















































































































































































































































































































































































































































































































































































Автор: Новиков М.П.
Теги: технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления отдельные машиностроительные и металлообрабатывающие процессы и производства машиностроение механика проектирование издательство машиностроение соединения машин процессы сборки
Год: 1980




М.П. НОВИКОВ
основы
ТЕХНОЛОГИИ
СБОРКИ
МАШИН
И МЕХАНИЗМОВ
МП НОВИКОВ
д р ТЕХН НАУК
проф
ОСНОВЫ
ТЕХНОЛОГИИ
СБОРКИ
МАШИН
И МЕХАНИЗМОВ
Издание пятое исправленное
МОСКВА МАШИНОСТРОЕНИЕ 1980
ББК 34.68
Н73
УДК 621.757 : 65. 001.56
Редакторы инженеры В. К. Сахаров и Н. А. Балкин
Рецензент лауреат Государственной премии СССР
канд. техн, наук В. А. Долецкий
Новиков М. П.
Н73 Основы технологии сборки машин и механизмов — 5-е
изд., испр.—М.: Машиностроение, 1980. — 592 с., ил.
В пер.: 2 р. 40 к.
В книге изложены основы технологии сборки типовых соединений и узлов
машин и механизмов, рассмотрены вопросы проектирования технологических
процессов сборки применительно к условиям массового и серийного производства.
Книга предназначена для инженерно-технических работников машинострои-
тельных заводов.
н fop?9~13Q6n - 136-80. 2704090000 ББК
038(01)-80 6П5.4
ИБ 1627
Михаил Павлович Новиков
ОСНОВЫ ТЕХНОЛОГИИ
СБОРКИ МАШИН
И МЕХАНИЗМОВ
Редакторы: С. Л. Мартенс,
Л. Н. Корякина
Художественный редактор
И. К- Капралова
Технический редактор
Л. А. Макарова
Корректоры А. М- Усачева
и А. А. Снастина
Переплет художника Л. Н. Наумова
Сдано в набор 22.05.80.
Подписано в печать 23.10.80. Т-13399. Фор-
мат 60x90*/,.. Бумага типографская № 1.
Гарнитура литературная. Печать высокая.
Усл. печ. л. 37,0. Уч.-изд. л. 39,85.
Тираж 15 000 экз. Заказ 205.
Цена 2 р. 40 к.
Издательство «Машиностроение», 107076,
Москва, Стромынский пер. 4.
Ленинградская типография № 6 ордена
Трудового Красного Знамени Ленинград-
ского объединения «Техническая книга»
им. Евгении Соколовой Союзполиграфпрома
при Государственном комитете СССР по
делам издательств, полиграфии и книжной
торговли.
193144, г. Ленинград, ул. Моисеенко, 10
© Издательство «Машиностроение», 1980 г.
ОТ ИЗДАТЕЛЬСТВА
Научно-технический прогресс, происходящий в нашей стране,
приводит к интенсификации всего общественного производства.
Одно из главных направлений интенсификации производства —
создание систем высокопроизводительных машин и приборов, по-
вышение их технического уровня. Среди них мощные тракторы и
турбины, автоматические линии и станки для электрофизических
и электрохимических методов обработки металлов, вычислитель-
ные машины, автоматизированные системы управления и многое
Другое.
В условиях современного производства растет производитель-
ность, экономичность и надежность машин, снижается их масса
на единицу мощности, повышается точность изделий. Современное
машиностроение выпускает изделия с высокими эксплуатацион-
ными данными при минимальных затратах общественного труда.
В числе основных факторов повышения технического уровня
машиностроения большую роль играет внедрение высокоэффектив-
ных технологических процессов, комплексной механизации и по-
следовательное проведение автоматизации производства. Особенно
важно осуществление этих мероприятий в тех производственных
процессах, в которых в настоящее время еще затрачивается руч-
ной труд, недостаточна механизация и автоматизация. К числу
таких производственных процессов относится и сборка изделий
машиностроения.
В предлагаемой читателю книге основное внимание уделено
вопросам подготовки деталей к сборке, описанию методов сборки
неподвижных разъемных и неразъемных соединений, а также
типовых сборочных единиц машин и механизмов (муфт, подшип-
ников скольжения, зубчатых и червячных передач, цепных пере-
дач и т. д.). Даны краткие сведения о балансировке машин в сборе,
клеймении и маркировке, заправке смазкой собранных машин.
Настоящее, пятое издание книги, получившей признание среди
читателей, изучающих основы технологии сборки, подготовлено
к печати после смерти ее автора — д-ра техн, наук проф. М. П. Но-
викова.
Автор книги, проф. М. П. Новиков, начал свою трудовую де-
ятельность в качестве ученика слесаря в типографии. Совмещая
1* 3
работу и учебу, он добился признания своего авторитета сначала
как инженера, затем как ученого. Огромная общественная дея-
тельность сопутствовала ему всю жизнь. Значительный вклад
в развитие промышленности, глубокие знания в области машино-
строительного производства, большие организаторские способ-
ности и партийная принципиальность способствовали его продви-
жению: он прошел большой путь — от рядового рабочего до от-
ветственного работника центрального аппарата партии. С 1945 г.
т. М. П. Новиков работал в аппарате ЦК КПСС, а в последнее время
он был первым заместителем заведующего Сельскохозяйственным
отделом ЦК КПСС.
При подготовке к изданию настоящего труда проф. М. П. Но-
викова были сохранены структура книги, методика изложения
материала и основное ее содержание. При подготовке к изданию
рукопись подвергалась доработке в следующих направлениях:
1) выполнена увязка содержания книги с действующими стандар-
тами; 2) исправлены терминология и обозначения; 3) приведены
примеры современных прогрессивных средств механизации и авто-
матизации сборочных процессов, описаны некоторые новые мето-
ды сборки, мойки, испытания и консервации изделий и т. д.
Доработка рукописи проводилась при непосредственном уча-
стии главного инженера Ярославского моторного завода ПО «Авто-
дизель» канд. техн, наук В. А. Долецкого, а также работников
этого же завода — заместителя главного технолога В. К- Саха-
рова и заместителя начальника отдела сборки Н. А. Балкина.
Глава I
ЗНАЧЕНИЕ
СБОРОЧНЫХ ПРОЦЕССОВ
В МАШИНОСТРОЕНИИ
Машиностроение призвано полностью оснастить все отрасли
народного хозяйства новой высокоэффективной техникой, спо-
собствующей достижению значительно более высокого уровня
производительности труда, обеспечить максимальное снижение
численности работников, занятых на ручных процессах. Практи-
ческое осуществление этих задач требует правильного сочетания
технического совершенствования производства, его организации
и технологии с наиболее полным и экономичным использованием
всех ресурсов в самом машиностроении.
В структуре технологических процессов производства изделий
машиностроения наибольший удельный вес занимают обработка
металлов резанием и сборка. Трудоемкость узловой и общей сборки
составляет в среднем около 30% всей трудоемкости изготовления
машин. В массовом и крупносерийном производствах эта доля
меньше, а в единичном и мелкосерийном, где выполняется боль-
шой объем пригоночных работ, трудоемкость сборки нередко до-
стигает 40% (табл. I и 2).
Необходимо отметить еще один вид сборочных работ, широко
применяемый в народном хозяйстве, — разборку и сборку машин
и механизмов при их ремонте в эксплуатационных условиях.
Ремонт машины не может быть произведен без частичной или пол-
ной ее разборки. Так как после разборки и исправления де-
фектов или замены износившихся деталей следует сборка машины,
и это повторяется в течение всего срока службы машины несколько
раз, то трудоемкость ремонтных работ в народном хозяйстве очень
большая. При капитальном ремонте трактора, например, трудо-
емкость нередко превышает затраты труда на его изготовление.
При этом до 70% трудоемкости составляют разборочные и сбороч-
ные работы. Нетрудно представить, какой это огромный расход
трудовых ресурсов, если учесть, что количество работников,
ежегодно занятых на ремонте парка тракторов, превышает чис-
ленность рабочих тракторных заводов.
Сборка органически связана со всеми предшествующими про-
цессами; при создании же машины высокого качества сборке при-
надлежит решающая роль. Поэтому сборочным работам в машино-
строении должно быть уделено особое внимание.
5
Таблица 1 В совершенствовании сбо- рочного производства целесооб-
Доля сбо- рочных ра-
разно идти по пути одновре- менного решения четырех взаи-
бот в об- щей трудо- емкости
Тип производства мосвязанных задач: выбора ра-
изготовле- ния ма- ционального технологического
шин, % процесса, создания конструк- ций технических средств для
Массовое и крупносерий- ное Серийное
его обеспечения, внедрения
9^ qn средств механизации и автома-
25—35 тизации труда, обеспечения чет-
Индивидуальное и мел- кого управления процессом.
косерийное 35—40 Среди этих задач большее вни- мание должно быть уделено
технологическому процессу.
Изделие машиностроительного завода — механизм или маши-
на является результатом сложного производственного процесса,
представляющего собой совокупность действий, направленных на
превращение материалов и полуфабрикатов в законченный вид
продукции. Технологический процесс является частью производ-
ственного процесса, который характеризуется последовательной
сменой состояния продукта производства и включает в себя все
действия рабочего, неразрывно связанные с осуществлением этого
процесса. Технологический процесс сборки — это совокупность
операций по соединению деталей в определенной технически и эко-
номически целесообразной последовательности для получения сбо-
рочных единиц и изделий, полностью отвечающих установленным
для них требованиям- Если при механической и большинстве
других видов обработки понятие «технологический процесс» от-
носится к детали, то в сборочном производстве оно имеет отно-
шение прежде всего к соединению двух или большего числа де-
талей.
Таблица 2
Отрасль машиностроения Объем сборочных работ, % к общей трудо- емкости Состав сборочных работ, % к их объему
механизи- рованные ручные
Тяжелое машиностроение 30—35 15—20 80—85
Станкостроение 25—30 22—25 75—78
Автомобилестроение Тракторное и сельскохозяйственное 18—20 50—55 45—50
машиностроение 20—25 40—50 50—60
Электромашиностроение Строительное и дорожное машино- 35—40 25—30 70—75
строение' ' 25—30 35—40 60—65
6
Сборка изделий производится преимущественно на том же
заводе, где изготовляются основные детали этого изделия. Лишь
в тех случаях, когда изделия громоздки (мощныетурбины, тяжелые
прессы, ротационные полиграфические машины, подъемные краны и
т. п.), сборка-монтаж их осуществляется на месте, у потребителя.
Однако даже если окончательная сборка машины производится
одновременно с установкой ее на фундаменте, первоначальная
предварительная сборка ряда отдельных ее узлов все же обычно
организована на заводе-изготовителе. При этом контролируется
правильность основных сопряжений деталей и сборочных единиц,
общая наладка, а иногда и точность работы.
Развитие наиболее прогрессивных форм организации промыш-
ленности —• специализации и кооперирования производства с ши-
роким внедрением подетальной и технологической специализа-
ции — дает возможность расчленить производственный процесс
изготовления машины на ряд частичных процессов. Законченная
продукция (машина, механизм) будет создаваться в этом случае
в условиях поточного производства на сборочных заводах из по-
ступающих от других предприятий деталей и агрегатов. Создание
заводов, осуществляющих только сборку машин из деталей, по-
ставляемых по кооперации специализированными предприятиями,
будет способствовать лучшей организации производственного про-
цесса, внедрению автоматических сборочных линий, сокращению
трудоемкости и стоимости сборки, позволит значительно увели-
чить выпуск машин. Специализация и кооперация промышленных
предприятий предъявляет более высокие требования к технологии
сборки.
Процесс сборки играет весьма существенную роль в общем
цикле мероприятий по улучшению качества продукции. На повы-
шение качества изделия можно оказывать влияние путем совер-
шенствования технологии и ее оснащенности средствами механи-
зации, автоматизации и контроля, организационных улучшений,
к которым относятся лучшая организация производства и труда,
повышение квалификации работников, достижение ритмичности
процессов сборки, экономического воздействия через систему оп-
латы труда и материальную заинтересованность сборщиков в по-
вышении качества, а также путем постоянного наблюдения за со-
стоянием уровня качества. Эти основные и ряд других второсте-
пенных звеньев являются обычно содержанием общей системы
управления качеством.
ИЗДЕЛИЯ МАШИНОСТРОЕНИЯ
И ИХ СОСТАВНЫЕ ЧАСТИ
Объектами основного производства в машиностроении —‘ из-
делиями являются машины, механизмы и установки, их агрегаты
или детали. Структура изделий машиностроения (ГОСТ 2.101—68)
приведена в табл. 3.
7
Таблица 3
Вид Определение
Изделие основного произ-
водства
Сборочная единица
Деталь
Предмет производства, подлежащий изготовлению
на предприятии и предназначенный для поставки
(реализации)
Изделие, составные части которого подлежат соеди-
нению между собой на предприятии — изготовителе
сборочными операциями (свинчиванием, сочлене-
нием, клепкой, сваркой, пайкой, опрессовкой,
развальцовкой, склеиванием и т. п.)
Изделие, изготовленноэ из однородного по наиме-
нованию и марке материала, без применения сбо-
рочных операций
В качестве примера на рис. 1 показаны двигатель, являю-
щийся изделием основного производства, и его составные части:
сборочные единицы и механизмы.
В дополнение к этим стандартным составным частям изделия
на многих машиностроительных заводах широко используют тер-
мины: группа и подгруппа. Группа — сборочная единица, для ко-
торой целесообразна самостоятельная организация производства.
Рис* 1. Изделие—дизельный двигатель, его “сборочные единицы и механизмы:
1— блок цилиндров; 2 — фильтр масляный; 3 — механизм газораспределения; 4 —
головка цилиндров; 5 — газопровод; 6 — двигатель пусковой; 7 — регулятор пускового
двигателя; 8 — термостат; 9 — регулятор топливного насоса; 10 — насос водяной и вен-
тилятор; И — привод тахоспидометра; 12 — насос топливный; 13 — фильтр топливный;
14 — механизм передачи пускового двигателя; 15 — механизм кривошипно-шатунный;
16 — насос масляный
8
В группу могут входить детали, другие группы и покупные из-
делия. Группа, в свою очередь, может входить в другую группу или
непосредственно в изделие. Подгруппа •— составная часть группы.
Если она входит непосредственно в группу, ее условно называют
подгруппой первого порядка. Если она входит в подгруппу пер-
вого порядка, то ее именуют подгруппой второго порядка. Соот-
ветственно могут быть подгруппы третьего и большего порядков.
Следовательно, порядок входящей подгруппы на единицу
больше базовой. Таким образом, группа или подгруппа состоит
из отдельных деталей, или из деталей и подгрупп соответствую-
щих порядков.
ЭЛЕМЕНТЫ ПРОЦЕССА СБОРКИ
Сборку любой машины нельзя осуществлять в произвольной
последовательности. В равной степени это относится также и к
сборке отдельных механизмов и даже к большинству простейших
соединений. Последовательность сборки определяется прежде
всего конструкцией собираемого изделия или его составных ча-
стей, а также степенью требуемого разделения сборочных работ.
Установленная последовательность ввода деталей и групп в тех-
нологический процесс сборки изделия характеризует систему его
комплектования.
Последовательность комплектования может быть одновариант-
ной для простых сборочных единиц и многовариантной для ком-
плексных групп и изделий. Примерами одновариантной последо-
вательности комплектования могут быть сборочные единицы, при-
веденные на рис. 2.^В2первом случае (рис. 2, а) в гнездо устанав-
ливается шарикоподшипник, а затем стопорное кольцо; во втором
(рис/2, б) шарикоподшипник устанавливается на валик и стопорит-
ся кольцом; в третьем (рис. 2, в) — после напрессовки шарико-
9
подшипника на шлицах валика устанавливают шестерню. Другие
последовательности комплектования здесь невозможны.
Однако в сложных сборочных единицах и изделиях, когда в
комплектовании участвуют десятки и сотни деталей, возможен
ряд вариантов последовательности сборки. При большом числе
деталей в изделии таких вариантов может быть очень много. Кон-
струкции машин все более усложняются, и количество деталей
и их соединений неуклонно растет. Например, в тракторе ДТ-54А
насчитывается 1600 деталей, а в современном тракторе Т-150К их
уже 3600. Еще недавно турбины собирались из 15—18 тыс. дета-
лей, а сейчас паровая турбина мощностью 300 МВт имеет их 60
тысяч. В этом случае возникает задача применения оптимального
варианта, обеспечивающего наилучшее выполнение установленных
технических требований и высокое качество, к объекту сборки при
минимальных затратах труда и средств.
При разработке технологического процесса сборки изделие,
исходя из условий его конструкции, расчленяют на части так,
чтобы осуществить сборку наибольшего количества сборочных
.единиц независимо друг от друга. В связи с этим в машине или
механизме различают конструктивные и сборочные элементы. Ус-
ловное выделение первых может быть произведено на основе их
назначения в изделии; например, механизмы привода и регули-
рования в станке, механизмы газораспределения в двигателях,
.механизмы управления и пр. При выделении же сборочных эле-
ментов обязательным условием является возможность осуществле-
ния сборки каждого из них независимо от другого. Конструктив-
ные элементы не всегда могут быть сборочными, и наоборот, хотя
такое совпадение встречается часто. В этих случаях элементы на-
зываются кон структивно- сборочн ыми.
Процесс комплектования сборочных элементов — сборочных
единиц, изделия для наглядности изображают в виде схем. Эту
схему следует строить так, чтобы соответствующие сборочные еди-
ницы — группы, подгруппы и детали были представлены в порядке
их введения в технологический процесс сборки. Так как процесс
сборки начинается с введения в него основной, или, как ее обычно
называют, базовой детали или подгруппы, то, очевидно, и схема
должна начинаться с условного изображения этих составных ча-
стей изделия. Детали, подгруппы и группы изображают на схеме
в виде небольших прямоугольников, в которые вписывают индекс,
номера и количества соответствующих частей. Общая схема ком-
плектования изделия представлена на рис. 3, с [42].
Для машины с большим количеством деталей и сборочных еди-
ниц развернутая схема может быть громоздкой и потому неудоб-
ной для пользования. В таких случаях в производстве применяют
укрупненные схемы (рис. 3, б), на которые наносят только услов-
ные обозначения групп, а также деталей, не входящих в группы
и подгруппы. Укрупненные схемы могут быть разработаны и
для комплексных групп.
10
Направление сборки
Базовая подгруппа
I порядка БазоВая группа
О б оз начения
| | — Детали |о о! — Подгруппы (количество точек
I----1 определяет порядок подгруппы)
▼' I Базовые детали |—~д г-..-..,,
J групп и подгрупп ' РУппы
Рис. 3. Схемы комплектования изделий при сборке
В схемах комплектования деталей, сборочных единиц, групп, из-
делий применяют обезличенную и предметную систему обозначений.
Однако при расширении сферы использования ЭВМ для плани-
рования времени подачи на сборку тех или иных деталей, сбороч-
ных единиц в необходимой комплектности на определенное ра-
бочее место потребуется соответствующий способ обозначения
деталей и сборочных элементов. Делаются попытки положить
в основу такого способа предусмотренную технологией очеред-
ность выполнения сборочных операций; обозначение детали начи-
нается с ее номера, далее указывается номер соединяемой с ней
детали, номер подгруппы, группы и изделия.
