособлениями, приводятся в действие
силовыми пневмокамерами диафрагменного типа 3, по пять камер
для каждого из кондукторов. Сжатый воздух подводится к пнев-
мокамерам с помощью воздухоприемника 16 через каналы 19, про-
сверленные внутри опорной цапфы кантователя 19, по два капала
на каждый из кондукторов. Сварочный ток подводится к издели-
ям через кольцевой токосъемник 18 и металлоконструкцию сбороч-
ных кондукторов. Поворачивается кантователь (вместе с кондук-
торами) пневмо- или гидроцилиндром через реечную пару, причем
рейка связана со штоком цилиндра, а шестерня 1 насажена на ось
кантователя.
Заготовки подаются в кондуктор специальным подъемником —
автооператором 17, который снимает заготовки (швеллеры или
угольники) с рольганга, расположенного под правым кондукто-
ром, и поднимает их на уровень кондуктора. После зажатия за-
готовок в кондукторе освобожденный от них подъемник опускает-
ся вниз в исходное положение для приема следующей пары заго-
товок.
Все операции подачи заготовок, зажатия, кантовки полностью
автоматизированы. Благодаря этому они занимают всего лишь 13 с
из общего времени ритма сборочно-сварочной установки 55 с
(из которых сварка занимает 40 с).
§ 8. Сборочно-сварочные комбайны
Для крупносерийного и массового произ-
водства весьма перспективны многооперационные комбинирован-
ные устройства, в которых сборочные операции совмещаются с
формовочными, а иногда и со сварочными. Такие сборочные уст-
ройства, как правило, органически связаны с конструкцией сва-
рочной машины и составляют с ней одно целое, превращаясь,
таким образом, в сборочно-сварочный комбайн. Как известно, ком-
байнирование машин является одним из самых прогрессивных на-
правлений в комплексной механизации и автоматизации трудоем-
ких многооперационных процессов.
В комбинированных сборочных устройствах — комбайнах —
операции сборки осуществляются одновременно с формовочными —
гибочными или штамповочными. В качестве примеров таких ком-
байнов можно привести вальцесварочные станки для производст-
ва кузовов шахтных вагонеток или тормозных автомобильных ко-
лодок, трубосварочные станы для производства прямошовных и
спирально-шовных труб, штамповочно-сварочные машины различ-
ного назначения.
Гибочно-сварочные, или вальцесварочные машины. Характер-
ным для этих машин является процесс изгиба какой-либо плоской
58
заготовки методом ее вальцовки и обворачивания вокруг сопрягае-
мой детали с одновременной их сборкой и сваркой. Схема такого
процесса представлена на рис. 21. Изделие состоит из диска 1
и приваренного к нему обода 2. Диск, закрепленный на сварочном
вращателе, приводится во вращение с окружной скоростью, рав-
ной скорости сварки. В процессе вращения полоса 2 под действием
валка 3 или 8 прижимается к диску и тут же приваривается к дис-
ку сварочными головками 9, одной или двумя в зависимости от
конструкции сварного соединения. При этом полоса постепенно,
по мере сварки, обворачивается вокруг диска и образует обод
колеса (или иного изделия, например барабана, шкива).
Особенностью рассматриваемого производственного процесса
является большое число и разнообразие совмещенных операций.
Этот комплексный, интегральный процесс состоит из шести одно-
временно выполняемых элементарных операций: разворачивание
рулона полосовой стали 7, из которой изготавливаются ободья;
правка полосы в вальцах 6\ выдавливание рельефов в полосе с по-
мощью формовочной двухвалковой машины роторного типа 5
(при электродуговой сварке по схеме б эта операция отсутствует);
разрезка полосы на мерные участки с помощью летучих или вра-
щающихся ножниц 4\ обгиб полосы по диску и сварка обода с дис-
ком. Кроме того, выполняются вспомогательные операции по за-
грузке машины заготовками и выгрузке изделий на поток.
На аналогичном принципе построены широко распространен-
ные в угольном машиностроении вальцесварочные станки для
производства кузовов шахтных вагонеток. Именно в этих станках
впервые была реализована идея вальцесварочных комбайнов.
Схема станка для изготовления кузовов с полукруглым дном пред-
ставлена на рис. 22, а. Для производства кузовов с плоским дном
схема процесса и конструкция машины (рис. 22, б) несколько
усложняются из-за наличия двух закруглений кузова вместо од-
ного. Тем не менее принцип совмещения операций и действия ма-
шины остается прежним: лист обворачивается вокруг сопрягае-
мых деталей с помощью вальцов и совмещается со сборкой и свар-
кой. В машине, схема которой приведена на рис. 22, б, поворотный
кондуктор имеет два переключающихся центра вращения —- по
числу закруглений кузова.
Несколько иной принцип положен в основу формовочно-сва-
рочных машин непрерывного действия (например, трубосварочных
станов), отличающихся от вальцесварочных тем, что вместо валь-
цовки листа с обворачиванием его вокруг сопрягаемой детали вы-
полняются более сложные операции формообразования заготовок,
в частности формовка трубной заготовки или профильной балки,
одновременно с которой выполняется сборка и сварка шва.
Типичная схема такого комплексного процесса осуществ-
ляется при изготовлении спиральношовных труб методом косой их
навивки из рулонной полосовой стали (рис. 23). Особенностью та-
кого процесса, отличающей его от процессов, осуществляемых в
59
а
Рис. 21. Схема гибочно-сварочного комбайна:
а — с применением контактной рельефной сварки; б — с применением электродуговой
автоматической сварки.
а В
Рпс. 22. Схемы вальцесварочных станков для изготовления кузовов шахт-
ных вагонеток:
а — для кузовов с круглым дном, б — для кузовов с плоским дном; 1 — сварочная го-
ловка; 2 — нажимные валки; з— обворачиваемая боковина кузова; 4— лобовины ку-
зова; 5— нажимная пли га.
60
Рис. 23. Схема сборочно-свароч-
ного комбайна для производства
спиральношовных труб:
1 — рулон полосовой стали; 2 — сдво-
енные роликовые ножпипы; 3 — систе-
ма подающих и направляющих валков;
4 — сварочная головка; 5 — труба.
Рис. 24. Схема трубосварочного ста-
на для производства прямошовных
труб с применением высокочастотной
сварки:
J — труба; 2 — скользящие контакты то-
коподвода, 3 — обжимные валки; 4 — точ-
ка сварки (схождения кромок); 5 — путь
сварочного тока; 6—ферритовый стержень.
машинах других типов (вальцесварочных и штампосварочных),
является его непрерывность, благодаря чему изделие (труба или*
балка) выходит из машины в виде бесконечной ленты, которая на
следующих позициях поточной линии разрезается на мерные
участки заданной длины. Таким образом, большинство формовоч-
но-сварочных машин являются машинами непрерывного действия.
Типичными представителями формовочно-сварочных комбай-
нов являются также трубосварочные станы непрерывного дейст-
вия для производства прямошовных труб методом высокочастот-
ной сварки. Принципиальная схема такого стана представлена на
рис. 24. Ток высокой частоты протекает от первого контакта вдоль
кромки трубы до точки сварки 4 и обратно — вдоль противопо-
ложной кромки ко второму контакту, разогревая обе кромки в
месте их сближения до температуры сварки. Применение высокой}
частоты позволяет достигать в этих станах весьма высокой ско-
рости сварки — 70 м/мин и более.
На рис. 23 и 24 изображены принципиальные схемы трубосва-
рочных станов, иллюстрирующие лишь общий принцип их дейст-
вия. В реальной конструкции стана, кроме его сварочной части,
содержится целый ряд последовательно расположенных уст-
ройств — формовочных, сборочных, калибровочных и вспомога-
тельных, осуществляющих весь сложный комплекс операций по>
изготовлению труб, начиная от разматывания рулона полосовой
стали и ее правки и кончая разрезкой «бесконечной» трубы на
мерные участки.
Более подробное описание этих станов приведено в специальной
литературе, а также в работе по комплексной механизации сва-
рочного производства [131. Ниже описаны некоторые комбайны
непрерывного действия для изготовления балок таврового, двутав-
61
рового и коробчатого профи-
лей из рулонной полосовой ста-
ли (см. рис. 30, 31).
В качестве типичного приме-
ра вальцесварочной машины
(кроме упомянутого выше валь-
Рис. 25. Сварная тормозная колод- цесварочного станка для ваго-
на автомобиля. неток) можно рассматривать
комбинированную машину для
формовки, сборки и сварки тормозных колодок, являющихся объек-
том массового производства на многих автомобильных заводах
(рис. 25). Колодка состоит из ребра 1 и обода 2 толщиной 5—
6 мм, соединенных между собой контактной рельефной сваркой
по 8—10 специально выштампованным выступам. Обод подается
в машину в виде плоской полосы, которая постепенно огибает-
ся вокруг ребра и одновременно к нему приваривается.
Гибочно-сварочные машины, осуществляющие этот процесс,
выпускаются многими зарубежными фирмами: «Сиаки» (Франция),
«Кука» (ФРГ), «Бритиш Федерал» (Англия), «Фиат» (Италия)
и др. Наиболее высокой производительностью обладают машины
«Сиаки» (по данным фирмы): 450 колодок в час при полуавтома-
тическом цикле и 625 колодок в час при автоматическом цикле
работы. Автоматические машины фирмы «Кука» обеспечивают
техническую производительность (исходя из штучного времени
10—30 с) от 120 до 360 колодок в час (в зависимости от размеров
деталей), машины «Бритиш Федерал» — от 400 до 600 колодок
в час в зависимости от размера колодок.
Принцип действия всех этих машин сходен и может быть про-
иллюстрирован схемой, приведенной на рис. 26. Главным рабо-
чим механизмом машины является сборочный кондуктор-враща-
тель 5 с зажимным устройством, состоящим из передней и задней
бабок 6 и 8, между которыми зажимается ребро колодки. Зажимные
элементы бабок выполнены в виде коротких цилиндрических вал-
ков или плоских фланцев, радиус которых равен наружному ра-
диусу ребра. Зажимный элемент задней бабки 7 состоит из двух
одинаковых половин, каждая из которых может передвигаться
в осевом направлении под действием силового пневмоцилиндра и,
таким образом, может зажимать или освобождать от зажатия
ребро колодки. В выдвинутом положении «половина» прижимает
ребро к опорному фланцу вращателя, во втянутом положении —
освобождает от зажатия готовую колодку после сварки.
К вращающимся зажимным элементам присоединяется один
конец вторичной цепи трансформатора и подводится сварочный
ток с помощью обычных скользящих токосъемников, применяе-
мых в стандартных роликовых машинах для контактной сварки.
Другой конец вторичной цепи таким же способом присоединяется
к верхнему нажимному ролику 4, катящемуся во время сварки
по ободу изделия. Следовательно, верхний ролик 4 выполняет
.62
Рис. 26. Гпбочно-сварочная машина для изготовления автомобильных тор-
мозных колодок:
1 — магазин-питатель ребер» 2 — магазин-питатель ободьев» 3 — пневмоцилиндр гибоч-
но-коптакгного ролика; 4 — гибочно-контактный нажимной ролик» 5 — вращатель;
6 — передняя бабка; 7 — прижимной валок задней бабки; 8 — задняя бабка» 9 — пневмо-
цилиндр откидного желоба; 10 — откидной желоб; 11 — пневмотолкатель ребер; 12 —
запасной бункер — накопитель ребер; 13 — пневмоцилиндр накопителя ребер.
одновременно функции катящегося электрода и гибочного валка,
который изгибает (вальцует) обод и прижимает его к ребру свари-
ваемой колодки. Усилие прижатия верхнего ролика, а следова-
тельно, и сварочное давление на электроды создается пневмоци-
линдром 3 и может регулироваться в пределах 2—3 тс при тол-
щине обода 5—6 мм.
Машина обеспечивается заготовками двумя автоматическими
магазинами-питателями. Первый из них 1 производит периодиче-
скую подачу ребер в зажимное устройство вращателя машины, вто-
рой 2 — подачу плоских ободьев под верхний ролик машины. По-
дача обеих заготовок жестко синхронизирована, что обеспечивает
точность их взаимного расположения и первичной сборки.
В некоторых машинах зажимный механизм устроен так, что
зажатое в нем ребро при вращении машины захватывает своим
зубом очередную пластину обода, вытягивает ее из магазина 2
и подает под верхний прижимный ролик 4.
Емкость магазинов-питателей составляет 60—100 шт. и рассчи-
тана на непрерывную работу машины (при безостановочном
63
вращении зажимного механизма) в течение 10—15 мин. Периодиче-
скую зарядку магазинов во многих конструкциях машин можно
производить на ходу.
Вся циклическая работа машины происходит при непрерывном
вращении главного механизма. Цикл машины совершается за один
оборот: при первом полуобороте происходит вальцовка, сборка
и сварка, при втором — выгрузка готового изделия и закладка
следующих заготовок. Таким образом, операции вальцовки, сбор-
ки и сварки совмещены во времени и пространстве.
Многие современные конструкции рассматриваемых машин (на-
пример, фирмы «Сиаки») имеют несколько иную и, по-видимому,
более совершенную систему зажимного устройства (см. рис. 26,
вариант 7/). В этой системе конструкция передней бабки враща-
теля такая же, как и описанная выше. Отличие заключается в
задней, прижимной бабке 8. В противоположность рассмотренной
выше конструкции по варианту 7, валок задней бабки 7 не разде-
лен на две поочередно выдвигаемые половины, а выполнен таким
же сплошным, как и валок-фланец передней бабки. Однако для
того, чтобы обеспечить зажатие ребра только в верхней, сварочной
зоне машины (под верхним роликом), вся задняя бабка 8 поверну-
та в вертикальной плоскости по отношению к передней бабке 6
на угол примерно 1,5°, т. е. как бы перекошена. Благодаря этому
отпадает необходимость в поочередном включении и выключении
половин валка и в то же время обеспечивается постоянное зажа-
тие ребра именно в том месте, где в данный момент производится
ого сварка с ободом, т. е. под верхним роликом. В нижней части
этого устройства валки не зажимают изделие и, следовательно,
не препятствуют его свободной выгрузке из машины по оконча-
нии сварки. Эта конструкция зажимного устройства значительно
проще описанной выше.
Штамповочно-сварочные машины. Для изготовления автомо-
бильных тормозных колодок могут применяться не только гибоч-
но-сварочные машины описанного выше типа, но и штамповочно-
сварочные машины с более высокой производительностью. Одна
из таких машин изображена на рис. 27. В отличие от вальцесва-
рочных машин она работает в импульсном режиме, характерном
для процессов штамповки и рельефной сварки. Так как сварка
производится одновременно по всем рельефам, а собственное время
сварки составляет всего лишь 0,3—0,4 с, то производительность
этой машины определяется в сущности темпом работы сборочно-
штамповочного пресса. Если, кроме того, учесть, что на этой ма-
шине одновременно собираются и свариваются два изделия, то
нетрудно убедиться в том, что ее производительность по крайней
мере вдвое превышает производительность вальцесварочной ма-
шины того же назначения и составляет от 1000 до 1500 изделий в
час в зависимости от степени автоматизации загрузки машины.
Темп работы пресса в большой степени зависит от скорости по-
дачи деталей под пресс и выгрузки готового изделия. Поэтому та-
64
Рис. 27. Штамповочно-сборочная и сварочная машина для изготовления ав-
томобильных тормозных колодок:
1 — гибочно-сборочный штамп; 2 — гидроцилиндр сварочного пистолета; 3 — опора на-
правляющей; 4 — направляющая для штампов; 5 — шток гидроцилиндра; 6 — силовой
гидроцилиндр штампов; 7 — ребро колодки; 8 — рычаги привода штампов; 9— ось ры-
чагов; ю — станина; 11 — обод колодки; 12 — пружина; 13— захват-защелка; 14 —-
сборочный кондуктор (оправка); 15 — основание кондуктора; 16 — гнезда для обода
колодки.
кие машины-прессы следует снабжать быстродействующими ма-
газинами-питателями и разгрузчиками автоматического действия.
Из магазинов-питателей (на рисунке не показаны) поступает
очередная пара ребер 7, укладывается в сборочный кондуктор 14
и прижимается к его горизонтальному основанию 15 электромаг-
нитом, встроенным в кондуктор, или внешним прижимом. Одно-
временно поступают из других магазинов и укладываются в свои
гнезда 16 две заготовки обода 11 в плоском виде. Все эти опера-
ции осуществляются, когда машина находится в раскрытом состоя-
нии (см. рис. 27, положение /), при котором штампы 1 раздвину-
ты для закладки очередных деталей 7 и 11. После этого включается
гидроцилиндр 6 привода штамповки, под действием которого
штампы 1 передвигаются по своим горизонтальным направляю-
3 8-397
65
щим 4 навстречу друг другу и при сближении изгибают и штам-
пуют одновременно два обода 11. При этом штамповочно-сварочная
машина переходит из положения загрузки I в рабочее положе-
ние штамповки и сварки II.
Для фиксации правильного положения обода относительно
ребра в последнем предусмотрен специальный зуб посередине, а в
ободе — соответствующее отверстие, куда попадает зуб в начале
сближения штампов. При дальнейшем сближении штампов (в по-
следней стадии изгиба обода) специальная защелка 13 заскакивает
за обод и превращается в захват для выгрузки готового изделия
при обратном — холостом ходе штампов.
Момент окончания штамповки ободьев совпадает с моментом
включения сварочных пистолетов 2, с помощью которых ободья
привариваются к рббрам одновременно по всем рельефам. По
окончании сварки и выключении сварочных пистолетов 2 гидро-
цилиндр 6 переключается на обратный ход и штампы 1 раздви-
гаются в исходное положение. При обратном движении штампа
защелка 13 захватывает сваренную колодку за ее обод и стаски-
вает ее с опорной поверхности кондуктора 15, после чего колодка
под действием собственного веса падает вниз (внутрь станины)
на приемный транспортер эвакуации готовых изделий. Затем
цикл повторяется. Последовательность всех операций и их про-
должительность определяются рефлекторной системой автомати-
ческого управления, а также программным устройством, обеспе-
чивающим строго определенный режим работы машины.
Усилие штамповки — 3000 кгс, производительность машины —
1300—1500 колодок в час при автоматизированной загрузке де-
талями.
Принцип действия сборочного гидромеханического пресса и
его конструктивная схема, представленная на рис. 27, могут быть
использованы при разработке машин для изготовления сварных
колец из полосовой или прутковой стали. Кольцо в этом случае
изготовляется из двух одинаковой длины полос или прутков, ко-
торые после изгиба и штамповки в прессе приобретают форму
двух полуколец. Затем эти полукольца в том же прессе, выпол-
няющем функции сборочно-сварочной машины, соединяются меж-
ду собой контактной стыковой сваркой в двух местах одновре-
менно.
Сборочно-сварочная машина для изготовления двухшовных
колец (рис. 28) отличается от описанной выше (см. рис. 27) тем,
что в ней отсутствуют сварочные пистолеты для рельефной сварки,
благодаря чему существенно упрощается конструкция наружных
штампов. Вместе с тем конструкция внутренней оправки по сравне-
нию с оправкой по рис. 27 становится значительно сложнее из-за
наличия в ней контактных башмаков и разъема с распорным ме-
ханизмом.
Конструкция гидромеханического пресса, который осущест-
вляет встречное движение наружных штампов 3, изгиб и зажатие
66
Рис. 28. Сборочно-сварочная машина для изготовления двухшовных колец:
а — положение загрузки деталей; б— положение сборки и сварки; 1 — заготовки; 2 —
направляющие для штампов; з — штамп; 4 — подвижная половина оправки; <5 — кон-
такты; 6 — распорный гидроцилиндр оправки; 7 — неподвижная половина оправки.
полуколец, такая же, как в машине по рис. 27, поэтому на рис. 28
она не показана. Наружные штампы 3 передвигаются по направ-
ляющим штангам 2, Внутренний штамп-оправка состоит из двух
половин: неподвижной 7, жестко связанной со станиной машины,
и подвижной 4, которая связана с неподвижной штоком гидроци-
линдра 6*. Под действием гидроцилиндра 6, расположенного в
полости оправки (или вне ее), подвижная половина оправки 4
можег приближаться или удаляться от неподвижной. Гидроци-
линдр 6 имеет тройное назначение: воспринимать реакцию от
давления внешних штампов; совместно с главным гидроприводом
машины осуществлять необходимые манипуляционные движения
во время оплавления и осадки стыков; освобождать от зажатия
готовое кольцо для его выгрузки.
Производительность машины, снабженной автоматическими
питателями и механизмами выгрузки, достигает 600—800 колец
в час.
При дальнейшем совершенствовании машин этого типа на ос-
нове их комбайнирования представляется возможным и целесооб-
разным дополнить цикл выполняемых машиной операций отрез-
кой полос или прутков мерной длины в начальный момент движе-
ния наружных штампов. Для этого достаточно снабдить наруж-
ные штампы и станину отрезным ножевым устройством, с помощью
которого в самом начале хода пресса отрезается поданная из ру-
лона лента. В этом случае полосовая сталь (или проволока) по-
дается из рулонов через соответствующие рихтовочно-гибочные
вальцы.
Такое расширение функций машины превращает ее в автома-
тический комбайн, который наряду с выполнением основных тех-
нологических операций (отрезки, штамповки, сборки, сварки)
одновременно выполняет и все вспомогательные операции. При
3*
67
Рис. 29. Сборочпо-сварочная машина для изготовления одношовных колец
и обечаек:
а — в начальном состоянии; б — в положении сварки; 1 — станина; 2 — главный гидро-
цилиндр; 3 — вспомогательный гидроцилрндр; 4 — рычаг; 5 — шток гидроцилиндра;
6 — наружный штамп; 7 — заготовка; 8 — шарнир наружных штампов; 9 — шарнир
внутренней оправки; 10—подвижная половина оправки; 11 — контакты; 12 — непо-
движная половина оправки; 13 — ось шарнира; 14 — пружина; 15 — гидроцилиндр оп-
равки.
этом весьма удачно решается задача автоматического питания ма-
шины заготовками, без специальных магазинов-питателей; по-
следние в данном случае заменяются рулонами сырьевого мате-
риала и вальцами.
В приведенном выше примере (см. рис. 28) кольца изготов-
ляются из двух половин и имеют поэтому два стыковых соедине-
ния. Между тем, в большинстве случаев кольца можно изготов-
лять из одной полосы, ленты или прутка длиной, равной длине
окружности кольца (с припускОлМ на сварку стыка). В этих слу-
чаях кольца свариваются в одном стыке и, следовательно, будут
одношовными, что повышает качество колец и удешевляет их
производство.
Машина для изготовления одношовных колец (рис. 29) резко
отличается от описанных выше машин способом формовки и кон-
струкцией формовочно-сборочного пресса. Действие машины проис-
ходит следующим образом. Наружные штампы-рычаги 6 под дей-
ствием гидроцилиндров 2 одновременно поворачиваются вокруг
оси 8, изгибают полосу 1 и затем штампуют ее, обжимая по внут-
ренней цилиндрической оправке 70, 12. Чтобы обеспечить равно-
68
мерность и постепенность деформации полосы по ее длине, в
машине предусмотрены вспомогательные гидроцилиндры 3 со спе-
циальным рычажным устройством 4, воздействующим на изгибае-
мую полосу в начальный период ее деформации и предупреждаю-
щим возникновение местных выпучин. По мере изгиба полосы и
поворота главных рычагов-штампов 6 вспомогательные рычаги 4
поджимаются и, будучи соединенными со штоками 5, выдавли-
вают масло из цилиндров 3.
Изменяя давление масла в цилиндрах 3, можно отрегулиро-
вать режим формовки и найти оптимальный режим, при котором
изогнутая полоса будет равномерно обжата по всей окружности
внутренней оправки. Разумеется, при этом усилие формовки,
создаваемое главными цилиндрами 2, должно быть больше уси-
лия на штоках вспомогательных гидроцилиндров 3 и достаточным
для того, чтобы, во-первых, поджимать рычаги 4 в процессе фор-
мовки кольца, преодолевая действие вспомогательных гидроци-
линдров 3, и, во-вторых, обеспечивать необходимое для сварки
давление осадки стыка. Это давление должно быть добавочным к
усилию формовки кольца и рассчитывается исходя из удельного
давления осадки 7—10 кгс/мм2 свариваемого сечения.
Внутренняя оправка состоит из двух шарнирно сочлененных
половин: неподвижной 12, жестко связанной со станиной машины,
и подвижной 10, связанной с неподвижным шарниром 9. Под
действием гидроцилиндра 15, расположенного в полости оправки
(или вне ее), подвижная половина оправки 10 может поворачи-
ваться вокруг оси шарнира 9, изменяя горизонтальный диаметр
оправки (в небольших пределах). При этом оправка сжимается
или разжимается.
Гидроцилиндр 15 выполняет три функции: воспринимает реак-
цию от давления наружных рычагов-штампов; совместно и согла-
сованно с главным гидроприводом машины 2 осуществляет необ-
ходимые манипуляционные движения стыкуемых кромок во время
их оплавления и осадки (по заданной программе); освобождает от
зажатия готовое кольцо для его выгрузки.
Для исключения шунтирующего действия стальных штампов
(наружных и внутренних) их рабочие поверхности облицованы
слоем твердой пластмассы, применяемой обычно для изготовления
штампов холодной листовой штамповки.
Контактная стыковая сварка колец, одношовных и двухшов-
ных, может осуществляться в машинах по рис. 28 и 29 одним из
двух способов: сваркой сопротивлением при малых и компактных
сечениях стыка и сваркой оплавлением при больших сечениях
с развитым профилем. В обоих случаях машину следует снабжать
устройством для удаления грата после сварки (если, конечно,
это необходимо по техническим условиям на изготовление колец).
Обе рассмотренные выше машины при соответствующих разме-
рах штампов и внутренней оправки можно с успехом использовать
для изготовления не только колец, но и обечаек из листовой стали,
69
которые в дальнейшем технологическом маршруте (в процессе
сборки и сварки их с донышками или с такими же обечайками)
образуют цилиндрический сосуд или трубу. Таким образом, рас-
смотренные штамповочно-сварочные машины могут быть исполь-
зованы в котельном и трубном производствах.
В заключение следует заметить, что в штамповочно-сварочных
машинах применение электродуговой сварки вместо контактной
может оказаться более выгодным. В частности, такая ситуация
возможна при изготовлении одношовных обечаек большой длины,
контактная сварка которых требует чрезмерно больших мощнос-
тей, значительного расхода металла на оплавление свариваемых
кромок и выполнения трудоемкой операции по удалению грата.
В штамповочно-сварочных машинах, основанных на примене-
нии дуговой сварки, существенно видоизменяется конструкция
сборочных штампов и внутренней оправки, не говоря уже о рабо-
чих органах сварки и источниках питания сварочным током. Внут-
ренняя оправка в таких машинах снабжается медной и флюсовой
подкладкой, предохраняющей шов от прожогов, а при односто-
ронней сварке — формирующей обратный валик шва. Механи-
ческая конструкция формовочно-сборочного пресса при этом ос-
тается такой же, как и для контактной сварки.
Несколько особую категорию представляют штамповочно-
сварочные машины, применяемые в электротехнической и элект-
ронной промышленности, а также приборостроении. В отличие от
описанных выше машин, они предназначены для прецизионного
изготовления мелких и особо мелких изделий, в частности электро-
технических и электронных конструктивных элементов из цвет-
ных и благородных металлов и их сплавов. Особенно эффективно
применение таких комбинированных машин для массового произ-
водства контактных элементов. Контактодержатель обычно изго-
тавливается из ленточного металла (например, латуни), а присо-
единяемые к нему контакты подводятся в различных исходных фор-
мах, например в виде проволоки, шариков, пластинок.
Штамповочно-гибочный сварочный автомат фирмы «Билер»
(ФРГ) имеет прецизионное цанговое устройство втягивания, ос-
нащен двухшатунным прессом высокой производительности и на
посту гибки допускает крепление разнообразных формообразую-
щих штампов в соответствии с конструкцией изделия. Технологи-
ческий процесс формовки, сборки и сварки изделия зависит от
его конструкции, но в принципе в большинстве случаев состоит из
следующих операций: втягивание ленточного материала, вырубка
заготовки контактодержателя двухшатунным прессом, придание
формы изделию гибочными штампами, подача и приварка кон-
такта.
Такие комбинированные автоматы используются для изготов-
ления не только контактных элементов, но и многих других дета-
лей подобного типа. Сварка главным образом контактная: точеч-
ная, рельефная, стыковая и внахлестку.
70
По данным фирмы «Билер», производительность автомата при
изготовлении контактных элементов с серебряными контактами
достигает 200 шт/мин при контактах, имеющих форму шарика
диаметром 0,5 4- 4 мм, 80 шт/мин при пластинчатых контактах
и до 400 шт/мин при проволочных контактах диаметром 1 4- 5 мм.
Сборочно-сварочные комбайны для производства балок. Выше
рассмотрена конструкция механизированного кондуктора для
сборки и сварки тавровых балок (см. рис. 17). В этом кондукторе
операции сборки и сварки производятся последовательно: сначала
сборка, а затем сварка, т. е. они не совмещены во времени. В по-
следнее время для серийного и массового производства сварных
балок (тавровых, двутавровых, коробчатых) применяются более
совершенные и производительные комбинированные устройства,
в которых сборочные и сварочные операции выполняются одно-
временно на одном и том же рабочем месте, т. е. совмещены во вре-
мени и в пространстве. Устройство такого типа представляет со-
бой валковый сборочно-сварочный стан непрерывного действия,
в котором балка собирается и сваривается из двух или трех полос,
непрерывно подаваемых из рулонов в валковые клети со ско-
ростью сварки.
Основное достоинство этих станов-комбайнов заключается
в том, что они позволяют объединить три основные операции —
сборку, сварку и линейный транспорт — в одну комплексную
операцию и этим резко повысить уровень комплексной автомати-
зации производства. Кроме того, валковые станы обеспечивают ло-
кализацию сборочного давления в зоне сварки, благодаря чему
достигается плотность сопряжения свариваемых деталей в этом
месте, а следовательно, и стабильность качества шва. Здесь, од-
нако, следует сделать одно важное замечание. Если стан предна-
значен для сварки плавлением, в частности для электродуговой
сварки, то валковую сборочно-сварочную клеть необходимо кон-
струировать так, чтобы в процессе сварки и особенно во время
кристаллизации металла швов была полностью исключена возмож-
ность взаимного смещения свариваемых кромок или их подвиж-
ки. Иначе в швах могут образовываться горячие трещины.
На рис. 30 представлена схема сборочно-сварочного агрегата
для производства профильных балок из полосовой (предпочтитель-
но рулонной) стали методом электродуговой сварки. Взаимное
центрирование полос, их сжатие, перемещение со сварочной ско-
ростью и автоматическая сварка обоих швов осуществляются од-
новременно. Прижатие стенки к поясу и плотность их сопряжения
на время сварки и кристаллизации швов обеспечивается валко-
вой клетью, состоящей из опорных, направляющих и прижимных
валков, образующих своего рода роликовый фильер. Прижатие
стенки к поясу обеспечивается пневматическими или гидравли-
ческими цилиндрами либо пружинными вставками с регулируемым
усилием, действующим на верхние прижимные ролики 6. Не
исключена конструкция, при которой опорными — стационар-
71
Рис. 30. Схема сборочно-сварочного комбайна для производства балок элект-
родуговой сваркой.
ными — роликами являются верхние, а прижимными служат ниж-
ние. Преимущество последнего варианта заключается в возмож-
ности плотного локального прижатия более гибкого элемента (поя-
са) к жесткому ребру, даже при некоторой волнистости кромки
стенки. В этом случае, следовательно, возникает естественный
процесс слежения по кромке стенки во время сборки балки.
Агрегат (см. рис. 30) состоит из трех машин: размоточно-рихто-
вочной 1—4, сборочно-сварочной 5—8 и летучей 9 для разрезки
«бесконечного» профиля 10 на мерные балки. Агрегат-комбайн
работает следующим образом. Рулонная полосовая сталь, пред-
назначенная для пояса и стенки будущей балки, поступает с двух
разматывателей 1 и 3 в рихтовочные машины соответственно 2 и 4.
Выпрямленные полосы поступают отсюда в валковую сборочно-
сварочную клеть, состоящую из нескольких последовательно рас-
положенных валков: направляющих 5, опорных 8 и обжимных 6.
Каждая пара роликов имеет регулировочные устройства для на-
стройки стана на необходимый размер свариваемого профиля: вы-
соту, ширину и толщину металла.
Валковая клеть оснащена двумя сварочными головками 7 для
автоматической электродуговой сварки под флюсом или автосварки
порошковой проволокой в среде защитных газов. При перемеще-
нии балки в валках сварка производится одновременно с двух сто-
рон тавра наклонным электродом. Движение свариваемых эле-
ментов осуществляется приводными опорными валками 8 со
скоростью сварки, которая может регулироваться в пределах
1—2 м/мин.
Идея таких сборочно-сварочных комбайнов в настоящее время
реализована в промышленности лишь в виде отдельных станков
прерывистого действия для поштучного изготовления балок. Ис-
ходным материалом в них служит не рулонная сталь, а предвари-
тельно выпрямленные полосы (пояс и стенка) заданной мерной
длины. Таким образом, этот станок представляет собой среднюю,
сборочно-сварочную часть рассматриваемого агрегата, так как раз-
моточно-рихтовочные устройства и летучая резальная машина
в нем отсутствуют.
72
Рис. 31. Схема сборочно-сварочного комбайна для производства балок высо-
кочастотной сваркой (вид сверху).
В нашей стране эти станки выпускаются под маркой СТС-13&
и др. На установке СТС-138 можно сваривать прямые и криволи-
нейные балки таврового профиля высотой 60—600 мм и шириной
40—250 мм. При повторном пропуске через станок можно прива-
ривать второй пояс для образования двутавровых балок высотой
300—500 мм. По такому же принципу работают установки типа
«Пуллмэкс», выпущенные за рубежом для изготовления сварных
балок таврового и двутаврового профиля с высотой стенки 150—
1500 мм и шириной поясов 50—500 мм. В этих установках листо-
вые заготовки — полосы — укладывают на рольганг питателя,
пропускают через валковую клеть с гидравлическими прижимами
и сваривают со скоростью до 1,7 м/мин.
Для дальнейшего развития автоматических сборочно-свароч-
ных комбайнов непрерывного действия большое значение приобре-
тает применение тока высокой частоты (в том числе радиотехни-
ческой частоты до 450 000 Гц), что позволяет повысить скорость
сварки до 30—60 м/мин.
На рис. 31 приведена схема сборочно-сварочного комбайна для
производства двутавровых и тавровых балок с применением вы-
сокочастотной сварки. Общая компоновка агрегата и его состав
аналогичны описанным выше, за исключением сварочного узла.
Полосы из трех рулонов 7, 3 и 5 подаются через правильно-гибоч-
ные устройства 2, 4 и 6 таким образом, что пояса подходят к кром-
кам под некоторым заранее заданным углом. Две пары скользя-
щих контактов 7 обеспечивают протекание сварочного тока вдоль
поверхности стыкуемых элементов и через место их контакта под
обжимными валками 8. Разогрев поясов и кромок стенки проис-
ходит на малую глубину (благодаря поверхностному эффекту),
и поэтому степень осадки невелика. В случае необходимости для
73
поясов можно использовать профилированную ленту с выступом
посередине для сварки встык со стенкой. Этот выступ хотя и удо-
рожает производство поясов, но несколько облегчает процесс
их сварки со стенкой.
В состав агрегатов по рис. 31 входят размоточные устройства
1,3,5, правильно-гибочные машины 2, 4, 6, сборочно-сварочная
клеть, состоящая из обжимных 8 и направляющих 9 валков, ис-
точники питания сварочным током частотой 440 000 Гц, летучая
резальная машина 10 и выходной рольганг 11.
В США создана аналогичная машина для изготовления тав-
ровых балок и стержней, которые собираются и свариваются из
отдельных мерных полос в роликовом стане со скоростью 22 м/мин
[71. Сварка током высокой частоты 450 000 Гц (радиочастотная).
В последние годы в нашей стране разработан высокопроизво-
дительный способ изготовления балок замкнутого коробчатого
профиля (прямоугольного или квадратного) путем холодного де-
формирования полосовой стали и высокочастотной сварки в про-
фил егибочном стане [17]. Процесс формовки квадратного про-
филя и сварки продольного стыкового шва балки осуществляется
в последовательно расположенных валковых клетях со скоростью
10—20 м/мин. В настоящее время реализовано производство замк-
нутых гнутых профилей квадратного сечения 100 X 100 X
X (3 -? 5) мм из сталей повышенной прочности (ов = 60 .4-
4- 70 кгс/мм2) методом холодного пластического изгиба по-
лосы и последующей высокочастотной (440 кГц) сварки в комби-
нированном формовочно-сварочном агрегате. Усилие осадки при
сварке толщин 3—5 мм соответственно 3—5 тс.
Сборочно-сварочные комбайны для производства листовых по-
лотнищ. В последнее время в производстве листовых металлокон-
струкций, оболочек и сосудов находит широкое применение метод
рулонирования [14]. Он с успехом применяется в производстве
нефтерезервуаров, рулонированных сосудов для химической про-
мышленности, многослойных котлов высокого давления, реакто-
ров, трубопроводов и др. В связи с этим возникла необходимость
в разработке способа изготовления листовых полотнищ — широ-
ких лент «бесконечной» длины, которые можно было бы свернуть
в многослойную рулонированную обечайку или в трубу. Такая
необходимость обусловлена также тем, что в настоящее время
металлургическая промышленность выпускает полосовую руло-
нированную сталь сравнительно малой ширины — не более 1,5—
2 м. Поэтому, естественно, возникла мысль об увеличении шири-
ны рулонной стали методом сварки нескольких полос по их про-
дольным кромкам.
Аналогичная задача — соединение нескольких узких полос
в одну широкую ленту — возникла также в электротехнической
промышленности и в приборостроении, хотя в этом случае она не
связана с процессом рулонирования и преследует другие цели,
в частности, создание биметаллической (по ширине) ленты, состав-
74
ленной из полос разного ме-
талла, а возможно, и разной
толщины.
Идея производства листо-
вых полотнищ бесконечной
длины из нескольких полос
рулонного металла впервые
была реализована на опыт-
но-промышленных установ-
ках Института электросвар-
ки им. Е. О. Патона АН УССР,
основанных на применении
высокочастотной сварки.
Принцип действия комбайна,
предназначенного для этой
цели, заключается в следую-
щем (рис. 32). Специально
подготовленная рулонная
сталь, подаваемая из трех
катушек-разматывателей 7,
поступает в правильные валь-
цы и далее в сборочно-сва-
рочную клеть, состоящую
из системы направляющих и
обжимных валков, вращаю-
щихся с окружной скоростью,
равной скорости сварки. Бо-
ковые полосы подаются в
Рис. 32. Схема комбайна для произ-
водства листовых полотнищ методом,
высокочастотной сварки:
1 — разматыватель рулона полосовой стали;
2 — система рихтовочных и направляющих
валков; 3 — обжимный валок, 4 — тянущие hi
раскаточные вальцы; 5 — точка сварки (осад-
ки кромок); 6 — контакты.
сварочную клеть под определенными углами: а — углом схож-
дения свариваемых кромок, Р — углом наклона полос (углом их
конусности) для возможности получения заданного угла а без
пластического деформирования полос в их плоскости.
Как известно из теории высокочастотной сварки, угол схожде-
ния свариваемых кромок а является одним из важных параметров,
определяющих режим сварки и качество сварного соединения.
Поэтому в станках для высокочастотной сварки предусмотрено
устройство для регулирования этого угла.
При выходе из сварочной клети, сразу же после сварки, швы
подвергаются раскатке нагорячо до полного их сглаживания за-
подлицо с плоскостью основного металла (если это требуется по
техническим условиям на поставку полотнищ). Затем готовое по-
лотнище сворачивается в деловой рулон для дальнейшего исполь-
зования или передела либо разрезается на ходу на мерные участ-
ки в зависимости от назначения. Перед сворачиванием в рулон
или разрезкой полотнище (в случае необходимости) проходит че-
рез правильные вальцы.
Для сварки лент небольшой ширины и толщины, какие обычно
применяются в приборостроении, сборочно-сварочный стан приоб-
75
7.
2. 3.
4.
Рис. 33. Стан для сборки и высокочастотной сварки трех металлических
лент:
а — общий вид; б — поперечный разрез по сварочной валковой клети; 1 — направляю-
щие валки; 2— обжимные (сварочные) валки; з— привод стана; 4— электродвигатель
привода; 5 — передняя раздаточная коробка привода; 6 — передние приводные и раска-
точные валки; 7 — соединительные валы раздаточных коробок привода; 8 — задняя раз-
даточная коробка привода; 9— задние приводные валки; 10—свариваемые металличе-
ские ленты; 11 — средний валок сварочной клети; 12 — регулировочный винт обжимного
(сварочного) валка.
ретает вид, показанный на рис. 33. В этом маленьком стане произ-
водится соединение трех узких лент 10 из разного металла в одну
широкую (биметаллическую по ширине). Поперечная устойчивость
лент при их подаче и обжатии достигается в этом стане путем пере-
гиба на роликах — направляющих 1 и обжимных 2 и 11. Ленты
в местах перегиба приобретают форму цилиндров, устойчивую
при их продольном сжатии ребордами роликов 2. Сравнительно
малая мощность стана и малые усилия обжатия позволяют произ-
водить обжим боковыми ребордами сварочных валков, на которых
осуществляется и перегиб свариваемых полос.
Станы высокочастотной сварки обладают весьма высокой про-
изводительностью, соизмеримой с производительностью прокат-
ных станов, так как скорость высокочастотной сварки достигает
50—100 м/мин, превышая скорость автоматической дуговой в
50—60 раз.
Сборочно-сварочные машины для оребрения труб. Для этих
машин объектом производства являются специальные трубы с про-
дольными или поперечными ребрами. Эти ребристые трубы служат
рабочими элементами теплообменных аппаратов, котельных эк-
ранов , парообразователей и различных радиационных устройств
и, следовательно, имеют массовое применение в теплоэнергетике,
химической промышленности, строительстве и других отраслях
промышленности.
Исходным материалом для производства сварных ребристых
труб служат гладкие стальные трубы и полосовая сталь для ребер.
В зависимости от конструкции и расположения ребер на трубе
(продольного или поперечного) бывают и разные сборочно-свароч-
ные машины для оребрения труб.
На рис. 34 показана одна из таких машин, предназначенная для
76
изготовления ребристых труб с продольными ребрами. Ребристая
труба (см. рис. 34, б) состоит из центральной гладкой трубки
диаметром 40 мм и приваренных к ней шести корытообразных
двойных ребер, образующих в сечении звезду с двенадцатью
лучами-ребрами. Рассматриваемая сборочно-сварочная машина
входит в состав агрегата-комбайна, в котором производятся сле-
дующие операции: а) разматывание рулонной полосовой стали,
из которой изготавливаются ребра; б) формовка полосы в профи-
лирующей формовочной машине; в) подача трубки и корытообраз*
ных ребер в сборочно-сварочную машину; г) сборка и сварка ре-
бер с центральной трубкой методом контактной сварки.
В роликовой машине специальной конструкции К-217 произ-
водится одновременная сборка и приварка шести двойных ребер
к трубке. Машина (см. рис. 34, а) состоит из станины 1 с закреп-
ленными на ней шестью радиально расположенными контактными
роликами <2, соединенными с кольцевым сварочным трансформато-
ром 4. Каждый ролик во время сварки входит внутрь корытооб-
разного профиля и с помощью пневмоцилиндра 3 плотно прижи-
мает его к центральной трубке. Ролики не имеют собственного
привода вращения и катятся по изделию благодаря естественной
силе сцепления с движущимся изделием. Рабочее движение изде-
лия при сварке осуществляется специальным тянущим устрой-
ством со скоростью 10 м/мин.
Некоторые из машин для оребрения труб основаны на приме-
нении высокочастотной сварки (рис. 35). На рис. 35, а представ-
лена схема сборочно-сварочной машины для производства труб с
продольными ребрами. В этой машине производится одновремен-
ная сборка и сварка с трубой четырех ребер. После приварки этих
ребер труба поворачивается вокруг своей оси на 45° и снова про-
пускается через машину для приварки следующих четырех ребер.
Не исключена возможность и целесообразность приварки второго
комплекта ребер в другой, последовательно расположенной ма-
шине.
На рис. 35, 5 изображена схема гибочно-сварочной машины
для производства труб с поперечными ребрами, точнее, с попереч-
ным ребром, навиваемым на трубу по винтовой линии с заданным
шагом.
Каждая из этих машин (см. рис. 35) является частью сборочно-
сварочного комбайна, в состав которого входит ряд вспомогатель-
ных устройств: разматывателей, правильных и гибочных вальцов,
транспортных механизмов, стыко-сварочных машин для стыковки
труб и полос по мере расходования рулонов, летучих отрезных
устройств и др.
Большая скорость высокочастотной сварки обеспечивает этим
машинам весьма высокую производительность, особенно при одно-
временной сборке — сварке нескольких .продольных ребер, как
это показано на рис. 35, а. Существенный недостаток высокочастот-
ной сварки ребристых труб по сравнению с контактной роликовой
77
*
3
Рис. 34. Сборочно-сварочная машина для оребрения труб:
а — общий вид; б — поперечное сечение оребренной трубы; 1 — станина; 2 — контакт-
ный ролик; 3 — силовой пневмоцилиндр; 4 кольцевой сварочный трансформатор.
$
Рис. 35. Схемы машин для производства ребристых труб методом высоко-
частотной сварки:
а — с продольным расположением ребер по образующим трубы; б — с попереречным рас-
положением ребер по винтовой линии; 1 — контакты для подвода сварочного тока;
2 — обжимные сварочные ролики; 3 — центральная труба; 4 — привариваемые ребра.
сваркой заключается в том, что при сварке током высокой
частоты весьма значительна длина начального и конечного участ-
ков шва с неудовлетворительным качеством шва (с непроварами).
Эти дефектные участки трубы приходится удалять.
Если оребрение происходит непрерывным процессом при дви-
жении бесконечной ребристой трубы (с последующей разрезкой
ее на отдельные мерные трубы заданной длины), то этот недостаток
не имеет существенного значения и не влияет на экономику про-
цесса, так как процент отходов трубы невелик. Однако в произ-
водстве штучных сравнительно коротких труб процент отходов
настолько велик, что сварка током высокой частоты становится
невыгодной.
Как и в трубосварочных станах, в агрегатах для оребрения
труб непрерывным процессом (с выходом бесконечной трубы)
должны быть предусмотрены периодически действующие машины
для стыковой сварки центральных трубок и полосовой стали по
мере расходования рулонов. Такие машины в большинстве слу-
чаев выполняются летучими, как и машины для разрезки беско-
нечной трубы на мерные участки. Эти машины осуществляют свои
функции на ходу при рабочем движении изделия.
80
§ 9. Определение расчетных усилий
в сборочно-сварочных стендах
и кондукторах
Расчет сборочно-сварочных устройств
(стендов и кондукторов) производится в две стадии: определение
необходимых усилий зажатия собираемых деталей и расчет кон-
струкции сборочно-сварочного устройства на прочность и жесткость
под действием этих усилий. Наиболее сложным и ответственным
является определение расчетных усилий.
В сборочно-сварочном устройстве могут действовать следующие
силы: а) силы, необходимые для удержания изделия от деформиро-
вания в процессе сварки и последующего остывания, в том числе
и силы, возникающие при остывании и усадке сварных швов;
б) усилия, необходимые для предварительного деформирования
изделия с целью компенсации остаточной сварочной деформации
(если это необходимо по заданию); в) локальные усилия для под-
гибки деталей при сборке с целью их плотного прижатия к со-
седней детали и устранения местных зазоров (в случае необходи-
мости).
Общий принцип определения сил, перечисленных в пункте
«а», сводится к следующему. Теоретическим расчетом (по методам
теории сварочных деформаций) или экспериментально (на опытных
и головных образцах изделия) определяется форма и размеры ос-
таточных сварочных деформаций изделия. После этого расчетным
путем по методам, приведенным ниже, определяются усилия
и моменты, которые необходимо приложить к изделию, чтобы
предупредить образование этих деформаций в кондукторе, т. е.
свести их к нулю на время сварки.
В зависимости от типа сварных изделий различают три основ-
ные группы сборочно-сварочных устройств: стенды и кондукторы
для листовых конструкций — полотнищ и оболочек; стенды и кон-
дукторы для балок — тавровых, двутавровых, швеллерных, ко-
робчатых; стенды для рамных конструкций, корпусов и различных
сварных узлов.
Стенды для листовых конструкций. Для листовых полотнищ
и оболочек основными видами сварочных деформаций являются:
местные выпучины — овальные или круглые (рис. 36); переме-
жающиеся выступы и впадины цилиндрической формы (волнис-
тость); угловая деформация в виде так называемого «домика» по
оси стыкового шва (рис. 37); скручивание. Деформации волнис-
тости и скручивания листов значительно легче устранимы, чем
выпучины или «домики», и, соответственно, требуют значительно
меньших усилий. Поэтому в дальнейших расчетах на прочность
следует учитывать главным образом те реактивные усилия, кото-
рые возникают на зажимах стенда в результате образования выпу-
чив и «домиков» под действием температурных и усадочных изги-
бающих моментов.
81
ч
. r г
Рис. 37. Угловая деформация лис-
тов типа «домик».
Рис. 36. Деформация листового по-
лотнища в виде круглой выпучины.
Что касается усилий, которые могут возникнуть на зажимах
при образовании «хлопунов», т. е. выпучин, являющихся резуль-
татом потери устойчивости (под действием сжимающих сварочных
напряжений в плоскости листов), то эти реактивные усилия не-
значительны (теоретически равны нулю). Однако это положение
относится только к сборке и сварке первых швов, когда «хлопуны»
-еще не могли образоваться под прижимами, так как полотнище
^ыло зажато еще в плоском состоянии, до сварки. Если же после
сварки первых швов полотнище освободить от зажатия, то эти вы-
пучины немедленно возникнут и, следовательно, при повторном
зажатии листов (например, для сварки швов с обратной стороны)
их необходимо будет принудительно распрямлять, прикладывая
значительные усилия на зажимах сварочного стенда.
Круглую выпучину листов (см. рис. 36) можно рассматривать
как изогнутую пластину с жестко закрепленным контуром. При
изгибе такой пластины равномерно распределенной нагрузкой q
величина прогиба / в центре будет [1]
/ = ~kc~ » (!)
где С — Е&И2 (1 — v2) — цилиндрическая жесткость пластины,
кгс/см2; Е — модуль упругости; б — толщина пластины; v =
= 0,3 — коэффициент Пуассона (для стали); q = Р/лг2\ Р — ис-
комое давление на пластину.
Подставив эти значения в формулу (1), после преобразований
получим
= 18£63 ’
откуда
(3)
Так как приведенные выше расчетные формулы действительны
лишь в пределах упругости, то необходимо проверить, не выходят
ли напряжения в металле за предел упругости (или близкий к
нему предел текучести) при изгибе пластины под действием равно-
мерно распределенной нагрузки.
Наибольшее напряжение в центре пластины
32
или, после подстановки q = Р!лг2 и v = 0,3,
0,15Р
а — §2
(5)
Если в выражении (5) подставить вместо Р его значение из фор-
мулы (3), то напряжение а выразится следующей формулой:
о —
2,8/Я6
г2
(6)
По этой формуле можно производить проверку напряжений в
пластине без предварительного определения равномерно рас-
пределенной силы Р, т. е. по исходным данным (по размерам вы-
пучины). Если окажется, что о по формуле (6) превышает предел
текучести от, то искомое усилие прижимов следует ограничить
величиной Рдоп, которую можно найти из выражения (5), подста-
вив в него вместо о значение предела текучести от:
_ От62
'Рдоп = "одГ •
Такое ограничение усилия на зажимах необходимо в тех слу-
чаях, когда чрезмерно жесткое зажатие листов может вызвать тре-
щины в шве или в зоне термического влияния. Ниже будет пока-
зано, что такие ограничения накладывают главным образом уг-
ловые деформации типа «домик» или «грибовидность» (в балках).
Найденное по формулам (3) или (7) усилие в реальных зажим-
ных устройствах не равномерно распределяется по всей площади
выпучины, а прилагается по двум параллельным линиям (напри-
мер, клавишным), расположенным близко к ее диаметру вдоль
свариваемых кромок. Тем самым в дальнейших расчетах закла-
дывается известный запас прочности, так как действие сконцент-
рированной на диаметре нагрузки более деформативно, чем дей-
ствие той же нагрузки, равномерно распределенной по ввей площа-
ди выпучины.
Расчетная нагрузка на единицу длины каждой кромки будет
Р = ^-=4,5/^(4-) . (8}
Если же о > от, и поэтому расчет ведется исходя из допускае-
мой нагрузки Рцоа» определяемой выражением (7), то допускаемое
удельное усилие на единицу длины кромки не должно превы-
шать
Изложенный метод расчета проиллюстрируем практическим
примером.
Пример, Определить усилие на зажимах стенда (см. рис. 8) для сборки
и сварки листовых полотнищ по следующим исходным данным: 6 = 0,5 см,
Е = 2,1 -10е кгс/см2, деформация листов по рис. 36 г = 45 см, / = 1,3 см.
83
По формуле (8) расчетное удельное усилие на кромку р = 4,5-1,3 х
X 2,1 • 106 (0,5/45)3 = 17 кгс/см. Соответствующее напряжение изгиба опре-
делится формулой (6): а = 2,8-1,3-2,1•106-0,5/452 = 1890 кгс/см2, т. е.
меньше предела текучести от, который для данной стали равен 2500 кгс/см2.
Расчетное удельное усилие на обе кромки Qv = 2р = 2-17 = 34 кгс/см =
= 3400 кгс/м.
В стендах Института электросварки им. Е. О. Патона, пред-
назначенных для сборки и сварки листовых полотнищ (см. § 5 и 6),
«фактически принято Q = 4000 кгс на 1 пог. м шва.
Следует заметить, что увеличение фактического усилия на при-
жимах свыше расчетного (в приведенном примере 4000 кгс вместо
3400 кгс) не может вызвать соответствующее повышение изгибаю-
щего напряжения выше а, определяемого формулой (6), так как
избыток силы в данном случае будет лишь сжимать лист между
зажимами, а не изгибать его. Это объясняется тем, что деформация
изгиба, а следовательно и его напряжение, ограничены заданной
стрелкой прогиба пластины /. Это подтверждается также формулой
(6), которая иллюстрирует независимость напряжения о от нагруз-
ки при заданной толщине листа и ограниченных значениях упру-
гой деформации пластины / и г.
Приведенный выше расчет не учитывает влияния угловых сва-
рочных деформаций на усилия в зажимном устройстве. Между
тем, это влияние может оказаться весьма значительным, зачастую
превышающим влияние выпучин и волнистости листов, поэтому
пренебрегать им нельзя.
Рассмотрим усилия р, возникающие в зажимном устройстве в
процессе образования угловых деформаций типа «домик» (см.
рис. 37). В этом случае шов подвергается изгибу под действием
момента М = pl. При малом расстоянии I от оси стыка до при-
жима и при достаточно жестком закреплении свариваемых кромок
в металле шва могут появиться напряжения выше предела теку-
чести с опасностью образования трещин, что, конечно, недопус-
тимо. Поэтому выбор усилия на зажимах следует ограничивать
условием, чтобы в сварном шве или прилегающих зонах под
действием этого усилия не могли образоваться напряжения выше
заданного предела, например предела текучести ат. В этом случае
в конструкции сборочно-сварочного стенда должна быть пре-
дусмотрена возможность известной податливости зажимов по
достижении предельного значения нагрузки рдоп, вызывающей
напряжения в металле шва или изделия, равные заданному пре-
делу а доп, например, пределу текучести аг. Эту податливость
можно легко обеспечить в любом пневматическом или гидравли-
ческом зажимном устройстве регулированием давления в силовых
цилиндрах или постановкой каких-либо ограничителей усилия
(пружинных и др.).
В соответствии с поставленным выше условием максимально
допустимый изгибающий момент на 1 пог. см шва
Л/доп = (Ю)
84
Для единицы длины кромки момент сопротивления W = б2/6,
а изгибающий момент Мдоа = рдоп/- Подставив эти значения
в формулу (10), получим
о 62
Рдоп/ = -^, (11)
откуда допускаемая удельная нагрузка на кромку
апппб2
Рдоп = > (12)
где 6 — толщина листа.
Пример. Если 6 = 0,5 см, адоп = от = 2500 кгс/см2, I — 4,5 см, то до-
пустимая сила нажатия на 1 пог. см каждой кромки по формуле (12) будет
2500-0,52 оо , л , .
рдоп ~ —6 4 5— = %* кгс/см, или на 1 пог. м стыка (на обе кромки) @доп =
= 2-100-23 = 4600 кгс/м.
Принятое для стендов Института электросварки им. Е. О. Па-
това усилие Q = 4000 кгс/м, необходимое для удержания листов
от коробления в процессе сварки, оказалось меньше (?доп- Поэтому
в данном случае нет опасности возникновения напряжения в шве
(от действия зажимов) выше заданного предела от. Следует, од-
нако, проверить, сохранится ли при этом прилегание листов к
стенду по линии прижимов (под силами р), или же под влиянием
угловой деформации, преодолевающей действие прижимов, обра-
зуется зазор. Если образуется, то какой величины. Величина
возможного зазора
А = /-/о, (13)
где / — размер по рис. 37, равный максимально возможному
зазору после сварки без прижатия листов; /0 — расчетный прогиб
под действием сил р.
Если /0 > /, то зазора не будет, если /0 < /, то образуется
зазор, определяемый формулой (13).
Значения / и /0 можно рассчитать по следующим формулам:
/ = Ztga; (14)
где J — б3/12 (для единицы длины кромки).
Величину угловой деформации а определяют известными ме-
тодами теории сварочных деформаций [2 и др.1 либо эксперимен-
тально на опытных или головных образцах изделия.
Приведенная методика определения величины зазора (при от-
рыве листов от стенда) применима ко всем стендам и кондукторам,
имеющим прижимы (пневматические, гидравлические, пружин-
ные) с регламентированным усилием прижатия. Практика экс-
плуатации таких стендов подтверждает возможность и целесооб-
85
разность образования зазоров, предохраняющих металл шва
(по оси «домика») от появления трещин из-за чрезмерно жесткого
закрепления контура.
Пример. Для стенда с верхними прижимными клавишами определим
значения прогибов / и /0 и зазора Д по следующим данным: 6 = 0,5 см, I =
= 4,5 см, р = 20 кгс/см, tg а = 0,01.
По формуле (14) / = 4,5-0,01 = 0,045 см, по формуле (15)
4 . 20.4 53
2,1-100 0,53 =0,028 см.
Под листами на линии прижимов образуется зазор Д = / — /0 = 0,045—
— 0,028 = 0,017 см « 0,2 мм. При этом, однако, кромки листов и сварной
шов по-прежнему будут плотно прижаты к подкладке с усилием Q =
= 4000 кгс/пог. м. Следовательно, образовавшийся по линии прижимов за-
зор Д не нарушает полезного действия и назначения зажимного устройства —
плотного прижатия кромок к технологической подкладке и приведения их
к одной плоскости.
При сравнительно малых угловых деформациях и небольших
толщинах (6 < 5 мм) возможен метод расчета, основанный на за-
висимости реактивного усилия р от величины угловой сварочной
деформации а. Этот метод, однако, допустим лишь в тех случаях,
когда полученное значение р меньше рдоп и, следовательно, напря-
жения в шве не превышают предела текучести.
Деформацию листа в зажимном устройстве по рис. 37 можно
рассматривать как изгиб консольной балки, нагруженной на сво-
ем конце силой р. Если в данном случае граничным условием из-
гиба считать прикосновение листа под силой р к опорной балке,
т. е. отсутствие зазора А, то условие прилегания листов опреде-
лится равенством / = /0.
Подставив в это равенство значения / и/0 из формул (14) и (15),
получим
Z tg а —
(16)
(17)
откуда искомое удельное усилие прижимов на кромку
63 tg аЕ г , п
Р = ^2— [кгс/см].
Оно должно быть не более рдоп» определяемого формулой (12),
а соответствующее напряжение изгиба не должно быть выше пре-
дела текучести от.
Пример. 6 = 0,2 см, I = 4 см, tg а = 0,01. Для того чтобы листы на
линии прижимов не отделились от стенда под действием угловой деформа-
ции, требуется приложить усилие на прижимах, определяемое формулой (17):
0,23 • 0,1 • 2,1 -10е
р = —-----у--Z2------ = 2,6 КГС/СМ.
4 - 42
Соответствующее напряжение изгиба в металле шва
р/ pZ6 2,6 • 4 • 6 . 2
ои = = -Х2 = —тт-^2— = 1560 кгс/см2,
и w о2 0,2а
т. е. меньше ат = 2500 кгс/см2.
86
Приведенные выше расчеты показывают, что существует опре-
деленное критическое значение угловой деформации, в зависимости
от которого и следует выбирать тот или иной вариант расчета
необходимых усилий.
Если действительная угловая деформация а выше крити-
ческой акр, то необходимо производить расчет по первому вариан-
ту, т. е. исходя из предельно допустимого напряжения изгиба
(в частности, предела текучести). В этом случае определение
допустимого усилия на зажимах надо производить по формуле (12).
При этом приходится мириться с неизбежным зазором под листами
на линии прижимов (но не под стыком). Если же а<акр, то
расчет следует вести по формуле (17), причем к найденному по
этой формуле усилию р можно добавлять сколько угодно большой
запас, так как избыток силы в этом случае не вызовет повы-
шения напряжения изгиба и, следовательно, совершенно не опа-
сен для прочности шва. Зазоров при этом нигде нет.
Для рассматриваемых зажимных устройств критическим зна-
чением угловой деформации будет такое значение, при котором,
во-первых, напряжение изгиба шва под действием прижимов до-
стигает предельно допустимой величины по заданию (например,
предела текучести) и, во-вторых, на линии прижимов отсутствует
зазор под листами, т. е. листы соприкасаются со стендом. Следо-
вательно, критическое значение акр определится из двух условий:
а = адоп и / — /о = 0. Подставив в последнее уравнение вместо
/и/оих значения из формул (14) и (15), получим I tgaKP—4pZ3/Z?63 =
= 0, откуда tg аКр = ^Рдоп^/^63. Подставив сюда значение рдоп
из формулы (12), найдем искомую критическую величину угловой
деформации «домика»
tgaKP = -|-^. (18)
Для приведенного выше примера, где I = 4 см, б = 0,2 см,
Одоп = 2500 кгс/см2, получим
. 2-4-2500
1g «кр 3.2,1 • 106 • 0,2 0»016.
Действительная угловая деформация tga = 0,01, т. е. значительно
меньше критической, и поэтому расчет усилий на прижимах
(см. выше) произведен по второму варианту — по формуле (17).
Если сварка стыкового соединения листов производится в за-
жимном устройстве без предварительной постановки сборочных
прихваток, то усилие трения на зажимах должно быть достаточ-
ным для того, чтобы преодолеть температурные деформации
листов в их плоскости, которые могут вызвать расхождение кро-
мок и образование недопустимых зазоров между ними. Для удер-
жания кромок от расхождения предпочтительны механические за-
жимные устройства с двусторонним сцеплением листа (сверху и
снизу), а не с односторонним — типа магнитных стендов. При
87
q, кгс/см
жимов; б — сосредоточенной силой посе-
редине длины балки; в—двумя силами,
симметрично расположенными по длине
балки; г— изгибающими моментами, при-
ложенными по концам балки; д — сече-
ние балки.
одинаковом коэффициенте тре-
ния и одинаковой силе зажатия
устройства первого типа создают
силу сцепления, удерживающую
кромки от расхождения (или
сближения), вдвое большую,
чем магнгтные стенды.
Обычное зажимное устрой-
ство, состоящее из верхних при-
жимных клавишей (с пневмо-
или гидроприводом) и нижней
опорной балки или плиты, раз-
вивает первоначальную силу
трения, точнее силу сцепления
листа со стендом, равную
F = р (|лх 4- р2) [кгс/пог. см],
(19)
где р — сила прижатия листа
(по одной кромке), кгс/пог. см;
— коэффициент сцепления ли-
ста с клавишами; р,2 — коэффи-
циент сцепления листа с опор-
ной балкой или подкладкой.
В магнитном стенде
F = РМ2. (20)
При некоторых неблагопри-
ятных соотношениях размеров
листов и параметров режима
сварки требуются весьма боль-
шие усилия зажатия, чтобы
удержать кромки от расхожде-
ния (или сближения). В таких
случаях вместо чрезмерного уве-
личения мощности зажимного устройства на практике предпочита-
ют постановку прочной прихватки в конце шва (впереди по ходу сва-
рки) или приварку связывающей обе кромки технологической план-
ки, которая одновременно служит для вывода кратера шва за пре-
делы изделия, либо постановку соединительных скоб, одновременно
служащих для сборки стыка с необходимым зазором, как это прак-
тикуется, например, при электрошлаковой сварке или в судо-
строении — постановкой сборочных «гребенок».
Стенды и кондукторы для балочных конструкций. Основны-
ми вадами деформаций сварной балки являются: продольный
(осевой) изгиб; поперечный изгиб (грибовидность); скручивание.
По характеру силового действия сборочно-сварочных устройств
88
различают кондукторы, удерживающие балку от деформирова-
ния во время сварки и остывания швов, и кондукторы, служащие
для компенсации остаточных деформаций балки путем ее предва-
рительного изгиба или скручивания, т. е. деформирования в об-
ратном направлении. Наибольшее распространение в сварочном
производстве имеют кондукторы первого типа. В них усилия на
прижимах должны быть достаточными, чтобы удержать балку от
деформирования во время ее сварки и остывания.
Продольный (осевой) изгиб балки как остаточная сварочная
деформация (рис. 38) происходит под действием момента М =
где Ру — усадочная сила, действующая по оси шва; е — расстоя-
ние между центрами тяжести сечения шва и сечения балки (экс-
центриситет). Как известно, балка, находящаяся под действием
постоянного момента, изгибается по дуге окружности. При этом
радиус изогнутой оси балки R = EJ/M. Прогиб балки посе-
редине
. ML2 _ PyeL2
' 8EJ ~ 8EJ
(21)
Задача, следовательно, сводится к определению усилий, которые
необходимо приложить к балке для ее изгиба в обратном направ-
лении с таким же прогибом, т. е. удержать ее в прямолинейном
виде.
При сварке в тавр одним швом [2]
Ру= 1,7j№. (22)
При сварке в тавр двумя швами
Ру = 1,15 • 1,7Dk\ (23)
где D = 30 000 при автоматической сварке; D = 40 000 при руч-
ной сварке; к — катет углового шва, см.
Так как большинство механизированных зажимных устройств
для балок представляет собой ряд одинаковых прижимов, в част-
ности пневматических или гидравлических, то этот ряд можно
рассматривать как равномерно распределенную нагрузку д, ко-
торая должна предотвратить образование прогиба балки / во
время сварки.
Под действием нагрузки q балка на двух опорах R (см.
рис. 38, а) получает прогиб посередине
= *384* ~1П~ ’
откуда искомая нагрузка
384/ЯУ
9 — 5L*
(25)
Подставив сюда значение / из формулы (21), получим
q = 9,6
руе
L2
(26)
89
При этом полная нагрузка на всю балку будет
Следует отметить, что полученные таким путем значения q
и Q соответствуют изгибу балки не по дуге окружности, а по кри-
вой, описываемой уравнением
fx = .24Д/ ' — L3*)>
где х — расстояние от конца балки. Однако возникающая при
этом неточность в прогибах пренебрежимо мала и практически
не превышает 1—5%.
Из расчетных формул (26) и (27) можно сделать важный вы-
вод о том, что для крупнопрофильных балок реактивные усилия q и
Q, возникающие в кондукторе под действием сварочных напря-
жений, зависят не от жесткости балки EJ, а только от калибра
швов, длины балки и расстояния е от оси швов до центра тяжести
сечения балки.
Для сравнительно коротких балок схемы зажимного устрой-
ства могут иметь вид, представленный на рис. 38, бив. При изгибе
балки по схеме б ее прогиб
7 “ 4SEJ ’
откуда
_ 48fEJ
1 “ L3 i
или, если заменить / его значением из формулы (21),
(28)
(29)
(30)
прогиб
(31)
(32)
(33)
При изгибе балки по схеме в (весьма распространенной)
балки
' = тйт<3£!~4'!>-
откуда
_ 24JEJ
2 “ с (3L2 — 4с2) ’
или, если заменить / его значением из формулы (21),
ЗРус£2
— с(3£2 —4с2) ’
После сборки и сварки тавра со вторым поясом, т. е. после
превращения его в двутавр, возникает изгиб в противоположном
направлении, величину которого определяют по тем же форму-
лам с подстановкой в них момента инерции всего сечения двутав-
ра и нового эксцентриситета е. Суммируя действия этих двух из-
90
гибов, можно определить результирующую деформацию двутав-
ровой балки и, в частности, ее прогиб, а в зависимости от него
и возникающие в кондукторе усилия. Аналогичным путем рас-
считываются усилия в кондукторах для сварки балок другого про-
филя — швеллерных, коробчатых и др.
Формулы (27) и (30) выражают линейную зависимость усилия
Q и от длины балки: чем меньше длина, тем больше усилие,
уравновешивающее усадочный изгибающий момент. Эта на пер-
вый взгляд парадоксальная зависимость вполне объяснима и по-
нятна, если учесть, что при очень малой длине балки приложен-
ные к ней поперечные силы не столько ее изгибают, сколько пере-
резают. В пределе, при Z/->0, изгибающий момент от действия
сколько угодно большой силы Qi (см. рис. 38, б) равен нулю и
вся система сил (активных и реактивных) начинает действовать
как ножницы. Поэтому в кондукторах для сварки коротких ба-
лок, чтобы компенсировать усадочный изгибающий момент Русеь
необходимо прилагать к балке не поперечные силы, а изгибающие
моменты, равные усадочному, но направленные в обратную сто-
рону и приложенные по концам балки (см. рис. 38, г).
Следует, однако, заметить, что короткие балки имеют настоль-
ко малый прогиб, что он вполне компенсируется упругой подат-
ливостью самого кондуктора или его специальных компенсаторов,
не допускающих возникновения чрезмерно больших реактивных
усилий, точнее, ограничивающих их величину. Обычно эта вели-
чина определяется допускаемым техническими условиями оста-
точным прогибом балки.
Пример. Требуется определить усилия в кондукторе (см. рис. 38, а)
для сборки и сварки тавровых балок, имеющих размеры: стенка 600 х Ю мм,
пояс 300 х Ю мм, катеты швов к = 8 мм, момент инерции сечения J =
= 36 100 см4, эксцентриситет е = 19,6 см, длина балки L = 6 м.
Усадочная сила на обоих швах по формуле (23) Ру = 1,15 • 1,7 • 30000 х
_ о9 п_ х /П£?. 9,6*37600» 19,6
X 0,82 = 37 600 кгс. Удельная нагрузка по формуле (26) -----=
= 20 кгс/пог. см. Нагрузка на всю балку по формуле (27) Q = 20-600 =
= 12 000 кгс. Опорные реакции по концам кондуктора R = Q/2 — 6000 кгс.
Если кондуктор имеет захваты, удерживающие пояс балки от
угловой деформации типа «грибовидность» (рис. 39), то для опре-
деления усилий, возникающих на этих захватах, можно пользо-
ваться тем же методом, который применялся выше при расчете
сил, возникающих от деформации типа «домик».
Поперечную деформацию пояса балки в зажимном устройстве
по рис. 17 можно рассматривать как изгиб двухконсольной плас-
тинки (см. рис. 39), заделанной посередине и нагруженной по кон-
цам силами р (аналогично «домику» при сварке листов встык).
Наибольшая допускаемая нагрузка рдоп определяется выражением
(12) исходя из допускаемого напряжения изгиба од0п.
Если поставить граничным условием изгиба прилегание краев
пояса к опорной площадке кондуктора, то необходимое для этого
91
Рис. 39. Поперечная (угловая) де-
формация пояса балки (грибовпд-
ность).
усилие р определится из усло-
вия / = /0, т. е. такого же, как
и для «домика». Следовательно,
величину усилия р можно опре-
делять по формуле (17).
Значение акр определяется
формулой (18), которая одина-
ково справедлива как для «до-
мика», так и для грибовидности.
Приведенные выше соображения о выборе варианта расчета
в зависимости от величины акр «домика» остаются в силе и для
грибовидности. Если действительная угловая деформация а боль-
ше критической акр, то надо рассчитывать усилие рдоппо формуле
(12), если меньше — то по формуле (17).
Пример, Тавровая балка по рис. 39 имеет размеры пояса I = 15 см,
6=1 см, угловая деформация грибовидности, измеренная после сварки
пробных образцов, tg а = 0,010. Допускаемое напряжение изгиба оД0П =
= 2500 кгс/см2. Требуется определить усилия на прижимах.
Для данной балки критическое значение угловой деформации по фор-
муле (18)
. 2 15-2500
г8“кр— з • 2,1 • 10е • 1 ~ °’012-
Так как действительная величина деформации меньше критической, то
определение необходимого усилия на прижимах производим по формуле (17)
исходя из условия прилегания краев пояса к ложементу кондуктора:
Р =
I3 • 0,010 • 2,1 • 10е
4 • 152
= 23 кгс/пог.см.
Принято с запасом 25 кгс/см = 2,5 тс/м.
Следует иметь в виду, что запас усилия вполне допустим и
даже желателен, если расчет ведется по формуле (17), но он совер-
шенно недопустим, если расчет производится по формуле (12),
так как в последнем случае напряжение изгиба равно адопи даль-
нейшее увеличение усилия вызовет соответствующее повышение
напряжения выше допускаемого предела. Между тем, при расчете
по формуле (17), когда а < акр, избыток усилия сверх расчет-
ного вызовет лишь более плотное прижатие краев пояса к ложе-
менту без увеличения изгибающего момента и напряжения в ме-
талле шва ои. Расчет кондуктора для балок см. в § 17.
Сборочно-сварочные комбайны. Расчет усилий в сборочно-
сварочных комбайнах, в которых сборочные и сварочные операции
совмещены во времени и пространстве, существенно отличается
от расчета обычных сборочных стендов и кондукторов благодаря
двум особенностям работы такого комбайна: процесс сборки и
92
сопряжения собираемых деталей в комбайне осуществляется одно-
временно со сваркой; сборка производится методом формовки?
или вальцовки листа с одновременным прижатием его к сопря-
гаемой детали.
Специфика расчета заключается в том, что сборочное устройст-
во комбайна должно рассчитываться по методам, принятым для
расчета соответствующего формирующего устройства: гибочных
вальцов, штамповочного пресса и пр.
В качестве примера приведен расчет усилия, необходимого для»
вальцовки и прижатия листа к огибаемой детали в вальцесвароч-
ных станках для производства кузовов шахтных вагонеток. В этих
станках изгиб листа происходит в зоне упруго-пластических де-
формаций (за пределом текучести). Поэтому нажимное усилие вал-
ка приближенно можно определять исходя из величины изгибаю-
щего момента Мш, который необходимо приложить к листу для
создания в нем пластического шарнира с напряжениями, равны-
ми пределу текучести ± от по всему сечению изгибаемого листа:
мш =
Т”
(34>
где Ъ — ширина листа; 6 — толщина листа.
Необходимое усилие нажима валка
мш __
" “ I “ 4Z
(35)
где I — плечо изгиба, равное расстоянию от линии контакта на-
жимного валка с изгибаемым листом до начальной линии соприкос-
новения листа с огибаемой деталью.
Выбор плеча изгиба I производится в зависимости от толщины
изгибаемого листа. Для вальцесварочных станков можно прини-
мать I « 10 б. В таком случае формула (35) принимает следующий
простой вид:
(?«0,0256бот. (35')
В вальцесварочных станках кроме главного, гибочного валка
имеется еще второй нажимной валок, расположенный параллельно
первому непосредственно за зоной сварки. Этот валок прижимается
к кондуктору с таким же усилием, как и первый, чтобы обеспечить
плотность сопряжения деталей и предохранить шов в зоне его»
кристаллизации от возможных смещений и горячих трещин. Та-
ким образом, в дальнейших расчетах станка на прочность, а так-
же при определении мощности привода, потерь на трение и пр.,,
необходимо учитывать действие двух сил Q.
Крутящий момент на валу кондуктора-вращателя
Мвр = 0,25&62от + 2QLR -А- + 0,5/d (2Q + G) + + Ge, (36>
где fi и / — коэффициенты трения в подшипниках нажимных
валков и вращателя; dx и d — диаметры цапф валков и главного
93
нала вращателя; — диаметр нажимного валка; G — вес вра-
щающихся частей; в — эксцентриситет груза G; R — радиус изо-
гнутого листа; р,—коэффициент трения качения.
В рассматриваемых вальцесварочных станках 6 = 0,5 см;
Ь — 270 см; R = 65 см; d = 10 см; dx = 6 см; Pj = 12 см; / =
= 0,02; /х = 0,1; ц = 0,03 см; G = 3000 кгс; е — 4 см; от =
== 3000 кгс/см2.
По формуле (35х) Q = 0,025.3000-0,5.270 = 10 000 кгс. По
формуле (36) крутящий момент вращателя
Мвр = 0,25 • 270 • 0,52 • 3000 + 2 • 10000 • 0,1-65-^- + 0,5 • 0,02 х
X Ю • (2 • 10 000 + 3000) 4- 4 •°’03, А0 °00 ’ 65 + 10 000 • 4 =
= 50 600 + 65 000 + 2300 + 6500 + 40 000 = 164 400 кгс • см.
Как видно из приведенного примера, наибольшее сопротивле-
ние вращению создают нажимные валки, так как они смонтиро-
ваны на подшипниках скольжения с высоким коэффициентом
трения /х = 0,1. Следует, однако, заметить, что тормозящее дей-
ствие этого сопротивления создает некоторое добавочное натяже-
ние листа, весьма благоприятное для плотной его навивки.
По найденному усилию Q и крутящему моменту Мвр опреде-
ляются прочные размеры узлов и деталей станка, а также мощность
приводного механизма вращателя N. При скорости вальцовки —
сварки v [м/мин! и общем КПД приводного механизма ц0 мощ-
ность привода на рабочем ходу будет
дг = ,._МвРР (37)
2V 61ООЯт]о { }
В рассматриваемом примере при и = 1 м/мин и ц0 — 0,25
_ 164 400-1 _ j
6100 . 65 • 0,25 ~ KDr-
При маршевом вращении хорошо сбалансированного порож-
него кондуктора (е = 0) мощность привода будет меньше, чем при
рабочем ходе, несмотря на повышенную скорость вращения, так
как отсутствует работа вальцовки листа и исчезают усилия на
валках.
Если изгиб листа происходит в пределах упругости, а это
возможно лишь при условии б//? < 2сгтАЕ, то Ми = b&E/i2R
или, при I ~ 10 б,
Q = 6б2£/120Я. (38')
Крутящий момент вращателя
Мв₽ = S-+2(№ it+0-5/d +Ge- <39)
X-'j *-'1
94
§10. Особенности расчета
сборочно-сварочных устройств
После определения необходимых усилий
зажатия собираемых деталей (см. § 9) сборочно-сварочное устрой-
ство рассчитывается на прочность и жесткость под действием этих
усилий.
Расчеты на прочность имеют целью определение необходимых
размеров всех силовых элементов конструируемого устройства.
Цель расчетов на жесткость не столь очевидна и требует некото-
рых пояснений. Расчеты на жесткость должны исходить из двух
основных требований, предъявляемых к сборочно-сварочным уст-
ройствам: обеспечить неизменяемость геометрической формы за-
жатого в кондукторе изделия и обеспечить особую жесткость ме-
таллоконструкции кондуктора, несущей на себе сварочную го-
ловку или рельсовый путь для нее. Рассмотрим каждое из этих
требований в отдельности.
Жесткость опорной конструкции сборочно-сварочного устрой-
ства, служащей ложементом для собираемых деталей, должна
быть достаточной, чтобы удержать свариваемое изделие от дефор-
мирования во время сварки и, следовательно, чтобы упругие де-
формации под действием усилий на зажимах и собственного веса
были пренебрежимо малы по сравнению с возможными сварочны-
ми деформациями изделия. В противном случае свариваемое из-
делие получит добавочные остаточные деформации, следствием
которых будет нарушение заданной геометрической формы и раз-
меров изделия. Отсюда, в частности, вытекает вывод о том, что-
жесткость базовой конструкции кондуктора должна быть больше
жесткости свариваемого изделия, если последнее в результате
сварки может получить значительную деформацию — выше до-
пускаемой техническими условиями. Например, в кондукторе
по рис. 17 опорная балка 5, работающая на изгиб под действием
усилий на зажимах и собственного веса, должна иметь изгибную
жесткость EJ, существенно большую, чем жесткость свариваемо-
го изделия — тавровой балки.
Так как абсолютная жесткость, т. е. полная недеформируемость
конструкции, практически недостижима, то во многих случаях
условие достаточной жесткости кондуктора определяется заданной
предельно допустимой величиной его упругой деформации. Эта
допускаемая деформация, в свою очередь, определяется в зави-
симости от допусков на геометрические размеры изделия и, разу-
меется, должна быть меньше их величины. Например, если до-
пускаемый остаточный прогиб свариваемой балки равен 1/1000 ее
длины, то прогиб опорной балки кондуктора под действием зажи-
мов и собственного веса не должен быть более 1/2000 ее длины.
Такой метод расчета на жесткость (по допускаемой деформа-
ции) применяется также в тех случаях, когда зажатый элемент
сварного изделия (или все сварное изделие) практически не
95
обладает почти никакой жесткостью, например плоское листовое по-
лотнище или стенка тавровой балки, отдельно прижатая плашмя
к опорной балке кондуктора (см. рис. 17) и т. п. В таких случаях
жесткость зажатых элементов настолько мала, что не может слу-
жить исходным сравнительным эталоном для определения необ-
ходимой жесткости кондуктора. Здесь расчет ведется по допус-
каемой деформации изделия. Примеры подобных расчетов при-
ведены ниже.
В расчетах сборочно-сварочного устройства на жесткость осо-
бое внимание следует уделять тем его элементам, которые служат
несущей конструкцией для дугового сварочного автомата и его
направляющих или для изделия, подлежащего автоматической
сварке. Требование жесткости такой конструкции (например,
балки 3 по рис. 17) обусловлено необходимостью соблюдения стро-
гой стабильности и точности положения электрода относительно
линии свариваемого шва как по горизонтали, так и по вертикали.
При недостаточной жесткости несущей конструкции (балки или
кронштейна) эта стабильность легко может быть нарушена вслед-
ствие упругого деформирования конструкции под действием уси-
лий на зажимах, изгиба от собственного веса и различных внешних
воздействий, например, из-за вибрации при прохождении цехового
подъемного крана. В этих случаях деформация несущей конст-
рукции (ее прогиб, скручивание, вибрация) вызовет соответствую-
щее отклонение электрода от оси шва или изменение его вылета.
