



























































































































































































































Автор: Ефремов А.А. Законников В.П. Подобрянский А.В. Сальников Ю.В.
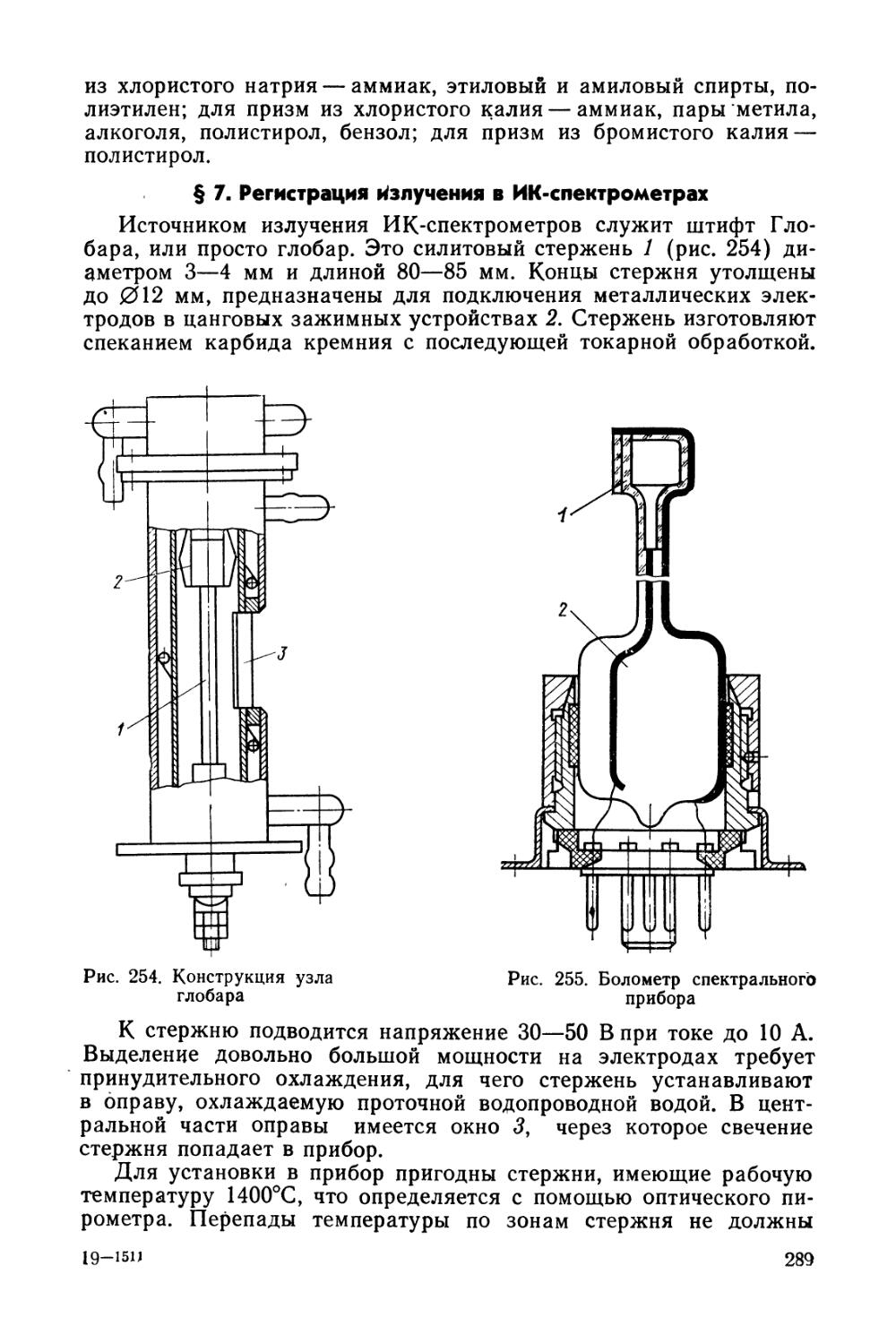
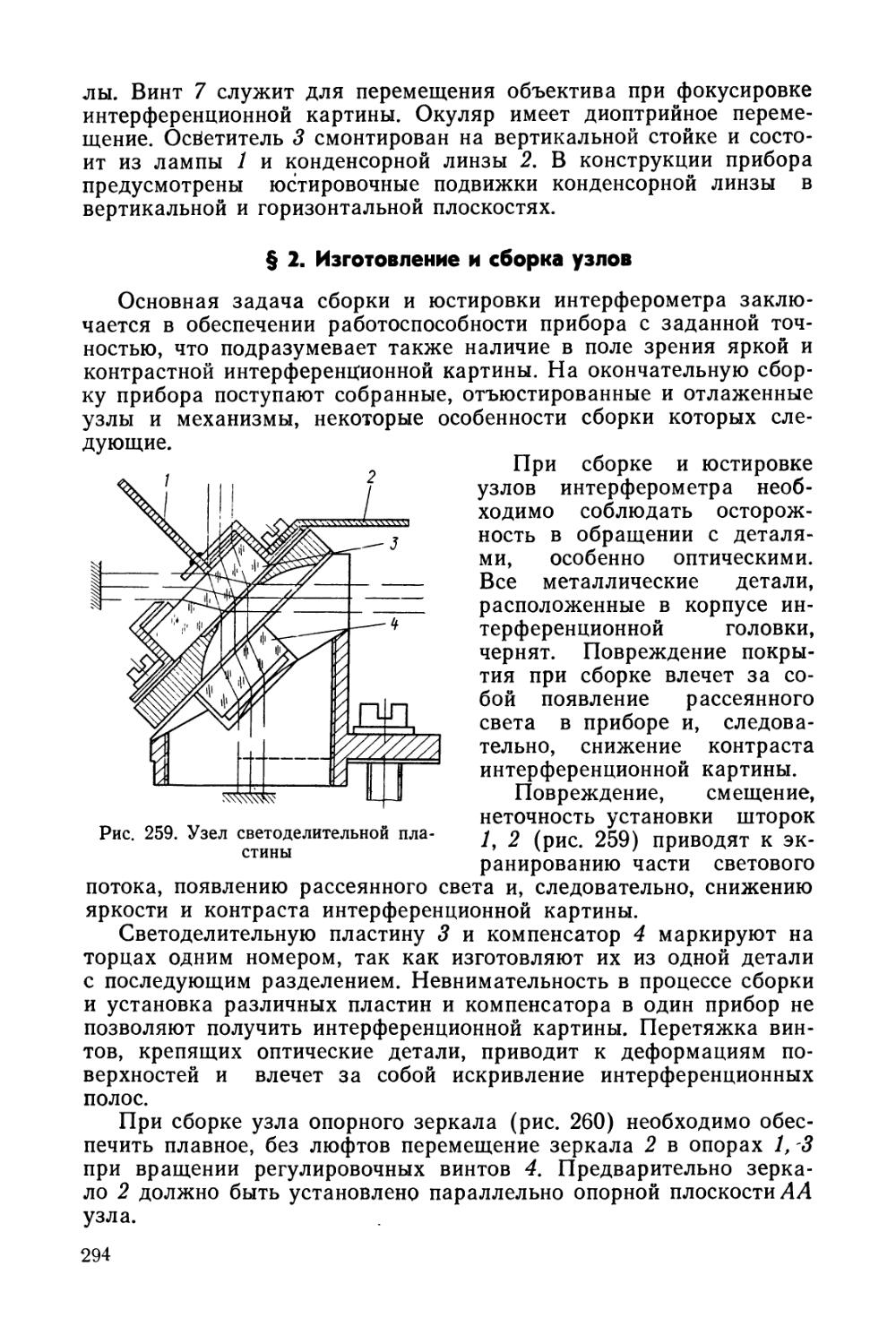
Теги: технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления отдельные машиностроительные и металлообрабатывающие процессы и производства оптика приборостроение оптические приборы
Год: 1983



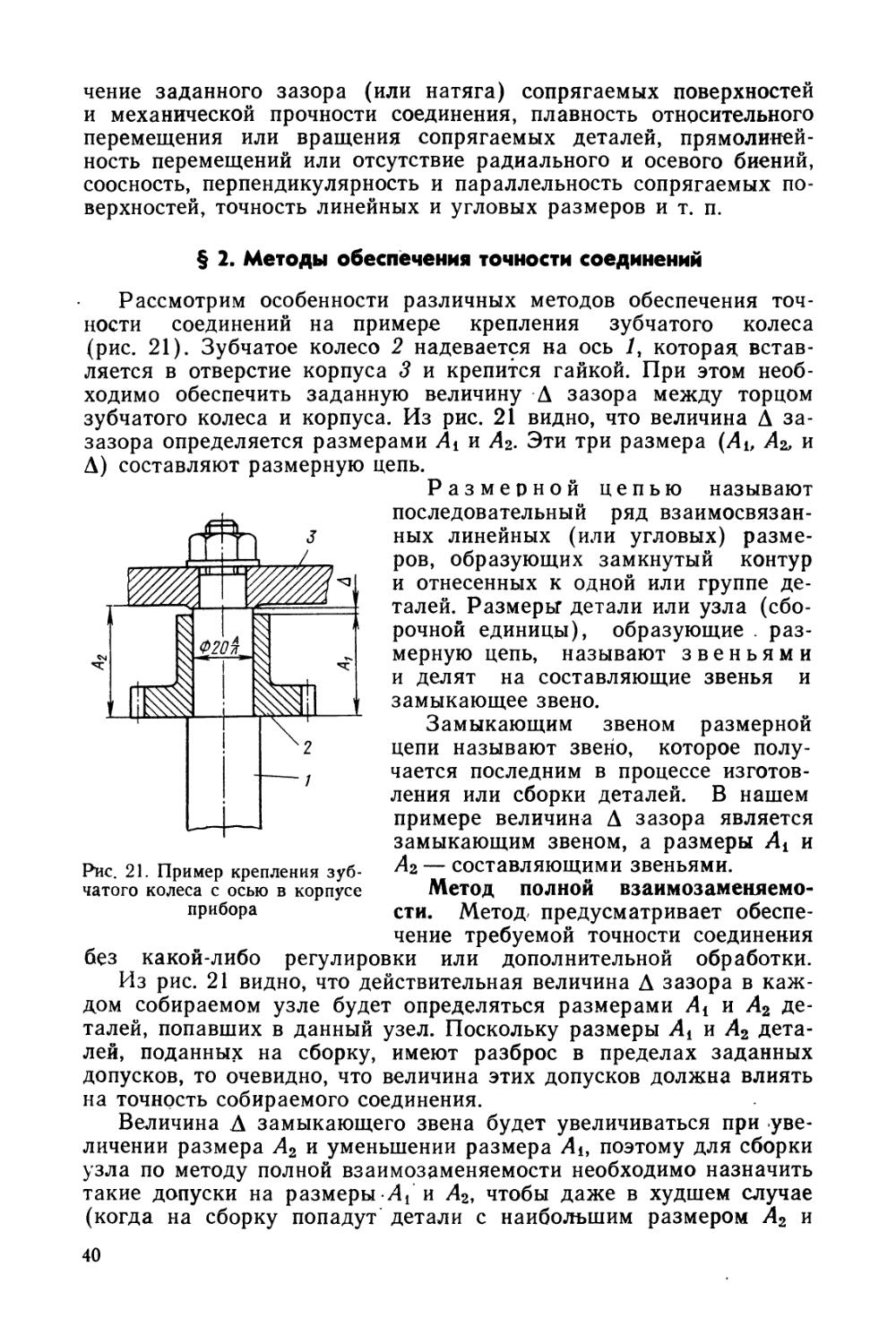
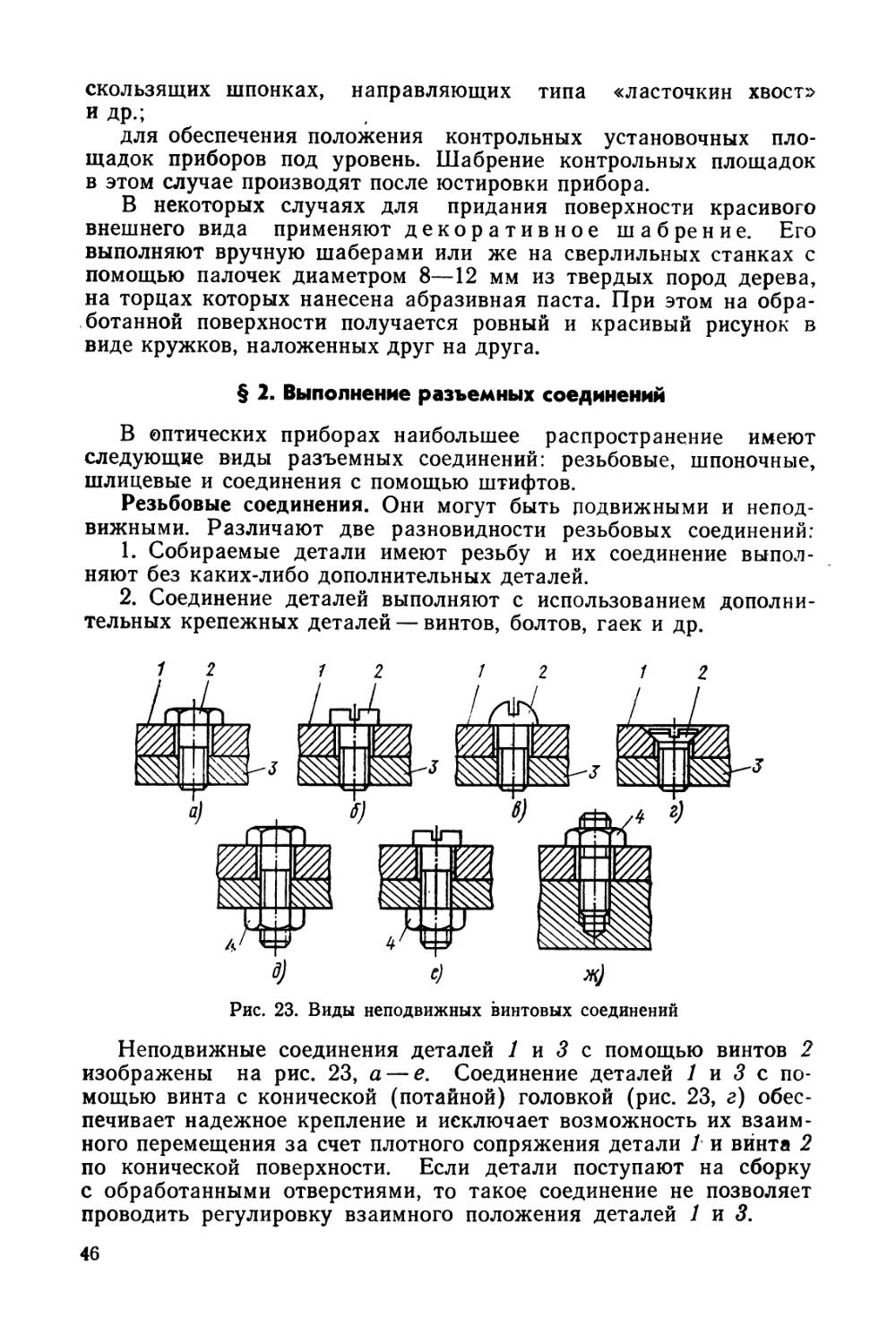
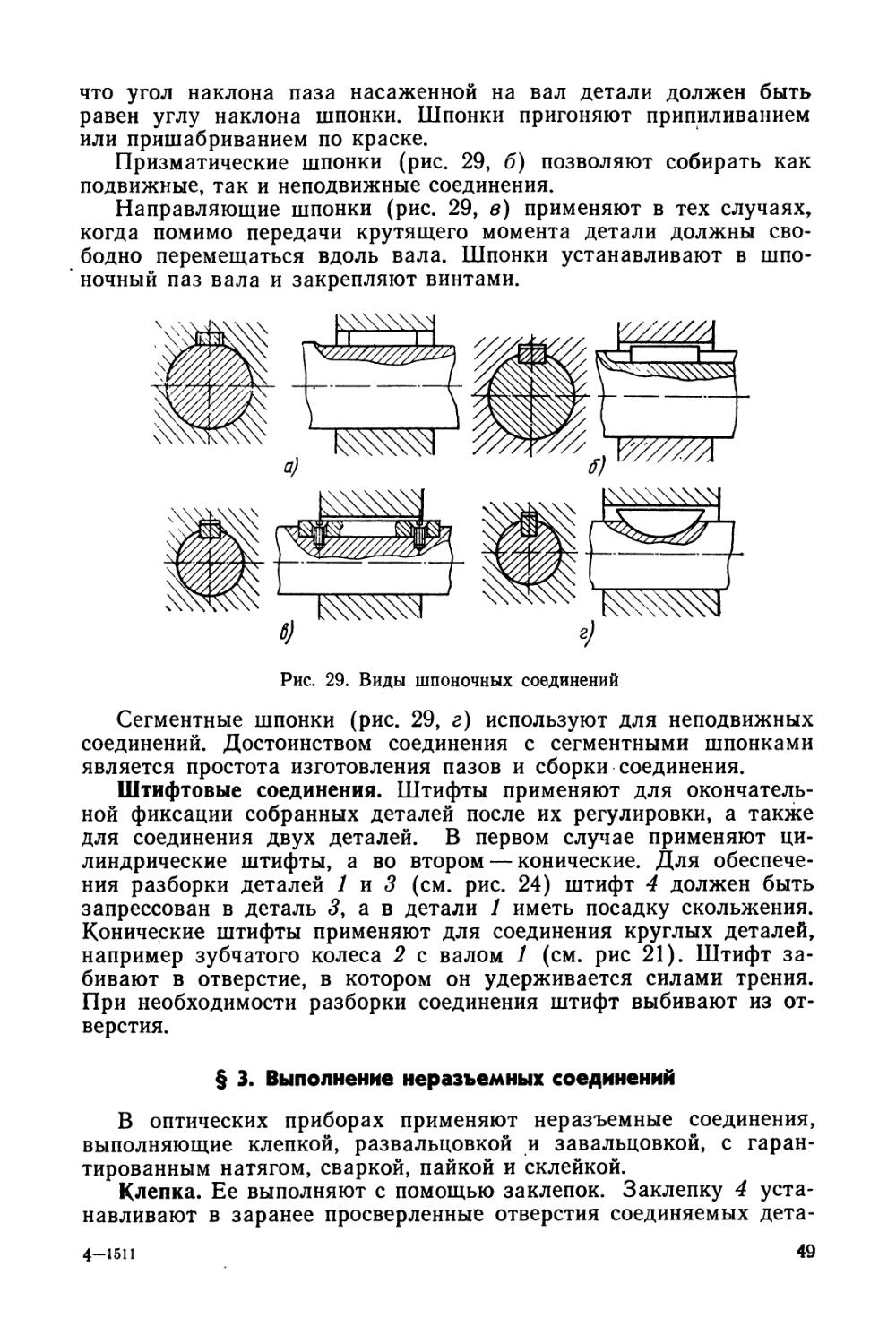
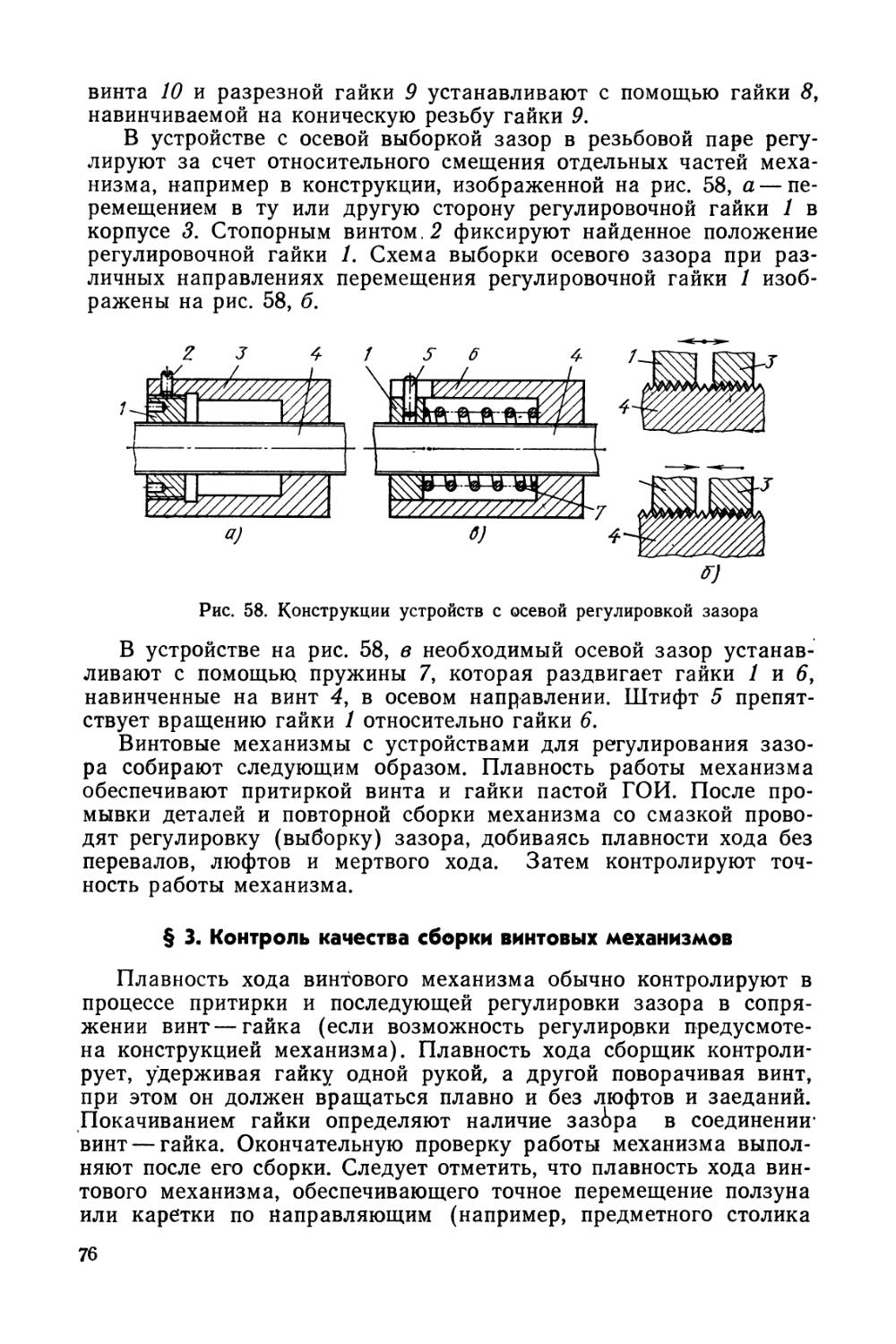
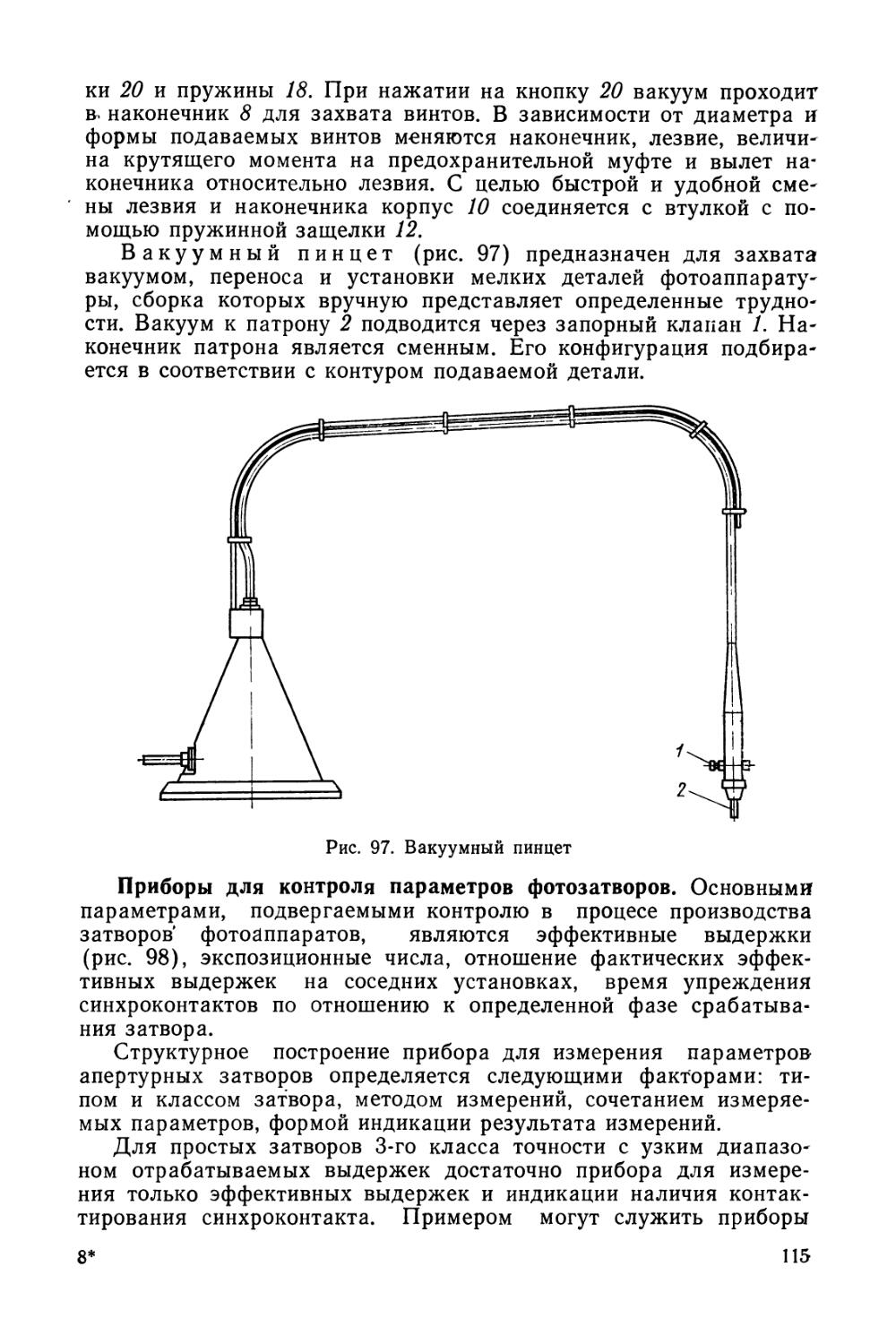
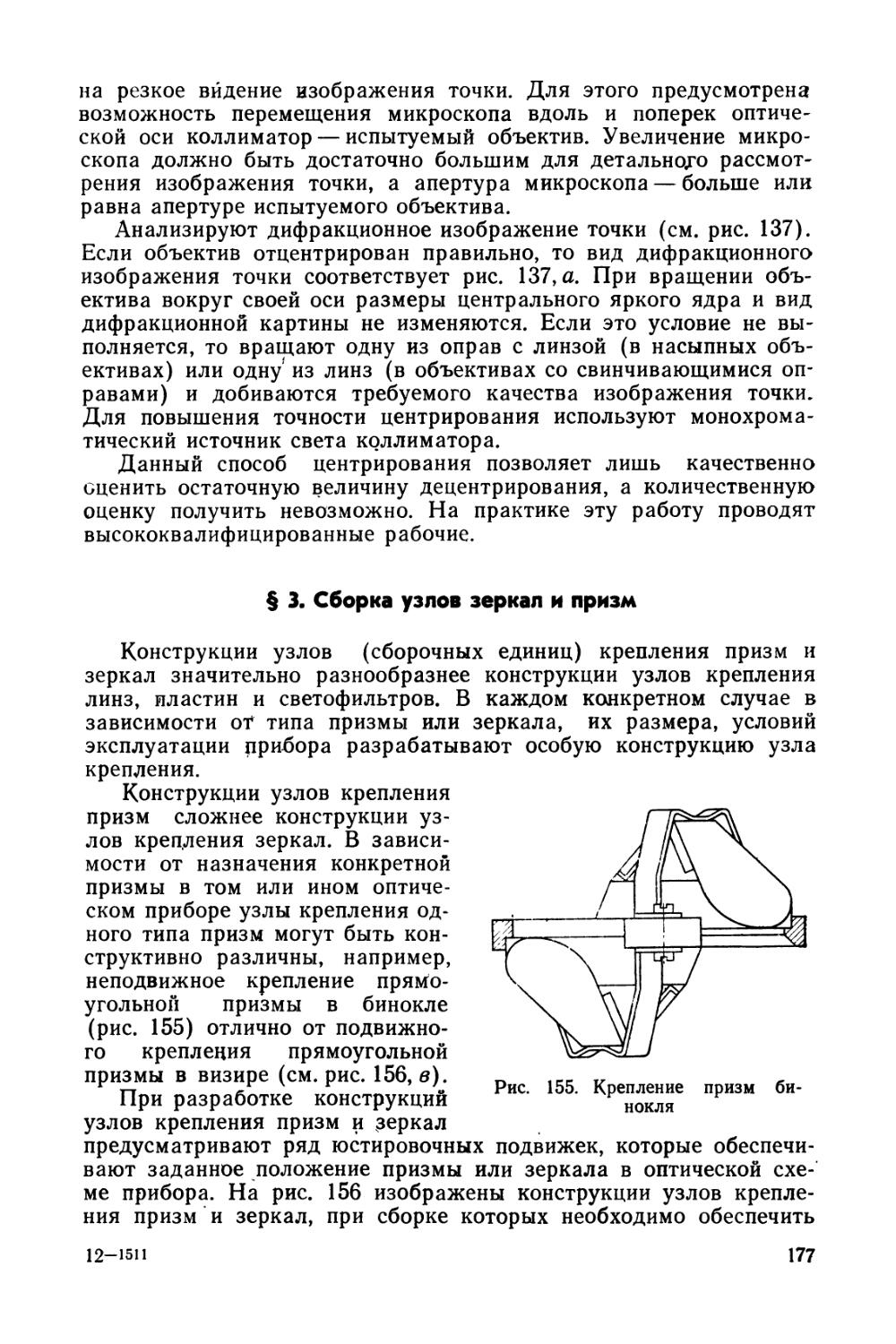
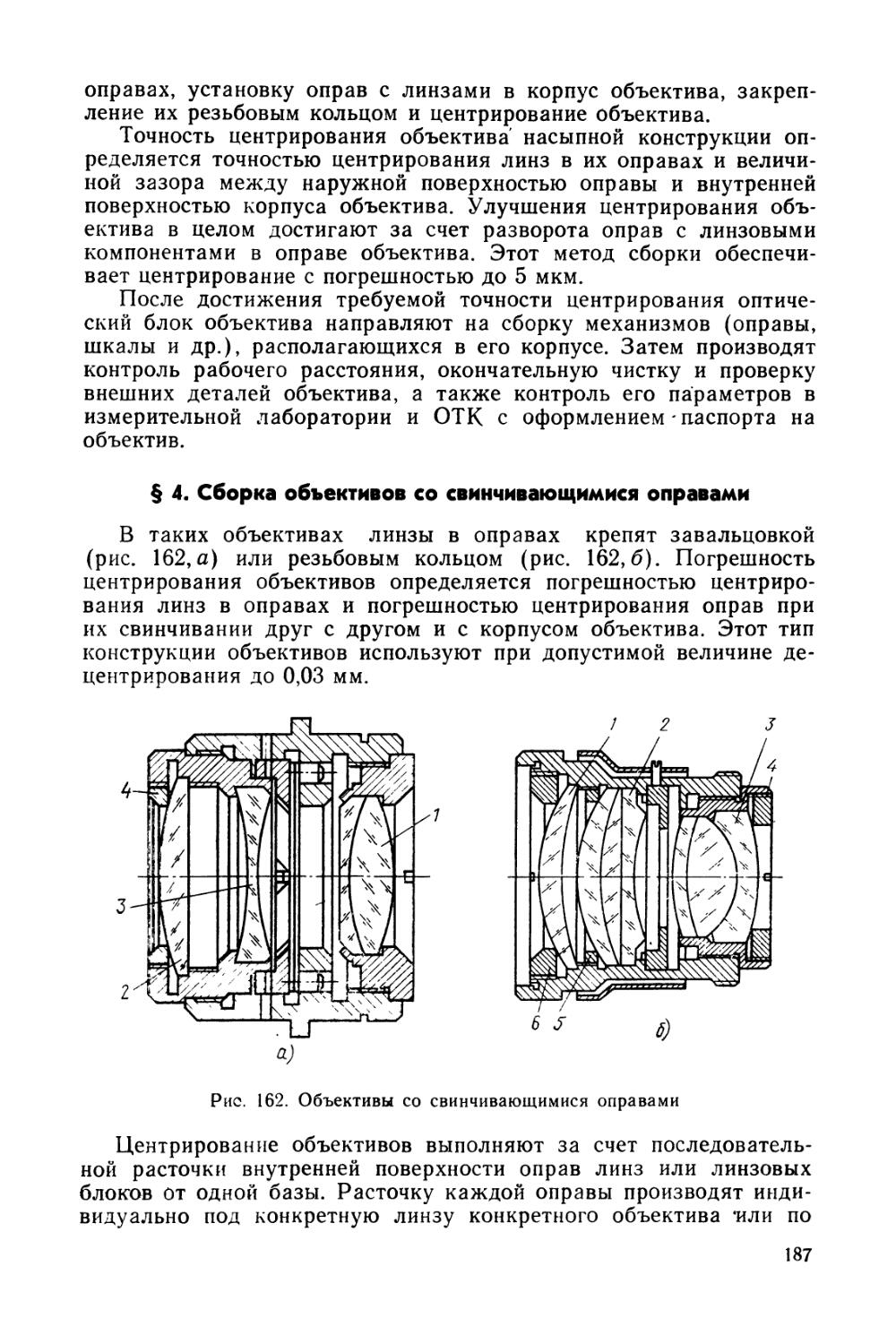
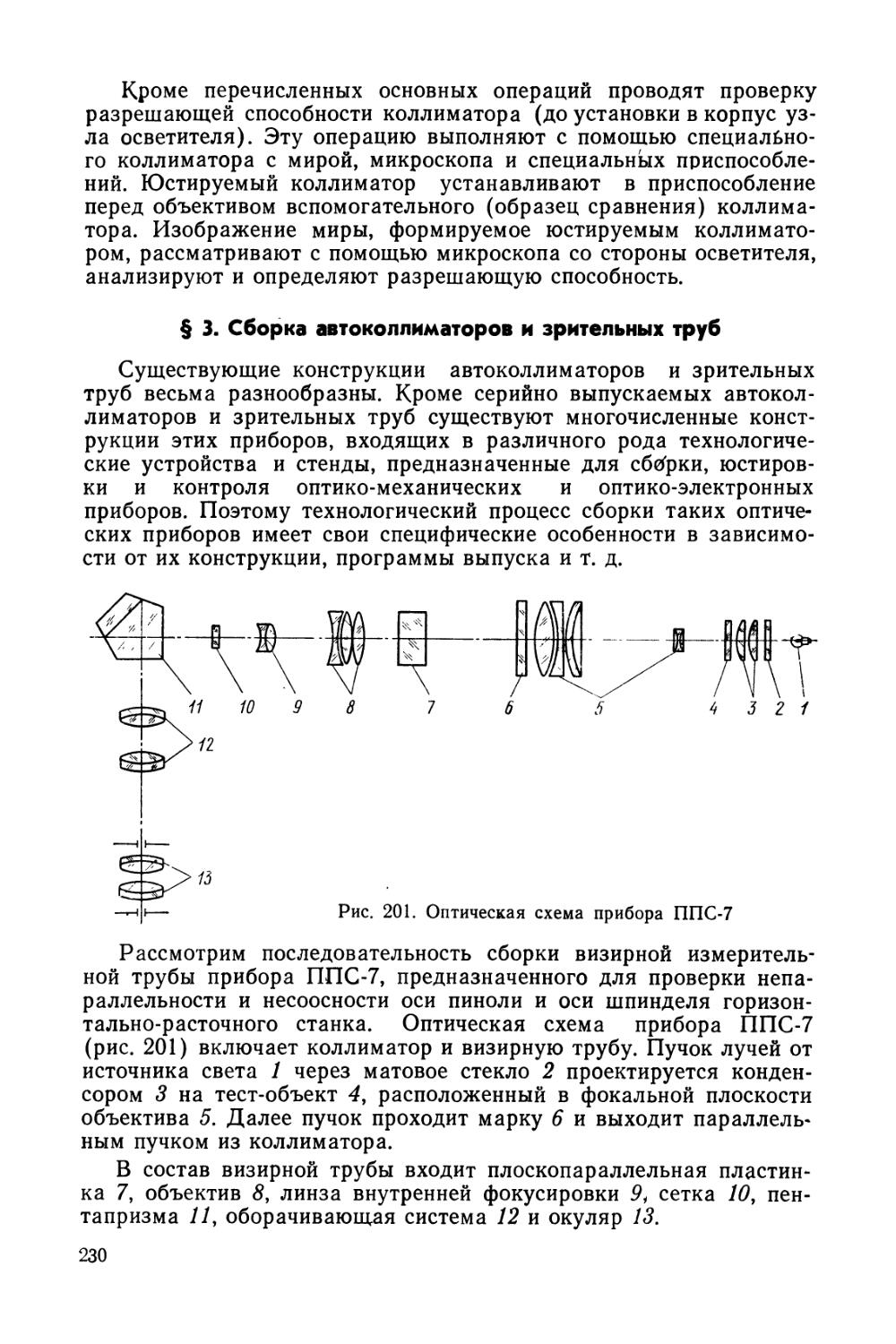
Сборка
оптических
приборов
Сборка оптических приборов
ПРОФЕССИОНАЛЬНО-ТЕХНИЧЕСКОЕ
ОБРАЗОВАНИЕ
СБОРКА
ОПТИЧЕСКИХ
ПРИБОРОВ
ИЗДАНИЕ ВТОРОЕ,
ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ
Одобрено
Ученым советом Государственного комитета СССР
по профессионально-техническому образованию
в качестве учебника для средних
профессионально-технических училищ
МОСКВА «ВЫСШАЯ ШКОЛА» 1983
ББК 34.68
С23
УДК 621.757
А. А. Ефремов, В. П. Законников,
А. В'. Подобрянский, Ю. В. Сальников
Рецензент: канд. техн. наук Н. Н. Рейх (ВИСМ)
Сборка оптических приборов: Учебник для средн.
С23 проф.-техн. училищ/А. А. Ефремов, В. П. Законников,
А. В. Подобрянский, Ю. В. Сальников. — 2-е изд., пере-
раб. и доп. — М.: Высш. школа, 1983. — 319 с., ил.—
(Профтехобразование).
Авторы указаны на обороте тит. л.
Приведены сведения о классификации, конструкциях, назначении и каче¬
стве современных оптических приборов; изложены сведения о сборке механи¬
ческих и электрических узлов (сборочных единиц) оптических приборов.
Значительное внимание уделено освещению теоретических и практических по¬
ложений сборки и юстировки оптических приборов и их узлов.
Второе издание дополнено сведениями о современных методах органи¬
зации процессов сборки и контроля.
В пер.: 70 к.
2706000000—390
С 052(01)—83 52—83
ББК 34.68
6П5.8
©Издательство «Высшая школа», 1978
©Издательство «Высшая школа», 1983, с изменениями
ВВЕДЕНИЕ
Оптические приборы позволяют уточнить и зафиксировать в
виде фотографий и кинолент получаемую человеком информацию,
помогают ему проникать в тайны микромира и Вселенной, уп¬
равлять космическими аппаратами и подводными лодками, мно¬
готонными воздушными лайнерами и металлорежущими станка¬
ми, видеть в темноте и передавать изображение на большие
расстояния. Оптические приборы используют в медицине и геоде¬
зии, в научных исследованиях и военном деле, строительстве, стан¬
костроении, самолетостроении и других областях науки и техники.
В одиннадцатой пятилетке предусматривается дальнейшее
расширение номенклатуры и увеличение выпуска приборов; соз¬
дание новых вйдов приборов и радиоэлектронной аппаратуры,
основанных на широком применении микроэлектроники, лазерной
техники; расширение производства приборов для нужд сельского
хозяйства, для контроля за состоянием окружающей среды; уве¬
личение выпуска приборов и оборудования для научных иссле¬
дований, механизации инженерного и управленческого труда; по¬
вышение точности и надежности приборов, используемых в про¬
цессе производства, учета и контроля за качеством продукции.
В решении этих задач большая роль отводится и молодым
рабочим, которых подготавливают в профессионально-техниче¬
ских училищах или обучают на производстве бригадным или ин¬
дивидуальными методами.
После обучения оптик-механик должен знать устройство рас¬
пространенных оптических приборов, их принцип действия и физи¬
ческую сущность используемых в них явлений; уметь производить
различные слесарные операции (подгонку деталей, завальцовку)
и несложные токарные работы на токарно-арматурных станках;
знать устройство и уметь пользоваться контрольно-юстировочными
приборами, необходимыми при сборке, юстировке и испытаниях
приборов; должен уметь производить электромонтаж, герметиза¬
цию приборов и их испытание, читать рабочие чертежи со всеми
указанными 'требованиями, обнаруживать и устранять причины
брака, соблюдать правила безопасности и гигиены труда.
Знания, полученные в ПТУ, дают возможность рабочим быст¬
ро освоить новую технику, правильно использовать оборудование
и вносить предложения по улучшению конструкции оптических
приборов и технологического процесса.
Настоящая книга поможет молодым рабочим овладеть необ¬
ходимыми техническими знаниями, освоить приемы правильного
выполнения операций, изучить последовательность технологиче¬
ского процесса сборки оптических приборов, ознакомиться с уст¬
ройством и. работой различных контрольно-юстировочных прибо¬
ров.
3
Раздел первый
ОБЩИЕ СВЕДЕНИЯ
ОБ ОПТИЧЕСКИХ ПРИБОРАХ
И ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ
ИХ ИЗГОТОВЛЕНИЯ
Глава I. ОПТИЧЕСКИЕ ПРИБОРЫ И ИХ НАЗНАЧЕНИЕ
§ 1. Классификация оптических приборов
Современные оптические приборы имеют самые различные ме¬
ханические, оптические и электронные устройства, в которых ис¬
пользованы последние достижения науки и техники по механике,
оптике и электронике.
Любой оптический прибор, представляющий собой совокуп¬
ность определенным образом расположенных и закрепленных оп¬
тических, механических и электрических деталей, собирает с по¬
мощью объектива излучение .оптического диапазона: видимое,
т. е. излучение, вызывающее зрительное ощущение, и невидимое —
.ультрафиолетовое и инфракрасное. Оптические приборы в зави¬
симости от их назначения, принципа действия, устройства, вида
воспринимаемого ивди светового излучения, метода его регистра¬
ции и условий эксплуатации соответственно можно классифици¬
ровать на типы, классы, подклассы, группы, подгруппы и виды
(рис. 1).
Типы. Микроскопы предназначены для наблюдения близко
расположенных малых предметов, невидимых невооруженным
глазом. Простейшим микроскопом является лупа. Бывают биоло¬
гические рабочие микроскопы (МБР) для изучения биологических
объектов, инструментальные (БМИ) и универсальные измеритель¬
ные (УИМ) — для измерения линейных и угловых размеров раз¬
личных деталей, металлографические (МИМ) — для контроля ка¬
чества и исследования структуры металлов и др.
Фото- и киноприборы используют для получения изображе¬
ний снимаемых объектов ца светочувствительных материалах,
а также для проецирования этих изображений на экран. К этому
типу приборов относят фото- и киноаппараты и проекционные
приборы: диаскопы, эпидиаскопы, кинопроекторы для демонстра¬
ции кинофильмов.
Телескопические приборы (бинокли, телескопы и др.) пред¬
назначены для наблюдения удаленных предметов: прицелы, даль¬
номеры и высотомеры — для измерения координат движущихся
целей; геодезические (нивелиры, теодолиты) и навигационные
4
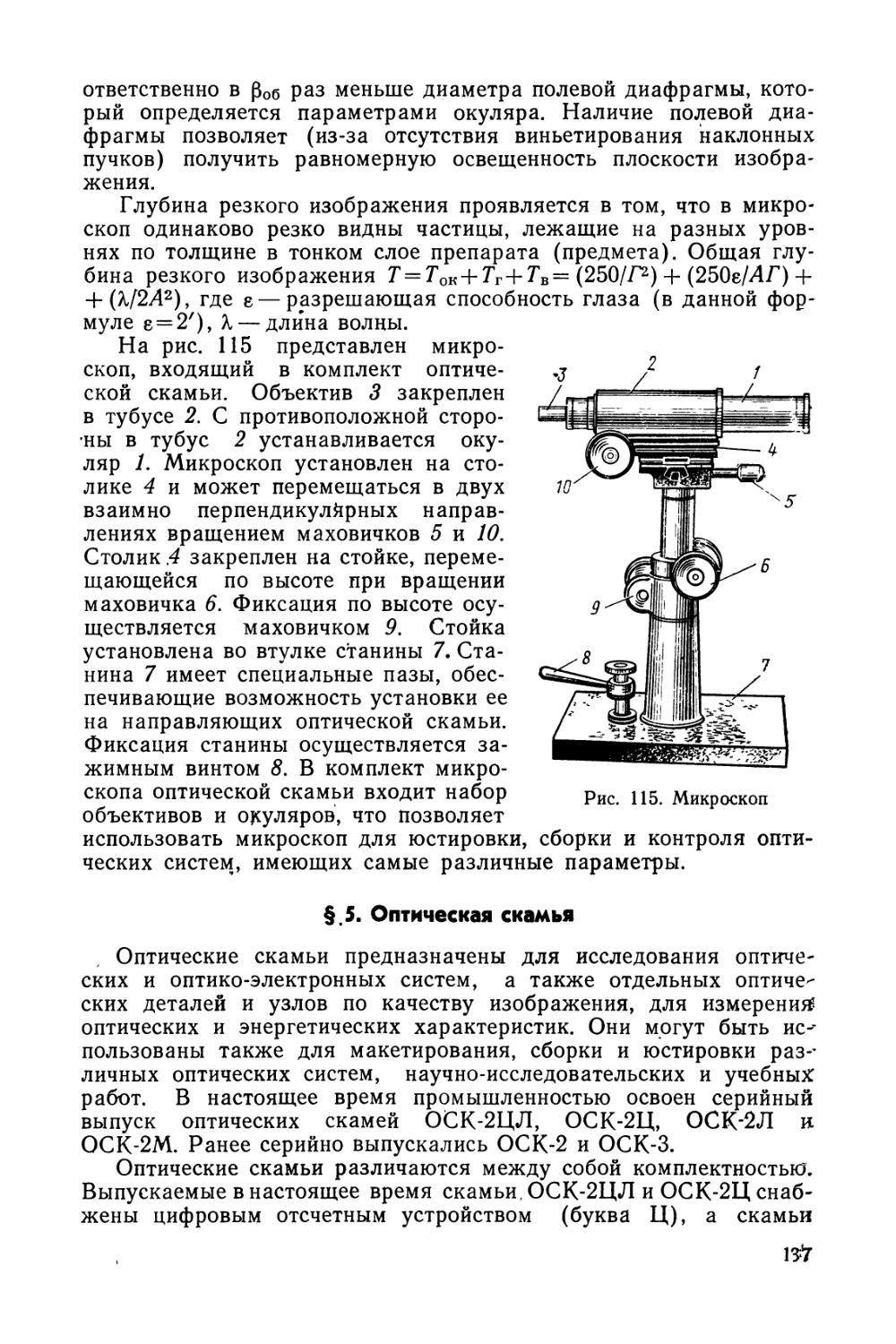
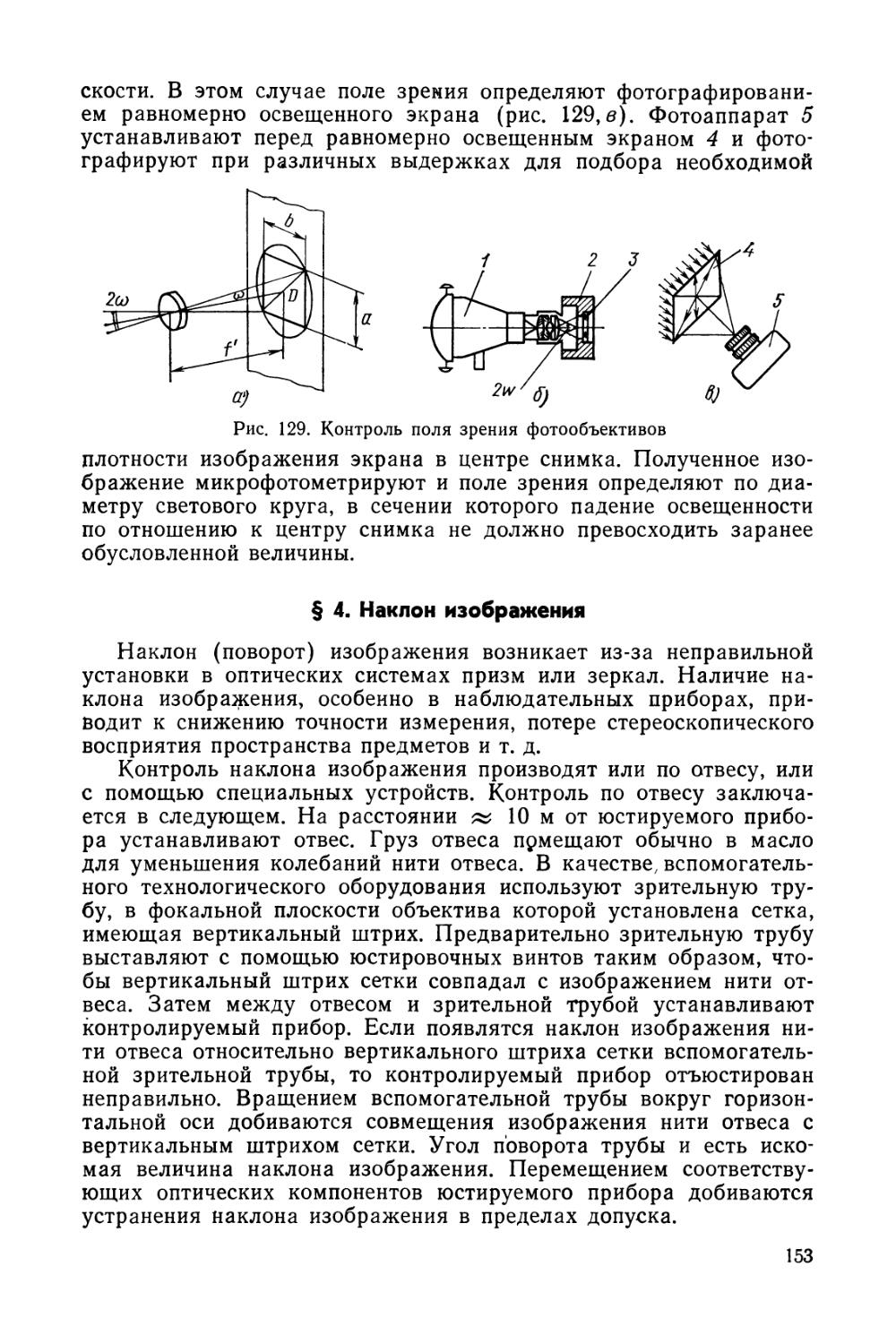
Оптические приборы
Типы
Микроскопы
Фото- и киноприборы
Телескопические
Геодезические
Фотометрические
Спектральные
Измерительные
Контрольно-юстировочные
Медицинские
Г руппы
Ультрафиолетовая
Видимая
Инфракрасная
Подгруппы
Визуальные
Классы
Коллимационные
Интерференционные
Дифракционные
Поляризационные
Теневые
Квантовые
Подклассы
Линзовые
Зеркальные
Зеркально-линзовые
Оптико-механические
Оптико-электронные
приборы — для определения координат точек на земной поверх¬
ности или в космическом пространстве.
Фотометрические приборы служат для измерения световых
величин — мощности светового потока, силы света, яркости, ос¬
вещенности и др.
Спектральные при¬
боры применяют для
регистрации измере¬
ния спектрального со¬
става светового излу¬
чения, т. е. зависимо¬
сти интенсивности све¬
та от длины волны.
Последние два типа
приборов иногда объ¬
единяют в один—спек¬
трофотометры.
Измерительные при¬
боры составляют са-
м*>ш распространенный
тип оптических прибо¬
ров, которые приме¬
няют для измерений
линейных и угловых
величин, формы и ше¬
роховатости обрабо¬
танных поверхностей,
а также для контроля
качества и физических
характеристик опти¬
ческих материалов.
Контрольно-юстиро-
, вочные приборы пред¬
назначены для контро¬
ля операций сборки
оптических приборов
и для регулировки
(юстировки) взаимно¬
го расположения их
оптических деталей с целью обеспечения требуемых характери¬
стик.
Классы. Принцип действия всех перечисленных приборов ос¬
нован на различных физических и оптических явлениях (интер¬
ференции, дифракции, поляризации и др.).
В интерференционных приборах используется явление интер¬
ференции (сложения) пучков света, которое .заключается в по¬
явлении интерференционных колец или полос-участков с различ¬
ной интенсивностью света.
Растровые
Автоматические
— Виды
Стереоскопические
Фотографические
Телевизионные
Фотоэлектрические
Стационарные
Переносные
Лабораторные
Полевые
Морские
Авиационные
Космические
рис. 1. Схема классификации оптических при¬
боров
5
Дифракционные приборы основаны на явлении дифракции,
которое заключается в отклонении света от прямолинейного рас¬
пространения при наличии диафрагм.
В поляризационных приборах происходит поляризация
света, характеризуемая постоянством плоскости колебаний свето¬
вых волн. Поляризованный свет образуется после прохождения
естественного света через некоторые кристаллы, например ис¬
ландский шпат. Эти приборы используют для определения кон¬
центрации веществ в растворе, исследования кристаллов и т. д.
Коллимационные и теневые приборы основаны на законах
прямолинейного распространения света и служат для бескон¬
тактного измерения размеров и формы поверхностей.
Широкое распространение получили , оптические квантовые ге¬
нераторы (лазеры), которые создают монохроматическое излуче¬
ние большой мощности, распространяющееся в малом телесном
угле, т. е. практически параллельным пучком. Луч лазера приме¬
няют в качестве источника света многочисленных приборов, для
обработки различных материалов, в медицине, геодезии и др.
Группы. В природе нет таких материалов, которые были бы
прозрачны для всего оптического диапазона излучения, т. е. для
ультрафиолетового, видимого и инфракрасного участков спектра.
Поэтому все приборы разделяют соответственно их рабочей обла¬
сти, например ультрафиолетовые (МУФ-ЗМ) и инфракрасные
(МИК-4) микроскопы.
Подгруппы. Оптическое излучение может восприниматься как
глазом с помощью визуальных оптических приборов, так и спе¬
циальными устройствами , фотографических, телевизионных и фо¬
тоэлектрических приборов. Если изображение наблюдают сразу
двумя глазами, то прибор называют стереоскопическим.
Подклассы. Оптический прибор состоит из самых разнообраз¬
ных деталей и узлов (сборочных единиц), но среди них всегда
можно выделить основные, которые определяют его устройство.
По типу применяемых оптических деталей различают приборы
линзовые, зеркальные, растровые; по количеству и роли в при¬
боре оптических, механических и электронных узлов — оптико¬
механические или оптико-электронные.
Виды. Оптические приборы эксплуатируют в определенных ус¬
ловиях, которые обусловливают деление их на лабораторные, по¬
левые, морские, авиационные и космические. Прибор может быть
стационарным, т. е. постоянно находиться на одном месте, и пе¬
реносным (передвижным). В первом случае главное внимание
уделяется устойчивости, габаритным размерам, а во втором — лег¬
кости и компактности.
В заключение необходимо отметить, что приведенные класси¬
фикации являются в некоторой степени условными. Среди опти¬
ческих приборов встречаются такие, которые можно отнести к раз¬
ным типам и классам. Например, микроскоп может быть изме¬
рительным прибором, а по. методу регистрации — визуальным и
фотографическим и т. д.
6
§ 2. Оптические детали приборов
Все тела, которые создают световые излучения, являются ис¬
точниками света. В геометрической оптике рассматривают точеч¬
ные источники, т. е. светящиеся точки, образующие в совокупности
реальный источник света.
Световые лучи, представляющие собой прямые линии, вдоль
которых распространяется Световое излучение светящейся точки,
образуют пучок лучей с центром в этой точке. Такой пучок лучей
называют гомоцентрическим.
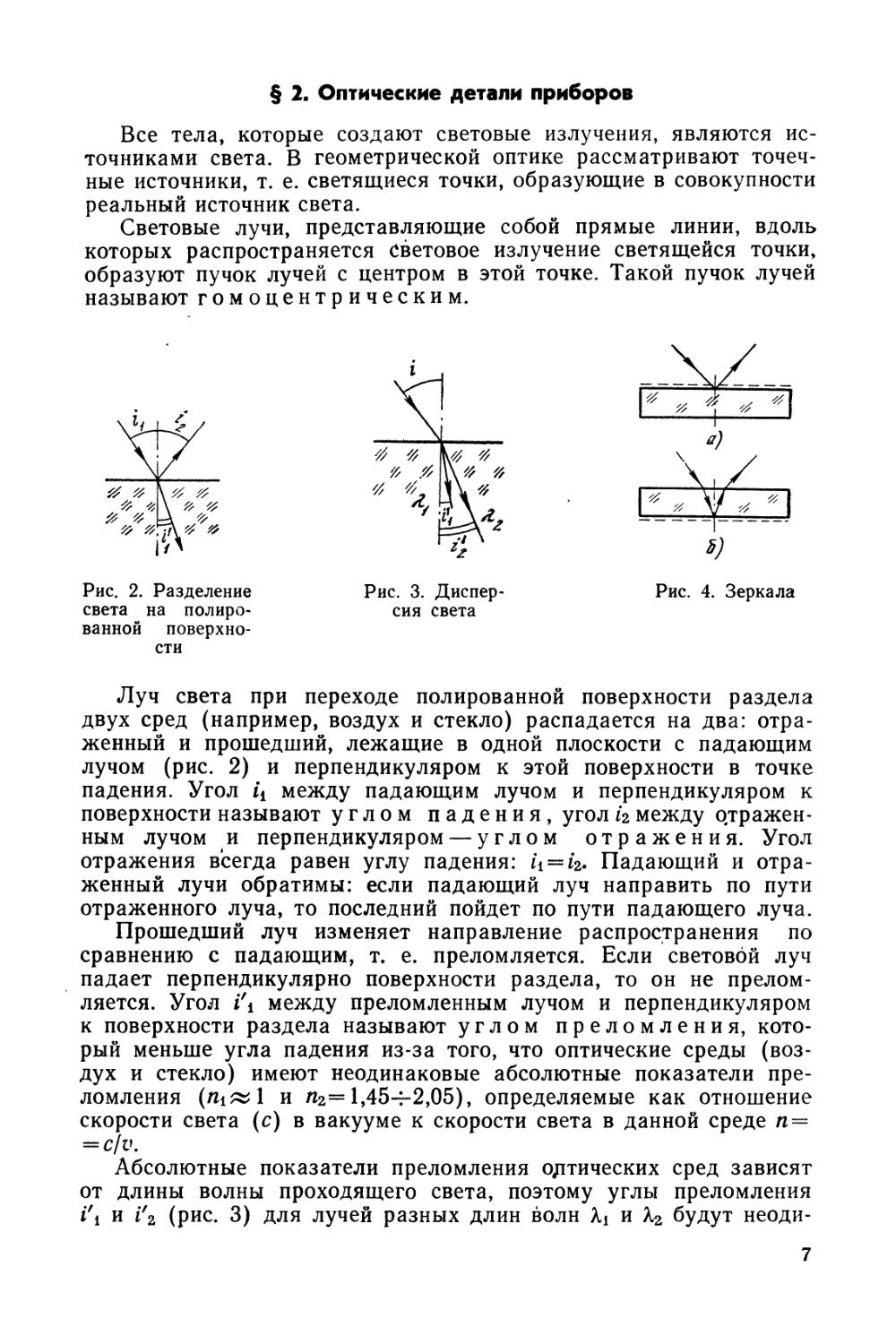
Луч света при переходе полированной поверхности раздела
двух сред (например, воздух и стекло) распадается на два: отра¬
женный и прошедший, лежащие в одной плоскости с падающим
лучом (рис. 2) и перпендикуляром к этой поверхности в точке
падения. Угол ix между падающим лучом и перпендикуляром к
поверхности называют углом падения, угол h между отражен¬
ным лучом и перпендикуляром — углом отражения. Угол
отражения всегда равен углу падения: /1 = 1*2. Падающий и отра¬
женный лучи обратимы: если падающий луч направить по пути
отраженного луча, то последний пойдет по пути падающего луча.
Прошедший луч изменяет направление распространения по
сравнению с падающим, т. е. преломляется. Если световой луч
падает перпендикулярно поверхности раздела, то он не прелом¬
ляется. Угол i\ между преломленным лучом и перпендикуляром
к поверхности раздела называют углом преломления, кото¬
рый меньше угла падения из-за того, что оптические среды (воз¬
дух и стекло) имеют неодинаковые абсолютные показатели пре¬
ломления (azi^I и я2= 1,45ч-2,05), определяемые как отношение
скорости света (с) в вакууме к скорости света в данной среде л =
= c/v.
Абсолютные показатели преломления оптических сред зависят
от длины волны проходящего света, поэтому углы преломления
i\ и i'2 (рис. 3) для лучей разных длин волн Ai и Я2 будут неоди¬
7
Рис. 2. Разделение
света на полиро¬
ванной поверхно¬
сти
Рис. 3. Диспер¬
сия света
Рис. 4. Зеркала
наковыми. Белый свет после преломления разлагается на состав¬
ные части (цвета радуги). Это явление называют дисперсией
света.
Зеркала. Отражение света при падении на полированную по¬
верхность используют в зеркалах — оптических деталях, ограни¬
ченных одной отражающей поверхностью. Эта поверхность может
быть плоской, сферической и асферической, т. е. отличающейся
от сферы. Зеркало (рис. 4) может быть с наружным (а) или внут¬
ренним отражением (б). В первом случае луч не проходит через
материал зеркала, который может быть как прозрачным, так и
непрозрачным. Во втором — луч проходит через зеркало, поэтому
материал зеркала должен быть только прозрачным. На прозрач¬
ные материалы для улучшения отражения света наносят зеркаль¬
ные покрытия (на рис. 4 изображены штриховой линией). Эти
покрытия представляют собой тонкие слои металлов или диэлект¬
риков.
Рис, 5, Линзы
Линзы. Самой распространенной оптической деталью является
линза, ограниченная двумя преломляющими поверхностями 1 и
2, одна из которых может быть плоской. Линза бывает следующих
видов (рис. 5): двояковыпуклая (а), плосковыпуклая (б), ме¬
ниск (б) положительный, когда толщина в центре больше, чем на
краю, двояковогнутая (г), плосковогнутая (д), мениск отрицатель¬
ный (е), когда толщина линзы в центре меньше, чем на краю.
Прямую С1С2, соединяющую центры сферических поверхностей
линзы, или перпендикуляр, опущенный из центра сферы на плос-
кук) поверхность линзы, называют оптической осью линзы.
Выпуклая (положительная линза) собирает падающий на нее
парраллельный* пучок лучей в одну точку. Эту точку, лежащую
на оптической оси, называют главным фокусом линзы F
(см. рис. .7, 8). Вогнутая (отрицательная) линза рассеивает па¬
дающие на нее параллельные лучи. Однако если рассеянные лий-
8
зой лучи продолжить в противоположном направлении, то они
сойдутся на оптической оси в фокусе линзы. Следовательно, у вы¬
пуклых линз фокус действительный, а у вогнутых — мнимый, так
как в нем пересекаются продолжения лучей, а не сами лучи.
Расстояние от фокуса до точки пересечения главных плоско¬
стей с осью линзы называют фокусным расстоянием /'
(см. рис. 7, 8). Величину, характеризующую преломляющее дей¬
ствие линзы и равную обратному значению фокусного расстоя¬
ния называют оптической силой линзы D=l/f'. Едини¬
ца оптической силы — диоптрия, которая соответствует оптической
силе линзы, имеющей фокусное расстояние, равное 1 м. Оптиче¬
ская сила собирающей линзы положительна, а рассеивающей —
отрицательна.
Оптическую деталь, состоящую из большого числа малых лин¬
зовых (или зеркальных) элементов, имеющих оптическую силу,
называют растром.
Если у оптической детали две преломляющие поверхности
плоские и параллельны, то ее называют пластиной. Пластины
применяют для защиты оптической части прибора от внешней
среды, а в случае использования специальных материалов или по¬
крытий — для изготовления светофильтров, выделяющих опреде¬
ленные области спектра проходящего светового излучения.
Если на пластину нанесены штрихи, линии соответствующей
формы, цифры и условные знаки, то такую оптическую деталь
называют сеткой (шкалой, мирой). Сетки служат для измере¬
ний линейных и угловых величин, а также используют при наве¬
дении приборов на объект.
Призмы. Призмой называют оптическую деталь, ограничен¬
ную плоскими поверхностями: преломляющими (не менее двух) и
отражающими, расположенными под углом друг к другу. Ёсли
угол между преломляющими поверхностями составляет менее 5°,
то оптическую деталь называют клином.
Призмы разделяют на преломляющие, (спектральные)—для
разложения света и отражащие — для изменения направления оп¬
тической оси прибора и оборачивания изображения.
Отражающие призмы обозначают двумя буквами и числом
градусов в угле, на который отклоняется луч после прохождения
через призму. Первая буква указывает число отражающих граней:
А — одну, Б — две, В — три. Вторая буква характеризует геомет¬
рию призмы: Р — равнобедренная, П — пента, С — ромбическая.
Если одну из отражающих граней призмы замейить двумя с пря¬
мым двугранным углом между ними, то эти грани условно счита¬
ют за одну грань («крышу») и обозначают буквой «к» после пер¬
вой буквы.
Прямоугольная призма с одной отражающей гранью АР = 90°
(рис. 6, а) изменяет направление, хода лучей на 90° и дает зер¬
кальное изображение. Прямоугольная призма с Двумя отражаю¬
щими гранями БР=180° (рис. 6,6) изменяет направление хода
на 180°, сохраняя вид изображения.
Призма-ромб из двух параллельных преломляющих и двух па¬
раллельных отражающих граней БС = 0° (рис. 6, в) не изменяет
вида изображения и направления хода лучей, но смещает оптиче¬
скую ось системы.
Призма Дове, или призма прямого видения из двух прелом¬
ляющих и одной отражающей граней АР = 0° (рис. 6,г), дает зер¬
кальное изображение без изменения хода лучей.
Рис. 6. Призмы
Прямоугольная призма с одной отражающей гранью («кры¬
шей») АкР = 90° (рис. 6, д) изменяет направление хода лучей на
90° и полностью оборачивает изображение — сверху вниз и слева
направо.
Пентапризма БП = 90° (рис. 6, е) изменяет ход лучей на 90° и
дает прямое изображение. Отражающие грани имеют зеркальные
покрытия, так как углы падения света на них меньше угла пол¬
ного внутреннего отражения.
Чертеж оптической детали. Чертеж содержит наименьшее чис¬
ло проекций, необходимых для передачи сведений о размерах и
форме детали, ее отдельных поверхностей, их взаимном располо¬
жении и качестве обработки, видах дополнительных покрытий на
поверхности детали, а также сведения о материале и требованиях
к нему. Оптические детали изображают на чертежах по ходу луча
света, идущего слева направо. Линзы, клинья и пластины вычер¬
чивают в одной проекции без разреза (кроме вогнутых линз).
На чертеже линзы радиусы полированных поверхностей обоз¬
начают буквой R> а его численное значение указывают в милли¬
метрах с точностью до сотых долей. Все линейные, кроме радиу¬
сов кривизны R, и угловые размеры показывают с допусками. Ше¬
роховатость поверхностей обозначают по ГОСТ 2789—73 со зна¬
чениями параметров Ra и Rz.
10
На поверхностях, имеющих покрытия, ставят условный гра¬
фический знак, например в виде круга с перекрестием. Знак оп¬
ределяет тип покрытия и расшифровывается в дополнительных
технических условиях. При этом цифрами указывают вид исход¬
ного вещества, а буквами — способ нанесения этого покрытия.
В случае многослойного покрытия эти обозначения записывают
подряд в строчку. Например, 1И — алюминий наносится испаре¬
нием в вакууме для получения зеркального покрытия; 44Р43Р —
титановый и кремниевый эфиры наносятся из раствора для полу¬
чения двуслойного просветляющего покрытия, которое уменьша¬
ет отражение света от преломляющей поверхности оптической де¬
тали. Одновременно указывают технические условия на покрытия.
На чертежах призм дополнительно штрихпунктирной линией
показывают световой диаметр.
В правом верхнем углу рабочего чертежа оптической детали
располагают таблицу, в которой содержатся:
категории и классы оптического стекла по отклонению показа¬
теля преломления пе и средней дисперсии (nF>—/г'с), оптической
однородности, двойному лучепреломлению, светопоглощению, бес-
свильности и пузырности;
Na, Nb — допустимые отклонения радиусов кривизны поверх¬
ностей А и Б, которые выражают числом интерференционных ко¬
лец; AN a, AN Б — допустимое отклонение формы поверхностей А и
Б от сферы или плоскости, выраженное числом или долями интер¬
ференционных колец по отклонению их формы от концентриче¬
ских окружностей;
Р — классы чистоты {от I до IX в порядке уменьшения тре¬
бований) полированных поверхностей; С — допустимая децент-
ричность линзы, мм, т. е. отклонение геометрической оси от опти¬
ческой; AR — класс точности пробного стекла, применяемого для
контроля N и AN; я — допустимая пирамидальность призмы, т. е.
угол между ребром прямого угла и гипотенузной гранью: 645 °~
допустимые отклонения разности одинаковых углов призмы, на¬
пример равных 45°.
В таблице также указывают расчетные данные, выражающие
оптические характеристики детали, например световой диаметр —
св. 0; геометрическая длина хода луча /, мм; фокусное расстоя¬
ние мм, и т. д.
В нижней части рабочего чертежа помещают штамп чертежа,
где указывают наименование детали, масштаб рисунка, марку
материала, подписи и другие сведения.
Контрольные вопросы
1. На какие типы разделяют оптические приборы в зависимости от их на¬
значения?
2. Чем отличаются микроскопы от телескопических приборов?
3. 4to понимается под оптическим излучением?
4. Расскажите об отражении и преломлении света.
Ь. Назовите основные характеристики линзы.
11
Глава II. УСТРОЙСТВО ОПТИЧЕСКИХ ПРИБОРОВ
§ 1. Оптические системы приборов
Оптической системой называют совокупность оптиче¬
ских деталей (линз, призм» зеркал и т. д.), предназначенных для
формирования пучков световых лучей. Оптическая система может
состоять как из одной детали (линза в качестве лупы), так и не¬
скольких, число которых иногда доходит до нескольких десятков.
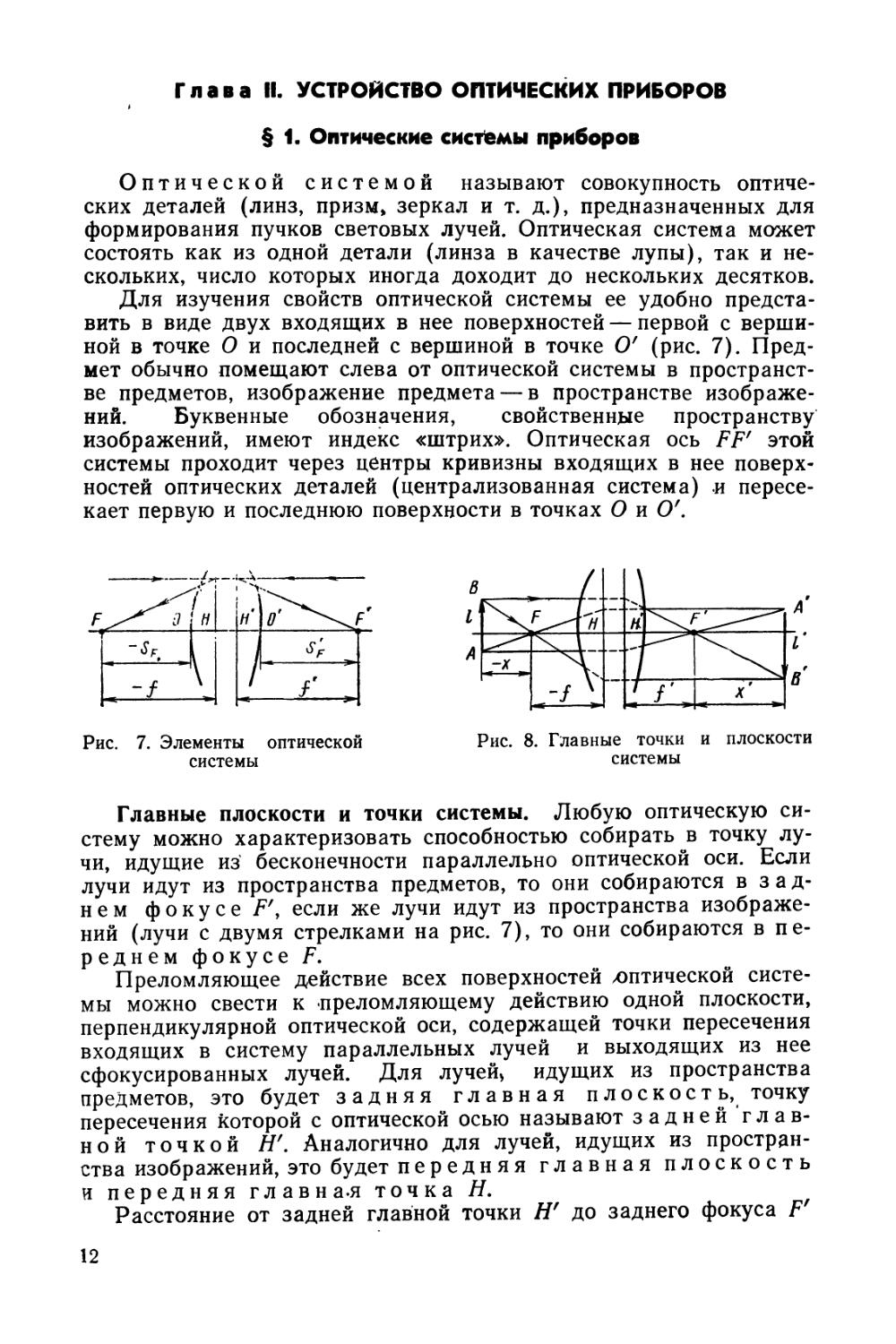
Для изучения свойств оптической системы ее удобно предста¬
вить в виде двух входящих в нее поверхностей — первой с верши¬
ной в точке О и последней с вершиной в точке О' (рис. 7). Пред¬
мет обычно помещают слева от оптической системы в пространст¬
ве предметов, изображение предмета — в пространстве изображе¬
ний. Буквенные обозначения, свойственные пространству
изображений, имеют индекс «штрих». Оптическая ось FF' этой
системы проходит через центры кривизны входящих в нее поверх¬
ностей оптических деталей (централизованная система) и пересе¬
кает первую и последнюю поверхности в точках О и О'.
Главные плоскости и точки системы. Любую оптическую си¬
стему можно характеризовать способностью собирать в точку лу¬
чи, идущие из бесконечности параллельно оптической оси. Если
лучи идут из пространства предметов, то они собираются в зад¬
нем фокусе F', если же лучи идут из пространства изображе¬
ний (лучи с двумя стрелками на рис. 7), то они собираются в пе¬
реднем фокусе F.
Преломляющее действие всех поверхностей оптической систе¬
мы можно свести к преломляющему действию одной плоскости,
перпендикулярной оптической оси, содержащей точки пересечения
входящих в систему параллельных лучей и выходящих из нее
сфокусированных лучей. Для лучей* идущих из пространства
предметов, это будет задняя главная плоскость, точку
пересечения которой с оптической осью называют задней глав¬
ной точкой Аналогично для лучей, идущих из простран¬
ства изображений, это будет передняя главная плоскость
и передняя главна.я точка Я. f
Расстояние от задней главной точки Н' до заднего фокуса F
Рис. 7. Элементы оптической
системы
Рис. 8. Главные точки и плоскости
системы
12
называют задним фокусным расстоянием а рассто¬
яние от точки Я до/7 — передним фокусным расстоя¬
нием /.
Плоскости, проходящие через фокусы F' и F перпендикулярно
оптической оси, называют соответственно задней и передней
фокальными плоскостями.
Расстояние S'F от вершины О' последней поверхности оптиче¬
ской системы до заднего фокуса F' называют задним вершин¬
ным фокусным расстоянием, или задним фокальным от¬
резком, а расстояние SF от вершины О первой поверхности до пе¬
реднего фокуса F — передним вершинным фокусным
расстоянием, или передним фокальным отрезком оптической
системы.
В оптике принято следующее правило знаков для отсчета ве¬
личин. За положительное направление света принимают направ¬
ление распространения его слева направо (рис. 7). Отрезки вдоль
оптической оси считают положительными, если их направление
совпадает с положительным направлением распространения света,
и отрицательными—при обратном направлении.
Перечисленные элементы оптической системы позволяют гра¬
фически строить изображение предмета, создаваемое этой систе¬
мой. Зная размер предмета 1=АВ (рис. 8) и его расстояние —х
от переднего фокуса Fy можно найти размер изображения Г=
=Л'В' и его расстояние х' от заднего фокуса F', Для построения
изображения точки, Л из нее проводят два луча. Первый луч —
параллельно оптической оси, который после пересечения с главной
задней плоскостью пройдет через задний фокус F'Второй луч —
через передний фокус F, который после пересечения с главной пе¬
редней плоскостью Н пойдет параллельно оптической оси. Пере¬
сечение этих двух лучей в пространстве изображений даст точ¬
ку А'— изображение точки А. Аналогично строится точка В' —
изображение точки В. Соединяя точки Л и В, получаем изобра¬
жение отрезка АВ. Линейное увеличение оптической системы при
этом будет равно р = l//l=x'/f/.
Для собирающей оптической системы возможны следующие
изображения предметов:
предмет находится в бесконечности. Лучи от него падают на
линзу параллельным пучком. Изображение получается действи¬
тельным в виде точки, расположенной в главном фокусе;
расстояние от предмета до линзы больше удвоенного фокусно¬
го расстояния линзы. В этом случае изображение предмета дей¬
ствительное, обратное, уменьшенное и находится между главным
фокусом и точкой, соответствующей двойному фокусному рассто¬
янию. Такое изображение получается в фото- и киноаппаратах;
расстояние от предмета до линзы равно двойному фокусному
расстоянию. Изображение получается действительное, обратное,
натуральной величины. Такое расположение предмета и линзы
применяется в оптических приборах для переворачивания изобра¬
жения;
13
предмет находится между точкой, соответствующей двойному
фокусному расстоянию, и главным фокусом. Изображение пред¬
мета действительное, обратное, увеличенное и находится за точ¬
кой, соответствующей двойному фокусному расстоянию (рис. 8).
Такое изображение получается в проекционных приборах, фото¬
увеличителях;
предмет находится в главном фокусе линзы. Лучи после пре¬
ломления в линзе идут параллельным пучком и изображение при
этом находится в бесконечности, т. е. его практически нет;
предмет находится между фокусом и линзой. Лучи после пре¬
ломления идут расходящимся пучком, изображение получается
мнимое, прямое, увеличенное и находится с той же стороны лин¬
зы, где расположен предмет. Такое изображение дают лупа и оку¬
ляры оптических систем.
Ограничение пучков лучей. Пучки лучей, проходящие через
оптическую систему, ограничивают как оптическими деталями или
их оправами, так и специальными непрозрачными экранами —
диафрагмами, которые чаще всего имеют круглое отверстие с
центром на оптической оси.
Различают два вида
пучков лучей — осевой и
наклонный. О се в ы м назы¬
вают пучок лучей, выходя¬
щих из точки, расположен¬
ной на оптической оси, н а-
клонным — пучок лучей,
выходящих из точки, рас¬
положенной вне оптической
оси. Средний луч, который
является осью наклонного
пучка лучей, называют
главным лучом.
Диафрагму, которая больше других ограничивает угол раство¬
ра пучка лучей, идущего из точки предмета на оптической оси,
называют апертурной (действующей) диафрагмой AD.
Плоскость апертурной диафрагмы пересекает оптическую ось в точ¬
ке G0, которая получается пересечением главного луча ВВ' на¬
клонного пучка и оптической оси АА/ (рис. 9).
Изображение апертурной диафрагмы в обратном ходе лучей
называют входным зрачком, а ее изображение в прямом хо¬
де лучей — выходным зрачком оптической системы.
Отношение диаметра входного зрачка к фокусному расстоя¬
нию D : f называют относительным отверстием систе-
м ы. Угол между оптической осью и лучом, выходящим из точки
предмета на оси и проходящим через край входного зрачка, назы¬
вают а п е р ту р н ы м углом и пространства предметов.
Аналогично находят апертурный угол Ui в пространстве
изображений.
Второй диафрагмой оптической системы, которая ограничивает
14
Рис. 9. Ограничение пучков лучей
размеры изображаемых предметов, является диафрагма поля
зрения. Эту диафрагму обычно устанавливают в пространстве
изображений, она имеет форму круга, например для визуальных
приборов, или прямоугольника — рамка кадра в фото- и кинопри¬
борах. Изображения диафрагмы поля зрения в обратном и пря¬
мом ходе лучей называют соответственно входным и выход¬
ным окном (люком); удвоенный угол между оптической осью
и лучом, проходящим через центр входного зрачка и край входно¬
го окна, — углом поля зрения.
Наличие диафрагм в оптической системе приводит к виньети¬
рованию (затенению)—срезанию наклонных пучков лучей и, сле¬
довательно, к неодинаковой освещенности получаемого изобра¬
жения.
Таким образом, диафрагмы предназначены для изменения ос¬
вещенности изображения, выделения определенной его части, а
также для изменения глубины резкости (расстояние вдоль опти¬
ческой оси между точками предмета, резко видимыми на изобра¬
жении).
Оптические свой¬
ства глаза. Оптические
свойства глаза сводят¬
ся к действию двояко¬
выпуклой линзы, роль
которой выполняет
хрусталик. На сетчат¬
ке глаза образуется
действительное, умень¬
шенное и обратное
изображение V (рис.
10) предмета /.
Оптическая сила
хрусталика, определя¬
емая кривизной его поверхностей, может изменяться для наблю¬
дения предметов на различных расстояниях. Эту способность гла¬
за называют аккомодацией. Величина аккомодации (изме¬
нения фокусного расстояния) зависит от возраста и достигает
12 диоптрий.
Для нормального глаза расстояние наилучшего зрёния, при
котором близко расположенные предметы наблюдаются без зна¬
чительного утомления глаза, равно 250 мм.
При наблюдении удаленных предметов их изображение обра¬
зуется на сетчатке без деформации хрусталика. Если изображе¬
ние (фокус хрусталика) при этом будет образовываться перед
сетчаткой, то глаз называют близоруким, а если за сетчаткой —
дальнозорким. Для ^исправления близорукости применяют очки с
отрицательными линзами, а дальнозоркости — с положительными.
Угол <р, под которым виден предмет, называют углом зре¬
ния. Оптические приборы (например, лупа) могут увеличийать
угол зрения, в результате чего на сетчатке образуется увеличен¬
15
Рис. 10. Оптическая схема глаза
ное изображение 1\ предмета h. Видимым увеличением на¬
зывают отношение Тангенса угла фь при котором глаз наблюда¬
теля видит изображение, образованное оптической системой, к
тангенсу угла <р, под которым предмет виден невооруженным гла¬
зом. Если мелкий' предмет рассматривают на расстоянии наилуч¬
шего зрения (а=250 мм), то видимое увеличение лупы с фокус¬
ным расстоянием f' будет равняться Г=tg<pi/tg<p = 250/f', где f'
выражено в миллиметрах, например при /' = 50 мм лупа имеет пя¬
тикратное увеличение.
Острота зрения характеризуется минимальным углом (раз¬
решающей способностью) ф, под которым глаз может ви¬
деть раздельно две рядом расположенные точки предмета; разре¬
шающая способность зависит от условий наблюдения и принима¬
ется в среднем 60".
Перед хрусталиком глаза расположена радужная оболочка, в
середине которой имеется отверстие —зрачок глаза. Диаметр
зрачка изменяется в пределах 2—8 мм в зависимости от количе¬
ства света, попадающего в глаз: при увеличении освещенности
диаметр зрачка уменьшается.
В каждом глазу образуются отдельные изображения, которые
при зрительном восприятии сливаются в одно. Расстояние между
оптическими осями глаз (главный базис) ( для разных людей ко¬
леблется от 58 до 72 мм и принимается в среднем 65 мм. Наблю¬
дение предметов двумя глазами (стереоскопическое зрение) дает
представление о глубине пространства, которое позволяет судить
об относительном удалении объектов наблюдения.
§ 2. Погрешности оптических систем приборов
Изображения предметов, создаваемые реальной оптической си¬
стемой, могут иметь целый ряд искажений, которые вызваны
нарушением гомоцентричности пучка лучей. К ним относятся сфе¬
рическая и хроматическая аберраций, кома, астигматизм и дис-
торсия. Различают осевые искажения изображений точек, распо¬
ложенных на оптической оси, и внеосевые. Среди них бывают хро¬
матические, которые свойственны пучку лучей с разными длина¬
ми волн, и монохроматические искажения, которые соответствуют
одной длине волны. Искажения приводят к нерезкому изображе¬
нию точек предмета,, нарушению его подобия и появлению цвет¬
ной окраски контуров.
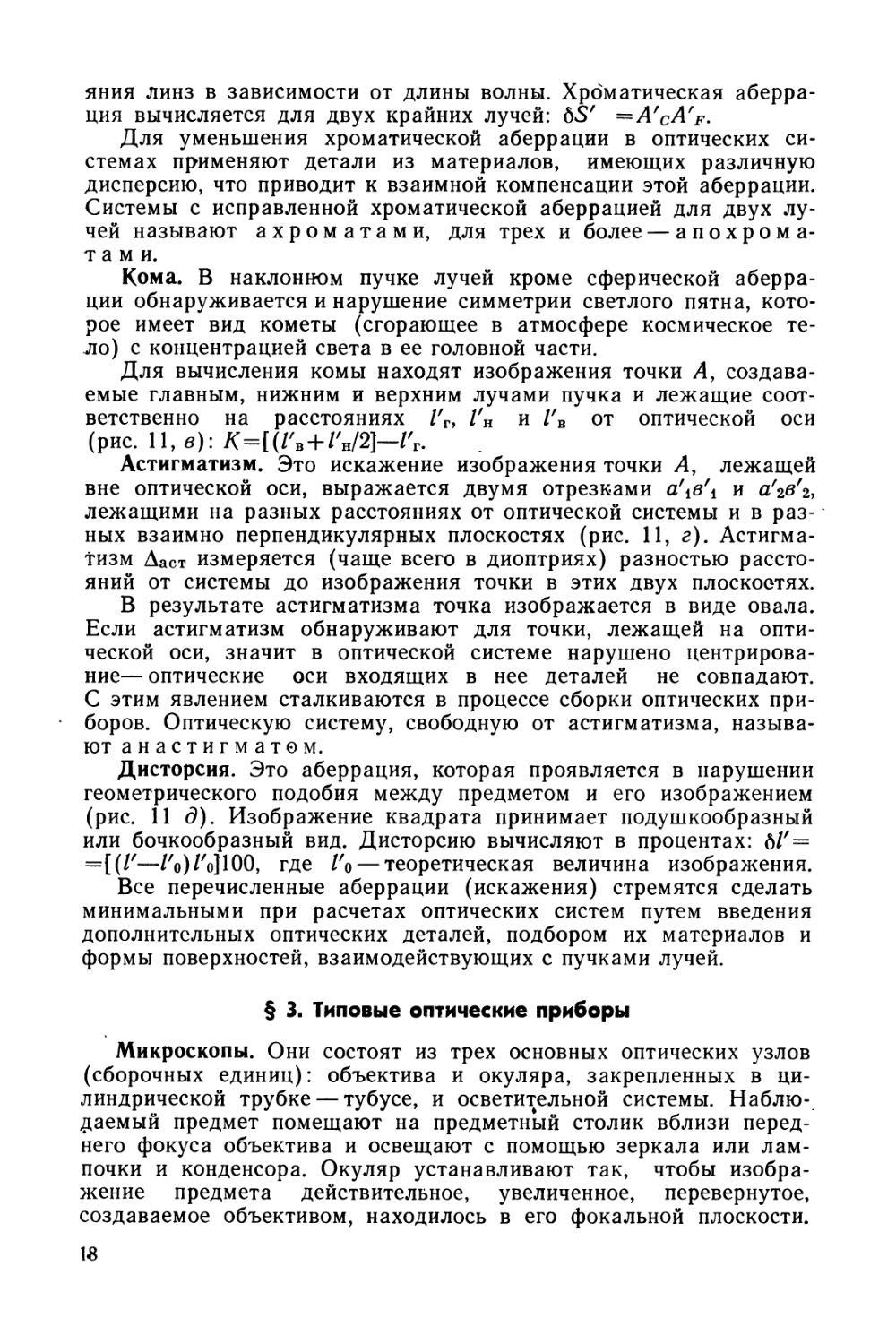
Сферическая аберрация. Это искажение характеризуется раз¬
личным положением на оптической £>си изображения точки А
(рис. 11, а), создаваемого пучками лучей, входящими в оптиче¬
скую систему на разном расстоянии от оси. Пучок лучей, входя¬
щий в оптическую систему на малом расстоянии от оси или под
малым углом, называют параксиальным. Расстояние между
изображениями, создаваемыми параксиальным 1 и зональ¬
ным 2 пучками, называют продольной сферической аберрацией:
dS^A'iA'z.
16
Таким образом, при наличии сферической аберрации светяща¬
яся точка А изображается расплывчатым светлым пятном. Диа¬
метр кружка рассеяния пропорционален поперечной сферической
аберрации. Для уменьшения сферической аберрации оптическую
систему собирают из двух или более положительных и отрица¬
тельных линз. У положительных линз продольная сферическая
аберрация отрицательная—изображение Л'г, создаваемое зональ¬
ными лучами, находится ближе к оптической системе. У отрица¬
тельных линз эта аберрация положительная — зональные лучи
дают изображение Л'2 дальше от системы, чем параксиальные.
Поэтому кймбинация из двух таких линз уменьшает сферическую
аберрацию.
Хроматическая аберрация. Она проявляется в том, что изобра¬
жения точки Л, создаваемые лучами разного цвета, находятся па
разном расстоянии от оптической системы: красные лучи Хс соз¬
дают изображение А'с дальше от системы, чем синие XFy которые
(рис. 11, б) дают А'р. В результате изображение предмета, осве¬
щаемое белым цветом, становится окрашенным.
Эта аберрация возникает из-за того, что показатель прелом¬
ления материала оптических деталей зависит от длины волны
(явление дисперсии). В результате изменяются фокусные рассто¬
17
Рис. 11. Погрешности оптических систем
яния линз в зависимости от длины волны. Хроматическая аберра¬
ция вычисляется для двух крайних лучей: 6 S' = A'CA'F.
Для уменьшения хроматической аберрации в оптических си¬
стемах применяют детали из материалов, имеющих различную
дисперсию, что приводит к взаимной компенсации этой аберрации.
Системы с исправленной хроматической аберрацией для двух лу¬
чей называют ахроматами, для трех и более — апохрома¬
тами.
Кома. В наклонном пучке лучей кроме сферической аберра¬
ции обнаруживается и нарушение симметрии светлого пятна, кото¬
рое имеет вид кометы (сгорающее в атмосфере космическое те¬
ло) с концентрацией света в ее головной части.
Для вычисления комы находят изображения точки Л, создава¬
емые главным, нижним и верхним лучами пучка и лежащие соот¬
ветственно на расстояниях /'г, /'н и /'в от оптической оси
(рис. 11, в): /е=[(Гв + /,н/2]-/,г.
Астигматизм. Это искажение изображения точки Л, лежащей
вне оптической оси, выражается двумя отрезками а\в\ и а'гв'г,
лежащими на разных расстояниях от оптической системы и в раз¬
ных взаимно перпендикулярных плоскостях (рис. 11, г). Астигма¬
тизм Даст измеряется (чаще всего в диоптриях) разностью рассто¬
яний от системы до изображения точки в этих двух плоскостях.
В результате астигматизма точка изображается в виде овала.
Если астигматизм обнаруживают для точки, лежащей на опти¬
ческой оси, значит в оптической системе нарушено центрирова¬
ние— оптические оси входящих в нее деталей не совпадают.
С этим явлением сталкиваются в процессе сборки оптических при¬
боров. Оптическую систему, свободную от астигматизма, называ¬
ют анастигматом.
Дисторсия. Это аберрация, которая проявляется в нарушении
геометрического подобия между предметом и его изображением
(рис. 11 (9). Изображение квадрата принимает подушкообразный
или бочкообразный вид. Дисторсию вычисляют в процентах: 6/' =
=[(/'—/'о) /'oJlOO, где V о — теоретическая величина изображения.
Все перечисленные аберрации (искажения) стремятся сделать
минимальными при расчетах оптических систем путем введения
дополнительных оптических деталей, подбором их материалов и
формы поверхностей, взаимодействующих с пучками лучей.
§ 3. Типовые оптические приборы
Микроскопы. Они состоят из трех основных оптических узлов
(сборочных единиц): объектива и окуляра, закрепленных в ци¬
линдрической трубке — тубусе, и осветительной системы. Наблю¬
даемый предмет помещают на предметный столик вблизи перед¬
него фокуса объектива и освещают с помощью зеркала или лам¬
почки и конденсора. Окуляр устанавливают так, чтобы изобра¬
жение предмета действительное, увеличенное, перевернутое,
создаваемое объективом, находилось в его фокальной плоскости.