КЛАССИФИКАЦИЯ СОЕДИНЕНИЙ ДЕТАЛЕЙ
В изделиях машиностроения имеется большое количество раз-
нообразных соединений деталей. В машинах примерно 35—40%
соединений типа цилиндрический вал — втулка, 15—20% пло-
скостных, 15—25% резьбовых, 6—7% конических, 2—3% сфери-
ческих и др. Все эти соединения характеризуются различными кон-
структивными, технологическими и экономическими факторами:
степенью относительной подвижности, возможностью разборки,
технологичностью в сборке и демонтаже, видом контакта сопря-
гающихся поверхностей деталей, прочностью, химической стой-
костью, затратами труда и средств на сборку и т. д.
По конструкции и условиям эксплуатации соединения деталей
могут быть разделены на подвижные и неподвижные. Детали под-
вижных соединений обладают возможностью относительного пе-
ремещения в рабочем состоянии по некоторым траекториям, оп-
ределяемым кинематической схемой механизма, звеньями которого
эти детали являются. Детали неподвижных соединений в рабочем
состоянии перемещаться не могут.
Подвижные и неподвижные соединения в зависимости от воз-
можности их демонтажа подразделяются на разъемные (свободно
разбираемые) и неразъемные (неразбираемые). Количество разъ-
емных соединений в современных машинах и механизмах состав-
ляет от 65 до 85% всех соединений. При этом под разъемными
(демонтируемыми) соединениями подразумеваются лишь те, ко-
торые могут быть полностью разобраны без повреждения соеди-
няющих и скрепляющих их деталей. Остальные соединения отно-
сятся к группе неразъемных, хотя в условиях эксплуатации и ре-
монта машин нередко подвергается разборке некоторая часть и
этих соединений; однако процесс разборки в этом случае значитель-
но усложняется, и часто одна или обе соединяемые детали после
разборки оказываются непригодными к последующей сборке или
же требуют специальных пригонок.
Таким образом, соединения могут быть неподвижные разъем-
ные (например, резьбовые, пазовые и конические); неподвижные
неразъемные (например, соединения запрессовкой или разваль-
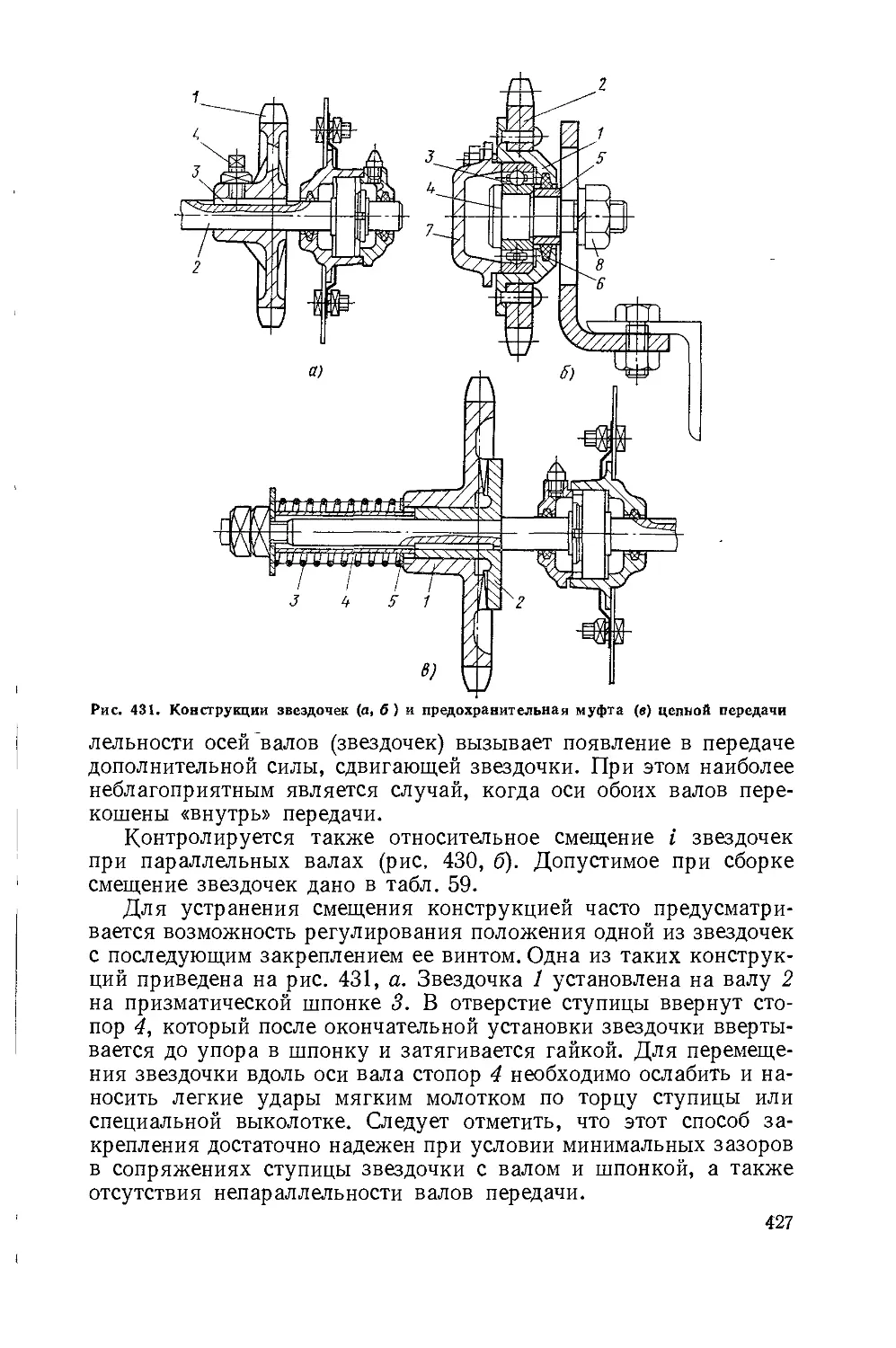
цовкой, а также заклепочные); подвижные разъемные (например,
валы — подшипники скольжения, плунжеры—втулки, зубья ко-
лес, каретки—станины); подвижные неразъемные (некоторые
подшипники качения, запорные клапаны).
Такая классификация соединений проста по своей схеме, но
имеет недостаток, так как в каждую группу указанной классифи-
кации входит большое количество соединений, различных по своей
технологической характеристике и способу сборки.
В отдельных исследованиях по классификации соединений пред-
лагается учитывать характер деформаций (упругие, пластические),
молекулярные силы (сцепление, адгезию), форму соединяемых де-
12
По контактным, признакам
Рис. 4. Схема соединений деталей при сборке
13
талей (геометрическое замыкание), силы, возникающие при сборке
соединения (способ силового замыкания).
Некоторые исследователи подразделяют все соединения дета-
лей машин на пять классов: механические, сварные и паяные,
клеевые, магнитные и комбинированные, или на соединения:
резьбовые, паяные, сварные, армированные и получаемые давле-
нием. Недостатком этих классификаций является то, что в них
не отражается степень подвижности деталей собранного сое-
динения, а также возможность его демонтажа, что важно для
повторных сборок в условиях эксплуатации машин и меха-
низмов.
Предлагается еще один принцип классификации соединений —
по виду контакта сопрягающихся поверхностей деталей, так как
качество, долговечность, износостойкость в конечном счете за-
висят от правильности контактирования деталей, соединяемых
в процессе сборки. Этот контакт может быть непосредственным
(в подшипниковых сборочных единицах, зубчатых передачах, резь-
бовых соединениях и пр.) или через промежуточный слой материала
(при сварке, пайке, склеивании). При этом в зависимости от формы
сопрягаемых поверхностей возможен общий, местный, литейный
или точечный контакт деталей. Ниже приведена схема классифи-
кации соединений деталей по различным признакам (рис. 4).
Выбор наиболее экономичного вида соединения деталей — это
сфера конструирования машины. Если при этом технико-экономи-
ческие показатели принимаемого соединения повышаются по
сравнению с ранее применявшимися соединениями, то задача
считается решенной.
Технико-экономический показатель соединения (сборочной еди-
ницы) представляет собой отношение общественного труда к экс-
плуатационному показателю, который характеризует технические
характеристики этой части машины (передаваемые силы или кру-
тящий момент, допускаемое напряжение, надежность и др.). При
этом в процессе выполнения такого технического анализа прово-
дятся теоретические и экспериментальные работы по определению
возможности замены одного вида соединения на другой, более
совершенный с конструктивной и технологической точек зрения;
промышленное опробирование выбранного вида соединения; под-
бор оборудования и оснастки, необходимых для изготовления
и сборки соединения.
Эффект от внедрения более экономичного вида соединения за-
ключается главным образом в экономии общественного труда,
которая прежде всего характеризуется снижением себестоимости
изготовления. Для расчетов обычно используют только те эле-
менты технологической себестоимости, которые образуют ее пере-
менную часть. Расчет технологической себестоимости С в сравни-
ваемых вариантах производится по формуле
С = С3 -|- С3 Д- Са Д- Со -|- Сс,
14
Рис. 5. Сравнительная себестоимость различных видов соединений при сборке:
а— ручней; 1 — пайка (электропаяльник); 2 — склеивание (кисточка); 3 — свинчивание
(отвертка); 4 — склепывание (молоток); 5 — сварка (щипцы); 6 — запрессовка (молоток)
б — при полуавтоматической; 1 — склеивание (установка); 2 — сварка (установка);
3 — склепывание (пресс); 4 — запрессовка (пресс); 5 — пайка (установка); 6 — свинчи-
вание (установка); 7 — развальцовка (полуавтомат)
где С3 — заработная плата сборщика; Сэ — стоимость потреб-
ляемой энергии; Са и Со — соответственно стоимость амортиза-
ции оборудования и оснастки; Сс — стоимость собираемых эле-
ментов.
При решении вопроса об экономической эффективности необ-
ходимо также определить срок окупаемости Т в годах:
'П Д
1 ~ Э ’
где Д — дополнительные капитальные вложения, связанные с пе-
реводом одного вида соединения на другой, экономически более це-
лесообразный; Э — экономия от снижения себестоимости по пред-
лагаемому варианту.
На основе технико-экономического анализа различных видов
соединений в зависимости от применяемых средств механизации
составляются сравнительные таблицы (графики), по которым кон-
структоры и технологи могут определить наиболее экономичный
вид соединений в одинаковых условиях, т. е. при равной степени
механизации. Для удобства пользования определяется себестои-
мость 1000 узлов.
Графики, представленные на рис. 5, показывают изменение се-
бестоимости узла от коэффициента серийности К. при одинаковом
уровне механизации. Коэффициент серийности
15
где F— годовой фонд времени, ч; Т1} = —годовая тру-
доемкость сборки узла, ч; Тпп —• штучное время, затрачиваемое
на сборку узла, ч; П — годовая программа выпуска узлов, шт.
Вопрос о классификации соединений, отвечающей всем кон-
структивным, технологическим и технико-экономическим требо-
ваниям, пока еще нельзя считать решенным. Он нуждается в даль-
нейшем исследовании. Последовательность изложения материала
в настоящей книге в основном увязана с классификацией по тех-
нологическим признакам.
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ
СБОРОЧНЫХ РАБОТ
Непременным условием улучшения технико-экономических по-
казателей сборочного процесса, повышения его эффективности и
качества труда сборщиков является механизация операций, рост
уровня оснащенности труда сборщиков.
Научно-технический уровень сборочного производства оцени-
вается тремя группами показателей, характеризующими техни-
ческий уровень производства, уровень организации труда и уро-
вень организации производства.
I. Показатели, характеризующие технический уровень про-
изводства. Уровень охвата основных (вспомогательных) рабочих
механизированным (автоматизированным) трудом
См = ,Zm + Ppm юо,
где Рм — число рабочих, выполняющих работу механизированным
способом; Р.ра — число рабочих, выполняющих работу при по-
мощи ручных машин; Р — общая численность рабочих в сбороч-
ном производстве.
Уровень механизированного (автоматизированного) труда в об-
щих трудовых затратах
Ум.т = ГмУм-^юо,
1 р
где Тм — время механизированного труда в процессе; Та. р —
время механизированного труда при применении ручных машин;
Тр — затраты времени по сборочно-монтажным работам.
Уровень механизации и автоматизации производственных про-
цессов
юо,
1 р
где П, П1 — коэффициенты производительности оборудования, ха-
рактеризующие отношение трудоемкости выполняемых операций
на оборудовании с наименьшей производительностью, принятыми
16
за базу, к трудоемкости этих же операций на действующем обору-
довании и ручных машинах.
Уровень собираемости машин
к-------
Тсб 4- Тпр + т % ’
где Тсб — общая трудоемкость собственно сборочных работ;
Trip — трудоемкость слесарно-пригоночных и зачистных работ;
Тд — трудоемкость повторно выполняемых работ по сборке.
Уровень охвата сборки поточными методами
Упот = ^- ЮО,
J общ
где Тпот — трудоемкость сборочных работ, выполняемых поточ-
ным методом; Тоб1ц — общая трудоемкость сборочных работ. При
определении этого показателя к поточным следует относить ра-
боты, выполняемые на автоматах, автоматических линиях, поточ-
ных по характеру выполняемых работ, механизированных рабо-
чих местах.
Уровень применения типовых технологических процессов
утт = Льгюо,
М общ
где Ит. т— наименование изделий, собираемых по типовым тех-
нологическим процессам; Ио^ — общее число наименований со-
бираемых изделий.
II. Показатели, характеризующие уровень организации труда.
Уровень организации рабочих мест
т/ ___ Л<(1 Лэф) 1 ЛЛ
& р. м р 1
где Рп — число рабочих мест, находящихся на уровне ниже пре-
дусмотренного типовыми решениями; Р — общее число рабочих
мест; — коэффициент эффективности использования рабочего
времени в зависимости от соответствия рабочих мест типовым
проектам.
III. Показатели, характеризующие уровень организации про-
изводства. Уровень ежедневной ритмичности (коэффициент рит-
мичности)
у _____/1 А 42 4- А -|- Л,д < qq
& ритм I 1 р[р } 1UV7>
где Аъ А2, А3, Ап — отклонения от планового выпуска продук-
ции за 1, 2, 3, ..., п дни периода, которые определяются по фор-
муле
^1,2, з,.... п — ПВ — ФВ-
здесь ПВ и ФВ — плановый и фактический выпуск товарной про-
дукции за сутки; п — число суток в периоде.
17
Уровень специализации сборочного производства
Усп
юо,
1 общ
где Тсб — трудоемкость собственно сборочных работ; Тоб^ — вся
трудоемкость работ, выполняемых в сборочном (механосборочном)
цехе. Этот показатель позволяет оценить уровень концентрации
собственно сборочных работ в производственном подразделении.
Он будет низким в условиях механосборочного цеха и высоким
в специализированном сборочном производстве.
Используя в комплексе эти показатели, найденные для рабо-
чих мест различных участков и цехов сборочного производства,
можно критически оценить состояние механизации (автоматиза-
ции) и наметить в каждом конкретном случае пути сокращения
ручного труда. Показатели для комплексной примерной оценки
научно-технического уровня производства приведены в табл. 4.
Таблица 4
Показатель Уровень Тип производства
Единичное и мелко- серийное Серийное Крупно- серийное, массо- вое
I. Показатели, характеризующие технический уровень производства
Уровень охвата рабочих Оптимальный 40—50 75 85—95
механизированным и ав- Средний 25—35 50—65 70—80
томатизированным трудом Низкий 10—20 40 До 60
Уровень механизирован- Оптимальный 40—50 60—65 75—90
ного (автоматизированно- Средний 30—40 40—45 60—70
го) труда в общих трудо- вых затратах Низкий 15—20 30 50
Уровень автоматизации и Оптимальный 45—60 70 82—93
механизации производст- Средний 30—40 50—55 65—80
венных процессов Низкий 20—30 45 60
Уровень собираемых ма- Оптимальный 65 74 100
ШИН Средний 60 70 90
Низкий 54 66 73
Уровень охвата сборки изделий поточными мето- дами Оптимальный 20—40 (мелко- серийное) 70 100
Средний 10—20 (мелко- серийное) 50 90
Низкий До 10 (мелко- серийное) 30 70
18
Продолжение табл. 4
Показатель Уровень Тип производства
Единичное и мелко- серийное Серийное Крупно- серийное, массо- вое
Уровень технического Оптимальный 30 59 80
нормирования труда ос- Средний 20 35—40 50
новных рабочих Низкий 10—15 До 25 40
Уровень применения ти- Оптимальный 50—60 85—95 100
новых технологических Средний 40 70—75 80
процессов Низкий 40 50 60
Уровень охвата техноло- Оптимальный В зависимости от отрасли
гии сборки печатными схе- мами Средний Низкий машиностроения
Соотношение между тру- Оптимальный 50—60 20—35 12—15
доемкостью сборки и тру- Средний 60—70 25—30 20—25
доемкостью механической обработки Низкий 70—80 45—60 35—45
II. Показатели, характеризующие уровень организации труда
(в % использования рабочего времени от доли, приходящейся
на каждый показатель в общем балансе времени)
Уровень организации ра- бочих мест Оптимальный Средний Низкий 60 50 30 80 и выше 70—75 До 60 95 80 70
Уровень рационализации Оптимальный 30—45 До 80 90
приемов и методов труда Средний 15—20 45—50 70
Низкий 5—10 20 50
Уровень трудовой дисцип- Оптимальный 97 97 99
ЛИНЫ Средний 95 95—97 97
Низкий 90 90 95
Уровень обслуживания Оптимальный 80 90 99
рабочих мест Средний 65 70—80 80—90
Низкий 45—50 65 60—75
Уровень общих условий Оптимальный 80 95 99
труда Средний 70 85—90 95
Низкий 60 70 95
19
Продолжение табл. 4
Показатель Уровень Тип производства
Единичное и мелко- серийное Серийное Крупно- серийное, массо- вое
Уровень организации ре- Оптимальный 80 93 99
жима труда и отдыха Средний 70 80—85 95
Низкий 60 75 95
Уровень эффективности Оптимальный 80 98 99
использования затрачен- Средний 70 85—90 95
ного труда Низкий 60 75 90
III. Показатели, характеризующие уровень организации производства
Уровень ежедневной рит- мичности Оптимальный Средний Низкий 80 70 50 95 50—70 35 99 95 85
Уровень систематичности Оптимальный 100 100 100
выполнения плановых за- Средний 80 — —
даний по производитель- ности труда Низкий 70 90 95
Уровень использования Оптимальный 60 70—80 95
оборотных фондов Средний 40 35—50 85—90
Низкий 15 25 80
Уровень использования Оптимальный 90—95
основных фондов 1 Средний — — 80—95
Низкий — — 75
Уровень использования Оптимальный 70 80—85 90—95
среднегодовой произвол- Средний 60 70—75 80—85
ственной мощности Низкий 50 60 70—75
Уровень специализации Оптимальный 60 65—95 99
производства Средний 50 60—70 95
Низкий 30 50 85
Уровень систематичности Оптимальный 100 100 100
выполнения плановых за- Средний 80 — —
даний по выпуску готовой продукции Низкий 70 90 95
1 Устанавливается по высокомеханизированным и автоматизированным произ-
водствам.
20
В отраслях машиностроения, где уровень механизации отно-
сительно невысок, эффективен путь возможно более широкого
внедрения на всех этапах сборки таких механизированных средств,
как электропневмоинструмент, гидравлические ключи, перенос-
ные установки с пневмогидроприводом и т. п. Внедрение их обычно
не требует большой перестройки процесса и поэтому осуществ-
ляется в кратчайшие сроки. При этом опыт свидетельствует, что
механизация отдельных сборочных операций в конечном счете
малоэффективна. Частичное улучшение отдельных производствен-
ных операций повышает производительность труда лишь на 5—6%
в год, тогда как внедрение комплексных технологических систем
дает возможность обеспечить рост производительности труда в
2—2,5 раза. Поэтому, чтобы заметно сократить трудоемкость, сни-
зить общие затраты на сборку, нужно взять твердый курс на
разработку целостных систем. Наибольший эффект должна
дать интегральная, комплексная механизация по всему циклу
производства, учитывающая также транспортные и складские
работы.