Если это отклонение выходит за пределы, допускаемые техноло-
гией сварки, то несущая конструкция (балка, кронштейн и пр.)
не обладает достаточной жесткостью и ее надо усилить до такой
степени, чтобы при ее упругом деформировании отклонение элект-
рода не превышало заданной допускаемой величины. Обычно
эта величина для дуговой сварки плавящимся электродом колеб-
лется в пределах ± 1,5—2 мм по горизонтали и ± 5 — 8 мм по
вертикали.
В механизированном сборочно-сварочном устройстве расчету
подлежат следующие силовые узлы: приводы зажимных устройств;
.зажимные устройства и механизмы, являющиеся исполнительны-
ми органами сборочных стендов и кондукторов; несущие конст-
рукции; механизмы поворота, вращения или линейного движения
изделия в тех кондукторах, которые осуществляют не только
сборку изделия, но также его кантовку или сварочное движение.
Методы расчета всех этих силовых элементов приведены ниже.
§11. Пневмо- и гидроприводы
с силовыми цилиндрами
В практике сварочного производства
наибольшее распространение получили следующие типы приво-
дов сборочно-зажимных устройств (в порядке убывания по рас-
пространенности); а) пневматические приводы в виде поршневых
56
Рис. 40. Схема питания гидроцилин- Рис. 41. Схема питания гидроцилин-
дров одностороннего действия с по- дров двухстороннего действия с по-
мощью беспоршнсвого мультиплика- мощью бесиоршневых мультиплика-
тора: торов:
/— возвратная пружина' 2— рабочий гид- 1 — шток гидроцилиндра, 2 — рабочий
роцилиндр; з — пневмогидравлический гидроцилиндр; з — пневмогидравлический
мультипликатор; 4—трубопровод сети ежа- беспоршневый мультипликатор прямого
того воздуха; 5 — управляющий воздухо- действия; 4 — трубопровод пневмосети,
распределительный кран; 6 — труба вы- 5 — воздухораспределительный управляю-
пуска в атмосферу. щий кран; 6 — труба выпуска в атмосфе-
ру; 7 — мультипликатор обратного дейст-
вия; 8 — трубопровод питания нижних по-
ЦИЛИНДрОВ, диафрагменных (ме- лостей гидроцилпндров; 9 — тоже, верх-
мбранных) пневмокамер и шлан- 1ШХ*
говых пневматиков; б) гидрав-
лические — в виде силовых цилиндров (поршневых или плун-
жерных); в) электромагнитные; г) приводы с электродвигате-
лем и соответствующим передаточным механизмом (редуктором).
Области применения пневматических и гидравлических цилинд-
ров в качестве силовых приводов сборочно-сварочных уст-
ройств различны. В значительной мере они определяются различ-
ной упругостью применяемых в них рабочих агентов: в пнев-
моцилиндрах рабочим агентом служит воздух, обладающий очень
высокой упругостью и сжимаемостью (как всякий газ), в гид-
роцилиндрах — жидкость, практически не сжимаемая и не уп-
ругая. Сжатый воздух вследствие своей упругости работает
в пневмоцилиндре как пружина. Поэтому при большом ходе
поршня и переменной внешней нагрузке штока пневмоцилиндры,
в противоположность гидроцилиндрам, работают с ударами и
рывками, даже при наличии демпфирующих устройств. Такая
неравномерная работа цилиндров с ускоренным движением порш-
ня создает добавочную динамическую нагрузку на все связанные
с цилиндрами механизмы и опорные конструкции, а кроме того,
во многих случаях граничит с прямым нарушением правил тех-
ники безопасности. Поэтому для привода механизмов со сравни-
тельно большим ходом рабочих органов (длинных рычагов, кан-
тователей и пр.) и знакопеременной нагрузкой предпочтительнее
4 8 397
97
гидравлические или пневмогидравлические цилиндры как более
надежные и безопасные в работе по сравнению с пневматическими.
Эта рекомендация, однако, не относится к механизмам с корот-
ким ходом рабочих органов, например, к механизмам зажатия
клещей по рис. 17 или зажатия коробчатых балок по рис. 19, к
зажимным клавишным устройствам и др. Здесь, благодаря малому
пути движения рабочих органов, в кондукторе не могут образо-
ваться сколько-нибудь значительные инерционные усилия, спо-
собные создать неблагоприятную динамическую нагрузку на ме-
ханизмы. Этого нельзя сказать, однако, о механизмах поворота
рычагов 7 по рис. 17 или поворота кантователя, имеющих значи-
тельную величину рабочего хода.
Во многих сварочных цехах можно легко осуществить питание
рабочих силовых цилиндров жидкостью (маслом) вместо сжатого
воздуха без всяких насосных станций и без специальной гидро-
сети высокого давления. Для этого достаточно применить пневмо-
гидравлические мультипликаторы, подключенные к цеховой сети
сжатого воздуха. Схемы питания рабочих гидроцилиндров с по-
мощью простейших беспоршневых мультипликаторов, имеющих
коэффициент мультипликации, равный единице, представлены
на рис. 40 и 41. В этих схемах пневмогидравлические мульти-
пликаторы 3 представляют собой простые цилиндрические сосуды,
рассчитанные на давление сжатого воздуха до 7 ати, с емкостью
несколько большей, чем суммарный полезный объем всех питае-
мых рабочих гидроцилиндров 2. Эти сосуды-мультипликаторы
должны располагаться в сборочно-сварочной установке выше
уровня рабочих гидроцилиндров во избежание попадания в них
воздуха.
Верхние полости сосудов-мультипликаторов 3 сообщаются со
сжатым воздухом или атмосферой в зависимости от положения
управляющего крана 5, нижние всегда заполнены маслом и сооб-
щаются с рабочими гидроцилиндрами 2. Таким образом, эти со-
суды-мультипликаторы преобразуют энергию сжатого воздуха
в энергию сжатой рабочей жидкости (масла) без изменения дав-
ления.
Для питания гидроцилин-
дров одностороннего действия
(с возвратной пружиной) при-
меняется простейшая схема,
показанная на рис. 40. Схе-
Рис. 42. Схема питания гидро -
цилиндров одностороннего дейст-
вия поршневым мультипликато-
ром:
1 — возвратная пружина; 2— рабочий
гидроцилиндр; 3— воздушный цилиндр
мультипликатора; 4 — поршень воз-
душного цилиндра; 5 — плунжер; 6—
силовой гидроцилиндр мультиплика-
тора.
98
р р р р
ма питания гидроцилиндров
двустороннего действия (см.
рис. 41) несколько сложнее, так
как вместо одного сосуда-муль-
типликатора необходимо иметь
их два: один — для питания
верхних (толкающих) полостей
гидроцилиндров, а другой — для
питания нижних (тянущих) по-
лостей. Переключение полостей
гидроцилиндров, а следователь-
но, и изменение направления
движения их штоков, осущест-
вляется управляющим краном 5.
Если по каким-либо сообра-
жениям требуется получить по-
вышенное давление в рабочих
гидроцилиндрах (например, для
уменьшения их диаметра), то в
этом случае приходится приме-
нять более сложные, поршневые
пневмогидравлические мульти-
пликаторы (рис. 42 и 43), с по-
мощью которых можно повысить
давление масла в гидроцилинд-
рах пропорционально соотноше-
ниюквадратов диаметров мультипликатора. В этом случаеq=qQ— Ц,
D2
где qQ — давление сжатого воздуха в пневмосети; q — давление
масла в гидроцилиндрах; Dx — диаметр воздушной полости муль-
типликатора; D2 — диаметр жидкостной полости; ц — КПД муль-
типликатора, учитывающий потери на трение поршней и плунже-
ров, а также потери в трубопроводах, ц » 0,85. Чем больше диа-
метры мультипликатора, тем выше его КПД. Это объясняется тем,
что при прочих равных условиях потери на трение в уплотнитель-
ных манжетах приблизительно пропорциональны диаметру ци-
линдра, а усилие пропорционально квадрату этого диаметра.
Следовательно, при неизменном удельном давлении жидкости или
воздуха сила на штоке растет быстрее, чем силы трения.
На рис. 42 представлена схема питания рабочих гидроцилинд-
ров одностороннего действия с помощью пневмогидравлического
поршневого мультипликатора. В этой системе обратный ход ра-
бочих (зажимных) цилиндров 2 осуществляется возвратными
пружинами 7, усилие которых должно быть достаточным не только
для преодоления собственных потерь в рабочих цилиндрах, но и
потерь во всей системе питания, в том числе потерь на трение порш-
ня и плунжера мультипликатора. Таким образом, усилие пружин
Рис. 43. Схема питания гидроцилин-
дра двухстороннего действия с помо-
щью сдвоенного поршневого мульти-
пликатора:
1 — рабочий гидроцилиндр; 2 — гидроци-
линдр обратного хода; 3 — воздушный ци
липдр обратного хода; 4 — труба выпус-
ка в атмосферу; 5 — трубопровод пнев-
мосети; 6 — воздухораспределительный уп-
равляющий кран; 7— воздушный цилиндр
прямого хода; 8 — гидроцилиндр прямого
хода.
4*
99
должно быть достаточным, чтобы вернуть всю систему в исходное
положение (перед зажатием). Следует, однако, иметь в виду, что
при обратном — холостом — ходе цилиндров абсолютные потери
на трение в манжетах и уплотнениях поршней и плунжеров будут
значительно меньше, чем при рабочем ходе во время зажатия де-
талей, так как в момент зажатия в цилиндрах и в мультиплика-
торе развивается высокое давление q и qQ, от которого непосред-
ственно зависит сила трения в манжетах (см. ниже). При холостом
ходе это давление будет во много раз меньше, однако относитель-
ные потери, а следовательно и КПД, остаются почти прежними.
Нередки случаи, когда при обратном ходе рабочих цилиндров
требуются такие же (или почти такие же) усилия, как и при
прямом ходе. Такая необходимость возникает, например, в при-
водах поворота тяжелых кантователей или в тех многочисленных
случаях, когда ход поршня в рабочих цилиндрах слишком велик,
чтобы его можно было выгодно осуществлять пружиной (см., на-
пример, цилиндр поворота рычагов 11, рис. 17). В этих весьма
распространенных случаях применяют гидроцилиндры двусто-
роннего действия. Схема питания таких цилиндров с помощью
пневмогидравлического мультипликатора представлена на рис. 43.
Здесь приходится применять сдвоенный мультипликатор, имеющий
два воздушных цилиндра 3, 7 и соответственно два гидравличе-
ских цилиндра 2, 8, один из которых 8 питает верхние полости
рабочих цилиндров 7, а другой 2 — нижние.
С помощью воздухораспределительного крана управления 6
осуществляется переключение питания рабочих цилиндров с верх-
них на нижние полости и обратно, т. е. переключение с прямого
на обратный ход и наоборот.
Сравнивая две системы питания рабочих гидроцилиндров пнев-
могидравлическими мультипликаторами — беспоршневыми (см.
рис. 40, 41) и поршневыми (см. рис. 42, 43), приходим к следую-
щим выводам.
Важное достоинство питания беспоршневыми мультипликато-
рами — предельная простота конструкции мультипликатора и на-
дежность его работы, так как он в сущности представляет собой
обыкновенный цилиндрический (или иной) сосуд, рассчитанный
на давление сжатого воздуха в цеховой сети. Вторым преимущест-
вом беспоршневых мультипликаторов является то, что трансфор-
мирование энергии сжатого воздуха в энергию жидкости в них
происходит без дополнительных потерь на трение, и следова-
тельно, КПД системы мультипликатор — рабочий гидроци-
линдр будет не ниже, чем КПД автономно действующего от це-
ховой сети пневмо- или гидроцилиндра (ц » 0,85). Недостатком
беспоршневых мультипликаторов является то, что трансформи-
рование энергии газа в энергию жидкости происходит без уве-
личения давления. Следовательно, диаметры рабочих гидроци-
линдров будут такими же, как и диаметры пневмоцилиндров, пред-
назначенных для той же цели. Выигрыш в этом случае состоит
100
лишь в плавности хода цилиндров, из-за чего, главным обра-
зом, и предпочитают гидроцилиндры больше, чем пневмоцилин-
дры.
Основным преимуществом систем с поршневыми мультиплика-
торами (см. рис. 42, 43) является возможность значительного по-
вышения давления жидкости в рабочих гидроцилиндрах, а следо-
вательно, и возможность резкого уменьшения их диаметра, что
весьма существенно, особенно в тех случаях, когда необходимо
создать большое усилие в цилиндре при малом его диаметре и
сравнительно небольшом ходе.
Недостатком систем питания с помощью поршневых мульти-
пликаторов является сравнительно низкий КПД такой системы,
равный произведению КПД мультипликатора цм и рабочего ци-
линдра цц. При равенстве этих коэффициентов цм = Ли = Л
общий КПД системы мультипликатор — рабочие цилиндры со-
ставит Ло = ЛмЛц = Л2- Если принять среднее значение л « 0,85,
то Ло = 0,852 = 0,72.
Расход воздуха, приведенного к атмосферному давлению, на
одно включение для одного пневматического цилиндра составляет,
см3:
где D — диаметр цилиндра, см; I — ход поршня, см; q — давле-
ние сжатого воздуха, кгс/см2.
Рекомендуется выбирать следующие минимальные диаметры
воздухопроводных трубок:
Диаметр поршня,
мм 50—100 150 200 250 300
Внутренний диа-
метр трубки, мм 4—6 6—8 8—10 10—13 13—16
Время срабатывания пневматических устройств, как правило,
является малой величиной, и поэтому пневматические механизмы
могут быть отнесены к разряду быстродействующих (если они не
снабжены специальным димпфирующим или замедляющим уст-
ройством). Иначе дело обстоит с гидравлическими и пневмогид-
равлическими устройствами. Здесь скорости перемещения порш-
ня, а следовательно, и время срабатывания гидропривода сущест-
венно меньше, чем в пневмоприводах, поэтому необходимо знать
методы их определения для дальнейших расчетов продолжитель-
ности рабочего цикла, производительности машины и проч.
Скорость перемещения поршня гидроцилиндра при толкающем
движении, см/с:
4000(2
V ~ nD2 ’
скорость поршня при тянущем движении, см/с:
__ 4000(2
~ л (О2 — d2) ’
101
Рис. 44. Схема присоединения пневмопривода к сети сжатого воздуха:
а — для пневмоцилиндров двухстороннего действия| б — для пневмоцилиндров одно-
стороннего действия.
где Q — количество масла, нагнетаемого в цилиндр, л/с; D —
диаметр поршня, см; d — диаметр штока, см.
Чтобы пропустить заданное количество масла через подводя-
щий трубопровод, необходимо, чтобы его внутренний диаметр,
см, был
d0 = 35,7
где vT — скорость жидкости в трубопроводе, см/с (для нагнета-
тельного трубопровода рт < 400 см/с; для всасывающего рт <
< 150 см/с).
Если задана предельно допустимая скорость жидкости в трубо-
проводе (рт < 400 см/с), то скорость перемещения поршня (см/с)
определится выражением
и = ит
Время срабатывания гидропривода, считая от момента откры-
тия крана управления, с:
где ZT — длина трубопровода от крана управления до цилиндра,
см; I — ход поршня, см.
Нормальная схема присоединения пневмоприводов (рабочих
пневмоцилиндров или воздушных цилиндров пневмогидравличе-
ских мультипликаторов) к воздушной магистрали цеха показана
на ри^. 44. Сжатый воздух из сети поступает в фильтр-влагоотде-
литель 2 где происходит частичное удаление содержащейся в
воздухе влаги и очистка его от пыли и разных механических при-
месей. Далее воздух поступает в регулятор давления 3 (редукцион-
102
ный клапан мембранного или поршневого типа), который служит
для поддержания постоянного — заданного — давления в цилинд-
ре 6. Давление контролируется манометром 4. Если привод позво-
ляет работать при полном давлении в сети, регулятор давления
3 не нужен.
Масленка 5 автоматического действия подает в струю сжатого
воздуха распыленное масло в дозированном количестве, нужном
для смазки манжет поршня и штока.
В воздушный кран 8, управляющий подачей воздуха в ци-
линдр б, воздух поступает через обратный клапан 9. При прекра-
щении подачи воздуха из сети обратный клапан закрывает вы-
ход воздуха из пневмоцилиндра и некоторое время препятствует
освобождению детали от зажатия.
При необходимости регулировать скорость срабатывания
пневмозажима между воздухораспределительным краном 8 и
пневмоцилиндром устанавливается дроссельный регулятор ско-
рости, работающий по принципу изменения сечения, пропускаю-
щего воздух в пневмоцилиндр или камеру.
В атмосферу воздух выходит через трубу 7, сжатый воздух
подается из сети через входной запорный кран или вентиль 1.
Для упрощения трубопровода пневмопривода рекомендуется
объединять всю арматуру пневмоцилиндра в одной панели, что
позволяет избежать многочисленных сопряжений труб.
Питание пневмоцилиндров одностороннего действия осуществ-
ляется по той же схеме, что и питание цилиндров двустороннего
действия, за исключением управляющего крана 8 (см. рис. 44, б).
Пневмокамеры диафрагменного (см. § 12) или шлангового типов
(см. § 13) присоединяются к сети сжатого воздуха по аналогичной
схеме, за исключением масленок, которые в этом случае не нужны.
Расчет силовых цилиндров, пневматических или гидравличе-
ских, производится по формулам, основанным на известной зави-
симости усилия на штоке (или плунжере) Р от диаметра цилиндра
D и давления в цилиндре q.
В цилиндрах двустороннего действия при толкающем движе-
нии штока
P = (4G)
при обратном — тянущем — движении штока
D л (D2 — d2) ...
Робр = q —Т|» (41)
где d — диаметр штока.
В цилиндрах одностороннего действия с возвратной пружиной
ттТЭ2
Р — q Л — ^пруж» (42)
где РПруж — сопротивление пружины в сжатом состоянии.
Пользуясь этими формулами, можно решить обратную задачу,
т. е. определить внутренний диаметр цилиндра D по заданному
усилию на штоке Р и давлению сжатого воздуха или масла q.
103
Коэффициент полезного действия ц оценивает потери на тре-
ние в манжетах и уплотнениях, а также в направляющих штока.
Для цилиндров средних размеров (D = 150 4- 300 мм) прибли-
женно можно принять ц = 0,85. Однако в ответственных случаях
следует непосредственно подсчитывать прямые потери на трение
в манжетах поршня и штока [см. формулу (43)1.
Для уплотнения поршней и штоков пневмоцилипдров чаще
всего применяются манжеты уголковые (ГОСТ 6678—53) и V-об-
разные (ГОСТ 6969—54), а также кольца круглого сечения. Все
манжеты изготовляются из маслостойкой резины.
Под давлением сжатого воздуха манжеты в рабочей полости
цилиндра плотно прижимаются к стенкам цилиндра (или штока)
и вследствие этого вызывают значительные потери на трение,
достигающие иногда 20—25% движущего усилия на поршне.
При малых диаметрах пневмоцилиндров относительная величина
этих потерь особенно значительна, поэтому пневматические ци-
линдры диаметром менее 100 мм с такими манжетами переме-
щаются недостаточно плавно.
При уплотнении уголковыми или V-образными . манжетами
потери на трение в каждой манжете, находящейся под давлением,
можно определить по формуле
Ртр = nDhqf, (43)
где h — высота манжеты; / — коэффициент трения манжеты о
стенки цилиндра, / = 0,25 4- 0,35.
Зная усилие на поршне Ро = q, можно определять удель-
ную величину потери усилия в одной манжете? ртр = 100%,
т. е., подставляя вместо Ртр и Ро их значения из приведенных
выше формул, имеем
Ртр=^-.100%. (43')
Например, в цилиндре D = 200 мм при / = 0,3 потеря усилия
в одной манжете составит ртр = —^--«100 = 10%.
Аналогично [по формулам (43) и (43')] определяются потери
на трение в манжетных уплотнениях штока, только вместо D
подставляется диаметр штока d.
Чтобы определить полезное усилие на штоке Р, полученные
по этим формулам величины потерь необходимо вычесть из уси-
лия на поршне Ро:
Р = Ро — 2Ртр = q — nDhqf — ndh^f. (44)
Прочность цилиндров, крышек и корпусов пневмокамер рассчи-
тывается обычными методами, принятыми для расчета силовых
цилиндров, котлов и сосудов высокого давления. Во многих слу-
чаях, однако, силовые цилиндры и пневмокамеры можно подобрать
104
по заданному усилию и ходу штока из числа имеющихся норма-
лизованных или выпускаемых серийно в централизованном по-
рядке.
В качестве примера на рис. 45 представлена конструкция нор-
мализованных пневматических цилиндров, применяемых в маши-
ностроении. Нормалью охвачен большой ряд типоразмеров ци-
линдров двустороннего действия с различной конструкцией креп-
ления цилиндра: с фланцевым креплением по центрирующей
выточке Dy (тип I), с креплением на лапах (тип II) и с шарнирным
креплением (тип III). В табл. 7 приведены основные размеры этих
цилиндров диаметром от 75 до 200 мм с ходом поршня от 40 до
200 мм.
На рис. 46 показана конструкция вращающегося пневмоци-
линдра, а в табл. 8 приведены основные размеры пневмоцилиндров
этого типа, применяемых в машиностроении, и, в частности, в сбо-
рочно-зажимных вращающихся устройствах. Для уменьшения
массы вращающегося пневмоцилиндра его корпус и крышка, а
иногда и поршень изготовляют из алюминиевого сплава АЛ104.
Благодаря наличию многочисленных ведомственных и завод-
ских нормалей на пневмоцилиндры конструировать их в индиви-
дуальном порядке и рассчитывать их детали на прочность при-
ходится сравнительно редко. Тем не менее, в связи с новейшими
тенденциями специализации сварочного производства и его комп-
лексной механизации все чаще приходится разрабатывать раз-
личные специализированные устройства, в том числе механизмы
со специальными пневмо- и гидроприводами, требующими расчета
на прочность.
Ниже приведены основные формулы для расчета деталей ци-
линдров и пневмокамер на прочность.
Толщина стенки силового цилиндра б (см) определяется из
расчета на разрыв по образующей
6>W’ <45>
где [а] — допускаемое напряжение, кгс/см2.
Крышка цилиндра или пневмокамеры рассчитывается как круг-
лая пластина, опертая по окружности ее крепления к цилиндру
и изгибаемая равномерно распределенной нагрузкой q (кгс/см2).
Наибольшее напряжение изгиба будет в центре пластины:
„ 3 (3 + V) <7Дк
СТи “32 6а ’
где DK — диаметр окружности болтового соединения крышки с
цилиндром или пневмокамерой, либо диаметр цилиндра, если
крышка представляет собой одно целое с цилиндром. При расчете
по этой формуле с некоторым запасом прочности условно прини-
мается, что давление q действует на всю площадь, ограниченную
Размеры и усилия пневматических цилиндров двустороннего действия
Общий размер, мдо Тип I
D (А<) 1 Резьба d х S di (Ш4) *2min Dr (А3) L h dt а d2 D3
75 40 100 150 200 16x2 25 30 25 50 167 227 277 327 15 12* 60° 115 140
105 55 100 150 200 16x2 25 30 25 75 187 232 282 332 15 14 * 60° 150 180
150 65 100 150 200 20x2,5 30 35 30 100 222 257^ 307 357 18 14** 45° 200 235
200 75 100 150 200 20x2,5 30 35 30 100 247 272 322 372 18 18** 45° 265 305
* Три отверстия.
** Четыре отверстия.
Усилия (кгс) и размеры (мм) вращающихся пневмоцилиндров двустороннего дей
Усилие на штоке при 4 ат D (Аз) н D, (А) D3 D4
280 105 30 75 110 140 140
560 1000 150 200 35 100 140 165 | 1 185 240 ।
1570 2250 250 300 45 125 170 200 290 345
%
1и
Таблица 7
Тип П Тип III Усилие на штоке при 4 ат, кгс
« ^2 /11 <3 L в н d2 (А4) ь (А.) Ь, L D, Li Н
65 12** 15 162 222 272 322 90 193 253 303 353 120 128 10 14 35 164 224 274 324 120 179 239 289 339 170 170
85 14 ** 15 187 232 282 332 125 220 265 315 365 160 165 13 18 45 184 229 279 329 155 202 247 297 347 200 335
110 14** 18 213 248 298 318 175 345 280 330 380 215 218 16 22 55 221 256 306 356 210 241 276 326 376 255 690
145 18** 18 234 259 309 359 240 275 300 350 400 280 285 20 26 65 251 276 326 376 270 276 301 351 401 315 1235
Таблица 8
СТ ВИЯ
d di L 1
Размер Число отверстий
25 16Х2 10X1,5 4 135 55 30 20
। 30 20x2,5 12x1,5 4 150 65 35 25
40 27x3 16x2 6 170 85 43 30
107
По ДОП
окружностью-крепления крышки к цилиндру, например окруж-
ностью расположения крепежных болтов.
Подставляя в эту формулу v = 0,3 — величину для стали,
получаем ои = 0,31 qD^Jb2, откуда расчетная толщина крышки
6« = 0,56Z>K (46)
108
Рис. 45. Пневмоцилиндры двустороннего действия.
Расчет болтов крепления крышки к цилиндру или пневмокаме-
ре производят из условий прочности и герметичности соединения
(рис. 47). Если уплотняющим элементом служит прокладка, то
она должна сжиматься давлением, значительно превосходящим
давление в цилиндре. Деформируясь под этим давлением, проклад-
ка заполняет неровности контактирующих поверхностей и пре-
пятствует вытеканию из цилиндра воздуха или масла.
Полное давление на болты, растягивающее их при действии
давления q, складывается из давления воздуха (или
на крышку и давления, требуемого для сжатия
(если она имеется):
жидкости)
прокладки
л (D| —
_ q _ gnpe
пР
4
Здесь п — число болтов по окружности крепления; Р — усилие,
приходящееся на один болт; Dx и D2 — наружный и внутренний
диаметры прокладки (см. рис. 47); дпр — давление на прокладке,
принимаемое для мягких прокладок равным (2 —- 2,5) д, а для
металлических прокладок — 3,5?.
По приведенной формуле можно определить расчетное усилие
на один болт
P = ~W «прЬ С47)
109
Рис. 46. Вращающийся пневмоцилиндр.
Если уплотняющим элементом крышки служит не прокладка,
а резиновое кольцо круглого сечения (см. рис. 45 и 46), то второй
член в квадратных скобках выражения (47) исключается и оно
приобретает вид
Р = nD^q . (47')
4п ' '
Расчетный диаметр болта dp находится из условия прочности
Рис. 47. Соединение ци-
линдр — крышка.
болта на растяжение и скручивание при
затяжке. При значительном усилии за-
тяжки расчет болтов можно вести на
растяжение по эквивалентному напря-
жению аэкв или по допускаемому на-
пряжению, уменьшенному в 1,3 раза
[10]. В таком случае расчетная формула
для определения диаметра болта запи-
n ndp И
шется так: Р — откуда пос-
ле преобразований
dp=l,3/-^-, (48)
где dp = 0,5 (d2 + d3) « d — 0,945 (по
Д. Н. Решетову); S — шаг резьбы; d —
наружный диаметр резьбы.
110
§12. Приводы с диафрагменными
пневмокамерами
Пневмокамерные приводы имеют ряд
преимуществ перед приводами-цилиндрами: камеры проще в из-
готовлении и дешевле цилиндров; они долговечнее, так как диа-
фрагма работает дольше и надежнее, чем поршневые уплотнения,
в камерах практически отсутствует утечка воздуха, так как обе
их полости изолированы друг от друга; в камерах может быть
использован сжатый воздух более влажный и загрязненный, чем
в цилиндрах, так как он не соприкасается с трущимися частями.
Недостатки диафрагменных пневмокамер — сравнительно малый
ход штока (30—60 мм), ограниченный допускаемой деформацией
диафрагмы, и увеличенный (по сравнению с цилиндром того же
усилия) наружный диаметр камеры. Эти недостатки несколько
ограничивают область применения пневмокамер.
Конструкция диафрагменной пневмокамеры одностороннего
действия представлена на рис. 48 (табл. 9), конструкция пневмо-
камеры двустороннего действия — на рис. 49 (табл. 10). В этих
пневмокамерах применяются диафрагмы автомобильных тормоз-
ных камер, выпускаемые специализированными заводами. Мате-
риал диафрагм — бензо-маслостойкая резина с двумя слоями тка-
ни толщиной 1,8—2 мм. Диаметры этих диафрагм 174, 200 и 228 мм.
Они выдерживают до износа от 600 тыс. до 1 млн. включений.
Так как промышленность выпускает пневмокамеры в крайне
ограниченном ассортименте, нередко их приходится проектировать
заново (особенно для больших усилий). Для этого необходимо
знать методы их расчета.
Для определения усилия на штоке диафрагменной (мембранной)
пневмокамеры (см. рис. 48) пользоваться формулами (40) — (42)
нельзя, так как диафрагма в отличие от поршня работает полно-
Рис. 48. Диафрагменная пневмокамера
одностороннего действия.
111
Рис. 49. Диафрагменная пневмокамера двустороннего действия.
Характеристика диафрагменных пневмокамер одностороннего действия
D Ход што- ка L Di d2 т н h
175 30 115 90 40 132 88 8
200 35 125 100 45 150 94 10
230 40 140 110 50 180 101 13
П р и м е ч а н ие. Здесь и d табл. 10 размеры в миллиметрах.
Характеристика диафрагменных пневмокамер двустороннего действия
D Ход штока L D4 (Сз) н Л 1 а
174 40 154 130 80 64 122 9 25 12X1,75
200 40 178 160 92 74 137 12 30 16X2
228 40 204 180 92 74 137 10 30 16x2
Примечание. В случае необходимости камера может устанавливаться на плоскости А
112
ценно (как поршень) только на площади центрального опорного
диска. В остальной же зоне, т. е. по кольцевой площади между
диском и корпусом, передача полезного усилия на шток происхо-
дит неполноценно и неравномерно: по окружности, прилегающей
к периметру закрепления диафрагмы, передача усилия на шток
равна нулю, так как все усилие передается на корпус, а не на шток;
по окружности, прилегающей к диску, а также в зоне самого дис-
ка диафрагма работает полноценно, как поршень, и поэтому в
этой зоне все усилие передается на шток. Таким образом, доля
участия диафрагмы в полезной работе штока плавно меняется от
нуля (в месте закрепления диафрагмы) до максимума (в зоне по-
движного центрального диска).
Определим усилие на штоке Р, пользуясь расчетной схемой,
приведенной на рис. 50. Сила, действующая на элементарную
кольцевую площадку шириной dx,
dQ = 2nxdxq. (49)
На центральный диск, а следовательно, и на шток, передается
лишь часть этой силы, пропорциональная расстоянию от
кольцевой площадки до диска. Эта полезная часть силы равна
(50).
Таблица 9
1 ^2min а 8 Число фланцевых болтов Число шпилек Усилие на штоке при 4 ати, кгс
30 35 45 М16 80 И 4 275
35 35 45 М16 88 15 4 325
35 45 55 М20 120 17 4 600
Таблица 10
(X) (d2 (п от- верстий) А т м Число отверстий п Усилие на штоке при 4 ати, кгс
20 9 12x1,75 17 48 48 13 6 350
25 9 12X1,75 17 56 45 13 8 480
25 9 12X1,75 17 56 45 13 9 675
или Б и крепиться болтами через сквозные отверстия во фланцах корпуса камеры.
из.
Рис. 50. Расчетная схема диафрагмен-
ной пневмокамеры:
1 — корпус пневмокамеры; 2 — диафрагма:
з — центральный диск; 4 — шток.
где 7?! — радиус окружности
закрепления диафрагмы в кор-
пусе камеры, т. е. внутрен-
ний радиус камеры; Л2 — Ра’
диус центрального диска.
Подставляя значения dQ
из формулы (49), после пре-
образований получаем
__ v
2 я, — r2 х
X (R^xdx— x2dx).
Интегрируя это выраже-
ние по х в пределах от Л2 Д°
/?х, получаем величину ()2 той
полезной части силы, действующей на кольцевую площадь диафраг-
мы (между корпусом и диском), которая воспринимается диском
и, следовательно, передается на шток:
я,
Qz = j r^—r2 (Rlxdx — x2dx) =
/ Я, \
= P VPi fxdx— f x*dx =
\ r2 r2 /
_ 2лд I n R\ ““ R2 — /?2 \
“ R} — R2 \ 1 2 3 /
(51)
Суммируя эту величину с нагрузкой на площадь самого диска и
учитывая КПД пневмокамеры ц, получаем искомое значение по-
лезного усилия на штоке
р = (<?2 + nRlq) Г]. (52)
Подставляя значение Q2 из формулы (51), получаем
2 / Rt*-R? Я? —Я9\ 9”
р=^[п^\^ -НН-—
или, после преобразований,
р = + + д22)П. (53)
Обозначим а = R2/Ri, тогда R2 = aRu В таком случае выраже-
ние (53) можно представить в следующем виде:
Р = (1 + а + (54)
О
Коэффициент полезного действия пневмокамеры учитывает за-
траты усилия на деформацию диафрагмы, а также на трение в на-
114
правляющих и уплотнениях штока. Обычно ц = 0,85 ~ 0,90 и
зависит от отношения хода диафрагмы к ее диаметру, а также от
величины а.
По формуле (54) определяется усилие пневмокамеры двусто-
роннего действия при толкающем движении штока.
При обратном — тянущем — движении штока усилие будет
несколько меньшим:
Л>бр = (1 + а + а2) г]-(55)
где d — диаметр штока.
В пневмокамерах одностороннего действия, снабженных воз-
вратной пружиной,
Р = —Д— (1 + а + я2) Л — Рпруж, (56)
О
где Рпруж — сопротивление пружины в сжатом состоянии.
В более точных расчетах пневмоцилиндров и пневмокамер при
определении усилия на штоке необходимо учитывать также собст-
венный вес движущихся частей (поршня, диафрагмы и штока с
опорным диском), прибавляя его к полученной величине Р со
знаком плюс или минус в зависимости от положения привода в
пространстве.
Формула (54) наглядно показывает зависимость полезного уси-
лия на штоке пневмокамеры от соотношения диаметров опорного
диска и камеры. При одном и том же диаметре камеры DY и давле-
нии q усилие на штоке может изменяться почти в три раза в за-
висимости от диаметра опорного диска диафрагмы D2- Для камеры
заданного диаметра DY наибольшее теоретически возможное уси-
лие Ртак можно получить в предельном случае, когда диаметр
диска почти равен диаметру камеры (Z>2 ^i)« В этом случае
Ртах = ——<74» т. е. такое же, как для поршневого цилиндра,
однако ход штока этой пневмокамеры будет ничтожно мал (L -> 0)»
Наименьшее усилие будет в другом предельном случае, когда
D2 —> 0, т. е. когда диафрагма не имеет опорного плоского диска
и шток заканчивается полусферой малого радиуса. В этом случае
Р — — Р
г min — з г max*
На рис. 51 приведен график зависимости усилия на штоке Р
от величины а = D2IDr при неизменном диаметре камеры DY и
давлении воздуха q. Этот график построен для конкретной пнев-
мокамеры с внутренним диаметром = 300 мм при давлении воз-
духа q = 5 ати и т) = 0,85, однако характер кривой будет та-
ким же для любой другой пневмокамеры.
Поршневой пневмоцилиндр, имеющий те же параметры (внут-
ренний диаметр, давление воздуха и КПД), развивает усилие на
115
Рис. 51. Зависимость усилия на
штоке от соотношения диаметров ди-
ска и камеры для пневмокамеры с
Dt = 300 мм, q = 5 кгс/см2.
штоке Рц = Ртах = 3000 кгс,
а рассматриваемая нами диаф-
рагменная камера того же ди-
аметра при обычном соотноше-
нии а = 0,6 -т- 0,7 может пе-
редать на шток усилие соот-
ветственно Рк=2000-?2200 кгс,
т. е. гораздо меньше. Тем но
менее, если по условиям рабо-
ты пневмопривода требуется
весьма небольшой рабочий ход
штока (до 40—60 мм) , то вы-
годнее применять диафрагмен-
ные пневмокамеры, а не пнев-
моцилиндры.
Выше показано, что полез-
ное усилие диафрагменной ка-
меры в определенных пределах
можно повысить путем увели-
чения диаметра опорного дис-
ка D2 без изменения диаметра камеры Du т. е. путем увели-
чения соотношения а = D2IDX. Однако при этом неизбежно
уменьшается ход штока L. Для камеры двустороннего действия
при заданной допускаемой деформации резиновой диафрагмы
зависимость между L и а может быть найдена из соотно-
0 5А
шения д = tg а (рис. 52), откуда после преобразований
L = D1(i — a) tg а, (57)
где а — угол допускаемой деформации диафрагмы (30—40°).
Следовательно, допускаемая величина хода штока изменяется
обратно пропорционально соотношению а; с увеличением вели-
чины а она падает.
Пример. При а = 30°, а = 0,65
Dv = 200 мм L = 0,2-200 = 40 мм.
Рис. 52. Схема деформации диаф-
рагмы пневмокамеры.
L = Dt (1—0,65)-0,57 = 0,2РР Для
а в
Рис. 53. Расчетная схема пневмо-
шлангового привода:
а — в рабочем состоянии; б — в нерабо-
чем состоянии.
116
Прочность корпуса и крышек пневмокамеры, а также их бол-
тового соединения рассчитывается по тем же формулам, что и
прочность крышек и болтов пневмоцилиндров [формулы (45) —
(48)].
Пневмокамеры присоединяются к сети сжатого воздуха по та-
кой же схеме (см. рис. 44) и с таким же составом арматуры, как
и пневмоцилиндры, за исключением масленки, которая в данном
случае не нужна и даже вредна. Таким образом, в состав арма-
туры питания пневмопривода с диафрагменной пневмокамерой
входят следующие устройства и приборы, расположенные на под-
водящем трубопроводе последовательно от сети к пневмокамере:
входной запорный кран или вентиль, фильтр-влагоотделитель,
регулятор давления (редукционный клапан), манометр, обратный
клапан, кран управления, пневмокамера. Рекомендуемые мини-
мальные диаметры воздухопроводных трубок приведены на с. 101.
Расход воздуха (приведенный к атмосферному) на каждое
включение одной пневмокамеры
<2 = 4г (Д1 + + Hl) Lq [см3]. (58)
§ 13. Пневмошланговые приводы
Силовое подъемное действие шланга, на-
полненного сжатым воздухом (рис. 53), аналогично действию лю-
бого пневматика. При давлении воздуха q, кгс/см2, полезное усилие
шланга на 1 пог. см его длины
Q - bq, (59)
где b—ширина площадки давления (площади смятия шланга), см.
Так как шланг армирован тканью и поэтому не может растя-
гиваться по окружности, то в деформированном по рис. 53, а шлан-
ге приближенно соблюдается геометрическое равенство лс?ш =
= 2Ь + л (h + Д), откуда
где h — вертикальный рабочий ход шланга; Д — остаточный за-
зор внутри полости сплющенного шланга в его нерабочем состоя-
нии (см. рис. 53, б), для зажимных устройств можно принимать
Д = 3 —- 5 мм.
Если заданными величинами являются q, Q и fe, то необходи-
мый внутренний диаметр шланга определяется совместным реше-
нием уравнений (59) и (60), т. е.
+ (61)
По имеющимся сортаментам подбирают шланг ближайшего
большего диаметра, обычно прорезиненный пожарный рукав по
117
Рпс. 54. Зависимость усилия ине-
вмошлангового привода от хода
шланга (для D = 75 мм при q—
= 5 кгс/см2).
9яоп
ГОСТу. Если выбранный шланг
(рукав) имеет диаметр намного
больше расчетного и в то же вре-
мя увеличение усилия Q выше
расчетного по каким-либо сообра-
жениям недопустимо, то необхо-
димо соответственно снизить дав-
ление воздуха в шланге, для чего
предусмотреть в подводящей пне-
вмосети редукционный клапан, от-
регулированный на нужное давле-
ние. Эта рекомендация в равной
степени относится к любому пнев-
мо- или гидроприводу. В подводя-
щей пневмо- или гидросети почти
всегда следует устанавливать регулятор давления (см. рис. 44).
Для пневмошлангового привода допускаемое давление сжатого
воздуха можно найти в зависимости от выбранного диаметра
шланга dIU и заданных fe, Q:
(62)
Как указывалось выше, достоинства пневмошланговых при-
водов заключаются в их простоте, портативности и надежности
действия. Существенным недостатком, ограничивающим область
их применения, является сравнительно малый рабочий ход и зави-
симость полезного усилия шланга от степени его сплющивания,
т. е. от высоты внутренней полости шланга, а следовательно, и от
рабочего хода шланга. (Как известно, в силовых цилиндрах и
диафрагменных пневмокамерах усилие не зависит от хода поршня
или диафрагмы).
Зависимость усилия шланга-пневматика от высоты его внутрен-
ней полости ДП1 (кгс на 1 пог. см шланга), а следовательно, от сте-
пени сплющивания шланга, выражается формулой
Q — ~~2~ Q (^ш — Ьш)*
(63)
Это выражение получено из формулы (59) подстановкой в нее зна-
чения b из формулы (60) и исключением из нее величины зазора А
путем замены h + Д на ДП1.
При сплющивании шланга почти до отказа -> 0 и усилие
достигает максимума Q -> у d^q. По мере раздувания шланга
усилие падает и при т. е. при предельном раздутии шлан-
га, Q = 0.
На рис. 54 представлен график линейной зависимости усилия
Q от высоты для шланга с din = 75 мм при q = 5 ати. При лю-
бом другом диаметре и давлении характер графика остается та-
ким же.
118
Используя формулу (63) или график (рис. 54), можно опреде-
лять значение Q в зависимости от хода шланга, который может
меняться в пределах от начального, близкого к нулю, до крайнего
рабочего положения в момент зажатия, т. е. при изменениях
от Д до h + Д, где h — заданный рабочий ход шланга.
Минимальное рабочее усилие соответствует величине =
- h + Д
Q (64)
Именно это усилие является расчетным для зажимного пневмо-
шлангового устройства.
При конструировании пневмошлангового привода следует
иметь в виду, что обычный шланг или пожарный рукав при пе-
реходе от своего рабочего состояния (под давлением) в нерабочее
(без давления) не может сплющиться самопроизвольно под дейст-
вием собственного веса, так как этот вес явно недостаточен для
преодоления жесткости шланга и тем более для быстрого вытес-
нения воздуха из него. Поэтому в пневмошланговом приводе,
как правило, предусматривается то или иное устройство для
быстрого принудительного сплющивания шланга, т. е. его воз-
врата в исходное — нерабочее — состояние. Наиболее распро-
странены следующие типы возвратных устройств: добавочный груз,
постоянно действующий на шланг; возвратные пружины, подоб-
ные тем, что применяются в зажимных устройствах (см. рис. 9);
всасывающие эжекторы или эксгаустеры, образующие (на корот-
кое время) вакуум в шланге; вспомогательный возвратный шланг-
рукав, под действием которого основной рабочий шланг после сбро-
са давления сплющивается, т. е. возвращается в нерабочее состоя-
ние (см. рис. 8).
Первые два из этих устройств являются для рабочего шланга
нагрузкой, снижающей величину его полезного усилия, подобно
тому, как в приводных цилиндрах и пневмокамерах односторон-
него действия возвратная пружина снижает полезное усилие на
поршне. Следовательно, если в пневмошланговом приводе приме-
нено возвратное устройство в виде дополнительных грузов или
пружин, то необходимое усилие шланга должно быть повышено
на величину добавочных грузов или на сопротивление сжатых
пружин. При этом формула (64) получит вид
Q = ~q(dm- h-b) +Рдоб, (65)
где РДоб — величина добавочных возвратных грузов или сопро-
тивление возвратных пружин.
Возвратные устройства двух других типов не влияют на ве-
личину полезного усилия рабочего шланга.
Опыт показал, что для быстрого сплющивания шланга-пневма-
тика, работающего при давлении 4—5 ати, достаточно усилия
119
Люб « 0,05 Q или, в случае всасывающего устройства, достаточно
создать разрежение в рабочем шланге примерно 2000 мм вод. ст.
Схема присоединения пневмошланга к сети сжатого воздуха
такая же, как для диафрагменных пневмокамер и пневмоцилинд-
ров (см. рис. 44).
Конструкция зажимных устройств с пневмошланговым приво-
дом представлена на рис. 8—10, 12 (см. § 6).
§ 14. Расчет опорных
и несущих конструкций
сборочно-сварочных устройств
Приведенные ниже методы расчета сбо-
рочно-сварочных устройств, а также вывод основных зависимостей
и расчетных формул иллюстрируются числовым расчетом конкрет-
ного устройства, наиболее типичного для данного класса обору-
дования.
В данном параграфе приведен расчет сборочно-сварочного
устройства, конструкция которого показана на рис. 9, а расчетная
схема — на рис. 55.
Расчеты на прочность и жесткость (по заданному зажимному
усилию) следует начинать с несущей конструкции зажимного уст-
ройства, в частности, ее верхних опорных балок 5, чтобы опреде-
лить их прогиб под действием зажимного усилия и учесть его ве-
личину при назначении рабочего хода прижимных клавишей.
Рассматриваемое устройство предназначено для сборки и сварки
стыковых соединений листов длиной до 6,5 м. В соответствии с
этим расчетная длина верхних балок выбрана равной L = 7 м.
Расчет верхней опорной балки на прочность. Верхняя балка
является не только опорой зажимного клавишного устройства, но
Рис. 55. Расчетные схемы верхней опорной балки зажимного устройства:
а — поперечное сечение балки и схема расположения действующих сил} б —схема на-
гружения балки на изгиб} в—.схема нагружения балки на скручивание.
120
и одновременно служит несущей конструкцией для рельсового пу-
ти сварочного автомата. Поэтому ее необходимо рассчитывать не
только на прочность, но и на жесткость, чтобы упругая деформа-
ция балки не превышала допускаемой величины, обусловленной
требуемой точностью положения электрода относительно линии
шва.
Момент инерции сечения балки относительно горизонта-
льной оси, проходящей через центр тяжести сечения, равен I =
= 58 520 см4. Момент сопротивления W = = 2680 см3.
21 ,о
Балка работает на изгиб и кручение. Изгиб происходит под
действием равномерно распределенной нагрузки q = р — g ==
= 20 —- 3 = 17 кгс/см, где р — 20 кгс/см — заданное погонное
усилие на клавишах; g = 3 кгс/см — собственный вес балки и за-
крепленных на ней устройств, приходящийся на единицу длины
балки1. Наибольший изгибающий момент (см. рис. 55, б) будет
посередине балки:
Мк = = 17 • 7002 = 1 040 000 кгс/см,
О о
где L — длина балки между опорами, см. Максимальное напря-
жение изгиба
т. е. значительно ниже допускаемого. Следовательно, балка об-
ладает гарантированной прочностью на изгиб. Однако она одно-
временно работает и на кручение.
Наибольший крутящий момент (от внецентренной нагрузки на
клавиши) действует не посередине длины балки (как при изгибе),
а по ее концам и, следовательно, не совмещается с действием наи-
большего изгибающего момента. В среднем сечении балки крутя-
щий момент равен нулю. Поэтому влияние скручивания балки на
ее прочность невелико и им можно пренебречь, чего, однако,
нельзя сказать об этом влиянии на жесткость балки.
Расчет верхней опорной балки на жесткость. Наибольший
прогиб балки под действием равномерно распределенной нагрузки
q будет посередине ее пролета (см. рис. 55, б)
, 5 5 • 17 • 7004 п , о
— 384 EJ ~ 384 • 2,1 • 10° • 58 520 — 13 СМ ~ 4,3 ММ’
Кроме того, балка приобретает деформацию скручивания, причем
наибольший угол закручивания будет посередине балки и, следо-
вательно, его деформативное действие будет совмещаться с дейст-
вием изгиба балки.
Балка нагружена крутящим моментом, равномерно приложен-
ным по всей ее длине (см. рис. 55, в): тпКр = plQ = 20 • 32 =
1 Собственный вес рельсового пути для сварочного автомата п вес са-
мого автомата несколько уменьшают нагрузку балки от клавишей.
121
(66)
(67)
= 640 кгс-см на 1 пог. см. Ввиду отсутствия готового решения
задачи о кручении трубчатой балки, нагруженной распределенным
крутящим моментом, приводим вывод основных расчетных формул
для определения напряжений и деформаций скручивания.
Для консольной балки трубчатого (в том числе и трапецеидаль-
ного) сечения, нагруженной на свободном конце крутящим момен-
том Л/кр, напряжение и деформация определяются по известным
формулам теории упругости [161. Напряжение
__ мкр
угол закручивания балки на ее свободном конце
MKns
а “ 4F2Gd
Здесь F — площадь, ограниченная срединной (штриховой) линией
на рис. 55, а\ s — длина этой линии; б — толщина стенки; G =
= 800 000 кгс/см2 — модуль сдвига; I — длина консоли.
В рассматриваемом случае приложенный к балке крутящий
момент равномерно распределен по всей длине балки, поэтому
формулы (66) и (67) не могут быть применены для расчета без соот-
ветствующих преобразований.
Из условия симметрии рассматриваемой балки и симметрии
нагрузки на кручение следует, что эта двухопорная балка длиной
L для расчета на кручение может быть заменена эквивалентной
консольной балкой длиной 0,5Л, заделанной в своей опоре и на-
груженной равномерно распределенным крутящим моментом,
равным mKp = pZ0, где Zo — поперечное плечо силы р относительно
центра тяжести сечения балки (см. рис. 55, а).
Наибольшее касательное напряжение кручения будет в месте
заделки (на опоре), где действует наибольший крутящий момент
М — т pl°L
Подставляя это значение Л/кр в формулу (66), получаем выражение
для наибольшего напряжения кручения
_ pl0L
Наибольший угол закручивания балки а найдется суммиро-
ванием элементарных углов закручивания da от действия элемен-
тарных крутящих моментов dMKp. В соответствии с формулой (67)
имеем
(68)
(69)
, dM„ns
da =
4F2Go
где c?AfKp — элементарный крутящий момент, приложенный на
длине балки dx\ х — расстояние от места заделки балки, т. е.
длина закручивания балки (см. рис. 55, в).
122
(70)
Так как йЛГ|ф = pdxl^. то
» р(1х1л$
da = J^x'
Интегрируя это выражение по х в пределах от 0 до L/2, получаем
значение угла закручивания балки в ее середине
_ plQs Ч2 , _ pl^s L* __ plosL*
~ 4F2G6 J ~ 4F2G’6 8 ~ 32F2G6 ’
о
Пользуясь расчетными формулами (69), (70) и размерами бал-
ки по рис. 55, а, находим численные значения максимального ка-
сательного напряжения кручения т (в опоре) и наибольшего угла
закручивания а (посередине рассматриваемой двухопорной балки):
20 . 32 • 700 /n z 2 20 • 32 • 152 . 7002 п ппГд
т — 4 • 1440 • 1,6 “ 49 кгс/см ; « — 32 144Q2.800 000 # — 0,00о6.
Напряжение кручения т настолько мало, что им можно пре-
небречь, тем более, что оно не совпадает по сечению балки с наи-
большим нормальным напряжением изгиба аи. Однако наибольшая
деформация кручения а совпадает (по сечению) с наибольшим про-
гибом балки посредине пролета. Поэтому необходимо суммировать
ее деформативное действие с действием изгиба.
Произведем расчет отклонения конца электрода А (см.
рис. 55, а) по вертикали и горизонтали при совместном действии
изгиба и кручения. Это отклонение будет максимальным в тот мо-
мент, когда сварочный автомат находится на середине балки.
В результате изгиба балки конец электрода (точнее, электродный
мундштук) получит вертикальное перемещение вверх, равное
прогибу балки /. Как получено выше, / = 4,3 мм. В результате
скручивания балки конец электрода А отклонится вверх по дуге
окружности, описанной радиусом R из центра кручения (прибли-
женно — из центра тяжести сечения балки) (см. рис. 55, а). Это
перемещение по дуге окружности будет равно
7 = На = 454 • 0,0056 = 2,5 мм. (71)
По размерам, приведенным на рис. 55, а, можно определить вер-
тикальную /в и горизонтальную /г составляющие этого перемеще-
ния: /в = 365а = 365-0,0056 = 2 мм; /г = 270а = 270-0,0056 =
= 1,5 мм.
Суммарное вертикальное перемещение электродного мундшту-
ка вверх и соответствующее увеличение вылета электрода h}i = / +
+ /в = 4,3 + 2 = 6,3 мм. Горизонтальное смещение электрода
от оси свариваемого стыка hv = /г = 1,5 мм.
Эти отклонения близки к пределам, допускаемым по техноло-
гии сварки. Поэтому для их уменьшения или полного устранения
рекомендуется при монтаже направляющих рельсов для свароч-
ного автомата устанавливать и закреплять их на балке при вклю-
ченном зажимном устройстве, т. е. при рабочем — изогнутом —
123
состоянии балки. Именно при таком упруго деформированном со-
стоянии опорной балки следует выверять прямолинейность и стро-
гую параллельность направляющих относительно оси сваривае-
мого стыка (по вертикали и горизонтали), что легко можно осу-
ществить постановкой соответствующих прокладок.
Если верхние продольные балки связаны между собой по кон-
цам поперечными балками, то действующий на продольных балках
крутящий момент 7Икр передается на поперечные как изгибающий.
Значение М определяется формулой (68), следовательно, напря-
жение изгиба поперечной балки будет
По условиям прочности на изгиб минимально необходимый
момент сопротивления поперечной балки
<73>
Так как поперечная балка нагружена постоянным по длине из-
гибающим моментом, то угол поворота ее концов
- 2Е/П ~ 4Е/П ’ W
где 1П — расчетная длина поперечной балки (между центрами тя-
жести сечений продольных балок); /п — момент инерции сечения
поперечной балки.
Обычно деформации поперечной балки оказываются настолько
незначительными, что ими можно пренебречь. Тем не менее, в
точных расчетах при определении величины смещения электрода
вследствие скручивания продольной балки к найденному по фор-
муле (70) углу скручивания а следует добавлять угол поворота
конца поперечной балки 0. В нашем примере по формулам (68)
имеем
.. 20 • 32 • 700 ппп
М =-----------= 224 000 кгс • см.
При /п = 45 000 см4 и /п = 73 см по формуле (74)
о 224 000 • 73 л аллил
₽ == 2 * 2,1 » 1б6 * 45 000 = 0’00001-
По сравнению с углом а = 0,005 эта величина пренебрежимо
мала и поэтому в дальнейших расчетах ее можно не учитывать
(погрешность составляет всего лишь 1/560).
Расчет нижней опорной балки на прочность и жесткость.
В стационарных зажимных устройствах, установленных на полу
цеха, нижняя продольная балка 9 (см. рис. 9) укрепляется на
жестком основании, и поэтому ее деформации и напряжения
практически могут быть сведены к нулю путем соответствующего
усиления фундамента. Если же по каким-либо соображениям
124
нижняя балка устанавливается не на сплошном фундаменте, а на
отдельных опорах, то ее расчет на прочность и жесткость приоб-
ретает первостепенное значение. В передвижном зажимном
устройстве, выполненном в виде катучего моста, нижняя балка
соединяется с верхними по концам и ее, следовательно, надо рас-
сматривать как балку, опертую по концам и нагруженную равно-
мерно распределенной нагрузкой q = 2р + glit значительно пре-
восходящей нагрузку верхней балки.
Расчетный изгибающий момент в нижней балке и прогиб
ог2 (2р + g„) L2
до = ; (75)
, 5 qL* _ 5 (2p + g„)L4
384 El “ 384 El * ( '
Здесь p — погонное усилие одного ряда клавишей, кгс/см; gH —
собственный погонный вес нижней балки, кгс/см.
В рассматриваемом примере зажимного устройства нижняя
балка имеет коробчатое сечение со следующими размерами: высо-
та балки 700 мм, ширина 300 мм, толщина стенок 16 мм; толщина
поясов 24 мм. Момент инерции сечения 7 = 239 000 см4, момент
сопротивления W = 6800 см3. По формуле (75) определяем изги-
бающий момент и соответствующее напряжение изгиба
(2 • 20 + 4) • 7002 9 ппп
М = —---------------= 2 700 000 к гс • см;
о
а =
2 700 000
6800
= 400 кгс/см2.
По формуле (76) находим прогиб балки посредине
, 5 (2 . 20 + 4) • 7004 п 97 9 7
f — 384 2,1 • 106 . 239 000 См ММ*
Теперь можно определить, чему равно изменение вылета электрода
в результате упругого деформирования верхней и нижней балок,,
если, конечно, не будут приняты специальные меры для компен-
сации прогиба балок (например, обратный выгиб направляющих
для сварочного автомата).
Суммарное изменение вылета электрода равно сумме прогибон
верхней и нижней балок плюс вертикальная составляющая откло-
нения электрода в результате скручивания верхней балки: /&эл =
= 4,3 + 2,7 + 2,0 = 9 мм. Эта величина должна быть меньше
величины допускаемой по технологии сварки. В нашем примере
при автоматической сварке под флюсом допускается отклонение
вылета электрода от номинала ± 5 мм, суммарно 10 мм. Таким
образом, в данном случае увеличение вылета электрода вследст-
вие упругого деформирования балок не превышает допускаемого.
При этом, однако, следует иметь в виду одно важное обстоятельст-
во. У всех сборочно-сварочных стендов, оборудованных дуговым
125
сварочным автоматом, рельсовый путь для автомата должен уста-
навливаться строго параллельно оси свариваемого стыка (в вер-
тикальном и горизонтальном направлениях), иначе будет необхо-
дима непрерывная коррекция положения электрода на ходу, во
время сварки, что крайне затрудняет обслуживание автомата и
ставит под угрозу качество сварки (из-за возможных смещений
электрода и увеличения его вылета).
Поскольку операция точной выверки рельсового пути является
•обязательной, ее следует производить при включенном зажимном
устройстве после полного монтажа всего стенда или всей установ-
ки в целом. Выверку и крепление рельсового пути делают с по-
мощью специальных регулировочных устройств либо клиновых
и калиброванных прокладок в местах крепления. При таком спо-
собе установки и крепления направляющих рельсов (при вклю-
ченном зажимном устройстве) влияние упругих деформаций не-
сущих балок на вылет электрода и его смещение от оси шва может
быть сведено к минимуму. Монтажные прокладки одновременно
компенсируют неизбежные погрешности изготовления несущей
балки, в частности ее криволинейность.
Такой монтаж, однако, не устраняет отрицательного влияния
упругих деформаций балок на вертикальный ход клавишей, так
как с увеличением упругой деформации балок соответственно
увеличивается и ход клавишей. Поэтому в дальнейших расчетах
зажимного устройства при определении необходимого хода клавиш-
ных прижимов нужно к номинальному значению хода прибавлять
величину вертикальной упругой деформации балок при включен-
ном зажимном устройстве (в нашем примере 9 мм).
Приведенные выше рекомендации по монтажу рельсов для сва-
рочного автомата относятся также и к технологической медной
подкладке, которую также необходимо крепить к балке на регу-
лировочных прокладках, чтобы компенсировать кривизну балки
и ее прогиб под действием клавишного зажимного устройства.
Из сказанного выше о необходимости обеспечивать строгую
прямолинейность рельсового пути и его параллельность с осью
свариваемого стыка не следует делать вывод о том, что при соблю-
дении этого условия автоматически будет обеспечено точное на-
правление электрода по стыку и, следовательно, отпадет необхо-
димость в коррекции направления электрода или в каком-либо
следящем устройстве. Этот вывод может быть правилен лишь для
сварки швов сравнительно небольшой протяженности — до 1,5—
2 м. При большей длине шва неточности в прямолинейности кро-
мок, суммируясь с погрешностями изготовления и монтажа рель-
сового пути, могут дать отклонения электрода, выходящие за
пределы допускаемого. В этих случаях необходима либо спе-
циальная автоматическая система слежения по стыку [131, либо
периодическая коррекция направления электрода с помощью ука-
зателя и ручного корректора, которыми снабжен каждый свароч-
ный автомат. Однако такая ручная коррекция будет значительно
126
облегчена, если рельсовый путь хорошо выверен относительно
оси стыка. При плохой же выверке рельсов и скоростях сварки
свыше 0,8 м/мин ручная коррекция электрода становится крайне
затруднительной, а иногда и невозможной. В таких условиях
требуется напряженная и внимательная работа сварщика, при
которой трудно гарантировать хорошее качество сварки из-за по-
вышенной вероятности смещения электрода с линии шва.
§ 15. Расчет клавишных зажимных
устройств
Как и выше, методика расчета клавиш-
ного зажимного устройства дана применительно к типовому за-
жимному устройству, представленному на рис. 9.
Расчет начинается с определения необходимых усилий на кла-
вишах зажимного устройства. Методы этого расчета изложены
в § 9.
Если задано погонное усилие прижатия кромки листа к стенду
(на концах клавишей) р (кгс/пог. см), определяемое по форму-
лам (8), (9), (12) или (17), то необходимое усилие шланга Q, при-
ходящееся на единицу его длины, определится из уравнения мо-
ментов относительно оси шарнира 6 как
Pl-Qlz-Gh + Pxh =0, (77)
откуда
Q = Pl + Р1'1 ~ (78),
*3
где G — вес клавишей и шланга, приходящийся на единицу дли
ны, кгс/см; Z, Zx, Z2, Z3 — плечи действия сил, см (см. рис. 9); рг —
сопротивление возвратных пружин, приходящееся на единицу
длины кромки, кгс/см.
Усилие возвратной пружины рх должно быть достаточным для
того, чтобы преодолеть собственный вес клавишей и шланга, быст-
ро вытеснить воздух из шланга и сплющить его (в нерабочем со-
стоянии). Для сравнительно быстрого удаления воздуха и сплю-
щивания шланга требуется приложить к шлангу усилие, равное
примерно 5% от полезной нагрузки шланга Q. Следовательно,
для определения необходимого усилия возвратной пружины р^
можно написать следующее уравнение моментов (при нерабочем
состоянии шланга):
= Gl2 + 0,05<?Z3, (79)
откуда
Р1 = ^+(80)
п
где Z3 — расстояние от оси шарнира до центра тяжести клавишей
со шлангом.
Если подставить в уравнение (77) вместо произведения ргЦ
его значение из формулы (79), то после несложных преобразова-
127
ний это уравнение приобретет следующий вид: pl — 0,95(?Z3 = О,
откуда
<?=1,05р-^-. (81)
Подставив это значение в формулу (80), получим выражение
для расчетного усилия пружины, не зависящее от величины Q:
GI2 “I” 0,05р/
Л- т,
Для зажимного устройства, представленного на рис. 9, было
определено необходимое погонное усилие прижатия кромки листа
к стенду р = 20 кгс/см (см. § 8). Собственный вес клавишей со
шлангом по предварительному подсчету равен G = 0,5 кгс на еди-
ницу длины кромки. Подставляя численные значения величин р
и G, а также указанные на рис. 9 размеры плеч в формулы (75)
и (76), получаем
Q = 1 05 • 20-отг- = 30 кгс/см; рл = —--4=-=-------= 4 кгс/см.
v 39 17,5
По конструктивным соображениям, а также из условий равно-
мерного распределения усилия по длине стыка шаг клавишей
выбран равным t = 25 см. Следовательно, необходимое давление
шланга на каждую клавишу будет = Qt = 30* 25 = 750 кгс.
Усилие возвратной клавишной пружины Рпруж = pt = 4*25 =
= 100 кгс.
По условиям эксплуатации стенда и ввиду возможной волнисто-
сти листов достаточно, чтобы вертикальный ход прижимного конца
клавиши был 30 мм. К этой величине надо прибавить величину
вертикальной упругой деформации несущих балок, которая равна
9 мм (см. § 13). Таким образом, общий ход клавишей должен быть
= 40 мм.
С учетом соотношения плечо рычага — клавиша соответствую-
щий ход шланга будет равен
h = 40-4- = 40 -S£- = 29 мм = 2,9 см,
а ход возвратной пружины
х = 40-4- = 40-44 = 13 мм.
I ooU
При давлении сжатого воздуха q = 5 ати необходимый диаметр
шланга определится выражением (61), если подставить в него най-
денные выше численные значения входящих величин:
йш = .^143°5 + 2,9 + 0,5 = 7,2 см.
Выберем прорезиненный пожарный рукав с внутренним диа-
метром d = 75 мм. Этот диаметр несколько больше расчетного.
Поэтому, если в данном случае превышение заданного усилия не-
128
допустимо (например, из-за опасности возникновения трещин в
шве при деформациях типа «домик»), то давление сжатого воздуха
в шланге должно быть соответственно снижено (с помощью регуля-
тора давления). Это допускаемое давление (на регуляторе) опре-
деляется формулой (62) в зависимости от диаметра выбранного
шланга и допускаемого усилия на прижимах:
2 30 , р
2д°п — 3}14 * (7?5 __ 2,9 — 0,5) “ 4,6 аТИе
Проверим прочность клавиша на изгиб под действием усилия
шлангового пневматика. Пластина клавиша 7 нагружена на своем
прижимном конце силой Р = pt = 20-25 = 500 кгс, где t —
шаг клавишей. Наибольший изгибающий момент действует под
шлангом: Мп = РЦ = 500 • 16 = 8000 кг-см. При ширине плас-
тины b = 10 см и толщине 6 = 2 см напряжение изгиба
__ Л/И6
ан — 662
8000 - 6
10 • 22
= 1200 кгс/см2.
Это для стали Ст. 4 вполне допустимо, особенно если учесть, что
в опасной зоне изгиба пластина 7 подкреплена подложкой <8, не
учитываемой в расчете на прочность.
Размеры возвратной клавишной пружины подбирают или
рассчитывают по необходимому усилию РПруж = 100 кгс и хо-
ду пружины х = 13 мм. Подбор пружины производится
по ГОСТ 13764—68—13776—68 на винтовые цилиндрические
пружины.
При проектном расчете пружины диаметр проволоки опреде-
ляется по формуле
dn = 1’6l/-^FFr1’ <83)
J 14
где с == ОцруяУ^п ~ отношение среднего диаметра пружины к диа-
метру проволоки; К — поправочный коэффициент, учитывающий
кривизну витков; при изменении с от 4 до 12 этот коэффициент
изменяется соответственно от 1,37 до 1,11 [10]. В нашем примере
можно принять с = 6 и К = 1,24.
При допускаемом напряжении кручения [т] = 50 кгс/мм2
по формуле (83) получим
dn = 1,6 у ~-------= 6 мм.
Средний диаметр пружины РПруж = cdn = 6-6 = 36 мм, наруж-
ный диаметр пружины Z>Hap = D + dn = 36 + 6 = 42 мм.
Определение необходимого числа витков i пружины и ее длины
производится исходя из заданного рабочего хода пружины х и
минимального усилия пружины Pmin (при сплющенном шланге):
х
(^пруж ^min)
5 8-397
(84)
129
где Xj= 3c3IGdn — сжатие витка от единичной силы; G — модуль
сдвига (для стали G = 8000 кгс/мм2). В нашем случае можно при-
нять Prain = 0,8РПруж и, следовательно, расчетное число витков
13-8000.6 ,о
1 “ 8с30,2Рпруж "" 8 • 63 • 0,2 • 100 “ 18 витков*
Полное число витков i0 = i + 2 = 18 + 2 = 20.
Длина пружины в рабочем сжатом состоянии Lp = z0 (d + 1) =
= 20 (6 + 1) = 140 мм, где 1 мм — минимальный зазор между
витками. Длина пружины в свободном состоянии
L0 = LP+-^= 140 + -^- = 205 мм.
Коэффициент и оценивает, какую часть полной осадки пружины
составляет ее рабочий ход х, соответствующий изменению силы от
РпружДо Pmin. Так как упругая осадка пружины пропорциональна
изменению силы, то значение этого коэффициента определится из
выражения
р ____р р — о яр
_ пруж min _____ пруж и’с пруж л 9
*пруж ^пруж
Шаг навивки винтовой пружины
S = = 10,2 мм.
Приведенный выше расчет пневмошлангового зажимного уст-
ройства произведен исходя из заданной величины рабочего хода
клавишей с учетом прогиба несущих балок посередине их длины.
Так какало концам балок их прогиб равен нулю, рабочий ход кла-
вишей в этих местах будет меньше на величину прогиба (в нашем
примере па 9 мм). Таким образом, вследствие упругости несущей
конструкции рабочий ход клавишей, а следовательно, и шлангов,
является величиной переменной по длине балки — от минималь-
ного значения по концам балки до максимального — по ее се-
редине. В рассмотренном выше примере ход клавишей изменяется
от 31 мм по концам балок до 40 мм посередине, а ход шланга —
от 22,5 до 29 мм. Соответственно будет изменяться и погонное
усилие прижатия, поскольку давление шланга-пневматика зави-
сит от степени его сжатия и, следовательно, от его рабочего хода
[см. формулу (63)].
Если по каким-либо соображениям (например, из-за опасности
возникновения трещин при деформациях типа «домик») необхо-
димо обеспечить величину погонного усилия постоянной по всей
длине балок и не зависящей от их упругой деформации, то под
шланги необходимо уложить и закрепить монтажные подкладки
переменной толщины, равной прогибу в данном сечении балки.
После такого монтажа свободный (проходной) зазор между клави-
шами и стендом в незажатом состоянии по концам балки будет
130
больше, чем по ее середине, на величину максимального прогиба
балки под нагрузкой. В рассматриваемом зажимном устройстве
проходной зазор по концам будет равен 40 мм, а посередине бал-
ки — 31 мм.
Балка под действием равномерно распределенной нагрузки
изгибается по кривой, описываемой уравнением
fx = 2AEI L3x)> (85)
где /х — величина прогиба в сечении балки, находящемся на рас-
стоянии х от опоры.
Пользуясь уравнением (85), можно заранее определить необхо-
димую толщину подкладки в любом месте балки (разумеется, с
учетом начальной строительной непрямолинейности последней).
Монтаж шлангов-пневматиков на регулировочных подкладках,
как и монтаж рельсовых путей для сварочного автомата с примене-
нием аналогичных подкладок, имеет целью не только устранение
вредного влияния упругих деформаций несущей балки, но и ком-
пенсацию неточностей в размерах балки после ее сварки и монтажа,
в том числе компенсацию ее остаточной кривизны.
Если вместо шланга-пневматика в качестве силового привода
применить ряд пневмо- или гидроцилиндров (см. рис. 6), то упру-
гие деформации балки и ее начальная кривизна не будут влиять
на величину прижимного усилия, так как усилие на поршни ци-
линдра, в противоположность усилию шланга, не зависит от вели-
чины его хода. Из этого, однако, не следует делать вывод о том,
что применение цилиндров вместо шланга позволяет полностью
игнорировать упругие деформации балки и ее кривизну. Отрица-
тельное влияние этих деформаций на работу зажимного устройства,
в частности на ход клавишей и монтаж направляющих для авто-
мата, все же остается. Необходимая величина хода клавишей
по-прежнему должна назначаться с учетом упругого изгиба и
скручивания балки. Точно так же монтаж рельсовых путей для
сварочного автомата должен производиться на регулировочных
подкладках с учетом упругих деформаций несущей балки под
действием зажимного устройства.
Силы, действующие на несущие балки зажимного устройства
(верхние и нижние), при большой длине стенда достигают весьма
значительной величины. Так, в рассмотренном выше примере
(см. рис. 9) при длине стенда 6,5 м нагрузка на обе верхние балки
от действия клавишных прижимов составляет 26 тс, а в стенде,
представленном на рис. 6, предназначенном для сборки и авто-
сварки стыковых соединений полотнищ нефтяных резервуаров
длиной до 20 м, нагрузка достигает 50 тс на каждую из верхних
балок и до 110 тс — на нижнюю. При таких больших усилиях весь-
ма важное значение приобретает способ закрепления этих балок
на опорах или фундаменте. Наилучший способ заключается в соз-
дании замкнутой силовой системы, при которой верхние балки
5*
131
соединены с нижней по своим концам и, такпм образом, служат
друг другу опорами (см. рис. 13). В этом случае фундамент воспри-
нимает лишь собственный вес стенда, а не отрывающие реактивные
силы от действия прижимов.
§ 16. Механические усилители
для зажимных устройств
В сварочном производстве большинство
сборочно-зажимных устройств имеют в качестве силового привода
пневматические или гидравлические цилиндры либо пневмока-
меры, снабженные механическими усилителями в виде рычажных
или клиновых механизмов. Ниже приведены схемы наиболее рас-
пространенных механических усилителей и расчетные формулы
для определения зажимного усилия (на выходе усилителя) с учетом
потерь па трение в шарнирах, плунжерах и клиньях. В этих фор-
мулах приняты следующие обозначения: Q — усилие зажима;
Р — усилие привода (на штоке цилиндра); к = Q/P — коэффи-
циент усиления; h — ход усилителя или прижимного плунжера;
hQ — ход поршня; г — радиус оси шарнира; d — диаметр оси опор-
ного ролика или оси шарнира; D — диаметр опорного ролика;
/ — коэффициент трения в осях шарниров или роликов; ср =
= arctg/ — угол трения в осях шарниров или роликов; а —
угол наклона рычага; L — длина рычага; с — длина направляю-
щей плунжера; I — расстояние от оси шарнира плунжера до се-
редины направляющей плунжера (в рычажных усилителях) либо
от точки контакта клина с плунжером до середины направляющей
плунжера (в клиновых усилителях); — угол клина; а2 — угол
между наклонной плоскостью клина и осью плунжера; <рх — угол
трения на наклонной плоскости клина; ф2 — угол трения на опор-
ном основании клина; <р3 — угол трения в направляющей плунже-
ра; Zj — ход клина.
На рис. 56 представлены кинематические схемы приводов с
рычажными механическими усилителями. Для рычажного усили-
теля с рычагом первого рода (см. рис. 56, а) усилие прижима
с=4-(я--Ч±-/г)р« <86>
Для усилителя с рычагом второго рода (см. рис. 56, б)
,? = 4-(a-J4rL/r)p- <87>
В обеих схемах ход усилителя h в точке прижима определяется
в зависимости от хода привода (поршня цилиндра)
<88>
В формулах (86) — (88) а и Ь — расчетные плечи рычага.
Их необходимо рассматривать как плечи сил Р и Q относительно
132
опорного шарнира рычага и, следовательно, определять как пер-
пендикуляры, опущенные из центра шарнира на направление дей-
ствия силы, а не как конструктивный размер рычага.
В реальном рычажном механизме с большим ходом
(см. рис. 56, в) плечи а и Ъ являются величинами переменными,
зависящими от угла поворота рычага:
а = cos ух; b = 7?2 cos y2. (89)
Здесь 7?! — конструктивный размер (радиус) рычага от центра
шарнира до сопряжения со штоком цилиндра; Т?2 — размер (ра-
диус) рычага от центра шарнира до точки приложения усилия Q;
Yi и у2 — углы между радиусами рычага и плечами а и Ь.
Чем больше угол поворота рычага, тем меньше полезное пле-
чо рычага при неизменном его радиусе R. Например, при повороте
рычага на угол у = ± 60° от среднего положения полезное плечо
рычага (а или Ь) уменьшается вдвое: от величины 7? (при у = 0°)
до 0,57? (при у = 60°). При неблагоприятном взаимном располо-
жении радиусов рычага Rr и Т?2 соответственно меняется и полез-
ное усилие зажима, что необходимо учитывать в дальнейших расче-
тах зажимного устройства.
Для однорычажного шарнирного усилителя с роликовой опо-
рой (см. рис. 56, г)
Q =--------------Г , (90)
tg (а + ₽) + / -д
п , d
где р = arcsin j ---приведенный угол трения, учитывающий
потери на трение скольжения в шарнирах; второй член знамена-
133
теля / ~ — приведенный коэффициент трения, учитывающий по-
тери на трение в оси ролика.
Если оси шарниров и ось ролика смонтированы на шарикопод-
шипниках, то трением на этих осях (как и трением качения ролика)
можно пренебречь и принять / -^ = 0и/“ = 0. В таком слу-
чае усилие определяется весьма простой формулой
(9!)
v tg a v '
Для двухрычажного одностороннего шарнирного усилителя с
«ломающимся» рычагом (см. рис. 56, д)
<92>
Сравнив формулы (90) и (92), нетрудно заметить, что при од-
ном и том же значении силы Р и одинаковом ходе поршня hQ уси-
литель по рис. 56, г создает на выходе примерно вдвое большее
усилие, чем усилитель по рис. 56, д. Однако при этом ход усили-
теля по рис. 56, г будет вдвое меньше по сравнению с усилителем
по рис. 56, д, так как затраченная работа привода осталась неиз-
менной, равной произведению силы Р на путь: Ph0. Таким обра-
зом, если требуется повышенный ход рычажно-шарнирного уси-
лителя, то рекомендуется выбирать один из двухрычажных уси-
лителей одностороннего действия (см. рис. 56, д или е).
Для двухрычажного одностороннего плунжерного усилителя
с «ломающимся» рычагом (см. рис. 56, е)
С’Ып)~'4] 4- (93)
3Z
Здесь / —--приведенный коэффициент трения в направляющих
плунжера.
Для двухрычажного двустороннего шарнирного усилителя с
«ломающимся» рычагом (см. рис. 56, ж) усилие зажима Q опреде-
ляется так же, как и для одностороннего усилителя, т. е. по форму-
ле (92). Однако ход каждого из двух зажимов по рис. 56, ж будет
вдвое меньше хода зажима по рис. 56, д.
Для двухрычажного двустороннего плунжерного механизма
по рис. 56, з усилие зажима Q определяется по формуле (93), т. е.
так же, как и для механизма по рис. 56, е. Отличие заключается
в том, что ход каждого из двух зажимов усилителя по рис. 56, з
вдвое меньше хода зажима в усилителе по рис. 56, е. В обоих уси-
лителях работа привода одинакова и равна PhQ. !
Механизмы с «ломающимся» рычагом (рис. 56, г—з) должны
конструироваться так, чтобы при любом допускаемом изменении
размера зажимаемой детали было а > 0, т. е. чтобы рычаг не за-
нял вертикального положения и не перешел через мертвую точку.
134
Учитывая упругость передаточных звеньев и неизбежную неточ-
ность их изготовления, угол а при зажатии рекомендуется прини-
мать не менее 6°.
Если в этих механизмах начальный угол рычага (в нерабочем
положении) выбран равным а0, а минимальный угол, допустимый
при зажатии, — amin, то ход прижима для усилителей по рис. 56,
д, е будет ~
h = 2L (cos amin — cos a0). (94)
Для усилителей по рис. 56, а, ж, з допускаемый ход прижима
h = L (cos amin — cos a0). (95)
Если принять a0 = 30° и amin = 6°, то для усилителей по
рис. 56, д, е h = 0,26L, а для усилителей по рис. 56, а, ж, з h =
= 0,13L, т. е. вдвое меньше.
При заданных значениях а0 и amjn ход привода (поршня) для
всех усилителей с «ломающимся» рычагом (см. рис. 56, а—з)
определяется выражением
h0 = L (sin a0 — sin amin) • (96)
Зависимость хода прижимного элемента h от хода привода
(поршня) hQ описывается следующими формулами: для усилителей
по рис. 56, д, е
(97)
для усилителей по рис. 56, а, ж, з
л = (98)
При а0 = 30° и amin = 6° для усилителей по рис. 56, 5, е h =
= 0,65й0, а для усилителей по рис. 56, а, ж, з h = О,32йо.
Для всех шарнирно-рычажных механизмов с «ломающимся»
рычагом (см. рис. 56, д—з) характерна резкая зависимость при-
жимного усилия Q и коэффициента усиления к от угла наклона
рычагов а. На рис. 57 представлены графики, иллюстрирующие
эту зависимость.
Кривые построены без учета потерь на трение в рычажном ме-
ханизме, т. е. в предположении, что все шарниры смонтированы
на шарикоподшипниках, трением которых можно пренебречь.
В этом случае для усилителя по рис. 56, г в соответствии с форму-
лой (91) коэффициент усиления
«! = -J- = ctg a. (99)
Для усилителей по рис. 56, д и ж по формуле (92), приравняв
(3 = 0, находим
__ ctg a
К2 — —
(10Э)
135
Рис. 57. Зависимость коэффициента уси-
ления от угла наклона рычагов:
] — для усилителя по рис. 56, г; 2— для уси-
лителя по рис. 56, д, ж.
Из рис. 57 видно, что при
а < 4° механизм становится
кинематически неустойчивым
и при сравнительно неболь-
шой неточности в размерах
рычагов или зажимаемого из-
делия легко переходит через
мертвое положение (при а =
— 0). В этом положении ме-
ханизма, близком к мертвой
точке, на прижимах возника-
ют чрезмерно большие уси-
лия Q (теоретически бесконеч-
ные), которые могут вызвать
поломку механизма. Поэто-
му, несмотря на весьма высо-
кий коэффициент усиления
при малых углах а, все же
приходится ограничивать зна-
чение amin > 5°, чтобы обес-
печить конструктивную и эк-
сплуатационную надежность
механизма.
При а= 5° для механизма
по рис. 56, г кх = 11,4, а для
механизмов по схемам рис. 56, 5, ж к2= 5,7. При а= 15° коэффи-
циенты усиления составляют соответственно ky = 3,7 и к2 = 1,8,
т. е. весьма невелики. Таким образом, технически оправданный
Рис. 58. Кинематические схемы клиновых механических усилителей к при-
водам сборочно-зажимных устройств.
136
рабочий диапазон угла наклона а находится в сравнительно узких
пределах: от 5 до 15°. Однако в начальном — нерабочем — поло-
жении механизма угол наклона рычагов а0' Принимают гораздо
большим — до 45—50° с целью увеличения холостого хода при-
жимов. Этот холостой ход необходим для свободной укладки за-
жимаемого изделия. При холостом ходе, естественно, никакого
усиления не требуется; поэтому для начальных углов а0 особых
ограничений нет, кроме общих, связанных с возможностью мерт-
вого положения системы «шток — рычаг» (или близкого к нему)
при а0 -> 90°, т. е. при вытягивании наклонных рычагов почти
в одну линию со штоком привода. Из этих соображений угол а0
рекомендуется принимать не более 45—50°.