1S
Увеличение микроскопов Гм равно произведению увеличения
объектива Г0б на увеличение окуляра Г0к : Гм = Л>бЛж. Максималь¬
ное увеличение микроскопов МБР-1 равно 1000, глубина резкости
0,2—0,4 мкм, поле зрения 0,1—0,3 мм.
Оптическая схема биологического микроскопа МБР-1
(рис. 12, а) состоит из двух систем: наблюдательной, включаю¬
щей окуляр 1, объектив 3 и отклоняющую лучи на 45° призму 2,
а также осветительной, состоящей из конденсора 5, апертурной
диафрагмы 6 и зеркала 7 с плоской и сферической поверхностями.
Пучок света, отразившись от зеркала 7, направляется через диаф¬
рагму 6 на конденсор 5, который освещает объект на предметном
столике 4.
К основанию 18 микроскопа (рис. 12, б) прикреплена коробка
микромеханизма 8\ на которой расположены тубусодержатель 11,
предметный столик 15, конденсор 16 с апертурной диафрагмой и
2*
19
Рис. 12. биологический микро¬
скоп МБР-1
поворотное зеркало 17. Фокусировку микроскопа осуществляют с
помощью рукояток грубого 10 и точного 9 перемещения.
Рукоятка точного перемещения кинематически сЬязана с ту¬
бусом посредством микромеханизма, который состоит из системы
зубчатых колес, сектора со штифтом (рис. 12, в), качающегося на
призменной опоре, и направляющей, соединенной с тубусом. Меж¬
ду направляющей и корпусом 'расположена пружина для устране¬
ния мертвого хода микромеханизма. Один оборот рукоятки сме¬
щает тубус на 0,002 мм, общая величина перемещения равна
2,5 мм.
Рукоятка 10 грубого перемещения тубуса закреплена на оси
механизма подачи, который состоит из шестерни и рейки. Пово¬
ротом рукоятки перемещают тубусодержатель 11 относительно
микромеханизма.
На коробке микромеханизма-с помощью кронштейна закреп¬
лен предметный столик 15 перпендикулярно оптической оси. Пе¬
ремещение столика в горизонтальном направлении производят
двумя винтами.
Под столиком закреплен двухлинзовый конденсор. Оправа с
верхней плосковыпуклой линзой может вывинчиваться, при этом
меняется угол охвата конденсора, имеющего диафрагму. К кор¬
пусу диафрагмы, диаметр отверстия которой регулируют с по¬
мощью рукоятки в пределах 1,8—3,0 мм, прикреплена обойма
.для установки светофильтров.
Сверху тубусодержателя имеется головка, к которой крепят
револьверную головку 14 и наклонный тубус 13. Револьверная
головка состоит ИЗ' сферической чаши с четырьмя резьбовыми от¬
верстиями для объективов, при смене которых чашу поворачива¬
ют и фиксируют для совмещения оси объектива с оптической
осью микроскопа.
В наклонном тубусе 13 установлен окуляр 12. Наклон тубуса
меняют в зависимости от условий наблюдейия. Зеркало микро¬
скопа 17 имеет две отражающие поверхности -г- плоскую и вог¬
нутую.
Бинокли. Это наблюдательные оптические приборы, предназ¬
наченные для наблюдения за различными удаленными предмета¬
ми обоими глазами. Различают галилеевские и призменные би¬
нокли. У первых (рис. 13, а) оптическая система состоит из двух¬
линзового положительного объектива и однолинзового окуляра —
отрицательной двояковогнутой линзы. Объектив дает действи¬
тельное обратное изображение удаленного предмета. Окуляр об¬
разует на сетчатке глаза прямое изображение предмета. Зри¬
тельную трубу Галилея применяют в театральных биноклях.
В призменном бинокле (рис. 13, б) применяют трубу Кеплера,
которая состоит из многолинзовых положительных объектива и
окуляра. Изображение образуется перевернутым, вследствие чего
бинокль снабжают призменной оборачивающей системой. Преи¬
мущество трубы Кеплера состоит в том, что в ней образуется дей¬
ствительное промежуточное изображение, в плоскости которого
20
помещают сетку для измерения углов и определения дистанций.
Сетку устанавливают в одной трубе, так как при установке двух
сеток затрудняется юстировка.
Фотоаппараты. В передней стенке светонепроницаемой каме¬
ры 1 фотоаппарата (рис. 14) установлен объектив 2, создающий
действительное изображение. У задней стенки камеры помещена
пластина или пленка 9 с нанесенным на нее светочувствительным
слоем. Под действием света, попадающего на слой через объектив,
происходит разложение светочувствительного вещества, на плен¬
ке получается скрытое изображение, которое становится видимым
после химической обработки — проявления.
Внутри объектива 2 раз¬
мещена диафрагма 5, по¬
зволяющая увеличивать или
уменьшать входное отвер¬
стие объектива. При умень¬
шении диаметра входного
отверстия увел ичив ается
глубина резкости и умень¬
шается освещенность. На
оправе объектива обычно
указывают фокусное рас¬
стояние объектива /' и от¬
носительное отверстие D: /.
Подвижное кольцо, кото¬
рое изменяет диаметр
диафрагмы, имеет шкалу диафрагменных чисел — величин, об¬
ратных относительному отверстию объектива.
Рис. 14. Фотоаппарат
21
Рис. 13. Схема биноклей
Для получения резкого изображения фотографируемого пред¬
мета объектив 2 перемещают по резьбе в корпусе камеры отно¬
сительно задней ее стенки. В некоторых аппаратах для этой цели
боковые стенки камеры делают в форме гармоники. При наводке
на резкость зеркало 4 образует изображение на плоской матовой
поверхности линзы 5, которое через пентапризму с «крышей» &
рассматривается окуляром 7.
Промежуток времени, необходимый для освещения фотомате¬
риала (выдержка), зависит от чувствительности пленки и осве¬
щения фотографируемого предмета. Изменение времени Произво¬
дят с помощью механического затвора 5, который открывает объ¬
ектив на определенное время от сотых долей секунды до целых
минут.
В корпусе фотоаппарата закреплен объектив в оправе, состо¬
ящий из нескольких линз, часть из которых склеены между со¬
бой. Объективы разделяют на астигматы и анастигматы. Астиг¬
маты4 имеют малое число линз (2—3), простую конструкцию, но*
большие остаточные аберрации. В анастигматах из-за приме¬
нения дополнительных линз в значительной мере исправлены
аберрации.
По величине фокусного расстояния различают короткофо¬
кусные (/'<150 мм), нормальные (/'=1504-300 мм) и
длиннофокусные (f'>300мм) объективы. В последнюю груп¬
пу входят также телеобъективы, у которых длина от первой по¬
верхности до фокальной плоскости меньше фокусного расстояния.
Это достигается тем; что. один из компонентов объектива имеет
отрицательное фокусное расстояние.
Объективы с переменным фокусным расстоянием называют
панкратическими. Фокусное расстояние объектива опреде¬
ляет масштаб изображения — чем больше фокусное расстояние,
тем крупнее изображаются мелкие и удаленные предметы.
В зависимости от угла поля зрения различают узкоуголь¬
ные (2№=45°), нормальные (2№=45ч-60°) и широко¬
угольные (2 №=60°) объективы.
Относительное отверстие объектива характеризует его свето¬
силу, которая пропорциональна кваДрату относительного отвер¬
стия и определяет освещенность фотоматериала, т. е. количество
проходящего через объектив света. По величине относительного
отверстия D:f'= 1 : п (п — дииафрагменное число) различают объ¬
ективы малосветосильные — менее 1:6,3; нормаль¬
ные— 1 : 6,3-М : 3,5; и светосильные—1 : 3,5ч-1 : 0,7. С уве¬
личением светосилы уменьшаются время экспозиции при низкой
освещенности и глубина резкости изображаемого пространства.
Все оптические компоненты объектива (линзы, зеркала) за¬
крепляют в оправе с помощью резьбовых или прокладочных ко¬
лец, а также завальцовкой. Оправа объектива должна обеспечи¬
вать центрирование линз относительно друг друга и неизменность
воздушных промежутков между ними, а также удобство и надеж¬
ность крепления объектива к корпусу фотоаппарата. Применяют
22
резьбовое и байонетное соединения объективов. Некоторые объ¬
ективы («Индустар-22») имеют убирающийся тубус с байонетной
фиксацией в рабочем положении.
Фокусировку, заключающуюся в перемещении всего объектива
или его частей вдоль оптической оси для совмещения изображе¬
ния снимаемого предмета с плоскостью фотоматериала, произво¬
дят несколькими способами.
Самый простой способ фокусировки — по шкале расстояний, ко¬
торую наносят на оправу объектива. При вращении объектива
индекс совмещают с цифрой, означающей расстояние до снимае¬
мого объекта.
Фокусировка по матовому стеклу сводится к получению на ма¬
тированной поверхности резкого изображения снимаемого предме¬
та, причем это изображение рассматривают невооруженным гла¬
зом или через окуляр. Эта поверхность может находиться в пло¬
скости расположения фотоматериала .или в оптически сопряжен¬
ной плоскости (как у фотоаппарата «Зенит»). Фокусировка с
помощью дальномера основана на наблюдении глазом двух изобра¬
жений снимаемого объекта, образуемых лучами, идущими через
■основную и вспомогательную ветви оптического дальномера. При
•фокусировке объектива происходит совмещение двух изображе¬
ний в одно.
Изменение диаметра апертурной диафрагмы объектива произ¬
водят вращением кольца, которое с помощью винта поворачивает
лепестки ирисовой диафрагмы, образующие световое отверстие.
Фотозатвор состоит из открывающей и закрывающей световое
отверстие заслонки (лепестки, шторки и т. д.) и механизма изме¬
нения продолжительности выдержки. Центральный затвор, рас¬
полагающийся внутри объектива, состоит из лепестков, которые
при срабатывании затвора открываются от • центра к краям.
Шторные затворы, расположенные около фотоматериала, при сра¬
батывании образуют перемещающуюся щель.
В конструкцию фотоаппарата входят также узлы перемотки
пленки, счетчика кадров, автоматического спуска затвора и др.
Фотоаппараты могут иметь встроенные фотоэкспонометры для
определения величины выдержки, различные элементы электро¬
ники, позволяющие автоматически устанавливать выдержку и ди¬
афрагму. Общий вид фотоаппарата «Зенит-В» изображен на
рис. 14.
Гониометры. Они предназначены для измерения углов проз¬
рачных и непрозрачных твердых тел с плоскими полированными
поверхностями, а также для определения показателей преломле¬
ния и дисперсии материалов. В зависимости от цены деления вы¬
пускают* приборы ГС-30, ГС-10, ГС-5 и ГС-1 (гониометр-спектро-
метр, цифра означает минимальную погрешность измерений в се¬
кундах).
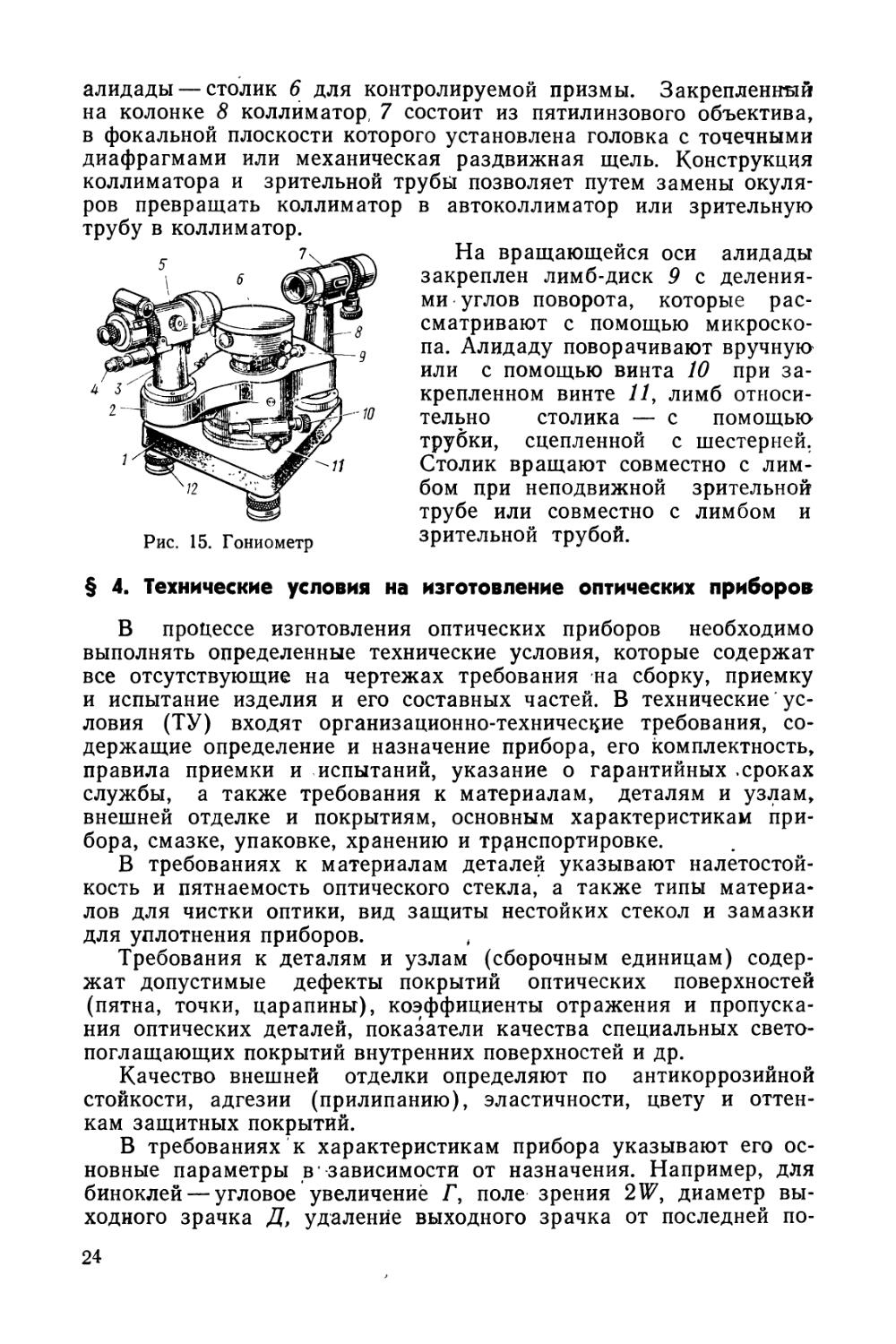
Прибор ГС-5 состоит из основания 1 со стойками 12 (рис. 15)
и поворотной стойки-алидады 2. На ней с помощью колонки 3 за¬
креплены микроскоп 4 и зрительная труба 5, а на /оси поворота
23
алидады — столик 6 для контролируемой призмы. Закрепленный
на колонке 8 коллиматор, 7 состоит из пятилинзового объектива,
в фокальной плоскости которого установлена головка с точечными
диафрагмами или механическая раздвижная щель. Конструкция
коллиматора и зрительной трубы позволяет путем замены окуля¬
ров превращать коллиматор в автоколлиматор или зрительную
трубу в коллиматор.
На вращающейся оси алидады
закреплен лимб-диск 9 с деления¬
ми углов поворота, которые рас¬
сматривают с помощью микроско¬
па. Алидаду поворачивают вручную
или с помощью винта 10 при за¬
крепленном винте 11, лимб относи¬
тельно столика — с помощью
трубки, сцепленной с шестерней.
Столик вращают совместно с лим¬
бом при неподвижной зрительной
трубе или совместно с лимбом и
зрительной трубой.
§ 4. Технические условия на изготовление оптических приборов
В процессе изготовления оптических приборов необходимо
выполнять определенные технические условия, которые содержат
все отсутствующие на чертежах требования на сборку, приемку
и испытание изделия и его составных частей. В технические ус¬
ловия (ТУ) входят организационно-технические требования, со¬
держащие определение и назначение прибора, его комплектность,
правила приемки и испытаний, указание о гарантийных .сроках
службы, а также требования к материалам, деталям и узлам,
внешней отделке и покрытиям, основным характеристикам при¬
бора, смазке, упаковке, хранению и транспортировке.
В требованиях к материалам деталей указывают налетостой-
кость и пятнаемость оптического стекла, а также типы материа¬
лов для чистки оптики, вид защиты нестойких стекол и замазки
для уплотнения приборов. ,
Требования к деталям и узлам (сборочным единицам) содер¬
жат допустимые дефекты покрытий оптических поверхностей
(пятна, точки, царапины), коэффициенты отражения и пропуска¬
ния оптических деталей, показатели качества специальных свето-
поглащающих покрытий внутренних поверхностей и др.
Качество внешней отделки определяют по антикоррозийной
стойкости, адгезии (прилипанию), эластичности, цвету и оттен¬
кам защитных покрытий.
В требованиях к характеристикам прибора указывают его ос¬
новные параметры в1 зависимости от назначения. Например, для
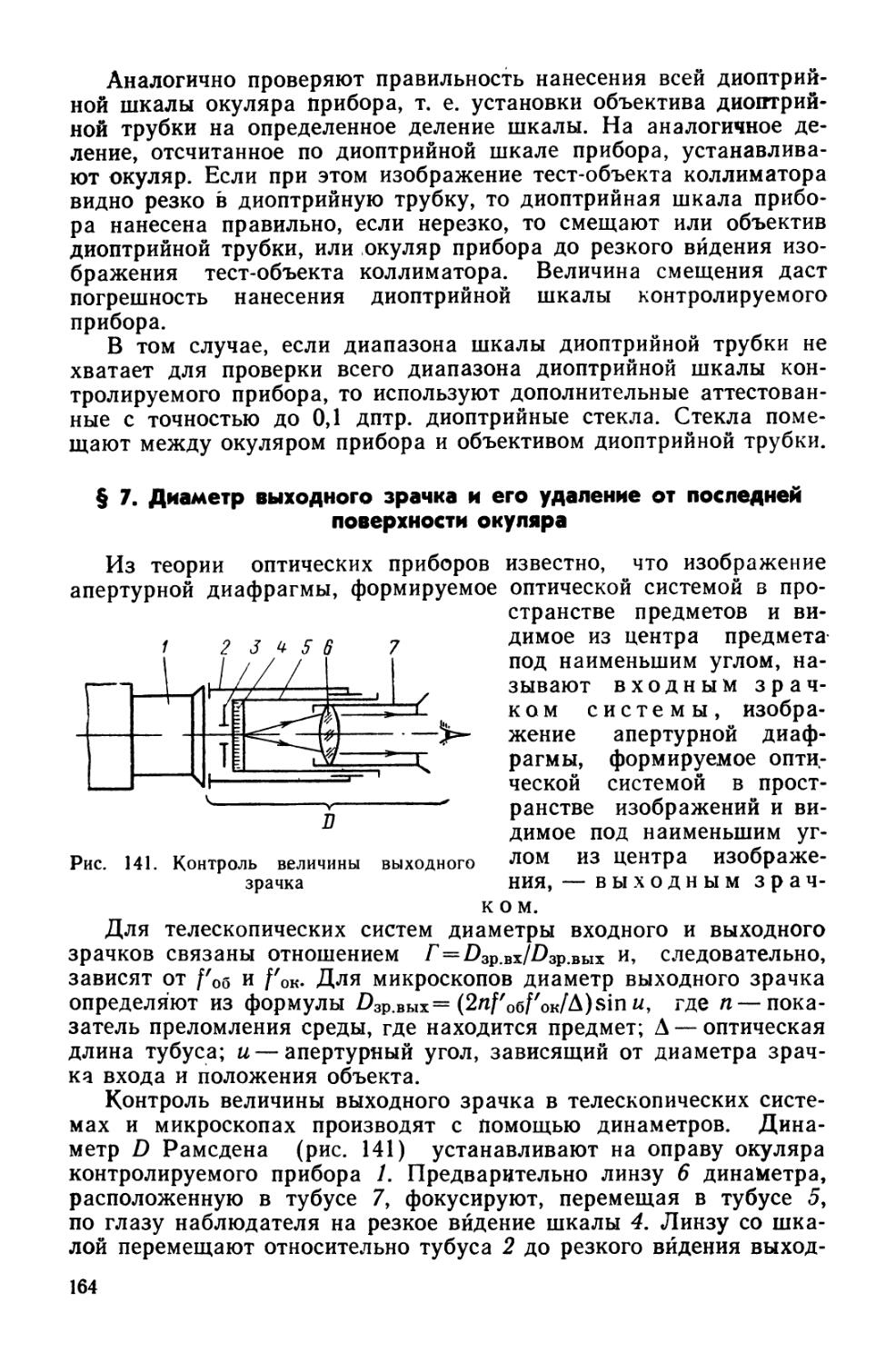
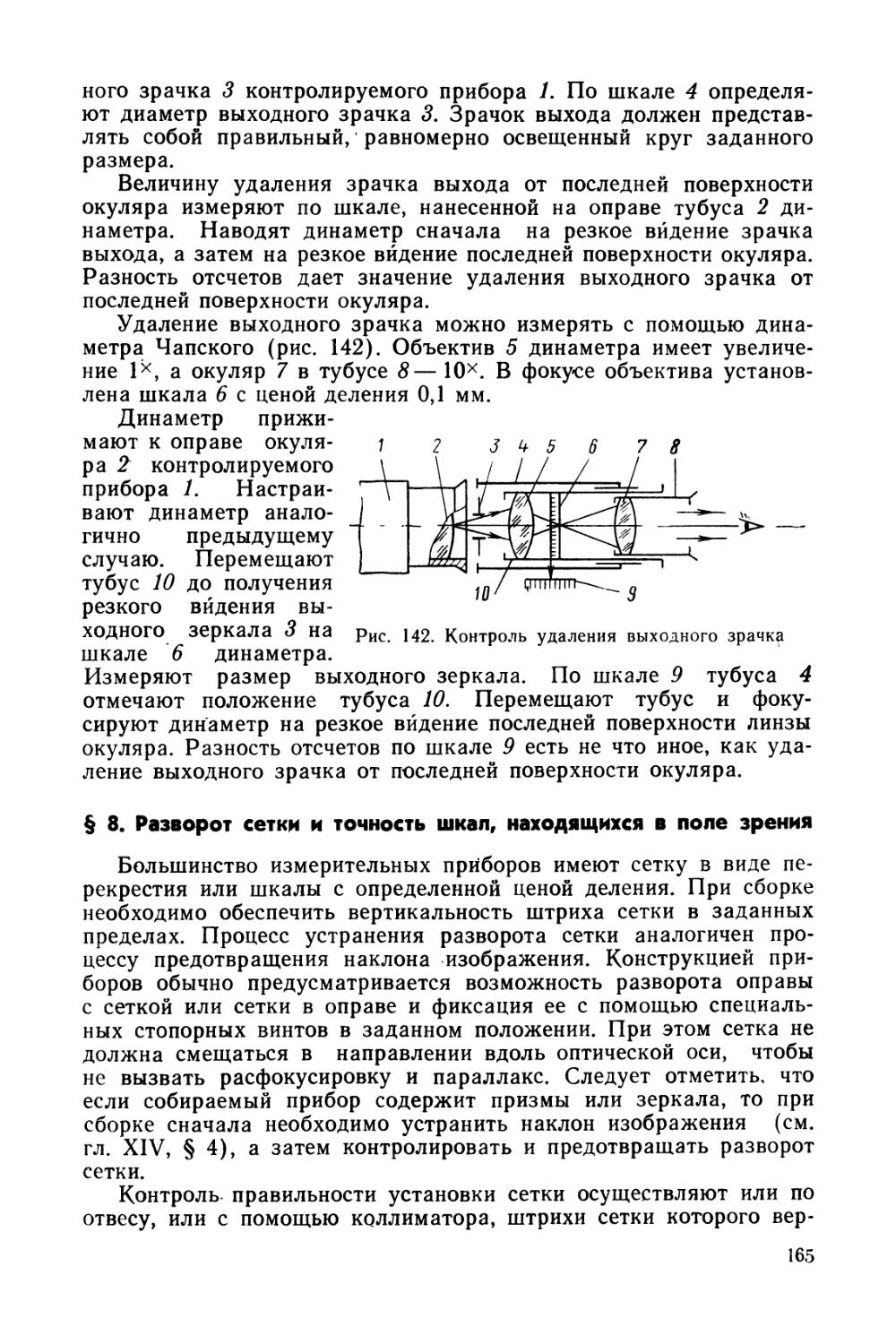
биноклей — угловое увеличениё Г, поле зрения 2W, диаметр вы¬
ходного зрачка Д, удаление выходного зрачка от последней по-
24
Рис. 15. Гониометр
верхности окуляра, разрешающую способность, качество изобра¬
жения (допустимые аберрации), а также взаимное расположение
главных плоскостей и оптических осей, входящих в систему опти¬
ческих деталей.
Помимо общих параметров прибора указывают специальные,,
свойственные данному типу, например для приборов, имеющих
установку окуляра по глазу, указывают пределы его фокусиров¬
ки. Если в плоскости диафрагмы имеется сетка, с плоскостью ко¬
торой должно совпадать изображение предмета, то в ТУ задают
допуски на разворот сетки и децентрирование.
К прибору предъявляют также конструктивные требования,
содержащие пределы измерения углов и точность их отсчета, точ¬
ность наводки на цель, расстояние между окулярами биноклей,
цену деления шкалы, точность установки отверстия диафрагмы,
габаритные размеры прибора, его массу и др. Кроме того, к при¬
борам, работающим в особых условиях (полевых, морских, тро¬
пиках),— требования по пылевлагозащищенности, герметичности,
термостойкости, воздействию биологических факторов, а также по
устойчивости к тряске, падению и др.
Контрольные вопросы
1. Что такое оптическая ось?
2. Назовите главные точки и плоскости оптической системы.
3. Какие элементы прибора ограничивают пучки лучей?
4. Что такое аберрация, астигматизм и кома оптической системы?
5. Перечислите основные элементы микроскопа и фотоаппарата.
Глава III. ОСНОВНЫЕ ПОНЯТИЯ О ТЕХНОЛОГИЧЕСКОМ
ПРОЦЕССЕ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ПРИБОРОВ
§ 1. Понятие об изделии, производственном
и технологическом процессах
Изделием называют любой предмет или набор предметов,
подлежащих изготовлению на предприятии. Различают два вида
изделий в зависимости от их назначения: изделия основного про¬
изводства и изделия вспомогательного производства.
Изделия основного производства предназначены для поставки
(реализации) потребителю, например кино- и фотоаппаратура,
лабораторные и медицинские оптические приборы, приборы для
научных исследований и др.
Изделия вспомогательного производства предназначены толь¬
ко для собственных нужд предприятия, например штампы, пресс-
формы, режущий или мерительный инструмент, специальные стан¬
ки, контрольно-юстировочные приборы.
Изделия, предназначенные для поставки, но используемые на
заводе для собственных нужд (например, автоколлиматоры или
микроскопы, изготовленные для реализации, но переданные в из¬
мерительную лабораторию завода), относят к изделиям основного
производства.
25
Совокупность действий, в результате которых поступившие на
завод материалы и полуфабрикаты (изделия, подлежащие допол¬
нительной обработке или сборке) превращаются в изделия, назы¬
вают производственным процессом. Производственный процесс
включает в себя изготовление деталей, получение заготовок, сбор¬
ку, юстировку, хранение и транспортировку деталей и материалов,
изготовление инструмента, ремонт оборудования и др.
Технологическим процессом называют часть произ¬
водственного процесса, непосредственно связанную с изменением
фо^рмы, размеров или состояния предметов производства, напри¬
мер получение заготовок, обработка деталей, нанесение покрытий,
сборка и юстировка узлов или приборов, контроль, испытания и
т. п.
Технологический процесс разделяют на операции, которые в
свою очередь состоят из установок, переходов, ходов и позиций.
Операцией называют законченную часть технологического
процесса, выполняемую на одном рабочем месте.
Уст а но в — часть операции, выполняемая, при неизменном
закреплении обрабатываемых заготовок или собираемой сбороч¬
ной единицы.
Переход — законченная часть операции, характеризуемая
постоянством применяемого инструмента и поверхностей, образу¬
емых обработкой или соединяемых при сборке.
Вспомогательный переход — законченная часть опе¬
рации, состоящая из действий рабочего и (или) оборудования,
которые не сопровождаются изменением формы, размеров или ше¬
роховатости поверхности обрабатываемой заготовки или собира¬
емого узла, но необходимы для выполнения перехода, например
установка и закрепление заготовки, смена инструмента и др.
Рабочий ход — законченная часть перехода, состоящая из
однократного перемещения инструмента относительно заготовки,
сопровождаемого изменением формы, размеров и шероховатости
поверхности или свойств заготовки.
Вспомогательный ход — законченная часть перехода,
состоящая из однократного перемещения инструмента относитель¬
но заготовки, не сопровождаемого изменением формы, размеров,
шероховатости поверхности или свойств заготовки, но необходи¬
мого для выполнения рабочего хода, например подвода и отвода
инструмента.
Позиция — фиксированное положение, неизменно занимае¬
мое обрабатываемой заготовкой или собираемой сборочной еди¬
ницей совместно с приспособлением относительно инструмента
или неподвижной части оборудования для выполнения определен¬
ной части операции.
Как любой оптический прибор состоит из отдельных деталей
и сборочных единиц, так и технологический процесс изготовления
любого оптического прибора складывается из технологических
процессдв изготовления деталей и сборки. Структура технологи¬
ческих процессов изготовления деталей и сборки приборов суще¬
26
ственно зависит от типа производства (единичное, серийное, мас¬
совое).
§ 2. Особенности технологического процесса
изготовления оптических приборов
Технологический процесс изготовления оптического прибора
складывается из трех основных этапов, отличных по содержанию
работ и месту их выполнения:
1. Получение заготовок деталей прибора (например, вырубка
лепестков ирисовой диафрагмы, отливка корпуса фотоаппарата и
др-)-
2. Обработка заготовок и получение готовых деталей (обра¬
ботка заготовок на металлорежущих станках, шлифование и по¬
лирование линз, термическая обработка, нанесение покрытий и
др)-
3. Сборка из готовых деталей узлов, механизмов и прибора в
целом.
Первый этап выполняют в заготовительных цехах, второй —
в механических, оптических, в цехах покрытий и термической об¬
работки и др., третий — в сборочных цехах.
Сборку частей оптического прибора выполняют на различных
участках сборочного цеха. На участке механической сборки дета¬
ли соединяют в узлы (сборочные единицы) и механизмы (редукто¬
ры, отсчетные устройства, кулачковые механизмы и др.), проверя¬
ют их работу и регулируют.
На электромонтажном участке собирают электронные узлы
прибора, как правило, на отдельных монтажных платах. На них
устанавливаЬт и закрепляют элементы электронной части прибо¬
ра (резисторы, конденсаторы, полупроводниковые приборы, пане¬
ли для крепления ламп и др.) и соединяют их с помощью мон¬
тажных проводов или другими способами, затем проверяют и ре¬
гулируют электрические узлы.
Оптическую часть прибора собирают на участке окончатель¬
ной сборки, где оптические детали определенным образом соеди¬
няют с механическими, обеспечивая их требуемое расположение
в приборе. Часть оптических деталей поступает на участок в виде
сборочных единиц (например, линза в оправе, призма в призмо-
держателе и др.). При сборке прибора все механизмы, узлы и де¬
тали его устанавливают в заданное положение, соединяют элек¬
тронные узлы и блоки, выполняют необходимую регулировку
(юстировку) положения оптических деталей, контроль и приемку
собранного прибора.
§ 3. Организационные формы сборки
оптических приборов
В производстве оптических приборов применяют две основные
организационные формы сборки: стационарную и подвижную.
27
Стационарная сборка. При этой форме сборки прибор собирает
на одном рабочем месте один рабочий, если прибор имеет неболь¬
шие размеры и сравнительно простую конструкцию (например,
бинокль, теодолит, микроскоп), или бригада рабочих, если прибор
сложный и крупногабаритный (например, универсальный инстру¬
ментальный микроскоп, перископ). При такой сборке высококва¬
лифицированный рабочий-сборщик (или бригада) выполняет все
виды сборочных работ'От начала до конца (сборку механических
узлов, закрепление оптических деталей, вязку жгутов, пайку элек¬
трических соединений, юстировку и др.).
Прибор, имеющий сборочные единицы (например, объектив,
окуляр, осветитель, редуктор и др.), которые могут быть собраны
и проконтролированы независимо от самого прибора, собирают
при бригадном методе параллельно со сборкой прибора. В этом
случае сокращается время сборки прибора, а часть рабочих, спе¬
циализирующихся на сборке однотипных узлов, выполняют ее бо¬
лее качественно.
Подвижная сборка. При этой форме сборки весь технологиче¬
ский процесс разбит на отдельные операции, каждую из которых
выполняют на определенном рабочем месте. Рабочие места сбор¬
щиков расположены вдоль конвейера в последовательности, соот¬
ветствующей технологическому процессу сборки прибора. Рабочие
места оснащены инструментами, приспособлениями и приборами,
необходимыми для выполнения операции, закрепленной за дан¬
ным рабочим местом. Таким образом, на перемещающийся па
конвейеру прибор последовательно устанавливают все детали,
узлы и механизмы, производят регулировку (юстировку) и кон¬
троль собранного прибора. Различают две разновидности под¬
вижной сборки — со свободным и принудительным движением
собираемого прибора.
В первом случае сборку ведут на верстаках, установленных
вдоль непрерывно движущегося конвейера. Сборщик снимает при¬
бор с конвейера, выполняет заданную сборочную операцию и
вновь устанавливает прибор на конвейер, перемещающий его к
следующему* сборщику.
Во втором случае сборку осуществляют на конвейере, кото¬
рый двигается непрерывно или прерывисто с заданным тактом-
интервалом времени, через который периодически производится
выпуск изделия. Рабочие места располагаются вдоль конвейера.
В этом случае технологический процесс сборки разрабатывают
так, чтобы продолжительность сборочных операций, выполняемых
на рабочих местах, была равна (или кратна, т. е. в 2, 3, 4 раза
больше) такту. Тогда длительные операции выполняют на двух,
трех или четырех рабочих местах. На конвейерной сборке или на
сборке стационарной обычно работают сборщики более низкой
квалификации.
Подвижная сборка обеспечивает высокую производительность
и равномерный выпуск готовых изделий, но требует тщательной
проработки технологического процесса сборки, точного нормиро¬
28
вания операций, проектирования и изготовления конвейера и др.
Такая организация сборки экономически выгодна при массовом
и крупносерийном производстве. На оптических заводах подвиж¬
ную сборку применяют при изготовлении кино- и фотоаппаратов,
объективов, окуляров и других элементов, которые входят в состав
различных оптических приборов.
Технологический процесс сборки (последовательность опера¬
ций, их содержание и т. п.) фиксируются в технологической доку¬
ментации, с которой учащиеся должны ознакомиться во время
производственной практики.
Контрольные вопросы
1. Что называют изделием?
2. В чем отличие изделий основного производства от изделий вспомога¬
тельного производства?
3. Перечислите основные элементы технологического процесса и дайте их
определения.
4. Назовите основные этапы изготовления оптического прибора.
5. В чем сущность и основные особенности стационарной и подвижной
сборки?
Раздел второй
СБОРКА МЕХАНИЧЕСКИХ И ЭЛЕКТРИЧЕСКИХ
УЗЛОВ ОПТИЧЕСКИХ ПРИБОРОВ
Глава IV. ЭЛЕКТРОМОНТАЖНЫЕ РАБОТЫ
§ 1. Монтажные материалы и рабочее место
Монтажные материалы. Провода изготовляют из чистой элек¬
тротехнической меди. Они должны быть гибкими, эластичными и
допускать фигурную укладку как одиночных проводов, так и жгу-
#тов — соединенных вместо отдельных проводов.
В качестве изоляции применяют резину, стекловолокно, поли¬
хлорвинил, фторопласт, хлопчатобумажную пряжу и шелк.
Провода с резиновой изоляцией изготовляют с лужеными то¬
копроводящими жилами с целью защитить их от серы, находя¬
щейся в вулканизированном каучуке или резине.
Выбор сечения монтажных проводов зависит от силы электри¬
ческого тока, а выбор изоляции — от напряжения и условий, в ко-
тбрых приборы эксплуатируются. Для аппаратуры, работающей
при нормальной температуре и влажности окружающего воздуха,
применяют монтажные провода с полихлорвиниловой или волок¬
нистой изоляцией.
Монтажные провода защищают от электрических помех экра¬
нирующей оплеткой, состоящей из тонких облуженных медных
проволок. В высокочастотных кабелях такую оплетку из проволо¬
ки диаметром 0,15—0,3 мм используют в качестве внешнего про¬
вода.
В зависимости от условий эксплуатации прибора и рабочего
напряжения для электромонтажа используют разнообразные изо¬
лированные провода. Резиновую изоляцию имеют монтажные од¬
ножильные провода типа МР. Применяют многожильные провода
в резиновой изоляции РПО и экранированный провод РПОЭ, а
также особо гибкие с волокнистой изоляцией провода типа МГШД.
Для приборов, эксплуатируемых в условиях резких климатиче¬
ских изменений, когда требуются повышенные электропрочность,
масло- и бензостойкость, применяют провода с изоляцией из шел¬
ковой лакоткани типа ЛПЛ. Высокими теплостойкими качествами
обладают монтажные провода с изоляцией из .пластмасс, напри¬
мер провод с пленочной изоляцией из фторопласта типа БПТ.
Рабочее место. Организация рабочего места монтажников ока¬
зывает существенное влияние на производительность труда и на
качество выпускаемой продукции. Монтажный стол изготовляют
из дюралевых трубок, верхняя крышка его покрыта пластиком.
В выдвижных ящиках тумбочки имеются ячейки для хранения
30
крепежных деталей и инструмента. Перед столом укрепляют
кронштейн с лампой местного освещения и подставкой для схем
или чертежей. Слева от стола монтируют тестер или омтиетр —
приборы, позволяющие проверять качество электромонтажа, Ме¬
сто для паяльника отведено с правой стороны стола. Для вытяж¬
ки вредных паров, выделяющихся в процессе паяния, применя¬
ют местную вентиляцию.
§ 2. Заготовка и вязка жгутов
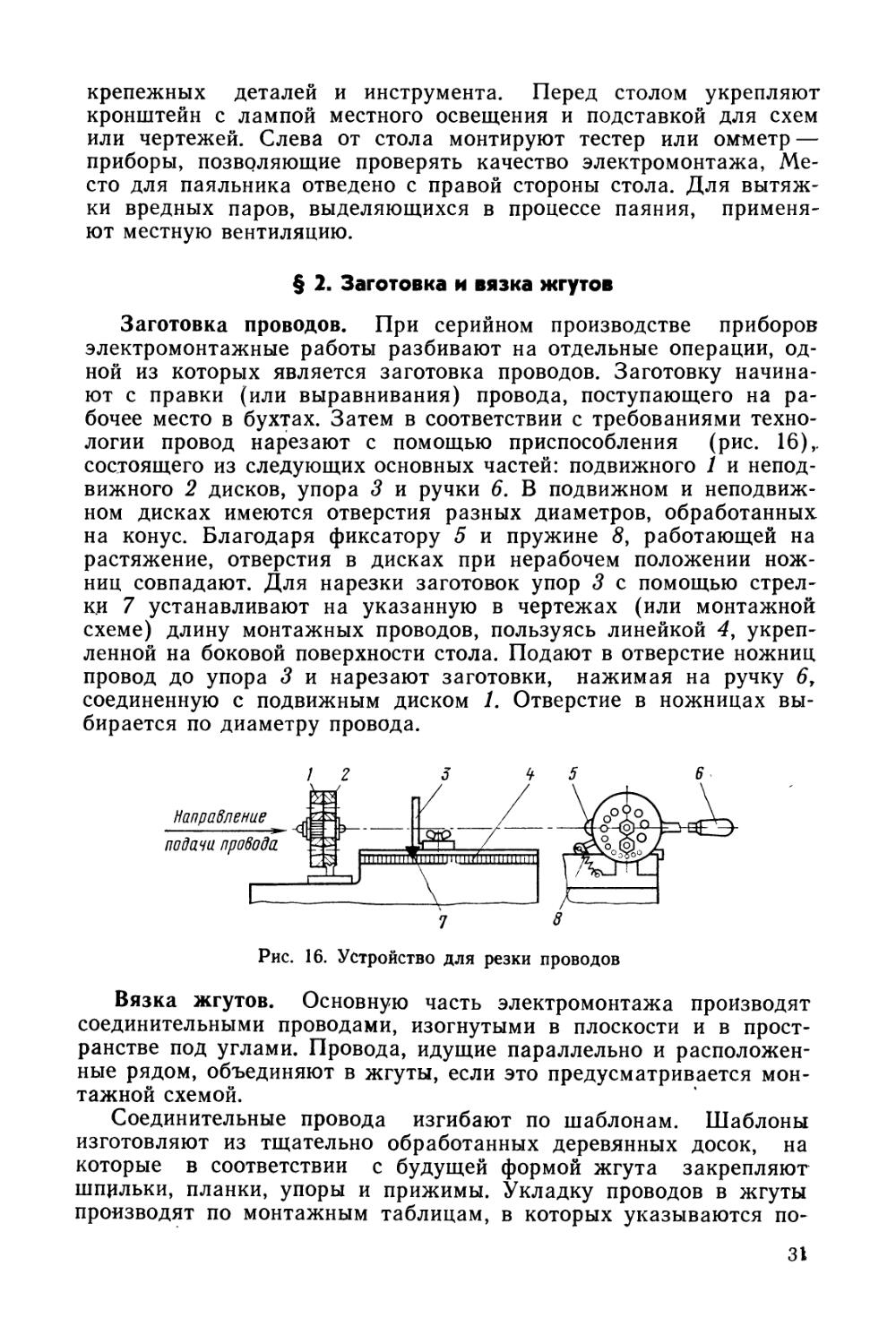
Заготовка проводов. При серийном производстве приборов
электромонтажные работы разбивают на отдельные операции, од¬
ной из которых является заготовка проводов. Заготовку начина¬
ют с правки (или выравнивания) провода, поступающего на ра¬
бочее место в бухтах. Затем в соответствии с требованиями техно¬
логии провод нарезают с помощью приспособления (рис. 16),.
состоящего из следующих основных частей: подвижного 1 и непод¬
вижного 2 дисков, упора 3 и ручки 6. В подвижном и неподвиж¬
ном дисках имеются отверстия разных диаметров, обработанных
на конус. Благодаря фиксатору 5 и пружине S, работающей на
растяжение, отверстия в дисках при нерабочем положении нож¬
ниц совпадают. Для нарезки заготовок упор 3 с помощью стрел¬
ки 7 устанавливают на указанную в чертежах (или монтажной
схеме) длину монтажных проводов, пользуясь линейкой 4, укреп¬
ленной на боковой поверхности стола. Подают в отверстие ножниц
провод до упора 3 и нарезают заготовки, нажимая на ручку 6,
соединенную с подвижным диском 1. Отверстие в ножницах вы¬
бирается по диаметру провода.
Рис. 16. Устройство для резки проводов
Вязка жгутов. Основную часть электромонтажа производят
соединительными проводами, изогнутыми в плоскости и в прост¬
ранстве под углами. Провода, идущие параллельно и расположен¬
ные рядом, объединяют в жгуты, если это предусматривается мон¬
тажной схемой.
Соединительные провода изгибают по шаблонам. Шаблоны
изготовляют из тщательно обработанных деревянных досок, на
которые в соответствии с будущей формой жгута закрепляют
шпильки, планки, упоры и прижимы. Укладку проводов в жгуты
производят по монтажным таблицам, в которых указываются по¬
31
рядковые номера проводов, их марка, расцветка и сечение, а так¬
же начальные и конечные точки подключения.
Концы отдельных соединительных проводов и проводов, входя¬
щих в жгуты, должны быть подготовлены для пайки. Оплетку и
обмотку проводов с волокнистой изоляцией после зачистки кон¬
цов йеобходимо закрепить. Закрепление обмотки и оплетки произ¬
водят несколькими способами, например промазыванием их клеем
БФ-4 с последующим надеванием на провод изоляционного чулкд
или наконечника из пластмассы. Одноименные концы проводов
маркируют на всех операциях, включая заготовку.
Монтажные жгуты раскладывают и вяжут по определенным
правилам. В жгутах не допускают сплетения проводов, за ис¬
ключением случаев, особо оговоренных в технологической карте.
Перекрещивания проводов возможны только в местах их выхода
из жГута и при крестообразном расположении ветвей. Для рас¬
кладки жгутов используют заготовленные провода, а также про¬
вода из бухт. При раскладке и вязке жгутов соблюдают осторож¬
ность, чтобы не повредить изоляцию проводов и не надломить их
оголенные концы. Вязку жгута ниткой производят посредством
металлического челнока с заранее намотанной ниткой или изог¬
нутой иглы.
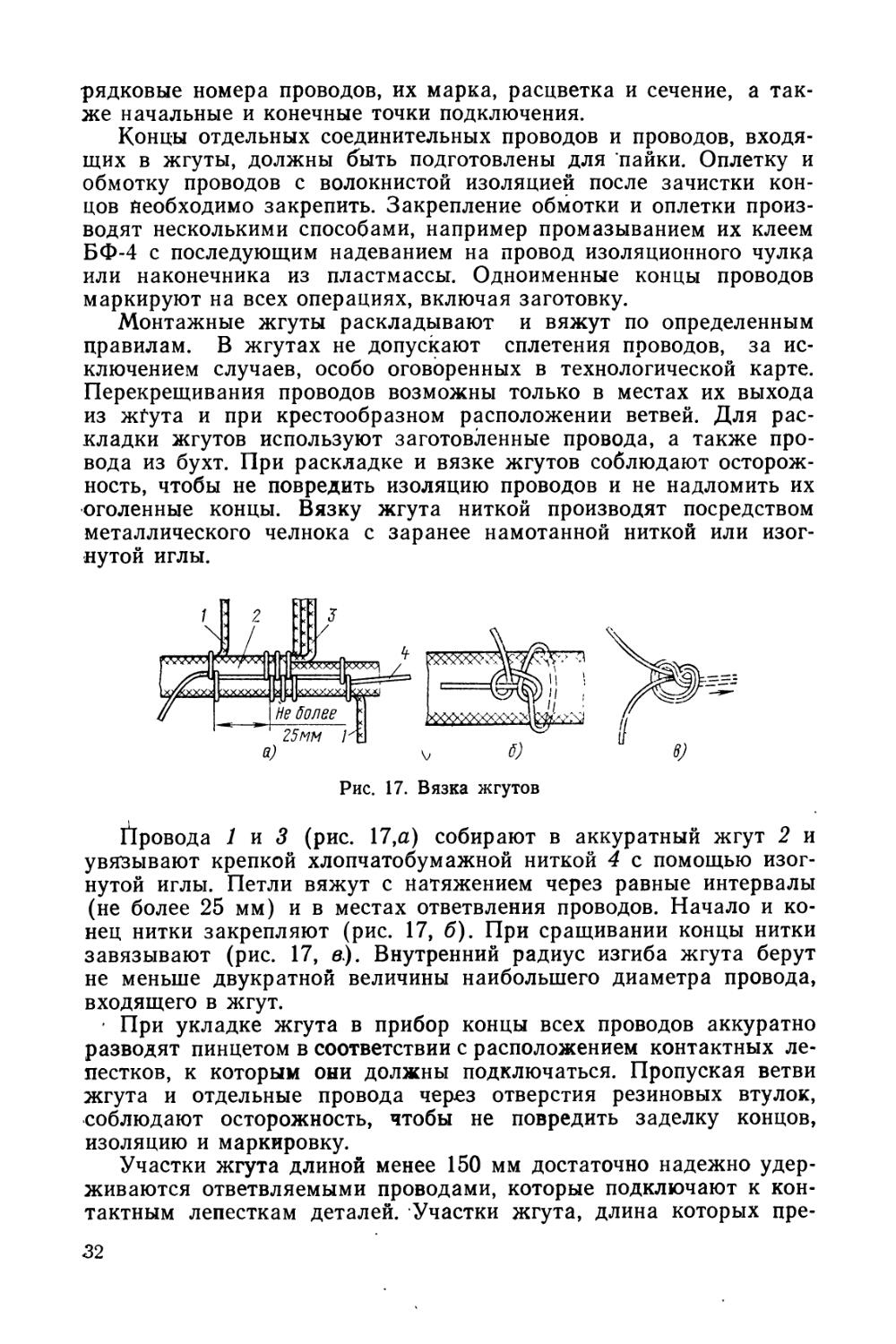
провода 1 и 3 (рис. 17,а) собирают в аккуратный жгут 2 и
увязывают крепкой хлопчатобумажной ниткой 4 с помощью изог¬
нутой иглы. Петли вяжут с натяжением через равные интервалы
(не более 25 мм) ив местах ответвления проводов. Начало и ко¬
нец нитки закрепляют (рис. 17, б). При сращивании концы нитки
завязывают (рис. 17, а). Внутренний радиус изгиба жгута берут
не меньше двукратной величины наибольшего диаметра провода,
входящего в жгут.
- При укладке жгута в прибор концы всех проводов аккуратно
разводят пинцетом в соответствии с расположением контактных ле¬
пестков, к которым они должны подключаться. Пропуская ветви
жгута и отдельные провода через отверстия резиновых втулок,
соблюдают осторожность, чтобы не повредить заделку концов,
изоляцию и маркировку.
Участки жгута длиной менее 150 мм достаточно надежно удер¬
живаются ответвляемыми проводами, которые подключают к кон¬
тактным лепесткам деталей. Участки жгута, длина которых пре-
32
Рис. 17. Вязка жгутов
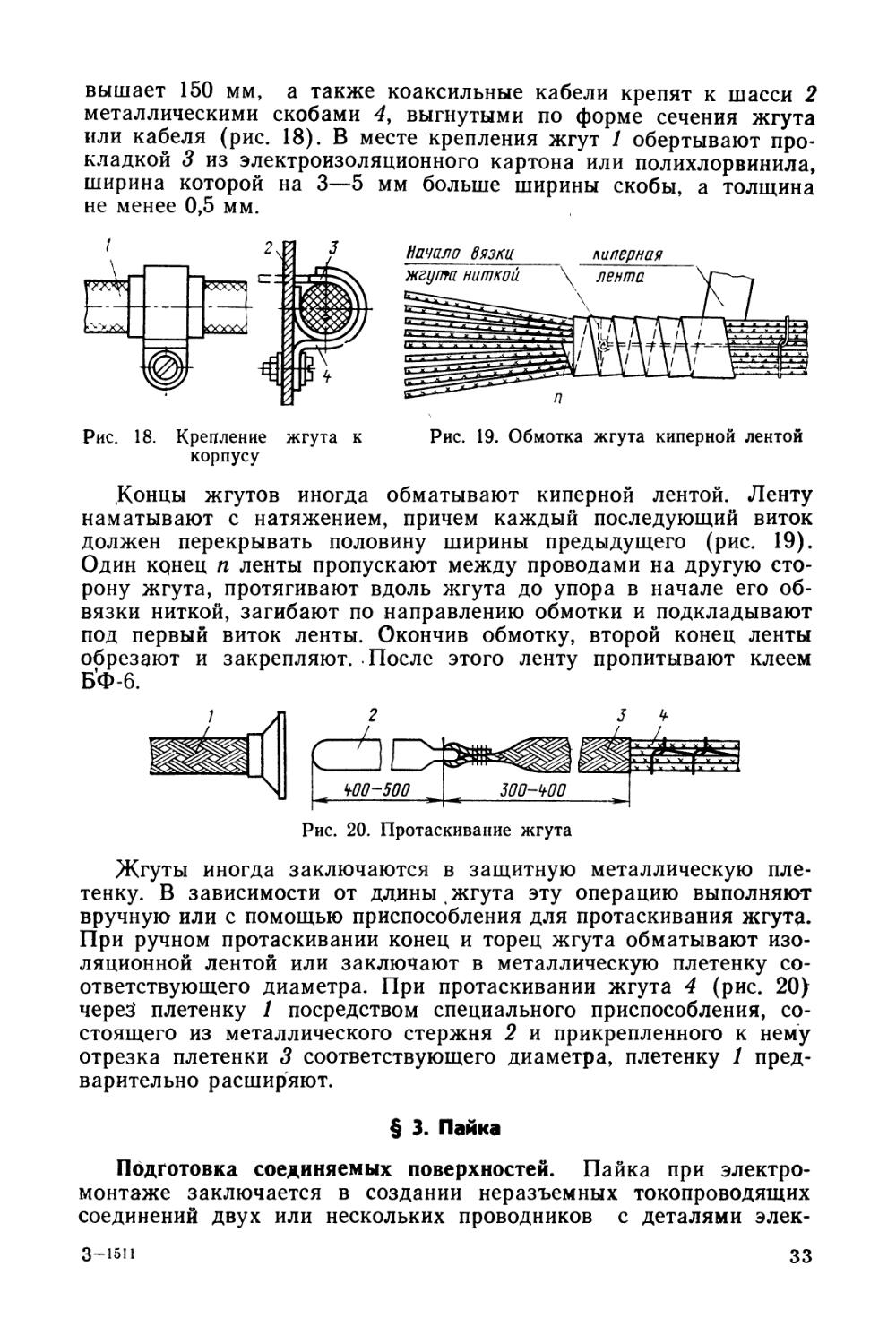
вышает 150 мм, а также коаксильные кабели крепят к шасси 2
металлическими скобами 4, выгнутыми по форме сечения жгута
или кабеля (рис. 18). В месте крепления жгут 1 обертывают про¬
кладкой 3 из электроизоляционного картона или полихлорвинила,
ширина которой на 3—5 мм больше ширины скобы, а толщина
не менее 0,5 мм.
Донцы жгутов иногда обматывают киперной лентой. Ленту
наматывают с натяжением, причем каждый последующий виток
должен перекрывать половину ширины предыдущего (рис. 19).
Один крнец п ленты пропускают между проводами на другую сто¬
рону жгута, протягивают вдоль жгута до упора в начале его об¬
вязки ниткой, загибают по направлению обмотки и подкладывают
под первый виток ленты. Окончив обмотку, второй конец ленты
обрезают и закрепляют. После этого ленту пропитывают клеем
БФ-6.
Жгуты иногда заключаются в защитную металлическую пле¬
тенку. В зависимости от дляны жгута эту операцию выполняют
вручную или с помощью приспособления для протаскивания жгут^.
При ручном протаскивании конец и торец жгута обматывают изо¬
ляционной лентой или заключают в металлическую плетенку со¬
ответствующего диаметра. При протаскивании жгута 4 (рис. 20)
через' плетенку 1 посредством специального приспособления, со¬
стоящего из металлического стержня 2 и прикрепленного к нему
отрезка плетенки 3 соответствующего диаметра, плетенку 1 пред¬
варительно расширяют.
§ 3. Пайка
Подготовка соединяемых поверхностей. Пайка при электро¬
монтаже заключается в создании неразъемных токопроводящих
соединений двух или нескольких проводников с деталями элек-
3-1511
33
Рис. 18. Крепление жгута к
корпусу
Рис. 19. Обмотка жгута киперной лентой
Рис. 20. Протаскивание жгута
трической схемы. Для получения прочной пайки соединяемые по¬
верхности очищают от окислов, окалин и загрязнений, а затем
обезжиривают и придают блестящий вид.
Снятие эмалевой изоляции на проводе выполняют с помощью
амелкой наждачной бумаги, это обеспечивает t хорошую зачистку
без обрцва провода. При обработке многожильного неуложенного
провода зачищают каждую проволоку в отдельности.
Очищенная поверхность большинства металлов на воздухе
быстро окисляется и покрывается оксидной пленкой. Процесс оки¬
сления особенно интенсивно проходит при повышении температу¬
ры, что всегда имеет место при пайке. Наличие пленки препятст¬
вует прочному и надежному соединению поверхностей между со¬
бой и припоем.
Предварительное облуживание поверхностей горячим способом
обеспечивает прочность соединения и облегчает процесс пайки.
Лужение осуществляют с помощью паяльника или способом оку¬
нания в расплавленный припой. При лужении паяльником на по¬
верхность лепестков, покрытую флюсом, переносят небольшое ко¬
личество припоя и, подогревая его паяльником, выравнивают.
Лужение проводников выполняют таким же образом, но с той
лишь разницей, что облуживаемый конец провода поворачивают
вокруг продольной оси, для того чтобы поверхность проводника
была залужена со всех сторон.
Сущность процесса горячего лужения методом окунания сво¬
дится к тому, что детали или концы проводов, подлежащие об-
луживанию, погружают' сначала во флюс, а затем в тигель с рас¬
плавленным припоем. Излишний слой припоя удаляют путем рез¬
кого встряхивания детали или провода над тиглем. Данный метод
широко применяют для лужения мелких деталей и концов мон¬
тажных проводов. Он предпочтительнее, чем лужение паяльником,
так как обеспечивает высокое качество и менее трудоемок.
В зависимости от требований, предъявляемых к прочности
электромонтажа, существуют различные способы закрепления про¬
водников на лепестках. Если же аппаратура предназначена для
работы в условиях тряски и вибрации, концы проводов огибают
вокруг лепестков в 1—2 оборота и обжимают. Обычно к одному
лепестку подключают не более трех токопроводящих жил и лишь
в исключительных случаях пять, каждую из них отдельно навива¬
ют на лепесток и обжимают.
Инструменты для пайки. Качество пайки монтажных соедине¬
ний определяется правильностью заточки жала паяльника, тем¬
пературным режимом, количеством флюса и припоя, временем
пайки и правильным применением теплоотвода.
Наиболее удобной формой жала паяльника считается четырех¬
гранная форма с заостренными углами. Поверхность жала должна
быть ровной, без раковин, очищена от нагара и хорошо облуже-
на. Температуру нагрева паяльника выбирают такой, при кото¬
рой припой быстро плавится, но не стекает с рабочей части (&а-
ла), а канифоль не сгорает мгновенно, а остается на жале в виде
34
кипящих капелек. Температурный режим паяльника регулируют
напряжением, подаваемым через автотрансформатор. Обычно па-»
яльник включают в сеть за 3—5 мин до начала работы.
Места паек должны хорошо прогреваться. Хороший прогрев
получают, коЫа паяльник прикладывают к месту спая гранью
жала, что намного увеличивает площадь соприкосновения. Флюс
наносят тонким слоем с помощью мягкой кисточки. Длительность
пайки не должна превышать 4—5 с.
Качество паяльных монтажных соединений во многом зависит
от правильного применения теплоотвода. В качестве теплоотвода
служит пинцет с медными насадками на губках. Его используют
в тех случаях, когда расстояние от корпуса детали до места пай¬
ки меньше 8 мм.
Основным инструментом при выполнении паяльных работ яв¬
ляется паяльник. Для пайки соединений при монтаже радиоаппа¬
ратуры применяют электрические паяльники непрерывного дей¬
ствия, нагревательный элемент которых представляет собой спи¬
раль из нихромовой проволоки, охватывающую медный стержень
паяльника или расположенную внутри него. Электропаяльник дол¬
жен обеспечивать интенсивный подвод тепла к месту пайки. Это
достигается соответствующим подбором мощности нагревательного
элемента, который должен обладать достаточной теплоемкостью
и быстро нагревать место пайки, не понижая своей температуры.
В набор должно входить не менее двух паяльников: один па¬
яльник мощностью 60—100 Вт со стержнем диаметром 10—12 мм
для обычных монтажных работ (например, пайки проводов диа¬
метром до 1 мм) и второй паяльник мощностью 200 Вт с более
массивным стержнем для пайки толстых проводов и экранов. При
электромонтаже применяют паяльники, рассчитанные на питание
переменным током от понижающего трансформатора напряже¬
нием 12—36 В. Паяльники с питанием от сети 127—220 В приме¬
нять не рекомендуется, так как в случае пробоя изоляции между
нагревательным элементом и стержнем рабочий может попасть
под опасное для жизни напряжение.
Уменьшение длины стержня паяльника в результате периоди¬
ческих зачисток, а также групповое подключение паяльников к
одному трансформатору приводят к недогреву, затрудняющему
пайку, или перегреву, когда припой на паяльнике не удерживает¬
ся, а нагревательные элементы перегорают. Для поддержания оп¬
тимального теплового режима применяют регуляторы напряжения.
Паяльник, предназначенный для пайки монтажных соедине¬
ний, должен быстро нагреваться (не более чем через 1,5 мин пос¬
ле включения), при достаточной мощности иметь небольшую мас¬
су, быть хорошо отбалансированным. Обгоревший стержень
должен заменяться легко, без разборки паяльника. Рукоятка па¬
яльника не должна нагреваться.
При монтаже радиаппаратуры используют угловые и торцо¬
вые паяльники. Для пайки соединений открытых узлов (монтаж¬
ных планок, наконечников проводов, штепсельных разъемов)
3х
35
удобно применять угловые паяльники, а для пайки монтажных
соединений внутри приборов — торцовые. Последними удобно
паять труднодоступные места при плотном монтаже.
Припои. К ним предъявляют конструктивные и технологиче¬
ские требования. К первым относятся достаточная механическая
прочность при нормальных, высоких и низких температурах, хо¬
рошие электро- и теплопроводность, герметичность, стойкость про¬
тив коррозии; ко вторым — жидкотекучесть при температуре пай¬
ки, хорошее смачивание основного металла и температура плав¬
ления.
В качестве припоев применяют различные сплавы на основе
свинца и олова, содержание которых определяет свойства припо¬
ев. Некоторые припои содержат присадки сурьмы, серебра, вис¬
мута и кадмия, придающие припою специальные свойства. Так,
серебро, и сурьма повышают, а висмут и кадмий понижают тем¬
пературу плавления й затвердения. Серебро задерживает сниже¬
ние прочности припоя, но делает его хрупким и ухудшает его
растекание на меди.
Оловянно-свинцовые припои (ПОС) представляют собой спла¬
вы олова и свинца с присадкой 0,15—2,5% сурьмы. Механическая
прочность припоев повышается с увеличением содержания олова.
Прочность паянного соединения не всегда соответствует прочности
применяемого припоя, так как при малых зазорах шов заполня¬
ется не припоем, а сплавом припоя с основным металлом, кото¬
рый, естественно, обладает иными механическими свойствами.
Для пайки монтажных соединений в приборах наиболее ши¬
роко применяют припои ПОС-ЗО и ПОС-40. Для пайки тонких
монтажных и обмоточных проводов, деталей и узлов, не допуска¬
ющих нагрева свыше 200°С, вакуумно-плотной пайки стеклянных
и керамических проходных изоляторов, близко расположенных
деталей применяют припой ПОС-61. Он предпочтителен для пайки
монтажных соединений благодаря более низкой температуре его
плавления и высокой коррозионной устойчивости.
При электромонтаже для ускорения процесса паяния и умень¬
шения потерь припоя часто применяют трубчатый припой с флю¬
сом, представляющий собой оловянно-свинцовую трубку диамет¬
ром 2—3 мм, заполненную внутри канифолью.
Флюсы. Для успешного проведения процесса пайки и получе¬
ния соединения высокого качества флюсы должны удовлетворять
следующим требованиям. Температура плавления флюса должна
быть ниже температуры плавления припоя. Флюс должен быть
жидким и достаточно подвижным при температуре пайки, легко
и равномерно растекаться по основному металлу, хорошо прони¬
кать в зазоры. Флюс должен равномерным слоем покрывать по¬
верхность основного металла у места пайки, предохраняя его от
окисления.
Остаток флюса и продукты его разложения должны выступать
на поверхность припоя, как только последний схватится с основ¬
ным металлом; должны легко удаляться после выполнения пай¬
36
ки с поверхности основного металла и паяного соединения. Флюс
и продукты его разложения не должны выделять удушливых, не¬
приятных или вредных для здоровья людей газов. Таким обра¬
зом, флюсы растворяют окисные пленки и способствуют растека¬
нию припоя. Приведенным требованиям наиболее полно удовле¬
творяет канифоль, чем и объясняется ее широкое применение в
качестве флюса при пайке монтажных соединений.
§ 4. Электромонтаж на печатных платах
Печатный монтаж — способ соединения навесных элементов
(электро- ц радиоэлементов) посредством тонких слоев (полосок)
электропроводного материала (меди) с контактными площадка¬
ми, нанесенными на поверхность платы (диэлектрическую плас¬
тину) методами фотолитографии, вакуумного напыления и др.
Навесные элементы на плате размещают рядами в определен¬
ном порядке так, чтобы обеспечить свободный доступ к ним и лег¬
кую замену их в процессе настройки и эксплуатации, а также
возможность ручной и групповой пайки и последующей за¬
щиты собранного узла лаковыми покрытиями. При плотном мон¬
таже в исключительных случаях навесные элементы размещают
с двух сторон платы. Не допускается установка их под разными
углами друг к другу. Расстояние между корпусом или выводом
элемента и краем платы должно быть не менее 2 мм, между кор¬
пусами соседних элементов или узлов — не менее 0,5 мм и т. д.
При ручной установке корпус навесного элемента размещают так,
чтобы обозначение номиналов было видно и обращено в сторону,
удобную для чтения на собранной плате. При механизированной
установке элементов это условие может не соблюдаться.
Условия гибки выводов и длина каждого вывода от корпуса
элемента до места пайки должна соответствовать ГОСТу или ТУ
на элемент. Выводы навесных элементов пропускают в отверстие
платы и загибают под углом 30° относительно ее плоскости. Вы¬
воды подгибают в любом направлении. При малой ширине кон¬
тактной площадки их располагают в направлении печатного про¬
водника. На платах, изготовленных электрохимическим и ком¬
бинированным методами, навесные элементы устанавливают без
подгибки концов выводов. Выводы элементов, диаметр которых
больше 0,8 мм,"во избежание отслаивания печатных проводников
не подгибают, если условия эксплуатации не требуют дополни¬
тельного механического крепления элемента.
После гибки выводы обрезают таким образом, чтобы обре¬
занные концы не выходили за пределы контактных площадок.
Ленточные выводы до установки элементов на плату обжимают
до размера 1—1,2 мм. Концы ленточных выводов под платой не
подгибают, а обрезают и разворачивают (распрямляют). Длина
обрезанного конца должна быть не менее 1 мм.
Закрепление навесных элементов на плате после соответствую¬
щей заделки вывода производят припайкой и* к контрольным
37
площадкам платы. Пайку производят паяльником вручную (при
единичном и мелкосерийном производстве) и окунанием в рас¬
плавленный припой (при серийном и массовом производстве).
После монтажа навесных электро- и радиоэлементов печатная
плата, а иногда и весь узел (сборочную единицу) покрывают
влагозащитным покрытием (например, СБ-10).
При единичном и мелкосерийном производстве изготовление
печатных плат, монтаж элементов, пайку и покрытие лаками осу¬
ществляют вручную. При серийном и массовом производстве все
эти процессы по возможности механизируются и автоматизиру¬
ются.
Контрольные вопросы
1. Перечислите марки применяемых монтажных проводов.
2. Как вяжут жгуты?
3. Какие применяют флюсы и припои?
4. Что такое печатный монтаж?
Глава V. ОБЕСПЕЧЕНИЕ ТОЧНОСТИ СОЕДИНЕНИЙ
ПРИ СБОРКЕ
§ 1. Виды соединений и требования к ним
Виды соединений. Технологический процесс сборки оптическо¬
го прибора складывается из отдельных сборочных операций, при
которых выполняют различного рода соединения. Под термином
соединение понимают сопряжение составных частей изделия
или заготовки, определяемое их относительным положением и ви¬
дом связи между ними, заданными в конструкторской докумен¬
тации.
Виды соединений классифицируют по различным признакам
По сохранению целостности при разборке соединений их делят на
разъемные и неразъемные. Разъемными называют соединения,
разборка которых осуществляется без нарушения целостности
разбираемых частей соединения. Примером разъемных соедине¬
ний могут служить винтовые, шпоночные, шлицевые и другие сое¬
динения, которые после разборки могут быть собраны вновь, и
качество соединения при этом не ухудшается. Соединения называ¬
ют неразъемными, если при его вынужденной разборке на¬
рушается целостность составных частей соединения. Например,
вынужденная разборка неразъемного клепаного соединения обя¬
зательно приводит к разрушению заклепок. Для повторной сборки
такого соединения необходимы новые заклепки.
По возможности относительного перемещения сопрягаемых при
сборке частей изделия или узла соединения делят на подвижные
и неподвижные. К подвижным относят соединения, в которых
имеется возможность относительного перемещения составных ча¬
стей изделия. Примером подвижных соединений могут служить
соединения деталей направляющих прямолинейного или враща¬
38
тельного движения, соединение оправ по окулярной резьбе и т. п.
В неподвижных соединениях возможность относительного
перемещения частей изделия отсутствует. К неподвижным соедине¬
ниям следует отнести клеевые, сварные соединения.
Подвижные и неподвижные соединения могут быть разборны¬
ми и неразборными. Например, показанные на рис. 23 неподвиж¬
ные винтовые соединения являются разборными, а неразъемное
соединение оси 2 и планки 1 (см. рис. 31) может быть выполнено
подвижным — планка 1 будет иметь возможность поворота на
оси 2.
По форме сопрягаемых поверхностей соединение может быть
плоским, цилиндрическим, коническим, сферическим, винтовым
или профильным. К профильным относятся соединения, у которых
сопрягаемые поверхности составных частей изделия имеют форму
определенного профиля, например соединения направляющих ти¬
па «ласточкин хвост» (см. рис. 35, в).
По методу-образования соединения при сборке, определяемо¬
му конструкцией деталей, с помощью которых осуществляется
соединение (винт, штифт, клин и т. п.), или процессом образова¬
ния соединения (сварка, пайка и т. п.) различают соединения:
резьбовые, клиновые, штифтовые, шпоночные, шлицевые, сварные,
паяные, клеевые, фланцевые, ниппельные, штуцерные, прессован¬
ные, фальцованные, развальцованные и комбинированные. К пос¬
ледним относятся соединения, выполняемые с применением двух и
более методов, например резьбоклееное, фланцевосварное и т. п.
Требований к соединениям. Требования к выполняемым при
сборке соединениям устанавливает конструктор в зависимости от
функционального назначения данного соединения в приборе, ус¬
ловий эксплуатации прибора, конструкции сопрягаемых частей и
т. п. Эти требования весьма разнообразны и обеспечиваются как
конструкцией деталей и узлов прибора, так и методами выполне¬
ния соединений, применяемыми процессами, режимами и т. д.
Например, соединение зубчатого колеса и вала должно обеспе¬
чивать передачу крутящего момента заданной величины. Сое¬
динение зубчатого колеса с валом может быть шпоночным, штиф¬
товым, прессованным, развальцованным, клеевым и т. п., вид
соединения задается конструкцией. Если соединение штифтовое
или шпоночное, то требование передачи заданного крутящего мо¬
мента обеспечивается за счет правильного выбора конструктив¬
ных элементов соединения: вида шпоночного соединения (см.
рис. 29), размеров шпонки, диаметра штифта и т. п., и практи¬
чески не зависит от сборщика. Если же соединение вала и зуб¬
чатого колеса развальцованное (см. рис. 32) или клееное, то вы¬
полнение указанного требования обеспечивается при сборке и
зависит от правильного выбора режимов, инструментов, обору¬
дования и т. д.
Среди многообразия требований, предъявляемых к соединени¬
ям, можно выделить наиболее важные и часто встречающиеся в
практике сборки оптических приборов. К ним относятся обеспе¬
39
чение заданного зазора (или натяга) сопрягаемых поверхностей
и механической прочности соединения, плавность относительного
перемещения или вращения сопрягаемых деталей, прямолиней¬
ность перемещений или отсутствие радиального и осевого биений,
соосность, перпендикулярность и параллельность сопрягаемых по¬
верхностей, точность линейных и угловых размеров и т. п.
§ 2. Методы обеспечения точности соединений
Рассмотрим особенности различных методов обеспечения точ¬
ности соединений на примере крепления зубчатого колеса
(рис. 21). Зубчатое колесо 2 надевается на ось 1, которая встав¬
ляется в отверстие корпуса 3 и крепится гайкой. При этом необ¬
ходимо обеспечить заданную величину -Д зазора между торцом
зубчатого колеса и корпуса. Из рис. 21 видно, что величина Д за-
зазора определяется размерами и Аг. Эти три размера (Аи А& и
Д) составляют размерную цепь.
Размерной цепью называют
последовательный ряд взаимосвязан¬
ных линейных (или угловых) разме¬
ров, образующих замкнутый контур
и отнесенных к одной или группе де¬
талей. Размеры детали или узла (сбо¬
рочной единицы), образующие . раз¬
мерную цепь, называют звеньями
и делят на составляющие звенья и
замыкающее звено.
Замыкающим звеном размерной
цепи называют звено, которое полу¬
чается последним в процессе изготов¬
ления или сборки деталей. В нашем
примере величина Д зазора является
замыкающим звеном, а размеры и
Лг — составляющими звеньями.
Метод полной взаимозаменяемо¬
сти. Метол предусматривает обеспе¬
чение требуемой точности соединения
без какой-либо регулировки или дополнительной обработки.
Из рис. 21 видно, что действительная величина Д зазора в каж¬
дом собираемом узле будет определяться размерами А{ и А2 де¬
талей, попавших в данный узел. Поскольку размеры At и А2 дета¬
лей, поданных на сборку, имеют разброс в пределах заданных
допусков, то очевидно, что величина этих допусков должна влиять
на точность собираемого соединения.
Величина Д замыкающего звена будет увеличиваться при уве¬
личении размера А2 и уменьшении размера At, поэтому для сборки
узла по методу полной взаимозаменяемости необходимо назначить
такие допуски на размеры А{ и Л2, чтобы даже в худшем случае
(когда на сборку попадут детали с наибольшим размером А2 и
Рис. 21. Пример крепления зуб¬
чатого колеса с осью в корпусе
прибора
40
наименьшим размером Ai) зазор не превышал заданной величи¬
ны А. Для определения допусков на размеры At и А2 можно поль¬
зоваться теорией размерных цепей, из которой известно, что вели¬
чина допуска замыкающего звена равна сумме абсолютных зна¬
чений величины допусков всех составляющих звеньев.
Если допуск на замыкающее звено равен 0,02 мм/ то сумма
допусков на размеры At и А2 не должна превышать 0,02 мм. Если
считать, что размеры At и А2 изготовлены с одинаковой точностью,
то допуски на них должны быть больше 0,01 мм, что позволит
вести сборку по методу полной взаимозаменяемости.
Очевидно, что увеличение числа звеньев размерной цепи и
уменьшение допуска на замыкающее звено приводят к необходи¬
мости повышения точности обработки собираемых деталей.
Таким образом, метод полной взаимозаменяемости, с одной
стороны, упрощает процесс сборки, а с другой — требует точного
изготовления собираемых деталей. Поэтому его экономически вы¬
годно применять в массовом и крупносерийном производстве, где
затраты на изготовление точных деталей окупаются простотой и
малой трудоемкостью сборочных операций.
В производстве оптических приборов метод полной взаимоза¬
меняемости применяют при сборке узлов с небольшим числом
звеньев (3—4) размерной цепи и достаточно большим допуском
на замыкающее звено.
Метод неполной взаимозаменяемости. Метод также предусмат¬
ривает обеспечение заданной точности соединения без какой-либо
дополнительной регулировки или обработки деталей, но в отличие
от предыдущего метода собираемые детали обработаны с мень¬
шей точностью (т. е. более дешевые), хотя выпуск на замыкающее
звено остается прежним. При этом исходят из того, что вероят¬
ность совпадения в собираемом узле детали с максимальным зна¬
чением размера А2 и детали с минимальным значением разме¬
ра А{ (рис. 21) достаточно мала, но все-таки возможна. Поэтому
при такой сборке всегда возможен брак узлов по замыкающему
звену, процент брака можно вычислить заранее, зная допуск на
замыкающее звено, число звеньев в размерной цепи и допуски на
них.
Таким образом, данный метод позволяет обеспечить ту же
точность сборки из менее точных (чем в предыдущем методе)
деталей. Однако при этом необходим контроль всех собранных
узлбв для выявления бракованных, которые затем разбирают, а
детали разобранных узлов вновь отправляют на сборку.
Метод групповой взаимозаменяемости. Метод предусматривает
предварительную сортировку поступающих на сборку партий де¬
талей на группы. Разброс размеров деталей, входящих в груп¬
пы, будет меньше, чем разброс размеров в партии. На рис. 22, а
изображено расположение полей допусков 6в вала и 6а отверстия
собираемых деталей. В случае сборки, таких деталей по методу
полной взаимозаменяемости зазор соединения колеблется от
Атах ДО Amln-
41
Детали сортируют на группы I и II так, чтобы разброс разме¬
ров в группе был равен половине допуска на деталь. Сборку ве¬
дут по методу полной взаимозаменяемости деталей, входящих в
одноименные группы (рис.* 22* б) : валы с отверстиями группы /, а
валы с отверстиями группы //. Разброс зазоров, получаемых при
такой сборке (Дщах1—Aminl И
Amaxii—Aminii) > будет значительно
меньше, чем в случае, изображенном на рис. 22, а.
Таким образом,
удается из деталей, из¬
готовленных с мень¬
шей точностью, полу¬
чать более точные
соединения. Но для
этого затрачивается
время на измерение,
сортировку, а иногда и
м аркировку деталей.
Данный метод приме¬
няют в серийном про¬
изводстве, а также при сборке некоторых характерных узлов, на¬
пример узлов с подшипниками.
Метод пригонки. Метод предусматривает дополнительную об¬
работку какой-либо заранее выбранной детали собираемого уз¬
ла. Детали узла или соединения обрабатывают с экономически
приемлемой точностью. При сборке действительные отклонения
размеров собираемых деталей суммируются и дают на замыкаю¬
щем звене отклонение больше допустимого, которое снимают ме¬
ханической или слесарной обработкой. Например, для обеспече¬
ния зазора (см. рис. 21) размеры Аи Л2 и допуски на них назна¬
чают так, чтобы наименьший размер Ai был больше наиболь¬
шего размера Лг. При сборке заданный зазор Д обеспечивают
подрезкой торца зубчатого колеса 2.
Метод пригонки позволяет обеспечивать высокую точность
сборки при сравнительно низкой точности собираемых деталей,
но связан с трудоемкими пригоночными работами, при которых
возможно загрязнение деталей и необходимо дополнительно очи¬
щать и промывать собранные узлы и механизмы.
Сборку с пригонкой обычно выполняют сборщики высокой ква¬
лификации, что в сочетании с длительностью и трудоемкостью
таких работ приводит к увеличению затрат на изготовление при¬
бора.
Данный метод применяют в мелкосерийном и единичном произ¬
водстве, а также в случаях, когда высокие точностные требования,
предъявляемые к сборке, другими методами обеспечить невозмож¬
но, например обеспечение прямолинейности перемещения по на¬
правляющим или минимальных зазоров в окулярной резьбе и др.
Разновидностью метода пригонки можно считать так называ¬
емый метод подбора деталей по месту. Он заключает¬
Рнс. 22. Схема обеспечения точности сборки при
групповой взаимозаменяемости
42
ся в том, что сборщик из числа деталей, поданных на сборку,
выбирает такие, которые при соединении обеспечивают заданную
посадку, зазор, размер или другие точностные требования. Кон¬
троль точности сборки ведут с помощью щупов, индикаторов, ка¬
либров, а часто просто на ощупь.
Данный метод наиболее простой, не требует очень точного
изготовления деталей и дополнительных калибров для их сорти¬
ровки. Недостаток метода заключается в том, что производитель¬
ность и качество выполнения соединений существенно зависят от
квалификации сборщика.
Метод регулирования. Метод обеспечивает заданную точность
сборки узла из деталей малой точности посредством перемещения
или разворота какой-либо детали узла в положение, при котором
заданный параметр соответствует допуску. Например, для дости¬
жения заданного зазора Д (см. рис. 21) размеры А\ и Az обраба¬
тывают с допусками в 1 мм. После сборки зубчатое колесо 2 пе¬
ремещением ho оси 1 устанавливается и фиксируется (например,,
штифтом) в положении, при котором зазор Д равен заданному
значению.
Метод с применением компенсаторов. Метод позволяет произ¬
водить сборку узлов из деталей, обработанных с нормальной точ¬
ностью, и обеспечивает высокую точность замыкающего звена из¬
менением величины одного из звеньев цепи (выбранного заранее)
без снятия слоя материала. Это достигается введением ё конст¬
рукцию узла специальных деталей — компенсаторов, которые бы¬
вают подвижными и неподвижными.
К подвижным компенсаторам относят клинья* эксцентриковые
втулки, пружины, винты, гайки и др. С их помощью осуществля¬
ют необоходимую регулировку для обеспечения точности собира¬
емого узла.
К неподвижным компенсаторам относят прокладки, шайбы,
кольца, которые изготовляют заранее. Из них при сборке подби¬
рают компенсатор с таким размером, чтобы при его установке в
собираемый узел обеспечивалась требуемая точность. Например,
если зазор Д (см. рис. 21) не может быть обеспечен методом пол¬
ной взаимозаменяемости из-за слишком жестких требований к
точности обработки размеров Ai и Лг, его выдерживают с помощью
неподвижного компенсатора.
Для этого достаточно уменьшить размер на 2—3 мм и пре¬
дусмотреть в конструкции узла между корпусом 3 и зубчатым ко¬
лесом 2 компенсатор (шайбу). В этом случае размеры At и А2
обрабатывают с нормальной точностью, а при сборке подбирают
шайбы таких размеров, при которых будет выдерживаться задан¬
ный зазор Д.
Контрольные вопросы
1 Как выполняют различные виды разъемных и неразъемных соединений?
2. Какие в'иды соединений вы знаете? Назовите их.
3. Как обеспечивается точность соединений при сборке?
43
Глава VI. РАБОТЫ, ВЫПОЛНЯЕМЫЕ
ПРИ МЕХАНИЧЕСКОЙ СБОРКЕ
§ 1. Подготовка деталей к сборке. Обработка деталей
в процессе сборки
Подготовка деталей. Наличие внутри прибора грязи, пыли,
ржавчины, стружки и любых других загрязнений недопустимо.
В процессе эксплуатации загрязнения осаждаются на оптические
детали и ухудшают характеристики прибора. Поэтому для обес¬
печения чистоты прибора все детали, поступающие на сборку,
должны быть очищены от загрязнений.
Для удаления загрязнений все детали, подаваемые на сборку,
промывают, чистят и сушат в специальных помещениях, оснащен¬
ных вентиляционными установками. Промывку производят бензи¬
ном, спиртом и различными специальными растворителями вруч¬
ную с помощью металлических и волосяных щеток и ершиков или
в специальных установках механизированной промывки и сушки.
Характерной особенностью сборки многих оптических приборов
является необходимость дополнительной механической обработки
деталей, поступающих на сборку, непосредственно в сборочном
цехе в процессе выполнения сборочных операций.
Наиболее распространенные виды дополнительной механиче¬
ской обработки следующие: сверление, развертывание, зенковка
и нарезание резьбы в деталях под винты, шпильки, штифты и др.,
растачивание точных посадочных отверстий и подрезка торцов в
заданный размер, притирка деталей для достижения требуемой
точности соединения, шабрение плоскостей и направляющих для
достижения плоскостности или прямолинейности.
Притирка и приработка. Притиркой называют обработку
поверхности деталей абразивными порошками или пастами с
целью получения разъемных и подвижных соединений, к которым
предъявляют дополнительные требования по обеспечению плавно¬
сти хода при отсутствии зазоров или по герметичности соеди¬
нения.
Сущность притирки заключается в том, что зернами абразив¬
ного материала, расположенными между поверхностью инстру¬
мента (притира) и обрабатываемой поверхностью, с последней
удаляют (срезают) мельчайшие неровности и она приобретает
требуемую точность размеров и заданную шероховатость.
Притиры изготовляют из материалов менее твердых, чем ма¬
териал обрабатываемой детали. Форма притиров должна соответ¬
ствовать форме обрабатываемой поверхности.
Материалом для притирки служат абразивы в виде порошков
или паст. К порошкообразным абразивам относят наждак, корунд,
карбид кремния, окись хрома и др. Из абразивных паст широко
применяют пасты ГОИ и алмазные пасты. Припуск на притирку
обычно составляет 0,01—0,02 мм.
44
Приработка аналогична притирке, только вместо притира
используют сопрягаемую деталь. Приработку деталей выполняют,
когда необходимо обеспечить соединение деталей с зазором по¬
рядка 1—2 мкм при плавном ходе подвижного резьбового и зуб¬
чатого соединений и др. Приработку применяют при сборке оправ
по окулярной резьбе, сборке цилиндрических и конических опор
и др.
Притирку и приработку производят вручную на токарно-арма-
турных станках с помощью специальных приспособлений для за¬
крепления деталей. Шпинделю станка сообщается реверсивное
движение. После обработки необходимо тщательно промыть дета¬
ли, чтобы удалить с поверхностей абразивные зерна, в про¬
тивном случае они приведут к интенсивному изнашиванию дета¬
лей при работе прибора.
Шабрение. Шабрение заключается в «соскабливании» тонких
слоев металла для получения точной и ровной поверхности дета¬
ли, т. е. прямолинейности и плоскостности. Инструментом для
шабрения служит шабер.
Первая стадия шабрения — выравнивание обрабатываемой по¬
верхности. Поверочную плиту смазывают тонким слоем краски
(сажей или синькой, разведенной в масле, а также лазурью или
ультрамарином) и накладывают на нее деталь, которую переме¬
щают в разных направлениях до окрашивания выступающих мест
поверхности детали, после чего эти места соскабливают шабером.
Шабрение заканчивают, когда вся обрабатываемая поверхность
будет равномерно покрываться пятнами краски. На второй стадии
обеспечивают необходимую точность поверхности, для чего круп¬
ные пятна краски разбивают шабрением на более мелкие.
Точность шабрения определяют по числу точек контакта дета¬
ли и плиты, приходящихся на поверхность квадрата 25x25 мм.
Точкой контакта называют часть блестящей поверхности
детали, которая находится внутри контура окрашенного пятна, по¬
лученного от натирания поверочной плитой. Чем точнее шабре¬
ние, тем большее число точек приходится на единицу поверхно¬
сти.
Для герметичного соединения двух плоскостей количество то¬
чек контакта должно быть не менее пяти на участке 25x25 мм.
Чтобы обеспечить прямолинейность и плавность хода соединения
типа «ласточкин хвост», рабочие поверхности детали должны быть
пришабрены с точностью 10—12 точек контакта.
Шабрение дает возможность получать правильную плоскость
с отклонением до 0,005 мм. Припуск на шабрение не должен пре¬
вышать 0,1 мм. Шабрение в основном применяют в условиях еди¬
ничного и мелкосерийного производства в следующих случаях:
для герметизации двух плоскостей, если герметизация не пре¬
дусмотрена конструктивными мероприятиями (герметизирующи¬
ми прокладками и др.);
для обеспечения прямолинейности движения, плавности хода
без люфта в подвижных соединениях направляющих, например
45
скользящих шпонках, направляющих типа «ласточкин хвост»
и др.;
для обеспечения положения контрольных установочных пло¬
щадок приборов под уровень. Шабрение контрольных площадок
в этом случае производят после юстировки прибора.
В некоторых случаях для придания поверхности красивого
внешнего вида применяют декоративное шабрение. Его
выполняют вручную шаберами или же на сверлильных станках с
помощью палочек диаметром 8—12 мм из твердых пород дерева,
на торцах которых нанесена абразивная паста. При этом на обра¬
ботанной поверхности получается ровный и красивый рисунок в
виде кружков, наложенных друг на друга.
§ 2. Выполнение разъемных соединений
В оптических приборах наибольшее распространение имеют
следующие виды разъемных соединений: резьбовые, шпоночные,
шлицевые и соединения с помощью штифтов.
Резьбовые соединения. Они могут быть подвижными и непод¬
вижными. Различают две разновидности резьбовых соединений:
1. Собираемые детали имеют резьбу и их соединение выпол¬
няют без каких-либо дополнительных деталей.
2. Соединение деталей выполняют с использованием дополни¬
тельных крепежных деталей — винтов, болтов, гаек и др.
Рис. 23. Виды неподвижных винтовых соединений
Неподвижные соединения деталей 1 и 3 с помощью винтов 2
изображены на рис. 23, а — е. Соединение деталей 1 и 3 с по¬
мощью винта с конической (потайной) головкой (рис. 23, г) обес¬
печивает надежное крепление и исключает возможность их взаим¬
ного перемещения за счет плотного сопряжения детали 1 и винта 2
по конической поверхности. Если детали поступают на сборку
с обработанными отверстиями, то такое соединение не позволяет
проводить регулировку взаимного положения деталей 1 и 3.
46
Если регулировка необходима, отверстие предварительно об¬
рабатывают только в детали 1. После регулировки положения
детали 1 в ней сверлят отверстие, нарезают резьбу и соединяют
детали. Все это усложняет сборку, приводит к необходимости по¬
следующей разборки, промывки деталей и повторной сборки уз¬
ла.
На рис. 23, а, б, в изображены варианты соединения деталей 1
и 3 с помощью винтов 2, позволяющих вести регулировку. Отвер¬
стия под винт обрабатывают в механическом цехе, а регулировку
осуществляют, за счет зазора между отверстием в детали 1 и вин¬
том 2.
Соединение деталей с помощью шпильки и гайки 4 (рис. 23, ж)
в оптических приборах встречается сравнительно редко.
Рис. 24. Фиксация резьбо¬
вого соединения детален
штифтом
Рис. 25. Фиксация поло¬
жения собранных дета¬
лей винтом
Для фиксации положения деталей 1 и 3 винтом 2 и исключе¬
ния повторных регулировок после разборки соединения, а также
для предотвращения возможного смещения деталей при эксплуа¬
тации прибора предусматривают фиксацию штифтом 4 (рис. 24).
Рис. 26. Виды болтовых соединений
Соединение втулки 3 с валом 2 с помощью установочного вин¬
та 1 изображено на рис. 25. Резьбовое отверстие во втулке 3 об¬
рабатывают до сборки в механическом цехе. После регулировки
положения втулки через ее резьбовое отверстие высверливают на
валу коническое углубление, в которое входит конический хвосто¬
вик винта 1. Винты завертывают с помощью отверток, ручных или
механизированных.
При соединении деталей с помощью болтов и гаек (рис. 26)
отверстия в обеих деталях выполняют гладкими, без резьбы.
47
Болт 3 вставляют в отверстия деталей 1 и 2 и навинчивают на
него гайку 4.
Для предотвращения самопроизвольного развинчивания резь¬
бовых соединений предусматривают различные способы стопоре-
ния. Способ стопорения выбирает конструктор прибора в зависи¬
мости от назначения прибора, условий эксплуатации, материала
деталей и др.
Стопорные и установочные винты стопорят установкой их на
сурик, заливкой нитроклеем АК-20 или шеллаком.
Для предотвращения самоотвинчивания винтов с конической
головкой применяют кернение в шлиц (рис. 27, а) или встык
(рис. 27, б) головки винта.
Винты с цилиндрической головкой стопорят с помощью пру¬
жинных шайб 1 (рис. 28), которые устанавливают под головку
винта. С помощью тех же шайб можно предотвратить самоотвин-
чивание гаек (рис. 28, а).
Очень надежно стопорение гаек: с помощью разводных шплин¬
тов 3. Применяемые в этих случаях корончатые гайки 4 (рис. 28, б)
навертывают на болт, затем в болте 2 сверлят отверстие под
шплинт. Шплинт 3 через прорезь в гайке вставляют в отверстие
болта и концы шплинта разводят в разные стороны.
Шлицевые соединения. Их применяют для передачи значитель¬
ных крутящих моментов. Шлицы бывают трех видов: прямоуголь¬
ные, треугольные и эвольвентные. Сборку шлицевых соединений
осуществляют методом полной взаимозаменяемости по скользя¬
щей, ходовой или легкоходовой посадке без какой-либо пригонки.
Шпоночные соединения. Их применяют для соединения и за¬
крепления на валах щкивов, зубчатых колес, маховичков, кулач¬
ков и других деталей в механизмах для передачи крутящего мо¬
мента.
Клиновые шпонки (рис. 29, а) с клином 1 :100 запрессовыва¬
ют между валом и ступицей. Сложность пригонки состоит в том,
48
Рис. 27. Стопорение винтов с кониче¬
ской головкой кернением
Рис. 28. Стопорение винтов и гаек
что угол наклона паза насаженной на вал детали должен быть
равен углу наклона шпонки. Шпонки пригоняют припиливанием
или пришабриванием по краске.
Призматические шпонки (рис. 29, б) позволяют собирать как
подвижные, так и неподвижные соединения.
Направляющие шпонки (рис. 29, в) применяют в тех случаях,
когда помимо передачи крутящего момента детали должны сво¬
бодно перемещаться вдоль вала. Шпонки устанавливают в шпо¬
ночный паз вала и закрепляют винтами.
Рис. 29. Виды шпоночных соединений
Сегментные шпонки (рис. 29, г) используют для неподвижных
соединений. Достоинством соединения с сегментными шпонками
является простота изготовления пазов и сборки соединения.
Штифтовые соединения. Штифты применяют для окончатель¬
ной фиксации собранных деталей после их регулировки, а также
для соединения двух деталей. В первом случае применяют ци¬
линдрические штифты, а во втором — конические. Для обеспече¬
ния разборки деталей 1 и 3 (см. рис. 24) штифт 4 должен быть
запрессован в деталь 3, а в детали 1 иметь посадку скольжения.
Конические штифты применяют для соединения круглых деталей,
например зубчатого колеса 2 с валом 1 (см. рис 21). Штифт за¬
бивают в отверстие, в котором он удерживается силами трения.
При необходимости разборки соединения штифт выбивают из от¬
верстия.
§ 3. Выполнение неразъемных соединений
В оптических приборах применяют неразъемные соединения,
выполняющие клепкой, развальцовкой и завальцовкой, с гаран¬
тированным натягом, сваркой, пайкой и склейкой.
Клепка. Ее выполняют с помощью заклепок. Заклепку 4 уста¬
навливают в заранее просверленные отверстия соединяемых дета¬
4—1511
49
лей 1 и 2 (рис. 30), которые помещают на массивную подставку 5.
На выступающий конец заклепки накладывают обжимку 3, по ко¬
торой ударяют молотком. Выступающая часть заклепки деформи¬
руется с образованием замыкающей головки, форма которой оп¬
ределяется формой рабочей части обжимки.
Для получения полукруглой головки
длина выступающей части должна быть
равна 1,5 rf, а для потайной (конической)
головки — (0,7-^-0,8) d, где d — диаметр
стержня заклепки. Заклепки изготовляют
из хорошо деформируемых (мягких) ме¬
таллов и сплавов (малоуглеродистой ста¬
ли, мягкой латуни, дюралюминия) сплош¬
ными или пустотелыми с полукруглой или
потайной (конической) головкой.