Особого внимания заслуживают вспомогательные и транспорт-
ные работы в сборочных цехах. Объем этих работ огромен, его
можно представить таким частным примером. Чтобы выполнить
сменную программу по сборке тракторных двигателей Д-240,
к сборочным постам надо подать 235 тыс. деталей и комплекту-
ющих изделий. Трудоемкость вспомогательных работ при сборке
нередко превышает объем технологических. Поэтому для получе-
ния необходимого эффекта в сборочных цехах обязательно следует
механизировать одновременно основные и вспомогательные ра-
боты. Таким образом, остро встает необходимость внедрения кон-
вейеров, в том числе с автоматическим адресованием, механизи-
рованных стендов, подъемников, ультразвуковых промывочных
установок и другого оборудования (рис. 6, 7).
Внедрение этих технических средств в каждом случае должно
строго обосновываться экономическим расчетом, с тем чтобы до-
биться большего эффекта при меньших затратах. Значительному
сокращению таких затрат, в частности, способствует создание
типажей и размерных рядов прогрессивной оснастки, а также раз-
работка и организация выпуска типовых конструкций технологи-
ческих приспособлений, инструментов и установок.
Вместе с тем переход к комплексной механизации немыслим
в отрыве от технологии и организации сборки, от совершенство-
вания методов выполнения сборочных операций и технологиче-
ских процессов сборки машин в целом. Здесь в полной мере на-
ходит свое воплощение принцип, при котором развитие техники
влечет за собой изменение технологии, что, в свою очередь, спо-
собствует применению еще более совершенной техники.
Комплексная механизация процессов сборки — это перво-
очередной этап повышения их эффективности. Дальнейшие пер-
спективы обязательно связаны с автоматизацией.
21
Вспомогательные работы
Рис. 6. Средства механизации вспомогательных сборочных работ
Перед народным хозяйством СССР стоит задача разработать
и приступить к производству оборудования для автоматизации
сборки массовых изделий в машиностроении. Почему так остро
сейчас ставится вопрос об автоматизации сборки, и прежде всего
в массовом и крупносерийном производстве?
Здесь есть две причины. Первая — это высокие темпы раз-
вития машиностроения. Недостаток рабочей силы хотя и является
важным побудительным импульсом замены ручного труда машин-
ным, но не может считаться главным. Если в системе человек—
машина какую-то производственную функцию может выполнять
машина, то человек должен быть освобожден от этой функции,
особенно если она трудоемка, непривлекательна или связана с мо-
нотонностью.
На второе место в числе причин, требующих ускорения тем-
пов автоматизации, следовало бы поставить качество продукции.
22
Сборка соединений
££ Рис. 7. Средства механизации основных технологических сборочных работ
Применение сборочных автоматов обеспечивает более высокий
уровень качества изделий.
В современном машиностроении неуклонно развивается про-
цесс специализации, возрастает серийность выпускаемых изделий.
Концентрация производства однотипной конечной продукции соз-
дает благоприятные условия для широкого применения новых,
более прогрессивных видов технологического оборудования.
В автоматической системе сборочных машин в настоящее
время есть отдельные операции, выполнять которые механизмами
пока оказывается сложно и дорого. Включение в этом случае в ав-
томатизированную систему живого труда вполне допустимо. Но
нельзя забывать, что это остается вынужденным решением. Оно
ни в какой мере не снимает задачу последующего перехода к ком-
плексной системе автоматических машин, где человек будет выпол-
нять лишь функции наблюдения и управления.
Конструирование сборочных автоматов по принципу копирова-
ния приемов, выполняемых сборщиком вручную, не может быть
прогрессивным. В самой идее создания автомата не должно быть
ограничений, присущих человеческому организму. Возможности
сборочного автомата могут быть многократно расширены прежде
всего в отношении скоростей выполнения операций и обеспечения
большей точности соединений.
Как и при механизации сборочных производств, переходу к ав-
томатизации должен предшествовать экономический расчет на
целесообразность ее осуществления в данных конкретных усло-
виях. Новой техникой в этих случаях может называться только
такая, которая дает не только технический, но и экономический
эффект. Автомат — это дорогостоящая машина, и рост производи-
тельности труда, достигнутый с ее помощью, может удовлетворить
производство только в том случае, если он сопровождается ощу-
тимым уменьшением общих затрат, снижением себестоимости про-
дукции.
Для оценки экономической эффективности автоматизации сле-
дует учитывать размер требуемых капитальных вложений, срок
окупаемости затрат на автоматизацию, рост производительности
труда, трудоемкость сборки и количество высвобождаемых рабо-
чих, изменение производственной мощности сборочного цеха,
участка.
Глава II.
ТОЧНОСТЬ
СБОРОЧНЫХ
СОЕДИНЕНИЙ
КОНСТРУКТОРСКИЕ БАЗЫ
Каждая деталь машины или механизма при работе занимает
в любой момент времени вполне определенные положения отно-
сительно других деталей. Это условие обеспечивается соответ-
ствующей кинематической схемой и конструкцией машины или
механизма, что в конечном счете выражается определенностью
базирования деталей, характеризуемой неизменным сохранением
соответствующего контакта сопряженных (соприкасающихся) по-
верхностей.
Например, идентичность траекторий движения, повторяемых деталями
кривошипно-шатунного механизма (рис. 8), обеспечивается постоянным сохране-
нием контакта по цилиндрическим поверхностям поршня и гильзы цилиндра 1,
пальца и поршня 2, пальца и шатуна 3, шатуна и шейки коленчатого вала 4,
шеек коленчатого вала и подшипников картера 5.
Силы и моменты, создаваемые в процессе сборки этого механизма и действу-
ющие на его детали при работе, а также внутренние упругие силы деталей обес-
печивают силовое замыкание, благодаря которому контакт в сопряжениях деталей
не нарушается. Однако при этом неизменно возникают погрешности из-за шеро-
ховатости и волнистости поверхностей (рис. 9, а), а также в результате деформа-
ций одной или обеих сопрягаемых деталей (рис. 9, б). Для того чтобы эти погреш-
ности не ухудшали качество соединений, назначаются соответствующая опти-
мальная шероховатость сопрягаемых поверхностей и пределы возможных за-
зоров, при которых деформации деталей не вызовут нарушений в работе изделия
в целом.
Предусмотренное конструкцией положение любой детали в ма-
шине или механизме обеспечивается при сборке благодаря соот-
ветствующим ее поверхностям, осям или точкам. Поверхность или
выполняющее ту же функцию сочетание поверхностей, ось, точка,
принадлежащая заготовке или изделию и используемая для ба-
зирования, согласно ГОСТ 21495—76 называется базой.
По своему назначению базы делятся на три вида: конструктор-
ские, технологические и измерительные. На характер сборочных
соединений влияют конструкторские базы, которые бывают основ-
ными и вспомогательными. Например, поверхности А корпуса
коробки скоростей (рис. 10, а) и приводного вала (рис. 10, б)
при соприкосновении с другими поверхностями (в данном случае
с поверхностями станины и подшипника) обеспечивают определен-
ность положения корпуса и вала. Такие поверхности называются
основными базовыми. В отличие от них к вспомогательным базам
25
Рис. 8, Схема базирования дета-
лей кривошипно-шатунного ме-
ханизма
Рис. 9. Схематическое изображение {микро- и
макропогрешностей, возникающих при сило-
вом замыкании
относится сочетание поверхностей станины (рис. 10, а), на которые
опирается корпус коробки скоростей основными базами, и поверх-
ность скольжения подшипника (рис. 10, б).
Поверхность Б (рис. 10, б) отверстия шкива является базовой
для этой детали, а сопрягающаяся з ней поверхность вала в дан-
ном случае выполняет роль вспомогательной базы. Следовательно,
при сборке соединений основные базы одной детали опираются
на вспомогательные базы другой. Основные и вспомогательные
базовые поверхности образуют в совокупности сопряжения, а при
достижении силового замыкания — соединения.
26
Детали с базовыми поверхностями, выполняющие в сбороч-
ной единице роль соединительного звена, обеспечивающего при
сборке соответствующее относительное положение других деталей,
называются базовыми деталями. В случае общей сборки изде-
лия, когда основными сборочными элементами являются уже соб-
ранные группы, одна из них, удовлетворяющая указанному выше
требованию (изложенному для базовой детали), называется базо-
вой группой.
Сопрягающиеся поверхности В (рис. 10, б) — поверхность шкива, соприка-
сающаяся с приводным ремнем, имеют свое основное назначение — выполнять
.рабочие функции. В зубчатых колесах к таким поверхностям относятся поверх-
ности зубьев, в винтовых механизмах — поверхности резьбы и т. п. Все эти
поверхности называются функциональными. Остальные поверхности (Г на
рис. 10, а и б) — несопрягающиеся.
ПОНЯТИЕ О ТОЧНОСТИ СБОРКИ
Осуществление основного назначения машины связано с пре-
образованием движений, передачей сил и моментов. Силы и мо-
менты, воздействуя на звенья механизма и их соединения, могут
изменять, искажать их форму, что вызывает отклонение от за-
данного характера движения всего механизма и машины. Боль-
шее или меньшее значение этих отклонений, характеризующее точ-
ность машины, зависит от конструктивных, технологических и
эксплуатационных факторов. При этом одним из важнейших тех-
нологических факторов являются погрешности, допущенные при
сборке механизмов, т. е. в процессе формирования их из отдель-
ных деталей. Эти погрешности в различных сочетаниях в конеч-
ном счете приводят к ошибкам результирующих характеристик
собираемого изделия.
Под точностью сборки подразумевается степень совпадения ма-
териальных осей, контактирующихся поверхностей или иных
элементов сопрягающихся деталей с положением их условных
.прототипов, определяемым соответствующими размерами на чер-
теже или техническими требованиями.
Точность — один из важнейших технико-экономических по-
казателей качества машины. Параметры, характеризующие точ-
ность как машины в целом, так и ее конструктивных и сборочных
элементов, устанавливаются исходя из служебного назначения из-
делия. Причем, конечно, оправданной является точность, опти-
мальная для каждого конкретного соединения, так как чрезмер-
ное ее повышение, не вызываемое необходимостью, может быть
причиной значительного роста стоимости обработки.
Достижение необходимой точности наиболее экономичными мерами — не-
пременное требование, предъявляемое к технологическому процессу. Точность
машины или механизма как изделий машиностроительного производства является
функцией точности составляющих частей этих изделий — сборочных единиц
Деталей и их соединений.
27
Одним из основных элементов обеспечения точности сборки является бази-
рование. Для сохранения точности взаимного расположения элементов машин
необходимо достичь неизменности базирования или постоянства контакта сопря-
гаемых поверхностей, что, конечно, должно обеспечиваться соответствующей
конструкцией деталей и их соединений.
Выполнение машиной определенных функций, обусловленных ее назначе-
нием, в значительной мере зависит от достигнутой при сборке точности относи-
тельного движения исполнительных поверхностей. Под исполнительными по-
верхностями при этом подразумеваются те поверхности (или их сочетания) деталей
и сборочных единиц, с помощью которых машина выполняет свое служебное
назначение.
Как известно, исполнительные поверхности могут принадлежать одновре-
менно нескольким деталям, и это обычно усложняет достижение полного соответ-
ствия фактического и теоретического движений исполнительных поверхностей;
степень их приближения друг к другу характеризует точность сборочной еди-
ницы машины.
Несмотря на чрезвычайно широкое разнообразие служебного
назначения машин, основные показатели их точности общие [6]:
точность относительного движения исполнительных поверхностей,
точности их геометрических форм и расстояний между этими по-
верхностями и точность их относительных поворотов. Эти пока-
затели точности в общем виде относятся и к сборочным единицам,
и к деталям машины.
Сопряжения деталей, образуемые в процессе сборки изделий,
в зависимости от количества степеней свободы, как уже отмеча-
лось, будут обладать различными свойствами и могут быть непод-
вижными или подвижными. От относительных размеров деталей,
образующих сопряжение, зависит степень его неподвижности или
подвижности. Эти степени характеризуются величиной натягов
или зазоров, выдерживаемых при сборке сопряжений, или, иначе,
величиной и знаком конструктивных и производственных отклоне-
ний размеров сопрягаемых деталей.
Если переменные размеры охватывающей детали обозначить через А и Av
а охватываемой — через В и Въ то зазор или натяг в сопряжении, являющийся
функцией этих размеров,
А = ср (A, Alt В, Вг).
Тогда уравнение зависимости зазора от изменения размеров деталей в об-
щем виде может быть представлено так:
8 4 - та^л + таг 8Л‘ + 44 ««+таг
Для цилиндрического сопряжения, когда А = D — диаметру отверстия и
В = d — диаметру вала,
дф дф =
dD ’ dd
тогда
6A = 6D — 8d.
Точность цилиндрического сопряжения характеризуется [32] тремя фак-
торами: совпадением осей, точностью углового положения в сечении, перпен-
дикулярном к оси, и точностью относительного расположения деталей вдоль оси.
28
Рис. 11. Схемы собираемости соединения вал—втулка
Для обеспечения собираемости такого соединения (рис. 11) требуется, чтобы
смещение осей деталей составляло
Ам d0M ^вб
2 " 2
а угол перекоса осей
х Дм
YM<arctg—
Условие сборки этого соединения при совместном действии двух факторов —
смещения осей и их относительного поворота — в общем случае может быть
выражено зависимостями
В этих формулах:
Лм — наименьший зазор в соединении;
йом — наименьший диаметр отверстия;
dBQ — наибольший диаметр вала;
т п
У^соД,; 2jCo5j —суммы погрешностей составляющих звеньев размерных
i=i i=\
цепей А (в плоскости оси вала) и 5 (в перпендикулярной
плоскости);
т п
У ша,-; —суммы погрешностей составляющих цепей относительно
г=1 г=1
поворотов а и Р (соответственно в двух плоскостях);
— допуск замыкающего или исходного звена относительных
поворотов на длине L;
тип — количество звеньев размерных цепей А, Б, а и Р без учета
замыкающих звеньев.
29
В соединениях вал—втулка (см. рис. 11) с гарантированным зазором ьозмо/х
ные относительные смещения осей сопрягаемых деталей в поле допуска
А„ = -U- [(Ао 4- 0,56оао) — (Ав + 0,56вав)] — 0,56 <7 •
где Д2 — средняя величина относительного смещения осей в поле допуска за-
зора; 62— относительное смещение; Ао; Ar — координаты середины полей
допусков на размер отверстия и вала; 60; 6В — поля допусков на размеры отвер-
стия и вала; а0; ав; — коэффициенты относительной асимметрии распределе-
ния размеров отверстия, вала и расстояния между осями вала и отверстия; Ко;
Лв; — коэффициенты относительного рассеяния размеров отверстия, вала
и расстояния между осями вала и отверстия.
Неточности в размерах диаметра вала при изготовлении характеризуются
нормальным законом распределения вероятностей (Гаусса). То же можно сказать
и о размерах отверстия втулки. Следовательно, и зазор в сопряжении этих дета-
лей подчиняется нормальному закону. Тогда среднеквадратичное отклонение
зазора
Оз == +
где а0 и ав — среднеквадратичные отклонения размеров отверстия и вала.
Вероятность того, что зазор будет находиться в определенных пределах а — а,
установленных техническими условиями на сборку, может быть выражена ве-
личиной
о _ *
_2.^ f е 2°з2
а3 К2л J
О
dx.
В этой формуле учитываются только отклонения размеров сопрягающихся
деталей. Однако н точность сопряжений существенно влияют волнистость и шеро-
ховатость валов и втулок. Всякое искажение геометрической формы увеличивает
допуск элементарных зазоров и вероятность выхода этих зазоров (для всех сопря-
гающихся пар) из пределов а—а и представляет собой обобщенный показатель
точности реальных сопряжений такого типа.
Точность замыкающего звена размерной цепи обеспечивается
методами полной, неполной или групповой взаимозаменяемости,
пригонкой или регулировкой. Аналитическому рассмотрению этих
методов посвящены работы Б. С. Балакшина, Н. А. Бородачева,
П. Ф. Дунаева и др. Необходимо отметить, что использование раз-
личных путей для достижения точности должно обосновываться
в каждом конкретном случае экономическими расчетами. В част-
ности, для сборки в автоматизированном производстве большие
преимущества имеет метод полной взаимозаменяемости, однако
сфера применения этого метода серьезно ограничивается, так как
он достаточно экономичен, когда высокая точность достигается
посредством размерных цепей с небольшим числом звеньев, а
также при значительной программе производства. В ряде слу-
чаев целесообразно применять метод групповой взаимозаменяемо-
сти. При известных условиях, когда можно ограничиться мини-
30
мальным числом групп, экономический эффект от использования
этого метода будет повышаться.
В практике построения технологических процессов сборки для
достижения требуемой точности сравнительно редко применяется
метод неполной взаимозаменяемости, однако экономичность этого
метода во многих случаях дает основание для его более широкого
использования.
Сборка, особенно автоматическая, при полной взаимозаменяемости — про-
цесс наименее трудоемкий, но при этом 100% -ный контроль деталей требует значи-
тельной доли затрат труда и средств. В случае неполной взаимозаменяемости
требования к точности снижаются, и контроль осуществляется с меньшими затра-
тами, хотя трудоемкость самого процесса сборки увеличивается. Тем не’менее
метод неполной взаимозаменяемостщво многих случаях имеет большие экономи-
ческие преимущества, особенно при ^многозвенных размерных цепях.
Напомним в связи с этим, что средний допуск на изготовление деталей при
полной взаимозаменяемости
где 6зам — допуск замыкающего звена; т — общее число звеньев,
а при неполной взаимозаменяемости средний допуск
<„_______^зам_____•
Ср~^ер /^1’
здесь t — процент риска; лср — среднее относительное среднеквадратичное от-
клонение.
Так как знаменатель во второй формуле меньше, чем в первой, то 6'р>6ср.
Следовательно, средняя величина допуска при частичной взаимозаменяемости
может быть существенно увеличена даже при небольшом проценте риска.
В общем случае замыкающий размер сопряжения может быть
представлен в виде функции переменных величин — составляю-
щих размеров:
Ад = f (А, А2, А3, • • • >
откуда
ЭЛ. дАл
dA& = - д . + -~-dA2 ф
дАг 1 1 дА2 1 1
d-Am-i-
Но так как dA&, dA± и т. д. есть не
полей рассеяния о)Лд, , ..., то
Мд
дАт_г
что иное, как величины
5ЯД
дАг
, дА.
% + ®а, + - +
^д
(О л
Л/п-1
адд
оа£
®АГ
Анализ последнего равенства дает возможность сделать вы-
вод, что повысить точность кинематической цепи сборочной еди-
31
ницы можно тремя путями: повышением точности оА. составляю-*
щих размеров, сокращением количества т размеров и уменьшен
ад. 3
нием величины передаточных отношений составляющие
звеньев. Наибольшей эффективности, очевидно, можно достич'-'
использованием всех трех путей в совокупности. Большое знач£г
ние имеет метод сокращения числа звеньев цепи, называемый ме-'
тодом наикратчайшего пути. , к
Для обеспечения надежности и долговечности работы маши§^
в эксплуатационных условиях поля зазоров (натягов) в соч^й.
Рис. 12. Схема подвижного сопря-
жения
няющихся деталях должны лежа'1'’-
по возможности в узких предел^
Однако нельзя не учитывать, "
сокращение этих пределов, t
приятно отражающееся на
сборки машины, влечет за собочувё
личение стоимости как следС^в4’^
вышения точности об^боткидех “
На выбор характера сопря?
оказывает влияние большое Wjit т
ство физических, технологичен.,
конструктивных и эксплуататор"
ных факторов. Например, най:'"‘
годнейший зазор в подвижном сок
пряжении (рис. 12) в общем виде
можно выразить функциональной
зависимостью вида
Ав = f (W, I, P,R,Q, liM, v, j, a, p, £ /i,„),
где Q — сила трения; т] — вязкость смазки; v — скорость OTg$.
сительного перемещения; / — скорость приложения нагрузк
^\h — характеристика чистоты сопрягающихся поверхностей (зна-
чения остальных величин даны на рис. 12).
Выбрать рациональную посадку с учетом всех факторов, влияющих на ра-
боту соединения, часто бывает сложно. Между тем правильный выбор зазора
нередко непосредственно влияет на повышение срока службы деталей и изделий
в целом. Шарикоподшипник, например, с зазором 10—15 мкм при испытан!
работал 1200 ч, а с зазором свыше 20 мкм — только 740 ч [22]. Увеличени-
зазоров в ряде соединений приводит к нарушению кинематики движений детале!