На рис. 58 представлены кинематические схемы приводов с
клиновыми механизмами-усилителями. Для клинового усилителя
по рис. 58, а усилие зажима
п = (sin а2 — фг) ~ cos (а2 — фх) tg ф3 р
v sin (ах + + cos (at + (pt) tg <р2 * k '
Для такого же клинового усилителя с плунжером, перемещаю-
щимся под углом 90° к оси цилиндра (см. рис. 58, б), сумма углов
«1 + «2 = 90° и усилие зажима
Q = + р. (102)
v tg (ax + фх) + tg ф2 v '
Если при этом ф2 = ф3, то
Q = ctg (ax + фх + <Р2) р- (ЮЗ)
В обеих схемах необходимый ход клина 1Г в зависимости от за-
данного хода плунжера h будет
1 tg
(104)
Для клинового усилителя по схеме 58, в с одноопорным кон-
сольным плунжером, перемещающимся под любым углом к оси
цилиндра, усилие зажима
3Z
sin (a2 — <р,) — cos (<х2 — ф1) -у- tg ф3
Q =-----—i—гт--------/ т ---------Р- (105)
v sin (a, + Ф,) + cos (a, + ф0 tg ф2 ' ’
Для такого же усилителя с плунжером, перемещающимся под пря-
мым углом к оси цилиндра (как показано на рис. 58, в), сумма уг-
лов aj + а2 = 90° и усилие зажима
1 — tg («1 + ЧЧ) tg <р3
О =----;-------гт-т-----Р- (Ю6)
v tg (af +Ф1>+ tgф2
Для клинового усилителя с двухопорным консольным плунже-
ром (см. рис. 58, а), перемещающимся под произвольным углом
137
к оси цилиндра,
sin (а2 — (fi) — cos (а2 — q^) —— tg q3
~ sin (ах + фт) + cos + (pj tg q>2 P' (107)
Если плунжер в этом усилителе расположен под прямым углом к
оси цилиндра, т. е. + а2 = 90°, то усилие зажима
21
1 — tg (at + <р0 — tg <p3
Q =-----. , , , ,------P> (108)
tg (“i + Ф1) + tg ф2 t >
Для клинового усилителя с плунжером и роликовыми опорами
по рис. 58, д
1 — tg /а, + ф1) tg ф3
Q = L а Л, р- <10«)
tg I «1 + -£- ф I + -р- /
Если оси роликов посажены на шарикоподшипниках, то трением
на их осях можно пренебречь. В таком случае -^-ф = 0, -^-/ = 0
и формула (109) приобретает вид
Q = ^ = (ctga1-tgy8)P. (110)
ig 04
Для клинового бесплунжерного усилителя по рис. 58, е
^ = ТТТ^ТГ^7Л (111)
tg I al + -р- ф I + -р- /
Если ролики смонтированы на подшипниках качения, то трением
на их осях также можно пренебречь, и тогда формула (111) примет
следующий вид:
(? = ctga1P. (112)
Формула (112) соответствует клиновому механизму без потерь на
трение, т. е. с КПД ц -> 1.
Зная величину Q, можно определить усилие рычажного при-
жима (см. рис. 58, е), пользуясь формулой (86) для рычага пер-
вого рода и имея в виду измененные обозначения.
Чтобы полностью использовать усиливающее действие клино-
вого механизма и вместе с тем избежать чрезмерно большого хода
штока силового привода, применяют клинья с двойным углом
подъема (см. рис. 58, е). Участок клина с большим углом aj исполь-
зуется для быстрого маршевого подвода зажимов к детали, а учас-
ток с малым углом подъема служит для зажатия детали.
В безроликовых клиновых усилителях, работающих с трением
скольжения, система двух углов — маршевого а/ и рабочего —
позволяет использовать на рабочем участке клина его свойство са-
138
моторможения при малых углах подъема он, что, в свою очередь,
позволяет отключить питание силового привода (цилиндра) после
зажатия детали, не нарушая при этом действия прижимов.
По степени сложности, техническому совершенству и КПД
клиновые усилители можно расположить в следующей последова-
тельности.
Самый простой по своей конструкции, однако и самый несо-
вершенный, обладающий весьма низким КПД,— клиновый уси-
литель по схеме рис. 58, в, так как, во-первых, его подвижные
элементы (клин и плунжер) перемещаются с трением скольжения,
а не качения, и, во-вторых, плунжер усилителя вследствие своего
консольного расположения движется в направляющей с известным
перекосом, создавая по концам направляющей значительные реак-
ции опор, а следовательно, и значительные потери на трение.
Несколько меньше потери на трение в усилителе по схеме рис. 58, а,
так как консольный плунжер его имеет две хорошо разнесенные
опоры с развитой по длине направляющей. Намного меньше по-
тери на трение плунжера в клиновых усилителях по схемам а и б.
Благодаря бесконсольному, двухопорному расположению плун-
жера в направляющих, расположенных по обе стороны клина,
сумма реакций опор плунжера в направляющих меньше Р (на
величину сопротивления трения в опорном основании клина).
В усилителях (рычажных и клиновых) с консольными плунжерами
сумма этих реакций, как правило, больше Р.
Наиболее совершенны, хотя и более сложны по конструкции,
клиновые усилители с роликовыми опорами по схеме рис. 58, д
и особенно по схеме е. В этих усилителях потери на трение во много
раз меньше, чем в клиновых усилителях со скользящим трением
клиньев и плунжеров, и поэтому они обладают наивысшим КПД.
В этом легко убедиться, сравнив значения КПД двух клиновых
усилителей, выполненных по схемам рис. 58, б и е.
Для усилителя б с плунжером, расположенным под прямым
углом к оси привода, при равенстве углов трения клина ф2 = ф3
• <113»
Если для расчета примем наиболее часто встречающиеся зна-
чения углов трения Ф1 = /2 = 6° (что соответствует коэффициенту
трения / «0,1) и угол подъема клина а = 6°, получим ц =
= tg 6°/tg (6 + 6 4-6)° = 0,32.
Для бесплунжерного клинового усилителя по схеме рис. 58, е
с роликовыми опорами, смонтированными на шарикоподшипниках
(трением в которых можно пренебречь), КПД приближается к еди-
нице [см. формулу (112)]: т)е -> tg ccj/tg ax = 1, т. е. по крайней
мере в три раза выше КПД клинового усилителя по схеме б. Соот-
ветственно, в три раза больше коэффициент усиления я, а следо-
вательно, и передаваемая сила зажатия Q при одном и том же уси-
лии на штоке Р и одинаковом угле клина ах.
139
Следует, однако, отметить, что клиновые усилители со сколь-
зящим трением имеют одно специфическое преимущество перед
усилителями с роликоопорами, заключающееся в возможности са-
моторможения механизма, чего нельзя добиться, если клин снабжен
роликоопорами на шарикоподшипниках. Второе преимущество
клиновых усилителей со скользящим трением заключается в прос-
тоте их конструкции по сравнению с усилителями на роликах.
j Приведенные выше расчетные формулы (86) — (112) позволяют
ло заданному усилию прижима Q определить необходимое усилие
Р и ход привода (пневмо- или гидроцилиндра) в зависимости от
выбранной схемы механического усилителя (рычажного или кли-
нового). Далее по найденной величине Р можно произвести расче-
ты на прочность и жесткость всех элементов сборочно-зажимного
устройства.
§ 17. Расчет рычажных зажимных
устройств
Кинематические схемы и конструкции ры-
чажных зажимных устройств, применяемых в сборочно-сварочных
кондукторах и стендах, настолько многочисленны и разнообразны,
что дать универсальный метод их расчета, одинаково пригодный
для всех, конечно, невозможно. Поэтому, с методической точки
зрения, целесообразно ограничиться расчетом наиболее типичных
и распространенных устройств, применяемых при комплексной
механизации и автоматизации сварочного производства. С этой
точки зрения наибольший интерес представляют многофункцио-
нальные механизированные сборочно-сварочные стенды и кондук-
торы, снабженные быстродействующими рычажными механизмами
и в то же время имеющие достаточно высокую концентрацию опе-
раций (сборочных, сварочных, кантовочных). Именно такие сбо-
рочно-сварочные кондукторы-кантователи являются основой комп-
лексной механизации сварочного производства.
В качестве типичного примера такого многофункционального
устройства можно привести рассмотренный в § 7 механизирован-
ный кондуктор-кантователь для сборки и сварки профильных (тав-
ровых) балок (см. рис. 17). Характерно, что в нем представлены
почти все наиболее распространенные типы и системы быстро-
действующих рычажных механизмов: поворотные рычаги двой-
ного действия 5, 7, 8 для прижатия стенки 6 к опорной балке кон-
дуктора и поясу собираемого тавра; система ломающихся рычагов
13 для зажатия пояса; рычажные клещи 12 для захвата пояса
и прижатия его к поворотной балке кантователя; механизм син-
хронизации движения клещей и центрирования пояса; простей-
ший рычажный механизм кантовки — поворота кондуктора на
90°. Все эти механизмы приводятся в действие пневмо- или гидро-
цилиндрами.
Расчет зажимных устройств следует начинать с определения
140
Рис. 59. Расчетная схема ры-
чажного зажимного устройст-
ва для сборки тавровых ба-
лок.
усилии на зажимах, пользуясь ме-
тодикой, приведенной в § 9. Исход-
ными данными для определения этих
усилий являются размеры сваривае-
мой балки и калибр угловых швов.
В данном примере сварной тавр име-
ет следующие размеры: стенка 400 X
X Ю мм; пояс 200 X 16 мм; шов 8 X
X 8 мм; длина балки 6000 мм. Мо-
мент инерции сечения балки I =
= 13000 см4; расстояние между цен-
трами тяжести сечения балки и се-
чения шва е = 10,6 см.
При автоматической сварке усадо-
чная сила, действующая по оси швов,
равна: после сварки первого шва
по формуле (22) Рус1=1,7 • 30000X
х0,82 =32 600кгс; после сварки обо-
их швов по формуле (23) РуС2 =
= 1,15-1,7.30 000 0,82 = 37 600 кгс.
Расчетные усилия, возникающие на зажимах кондуктора под
действием этих усадочных сил, определяются по формуле (26):
после сварки первого шва
9,6Р 9,6.32 600 . 10,6 п о , поп ,
= —2------------— = 9,2 кгс/см = 920 кгс/м;
41 12 — 6002 ’
после сварки обоих швов
д2 = 9,6 ' 3Rno2' ' 10,6 = Ю,6 кгс/см = 1060 кгс/м.
Следовательно, при расположении верхних рычажных зажимов
вдоль балки через 1 м каждый из них должен воспринимать усилие
51 > 920 кгс.
Захваты опорной балки кантователя (нижние зажимы) также
расположены на расстояниях в 1 м и удерживают свариваемую
балку от деформации после сварки обоих швов. Следовательно,
каждая пара захватов 12 должна развивать усилие сцепления
с поясом тавра S2 > 1060 кгс.
При сварке балки в зажатом состоянии поперечная усадка
углового шва может вызвать в металле шва опасные изгибные на-
пряжения, превышающие предел его текучести. Поэтому усилие
бокового прижима Р2 (рис. 59) следует ограничивать условием,
чтобы создаваемые им изгибные напряжения о в металле шва не
превосходили заданной величины, т. е. о < от. Из этого условия
следует, что изгибающий момент в шве от действия силы Р2 на
плече 13 должен быть равен моменту внутренних сил в металле
шва при напряжениях о = [о]:
ЛА = ИЧа], (И4)
141
где W = bh2/G — момент сопротивления сечения шва на длине Ъ
при высоте шва в опасном сечении h.
Подставляя эти значения в формулу (114), получаем
^3=-^-» (115)
откуда искомая допускаемая сила прижатия
= (11G>
Для рассматриваемого кондуктора на длине шва Ъ = 100 см
при h = 0,7 см, 13 = 19 см и [о] = 2000 кгс/см2 по формуле [116]
получаем
Р, = ” = 800 „гс.
Если известна угловая деформация балки а после сварки пер-
вого шва в свободном (не зажатом) состоянии, то следует прове-
рить, образуется ли зазор под силой Р2 между стенкой сваривае-
мой балки и опорной поверхностью кондуктора.
При сварке в незажатом состоянии, т. е. при отсутствии Р2»
в районе прижимов образуется свободный зазор До = 1з tg а.
Однако под действием силы Р2 возникает прогиб обратного знака:
/ = P&I3EI.
Если До > /, то между стенкой и кондуктором останется за-
зор
Д = Д0 —/ = Z3tgcc---(117)
где I = Ьб3/12 — момент инерции сечения стенки на длине b
при толщине стенки б. Подставив эти значения в формулу (117),
получим
4Р I3
A = Vg«------<118>
В нашем примере при угловой деформации tg а = 0,01 имеем
Д =-19 • 0,01 — *‘Л60'Л93 -3- = 0,08 см = 0,8 мм.
’ 2,1 • 10е • 100• I3 ’ ’
С этим зазором придется примириться, чтобы избежать опасных
напряжений в металле шва и возможных продольных трещин в нем.
В точном расчете прогиба стенки под действием силы Р2 следо-
вало бы учитывать также влияние поперечной силы трения в верх-
нем прижиме, создаваемой усилием Pt. Однако для наших целей
это не имеет особого значения и почти не влияет на общий резуль-
тат расчета.
Выше найдено минимальное усилие на рычаге = 920 кгс,
необходимое для удержания балки от осевого изгиба при сварке
первого шва. Это усилие складывается из давления рычага на кром-
142
ку стенки Рг и силы трения между прижимом на конце рычага и
стенкой (под силой Р2), т. е.
51 = Л+/Р2) (119)
где / = 0,15 — коэффициент трения сухой стали о сталь.
Из формулы (119) определяем минимально необходимую вели-
чину
P1 = S1 — fPi. (120)
Приняв коэффициент запаса 1,25 и подставив найденные выше зна"
чения = 920 кгс и Р2 = 860 кгс в формулу (120), получим
Pi = 1,25 (920-0,15-860) = 1000 кгс.
Как указано в описании конструкции кондуктора (см. § 7),
усилие Pi передается на кромку стенки через несколько пружин.
Изменяя их натяжение, можно с достаточной точностью регулиро-
вать его величину.
Для определения усилия привода Р необходимо составить урав-
нение моментов относительно оси опорного шарнира рычага О.
При этом для упрощения расчетов трением в шарнире рычага пока
пренебрегаем, с тем что в Дальнейшем оно будет учтено соответст-
вующей поправкой. В таком случае уравнение моментов запишется
так: Pl = Pili + P2Z2, откуда
Р — ^2 (121)
В нашем примере Рг = 1000 кгс; Р2 = 860 кгс; I = 9 см; Zx = 6 см;
12 = 21 см. По формуле (121) находим значение усилия на штоке
П 1000 -6 + 860-21 О7ПП
привода Р = -------------- = 2700 кгс.
Чтобы учесть потери на трение в опорном шарнире рычага,
необходимо предварительно определить величину опорной реак-
ции шарнира.
Усилие Q, воспринимаемое шарниром, можно найти графиче-
ским или аналитическим сложением всех действующих на рычаг
сил (активных и реактивных). При угле наклона рычага по отно-
шению к оси штока привода 45°:
Q = ПЛ+ОдачЧЛ+ОДР)2. (122)
Момент трения на оси шарнира
МТр = Qf^r = f.r V(P1+0,7P)2 + (P24-0,7P)2, (123)
где fi — коэффициент трения в шарнире; г — радиус оси шарнира.
Для преодоления этого момента трения необходимо добавочное
усилие на штоке, определяемое следующей формулой:
________________________________________________
Т’тр = —+ = /+ Г(Л + 0,7Р)2 + (Р2 + 0,7Р)2. (124)
В рассматриваемом зажимном устройстве (см. рис, 59) опорная
реакция шарнира О по формуле (122)
Q = У (1000 + 0,7 - 2700)2 + (860 + 0,7 • 2700;2 = 4030 кгс.
рычаж-
устрой-
Рис. 60. Расчетная схема
но-клещевого зажимного
ства к кантователю по рис. 17.
При коэффициенте трения в
шарнире Д = ОД и радиусе оси
шарнира г = 2 см момент силы
трения по формуле (123) Мтр =
= Qf^r = 4030-0,1-2 = 806 кгс. см.
Необходимое добавочное усилие
на штоке по формуле (124) Ртр =
— MTP/Z = 806/9 = 90 кгс. Таким
образом, эта добавочная сила со-
ставляет всего лишь (90 : 2700) х
X100 = 3%от общей силы на што-
ке и с избытком компенсируется
принятым при определении за-
пасом в 25%.
Зная необходимое усилие при-
вода Р = 2700 кгс и давление
рабочего агента в силовом цилин-
дре (воздуха или масла) д, можно
определять его диаметр, пользу-
ясь выражением (40) и решая его относительно величины диа-
метра:
/4Р 4 • 2700 , , 7 , г
---- = оТ7—ОМ /Го = 14,7 15 см.
лдг| 3,14 • 20 • 0,8
Здесь q = 20 кгс/см2 — давление масла в цилиндре; ц = 0,8 —
КПД привода.
Ход поршня, определяемый конструктивными соображениями
(см. рис. 59), равен h = 20 см. По этим параметрам подбирается
готовый цилиндр из числа выпускаемых промышленностью, либо
он проектируется заново с использованием основных расчетных
формул (45) — (48), приведенных в § И.
Размеры прижимного рычага 7 определяются обычными расче-
тами на прочность. В частности, необходимый момент сопро-
тивления поперечного сечения рычага в опасном месте опреде-
ляется расчетом на изгиб по формуле
W = —— = = 30 см3
vv [о] [о] 600 см ’
Выбранное коробчатое сечение квадратной формы 60 X 60 мм из
листа 6 = 8 мм имеет момент сопротивления W = -у 62-0,8 =
= 38 см3.
По найденному усилию в шарнире рычага Q = 4030 кгс ось
шарнира d = 4 см необходимо проверить расчетом на изгиб, а
также на удельное давление в поверхности скольжения.
Балка кондуктора 9 (см. рис. 17), на которой смонтированы за-
жимные рычаги, работает на изгиб и кручение под действием сил
Р. Ее расчет на прочность и жесткость производится по методам,
изложенным в § 14. Обеспечение необходимой прочности и жест-
144
кости балки в данном случае не представляет никаких затрудне-
ний, так как балка закреплена на нескольких опорных стойках
станины 15. расположенных на близких расстояниях (1—2 м).
Значительно сложнее обеспечить прочность и жесткость поворот-
ной балки кантователя 3, потому что она имеет только две опоры
по концам.
Перейдем к расчету зажимного устройства поворотной балки
(см. рис. 17). Устройство состоит из семи рычажно-клещевых за-
хватов (рис. 60), расположенных на расстояниях в 1 м. Как пока-
зано выше, каждая пара захватов должна развивать силу сцеп-
ления с поясом тавра S2 > 1060 кгс. Все эти силы должны уравно-
вешивать изгибающее действие продольных усадочных сил в швах.
Для того чтобы обеспечить заданные силы сцепления, необхо-
димо на каждом из захватов создать усилие зажатия
Q. = 0,5 = 0,5 = 2G50 кгс,
v 2 р ’0,2
где ц = 0,2 — коэффициент сцепления захватов с поясом тавро-
вой балки.
Каждый захват (см. рис. 60) представляет собой рычаг первого
рода, для которого усилие прижатия (с учетом потерь на трение
в шарнире) определяется формулой (86). Из этой формулы (при
несколько иных обозначениях сил) получим
Q2
2650 • 4,5
a -J- b
8,5— 8’5/+.4,,)- • 0,1 • 1,5
4,5
= 150Э кгс,
где /=0,1, г = 1,5 см; плечи рычага по рис. 60: а=8,5 см, Ь=4,5 см.
Далее определяем необходимое усилие на штоке приводного
цилиндра, пользуясь зависимостью (92) для двухрычажного шар-
нирного усилителя с «ломающимся» рычагом (см. рис. 60):
Qi = <232tg(a + ₽), (125>
где р = arcsin / --приведенный угол трения на оси шарнира;
d — диаметр оси шарнира.
В рассматриваемой конструкции а = 15°, d = 3 см, L = 12 см,
/ = 0,1; соответственно р = arcsin 0,1-3/12 = 1° 30'.
По формуле (125) (?4 = 1500 . 2 tg (15 + 1,5)° = 880 кгс.
Так как ход рычажно-клещевых зажимов весьма мал и, следо-
вательно, в них не могут возникать сколько-нибудь значительные
инерционные усилия или удары, то для данного устройства в ка-
честве привода целесообразно применять не гидравлические, а
пневматические цилиндры, имея в виду их быстродействие. Задан-
ному усилию = 880 кгс соответствует пневмоцилиндр D —
= 160 мм при давлении сжатого воздуха р = 5 ати и КПД при-
вода ц = 0,87.
Усилие в опорном шарнире О (см. рис. 60) равно +
+ Q3 = 2650 + 1500 = 4150 кгс.
145-
Оси шарниров должны быть рассчитаны на изгиб под действием
усилий ()2, (?4, Qq и проверены на удельное давление в шарнире.
В качестве примера приводим проверочный расчет оси наиболее
нагруженного опорного шарнира О. Ось шарнира можно рассмат-
ривать как балку на двух опорах с пролетом Z, у которой сила Qq
равномерно распределена в средней части оси на длине Zo, равной
длине ступицы рычага. Для такой оси наибольший изгибающий
момент
Ми = -^-(21-10). (126)
Соответствующее напряжение изгиба
П Ми <2о(2<-/0) /197х
°и ~ 0,Id3 — 0,8d3 ' '
Подставив в формулу (127) цифровые значения входящих величин
Qq = 4180 кгс, I = 5 см, lQ = 4 см, d = 3 см, получим
□и = 4150 о,8 .’зз~4) -=1150 КГС/СМ2’
что для стали 40 при статической нагрузке можно считать допус-
тимым.
Удельное давление в шарнире верхнего рычага
р = =5 4*5в. = 350 кгс/см2,
г lod 4 • 3
что допускается для шарниров, работающих с малой скоростью
скольжения, например для шарниров тихоходных шарнирных
цепей [10].
Поворотная балка кондуктора-кантователя работает на изгиб
под действием реактивных усилий на зажимах, расположенных
по длине балки на равных расстояниях. Такую нагрузку можно
рассматривать как равномерно распределенную на длине, равной
длине свариваемого тавра (6 м). Кроме того, балка нагружена
собственным весом, включая вес смонтированных на ней зажим-
ных устройств, а также весом свариваемого изделия. Схема на-
гружения поворотной балки зависит от положения кондуктора-
кантователя и стадии сварки изделия. Она будет разной для каж-
дого из двух рабочих положений кантователя.
В первом положении, после сборки и зажатия тавра, но перед
сваркой первого шва (рис. 61, а), опорная поворотная балка кан-
тователя будет нагружена усилиями д4 от давления верхних ры-
чагов и, кроме того, собственным весом и весом свариваемого тав-
ра q3. После сварки первого шва нагрузка балки кантователя от
действия сил д4 существенно изменяется в благоприятном для
прочности балки направлении, что объясняется появлением сва-
рочных напряжений в тавре, изгибающих его (а следовательно,
и связанную с ним балку кантователя) в обратном направлении.
Таким образом, первая расчетная схема нагружения (см. рис. 61, а)
146
L
Рис. 61. Расчетные Схемы нагружения опорной балки кондуктора-кантова-
теля по рис. 17:
а — при сборке изделия; б — после сварки изделия.
соответствует положению сборочного кондуктора перед началом
сварки первого шва, когда в собранной и зажатой тавровой балке-
отсутствуют какие бы то ни было сварочные напряжения и усадоч-
ные силы, но действуют внешние силы прижимов д4.
Вторая схема нагружения (см. рис. 61, б) соответствует состоя-
нию кондуктора-кантователя после сварки обоих швов, когда по-
воротная балка кантователя нагружена реактивными силами q2,
изгибающими ее вверх, т. е. в направлении, обратном изгибу по
первой схеме нагружения. В этом случае собственный вес обеих
балок q3 не только не увеличивает их изгиба, но даже несколько
уменьшает.
При нагружении по первой схеме принято допущение, чго
стенка собранного тавра и его пояс не обладают жесткостью на
изгиб и поэтому свободно передают усилия прижимов д4 на пово-
ротную балку кондуктора. Тем самым в расчете опорной поворот-
ной балки на прочность закладывается известный запас. Кроме*
того, в расчете (для запаса прочности) не учитывается тормозящее-
действие сил трения, возникающих под вторыми прижимами ры-
чагов Р2 и уменьшающих каждую активную силу Рг на величину
Ртр = 2P<J (f — коэффициент трения скольжения между при-
жимом и стенкой тавра и между стенкой и опорной базой кондук-
тора). Такое допущение следует принимать для надежности расче-
та, имея в виду неопределенность коэффициента трения движения»
и возможность весьма малой его величины (например, при случай-
ном попадании смазки на трущиеся поверхности).
Следует особо отметить, что при нагружении по второй схеме*
все силы, действующие в системе кантователь — свариваемая
балка, за исключением собственных весов, являются внутренними
силами, замыкающимися в самой системе. Поэтому они не пере-
даются на опорные подшипники кантователя, а воспринимаются-
балкой кантователя в виде реакций С по концам тавра, опираю-
щегося на балку кантователя.
В противоположность этому в первой схеме нагружения дейст-
вующие на балку кантователя силы q3, q± являются внешними*
силами, полностью передающимися на подшипники кантователя.
Поэтому опорные цапфы и подшипники кантователя необходимо
147
рассчитывать по реакциям опор Ах и В19 возникающим при нагру-
жении по первой схеме.
Ниже приведены исходные данные для проверочного расчета
балки кантователя на прочность и жесткость. По предварительно
выбранным размерам балки найден момент сопротивления ее се-
чения в опасном месте, ослабленном вырезами для рычагов: W =
= 950 см3.
Момент инерции не ослабленного — погонного — сечения
I = 24 200 см4. Пролет балки кантователя, т. е. расстояние между
осями концевых подшипников L = 700 см. Длина свариваемой
тавровой балки £0 = 600 см, момент инерции ее поперечного се-
чения IQ = 13000 см4. Погонный вес свариваемой балки qQ =
= 0,6 кгс/см.
Погонный вес опорной балки кантователя, включая вес смон-
тированных на ней зажимных устройств, равен q = 1,9 кгс/см.
Так как изгиб обеих балок происходит в плоскости, наклоненной
•к горизонту под углом 45°, то расчетная весовая нагрузка на кан-
тователь будет равной: от веса балки кантователя g/p^2, от веса
«свариваемого тавра g0/V2.
Теперь можно определить величину равномерно распределен-
ных нагрузок g3, д4 и qb (см. рис. 61). Нагрузка от верхних рычаж-
ных прижимов и веса свариваемой балки в первой схеме нагру-
.жения
а — 4- 7о - — 1000 4- °*6 — 10 4 кгс/см
100 ^2 — <00 ~ 1и’ кгс/см,
где Рх — усилие одного рычажного прижима на длине 1 м. На-
грузка от собственного веса балки кантователя q3 = g/p^2 =
= 1,4 кгс/см. Реактивные усилия на клещевых захватах балки
(после сварки обоих швов (при второй схеме нагружения) q2 =
= 10,6 кгс/см. Следовательно,
?5 = — ?2 + = — 10>6 + = — 10<2 кгс/см.
Знак минус здесь свидетельствует о том, что эти усилия действуют
на балку кантователя вверх.
Реактивные силы С, действующие на ту же балку в двух точ-
ках — по концам свариваемого тавра —
С = Azi = в°0 -!2£ = 3200 кгс
Z &
Реакция опор Ai и Вг при нагружении по первой схеме (см,
рис. 61, а)
= (Lq3 + L^) = -I” (70° • 4>4 + 600 ‘ 10>4) = 3600 кгс.
При нагружении по второй схеме (см. рис. 61, б) реакции опор А2
и В2 значительно меньше и равны только собственному весу балок
148
(кантователя и свариваемого тавра), так как внешние силы отсут-
ствуют.
Наибольший изгибающий момент при нагружении балки кан-
тователя по первой схеме
=Л^- + ^_(2Г-Л0), (128)
где первый член правой части равенства — изгибающий момент
от действия сил ^3, а второй — от действия сил <?4.
Подставляя в формулу (128) цифровые значения входящих ве-
личин, получаем
Mi = 1,4 -JOO* + 1О.4 6ОО (2 70() _ 60()) = 7Н 00() кгс.см
Соответствующее напряжение изгиба
Ql “ W
711 000
950
= 750 кгс/см2.
Изгибающий момент при нагружении по второй схеме
Мп = -----^2- (2L -Lo} + c , (129)
О О 4
или, если подставить цифровые значения,
м„ = (2 • 700 - 600) + 3200
о о Z
= —366000 кгс-см.
Знак минус перед значением изгибающего момента свидетель-
ствует о том, что изгиб опорной балки кантователя происходит не
вниз, как при первой схеме нагружения, а вверх — в обратную
сторону. При этом напряжение изгиба
а“ ~ W
366 000 ООР , 2
—— = Зоб кгс/см ,
Уэи
т. е. значительно меньше, чем при первой схеме нагружения. Та-
ким образом, при обеих схемах нагружения опорной балки канто-
вателя напряжения в ней не превышают величины, допускаемой
для стали, [а] = 1000 кгс/см2.
Что касается жесткости рассчитываемой балки и, в частности,
ее прогиба, то в этом отношении к балке могут быть предьявлены
специальные повышенные требования и ограничения, обуслов-
ленные либо технологией сварки, либо допускаемой остаточной
деформацией свариваемой балки. В первом случае эти требования
могут заключаться в том, чтобы горизонтальная составляющая
прогиба опорной балки /г, а следовательно, и прогиба сваривае-
мой балки, не превосходила допускаемой величины отклонения
электрода от геометрической оси шва. Если это требование будет
выполнено, то представляется возможным во время автоматиче-
ской сварки изделия обойтись без коррекции направления
149
электрода по оси шва (разумеется, если рельсовый путь автомата
будет строго параллелен оси кондуктора).
При калибре углового шва 8 X 8 мм и соответствующей ширине
шва 8 "J/2 = 11,3 мм предельное допустимое отклонение электро-
да от оси шва равно ± 2 мм. Следовательно, условие жесткости
опорной балки может быть представлено в виде /р 2 мм.
При сварке «в лодочку» под углом 45° это условие можно за-
писать так: /г = //]Л2 < 2 мм, откуда прогиб опорной балки в
плоскости изгиба, наклоненной к горизонтали под углом 45°,
/ = 2]/2 = 2,8 мм. (130)
Прогиб опорной балки кондуктора-кантователя следует опре-
делять для двух предельных ее состояний: а) до начала сварки,
когда элементы тавровой балки собраны и прижаты к поворот-
ной опорной балке верхними рычагами; б) после сварки обоих
швов, когда готовая тавровая балка сцеплена с опорной балкой
клещевыми захватами.
При определении прогибов необходимо учитывать жесткость
EJ не только рассчитываемой опорной балки, но и свариваемой
тавровой балки: в первом случае надо учитывать жесткость двух
составляющих ее отдельных элементов — стенки EJC[ и пояса
EJn\ во втором случае — жесткость готовой тавровой балки EJT.
Прогиб балки при первом состоянии кондуктора-кантователя
(см. рис. 61, а)
t 5(9s + g4)L*
Ь- 384£ (/ + JCT + /п)
при втором состоянии (см. рис. 61, б)
± __ 5 (<?з q5) Lq
'2 ~ 384Я (/+/0) •
В рассматриваемом примере 1,4 кгс/см, q4 = 10,4 кгс/см,
д5 = 10,2 кгс/см, J «= 24 200 см4, /ст = 5330 см4, /п = 7 см4,
/б = 13 000 см4. Подставив эти значения в формулы (131) и (132),
получим /х = 3,2 мм; /2 =» — 1,9 мм, что соответствует горизон-
тальному отклонению от геометрической оси шва:/1Г = 3,2/]/2 =
= 2,3 мм; /2г = — 1,9/1^2 = — 1,4 мм.
Хотя прогиб балки при первом — начальном — состоянии кон-
дуктора несколько превышает допускаемую величину / (на 0,4 мм),
это не может существенно повлиять на величину отклонения элект-
рода от оси шва, так как во время сварки первого шва, когда
электрод подойдет к середине его длины, появится усадочный из-
гибающий момент обратного знака, который изогнет балку вверх,
т. е. в направлении, обратном начальному прогибу /х посередине
балки.
При оценке влияния прогиба балки на величину отклонения
электрода от оси шва следует учитывать возможность установки
150
электрода на начало шва с первоначальным отклонением от его
оси, равным приблизительно —Д/2. В таком случае величина от-
клонения электрода не будет превышать 0,5/ir « ± 1,2 мм.
Необходимо заметить, что с точки зрения уменьшения остаточ-
ной деформации свариваемой балки весьма полезен предвари-
тельный изгиб собранных элементов балки в сторону, обратную
изгибу от сварочных напряжений. Если прогиб от такого предва-
рительного изгиба будет равен прогибу от усадочного момента
/ус [см. формулу (21)], то после сварки можно получить почти
прямолинейную балку. Однако в этом случае, т. е. при /х = /ус,
придется примириться с тем, что величина прогиба балки в кон-
дукторе гораздо больше допускаемого отклонения электрода от
оси шва и вследствие этого во время сварки потребуется коррек-
ция направления электрода по шву (ручная или автоматическая).
В данном случае, при сварке углового шва «в лодочку» задача
коррекции решается весьма просто: применением механических
роликовых копиров, которыми обычно снабжаются почти все
современные сварочные головки и автоматы.
ГЛАВА
УСТРОЙСТВА ДЛЯ ПОВОРОТА
И ВРАЩЕНИЯ СВАРИВАЕМЫХ
ИЗДЕЛИЙ И ИХ РАСЧЕТ
§ 18. Классификация кантователей
и сварочных вращателей
В сварочном производстве кантователи
служат для поворота (кантовки) и установки свариваемого изделия
в удобную для сварки или сборки позицию без помощи цеховых
кранов. Для этого они снабжены механизмами вращения (поворота
или наклона), имеющими обычно одну установочную, нерегули-
руемую скорость.
Сварочные вращатели предназначены для сварки кольцевых
швов и отличаются от кантователей тем, что имеют регулируемую
скорость вращения, устанавливаемую с таким расчетом, чтобы
окружная скорость изделия (точнее, его кольцевых швов) была
равна заданной скорости сварки. Многие вращатели имеют также
повышенную, маршевую скорость для быстрой установки изделия
в начальную позицию.
Типы и конструкции кантователей и вращателей в значи-
тельной мере определяются конструкциями свариваемого изделия
и поэтому почти так же разнообразны, как и сами изделия. Однако
общим для них является наличие трех обязательных элементов,
из которых и составляется каждый кантователь или вращатель:
несущая фундаментная конструкция в виде одной или двух опор-
ных стоек; механизм вращения изделйя вокруг горизонтальной
или наклонной оси; узел крепления свариваемого изделия (план-
шайба или центровые захваты, крепежные захваты, опорные баш-
маки, специальный стеллаж или крепежная плита и пр.). Кроме
этих обязательных элементов некоторые кантователи и вращатели
снабжаются механизмом подъема для расширения их эксплуата-
ционных возможностей и удобства обслуживания.
Принципиальная общность основных элементов кантователей
и вращателей позволила создать серию универсальных типовых
кантователей и вращателей, пригодных для сварки изделий с ши-
роким диапазоном типоразмеров, например, универсальные двух-
осные манипуляторы и позиционеры, кантователи и сварочные
вращатели — двухстоечные и др. (см. табл. 2).
В табл. И приведена классификация кантователей, составлен-
152
Таблица И
Классификация кантователей
№ П.В Признак класси- фикации Класс Тип
1 Конструктивный Способ вращения и система опор Центровые Одностоечные с крепежной планшайбой Двухстоечные с крепежными планшайбами или зажимны- ми центрами Двухстоечпые с подъемными центрами Двухстоечные с соединитель- ным крепежным столом или платформой
Бесцентровые Кольцевые Роликовые Цепные Рычажно-домкратные Люлечные качающиеся (маят- никовые)
2 Количество и расположение осей поворота Одноосные С горизонтальной осью вра- щения С наклонной осью вращения
Двухосные (по- зиционеры) Без подъемного механизма С подъемным механизмом
3 Угол поворота Полноповорот- ные Неполноповорот- пые С поворотом на угол 360° С поворотом па угол до 90° С поворотом па угол до 180°
4 Система привода р ращения Механизирован- ные С электроприводом С гидроприводом С пневмоприводом
Ручные С ручным или ножным при- водом
153
Продолжение табл. 77
№ п.п Признак классифи- кации Класс Тип
5 Эксплуатацион- ный Степень универ- сальности или специализации кантователя по выполняемым функциям Универсальные Группы кантователей, отли- чающихся грузоподъем- ностью и вращающим мо- ментом
Специализиро- ванные по ти- пам изделий Для кантовки балок
Для кантовки рамных и кор- пусных конструкций
Для кантовки листовых полот- нищ
Специализиро- ванные по вы- полняемым операциям Для выполнения сборочных операций и постановки сбо- рочных прихваток (сбороч- ные кондукторы-кантовате- ли)
Для выполнения сварочных операций на собранном из- делии
Для выполнения сборочных и сварочных операций (сбо- рочно-сварочные кондукто- ры-кантователи)
Таблица 12
Классификация сварочных вращателей и манипуляторов
№ п.п Признак класси- фикации Класс Тип
1 Способ враще- ния и система опор Центровые Одностоечные с крепежной шайбой Двухстоечные с крепежными устройствами (планшайбами или центрами)
Бесцентровые Кольцевые Роликовые
154
Продолжение табл, 12
№ п.п Признак класси- фикации Класс Тип
2 Количество и расположение осей вращения Одноосные С горизонтальной осью вра- щения С вертикальной осью вращения 1 Карусель- С наклонной ные осью вращения
Двухосные Сварочные манипуляторы с планшайбой
3 Степень универ- сальности по выполняемым функциям Универсальные Группы вращателей и мани- пуляторов, отличающиеся грузоподъемностью и вра- щающим моментом
Специализиро- ванные по роду выполняемых работ Для выполнения сварочных работ Для выполнения наплавочных работ Для выполнения сборочных и сварочных работ (сборочно- сварочные вращатели)
ная по конструктивным признакам (1—4), зависящим от типа и
количества основных конструктивных элементов кантователя, а
также по эксплуатационному признаку 5, который определяется
назначением кантователя и степенью его универсальности. В этой
таблице не выделен какой-либо главный признак классификации,
так как он зависит от цели использования классификации и может
быть различным. Например, для унификации узлов кантователей
главным следует считать один из конструктивных признаков клас-
сификации 1—4| для выбора кантователя в зависимости от типа
производства (индивидуального, серийного или массового) и типа
сварных изделий главным будет эксплуатационный признак 5, а
все остальные — подчиненными.
По такому же принципу составлена классификация сварочных
вращателей, представленная в табл. 12.
В табл. 11 и 12 под названием центровые кантователи и вра-
щатели объединены устройства, имеющие физическую (а не только
геометрическую) ось вращения в виде шпинделя, зажимных центров
или опорных цапф. В противоположность этому бесцентровые кан-
тователи и вращатели имеют только геометрическую ось вращения,
а физическая ось у них отсутствует. Почти все бесцентровые
155
устройства не имеют фиксированной геометрической оси вращения,
так как ее положение зависит от поперечных размеров или диамет-
ра свариваемого изделия(в роликовых стенчах), от конструкции
и размеров крепежного приспособления и пр. В некоторых бес-
центровых кантователях (цепных, книжечных, люлечных, рычаж-
ных) во время кантовки изделия ось поворота перемещается (пла-
вает) параллельно самой себе. В сварочных вращателях такое пла-
вание оси отсутствует и вообще недопустимо.
Двухосные одностоечные кантователи известны под названием
позиционеров, а двухосные вращатели — под названием сварочных
манипуляторов. Их характерной особенностью является наличие
двух взаимно перпендикулярных осей вращения: для полнопово-
ротного вращения на 360° (с установочной или сварочной ско-
ростью) и для наклона изделия на 90—135° (с установочной ско-
ростью).
Пользуясь приведенной классификацией и принятой в ней тер-
минологией, можно достаточно полно и вместе с тем сжато харак-
теризовать любой из распространенных в промышленности враща-
телей или кантователей как с конструктивной стороны, так и с
эксплуатационной. Например, кантователь, изображенный на
рис. 17 (§ 7), можно описать следующим образом: кантователь
центровой, двухстоечный, с соединительным крепежным столом
и опорными цапфами, одноосный с горизонтальной осью вращения,
неполноповоротный с углом поворота 90° и гидроприводом пово-
рота, специализированный для кантовки тавровых балок и выпол-
нения сборочных и сварочных операций (сборочно-сварочный кон-
дуктор-кантователь).
§ 19. Одностоечные консольные
кантователи и вращатели
Одностоечные центровые кантователи
(рис. 62, 63) представляют собой одну из наиболее распространен-
ных разновидностей рассматриваемого оборудования по классу
центровых кантователей (см. табл. И).
Консольный одностоечный кантователь с горизонтальной или
наклонной осью вращения имеет шпиндель, на консольном хвосто-
вике которого насажена крепежная планшайба 7 пли какое-либо
иное приспособление для крепления свариваемого изделия 8.
Шпиндель приводится во вращение асинхронным электродвига-
телем 3 (п = 1430 об/мин) через однозаходный самотормозящий
червячный редуктор 2 (I = 58) и зубчатую пару, ведомый венец 5
(z = 100) которой прикреплен к планшайбе.
Привод сварочного вращателя, в отличие от кантователя, зна-
чительно сложнее, так как он должен обеспечивать большой диа-
пазон регулируемых рабочих скоростей сварки.
Одностоечные кантователи и вращатели имеют две особенности,
ограничивающие область их применения. Первая особенность за-
156
Рис. 62. Одностоечный кантователь
с горизонтальной осью вращения:
1 — станина; 2 — червячный редуктор»
3 — электродвигатель; 4 — корпус шпин-
деля; 5 — зубчатый венец» в — защитный
кожух» 7 — крепежная планшайба; 8 —
свариваемое изделие.
Рис. 63. Одностоечный кантователь
с наклонной осью вращения (обозна-
чения те же, что и на рис. 62).
ключается в консольном одноо-
порном креплении изделия к
планшайбе кантователя или вращателя. Это накладывает существен-
ное ограничение па размеры свариваемого изделия, главным образом
на горизонтальный его размер, определяющий расстояние центра
тяжести изделия от плоскости планшайбы, т. е. расчетный вылет
консоли. При консольном креплении изделия чем больше его го-
ризонтальный размер, тем больше грузовой изгибающий момент,
действующий на шпиндель кантователя. Этот недостаток отсут-
ствует в двухстоечных (двухопорных) кантователях. Второй осо-
бенностью, ограничивающей область применения одноосных кан-
тователей, является отсутствие в них второй оси кантовки.
Этими двумя особенностями и определяется область возможно-
го и целесообразного применения одностоечных консольных кан-
тователей в зависимости от типа и габаритов свариваемых изделий.
Такие кантователи удобны для сравнительно малогабаритных (по
длине) и компактных сварных изделий со швами, которые можно
установить в нужную позицию поворотом только вокруг одной
оси — горизонтальной (см. рис. 62) или наклонной (см. рис. 63).
Преимуществом одностоечных (одноосных) кантователей яв-
ляется их простота и надежность, в частности, простота конструк-
ции приводного механизма.
В кантователях всех описываемых типов скорость вращения
не регулируется и выбирается обычно в пределах от 4 до 8 об/мин
в зависимости от габаритов свариваемого изделия. Чем меньше
поперечные габариты изделия, тем больше можно выбирать часто-
ту вращения кантователя, так как при малых габаритах окружная
скорость изделия не будет чрезмерно высокой даже при сравнитель-
но большой частоте вращения.
157
Рис. 64. Расчетные схемы одностоечных кантователей:
а — с горизонтальным шпинделем} б — с наклонным.
Выбор числа оборотов кантователя п следует производить ис-
ходя из допускаемой окружной скорости вращаемого изделия,
которую для средних габаритов можно назначать в пределах 16—
25 м/мин. В кантователях, изображенных на рис. 62, при описан-
ном размере изделия D = 1,3 м и окружной скорости и = 20 м/мин
частота вращения
п = —= 5 об/мин. (133)
nD л • 1,3 v '
Расчет одностоечных кантователей с горизонтальным шпинде-
лем. Мощность привода кантователя и его прочность рассчитыва-
ются по действующим на него усилиям и моментам и выбранной
скорости вращения. Поэтому прежде всего необходимо определить
эти усилия и моменты в зависимости от заданной нагрузки, т. е.
•от массы и конфигурации свариваемых изделий.
Расчетные усилия и мощности определяются также исходя из
предварительно выбранной кинематической схемы кантователя
и его приводного механизма.
Расчетные схемы одностоечных кантователей с горизонтальной
и наклонной осью вращения представлены на рис. 64. Каждая
из схем представлена в двух вариантах: в первом из них зубчатое
колесо или зубчатый венец закреплен на консольной части шпин-
деля либо соединен непосредственно с планшайбой, во втором ва-
рианте зубчатое колесо, показанное на схеме штриховой линией,
закреплено на шпинделе между его опорами А и В. Располо-
жение зубчатого колеса на шпинделе существенно влияет на ве-
личину опорных реакций А и В и величину изгибающего и крутя-
щего моментов, действующих на шпиндель.
На величину этих усилий и моментов существенно влияет так-
же расположение ведущей шестерни, сцепляющейся с зубчатым ко-
лесом шпинделя. В этом отношении наихудшим будет расположе-
ние шестерни на одной горизонтальной оси с ведомым колесом,
наилучшим — расположение на одной вертикальной оси, т. е.
в верхней точке колеса, или внизу, в надире, как показано на схе-
мах рис. 64. В первом случае усилия и изгибающие моменты от
158
действия груза G и окружного усилия на зубчатом колесе Q рас-
полагаются в одной вертикальной плоскости и поэтому суммируют-
ся алгебраически. Во втором случае, при расположении ведущего
элемента по вертикальной оси, эти усилия и моменты располагаю-
тся в двух взаимно перпендикулярных плоскостях и поэтому скла-
дываются геометрически и дают меньшие значения, чем в первом
случае.
В кантователях с горизонтальной осью вращения на шпиндель
действует наибольший изгибающий момент Ми в опоре А. Он равен
геометрической сумме двух изгибающих моментов, действующих
во взаимно перпендикулярных плоскостях! грузового момента
Мг = Gh и момента от действия окружного усилия на зубчатом
колесе М2 =
Ма = Ум\-\-М22 = у G2h2 + Q2k2, (134)
где Q = Мкр77?.
Наибольший крутящий момент 7Инр [определяется по формуле
(135)1, преодолеваемый приводом вращателя или кантователя,
равен сумме двух крутящих моментов: грузового крутящего мо-
мента Л/гр = Ge и момента сил трения в подшипниках шпинделя
Л/Тр>
мкр = Ge + Мтр. (135)
При конструкции кантователя или вращателя, изображенной
на рис. 62 или 63 (с зубчатым венцом, прикрепленным непосред-
ственно к планшайбе), грузовой крутящий момент (Л/гР = Ge) не
передается на шпиндель и воспринимается лишь зубчатыми пе-
редачами привода, минуя шпиндель. Следовательно, при таком
креплении зубчатого колеса (или венца) крутящий момент, действу-
ющий на шпиндель, равен только моменту сил трения Мтр в под-
шипниках, нагруженных реакциями опор А и В, Если шпиндель
смонтирован на подшипниках скольжения, а не качения, то при
определении эквивалентного момента М9 этим моментом MTp пре-
небрегать нельзя.
Вертикальные реакции опор кантователя или вращателя с го-
ризонтальным шпинделем (см. рис. 64, а)
AB = G-1±±~; BB = G-y, (136)
Горизонтальные реакции опор, возникающие под действием ок-
ружного усилия Q на зубчатом колесе, имеют вид
Лг = <2-1+^; Br = Q^, (137)
Полные усилия в подшипниках А и В соответственно выражаются
формулами
А = /ЛТ4 = ;
_______у г__________________ (138)
в =Ув2 + в2г = -рУ +
159
Суммарный момент сил трения в подшипниках
Мтр = 0,5/ (AdA + BdB), (139)
где dA и dB — диаметры шпинделя в подшипниках А и В\ / —
коэффициент трения в подшипниках.
Приведенный выше метод расчета Л/тр основан на предвари-
тельном определении диаметров шпинделя dA и dB по эскизной
схеме и по действующим грузовым моментам с тем, что последую-
щим — основным — расчетом диаметры шпинделя будут уточнены
и снова введены в формулу (139). Такой метод расчета (метод по-
следовательных приближений) наиболее прост и поэтому широко
практикуеюя при проектировании подобных механизмов и приспо-
соблений.
Для кантователей по рис. 62 (с зубчатым венцом на планшайбе)
диаметр шпинделя в опасном сечении, т. е. в опоре Л, находится
из расчета на изгиб и кручение
_]3/10/м2 + ^р
Л - |/ f^j
(140)
где [о] —допускаемое напряжение на изгиб (600 800 кгс/см3
для стали 40Х). Если шпиндель смонтирован на подшипниках
качения, то в расчете шпинделя на прочность моментом трения
7Итр можно пренебречь, и тогда формула (140) приобретает вид
d
з /“ ЮМИ
I/ —
(140')
До сих пор рассматривались кантователи с зубчатым венцом
на планшайбе, благодаря чему шпиндель кантователя практиче-
ски (если пренебречь моментом трения в подшипниках) работал
не на кручение, а только на изгиб. Между тем, существует много
кантователей и вращателей, у которых последнее в кинематиче-
ской цепи зубчатое колесо (или иное кинематическое звено) за-
креплено на шпинделе между опорами А и В, вследствие чего
шпиндель полностью воспринимает не только грузовой изгибаю-
щий момент, но и крутящий Л/кр. В этом случае приведенные выше
расчетные формулы существенно меняются, хотя грузовые момен-
ты — изгибающий Мх и крутящий Л/Гр — остаются неизменными:
= Gh\ Л/Гр = Ge,
Изгибающий момент в опоре А будет
Мп = М± = Gh, (141)
Вертикальные реакции опор остаются такими же:
ЛВ = С-Ц^-; BB = G^~.
Горизонтальные реакции будут другими:
Л = Br = Q^~.
160
Результирующие реакции опор, т. е. усилия в подшипниках,
в=|/ТЯ+Рй’
(142)
Крутящий момент Л/кр определяется общей формулой (135).
Входящий в это выражение момент сил трения Л/тр находится по
формуле (139), если подставить в нее значения опорных реакций
А и В из формул (142).
Определив величину изгибающего момента по формуле (141)
и крутящего момента по формуле (135), легко найти диаметр
шпинделя в опоре А расчетом на совместное действие изгиба и
кручения
/Лк) К М2 +
= Vci®»
Различие между расчетными формулами (140) и (143) заклю-
чается в том, что в первом случае, т. е. при креплении зубчатого
венца на планшайбе, крутящий момент, воспринимаемый шпинде-
лем, равен только моменту сил трения в подшипниках 7Итр, т. е.
весьма малой величине, которой даже можно пренебречь, если
шпиндель смонтирован на шарико- или роликоподшипниках. Во
втором случае, т. е. при креплении зубчатого колеса на шпинделе
между его опорами, крутящий момент Мкр, действующий на шпин-
дель, представляет значительную величину, зависящую от эксцент-
риситета груза.
Подшипники шпинделя рассчитываются обычными методами
(101 по найденным реакциям опор А и В. Для подшипников сколь-
жения расчет ведется по допускаемому удельному давлению, а
для подшипников качения подбор производится по диаметрам
шпинделя и допускаемым нагрузкам, приведенным в каталогах
шарико- и роликоподшипников.
Мощность приводного элек! родвигателя определяется исходя
из величины наибольшего крутящего момента, действующего на
оси кантователя или вращателя, независимо от расположения зуб-
чаюго колеса на шпинделе
N = Л1Т2. [кВт]. (144)
Здесь ц0 — общий КПД привода, являющийся произведением КПД
всех передач приводного механизма. В конструкции, изображенной
на рис. 62, Цо = ЦзЦч = 0,95-0,6 = 0,57, где ц3 — КПД откры-
той цилиндрической зубчатой передачи, гц — КПД однозаходного
червячного редуктора.
Расчет кантователей и вращателей с наклонным шпинделем.
Для кантователей и вращателей с наклонной осью вращения при-
веденные выше расчетные формулы существенно видоизменяются.
6 8-397
так как величина действующих усилий и моментов зависит от угла
наклона шпинделя а.
При расчете шпинделя на прочность и определении мощности
привода необходимо рассмотреть два критических положения вра-
щателя. В первом положении (см. рис. 64, 6) центр тяжести изде-
лия расположен наиболее низко. При этом изгибающий момент,
действующий на шпиндель в опоре А, достигает своего максималь-
ного значения, а крутящий момент на планшайбе Л/кр равен нулю
и, следовательно, равно нулю и окружное усилие Q на зубчатом
колесе (если пренебречь трением в подшипниках). Второе положе-
ние характеризуется тем, что центр тяжести изделия расположен
на горизонтальной оси так, как это показано на рис. 64, а в левой
проекции. При этом крутящий момент, воспринимаемый приводом
вращателя, достигает своего максимального значения, но изги-
бающий не равен нулю.
Для определения мощности приводного двигателя критиче-
ским положением, конечно, будет второе, так как при этом крутя-
щий момент (определяющий мощность привода) достигает макси-
мума. Однако для расчета шпинделя на прочность вопрос о выборе
критического (опасного) положения не однозначен и поэтому
уравнения прочности приходится составлять для обоих положений
вращателя и груза.
Рассмотрим первое положение вращателя в варианте с зубча-
тым венцом на планшайбе (см. рис. 64, б). Крутящий момент
равен только моменту сил трения в подшипниках Мтр и, следова-
тельно, окружное усилие на зубчатом венце
М
<2=4^’ (145)
где R — радиус начальной окружности зубчатого венца.
На шпиндель в опоре А действует одновременно три изгибаю-
щих момента: два — в вертикальной плоскости и М2 от дейст-
вия сил Gi и G2 и один Мн — в наклонной, от действия окружного
усилия Q на зубчатом венце планшайбы. Оба момента Мг = Gxh =
= Gh sin а, М2 = G2e = Ge cos а действуют в одной вертикальной
плоскости и поэтому суммируются алгебраически, а не геометри-
чески, т. е.
Мв = Мi + М2 = G (h sin а + е cos а). (146)
Изгибающий момент, действующий в перпендикулярной наклон-
ной плоскости
Мп = Qk. (147)
Результирующий изгибающий момент, действующий на шпин-
дель в опоре Л, принимает вид
Ма = ]/М% + М2а = кG2 (h sin а 4- е cos а)2+<?2*2. (148)
Если пренебречь трением в подшипниках (например, если они
являются подшипниками качения), то в рассматриваемом положе-
162
нии вращателя Мкр = О, Q = О, Ма = О и, следовательно, расчет-
ный изгибающий момент будет
Л/и « Мв« G (h sin а + е cos а). (148'
Радиальные опорные реакции А, В, лежащие в вертикальной
плоскости и возникающие под действием внешней силы G± и момен-
та М = G2e, приложенного к планшайбе, соответственно равны
А = Gj —+ G2 -р = -у- [(Z + Л) sin a -J- е cos а];
В = — +G2 =----(h sin а 4- е cos а).
(149)
Аксиальная реакция опоры (нагрузка на упорный подшипник)
AyiJ = G2 == G cos а. (150)
Момент сил трения в подшипниках
Л/Тр = 0,5/ (AdA -|- Вйв) 4” 0,5/уПАуПс?уп, (151)
где / и /уп — коэффициенты трения в подшипниках; dA, dB, d?a —
диаметры подшипников.
Для кантователей и вращателей с зубчатым венцом на план-
шайбе момент трения в подшипниках Мтр является единственным
крутящим моментом, воздействующим на шпиндель. Поэтому
диаметр шпинделя рассчитывается по формуле (140), куда под-
ставляются значения Ма и из формул (148) и (151).
Подшипники шпинделя рассчитываются или подбираются по
найденным выше усилиям А, В и Луп [формулы (149), (150)].
Мощность привода вращателя при наиболее низком положении
центра тяжести изделия будет пренебрежимо мала, и поэтому рас-
считывать ее для этого положения нет необходимости.
В этом положении планшайбы грузовой крутящий момент Мг
равен нулю и, следовательно, окружное усилие на зубчатом колесе
также близко к нулю. Поэтому размещение зубчатого колеса (на
планшайбе или на шпинделе между опорами) при данном положе-
нии планшайбы не влияет на расчетные формулы (148) — (150).
Рассмотрим второе положение планшайбы, при котором она
повернута по отношению к первому на 90°. Грузовой крутящий
момент
Мг = Gxe = Ge sin а. £152)
Полный крутящий момент, воздействующий на планшайбу и пре-
одолеваемый приводом,
Мкр = Мг + М^, (153)
где момент сил трения в подшипниках шпинделя Мтр определяется
приведенной выше общей формулой (151). Окружное усилие на
зубчатом колесе
2=^-, (154)
6*
163
или приближенно (если пренебречь трением в подшипниках)
<155>
где R — радиус начальной окружности колеса.
На шпиндель в его опасном сечении (в опоре Л) действуют
следующие изгибающие моменты: в вертикальной плоскости =
= GJi = 6% sin а, в перпендикулярной наклонной плоскости ТИ2 =
«= G2e + Q* = Ge cos a 4-к, или приближенно M2 Ge X
X ^cos a 4—a j . Суммарный изгибающий момент в точке А
Мп = j -J- Mi = уХ'(Gh sin a)2 + {Ge cos a 4-, (156)
или приближенно
(/г sin a)2+ e2 (cos a 4-(157)
Радиальные опорные реакции Л в и 5В, расположенные в верти-
кальной плоскости и возникающие под действием силы опре-
деляются следующим образом:
Дв = g-L+A_ sin а; Вв --= = G-^-sina. (158)
Радиальные горизонтальные опорные реакции Аи и Ви, располо-
женные в перпендикулярной наклонной плоскости и возникающие
под действием окружного усилия Q на зубчатом венце и момента
на планшайбе М = G2e, определяются как
Alt = Q-^p- + G2~-, Bn^Q~ + G2^-. (159)
Подставив значение Q из формулы (155) и заменив G2 = G sin a,
получим
Аи « (-- \К sin a + cos ; Bn Мт- sin a + cosaY (160)
Результирующие радиальные реакции опор
А = /IF+ЛГ’ ; В = Y В*+В^ , (161)
где входящие величины определяются формулами (158) — (160).
Аксиальная реакция опоры Луп (нагрузка на упорный подшип-
ник) определяется так же, как и при первом положении планшай-
бы, по формуле (150).
Момент сил трения в подшипниках Мтр определяется общей
формулой (151) с подстановкой в нее значений опорных реакций
из формул (161) и (150). Если зубчатый венец прикреплен непо-
средственно к планшайбе, то этот момент является единственным
164
крутящим моментом, действующим на шпиндель. Поэтому, как и в
первом положении, диаметр шпинделя рассчитывается по формуле
(140), куда подставляются значения Ми из формулы (156) или
(157) и 7Итр из формулы (151).
В рассматриваемом положении планшайбы полный крутящий
момент Л/кр, воспринимаемый приводом вращателя, равен сумме
двух моментов: грузового Мг и сил трения Мтр, т. е.
Л/кр = Ge sin а + Л/тр. (162)
Мощность приводного электродвигателя определяется общей
формулой (144) с подстановкой в нее значения Л/ир из формулы
(162) и найденного выше значения Мтр, зависящего от величины
опорных реакций и диаметров шпинделя [см. общую формулу
(151)1.
Приведенные выше расчеты наклонного вращателя (или кан-
тователя) относятся к варианту с зубчатым венцом на планшайбе,
при котором грузовой крутящий момент передается не на шпин-
дель, а только на приводной механизм. Если же зубчатое колеса
насажено на шпиндель между опорами А и 5, как показано штри-
ховой линией на рис. 64, б, то некоторые расчетные формулы
существенно меняются.
В первом положении планшайбы (см. рис. 64, б), когда груз
занимает наиболее низкое положение, расчетные формулы не за-
висят от размещения зубчатого колеса, так как окружное усилие
на зубчатке практически равно нулю. Поэтому для данного поло-
жения планшайбы расчетные формулы (148), (148'), (149) и (150)
остаются в силе независимо от размещения зубчатого колеса.
Во втором положении планшайбы, когда она повернута на 90°,
некоторые расчеты меняются, так как окружное усилие на зубчат-
ке и грузовой крутящий момент полностью воспринимаются шпин-
делем.
Значения грузового крутящего момента и полного крутящего
момента, а также окружного усилия находятся по формулам
(152) - (155).
В опасном сечении шпинделя на опоре А изгибающий момент,
действующий на шпиндель в вертикальной плоскости, будет
Мг = Grh — Gh sin а. На той же опоре изгибающий момент, дейст-
вующий в перпендикулярной наклонной плоскости, М2 = G2e =
= Ge cos а. Результирующий изгибающий момент в опоре
МИ1 = У м} + м1 = G Vh2 sin2 а + е2 cos2 а . (163)
В пролете между опорами А и 5, в месте посадки зубчатого
колеса на шпиндель существует второе опасное сечение шпинделя,
в котором действует изгибающий момент от окружного усилия
МИ2 = Q^~y.KA , (164)
16$
| (При креплении зубчатого колеса к планшайбе этот момент от-
сутствует, но зато увеличивается момент в опоре А),
Радиальные опорные реакции Ав иВв, расположенные в верти-
кальной плоскости и возникающие под действием силы Gx, опре-
деляются по формулам (158). Радиальные горизонтальные реак-
ции опор Аг и Вг, возникающие под совместным действием окруж-
ного усилия на зубчатке Q и момента на консоли М = G2e=
*= Ge cos а, имеют вид
Лг = С-^-соза + 2-^р-; Br = G-^-cosa + Q . (165)
Результирующие радиальные опорные реакции А и В опреде-
ляются геометрическим суммированием взаимно перпендикуляр-
ных составляющих:
А = +4; В = Ув2в-\-В2 . (166)
Аксиальная реакция А уп, т.е. нагрузка на упорный подшипник,
находится по формуле (150). Момент сил трения в подшипниках
Мгр рассчитывается по общей формуле (151), если подставить
в нее значения опорных реакций Л, В и Луп из формул (165), (166)
и (150).
Наибольший крутящий момент, действующий на шпиндель и
на привод во втором положении планшайбы, равен
Мкр = Ge cos a + 0,5/ (AdA + BdB) + 0,5/yn4yndyn. (167)
При этом в сечении А шпинделя действует изгибающий момент Ми1,
определяемый формулой (163), а в месте посадки зубчатого колеса
(между опорами А и В) действует изгибающий момент Л/и2, опреде-
ляемый формулой (164).
Результирующие эквивалентные моменты для расчета шпин-
деля на прочность и определения его диаметра в обоих сечениях
определяются как геометрические суммы изгибающего и крутящего
моментов: для сечения в опоре А
МЭ1 = JAm^ + M^ ; (168)
для сечения шпинделя под зубчаткой между опорами
Мэ2 = УM2„2 + M2kp , (169)
где Мц1, МП2 п МКр определяются формулами (163), (164) и (167).
Соответствующие расчетные диаметры шпинделя
, 3 / 10Мя. / ЮМ.,
d'=V-ar: , = V <170>
Мощность приводного электродвигателя определится общей
расчетной формулой (144), если подставить в нее значения Л/кр
из формулы (167).
166
Расчет кантователей и вращателей
с вертикальным шпинделем. Расчет
вертикальных вращателей (рис. 65)
можно производить по тем же фор-
мулам, что и наклонных, если при-
нять угол наклона шпинделя равным
нулю и, следовательно, подставить в
расчетные формулы sin а = 0, cos а =
= 1.
Изгибающий момент, действую-
щий на шпиндель в опоре А, пред-
ставляет собой сумму двух момен-
тов: от действия груза G на плече
е и от действия окружного усилия Q
на зубчатом венце планшайбы:
Ми = Ge + Qk. (171)
Радиальные реакции опор шпин-
деля также определяются суммарным
действием этих двух сил
B = G^- + Q^~. (172)
Здесь Q = M^/R\ Л/кр — крутящий
момент, передаваемый на привод
вращателя. В вертикальном враща-
теле при его установившемся враще-
нии момент Л/кр равен только момен-
Рис. 65. Расчетная схема кан-
тователя-вращателя с верти-
кальной осью вращения.
ту сил трения в подшипниках Л/тр, определяемому по формуле
(151) в зависимости от реакций опор, диаметров шпинделя (пред-
варительно подобранных при первом приближении) и коэффициен-
тов трения.
Аксиальная (осевая) реакция опоры равна весу всех вращаю-
щихся частей, т. е. свариваемого изделия вместе с крепежными
устройствами и шпинделем. Таким образом,
Луп = G. (173)
Эквивалентный расчетный момент в сечении А
Ма^Ум2„ + М2кр , (174)
где Ми определяется формулой (171); Л/кр определяется формулой
(151) подстановкой в нее значений А, В и Луп из формул (172)
и (173).
Диаметр шпинделя в сечении А
167
Мощность приводного двигателя определяется обычной рас-
четной формулой (144) подстановкой в нее найденного значе-
ния Мкр.
* *
*
Во всех предыдущих расчетах крутящий момент определялся
при установившемся вращении шпинделя, т. е. без учета динами-
ческих процессов. Если, однако, масса изделия и скорость его
вращения достаточно велики, то в расчетах на прочность к стати-
ческому крутящему моменту Мнр следует добавлять динамический
момент сил инерции Мии> действующий в периоды разгона и тор-
можения (при неустановившемся вращении шпинделя):
= 176)
где G — вес вращающейся массы, кгс; £>иН — диаметр инерции
массы, м; GD^u — маховой момент вращающейся массы; £Ин —
время пуска или торможения, определяется в зависимости от чис-
ла оборотов п и пускового момента двигателя по его каталожной
характеристике.
Результатом приведенных выше расчетов должно быть опреде-
ление следующих параметров вращателя или кантователя: диа-
метра шпинделя в опасных сечениях; опорных реакций шпинделя
для подбора подшипников; наибольших крутящего и изгибающего
моментов; мощности привода.
В наклонных кантователях диаметр шпинделя и опорные реак-
ции должны определяться как наибольшие из двух значений, по-
лученных для первого и второго положений. Крутящий момент
и мощность двигателя определяются только при втором положе-
нии, так как при этом они достигают своего максимального
значения.
§ 20. Двухстоечпые центровые
кантователи
Выше упоминалось, что недостатком од-
ностоечных кантователей является консольное закрепление сва-
риваемого изделия, вследствие чего длина этих изделий, а следо-
вательно и вылет консоли, ограничены максимально допускае-
мым грузовым моментом кантователя. Этого недостатка лишены
двухстоечные кантователи, в которых изделие опирается на две
опоры по концам.
На рис. 66 изображена конструктивная схема двухстоечного
кантователя, составленного из двух опорных бабок: передней —
приводной, в качестве которой использован одностоечный канто-
ватель по рис. 62, а с добавлением шарнирного крепежного при-
способления, и задней холостой подвижной бабки 10 с крепежным
оамоустанавливающимся центром 9,
468
Рис. 66. Конструктивная схема двухстоечного кантователя:
1 — станина; 2 — червячный редуктор; 3—электродвигатель; 4 — корпус шпинделя',
5 — зубчатое колесо; 6 — защитный кожух; 7 — крепежная планшайба; 8 — сваривае-
мое изделие; 9 — крепежный центр пиноли; 10 — задняя бабка; 11 — стопор; 12 — на-
правляющие задней бабки.
Одна из конструкций шарнирного сопряжения крепежной
планшайбы со шпинделем показана на рис. 67. При необходимости
шарнир можно застопорить, зажав стальное кольцо в зазоре меж-
ду крышкой шарнира 7 и ступицей зубчатого колеса 3.
Шарнирное или иное самоустапавливающееся сопряжение кре-
пежных устройств со шпинделями пе-
редней и задней бабок позволяет рас-
сматривать закрепленное в них изде-
лие как балку, свободно опертую по
концам, а реакции опор, восприни-
мающих вес изделия,— приложенны-
ми к центрам шарниров. В этом
случае (рис. 68) расстояние от цент-
ра тяжести изделия до ближайшего
подшипника шпинделя не определя-
ет величину и плечо изгибающего мо-
мента, действующего на шпиндель,
так как независимо от этого рассто-
яния расчетным плечом изгибающего
момента всегда будет размер от оси
шарнира или плоскости планшайбы
Рис. 67. Шарнирная крепежная планшай-
ба передней бабки кантователя:
1 — шпиндель; 2 — защитный кожух; 3 — зубча-
тое колесо; 4 — крепежная планшайба или за-
жимный патрон; 5 — поводок; 6 — шарнир; 7 —
крышка шарнира; 8—поворотная рама, соеди-
няющая переднюю и заднюю бабки.
Рис* 68. Расчетная схема двухстоечного кантователя с шарнирными кре-
пежными устройствами.
(при свободном—плавающем—креплении изделия) до подшипника,
т. е. постоянная величина аг или а2, зависящая только от конст-
рукции кантователя, а не от габаритов изделия и положения его
центра тяжести относительно планшайбы. Если же крепление из-
делия в передней и задней бабках кантователя будет жестким,
то всю систему необходимо рассматривать как четырехопорную,
статически неопределимую, а изделие — как балку, заделанную
по концам. При этом на крепежных планшайбах и шпинделях
кроме реактивных опорных усилий в местах крепления возникнут
и реактивные изгибающие моменты, которые могут оказаться
йесьма значительными и при вращении изделия даже угрожать
поломкой кантователя (особенно при неточном монтаже). Поэтому
в двухстоечных кантователях рекомендуется предусматривать
шарнирное (самоустанавливающееся) крепление изделия. Если
в крепежных устройствах кантователя вместо физических шар-
ниров применяется какое-либо иное самоустанавливающееся при-
способление, то опорные точки изделия приближенно можно счи-
тать расположенными в плоскости крепежных планшайб.
На рис. 68 представлена расчетная схема двухстоечного кан-
тователя с шарнирными крепежными приспособлениями. Наиболь-
ший крутящий момент Л/кр, воспринимаемый приводом кантова-
теля, равен сумме двух моментов: грузового М = Ge и сил трения
_Мтр в подшипниках обоих шпинделей
AfKp = Ge 4» AfTp. (177)
Момент сил трения в подшипниках определяется выражением
Мтр = 0,5 (Я^/д + BcIbIb + Gdcfc + DdnfD}, (178)
где Л, 5, С и D — усилия в подшипниках [см. формулы (183)
и (181)]; dA, dB, dCi dn — соответствующие диаметры шпинделей.
Усилия, действующие на хвостовики шпинделей, определяют-
ся как реакции опор балки весом G, свободно опертой своими кон-
цами в шарнирах передней и задней бабок,
Gi = G . ; G2 = . I1. G. (179)
1 *1 + ^2 hl + й2
,170
В соответствии с этим вертикальные радиальные усилия в подшип*
никах передней бабки будут
Ав = G,^^- = ; Вв = -Г- = GF(hhtlh' * (180>
Ч Ч \п1 “Г п2) Ч Ч \п1 ~Г “А
То же, в подшипниках задней бабки:
C=G2= G; D = G2-^- = Gr-^t, x . (181)
/2 ^2 (^1 4“ ^2) 2 ^2 (^1 4" ^2) '
В подшипниках передней бабки, кроме того, возникают радиальные
усилия под действием окружной силы Q на зубчатом колесе
Л3=(?А±1; Д, =?-£-, (182)
где Q = M^/R-, R — радиус зубчатого колеса; Мкр определяется
по формуле (177).
Так как при данном расположении ведущей шестерни (смЛ
рвд. 68) или червяка (при червячной передаче) усилия А3 и В3
будут направлены горизонтально,, т. е. перпендикулярно верти-
кальным нагрузкам Ав и Вв, то суммарные радиальные усилия
в подшипниках передней бабки будут равны геометрической сумме
двух взаимно перпендикулярных составляющих
А = V Ав + А2 ; В = V Bl + Я32 , (183)
где Л в, Л3, Вв, В3 определяются выражениями (180) и (182).
Аксиальное усилие в подшипниках равно силе зажатия пинолц
задней бабки и зависит от типа изделия, его размеров и способа
крепления. Во многих случаях это усилие равно нулю.
Изгибающий момент в опасном сечении шпинделя передней
бабки (в подшипнике А) определяется как геометрическая суммЬ.
моментов, действующих в двух взаимно перпендикулярных плос-
костях: грузового момента Mr = GAar и изгибающего момента от
действия окружного усилия на зубчатом колесе М2 = Qk:
МА = К М; + м1 = КG\a\ + QW. (184)'
Изгибающий момент в опасном сечении С шпинделя задней,
бабки
Мс = G2a2 = G . (185)
Так как при выбранной схеме крепления зубчатого колеса
(см. рис. 68) грузовой крутящий момент Ge не передается на шпин-
дель, то при определении расчетных эквивалентных моментов,,
действующих на шпиндели, в качестве крутящих моментов доста-
точно учесть только моменты сил трения в подшипниках соот-
ветственно в передней и задней бабках
Мтр1 = 0,5 (AdAfA 4- BdBfB)\ М^2 = 0,5 (Cdcfc 4- DdDfD). (186)
171
5535
Рис. 69. Двухстоечный кантователь завода Уралмаш:
1 — электродвигатель привода передней бабки; 2 — опорная стойка (передняя бабка)
с двухчервячным редуктором; 3—шпиндель передней бабки; 4— задняя бабка; 5 —
маховичок выдвижения пиноли; 6 — ручной механизм передвижения задней бабки; 7 —
тормозной рельсовый захват; 8 — тормозной упор; 9 — рельсовый путь для задней стойки.
Соответствующие расчетные эквивалентные моменты для шпинде-
ля передней и задней бабок
МЭ1 = Vм\ + ; Мя2 = VМ2с + л4Р2 . (187)
По найденным значениям эквивалентных моментов находят
диаметры шпинделей в опасных сечениях — на опорах А и С.
Мощность привода определяется по обычной расчетной фор-
муле (144) в зависимости от величины крутящего момента Л/кр,
определяемого выражением (177), и выбранной частоты вращения
шпинделя п [об/мин]. Рекомендации по выбору частоты вращения
приведены в § 19.
Динамический момент сопротивления вращению в периоды
разгона и торможения рассчитывается по формуле (176).
Если ведущая шестерня, сцепленная с зубчатым колесом шпин-
деля, расположена не внизу (как на рис. 68) и не вверху, а сбоку —
на одной горизонтальной оси с колесом, то значения расчетных
усилий и изгибающих моментов, действующих на шпиндель пе-
редней бабки, могут оказаться существенно выше. Это объясняется
тем, что при таком монтаже окружная сила на зубчатке будет
направлена вертикально, и поэтому вызываемые ею реактивные
усилия и моменты складываются с грузовыми (тоже вертикаль-
ными ) алгебраически, а не геометрически. Следовательно, в этом
случае нагрузка на подшипники будет
(loo)
172
Изгибающий момент в опас-
ном сечении шпинделя передней
бабки
МА = G^i + Qk =
= G + Qk. (189)
п’\ “Г "2
Изгибающий момент в опасном
сечении С шпинделя задней баб-
ки остается прежним и опреде-
ляется выражением (185).
Расчетный эквивалентный
момент МЭ1 в сечении А рассчи-
тывается по формуле (187) с
подстановкой в нее нового зна-
чения изгибающего момента Л/д.
В сечении С шпинделя задней
бабки эквивалентный момент не
меняется и определяется той же
Рпс. 70. Двухстоечный кантователь
с подъемными центрами:
1 — передняя (приводная) стойка; 2 —
привод вращения; з — приводы подъема
центров (синхронизированные); 4 — сва-
риваемое изделие; 5 — передний привод-
ной центр; 6 — задний центр; 7 — задняя
передвижная стойка; 8 — тележка задней
стойки; 9 — привод тележки; 10 — стопор
тележки.
формулой (187).
На рис. 69 представлена конструкция универсального двух-
стоечного кантователя, применяемого на заводе Уралмаш [121.
Шпиндель передней бабки кантователя приводится во вращение
электродвигателем / через двухступенчатый червячный редуктор 2.
Задняя бабка кантователя 4 с выдвижной пинолью установлена
на тележке, которую с помощью ручного привода 6 можно пере-
двигать по рельсам 9 и устанавливать на нужное расстояние от
передней стойки в зависимости от длины изделия. Фиксация под-
вижной стойки после ее перемещения осуществляется рельсовым
захватом 7 и тормозным упором 8.
На хвостовики шпинделя и пиноли насаживаются специальные
приспособления с шарнирными крепежньгли устройствами. В част-
ности, для крепления стрелы экскаватора как сварного изделия
используются собственные шарниры стрелы, расположенные по
ее концам.
Дальнейшее развитие кантовочных устройств привело к созда-
нию двухстоечных кантователей с подъемными центрами (рис. 70).
Наличие в этих кантователях подъемного механизма существенно
расширяет их эксплуатационные возможности и повышает уни-
версальность, так как позволяет сваривать крупногабаритные
изделия в удобном для сварщиков положении на доступной высоте.
Особенно это относится к сварке плоскостных конструкций (рам-
ных или листовых) с сильно развитым поперечным габаритом. Для
поворота таких изделий на ребро высота центров должна быть
достаточно большой, чтобы не упереться в пол. Однако работать
сварщику на такой высоте неудобно, а иногда и недопустимо по
правилам техники безопасности. В кантователях с подъемными
центрами этот недостаток отсутствует, так как изделие поднимает-
173
Рис. 71. Кинематическая схема двухстоечного кантователя с подъемными
центрами:
1— привод вращения, 2—неподвижная стойка; J—передняя (приводная) бабка}
4 — приводной шпиндель; 5 — подъемный винт; 6 — рельсовый путь; 7 — ходовые бе-
гунки; 8 — задний центр па выдвижной пиноли; 9 — задняя бабка; 10 — передвижная
стойка; 11 — привод подъема; 12—гайка ходового винта; 13—вертикальные направ-
ляющие; 14—привод передвижения; 15—/стопор
Рис. 72. Двухстоечный кантователь с крепежной рамой:
1 — передняя приводная бабка; 2 — изделие; 3 — поворотная рама; 4 — задняя бабка,
ся на большую высоту лишь на время его поворота, а для сварки,
укладки и съема опускается вниз, в удобное для обслуживания
положение. Разумеется, это преимущество подъемных кантова-
телей достигается путем существенного усложнения и удорожания
их конструкции.
На рис. 71 приведена кинематическая схема двухстоечного
кантователя с подъемными центрами. Он состоит из двух стоек:
неподвижной 2 и подвижной 70, которая может передвигаться по
рельсовому пути 6 и устанавливаться на нужном расстоянии от
передней стойки в зависимости от длины свариваемого изделия.
Передвижение задней стойки осуществляется электроприводом
14, действующим на ходовые бегунки тележки, которая несет на
себе заднюю стойку.
Передняя и задняя бабки кантователя 3 и 9 смонтированы на
каретках, которые под действием подъемных механизмов 11 синх-
ронно перемещаются по вертикальным направляющим 13, соблю-
дая при этом точную соосность обеих бабок. Синхронная работа
обоих приводов подъема обеспечивается соответствующей электро-
схемой по системе электровала.
Шпиндель передней бабки выполнен полым для подвода сжа-
того воздуха или масла к пневматическим или гидравлическим за-
жимным устройствам.
Управление кантователем дистанционное с переносного пульта
управления. Для предупреждения аварий в кантователях с подъ-
емными центрами предусматривается автоблокировка, гаранти-
рующая невозможность включения механизма поворота, если
центры не подняты на определенную безопасную высоту. Такая
блокировка легко осуществляется системой аварийных концевых
выключателей, заранее установленных на нужной высоте.
Рекомендуемый типаж двухстоечных кантователей с подъем-
ными центрами и основные их параметры и размеры приведены
в табл. 13. Механизм вращения этих кантователей, а также дейст-
вующие на шпиндели усилия и моменты рассчитываются теми же
методами и по тем же формулам, что и для обычных двухстоечных
кантователей. Расчет механизма подъема центров и механизма
передвижения задней стойки производится обычными методами
расчета грузоподъемных машин [11] (см. также § 34). Скорости
вращения, подъема центров и перемещения задней стойки можно
выбирать по табл. 13.
В сварочном производстве находят широкое применение двух-
стоечные кантователи с соединительной крепежной рамой, плат-
формой или столом. В качестве их представителей можно назвать
универсальные кантователи типа УДК. На рис. 72 изображен
один из них грузоподъемностью 3 тс. В этом кантователе шпин-
дели передней и задней бабок соединены между собой поворотной
рамой 5, на которой укладывается и закрепляется свариваемое
изделие 2. Расстояние от опорной плоскости рамы до оси вра-
щения кантователя h можно изменять в зависимости от размеров
175
Таблица 13
Двухстоечные кантователи с подъемными центрами
Модель Грузоподъемность, тс Момент на оси вра- щения, кгс«м Наибольшая высота центров H, м Число оборотов кантователя, об/мин Скорость подъема центров, м/мин Вертикальный ход центров, м Общая высота кан- тователя, м Горизонтальный ход подвижной стойки, м Максимальное рас- стояние между центрами, м Максимальный диа- метр изделия, м Ориентировочная масса кантовате- ля, м
КДП-2 2 400 1,7 2,5 2,4 1,2 3,4 8,0 10 з,з 10,9
КДП-4 4 800 2,0 1,6 1,8 1,4 3,9 10,5 13 3,9 12,7
КДП-8 8 2000 2,4 1,0 1,8 1,8 4,3 11,5 15 4,7 13,5
КДП-16 16 4000 2,8 0,6 1,0 2,0 5,4 15,5 18,5 5,4 30,1
изделия с таким расчетом, чтобы общий центр тяжести изделия
и поворотной рамы по возможности совпадал с осью вращения.
При этом момент вращения, а следовательно, и мощность привода
будут минимальными.
Многие специализированные двухстоечные кантователи с по-
воротной крепежной рамой, платформой или столом выполнены
бесшпиндельными. В них передняя и задняя бабки с их двухопор-
ными шпинделями отсутствуют. Вместо них по концам кантова-
теля установлены обычные радиальные подшипники, на которые
опирается поворотная рама своими концевыми цапфами. Такая
конструкция двухстоечного кантователя значительно проще и на-
дежнее первой. Ее недостатком является затруднительность из-
менения расстояния h от крепежной рамы до оси вращения. Од-
нако это затруднение можно преодолеть, если сделать крепление
концевых цапф к раме регулируемым по высоте, т. е. подвижным
по вертикали (рис. 73, в).
При внешнем сходстве шпиндельных и бесшпипдельных двух-
стоечных кантователей между ними существует, однако, принци-
пиальная разница в системе опор и вращения крепежной рамы.
В первом варианте (см. рис. 73, а), при жестком соединении пово-
ротной рамы со шпинделями, вся система становится четырех-
опорной и, следовательно, статически неопределимой. Вследствие
этого возникает реальная опасность монтажных перегрузок
шпинделей, их подшипников и всего привода вплоть до опасности
аварийной поломки. Во втором — бесшпиндельном варианте
(см. рис. 73, в) при таком же жестком соединении поворотной рамы'
с концевыми цапфами (вместо шпинделей) система будет двух-
опорной, т. е. вполне статически определимой как балка, свобод-
но лежащая на двух опорах, в особенности если подшипники будут
самоустанавливающимися, например сферическими шарико- или
роликоподшипниками.