Значительно чаще встречается соедине¬
ние клепкой, в котором расклепываемая
деталь является элементом конструкции
прибора. Изрбраженное на рис. 31 соеди¬
нение планки 1 с осью 2 выполняют сле¬
дующим образом. Ось 2 укладывают в специальную подставку,
планку 1 насаживают на выступающий конец оси, который рас¬
клепывают заподлицо с поверхностью планки. Контроль осущест¬
вляют вручную на отсутствие проворачивания и качки оси в план¬
ке. Соединение деталей клепкой выполняют на настольных меха¬
нических и пневматических прессах, или с помощью специальных
приспособлений, или на специальном оборудовании.
Рис. 30. Соединение де¬
талей с помощью заклеп¬
ки
Рис. 31. Соединение деталей клеп¬
кой без использования .заклепки
Рис. 32. Соединение зубчатого коле¬
са с осью развальцовкой
Завальцовка и развальцовка. Соединение зубчатого коле¬
са 3 с осью 2 развальцовкой изображено на рис. 32. Зубчатое ко¬
лесо насаживают на посадочный диаметр оси, закрепленной в
шпинделе 1 токарного станка. Раскатник 5 вводят в отверстие
оси и под дейстивем силы раскатывает кромку 4 оси до полного
прижатия и закрепления зубчатого колеса. Завальцовку выпол¬
няют аналогичным образом, только кромка деформируется не от
Оси детали, как при развальцовке, а в обратном направлении — к
оси детали. Завальцовку широко применяют при закреплении
круглых оптических деталей (линз, сеток и т. п.) в оправах.
50
Соединение деталей с гарантированным натягом. Его выпол¬
няют следующими способами: запрессовкой, нагревом охватываю¬
щей детали, охлаждением охватываемой детали.
В процессе запрессовки происходит сглаживание микронеров¬
ностей поверхности, поэтому с уменьшением шероховатости по¬
вышается прочность прессового соединения. Смазка поверхностей
в процессе запрессовки предотвращает заедание детали и обеспе¬
чивает однородность прессовой посадки. Запрессовку производят
на ручных или приводных прессах, для обеспечения правильной
установки деталей применяют специальные приспособления.
При выполнении соединения с гарантированным натягом спо¬
собом нагрева охватывающую деталь нагревают, затем надевают
на охватываемую деталь и охлаждают. Необходимая прочность
соединения обеспечивается сжатием охватывающей детали цри ох¬
лаждении. Нагрев деталей производят в электропечи, термостате
или нагретом масле.
При выполнении соединения с гарантированным натягом спо¬
собом охлаждения охватываемую деталь охлаждают, затем наде¬
вают на охватывающую деталь и нагревают до комнатной темпе¬
ратуры. Необходимая прочность соединения обеспечивается рас¬
тяжением охватываемой детали при нагревании. Детали охлаж¬
дают в ванне с жидким воздухом или в термостате с твердой
двуокисью углерода. Соединение деталей по этому способу при¬
меняется ограниченно.
Сварка. Соединение деталей сваркой в оптическом производ¬
ства применяется редко, осуществляется на специальном обору¬
довании.
Пайка. Пайка при сборке оптических приборов применяется
крайне редко. Выполнение паяных соединений при электромон¬
тажных работах рассматривается в гл. IV.
Склеивание. Для соединения деталей из теплоизоляционных
материалов (пенопласта, фторопласта, текстолита), лакоткани,
кожи, фибры, кожезаменителей, картона, бумаги и других мате¬
риалов с металлическими деталями применяют клей БФ-4 и ПУ-2.
Детали из резины и прорезиненых материалов соединяют с
металлическими и деревянными деталями с помощью клея 88Н
и др.
В операционных картах, на склеивание подробно указывают
порядок выполнения работ, режимы, применяемые материалы и
др. Общий порядок склеивания деталей следующий: тщательная
промывка и обезжиривание склеиваемых поверхностей, нанесение
первого слоя клея, сушка в термостате или на воздухе, нанесение
второго слоя, сушка его и склеивание деталей, выдержка, кон¬
троль. При склеивании деталей применяют приспособления.
§ 4. Смазка механических узлов
На поверхности механических деталей в процессе сборки на¬
носят различные смазывающие вещества — смазки. Трущиеся по¬
4*
51
верхности деталей покрывают смазками, обспечивающими плав¬
ность хода подвижных соединений, внутренние нетрущиеся поверх¬
ности прибора, расположенные вблизи оптических деталей,
протирают специальными смазками, предотвращающими осыпку
частиц отделочных покрытий и других инородных материалов и,
наконец, при консервации на поверхности деталей и приборов для
предохранения их от коррозии покрывают антикоррозионными
смазками.
Смазки для оптических приборов должны не загустевать и не
вытекать из соединений в пределах рабочих температур прибора,
не высыхать и сохранять свои свойства в течение длительного
времени (1—2 года), не вызывать налетов на оптических деталях
и не разбрызгиваться при удавах и вибрациях прибора, быть хи¬
мически неактивными и не вызывать коррозии металлических де¬
талей прибора.
В зависимости от вида и вязкости различают смазки твердые,
консистентные и масла. Основными компонентами консистентных
смазок являются вазелиновое масло МВП и цезерин — смесь твер¬
дых углеводородов, получаемая при переработке и очистке озоке¬
рита (горного воска). Вазелиновое масло при нормальной темпе¬
ратуре— подвижная жидкость, застывающая при 75°С; цезерин —
твердое вещество, которое плавится при +88°С. Различное соотно¬
шение этих компонентов в смазке определяет температурный ин¬
тервал ее работы. Для придания смазке дополнительйых свойств
(вязкости, маслянистости, антифрикционных свойств) в ее состав
вводят добавки.
Консистентную смазку ГОИ-54 применяют для трущихся по¬
верхностей деталей механических узлов, расположенных вблизи
оптических деталей. Детали механизмов, испытывающие при ра¬
боте значительные нагрузки, смазывают цезерино-графитной смаз¬
кой БВН-1. При сборке шарикоподшипников и узлов трения, уда¬
ленных от оптических деталей, применяют смазки ОКБ-122-7 и
ЦИАТИМ-202.
В. прибора^, предназначенных для работы в тропических ус¬
ловиях, смазку ОКБ-122-7 заменяют смазкойг ЗЦКП. Узлы трения
приборов, соприкасающихся с морской волной, смазывают смаз¬
кой МС-70. Пружины протирают салфеткой, смоченной маслом
МВП.
Поверхности окулярных резьб оправ, объективов при сборке
смазывают смазкой МЗ-5, узлы типа часовых механизмов (зубча¬
тые колеса, грубы) —часовым маслом МЗП-6, оси лепестков цент¬
ральных затворов фотоаппаратов — веретенным маслом АУ. г
Для предотвращения осыпки покрытий внутренние поверхно¬
сти оправ, тубусов и др., расположенных вблизи оптических де¬
талей, протирают тонким слоем смазки «Орион», в состав кото¬
рой входят цезерин, авиационное масло, пчелиный воск и другие
вещества. Для консервации металлических деталей при длитель¬
ном хранении используют пушечную смазку ПВК или смазку
ГОИ-54.
52
Смазывание деталей и механизмов проводят при окончатель¬
ной сборке узлов, после их регулировки, разборки и обезжирива¬
ния поверхностей. Во избежание загрязнения смазок их рекомен¬
дуется хранить в закрытой таре (баночках) с указанием назва¬
ния смазки. Смязку наносят на поверхности металлических
деталей с помощью шпателя (деревянной лопаточки), щетки, ки¬
сточки или салфеток, смоченных в масле.
§ 5. Герметизация оптических приборов
Многие оптические приборы в процессе эксплуатации подвер¬
гаются воздействию различных климатических условий (жара,
холод, дождь, снег, пыль, морская вода, пары химически актив¬
ных веществ и др.). Проникновение внутрь прибора пыли, влаги,
паров химически активных веществ приводит к образованию на¬
летов на оптических деталях, коррозии металлических деталей и
другим дефектам, которые значительно ухудшаЬт характеристи¬
ки прибора и могут вывести его из строя. Для предотвращения
попадания внуть оптических приборов пыли, влаги и других ве¬
ществ их герметизируют, т. е. изолируют внутреннюю полость при¬
боров от окружающей среды.
Герметизацию оптических приборов осуществляют двумя спосо¬
бами: введением в конструкцию прибора различного рода про¬
кладок, сальников, уплотнителей или применением уплотнитель¬
ных замазок, которыми заполняют зазоры и уплотняют стыки в
соединениях.
Замазки должны быть эластичными и не содержать твердых
частиц, не вытекать из соединений при высоких температурах,
не выкрашиваться и не отслаиваться от деталей при низких тем¬
пературах, обладать хорошей прилипаемостью к стеклу и метал¬
лу, легко смываться растворителями, быть химически нейтральны¬
ми и устойчивыми, сохранять свои свойства в заданных условиях
эксплуатации прибора в течение длительного времени (двух лет).
Уплотнительные замазки бывают трех видов: мягкими, полутвер¬
дыми и твердыми.
В состав мягких замазок входят цезерин, канифоль, масло
МВП, петролатум, воск. Мягкие замазки работают при темпера¬
туре 60°С, их применяют для уплотнения зазоров до 0,5 мм, залив¬
ки резьбовых соединений и уплотнения соединений с большой про¬
тяженностью сопрягаемых поверхностей.
Полутвердые замазки содержат цезерин, канифоль, вазелин,
битум, трансформаторное масло и каолин; применяют для уплот¬
нения зазоров более 0,5 мм, заливки резьб и головок винтов, по¬
становки защитных стекол. Полутвердые замазки обеспечивают
хорошее качество уплотнения при температуре до 60°С.
Твердые замазки сохраняют свои уплотняющие свойства при
температуре от —60 до +70°С, применяют для герметизации сое¬
динений в. приборах, работающих в тропических условиях, и вме¬
сто полутвердых замазок. В состав твердых замазок входят цезе-
53
рин, канифоль, озокерит, воск, бимут, масло МС-14 и рубурикас.
Кроме замазок для герметизации оптических приборов приме¬
няют специальные уплотнители, например герметик УТ-34, кото¬
рый хорошо выдерживает вибрационные и ударные нагрузки и со¬
храняет уплотняющие свойства при температуре от —60 до
4-100°С, применяют также различные анаэробные герметики.
Герметизация является заключительным этапом сборки при¬
бора. На обезжиренные сопрягаемые поверхности деталей наносят
слой замазки, детали плотно соединяют крепежными деталями
(винтами, болтами, резьбовыми кольцами и др.), излишки замаз¬
ки, выдавливаемые из соединения, удаляют деревянной палочкой.
Рис. 33. Уплотняющие устройства оптических прибо¬
ров
В оптических приборах, для . которых установлены жесткие
требования к надежности и герметизации, предусматривают кон¬
структивные уплотняющие элементы (рис. 33) в виде прокладок,
манжет, сальников, мембран.
Для обеспечения герметичности неподвижного соединения де¬
талей 2 и 3 (рис. 33, а) на их соприкасающихся плоскостях про¬
тачивают замкнутые канавки. При сборке в канавку детали 3
укладывают прокладку У, форма и размеры которой соответст¬
вуют размерам канавки. При закреплении детали 2 прокладка
плотно заполняет полость канавок и обеспечивает надежную гер¬
метизацию соединения. Прокладки изготовляют из специальных
сортов резины или фетра, пропитанного смазкой.
Для герметизации подэижного соединения вала 8 с корпусом 7
(рис. 33, б) при его небольшой частоте вращения используют ман¬
жетное уплотнение 4. Степень уплотнения соединения определя¬
ется пружинящим 5 и каркасным 6 кольцами. Уплотнение анало¬
54
гичного соединения может быть обеспечено с помощью сальни¬
ка 10, который закладывают в проточку корпуса 11 и через втул¬
ку 12 поджимают гайкой 13 (рис. 33, в). Сальник изготовляют из
фетра, войлока или сукна и в течение 1—2 ч проворачивают его
в смазке. Такое устройство обеспечивает хорошее уплотнение при
осевых перемещениях или небольших частотах вращения вала 9.
Для уплотнения вала 14 (рис. 33, г), вращающегося с неболь¬
шой частотой, применяют мембраны 16, изготовленные из пру¬
жинной стали или бронзы. Мембраны поочередно устанавливают
и закрепляют на валу и в корпусе 15 и уплотняют консистентны¬
ми смазками. Расстояние между мембранами определяется проме¬
жуточными кольцами 17.
Лучший способ контроля герметичности — нагнетание внуть
прибора воздуха при небольшом давлении. При этом критерием
герметичности прибора будет минимальный промежуток времени
от 3 до 6 мин, в течение которого давление воздуха в приборе
уменьшится в два раза. Так как время падения давления не за¬
висит от начального избыточного давления, то в приборе создают
небольшое начальное давление, примерно 19,9 кПа. Воздух в при¬
бор нагнетают с помощью насоса через отверстие в специально
изготовленной заглушке.
Если прибор не выдерживает указанного испытания, определя¬
ют негерметичные места с помощью мыльной воды. Места, про¬
пускающие воздух, обнаруживают по мыльным пузырям. Мелкие
приборы опускают в стеклянный бак с водой и по пузырькам вы¬
ходящего воздуха определяют негерметичные места. Соединения,
не обеспечивающие герметичность, перебирают.
§ 6. Рабочее место сборщика. Оборудование сборочного цеха
Механическую сборку оптических приборов обычно ведут на
верстаках или специальных столах, например при стационарной
сборке оптических приборов средних габаритных размеров: моно¬
хром атов, инструментальных микроскопов, оптических делительных
головок. Крупногабаритные оптические приборы, например астро¬
номические, собирают на специальных площадках.
Верстаки располагают или по сборочным участкам при стаци¬
онарной сборке малогабаритных оптических приборов, или вдоль
конвейера при подвижной сборке. Верстак имеет осветительную
лампу, которую можно перемещать в удобное для сборщика по¬
ложение: около верстака установлен стул, сиденье которого мож¬
но регулировать по высоте. На верстаке размещают в удобных
для сборщика местах технологическую документацию (обычно на
специальной подставке), небольшой запас деталей, входящих в
собираемый узел, мелкие крепежные детали, уложенные в отдель¬
ные баночки или неглубокий ящичек, разделенный на ячейки, сле¬
сарно-сборочные инструменты, используемые при сборке данного
узла или для выполнения данной сборочной операции (пинцет, от¬
вертки, ключи, напильники, молотки, развертки, метчики, звенков-
55
ки и т. п.). На верстаке также размещают небольшие, закрытые
плотными крышками сосуды с растворителями, щетки и ершики
для промывки мелких деталей, салфетки, прозрачные колпаки,
которыми накрывают промытые детали или собранные узлы для
предохранения их от загрязнений, в отдельных баночках распо¬
лагают вспомогательные материалы — смазки, клей, пасты и т. п.
Часто на веретаке размещают приспособления (тиски, штативы,
подставки, струбцины и т. п.), предназначенные для закрепления
в процессе сборки собираемого узла или прибора, а также изме¬
рительные приборы и приспособления (штангенциркуль, микро¬
метр, индикатор, набор щупов и т. п.). Под верхней крышкой вер¬
стака располагают выдвижные ящики или рядом с верстаком ус¬
танавливают ящик со стеллажами для хранения инструментов, при¬
способлений и материалов. Опытные мастера-сборщики уделяют
большое внимание организации рабочего места. На верстаке этих
мастеров нет не нужных для сборки данного узла или прибора
инструментов, каждый инструмент лежит на своем и удобном для
сборщика месте, все инструменты и приспособления исправны, а
верстак чист. Правильная организация рабочего места сборщика
определяет производительность и качество сборки, гарантирует
безопасность труда.
В цехах механической сборки помимо инструментов и приспо¬
соблений, располагаемых на рабочем месте сборщика, имеется
оборудование для пригоночных и других работ. К ним относят
точные токарно-арматурные станки, настольные сверлильные
станки, ручные или пневматические прессы, плиты для притирки
плоскостей, электропечи, термостаты и другое оборудование. Это
оборудование обычно располагается на отдельном участке.
§ 7. Безопасность труда при механической сборке
Отделы техники безопасности заводов с учетом особенностей
работы в сборочных цехах разрабатывают инструкции по технике
безопасности, которые должны хорошо знать и строго соблюдать
все работники цеха. Нарушение этих инструкций приводит к трав¬
мам и несчастным случаям.
На участках механической сборки сборщик про¬
изводит разнообразные сборочные работы, при выполнении кото¬
рых. должен соблюдать следующие основные требования безопас¬
ности труда:
1. Постоянно следить за состоянием рабочего места и поддер¬
живать чистоту и порядок.
2. Выполнять работы в опрятной спецодежде, на которой не
должно быть болтающихся концов тесемоЯ. Манжеты рукавов
следует завязать или застегнуть на пуговицы, длинные волосы
убрать под головной убор.
3. Не приступать к выполнению незнакомых работ и не рабо¬
тать с недостаточно освоенными устройствами и механизмами до
получения от мастера инструктажа по технике безопасности.
56
4. Следить за исправностью применяемого в работе инстру¬
мента и оборудования (токарно-арматурных и сверлильных стан¬
ков, электроточил и др.), а также за исправностью электропро¬
водки и заземления.
5. Хранить растворители (бензин, спирт и др.) на рабочих ме¬
стах в специальной таре. Количество растворителя на одном ра¬
бочем месте должно быть не больше 100 г.
6. Выполнять работы, связанные с применением вредных ве¬
ществ под вытяжными устройствами.
7. После окончания работы сдать на склад остатки горючих
веществ, убрать инструмент и привести в порядок свое рабочее
место.
8. Не курить и не пользоваться в цехе открытым огнем и нагре¬
вательными приборами, которые способны вызвать воспламенение
огнеопасных веществ. Курить можно только в специально отве¬
денных местах. В случае возникновения пожара необходимо на¬
ходиться на своем рабочем месте и выполнять распоряжения ру¬
ководителей производства или действовать согласно инструкции,
в которой расписан порядок поведения рабочих в случае пожара.
При этом следует помнить, что при пожаре нельзя выбивать стек¬
ла в окнах, так как,приток свежего воздуха способствует распро¬
странению пожара. До прибытия пожарных команд тушить пожар
можно огнетушителями, водой из пожарного крана или песком
(в специально отведенных местах должны быть ящики с песком).
Горящий бензин, керосин, смазочные масла и другие горючие
жидкости следует тушить пенными огнетушителями и песком.
9. Сообщать администрации сборочного цеха о всех замечен¬
ных неисправностях в работе механизмов, оборудования и элек¬
трооборудования, а также о всех нарушениях правил безопасно¬
сти труда.
Контрольные вопросы
1. В чем заключается подготовка деталей к сборке?
2. Назовите основные виды механической обработки, применяемые при
сборке.
3. £акие вещества и составы применяют для смазки механических узлов?
4. Какими способами осуществляют герметизацию оптических приборов?
Глава VII. СБОРКА НАПРАВЛЯЮЩИХ
ПРЯМОЛИНЕЙНОГО ДВИЖЕНИЯ
§ 1. Типы направляющих и требования к ним
Типы направляющих. Направляющими называют устрой¬
ства, обеспечивающие заданное движение деталей (или узлов)
прибора относительно других узлов и деталей. По виду движения
различают направляющие для прямолинейного движения и на¬
правляющие для вращательного движения. Как те, так и другие
могут быть с трением скольжения и с трением качения.
57
Направляющие для прямолинейного перемещения состоят из не¬
подвижного основания / (рис. 34, а), имеющего точно обработанные
направляющие поверхности, по которым перемещается ползун
или каретка 2 (под¬
вижная часть на¬
правляющих). У на¬
правляющих с тре¬
нием скольжения
каретка перемеща¬
ется непосредст¬
венно по направля¬
ющим поверхно¬
стям основания. У
направляющих с
трением качения
(рис. 34,6) между
кареткой 2 и на¬
правляющими по¬
верхностями осно¬
вания 1 расположе¬
ны шарики 5, роли¬
ки или подшипники,
которые при движе¬
нии каретки пере¬
катываются по направляющим поверхностям.
Типы направляющих для прямолинейного движения, применяе¬
мые в оптических приборах, изображены на рис. 35. Различают
направляющие без силового замыкания (открытые) и с силовым
замыканием (замкнутые).
Рис. 34. Направляющие для прямолинейного переме¬
щения
Рис 35. Направляющие для прямолинейного перемещения,
применяемые в оптических приборах
58
Открытые направляющие (рис. 35, а) обеспечивают заданное
движение при наличии внешней силы, прижимающей каретку 2 к
основанию 1. Этой силой может быть масса каретки или давление
пружины. Открытые направляющие применяют в стационарных
установках (например, лабораторных приборах).
Наиболее часто в оптических приборах используют замкнутые
направляющие (рис. 35, б), обеспечивающие перемещение карет¬
ки 2 по основанию 1 в заданном направлении независимо от на¬
правления действующих сил, и особенно направляющие типа «лас¬
точкин хвост» (рис. 35, в, г) в механизмах для перемещения пред¬
метных столиков, тубусодержателей микроскопов, отсчетных се¬
ток и др.
Требования к направляющим. Основным требованием, предъ¬
являемым к направляющим для прямолинейного движения, явля¬
ется точность перемещения каретки, которая задается допуском на
непрямолинейность. Непрямолинейность выражается в том, что
помимо заданного движения вдоль направляющих каретка совер¬
шает дополнительные перемещения в других направлениях, на¬
пример в плоскости, перпендикулярной направлению заданного
движения. Допустимую непрямолинейность направляющих, нахо¬
дящуюся в пределах сотых долей миллиметра, задает конструктор
в зависимости от их назначения в приборе.
Кроме точности перемещения каретки направляющие должны
обеспечивать плавность хода, малые трения, небольшой износ и
надежность ^работы в заданных условиях эксплуатации.
§ 2. Сборка направляющих
Указанные в § 1 требования к направляющим обеспечивают
за счет точной обработки их направляющих поверхностей, а также
пригоночными и регулировочными работами, выполняемыми при
сборке.
Сборку узлов с направляющими для прямолинейного переме¬
щения, как правило, начинают с проверки прямолинейности на¬
правляющих поверхностей. Обнаруженные отступления от задан¬
ной прямолинейности устраняют шабрением. Сборку узлов с на¬
правляющими выполняют различными способами в зависимости
от конструкции направляющих и типа производства.
Направляющие с трением скольжения. Направляющие типа
«ласточкин хвост» в условиях единичного и мелкосерийного про¬
изводства собирают методом пригонки (рис. 36, а). Поверхности
трения а ив ползуна 1 шабрят с последующей проверкой их на
окраску по плите. Для проверки параллельности поверхностей а
и в ползун устанавливают на плиту и с помощью двух одинаковых
калиброванных валиков, определяют микрометром размер А: раз¬
ность в размерах по всей длине ползуна не должна превышать
0,01 мм. Шабрят по ползуну поверхности трения а ив основания 2
с последующей их проверкой на краску (рис. 36,6), затем пол¬
59
зун вставляют в основание 2 и прижимают его с помощью двух
клиньев 3 (рис. 36, в) к направлящим поверхностям основания.
В собранном виде узел устанавливают на токарно-арматурный
станок и протачивают одновременно поверхность С у обеих дета¬
лей; не разбирая соединения, эту же поверхность шабрят с про¬
веркой по плите на краску. Поверхность планки 4, прилегающей
к поверхности С (рис. 36, г), также шабрят. Планку привертыва¬
ют к ползуну винтами, затем ползун с планкой вынимают из ос¬
нования, детали промывают, поверхности трения смазывают, пол¬
зун вставляют в основание и проверяют плавность хода ползуна.
При таком способе сборки необходимый для перемещения ползуна
минимальный зазор между поверхностями трения достигается ин¬
дивидуальной пригонкой, что требует значительных затрат вре¬
мени.
Рис. 36. Последовательность сборки направляющих типа «ласточкин хвост»
Объем пригоночных работ и время на сборку значительно со¬
кращается при сборке узлов с направлящими, в конструкции ко¬
торых предусмотрена возможность регулировки бокового зазора
(рис. 37). Зазор Д, дающий возможность ползуну 3 перемещаться
в поперечном направлении, выбирают регулировкой положения
планок 4У закрепленных на основании 1 винтами 2. Достигнутое
при регулировке положение планок фиксируется штифтами.
Для достижения повышенной точности работы узла с направ¬
ляющими применяют притирку ползуна к направляющим поверх¬
ностям. Перед притиркой направляющие поверхности шабрят так,
чтобы на ней при проверке на краску было не менее 4—6 пятен на
площади 25x25 мм. После этого подготовленную к притирке по¬
верхность тщательно промывают бензином и вытирают чистой
салфеткой. На подготовленную поверхность наносят равномерный
слой пасты ГОИ, натирая бруском пасты поверхность до по¬
лучения сплошного зеленоватого покрытия. Затем накладывают
сопрягаемую деталь и перемещают ее по направляющим взад и
вперед в течение нескольких минут. Затем сработанную пасту
смывают керосином и наносят новый слой. Это повторяется до
тех пор, пока не исчезнут следы предыдущей обработки, а при¬
тираемая поверхность не покроется равномерно распределенными
матовыми пятнами.
Направляющие с трением качения. Их применяют в случаях»
когда перемещение каретки должно происходить при усилиях,
60
значительно меньших,, чем у направляющих с трением скольже¬
ния. Наиболее технологичной считается конструкция призматиче¬
ских направляющих (рис. 38, а).
Призматические направляющие состоят из двух неподвижных
планок 7, на которых обработаны призматические направляющие
поверхности, подвижной каретки 2, имеющей также две призмати¬
ческие поверхности, шариков 3 и сепаратора 4. Сепараторы
(рис. 38,6) для обеспечения заданного расстояния между шарика¬
ми и их положения относительно движущихся деталей изготовля¬
ют из листовой стали, латуни или дюралюминия.
Рис. 37. Сборка направляющих
с регулировкой бокового за¬
зора
Рис. 38. Призматические направляющие
с трением качения
Сборку направляющих с трением качения выполняют в такой
последовательности. Поступившие на сборку детали чистят и обез¬
жиривают. Подбирают предусмотренное конструкцией число ша¬
риков, причем размеры их диаметров должны минимально отли¬
чаться друг от друга. Призматические направляющие поверхно¬
сти планок 1 проверяют на прямолинейность и при необходимости
подшабривают. Затем планки предварительно закрепляют на ос¬
новании (на рис. 38, а оно не изображено). Шарики 3 укладыва¬
ют в отверстия сепараторов 4 и вместе с сепараторами прижима¬
ют к призматическим поверхностям на боковых сторонах каретки 2.
В таком положении каретку 2 с шариками вставляю? между приз¬
матическими направляющими поверхностями закрепленных пла¬
нок 1, регулировкой положения которых обеспечивают заданный
размер Л, а также параллельность призматических направляю¬
щих поверхностей и, следовательно, плавность и прямолинейность
перемещения каретки. Найденное таким образом положение пла¬
нок фиксируют штифтами. Затем узел разбирают, детали промы¬
вают, смазывают смазкой и вновь собирают и устанавливают
штифт 5, который ограничивает возможное перемещение сепара¬
тора. При необходимости контролируют плавность и прямолиней¬
ность перемещения каретки.
61
§ 3. Контроль качества сборки направляющих
В процессе сборкц узлов с направляющими для прямолиней¬
ного перемещения контролируют качество направляющих поверх¬
ностей деталей и сборки узла.
Контроль качества направляющих поверхностей деталей за¬
ключается в визуальном осмотре поступающих на сборку деталей
и в проверке их прямолинейности. Внешний осмотр проводят с
целью обнаружить забоины, вмятины и другие дефекты на на¬
правляющих поверхностях деталей, которые могли возникнуть в
результате небрежного хранения и транспортирования деталей.
Контроль направляющих поверхностей. Направляющие поверх¬
ности протяженностью до 150—200 мм контролируют с помощью
специального ползуна 1 «на краску»; (рис. 39); сущность метода
подробно изложена в гл. VI, § 1. Строго говоря, метод контроля
«на краску» не позволяет оценить действительную величину не-
прямолинейности, а дает возможность лишь выявить ее наличие.
Однако данный метод достаточно прост, не требует каких-либо
вычислений и удобен, особенно в процессе пригонки, когда требу¬
ется определить место, подлежащее обработке. Этим и объясня¬
ется достаточно широкое применение метода контроля «на краску».
Прямолинейность открытых направляющих поверхностей кон¬
тролируют с помощью лекальных линеек методом световой щели.
Лекальную линейку 1 (рис. 40) укладывают острым ребром на
проверяемую поверхность детали 2, а источник света помещают
сзади линейки. По наличию и распределению видимого зазора
между линейной и контролируемой поверхностью судят о ее пря¬
молинейности.
Направляющие поверхности большей протяженности контроли¬
руют аЬтоколлимационным шаговым методом с использованием
автоколлиматора и шагового мостика с плоским зеркалом.
Контроль качества сборки узлов. Его выпоняют после окон¬
чательной сборки узла с целью проверить выполнение требований,
указанных на сборочном чертеже. Наиболее важным из них яв¬
ляется прямолинейность перемещения каретки, которую проверя¬
ют с помощью лекальной линейки или автоколлиматора.
Рис. 39. Контроль направляющих по¬
верхностей «на краску»
Рис. 40. Контроль прямоли¬
нейности методом световой
щели
62
При первом способе контроля лекальную линейку 2 (рис. 41)
устанавливают на подвижную каретку 1 так, чтобы в двух край¬
них положениях каретки индикатор 3 имел одинаковые показания.
Затем медленно перемещая каретку по направляющим, следят за
показанием индикатора.
Изменение показаний инди¬
катора, закрепленного на стой¬
ке 4, по сравнению с начальны¬
ми указывает на непрямолиней¬
ность перемещения каретки в го¬
ризонтальной плоскости. Если
индикатор установить так, что¬
бы его измерительный стержень
касался плоскости А лекальной
линейки, то таким же образом
можно проконтролировать пря¬
молинейность перемещения ка¬
ретки в вертикальнбй плоскости.
Следует иметь в виду, что не¬
прямолинейность рабочих по¬
верхностей лекальной линейки влияет на показания индика¬
тора и, следовательно, на оценку качества сборки узла.
Прямолинейность перемещения каретки контролируют и с по¬
мощью автоколлиматора (рис. 42, а). Для этого автоколлиматор3
Рис. 41. Контроль прямолинейно¬
сти перемещения каретки с помо¬
щью лекальной линейки
Рис. 42. Схема контроля прямолинейности перемещения каретки автокол-
лимационным способом
устанавливают около контролируемого узла так, чтобы его опти¬
ческая ось была параллельна направлению перемещения карет¬
ки 1. На каретке закрепляют стойку 2 с плоским зеркалом, поло¬
жение которого регулируют винтами. Перпендикулярность отра¬
жающей поверхности зеркала оптической оси автоколлиматора кон¬
тролируют по совмещению автоколлимационного изображения с
центром измерительной сетки автоколлиматора (рис. 42,6). При
немедленном перемещении каретки наблюдают за положением ав¬
токоллимационного изображения. Любое смещение изображения от
63
центра измерительной сетки свидетельствует о непрямолинейности
перемещения каретки, которое оценивают в угловой мере. На
рис. 42, б аг и ав — измерения по шкалам, автоколлиматора, оп¬
ределяющие углы наклона каретки в горизонтальной и вертикаль¬
ной плоскостях относительно начального положения каретки.
Контрольные вопросы
1. Какие требования предъявляют к направляющим прямолинейного пере¬
мещения?
2. Расскажите о сборке направляющих для прямолинейного перемещения.
3. Перечислите основные методы контроля прямолинейности направляющих
поверхностей.
4. Какими методами контролируют прямолинейность перемещения кареток?
Глава VIII. СБОРКА НАПРАВЛЯЮЩИХ
ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ
По виду трения различают направляющие вращательного дви¬
жения с трением скольжения и с трением качения. Последние по
сравнению с направляющими трения скольжения характеризуют¬
ся небольшими потерями на трение и меньшим моментом трога-
ния с места, нечувствительностью момента трения к колебаниям
температуры, невысокими требованиями к смазке, но обеспечива¬
ют менее плавное вращение, сопровождающееся шумом.
Направляющие вращательного движения должны сохранять
в процессе эксплуатации заданное положение вращающейся де¬
тали (или узла) относительно установочных баз, причем момент
трений не должен превышать допустимой величины, а вращение
должно быть плавным и точным. Точность вращения характеризу¬
ется величиной радиального и осевого биения вращающейся де¬
тали/ (или узла).
§ 1. Сборка направляющих с трением скольжения
Направляющие вращательного движения, которые называют
опорами или подшипниками, состоят из цапфы 1 и втулки 2
(рис. 43). В зависимости от формы рабочей поверхности втулки
различают опоры цилиндрической (а), конической (б), сфериче¬
ской (в) и призматической (г) рабочей поверхностью. При сбор¬
ке направляющих вращательного движения основные трудности
возникают в связи с обеспечением заданного зазора между цап¬
фой 1 и втулкой 2. У направляющих с цилиндрической рабочей по¬
верхностью (рис. 43, а) требуемый зазор достигается за счет вы¬
сокой точности обработки цилиндрических поверхностей втулки 2
и цапфы 1. Если таким способом требуемую точность соединения
обеспечить невозможно или экономически нецелесообразно, то
применяют сборку методом групповой взаимозаменяемости или
индивидуальную пригонку деталей.
64
Необходимым условием точности работы конических направля¬
ющих (рис. 43, б) является равенство углов конических поверх¬
ностей цапфы 1 и втулки 2. Обеспечить данное требование меха¬
нической обработкой этих деталей не удается. Поэтому требуемая
точность работы таких направляющих достигается в процессе
сборки методом индивидуальной пригонки, которую осуществля¬
ют притиркой конических поверхностей сопрягаемых деталей.
Рис. 43. Виды направляющих вращательного движения с
трением скольжения
Хорошее прилегание рабочих поверхностей сферических опор
(рис. 43, в) обеспечивают также притиркой цапфы 1 и втулки 2.
Для оптических приборов, направляющие которых работают
при больших осевых нагрузках, применяют разгрузочные устрой¬
ства, уменьшающие момент трения и износ, рабочих конических
поверхностей втулки 2 и цапфы 1. В качестве разгрузочного уст¬
ройства используют торцовую поверхность А—А (рис. 44, а) или
регулировочный винт 3 (рис. 44, б) с контрящей гайкой 4.
Точность работы направляющих с
разгрузкой по торцовой поверхности
зависит не только от равенства углов
конических поверхностей цапфы и
втулки, но от состояния их торцов,
которые должны иметь требуемую
плоскостность и заданную перпенди¬
кулярность относительно осей кониче¬
ских поверхностей. Кроме того, необ¬
ходимо, чтобы при плотном прилега¬
нии торцов между коническими по¬
верхностями обеспечивался равномер¬
ный зазор заданной величины.
Обеспечение указанных требова¬
ний достигается индивидуальной при¬
гонкой деталей при сборке (см. гл. VI,
§ О-
Направляющие с регулировочным винтом собирают так. Ко¬
нические поверхности цапфы 1 (рис. 44, б) и втулки 2 притирают
между собой, а необходимый диаметральный зазор устанавлива¬
Рис. 44. Конические направ¬
ляющие с разгрузочными уст¬
ройствами
5-1511
65
ют перемещением регулировочного винта 3, который фиксируют
контрящей гайкой 4. Зависимость между осевым перемещением
винта и изменением диаметрального зазора выражается форму¬
лой A& = 2/tga, где / — величина перемещения регулировочного
винта, мм; a — половина угла конуса направляющих в угловых
градусах; ДЬ — величина изменения диаметрального зазора, мм,
соответствующая перемещению винта на велечину I.
При малом угле конуса и небольшом шаге регулировочного
винта обеспечивается высокая точность регулировки. Например,
если шаг регулировочного винта Р = 0,5 мм и угол a = 3° (tg3°=
= 0,052), то при развороте винта на 1/10 оборота (/ = 0,05 мм) диа¬
метральный зазор изменится на Д& = 2 *0,05 *0,52 = 0,0052 мм.
К направляющим с коническими поверхностями относят и опо¬
ры на центрах (рис. 45, а, б). Зазор между центром 1 и кониче¬
ским отверстием вала 2 выбирают осевым перемещением центров,
но при этом нельзя допускать перетяжку центров, увеличивающую
момент трения в опоре. После регулировки центр фиксируют конт¬
рящими гайками 3. Для регулирования положения оси вала в попе¬
речном направлении в конструкции некоторых опор используют
центр 1 с эксцентриситетом е (рис. 45,в), поворотом которого уста¬
навливают нужное положение вала 2 под углом р. После регули¬
ровки центр 1 фиксируют стопорным винтом 4.
§ 2. Сборка направляющих с трением качения
В оптических приборах для обеспечения трения качения между
вращающимся валом и неподвижным корпусом применяют ради¬
альные, радиально-упорные и упорные подшипники. Наиболее ши¬
роко применяют радиальные шарикоподшипники, конструкция и
основные присоединительные размеры которых изображены на
66
Рис. 45. Опоры на центрах
рис. 46, а: 1 — внутреннее кольцо, 2 — наружное кольцо, 3 — ша¬
рики, 4 — сепаратор, d — посадочный диаметр внутреннего кольца,
D — посадочный диаметр наружного кольца, Ъ — ширина подшип¬
ника. Точность вращения подшипников (рис. 46, б, в) характеризу¬
ется радиальным и торцовым биениями наружного и внутреннего
колец, допустимые величины биений установлены стандартами в
зависимости от класса точности подшипника.
Рис. 46. Присоединительные размеры (а) и схемы проверки точности
вращения наружного (I, II) и внутреннего (III, IV) колец шарикопод¬
шипников (б, в)
Подшипники изготовляют на специализированных заводах, они
имеют определенное установленное стандартом расположение по¬
лей допусков на диаметры d и D. Поэтому заданную конструкто¬
ром посадку подшипника обеспечивают за счет изменения диамет¬
ров вала и посадочного отверстия в корпусе. Сопряжение наруж¬
ного кольца с корпусом выполняют в системе вала, а сопряжение
внутреннего кольца с валом — в системе отверстия.
Сопряжение подшипника с валом и корпусом осуществляют
По различным посадкам, которые назначает конструктор в зави¬
симости от величины, характера и направления действующих на
подшипники нагрузок и требуемой точности работы направляю¬
щей. Для соединения подшипника с валом и корпусом применяют
посадки с зазором и посадки с натягами. Если вал вращается, то
его соединяют с внутренним кольцом по посадке с натягом, на¬
ружное кольцо при этом соединяют с корпусом по посадке с за¬
зором. И наоборот, если вращается корпус, то его соединяют с
наружным кольцом подшипника по посадке с натягом, а внутрен¬
нее кольцо с валом — по посадке с зазором.
Посадочные места под установку подшипников обрабатывают
по 5-му и 6-му квалитетам с шероховатостью по Ra=
= 1,25—0,32 мкм, при этом допустимая нецелиндркчность и не-
круглость посадочных поверхностей валов и корпусов должна
быть в пределах 0,5—0,25 допуска на посадочную поверхность.
Эти требования обусловлены тем, что при установке подшипников
их тонкие кольца, деформируясь, принимают форму посадочной
поверхности вала или корпуса, влияющую на точность работы
подшипников. Кроме того, нарушения в работе радиальных ша-
5*
67
рикоподшипников возникают из-за перекоса их колец. Такой пере¬
кос имеет место при несоосности посадочных отверстий под под¬
шипники в корпусе, например в конструкциях, изображенных на
рис. 48, в, г, д, е.
При сборке механических узлов оптических приборов выпол¬
няют многократную переборку узлов соединений и направляющих
вращения, необходимую для их регулировки, а также для про¬
мывки деталей, наладочных, работ и др. Поэтому для монтажа и
демонтажа подшипников предусматривают возможность установки
их при незначительных усилиях (натяг в соединении должен со-,
ставлять 2—5 мкм). Для обеспечения указанного требования про¬
изводят подбор подшипников и валов для сборки методом группо¬
вой взаимозаменяемости.
Калибр (рис. 47) для сор¬
тировки подшипников имеет
коническую форму и разность
размеров Di—D = 6, где Dx —
номинальный диаметр отвер¬
стия подшипника, D — пре¬
дельный размер отверстия, 6—
допуск на изготовление отвер¬
стия подшипника. На конической части калибра нанесены четыре
риски, расстояние между которыми незначительно превышает ши¬
рину подшипника. С помощью этого калибра подшипники сорти¬
руют на пять групп в зависимости от положения их относительно
рисок.
В радиальных шарикоподшипниках между кольцами и шари¬
ками имеется радиальный зазор, снижающий точность вращения
подшипника. Поэтому в ответственных случаях для уменьшения
радиального и осевого биений подшипники устанавливают с не¬
которым осевым натягом, вызывающим небольшую упругую де¬
формацию рабочих поверхностей подшипника. Предварительный
натяг создают относительным смещением колец подшипника в осе¬
вом направлении.
Особенности сборки направляющих вращения с шарикопод¬
шипниками обусловлены конструкцией узла и предусмотренными
в ней способами (рис. 48, а — е) крепления подшипников. В об¬
щем случае сборку направляющих вращательного движения с тре¬
нием качения ведут в такой последовательности:
1. Вначале шарикоподшипники промывают в бензине и про-
сушивак)т их на воздухе, далее производят их подбор по диамет¬
ру каждого вала и по отверстиям в корпусе. При необходимости
производят доводку посадочного диаметра вала. Затем детали
тщательно промывают в бензине и просушивают на воздухе. Под¬
шипники смазывают 2—3 каплями масла.
2. При установке подшипников на посадочные места вала и в
отверстия корпуса сначала выполняют соединения по более плот¬
ным посадкам (с большим натягом), а затем по менее плотным.
Установку подшипников с малыми натягами выполняют вручную,
Рис. 47. Калибр для сортировки под¬
шипников на группы
68
Рис. 48. Примеры крепления подшипников
а с большими натягами — с помощью несложных приспособлений
(рис. 49, а, б). Приспособление, изображенное на рис. 49, б, при-
меяяеют при одновременной установке подшипника на вал и в
корпус. Подшипники устанавливают легкими удараци молотка,
посадочные места их смазывают маслом.
Рис. 49. Приспособления для установки подшипников
3. Регулировка заключается в создании осевого натяга, требу¬
емую величину которого в узлах, изображенных на рис. 48, обес¬
печивают следующими способами:
соответствующей установкой детали 1 (в) или зубчатого ко¬
леса 2 (г) с последующей фиксацией их штифтами;
69
перемещением гайки, которую стопорят винтом 3 (<?) или уси¬
лием пружины 4 (е).
4. Контроль сборки направляющих (ведут для установления
легкости вращения, биений и др.). На этой стадии сборки выпол¬
няют при необходимости дополнительную регулировку, чистку и
смазку узла.
Рис. 50. Специальные подшипники оптичетких приборов
В оптических приборах помимо перечисленных выше подшип¬
ников применяют и специальные (рис. 50,а — г). В насыпном ра¬
диально-упорном подшипнике (рис. 50, д) кольца /, 3 установле¬
ны по различным посадкам в Системе вала: кольцо 1 с большим
натягом, чем кольцо 3, так как первое не демонтируют. После
установки кольца 1 с помощью приспособления собирают коль¬
цо 2. Шарики, имеющие минимальный разброс (2—3 мкм) по ди¬
аметру укладывают на кольцо 2, покрытое консистентной смаз¬
кой. Собранное кольцо 3 вставляют в отверстие корпуса, на тру¬
бу надевают с небольшим усилием кольцо 3 и навертывают гай¬
ку 4, которую плотно привертывают к торцу трубы. Осевой зазор
обеспечивают пригонкой компенсационной детали: подрезкой тор¬
ца трубы 5 или гайки 4 с уступом.
Рис. 51. Приспособление для установки шариков при сборке насып¬
ных шарикоподшипников
70
Установку шариков при сборке производят с помощью при¬
способления (рис. 51). Шарики при снятой крышке 1 засыпают в
корпус 2. Через отверстие в корпусе они попадают в отверстие
наконечника 3 и проваливаются до иглы 7. Игла и отсекатель 5
закреплены в кольце 4, расстояние между ними равно диаметру
шарика. При перемещении кольца по направлению стрелки иг¬
ла 7 отходит и один шарик через отверстие наконечника подается
к месту сборки. В исходное положение кольцо 4 возвращается
пружиной 6.
§ 3. Контроль качества сборки направляющих
При проверке качества сборки узлов с направляющими вра¬
щательного движения контролируют плавность хода, точность
вращения, момент трения и момент трогания.
Плавность хода проверяют поворачивая вал пальцами, при
этом он должен вращаться плавно без люфтов и заеданий. Ана¬
логичным образом контролируют момент трогания и момент тре¬
ния. В ответственных случаях Для этих целей применяют специ¬
альные устройства.
Точность вращения контролируют измерением торцового и ра¬
диального биений вращающейся детали с помощью индикатора по
схемам, аналогичным схемам контроля точности вращения шари¬
коподшипников (см. рис. 46)Г.
Контрольные вопросы
1. Как обеспечивается точность сборки направляющих вращательного дви¬
жения с цилиндрической и конической рабочей поверхностью?
2. Перечислите основные требования и особенности сборки направляющих
с шарикоподшипниками.
3. Как выполняют сборку направляющих вращательного движения с под¬
шипниками?
4. Расскажите о контроле точности сборки направляющих вращательного
движения.
Глава IX. СБОРКА ВИНТОВЫХ МЕХАНИЗМОВ
§ 1. Винтовые механизмы и требования к ним
Группы винтовых механизмов. Винтовыми механизмами
называют передаточные устройства, преобразующие вращательное
движение винта или гайки в их горизонтальное перемещение. Ос¬
новными элементами винтового механизма являются винт и гайка.
Винтовые механизмы бывают с метрической и трапецеидальной
стандартными резьбами (рис. 52, 53). По назначению их подраз¬
деляют на две группы: отсчетные и неотсчетные. Отсчетные винто¬
вые механизмы служат для измерения или обеспечения линейных
перемещений с заданной точностью. Неотсчетные винтовые меха¬
низмы обеспечивают только перемещение отдельных деталей или
узлов прибора. Поэтому особых условий, обязательных для выпол¬
нения, к. точности работы неотсчетных механизмов не предъяв¬
ляют.
71
Требования, предъявляемые к винтовым механизмам. В винто¬
вых механизмах величина линейного (осевого) перемещения пря¬
мо пропорциональна углу поворота винта для гайки: /=&Ар/360°,
где I — линейное перемещение винта (или гайки), мм; k — число
заходов резьбы (в отсчетных механизмах обычно используют резь¬
бу однозаходную, т. е. £=1); Р — шаг резьбы, мм; <р — угол пово¬
рота винта (или гайки) в угловых градусах. Под точностью
Рис. 52. Профиль и элементы мет¬
рической резьбы:
Р — шаг резьбы, а — угол профиля,
d\, d2, dz — наружный, средний и внут¬
ренний диаметры
Рис. 53. Профиль и элементы
трапецеидальной, резьбы:
Р — шаг резьбы, а — угол профиля,
d\, d2, dz — Наружный, средний и внут-
* ренний диаметры
осевого перемещения винтового механизма понимают по¬
стоянство величин перемещений при одних и тех же углах поворо¬
та на любых участках винта в пределах рабочего хода механиз¬
ма, т. е.. линейное перемещение должно быть строго пропорцио¬
нально углу поворота винта. На графике (рис. 54) теоретическая
зависимость линейного перемещения от угла поворота винта ф
(или числа оборотов п) выражается прямой линией 1. В дейст¬
вительности зависимость линейных перемещений (кривая 2) от¬
личается от теоретической, механизм работает с кинематиче¬
ской пЬгрешностью. Различают два вида погрешностей:
периодические и накопленные.
Периодически-
м и (или циклически¬
ми) Л// называют по¬
грешности, которые по¬
вторяются периодиче¬
ски через примерно
равные углы поворота
винта.
Накопленными
(или ходовыми) А/к на¬
зывают погрешности,
которые накапливают¬
ся в пределах некото¬
рого угла поворота
винта. Накопленную
погрешность Д/к опре¬
деляют как разность между теоретическим /т и действительным
/д линейными перемещениями за один и тот же угол поворота вин¬
та. Теоретическое перемещение /т вычисляют по приведенной
Рис. 54. Погрешности винтового механизма
72
выше формуле, а действительное перемещение /д определяют при
контроле собранного механизма.
Кроме того, при работе механизма винт или гайка не должны
иметь каких-либо качаний или перемещений в других направле¬
ниях, кроме осевого, т. е. должны обеспечивать точность направ¬
ления перемещения.
Допустимые отклонения к точности осевого перемещения и к
точности направления перемещения устанавливает конструктор.
Эти два требования обеспечиваются соответствующей конструк¬
цией винтового механизма, качественным изготовлением деталей
(винта и гайки) механизма и последующей качественной сборкой.
Винты отсчетных механизмов изготовляют из незакаленной или
закаленной (до твердности HRC 55—60) углеродистой стали У8А
или У10А. Шероховатость рабочих поверхностей у закаленных
винтов по #а = 0,63-=-0,32 мкм, у незакаленных — по Ra =
= 1,25ч-0,63 мкм. Гайки изготовляют из бронзы, латуни, незака¬
ленной стали, антифрикционного чугуна и полиэтилена. Полиэти¬
лен обладает высокой упругостью и малым коэффициентом тре¬
ния. Механизмы с полиэтиленовой гайкой обеспечивают высокую
точность работы и могут действовать без смазки.
§ 2. Сборка отсчетных винтовых механизмов
Резьбовые пары (винт и гайка) отсчетных винтовых механиз¬
мов выполняют по посадке скольжения; гарантированный зазор
по среднему диаметру резьбы при этой посадке равен нулю. Прак¬
тически же в соединении всегда имеется некоторый зазор Ь по
средним диаметрам винта и гайки. Зазор в сопряжении создает
60°
Рис. 55. Схемы сопряжения профилей винтовой пары
возможность переноса гайки и свободу относительного перемеще¬
ния винта и гайки в пределах угла профиля (а = 60°) и обеспечи¬
вает контакт лишь по одной стороне профиля резьбы (рис. 55, а,
б). Кроме того, при перемене направления вращения винта или
гайки возникает мертвый ход, т. е. свободное перемещение одного
элемента резьбового соединения относительно другого. Например,
при изменении направления вращения винта 1 гайка 2 остается
неподвижной (не двигается в противоположном направлении) до
73
тех пор, пока винт не повернется на угол (мертвого хода) <рм.х. и
не будет выбран двойной зазор а. Величину 2а для метрической
резьбы (а=60°) определяют по формуле 2a = 26tga/2« l,155fc, a
угол поворота винта <рм.х— по формуле <рм.х = (360°-2Mga/2)/^~
415,8 bjkP, где b — величина зазора по средним диаметрам резь¬
бы винта и гайки, a = 60° — угол профиля метрической резьбы, Р —
шаг резб^, k — число заходов. Например, если в винтовой паре
механизма с однозаходной метрической резьбой шагом Р = 0,5 мм
имеется зазор по среднему диаметру Ь = 0,01 мм, *то, мертвый ход
в механизме будет равен 0,012 мм, а в угловой мере <рм.х = 8,3°.
Таким образом, зазор в винтовой паре влияет на точность ра¬
боты винтовых механизмов, сборка которых зависит от особенно¬
стей их конструкции и, в частности, от возможности регулировки
зазора.
Винтовые механизмы с
нерегулируемым зазором.
Винтовые механизмы с не¬
регулируемым зазором со¬
бирают методом индиви¬
дуальной пригонки. При об¬
работке резьбовых поверх¬
ностей винта и гайки остав¬
ляют небольшой припуск на
притирку. Притирку ведут
на токарном станке или
вручную пастой ГОИ, после
чего гайка должна плавно,
без качаний и с постоянным
усилием перемещаться по
всей длине винта.
Дифференциальный- вин¬
товой механизм с нерегулируемым зазором (рис. 56) обеспечивает
малые перемещения стержня 1 относительно корпуса 3 при доста¬
точно больших углах поворота винта 4. Штифт 2 перемещается по
пазу в корпусе 3 и препятствует повороту стержня 1. Винт 4 име¬
ет две резьбы: наружную с шагом Pt и внутреннюю с шагом Рг-
Обе резьбы винта однозаходные и имеют одно направление, на¬
пример правое.
Если винт 4 повернуть на один оборот, то он ввернется в кор¬
пус 5, а винт 4 навернется на стержень /, и одновременно с этим
винт 4 переместится относительно корпуса 3 в направлении стрел¬
ки А на шаг Ри а стержень 1 — относительно винта 4 в направле¬
нии стрелки В на шаг Р%. В результате этих двух движений стер¬
жень переместится в осевом направлении на величину Д = Рi—Рг,
т. е. на величину, равную разности шагов резьб винта 4. Величина
перемещения стержня 1 за один оборот винта 4 зависит от соот¬
ношения Pi и Ръ Если Pi= 0,6 мм, и /*2=0,5 мм, то за один обо¬
рот винта стержень переместится в направлении стрелки А на
Д=0,6—0,5=0,1 мм.
Рис. 56. Дифференциальный винтовой
механизм
74
Сборку дифференциального винтового механизма (рис. 56)
выполняют в такой последовательности. Сначала притирают
винт 4 и корпус 3 по резьбе с шагом Pi, затем отдельно притирают
винт и стержень 1 по резьбе с шагом Рг. После притирки все де¬
тали тщательно промывают в бензине, резьбовые поверхности де¬
талей смазывают смазкой. Винт 4 заворачивают в корпус 3, затем
стержень 1 ввертывают в винт 4 (при неподвижном винте 4 и уда¬
ленном штифте 2). Вращением винта и стержня устанавливают за¬
данное начальное положение (например, размеры N и L) относи¬
тельно корпуса 3. В этом положении в отверстие стержня, предва¬
рительно обработанное, устанавливают штифт 2. Контролируют
рабочий ход стержня и точность работы механизма.
Рис. 57. Конструкции устройств с радиальной регулировкой зазора
Существенными недостатками винтовых механизмов с нерегу¬
лируемым зазором являются трудность обеспечения заданного за¬
зора и возможность, появления неисправимого брака при сборке.
Кроме того, изнашивание резьбовых поверхностей при работе ме¬
ханизма приводит к потере точности, которая не может быть вос¬
становлена при ремонте механизма.
Винтовые механизмы с регулируемым зазором. В этих меха¬
низмах для регулирования зазора в резьбовой паре применяют
различные по конструкции устройства, которые разделяют на две
группы: с радиальной и осевой выборкой зазора.
Конструкции с радиальной выборкой зазора
изображены на рис. 57. Наиболее простым является устройство с
разрезной гайкой 1 и стял^ным винтом 3 (рис. 57, а), но в этом
случае создается неодинаковое по контуру винта 2 обжатие, вызы¬
вающее неравномерный износ гайки. Устройство на рис. 57, б со¬
стоит из корпуса 5, разрезной (цанговой) 6 и регулировочной 4
гаек. Перемещая гайку 4 в корпусе 5, изменяют усилие обжатия
винта 7 лепестками разрезной гайки 6 и, следовательно, регули¬
руют зазор в резьбовой паре винт — гайка. В устройстве *на
рис. 57, в необходимый зазор между резьбовыми поверхностями
75
винта 10 и разрезной гайки 9 устанавливают с помощью гайки 8>
навинчиваемой на коническую резьбу гайки 9.
В устройстве с осевой выборкой зазор в резьбовой паре регу¬
лируют за счет относительного смещения отдельных частей меха¬
низма, например в конструкции, изображенной на рис. 58, а — пе¬
ремещением в ту или другую сторону регулировочной гайки 1 в
корпусе 3. Стопорным винтом. 2 фиксируют найденное положение
регулировочной гайки 1. Схема выборки осевого зазора при раз¬
личных направлениях перемещения регулировочной гайки 1 изоб¬
ражены на рис. 58, б.
В устройстве на рис. 58, в необходимый осевой зазор устанав¬
ливают с помощью пружины 7, которая раздвигает гайки 1 и 6,
навинченные на винт 4, в осевом направлении. Штифт 5 препят¬
ствует вращению гайки 1 относительно гайки 6.
Винтовые механизмы с устройствами для регулирования зазо¬
ра собирают следующим образом. Плавность работы механизма
обеспечивают, притиркой винта и гайки пастой ГОИ. После про¬
мывки деталей и повторной сборки механизма со смазкой прово¬
дят регулировку (выборку) зазора, добиваясь плавности хода без
перевалов, люфтов и мертвого хода. Затем контролируют точ¬
ность работы механизма.
§ 3. Контроль качества сборки винтовых механизмов
Плавность хода винтового механизма обычно контролируют в
процессе притирки и последующей регулировки зазора в сопря¬
жении винт—гайка (если возможность регулировки предусмоте-
на конструкцией механизма). Плавность хода сборщик контроли¬
рует, удерживая гайку одной рукой, а другой поворачивая винт,
при этом он должен вращаться плавно и без люфтов и заеданий.
Покачиванием гайки определяют наличие зазора в соединении*
винт — гайка. Окончательную проверку работы механизма выпол¬
няют после его сборки. Следует отметить, что плавность хода вин¬
тового механизма, обеспечивающего точное перемещение ползуна
или карбтки по направляющим (например, предметного столика
Рис. 58. Конструкции устройств с осевой регулировкой зазора
76
микроскопа), зависит не только от винтовой пары, но и от каче¬
ственной сборки направляющих.
Наиболее сложной и трудоемкой операцией является контроль
точности работы механизма. .Основным методом контроля явля¬
ется метод сравнения, сущность которого заключается в следую¬
щем. Винт поворачивают на некоторый угол. Соответствующее
этому углу поворота действительное линейное перемещение /д
винта или гайки сравнивают с эталонной мерой длины, равной
величине теоретического перемещения /т (см. рис. 54), или доста¬
точно точно измеряют величину /д и сравнивают ее с расчетным
перемещением /т. Точность используемых измерительных средств
зависит от заданной точности работы механизма.
Например, для
контроля точности
микрометрического
винта (рис. 59) ис¬
пользуют микро¬
скоп с образцовой
шкалой. Контроль
осуществляют сле¬
дующим образом.
Образцовую шкалу
1 (рис. 60) с ценой
деления 0,1 мм уста¬
навливают на стек¬
ле 4 стола контроль¬
ного микроскопа па¬
раллельно направ¬
лению перемещения
стола. При этом го¬
ризонтальный штрих
3 сетки окуляра
микроскопа должен
быть параллелен продольной риске 2 образцовой шкалы на всем
пути перемещения стола с образцовой шкалой.
Перемещая стол микроскопа вращением барабана 5 проверяе¬
мого винтового механизма, последовательно совмещают деления об¬
разцовой шкалы 1 с вертикальным штрихом окуляра микроскопа
для каждого деления барабана 5, следующего через 0,1 мм в пре¬
делах одного оборота барабана и далее через 1 мм. Показания шка¬
лы отсчетного барабана 5 должны совпадать с величиной переме¬
щения образцовой шкалы. Например, после наведения на нулевой
штрих образцовой шкалы стол переместили до 25-миллиметрового
штриха образцовой шкалы. На шкале отсчетного барабана также
должна быть цифра 25. В противном случае разность этих двух
отсчетов будет составлять величину погрешности винтовой пары.
Для исключения влияния мертвого хода на результаты контроля
рекомендуется при совмещении делений отсчетной шкалы бара¬
бана с индексом вращать барабан только в одну сторону.
Рис. 59. Микрометрический винт
/ 2 J * 5
Рис. 60. Схема контроля точности винтового ме¬
ханизма
Точность контроля работы механизма зависит не только от
точности используемых измерительных средств, но и от ряда дру¬
гих причин, например точности отсчетной шкалы барабана и точ¬
ности совмещения делений отсчетной шкалы барабана с индексом.
Достоверность результатов контроля может быть повышена,
если контроль проводить 3—4 раза и взять средние значения из
величин погрешностей, обнаруженных при каждом измерении.
На этом же микроскопе (рис. 60) контролируют и величину
мертвого хода. Для этого, вращая измерительный барабан в од¬
ну сторону, совмещают индекс сетки окуляра с каким-либо целым
делением шкалы и записывают отсчет по образцовой шкале. По¬
ворачивая барабан на один оборот в противоположную сторону,
перемещают винт на некоторое заданное расстояние и снова сни¬
мают отсчет по образцовой шкале. Разность этих отсчетов даст
величину перемещения винта. Затем сравнивают эту величину с
величиной заданного ранее расстояния и определяют величину
мертвого хода. Например, если при вращении барабана в обрат¬
ную сторону винт переместился на 1 мм, а разность отсчетов, сня¬
тых с образцовой шкалы, равна 0,987 мм, то мертвый ход равен
0,013 мм.
§ 4. Сборка и контроль механизмов с окулярной резьбой
Винтовые механизмы с окулярной резьбой широко применяют
в конструкциях объективов и окуляров. Их используют в тех слу¬
чаях, когда необходимо в процессе эксплуатации прибора часто
перемещать компоненты оптической системы без нарушения ее
центрирования. Например, механизм с окулярной резьбой исполь¬
зуют в конструкции окуляров для перемещения линз с целью от¬
корректировать близорукость и дальнозоркость глаз наблюда¬
теля.
Конструктивно винтовой механизм с
окулярной резьбой состоит из двух оправ
или корпуса и оправы (рис. 61), сопря¬
женных по окулярной резьбе. Окулярная
резьба — это специальная резьба без
зазора с шагом 1,5 и 2 мм и углом про¬
филя 60°, бывает однозаходная или мно-
гозаходная, левая или правая. Многоза-
ходные резьбы применяют для обеспече¬
ния больших осевых перемещений при
малых углах поворота оправы. Напри¬
мер, если оправа и корпус сопряжены по
окулярной резьбе с шагом Р= 1,5 мм и числом заходов /з = 6, то
за один оборот оправа; переместится в осевом направлении на
l=Pk= 1,5-6 = 9 мм.
К винтовым механизмам с окулярной резьбой предъявляют
следующие основные требования:
перемещение оправы в корпусе должно быть плавное, без рыв¬
ков и заеданий,
Рис. 61. Соединение оп¬
рав по окулярной резьбе
78
зазор в окулярной резьбе задается допусками на осевую и
радиальнаую качку в зависимости от длины свинчивания А.
Например, механизм изображений на рис. 61 после сборки
должен удовлетворять следующим требованиям:
Расстояние Л, мм .
Допустимая качка, мм:
осевая .
радиальная
10
0,02
0,04
15
0,025
0,05
20
0,03
0,06
Выполнить указанные требования за счет точной обработки
резьб не удается. Эти требования обеспечивают индивидуальной
пригонкой деталей, которые при обработке окулярной резьбы ком¬
плектуют в пары так, чтобы в резьбовом соединении оставался
припуск порядка 0,01—0,015 мм на окочательную обработку сое¬
динения— притирку. Детали притирают в механическом цехе пос¬
ле нарезания окулярной резьбы или в сборочном цехе, когда на
сборочный участок подают скомплектованные, но непритертые
пары.
Притирка деталей по окулярной резьбе. Ее выполняют следую¬
щим образом. На резьбовую поверхность деталей наносят, прити¬
рочную пасту ГОИ или пасту с различными наполнителями (сера,
пемза и др.), например пасту такого состава: жир животный тех¬
нический 30%, вазелин технический 10%, пемза порошковая 60%;
смесь компонентов разбавляют машинным маслом. Затем детали
свинчивают и осуществляют периодическое свинчивание и развин¬
чивание резьбового соединения на токарно-арматурных станках
или специальных приспособлениях. На токарно-арматурных стан¬
ках одну из притираемых деталей закрепляют (обычно с помощью
цанговой оправки) в шпинделе станка, а другую деталь при вра¬
щении шпинделя удерживают от поворота вручную с помощью не¬
сложного приспособления — жимков (рис. 62). При сведении руко¬
яток жимков оправа зажимается по диаметру.
Притирочное приспособление (ручной притирочный станок)
изображено на рис. 63. Притираемые детали закрепляют в раз¬
жимной цанговой оправке 7 с помощью маховичка 4. Реверсивное
79
Рис. 62. Жимки для притирки
оправ по окулярной резьбе
Рис. 63. Ручной притирочный станок
вращение шпинделя 2 осуществляют вращением маховичка 3 за
рукоятку 5.
Необходимый объем обработки, а следовательно, и время при¬
тирки зависят от величины припуска, твердости материала и ко¬
личества ,притирочной пасты и для различных участков резьбы
может быть неодинаковым. Время притирки отдельных участков
рабочий определяет по усилию, которое необходимо для удержа¬
ния детали от проворота.
После притирки, свинчивая детали, проверяют плавность хода
на всей длине резьбы, наличие качки и при необходимости допол¬
нительно ,притирают отдельные участки.
Затем детали тщательно промывают, контролируют и смазы¬
вают приборной вазелиновой массой или другой смазкой, указан¬
ной в сборочной карте.
При притирке многозаходной окулярной резьбы обеспечивают
сопряжение деталей по одним и тем же виткам. Для этого прред
притиркой на детали наносят риски, определяющие взаимное уг¬
ловое положение их в начале свинчивания. Это положение дета¬
лей должно соблюдаться при всех последующих переборках оку¬
лярной резьбы.
Контроль качки.
В винтовом меха¬
низме с окулярной
резьбой его прово¬
дят на контрольных
'приспособл е н и я х.
Одну из деталей 4
(рис. 64) устанавли¬
вают на разжимной
оправке 5, смонтиро¬
ванной в стойке 7,
и зажимают пово¬
ротом рукоятки 6.
Другую деталь ме¬
ханизма наверты¬
вают на первую.
К месту измерения
радиальной качки подводят индикатор 3, закрепленный в стойке 1
(при этом стрелку индикатора устанавливают на нуль с натягом
не менее одного оборота). Затем навинченную деталь качают в
одну и другую сторону в направлении оси измерительного стерж¬
ня индикатора. Для контроля торцовой качки индикатор подводят
к торцу навин*чённой детали на заданном расстоянии от ее оси.
Колебания показаний стрелки индикатора определяют величину
качки. Для механизма (см. рис. 61) контроль качки проводят при
трех заданных величинах А положения оправы. Давление на де¬
таль устанавливают опытно для каждого конкретного случая. По¬
этому качество контроля в значительной степени зависит от опыта
контролера.
Рис. 64. Схема контроля радиальной качки в соеди¬
нении по окулярной резьбе
80
Более производительным и точным является контроль качки с
помощью автоколлиматора. Контроль проводят описанным выше
способом, но отсчеты снимают не по индикатору, а по смещению
автоколлимационного изображения в поле зрения автоколлима¬
тора. Оптическую ось автоколлиматора предварительно выверяют
на перпендикулярность плоскости зеркала 2, закрепленного на тор¬
це детали (см. рис. 64). В этом случае допустимая качка должна
задаваться в допустимых углах наклона одной детали механизма
относительно другой.
Контрольные вопросы
1. Перечислите виды винтовых механизмов и требования, предъявляемые
к ним.
2. Что такое мертвый ход винтового механизма?
3. Расскажите о сборке винтового дифференциального механизма.
4. Назовите способы регулировки зазора в винтовых соединениях.
5. Что такое окулярная резьба?
Глава X. СБОРКА МЕХАНИЗМОВ
С ЗУБЧАТЫМИ ПЕРЕДАЧАМИ
§ 1. Классификация зубчатых передач и требования к ним
Классификация. Зубчатые передачи (рис. 65) используют
в механизмах оптических приборов для преобразования враща¬
тельного движения ведущего звена во вращательное или поступа¬
тельное движение ведомого звена. По типу зубчатых колес раз¬
личают передачи цилиндрические, конические, винтовые и червяч^
ные, по направлению зуба — прямозубые и косозубые. По числу
ступеней передачи делят на одноступенчатые и многоступенчатые.
При этом они могут иметь постоянное (редукторы) и изменяюще¬
еся ступенями (коробки скоростей) передаточные отношения. По
характеру относительного движения зубчатых колес различают
передачи с неподвижными и подвижными осями вращения (к по¬
следним относят планетарные и дифференциальные передачи), по
виду зацепления — передачи с внешним, внутренним и реечным
зацеплением. По назначению зубчатые передачи делят на отсчет-
йые и неотсчетные (скоростные силовые и передачи общего назна¬
чения). В оптических приборах наиболее часто используют мел¬
комодульные зубчатые передачи (т<1 мм) с эвольвентным за¬
цеплением, с углом зацепления а = 20°.
Требования к зубчатым передачам. К неотсчетным передачам
предъявляют требования по износостойкости, прочности (для си¬
ловых передач), легкости и плавности вращения, бесшумности ра¬
боты (для скоростных передач). К отсчетным передачам предъяв¬
ляют повышенные требования по качеству работы, которое опре¬
деляется следующими основными показателями:
степенью кинематической точности, т. е. постоянством переда¬
точного отношения за один оборот ведомого или ведущего звена;
6-1511
81
степенью плавности работы передачи, т. е. постоянством пере¬
даточного отношения в пределах поворота ведущего звена на один
зуб или один угловой шаг колеса;
величиной мертвого хода, т. е. отставанием ведомого звена пе¬
редачи по углу поворота (или перемещению для механизмов с ре¬
ечной передачей) от ведущего звена при перемене направления
вращения последнего;
Рис. 65. Цилиндрическая прямозубая (а), косозубая (б), коническая (в), винто¬
вая (г), червячная (д), с внутренним зацеплением (е), реечная (ж) зубчатые
передачи
степенью контакта зубцов, определяемой площадью прилега¬
ния боковых поверхностей зубьев ведового и ведущего звеньев;
степенью легкости вращения, т. е. обеспечением заданного ко¬
эффициента или момента трения в передаче.
Кроме того, к отсчетным передачам предъявляют требования
по износостойкости, так как износ поверхностей зубьев приводит
к появлению мертвого хода и снижению кинематической точности
работы передачи.
82
§ 2. Сборка механизмов с червячными передачами
Червячные передачи используют в угломерных механизмах оп¬
тических приборов. Конструктивная схема червячной передачи
изображена на рис. 66. Оси вращения червяка 1 и червячного ко¬
леса 2 перекрещиваются под углом 90° и располагаются на рас¬
стоянии А. Передаточное отношение червячной передачи опреде¬
ляют по формуле u = zi/z2, где zi — число заходов червяка, Z2 —
число зубьев червячного колеса.
В отсчетных механизмах
обычно используют однозаход-
ные червячные передачи. Для
обеспечения точности работы
червячной передачи необходи¬
мо выдержать с заданной точ¬
ностью межосевое расстояние
А, обеспечить перпендикуляр¬
ность осей червяка и червяч¬
ного колеса, добиться совпа¬
дения оси червяка со средней
плоскостью червячного ко¬
леса, обеспечить совмещение
оси делительной окружности червячного колеса с осью его* враще¬
ния. Методы обеспечения указанных требований, а следовательно,
и методы сборки зависят от точностных параметров собираемого
механизма.
Сборка неотсчетных механизмов. В них допустимые отклоне¬
ния на межосевое расстояние, перекос осей и смещение средней
плоскости достаточно большие. В этих случаях требуемую точ¬
ность взаимного расположения червячного колеса и червяка обес¬
печивают за счет точного их изготовления и точной обработки по¬
садочных отверстий для монтажа червяка и червячного колеса в
корпусе механизма. Сборку неотсчетного механизма ведут по ме¬
тоду полной взаимозаменяемости.
Сборка отсчетных механизмов. При сборке возможная точность
обработки посадочных отверстий в корпусе механизма и точность
изготовления червяка и червячного колеса не обеспечивают тре¬
буемой точности монтажа деталей червячной передачи. В этих
случаях требуемое расположение деталей передачи обеспечивают
за счет пригонки деталей и регулирования их положения.
На рис. 67, а, б изображен механизм с регулируемым червяч¬
ным колесом. Червяк 1 установлен в радиальных шарикоподшип¬
никах, которые закреплены в обоймах 5. Обоймы прикреплены к
корпусу 3 цилиндрическими винтами и имеют некоторую свободу
перемещения. Червячное колесо 2 соединено с фланцем 4 цилинд¬
рическими винтами. Фланец прикреплен к оси 5 шпонкой и гай¬
кой 6. Верхняя площадка А оси 5 служит для установки узла го¬
ловной призмы. Поверхностями трения, ограничивающими осевое
перемещение оси 5, являются торцы а и б. Для устранения осевого
Рис. 66. Схема зацепления червячной
передачи
6*
83
зазора оси 5 применяют пригонку прдрезанием опорной плоско¬
сти а оси таким образом, чтобы при зажатой гайке 6 фланец 4 до¬
шел до упора и при этом не было осевого люфта оси. Сборка по
методу пригонки компенсационной детали вызвана тем, что осе¬
вое перемещение оси должно быть не более 0,01 мм-.
Рис. 67. Механизм с червячной передачей
После сборки оси с фланцам и регулируемым червячным ко¬
лесом производят центрирование червячного колеса. Оно заклю¬
чается в установке делительной окружности колеса концентрично
относительно оси его вращения с заданным допуском. Индикато¬
ром с шаровым наконечником, который вводят во впадины чер¬
вячного колеса, определяют радиальное биение зубчатого венца
при вращении колеса на оси. Если оно выше допустимого, переме¬
щают червячное колесо на фланце в пределах зазора в цилиндри¬
ческих винтах, добиваясь центрирования колеса до нужной вели¬
чины, затем колесо штифтуют с фланцем.
После центрирования собирают обоймы с подшипниками и, ус¬
танавливают на них червяк в корпусе. Для устранения осевого пе¬
ремещения червяка в радиальных подшипниках применяют сборку
с натягом.
Натяг подшипников осуществляют регулировкой, т. е. подбо¬
ром компенсатора 7. Осевой люфт червяка проверяют индикато¬
ром при осевом перемещении червяка от руки.
84
Совмещение оси червяка со средней плоскостью червячного
колеса выполняют за счет перемещений обойм 8 с подшипниками
в пределах зазоров цилиндрических винтов, крепящих обоймы к
корпусу 3, и отверстиями в обоймах. Положение червяка контро¬
лируют на краску.
После установки червяка в требуемое положение обоймы штиф-
туют, а червяк прикатывают к червячному колесу пастой ГОИ.
После притирки узел разбирают, детали промывают, смазывают и
вновь собирают.
Рис. 68. Механизм с выключающимся червяком:
/ —червяк включен, II — червяк выключен
В прицельных приборах, делительных головках и в других от¬
счетных механизмах оптических приборов часто применяют чер¬
вячные передачи с выключающимся червяком. Такие механизмы
позволяют вывести червяк из зацепления с червячным колесом,
развернуть червячное колесо на любой требуемый угол и затем
вновь соединить червяк с колесом. Механизм с выключающимся
червяком изображен на рис. 68. Выключение червяка 5 осуществ¬
ляют поворотом рукоятки 1 эксцентриковой втулки 2. После уста¬
новки червячного колеса 4 в требуемое положение возвратная
пружина 6 поворачивает эксцентриковую втулку против часовой
стрелки, возвращая червяк в исходное положение.
Червячный механизм с отключающимся червяком позволяет
получить практически беззазорную передачу, обеспечивающую
высокую точность работы. В этой передаче боковой зазор в зацеп¬
лении выбирают с помощью возвратной пружины 6, которая при¬
жимает червяк к червячному колесу. Осевой зазор между червя¬
ком 5 и эксцентриковой втулкой 2 регулируют пружинным под¬
пятником 3.
Сборку механизмов с выключающимся червяком ведут в такой
последовательности. Сначала комплектуют детали механизма
(корпус, червячное колесо, червяк, эксцентриковая втулка) так,
чтобы обеспечивалось плотное соединение деталей по сопрягае¬
мым поверхностям. Затем эти соединения притирают пастой ГОИ
для обеспечения плавности хода при минимальных зазорах. Пос¬
ле притирки детали промывают. Сборку механизма начинают со
сборки червяка. Эксцентриковую втулку 2 устанавливают в кор¬
пус, во втулку помещают червяк, устанавливают и закручивают
85
на требуемый угол пружину 6, перемещением пружинного подпят¬
ника 3 выбирают осевой люфт червяка во втулке, на оси червяка
собирают отсчетный барабан и др. Затем приступают к установке
червячного колеса. Совмещение средней плоскости червячного ко¬
леса с осью червяка осуществляется за счет изменения положения
колеса в осевом направлении, подрезкой торцов или регулировкой,
если она предусмотрена в конструкции механизма.
Правильность зацепления червяка и червячного колеса конт¬
ролируют по пятну контакта. После сборки червяка и червячного
колеса их притирают для обеспечения плавности хода. Затем ме¬
ханизм разбирают, детали промывают, сушат и вновь собирают
их смазывая. Соединение червяка и червячного колеса выполняют
на графитовой смазке. У собранного механизма проверяют плав¬
ность хода, мертвый ход, кинематическую точность и другие за¬
данные параметры.
§ 3. Сборка механизмов с цилиндрическими и коническими
зубчатыми передачами
В передачах с цилиндрическими зубчатыми колесами оси нахо¬
дящихся в зацеплении колес должны быть параллельны, а рас¬
стояние между ними должно быть равно заданному межцентрово-
му расстоянию А (рис. 69, а). Величину межцентрового расстоя¬
ния А определяют по формуле: А = 0,5(21 + z2)m, где zu z2— число
зубьев колес; т—модуль. Модуль равен отношению т = £)д:г,
где £)д — диаметр делительной окружности зубчатого колеса, z —
число зубьев.
Рис. 69. Схемы зацепления цилиндрической (а) и кони¬
ческой (б) передач
В конических передачах оси зубчатых колес должны пересе¬
каться под углом ф = 90° (рис. 69, б), кроме того, взаимное распо¬
ложение колес определяют величинами Ai и А2 — расстояниями от
точки пересечения осей колес до основания основных конусов.
Передаточное отношение и цилиндрических и конических зуб¬
чатых передач зависит от числа зубьев Z\ и z2 и определяется вы¬
ражением U = Zi/Z2.
86
Регулировка бокового зазора. На точность работы цилиндри¬
ческих и конических зубчатых передач существенное влияние ока¬
зывает точное расположение зацепляемых колес. Непараллельность
осей цилиндрических или непересечение осей конических колес из¬
меняет площадь контакта зубьев, ускоряет их износ и приводит к
потере точности механизма. Уменьшение расстояний Л, Л4 и А2
(рис. 69, б) приводит к сближению профилей, ухудшает плавность
движения, увеличивает момент трения в передаче и может приве¬
сти к ее заклиниванию, увеличение расстояний Л, Ai и Л2 — к уве¬
личению бокового зазора и возникновению мертвого хода в пере¬
даче. Способы обеспечения заданного расположения осей зацеп¬
ляемых зубчатых колес зависят от назначения механизма, требуе¬
мой точности сборки и конструкции механизма.
В неотсчетных передачах заданное положение колес обеспечи¬
вают точной обработкой посадочных отверстий корпусных деталей
механизмов. Заданный боковой зазор в передаче выдерживают за
счет подбора зацепляемых колес и их последующей притирки или
прикатки.
Рис. 70. Регулировка межцентрового расстояния с помощью
эксцентриковых деталей
В отсчетных передачах предусматривают возможность регули¬
ровки бокового зазора. На рис. 70 изображены конструкции,
позволяющие регулировать боковой зазор в цилиндрической пере¬
даче изменением межцентрового расстояния Л с помощью эксцент¬
риковых деталей. Регулирование межцентрового расстояния кон-
сольно закрепленных колес 4 и 5 (рис. 70, а) осуществляют сле¬
дующим образом. При ослабленной затяжке винтов 5, крепящих
прижимную шайбу 2, эксцентриковый палец 1 поворачивают. При
этом эксцентриковая шайба пальца вместе с ведомым колесом 4
приближается к ведущему колесу 5. Отрегулированное межцент-
ровое расстояние Л фиксируют зажимая буртик пальца 1 при¬
жимной шайбой 2.
Для регулирования межцентрового расстояния зубчатой пере¬
дачи, смонтированной на двухопорных валах, применяют эксцент¬
87
риковые (е) подшипниковые втулки (рис. 70, б). Способ регули¬
ровки такой же, как и в конструкции, изображенной на рис. 70, а.
Межцентровое расстояние зубчатых колес, которые укреплены
на параллельных валах, опирающихся на кронштейны, регулиру¬
ют следующими способами:
1. При расположении зубчатых колес, изображенном на
рис. 71, а, расстояние А регулируют перемещением кронштейна в
направлении стрелки в пределах зазоров, имеющихся между кре¬
пежными винтами и отверстиями- кронштейна. После регулировки
положение кронштейна фиксируют штифтами.
2. При расположении зубчатых колес, изображенном на
рис. 71, б, в, изменение расстояния А осуществляют за счет регу¬
лирования положения передвижных (плавающих) втулок /
(рис. 71, г, (9) с подшипниками качения или скольжения. Плава¬
ющие втулки 1 входят в отверстия кронштейнов 3 с зазорами, ве¬
личина которых согласована с зазорами между винтами 2 и кре"
пежными отверстиями втулок 1 и достаточна для выборки зазо¬
ров в зубчатой передаче.
В конических передачах регулировку бокового зазора осуще¬
ствляют пригонкой деталей (см. сборку конического дифференци¬
ала гл. X, § 4) либо изменением взаимного положения зубчатых
колес, когда возможность выборки зазора предусмотрена конст¬
рукцией механизма. Для регулировки бокового зазора в механиз¬
ме (рис. 72, а) зубчатое колесо 1 перемещают с помощью регули¬
ровочной гайки 3. Отрегулированное положение фиксируют контр¬
гайкой 2.
На- рис. 72, б изображена одна из возможных конструкций для
регулирования боковых зазоров поджимом конического зубчатого
колеса вместе с валом. Поджимаемое колесо 4 плотно насажено
88
Рис. 71. Схемы зубчатых
колес на кронштейнах
Рис. 72. Варианты крепления конических зубчатых колес с регулировкой бо¬
кового зазора
на вал 8. Вал буртиком упирается в торец резьбовой втулки 7,
ввертываемый в корпус 6 (или в кронштейн). Осевое перемещение
вала, а вместе с ним и регулируемого зубчатого колеса произво¬
дят ввертыванием в корпус втулки. Отрегулированное положение
втулки фиксируют стопорным винтом 5, под который во избежа¬
ние смятия резьбовых витков втулки подкладывают сухарик 9 из
красной отожженнор меди или свинца.
При сборке редукто¬
ров с цилиндрическими
зубчатыми передачами, у
которых на одной оси
установлены два колеса
и более, регулировка
.«межцентрового расстоя¬
ния каждой пары сцеп¬
ляемых колес невозмож¬
на. В этих случаях тре¬
буемое качество сборки
обеспечивают подбором
пар зубчатых колес с по¬
следующей их прикаткой.
Редуктор, упрощенная
конструкция которого
изображена на рис. 73,
собирают в такой после¬
довательности;
1. Проверка комплектности деталей собираемого редуктора.
2. Подготовка деталей к сборке (очистка трущихся и посадоч¬
ных поверхностей деталей от лакокрасочных покрытий, промыв¬
ка деталей в бензине).
3. Установка в корпус 1 электродвигателя 2 и закрепление на
валу двигателя зубчатого колеса 3 и колеса 12 на выходном валу
со втулкой 13.
89
Рис. 73. Упрощенная схема редуктора с ци¬
линдрическими зубчатыми передачами
4. Предварительная сборка редуктора: в корпусе 1 закрепляют
оси 11 и 14, на которые устанавливают зубчатые колеса-блоки 5У
7, 9, 17, /Р и распорные втулки 4, б, S, 10, i5, 20, подрезкой на
токарном станке торцов распорных втулок обеспечивают правиль¬
ное сцепление зубчатых колес, изготовляют технологические втул¬
ки, необходимые для последующей прикатки зубчатых колес.
5. Прикатку забчатых колес ведут с применением пасты ГОИ
последовательно по одной паре, так как одновременная прикатка
всех колес может вывести из строя электродвигатель из-за возни¬
кающих перегрузок. На ось 11 устанавливают втулку 4, зубчатое
колесо 5, технологическую втулку длиной Li, закрепляют крыш¬
ку 16 и прикатывают зубчатые колеса 3 и 5. Затем снимают
крышку 16, на ось 14 устанавливают втулку 20, зубчатое коле¬
со 19, технологическую втулку длиной L2, закрепляют крышку 16
и прикатывают вторую пару колес 7 и 19. Аналогичным образом
последовательно прикатывают все зубчатые колеса редуктора.
Рис. 74. Зубчатое колесо с зазоровыбирающим устройством
6. Окончательная сборка редуктора. После прикатки редуктор
разбирают, все детали тщательно промывают, просушивают и со¬
бирают, соблюдая технические требования по смазке.
7. Проверка качества сборки редуктора на соответствие тре¬
бованиям, указанным в карте контроля.
По ’такой схеме ведут сборку редукторов в условиях единич¬
ного и мелкосерийного производства, она характеризуется значи¬
тельной трудоемкостью и продолжительностью. В условиях серий¬
ного производства продолжительность сборки значительно сокра¬
90
щается за счет одновременной прикатки всех зубчатых передач
редуктора на специальных стендах.
Зазоровыбирающие устройства. В конструкциях отсчетных зуб¬
чатых передач, имеющих реверсивное вращение и минимальную
величину мертвого хода, применяют специальные зазоровыбираю¬
щие устройства. Примером такого устройства является цилиндри¬
ческое зубчатое колесо (рис. 74), собранное из двух колес 2 и 3.
На сопряженных торцах колес 2 и 3 (в плоскости А—А) обрабо¬
таны по три радиальных паза, в каждом из которых винтами 6
закреплены сухари 5.
Рис. 75. Зубчатая передача с зазоровыбирающим устрой¬
ством
Сборку зубчатого колеса ведут в такой последовательности.
Зубчатое колесо 2 притирают пастой ГОИ к посадочному диамет¬
ру колеса 3 и торцу до плавного, без заеданий вращения. Подрез¬
кой торца Д обеспечивают заданный зазор (0,02—0,05 мм) между
колесами при установке пружинного кольца 1. Сухари 5 закреп¬
ляют в пазах колес 2 и 3 винтами 6, которые закернивают в
шлиц для предотвращения самопроизвольного вывертывания. Ко¬
лесо 2 насаживают на вал колеса 3 в положении, при котором от¬
верстия под конический штифт 7 совпадают, предварительно уста¬
новив между сухарями 5 пружины 4. Положение колеса 2 на валу
колеса 3 фиксируют установкой пружинного кольца 1. Проверяют
создаваемый пружинами момент при относительном развороте
колес на один зуб из положения, когда отверстия под конический
штифт 7 совпадают. Если момент велик, то пружину подрезают,
добиваясь заданной величины его. Затем колеса закрепляют ко¬
ническим штифтом 7 и передают на сборку.
При сборке на валы зубчатых колес 2 и 4 (рис. 75) монтируют
подшипники, колеса устанавливают в корпус, межцентровое рас¬
стояние регулируют перемещением плавающих втулок 3, 5 и 6 с
последующей их фиксацией штифтами. Затем колеса прикатывают
91
до плавного хода и заданного бокового зазора. После прикатки
колес удаляют конический штифт 1. Боковой зазор выбирается за
счет относительного разворота колес 2 и 4 под действием пружин.
Аналогичные по принципу действия зазоровыбирающие устройства
применяют в конических и червячных зубчатых передачах
(рис. 76).
Рис. 76. Зубовыбирающие устройства в конической (а) и червячной (б)
передачах
§ 4. Сборка планетарных и дифференциальных механизмов
Планетарными называют механизмы, у которых ось одно¬
го или нескольких зубчатых колес является подвижной. Кинема¬
тические схемы отдельных планетарных механизмов изображены
на рис. 77, а. Звено 4, на котором установлены зубчатые колеса 3
с подвижными осями, называют водил ом, зубчатые коле¬
са 3 — сателлитами. Водило вращается вокруг неподвижной
основной оси. Зубчатые колеса 1 и 2, находящиеся в зацеплении с
сателлитами, оси которых совпадают с основной осью, называют
центральными (или солнечными) колесами. При вращении во¬
дила 4 сателлиты 3, поворачиваясь вокруг своих осей, одновремен¬
но перемещаются вместе с водилом относительно центрального
(солнечного) колеса. Планетарные механизмы при малых габарит¬
ных размерах и массе обеспечивают большие передаточные числа.
Сборка планетарного механизма. Он (рис. 77, б) работает
следующим образом. Вращение передается сателлитам 7, находя¬
щимся в зацеплении с зубчатым колесом (на рисунке оно не
изображено), закрепленным на валу электродвигателя. Сателли¬
ты 7, оси которых 9 соединены на водиле §, обкатываясь по не¬
подвижному (с внутренним зацеплением) зубчатому колесу 14,
92
вращают водило 5. Далее вращение от центрального зубчатого
колеса водила 5 через сателлит передается водилу 11 и потом во¬
дилу 12, которое штифтом 14 жестко соединено с выходным валом
редуктора 15. Таким образом, все три водила 5, 11 и 12 вращают¬
ся с разными скоростями. Сборку данного редуктора выполняют
в такой последовательности:
Рис. 77. Планетарный механизм
1. Собирают водила 5, 11 и 12 (каждое в отдельности). Уста¬
навливают шарикоподшипники 8 и гнезда сателлитов 7, закерни-
вая их в трех точках, затем собранные сателлиты вводят в пазы
водил и закрепляют их осями 9, заранее проложив шайбы 6 и
втулки 10 в узле водила 5. Оси в водилах закрепляют разваль¬
цовкой торцовой кромки осей в соответствующих отверстиях. Тру¬
щиеся поверхности деталей смазывают слоем смазки ОКБ-122.
Точное расположение осей сателлитов обеспечивают расточкой
отверстий в деталях 5, 11 и 12.
2. Осуществляют сборку водил с валом 15. При этом вал 15
продевают через центральное отверстие водила 5, затем надева¬
ют водило 11 на вал 15, зацепив сателлиты водила 11 с централь¬
ным *колесом водила 5. Аналогично надевают последнее водило 12,
жестко закрепляя его штифтом 14.
3. Устанавливают собранный узел в центральное колесо 13 на
его внутренние зубья, затем прокатывают зубчатые колеса редук¬
тора, промывают их и смазывают.
Качество сборки планетарных редукторов зависит от качест¬
ва изготовления всех деталей, оказывающих влияние на зацепле-
93-
ние. В данной конструкции невозможно отрегулировать требуемый
зазор между зубьями. Это является существенным недостатком
планетарного редуктора. .Поэтому в этом случае применяют селек¬
тивную сборку, которая заключается в подборе центральных ко¬
лес по узлам сателлитов и в последующей прокатке зубчатых ко¬
лес с применением пасты ГОИ.
Сборка конического дифференциала. В этих зубчатых меха¬
низмах в отличие от планетарных подвижными являются все цент¬
ральные колеса. Дифференциальные зубчатые механизмы приме¬
няют для сложения двух или нескольких вращательных движений,
поступающих от независимых источников, в одно движение, а так¬
же для расчленения одного вращательного движения на два, на¬
пример для передачи движения от одного двигателя к двум по¬
требителям.
Рис. 78. Дифференциальный механизм
В дифференциальных зубчатых механизмах (рис. 78, а) под¬
вижными являются все три вала: валы двух центральных колес 1
и 2 и вал водила 4, на котором закреплено сателлитное колесо 3.
Если дифференциальный механизм используют для суммирования
вращательных движений, то два его вала являются ведущими, а
третий — ведомым. Если требуется произвести расчленение одно¬
го вращательного движения на. два, то один вал механизма явля¬
ется ведущим, два остальных — ведомыми.
94
На рис. 78,6 изображен дифференциальный механизм, угломер¬
ного прибора с коническими зубчатыми колесами. При вращении
вала 11 и неподвижном коническом колесе 9 сателлиты 8 обка¬
тываются вокруг колеса 9 и, вращаясь вокруг своих осей, приво¬
дят во вращение зубчатое колесо 6. При вращении колеса 9 от
червяка и неподвижном вале 11 колесо 9 приводит во вращение
сателлиты, которые вращают колесо 6. При одновременном вра¬
щении вала 11 и колеса 9 угол поворота колеса 6 равен алгебраи¬
ческой сумме углов поворота вала и колеса 9. Если вал 11 и ко¬
лесо 9 вращаются в одну сторону, то угол поворота колеса 6 ра¬
вен сумме углов поворота вала и колеса. Если же они вращаются
в разные стороны, колесо 6 повернется на угол, равный разности
углов поворота вала 11 и колеса 9. В гайках 10, 5 и 7 имеются
отверстия под стопорные винты.
Узел конического дифференциала является отсчетным. Сбор¬
ка должна обеспечить минимальную величину мертвого хода ме¬
ханизма при плавном ходе зацепления, это может быть выполне¬
но при условии, если конические зубчатые колеса не будут иметь
осевого люфта и в то же время не будет зазора между зубьями.
Для этого необходимо выдержать линейные размеры деталей с
точностью 6-го квалитета. Ввиду технологических трудностей из¬
готовления деталей с такой точностью сборку дифференциалов
производят по методу пригонки. На линейные размеры деталей ус¬
танавливают экономически приемлемые величины допусков, а не¬
обходимую точность соединения получают подрезкой компенсиру¬
ющей детали или с помощью специально вводимых компенсаторов-
(шайб), которые устанавливают в плоскостях а,Ъ, с, d.
§ 5. Контроль качества сборки механизмов
с зубчатыми передачами
Контрольные операции, выполняемые при сборке механизмов с
зубчатыми передачами, разделяют на две группы. К первой группе
относят операции, которые выполняют при сборке механизма: про¬
верку легкости и плавности хода отдельных зубчатых передач и все¬
го механизма, проверку величины бокового зазора и осевых люф¬
тов в зубчатых передачах, площади контакта зубьев и др. Ко вто¬
рой группе относят контрольные операции: проверку кинематиче¬
ской точности механизма, величины мертвого хода, плавности и
легкости хода, проверку момента трогания и др.
Контроль передачи при сборке. В цилиндрических зубчатых
передачах величину бокового зазора между поверхностями зубь¬
ев сопряженных колес замеряют щупом или с помощью узкой
пластинки из свинца толщиной не более удвоенной величины бо¬
кового зазора, прокатываемой между зубьями передачи. Толщина
прокатанной пластинки, измеренная микрометром, равна величине
бокового зазора.