и сборочных единиц машин, является причиной роста динамических нагрузок.,
а нередко вызывает ухудшение технико-экономических показателей; снижается"
мощность или производительность, повышается расход топлива и смазки и пр..
Большое значение имеет и форма зазора. Перекосы, смещения осей, чрез мер-;,
ная конусность и овальность поверхностей сопрягаемых деталей, а также их
деформации при неправильной сборке часто искажают форму зазоров и тем самым
повышают интенсивность изнашивания соединения.
х
Очевидно, что величина зазора в сопряжении после определен-’
ного срока работы сборочной единицы зависит от ее первоначаль-i
32
иого значения. Поэтому зазор, который получен при сборке,
непосредственно влияет на длительность периода эксплуатации
’"опряжения. Действительно, если поршень и цилиндр (рис. 13)
изготовить в пределах допуска таким образом, чтобы их размеры
§ыли D”ax и D^jn, то срок эксплуатации этой пары будет больше
аа- счет времени, в течение которого износятся слои металла
Наоборот, если действительные размеры деталей будут D” ,п
v, т0 слои изнашиваемого
max’
Ч^талла, допускаемые по усло-
ям эксплуатации, будут тонь-
йЦ и, таким образом, даже
в5£1 одинаковой интенсивно-
бта изнашивания долговеч-
работы сопряжения со-
(1одб
w г-' ..’.ем случае срок службы де-
Рис. 13. Схема сопряжения цилиндра и
поршня
Т ~' dsf’- 7'2’
время приработки деталей;
нормальной работы сопря-
,-до момента интенсивного из-
дания.
*1ааЕсли за время работы сопрягающихся деталей их суммарный износ выра-
ается слоем металла т1г а в единицу времени — соответственно qt, то
9
Г
IT
аналогично
гр _ «
2 qT'
;пи
-fif
mi | т2
91”* -‘/Г’’
Учитывая (см. рис. 13), что
т-2 = Азщах - А - /И1;
получим
HJ
9’
1"
_ Л» — Л — т<
р___р t дшах___________
— 1 ‘ %
здесь Л —- зазор, который был установлен при сборке сопряжения. Очевидно,
чём больше этот первоначальный зазор, тем меньше срок службы сопряжения Т.
Но Л не может быть меньше определенной величины, устанавливаемой по усло-
виям обеспечения нормальной смазки и теплового расширения деталей.
ь Оптимальную величину зазоров в сопряжениях обычно опре-
деляют экспериментально. Получение этих величин путем гидро-
динамического расчета дает только приближенные значения, так
как многообразие факторов (свойство материалов сопрягающихся
2 Новиков M. П. 33
деталей, характер действия нагрузок, условия теплопередачи,
эллипсность, конусность и пр.) не дает возможности учесть их
влияния в совокупности. При этом часто оптимальная величина
зазора, найденная экспериментально, для ряда сопряжений может
быть меньше расчетной, а для других — больше. Например, ис-
следование основных сопряжений, проведенное на автомобиль-
ных двигателях, дало основание для изменения зазоров (табл. 5).
Увеличение зазоров в шатунных подшипниках позволило ус-
транить надиры и уменьшить выкрашивание баббитового слоя
из-за контактного трения шейки вала.
Правильный выбор посадок в сопряжениях, кроме увеличения
общего срока службы всей машины, имеет большое значение для
обеспечения равностойкости (в отношении износа) ее отдельных
сборочных единиц и деталей. Иными словами, крайне желательно,
чтобы сопрягающиеся детали изнашивались равномерно, равно
как и все детали одной сборочной единицы. В этом случае облег-
чается ремонт машины, который может быть сведен к последова-
тельной замене через определенные промежутки времени отдель-
ных ее частей.
Как уже отмечалось, большое значение для обеспечения точ-
ности сборки имеет характер базирования. Когда речь идет, на-
пример, о зазорах, то для большинства сопряжений в машинах
численное значение этих зазоров является теоретической величи-
ной. Это же можно сказать и об относительном положении многих
деталей, сборочных единиц и других элементов, ибо зафиксирован-
ное их положение на чертеже посредством двусторонних коорди-
натных связей при сборке фактически теряет строгую определен-
ность, так как эти связи становятся односторонними. Поэтому
для сохранения точности взаимного расположения элементов ма-
шин необходимо достичь неизменности базирования или постоян-
ства контакта сопрягаемых поверхностей. Последнее, как из-
вестно, должно обеспечиваться соответствующей конструкцией
сборочных единиц, позволяющей создать силы или моменты, вызы-
вающие силовые замыкания сопрягаемых деталей.
Большое число конструктивных решений основано преимуще-
ственно на использовании сил упругости, трения и гидравличе-
ского давления. Но следует учитывать, что силы и моменты, вы-
Таблица 5
Сопряжения Зазоры
применявшиеся ВНОВЬ установленные
Вал — шатунные подшипники Направляющие втулки: 0,012—0,063 0,026—0,077
впускной клапан 0,05—0,097 0,03—0,077
выпускной клапан 0,08—0,124 0,065—0,107
34
Деформации
Рис. 14. Деформации деталей и сборочных единиц, возникающие при сборке
зывающие при сборке изделий силовое замыкание деталей, могут
быть причиной деформации этих же деталей.
В общем виде возникающие деформации условно могут быть
разделены (рис. 14) на полезные, искусственно создаваемые (на-
пример, при развальцовке, затяжке резьбовых соединений и др.)
и вредные (искажение формы деталей при запрессовке, отклоне-
ние от прямолинейности при неточном базировании и пр.).
Для многих машин и механизмов большое значение имеет
жесткость. Например, для металлорежущих станков жесткость —
один из основных факторов, непосредственно влияющих на точ-
ность и шероховатость поверхностей при обработке деталей на
станке и его производительность. Жесткость машины, т. е. спо-
собность ее элементов и конструкции в целом'сопротивляться
появлению упругих перемещений под действием сил, во многом
зависит от точности сборки.
Линейную / (кгс/мм) и крутильную /кр (кгс-м/град) жесткости элементов
машины выражают так:
._ Р . . _ М
1- — ’ й<р-—,
где Р — наибольшая нагрузка, кгс, действующая в направлении определяемой
жесткости; А — приведенное упругое перемещение элементов маШины, мм;
М — наибольший крутящий момент, действующий на элементы машины, кгс-м;
Ф — упругое угловое перемещение элементов машины в градусах в направлении
действия крутящего момента.
Как видно по графику на рис. 15, суммарный зазор кинематической цепи
растет с увеличением числа оборотов, что объясняется уменьшением в этом случае
Диаметра работающих ведомых зубчатых колес. Жесткость же при этом, наобо-
рот, значительно уменьшается.
Для обеспечения необходимой жесткости машины большое
значение имеет затяжка различных соединений при узловой и об-
щей сборках.
2* 35
В табл. 6, например, приведены данные о влиянии степени за-
тяжки подшипников на жесткость шпинделя.
Если конечные параметры собранной машины могут быть связаны аналити-
ческой зависимостью с ее характеристиками (например, число оборотов от давле-
ния, усилия, размерных или других параметров) в виде
Рис. 15. Зависимость крутильной жесткости и за-
зора кинематической цепи главного движения вер-
тикально-фрезерюго станка типа 6Н12 от числа
оборотов шпинделя при постоянной мощности
Д/= 7,43 кВт:
1— J при ( — Л-1); 2 — /кр при (+Л1); 3 — зазор
У = f(xlt х2, х3,..., х„),
то погрешность этого конечного
параметра
ди
где -----частные производ-
ив/
ные; Ki — коэффициент относи-
тельного рассеяния; 6,- — харак-
теристики.
Уместно остановиться
еще на одном вопросе, свя-
занном с точностью.
Параметры, характери-
зующие требуемую точ-
ность при сборке сбороч-
ных единиц и машины
в целом, устанавливаются
обычно исходя из предпо-
ложения, что сборочные
единицы не обладают упругостью. Между тем уже отмечалось,
что детали машин как в процессе сборки, так и при последу-
ющей работе в машине претерпевают деформации.
В конструкции предусматривается, чтобы эти деформации не-
превышали определенных величин и не влияли на выполнение ма-
шиной ее служебного назначения. Но тем не менее многие пара-
метры сопряжений деталей в работающей машине отличаются от
значений, определяемых при ее сборке. Следовательно, точность,
которая предусматривается чертежом и техническими требова-
ниями и достигается в процессе сборки машины, является в зна-
чительной мере условной.
Таблица 6
Затяжка подшипников шпинделя Поперечная жесткость шпинделя, кгс/мм Момент трения, КГС’СМ
+/ —/ движения ПОКОЯ
Слабая . . 21 800 22 700 5,4 6
Средняя 27 800 25 900 8 13
36
В связи с этим имеет особое значение определение действитель-
ной точности машины, т. е. именно той, которой обладает машина
в процессе работы и от которой зависит качество выполнения ею
служебного назначения, а также ее надежность. Речь идет о про-
блеме так называемой технической диагностики состояния рабо-
тающей машины.
Техническая диагностика—это один из методов косвенного
измерения определенных параметров (например, зазоров в со-
пряжениях внутренних деталей и механизмов) машины в процессе
ее испытания после сборки.
В двигателе внутреннего сгорания, металлорежущем станке, газовой турбине
и любой другой машине можно перечислить большое число параметров, подда-
ющихся измерению. Однако параметров, непосредственно влияющих на работо-
способность, надежность и другие факторы, характеризующие качество машины,
сравнительно немного.
Если техническое состояние какого-либо из этих параметров при испытании
машины отличается от соответствующего эталона, то это вызывает изменение
выходных процессов [44], что сопровождается изменением диагностического
сигнала. Последний воспринимается прибором, в котором происходит сопоставле-
ние характерных признаков этого сигнала с эталонными признаками, относя-
щимися к различным состояниям контролируемого параметра, и в результате
обнаружения сходства выявляется конкретное состояние данного соединения,
сборочных единиц механизма.
Метод технической диагностики уже получает распростране-
ние в условиях эксплуатации ряда машин. Но при износе сопря-
жений задача диагностики решается легче. В новой же машине
отклонения параметров от нормы значительно меньшие и улавли-
вать их, конечно, труднее.
Для практического решения задачи определения действитель-
ной точности машины после сборки потребуется использование
кибернетических способов опознавания сигналов и разработка
удобных и точных приборов, обладающих способностью улавли-
вать эти опознавательные признаки.
РАЗМЕРНЫЙ АНАЛИЗ В ТЕХНОЛОГИИ СБОРКИ
Изыскание наиболее рационального метода достижения тре-
буемой точности машины или ее составных частей, изучение вза-
имосвязи ее сборочных единиц, разработка последовательности
их комплектации — таковы основные задачи размерного анализа,
базирующегося на теории и практике решения размерных цепей
[4, 15, 25]. Большое значение последних также и в том, что бла-
годаря размерным цепям можно быстро и точно разрабатывать
допуски исходя из взаимной связи деталей и сопряжений меха-
низмов. Однако все эти разработки должны быть увязаны с кон-
структивным оформлением деталей и сборочных единиц, т. е. про-
изводиться в процессе конструирования машины. Переносить ра-
боту по выявлению и анализу размерных цепей в технологический
отдел и осуществлять ее в процессе разработки технологии, когда
уже конструкция создана и готовится подготовка производства
37
So Таблица 7 Размерные цепи (рис. 16) а0 = аг — at — а2 — at — as — аа — а7
Звенья цепей, da ат а2 а3 (25 ав Cl-j
Размеры звеньев и допуски (по чер1ежу) 0+0,015 0+0,01 80±0,02 81+0,02 0 0+ 0,005 0+ 0,01 0±0.015
Поле допуска (по чертежу) 0,03 0,02 0,04 0,04 — 0,01 0,02 0,03
Координаты середины поля допуска 0 0 0 0 0 0 0 0
Поле допуска (после внесения изменений) 0,3 0,06 0,2 0,2 0,1 0,04 0,04 0,14
Новые размеры звеньев и допуски 0+0,015 0+0,03 80+0,1 80+0,1 0+0,05 0±0,02 0±0,02 + 0,07
Размерные цепи (рис. 16) ад — а?
Звенья цепей ао а; а2 аз «4 а5 аб а7
Размеры звеньев и допуски (по чертежу) 0+0,015 0+0,01 41+0,0227 27 68+0,02 0+0,005 0±0,01 0±0,015
Поле допуска (по чертежу) 0,03 0,02 0,04 — 0,04 0,01 0,02 0,03
Координаты середины поля допуска 0 0 0 0 0 0 0 0
Поле допуска (после внесения изменений) 0,3 0,06 0,2 0,2 0,1 0,04 0,04 0,3
Новые размеры звеньев и допуски 0+0,15 0+0,03 41 + 0,1 27+0,1 68+0,05 0±0,02 0+0,02 0±0,15
Примем ание. Точность, принятую после анализа, достигают методом компенсации.
рис. 16. Схемы размерных цепей привода ходового винта стола фрезерного станка
изделия, неправильно. При размерном анализе может возникнуть
необходимость изменения конструкции сборочных единиц и меха-
низмов, что значительно легче сделать при отработке проекта
в конструкторском бюро.
Тем не менее технологу нередко приходится непосредственно
сталкиваться с расчетом размерных цепей при разработке про-
цесса сборки. Речь идет об участии технолога в отработке кон-
струкции машины на технологичность, о дополнительном размер-
ном анализе при проектировании технологии сборки в связи с гы-
явлением не указанных на чертежах зазоров в многозвенных це-
пях, при определении размеров компенсирующего звена и в ряде
других случаев.
Пример такого участия приведен в работе А. С. Давыдовского [23]. При ана-
лизе компоновки фрезерного’станка было выявлено, что допуски на ряд размеров
сборочных единиц привода ходового винта стола были проставлены настолько
жесткими, что обеспечить их в процессе обработки не представлялось возмож-
ным. После расчета размерных цепей допуски были значительно расширены,
но одновременно в шлицевом соединении был предусмотрен гарантированный
зазор, что обеспечивало компенсацию возможной неточности при сборке. В ре-
зультате намного упростилась обработка и сократилась ее трудоемкость. На
рис. 16 показана схема размерных цепей, а в табл. 7 приведены решения этих
цепей.
По схеме размерных цепей кривошипно-шатунного механизма двигателя
(рис. 17, а, б) можно проверить, достаточен ли для нормальной его работы зазор К
между торцами верхней головки шатуна и бобышек поршня (в двух положениях
механизма) при установленных допусках и возможных неточностях шатунной
шейки (конусность, непараллельность ее оси главной оси коленчатого вала)
и отверстия нижней головки шатуна.
При размерном анализе сборочных единиц в процессе разработки технологии
сборки можно составить цепи погрешностей, имеющих случайную величину.
В конической передаче (рис. 18) величина отклонения вершины конуса зубчатого
колеса от оси ОХ зависит от неконцентричности ах и а2 центров дорожки качения
и наружного цилиндра внешнего кольца соответственно переднего и заднего
подшипников; несовпадения а3 оси отверстия в корпусе с плоскостью оси ОХ;
несовпадения а4 оси отверстия в корпусе с осью стакана заднего подшипника.
Размерный анализ этих погрешностей позволяет определить величину воз-
можной суммарной погрешности и оценить точность, которую можно достичь
при сборке.
В сборочных единицах, подобных приведенным на рис. 19, с помощью раз-
мерных цепей технологу часто необходимо определить, в каком количестве и какой
толщины следует применить прокладки, составляющие размер А2, чтобы обеспе-
чить требуемую точность сборки, если известны допуски на размеры, Ai, А2,
А3, At и А5 [42].
39
Рис. 17. Схемы размерных цепей кривошипно-шатунного механизма
Рис. 18. Схема размерной цепи сборочной единицы конической передачи
40
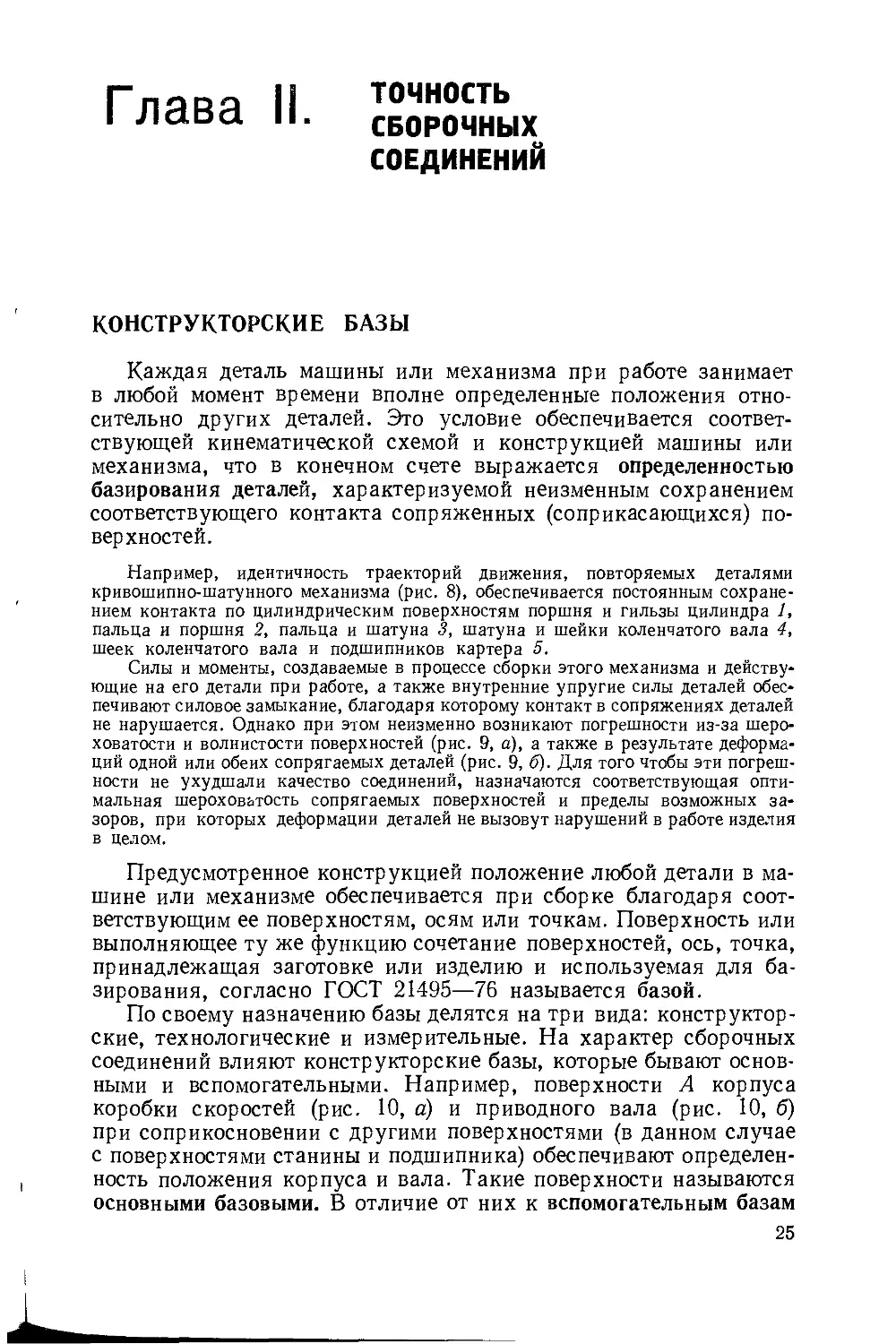
Еще один пример размерного анализа, непосредственно относящегося к сбо-
рочному процессу, приведен на рис. 20. С помощью этой цепи может быть опреде-
лена величина бокового зазора в зацеплении зубчатой передачи механизма газо-
распределения двигателя по известным допускам на составляющие звенья.
Расчеты по решению размерных цепей для сложных изделий,
как известно, весьма трудоемки. В связи с этим при конструиро-
вании таких изделий цепи рассчитывают с помощью ЭЦВМ. Для
механизации расчетов целесообразно также использовать метод
моделирования технологических размерных цепей [28].