В первом варианте во избежание опасной перегрузки всех эле-
176
ментов кантователя требует-
ся весьма тщательный его
монтаж на жестком фундамен-
те, что практически трудно
достижимо. Значительно на-
дежнее предусмотреть в этом
кантователе шарнирные со-
пряжения шпинделей с пово-
ротной рамой (рис. 73, б), что
исключает опасность монтаж-
ных перегрузок, хотя и усло-
жняет конструкцию кантова-
теля. Эти шарнирные сопря-
жения должны быть двухос-
ными или сферическими (см.
рис. 67)$ чтобы они могли ра-
ботать при любом угле пово-
рота кантователя.
Наиболее просты по своей
конструкции и надежны в
эксплуатации двухопорные
бесшпиндельные кантовате-
ли, выполненные по схеме рис.
73, в, например кантователь
для сварки тавровых балок,
Рис. 73. Расчетные схемы двухстоечных
кантователей с поворотной рамой:
а — кантователь с жестким соединением ра-
мы со шпинделями; б — кантователь с шар-
нирным соединением; в—бесшпиндельный
кантователь с цапфами.
изображенный на рис. 17. Если не рассматривать его сборочно-
крепежные механизмы, описание которых приведено в § 7, то в
остальном кантователь представляет собой поворотную балку с
концевыми цапфами, опертыми на две стойки со сферическими ша-
рикоподшипниками. Так как этот кантователь поворачивается
только на 90°, то вместо электропривода, обычно используемого
в полноповоротных кантователях, здесь применяется силовой гид-
роцилиндр, который поворачивает рычаг, закрепленный на одной
из цапф кантователя.
Следует заметить, что в неполноповоротных кантователях,
угол вращения которых не превышает 120—180°, вместо сложного
электропривода с его двумя или более зубчатыми передачами и
редукторами можно применять простейший гидроцилиндр с ры-
чагом или реечной передачей.
В качестве примера двухопорного кантователя с концевыми
цапфами можно также привести двухместный кондуктор-кантова-
тель для сборки и сварки коробчатых балок (см. § 7, рис. 20).
Так как поворот его ограничен углом 180°, то в качестве привода
вращения здесь используется пневмоцилиндр с реечной переда-
чей, действующей на цапфу кантователя.
Кроме того, можно назвать кассетный кантователь, применен-
ный в установке Р-678 для поворота плоских листовых полотнищ
на угол 180° (см. § 6, рис. 14). Он представляет собой плоскую
177
кассету, в которую подается листовое полотнище по горизонталь-
ному транспортному рольгангу. После закрытия входной щели
кассеты кантователь вместе с полотнищем поворачивается на 180°
с помощью электропривода или гидроцилиндра с реечной переда-
чей. Затем открывается выходная щель кассеты, и полотнище вы-
дается по рольгангу на стеллаж автосварочной установки для
сварки швов с обратной стороны.
Ограничительные плоскости кассеты набраны из таких же ро-
ликов, что и транспортный рольганг. Оба рольганга (транспортный
и кассетный) могут быть либо приводными (от электропривода),
либо холостыми — для перемещения полотнища вручную.
Особенность кассетного кантователя, отличающая его от всех
описанных выше кантователей, заключается в том, что в нем не
производится ни сборка, ни сварка изделия и, следовательно, он
является только транспортно-кантовочным.
Расчет центровых кантователей с поворотной рамой (см.
рис. 73), т. е. определение расчетных усилий, моментов и мощности
привода, производится разными методами в зависимости от числа
опор, схемы их расположения и конструкции соединения рамы со
шпинделями.
Кантователь, изображенный на схеме рис. 73, а, необходимо
рассчитывать как статически неопределимую многоопорную балку,
пользуясь системой уравнений трех моментов, в данном случае
системой из двух уравнений [9]. Методика этого достаточно слож-
ного расчета изложена в специальных курсах по сопротивлению
материалов и теории упругости. Сложность расчета в данном слу-
чае усугубляется еще тем, что балка кантователя вместе со шпин-
делями имеет переменную жесткость (ЕJ =/= const) и, кроме того,
представляет собой не прямую линию, а ломаную, и следователь-
но, ее нужно рассматривать как многоопорный коленчатый вал
переменного сечения. В этот расчет вводит существенную неопре-
деленность незнание степени точности монтажа всех подшипников
и соединений поворотной рамы со шпинделями. Так как канто-
ватели, монтируемые по схеме рис. 73, а с абсолютно жестким
креплением рамы к шпинделям, автором не рекомендуются для
применения в сварочном производстве, их расчет здесь не приво-
дится.
Кантователи, изображенные на рис. 68 и 73, б, рассчитываются
как статически определимые системы методами, изложенными вы-
ше [см. формулы (177) — (189)].
Расчет бесшпиндельных двухопорных кантователей, монтируе-
мых по схеме рис. 73, в, наиболее прост. При тех же обозначениях
крутящий момент, передаваемый на привод кантователя,
Мкр == Ge + Мтр, (190)
где
М>^ = 0,5/ \Ad& -}- С doji
(191)
178
При нижнем расположении ведущей шестерни
Л + I192)
При боковом ее расположении
(193)
где Q = M^IR — окружное усилие на зубчатом колесе; R —
радиус начальной окружности колеса,
C = G—(194)
а + b v '
Изгибающий момент, действующий на цапфу в сечении А,
Ма = Qk. (195)
Эквивалентный (приведенный) момент, действующий в сечении А,
М, = V м1р + <. (196)
По найденным усилиям и моментам производятся дальнейшие
расчеты всех элементов кантователя: поворотной рамы, опорных
цапф, подшипников и др.
Мощность привода определяется обычной формулой (144) по
крутящему моменту Мкр и частоте вращения п [об/мин] с учетом
формулы (176). Поворотная рама рассчитывается на изгиб и кру-
чение как балка, свободно лежащая на двух опорах и нагружен-
ная силами G и Q и крутящими моментами.
§ 21. Бесцентровые кантователи
К этому классу оборудования относятся
кантователи, не имеющие физических центров или осей вращения
в виде шпинделей или опорных цапф. Наиболее распространенными
представителями этого класса являются кольцевые, цепные и ро-
ликовые кантователи.
Кольцевые кантователи. Для сборки и сварки громоздких
конструкций типа станин, объемных пространственных рам, ди-
зельных блоков, овальных цистерн целесообразно применение
кольцевых кантователей, которые одновременно являются и сбо-
рочными кондукторами. Такие кантователи-кондукторы обычно
специализируются для какого-либо одного изделия в серийном
производстве. Кантователь (рис. 74) состоит из двух опорных ко-
лец 3, соединенных между собой станиной сборочного кондукто-
ра Z. Кольца опираются на роликоопоры 4 и снабжены цевочными
или зубчатыми венцами 2, с которыми сцепляются ведущие шестер-
ни 5, насаженные на приводной вал 6. Последний приводится во
вращение электроприводом кранового типа 7. Иногда кольца
179
делают разъемными для возможности укладки свариваемого изде-
лия или его деталей в раскрытый кантователь.
Так как подобные кольцевые кантователи-кондукторы в боль-
шинстве случаев являются специализированным оборудованием,
то они не унифицированы и не выпускаются серийно в централи-
зованном порядке. Поэтому их приходится проектировать и изго-
тавливать в индивидуальном порядке, используя лишь нормали-
зованные узлы привода и отдельные унифицированные сборочные
устройства. Изображенный на рис. 74 кольцевой кантователь спе-
циализирован для сборки и сварки блоков тепловозных дизелей.
Кантователи с механизированными кондукторами, благодаря
своим расширенным функциям (сборка плюс сварка), обеспечи-
вают более высокий уровень комплексной механизации произ-
водства У2 по сравнению с обычными центровыми кантователями
или позиционерами, которые служат только для кантовки. Еще
выше значения У2 имеют механизированные .кантователи, выпол-
180
няющие не только кантовочные и сборочные, но и сварочные опе-
рации движения изделия относительно электрода. Эти устройства
имеют более высокий коэффициент концентрации операций ттг,
чем и объясняется их высокий уровень комплексной механизации.
Примером таких комбинированных устройств может служить
кондуктор-кантователь, установленный на самоходной сварочной
тележке и имеющий, кроме того, привод для вращения изделия не
только с установочной, но и сварочной скоростью для сварки
круговых швов.
Подобные устройства с расширенными функциями обычно вхо-
дят в состав комплексной автосварочной установки или сборочно-
сварочного агрегата.
Характерной особенностью описанного выше кантователя яв-
ляется наличие на его кольцах зубчатых или цевочных венцов,
сцепляющихся с ведущими шестернями приводного самотормозя-
щего механизма. Такая система колец (с жестким цевочным или
зубчатым зацеплением по их окружности) гарантирует невозмож-
ность пробуксовки опорных колец кантователя даже при весьма
значительном дисбалансе изделия и всех вращающихся частей
кантователя, практически при сколько угодно большом эксцентри-
ситете вращающихся масс. Это преимущество, однако, достигается
ценой значительного усложнения конструкции кантователя и его
привода. Такое усложнение далеко не всегда может быть оправ-
дано с точки зрения надежности работы кантователя, так как при
сравнительно малых значениях эксцентриситета можно обеспечить
надежное сцепление опорных роликов с кольцами без жесткой зуб-
чатой или цевочной передачи, заменив ее фрикционной. Для этого
достаточно выполнить опорные ролики приводными, превратив их,
таким образом, в роликовый стенд, подобный тем, которые приме-
няются для вращения цилиндрических изделий. Если к тому же
эти опорные ролики снабжены резиновыми грузошинами, то об-
ласть применения таких фрикционных кольцевых кантователей
может быть значительно расширена, так как высокий коэффи-
циент сцепления резиновых грузошин с кольцами позволяет резко
повысить допускаемое значение эксцентриситета е, безопасное
против буксования. Ниже приведен расчет таких фрикционных
кантователей и методы определения допускаемого дисбаланса вра-
щающихся масс кантователя и изделия (эксцентриситета е).
На рис. 75, а изображен кольцевой кантователь фрикционного
типа. Его опорные ролики снабжены резиновыми грузошинами и
приводятся во вращение электроприводом (на рисунке не пока-
зан), который присоединяется к хвостовику 9 поперечного вала 8.
Этот поперечный вал соединен с двумя червячными редукторами 7,
шестерни которых заклинены на продольных валах 5, связываю-
щих ролпкоопоры между собой в единую систему. Поворотная
часть кантователя состоит из двух разъемных колец 2 с замками
3 и крепежной плиты 6, соединяющей оба кольца между собой в
жесткую систему. На этой плите укладывается и крепится
181
Рис. 75. Кольцевой фрикционный кантователь общего назначения:
а—со всеми приводными роликоопорами; б—расчетная схема для варианта а; в —
один ряд — приводные роликоопоры, другой — холостые.
свариваемое изделие 1 или специальное приспособление для его
сборки и сварки.
Если длина изделия меньше расстояния между кольцами, то
последние могут быть выполнены неразъемными, что существенно
упрощает не только конструкцию кантователя, но и его эксплуата-
цию.
В приведенном выше примере (см. рис. 74) кантователь обору-
дован неразъемными кольцами, поскольку габариты сборочного
приспособления с изделием не выходят за пределы расстояния
между кольцами, и укладка его в кантователь может производить-
ся без разъема колец.
Узел разъема особенно сложен и ответствен для колец, снаб-
женных зубчатым или цевочным венцом. В таких кольцах разъем-
ное устройство должно быть выполнено достаточно точным, чтобы
после очередной сборки кольца не нарушалось зубчатое зацепле-
ние. Вместе с тем это устройство должно быть быстродействующим,
так как операция разъема и сопряжения колец повторяется при
каждой закладке очередного изделия и является технологически
бесполезной. При частой смене изделия эта операция существенно
снижает производительность труда сборщиков-сварщиков. В таких
случаях следует по возможности избегать разъемных колец, за-
182
меняя их неразъемными и располагая на таком расстоянии друг от
друга, чтобы изделие (или приспособление) помещалось между
кольцами.
Отсюда следуют некоторые общие рекомендации, касающиеся
области применения кольцевых кантователей. Для сравнительно
коротких рамных и корпусных изделий, а также для изделий с ко-
ротким циклом сборки — сварки следует применять кантователи
с неразъемными кольцами. Для длинных сварных конструкций
(в том числе балочных) с большим числом свариваемых элементов
и швов, требующих длительного цикла производства, следует при-
менять разъемные кольца проходного типа, как это показано на
рис. 75.
В кантователе по рис. 75, а все роликоопоры 4, 7 выполнены
приводными, благодаря чему обеспечивается наибольшая возмож-
ная сила сцепления роликов с кольцами и, следовательно, макси-
мально возможное окружное усилие на кольцах при данных зна-
чениях угла распора а и коэффициента сцепления /.
Для некоторых изделий с малым смещением центра тяжести
относительно оси поворота, т. е. с малым эксцентриситетом е,
вполне возможно применение простейшего привода с одним рядом
ведущих роликов и вторым рядом холостых роликоопор 10 (см.
рис. 75, в). В таких кантователях полезное окружное усилие на
кольцах будет примерно вдвое меньше, чем в кантователе по
рис. 75, а.
На рис. 75, б представлена расчетная схема фрикционного
кольцевого кантователя с приводным роликовым стендом, изобра-
женным на рис. 75, а. Активная внешняя нагрузка стенда состоит
из центральной силы G, равной весу изделия вместе с кольцами
и сборочно-крепежными приспособлениями, и грузового момента
TWpp e Ge*
Реактивная нагрузка состоит из опорных реакций Qx, Q2 и окруж-
ных усилий Т. Решая уравнения равновесия всех сил и моментов
относительно центра кольца и обозначив е//?=е, получим
(197)
Т = 0,5 Ge .
(198)
Максимальная расчетная нагрузка на продольный вал
N^VQl+T*.
(199)
При определении крутящих моментов на валах роликоопор и
необходимой мощности привода нужно также учесть силу собст-
183
венного сопротивления вращению роликов, приведенную к их
окружности,
И7 Ь + W
Ж = --------------
где dB — диаметр вала в подшипниках; Ор — диаметр ролика;
/ = 0,1 для подшипников скольжения, / = 0,02 для подшипников
качения; р, — коэффициент трения качения, для стальных роли-
ков р, == 0,08, для обрезиненных р = 0,3; k$ « 1,2 — коэффи-
циент, учитывающий потери на трение кольца о реборды роликов.
Крутящий момент, передаваемый каждым из двух продольных
валов стенда,
МКР1 = 0,50Р(Т + W). (201)
По найденным усилиям и моменту MKpi определяется необхо-
димый диаметр вала расчетом на совместное действие изгиба и
кручения.
Крутящий момент Л/кр, действующий на поперечном валу 8
(см. рис. 75, а), соединяющем оба продольных вала 5 через чер-
вячные редукторы 7, запишем в виде
М1(р ==-------0,5 Z>p е cos “ 4- Кр '(0,5 fd V1 cos*.? 4. и),
а 2 * &
гПреД COS~2
где i — передаточное число червячной пары; Лред — КПД червяч-
ного редуктора.
По этому крутящему моменту и выбранной частоте вращения
кантователя определяется необходимая мощность электропривода
и размеры передач обычным расчетом на прочность. Однако прежде
чем производить все эти расчеты, необходимо проверить, имеется
ли достаточный запас сцепления роликоопор с кольцами, который
гарантировал бы невозможность их пробуксовки. Для этого со-
ставляем уравнение равновесия при критическом (предельном)
значении эксцентриситета екр, при котором грузовой момент
GeKp точно уравновешивается моментом сил сцепления роликоопор
с кольцами. Фактический эксцентриситет е должен быть меньше
критического в йсц раз, где йсц — необходимый запас сцепления;
GeHp= (С\”|-^2)ф^» (203)
где ср — коэффициент сцепления роликов с кольцами. Для сталь-
ных роликов можно принимать ф = 0,15, для обрезиненных
Ф = 0,3 4- 0,4.
Если ввести обозначение екр = e^/R (т. е. выразить эксцентри-
ситет в долях радиуса кольца) и заменить и Q2 их значениями из
формулы (197), то выражение (203) можно привести к следующему
виду:
екр------<204>
созт
Следовательно, критическое, предельное значение относительного
эксцентриситета 8нр, выраженного в долях радиуса кольца, при
184
котором может наступить буксование, не
зависит от веса вращающихся частей и ра-
диуса опорных колец, а зависит только от
коэффициента сцепления ф и угла распо-
ра а.
Запас сцепления должен быть /?сц =
= 8Kp/s = еЩ}!е 3. Для облегчения рас-
четов на буксование приведен график на
рис. 76 применительно к кантователям с
двумя приводными валами (см. рис. 75,
а, б). Расчет кантователей с одним валом
(см. рис. 75, в) производится по формулам
(240), (240'), (242), (243).
Цепные кантователи. Для кантовки
длинных балочных конструкций, профиль
которых по своим внешним габаритам бли-
зок к квадрату или окружности, весьма
удобны бесцентровые цепные кантователи.
Они позволяют поворачивать сваривае-
мую балку вокруг ее оси на 360°, т. е. яв-
ляются полчоповоротными.
Общий вид стационарного цепного кан-
тователя для балок длиной до 14 м, с по-
перечным габаритом до 500 X 500 мм,
представлен на рис. 77, его поперечный
разрез — на рис. 78.
Рис. 76. Критические
предельные значения еир
в зависимости от угла а
при разных значениях
коэффициента сцепле-
ния.
Цепной кантователь состоит из нескольких расположенных на
равных расстояниях опорных стоек 6 (см. рис. 78), каждая из ко-
торых снабжена тремя цепными блоками 7, 4, 7. Через эти блоки
переброшена замкнутая бесконечная цепь 2. В верхней своей
части цепь образует свободно провисающую петлю-гнездо. В эти
петли-гнезда укладывается свариваемая балка 3. Один из верхних
блоков выполнен в виде ведущей цепной звездочки 4. Так как ве-
дущие звездочки всех стоек соединены общим приводным валом 5,
то при вращении этого вала цепи на всех стойках кантователя
приводятся в синхронное движение. При этом уложенная в них
балка перекатывается по цепям и поворачивается вокруг своей
горизонтальной оси.
Для надежного направления цепи в нижний блок 7 в конст-
рукции стойки предусмотрен специальный направляющий желоб
8, предохраняющий цепь от соскакивания с блока, особенно в по-
рожнем состоянии кантователя.
Привод кантователя может быть осуществлен и через нижние
цепные звездочки стоек. В этом случае верхние блоки холостые, а
все нижние звездочки соединяются общим валом, который приво-
дится во вращение электроприводом кранового типа.
Часто бывает целесообразно смонтировать весь кантователь
на длинной траверсной тележке (в виде мостового крана), чтобы
185
850
Рис. 77. Цепной кантователь стационарного типа:
1 — опорная стойка; 2 — ведущая цепная звездочка; 3 — нижний перекидной блок;
4 — приводной вал; 5—станина привода; 6—электропривод.
Рис. 78. Типовая стойка цепного кантователя.
Дол учить возможность передвигать его с одной позиции на другую
ik этим сократить общецеховые транспортно-подъемные операции
на потоке.
Такой передвижной цепной кантователь изображен на рис. 79.
Он имеет лишь две цепные петли и соответственно две опорные
стойки 2, расположенные на расстоянии между собой 6 м, что
позволяет использовать кантователь для балок 6 массой до 1,5 т
при длине от 6,5 до 10 м и поперечном профиле балки размером
до 0,5 X 0 ,5 м. Скорость поворота 4,8 об/мин. Механизм поворота
крепится на раме тележки 3 и выступающем конце ее поперечной
балки. Он состоит из электродвигателя 4, тормоза и одноступен-
чатого червячного редуктора 5, связанного с приводным валом 1
открытой цилиндрической зубчатой передачей, защищенной ко-
жухом.
Механизм передвижения кантователя 7 ручной со штурвалом
и цилиндрической зубчатой передачей на продольный вал тележки,
который соединяет два ведущих бегунка тележки. Масса передвиж-
ного кантователя 1,8
Преимуществом цепного кантователя по сравнению с центро-
вым является простота и быстрота укладки изделия в кантователь,
так как не требуется его закрепления в центрах или на планшай-
187
Рис. 79. Передвижной цепной кантователь.
бах. Наличие промежуточных опор, то есть многоопорность,
исключает возможность значительного прогиба свариваемой бал-
ки. В центровых кантователях балка, при большой ее длине
и малой жесткости опертая только по концам, значительно проги-
бается от собственного веса, что недопустимо при сварке ее про-
дольных швов. Недостаток цепных кантователей заключается в
сравнительной неточности положения оси кантуемой балки и воз-
можности ее смещения или перекоса при каждом повороте. Кроме
того, поворот балки в цепном кантователе не может происходить
так плавно, как в центровом. Поэтому цепные кантователи не сле-
дует применять в массовом и крупносерийном производстве одно-
типных балок (например, в вагоностроении), где более целесообраз-
ны специализированные кантователи с точной осью поворота,
в частности центровые. Последние более удобны для автомати-
188
ческой сварки продольных швов,
осуществляемой движением сва-
рочной тележки вдоль кантова-
теля. Цепные кантователи мож-
но рекомендовать для примене-
ния главным образом в инди-
видуальном и мелкосерийном
производстве длинных балок
разнообразной номенклатуры.
Расчет цепного кантовате-
ля производится следующим об-
разом. Усилие натяжения це-
пей определяется не только ве-
сом уложенной в них балки и
Рис. 80. Схема нагружения опор*-
ной стойки цепного кантователя:
1 — эпюра изгибающих моментов; 2 —
расчетная схема стойки, з — контур ме-
таллоконструкции стойки; 4 — ось блока»
5 — приводной вал ведущих звездочек.
числом опорных петель, но и
степенью провисания петель, которая измеряется углом обхва-
та балки а0 (см. рис. 79). Этот условный угол, являющийся од-
ним из параметров цепного кантователя, равен углу между двумя
прямыми участками цепи, образующимися при натяжении цепи
силой, приложенной в средней точке петли. Чем больше а0, тем
больше усилие натяжения цепей при неизменном весе изделия
Q. Если а0 = 180° (что соответствует полному отсутствию прови-
сания петли), усилие Ро теоретически равно бесконечности.
Для балок с симметричным относительно центра тяжести про-
филем зависимость между суммарным натяжением цепей Ро, ве-
сом изделия Q и углом а0 в статическом состоянии кантователя
выражается следующей формулой:
2 cos
(205)
Расчетное усилие для единичной цепи
<2*1
2in cos
(206)
где in — число опорных цепных петель; кх — коэффициент нерав-
номерности распределения нагрузки на цепях, в среднем кг =
= 1,5 при > 2 и ky = 1,1 4- 1,2 при in = 2.
Учитывая приведенную зависимость, угол обхвата следует вы-
бирать в пределах а0 = 60 4- 100°.
В кантователях, изображенных на рис. 77 и 79, а0 = 90° и
расчетное натяжение цепи, определяемое по формуле (206), равно:
в кантователе по рис. 77 при iu = 4
р 1,5g
1 2 • 4 cos 45°
=; 0,26(2;
189
в кантователе по рис. 79 при гп= 2
р
1 2 • 2 cos 45°
= 0,4(J.
Цепь рассчитывается на прочность исходя из величины натя-
жения Рг с учетом коэффициента динамичности «д, оцениваю-
щего эффект ударов и толчков при укладке и повороте балки, а
также с учетом необходимого запаса прочности к3. Условие проч-
ности цепи
РiKjjK3 Рр, (207)
или, если подставить вместо Рг его значение из формулы (206),
—?”1Va < Рр, (207')
2incos -у-
где Рр — разрывное усилие цепи, принимаемое по соответствую-
щему ГОСТу на калиброванные цепи (сварные или штампованные);
Ид = 1,4 -т- 1,6; «з для этих цепей, работающих на звездочке в
грузоподъемных устройствах, при машинном приводе принимается
не менее 8, а для цепей, используемых для стропов, не менее 5
[111. Так как условия работы цепей в кантователе являются сред-
ними между работой грузоподъемных цепей и работой цепных стро-
пов, то для цепных кантователей коэффициент запаса прочности
можно принимать к3 6.
Точное определение необходимой мощности привода цепного
кантователя связано с большими трудностями и неопределеннос-
тями, обусловленными неравномерностью процесса поворота бал-
ки, зависящей в свою очередь от конфигурации профиля балки и
положения его центра тяжести. Цикл кантовки состоит из перио-
дически повторяющихся подъемов балки (по наклонным участкам
цепей) и естественного перекидывания балки под действием ее
собственного веса, когда центр тяжести балки перевалит за преде-
лы ее опорных точек.
Таким образом, натяжение цепей, а следовательно, и окруж-
ное усилие на звездочках, определяющее мощность привода,
являются величинами переменными, цикличными. По этой при-
чине расчет необходимой мощности привода (в кВт) рекомендуется
вести по упрощенной эмпирической формуле в зависимости от сум-
марного натяжения несущих цепей кантователя Ро (кгс) в его
статическом состоянии
N = 0,01 , (208)
или, если подставить вместо его значение из формулы (205) ।
N = 0,Р05<2р ' (208')
Т] СОЗ-22
190
где v — скорость цепи, или окружная скорость ведущих звездо-
чек по их начальной окружности, которая выбирается обычно в
пределах 0,12 — 0,20 м/с; т) — КПД приводного механизма,
включая звездочки и блоки.
Все силовые элементы приводного механизма — зубчатые пе-
редачи, валы, подшипники — рассчитываются на прочность обыч-
ными методами, исходя из найденной по формуле (208) мощности
и передаточных чисел механизма. Расчет продольного вала канто-
вателя и его опор, а также осей направляющих блоков и опорных
стоек производится по усилиям и моментам, действующим на цеп-
ные звездочки и блоки кантователя и передающимся на продоль-
ный вал и оси блоков.
Действующий на валу изгибающий момент достигает макси-
мального значения под звездочкой, где передается изгибающая
сила 5, равная натяжению обеих ветвей цепи: S = 2РЪ или, пос-
ле замены его значением из формулы (206),
S = —2^1—, (209)
7 РПС — v_
Изгибающий момент можно определять по упрощенной формуле
(с некоторым запасом) Ми = SI, или
ма = Q\ , (210)
incos-^-
где I — расстояние от оси звездочки до оси ближайшего подшип-
ника вала, см (если у самой звездочки один подшипник).
В соответствии с принятым выше допущением крутящий мо-
мент на валу »
Л/кр = Р0-^ = -^г-. (211)
4 cos —
Здесь jD3B — начальный диаметр ведущей звездочки, см,
где t — шаг цепи, мм; 6 — диаметр цепной стали, мм; z — число
ячеек звездочки.
Эквивалентный расчетный момент на валу, кгс • см,
мэ = ]ЛйГнйГ =—V V(гт-S + • <213>
cos-22- г ' 1,1 ' 1(5
Расчетный диаметр вала
з / ЮМ
d=V~ii' <214>
191
Ось верхнего блока или холостой звездочки воспринимает то
же усилие S и подвергается изгибу под действием момента =
= SLI^, где L — расстояние между опорами оси. После замены
5 его значением из формулы (209) получим
Ми> =-----. (215)
4iucub
Диаметр оси можно определять по формуле (214), заменив в ней
Л/э на Л/и2.
Опорная стойка цепного кантователя работает на изгиб и сжа-
тие. Схема нагружения опорной стойки представлена на рис. 80.
В соответствии с эпюрой изгибающих моментов наибольший из-
гибающий момент Л/и, действующий в основании колонок (в их ниж-
них сечениях), Ма = TH = S sin Н. Заменив S его значением
из формулы (209), получим
ма =------. (216)
Кроме того, на каждую из двух колонок стойки действует сжи-
мающая сила U = S cos после замены 5 его значением из
формулы (209)
и=-^. (217)
гп
Напряжение в колонке под действием изгиба и сжатия
л/„ и о*
Отах = = ПТ" \----V--- + ~Fj> <218)
где IV — момент сопротивления поперечного сечения колонки,
см3; F — площадь поперечного сечения, см2.
Условие прочности amax < 1а].
Напряжение в нижней, фундаментной балке стойки
л/ (*,// tg
°и тах= —(7- = . (219)
Обычно стойки устанавливаются на бетонном фундаменте,
к которому крепятся анкерными болтами. В этих условиях балка
стойки работает совместно с фундаментом, и поэтому напряжения
в ней будут значительно ниже значений, определяемых выраже-
нием (219). Тем не менее, для надежности и жесткости несущей
конструкции кантователя расчет балки следует вести без учета
влияния бетонного фундамента, т. е. по формуле (219).
Оригинальное и очень простое решение задачи кантовки балок
могут дать кантовочные башмаки, один из которых изображен на
192
Рис. 81. Кантовочный башмак для тав
ровых балок.
4А
0Л\
рис. 81. Он служит для по-
ворота тавровой балки на
угол zh 45® от вертикали, т. е.
суммарно на 90°. Такой пово-
рот достаточен для сварки
обоих угловых швов тавра в
лодочку. Тавровая балка 7,
заранее собранная на при-
хватках, укладывается на два
или три башмака (в зависи-
мости от длины балки) и кре-
пится к ним откидными струб-
цинами. Подошва кантовоч-
ного башмака описана по
дуге окружности, центр кото-
рой совпадает с центром тя-
жести сечения тавра (с небольшой поправкой на влияние веса баш-
мака). При повороте тавра башмаки катятся по горизонтальным
рельсам 2, причем вертикальная равнодействующая веса тавровой
балки с башмаком всегда проходит через опорную точку касания
башмака с рельсом. Следовательно, при любом угле поворота тавр
находится в безразличном равновесии, и требуется очень неболь-
шое усилие для его поворота. Практически для устойчивости тав-
ра в его крайних положениях центр тяжести системы Oi должен
находиться несколько выше центра окружности подошвы канто-
вателя О. При этом в среднем положении башмаков, когда балка
укладывается и снимается с кантователя, вся система находится
в неустойчивом равновесии, и поэтому в конструкции башмака
предусмотрен специальный фиксатор среднего положения в виде
откидной щеколды 3.
Большую группу бесцентровых кантователей представляют
собой роликовые стенды для поворота цилиндрических или кони-
ческих изделий (главным образом, сосудов). В большинстве
случаев они снабжаются электроприводом для вращения изделия
не только с установочной, но и с регулируемой сварочной скоро-
стью и, таким образом, превращаются в сварочные вращатели.
Поэтому роликовые стенды целесообразнее рассматривать в дру-
гих разделах (см. § 23 и 24).
Если роликовый стенд предназначен только для кантовки ци-
линдрических сосудов, то по своей конструкции и методам расчета
он почти ничем не отличается от роликовых стендов, применяемых
в кольцевых кантователях (см. рис. 75).
§ 22. Рычажно-домкратные кантователи
Рычажно-домкратные кантователи, в от-
личие от цепных и кольцевых, имеют в качестве привода вместо
электродвигателя с механизмом вращения рычажную систему
7 8 397 193
Рис. 82. Рычажный челночный
кантователь:
а, б, в — позиции кантователя» 1 —
подъемно-поворотные крылья платфор-
мы; 2 — гидроцилиндры; з — рама не-
сущей тележки; 4 — приводная колес-
ная пара тележки» 5 — ось поворота
крыльев платформы; 6 — холостая ко-
лесная пара тележки.
поворота с подъемными домкратами — гидравлическими или
пневматическими. Один из таких кантователей, предназначенный
для поворота громоздких объемных или балочных конструкций,
представлен на рис. 82. Он снабжен гидравлическими цилиндра-
ми — домкратами 2, под действием которых крылья платформы 1,
на которую укладывается изделие, могут поворачиваться, как
рычаги, на угол 90° вокруг одной горизонтальной оси 5. Такие
кантователи устанавливают иногда на транспортных тележках,
что позволяет осуществлять не только кантовочные, но и транс-
портные операции, передвигая изделие с одного рабочего места
на другое по челночной системе. Эти передвижные кантователи
называют иногда челночными.
На рис. 83 изображена схема рычажно-домкратного кантова-
теля, предназначенного для поворота плоских рам (например,
тепловозных) при их сборке и сварке. Под действием гидроцилинд-
ров 4 платформа 1 вместе с закрепленным на ней изделием повора-
чивается (вправо или влево) на угол до 90° вокруг выдвижного
центра 3 — правого или левого, в зависимости от того, какой из
них в данный момент включен и в какую сторону надо повернуть
изделие. Каждый центр выполнен в виде двух выдвижных полуосей,
расположенных соосно на станине 2 по ее концам. Полуоси выдви-
гаются, т. е. включаются или выключаются, вспомогательными
гидроцилиндрами.
Описанные выше кантователи поворачивают изделия только в
одной плоскости. Однако многие рамные и корпусные изделия,
швы которых расположены по двум взаимно перпендикулярным
194
Рис. 83. Рычажно-домкратный кан-
тователь для поворота плоских рам
на ± 90°.
направлениям, требуют поворо-
та изделия также в двух взаимно
перпендикулярных плоскостях
для возможности установки всех
продольных и поперечных швов
в удобное для сварки положе-
ние, например для установки
угловых швов «в лодочку». Для
сварки таких изделий удобны
универсальные рычажные кан-
тователи с подъемно-поворотной
платформой и одним централь-
ным гидродомкратом (рис. 84).
Отличительные особенности та-
ких кантователей—возможность
кантовки изделия в обеих вер-
тикальных плоскостях вокруг
одной из четырех осей 9, что по-
зволяет наклонять изделие в обе
стороны (вправо и влево) в каж-
дой из двух плоскостей, и наличие только одного силового
гидроцилиндра, с помощью которого осуществляется кантовка из-
делия в любую из четырех сторон.
Изображенный на рис. 84 кантователь снабжен крепежной
платформой размером 3200 X 3200 мм, грузоподъемностью до
50 тс. Квадратная платформа 10 на каждой из своих четырех сто-
рон имеет два соосно расположенных опорных пальца 9, вокруг
оси которых платформа может поворачиваться под действием
центрального гидроцилиндра 2, В горизонтальном положении
платформы все ее пальцы находятся в опорных гнездах — вилках
S, закрепленных на фундаменте кантователя. Опорные гнезда
снабжены замочным устройством в виде накидных захватных
крюков 7. Каждые два крюка (для пары гнезд и пальцев) соеди-
нены между собой жестким валом 6, при повороте которого крюки
либо забрасываются на пальцы, замыкая гнезда сверху, либо
отбрасываются, освобождая пальцы для подъема платформы.
Вал с крюками поворачивается вспомогательным пневмоцилин-
дром 4, воздействующим на рычаг 5, закрепленный на этом валу.
Для поворота платформы вокруг какой-либо оси предваритель-
но необходимо забросить крюки на пальцы этой оси, включив
соответствующий пневмоцилиндр 4. Все другие крюки должны
быть отброшены для освобождения пальцев остальных трех осей.
Лишь после этого можно включать центральный гидроцилпндр
2 для поворота платформы вокруг заданной (включенной) оси.
В схеме управления кантователем предусмотрена автоблоки-
ровка, благодаря которой при включении захватов какой-либо од-
ной оси автоматически отбрасываются крюки (захваты) остальных
трех осей, после чего становится возможным включение главного
7*
195
3200
Рис. 84. Универсальный кантователь с центральным подъ-
емным домкратом:
а — в горизонтальном положении (в разрезе); б — в наклонном
положении.
Рис. 85. Двухосный шарнир крепления штока гидроцилиндра к платфор-
ме универсального кантователя с центральным подъемным домкратом;
1 — палец штока; 2 — опорная обойма» з— шток гидроцилиндра; 4 — поворотная тра-
верса с цапфами; 5 « платформа кантователя.
цилиндра 2 на подъем и поворот платформы вокруг заданной оси.
Главный, центральный гидроцилиндр соединен с платформой
двухосным шарниром 1 и опирается на фундамент через сфери-
ческий (шаровой) шарнир 3. Такая система сопряжения цилиндра
с платформой и фундаментом позволяет цилиндру свободно накло-
няться в любую сторону, поворачиваясь вокруг центра опорного
шарового шарнира 3, как показано на рис. 84, б.
Конструкция двухосного пространственного шарнира, соеди-
няющего шток силового гидроцилиндра с платформой, показана
на рис. 85. Размеры траверсы 4 и несущей обоймы 2 подобраны
так, чтобы был возможен свободный поворот штока гидроцилиндра
относительно платформы на угол ± 45° в любую сторону. Нижний
шарнир гидроцилиндра, выполненный в виде шаровой пяты и под-
пятника, допускает поворот оси цилиндра относительно вертика-
ли на угол ± 6° в любом направлении (необходимый угол поворота
равен dz 5° 20х).
197
Рис. 86. Расчетная схема универ-
сального кантователя с централь-
ным подъемным домкратом.
Конструкция сферического ша-
рового шарнира проще и порта-
тивнее по сравнению с двухосным
шарниром. Однако при больших
углах поворота шаровой шарнир
конструктивно неосуществим в на-
дежной форме. Поэтому область
применения шаровых шарниров
практически ограничивается угла-
ми поворота до ± 10°, в то вре-
мя как двухосные шарниры могут
быть сконструированы для углов
поворота до ± 60°. По этой причи-
не в данной конструкции кантова-
теля пришлось отказаться от уни-
фикации шарниров силового гид-
роцилиндра.
Усилия, действующие в канто-
вателе, удобнее и проще рассчи-
тывать, пользуясь масштабной
расчетной схемой (рис. 86), по ко-
торой графически можно найти ве-
личину плеч всех сил с достаточ-
ной для практики точностью, а
затем по уравнениям моментов оп-
ределить значения сил.
Основная нагрузка кантовате-
ля Q слагается из веса изделия
Go и собственного веса платформы
Gj со всеми ее крепежными уст-
ройствами: Q = Go + Gv
Усилия на штоке гидроцилин-
дра Р и на опорных пальцах
платформы S необходимо определять при двух крайних положе-
ниях платформы — горизонтальном и наклоненном под углом
а — 45° и, кроме того, при двух симметричных относительно оси
кантователя положениях центра тяжести поворачиваемой мас-
сы Q.
Усилие на штоке Р достигает своего наибольшего значения в
первый момент подъема платформы при горизонтальном ее положе-
нии и расположении центра тяжести массы Q слева (по рис. 86)
от центра платформы с эксцентриситетом е
= (220)
В этом состоянии кантователя (при левом положении центра тя-
жести) усилие 51 на правых опорных пальцах будет отрица-
тельным и, следовательно, давление пальцев будет действовать
198
не на опорные гнезда, а на захватные крюки:
(221)
Это усилие распределяется на два крюка, в общем случае нерав-
номерно, в зависимости от величины поперечного эксцентриситета
е± по оси YY. Следовательно, максимальное, расчетное усилие на
крюке будет Подставив вместо его значение
из формулы (221), получим
Ti = — Q е (0,5^z+ gl) , (222)
где I — расстояние между крюками одной пары.
Это же усилие Тг действует и на палец. Однако для того чтобы
установить, является ли оно наибольшим, т. е. расчетным для
пальцев, необходимо определить величину усилия, действующего
па пальцы при другом крайнем положении платформы, в данном
случае — при ее наклоне под углом 45° и расположении центра
тяжести справа от центра платформы (см. рис. 86). Такое положе-
ние центра тяжести является наиболее опасным для опорных паль-
цев.
При наклонном положении платформы и правом е усилие на што-
ке P=(H2//i, т.е. значительно меньше Ртах, определяемого выраже-
нием (220), так как множительZ2^i всегда меньше, чем (R + e)/R.
При этом вертикальная реакция опорных гнезд
5В = Q — Р cos Р = Q (1--р cos pj ,
горизонтальная реакция
5, = Р sin Р = Q -у- sin Р«
ч
Суммарная реакция опор, а следовательно, и усилие на пальцах
платформы при ее наклонном положении
S2 = l/s,; + sr2 = Q J/A(1 - A cos ₽y + (A- Sin py. (223)
При малых углах наклона гидроцилиндра относительно верти-
кали (Р < 6°) усилие на опорных пальцах можно определять по
приближенной формуле
52«(?AziA. (223')
Учитывая неравномерность распределения этого усилия на два
пальца, зависящую от поперечного эксцентриситета е19 получаем
расчетное усилие, действующее на один палец при наклонном по-
ложении платформы и при правом положении эксцентриситета ei
T2 = S2Q'5l + e' , (224)
199
Подставив вместо S2 его значение из формулы (223z), получим
приближенное выражение
т2 Q (<1 ~ <а)^’5г + g>) . (224')
Из двух экстремальных значений усилия на пальце 7\ и Т2
расчетным будет наибольшее из них. Исходя из наибольшего ве-
дется расчет пальца на изгиб и срез. Как правило, Т2 > Тг.
Для опорных вилок-гнезд расчетным усилием всегда является
величина Т2, определяемая выражением (224) или (224'). Опорная
вилка выполнена в виде стойки, закрепленной на бетонном фунда-
менте. Гнездо рассчитывается на удельное давление
< I?). (225)
где dn — диаметр опорного пальца; см; s — толщина опорной
вилки, см; [д] — допускаемое удельное давление, которое для
стали можно принимать до 500 кгс/см2.
Расчет главного гидроцилиндра производится по усилию
Ртах, определяемому выражением (220). Иногда цилиндр подби-
рается из типовых цилиндров, нормализованных по усилию Ртах
и ходу поршня Я.
Особую разновидность рычажных кантователей составляют так
называемые книжечные кантователи, рычаги которых в процессе
кантовки складываются и раскрываются наподобие книги. Изобра-
женный на рис. 87 книжечный кантователь предназначен для кан-
товки листовых полотнищ или плоскостных секций на 180°. Такая
операция необходима для выполнения сварки листов с обеих сто-
рон. В одном из приведенных выше примеров (см. рис. 14) для
этого был применен центровой кассетный кантователь на цапфах.
Недостатком его является необходимость иметь в полу цеха при-
ямок длиной, равной длине полотнища и шириной, почти равной
ширине кантователя. При значительных размерах полотнища та-
кой большой приямок создает в цехе существенные неудобства
для обслуживания сборочно-сварочной установки. Кроме того,
решетчатая конструкция кассеты кантователя закрывает полот-
нище с обеих сторон и, следовательно, не позволяет производить
автоматическую сварку листов непосредственно в кантователе.
Поэтому полотнище после кантовки приходится извлекать из кас-
сеты кантователя для подачи на сварочный стенд, что удлиняет
цикл производства, а также увеличивает трудоемкость вспомога-
тельных операций и производственную площадь, занимаемую авто-
сварочной установкой. Рычажный кантователь по рис. 87 позво-
ляет сваривать полотнища непосредственно в кантователе.
Основная конструктивная идея рычажно-книжечного кантова-
теля заключается в наклоне оси приводного гидроцилиндра —
домкрата 6 относительно вертикали и в синхронном повороте ры-
чагов 2, 7, 70, 12 при их складывании и раскрывании. Благодаря
200
Рис. 87. Рычажно-книжечный кантователь для листовых полотнищ:
1 и 8 — левый и правый стеллажи; 2 и 10 — левые поворотные рычаги; з — соединитель-
ный вал; 4 — шатуны; 5 — направляющие для ползуна; 6 — гидроцилиндр; 7 и 12 —
правые поворотные рычаги; 9 — свариваемое полотнище; 11 — опорные подшипники;
13 — верхняя ось опту па; 14 — головка шатуна; 15 — соединительный грубчагый вал.
наклону оси гидроцилиндра при повороте рычагов на 96° проис-
ходит кантовка изделия на угол до 192° (практически на 180°).
Процесс кантовки происходит следующим образом. При пово-
роте правых рычагов 7 и 12 из положения I в положение II изде-
лие поднимается и поворачивается вокруг оси 3 на угол 96° против
часовой стрелки. Одновременно и синхронно с поворотом правых
201
рычагов поворачиваются по часовой стрелке левые ненагружеяные
рычаги 2 и 70, двигаясь навстречу правым, пока не сомкнутся с
ними в наклонном положении II. Этот встречный поворот рычагов
происходит под действием гидроцилиндров 6 при движении их
штоков вверх. Затем гидроцилиндры переключаются на обратный
ход, рычаги поворачиваются в обратном направлении и раскры-
ваются. При этом благодаря наклону изделия влево (в положении
II) зажатое рычагами полотнище перекидывается на левые рычаги
и вместе с ними поворачивается и плавно опускается на левый
стеллаж 7, где производится сварка полотнища с обратной сто-
роны.
Синхронность поворота несущих рычагов кантователя (правого
и левого) обеспечивается рычажно-шатунным синхронизирующим
механизмом, состоящим из двух шатунов 4, связанных внизу об-
щим шарниром с головкой штока цилиндра и ползуном. Ползун
под действием гидроцилиндра движется по направляющим 5, рас-
положенным строго соосно с цилиндром и связанным с опорной
станиной кантователя.
Для того чтобы обеспечить одновременный и синхронный по-
ворот обеих пар рычагов, расположенных на расстоянии 4 м меж-
ду собой, каждая пара рычагов имеет соединительный вал, жестко
связывающий два рычага. Левые рычаги 2 и 10 соединены валом 5,
правые — 7 и 12 — соединены трубчатым валом 15. Необходимость
в такой жесткой синхронизирующей связи (валами) обусловлена не-
возможностью обеспечить синхронную работу обоих цилиндров без
специального достаточно сложного гидравлического устройства.
Описанные выше кантователи в большинстве своем являются
универсальными, типовыми. В отличие от них имеется обширный
класс узко специализированных кантователей, разнообразие ко-
торых не позволяет дать их исчерпывающее описание. Обычно
они применяются в серийном и массовом производстве. Такие кан-
тователи типажом не охвачены, и поэтому проектируются и изго-
тавливаются в индивидуальном порядке.
В качестве примера специализированного кантователя рассмот-
рим рычажно-книжечный кантователь с пневмоприводом для по-
ворота двутавровых балок рамы вагона (рис. 88). Балка лежит
плашмя в горизонтальном положении I. После сварки швов с од-
ной стороны балку надо повернуть на 180° в положение III для
сварки швов с обратной стороны. Поворот осуществляется рыча-
гом 2, приводимым в движение поршнем пневмоцилиндра 7. При
ходе поршня вверх рычаги поднимаются и, поворачиваясь вокруг
неподвижного шарнира 5, захватывают между собой балку и под-
нимают ее в положение II. После этого сжатый воздух выпускается
из цилиндра и балка под действием собственного веса плавно опус-
кается в положение III. При опускании она поддерживается ле-
вым рычагом 2. Плавность опускания регулируется выпускным
воздушным краном, при этом нижняя полость цилиндра служит
воздушным демпфером. Этот кантователь входит в комплект сне-
202
циализированной автосварочной остановки для вагоностроитель-
ного завода.
Расчет рычажно-книжечных кантователей необходимо начи-
нать с определения усилий, действующих на основные элементы
кантователя, в том числе на силовые детали рычажного приводного
механизма. По этим усилиям определяются прочные размеры де-
талей и необходимая грузоподъемность приводного гидро- или
пневмоцилиндра.
Исходными данными для расчета являются нагрузка кантова-
теля, представленная в виде веса изделия и положения его центра
тяжести, и кинематическая схема приводного рычажного меха-
низма.
203
Рис. 89. Расчетная схема рычажно-
книжечного кантователя:
1 — рычаг кантователя} 2 — шатун} 3 —*
ползун} 4 — ШТОК} 5 — гидроцилиндр.
Требуется определить: уси-
лие Р на шатуне кривошипно-
ползунного механизма; усилие
на штоке приводного гидроци-
линдра, являющееся в то ясе
время и грузоподъемностью ци-
линдра; усилие Р2 на ползуне,
передаваемое на направляющие
как изгибающая сила; усилие,
действующее па ось главного
шарнира поворотных рычагов
кантователя. Расчетными явля-
ются наибольшие из возмож-
ных значений этих-усилий и мо-
ментов. <
Так как в рассматриваемом
кантователе (см. рис. 87) одно-
временно работают два привод-
ных двухрычажных механизма,
то расчет следует вести для од-
ного механизма исходя из поло-
виннои нагрузки кантователя,
т. е. в данном случае из вели-
чины G = 1000 кгс (полная гру-
зоподъемность кантователя 26?=
= 2000 кгс).
В отличие от обычных двухрычажных механизмов (см. напри-
мер, рис. 56, ж), рассматриваемый механизм, несмотря на наличие
в нем двух симметрично расположенных рычагов, работает как
однорычажный кривошипно-ползунный механизм. При этом во
время складывания рычагов он работает на подъем (правым ры-
чагом), а при опускании рычагов — на торможение (левым рыча-
гом). На расчетной схеме (рис. 89) механизм изображен как криво-
шипно-ползунный, работающий на подъем.
При неизменной заданной нагрузке кантователя усилия в его
элементах, а также изгибающие моменты являются величинами
переменными, зависящими.,л.т угла поворота рычагов кантовате-
ля а. Чтобы найти их максимальные значения, необходимо произ-
вести соответствующий кинематический или аналитический ана-
лиз механизма.
Усилие на шатуне и его шарнирах Р можно найти из урав-
нения моментов относительно оси главного шарнира: GH = Ph.
Подставив сюда вместо Н = R cos а, получим GR cos а = Pfe,
откуда
г*
Р = —?— cos а,
h 1
(226)
где h и cos а — переменные величины.
204
Рис. 90. Диаграмма усилий кри-
вошипно-ползунного механизма
рычажно-книжечного кантователя
(см. рис. 89):
1 — усилие Р па шатуне» 2 — усилие
Q на штоке с учетом трения ползуна}
3 — усилие Р, на штоке без учета тре-
ния ползуна» 4— усилие на ползуне Р»
при коэффициенте трения / = 0,1.
Поперечное (по отношению к
направляющим) усилие на пол-
зуне
Р2 = Р sin ср = — cos a sin ф.
(227)
Усилие на штоке без учета трения
ползуна
П П G-R
Рг = Р cos ф = —cos a cos ф.
(228)
Полное усилие па штоке с учетом
силы трения ползуна
Q = Л + fP2 = COS a (cos Ф +
4- / sin ф), (229)
где f — коэффициент трения пол-
зуна о направляющие.
Усилие Q является расчетной
грузоподъемностью приводного
гидро- или пневмоцилиндра.
С помощью приведенных фор-
мул и графического построения
кинематики механизма в разных его положениях можно опреде-
лить значения усилий Р, Ръ Р2 и Q при разных углах поворота
кантователя а, а затем построить диаграмму усилий в зависимости
от угла а. На рис. 90 построена диаграмма усилий для кантова-
теля грузоподъемностью G — 1000 кгс, показанного на рис. 87.
Видно, что усилия на шатуне и штоке Р и Q, а следовательно, и на
оси главного шарнира О имеют наибольшие значения в первый
момент подъема и поворота рычагов кантователя, когда а = 0.
Что же касается поперечной силы на ползуне Р2, действующей на
направляющие, то она достигает максимального значения при
а 40°.
Таким образом определены следующие наибольшие расчетные
значения усилий: на шатуне Р = 4900 кгс; на штоке Q = 4800 кгс
с учетом трения ползуна (при / = 0,1); поперечная сила на ползуне,
вызывающая изгиб направляющих, Р2 = 1900 кгс.
Расчет шатуна и его шарниров ведется исходя из усилия Р =
= 4900 кгс. Ось шарнира 13 (см. рис. 87) рассчитывается на изгиб
и удельное давление. Напряжение изгиба оси
о — PL — 4900 • 9 _ 542 кгс/см2
~ 4 • 0,1с/3 ~ 4 • 0,1 • 63 ““ кгс/см *
Удельное давление в шарнире
Р 4900 > 2
q = -jT- = = 136 кгс/см2.
а/ О • О
205
Рис. 91. Расчетная схема рычага
книжечного кантователя для листо-
вых полотнищ (см. рис. 87).
Здесь L — расстояние между
опорами оси; I — ширина го-
ловки шатуна; d — диаметр оси.
Найденные значения ниже до-
пускаемых.
По усилию на штоке Q =
= 4800 кгс подбирается по нор-
малям или рассчитывается за-
ново подъемный гидроцилиндр.
Наибольшее усилие 5, дей-
ствующее на ось главного шар-
нира рычагов, определяется из
условия равновесия сил при
а = 0 (рис. 91). Вертикальная
G. Горизонталь-
составляющая этого усилия = Pi cos Р —
ная составляющая S2 = Р% cos р. Суммарное усилие
s = ys‘i + sL
(230)
Подставляя в выражение (230) вместо и S2 их значения, най-
денные выше, и принимая cos р « 1 ввиду малости угла 0, полу-
чаем
s = J/(PX —С)2 + Я. (231)
В данном примере при а = 0 S = 1^(4600—1000)2+16302=
= 3950 кгс.
Центральная ось кантователя, соединяющая рычаги 2 и 10
(см. рис. 87), работает на изгиб с наибольшим напряжением в на-
чальный момент подъема груза,
<232>
где а — плечо изгиба, т. е. осевое расстояние от рычага 7 или
12 до ближайшего подшипника 11 (см. рис. 87).
При определении плеча изгиба необходимо учитывать, что точ-
ка приложения силы в подшипнике располагается на расстоянии
от его активного края, равном примерно 0,25 ширины подшипни-
ка [10]. В рассматриваемом примере а = 1,5 + 10 + 1,5 = 13 см,
ои = 3q5° = Ю00 кгс/см2, что для данных условий работы не
превышает допускаемого напряжения стали 40.
При опускании изделия, когда нагрузку воспринимают левые
рычаги кантователя 2 и 10, усилие S на главной оси кантователя
достигает таких же значений, как и при подъеме изделия правыми
рычагами. Однако изгибающий момент, действующий при этом на
ось, в два раза меньше, так как при данной конструкции кантова-
теля плечо изгиба вдвое меньше.
Таким образом, расчет главной, центральной оси — вала —
206
на прочность необходимо вести для такого положения кантовате-
ля, при котором нагрузку воспринимает пара рычагов, соединен-
ных наружным трубчатым валом 25, а не внутренним сплошным 3
(см. рис. 87).
Главные рычаги кантователя работают на изгиб под действием
грузового момента М = GZX, где 1Г — плечо изгиба по рис. 91.
Следовательно, условие прочности рычага
а =-^-<[<*]. (233)
где W — момент сопротивления изгибу сечения рычага.
В нашем примере для коробчатого сечения рычага размером
200 X 90 мм с толщиной стенки 10 мм момент сопротивления W =
= 270 см3 и напряжение а = = 560 кгс/см2, что меньше
допускаемого для Ст. 3.
Ответственным является также расчет на прочность и жест-
кость станины подъемного механизма и направляющих для ползу-
на, которые находятся под действием поперечной изгибающей
силы Р2 = 1,96? = 1900 кгс. Исходя из этой нагрузки и выбран-
ной конструкции опорной станины направляющие и станина рас-
считываются на изгиб, а ползун и плоскости скольжения — на
допускаемое удельное давление, которое для кантователей можно
принимать равным [gl = 20 4- 25 кгс/см2.
§ 23. Роликовые сварочные стенды
Для вращения цилиндрических и кониче-
ских изделий во время сварки или наплавки широко применяются
роликовые стенды, монтируемые из роликоопор — приводных
(ведущих) и холостых. Расположение роликоопор может быть
самым разнообразным в зависимости от назначения и потребнос-
тей завода. Типичные схемы роликовых стендов представлены на
рис. 92.
В схеме I стенд имеет два ряда роликов: один ведущий, а дру-
гой холостой. Ведущие ролики насажены на общий приводной
вал и снабжены резиновыми грузошинами для увеличения силы
сцепления с вращаемым изделием (котлом, барабаном и пр.). Если
центр тяжести изделия не совпадает с его продольной осью, т. е.
осью вращения, то сцепное усилие на ведущих роликах может ока-
заться недостаточным для вращения изделия, вследствие чего воз-
можно буксование роликов. Поэтому для изделий с эксцентрично
расположенными весами следует применять роликовые стенды
по схеме II.
В схеме II все ролики приводные, ведущие и снабжены резино-
выми грузошинами. Сцепное окружное усилие стенда вдвое боль-
ше. чем у стенда по схеме /, но он сложнее, поэтому необходи-
мость рго применения в каждом отдельном случае надо обосновать
расчеюм на буксование.
207
Рпс. 92. Схемы роликовых стендов:
1 — хочостые роиикоодоры} 2 — электропривод; 3 —> приводные роликоопоры; 4 — упор-
ный торцовый ролик.
По сравнению со схемой I рассматриваемая схема обладает
еще одним недостатком, заключающимся в том, что смонтированные
по пей стенды не допускают или сильно затрудняют изменение
расстояния между двумя рядами роликов и тем самым снижают
возможный диапазон диаметров свариваемых изделий, а следова-
тельно, и степень универсальности стендов. В стендах по схеме I
расстояние между рядами роликов легко изменяется с помощью
передвижных или, что еще проще, перекидных роликоопор.
При значительном эксцентриситете нагрузки может оказаться,
что сцепное усилие стенда будет недостаточно даже при схеме II.
В таком случае приходится либо отбалансировать изделие (хотя бы
частично), либо устроить сверху нажимные ролики для увеличения
давления на ведущие ролики, либо, наконец, вовсе отказаться от
применения роликового стенда, заменив его другим вращателем
с жестким захватом.
Предельная величина эксцентриситета, допустимая по условию
непробуксовки, может быть определена по приведенным в §21
формулам [(204) и др.I, а также по графику рис. 76.
Для вращения конических или ступенчатых цилиндрических
барабанов, набранных из обечаек разного диаметра, роликовые
стенды по схемам I и II непригодны, так как имеют одинаковую
окружную скорость на всех ведущих роликах, между тем как
окружная скорость конических или ступенчатых барабанов раз-
208
Таблица 14
Типовые роликоопоры роликовых стендов
Модели роликоопор Номинальная нагрузка на опору, тс Минималь- ный диаметр изделия, м Диаметр ролика, мм
Приводная Холостая Перекидная холостая
РП-0,25 РХ-0,25 РХП-0,25 0,25
РП-0,5 РХ-0,5 РХП-0,5 0,5 0,3 410
РП-1 РХ-1 РХП-1 1,0 0,5 410
РП-2 РХ-2 РХП-2 2,0
РП-4 РХ-4 РХП-4 4,0 0,8 522
РП-8 РХ-8 РХП-8 8,0 0,8 522
РП-16 РХ-16 РХП-16 16,0
ная на разных диаметрах. Для таких барабанов и изделий следует
применять роликовые стенды по схеме III. Они имеют только два
ведущих ролика, расположенных в одной поперечной плоскости,
остальные ролики — холостые.
Для сварки конических или ступенчатых барабанов одного ти-
поразмера стенды можно монтировать и по схемам I или II, но
при этом ведущие ролики стенда должны иметь разный диаметр.
Подбор этих диаметров производится из условия равенства окруж-
ных скоростей ролика и барабана.
Стенды для конических барабанов должны снабжаться торцо-
вым упорным роликом 4, предохраняющим барабан от осевого
сдвига при вращении.
Типовые роликовые стенды по схемам I — III монтируются
из унифицированных роликоопор, приводных и холостых, выпус-
Рис. 93. Приводная роликоопора:
1 — стойка с подшипниками; 2 — приводной вал; 3 — вал роликоопоры; 4 — резиновая
грузошина; 5 — корпус ролика,
209
Рис. 94. Приводная роликоопора с червячным редуктором:
1 — корпус редуктора» 2 — вал| 3 —» грузошина} 4 — ролик, 5 — червяк.
каемых в централизованном порядке. Типаж этих роликоопор
(табл. 14) предусматривает семь моделей для каждого типа роли-
коопор. Модели отличаются между собой грузоподъемностью в
пределах от 0,25 до 16 тс на роликоопору.
Различают три основных типа роликоопор:
1. Приводные роликоопоры, которые могут выпускаться в
двух исполнениях: а) нормальном, с выпущенными наружу хвос-
товиками вала и муфтами для
соединения с главным привод-
ным валом и соседними роли-
коопорами (рис. 93); б) со встро-
енным червячным редуктором
(рис. 94) и валом, имеющим хво-
стовики для соединения с глав-
ным приводным валом и сосед-
ними роликами.
2. Нормальные холостые ро-
ликоопоры на подшипниках ка-
чения (рис. 95), аналогичные ро-
ликоопорам по рис. 93, но без
вала и муфт.
3. Перекидные холостые ро-
ликоопоры (рис. 96), позволяю-
щие быстро менять расстояние
Рис. 95. Холостая роликоопора нор-
мальная.
210
А-А
Рис. 96. Холостая роликоопора перекидная:
1 — основание; 2 — ось ролика; 3 — резиновая грузошина; 4 — ролик; 5 — ось шар-
нира; 6 — фиксатор.
между рядами роликов, т. е. путем перекидки роликов перестраи-
вать стенд на другой диапазон диаметров свариваемых изделий,
как это предусмотрено в описанном ниже роликовом стенде Т-ЗО
(рис. 97).
Все ролики, как правило, снабжаются резиновыми грузоши-
нами. В приводных роликах это необходимо для увеличения силы
сцепления с вращаемым барабаном. Кроме того, резиновые грузо-
шины обеспечивают более плавное вращение барабана, особенно
в момент перекатывания через ролики продольных швов барабана
или выступающих кромок листов. Это обстоятельство обусловли-
вает целесообразность постановки резиновых грузошин и на хо-
лостых роликоопорах, тем более что при этом удовлетворяется и
требование унификации холостых и приводных роликов.
Из тех же соображений унификации ось холостой роликоопоры
делается вращающейся, а не неподвижной, так как в приводных
роликоопорах (соединенных общим валом) иная система невоз-
можна.
Применяя типовые, унифицированные роликоопоры и приводы,
выпускаемые серийно в централизованном порядке, можно осу-
ществлять монтаж самых разнообразных роликовых стендов, от-
личающихся своими размерами, грузоподъемностью и назначе-
нием. В этих случаях для индивидуального проектирования и из-
готовления остается только простейшая фундаментная рама или
бетонный фундамент. В качестве примера, иллюстрирующего це-
лесообразность применения'^ унифицированных узлов, в табл. 15
представлена сравнительная спецификация четырех различных
211
Рис. 97. Типовой роликовый стенд Т-ЗО:
1 — электропривод; 2 — приводная роликоопора
с редуктором; з—приводная роликоопора нор-
мальная; 4— холостая перекидная роликоопора,
5 — фундаментная рама.
Таблица 15
Компоновка роликовых стендов из унифицированных узлов
Тип роликового стенда Ч ис л о унифицированных узлов в стендах Общее число узлов в стенде
Приводная роликоопора Холостая роликоопора Привод
нормаль- ная (рис. 93) м о о о лла оВЭ нормаль- ная (рис. 95) перекид- ная (рис. 96)
Стенд из 10 роликоопор по схеме I с нормальными роликоопорами То же, с перекидными холостыми роликоопорами (рис. 97) Стенд из 10 роликоопор по схеме II Стенд из 4 роликоопор по схеме III 4 4 8 1 1 2 2 5 2 5 1 1 1 1 И И И 5
Общее число унифицированных уз- лов в четырех типовых стендах 16 6 7 5 4 38
роликовых стендов, скомпонованных из одинаковых роликоопор
и приводов.
Число возможных компоновок из этих унифицированных
узлов не ограничено, однако большинство роликовых стендов
монтируется по одной из типичных схем, приведенных на рис. 92
и в табл. 15.
На рис. 97 показан типовой стационарный роликовый стенд,
смонтированный по наиболее распространенной схеме /. Он ши-
роко применяется в промышленности при изготовлении бараба-
нов котлов и резервуаров различной емкости, сваренных из от-
дельных коротких обечаек, на заводах котлостроения, химической
аппаратуры и др.
Стенд смонтирован из стандартных узлов, серийно изготавли-
ваемых в централизованном порядке, за исключением фундамент-
ной рамы, которую обычно изготавливает завод-потребитель в за-
висимости от размеров и веса изделий. Таким образом, размеры
А и L, как и число роликоопор, не регламентируются.
Изображенный на рис. 97 стенд рассчитан на сварку изделий
диаметром от 300 до 4000 м. Такой широкий диапазон достигается
благодаря наличию перекидных роликоопор. Грузоподъемность
стенда Т-30 при 10 роликоопорах равна 10 тс.
Рабочая окружная скорость вращения роликов, а следователь-
но, и скорость сварки кольцевых швов, может плавно регулиро-
ваться в пределах 0,4—1,6 м/мин. Маршевая скорость вращения
13 м/мин. Привод стенда имеет два электродвигателя! постоянного
тока — для вращения с рабочей, сварочной скоростью и перемен-
213
Рис. 98. Роликовый стенд тяжелого типа:
1 — холостая четырехроликовая секция; 2 — приводная четырехроликовая секция; 5—»
приводной вал; 4 — тележка; 5 — электропривод.
ного тока — для вращения с маршевой скоростью. Переключение
привода с рабочей скорости на маршевую и наоборот производится
электромагнитной муфтой с дистанционным кнопочным управле-
нием. Более подробное описание приводного механизма дано в
§ 35.
Роликовый стенд как средство вращения изделия при сварке
круговых швов обладает известным несовершенством, заключаю-
щимся в возможности осевого сдвига изделия при его обкатке на
роликах. При этом движение каждой точки поверхности изделия
(в том числе и свариваемой) происходит уже не по окружнос!и,
а по винтовой линии. Продольное смещение изделия обычно яв-
ляется результатом неточного монтажа роликоопор и их перекоса
либо неточности геометрической формы изделия. Хотя такой сдвиг
и невелик, все же он влечет за собой смещение оси шва в сторону
от электрода и может быть причиной брака. Это обстоятельство
сильно осложняет работу сварщика, так как требует систематиче-
ской и частой коррекции положения сварочной головки (или элект-
рода) относительно оси шва. В этом отношении гораздо надежнее
и совершеннее центровые сварочные вращатели и манипуляторы,
в которых возможность осевого смещения исключена.
Одним из средств, предохраняющих свариваемый барабан от
осевого сдвига, является постановка торцовых упорных роликов,
расположенных по концам роликового стенда и упирающихся в
кромку барабана. Укладка барабана на стенд в этом случае произ-
водится так, чтобы один из упорных роликов (по наблюдаемому
направлению сдвига) упирался в кромку барабана. Такие упорные
ролики используются также в роликовых стендах, смонтирован-
ных по схеме III (см. рис. 92), а также в наклоняющихся роли-
ковых стендах (см. ниже).
Для вращения тяжелых барабанов и котлов применяются ро-
ликовые стенды со сдвоенными самоустанавливающимися ролико-
опорами на балансирах (рис. 98). Они обладают повышенной гру-
зоподъемностью по сравнению с обычными стендами благодаря
удвоенному числу роликов в каждом опорном сечении барабана
(четыре вместо обычных двух). В отличие от типовых одноролико-
вых опор, в этих стендах каждая приводная двухроликовая опора
(рис. 99) или четырехроликовая секция опор (рис. 98) имеет от-
214
Рис. 99. Роликовый стенд тяжелого типа, составленный из отдельных сдво-
енных роликоопор:
1 — холостая роликоопора} 2 — приводная роликоопора} 3 — электропривод.
дельный электропривод, состоящий из электродвигателя и переда-
точного механизма к зубчатым венцам, закрепленным на роликах
между резиновыми грузошинами.
Внутри полой оси балансира (рис. 100) пропущен вал 4. на
котором насажена ведущая шестерня 3 привода, сцепляющаяся
с зубчатыми венцами обоих роликов 1. Привод может осуществ-
ляться либо на одну двухроликовую опору (см. рис. 99), либо
(для увеличения сцепной силы) на обе опоры, т. е. на всю че-
тырехроликовую секцию (см рис. 98). В последнем случае обе ро-
ликоопоры соединяются поперечным приводным валом 4 с соот-
ветствующими зубчатыми передачами.
При указанных на рис. 100 размерах одна двухроликовая
опора обладает грузоподъемностью 6 тс (по 3 тс на каждый ролик).
Благодаря тому, что каждая приводная роликоопора 2 (см.
рис. 99) или роликовая секция 2 (см. рис. 98) имеет отдельный
электропривод и, следовательно, роликоопоры стенда не связаны
общим продольным валом по всей длине стенда, их легко выполнить
передвижными вдоль стенда по продольным направляющим (рель-
сам) со скольжением (см. рис. 99) или качением (см. рис. 98).
В последнем случае роликовая секция устанавливается на тележке.
Система передвижных роликовых секций позволяет легко и быстро
расставлять их на нужных расстояниях друг от друга в зависи-
мости от конструкции и размеров свариваемого изделия, что яв-
ляется известным достоинством стенда, особенно при его исполь-
зовании в производствах с разнообразной или часто меняющейся
номенклатурой сварных изделий.
Существенным недостатком стендов со сдвоенными роликоопо-
рами балансирного типа и отдельными приводами на каждой
215
d
Рис. 100. Сдвоенные привод-
ные роликоопоры на баланси-
рах!
а — для изделий большого диамет-
ра; б — для изделий малого диа-
метра; 1 — ролик; 2 — балансир;
3 — зубчатая шестерня; 4 — при-
водной вал; 5—фиксатор; 6— опор-
ная стойка; 7 — зажим-стопор для
направляющих.
ведущей секции является значительная сложность и высокая стои-
мость их конструкций и механизмов по сравнению с обычными
роликовыми стендами. Применение таких сложных стендов может
быть оправдано лишь в тех случаях, когда даже многошинные
обычные роликоопоры большого диаметра недостаточны по своей
грузоподъемности или по допускаемому удельному давлению.
216
Рис. 101. Приводная роликоопора для сварочных стендов особо тяжелого
типа:
1— направляющая для суппорта с роликом; 2—суппорт с роликом; 3—ролик со
стальным ободом; 4 — изделие; 5 — упорный ролик; 6 — винт для поджатия упорного
ролика к торцу изделия; 7 — цилиндрический зубчатый редуктор; 8 — электродвигатель;
9 — первый червячный редуктор; 10 — второй червячный редуктор; 11 — шлицевой
вал червяков; 12 — винт передвижения роликов; 13 — площадка для крепления упорного
ролика (ролик снят).
Следует заметить, что типовые роликоопоры обычно снабжают-
ся одной или двумя резиновыми грузошинами на ободе ролика.
Однако для повышения грузоподъемности роликоопор не исклю-
чена возможность и целесообразность посадки на обод ролика и
большего числа шин, как это делается на колесах автотрейлеров
для перевозки особо тяжелых грузов.
Сдвоенная роликоопора с застопоренным балансиром может
быть использована для вращения цилиндрических изделий малого
диаметра, как показано на рис. 100, б,
В качестве примера особо тяжелых стендов можно привести
стенд УД 129 (Институт электросварки им. Е. О. Патона АН
УССР), предназначенный для сварки и наплавки толстостенных
сосудов типа атомных реакторов и пароперегревателей диаметром
от 2500 до 6000 мм. Этот стенд набран из отдельных парных ро-
ликоопор, одна или две из которых — приводные, а остальные —
холостые. На рис. 101 изображена приводная роликоопора. Гру-
зоподъемность каждой парной роликоопоры со стальными ободами
до 200 тс. Максимальный крутящий момент, передаваемый на из-
217
12 3 4 з
____________уб
Рис. 102. Схемы роликовых стендов,
набранных из холостых роликоопор:
а—с торцовым вращателем; б—с под-
жимным роликовым вращателем; 1 — ка-
ретка; 2 — торцовый вращатель; 3 — са-
моцентрирующий патрон или планшай-
ба; 4 — холостые роликоопоры; 5 — сва-
риваемое изделие; 6 — поджимной роли-
ковый вращатель.
делие приводной роликоопорой
составляет 7600 кгс-м. Ролики
приводной роликоопоры приво-
дятся во вращение от электро-
двигателя ПБСТ-53 (7V= 4,8 кВт;
п = 1,5 -т- 1500 об/мин ; крутя-
щий момент на валу двигателя
71/кр = 3,3 кгс • м во всем диа-
пазоне регулирования). Сред-
няя рабочая частота вращения
двигателя составляет 100—
500 об/мин. Общее передаточ-
ное число редукторов привода
г0 = 3000.
Особенностью описываемого
стенда (кроме его большой гру-
зоподъемности) является наличие в каждой роликоопоре винтового
механизма для плавного изменения поперечного расстояния между
роликами в пределах 1800—3000 мм. Сближение или раздвижение
роликов происходит синхронно и симметрично относительно по-
стоянной оси стенда, что достигается тем, что винт 72, снабженный
правой и левой нарезкой, при своем вращении одновременно пере-
двигает оба суппорта 2 с роликами по направляющим 1.
Для вращения длинных цилиндрических изделий типа толсто-
стенных труб, трубных секций или сосудов малого диаметра не-
редко применяют простейшие роликовые стенды, набранные из
холостых роликоопор, не связанных продольными валами. В этих
стендах изделие вращается с помощью торцового вращателя с за-
хватной планшайбой или самоцентрирующим патроном (рис. 102, а)
либо с помощью подвижного роликового вращателя, установлен-
ного посередине стенда (рис. 102, б). В первом случае вращатель
по своей конструкции мало отличается от обычного одностоечного
сварочного вращателя или манипулятора, снабженного крепежной
планшайбой (см. § 25, 27). Различие состоит лишь в том, что тор-
цовый вращатель обычно устанавливается на каретке, с помощью
которой он может передвигаться к торцу уложенного на стенде
изделия для сцепления с ним либо отодвигаться после расцепления
с изделием для возможности его съема со стенда. В этом отношении
торцовый вращатель напоминает подвижную бабку центрового
вращателя с роликовыми люнетами.
Существенным достоинством роликовых стендов с торцовыми
вращателями является полное отсутствие осевого сдвига изделия
при его вращении, так как каретка вращателя после сцепления
с изделием застопоривается и, следовательно, не допускает никаких
осевых перемещений изделия. Типичным недостатком торцового
вращателя является жесткая ограниченность диапазона диамет-
ров свариваемых изделий, в большинстве случаев — до одного за-
данного диаметра, если вращатель не имеет регулировки по высоте.
218
Рис. 103. Роликовый вращатель:
1 — червячная передача однозаходная т = 3, z = 60; 2 — червячная передача однозаходная т = 4; z = 50; 3 — сменные ше-
стерни; 4 — вращаемое изделие; 5—ролик с резиновой грузошиной; 6—цапфа; 7—электродвигатель, кВт, п=1425 об/мин.
Рис. 104. Поджимное устройство к роликовому вращателю по рис. 103:
1 — фундаментная рама стенда; 2 — опорная стойка; 3—опорный шарнир рычага;
4 — ролик вращателя; 5 — цапфы роликового вращателя; 6 — рычаги; 7 — ключ съем-
ный; 8 — цапфы продольного балансира, соединяющего два рычага; 9— натяжной винт;
10 — гайки для регулирования натяжения пружины; 11 — балансир, соединяющий два
рычага; 12 — пружина.
Этого недостатка лишен стенд с роликовым вращателем (см.
рис. 102, б). Стенд монтируется из нескольких холостых ролико-
опор-люнетов и одного роликового вращателя, расположенного
примерно посередине стенда.
Роликовый вращатель (рис. 103) имеет четыре приводных роли-
ка 5 с резиновыми грузошинами, которые при помощи рычажно-
винтового механизма сильно поджимаются к свариваемому бараба-
ну 4. Этим обеспечивается необходимая сила фрикционного сцеп-
ления роликов с барабаном и устраняется опасность буксования
при сварке круговых швов.
220
Вращатель смонтирован ком-
плектно с электроприводом 7 в
один блок, подвешенный свои-
ми цапфами к подъемно-рычаж-
ному устройству, изображенно-
му на рис. 104. Приводной
механизм (см. рис.103) состоит из
двух последовательно располо-
женных однозаходных червяч-
ных передач 1 и 2, соединенных
между собой парой сменных ше-
стерен 3. Корпус вращателя
снабжен двумя цапфами 6, ко-
торыми он подвешивается к спе-
циальным рычагам подъемного
механизма (рис. 104). С помощью
этих рычагов и натяжного вин-
та 9 с рессорой 12 весь враща-
тель можно приподнять и при-
жать с большой силой к вра-
щаемому изделию. Оба рычага
соединены между собой гори-
зонтальным балансиром, на се-
редину которого действует на-
тяжной винт. Благодаря на-
MWWBWXW
Рис. 105. Роликовый вращатель для
наплавки вагонных колес.
личию цапф и балансира ро-
ликовый вращатель самоустанавливается по свариваемому ба-
рабану и обеспечивает одинаковое прижатие всех четырех роли-
ков к барабану. Это особенно важно в тех случаях, когда вращение
свариваемого барабана или трубы происходит с некоторыми пере-
косами и биениями. Вертикальное биение компенсируется упру-
гостью рессоры, горизонтальное — покачиванием вращателя
вокруг оси горизонтальных цапф 5. Натяжение рессоры, а следова-
тельно, и сила прижатия роликов к барабану, может регулиро-
ваться гайками 10. Обычно эта сила не превышает половины веса
вращаемого барабана.
Для вращения свариваемых или наплавляемых изделий типа
колец, колес, коротких барабанов или конусов могут применяться
специальные роликовые вращатели. Один из них изображен на
рис. 105. Он предназначен для вращения вагонных колес при на-
плавке внутренней поверхности их ступиц 4. Вагонное колесо
устанавливается на три ролика: два нижних, ведущих 1 и один
верхний, холостой 5. Верхний ролик закреплен на суппорте 6,
с помощью которого он может устанавливаться (вращением ма-
ховичка 7) на нужную высоту в зависимости от диаметра наплав-
ляемого колеса. Суппорт перемещается по наклонной направляю-
щей стойке 8. Привод ведущих роликов состоит из электродвига-
теля 10 и двух последовательных червячных передач 9 и 3,
221
Рис. 106. Передвижной роликовый стенд:
1 — приводные роликоопоры; 2 — тележка; 3 — механизм вращения роликов; 4 — элект-
родвигатель вращения роликов; 5 — холостые роликоопоры; 6 — электродвигатель ме-
ханизма передвижения тележки.
соединенных между собой сменной парой шестерен 2, позволяю-
щих изменять скорость вращения колеса.
До сих пор рассматривались роликовые стенды, установленные
стационарно. Однако в некоторых случаях роликовый стенд целе-
сообразно устраивать передвижным. Такой стенд (рис. 106) монти-
руется на самоходной платформе 2\ при этом сварочная головка
может быть закреплена на стационарной несущей конструкции,
что дает известные преимущества для подвода тока, обслуживания
сварочной аппаратуры и устройства удобной кабины сварщика.
Стационарное расположение сварочной аппаратуры особенно
удобно в случае сварки барабанов большого диаметра, когда го-
ловку приходится устанавливать на значительной высоте и там же
устраивать рабочее место сварщика.
222
Рис. 107. Передвижной наклоняющийся роликовый стенд:
1 — привод вращения роликов» 2 — свариваемый на стенде котел| 3 — привод механизма
наклона» 4 — упорный торцовый ролик; 5 — наклоняющаяся платформа роликового
стенда; 6 — механизм передвижения тележки; 7 — цапфы наклоняющейся платформы;
8 — опоры для цапф.
Передвижной стенд может осуществлять два сварочных движе-
ния: вращение изделия при сварке круговых швов и осевое пере-
мещение при сварке продольных швов. В этом случае оба привода
стенда (вращения и продольного перемещения) должны иметь ре-
гулируемую рабочую скорость и переключение на маршевую, уста-
новочную.
223
Роликоопоры и их привод в передвижных стендах монтируются
по любой из трех типовых схем (см. рис. 92), как и в стационар-
ных стендах.
Если передвижной стенд предназначен не для сварки продоль-
ных швов, а только для перемещения изделия с одной позиции
на другую, то его тележка снабжается обычным приводом крано-
вого типа, ручным или моторным, в зависимости от назначения
и веса изделия.
Недостатком передвижных стендов (особенно со сварочным са-
моходом) является их относительная сложность и громоздкость.
Кроме того, в цехе они занимают вдвое больше площади по сравне-
нию со стационарными стендами, так как тележка стенда должна
выкатываться на полную длину изделия. Поэтому для сварки
длинных изделий применять передвижные стенды нецелесообраз-
но. Это замечание относится также к передвижным стендам, смон-
тированным на траверсных, поперечных тележках, с помощью ко-
торых осуществляется поперечное челночное перемещение изделия
для передачи его с одного рабочего места на другое, ей парал-
лельное.
Для барабанов и котлов с круговыми швами углового типа,
которые требуется варить в лодочку, применяются наклоняющиеся
роликовые стенды, позволяющие устанавливать барабан в наклон-
ном положении (рис. 107). Роликоопоры со своим приводом мон-
тируются на наклоняющейся (поворотной) раме, снабженной дву-
мя опорными цапфами 7. Поворачиваясь вокруг этих цапф, рама
может наклоняться в обе стороны на угол до 45°. Опоры 8 с под-
шипниками для цапф устанавливаются либо стационарно, либо
на самоходной тележке. Наклон и передвижение стенда произво-
дится соответствующими электроприводами 3 и 6. Стенды такого
универсального типа, оборудованные тремя механизмами — вра-
щения, наклона и горизонтального перемещения, применяются
только для сварки изделий сравнительно небольших габа-
ритов.
Для сварки круговых угловых швов в лодочку могут также
применяться поворотные роликовые вращатели. Изображенный
на рис. 108 роликовый вращатель предназначен для сварки кру-
говых швов в барабанах ленточных транспортеров, т. е. для при-
варки двух дисков к ободу барабана 3 угловыми швами. Вращатель
состоит из двух основных узлов: станины с наклонным шпинделем
и поворотной платформы 10 с четырехроликовым стендом. Эта
платформа жестко соединена с фланцем шпинделя и может повора-
чиваться вокруг его оси на 180°. Поворотом платформы со стендом
осуществляется кантовка барабана 3 после сварки первого шва;
при этом второй шов точно становится на место первого. Так как
ось шпинделя проходит через центр платформы и центр тяжести
всей вращающейся системы, то поворот легко осуществляется вруч-
ную. Для удобства поворота к платформе прикреплен специальный
штурвал 9 в виде обруча из трубы. Па станине предусмотрен пе-
224
дальный фиксатор 1 поворота на 180 и 90°. Во время укладки и
съема барабана стенд поворачивается на 90° и барабан укладывает-
ся на ролики при горизонтальном положении своей оси. Так как
при этом положение барабана на роликах будет неустойчиво (ба-
рабан может скатиться с роликов), на поворотной платформе
предусмотрен специальный предохранительный упор^ в виде вы-
сокой стойки.
Роликовый стенд-вращатель состоит из четырех приводных ро-
ликов 5, смонтированных по схеме II (см. рис. 92). Привод враще-
ния состоит из электродвигателя 6 мощностью 0,5 кВт с червячным
редуктором 7 (I = 32), сменных шестерен 8 и сдвоенной червячной
передачи на валы роликов. Ролики 5 снабжены резиновыми шина-
ми и ребордами, удерживающими барабан от осевого сдвига.