Измерение бокового зазора в червячной передаче выполняют
на приспособлении, изображенном на рис. 79, а. Червяк 4 стопо-
95
рят, измерительный наконечник 1 индикаторного приспособления 3,
подводят к боковой поверхности зуба в его средней части. Инди¬
катор 2 выставляют на нуль при некотором натяге (при использо¬
вании индикатора часового типа с ценой деления 0,01 мм натяг
устанавливают равным примерно одному обороту стрелки). При
покачивании червячного колеса 5 от руки фиксируют крайние по¬
ложения стрелки индикатора. Алгебраическая сумма ее отклоне¬
ний определяет величину бокового зазора в контролируемой чер¬
вячной передаче.
Рис. 79. Схемы измерения бокового зазора в червячной передаче
Для точного измерения малых боковых зазоров в зубчатых
передачах применяют автоколлимационный метод (рис. 79; б).
На боковую поверхность червячного колеса 5 устанавливают дер¬
жавку 6 с плоским зеркалом 7. Державку 6 крепят к червяч¬
ному колесу любым способом, например с помощью пластилина.
Автоколлиматор 8 устанавливают перпендикулярно отражающей
плоскости зеркала 7. Стопорят червяк 4 и, покачивая рукой чер¬
вячное колесо 5, измеряют по автоколлиматору угол ф качания
червячного колеса. Величину бокового зазора Д в передаче опре¬
деляют по формуле Д=гдфр, где Д— боковой зазор в передаче,
мм; гд — радиус делительной окружности червячного колеса, мм;
Ф — угол качания червячного колеса при застопоренном червяке в
угловых секундах; р—переводной коэффициент (р=0,000005). На¬
пример, если угол качания червячного колеса ф = 8", гд=40 мм, то
боковой зазор в соединении Д = 40-8 *0,000005 = 0,0016 мм =
= 1,6 мкм.
Контроль взаимного расположения червяка и червячного ко¬
леса проводят по пятну контакта. Для этого червяк слегка сма¬
зывают краской (берлинской лазурью, синькой или сажей, сме¬
шанной с машинным маслом). При вращении червяка, находяще¬
гося в зацеплении с червячным колесом, на боковой поверхности
зубьев остаются заметные следы краски. Площадь и расположе¬
ние пятен краски на зубьях червячного колеса позволяют судить
о площади контакта червяка с колесом и о точности их монтажа.
96
При правильном монтаже, т. е. когда ось червяка совпадает со
средней плоскостью червячного колеса, пятно контакта распола¬
гается достаточно равномерно по всей боковой поверхности зуба
(рис. 80, а). В противном случае, когда имеется смещедие оси
червяка влево (рис. 80, б) или
вправо (рис. 80, в), происходят
характерные искажения в распо¬
ложении пятен краски на по¬
верхности .зубьев червячного ко¬
леса.
Аналогичным способом прове¬
ряют площадь контакта, а следо¬
вательно, и качество зацепления
цилиндрических зубчатых пере¬
дач.
Контроль механизмов после
сборки. Кинематическую точность
у механизмов, работающих в
отсчетных системах, проверяют
оптическим методом (рис. 81 )*
Для измерения кинематической
погрешности используют точную
многогранную призму 4, которую
укрейляют на червячном колесе 3
так, чтобы ее ось симметрии сов¬
падала с осью вращения колеса.
На валу червяка. 1 закрепляют
устройство 2 для точного опреде¬
ления полного оборота червяка.
В качестве такого устройства ис¬
пользуют уровень или кулачок с
индикатором.
Кинематическую ' погрешность измеряют следующим образом.
Многогранную призму 4 или колесо 3 вместе с призмой 4 приводят
в положение, при котором одна из граней призмы располагается
против автоколлиматора 5. Автоколлиматор устанавливают в по¬
ложение, при котором его оптическая ось перпендикулярна грани
призмы, а устройстро 2 — в нулевое положение, например, дер¬
жавку с уровнем разворачивают на валу так, чтобы уровень за¬
нимал горизонтальное положение. Вращают червяк на такое чис¬
ло целых оборотов т, при котором червячное колесо, а вместе с
ним и призма повернутся на угол, равный центральному углу мно¬
гогранной призмы (а = 360°:/г, где п — число граней призмы).
Полный оборот червяка определяют по горизонтальному положе¬
нию уровня устройства 2. Число полных оборотов червяка опре¬
деляют по формуле m = z2fziti, где Z2 — число зубьев червячного ко¬
леса, Zi — число заходов червяка (в остальных червячных меха¬
низмах обычно используют однозаХодовые червяки), п — число
граней многогранной призмы.
Рис. 80. Расположение контактных
пятен при контроле качества сборки
червячной передачи
Рис. 81. Схема контроля кинемати¬
ческой погрешности червячной пере¬
дачи автоколлимационным методом
7-1511
97
Пример. Если для контроля червячного редуктора с числом зубьев чер¬
вячного колеса 72 и однозаходным червяком используют 36-гранную призму
(а=10°), то для разворота червячного колеса на угол а необходимо повернуть
червяк на два полных оборота (т=2).
Если в контролируемом механизма кинематической погрешно¬
сти нет, то после поворота червяка на т полных оборотов червяч¬
ное колесо должно повернуться точно на угол а и вторая грань
многогранной призмы расположится перпендикулярно оси авто-
колли^атора (автоколлимационное изображение от грани призмы
совпадает с центром измерительной сетки). В противном случае,
если в механизме имеются погрешности, действительный угол по¬
ворота червячного колеса будет отличен от угла а. При этом ав¬
токоллимационное изображение в поле зрения автоколлиматора
расположится слева или справа от центра измерительной сетки
в зависимости от величины и направления погрешности механиз¬
ма. Измеряют смещение автоколлимационного изображения и тем
самым определяют величину (AF^a) накопленной кинематической
погрешности механизма при повороте колеса на угол а.
Затем червяк вновь поворачивают на т оборотов и по автокол¬
лиматору определяют погрешность AF22a и так далее, пока чер¬
вячное колесо не сделает полный оборот. Найденные значения
погрешностей заносят в протокол с учетом знака. Если направле¬
ние смещения автоколлимационного изображения относительно
центра измерительной сетки совпадает с направлением поворота
червячного колеса, измеренная погрешность берется со знаком
плюс, и наоборот. Для случая, изображенного на рис. 81, а (на¬
правление вращения червячного колеса указано стрелкой), сме¬
щение автоколлимационного изображения вправо от центра сет¬
ки дает знак плюс, влево — минус. По измеренным значениям пог¬
решностей строят график кинематической погрешности механиз¬
ма (рис. 81, б), из которого находят накопленную кинематическую
погрешность и сравнивают ее с допустимым значением. При прове¬
дении измерений рассмотренным методом контролируемый меха¬
низм, многогранная призма и автоколлиматор должны быть на¬
дежно закреплены и не сдвигаться в процессе контроля. Червяк
разрешается вращать только в одну . сторону, чтобы исключить
влияние мертвого хода на результаты измерений.
На этой же установке (рис. 81, а) измеряют мертвый ход ме¬
ханизма. Для этого вращают червяк 1 в одну сторону, добиваясь
горизонтального положения уровня устройства 2. В этом положе¬
нии выставляют автоколлиматор 5 перпендикулярно любой грани
многогранной призмы 4. Вращают червяк в ту же сторону на 0,5
оборота, а затем поворотом его в обратную сторону устанавлива¬
ют уровень в горизонтальное положение, по автоколлиматору из¬
меряют величину смещения автоколлимационного изображения,
которое и определяет мертвый ход механизма.
Если в приборе контролируемый червячный механизм работает
вместе с отсчетным барабаном 6 (рис. 81, а), то вместо отсчета
по устройству 2 выполняют точный отсчет оборота червяка по это¬
му барабану, совмещая его нулевое деление с индексом.
98
На рис. 82, а изображена схема установки для измерения кине¬
матической погрешности редуктора 5 с цилиндрическими зубча¬
тыми передачами. На входной 2 и выходной 6 валы редуктора
закрепляют диски 3 и 7, на которых имеются угломерные шкалы.
Диски устанавливают так, чтобы при наблюдении в зрительные
трубы 1 и 4 нулевой штрих 8 шкалы располагался между штри¬
хами 9 биссектора зрительной трубы (рис. 82, б).
Входной вал поворачивают на
один полный оборот, контроль пол¬
ного оборота ведут по положению
нулевого штриха относительно бис¬
сектора зрительной трубы 1. При
этом выходной вал должен повер¬
нуться на некоторый угол а в зави¬
симости от передаточного отноше¬
ния редуктора, например на одну
десятую часть оборота, или 36°.
Наблюдая в зрительную трубу 4У по
Ъпкале диска 7 измеряют действи¬
тельный угол поворота выходного
вала и, сравнивая его с углом а,
определяют погрешность AF^a- За¬
тем входной вал поворачивают еще
на один оборот и так далеее, пока
выходной вал не сделает полйый
оборот, строят график кинематической погрешности и определяют
суммарную кинематическую погрешность Д/^. На этой установке
описанным выше способом измеряют также мертвый ход редук¬
тора.
Момент трогания, плавность и легкость работы механизмов с
зубчатыми передачами контролируют с помощью специальных
устройств, позволяющих записывать величину и изменение крутя¬
щего момента на входном валу механизма при его трогании и
работе. Такие установки находятся в отделах технического конт¬
роля и применяют их в условиях серийного производства. На ра¬
бочих местах для этих целей используют менее совершенные, но
и менее дорогие методы. Кроме того, часто вместо момента трога¬
ния задают допустимую величину напряжения или силы тока в
цепи питания электродвигателя, работающего с редуктором.
В этих случаях контроль момента трогания заменяют измерением
напряжения или силы тока в момент начала работы механизма.
Контрольные вопросы
1. Перечислите виды зубчатых передач и требования, предъявляемые к ним.
2. Расскажите о сборке механизмов с червячными передачами.
3. Как собирают механизмы с цилиндрическими и коническими зубчатыми
передачами?
4. Назовете особенности конструкции и назначения планетарных и диффе¬
ренциальных механизмов с зубчатыми передачами.
Рис. 82. Схема контроля кинема¬
тической погрешности редуктора
с помощью зрительной трубы
5. Как осуществляют контроль качества сборки механизмов с зубчатыми
передачами?
Глава XI. СБОРКА УЗЛОВ ФОТОАППАРАТОВ
§ 1. Диафрагмы и требования к их сборке
Диафрагмы бывают с постоянными и регулируемыми отверсти¬
ями. Примером. постоянной диафрагмы является оправа 1
(рис. 83, а) со специально изготовленным отверстием диамет¬
ром d. В кино- и фотоаппаратах, микроскопах и других оптических
приборах часто применяют регулируемые диафрагмы с круглым
отверстием — ирисовые диафрагмы.
Рис. 83. Диафрагмы с круглым отверстием
Ирисовая диафрагма (рис. 83, б) состоит из корпуса 2, корон¬
ки 8 и лепестков 5. Лепестки (рис. 84, а) представляют собой тон¬
кие (от 0,05 до 0,2 мм) дугообразной формы пластины, на концах
которых в разные стороны закреплены штифты (рис. 84, б). Ле¬
пестки установлены так, что один штифт 6 (см. рис. 83, б) каждо¬
го лепестка входит в отверстие в корпусе 2, af другой штифт — в
соответствующий радиальный паз коронки (см. рис. 84,в). При по¬
вороте коронки лепестки одновременно поворачиваются на штиф¬
тах, вставленных в отверстия корпуса, и внутренние дуговые
кромки лепестков, приближаясь при повороте к центру оправы,
плавно уменьшают диаметр отверстия между лепестками. При по¬
вороте коронки в обратном направлении лепестки расходятся от
центра и отверстие диафрагмы увеличивается.
Коронка установлена в корпус по ходовой посадке и фиксиро¬
вана в заданном положении гайкой 9 (см. рис 83, б). Поворот
коронки осуществляют вращением ведущего кольца 3, которое
соединено с коронкой поводком 4. Для установки поводка в кор¬
пусе обработан поперечный паз, размеры которого определяют
возможный угол поворота коронки, а следовательно, и предельные
100
размеры отверстия диафрагмы. На ведущем кольце 3 наносят шка¬
лу относительных отверстий диафрагмы.
Для предотвращения попадания в оптическую систему прибора
отраженного света и возникновения бликов на поверхности дета¬
лей диафрагмы наносят черные покрытия: лепестки и стальные
коронки подвергают воронению, детали из латуни — чернению, з
из сплавов алюминия — черному анодному оксидированию. При
сборке ирисовых диафрагм выполняют следующие основные тре¬
бования:
в диафрагме не должно быть деформированных (погнутых)
лепестков;
не допускается нарушения черных матовых покрытий на дета¬
лях диафрагмы;
ведущее кольцо диафрагмы должно поворачиваться легко и
плавно, без скачков и заеданий;
на лепестках диафрагмы не должно быть рисок, вызванных тре¬
нием лепестков друг о друга.
В лабораторных оптических приборах (спектроскопах, спектро-.
графах и др.) применяют регулируемые щелевые диафрагмы
(рис. 85). В дне корпуса 8 вырезан прямоугольный паз, вдоль
стенок которого перемещается каретка 7, несущая на себе два но¬
жа 3, скрепленных подвижно с кареткой винтами 5. Стержни
винтов входят в продолговатые отверстия в ножах, благодаря че¬
му ножи могут перемещаться в поперечном направлении: схо¬
диться или расходиться до центра каретки 1.
Расходятся ножи под действием двух плоских изогнутых пру¬
жин 2 и 6, которые прижимают скошенные под углом внешние
101
Рис. 84. Детали ирисовой ди¬
афрагмы
кромки ножей к Г-образным планкам 4. Планки служат для огра¬
ничения величины раствора ножей, т. е. ширины щели, образуе¬
мой между внутренними кромками ножей. Планки 4 одновременно
являются и направляющими, по которым перемещаются ножи, дви¬
жущиеся вдоль оси паза вместе с кареткой 1.
Перемещение каретки* при котором происходит открытие ще¬
ли, производят с помощью микрометрического винта 7, а обрат¬
ное перемещение каретки, вызывающее закрытие щели, — пружи¬
ной 2, опирающейся на неподвижный винт 9, ввернутый в кор¬
пус 8.
Длина щели I остается постоянной и равна ширине прямо¬
угольного отверстия в каретке 1. Если точность отсчета по бара¬
бану микрометрического винта составляет ±0,02 мм, то при угле
а = 7°7' погрешность установки ширины щели равна ±0,005 мм.
При сборке щелевой диафрагмы должны быть обеспечены
плавность вращения измерительного барабана микрометрического
винта, отсутствие мертвого хода, параллельность кромок ножей
при любой (в. пределах рабочего хода) ширине щели диафрагмы.
§ 2. Сборка диафрагм
Сборку ирисовых диафрагм начинают с установки штифтов в
лепестки. Лепестки поступают на сборку после воронения в виде
отдельных деталей, готовых к сборке, или в ленте, к которой лепе¬
сток присоединен тонкой перемычкой, специально оставленной при
102
Рис. 85. Узел щелевой регулируе¬
мой диафрагмы
вырубке лепестка. Во втором случае на сборке лепестки отламы¬
вают от ленты, а заусенец'зачищают надфилем.
Сборку лепестков со штифтами осуществляют в несложных
приспособлениях в виде подставок с отверстием под штифт. Штифт
укладывают в отверстие, на него отверстием насаживают лепесток
и выступающий конец штифта расклепывают заподлицо и зачища¬
ют надфилем. Затем аналогичным образом расклепывают второй
штифт. Штифты должны быть соединены с лепестками прочно,
не качаться и не поворачиваться.
Все детали ирисовой диафрагмы перед сборкой тщательно про¬
мывают в бензине. После просушки детали сначала протирают
салфеткой, пропитанной смазкой, а затем сухой салфеткой, в ре¬
зультате чего на поверхностях деталей остается тонкий слой
смдзки.
Сборку диафрагмы ведут на подставке, которую изготовляют
специально для каждого -типа собираемых диафрагм. Размер под¬
ставки выбирают по внутреннему диаметру корпуса 2 (см.
рис. 83, б) диафрагмы так, чтобы обеспечить небольшой зазор при
установке корпуса на подставку.
В корпус последовательно по кругу устанавливают лепестки
так, чтобы штифты 6 располагались в отверстиях корпуса, а об¬
разуемое при этом отверстие диафрагмы (d) было предельно
большим. Затем в корпус укладывают коронку 8 таким образом,
чтобы штифты лепестков вошли в радиальные пазы коронки, а
отверстие на ее боковой поверхности под поводок 4 совпадало с
началом поперечного паза корпуса. При повороте коронки в пре¬
делах этого паза диаметр диафрагмы должен соответствовать за¬
данным предельным значениям. Затем заворачивают прижимную
гайку 9 и регулировкой ее положения добиваются, чтобы коронка
имела минимальный осевой люфт и легко поворачивалась. Корпус
снимают с подставки, устанавливают на него ведущее кольцо 3
и в резьбовое отверстие на его боковой поверхности вворачивают
поводок 4, который своим цилиндрическим хвостовиком должен
войти в отверстие коронки. При этом необходимо так расположить
ведущее кольцо, чтобы при максимальном (или минимальном)
диаметре отверстия диафрагмы против индекса располагалось
соответствующее деление шкалы, нанесенной на конической по¬
верхности ведущего кольца. Сборку ирисовой диафрагмы заканчи¬
вают установкой прижимной гайки 7, которую стопорят винтами
(на рис. 83,6 не изображены). Собранная таким образом диаф¬
рагма поступает на контроль.
В зависимости от особенностей конструкции ирисовых
диафрагм последовательность сборки может несколько видоиз¬
меняться. Например, сборка может начинаться с установки ле¬
пестков в коронку и последующим соединением ее с корпусом.
Перед сборкой щелевых диафрагм контролируют состояние ра¬
бочих кромок ножей 3 (см. рйс. 85). Они должны быть прямоли¬
нейными (проверяют на просвет по лекал'ьной линейке), не долж¬
ны иметь забоин, царапин, ржавчины и других дефектов. При ра¬
103
боте диафрагмы ножи должны раздвигаться точно на заданную
величину, причем их рабочие кромки должны оставаться парал¬
лельными. Эти требования обеспечивают за счет регулировки по¬
ложения направляющих Г-образных планок 4 и при необходимо¬
сти взаимной притирки соприкасающихся поверхностей ножей и
планок. Отсутствие мертвого хода, а также плавность вращения
отсчетного барабана микровинта обеспечивают его качественной
сборкой. Контроль сборки ирисовых диафрагм заключается в про¬
верке плавности и легкости работы узла и соответствия предель¬
ных размеров отверстия диафрагмы заданным. Плавность и лег¬
кость поворота ведущего кольца без скачков и заеданий проверя¬
ют вращением ведущего кольца вручную. Точность предельных
отверстий диафрагмы проверяют с помощью предельных калиб¬
ров. Пользоваться калибрами следует осторожно, чтобы не повре¬
дить покрытия лепестков.
Плавность и легкость работы щелевой диафрагмы также цро-
веряют вращением барабана микрометрического винта. Точность
работы, т. е. соответствие ширины щели углу поворота измери¬
тельного барабана, а также наличие мертвого хода могут быть
проверены на универсальном измерительном микроскопе.
§ 3. Фотозатворы и требования к их сборке
Классификация фотозатворов. Затворы предназначены для
дозирования1 по времени световой энергии, поступающей через
объектив на светочувствительный слой пленки, используемой в
фотоаппаратах (фотокамерах).
В зависимости от яркости фотографируемого объекта и све¬
точувствительности пленки непосредственно перед фотографиро¬
ванием должны быть установлены соответствующие выдержка и
диафрагма, т. е. экспозиционные параметры. Характер обработки
экспозиции при съемке определяется типом (или видом) установ¬
ленного в фотокамере затвора.
Затворы изготовляют двух типов: апертурные и фокальные.
Апертурный затвор устанавливают около апертурной ди¬
афрагмы объектива. Экспонирование светочувствительного мате¬
риала в кадровом окне фотоаппарата происходит одновременно во
всех его точках. Фокальный затвор устанавливаю^ вблизи
фокальной плоскости объектива. Экспонирование светочувстви¬
тельного материала в кадровом окне фотокамеры происходит не
одновременно для всех точек, а последовательно.
По способу открывания и закрывания светового отверстия за¬
творы бывают центральные и периферийные. В центральном
затворе свётовое отверстие открывается от середины к краям
и закрывается в обратном направлении. В периферийном
затворе световое отверстие начинает открываться и закрывать¬
ся в одних и тех же точках его периферии.
По виду световых заслонок и характеру их перемещения наи¬
более распространены:
104
лепестковые затворы, содержащие два или несколько
лепестков, вращающихся вокруг осей, перпендикулярных плоско¬
сти светового отверстия;
шторные, содержащие одну или несколько шторок, переме¬
щающихся прямолинейно в пределах светового пучка.
По степени автоматизации затворы разделяют на: полуавто¬
матические, автоматические, электронные.
Основными узлами затвора являются двигатель затвора для
силового привода всех его механизмов; механизм выдержек за¬
твора— узел, предназначенный для установки и отработки эффек¬
тивных выдержек затвора; автоспуск затвора — механизм для ав¬
томатического спуска затвора через определенное время после
его включения; механизм световых заслонок — узел, содержащий
световые заслонки с передаточным механизмом от двигателя; син¬
хроконтакт затвора — узел, предназначенный для включения лам¬
пы вспышки согласованно с определенной фазой срабатывания
затвора; диафрагма затвора — регулируемая диафрагма, располо¬
женная вблизи световых заслонок затвора.
Требования к затворам. Затворы изготовляют 1, 2 и 3-го клас¬
сов точности. К затворам 1-го класса относят затворы апертурные
с диапазоном выдержек от 1 до 1/512 с без пропуска членов рас¬
четного ряда в этих пределах и «В» (выдержкой от руки); фокаль¬
ные затворы с диапазоном выдержек от 1 до 1/1024 с и «В» без
пропуска членов расчетного ряда в этих пределах. К затворам 2-го
класса относят затворы с количеством выдержек не менее пяти
без пропуска членов расчетного ряда из диапазона от 1 до 1/1024
с и «В». К затворам 3-го класса — затворы с количеством выдер¬
жек не менее трех из диапазона 1/8—1/256 с и «В».
Числовые значения расчетных эффективных выдержек в секун¬
дах выбирают из ряда 32; 16; 8; 4; 2; 1; 1/2; 1/4; 1/8; 1/16; 1/32;
1/64; 1/128; 1/256; 1/512; 1/1024; 1/2048. Числовые значения но¬
минальных (округленных расчетных) эффективных выдержек —
из ряда 30; 15; 8; 4; 2; 1; 3/2; 1/4; 1/8; 1/15; 1/30; 1/60; 1/125;
1/250; 1/500; 1/1000; 1/2000.
Принадлежность затвора к тому или другому классу точности
определяется допускаемыми отклонениями значений наименьших
выдержек, допускаемыми предельными значениями отклонений
эффективных выдержек от их расчетных значений, нестабиль¬
ностью фактических эффективных выдержек затворов при повтори
ных срабатываниях на одной установке, числом срабатываний, при
которых затвор должен безотказно работать и т. д. У затворов
1-го класса нестабильность выдержек 8—10%, 2-го класса—10—
12%, 3-го класса—12—14%. У апертурных затворов 1-го класса
число срабатываний 5000, 2-го класса — 3000, 3-го класса — 2000,
У фокальных затворов (с размером кадра 24X36 мм и менее) 1-га
класса число срабатываний 10 000, 2-го класса — 5000, Зто клас¬
са— 3000. У фокальных затворов (размер кадра 45x60 мм и бо¬
лее) 1-го класса число срабатываний 3000, 2-го класса— 1500, 3-го
класса — 1500.
10&
Затворы должны безотказно работать при температуре от +45°
до —15°С при относительной влажности до 85% в положительном
диапазоне и до 50% в отрицательном диапазоне температур. За¬
творы должны безотказно работать при воздействии вибраций
частотой 50 Гц и амплитудой 0,25 мм в течение 20 мин. Кроме
указанных требований предусматриваются требования к марки¬
ровке, упаковке, транспортированию и хранению затворов, а так-
?ке методы их испытаний.
§ 4. Сборка фотозатворов
Сборку фотозатворов рассмотрим на примере технологического
процесса сборки центрального фотозатвора «Восход-4У», предназ¬
наченного для использования в малоформатных фотоаппаратах
типа «Смена-Символ». Затвор должен соответствовать 3-му клас¬
су точности. Числовые значения номинальных эффективных вы¬
держек 1/15; 1/30; 1/60; 1/125; 1/250 и «В», нестабильность эффек¬
тивных выдержек затвора при повторных срабатываниях на оДной
установке не превышает 11%, допускаемые предельные отклоне¬
ния эффективных выдержек от расчетных значений не превышают
20—25%, число срабатываний 3000, средний срок службы изделия
не менее 10 лет.
Основными узлами фотозатвора «Восход-4У» являются рычаг,
механизм скоростей, корпус, крышка, механизм рычагов.
Учитывая конструктивные особенности затвора «Восход-4У»,
для обеспечений высокого качества сборки и надежности фотоза¬
твора необходимо предусмотреть оптимальное расчленение опе¬
раций, рациональную последовательность сборки, что дает воз¬
можность параллельного выполнения узловой и общей сборки. Не¬
посредственно перед сборкой все детали промывают, сушат, укла¬
дывают в специальную тару и подают на сборку.
Механизм рычагов {рис. 86). Сборку узла механизма рычагов
начинают с подбора и установки кольца лепестков 1 на платину 2.
Плоскость кольца смазывают маслом и проверяют плавность пе¬
ремещения кольца. Следует отметить, что в процессе сборки все
трущиеся поверхности, оси, пружины обязательно смазывают мас¬
лом. Далее сборка механизма рычагов сводится к последователь¬
ной установке деталей типа шайб, осей, колонок, пружин, рычагов
и закреплению их винтами. В процессе сборки проводят техноло¬
гический контроль работы рычага спуска и вала взвода, а также
проверяют перемещение кольца лепестков с лепестками (переме¬
щение должно быть плавным, без заеданий), отсутствие засветки
между штифтом кольца лепестков и кулисой и работу механизма
рычагов с лепестками; проводят обкатку механизма рычагов пу¬
тем последовательного 150-кратного срабатывания. Далее собира¬
ют синхроконтакты. Собранный механизм рычагов направляют на
контроль ОТК.
Механизм скоростей (рис. 87). Сборка узла заключается в по¬
следовательной установке пружин, осей, секторов и колес с три-
106
Рис. 86. Механизм рычагов
Рис. 87. Механизм скоростей
107
бами между верхней 1 и нижней 2 платанами. В процессе сборки
контролируют зазоры в зацеплениях колес и секторов и регулиру¬
ет их за счет подбора шайб 3, 4, 5 и 6. Собранный механизм ско¬
ростей отправляют на контроль ОТК.
После контроля механизм скоростей устанавливают на плати¬
ну и закрепляют винтами. Контролируют работу механизма ско¬
ростей со 'штифтом кольца лепестков.
Следующей технологической
операцией сборки является уста¬
новка колец выдержек. Кольца
выдержек устанавливают на ту¬
бус платины и проверяют фикса¬
цию кольца выдержек. При ту¬
гом перемещении кольца выдер¬
жек допускается п'одпиловка или
замена кольца выдержек. Коль¬
цо выдержек фиксируют гайкой
и проверяют значение выдержек
1/250; 1/125; 1/60; 1/30; 1/15. Если
значения выдержек соответству¬
ют значениям, заданным в ТУ, то производят. последовательно
разборку, смазку и установку кольца выдержек; если не соответ¬
ствуют, то проводят регулировку выдержек подпиловкой или со¬
ответствующим подбором колец выдержек.
Рис. 88. «Рычаг
Устанавливают крышку на корпус затвора и заворачивают
гайку в корпус так, чтобы кольцо выдержек имело плавное вра¬
щение и четкое фиксирование. Еще раз контролируют значения
выдержек и направляют собранный затвор в ОТК.
108
Рис. 89. Корпус
На приемо-сдаточных испытаниях контролируют присоедини¬
тельные размеры, работу затвора при взводе и спуске, момеет
взвода затвора, усилие спуска, работу затвора на выдержке «В»,
плавность вращения и фиксацию пальца выдержек, выдержки
затвора согласно значениям, заданным в ТУ, работу синхрокон¬
такта.
Если все указанные параметры соответствуют требованиям ТУ,
то закрашивают головку ограничителя и паз гайки красной
эмалью и отправляют затвор на упаковку.
Кроме того, затворы выборочно подвергают периодическим ис¬
пытаниям, в результате которых контролируют сопротивление изо¬
ляции синхроконтакта, работу затвора при температуре от +45°С
до — 15°С, затвор на вибрацию и транспортную тряску, светоне¬
проницаемость затвора.
Рис. .90. Крышка
Рассмотренный технологический процесс предусматривает, что
на участках узловой сборки предварительно проведена сборка уз¬
лов, которые входят в механизм рычагов, механизм скоростей и
т. д. Это в основном двух-, трех- и пятидетальные узлы, например
колесо анкерное с трибом, колесо с трибом, рычаг спуска и т. д.
Сборка этих узлов заключается в соединении деталей клепкой и
осуществляется на станках точечной клепки или на специальных
сборочных полуавтоматах илй автоматах (см. гл. XI, § 5). В ка¬
честве примера рассмотрим процесс сборки рычага, корпуса и
крышки. Эти узлы после сборки подают с участка узловой сборки
на участок Окончательной сборки фотозатвора.
Рычаг. Сборка рычага (рис. 88) заключается в установке и рас¬
клепке штифта 2 в рычаге 1 на агрегатированном сборочном по¬
луавтомате АСП (см. гл. XI, § 5). Штифт 2 из вибробункера с по¬
мощью манипулятора подается в зону сборки. Рычаг устанавли¬
109
вают на штифт вручную и производят расклепку штифта. Собран¬
ный узел укладывают в тару и подают на участок окончательной
сборки.
Корпус. В корпус 5 (рис. 89) устанавливают штифт 1 с шай¬
бой 4, втулку 2 и шайбу 3 и производят расклепку на станке то¬
чечной клепки (см. гл. XI, § 5). После сборки контролируют со¬
противление изоляции, которое должно быть не менее 10 мОм.
Собранный узел укладывают в тару и подают на окончательную
сборку.
Крышка. Сборка крышки (рис. 90) заключается в расклепке
ограничителя 1 и штифта 3 в крышке 2 на станке точечной клеп¬
ки. После сборки проверяют вращение ограничителя 1 в крыш¬
ке 2. Собранный узел укладывают в тару и подают на участок
окончательной сборки.
§ 5. Сборочное технологическое оборудование
Снижение трудоемкости сборочных работ обеспечивается при¬
менением механизированного, автоматизированного и автоматиче¬
ского сборочного оборудования, позволяющего с одновременным
сохранением и повышением качества сборки уменьшить или вооб¬
ще исключить ручной труд рабочего-сборщика.
Станок точечной клепки. Станок предназначен для соединения
деталей методом точечной клепки. Соединение деталей осуществ¬
ляется за счет давления инструмента на заклепку с одновремен¬
ным перемещением его по сложной траектории (гипоциклоиде).
Станок точечной клепки позволяет обрабатывать головки закле¬
пок различной формы, производить расклепывание бесшумно, не
деформировать склепываемые детали, не повреждать при раскле¬
пывании головки с гальваническим покрытием. Станок состоит
(рис. 91) из литого корпуса 3, установленного на стойке 9.
В корпусе смонтирован шпиндель /, состыкованный с электро¬
пневмозолотником 4, а также электродвигатель 8 на кронштей¬
не 7, механизм 10 подъема и зажима, светильник 11 ц автомати¬
ческий выключатель 12. Стойка 9 закреплена в основании 13, в
котором размещено электрооборудование. Управление станком
осуществляется. с двух пультов 2, размещенных на передней стен¬
ке основания 13, и от выносной педали 14, которая может устанав¬
ливаться на полу в удобном для оператора месте. Установочное
перемещение корпуса 3 относительно базового приспособления
осуществляется винтом 6 с гайкой 5, а точная установка хода
шпинделя производится с помощью специального клинового упо¬
ра. Внешний вид станка показан на рис. 92. При оснащении стан¬
ка манипуляторами и вибробункерной загрузкой можно автома¬
тизировать процесс сборки, т. е. создать полуавтомат или автомат.
Индивидуальная линия сборки. Индивидуальная линия сборки
(рис. 93) предназначена для сборки сложных узлов фотоаппара¬
тов, характеризующихся большим числом деталей с различными
видами соединения их друг с другом. В состав линий входят ин¬
дивидуальный конвейер ), осуществляющий перемещение собирае-
110
Ill
Рис, 91. Схема стайка точечной клепки
о
* с>
03 4
« 3
х о.
CS в
о Я
bd о
gs S =
CQ ^ О
я sg и
3" X
ХО э*
°Ч1
<М к
О) Н
8
« I
5 И
а I
*>4
мых деталей в рабочую зону сборки, электровакуумный винто-
верт 2, осветитель 3, вакуумный пинцет, комплект базирующих
приспособлений 4 (50 шт.), бункера 5 и кассеты 6 для хранения
собираемых деталей. Применение индивидуальной линии сборки
обеспечивает сокращение вспомогательного времени на смену ин¬
струмента и собираемого комплекта, хорошую организацию рабо¬
чего места, использование средств механизации сборочных работ.
112
Рис. 93. Индивидуальная лйния сборки
Рис. 95. Конструкция привода
электровакуумного винтоверта
8-15П
ИЗ
Электровакуумный винтоверт
Электровакуумный винтоверт предназначен (рис. 94)
для завинчивания винтов. Винтоверт имеет возможность реверси¬
рования направления вращения, что позволяет завинчивать винты
с левой и правой резьбой. Захват винта и перенос его к месту за¬
винчивания производится пат¬
роном 2. Вращение от приво¬
да 1 винтоверта передается к
лезвию патрона через гибкий
вал 3. Управление работой
винтоверта осуществляется с
пульта.
В составе привода (рис.
95) входит электродвигатель
11, закрепленный на плите 9.
На валу электродвигателя за¬
креплен шкив 8, передающий
вращение через ремни 7 на
шкив 6, закрепленный на ва¬
лу 3. Вал 3 установлен в под¬
шипниках 10, размещенных в
стойке 2. Стойка закреплена
на плате 9. Конец вала 3 сое¬
динен с гибким валом 13, оп¬
летка которого закреплена на
втулке 12 накидной гайкой 1.
На плите 9 установлен запор¬
ный клапан 5, через который
подводится вакуум к винто-
верту от вакуумной сети или
вакуумного насоса. Все детали
закрыты кожухом 4.
Патрон (рис. 96) винтовер¬
та предназначен для захвата,
переноса и завинчивания вин¬
тов.
Рис. 96. Патрон винтоверта
Внутренний вал 16, установленный в корпусе патрона 1 в под¬
шипниках 2 и 5, на одном конце имеет квадратное отверстие, в
которое входит конец гибкого вала. Гибкий вал и патрон винто¬
верта соединены накидной гайкой. Вращение от гибкого вала че¬
рез внутренний вал с помощью штифта 3 передается на подвиж¬
ную полумуфту 14. Другая полумуфта 4 через переходную втул¬
ку 7 связана с лезвием 9. Необходимый крутящий момент на ку¬
лачковой муфте, т. е. момент затяжки винтов устанавливается пе¬
ремещением по резьбовому соединению корпуса 15 относительно
корпуса 1 и фиксируется контргайкой 17. Вылет наконечника 8
относительно лезвия 9 устанавливается перемещением втулки 6
относительно корпуса 15 и фиксируется контргайкой 13. Вакуум
подводится к наконечнику патрона через штуцер 11, ввернутый в
корпус 10, и запорный клапан, состоящий из плунжера 19, кноп¬
114
ки 20 и пружины 18. При нажатии на кнопку 20 вакуум проходит
в. наконечник 8 для захвата винтов. В зависимости от диаметра и
формы подаваемых винтов меняются наконечник, лезвие, величи¬
на крутящего момента на предохранительной муфте и вылет на¬
конечника относительно лезвия. С целью быстрой и удобной сме¬
ны лезвия и наконечника корпус 10 соединяется с втулкой с по¬
мощью пружинной защелки 12.
Вакуумный пинцет (рис. 97) предназначен для захвата
вакуумом, переноса и установки мелких деталей фотоаппарату¬
ры, сборка которых вручную представляет определенные трудно¬
сти. Вакуум к патрону 2 подводится через запорный клапан 1. На¬
конечник патрона является сменным. Его конфигурация подбира¬
ется в соответствии с контуром подаваемой детали.
Приборы для контроля параметров фотозатворов. Основными
параметрами, подвергаемыми контролю в процесе производства
затворов' фотоаппаратов, являются эффективные выдержки
(рис. 98), экспозиционные числа, отношение фактических эффек¬
тивных выдержек на соседних установках, время упреждения
синхроконтактов по отношению к определенной фазе срабатыва¬
ния затвора.
Структурное построение прибора для измерения параметров
апертурных затворов определяется следующими факторами: ти¬
пом и классом затвора, методом измерений, сочетанием измеряе¬
мых параметров, формой индикации результата измерений.
Для простых затворов 3-го класса точности с узким диапазо¬
ном отрабатываемых выдержек достаточно прибора для измере¬
ния только эффективных выдержек и индикации наличия контак¬
тирования синхроконтакта. Примером могут служить приборы
8*
115
Рис. 97. Вакуумный пинцет
ИВА-3 (результат измерений — отклонение выдержки от номанала
в процентах) и ИВА-4 (результат измерений — выдержка в едини¬
цах времени). Принцип действия прибора ИВА-3 (рис. 99) осно¬
ван на использовании метода аналого-частотного преобразования:
выдержка может быть определена для временной диаграммы рабо¬
ты затвора произвольной геометрической формы, если заполнять
временной интервал, соЪтветствующий изменению кривой осве¬
щенность— время, импульсами переменной частоты.
2 -*»
10
5 =Я 8
I
Частота повторения этих импульсов должна быть прямо про¬
порциональна изменению амплитуды временной диаграммы. Сум¬
марное число импульсов, подсчитанное декадным счетчиком, опре¬
деляет площадь временной диаграммы и тем самым выдержку.
Световой поток, пройдя через затвор при его срабатывании, по¬
падает на фотоприемник 1, где преобразуется в импульсный
электрический сигнал. Этот сигнал поступает на вход усилителя
постоянного тока 2, где усиливается до необходимого значения.
С выхода усилителя 2 сигнал поступает на вход амплитудно-ча-
стотного преобразователя 3 и на вход схемы индикации нулевого
уровня 4, служащей для визуального контроля правильности уста¬
новки нулевого уровня усилителя 2. Количество импульсов на вы¬
ходе амплитудно-частотного преобразователя при входном сигна¬
ле импульсной формы прямо пропорционально площади входного
импульса напряжения. Схема индикации нулевого уровня 4 фор¬
мирует импульс, по длительности приближающийся к полной дли¬
тельности импульса с выхода усилителя 2 и служащий для управ¬
ления цифровой частью прибора. С выхода ^амплитудно-частотно¬
го преобразователя импульсы поступают на реверсивный счет¬
чик 5, подсчитывающий количество импульсов за время выдержки.
Результат измерения выдается на регистр памяти 6 и на инди¬
кацию 7 в форме отклонения выдержки от номинального значения
с индикацией знака отклонения. Регистр памяти 6 позволяет ус¬
116
Рис. 98. График эффективной вы¬
держки:
где U — полная выдержка
8атвора, t\ — время открывания светового
отверстия, ti — время полного открытия
светового отверстия, t3 — время закрывания
светового отверстия, — эффектив¬
ная выдержка затвора, где и. д.
затвора
Рис. 99. Структурная схема прибора
ИВА-3
транить мелькание цифр при измерении длительных выдержек.
Сигнал со счетчика 5 поступает также на вход преобразователя
уровня 8, служащего для получения необходимых уровней для
управления дифропечатающим устройством. Управление работой
счетчика 'осуществляется блоком управления 9. Для калибровки
прибора служит формирователь 10, который формирует импульс
1/125, прерывающий поступление импульсов на вход счетчика и
имитирующий одну из выдержек.
У затворов более высоких классов точности, технические тре¬
бования к которым более жесткие, должны измеряться эффектив¬
ные выдержки, отношение их на соседних установках и упрежде¬
ние синхроконтактов. В основу приборов для таких измерений по¬
ложен метод аналого-частотного преобразования, счета импульсов
калиброванной частоты и цифровой индикации результата изме¬
рений.
Наиболее распространены формы индикации результатов из¬
мерений параметров апертурных затворов в абсолютных единицах
времени, в процентах или в относительных единицах (как откло¬
нение от номинала) по принципу годен — брак.
В затворах, предназначенных для автоматических фотоаппара¬
тов с жесткой программой отработки экспозиции, измеряется экс¬
позиционное число — условное число, выражающее экспозицию
(количество освещения), необходимую для получения изображе¬
ния нормальной оптической плотности на фотоматериале опреде¬
ленной светочувствительности и при определенной освещенности
объекта.
В затворах, работающих в автоматах выдержки, кроме экспо¬
зиции (как суммарного параметра) измеряется дополнительно эф¬
фективная выдержка, причем обязательно как интервал времени.
Контрольные вопросы
1. Какие типы диафрагм вы знаете?
2. Перечислите основные требования, предъявляемые к сборке диафрагм.
3. Какие виды фотозатворов вы знаете?
4. В чем сущность технологического процесса сборки фотозатвора?
5. Расскажите принцип работы станка точечной клепки.
6. В чем сущность работы прибора для контроля параметров фотозатворов?
7. Расскажите об устройстве винтоверта.
Глава XII. АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ
ПРОЦЕССА СБОРКИ ОПТИЧЕСКИХ ПРИБОРОВ
§ 1. Основные понятия о механизации и автоматизации
производства
Механизация — направление развития производства, пре¬
дусматривающее замену труда человека работой машин и меха¬
низмов. Основная цель механизации производства — повышение
производительности труда и освобождение человека от выполне¬
117
ния физически тяжелых, трудоемких и утомительных работ.
Механизация предусматривает широкое внедрение машин и ме¬
ханизмов не только в работы, непосредственно связанные с изго¬
товлением деталей и сборкой изделий, но и в другие виды работ,
такие, как уборка производственных помещений, транспортиров¬
ка и хранение деталей, заготовок и технологической оснастки, вы¬
полнение конструкторских и технологических работ, планирова¬
ние и нормирование работ и т. п.
В зависимости от оснащенности производства машинами и ме¬
ханизмами различают механизацию частичную и полную.
Частичная (или малая) механизация — это механиза¬
ция отдельных элементов производственного процесса, при кото¬
рой некоторая часть работ выполняется вручную, например уста¬
новка и закрепление заготовок на станке, промывка деталей, сня¬
тие заусенцев и т. п.
Полная (или комплексная) механизация — это механи¬
зация всех работ по ходу производственного процесса. При комп¬
лексной механизации рабочие остаются непосредственными участ¬
никами, неотъемлемым звеном производственного процесса, но их
основной функцией является оперативное управление и обслужи¬
вание машин и механизмов (включение и выключение в нужное
время требуемых механизмов, управление режимами работы ма¬
шин, контроль за работой машин и механизмов и т. п.).
Оставаясь непосредственными участниками производственного
процесса, рабочие оказывают существенное влияние на его пока¬
затели (качество продукции, производительность труда и т. п.),
поскольку эти показатели зависят не только от применяемых ма¬
шин и методов обработки, но и от квалификации рабочих.
Механизация производственных процессов является основой
для автоматизации. Автоматизция^— направление развития
производства, характеризуемое освобождением человека не только
от выполнения тяжелых и утомительных работ, но и от оператив¬
ного управления машинами и механизмами, выполняющими эти
работы. Человек перестает быть непосредственным участником
производственного процесса, его функции сводятся к наладке и
последующему контролю работы автоматизированного оборудо¬
вания.
Автоматизация основана на внедрении в производство следую¬
щих основных видов оборудования. Полуавтомат — такая еди¬
ница оборудования, на котором вспомогательные действия (напри¬
мер, установку заготовки для обработки, взаимную ориентацию
деталей для сборки) выполняет рабочий, а все остальные дейст¬
вия, необходимые для проведения операции (движение инструмен¬
тов, их смена, изменение режимов и т. п.), выполняются автома¬
тически, без участия рабочего. Однако именно от рабочего зависит
непрерывность работы полуавтомата, поскольку он является не¬
отъемлемым участником процесса. Кроме того, рабочий осуществ¬
ляет наладку и подналадку оборудования, контролирует точность
его работы и т. п.
118
Автомат — такая единица оборудования, на которой все не¬
обходимые для осуществления операции действия выполняются
автоматически, без участия рабочего. Рабочий лишь обслужива¬
ет автомат, периодически заполняет загрузочные устройства авто¬
мата, контролирует точность его работы, настраивает и поднастра-
ивает автомат.
Автоматическая линия представляет собой групу стан-
ков-автоматов, объединенных единой системой управления и свя¬
занных между собой транспортирующими устройствами. Работа
всех станков и устройств ведется без участия рабочего, который
лишь настраивает и контролирует работу автоматической линии.
§ 2. Автоматизация и механизация сборочных работ
Автоматическая сборка представляет собой процесс, в котором
все основные и вспомогательные работы по сборке изделия, транс¬
портировки его и входящих в его состав деталей выполняются без
непосредственного участия рабочего. Признаком автоматической
сборки является отсутствие рабочего, непрерывно связанного со
сборкой изделия. Существуют четыре степени автоматизации и
механизации сборки изделий:
1. Частичная механизация, при которой механизированные
средства применяются на отдельных сборочных операциях, а ос¬
новная доля работ производится вручную простейшим немехани¬
зированным инструментом.
2. Комплексная механизация, при которой все основные рабо¬
чие операции выполняются механизированными лнструментами и
приспособлениями.
3. Частичная автоматизация, при которой часть процессов сбор¬
ки осуществляется автоматизированными техническими средства¬
ми, а остальные работы выполняются операторами-сборщиками с
использованием механизированных инструментов и приспособ¬
лений.
4. Комплексная автоматизация, представляющая собой выс¬
шую форму механизации сборки, на этой ступени все рабочие опе¬
рации, а также операции регулирование сопряжений и контроля
собранных узлов и изделий выполняются машинами-автоматами
под наблюдением небольшого количества операторов.
Технологический процесс автоматической сборки состоит из
следующих взаимосвязанных, последовательно выполняемых тех¬
нологических элементов (переходов):
1. Загрузки собираемых деталей в загрузочные и транспорт¬
ные устройства и последующего перемещения деталей к месту
сборки с предварительной их ориентацией.
2. Базирования и относительной ориентации деталей на сбо¬
рочной позиции с требуемой точностью.
3. Сопряжения поверхностей соединяемых деталей и закрепле¬
ния установленных деталей, т. е. осуществления собственно сбор¬
ки (с закреплением или без него).
119
4. Контроля качества выполнения операции.
5. Удаления собранного узла со сборочной позиции, если сбор¬
ка на данной позиции заканчивается, или перемещения сборочной
единицы (узла) на следующую сборочную позицию.
Таким образом, оборудование для автоматической сборки
должно состоять из следующих основных механизмов:
загрузочного устройства, которое обеспечивает доставку дета¬
лей из бункеров или других емкостей в зону сборки в определен¬
ной последовательности и определенным образом ориентирован¬
ными;
базирующего механизма, который обеспечивает требуемое по¬
ложение сборочного механизма и поданных на сборку деталей от¬
носительно друг друга;
сборочного механизма, который, воздействуя на поданные и со¬
ответствующим образом ориентированные детали, осуществляет
их требуемое соединение (резьбовое, прессовое и т. п.);
контрольного устройства, которое должно проверить, выполне¬
но ли соединение деталей, а иногда проверить и качество соеди¬
нения и в случае обнаружения брака остановить работу автома¬
та или не допустить передачу узла на последующие сборочные
операции;
механизма транспортировки собранного узла на последующую
сборочную операцию с необходимой ориентацией.
Очевидно, что сборочный автомат, содержащий перечисленные
выше механизмы и систему управления их работой, является
весьма сложным и дорогостоящим устройством и его применение
должно быть экономически оправдано.
§ 3. Особенности автоматизации производства
оптических приборов
В настоящее время в производстве оптических приборов доста¬
точно широко автоматизированы процессы получения заготовок
дёталей и их механической обработки, включая процессы обработ¬
ки оптических деталей. Однако на этапе сборки приборов внедре¬
ние автоматизированных средств сдерживается следующими ос¬
новными причинами.
1. Оптические заводы выпускают различные по назначению
приборы, и в сборочных цехах имеют-место частые смены собира¬
емых узлов и приборов, т. е. цехи работают в условиях серийного,
иногда и мелкосерийного производства. Использование существу¬
ющих сборочных автоматов в таких условиях экономически неце¬
лесообразно.
2. Характерной особенностью сборки оптических приборов яв¬
ляется высокая точность выполнения операций при сравнительно
низкой точности изготовленных деталей, что определяет необходи¬
мость пригоночных регулировочных и котировочных работ при сбор¬
ке. Кроме того, спецификой оптических приборов являются высо¬
кие требования к чистоте собираемых деталей, что вынуждает пос¬
120
ле сборки и регулировки механических узлов выполнять их разбор¬
ку, промывку деталей и повторную сборку. И наконец, наличие в
приборе оптических деталей, имеющих обычно специальные по¬
крытия, требует очень бережного и аккуратного обращения с ни¬
ми. Выполнение указанных особенностей в условиях автоматизи¬
рованной сборки является весьма сложной задачей.
3. Автоматизированная сборка предъявляет определенные тре¬
бования к конструкциям прибора и его отдельных деталей, соеди¬
нений, методам достижения точности и т. п.
Проблема автоматизации сборки оптических приборов должна
решаться комплексно: на базе широкой унификации деталей и ,уз¬
лов приборов, совершенствования конструкции приборов, разра¬
ботки многопредметных сборочных автоматических устройств, ко¬
торые можно использовать для сборки однотипных узлов различ¬
ных оптических приборов.
В настоящее время полуавтоматические и автоматические ус¬
тановки применяют на некоторых операциях сборочного процесса,
например полуавтоматическую ультразвуковую установку для
промывки деталей, установку для контроля центрирования линз
в оправах, для проверки качества сборки объективов, испытаний
фотоаппаратов и т. п. Работа таких устройств рассматривается
в соответствующих разделах учебника.
Контрольные вопросы
1. Что такое механизация и автоматизация производства?
2. Какие черты степени автоматизации и механизации сборки изделий су¬
ществуют?
3. Перечислите особенности автоматизации производства оптических прибо¬
ров.
Раздел третий
СБОРКА ТИПОВЫХ УЗЛОВ
ОПТИКО-МЕХАНИЧЕСКИХ ПРИБОРОВ.
КОНТРОЛЬНО-ЮСТИРОВОЧНАЯ АППАРАТУРА
Глава XIII. КОНТРОЛЬНО-ЮСТИРОВОЧНАЯ АППАРАТУРА
§ 1. Коллиматоры
Устройство коллиматоров. Коллиматором называют оптико¬
механический прибор, предназначенный для создания параллель¬
ного светового пучка, т. е. для имитации бесконечно, удаленного
источника света. Коллиматор — самый распространенный прибор
контрольно-юстировочного (КЮ) оборудования. Одновременно
коллиматор является составной конструктивной частью многих оп¬
тико-механических и оптико-электронных приборов, например ин¬
терферометров, спектральных и углоизмерительных приборов и др.
Рис. 100 Коллиматор
Коллиматор состоит из следующих основных узлов: узел объ¬
ектива, узел тест-объекта, узел осветителя.
Все перечисленные узлы крепят в корпусе. Дополнительно в
конструкцию коллиматора могут входить механические узлы и
котировочные механизмы, обеспечивающие кредление коллимато¬
ра, его смещение и наклоны в различных плоскостях. Конструкция
коллиматора, входящего в состав оптической скамьи, представле¬
на на рис. 100.
Объектив 1 (рис. 101) коллиматора, состоящий из двух
линз, закреплен в оправе 2 пружинящим кольцом 3. Оправа объ¬
ектива через промежуточные резьбовые втулки 4 привернута тре¬
мя болтами 5 к обойме 5, которая соединена с трубой 7 коллима¬
122
тора винтами 8. Для увеличения жесткости в трубу установлена
втулка 6. Крепление оправы объектива к обойме тремя болтами
позволяет точно выставлять оптическую ось объектива параллель¬
но геометрической оси трубы.
Рис. 101. Объектив коллиматора
На трубе 3 коллиматора (см. рис. 100) закреплены два коль¬
ца 2 с цапфами 1. С помощью этих цапф коллиматор установлен
на основании 14. Цапфы 1 имеют торическую поверхность и ле¬
жат на прямоугольных опорных призмах, что дает возможность
наклонять коллиматор в горизонтальной плоскости. Призмы не¬
подвижны, одна пара их соединена со стороны объектива с осно¬
ванием 14, другая пара со стороны окуляра — с вилкой 13, кото¬
рая вместе с направляющей типа «ласточкин хвост» перемещается
вертикально винтовой парой. В узле винтовой пары имеется пру¬
жина, которая служит Для выбора люфта винтовой пары и созда¬
ния плавного хода при подъеме и опускании коллиматора. Вра¬
щением маховичка 12, жестко соединенного с винтом винтовой
пары, осуществляется наклон коллиматора в вертикальной плос¬
кости. Механизм фокусировки коллиматора состоит из корпуса 5,
привернутого к обойме 4, и трубы 5, которая перемещается три¬
бом и рейкой, закрепленной на трубе. Фокусировка осуществляет¬
ся вращением маховичка 10. Отсчет перемещения производится по
шкале и нониусу. Трубка 9 стопорится в любом положении махо¬
вичком 11. Втулка 6 имеет посадочное отверстие определенного
123
Рис. 102. Осветитель
диаметра и служит для зажима сменных элементов коллиматора:
револьвера 8 с тест-объектами 7 (мир, диафрагм, щелей и др.),
регулируемой сетки и переходных втулок для закрепления окуляр-
микрометра и других окуляров. Коллиматор с основанием уста¬
навливается на какую-либо станину или направляющую и закреп¬
ляется зажимными болтами 15.
Осветитель (рис. 102) данного коллиматора представляет
собой отдельный узел и содержит источник света — лампу СЦ-61
и двухлинзовый конденсор. Для получения равномерного освеще-,
ния или обеспечения заданного диапазона длин волн на корпус
осветителя может устанавливаться оправа 3 с матовым стеклом
или с фильтрами. Осветитель 1 установлен жестко на колонке 2.
Колонка 2 может перемещаться во втулке 5 основания 7 по высо¬
те и стопориться винтом 8 втулки 4. Крепится осветитель основа¬
нием к плите или к направляющим винтом 6. В конструкциях
другого типа коллиматоров осветитель непосредственно крепится к
корпусу коллиматора.
Объективы коллиматоров. В качестве о0ъективов коллимато¬
ров обычно используют (за исключением широкоугольных колли¬
маторов) двухлинзовые склеенные (или несклеенные) объективы,
состоящие из положительной (кроновой) и отрицательной (флин-
товой) линз. Наиболее распространены коллиматоры с фокусным
расстоянием объективов от 500 до 3000 мм. Угол поля зрения W
длинофокусных коллиматоров составляет 1—З6. Это позволяет ус¬
тановить в фокусе объектива коллиматора тест-объекты, имеющие
конечные размеры, а не точечные, и получить на выходе объекти¬
ва параллельный пучок лучей. У широкоугольных коллиматоров
(№=40-г-50°) в качестве объектива используют объективы с фо¬
кусным расстоянием 200—270 мм и относительным отверстием1 :4,
1 :5. У объективов широкоугольных коллиматоров должны быть
хорошо исправлены сферическая и хроматическая аберрации,
кривизна поля, астигматизм, кома и дисторсия. Широкоугольные
коллиматоры применяют для измерения угла поля зрения опти¬
ческих систем.
Конструкция широкоугольного коллиматора пред¬
ставлена на рис. 103. В фокальной плоскости объектива 1 уста¬
новлена шкала 7. Шкала освещается одновременно несколькими
источниками света 5 через матовое стекло 6. Конструктивно кор¬
пус коллиматора закреплен на стойке 2, установленной в подстав¬
ку 3. Регулировочные винты 4 необходимы для юстировки колли¬
матора. На корпусе коллиматора закреплены уровни 8, выверен¬
ные по отношению к штрихам шкалы. В паспорте коллиматора
обязательно указывается цена деления сетки шкалы.
Для работы в диапазоне длин волн, отличного от видимого из¬
лучения, применяют зеркальные или зеркально-линзо¬
вые коллиматоры. Для линзовой оптики требуются специальные
марки стекол, имеющих хорошее пропускание в диапазоне длин
волн, отличного Ът видимого излучения. Коэффициент отражения
зеркал мало зависит^от длины волны.
124
Схема зеркального коллиматора представлена на рис. 104.
Пучок лучей от источника 1, последовательно отражаясь от зер¬
кал 2 и 3 конденсора, освещает тест-объект 8. Тест-объект уста¬
новлен в фокусе зеркального объектива 5. Лучи, вышедшие из
тест-объекта, последовательно отразившись от зеркал 4, 6, 5, 6 и
7, выходят из коллиматора параллельным пучком. Из-за наличия
отверстия в зеркале 7, пучок лучей, выходящий из коллиматора,
имеет в центре «слепую» зону.
Тест-объекты. В качестве тест-объектов коллиматора исполь¬
зуют точечные диафрагмы, размер которых выбирают исходя из
фокусного расстояния объектива коллиматора и допустимой па¬
раллельности пучка лучей на выходе коллиматора, регулируемые
(или нерегулируемые) щелевые диафрагмы, сетки и шкалы, миры
(штриховые и радиальные).
Осветители. Осветитель включает источник излучения и кон¬
денсор, состоящий из одной, двух или трех линз. Выбор типа кон¬
денсора проводят конкретно для каждого типа коллиматора.
В осветителе часто применяют матовые стекла для получения бо¬
лее равномерного освещения тест-объекта.
§ 2. Автоколлиматоры и зрительные трубы
Устройство автоколлиматоров и зрительных труб. Автоколли¬
маторы, так же как и коллиматоры, являются очень распростра¬
ненными контрольно-юстировочными приборами. Автоколлиматор
125
Рис. 103. Широкоугольный коллиматор
Рис. 104. Зеркальный коллиматор
можно использовать и как коллиматор, и как зрительную трубу.
Автоколлиматор применяют при контроле плоскопараллельности,
клиновидности, углов призм. В сочетании с плоским зеркалом или
многогранной призмой автоколлиматор можно использовать для
контроля прямолинейности направляющих, плоскостности разме¬
точных плит, взаимного углового расположения осей и плоскостей
изделий в устройстве и т. д. Автоколлимационные зрительные
трьубы входят в конструкцию таких приборов, как гониометр, оп¬
тиметр, катетометр, делительная головка и т. д.
При автоколлимации происходит самонаведение посылаемого
светового пучка оптической системы на свою же визирную ось.
Чтобы иметь возможность наблюдать совмещение автоколлимаци¬
онного изображения предмета (тест-объекта) с самим предметом
в фокальной плоскости объектива коллиматора, в его оптическую
схему вводят автоколлимационный окуляр.
Автоколлиматоры (рис. 105) содержат объектив 1 и автокол¬
лимационный окуляр 2. Автоколлимационный окуляр 2 состоит из
источника света 7, конденсора 6, тест-объекта <5, разделительной
призмы (или пластинки) 5, сетки 4. Тест-объект 8 и сетка 4 уста¬
новлены в фокусе объектива 1. Сетка 4 одновременно расположе¬
на в фокусе окуляра 5.
Световой пучок от источника света 7 проходит конденсор 6 и
собирается в плоскости тест-объекта 8. Далее световой пучок, от¬
разившись от полупрозрачной грани призмы (или пластинки),
проходит объектив 1 и выходит из объектива параллельным. Пос¬
ле отражения от плоского зеркала 9 световой пучок собирается
объективом 1 в фокальной плоскости, где установлена сетка 4.
Через окуляр 5 можно наблюдать автоколлимационное изображе¬
ние тест-объекта 8. Если плоскость зеркала 9 перпендикулярна
оптической оси автоколлиматора, то центр изображения тест-объ¬
екта должен совпадать с центром сетки 4 окуляра 5. При на¬
клоне зеркала на угол а световой пучок, отразившись от него,
отклонится от своего первоначального направления на угол ср =
= 2а. Смещение изображения тест-объекта в плоскости сетки 4
составит величину A=//06-tg9, где f'0б — фокусное расстояние объ¬
126
Рис. 105. Оптическая схема автоколлиматора
ектива автоколлиматора. Выбрав фокусное расстояние объектива
большим, можно получить значительную величину смещения Д
изображения в плоскости оптической сетки при малых углах на¬
клона а зеркала. Следовательно, чувствительность автоколлимато¬
ра тем больше, чем больше фокусное расстояние его объектива.
Автоколлимационные окуляры. Существуют различные типы
автоколлимационных окуляров (рис. 106), каждый из которых
имеет свои достоинства и свои недостатки. Разнообразие их типов
объясняется стремлением создать оптимальные устройства при
реализации различных контрольно-измерительных схем.
На рис. 106, а представ¬
лена схема автоколлимаци¬
онного окуляра Аббе.
К стеклянной пластинке, на
которой нанесена шкала,
приклеена призма прямо¬
угольного сечения с наклон¬
ной под углом 45° гранью.
Плоскость склейки призмы
покрыта слоем серебра. По
этому слою против скоса
прорезано прозрачное пе¬
рекрестие. Наружные грани
призмы, кроме торца, по¬
крывают черным матовым
лаком. Торец призмы под¬
свечивают источником све¬
та. Световой пучок, отра-
зйвшись от наклонной гра¬
ни призмы, освещает пере¬
крестие и, пройдя объек¬
тив, выходит параллельным
световым пучком. Отразившись от плоского зеркала, лучи прохо¬
дят объектив и формируют в плоскости сетки изображение пере¬
крестия. Так как перекрестие смещено относительно оптической
оси на величину а, то и его автоколлимационное изображение
также будет смещено относительно центра сетки окуляра на ту
же величину, но в другую сторону. Поэтому центр сетки окуляра
также должен быть смещен с оптической оси. После отражения от
зеркала, установленного перпендикулярно к оптической оси, центр
автоколлимационного изображения на сетке смещается.
К недостатку окуляра Аббе следует отнести затенение части
поля зрения. Достоинством окуляра Аббе является большая яр¬
кость перекрестия. Светопропускание автоколлиматора с окуля¬
ром Аббе около 30%.
Преимущество окуляра «куб с двумя сетками» за¬
ключается в том, что сетка окуляра может по своему виду отли¬
чаться от тест-объекта (рис. 106,6). Окуляр «куб с двумя сетка¬
ми» позволяет применять короткофокусные окуляры, что обеспе¬
Рис. 106. Автоколлимационные окуляры
127
чивает получение автоколлиматоров с большим увеличением.
Достоинство окуляра.в том, что все поле зрения свободно для
наблюдения. К недостаткам окуляра следует отнести нестабиль¬
ность юстировки двух сеток, которая может нарушаться от тряски
и изменения температуры, и малое светопропускание. Светопро-
пускание автоколлиматора с окуляром «куб с двумя сетками» со¬
ставляет 4—9%.
У окуляра «куб с одной сеткой» (рис. 106, в) пере¬
крестие обычно наносится на .плоскости куба. Автоколлимацион-
ное изображение перекрестия (шкалы), перевернутое на 180°, сов¬
мещается с самим перекрестием в фокальной плоскости. Данный
окуляр не позволяет применять'короткофокусные окуляры, посколь¬
ку перекрестие (или сетка) наносится на поверхность куба, проти¬
воположную лицзам окуляра. Светопропускание автоколлиматора с
окуляром «куб с одной сеткой» составляет одоло 10—12%.
В окуляре Гаусса (рис. 106,г) между сеткой и линзами
окуляра установлена полупрозрачная пластинка под углом 45°.
Достоинство окуляра в /том, что поле зрения свободно для наблю¬
дения. К недостаткам его следует отнести большие световые по^
тери и то, что конструкция окуляра не позволяет применять оку¬
ляр с большим увеличением.
В сложный окуляр Гаусса (рис. 106, д) для обеспече¬
ния возможности применения окуляров с коротким фокусным рас¬
стоянием вводится оптическая система, состоящая из двух линз,
между которыми помещена полупрозрачная пластинка. Оптиче¬
ская система проектирует изображение сетки в фокус окуляра.
Следовательно, может быть применен короткофокусный окуляр.
К недостаткам окуляра следует отнести малое светопропускание.
В окуляре Линника (рис. 106,в) трехгранная нитевидная
призма приклеена к сетке окуляра, плоскость штрихов которой
установлена в фокальной плоскости объектива. Грань нитевидной
призмы (толщина 0,1—0,2 мм) освещается источником света.
Грань отражает Члучи и направляет их в объектив. Со стороны
окуляра нитЬ темная. Автоколлимационное изображение нити вы¬
глядит как яркая светящаяся линия на затемненном фоне. Шкала
в угловой мере нанесена по центру сетки в направлении, перпен¬
дикулярном к светящейся нити. Достоинство окуляра Линника —
большая яркость автоколлимационного изображения. Недоста¬
ток— технологическая трудность изготовления нити. Светопропу¬
скание автоколлиматора с окуляром Линника составляет 30%.
Окуляр Тудоровского (рис* 106,^) представляет собой
стеклянную круглую плоскопараллельную пластинку — сетку.
Штрихи на сетку нанесены специальным методом. Каждый штрих
представляет собой миниатюрный рассеиватель света. Цилиндри-
чаеская поверхность сетки посеребрена, за исключением неболь¬
шого матированного окна — светоприемника. Это окно расположе¬
но под углом 45° к вертикальной шкале сетки (по окружности).
Источник света через конденсор освещает матированное окно сет¬
ки. В пластинке-сетке свет подвергается полному внутреннему
128
отражению от параллельных торцов и. отражению от цилиндриче¬
ской поверхности. Поэтому свет не может рассеиваться в окружа¬
ющее пространство, за исключением световых лучей, рассеивае¬
мых штрихами. Плоскость штрихов должна находиться в фокаль¬
ной плоскости объектива и окуляра. При этом плоскость штрихов
должна быть обращена к окуляру, так как свет, отраженный от
штрихов внутри пластинки, должен направляться к объективу.
В поле зрения окуляра наблюдают светящиеся штрихи 'сетки и
их автоколлимационное изображение, перевернутое на 180°. Свето¬
пропускание автоколлиматора с окуляром Тудоровского составля¬
ет 10%.
В конструкции окуляра Захарьевского (рис. 106,з)
применены две прямоугольные призмы с острыми углами 40 и
50° у каждой, составляющие параллелепипед с воздушным зазо¬
ром между гипотенузными гранями. На грани АВ и СД нанесены
зеркальные покрытия. На грани АВ прорезан штрих Р, перпенди¬
кулярный к плоскости чертежа. Грань АВ расположена в фокаль¬
ной плоскости объектива и окуляра (ломаная визирная ось).
Штри^ подсвечивается источником света. Направление пучка лу¬
чей выбрано так, чтобы большая часть световых лучей прошед¬
шая штрих, достигла грани СД и после отражения от нее, претер¬
пев полное внутреннее отражение от нижней гипотенузной грани,
направилась в объектив. В обратном ходе пучок лучей формирует
автоколлимационное изображение штриха на сетке (грань АВ) и,
претерпев полное внутреннее отражение от верхней гипотенузной
грани, направляется в окуляр. В поле зрения виден светящийся
штрих и темный штрих на стенке. Темным он виден потому, что
световые лучи от источника направлены к грани СД и в окуляр
не попадают. Светопропускание автоколлиматора, с окуляром
Захарьевского составляет 30%.
В окуляре Монченко (рис. 106, и) применена склеенная
призма, состоящая из двух клиновидных призм, образующих плос¬
копараллельную пластинку. Поверхность склейки прозрачная, за
исключением зеркальных штрихов сетки, нанесенной на склеенную
грань. На наклонную плоскость клиновидной призмы N в фокаль¬
ной плоскости объектива, проходящей через точку О, нанесен ко¬
роткий штрих. Источник света освещает зеркальные штрихи. Где
штрихов нет, световой пучок, образовавшись от граней клиновид¬
ных призм, рассеивается, создавая освещенность фона. Автокол¬
лимационное изображение штрихов, нанесенных на призме N, по¬
вернуто на 180°. Светопропускание автоколлиматора с окуляром
Минченко достигает *35—40%.
Конструкция унифицированных автоколлиматоров. Конструк¬
тивно автоколлиматоры могут быть самыми разнообразными.
В настоящее время промышленностью освоен серийный выпуск
унифицированных автоколлиматоров АК-0,2У, АК-0,5У, АК-1У,
предназначенных для визуального измерения углов, непрямоли-
нейности направляющих, а также для определения взаимного уг¬
лового положения осей и плоскостей изделий в пространстве.
9-1511
129
Основные технические характеристики автоколлиматоров приведе¬
ны ниже.
Модель
Цена деления секундной
АК-0,2У
АК‘0,5У
АК-1У
шкалы в поле зрения .
Цена деления грубой шка¬
0,2"
0,5"
1'
лы в поле зрения .
10"
30"
60"
Диапазон измерения .
Погрешность при одноко¬
ординатном измерении
10'
20'
40'
на всем диапазоне .
Погрешность при двухко¬
ординатном измерении
1,5"
3"
6"
на всем диапазоне .
3"
6"
12"
Увеличение • .
СП
00
X
29 х
14,5х
Поле зрения ....
Диаметр входного отвер¬
1°
2°
4°
стия, мм
Максимальное рабочее
расстояние от объекти¬
56
50
30
ва до зеркала, мм .
30
25
20
Габаритные размеры, мм
530X175X185
545X175X185
488X175X185
Рис. 107. Оптическая схема унифицированных автоколлима¬
торов
Автоколлиматоры имеют двухкоординатную окулярную голов¬
ку, что позволяет одновременно производить измерения в двух
плоскостях без дополнительной настройки. В сочетании с много¬
гранной призмой могут быть использованы для проверки угломер¬
ных приборов типа оптических делительных головок, оптических
квадрантов и т. д. Автоколлиматоры могут быть применены и в
качестве обычной зрительной трубы.
130
Оптическая схема автоколлиматоров с осветительной системой
показана на рис. 107. Пучок лучей от источника света 1, пройдя
конденсор 2 и светофильтр 3, освещает марку 4 и, отразившись
от зеркала 5, попадает на призму-куб 8. Отразившись от полу¬
прозрачной грани призмы, пучок лучей попадает в объектив 7.
Марка 4 расположена в фокусе объектива 7(7а или 7б). Отразив¬
шись от зеркала 6 и повторно пройдя объектив и призму-куб, лучи
попадают в оптический окуляр-микрометр. Окуляр-микрометр со¬
стоит из линз компенсатора 10, секундной И и минутной 12 шкал.
Плоскость делений минутной шкалы расположена в фокальной
плоскости объектива. Призма 9 установлена для изменения хода
луча на 45°. В качестве окуляра используется двухлинзовый оку¬
ляр 13, 14 — защитное стекло.
Рис. 108. Оптическая схема фотоэлектрической автоколлиматора
Фотоэлектрические автоколлиматоры. В настоящее время бо¬
лее широко распространены фотоэлектрические автоколлиматоры,
которые имеют ряд преимуществ перед визуальными. Это быстро¬
действие, объективность контроля, более высокая точность.
На рис. 108 представлена оптическая схема фотоэлектриче¬
ского автоколлиматора АФ-1Ц. Пучок лучей от источника света 1
проходит конденсор 2, призму 3, автоколлимадионную марку 4,
выполненную в виде двух прозрачных окон, которые поочередно
перекрываются вращающимся модулятором 5, отражается зерка¬
лом 10, гипотенузной гранью призмы 21 и попадает в объектив 22.
Отразившись от зеркала 23, пучок лучей проходит объектив 22,
призму 21, линзы компенсатора 20 я 19 и попадает на раздели¬
тельную грань призмы 18. Отразившись от разделительной грани
призмы 18, часть пучка проектируется на марку 17 и фотоприем¬
ник 16s а часть пучка — на призму 15, -имеющую светоделительное
покрытие. Призмой 15 часть светового потока направляется на
9*
131
марку 13 и фотоприемник 14, а часть — на сетку 11, установлен¬
ную в фокусе окуляра 12. Изображение автоколлимационной мар¬
ки 4 переносится в плоскости марок 13, 17 и сетки 11, находящих¬
ся в фокальной плоскости объектива 22. Марки 13 и 17 выполне¬
ны в виде щелей, продольные оси которых взаимно перпендику¬
лярны. Опорный электрический сигнал вырабатывается
фотоприемником 9 при прохождении светового потока от источ¬
ника света 6 через диафрагмы 7,8 и модулятор 5. Эта система
является генератором опорного напряжения (ГОН).
Рис. 109. Функциональная схе¬
ма фотоэлектрического авто¬
коллиматора
При повороте зеркала относительно визирной оси коллиматора
(рис. 109) изображение автоколлимационной марки смещается от¬
носительно марок ФЯА и ФЯ2, расположенных перед фотоприем¬
никами. Это вызывает неодинаковую засветку каждого фотопри¬
емника световыми потоками, проходящими через одно и второе
окна марки. При этом фотоприемники Ф#1 и ФЯ2 вырабатывают
переменные электрические сигналы, поступающие соответственно
на предусилители ЯУ4 и ЯУ2, и далее в блок автоматики. Опорный
электрический сигнал с фотоприемника ФЯ3 позволяет определить
направление смещения изображения (знак). Преобразованный и
усиленный сигнал с ФЯА поступает на электродвигатель Mi коор¬
динаты А”, а с ФЯ2— на М2 координаты У. Оси микровинтов MBt
координаты X и МВ2 координаты У расположены взаимно перпен¬
дикулярно. Модулятор вращается электродвигателем М3. Конст-
132
рукдии механизмов координат X и У аналогичны, работают одно¬
временно и независимо друг от друга.
Электродвигатель координаты X через редуктор Р враща¬
ет микровинт МВи на котором закреплена линза компенсатора.
Линза перемещается вдоль оси микровинта в плоскости, перпен¬
дикулярной визирной оси автоколлиматора. Изображение авто¬
коллимационной марки при этом смещается относительно марки
фотоприемника в направлении, уменьшающем сигнал рассогласо¬
вания до тех пор, пока он не станет меньше пороговой чувствитель¬
ности следящей системы. С микровинтом связаны два датчика —
многооборотный потенциометр Я и импульсный датчик ДЯ4. По¬
тенциометр позволяет проводить запись результатов измерения
на самопишущем устройстве, а импульсный датчик служит для
выдачи информации на цифровое оптическое устройство, цифро-
печать или для ввода в ЭВМ.
Датчик ДЯ4 устроен следующим образом: на микровинте МВ\
закреплен лимб Л, имеющий чередующиеся зоны равной ширины
прозрачных и непрозрачных участков. Световой пучок от источни¬
ка Я проходит через диафрагму, лимб JI и попадает на фотопри¬
емник ФЯ4. При вращении лимба прерывается световой поток, фо¬
топриемником вырабатываются импульсы, количество которых
пропорционально углу поворота микровинта MBt и соответствен¬
но углу поворота зеркала. Направление вращения датчика опре¬
деляется двумя одинаковыми фотоэлектрическими системами, сиг¬
налы которых смещены на 90° . С датчика ДЯ4 сигналы поступают
на дискриминатор Ди а с датчика ДЯ2— на дискриминатор Д2.
Концевые выключатели К2 и Кз отключают электродвигатель Mi
при подходе линзы компенсатора к крайнему положению и вклю¬
чают сигнальные лампочки на блоке автоматики. Выключатель Ki
включает сигнальную лампочку при нахождении линзы компен¬
сатора в среднем положении. Сетка окуляра служит для предва¬
рительного выставления визирной оси автоколлиматора относи¬
тельно зеркала. Общий вид фотоэлектрического автоколлиматора
показан на рис. 110, где 1 — автоколлиматор, 2— зеркало (с маг¬
нитным основанием), 3— зеркало (насадка), 4 — цифровое уст¬
ройство, 5 — блок автоматики.
Рис. 110. Фотоэлектрический автоколлиматор
133
§ 3. Диоптрийная трубка. Динаметры
Диоптрийная трубка. Диоптрийную трубку применяют при
сборке и юстировке различных оптико-механических и оптико¬
электронных приборов; она предназначена для установки окуляра
в нулевое положение, проверки диоптрийной шкалы окуляра, ус¬
тановки телескопических систем на бесконечность и т. д. Ди¬
оптрийная трубка (рис. 111) состоит из двухлинзового склеенного
объектива 1 с фокусным расстоянием 50—100 мм, окуляра 4 и
Рис. 111. Диоптрийная трубка
сетки 3 с перекрестием. Увеличение трубки 2—4х. Объектив 1
может перемещаться вдоль оптической оси трубки относительно
окуляра. Таким образом осуществляется наведение на «сходящий¬
ся» ^или «расходящийся» пучок лучей. Перемещение объектива
отсчитывается по шкале 2 в пределах ±5 дптр. Трубка выставле¬
на на бесконечность, когда оптический штрих совпадает с нуле¬
вым индексом диоптрийной шкалы. В этом случае допуск объек¬
тива совпадает с фокусом окуляра и плоскостью отсчетной сетки
окуляра.
Динаметры. Ди¬
наметры (рис. 112)
предназначены для
определения диамет¬
ра зрачка выхода,
удаления выходно¬
го зрачка, проверки
увеличения телеско¬
пических систем.
Динаметр Рамсдена
(рис. 112, а) состоит
из трех трубок, вхо¬
дящих одна в дру¬
гую. Во внутренней
трубке 1, передвигающейся от руки в трубке 2, находит¬
ся окуляр с увеличением 10—15х. На поверхности трубки 2
нанесена шкала 4 с ценой деления 0,1 мм. Трубки 1 и 2 могут
перемещаться внутри трубки 3 одновременно. При этом переме¬
щении окуляра и сетки осуществляется наведение динаметра на
резкое вйдение выходного зеркала контролируемой системы. По
Рис. 112. Динаметры
134
шкале сетки 6 (рис. 112,6) производят, зная дену деления шкалы,
измерение величины выходного зрачка. Перемещая трубки 1 и 2
до резкого вйдения вершины последней поверхности окуляра кон¬
тролируемой системы через окуляр динаметра, подсчитывают по
шкале 4 трубки 2 удаление выходного зрачка.
Для измерения диаметра и величины удаления выходного
зрачка фотообъективов, телескопических систем' типа' Галилея, у
которых выходной зрачок расположен внутри оптической системы,
применяют динаметр Чапского. Этот динаметр, в отличие от дина-
метра Рамсдена, имеет дополнительную линзу 5, или склеенный
объектив. Линза 5 установлена в трубке 2 перед сеткой 6 дина¬
метра на расстоянии, равном ее двойному фокусному расстоянию.
Благодаря этой лицзе можно спроектировать на сетку динаметра
изображение выходного зрачка, находящегося внутри оптической
системы и измерить это изображение. Измерение величины удале¬
ния выходного зрдчка производят аналогично измерению с приме¬
нением динаметра Рамсдена.
Рис. ИЗ. Универсальная диоптрийная трубка — динаметр
Диоптрийная трубка 1 (рис. 113), входящая в комплект опти¬
ческой скамьи, может быть использована и в качестве динаметра.
Для этого на основной тубус 2 трубки надевается специальная
насадка 3 и в тубус ввертывается дополнительный объектив 4.
На основном тубусе имеется шкала от 0 до —20 и +50 мм. Эта
шкала служит для измерения удаления зрачка выхода от послед¬
ней поверхнрсти глазной линзы окуляра.
§ 4. Микроскопы
Существуют самые разнообразные конструкции микроскопов.
Типовая оптическая схема микроскопа, наиболее широко применя¬
емая при различных сборочных, юстировочных и контрольно-изме¬
рительных работах, изображена на рис. 114. Источник света 1 че¬
рез осветительную систему 2, 3, 4, 5 освещает объект измерения 6.
Объектив 8 формирует увеличенное действительное изображение
предмета 6 в плоскости 10у которая практически совпадает с фо¬
кальной плоскостью окуляра 11. Окуляр образует увеличенное
мнимое изображение предмета 6. Окуляр действует подобно лупе,
следовательно, плоскость 7 расположена на расстоянии 250 мм,
т. е. на расстоянии наилучшего вйдения.
135
Микроскоп создает увеличенное перевернутое изображение.
Общее увеличение микроскопа Гм = РобЛж, где р0б— линейное уве¬
личение объектива, Гок — увеличение окуляра. Линейное увеличе¬
ние объектива р0б =— (Д//'0б), где Д — оптическая длина тубуса
(расстояние от заднего фокуса объектива до переднего фокуса
окуляра), /'об — фокусное расстояние объектива. Увеличение оку¬
ляра Гок = 250///ок, где f'oK — фокусное расстояние окуляра, мм.
Следовательно, Гм = — (Д//'об) • (250///ОК). Наиболее распростра¬
нены объективы микроскопов с увеличением 3—90х, а окуляры —
5—15х. Общее увеличение микроскопа обычно 15—1350х.
Рис. 114. Оптическая схема микроскопа
Наиболее важными характеристиками микроскопа являются
светосила, поле зрения, глубина резкости, разрешающая спо¬
собность.
Светосила микроскопа определяется размерами его апертур¬
ной диафрагмы. Диаметр диафрагмы 9, изображение которой че¬
рез окуляр совпадает со зрачком глаза наблюдателя, обычно ра¬
вен 4—8 мм. Входной зрачок объектива (и всего микроскопа) на¬
ходится в бесконечности. Конус лучей, выходящих из осевой точ¬
ки предмета и ограниченных апертурной диафрагмой, определяет
светосилу микроскопа. Половину угла при вершине этого конуса
называют апертурным углом ит. Величина А = п sin ит — числовая
апертура объектива микроскопа, где п — показатель преломления
среды, находящейся между предметом и первой (фронтальной)
линзой объектива.
Поле зрения микроскопа определяет его полевая диафрагма.
Полевая диафрагма совпадает с плоскостью 10 и практически с
передним фокусом окуляра 11. Линейное поле зрения (диаметр
поля зрения) определяется величиной предмета, изображение ко¬
торого заполняет полевую диафрагму. Диаметр поля зрения со¬
136
ответственно в р0б раз меньше диаметра полевой диафрагмы, кото¬
рый определяется параметрами окуляра. Наличие полевой диа¬
фрагмы позволяет (из-за отсутствия виньетирования наклонных
пучков) получить равномерную освещенность плоскости изобра¬
жения.
Глубина резкого изображения проявляется в том, что в микро¬
скоп одинаково резко видны частицы, лежащие на разных уров¬
нях по толщине в тонком слое препарата (предмета). Общая глу¬
бина резкого изображения Т = Т0К + ТГ + ТВ= (250/Г2) + (250е/ЛГ) +
+ (А,/2Л2), где е — разрешающая способность глаза (в данной фор¬
муле е = 2'), X — длина волны.
На рис. 115 представлен микро¬
скоп, входящий в комплект оптиче¬
ской скамьи. Объектив 3 закреплен
в тубусе 2. С противоположной сторо¬
ны в тубус 2 устанавливается оку¬
ляр 1. Микроскоп установлен на сто¬
лике 4 и может перемещаться в двух
взаимно перпендикулярных направ¬
лениях вращением маховичков 5 и 10.
Столик ,4 закреплен на стойке, переме¬
щающейся по высоте при вращении
маховичка 6. Фиксация по высоте осу¬
ществляется маховичком 9. Стойка
установлена во втулке станины 7. Ста¬
нина 7 имеет специальные пазы, обес¬
печивающие возможность установки ее
на направляющих оптической скамьи.
Фиксация станины осуществляется за¬
жимным винтом 8. В комплект микро¬
скопа оптической скамьи входит набор
объективов и окуляров, что позволяет
использовать микроскоп для юстировки, сборки и контроля опти¬
ческих систем, имеющих самые различные параметры.
§.5. Оптическая скамья
Оптические скамьи предназначены для исследования оптиче¬
ских и оптико-электронных систем, а также отдельных оптиче^
ских деталей и узлов по качеству изображения, для измерений
оптических и энергетических характеристик. Они могут быть ис-'
пользованы также для макетирования, сборки и юстировки раз¬
личных оптических систем, научно-исследовательских и учебных:
работ. В настоящее время промышленностью освоен серийный
выпуск оптических скамей ОСК-2ЦЛ, ОСК-2Ц, ОСК-2Л и
ОСК-2М. Ранее серийно выпускались ОСК-2 и ОСК-3.
Оптические скамьи различаются между собой комплектностью.
Выпускаемые в настоящее время скамьи, ОСК-2ЦЛ и ОСК-2Ц снаб¬
жены цифровым отсчетным устройством (буква Ц), а скамьи
ni
Рис. 115. Микроскоп
ОСК-2ЦЛ и 0СК-2Л — оптическим квантовым генератором ЛГ-52-1
(буква Л). Наличие в комплекте двухкоординатного стола с пере-
счетным устройством обеспечивает индикацию результатов измере¬
ний на цифровом табло и вывода их на цифропечать и (или) в
ЭВМ. Наличие газового лазера обеспечивает возможность прове¬
дения исследовательских работ в ко¬
герентном свете.
Наиболее полной комплектно¬
стью обладает скамья ОСК-2ЦЛ.
В состав скамьи (рис. 116) входит
коллиматор 8 с фокусным расстоя¬
нием объектива 1600 мм, зритель¬
ная трубка 1 с увеличением 20х,
микроскоп 3, трубка диоптрийная
универсальная, оптический кван¬
товый генератор, устройство циф¬
ровое, комплект столиков с микро¬
метрическими перемещениями, осве¬
титель 7, различные принадлежно¬
сти и инструмент, осветитель ртут¬
ный, ряд держателей. Все комплек¬
тующие изделия, входящие в опти¬
ческую скамью, закрепляются на
направляющей 9. Держатель 2, оп¬
рава 4, юстировочные столики 5, 6,
различные приспособления, входя¬
щие в состав оптической скамьи,
служат для закрепления оптических
деталей в оправах и без оправ и
позволяют проводить различные из¬
мерения, перечисленные в гл. XIV.
В комплект оптических скамей вхо¬
дят также накладной уровень, пред¬
назначенный для горизонтальной
установки столиков, плоскостей
труб и т. д. (цена деления шкалы
уровня 1'); плоскопараллельная
пластина диаметром 150 мм, кли-
новидность которой не превышает
1", а плоскостность 0,5 полосы
(предназначена для выявления па¬
раллакса зрительных труб и колли¬
маторов и т. д.); спектральная
щель с максимальным раскрытием
0,4 мм (погрешность отсчета не
превышает 0,006 мм); комплект
мир, светофильтров, сеток, окуляров
и автоколлимационных приспособ¬
лений.
138
Рис. 116. Оптическая скамья
Контрольные вопросы
1. Назовите основные характеристики и укажите область применения кол¬
лиматоров, автоколлиматоров, микроскопов, диоптрийных трубок, динамометров.
2. Перечислите основные элементы оптической скамьи.
3. Расскажите об основных оптических схемах коллиматоров, автоколлима¬
торов, зрительных труб, диоптрийной трубки, динаметров.
Глава XIV. ХАРАКТЕРИСТИКИ ОПТИКО-МЕХАНИЧЕСКИХ
ПРИБОРОВ И МЕТОДЫ ИХ КОНТРОЛЯ
§ 1. Параллакс
Праллаксом называют несовпадение плоскости изображе¬
ния предмета!, сформированное объективом, с плоскостью измери¬
тельной сетки прибора. При параллаксе глаз наблюдателя*
(рис. 117, а) посредством аккомодации может наблюдать пооче¬
редно резкое изображение у'у' предмета уу, сформированное объ¬
ективом в фокальной плоскости, или изображение сетки. Одновре¬
менно резко эти изображения глаз наблюдать не может.
Рис. 117. Параллакс
139
Кроме того, если глаз наблюдателя смещается (рис. 117,6) в
направлении, перпендикулярном оптической оси прибора в преде¬
лах выходного зрачка прибора (положения /, //, III), то изобра¬
жение у'у' будет казаться смещенным относительно центра пере¬
крестия сетки. Это неизбежно вызовет появление ошибки отсчета
положения изображения предмета относительно измерительной
сетки.
Если рассмотреть простейший случай параллакса (рис. 117, в)
между отсчетной шкалой 1 и индексом 2, которые находятся на
расстоянии Д друг от друга, то при смещении глаза наблюдателя
в поперечном направлении на величину t возникает погрешность
отсчета m = t(A/S). Из формулы очевидно, что ошибку отсчета
можно уменьшить, если уменьшить величину несовпадения Д шка¬
лы и индекса или величину t.
Параллакс в оптико-механических приборах может возникнуть
по следующим причинам:
сетка смещена на величину Д относительно плоскости изобра¬
жения предмета, сформированного объективом (рис. 117,а);
призма или зеркало оптической системы прибора (рис.
117, г) смещены относительно расчетного положения;
защитное стекло или призма, установленные в приборе
(рис. 117,5, е,), имеют сферичность;
наклон сетки или объектива.
Вследствие больших остаточных аберраций оптической системы
на краю поля зрения возникает, так называемый «косой параллакс».
Такой параллакс неустраним. В этом случае не имеется строго оп¬
ределенной точки схождения лучей на оптической оси системы.
Продольным смещением объектива или сетки не удается добиться
такого положения, при котором изображение предмета будет вид¬
но одинаково резко по всему полю.
Для устранения параллакса в процессе сборки приборов кон¬
структивно предусматривают возможность перемещения различ¬
ных оптйко-механических узлов (сборочных единиц) или оптиче¬
ских деталей (сетки, объектива и т. д.) относительно оптической
оси прибора.
Допуск на параллакс задается в линейной, угловой и диоптрий¬
ной мерах. Способ измерения параллакса в линейной мере прак¬
тически не применяется. В угловой мере параллакс оценивается
величиной угла со (рис. 117, а) между пучком лучей, идущим от
изображения бесконечно удаленного предмета, и пучком лучей,
идущим от сетки, о)=/)зр.Вых/2(л:/ок + 0 * 0,00029 или со =
=/>зр вых/2 (/'WA+0 -0,00029, где f'0к —фокусное расстояние оку¬
ляра; Азр.вых — диаметр выходного зрачка; t — расстояние от за¬
данного фокуса окуляра до выходного зрачка; х'ок — расстояние
от заданного фокуса окуляра до плоскости, в которой глаз наблю¬
дателя видит изображение предмета.
Для упрощенных расчетов, учитывая, что х'0к со =
= -D3p.BbIx/2f/2OK.
140
В диоптрийной мере величину параллакса определяют по
формуле £>д=±1000-Д///'1ок. Данная формула является исход¬
ной для расчета шкалы линейных перемещений окуляра при его
установке на резкость по глазу наблюдателя в диоптриях в зави¬
симости от величины сходимости или расходимости лучей на вы¬
ходе оптической системы.
Рис. 118. Контроль параллакса с помощью коллиматора
Методы контроля параллакса. Параллакс в угловой мере изме¬
ряют (рис. 118) с помощью коллиматора 2, шкала сетки 1 которо¬
го, установленная в фокальной плоскости объектива 3, програду¬
ирована в градусах, минутах и секундах. Испытуемый прибор 4
помещают перед, коллиматором, а затем рассматривают изобра¬
жение OiOi сетки коллиматора в выходном зрачке прибора при
различных положениях глаза наблюдателя 0, /, //. При наличии
параллакса измеряют смещение изображения 0\0\ сетки колли¬
матора относительно центра перекрестия сетки 5 прибора и опре¬
деляют значение параллакса в угловой мере.
Рис. 119. Контроль параллакса с помощью диоптрийной трубки
Параллакс в диоптрийной мере измеряют с помощью диоп¬
трийной трубки (рис. 119,а). Испытуемый прибор 2 помещают
перед коллиматором 1, диоптрийную трубку 3—за испытуемым
141
прибором. Предварительно коллиматор должен быть выставлен
на бесконечность, диоптрийная трубка — на ноль диоптрий.
Окуляр испытуемого прибора выставляют на резкое ведение
сетки С прибора. Если параллакс в приборе (рис. 119, а) отсут¬
ствует, т. е. изображение сетки коллиматора (предмета) совпада¬
ет с сеткой С, а задний фокус объектива F'0б совпадает с перед¬
ним фокусом F0K окуляра прибора, то изображение предмета бу¬
дет резко видно в диоптрийную трубку.
При наличии параллакса (рис. 119,6) в испытуемом приборе
изображение предмета М' не будет совпадать с сеткой С и, сле¬
довательно, будет видно нерезким в диоптрийную трубку. Для
измерения параллакса в диоптриях смещают объектив диоптрий¬
ной трубки до получения резкого изображения предмета и снима¬
ют показания по ее шкале 4.
Если сетка испытуемого прибора не совпадает с изображением
предмета и не совпадает с совмещенными фокусами F'06 и F0K
прибора, то для определения параллакса объектив диоптрийной
трубки сначала перемещают до получения резкого изображения
сетки, а затем до резкого изображения предмета. Разность отсче¬
тов по шкале диоптрий трубки даст значение параллакса в ди¬
оптрийной мере.
142
Рис. 120. Юстировка параллакса
Методы юстировки. Существуют различные методы установки
сетки в фокальной плоскости объективов телескопических оптиче¬
ских систем. Наиболее распространены при сборке способы юсти¬
ровки, выполняемые с помощью длиннофокусного коллиматора,
по бесконечно удаленной точке, зрительной трубы, зрительной
трубы и пентопризмы, трех коллиматоров и т. д.
При юстировке прибора по бесконечно удален¬
ной точке изображение у' бесконечно удаленного предмета у
формируется объективом 1 собираемого прибора в его фокальную
плоскость (рис. 120,а). Одновременное резкое изображение пред¬
мета у и сетки 2 будет наблюдаться только в случае их совпаде¬
ния. Конструкцией прибора обычно предусмотрена возможность
перемещения сетки 2 по стрелке А или объектива в направлении
вдоль оптической оси системы. Наблюдение проводят невооружен¬
ным глазом или с помощью микроскопа 3. Юстировку прибора
прекращают при получении одновременного резкого изображения
у' предмета у и сетки 2. На практике для имитации бесконечно
удаленного предмета используют коллиматор.
При юстировке с помощью коллиматора юстируе¬
мый прибор 8 (рис. 120,6), например зрительную трубу (любая те¬
лескопическая оптическая система), помещают перед коллимато¬
ром 5. Юстировка прибора заключается в смещении сетки 9 вдоль
оптической оси относительно фокуса F'0б объектива 7. Если па¬
раллакс в приборе отсутствует, то при смещении глаза в пределах
выходного зрачка не должно; наблюдаться смещения изображения
сетки 4 коллиматора 5. После достижения такого положения про¬
изводят закрепление сетки 9 стопорным винтом.