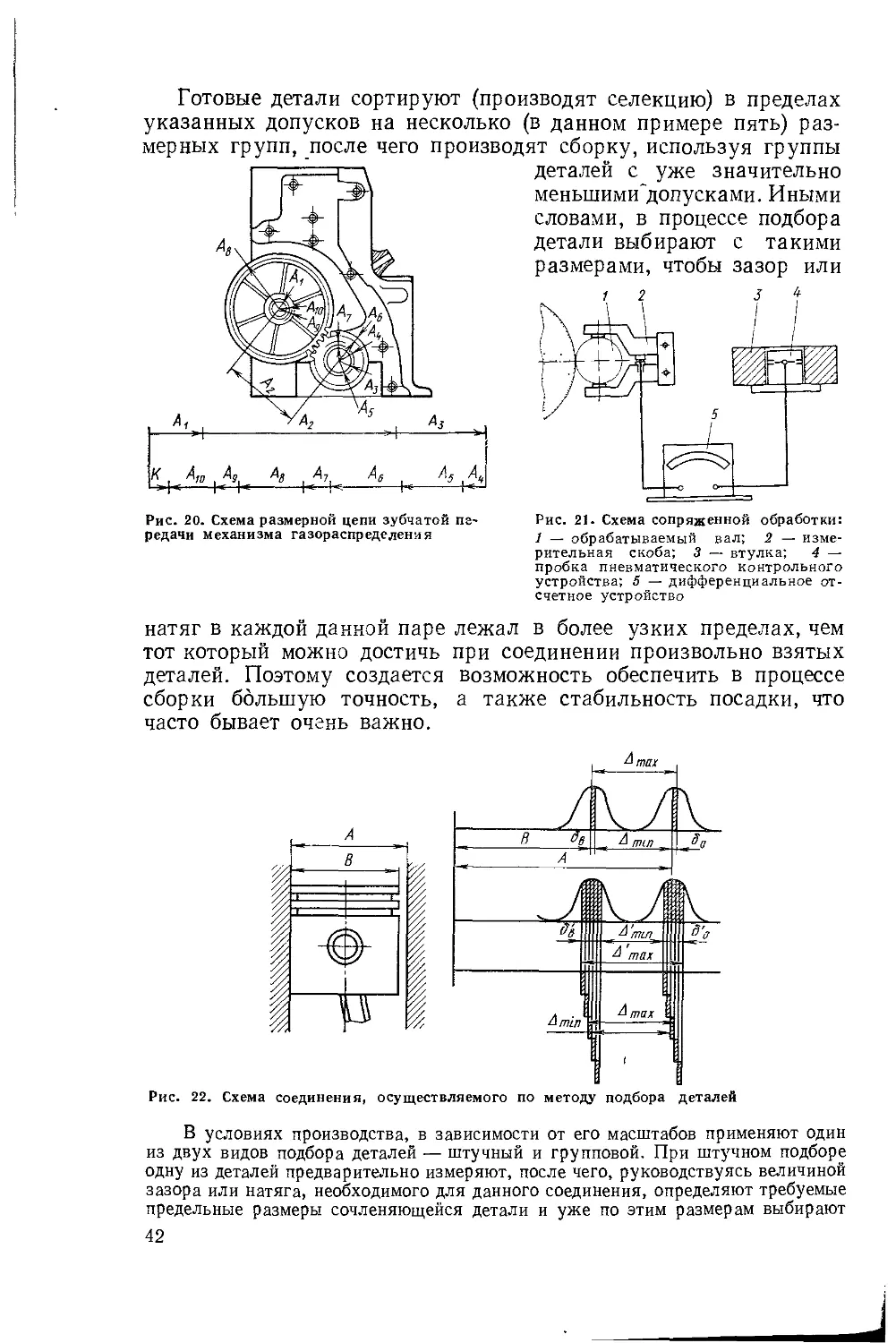
В ряде соединений в условиях мелкосерийного производства
требуемая точность достигается путем так называемой сопряжен-
ной обработки. В этом случае охватывающую деталь — втулку
изготовляют с соблюдением экономически выгодных допусков, а
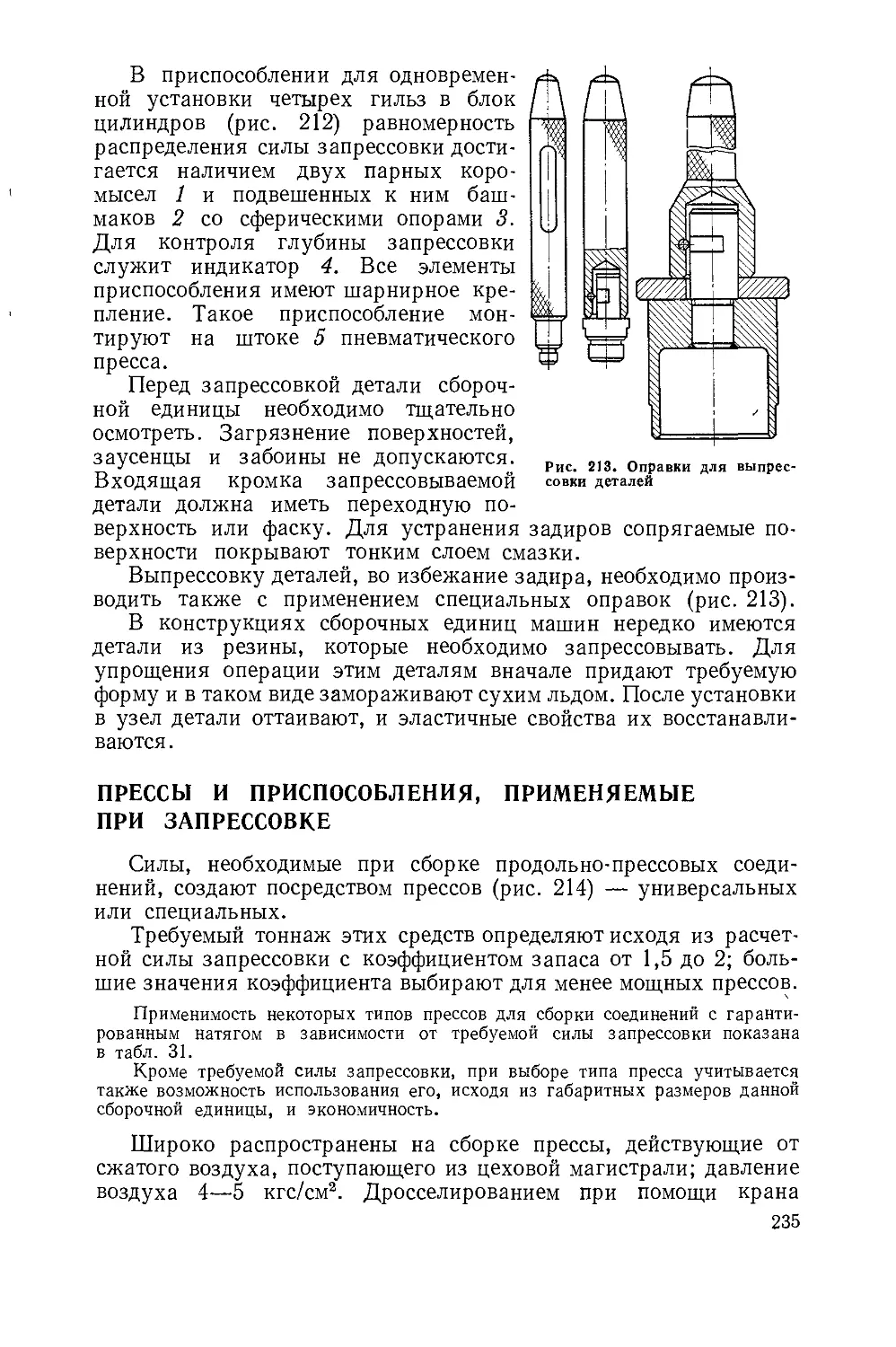
парную охватываемую деталь — вал затем обрабатывают (доводят)
на станке при активном контроле до размера, обеспечивающего
требуемую посадку в сопряжении с данной втулкой. Принци-
пиальная схема этого процесса с пневматическим контролем дана
на рис. 21. Здесь разность диаметров отверстия втулки 3 и вала 1
может быть определена по показаниям дифференциального от-
счетного устройства 5. При определенном значении этого показа-
ния доводка вала прекращается.
При сборке по методу групповой взаимозаменяемости для каж-
дой детали, входящей в размерную цепь, допуск на неточность
изготовления расширяют, но после изготовления детали сорти-
руют по размерам на несколько групп в пределах более узких
допусков. Например, для получения конечной точности размер-
ной цепи (рис. 22) в пределах Дтах — Дш1я необходимо выдержать
размеры А и В в пределах б0 и бв. Экономически это бывает часто
невыгодно, поэтому пределы допусков расширяют до бя и б' и бла-
годаря этому сокращают стоимость обработки деталей.
41
Готовые детали сортируют (производят селекцию) в пределах
указанных допусков на несколько (в данном примере пять) раз-
мерных групп, после чего производят сборку, используя группы
Рис. 20. Схема размерной цепи зубчатой пе-
редачи механизма газораспределения
деталей с уже значительно
меньшими'допусками. Иными
словами, в процессе подбора
детали выбирают с такими
размерами, чтобы зазор или
Рис. 21. Схема сопряженной обработки:
1 — обрабатываемый вал; 2 — изме-
рительная скоба; 3 — втулка; 4 —
пробка пневматического контрольного
устройства; 5 — дифференциальное от-
счетное устройство
натяг в каждой данной паре лежал в более узких пределах, чем
тот который можно достичь при соединении произвольно взятых
деталей. Поэтому создается возможность обеспечить в процессе
сборки большую точность, а также стабильность посадки, что
часто бывает очень важно.
Атах
Рис. 22. Схема соединения, осуществляемого по методу подбора деталей
В условиях производства, в зависимости от его масштабов применяют один
из двух видов подбора деталей — штучный и групповой. При штучном подборе
одну из деталей предварительно измеряют, после чего, руководствуясь величиной
зазора или натяга, необходимого для данного соединения, определяют требуемые
предельные размеры сочленяющейся детали и уже по этим размерам выбирают
42
вторую деталь. Например, диаметр втулки 62,012 мм, зазор в сочленении ее
с пальцем должен быть не менее 0,008 и не более 0,02 мм, следовательно, диаметр
пальца для этой сборочной единицы должен быть не менее 61,992 мм и не более
62,004 мм. Таким образом, из имеющихся готовых пальцев следует подобрать та-
кой, фактический размер которого будет лежать между найденными предельными
размерами. Подбор производится путем измерения деталей или непосредственных
проб. Эти способы, конечно, малопроизводительны, они увеличивают сроки
сборки.
Однако этот процесс может быть механизирован по схеме, приведенной на
рис. 23. Здесь охватывающая деталь — втулка 2, к которой должен быть подобран
валик 6 соответствующего размера, устанавливается на калибр-пробку 1. По ка-
налам 4 подается сжатый воздух. При этом, когда канал в диске 5 совмещается
Рис. 23. Схема устройства для механизации подбора парных деталей
с каналом 8 в столе 7, воздух поступает к калибрам-кольцам, в которых установ-
лены валики 6; при этом прибор 3 покажет разность диаметров втулки и валика.
После комплектования пары на приспособление устанавливают новые детали,
и процесс продолжается.
Групповой подбор осуществляется путем предварительной сор-
тировки деталей, которая может быть механизирована и произ-
ведена до поступления деталей на сборку. Для этого допуски на
изготовление сопрягающихся деталей делятся на одно и то же
количество интервалов. Для примера на рис. 24, а показаны под-
вижные сочленения двух деталей 1 и 2. Допуски на изготовление
этих деталей: для вала 6В, для отверстия 6О. Допуск посадки
Ашах АщШ = б0 Д' бв = Д.
Если каждый из допусков б0 и бв на изготовление деталей раз-
делить на п интервалов (на рис. 24, б — три интервала: I, II
и III), то детали 1 и 2 могут быть в соответствии с размерами,
определяющимися этими интервалами,-^- и распределены
на п групп. На рис. 24 схематически даны поля допусков для де-
талей первой (рис. 24, в) и третьей (рис. 24, г) групп.
43
Рис. 24. Схема сопря-
5) Ю г)
2
Минимальный зазор в сочленении, собранном из рассортиро-
ванных по группам деталей, будет:
для случая в
Amin ~h 2
для случая г в общем случае, Соответствен но или Аща? откуда Л' • — Л • -UP ^min — ^min Щ п > принимая б0=бв=4, Amin = Amin+JlrJ_A. 1' .Д'. 1 1 ‘max — umin ~| 1 —, _ л । п — 1 Д Д : Amin | - п 2 + п Д' Д 1 п + 1 ^max AAmin ‘ | „ " о •
44
Вал 102^™ Втулка 1O2*0’06
101,97 101,98 101,99 102,00 102,01 102,02 102,03 102,09 102,05 102,06
Г.........I 1 I I I I 1 .. . I . I
Рис. 25. Диаграммы рассортировки валов и втулок
Тогда допуск посадки для каждой группы
д' д' _______________________. 6О + 6В Л
^max ^min---------- — ~~~ *
п п
Следовательно, если без группового подбора деталей допуск
посадки в сочленении равнялся Дшах — ЛШ1Я, то теперь для каж-
дой группы сочленяющихся деталей он становится в п раз меньше.
Рассмотрим числовой пример проведения группового подбора. Диаметр
охватывающей поверхности (отверстия) детали ISO^q’q® мм, диаметр охваты-
ваемой поверхности (вала) 12(Tq’22 мм. Исходя из допусков на обработку обеих
деталей, можно определить, что зазор в различных сочленениях указанных дета-
лей изменяется от +0,28 до +0,18 мм. Если разделить поля допусков каждой
детали на три интервала — по 0,02 мм, то для трех групп деталей получатся сле-
дующие допуски (табл. 8).
Как видно из табл. 8, допуски посадок для всех групп сочленений равны
0,04 мм, а допуски посадки без подбора — 0,1 мм. Если требуется еще большая
точность посадки, количество размерных групп должно быть увеличено.
Допуски на размеры сопрягаемых деталей при их рассортировке
на размерные группы целесообразно устанавливать, пользуясь
диаграммами. Одна их таких диаграмм для рассортировки валов
и втулок на пять групп дана на рис. 25.
Рассортировка охватывающих и охватываемых деталей на раз-
мерные группы связана с существенным недостатком, заключаю-
щимся в том, что значительное количество этих деталей, нередко
до 30—40%, остается без применения, так как сопряжение их
друг с другом не отвечает установленным требованиям точности.
Чтобы добиться большей собираемости, существуют различные
Таблица 8
Группа деталей Втулка | Вал Зазор Допуск посадки
Отклонение наиболь- ший наимень- ший
верхнее нижнее верхнее нижнее
I II III 120,06 120,04 120,02 120,04 120,02 120,00 119,84 119,82 119,80 119,82 119,80 119,78 0,24 0,24 0,24 0,20 0,20 0,20 0,04 0,04 0,04
45
способы; один из них состоит в том, что при рассортировке пре-
делы допуска для групп деталей, частоты котерых больше, сужают,
а для парных, наоборот, расширяют. При этом площади, огра-
ниченные соответствующими кривыми распределения, должны
быть примерно одинаковы. Кроме того, увеличивают число групп
сортировки. Объем незавершенного производства в этих случаях
можно уменьшить примерно в 2 раза.
Повышение точности обработки одной из деталей в случае
селективной сборки не способствует росту точности сопряжения;
при сортировке на две группы это вообще не дает эффекта, а при
сортировке на большее число групп оказывает отрицательное
влияние. Если необходимо повысить точность сопряжения, то
валы обрабатывают на один квалитет грубее, чем отверстия.
После рассортировки каждая группа охватывающих и охваты-
ваемых деталей получает соответствующую одинаковую буквен-
ную, цифровую или цветовую маркировку.
На заводах крупносерийного и массового производства детали
рассортировывают при помощи сортировочных автоматов, про-
изводительность которых нередко достигает нескольких тысяч де-
талей в час, а точность сортировки — до 0,5 мкм.
Например, автомат типа ОКБ-Л103К1 для контроля и сортировки поршне-
вых пальцев непрерывно измеряет наружный диаметр пальца в трех сечениях
и по наибольшему размеру сортирует детали на четыре размерные группы через
2,5 мкм. Одновременно с измерением диаметров контролируется конусность,
бочкообразность и седлообразность. Работа автомата основана на индуктивном
методе. Величина тока изменяется в зависимости от размеров пальца, что вызы-
вает срабатывание одного из реле, и контролируемый палец направляется на
лоток соответствующей размерной группы.
Полуавтомат конструкции НИИТракторсельхозмаша сортирует золотники
гидрораспределителей по диаметру шейки на 20 размерных групп через 4 мкм.
В схеме использован индуктивный метод контроля в сочетании с электронной
схемой фиксации результатов измерения; погрешность измерения ± 0,3—0,5 мкм;
производительность — 240 деталей/час.
Выбор количества размерных групп при групповом подборе
зависит от характера сочленения и условий его работы в машине.
К решению задач оптимального комплектования сборок из рас-
сортированных деталей привлекается вычислительная техника.
Сочленения, подвергающиеся знакопеременным нагрузкам, тре-
буют особенно тщательно выдержанных зазоров. Поэтому, на-
пример, поршневые пальцы двигателей внутреннего сгорания обыч-
но сортируют на три-шесть групп, поршни и цилиндры — на три-
четыре группы и более. Число размерных групп должно быть оп-
тимальным, так как от этого зависят затраты в производстве (на
сортировку, затаривание, учет, хранение и пр.).
Детали, участвующие в возвратно-поступательном движении
(ползуны, шатуны), сортируют по массе, так как при наличии
большой разницы в массах возможно появление в машине допол-
нительных неуравновешенных сил, вызывающих вибрацию. Глав-
ным образом это относится к быстроходным механизмам и маши-
нам. Например, для многоцилиндровых двигателей внутреннего
46
сгорания допускаемая разница в массе поршней одного и того же
двигателя обычно колеблется от 20 до 40 г (при диаметре поршня
до 150 мм). Поэтому поршни перед сборкой взвешивают и рас-
пределяют на четыре-пять групп так, чтобы разница их масс не
превышала указанных величин.
В мелкосерийном производстве для этих целей пользуются специальными
приспособлениями типа весов с широкой шкалой для сравнения массы проверяе-
мых поршней с массой эталонного поршня. Для этого шкалу разделяют обычно на
несколько зон направо и налево от центрального положения стрелки, исходя из
установленных пределов допускаемых отклонений масс в каждой зоне. Помещая
поршень на весы, по отклонению стрелки определяют, к какой зоне он относится,
и сортируют поршни по группам, соответствующим зонам шкалы весов.
Поршни, массы которых лежат вне пределов, установленных на шкале,
подвергают соответствующей корректировке. При этом приспособления для
взвешивания снабжают фрезерными головками, дающими возможность, не сни-
мая детали, подогнать ее массу фрезерованием до требуемой величины. Глубина
фрезерования, а следовательно, и количество снимаемого металла нередко
устанавливаются автоматически, так как приближение детали к фрезе опреде-
ляется избытком ее массы.
В крупносерийном и массовом производствах детали по массе сортируются
на автоматах. Фирма La Salle Machine Tool, Inc (США) создала девятипозицион-
ную гидрофицированную установку с электрическим управлением производитель-
ностью 600 поршней в час. Поршни поступают из накопителя автоматически и
взвешиваются, при этом данные следуют в запоминающее устройство. На основа-
нии информации из блока памяти на позициях подгонки с бобышек поршней
сфрезеровывается соответствующее количество металла с точностью ± 2 г. В конце
установки производится вторичное контрольное взвешивание и, в случае обнару-
жения погрешности, отбраковка соответствующих деталей.
Автоматы для взвешивания шатунов позволяют определять разницу масс
на каждом конце контролируемого шатуна и шатуна-эталона. Для удобства
сравнения взвешиваемых шатунов с эталоном и рассортировки их на весовые
группы шкалы указателей разделяют на соответствующее (три, пять) число зон.
Когда шатун подается на автомат, сразу же определяется та зона, которой соот-
ветствуют массы на каждом его конце.
Недостатками сборки по методу подбора деталей являются
ограниченная взаимозаменяемость, необходимость создания в це-
хе излишних запасов деталей, а также некоторое повышение тру-
доемкости и стоимости сборки за счет времени, затрачиваемого на
сортировку. Несмотря на это, подбор деталей следует считать
для многих конструктивных узлов основным методом, допуска-
ющим получение необходимой точности сборки при экономической
точности обработки сопрягаемых деталей. Пользуясь этим мето-
дом, можно избежать в собираемом механизме зазоров на верхнем
и нижнем пределах, повысив тем самым качество сборки и изно-
состойкость сочленений в условиях эксплуатации.