Расстояние между ребордами равно длине барабана (с допуском
по верхнему пределу) (2 — электрод).
§ 8-397
225
§ Z4. Расчет роликовых стендов
Расчет роликовых стендов аналогичен рас*
чету роликоопор для кольцевых кантователей (см. § 21). Однако
в данном случае возникают некоторые дополнительные факторы,
существенно меняющие методику расчета, в частности, метод
определения действующих на роликоопоры усилий.
Прежде всего, необходимо учитывать, что обычный роликовый
стенд, в отличие от кольцевого кантователя, рассчитывается на
вращение изделий разного диаметра и, по возможности, в широком
диапазоне, в то время как в кольцевом кантователе этот диаметр
является величиной постоянной, равной конструктивному диа-
метру кольца. Следовательно, в кольцевом кантователе централь-
ный угол распора а является величиной постоянной, а в ролико-
вом стенде — переменной. Отсюда возникает необходимость расчета
усилий на роликоопорах при разных диаметрах изделия и, сле-
довательно, при разных углах а. Далее возникает задача опреде-
ления допустимого диапазона диаметров при данном поперечном
расстоянии между роликоопорами или обратная задача определе-
ния оптимального расстояния L между роликоопорами при за-
данном диапазоне диаметров.
Допустимый диапазон диаметров для данного расстояния L
ограничивается двумя крайними (опасными) состояниями изделия
на стенде: а) при чрезмерно большом диаметре по сравнению с ве-
личиной L и, следовательно, при очень малом центральном угле
а положение вращаемого изделия на стенде может оказаться
неустойчивым, особенно если центр тяжести изделия не совпадает
с центром его окружности, т. е. имеется некоторый дисбаланс
изделия; б) при очень малом диаметре вращаемого барабана по
сравнению с величиной L угол а будет чрезмерно велик и может
возникнуть явление затяжки барабана с последующим его закли-
ниванием и даже поломкой стенда из-за резко возросших распор-
ных усилий на роликах.
Затяжка барабана может происходить в стендах с одним рядом
приводных роликов при вращении приводного вала в сторону хо-
лостых роликоопор, как показано на рис. 109. При обратном на-
правлении вращения опасность затяжки исчезает; остается однако
возможность статического заклинивания барабана при очень боль-
шом центральном угле а и при некоторых других неблагоприятных
обстоятельствах (малый диаметр роликов по сравнению с диамет-
ром подшипников, применение подшипников скольжения, а не
качения и проч.).
На рис. 109 представлены расчетные схемы типового ролико-
вого стенда с одним рядом приводных роликоопор (левым по ри-
сунку). Такие стенды наиболее распространены в практике сва-
рочного производства.
Активная внешняя нагрузка стенда состоит из центральной
силы G, равной весу вращаемого изделия, и грузового момента
226
Рис. 109. Расчетные схемы роликового стенда: ,
а — при а > 90 °i б — при а < 90°. .
Л/кр = Ge. В статическом состоянии стенда при е = 0 сила G
создает на роликоопорах опорные реакции (?, зависящие от угла ai
Q =
G
_ a
2 cos —
(234)
Эту же величину можно выразить в зависимости от диаметра изде-
лия D, поперечного расстояния между роликоопорами L и диа-
метра роликов Dpi
2/(£>4-£>р)*-2?
(235)
В практике проектирования роликовых стендов часто допус-
кается ошибка, заключающаяся в том, что для определения макси-
мальной нагрузки на роликоопоры (>тах по формуле (234) прини-
мается наибольший заданный вес изделия Gmax при максимально
допускаемом (см. ниже) значении центрального угла атах (напри-
мер, при атах = 120°). Это нередко влечет за собой недопустимое
чрезмерное завышение расчетной нагрузки на роликоопоры и их
валы. Причина такой ошибки •— в том, что при определении мак-
симального расчетного значения опорной реакции Q упускается
из виду следующее обстоятельство. С увеличением диаметра из-
делия обычно увеличивается его масса, а следовательно, увели-
чиваются и опорные реакции роликов Q.
Вместе с тем, так как sin 4г- = , при увеличении диа-
2 D -f- Dp
метра уменьшается центральный угол а, что вызывает [по формуле
(234)] обратный эффект, т. е. уменьшение опорных реакций. От-
сюда следует вывод: при определении расчетной нагрузки на
8*
227
роликоопоры необходимо из заданной номенклатуры изделии выб-
рать не наибольшее по весу, а такое, при котором получаются ма-
ксимальные значения опорных реакций и момента Ge.
Во время вращения изделия на приводных роликах возникает
окружное усилие Т х. Чтобы оценить влияние этого усилия на
опорные реакции роликов Q, приложим к центру вращаемого ба-
рабана О две равные и прямо противоположные силы Т\. Одна
из них, в паре с окружным усилием на роликах, образует момент
вращающий барабан вокруг оси О. Другую силу расклады-
ваем по направлениям опорных реакций на две составляющих
Т 3 и Г4. Следовательно, под действием окружного усилия Tt
к основным опорным реакциям роликов Q 1см. формулу
(234)1 добавляются силы: ± Г3 — на ведущие роликоопоры и
— на ведомые, холостые роликоопоры. Аналогичное действие
производит сила Г2» добавляя к опорным реакциям силы Гз и
Таким образом, суммарные опорные реакции на приводных и хо-
лостых роликоопорах будут соответственно
<21 = Q + Т'л Q2 = Q + 7\. (236)
По рис. 109, а имеем
Т3 = — 7\/tga; 7\ = 7\/sina; = Л/sin а; Т[ = —
Подставив в формулы (236) найденные значения (?, Г3 и 7\,
получим следующие выражения для опорных реакций:
Z) _ ________Л I ^2 . /) _ _____I _________^2 (237Ъ
a tga 'sin а’ а sin a tga’ ' '
2 cos — 6 2 cos — 6
Величина окружного усилия 7\ на приводных роликах опреде-
лится из условия преодоления (уравновешивания), во-первых, гру-
зового момента Л/кр = Ge, а во-вторых, сопротивления вращению
холостых роликоопор Т2.
Условие равновесия моментов относительно оси вращаемого
барабана запишется как 7\К = Ge + Г2/?, откуда
Л = С-^- + Гг, (238)
где R — радиус вращаемого барабана; Т2 — сопротивление враще-
нию холостых роликов.
Сопротивление вращению приводных роликов и приводного
вала должно быть учтено в дальнейших расчетах, при определе-
нии крутящего момента и мощности на приводном валу ролико-
опор.
Сопротивление вращению холостых роликоопор, приведенное
к их окружности, определяется как
<239>
р
228
где dp — диаметр оси ролика в подшипниках; / — коэффициент
трения в подшипниках роликоопор (для подшипников скольже-
ния / = 0,1, для подшипников качения при конических ролико-
подшипниках / = 0,02); р, — коэффициент трения качения (для
стальных роликов р, = 0,00-7-0,08 см, для обрезиненных р =
= 0,25 4- 0,35 см).
Подставив значение Т2 из формулы (239) в выражение (238),
получим
T1 = G-h+Q2 ....... •
Заменив в этой формуле величину Q2 его значением из формулы
(237), после некоторых преобразований получим окончательное
выражение для величины необходимого окружного усилия Tt
на приводных роликоопорах
Tt = G « 4
а
е -J-sin-T,-
bsin а -|- cos а—1
Аналогично для холостых роликоопор
e+sin-^-
Т2 = G--------------,
bsin a-j-cosa—1
(240)
(240')
где е = elR — эксцентриситет, выраженный в долях
барабана (дисбаланс); 6=, „---
/“р “Г
При вращении сбалансированных барабанов, для
е = 0, формула (240) приобретает вид
. а
sin"T
радиуса
которых
гр т ___________________________
1(е=0) 2(6=0) ь sin а -}-cos а — 1
(241)
Окружные силы 7\ и Т2, возникающие на стендовых роликах
при вращении барабана, увеличивают опорные реакции роликов,
если барабан вращается против часовой стрелки по рис, 109, так
как при этом силы 7\ и Т2 направлены вниз. Вызванная этими си-
лами добавочная нагрузка на ролики тем больше, чем больше угол
а и чем выше коэффициенты трения / и р,.
Если же барабан вращается в обратную сторону, то силы^иТ^
направлены вверх и опорные реакции уменьшаются. Поэтому для
определения максимальных расчетных усилий надо выбирать нап-
равление вращения приводного вала и положение центра тяжести G
так, как показано на рис. 109, т. е. с окружными усилиями 7\ и
T2t направленными вниз.
Подставив найденное выше значение Т\ в формулы (237), по-
лучим окончательные выражения для опорных реакций роликоопор
229
при их вращении под нагрузкой:
G /1 е cos а
2cos-^- I sinJL
2 \ 2
. а
8 + Sin— ,
______ 2
, а . а
b cos •—sin—
Z Z <
G
2 cos -у-
а
е + sin—
а а
& cos — — sin —
(242)
ИЛИ, при 8 = 0,
<>1(Е=0) = <?2(е=0) =
G
2 cos —
2
. а
sin—
2
а . а
b cos—---sm-—
2 2
(242')
По формуле (241) на рис. 110 построены кривые зависимости
окружного усилия, выраженного в долях веса изделия, от цент-
рального угла а.
Окружное усилие на приводных роликах, выраженное в долях
веса изделия, представляет собой коэффициент сопротивления
вращению изделия
kc = T\/G. (243)
Кривая 1 построена для роликового стенда, снабженного типо-
выми обрезиненными роликоопорами диаметром Z)p = 41 см на
конических роликоподшипниках dp = 7 см (см. рис. 95). Для этих
роликоопор приняты следующие коэффициенты трения: / = 0,02
и ц = 0,3 см. Кривая 2 построена для такого же стенда, но с под-
шипниками скольжения вместо роликоподшипников. В этом слу-
чае / = 0,1 и р, = 0,3 см. Обе кривые построены для стенда при
наиболее опасном направлении вращения приводного вала, пока-
занном на рис. 109 стрелкой.
Именно при таком направлении вращения возникают наиболь-
шие опорные реакции на роликах и становится возможной затяж-
ка барабана и его заклинивание при достаточно высоких значе-
ниях угла а.
Чтобы оценить влияние угла а на величину опорных реакций
Qr и Q2 (при неблагоприятном направлении вращения изделия),
на рис. 111 [по формулам (242')] построена кривая зависимости
Qi и Q2 от а, причем значения Qi и Q2 выражены в долях веса изде-
лия G.
Анализ расчетных формул (241), (242') и кривых рис. 110,
111 приводит к следующим выводам.
1. Для заданной силы G при а = 20 70° опорные реакции
роликов и окружные усилия сравнительно мало меняются, оста-
230
Рис. 110. Зависимость окружного
(вращающего) усилия на приводных
роликах от центрального угла а:
1 — при конических роликоподшипниках;
2 — при подшипниках скольжения.
Рис. 111. Зависимость опорных
реакций роликового стенда от цен-
трального угла а:
1 — для расчетного роликового стенда;
2 — для специальных стендов.
ваясь в следующих пределах: для окружного усилия при под-
шипниках качения Тх = 0,01G, при подшипниках скольжения
Т\ = 0,02 G; для опорных “реакций ведущих роликов Qr =
= (0,50 4- 0,60) G; холостых — Q2 = (0,50 0,60) G, где G —
вес вращаемого изделия при дисбалансе, равном нулю.
2. При увеличении угла а от 70 до 130° окружное усилие на
роликах увеличивается вдвое, достигая значения 0,02 G при под-
шипниках качения и 0,04 G при подшипниках скольжения; опор-
ные реакции также увеличиваются вдвое, достигая значения 1,2 G
на каждый ряд роликоопор.
3. При а > 130° опорные реакции и окружные усилия на роли-
ках стремительно возрастают вплоть до катастрофических значе-
ний при углах 160—165°. Таким образом, допустимый верхний
предел центрального угла а не должен превышать 130° (лучше
120°).
4. Замена подшипников качения (в частности, конических ро-
ликоподшипников) на подшипники скольжения в валах и осях
роликоопор влечет за собой увеличение окружного усилия, а сле-
довательно, и мощности привода вдвое.
Наименьшее допустимое значение угла а определяется усло-
вием статической устойчивости положения барабана на стенде
при дисбалансе е > 0. Потеря устойчивости и опрокидывание ба-
рабана наступает при критическом для данного угла а значении
эксцентриситета (рис. 112)
екр = R sin ~. (244>
Практически для устойчивого и равномерного вращения бара-
бана на роликовом стенде следует выбирать угол а не менее 50°,
231
Рис. 112. Расчетная схема ро-
ликового стенда для определе-
ния критического дисбаланса
изделия.
даже при нулевом дисбалансе. Та-
ким образом, допускаемый диапазон
центральных углов а, в пределах ко-
торого можно безопасно работать на
стенде, равен 50 4- 120°. Соответст-
вующий диапазон диаметров враща-
емого изделия D найдется из выра-
жения (245) подстановкой в него пре-
дельных значений угла а
D = - Dp. (245)
sin -у
При Otmjn = 50 И ОСщах ~ 120
-Dmax “ q 42 -OpJ £>т1п =
= ^er-D-- <246)
Для типового роликового стенда с роликоопорами Ор = 410 мм
при L = 1000 мм получим
£>тах = ---410 « 2000 мм; Dmin = ----410 = 750 мм.
Зная величину окружных и радиальных усилий, действующих
на роликоопоры, нетрудно определить расчетную нагрузку роли-
ков, их осей и валов
Vq\
1+^ к +
ар, *2 — :•
Р
(247)
р
где Рг — нагрузка на одну ведущую роликоопору; Р2 — то же,
на холостую; ip — число роликоопор в одном ряду; — коэффи-
циент, учитывающий неравномерность распределения нагрузки
на роликоопорах (для обрезиненных роликов при fp = 2/ср = 1;
при i > 3 А-р = 1,2 4- 1,3).
По наибольшей из величин Рг и Р2 подбираются нормализо-
ванные роликоопоры и грузошины к ним в соответствии с дейст-
вующим сортаментом и каталогами. Если невозможно воспользо-
ваться стандартными роликоопорами, то они проектируются за-
ново, исходя из расчетной нагрузки. Оси холостых роликоопор рас-
считываются на изгиб под действием силы Р2. Приводной вал
ведущих роликоопор рассчитывается на совместное действие изги-
бающего момента Ми под нагрузкой Рг и крутящего момента Л/кр
мкр = Т1 А- + (/4-+ и) + ’ <248>
где dB — диаметр вала в подшипниках.
232
Эквивалентный, расчетный
момент на валу
= • (249)
Расчетный диаметр вала
10Мэ
[о]
(250)
Для валов из стали 35 до-
пускаемое напряжение изгиба
[а] = 500 -т- 600 кгс/см2.
В целях унификации роли-
коопор рекомендуется прини-
мать диаметр вала одинаковый
для приводных и холостых ро-
ликоопор.
Изгибающий момент Л/и, дей-
Рис. ИЗ. Расчетная схема вала при-
водной роликоопоры:
а — расположение сил; б — эпюра изги-
бающих моментов; 1 — вал; 2 — ступица
червячного колеса; 3—ступица ролика.
ствующий на приводном валу,
зависит не только от нагрузки Ръ но и от расположения на нем
роликов, шестерен и опорных подшипников. В качестве примера
приведем расчет вала типовой приводной роликоопоры, установ-
ленной в роликовом стенде Т-30 (см. рис. 94). Расчетная схема
вала представлена на рис. ИЗ.
Пользуясь приведенной выше методикой расчета и исходя из
заданной нагрузки стенда G = 10000 кгс, определяем значения
суммарного окружного усилия на /'приводных роликоопорах 7\
и нагрузки на одну роликоопору, ведущую и холостую.
Для данной номенклатуры изделий при такой нагрузке и попе-
речном расстоянии между роликоопорами L = 100 см центральный
угол а = 100°. Возможный эксцентриситет центра тяжести изде-
лия, выраженный в долях радиуса изделия (дисбаланс) е — 0,02,
Коэффициенты трения / = 0,02 и ц = 0,3. Подставив эти зна-
чения в формулы (240) и (240х), получим Тг = 350 кгс; Т2 =
= 150 кгс. Усилия па роликоопорах по формулам (242) Qr =
= 7980 кгс; Q2 = 8150 кгс. Максимальная нагрузка на одну ро-
ликоопору по формулам (247) при числе роликоопор в ряду i ==
= 8
р = /7980 4-350* . 1)3 = 1290 кгс;
1 8
р /8150*-Ц 50* . j з = 132() кгс.
2 8
Допускаемая нагрузка на двухшинную роликоопору Z)p =»
= 41 Сх\1 равна 1300 кгс.
233
Наибольшее окружное усилие на червячном колесе 1 (см.
рис. ИЗ)
S = Л -Ь- = 350 = 500 кгс,
^0,0
где D4 — диаметр начальной окружности червячного колеса.
Под действием сил PL и S вал приводной роликоопоры под-
вергается изгибу. Для упрощения расчета все действующие на
вал силы приведены в одну плоскость (см. рис. 113, а). Обычными
методами сопротивления материалов определены изгибающие мо-
менты в опасных сечениях вала и построена эпюра изгибающих
моментов (см. рис. ИЗ, б), при этом все размеры по длине вала,
ступицы ролика и шестерни взяты по рис. 94: I = 40 см, = 8 см;
/2 = 17,5 см; 13 = 14,5 см; = 17,5 см; h2 = 11 см.
Наибольший изгибающий момент действует в сечении III:
Мш = 11650 кгс*см. В других сечениях изгибающие моменты
имеют меньшие значения: Mi = 4700 кгс-см; Мп = 8030кгс • см;
Miv = 9250 кгс • см. Крутящий момент на валу по формуле (248)
Мкр = 350 + (о,02 + 0,30) /79802 + 3502 = 10 080 кгс • см.
Эквивалентный расчетный момент по формуле (249) М3 —
== ]/11 6502 4- 100802 = 15 400 кгс • см. Диаметр вала по формуле
(250) dB = ^10 • 15 400/550 = 6,5 см.
Учитывая ослабление вала шпонками, в чертежах принимались
диаметры от 70 до 85 мм (см. рис. 94).
Необходимая мощность на приводном валу роликоопор, кВт,
определяется по формуле
<251>
где пм — частота вращения вала при маршевой скорости, об/мин.
В рассматриваемом примере NB = 10080-10/97500 = 1,03 кВт.
Необходимая мощность приводного электродвигателя N =
= -Л/’в/'По = 1,03/0,40 = 2,6 кВт, где ц0 — общий КПД привод-
ного механизма.
Расчет стендов с двумя приводными валами (см. рис. 92, II)
производится по формулам (197)—(202).
Проверка запаса сцепления приводных роликов с изделием:
Йсц = 4^>3- (252)
где Тг и определяются по формулам (240) и (242); ср — коэффи-
циент сцепления роликов с изделием. Для стальных роликов мож-
но принимать ср = 0,15, для обрезиненных ф =0,34-0,4. В стендах
с двумя приводными валами kCUt = ----—
2
234
§ 25. Универсальные сварочные
манипуляторы и позиционеры
Под сварочным манипулятором понимает-
ся такое механическое устройство, с помощью которого осуществ-
ляются повороты, наклон и вращение изделия со сварочной ско-
ростью при автоматической и полуавтоматической сварке кругов
вых швов или при наплавке цилиндрических и конических поверх-
ностей. Манипулятор выполняет также функции кантователя
для установки изделия в положение, удобное для сварки всех
швов в лодочку, или в горизонтальное положение.
Универсальные сварочные манипуляторы построены по одно-
му принципу и поэтому их конструкции сходны между собой.
Этот принцип основан на том, что манипулятор, снабженный
крепежной планшайбой или плитой, имеет две взаимно перпенди-
кулярные оси, вокруг которых планшайба с закрепленным на ней
изделием может поворачиваться или наклоняться. Одна из них
является осью вращения планшайбы и представляет собой шпин-
дель манипулятора, а другая — горизонтальная и ей перпендику-
лярная — является осью наклона планшайбы на угол до 90—135°.
Привод планшайбы обеспечивает регулирование числа ее оборотов
в необходимых для сварки пределах, т. е. обеспечивает сварочное
вращение изделия при сварке круговых швов с заданной
скоростью. В приводе нередко предусматривается также переклю-
чение на маршевую, установочную скорость вращения.
Позиционеры, в отличие от манипуляторов, не рассчитаны на
сварочное вращение изделия и предназначены только для уста-
новки и поворота (кантовки) изделия в удобную для сварки по-
зицию. Таким образом, их можно было бы отнести к категории двух-
осных кантователей, поскольку поворот (кантовку) изделия можно
производить относительно двух взаимно перпендикулярных осей.
В конструктивном отношении позиционеры отличаются от ма-
нипуляторов главным образом тем, что в них отсутствуют устрой-
ства для регулирования скорости вращения планшайбы. Повороты?
вокруг обеих осей позиционера осуществляются только с устано-
вочной, маршевой скоростью. В связи с этим электросхема и при-
вод позиционера значительно проще по сравнению с приводом ма-
нипулятора, особенно если учесть, что при автоматической сварке
на манипуляторе его электросхема и привод вращения планшай-
бы должны быть сблокированы со сварочной аппаратурой и орга-
нами управления всей сварочной установки, чего не требуется для.
позиционеров.
С точки зрения комплексной механизации существенное преиму-
щество манипуляторов перед позиционерами заключается в их
более высокой степени механизации, так как манипуляторы вы-
полняют не только "вспомогательные операции по кантовке изде-
лия, но и одну из основных сварочных операций — вращение
изделия во время сварки круговых швов.
235
Рис. 114. Сварочный манипулятор
Т-25М:
1 — станина; 2 — механизм наклона, 3 — по-
воротная траверса; 4— планшайба; 5 — ме-
ханизм вращения планшайбы в — сменные
шестерни.
По своему назначению сварочные манипуляторы можно разде-
лить на две основные группы: универсальные манипуляторы об-
щего назначения, в которых типоразмеры свариваемого изделия
ограничены лишь массой и габаритами, и специализированные,
предназначенные для сварки однотипных изделий массового или
серийного производства.
Универсальные манипуляторы выпускаются разных типораз-
меров, отличающихся между собой грузоподъемностью, разме-
рами планшайбы и величиной допускаемых моментов — грузо-
вого (опрокидывающего) и вращающего, вызываемого дисбалан-
сом изделия.
На рис. 114 представлена схема простейшего сварочного мани-
пулятора легкого типа Т-25М, получившего широкое распростра-
нение в промышленности. Он позволяет вращать изделие со сва-
рочными скоростями от 0,3 до 1 м/мин при диаметре изделия от
0,25 до 0,9 м и массе до 1000 кг. Допускаемый грузовой момент
относительно оси наклона — до 900 кгс-м, относительно оси вра-
щения — до 200 кгс-м. Скорость вращения настраивается смен-
ными шестернями приводного механизма 5.
Главный узел привода изображен на рис. 115. Особенностью
его конструкции является геометрическое совмещение оси червяка
236
Рис. 115. Привод манипулятора Т-25М:
1 — фланец для крепления планшайбы; 2 — шпиндель, 3 — ведущая сменная шестерня
редуктора; 4 — ведомая сменная шестерня, 5 — зубчатый сектор механизма наклона
планшайбы, 6 — бронзовое кольцо токосъемника; 7 — медно-сетчатые щетки токосъем-
ника; 8 — наконечник провода.
последней передачи с осью наклона шпинделя, что позволило уста-
новить электропривод вращения стационарно, а не на поворотной
траверсе, как это обычно делается во многих манипуляторах.
Вместе с тем, такая компоновка приводного механизма привела
к тому, что ось наклона планшайбы не пересекается с ее осью
вращения, как в других манипуляторах, а скрещивается с пей.
Вследствие этого грузовой (опрокидывающий) момент достигает
своего минимального значения не при горизонтальном положении
планшайбы, а при наклонном. В некоторых случаях это является
преимуществом, так как позволяет увеличить грузоподъемность
манипулятора.
Механизм вращения планшайбы состоит из двух последователь-
ных червячных передач, связанных между собой парой смен-
ных шестерен.
При конструировании механизмов рабочего сварочного движе-
ния (в том числе вращения изделия) следует, как правило, послед-
нее кинематическое звено механизма (в частности, передачу на
шпиндель манипулятора) выполнять в виде червячной передачи,
так как по сравнению с цилиндрической или конической зубча-
тыми передачами она обеспечивает гораздо большую плавность
движения. Эта рекомендация не обязательна для позиционеров
и вообще для механизмов установочного, а не сварочного движе-
ния. Дело в том, что при весьма медленном движении тяжелой
массы, характерном для сварочных процессов, наблюдаются пуль-
сации движения нередко с очень большой амплитудой колебаний
скорости, вплоть до периодических полных остановок движения,
несмотря на непрерывную работу двигателя. Такие пульсации
сварочного движения недопустимы, так как вызывают неравно-
мерность поперечного сечения шва (см. § 36).
237
Рис. 116. Сварочный манипулятор фирмы «Аронсон» (США):
1 — корпус шпинделя; 2'—шпиндель; з—планшайба; 4—приводной нал механизма
вращения; 5 — станина; 6 — сварочный провод; 7 — зубчатый сектор механизма пово-
рота; 8 — поворотная траверса.
В некоторых зарубежных манипуляторах с целью упрощения
механизма вращения планшайбы применяют в последнем кинема-
тическом звене привода коническую передачу вместо червячной.
Такая система привода, в частности, используется в сварочных
манипуляторах фирмы «Аронсон» в США (рис. 116). Эту систему
можно рекомендовать для позиционеров, но не для сварочных
манипуляторов. В манипуляторах Института электросварки
им. Е. О. Патона АН УССР механизм вращения планшайбы, как
правило, снабжается червячной передачей на шпиндель.
На рис. 117 изображен сварочный манипулятор У-191М тяже-
лого типа грузоподъемностью до 20 тс, разработанный в Институте
электросварки им. Е. О. Патона АН УССР. Допускаемый грузо-
вой момент относительно оси наклона планшайбы равен 20 тс • м,
допускаемый крутящий момент относительно оси вращения план-
шайбы — 1,6 тс*м. Скорость вращения планшайбы может регу-
238
Рис. 117. Универсальный сварочный манипулятор тяжелого типа У-191М:
1 — станина; 2 — концевой выключатель; з — кулачковый диск; 4 — планшайба; 5 —
зубчатый сектор механизма наклона; 6 — бортовой редуктор механизма наклона.
лироваться в пределах 0,24—0,006 об/мин, причем изменение ее
осуществляется плавным регулированием частоты вращения дви-
гателя постоянного тока в четыре раза и, кроме того, переключе-
нием четырехступенчатой коробки скоростей приводного меха-
низма. Указанный диапазон регулирования скоростей вращения
обеспечивает возможность изменения скорости сварки (или на-
плавки) в пределах 0,2—1 м/мин при диаметре свариваемого или
наплавляемого изделия и шва 2—4 м.
Скорость наклона планшайбы не регулируется и равна
0,068 об/мин, что соответствует времени наклона на 90° 3,7 мин.
Предельный угол наклона вправо (по рис. 117) равен 105°, влево —
15°, всего — 120°. Автоматическая остановка механизма наклона
в крайних или заданных положениях планшайбы обеспечивается
концевыми или путевыми выключателями 2, на которые воздейст-
вует кулачковый диск 3, связанный с поворотной осью наклона.
Изменяя положение кулачков на окружности диска,, можно ме-
нять величину угла наклона в соответствии с заданной техноло-
гией сварки (наплавки) и конструкцией изделия.
На рис. 118 представлены кинематические схемы механизмов
вращения и наклона манипулятора У-191М. Механизм вращения
установлен стационарно в верхней полости станины, за исключе-
нием последней (червячной) передачи на шпинделе 1 и блока па-
разитных шестерен, которые смонтированы на наклоняющейся
части манипулятора и поэтому при наклоне планшайбы повора-
чиваются вместе с ней вокруг оси наклона 11.
Рассматриваемая конструкция манипулятора удовлетворяет
трем условиям рациональной компоновки его механизмов: а) пос-
леднее кинематическое звено механизма вращения выполнено в
виде червячной передачи, обеспечивающей плавность вращения
239
Рис. 118. Кинематические схемы манипулятора У-191М:
а —। мэханизм вращэния планшайбы; б — механизм наклона; 1 — шпиндель; 2 — кулач-
ковый управляюдий диск механизма наклона; 3 — конечный выключатель; 4 — коробка
скоростэй; 5 — электродвигатель, N = в кВт; 6 — планшайба; 7 — кулачковый диен
механизма вэащения планшайбы; 8 — электродвигатель, 7V = 10 кВт, п = 1500 об/мин;
9 — электромагнитный тормоз; 10 — зубчатый цилиндрический редуктор; 11 — ось
наклона планшайбы.
планшайбы; б) ось наклона расположена симметрично относитель-
но планшайбы (в плане по рис. 118, а); в) привод механизма вра-
щения установлен стационарно, что улучшает условия его работы
и надежной смазки первых — быстроходных — передач, в том
числе коробки скоростей 4.
Следует заметить, что из трех перечисленных условий лишь
первое можно считать обязательным. Что же касается второго и
третьего условий, то их выполнение хотя и желательно, но не обя-
зательно, тем более, что выполнение этих условий достигается це-
ной существенного усложнения конструкции механизмов. В част-
ности, в данной конструкции оно повлекло за собой появление па-
разитных передач в механизме вращения и пустотелых цапф в
осях наклона манипулятора 11. В манипуляторах большой грузо-
подъемности механизмы вращения и наклона можно выполнять
в более простом конструктивном оформлении, если отказаться от
третьего условия и установить весь привод вращения (в том числе
и электродвигатель) на наклоняющейся части манипулятора, как
это сделано в описанном ниже (см. рис. 121) манипуляторе особо
тяжелого типа.
На рис. 119 приведена кинематическая схема коробки скоро-
стей, входящей в состав механизма вращения манипулятора
У-191М. Все шестерни передач находятся в постоянном зацепле-
нии. Скорость переключается с помощью двусторонних кулачко-
вых муфт, управляемых рукоятками, выведенными наружу. Вы-
ходной вал коробки 5 может быть отключен от привода либо ку-
лачковой муфтой 6 (с помощью выведенной наружу рукоятки),
либо электромагнитной муфтой 7 с дистанционным или автомати-
ческим управлением. Такая двойная система отключения вызвана
необходимостью шаговой наплавки изделия с периодическими от-
240
Рис. 119. Кинематическая схема коробки скоростей манипулятора У-191М:
7—4 — переключаемые шестерни, 5 — выходной вал; 6 — кулачковая муфта (односторон-
няя); 7 — электромагнитная муфта; 8 — электродвигатель, N = с кВт.
ключениями привода вращения. Подробнее о способах и технике
шаговой наплавки изделия винтовыми или кольцевыми валиками
сказано ниже.
Механизм вращения можно отключать либо электродвигате-
лем <8, и при этом блок шестерен находится в зацеплении с кулач-
ковой муфтой 6, либо электромагнитной муфтой 7 при постоянно
работающем электродвигателе и отключенной кулачковой муфтой.
Отключать механизм электродвигателем целесообразно при обыч-
ных, достаточно длительных остановках работы манипулятора.
Выключение электромагнитной муфтой необходимо производить
при периодических краткосрочных остановках, так как при таком
способе отключения инерционный выбег вращаемого изделия
будет минимальным. Это объясняется тем, что массы приводного
механизма, вращающиеся с наибольшей скоростью (ротор двига-
теля и все быстроходные шестерни коробки скоростей) и создаю-
щие поэтому наибольший динамический момент на выходном валу,
будут при этом отключены.
В зависимости от положения двусторонних кулачковых муфт
можно получить следующие передаточные отношения коробки
скоростей:
Включение шестерни (см.
рис. 119) 1 и 3 1 и 4 2 и 3 2 и 4
Передаточное отношение
коробки скоростей 5,7 11,8 26,6 55,2
241
0490
Из всех механических узлов манипулятора наибольшую сило-
вую нагрузку несет на себе узел шпинделя и связанные с ним эле-
менты механизмов вращения и наклона (рис. 120). Сварной корпус
8, в котором смонтированы опоры шпинделя 11, является одновре-
менно картером последней червячной передачи механизма враще-
ния, а также несущей конструкцией всей наклоняющейся части
манипулятора. По оси наклона корпус имеет две втулки 1, в ко-
торые запрессовываются опорные цапфы манипулятора 2. Эти
цапфы выполнены пустотелыми, чтобы в левой из них можно было
вмонтировать приводной вал с ведущей шестерней 3 механизма
вращения шпинделя. Соосность ведущей шестерни и опорных
цапф манипулятора позволяет установить весь остальной привод
вращения (электродвигатель, коробку скоростей и промежуточ-
242
Рис. 120. Шпиндель манипулятора У-191М:
1— втулйа для посадки цапфы; 2 — цапфа, 3 — ведущая шестерня механизма вращения
шпинделя, т = G, : «= 22, 4— паразишые шестерни; 5— ведомая шестерня, т — 6,
z = 32; 6 — зубчатый сектор, т = 20, z110JIII = 108; 7 — контргрузы, 8 — сварной кор-
пус; 9 — конечный выключатель; 10 — кулачковый диск шагового устройства; 11 —
шпиндель; 12 — червяк, т = 10, z = 1; 13 — червячное колесо, т — 10, z = 120.
ную трансмиссию) стационарно, вне наклоняющейся части. К свар-
ному корпусу с обеих сторон симметрично прикреплены бол-
тами два зубчатых сектора 6 механизма наклона.
В манипуляторах, предназначенных для дуговой наплавки
цилиндрических и конических поверхностей, процесс наплавки
может осуществляться одним из следующих двух способов.
1. Наплавка ведется валиками, накладываемыми по винтовой
линии с шагом, равным полезной ширине валика. При этом способе
требуется обеспечить два непрерывных плавных движения: вра-
щение изделия с заданной окружной скоростью сварки и осевое
перемещение изделия или сварочной головки со скоростью подачи
на шаг за один оборот. По кинематике рабочих движений этот
способ аналогичен чобработке круглых или конических деталей
на токарном станке.
2. Наплавка ведется кольцевыми, а не винтовыми валиками.
При этом каждый валик периодически (в большинстве случаев,
один раз за оборот) смещается на шаг наплавки в определенном
243
месте окружности. Эго смещение производится со сравнительно
большой скоростью подачи на весьма коротком участке окруж-
ности. При данном способе наплавки, который получил название
«способ кольца со смещением», требуется обеспечить непрерывное
сварочное движение (вращение) с заданной окружной скоростью
и периодическое установочное с нерегулируемой скоростью.
При наплавке изделий по первому способу скорость подачи
рп должна быть очень малой, во много раз меньше скорости сварки
рс; рп = рсДн/л7)н.п, гдеЛп — шаг наплавки, £)и.п — диаметр наплав-
ляемой поверхности. Поэтому первый способ можно рекомендовать
лишь для изделия малого диаметра — до 200—300 мм. Для изде-
лий большого диаметра даже при широкослойной паплавке (т. е.
при достаточно большом значении hH) скорость непрерывной по-
дачи должна быть настолько мала, что обеспечить ее плавность
практически невозможно; мы не говорим уже о сложности меха-
низма подачи с огромным передаточным числом. Поэтому наплав-
ку изделий большого диаметра следует вести по второму способу.
Для возможности применения второго способа на манипуля-
торе в его конструкции предусмотрено специальное шаговое уст-
ройство, смонтированное в нижней части шпинделя и его корпуса.
Оно состоит (см. рис. 120) из двух кулачковых дисков 70, закреп-
ленных па хвостовике шпинделя, и двух конечных выключателей
.9, смонтированных на корпусе. Диски, вращаясь вместе со шпин-
делем, действуют своими кулачками на конечные выключатели,
которые дают команду на включение или выключение механизма
осевого перемещения наплавочной головки и, таким образом, обес-
печивают автоматическую подачу головки на шаг наплавки. По-
ворачивая диски относительно друг друга, можно изменять цент-
ральный угол между кулачками и, следовательно, менять шаг
наплавки.
Современные тенденции развития энергомашиностроения, тя-
желого машиностроения и металлургии характеризуются резким
повышением единичных агрегатных мощностей, следствием чего
явилось увеличение массы и габаритов отдельных деталей машин
и их сварных узлов: корпусов гидротурбин и генераторов, атом-
ных реакторов, доменных печей, тяжелых прокатных станов и
прессов и т. п. Многие из этих изделий необходимо наплавлять из-
носостойким или жаростойким сплавом на весьма больших поверх-
ностях.
Появление в промышленности таких крупных машинных дета-
лей и узлов, уникальных по своей массе и габаритам, а также
разработка новой технологии их изготовления на заводах (с при-
менением сварки и наплавки) потребовали создания тяжелых сва-
рочных манипуляторов для вращения и кантовки этих изделий
в процессе сварки или наплавки. На рис. 121 показан универсаль-
ный сварочный манипулятор грузоподъемностью 200 тс с планшай-
бой диаметром 5,3 м. Для этого манипулятора максимально допус-
тимый грузовой (опрокидывающий) момент относительно оси на-
244
05300
9900
Рис. 121 Особо тяжелый сварочный манипулятор УД-128:
у — поперечная балка станины, 2 — стойка станины, 3 — зубчатый сектор поворотной
траверсы, 4 — опора цапфы, 5 — поворотная траверса, 6 — планшайба, 1 — токосъем-
ное кольцо; 8 — контактп in щетка; о — электродвигатель переменного тока механизма
наклона планшайбы, N — 30 кВт, п = 975 об/мин, 10— .шекгромагнигпый п.рмоз:
11 — цилиндрический редуктор, i = 40* 12 — трансмиссионный вал; 13 — шестерня,
т = 40, г = 17»
клона планшайбы равен Мгр = 320 тс-м (с учетом действия урав-
новешивающих масс, создающих отрицательный момент 160 том).
Максимально допустимый крутящий момент относительно оси
вращения планшайбы, создаваемый дисбалансом изделия, равен
Л/кр = 20 том.
Скорость вращения планшайбы может плавно регулироваться
в пределах пп = 0,35 0,005 об/мин, что полностью обеспечи-
вает весь необходимый диапазон окружных скоростей сварки при
заданных диаметрах изделий. Плавное изменение скорости враще-
ния осуществляется регулированием числа оборотов приводного
электродвигателя постоянного тока мощностью N = 23 кВт (тип
ДП41, п — 1000 об/мин).
Механизм наклона планшайбы приводится в движение
асинхронным двигателем 9 переменного тока N = 30 кВт. Ско-
рость наклона составляет 0,05 об/мин, следовательно, наклон
планшайбы на угол 90° происходит за 5 мин. Такая малая ско-
рость наклона изделия обусловлена тем, что в данном случае опе-
рации наклона производятся не только с целью установочного
кантования изделия. Они необходимы для периодической подачи
изделия на заданный шаг при наплавке какой-либо сложной по-
верхности, когда поворотом изделия относительно горизонтальной
оси наклона можно переместить точку наплавки на нужную ве-
личину. Подобные периодические повороты изделия необходимы
также для восстановления горизонтальности наплавляемого участ-
ка поверхности. Во всех этих случаях поворот должен производить-
ся на весьма малую величину, чтобы не прерывался процесс на-
плавки, поэтому он должен быть плавным, без рывков и упругих
колебаний изделия. Этому условию можно удовлетворить толь-
ко при сравнительно малых скоростях движения, при которых
инерционные, динамические эффекты будут сведены к ми-
нимуму.
Манипулятор (см. рис. 121) состоит из четырех основных уз-
лов: станины, состоящей из двух сварных стоек 2 и двух нижних
поперечных балок 7, соединяющих эти стойки; поворотной тра-
версы 5, в которой укреплен шпиндель с планшайбой 6\ механиз-
ма вращения планшайбы с электроприводом, укрепленным на тра-
версе; механизма наклона планшайбы (поворота траверсы) с
электроприводом 9, установленным стационарно на нижней по-
перечной балке станины.
На рис. 122 представлены кинематические схемы механизмов
вращения и наклона планшайбы с указанием размеров всех зуб-
чатых передач (модулей, числа зубцов и пр.). Общее передаточное
число механизма вращения i0 = в 1,72«32«50 = 2750. При
изменении частоты вращения двигателя в устойчивом диапазоне
от 970 до 14 об/мин число оборотов планшайбы меняется соответст-
венно от 0,35 до 0,005 об/мин.
Планшайба манипулятора (рис. 123) представляет собой пус-
тотелый стальной диск 6 диаметром 5,3 м с приваренными к нему
246
двенадцатью радиальными
пластинами, в каждой из ко-
торых выполнены по два Т-
образных паза для болтового
крепления изделия или сбо-
рочного приспособления. К
нижней поверхности план-
шайбы прикреплена кольце-
вая медная шина 5, с которой
контактирует подпружинен-
ная медносетчатая щетка то-
коподвода 4 > установленного
на поворотной траверсе 3 под
планшайбой. Эта система об-
разует скользящий токопод-
вод, подающий на планшайбу,
а следовательно, и на изде-
лие, сварочное напряжение.
Шпиндель 7 манипулято-
ра представляет собой мас-
сивный стальной вал диамет-
ром 900—1100 мм, вращаю-
щийся в двух конических ро-
ликоподшипниках. На ниж-
нем хвостовике шпинделя за-
креплено червячное колесо 8
Рис. 122. Кинематические схемы мани-
пулятора УД-128:
а — механизм вращения планшайбы; б — ме-
ханизм наклона планшайбы; 1 — электродви-
гатель постоянного тока ДП-41-Ш, N =
=23 кВт; 2 — планшайба; 3— поворотная тра-
верса; 4 — зубчатый сектор; 5—цилиндри-
ческий редуктор, г — 40; 6 — электромаг-
нитный тормоз; 7 — электродвигатель пере-
менного тока, N = 30 кВт, п = 975 об/мин.
привода вращения, а на корпусе траверсы — червячный ре-
дуктор 9 и весь привод вращения планшайбы, кинематическая
схема которого представлена на рис. 122, а.
К числу универсальных манипуляторов можно отнести неко-
торые многокоординатные сварочные манипуляторы, которые,
кроме механизмов вращения и наклона планшайбы, имеют еще
механизмы прямолинейного перемещения планшайбы — суппор-
ты. Один из таких манипуляторов изображен на рис. 124. Он имеет
четыре механизма движения: два поворотных — вокруг двух
взаимно перпендикулярных осей (для вращения и наклона план-
шайбы), и два линейных с суппортами 5 и 7, с помощью которых
планшайбу можно перемещать по двум взаимно перпендикуляр-
ным направлениям. Из этих четырех механизмов два предназна-
чены для рабочего — сварочного перемещения изделия: механизм
вращения планшайбы вокруг ее оси и продольный суппорт 5 с
приводом для перемещения планшайбы по горизонтали, парал-
лельно оси наклона. Остальные два механизма — для наклона
планшайбы и ее поперечного перемещения — предназначены для
установочных перемещений изделия относительно сварочной голов-
ки. Наличие двух механизмов сварочного движения позволяет осу-
ществлять сварку как круговых швов (при вращении планшайбы),
так и прямолинейных (при движении продольного суппорта 5
247
Рис. 123. Главный узел манипулятора по рис. 121:
1 — опорная стойка станины; 2 — опорная цапфа поворотной траверсы; з — поворотная
траверса; 4 — токосъемная щетка; 5 — кольцевая шина токосъемника; 6 — планшайба;
7 — шпиндель; 8 — червячное колесо, т = 32, z = 50; 9 — первый червячный редуктор
механизма вращения, i = 32; ю — трансмиссионный вал механизма наклона, 11 — зуб-
чатый сектор, т — 40, гполн = 120.
со скоростью сварки). Механизм наклона планшайбы и привод
продольного суппорта размещены внутри станины. Планшайба
расположена последовательно на двух суппортах? поперечном 7
и продольном 5.
Несмотря на универсальность, такие многокоординатные ма-
нипуляторы все же не получили большого распространения в про-
Рис. 124. Универсальный многокоор-
динатный манипулятор:
1 — станина; 2 — колонка, несущая свароч-
ную головку; 3 — свариваемое изделие; 4 —
планшайба; 5—продольный суппорт и его
направляющие; в — ось наклона; 7 — попе-
речный суппорт и направляющая плита.
мышленности из-за своей
сложности. В большинстве
случаев целесообразнее функ-
ции прямолинейного движе-
ния (рабочего и установоч-
ного) передавать тележке сва-
рочного аппарата, а не мани-
пулятору.
Для наплавки небольших
машинных деталей, например
тракторных катков, колес и
роликов, применяется двух-
осный манипулятор (рис. 125).
С помощью этого манипуля-
тора можно производить на-
плавку не только цилиндри-
ческих поверхностей, но и
248
Рис. 125. Манипулятор для наплавки тракторных катков, колес и пр.:
а — общий вид; б — кинематическая схема} 1 — электродвигатель наклона изделия,
2 — электродвигатель вращения изделия» 3 — поворотная часть манипулятора; 4 — план-
шайба; 5 — центр поворота; 6 — механизм поворота; слева — механизм вращения.
конических и плоских, например реборд катков и колес в наклон-
ном положении, сохраняя при этом горизонтальность наплавляе-
мого в данный момент элемента поверхности. На шпиндель мани-
пулятора насаживается самоцентрирующий патрон или какая-
либо крепежная оправка.
Размеры наплавляемых деталей: диаметр 100—700 мм, длина
до 800 мм; масса до 150 кг. Манипулятор допускает наклон оси
249
изделия на угол 135°, из них 45° — вверх и 90° — вниз до верти-
кального положения шпинделя.
Положение центра поворота изделия (при наклоне его оси)
подобрано так, чтобы изменение уровня наплавки при кантовке
изделия было минимальным.
§ 26. Специализированные сварочные
манипуляторы
Конструкции специализированных сва-
рочных манипуляторов весьма разнообразны, так как они узко
специализируются для изготовления сварных изделий какого-
либо одного определенного типа или даже типоразмера. Поэтому
их исчерпывающее описание и полная классификация едва ли воз-
можны. Тем не менее, из всего многообразия действующих конст-
рукций можно выделить три наиболее распространенные разно-
видности, отличающиеся друг от друга своим назначением и
кинематическими особенностями механизмов движения: манипуля-
торы для сварки швов на сферических поверхностях (котельных
днищ, шаровых резервуаров и проч.); копирные манипуляторы
для сварки криволинейных швов сложного контура, например
овальных (в автоцистернах), ломаных швов, составленных и8 пря-
мых и круговых участков (в вагонетках, канистрах и др.) и т. д.|
многокоординатные манипуляторы, имеющие три и более рабочих
и установочных движения.
Манипуляторы для сварки сферических оболочек. Манипуля-
торы этого типа — простейшие из рассматриваемых. Как и уни-
версальные сварочные манипуляторы (см. § 25), они имеют две
взаимно перпендикулярные оси поворота изделия, и поэтому конст-
рукции этих манипуляторов по своей общей компоновке анало-
гичны. Существенное различие между ними заключается лишь в
приводах вращения и наклона изделия. В обычных, универсальных
манипуляторах наклон планшайбы служит для установочных пе-
ремещений изделия, а вращение ее вокруг собственной оси — для
рабочего (сварочного) перемещения. В рассматриваемых же ма-
нипуляторах наоборот, наклон планшайбы осуществляет рабочее
перемещение изделия со сварочной окружной скоростью, а враще-
ние планшайбы вокруг своей оси осуществляет установочное пе-
ремещение. В механизмах вращения не исключена возможность
и целесообразность устройства и для рабочего перемещения из-
делия вращением планшайбы, если требуется, например, произ-
водить сварку круговых швов, расположенных не только по «ме-
ридианам» сферы, но и по ее «параллелям».
На рис. 126 представлен манипулятор для сварки меридио-
нальных швов на сферических днищах паровых котлов и сосудов
химического машиностроения, а также для сварки кругового «по-
люсного» шва, соединяющего верхнюю тарелку днища с ее основ-
ной, лепестковой частью. В правой проекции рис. 126 штрих-
250
Рис. 126. Манипулятор для сварки сферических днищ:
1 — привод механизма вращения планшайбыj 2 — привод механизма наклона планшай-
бы; з — червячный редуктор, 4 — зубчатый сектор; 5 — опорная стойка» 6 ось на-
клона планшайбы} 7—поворотная траверса со шпинделем: 8—планшайба: 9—свари-
ваемое изделие: 10 — сварочная головка.
пунктирными линиями показано положение манипулятора во
время сварки полюсного шва, а также в начале сварки меридио-
нального шва.
При сварке полюсного шва, соединяющего верхнюю тарелку
с лепестками, планшайба вращается вокруг своей оси со свароч-
ной скоростью, при которой окружная скорость полюсного шва
равна заданной скорости сварки. Механизм наклона в это время
неподвижен. При сварке меридионального шва наоборот, меха-
низм вращения планшайбы бездействует, а механизм наклона по-
ворачивает изделие с окружной скоростью, равной скорости
сварки.
Планшайба может наклоняться в обе стороны от горизонталь-
ного положения на угол 90°, т. е. всего на 180°.
В манипуляторах, предназначенных для автоматической свар-
ки днищ, имеющих форму полусферы (см. рис. 126), опорная плос-
кость планшайбы 8 в горизонтальном положении должна быть
расположена не выше оси наклона 6 с таким расчетом, чтобы при
установке днища на планшайбу (с регулировочными подклад-
ками или без подкладок) центр сферы совпадал с осью наклона.
При несовпадении центра сферы с осью наклона планшайбы ав-
томатическая сварка меридиональных швов неподвижной голов-
кой 10 будет затруднена.
Поворотная траверса манипулятора 7 прикреплена к зубчатым
секторам и цапфам жестким болтовым соединением. Для унифи-
кации узлов манипулятора и расширения его эксплуатационных
возможностей целесообразно выполнять сопряжение траверсы
251
р
Рис. 127. Кольцевой манипулятор для сварки сферических резервуаров:
1 — механизм вращения кольца; 2 — опорная цапфа поворотного круга; з— поворот-
ный круг; 4 — зубчатое колесо; 5— механизм наклона; 6 — опорная колонна; 7 — на-
ружное кольцо поворотного круга; 8 — защитный кожух; 9 — стальной шар; ю — опор-
ная лапка резервуара; 11 — свариваемый резервуар; 12 — внутреннее кольцо; 13— це-
вочный круг.
с секторами подвижным, чтобы можно было изменять расстояние
от плоскости планшайбы до оси наклона. Такая возможность
позволяет переналаживать манипулятор на разную продукцию.
Механизмы вращения и наклона планшайбы по кинематиче-
ской схеме аналогичны механизмам универсального манипуля-
тора УД-128 (см. рис. 122). Однако мощности приводов и размеры
передач совершенно различны в соответствии с грузоподъем-
ностью манипуляторов.
На рис. 127 изображен бесшпиндельный кольцевой манипу-
лятор для сварки крупногабаритных шаровых емкостей (резер-
вуаров, газгольдеров), а также сферических днищ. Характерная
особенность этого манипулятора, отличающая его от всех описан-
ных выше, заключается в том, что вместо обычной планшайбы,
насаженной на шпиндель, он снабжен поворотным крепежным
кольцом 3 без шпинделя. Это позволяет уложить и закрепить
шаровой сосуд в кольце так, чтобы его экваториальная окружность
располагалась в одной плоскости с осью поворота кольца. Имен-
но в таком положении сосуда можно поворотом кольца вокруг
неподвижной горизонтальной оси 2 осуществить его рабочее
вращение при сварке меридиональных швов. Вторым и весьма
важным преимуществом кольцевых манипуляторов перед обыч-
252
ными шпиндельными является возможность сварки круговых
швов сферического днища или шарового сосуда не только сна-
ружи, но и изнутри. Наконец, третьей положительной особен-
ностью кольцевых манипуляторов является то, что они, как пра-
вило, полноповоротпые. Следовательно, свариваемое изделие
можно поворачивать на 360° и более вокруг обеих взаимно пер-
пендикулярных осей. При этом вращение производится как с ус-
тановочной, так и со сварочной скоростями, для чего в приводах
обоих механизмов предусмотрены регуляторы частоты вращения
электродвигателей. В обычных универсальных манипуляторах
такое полноповоротное вращение изделия осуществляется только
относительно оси шпинделя, а его наклон ограничивается предель-
ным углом 90—135°.
Недостатком кольцевых манипуляторов является ограничен-
ность диапазона диаметров свариваемых изделий. Для изготовле-
ния сферических сосудов сравнительно малого диаметра требуют-
ся специальные накладные кольца — приспособления, с помощью
которых сосуд можно прикрепить к основному поворотному коль-
цу манипулятора.
Поворотный круг манипулятора состоит из двух колец: наруж-
ного 7, опирающегося своими цапфами на стационарно установ-
ленные подшипники, и внутреннего 12. вращающегося относитель-
но наружного, т. е. относительно их общей оси. Внутреннее кольцо
служит для свариваемого изделия опорным и крепежным. Для
удобства укладки и закрепления изделия в манипуляторе к на-
ружной поверхности изделия 11 привариваются временные опор-
ные лапки 10.
Для уменьшения сил трения поворотный круг смонтирован на
шарах 9. образующих вместе с наружным и внутренним кольцами
своеобразный шарикоподшипник.
Механизм вращения кольца (рис. 128) состоит из электродви-
гателя постоянного тока с регулятором частоты вращения, двух-
черзячного редуктора 10 с выходной цевочной шестерней 4 и це-
вочного круга 6 на вращающемся кольце 7. Таким образом, пере-
даточный механизм состоит из двух последовательных червячных
передач и одной цевочной передачи на кольце. Следует заметить,
что при меньших диаметрах изделия и кольца цевочная передача
может быть заменена цилиндрической или даже червячной (с косо
расположенным червяком) зубчатой передачей. В этом случае це-
вочный круг заменяется зубчатым венцом.
Механизм наклона по своей кинематической и конструктивной
схеме аналогичен механизму вращения кольца, с той лишь раз-
ницей, что вместо цевочной передачи имеется цилиндрическая зуб-
чатая, состоящая из выходной шестерни редуктора 5 (см. рис. 127)
и зубчатого колеса 4. связанного с наружным кольцом поворот-
ного круга.
В кольцевом манипуляторе можно производить не только сва-
рочные, но и сборочные операции, если дополнить манипулятор
253
Рис. 128. Механизм вращения кольца манипулятора для сварки сфериче-
ских резервуаров:
1 — опорная колонна манипулятора; 2 — опорный подшипник поворотного круга, 3 —
цапфа поворотного круга; 4 — цевочная шестерня; 5 наружное кольцо манипулятора;
6 — цевочный круг; 7 — внутреннее кольцо манипулятора; 8 — шар; 9 — свариваемое
изтелие; 10 — двухчервячный редуктор; 11 — электродвигатель.
соответствующей оснасткой в виде сборочных и транспортно-
подъемных устройств.
Описанные манипуляторы (см. рис. 126 и 127) могут быть выпол-
нены в виде позиционеров, имеющих приводы с постоянной, не-
регулируемой скоростью, что существенно упрощает конструкцию
приводных механизмов и всю электросхему манипулятора. Эта
постоянная скорость вращения должна быть равна установочной —
маршевой и больше рабочей — сварочной скорости.
На таких позиционерах можно также сваривать круговые швы.
Однако автоматическую сварку или наплавку на позиционерах
можно осуществлять только самоходной плавающей головкой, дви-
жущейся со сварочной скоростью непосредственно по изделию,
например, сварочным трактором ТС-17М. При этом роль механиз-
мов наклона и вращения сводится к периодической кантовке из-
делия для сохранения горизонтальности свариваемого или наплав-
ляемого участка под дугой в заданных допускаемых пределах.
Совершенно очевидно, что такой способ автоматической сварки
круговых швов менее удобен в эксплуатации и не гарантирует
высокого качества, так как требует напряженного внимания свар-
щика, которому приходится на ходу корректировать не только
направление дуги по шву, но и горизонтальность наплавляемого
участка.
В подобных случаях, т. е. при использовании позиционеров
вместо сварочных манипуляторов, некоторые автосварочные уста-
новки (см. рис. 77 в работе [13]) снабжаются специальными элект-
ромеханическими датчиками, контролирующими горизонтальность
свариваемого или наплавляемого участка изделия под дугой.
Эти датчики дают сигнал на включение механизмов поворота для
кантовки изделия при достижении предельно допустимого угла
наклона шва под дугой. Разумеется, такая автоматизированная
система более совершенна, но и более сложна по сравнению с
системой ручного управления позиционером.
254
Рис. 129. Пневмоколесный (роликовый) манипулятор для сварки сфериче-
ских резервуаров.
Чем больше радиус свариваемого шва, тем реже можно произ-
водить кантовку изделия и, следовательно, тем меньше будет от-
рицательное влияние периодических поворотов и остановок из-
делия. При сравнительно малых диаметрах сварных швов (менее
2 м) использование позиционеров вообще не рекомендуется, так
как слишком часто и на очень короткое время придется включать
механизм поворота, а при этом можно легко выйти за пределы
допускаемых отклонений от горизонтали.
При сооружении крупногабаритных сферических резервуаров
на строительно-монтажных площадках применяются роликовые
манипуляторы для вращения резервуаров во время сварки [6].
На рис. 129 показан пневмоколесный манипулятор [5], применяе-
мый при изготовлении резервуаров объемом 2000 м3, диаметром
16 м, толщиной стенки 16 мм и массой 104 т. В качестве ролико-
опор здесь использованы колеса тяжелых грузовых автомобилей
диаметром 1100 мм и шириной 330 мм с пневматиками, рассчитан-
ными на давление воздуха до 9 ати. Основное преимущество ро-
ликоопор с пневматиками, по сравнению со стальными роликами
или обрезиненными массивными грузошинами, заключается в
резком увеличении площадки контакта роликоопоры с оболочкой
резервуара и, следовательно, в уменьшении удельного контактного
давления на оболочку. Для сравнительно тонкостенных оболочек
это обстоятельство имеет чрезвычайно важное значение, так как
благодаря ему резко .снижаются не только контактные напряже-
ния в оболочке, но и локальные изгибные напряжения в ней,
способные привести к местной потере устойчивости оболочки и
образованию вмятин.
255
Манипулятор состоит из подъемно-поворотного роликового
стенда, который можег поворачиваться вокруг вертикальной оси,
перекатываясь своими тележками 7 и 9 по круговому рельсу 70,
и опорного кольца 2, стационарно установленного на фундаменте.
Благодаря подъемному устройству роликового стенда резервуар мо-
жет опираться либо на роликоопоры, с помощью которых он приво-
дится во вращение со сварочной скоростью, либо на неподвижное
опорное кольцо 2, расположенное в центре роликового стенда
соосно с круговым рельсом.
Весь комплект роликоопор набран из 16 пневматических колес
4 и 12, смонтированных в четыре подъемных блока, по четыре
колеса в каждом из них. Каждый колесный блок закреплен на
штоке подъемного гидроцилиндра и состоит из двух пар колес,
связанных между собой уравнительным балансиром. Балансир
обеспечивает самоустановление колес по изделию подобно ролико-
опорам по рис. 99.
Подъемные гидроцилиндры вмонтированы в несущие трубчатые
колонки 77, опирающиеся, в свою очередь, па тележки поворотного
круга 7 и 9. Все четыре гидроцилиндра сообщаются между собой и,
следовательно, всегда находятся под одним давлением. Вследствие
этого, а также благодаря наличию балансиров в роликоопорах
нагрузка на все колеса распределяется равномерно, поровну,
несмотря на кажущуюся статическую неопределимость многоопор-
ной системы.
Из четырех колесных блоков два блока 3 являются ведущими
и снабжены приводом 5 на все колеса, а два других блока — ве-
домые, с холостыми роликоопорами 12. Опорные колонки всех
четырех блоков связаны между собой трубчатыми элементами 7,
образующими жесткую несущую конструкцию роликового стенда.
Эта конструкция опирается на четыре ходовые тележки, также
связанные между собой трубчатыми стержнями, образующими
в плане жесткую квадратную раму. Две тележки 9 — приводные
ведущие, а две другие 7 — холостые.
Ведущая тележка 9 состоит из сварной рамы с двумя ходовыми
колесами и электропривода 8. Колеса повернуты на угол 14° 30'
для установки их в вертикальной плоскости, касательной к окруж-
ности рельса. Одно ходовое колесо — ведущее, другое — холостое.
Привод состоит из электродвигателя АО32-4, двух последователь-
ных редукторов и зубчатой передачи на ведущее ходовое колесо.
Пневматические колеса холостых (ведомых) роликоопор распо-
ложены так, что проекции их осей на горизонтальную плоскость
параллельны осям ведущих колес, а следовательно, и оси враще-
ния резервуара. Эти колеса имеют небольшой наклон к вертикали
(около 20°) с таким расчетом, чтобы их средняя плоскость прохо-
дила через центр сферического резервуара. Благодаря этому дос-
тигается равномерное опирание последнего на колеса с минималь-
ными потерями на трение при неизбежном частичном проскальзы-
вании колес.
256
На одной из холостых тележек установлена насосная станция
6 питания подъемных гидроцилиндров. Она состоит из элект-
родвигателя, поршневого насоса и масляного бака. Электрические
силовые цепи манипулятора питаются от сети переменного тока
380 В, а цепи управления включаются на 12 В. Управление мани-
пулятором дистанционное и осуществляется с двух переносных
пультов, которые дублируют друг друга. Один пульт находится
в кабине автосварщика, второй — внизу, на строительной пло-
щадке.
Порядок работы на манипуляторе следующий. После того, как
сферический резервуар смонтирован на неподвижном опорном
кольце и собран на прихватках, роликовый стенд, находящийся
в это время в крайнем нижнем положении, поворачивается по кру-
говому рельсу таким образом, чтобы подлежащий сварке меридио-
нальный шов лежал в вертикальной плоскости посредине между
ведущими пневмоколесами. Затем включается привод насоса, и
все роликоопоры под действием гидроцилиндров поднимаются и
принимают па себя резервуар, снимая его с неподвижного опор-
ного кольца. После этого включается привод ведущих роликоопор,
и резервуар начинает вращаться с окружной скоростью, равной
скорости сварки. Для сварки других меридиональных швов ре-
зервуара необходимо изменить плоскость его вращения. С этой
целью резервуар опускают на неподвижное опорное кольцо, а
роликовый стенд — в крайнее нижнее положение. Затем ролико-
вый стенд поворачивается по круговому рельсу так, чтобы оче-
редной меридиональный шов расположился в нужном для сварки
положении — посредине между ведущими пневмоколесами. Снова
роликовый стенд поднимается (до фиксированного упора) и весь
цикл повторяется.
Для возможности транспортирования по железной дороге или
на автомобилях, а также для удобства монтажа и демонтажа кон-
струкция роликового манипулятора выполнена разборной и со-
стоит из отдельных транспортных блоков, собираемых между со-
бой болтовыми соединениями. Масса отдельных блоков не превы-
шает 10 т.
Роликовые манипуляторы для крупногабаритных изделий, в
том числе рассмотренный выше пневмоколесный манипулятор, об-
ладают рядом преимуществ по сравнению с кольцевыми манипу-
ляторами (см. рис. 127) того же назначения: а) конструкция ро-
ликового манипулятора (для сварки сферических резервуаров
большого диаметра) проще и дешевле в изготовлении и монтаже
благодаря отсутствию большого поворотного кольца, охватываю-
щего резервуар по «экватору»; б) в противоположность кольцевым
роликовые манипуляторы позволяют осуществлять автоматиче-
скую сварку наружных меридиональных швов без разрывов в
зоне поворотного кольца, пересекающего эти швы в кольцевых
манипуляторах; в) в роликовых манипуляторах возможный диа-
пазон свариваемых резервуаров шире, чем в кольцевых; г) не
9
8-397
257
требуется предварительной прихватки к резервуару опорных лапок
по экваториальной окружности, как при работе с кольцевыми ма-
нипуляторами.
Роликовые манипуляторы имеют следующие недостатки: а) на
них, в противоположность кольцевым манипуляторам, невозмож-
на или крайне затруднена сварка в нижнем положении круговых
швов, расположенных по параллелям сферы (если они есть). Та-
кая сварка требует вращения резервуара вокруг наклонной оси,
между тем как роликовый манипулятор может осуществлять вра-
щение только относительно горизонтальных осей. Поэтому на ро-
ликовом манипуляторе можно производить автоматическую свар-
ку в нижнем положении только меридиональных швов и одного
экваториального; б) при вращении резервуара на роликах возмо-
жен постепенный уход шва с геометрической линии сварки на зна-
чительную величину, зависящую от неточностей установки роли-
ков и от диаметра резервуара. Чем больше диаметр, тем больше
может быть абсолютная величина отклонения фактической линии
шва от номинальной. В кольцевых манипуляторах возможность
такого отклонения исключена; в) серьезным недостатком ролико-
вых манипуляторов (в особенности с металлическими роликами)
является концентрация напряжений в опорных зонах резервуара —
в точках его соприкосновения с роликоопорами. Число роликоопор
приходится подбирать так, чтобы местные контактные напряжения
не превышали допускаемых и чтобы не была нарушена устойчи-
вость геометрической формы резервуара. Кольцевые манипуля-
торы лишены этого недостатка.
Копирные манипуляторы для сварки сложных контурных швов.
Представителями манипуляторов этого типа, специализированных
для автоматической сварки сложных контурных швов, могут слу-
жить машины, действующие по принципу обкатки изделия или ко-
пирования контурной рейки. Общая кинематическая идея этих ма-
нипуляторов заключается в том, что ведущий ролик или шестерня
неподвижно расположенного приводного механизма обкатывается
по копирному шаблону или рейке, в точности повторяющей контур
шва, и увлекает ее с контурной скоростью, равной окружной скорос-
ти шестерни или фрикционного ролика.
Так как копирная рейка жестко связана с изделием (через кре-
пежное устройство), а окружная скорость шестерни или ролика,
сцепленного с рейкой, равна скорости сварки, то изделие переме-
щается относительно неподвижной сварочной головки с заданной
сварочной скоростью. Таким образом, в этих манипуляторах вмес-
то вращения изделия вокруг какой-либо одной определенной оси
осуществляется его перемещение с заданной контурной скоростью
в зоне сварки (под дугой).
К сварочным манипуляторам, осуществляющим рабочее дви-
жение изделия при автоматической сварке, почти всегда предъяв-
ляется требование, чтобы свариваемые кромки находились под
сварочной дугой в горизонтальном положении. В противном слу-
258
Рис. 130. Манипулятор для сварки овальных автоцистерн.
чае формирование шва резко ухудшается либо сварка становится
вообще невозможной. При сварке прямолинейных швов это легко
осуществить, установив изделие в нужную позицию. При сварке
круговых швов это требование также выполняется просто: изде-
лию сообщается равномерное вращение вокруг его оси, причем в
верхней и нижней точках окружности естественно создаются го-
ризонтальные участки шва с постоянной линейной скоростью
сварки. Именно в этих местах и устанавливаются сварочные го-
ловки.
Совсем иначе обстоит дело с сосудами, имеющими в сечении
не окружность, а эллипс или овал (бензовозы, автоцистерны
и т. п.). Кольцевые овальные швы этих сосудов нельзя сваривать
по тому же принципу, что и швы круглых барабанов, так как не
существует одной оси, вокруг которой можно было бы вращать
изделие и одновременно достигать постоянной скорости сварки и
горизонтального расположения шва в зоне сварки. Если к этому
еще добавить требование неподвижного расположения сварочной
головки в процессе сварки (для удобства обслуживания), как это
имеет место при сварке круговых швов, то станет очевидным,
насколько сложнее задача автоматизации сварки овальных швов
по сравнению с задачей сварки круговых швов.
Сварочный манипулятор [15], представленный на рис. 130,
снабжен специальным копирным механизмом, кинематика которо-
го полностью решает эту задачу и обеспечивает наиболее благо-
приятные условия для автоматической сварки овальных швов
автоцистерн: горизонтальное положение шва под дугой в любой мо-
мент сварки, равномерную постоянную скорость сварки и непо-
движное положение сварочной головки во время сварки, что зна-
чительно облегчает ее обслуживание по сравнению с обслужива-
нием плавающей, перемещающейся в пространстве головки.
9* 259
Собранное при прихватках изделие 6 закрепляется в центрах
специального плавающего приспособления, благодаря которому
продольная ось изделия может плавать в пространстве, переме-
щаясь параллельно самой себе. Приспособление состоит из качаю-
щейся скобы 1 с зажимными центрами, образующими переднюю
и заднюю бабки вращателя, продольного вала 9 с двумя рычагами,
шарнирно связанными со скобой 7, груза 7, который соединен тро-
сом с третьим рычагом продольного вала 8 и таким образом урав-
новешивает (с некоторым избытком) массу плавающей скобы с из-
делием и облегчает ее плавание в пространстве.
Вращение изделию передается от электропривода с помощью
фрикционной передачи, состоящей из двух ведущих роликов 5,
4 и одного ведомого шкива — копирного шаблона 2, форма кото-
рого повторяет контур поперечного сечения изделия и оваль-
ного шва. Этот шаблон жестко связан с зажимным устройством,
а следовательно, и с изделием во время его сварки. Так как веду-
щие ролики приводного механизма вращаются с постоянной ско-
ростью, то и контурная скорость изделия относительно непод-
вижных сварочных головок 5 (т. е. скорость сварки) будет постоян-
ной.
На таком же принципе копирования и обкатки копирного шаб-
лона построена кинематика манипуляторов для сварки швов,
имеющих прямоугольный контур с закруглениями по углам, на-
пример, для приварки крышек к корпусам прямоугольных элект-
роконденсаторов. Шов, соединяющий крышку с корпусом, имеет
прямоугольный периметр и состоит из четырех прямых участков
с закругленными углами. Он сваривается на манипуляторе за
один проход при непрерывном движении изделия относительно
неподвижной сварочной головки с заданной рабочей скоростью v.
Кинематика механизма рабочего движения построена по принципу
обкатки и линейного перемещения копирного шаблона, в точности
повторяющего контур шва и жестко связанного со свариваемым
изделием. На рис. 131 представлена кинематическая схема после-
довательных положений I — IX изделия и его движений во время
сварки — периодических поворотов вокруг неподвижного центра
(упора) 5 во время сварки закруглений и периодических линейных
перемещений (скольжений) изделия вдоль прямой АВ во время
сварки прямолинейных участков шва. Жирными линиями пока-
зан наплавляемый валик шва. Копирный шаблон приводится в
движение фрикционной, зубчатой или цевочной передачей от
электропривода. При этом радиус ведущего ролика или шестерни
равен радиусу закругления, а ведомый контур шаблона выполнен
соответственно в виде фрикционного, зубчатого или цевочного
венца, повторяющего периметр шва.
Другим примером манипуляторов, осуществляющих сложное
перемещение изделия при сварке фигурных швов, состоящих из
круговых и прямолинейных участков, могут служить манипуля-
торы, применяемые в вальцесварочных установках для сборки
260
дУ///7/^^//////////Л R
I L? 4) -Д»
I 3 J
Рис. 131. Кинематическая схема рабочего движения изделия при сварке
шва с прямоугольным периметром:
1, 2> з и 4 — стороны прямоугольного периметра шва; 5ведущий ролик и центр по-
ворота изделия; 6 — сварочная головка.
и сварки кузовов шахтных вагонеток. Характерной особенностью
этих манипуляторов является их многофункциональность. Кроме
рабочего движения изделия, они выполняют функции сборочного
кондуктора и гибочной машины, так как одновременно со свар-
кой двух швов, соединяющих торцовые днища (лобовины) с боко-
виной кузова, они загибают боковину, обворачивая ее вокруг
лобовин и прижимая ее к последним. С кинематической точки
зрения наибольший интерес представляет манипулятор для изго-
товления вагонеток’ с плоским дном (рис. 132). Он снабжен спе-
циальным копирным устройством, обеспечивающим непрерывное
движение изделия с заданной скоростью относительно неподвижно
установленных сварочных головок. Принцип действия этого
261
А-А
Рис. 132. Схема вальцесварочного манипулятора с копирным устройством
для изготовления кузовов шахтных вагонеток:
Г—боковина кузова’ 2 — гибочные валки; з — сварочная головка; 4 — неподвижная
направляющая пластина; 5— выдвижная (или откидная) направляющая пластина; 6 —
ведущая шестерня с опорным диском; 7 — сборочный кондуктор; 8 — направляющие
выступы кондуктора; 9 — гидроцилиндр гибочно-прижимного валка; 10 — зубчатый ве-
нец и копирный шаблон; I—VIII — последовательные положения кузова при сварке.
устройства аналогичен описанному выше, однако его конструкция
существенно отличается от предыдущих. Основными элементами
устройства является два контурных зубчатых венца Z0, в точности
повторяющих периметр свариваемого шва. Эти зубчатые венцы-
262
копиры прикреплены к торцам кондуктора, соосно с изделием и
постоянно находятся в зацеплении с ведущими шестернями 6,
радиус которых равен радиусу закругления шва и радиусу зубча-
того венца. С шестернями соосно связаны опорные диски, диаметр
которых равен начальному диаметру шестерен. Эти диски воспри-
нимают реакции от давления гибочных прижимных валков 2 и та-
ким образом разгружают зубчатое зацепление от радиальных
усилий. Соответственно и зубчатый венец (с внутренним зацепле-
нием) имеет опорную поверхность, которая повторяет начальную
линию зубчатого венца, а следовательно, и контура шва.
Таким образом, весь сборочный кондуктор вместе с изделием
подвешен на опорных дисках, а его зубчатые венцы 10 постоянно
находятся в зацеплении с ведущими шестернями 6. Обе шестерни
связаны между собой жесткой кинематической цепью, обеспечи-
вающей строгую синхронность их вращения. Во время работы ма-
шины шестерни вращаются с окружной скоростью, равной скорости
сварки, независимо от того, сваривается круговой шов или прямо-
линейный.
Для того чтобы обеспечить устойчивость прямолинейного дви-
жения кондуктора (при сварке прямых швов), в машине преду-
смотрена специальная система направляющих, в состав которой
входят следующие элементы: верхние — неподвижные направ-
ляющие пластины 4 и нижние — выдвижные направляющие плас-
тины 5 (по одной пластине с каждого торца контура). Нижние плас-
тины в нужные моменты могут выдвигаться из станины или уби-
раться в нее. В выдвинутом положении нижняя пластина вместе
с верхней образует горизонтальный направляющий паз, по кото-
рому может скользить соответствующий выступ кондуктора 8,
удерживающий кондуктор от самопроизвольного проворачивания
во время сварки прямолинейных участков шва. Во время сварки
круговых участков шва нижние пластины автоматически уби-
раются в станину и, следовательно, не препятствуют вращению
кондуктора вокруг оси опорных дисков.
Очередность и периодичность включения и выключения меха-
низма выдвижения нижних пластин 5, а также гидроцилиндров
нажимных валков 2 определяется последовательностью всех эта-
пов вальцовки — сварки кузова. Что же касается механизма ра-
бочего — сварочного — движения кондуктора, то он работает
непрерывно с одинаковой скоростью в течение всего времени свар-
ки контурного шва. При этом опорные диски и шестерни 6 обка-
тываются по копирно-зубчатому венцу, обеспечивая точное копи-
рование швов.
Последовательность всех этапов работы машины представлена
на рис. 132 и особых пояснений не требует. Нижние пластины 5
выдвигаются из станины в положениях 7, IV и VII, а убираются
в станину в положениях II, V и VIII. Таким образом, между по-
ложениями I—1I, IV—V и VII—VIII, т. е. во время сварки пря-
мых участков шва, нижние пластины находятся в выдвинутом
263
состоянии, образуя направляющий паз для выступов кондуктора.
В остальное время они убраны и находятся внутри станины. Все
переключения производятся с помощью автоматической системы
управления с соответствующей автоблокировкой.
Следует заметить, что нижние пластины 5 могут быть выполне-
ны не выдвижными, а откидными, в виде отбрасывающихся петель
на шарнирах. В известных условиях такая конструкция облег-
чает автоблокировку механизма вращения контура в моменты пе-
рехода от сварки прямых швов к сварке круговых и позволяет
применить более простую и надежную систему предохранительных
устройств при несрабатывании механизма удаления пластин
(пневмо- или гидроцилиндров либо электромагнитов).
Принцип копирования периметра шва обкаткой копирного
шаблона по ведущему ролику или шестерне может быть применен
во многих манипуляторах для сварки криволинейных швов слож-
ной конфигурации. Его преимущество — возможность неподвиж-
ного расположения сварочной головки при непрерывном сварочном
движении изделия. Однако при значительных габаритах и массе
свариваемого изделия инерционные силы, возникающие при по-
воротах и других резких изменениях режима движения, стано-
вятся столь велики, что система обкатки становится нецелесооб-
разной из-за сложности механизмов движения, подвергающихся
в этом случае действию значительных динамических перегрузок.
Для сварки или наплавки тяжелых и громоздких изделий сложной
конфигурации более целесообразно применять движение головки
относительно изделия, а не наоборот, отказавшись таким образом
от преимуществ неподвижного расположения сварочного поста.
В подобных случаях бывает также целесообразным применение
самоходных плавающих головок (движущихся непосредственно
по изделию со сварочной скоростью) или сварочных тракторов.
При этом они могут работать в комплексе с позиционерами или
обычными манипуляторами, осуществляющими периодическую
кантовку изделия для сохранения горизонтальности изделия в
воне сварки или наплавки [13, 14].
Специализированные многокоординатные манипуляторы. Осо-
бенностью этих манипуляторов является наличие нескольких от-
дельных механизмов движения изделия по разным координатам,
ортогональным и полярным. С помощью этих механизмов изделию
можно сообщать прямолинейные и круговые перемещения. Совме-
щение этих движений, или их определенная последовательность,
позволяет осуществлять заданный маршрут изделия, необходи-
мый для сварки швов сложного очертания или наплавки сложных
криволинейных поверхностей.
Выше (см. рис. 124) описан универсальный многокоординатный
манипулятор, с помощью которого можно осуществлять сложные
пространственные перемещения изделия. Однако такие универ-
сальные манипуляторы из-за своей сложности пока не получили
широкого распространения в промышленности. Значительно чаще
264
Рис. 133. Манипулятор для наплавки сортопрокатных валков.
940
применяются специализированные многокоординатные манипу-
ляторы. На рис. 133 показан манипулятор, специализированный
для наплавки сортопрокатных валков с фасонным профилем
ручьев. Поверхность этих ручьев нельзя наплавлять при горизон-
тальном положении валка. Поэтому при наплавке фасонных ручьев
валок необходимо не только вращать вокруг собственной оси, но
и наклонять в вертикальной плоскости (в обе стороны от горизон-
тали) с тем, чтобы поверхность активной зоны наплавки всегда
была касательной к горизонтальной плоскости, т. е. чтобы на-
плавка велась в нижнем положении. С этой целью манипулятор
снабжен четырьмя механизмами движения: первый — для враще-
ния валка вокруг его собственной продольной оси (центровой вра-
щатель), второй — для его поворота относительно поперечной
горизонтальной оси 7 (механизм наклона валка), третий и четвер-
тый — для перемещения центрового вращателя вместе с валком
относительно оси его поворота (наклона).
Два последних механизма необходимы для того, чтобы при на-
плавке радиусных ручьев можно было совместить центр окруж-
ности профиля ручья (в верхнем положении) с осью поворота вал-
ка 7. В этом положении во время наплавки ручья сварочная го-
ловка 3 может оставаться неподвижной, а валок, вращаясь вокруг
266
'2=58, т=24
2
4
z=80,m-7
т=7 двухзаход.
т=5 трехзаход.
z-ЗО, т-5
7Ч т=4 однозаход.
z~48. т*=4
z=4O}m=3
ши
Трап. 55*8 э
Рис. 135. Кинематические схемы механизмов манипулятора для наплавки
сортопрокатных валков:
а — механизм вращения валка; б — механизм поворота траверсы» в, г ~ механизмы соот*
ветственно горизонтального и вертикального перемещений траверсы; 1 — электродви-
гатель ПН-10, Л7 = 2,4 кВт, п = 2850 об/мин; 2 — тахогенератор МЭТ-8/55; 3— электро-
двигатель ПН-28,5, N = 4,2 кВт, п = 2200 об/мин; 4—электродвигатель AJI-41-4,
N = 1,7 кВт, п = 1420 об/мин.
Сменные шестерни
т=4 Inapa z.=50, zz
Пиара Zf30, z2°90
m=5 однозаход.
z=dD,m=5
ioS^l
т=24 однозаход.
2-^43 ,т=5
z-40,m=5\X$.
т-5 ддухзаход.
z-43,m-5
собственной оси, в то же время поворачивается на шаг наплавки
при каждом обороте валка. При наплавке цилиндрических поверх-
ностей валка последний устанавливается и вращается в горизон-
тальном положении. При этом сварочная головка 3 в процессе
наплавки перемещается вдоль оси валка на своей каретке в соот-
ветствии с заданным шагом цаплавки. Центровой вращатель со-
стоит из передней 2 и задней 5 бабок, смонтированных на поворот-
ной траверсе 6. Эта траверса может поворачиваться вместе с на-
плавляемым валком на угол ± 70° в обе стороны от горизонтали.
Кроме того, траверса 6, будучи закрепленной на суппортах, мо-
жет перемещаться по вертикали (суппортом <8), а также вдоль оси
центрового вращателя, совмещая таким образом центр кривизны
ручья с осью поворота траверсы. Задняя бабка вращателя (рис. 134)
снабжена пружиной, компенсирующей температурное удлинение
валка при его нагреве в процессе наплавки.
Для подогрева валка при наплавке манипулятор снабжен
кольцевым индуктором 4 (см. рис. 133), а для снятия шлаковой
корки — специальным механическим коркоснимателем 1.
На рис. 135 представлены кинематические схемы всех четырех
механизмов манипулятора.
Анализируя кинематическую структуру универсальных и спе-
циализированных сварочных манипуляторов, нетрудно заметить,
267
что они (за редким исключением) не располагают полным комп-
лектом механизмов движения, необходимых при совместной ра-
боте с автосварочной установкой.
По установившейся терминологии [8] в любом сварочном ма-
нипуляторе изделие перемещается относительно сварочной голов-
ки, а не головка относительно изделия. Между тем, для осуществ-
ления механизированного сварочного процесса, как правило, не-
обходимы также и перемещения головки относительно изделия
(установочные, а часто и рабочие). Поэтому рассмотренные в гла-
ве IV устройства, несущие па себе сварочную головку, снабжаются
соответствующими механизмами движения — тележками, суппор-
тами, подъемными и поворотными механизмами и пр.
Во многих автосварочных установках между механизмами
обеих кинематических систем (манипулятора и сварочной го-
ловки) существует тесная и строго координированная связь, бла-
годаря которой можно суммировать или чередовать движения из-
делия и сварочной головки по заданной программе и таким обра-
зом осуществлять сварку или наплавку по заданной сложной
траектории.