При юстировке приборов данным методом необходимо учиты¬
вать, что сам коллиматор, используемый как образец сравнения,
отъюстирован с какой-либо погрешностью, т. е. сетка коллимато¬
ра 5 установлена с некоторой погрешностью Д'к относительно фо¬
куса объектива 6. В этом случае пучок лучей, выходящий из кол¬
лиматора будет сходящимся или расходящимся, но не параллель¬
ным. Объектив юстируемого прибора сформирует изображение
сетки не в фокальной плоскости F06, а на расстоянии Д'0б от фо¬
кальной плоскости. Величину погрешности Д'0б в зависимости от
величины погрешности Д'к можно определить, исходя из формулы
Ньютона: ДкД'к=—f'\ Для коллиматора и Д0бД/об = —//3об для
юстируемого прибора. Так как Дк=—Д'об, то /' 2к/Д'к=//3 об/Д'об,
откуда Д'0б= (/'* об If'9 к) Д'к.
Погрешность установки Д'0б сетки юстируемого прибора обрат¬
но пропорциональна квадрату фокусного расстояния коллимато¬
ра. Чем длиннофокуснее коллиматор, тем меньше сказывается по¬
грешность его юстировки на погрешность юстировки собираемого
прибора. На практике выбирают /'к= (5-f-10)/'o6.
Юстировка с помощью зрительной трубы и
пентапризмы применима при сборке коллиматоров
и автоколлиматоров (рис. 120,6.) Зрительную трубу 14 распола¬
гают перпендикулярно оптической оси коллиматора 11. Пента¬
143
призму 13 перемещают в направлении, перпендикулярном оптиче¬
ской оси коллиматора, т. е. вдоль направления оптической оси зри¬
тельной трубы 14, которая предварительно должна быть отъюсти¬
рована.
Рассмотрим два случая. Например тест-объект 10 (сетка, диа¬
фрагма и т. д.) находится в положении I в фокальной плоскости
объектива, 12 коллиматора 11. В этом случае из коллиматора вы¬
ходит параллельный пучок лучей. При перемещении пентаприз¬
мы 13 из положения III в положение IV изображение тест-объек¬
та 10 будет совпадать с центром перекрестия сетки зрительной
трубы 14, т. е. коллиматор отъюстирован.
Если тест-объект 10 смещен ц положение II относительно фо¬
куса объектива 12 коллиматора, то из коллиматора будет выхо¬
дить сходящийся или расходящийся пучок лучей в зависимости от
знака смещения. В этом случае изображение тест-объекта 10 в по¬
ле зрения зрительной трубы будет нерезким. Прц перемещении
пентапризмы 13 из положения III в положение IV или наоборот
изображение тест-объекта 10 будет смещаться относительно цент¬
ра перекрестия сетки зрительной трубы 14, так как угол а накло¬
на световых лучей, входящих в объектив зрительной трубы, изме¬
няется. Смещая тест-объект 10 вдоль оптической оси коллиматора,
добиваются такого положения, при котором изображение тест-объ¬
екта видно резко, совпадает с центром перекрестия зрительной
трубы и неподвижно на всем диапазоне перемещения пентаприз¬
мы. В этом случае коллиматор отъюстирован, т. е. выставлен на
бесконечность.
Величину перемещения Дк тест-объекта 10 коллиматора, т. е.
погрешность расфокусировки, можно определить по формуле Дк =
= 2//2кл6//)вх.зр//об.зр.тр, где п — число делений шкалы сетки зритель¬
ной трубы, на которое сместилось изображение тест-объекта; § —
цена деления шкалы сетки трубы; f'0б — фокусное расстояние объ¬
ектива зрительной трубы; DBx3p— диаметр входного зрачка
трубы.
Из формулы очевидно, что чем больше фокусное расстояние
объектива зрительной трубы, тем меньшую величину расфокуси¬
ровки можно обнаружить и, следовательно, отъюстировать прибор
с большей точностью.
Данный метод позволяет легко определить наличие расфокуси¬
ровки, но несколько сложнее установить знак расфокусировки.
Практически, если сборщик ошибается в направлении перемеще¬
ния сетки, это сразу же обнаруживается по величине смещения
изображения в поле зрения зрительной трубы. Если величина
смещения становится больше, то направление перемещения вы¬
брано неправильно.
Схема юстировки с помощью зрительной трубы
представлена на рис. 120, г. Данный способ юстировки аналогичен
предыдущему, но требует применения зрительной трубы 15, диа¬
метр выходного зрачка которой значительно меньше диаметра
ебъектива 16 юстируемого коллиматора 17. Если сетка 18 колли-
144
матора совмещена с фокусом объектива 16, то выходящий из кол-
лиматора 17 пучок световых лучей будет параллельным и, следо¬
вательно, на всем диапазоне перемещения зрительной трубы (из
положения / в II) изображение сетки 18 коллиматора относитель¬
но центра перекрестия сетки зрительной трубы не будет сме¬
щаться.
Ю с т и р о-в ку по трем коллиматорам и зритель¬
ным трубам называют абсолютным методом. Метод не тре¬
бует применения вспомогательного контрольно-юстировочного
оборудования и заключается в последовательной юстировке трех
одинаковых труб, одна из которых принимается за эталонную.
Схема юстировки с помощью зрительной трубы
и плоскопараллельной пластинки представлена на
рис. 120, д. Если сетка 19 находится в фокусе F'0б объектива 20,
то при наклонах пластинки 21, находящейся в параллельном пуч¬
ке лучей, изображение сетки не будет смещаться относительно
центра перекрестия сетки зрительной трубы 22. При несовпадении
сетки 19 с фокусом F'об объектива 20 из коллиматора будет выхо¬
дить непараллельный пучок световых лучей, а с изменением на¬
клона пластинки изображение сетки будет смещаться относитель¬
но центра перекрестия сетки зрительной трубы на величину Д.
Перемещая сетку в направлении оптической оси объектива, доби¬
ваются такого положения, при котором изображение сетки отно¬
сительно центра перекрестия не будет смещаться. Следовательно,
коллиматор отъюстирован, т. е. выставлен на бесконечность.
§ 2. Увеличение
Из геометрической оптики и теории оптических приборов из¬
вестны следующие виды увеличений: линейное У, угловое W, про¬
дольное Q, видимое Г.
Линейное увеличение характеризует микрообъективы,
фотографические, проекционные и оборачивающие системы теле¬
скопических приборов. Под* линейным увеличением понимают от¬
ношение V=y'ly, где у' — размер изображения, у — размер пред¬
мета, т. е. линейное увеличение определяет масштаб изображе¬
ния.
Угловое увеличение характеризуется отношением W=
= tga'/tga, где а — угол между оптической осью системы и про¬
извольным лучом, проходящим через точку предмета; а'— угол
между оптической осью и лучом, проходящим через точку, сопря¬
женную с выбранной точкой в пространстве изображений. Линей¬
ное и угловое увеличения связаны соотношением VW=—///' =
= const.
Видимое увеличение характеризует оптические системы,
из окуляров которых выходят параллельные пучки лучей. Види¬
мое увеличение Г отражает способность оптического прибора соз¬
давать на сетчатке глаза увеличенное или уменьшенное изображе¬
ние предмета по сравнению с изображением, возникающим на сет-
10-1511
145
чатке невооруженного глаза. Видимое увеличение следующих оп¬
тических приборов определяется из соотношений:
1. Для лупы (рис. 121) /"=tgv7tg Y=£ty// = 250//:', где D —
расстояние наилучшего видения, равное 250 мм; tgy=y[D, у —
размер рассматриваемого предмета и tg<p' = t//f'.
2. Для микроскопа Г=У0бГ0К, или Г= — (A-250)/f'O6Xf'oK, или
Г = (250-я)//; Г= — (250-А)/а, где К0б — линейное увеличение объ¬
ектива микроскопа; Гок — видимое увеличение окуляра; Д—рас¬
стояние от заданного фокуса объектива до изображения; f — фо¬
кусное расстояние микроскопа; А — апертура; а — половина диа¬
метра выходного зрачка микроскопа.
3. Для телескопических систем /"=tgY7tgY~Y7Y, где —
угол, под которым видно изображение предмета при наблюдении
через телескопическую систему; у — угол, ( под которым виден
предмет невооруженным глазом. Для телескопических систем Г=
= № = — /W/'ok = Дзр.вх/Дзр.вых. Связь ВИДИМОГО И ПрОДОЛЬНОГО
Рис. 122. Контроль
линейного увели¬
чения
Рис. 121. Видимое увеличение лупы
увеличений определяется соотношением
Q = n'V2/n=ti'f(nr2), где п' и п соответственно
показатели преломления в пространствах
изображений и предметов. Если в пространст¬
ве изображений и в пространстве предметов
имеется воздух, т. е. n' = ft, то соотношения
увеличений для телескопических систем
замкнутся: V = 1/Г=const, №=r=const, Q= l/r2 = const.
Методы контроля увеличений. При контроле линейного уве¬
личения перед оптической системой помещают объект с извест¬
ными размерами (штриховую миру) и измеряют изображение
предмета, формируемое оптической системой. Например, линейное
увеличение измерительных микроскопов (рис. 122) определяют
следующим образом. Объект-микрометр 5 с ценой деления 0,01 мм
рассматривают через микроскоп 4, увеличение которого необходи¬
мо определить. Одновременно через куб-призму 3 с полупрозрач¬
ной гранью 2 рассматривают изображение масштабной линейки 1.
Линейку устанавливают от наблюдателя на расстоянии L = 250 мм,
т. е. на расстоянии наилучшего вйдения. Затем измеряют, какоё
количество делений объект-микрометра 5 укладывается в интерва¬
ле т масштабной линейки 1. Увеличение микроскопа определяют
по формуле Гм = т//г/, где t — цена деления объект-микрометра;
п — количество делений объект-микрометра; т — интервал мас¬
штабной линейки.
146
Контроль видимого увеличения оптических систем про¬
изводят различными методами. Наиболее распространены на прак¬
тике методы, основанные на измерении диаметров входного и вы¬
ходного зрачков и определении увеличения по формуле Г=
— £)зр.вх/-Озр.вых*
Диаметр входного зрачка телескопического прибора иногда
трудно непосредственно измерить с достаточной точностью. По¬
этому перед объективом прибора 2 (рис. 123, а) устанавливают
обычно металлическую диафрагму 1 или шкалу, размер которой
аттестован с точностью до 0,01 мм. Например, диаметр диафраг¬
мы равен 40 мм.
Рис. 123. Контроль видимого увеличения телескопических систем
Для телескопических приборов диафрагму при измерении не
обязательно помещать точно в зрачке входа (часто это и невоз¬
можно по конструктивным соображениям). На точности результа¬
та измерения это практически не сказывается.
Величину изображения диафрагмы выходного зрачка 3 изме¬
ряют с помощью динаметров Рамсдена 4 или Чапского (см,
гл. XIII, § 3). Предварительно устанавливают окуляр прибора 2Г
видимое увеличение которого необходимо измерить на ноль диоп¬
трий. Окуляр Рамсдена устанавливают на разное вйдение сетки
динаметра. Перемещают окуляр динаметра вместе с сеткой до рез¬
кого вйдения изображения диафрагмы. Измеряют по сетке дина¬
метра величину изображения диафрагмы. Увеличение оптической
системы прибора определяют из соотношения Г = 40/d. Если диа¬
фрагма не круглая, а квадратная, то аттестуют линейные размеры
сторон диафрагмы аХв (мм) и измеряют линейные размеры изо¬
бражений диафрагмы а'Хв'. В этом случае увеличение Г = а/а'=*
= в/в'.
Иногда измерение увеличения производят с помощью колли¬
матора и зрительной трубы. Контролируемый прибор 6 помещают
(рис. 123,6) между коллиматором 5 и зрительной трубой 7.
В фокальных плоскостях объективов коллиматора и зритель¬
ной трубы установлены соответствующие шкалы, цена делений
которых известна. Перед определением увеличения прибора на¬
блюдают в окуляр зрительной трубы изображение шкалы колли-
10*
147
матора (прибор еще не поставлен) и добиваются совпадения де¬
лений шкал коллиматора и зрительной трубы. Устанавливают
контролируемый прибор, предварительно выставленный на бес¬
конечность, и наблюдают в окуляр зрительной трубы изображение
шкалы коллиматора. Определяют, какое число делений шкалы
зрительной трубы совпадает с определенным числом делений шка¬
лы коллиматора. Увеличение прибора равно отношению числа де¬
лений. Если в качестве окуляра зрительной трубы использовать
винтовой окулярный микрометр, например типа МОВ-1-15х, то
измерение увеличения сводится к следующему. Сначала изобра¬
жение шкалы коллиматора измеряют без контролируемого при¬
бора и снимают показания с барабана окулярного микрометра.
Устанавливают контролируемый прибор и опять измеряют, вра¬
щая барабан окулярного микрометра, размер изображения шка¬
лы коллиматора. Отношение величин отсчетов барабана окуляр¬
ного микрометра и есть увеличение контролируемого прибора.
Простой, но не очень точный способ измерения видимого уве¬
личения телескопических приборов заключается в следующем.
Контролируемый прибор наводят на резкое вйдение рейки с деле¬
ниями. Рейка должна быть одновременно хорошо видна и невоору¬
женным глазом. Наблюдают одним глазом деления рейки через
контролируемый прибор, а вторым глазом непосредственно. Оп¬
ределяют, сколько делений т' рейки, видимых через прибор, сов¬
падает с делениями, видимыми невооруженным глазом. Увеличе¬
ние контролируемого прибора определяют из соотношения
—т/т'.
Рис. 124. Контроль видимого увеличения микроскопов
Ориентировочное значение увеличения телескопических систем
можно оценить с помощью штангенциркуля или масштабной ли¬
нейки. Перед контролем систему выставляют на бесконечность.
Измеряют внутренний диаметр оправы объектива. За диаметр
выходного зрачка принимают размер светового пятна, спроектиро¬
ванного окуляром системы на экран, например папиросную бу¬
магу. Диаметр пятна также измеряют штангенциркулем или ли¬
нейкой. Отношение диаметров даст значение увеличения.
Видимое увеличение микроскопов можно определить с по¬
мощью оптической трубки, предложенной Г. Ф. Юдиным (рис. 124).
По существу, прибор Г. Ф. Юдина представляет собой телескопи¬
ческую трубку 4, с увеличением, равным Iх, т. е. фокусные рассто¬
яния объектива 3 и окуляра 6 трубки равны между собой. В фо¬
кальной плоскости объектива прибора установлена шкала 5 с
ценой деления, равной 0,5 мм.
148
Определение видимого увеличения микроскопа Гм сводится к
измерению величины, изображения выбранного интервала образ¬
цовой меры, образующейся в плоскости оптической сетки трубки
Юдина. Видимое увеличение вычисляют по формуле Гм = Г0К(1'/1),
где Гак — увеличение окуляра трубки Юдина, V — размер изобра¬
жения интервала образцовой меры в плоскости оптической сетки,
/—величина интервала образцовой шкалы.
Трубку Юдина 4 устанавливают на микроскоп 2, увеличение
которого необходимо проектировать. Устанавливают объект-ми¬
крометр 1 и перемещением микроскопа добиваются резкого вйде¬
ния изображения объект-микрометра 1 в плрскости шкалы 5 труб¬
ки. По шкале трубки определяют число делений п объект-микро-
метра, которое укладывается в выбранном интервале делений
шкалы. Цена делений шкалы б известна. Учитывая, что Гт = — 1,
имеем Гм=[(пд)/[\Г0К=[(пд)/I] - (250ff'OK).
Таким образом, для определения видимого увеличения микро¬
скопа должны быть известны /, /'ок, б. Число делений определяют
при измерении.
§ 3. Поле зрения
Поле зрения — это часть пространства предметов, которую
может изобразить оптическая система. Величину поля зрения из¬
меряют или в узловой, или в линейной мерах.
Поле зрения микроскопа. Поле зрения микроскопа вычисляют
обычно в линейной мере по формуле 2/=Д1/Роб, где Du — диаметр
полевой диафрагмы, (30б— лийейное увеличение объектива микро¬
скопа. Из формулы очевидно, что поле зрения микроскопа ограни¬
чивает полевая диафрагма, которая установлена в плоскости про¬
межуточного изображения.
Линейное поле зрения определяется величиной предмета, изо¬
бражение которого заполняет полевую диафрагму. Учитывая, что
роб = Г/,ок/250, формулу линейного поля зрения микроскопа можно
записать в виде 21= (2tgco7/oK*250)/(r/'OK) = (500-tgco')/r, где
2со' — поле зрения окуляра микроскопа. .
Поле зрения микроскопа контролируют следующим образом.
На предметный столик микроскопа устанавливают шкалу или объ¬
ект-микрометр с известной ценой деления п. Рассматривают изо¬
бражение шкалы через микроскоп и измеряют, сколько делений,
шкалы т укладывается по диаметру видимого поля зрения. Из¬
мерение проводят несколько раз, поворачивая шкалу каждый раз
на 90°. Подставив величину среднего арифметического значения
числа делений т шкалы, видимых по диаметру поля, в формулу
1=тп, определяют поле зрения микроскопа.
Простой способ измерения видимого поля зрения (см. рис. 122)
выполняют рисовальным прибором. Угол поля зрения определяют
из соотношения tg W=y/L, где у — величина изображения, спроек¬
тированного на экран ly L — расстояние от глаза наблюдателя до
экрана.
149
Поле зрения лупы. При определении поля зрения лупы необ¬
ходимо рассматривать сложную систему, состоящую из лупы и
глаза. Глаз при наблюдении через лупу может занимать различ¬
ное положение, отчего величина поля зрения изменяется. При при¬
ближении глаза к лупе поле зрения увеличивается, а при удале¬
нии— уменьшается. Линейное поле зрения определяют обычно с
помощью миллиметровой шкалы. Рассматривают глазом через
лупу шкалу, измеряют, какое число делений укладывается в поле
зрения. Глаз при этом должен быть неподвижен. Вычисляют по¬
ле зрения по формуле 1=тп, где т — число делений шкалы, види¬
мых в поле зрения; п — цена деления шкалы. Величину поля* зре¬
ния лупы в угловой мере определяют по формуле 2tgco = 2a///, где
2а — диаметр оправы лупы, f' — фокусное расстояние. Глаз нахо¬
дится при этом в заднем фокусе лупы.
Поле зрения телескопических систем. Поле зрения телескопи¬
ческих систем определяют различными способами.
При определении
с помощью ши¬
рокоугольно г о
коллиматора
контролируемый
прибор 5 (рис. 125)
устанавливают пе¬
ред широкоуголь¬
ным коллиматором
3 так, чтобы их оп¬
тические оси были
параллельны. В фо¬
кальной плоскости
объектива 4 колли¬
матора установлена шкала 2. Подсветка шкалы осуществляется
через матовое стекло 1 для более равномерной освещенности.
Сетка шкалы 2 коллиматора проградуирована обычно в градусах
и минутах. Наблюдают в контролируемый прибор и определяют,
сколько делений шкалы 2* видно в поле зрения прибора 5. Поле
зрения прибора определяется произведением числа делений сетки
шкалы на цену деления. Для устранения срезания наклонных лу¬
чей йеобходимо, чтобы диаметр объектива коллиматора был боль¬
ше диаметра зрачка входа прибора; расстояние между прибором
и коллиматором должно быть минимальным. Так как астигма¬
тизм, кома, дисторсия, кривизна поля ухудшают резкость изобра¬
жения, необходима хорошая коррекция объектива широкоугольно¬
го коллиматора.
При определении поля зрения с помощью рейки не требу¬
ется применения каких-либо вспомогательных контрольно-юстиро-
вочных приборов. Рейку 1 (рис. 126) устанавливают по отвесу на
определенном расстоянии от контролируемого прибора 5. Оптиче¬
скую ось прибора 3 выставляют горизонтально, например с по¬
мощью уровня. Измеряют число делений рейки, укладывающееся
Рис. 125. Контроль поля зрения с помощью широко¬
угольного коллиматора
150
в поле зрения контролируемого прибора. Величину угла поля зре¬
ния вычисляют по формуле tgco = n6/2L, где п — число делений
шкалы рейки, укладывающееся в поле зрения; б — цена деления
шкалы рейки; L — расстояние от рейки до объектива контролиру¬
емого прибора.
Рис. 126. Контроль поля зрения с помощью рейки
Если рейка помещена близко от контролируемого прибора, а
прибор не имеет фокусировки на резкость, то измерение поля зре¬
ния практически невозможно. Изображение рейки в поле зрения
будет нерезким и точность измерения будет очень низкой. В этом
случае между рейкой и прибором помещают дополнительную лин¬
зу 2 или объектив с известным фокусным расстоянием f/==L. Сле¬
довательно, рейка помещена в фокус объектива или линзы 2, а
система рейка 1 — линза 2 есть не что иное, как коллиматор. По¬
лучив изображение рейки в поле зрения контролируемого прибо¬
ра, определяют поле зрения по формуле W= avctgn6/2ff.
Рис. 127. Контроль поля зрения с помощью гониометра
Теодолит и контролируемый прибор устанавливают с по¬
мощью уровней так, чтобы ось визирования трубы теодолита при
ее вращении совпадала с меридиональной плоскостью трубы при¬
бора. Поворачивают трубу теодолита и наводят ее последователь¬
но на края диафрагмы поля зрения контролируемого прибора.
Разность отсчетов по измерительной системе теодолита дает угол
поля зрения прибора.
При определении поля зрения с помощью гониометра
контролируемый прибор 3 (рис. 127) устанавливают на поворотный
столик 4 гониометра. При этом необходимо, чтобы ось вращения
лимба проходила через главные точки объектива прибора (поло¬
жение 0). В фокусе объектива коллиматора 1 гониометра нахо¬
151
дится перекрестие. Поворачивая столик 4 гониометра с установ¬
ленным прибором 3, наблюдают в окуляр и совмещают изображе¬
ние перекрестия коллиматора гониометра сначала с одним , краем
диафрагмы поля зрения прибора (положение /). Делают первый
отсчет Ni по лимбу 2 гониометра. Поворачивают столик гониомет¬
ра. Совмещают противоположный край диафрагмы поля зрения
прибора с изображением перекрестия коллиматора гониометра (по¬
ложение//). Делают второй отсчет N2 по лимбу. Разность двух от¬
счетов дает значение поля зрения контролируемого прибора. При
отсутствии гониометра контроль поля зрения можно осуществить с
помощью поворотных коллиматоров.
Рис. 128. Контроль поля зрения с помощью поворотных
коллиматоров
Принципиальная схема измерения поля зрения с помощью по¬
воротных коллиматоров представлена на рис. 128. Кол¬
лиматоры 1 и 2 перемещают по круговой направляющей 3 и изме¬
ряют перемещение по шкале 4. Коллиматоры перемещают до тех
пор, пока изображение перекрестия одного коллиматора не сов¬
падает с одним краем диафрагмы поля зрения, а второго колли¬
матора с противоположным краем диафрагмы поля зрения прибо¬
ра 5. Снимают отсчет по круговой шкале.
Поле зрения фотообъективов. Поле зрения фотографического
объектива (рис. 129, а) определяется коническим пространством,
внутри которого находящиеся предметы дают достаточно резкие
изображения для использования их на практике. Поле зрения из¬
меряется в угловой мере. Полезная для снимка площадь опреде¬
ляется окружностью, диаметр которой D = —2/'tgco. Фотоаппарат
имеет вполне определенное поле зрения, так как оно ограничено
размером кассеты или рамкой. Обычно снимок имеет прямоуголь¬
ную форму, и если обозначить стороны прямоугольника через а и
b, то a2+b2 = D2. Фотоаппарат 2 устанавливают (рис. 129,6) перед
широкоугольным коллиматором /. Устанавливают вспомогатель¬
ное матовое стекло 3 в то место, где расположена диафрагма поля
зрения. Подсчитывают число делений сетки шкалы коллиматора,
которое укладывается в поле зрения 2W. Иногда поле зрения ог¬
раничивают допустимым падением освещенности в фокальной пло¬
152
скости. В этом случае поле зрения определяют фотографировани¬
ем равномерно освещенного экрана (рис. 129,в). Фотоаппарат 5
устанавливают перед равномерно освещенным экраном 4 и фото¬
графируют при различных выдержках для подбора необходимой
плотности изображения экрана в центре снимка. Полученное изо¬
бражение микрофотометрируют и поле зрения определяют по диа¬
метру светового круга, в сечении которого падение освещенности
по отношению к центру снимка не должно превосходить заранее
обусловленной величины.
Наклон (поворот) изображения возникает из-за неправильной
установки в оптических системах призм или зеркал. Наличие на¬
клона изображения, особенно в наблюдательных приборах, при¬
водит к снижению точности измерения, потере стереоскопического
восприятия пространства предметов и т. д.
Контроль наклона изображения производят или по отвесу, или
с помощью специальных устройств. Контроль по отвесу заключа¬
ется в следующем. На расстоянии « 10 м от юстируемого прибо¬
ра устанавливают отвес. Груз отвеса помещают обычно в масло
для уменьшения колебаний нити отвеса. В качестве, вспомогатель¬
ного технологического оборудования используют зрительную тру¬
бу, в фокальной плоскости объектива которой установлена сетка,
имеющая вертикальный штрих. Предварительно зрительную трубу
выставляют с помощью котировочных винтов таким образом, что¬
бы вертикальный штрих сетки совпадал с изображением нити от¬
веса. Затем между отвесом и зрительной трубой устанавливают
контролируемый прибор. Если появлятся наклон изображения ни¬
ти отвеса относительно вертикального штриха сетки вспомогатель¬
ной зрительной трубы, то контролируемый прибор отъюстирован
неправильно. Вращением вспомогательной трубы вокруг горизон¬
тальной оси добиваются совмещения изображения нити отвеса с
вертикальным штрихом сетки. Угол поворота трубы и есть иско¬
мая величина наклона изображения. Перемещением соответству¬
ющих оптических компонентов юстируемого прибора добиваются
устранения наклона изображения в пределах допуска.
Рис. 129. Контроль поля зрения фотообъективов
§ 4. Наклон изображения
153
Отвес можно заменить коллиматором 2 (рис. 130), в фокаль¬
ной плоскости объектива которого расположена или сетка, или
диафрагма 1 с вертикальным штрихом. Вспомогательная зритель¬
ная труба 4 имеет в фокусе объектива сетку 5 со штрихами 7 и S,
Рис. 130. Контроль наклона изображения
определяющими поле допуска. Предварительно коллиматор выстав¬
ляют на бесконечность, зрительную трубу — на резкое вйдение
изображения вертикального штриха сетки коллиматора и в такое
положение, чтобы изображение вертикального штриха сетки кол¬
лиматора совпадало с центральным штрихом 7 сетки 5 зритель¬
ной трубы 4. Устанавливают контролируемый прибор 3 и наблю¬
дают за изменением наклона изображения. Если наклон изобра¬
жения 6 выходит за пределы допуска, то его устраняют перемеще¬
нием соответствующих оптических элементов юстируемого прибора.
§. 5. Разрешающая способность и качество изображения
Общие сведения. Все способы оценки качества изображения
оптических систем в общем случае могут быть разделены на два
вида: теоретические, основанные на расчетных исследованиях, и
экспериментальные, основанные на результатах испытаний кон¬
кретных оптических систем. Многолетняя практика показала, что
во всех случаях о качестве изображения оптической системы мож¬
но судить по анализу изображения предмета, сформированного
световыми лучами, прошедшими через оптическую систему.
Основным способом оценки качества изображения оптических
систем является способ определения их разрешающей способности.
Однако развитие оптических систем и расширение области их при¬
менения показали, что оценка качества изображения по разреша¬
ющей способности не всегда является полной, универсальной и
объективной. В настоящее время широко распространены объек¬
тивные методы оценки качества изображения измерением частот¬
но-контрастных характеристик (ЧКХ), т. е. функции передачи мо¬
дуляции (ФПМ) или коэффициента передачи контраста (КПК).
Следует отметить, что новые способы не противоречат традицион¬
ному способу оценки качества оптических систем по разрешающей
способности. Разрешающая способность является той предельной
пространственной частотой, при которой величина коэффициента
передачи контраста достигает предельно малых значении. Однако
154
способ оценки качества изображения по разрешающей способно¬
сти еще до настоящего времени достаточно широко распространен.
Новые способы позволяют автоматизировать процесс измерения
и получать объективную оценку качества, что является весьма
важным фактором, особенно при массовом производстве. Новые
способы значительно снижают трудоемкость измерения.
Оценка качества изображения по разрешающей способности.
Разрешающая способность есть наименьшее угловое или
линейное расстояние между двумя точками или линиями, которые
еще видны раздельно через* оптическую систему. Разрешающая
способность телескопических систем оценивается в угловой мере
(в угловых секундах), объективов и микроскопов — обычно в ли¬
нейной мере (числом линий на миллиметр). Существует понятие
фотографическая разрешающая способность —
наименьшее линейное расстояние, которое еще можно видеть раз¬
дельно между двумя линиями на фотоматериале, т. е. фотографи¬
ческая разрешающая способность зависит не только от оптиче¬
ской системы, но и от фотоматериала и технологии его обработки.
Разрешающую способность визуальных оптических приборов
разделяют на два вида: дифракционную разрешающую способ¬
ность и разрешающую способность, определяемую остротой (пре¬
делом разрешения) глаза.
Первым критерием разрешающей способности был критерий,
установленный английским физиком Рэлеем. В соответствии с этим
критерием дифракционная разрешающая способ¬
ность определяется в угловой мере соотношением а =1,22X/Z),
где К — длина волны света, мкм; D — диаметр входного зрачка оп¬
тической системы, мм.
Эта формула применима для оценки резрешающей способности
астрономических приборов при Х = 0,55 мкм, а=120'7D. Для оп¬
тических приборов серийного и массового производства лучше
использовать а=140"/А
Теория дифракции, применительно к микроскопам, дает следу¬
ющие значения разрешающей способности:
для некогерентного освещения (самосветящиеся объекты) е =
= 0,6\'ко/А = 0,61Хо/(п sin и),
для когерентного освещения (несамосветящиеся объекты) е=
= OJTko/A = 0,77Kol(n sin и),
для смешанного совмещения е=0,52ко/А = 0,52ко/ (п sin и), где
А,о — длина волны света; А = п sin и — числовая апертура; п — пока¬
затель преломления среды.
Разрешающая способность зрительных труб, обусловленная
пределом разрешения глаза, определяется формулой |3 =
= 60"/Л так как предел разрешения глаза в среднем 60", Г—уве¬
личение; разрешающая способность микроскопа 6 = 250~*е/Ль где
8 — предел разрешения глаза, Гн—нормальное увеличение микро¬
скопа.
Разрешающую способность контролируют с помощью специаль¬
ных тест-объектов — штриховых мир. Штриховая мира (рис. 131)
155
представляет- собой стеклянную пластинку с нанесенным рисун¬
ком (таблицей) в виде расположенных по определенной системе
светлых штрихов на темном фоне. Мира состоит обычно из 25 групп
штрихов. В каждой группе есть штрихи четырех разных направ¬
лений. Внутри одной группы ширина светлых и темных штрихов
одинакова. При переходе от группы к группе ширина штрихов из¬
меняется по закону геометрической прогрессии. Стандартный на¬
бор состоит из шести мир с № 1 по № 6, отличающихся друг от
друга размером и масштабом нанесенного на них рисунка.
Рис. 131. Штриховая мира
Контроль разрешающей способности телеско¬
пических приборов производят визуально на установке
(рис. 132), состоящей из коллиматора 2, вспомогательной зритель¬
ной трубы 5 и контролируемого прибора 4. В фокальной плоскости
объектива 3 коллиматора расположена штриховая мира 1. Необ¬
ходимый номер миры подбирают в соответствии с фокусным рас¬
стоянием коллиматора и пределом разрешения контролируемой
телескопической системы.
Вспомогательная зрительная труба 5 должна обеспечивать не¬
обходимое увеличение элементов штриховой миры. Видимое уве¬
156
личение вспомогательной зрительной трубы выбирают из условия
rt = Ki(D/r)f где D — диаметр входного зрачка контролируемой
телескопической системы, мм; Ki — коэффициент, равный 1,5—'
2,5, мм-1; Г — видимое увеличение телескопической системы.
Рис. 132. Контроль разрешающей способности телескопиче¬
ских приборов
Анализируют, наблюдая в зрительную трубу 5, изображение
миры и принимают за разрешающую способность угловое рассто¬
яние между штрихами элемента миры, которые видны раздельно
во всех четырех направлениях без перефокусировки окуляра зри¬
тельной трубы. Угловое расстояние между серединами соседних
элементов миры (светлых или темных) вычисляют по формуле
а = (2a/f) *206265, где а — ширина штриха линзы, мм; f — фокус¬
ное расстояние коллиматора; 206 265 — коэффициент перевода из
радиальной меры в угловую.
Для широкоугольных телескопических оптических систем раз¬
решающую способность измеряют не только по центру поля зре¬
ния, но и в различных точках поля зрения. При этом поворачивают
контролируемую опти¬
ческую систему и вспо¬
могательную зритель¬
ную трубу на углы, со¬
ответствующие указа¬
ниям в ТУ, и анализи¬
руют изображение ми¬
ры. По номеру квадра¬
та миры, еще раздель¬
но видимому глазом,
определяют разрешаю¬
щую способность телескопической системы по полю.
Разрешающую способность микроскопов опре¬
деляют визуально по мире, которую устанавливают на предметный
столик микроскопа. Минимальное расстояние между штрихами
миры в линейной мере, которое глаз различает при наблюдении че¬
рез микроскоп, дает величину (предел разрешения) разрешающей
способности. В ряде случаев для определения разрешающей спо¬
собности микроскопов применяют специальные естественные пре¬
параты, например диатомовые водоросли, чешуйки крыльев бабо¬
чек, зерна крахмала в растениях и т. д. Естественные препараты
имеют зернистую решетчатую структуру с размерами от 0,5 до
0,2 мкм.
Рис. 133. Определение числовой апертуры объ¬
ективов микроскопов
157
Из формул для определения разрешающей способности микро¬
скопов видно, что она зависит от Л — числовой апертуры микро¬
скопа. Числовую апертуру объектива 3 микроскопа М (рис. 133)
определяют с помощью диафрагмы 2 и линейки 1У расположенной
от диафрагмы на расстоянии L. Микроскоп фокусируют на резкое
вйдение диафрагмы 2. В поле зрения 2и микроскопа будет виден
светлый круг (изображение диафрагмы 2)у на фоне которого рас¬
сматривают изображение шкалы линейки 1. Из рисунка tgu =
= Nk/2Ly где k — цена деления шкалы линейки, мм; N — число де¬
лений, укладывающихся в поле зрения.
Рис. 135. Определение
числовой апертуры с по¬
мощью апертометра Аббе
Рис. 134. Апертометр Аббе
Для измерения числовой апертуры часто
применяют апертометр Аббе (рис. 134).
Апертометр представляет собой полукруг¬
лую пластинку 1У прямая бокойая сторона
которой срезана под углом 45° к образую¬
щей цилиндра и служит плоским зеркалом.
В зеркале отражается боковая цилиндри¬
ческая поверхность пластинки. На поверх¬
ности стеклянной пластины нанесены две шкалы 4 и расположены
подвижные ролики 5, в которых имеются оптические штрихи и ма¬
товое стекло с перекрестием. На верхнюю матовую поверхность
пластинки наклеено покровное стекло 2. На поверхность покров¬
ного стекла нанесена узкая щель 3.
Апертометр 1 устанавливают на предметный столик микро¬
скопа 3 (рис. 135) наклонной боковой поверхностью к наблюдате¬
лю. Добиваются равномерного освещения цилиндрической поверх¬
ности. Установив объектив 2 в трубе, фокусируют микроскоп на
покровное стекло 2 (см. рис. 134) так, чтобы ось микроскопа про¬
ходила через центр щели 3. Вынимают окуляр микроскопа. На
окулярный тубус устанавливают диафрагму и, наблюдая в микро¬
скоп, рассматривают изображение перекрестия на светлом фоне
отверстия. Необходимо перед измерением добиться такого поло¬
жения, при котором изображение перекрестия было бы в центре
поля зрения, если индекс подвижной рамки совпадает с нулевым
делением. Перемещают рамку апертометра до тех пор, пока изо¬
158
бражение перекрестия не окажется на краю диафрагмы объекти¬
ва. По шкале, нанесенной на пластинке апертометра, отсчитывают
значение числовой апертуры испытуемого объектива. Шкала апер¬
тометра нанесена по обе стороны от нулевого деления. Это позво¬
ляет совмещать изображение перекрестия как с правой, так и с
левой стороной поля зрения. На апертометре имеются две шкалы.
Одна дает значение числовой апертуры, а вторая — значение апер¬
турного угла в градусах. При исследовании иммерсионных объ¬
ективов пространство между апертометром и фронтальной лин¬
зой объектива микроскопа заполняется иммерсионной жидкостью.
Качество изображения объективов. Область применения объ¬
ективов чрезвычайно разнообразна. Найти общий метод оценки
качества изображения объективов практически невозможно. Для
каждой группы объективов, выполняющих определенную задачу,
необходима своя методика оценки качества изображения. Напри¬
мер, большую группу объективов применяют для кон¬
центрации энергиив минимально возможном диаметре пят¬
на рассеяния (пеленгационные приборы, приборы с использовани¬
ем квантовых генераторов и т. д.). Размер и форма пятна рассея¬
ния, очевидно, зависят от величины остаточных аберраций и ка¬
чества изготовления объектива. Контроль качества изготовления
таких объективов целесообразно проводить, анализируя форму и
диаметр пятна рассеяния и распределение освещенности в нем.
Контролируемый объектив 3 устанавливают перед коллимато¬
ром К (рис. 136). В фокус объектива 2 коллиматора помещена
точечная диафрагма, освещенная через конденсор источника све¬
та 1. Объектив 3 формирует изображение точечной диафрагмы б
виде пятна рассеяния на экране 4. Пятно рассеяния анализируют
с помощью микроскопа 5. Диаметр точечной диафрагмы выбира¬
ют из условия, что (2б//к/Гоб)-0,01, где /'к — фокусное расстоя¬
ние объектива коллиматора, f'0б — фокусное расстояние контроли¬
руемого объектива, 26 — диаметр центрального кружка пятна рас¬
сеяния.
Для исключения влияния аберраций объектива коллиматора
на результат измерения его фокусное расстояние выбирают из ус¬
ловия (3-^5)/'об. Измерение выполняют в плоскости наилуч¬
шей резкости центрального кружка пятна рассеяния. Апертура А
объектива микроскопа должна быть равна или больше апертуры
контролируемого объектива.
Искажения в изображении точечного источника зависят от
аберраций оптической системы объектива и качества его изготов¬
Рис. 136. Контроль качества изображения объективов
159
ления, т. е. от децентрирования* натяжения в стекле вследствие
пережатия оптических деталей, точности изготовления оптических
деталей и т. д. Все эти погрешности сказываются на виде изобра¬
жения точечного источника (рис. 137). Качественному объективу
соответствует форма пятна на рис. 137, а. Если есть остаточная
сферическая аберрация, то появляются ореолы и дополнительное
число видимых колец (рис. 137,6). Хроматизм вызывает окрашен¬
ность изображения, астигматизм — его растянутость (рис. 137,в),
наличие комы — вытянутость, освещенную неравномерно р различ¬
ных сторон. Кривизна поля приводит к неодинаковой резкости
изображения (рис. 137, г) по полю, дисторсия — к искажению
формы изображения, децентрирование (рис. 137, (?)—к вытянуто-
сти изображения. Анализируя вид пятна рассеяния, можно судить
о качестве объектива, узнать причину возникновения погрешно¬
стей и наметить пути их устранения.
Рис. 137. Дифракционное изображение точки
У объективов, создающих изображение для визуаль¬
ного рассмотрения (телевизионных, проекционных, объек¬
тивов для. художественной фотографии, объективов, образующих
изображение в сочетании с электронно-оптическими преобразова¬
телями), важно знать передачу контраста в определенном диапа¬
зоне пространственных частот. Качество изображения таких объ¬
ективов целесообразно контролировать измерением оптической пе¬
редаточной функции объектива.
Для фотографических объективов качество изображения оце¬
нивают по резкости изображения, т. е. объектив, используемый в
работе с фотоэмульсией, целесообразно проверять фотографическим
методом. Фотографические испытания объективов проводят при
расположении объектов съемки или .на конечном расстоянии, или
в бесконечности с использованием коллиматоров. Контролируемый
объектив 2 (рис. 138) устанавливают в специальную точную фото¬
камеру 3. Перед камерой находится щит 1 с мирами 5. Щит с мира¬
ми должен быть равномерно освещен. Перед фотографированием
производят юстировку установки. Посадочный торец объективо-
160
держателя камеры должен быть выставлен параллельно плоскости
щита с мирами и плоскости пленки 4. После юстировки фотокаме¬
ры находят положение плоскости наилучшей установки. Это про¬
изводят следующим образом. В фотокамеру вместо кассеты с
пленкой устанавливают матовое стекло. За фотокамерой устанав¬
ливают микроскоп. Смещают фотокамеру вдоль оптической оси,
наблюдают в микроскоп и добиваются наилучшего изображения
миры на поверхности матового стекла. После этого матовое стек¬
ло снимают и устанавливают кассету с пленкой. Проводят последо¬
вательно ряд съемок щита с мирами сначала в плоскости наилучшей
установки, а затем в положениях, смещенных относитель¬
но нее на Д = 0,01/7Аъ где /'— фокусное расстояние контролируе¬
мого объектива, а Дд — диаметр действующей диафрагмы объек¬
тива. Число сдвигов определяет глубину изображения контролиру¬
емого объектйва. После фотографирования пленку проявляют
согласно ТУ и снимки расшифровывают. Расшифровку снимков
проводят с помощью микроскопа, увеличение которого 10х.
При расшифровке определяют ту группу штрихов миры, которая
еще воспринимается раздельна во всех направлениях.
Фотографическую
разрешающую способ¬
ность длиннофо¬
кусных объекти¬
вов проводят на оп¬
тических скамьях
(ОСК2 или ОСКЗ; см.
гл. XIII, § 5) или на
специальных установ¬
ках (рис. 139). МируЗ
устанавливают в фоку¬
се объектива 4 колли¬
матора и подсвечива¬
ют источником 1 через
конденсор 2. Объектив
5 устанавливают в объ-
ективодержатель 6 фо¬
токамеры.
Объективодержатель
может поворачиваться
вокруг своей оси, 10 и
перемещаться вдоль
направляющих. Пред¬
варительно проводят
юстировку установки.
Необходимо найти пло¬
скость наилучшей ус¬
тановки фотокамеры и
расположить оптиче¬
скую ось объектива
Рис. 138. Контроль качества изображения фото¬
объективов
Рис. 139. Установка контроля фотографической
разрешающей способности
Ц-1511 .
161
параллельно оптической оси коллиматора. Необходимо также,
чтобы ось вращения 10 проходила через заднюю узловую точку
объектива. В этом случае изображение при поворотах объектива
относительно оптической оси коллиматора не будет смещаться.
Установку фотокамеры в плоскость наилучшей установки произ¬
водят с помощью микроскопа 7, закрепленного на крестовине 9.
Крестовина и объективодержатель 6 могут перемещаться вдоль
оптической оси коллиматора по направляющей 8. Направляющая
также может поворачиваться относительно оси 10. Данное переме¬
щение необходимо при контроле разрешающей способности объ¬
ективов по полю. Аналогично предыдущему случаю контроля
фотографической разрешающей способности сначала в фотокаме¬
ру устанавливают матовое стекло, наводятся с помощью микроско¬
па на резкое изображение миры коллиматора, затем устанавлива¬
ют кассету с пленкой. Фотографируют изображение миры в пло¬
скости наилучшей установки и в нескольких положениях около
плоскости наилучшей установки. Поворачивают объектив на опре¬
деленный угол в пределах угла поля зрения согласно ТУ. Фото¬
графируют изображение миры. Пленку проявляют и расшифро¬
вывают.
Как визуальный, так и фотографический методы требуют опыт¬
ного оператора-контролера. Эти методы субъективны в определе¬
нии плоскости наилучшей установки. Оба метода весьма трудоем¬
ки, хотя визуальный метод более производителен, чем фотографи¬
ческий.
Для устранения указанных недостатков визуальные методы в
настоящее время заменяют фотоэлектрическими. Особенно это
важно при массовом производстве. Фотоэлектрические методы бо¬
лее производительны, объективны и более точны.
Фотоэлектрические методы оценки качества изображения. Фо¬
тоэлектрические методы основаны на преобразовании энергии
потока излучения, проходящего через испытуемый объектив в
электрические сигналы. Изменение электрического сигнала про¬
порционально по величине освещенности изображения, создавае¬
мого оптической системой. Подобие изображения и предмета со¬
храняется, если распределение освещенности в точках изображе¬
ния пропорционально распределению яркости в соответствующих
точках предмета. Любая оптическая система, даже идеально ис¬
правленная, может передавать пространственные частоты (N) не
выше некоторой предельной. Любая частота, меньшая предельной,
передается с уменьшением контраста (К). Измерив распределение
яркости в точках предмета и распределение освещенности в соот¬
ветствующих точках его изображения, можно получить количествен¬
ный критерий качества изображения. Распределение яркости и ос¬
вещенности в точках предмета и изображения характеризуют кон¬
трастом предмета и изображения /Ci = Bmax—Bmin/£max + 5тт, ^2=
= £max—fmin/^max + ^mln, ГДе ^max МаКСИМаЛЬНЗЯ, -Srnin МИНИ-
мальная яркость предмета; Етах — максимальная, Етш — мини¬
мальная освещенность изображения предмета. Функцию T(N) =
162
= Ki/K2, характеризующую отношение контраста изображения и
контраста предмета в зависимости от частоты, называют частот-
но-контрастной характеристикой (ЧКХ), или переда¬
точной функцией.
Существует много различных экспериментальных методов из¬
мерения ФПМ оптических систем (объективов, телескопических
систем, микроскопов). Однако они широко распространены лишь
для оценки качества объективов, и в первую очередь в массовом
производстве. Оценка качества серийных объективов и их отбра¬
ковка с помощью ФПМ реализована в специальных полуавтома¬
тических установках (см. гл. XVI, § 9).
§ 6. Правильность установки диоптрийной шкалы окуляра
У большинства измерительных оптических приборов (зритель¬
ные трубы, автоколлиматоры, бинокли, микроскопы и т. д.) пре¬
дусмотрена возможность диоптрийной наводки окуляра на резкое
вйдение изображения. Это необходимо для нормальной работы
наблюдателей, имеющих различную остроту зрения. При сборке
прибора необходимо также, чтобы при совмещенных допусках объ¬
ектива и окуляра (для телескопических систем) отсчетный индекс
совпадал с нулевым делением диоптрийной шкалы окуляра и при
установке диоптрийной шкалы на все ее деления обеспечивалась
соответствующая сходимость или расходимость пучка лучей.
Рис. 140. Контроль установки шкалы окуляра с помощью диоптрийной трубки
Контроль правильности установки диоптрийной шкалы окуляра
прибора производят с ломощью диоптрийной трубки. Принципи¬
альная схема установки представлена на рис. 140. Контролируе¬
мый прибор 2 устанавливают перед коллиматором 1, за окуляром
прибора —диоптрийную трубку 3. Предварительно коллиматор и
диоптрийную трубку выставляют на бесконечность. Окуляр диоп¬
трийной трубки наводят на резкое вйдение сетки диоптрийной
трубки, т. е. на ноль диоптрий. Наблюдают в диоптрийную трубку.
Если ноль диоптрийной шкалы прибора нанесен правильно, т. е.
совпадает с отсчетным индексом, то в диоптрийную трубку долж¬
но наблюдаться резкое изображение тест-объекта коллиматора 1.
Если изображение нерезкое, перемещают объектив диоптрийной
трубки и добиваются резкого вйдения изображения тест-объекта
коллиматора. Величина перемещения объектива, отсчитанная по
шкале диоптрийной трубки, дает ошибку установки поля диоп¬
трийной шкалы окуляра прибора.
П*
163
Аналогично проверяют правильность нанесения всей диоптрий¬
ной шкалы окуляра прибора, т. е. установки объектива диоптрий¬
ной трубки на определенное деление шкалы. На аналогичное де¬
ление, отсчитанное по диоптрийной шкале прибора, устанавлива¬
ют окуляр. Если при этом изображение тест-объекта коллиматора
видно резко в диоптрийную трубку, то диоптрийная шкала прибо¬
ра нанесена правильно, если нерезко, то смещают или объектив
диоптрийной трубки, или окуляр прибора до резкого вйдения изо¬
бражения тест-объекта коллиматора. Величина смещения даст
погрешность нанесения диоптрийной шкалы контролируемого
прибора.
В том случае,1 если диапазона шкалы диоптрийной трубки не
хватает для проверки всего диапазона диоптрийной шкалы кон¬
тролируемого прибора, то используют дополнительные аттестован¬
ные с точностью до 0,1 дптр. диоптрийные стекла. Стекла поме¬
щают между окуляром прибора и объективом диоптрийной трубки.
§ 7. Диаметр выходного зрачка и его удаление от последней
поверхности окуляра
Из теории оптических приборов известно, что изображение
апертурной диафрагмы, формируемое оптической системой в про¬
странстве предметов и ви¬
димое из центра предмета
под наименьшим углом, на¬
зывают входным зрач¬
ком системы, изобра¬
жение апертурной диаф¬
рагмы, формируемое опти¬
ческой системой в прост¬
ранстве изображений и ви¬
димое под наименьшим уг¬
лом из центра изображе¬
ния, — выходным зрач¬
ком.
Для телескопических систем диаметры входного и выходного
зрачков связаны отношением Г=Азр.вх/Дф.вых и, следовательно,
зависят от /'об и /'ок. Для микроскопов диаметр выходного зрачка
определяют из формулы Азр.вых= (2n/'06//oK/A)sin и, где п — пока¬
затель преломления среды, где находится предмет; А — оптическая
длина тубуса; и — апертурный угол, зависящий от диаметра зрач¬
ка входа и положения объекта.
Контроль величины выходного зрачка в телескопических систе¬
мах и микроскопах производят с помощью динаметров. Дина¬
метр D Рамсдена (рис. 141) устанавливают на оправу окуляра
контролируемого прибора 1. Предварительно линзу 6 динаметра,
расположенную в тубусе 7, фокусируют, перемещая в тубусе 5,
по глазу наблюдателя на резкое вйдение шкалы 4. Линзу со шка¬
лой перемещают относительно тубуса 2 до резкого вйдения выход¬
164
Рис. 141. Контроль величины выходного
зрачка
ного зрачка 3 контролируемого прибора 1. По шкале 4 определя¬
ют диаметр выходного зрачка 3. Зрачок выхода должен представ¬
лять собой правильный, равномерно освещенный круг заданного
размера.
Величину удаления зрачка выхода от последней поверхности
окуляра измеряют по шкале, нанесенной на оправе тубуса 2 ди¬
наметра. Наводят динаметр сначала на резкое вйдение зрачка
выхода, а затем на резкое вйдение последней поверхности окуляра.
Разность отсчетов дает значение удаления выходного зрачка от
последней поверхности окуляра.
Удаление выходного зрачка можно измерять с помощью дина¬
метра Чапского (рис. 142). Объектив 5 динаметра имеет увеличе¬
ние Iх, а окуляр 7 в тубусе 8— 10х. В фокусе объектива установ¬
лена шкала 6 с ценой деления 0,1 мм.
Динаметр прижи¬
мают к оправе окуля¬
ра 2 контролируемого
прибора 1. Настраи¬
вают динаметр анало¬
гично предыдущему
случаю. Перемещают
тубус 10 до получения
резкого вйдения вы¬
ходного зеркала 3 на
шкале 6 динаметра.
Измеряют размер выходного зеркала. По шкале 9 тубуса 4
отмечают положение тубуса 10. Перемещают тубус и фоку¬
сируют динаметр на резкое вйдение последней поверхности линзы
окуляра. Разность отсчетов по шкале 9 есть не что иное, как уда¬
ление выходного зрачка от последней поверхности окуляра.
§ 8. Разворот сетки и точность шкал, находящихся в поле зрения
Большинство измерительных приборов имеют сетку в виде пе¬
рекрестия или шкалы с определенной ценой деления. При сборке
необходимо обеспечить вертикальность штриха сетки в заданных
пределах. Процесс устранения разворота сетки аналогичен про¬
цессу предотвращения наклона изображения. Конструкцией при¬
боров обычно предусматривается возможность разворота оправы
с сеткой или сетки в оправе и фиксация ее с помощью специаль¬
ных стопорных винтов в заданном положении. При этом сетка не
должна смещаться в направлении вдоль оптической оси, чтобы
не вызвать расфокусировку и параллакс. Следует отметить, что
если собираемый прибор содержит призмы или зеркала, то при
сборке сначала необходимо устранить наклон изображения (см.
гл. XIV, § 4), а затем контролировать и предотвращать разворот
сетки.
Контроль правильности установки сетки осуществляют или по
отвесу, или с помощью коллиматора, штрихи сетки которого вер¬
165
Рис. 142. Контроль удаления выходного зрачка
тикальны. Проверку точности шкал осуществляют коллиматором
или с помощью специальной испытательной таблицы. В первом
случае в качестве технологического оборудования используют ши¬
рокоугольный коллиматор, цена деления шкалы которого известна.
Контролируемый прибор устанавливают перед коллиматором и
добиваются резкого вйдения изображения шкалы коллиматора на
шкале контролируемого прибора. Соответствующими регулировка¬
ми совмещают центр изображения шкалы коллиматора с центром
шкалы прибора. ‘ Оценивают степень совпадения штрихов или
их расхождение и тем самым определяют точность шкалы прибо¬
ра. Во втором случае вычерчивают в определенном масштабе чер¬
теж шкалы контролируемого прибора. Рассматривают чертеж
шкалы через контролируемый прибор. Оценивают степень совпа¬
дения изображения чертежа шкалы с самой шкалой и тем самым
точность шкалы.
Контрольные вопросы
1. Что такое параллакс?
2. Назовите причины, вызывающие появление параллакса
3. Расскажите о способах устранения параллакса.
4. Что такое увеличение? Какие виды увеличений и способы их определе¬
ния вы знаете?
5. Что такое поле зрения оптического прибора? Какие способы определения
ноля зрения вы знаете?
6. Что такое наклон изображения? Назовите причины, вызывающие наклон
изображения.
7. Что такое качество изображения и разрешающая способность? Назовите
способы определения разрешающей способности.
8. Какие способы контроля диаметра выходного зрачка вы знаете?
9 .Как определить правильность установки сетки в приборе?
10. Что такое функция передачи модуляции (ФПМ)?
Глава XV. СБОРКА И ЮСТИРОВКА ТИПОВЫХ
ОПТИКО-МЕХАНИЧЕСКИХ УЗЛОВ
§ 1. Закрепление линз, линзовых блоков, сеток, светофильтров
Основными способами закрепления круглых оптических дета¬
лей в оправах являются завальцовка, крепление резьбовым, при¬
жимным кольцом и приклеивание. В настоящее время для закреп¬
ления круглых деталей начинает применяться ультразвуковой спо¬
соб завальцовки.
Завальцовка. Оправы для закрепления в них линз, сеток, свето¬
фильтров изготовляют в механическом цехе. Внутренний диаметр
оправы (рис. 143) обычно несколько больше наружного диаметра
круглой оптической детали, что обеспечивает смещение детали от¬
носительно геометрической оси оправы при центрировании. Рас¬
точку внутреннего диаметра оправы производят на специальных
станках (полуавтоматах или автоматах). Для этого оправу уста¬
навливают в цанговом (зажимном или разжимном) патроне или
в специальной резьбовой оправе 4 станка. С помощью индикато¬
ра 5 выверяют минимально возможное биение внутренней поверх¬
166
ности оправы 1 (что в основном зависит от биения шпинделя
станка) и протачивают ее на необходимую глубину для обеспече¬
ния плотного (без смещения) прижатия детали 2 к торцу К при
завальцовке. Буртик оправы, длину которого устанавливают в за¬
висимости от диаметра и размера фаски детали, протачивают на
конус до толщины по краю 0,05—0,08 мм. Обычно длина буртика
0,8—0,9 мм. После механической обработки оправу промывают,
сушат, подвергают отделке. После этого она поступает на участок
узловой сборки, где в оправу устанавливают (завальцовывают) оп¬
тические детали или оптические блоки.
Рис. 143. Завальцовка линз в оправы
Завальцовку (закатку буртика оправы) при мелкосерийном
производстве осуществляют вручную. Поверхность линзы, обра¬
щенную внутрь, перед установкой чистят спирто-эфирным раство¬
ром. Иногда на поверхность оправы, соприкасающуюся с тор¬
цом /С, наносят узкий слой воска, для того чтобы деталь не выпа¬
дала. Подводят инструмент 3 и закатывают с усилием Р буртик
оправы на фаску оптической детали. При этом необходимо выдер¬
жать световой диаметр оптической детали в соответствии с разме¬
ром на чертеже. Не допускается, чтобы буртик оправы ложился
на полированную поверхность оптической детали. Если необходи¬
ма герметизация, то под буртик оправы наносят слой уплотняю¬
щей замазки.
При массовом производстве завальцовку буртика оправы про¬
изводят с помощью специальных роликовых головок (рис. 144).
Головки устанавливают в задней бабке токарного или специаль¬
167
Рис. 144. Завальцовка с помощью ролико¬
вой головки
ного станка. Три ролика 2, вращающиеся вокруг своих осей и
закрепленные под углом 120° на головке, обкатываются вокруг оп¬
равы. Оправа 3 с деталью 5 установлена в специальное приспособ¬
ление 4, которое поджимает оправу к роликам 2 головки 1 с по¬
мощью пружины, обеспечивающей постоянное усилие Р.
Непосредственно пе¬
ред завальцовкой или по¬
сле (см. гл. XV, §2) про¬
изводят центрирование
оптического компонента в
оправе. Наружную по¬
верхность буртика, кото¬
рая становится блестя¬
щей из-за соприкоснове¬
ния с роликами или ин¬
струментом, покрывают
фасочной матовой эма¬
лью.
Соединение линзовых блоков с оправами производят анало¬
гичным образом. Завальцовка сеток отличается только тем, что ее
центрирование обеспечивается допуском на разность диаметров
(внутреннего и наружного) оправы и сетки.
Завальцовкой крепят оптические детали, диаметр которых ме¬
нее 70 мм. К недостаткам способа следует отнести то, что в ре¬
зультате завальцовки получается неразъемное соединение, не
позволяющее при необходимости произвести повторное центриро¬
вание оптической детали в оправе. Кроме того, из-за неравномер¬
ного давления (особенно при ручной закатке) на буртик в опти¬
ческой детали могут возникнуть натяжения, влияющие на качество
изображения оптической системы, в которую входит данная де¬
таль.
Способ завальцовки с помощью ультразвука позволяет по
сравнению с изложенным увеличить производительность, умень¬
шить вероятность появления натяжений в стекле, повысить рав¬
номерность закатки буртика оправы.
Крепление резьбовым кольцом. Этот способ применяют при
установке в оправу отдельных линз, линзовых склеенных блоков,
сложных оптических систем с воздушными промежутками между
оптическими компонентами. Этот способ в отличие от завальцовки
позволяет разобрать и заново установить оптический компонент
в оправе, что особенно необходимо для обеспечения при сборке
высококачественных оптических систем заданных в ТУ значений
фокусного расстояния, центрирования и разрешающей способно¬
сти. Наиболее распространены три варианта закрепления деталей
в оправах.
Оптическую деталь 1 (рис. 145, а) закрепляют в оправе 2
резьбовым кольцом 3, которое для предупреждения самоотвинчи-
вания стопорят винтом 4, или вместо него ставят второе кольцо 5
(рис. 145,6), служащее контргайкой для первого.
168
В ответственных оптических системах применяют крепление
(рис. 145, в) резьбовым кольцом 9 с пружинящим кольцом 6. Та¬
кое крепление детали в оправе обеспечивает равномерность давле¬
ния на линзу (диаметром более 30 мм), позволяет избежать по¬
явления остаточных натяжений в линзе при перепаде температур
вследствие разности коэффициентов линейного расширения стек¬
ла 7 и материала оправы 8.
Рис. 145. Крепление линз в оЦравах резьбовым кольцом
Для неответственных оптических деталей применяют способ
закрепления пружинящим проволочным кольцом 10 (рис. 145,г),
которое устанавливают в специальную канавку так, чтобы обеспе¬
чить плотное соединение оптической детали с торцом оправы.
Сборку оправы с оптической деталью выполняют в такой по¬
следовательности:
1. Чистят внутреннюю поверхность оправы, вспомогательные
поверхности линз, резьбовых и пружинящих колец.
2. Устанавливают линзы в посадочное отверстие оправы. Если
требуется герметизация, то на цилиндрическую вспомогатель¬
ную поверхность линзы наносят герметик (пасту, замазку и др.).
3. Устанавливают резьбовое кольцо 3 и стопорный винт 4
(рис. 145,а), два резьбовых кольца 5 (б), пружинящее 6 и резьбо¬
вое 9 кольца и стопорный винт (в), пружинящее проволочное
кольцо (г).
Допустимую погрешность центрирования относительно оси оп¬
равы обеспечивают за счет радиального перемещения линз и их
разворотов при сборке в пределах допуска на зазор между по¬
верхностью оправы и диаметром линзы.,
Крепление сеток и шкал в оправах резьбовым кольцом произ¬
водят по методу полной взаимозаменяемости. Оправу, резьбовые
кольца и оптические детали обрабатывают по калибрам и подают
на сборку после отделки. Центрирования узла при сборке не про¬
изводят.
Крепление нескольких линз 1 и 4 или склеенных линзовых
блоков (рис. 146) в оправе 3 выполняют аналогично изложенному
для одиночных линз и линзовых склеенных блоков. Отличие со¬
стоит в том, что между оптическими компонентами устанавлива-
169
ют промежуточное кольцо 2, подрезкой толщины которого обеспе¬
чивают заданную величину воздушного промежутка между опти¬
ческими компонентами. Способ крепления с помощью резьбовых
колец применяют для оптических деталей диаметром более 6 мм.
Этот способ обеспечивает большую точность центрирования, чем
завальцовка.
Рис. 146. Крепление не- Рис. 147. Крепление линз вклеиванием
скольких линз в оправе
Крепление круглых оптических деталей вклеиванием. Этот
способ применяют при закреплении в оправе деталей, имеющих
малые линейные размеры (фронтальные линзы объективов микро¬
скопов), деталей с малой толщиной по оптической оси, а также
деталей, требования к точности установки которых нежесткие (за¬
щитные стекла и др.).
Внутренний диаметр оправы под линзу по глубине проточки
Н=0,02—0,04 мм растачивают так, чтобы обеспечить между лин¬
зой и оправой зазор 0,01—0,05 мм (рис. 147). Производят чистку
оправы и оптической детали. Стеклянной (или металлической) па¬
лочкой на стенки буртика А оправы наносят тонкий слой клея.
Вставляют линзу 2 в оправу 1 и прижимают ее к стенкам буртика,
чтобы выдавить избыток клея, который удаляют с помощью спе¬
циальных растворителей. Затеи выполняют центрирование линзы
в оправе и сушку клея по определенному температурному режиму.
Клей полимеризуется, образуя неразъемное соединение.
§ 2. Способы центрирования оптических деталей при сборке
Центрирование оптических компонентов в оправе заключается
в совмещении оптической оси CiCi компонентов (рис. 148) с гео¬
метрической осью OiOi вращения оправы. Наиболее распространен¬
ными способами центрирования оптических деталей в оправах яв¬
ляются способы центрирования по блику (световому пятну), авто¬
коллиматору, дифракционному изображению светящейся точки и
интерференционный.
Центрирование по блику. Этот способ центрирования нриме-
няют при изготовлении отдельных оптических деталей и склейке
двухлинзовых оптических блоков в оптическом цехе, а также при
закреплении их в оправе.
170
Оправу 1 (рис. 149) закрепляют в шпинделе 4 станка и встав¬
ляют в нее линзу 3, которую можно поворачивать вокруг оси. Не¬
вооруженным глазом или с помощью микроскопа рассматривают
изображение линзы (или склеенного блока). Если оптическая ось
линзы не совпадает с геометрической осью вращения оправы
(шпинделя станка), то будет наблюдаться биение изображения
источника света 5 (нити лампочки) при вращении линзы. Для
устранения биения линзу смещают в направлении Л, перпендику¬
лярном оси вращения оправы так, чтобы изображение источника
света стало неподвижным. Затем поджимают буртик оправы к
фаске линзы и производят завальцовку линзы. При закатке бурти¬
ка инструментом 2 линза может несколько сместиться и центри¬
рование нарушится. Это является недостатком данного способа
центрирования. Погрешность центрирования 0,01 мм.
1 5
Центрирование по автоколлиматору. Центрирование выполня¬
ют в такой последовательности. Сначала устанавливают линзу в
оправу и завальцовывают ее, а затем смещением оправы с закреп¬
ленной в ней линзой относительно оси вращения шпинделя стан¬
ка устраняют биение изображения источника света. После этого
протачивают цилиндрическую поверхность оправы и ее торцовые
поверхности, т. е. осуществляют центрирование базовых поверх¬
ностей оправы относительно оптической оси линзы.
Данный способ центрирования (погрешность 3—5 мкм) приме¬
няют при изготовлении объективов, к центрированию оптических
компонентов которых предъявляют жесткие требования.
Линзу 3 (рис. 150, а), закрепленную в оправе 2, устанавливают
на специальный центрировочный патрон 1. Патрон позволяет сме¬
щать в направлениях Л, перпендикулярных оси вращения шпин¬
деля, и разворачивать в направлении Б линзу с оправой. Шпин¬
дель станка имеет биение до 3—5 мкм. В задней бабке 8 станка
закрепляют автоколлимационную трубу 7 Л. А. Забелина. Накло¬
няя трубу с помощью двух винтов 9 (один из них не изображен
на рисунке) в двух взаимно перпендикулярных направлениях, сов¬
мещают оптическую ось трубы с осью вращения шпинделя станка.
171
Рис. 148. Центрирование линз в оп¬
равах
Рис. 149. Центрирование по блику
Рис. 150. Центрирование по автоколлиматору
Линзу с оправой устанавливают в патроне так, чтобы центр 04
кривизны ее поверхности, ближайшей к автоколлиматору, нахо¬
дился в плоскости расположения центра кривизны 0 сферической
части патрона 1. Если центры кривизны сферических поверхно¬
стей линзы Oi и 02 не совпадают с центром кривизны 0 сфериче¬
ского подпятника (чашки) центрировочного патрона, то при враще¬
нии шпинделя в поле зрения автоколлимационной трубы наблюда¬
ется биение изображения диафрагмы автоколлиматора, сформи¬
рованное пучком лучей, отраженным от поверхности линзы.
Пучок лучей от источника света 10 проецируется конденсо¬
ром 11 после отражения от зеркала 12 на плоскость зеркала /3,
имеющего прозрачное отверстие (диафрагму). Объектив 14 прое¬
цирует лучи в точку на оптической оси автоколлиматора. Пере¬
двигая заднюю бабку станка, на которой закреплена труба 7, сов¬
мещают изображение точки, сформированное объективом /, с
плоскостью расположения центров кривизны линзы 0t и центра
кривизны 0 сферической чашки патрона. Момент совпадения опре¬
деляют по резкому изображению диафрагмы, так как лучи, отра¬
женные от поверхности линзы, проходят свой путь в обратном на¬
правлении и проецируются объективом 14 на плоскость зерка¬
ла 13. Изображение диафрагмы рассматривают в микроскоп М,
состоящий из объектива 4, измерительной сетки 6 и окуляра 5.
Объектив 14 в корпусе автоколлиматора может смещать изо¬
бражение диафрагмы (точки) от торца тубуса трубы на расстоянии
от —15 см до —оо и от +оо до +9 см, что позволяет проводить
центрирование линз с радиусами рабочих поверхностей практиче¬
ски любой величины. Однако при смещении объектива 14 изменя¬
ется линейное увеличение, что необходимо учитывать при измере¬
нии децентрирования. Величину децентрирования С, образован¬
ную при несовпадении центров Oi или 02 поверхностей линзы с осью
вращения' шпинделя, определяют по формуле C=D/4(30бРм =
= (АПуЧРобРм)^, где р0б — линейное увеличение объектива автокол-
лима^тора; j3M — линейное увеличение микроскопа; т — цена деле¬
ния сетки микроскопа; D — диаметр окружности, описываемой изо¬
бражением диафрагмы в плоскости сетки; N — число делений сет¬
ки, соответствующее диаметру D.
Подвижную часть патрона смещают с помощью винтов 15
(рис. 150,6) до тех пор, пока в поле зрения автоколлиматора не
исчезнет биение изображения диафрагмы. Это происходит тогда,
когда центр кривизны 0{ поверхности линзы совпадает с осью
шпинделя. Затем смещают объектив 14 в автоколлиматоре до по¬
лучения резкого изображения диафрагмы, сформированного пуч¬
ком лучей, отраженным от второй поверхности линзы с центром
кривизны 02. Если при вращении шпинделя наблюдается биение
изображения диафрагмы, то вращают винты 16 (рис. 150,в), пере¬
мещая сферическую часть патрона, до устранения биеция изобра¬
жения диафрагмы в поле зрения прибора. Это происходит тогда,
когда центр 02 будет лежать на оси вращения шпинделя. Смещения
центра 0{ с оси шпинделя при этом не происходит, так как он был
173
расположен в одной плоскости с центром кривизны сферической ча¬
сти патрона.
Биения изображения диафрагмы автоколлиматора, сформиро¬
ванного лучами, проходящими через центры кривизны 0{ и 02 по¬
верхностей линзы, в этом случае происходить не будет. Следова¬
тельно, оптическая ось линзы совмещена с осью вращения шпин¬
деля станка (выше было сказано, что оптическая ось трубы 7 пред¬
варительно совмещается с осью вращения шпинделя станка), но
Рис. 151. Технологические переходные
втулки
Рис. 152. Специальная технологи¬
ческая насадка
геометрическая ось оправы
не будет совпадать с осью
вращения шпинделя. Не
снимая линзу с оправой с
центрировочного патрона,
устраняют перекос оправы
проточкой наружной поверх¬
ности оправы Г и ее поса¬
дочного торца Б (рис. 150,в).
Для центрирования линз, имеющих разные радиусы ги гг кри¬
визны ее рабочих поверхностей, применяют специальные техноло¬
гические переходные втулки. На центрировочный патрон 1 между
торцом оправы 3 с линзой 2 и опорным торцом патрона устанав¬
ливают переходные втулки 4 (рис. 151). Длину переходной втулки
рассчитывают для конкретного радиуса сферической поверхности
центрировочного патрона гп. Она зависит от расстояния /п, радиу¬
са кривизны сферической поверхности линзы г\ и расстояния ап.
Величины гп и /п маркируют на патроне при его изготовлении, а
величины г 1 и ал рассчитывают из рабочего чертежа линзы: rn=lu-h
+ Ь + йл + ги L = rn—(/п+Ял + 'Ч)—для случая на рис. 151, a; L =
= гп4-г!—(ал + /п) —Для случая на рис. 151,6.
Чтобы исключить перефокусировку объектива 14 (см. рис. 150)
автоколлимационной трубы 7 А. А. Забелина при наведении на
центры кривизны поверхностей линзы 01 и 02, на объективе 14
трубы закрепляют специальную насадку. Она состоит из двух раз¬
личных оптических блоков I и II (рис. 152). Фокусные расстояния
оптических блоков / и II подобраны таким образом, чтобы в поле
174
зрения микроскопам (см. рис. 150) были одновременно видны два
изображения диафрагмы, сформированные пучками лучей, отра¬
женными от обеих поверхностей центрируемой линзы.
Применение такой вспомогательной технологической насадки,
ускоряющей центрирование, выгодно при массовом производстве,
когда рабочий на одном рабочем месте производит центрирование
оптических блоков одного и того же типа и размера.
Изложенный способ центрирования по автоколлиматору обес¬
печивает погрешность центрирования 5 мкм. Его применяют при
сборке объективов насыпной конструкции. К недостаткам этого
способа можно отнести сложность оснастки и сравнительно высо¬
кую трудоемкость.
Все перечисленные способы центрирования являются субъек¬
тивными. Остаточная погрешность центрирования определяется, в
конечном итоге, визуально. При массовом производстве рабочий
проводит операцию центрирования в течение всей смены, что при¬
водит к утомляемости глаза наблюдателя (рабочего) и, как след¬
ствие, потере точности центрирования. В настоящее время разра¬
ботана гамма приборов, позволяющих визуализировать информа¬
цию о погрешности центрирования на экран электронно-лучевых
(телевизионных) трубок.
Описание одного из та¬
ких приборов дано в гл.
XVI, § 9. Принципиаль¬
ная сущность другого
прибора заключается в
следующем. В автоколли-
мационную трубку А. А.
Забелина устанавливают
видикон приемно-переда-
ющей камеры телевизион¬
ной установки. Информа¬
ция о биении блика вы¬
водится на телевизион¬
ный экран. На экране
уста новлен а допусков а я
сетка. По величине бие¬
ния светового блика мож¬
но судить о погрешности
центрирования.
Интерференционный способ центрирования. Этот способ приме¬
няют при центрировании объективов или оптических компонентов
с малыми воздушными промежутками (0,03—0,1 мм) между ними
(рис. 153, а). Пучок лучей от монохроматического источника света 1
направляется на экран 2, имеющий отверстие. На поверхность
экрана нанесен (прочерчен) темный крест, центр которого должен
совпадать с центром отверстия экрана. Лучи, отразившись от эк¬
рана, падают на собираемый (центрируемый) объектив 3, состо¬
ящий из двух линз. За счет разности хода лучей, обусловленной
I
Рис. 153, Интерференционный способ центри¬
рования
175
воздушным промежутком между линзами, лучи, отраженные от
поверхности линз, интерферируют. Глаз наблюдателя должен рас¬
полагаться так, чтобы его ось совпадала с осью, проходящей че¬
рез це*нтр отверстия в экране, и осью объектива. Интерференцион¬
ная картина представляет собой ряд чередующихся тёмных и
светлых колец (рис. 153,б,в). Качество центрирования объектива
определяют положением интерференционных колец и изображений,
креста относительно креста на экране. Если объектив отцентриро-'
ван правильно, то интерференционная картина представляет собой
ряд концентричных интерференционных колец, центр которых
совпадает с центром креста на экране. Изображения креста п£>и
этом совпадают друг с другом. Если.объектив отцентрирован не¬
правильно, то изображения интерференционных колец смещаются.
Центрирование производят изменением толщины прокладок 4.
Прокладки изготавливают из алюминиевой фольги. Используют
три прокладки, расположенные под углом 120°. Чтобы лучи от
источника 1 не попадали непосредственно в объектив, устанавли¬
вают непрозрачный экран 5.
Центрирование по дифракционной точке. Этот метод центриро¬
вания применяют при сборке многолинзовых систем. Его называ¬
ют иногда центрированием по искусственной звезде.
Установка для центрирования объективов (рис. 154) состоит
из источника света /, который через конденсор 2 освещает тест-
объект 3 (точечную диафрагму), расположенный в (фокусе объек¬
тива 4 коллиматора К. Выходящий из коллиматора параллельный
пучок лучей проходит собираемый (центрируемый) объектив О и
собирается в его фокусе F'об- Объектив формирует в фокаль¬
ной плоскости дифракционное изображение точечной диафрагмы 3,
которое рассматривают в микроскоп М. Диаметр точечной диаф¬
рагмы d выбирают из условия 0,0007-/'об/Аф.вх, где f'0б — фо¬
кусное расстояние объектива коллиматора, мм; D3р.вх — диаметр
входного зрачка объектива, мм. На практике величину фокусного
расстояния объектива коллиматора выбирают в 3—5 раз больше
фокусного расстояния испытуемого объектива. Перед центрирова¬
нием производят юстировку контрольно-юстировочной аппарату¬
ры. Коллиматор выставляют на бесконечность, объектив коллима¬
тора центрируют для того, чтобы получить качественное изобра¬
жение. Оптическую ось объектива совмещают или выставляют
паралллелъно оси коллиматора. Это производят по виду изобра¬
жения точки, создаваемому объективом О. Микроскоп наводят
Рис. 154. Центрирование по дифракционной точке
176
на резкое вйдение изображения точки. Для этого предусмотрена
возможность перемещения микроскопа вдоль и поперек оптиче-
ской оси коллиматор — испытуемый объектив. Увеличение микро¬
скопа должно быть достаточно большим для детального рассмот¬
рения изображения точки, а апертура микроскопа — больше или
равна апертуре испытуемого объектива.
Анализируют дифракционное изображение точки (см. рис. 137).
Если объектив отцентрирован правильно, то вид дифракционного
изображения точки соответствует рис. 137, а. При вращении объ¬
ектива вокруг своей оси размеры центрального яркого ядра и вид
дифракционной картины не изменяются. Если это условие не вы¬
полняется, то вращают одну из оправ с линзой (в насыпных объ¬
ективах) или одну из линз (в объективах со свинчивающимися оп¬
равами) и добиваются требуемого качества изображения точки.
Для повышения точности центрирования используют монохрома¬
тический источник света коллиматора.
Данный способ центрирования позволяет лишь качественно
оценить остаточную величину децентрирования, а количественную
оценку получить невозможно. На практике эту работу проводят
высококвалифицированные рабочие.
§ 3. Сборка узлов зеркал и призм
Конструкции узлов (сборочных единиц) крепления призм и
зеркал значительно разнообразнее конструкции узлов крепления
линз, пластин и светофильтров. В каждом конкретном случае в
зависимости of типа призмы или зеркала, их размера, условий
эксплуатации прибора разрабатывают особую конструкцию узла
крепления.
Конструкции узлов крепления
призм сложнее конструкции уз¬
лов крепления зеркал. В зависи¬
мости от назначения конкретной
призмы в том или ином оптиче¬
ском приборе узлы крепления од¬
ного типа призм могут быть кон¬
структивно различны, например,
неподвижное крепление прямо¬
угольной призмы в бинокле
(рис. 155) отлично от подвижно¬
го крепления прямоугольной
призмы в визире (см. рис. 156, в).
При разработке конструкций
узлов крепления призм и зеркал
предусматривают ряд котировочных подвижек, которые обеспечи¬
вают заданное положение призмы или зеркала в оптической схе¬
ме прибора. На рис. 156 изображены конструкции узлов крепле¬
ния призм и зеркал, при сборке которых необходимо обеспечить
Рис. 155. Крепление призм би¬
нокля
12-1511
177
заданное положение призмы или зеркала относительно оптической
(или визирной) оси прибора, отсутствие натяжения в стекле при
закреплении, отсутствие срезания пучков лучей, отсутствие накло¬
на изображения, вызванное неправильной установкой призм.
Технологический процесс сборки призм и зеркал проводят в
такой последовательности: подготовка призмы (или зеркала) и
металлической базовой поверхности к закреплению, т. е. чистка,
промывка и сушка, установка призмы (или зеркала) на базовую
поверхность, закрепление призмы (или зеркала).
Рис. 156.' Способы крепления призм
178
Рассмотрим некоторые способы закрепления призм и зеркал.
Зеркало 4 (рис. 156, а) устанавливают на опорный торец М опра¬
вы 5 и поджимают его сверху планкой 1 через эластичную прЬ-
кладку 2. Планку 1 закрепляют на оправе 5 тремя или четырьмя
винтами 3. Данный способ крепления не позволяет производить
юстировку зеркала.
Зеркало 9 (рис. 156,6) устанавливают на опорный торец 10 че¬
рез эластичную прокладку 7 и поджимают планкой 8 с помощью
винтов 6. В пределах эластичности прокладки 7 винты 6 можно
заворачивать на различную величину и, следовательно, изменять
угол наклона зеркала 9 относительно оси 00.
Прямоугольную призму 11 (рис. 156, в) в оправе 12 поджима¬
ют через прокладку 15 пружиной 16 и крышкой 14, которую
закрепляют на корпусе оправы с помощью винтов 13.
Призму 17 (рис. 156, г) закрепляют в корпус оправы 19 с по¬
мощью резьбового кольца 18. Невозможность юстировки при не¬
подвижном закреплении призм и зеркал требует правильного вы¬
держивания линейных и угловых размеров призм и зеркал, а так¬
же их оправ.
Закрепление пентапризмы 25 (рис. 156,5) выполняют план¬
кой 21. Пентапризму устанавливают на базовые поверхности 30
оправы 24, одновременно прижимая ее к торцам 23. Планку 21 и
неметаллическую прокладку 29 (картонную или прессшпановую)
закрепляют с помощью винтов 20 к стойкам 22 (иногда вместо
стоек применяют цилиндрические полые втулки). Во избежание
перемещения пентапризмы ее прижимают упорными планками 28 и
26 с помощью винтов 27 и штифтов.
Закрепление призмы 33 (рис. 156, в) выполняют с. помощью
прокладок 35, 31 и плоской пружины 32 в корпус 34 с помощью
винтов и накладки 36.
На рис. 156,ж показано крепление зеркала 46. За счет закру¬
чивания на различную глубину трех винтов 40, установленных
через 120° в корпусе 44 прибора, можно регулировать наклон зер¬
кала 46. Для создания постоянного силового замыкания между
оправой 45 зеркала и корпусом 44 прибора помещают пружину 42.
Зеркало 46 крепят к оправе 45 прижимными планками 38 с по¬
мощью винтов 39 через прокладки 37. При вкручивании винтов 40
с гайкой 41 наклон зеркала относительно оси 00 будет изменяться.
Винт 43 перемещается в корпусе прибора 44.
Крепление плоского зеркала 50 (рис. 156, з) в оправе 49 вы¬
полняют с помощью пружинного 52 и резьбового 51 колец. Опра¬
ва 49 закреплена во втулке 53, имеющей шаровой шарнир. Нали¬
чие шарового шарнира позволяет при перемещении трех юстиро-
вочных винтов 48 изменять наклон зеркала 50 относительно
оси 00. Вкручиванием винта 47 осуществляют продольное переме¬
щение плоского зеркала в направлении оси 00. Такой тип крепле¬
ния зеркал используют в конструкциях некоторых интерферометров.
Крепление призмы Дове 57 (рис. 156, и) в корпус 56 осуществ¬
ляют винтами 54 и прокладками 58 и 55. В самой призме изготов¬
12*
179
лена фаска под прокладку 55. Изменяя толщину прокладки 58,
устанавливают необходимый наклон оптической оси призмы от¬
носительно оси оправы. Данная конструкция позволяет легко
юстировать призму и сохранить ее положение в условиях воздей¬
ствия на прибор вибрации и перегрузки.
Следует отметить, что в приборе, работающем в условиях силь¬
ной тряски и других вибрационных нагрузок, юстировку винтами
практически не производят. Положение призм и зеркал определя¬
ют точными линейными размерами посадочных мест, а незначи¬
тельную юстировку производят за счет изменения толщины про¬
кладок или подгонкой посадочных мест. После сборки и юстиров¬
ки призмы контролируют на разрешающую способность и натя¬
жение.
Контрольные вопросы
1. Расскажите о' способах закрепления оптических деталей завальцовкой
и резьбовым кольцом.
2. Назовите преимущества и недостатки способа закрепления оптических
деталей вклеиванием по сравнению с другими способами закрепления.
3. Расскажите о способе центрирования линз по блику. Какова погреш¬
ность способа?
Глава XVI. СБОРКА ОБЪЕКТИВОВ И ОКУЛЯРОВ
§ 1. Требования, предъявляемые к сборке объективов и окуляров
Оптико-механические и оптико-электронные приборы в зави¬
симости от своего назначения имеют самые разнообразные конст¬
рукции объек*гивоз и окуляров — от одно- и двухлинзовых объек¬
тивов, применяемых в коллиматорах, автоколлиматорах, зритель¬
ных трубах, биноклях, до многолинзовых (содержащих девять,
десять линз) фотообъективов с переменным фокусным расстоянием.
В зависимости от конструкции различают объективы со свинчи¬
вающимися оправами, объективы насыпной конструкции, специаль¬
ные объективы, являющиеся композицией первых двух типов объ¬
ективов. Разнообразие конструкций объективов вызвано их назначе¬
нием, допустимыми погрешностями центрирования и т. д. Все тре¬
бования, предъявляемые к объективам, содержатся в ТУ, которые
являются основным руководящим материалом. Выполнение тре¬
бований ТУ является строго обязательным. В ТУ указываются:
1. Требования, предъявляемые к основным характеристикам
объектива, — фокусному расстоянию, относительному отверстию,
пределу фокусировки, пределам диафрагмирования, разрешающей
способности в центре поля зрения и на поле, рабочему отрезку.
Кроме того, требования, предъявляемые к длине объектива, при
его установке на бесконечность, массе объектива, наибольшему
диаметру оправы. На все, перечисленные требования указываются
величины предельных отклонений.
2. Требования, предъявляемые к коэффициентам светопропус-
кания, светорассеяния, виньетирования, а также к норме цвет¬
ности.
180
3. Требования к чистоте оптических деталей, входящих в ком¬
плект объектива, покрытию фасок, несовпадению индексов с сере¬
диной соответствующего числа шкалы расстояний, установке коль¬
ца предварительной установки диафрагм, установке защитных
крышек.
4. Диапазон температур и относительная влажность, при кото¬
рых гарантируются безотказная работа объектива и коэффициент
вероятности срабатывания.
5. Комплектность поставки объектива, маркировка, требова¬
ния к упаковке при транспортировании.
6. Правила приемки объективов с указанием периодичности
испытаний и испытаний на надежность, методы контроля перечис¬
ленных параметров объектива, правила хранения и транспортиро¬
вания, гарантии поставщика.
В приложении к ТУ указывается программа испытаний с ука¬
занием перечня контрольно-измерительной аппаратуры, необходи¬
мой при контроле и приемке объектива, и перечень документов.
Структура технологического процесса с б о р-
к и зависит от степени сложности конструкции объектива и се¬
рийности его выпуска. Совершенство технологического процесса
сборки, возможность его автоматизации и механизации зависит от
качества отработки конструции изделия на сборочную технологич¬
ность (блочность конструкции, однообразие видов соединений, уни¬
фикация деталей в соединениях, отсутствие требований к пригон¬
ке, регулировке и селекции деталей в процессе сборки).
Предварительная (узловая) сборка Окончательная сборка
Рис. 157 Структурная схема технологического процесса сборки объекти¬
вов
181
Технологический процесс сборки фотообъектива# в условиях
крупносерийного производства целесообразно разделить на две ос¬
новные стадии: предварительную, или узловую, сборку узлов объ¬
ектива и окончательную общую сборку объектива в целом
(рис. 157). Это разделение предопределяет и различие в формах
организации сборочного процесса, а также применяемом сбороч¬
ном оборудовании для предварительной и окончательной сборки.
Предварительная, или узловая, сборка включает подготовку
механических деталей (промывку и сушку), сборку механических
узлов (диафрагмы, блока рычагов и т. д.), промывку и чистку оп¬
тических деталей, сборку линзовых блоков с обеспечением вели¬
чины децентрирования и допуска на воздушные промежутки.
Для предварительной сборки характерно применение бригад¬
ных методов операционно-узловой сборки и оснащение технологи¬
ческого процесса индивидуальными линиями сборки и механизи¬
рованным и автоматизированным сборочный оборудованием.
Окончательная сборка включает установку механических узлов
(диафрагмы, блока рычагов, механизма перемещения) и линзовых
блоков в корпус объектива, установку и регулировку шкал, необ¬
ходимые контрольно-юстйровочные операции. Все механические
детали, оптические и механические узлы подают на окончательную
сборку после предварительной промывки, сушки и чистки.
Для окончательной сборки характерно применение поточно-кон¬
вейерных методов сборки. Сборка на конвейере осуществляется в
основном вручную, но с применением специального механизиро¬
ванного сборочного оборудования, оснастки, приспособлений и ав¬
томатизированного контрольно-измерительного оборудования.
На практике сборка объектива обязательно сопровождается
юстировкой, поскольку детали, поступающие на сборку и входя¬
щие в комплект объектива, в условиях современного производства
имеют отклонения от номинальных размеров в пределах поля до¬
пуска, указанного в рабочей документации.
Задача сборки — компенсировать эти отклонения. Некоторые
погрешности изготовления деталей, входящих в объектив, можно
компенсировать в процессе сборки, а некоторые нет. Так, напри¬
мер, отклонения значений показателя преломления от номиналь¬
ных учитывают при изготовлении линз в оптическом цехе за счет
пересчета их толщины и расстояния между линзами, т. е. величины
воздушного промежутка. Сочетание показателей преломления
стекла в определенной партии линз называют комбинацией и
обозначают порядковым номером в сопроводительном документе
партии оптических деталей. Погрешности пузырности, бессвиль-
ности, двойного лучепреломления не могут быть скомпенсированы
при сборке.
Отклонения толщины линз от номинальных значений компенси¬
руют за счет комплектации их перед склейкой в блоки и перед
сборкой линзовых блоков и всего объектива в целом. Перед склей¬
кой линзы подбирают так, чтобы алгебраическая сумма отклоне¬
ний толщин склеиваемых линз равнялась или была близка к нулю.
182
Подбор толщин линз осуществляют по таблице влияния толщины
на качество изображения. Таблицу толщины скомплектованных
линз передают в оптический цех. При необходимости отклонение
толщины компенсируют изменением величины воздушного проме¬
жутка между линзами.
Комплект оптических деталей упаковывают в специальную
тару, а к нему прилагают комплектовочную таблицу, в которой
указывают номер комбинации партии стекол, отклонение толщин
линз от номинальной и величину воздушных промежутков, кото¬
рые необходимо выдержать при сборке. Наличие комплектовоч¬
ной таблицы с указанными в ней воздушными промежутками поз¬
воляет установить величину проточки базовых торцов оправ.
Отклонения радиусов кривизны линз от номинальной и отклоне¬
ния формы поверхности контролируют в оптическом цехе в процессе
обработки, обеспечивая получение заданного «цвета», т. е. коли¬
чества интерференционных колец. Контроль проводят с помощью
пробных стекол. Местные ошибки формы поверхностей оптических
деталей не могут быть скомпенсированы в процессе сборки.
На качество изображения, формируемое объективом, сущест¬
венное влияние оказывают деформации линз и зеркал, которые
возникают из-за неправильной установки их в оправах, пережатие
линз при завальцовке и децентрировка линз или линзовых блоков,
вызванная погрешностью формы оправ. Допустимое децентриро¬
вание для оптических деталей определяет оптик-расчетчик, исходя
из требуемого качества изображения и разрешающей способности,
т. е. с учетом назначения объектива.
§ 2. Построение технологического процесса сборки объективов
Как указывалось ранее, в условиях массового производства
технологический процесс сборки объективов целесообразно раз¬
делить на узловую (предварительную) и окончательную (общую)
сборку.
Окончательная сборка, как -правило, осуществляется на кон¬
вейере с заданным ритмом. Ритм выпуска (г) одного объектива
рассчитывают по формуле r=F/N, где F—эффективный годовой
фонд времени; N — годовая программа выпуска объективов.
В соответствии с ритмом выпуска производят синхронизацию
сборочных операций таким образом, чтобы сумма штучных времен
всех переходов, входящих в операцию, была кратной ритму вы¬
пуска.
Количество рабочих мест каждой операции рассчитывают по
формуле Ср== t0jijг, где tou — трудоемкость выполнения операции;
г — ритм выпуска одного объектива.
Коэффициент загрузки рабочего места определяют по формуле
ц = Ср/Спр, где Ср — расчетное число рабочих мест; Спр — принятое
число рабочих мест. При синхронизации операций допускаются
отклонения от ритма до +15%.
183
В отличие от изделий, имеющих одну крупногабаритную (ба¬
зовую) деталь, транспортируемую по конвейеру (в нее устанавли¬
вают мелкие узлы и детали), объектив состоит из ряда деталей
примерно равных габаритных размеров. Поэтому по конвейеру
транспортируется группкомплект деталей — транспортная пачка.
Количество , комплектов в транспортной пачке определяется ус¬
ловиями удобства обращения к конвейеру и минимальными поте¬
рями времени на ее установку и съем с конвейера. Состав ком¬
плекта и порядок укладки деталей транспортной пачки устанавли¬
вается последовательностью конвейерных операций.
Условием планомерной и ритмичной работы конвейера явля¬
ется. наличие в нем внутрилинейного задела, представляющего
собой сумму технологического, транспортного и страхового заде¬
лов: 2лин = ^тех")"^тр + ^стр.
Технологический задел — комплект деталей и узлов, находя¬
щихся на рабочем месте (в работе). Технологический задел рас-
т
считывают по формуле zTex=2Cj#TP) где Сг- — количество рабо-
i
чих мест каждой операции; т — количество операций; /7тр — ко¬
личество комплектов деталей в транспортной пачке.
Транспортный задел — детали и узлы в группкомплектах, рас¬
положенных на транспортирующем органе конвейера. Транспорт-
т
ный задел рассчитывают по формуле 2тр = 2(С« +Срез) Ятр, где
i
Сг + Срез — количество рабочих мест на каждой операции, включая
резервные (Срез) места; т — количество операций; Ятр— количе¬
ство комплектов деталей в транспортной пачке.
Страховой задел — детали и узлы на рабочих местах, необхо¬
димые для бесперебойной работы конвейера при отставании рабо¬
чих от ритма из-за наличия брака или выхода из строя оборудо¬
вания. Размер страхового задела на каждую операцию устанавли¬
вают по опытным данным. Страховой задел должен поддерживать¬
ся на установленном уровне и пополняться за счет исправленных
деталей и узлов.
Период включения конвейера (такт импульсов) рассчитывают
по формуле Т=(г-ПТр)—£дВ, где г — ритм выпуска одного объек¬
та; Ятр — размер транспортной пачки; ^дв — время перемещения
транспортирующего органа конвейера на один шаг от начала
включения (подачи импульса движения) до полной остановки.
Обычно на конвейере предусмотрена система сигнализации:
общая звуковая, извещающая о начале — конце смены, обеденно¬
го перерыва и двух регламентированных перерывов; местная све¬
товая индикация на каждом рабочем месте, сигнализирующая о
том, что рабочему следует снять с тележки конвейера прошедшую
тару и установить взамен нее тару с готовыми узлами. Световая ин¬
дикация производится синхронно с включением импульса * движе¬
ния конвейера и подается на рабочие места операций в каждый С-й
импульс движения конвейера, где Сг— количество рабочих мест
на данной операции.