Для достижения собираемости многих сборочных единиц ма-
шин и механизмов широко применяют, особенно в тяжелом,
транспортном и некоторых других отраслях машиностроения,
пригонку деталей по месту. При сборке по методу пригонки необ-
ходимая точность в сопряжении достигается изменением размера
одной из деталей узла путем слесарной или механической обра-
ботки. Другие же сопряженные детали изготовляют по допускам,
выгодным для данного производства.
47
На рис. 26, а показано крепление ползуна. Размерная цепь для этой сбороч-
ной единицы элементарна: А = а — б. Однако для достижения требуемой точ-
ности посадки (сохранения зазора А в установленных пределах) размеры а и б
должны иметь жесткие допуски. Учитывая громоздкость деталей 1 и 2, достигать
высокой точности размеров а и б часто оказывается экономически нецелесооб-
разно, в связи с чем зазор А при сборке выдерживается пригонкой планки 3.
Практически до начала при-
гонки определяют погрешность
замыкающего звена, а затем
снятием соответствующего слоя
металла на звене устраняют эту
погрешность.
Пригоночные работы
в процессе сборки отни-
мают много времени и за-
ранее трудно поддаются
учету. Это усложняет сбор-
ку, нарушает ее ритм и не-
редко является причиной
неудовлетворительного ка-
чества сборочных работ.
Кроме того, операции при-
гонки, связанные со сня-
тием стружки, вызывают
загрязнение ранее собран-
ных и установленных сбо-
рочных единиц и поэтому
требуют дополнительной
затраты времени на их про-
g) мывку, а нередко и раз-
Рис. 26. Сборочные единицы, точности сборки ко- борКу. МбТОД ПрИГОНКИ
торых достигают посредством пригонки (о) и ком- Применяется ГЛЭВНЫМ об-
пенсатора (б) рЭЗОМ В ИНДИВИДуаЛЬНОМ И
мелкосерийном производствах, однако и в условиях серийного
производства многих машин объем пригоночных работ иногда
еще значителен.
Вместо пригонки деталей в ряде случаев бывает намного удоб-
ней и выгоднее достигать требуемой посадки введением в цепь
сменного звена — компенсатора, имеющего различные размеры.
Например, на рис. 26, б показано, как допуск посадки может быть
выдержан при любых размерах деталей перемещением планки 4.
При помощи компенсаторов в сборочных единицах и механизмах
можно регулировать линейные размеры в плоских размерных
цепях с параллельными звеньями, угловые размеры или же
устранить влияние несоосности.
Использование компенсатора, конечно, предусматривается кон-
струкцией. С учетом этого производится решение размерных це-
пей сборочных единиц или механизма. При этом распространен-
ными являются цельные неподвижные компенсаторы, комплекты
компенсирующих прокладок одинаковой толщины и комплекты
48
разной толщины. В первом случае при решении размерной цепи
находят параметры комплекта компенсатора, количество ступеней
размеров, число компенсаторов на каждой ступени, обеспечиваю-
щее требуемую точность сборки данной партии изделий, точность
самих компенсаторов. Во втором и третьем случаях определяют
толщину каждой прокладки и допуск на этот размер, а также ко-
личество необходимых прокладок. Расчет ведут преимущественно
на основе теории вероятностей с допущением определенного риска
несобираемости (обычно 0,27%).
Комплекты прокладок обычно делают из листового металла
различной толщины. Эти компенсаторы применяют при регулиров-
ке зазоров в зацеплении конических зубчатых колес, конических
роликоподшипниках, подшипниках скольжения и во многих дру-
гих элементах машин.
Применение компенсаторов увеличивает число деталей в ма-
шине и поэтому несколько усложняет конструкцию, но это обычно
не повышает стоимость машины, так как благодаря компенсиру-
ющим устройствам ускоряется сборка и снижаются затраты на ме-
ханическую обработку. При наличии компенсатора детали могут
быть изготовлены по значительно расширенным допускам, в то же
время может быть достигнута весьма высокая точность сопряже-
ний, особенно при подвижном компенсаторе.
КОНТРОЛЬ ТОЧНОСТИ ПРИ СБОРКЕ
Осуществляемые в процессе сборки контрольные операции
дают возможность установить в соединениях, сборочных единицах
и в машине степень соответствия относительного положения и пе-
ремещения исполнительных поверхностей техническим требова-
ниям на сборку. В общем случае методы контроля могут быть раз-
делены на визуальные и с применением технических средств,
измерений (универсальных, специальных, механизированных, ав-
томатизированных).
В практике сборки без специальных приборов проверяют, на-
пример, форму и размеры пятен касания при контроле на краску,
плотность посадки простукиванием «на звук», состояние поверх-
ностей, кромок, стыков и пр. Понятно, что этот метод субъекти-
вен, и точность таких измерений весьма мала.
С помощью технических средств измерений контролируют за-
зоры в сопряжениях и относительное положение деталей. Для этого
применяют концевые и штриховые меры длины, щупы, штанген-
инструменты, микрометрические инструменты, рычажно-меха-
нические, электрические и пневматические приборы, а также
различные специальные контрольные приспособления и уста-
новки.
Точность контроля в этих случаях зависит прежде всего от
правильнссти установки измерительного инструмента или при-
способления на контролируемой сборочной единице, изделии, точ-
49
ности настройки системы и точности самого измерения. Каждому
из этих элементов контроля соответствуют и свои погрешности,
составляющие в конечном счете суммарную погрешность измере-
ния. Последнее может либо увеличивать, либо уменьшать контро-
лируемую величину, снижая тем самым точность контроля. По-
этому при выборе метода и вида технических средств контроля
учитывают это обстоятельство, с тем чтобы не допустить выбра-
ковки соединений, контролируемые параметры которых факти-
чески находятся в пределах допуска, установленного техническими
условиями. Если возможно, то в качестве контрольной базы все-
гда следует принимать установочные базы.
К основным видам геометрических проверок, осуществляемых
при сборке сборочных единиц и механизмов с помощью техни-
ческих средств, относятся контроль зазоров (рис. 27), проверка
на радиальное, осевое и торцовое биения (рис. 28), контроль
параллельности и перпендикулярности (рис. 29), соосности, прямо-
линейности и плоскостности (рис. 30), положения деталей в неко-
торых сборочных единицах (рис. 31).
Для обеспечения требуемой точности измерений необходимо,
чтобы контролируемая сборочная единица и прибор или кон-
трольные приспособления находились в удобном для рабочего по-
ложении и базировались на жестких опорах. Поэтому контроль-
ные посты целесообразно оборудовать плитами, подставками для
измерительного инструмента и средствами для закрепления про-
веряемых сборочных единиц.
Номенклатура приборов и приспособлений, применяемых при
механизированных измерениях, достаточно широка. Особенно
часто используют приспособления с индикаторами часового типа.
Выбор необходимого типа контрольного приспособления зависит
от требуемой точности и допустимой погрешности измерения; при
этом последняя характеризуется разностью между показанием
контрольного приспособления и фактическим значением контро-
лируемого параметра. Относительная погрешность измерения со-
ставляет 15—20% допуска контролируемого параметра.
Ниже указана точность, обычно достигаемая при некоторых
видах измерения.
Уровнем . До 0,02 мм на 1 м длины
Щупом 0,04 »
Штихмасом . » 0,01 »
Индикатором . » 0,01 »
Оптическими приборами » 0,02 мм на 1 м длины
Шаблоном и щупом . . . . » 0,02 »
Контрольными валами . . . » 0,01 мм на 1 м длины
Струной . » 0,02—0,05 мм
Для контроля точности сборки служат также разнообразные
специальные средства комплексного контроля, измерения кинема-
тической погрешности; применяют анализирующие приборы объ-
ективной оценки качества сборочных единиц и изделий,
50
Рис. 27. Схемы контроля зазоров в сопряжениях
Рис. 28. Схемы проверок собранных сборочных единиц на биение:
а — осевое; б, д, е — радиальное; г — торцовое; в — торцовое и радиальное
7/////////Л
т
Гис. 29. Схемы контроля параллельности (с—а) и перпендикулярности (г—з)
51
Автоматизированные измерения осуществляются путем ис-
пользования контрольно-сборочных инструментов и приспособле-
ний, автоматически обеспечивающих создание необходимых для
контроля сил, крутящих моментов, давлений и пр. В качестве
примера можно указать на автоматы, предназначенные для кон-
троля радиального зазора полусобранных подшипников качения
Рис. 30. Схема контроля соосности (а—в), прямо-
линейности и плоскостности (г—е)
Рис. 31. Схемы контроля положения
деталей в сборочных единицах
в процессе их сборки. Принцип измерения в автоматах электро-
пневматический, точность ±0,001 мм. Такие автоматы встраивают
в линию сборки подшипников. В случае несоответствия радиаль-
ного зазора требованиям соответствующий подшипник автомати-
чески отбраковывается и удаляется со сборки.
В современных сложных контрольных приспособлениях и ав-
томатах для проверки сборочных единиц и изделий применяют
электроконтактные, пневмоэлектрические, фотоэлектрические и
индуктивные системы. Немало таких приспособлений и автоматов
многопозиционных, обеспечивающих контроль нескольких пара-
метров.
Глава III
ПРИСПОСОБЛЕНИЯ,
ПРИМЕНЯЕМЫЕ
ПРИ СБОРКЕ
В зависимости от возможных масштабов использования сбороч-
ные приспособления могут быть разделены на универсальные
и специальные. Первые в отличие от вторых могут быть применены
на любой операции, которая соответствует функциям, выполняе-
мым данным приспособлением или инструментом.
Универсальные приспособления применяют в сборочных про-
цессах в мелкосерийном и единичном производствах. В крупно-
серийном и особенно в массовом производстве они имеют сравни-
тельно небольшое распространение.
Специальные приспособления, как правило, проектируют для
выполнения определенной операции с конкретным объектом сбор-
ки, поэтому они могут быть использованы лишь на той сборочной
единице и той операции, для которых они предназначены.
По типу привода сборочные приспособления подразделяют на
механические, гидравлические, пневматические и пневмогидрав-
лические. Тип привода выбирают на основе технико-экономиче-
ского расчета.
В зависимости от назначения приспособления можно разделить на следу-
ющие основные группы:
а) приспособления-зажимы, которые служат для закрепления
собираемых изделий, сборочных единиц или деталей в требуемом для сборки
положении, а также для придания устойчивости сборочной единице и облегчения
ее сборки;
б) установочные приспособления, предназначенные для
правильной и точной установки соединяемых деталей или сборочных единиц
относительно друг друга, что гарантирует получение требуемых монтажных
размеров;
в) рабочие приспособления, используемые при выполнении
отдельных операций технологического процесса сборки, например вальцевания,
запрессовки, постановки и снятия пружин и т. д.;
г) контрольные приспособления, изготовленные примени-
тельно к конфигурации, формам, размерам и другим особенностям проверяемых
сопряжений сборочных единиц и изделий для контроля конструктивных пара-
метров, получающихся в процессе сборки.
В качестве примеров на рис. 32—35 приведены приспособления этг.х групп.
В первом случае (см. рис. 32) собираемую сборочную единицу зажимают в пневма-
тических тисках; базами служат цилиндрические фланцы, опирающиеся на
призму. В установочном приспособлении на рис. 33 корпус сборочной единицы
центрируют на бурте подставки 1, а запрессовываемый подшипник — на
оправке 2, которая с помощью штыря 3 центрируется относительно подставки.
53
Рис. 32. Приспособление для закрепления корпуса вентиля при сборке (приспособление зажим)
Вследствие этого обеспечивается точная установка обеих деталей при запрес-
совке.
На рис. 34 показано рабочее пневматическое приспособление, предназна-
ченное для запрессовки втулки в корпус сборочной единицы. Приспособление
устанавливают на корпус, базируя его на обработанные отверстия. Контрольное
приспособление (рис. 35) предназначено для проверки проседания гильзы ци-
линдра. В данном случае измерительными средствами являются индикаторы.
Сборка крупных сборочных единиц — конструкций, а в ряде
случаев и общая сборка изделий осуществляется в приспособле-
ниях, называемых стапелями. При сборке детали закрепляют
в массивных каркасах-стапелях, на которых и производят все
необходимые пригоночные и сборочные операции. Благодаря со-
хранению постоянства конструкторских баз в самих стапелях
обеспечивается совпадение и единство баз сборочных единиц и в ре-
зультате точная стыковка их между собой при общей сборке.
Различают разделочные и собственно сборочные стапели. Пер-
вые предназначены для выполнения механической доработки
стыковых поверхностей и других элементов агрегатов, вторые —•
для выполнения всех подготовительных операций и сборки сбо-
рочных единиц (с применением клепки, крепления на болтах и пр.).
Как известно, проектирование, изготовление и отладка ос-
настки и средств механизации часто составляют 75—80% трудо-
емкости подготовки производства при освоении нового изделия.
Это положение полностью относится и к сборочной оснастке. По-
этому сокращение сроков, затрат труда и средств на освоение но-
вых машин в производстве требует более прогрессивной органи-
зации подготовки производства и прежде всего широкого внедре-
ния нормализованной сборочной оснастки, пригодной для много-
кратного использования. Нормализация сборочной оснастки од-
нотипных производств может дать большой экономический эф-
фект. Основными предпосылками такой’нормализации могут быть
разработка, исходя из конструктивно-технологической общно-
сти, классификации сборочных
единиц собираемых изделий;
проектирование для них типо-
вых сборочных приспособлений;
выделение в каждом приспосо-
блении элементов, которые
должны быть нормализованы,
и создание нормалей на эти
элементы; переработка типовых
Рис. 33. Приспособление для за-
прессовки точных подшипников
(установочное приспособление)
55
(Рис. 34. Переносное пневматическое приспособление (рабочее)
Рис. 35. Контрольное приспособление^
сборочных приспособлений с учетом нормализации их элемен-
тов и создание таким образом альбомов типовой оснастки из
нормализованных деталей и сборочных единиц.
В первую очередь целесообразно нормализовать элементы при-
способлений, наиболее трудоемкие в изготовлении и требующие
больших затрат металла, как-то; фиксаторы, зажимы, балки,
колонны, основания и др. Как показывает опыт заводов, приме-
няющих нормализованную оснастку, около 90% элементов ее ис-
пользуется многократно. Использование типовой нормализован-
ной сборочной оснастки при подготовке производства нового из-
делия позволяет примерно в 2 раза уменьшить объем проектных
работ и намного сократить сроки их выполнения, а также снизить
затраты средств на 40—50% и металла на 60—70% в связи с воз-
можностью повторного использования ряда нормализованных эле-
ментов и изготовления их партиями.
В работе [42] описаны некоторые виды приспособлений для
установки и закрепления деталей и сборочных единиц при сборке,
а также приспособления других групп в зависимости от их на-
значения и области применения.
Основные требования, предъявляемые к любому сборочному
приспособлению, состоят в том, чтобы его конструкция обеспечи-
вала точность установки деталей или сборочной единицы, удоб-
ство расположения собираемого объекта и простоту его закрепле-
ния, возможность легкого снятия сборочной единицы (изделия)
после сборки, безопасность в работе.
Большое значение для точности сборки имеет известный прин-
цип определенности базирования деталей в приспособлении. Оп-
ределенность характеризуется таким относительным положением
деталей в сборке, при котором процесс соединения осуществляется
в полном соответствии с технологией и достигается высокое каче-
ство сборки, обусловленное техническими требованиями. При
соединении, например, валика и втулки сопряжение возможно
лишь в случае определенности базирования обеих деталей, при
котором смещение е (рис. 36, а) осей не превышает наименьшей
величины зазора плюс удвоенная величина фаски валика, Выпол-
нить такое условие по схеме, показанной на рис. 36, а, очень
трудно, так как втулка, не ограниченная связями в плоскости опор-
ной плиты, может занимать множество положений. Неточность
обработки торца втулки также может быть причиной несобирае-
мости из-за погрешности относительного поворота осей деталей
(рис. 36, б). Таким образом, в обоих случаях имеет место неопре-
деленность базирования. Этот недостаток устранен в схеме на
рис, 36, в, где обе детали базируются по поверхностям сопряже-
ния, что создает наиболее благоприятные условия для достиже-
ния требуемой точности х.
1 Н. М. Карелиным и А. М- Гирель разработай метод автоматической ориентации
деталей типа вал — втулка с помощью вращающегося магнитного поля.
57
Рис. 36. Схемы соединений валика и втулки
при различных способах базирования
Рис. 37. Схемы базирования деталей в при-
способлении при сборке резьбового соеди-
нения
Неопределенность базирования винта (рис. 37, а) также может
быть причиной несобираемости соединения, если угол 0 относитель-
р
ного поворота осей будет более arctg где Р — шаг резьбы,
ad —• наружный ее диаметр.
В схеме, представленной на рис. 37, б, в базировании винта
по наружной поверхности его стержня обеспечивается большая
определенность. Еще лучше базировать винт по резьбе.
Наиболее удачный способ базирования деталей в приспособ-
лении такой, когда конструкторскими базами являются поверх-
ности сопряжения. В этом случае можно обеспечить минимальную
погрешность установки.
ПРИСПОСОБЛЕНИЯ-ЗАЖИМЫ ДЛЯ ЗАКРЕПЛЕНИЯ
ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ ПРИ СБОРКЕ
К приспособлениям-зажимам предъявляют следующие основ-
ные требования: крепление детали сборочной единицы в приспо-
соблении должно быть достаточно надежным и прочным; зажатие
должно осуществляться немногими и простейшими приемами и
возможно быстрее; закрепление не должно деформировать детали
или вызывать повреждение их поверхностей; при необходимости
точной установки деталей зажимы не должны смещать их во время
закрепления.
При проектировании сборочной оснастки необходимо, там где
это экономически оправдывается, применять быстродействующие
пневматические и пневмогидравлические зажимные устройства,
обеспечивающие сокращение вспомогательного времени и благо-
даря этому снижение на 5—7% трудоемкости сборки.
Очевидно, что сборка не может быть точной, если при зажа-
тии или при выполнении операций деталь будет деформироваться.
Это может происходить, например, вследствие неправильного по-
ложения детали или сборочной единицы или неудачного выбора
места зажатия, при недостаточном количестве опор, под действием
58
слишком большой силы зажатия и т. п. Следует учитывать, что
нередко деформируются даже довольно массивные детали, в осо-
бенности если зажатие производится вручную, бесконтрольно.
Поэтому пневматические или гидравлические зажимы, удержи-
вающие детали с постоянным и необходимым давлением, имеют
значительное преимущество перед ручными.
Целесообразно широкое использование нормализованных одно- или двух-
поршневых пневматических зажимов [42], создающих силу до 1000 кгс при диа-
метре поршней 80 мм.
При необходимости включения в зажимные элементы силовых винтов для
их вращения следует применять механический привод с муфтами, ограничива-
ющими крутящий момент.
Универсальные приспособления для закрепления. На сбороч-
ных участках многих производств распространенным видом зажим-
ных приспособлений являются слесарные тиски. Преимущество
их заключается в том, что они в ряде случае делают излишним из-
готовление специальных зажимных приспособлений, особенно
если используются сменные губки, которым придается любая
форма в зависимости от формы зажимаемой детали. Губки изготов-
ляют из мягкой стали, латуни, меди, алюминия. Иногда их отли-
вают из свинца.
Если конструктивные формы детали или сборочной единицы
не позволяют осуществить зажатие в тисках, последние нередко
используют для закрепления разнообразных оправок или спе-
циальных зажимов, удерживающих собираемые узлы при выпол-
нении сборочной операции.
Однако обычные слесарные тиски относятся к группе медленно
действующих приспособлений, и при большой расчлененности
процесса сборки вспомогательное время на зажатие и отжатие
может составлять значительную долю основного времени, затра-
чиваемого на операцию. Поэтому следует применять быстродей-
ствующие тиски.
Существует много разнообразных конструкций таких тисков —
рычажные, эксцентриковые и др. Однако наиболее целесообраз-
ными являются конструкции с пневматическим приводом. Время,
требуемое для зажатия, благодаря применению пневматического
зажима значительно сокращается. При использовании, например,
винтового зажима с гаечным ключом для закрепления требуется
4,9 с, эксцентрикового зажима — 1,6 с, а пневматического —
только 0,35 с. Преимущества пневматического зажима: обеспече-
ние стабильности закрепления, легкость регулирования, силы за-
жатия, освобождение рабочего от утомительных движений, что
способствует повышению производительности труда на сборке.