Образцом координированного взаимодействия механизмов
движения манипулятора и головки может служить работа станка
для наплавки поверхностей валков пильгерстана, имеющих слож-
ную пространственную кривизну рабочего ручья. По своей общей
компоновке и отчасти по конструкции этот станок аналогичен ма-
нипулятору, описанному выше (см. рис. 133), но в отличие от пос-
леднего снабжен электромеханическим программным устройством,
которое управляет работой всех основных механизмов манипуля-
тора и сварочной головки. Техника автоматической наплавки вал-
ков пилигримового стана значительно сложнее техники наплавки
валков с постоянным радиусом. Кроме обычной кинематики сва-
рочных движений и регулирования известных параметров режима,
при автоматической наплавке пилигримовых валков приходится
учитывать переменную величину и скорость смещения электрода
с верхней точки наплавляемой окружности. Для выполнения всех
необходимых движений наплавочной головки и наплавляемого
валка в станке предусмотрены соответствующие электроприводы,
управление которыми осуществляется программным устройством,
обеспечивающим строгую последовательность их включения и
синхронность действия.
Исполнительным органом перемещения наплавочной головки
является кинематическая система из трех суппортов с электро-
приводами, позволяющими перемещать головку в пространстве
по трем взаимно перпендикулярным направлениям.
Исполнительными органами для перемещений наплавляемого
валка являются механизм вращения валка вокруг его продольной
оси и механизм наклона валка относительно горизонтальной оси.
Таким образом, станок имеет пять исполнительных механизмов
движения и соответственно пять электроприводов, управляемых
268
программным устройством. Это устройство выполнено в виде пя-
1 идискового командного аппарата, который осуществляет заданную
программу перемещений головки и валка. Программа задается
профилированными дисками (программоносителями), воздей-
ствующими на микровыключатели в соответствии с кривизной на-
плавляемой поверхности. Меняя диски командоаппарата, их про-
филь и взаимное расположение, можно изменять и программу
перемещений. Ротор командоаппарата с его дисками (кулачковыми
шайбами) насажен на шпиндель передней бабки манипулятора и,
следовательно, вращается синхронно с наплавляемым валком.
§ 27. Сварочные вращатели
Сварочными вращателями называют ме-
ханические устройства для вращения изделия со сварочной ско-
ростью вокруг какой-либо одной постоянной оси — горизонталь-
ной, вертикальной или наклонной. Таким образом, в отличие от
манипуляторов они являются одноосными вращателями, не имею-
щими механизма наклона.
Как и манипуляторы, сварочные вращатели обычно исполь-
зуются в комплексных сварочных установках для автосварки
круговых швов или для наплавки цилиндрических и конических
поверхностей. Однако вращатели по сравнению с манипуляторами
обладают меньшей универсальностью благодаря отсутствию вто-
рой оси поворота. Поэтому их рекомендуется применять в более
специализированных установках, где не требуется менять пози-
цию изделия в процессе сварки или наплавки.
Почти все рассмотренные выше полноповоротные одноосные
кантователи (см. § 19, 20 и рис. 62, 63, 66, 69) могут быть превра-
щены в сварочные вращатели заменой привода с постоянной (уста-
новочной) скоростью на привод с регулируемой сварочной
скоростью вращения. Поэтому конструктивные схемы этих кан-
тователей и сварочных вращателей сходны между собой, за ис-
ключением электропривода и кинематической характеристики при-
водного механизма.
В зависимости от положения оси вращения планшайбы, стола
или шпинделя различают два типа вращателей. Первый тип —
вращатели с вертикальной или наклонной осью вращения ВВ
(вращатель вертикальный). Эти вращатели иногда называют ка-
русельными по аналогии с токарными карусельными стенками.
Их конструктивным прототипом являются одностоечные (консоль-
ные) кантователи, рассмотренные в § 19 (см> рис. 63, 65). Враща-
тели второго типа ВГ имеют горизонтальную ось вращения и, как
правило, комплектуются задней неприводной бабкой и люнетом и
представляют собой станок, подобный токарному. Таким образом,
типовой ВГ состоит из трех основных узлов: передней приводной
бабки, т. е. собственно вращателя с планшайбой, задней передвиж-
ной бабки с неприводной планшайбой или центром и нромежуточ*
269
ного люнета в виде регулируемой роликоопоры. Конструктивным
прототипом ВГ являются двухстоечные центровые кантователи,
рассмотренные в § 20 (см. рис. 66, 69).
Электроприводы всех типовых универсальных вращателей
(как и манипуляторов) обеспечивают плавное, бесступенчатое
регулирование скорости вращения в необходимых для автомати-
ческой сварки пределах. Кроме того, в некоторых вращателях
предусмотрено также переключение на маршевую, установочную
скорость.
В универсальных типовых вращателях конструкции шпинде-
лей передних и задних бабок предусматривают возможность уста-
новки стандартных креплений на хвостовиках шпинделей, в том
числе самоцентрирующих патронов и планшайб. Задние бабки
имеют выдвижную пиноль.
Все три узла горизонтального вращателя, а по возможности и
сварочная аппаратура, монтируются на общей фундаментной раме
или плите с соответствующими направляющими или рельсами для
люнета, задней бабки и сварочной тележки. Такая компоновка
вместе со сварочной аппаратурой образует типичную автосвароч-
ную установку, на которой круговые швы свариваются вращением
изделия, а продольные прямые (если они есть) — движением сва-
рочной тележки.
Рекомендуемый типаж универсальных сварочных вращателей
ВВ и ВГ [3, 131 предусматривает 8 моделей, отличающихся между
собой грузоподъемностью от 0,06 до 8 тс. Применение универсаль-
ных типовых вращателей целесообразно главным образом в усло-
виях мелкосерийного и индивидуального производства с большой
номенклатурой изделий. Что же касается крупносерийного и мас-
сового производства, то здесь в большинстве случаев выгоднее
применять оборудование и оснастку, специализированные для из-
делий определенного типоразмера. Это оборудование значительно
проще универсального как по своей конструкции, так и по электро-
схеме.
Поскольку конструкция таких специализированных устройств
полностью зависит от типа и размеров выпускаемого изделия, ес-
тественно, что этот класс оборудования охватывает неограниченное
множество разнообразных конструкций и механических устройств,
зачастую вмонтированных в специальные сварочные станки или
линии.
На рис. 136, 137 изображен простейший центровой вращатель
для сварки цилиндрических сосудов типа газовых баллонов, кор-
пусов вибромельниц и т. п. На нем свариваются два кольцевых
шва, соединяющих донышки сосуда с обечайкой. Вращатель со-
стоит из передней, приводной бабки и задней, холостой, с пневма-
тическим поджатием. Изделия подаются на линию центров враща-
теля со стеллажа-накопителя накатом и зажимаются вч центрах под
действием пневмоцилиндра задней бабки.
На шпинделях обеих бабок закреплены чашеобразные кони-
270
Рис. 136. Передняя бабка вращателя для сварки цилиндрических сосудов;
1 — сменные шестерни, т =» 3, -f- z2 = НО'» 2 — защитный кожух сменных шестерен; з — электродвигатель, W == 0,6 кВт, * =□
= 1500 об/мин; 4 — шток выталкивателя; 5 — шпиндель; 6 — зажимная чаша; 7 — выталкиватель; 8 — токосъемное кольцо; 9 —
медносетчатая щетка; 10 наконечник сварочного провода; 11 — свариваемое изделие.
185
Рис. 137. Задняя пневматическая бабка вращателя для
сварки цилиндрических сосудов:
1 — флюсоудерживающее кольцо} 2 — зажимная чаша; з —
сферический шарикоподшипник} 4 — ограничительная гайка;
5 — пневмоцилиндр; 6 — шток.
ческие центрирующие зажимы с флюсоудерживающими кольцами.
Для облегчения съема изделия с вращателя в конструкции перед-
ней бабки (см. рис. 136) предусмотрен специальный выталкива-
тель 4, который после выключения пневмоцилиндра под действием
пружины выводит изделие за пределы зажимной чаши и позволяет
транспортировать изделие по сквозному поточному стеллажу,
не задевая за бабки.
Зажимная чаша задней бабки 2 (см. рис. 137) соединена со
штоком пневмоцилиндра сферическим шарикоподшипником 3
и упорной сферической шайбой, образующими пространственный
шарнир, подобный тому, который применяется в кантователях
(см. рис. 67). Такое шарнирное сопряжение обеспечивает самоуста-
навливание зажимной чаши по изделию. На штоке предусмотрены
гайки 4, ограничивающие свободу самоустанавливания и наклона
чаши фиксированным зазором Д.
Вращатель не имеет маршевой скорости, и в этом нет необхо-
димости, так как в данном случае сварку кольцевых швов можно
начинать в любом месте окружности без предварительной кантовки
изделия. Вращатель настраивается на заданную рабочую скорость
сменными шестернями, выведенными наружу. Такая кинематиче-
ская структура резко упрощает конструкцию привода и его элект-
росхему, допуская применение обычных асинхронных двигателей
небольшой мощности и простейших зубчатых редукторов. В мас-
совом или крупносерийном производстве режим их сварки, а сле-
довательно, и скорость приходится менять настолько редко, что
не имеет смысла усложнять привод вращателя устройствами для
быстрого и бесступенчатого регулирования рабочей скорости и
272
1060 (махе )
Рис. 138. Вращатель для сварки картеров автомобильных задних мостов.
переключения ее на маршевый ход, так как эти достаточно слож-
ные устройства практически будут бездействовать.
Благодаря простоте конструкции и электросхемы рассматривае-
мый вращатель обладает высокой степенью надежности. Кроме
того> он легко встраивается в автоматическую поточную линию,
так как имеет автоматически действующий выталкиватель и пнев-
матическую заднюю бабку.
Некоторые горизонтальные вращатели, не имеющие задней при-
жимной бабки, снабжаются специальным пневматическим уст-
ройством для автономного консольного зажатия свариваемого
изделия или прижатия его к сборочному приспособлению, заме-
няющему заднюю бабку. Примером может служить вращатель для
приварки крышек и фланцев к картерам задних мостов автомоби-
лей (рис. 138). В этом случае изделие 9 надевается на свободно
вращающуюся сборочную оправку, заменяющую задний центр.
Сварочный вращатель вместе с приводом и прижимной чашей 6
смонтирован на каретке 77, которая под действием пневмоцилиндра
14 может передвигаться на станине 13 по двум цилиндрическим на-
правляющим 12. приближаясь к изделию или удаляясь от него
и, следовательно, зажимая изделие для сварки или освобождая
его для транспортирования по потоку. В правом (рабочем) поло-
жении чаша вращателя своим медным бандажом 8плотно прижи-
мает привариваемую деталь 7 (колпак или фланец) к картеру 9*
и приводит его во вращение со сварочной скоростью. В левом (не-
рабочем) положении вращатель расцеплен с изделием, и оно пе-
редается на следующую позицию. Устройство защищено кожу-
хом 7.
273’
Рис. 139. Кольцевой патрон вращателя для наплавки втулок:
1 — вращающаяся часть патрона) 2 — зубчатый венец) 3 — стационарная часть патрона)
4 — изоляционные текстолитовые пластины) 5— контактная щетка; 6 — клеммник сва-
рочного провода; 7 — щеткодержатель) 8 —. зажимной винт) 9 — конический зубчатый
венец; ю — пружина) 11 гайка-шестерня) 12 — гибкая шина; 13 —в зажимной кула-
чок.
Электропривод вращателя состоит из двигателя 2 и редуктора
4, на шпинделе которого закреплена прижимная чаша 6. Редуктор
составлен из двух последовательных червячных передач, связан-
ных между собой парой сменных шестерен 5, выведенных наружу)
Сварочный ток подводится к прижимной чаше (а от нее к изделию,
с помощью обычного кольцевого токосъемника, состоящего из
бронзового кольца 5 и подпружиненных меднографитных или медно-
сетчатых щеток 10. Бандаж 8, которым чаша прижимается к из-
делию, одновременно выполняет функции флюсоудерживающего
кольца. Так как во время сварки бандаж располагается в непосред-
ственной близости от шва и сварочной зоны, то во избежание под-
горания и прихватывания к изделию он выполнен медным.
К этой же категории вращателей с пневматическим зажимом
относится и рассмотренный в § 6 сборочно-сварочный патрон-
вращатель для изготовления цилиндрических корпусов неболь-
шого размера (см. рис. 16). Характерной особенностью этого вра-
щателя является то, что он выполняет не только сварочные движе-
ния, но и сборку изделия.
274
Рис. 140. Передняя бабка вращателя с полым шпинделем.
Для наплавки внутренних поверхностей различных втулок и
полый цилиндрических деталей диаметром до 500 мм применяют
бесшпиндельные вращатели с кольцевым крепежным патроном
проходного типа (рис. 139). Этот трехкулачковый самоцентрирую-
щип патрон охватывает изделие снаружи и закрепляет его по на-
ружной поверхности, оставляя свободной внутреннюю, наплав-
ляемую полость для манипулирования сварочным аппаратом
и наблюдения за процессом наплавки с обоих торцов втулки.
Кулачки патрона 13 имеют пружинные устройства 10, компенси-
рующие тепловое расширение наплавляемой детали.
Самоцентрирование обеспечивается системой синхронно дейст-
вующих радиальных винтов 8 и конических шестерен 11 с гай-
ками. Синхронность вращения гаек-шестерен, а следовательно,
и синхронность сближения и раздвижения винтов с кулачками
обеспечивается связью всех трех шестерен 11 с общим зубчатым
венцом 9. Вращением любой из гаек-шестерен 11 можно изменить
крепежный диаметр патрона.
Сварочный ток подводится к зажимным кулачкам 13 через сколь-
зящие медносетчатые или меднографитные щетки 5 и гибкие
шины 12.
Патрону передается вращение от асинхронного электродвига-
теля через зубчатый редуктор, выходная шестерня которого сцеп-
ляется с зубчатым венцом 2 патрона. В составе редуктора имеется
275»
трехступенчатая коробка скоростей и сменные шестерни, позво-
ляющие изменять частоту вращения патрона в достаточно широ-
ких пределах, обеспечивающих необходимую скорость кольцевой
наплавки при изменениях диаметра от 60 до 300 мм.
В универсальных станках Института электросварки им.
Е. О. Патона АН УССР для наплавки наружных поверхностей
цилиндрических деталей (валов, осей и проч.) применяется центро-
вой вращатель, состоящий из передней бабки — приводной
(рис. 140), задней — холостой с ручным поджатием (рис. 141)
и промежуточного люнета. Особенностью этого вращателя являет-
ся то, что шпиндель передней бабки выполнен полым для прохода
сквозь него наплавляемых изделий диаметром до 150 мм и практи-
чески неограниченной длины. На шпинделе 5 закреплен само-
центрирующий кулачковый патрон 8. Вращатель приводится
в движение электродвигателем постоянного тока с регулируемой
частотой вращения. Для расширения диапазона регулирования
скорости сварки (учитывая ее зависимость не только от частоты
вращения, но и от диаметра изделия) в конструкции приводного
механизма предусмотрены сменные шестерни. Это позволяет на-
страивать вращатель на нужный режим наплавки в диапазоне
скоростей 0,3—1 м/мин при любом из заданных диаметров изделия
в пределах от 30 до 150 мм.
В конструкции передней бабки вращателя предусмотрено уст-
276
Рис. 142. Вертикальный вращатель для наплавки бандажей и колесных
центров вагонных полускатов.
ройство для автоматического управления механизмом шаговой
подачи наплавочной головки (ее каретки). Это устройство состоит
из диска 3 с кулачками, воздействующими на путевые микровыклю-
чатёли 4, которые управляют пуском и остановкой шагового
электропривода. Так как диск закреплен на вращающейся —
шпиндельной — части бабки, то включение двигателя шаговой
подачи происходит регулярно при каждом обороте изделия на опре-
деленном участке окружности и на определенное время, соответст-
вующее заданному шагу наплавки. Рядом с диском 3 на шпиндель
насажено токосъемное бронзовое кольцо 2, к которому посредством
рычагов с пружинными стаканчиками 1 поджимаются две контакт-
ные щетки.
Приводной механизм вращателя, в отличие от описанного выше
(см. рис. 139), помещен вместе со шпинделем в общем корпусе 6,
образуя таким образом переднюю бабку, смонтированную комплект-
но с приводом. Последним кинематическим звеном механизма вра-
щения является червячная передача, зубчатый венец которой 7
закреплен на шпинделе 5. Как отмечалось выше, червячная пере-
дача в последнем кинематическом звене привода обеспечивает бо-
лее плавное вращение изделия по сравнению с цилиндрической
передачей.
Задняя бабка вращателя (см. рис. 141) имеет выдвижную пи-
ноль 2 с вращающимся зажимным центром 1. Усилие от зажим-
ного винта 5 передается на пиноль через многоярусную тарельча-
тую пружину 4, компенсирующую температурное удлинение
277
наплавляемой детали. Для настройки вращателя на нужное
межцентровое расстояние (в зависимости от длины наплавляемой
детали) бабка передвигается по направляющим, одна из которых
7 выполнена клиновой, а другая — плоской. Положение бабки
фиксируется болтом <8. Для защиты направляющих от засорения
предусмотрен кожух 6. Корпус задней бабки 3 выполнен сварным.
Однако в серийном производстве вращателей, по-видимому, вы-
годнее изготовлять их литыми, чугунными, как это сделано в
задней бабке по рис. 134.
В качестве примера вертикальных вращателей можно привести
применяемый на вагоноремонтных предприятиях центровый вра-
щатель для наплавки бандажей и колесных центров вагонных по-
лускатов — железнодорожных и трамвайных. На рис. 142 пока-
зана его основная — приводная часть, которая вместе с верхней
зажимной бабкой (на рисунке не показана) образует вертикальный
центровый вращатель. Обе бабки смонтированы на колонне, ко-
торая одновременно несет на себе и наплавочную головку.
Характерной особенностью вращателя является отсутствие
в нем планшайбы или какого-либо крепежного патрона. Вместо
них на шпинделе 6 закреплена коническая чаша 5, в которую встав-
ляется торец оси полуската 4. Конусность чаши обеспечивает
центрирование полуската по оси шпинделя, а собственный вес
полуската, воспринимаемый чашей, обеспечивает достаточное его
сцепление с вращателем.
Редуктор вращателя состоит из двух последовательных чер-
вячных передач, соединенных между собой парой сменных шесте-
рен 7, позволяющих настраивать вращатель на нужную скорость
вращения. При наплавке стандартной продукции, какой являются
вагонные полускаты, эта настройка производится весьма редко.
Первая червячная передача 3 связана с валом двигателя 7, вто-
рая 2 — с валом шпинделя 6. Валы редуктора смонтированы на
подшипниках качения, за исключением последнего — тихоходного
вала шпинделя, где благодаря очень малой скорости вращения
можно ограничиться простыми бронзовыми втулками с консистент-
ной смазкой.
§ 28. Расчет сварочных манипуляторов
и позиционеров
В сварочных манипуляторах и позиционе-
рах объектами конструирования и расчета являются три основных
узла? механизм вращения изделия относительно оси шпинделя,
механизм наклона шпинделя и несущие конструкции манипуля-
тора или позиционера — его поворотной и стационарной частей.
В сварочных вращателях объектами конструирования и расчета
являются только механизм вращения и станина.
Исходные данные для расчета манипуляторов, позиционеров
и вращателей? а) вес изделия с крепежным приспособлением G,
278
положение его центра тяжести и
размеры, в том числе диаметры
свариваемых швов или наплавля-
емых поверхностей D\ б) необхо-
димые пределы регулирования ра-
бочей скорости сварки или на-
плавки р; в) маршевая скорость им
(если она необходима); г) угол на-
клона оси вращателя а или необ-
ходимый диапазон изменения угла
наклона оси манипулятора.
Если выбор значения маршевой
скорости предоставляется кон-
структору, то ее следует назначать
исходя из допускаемой окружной
скорости изделия (16—25 м/мин),
так же как и для кантователей
Рис. 143. Номограмма для опре-
деления числа оборотов сварочно-
го манипулятора или вращателя
по заданной скорости сварки при
заданном диаметре шва.
[см. § 19 й формулу (133)1. По выбранной маршевой скорости
определяется наибольшая частота вращения шпинделя, а исходя
из нее — и наибольшая мощность двигателя.
Рабочий диапазон регулирования частоты вращения шпинделя
п (об/мин) определяется по заданным скоростям сварки от
до Ртах И при Заданных диаметрах кольцевых ШВОВ ОТ Z)mjn ДО/>тах«
Если требуется обеспечить любую из заданных скоростей сварки
при любом из заданных диаметров, необходимо иметь возможность
изменять рабочую частоту вращения (ступенчато или бесступен-
чато) в следующем диапазоне:
_ '’min
"nun — Г)
3lLmax
_ pmax
™max “ nD •
(253)
Следовательно, в сварочных манипуляторах и вращателях, чтобы
выполнялось это условие, частота вращения должна меняться
в i раз,
• _ nmax
nmin
^max^max
^min^inin
(254)
Для быстрого и удобного определения числа оборотов вращате-
ля по заданной скорости сварки и и при заданном диаметре
кольцевого шва D обычно пользуются номограммами, одна из ко-
торых представлена на рис. 143. Она построена по известной фор-
муле п = vkiD для диапазона диаметров D = 0,2, ...» 1,5 м и
скоростей v = 0,3 , ..., 1,3 м/мин. Исключение составляют изде-
лия диаметром Z>mjn = 0,2 м, для которых скорость сварки (или
наплавки) ограничена верхним пределом 1 м/мин.
По заданным исходным величинам и предварительно выбран-
ной схеме манипулятора (рис. 144) определяется его внешняя си-
ловая нагрузка — радиальные и аксиальные усилия, действующие
279
Рпс. 144. Расчетные схемы манипулятора:
а — наклонное положение под произвольным углом а । б — то же, под углом а в
горизонтальное положение при а = 90 °,
на шпиндель и ось наклона, а также грузовые моменты, восприни-
маемые шпинделем и механизмом наклона,—крутящий Л/кр относи-
тельно оси вращения, опрокидывающий Мгр относительно оси накло-
на, изгибающий Ма относительно ближайшей опоры шпинделя Л
и др.
Расчет.механизма вращения. Интенсивность действия внешней
нагрузки на шпиндель можно оценить величиной эквивалентного
изгибающего момента Мд = + Л/кр в наиболее опасном се-
чении шпинделя — на опоре А. При заданных значениях веса
изделия G и координат его центра тяжести h и е эквивалентный
момент М9 является функцией двух переменных величин: угла
наклона шпинделя а и угла поворота планшайбы 0 при ее враще-
нии вокруг оси шпинделя (см. рис. 144, а). С целью нахождения
максимальных расчетных значений эквивалентного момента М3
280
и наименее выгодных (опасных) значений а и Р составим общее
выражение для М э как функции двух переменных аир.
Эквивалентный момент М3 является геометрической суммой
изгибающего Ма и крутящего Мкр моментов. Для нахождения зна-
чений этих входящих моментов воспользуемся расчетной схемой
манипулятора, изображенной на рис. 144, а. Изгибающий момент,
действующий на опоре А в вертикальной плоскости, будет Мв =
= Gth + G2e sin р. Изгибающий момент в перпендикулярной на-
клонной плоскости Мг = G2e cos р. Результирующий изгибающий
момент в сечении А шпинделя
М„ = ]/Mi + M'i =УG\№ + G^2 + 2GxG.2he sin 0 .
Подставив вместо G^ и G2 соответственно G sin а и G cos a, получим
Мл = G }/"h2 sin2 a 4- e2 cos2 a + 2he sin a cos a sin P . (255)
Крутящий момент
Мкр = Gte cos P = Ge sin a cos p. (256)
Эквивалентный момент в сечении А
Мэ = =
= G ]/h2 sin2 a 4- e2 cos2 a + 2he sin a cos a sin P + e2 sin2 a cos2 P =
= G Ve2 cos2 P + (h sin a 4- e cos a sin P)2« (257)
Пользуясь этим выражением, можно определять величину Л/э
при любых значениях углов аир.
Для того чтобы найти значения углов аир, при которых мо-
мент Мд достигает максимума, необходимо приравнять частные
производные функции М9 нулю. Для этого достаточно прирав-
нять нулю производные подкоренного выражения из формулы
(257). Обозначив это подкоренное выражение через ЛГ, получим
9N
= 2 (h sin а + е cos a sin 0) (— h cos a + e sin a sin 0) == 0; (258)
dN
= e2 cos P (— sin P) 2 (h sin a + e cos a sin P) e cos a cos P = 0.
Решение этих уравнений и их соответствующий анализ дает
следующие результаты: соотношение углов а и ркр, при котором
момент М9 достигает своего максимального значения,
cig a = sin 0кр; (259)
максимальное значение момента М э
Мэшах =GVW+72. (260)
В тех положениях манипулятора, при которых не соблюдается
равенство (259), момент М9 будет меньше максимального Мэтах.
281
Рис. 145. График углов а и Ркр, при
которых = М9тах (для манипу-
лятора по рис. 117).
Рис. 146. Зависимость углов Y и а1ф
(см. рис. 144, б) от соотношения ко-
ординат центра тяжести груза e/h.
На рис. 145 в качестве примера представлена кривая взаимо-
связи углов а и рКр, при которых момент Мо достигает максимума
Мд щах* Кривая построена по формуле (259) для манипулятора,
имеющего следующую характеристику? грузоподъемность G =
= 20 тс, плечо h = 1 м, дисбаланс е = 0,33 м, отношение e/h =
= 0,33. По этой кривой для любого из опасных углов наклона
(в пределах от акр до акр + 2у) можно легко определить соот-
ветствующие углы поворота планшайбы ркр, при которых момент
Мд приобретает максимально возможное значение, равное
G]fh2 + е2. Например, для данного манипулятора при а = 75°
момент М э достигает максимума (G]^h2 + е2) в двух симметричных
положениях планшайбы: при ркр1 = 54° и при ркрз = 126°.
Для каждого соотношения e/h существует свой вполне опреде-
ленный критический угол наклона акр (см. рис. 144, б) и примы-
кающий к нему диапазон углов больше критического в пределах
от акр до акр + 2у, при которых величина М» достигает своего мак-
симального значения (Мэшах = GJ^h2 + е2). При этом планшайба
повернута на угол ркр, связанный с углом наклона а зависимостью
(259). Таким образом, опасные расчетные углы наклона находятся
в диапазоне ± у от горизонтального положения оси шпинделя.
Из рис. 144, б видно, что
y = arctg-|-; (261)
акр = 90 — V = 90 — arctg . (262)
При всех других углах наклона (а < аКр) момент Мэ не может
достигать своего максимального значения. Поэтому все углы, не
282
входящие в зону углов у, не являются опасными для работы ме-
ханизма вращения и, следовательно, не могут рассматриваться
как расчетные.
Для манипулятора с e/h = 0,33 диапазон опасных углов
± у — arctg 0,33 = ± 18° 26' от горизонтали и акр = 90 — у =
= 71° 34'. На рис. 145 этот угол соответствует экстремальной точ-
ке т на кривой. Подобные кривые могут быть построены для лю-
бых соотношений e/h.
Расчетные кривые зависимости углов у и аир от соотношения
e/h представлены на рис. 146. Для хорошо сбалансированного
изделия, когда е = 0, акр = 90° и у = 0.
Из выражения (261) и рис. 144, б видно, что зона опасных уг-
лов наклона ограничена такими их крайними значениями (акр и
аир + 2у), при которых центр тяжести О располагается в одной
вертикальной плоскости с осью шпинделя и на одной горизонталь-
ной линии с опорной точкой А. При этом плечо груза будет наи-
большим из возможных и равным ]/h2 + е2.
Сказанное выше позволяет сделать вывод о том, что для расчета
механизма вращения, в частности шпинделя, на прочность можно
выбрать любое из его опасных положений в пределах углов у =
= arctg Однако для определения мощности привода, а также
опорных реакций А и В, являющихся силовой нагрузкой подшип-
ников шпинделя, эти положения манипулятора не равноценны.
В частности, для определения мощности наиболее опасным и, сле-
довательно, расчетным будет горизонтальное положение шпин-
деля при а = 90° и р = 0 (см. рис. 144, в), когда крутящий момент
достигает максимального значения Л/кр = Ge. Для определения
наибольших опорных реакций А и В, как показывают приведенные
ниже расчеты (табл. 16), опасными положениями манипулятора
могут быть два? горизонтальное, при котором а = 90° и р = 0,
или наклонное под углом а = аКр и р = 90°. Поэтому в каждом
конкретном случае необходимо определять моменты и усилия для
двух положений шпинделя и методом сравнения выбрать наиболь-
шие из них для расчета.
Величина действующих на шпиндель моментов, а также опор-
ных реакций в значительной мере зависит от расположения ведо-
мого зубчатого колеса или венца на шпинделе. Здесь возможны
три компоновочных варианта (показаны штриховыми линиями на
рис. 144, в)\ I — зубчатое колесо закреплено на передней консоль-
ной части шпинделя и даже может быть связано непосредственно
с планшайбой. В последнем случае крутящий момент не воспри-
нимается шпинделем и, следовательно, шпиндель работает только
как ось, а не как вал; II — зубчатое колесо закреплено на шпин-
деле между опорами; III — зубчатое колесо закреплено на зад-
нем консольном хвостовике шпинделя. Во втором и третьем вари-
антах шпиндель работает как вал, на который действуют не только
изгибающие моменты, но и крутящий.
283
2
Моменты в опорном сечении А Опорные реакции В Опорные реакции А Расчетный параметр
s: 05 •в to 5° о to м Обозначение
G К /г2 + е2 о О v>-+z4 Л 9 о о G г е //г2 + ег G /г2 + е2 + hl I V/г2+ е2 О О) й II й я т ео о 7 h-и
— + съ to to + Л to дг -|- ег + hl
?3- ьэ ~ + <ъ t0
с + (тг)‘ о *1* ?3- ’to + ±" ю г _еК и. с О + ?) "V + Л + Z) А -у~ гэ / * 0 —111 0 (>/ + /)« J С + р II ^Ч И ф
1
Расчет шпинделя манипулятора
Таблица 16
ан г
1 11 1 111
П = о
г 1±А G i rl±A G- i
111 c^S-
У (1 + А)2 + (l-Ktf
0 0
°т c4
e (I + K,) IR
-у Уh2+(z+kj2
Gh Gh
0 0
Ge Ge
G У h2 + е2 GV h2 + e2
285
Величина моментов и опорных реакций зависит также от рас-
положения ведущего элемента зубчатой передачи — шестерни
(при цилиндрическом или коническом зацеплении) или червяка
(при червячном зацеплении), так как их положение определяет
направление окружного усилия, приложенного к зубчатому колесу
шпинделя. Здесь также возможны три крайних варианта: ведущий
элемент (шестерня, червяк) расположен вверху, внизу либо сбоку
{справа или слева) от зубчатого колеса.
Выгоднее всего располагать ведущий элемент внизу, так как
при такой компоновке механизма опорные реакции и изгибающие
моменты будут меньше, чем при других вариантах. Это объясняется
тем, что при расположении шестерни внизу (или вверху) моменты
и реакции от действия внешней нагрузки G и окружного усилия Q
направлены перпендикулярно друг другу и поэтому суммируются
геометрически, а при расположении сбоку они суммируются ариф-
метически и, следовательно, дают большие расчетные значения
моментов и реакций.
По этим соображениям ведущий элемент зубчатой пары шпин-
деля в большинстве случаев располагается внизу.
В табл. 16 приведены формулы для расчета шпинделя на проч-
ность при нижнем расположении ведущей шестерни или червяка
и при трех вариантах расположения на шпинделе ведомого зуб-
чатого колеса: I — у планшайбы на расстоянии К от правой опоры
А; II — между опорами шпинделя; III — на заднем хвостовике
шпинделя (см. рис. 144, *).
В формулах табл. 16 приняты следующие обозначения: 7? —
радиус зубчатого колеса; Аъ В} — опорные реакции (правая и ле-
вая), расположенные в вертикальной плоскости перпендикулярно
к оси шпинделя; Я 2, В2 — то же, в горизонтальной плоскости; А0 =
= iCdi + Al и Bq = 1^51 + Bl — результирующие опорные
реакции; Лос — осевая нагрузка шпинделя; Mt — изгибающий
момент, действующий в вертикальной плоскости; М2 — изгибаю-
щий момент, действующий в плоскости, ей перпендикулярной;
Л/кр — крутящий момент; М9 = VМ* + Ml + — резуль-
тирующий эквивалентный момент; все остальные обозначения —
по рис. 144.
Найденные по приведенным в таблице формулам величины
•сил и моментов позволяют построить их эпюры и определить зна-
чения изгибающих моментов для любого сечения шпинделя.
Сравнивая результаты расчетов шпинделя по варианту I при
его наклонном (а = акр) и горизонтальном (а = 90°) положениях,
приходим к выводу, что эквивалентный изгибающий момент Мэ
будет одинаковым для обоих положений и равным G]/h2 + е2
только в одном частном случае, когда К = R. Однако практиче-
ски почти всегда К < /?, и поэтому для варианта I значение Мэ
при горизонтальном положении шпинделя (а = 90°), как правило,
будет меньше, чем при наклоненном под углом аьр. Следовательно,
286
для варианта Т расчетным положением шпинделя будет его наклон-
ное положение при а = акр.
Что касается величины опорных реакций Ао и Во, то вопрос
о том, при каком положении шпинделя (горизонтальном или на-
клонном) они будут больше, заранее решить однозначно нельзя.
В каждом конкретном случае по формулам табл. 16 необходимо
рассчитать их значения для обоих положений шпинделя и выбрать
в качестве расчетных наибольшие.
Диаметр шпинделя (как и любого вала) определяется из усло-
вия прочности по эквивалентному изгибающему моменту
При проверочных расчетах должно быть соблюдено условие
прочности
ЮМ,
о = —УГ
<Г
1,ЗЛос
(264)
Здесь второе слагаемое представляет собой добавочное напряже-
ние сжатия (при а = акр) или растяжения (при а = акр + 2у)
под действием осевой нагрузки шпинделя ЛОс*
Подставив в формулу (264) выражения для Л7эиЯос из табл. 16,
получим условие прочности шпинделя в виде
10G V И2 4- е2
d3
l,3Ge
d2 h2 + е2
<[а].
(265)
В рассмотренном выше манипуляторе (см. рис. 120) d = 30 см,
h — 100 см, е = 33 см, G = 20000 кгс,
t
10 . 20 000/1002 + ЗЗ2
зо3
1,3 - 20 000 • 33
ЗО2 Кюо2 + ЗЗ2
= 780 + 9 = 789 кгс/см2.
Для валов из стали 45Х допускается [ <т] = 800 кгс/см2.
Выбранный диаметр шпинделя следует проверить на вынос-
ливость по известной методике Д. Н. Решетова [10], учитывающей
характер изменения напряжений, концентрацию напряжений, мас-
штабный фактор и др. Однако уточненный расчет на выносливость
производить нет необходимости, если соблюдено о < 8 0-1/ коп,
где — предел выносливости материала при изгибе со
знакопеременным симметричным циклом; 8 — масштабный фак-
тор; ко — эффективный коэффициент концентрации напряжений
в опасном сечении; п — запас прочности по выносливости.
Это выражение представляет собой упрощенный в сторону уве-
личения запаса прочности расчет на выносливость. В нашем слу-
чае можно принимать следующие значения входящих в это выра-
жение величин: 8 *= 0,5, kQ= 1,5 4- 2, п = 1,5 4- 1,8. Тогда для
шпинделя по рис. 120 из стали 45Х с пределом выносливости
о-i = 4500 кгс/см2 имеем = 830 кгс/см2 > 789 кгс/см2.
Следовательно, условие выносливости соблюдено.
287
Кроме прочности и выносливости, шпиндель должен быть так-
?ке проверен на жесткость — изгибную и крутильную. Условие
жесткости шпинделя: для сварочных манипуляторов и вращате-
лей Д 0,0002/, ср < 0,001/кр; Для позиционеров Д 0,0005/,
<р 0,003/кр (Д — прогиб, см; / — расстояние между опорами, см;
<р — угол закручивания, град; /нр — длина скручиваемого участка
вала, см). Угол закручивания определяется известным выраже-
нием
1807И..п/кп
<266)
где Eq = 800 000 кгс/см2— модуль сдвига; Zo — полярный момент
инерции сечения вала, см4.
Мощность привода N определяется по крутящему моменту и
максимальной частоте вращения шпинделя п (об/мин) с учетом по-
терь на трение в подшипниках и КПД приводного механизма ц0:
дг _ (^кр + ^тр) п
2V “ 97 4ООПо
(267)
где момент сил трения в подшипниках шпинделя Л/тр =
= 0,5/ (AQdA + Вос?в); / — коэффициент трения в подшипниках;
dA и (1в — диаметры шпинделя в сечениях А и 5; Ао и Во — реак-
ции опор.
Подбор подшипников производится по усилиям А 0 и Bq и час-
тоте вращения обычными методами.
По мощности выбранного электродвигателя и кинематической
схеме приводного механизма определяются размеры всех элемен-
тов механизма (валов, зубчатых передач, подшипников и др.)
обычными методами расчета деталей машин [10].
Пусковой момент двигателя проверяется с учетом динамической
нагрузки, определяемой по формуле (176).
Расчет механизма наклона. Для определения расчетной нагруз-
ки механизма следует рассмотреть два его опасных состояния:
при горизонтальном положении шпинделя (рис. 147, а) и при
наклонном под углом к горизонту ун = arctg (рис. 147, б).
Наибольший грузовой (опрокидывающий) момент Л/гр относи-
тельно оси наклона будет при втором положении, так как при этом
плечо грузового момента достигает максимума, равного Vfcj + е2.
Следовательно, максимальный (расчетный) момент
Л/гр = 6')/^ + ег. (268)
Исходя из этого определяется мощность привода и окружное уси-
лие на зубчатых секторах.
Сумма опорных реакций на цапфах Со при втором положении
манипулятора также наибольшая из возможных. Однако при пер-
вом — горизонтальном — положении сумма реакций, хотя она
и меньше, распределяется между двумя опорами неравномерно
288
манипулятора для рас
Рис. 147. Схемы
чета механизма наклона:
а — горизонтальное положение при а = 90°
и 0 = 0; б — наклонное под углом а = 90—
—VH и 0 = 90 °| в—наклонное под произволь-
ным углом а.
в зависимости от величины
эксцентриситета с, создающе-
го асимметрию нагрузки на
несу тую траверсу и ее опо-
ры. Поэтому, чтобы опреде-
лить наибольшую нагрузку
на одну цапфу Су, необходи-
мо найти реакции опор при
двух опасных положениях
манипулятора и за расчет-
ную принять наибольшую из
них.
Величина опорных реак-
ций на цапфах зависит также
от радиуса ведомых зубчатых
секторов У?, и положения ве-
дущей шестерни привода. На-
ихудшим в смысле нагрузки
на цапфы будет расположе-
ние шестерни на одном гори-
зонтальном уровне с цапфа-
ми, как показано на рис. 147.
В этом случае окружное уси-
лие на зубчатых секторах Qq,
арифметически суммируясь с силой G, создает усилие на цапфах,
наибольшее из возможных при данном радиусе зубчатого сектора
Ri и данном угле наклона.
Если цапфы смонтированы на подшипниках качения, то при
определении нагрузки на них трением в подшипниках можно
пренебречь и определять усилие на каждой цапфе, исходя из ста-
тического равновесия действующих сил и моментов.
Если же цапфы опираются на ’подшипники скольжения, то
влиянием трения пренебрегать не следует. В этом случае при опре-
делении нагрузки на цапфу (см. табл. 18) вводится множитель
ЛГр= 1 + fw2Rv где d — диаметр цапфы; Ry — радиус зубчатого
сектора.
Расчетные формулы для определения силовой нагрузки меха-
низма наклона приведены в табл. 17 и 18. Формулы состав-
лены для механизмов наклона, у которых ведущие шестерни,
сцепляющиеся с зубчатыми секторами, расположены на од-
ном горизонтальном уровне с осью наклона, как показано на
рис. 147.
В формулах табл. 17 и 18 приняты следующие обозначения:
Су и С2 — опорные реакции на цапфах поворотной траверсы;
Со = Сх 4- С2 — сумма опорных реакций; Q{}— суммарное окруж-
ное усилие на зубчатых секторах; Л/гр — грузовой момент; Мтр —
момент сил трения в подшипниках; остальные обозначения —
по рис. 147.
10 8-397
289
Таблица 17
Расчет силовой нагрузки механизма наклона без учета трения на цапфах
Обоз- наче- ние Положение
горизонтальное (рис 147, а) наклонное (рис. 147, б)
^гр Ghr G]/ hj + e*
С, т (^i + ^i) (0,5£ + <?) С1 = = “277? (7?I + /г> +
С2 (Ri + h) (0,51-е)
Со (/?i +
Qo V tf + e* G
В приведенных расчетах имелось в виду, что зубчатые секторы
прикреплены непосредственно к поворотной траверсе или к кор-
пусу шпинделя, и поэтому цапфы не передают крутящего момента
и работают только на изгиб под действием силы Cv
Изгибающий момент, действующий в основании активной
(опорной) части цапфы,
Мп = 0,56?^, (269)
где — длина опорной части цапфы в подшипнике.
Если цапфа имеет сплошное круглое сечение, а не кольцевое,
то ее диаметр определяется по формуле
3 / 107И 3 Г 5С 1
Условие прочности круглой массивной цапфы
а = -^2- = < [а].
(270)
(271)
Для пустотелой цапфы, имеющей кольцевое сечение с наруж-
ным диаметром d и внутренним условие прочности приобретает
следующий вид:
<272>
где а = djd', Сг — наибольшее по формулам табл. 17 и 18.
В случае закрепления зубчатого сектора на хвостовике одной
290
Таблица 18
Расчет силовой нагрузки механизма наклона с учетом трения на цапфах
Обоз- наче- ние Положение
горизонтальное (рис. 147, а) наклонное (рис. 147, б)
^гр Ghx G]/ A‘f+«2
^тр 1 + °’5/
Ct Cx = C2 =
^2 + (0,5L —e) fcTp = + Al + e2)*TP
^0 (/?x + ht) kTp + V ^+^)fcTp
Л/.р O,5Cofd O,5Co/d
^rp + ^тр Hi ^rp “b ^Tp
из опорных цапф (как, например, в манипуляторе Т-25М по
рис. 115), эта цапфа работает как вал на совместное действие из-
гиба и кручения и рассчитывается на прочность по приведенному
эквивалентному моменту Мп = VМ„ + МкР. Здесь М1} опреде-
ляется в зависимости от расположения зубчатого сектора на цап-
фе, а Мкр = Мгр, если момент передается через одну цапфу (одним
зубчатым сектором), или Мкр = 0,5Мгр, если момент передается
через обе цапфы (двумя зубчатыми секторами). Ввиду того, что
конструкция крепления зубчатых секторов на цапфах применяется
сравнительно редко и не рекомендуется для средних и тяжелых ма-
нипуляторов, методика ее расчета здесь не приводится.
Мощность привода механизма наклона определяется по той же
формуле, что и для механизма вращения (267), но при этом значе-
ния моментов Мкр = Мгр и Мтр находятся по расчетным формулам,
приведенным в табл. 18. По найденной мощности рассчитываются
все элементы приводного механизма.
Подшипники для цапф поворотной траверсы подбираются по
усилиям С\ (см. табл. 17 и 18).
Поворотная траверса манипулятора работает как балка на двух
опорах, нагруженная изгибающим и крутящим моментами.
10*
2Л
Наибольший изгибающий момент посредине траверсы Ми = GLlk,
где L — пролет балки, равный расстоянию между осями опорных
подшипников. Крутящий момент
мкр = = 0,5G j/’/tf + e2 . (273)
Напряжение изгиба в среднем сечении траверсы
GL (Ъп/х
W 4jy » (274)
где W — момент сопротивления изгибу; для прямоугольного ко-
робчатого профиля W = --------- (о и о — наружная и внутрен-
няя ширина балки по нейтральной оси изгиба; Н и h — наруж-
ная и внутренняя высота балки).
Касательное напряжение кручения
Мкр _ +
2F6 “ 4F6
(275)
где 8 — толщина стенки коробчатого (трубчатого) профиля; F —
площадь, ограниченная средней контурной линией профиля.
Приведенное расчетное напряжение
а=/аи + Зг2 = 4|/Г-^- + 3-4+2_. (276)
Условие прочности траверсы о [а]. Следует заметить, что
в реальных конструкциях напряжение в траверсе манипулятора
а, как правило, значительно ниже допускаемого, так как размеры
траверсы, выбранные из условий жесткости, а также по конструк-
тивным соображениям (крепления шпинделя и зубчатых секторов),
обычно бывают больше, чем необходимо по условиям прочности.
Жесткость траверсы определяется величиной ее прогиба Л
под действием силы G и угла закручивания ср под действием крутя-
щего момента Л/кр
<3 7 2 M„nLs
= Ф = <277>
где Е — модуль упругости (для стали Е = 2,1 *106 кгс7см2); Z?o —
модуль сдвига' (для стали Ео = 8-105 кгс/см2); 7Икр определяется
по формуле (273); s — длина средней линии коробчатого (или труб-
чатого) профиля.
Если профиль поперечного сечения траверсы состоит из от-
дельных т участков с разными и 8Х, то угол закручивания (в ради-
анах) находится по формуле
__ si
8ЯЯ0 2d ’
2=1
(278)
292
где и Si — соответственно длина средней линии и толщина стен-
ки /-го участка профиля.
Для сварочных манипуляторов максимальный прогиб траверсы
не должен превышать 0,0002 от расстояния между ее опорами и,
следовательно, условие изгибной жесткости Д 0,0002Л. Для
позиционеров Д 0,0005Л. Условие крутильной жесткости
траверсы манипуляторов ф° 0,0005 L, позиционеров ср°
< 0,0015L (L в см).
Определение допускаемой перегрузки манипулятора или пози-
ционера при а < акр. При некоторых вариационных расчетах,
производимых на первичной стадии проектирования манипулято-
ра, а также при исследовании грузовых возможностей существую-
щих манипуляторов и позиционеров, удобно пользоваться графи-
ком зависимости критических углов акр от положения центра тя-
жести груза, в частности от соотношения elh (рис. 146), а также
графиками допускаемой перегрузки манипулятора при углах
наклона меньше критического. Такие расчетные графики особенно
полезны в тех случаях, когда приходится иметь дело с обширной
и многообразной номенклатурой сварных изделий, имеющих раз-
ные массы и разные соотношения elh. Они позволяют определять
величину допускаемой нагрузки манипулятора превышающей
номинальную G, при углах наклона меньше критического (а <
< акр). В практике эксплуатации сварочных манипуляторов и
позиционеров нередки случаи, когда возможность их безопасной
перегрузки не используется только потому, что неизвестны крити-
ческие углы наклона акр и допускаемая повышенная нагрузка
Ga> G при а < акр. Здесь G — расчетная номинальная нагрузка
манипулятора (грузоподъемность), допускаемая при любых углах
наклона, в том числе при а > аир.
Величину допускаемой повышенной нагрузки Ga для каждого
из углов наклона меньше критического можно определить из ус-
ловий равнопрочности манипулятора при разных значениях а.
Для механизма вращения эти условия следующие.
1. При любом угле наклона крутящий момент не должен пре-
вышать допускаемого расчетного момента Л/кр тах =|Л/кр], так как
по этому моменту определена мощность электропривода и рассчи-
таны все его передачи. Учитывая, что крутящий момент достига-
ет максимального значения при угле поворота планшайбы (5 = О
(см. рис. 144), это ограничительное условие можно записать в сле-
дующем виде:
а е sin а *
(279)
2. По условию равнопрочности шпинделя максимальные на-
пряжения в нем оа при любом угле наклона а и любых значениях
h и е должны быть равны допускаемому |сг]. Следовательно, усло-
вие равнопрочности шпинделя записывается в виде
аа = [а]. (280)
293
Для произвольного угла а
ЮТИ^ 1,36! cos а
а I 7 а
°а — <*>
Подставляя в эту формулу вместо Ма его значение из формулы
(257), получаем
оа = —— [)/е2 cos2 Р + (h sin а + е cos а sin Р)2 + 0,13d sin а].
(281)
Анализ этого выражения показывает, что при углах наклона
а < &кр нагрузка шпинделя достигает максимального значения
в тот момент, когда планшайба поворачивается вокруг оси шпин-
деля на угол 90°. Тогда формула (281) после подстановки в нее
Р = 90° приобретает следующий вид:
10G„
аа = ——. [h sin а + (е + 0,13d) cos а]. (282)
Подставив это значение в уравнение (280) и решив его относитель-
но Ga, получим окончательное выражение для допускаемой (при
данном угле наклона) нагрузки манипулятора, вычисляемой по
критерию равнопрочности шпинделя:
Ga = -------0Д^[о]--------. (283)
h sin a + (е + 0,13d) cos a
Это выражение одновременно удовлетворяет ограничительному
условию (279). Следовательно, при значении Ga, найденном по
формуле (283), крутящий момент на валу не превысит допускае-
мого.
3. Нагрузка на подшипники шпинделя должна быть равна до-
пускаемой [4], регламентированной нормативами и каталогами под-
шипников, или не должна их превосходить. При этом с достаточной
для практики точностью и некоторым запасом можно считать при-
веденной нагрузкой радиально-упорного подшипника шпинделя
сумму радиальной и осевой нагрузок, соответствующих данному
углу наклона а и грузу Ga. Эти нагрузки на подшипник опреде-
ляются как реакции опоры шпинделя по расчетной схеме, пред-
ставленной на рис. 144, а. Так как наиболее нагруженной опорой
является ближайшая к планшайбе опора А, то в первую очередь
именно для нее следует определять условие равнопрочности.
По рис. 144, а наибольшая суммарная нагрузка на опору А при
(3 = 90° будет равна
л п (2 + й) sin a + (е-|-1) cosa
Aa — Cra---------------------,
Условие равнопрочности Aa = [4], где [4] — допускаемая на-
грузка на подшипник опоры А. Следовательно, по данному крите-
рию равнопрочности
294
(Z + h) sin а + (e+l)cos а (284)
В более точных расчетах подшипники проверяют на радиаль-
ную и осевую нагрузки раздельно, сравнивая их значения с допус-
каемыми.
Для механизма наклона условия равнопрочности следующиег
1. При любом угле наклона грузовой момент Л/гра должен
быть меньше допускаемой величины, [Мгр] или равен ей. Сле-
довательно, это условие можно записать как
Мгра= [Мгр]. (285)
По расчетной схеме, представленной на рис. 147, в, при |3 = 90°,
соответствующем максимуму грузового момента, имеем Л/гра =
= Ga (^i sin а + е cos а). Подставляя это значение Мгра в форму-
лу (285) и решая его относительно Ga, получаем выражение для
нагрузки манипулятора, при которой грузовой момент относи-
тельно оси наклона равен допускаемому:
Ga = G . . |A[rpl-----. (286)
hx sin a + e cos a ' '
Так как по грузовому моменту определяется мощность привода,
то это условие (286) является в то же время условием равной
мощности.
2. Условие равнопрочности траверсы заключается в том, чтобы
при любом угле наклона а напряжение в траверсе от совместного
действия изгиба и кручения оа было меньше расчетного, определяе-
мого формулой (276), или равно ему.
При обозначениях, принятых в формулах (274) — (276), напря-
жение изгиба оаи = GaZ/4iy; напряжение кручения
Ga sin a + e cos a)
Ta = 4F6 ’
приведенное напряжение
= j/"Оаи Ч* 8та =
Ga , /"I L \2 ( Q / /4 sin a + г cos a /9or74
=~y w + (—™—/ (87)
По условию равнопрочности oa = а. Подставив вместо oa
его значение из формулы (287), а вместо о — его значение из фор-
мулы (276), получим условие равнопрочности при неизменных hx и е
^СС 1 / ( V I Q ( sin а + е cos а V
4 у + ~
g 1/7 м21 з ^+е2
— 4 |/ i W ! Р62 '
295
откуда по условию равнопрочности траверсы
Ga = G
(LFb)'1 + 3 (Л f + е2) И22
(LF6)2 + 3 (hx sin a + е cos а)2 И72
(288)
Следует заметить, что прочность траверсы, как отмечалось и
рапсе, обычно бывает выше расчетной. Поэтому при определении
повышенной нагрузки манипулятора Ga следует исходить не столь-
ко из равнопрочности траверсы, сколько из возможности использо-
вания имеющегося резерва ее прочности. В этом случае повышен-
ная нагрузка Ga удовлетворяет следующему условию прочности
траверсы при любых значениях и е:
Ga < г............................. (289)
-1/ / L \2 . q / ht sin a -f- е cos a \2
V + ( F6 J
3. Нагрузка на цапфы траверсы Са не должна превышать ее
расчетной величины Со, определяемой формулами табл. 17. Сле-
довательно, условие равнопрочности цапф при неизменных ht и е
(заданных для номинального груза G) запишется так:
По рис. 147, в
г _ 7?,+/^ + ^
Ga-G
Са — Са
7?1 + sin а + g cos а1
(290)
(291)
Подставив это значение в уравнение (290) и решив его относительно
Ga, получим величину повышенной нагрузки манипулятора, до-
пускаемой по критерию равнопрочности опорных цапф и подшип-
ников траверсы (при заданных для номинального груза G значениях
}г± и е):
В. + V hi + е2
Ga = G . (292)
sin а + е cos a v '
Если по конструктивным соображениям размеры цапф выбраны
больше расчетных, то нагрузку Ga следует определясь по условию
прочности цапф на изгиб aa [о] при любых значениях ht и е.
Пользуясь формулами (271), (272) и подставляя в них С] =
= 0,5Ca и значение Са из выражения (291), получаем: для цапф
сплошного сечения
Ga/i
= ~0АВ'<Р' + hl sin a + еC0S
откуда
Ga < . ,в Л47?1^[О2--------г; (293)
(7?! + sin a + е cos a) v '
для цапф кольцевого сечения
GaZi (Ri + Л j sin a + e cos a)
Ga = 0,4/?id3(l — a4)
296
откуда
G <- (1 ~ fl4> M
a Zx (7?! + hY sin a + e cos a)
(294)
Приведенные выше формулы
позволяют определять нагрузку
Ga, допускаемую при угле накло-
на а и заданных значениях fe, hA
и е в зависимости от мощности и
Рис. 148. График допускаемой на-
грузки манипулятора:
1 — по прочности механизмов; 2
по мощности привода вращения.
прочности механизма вращения
[формулы (279), (283), (284)1 и ме-
ханизма наклона [формулы (286)
и др.]. Так как эти формулы составлены по критерию прочности
разных узлов манипулятора, то при определении допускаемой
нагрузки Ga нужно брать наименьшее из вычисленных по разным
формулам значений.
Для практических целей удобно пользоваться графиком допус-
каемой нагрузки 6?а, составленным для данного манипулятора по
приведенным выше формулам. В качестве примера на рис. 148
представлен график допускаемой нагрузки манипулятора, изобра-
женного на рис. 117, при h = 100 см и е = 33 см. При этом
кривые, построенные по формулам (283), (284), (286), почти совпа-
дают. Кривая 2, построенная по формуле (279), свидетельствует
о том, что мощность привода вращения допускает значительно
большие нагрузки манипулятора, чем прочность его основных уз-
лов. По графику нагрузки можно сделать следующие практические
выводы: а) если данный манипулятор используется только как вер-
тикальный вращатель (а = 0), то его нагрузку можно повысить
с 20 тс (являющихся номинальной грузоподъемностью манипу-
лятора) до 55 тс при тех же координатах центра тяжести (fe, е)\
б) при а до 20° допускаемая нагрузка равна 30 тс; в) при a = 45°
допускаемая нагрузка равна 22 тс, т. е. всего лишь на 2 тс больше
номинальной грузоподъемности манипулятора; г) при a > 45°
нагрузка не должна быть выше номинальной грузоподъемности
G = 20 тс.
Расчеты электропривода механизмов вращения и наклона,
а также некоторых передаточных механизмов приведены в § 28.
Прочность позиционеров рассчитывается по тем же методам и
формулам, что и приведенный выше расчет сварочных манипуля-
торов. Сварочные вращатели рассчитываются по формулам для
механизма вращения манипулятора (255) 4- (257), (259), (264),
(266), (267), если подставить в них значение угла наклона данного
вращателя. При расчете вращателей можно также пользоваться
методикой расчета одностоечных консольных кантователей, при-
веденной в § 19, но с проверкой валов на выносливость.
297
§ 29. Манипуляторы
для вспомогательных работ
(автооператоры)
К рассматриваемой в данном параграфе
категории оборудования относятся всевозможные механические
укладчики, автопогрузчики и специальные транспортно-подъем-
ные устройства для выполнения вспомогательных операций при
сборке и сварке изделий. В большинстве случаев они представляют
собой автоматические многокоординатные механизмы (автоопера-
торы) для перемещения свариваемого изделия или его деталей
при выполнении сборочных и вспомогательных межоперационных
работ. Применяются они главным образом в механизированных
и автоматических поточных линиях сборочно-сварочного произ-
водства.
Сравнительно узкая специализация этих манипуляторов обус-
ловливает большое разнообразие их кинематических схем и меха-
низмов и поэтому лишает возможности их четкой классификации
и исчерпывающего описания их конструкции по типам. Тем не ме-
нее, по своему функциональному назначению рассматриваемые
манипуляторы можно разделить на три основные группы: сбороч-
ные манипуляторы для перемещения и укладки деталей при сбор-
ке изделия под сварку; транспортно-подъемные манипуляторы для
выполнения транспортных и перегрузочных операций на механи-
зированных или автоматических линиях; универсальные автоопе-
раторы общего назначения (промышленные роботы).
Типичным представителем сборочных манипуляторов является
пневматический манипулятор, изображенный на рис. 149. Он смон-
тирован в станине кондуктора 8 для сборки тавровых балок,
являющихся элементами рамы железнодорожного вагона. Манипу-
лятор автоматически выполняет операцию захвата из стопки оче-
редного листа (стенки балки) и укладки его в сборочный кондук-
тор. Эта операция производится тремя последовательными или
частично совмещенными движениями манипулятора в следующем
порядке.
Шток пневмоцилиндра 10 опускается вниз, и закрепленная на
нем вакуумная присоска 4 захватывает верхний лист из стопки 3.
Затем шток с захваченным листом поднимается вверх до отказа,
точнее, до регулируемого упора. Для исключения возможности
проворачивания штока вокруг своей оси на его конце закреплена
круглая направляющая штанга Р, которая при подъеме и опуска-
нии штока перемещается в роликах 7, установленных на пневмо-
цилиндре 10. После подъема штока присоска с листом под действи-
ем пневмоцилиндра 6 поворачивается вокруг горизонтальной оси
шарнира 5 на угол а < 90°. Затем весь главный пневмоцилиндр
10 с присоской и захваченным листом поворачивается под дейст-
вием пневмоцилиндра 13 вокруг оси шарнира 77 на угол |3, пока
транспортируемый лист не примет вертикальное положение и не
298
Рис. 149. Пневматический манипулятор.
будет прижат к упорам 14 кондуктора 15. Здесь лист захватывается
специальными защелками кондуктора и освобождается от при-
соски, после чего все движения манипулятора повторяются в об-
ратном порядке и он возвращается в исходное положение. Как
видно из рис. 149, сумма углов поворота а и В должна быть рав-
на 90°.
Очередная стопка листов-заготовок (стенок будущей балки)
3 заранее укладывается на рольганг 2 и после израсходования
299
дежурной стопки автоматически подается на освободившееся рабо-
чее место с помощью толкателя 7 и пневмоцилиндра 16.
С целью сокращения рабочего цикла и, следовательно, повы-
шения производительности сборочного кондуктора некоторые дви-
жения манипулятора могут быть совмещены во времени, например
поворот и подъем изделия.
По принципу действия и характеру выполняемых операций
рассматриваемый манипулятор можно было бы назвать промыш-
ленным роботом, от которого он отличается тем, что программа его
движений задается не цифровым кодом или предварительно запи-
санным в его памяти базовым маршрутом, а системой конечных
выключателей, механических ограничителей — упоров (напри-
мер, 12 и 14) и регулируемых демпферов, с помощью которых мож-
но в достаточно широких пределах менять траекторию и скорость
перемещения изделия.
На рис. 150 представлена группа манипуляторов, установлен-
ных в той же автоматической линии, что и описанный выше мани-
пулятор, но на других позициях. В эту группу входят четыре ме-
ханизма, установленные в следующей последовательности: съемоч-
ный манипулятор 16—20, промежуточный магазин-накопитель 15,
разгрузчик магазина 1—4, сборочный манипулятор 5—14.
Манипуляторы разделены между собой промежуточным буфер-
ным магазином 15, создающим гибкую связь между соседними ра-
бочими местами, что позволяет исключить необходимость в стро-
гой синхронности работы соседних сборочно-сварочных мест.
Первый из манипуляторов (16—20) снимает изделие — тавро-
вую балочку 21 — с предыдущей позиции 22 (сварочного станка),
где балочка была сварена как подузел, и подает ее в буферный ро-
торный магазин .75. Несущие рычаги манипулятора («механические
руки») снабжены на своих концах захватами 20 типа зажимных
клещей, приводимых в действие пневмоцилиндрами 19. Рычаги
поворачиваются вокруг оси 16 (для подачи изделия в магазин)
с помощью пневмоцилиндра 18 и реечной передачи 17. При этом
рейка соединена со штоком цилиндра, а шестерня заклинена па
валу, жестко связывающем оба рычага между собой.
Буферный магазин 15 выполняет не только функции накопи-
теля и промежуточного склада изделий, но и осуществляет их по-
ворот с одновременной подачей в зону действия следующего —
второго манипулятора. Магазин поворачивается с угловым шагом
45° и соответственно снабжается восемью гнездами. Ротор магази-
на имеет привод шагового вращения с угловым шагом 45°. Меха-
низм вращения снабжен датчиками заполнения гнезд магазина.
При полной загрузке всех гнезд подача изделий автоматически
прекращается до разгрузки магазина сварочным манипулятором.
Очередное изделие (балочка) извлекается из магазина спе-
циальным выталкивателем, состоящим из каретки 3 с захватными
крюками 4. Каретка при своем движении вправо захватывает
крюками полку балочки, а при обратном ходе (влево) вытаскивает
300
Рис. 150. Комплект транспортно-сборочных манипуляторов.
Рис. 151. Манипулятор роторного
сборочно-сварочного автомата:
1 — загрузочный лоток-питатель; 2 — цен-
тровой сварочный вращатель; 3—ротор;
4 — пневмоцилиндр фиксатора; 5 — фик-
сатор; 6 — вал ротора; 7 — гильза мани-
пулятора; 8 — станина; 9 — пневмоци-
линдр возврата; 10— направляющая; 11—
пневмоцилиндр подъема; 12 — призма.
ее из магазинного гнезда на про-
межуточный столик, откуда она
забирается вторым — сборочным
манипулятором. Каретка при-
водится в движение пневмоци-
линдром 1 через рычаги 2 и ко-
роткие шатуны, шарнирно сое-
диненные с кареткой.
Второй манипулятор (4—14)
снимает балочку-подузел с про-
межуточного столика и передает
ее в следующий сборочно-сва-
рочный кондуктор, где она в па-
ре с другой такой же балочкой
собирается и сваривается вместе
с полосой, образуя таким обра-
зом готовый узел — поперечную
двутавровую балку платформы
вагона. Необходимо отметить,
что для подачи второй балоч-
ки — подузла в автоматической
линии имеется второй ком-
плект манипуляторов зеркаль-
ного исполнения, который параллельно с первым и одновремен-
но с ним выполняет те же операции со вторым подузлом, входя-
щим в состав поперечной балки вагона.
Манипулятор 4—14 построен по тому же принципу, что и мани-
пулятор, изображенный на рис. 149, поэтому он не нуждается в
особом описании. Некоторые узлы этих двух манипуляторов уни-
фицированы и идентичны по своей конструкции.
В сборочно-сварочных линиях непрерывного действия с прямо-
линейным или круговым движением изделий применяются мани-
пуляторы (автооператоры) для подачи изделий на ходу. Один из
таких манипуляторов, примененный в роторном автомате для
сборки и сварки тракторных катков, изображен на рис. 151. Ма-
нипулятор действует следующим образом. Из загрузочного лотка-
питателя 1, снабженного системой отсекателей, обе заготовки катка
одновременно поступают в приемную призму манипулятора 12.
Затем под действием пневмоцилиндра 4 включается фиксатор 5,
который при вращении ротора заскакивает в очередное отверстие
ротора и входит с ним в зацепление. После этого весь кронштейн
манипулятора начинает вращаться вместе с ротором вокруг их
общей оси 6. При этом призма 12 находится под рабочим гнездом
ротора (сварочным вращателем), в которое надо подать заго-
товки.
Во время совместного вращения ротора и манипулятора вклю-
чается пневмоцилиндр 11, под действием которого происходит
подъем призмы до уровня зажимных пинолей сварочного враща-
302
3000
Рис. 152. Транспортно-подъемный манипулятор для кузовов вагонеток:
1 — привод рольганга; 2 — рольганг; з — кантователь-подъемник; 4 — вальцесварочный
станок; 5 — рама; 6 — тележка манипулятора; 7 — гидроцилиндр поворота; 8 — гидро-
цилиндр передвижения тележки.
теля. Затем включается пневмоцилиндр зажимной пиноли враща-
теля, освобожденная призма манипулятора быстро возвращается
вниЗ' (под действием пневмоцилиндра 77), фиксатор 5 выходит из
зацепления с ротором (под действием цилиндра 4) и после Зтого
весь манипулятор под действием пневмоцилиндра 9 быстро повора-
чивается вокруг оси ротора, возвращаясь в исходное положение
для приема следующих заготовок.
Чтобы облегчить захват заготовок коническими пинолями сва-
рочного вращателя, призма манипулятора 12 установлена на элас-
тичных пружинах, благодаря чему может быть допущена значи-
тельная неточность в совпадении осей призмы и вращателя перед
зажатием заготовок в конических пинолях.
Общий цикл работы манипулятора длится 12 с.
На рис. 152 изображен транспортно-подъемный манипулятор,
установленный в поточной линии производства шахтных вагоне-
ток. Он служит для снятия готового кузова вагонетки с вальце-
сварочного станка, поворота его на 90° и подачи на рольганг —
конвейер поточной линии. Манипулятор представляет собой по-
движный кантователь <?, установленный на тележке 6. При выгруз-
ке кузова тележка подъезжает под кузов, находящийся в кондук-
торе вальцесварочного станка, захватывает его крючьями и отъез-
жает назад в исходное положение, как показано на рисунке. Дойдя
до рольганга 2, кантователь поворачивается гидроцилиндром 7
на 90° и устанавливает кузов вагонетки на ролики приводного
рольганга 2. Для предотвращения резкого падения кузова на
303
ролики манипулятор снабжен демпфером. Тележка манипулятора
передвигается по направляющей раме 5 под действием гидроци-
линдра 8. Автоматичность и последовательность всех движений
манипулятора (подачи тележки вперед и назад, поворота канто-
вателя и возврата его в исходное положение) обеспечивается си-
стемой путевых и конечных выключателей.
Наряду с описанными выше специализированными манипуля-
торами в сборочно-сварочных линиях (механизированных и авто-
матических) применяются универсальные автоматические мани-
пуляторы — автооператоры, которые могут выполнять следую-
щие операции: а) захват заготовки с основного транспортера линии;
б) перемещение ее в рабочую зону сборочного кондуктора или сва-
рочного станка; в) после сварки или сборки съем изделия со сва-
рочного станка или извлечение его из кондуктора и передача на
основной транспортер линии; г) как вариант — перемещение
изделия на следующую рабочую позицию линии для дальнейшей
его обработки.
Универсальные автооператоры, применяемые в машинострое-
нии, могут иметь до десяти различных движений, в основном пря-
молинейных и круговых. Практически они используют не более
пяти движений. В сварочном производстве чаще всего применяют
304
автооператоры с тремя транспортно-кантовочными движениями,
не считая захватных (на зажимах). Один из таких манипуляторов
схематически представлен на рис. 153, а. Он состоит из вертикаль-
ной колонки 5, по которой передвигается вверх и вниз гильза с
консольной штангой 2. Эта гильза со штангой может также пово-
рачиваться вокруг оси колонки. Штанга несет на себе каретку 1
с захватом, которая передвигается по штанге. Таким образом,
автооператор имеет три движения: два прямолинейных (по верти-
кали и по горизонтали) и одно круговое. Такие автооператоры
обычно имеют сменные захваты различных видов: механические
неприводные; самозахватывающие, т. е. зажимающие переносимое
изделие с использованием его веса; механические приводные (типа
клещей) с механизированными приводами; электромагнитные;
вакуумные присоски и др.
Любой автоматический оператор состоит из задающей и испол-
нительной части. Задающая часть обеспечивает необходимую по-
следовательность и продолжительность всех движений автоопера-
тора. Если задающее устройство выполнено в виде системы
программного управления, то такой автооператор становится пе-
реналаживаемым автоматом и его можно применять в серийном и
массовом производстве с часто меняющейся продукцией (взамен
специализированных манипуляторов).
Различные схемы применения универсальных автооператоров
в крупносерийном или массовом производстве сварных изделий
приведены на рис. 153, б—е. На рис. 153, б дана схема приме-
нительно к сборочно-сварочной линии для передачи изделия с од-
ной позиции на другую. На рис. 153, в—д в разных вариантах по-
казано применение автооператоров в крупносерийном производстве
сварных изделий в компоновке с линейным конвейером. Здесь
автооператоры переносят собираемое или свариваемое изделие
с конвейера на рабочую позицию и с рабочей позиции на конвейер
со скоростью и. Конвейер перемещает изделия между рабочими по-
зициями со скоростью рк. На рис. 153, е показано применение
автооператоров в компоновке с круглым поворотным столом сбо-
рочно-сварочного агрегата.
Универсальные автоопера горы изготовляют либо в виде от-
дельного устройства с автономным приводом и системой управле-
ния, либо встраивают в сборочно-сварочную машину и подклю-
чают их к общему приводу обслуживаемой машины. Некоторые
современные универсальные автооператоры имеют систему цифро-
вого программного управления и называются промышленными ро-
ботами.
ГЛАВА
IV
УСТРОЙСТВА ДЛЯ ПЕРЕМЕЩЕНИЯ
СВАРОЧНЫХ АППАРАТОВ
И ИХ РАСЧЕТ
§ 30. Подъемно-поворотные колонны
Все несущие колонны рассматриваемого
типа служат для закрепления подвесной или самоходной свароч-
ной головки в установках для автоматической сварки круговых,
а иногда и прямолинейных швов ограниченной длины. Нормаль-
ная несущая колонна снабжена механизмами для установочных
перемещений головки по вертикали и горизонтали в широких пре-
делах, значительно превышающих пределы корректировочных
перемещений головки, осуществляемых самим аппаратом. Поэтому
колонны применяются главным образом для сварки изделий с боль-
шим диапазоном размеров либо имеющих швы, расположенные в
пространстве с большим разбросом по высоте и горизонтали, как,
например, в установке, изображенной на рис. 1 (схема 7).
Разработанные в Институте электросварки им. Е. О. Патона
АН УССР типовые поворотные колонны (ПК) выпускаются в виде
четырех моделей: ПК-1, ПК-2, ПК-3 и ПК-4. Каждая из них пред-
ставляет собой устройство для установочных перемещений свароч-
ного аппарата по трем взаимно перпендикулярным направлениям:
два перемещения — прямолинейные (вертикальное и горизонталь-
ное) и одно — круговое, поворотное вокруг оси колонны.
Колонна ПК-1 (рис. 154) применяется в установках для сварки
круговых швов диаметром 600—2000 мм, но может быть использо-
вана и при сварке прямых швов, если сварочное движение будет
сообщаться изделию, а не головке. Это можно осуществить, напри-
мер, с помощью самоходной тележки, передвижного роликового
стенда или суппорта, на котором закреплено изделие, и т. п.
Типовая колонна состоит из неподвижного основания 6 и пово-
ротной части 5 с подъемно-выдвижной штангой 3, конец которой
снабжен фланцем для крепления сварочной головки 4. С помощью
привода 1 по колонне перемещается каретка 2 с горизонтальной
гильзой, внутри которой передвигается консольная штанга 3 со
сварочной головкой. Таким образом, сварочную головку 4 можно
устанавливать в нужном положении, перемещая ее по двум взаим-
но перпендикулярным направлениям: по вертикали и горизонтали.
306
Кроме того, поворачивая ко-
лонну вокруг ее вертикаль-
ной оси, можно отвести го-
ловку в любую сторону, на-
пример, на другое рабочее
место сварочной установки.
Подъем, опускание и вы-
движение штанги, произво-
дятся с помощью соответст-
вующих электроприводов.
Скорость подъема 2 м/мин,
скорость выдвижения 1 м/мин.
Оба механизма (подъемный
и выдвижной) основаны на
применении ходовых вин-
тов, приводимых во враще-
ние электродвигателем через
две пары цилиндрических
зубчатых передач.
На рис. 155 представлен
механизм горизонтального
перемещения штанги, вмонти-
рованный вместе с двигате-
лем 2 во внутреннюю полость
штанги 8. Штанга представ-
Рис. 154. Поворотная колонна ПК-1.
ляет собой сварную балку
прямоугольного коробчатого сечения с прорезью в нижнем поясе-
для поводка 11 гайки ходового винта. Верхний и нижний пояса
штанги простроганы и представляют собой параллельные направ-
Рис. 155. Механизм горизонтального перемещения штанги в колонне ПК-1:
1 — направляющий ролик} 2 — электродвигатель, N = 0,18 кВт, п = 1400 об/мищ
3— конечный выключатель; 4—шестерня, ти = 1,5, z=64; 5—шестерня, ти=2, z — 20;
6 — корпус редуктора} 7 — корпус каретки; 8 — штанга} 9 — ходовой винт, трап.
32 х 6; 10 — гайка} 11 — поводок гайки; 12 — шестерня, т = 2, z = 40} 13 — шестер-
ня, т = 1,5, z — 16.
307
Рис. 156. Поворотная колонна ПК 2
ляющие, по которым катятся опорные и направляющие ролики
каретки 1.
Положительной особенностью рассматриваемого механизма
является его полная защищенность от засорения, благодаря тому
что все детали механизма, в том числе и ходовой винт, размещены
во внутренней полости штанги. Такая компоновка механизма соз-
дает, кроме того, компактность и изящество внешнего оформления
каретки.
Колонны ПК-1 наиболее удобны для использования в универ-
сальных автосварочных установках, оборудованных манипулято-
рами или вращателями и предназначенными для сварки круговых
308
Рис. 157. Узел поворота колонн ПК-1 и ПК-2:
1 — клиновидная направляющая, 2 — вращающаяся колонна} 3 — ролик} 4 —
основание колонны; 5 — стопор поворота.
швов, расположенных на разной высоте и разных горизонтальных
расстояниях в пределах, указанных на рис. 154. Типичный пример
рационального применения колонны ПК-1 представлен на рис. 1
(схема Z), где изображена сдвоенная автосварочная установка ка-
русельного типа.
Поворотная колонна ПК-2 (рис. 156) отличается от колонны
ПК-1 тем, что вместо выдвижной горизонтальной штанги она снаб-
жена подъемной консольной балкой 5, по которой передвигается
самоходный сварочный автомат 4 типа АБС и др. Благодаря этому
309
Рис. 158. Механизм подъема в колоннах ПК-1 и ПК-2:
1 — зубчатое колесо, m = 4, z = 41; 2 — ходовой винт, трап. 44 X 8j 3 — шестерня,
тп = 4, z = 24» 4 — зубчатое колесо, тп = 3, г = 62| 5 — шестерня, т = 3, z = 18; 6 —
корпус редуктора| 7 — двигатель.
с помощью колонны ПК-2 можно сваривать не только круговые
швы диаметром 600—2000 мм, но и прямые, расположенные ра-
диально относительно оси колонны (под любым углом в плане)
и имеющие длину до 1800 мм. В остальном эта колонна состоит из
тек же унифицированных узлов что и ПК-1, т. е. основания 6\
поворотной колонны 5 с механизмом подъема 1 и каретки 2. Подъе-
мом консоли с головкой высота уровня сварки от пола может
меняться в пределах 800—2400 мм, не считая дополнительных воз-
можностей подъемного механизма самого сварочного аппарата.
Поворот колонны осуществляется вручную. При этом не тре-
буется особых усилий, так как вся вращающаяся часть смонти-
рована на подшипниках качения (рис. 157). Поворотное устройство
снабжено ручным стопором 5 и регулируемыми концевыми упора-
ми — ограничителями угла поворота. Колонна 2 выполнена в виде
необработанной стальной трубы диаметром 350 мм с двумя прива-
ренными к ней и простроганными после сварки параллельными
направляющими 7 для каретки.
Механизм подъема каретки (рис. 158) смонтирован на вершине
колонны и состоит из электродвигателя, N = 1,7 кВт, п —
= 1420 об/мин, двухступенчатого зубчатого редуктора с общим
передаточным числом I = 5,9 и подъемного ходового винта трап.
44 X 8 с гайкой, закрепленной на каретке. Чтобы уменьшить со-
противление трения при перемещении каретки по колонне и
избежать необходимости смазывать колонну, каретка снабжена
310
Рис. 159. Направляющий ролик ка-
ретки в колоннах ПК-1 и ПК-2:
1 — клиновидный рельс; 2 — колонна; 3—
корпус каретки; 4 — стопор поворота оси
ролика; 5 — хвостовик оси; 6 — ось роли-
ка1 7 — ролик.
четырьмя роликами (рис. 159),
которые при движении каретки
перекатываются по клиновид-
ным направляющим — рельсам
Поверхность качения ролика
выполнена бомбированной (со-
ставленной из двух сферических
поверхностей) для снижения по-
терь на проскальзывание роли-
ка по рельсу, вызываемое раз-
ницей в диаметрах качения. По-
тери на проскальзывание ста-
новятся весьма существенными
при сравнительно малом диа-
метре ролика и большой высоте
клиновой части рельса, если
профиль ролика выполнен в ви-
де клина, такого же как и ре-
льса.
Система клиновидных нап-
равляющих упрощает и облегча-
ет выборку люфтов в сопряжении каретки с колонной. Как извест-
но, наличие свободных люфтов в конструкции, несущей сварочною
головку, нарушает точность положения электрода относительно
свариваемого стыка и может вызвать самопроизвольное его смеще-
ние, что, конечно, недопустимо. При этом чем дальше расположено
место дюфта от электрода, тем больше возможное смещение элект-
рода, а следовательно, тем больше и вредное влияние люфта.
Для выборки люфтов в рассматриваемой конструкции ролика
каретки предусмотрено простейшее регулировочное устройство
в виде поворотной оси 6 с эксцентрично расположенными опорными
цапфами. Поворачивая ось за ее шестигранный хвостовик 5, можно
приблизить ролик к колонне и таким образом убрать образовав-
шийся люфт. Затем с помощью винта 4 ось ролика застопо-
ривается.
В колоннах, не имеющих выдвижной штанги (ПК-2, ПК-3), нет
необходимости в специальных устройствах для выборки люфтов,
так как благодаря постоянно действующему однозначному момен-
ту, создаваемому весом консоли или балкона, реакции опорных
роликов каретки не меняют своего знака, и поэтому два опорных
ролика всегда плотно прижаты к направляющим рельсам. Следо-
вательно, в этих колоннах возможность образования вредных
люфтов исключена.
Поворотная колонна ПК-3 (рис. 160) отличается от предыдущих
более крупными размерами, а также тем, что вместо радиальной
консольной балки (как в ПК-2) к каретке 4 прикреплен балкон
5 с продольными рельсами на фасадной стороне для самоходного
сварочного аппарата АБС, а также с люком в полу для возможности
311
Рис. 160. Поворотная ко-
лонна ПК-3:
1 — основание колонны; 2 —
колонна; 3 — каретка; 4 — ме-
ханизм подъема; 5 — балкон.
I
2240
200
J200
1460
работы сварочным трактором. Колонна ПК-3 применяется в уста-
новках для автоматической сварки кольцевых и продольных на-
ружных швов изделий диаметром 1500—4000 мм и длиной до
2500 мм (по длине направляющих рельсов балкона).
Наличие балкона в колонне ПК-3 вместо консольной балки или
штанги обусловлено невозможностью обслуживать сварочную ап-
паратуру на большой высоте с пола и необходимостью устройства
удобной и безопасной кабины для сварщика вблизи зоны сварки,
так как ее приходится вести на высоте до 5 м.
Колонна ПК-4 смонтирована из тех же унифицированных уз-
лов, что и колонна ПК-3, за исключением балкона, взамен которо-
го к каретке прикреплена консольная балка, аналогично тому, как
это сделано в колонне ПК-2. Эта балка снабжена горизонтальными
направляющими (рельсами) для самоходного сварочного аппарата
типа АБС или ему подобного. Колонна ПК-4 отличается от колон-
ны ПК-2 только более крупными размерами. Она позволяет сва-
ривать изделия с круговыми швами диаметром 1500—4000 мм и
прямыми радиальными (по отношению к оси колонны) длиной до
2800 мм. Сварка может производиться на высоте от 1500 до 4300 мм
от пола. В конструкции этой колонны не предусмотрена специаль-
ная кабина для сварщика. Необходимые для ее обслуживания мост-
ки или балконы сооружаются по месту в зависимости от назначе-
ния сварочной установки и размеров изделия.
Если по условиям эксплуатации не требуется поворота колон-
ны вокруг ее оси, то ее можно установить стационарно, без пово-
ротного устройства в основании.
В сварочном производстве, кроме описанных выше типовых ко-
лонн для аппаратов электродуговой автоматической сварки, при-
меняются также различные специализированные колонны, в том
числе и для других видов сварки, например, для электрошлаковой.
На рис. 161 изображена применяемая в тяжелом машиностроении
сдвоенная установка башенного типа с несущими колоннами для
аппаратов электрошлаковой сварки.
Каждый башенный станок представляет собой вертикальную
колонну (башню) 6, установленную на самоходной тележке и не-
сущую на себе вертикальный рельсовый путь 3 с движущимся по
нему сварочным автоматом 1 типа А-535 и подъемную кабину 7,
в которой установлена аппаратура управления и находится свар-
щик-оператор. Рельсовая колонна вверху и внизу шарнирно соеди-
нена с несущей колонной (башней) двумя горизонтальными взаим-
но перпендикулярными суппортами 4, снабженными электропри-
водами с дистанционным кнопочным управлением. С помощью этих
суппортов можно в известных пределах изменять положение рель-
са в пространстве.
Для сварки вертикальных швов, например, соединительных
швов сварно-литой станины тяжелого пресса или прокатного ста-
на, сварщик подводит башню к изделию, а затем с помощью верх-
них и нижних суппортов точно устанавливает рельсовую колонну
313
Рис. 161. Сдвоенная башенная установка для электрошлаковой сварки.