184
На конвейере предусматривается также возможность переклю¬
чения движения транспортирующего органа в непрерывный ре¬
жим, что позволяет осуществить переход от заданного ритма ра¬
боты к свободному ритму.
Конвейер со свободным ритмом может применяться в качестве
прогрессивной формы организации производства.
§ 3. Сборка объективов насыпной конструкции
В объективах насыпной конструкции линзы крепят в оправах
завальцовкой с центрированием по автоколлиматору (см. рис. 150),.
поэтому данный метод сборки называют автоколлимационным.
В объективах (рис. 158, а, б) насыпной конструкции линзы 1 и 2
или линзовые компоненты в оправах 7, 8, 9 вкладывают (насыпа¬
ют) в оправу 3 или 6 объектива и закрепляют зажимным (резьбо¬
вым) кольцом 4 или 5.
Линзы, линзовые склеенные блоки изготовляют в оптическом
цехе с допуском на центрирование 0,03—0,1 мм, оправы для линз
(ряс. 159) —в механическом цехе с припуском по наружному диа¬
метру и торцам Л, Бу В.
Предварительная сборка объектива заключается в подготовке
оправ (промывке, чистке и сушке их внутренних поверхностей),
сборке^узла диафрагмы и механизма фокусировки объектива, в
предварительной сборке блока объектива.
Предварительная сборка блока объектива заключается в сле¬
дующем. Линзу 2 закрепляют в оправе 1 завальцовкой (рис. 160).
Перед завальцовкой проводят подготовку деталей (оптической и
механической) к сборке. Оправу промывают на ультразвуковой
установке и просушивают, линзу чистят бензином Б70. После за
вальцовки узел продувают сжатым воздухом для очистки от
185
Рис. 158. Объективы насыпной конструкции
Рис. 159. Конструкция
оправы
стружки и контролируют качество завальцовки. Кромка оправы в
месте завальцовки должна быть гладкой и не иметь трещин и
рваных краев. Не допускаются отколы на линзе. Затем производят
чистку линзы, устанавливают оправу с линзой на центрировочный
патрон и выполняют центрирование (см. гл. XV, § 2).
Наружную поверхность оправы протачивают до размера внут¬
реннего диаметра корпуса объектива с зазором 0,01 мм. Одновре¬
менно с проточкой наружного диаметра осуществляют подрезку
торцов А, Б, В для обеспечения величины воздушного промежут¬
ка, заданного в комплектовочной ведомости. Руководствуясь дан¬
ными сборочного чертежа, производят измерение расстояния от
вершины поверхности линзы до торца А оправы с помощью спе¬
циального приспособления (рис. 161), содержащего индикатор 2 и
втулку 1. Сравнивают номинальный размер 0,8±0,03 мм с дейст¬
вительным размером (рис. 161) и при несовпадении их подреза¬
ют торец А оправы линзы.
Затем оправу с линзой снимают с центрировочного патрона и
устанавливают, базируя на отработанные поверхности, в цанго¬
вый патрон точно выверенного шпинделя. Измеряют расстояние
от второго торца В (рис. 161) до вершины линзы с помощью ана¬
логичного приспособления. Сравнивают номинальный размер
1,24=0,03 мм с истинным и при необходимости осуществляют под¬
резку второго торца, выдерживая номинальный размер, заданный
на чертеже.
Так как подрезку торцов и проточку оправы осуществляют за
один установ, то это исключает в дальнейшем перекос оправ при
сборке объектива и, следовательно, линз относительно друг друга
в корпусе объектива. Последовательно обрабатывают все оправы
с линзами, входящие в комплект объектива, и передают на даль¬
нейшую окончательную сборку. Затем производят чистку линз а
Рис. 160. Линза в оп¬
раве
186
Рис. 161. Проверка пра¬
вильности установки лин¬
зы в оправе
оправах, установку оправ с линзами в корпус объектива, закреп¬
ление их резьбовым кольцом и центрирование объектива.
Точность центрирования объектива' насыпной конструкции оп¬
ределяется точностью центрирования линз в их оправах и величи¬
ной зазора между наружной поверхностью оправы и внутренней
поверхностью корпуса объектива. Улучшения центрирования объ¬
ектива в целом достигают за счет разворота оправ с линзовыми
компонентами в оправе объектива. Этот метод сборки обеспечи¬
вает центрирование с погрешностью до 5 мкм.
После достижения требуемой точности центрирования оптиче¬
ский блок объектива направляют на сборку механизмов (оправы,
шкалы и др.), располагающихся в его корпусе. Затем производят
контроль рабочего расстояния, окончательную чистку и проверку
внешних деталей объектива, а также контроль его параметров в
измерительной лаборатории и ОТК с оформлением паспорта на
объектив.
§ 4. Сборка объективов со свинчивающимися оправами
В таких объективах линзы в оправах крепят завальцовкой
(рис. 162,а) или резьбовым кольцом (рис. 162,6). Погрешность
центрирования объективов определяется погрешностью центриро¬
вания линз в оправах и погрешностью центрирования оправ при
их свинчивании друг с другом и с корпусом объектива. Этот тип
конструкции объективов используют при допустимой величине де¬
центрирования до 0,03 мм.
Рис. 162. Объективы со свинчивающимися оправами
Центрирование объективов выполняют за счет последователь¬
ной расточки внутренней поверхности оправ линз или линзовых
блоков от одной базы. Расточку каждой оправы производят инди¬
видуально под конкретную линзу конкретного объектива ‘или по
187
специальным калибрам в пределах допустимой погрешности об¬
работки.
В первом- случае линзовые компоненты 3 крепят в оправе
завальцовкой (рис. 162, а) и лишь один оптический компонент объ¬
ектива 2— резьбовым кольцом 4У что позволяет уточнить при
окончательной сборке центрирование объектива за счет разворота
этой линзы.
Во втором случае (рис. 162,6) все линзовые компоненты 1, 2 и
3 крепят резьбовыми кольцами 4, 5, 6. Второй способ наиболее ра¬
ционален для поточной сборки, так как исключает индивидуаль¬
ную подгонку оправ под линзы и уменьшает вероятность их по¬
вреждения при сборке.
Технологический процесс сборки с расточкой оправ под линзы
и по калибрам выполняют в такой последовательности.
Рис. 163. Сборка объективов со свинчивающимися опра¬
вами
1. При расточке оправ под линзы их с паспортом по¬
дают в сборочный цех. В паспорте указаны их фактические толщины
и заданные воздушные промежутки /ь /г,..., /п (рис. 163), кото¬
рые необходимо выдержать при сборке. На сборочном чертеже
для обеспечения заданных воздушных промежутков указывают
размеры Lb L2,..., Ln, которые определяют положение опорных
торцов оправ оптических компонентов, или размеры Si, S2, - -., Sn
от базовых поверхностей оправ до вершин оптических компонентов.
В механическом цехе проводят предварительную обработку
оправ объектива, которые изготовляют с припуском по диаметру
оптических компонентов и в местах соединения оправ с корпусом
объектива. Окончательную обработку оправ проводят в сбороч¬
ном цехе, обеспечивая при этом подготовку оправ друг к другу
и минимальный зазор между линзой и поверхностью оправы. Этот
зазор определяют исходя из допустимой величины децентрирова¬
ния и условий эксплуатации. Все оправы свинчивают друг с дру-
188
гом или с корпусом объектйва. В зависимости от конструкции оп¬
равы должны свинчиваться по резьбе без люфта.
Перед сборкой выбирают* в качестве технологической базы то¬
рец Т оправы 1. Блок оправ развинчивают и устанавливают опра¬
ву 1 в шпиндель прецизионного токарно-арматурного станка.
Растачивают .посадочное место оправы под конкретный диа¬
метр Di линзы 2. Вкладывают линзу 2 в оправу 1 и глубиномером
замеряют расстояние от торца 7\ оправы до вершины 05 линзы 2.
Линзу вынимают и при необходимости подрезают торец 7\ оправы.
Навинчивают оправу 3 на оправу U Растачивают посадочное ме¬
сто оправы 3 под диаметр D2 оптического компонента 4. Вложив
компонент 4 в оправу 3, измеряют глубиномером величину воз¬
душного промежутка U. Затем последовательно устанавливают оп¬
равы 5, 6, растачивают их под соответствующие диаметры D3, D4
линз 7 и 8, производят аналогичные измерения глубиномером и
подрезают при необходимости торцы оправ. Таким образом, рас¬
точку оправ под оптические компоненты ведут с одного установа,
что обеспечивает высокую точность центрирования. Затем оправы
подвергают чистке, обезжириванию, отделке и др. Чистят линзы и
производят установку их в оправы, отправляют блоки на оконча¬
тельную сборку объектива.
2. При расточке оправ по калибрам из механическо¬
го цеха в сборочный поступают окончательно изготовленные опра¬
вы оптических компонентов, корпус объектива, детали1 диафраг¬
мы, а в некоторых случаях и* межлинзовые кольца. В сборочном
цехе в соответствии с комплектовочной ведомостью рассчитывают
все размеры, необходимые для обеспечения воздушных проме¬
жутков между оптическими компонентами, производят подрезку
опорных торцов оправ. После механической обработки оправы
маркируют номером компонента оптики, промывают, сушат и по¬
дают на участок сборки с оптикой, где в них устанавливают кон¬
кретные оптические компоненты, затем производят сборку всего
объектива и контроль качества сборки.
§ 5. Технологический процесс сборки фотообъективов
Основной конструктивной особенностью современных фотообъ¬
ективов для зеркальных фотоаппаратов является наличие меха¬
низма прыгающей диафрагмы.
Одним' из типичных представителей гаммы фотографических
объективов, выпускаемых в настоящее время промышленностью
как по сложности, так и по уровню технологичности конструкции,
является объектив «Гелиос-44М».
В технологическом процессе сборки (рис. 164) объектива «Ге-
лиос-44М» можно выделить две структурные единицы: узловую и
окончательную сборку.
Узловая сборка. Процесс сборки целесообразно организовать
по принципу предметно-замкнутых участков, на каждом из кото¬
рых собирают самостоятельный, функционально законченный узел
189
ДИАФРАГМА БЛОК РЫЧАГОВ ЛИНЗЫ В ОПРАВАХ
УЗЛОВАЯ СБОРКА
ОКОНЧАТЕЛЬНАЯ СБОРКА НА КОНВЕЙЕРВ
Рис, 164. Структурная схема технологического процесса сборки объектива
объектива с контролируемыми выходными параметрами: диафраг¬
му, блок рычагов, линзовые блоки. Сборочные участки соединены
между собой транспортной системой для перемещения деталей и
собранных узлов, а также доставки их на промежуточный ком¬
плектовочный склад.
Сборку узла диафрагмы объектива «Гелиос-44М» осу¬
ществляют следующим образом (рис. 165). Коронку /, задающую
закон движения лепестков диафрагмы, приклеивают к обойме 2,
являющейся наружной обоймой шарикоподшипника. Лепестки с
осями 3 устанавливают на коронку, на лепестки накладывают
кольцо 4. При этом оси 3 лепестков должны войти в пазы коронки,
а оси 5 лепестков — в отверстия кольца 4. На кольцо 4 устанавли¬
вают сепаратор 6, в который укладывают шарики 7. Механизм ири¬
совой диафрагмы закрепляют резьбовым кольцом 8. Свинченная
пара колец 4 и 8 представляет внутреннюю обойму шарикопод¬
шипника. Необходимые зазоры в сопряжении осей лепестков с па¬
зами коронки 1 и отверстиями кольца 4 обеспечивают подбором
партии деталей с соответствующими сопрягаемыми размерами.
Контроль плавности хода и усилия срабатывания механизма
ирисовой диафрагмы производят специальным рычажным грам-
мометром, контроль минимального и максимального раскрытия
диафрагмы — с помощью специальных цилиндрических калибров-
столбиков.
В случае соответствия параметров собранного узла диафрагмы
техническим требованиям ее передают на окончательную сборку
(см. рис. 164), где механизм ирисовой диафрагмы устанавливают
в корпус 9 (см. рис. 165) и закрепляют в нем резьбовым коль¬
цом 10. Сопряженные детали 2, 9, 10 представляют собой подшип¬
ник скольжения.
Рис. 165. Сборка узла диафрагмы
192
Сборка блока рычагов. Блок рычагов объектива «Ге-
лиос-44М» представляет собой (рис. 166) сложный пространствен¬
но-рычажный механизм, предназначенный для преобразования по¬
ступательного движения толкателя спускового механизма фотоап¬
парата во вращательное движение обоймы механизма ирисовой
диафрагмы. Сборку блока рычагов ведут на базовой дета¬
ли (фланце) 4У которая в то же время является базой для уста¬
новки объектива в фотокамеру. Перед сборкой детали промывают,
сушат и отправляют в комплекте на рабочее место сборщика. По¬
следовательность сборки такая. На фланец 4 устанавливают кноп-
ку-репетитор /, предназначенную для переключения режимов (ав¬
томатического или ручного) прыгающей диафрагмы. В отверстие
фланца устанавливают шток 13у свинченный с буксой 10. Шток 13
Рис. 166. Сборка блока рычагов
предназначен для связи механизма прыгающей диафрагмы объек¬
тива с толкателем спускового механизма камеры. Последователь¬
но на фланец устанавливают рычаги 11у 12у Зу 6 и эксцентрик 8.
Рычаг 11 вводят в зацепление с буксой 10 и рычагом 6. Рычаг 12
через рычаг 3 упирается в короткое плечо рычага 6У на длинном
плече которого укреплена вилка 7, предназначенная для стыков¬
ки блока рычагов с узлом ирисовой диафрагмы. Кинематическое
замыкание механизма блока рычагов осуществляется пружина¬
ми 5, 2, 9. Начальное положение рычага 6 соответствует изображен¬
ному на рис. 166, конечное — положению, при котором вилка 7
упирается в эксцентрик 8. Угол поворота рычага 6 под действием
пружины 5, соответствующий этим двум положениям, опре¬
деляет размеры вылета штока 13 по отношеник> к базовому тор¬
цу фланца 4. Усилие срабатывания механизма регулируют переме¬
13-1511
193
щением вилки 7, разворотом эксцентрика 8, глубиной ввинчивания
штока 13 в буксу 10 и регулировкой соотношения плеч рычагов 6
и 12 за счет взаимного смещения осей их вращения. Контроль уг¬
ловых размеров положения стыковочных элементов узла и усилия
срабатывания системы рычагов осуществляют с помощью специ¬
альных контрольных приспособлений и динамометра. В случае со¬
ответствия параметров собранного узла техническим требованиям
его отправляют на промежуточный склад, а затем на участок
(конвейер) окончательной сборки.
Сборка линзовых блоков состоит из следующих опера¬
ций: подрезки торцов оправ, чистки оптики и сборки линзовых бло¬
ков, контроля чистоты оптики и центрирования линз относительно
посадочных поверхностей оправ.
В условиях крупносерийного производства подрезку торцов оп¬
рав для выдерживания воздушного промежутка производят по
размерным группам. При этом создается задел оправ определенно¬
го числа размерных групп. Оправы из этого задела комплектуют с
комплектами оптики в соответствии с паспортом оптического ком¬
плекта.
Задание на подрезку оправ различных размерных групп опре¬
деляют исходя из условия поддержания начального задела оправ
каждой размерной группы на установленном уровне.
Соотношение количества оправ каждой размерной группы в на¬
чальном заделе определяют эмпирически по кривой распределения
требуемых размеров оправ, построенной на выборке, равной смен¬
ному выпуску объективов.
Такой метод подрезки оправ для выдерживания воздушного
промежутка исключает измерение оправ с установленными в них
линзами с помощью индикаторов и предотвращает определение
величины подрезки в зоне работы токарного станка, маркировку
оправ номером комплекта оптики перед отправкой на промывку,
подбор оправ по номерам комплекта оптики после промывки. Кроме
того, подрезку торцов оправ можно производить на токарных полу¬
автоматах и автоматах, поскольку обрабатываются крупные партии
оправ одной размерной группы.
После подрезки оправ производят чистку оптики, промывку и
сушку механических деталей, а затем сборку линзовых блоков с
одновременным контролем центрирования линз и склеенных лин¬
зовых блоков относительно посадочных поверхностей оправ. Конт¬
роль центрирования осуществляют с помощью визуальных или
фотоэлектрических приборов (см. гл. XVI, § 9). После сборки
комплект собранных линз в оправах направляют на склад комп¬
лектации и далее на участок (конвейер) окончательной сборки
объектива.
Окончательная сборка объектива. Технологический процесс
окончательной сборки объектива представляет собой непрерывный
поток 17 синхронизированных операций (см. рис. 164).
Сборка пГкалы глубины резкости с механизмом пе¬
ремещений заключается в установке шкалы на кольцо меха¬
194
низма перемещения. Шкалу выставляют по калибру таким обра¬
зом, чтобы ее индекс располагался под определенным углом к на¬
чалу захода резьбы присоединения объектива к корпусу фотоап¬
парата. В выставленном положении шкалу глубины резкости
фиксируют тремя стопорными винтами.
Узел диафрагмы (см. рис. 165) устанавливают в
корпус 9 и закрепляют резьбовым кольцом 10. Посадочные ди¬
аметр и торцы диафрагмы предварительно смазывают тонким
слоем смазки. Контролируют плавность вращения диафрагмы в
корпусе. В обойму 2 ввинчивают винты 11, предназначенные для
связи механизма диафрагмы со шкалой глубины резкости.
На кольцо 4 устанавливают поводок 12, служащий для
связи диафрагмы с блоком рычагов. На корпусе 9 закрепляют
шпонку 13 — замыкающее звено механизма фокусировки. Привяз¬
ку угловых координат элементов 11, 12, 13 и выставление размеров
отверстия диафрагмы на крайних ее значениях осуществляют ре¬
гулировкой положения упоров 14 и 15 с помощью специальных
калибров.
После установки диафрагмы в корпус контролируют
плавность вращения диафрагмы в корпусе, размеры
диаметров отверстий диафрагмы в двух крайних положениях, мо¬
мент вращения кольца диафрагмы.
При соответствии технических характеристик собранного узла
ТУ осуществляют установку диафрагмы в сборе с корпу¬
сом в механизм перемещений (фокусировки) и сборку
механизма фиксации. Механизм фокусировки фотографических
объективов класса «Гелиос-44М» представляет собой дифферен¬
циальный резьбовой механизм, предназначенный для поступатель¬
ного перемещения оптического блока объектива при совмещении
плоскости изображения объекта с плоскостью пленки по сопря¬
женной с ней плоскостью матового стекла и микрорастра видоис¬
кателя фотоаппарата. Механизм перемещений должен иметь ми¬
нимальные осевые, радиальные и тангенциальные люфты, а также
плавность и легкость хода. Механизм фиксации предназначен для
связи ирисовой диафрагмы с ее шкалой, фиксирующейся на семи
стандартных и пяти промежуточных значениях диафрагмы. Основ¬
ными требованиями, предъявляемыми к этому механизму, явля¬
ются четкость фиксации шкалы и легкость ее вращения, а также
соответствие размеров отверстия диафрагмы значениям ее шкалы.
К основным деталям механизма фокусировки (перемещений)
(рис. 167) относятся кольца 1, 2, 3. Кольца 1 и 2 сопрягаются по
многозаходной окулярной резьбе, кольца 2 и 3 — по однозаходной
окулярной резьбе. При механической обработке колец производят
нарезку резьб и подгонку их по сопрягаемым деталям с учетом
припуска на притирку, далее осуществляют притирку резьб, про¬
мывку деталей, их свинчивание и смазку. Контролируют плав¬
ность вращения деталей и отсутствие люфтов в резьбовых парах.
Корпус (узел диафрагмы) 4 со шпонкой 5 устанавливают в
кольцо 1 так, чтобы шпонка 5 вошла в паз кольца 3. Корпус 4 за¬
13*
195
крепляют неподвижно в кольце 1. Таким образом, шпонка 5 явля¬
ется замыкающим элементом резьбового дифференциального ме¬
ханизма фокусировки. Во второй паз кольца 3 устанавливают
шпонку 6, которая имеет относительно корпуса 4 подвижку для
компенсации люфта в шпоночном соединении.
Рис. 167. Сборка механизма фокусировки
Далее производят сборку механизма фиксации
(рис. 168). В кольцо 1 устанавливают фигурное кольцо 7 с ввин¬
ченными в него винтами 3. При этом в пазы фигурного кольца
должны войти винты 2 узла диафрагмы. В отверстия кольца 1
вставляют пружины 5 и шарики 4. На кольцо 1 устанавливают
шкалу диафрагмы 6 так, чтобы винты 3 вошли в ее пазы. Фикса¬
ция шкалы 6 подпружиненными шариками 4 должна быть четкой,
196
Рис. 168, Сборка механизма фиксации
переход от одного фиксированного положения к другому должен
быть плавным. Размеры отверстия диафрагмы в фиксированных
положениях шкалы 6 должны соответствовать ее значениям. Про¬
верку этого параметра в процессе сборки выполняют специальным
шаблоном.
Собранный на участке узловой сборки блок рычагов 1
устанавливают (рис. 169) на кольЦо 2 механизма перемеще¬
ния таким образом, чтобы палец 4 узла диафрагмы вошел в за¬
цепление с упором 5 блока рычагов. Блок рычагов закрепляют
тремя винтами 3. Винты ставят на клей. После установки и закреп¬
ления блока рычагов проверяют вращение шкалы диафрагмы и
четкость ее фиксации на всех положениях.
Рис. 169. Установка блока ры¬
чагов
Кнопку-репетитор блока рычагов устанавливают в положение
«А» (автомат) и проверяют диаметр отверстия диафрагмы при
различных значениях ее шкалы. При нажатии на палец 6 диафраг¬
ма должна закрыться до установленного значения и полностью
раскрыться при снятии усилия. После этого контролируют вылет
пальца 6 относительно торца фланца 7 при различных положени¬
ях диафрагмы и неодинаковых усилиях. Контроль проводят с по¬
мощью шаблона-столбика и динамометра. Кнопку-репетитор уста¬
навливают в положение «М» (ручной режим) и проверяют работу
диафрагмы. Диафрагма должна закрываться до установленного
значения шкалы диафрагм.
Далее выполняют (см. рис. 164) контроль и приемку уз¬
ла механизмов. Проверяют плавность хода механизма пере¬
мещений; четкость и легкость фиксации на всех положениях шка¬
лы диафрагмы; присоединительные размеры объектива; усилие на
197
рычаге «блока рычагов», работу диафрагмы в автоматическом и
ручном режимах при различной установке шкалы диафрагм; пра¬
вильность раскрытия диафрагмы при нескольких положениях шка¬
лы диафрагм. В случае соответствия собранного узла механизмов
ТУ его укладывают в тару, устанавливают на конвейер и направ¬
ляют на рабочее место, где происходит сборка оптического блока.
Перед сборкой оп¬
тического блока
(рис. 170) производят чи¬
стку наружных поверхно¬
стей оптических блоков
1 и 2, а затем вворачи¬
вают их последовательно
в корпус диафрагмы до
упора.
Контролируют
центрирование объ¬
ектива на специальном
приборе (см. гл. XVI, §9).
При необходимости про¬
изводят дополнительное
центрирование разворо¬
том последней линзы 3
в оправе, предваритель¬
но ослабив резьбовое
кольцо 4, после чего лин¬
зу 3 закрепляют резьбо¬
вым кольцом 4.
Юстировку рабо¬
чего отрезка объ¬
ектива производят с
помощью специального
прибора (см. гл. XVI,
§ 9). Вращением меха¬
низма перемещений до¬
биваются заданного
(45,5±0,02 мм) значения
рабочего отрезка объек¬
тива. Объектив направ¬
ляют на установку мет-
ражной шкалы.
Установку мет*
ражнои шкалы 1
(рис. 171) производят
таким образом, чтобы ее
вращение ограничива¬
лось выступом шкалы 2,
а знак «оо» совпадал с
индексом шкалы 2. Шка-
Рис. 170. Сборка оптического блока
Вид А
—vt*
—Оо
198
Рис. 171. Установка метражной шкалы
лу закрепляют тремя винтами 3, производя поочередно засверлов-
ку под каждый винт.
Устанавливают (рис. 172) кольцо 1 на кольцо 2 так,
чтобы их отверстия совпали. Закрепляют кольцо 1 тремя винта¬
ми 3. Одновременно проверяют плавность хода оправы, регули¬
руя его поджатием стопорных винтов. Вворачивают кольцо 4 в
кольцо 1 до упора. Головки стопорных винтов покрывают эмалью.
Протирают наружные поверхности деталей
объектива салфеткой и чистят наружные оптические детали. На
этом сборка объектива заканчивается.
В дальнейшем про¬
изводят общую при¬
емку объектива по
внешнему виду. При
этом контролируют чи¬
стоту оптических по¬
верхностей; крепление
линз в оправах; чисто¬
ту и равномерность по¬
крытия лепестков диа¬
фрагмы, качество над¬
писей* штрихов, циф¬
ровых обозначений и
покрытия механиче¬
ских деталей; совпа¬
дение знака «оо» мет-
ражной шкалы со штри¬
хом-индексом шкалы
диафрагм; плавность
вращения метражной
шкалы и четкость фик¬
сации шкалы диаф¬
рагм; четкость пере¬
ключения кнопки-репе¬
титора с ручного режи¬
ма на автоматический
и работу диафрагмы, комплектность объектива, паспорт.
Согласно техническим условиям производят выборочный (3%
от сменного выпуска) контроль объектива. Проверяют правиль¬
ность расположения шкалы по отношению к заходу резьбы объек¬
тива. Знак «оо» и штрих-индекс должны лежать на одной оси и
совпадать в пределах ±5° с вертикальной осью фотоаппарата, про¬
веряют (с помощью специального приспособления) момент вра¬
щения метражной шкалы и момент трогания шкалы диафрагмы,
контролируют относительное отверстие объектива (на трех объек¬
тивах из месячной партии); оно должно соответствовать показа¬
нию шкалы диафрагмы с погрешностью ±10—20%.
Заключительной контрольной операцией является проверка ка¬
чества изображения объектива. Ее производят на специальных
Рис. 172. Установка колец
199
фотоэлектрических приборах (см. гл. XVI, § 9), после чего на объ¬
ектив устанавливают крышки и отправляют его на склад
готовой продукции.
§ 6. Сборка объективов коллиматоров и телескопических
приборов
Наибол'ее распространены следующие типы объективов теле¬
скопических приборов: двухлинзовые склеенные, двухлинзовые и
многолинзовые с воздушными промежутками между линзами.
Склеенный объектив—линзы 1> 2 (рис. 173, а)—закрепляют в
оправе завальцовкой или с помощью резьббвого кольца. Затем
оправу с объективом закрепляют в корпусе прибора.
Объективы, состоящие из двух от¬
дельных линз большого диаметра, не
склеивают из-за возможной деформации
оптических деталей (рис. 173,6). Много¬
линзовые объективы с воздушными про¬
межутками между оптическими компо¬
нентами собирают, закрепляя линзы в
оправах с помощью резьбового кольца 6,
а межлинзовые воздушные промежутки
выдерживают за счет подрезки проме¬
жуточных колец 4. Внутренний диаметр
оправ растачивают индивидуально под
диаметр, соответствующей линзы с зазо¬
ром 0,01—0,03 мм. Центрирование объек¬
тива осуществляют разворотом линз 3 и 5 в оправе.
Для обеспечения необходимого фокусного расстояния линзы
объектива комплектуют. У высокоточных многолинзовых объекти¬
вов качественная сборка обеспечивается зк счет индивидуальной
пригонки оправ и промежуточных колец в зависимости от диамет¬
ра линз, их толщины и величины воздушйых промежутков. Оправы
под линзы растачивают с погрешностью 0,005 мм; биение наруж¬
ного торца, промежуточного кольца относительно поверхности
резьбы составляет 0,003 мм.
Перед сборкой последовательно производят чистку и сушку
оптических деталей и внутренней поверхности оправы, резьбового и
промежуточных колец. Поверхности промежуточных и резьбового
колец промазывают воском. После этого устанавливают оптиче¬
ские компоненты и механические детали в оправу согласно чер¬
тежу. Разворотом линз в оправах добиваются заданной точности
центрирования. После этого линзы закрепляют резьбовым
кольцом.
§ 7. Сборка объективов микроскопов
Сборка объектива микроскопа МБС-1. Объективы микроско¬
пов в зависимости от конструкции оправ разделяют на насыпные
и со свинчивающимися оправами. Наиболее распространены объ¬
ективы насыпной конструкции.
Рис. 173. Сборка объекти¬
вов
200
Линзовые компоненты 1 и 2 объектива микроскопа МБС-1
(рис. 174, а) вкладывают в оправу объектива 3 и закрепляют коль¬
цом 4. Центрирование объектива выполняют разворотом линзовых
компонентов в оправе, а вс5здушный промежуток выдерживают за
счет подрезки торца промежуточного кольца 5. Для предохране¬
ния объектива от воздействий внешней среды в его оправу уста¬
навливают защитное стекло 6.
Особенностью сборки
объектива является то,
что линзовые компоненты
контролируют перед
сборкой. Этим обеспечи¬
вается получение задан¬
ного фокусного расстоя¬
ния. Последовательность
сборки объектива микро¬
скопа МБС-1 во многом
аналогична сборке фото¬
объективов насыпной кон¬
струкции. При сборке
объектива МБС-1 приме¬
няют так называемую
сборку столбиком (рис.
174,6). На специальную
простую подставку 13 по¬
следовательно устанав¬
ливают резьбовое кольцо
12, линзовый компонент
11, промежуточное коль¬
цо 10, линзовый компонент 9, защитное стекло 8. На собранный
столбик осторожно надевают оправу объектива 7. Переворачивают
оправу, поддерживая рукой во избежание выпадания деталей, и
завинчивают резьбовое кольцо 12.
Затем* проверяют чистоту деталей и качество изображения.
Разворотом линзовых компонентов в оправе при отпущенном резь¬
бовом кольце 12 добиваются необходимого качества сборки. Пос¬
ле этого объектив упаковывают и отправляют на участок сборки
микроскопа.
Сборка объектива с линейным увеличением р=40 и апертурой
Л= 0,65. При сборке микрообъективов необходимо обеспечить
требуемое качество изображения и заданные значения линейного
увеличения, числовой апертуры, разрешающей способности и ра¬
бочего отрезка.
Объективы микроскопов устанавливают в револьверных голов¬
ках, позволяющих применить тот или иной объектив в зависимости
от требуемого увеличения. В связи с этим микрообъективы долж¬
ны4 быть точно отцентрированы в гнездах револьверной головки,
чтобы при переключении с одного объектива на другой изображе¬
ние предмета в поле зрения окуляра микроскопа не смещалось
Рис. 174. Сборка объективов микроскопов
201
более чем на 2/з радиуса поля зрения. Объективы должны быть
взаимозаменяемыми.
Рабочий отрезок L = 33±0,015 (рис. 175) выдерживают очень
точно. Это связано с величиной допустимой расфокусировки изо¬
бражения предмета за окуляром микроскопа. Величина AL для
объективов с различным увеличением лежит в пределах от 0,1 до
0,001 мм.
В зависимости от апертуры А и увеличения р объектива тех¬
нологические процессы сборки объективов несколько отличаются
друг от друга. У объективов с р> 10х и А^0,2 отсутствует фрон-
ку. Эти объективы очень сложны и имеют фронтальную линзу.
У объектива с А < 1,25 фронтальные линзы устанавливают в оп¬
раву вклеиванием или завальцовкой, а при апертуре А > 1,2 —
только вклеиванием.
Сборку микрообъективов ведут в такой последовательности:
устанавливают линзы в оправах, комплектуют оправы и линзы,
чистят оптические детали, собирают и юстируют объектив.
Рассмотрим технологический процесс сборки микрообъектива
с линейным увеличением р = 40 и апертурой Л = 0,65. Перед сбор¬
кой оправу (рис. 176, а) растачивают, выдерживая параллельность
торцов (Л, В) и размеры отверстий оправы (светового и посадоч¬
ного), и протачивают буртик (02,4+0’06 и 03+0’02). Контроль обра¬
ботки выполняют с помощью мерительной пробки. Затем оправу
подвергают отделке и после этого подают на сборку.
В оправу 2 устанавливают фронтальную линзу 1 на бальзам и
с помощью глубиномера определяют размеры К и N, линзу снима¬
ют и при необходимости оправу протачивают до заданных на чер¬
теже размеров (/С=3,45±0,05 и Л^=0,05_0,оз).
После этого производят чистку линзы и оправы, их маркиров¬
ку и подготовку поверхности оправы к хромированию. После хро¬
мирования производят установку линзы 1 в оправу 2 на бальзам
и центрирование ее по блику или автоколлиматору. Закатывают
буртик (/? = 0,2 мм) и выполняют контроль правильности установ-
Рис. 175. Конструкция микрообъектива
тальная линза 1. Эти
объективы собирают в
свинчивающихся опра¬
вах. Линзы в оправах
крепят завальцовкой и
центрируют. Для объ¬
ективов со средним' и
большим р до 120х и
Л = 1,61 применяют на¬
сыпную конструкцию
оправ. При сборке ис¬
пользуют комплекта-
цию линзовых компо¬
нентов (по диаметру
через 0,001 мм) и ин¬
дивидуальную пригон-
202
ки линзы в оправе. Если линза отцентрирована, то закрашивают
буртик эмалью.
С помощью глубиномера и лупы проверяют правильность уста¬
новки линзы в оправе и качество закатки. Кроме того, контроли¬
руют качество изображения, даваемого закрепленной линзой, и
проверяют отсутствие натяжений в ней. Для этой цели используют
микроскопы.
Сборку двух других линзовых компонентов (рис. 176,був),
входящих в состав микрообъектива, производят аналогично выше¬
изложенному, выдерживая при этом размеры, указанные на чер¬
тежах. Следует отметить, что при сборке склеенных линзовых бло¬
ков оправу растачивают по диаметру флинтовой линзы с возможно
меньшим зазором.
После приклейки и завальцовки контролируют центрирование
автоколлимационным методом и проверяют качество изображения
каждого линзового компонента, отсутствие натяжений и размеры
по чертежу.
Перед сборкой микрообъектива производят подбор оптических;
компонентов в оправах и механических деталей, входящих в ком¬
плект объектива, — стаканчика 4 (см. рис. 175), корпуса 8 и кол¬
пачка 3. Необходимо, чтобы стаканчик в корпусе перемещался
плавно, без заедания. После чистки оптических и механических
деталей производят сборку объектива.
Для облегчения центрирования при сборке оправа 6 с закреп¬
ленным в ней оптическим блоком 2 может перемещаться в корпу¬
се 8 перпендикулярно оптической оси микрообъектива с помощью
203
Рис. 176. Сборка микрообъективов
четырех юстировочных винтов 7 (см. рис. 175). Оправы 9, 6, 5 с
линзами устанавливают в корпус 8 объектива и предварительно
зажимают резьбовым стаканчиком 4. В корпус устанавливают
винты 7. Собираемый объектив размещают на тубусе контрольно-
юстировочного микроскопа (рис. 177), предварительно настроен¬
ного по объективу, принятому за образец сравнения.
Объектив 1 проверяют на сферическую аберрацию. Наблюдают
3 микроскоп М дифракционную картину (изображение точки) пре¬
парата 2 и анализируют его. Препарат, представляющий собой не¬
прозрачную стеклянную пластинку со световой точкой, подсвечи¬
вают осветителем 3. Одновременно с контролем сферической абер¬
рации проверяют астигматизм, который устраняют разворотами
линз относительно друг друга. Коррекцию сферической аберра¬
ции производят, изменяя ширину воздушного промежутка между
линзами за счет установки колец между оправами или подрезкой
их торцов. Качество центрирования объектива проверяют одно¬
временно с контро¬
лем величины сфе¬
рической аберрации.
В случае невозмож¬
ности достижения
нужного качества
изображения заме¬
няют иногда линЬу
с оправой.
Далее объектив
контролируют на
хроматизм, сравни¬
вая его с эталонным
объективом. Конт¬
роль выполняют на
поляризационном
микроскопе. Поса¬
дочную резьбу объ¬
ектива проверяют с
помощью резьбового
калибра.
Проверку рабочего отрезка производят на контрольном микро¬
скопе М (рис. 177) с эталонным объективом и окуляром 10. Оку¬
ляр имеет сетку 9 в виде колец, диаметр которых выбран в зави¬
симости от увеличения контролируемого объектива 1. Полый
шпиндель 8 имеет посадочную резьбу, аналогичную резьбе микро¬
объектива и револьверной головки. Сначала микроскоп М настра¬
ивают на резкое вйдение препарата 2, шкалу 4 выводят в нулевое
положение механизмом продольной подачи 5. Вместо эталонного
объектива устанавлйвают контролируемый объектив 1 и проверя¬
ют резкость изображения, Если резкое вйдение препарата не ухуд¬
шилось, то рабочий отрезок собранного объектива выдержан пра¬
вильно. В противном случае смещают микроскоп с помощью меха¬
Рис. 177. Контроль' рабочего отрезка объектива мик-
кроскопа
204
низма точной подачи до получения резкого изображения. На вели¬
чину этого смещения производят подрезку торца оправы объектива
резцом 7, вращая вин? механизма поперечной подачи 6, и выдержи¬
вают расстояние L = 33±0,Q15 мм. После подрезки торца оправы от¬
верстия для центрирования замазывают свинцовым глетом, наде¬
вают на корпус объектива колпачок и жидким шеллаком зали¬
вают пространство между колпачком и корпусом. Производят
чистку объектива и его упаковку.
§ 8. Сборка окуляров
Общие сведения. Окуляры предназначены для рассматривания
наблюдателем изображения предмета, сформированного всей оп¬
тической системой прибора, находящейся перед окуляром. Суще¬
ствующие конструкции окуляров весьма разнообразны. В зависи¬
мости от назначения их подразделяют на окуляры телескопиче¬
ских приборов (рис. 178, а, б, в, г), окуляры микроскопов
(рис. 179, а, б, в, г), автоколлимационные окуляры (рис. 180, а, б, в)
и отсчетные окулярные микрометры (рис. 181).
Рис. 178. Окуляры телескопических приборов
Требования к сборке окуляров менее жесткие, чем требования
к сборке объективов. ТУ на изготовление и приемку окуляров со¬
держат:
требования к соединению неподвижных и подвижных узлов и
деталей, обеспечивающих герметичность конструкции, ее проч¬
ность и нормальную работу в заданном диапазоне температур
и др.;
требования к увеличению окуляра*, диоптрийному перемеще¬
нию, установке полевой диафрагмы (у окуляров, не имеющих ди¬
оптрийного перемещения);
требования к оптическим деталям окуляра (наличие допусти¬
мого количества и величины пузырей, свилей, точек и др.);
требования к шкалам и сеткам (если они входят в конструкцию
окуляров), касающиеся качества изготовления штрихов (разрывы,
четкость, контрастность, толщина и ее равномерность по всей дли¬
не штриха) и стекла (наличие царапин, точек и др.);
методику испытаний окуляров.
Окуляры собирают по методу полной взаимозаменяемости.
Контроль их осуществляют выборочно (5% от партии). Допуск
0,05—0,1 мм на воздушные промежутки обеспечивается техноло¬
гическим процессом сборки, при котором подгонку воздушных про¬
межутков не производят.
205
Рис. 179. Окуляры микроскопов
Z2Zsssjll
Рис. 180. Автоколлимационные окуляры
Допуск 0,03—
0,1 мм на центриро¬
вание линз окуля¬
ров задают в зави¬
симости от увеличе¬
ния окуляра и его
применения (для
монокулярного или
бинокулярного при¬
бора). Линзы окуля¬
ров в оправе за¬
крепляют заваль¬
цовкой (см. рис.
179, в) или с помо¬
щью резьбовых ко¬
лец (рис. 179, а).
У окуляров, име¬
ющих диоптрийную
наводку на резкое
вйдение сетки, ли¬
нейное перемеще¬
ние линз окуляра
относительно сетки
осуществляется* с по¬
мощью многозаход-
но# окулярной резь¬
бы, которую наре¬
зают в оправе оку¬
ляра на специаль¬
ных станках. При
сборке необходимо
обеспечить плотное,
без люфтов и заеда¬
ний перемещение де¬
талей окуляра по
окулярной резьбе.
Для этого детали
притирают друг к
другу, используя
специальные прити¬
рочные пасты.
Сборка окуля¬
ров. Перед сборкой
оптические и меха¬
нические детали те-
лескопиче с к их
приборов без
сеток промывают,
сушат и отправляют
206
на сборку. В зависимости
от вида крепления про¬
изводят закрепление линз
в оправе завальцовкой
или резьбовым кольцом.
После закрепления чи¬
стят наружные поверхно¬
сти линз окуляра и от¬
правляют на упаковку
или на участок сборки
прибора. Юстировки и
контроля сборки не про¬
изводят.
Сборка окуляра с
сеткой без диоптрийной фокусировки на ее резкое
вйдение аналогична вышеизложенному, но сопровождается
установкой сетки в нулевое положение на ее резкое
вйдение. Эту операцию производят непосредственно после
сборки окуляра, в корпус которого вставляют оправу с сеткой 1
(см. рис. 180,6), перемещают в оправе окуляра и стопорят вин¬
том. Контроль за правильностью установки осуществляют визу¬
ально или с помощью диоптрийной трубки, предварительно уста¬
новленной на бесконечность. После этого чистят внешние поверх¬
ности оптических деталей окуляра и отправляют на упаковку.
Сборка окуляров с сеткой (см. рис. 179,6), имеющих ди¬
оптрийное кольцо со шкалой установки на резкое вйдение сетки
по глазу наблюдателя, по сравнению с предыдущей сборкой до¬
полняется операцией установки диоптрийного кольца и проверкой
правильности делений диоптрийной шкалы. После установки коль¬
ца диоптрийного перемещения его закрепляют винтами.
Сборку окуляров микроскопов рассмотрим на примере
окуляра, изображенного на рис. 179, г. Крепление глазной 1 и кол¬
лективной 5 линз соответственно в оправах 2 и 6 осуществляют
завальцовкой. Для этого проверяют соответствие наружного диа¬
метра глазной линзы 1 и внутренней поверхности оправы 2 (при
необходимости протачивают оправу), устанавливают оправу в
патрон станка, подрезают буртики оправы по толщине линзы, сни¬
мают фаску и закатывают глазную линзу. Проверяют качество
закатки и, если она удовлетворяет требованиям, лакируют буртик,
высушивают оправу с линзой и контролируют на отсутствие зако¬
лов и царапин.
Протачивают посадочное отверстие оправы 6 под коллективную
линзу 5, одновременно выдерживая размер я. После промыв¬
ки и сушки оправы производят завальцовку коллективной
линзы в оправе и все последующие операции аналогично вышеиз¬
ложенному.
В корпусе окуляра запрессовывают на специальном прессе ди¬
афрагму, выдерживая размер 22,5 мм. Контроль размера осуще¬
ствляют глубиномером.
Рис. 181. Отсчетный окулярный микрометр
207
Вворачивают диафрагму 7 в корпус 4 окуляра, устанавливают
на торец диафрагмы оправу с глазной линзой и продольным сме¬
щением диафрагмы 7 в корпусе 4 окуляра добиваются резкого вй¬
дения отверстия диафрагмы 7. Иногда на плоскость диафрагмы
устанавливают стеклянную сетку и тогда добиваются резкого вй¬
дения сетки через глазную линзу. Контроль осуществляют с по¬
мощью диоптрийной трубки.
Следует отметить, что обычно диафрагму (сетку) устанавли¬
вают в передний фокус глазной линзы не точно, а несколько бли¬
же, чтобы глаз наблюдателя воспринимал расходящийся пучок
света. Величина расходимости устанавливается 0,5—1,0 дптр.
Поэтому диоптрийную трубку при контроле не устанавливают на
нуль диоптрий. После этого проводят чистку внутренних поверх¬
ностей корпуса, коллективной и глазной линз и устанавливают их
в корпус. Оправу с глазной линзой устанавливают на торец диа¬
фрагмы 7, предварительно нанеся герметик в канавку 8 втулки 3.
Перемещая оправу с глазной линзой по торцу диафрагмы пер¬
пендикулярно ее оси, производят центрирование окуляра. После
центрирования сушат оправу с линзой на воздухе в течение опре¬
деленного времени (в зависимости от типа герметика), чистят и
опять проверяют точность центрирования. Готовый окуляр отправ¬
ляют на упаковку.
К окулярам бинокулярных приборов предъявля¬
ют дополнительные требования по равенству увеличений и центри¬
рования оптической оси окуляра относительно его оси вращения.
Разность увеличений приводит к двоению изображения на краю
поля зрения или к ошибке в определении дальности в дальномерах.
Для окуляров бинокулярных приборов разность фокусных рассто¬
яний не должна превышать 1—2%. Обычно этот допуск выдержи¬
вают за счет, комплектации линз по толщине.
Кроме того, корпус оправы сменных окуляров бинокулярных
приборов часто делается цилиндрическим. Следовательно, при
смене окуляров необходимо обеспечить точное центрирование оп¬
тической оси окуляра относительно геометрической оси оправы.
§ 9. Технологическое оборудование
Выходные параметры объектива контролируют на всех стади¬
ях технологического процесса его изготовления. В процессе сбор¬
ки объектива проверяют центрирование линзовых блоков, центри¬
рование объектива, его рабочее расстояние, качество изображения,
параметры прыгающей диафрагмы, светорассеяние. В настоящее
время эти параметры контролируют с помощью специальных фо¬
тоэлектрических приборов.
Фотоэлектрический прибор для контроля центрирования линзо¬
вых блоков. Прибор обеспечивает объективность и высокую точ¬
ность контроля центрирования и позволяет в значительной степе¬
ни снизить утомляемость оператора. Прибор состоит из электрон¬
ного и оптико-механического блоков.
208
Пучок лучей от источника света 1 (рис. 182) проектируется
конденсором 2 в плоскость точечной диафрагмы 3, расположен¬
ной в фокальной плоскости коллимирующего объектива 8. Диаф¬
рагма 4 находится за точечной диафрагмой 3 и ограничивает пу¬
чок лучей, выполняя роль апертурной диафрагмы. Светоделитель¬
ный кубик 7 осуществляет оптическое сопряжение точечной диаф¬
рагмы 3 и диафрагмьГ 6 координатного фотоприемника 5.
Параллельный пучок лучей после объектива 8 фокусируется объ¬
ективом 9 на одну из поверхностей контролируемого блока линз 10.
Таким образом на контро¬
лируемой поверхности образу¬
ется изображение точечной
диафрагмы осветителя. После
отражения от контролируемой
поверхности световой пучок
попадает на объективы 9 и 5,
которые формируют вторич¬
ное изображение точечной
диафрагмы 3 в плоскости диа¬
фрагмы 6 фотоприемника 5
вне зависимости от величины
децентрирования контроли¬
руемой поверхности. Совмеще¬
ние изображения точечной
диафрагмы 3 с контролируе¬
мой поверхностью осуществ¬
ляется перемещение^ фоку¬
сирующего объектива 9 вдоль
оптической оси. Канал фоку¬
сировки электронного блока
позволяет контролировать это
совмещение. В качестве фото-
приемника 5 используют пози¬
ционно чувствительный четы¬
рехсекционный фотодиод. Фо¬
топриемник расположен за
диафрагмой 6 так, что если
контролируемая поверхность
идеально отцентрирована, то площадь светового пятна на четырех
квадрантах фотодиода одинакова. Если контролируемая поверх¬
ность децентрирована, то световое пятно сместится относительно
точки пересечения координатных осей и при вращении шпинделя
оптико-механического блока будет одисывать окружность по пло¬
щадке фотодиода. Радиус этой окружности пропорционален вели¬
чине децентрирования контролируемой поверхности относительно
оси вращения.
Электрические сигналы, снимаемые с чувствительных площа¬
док фотоприемника, усиливаются (<), а затем (рис. 183) попарно
алгебраически суммируются (2). Полученные таким образом раз¬
Рис. 182. Оптическая схема прибора
для контроля центрирования линз и
линзовых блокъв
14—15П
209
ностные сигналы после соответствующего усиления подаются на
оконечные усилители-ограничители УО, выход которых соединен с
отклоняющими пластинами электронно-лучевой трубки. Для
уменьшения дрейфа нуля усилители построены по принципу: мо¬
дулятор М — усилитель переменного тока — фазочувствительный
детектор Ф. Если контролируемая поверхность отцентрирована,
то площади светового пятна на четырех квадрантах фотодиода
одинаковы, и после алгебраического суммирования разностные
сигналы равны нулю. В этом случае при вращении шпинделя оп-
тико-механического блока световое пятно на экране электронно¬
лучевой трубки будет неподвижным. При децентрировании кон¬
тролируемой поверхности смещение' светового пятна относительно
точки пересечения координатных осей фотоприемника вызовет по¬
явление сигналов после алгебраического суммирования. Эти сиг¬
налы после усиления поступают на отклоняющие пластины элек-
тронно-лучевой трубки и вызывают смещение световой точки на
ее экране.
При вращении шпинделя оптико-механического блока световая
точка будет описывать окружность на экране электронно-лучевой
трубки. С экраном электронно-лучевой трубки совмещена коорди¬
натная сетка, которая позволяет оценить диаметр описываемой
окружности. Величина этого диаметра позволяет судить об ошибке
центрирования контролируемой поверхности.
Для контроля фокусировки электрические сигналы, снимаемые
с четырех квадрантов фотоприемника, суммируются, усиливаются
и подаются на стрелочный прибор. Усилитель канала фокусиров¬
ки также построен по принципу: модулятор — усилитель перемен¬
ного тока — детектор.
Так как при совмещении изображения точечной диафрагмы 3
(см. рис. 182) с контролируемой поверхностью вторичное изобра¬
жение точечной диафрагмы 3 будет совпадать с диафрагмой 6
фотоприемника, то в этом случае интенсивность светового пятна
на фотодиоде будет максимальной, и поэтому контроль фокуси¬
210
Рис. 183. Блок-схема прибора для контроля центрирования
ровки осуществляется по наибольшему отклонению стрелки пока¬
зывающего прибора. Для фокусирования пучка лучей на различ¬
ные поверхности контролируемого блока линз объектив 9 может
перемещаться в подвижной оправе.
При контроле децентрирования оптических поверхностей лин¬
зового блока с помощью такого фотоэлектрического прибора не¬
обходимо перемещать передний комплект объектива прибора, фо¬
кусируясь последовательно на
различные поверхности объекти¬
ва, и измерять биения центров
кривизны поверхностей при вра¬
щении блока.
Прибор для контроля рабоче¬
го отрезка. Контроль рабочего
расстояния объектива основан
на принципе автоматической фо¬
кусировки объектива в плоскость
максимального контраста изоб¬
ражения тест-объекта. Прибор
обеспечивает автоматическую
фокусировку объектива по мак¬
симальному контрасту, фиксацию
результата измерения рабочего
расстояния испытуемого объек¬
тива.
Установку объектива на изме¬
рительную позицию и снятие его
выполняют вручную. Настройку
прибора производят по образцу
сравнения.
Параллельный пучок лучей
(рис. 184), выходящий из объек¬
тива 3, в фокальной плоскости которого расположен тест-объект 7
(узкая щель), проектируется на контролируемый объектив 2*
Тест-объект освещается источником света 6 через конденсор 5,
Контролируемый объектив фокусирует изображение тест-объекта
в фокальную плоскость, в которой расположено плоское зеркало 1.
Отраженный от плоского зеркала пучок лучей вторично проходит
контролируемый объектив 2, объектив 3, коллиматора, куб-приз-,
му 4 и собирается в фокальной плоскости объектива, с которой
совпадает предметная плоскость микрообъектива 8. Микрообъек¬
тив проектирует изображение тест-объекта в плоскости модулято¬
ра 9, вращающегося с постоянной скоростью. Отразившись от зер¬
кала 10, пучок лучей фокусируется линзой 11 в плоскость фото-^
приемника 12.
Модулятор представляет собой бесконечную растровую решет-
ку, т. е. вращающийся с постоянной скоростью диск с нанесенными1
на нем дорожками решеток. Одна из решеток реализует одну из
пространственных частот частотно-контрастной характеристики,.
Рис. 184. Оптическая схема
14*
вторая решетка — другую, третья решетка — пространственную
частоту, близкую к нулю.
Изображение тест-объекта 7 (щели) одновременно перекрыва¬
ет все дорожки растра так, что расположенный за ним фотопри¬
емник воспринимает прошедший через решетки световой поток,
промодулированный тремя необходимыми частотами. Соответст*.
венно этим трем пространственным частотам светового потока,
попадающего на фотоприемник, с него снимается электрический
сигнал, имеющий в своем составе первые гармоники трех времен¬
ных частот. Изображение щели сканирует по глубине относитель¬
но плоскости растровой решетки. При сканировании изобра¬
жения щели в положении перед растром и после него
величина сигнала, принимаемого фотоприемником, будет из¬
меняться. Сканирование изображения щеЛи происходит за счет
смещения микрообъектива вдоль оптической оси. В процессе по¬
иска плоскости максимального контраста микрообъектив совер¬
шает колебательные движения вдоль оптической оси, и в соответ¬
ствии с этим электрический сигнал, снимаемый с фотоприемника,
оказывается промодулированным по амплитуде с частотой коле¬
баний микрообъектива.
Электрическая блок-схема прибора состоит (рис. 185) из узла
фотоприемника, электронно-усилительного блока и блока питания.
Сигнал с ФЭУ проходит через широкополосный усилитель ШУ и
подается на три избирательных усилителя ИУи #У2, ИУз, резо¬
нансные частоты которых соответствуют трем выбранным прост¬
ранственным частотам. Все три усилителя имеют регулировки ко¬
эффициента усиления. Далее, пройдя через детекторы Д и фильт¬
ры, огибающие несущих частот суммируются (2) и поступают на
избирательный усилитель ЯУ4, настроенный на частоту вибрации
микрообъектива. С избирательного усилителя сигнал поступает
на фазовый детектор ФД, который управляется напряжением, вы¬
рабатываемым камертонным генератором КГ. На выходе фазово¬
го детектора появляется постоянное напряжение, величина и по¬
лярность которого зависит от величины и знака расфокусировки.
В модуляторе М это напряжение преобразуется в переменное с ча¬
стотой 50 Гц и соответствующими амплитудой и фазой. После уси¬
ления в усилителе мощности УМ напряжение поступает нд управ¬
ляющую обмотку двигателя автоматической фокусировки. Для
улучшения согласования усилитель мощности охвачен отрицатель¬
Рис. 185. Электрическая блок-схема
212
ной обратной связью ОС. Двигатель Д через редуктор перемещает
зеркало вдоль оптической оси до плоскости максимального конт¬
раста.
Следящий привод перемещения зеркала (рис. 186) состоит из
регулируемого двигателя У, редуктора 2, 3, 4, 5 червячной переда¬
чи и кулачкового механизму 6, 7. Модулятор 9 вращается от дви¬
гателя 10 с постоянной скоростью.
Кулачковый механизм перемещает каретку с зеркалом 8 и од¬
новременно наконечник датчика линейных перемещений, сигнал
с которого пропорционален величине перемещения.
На цифровом табло блока индикатора 1 (рис. 187) высвечива¬
ется число, соответствующее истинному значению рабочего рассто¬
яния контролируемого объектива 2.
Установка для контроля качества изображения объективов.
Контроль качества изображения объективов основан на измере¬
нии функции перёдачи модуляции. Функция передачи модуляции —
это зависимость коэффициента передачи модуляции (КПМ), оп¬
ределяемого как отношение амплитуд модуляции в изображении и
объекте, от пространственной частоты.
Качество ‘изображения контролируемого объектива характери¬
зуется значениями КПМ для двух пространственных частот. В це¬
лях нормирования сигнала предусмотрена еще одна пространст¬
венная частота, выбранная весьма малой, так как для частот, близ¬
ких к нулю,. КПМ не зависит от качества изображения объектива.
213
Рис. 186« Кинематическая схема
Рис. 187. Прибор для контроля рабоче¬
го отрезка
Установка полуавтоматическая и обеспечивает автоматический
контроль КПМ на двух значениях пространственной частоты в
центре и на зоне поля зрения в меридиональном (мер.) и сагит¬
тальном (саг.) сечениях, автоматическое вращение объектива во¬
круг оптической оси при измерении, автоматическую фокусировку
объектива по максимуму контраста, фиксацию результата измере¬
ния на световом табло 1 (рис. 188) в виде «Брак центр», «Брак
мер.», «Брак саг.».
Рис. 188. Общий вид прибора для контро¬
ля качества изображения
Установку объектива 2 на изме¬
рительную позицию и снятие его
производят вручную. В установке
предусмотрены два режима контро¬
ля: авоматический — для проверки
объективов, ручной — для настрой¬
ки, аттестации и проверки уста¬
новки.
В автоматическом режиме предусмотрены трич программы: по
полному циклу работы с контролем в центре и на поле зрения в
сагиттальном и меридиональном сечениях, по неполным циклам,
при этом контроль на поле зрения производят только в сагитталь¬
ном или только в меридиональном сечениях'.
Установку настраивают, проверяют и аттестовываю? по объек¬
тиву, принятому за образец сравнения. Параллельный пучок лу¬
Рис. 189. Оптическая схема
бора
при-
214
чей, выходящий из объектива 1 (рис. 189), в фокальной плоскости
которого расположен тест-объект 2 (регулируемая узкая щель),
проходит контролируемый объектив 7. Тест-объект освещается ис¬
точником света 5 с отражателем 6 через конденсор 4 и матовое
стекло 3. Контролируемый обектив в своей фокальной плоскости
формирует изображение тест-объекта (щели), которое микрообъ¬
ективом 8 проецируется с увеличением на решетку-модулятор 9.
После модулятора установлено поворотное зеркало 10, которое на¬
правляет расходящийся пучок лучей на фотоприемник 11 через
фокусирующую линзу 12 или в блок наблюдения — визирный мик¬
роскоп, состоящий из микрообъектива 13 и окуляра 14 и предназ¬
наченный для юстировки установки и визуального наблюдения
взаимного положения изображения щели и решеток модулятора.
Модулятор представляет собой бесконечную растровую решетку,
т. е. вращающийся с постоянной угловой скоростью стеклянный
диск с нанесенными на нем дорожками решеток. Две решетки ре¬
ализуют две пространственные частоты, на которых определяется
коэффициент передачи модуляции контролируемого объектива.
Третья решетка реализует пространственную частоту, близкую к
нулю, для нормирования сигнала. Изображение тест-объекта (ще¬
ли) на модуляторе одновременно перекрывает все дорожки так,
что расположенный за модулятором фотопрйемник ФЭУ (рис. 190)
воспринимает весь световой поток, промодулированный тремя ча¬
стотами. Соответственно этим частотам с фотоприемника снима¬
ется электрический сигнал, также промодулированный и имеющий
в своем составе первые гармоники трех временных частот. Сигнал
Рис. 190. Электрическая блок-схема прибора
215
усиливается в усилителе 1 и попадает в три избирательных кана¬
ла 2, каждый из которых настроен на одну из трех электрических
частот, соответствующих трем выбранным пространственным ча¬
стотам.
В установке предусмотрена система автоматической фокуси¬
ровки объектива, основанная на принципе сканирования изобра¬
жения тест-объекта по глубине относительно плоскости растровой
решетки. При сканировании изображения щели в положении перед
растром и после него величина сигнала, принимаемого фотоприем¬
ником, будет изменяться. По сигналу определяют место нахожде¬
ния фотообъектива относительно плоскости максимального конт¬
раста.
Сканирование изображения щели обеспечивается смещением
микрообъектива вдоль оптической оси за счет колебаний камер¬
тонного генератора, в котором установлен микрообъектив. В про¬
цессе поиска плоскости максимального контраста микрообъектив
совершает колебательные движения вдоль оптической оси, и в
соответствии с этим электрический сигнал, снимаемый с фотопри¬
емника, оказывается промодулированным по амплитуде с часто¬
той колебаний микрообъектива. Сигнал усиливается и поступает
в три избирательных канала, каждый из которых настроен на од¬
ну из трех электрических частот, соответствующих выбранным
пространственным частотам. После прохождения блоков детекти¬
рования 3, суммирования 4 и усиления 5 сигнал, который пред¬
ставляет собой огибающую двух пространственных и нормирую¬
щей частот и содержит информацию о месте нахождения плоско¬
сти максимального контраста относительно фокальной плоскости
контролируемого объектива, поступает на фазовый демодулятора,
на который одновременно подается опорное напряжение с камер¬
тонного генератора 7. Фазовый демодулятор выдает сигнал в виде
постоянного напряжения, величина и полярность которого зави¬
сит от величины и фазы напряжения на входе. Проходя через
модулятор 8 и усилитель 9,. сигнал поступает на двигатель М2 ав¬
томатической фокусировки, который через редуктор перемещает
контролируемый объектив вдоль оптической оси.
Конструктивно оптические элементы 1—6 (см. рис. 189) ском¬
понованы в один узел — коллиматор, элементы 8—14 — в анализа¬
тор. Коллиматор может поворачиваться на определенный угол по¬
ля зрения при контроле качества изображения на требуемой для
данного типа фотообъектива зоне поля. Одновременно может сме¬
щаться анализатор изображения относительно своего первоначаль¬
ного положения на величину, соответствующую контролируемой
зоне поля. Это необходимо для получения изображения щели в
одном и том же месте на диске модулятора как при контроле в
центре, так и на поле.
Питание установки осуществляется через стабилизатор 10,
блок питания 11. Уровни срабатывания «Годен — брак» устанав¬
ливаются блоком логики 12. Управление установки осуществля¬
ется блоком реле 13 (рис. 190).
216
Модулятор 1 (рис. 191) вращается от синхронного двигателя 2
со скоростью 3000 об/мин. Контролируемый объектив 11 базиру¬
ется на измерительной позиции с помощью оправки, закрепленной
на подшипниках качения. Фокусировка испытуемого объектива
осуществляется от двигателя 4 через двухступенчатый редуктор,
эксцентрик 5, ролик 6, закрепленный на оси каретки, перемещаю¬
щейся возвратно-поступательно по шариковым направляющим.
Вместе с кареткой перемещается и испытуемый объектив, который
вращается от двигателя 7. Для измерения качества изображения
испытуемого объектива на зоне поля зрения включается двига¬
тель 8, который поворачивает через червячную передачу 9 кол-
217
Рис. 191. Кинематическая схема прибора
лиматор 10. Одновременно через тросовую передачу 3 перемеща¬
ется на каретке анализатор изображения 12.
Измерение качества изображения объектива на зоне поля зре¬
ния производят в меридиональном и сагиттальном сечениях. Для
измерения в меридиональном сечении включают двигатель меха¬
низма поворота 15, который через две тросовые передачи 13 и 14
разворачивает коллиматор и модулятор в меридиональное положе¬
ние. Остановка двигателей происходит от микропереключателей.
Результаты измерений фиксируются на световом табло. После
измерения качества изображения испытуемого объектива -на поле
зрения отключается двигатель 7 и все узлы установки возвраща¬
ются в исходное положение, т. е. в положение «Контроль по цент¬
ру». Для этого двигатели 8 и 15 механического перемещения при¬
вода коллиматора включаются на реверс, а их остановка осуще¬
ствляется от микропереключателей. После окончания цикла кон¬
троля испытуемый объектив снимается с измерительной позиции
вручную. Принципиальная схема установки для контроля частот¬
но-контрастной характеристики (ЧКХ) в центре поля зрения ана¬
логична описанной выше.
Рис. 192. Кинематическая схема
механизма закрывания прыгающей
диафрагмы
Рис. 193. График процесса закры¬
вания прыгающей диафрагмы:
а — начало фазы закрывания диафраг¬
мы, б — диафрагма закрыта, т. е. зна¬
чение площади действующего отверс¬
тия вошло в поле допуска; tx х — вре¬
мя холостого хода штока,. ta — вре¬
мя процесса закрывания диафрагмы,
*доп — нормированное предельно до¬
пустимое время закрывания диафраг¬
мы, п — установленное значение диаф¬
рагмы
Измерение параметров объективов с прыгающей диафрагмой.
В зеркальных фотоаппаратах высокого класса применяют свето¬
сильные объективы, оснащенные механизмом прыгающей диаф¬
рагмы. Перед съемкой оператор устанавливает необходимое зна¬
чение диафрагмы, а механизм прыгающей диафрагмы во время
нажатия на спусковую кнопку фотоаппарата автоматически за¬
крывает диафрагму до заданного значения. Это требует согласова¬
ния во времени процесса закрывания прыгающей диафрагмы с ра¬
ботой затвора.
На рис. 192 изображена кинематическая схема механизма за¬
крывания прыгающей диафрагмы, поясняющая принцип его рабо¬
ты в измерителе параметров прыгающей диафрагмы. При нажа¬
218
тии на приборе ручки «Пуск» (соответствует нажатию спусковой
кнопки фотоаппарата) рычаг 1 ударяет шток 2, параметры движе¬
ния которого нормированы по скорости и усилию. По истечении
времени холостого хода шток 2 приводит в движение толкатель 3
и начинается процесс закрывания прыгающей диафрагмы объек¬
тива 4.
Под временем закрывания прыгающей диафрагмы объектива
(рис. 193) понимают время, отсчитываемое от окончания холосто¬
го хода штока до момента, когда диаметр диафрагмы объектива
будет соответствовать требуемому значению (с учетом допустимых
отклонений). На приборе можно измерять как время закрывания
диафрагмы, так и площадь отверстия диафрагмы. Время закрыва¬
ния диафрагмы измеряется в миллисекундах с индикацией в циф¬
ровой форме, при этом одновременно дается световая индикация
факта закрывания диафрагмы до заданного значения. Площадь от¬
верстия диафрагмы измеряется в процентах отклонения действи¬
тельного значения от номинального с индикацией в цифровой фор¬
ме. Указанные параметры могут быть измерены как в механиче¬
ском блоке объективов без оптики, так и в объективах с установ¬
ленной оптикой.
Рис. 194. Структурная схема прибора в режиме конт¬
роля времени закрывания диафрагмы
Структурная схема, поясняющая работу прибора в режиме
контроля времени закрывания диафрагмы, приведена на рис. 194.
Механизм толкания диафрагмы приводит в движение рычаг, воз¬
действующий на шток диафрагмы фотообъектива. При включении
прибора происходит установка триггера управления 1 в «О» и
сброс цифрового счетчика 3. Во время касания рычагом штока ди¬
афрагмы схема формирования 2 вырабатывает сигнал «Старт».
Этот сигнал перебрасывает триггер управления в положение «1».
Сигнал с триггера управления 1 запускает счетчик 3, на который
поступают импульсы кварцевого генератора 4.
219
Световой поток от осветителя проходит через контролируемый
объектив и освещает фотоприемник 5. Сигнал с выхода фотопри¬
емника 5 поступает на усилитель постоянного тока 6. Далее сиг¬
нал поступает на измерительные схемы 7, S, 9, управляющие вы¬
водом информации со счетчика 3 на регистр памяти 10 и блок ин¬
дикации 11. Возврат схемы в исходное состояние происходит через
100 мс подачи импульса со счетчика 3. Для одновременного осцил-
лографического наблюдения зоны допуска и из_меряемого сигнала
служит электронный коммутатор 12.
В режиме измерения площадей отверстий диафрагмы исполь¬
зуется следующий принцип. Световой поток, проходящий через
диафрагму, прямо пропорционален площади диафрагмы. Преоб¬
разуя этот световой поток с помощью фотоэлектрического преоб¬
разователя в электрический сигнал и измеряя уровень этого сигна¬
ла, можно определить площадь отверстия диафрагмы. В приборе
сравнивается световой поток, пропорциональный площади реаль¬
ной диафрагмы, со световым потоком, пропорциональным номи¬
нальной площади диафрагмы. Причем при совпадении площадей
на цифровом табло прибора индицируется 100%, а при несовпаде¬
нии — прибор выдает действительное значение площади реальной
диафрагмы в процентах по отношению к номинальному. Структур¬
ная схема, поясняющая работу прибора в этом режиме, приведе¬
на на рис. 195. Световой поток осветителя проходит через измеря¬
емую диафрагму и с помощью фотопреобразователя 1 преобразует¬
ся в электрический сигнал. Управляемый усилитель постоянного
тока 2 приводит сигнал к единой величине при номинальных стан¬
дартных значениях измеряемых диафрагм. Далее сйгнал подается
на преобразователь 3, с выхода которого поступает на регистр
памяти 4 и отображается в блоке индикации 5. Управление про¬
цессом преобразования и измерения рсуществляется блоком уп¬
равления 6.
Прибор измерения светорассеяния
объектива. Прибор предназначен для из¬
мерения фотоэлектрическим способом
коэффициента светорассеяния и распре¬
деления освещенности по полю изобра¬
жения. Прибор применяют при перио¬
дических испытаниях объективов. Рабо¬
та прибора основана на измерении осве¬
щенности изображения в фокальной
плоскости проверяемых объективов.
Коэффициент светорассеяния фото¬
графического объектива определяется как отношение освещенно¬
сти Е{ изображения черного тела, расположенного на равномерно
ярком фоне, к освещенности Е2 изображения фона: К—Е^Ег.
Прибор состоит из трех основных частей: фотометрического
шара с фотоэлементом, микроамперметра, блока питания. Основ-
цые узлы фотометрического, шара представлены на рис. 196.
Шар /,• собранный из двух полусфер, внутри окрашен диффузно
Рис. 195. Структурная схе¬
ма прибора в режиме изме¬
рения площадей отверстий
диафрагмы
220
отражающей белой краской (сернокислый барий) для получения
равномерно яркого фона. На одной из полусфер закреплены шесть
осветителей 9, подключенных к источнику питания 5, кронштейн 7
для корпуса 8 с фотоэлементом и держателем проверяемого объ¬
ектива. На другой полусфере укреплена светоловушка 2 диамет¬
ром 140 мм, внутренняя поверхность которой окрашена черной ма¬
товой краской, для имитации абсолютно черного тела. Между
полусферой и светоловушкой помещена пластина 3 с диафрагмой
140 мм и белым сегментом того же диаметра, поверхность которо¬
го окрашена сернокислым барием. ДЛя измерения освещенности
изображения фона устанавливают сегмент, а при измерениях ос¬
вещенности изображения абсолютно черного тела — диафрагму.
Яркость внутренней поверхности шара .можно регулировать пере¬
мещением ламп с патроном во втулке вдоль оси патрона освети¬
теля.
Для преобразования световой энергии в электрическую исполь'
зован селеновый фотоэлемент, перед светочувствительной поверх¬
ностью которого на расстоянии 1 мм от нее закреплены две смен¬
ные диафрагмы. Установленная внутри корпуса 8 заслонка предо¬
храняет фотоэлемент от засветки.
Фотоэлемент с диафрагмами установлен таким образом, что
расстояние от опорной плоскости держателя проверяемого объек¬
тива до плоскости диафрагмы равно рабочему расстоянию объек¬
тива.
Поворот держателя объектива на 180° вместе с перемещением
каретки перпендикулярно оси прибора обеспечиваёт измерение ос¬
вещенности в различных точках поля изображения проверяемого
объектива в пределах ±25 мм линейного поля зрения.
Для регистрации фототока служит микроамперметр 4 или циф¬
ровой измерительйый прибор 6.
221
Рис. 196. Прибор измерения светорассеяния
Перечень приборов, описание которых изложено в данном па¬
раграфе, не определяет всю номенклатуру необходимого оборудо¬
вания для производства фотообъективов, однако эти приборы яв¬
ляются типовыми, необходимыми при производстве любого типа
«фотообъективов.
Контрольные вопросы
1. Перечислите основные требования, предъявляемые к сборке объективов
я окуляров.
2. В чем сущность построения технологического процесса сборки объекти¬
вов?
3. Расскажите об особенностях построения технологического процесса сбор¬
ки объективов насыпной конструкции.
4. Расскажите об особенностях сборки объективов микроскопов.
5. Назовите характерные особенности сборки окуляров.
6. В чем сущность работы прибора контроля рабочего расстояния объек¬
тивов?
7. Расскажите о работе прибора контроля качества изображения объекти-
sBOB измерением функции передачи модуляции..
8. В чем сущность работы фотоэлектрического прибора контроля центри¬
рования?
Раздел четвертый
СБОРКА ОПТИКО-МЕХАНИЧЕСКИХ
ПРИБОРОВ
Глава XVII. СБОРКА КОЛЛИМАТОРОВ И ТЕЛЕСКОПИЧЕСКИХ
ПРИБОРОВ
§ 1. Центрирование оптико-механических приборов
Общие сведения. Операция центрирования является одной из
важнейших операций при сборке оптико-механических цриборов.
Ошибки центрирования приводят к резкому ухудшению качества
изображения прибора и, следовательно, к ухудшению точностных
характеристик прибора.
Технологической операции центрирования уделяется очень боль¬
шое внимание на различных стадиях изготовления приборов.
Центрируют линзы при их изготовлении и линзовые блоки при
склейке в оптическом цехе, центрируют оптико-механические узлы,
например при завальцовке линз в оправы в сборочном цехе,
центрируют приборы в процессе окончательной сборки, например
при установке узлов объектива, сетки, тест-объекта в корпус при¬
бора. Центрирование оптико-механических узлов было рассмотре¬
но в гл. XV, § 2.
В данном параграфе будут рассмотрены вопросы центрирова¬
ния оптико-механических приборов, т. е. центрирование на стадии
окончательной сборки, когда предварительно отцентрированные
оптико-механические узлы поданы на участок окончательной
сборки.
По назначению оптико-механические приборы могут быть ис¬
пользованы, в частности, как зрительные и как визирные. Зритель¬
ные приборы предназначены для наблюдения предмета, который
не виден или виден с недостаточной подробностью невооруженным
глазом.
Визирные приборы предназначены для фиксирования опреде¬
ленного направления в пространстве. Следовательно, в этом слу¬
чае визирная ось прибора должца находиться в строго заданном
положении по отношению к прибору в целом и, в частности, долж¬
на совпадать с геометрической осью корпуса прибора. Визирные
приборы снабжаются сетками или перекрестиями.
Под визирной осью понимают прямую, проходящую через
центр сетки (перекрестия) и через узловые точки объектива.
Ориентация визирной оси прибора относительно его конструктив¬
ных элементов, посадочных поверхностей оговариваются в частных
технических условиях (ЧТУ), в которых указывают допуски и со¬
ответствующие требования. Например, визирная труба теодолита
223
может быть съемной и взаимозаменяемой. Чтобы выдержать это
требование, необходимо обеспечить постоянство воспроизведения
положения визирной оси прибора с помощью специальных конст¬
руктивных средств.
Положение визирной оси зависит от точности центрирования
оптической системы прибора. Ошибки положения визирной оси
прибора относительно его конструктивных элементов устраняют,
например, смещением объектива или сетки в направлении, перпен¬
дикулярном оптической оси прибора, т. е. центрированием.
Рис. 197. Причины, влияющие на положение визирной оси
Конструкцией прибора может быть предусмотрена возмож¬
ность поперечного смещения, например, за счет закрепления объ¬
ектива в эксцентриковой оправе; смещение сетки с помощью четы¬
рех котировочных винтов или двух винтов и пружины, обеспечива¬
ющей постоянное силовое замыкание при регулировке. Кроме сме¬
щений объектива и сетки на положение визирной оси влияют ошиб¬
ки изготовления оптических деталей и ошибки их положения отно¬
сительно оптической оси прибора.
Например, если (рис. 197, а) перед объективом 2 измеритель¬
ного прибора расположено защитное стекло 1, которое изготовле¬
но не плоскопараллельным, а клиновидным, то изображение Л'*
визируемого предмета А сместится относительно центра перекре¬
стия сетки 3 на величину A = f'06(^—1)а, где а —угол клина за¬
щитного стекла, f'0б — фокусное расстояние объектива, п — пока¬
затель преломления защитного стекла.
224
При вращении защитной пластинки точка А' будет описывать
окружность. Это свойство клина широко используют как один из
способов юстировки положения визирной оси, например в дально¬
мерах, бинокулярных приборах и т. д.
Клиновидность призмы 4 (рис. 197,6), расположенной перед
объективом 5, вызывает смещение пучка лучей аналогично преды¬
дущему, а именно смещение изображения А' на величину А в пло¬
скости сеткц 6.
Поворот зеркала 9 на угол а (рис. 197, tf) вызывает смещение
сформированного объективом 7 изображения А' на величину Д=
= /tg2a в плоскости сетки, 8 и наклон визирной оси на угол ф=.
= arctg А/Гоб.
Смещение зеркала на величину б (рис. 197, г) вызывает сме¬
щение изображения Л', сформированного объективом 10, в плоско¬
сти сетки 11 на величину А и наклон визирной оси прибора на
угол <p = arctg Д//'об.
Одновременно это приводит к появлению параллакса.
Если перед объективом 14 прибора (рис. 197, д) расположена
прямоугольная призма 12, имеющая две отражающие грани а и Ь,
и призма сдвинута на величину б в направлении, перпендикуляр¬
ном оптической оси объектива, то изображение А' сместится в
плоскости сетки 13 на величину 26, а визирная ось наклонится на
угол <р = 2б///об. Аналогичные погрешности вызываются неправиль¬
ной установкой оптической системы, состоящей из двух зеркал.
Однако следует отметить, что при наличии в оптической системе
двух зеркал или призм ошибка положения визирной оси, вызыва¬
емая неправильной установкой одного зеркала или призмы, может
быть скомпенсировала соответствующим перемещением второго
зеркала.
Наклон плоскопараллельной пластинки 16 (рис. 197, е), распо¬
ложенной между объективом 15 и сеткой 17, на угол р вызывает
смещение изображения А' в плоскости сетки на величину Д =
=[d(n—l)/ft]tgp, где d — толщина плоскопараллельной пластин¬
ки; п — показатель преломления пластинки.
Если в оптическую схему прибора (рис. 197, ж) входит линзо¬
вая оборачивающая система 19, то ее смещение на величину б в
направлении, перпендикулярном оптической оси объектива 18,
также приводит к смещению изображения А' в плоскости сетки 20.
Юстировку положения визирной оси, т. е. центрировку прибо¬
ров выполняют в основном двумя способами: по коллиматору и
по искусственной звезде.
Вспомогательные коллиматоры, используемые как образец
сравнения, должны быть предварительно точно отцентрированы.
Вспомогательные коллиматоры конструктивно снабжены специ¬
альными базовыми поверхностями, необходимыми для их установ¬
ки и ориентации. При юстировке очевидно, что оптические оси кол-*
лиматора и юстируемого прибора должны быть параллельны.
Коллиматор 3 (рис. 198) предварительно устанавливают по
уровню 2 с помощью регулируемых винтов 6. Предположим, что
15-15.11
225
собираемая зрительная труба 4 децентрирована. Центр перекре¬
стия сетки 5 зрительной трубы смещен относительно оптической
оси трубы. Тогда изображение С перекрестия 1 коллиматора 3
сместится относительно центра С' перекрестия сетки 5 юстируе¬
мой зрительной трубы 4. Смещением сетки 5 в вертикальной пло¬
скости добиваются совпадения центра сетки с изображением цент¬
ра перекрестия коллиматора.
Рис. 198. Юстировка с помощью коллиматора
Центрирование по искусственной звезде. Центрирование по
искусственной звезде производят следующим образом (рис. 199).
В фокальной плоскости объектива 4 коллиматора К устанавли¬
вают точечную диафрагму 3. Диафрагму освещают источником
света 1 с помощью конденсора 2. Юстируемую зрительную трубу Т
устанавливают перед коллиматором и выверяют таким образом,
чтобы ее ось была параллельна оптической оси коллиматора.
Рис. 199. Центрирование по искусственной звезде
Это можно сделать с помощью уровней. Рассматривают изобра¬
жение точечной диафрагмы коллиматора в окуляр юстируемой
зрительной трубы. При хорошем центрировании зрительной трубы
изображение точечного источника должно выглядеть как яркое и
равномерно освещенное ядро, а дифракционные кольца должны
быть концентричными и иметь правильную форму. При больших
разворотах трубы изображение точечного источника должно из¬
меняться весьма незначительно, т. е. ядро должно увеличиваться,
а дифракционные кольца практически не изменяться. Конечно,
количественная оценка децентрирования здесь невозможна.
Следует -отметить, что на практике довольно часто необходимо,
чтобы в коллиматорах, автоколлиматорах и в других приборах
визирная ось совпадала с геометрической осью корпуса или долж¬
на быть перпендикулярна опорному торцу фланца трубы. Центри¬
226
рование прибора в этом случае можно осуществить следующим
образом.
Юстируемый прибор 3 (например, коллиматор) устанавливают
на призмы 1 (рис. 200). Центрирование производят с помощью
зрительной трубы 4, установленной на стойке и имеющей три ре¬
гулировочных винта 5. Вращая винты 5, добиваются совпадения
изображения тест-объекта коллиматора с центром прекрестия сет¬
ки зрительной трубы 4, т. е. оптическая ось коллиматора 3 в этом
случае параллельна оси трубы 4.
Рис. 200. Центрирование с цомощью зрительной трубы
Поворачивают коллиматор относительно оси 00 на 180°. В том
случае, если оптическая ось коллиматора параллельна геометри¬
ческой оси корпуса или совпадает с ней, то положение изображе¬
ния тест-объекта 2 коллиматора 3 относительно перекрестия
сетки зрительной трубы 4 не изменится. Если имеется децентри¬
рование, то изображение тест-объекта коллиматора сместится от¬
носительно центра сетки зри'^ельной трубы на определенную вели¬
чину.
Смещение изображения тест-объекта коллиматора относитель¬
но сетки зрительной трубы устраняют методом половинных попра¬
вок: одну половину смещения — наклоном трубы, вращая винты 5,
другую половину смещения — подвижкой тест-объекта коллимато¬
ра в вертикальной плоскости (перпендикулярно оптической оси
коллиматора), вращая винты. Поворачивают коллиматор на 180°
вокруг оси 00 и снова анализируют положение изображения тест-
объекта коллиматора в поле зрения зрительной трубы 4. После¬
довательность указанных операций повторяют многократно. В ко¬
нечном итоге добиваются такого состояния, при котором наблюда¬
ется совпадение изображения тест-объекта коллиматора с цент¬
ром перекрестия зрительной трубы при любом положении
коллиматора.
Центрирование коллиматоров часто производят с помощью спе¬
циальной центрировочной зрительной трубы. Центрировочная зри¬
тельная труба имеет фланец с тремя регулировочными винтами.
Сущность центрирования коллиматора заключается в следующем.
Центрировочную зрительную трубу устанавливают на объектив кол¬
лиматора и, вращая регулировочные винты на фланце, добиваются
параллельности оптической оси коллиматора и оптической оси
15*
227
зрительной трубы. В этом случае изображение тест-объекта кол¬
лиматора будет совпадать с центром перекрестия^ сетки зритель¬
ной трубы. Затем передвигают зрительную трубу по объективу
коллиматора в диаметрально противоположное положение. При
наличии децентрирования изображение сетки коллиматора сме¬
стится относительно центра перекрестия сетки зрительной трубы.
Исправление децентрирования, как и в предыдущем случае, вы¬
полняют методом половинных поправок. Половину смещения уст¬
раняют, с помощью наклона трубы, другую половину — смещением
сетки коллиматора. Добившись, чтобы смещение изображения
тест-объекта коллиматора относительно сетки трубы стало равным
нулю, снова перемещают трубу в первоначальное положение. Вто¬
рично устраняют децентрирование прежними приемами. Эти опе¬
рации повторяют до тех пор, пока при любом положении трубы
изображение тест-объекта коллиматора относительно центра пе¬
рекрестия зрительной трубы не будет смещаться.
§ 2. Сборка коллиматоров
Технологический процесс сборки коллиматоров разрабатыва¬
ют в каждом конкретном случае в зависимости от типа коллиматора
(см. гл. XIII, § 1), его назначения, особенности конструкции. Про¬
стой коллиматор состоит из следующих основных узлов: объекти¬
ва, тест-объекта и осветителя.
В процессе предварительной сборки и юстировки проводят
следующие основные операции:
1. Сборку узла объектива, т. е. установку объектива в корпус,
центрирование и проверку разрешающей способности.
2. Сборку узла тест-объекта, т. е. установку тест-объекта в
корпус, центрирование.
3. Сборку осветителя, т. е. установку источника света и линзы
(линз) конденсора в корпус осветителя.
Предварительно перед сборкой все детали (и механические и
оптические) промывают, чистят и сушат. Сборку объектива осуще¬
ствляют в последовательности, указанной в гл. XVI, § 6. Центри¬
рование выполняют способами, изложенными в гл. XV, § 2. Про¬
верку разрешающей способности проводят измерением качества
изображения точки или миры коллиматора (методика проверки
изложена в гл. XIV, § 5).
Сборка узла тест-объекта заключается в установке
тест-объекта в оправу и центрировании его, если он не представля¬
ет собой точечную диафрагму или перекрестие. Конструкцией уз¬
ла осветителя обычно предусматривается возможность смещения
тест-объекта с помощью регулировочных винтов.
Центрирование осуществляют на специальном' приспособлении,
снабженном микроскопом. Рассматривают в микроскоп биение
изображения центра перекрестия относительно сетки микроскопа
при вращении тест-объекта вместе с оправой. Биение устраняют
с помощью регулировочных винтов. После окончания юстировки
228
винты закрепляют и ставят на краску. Предварительно само при¬
способление должно быть отъюстировано таким образом, чтобы
ось вращения приспособления совпадала с оптической осью мик¬
роскопа. Отъюстированный узел тест-объекта подают на оконча¬
тельную сборку.
Сборка узла осветителя заключается в установке ис¬
точника света и линз конденсора и закреплении их в требуемом
положении. Конструкцией осветителя обычно предусматривается
возможность смещения источника света вдоль оптической оси кон¬
денсора. Это перемещение в конечном итоге необходимо для полу¬
чения изображения нити накаливания (тела накала) в заданной
плоскости относительно оптической оси и для обеспечения равно¬
мерной освещенности тест-объекта. Это особенно важно, когда
тест-объект представляет собой, например, узкую щель. В этом
случае конструкцией осветителя также предусматривается возмож¬
ность поперечных (относительно оптической оси) перемещений
источника света, так как необходимо получить равномерную осве¬
щенность щели. Часто в этом случае источник света имеет ленточ¬
ное тело накала, а линзы конденсора — цилиндрическую поверх¬
ность.
Собранные узлы поступают на участок окончательной сборки,
где выполняют основные операции сборки и юстировки коллима¬
торов. Контроль правильности установки тест-объекта в фокальной
плоскости объектива, юстировку коллиматора на бесконечность
осуществляют с помощью, например, зрительной трубы или диоп¬
трийной трубки. Зрительная труба или диоптрийная трубка долж¬
на быть предварительно отъюстирована, т. е. зрительная труба
выставлена на бесконечность (фокусы объектива и окуляра сов¬
падают, а сетка находится в фокальной плоскости окуляра), а
диоптрийная трубка выставлена на ноль диоптрий. Устанавлива¬
ют узел объектива и узел тест-объекта в корпус коллиматора. Под¬
свечивают тест-объект коллиматора лампой и рассматривают изо¬
бражение тест-объекта в зрительную трубу или диоптрийную трубку.
Добиваются получения резкого изображения тест-объекта в поле зре¬
ния зрительной трубы. Это можно осуществить в зависимости от
конструкции коллиматора подрезкой торца оправы объектива, под¬
резкой торца оправы сетки, продольным смещением узла тест-объ¬
екта в корпусе коллиматора с последующим закреплением его с по¬
мощью стопорных винтов.
Устанавливают узел осветителя в корпус коллиматора. Сме¬
щают узел осветителя в корпусе коллиматора в направлении вдоль
оптической оси и рассматривают изображение тест-объекта в зри¬
тельную трубу. Добиваются наиболее яркого и равномерного ос¬
вещения.
Далее проводят центрирование коллиматора и, если это огово¬
рено в ТУ, выверку непараллельности оптической оси коллиматора
относительно геометрической оси корпуса (трубы). Эти операции
проводят по методике, изложенной в § 1 данной главы. На этом
процесс сборки и юстировки заканчивается.
229
Кроме перечисленных основных операций проводят проверку
разрешающей способности коллиматора (до установки в корпус уз¬
ла осветителя). Эту операцию выполняют с помощью специально¬
го коллиматора с мирой, микроскопа и специальных приспособле¬
ний. Юстируемый коллиматор устанавливают в приспособление
перед объективом вспомогательного (образец сравнения) коллима¬
тора. Изображение миры, формируемое юстируемым коллимато¬
ром, рассматривают с помощью микроскопа со стороны осветителя,
анализируют и определяют разрешающую способность.
Существующие конструкции автоколлиматоров и зрительных
труб весьма разнообразны. Кроме серийно выпускаемых автокол¬
лиматоров и зрительных труб существуют многочисленные конст¬
рукции этих приборов, входящих в различного рода технологиче¬
ские устройства и стенды, предназначенные для сборки, юстиров¬
ки и контроля оптико-механических и оптико-электронных
приборов. Поэтому технологический процесс сборки таких оптиче¬
ских приборов имеет свои специфические особенности в зависимо¬
сти от их конструкции, программы выпуска и т. д.
Рассмотрим последовательность сборки визирной измеритель¬
ной трубы прибора ППС-7, предназначенного для проверки непа¬
раллельное™ и несоосности оси пиноли и оси шпинделя горизон¬
тально-расточного станка. Оптическая схема прибора ППС-7
(рис. 201) включает коллиматор и визирную трубу. Пучок лучей от
источника света 1 через матовое стекло 2 проектируется конден¬
сором 3 на тест-объект 4, расположенный в фокальной плоскости
объектива 5. Далее пучок проходит марку 6 и выходит параллель¬
ным пучком из коллиматора.
В состав визирной трубы входит плоскопараллельная пластин¬
ка 7, объектив 8, линза внутренней фокусировки 9i сетка 10, пен¬
тапризма 11, оборачивающая система 12 и окуляр 13.
§ 3. Сборка автоколлиматоров и зрительных труб
Рис. 201. Оптическая схема прибора ППС-7
230
В корпусе 7 визирной трубы (рис. 202) установлены объектив 8
в оправе 9, подвижная линза 4 внутренней фокусировки в опра¬
ве 5, сетка 2 в оправе 3, пентапризма 1 на специальном кронштей¬
не. Линза 4 в оправе 5 может перемещаться вдоль оптической оси
за счет вращения барабанчика. На барабанчике нанесена шкала
предварительной (грубой) установки расстояния между коллима¬
тором и визирной трубкой.
В корпусе 18 окулярной трубы установлены линзы 19 и 16 обо¬
рачивающей системы и окуляр 17 в сборе.
Отсчетный механизм состоит из плоскопараллельной пластин¬
ки 10 в оправе, вращающегося кулачка с кольцом 11, на котором
нанесена шкала для отсчета величины отклонения от несоосности.
Отсчеты снимают относительно индекса, нанесенного на корпусе
визирной трубы. Вращая кольцо 11, связанное с торцовым кулач¬
ком, наклоняют плоскопараллельную пластинку 10 на некоторый
угол и смещают линию визирования трубы. С помощью рычага,
связанного с кольцом 11, отсчетный механизм трубы можно .пово¬
рачивать на угол 90°. Корпус 7 визирной трубы укреплен на флан¬
це метрического конуса, которым труба вставляется в конусное
отверстие проверяемого станка. Правильная ориентация трубы в
отверстии станка осуществляется с помощью уровня.
Технологический процесс сборки визирной трубы подразделяют
на предварительную сборку и юстировку, окончательную сборку и
юстировку.
Предварительная сборка и юстировка включает
следующие основные операции:
231
Рис. 202. Конструкция визирной трубы прибора ППС-7
1. Сборку объектива 8 в оправе 9 и проверку его разрешаю¬
щей способности. Перед сборкой детали промывают, чистят и су¬
шат. Устанавливают линзы в оправу и закрепляют резьбовым
кольцом (см. гл. XVI, § 6). Проверку разрешающей способности
проводят путем анализа качества изображения точки и миры кол:
лиматора (методика проверки приведена в гл. XIV, § 5). Собран¬
ный объектив устанавливают перед коллиматором и рассматрива¬
ют изображение точки или миры с помощью микроскопа. Разре¬
шающая способность объективов должна быть не более 4".
2. Сборку узла пентапризмы. Детали промывают, чистят, су¬
шат. Пентапризму устанавливают на кронштейн и закрепляют
планками на неметаллических прокладках с помощью винтов.
Чистят грани призмы и проверяют натяжение пентапризмы в
кронштейне. Проверку натяжения осуществляют измерением каче¬
ства изображения точки или миры коллиматора аналогично выше¬
изложенному для объектива, только вместо микроскопа применяют
зрительную трубу. При наличии натяжений в пентапризме, ухуд¬
шающих качество изображения миры по полю зрения трубы, не¬
обходимо ослабить винты и снова проверить натяжение в пента¬
призме. Собранный узел (сборочную единицу) направляют на уча¬
сток окончательной сборки.
3. На предсборке собирают узел фокусирующей линзы 4У узел
сетки 2, узел оборачивающей системы, состоящий из линз 19 и 16
в корпусе 18, узлы окуляра 17 и плоскопараллельной пластинки 10
(рис. 202).
Сборка всех этих узлов заключается в предварительной чист¬
ке, промувке и сушке деталей, установке и закреплении их в оп¬
равы по методике, изложенной в гл. XV и XVI. Одновременно в
процессе предварительной сборки проводят выверку непараллель¬
ное™ смещения объекта при наклоне пластины отсчетного меха¬
низма и проверку прямолинейности перемещения фокусирующей
линзы.
4. После сборки пластины 10 отсчетного механизма трубы про¬
водят юстировку непараллельное™ смещения изображения объек¬
та при наклоне пластины относительно опорного торца. Контроль
юстировки производят с помощью автоколлимационной трубы с це¬
ной деления не более V и вспомогательной стеклянной пластины.
Автоколлиматор устанавливают на штативе перпендикулярно
плоскости вспомогательной стеклянной пластины. Затем на вспо¬
могательную стеклянную пластину помещают опорной плоскостью
отсчетный механизм трубы с плоскопараллельной пластиной 10.
Наклоном пластины 10 с помощью кольца 11, связанного с тор¬
цовым кулачком, получают автоколлимационный блик в центре
перекрестия автоколлиматора. В этом положении пластины на
корпус отсчетного мехнизма против нулевого положения шкалы
наносят индекс. Допустимое отклонение непараллельности смеще¬
ния объекта при наклоне пластины 10 к торцу отсчетного меха¬
низма не должно быть более 2".