Конструкция быстродействующих пневматических тисков представлена
на рис. 38, В зависимости от размеров диафрагменной камеры наибольшая сила
зажима достигает 4000 кгс. Подача сжатого воздуха в камеру осуществляется
распределительным краном с плоским золотником, управляемым рукой или
ногой. К ^основанию тисков целесообразно прикреплять шток, соединенный
с поршнем гидроцилиндра, установленного под крышкой верстака. Вследствие
59
этого тиски при необходимости можно легко поднимать или опускать посредством
пневмогидравлической системы.
В зависимости от конфигурации закрепляемых деталей и сборочных единиц
тиски оснащают специальными наладками. Удобны также нормализованные
пневматические зажимы с диафрагменными камерами и рычагом-прихватом
(рис. 39), создающие силу зажатия 250—300 кгс.
К группе универсальных зажимных приспособлений следует
отнести также струбцины. Наиболее часто при сборке применяют
винтовые, эксцентриковые и пневматические струбцины.
В конструкции пневматической струбцины, приведенной на рис. 40, сила
зажима около 1000 кгс создается сдвоенным пневмоцилиндром; положение скобы
здесь регулируется по высоте и по углу поворота относительно штока цилиндра.
Время, требуемое для зажатия струбциной, 1,5—2 с.
В ряде случаев в пневматических зажимных приспособлениях
целесообразно использование вакуума. Монтируемая сборочная
единица устанавливается в этом случае на плиту (рис. 41), в вы-
точке которой посредством вакуумного насоса создается разреже-
ние. Для уплотнения применяется резиновая прокладка-кольцо,
укладываемая в канавку соответствующей формы. При расчете
следует учитывать, что наибольшая удельная сила прижима не
превышает 0,8—0,85 кгс/см2.
Специальные приспособления для закрепления. Такие при-
способления предназначены для закрепления одной детали, сбо-
рочной единицы или же группы деталей, сборочных единиц опре-
деленной формы. Хотя область применения каждого приспособле-
ния ограничена, тем не менее простота конструкции делает ис-
пользование их экономически оправданным. Специальные приспо-
собления особенно широко применяются в крупносерийном и мас-
совом производствах.
Эти приспособления бывают стационарные и передвижные.
В зависимости от размеров сборочных единиц их устанавливают
на верстаке или на полу и закрепляют винтовыми, эксцентрико-
выми или пневматическими зажимами. Для базирования сбороч-
ных единиц применяют призмы, конусные центры, плоские вы-
ступы или кольцевые опоры, часто облицованные вкладышами
из мягких сплавов, фибры или кожи.
60
о
Рис. 42. Схема специального приспособления-зажима, применяемого при автоматизиро-
ванной сборке автомобильного двигателя
Для удобства сборки многие приспособления допускают по-
ворот собираемого изделия в горизонтальной или вертикальной
плоскости. Одно из таких приспособлений-кантователей, позво-
ляющих поворачивать собираемое изделие (автомобильный дви-
гатель) на 180° в обе стороны, показано на рис. 42.
Если при сборке требуется точная фиксация сборочной еди-
ницы, а также прочное закрепление во избежание смещения ее
под действием прилагаемых сил, в приспособлениях приме-
няют пневматические зажимы с клиновыми или рычажными
усилителями.
На рис. 43 показано приспособление для закрепления блоков цилиндров при
навинчивании гаек крепления крышек коренных подшипников с помощью деся-
тишпиндельного гайковерта. Здесь блок подается в пространство между стой-
ками 1 и 2 по рольгангу, когда качалка 3 опущена. Запирается блок поворотом
рукоятки 4, вследствие чего упор 5 выходит за плоскость стойки 1. При после-
дующем пуске сжатого воздуха в цилиндр 6 клин 7 смещается вправо и поднимает
качалку 3 с блоком, стоящим на двух опорных планках 8, до упора его верхней
плоскости в планку Р; при этом блок фиксируется на пальце 10. В таком положе-
нии навинчивают гайки гайковертом. По окончании операции сжатый воздух
подается в правую полость цилиндра 6, качалка 3 с блоком опускается, упор 5
отводится в сторону, и блок может быть передвинут по рольгангу на следующую
операцию.
Приспособления для закрепления нередко выполняют одно-
временно и технологические функции. На рис. 44 показан стенд
для сборки осей автоприцепов с рессорами. Рессоры устанавли-
вают на ползуны стенда выпуклой стороной вверх; на них накла-
дывают балку оси, ставят подушки, накладки, стремянки и на-
винчивают гайки на два-три оборота. На балку оси набрасывают
крюк 1 и поворотом рукоятки крана включают пневмоцилиндр 2,
62
л
Рис. 43. Специальное приспособление для закрепления с пневматическим цилиндром и клиновым усилителем
.1
Рис. 44. Стенд с пневматическим зажимом для сборки осей с рессорами
который создает силу 4000 кгс. Рессоры выпрямлены. После этого
окончательно затягивают гайки стремянок пневматическим гай-
ковертом.
На ряде заводов для закрепления сборочных единиц при сборке применяют
передвижные сборочные приспособления. Конструкция такого приспособления
для сборки ротора турбокомпрессора показана на рис. 45. Базовая деталь сбороч-
ной единицы устанавливается в двух чугунных опорах 1 и 2 с вкладышами из
алюминиевого сплава. С помощью винта 3 можно увеличивать длину стенда от
900 до 1200 мм (для разных роторов). Катки — самоустанавливающиеся, покрытые
резиной, на шариковых опорах. Ферма тележки сварена из тонкостенных сталь-
ных труб.
При конвейерной сборке приспособления для закрепления со-
бираемых сборочных единиц устанавливают на тележках или пла-
стинах конвейера. Однако при сборке мелких узлов на ленточном
или пластинчатом конвейере нередко используют приспособления-
спутники, которые вместе с узлом снимает сборщик для выполне-
ния операции на верстаке, а затем опять возвращает на конвейер.
Зажимные элементы в таких приспособлениях механические бы-
стродействующие (рычаги, эксцентрики, клинья).
Для взаимной фиксации деталей в требуемом положении при
сборке используют также магнитное притяжение [А. с. № 132044
(СССР) I. В таких случаях детали предварительно намагничиваются
электромагнитом в однородном поле и благодаря этому хорошо
удерживаются в определенном положении относительно друг дру-
га, что делает ненужным применение различных зажимов и фикса-
64
Новиков М.
Рис. 45. Передвижное сборочное приспособление-стенд
торов (рис. 46). После окончания сборки деталь размагничивается
постоянным током в затухающем магнитном поле переменной по-
лярности.
Об экономике применения приспособлений. Целесообразность
использования приспособления того или иного типа, особенно
специального назначения, должна быть экономически обоснована.
В общем случае, если в год на данной операции должно собираться
А сборочных единиц, а стоимость приспособлений 17, то
Рис. 46. Схема закрепления дета-
лей с использованием магнитно-
го поля
Зэ ( 1 + -
шт.,
где Зэ — экономия заработной платы,
достигаемая при использовании при-
способления, отнесенная к одной опе-
рации; Н — начисления цеховых рас-
ходов на заработную плату сборщиков,
%; k — коэффициент, учитывающий
расходы по использованию данного
приспособления (на обслуживание, ре-
монт, амортизацию).
При сроке амортизации приспособления В (в годах) и р — го-
довых расходах на его обслуживание и ремонт в процентах от
первоначальной стоимости
В 100
Если, например, Зэ = 0,015 р.; В = 1V2 года; Н= 170%; 77 = 200 р.
и р = 20%, то наименьшее число сборочных единиц, при котором применение
этого приспособления будет рентабельным, найдем из равенств
‘-та+таг-°^
. 240 0,87
Д - --------------
м,5(1 + гаг)
= 5220 шт.
Годовая экономия заработной платы, обусловливаемая использованием при-
способления, составит
0,015 ( 1 4-
ж) 500"'210 р-
Обычно количество сборочных единиц А, которое необходимо
собрать на данной операции, известно; тогда наибольшие затраты,
допустимые при изготовлении приспособления,
М' + та)
k
66
Такие расчеты могут дать лишь ориентировочные показатели
в связи с трудностью точной оценки прежде всего величин П
и р до того, как приспособление будет изготовлено. Кроме того,
на экономику использования оснастки влияют и другие факторы,
например тип привода. В пневматических приводах с увеличением
давления воздуха растет мощность, затрачиваемая на питание,
приспособления, а следовательно, и стоимость электроэнергии,
расходуемой на сжатие воздуха. От конструктивного выполнения
пневматического привода зависят также степень полезного ис-
пользования сжатого воздуха и другие показатели. Тем не менее
даже приблизительная экономическая оценка создаваемой сбороч-
ной оснастки позволяет выбрать более правильный вариант кон-
струкции приспособления и способствует общему сокращению
затрат средств на сборку.
Глава IV. ™ЯВКА
К СБОРКЕ
ПРИГОНОЧНЫЕ РАБОТЫ ПРИ СБОРКЕ
Точность сборки на основе принципов полной или неполной
взаимозаменяемости обеспечивается преимущественно в массовом
и крупносерийном производствах. В мелкосерийном и тем более
в единичном производстве принцип взаимозаменяемости экономи-
чески не оправдан и применяется лишь в отдельных случаях.
Детали в этих производствах обрабатывают на универсальном
оборудовании обычно без применения специальных приспособле-
ний, а контроль осуществляется универсальным измерительным
инструментом, не всегда обеспечивающим требуемую точность
измерений. Погрешности взаимного расположения поверхностей
деталей в процессе их обработки нередко значительно превышают
допускаемые отклонения. Это вызывает, как уже отмечалось,
необходимость в процессе сборки дополнительно обрабатывать
детали и сборочные единицы, пригоняя их по месту. Таким обра-
зом, под пригонкой понимается ручная или механическая обра-
ботка в процессе сборки сопрягающихся поверхностей деталей для
достижения необходимой точности сопряжений или обеспечения
других качественных показателей.
Пригонка может иметь место и в серийном производстве, так
как в отдельных случаях при малых допусках посадок экономи-
чески выгоднее применить пригонку деталей в процессе сборки,
чем повышать точность обработки. Пригонка деталей иногда не-
обходима также для компенсирования неблагоприятного суммиро-
вания допусков в многозвенной размерной цепи, а также при на-
личии конструктивных особенностей сопрягаемых деталей.
Если обеспечивается точность сборки пригонкой, детали —
звенья размерной цепи изготовляют по увеличенным допускам,
экономически достижимым в производстве. Допуск замыкающего
звена цепи
т—1
6k = s s;
i=i
в этом случае будет больше требуемого (заданного) 6Д. Следова-
тельно,
6д —• 6д — 6К,
63
где 6К — величина компенсации, представляющая собой погреш-
ность, которая должна быть исправлена пригонкой.
В результате пригоночных работ компенсирующая деталь
оказывается выполненной по месту, т. е. годной только для дан-
ной сборочной единицы данного сопряжения.
Таким образом, пригоночные работы при сборке могутубыть
технически необходимыми, экономически целесообразными, а
также вызванными некачественным изготовлением деталей в обра-
батывающих цехах.
Процесс пригонки состоит из двух этапов: определения вели-
чины погрешности и устранения ее снятием излишнего слоя
металла. Продолжительность пригонки обычно трудно нормиро-
вать, так как погрешность 6К для различных сборочных единиц
переменна, поэтому и время пригонки изменяется в широких
пределах. Сокращение времени пригоночных работ может быть до-
стигнуто уменьшением величины компенсации 6К или ускоре-
нием процесса пригонки посредством механизации. Основной
путь уменьшения объема пригоночных работ — это всемерное
улучшение технологичности конструкций, применение подвижных
компенсаторов, улучшение организации и техники контроля- де-
талей в обрабатывающих цехах.
На ряде заводов пригоночные работы еще составляют значи-
тельную долю общей трудоемкости изготовления изделия. Особенно
это относится к заводам мелкосерийного производства, выпускаю-
щим тяжелое оборудование. По данным А. И. Жабина, при сборке
крупных кузнечно-прессовых машин от 17 до 28% общей трудоем-
кости сборки составляет пригонка плоскостей, 6—7% — пригонка
внутренних цилиндрических поверхностей и 7—14% —раз-
личные доделочные операции.
Наиболее распространенными видами пригоночных работ яв-
ляются опиливание, зачистка, притирка, полирование, шабре-
ние, сверление отверстий по месту, развертывание отверстий,
подторцовывание и гибка.
Как известно, при обработке металла режущими инструмен-
тами на поверхности остаются царапины и неровности, размеры
которых зависят от способа обработки.
Шероховатость поверхности, достигаемая при выполнении пригоночных
работ, приведена ниже.
Способ обработки Шероховатость поверхности, мкм Способ обработки Шероховатость поверхности, мкм
Ra Rz Ra Rz
Сверление . . . — 160— Шабрение:
40 чистовое . . . 1,25 20
Развертывание: тонкое 0,63—0,32 —
однократное . 10 40 Притирка . . . . 0,16—0,04 ——
чистовое . . 1,25 20 Полирование:
Шлифование: обычное . . . . 0,63—0,16 —
однократное . 1,25 20 абразивной лен-
чистовое , . . 1,25—0,32 —- той ....... 0,63—0,04
С9
При выполнении пригоночных работ в процессе сборки не-
обходимо учитывать, что состояние поверхности наряду с ка-
чеством материала и способом изготовления детали существенно
влияет на ее прочность, надежность и долговечность. На шерохо-
ватых поверхностях смазка растекается по микроскопическим впа-
динам; несущая способность масляного слоя вследствие этого сни-
жается, происходит частичное или полное соприкосновение тру-
щихся поверхностей, сопровождаемое деформацией срезания вы-
ступов, т. е. быстрым износом.
Качество обработки поверхности влияет также на стабильность
соединений при сборке, так как при грубой обработке поверх»
ности сопряжений быстро изнашиваются и меняется характер по-
садки. При неподвижных посадках в случае грубо обработанных
поверхностей в процессе сборки может изменяться величина на-
тяга (например, при запрессовке).
МЕХАНИЗИРОВАННЫЙ ИНСТРУМЕНТ
Пригоночные работы при сборке механизируют главным обра-
зом с помощью универсальных и специализированных инструмен-
тов с электрическим, пневматическим, реже гидравлическим при-
водами. Такие инструменты дают возможность существенно повы-
сить производительность труда и качество работ. Механизирован-
ные инструменты имеют КПД: 8—11 % с пневматическим приводом,
55—65% с электрическим и около 70% с гидравлическим.
Пневматическими приводами инструментов служат лопастные
и турбинные двигатели. Частота вращения пневматических ло-
пастных двигателей достигает 30 000 об/мин, а турбинных —
до 150 000 об/мин.
Электроинструменты имеют двигатели переменного тока, кол-
лекторные или асинхронные, питаемые током нормальной
(50 пер/с) или повышенной (180—200 пер/с, а в ряде случаев до
400 пер/с) частоты.
Тип механизированного инструмента для оснащения операций
по пригонке деталей или сборке узлов выбирают с учетом воз-
можно большего числа факторов, определяющих технико-эконо-
мические преимущества и недостатки различных инструментов.
Основные преимущества пневмоинструментов по сравнению
с электроинструментами заключаются в следующем: значительно
большая мощность на 1 кг массы, удобство и безопасность в приме-
нении, бесступенчатое изменение частоты вращения, меньшие
стоимость и затраты в обслуживании. Большинство пневмоинстру-
ментов имеет реверсивное переключение. Однако электроинстру-
менты имеют более высокий КПД, создают меньший шум при ра-
боте, легко присоединяются к источнику питания, более транс-
портабельны.
Экономичность инструментов такого типа характеризуется
следующими данными: если среднюю стоимость пневматической
70
машины принять за единицу, 1о стоимость Электрической машины,
работающей на токе повышенной частоты, составит 1,27; эксплуа-
тационные затраты соответственно составляют 1 и 1,3, а затраты
на ремонт в год — 1 и 2,43. Отношение мощности к весу у вы-
пускаемых пневматических машин 0,5—0,6, а у электрических
0,25—0,3.
Большинство пневмоинструментов рассчитано на давление
воздуха до 5,5 кгс/см2. Более эффективны пневмоинструменты для
давления сжатого воздуха до 10 кгс/см2; удельная мощность их
при этом значительно возрастает. Для предотвращения корро-
зии пневмоинструмента очень важно иметь в системе подачи сжа-
того воздуха осушители.
Один из основных недостатков пневмоинструментов — шум,
возникающий при их работе. Источники шума: рабочий процесс,
выход использованного воздуха и работа механизмов инструмента.
Для снижения уровня шума создаются специальные глушители,
встроенные в инструмент или выносные. Глушители облицовы-
ваются звукопоглощающим материалом (например, пенополи-
уретаном или капроновым волокном). Применение глушителей
снижает уровень шума по субъективной оценке громкости в 5—6
раз [121. Уменьшение шума улучшает условия труда сборщиков,
способствует повышению производительности и снижению брака.
Непрерывно совершенствуются и конструкции электроинстру-
ментов. В частности, повышается надежность работы электродви-
гателя введением двойной изоляции, применением корпусов из
полистирола, армированного стекловолокном, что обеспечивает
большую стойкость и стабильность размеров при нагреве. Кроме
того, этот материал имеет низкую теплопроводность, и корпус
поэтому слабо нагревается.
Большое внимание при использовании на сборочных участках
механизированных инструментов следует уделять вопросам тех-
ники безопасности, особенно при работе с электроинструментами.
Схемы подключения электроинструментов, питаемых от пони-
жающих трансформаторов, приведены на рис. 47.
Большим недостатком, препятствующим рациональному ис-
пользованию механизированного инструмента, является его вибра-
ция. Длительное действие ее вызывает заболевание так называе-
мой вибрационной болезнью. Вибрация — следствие неуравнове-
шенности деталей инструмента, вызванной неточностью, допущен-
ной при сборке, износом подшипников, нагревом ротора, электро-
магнитными силами. Вертикальные вибрации более ощутимы,
чем горизонтальные.
Исследованиями установлена предельно допустимая ампли-
туда вибрации при различных частоте вращения и частоте вибра-
ции (табл. 9). При большей скорости вращения вибрация инстру-
мента уменьшается. Поэтому высокоскоростные инструменты более
рациональны. На рабочих местах нельзя пользоваться механизиро-
анным инструментом без предварительного испытания его на
71
Рис. 47. Схемы подключения электроинструментов, питаемых от понижающих трансфор-
маторов:
— однофазного тока при U = 36 В; б — однофазного тока при U > 36 В; в — трех-
фазного тока при U = 36 В; г — трехфазного тока при U > 36 В; 1 — заземляющий
зажим; 2 — заземляющий провод; 3 — крепление заземляющей жилы провода к корпусу
электроинструмента
вибрацию. Инструмент массой более 3 кг не следует удерживать
только руками, его нужно обязательно подвешивать. Не следует
применять неисправный, изношенный инструмент.
Инструмент с гидравлическим приводом имеет сравнительно
небольшое распространение, при этом преимущественно на сбо-
рочных операциях.
В качестве привода механизированного инструмента — пере-
носного и особенно стационарного могут быть использованы также
гидравлические насосы, которые, как известно, обладают обрати-
мостью и могут работать в режиме мотора.
Таблица 9
Частота вращения инстру- мента, об/мин Частота вибрации, Гц Предельно допустимая амплитуда вибрации, мм Частота вращения инстру- мента, Еоб/мин Частота вибрации, Гц Предельно допустимая амплитуда вибрации, мм
1200 20 1,5 5000 80 0,02
2300 30 1,0 6000 100 0,005
2100 35 0,45 и более и более
3000 50 ' 0,15
ОПИЛИВАНИЕ И ЗАЧИСТКА
Основное требование, которое необходимо строго соблюдать
при выполнении операции опиливания и зачистки в процессе
сборки, — производить эти работы на специально отведенном
участке, изолированном от рабочих мест сборки.
72
Характерные примеры этих работ следующие: опиливание
детали по контуру для снятия неровностей, шероховатостей, за-
боин, заусенцев; снятие припуска на детали-компенсаторе под раз-
мер, предусмотренное технологией сборки; устранение дефектов
на поверхности детали (сколов, царапин) в тех случаях, когда
исправление их допускается техническими условиями; опилива-
ние плоскостей, сложных поверхностей, пазов и выступов при
подгонке соединений.
Опиливание считается грубым, если необходимо удалить слой
металла более 0,2 мм. При тонком опиливании слой снимаемого
металла редко превышает 0,1 мм; при этом может быть достигнута
точность до 0,02 мм.
Рис. 48. Общий вид электрической шлифовальной машины с гибким валом и бесступенча-
той передачей
73
Во всех случаях после опиливания поверхность зачищают.