параллельно шву и на заданном расстоянии от него. После этого
производится процесс сварки шва вертикальным движением авто-
мата 1 по рельсовой колонне 3. Последняя снабжена зубчатой рей-
кой, с которой сцепляется ведущая шестерня привода сварочного
автомата 1. Всеми движениями тележки, балкона и суппортов рель-
совой колонны управляют с пульта управления, расположенного
на балконе.
По описанной схеме на котлостроительных заводах сооружены
сдвоенные установки для сварки продольных швов котельных бара-
банов высокого давления диаметром 700—4000 мм, толщиной стенки
50—400 мм. Большинство барабанов собирается из двух штампо-
ванных полуобечаек (корыт) и, следовательно, сваривается двумя
диаметрально расположенными продольными швами. Одновре-
менная сварка этих швов двумя аппаратами 7 позволяет не только
повысить производительность сварочной установки, но и снизить
до минимума продольные деформации барабана благодаря сим-
метричному наложению швов.
Механизмы подъема кабины и вертикального перемещения ав-
томата 1 кинематически не связаны между собой и управляются
раздельно: автомат во время сварки движется непрерывно с мед-
ленной сварочной скоростью (0,3—3,0 м/ч), а башенный подъемник
кабины периодически включается и останавливается сварщиком
по мере продвижения сварочного автомата по шву. Эти периоди-
ческие включения и выключения подъемника можно автоматизи-
ровать, электрически связав механизм подъемника 8 со сварочным
314
Рис. 162. Передвижная колонка
для электрошлаковой сварки пла-
стинчатым электродом.
автоматом 1. Однако в этом нет осо-
бой необходимости, так как дви-
жение автомата происходит на-
столько медленно (до 0,05 м/мин),
что сварщик свободно успевает
производить эти манипуляции на
ходу. Обычно скорость подъема
кабины устанавливается в преде-
лах 3—5 м/мин.
Весь подъемник с колоннами
смонтирован на механизированной
тележке с электроприводом, позво-
ляющим перемещать ее по рель-
сам со скоростью 2 м/мин, при-
ближая или удаляя от стенда 9,
на котором установлен сваривае-
мый барабан 2 или иное изделие.
Эти перемещения необходимы не
только для настройки подъемни-
ков и колонн на сварку барабана
заданного диаметра, но и для обес-
печения безопасности при крано-
вых операциях во время укладки
или съема барабана.
На вершине башни подъемника смонтирована небольшая пово-
ротная стрела 5 с электротельфером для подъема и доставки в ка-
бину во время сварки необходимых сварочных материалов (про-
волоки, флюса и др.) без остановки движения автомата и опуска-
ния кабины вниз.
На рис. 162 изображена передвижная колонка для электрошла-
ковой сварки пластинчатым электродом коротких швов или каких-
либо прямоугольных деталей большого сечения. Особенностью
этой колонки, отличающей ее от типовых колонн ПК, является то,
что ее вертикальная каретка 7 может передвигаться по направляю-
щей колонке 5 не только с установочной (маршевой) скоростью, но
и с рабочей — сварочной, что позволяет квалифицировать такую
колонку как сварочный станок. Каретка снабжена выдвижной
консолью 8, на конце которой закрепляется пластинчатый элект-
род 9 и присоединяется наконечник токоподводящего провода.
Выдвижение консоли, а следовательно, и изменение ее вылета про-
изводится винтовым механизмом с ручным приводом с помощью
маховичка 6. Во время сварки по мере плавления электрода ка-
ретка медленно опускается вниз под действием электропривода 3.
Скорость этого перемещения равна скорости плавления электрода
с вычетом встречной скорости наращивания шва (скорости сварки).
Вся колонка вместе с электроприводОхМ вертикального перемеще-
ния каретки и аппаратурой управления 4 смонтирована на трех-
колесной тележке 2 (рельсовой или безрельсовой), с помощью
315
которой колонка подводится к изделию и устанавливается
в нужном положении. Фиксация тележки и корректировка по-
ложения колонки (ее перекос) производится опорными винтами 7.
§ 31. Сварочные тележки велосипедного
и глагольного типов
Любая из рассмотренных выше типовых ко-
лонн может быть установлена на самоходной тележке с регулируе-
мой рабочей скоростью и в этом случае образует так называемую
сварочную тележку.
Эти тележки широко применяются в типовых универсальных и
специализированных установках для автоматической сварки кру-
говых и прямых швов любой протяженности. Круговые швы сва-
риваются при неподвижно установленной тележке и вращении из-
делия каким-либо внешним вращателем, манипулятором или ро-
ликовым стендом, т. е. так же, как и в установках с колоннами ПК.
Прямолинейные продольные швы свариваются при движении са-
мой тележки или сварочного аппарата вдоль стенда.
Типовые сварочные тележки Института электросварки
им. Е. О. Патона АН УССР в конструктивном отношении представ-
ляют собой описанные выше колонны ПК, установленные на са-
моходных шасси того или иного типа, в большинстве случаев без
поворотного устройства. В связи с этим их можно было бы назвать
передвижными колоннами, в отличие от поворотных.
В зависимости от конструкции шасси и ходовой части разли-
чают пять типов тележек: а) велосипедные тележки ВТ-1, ВТ-2,
ВТ-3 и ВТ-4, на которых установлены колонны соответственно
ПК-1, ПК-2, ПК-3 и ПК-4; б) глагольные тележки, перемещаю-
щиеся по двум наземным рельсам, ГТ-1 с неповоротной, колонной
ПК-1 и ГТ-2 с поворотной колонной того же типа; в) портальные
тележки ПТ-1 и ПТ-2 с колоннами ПК-3; г) мостовые тележки (ка-
тучие балки); д) легкие консольные тележки.
Велосипедные тележки. Велосипедная тележка ВТ-1 (рис. 163)
состоит из двух однорельсовых шасси: нижнего 9 с двумя ходо-
выми бегунками и приводом 10 на один из них или на оба и верх-
него с двумя опорными холостыми роликами 5, движущимися по
верхнему направляющему монорельсу (швеллеру) и удерживаю-
щими тележку от опрокидывания. Оба шасси жестко соединены
между собой колонной ПК-1 в неповоротном исполнении, образуя
таким образом велосипедную тележку. По колонне 8 может пере-
двигаться каретка 7 с выдвижной горизонтальной штангой 6, на
конце которой закрепляется сварочная головка 2 типа АБ или ей
подобная и пульт управления 5. На вершине колонны закреплен
подъемный механизм 4. Ход перемещения головки по вертикали
равен 2000 мм, по горизонтали (передвижением штанги) — 900 мм.
Высота уровня сварки от пола (при головке АБ) может изменяться
от 800 до 2800 мм. Скорость подъема и опускания каретки со штан-
316
Рис. 163. Велосипедная тележка ВТ-1.
гой 2 м/мин, скорость горизонтального перемещения штанги
1 м/мин. Рабочая — сварочная — скорость тележки может регу-
лироваться бесступенчато в пределах 0,3—1,3 м/мин. В приводе
тележки предусмотрено переключение на маршевую скорость
13 м/мин.
Для удобства работы сварщика-оператора к колонне подвешен
передвижной по высоте столик-подлокотник 1. Он особенно нужен
при сварке котлов и сосудов большого диаметра (>1 м). В ходо-
вом механизме тележки (рис. 164), как и во многих других меха-
низмах сварочного движения, последнее кинематическое звено
выполнено в виде червячной передачи вместо цилиндрической.
Благодаря этому резко снижается опасность возникновения пуль-
сации в сварочном движении головки. В большинстве случаев
наличие в конце кинематической цепи червячной или винтовой
пары полностью исключает пульсации, особенно при большом пе-
редаточном числе этой пары. В этом отношении действие однохо-
довой передачи более эффективно, чем двух- или трехходовой, так
317
Рис. 164. Механизм передвижения велотележек ВТ-1 и ВТ-2:
1 — червячное колесо, т = 5, г = 38; 2 — червяк одноходовой, т = 5» 3— корпус чер-
вячного редуктора; 4 — ходовое колесо; 5 — шестерня; 6 — шасси; 7 — соединитель-
ный вал.
как последние имеют соответственно в два — три раза меньшее
передаточное число. Поэтому, несмотря на сравнительно низкий
КПД одноходовых передач (червячных и винтовых), их приме-
нение в механизмах сварочного движения (в конце кинематической
цепи) все же целесообразно. Следует, однако, заметить, что сообра-
жения о возможной пульсации движения относятся только к
сравнительно тяжелым тележкам или движущимся массам — свыше
300 кг. Перемещение легких масс обычно происходит без пульса-
ции независимо от типа зубчатых передач механизма.движения.
На рис. 164 представлена конструкция ходового механизма с
318
Рис. 165. Велосипедная тележка ВТ-2:
1 — верхние ролики; 2 — механизм подъема каретки; з — консольная балка для аппа-
рата АБС; 4— каретка; 5— колонна; 6— нижнее шасси; 7— привод тележки.
приводом на оба колеса тележки. Возможен вариант и с одним
приводным колесом. Червячные редукторы ходовых колес связа-
ны/ жестким валом 7, который приводится во вращение электро-
приводом, выходная шестерня которого через паразитную шестер-
ню сцепляется с зубчатым колесом 5, насаженным на хвостовик
червяка.
Тележка ВТ-2 (рис. 165) отличается от тележки ВТ-1 лишь тем,
что вместо колонны ПК-1 на ней установлена колонна ПК-2 (см.
рис. 156). Как указывалось выше, различие между ними заклю-
чается в том, что взамен выдвижной консоли с ее приводом к ка-
ретке прикрепляется консольная балка с рельсовым путем для са-
моходного сварочного автомата типа АБС или ему подобного. Это
позволяет производить сварку не только продольных швов неогра-
ниченной длины (движением тележки по рельсам), но и поперечных
швов протяженностью до 1,6 м (движением сварочного автомата по
консоли). Сварка может производиться на уровнях 800—2400 мм
от пола. Примером рационального использования тележки ВТ-2
может служить автосварочная установка, изображенная на схеме
II рис. 1.
Велосипедная тележка ВТ-3 (рис. 166), широко распространен-
ная в котлостроении и химическом машиностроении, построена
так же, как и предыдущие, т. е. по принципу соединения двух од-
норельсовых шасси (нижнего приводного и верхнего холостого)
какой-либо из типовых колонн ПК в неповоротном исполнении.
319
39W
Z07Z7
Рис. 166. Велосипедная тележка ВТ-3:
1 — нижнее шасси; 2 — привод тележки; 3 — приводное ходовое колесо; 4 — колонна; 5 — каретка, 6 — привод подъема карет-
ки с балконом; 7 — балкон; 8 — рельсовый путь для сварочного автомата АБС; 9 — верхнее шасси; 10 — холостое колесо.
В данном случае в тележке ВТ-3 это соединение произведено ко-
лонной ПК-3 с балконом.
Эта тележка позволяет производить сварку круговых швов диа-
метром от 1,5 до 4 м и продольных швов длиной до 2,5 м (в преде-
лах фасадной длины балкона). Она не имеет рабочих (сварочных)
скоростей движения, а только маршевую — 10 м/мин. Это позво-
ляет передвигать ее от одной обечайки к другой для сварки про-
дольных швов обечаек. Так как обечайки котлов и цилиндрических
сосудов редко бывают длиной больше 2,5 м (по ширине листовой
стали), то такая система ВТ (без рабочих скоростей) вполне прием-
лема для большинства заводов котлостроения и нефтеаппаратуры.
Отсутствие рабочих (сварочных) скоростей в тяжелых крупно-
габаритных тележках обусловлено еще и тем, что медленное дви-
жение тяжелых масс часто приобретает пульсирующий характер,
совершенно неприемлемый для автоматической сварки. В целях
борьбы с этим явлением приходится применять специальные меры
в приводе движения и ходовом механизме, усложняющие всю кон-
струкцию. В частности, для устранения таких пульсаций при дви-
жении громоздкой тележки или при вращении на роликовом стен-
де тяжелого котла приходится устанавливать паразитные фрик-
ционные тормоза, гасящие эти пульсации. Как указывалось выше,
в приводах сварочного движения на последних кинематических
звеньях с этой же целью, т. е. для плавности хода, ставят малоэф-
фективные червячные передачи с низким КПД вместо цилиндри-
ческих зубчатых передач.
На подобные пульсации накладывается иногда и дрожание на
конце консольной балки или балкона во время движения тележки
по рельсам, что также отрицательно влияет на качество сварных
швов.
По всем этим соображениям не рекомендуется осуществлять
сварочное движение с помощью громоздких и тяжелых тележек,
особенно когда их конструкция недостаточно жесткая. Гораздо
более плавное движение осуществляется самоходом сварочного ап-
парата типа АБС. Поэтому тележка ВТ-3 снабжена приводом толь-
ко маршевого хода. Сварка продольных швов производится само-
ходным аппаратом АБС или сварочным трактором в пределах
фасадной длины балкона (до 2,5 м). Тем не менее, в конструкции
нижнего шасси тележки ВТ-3 предусмотрена возможность установ-
ки привода Р-994 со сварочными скоростями взамен обычного, но
эту возможность следует реализовать лишь при крайней необходи-
мости.
Типичный пример рационального использования балконной
велосипедной тележки ВТ-3 в автосварочных установках пред-
ставлен на схеме IV рис. 1.
Тележка ВТ-4 отличается от ВТ-3 тем, что в ней вместо балкона
к подъемной каретке прикреплена горизонтальная консольная бал-
ка с рельсовым путем для самоходного сварочного аппарата АБС.
Это позволяет сваривать поперечные прямолинейные швы протя-
8-397
321
4
Рис. 167. Глагольная тележка ГТ-1:
1 — щиток-подлокотник। 2 сварочная головка| 3 — пульт управления} 4 — механизм
подъема каретки} 5 — подъемный винт} в — выдвижная штанга} 7 — каретка} 8 — ко-
лонна} 9 — тележка} 10 — шкаф аппаратуры управления.
женностью до 2,7 м. Здесь в качестве несущей конструкции приме-
нена типовая колонна ПК-4 со всеми ее узлами, кроме поворотного
основания. Тележка ВТ-4 может быть с приводом, обеспечивающим
только маршевую скорость 10 м/мин, или с приводом, обеспечиваю-
щим сварочные и маршевую скорости. Сварочная скорость во вто-
ром исполнении может регулироваться бесступенчато в пределах
0,3—1,3 м/мин.
322
Сварка круговых швов цилиндрических изделий может произ-
водиться в диапазоне диаметров изделий 1,5—4 м. Уровень сварки
может изменяться в пределах 1,6—4,3 м от пола.
Существенное преимущество всех велосипедных тележек перед
глагольными и портальными заключается в минимальном размере
занимаемой площади цеха, так как для ВТ требуется лишь один
наземный рельс. Другим их достоинством является удобство и
надежность токоподвода к тележке, который легко можно осу-
ществить в виде гирлянды проводов, подвешенной к кошкам воз-
душного монорельса. Этот монорельс (легкий двутавр) обычно
закрепляется рядом с основным верхним монорельсом.
Недостатком велосипедных тележек является почти обязатель-
ная необходимость располагать автосварочную установку у стены
или колонн цеха, к которым можно было бы прикрепить верхний
монорельс для тележки. Это обстоятельство несколько ограничи-
вает возможности оптимальной планировки цеха. Кроме того, бла-
годаря жесткой связи верхнего монорельса с подкрановыми
колоннами цеха ВТ склонны к упругим колебаниям консоли, а
следовательно, и сварочной головки при прохождении над ними
мостового крана. При большом вылете консоли такая чувствитель-
ность ВТ к работе цеховых мостовых кранов в некоторых случаях
может отрицательно повлиять на качество и форму сварных швов.
Глагольные тележки. Название этих тележек объясняется их
внешним сходством с буквой Г («глаголь»). Глагольная тележка
(ГТ) (рис. 167) представляет собой самоходную трехколесную
платформу 3, на которой смонтирована одна из типовых колонн
ПК в поворотном или неповоротном исполнении. Наличие трех ко-
лес вместо обычных четырех обеспечивает тележке устойчивое
положение на рельсах. Ходовая часть ГТ (рис. 168) состоит из
двух приводных колес 7, движущихся по переднему рельсу колеи,
и одного холостого 15, передвигающегося по заднему рельсу.
Реборды в ходовых колесах отсутствуют и заменены боковыми ро-
ликами 11 и 13, которые под действием пружины 15 всегда плотно
прижаты к головке рельса и таким образом обеспечивают безлюф-
товое движение тележки по рельсу и отсутствие самопроизвольных
ее смещений. В этом случае к переднему рельсу колеи предъяв-
ляются повышенные требования в части его прямолинейности не
только в вертикальной плоскости (что необходимо для обоих рель-
сов), но и в горизонтальной (что не обязательно для заднего рель-
са). Эти требования обусловлены^технологией сварки прямоли-
нейных швов с минимальными отклонениями от прямой, чтобы
избежать непрерывной коррекции направления электрода по
шву.
Назначение глагольных тележек такое же, как и велосипедных:
сварка круговых и прямолинейных швов в этом же диапазоне диа-
метров и длин. Их отличие от велосипедных заключается лишь в
том, что тележка передвигается по наземной двухрельсовой колее
и не нуждается в верхнем монорельсе. Отсутствие верхних опорных
И*
323
Рис. 168. Шасси и ходовая часть глагольной тележки:
1 — приводное ходовое колесо; 2 — червячное колесо, m = 5; z= 38;5- червяк одноходовый, т ® 5; 4 « ведомая шестерня; 5 — па-
разитная шестерня; 6 — ведущая шестерня привода; 7 — коробка передач; 8 — электродвигатель; 9 — колонна; 10 — платформа тележ-
ки; 11 — неподвижный ролик; 12 — передний рельс; 13 — подвижный ролик; 14 — рычаг; 15 — пружина; 16 — холостое ходовое колесо.
роликов и верхнего рельса уменьшает вибрацию, которая мо-
жет передаваться на тележку от цеховых мостовых кранов.
В зависимости от типа колонны различают четыре модели гла-
гольных тележек: ГТ-1, ГТ-2, ГТ-3 и ГТ-4, на которых установ-
лены типовые колонны соответственно ПК-1, ПК-2, ПК-3 и ПК-4.
Следовательно, тележки ГТ скомпонованы из унифицированных
узлов так же, как и велосипедные ВТ, которые имеют аналогичную
индексацию и так же собраны из шасси и типовых колонн. Кроме
того, в целях унификации в ГТ использованы типовые приводы
передвижения и узлы ходовой части, применяемые в соответствую-
щих ВТ. Следует отметить, что эти унифицированные приводы сва-
рочного движения применяются также в роликовых стендах, раз-
ница лишь в том, что вместо вращения ведущего бегунка тележки
они приводят во вращение ведущий ролик того же диаметра, обес-
печивая таким образом тот же диапазон скоростей.
Тележки ГТ-1 (см. рис. 167) и ГТ-2 передвигаются как с рабочей
скоростью, так и с маршевой. Рабочая — сварочная — скорость
может плавно регулироваться в пределах 0,3—1,3 м/мин. Марше-
вая скорость составляет 13 м/мин. Типичный пример использова-
ния глагольных тележек ГТ-2 в сварочных установках представлен
на схеме III рис. 1. Тележки ГТ-3 и ГТ-4, снабженные подъемным
балконом для сварщика и сварочной аппаратуры, могут передвига-
ться только с маршевой скоростью, так как при их громоздкости
трудно обеспечить плавность их медленного сварочного движения.
В остальном эксплуатационно-техническая характеристика гла-
гольных тележек такая же, как и велосипедных.
§ 32. Портальные и мостовые тележки
Портальные тележки (ПТ) (табл. 19) при-
меняются в автосварочных установках универсального типа для
сварки крупногабаритных изделий диаметром до 4—6 м. Их на-
значение аналогично назначению велосипедных и глагольных те-
лежек типа ВТ-3 и ВТ-4, ГТ-3 и ГТ-4. Несущая конструкция ПТ,
в отличие от велосипедных и глагольных, представляет собой
бесконсольную систему с жестким порталом, менее склонную к
вибрации, чем тележки ВТ и ГТ с консольными балконами. Пере-
движение портала происходит по двум направляющим рельсам,
расположенным на уровне пола по обе стороны обслуживаемого
сварочного стенда. Из-за своей громоздкости портальные тележки
не имеют рабочей, сварочной скорости, а имеют только маршевую,
установочную, по тем же соображениям, что и для балконных
ВТ-3, ГТ-3 и др. (см. § 31). В тележке ПТ рабочее движение осу-
ществляется самоходным сварочным аппаратом (ТС-17М, АБС
или др.) при неподвижном положении самой тележки.
Типовая тележка ПТ-1 (рис. 169) смонтирована из двух одно-
рельсовых шасси 13 с установленными на них колоннами 2 и 12.
Обе колонны соединены между собой вверху жесткой траверсной
325
Таблица 19
Техническая характеристика портальных тележек
Характеристика Единица измерения ПТ-1 ПТ-2
Диаметр свариваемых изделий м 1,2—4 1-6
Скорость передвижения портала м/мин 6 6
Скорость подъема и опускания бал- 1,6 1,6
кона »
Вертикальный ход балкона м 3,1 4,85
Ширина рельсовой колеи портала и 7,5
его пролет » 5
Габариты тележки: 4,1 6,1
длина »
ширина » — 8,6
высота » 7,75 8,4
Масса т 13,5 20,6
балкой — ригелем 4, образуя таким образом передвижной портал.
По обеим колоннам портала, как по вертикальным направляющим,
могут синхронно перемещаться каретки 3, несущие на себе рабочий
балкон тележки 5 со сварочной аппаратурой. В качестве свароч-
ных аппаратов на портальных тележках применяются сварочные
тракторы типа ТС или сварочные автоматы типа АБС и их более
поздние модели. В случае применения автоматов АБС необходимо
закрепить на балконе специальный рельсовый путь, подобно тому,
как это сделано на тележке ВТ-3.
Механизм подъема балкона смонтирован на верхней траверсе
портала 4 и состоит из электродвигателя 3, зубчатого редуктора 3,
соединительного вала 9 и двух канатных барабанов 10. Обе ка-
ретки 3 подвешены на стальных канатах. Синхронность их пере-
мещения обеспечивается жестким валом 3, который соединяет
оба подъемных барабана. Конструкция кареток и система их на-
правления по колоннам аналогичны тем, что применяются в
колоннах ПК (см. § 30). Но так как в данном механизме подъема
ходовые винты заменены канатами, то в этих унифицированных
каретках отсутствуют гайки. Кроме того, вместо жесткого крепле-
ния балкона к каретке здесь применено эластичное, шарнирное
соединение подъемной платформы 5 с обеими каретками. Такое
шарнирное соединение позволило избежать вредного действия воз-
можных перекосов платформы и исключить возможность заедания
кареток на колоннах. Хотя на подъемных канатах и предусмотре-
ны регулировочные стяжки, все же из-за упругости канатной
подвески возможен некоторый перекос платформы.
Для уменьшения усилий на подъемных канатах и соответствую-
щего снижения мощности подъемного механизма балкон частично
уравновешен контргрузами, размещенными во внутренних полостях
326
Рис. 169. Портальная тележка ПТ-1.
трубчатых колонн портала. Эти грузы подвешены на тросах,
прикрепленных к балкону и перекинутых через блоки 77, укреп-
ленные на вершинах колонн.
В некоторых конструкциях портальных тележек применяется
более простая система направляющих для подъемной платформы,
подобная системе лифтов. В этом случае нет унифицированных ка-
реток, но появляются направляющие ролики или вилки скольже-
ния с обеих сторон балкона.
К подъемной платформе снизу прикреплен рычаг концевого
выключателя 7, благодаря которому платформа при своем опуска-
327
Рис. 170. Приводное ходовое колесо портальных тележек ПТ-1 и ПТ-2:
2 — червяк трехходовый, т — 6| 2 — корпус} 3 — червячное колесо, т = 6, г = 49; 4 —
крышка редуктора.
нии вниз автоматически останавливается на заданном расстоянии
от свариваемого изделия. Такой же выключатель, ограничиваю-
щий подъем вверх, смонтирован на ригеле портала 4.
Каждое шасси тележки снабжено отдельным электроприводом,
действующим на одно ходовое колесо шасси, второе колесо — хо-
лостое. Синхронная работа двух электроприводов обеспечивается
системой электрического вала.
Ходовая часть портала (рис. 170) аналогична ходовой части
велосипедных тележек тяжелого типа ВТ-3, ВТ-4 и особых пояс-
нений не требует.
Подвод тока к порталу (в том числе подвод сварочного
тока) осуществляется гирляндой проводов, подвешенной к легким
тележкам, свободно передвигающимся по монорельсу 1 (см.
рис. 169).
Портальная тележка ПТ-2, построенная по тому же принципу,
что и тележка ПТ-1, предназначена для сварки круговых и прямо-
линейных швов в изделиях особо крупного габарита. В связи с
этим в ней не применены колонны и каретки унифицированного
типа, однако узлы ходовой части и приводов перемещения порта-
ла и балкона те же, что и в тележке ПТ-1.
Сравнив портальные тележки с аналогичными велосипедными
и глагольными, можно отметить следующие их преимущества и
недостатки. Преимущество ПТ заключается в их большей жест-
кости и отсутствии в связи с этим вибраций при прохождении мос-
товых кранов, а также в меньшей площади, занимаемой рельсовым
путем. Недостатком портальных тележек ПТ-1 и ПТ-2 является
328
более тяжелая и сложная, а следовательно, и более дорогая конст-
рукция тележки. Чтобы убедиться в этом, достаточно сравнить
их массы: масса портальной тележки ПТ-1 составляет 13,5 т,
велосипедной того же назначения — 5,3 т, т. е. в 2,5 раза меньше.
Поэтому портальные тележки следует применять лишь там, где
невозможно или нецелесообразно применение велосипедных.
Особый вид тележек, несущих на себе сварочную аппаратуру,
представляют собой мостовые тележки, или катучие балки для само-
ходных сварочных автоматов типа АБС или его последующих мо-
делей (А-874 и др.). Они аналогичны кран-балкам, от которых
отличаются тем, что вместо крановой тележки по ним перемещается
самоходный сварочный автомат.
Типовые катучие балки Института электросварки им. Е. О. Па-
топа АН УССР (рис. 171) предназначены для автоматической свар-
ки прямолинейных швов листовых секций, балок, колонн, элемен-
тов металлоконструкций, а также сосудов и других подобных из-
делий. При наличии в автосварочной установке соответствующего
вращателя, манипулятора или роликового стенда возможна сварка
и круговых швов. Пролет балки и длина рельсового пути на ней
выбираются в зависимости от длины свариваемых изделий и швов.
В модели КБ-1 (см. рис. 171) этот пролет не превышает 10 м.
На балке 3 закреплен рельсовый путь для сварочного автомата 5,
а также легкий монорельс 6 для подвески гирлянды приводов,
питающих сварочную аппаратуру. Катучая балка перемещается
по рельсам, установленным на колоннаде 7, высота которой опре-
деляется габаритами свариваемых изделий и установленного под
балкой вспомогательного оборудования.
329
Рис. 172. Ходовая часть катучей балки с ручным приводом:
вверху — приводной вал; внизу слева—» холостое ходовое колесо, справа—тормоз; 1—на-
правляющее холостое колесо; 2—направляющее приводное колесо; з—штурвал; 4 — вал;
5 — приводное безребордное колесо; 6 — винт тормоза; 7 — тормозная колодка.
Перемещение балки по колоннаде осуществляется либо вруч-
ную, с помощью штурвалов 2, закрепленных на приводном валу
либо электроприводом кранового типа. В большинстве случаев
целесообразнее ручной привод, так как он позволяет более точно
установить катучую балку над свариваемым швом, тем более что
усилие для ее передвижения с помощью штурвалов (маховичков)
очень невелико. На рис. 172 представлена конструкция ручного
привода и ходовой части катучей балки КБ-1 для пролетов до 10 м.
В приводе отсутствуют зубчатые передачи, так как при сравни-
330
тельно малом сопротивлении передвижению балки вполне доста-
точно передаточное отношение диаметра штурвала (640 мм) к диа-
метру ходового колеса (200 мм), уменьшающее усилие сопротив-
ления в три раза. Вся ходовая часть смонтирована на шарико-
подшипниках, благодаря чему сопротивление передвижению балки
по рельсам не превышает 12 кгс и соответственно усилие на штур-
вале — не более 4 кгс даже в момент трогания с места. На веду-
щих ходовых колесах предусмотрен простейший фрикционный
стопор в виде тормозной колодки 7 и нажимного винта 6. Вал при-
вода 4 выполнен в виде трубы (обладающей достаточной жестко-
стью на изгиб и кручение) с концевыми массивными цапфами.
Существенным преимуществом мостовых тележек и катучих
балок перед другими тележками (ВТ, ГТ и ПТ) является, во-пер-
вых, их предельная простота и невысокая стоимость, во-вторых,
возможность обслуживания большой площади цеха, оснащенной
всевозможными стеллажами, сборочно-сварочными стендами, кан-
тователями, манипуляторами и пр.
Применение катучих балок целесообразно в универсальных
автосварочных установках для единичного и мелкосерийного про-
изводства с разнообразной номенклатуройсварнойпродукции. При-
мер такого рационального использования катучей балки представ-
лен на схеме V рис. 1. Здесь катучая балка 5 со сварочным автома-
том 14 обслуживает два рабочих места: магнитный стенд 11 для
сварки листовых секций и цепной кантователь 10 для сварки про-
дольных швов балок.
Недостатком катучих балок является сравнительно малый диа-
пазон регулирования уровня сварки, ограниченный возможнос-
тями подъемного механизма сварочного автомата: для АБС он ра-
вен всего лишь 200 мм, для более поздней модели А-874 он вдвое
больше — 400 мм. Другим недостатком катучих балок является
наличие подкрановой колоннады, перегораживающей площадь
цеха и затрудняющей транспортные операции.
Развивая идею катучих балок, можно создать катучие порталы
того же пролета, имеющие аналогичное назначение, но передвигаю-
щиеся не по колоннаде, а по наземным рельсам, что, конечно, яв-
ляется их существенным преимуществом перед катучими балками.
Однако это преимущество достигается ценой существенного услож-
нения конструкции и повышения ее стоимости.
§ 33. Сварочные тележки легкого типа
В механизированном сварочном произ-
водстве, наряду с тележками тяжелого типа (глагольными, пор-
тальными, мостовыми), широко применяются малогабаритные
легкие сварочные тележки, не имеющие собственных механизмов
установочного перемещения сварочной головки. В них имеется
только механизм рабочего движения с регулируемой сварочной
или наплавочной скоростью. В этом механизме, как правило,
334
Рис. 173. Тележка для наплавочных аппаратов:
а — общий вид; б — крепление выдвижной штанги (в уменьшенном масштабе).
предусмотрено устройство для переключения тележки на марше-
вый, холостой ход, причем маршевый ход может осуществляться
либо вручную, и в этом случае тележка отключается от механизма
рабочего движения, либо с помощью электропривода, в этом случае
механизм движения переключается с рабочего хода на маршевый.
Применение сварочных тележек легкого типа целесообразно в
тех случаях, когда по характеру продукции и условиям производ-
ства не требуется широкий диапазон установочных перемещений
головки и можно обойтись теми пределами перемещений (по высо-
те и горизонтали), которыми располагают корректировочные ме-
ханизмы самой головки (подъемный и поперечный). При этом
имеется в виду, что в данном случае использование собственного
самохода сварочной головки (автомата) по каким-либо соображе-
ниям нецелесообразно или невозможно; например, если рельсовый
путь для тележки нельзя располагать над свариваемым изделием
по условиям транспортно-подъемных крановых операций, либо
из-за недопустимости перегрева тележки автомата при наплавке
массивных изделий или, наконец, по той причине, что механизм
движения стандартного сварочного автомата не обладает необхо-
димым для данного случая диапазоном рабочих скоростей (особен-
332
но при наплавке). В большинстве таких случаев сварочную голов-
ку приходится подвешивать на длинной горизонтальной консоли,
которую нельзя крепить к стандартной тележке типового автомата
АБС, АДС-1000 и надо применять специальную тележку.
Одна из таких тележек, применяемая главным образом для на-
плавочных работ, изображена на рис. 173. Она представляет собой
прямоугольную платформу 2 на трех ходовых колесах, из которых
одно — приводное 6 и два — холостых 1 и 10. Заднее колесо 1 пе-
редвигается по внутренней поверхности швеллера 77, верхняя
полка которого служит контррельсом, так как на этом опорном
колесе возможна отрицательная реакция. Два передних колеса
6 и 10 движутся по клиновидному направляющему рельсу 12.
что исключает возможность образования межребордных люфтов.
На тележке к ее площадке 9 крепится горизонтальная консоль-
ная штанга 75, несущая на своем конце сварочный или наплавоч-
ный аппарат типа АБ, А-384, А-513 и другие, не имеющие собст-
венного механизма рабочего движения. Вылет консольной штанги
может быть постоянным или переменным в зависимости от способа
ее крепления к тележке и характера продукции. Для крепления
штанги к тележке в большинстве случаев применяют крепежные
хомуты, в которых штанга зажимается с тем или иным вылетом,
необходимым для данной продукции завода. Разумеется, при та-
ком способе крепления частое изменение вылета консоли и тем
более его регулирование весьма затруднены. При необходимости
частого изменения вылета следует применять выдвижные штанги
с соответствующим механизмом выдвижения — ручным или ме-
ханизированным. Не исключена возможность и целесообраз-
ность использования для этой цели выдвижной штанги 75 (см.
рис. 173, б), применяемой в типовых серийных колоннах и тележ-
ках ПТ-1, ВТ-1, ГТ-1 (см.§ 31). Однако при таком использовании
стандартной штанги ее следует несколько укоротить. Достоинством
этой штанги является механизированный привод ее выдвижения,
вмонтированный в полость штанги.
Тележка приводится в движение двухскоростным асинхронным
двигателем 4 (п = 1500/3000 об/мин) через коробку передач 5 и
имеет два диапазона рабочих скоростей: первый — для движения
с линейной скоростью сварки или наплавки в пределах от 0,08 до
1,1 м/мин, второй — для шаговой подачи наплавочной головки при
винтовой или спиральной наплавкя круглых деталей (например,
прокатных валков) со скоростями от 0,0015 до 0,0109 м/мин. На-
личие двух диапазонов рабочих скоростей вместо одного (со сва-
рочными скоростями) является исключительной особенностью рас-
сматриваемой тележки, характерной только для комбинированных,
сварочно-наплавочных механизмов движения.
В пределах одного диапазона скорость изменяется с помощью
сменных шестерен (защищенных кожухом 5), а также переключе-
нием числа оборотов двухскоростного электродвигателя. Переклю-
чение диапазонов достигается перестановкой ведущей сменной
33J
Рис. 174. Механизм отключения тележки для наплавочных аппаратов от
привода.
шестерни с одного ведущего вала коробки передач на другой веду-
щий вал. Для обоих диапазонов используется один и тот же комп-
лект сменных шестерен zY + z2 = 83. Определение скоростей
производится по следующим формулам настройки: для линейной
сварки или наплавки при п = 1500 об/мин рсв = 0,24 zA/z2 м/мин,
при п = 3000 об/мин рсв = 0,48 zjz2 м/мин; для шаговой подачи
тележки при винтовой наплавке при п = 1500 об/мин =
= 0,0047 z1/z2 м/мин, при п = 3000 об/мин = 0,0094 zYlz2 м/мин.
Необходимая шаговая скорость тележки при винтовой наплавке
определяется по формуле — 0,318 vnhYJD^ м/мин, где ц, — за-
данная окружная скорость наплавки, м/мин; Дн — шаг наплавки,
мм; Dn — диаметр наплавляемой поверхности, мм; = 204-58 —
число зубцов ведущей сменной шестерни; z2 = 63 4- 25 — число
зубцов ведомой шестерни.
Маршевый ход тележки осуществляется вручную толканием
тележки или вращением ходового колеса штурвалом 7. Для воз-
можности ручного перемещения тележки ее необходимо предвари-
тельно отключить от приводного механизма маховичком 8.
Механизм отключения представлен на рис. 174. На валу при-
водного колеса 7 предусмотрена фрикционная муфта сцепления
вала 6 с червячной шестерней привода 4. Муфта состоит из кони-
ческого фрикциона 3 и упорного диска 5, связанных с валом и ох-
ватывающих шестерню с обеих сторон. Муфта включается поворо-
том маховичка 11 с винтом 9, снабженным правой и левой нарез-
ками на концах. При этом фрикцион 3 плотно прижимает шестер-
ню к диску 5 и таким образом сцепляет ее с валом. Расцепление
муфты, т. е. отключение тележки от привода, производится обрат-
ным поворотом маховичка 11.
Конусная чаша 3 приводится во вращение жестко связанным
с ней поводком 7, пропущенным в виде чеки сквозь прорезь в при-
334
200
Рис. Д75. Ходовая часть легкой велосипедной тележки с механизмом отклю-
чения от привода.
водном валу. Штурвал 10 соединен с ходовым колесом трубчатым
валом S, длина которого выбирается из условий удобства обслу-
живания в зависимости от длины консольной штанги, на которой
крепится сварочная головка. В данном исполнении вылет штур-
вала равен 1 м.
Весь приводной механизм смонтирован в литом корпусе 2, при-
крепленном к платформе тележки.
Описанная система привода проста и надежна в работе. Этим
достоинством компенсируются ее недостатки, заключающиеся в
примитивном способе ступенчатого изменения скоростей с помощью
сменных шестерен, а также в ручном маршевом ходе. Однако, если
изменение скоростей производится очень редко, то первый из ука-
занных недостатков не имеет существенного значения. Что ка-
сается ручного маршевого хода, то это не всегда является недос-
татком, так как точную установку легкой тележки в нужное поло-
жение обычно легче осуществить с помощью ручного штурвала,
чем с помощью электропривода при маршевых скоростях около
25 м/мин.
Несколько иная конструкция ходовой части тележки и меха-
низма отключения от привода применена в легкой сварочной
335
Рпс. 176. Ходовая тележка для двухдуговых сварочных аппаратов:
2 — концевой выключатель| 2 — ведомая шестерня} з — ходовое колесо} 4— корпус} 5 —
червячное колесо, т = 4, z = 28; 6 — червяк трехходовой, т = 4} 7 — болт крепления сва-
рочного аппарата} 8 — левое исполнение ходовой части.
тележке велосипедного типа, точнее, в ее нижнем шасси (рис. 175).
Как и в предыдущем примере, привод 8 действует только на одно
ходовое колесо 7, что вполне обеспечивает необходимую силу
сцепления колеса с рельсом, достаточную для преодоления сопро-
тивления передвижению тележки. Ходовой вал 6 включается и
выключается коническим фрикционом 4, который сцепляется с
приводной шестерней 5 либо расцепляется с ней с помощью обычной
переводной вилки 2 рычажного типа с пружиной. В нормальном,
включенном состоянии рычаг фрикциона находится под действием
пружины. При выключении фрикциона рычаг оттягивается и фик-
сируется защелкой, при этом оси рычага поворачиваются в отверс-
тиях неподвижного кронштейна 3.
336
Рис. 177. Механизм передвижения легкой сварочной тележки.
Нижний рельс велосипедной тележки обычно прикрепляется
к стене или колоннам цеха на высоте руки человека, чем обеспе-
чивается удобство ручного обслуживания штурвала 1 и рычага
фрикционной муфты.
На рис. 176 представлена конструкция ходового шасси сва-
рочной тележки для двухдуговых аппаратов, применяемых в тру-
бостроении и тяжелом машиностроении. Это шасси, па котором мон-
тируется автосварочный аппарат, вместе с верхним холостым
роликом, прикрепленным к аппарату, образует велосипедную сва-
рочную тележку. В приводе тележки (на чертеже не показанном)'
предусмотрено регулирование рабочей скорости в пределах
1—6 м/мин и переключение на маршевый ход со скоростью'
26 м/мин. Плавное регулирование рабочей скорости производится
путем изменения частоты вращения электродвигателя, а переклю-
чение на маршевый ход — электромагнитными муфтами привод-
ного механизма (см. § 35) с кнопочным управлением. В остальном
конструкция тележки ясна из рис. 176.
Примером особо легких сварочных тележек является изобра-
женная на рис. 177 тележка для подвесных головок легкого типа,,
например, горелки для аргонодуговой сварки неплавящимся
электродом или сварки плавящимся электродом в защитных га-
зах. Особенностью тележки является то, что вся ее ходовая часть,
точнее, ведущая колесная пара смонтирована комплектно с привод-
ным механизмом в одном корпусе, закрепленном на шасси тележ-
ки 3. Второй ее особенностью является простота конструкции при-
водного механизма, состоящего из двух последовательных червяч-
ных передач, связанных между собой царой сменных шестерен 10,
выведенных наружу.
337
Плавное регулирование рабочей скорости тележки произво-
дится изменением частоты вращения электродвигателя постоянного
тока 7, а грубое, ступенчатое изменение диапазона скоростей —
сменой шестерен 10. Маршевый ход осуществляется вручную, для
чего в валу колесного полуската предусмотрен простейший фрик-
цион для отключения полуската от привода. Фрикцион состоит
из конического шпинделя 5, проходящего внутри пустотелого вала
4, и двух раздвижных плашек 6, находящихся в пазах вала и сцеп-
ляющихся со ступицей червячной шестерни привода. Шпиндель
снабжен нарезкой и выведен из вала наружу, причем на наружном
его конце укреплен маховичок фрикциона 9. При вращении этого
маховичка шпиндель ввинчивается в вал и своим коническим хвос-
товиком раздвигает плашки и плотно прижимает их к ступице шес-
терни. При этом фрикцион включен на сварочное движение тележ-
ки (от электропривода). Обратным поворотом маховичка тележка
отключается от электропривода для ручного ее передвижения —
перекатыванием или с помощью второго — большого маховичка
<8, закрепленного на валу полуската. Из двух приводных бегунков
тележки один с ребордами — направляющий 7, а другой — без-
ребордный 2. Кроме того, тележка снабжена еще одним — холос-
тым направляющим бегунком (на рисунке не показан).
§ 34. Расчет сварочных тележек
и несущих конструкций
Основными объектами расчета тележек
являются механизм передвижения и ходовая часть тележки,
механизмы подъема и выдвижения консольной штанги, несущая
конструкция.
Расчет ходовой части и механизма передвижения. Этот расчет
следует начинать с определения опорных реакций ходовых колес
по заданному весу тележки G (в полном ее вооружении) и положе-
нию ее центра тяжести при выбранной конструктивной схеме те-
лежки. Если сварочный аппарат может менять свое положение
относительно тележки, например, если он закреплен на выдвижной
штанге (см. рис. 163 и 167), то для расчета необходимо выбирать
наименее выгодное его положение. В частности, при выдвижных
консольных штангах в велосипедных и глагольных тележках,
как правило, наименее выгодное для опорных реакций положение
будет при максимальном вылете штанги, на конце которой закреп-
лен сварочный аппарат (головка). Точно так же при консольной
балке для самоходного сварочного автомата в тележках ВТ-2 и
ГТ-2 наименее выгодным и, следовательно, расчетным для опорных
реакций передних ходовых колес будет положение автомата на
конце консольного пути.
На рис. 178 представлено несколько типичных расчетных схем
•сварочных тележек.
В тележках велосипедного типа (рис. 178, а) сумма вертикаль-
338
Рис. 178. Расчетные схемы сварочных тележек:
а — велосипедная; б — глагольная; в — портальная; г — мостовая; д — консольная; е —
схема распределений усилий на колеса одного рельса.
ных реакций ходовых колес нижнего шасси равна Q = G. Сумма'
горизонтальных реакций этих же колес, равная горизонтальной
реакции верхних опорных роликов, Т = GIJH.
В. глагольных и консольных тележках (рис. 178, б и д) могут
быть два положения центра тяжести; вне колесной базы и между
колесами, как показано штриховой линией. В первом случае (все
силы показаны сплошными линиями) = G (Z + ZJ/Z; Q2 = Gtjl,
во втором случае (силы G и Q2 показаны штриховыми линиями)
Qi = G (Z - Z2)/Z; Q2 = GZ2/Z.
В портальных тележках с симметричной нагрузкой ригеля
(рис. 178, в) Qr — 0,5G. В мостовых тележках (катучих и других
балках по рис. 178, г)
^=4-+с>-г'
где Gv — вес катучей балки; G2 — вес сварочного автомата.
Для определения наибольших значений реакций ходовых колес
катучей балки необходимо принять одно из крайних положений
сварочного автомата на балке, т. е. Z2min либо Z2max«
Во всех тележках, если усилие Qx воспринимается двумя хо-
довыми колесами, то в общем случае оно распределяется между
ними неравномерно, в зависимости от положения центра тяжести
тележки в другой проекции по отношению к рис. 178, а—д. По
этой проекции (см. рис. 178, е) нетрудно определить усилие на каж-
дом из двух колес, передвигающихся по одному рельсу:
Q3 = Qi — АУQi — L.
339
и
Рис. 179. Схемы ходовых колес:
я, в, г—с линейным контактом; б, д—с
точечным контактом; е—схема давле-
Л1ИЙ на клиновидный рельс.
В глагольных и консольных
тележках (см. рис. 178, б и д) зад-
ний ходовой ролик в большинстве
случаев один, и поэтому он вос-
принимает все усилие Q2. Анало-
гично дело обстоит и во многих
велосипедных тележках, имеющих
только один верхний опорный ро-
лик.
По найденным усилиям, дей-
ствующим на ходовых колесах,
определяют диаметры их валов и
осей, пользуясь методикой анало-
гичного расчета роликоопор (см.
§ 24), а также общими методами
расчета деталей машин. Для ва-
лов в дальнейшем производится
проверка на действие крутящего
момента совместно с изгибающим.
Диаметры колес и ширина обода определяются или (чаще)
проверяются расчетом на контактное напряжение. При этом раз-
личают колеса с линейным контактом, цилиндрический обод ко-
торых катится по плоской головке рельса (рис. 179, а, в); колеса
с точечным контактом, обод которых выполнен по сфере радиусом
г2 (рис. 179, б); двухконусные колеса с линейным контактом, обод
которых катится по клиновидному рельсу (рис. 179, а); двухконус-
ные колеса с точечным контактом, обод которых выполнен по двум
сферам и катится по клиновидному рельсу (рис. 179, д).
Для колес, которые катятся по клиновидному рельсу, прежде
нсего необходимо определить давление на грани рельса в зависи-
мости от угла клина а (см. рис. 179, а, д) и от величины опорных
реакций, вычисленных по приведенным выше формулам. Верти-
кальная реакция создает нормальное давление на каждую грань
^рельса
5 =—.
2sin-r
(295)
При а = 90° S = 0,7(?. Если на ходовом колесе с клиновидным
профилем обода, кроме того, действует горизонтальная опорная
реакция Т (как в тележках по рис. 178, а), то эта сила создает до-
бавочное нормальное давление на одну из граней рельса
T’1 = Z,cos4-.
Z *
(296)
При а = 90° 7\ = 0,7Г. Таким образом, суммарное давление на
4одну из граней клиновидного рельса под действием вертикальной и
ЗАО
горизонтальной опорных реакций будет
50 = 5 + Л = —Ц-4-Tcos-^. (297)
2 sin —
При а = 90° 50 = 0,7 ((? + Г).
Необходимо особо отметить, что при значительной величине
горизонтальной реакции Т по сравнению с вертикальной Q и при
большом угле а колесо под нагрузкой может выползти вверх,
преодолевая вес тележки. Поэтому если на ходовом колесе, кроме
вертикальной нагрузки, действует и горизонтальная сила Т, то
прежде чем применять клиновидный рельс, цеобходимо произвести
проверку колеса на выкатывание вверх и последующее схождение
с рельса. Это выкатывание по одной грани может произойти в том
случае, если угол 0 (см. рис. 179, е) будет меньше максимально
возможного угла трения между колесом и рельсом. Следовательно,
условие надежности против схождения колеса с клиновидного
рельса запишется как tg 0 >> /тах, где /тах — наибольшее возмож-
ное значение коэффициента трения.
Выразив tg р через заданные величины Q, Т и а, получим ус-
ловие надежности в следующем виде:
C-rtg-J-
r+etg-^-
/max*
(298)
Для клиновидного рельса с углом клина а = 90° это условие за-
пишется так:
Q-Т ,
q । /max,
или, если обозначить T/Q = а, при угле а = 90°
1 — а
1 4" а
> /тах»
(299)
Если максимально возможный коэффициент трения стали о
сталь равен /тах = 0,3, то из выражения (299) следует, что при
а = 90° горизонтальное усилие не должно превышать 50% от вер-
тикального, иначе возможно схождение с рельса. Если условие
надежности (298) или (299) не соблюдается, то конструкцию хо-
довой части нужно изменить по одному из следующих вариантов.
1. Клиновидный рельс и плоскость ходовых колес повернуть
так, чтобы угол 0 намного увеличился (см. рис. 179, е), вплоть до
совпадения плоскости колес с равнодействующей реакцией U,
как это показано на рис. 180, а. В этом случае давление на каждую
грань рельса
2 sin ~ 2 sin
(300)
При а = 90° = 0,7/(?2 + Тг.
341
Рис. 180. Варианты ходовых колес
при вертикальной и горизонтальной
нагрузках:
а — клиновидный рельс; б—плоский
рельс
2. Уменьшить угол клина а,
но не менее чем до 40°, иначе
возникает опасность заклинива-
ния колеса в рельсе или резко-
го увеличения сопротивления
передвижению тележки.
3. Заменить клиновидный
рельс плоским, а ходовые коле-
са — цилиндрическими двухре-
бордными (см. рис. 179, в) ли-
бо, отказавшись от упорных (на-
груженных) реборд, заменить ил
боковыми роликами, восприни-
мающими горизонтальную ре-
акцию Т (см. рис. 180, б).
Первый вариант (см. рис. 180,
а), требующий наклона плоскос-
ти колес, не всегда удобен по конструктивным соображениям. Поэто-
му чаще применяют третий (см. рис. 180, б), а для очень легких те-
лежек — второй, т. е. уменьшение угла клина, с тем чтобы увели-
чился угол р (см. рис. 179, е) и стал больше угла трения фтах.
По найденным контактным нагрузкам и принятым размерам
ходовых колес определяется контактное напряжение.’
В точечном контакте колес по рис. 179, б, д, площадка контакта
представляет собой эллипс, большая ось которого ориентирована
вдоль рельса, если т\ > г2, или поперек рельса, если т\ < г2.
Эффективное напряжение в точечном контакте определяется
по формуле Б. С. Ковальского
= kkf р/< [<т0]. (301)
В линейном контакте колес по рис. 179, а, в, г
аэ = 0,167/г/ [аэ]. (302)
Здесь k — коэффициент, зависящий от отношения /?2//?1<1,
причем под подразумевается больший из радиусов — гг или
г2, а под Т?2 — меньший. Коэффициент k имеет следующие значе-
ния:
J?2/Z?a 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1
k 0,28 0,19 0,145 0,13 0,119 0,111 0,105 0,099 0,095 0,09
kf — коэффициент, учитывающий влияние тангенциальных сил
трения, принимаемый при среднем режиме работы равным 1,05,
при тяжелом — 1,10; Е — приведенный модуль упругости, Е =
= 2Z?1Z?2/(Z?1 + Е2)\ El иЕ2 — модули упругости материала обода
колеса и головки рельса; для нагрузки Р в формулах (301) и (302)
342
следует принимать величину Р = knPCi где Рс — максимальная
нагрузка на обод ходового колеса или (при клиновидном рельсе)
на его коническую поверхность шириной h. Согласно обозначе-
ниям рис. 179 эта нагрузка при плоских рельсах равна Рс = Q,
а при клиновидных Рс = S; значения Q и S определяются по
приведенным выше формулам; kH — коэффициент неравномерности
распределения нагрузки по ширине рельса; для колес с точечным
контактом (см. рис. 179, в, д) ka = 1,1, с линейным — в среднем
kii ~ 1»2.
Допустимое значение контактного напряжения выбирают в за-
висимости от твердости НВ обода колеса и срока службы тележки.
При длительности эксплуатации тележки 10 лет и среднем режиме
ее работы можно принимать
[а] = (0,15 4- 0,2) НВ, кгс/мм2. (303)
Поверхность катания ходовых колес с коническим ободом должна
иметь твердость НВ не менее 240 кгс/мм2.
Сопротивление передвижению тележки определяется по фор-
муле
= 2 kpQK /п^вд 2Ик , (304)
где Qk — нагрузка на данное колесо, определяемая по приведен-
ным выше формулам и рис. 179; /п — коэффициент трения в под-
шипниках этого колеса; для подшипников скольжения принимают
/п = 0,1, для шариковых и роликовых подшипников /п = 0,015,
для конических роликоподшипников /п = 0,02; — коэффициент
трения качения колеса; для стальных колес диаметром 200—300 мм
с цилиндрическим ободом цк = 0,03 см, со сферическим р,к = 0,04,
для стальных колес диаметром 400—500 мм с цилиндрическим обо-
дом = 0,05, со сферическим р,к = 0,06; DK — диаметр колеса;
dB — диаметр вала или оси в месте посадки подшипников; kp —
коэффициент, учитывающий сопротивление трения реборд колеса
о головку рельса (если они имеются) либо добавочного трения
двухконусного колеса о рельс из-за разности в диаметрах кониче-
ской поверхности катания; в обоих случаях можно принимать
= 2,5.
Выражение (304) определяет собой сумму сопротивлений пере-
движению всех ходовых колес и опорных роликов тележки, в об-
щем случае имеющих разные значения входящих в формулу ве-
личин.
В период разгона:
Жт.разг = ^т+С-^г, (304')
где а — возможное ускорение, м/с2.
Момент сопротивления передвижению, приведенный к валу
двигателя (без учета инерционных сил)
D1tn
<305)
343
Рис. 181. Расчетные схемы механизмов
подъема (а) и выдвижения (б) штанги со
сварочным аппаратом.
шках для электродной проволоки. Запас
с рельсом при установившемся движении тележки
где Опр — диаметр ведущих
ходовых колес (или колеса);
т|0 — общий КПД механизма
передвижения от вала ходо-
вого колеса до вала двигате-
ля; iQ — общее передаточное
число механизма.
Запас сцепления колес с
рельсами при расчете меха-
низма передвижения следует
проверять для случая, когда
ведущие ходовые колеса име-
ют наименьшую нагрузку;
следовательно, когда сила их
сцепления с рельсом имеет
минимальное значение. В рас-
смотренных выше велосипед-
ных, глагольных и консоль-
ных тележках (см. рис. 178,
а, б, д) такое положение будет
при минимальном вылете кон-
соли Zimin либо при макси-
мальном расстоянии Z2inax И,
кроме того, при порожнем
флюсобункере и пустых кату-
сцепления ведущих колес
должен быть
&сц —
^min
1ИТ
>2,
(306)
где ф— коэффициент сцепления ходового колеса с рельсом; для
сварочных тележек со стальными колесами ф = 0,15; (2inin — наи-
меньшее суммарное давление ведущих ходовых колес на рельс;
в тележках, передвигающимся по клиновидным рельсам (см.
рис. 179, а, б), давление колеса следует принимать равным
2Smin, а при повернутом клиновидном рельсе (см. рис. 180, а)
2-Sir^in, где 5 и определяются по формулам соответственно (295)
и (300) в зависимости от минимальных значений вертикальной и
горизонтальной реакций Q и Т.
Запас сцепления следует также проверять при неустановившем-
ся движении тележки, в период ее разгона. Если пренебречь тор-
мозящим действием трения в подшипниках ходовых колес (которое
в общем незначительно), то запас сцепления в период разгона
ъ _____ 4^min
«сц.р — ~
W^ + G
(307)
9,81
344
где G — вес тележки, кгс; а — возможное ускорение, определяе-
мое действительной характеристикой электродвигателя, м/с2.
Расчет механизма подъема. Главным назначением подъемных
механизмов в сварочных тележках является подъем и опускание
кронштейна или выдвижной штанги, несущей на себе сварочный
аппарат (см. рис. 178, а, б) либо подъем балкона в тележках типа
ВТ-3, ВТ-4, ПТ-1 и др. Необходимое усилие Р для подъема штанги
или балкона (рис. 181, а) складывается из веса поднимаемого гру-
за Gi и сопротивления вращению направляющих роликов каретки,
несущей на себе штангу, кронштейн или балкон.
Вес всех поднимаемых частей Gr и положение его центра тя-
жести являются заданными величинами. Сопротивление вращению
направляющих роликов каретки W зависит от величины опорных
реакций этих роликов Т, По рис. 181, а имеем
T = Gl-^~, (308)
где плечо I может быть равно нулю при расположении точки под-
веса (например, гайки подъемного винта) по оси колонны или мо-
жет быть отрицательной величиной — при расположении точки
подвеса вправо от оси колонны.
Сопротивление вращению ролика при подъеме
w + (L + z)(/pd + 2MKb
Wn ~ Т —ТГр ““ hD^-----’
где /р — коэффициент трения в подшипниках роликов; kD =*
= 1,5 Ч- 2 — коэффициент, учитывающий трение в ребордах ро-
ликов или потери от проскальзывания на клиновидных направ-
ляющих; цк— коэффициенты трения качения.
Необходимое подъемное усилие
P = G^2Wa = G, 1 + + 2Ик) ' ,, (309)
где Dp—диаметр ролика; d—диаметр оси ролика в подшипниках.
Если вместо роликов каретка имеет опоры скольжения, то подъем-
ное усилие будет
P = Gi[l + ^t5-/c], (310)
где /с « 0,1 — коэффициент трения скольжения в опорах.
При скользящих направляющих и сравнительно большом вы-
лете консоли возникает опасность заедания вертикальной гильзы
на колонне, т. е. ее самоторможения. Это может произойти, если
h/(L + I) = 2/с. Следовательно, условие надежности против зае-
дания гильзы при ее подъеме запишется так:
-Г^7->2/Л, (311)
где k3 ~ 1,5 — коэффициент запаса.
345
Следует заметить, что это условие надежности действительно
и для кареток с роликовыми направляющими, но в этом случае
в формулу (311) вместо /с необходимо подставить приведенный
коэффициент трепия (/pd + 2р,к)/£)р. Если ролики смонтированы
на шарикоподшипниках, то этот коэффициент трения будет на-
столько мал, что опасность заедания каретки практически почти
исключается.
Мощность электродвигателя механизма подъема
* - 44 [“В’Ь <312>
где рп — скорость подъема, м/мин; обычно принимают vn —
= 14-2 м/мин.
Если перемещаемая масса полностью или частично уравнове-
шена контргрузом (как, например, в тележках ПТ по рис. 169),
то расчетное усилие Р соответственно уменьшается. При этом, од-
нако, не следует забывать, что увеличение массы движущихся
частей влечет за собой и увеличение динамической — инерцион-
ной нагрузки привода. Поэтому механизмы с контргрузами нужно
проверять на добавочную динамическую нагрузку в период раз-
гона, особенно при значительных скоростях подъема. При полном
уравновешивании поднимаемого груза усилие подъема в период
разгона приближенно будет равно
Рдин = 2Gi -q F Wn9 (313)
v?Ol
где Wn — сопротивление в направляющих и перекидных блоках
канатов или цепей, к которым подвешены контргрузы.
Расчет механизма выдвижения штанги. По рис. 181, б Qv =
= Gi (li -f- ^2)^2» Q2 =
Усилие передвижения штанги по направляющим роликам рав-
но сопротивлению вращению роликов №ш. При одинаковом диа-
метре обоих роликов Dp и их осей dp имеем
= (ft + ft) ^4^ ° «А 44 + 2И) W
Если штанга передвигается не по роликам, а по направляющим
скольжения, то при тех же расстояниях между опорами lY и Z2
(315)
*2
В период разгона
И^,разг=И^ф-9^. х315)
Мощность двигателя механизма выдвижения штанги с учетом ц(>
N = гп ш
61()0По ’
(316)
346
где — скорость передви-
жения штанги, обычно при-
нимается рш=0,8-7-1,2 м/мин.
Расчет несущих конструк-
ций. Несущая конструкция
сварочной тележки — вело-
сипедной, глагольной, бал-
конной — представляет собой
установленную на шасси ко-
лонну с подъемно-выдвижной
консолью, на конце которой
подвешен сварочный аппарат.
К такой несущей конструк-
ции предъявляются требова-
ния не только прочности, но
и жесткости.
Упругая деформация не-
сущей конструкции (рис. 182)
не должна вызывать откло-
нения конца электрода Э и
Рис. 182. Расчетная схема несущей кон-
струкции сварочной тележки глаголь-
ного типа.
вертикали и горизонтали боль-
ше, чем допускается по технологии сварки, даже если эта
деформация является величиной постоянной. Вместе с тем,
вертикальный прогиб конца консоли не должен превышать вели-
чины (Н + L)/2000, следовательно, второе условие жесткости за-
пишется так:
/з + Л<
II + L
2000 ’
(317)
Расчет по такому эмпирическому методу обеспечивает доста-
точную жесткость несущей металлоконструкции тележки.
На рис. 182 представлена расчетная схема несущей конструк-
ции при максимальном вылете консольной штанги L и при наи-
высшем ее положении. Изгибающая нагрузка, вызывающая про-
гиб конструкции и отклонение конца электрода Э, состоит из со-
средоточенной силы на конце консоли Ga, равной весу сварочного
аппарата в полном его' вооружении, и равномерно распределенной
нагрузки <?б» равной собственному весу консольной балки —•
штанги с ее механизмами. Наибольший изгибающий момент кон-
сольной штанги
Ми = (Ga + 0,5G6) L.
(318)
Этот же изгибающий момент действует по всей высоте колонны Н.
Следовательно, прочность штанги и колонны может рассчитывать-
ся по общей формуле
(Ga + 0,5G6)L
С 1<т],
(319)
где Т^б.к’— момент сопротивления сечения штанги или колонны.
Расчет на жесткость конструкции следует начинать с определе-
ния прогибов / и углов поворота ср:
_ (Ga + 0,5G6) LH2 . __ М„Н __ (Са + 0,5бб)£Я .
71 — 2£/к — 2EJK ’ Ф1 “ EJ ~ EJ„ ’
К л пл
/2 — /1!
. _ , (Ga + 0,5G6)L2tf
/з - <Р1£ - Е/к
W G6L2 _ / G6 \ ,
^2 ~ 2£Уб + 6AV6 “ \ a 3 } 2EJ6 ’
_ GaL3 G6£3 _ / Ga G6 \ L3
'4 3£V6 ‘ &EJ6 \ 3 ф 8 / EJq ’
(320)
Здесь JIO Jq— моменты инерции сечений колонны и балки-штанги.
Вертикальное отклонение электрода как следствие прогиба
колонны и штанги
Дх = /з + h = (Ga + 0,5G6)-g^- + (-у- 4
Горизонтальное отклонение
д2 = /2 -1 (фх + Ф2) = (Ga + 0,5G6)
-(Са + о,5с,)-И^-(е1 + 4)1^
<321>
(322)
где I — расстояние от точки закрепления сварочного аппарата
на штанге до конца электрода.
Первое условие жесткости Дх [Дв]; А2 < [Дг1, где [Дв] и
[Аг] — технологически допускаемые отклонения электрода по
вертикали и горизонтали. Второе условие жесткости Дх (L +
+ Я)/2000; Д2 < (L + Я)/3000. Несущая конструкция должна
удовлетворять обоим условиям жесткости.
Для консольных тележек, а также для стационарных консоль-
ных кронштейнов, несущих на своем конце сварочный аппарат,
при тех же обозначениях имеем
g6 \ L3 t л
8 / £/б S 2
Д
<323^
Первое условие жесткости, касающееся технологически допус-
тимых отклонений электрода, остается в силе для всех конструк-
ций, несущих на себе сварочный аппарат. Второе условие жесткос-
ти для консольных конструкций Дх L/1500; Д2 < L/2500.
В мостовых тележках (катучих балках), а также в стационарных
двухопорных балках с самоходными сварочными автоматами, вер-
тикальное отклонение электрода Дх является результатом не толь-
ко прогиба балки под действием собственного веса Gq и веса авто-
348
мата Са, но и закручивания балки
вследствие, ^эксцентрического распо-
ложения центра тяжести сварочно-
го автомата (рис. 183). Горизонталь-
ное отклонение электрода Д2 являет-
ся только результатом закручивания
балки.
Прогиб балки по середине ее про-
лета
. । 5 G6L6 _
h “ 48£J6 + 384 EJ6
= (0,021Ga + 0,013G6)
Угол закручивания балки в се-
редине ее пролета под действием кру-
тящего момента Л/кр = G&e
~ G.a6sLq
“3 — 16F2£C6 ’
Рис. 183. Расчетная схема экс-
центрической нагрузки балки*
и ее скручивания.
где $ — длина срединной линии контура поперечного коробчатого»
сечения балки; F — площадь, ограниченная срединной линией;
Ес = 800000 кгс/см2 — модуль упругости при сдвиге; б — толщи-
на стенок коробчатого профиля балки.
Из условия жесткости на кручение все балки для сварочных-
автоматов (катучие и стационарные), как правило, имеют замкну-
тый коробчатый профиль.
Поперечное горизонтальное отклонение электрода (см. рис. 183)?
aG^esL^ Л
Д2 = аа = • (325)*
Вертикальное отклонение электрода
гЗ bG„esL*.
= Л + /в = (0,021Ga + 0,013Сб) —|- i6f2£ 6 ‘ (326)'
б с
Первое — технологическое — условие жесткости остается
прежним. Второе условие жесткости катучей балки L/2000;
Д2 < 3 мм.
Аналогичный расчет на изгиб и закручивание производится
также и для консольных несущих балок, если центр тяжести сва-
рочного аппарата эксцентрический по отношению к поперечному
сечению балки (см. рис. 183). В этом случае прогиб свободного
конца консольной балки можно определять по формуле (320)
как /4.
Угол закручивания для консольной балки с вылетом L
аз — ^Есд *
(327)
349
Горизонтальное поперечное отклонение электрода (см. рис. 183)
aG^esL
Д2 = аа3 = • (328)
Вертикальное отклонение равно сумме прогиба конца балки и
вертикального отклонения электрода 6а3 вследствие закручивания
-балки
/ Ga G6 \ L3 bGaesL
Л1 = Г3~ + ~Ё^ + 4Л£сЙ •
Первое условие жесткости такое же, как и в предыдущих случаях,
второе Aj Лб/1500; Д2 < L/2500 < 3 мм.
В приведенных выше расчетах при определении упругих дефор-
маций несущих конструкций учитывалась только постоянно дейст-
вующая весовая нагрузка — неподвижная (собственный вес конст-
рукции) и подвижная (вес сварочного автомата). Между тем, в
процессе сварки возможно появление временной нагрузки в виде
усилия руки оператора при обслуживании сварочного аппарата
и его управлении. Хотя это усилие Р± сравнительно невелико
(до 12 кгс), но, будучи внезапно приложенным на большом плече
ах (см. рис. 183), может создать заметное поперечное отклонение
электрода, если крутильная жесткость балки недостаточна. Чтобы
определить это добавочное отклонение, можно воспользоваться
формулой (328), подставив в нее вместо Ga и е соответственно
Рг и аг.
Во всех приведенных выше расчетах мы пренебрегали упругой
деформацией самого сварочного аппарата, считая его абсолютно
жестким. В более точных расчетах, безусловно, следует учитывать
упругость сварочного аппарата и возможные люфты в нем.
§ 35. Приводы сварочного движения
Приводы сварочного движения предназна-
чены для перемещения свариваемого изделия или сварочного аппа-
рата с рабочей скоростью сварки — линейной, окружной или кон-
турной, в зависимости от конфигурации шва и изделия. При сварке
кольцевых швов в большинстве случаев сварочный аппарат уста-
навливается неподвижно, а изделие вращается с необходимой ок-
ружной скоростью с помощью описанных выше вращателей, роли-
ковых стендов или манипуляторов. При сварке прямолинейных
швов возможны оба варианта, т. е. рабочее — сварочное движение
может осуществляться либо перемещением изделия, либо (чаще)
перемещением сварочного аппарата с помощью самоходной те-
лежки. '
В обоих случаях приводные механизмы должны удовлетворять
двум основным требованиям: возможность плавного или ступен-
чатого (в зависимости от типа изделия и характера производства)
регулирования рабочей скорости в заданном диапазоне; возмож-
350
ность переключения на маршевый ход — ручной или моторный в
зависимости от величины перемещаемой массы, частоты переклю-
чений и протяженности маршевого хода. В отдельных случаях,
однако, маршевый ход вообще не нужен, например в приводах для
вращения сравнительно легких малогабаритных изделий типа
баллонов для газа (см. рис. 136), колесных полускатов при их
наплавке (см. рис. 142), небольших машинных деталей (см. рис. 114)
и пр. В приводах для передвижения тележек, как правило, необхо-
дим ручной или моторный маршевый ход.
Рабочая скорость и диапазон, в котором она должна изменять-
ся, выбирается на основании технологических данных по режимам
автоматической сварки заданных изделий. При этом следует иметь
в виду, что для всех сварочных вращателей, кроме роликовых
стендов, необходимая частота вращения ведущего элемента при-
вода (шпинделя или планшайбы) зависит не только от заданной
окружной скорости сварки, но и от диаметра швов. Поэтому диапа-
зон изменения частоты вращения таких приводов приходится
выбирать больше, чем требуемый диапазон скоростей сварки.
Если для любого из заданных диаметров скорость сварки изме-
няется от i>min до ^шах, то частоту вращения изделия необходимо*
ИЗМеНЯТЬ В Пределах ОТ Timin ~ ^min/^-Omax ДО ftmax = ^max/^l-Dmin*
Следовательно, диапазон изменения частоты вращения шпинделя
должен быть больше диапазона скоростей сварки в i = Z^max/^min ,
раз. В роликовых стендах этот недостаток отсутствует. В них ок-
ружная скорость изделия всегда пропорциональна частоте враще-
ния ведущих роликов, и поэтому необходимый диапазон изменения
частоты их вращения будет таким же, как и диапазон изменения
скорости сварки (за редкими исключениями).
Маршевая скорость выбирается в зависимости от величины хо-
лостого пробега и массы движущихся частей. Чем больше длина
пробега и меньше масса движущихся частей, тем больше мар-
шевая скорость. Обычно маршевую скорость назначают от
15 до 30 м/мин.
Если масса движущихся частей, например сварочной тележки,
не превышает 200 кг, то ее электропривод не следует усложнять
устройством для маршевой скорости, так как такую тележку опе-
ратор может легко перекатывать вручную. В этом случае доста-
точно предусмотреть муфту для отключения ведущих ходовых ко-
лес от электропривода, как это сделано в тележках по рис. 174,
175, 177. Если, однако, сварочная тележка работает в автомати-
ческом режиме, то маршевое движение должно осуществляться
от электропривода либо от пневмо- или гидропривода с автомати-
ческим управлением.
По способу регулирования скорости сварки приводы разде-
ляются на три группы: с плавным, бесступенчатым регулировани-
ем скорости; со ступенчатым регулированием; приводы со сме-
шанной системой регулирбвания, имеющие несколько диапазонов
плавно регулируемых скоростей, причем переключение с диапазона
351
яа диапазон производится по ступенчатой системе, например, с по-
мощью сменных шестерен или ступенчатой коробки скоростей.
В пределах же одного диапазона скорость изменяется бесступен-
чато, плавно.
Смешанная система применяется в тех случаях, когда требуется
•очень большой общий диапазон регулирования частоты вращения
привода. Такая система применена, например, в универсальном
сварочном манипуляторе У-191М (см. рис. 117), благодаря чему
частота вращения его шпинделя может изменяться в 40 раз — от
0,24 до 0,006 об/мин.
Плавное регулирование скорости осуществляется либо с по-
мощью механического вариатора, либо изменением частоты враще-
ния двигателя. В настоящее время наблюдается тенденция к
полному отказу от механических вариаторов и замене их электриче-
ской системой регулирования, позволяющей резко упростить ме-
ханическую конструкцию приводного механизма. Кроме того,
практика эксплуатации механических вариаторов в автосвароч-
ных станках (например, вариаторов системы Светозарова) пока-
зала их недостаточную надежность в работе и сложность ремонта.
Поэтому несмотря на то, что электрический способ регулирования
требует применения двигателей постоянного тока и специальной
•системы регулирования частоты вращения, что, естественно, ус-
ложняет электросхему автосварочной установки, этот способ все
же более надежен и прост по сравнению с вариаторами, особенно
•если требуется большой диапазон регулирования.
К электрическому способу плавного регулирования скорости
предъявляется лишь два требования: должна быть обеспечена ус-
тойчивость скорости вращения двигателя, а следовательно, и ско-
рости сварки (жесткость скоростной характеристики) во всем за-
данном диапазоне; при любой частоте вращения крутящий момент
на валу двигателя должен быть равен приведенному расчетному
моменту сопротивления, а мощность может изменяться пропорцио-
нально частоте вращения. Таким образом, в данном случае от дви-
гателя требуется гарантированный крутящий момент, а не мощ-
ность. Благодаря тиристорным электроприводам постоянного тока
появилась возможность резко расширить диапазон регулирова-
ния, не прибегая к механическим переключателям скоростей.
Приводы с бесступенчатым электрическим регулированием ско-
рости в широком диапазоне применяются главным образом в уни-
версальных сварочных устройствах общего назначения: сварочных
манипуляторах, универсальных тележках, вращателях и пр. При-
воды со ступенчатым регулированием рекомендуется применять
в специализированных автосварочных установках с ограниченным
диапазоном скоростей и при этом не требующих частого изменения
рабочей скорости, как это бывает, например, в массовом произ-
водстве однотипных изделий с одинаковыми швами.
Приводы со ступенчатым регулированием скорости. Обычно
применяется электропривод с асинхронным двигателем перемен-
352
Рис. 184. Простейший привод со сменными шестернями:
1 — шестерня, m = 2, = 16 ч- 65; 2 — шезтерня, т = 2» z2 = 74 + 25.
ного тока, что значительно упрощает всю электросхему и умень-
шает состав электрооборудования сварочной установки. Ступенча-
тое регулирование осуществляется с помощью коробки скоростей
или сменных шестерен либо с помощью того и другого, если тре-
буется большое число ступеней и большой диапазон регулирова-
ния. Если установка предназначена для сварки швов, которые
можно варить на одном скоростном режиме, то в приводе доста-
точно предусмотреть сменные шестерни для предварительной от-
работки режимов сварки или сравнительно редких изменений
скорости^. Такие приводы очень просты по своей конструкции и
Надежны в работе.
12 8-397
353
Рис. 185. Кинематическая схема элек-
тропривода с коническим фрикционом:
3 — z = 22; 4 — z >= 72j 5 — z = 20; 6 —
z = 70} 8 — zt = 20 4- 50} 9 — z = 80 -т-
50; 11 — z = 28, 12 —• z = 72.
является то. что весь механизм
С рабочей скорости на
маршевую привод переклю-
чается вручную (рукояткой,
расположенной на приводе)
либо с помощью электромаг-
нитных муфт, управляемых
на расстоянии. Дистанцион-
ное переключение необходи-
мо применять в тех установ-
ках, где сварщик находится
далеко от привода. Оно же-
лательно также во многих
других случаях для удобства
обслуживания сварочного ап-
парата и возможности комп-
лексной автоматизации сва-
рочного процесса.
Простейший привод, пред-
назначенный для передвиже-
ния особо легких сварочных
тележек, описан в § 33 (см.
рис. 177). Его особенностью
скомпонован в один блок с
ведущим колесным полускатом, от которого привод может отклю-
чаться (с помощью фрикциона) для маршевого перемещения те-
лежки вручную. Изменение рабочих скоростей ступенчатое и осу-
ществляется сменными шестернями.
Примеры блочной компоновки привода вместе с ходовой частью
тележки или со шпинделем вращателя представлены также на
рис. 125, 136, 138, 140, 142. Такая компоновка существенно упро-
щает конструкцию механизма движения и облегчает его монтаж на
шасси тележки или станине вращателя.
В качестве простейшего автономного привода, не связанного
в общий блок с ведущим звеном механизма движения (шпинделем
вращателя или ходовой частью тележки), можно назвать привод
со сменными шестернями, изображенный на рис. 184. Он представ-
ляет собой трехступенчатый зубчатый редуктор с переменным пе-
редаточным числом от /тах = 1100 до jmin = 92 и частотой вращения
выходного вала соответственно от 1,3 до 15 об/мин. Корпус редук-
тора для упрощения и удешевления выполнен неразъемным. Шес-
терни собираются через верхнее отверстие для крышки, валы —
через отверстия в стенках корпуса. Все валы редуктора, кромр
быстроходного червячного, с целью упрощения механизма смонти-
рованы на подшипниках скольжения, а не качения, что в данном
случае можно считать оправданным ввиду незначительности на-
грузок при очень малой частоте вращения — 6—20 об/мин.
Подобные упрощенные конструкции приводов рекомендуются
и для более высоких мощностей, но подшипники скольжения все
354
in. 18b. Конструкция электропривода с коническим фрикционом:
_ груз, 2 — шток электромагнита; 3— рычаг для переключения фрикционной муфты
- — конус рабочего хода; 5 конус маршевого хода.
же следует заменить на подшипники качения, так как это лучше
согласуется с современными тенденциями конструирования сило-
вых редукторов и коробок скоростей. Кроме высокого КПД,
преимущество шарико- или роликоподшипников заключается
еще и в том, что они почти не требуют смазки и, следовательно,
освобождают оператора от наблюдения и ухода за ними.
В электроприводе по рис. 185 рабочая скорость также изме-
няется ступенчато с помощью сменных шестерен, но в ней пред-
усмотрена двухконусная фрикционная муфта 13 для переключения
с рабочего хода на маршевый. Это переключение осуществляется
электромагнитом кранового или иного типа с дистанционным уп-
равлением. Включение муфты на маршевый ход производится яко-
рем электромагнита 2 (рис. 186). Рабочий ход включается дейст-
вием груза 1 на рычаг 3. /Электромагнит работает в сравнительно
легком режиме, так как движение на маршевой скорости обычно
не бывает продолжительным, при рабочей же скорости электро-
магнит выключен.
12*
355
Передача вращения от электродвигателя 1 (п = 1440 об/мин)
к выходному валу 14 осуществляется по следующей кинемати-
ческой цепи (см. рис. 185): при рабочей скорости — последова-
тельно через передаточные элементы 1 — 14. при маршевой ско-
рости — через элементы 1. 2. 3. 4. 13, 14. Частота вращения вы-
ходного вала 14 при рабочей скорости пр = 48,8 Zj/^, где числа
зубцов сменных шестерен z± = 20 4- 50 и z2 = 80 4- 50 при сумме
zi + z2 = 100. Таким образом, частота вращения выходного вала
при рабочей скорости дгр = 12,2 4- 48,8 об/мин при передаточном
числе редуктора гр = 118 4- 30. Частота вращения выходного
вала при маршевом ходе пм = 440 об/мин при передаточном числе
== 3,3.
На рис. 186 представлена конструкция этого привода в гори-
зонтальном разрезе по двум главным валам. В отличие от привода
по рис. 184 здесь отсутствует червячная передача, и весь его че-
тырехступенчатый редуктор набран из цилиндрических зубчатых
передач. Благодаря этому, а также вследствие того, что все валы
смонтированы на подшипниках качения, привод обладает до-
статочно высоким КПД, чего нельзя сказать о приводе по
рис. 184.
Следует, однако, заметить, что передаточное число рассмат-
риваемого привода сравнительно невелико и явно недостаточно
для непосредственного вращения ведущего органа — шпинделя
вращателя, вала роликового стенда или ходовых колес сварочной
тележки и т. п. Этот привод рассчитан на то, что непосредственно
у ведущего органа расположено еще одно кинематическое звено
приводного механизма в виде червячной передачи, как в приводе
роликового стенда (см. рис. 94), сварочной тележки (см. рис. 164,
176) и др. Преимущество такой компоновки приводного механизма
(с червячной передачей в последнем кинематическом звене) заклю-
чается в отсутствии пульсации сварочного движения, в плавности
хода при медленном перемещении тяжелых масс.
Для ступенчатого изменения рабочих скоростей или переклю-
чения их диапазонов (при смешанной системе регулирования) при-
меняются коробки скоростей, одна из которых изображена на
рис. 187. Эта четырехскоростная коробка передач предназначена
для переключения диапазонов скоростей в приводном механизме
манипулятора У-191М (см. рис. 117). Ее кинематическая схема
приведена на рис. 119, а описание действия и скоростная характе-
ристика — в § 25.
В коробке скоростей четыре цилиндрические прямозубые пере-
дачи и одна — первая от входа — косозубая. Все шестерни пере-
дач находятся в постоянном зацеплении. На главном валу 1 распо-
ложены четыре шестерни, вращающиеся на шарикоподшипниках
и имеющие на торцах ступицы кулачки. Шестерни включаются
кулачковыми муфтами 5 с помощью рукояток, выведенных наружу.
Каждая рукоятка надета на валик — шестерню 2. которая сцеп-
лена с рейкой 5, закрепленной на поводке 4 кулачковой муфты.
356
Рис. 187. Коробка скоростей.
Рпс. 188. Двухмоторный привод.
При повороте шестерни 2 поводок перемещает кулачковую муфту
по направляющим и сцепляет ее с левой или правой зубчаткой.
На последнем, выходном валу 9 расположен блок шестерен двух
скоростей <8, который имеет с одной стороны пазы для дисков
электромагнитной фрикционной муфты 7, с другой — кулачки
на торце. Крутящий момент передается на вал 9 электромагнитной
муфтой 7 либо кулачковой муфтой 10. Необходимость в такой двой-
358
нои системе включения вала
обусловлена техникой кольце-
вой наплавки тел вращения,
(см. § 25).
Входной вал 6 коробки ско-
ростей соединяется с валом эле-
ктродвигателя упругой муфты,
имеющей обод для электромаг-
нитного тормоза.
Приводы с бесступенчатым
регулированием скорости. В со-
временных автосварочных уста-
новках преобладают приводы с
бесступенчатым электрическим
регулированием скорости.Их ос-
новное достоинство заключает-
ся в возможности дистанцион-
ного и быстрого изменения
скорости сварки в широком диа-
пазоне, при этом значение ско-
рости в располагаемом диапазо-
980L
Рис. 189. Применение двухмоторно-
го привода для роликового стенда:
1 — днигг1 гель постоянного тока МИ-32,
JV = 0,7 кВт, п = 2500 об/мин; 2 — при-
вод (см. рис. 188); 3— клиноременная пе-
редача; 4 — двигатель переменного тока,
N = 2,8 кВт, п = 1'>20 об/мин; 5 —
червячный редуктор роликоопоры; 6 — ве-
дущий вал роликового стенда.
не может быть любым.