5. Проверку прямолинейности перемещения фокусирующей
232
линзы производят также с помощью автоколлимационной зритель¬
ной трубы с ценой деления не более Г и зеркала в оправе, укрепля¬
емого на торце оправы 5. Проводят центрирование фокусирующей
линзы 4 в оправе 5 относительно посадочного диаметра корпуса 7
трубы при двух крайних положениях фокусирующей линзы (на
ближней дистанции до объекта измерения и на бесконечности).
При перемещении оправы 5 на всю длину допустимое отклонение
не должно превышать 5". Рассматривают изображение сетки кол¬
лиматора через микроскоп с увеличением 40—50х и отцентриро¬
ванный объектив 8 и фокусирующую линзу 4. Со стороны сетки 2
трубы, где формируется резкое изображение сетки коллиматора,
измеряют с помощью отсчетного микроскопа биение изображения
сетки коллиматора относительно сетки микроскопа при вращении
корпуса 7 трубы в призме 12 с отцентрированным объективом 8 и
центрируемой оправой 5 и втулкой 6 (или плоской призматической
направляющей). Смещение направляющей втулки 6 осуществля¬
ют с помощью шести котировочных винтов 13. Собранный и отъ¬
юстированный узел направляют на окончателную сборку. Окон¬
чательная сборка включает в себя следующие основные
операции.
1. Центрирование объектива. Объектив 8 трубы центрируют
относительно базовых диаметров оправы на приспособлении,
имеющем точные призматические опоры 12, с помощью микроско¬
па. Для этого объектив 8 в оправе 9 без фокусирующей линзы 5 в
оправе 4,‘ сетки 2 в оправе 3 устанавливают на призматические
опоры приспособления перед коллиматором. При вращении объ¬
ектива 8 с корпусом 7 трубы в призме-подставке изображение сет¬
ки коллиматора рассматривают с помощью микроскопа, устанав¬
ливаемого со стороны сетки 2. Биение изображения сетки колли¬
матора относительно сетки микроскопа при вращении корпуса 7
трубы с оправой 9 объектива 8 устраняют юстировочными винтами
(на рис. 202 винты условно не показаны). После этого к торцу кор¬
пуса 7 прикрепляют винтами оправу 9 с объективом 8.
2. Центрирование фокусирующей линзы трубы. Эту операцию
выполняют в двух крайних положениях фокусирующей линзы 4
при наводке ее на сетку и марку коллиматора, входящего в ком¬
плект прибора ППС-7. Изображение сетки и марки рассматривают
с помощью микроскопа. Биение изображения сетки и марки отно¬
сительно перекрестия сетки микроскопа при вращении посадочно¬
го конуса трубы с объективом 8 и фокусирующей линзой в гнезде
конусной втулки устраняют смещением фокусирующей линзы со¬
гласно описанному способу (см. § 3, п. 5) для предварительной сбор¬
ки. Допустимое отклонение 0,005 мм.
3. Установку сетки трубы в фокальную плоскость объектива.
Сетку 2 в Оправе 3 устанавливают в корпус трубы и продольным
смещением оправы добиваются установки ее в фокус объектива 8.
Проверку осуществляют с помощью длиннофокусной зрительной
трубы, предварительно установленной на бесконечность. Изобра¬
жение сетки 2 юстируемой трубы рассматривают во вспомога¬
233
тельную длиннофокусную зрительную трубу и за счет подрезки
торца оправы 3 добиваются ее резкого изображения на сетке зри¬
тельной трубы.
4. Центрирование сетки трубы относительно базовых диамет¬
ров. Центрирование сетки 2 относительно базовых диаметров про¬
водят на специальном приспособлении с конусной втулкой. Изо¬
бражение сетки рассматривается в микроскоп. Корпус трубы 7 пово¬
рачивают вместе с сеткой на 0, 90, 180 и 270° и измеряют биение
изображения относительно сетки микроскопа. Биение сетки устра¬
няют с помощью специальных четырех юстировочных винтов 14.
Допустимое отклонение 0,005 мм.
5. Непараллельность горизонтальных штрихов сетки трубы
относительно сетки коллиматора и оси уровня. Трубу устанавли¬
вают в приспособлении с конусной втулкой и разворачивают по
цилиндрическому уровню в горизонтальное положение. Коллима¬
тор прибора ППС-7 также устанавливают в приспособление с ко¬
нусной втулкой и выставляют по своему уровню в горизонтальное
положение. При перемещении фокусирующей линзы трубы ППС-7
находят, наблюдая в микроскоп, расположенный за сеткой трубы
ППС-7, изображение сеток коллиматора и трубы. Разворотом сет¬
ки 2 с оправой 3 добиваются совмещения их изображений и за¬
крепляют оправу. Допустимое отклонение 3'.
6. Юстировку оборачивающей системы окуляра и пентапризмы.
Оборачивающую систему линз 9 и 16 окуляра 17 и пентапризму 1
трубы юстируют с помощью зрительной трубы, установленной со
стороны окуляра 17 без второй оборачивающей линзы 16. С по¬
мощью трубы рассматривают изображение сетки 2, установленной
в фокальной плоскости первой оборачивающей линзы 10. Юсти¬
ровку производят смещением корпуса 18 окулярной трубы с первой
оборачивающей линзой 19 за счет подрезки юстировочного коль¬
ца 15. Изображение сетки 2 проектируется в плоскость диафраг¬
мы окуляра 17 смещением сборки второй оборачивающей лин¬
зы 16 за счет подрезки юстировочного кольца. ч Входной зрачок
окуляра 17 выставляют за счет разворота и смещения пентаприз¬
мы 1 с кронштейном.
7. Проверку разрешающей способности трубы. Эту проверку
производят на длиннофокусном коллиматоре, согласно методике,
приведенной в гл. XVII, § 2. Разрешающая способность трубы
должна быть не более 4,3".
8. Центрирование визирной оси трубы относительно геометри¬
ческой оси посадочного конуса. Эту регулировку производят в при¬
способлениях с конусными втулками. В первую втулку приспособ¬
ления устанавливают трубу, а во вторую — коллиматор. На сетку 2
трубы при перемещении фокусирующей линзы 4 поочередно прое¬
цируют изображения марки и сетки 2 коллиматора прибора
ППС-7. Биение изображения марки трубы относительно изобра¬
жения сетки коллиматора при вращении трубы в посадочной ко¬
нусной втулке устраняют наклоном конуса за счет шабровки пла-
тиков на фланце трубы, а биение сетки 2 трубы относительно сетки
234
коллиматора прибора ППС-7 юстируют смещением корпуса 7 тру¬
бы с помощью винтов 13. Указанную юстировку проводят до тех
пор, пока не будет наблюдаться взаимное смещение изображений
сеток и марки при перефокусировке .линзы 4 с оправой 5.
9. Проверку пределов допустимой погрешности трубы. В слу¬
чае превышения пределов основной погрешности ее вновь юсти¬
руют.
§ 4. Сборка бинокулярных приборов
Бинокулярные приборы обладают рядом преимуществ перед
монокулярными приборами. Они позволяют вести наблюдение од¬
новременно двумя глазами. Это приводит к меньшей утомляемо¬
сти наблюдателя, а следовательно, повышает точность и произво¬
дительность измерений.
Кроме того,4 одновременное наблюдение двумя глазами позво¬
ляет использовать высокую чувствительность стереоскопического
зрения, т. е. проводить оценку разности расстояний до различных
объектов по глубине. Стереоскопические приборы обладают высо¬
кой точностью измерений. При стереоскопическом наблюдении вы¬
полняются два основных условия: ’глаза аккомодируют, т. е. на¬
страиваются на резкое вйдение объекта за счет изменения выпук¬
лости хрусталика глаза, а во-вторых — конвергируют, т. е. повора¬
чиваются вокруг центров глаз на определенный угол для резкого
вйдения объекта, расположенного на определенном расстоянии,
одновременно двумя глазами.
Конструктивно бинокулярные приборы разделяют на две ос¬
новные группы: бинокулярные телескопические, бинокулярные ми¬
кроскопы. К ним относят бинокли, стереокомпараторы, стерео¬
дальномеры, стереомикроскопы и т. д.
Бинокулярные микроскопы подразделяют на две основные груп¬
пы: бинокулярные микроскопы, оптические оси трубок которых
параллельны (рис. 203, а); бинокулярные микроскопы, оптические
оси трубок которых расположены под углом друг к другу и в одной
плоскости (рис. 203,6). Требуемый наклон трубок микроскопа за¬
дается конструкцией прибора и обеспечивается при сборке.
Бинокулярные телескопические приборы разделяют на следую¬
щие группы. Стереодальномеры, у которых В^>Ь, причем В — по¬
стоянно, а b — переменно. Стереотрубы, у которых В и Ъ перемен¬
ны. Бинокли Галилея (театральные), у которых B = const = b;
перефокусировку бинокля на резкое вйдение предметов, находя¬
щихся на разном расстоянии от наблюдателя, осуществляют од¬
новременным смещением окуляров 1 относительно объектива 2
(рис. 203,в). Бинокли Галилея, у которых ВфЬ\ конструкция би¬
ноклей данного типа позволяет осуществлять одновременное и
раздельное перемещение окуляров для наведения на резкое вй¬
дение изображения предмета (рис. 203,г). Бинокли призменные
(рис.. 203,д), у которых ВфЬ\ В и b могут изменяться за счет
разворота трубок бинокля относительно оси 00 шарнира бинокля;
235
конструктивно в этих биноклях предусмотрено одновременное вй¬
дение предмета за счет перемещения окуляров.
Важнейшими характеристиками для всех типов бинокулярных
телескопических приборов и микроскопов с параллельными опти¬
ческими осями являются параллельность оптических осей трубок
(для бинокулярных приборов при любом расстоянии В и 6), ра¬
венство увеличений в обеих трубках, минимальная разность накло¬
нов изображения, перекосов сетки и параллакса в обеих трубках,
равенство расстояний от последней поверхности окуляра до вы¬
ходного зрачка в приборах с переменным В, особенно в дально¬
мерах.
Рис. 203. Бинокулярные приборы
Параллельность оптических осей трубок. При параллельном
расположении оптических осей трубок бинокулярного прибора
пучки лучей, идущие от осевой точки бесконечно удаленного пред¬
мета, должны выйти из окуляров прибора (рис. 204, а) параллель¬
но друг другу и оптической оси. В этом случае изображения пред¬
мета будут находиться на идентичных точках сетчатки обоих глаз
и восприниматься глазами как одно изображение. При этом нор¬
мальные глаза работают без конвергенции и наблюдатель в процес¬
се наблюдения не утомляется. От бесконечно удаленного предмета
(имеющего конечные линейные размеры) идут не только осевые,
но и наклонные пучки лучей. Необходимо, чтобы эти пучки лучей
выходили из окуляров обеих трубок под одним и тем же углом.
Если оптические оси трубок бинокулярного прибора располо¬
жены под некоторым углом друг к другу (рис. 204,6), то пучки
236
лучей выйдут не параллельно друг другу, а под некоторым углом а.
Если угол а достаточно мал и находится в пределах возможной
конвергенции, то наблюдатель будет воспринимать одно изобра¬
жение предмета. Если угол велик и выходит за пределы возмож¬
ной конвергенции, то глаза уже не смогут свести непараллельные
пучки лучей на выходе окуляров бинокулярного прибора в парал¬
лельные. Наблюдатель будет воспринимать два раздельных изо¬
бражения предмета, т. е. наблюдается двоение изображения и, как
следствие, потеря стереоскопического эффекта.
Рис. 204. Параллельность (а) и непараллельность (б) оп¬
тических трубок бинокулярного прибора
Допустимая непараллельность пучков лучей на выходе биноку¬
лярного прибора в каждом конкретном случае зависит от типа
прибора и обычно лежит в следующих пределах: в горизонтальной
плоскости при конвергенции осей — не более 60', в горизонтальной
плоскости при дивергенции осей — не более 20', в вертикальной
плоскости — не более 15'.
Анализ погрешностей для призменного бинокля показывает,
что имеется более десяти ошибок, влияющих на параллельность
оптических осей трубок. Предельные допуски для них достаточно
жесткие, они не могут быть выдержаны в условиях серийного и
массового производства, и поэтому требуется обязательная юсти¬
ровка.
Параллельность оптических осей достигается, в частности, сле¬
дующими методами: поперечными смещениями объектива (за счет
поворота в эксцентриковых оправах), поперечным смещением се¬
ток, смещением и поворотом зеркал, призм, плоскопараллельных
пластинок, смещением линз оборачивающей системы и т. д.
237
Равенство увеличений. Неравенство видимых увеличений тру¬
бок бинокулярных приборов приводит к непараллельное™ Ау на¬
клонных пучков лучей на выходе окуляров (рис. 205). Основной
причиной неравенства увеличений чаще всего является неравен¬
ство фокусных расстояний объективов и окуляров. Обычно отно¬
сительная разность увеличений трубок не должна превышать 2%
для оптических систем, у которых угловое поле зрения окуляра не
более 50°, и 1,5%—если поле зрения более 50°. Для выдержива¬
ния этого требования в условиях серийного и массового производ¬
ства производят сортировку объективов по группам с обеспечени¬
ем определенного значения рабочего отрезка в пределах каждой
группы.
Рис. 205. Равенство увеличений трубок бинокулярного прибора
Разность наклонов изображений. Неравенство наклонов изо¬
бражений в трубках бинокулярного прибора вызывает расходи¬
мость осей световых пучков, идущих из краевых точек поля зре¬
ния и, следовательно, затрудняет сведение правого и левого изо¬
бражений в одно. Это вызывает сильное утомление глаз наблюда¬
теля и потерю точности и производительности измерений. Наклон
изображений вызывается неправильной установкой призм, зеркал
и т. д. Алгебраическая разность углов поворота изображений от¬
носительно оптических осей трубок бинокулярного прибора по аб¬
солютному значению не должна быть более 30'.
Параллакс. Неравенство параллаксов приводит к погрешностям
измерения дальности. Параллакс может быть различен в обоих
трубках бинокулярного прибора. Параллакс может иметь одина¬
ковые значения и знаки; значения одинаковые по величине и раз¬
ные по знаку, значения разные по величине и разные по знаку.
Наличие параллакса приводит (за исключением первого случая)
к непостоянной погрешности измерения дальности. Параллакс уст¬
раняют юстировкой в процессе сборки (см. гл. XIV, § 1).
Предварительная сборка. Весь технологический процесс сбор¬
ки (рис. 206) можно подразделить на предварительную (узловую)
и окончательную* (общую) сборку бинокля. В технологический
процесс узловой сборки входят следующие основные операции:
сборка объектива, сборка окуляра, сборка узла кремальеры, сбор¬
ка корпусов с шарниром, сборка мостиков окуляра, сборка гайки
ходовой с червяком, сборка светофильтров.
238
УЗЛОВАЯ СБОРКА
Рис. 206. Структурная схема технологи¬
ческого процесса сборки бинокля
БПЦ7Х35
Кремальера (гайка ходовая в сборе)
Объектив
Окуляр
Корпуса с шарниром
Мостик правый
с обоймой окуляра
Гайка ходовая с червяком
Светофильтр в оправе
ОБЩАЯ СБОРКА НА КОНВЕЙЕРЕ
Рис. 206. Продолжение
Технологический процесс сборки объектива (рис. 207)
заключается в завальцовке двухлинзового склеенного объектива 1
в оправу 2. На участок сборки поступают предварительно склеен¬
ный отцентрированный объектив и оправа после отделки, изготов¬
ленная с припуском на расточку торца В. Припуск на расточку
торца предусматривается для сортировки объективов бинокля по
группам с целью выдержки рабочего отрезка в заданных пределах.
Рабочий отрезок определяет положение объектива относительно
плоскости изображения.
Сортировка объектива по группам (5—8) расширяет в некото¬
рой степени допустимую погрешность изготовления оптических
компонентов объектива по толщине, из-за различия сортности стек¬
ла. и, следовательно, оптических показателей. Кроме того, сорти¬
ровка необходима в процессе сборки, так как длина хода
лучей в трубках бинокля может быть различной из-за наличия
сетки в одной из трубок бинокля и призм, неполностью идентич¬
ных друг другу по оптическим показателям и точности изготов¬
ления.
В условиях мелкосерийного производства величину расточки
торца В оправы можно определить под конкретный окуляр, пред¬
варительно установленный в корпус трубки бинокля и предназна¬
ченный для работы именно с данным объективом. Однако такая
технология не приемлема для серийного и массового производ¬
ства.
В условиях массового и серийного производства оправы для
объективов протачивают на постоянную величину (размер) в пре¬
делах одной группы сортировки, но отличную от аналогичного
размера во второй, третьей и других группах. Величину расточки
определяют с помощью специального прибора, предназначенного
для контроля рабочего расстояния (отрезка) объектива (см.
гл. XVII, § 7). Склеенный компонент помещают в оправу и уста¬
навливают на прибор. Определяют величину расточки оправы под
соответствующую группу, но при этом необходимо, чтобы размер Л
был не менее 0,5 мм. Вынимают склеенную линзу и растачивают
на токарном станке оправу, выдерживая параллельность торцов £
и В. Устанавливают линзу, опять в оправу и подрезают торец под
завальцовку.
16-»511 241
Рис. 207. Объектив бинокля в оправе
Рис. 208. Окуляр в оправе
После этого проводят чистку оправы, устанавливают объектив
в оправу на замазке и производят завальцовку объектива. После
завальцовки удаляют остатки замазки, чистят собранный объек¬
тив и контролируют качество завальцовки. Проверяют величину
рабочего отрезка собранного объектива на соответствие группе и
качество завальцовки. Собранный объектив укладывают в тару и
отправляют на склад комплектации, откуда он поступает на уча1
сток (конвейер) окончательной (общей) сборки. Установкой таких
объективов в корпус бинокля можно подобрать равенство увели¬
чений в трубках и, следовательно, уменьшить непараллельность
оптических осей пучков лучей на выходе окуляров.
Соответствующую для конкретного корпуса трубки группу объ¬
ектива определяют после установки в корпус бинокля узла окуля¬
ра (см. рис. 206, поз. 13). Операции сборки и чистки осуществля¬
ют соответственно на рабочем месте (РМС) сборщика и рабочем
месте чистки (РМЧ).
Технологический процесс сборки окуляра заключается
(рис. 208) в завальцовке линзы 2 в обойму 3 и установке двух¬
линзового склеенного компонента 1 в обойму 3 с помощью резьбо¬
вого кольца 4. Перед завальцовкой производят чистку внутренней
поверхности линзы и обоймы. Завальцовку осуществляют на то¬
карном станке роликами или на специальной ультразвуковой ус¬
тановке для завальцовки. Склеенный компонент устанавливают в
обойму на замазку и закрепляют резьбовым кольцом. Проводят
чистку наружных оптических поверхностей линз окуляра. Затем
контролируют качество завальцовки, чистоту поверхностей, нали¬
чие на них царапин, выколок и т. д. Готовый окуляр укладывают
в тару и отправляют на склад комплектации, а затем на участок
общей сборки.
Технологический процесс сборки светофильтра
(рис. 209) заключается в завальцовке светофильтра 1 в оправу 2
и чистке его после завальцовки. Собранный светофильтр отправ¬
ляют на участок комплектации.
■242
Рис. 209. Свето¬
фильтр
Рис. 210. Мостик окуляра
Технологический процесс ёборки мостика с обоймой
окуляра заключается (рис. 210) во ввинчивании по окулярной
резьбе обоймы 2 окуляра (червяка) в правый мостик 1 (гайку).
Проверяют плавность хода обоймы в мостике. Скомплектованные
детали промывают, укладывают в ячейки специальной тары и от¬
правляют на комплектацию. При
вывертывании обоймы на величину
Л = 8,5 мм допускается радиальная
качка в окулярной резьбе 0,03 мм,
а осевая — 0,02 мм.
Сборка ходовой гайки с
червяком заключается в подбо¬
ре деталей 1 и 2 (рис. 211), про¬
мывке и сушке. После этого детали
направляют на комплектацию.
Сборку корпуса с шар¬
ниром осуществляют в такой по¬
следовательности. Устанавливают
сначала левый корпус 1 бинокля
(рис. 212), а затем правый корпус 7 на специальный станок
и развертывают конические отверстия под втулку 3. Предваритель¬
но корпуса комплектуют по рисунку обклейки. Снимают заусенцы
в проушинах корпуса и продувают его сжатым воздухом для уда¬
ления остатков стружки. Подбирают шайбы 4, 5, 6 по толщине
зазора между плоскостями ушек шарнира, чтобы получить усту¬
пы по наружным плоскостям ушек правого и левого корпусов
±0,3 мм. Подобранные шайбы устанавливают на специальной
смазке ria втулку 3. Запрессовывают втулку 3 до упора с помощью
специального приспособления или специальных полуавтоматов
(гл. XVII, § 7). Проверяют ход шарнира. Он должен быть тугим и
плавным. Сверлят отверстие 0 0,95 мм и шероховатостью Rz=
= 20 мкм в корпусе 1 бинокля по отверстию во фланце втулки 3.
Затем разворачивают отверстие 0 0,95 мм под штифт 2, чистят от
стружки и запрессовывают штифт 2 в корпус 1. Пробку 9 завора¬
чивают во втулку 3 до упора и ставят на клей. После этого кон¬
тролируют хбд шарнира, который должен быть тугим и плавным.
Промывают и сушат корпуса бинокля, предварительно защитив
узел шарнира, собирают две рамки 8 с шайбой 11, закрепив их к
корпусу винтом 12. Винт ставят на клей, на пробку 9 устанавлива¬
ют крышку 10. Собранный узел контролируют. Если он отвечает
требованиям ТУ, то его отправляют на комплектацию, а затем на
общую сборку.
Общая сборка. Общую сборку бинокля выполняют в такой по¬
следовательности (см. рис. 206, операции 1—22). Корпуса 14 с
шарниром визуально проверяют на отсутствие механических по¬
вреждений и загрязнений (стружки, отслоений краски и т. д.),
при необходимости чистят и промывают. Внутренние поверхности
стенок корпусов 14 покрывают тонким слоем смазки (операция 1).
В колпачок призмы (рис. 213) устанавливают прокладку и повто-
Рис. 211. Гайка ходовая с червя¬
ком
16*
243
Рис. 212. Корпус бинокля с шарниром:
Рис. 213. Конструкция бинокля
ряют эту операцию для второго колпачка. В отверстие пружины 2
устанавливают прокладку (операция 2) и повторяют это для ос¬
тальных трех пружин, чистят призмы (операция 3) и устанавлива¬
ют последовательно первую призму 1, затем вторую в колпачки, да¬
лее в корпус бинокля и закрепляют их пружиной 2 с прокладкой.
Аналогичные операции проводят для второй пары призм. Правиль¬
244
ность установки призм проверяют на специальном приборе (см.
гл. XVII, § 7), с целью выверки параллельности оптических осей
и наклона изображения. Наклон изображения и непараллельность
оптических осей устраняют соответственно подбором призм, их раз¬
воротом и установкой под призмы прокладок из алюминиевой
фольги (операция 4). Такие операции позволяют осуществить
предварительную юстировку параллельности осей и наклона изо¬
бражения. После этого призмы сажают на клей БФ-4 и контроли¬
руют чистоту призм. Окончательно проверяют (операция 5) пра«
вильность установки призм в ОТК. Крышки 3 и 15 проверяют на
отсутствие механических повреждений, загрязнений и при необхо¬
димости чистят. Покрывают внутренние поверхности стенок ниж¬
них крышек тонким слоем смазки. Наносят на корпуса бинокля
ровный слой замазки по всему периметру с наружного края в ме¬
стах соединения с крышками и устанавливают их на корпуса (опе¬
рация 6). Проверяют визуально два основания 16 окуляра на от¬
сутствие механических повреждений, загрязнений, при необходи¬
мости чистят и ввинчивают основания 16 окуляра в корпуса 14 до
упора. Перед ввинчиванием резьбу смазывают смазкой. Излишки
смазки после завинчивания удаляют. На основания окуляров уста¬
навливают сальники 19 (операция 7).
Контролируют визуально верхние крышки 4 и 13 на отсутствие
механических повреждений и загрязнений, при необходимости чи¬
стят, покрывают внутренние поверхности крышек тонким слоем
смазки. Наносят на корпуса тонкий слой замазки по всему пери¬
метру с наружного края в местах соединения с крышкой и уста¬
навливают крышки на корпуса (операция 8), визуально проверяют
ходовую гайку с червяком и диоптрийную шайбу на отсутствие
механических повреждений, загрязнений и при необходимости чи¬
стят. На ходовую гайку 10 устанавливают диоптрийную шайбу 11
и закрепляют ее тремя стопорными винтами 12. На червяк ставят
шайбу и ввинчивают на специальной смазке гайку ходовую в сбо¬
ре й корпуса с призмами и контролируют плавность хода (опера¬
ция 10).
Контролируют правый и левый мостики окуляра на отсутствие
механических повреждений, загрязнений, при необходимости чи¬
стят, покрывают внутренние поверхности мостиков и обойму оку¬
ляра тонким слоем смазки, устанавливают обойму окуляра в пра¬
вый мостик, а затем левый мостик — на основание 16 окуляра и
фланец червяка 9. Ближайшее резьбовое отверстие на фланце
червяка совмещают с отверстием на левом мостике и заворачива¬
ют винт 21 на смазке до упора. На основание 16 окуляра и фланец
червяка 9 устанавливают правый мостик с обоймой 33 окуляра.
Зазоры между ушками выбирают за счет шайб 25, 26, 27. Трущи¬
еся поверхности смазывают смазкой. Гайку 24 заворачивают в
торец червяка до упора. Проверяют плавность хода и стопорят
гайку 24 винтом 22 (операция 11). Проверяют два окуляра и муф¬
ты 18 и 30 на отсутствие механических повреждений. На обоймы
окуляров наносят тонкий слой смазки и устанавливают окуляры в
245
основания окуляров. На правый окуляр ставят муфту 30 и закреп¬
ляют тремя винтами 31. На левый мостик 17 устанавливают муф¬
ту 18 и закрепляют двумя винтами 20.
Гайку ходовую червяка 9 вворачивают до упора, ослабляют
три винта и смещают диоптрийную шайбу на деление 5D с риской
на левом мостике. Закрепляют шайбу окончательно. Проверяют
общий расход ходовой гайки. Вворачивают правый окуляр до упо¬
ра, совмещают муфту на деление 2D с риской на правом мостике
и закрепляют окончательно.
Контролируют общий расход правого окуляра, который должен
быть от —2D до +2D. Проверяют разность высот наглазников*
которая не должна превышать 1 мм при установке окуляров на
одинаковое число диоптрий (операция 12). Совмещают нуль ди¬
оптрийной шкалы окуляра правого и кремальеры с рисками на
правом и левом мостиках. Устанавливают бинокль на прибор и с
помощью эталонного объектива определяют группу подбора объ¬
ективов, обеспечивающего совмещение фокуса объектива и оку¬
ляра с точностью 0,5 дптр. Устанавливают подобрайные объекти¬
вы и проверяют совмещение фокусов объектива и окуляра с по¬
мощью специальнрго оборудования (операция 13).
Проверяют чистоту обойм, чистят оптические поверхности двух
подобранных объективов, устанавливают подобранные объективы
в эксцентриковые оправы 8 и в обоймы 5 и предварительно закреп¬
ляют их кольцом 7 (операция 14).
Контролируют чистоту внутренних полостей бинокля, устанав¬
ливают бинокль на прибор контроля параллельности оптических
осей и юстируют' параллельность осей смещением объективов, их
поворотом в эксцентриковых кольцах (операция 15); визуальна
проверяют колпаки, наглазники 29, кольца 6, 32 и диск 28 на от¬
сутствие механических повреждений. Заполняют внутренние поло¬
сти колпаков замазкой, устанавливают на обойму 5 кольцо 6 и
поворачивают колпак до упора. Излишки замазки удаляют. Дан¬
ную операцию повторяют для второго колпака. Уплотняют два
стопорных винта 31 замазкой, устанавливают на гайку 24 диск 28т
совмещают риску с точкой на правом мостике и закрепляют вин¬
том 23. Покрывают головку винта 23 и три стопорных винта в ди¬
оптрийной шайбе черной эмалью. Устанавливают на муфту окуля¬
ра 30 кольцо 32 и наглазник 29\ повторяют это и для второго на¬
глазника (операция 16), устанавливают бинокль в печь и нагрева¬
ют до размягчения замазки с целью заполнения стыков соединения.
Бинокль вынимают из печи и удаляют остатки замазки (опера¬
ция 17), чистят наружные оптические поверхности объективов и
окуляров (операция 18).
Заключительной операцией технологического процесса сборки
является контроль в ОТК. Бинокль проверяют визуально на от¬
сутствие механических повреждений и загрязнений. Контролируют
движение всех подвижных частей, которое должно быть плавным,
без заеданий. Проверяют диоптрийный расход окуляров, который
должен быть выдержан кремальерой по шкале центральной фоку¬
246
сировки в пределах ±5£) и с помощью шкалы муфты правого оку¬
ляра ±2D. Разность высот наглазников при установке окуляров
на одинаковое число диоптрий должна быть не более 1 мм. Кон¬
тролируют параллельность оптических осей, наклон изображения
и разрешающую способность (операция 19). После этого бинокль
направляют на приемо-сдаточные испытания (операция 20).
На приемо-сдаточных испытаниях бинокль проверяют на вибро¬
прочность, производят внешний осмотр, контролируют точность
установки всех шкал, параллельность оптических осей, наклон
изображения, разрешающую способность и т. д. (операция 20),
производят протирку и чистку бинокля (операция 21) и его упа¬
ковку (операция 22). Собранный бинокль отправляют на склад
готовой продукции.
§ 5. Сборка фотоаппаратов
Общие сведения. В зависимости от способа установки экспози¬
ционных параметров фотоаппараты можно подразделить на неав¬
томатические, полуавтоматические, автоматические.
В неавтоматических фотоаппаратах оба экспозиционных пара¬
метра (выдержку и диафрагму) устанавливают вручную, а их зна¬
чения или «на глаз», или с помощью экспонометра.
В полуавтоматических фотоаппаратах перед спуском затвора
требуется осуществить некоторые операции до момента получения
визуального сигнала о правильном подборе экспозиционных пара¬
метров.
В автоматических фотоаппаратах правильную установку экс¬
позиционных параметров или хотя бы одного из них производят с
помощью специальных устройств. В последнем случае второй экс-
позиционный параметр предварительно выбирают и устанавлива¬
ют вручную.
По типу установленного затвора фотоаппараты разделяют на
фотоаппараты с апертурными затворами и фотоаппараты с фо¬
кальными затворами.
Согласно принятой классификации отечественные фотоаппараты
можно разделить на следующие группы.
1. Фотбаппараты неавтоматические: с апертурным (централь¬
ным лепестковым) затвором — «Смена», «Чайка», «Этюд», «Лю¬
битель-2», ЛОМО-135ВС; с апертурньШ (периферийным лепестко¬
вым) затвором — «Вилия-2»; с фокальным (периферийным штор¬
ным) затвором — «Киев-30», «Зенит-ЕС» (фотоснайпер).
2. Фотоаппараты полуавтоматические: с апертурным (цент¬
ральным лепестковым) затвором — ФЭД-10, «ФЕД-Атлас»; с фо¬
кальным (периферийным шторным) затвором — «Зенит-16», «Зе¬
нит-ТТЛ», «Зенит-Е-ТЛ».
3. Фотоаппараты автоматические: с апертурным (центральным
лепестковым) затвором — «Зоркий-10», «Вилия-Авто», «Сокол»,
«Силуэт-Электро», «Электра», «Космик-117»; с апертурным (пери¬
ферийным лепестковым) затвором — «Вилия-3»; с фокальным за¬
твором— «Киев-15», «Киев-18», «Алмаз-101».
247
Предварительная сборка. Технологический процесс сборки фо¬
тоаппарата, например, «Зенит-ТТЛ» можно разделить на предва¬
рительную (узловую) и окончательную (общую) сборку. На эта¬
пе предварительной сборки собирают следующие основные узлы:
затвора, механизма зеркала, механизма подъема зеркала, блока
резисторов, мерного валика, рыяага взвода, корпуса (кожуха)*
шкалы, катушек, основания, крышки, муфты, рычагов и т. д.
Сборка узлов на этапе предварительной сборки заключается в
соединении (клепке, завальцовке, запрессовке, приклейке, свин¬
чивании и т. д.) деталей и выборочном контроле выходных пара¬
метров собранных узлов работниками отдела технического кон-
Рис. 214. Структурная схема технологического процесса окончательной сборки
фотоаппарата
248
троля. Собранные узлы, прошедшие контроль, поступают на склад
комплектации, а затем на конвейер окончательной общей сборки.
Общая сборка. Последовательность технологических операций
на конвейере окончательной сборки представлена на рис. 214.
Технологический процесс сборки состоит из 23 операций, включа¬
ющих кроме непосредственно сборочных также операции регули¬
ровки и контроля, осуществляемые с помощью специальных при¬
способлений, инструмента и приборов (см. гл. XVII, § 7). После
сборки фотоаппарат упаковывают в футляр, затем в коробку и
отправляют на склад готовой продукции. Согласно ТУ фотоаппа¬
рат проходит периодические климатические испытания и испыта¬
ния на виброустойчивость.
Как было уже указано выше, существует большое многообразие
фотоаппаратов. Технологический процесс сборки и юстировки
конкретного типа фотоаппарата имет свои специфические особен¬
ности в зависимости от его конструкции. Однако существуют не¬
которые общие требования, которые необходимо выдержать в про¬
цессе сборки.
Обеспечение рабочего расстояния
фотокамеры. Объектив 1 фотокамеры 2
(рис. 215) формирует изображение пред¬
мета в своей фокальной плоскости FF.
В этой же плоскости для получения вы¬
сококачественного снимка должен быть
расположен светочувствительный слой
А пленки 3. Допустимое несовпадение
фокальной плоскости объектива и свето¬
чувствительного слоя пленки не должно
превышать величины М= ± (0,01 -=-0,02)
мм. Эта величина определяется допу¬
ском на рабочее расстояние (отрезок) L
объектива. Рабочий отрезок объектива
контролируют при его сборке. В процес¬
се сборки фотокамеры необходимо вы¬
держать значение величины L, т. е. рас¬
стояние от торца базового кольца 5 до
поверхности направляющих полозков 4 под пленку. Это расстояние
выдерживают фрезерованием и шлифованием поверхности полоз¬
ков и базового кольца. При этом необходимо выдержать одина¬
ковое значение рабочего отрезка фотокамеры по всему кадровому
окну, что обеспечивается соответствующими допусками на плоско¬
стность и параллельность полозков. Рабочий отрезок фотокамеры,
параллельность и плоскостность полозков контролируют соответ¬
ственно оптическим методом с использованием микроскопа и спе¬
циального приспособления и с помощью глубиномера с индика¬
тором.
Фотокамеру ставят (рис. 216) базовым кольцом 2 на поверх¬
ность плоского зеркала 1. На поверхность полозков устанавлива¬
ют плоскопараллельную пластинку 3. В автоколлимационную
Рис. 215. Схема контро¬
ля рабочего отрезка фо¬
тоаппарата
249
трубу 4 рассматривают автоколлимационные изображения, сфор¬
мированные пучками лучей, отраженными от поверхности зерка¬
ла 1 и пластинки 5, измеряют величину их несовпадения и, следо¬
вательно, определяют непараллельность поверхностей базового
кольца и полозков.
Рис. 216* Контроль рабочего от¬
резка
Неплоскостность полозков 3
определяют перемещением
(рис. 217) фотокамеры 2 по по¬
верхности плоской плиты 1. По
показаниям индикатора 4 су¬
дят о величине неплоскостно-
сти. На этом же приспособле¬
нии можно производить и из¬
мерение величины L рабочего отрезка фотокамеры. Предваритель¬
но индикатор выставляют по шаблону, равному по величине задан¬
ному рабочему отрезку. Разность в показаниях индикатора дает
величину отклонения измеряемого рабочего отрезка фотокамеры
от заданного.
Заменив индика¬
тор микроскопом,
наводят его после¬
довательно на рез¬
кое вйдение полоз¬
ков и поверхности
базовой плиты (стек¬
лянной пластинки)
и измеряют раз¬
ность отсчетов, по
которой также мож¬
но судить о величи¬
не рабочего отрезка
фотокамеры.
Рис. 218. Контроль фокусировки
Контроль фокусировки. Контроль фокусировки осуществляют с
помощью автоколлиматора 1 (рис. 218). На поверхность полозков
ставят плоское зеркало 5. Объектив 3 фотоаппарата 4 устанавли¬
вают на бесконечность. Пучок лучей из объектива 2 автоколлима¬
250
Рис. 217. Контроль неплоскостности
полозков
тора, в фокусе которого расположен тест-объект, проходит объек¬
тив 3, фокусируется на зеркало 5 и, отразившись от него, форми¬
рует поле зрения автоколлимационное изображние тест-объекта.
Это изображение будет резким или размытым, если соответствен¬
но плоскость зеркала 5 совпадает с фокусом объектива или нет.
Перемещают объектив автоколлиматора и добиваются резкого изо¬
бражения тест-объекта. Погрешность фокусировки сэязана с вели¬
чиной перемещения Д объектива 2 формулой б = А(//ф/Гавт)2, где
/V /'авт — соответственно фокусные расстояния объектива фотоап¬
парата и автоколлиматора. В настоящее время в промышленность
внедряются фотоэлектрические установки контроля фокусировки.
Контроль разрешающей способности. Проверку разрешающей
способности осуществляют визуально фотографированием щита с
мирами (см. гл. XIV, § 5) или измерением функции передачи мо¬
дуляции (см. гл. XVI, § 9) на фотоэлектрических установках.
Регулировка зеркала на
угол 45°. Данную техноло¬
гическую операцию осу¬
ществляют при сборке всех
зеркальных фотоаппаратов.
Юстировку выполняют (рис.
219) с помощью автоколли¬
мационной зрительной тру¬
бы 1 и специального при¬
способления 2. Фотокамеру
3 устанавливают в приспо¬
собление 2 и прижимают к
нему базовым кольцом 7.
Предварительно автоколлимационную зрительную трубу 1 выстав¬
ляют перпендикулярно базовой поверхности приспособления.
Вспомогательные технологические зеркала 4 и 6 ставят соответ¬
ственно на поверхность полозков под пленку и на поверхность
установки под матовую поверхность коллективной линзы, или
линзы Френеля. Зеркало 5 устанавливают сначала в положение,
изображенное на рисунке пунктиром. При этом проверяют перпен¬
дикулярность оптической оси автоколлимационной зрительной
трубы зеркалу 4. В этом случае автоколлимационное изображе¬
ние тест-объекта (марки) должно совпадать с центром перекре¬
стия сетки окуляра автоколлиматора. Взводят затвор фотоаппара¬
та в положение визирования. При этом зеркало 5 должно опустить¬
ся. В автоколлиматор рассматривают автоколлимационное изобра¬
жение от зеркала 6. Если автоколлимационное изображение сме¬
щено относительно центра перекрестия, то угол 45° не выдержан.
Регулировку наклона производят ввинчиванием или вывинчива¬
нием специального упора, добиваясь совпадения автоколлима¬
ционного изображения с центром перекрестия сетки окуляра. Упор
контрят.
Установка коллективной линзы. Регулировку положения кол¬
лективной линзы производят с помощью устройства, схема которо¬
Рис. 219. Регулировка зеркала на угол 45°
251
го приведена на рис. 220. Данную технологическую операцию осу¬
ществляют при сборке фотоаппаратов типа «Зенит». Матовая по¬
верхность коллективной линзы должна быть установлена в плос¬
кости, оптически сопряженной с плоскостью полозков под пленку,
так как в процессе наведения фотоаппарата на объект съемки на
поверхности коллективной линзы формируется резкое изображение
Рис. 220. Регулировка коллективной линзы
Рис. 221. Контроль положения матовой пластинки
объекта. Установку матового стекла производят при настройке
объектива фотоаппарта на бесконечностью Юстировку производят
с помощью коллиматора К. Пучок лучей, вышедший из коллима¬
тора, фокусируется объективом 3 на зеркало 4 и* отразившись от не¬
го, падает на. коллективную линзу 5. Изображение миры 1 колли¬
матора К рассматривают в лупу 6. Если изображение миры кол¬
лиматора на матовой поверхности коллективной линзы 5 нерезкое,
то перефокусируют объектив коллиматора до получения резкого
изображения. Отсчет перемещения при фокусировке производят по
шкале. Зная отсчет по шкале, фокусные расстояния объектива 2
252
коллиматора, объектива 3, определяют требуемую подвижку кол¬
лективной линзы. Перемещение линзы осуществляют с помощью
винтов 7, или подрезкой .прокладки, или увеличением толщины
прокладки в зависимости от направления смещения. Одновремен¬
но контролируют перпендикулярность поверхности матовой плас¬
тинки оптической оси объектива. Контроль (рис. 221) осуществля¬
ют с помощью широкоугольного коллиматора U Наблюдают изо¬
бражение тест-объекта коллиматора, формируемое объективом 2
фотоаппарата на поверхности матового стекла 3. Изображение
миры должно быть резким по всему кадровому окну. Тест-объ-
ект представляет собой плоскую пластинку с нанесенными на
ней допусковыми штрихами кадровой рамки, четырех (пяти)
мир и перекрестием. О правильном положении матового стекла
судят по симметричному и параллельному расположению изобра¬
жения допусковых штрихов сетки коллиматора относительно кад¬
ровой рамки. Юстировку положения коллективной линзы осуще¬
ствляют с помощью юстировочных винтов 4.
§ 6. Сборка микроскопов
Общие сведения. Промышленностью выпускается большое раз¬
нообразие микроскопов: биологические, телевизионные микроско¬
пы, голографические, инструментальные, металлографические
и т. д.
В каждом случае, исходя из назначения, конструкция микро¬
скопов имеет свои специфические особенности, а следовательно,
и технологический процесс их сборки имеет свою последователь¬
ность операций. В данном параграфе рассмотрены основные тре¬
бования, предъявляемые к конструкции биологических микроско¬
пов, и технологический процесс их сборки и юстировки.
Так, например, у биологических микроскопов с объективом
8ХХ0,20 и окуляром 7х глубина изображения 16 мкм, а с объек¬
тивом 90х X 1,30 и окуляром 15х глубина изображения 0,24 мкм.
Следовательно, жесткость предметного столика и штатива должна
быть такова, чтобы после точной фокусировки и снятия усилий с
рукоятки резкость изображения не нарушалась, т. е. чтобы взаим¬
ное перемещение объектива и препарата не превышало 0,24 мкм.
Кинематическая чувствительность механизма точной фокусиров¬
ки равна глубине изображния разделенной на предельный угол
поворота рукоятки микромеханизма, который еще может быть ус¬
тановлен наблюдателем. Если величина предельного угла поворота
равна одному градусу, то кинематическая чувствительность ми¬
кромеханизма должна быть равна 0,24 мкм на один градус пово¬
рота рукоятки.
Прц больших увеличениях поле зрения биологического микро¬
скопа не превышает 0,12 мм в плоскости объекта. Если принять,
что ошибка приведения препарата к центру поля зрения не долж¬
на превышать 0,1 радиуса поля зрения, то кинематическая чувст¬
вительность механизмов перемещения столика должна быть не бо¬
лее 0,006 мм на градус поворота рукоятки.
253
Малое поле зрения микроскопа требует высокой точности
центрирования (0,01—0,005 мм) гнезд револьверной головки и
объективов. Достаточно жесткие требования предъявляют также
к перпендикулярности предметного столика оптической оси мик¬
роскопа, опорного торца тубуса к его оси, параллельности переме¬
щения тубуса или столика при грубой и тонкой фокусировке
и т. д. Из приведенных требований следует, что штатив биологи¬
ческого микроскопа должен быть весьм.а жестким и иметь высо¬
кую точность механизмов, хорошую плавность хода.
Технологический процесс сборки микроскопа МБР-1 (см.
рис. 12) включает следующие основные операции: сборку, регули¬
ровку и установку на штатив механизма грубого перемещения 10;
сборку и юстировку монокулярной насадки 13; сборку, регулиров¬
ку и установку механизма точного перемещения 9; сборку, регули¬
ровку и установку предметного столика 15; сборку, регулировку
и установку осветительного столика 17; сборку, регулировку и ус¬
тановку осветительной системы, состоящей из конденсора, зерка¬
ла, ирисовой диафрагмы; сборку, регулировку и установку револь¬
верной головки 14.
Сборку, регулировку и контроль функционально законченных
узлов микроскопа проводят на участке предварительной сборки,
а затем направляют их на участок общей (окончательной) сборки.
Узел осветительной системы. Узел осветительной системы
включает следующие узлы конденсора, зеркала и источника света
В зависимости от типа микроскопа конструкция осветительной
системы может быть различной. Сборка конденсора во многом
совпадает с технологическим процессом сборки микрообъектива
(см. гл. XVI, § 7). Центрирование оси кольца конденсора и юсти¬
ровку перпендикулярности опорной плоскости кольца оптической
оси микроскопа выполняют следующим образом. В монокулярную
насадку устанавливают окуляр (из комплекта контрольно-юстиро-
вочной аппаратуры), в револьверную головку — объектив. В коль¬
цо конденсора ставят специальную гильзу с точно отцентрирован¬
ным отверстием в центре. Наблюдают в окуляр. Изображение от¬
верстия гильзы при отцентрированном кольце должно находиться
в центре поля зрения. Если изображение нецентрично, то произво¬
дят центрирование кольца с помощью регулировочных винтов от¬
носительно оптической оси микроскопа. Допустимая погрешность
центрирования 0,1 мм.
Контроль перпендикулярности опорной плоскости кольца кон¬
денсора оптической оси микроскопа проводят с помощью автокол¬
лимационной зрительной трубы. На опорную плоскость кольца ус¬
танавливают плоское зеркало. Оптическую ось автоколлиматора
предварительно выставляют параллельно оптической оси микро¬
скопа. Совпадение автоколлимационного изображения, сформиро¬
ванного пучком лучей, отраженных от поверхности зеркала, с
центром перекрестия гарантирует перпендикулярность опорной
плоскости кольца конденсора оптической оси микроскопа. Допу¬
стимая неперпендикулярность 15'.
254
После сборки осветительной системы (конденсора с ирисовой*
диафрагмой) ее устанавливают на осветительный столик и произ¬
водят установку рейки осветительного столика и регулировку хо¬
дов. Регулировку ходов осуществляют путем прокладок или под-
пиловки платиков, в результате чего выбирается зазор в зацепле¬
нии между рейкой и трибом.
Установка револьверной головки. После установки револьвер¬
ной головки 14 (см. рис. 12) проверяют перпендикулярность ее
торцов оптической оси тубуса. Контроль перпендикулярности про¬
водят автоколлимационным способом. В гнездо револьверной го-
ловки вворачивают втулку с зеркалом, плоскость которого перпен¬
дикулярна геометрической оси втулки. На опорный торец головки
устанавливают автоколлимационную трубу. Если торец револьвер¬
ной головки неперпендикулярен оси тубуса, то в поле зрения тру¬
бы наблюдается смещение изображения тест-объекта автоколли¬
матора. По величине смещения судят о неперпендикулярности. До¬
пустимая неперпендикулярность 10'. Центрирование гнезд револь¬
верной головки относительно оптической оси микроскопа проводят
с помощью регулировочных винтов.
Установка предметного столика. После установки предметного
столика 15 (см. рис. 12) проводят контроль перпендикулярности
его плоскости оси микроскопа. В тубус микроскопа устанавливают
объектив и окуляр, обеспечивающие получение автоколлимацион¬
ного хода лучей, а на поверхность стола — плоское зеркало. Если
плоскость стола неперпендикулярна оси микроскопа (автоколли¬
мационное изображение не совпадает с центром перекрестия сетки
окуляра), то наклоняют столик с помощью специальных регулиро-
вочных винтов или подпиливанием кронштейна. Допустимая вели¬
чина неперпендикулярности 15'. Осветительный столик выставля¬
ют так, чтобы от опорного торца кольца конденсора до верхней
плоскости предметного стола выдержать расстояние 25,32+0,05 мм.
Регулировку осуществляют за счет подпиливания штифта.
Установка механизма грубого и точного перемещения. Сборке
этих механизмов 10 и 9, (см. рис. 12) и регулировке плавности их
хода уделяют особое внимание, так как кинематическая чувстви¬
тельность микромеханизма должна быть, например, 0,24 мкм при
объективе микроскопа 90х X 1,30 и окуляре 15х.
Сборку и регулировку направляющих производят по методике,
изложенной в гл. VII и VIII. После сборки проверяют «качку» на¬
правляющих, вращение рукояток грубой и микропередачи, враще¬
ние рукоятки механизма осветителя, механизма регулировки осве¬
тительного столика, мертвый ход микромеханизма.
«Качку» контролируют следующим образом. Устанавливают
объектив 40х в револьверную головку, окуляр с сеткой 7х — в мо¬
нокулярную насадку, на предметный столик — объект-микрометр.
Микроскоп фокусируют на резкое вйдение объект-микрометра. На
тубусодержатель нажимают справа и слева. Смещение изображе¬
ния объект-микрометра относительно центра перекрестия сетки не
должно превышать 0,02 мм.
255
Мертвый ход микромеханизма проверяют следующим образом.
Фокусируют микроскоп йа резкое вйдение изображения объект-
микрометра, подводя тубус микромеханизмом сначала с одной,
а потом с другой стороны. Разность отсчетов по шкале не должна
превышать 0,002 мм.
После сборки микроскоп направляют в ОТК, где контролиру¬
ют плоскостность поверхности предметного стола, перпендикуляр¬
ность плоской поверхности фронтальной линзы конденсора, пер¬
пендикулярность кольца конденсора оси тубуса, оптическую длину
тубуса, центрирование конденсора и высоту конденсора, неизмен¬
ность фокусировки микроскопа при действии нагрузки 9,8 Н в те¬
чение 1 мин, перпендикулярность перемещения грубой и микрофо¬
кусировки, смещение изображения препарата относительно центра
перекрестия окуляра при переключении револьверной головки от
одного объектива к другому и величину расфокусировки. Если до¬
пуски на перечисленные параметры соответствуют требованиям
ТУ, микроскоп отправляют на упаковку.
§ 7. Технологическое контрольно-измерительное оборудование
Прибор контроля рабочего расстояния объективов бинокля.
Прибор предназначен для контроля рабочего расстояния (отрез¬
ка) объектива бинокля фотоэлектрическим методом. Пучок лучей
от осветителя 1 (рис. 222) проходит маторое стекло 2, светофильтр
3 и освещает щель 4, расположенную в фокальной плоскости объ¬
ектива 5. Из объектива йараллельный пучок лучей направляется
на контролируемый объектив 6, который фокусирует его в пред¬
метную плоскость микрообъектива 7. Микрообъектив проецирует
увеличенное изображение щели 4 в плоскость стеклянного моду¬
лятора 8. Далее пучок лучей падает на наклонное поворотное
зеркало 9. Если зеркало 9 находится в положении /, то пучок лу¬
чей через конденсор 10 попадает на приемную площадку фотоум¬
ножителя 11. Положение II зеркала 9 необходимо при юстировке
прибора для получения резкого изображения щели 4 на модуля¬
торе 8 с помощью микроскопа, состоящего из микрообъектива 12
и окуляра 13.
Прибор обеспечивает автоматическую фокусировку контроли¬
руемого объектива по максимальному контрасту и регистрацию
результата измерения рабочего отрезка испытуемого объектива на
цифровом табло регистрирующего устройства.
Установку и снятие контролируемого объектива на измеритель¬
ную позицию производят вручную. Настройку прибора осуществ¬
ляют по объективу, принятому за образец сравнения с известным
рабочим отрезком. Если контролируемый объектив имеет рабочий
отрезок, отличный от рабочего отрезка объектива, принятого за
образец сравнения, то четкое изображение щели будет не на моду¬
ляторе, а до или после него в зависимости от того, насколько ра¬
бочий отрезок контролируемого объектива больше или меньше ра¬
бочего отрезка образца сравнения.
256
Рис. 222. Оптическая схема прибора для контроля рабочего рас¬
стояния
Изображение щели перекрывает все дорожки диска модулято¬
ра 18 одновременно, поэтому фотоприемник (ФЭУ) воспринимает
прошедший через решетки диска поток, промодулированный не¬
сколькими частотами в зависимости от числа дорожек на диске
(рис. 223). Согласно этим пространственным частотам с фотопри¬
емника снимается электрический сигнал, имеющий первые гармо¬
ники нескольких временных частот. Изображение щели сканиру¬
ется по глубине относительно плоскости диска, причем фаза сиг¬
17-1511
257
нала, снимаемая с фотоприемника, будет различной в случае рас¬
положения изображения щели перед диском или после него. Ска¬
нирование изображения щели происходит за счет смещения мик¬
рообъектива 14 вдоль оптической оси. Это смещение осуществля¬
ется камертонным генератором. В процессе поиска плоскости мак¬
симального контраста микрообъектив совершает колебательные
движения вдоль оптической оси и в соответствии с этим электри¬
ческий сигнал, снимаемый с фотоприемника, оказывается промо-
дулированным по амплитуде частотой колебания микрообъектива.
Измеритель-индикатор 10 жестко связан с посадочной плос¬
костью испытуемого объектива и фиксирует положение посадоч¬
ного торца относительно плоскости изображения.
Одновременно перемещение посадочного торца связано с пово¬
ротом ротора сельсина 6, который является датчиком блока инди¬
кации. На цифровом табло блока индикации высвечивается число,
соответствующее истинному значению рабочего отрезка контроли¬
руемого объектива.
Для автоматической фокусировки контролируемого объектива
(рис. 223) служит следящий привод, состоящий из управляемого
двигателя 1У приводящего в движение через шкивы 2 и 3 червяч¬
ную пару редуктора 4 и 5 и далее через шкивы 9 и 8 винтовую
258
Рис. 223. Кинематическая схема прибора
пару 12. Винт перемещает каретку 13, на кронштейне 11 которой
расположен контролируемый объектив. Перемещение кронштей¬
на 11 передается на индикатор 10. Одновременно винтовая па¬
ра 12 через телескопическую муфту 7 вращает ротор сельсина 6.
На электромеханическом вибраторе 16 закреплен микрообъек¬
тив 14. Модулятор 18 через передачу на шкивах 19 и 17 приводит¬
ся в движение от двигателя 15.
Таким образом, работа на приборе сводится к установке (вруч¬
ную) контролируемого объектива на измерительную позицию,
фиксации показания по индикатору или с цифрового табло и сня¬
тию объектива с йрибора (вручную). Такой прибор позволяет в
8—9 раз снизить трудоемкость контроля по сравнению с визуаль¬
ными способами контроля и, что является не менее важным, за
счет объективности контроля повысить качество изготовленных
объективов.
Прибор для контроля наклона изображения и параллельности
оптических осей бинокля. Прибор состоит из блока коллиматоров
(рис. 224) и проектора (рис. 225). Блок коллиматоров состоит из
двух коллиматоров в исполнении /, II или III и одного в исполне¬
нии IV. Осветитель в исполнении /, II, III состоит из источника
света 1, двух зеркал 2, экрана 3, двухлинзового конденсора 4 и 5,
светофильтра 6У диафрагмы 7 и объектива 8. Диафрагма 7 пред¬
ставляет собой перекрестие, закрытое непрозрачным экраном с че¬
тырьмя отверстиями. Три отверстия в экране, которые расположе¬
ны вне оптической оси объектива, могут перекрываться заслонкой,
чтобы каждый раз одно отверстие оставалось открытым. Эти три
отверстия предназначены для контроля на приборе биноклей раз¬
ных типов.
Рис. 224. Блок коллиматоров прибора для контроля на¬
клона изображения и параллельности осей
Осветитель в исполнении IV отличается от рассмотренных вы¬
ше наличием диафрагмы 9, которая представляет собой перекре¬
стие, закрытое непрозрачным экраном с одним отверстием.
Проектор (рис. 225) содержит защитные стекла 3, поворотные
зеркала 4, фокусирующие объективы 2 и <5, поворотные зеркала
1 и 6 и экран 7.
Рассмотрим ход лучей в приборе. Двухлинзовый конденсор 4
и 5 (см. рис. 224) проецирует, два изображения нити накала ис¬
17
259
точника света 1, формируемые двумя зеркалами 2, на диафраг¬
му 7, расположенную в переднем фокусе коллимирующего объек¬
тива 8. Параллельные пучки лучей из коллиматоров в исполнении
/, II, III, отразившись от поворотных зеркал 4 (см. рис. 225) и
пройдя защитные стекла 3, попадают в объективы контролируемо¬
го бинокля.
Чтобы упростить изложение, рассмотрим далее ход лучей через
одну трубку бинокля. Из коллиматоров 5 (рис. 225) выходят по
два коллимированных пучка лучей под углом друг к другу, соот¬
ветствующие двум отверстиям в непрозрачном экране диафраг¬
мы 7 (см. рис. 224). Коллимированный пучок лучей, соответствую¬
щий отверстию, расположенному на оптической оси объектива
коллиматора, проходит бинокль и фокусируется, отразившись от
зеркал 1 и 6, на экран 7 (см. рис. 225). Коллимированный пучок
лучей, соответствующий отверстию, смещенному с оптической оси
объектива, попадает в объектив бинокля под углом <р к его опти¬
ческой оси. Пройдя бинокль, этот пучок лучей выходит из окуляра
под углом ф1 = <рЛ где Г — увеличение. Далее, отрааившись от
зеркал 1, пучок лучей падает в фокусирующий объектив 8. Угол
между зеркалами выбран так, чтобы после отражений коллимиро¬
ванный пучок лучей стал параллелен оптической оси бинокля в
случае отсутствия наклона изображения. При этом на экране 7
вертикальные штрихи изображений диафрагмы осветителя нахо¬
дятся на одной прямой.
260
Рис. 225. Проектор прибора
Наклон изображения приводит к смещению изображения от¬
верстия диафрагмы перекрестия. Величина этого смещения харак¬
теризует наклон изображения. Пучки лучей, вышедшие из освети¬
теля, проходят через вторую трубку бинокля, объективы 2 и 8
и дают на экране изображение отверстия с перекрестием и отвер¬
стия со штрихом. Смещением двух отверстий с перекрестием от¬
носительно друг друга определяют угол между оптическими осями
трубок бинокля. Объектив 8 служит для изменения масштаба изо¬
бражения.
Прибор для контроля совмещения фокусов объектива и оку¬
ляра бинокля. Предназначен для полуавтоматического контроля
расходимости или сходимо¬
сти пучка лучей на выходе
бинокля или, что практиче¬
ски то же самое, величины
несовпадения фокусов объ¬
ектива и окуляра бинокля.
Рис. 226. Принципиальная схема
прибора для контроля совмещения
фокусов
Рис. 227. Полуавтомат для запрессовки
втулки бинокля
261
Источник света 1 (рис. 226) через конденсор 2 освещает диа¬
фрагму диаметром «0,1 мм, расположенную в фокальной плоско¬
сти объектива 3 коллиматора. Пучок лучей из объектива 3 колли¬
матора через светофильтры 4 и 5 направляется в трубку контро¬
лируемого бинокля 6. После бинокля пучок лучей попадает в при¬
емный объектив 7, который формирует изображение диафрагмы
в плоскости модулятора 9. Модулятор представляет собой диск,
на который нанесены две дорожки, имеющие разную частоту
штрихов. Стеклянная пластинка 8 представляет собой диск с от¬
верстиями и служит для сканирования изображения диафрагмы
по глубине относительно плоскости штрихов вдоль оптической оси.
Линза 10 проецирует изображение диафрагмы в плоскости фото¬
приемника 11. Фотоприемник воспринимает модулированный све¬
товой поток и вырабатывает электрический сигнал. При сканиро¬
вании изображения диафрагмы величина сигнала, снимаемого с
фотоприемника И, будет изменяться. Сканирование изображения
диафрагмы вдоль оптической оси происходит в результате измене¬
ния величины оптического хода лучей в стеклянной пластин¬
ке 8.
Источник света 13 служит для подсветки дорожки опорной ча¬
стоты модулятора 9. Световой поток, промодулированный опорной
частотой, поступает на фотоприемник 12.
Юстируемый бинокль устанавливают на измерительную пози¬
цию прибора. Если фокус объектива совпадает с фокусом окуля¬
ра, то параллельный пучок лучей на входе в бинокль Останется
параллельным и на выходе из окуляра. В этом случае на цифро¬
вом табло прибора высвечивает информация «Годен» или «О».
Еслй фокусы объектива и окуляра не совпадают друг с другом,
то пучок лучей на выходе из бинокля не будет параллельным,
а будет или сходящимся, или расходящимся. В этом случае на
цифровом табло прибора высвечивается величина и знак несовпа¬
дения. Смещая окуляр вдоль оптической оси, добиваются совмеще¬
ния фокуса объектива и фокуса окуляра.
Устройство для соединения корпусов бинокля (запрессовки
втулки). Устройство представляет собой (рис. 227) многопозици¬
онный агрегатированный полуавтомат дискретного действия, т. е.
все переходы технологического процесса осуществляются во время
остановки поворотного механизма, перемещающего собираемые
детали относительно исполнительных механизмов. Полуавтомат
состоит из силовой головки /, поворотного стола 2, установленных
на станине 4. На поворотном столе 2 установлена планшайба 5
с носителями и образующими приспособлениями корпуса бинокля.
Внутри станины размещено пневмооборудование 7 и электрообо¬
рудование 3. При работе полуавтомата в режиме «Один цикл»
управление полуавтоматом осуществляют педалью 6.
Силовая головка (рис. 228) полуавтомата предназначена для
запрессовки втулки в корпуса бинокля. Она состоит из сварной
стойки 1 с направляющими, по которым с помощью винтовой па¬
ры 2 перемещается пневмогидравлический привод, состоящий из
262
двухступенчатого пневмоцилиндра 3, гидравлического цилиндра 4
и щелевого дросселя 7. На корпусе пневмогидравлического приво¬
да (см. рис. 228) закреплены два бесконтактных датчика 11, а на
штыре 12, установленном на хомуте 13 и связанном со штоком 14
пневмогидравлического привода, закреплен флажок 10. Флажок
при движении штока перемещается из щели верхнего датчика
в щель нижнего датчика, выдавая пр'и этом сигнал о крайних по¬
ложениях штока. Гидравлический цилиндр 4 с дросселем 7 пред¬
назначен для регулирования скорости перемещения штока 9. При
перемещении штока пневмоцилиндра вниз под действием сжатого
воздуха закрепленный на этом штоке поршень 6 гидравлического
цилиндра 4 вытесняет масло из полости А через канал Б в по¬
лость В: Масло, проходя через щелевой дроссель 7, замедляет
скорость перемещения штока 9. Сечение дросселя определяется
сечением отверстия в теле пальца 8. Положение силовой головки по
высоте регулируется вращением рукоятки 5. Контроль перемещения
осуществляется по линейке 15.
263
Рис. 228. Силовая голов¬
ка
Рис. 229. Поворотный стол
Стол поворотный выполнен (рис. 229, а) в виде восьмипозици¬
онного поворотного механизма, на валу которого закреплена план¬
шайба с базирующими приспособлениями. Поворотный механизм
обеспечивает прерывистое вращение планшайбы с помощью пнев¬
моцилиндра 1 (рис. 229,6). Усилие от штока 2 пневмоцилиндра
передается на серьгу 4, установленную подвижно на валу 17
(рис. 229, а) планшайбы. Серьга снабжена подпружиненной со¬
бачкой 16, которая взаимодействует с храповым колесом 15, жест¬
ко установленным на вал 17 планшайбы^ При выдвижении штока
пневмоцилиндра поворачивается серьга вместе с собачкой и вра¬
щение через храповой механизм передается на вал планшайбы.
При обратном ходе штока собачка проходит мимо храпового ко-
264
Рис. 229. Продолжение
леса и серьга возвращается в исходное положение. Одновременна
при обратном ходе штока пневмоцилиндра серьга 4 через тягу 3
(рис. 229,6) и фрикционную муфту 14 передает движение на
вал 17 в обратную сторону. При этом подпружиненный рычаг 12
западает в паз планшайбы 5 и она фиксируется в рабочей пози¬
ции. Для обеспечения остановки планшайбы 5 в заданном поло¬
жении при прямом ходе пневмоцилиндра служит тормоз. Колодки
тормоза 11 и 13 раздвигаются-при торможении кулачком 10, ко¬
торый поворачивается через ось 6 и прижим 7 упором 8У установ¬
ленным на серьге 9. При торможении колодки 11 и 13 упираются
в диск 18, установленный на планшайбе 5. При повороте стола
собачка 16, вступая в зацепление со следующим зубом храпового
265
колеса /5, поворачивает планшайбу 5 на следующую позицию.
Рычаг 12 при этом выжимается из паза планшайбы 5 ее скосом.
Планшайба (рис. 230) служит для размещения и фиксации
корпусов бинокля при подаче их в зону запрессовки. Планшайба
состоит из диска 4, носителей 5, перемещающихся вертикально на
направляющих 6. Носители поджимаются в крайнее верхнее поло¬
жение пружинами 7. На каждом из носителей установлены упо¬
ры 11, определяющие положение корпусов бинокля на планшайбе.
Центрирование оси и корпусов бинокля с осью штока силовой го¬
ловки осуществляется с помощью штыря 3, поджатого пружиной 2
и перемещающегося во втулке /.
При запрессовке штырь 3 под действием оси бинокля утопает
во втулке 1. От возможных перемещений корпуса бинокля удер¬
живаются захватом 8, прижимающим собираемый бинокль к верх¬
266
Рис. 230. Планшайба
ней плоскости носителя 5. Захват 8 расположен на подпружинен¬
ной поворачивающейся оси 9 с роликом 10, при надвигании кото¬
рого на копир 12 происходит расфиксация корпусов. Расфиксация
корпусов осуществляется в зоне установки и съема корпусов на
двух ближайших к оператору позициях поворотного стола.
Рис. 231. Принципиальная схема прибора для контроля синхроконтак¬
тов
Прибор контроля синхроконтактов. Предназначен для провер¬
ки работоспособности синхроконтактов фотоаппаратов. Црибор
(рис. 231) обеспечивает контроль трех возможных состояний син¬
хроконтактов: короткое замыкание, обрыв цепи синхроконтакта,
нормальное срабатывание синхрокортакта. Результат контроля
индуцируется с помощью лампы индикации «Годен», которая при
коротком замыкании цепи синхроконтакта горит непрерывно, при
обрыве не горит, а при нормальном срабатывании кратковременно
загорается и гаснет.
267
Прибор работает следующим образом. Время срабатывания
синхроконтакта составляет долд секунды, поэтому для визуально¬
го контроля используют импульс ждущего мультивибратора, за¬
пускаемого синхроконтактом. Длительность 'этого импульса может
плавно регулироваться в пределах 0,5—0,2 с. В исходном состоя¬
нии на вход ждущего мультивибратора (контакты 9, 10 микросхе¬
мы Э1) поступает высокий потенциал с делителя Ru R3, /?4. При
этом на выходе мультивибратора (контакт 8 микросхемы Э1) ус¬
танавливается низкий потенциал. Транзисторы Т1 и Т2 закрыты
и лампа индикации JI2 не горит. При замыкании еинхроконтакта на
вход мультивибратора поступает низкий потенциал. С выхода ин¬
вертора Э1.2 (контакт 8)' поступает высокий потенциал, откры¬
вающий транзистор 77, при этом загорается лампа JI2. Конден¬
сор СЗ начинает заряжаться через резистор R6 и резистор R2. Ре¬
зистор R2 плавно регулирует время зарядки. Напряжение на кон¬
денсаторе СЗ увеличивается до тех пор, пока не откроется тран¬
зистор Т2, в результате на его коллекторе появляется низкий по¬
тенциал, поступающий на вход инвертора Э1.1 (контакты /, 2)
и возвращающий мультивибратор в исходное состояние. При этом
на выход инвертора Э1.2 (контакт 8) поступает низкий потенциал,
транзистор Т1 закрывается, лампа индикации гаснет, конденсатор
СЗ разряжается через резистор R6 и диод Д6, служащий для ус¬
корения разряда. Транзистор Т2 закрыт. Схема возвращается в ис¬
ходное состояние. Если синхроконтакт замкнут на интервал време¬
ни больший, чем установленная длительность импульса ждущего
мультивибратора (например, при коротком замыкании в цепи син¬
хроконтакта), то положительный потенциал на выходе мультивиб¬
ратора будет до тех пор, пока замкнут синхроконтакт, т. е. лампа
индикации будет гореть непрерывно.
Прибор контроля положения плоскости наводки. Прибор пред¬
назначен. для контроля совмещения средств наводки объектива
фотоаппарата на резкость (матовая поверхность, микрорастр)
с плоскостью наилучшей резкости изображения и для согласова¬
ния этой плоскости с плоскостью рабочих полозков фильмового
канала фотоаппарата. Оптическая схема прибора состоит
(рис. 232) из осветителя, включающего источник света 1 и конден¬
сор 2, коллиматорного объектива 13, в фокальной плоскости кото¬
рого расположены тест-объект 3 и автоколлимационная сетка 4У
фотографического объектива 14 с рабочим отрёзком, соответст¬
вующим рабочему расстоянию камеры контролируемого фотоап¬
парата 15. Между тест-объектом 3 и коллимационным объекти¬
вом 13 установлена куб-призма 9, направляющая лучи, идущие от
коллимационного объектива 13 на автоколлимационную сетку 4.
Проекционный объектив 8 строит изображение сетки 4 в плоско¬
сти мишени телевизионной камеры 7 или в фокальной плоскости
окуляра 5 в зависимости от того, как установлено зеркало 6. На
оптической оси проекционного объектива 8 за куб-призмой 9 уста¬
новлен микрообъектив 11, который строит изображение шкалы 12
в плоскости автоколлимационной сетки 4. Шкала 12 связана с
268
подвижкой объектива 13. Для уменьшения габаритных размеров
прибора и более удобной компоновки между куб-призмой 9 и кол¬
лимационным объективом 13 помещены два взаимно перпендику¬
лярных зеркала 10.
Пучок лучей от источника света 1 проходит конденсор 2, тест-
объект 3, куб-призму 9, меняет направление на зеркалах 10 и вы¬
ходит из коллимационного объектива 13 параллельным. Фотогра¬
фический объектив 14 собирает этот параллельный пучок света и
Рис. 232. Оптическая схема прибора
269
строит изображение тест-объекта 3 в своей фокальной плоскости.
На опорный торец фотографического объектива 14 устанавливают
контролируемый фотоаппарат 15, к полозкам фильмового канала
которого прижимается зеркало 17. При поднятом визирном зерка¬
ле 16 контролируемого фотоаппарата 15 изображение тест-объек-
та 3, которое строит фотографический объектив, попадает на
зеркало 17 и будет резким, если рабочее расстояние фотографиче¬
ского объектива 14 равно рабочему расстоянию камеры контроли¬
руемого фотоаппарата 15, и нерезким, если эти расстояния не сов¬
падают. Далее пучок лучей, отразившись от зеркала 17, проходит
объективы 14 и 13 и строит автоколлимационное изображение
тест-объекта 3 на сетке 4. Затем объектив 8 проецирует это изо¬
бражение в плоскость мишени телевизионной камеры 7 или в фо¬
кальную длоскость окуляра 5. Наводку изображения тест-объек¬
та 3 на резкость осуществляют подвижкой вдоль оси телевизион¬
ного объектива 13.
При опущенном визирном зеркале 16 контролируемого фото¬
аппарата 15 пучок лучей от источника света 1 попадает на мато¬
вую поверхность (микрорастр) коллективной линзы 18. Изображе¬
ние структуры этой поверхности строится объективами 14 и 13 на
автоколлимационной сетке 4 и проецируется объективом 9 в плос¬
кость мишени телевизионной камеры 7 или в фокальную плоскость
окуляра 5.
Изображение структуры матовой поверхности (микрорастра)
коллективной линзы на экране телевизора 7 или в окуляре 5 бу¬
дет резким, если матовая поверхность (микрорастр) находится в
фокальной плоскости фотографического объектива 14. В против¬
ном случае изображение будет нерезким. Наводку изображения
на резкость осуществляют подвижкой вдоль оптической оси кол¬
лимационного объектива 13.
После получения резкого изображения на экране телевизора 7
структуры матовой поверхности коллективной линзы 18 световой
поток, идущий от источника света 1 к зеркалам 10, перекрывается
за куб-призмой 9. Пучок лучей, отразившись от склейки куб-
призмы 9, через микрообъектив 11 освещает шкалу 12 подвижки
объектива 13. Изображение шкалы 12 строится микрообъекти¬
вом 11 в плоскости сетки 4 и проецируется объективом 8 в плос¬
кость мишени телевизионной камеры 7 или в фокальную плоскость
окуляра 5.
Контролируемый фотоаппарат .устанавливают на прибор, взво¬
дят рычаг затвора, устанавливают выдержку «В» и нажимают на
кнопку спуска затвора. Включают осветитель, который освещает
тест-объект (марку) 3. Изображение марки проецируется объек¬
тивами 14 и 13 на отражающую поверхность зеркала 17, прижато¬
го к полозкам фильмового канала фотоаппарата. Рассматривают
автоколлимационное изображение марки 3, сформированное пуч¬
ком лучей, отраженных от зеркала 17 на экран телевизора или
в окуляр. Поворотом специальной рукоятки получают резкое изо¬
бражение на экране телевизора или в окуляре. Рассматривают на
270
экране телевизора шкалу и ссГвмещают перекрестие сетки с ин¬
дексом «О» шкалы перемещения объектива 13 коллиматора. Осво¬
бождают кнопку спуска и рассматривают на экране телевизора
структуру плоскости наводки визира фотоаппарата. Вращением
специальной рукоятки добиваются резкого изображения вершинок
микропирамид плоскости наводки или структуры матовой поверх¬
ности.
Рис. 233. Оптико-механи¬
ческий блок прибора для
контроля временных па¬
раметров фотоаппарата
Рис. 234. Электронный
блок прибора для конт¬
роля временных пара¬
метров фотоаппарата
Прибор контроля временных параметров фотоаппаратов типа
«Зенит». Прибор предназначен для автоматического измерения
времени выдержек фотоаппарата в начале, середине и в конце
кадра в относительных единицах; скорости шторки затвора в на¬
чале и конце кадра в относительных единицах; для индикации
соответствия времени упреждения синхроконтактов «М» и «X» ве¬
личине, установленной ГОСТ 19821—74. Принцип действия прибо¬
ра основан на подсчете числа импульса кварцевого генератора за
отрезок времени, соответствующий измеряемой выдержке. Прибор
состоит из оптико-механического (рис. 233) и электронного
(рис. 234) блоков. В состав оптико-механического блока (см.
рис. 233) входит осветитель 1, фотоэлектрический преобразова¬
тель 3, усилитель 4 и контролируемый фотозатвор 2. В состав
электронного блока (см. рис. 234) входит кварцевый генератор /,
формирователь 2, блок питания 3, блок индикации 4У трехканаль¬
ный счетчик 5. Оптико-механический блок предназначен для пре¬
образования светового потока, проходящего через контролируе¬
мый фотозатвор в электрический сигнал. Блок электронный пред¬
назначен для подсчета числа импульсов кварцевого генератора за
время срабатывания фотозатвора.
При установке контролируемого фотоаппарата на прибор пучок
лучей от источника света 1 (см. рис. 233) проходит через фотоза¬
твор 2 и поступает на фотоэлектронной преобразователь 3. В со¬
став фотоэлектронного преобразователя входят три фотодиода. Во
время пробега шторки фотозатвора фотодиоды поочередно осве¬
щаются через ще^ь в шторке. Катод каждого из фотодиодов под¬
ключен к соответствующему усилителю (всего из три), входящему
в состав блока. Сигналы с трех усилителей 4 блока поступают
в формирователь 2 (см. рис. 234) электронного блока. Формиро¬
271
ватель предназначен для формирования сигналов управления
трехканального счетчика 5.
Счетчик трехканальный 5 предназначен для подсчета количе¬
ства импульсов кварцевого генератора за время прохождения
шторкой фотозатвора трех участков кадра — «Начало», «Середи¬
на», «Конец». Сигналы с кварцевого генератора сравниваются
с сигналами с фотодиодов. Результаты измерения высвечиваются
на газоразрядных индикаторах блока индикации 4.
Перед началом измерений производят калибровку прибора.
Конструкцией прибора предусмотрен переключатель рода работы,
который перед началом измерений ставят в положение «Конт¬
роль». Образцовый фотоаппарат устанавливают на посадочное
место оптико-механического блока, а переключатель выдержек
фотоаппарата — в положение «В». Соответствующими рукоятками
проверяют номинальные значения тока фотодиодов, оговоренные
в ТУ. Для проведения измерений переключатель рода работы ус¬
танавливают в положение «Работа», а контролируемый фотоап¬
парат— на посадочное место оптико-механического блока. Нажи¬
мают кнопку «Пуск» фотозатвора и снимают показания с трех
цифровых табло. Прибор обеспечивает относительный отсчет ре¬
зультатов измерений, т. е. если измеряемая выдержка соответст¬
вует номинальной на всех участках кадра, то на трех табло вы¬
свечивается 1,00.
Измерение скорости движения шторки фотозатвора и индика¬
цию времени упреждения синхроконтактов производят на приборе
одновременно. Для этого переключатель рода работ устанавлива¬
ют в положение «Работа». Нажимают кнопку «Пуск» фотозатвора
и снимают цифровые показания с табло блока индикации о ско¬
рости движения шторки фотозатвора в относительных единицах;
на зоны замыкания синхроконтакта указывают три лампы: «Боль¬
ше», «Норма», «Меньше».
Контрольные вопросы
1. В чем заключается сущность центрирования по автоколлиматору?'
2. Расскажите о последовательности сборки коллиматоров.
3. В чем заключается юстировка коллиматоров, автоколлиматоров и зри¬
тельных труб при сборке?
4. Расскажите об устранении наклона изображения при сборке бинокля.
5. Как обеспечивается параллельность оптических осей бинокля при сборке?
6. Какие основные параметры необходимо выдерживать при сборке фото¬
аппарата?
7. Расскажите о контрольно-измерительном оборудовании, применяемом при
сборке оптических приборов.
Глава XVIII. СБОРКА СПЕКТРАЛЬНЫХ ПРИБОРОВ
§ 1. Схема и конструкция приборов
Схема и характеристики спектрального прибора. В спектраль¬
ном приборе излучение источника света разлагается в спектр. По
способу разложения света в спектр разделяют призменные прибо¬
272
ры и приборы с дифракционными решетками, по назначению, спо¬
собу наблюдения и регистрации спектров — монохроматоры, спект¬
роскопы, спектрографы, спектрофотометры и спектрометры. Моно¬
хроматоры предназначены для получения монохроматического из¬
лучения, или излучения одной длины волны. Спектры в спектро¬
скопах наблюдают визуально, в спектрографах регистрируют на
фотопластинку или пленку, в спектрофотометрах и спектромет¬
рах— приемником лучистой энергии и записывают на специаль¬
ных бумажных бланках.
Рис. 235. Оптическая схема спектрального прибора
Спектральные приборы для видимой, инфракрасной и ультра¬
фиолетовой областей спектра изготовляют серийно партиями от
единиц до нескольких десятков штук в месяц.
Независимо от назначения и спектральной области работы
каждый прибор содержит следующие основные узлы (сборочные
единицы) (рис. 235): осветителя /, включающего источник излу¬
чения 1 и конденсор 2\ коллиматора //, состоящего из входной
щели 3 и объектива 4; монохроматора ///, имеющего диспергирую¬
щую призму 5 или дифракционную решетку; коллиматора IV,
включающего объектив коллиматора 6 и выходную щель 7; изме¬
рения и регистрации спектра V, состоящего, например, из прием¬
ника лучистой энергии.
Тело накала источника излучения 1 изображается конденсо¬
ром 2 через входную щель 3 в плоскости объектива коллиматора.
Входная щель расположена в фокальной плоскости объектива.
Выходящий из него параллельный пучок света проходит диспер¬
гирующую призму 5 и разлагается в сцектр. Объективом 6 спектр
проектируется в плоскость выходной щели 7, где регистрируется
и измеряется, например, с помощью приемника лучистой энергии.
Устройство приемной части определяется способом регистрации
спектра и может несколько отличаться от изложенной выше.
Качественно спектральные приборы характеризуются линейной
дисперсией, разрешающей способностью, светосилой, долей рас¬
сеянного излучения, величиной шумов при записи спектра в спект¬
рометрах и воспроизводимостью результатов регистрации спектра.
Линейная дисперсия определяется только конструкцией прибо¬
ра и не зависит от его сборки и юстировки.
18-1511
273
Разрешающая способность определяется шириной входной и
выходной щелей, разрешающей способностью приемника излуче¬
ния и аберрациями фокусирующей и диспергирующей систем. При
этом разрешающая способность диспергирующей системы снижа¬
ется при диафрагмировании светового пучка оправами или други¬
ми какими-либо частями оптической системы.
Характерным примером практических возможностей спектраль¬
ного прибора являются показатели разрешающей способности.
Известно, что спектральные приборы с призмами средних диспер¬
сий должны иметь разрешающую способность 103—105.
Однако конструктивное исполнение, качество сборки и юсти¬
ровка приводят к тому, что реальная разрешающая способность
в несколько раз меньше ожидаемой. Так, разрешающая способ¬
ность призменного спектрометра ИКС-22 на длине волны 10 мкм
около 250.
Светосила спектрального прибора связана с освещенностью
или лучистым потоком, проходящим через выходное отверстие
прибора. Светосила и разрешающая способность находятся в об¬
ратной зависимости, т. е. это связанные характеристики. Светоси¬
ла в значительной степени зависит от качества сборки и юстиров¬
ки прибора.
Другие характеристики спектральных приборов также в значи¬
тельной степени определяются качеством работ, проводимых в
процессе сборки и юстировки.
Рис. 236. Спектрофотометр СФ-18
Конструкция спектрального прибора. Назначение и технические
характеристики спектрального прибора определяют его оптиче¬
скую, кинематическую и электрическую схемы. Однако даже,, у
сложных спектральных приборов все элементы оптической схемы,
а также кинематика раскрытия щелей, перемещения дисперги¬
рующих элементов или узлов развертки спектра, кинематика ре¬
гистрирующей части прибора конструктивно расположены на чу¬
гунной плате толщиной 10—15 мм. Посадочная плоскость платы
является базовой поверхностью при сборке и установке узлов, по¬
этому она отфрезерована с допуском на неплоскостность не более
274
0,05 мм и дополнительно шабрится с точностью ±1'. Для умень¬
шения доли рассеянного света в приборе плату чернят.
Все основные узлы оптической схемы и большинство механи¬
ческих узлов приборов (рис. 236) конструктивно исполнены и
смонтированы на кронштейнах 1 и стойках 2, закрепляемых при
сборке на плате 3. Плата укреплена на жесткой чугунной литой
станине 4 и сверху закрывается'чугунным литым кожухом. Такая
массивная конструкция прибора (масса этих приборов достигает
сотен килограммов) вызвана необходимостью исключить погреш¬
ность измерения от воздей¬
ствия вибраций и других
внешних факторов.
В спектрографах и мо¬
нохроматорах к станине
крепится рельс специально¬
го профиля. Рельс, предна¬
значенный для закрепления
различных источников и
приемников лучистой энер¬
гии, а также других элемен¬
тов, устанавливают парал¬
лельно оптической оси при¬
бора в направляющие ста¬
нины 5 (рис. 237).
§ 2. Изготовление и сборка щелей
Одними из ответственных элементов спектральных приборов
являются стандартизованные входная и выходная щели прибора.
В щелевом механизме диафрагмирование световых пучков осу¬
ществляется лезвиями ножей. Профиль лезвий может быть пря¬
мым или радиусным, что бывает необходимо для компенсации
кривизны изображения, вызываемой призмами.
Назначение щелей заключается в обеспечении симметричного
заданного предела раскрытия от 0 до 4 мм или от 0 до 0,4 мм.
При этом обеспечивается погрешность раскрытия от 0,01 до
0,001 мм. Высота ножей равна 15 мм.
Ножи 1 (рис. 238) диафрагмируют падающий на них световой
пучок своими лезвиями. При этом необходимое раскрытие щели
осуществляется от микрометрического винтл 4 перемещением кли¬
нового устройства 3. Клиновые поверхности устройства 3 соприка¬
саются со штифтами 2 и через них передают усилие на раздвиже-
ние ножей 1 по направляющим 5 корпуса механизма щели. При
закрытии щели необходимое силовое замыкание штифтов 2 и кли¬
нового устройства 3 создается плоскими пружинами 6. Пружины
рассчитаны и расположены так, чтобы под действием их лезвия
ножей лишь соприкасались друг с другом. Пружинами (на схеме
не изображены) обеспечивается также надежное прилегание но¬
жей к направляющим плоскостям. Считывание ширины раскрытия
18*
275
Рис. 237. Монохроматор ЗМР-З
щели осуществляется с барабанчика микрометрического винта 4.
Заданные пределы раскрытия и необходимая ее точность обеспе¬
чиваются использованием микрометрического винта 4 и качест¬
вом изготовления клинового устройства 3.
К механизмам щелей предъявляют следующие требования:
механизм изменения ширины щели должен работать плавно, без
4 скачков и заеданий; разность между фактической шириной щели
и отсчетом по барабанчику микрометрического винта не должна
превышать 2—6 мкм у щели 0,001 мм и 5—25 мкм у щели 0,01 мм,
при этом воспроизводимость установки одной и той же щели дол¬
жна находиться в тех же пределах; на лезвиях ножей при провер¬
ке в монохроматическом свете не должно быть видно вмятин, за¬
зубрин, неровностей. Эти требования обеспечиваются при изготов¬
лении и сборке элементов механизма щели.
Ножи (рис. 239) изготовляют из стали 4X13 фрезерованием,
затем ножи обрабатывают притиром на кварцевой плите с приме¬
нением пасты ГОИ. Лезвия ножей доводят до шероховатости
#2=0,05 мкм в специальном приспособлении — держателе не¬
скольких ножей. Профиль ножей проверяют наложением их на
зеркальный шаблон по просвету между лезвием ножа и шаблоном.
Вмятины и зазубрины на лезвиях ножей недопустимы. Их контро¬
лируют под микроскопом с увеличением 60х. Трущиеся поверхно¬
сти Б и С ножей доводят притиром до шероховатости Ra =
= 0,16 мкм. Допустимая неплоскостность Л^4 кольца, неперпен-
дикулярность плоскостей Б и А плоскостями В и С 0,005 мм.
Перед установкой в механизм щели ножи комплектуют в пары.
Допустимая неравномерность ножей по толщине, устанавливаемых
в один механизм щели, не более 0,005 мм. Максимально допусти¬
мая разность в размерах (а, б, в) лезвий около 0,01 мм. При ус¬
тановке ножей используют, специальную технологическую оснаст¬
ку в виде контрольной шайбы для центрирования ножей в корпу¬
5
Рис. 238. Схема механизма
щели
Рис. 239. Ножи щели
276
се. Установку направляющих под ножи выполняют с помощью
контрольного шаблона.
Сборку ведут по рабочему чертежу щели. Все трущиеся по¬
верхности смазывают. При приемо-сдаточном контроле проверя¬
ют плоскостность ножей под микроскопом с увеличением 50х. Рас¬
фокусировка микроскопа недопустима.
Вмятины, зазубрины и неровности ножей
контролируют на спектроскопе при минималь¬
ном открытии щели около 0,005 мм. При
этом в поле зрения не должно быть заметно
неровностей фона, черных и белых полос, ука¬
зывающих на загрязненность и механические
дефекты ножей. При необходимости чистку
щели производят уголком тонкой безволокни-
стой бумаги, сложенной в несколько раз.
Зажимают бумагу ножами и проводят ею по
всей длине лезвий в одном направлении.
В спектрофотометрах и спектрометрах ис¬
пользованы модернизированные конструкции
щелей (рис. 240). Открытие и закрытие ножей
происходит при перемещении штока 1 с под¬
шипником качения 2 на конце. Шток нахо¬
дится в контакте с клином 3, величина пере¬
мещения которого задает требуемое открытие
щели.
§ 3. Сборка и крепление фокусирующих элементов
В спектральных приборах широко используют как линзовые,
так и зеркальные фокусирующие элементы конденсоров и колли¬
маторов. При сборке оптических фокусирующих элементов нельзя
допускать непосредственного воздействия крепежных или устано¬
вочных винтов на оптические детали и предусматривается возмож¬
ность регулирования усилия зажима. В этом случае в оптике не
возникает напряжений и деформаций, ухудшающих качество изо¬
бражения. В большинстве спектральных приборов линзовые объ¬
ективы коллиматоров ахроматичны. Их монтируют в корпусе-тру¬
бе с установкой линз по упору-проточке. Линзы поджимают уп¬
ругим кольцом и крепят гайкой. Центрирование и сборка таких
объективов изложена в гл. XVI. Весь объектив в трубе монтируют
на подставке. Труба имеет возможность подвижек в подставке,
а подставка — на основной плате прибора. Эти подвижки необхо¬
димы для последующей юстировки.
Применение зеркальной оптики улучшает качество спектра.
Зеркала объективов коллиматоров могут иметь сферическую или
асферическую отражающую поверхность, причем в некоторых кон¬
струкциях приборов асферические зеркала устанавливают так,
чтобы отражать падающий световой поток внеосевой зоной зерка¬
ла. Вершина зеркала в этом случае отмечается штрихом на опра¬
277
Рис. 240. Управление
раскрытием щели ав¬
томатизированных
приборов
ве. Широко распространенная конструкция для крепления зер¬
кальной оптики показана на рис. 241. Зеркальные объективы 1
крепят в оправе 3, 4 и поджимают пружинным кольцом 2. Оправа
с зеркалом имеет котировочные подвижки а и б и наклоны виг
на стойке 4 с помощью сферических гаек 5.
Рис. 241. Узел крепления зеркаль¬
ного объектива
В приборах, работающих в широком диапазоне спектра
(200—2500 нм), например в монохроматоре МДР-2, применяют
двухлинзовый кварцевый конденсор. Так как конденсор неахро¬
матичен, то при работе в различных областях спектра производят
Рис. 242. Конденсатор
монохроматора МДР-2
Рис. 243. Крепление кон¬
денсатора на оправе ще¬
ли
278
его перефокусировку, т. е. изменяют расстояние между линзами
конденсора. Поэтому конденсор собирают в трубе 1, где обе лин¬
зы могут перемещаться вдоль оптической оси конденсора с после¬
дующим фиксированием винтами 2 в нужном положении
(рис. 242). Каждую линзу при этом устанавливают по шкале 3.
К монохроматору прилагают таблицу положений линз для раз¬
личных областей спектра.
Линзовые конденсорные системы состоят из одной или трех
оптических деталей, собранных в корпусе-трубе 2. Конденсорные
системы имеют нась!пную конструкцию. Их часто размещают и
крепят на оправе входной щели 1 (рис. 243).
§ 4. Крепление и подвижки призм и решеток
В однопризменном приборе или в приборе с двумя одинаковы¬
ми монохроматорами призмы неподвижны, поэтому их крепят
жестко. Жесткость крепления обеспечивается приклейкой призмы
к столику герметиком УТ-34 с последующим винтовым соединени¬
ем столика с основанием прибора.
Рис. 245. Крепление и кинематика перемеще¬
ния призм спектрографа ИСП-51
В некоторых при¬
борах, особенно прибо¬
рах для ИК-области
спектра, призму У, из¬
готовленную из гигро¬
скопичных материа¬
лов, устанавливают на
столике 2 по упорам <?,
а сверху ее поджимают планкой 4 на двух винтах 5 (рис. 244).
Крепление не должно вызывать натяжений в материале призм.
В спектральных приборах, когда необходимо обеспечить посто¬
янство угла отклонения для всех лучей спектра и исключить винь¬
етирование пучков лучей при повороте призмы, применяют много-
иризменную диспергирующую систему, которая может поворачи¬
ваться вокруг оси, параллельной ее преломляющему углу. Основ¬
ным элементом такой системы является призма постоянного угла
отклонения, или призма Аббе. Это две склеенные флинтовые приз¬
мы с углом при вершине 30° и прямоугольная кроновая призма,
279
Рис. 244. Крепление призм
на гипотенузной грани которой лучи претерпевают полное внутрен¬
нее отражение. Крепление призм в спектрографе ИСП-51 и кине¬
матика их взаимного перемещения изображены на рис. 245.
Вращение средней призмы Аббе 1 вокруг оси 01 осуществляет¬
ся от микровинта 2, закрепленного на корпусе прибора. Призмы
3 и 4 вращаются вокруг осей 0г и 03. Согласованное вращение
призм осуществляется с помощью стальных лент 5.
Спектральные приборы оснащают дифракционными решетками
или репликами дифракционных решеток. Решетки подразделяют
на следующие типы: по форме рабочей поверхности — на плоские
(П), вогнутые (В); йо форме заготовок — на круглые (KP)j, круг¬
лые со срезанными сегментами (КС), прямоугольные (ПР), квад¬
ратные (КВ); по способу нанесения штрихов—непосредственно
на поверхности стекла (преимущественно тип В), на слое алюми¬
ния, напыленного в вакууме на заготовку решетки. В последнем
случае к их шифру добавляют букву А, например АПКР. Решетки
подразделяют также по группам в зависимости от используемого
в приборе фокусного расстояния объектива. Дифракционные ре¬
шетки изготовляют со следующими числами штрихов на 1 мм:
200, 300, 600, 1200. Запись дифракционной решетки в чертеже, на¬
пример АПКВ-120х120\ 1200, 100x90; 15°; 1, означает, что диф¬
ракционная решетка нарезана на алюминиевом слое, нанесенном
на плоскую пластину квадратной формы размером 120X120 мм,
число штрихов 1200, размер решетки 100X90 мм, угол блеска 15°,
решетка первой группы. Под углом блеска понимается угол меж--
ду нормалью к решетке и направлением пика максимума концент¬
рации энергии при автоколлимационной установке решетки. Пер¬
вая группа характеризует способность решетки работать в прибо¬
рах с объективами любых фокусных расстояний.
Для установки в спектральные приборы поставляют плоские
и выпуклые отражательные реплики дифракционных решеток
с числом штрихов 1—500 на 1 мм и 600—1200 на 1 мм. Реплики
получают копированием профиля нарезанной части дифракцион¬
ной решетки с помощью полимерных пленок. Пленки приклеива¬
ют к стеклянной пластинке, а на рабочую поверхность наносят
зеркальный слой алюминия. Применение реплик вызвано их деше¬
визной. В соответствии с техническими требованиями и учетом
технологии изготовления реплики на ее поверхности допускаются
недопечатки величиной менее 0,5 мм, включения в виде мелких
точек, мало заметные потеки, не влияющие на внешний вид. При
установке в прибор экранировка отдельных участков решеток и
реплик не допускается.
В спектральных приборах дифракционные решетки или репли¬
ки 1 крепят в оправе 2 пружинными кольцами или лапками 3
(рис. 246), при этом обеспечивается возможность плавного рабо¬
чего движения оправы 2 с решеткой или репликой 1 вокруг оси
0202, параллельной штрихам и совпадающей с рабочей поверх¬
ностью решетки или реплики 1. Конструкция узла предусматрива¬
ет также юстировочную подвижку решетки 1 в оправе 2 вокруг
280
оси OiOi для выведения штрихов решетки параллельно входной и
выходной щелям прибора и подвижку, обеспечивающую перпенди¬
кулярность решетки горизонтальной базе прибора.
В монохроматорах с решетками или репликами для точного
выведения заданной длины волны на выходную щель прибора,
т. е. рабочего движения решетки или реплики используют синус¬
ные механизмы. Ось вращения рычага L (рис. 247) совмещена с
плоскостью дифракционной решетки или, что то же, осью О^Рг
(см. рис. 246). Рычаг 1 (см. рис. 247) перемещается вокруг своей
оси при смещении гайки 3 от вращения ходового винта 2, при этом
опора рычага 1 размещена в прорези гайки 3. Величина переме-
Рис. 246. Крепление дифрак¬
ционной решетки
щения гайки 3, а следователь¬
но, и угол поворота рычага 1
пропорциональны длине вол¬
ны на выходной щели прибора.
Точностные возможности тако¬
го механизма иллюстрируются
следующим примером. При
регистрации отсчета переме¬
щений гайки 3 в 0,001 мм, пле¬
че рычага 1 в L = 500 мм и ра¬
бочем .порядке решетки спект¬
ра т = 2 можно вывести нуж¬
ную спектральную линию в
выходную щель с точностью
±0,3 А.
§ 5. Сборка и юстировка приборов
Процессы сборки и юстировки преследуют цель — обеспечить
выполнение технических условий или требований ГОСТа на при¬
бор. Спектральные приборы сложны в юстировке, поэтому их се¬
рийное изготовление сопровождается соответствующей инструкцией.
281
Рис. 247. Схема синусного механиз¬
ма
Окончательную сборку и юстировку прибора проводят после
проверки отдельных ответственных деталей и узлов на соответст¬
вие чертежу.
Помещение, где юстируется прибор, должно быть с постоянной
температурой (22±2)0С, влажностью 50—65%, свободным от виб¬
раций, электрических и магнитных полей, в помещении должна
быть предусмотрена возможность затемнения.
Процесс сборки спектрального прибора состоит из следующих
этапов: предварительной сборки, юстировки и фиксации положе¬
ний элементов оптической схемы, настройки и проверки электри¬
ческой и кинематической частей прибора, окончательной юстиров¬
ки, градуировки и проверки правильности показаний прибора.
Предварительная сборка прибора. Размечают технологическую
сборочную базу прибора — плату или основание. Разметку ведут
согласно чертежу от какой-либо фрезерованной плоскости, прово¬
дя через центр входной щели технологическую ось прибора и за-
сверливая отверстия, если необходимо, под технологические штиф¬
ты. Допустимая погрешность разметки ±0,1 мм. На сборочную
базу устанавливают узлы, используя технологические приспособ¬
ления, плоскопараллельные бруски, валики с набором втулок под
посадочные отверстия узлов, угольники, шаблоны.
На рис. 248 изобра¬
жены технологические
приспособления для
установки щелей в
спектрометрах ИКС-14
и ИКС-22. Позициями
обозначены: 1 — сбо¬
рочная база-плата при¬
бора, 2 — угольник, 3 — входная щель; 4 — технологические
штифты; 5 — технологический плоскопараллельный брусок.
На рис. 249 изображены технологические приспособления —
валики 5 с набором втулок под посадочные отверстия — для пред¬
варительной установки узлов входной 7 и выходной 3 щелей, оп¬
равы входного 6 и выходного 4 объективов коллиматоров, узлов 2
приемо-регистрирующей части на сборочную базу-плату I спектро¬
фотометра СФ-18.
Рис. 249. Предварительная
установка узлов в спектрофо¬
тометре СФ-18
282
Рис. 248. Технологические
приспособления для уста¬
новки щелей в спектромет¬
рах ИКС-22
Таким образом, для предварительной сборки узлов используют
в необходимом количестве различные точно изготовленные метал¬
лические прутки, валики, втулки, бруски, плитки, угольники. В ка¬
честве примера приведем характеристики некоторых приспособле¬
ний, используемых при сборке и юстировке спектрометров ИКС-14,
ИКС-22: плоскопараллельные бруски с непаралл^льностью сторон
±10", испрльзуют для установки щелей; плоскопараллельные
плитки — концевые меры длины, используют при постановке ще¬
лей с погрешностью линейной установки ±0,1 мм и угловой уста¬
новки ±5; шаблон с углом 109о±30", используют для установки
внеосевого параболического зеркального объектива; шаблон-ука¬
затель высоты оси 65±0,05 мм над базовой платой прибора.
Юстировка прибора. Спектральные приборы сложны в юсти¬
ровке, поэтому их серийное изготовление сопровождается соответ¬
ствующей инструкцией- на юстировку. Этой инструкцией следует
руководствоваться при выполнении всех котировочных работ. Рас¬
смотрим последовательность юстировки узлов линзового спектро¬
фотометра СФ-18 и зеркальных спектрометров ИКС-14, ИКС-22.
1. Юстировку спектраль¬
ных приборов начинают с
установки щелей в фокальной
плоскости объективов колли¬
маторов. погрешность установ¬
ки 0,1 мм*. В приборе с линзо¬
вой оптикой узлы щелей и
объективы выставлены пред¬
варительно по высоте и нахо¬
дятся на одной оси. Установ¬
ку производят линейным пе¬
ремещением одного элемен¬
та — стойки с объективом
коллиматора. Освещают
входную щель источником бе¬
лого света 4 (рис. 250). Зри¬
тельную трубу 1 настраивают
на бесконечность и устанавли¬
вают со стороны объектива 2 коллиматора. При установке доби¬
ваются, чтобы перекрестие зрительной трубы совпало с изобра¬
жением щели 3. Перемещением стойки с объективом 2 вдоль опти¬
ческой оси добиваются резкого изображения щели 3, совпадаю¬
щего с перекрестием сетки зрительной трубы 1. Такое взаимное
положение щели и объектива обеспечивает на выходе из объек¬
тива параллельный пучок лучей. В том же порядке проводят уста¬
новку стойки с объективом выходного коллиматора относительно
выходной щели.
В приборе с зеркальной оптикой (рис. 251) входная 7 и выход¬
ная 2 щели установлены на корпусе прибора, коллиматорное пара¬
болическое зеркало 3 — по разметке. На основание монохромато¬
ра устанавливают угловой шаблон 4 с опорой на технологические
Рис. 250. Схема установки щели
283
штифты 6. К шаблону 4 прижимают юстировочную призму 5 с зер¬
кальной гипотенузной гранью, установленную на основание при¬
бора.
Освещают входную щель источником белого света 8 и добива¬
ются качественного изображения лезвий ножей входной щели 7
в плоскости выходной щели 2. Совмещение изображения входной
и выходной щелей, а также фокусирование изображения произво¬
дят поворотом зеркального объектива 3 вокруг горизонтальной и
вертикальной осей, а также подвижкой всего узла зеркала вдоль
оптической оси. Все необходимые перемещения зеркала преду¬
смотрены конструкцией узла. Качество изображения оценивают со
стороны выходной щели 2 сначала невооруженным глазом, затем
с помощью микроскопа 1 (60х).
Рис. 251. Схема установки зеркального объектива
Проверяют параллельность оптической оси зеркального объек¬
тива 3 основанию прибора. Для этого перед входной 7 и выход¬
ной 2 щелями устанавливают диафрагмы с поперечной риской,
проходящей на высоте оптической оси прибора. Погрешность уста¬
новки риски по высоте ±0,05 мм. Устанавливают юстировочную
призму на столике диспергирующей призмы так, чтобы изображе¬
ние входной щели совпало с выходной щелью. Наблюдение ведут
в микроскоп 1, расположенный за выходной щелью 2. Наклоняют
зеркальный объектив вокруг горизонтальной оси и добиваются
совмещения изображения риски диафрагмы входной щели с рис¬
кой диафрагмы выходной щели.
Окончательный контроль установки зеркального объектива
осуществляют по оценке качества изображения точечной диафраг¬
мы размером 0,02—0,03 мм, установленной на входную щель.
Диафрагму подсвечивают ртутной лампой. При полном заполнении
зеркального объектива светом изображение диафрагмы в плоско¬
сти выходной щели имеет вид круглого пятна без бликов и фона.
При расфокусировке микроскопа изображение диафрагмы должно
быть симметрично. Отсутствие симметрии в картине и нарушение
формы изображения отверстия диафрагмы является следствием
погрешности установки объектива. Небольшими перемещениями
вокруг оптической и вертикальной осей находят такое положение
284
зеркального объектива, когда изображение диафрагмы имеет фор¬
му кружка. При этом увод изображения вверх в поле зрения ми¬
кроскопа устраняют наклоном объектива вокруг горизонтальной
оси.
2. Погрешность уста-
ловки диспергирующих
призм в положение угла
наименьшего отклонения
для определенной длины
волры равна ±30". В спек¬
тральных приборах приня¬
то два способа установки
призм по заданному углу.
Первый — это способ авто¬
коллимации от поверхности
дополнительного юстиро¬
вочного клина, прижатого к
диспергирующей призме и
дополняющего угол призмы
до значений угла, при кото¬
рых возможно получить ав¬
токоллимационное изобра¬
жение щели (ИКС-22) или
перекрестия зрительной
трубь* (прибор СФ-18).
Включают и юстируют
источник излучения 7 (рис.
252) так, чтобы изображе¬
ние нити накала через кон¬
денсатор и входную щель 6
заполнило объектив кол¬
лиматора 5 и было при этом
резким. Устанавливают
юстировочную зрительную
трубу 1 на рельсе 2, распо¬
ложенном перпендикуляр¬
но оптическим осям входно¬
го 5 и выходного коллиматоров. Изображение щели 6 совмещают
с перекрестием трубы L Стойку с диспергирующей призмой 4
устанавливают по разметке так, чтобы световой пучок полностью
заполнил призму. На призму накладывают котировочный клин 3.
От плоскости клина 3 наблюдается автоколлимационное изобра¬
жение перекрестия зрительной трубы 1.
При юстировке используют тонкую оптическую бумагу, во-пер¬
вых, в качестве экранов, по которым судят о заполнении светом
объектива и призмы. Во-вторых, как прокладку между призмой 4
и клином 3, чтобы не повредить поверхность призмы при наложе¬
нии клина и не допустить контакта между ними.
При втором способе установки призмы по заданному углу не
Рис. 252. Схема установки призмы в
спектрофотометре СФ-18
Рис. 253. Схема установки призмы в спект¬
рометре ИКС-22
285
требуется изготовления высокоточного клина, а используются се¬
рийные углоизмерительные приборы — теодолиты (ИКС-14,
ИКС-22). Установку призмы производят с помощью двух теодо¬
литов. Предварительно теодолиты устанавливают на одинаковой
высоте и строго по уровням в горизонтальной плоскости.
Совмещают перекрестие теодолита 2 с резким изображением
входной щели 3, подсвеченной источником белого света 4
(рис. 253). Записывают положение теодолита 2. Размещают опти¬
ческие оси теодрлитов 1 и 2 на одной прямой, для чего теодолит 2
разворачивают до полного совмещения перекрестий теодолитов 1
и 2. Для удобства наблюдения подсвечивают через окуляр пере¬
крестие теодолита 1. Записывают отсчет угла а теодолита 2 и по¬
ложение теодолита 1. Расчетное положение угла i падения лучей
на диспергирующую призму известно и приводится в документации
на сборку и юстировку прибора.
Из рисунка видно, что теодолит 1 необходимо повернуть на
угол (5 = 2i—а. Устанавливают на столик диспергирующую приз¬
му 5 и ее разворотом совмещают изображение щели с перекрести¬
ем теодолита 1. Фиксируют это положение призмы, проверив за¬
полнение светом объектива 6 и самой призмы 5.
3. При градуировке прибора устанавливают соответствие длины
волны участка спектра на выходе из выходной щели показаниям
шкалы счетчика или барабана длин волн (или волновых чи¬
сел).
Входную щель прибора освещают источником излучения с из¬
вестным спектром испускания. Такими источниками излучения с
известным спектрам испускания являются газосветные ламлы, в ко¬
торых светятся пары ртути, натрия, кадмия. Спектр испускания
ламп состоит*из светящихся отдельных резких линий и называется
линейчатым спектром.
Ртутные лампы ПРК, ДРС, СМР или СМРК имеют известный
спектр и интенсивность испускания и применяются для освещения
входной щели прибора. Линии ртутного спектра указывают в кар¬
тах технического контроля, прилагаемых к инструкциям на сборку
и юстировку спектральных приборов.
Длина
волны, нм 404,6 407,8 410,8 433,9 434,7 438,3 491,6 546,1 577,0
Интенсив¬
ность из¬
лучения, % 59,2 3,8 0,5 0,5 1,7 79,3 0,5 100 25,2
Наблюдение за спектром ведут со стороны выходной щели мо¬
нохроматора с помощью микроскопа 20х, сфокусированного с по¬
грешностью до 0,1—0,05 мм на лезвия ножей щели.
Устанавливают раскрытие входной и выходной щелей не более
0,1 мм. Вращением барабана длин волн (прибор МДР-2) или пе¬
ремещением узла развертки спектра (прибор СФ-18) выводят на
выходную щель линии ртутного спектра, указанные в карте тех¬
нического контроля. Часто начинают с наиболее интенсивной ли¬
286
нии, соответствующей длине волны 546,1 нм. В момент прохожде¬
ния линии через середину выходной щели снимают отсчет длины
волны от счетчика или барабана длин волн. Регулировкой кине¬
матики привода устанавливают соответствие оцифровки счетчика
или барабана истинной длине волны.
Выведение спектральной линии на выходную щель производят
всегда вручную, сохраняя одно и то же направление движения —
от меньших длин волн к большим.
Допустимая погрешность градуировки одного порядка, но не¬
сколько меньше выделяемого прибором спектрального интервала.
Так, в приборе СФ-18 она равна ±0,5 нм.
Проверяют точность градуировки сравнением записи спектров
образцовых светофильтров с записями спектра, прилагаемых к
карте технического контроля.
§ 6. Особенности производства ИК-спектральных приборов
Работоспособность спектральных приборов в ИК-области спект¬
ра обеспечивается сочетанием источников и приемников ИК-излу-
чения, призм и оптики, пропускающих или отражающих рабочую
область спектра; герметизацией корпуса, применением силикаге-
лиевых осушителей и устройств для продувки прибора сухим воз¬
духом или азотом, термостатированием измерительной камеры;
сборкой, юстировкой и градуировкой прибора при изготовлении и
последующей эксплуатации.
Характерным для HR-спектрометров и монохроматоров явля¬
ется применение зеркальной оптики в осветительной, монохрома-
тизирующей и приемо-регистрирующей частях приборов. В при¬
борах используют незащищенные алюминированные плоские, сфе¬
рические, торические, параболические осевые и внеосевые эллип¬
тические отражатели. При сборке, юстировке и эксплуатации при¬
бора недопустимо попадание загрязнений и влаги на зеркала.
Чистка алюминированных зеркал любыми средствами вызывает
их порчу или изменение коэффициента отражения.
Диспергирующие элементы большинства приборов — это при¬
змы из стекол и кристаллов, приведенные в таблице:
Диспергирующие элементы приборов
Материал призмы
Спектральная область
проЬускания, мкм
используемая
в приборах, мкм
Флинтовое стекло
Кристаллический кварц
Фтористый литий (кристалл)
Хлористый натрий (кристалл)
Хлористый калий (кристалл)
Бромистый калий (кристалл)
йодистый цезий (кристалл)
0,365-2.6
0,22—3,0
0,3-5, 7
0,5-15,0
0,3-20,0
0,95-25,0
0,365—2,0
0,22—0,365
2.0—3,0
3.0—5,7
5.7-15.0
10.0—20,0
20,0—25,0
25
2 87
Из этих же материалов изготовляют защитные пластины на
щели, кюветы. Материал кристалла награвирован на цилиндриче¬
ской нерабочей поверхности пластины.
Оптические детали из большинства перечисленных кристаллов
гигроскопичны и легко темнеют. При установке их в прибор ис¬
пользуют резиновые перчатки. Нельзя дышать на детали и остав¬
лять их на длительное время открытыми. Хранят такие детали в
эксикаторах.
В качестве источников излучения используют вольфрамовые
ленточные лампы накаливания, силитовые и карборундовые (гло-
бары) излучатели, устанавливаемые в кожухи с водяным охлаж¬
дением.
Приемниками лучистой энергии служат фотосопротивления,
термоэлементы и болометры (тонкопленочные системы, изменяю¬
щие сопротивление под воздействием ИК-излучения).
Технологический процесс сборки и юстировки состоит из сле¬
дующих этапов: предварительной сборки, юстировки прибора и
фиксации элементов оптической и кинематической схем, градуи¬
ровки приборов. Все основные операции и их последовательность
выполнения при предварительной сборке и юстировке прибора
аналогичны операциям сборки приборов видимой области спектра.
При сборке юстируют источники света и элементы осветителя
до получения резкого и симметричного расположения изображения
источника излучения на входной щели коллиматорного объектива.
Юстируют призменную систему и приемную часть При юстировке
используют источники излучения видимой области спектра и это
правомерно, так как оптика объективов ахроматична.
Градуировка приборов заключается в определении известных
спектральных линий или в построении градуировочных спектров
поглощения, по которым определяют, какой длине волны соответ¬
ствуют те или иные положения делений шкал барабана волнозых
чисел.
Для каждой призмы выбирают вещества с известными полоса¬
ми поглощения или источники света с известными линиями излу¬
чения. Определяют наименьшее (в случае полосы поглощения)
или наибольшее (в случае линии излучения) отклонения по шкале
самописца. Фиксируют Для каждой длины волны деление шкал
барабана волновых чисел. Для построения градуировочной кривой
используют достатЬчное число точек, лежащих недалеко друг от
Друга.
Некоторые особенности имеет градуировка приборов с репли¬
ками и дифракционными решетками. Основной спектр сопровож¬
дается появлением спектральных линий разных порядков дифрак¬
ций. Правильное положение реплики или решетки соответствует
наиболее яркой линии.
При градуировке применяют для всех призм пары воды и угле¬
кислоты; для 'Призм из кварца и стекла — интерференционные
фильтры, ртутные линии, хлороформ, трихлорэтилен; для призм
из фтористого лития — полистирол, аммоний, метол; для призм
288
из хлористого натрия — аммиак, этиловый и амиловый спирты, по¬
лиэтилен; для призм из хлористого калия — аммиак, пары метила,
алкоголя, полистирол, бензол; для призм из бромистого калия —
полистирол.
§ 7. Регистрация йзлучения в ИК-спектрометрах
Источником излучения ИК-спектрометров служит штифт Гло-
бара, или просто глобар. Это силитовый стержень 1 (рис. 254) ди¬
аметром 3—4 мм и длиной 80—85 мм. Концы стержня утолщены
до 012 мм, предназначены для подключения металлических элек¬
тродов в цанговых зажимных устройствах 2. Стержень изготовляют
спеканием карбида кремния с последующей токарной обработкой.
К стержню подводится напряжение 30—50 В при токе до 10 А.
Выделение довольно большой мощности на электродах требует
принудительного охлаждения, для чего стержень устанавливают
в оправу, охлаждаемую проточной водопроводной водой. В цент¬
ральной части оправы имеется окно 3, через которое свечение
стержня попадает в прибор.
Для установки в прибор пригодны стержни, имеющие рабочую
температуру 1400°С, что определяется с помощью оптического пи¬
рометра. Перепады температуры по зонам стержня не должны
19-151*
289
Рис. 254. Конструкция узла
глобара
Рис. 255. Болометр спектрального
прибора
превышать 50°С. Температурный коэффициент электрического со¬
противления в диапазоне 1200—1400°С должен быть положитель¬
ным или нулевым.
Не допускается применение стержней, имеющих кривизну или
прогиб средней активной части, превышающий 0,8 мм, что прове¬
ряется с помощью круглого металлического щупа 0 0,8 мм на ров¬
ной металлической плите. Калибром проверяют правильность фор¬
мы и соосность стержня. Эти проверки необходимы для обеспече¬
ния длительного срока службы стержня (до 1000 ч) при неизмен¬
ных параметрах излучательной способности. Недостатком глобаров
является выгорание летучих компонентов состава стержня, что
приводит со временем к потускнению оптики осветителей.
Приемниками излучения ИК-спектрометров служат болометры.
На рис. 255 показан болометр, чувствительным элементом которо¬
го служат два термочувствительных сопротивления в виде тонких
висмутовых слоев, нанесенных на подложку из нитрата целлюло¬
зы 1 и помещенных в стеклянную колбу 2, откаченную до давле¬
ния 1,33 Па. Одно сопротивление активное — приемный элемент,
другое — компенсирующий элемент, служащий для возмещения из¬
менений температуры внешней среды..
Болометр перед установкой в прибор градуируют по образцо¬
вому источнику ИК-радиаций— свече Гефнера. Устанавливают
свечу на расстоянии 1,5 м от чувствительного элемента болометра.
Середина пламени свечи должна находиться на уровне чувстви¬
тельного элемента. Компенсационный чувствительный элемент бо¬
лометра должен быть экранирован от излучения свечи.
Излучение свечи модулируют с помощью модулятора с часто¬
той 9 Гц. Сигналы, воспринимаемые болометром, измеряют лампо¬
вым вольтметром при различных значениях усилений усилителя.
Составляют таблицу градуировки и руководствуются ей при про¬
верке работы болометра в спектральном приборе.
На сборку болометр поступает с паспортом, в котором также
указано рабочее - напряжение усилителя. Прежде чем подключить
болометр к усилителю, обязательно проверяют напряжение на
разъеме, соединяющем усилитель с болометром. Превышение на¬
пряжения усилителя над величиной, указанной в паспорте боло¬
метра, недопустимо.
Болометр чрезвычайно чувствительный и дорогостоящий прибор.
При работе с болометром необходимо соблюдать максимум предо¬
сторожностей. Все пайки в схеме моста болометра и усилителя
необходимо проводить только при отключенном болометре, так
как напряжение на болометре может увеличиться выше допусти¬
мого. Устанавливать, подключать и отключать болометр необхо¬
димо только при выключенном усилителе. Нельзя прикасаться не¬
посредственно рукой или проводником к сеткам генератора и уси¬
лителя мощности при включенном усилителе, замыкать чли раз¬
мыкать цепи сеток генератора или усилителя мощности, так как
это также может привести к возникновению в мосту болометра
больших импульсов напряжения.
290
Установленный в спектральный прибор болометр проверяют на
уровень шумов. Проверку проводят при максимальном усилении
усилителя и записывают результат измерений на самописец при¬
бора. Уровень шумов болометра не должен превышать уровня
шумов проволочных сопротивлении более чем в 1,5 раза.
Юстировка болометра заключается в совмещении изображения
выходной щели монохроматора с приемной площадкой чувстви¬
тельного' элемента. Юстировкой добиваются максимального уси¬
ления. При этом нельзя раскрывать щели вручную при открытом
болометре', а необходимо использовать кинематику раскрытия ще¬
лей. Например, при раскрытии щели от 0,04 до 1 мм количество
энергии, попадающей на болометр, увеличивается в 625 раз и вме¬
сто допустимого значения 2-10-4 Вт на болометр падает 3-10-3 Вт.
Устанавливаемые в приборы болометры могут отличаться друг от
друга по свойствам, а следовательно, и по сигналам в приборе не
более чем на 30%.
Контрольные вопросы
1. Перечислите основные узлы спектральных приборов.
2. Расскажите о технологическом процессе сборки и юстировки спектраль¬
ного прибора.
3. Назовите особенности производства ИК-спектральных приборов.
4. Расскажите об излучателях и приемниках ИК-спектральных приборов.
Глава XIX. СБОРКА ИНТЕРФЕРЕНЦИОННЫХ ПРИБОРОВ
§ 1. Схема и конструкция прибора
Оптические приборы, использующие * интерференцию двух или
более когерентных (согласованных) пучков лучей, называют ин¬
терференционными приборами, или интерферометрами.
Интерференция возникает при соединении двух или нескольких
пучков лучей, исходящих из одного источника света и прошедших
пути разной длины. Взаимодействие световых пучков приводит к
их взаимному усилению или ослаблению' и к появлению интерфе¬
ренционной картины, несущей информацию об измеряемой вели¬
чине.
Интерферометры применяют для высокоточного измерения
длин, контроля шероховатости, формы поверхностей и других це¬
лей. Многие интерферометры, выпускаемые серийно, используют
интерференцию двух лучей. Интерферометры работают как в бе¬
лом, так и в монохроматическом свете и используют способ полу¬
чения когерентных пучков разделением одного пучка на два с по¬
мощью светоделительного устройства. Затем эти пучки соединя¬
ются и образуют интерференционную картину.
Интерференционная картина характеризуется яркостью, кон¬
трастом, цветовой симметрией картины, цветовым фоном и цветом
интерференционных полос (колец) интерференции белого света.
19*
291
Промышленностью серийно выпускается группа приборов, пред¬
назначенных для измерения с высокой точностью длин различных
объектов методом сравнения с образцовыми деталями в лабора¬
торных и цеховых условиях. Выпускаются эти приборы в верти¬
кальном (ИКПВ) и горизонтальном исполнении (ИКПГ). Суще¬
ствуют приборы как в окулярном, так и в экранном исполнении.
Принципиальная оптическая схема прибора .изображена на
рис. 256. От источника 1 световой поток проходит конденсор 2 и
направляется или непосредственно, или через светофильтр 3 на
светоделительную пластину 4, которая делит его на два пучка.
В горизонтальной ветви пучок света отражается от поворотно¬
го зеркала 12 (опорное зеркало), а в вертикальной — от подвиж¬
ного зеркала 10, закрепленного на стержне 11. Одинаковые опти¬
ческие условия в двух ветвях создаются компенсатором 9. Встре¬
чаясь на разделительной грани светоделительной пластины 4У
пучки интерферируют при небольшой разности хода. Объектив 5
проектирует интерференционную картину в плоскость шкалы 6.
Вертикально расположенные интерференционные полосы и
шкалу 6 наблюдают одновременно через окуляр 5, который мож¬
но переместить около оси шарнира 7 в пределах поля йзображения
прибора и установить около любого штриха шкалы.
Светофильтр 3 включают при градуировке шкалы 6. При этом
в поле зрения наблюдают большое число черных полос на зеле¬
ном фоне — это интерференционная картина в монохроматическом
свете. Длина волны пропускания гравируется на оправе свето¬
фильтра.
292
Рис. 256. Принципиальная схема контактно¬
го интерферометра
Рис. 257. 'Контактный интерфе¬
рометр ИКПВ
При измерениях фильтр выключают. Интерференционная кар¬
тина белого ,свет2 содержит черную ахроматическую полосу, а по
сторонам от нее симметрично — по 3—4 окрашенные полосы на
общем светлом фоне. При измерениях черная полоса служит под¬
вижным указателем .положения измерительного стержня 11. Ши¬
рину и направление полос интерференционной картины можно из¬
менить поворотом опорного зеркала 12 вокруг горизонтальной и
вертикальной осей.
Зеркало 10 укреплено на торце измерительного стержня^.
При измерениях зеркало 10 перемещается строго по оси стержня.
Подъем и опускание зеркала 10 вызывает пропорциональное и
увеличенное перемещение интерференционной картины в плоскости
шкалы 6. При этом наиболее характерная и единственная черная
ахроматическая полоса интерференции белого света, расположен¬
ная вдоль штрихов шкалы 6, служит подвижным указателем по¬
ложения измерительного
стержня 11.
Интерферометр (рис. 257)
состоит из интерференцион¬
ной головки 1 и вертикаль¬
ной стойки 2 со сменным
столом 3. Сменные столы
укрепляют на штоке, пере¬
мещающемся во втулке при
вращении микровинта 5.
Такое перемещение необхо¬
димо при установке образ-
/ ца сравнения и совмещения
ахроматической полосы с
нулевым штрихом шкалы.
После этого столик стопо¬
рят винтом 4.
• Интерференционную го¬
ловку, перемещающуюся
вертикально в направляю¬
щих типа «ласточкин хвост»
через зубчатое колесо и
рейку от рукоятки 7, укреп¬
ляют на каретке 6.
Интерференционная головка (рис. 258) состоит из камеры 5,
съемного микроскопа 6 (вместо него устанавливают автоколлима¬
тор при юстировке) и осветителя 3. В камере расположены узел
светоделительной пластины 14, узел 12 опорного зеркала, узел из¬
мерительного стержня 10 и светофильтр 5. Винт 4 служит для
введения фильтра в оптическую схему прибора. Поворот опорного
зеркала вокруг горизонтальной и вертикальной осей осуществля¬
ют вращенйем винтов 11 и 13.
Микроскоп 6 присоединяют к передней стенке камеры 8. Микро¬
скоп 6 состоит из объектива, окуляра и стеклянной пластины-шка¬
293
Рис. 258. Интерференционная головка
лы. Винт 7 служит для перемещения объектива при фокусировке
интерференционной картины. Окуляр имеет диоптрийное переме¬
щение. Осйетитель 3 смонтирован на вертикальной стойке и состо¬
ит из лампы 1 и конденсорной линзы 2. В конструкции прибора
предусмотрены котировочные подвижки конденсорной линзы в
вертикальной и горизонтальной плоскостях.
Основная задача сборки и юстировки интерферометра заклю¬
чается в обеспечении работоспособности прибора с заданной точ¬
ностью, что подразумевает также наличие в поле зрения яркой и
контрастной интерференционной картины. На окончательную сбор¬
ку прибора поступают собранные, отъюстированные и отлаженные
узлы и механизмы, некоторые особенности сборки которых сле¬
дующие.
При сборке и юстировке
узлов интерферометра необ¬
ходимо соблюдать осторож¬
ность в обращении с деталя¬
ми, особенно оптическими.
Все металлические детали,
расположенные в корпусе ин¬
терференционной головки,
чернят. Повреждение покры¬
тия при сборке влечет за со¬
бой появление рассеянного
света в приборе и, следова¬
тельно, снижение контраста
интерференционной картины.
Повреждение, смещение,
неточность установки шторок
1, 2 (рис. 259) приводят к эк¬
ранированию части светового
потока, появлению рассеянного света и, следовательно, снижению
яркости и контраста интерференционной картины.
Светоделительную пластину 3 и компенсатор 4 маркируют на
торцах одним номером, так как изготовляют их из одной детали
с последующим разделением. Невнимательность в процессе сборки
и установка различных пластин и компенсатора в один прибор не
позволяют получить интерференционной картины. Перетяжка вин¬
тов, крепящих оптические детали, приводит к деформациям по¬
верхностей и влечет за собой искривление интерференционных
полос.
При сборке узла опорного зеркала (рис. 260) необходимо обес¬
печить плавное, без люфтов перемещение зеркала 2 в опорах 1, 3
при вращении регулировочных винтов 4. Предварительно зерка¬
ло 2 должно быть установлено параллельно опорной плоскости АА
узла.
§ 2. Изготовление и сборка узлов
294
Рис. 259. Узел светоделительной пла¬
стины
Рис. 260. Узел опорного зеркала
При сборке узла измерительного стержня (рис. 261) установ¬
ка и посадка на клей плоских пружин 1 на стержень 7 и в порш¬
ни 6 и 9 должны производиться в специальном технологическом
приспособлении. Сборкой должно обеспечиваться плавное про¬
дольное перемещение измерительного стержня 7 в пределах
±0,5 мм от среднего положения. Радиальный люфт стержня 7 не
допускается. Пружина 8 обеспечивает изме¬
рительное усилие 0,7—2 Н, регулируемое
винтом.
Зеркало 3 на измерительный стержень 7
устанавливают отражающей поверхностью
вверх. Промывают и протирают посадоч¬
ную поверхность зеркала 3 и полирован¬
ную часть наконечника 4 измерительного
стержня 7. Зеркало 3 притирают к поверх¬
ности наконечника 4 и закрепляют опра¬
вой 2. Определенных навыков требует так¬
же установка рычага 5, служащего для
перемещения измерительного стержня с
зеркалом в пределах ±0,5 мм.
Сборку узла светоделительной пласти¬
ны (см. рис. 259) начинают с промывки и
протирки посадочных поверхностей свето¬
делительной 3 и компенсационной 4 пла¬
стин, а также полированных поверхностей
платы. Пластины притирают к поверхности
платы и крепят упорными планками и вин¬
тами. Светоделительную пластину устанав¬
ливают разделительной поверхностью
вниз. При креплении светоделительной
пластины ставят шторки 7, 2.
295
Рис. 261. Узел изме¬
рительного стержня
Все узлы крепят с помощью винтов на посадочные места кор¬
пуса интерференционной головки. Корпус изготовлен с жесткими
допусками на взаимную параллельность посадочных мест узлов
опорного зеркала 12 и микроскопа 6, измерительного стержня 10
и осветителя 3 (см. рис. £58). Жесткие допуски на взаимную пер¬
пендикулярность посадочных мест установлены под узлы опорно¬
го зеркала 12 и измерительного стержня 10.
§ 3. Сборка и юстировка приборов
Юстировку интерференционной головки начинают с установки
автоколлиматора на посадочное место микроскопа 6 (см. рис. 258).
Наблюдают автоколлимационное изображение сетки от зеркала
измерительного стержня 10. Небольшими перемещениями узла све¬
тоделительной пластины 14 за счет зазоров в отверстиях крепежных
винтов выводят автоколлимационное изображение сетки в центр
поля зрения. При необходймости вертикального перемещения ав¬
токоллимационного изображения сетки под узел светоделительной
пластины 14 подкладывают прокладки из алюминиевой
фольги.
Винтами 11 и 13 добиваются появления в поле зрения автокол¬
лиматора автоколлимационного изображения сетки от узла 12
опорного зеркала. Плавным вращением винтов 11 и 13 совмеща¬
ют перекрестия двух автоколлимационных изображений.- Для бо¬
лее точного совмещения изображений на время экранируют све¬
товой поток от опорного зеркала. Устанавливают осветитель 3 и
винтом 4 вводят светофильтр 5..
Снимают автоколлиматор и устанавливают микроскоп 6. Мед¬
ленным вращением винта 9 получают интерференционную карти¬
ну монохроматического света в поле зрения микроскопа. Переме¬
щением объектива микроскопа с помощью винта 7 добиваются
резкости интерференционной картины. Винтами 11 и 13 устанав¬
ливают интерференционные полосы параллельно штрихам шкалы.
Вращением винта 9 выводят в центр поля зрения полосы с наи¬
большим контрастом.
Вйнтом 4 перемещают светофильтр 5 и наблюдают интерферен¬
цию белого' света. Вращением винта 9 выводят черную ахромати¬
ческую полосу в центр шкалы. Винтом 11 добиваются бесконеч¬
но широкой полосы, т. е. равномерной освещенности шкалы. При
дальнейшем вращении винта 11 наблюдается сближение интерфе¬
ренционных полос.
Проверяют согласованнность перемещений измерительного
стержня и черной полосы. При перемещении измерительного стерж¬
ня вверх интерференционная картина должна смещаться влево.
При несогласованности необходимо изменить направление переме¬
щения черной полосы. Для этого интерференционные полосы рас¬
ширяют до бесконечности (как было указано) выше), после чего
вращением винта 11 в том же направлении полосы сближают и
перемещают в обратном направлении. Проверяют четкость изо¬
296
бражения черной полосы и при нерезкости улучшают ее переме¬
щением объектива микроскопа с помощью винта 7.
Яркость интерференционной картины измеряют с помощью фо-
тометрирующих приборов, например фотометра АФМ. Рассчиты¬
вают контраст: К=(В max Bmln) / (В max “Ь Srnin) > ГДе Bmax И Bmin —
яркость светлых и темных полос соответственно.
Цветовые характеристики интерференционной картины белого
света — цветовую симметрию, цветовой фон и цвет интерференци¬
онных полос — контролируют сравнением с образцовой интерфе¬
ренционной картиной, представленной на экране диапроектора или
.контрольного интерферометра. При соответствии всех параметров
интерференционной головки техническим условиям юстировка счи¬
тается законченной.
Механические узлы собирают в соответствии с чертежом из¬
вестными приемами (см. гл. VI—XI). Однако на перемещение ин¬
терференционной головки по стойке накладываются жесткие тре¬
бования. Изменение положения оси измерительного стержня долж¬
но быть не более 10" при перемещении интерференционной голов¬
ки на кронштейне каретки на 100 мм по направляющим стойки.
Перемещение каретки должно быть плавным, не допускается
смещения кронштейна каретки с интерференционной головкой при
отпущенных зажимных винтах и дополнительном усилии в 2 Н.
Закрепление трубки интерференционной головки в кронштейне ка¬
ретки не должно изменять положения ахроматической полосы на
шкале более чем на 0,2 мкм. Эти требования обеспечиваются ка¬
чественным изготовлением посадочных мест и тщательной регу¬
лировкой с последующей фиксацией (штифтованием) направляю¬
щих стойки.
Контрольные вопросы
h Что такое интерферометр?
2. Расскажите о сборке и юстировке интерференционной головки.
Глава XX. СБОРКА ПРИБОРОВ ДЛЯ ИЗМЕРЕНИЯ УГЛОВ
И ПРИБОРОВ НОЧНОГО ВЙДЕНИЯ
§ 1. Приборы для измерения углов. Гониометры
Устройство гониометра. Оптические приборы для измерения
углов с отсчетом измеряемой величины по круговой шкале-лймбу
называют гониометрами. С помощью гониометров измеряют
углы между плоскими полированными гранями призм и клиньев,
углы отклонения лучей, прошедших через йризмы и клинья, дис¬
персию прозрачных призм.
Основными элементами гониометров являются узлы коллима¬
тора 1, 2, 3, зрительной или автоколлимационной трубы 3, 7 (см.
рис. 262), предметный столик 16 и круговая шкала-лимб 7 (см.
рис. 264), по которой с помощью оптической системы ведут отсчет
297
измеряемых углов. В гониометрах используют коллимационный и
автоколлимационный способы измерения углов.
При коллимационном способе измерений столик с призмой раз¬
ворачивают до положения, при котором параллельный пучок лучей
из коллиматора после отражения от грани призмы попадает в зри¬
тельную трубу. Совмещают изображение щели коллиматора с пе¬
рекрестием зрительной трубы и фиксируют по лимбу это положе¬
ние. Затем разворачивают столик до положения, при котором
пучки лучей из коллиматора после отражения от другой грани
призмы попадут в зрительную трубу. Опять совмещают изображе¬
ние щели коллиматора с перекрестием зрительной трубы и снима¬
ют отсчет по лимбу этого положенйя. Разность отсчетов равна
углу поворота лимба а, а измеряемый угол (3=180°—а.
При автоколлимационном способе измерений столик с призмой
поворачивают до положения, при котором грань призмы перпенди¬
кулярна оси зрительной трубы с автоколлимационнум окуляром.
При этом автоколлимационное изображение марки совпадает с
перекрестием окуляра, после чего снимают отсчет с лимба.
Поворачивают столик с призмой до получения автоколлимации
от другой грани призмы, затем снимают отсчет с лимба. Разность
отсчетов равна углу лимба а, а измеряемый угол р=180°—а.
Таким образом, измерения на гониометре основаны на том,
что зрительная труба или автоколлиматор могут перемещаться
вокруг стола, поворачивая отсчетную систему гониометра вокруг
лимба. При неподвижной зрительной трубе или автоколлиматоре
столик может вращаться совместно с отсчетной системой вокруг
той же оси.
Точность измерений на гониометрах зависит от точности на¬
водки, точности юстировки визирных линий коллиматора и зри¬
тельной трубы относительно оси вращения, точности нанесения
делений на круговую шкалу-лимб^ эксцентриситета лимба.
Промышленностью выпускаются гониометры ГС-30, ГС-10,
ГС-5 и некоторые другие (числа в обозначениях характеризуют
погрешность измерений углов в секундах).
Отсчетная осветительная система прибора (рис. 262) содержит,
лампу накаливания 18, свет'которой через зеленый светофильтр 17
и призму 16 освещает участок лимба 15. Освещенные штрихи лим¬
ба 15 через призмы 4 и 6 проецируются объективом 5 в перевер¬
нутом виде на противоположный по диаметру участок лимба 15.
Объектив 13 через призмы 14, 12 и элементы оптического микро¬
метра 11 изображает противополжный участок лимба в плоскости
диафрагмы поля зрения оптического микрометра. Изображения
шкалы оптического микрометра и противоположных участков лим¬
ба рассматривают через призму 10 с помощью объектива 9 и оку¬
ляра 8 отсчетного микроскопа. Каждый из объективов 5, 13 и 9
состоит из пары компонентов. Это вызвано потребностью раздель¬
ной юстировки при сборке для получения необходимого увеличе¬
ния и резкости изображения , рассматриваемых участков лимба и
шкалы оптического микрометра.
298
Рис. 262. Принципиальная оптическая схема гониометра ГС-10
Элементы оптического микрометра (рис. 263) выполнены в ви¬
де пары неподвижных 3 и пары подвижных 2 клиньев. Клинья
расположен^ так, чтобы через один из них проходило прямое изо¬
бражение второго участка лимба, а через другой — обратное изо¬
бражение первого участка. Перемещение клиньев вдоль оптиче¬
ской оси приводит к поперечному и противоположно направленному
смещению наблюдаемых участков лимба. Совмещение штрихов
происходит при повороте лимба че¬
рез каждые 10'.
Шкала оптического микрометра'
имеет 600 делений, нанесена на
плоскую стеклянную пластину 1 и
механически связана с одним из
клиньев. Взаимному перемещению
изображения лимба на 10' соответ¬
ствует полное перемещение шкалы.
Цена одного деления 1".
Число градусов определяют по
прямому изображению лимба, де¬
сятки минут — по числу интервалов
между оцифрованными градусны¬
ми делениями, различающимися на 180° (100 и 180°). Единицы
минут и секунды отсчитывают по шкале оптического микрометра
и риске в малом окне. Отсчет показаний по двум диаметрально
расположенным участкам лимба исключает погрешность эксцент¬
риситета лимба.
Высокоразрешающие телескопические объективы 3 (см. рис. 262)
зрительной трубы и коллиматора одинакова и снабжены механиз¬
мом внутренней фокусировки. Автоколлимационный окуляр 7 зри-
Рис. 263. Схема оптического
микрометра
299
тельной трубы съемный. В комплект прибора, кроме того, входит
набор окуляров различного увеличения. В фокальной плоскости
объектива 3 коллиматора установлена регулируемая щель 2, ос¬
вещаемая источником 1 монохроматического света.
Зрительная труба 1 (рис. 264) с простым или автоколлимацион-
ным окуляром 3 и отсчетным микроскопом 4 помещена на колон¬
ке 5, расположенной на алидаде 6. Алидада 6 может вращаться
вокруг вертикальной цилиндрической оси 9, жестко закрепленной
на основания прибора 10. На вертикальной оси 9 расположены
стеклянный лимб' 7 в оправе и шестерня 8. Соосно с осью 9 поса¬
жен предметный столик 16. Столик может наклоняться в горизон¬
тальной плоскости с помощью винтов 15 и изменять высоту сме¬
ной шайб 17.
Рис. 264. Конструкция гониометра ГС-10
Лимб 7 может вращаться относительно столика 16 с помощью
триба и шестерни 8. Столик 16 вращается самостоятельно на оси 18
совместно с лимбом 7 при неподвижной зрительной трубе 1 и сов¬
местно с лимбом 7 и зрительной трубой 1. Коллиматор 13 уста¬
новлен на опоре 11, закрепленной на основании прибора 10.
Зрительная труба 1 и коллиматор 13 съемные; имеют одинако¬
вые посадочные места под окуляры, сетки, щели и др. Это расши¬
ряет возможности прибора и позволяет превращать коллиматор
в зрительную трубу или автоколлиматор и наоборот. Зрительная
труба 1 и коллиматор 13 могут наклоняться в вертикальной плос¬
кости вращением винтов 12.
Фокусировку объективов зрительной трубы и коллиматора осу¬
ществляют с помощью маховичка, 14, перемещающего один из
компонентов объектива. Положение компонента определяют по
шкале, аналогичной шкале 2 зрительной трубы.
300
Высокая точность измерения углов до единиц угловых секунд
конструктивно и технологически обеспечивается использованием
стеклянного кругового лимба; совмещением в плоскости анализа
двух диаметрально противоположных участков лимба; использо¬
ванием оптического микрометра и снятием отсчета величин изме¬
ряемых углов с помощью единого микроскопа; жесткими допуска¬
ми на смещение осей и диаметра штрихов при изготовлении лим¬
ба; использованием телескопических объективов с высокой разре¬
шающей силой; применением в конструкции прибора единой
осевой системы с минимальным зазором (0,5—2 мкм) между осью
и втулкой, т. е. в подшипнике скольжения; полной взаимозаменя¬
емостью сменных приспособлений коллиматора, зрительной трубы
и столика.
Сборка гониометра. Технологический процесс сборки начинают
с подбора пары ось — втулка, при этом должен быть обеспечен
гарантированный зазор в соединении от 0,5 до 2 мкм. Подбирают
12 шариков (рис. 264) опорного подшипника с допустимым откло¬
нением диаметром не более 0,02 мм.
Ось 9 смазывают смазкой и после этого устанавливают опор¬
ный подшипник и поворотную часть прибора. Плавность вращения
проверяют и регулируют с помощью гайки, которую затем стопо¬
рят в найденном положении.
Вращение втулки с лимбом 7 и шестерни 8 на оси 9 регулиру¬
ют пружинной шайбой, обеспечивая плавное вращение без скачков
и заеданий.
Проводят электромонтажные работы и устанавливают элемен¬
ты оптической системы. Прибор юстируют; Включив лампу под¬
светки 18 (см. рис. 262) выводят визирный луч через диаметраль¬
но противоположные участки лимра в поле зрения микроскопа.
Подвижкой призм добиваются равномерной освещенности поля
зрения, подвижкой линз объективов — резкого, без наклона изо¬
бражения верхних и нижних штрихов лимба. Только после этого
начинают установку элементов оптического микрометра. Оптиче¬
ские детали в оправах устанавливают последовательно, осуществ¬
ляя проверку равномерности освещенности и качества изображе¬
ния штрихов лимба. При этом дефекты освещенности и качества
изображения штрихов лимба устраняют подвижкой установленных
элементов микрометра. Юстировку оптического микрометра закан¬
чивают установкой на его корпус шкалы, обеспечивая симметрич¬
ное ее расположение относительно окна призмы 10. Подвижкой
объективов 5, 9 и 13 производят юстировку параллакса и рена
(разномасштабности изображений) -
Прибор проверяют на соответствие ТУ и ГОСТу, в том числе
на специальном приспособлении контролируют балансировку али¬
дады со зрительной трубой, с помощью мегаомметра измеряют со¬
противление изоляции между контактами и корпусом. Из оптиче¬
ских характеристик контролируют качество изображения делений
шкалы лимба и шкалы оптического микрометра визуальным ос¬
мотром; установку окуляров на «0» Диоптрий для нормального
301
глаза с помощью диоптрийной трубки; увеличение зрительной тру¬
бы и коллиматора (40,9Х±0,25Х) с помощью динаметра; угловое
поле зрения (^50') с помощью коллиматора; минимальный угол
разрешения зрительной трубы и коллиматора (^3") с помощью
коллиматора и миры № 2 и 3.
Кроме того, один раз в год проверяют точность работы прибо¬
ра после нахождения его в пределах нерабочих температур +40°С
и после транспортной тряски. Основными проверками перед экс¬
плуатацией прибора являются контроль перпендикулярности ви¬
зирной оси зрительной трубы оси вращения алидады, параллель¬
ности визирной оси коллиматорд визирной оси зрительной трубы.
Перпендикулярность визирной оси зрительной трубы оси вра¬
щения алидады проверяют с помощью плоскопараллельной пла¬
стины. Пластину устанавливают на предметный столик 16 (см.
рис. 264). С помощью котировочных винтов 15 добиваются совпа- .
дения автоколлимационного изображения перекрестия с перекре¬
стием зрительной трубы 1.
Повернув алидаду 6 при неподвижном столике 16 на 180°, про¬
веряют совпадение по вертикали перекрестия сетки с автоколли-
мационным изображением перекрестия, отраженным от противо¬
положной грани пластины. При несовпадении перекрестий вин¬
том 15 наклоняют столик 16 и винтом 12 зрительную трубу 1,
исправляя каждой подвижкой половину величины несовпадения
по вертикали. Подвижки осуществляют до полного совмещения.
Поворачивают столик на 90° и проверяют для этого случая сов¬
падение перекрестий. Несовпадение перекрестий говорит о нека¬
чественной сборке прибора.
Параллельность осей зрительной трубы 1 и коллиматора 13
выставляется совмещением перекрестий сетки зрительной трубы с
изображением сетки, установленной в коллиматоре. Юстировку
коллиматора производят винтом 12.
§ 2. Приборы ночного видения
Устройство прибора. Принцип действия приборов ночного вй¬
дения основан на регистрации теплового излучения наблюдаемых
предметов или объектов и на преобразовании невидимого теп¬
лового излучения (инфракрасного) в видимое, удобное для глаза
человека.
Нагретые предметы или объекты излучают инфракрасные лу¬
чи. Интенсивность излучения зависит от температуры предметов
или объектов. Приборы ночного вйдения регистрируют длину вол¬
ны ИК-излучения от 0,8 до 1,2 мкм. Приборы работают как по
схеме активного действия с использованием подсвета предметов
ИК-прожекторами, так и по схеме пассивного действия без искус¬
ственного освещения наблюдаемых предметов.
Основным элементом приборов ночного вйдения является
электронно-оптический преобразователь (рис. 265). На внутрен¬
нее окно баллона 1, откаченного до высокого вакуума, нанесен
фоточузствительный слой, служащий приемником ИК-излуче-
302
ния, — это фотокатод 5. На внутреннюю стенку противоположного
окна нанесен слой флуоресцирующего вещества — это экран 4.
Между фотокатодом 5 и экраном 4 размещены управляющие элек¬
троды 2 и 3.
Рис. 265. Схема электронно¬
оптического преобразователя
Рис. 266. Схема бинокля ночного
вйдения
Под воздействием ИК-излучения фотокатод 5 испускает элек¬
троны. Интенсивность испускания (эмиссия) электронов пропор¬
циональна освещенности отдельных участков фотокатода. К уп¬
равляющим электродам 2 и 3 прикладывают напряжение 4—20 кВ.
С помощью электродов 2 и 3 создают электрическое поле, направ¬
ляющее электроны по определенной траектории к экрану 4. Паде¬
ние электронов вызывает свечение или флуоресценцию экрана 4.
Интенсивность свечения различных участков экрана 4 неодинако¬
ва и соответствует интенсивности испускания электронов участ¬
ками фотокатода 5. Свечение экрана 4 происходит в видимой об¬
ласти спектра. Таким образом, невидимое ИК-излучение преобра¬
зуется в видимое, воспринимаемое глазом человека.
Кроме переноса изображения и преобразования излучения
электронно-оптический преобразователь (ЭОП) усиливает свет.
Яркость изображения на экране зависит от конструкции ЭОПа.
Коэффициент усиления современных ЭОП имеет широкий диапа¬
зон от нескольких десятков до сотен тысяч, что способствует раз¬
витию приборов ночного вйдения пассивного действия.
На экране ЭОП получается перевернутое уменьшенное изобра¬
жение наблюдаемого предмета или объекта. Использование в
приборах ночного вйдения ЭОП вызывает необходимость примене¬
ния аккумуляторной батареи с высоковольтным преобразователем
напряжения.
Широкое распространение получили бинокли ночного вйдения
(рис. 266), состоящие из объектива 3, электронно-оптического
преобразователя 2 и окуляра 1. Аккумуляторные батареи и высо¬
ковольтный преобразователь напряжения выполняют в виде от¬
дельного блока. Объектив 3 изображает наблюдаемый объект в
ИК-излучении на фотокатоде ЭОП. Видимое изображение с экра¬
на ЭОП рассматривают с помощью окуляра 1. Сетка наносится на
окно правого фотокатода ЭОП.'
303
Для процесса сборки и юстировки бинокля применяют высоко¬
вольтный блок, а также инфракрасные фильтры в контрольно-
юстировочной коллимационной аппаратуре. Как и в любых бино¬
кулярных приборах, в ночных биноклях нормируют допустимую
разность увеличения двух трубок, непараллельность оптических
осей окуляров трубок, разность наклонов изображений трубок.
Основные контрольные операции сборки аналогичны операциям
сборки биноклей дневного вйдения (см. гл. XVII, § 4). При сборке
приборов ночного вйдения используют ту же контрольно-юстиро-
вочную аппаратуру.
Фокусировка объектива
и окуляра. При фокусиров¬
ке объектиз перемещают
вдоль оптической оси. Конт-
рольно-юстировочная аппа¬
ратура состоит (рис.. 267)
из ИК-коллиматора, исполь¬
зующего осветитель 1 с ИК-
фильтром 2 и миру 3 в фо¬
кусе объектива 4. На фото¬
катод ЭОП бинокля 7 на¬
клеивают контрольную мар¬
ку 6. Фокусировку контро¬
лируют с помощью микро¬
скопа' 8: Объектив 5 бинок¬
ля перемещают до одновре¬
менного резкого вйдения
заданной миры по всем направлениям и марки или сетки на фото¬
катоде ЭОП. Положение Объектива фиксируют, марку с фотока¬
тода снимают, а под оправу объектива устанавливают технологи¬
ческое кольцо найденной толщины. Микроскоп снимают, устанавли¬
вают окуляр 1 и продольным перемещением добиваются резкого
вйдения миры через зрительную трубу 2 небольшого увеличения
(рис. 268).
Юстировка прибора. При юстировке поперечными подвижками
и наклонами ЭОП относительно оптической оси бинокля добива¬
ются максимальной разрешающей способности в центре поля зре¬
ния и параллельности рптических осей трубок. Крепление ЭОП
биноклей позволяет осуществлять необходимые подвижки.
Контроль разрешающей способности осуществляют по изобра¬
жениям миры коллиматора, рассматриваемым с помощью зритель¬
ной трубы с небольшим увеличением.
Контроль непараллельности выходящих из бинокля пучков лу¬
чей осуществляют на контрольно-юстировочном приборе (рис. 268),
содержащем спаренный коллиматор 1 и бинокулярную зрительную
трубу 2. Сетки правой и левой труб бинокуляра различны. Одна
выполнена в виде перекрестия, а другая в виде перекрестия и до-
пут:кового прямоугольника непараллельности осей. Оси коллима¬
торов строго параллельны. Оси трубок бинокуляра 2 выставлены
304
Рис. 268. Схема юстировки окуляра бинок¬
ля
Рис. 267. Схема фокусировки объектива
бинокля
параллельно осям коллиматоров 1. При этом перекрестия труб
бинокуляра совпадают с изображением перекрестия коллимато¬
ров.
Устанавливают контролируемый бинокль так, чтобы не про¬
изошло взаимного смещения перекрестия одной из зрительных
труб бинокуляра с изображением перекрестия коллиматора. Если
параллельность трубок бинокля находится в пределах допуска, то
изображение перекрестия коллиматора через другую зрительную
трубу бинокуляра будет находиться в пределах допускового пря¬
моугольника.
Тонкую юстировку параллельности оптических осей трубок осу¬
ществляют поперечными подвижками окуляра в пределах зазоров
под винты крепления оправы. При этом используют тот же кон-
трольно-юстировочный прибор, что и в предыдущей операции.
Проверка фокусировки объектива и окуляра необходима пото¬
му, что смещение ЭОП может привести к расфокусировке- трубок
бинокля. Изменением толщины технологического кольца под оп¬
равой объектива и продольной подвижкой окуляра добиваются
четкости изображения миры.
Проверку увеличения трубок бинокля осуществляет на контроль-
но-юстировочном приборе, состоящем из широкоугольного коллима¬
тора и зрительной трубы с углоизмерительной сеткой. Измеряют
участки шкалы коллиматора, наблюдаемые через каждую из тру¬
бок бинокля, затем те же участки наблюдают без бинокля. Отноше¬
ние двух отсчетов равно увеличению трубок. Проверку видимого-
поля зрения бинокля осуществляют на этом же приборе.
Установку нуля диоптрий окуляров трубок бинокля производят
после совмещения нулевого отсчета с неподвижным индексом с
помощью контрольно-юстировочного прибора, состоящего из ди¬
оптрийной трубки и зрительной трубы. Совмещение осуществляют
продольным перемещением окуляра и разворотом диоптрийной
шкалы. Положение окуляров фиксируют.
С помощью специальной замазки уплотняют внешние места
соединения объективов и оснований окуляров с корпусом. После
чистки внешних оптических поверхностей объективов и окуляров,
бинокль поступает на приемо-сдаточные испытания.
Контрольные вопросы
1. Что такое гониометр?
2. Назовите основные узлы гониометра.
3. Перечислите основные этапы сборки и юстировки гониометра.
4. Расскажите об устройстве приборов ночного вйдения.
Глава XXI. ТЕХНИЧЕСКИЙ КОНТРОЛЬ
И БЕЗОПАСНОСТЬ ТРУДА
§ 1. Основные понятия качества
Под качеством прибора (продукции) понимают совокуп¬
ность свойств, определяющих степень пригодности его для исполь¬
зования по назначению. Свойство продукции — это объективная ее
20-15И
305
особенность, проявляющаяся при изготовлении и эксплуатации.
К свойствам продукции можно отнести точность, технические воз¬
можности, экономичность, надежность и др.
Качество любого изделия, характеризуемое целым рядом
свойств, оценивают техническими условиями. Одними из основных
свойств качества являются надежность и долговечность приборов.
Надежность — это свойство изделия (прибора) сохранять свои
параметры (характеристики) в заданных условиях эксплуатации.
Оптический прибор должен не только обладать определенными
техническими характеристиками: разрешающей способностью, кон¬
трастом изображения, точностью измерения и др., установленными
техническими условиями, но и сохранять их в течение требуемого
промежутка времени при определенных пределах температуры,
влажности и давления, при механических и электрических нагруз¬
ках и др. Поэтому надежность связана с долговечностью —
свойством изделия сохранять работоспособность до предельного
состояния с необходимыми перерывами для технического обслу¬
живания и ремонтов. Предельное состояние изделия определяется
невозможностью его дальнейшей эксплуатации или снижением эф¬
фективности.
Любое изделие (прибор) всегда находится в одном из двух
состояний — работоспособном и неработоспособном, которое назы¬
вают отказом. Переход из одного состояния в другое может
происходить постепенно или внезапно.
Постепенный отказ обусловливается двумя основными факто¬
рами— износом и старением. Как бы качественно ни был сделан
механизм перемотки кинопленки, в процессе эксплуатации движу¬
щаяся пленка изнашивает различные узлы лентопротяжного ме¬
ханизма, т. е. изменяет форму и состояние рабочих поверхностей
его. Износ возникает и в результате физико-химического воздей¬
ствия электрического тока на детали, например электроэрозии
при электрическом разряде. Старение не зависит от выполняемой
изделием работы и обусловлено воздействием времени. Старение
вызывает в деталях необратимые физико-химические изменения.
Например, фотоматериалы через определенное время теряют свои
первоначальные свойства и при использовании их не удается по¬
лучить качественные снимки.
Внезапный отказ происходит из-за концентрации в изделий на¬
грузок выше допустимых (механических или электрических) или
наличия в нем скрытых производственных дефектов. Причины та¬
ких процессов часто не могут быть заранее определены и носят
случайный характер, например мгновенный выход из строя затво¬
ра или механизма перемотки пленки у фотоаппарата.
Неразрывно связана с надежностью изделий работоспособ¬
ность— состояние, при котором оно способно выполнять заданные
функции с параметрами, установленными требованиями техниче¬
ской документации. Свойство изделия сохранять работоспособ¬
ность в течение некоторого времени (наработки) называют без¬
отказностью.
306
Необходимо отметить, что все понятия, обусловливающие на¬
дежность, должны увязываться при их рассмотрении со служеб¬
ным назначением прибора. Так, безотказность прибора на косми¬
ческом аппарате должна быть обеспечена в течение большего»
срока, чем время полета, а безотказность лабораторного прибо¬
ра— на время проведения эксперимента. Однако на космическом
корабле ремонт вышедшего из строя прибора недопустим, а для,
лабораторного прибора — явление вполне допустимое.
Категории качества продукции. Вся выпускаемая в стране про¬
дукция разбивается на три категории.
К высшей категории относят продукцию, сответствующую выс¬
шим достижениям отечественной и зарубежной науки и техники
или превосходящую их по своим texHHKO-экономическим показате¬
лям. Только такой продукции присваивается государственный,
Знак качества.
Продукцию, которая по своим технико-экономическим показа¬
телям соответствует современным требованиям действующих стан¬
дартов и технических условий, относят к первой категории.
Ко второй категории относят продукцию, не соответствующую
по своим технико-экономическим показателям современным тре¬
бованиям и морально устаревшую. Такие изделия необходимо мо¬
дернизировать или снимать с производства.
Аттестацию продукции проводят систематически. Решение об
отнесении продукции к высшей или первой категории качества
действует 1—3 года. По истечении' этого срока необходима пов¬
торная аттестация продукции. Таким образом, единая система атте¬
стации качества промышленной продукции создает основы для пла¬
нирования качества выпускаемой продукции и стимулирования
преимущественно производства продукции высшей категории ка¬
чества.
§ 2. Количественные показатели качеству и надежности
В оптических приборах возникновение отказов зависит от мно¬
гих факторов, чаще всего случайных,, которые трудно заранее
предвидеть. Предсказать возможность появления отказа можно*
на основе теории вероятности, изучающей случайные события и про¬
цессы.
Событие называют случайным, если при реализации опре¬
деленных условий оно может произойти (например, выход из строя
работающего прибора в данный момент времени). Если событие
при тех же условиях обязательно происходит, то его называют
достоверным. И наконец, если событие заведомо не может
произойти, то его называют невозможным.
Случайной величиной, характеризующей случайное событие, на*
зывают такую переменную величину, которая может принимать раз¬
личные значения при реализации одних и тех же условий (например,,
время исправной работы прибора). Количественно возможность по¬
явления случайного события А определяют вероятностью события
20*
307
Р(А), которая равна отношению числа этих событий т к общему
числу всех возможных случаев /г, Р(А)=т/п. Из определения
видно, что Р(А) принимает значения между 0 и 1. Если Р(Л)=0,
то событие невозможно. Если Р(А) = 1, то событие достоверно.
Например, в партии приборов из 100 шт. 15 неисправных; вероят¬
ность того, что произвольно выбранный прибор окажется дефект¬
ным, равняется Р(А) =т/п= 15/100=0,15. Теория вероятности поз¬
воляет установить взаимосвязь между большим числом перемен¬
ных случайных величин, влияющих на надежность, и ее количест¬
венными характеристиками.
Количественно надежность приборов принято характеризовать
вероятностью их безотказной работы P(t) и частотой отказа a(f)-
Между этими величинами существует определенная связь, что поз¬
воляет по одной из них определить другую.
Количественные* показатели надежности обычно определяют по
результатам определенного числа испытаний и контрольной экс¬
плуатации приборов, т. е. с помощью математической статистики.
Вероятность безотказной работы P(t) в течение времени t (на¬
работка от 0 до 1), при котором прибор сохранит свои характери¬
стики в заданных условиях эксплуатации, определяют по следую¬
щей статистической формуле: P(t) = l—[n(t)/N0], где n(t) — число
приборов, отказавших за время t, Л^о —число приборов в начале
работы (£=0). Из формулы видно, что вероятность имеет макси¬
мальное значение в начале работы: Р(£=0) = 1 и с течением време¬
ни убывает до 0 (рис. 269).
Количественная оценка надежности по вероятности безотказной
работы имеет широкое применение, так как охватывает большин¬
ство факторов, характеризующих надежность, и довольно просто
рассчитывается как для простых, так и для сложных приборов.
Среднее время безотказной работы прибора находят с помощью
другого показателя — частоты отказов а(/)> которая равна отно¬
шению числа приборов n(t), отказавших за время Д(/)> к перво¬
начальному числу испытываемых приборов No, a{t)=n(t)/(N0At).
Зависимость частоты отказов большинства оптических приборов от
времени изображается графиками (рис. 270). На графике можно
выделить несколько характерных интервалов времени. В первый
308
Рис. 269. Зависимость вероят¬
ности безотказной работы от
времени
Рис. 270. Зависимость частоты
отказов от времени
момент времени частота отказов имеет максимальное значение вви¬
ду наличия в приборе дефектных Деталей и неопытности потреби¬
теля. По мере приработки и замены дефектных деталей частота
отказов уменьшается до времени U. После этого до времени t2 про¬
исходит очень незначительное по сравнению с приработкой умень¬
шение частоты отказов а(0> что характеризует нормальную ра¬
боту приборов. Однако уменьшение частоты отказов не означает
повышение надежности приборов — оно вызвано уменьшением
числа испытуемых изделий.
Интервал времени от tx до$t2 характеризуется резким ростом
частоты отказов, что объясняется появлением интенсивного износа
деталей. И наконец, последний участок после времени t3 означает
резкое уменьшение числа отказов ввиду малого количества остав¬
шихся исправных приборов, в результате чего число отказавших
приборов также уменьшается. Чаще всего оптические приборы не
доводят до состояния износа. Их ремонтируют, заменяют износив¬
шиеся детали.
§ 3. Виды технического контроля
Одной из эффективных форм управления качеством продукции
является технический контроль. Подразделением предприятия, осу¬
ществляющим технический контроль, является отдел тенического
контроля (ОТК).
Контроль продукции на этапе ее изготовления. К нему относят
входной контроль материалов и полуфабрикатов, контроль за соб¬
людением технологических процессов и технический контроль го¬
товой продукции.
При входном контроле определяют соответствие важнейших
параметров материалов и комплектующих изделий значениям, за¬
данным нормативными документами (ГОСТ, ТУ и др.).
Контроль за соблюдением технологического процесса осуществ¬
ляет бюро технического контроля цеха. Важнейшим этапом дея¬
тельности ОТК является работа, связанная с анализом выявлен¬
ных дефектов. При этом различают конструктивные и производст¬
венные дефекты. Конструктивные дефекты возникают на этапе про¬
ектирования и разработки приборов. Их появление на этапе произ¬
водства является следствием несовершенства технического контроля
разработки. После обнаружения этих дефектов производят соот¬
ветствующее изменение конструкции прибора. Производственные
дефекты возникают вследствие несовершенства или несоблюдения
технологических процессов. В результате анализа дефектов сле¬
дует определить и устранить причины их появления. Технический
контроль готовой продукции предусматривает испытание — про¬
верку работоспособности приборов в различных условиях эксплу¬
атации.
Контроль неразрушающий и разрушающий. Все методы кон¬
троля разделяют на неразрушающие и разрушающие. После не¬
разрушающего контроля качество изделия не ухудшается и оно
годно для эксплуатации. В результате разрушающею контроля,
309
наоборот качество изделия ухудшается, а в ряде случаев оно пол-
нрстью выходит из строя; такого рода контроль используют при
испытаниях на прочность и надежность.
Сплошной и выборочный контроль. По степени охвата изделий
различают сплошной и выборочный контроль. При сплошном кон¬
троле исследуют все объекты — стопроцентный контроль. Однако
во многих случаях, особенно при большом объеме выпускаемых
изделий, нецелесообразно или просто невозможно применять
сплошной контроль. В этих случаях используют выборочный
контроль, проводя исследование не всех объектов, а- только час¬
ти — выборки.
Очень важно определить объем выборки. Сокращение объема
выборок позволяет уменьшить затраты времени и средств на кон¬
троль изделий. В то же время только при правильно определенном
объеме выборки результаты контроля можно распространить на
всю партию. Очевидно, что при увеличении объема выборки ре¬
зультаты контроля более достоверны.
Промежуточный и оперативный контроль. Промежуточный вы¬
борочный контроль применяют в крупносерийном и массовом про¬
изводстве. Этот вид контроля характеризуется тем, что его осу¬
ществляют не после завершения определенного этапа технологи¬
ческого процесса, а после проведения наиболее ответственных тех¬
нологических операций.
Оперативный выборочный контроль производят непосредствен¬
но на рабочих местах. Он является одной из форм воздействия на
ход технологического процесса и заключается в проверке правиль¬
ности выполнения технологического процесса на основе контроля
годности изделий.
Пассивный и активный контроль. Все способы контроля можно
разделить на пассивные и активные. При пассивном контроле
осуществляют только проверку изделий на годность. Активный
контроль позволяет установить причину появления тех или иных
отклонений параметров приборов от нормы.
Непрерывный и периодический контроль. В тех случаях, когда
изделие непрерывно подвергается контролю, контроль называют
непрерывным. Если контроль осуществляют через определенные
промежутки времени, то его называют периодическим.
§ 4. Испытания оптических приборов
Виды испытаний. Завершающей стадией сборки и технического
контроля оптических приборов является их испытание. Цель про¬
ведения испытаний — проверка качества материалов, деталей и
сборочных единиц прибора, контроль точности и устойчивости
технологического процесса сборки, проверка надежности и рабо¬
тоспособности прибора с учетом влияния воздействующих факто¬
ров, которые он испытывает йри транспортировке и эксплуатации.
В зависимости от типа производства (единичное или серийное) и
назначения прибора существуют различные виды и способы про¬
ведения испытаний.
310
Для опытных образцов проводят предварительные (или
заводские) испытания для проверки работоспособности и
оценки выходных параметров (лабораторные или стендовые ис¬
пытания) приборов. После этого заказчик, чащё всего на месте
установки приборов, проводит государственные испытания с целью
проверить значения выходных характеристик на соответствие ТУ
(полигонные, летные и прочие*испытания).
Для серийных изделий обычно проводят приемо-сдаточ¬
ные, периодические и проверочные испытания. Приемо-сдаточ¬
ным испытаниям подвергают все собранные приборы для провер¬
ки соответствия изделия требованиям ТУ. Если прибор не прохо¬
дит приемо-сдаточные испытания, его возвращают в цех для вы¬
явления причин брака и его устранения. Периодические (ти¬
повые, контрольные) испытания проводят для выборочных
приборов из партии один раз в течение определенного времени
с целью проверить уровень качества выпускаемых приборов по
всем его показателям, включая надежность. Проверочные
испытания проводят после существенных изменений оптиче¬
ской схемы прибора, его конструкции и технологического процес¬
са сборки с целью проверить эффективность этих изменений.
По своему назначению испытания подразделяют на парамет¬
рические, механические, климатические и специальные. Тщатель¬
ные испытания приборов с имитацией внешних воздействий обу¬
словлены необходимостью установить, что рабочие характеристи¬
ки (или срок службы) прибора будут соответствовать заданным
ТУ в самых неблагоприятных условиях окружающей среды. На
земле зарегистрированы температуры от —73 до +56° С, наиболь¬
ший суточный перепад температур в одном месте достигает 53° С,
наибольшая скорость ветра до 103 м/с и максимальное количест¬
во осадков в течение дня до 117 см.
Параметрические испытания. Эти испытания проводят с целью
проверить соответствие выходных параметров прибора требова¬
ниям ТУ в нормальных условиях при комнатной температуре, нор¬
мальных влажности и давлении, при отсутствии механических и
других воздействий. Параметрические испытания выполняют при
всех указанных испытаниях после проверки внешнего вида прибо¬
ра, качества покрытий, маркировки и надлисей, наличия смазки
и др. Испытывают полностью собранные и отъюстированные при¬
боры непосредственно на рабочих местах или на специальных
контрольных установках и стендах. Параметрические испытания
включают проверку общей работоспособности изделия и контроль
•его технических параметров.
Проверка общей работоспособности заключается в определе¬
нии времени приведения прибора в действие (работа рукоятки
взвода затвора и перемотки пленки у фотоаппарата), в контроле
работы индикаторов и сигнальных ламп, защитных устройств
и др.
При проверке технических параметров определяют оптические
характеристики приборов, точность отсчетов и измерений, стабиль¬
311
ность параметров при изменении частоты и напряжения электри¬
ческого питания и др.
Механические испытания. Нормы и виды этих испытаний опре¬
деляют в зависимости от условий эксплуатации и транспортиров¬
ки. Поэтому при механических испытаниях имитируют возможные
вибрации, удары, линейные ускорения, транспортную тряску
и др.
Испытания на виброустойчивость производят на вибростендах
на одной или в определенном диапазоне частот (обычно от 10 до
2000 колебаний в секунду). Во время испытаний выявляют произ¬
водственные дефекты сборки (нарушение соединений и юстиров¬
ки деталей) и явление резонанса (резкое увеличение величины
колебаний частей прибора по сравнению с местом его крепления
на стенде).
По конструкции вибростенды разделяют на механические и
электрические. В первом случае применяют эксцентриковый или
центробежный вибратор. Эти вибраторы просты по устройству, но
имеют ограниченный диапазон частот (менее 200 Гц), на них
сложно получать малые амплитуды (менее 0,1 мм) вследствие
люфтов в приводе. ,
Вибростенды с электродинамическим приводом основаны на
принципе обычного громкоговорителя. В, подвижную катушку по¬
дается переменный ток от генератора звуковой частоты (от 50 до
10000 Гц). Взаимодействуя с магнитным полем постоянного маг¬
нита, катушка вместе с платформой, на которой закреплен испы¬
туемый прибор, совершает возвратно-поступательные колебания.
На этих стендах получают очень малые (до нескольких микрон)
амплитуды колебаний изменением мощности питающего напряже¬
ния и жесткости пружин, на которых закреплена катушка. К не¬
достаткам электродинамических вибростендов относят трудность
получения больших амплитуд (более 0,5 мм) и малую допусти¬
мую массу испытуемых приборов (до 15 кг).
Испытания на удар и действие больших ускорений проводят
на ударных стендах и при свободном падении прибора или на
полигонах путем отстрела при установке прибора на артиллерий¬
ское орудие (для оптических' прицелов). При этих испытаниях; вы¬
являют механические повреждения, нарушение соединений и из¬
менение выходных характеристик прибора.
Переносные приборы (фотоаппараты, бинокли) подвергают
многократным (до 10 раз) ударам при свободном падении с вы¬
соты 0,5—1 м на войлочную прокладку толщиной 15 мм, положен¬
ной на стальную плиту толщиной не менее 60 мм.
Ударные стенды создают резкие изменения скорости движения
(ускорения) в широких пределах. Например, гвоздь, вбиваемый в
доску, испытывает ускорение 150—200g (g — ускорение свободно¬
го падения тела). В ударных стендах и копрах ускорение созда¬
ётся путем свободного падения стола, который поднимается с по-
мрщью вращающегося кулачка, или при ударе маятника о непо¬
движное основание, на котором установлен испытуемый прибор.
312
Величина перегрузки, которая может достигать 2000g, зависит от
массы маятника и изменения его отклонений.
Оптические приборы испытывают также на воздействие цент¬
робежного ускорения на центрифугах. Приборы устанавливают
на вращающихся платформах. Частота вращения платформы и
расстояние прибора от центра вращения определяют возникающее
ускорение, которое может доходить до 150g. Вращающаяся цент¬
рифуга представляет большую опасность для обслуживающего
персонала, поэтому ее защищают надежным ограждением или ус¬
танавливают в отдельное помещение, двери которого сблокирова¬
ны с пусковым механизмрм привода.
Испытание транспортированием производят на стенде транс¬
портной тряски, а если не позволяют габаритные размеры и мас¬
са прибора — непосредственным транспортирование^ изделий, упа¬
кованных в тарных ящиках, на автомобиле по булыжным и про¬
селочным дорогам со скоростью 20—40 км/ч на расстояние до
1000 км.
Стенд транспортной тряски состоит из станины, к которой на
пружинах подвешена платформа, наполненная балластом (пес¬
ком). На платформе расположен электропривод, вращающий
с разной скоростью кулачки, на которых расположен стол с ис¬
пытываемым прибором. Изделие в транспортной упаковке подвер¬
гается воздействию до 20 000 ударов с частотой до 40—80 Гц и
силой, вызывающей 15-кратную перегрузку.
Механические устройства приборов испытывают также на из¬
нос. Например, у фотоаппаратов проверяют число срабатываний
затвора (до 1000 срабатываний). Для испытаний применяют раз¬
личные стенды, воспроизводящие возвратно-поступательные и воз¬
вратно-вращательные перемещения.
Климатические испытания. После успешного проведения меха¬
нических испытаний оптические приборы подвергают климатиче¬
ским испытаниям, которые в зависимости от условий эксплуата¬
ции приборов характеризуются различными условиями окружаю¬
щей среды. Например, для лабораторных приборов создают нор¬
мальные условия: температуру (20±5)°С, относительную влаж¬
ность (65±15)%, нормальное атмосферное давление. При транс¬
портировке и хранении эти условия таковы: температура +50°С
и относительная влажность до 98%. Полевые и геодезические
приборы эксплуатируют в условиях дождя, погружения в воду,
воздействия потока пыли до 15 м/с, соляного тумана, солнечной
радиации, плесневых грибов и др.
Все эти условия искусственно создают в климатических испы¬
тательных камерах. Испытания к циклическому изменению темпе¬
ратур проводят в камерах повышенных или пониженных темпера¬
тур: термостатах и криостатах. В термостатах повышение темпе¬
ратуры до 100—200° С осуществляется паровым, водяным или
электрическим обогревателем. В холодильных камерах (криоста¬
тах) понижение температуры до —100° С (173К) достигается не¬
посредственным охлаждением среды твердой двуокисью углерода
313
(сухой лед) или жидким азотом, а также косвенным охлаждением„
основанным на способности фреона или жидкого азота при испа¬
рении понижать температуру окружающей среды.
После выдержки прибора в термостатах в течение 2—10 ч при
повышенной температуре 70—100° С проверяют исправность рабо¬
ты всех узлов в нагретом состоянии, отсутствие расклеек оптиче¬
ских деталей, вытекания смазки и уплотняющей замазки, отпоте¬
вания внутренних деталей и нарушения юстировки оптической си¬
стемы.
Нарушение юстировки после нагрева свидетельствует о натя¬
жениях в оптических деталях и оправах, а также об изменении
размеров звеньев, об увеличении люфтов и нарушении плавности
хода механических узлов, т. е. о плохом качестве сборки. Отпоте¬
вание возникает из-за плохой герметизации и попадания влаги
в прибор.
После выдержки в холодильной камере в течение 2—4 ч у при¬
боров проверяют исправность работы механизмов, отсутствие за¬
еданий и заклинивания, нарушение клеевых соединений оптиче¬
ских деталей, осыпку лака и появление инея, а также основные
характеристики прибора.
Испытание на влагоустойчивость проводят в камерах влажно¬
сти (гидростатах), в которых путем испарения воды достигается
влажность до 98%. В процессе испытания проверяют качества
уплотнений (водонепроницаемость), устойчивость приборов к кор¬
розии, повреждение покрытий, отпотевание и др. Допускается не¬
значительное появление росы и разрозненных капель воды на на¬
ружных частях прибора. После окончания испытаний прибор из¬
влекают из камеры, выдерживают в нормальных условиях в тече¬
ние 6—12 ч, выполняют наружный осмотр и проверяют основные
параметры.
Некоторые приборы испытывают на водонепроницаемость в
специальной дождевальной камере или в камерах с повышенным
гидростатическим давлением, где имитируется глубина погруже¬
ния прибора. Если воздействию атмосферных осадков подверга¬
ются только выступающие части прибора, то на водонепроницае¬
мость испытывают только эти части. Во время этих испытаний за¬
прещается вращать подвижные части прибора до их полного вы¬
сыхания. Морские приборы подергают испытаниям на устойчи¬
вость к морскому туману, который создается путем распыления
соляного раствора с помощью пульверизатора. Через несколько
суток проверяют отсутствие коррозии и повреждение покрытий.
Испытание на пылеустойчивость выполняют в камерах, где
приборы обдуваются струей воздуха, содержащей смесь песка, ме¬
ла и глины при величине частиц менее 50 мкм. После обдувания
в течение 1—2 ч проверяют сохранность наружных покрытий и
пылезащищенность прибора (отсутствие пыли внутри прибора)*
Приборы, предназначенные для работы в тропиках, подверга¬
ют испытаниям на грибоустойчивость (способность изделия про¬
тивостоять разрушающему действию плесневых грибов) в каме-
314
pax грибообразования. При температуре (30±2)°С и влажности
90—95% приборы опрыскивают водной суспензией из смеси спор
плесневых грибов и выдерживают в течение 30 сут. После этого
приборы осматривают и проверяют их работоспособность. Испы¬
танные приборы разрушают или дезинфицируют облучением ртут-
но-кварцевой лампы или обтиранием формалином.
Испытание приборов на устойчивость к действию солнечной
радиации выполняют в соляротронах с целью проверки сохранно¬
сти внешнего вида, шкал прибора, маркировки и др. В качестве
источников облучения применяют дуговые ртутно-кварцевые лам¬
пы, которые близки по действию к солнечному свету. Температура
в камере до +60° С, время выдержки прибора около'24 ч.
Некоторые оптические приборы подвергают специальным ис¬
пытаниям: электротехническим — с целью проверить электриче¬
скую прочность и сопротивление изоляции электрорадиодеталей
и радиационным — для определения устойчивости приборов к дей¬
ствию повышенной проникающей радиации (стекла темнеют), ко¬
торая наблюдается в условиях ядерных реакций и др.
Наряду с перечисленными видами испытаний проводят комп¬
лексные испытания на надежность и стабильность параметров,
при которых объединяются все воздействующие на прибор фак¬
торы.
§ 5. Безопасность труда в сборочных цехах
Сборка оптико-механических и оптико-электронных приборов
связана с выполнением разнообразных операций, которые сопро¬
вождаются применением различного рода органических раствори¬
телей, клеев, электро- и пневмоинструмента, приспособлений, спе¬
циальных стендов, станков, конвейеров, оптико-механического и
оптико-электронного технологического оборудования.
Условия труда рабочего-сборщика должны соответствовать са¬
нитарным нормам и правилам техники безопасности. Типовые
инструкции по технике безопасности разрабатывают работники от¬
дела техники безопасности с учетом специфики конкретного пред¬
приятия.
Сборочные цехи предприятий должны быть хорошо освещены,
иметь вентиляцию и необходимые противопожарные средства. Ин¬
дивидуальные рабочие места сборщиков должны быть оснащены
местным освещением и местной вентиляцией (вытяжкой). Ответ¬
ственность за соблюдение правил техники безопасности возлага¬
ется на инженерно-технических работников бюро подготовки про¬
изводства'.
При разработке технологических процессов сборки должны
быть учтены все операции, выполнение которых связано с приме¬
нением различных токсических веществ, и опасные приемы рабо¬
ты. Контроль за выполнением правил техники безопасности осу¬
ществляют работники отдела техники безопасности.
Безопасность рабо'Г при сборке оптико-механических и оптико-
электронных приборов обеспечивается соблюдением следующих
315
основных требований.
1. (Органические растворители для промывки и чистки оптиче¬
ских и механических деталей и узлов должны храниться на рабо¬
чих местах в хорошо закрываемой стеклянной таре, причем коли¬
чество растворителя, выдаваемое на одно рабочее место, не долж¬
но превышать 100 г.
2. Используемые механизированные установки промывки дета¬
лей должны размещаться в специальных помещениях, т. е. на спе¬
циальных участках промывки, оснащенных специальными сред¬
ствами вентиляции.
3. Запрещается использовать нагревательные приборы и раз¬
личного рода источники тепла, способные вызывать воспламене¬
ние.
4. Если технологическим процессом сборки предусмотрены опе¬
рации, связанные, например, с приклейкой и дальнейшей поли¬
меризацией при определенной температуре, то для выполнения
этих операций необходимы специальные термокамеры.
5. Рабочие места сборщиков под операции, связанные с приме¬
нением различного рода органических веществ, должны быть обо¬
рудованы местной вентиляцией.
6. Рабочее место должно быть удобным, чтобы при различного
рода движениях рабочий не мог получить травму.
7. Рабочий инструмент и технологическое оборудование долж¬
но быть исправным.
8. На каждом рабочем месте необходимо иметь специальные
места для хранения инструмента, приспособлений и салфеток.
9. Для обеспечения требуемой категории чистоты, что связано
с качеством выпускаемых приборов, рабочий-сборщик должен
иметь халат и головной убор.
10. После окончания работы рабочий обязан сдать остатки ор¬
ганических растворителей на склад, убрать инструмент и привести
в порядок рабочее место.
11. О всех неисправностях технологического оборудования ра¬
бочий должен обязательно сообщать администрации сборочного
цеха или участка.
ЛИТЕРАТУРА
Бардин А. Н. Сборка и юстировка оптических приборов. — М.: Высшая
школа, 1968.
Ельников Н. Т. и др. Сборка и юстировка оптико-механических прибо¬
ров.—г М.: «Машиностроение, 1974. ■
Плотников В. С. и др. Расчет и конструирование оптико-механических
приборов. — М.: Машиностроение, 1972.
Сулим А. В. Производство оптических деталей.— М.: Высшая школа,
1975.
К р ы с к и н А. М., Наумов И. 3. Слесарь механосборочных работ. —
М.: Высшая школа,. 1974.
К р и в о в я з Л. М. и др. Практика оптической измерительной лаборато¬
рии.— М.: Машиностроение, 1974.
Э р в а й с А. В. Юстировка и ремонт оптико-механических измерительных
приборов. — М.: Машиностроение, 1958.
ОГЛАВЛЕНИЕ
Введение 3
Раздел первый
ОБЩИЕ СВЕДЕНИЯ ОБ ОПТИЧЕСКИХ ПРИБОРАХ
И ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ ИХ ИЗГОТОВЛЕНИЯ
Глава I. Оптические приборы и их назначение 4
§ 1. Классификация оптических приборов 4
§ 2. Оптические детали йриборов 7
Глава II. Устройство оптических приборов 12
§ 1. Оптические системы приборов 12
§ 2. Погрешности оптических систем приборов 16
§ 3. Типовые оптические приборы 18
§ 4. Технические условия на изготовление оптических приборов . . 24
Глава III. Основные понятия о технологическом процессе изготовления
оптических приборов 25
§ 1. Понятие об изделии, производственном и технологическом про¬
цессах 25
§ 2. Особенности технологического процесса изготовления оптических
приборов 27
§ 3. Организационные формы сборки оптических приборов ... 27
Раздел второй
СБОРКА МЕХАНИЧЕСКИХ И ЭЛЕКТРИЧЕСКИХ УЗЛОВ
ОПТИЧЕСКИХ ПРИБОРОВ
Глава IV. Электромонтажные работы 30
§ 1. Монтажные материалы и рабочее место 30
§ 2. Заготовка и вязка жгутов 31
§ 3. Пайка 33
§ 4. Электромонтаж на печатных платах 37
Глава V. Обеспечение точности соединений при сборке 38
§ 1. Виды соединений и требования к ним 38
§ 2. Методы обеспечения точности соединений 40
Г л а в а VI. Работы, выполняемые при механической сборке .... 44
§ 1. Подготовка деталей к сборке. Обработка деталей в процессе
сборки 44
§ 2. Выполнение разъемных соединений 46
§ 3. Выполнение неразъемных соединений 49
§ 4. Смазка механических узлов 51
§ 5. Герметизация оптических приборов 53
§ 6. Рабочее место сборщика. Оборудование сборочного цеха 55
§ 7. Безопасность труда при механической сборке 56
Глава VII. Сборка направляющих прямолинейного движения ... 57
§ 1. Типы направляющих и требования к ним 57
§ 2. Сборка направляющих 59
§ 3. Контроль качества сборки направляющих 62’
Глава VIII. Сборка направляющих вращательного движения ... 64
§ 1.- Сборка направляющих с трением скольжения 64
317
§ 2, Сборка направляющих с трением качения 66
§ 3. Контроль качества сборки направляющих 71
Глава IX. Сборка винтовых механизмов 71
§ 1. Винтовые механизмы и требования к ним 71
§ 2. Сборка отсчетных винтовых механизмов 73
§ 3. Контроль качества сборки винтовых механизмов 76
§ 4. Сборка и контроль механизмов с окулярной резьбой .... 78
Глава X. Сборка механизмов с зубчатыми передачами 81
§ 1. Классификация зубчатых передач и требования к ним ... 81
§ 2. Сборка механизмов с червячными передачами 83
§ 3. Сборка механизмов с цилиндрическими и коническими зубчаты¬
ми передачами 86
§ 4. Сборка планетарных и дифференциальных механизмов ... 92
§ 5. Контроль качества сборки механизмов с зубчатыми передачами 95
Глава XI. Сборка узлов фотоаппаратов 100
§ 1. Диафрагмы и требования к их сборке 100
§ 2. Сборка диафрагм 102
§ 3. Фотозатворы и требования к их сборке 104
§ 4. Сборка фотозатворов 106
§ 5. Сборочное технологическое оборудование 110
Глава XII. Автоматизация и механизация процесса сборки оптиче¬
ских приборов 117
§ 1. Основные понятия о механизации и автоматизации производства 117
§ 2. Автоматизация и механизация сборочных работ 119
§ 3. Особенности автоматизации производства оптических приборов . 120
Раздел третий
СБОРКА ТИПОВЫХ УЗЛОВ ОПТИКО-МЕХАНИЧЕСКИХ ПРИБОРОВ.
КОНТРОЛЬНО-ЮСТИРОВОЧНАЯ АППАРАТУРА
Глава XIII. Контрольно-юстировочная аппаратура 122
§ 1. Коллиматоры 122
§ 2. Автоколлиматоры и зрительные трубы 125
§ 3. Диоптрийная трубка. Динаметры 134
§ 4. Микроскопы 135
§ 5. Оптическая скамья 137
Глава XIV. Характеристики оптико-механических приборов и методы
их контроля 139
§ 1. Параллакс 139
§ 2. Увеличение 145
§ 3. Поле зрения 149
§ 4. Наклон изображения 153
§ 5. Разрешающая способность и качество изображения .... 154
§ 6. Правильность установки диоптрийной шкалы окуляра . .163
§ 7. Диаметр выходного зрачку и его удаление от последней поверх¬
ности окуляра 164
§ 8. Разворот сетки и точность шкал, находящихся в поле зрения . 165
Глава XV. Сборка и юстировка типовых оптико-механических узлов 166
§ 1. Закрепление линз, линзовых блоков, сеток, светофильтров . . 166
§ 2. Способы центрирования оптических деталей при сборке . . .170
§ 3. Сборка узлов зеркал и призм 177
318
319
Глава XVI. Сборка объективов и окуляров 18(Х
§ 1. Требования, предъявляемые к сборке объективов и окуляров 180
§ 2. Построение технологического процесса сборки объективов .183
§ 3. Сборка объективов насыпной конструкции 185
§ 4. Сборка объективов со свинчивающимися оправами . . .187
§ 5. Технологический процесс сборки фотообъективов 189
§ 6. Сборка объективов коллиматоров и телескопических приборов . 200
§ 7. Сборка объективов микроскопов 200
§ 8. Сборка окуляров 205
§ 9. Технологическое оборудование 20»
Раздел четвертый
СБОРКА ОПТИКО-МЕХАНИЧЕСКИХ ПРИБОРОВ
Глава XVII. Сборка коллиматоров и телескопических приборов . 223'
§ 1. Центрирование оптико-механических приборов 223
§ 2. Сборка коллиматоров 228-
§ 3. Сборка автоколлиматоров и зрительных труб 230
§ 4. Сборка бинокулярных приборов 235
§ 5. Сборка фотоаппаратов 247
§ 6. Сборка микроскопов 253
§ 7. Технологическое контрольно-измерительное оборудование . . 256
Глава XVIII. Сборка спектральных приборов 272
§ 1. Схема и конструкция приборов 272
§ 2. Изготовление и сборка щелей 275
§ 3. Сборка и крепление фокусирующих элементов 277
§ 4. Крепление и подвижки призм и решеток 279
§ 5. Сборка и юстировка приборов 281
§ 6. Особенности производства ИК-спектральных приборов . . 287
§ 7. Регистрация излучения в ИК-спектрометрах 289
Глава XIX. Сборка интерференционных приборов 291
§ 1. Схема и конструкция прибора 291
§ 2. Изготовление и сборка узлов 294
§ 3. Сборка и юстировка приборов 29ft
Глава XX. Сборка приборов для измерения углов и приборов ночно¬
го вйдения 29 7
§ 1. Приборы для измерения углов. Гониометры 297
§ 2. Приборы ночного вйдения 302
Глава XXI. Технический контроль и безопасность труда 305
§ 1. Основные понятия качества 305
§ 2. Количественные показатели качества и надежности .... 307
§ 3. Виды технического контроля 309*
§ 4. Испытания оптических приборов 310
§ 5. Безопасность труда в сборочных цехах 315
Литература 316
Ефремов Алексей Алексеевич
Законников Владимир Павлович
Подобрянский Анатолий Викторович
Сальников Юрий Васильевич
СБОРКА ОПТИЧЕСКИХ ПРИБОРОВ
Заведующий редакцией Г. П. Стадниченко. Младшие редакторы: Н. Н. Чуркина,
Л. И Чернецова
Редактор Г. В. Садыков. Художник В. 3. Казакевич. Художественный редактор
В. П. Cnupoeat Технический редактор Р. С. Родичева. Корректор Л. А. Исаева
ИБ № 4097
Изд. № М-196.. Сдано в набор 07.12 82. Подп. в печать 17.08.83. Т-13686. Формат 60X90l/ie.
Бум. тип. № 3. Гарнитура литературная. Печать высокая. Объем 20 уел. печ. л.
20,25 уел. кр.-отт. 22,18 уч.-изд. л. Тираж 10000 экз. Зак. № 1511. Цена 70 коп.
Издательство «Высшая школа», 101430, Москва, ГСП-4, Неглинная ул., д. 29/14
Великолукская городская типография управления издательств, полиграфии
и книжной торговли Псковского облисполкома,
г. Великие Луки, ул. Полиграфистов, 78/12
70 к.