Простейшим по своей механической конструкции является
двухмоторный привод Р-994 (рис. 188) для роликовых стендов,
сварочных тележек и других устройств, имеющих у своего веду-
щего органа, например на валу роликоопор или ходовых колес,
червячную передачу. Эта червячная передача, как правило, яв-
ляется последним звеном кинематической цепи приводного меха-
низма, с которым рассматриваемый привод связан фланцевой муф-
той или цилиндрической зубчатой передачей (см. рис. 168), соеди-
няющими выходной вал привода 5 с хвостовиком червяка (см.
рис. 94 и 97).
Рассматриваемый привод представляет собой червячный ре-
дуктор 4 с электромагнитной муфтой 3 для переключения привода
с рабочего хода на маршевый, причем маршевый ход больше ра-
бочего в i = 30 раз, где i — передаточное число привода. Особен-
ностью привода является наличие в нем двух электродвигателей:
одного — для рабочего хода, а другого — для маршевого. Двига-
тель рабочего хода — постоянного тока, мощностью 0,7 кВт, с ре-
гулируемой частотой вращения (дггпах = 2500 об/мин). Он вращает
вал привода 5 через червячную передачу, если червячная шестер-
ня 2 сцеплена с валом электромагнитной муфтой 5. При переклю-
чении привода на маршевый ход муфта отключается, и вслед за
этим включается двигатель маршевого хода, который приводит вал
во вращение через клиноременную передачу 1 с передаточным чис-
лом 2,8. Специальной айтоблокировкой предусмотрена невозмож-
ность включения двигателя маршевого хода, если не отключена
электромагнитная муфта.
359
Рис. 190. Одномоторный привод У-98:
1 — выходная шестерня; 2 — выходной вал; 3 — зубчатое колесо, т = 2,5, г — 64;
4 — шестерня, т = 2,5, z — 32; 5 — то же, m = 3, z — 54; в — электромагнитная муфта
рабочего хода; 7 — электромагнитная муфта маршевого хода; 8 — шестерня, т = 2,
z = 47; 9 — то же, т = 2, z = 85; 10 — полумуфта электродвигателя П-22, N = 1 кВт,
п — 1700 об/мин; 11 — входной вал; 12 — шестерня, т — 2, z = 35; 13 — то же, т =
= 2, z — 73; 14 — m = 3, z = 26; 15 — т = 2,5, z — 64; 16 — т в 2,5, г = 32.
Частота вращения выходного вала 5 при рабочей скорости мо-
жет плавно изменяться в 4 раза в пределах от 15 до 60 об/мин. Час-
тота вращения вала при маршевом ходе является величиной по-
стоянной и равна 500 об/мин.
На рис. 189 представлен типичный пример использования двух-
моторного привода Р-994 для вращения роликового стенда (см.
§ 23, рис. 97). Выходной конец вала соединен фланцевой эластич-
ной муфтой непосредственно с хвостовиком червяка ведущей роли-
коопоры 5. Таким образом, при рабочем ходе вращение валу роли-
кового стенда передается от двигателя через две последовательные
червячные передачи, а при маршевом — через одну, расположен-
ную у роликоопоры.
Для сварочного движения с плавным регулированием скорости
могут применяться также одномоторные приводы с одним двига-
телем постоянного тока и электромагнитными муфтами для пере-
ключения на маршевый ход (рис. 190). Как и в предыдущем случае,
частоту вращения двигателя можно плавно изменять в четыре раза:
от 1800 до 450 об/мин. Особенностью таких приводов, отличающей
360
их от двухмоторных (с асинхронным двигателем маршевого хода),
является то, что маршевая скорость в них не является величиной
постоянной, так как зависит от частоты вращения двигателя ра-
бочего хода. В этих приводах маршевая скорость пропорциональ-
на рабочей, причем коэффициентом пропорциональности является
отношение передаточного числа привода при рабочем ходе /р к пе-
редаточному числу при маршевом ходе fM. В рассматриваемом при-
мере i*p = 31,2; fM = 2,4. Следовательно, маршевая скорость
кинематически всегда больше рабочей (с которой произведено пе-
реключение) в fp/fM = 31,2/2,4 = 13 раз. Разумеется, при пере-
ключении привода на маршевый ход можно одновременно изменить
рабочую скорость, чтобы соответственно изменилась и маршевая.
При рабочей скорости передача вращения от двигателя к выход-
ному валу 2 осуществляется по следующей кинематической цепи
(см. рис. 190): 11.12. 9. 8. 13.16. 3. 4. 15. 14. 5. 6. 2; при маршевой
скорости — 11. 12. 9. 7. 2. Частота вращения выходного вала при
рабочей скорости регулируется в диапазоне пр = 58 14,4 об/мин,,
при маршевой — соответственно им = 740 -ь 185 об/мин.
В одномоторных приводах (см. рис. 190) переключение электро-
магнитных муфт на маршевый ход можно совместить (сблокиро-
вать) с переключением двигателя на максимальную частоту вра-
щения и таким образом получить достаточно высокую маршевую
скорость при сравнительно небольшой кинематической разнице
в передаточных числах рабочего и маршевого хода.
Следует особо отметить, что если электропривод постоянного
тока допускает устойчивое регулирование скорости в широком
диапазоне, охватывающем не только все рабочие скорости, но и
маршевую, то необходимость в муфтах переключения отпадает
и конструкция приводного механизма резко упрощается. К таким
электроприводам относятся, например, тиристорные приводы.
В некоторых случаях диапазон регулирования обычных элект-
роприводов постоянного тока не достаточен, чтобы обеспечить за-
данные скоростные режимы сварки или наплавки. Особенно это
относится к универсальным центровым сварочным вращателям
и манипуляторам, частота вращения которых определяется не
только заданной окружной скоростью сварки или наплавки, но
и диаметром кольцевых швов. В этих случаях либо в приводном
механизме предусматривают устройство для переключения диапа-
зонов скоростей, как, например, в приводе манипулятора У-191М
(см. рис. 117), либо применяют тиристорные электроприводы по-
стоянного тока.
В настоящее время отечественная промышленность выпускает
комплектно тиристорные электроприводы постоянного тока ПТЗР
(ГОСТ 5764—71), предназначенные для регулирования скорости
станков и других рабочих машин в широком диапазоне. Фирмой-
изготовителем [4] они рекомендуются для замены регулируемых:
приводов постоянного тока с электромашинными усилителями*
по системе ЭМУ-Д.
361
Комплект привода ПТЗР состоит цз следующих деталей: тири-
сторного преобразователя на шести тиристорах с системами управ-
ления, стабилизации и защиты; трехфазного трансформатора серии
ТТ; электродвигателя постоянного тока серии ПБСТ закрытого
исполнения со встроенным тахогенератором; задатчика скорости
типа ПП36-И; двух ограничивающих реакторов.
Мощность выпускаемых приводов ПТЗР от 0,6 до 11 кВт при но-
минальной скорости вращения 1000, 1500, 2200 и 3000 об/мин.
Скорость вращения регулируется изменением напряжения на якоре
исполнительного электродвигателя, причем регулирование происхо-
дит при постоянном предельном моменте. По данным фирмы-изго-
товителя электроприводы ПТЗР реверсивного исполнения обеспе-
чивают диапазон регулирования 1000 (при поминальных скоростях
вращения двигателя 1000 и 1500 об/мин) и 2000 (при номинальных
скоростях вращения 2200 и 3000 об/мин). Следовательно, по
этим данным на валу двигателя можно получить минимальную,
скорость вращения 1—1,5 об/мин. Однако в сварочных установках
этой минимальной скоростью, безусловно, пользоваться нельзя,
так как при ней возможна пульсация медленно движущихся масс
(при рабочей скорости) п движение будет явно неустойчивым из-за
соответствующего изменения момента сопротивления движению.
В этих ситуациях необходимо оценивать скорость вращения и ее
устойчивость не числом оборотов в минуту, а угловой скоростью в
секунду, так как колебания движения происходят с частотой при-
мерно 0,5—2 Гц. ,
Учитывая возможность периодических колебаний момента со-
противления движению (вплоть до пульсации с отрицательным зна-
ком) и принимая во внимание недостаточно высокое качество ред) к-
торов механического сварочного оборудования, не следует приме-
нять тиристорные электроприводы при скоростях менее 20—
30 об/мин, так как при малых скоростях трудно обеспечить рав-
номерность сварочного движения. Чем больше масса движущихся
частей, тем выше должен быть нижний предел регулирования час-
тоты вращения двигателя, так как явление пульсации особенно
отчетливо проявляется при медленном движении большой массы,
например при вращении котельного барабана на роликовом стенде
или движении тяжелой сварочной тележки.
По принятой минимальной частоте вращения двигателя nmin
и заданным скоростям рабочего г?р и маршевого движения г?м можно
определить необходимую частоту вращения двигателя при марше-
вом ходе
^м.д = ^min ~Т.-• (330)
min
Если при этом пМеД превысит номинальную частоту вращения ПнОМ,
то в данном случае тиристорный привод можно применить только
при добавочном механическом переключении скоростей в редукто-
ре, подобном описанным выше. Если же пМфД по формуле (330) ока-
362
жется меньше пНом, то для оптимизации режима работы привода
следует повысить принятое ранее значение nmin до величины, опре-
деляемой по формуле
ftmin = ^ном Р — • (331)
В этом случае маршевая скорость движения соответствует наиболь-
шей — номинальной — частоте вращения двигателя и, следова-
тельно, рабочие скорости осуществляются при наибольшей возмож-
ной для них частоте вращения двигателя, что повышает устойчи-
вость и равномерность сварочного движения.
Приведем пример использования тиристорного привода в типо-
вом механическом сварочном оборудовании.
В роликовом стенде (см. рис. 97) взамен двухмоторного привода но
рис. 188 нужно применить тиристорный привод, сопряженный с червяком
ведущей роликоопоры (см. рис. 94) либо непосредственно, либо через зубча-
тый редуктор. Заданы окружные скорости вращения роликов — рабочая
fp inin = 0,4 м/мпп и маршевая рм = 20 м/мин; соответственно частоты враще-
ния ведущего вала роликового стенда inin= 0,31 об/мин, пм = 6,2 об/мип.
Приняв минимальную частоту вращения двигателя nrnin = 30 об/мин,
по формуле (330) получим значение необходимой частоты его вращения при
маршевом ходе пм д = 30*20 : 0,4 = 1500 об/мин, что соответствует наи-
большей — номинальной частоте вращения двигателя.
Так как передаточное число червячного редуктора у роликоопоры
(см. рис. 94) равно 48, то для сопряжения двигателя с червяком необходима
добавочная зубчатая пли иная передача с передаточным числом, равным
30 = 2
0,31-48
Мощность привода определяется при наибольшей скорости дви-
жения tfmax (в частности, маршевой) по величине сопротивления
передвижению Wc или по моменту сопротивления вращению Мс,
приведенному к валу двигателя:
IV v Мп
* = п^’или* = 1^1кВт1- <332>
Пусковой момент двигателя проверяется по формуле А/Пусн >
;> М. + Мин, гдеЛ/ип — определяется по формуле (176), если GD2
обозначает полный динамический (маховый) момент движущихся
частей, приведенный к валу двигателя.
Методы определения сопротивления передвижению, или момен-
та сопротивления вращению, приведены выше в соответствующих
разделах по расчету сварочных вращателей, манипуляторов, роли-
ковых стендов и тележек (см. §§ 24, 28, 34).
В случае применения регулируемых приводов постоянного
тока, в частности тиристорных, двигатель подбирают по гаранти-
рованному предельному моменту на валу исходя из расчетного
момента сопротивления, приведенного к валу двигателя, и необ-
ходимой номинальной частоты вращения пиом» определяемой по
363
формулам (330) и (331). Момент на валу двигателя должен удовле-
творять условию
л/дв>4^- <333>
Чо
§ 36. Неравномерность сварочного
движения и меры борьбы с ней
При конструировании приводов свароч-
ного движения и ходовых частей механического оборудования
необходимо учитывать явление неравномерности рабочего хода,
довольно часто наблюдаемое в автосварочных установках и вредно
влияющее па качество сварки. Суть этого явления заключается
в том, что движение тяжелых масс с очень малой скоростью приоб-
ретает пульсирующий, скачкообразный характер с определенным
ритмом Эта пульсация увеличивается с увеличением массы дви-
жущихся частей и уменьшением ее скорости. При маршевом дви-
жении пульсация исчезает. В легких сварочных тележках нерав-
номерности хода вообще не наблюдается.
Явление пульсирующего сварочного движения (вплоть до пе-
риодических остановок) впервые было обнаружено еще в 1938—
1940 гг. при автосварке котлов на Таганрогском заводе «Красный
Котельщик» и железнодорожных цистерн па Брянском заводе
«Красный Профинтерн». Эти автоколебания удалось устранить
лишь после установки на ведущих валах роликовых стендов пара-
зитных колодочных тормозов (демпферов), искусственно увеличив
таким образом момент сопротивления вращению роликового стен-
да во время сварки, а следовательно, и мощность рабочего хода.
При переключении привода на маршевый ход электромагнитный
тормоз отключался и, следовательно, не оказывал влияния на мощ-
ность маршевого хода.
Основными причинами неравномерности медленного сварочного
движения и возникновения автоколебаний являются: недостаточ-
ная жесткость передаточных элементов привода и ходовых частей,
вследствие чего они подвергаются значительным упругим деформа-
циям; наличие люфтов в зубчатых передачах и других сопряже-
ниях кинематической цепи привода; различие в коэффициентах
трения покоя и движения, которое создает неравномерность в со-
противлении передвижению массы при пульсирующем характере
движения; большая длина кинематической цепи привода; значи-
тельная инерционная масса движущихся частей в конце кинема-
тической цепи, в том числе масса движущегося изделия или сва-
рочной тележки.
При оценке влияния различных факторов на равномерность
движения следует рассматривать два участка приводного меха-
низма — участок малых скоростей, в том числе сварочных, и уча-
сток повышенных скоростей, близких к двигателю Для первого
участка при неблагоприятных условиях характерно скачкообраз-
364
ное движение с остановками, для второго — колебания скорости,
близкие к гармоническим.
При совместном действии перечисленных выше неблагоприят-
ных факторов в последнем кинематическом звене механизма уста-
навливается следующий режим движения.
1. В начале движения благодаря инерции массы и повышенным
коэффициентам трения покоя создается увеличенное сопротивле-
ние передвижению массы. При этом выбираются все люфты и на-
капливается потенциальная энергия упругих деформаций привода
и ходовых частей; масса, однако, еще неподвижна.
2. Когда силы упругости достигнут величины, достаточной для
преодоления инерции массы и сопротивления ее передвижению,
происходит движение массы с большим ускорением, т. е. прыжок.
Этот прыжок является следствием, во-первых, резкого падения
коэффициента трения, а следовательно, и падения сопротивления
передвижению при переходе от покоя к движению, во-вторых,
превращения накопленной потенциальной энергии упругости в
кинетическую.
3. Благодаря прыжку движущаяся масса по инерции забегает
вперед со скоростью, большей номинальной, выбирает люфты в
обратную сторону и затем, когда исчерпывается кинетическая энер-
гия массы, она останавливается. Эта кратковременная остановка
массы (а следовательно, и сварочного движения) объясняется весь-
ма малым значением кинематической, номинальной скорости при-
вода, которая не в состоянии быстро компенсировать прыжок;
тем более что в этот момент коэффициент трения резко увеличи-
вается вследствие перехода от движения к покою и оказывает су-
щественное тормозящее действие на массу. Кроме того, остановка
обусловлена также неизбежным процессом обратной выборки
люфтов, которая требует тем больше времени, чем меньше номи-
нальная скорость движения и чем больше число и величина
люфтов.
После такой кратковременной остановки цикл повторяется и
движение приобретает пульсирующий циклический характер.
Теоретическое определение амплитуды и частоты колебаний, а
также длительности возможных остановок при заданной инерцион-
ной массе и рабочих скоростях движения представляет собой весьма
сложную математическую задачу, едва ли точно и достоверно раз-
решимую; тем более что в этом расчете в качестве заданных вели-
чин неизбежно должны фигурировать эмпирические коэффициен-
ты и величины, трудно поддающиеся точпому определению, на-
пример: приведенные коэффициенты трения (покоя и движения)
и их зависимость от скорости движения и длительности неподвиж-
ного контакта; коэффициенты внутреннего трения в материале пе-
редаточных элементов (например, резиновых грузошин); величина
люфтов во всех передачах; частота собственных колебаний систе-
мы Значительная неопределенность этих коэффициентов и эмпи-
рических величин резко снижает достоверность даже самого
365
теоретически точного расчета. Поэтому приведенные ниже рекомен-
дации по снижению опасности возникновения автоколебаний осно-
вываются на практическом опыте проектирования и эксплуатации
действующих сварочных установок, а также на некоторых экспе-
риментальных данных в смежных областях машиностроения.
Меры борьбы с неравномерностью движения, в значительной
мере определяемые перечисленными выше причинами, порождаю-
щими эту неравномерность, следующие.
1. Необходимо обеспечивать достаточную жесткость всех пере-
даточных элементов привода, в особенности последних элементов
кинематической цепи, в частности валов роликовых стендов, шпин-
делей манипуляторов и вращателей, трансмиссионных валов гро-
моздких сварочных тележек и их колесных полускатов (например,
в портальных и мостовых тележках) и др. Для обеспечения кру-
тильной жесткости этих валов, от которой в значительной мере за-
висит равномерность вращения, принято ограничивать угол за-
кручивания вала его удельной величиной [фк] на 1 пог. м вала;
при этом чем длиннее вал, тем меньше должна быть эта величина.
Таким образом, условие крутильной жесткости вала может быть
выражено следующей формулой:
344 000М п
< [фк],
(334)
О
где Ео — 800000 кгс/см2— модуль сдвига; Jo — полярный момент
инерции поперечного сечения вала, см4; [фк] — допускаемый угол
закручивания, мин/пог. м вала. —
Для валов и шпинделей длиной до 1 м [фк1 = 5 4- 6' на 1 пог. м,
для валов длиной 1—3 м [фк] = 4 4-5', для валов длиной более
3 м [фк1 = 3 4-4'.
В качестве примера проверим крутильную жесткость ведущего
вала роликового стенда Т-30, изображенного на рис. 97. Так как
привод расположен посредине вала, то крутящий момент Л/кр
распределяется на две половины вала с возможной неравномер-
ностью распределения k = 1,3 4- 1,5. В примерном расчете роли-
кового стенда (см. § 24) найдено Мкр = 10 080 кгс • см. Следователь-
но, для определения жесткости вала необходимо принять момент
М = 0,5 МКр k = 0,5 • 10080 * 1,5 = 7550 кгс • см. При диаметре
вала dB = 7 см JQ = 0,1 • 74 = 240 см4.
г» г . /оо/\ 344 000* 7550 v
По формуле (334) получим -g0000Q . 240~ = 1 ,4 < 3 , т. с.
значительно меньше допускаемого даже для длинных валов.
Необходимо заметить, что если бы привод был расположен у
конца ведущего вала, а не посредине его, то удельный угол закру-
чивания при этом же крутящем моменте увеличивался бы в 1,5 раза,
а общий — в 3—4 раза, что резко повысило бы упругую крутиль-
ную деформацию вала, а следовательно, и опасность неравномер-
ного вращения изделия. Отсюда следует вывод о том, что по воз-
можности привод необходимо располагать посредине ведущего
366
вала, чтобы силовая нагрузка распределялась симметрично отно-
сительно привода.
Упругая крутильная деформация вала определяется общим уг-
лом закручивания <р0 на всей его активной длине. Если вал состоит
из п отдельных участков каждый из которых нагружен своим
крутящим моментом Mi, то общий угол закручивания вала в ми-
нутах будет
344 000
Фо - —2d А ’ (33о>
Условие крутильной жесткости вала
< [ФкЬ (336)
S'.
Формула (335) демонстрирует линейную зависимость упругой
деформации вала от его длины, поэтому в приведенных выше ре-
комендациях значения допускаемого [фк] поставлены в прямую
зависимость от длины вала. По тем же соображениям при конструи-
ровании приводных механизмов с целью повышения их общей
жесткости необходимо стремиться к уменьшению длины переда-
точных и ведущих валов.
2. Конструктивным мероприятием, снижающим опасность
возникновения колебаний скорости и уменьшающим их амплитуду
(если они все же возникли) является уменьшение до минимума
люфтов в кинематических парах приводного механизма, особенно
в последних — тихоходных. Для полного исключения вредного
влияния люфтов может быть применено какое-либо устройство для
выборки люфтов. В некоторых случаях таким устройством может
быть, например, паразитный тормоз на последнем элементе меха-
низма — на валу роликового стенда, на планшайбе вращателя
и пр. О значении тормоза как демпфера сказано ниже.
3. Полезным средством борьбы с автоколебаниями является
сокращение общей длины кинематической цепи привода, что су-
щественно повышает общую жесткость приводного механизма,
приведенную к его последнему звену (валу роликового стенда,
шпинделю вращателя, ходовым колесам сварочной тележки и т. п.).
4. Для повышения приведенной жесткости механизма целе-
сообразно выбирать наибольшую редукцию на его последнем звене.
С этой точки зрения весьма полезно вводить в конце кинематиче-
ской цепи самотормозящую пару с большим передаточным числом
в виде червячной или винтовой передачи (винт — гайка). Полез-
ность самотормозящей передачи в конце цепи выражается еще и в
том, что при этом резко уменьшается вредное влияние люфтов в
предыдущих передачах.
5. Для повышения приведенной жесткости механизма послед-
нее зубчатое колесо, насаженное на шпиндель вращателя, на вал
роликоопор или на вал ходового колеса тележки, рекомендуется
367
выбирать возможно большего диаметра. Чем больше отношение
диаметра этого колеса к диаметру планшайбы, ведущей роликоопо-
ры или ходового колеса, тем жестче вся система, меньше влияние
люфтов в этой последней передаче и, следовательно, тем меньше
опасность возбуждения автоколебаний движущейся массы.
6. Если перечисленные средства недостаточны для устранения
автоколебаний или если эти средства конструктивно трудно осу-
ществимы, то следует применять демпферы — гасители колебаний,
как это практикуется в некоторых металлорежущих станках для
той же цели. В простейшем виде эти демпферы представляют собой
фрикционные тормоза, установленные на последнем кинематиче-
ском звене приводного или ходового механизма, например на
шпинделе вращателя, на валу роликоопор, на ходовом колесе те-
лежки и пр.
В роликовых стендах, манипуляторах и различных сварочных
вращателях тяжелого типа демпфер может быть выполнен в виде
двустороннего колодочного тормоза, гасящего крутильные колеба-
ния вала или изделия. В тяжелых сварочных тележках демпфером
сухого трения может служить тормоз, установленный на тележке
и трущийся о поверхность рельса, или колодочный тормоз, дей-
ствующий на обод ходового колеса. В обоих случаях тормоз должен
иметь регулировочное устройство, чтобы можно было бы подобрать
величину оптимального (точнее, минимального) для данной авто-
сварочной установки тормозного момента или усилия.
Кроме демпфирования, полезное действие постоянно включенно-
го фрикционного тормоза заключается еще и в том, что он в извест-
ных пределах выполняет функции устройства для выборки люф-
тов, а это является одной из мер борьбы с неравномерностью дви-
жения.
С энергетической точки зрения такие тормоза-демпферы яв-
ляются паразитной нагрузкой, создающей добавочное и бесполез-
ное сопротивление движению. Однако автоколебания происходят
только при малых скоростях сварки и тормоза ставятся на самых
тихоходных элементах привода, поэтому они не требуют значи-
тельной мощности привода. При маршевой же скорости тормоза-
демпферы автоматически отключаются и, следовательно, не влия-
ют на мощность привода. Как правило, фрикционные демпферы
должны выключаться с помощью электромагнита, управление
которым следует блокировать с переключением привода на марше-
вый ход.
Для приближенного определения необходимого тормозного
усилия или момента демпфера можно принять, что рассматривае-
мые автоколебания близки к гармоническим с круговой частотой со.
В таком случае тормозное усилие демпфера можно определить
исходя из максимального ускорения массы т при ее колебатель-
ном движении. Предварительно, натурными измерениями необхо-
димо определить частоту свободных колебаний п |Гц] и амплитуду
колебаний скорости А [м/с] (окружной — при вращении барабана
368
с массой т или линейной — при движении массивной сварочной
тележки).
Если движение массы носит пульсирующий характер с оста-
новками, то в качестве расчетной частоты колебаний принимается
п = l/2t, где t — время ускоренного движения — прыжка, кото-
рое можно считать временем полупериода гармонического коле-
бания.
Круговая частота со = 2лп [с-1].
Амплитуда колебаний скорости находится как разность между
измеренными наибольшей и наименьшей скоростями движения за
период колебания, т. е. А — утах — rmin* При колебаниях, имею-
щих характер пульсаций с полной остановкой движения, vmjD = О
п, следовательно, А = г?тах*
Если речь идет не о прямолинейном поступательном движении
массы (как в тележках), а о вращательном, то в данном случае
под скоростью движения v следует понимать скорость по окруж-
ности, описываемой радиусом инерции массы гин* Поэтому, на-
пример, измеренную скорость по окружности планшайбы необхо-
димо пересчитать на окружную скорость радиуса инерции.
При вращении барабанов на роликовом стенде можно прини-
мать (с некоторым запасом), что радиус инерции равен наружному
радиусу барабана и, следовательно, измеренная окружная скорость
барабана равна расчетной.
При гармонических колебаниях максимальное линейное уско-
рение массы /max = А со = 2лАп. Соответствующая максимальная
сила инерции Рин = /max т = 2лАпб/9,81, или
РШ] = 0,64AnG. (334)
Тормоз-демпфер должен создать противодействующее усилие,
не менее чем Рин. Если он выполнен в виде двухколодочного тор-
моза на шпинделе сварочного вращателя, то необходимый тормоз-
ной момент
Мл = Р инг цП. (335)
Для такого же тормоза, расположенного на ведущем валу ро-
ликового стенда,
Mi = Р инг р, (336)
где гр — радиус роликоопоры.
Для колодочного тормоза тележки, действующего непосред-
ственно на рельс, по которому катится тележка, необходимое тор-
мозное усилие
Р т = Р ин* (337)
Приведем пример определения необходимого тормозного момен-
та демпфера на валу роликового стенда.
Дано: G = 10 000 кгс, i?H0M = 0,006 м/с, гр = 20,5 см, Измеренные ве-
личины (без'торможения): t?min ® 0; vmax = 0,024 м/с; А = 0,024 м/с; t = 1 с;
п = 1/2* = 0,5 Гц. По формуле (334) Рин = 0,64.0,024.0,5.10000 = 77 кгс.
Тормозной момент по формуле (336) Мт = 77*20,5 = 1600 кгс*см.
13 8-397
369
§ 37. Специализированные устройства
для перемещения сварочных аппаратов
Рассматриваемые устройства в большин-
стве своем являются составными элементами специализированных
установок или станков для автоматической сварки или наплавки.
Из всего многообразия устройств этой категории можно выделить
две наиболее распространенные разновидности: многокоординат-
ные устройства, представляющие собой систему суппортов и пово-
ротных механизмов для перемещения сварочной головки с уста-
новочной и сварочной скоростями, и копировально-следящие
устройства, которые осуществляют перемещение сварочной головки
по заданной криволинейной траектории, повторяющей контур шва.
Многокоординатная кинематическая система сварочного или
наплавочного станка обычно состоит из двух подсистем: для пере-
мещения изделия (см. главу III) и для перемещения сварочного
или наплавочного аппарата. Эти подсистемы взаимосвязаны и до-
полняют друг друга при сложных относительных движениях «ап-
парат — изделие». Например, при наплавке цилиндрических
поверхностей кольцевыми или винтовыми валиками изделие
приводится во вращение с необходимой окружной скоростью с
помощью какого-либо вращателя или манипулятора. Кроме того,
при необходимости изделие с помощью того же манипулятора или
другого механизма наклоняется в нужную сторону, а иногда и пе-
ремещается специальным линейным суппортом или самоходной
тележкой. Все эти механизмы представляют собой подсистему пе-
ремещения изделия.
Одновременно и совместно с ней действует подсистема переме-
щения наплавочного аппарата. Она осуществляет подачу аппарата
на шаг наплавки — непрерывную или ступенчатую в зависимости
от способа наплавки, винтовой или ступенчато-кольцевой. В функ-
цию этой подсистемы механизмов входят также различные уста-
новочные перемещения аппарата, в частности вертикальное, в за-
висимости от диаметра изделия и его положения в пространстве.
Пример такого многокоординатного устройства для ступенчато-
кольцевой наплавки представлен на рис. 191. Оно состоит из трех
последовательно расположенных и взаимно перпендикулярных
суппортов. Первый из них смонтирован на несущей колонне 8
и имеет своим назначением вертикальное перемещение каретки 4
с траверсой 6. Эта траверса снабжена горизонтальными направ-
ляющими, по которым перемещается каретка 3 со сварочным аппа-
ратом 7. Траверса вместе с кареткой 3 и ходовым винтом 5 обра-
зует главный — горизонтальный суппорт, который осуществляет
шаговую подачу наплавочного аппарата, а также маршевое его пе-
ремещение вдоль оси станка и изделия.
Наконец, имеется еще третий небольшой суппорт 2, к салазкам
которого непосредственно прикреплена наплавочная головка 1.
Этот суппорт с ручным приводом служит для поперечного гори-
370
Рис. 191. Устройство для перемещения наплавочной головки в станке У-402:
1 — наплавочная головка; 2 — суппорт головищ 3 — каретка горизонтального суппорта;
4 — то же, вертикального; 5 •=* ходовой винт горизонтального суппорта; 6 — направ-
ляющая траверса; 7 — привод горизонтального суппорта; 8 —> колонна; 9 — подъемный
винт; 10 — привод вертикального перемещения; 11 — наплавляемое изделие.
зонтального перемещения наплавочной головки в весьма неболь-
ших пределах (50 мм), достаточных для смещения электрода с зе-
нита изделия.
Все каретки приводятся в движение ходовыми винтами, причем
первые два суппорта — вертикальный и продольный горизонталь-
ный — снабжены электроприводами переменного тока. Каретки
этих главных суппортов смонтированы на роликах с подшипника-
ми качения.
Скорость вертикального перемещения траверсы 0,25 м/мин,
скорость горизонтального перемещения каретки: рабочая —
0,08 м/мин, маршевая — 2,6 м/мин. Шаг каретки за один оборот
наплавляемого изделия составляет от 3 до 30 мм в зависимости от
диаметра изделия, который может меняться в пределах 100—700 мм
при длине до 800 мм. z
Наиболее ответственным механизмом рассматриваемого уст-
ройства является двухскоростной привод горизонтального пе-
ремещения каретки (рис. 192). Переключение привода с рабочего
хода на маршевый и обратно производится электромагнитными
муфтами 7, 8. Выходной вал механизма 9 соединяется кулачково-
дисковой муфтой Ольдгэма непосредственно с ходовым винтом
каретки.
Вращение от двигателя 1 к выходному валу 9 передается по
следующей кинематической цепи; при рабочем ходе — через эле-
менты 7, 2, 5, 5, 4, 12, 11, 10, 8, 9, при маршевом — через эле-
менты 1, 2, 6, 13, 7, 9.
Рабочая скорость каретки, т. е. скорость шаговой подачи при
наплавке цилиндрических поверхностей в данном устройстве по-
стоянна и равна 80 мм/мин. Эта скорость в большинстве случаев
больше/чем требуется при заданном диаметре изделия и ширине
13*
371
Рис. 192. Механизм передвижения каретки наплавочной головкой:
1 — электродвигатель, N в 0,4 кВт» п — 1400 об/мин; 2 — первый, входной вал; 3
косозубая шестерня, m = 2, г= 17| 4 — шестерня, т = 2, z = 32; 5 — косозубая шес-
терня, т = 2, z = 63; 6 — коническая ведущая шестерня; 7 — электромагнитная муфта
маршевого хода; 8 — то же, рабочего хода; 9 — выходной вал; 10 — червячная шестер-
ня, т = г = 32; 11 — червячный вал, т « 4, z = 2; 12 — шестерня, т = 2, z — 59i
13 — ведомая коническая шестерня.
наплавляемого валика. Поэтому наплавка изделий сравнительно
большого диаметра при малой ширине валика (т. е. с малым шагом)
ведется, как правило, по способу «кольца со смещением», описан-
ному в § 25 (см. рис. 120). При этом способе механизм подачи перио-
дически включается и выключается с таким расчетом, чтобы шаг
наплавки был равен заданной величине, т. е. полезной ширине
наплавляемого валика. Управление включением и выключением
механизма производится автоматически специальным шаговым
устройством, жестко связанным со шпинделем вращателя. Это уст-
ройство представляет собой насаженный на шпиндель дисковый
командоаппарат, который воздействует на конечные выключатели,
управляющие работой электромагнитной муфты 8. Более подроб-
ное описание шагового устройства приведено в § 25.
Достоинством рассмотренной выше системы суппортов с ходо-
выми винтами является плавность перемещения кареток благодаря
наличию в последнем кинематическом звене механизма винтовой
372
в-в
Рис. 193. Защитный кожух ходового винта:
1 — каретка} 2 — уплотнительная резиновая полоса} 3 — кожух} 4 — ходовой винт}
.5 — гайка} 6 —» станина.
пары. Плавность движения особенно важна для главной — гори-
зонтальной — каретки, рабочая скорость которой очень мала
(80 мм/мин), и потому она склонна к автоколебаниям и пульса-
циям (см. § 36). По этим соображениям (для плавности движения)
ходовой винт каретки выполнен с увеличенным диаметром с целью
повышения его крутильной жесткости (см. § 36).
Существенным недостатком рассматриваемой системы суппор-
тов и их конструкции является незащищенность ходовых винтов
от засорения цеховой пылью, особенно флюсовой, что при плохом
обслуживании может повлечь за собой заклинивание винтов в гай-
ках и привести к аварийной ситуации. Этот недостаток можно
устранить, если закрыть ходовой винт съемным защитным кожу-
хом с самозакрывающейся щелью, сквозь которую пропущена
плоская державка гайки. Простейшая конструкция такого кожуха
с самозакрывающейся щелью может быть осуществлена с помощью
двух эластичных резиновых полос, прикрепленных к краям щели
кожуха, как показано на рис. 193.
В коротких суппортах нетрудно защитить ходовой винт и на-
правляющие складывающимся кожухом, выполненным в виде
«телескопа» или растягивающейся упругой «гармошки», прикреп-
ленной к каретке и направляющим с обеих сторон. Однако сама
конструкция «телескопа» или «гармошки» подвержена засорению
пылью в складках и подвижных сопряжениях (особенно флюсовой).
Если требуемый ход перемещения сварочного (наплавочного)
аппарата сравнительно невелик (до 500 мм), то в этих случаях це-
лесообразно применять телескопические трубчатые механизмы с
внутренним расположением ходового винта и гайки (рис. 194).
При таком расположении винта обеспечивается наиболее полная
его защита от пыли и вместе с тем конструкция механизма приобре-
373
Рис. 194. Телескопический механизм перемещения сварочной головки:
1 — выдвижная штанга с фланцем для крепления головки; 2 — уплотнение; 3 — наруж-
ный корпус; 4 — опорные (направляющие) ролики; 5 — гайка; 6 — ходовой винт; 7 —
привод вращения ходового винта.
тает изящный и простой вид. Недостатком такой конструкции яв-
ляется увеличенная габаритная длина по сравнению с длиной
обычного суппорта, так как наружная труба телескопа 3 должна
вмещать в себе всю внутреннюю трубу 1 при ее крайнем втяну-
том состоянии. Следовательно, длина двухзвеньевого телескопа в
его растянутом виде равна двойному ходу телескопа плюс длина
опорной-направляющей базы для внутренней — выдвижной —
трубы. Именно этой свойство телескопа ограничивает область его
применения в тех сварочных и наплавочных установках, где тре-
буется большой ход головки.
Телескопические механизмы с успехом применяются в устрой-
ствах для перемещения наплавочной головки при наплавке внут-
ренних поверхностей цилиндрических изделий. Одно из таких
устройств изображено на рис. 195. Оно представляет собой подъем-
ную колонку 6, установленную на тележке 11 и несущую на себе
трубчатый телескопический механизм с горизонтальной выдвиж-
ной штангой 1. На конце штанги крепится наплавочная головка
с длинным мундштуком, заходящим цр внутреннюю г^олость на-
плавляемой детали. Несущий корпус горизонтального телескопа
3 соединен с подъемной колонкой поперечным суппортом с махо-
вичком 2. С помощью этого суппорта можно в известных пределах
смещать горизонтальную штангу вместе с наплавочной головкой
относительно оси изделия, т. е. смещать электрод с нижней точки
наплавляемой окружности. Таким образом, рассматриваемое уст-
ройство является трехкоординатным механизмом для установочных
и рабочих перемещений наплавочной головки.
Тележка 11 служит для быстрого отвода наплавочного аппарата
при укладке и снятии изделия со станка (точнее, с его вращателя).
Подъемный механизм <8, 9 необходим для установочных перемеще-
ний головки по вертикали в зависимости от диаметра и положения
наплавляемой детали. Подъемный механизм выполнен по телеско-
пической схеме с центральным винтом, как и механизм горизон-
тального перемещения штанги (см. рис. 194), за исключением
электропривода. Скорость подъема 0,25 м/мин.
Выдвижные элементы обоих телескопов — горизонтального
и вертикального — перемещаются по направляющим роликам 5,
374
Рис. 195. Тележка с трехкоординатным устройством для перемещения на-
плавочной головки:
1 — выдвижная штанга- 2 — поперечный суппорт} 3 — корпус горизонтального «теле-
скопа»} 4 — привод горизонтального перемещения} 5 — направляющий ролик} 6 — подъ-
емная колонка; 7 — клиновидный направляющий рельс} 8 — корпус вертикального
«телескопа»} 9 — привод вертикального перемещения} 10 —» стопор тележки} 11 те-
лежка.
смонтированным на шарикоподшипниках, благодаря чему сопро-
тивление трения в телескопах очень мало.
Горизонтальная штанга 7, несущая наплавочную головку, вы-
двигается двухскоростным приводом <7, конструкция которого
аналогична изображенной на рис. 192 и имеет примерно ту же ха-
рактеристику. Различие заключается в том, что выходной вал рас-
сматриваемого привода выполнен как одно целое с ходовым винтом.
Электродвигатель привода — асинхронный, переменного тока,
N = 0,4 кВт, п = 1400 об/мин. Передаточное отношение привод-
ного механизма при рабочем ходе (для подачи электрода на шаг
наплавки) гр = 393, при маршевом iM = 4,5. Соответствующие
скорости перемещения головки рр = 0,036 м/мин, им = 3,2 м/мин.
Рассмотренные выше трехкоординатные устройства для переме-
щения Сварочных аппаратов состоят из механизмов прямолиней-
ного движения по трем взаимно перпендикулярным направлениям.
375
Рис. 196. Устройство для вертикальных и угловых перемещений свароч-
ной головки.
Однако нередки случаи, когда требуются не только прямолиней-
ные перемещения сварочной головки, но и угловые, например
при сварке наклонным электродом угловых швов. В этом случае
в устройстве, несущем сварочную головку, необходимо предусмот-
реть механизм ее поворота.
На рис. 196 представлена конструкция устройства с тремя ме-
ханизмами перемещения сварочной головки, один из которых
предназначен для прямолинейного перемещения по вертикали и
выполнен в виде суппорта 10 с ходовым винтом 7Z, а два других —
для наклона головки в двух взаимно перпендикулярных верти-
кальных плоскостях. Особенностью этих механизмов является то,
что поворот головки в обеих плоскостях происходит вокруг осей,
проходящих через точку сварки О. Следовательно, при любом
наклоне головки точка сварки не меняет своего положения в про-
странстве и электрод не смещается с линии шва.
Хотя назначение обоих механизмов наклона одинаково, их
конструктивное оформление существенно различается. Механизм
наклона головки в плоскости чертежа (см. рис. 196) не имеет фи-
376
эической оси поворота. Головка 3 прикреплена к каретке 2, пере-
двигающейся по круговому направляющему рельсу /, геометри-
ческий центр ^которого расположен в точке О, где происходит
сварка. Каретка передвигается электроприводом 4.
Второй механизм наклона головки имеет физическую ось пово-
рота 6, связанную с кронштейном 5, несущим на себе каретку с
головкой. Геометрическая ось поворота также проходит через
точку О. Основным элементом этого механизма является поворот-
ный кронштейн с двумя опорными цапфами по оси 6. К кронштей-
ну прикреплен зубчатый сектор 7, с которым сцепляется выход-
ная шестерня червячного редуктора 8, приводимого двигателем 9.
Опорные подшипники для цапф кронштейна, а также редуктор
с двигателем, закреплены на каретке 10 вертикального суппорта.
Каретка приводится в движение электроприводом 13 с ходовым
винтом 11. Для облегчения подъема каретка уравновешена контр-
грузом, который размещен внутри несущей колонны и связан с
кареткой тросами 12, перекинутыми через верхние блоки.
Рассмотренное устройство для перемещения сварочной головки
применено в опытном сварочно-наплавочном станке У-61 с про-
граммным управлением. Этот станок снабжен подвижным двухкоор-
динатным столом, на котором укладывается изделие. Стол вместо
с изделием может перемещаться в горизонтальной плоскости по
двум взаимно перпендикулярным направлениям с помощью обыч-
ных суппортов с регулируемыми электроприводами. Таким обра-
зом, станок имеет пять управляемых механизмов движения и,
следовательно, с точки зрения кинематики является пятикоор-
динатным. Все эти движения могут производиться одновременно
или неодновременно, обеспечивая любую траекторию относитель-
ного движения сварочной головки и изделия с любой заранее за-
данной результирующей скоростью (скоростью сварки-наплавки)
и любым углом наклона электрода в пределах +30° к вертикали.
Все перечисленные движения производятся автоматически и опре-
деляются программой, записываемой на перфоленте. В качестве
приводов всех трех суппортов применены шаговые двигатели
ШД-4, работающие совместно с гидроусилителями крутящих мо-
ментов МГ18-14М.
Особую категорию составляют копировально-следящие устрой-
ства для перемещения сварочной головки. Простейшим примером
такого устройства может служить самоходная тележка (рис. 197),
предназначенная для сварки криволинейных швов продольных ба-
лок грузовых вагонов. Балка вагона изготовляется из прокатного
двутавра № 55, в стенке которого делаются фасонные клиновидные
вырезы с обоих концов. Затем полка двутавра подгибается до со-
прикосновения со стенкой, образуя криволинейные стыковые сое-
динения стенки, параллельные изогнутой полке.
Тележка сконструирована так, что хотя она во время сварки
движется по прямолинейным рельсам, головка описывает криволи-
нейный путь и точно направляется по линии шва специальным ко-
377
По А
(без гопойки)
Рпс. 197. Сварочная тележка с копировально-следящим устройством:
1 — рама тележки. 2 — привод тележки; 3 — ходовые колеса; 4 — выдвижная штанга;
5 _ кронштейн; 6 — контргруз; 7 — копирный ролик, 8 — сварочная головка; 9 — сва-
риваемая балка, 10 — станина.
пирным устройством. Конструкция и действие копира состоит в
следующем. Тележка снабжена выдвижной горизонтальной штан-
гой 4, на конце которой закреплен кронштейн со сварочной голов-
кой и копирный ролик 7, постоянно упирающийся в полку свари-
ваемого двутавра. Плотное прижатие ролика к балке обеспечи-
вается грузом 6 или пружиной. При движении тележки ролик вмес-
те со штангой и головкой копирует кривизну полки двутавра, а
следовательно, и кривизну шва, так как шов параллелен полке.
Точная параллельность копируемой полки с швом гарантируется
самим способом газовой резки балки, при котором резак направ-
ляется параллельно полке аналогичным копирным роликом.
Величина выдвижения штанги 4 (ход копирного ролика) 245 мм.
Рабочая скорость тележки регулируется сменными шестернями
привода в пределах 0,7—1,7 м/мин.
На рис. 198 изображена принципиальная схема копировального
устройства, применяемого в станках для дуговой автоматической
сварки канистр, а на рис. 199 — его конструкция. В этом устрой-
стве, в отличие от описанного выше, плавающая головка при своем
сварочном движении копирует не само изделие, а жестко связан-
ный с ним копирный шаблон 5 (см. рис. 198), контур которого
в точности повторяет линию шва. Второй особенностью устройства
является то, что копирный ролик 4, связанный со сварочной го-
ловкой, принудительно вращается электроприводом и катится по
шаблону с заданной окружной скоростью, равной скорости сварки.
Следовательно, контурная скорость относительного движения
378
головки также равна скорости
сварки. Возможность проскальзы-
вания ролика по шаблону исклю-
чается благодаря наличию цевоч-
ного зацепления между звездочкой,
сидящей на одном валу с ко-
пирным роликом, и цевочным кон-
туром шаблона.
Для того чтобы шов в зоне сва-
рки всегда сохранял приблизи-
тельно горизонтальное положение,
изделие во время сварки криволи-
нейных участков шва проворачива-
ется вокруг горизонтальной оси,
перпендикулярной к плоскости
шва, для чего в станке имеется со-
ответствующий вращатель. При
этом головка «плавает» в прост-
ранстве, перемещаясь параллель-
но самой себе и опираясь своим
роликом на копирный шаблон.
Свободное плавание головки в
вертикальной плоскости осуще-
Рис. 198. Схема копировального
устройства станков для сварки
канистр:
1 — каретка; 2 — неподвижная напра-
вляющая пластина для каретки; 3 —»-
подвижная пластина со сварочной го-
ловкой; 4— копирный и ходовой роликХ
5 — копирный шаблон; 6 — вращатель.
ствляется по двум взаимно перпендикулярным направлениям с
помощью двухкоординатной каретки (см. рис. 199). Крепежный
кронштейн сварочной головки 13 соединен с направляющей плас-
тиной 5, которая может свободно перемещаться по вертикали в
направляющих роликах 6. Эти ролики закреплены на каретке 4,
которая может свободно перемещаться по неподвижной горизон-
тальной пластине 5, закрепленной на станине станка. Для облег-
чения плавания головки и каретки все ролики смонтированы на ша-
рикоподшипниках. Оси роликов имеют крепежные хвостовики 2,
расположенные эксцентрически относительно оси вращения ро-
лика. Поворачивая хвостовик, можно приблизить или удалить
ролик от направляющей и этим выбрать все люфты в подвижных
сопряжениях каретки с направляющими. После проворачивания
оси застопориваются гайками в нужном положении.
Привод каретки (см. рис. 199) состоит из асинхронного элект-
родвигателя 12 и редуктора 11. В состав редуктора входят червяч-
ная передача и две цилиндрические передачи, из которых одна
сменная 10. С помощью сменных шестерен скорость сварки изме-
няется в пределах 1—2,3 м/мин. Сварка канистр ведется неплавя-
щдмся электродом — угольным или вольфрамовым.
Для сварки криволинейных швов, которые можно расположить
на стенде в горизонтальной плоскости, а также для наплавки из-
делий по сложному контуру можно применять двухкоординатное
копировальное устройство (рис. 200). Оно смонтировано на легкой
тележке 4, имеющей кроме ходовых бегунков направляющие
379
Рис. 199. Конструкция копировального устройства:
1 ~ ходовой ролик каретки; 2 — ось ролика, з — неподвижная направляющая пласти-
на! 4 — каретка; 5 — подвижная пластина; 6 — направляющий ролик; 7 — цевочная
шестерня; 8 — копирный ролик; 9 — копирный шаблон; 10 — сменная шестерня; 11 —
редуктор; 12—электродвигатель АОЛ-12-4; 13— державка для сварочной головки
(с неплавящимся электродом).
Рис. 200. Двухкоординатное копировальное устройство с электромагнитной
головкой.
ролики, по которым перемещается горизонтальная штанга 5. На
правом консольном конце штанги закреплена сварочная головка
7, палевом — копировальная/головка 2 с электромагнитным ро-
ликом (пальцем) 3, который во время сварки обкатывается по ко-
пирному шаблону Z. Таким образом, сварочная головка может
плавать в горизонтальной плоскости под действием копировальной
головки и ее ролика 3.
Во время сварки изделия 6 магнитный палец 3 (стальной ци-
линдрический стержень с накаткой) получает вращение от электро-
двигателя через редуктор и притягивается к рабочей кромке сталь-
ного копира 1. Магнитный палец обкатывает контур копира, за-
ставляя сварочную головку 7, жестко связанную с электромагнит-
ной головкой 2, в точности воспроизводить траекторию своего-
перемещения и осуществлять сварку шва требуемого очертания
с заданной скоростью. Обычно копиры изготовляют из листовой
низкоуглеродистой стали толщиной 6—8 мм. Наружный контур
копира 7 очерчивается по эквидистантной кривой, параллельной
заданному контуру и расположенной от нее на расстоянии, равном
381
Рис. 201. Устройство для перемещения сварочной головки по овальному
контуру.
радиусу копирного ролика 3. При этом центр ролика при обкатке
по копиру описывает кривую, которая в точности повторяет гео-
метрический контур шва. Следовательно, эту же кривую описывает
и сварочная головка.
В качестве копировальной головки может быть использована
электромагнитная головка, применяемая в газорезальных машинах
СГУ-1-60. Ведущий механизм этой головки состоит из электро-
382
двигателя постоянного тока (напряжением 220 В, мощностью
120 Вт) типа ПЛ-102 и двухступенчатого редуктора. Скорость дви-
жения головки по контуру, а следовательно, и скорость сварки,
может плавно регулироваться в следующих пределах: первая
ступень — 0,08—0,8 м/мин, вторая — 0,4—4 м/мин.
Если контур шва имеет форму овала, составленного из двух
одинаковых полуокружностей, соединенных параллельными пря-
мыми, то такие швы можно сваривать специальным автоматическим
устройством (рис. 201), разработанным в Институте электросварки
им. Е. О. Патона АН УССР (В. Е. Патон и др.). Его несущий
корпус 15 имеет две направляющие, по которым может передви-
гаться каретка 17. На корпусе смонтирован электропривод 1 с ве-
дущим червяком 2, а на каретке смонтированы два червячных ко-
леса 5, сцепляющиеся с червяком. Оба червячных колеса снабжены
эксцентриковыми дисками 9 с регулируемым эксцентриситетом е.
На пальцах дисков-эксцентриков насажена штанга 14 со свароч-
ной головкой или электрододержателем 13. Штанга вместе с дис-
ками образует систему спарника и поэтому при вращении дисков
перемещается параллельно самой себе по окружности радиусом,
равным эксцентриситету е. Вместе со штангой и по такой же ок-
ружности перемещается и сварочная головка 13.
Если хотя бы одно из червячных колес застопорено, то при вра-
щении червяка оно работает как гайка, перемещая каретку по на-
правляющим. Если же червячные колеса освобождены, а каретка
застопорена или дошла до упора, то оба колеса с дисками вра-
щаются и заставляют штангу перемещаться по окружности па-
раллельно самой себе.
Устройство работает следующим образом. Регулируемыми упо-
рами 3 и 10 устанавливается необходимая длина прямолинейного
участка. В исходном положении червячные колеса 5 заторможены
стопорным пальцем 18 рычага 7. Поэтому при включении червяка
2 червячные колеса работают как гайки, а штанга 14 с электродом
13 движется прямолинейно пр направлению к корпусу до тех пор,
пока рычаг 7 не дойдет до регулируемого упора 3. При этом сто-
порный палец выходит из паза 19 и червячное колесо, работая как
шестерня, поворачивается, а электрод описывает дугу с радиусом,
равным установленному эксцентриситету е.
Червячное колесо 5 с диском 9 поворачивается до тех пор,
пока стопорный палец 18 рычага 8 не дойдет до паза 19 в ступице
червячного колеса. При этом толкатель 11 упирается в концевой
выключатель 4, который включает реверс привода червяка. После
этого каретка движется в обратном направлении, перемещая
штангу с электродом прямолинейно до упора рычага 8 в регули-
руемый упор 10. При этом рычаг повернется и снова выдернет сто-
порный палец 18 из паза 19. Освобожденная от стопора червячная
шертерня поворачивается, перемещая электрод по дуге окружнос-
ти. Это перемещение происходит до момента заскакивания стопор-
ного пальца в паз ступицы червячной шестерни с одновременным
383
У
Y
Рис. 202. Дифференциальный копироваль-
ный механизм для перемещения головки
при наплавке сортопрокатных валков.
отключением сварочно-
го тока (концевым вы-
ключателем 16). Этим
заканчивается кинематиче-
ский цикл движений штан-
ги со сварочным электро-
дом, а следовательно, и
цикл сварки овального
шва с заданными размера-
ми овала 12.
В наплавочных стан-
ках, в устройствах для пе-
ремещения наплавочной
головки находят приме-
нение электромеханиче-
ские копировальные систе-
му, подобные тем, кото-
рые применяются в ме-
таллорежущих станках.
В этих системах палец
электроконтактного датчи-
ка скользит по копирному
шаблону или диску задан-
ного профиля и управляет
соответствующими элек-
троприводами, перемеща-
ющими головку в нужных
направлениях. Такая си-
стема является следящей,
щуп датчика как бы сле-
дит за положением го-
ловки и устраняет ее отклонения от заданного копиром положения,
стремясь свести величину рассогласования к нулю.
Благодаря наличию обратной связи, траектория движения
головки геометрически подобна траектории датчика, а следова-
тельно, и контуру копирного шаблона. Такие устройства могут
применяться в станках для наплавки штампов и др. Недостатком
таких копировальных устройств является то, что датчик следит
не за наплавляемой поверхностью непосредственно, а за копирным
шаблоном, кривизна которого не может быть идентична факти-
ческой кривизне наплавляемой поверхности или свариваемого шва
со всеми их неточностями и отклонениями от номинала. Вторым
недостатком таких устройств является известная инерционность
действия из-за опаздывания в срабатывании исполнительных ме-
ханизмов. Наконец, третий недостаток электрокопировальных
систем заключается в их значительной сложности, из-за которой
они пока не получили широкого распространения в сварочном
производстве.
384
Для автоматической наплавки фасонных ручьев профилирован-
ных прокатных валков задача копирования профиля успешно ре-
шается с помощью безынерционного дифференциального механизма
(рис. 202). Металлический щуп (палец или ролик) 4, упирающийся
в копирный профильный шаблон 5 и скользящий по нему, жестко
связан с подвижной наплавочной головкой 6. Последняя прикреп-
лена последовательно к двум взаимно перпендикулярным суппор-
там или кареткам и поэтому может перемещаться по двум направ-
лениям: горизонтальному — вправо вдоль оси валка X — X,
и вертикальному — вверх вдоль оси Y — Y. Любое наклонное
движение головки вдоль профиля наплавляемого ручья 7 может
быть получено геометрическим суммированием координатных дви-
жений и скоростей vx и vy.
Оба суппорта приводятся в движение одним электроприводом I
с разветвленной кинематической цепью. Цепь разветвляется с по-
мощью дифференциала (подобно передаче заднего моста автомоби-
ля) или иного распределительного механизма. Благодаря такому
разветвлению арифметическая сумма двух составляющих скорос-
тей (их и иу) при неизменной скорости привода постоянна и не за-
висит от направления результирующей, контурной скорости. Дви-
жение распределяется по осям X — X и Y — У щупом 4, который
всегда прижат к шаблону (иод действием привода перемещения
головки и ее веса) и этим создает необходимое сопротивление дви-
жению по осям X — X и У — У. Головка.будет двигаться по пути
наименьшего сопротивления, точнее, по единственно возможному
пути — вдоль кривой копирного шаблона.
В данной конструкции роль дифференциального механизма вы-
полняет специальная червячная пара с длинным червяком 2.
Во время работы червяк все время вращается в одну сторону.
Червячное колесо 3 в зависимости от положения щупа на копир-
ном шаблоне может либо вращаться вокруг своей оси, тогда напла-
вочная головка движется вертикально вверх, либо быть неподвиж-
ным относительно своей оси, и тогда головка перемещается гори-
зонтально вправо. В последнем случае червячное колесо служит
гайкой, в которую ввинчивается червяк подобно ходовому винту
суппорта. На наклонных участках траектории оба движения сов-
мещаются в соответствующих долях.
Итак, в данном механизме червячная пара 2, 3 служит распре-
делителем движения по осям X — X и У — У. Подобными копи-
ровальными устройствами оборудованы вальценаплавочные станки
типа КЖ—970—Н.
При всей простоте и надежности эти устройства обладают од-
ним существенным недостатком, который заключается в зависи-
мости контурной скорости от угла наклона кривой к горизонту.
Дифференциальный механизм, как известно, складывает коорди-
натные скорости арифметически, а не геометрически, обеспечивая
постоянство их арифметической суммы vx + vy = const (рис. 203, а).
Между тем, для постоянства контурной, векторной скорости необ-
385
Рис. 203. Векторные диаграммы копировальных механизмов.
ходимо постоянство не арифметической, а геометрической суммы
= const (рис. 203, б), так иак результирующая (вектор-
ная) скорость и = V + Vy* Из-за этого в рассматриваемом уст-
ройстве результирующая скорость перемещения наплавочной го-
ловки непостоянна и зависит от ее направления. При одинаковых
передаточных числах обеих кинематических цепей и, следователь-
но, при одинаковой кинематической скорости обоих суппортов,
равной v0 (скорости любого из суппортов при заторможенном вто-
ром) результирующая скорость будет изменяться от vQ (при = 0
и а2 = 90°) до значения 0,71 vQ (при а = 45°). В этом,легко убе-
диться при сопоставлении векторных диаграмм скоростей для
двух вариантов: вариант vx + vv = const (см. рис. 203, а) и, сле-
довательно, результирующая скорость, равная V не-
постоянна; вариант v2x + Vy = const (см. рис. 203, б) и, следова-
тельно, результирующая скорость постоянна независимо от ее
направления.
Копировальные устройства, построенные по второму варианту,
значительно сложнее и дороже устройств, построенных по первому
варианту, и поэтому применяются в сварочном производстве сра-
внительно редко, тем более, что при наплавке поверхности с углом
наклона а, близким к 45°, скорость перемещения головки (подачи
на шаг наплавки) должна быть несколько меньше скорости на го-
ризонтальных участках, что естественно получается в устройствах
по первому варианту.
Для рассматриваемого устройства (см. рис. 202 и 203, а) кон-
турная скорость в любой точке копируемого профиля определяет-
ся выражением
ио
V = :------
sm а + cos а
(338)
В более сложных устройствах эту скорость можно поддерживать
близкой к постоянной или обеспечивать (с некоторым приближе-
нием) заданный закон ее изменения переключением скорости при-
вода в заранее выбранных точках профиля. Это переключение осу-
386
760
Рис. 204. Общий вид копировального устройства, выполненного по Схеме
рис. 202:
1 — верхний корректировочный суппорт; 2 — направляющие для горизонтальной ка-
ретки; 3 — вал червяка; 4 — маховичоА ручного перемещения каретки; 5 — маховичок
фрикциона; 6 — электропривод с редуктором; 7 — рамка копиродержателя; 8 — винты-
барашки для крепления копирного шаблона; 9 — копирная планка; 10 — фланец зуб-
чатой рейки; 11 — корпус главного механизма; 12 — нижний корректировочный суппорт;
13 — крепежный хомут для наплавочной головки.
ществляется с помощью упоров, установленных на вертикальном
суппорте и воздействующих на соответствующие переставные мик-
ропереключатели привода. В приводе такого устройства должна
быть предусмотрена возможность дистанционного переключения
скоростей, плавного или ступенчатого, электрическим или механи-
ческим путем (например, с помощью электромагнитных муфт)
и пр.
• На рис. 204 представлен общий вид копировального устройства,
разработанного по схеме рис. 202, а на рис. 205 — его разрез ио
главному механизму.
Техническая характеристика устройства: максимальная высота
наплавляемого калибра 150 мм, максимальный горизонтальный ход
387
Рис. 205. Главный механизм копировального устройства:
1 — направляющий ролику 2 — направляющая пластина для горизонтальной каретки:
3 — червячная шестерня} 4 — червяк; 5 — ролик каретки} 6 — крепежный палец роли-
ка; 7 —вал; 8— копирная планка; 9 — внутренняя труба; 10 — наружная труба; /I —
зубчатая рейка; 12 — цилиндрическая шестерня; 13 — правая коническая шестерня; 74 —
двусторонняя кулачковая муфта; 15 — переводная вилка; 16 — левая коническая шес-
терня,
по копиру 250 мм, электродвигатель приводной типа СЛ 569 мощ-
ностью 160 Вт при напряжении 110 В. Привод имеет четыре диапа-
зона скоростей, в каждом из которых скорость перемещения го-
ловки может плавно регулироваться в следующих пределах:
I диапазон — 0,7—2,5 мм/мин; II диапазон — 1,9—5,6 мм/мин;
III диапазон — 4,7—14 мм/мин; IV диапазон — 10 4- 30 мм/мин.
Настройка скоростей по диапазонам производится сменными
шестернями редуктора.
Столь малые скорости перемещения головки объясняются тем,
что данное устройство предназначено для подачи на шаг наплавки
при каждом обороте наплавляемого валка, а не для сварочной ско-
рости вдоль шва (о методах определения шаговой скорости см.
в § 33). Для маршевого, установочного перемещения головки пре-
дусмотрена возможность ручного вращения главного червяка ма-
ховичком 4 (см. рис. 204). При этом вал червяка 3 предварительно
отключается от привода с помощью фрикциона с маховичком 5.
Конструкция фрикциона аналогична конструкциям, изображенным
на рис. 174, 177.
В состав рассматриваемого устройства входят следующие ос-
новные узлы: главный механизм 77, который выполнен по схеме
р»ис. 202 и служит автоматическим распределителем движения
головки по двум взаимно перпендикулярным направлениям;
электропривод главного механизма с редуктором 6\ верхний кор-
ректировочный суппорт 7, к которому подвешен главный меха-
низм и который предназначен для установочных перемещений все-
го устройства (в небольших пределах) перпендикулярно оси на-
плавляемого валка, например для смещения электрода с зенита;
нижний корректировочный суппорт 12, к которому подвешена
сварочная головка. Подвеска выполнена в виде зажимного кре-
пежного хомута 13, позволяющего поворачивать в нем головку
и закреплять ее под любым углом к вертикали. Оба корректиро-
вочных суппорта (7 и 12) приводятся в движение вручную с по-
мощью маховичка с винтом.
Наиболее интересным и ответственным узлом является главный
механизм, конструкция которого изображена на рис. 205. Его
кинематическая схема и принцип действия описаны выше (см.
рис. 202). Вертикальное движение наружной трубы 10, несущей
наплавочную головку, осуществляется по направляющим роли-
кам, в качестве которых использованы стандартные шарикопод-
шипники 7. Каретка горизонтального суппорта также смонтирова-
на на роликах 5 с шарикоподшипниками, причем для выборки
люфтов оси этих роликов выполнены эксцентрическими относи-
тельно их крепежных хвостовиков 6. Следовательно, поворотом
хвостовика можно выбрать люфты и тонко отрегулировать контакт
роликов с направляющими.
В блоке конических шестерен на его горизонтальном валу
имеется двусторонняя кулачковая муфта 14 для переключе-
ния механизма на правую или левую сторону калибра, т. е. для
389
переключения движения головки соответственно вправо или влево
по горизонтали. В обоих положениях муфты вертикальное движе-
ние головки должно быть направлено только вверх, что требуется
по технологии наплавки наклонных участков ручья. Поэтому в
данном устройстве нельзя заменить механическое переключение
муфтой только одним реверсом электродвигателя, так как при этом
изменится направление не только горизонтального движения, но
и вертикального, что недопустимо. Муфта переключается поворот-
ной вилкой 15 с выведенной наружу рукояткой. Ступица рукоят-
ки, насаженная на ось поворота и выведенная наружу сквозь про-
резь в трубе 10, одновременно выполняет роль шпонки, удерживаю-
щей трубу от вращения вокруг своей оси. Вертикальная зубчатая
рейка 11, с которой сцепляется ведущая шестеренка 12, прикреп-
лена своим фланцем снаружи к трубе 10 по всей своей длине, для
чего в трубе сделана соответствующая прорезь.
§ 38. Определение степени надежности
механического сварочного оборудования
Под надежностью оборудования следует по-
нимать его свойство сохранять работоспособность в течение
заданного достаточно длительного промежутка времени при неиз-
менных нормальных условиях его эксплуатации. Надежность лю-
бого механического устройства является одним из важнейших
факторов, определяющих его технико-экономическую эффектив-
ность. Этот фактор особенно сильно влияет на эффективность тех
механических устройств, которые работают в поточных и автомати-
ческих линиях, а также на эффективность многооперационных
машин, например сборочно-сварочных комбайнов (см. § 8). При
определении надежности многооперационной комбинированной
машины необходимо рассматривать ее как агрегат из жестко
сблокированных между собой специализированных механизмов,
каждый из которых при своем повреждении вызывает остановку
всего агрегата. Следовательно, для определения степени надеж-
ности машины, агрегата или любого многоэлементного устройства
необходимо располагать данными о средней статистической (или
гарантированной кондиционной) интенсивности отказов каждого
из составляющих машину узлов и механизмов, а также о длитель-
ности вынужденных простоев для восстановления работоспособнос-
ти машины.
Частота и длительность вынужденных простоев оборудования
полностью определяют степень его надежности и непосредственно
влияют на коэффициент его использования, а следовательно, и на
производительность оборудования.
Так как абсолютная, стопроцентная надежность оборудования
недостижима, то в заданиях на его проектирование обычно ста-
вится условие, чтобы в течение определенного промежутка времени
390
(например, семичасовой смены) вероятность безотказной работы
оборудования была достаточно велика, т. е. была не меньше задан-
ной допустимой величины р (t), например, не менее 0,90. При до-
статочно высокой вероятности безотказной работы оборудование
можно встраивать в автоматизированную поточную линию без
существенного ущерба для общего коэффициента использования
линии и экономичности производства в целом.
Следует заметить, что очень высокие значения р (t) могут быть
достигнуты только путем дополнительного усложнения и удорожа-
ния оборудования (особенно многоэлементного), например, дуб-
лированием многих его элементов, что далеко не всегда может быть
оправдано с экономической точки зрения.
Вероятность безотказной работы какого-либо механического
устройства в течение заданного времени t определяется извест-
ным выражением теории надежности
р (t) = (339)
где е = 2,718 — основание натуральных логарифмов; X — ин-
тенсивность отказов, характеризующая статистическую периодич-
ность и частоту отказов. Например, если X = 1/500, то это значит,
что в среднем через каждые 500 минут, часов или циклов (в зави-
симости от выбранной единицы времени) работы данного устрой-
ства появляется его отказ.
Формула (339) представляет собой функциональную зависи-
мость вероятности безотказной работы от интенсивности отказов
X и времени t. Поэтому ее часто называют функцией надежности.
Чем меньше выбранный промежуток времени t, тем больше
будет вероятность безостановочной работы данного устройства в
течение этого промежутка времени. В предельных случаях имеем:
а) при исчезающе малом времени t -> 0 вероятность р (/) = 1,
т. е. приближается к 100%; б) при беспредельно большом времени
£ 0 вероятность р (t) =0 и, следовательно, рано или поздно
обязательно наступит отказ, даже при очень малой интенсивности
отказов X. Между крайними значениями функция надежности
р (t) имеет монотонно убывающий экспоненциальный характер.
Выше было указано, что надежность многоэлементного меха-
нического устройства определяется надежностью составляющих
его элементов и их количеством. Поэтому общая интенсивность
отказов такого устройства, состоящего из п элементов, должна
определяться как сумма интенсивностей отказов:
X = S и. (340)
г=1
Здесь Xi —интенсивность отказов в работе механического устрой-
ства по вине данного Z-го его элемента (механизма или узла). На-
пример, если Xi = 1/1000, то это значит, что по вине этого
элемента наступает отказ в работе всего устройства в среднем че-
рез каждые 1000 минут, часов или циклов действия.
391
Если по кондициям поставки данного элемента известна степень
его локальной надежности, выраженная в частоте отказов и по-
казывающая, например, через сколько включений (в среднем)
элемент не срабатывает или через сколько времени наступает
отказ в работе TKi и какова, следовательно, кондиционная интен-
сивность отказов элемента XKi = l/ZKi, то эти данные могут быть
использованы для приближенного определения величины Хь При
этом, однако, необходимо вводить поправку, учитывающую сте-
пень использования данного элемента в рассматриваемом механи-
ческом устройстве, его индивидуальную загрузку либо частоту
включения (по циклограмме работы устройства) и т. д. Такая по-
правка при определении X, по кондиционным данным обязательна,
так как нередки случаи, когда одинаковые элементы, имеющие
одинаковую кондиционную степень надежности, работают в дан-
ном устройстве или в машине с разной частотой включений или
разной длительностью своей работы при непрерывной работе все-
го устройства или машины. Разумеется, влияние этих одинако-
вых элементов на общую надежность всего устройства будет раз-
ным в зависимости от степени загрузки каждого из них, от их
участия в работе машипы. Поэтому будут разными и значения
Xi, несмотря на их одинаковую кондиционную надежность XKi.
В этом случае, чтобы определить величину Х< для какого-либо
элемента, необходимо кондиционную интенсивность отказов XKi
умножить на коэффициент загрузки этого элемента ki. Этот ко-
эффициент определяет, какую часть рабочего времени машины
данный элемент находится в действии. В частности, он равен от-
ношению времени Tj фактической работы данного элемента за ра-
бочий цикл машины ко времени рабочего цикла тц, т. е. ki =
= Ti/Тц. Следовательно,
Xi = XK^i = XKi-J>. (341)
Если рассматриваемый элемент (узел, механизм, аппарат,
прибор и т. п.) непрерывно работает вместе с машиной с полной
загрузкой по времени, то в этом частном случае ki = 1 и Xi = Хк,.
Если же какой-либо элемент машины, например автооператор для
периодической загрузки магазина-питателя или электропривод
вспомогательного шагового транспортера, действует лишь в тече-
ние 10% рабочего цикла машины, то в этом случае ki =0,10 и
Xi = 0,10 XKi.
Используя выражение (341), формулу (340) представляем в
следующем виде:
X = S (W0- (342)
г=1
Важным показателем надежности механического устройства
является среднее время его безотказной работы ГСр» обычно
392
определяемое экспериментальным путем. Как видно из названия
этого показателя, это величина, обратная интенсивности отказов
ГСр = (343)
До сих пор вопрос о надежности механического устройства
рассматривался вне зависимости от того, какое время после отка-
за требуется для восстановления его работоспособности. Между
тем, это простойное время очень важно для определения эксплуата-
ционных показателей любого механического устройства или ма-
шины — коэффициента его готовности и производительности Q.
Если известно время простоя машины после каждого из пот
зарегистрированных отказов, то можно определить среднюю дли-
тельность восстановления работоспособности машины (как любо-
го механического устройства):
л ЛОТ
Дор = S Д’’ (344)
"от й
где Д< — длительность f-ro простоя из-за отказа какого-либо эле-
мента.
Зная Тер и Дср, легко определить коэффициент готовности,
т. е. технологического использования машины
Т
!3«>
и ее производительность
1 Т
<346>
Здесь г — ритм машины, в частности, промежуток времени между
выпусками двух соседних изделий. В данном случае, т. е. при
поштучном (а не групповом) изготовлении изделия, ритм равен так-
ту машины.
Выражение (346) можно представить в несколько ином виде,
иллюстрирующем непосредственную зависимость производитель-
ности Q от интенсивности отказов Л и простойного времени Дср.
Подставив в формулу (346) Тср = 1/Х, после преобразований по-
лучим
-..-Ад.,) <347>
Если механическое устройство состоит из пм механизмов,
имеющих одинаковую интенсивность отказов то в соответ-
ствии с выражением (340) в формулу (347) можно подставить
X = и тогда
<347'>
393
Это выражение наглядно свидетельствует об отрицательном
влиянии большого числа элементов, составляющих механическое
устройство, на его производительность. Такое влияние наклады-
вает определенные ограничения на количественный состав выпол-
няемых машиной операций, так как его рост обычно влечет за со-
бой увеличение числа машинных элементов и механизмов пм.
Это обстоятельство несколько сдерживает развитие и внедрение
многооперационных комбинированных машин (комбайнов) в сва-
рочном производстве. Следует, однако, иметь в виду, что это от-
рицательное влияние, как правило, с избытком компенсируется
огромными преимуществами комплексного объединения опера-
ций (комбайнирования) и их выполнения одной машиной или аг-
регатом. В сварочном производстве обычно объем технически воз-
можного объединения операций в одной машине не настолько ве-
лик, чтобы свести к нулю все характерные преимущества та-
кой комбинированной сборочно-сварочной машины — ее высокую
производительность, резко пониженную трудоемкость выпол-
няемых операций, отсутствие межоперационного транспорта
и др.
Для повышения надежности многоэлементных механических
устройств иногда применяют резервирование по отдельный, наи-
менее надежным, но ответственным элементам, например, дубли-
рование элементов автоматики в системах автоматического управ-
ления, сварочных головок для гарантии непрерывности процесса
(особенно в многоголовочных установках или при электрошлаковой
сварке протяженных швов) и т. п. При резервировании применя-
ется параллельное соединение дублированных элементов с авто-
матическим (или механическим) переключением элементов в мо-
мент отказа одного из них.
Одной из эффективных мер повышения надежности меха-
нического сварочного оборудования (в особенности сложных мно-
гооперационных сборочно-сварочных машин) является их аг-
регирование из унифицированных или стандартных узлов и
механизмов. В этом случае унифицированные элементы маши-
ны, заранее отработанные и всесторонне испытанные в эксплу-
атации, могут обеспечить весьма высокую локальную степень на-
дежности отдельных элементов, а следовательно, и высокую на-
дежность всей машины в целом. Конструктор машины, распола-
гающий достоверными сведениями о локальной кондиционной
степени надежности таких унифицированных узлов, может легко
определить общую степень надежности машины по приведенной
выше методике и уверенно и обоснованно оперировать ее технико-
экономическими показателями при выборе наиболее выгодного
варианта машины.
В качестве иллюстрации практического применения формул
(339) — (347) приведем расчет надежности агрегата для изготов-
ления сварных отопительных радиаторов [13]. На основании экс-
периментальных данных определяем численные значения основ-
394
ных показателей надежности агрегата в условиях его промышлен-
ной эксплуатации.
Среднее время безотказной работы агрегата, полученное ста-
тистической обработкой хронометражных данных по двум дей-
ствующим агрегатам
л ПОТ
TCp =---- У Ti = 91 мин.
геот iij
Здесь иот — число отказов за период наблюдения; Ti — время
работы агрегата между двумя соседними отказами
1 1
Интенсивность отказов по формуле (343) X = — = — =
= 0,11 мин-1. Вероятность безотказной работы агрегата в течение
пяти часов, т. е. за время t = 300 мин по формуле (339) будет рав-
на р (0 = = 2,718“0*011* 300 = 0,82 = 82%.
Средняя длительность простоя для восстановления работо-
способности агрегата по статистическим данным
л пот
Дер = — Ё Дг = 18,8 мин.
"°т i-1
Здесь Д — время единичного Z-го простоя.
Коэффициент готовности агрегата, характеризующий возмож-
ную степень его использования, по формуле (345)
— ?ср ^1 _п qq
Яг “ Гср + Дср = 91 + 18,8 =и’66-
Производительность агрегата по формуле (346), учитывающей
степень надежности и, в частности, простои агрегата:
= г(Гср + Дср) = 0,4 (91 + 18,8) = 2,1 9Км/мин>
где г = 24 с = 0,4 мин — phtw агрегата, показывающий в дан-
ном случае, что через каждые 24 с выпускается 1 экм (эквивалент-
ный квадратный метр) панельных радиаторов.
ЛИТЕРАТУРА
1. Вайнберг Д. В., Вайнберг Е. Д. Расчет плас-
тин. К., «Буд1вельник», 1970. 435 с.
2. Винокуров В. А. Сварочные деформации и
напряжения. М., «Машиностроение», 1968.
236 с.
3. Гитлевич А, Д., Этингоф Л, А. Механиза-
ция и автоматизация сварочного производ-
ства. М., «Машиностроение», 1972. 280 с.
4. Информэлектро. Сводный каталог. Вып. 1.
1974. Регулируемый электропривод. 14 с.
5. Кудрявцев И. М. Манипулятор для вращения
шаровых резервуаров. Авт. свид. № 163691,
опубл. 22.07.64.
6. Ляхов В. С. Сооружение стальных сфериче-
ских резервуаров. Казань, Татарское кн.
пзд-во, 1971. 168 с.
7. Машина для сварки т. в. ч.— Автомобильн.
пром-сть, 1972, № 1, с. 46.
8. Механическое сварочное оборудование. Об-
зор. Сер. С-Х-5. М., НИИМашиностроения,
1974. 120 с.
9. Писаренко Г. С., Яковлев А . П., Матвеев В. В.
Справочник по сопротивлению материалов.
К., «Наук, думка», 1975. 704 с.
10. Решетов Д. И. Детали машин. М., «Машино-
строение», 1975. 656 с.
11. Руденко Н. Ф., Александров М. П.у Лыся-
ков А. Г. Курсовое проектирование грузо-
подъемных машин. М., «Машиностроение»,
1971. 464 с.
12. Рыжков II. И., Поляков С. Е. Комплексная
механизация при изготовлении корпуса стре-
лы экскаватора ЭКГ-4,6.— Сварочн. пр-во,
1969, № 9, с. 15—18.
13. Севбо П. И. Комплексная механизация и ав-
томатизация сварочного производства. К.,
«Техтка», 1974. 416 с.
396
14. Севбо П. И, Комбинированные Maniiiin.i л.ин-
сварочного производства. К., «Наук. дии.а-,
1975. 224 с.
15. Севбо П. И., Шинлов Е. И, Станок для анк»
матической сварки. Авт. свид. № 1192<н'|,
опубл. 15.04.59.
16. Тимошенко С, П., Гудьер Дж. Теория упру-
гости. М., «Наука», 1975. 576 с.
17. Тришевский И. С., Савченков В. А., Рыбал-
ка В. И. Высокочастотная сварка замкнутых
профилей из низколегированных сталей,—
Автомат, сварка, 1974, № 5, с. 44—47,
ОГЛАВЛЕНИЕ
ПРЕДИСЛОВИЕ ............................. 5
ГЛАВА I. СОСТАВ И НАЗНАЧЕНИЕ МЕХАНИЧЕСКОГО СВАРОЧ-
НОГО ОБОРУДОВАНИЯ
§ 1. Функциональное назначение механи-
ческого сварочного оборудования . . 7
§ 2. Классификация механического сва-
рочного оборудования ................... 9
§ 3. Компоновка сварочных установок из
механического и электротехнического
оборудования .......................... 14
ГЛАВА II. СБОРОЧНЫЕ УСТРОЙСТВА И ИХ РАСЧЕТ
§ 4. Типы сборочных устройств и предъяв- к
ляемые к ним требования............ 23
§ 5. Электромагнитные стенды для листо-
вых конструкций........................ 28
§ 6. Механические стенды и кондукторы
для листовых и корпусных конструк-
ций ............................... 34
§ 7. Механические стенды для балочных
конструкций ........................... 48
§ 8. Сборочно-сварочные комбайны .... 58
§ 9. Определение расчетных усилий в сбо-
рочно-сварочных стендах и кондукто-
рах ................................... 81
§ 10. Особенности расчета сборочно-свароч-
ных устройств ......................... 95
§ И. Пневмо- и гидроприводы с силовыми
цилиндрами ............................ 96
§ 12. Приводы с диафрагменными пневмока-
мерами ................................111
§ 13. Пневмошланговые приводы .... 117
§14. Расчет опорных и несущих конструк-
ций сборочно-сварочных устройств 120
§ 15. Расчет клавишных зажимных уст-
ройств ................................127
§ 16. Механические усилители для зажим-
ных устройств .........................132
§ 17. Расчет рычажных зажимных уст-
ройств ................................140
ГЛАВА III. УСТРОЙСТВА ДЛЯ ПОВОРОТА И ВРАЩЕНИЯ СВА-
РИВАЕМЫХ ИЗДЕЛИЙ И ИХ РАСЧЕТ
§ 18. Классификация кантователей и сва-
рочных вращателей....................152
§ 19. Одностоечные консольные кантова-
тели и вращатели........................1Кб
§ 20. Двухстоечные центровые кантователи 168
§ 21. Бесцентровые кантователи..........179
§ 22. Рычажно-домкратные кантователи 193
§ 23. Роликовые сварочные стенды . . . 207
§ 24. Расчет роликовых стендов..........226
§ 25. Универсальные сварочные манипуля-
торы и позиционеры...................235
§ 26. Специализированные сварочные ма-
, нипуляторы ................... . 250
§ 27. Сварочные вращатели............ . 269
§ 28. Расчет сварочных манипуляторов и
позиционеров.......................278
§ 29. Манипуляторы для вспомогательных
работ (автооператоры) 298
ГЛАВА IV. УСТРОЙСТВА ДЛЯ ПЕРЕМЕЩЕНИЯ СВАРОЧНЫХ
АППАРАТОВ И ИХ РАСЧЕТ
§ 30. Подъемно-поворотные колонны . . 308
§ 31. Сварочные тележки велосипедного
и глагольного типов ................ 316
§ 32. Портальные и мостовые тележки . . 325
§ 33. Сварочные тележки легкого типа . . 331
§ 34. Расчет сварочных тележек и несущих
конструкций .........................338
§ 35. Приводы сварочного движения . . . 350
§ 36. Неравномерность сварочного движе-
ния и меры борьбы с ней..............364
§ 37. Специализированные устройства для
перемещения сварочных аппаратов 370
§ 38. Определение степени надежности меха-
нического сварочного оборудования , 390
ЛИТЕРАТУРА .................................................. 398
Платон Иванович
СЕВБО
КОНСТРУИРОВАНИЕ
И РАСЧЕТ
МЕХАНИЧЕСКОГО
СВАРОЧНОГО
ОБОРУДОВАНИЯ
Печатается по постановлению ученого совета ордена
Ленина и ордена Трудового Красного Знамени
Института электросварки им, Е, О. Патона
АН УССР
Редактор 3. Л. К о б к а
Оформление художника М. Н. Усова
Художественный редактор И. В. Козий
Технический редактор И. А. Ратнер
Корректоры И. С. Евдощук, Р. С. Коган,
Т. Я. Губарь
Информ, бланк Кй 2076.
Сдано в набор 31.01.78. Подп. в печ. 31.08.78. БФ 00304.
Формат 60х90/1в. Бумага типогр. № 1. Обыкн. новая гарн*
Выс. печ. Уел. печ. л. 25,0. Уч.-изд. л. 25,5. Тираж 4800
экз. Зак. № 8-397. Цена 3 руб. ,90 коп.
Издательство «Наукова думка». 252601, Киев, ГСП,
Репина, 3.
Книжная фабрика «Коммунист» РПО «Полиграфкнига»
Госкомиздата УССР, 310012, Харьков-12, ул. Энгельса, И.