Если на поверхности имеются лишь мелкие дефекты (легкие ца-
рапины, риски), зачистку производят личным напильником с ме»
лом, шкуркой, оселком, не применяя грубого опиливания. Ин-
струментами при опиливании и зачистке обычно служат напиль-
ники, надфили и абразивные круги, головки и бруски.
Для механизации работ по опиливанию и зачистке целесообраз-
но использовать верстачные или передвижные установки с гибким
валом (рис. 48), приводящие в движение специальные напиль-
ники или абразивные головки. Наряду с этим широкое распростра-
нение получают переносные пневматические и электрические
(рис. 49) ручные или приводные машины, работающие с абразив-
ными кругами. В некоторых современных переносных машинах
линейная скорость на периметре шлифовального круга достигает
75 м/с, что соответствует примерно 8 тыс.об/мин при диаметре
круга 180 мм.
На рис. 50дана конструкция усовершенствованной пневматиче-
ской машины для пригонки плоскостей. Особенностью ее является
механизм точной подачи круга по мере его износа. Нажатием
кнопки 1 осуществляем движение зубчатого редуктора и поворот
через червячную пару гильзы 2 в гайке 3; вследствие этого выдви-
гается круг 4 (один поворот гильзы соответствует его перемещению
на 0,01 мм). Для установочного перемещения служит маховичок 5;
за один оборот маховичка шлифовальный круг можно выдвинуть
на 0,03 мм. Плита 6 обеспечивает постоянный наклон круга отно-
сительно обрабатываемой поверхности.
Зачистку нередко производят в условиях, когда узел уже соб-
ран и подход к зоне зачистки затруднен. В таких случаях удобно
использовать пневматическую турбинную машинку.
Рис. 49. Электрическая шлифовальная машина:
1 — коробка выключателя; 2 — выключатель; 3 — рабочая рукоятка; 4 — ось рукоятки;
5 — пружина фиксатора; 6 — задний щит; 7 — корпус; 8 — ротор; 9 — передний щит
(корпус шпинделя;; 10 — шпиндель; 11 и 14 — шайбы; 12 — шлифовальный круг; 13 —
защитный кожух; 15 — гайка
74
Рис. 50. Пневматическая машина для пригонки плоскостей
Для местной зачистки закаленных и точно обработанных де-
талей используют квадратные, плоские, трехгранные, круглые
или полукруглые абразивные бруски. Работают такими брусками
с применением минерального масла, керосина или скипидара.
После опиливания напильниками поверхности обычно зачи-
щают шлифовальными шкурками. При зачистке деталей из стали,
твердой бронзы, ковкого чугуна и других твердых сплавов приме-
няют мелкозернистые шкурки номеров 4—6 с электрокорундовым
зерном, для хрупких и мягких металлов — чугуна, бронзы, алю-
миниевых сплавов — шкурки номеров 5—10 с карбидокремние-
вым зерном. Для очень тонкой зачистки применяют шкурки зер-
нистостью Ml 0—М28.
75
Рис. 51. Механизированная машина с плоскими шлифующими подушками
В ряде производств получил также распространение метод чистовой обработки
абразивными лентами. Их изготовляют из ткани или кожи с нанесением абразив-
ного порошка. Лента в натянутом состоянии в виде бесконечного ремня движется
посредством двух шкивов со скоростью 25—30 м/с. При соприкосновении ленты
с металлом абразивные зерна обрабатывают его; при этом достигается большая
производительность и высокое качество обработанной поверхности. Этот способ
выполнения шлифовально-зачистных работ применим и при осуществлении при-
гоночных операций в процессе сборки. Переносный инструмент в этом случае
представляет собой обычную электрическую или пневматическую шлифовальную
машину, оборудованную надставкой в виде телескопической стойки и двух шки-
вов. Ведущий шкив, укрепляемый на шпинделе машины, облицовывается резиной.
Ведомый шкив вращается на оси, закрепленной в стойке. Обычно применяемые
размеры ленты: ширина 15—50 мм, длина 700—1000 мм.
Материалом для лент служит ткань полотняного переплетения. Наружная
сторона ее покрывается клеем или нитроглифталевым лаком ГОСТ 4976—76,
а затем в сильном электрическом поле наносится абразивный порошок; при этом
острые края зерен абразива обращаются наружу.
В качестве абразивного порошка применяют окись алюминия соответству-
ющей зернистости. Для уменьшения шероховатости поверхности ленты перед
началом работы иногда смазывают маслом. Точность обработки лентой до 0,05 мм,
высота микронеровностей до 0,1 мкм.
В некоторых конструкциях механизированных инструментов для зачистки
поверхностей абразивная лента укрепляется на эластичной подушке, соверша-
ющей орбитальное движение с диаметром траектории около 5 мм. В такой машине
(фирмы Блек и Деккер) однофазный электродвигатель 1 (рис. 51) переменного тока
вращает ведущий шкив 2 ременной передачи со скоростью до 20 000 об/мин.
Ведомый шкив — маховик .? эксцентрично расположенным пальцем передает
движение шлифующей подушке 4, установленной на эластичных подвесках 5.
Подушка 4 из пробки, войлока или резины с закрепленной на ней зажимами
абразивной лентой совершает более 4000 колебательных движений в минуту.
ПРИТИРКА
Притирку при сборке применяют в тех случаях, когда необхо-
димо получить точный размер деталей за счет снятия очень малого
припуска, или для достижения плотного прилегания поверхностей,
76
Рис. 52. Схемы притирки:
а, б, в — плоскостей; г — валика; е — отверстий; D — деталь; П — притир
обеспечивающего гидравлическую непроницаемость соединения.
Точность размеров, достигаемая при притирке, до 0,1 мкм.
Притирка (рис. 52), как известно, представляет собой процесс
резания абразивными зернами, находящимися между поверхно-
стями притира и детали. Относительное движение поверхностей
притира вызывает вращение зерен абразива, которые внедряются
в притир и в деталь, срезая с их поверхностей микронеровности;
при этом одновременно происходит окисление поверхностей, а
также возникает явление их наклепа.
Повышение удельного давления при притирке до 1,5—
2,0 кгс/см2 сопровождается увеличением съема металла; при этом
качество поверхности не ухудшается (за исключением случаев
притирки деталей из специальных материалов). Дальнейшее увели-
чение давления вызывает образование глубоких рисок. При исполь-
зовании порошков с большей зернистостью интенсивность съема
металла повышается, но ухудшается качество поверхности и уве-
личивается глубина наклепанного слоя. Большая скорость при-
тирки повышает ее производительность, но при скорости свыше
25—35 м/мин возможен нагрев детали и увеличение шероховатости
поверхности. С учетом материалов притираемых деталей целесо-
образно в каждом случае экспериментально определять оптималь-
ные режимы процесса, представляя их в виде графиков [38],
удобных для пользования (рис. 53).
Для притирки на поверхностях деталей оставляют очень небольшие при-
пуски (0,03—0,05 мм).
В качестве притирочных порошков обычно применяют корундовый, карбо-
рундовый или наждачный порошок, карбид кремния, окись железа (крокус),
окись алюминия, окись хрома и др. Используются абразивные микропорошки
ГОСТ 3647—71 с различной зернистостью: крупные — М28, М20 с размером зерен
от 28 до 14 мкм и мелкие — М10, М7 с размером зерен от 10 до 5 мкм. Для ускоре-
ния притирки ее начинают с крупнозернистых порошков, а для получения не-
обходимой шероховатости поверхности заканчивают мелкозернистыми порошками.
Так обычно притирают клапаны к их седлам, пробки кранов и т. п.
77
При притирке обязательно применяют машинное масло, олеиновую кислоту,
керосин, бензин, скипидар, техническое сало и другие смазывающие жидкости,
а также их смеси (например, 70% олеиновой кислоты и 30% керосина).
Состав жидкости выбирают в зависимости от материалов притираемых дета-
лей. Так, для притирки стальных деталей целесообразно применять машинное
масло или сало, для притирки деталей из чугуна — керосин.
Притирочные порошки тоже выбирают в зависимости от обрабатываемого
материала: для стальных поверхностей — наждак или корунд, для чугуна и
бронзы — толченое стекло.
Существуют два способа притирки деталей — одной детали
по другой (притирка клапанов, пробок и др.) и каждой из деталей
Рис. 53. График режимов притирки:
материал притира—чугун; материал прити-
раемой детали — сталь 1Х18Н9Т; скорость
притирки 20 м/мин
по третьей — притиру. С по-
мощью притиров (см. рис. 52)
доводят детали топливной ап-
паратуры, крышки, торцы,
фланцы и буртики в плот-
ных сопряжениях.
Притирами могут быть
плиты, бруски, конусы, втул-
ки и другие детали из мате-
риала, более мягкого, чем
материал притираемых дета-
лей. Притирочные плиты из-
готовляют из чугуна с содер-
жанием углерода 3—3,5%,
из стали марки У10 и из
стекла. Лучшее качество да-
ют плиты из серого чугуна
с перлитоферритной струк-
турой. Чугунные плиты при-
меняют для притирки стальных деталей, стальные — для чугун-
ных, стеклянные — для деталей из цветных сплавов.
Для предварительной притирки иногда применяют плиты (или
другие притиры), имеющие на поверхности канавки, нарезанные
через 10—15 мм в двух направлениях. Гладкие притиры исполь-
зуют для окончательной доводки.
В станкостроении для притирки применяют механизированные
плиты с гидроприводом. Смонтированные в такой плите двух-
штоковые гидросистемы со взаимно перпендикулярными осями
и некратными рабочими ходами вызывают хаотическое движение
плиты по притираемой поверхности, чем обусловливается высокое
качество притирки. Плита подвешивается на балансире.
Цилиндрические детали (плунжеры насосов, золотники) при-
тирают чугунными притирами в виде разрезных втулок, установ-
ленных в цельных или разжимных (рис. 54) оправках. Отверстия
втулок притирают разрезными притирами — гильзами, насажи-
ваемыми на конусную оправку.
Качество притирки и производительность во многом зависят
от удельного давления, создаваемого в процессе притирки. Обыч-
78
ные давления 0,8—1,5 кгс/см2; при меньших значениях давле-
ний производительность притирки и шероховатость поверхности
уменьшаются.
Ручная притирка — процесс трудоемкий и малопроизводитель-
ный, поэтому операции притирки необходимо всемерно механи-
зировать. Для этого применяют электрические или пневматические
ручные машины с вращательным движением рабочего органа,
а также специальные станки. Во всех случаях притирам или
притираемым деталям сообщается сложное движение, с тем чтобы
следы не накладывались друг на друга. Плоские поверхности
притирают при вращающемся притире 1 (рис. 55, а) и маятниковом
движении детали 2 или при неподвижном притире (рис. 55, б)
и сложном движении (вращательном с радиальным смещением)
притираемых деталей. При притирке сопрягающихся пар типа
цилиндрических или конических валов и отверстий притиру 1
(рис. 55, в) сообщают вращательное движение с подъемом и опус-
канием. Притираемая втулка при этом должна иметь возможность
самоустанавливаться. Последнее достигается соответствующей
конструкцией установочного приспособления (рис. 56).
Притирка подвижных конусных сопряжений осуществляется
преимущественно без применения притира. В этом случае одной
из деталей придается возвратно-вращательное движение (см.
рис. 55, г) с периодическим подъемом ее. Притирочную массу на-
носят на поверхность этой детали. Для улучшения качества при-
тирки необходимо наносить притирочный порошок и жидкость на
притираемую поверхность равномерно.
Одна из конструкций притирочных головок, выполненная по
последней схеме, показана на рис. 57. Принцип ее работы состоит
в том, что с помощью двух зубчатых секторов 1, 2 и кулачков 3,
4, установленных на одном валу,’ притиру сообщаются
попеременное возвратно-вращательное движение на определенный
угол и периодические подъемы над притираемой поверхностью.
Применение таких головок повышает производительность в 4—5
раз и более по сравнению с ручной притиркой.
79
Для окончательной доводки поверхности вместо шлифующих
порошков применяют пасты ГОИ. Грубую и среднюю пасты с боль-
шой притирающей способностью используют для притирки, а тон-
Рис. 56. Приспособление плаваю-
щего типа для закрепления прити-
раемой детали 1
кую — для притирки и полирова-
ния.
Широко распространены также другие
виды доводочных паст. Они тоже обычно
подразделяются на грубые, средние и тонкие.
Состав некоторых паст дан в табл. 10.
Применяют и другие виды паст, напри-
мео состава: 20—28% гудронного сала и 72—
80% кирпичной пыли. Для доводки точных
сопряжений состав: 40% окиси алюминия,
30% олеиновой кислоты, 20% жира техни-
ческого и 10% парафина; другой состав —
43,4% петролатума, 43,6% солидола Т и
13% парафина.
80
Рис. 57. Голсвка для механической притирки
81
Таблица 10
Компоненты Содержание ком- понентов в пастах зернистостью | Компоненты Содержание ком- понентов в пастах зернистостью
(в % по весу) (в % по весу)
гру- бой М2 8 сред- ней М5 тон- кой Ml гру- бой М28 сред- ней М5 тон- кой Ml
Электрокорунд 70 70 Говяжий жир 46
Окись алюминия — — 14 Парафин .... 9 9 14
Олеиновая кислота 20 20 14 Керосин .... 1 1 12
Притирку начинают с применения крупнозернистых паст и по-
степенно переходят к пастам мелкозернистым. Притираемые по-
верхности периодически тщательно вытирают чистой, увлажнен-
ной керосином тряпкой и просматривают через лупу. При обна-
ружении на поверхности рисок необходимо перейти на притирку
мелкозернистой пастой и делать это до тех пор, пока не будет
достигнута совершенно ровная поверхность без рисок.
После тщательной предварительной обработки для достиже-
ния малой шероховатости поверхности в ряде случаев производят
притирку и доводку алмазными пастами. Притиры при этом могут
быть чугунные, стальные, латунные, медные, фибровые, кожаные,
фетровые и др. Работа по доводке производится несколькими па-
стами, с постепенным переходом от крупнозернистых (АП40—
АП28) к мелкозернистым (АП20—АП10).
Притертые поверхности проверяют на краску. При хорошей
притирке краска мелкими пятнами равномерно распределяется
по всей поверхности сопряжения.
ПОЛИРОВАНИЕ
Этот вид обработки в процессе сборки обычно производят для
достижения меньшей шероховатости поверхностей, подвергав-
шихся опиливанию или зачистке. Припуск под полирование остав-
ляется очень небольшой (0,005—0,007 мм). Заглаживание рисок
при полировании поверхностей благотворно сказывается на из-
носостойкости деталей. Кроме того, при уменьшении шерохова-
тости сокращается поверхность соприкосновения деталей с воз-
духом и коррозионными средами, что повышает стойкость полиро-
ванной поверхности против коррозии. Полирование позволяет
также обнаружить дефекты поверхностного слоя — трещины, во-
лосовины, флокены, которые на грубо обработанной поверхности
часто незаметны.
Процесс полирования осуществляют при помощи вращающихся
со скоростью 30—50 м/с эластичных кругов, на рабочую поверх-
ность которых наносится абразивная смесь с жидким наполните-
82
лем или мастика, состоящая из вяжущего вещества и полироваль-
ного порошка. Круги применяют из войлока (сделанного из овечьей
шерсти или в смеси с козьей), хлопчатобумажной ткани, а также
из сульфитцеллюлозной оберточной бумаги. Для получения по-
верхности с меньшей шероховатостью применяют круги с графи-
товым наполнителем, а также алмазные эластичные полировальные
ленты. Полируют с применением тонких порошков или специаль-
ных полировальных паст.
В качестве вяжущего вещества употребляют смесь парафина,
олеина, стеарина, воска, говяжьего сала, вазелина. Для грубого
полирования употребляют окись алюминия, окись железа (кро-
кус) и окись хрома, а для самого тонкого полирования — венскую
известь. При грубом полировании применяют составы со смазоч-
ной связкой; тонкое полирование производят абразивами без
смазочных наполнителей.
Некоторые составы полировальных паст приведены в табл. И.
В составе паст нередко вместо говяжьего жира вводят гуд-
ронное сало, отчего уменьшается концентрация вредных летучих
веществ и снижается загрязненность воздушной среды. Состав
одной из таких паст: 20—30% гудронного сала, 35—40% окиси
хрома и столько же окиси алюминия. Чтобы снизить жирность,
1—3% гудронного сала иногда заменяют парафином. Используют
также пасту, состоящую из 71,8% венской извести, 23% стеари-
новой кислоты, по 1,5% церезина и говяжьего сала и 2,2% скипи-
дара.
После полирования деталь следует тщательно протереть сук-
ном, обмыть чистым бензином и досуха обдуть сжатым воздухом.
Выглаживающее полирование не исправляет первоначальных
неточностей обработки, а при большом припуске геометрическая
форма нередко даже ухудшается.
При местном полировании в процессе сборки переходных по-
верхностей, канавок, внутренних сфер и других поверхностей
сложной формы, особенно в неудобных местах, целесообразно
пользоваться так называемыми гибкими полировальниками. Они
имеют чашечную форму; абразивный материал вкрапливается
Таблица 11
Компоненты Состав паст (по весу) Компоненты Состав паст (по весу)
№ 1 № 2 № 1 № 2
Окись хрома 1 3 Сало говяжье .... 0,8 1
Окись алюминия . . . 6,5 —— Церезин 1,45 ——
Полировочная известь — 4,5 Олеин — 1
Стеарин 1 1 Скипидар 0,25 —
Воск 1 — Сера — 0,1
83
в эластичную связующую массу. В состав материала полироваль-
ника входят синтетический каучук, полиизобутилен и фенолаль-
дегидная смола, а также добавки сажи, серы, стеарина и других
компонентов.
Полирование при обработке деталей осуществляется на спе-
циальных полировочных станках. В условиях же сборки, где
объем таких работ небольшой, применяют механизированные
шлифовальные или быстроходные сверлильные машинки, исполь-
зуя их или в качестве переносного инструмента (рис. 58, а) или
в качестве верстачной установки (рис. 58, б). При большем объеме
полировальных работ применяют ручные полировальные машины
с эластичным кругом, работающим торцовой поверхностью (рис. 59).
Рис. 59. Пневматическая полировальная машина
84
Операции полирования при сборке следует выносить из по-
тока и выполнять на специально отведенных рабочих постах.
В практике заводов ряда отраслей машиностроения полированием часто
называют и другой вид обработки, нередко выполняемой при сборке сборочных
единиц, — полирование давлением. Если на рабочей поверхности детали (на-
пример, бронзовой втулке) имеется царапина или риска, которую необходимо
удалить, то это делают с помощью специального инструмента (гладилки), кото-
рым заглаживают, растирают всю рабочую поверхность, как бы уплотняя ее;
риска при этом исчезает, а размер детали изменяется весьма незначительно (в пре-
делах 0,005—0,01 мм).
Формы гладилок зависят от формы деталей, для которых они предназна-
чаются. Для втулок малых диаметров гладилки выполняют в виде трехгранного
стержня с хорошо закругленными и тщательно отполированными рабочими
поверхностями; для деталей больших диаметров (вкладыши, втулки) гладилки
выполняют в виде цилиндрической тоже отполированной изогнутой скалки
с ручками на обоих концах.
К этому виду отделки поверхностей относится также обработка пласти-
ческим деформированием.
ШАБРЕНИЕ
Этот метод отделочной обработки состоит в соскабливании
шаберами тонких (около 0,005 мм) слоев металла для получения
ровной поверхности после предварительной обработки ее резцом,
напильником или другим режу-
щим инструментом. При шабре-
нии металл постепенно сре-
зается с участков, соприкаса-
ющихся (при пробе на краску1)
с поверхностью, к которой при-
гоняется данная деталь. При
последующих пробах эти уча-
стки становятся все мельче и
мельче («разбиваются»), пока
не получится «сетка», т. е. до-
статочное число пятен сопри-
косновения.
Шабрением можно получить
высокую точность: плоскост-
ность и прямолинейность до
0,002 мм на длине 1000 мм и до
30 пятен на площади 25x25 мм.
В) г)
Рис. 60» Схемы шабрения:
а — плоскостей крупногабаритных дета-
лей; б — плоскостей типа ласточкина хво-
ста; в — цилиндрических поверхностей;
г — фигурных направляющих; ШП — ша-
бровочная плита; Д — деталь
В процессе сборки машин шабрят либо плоские поверхности
деталей (плоскости разъема, направляющие) для обеспечения
особо точных сопряжений, либо цилиндрические поверхности
(вкладыши подшипников, втулки). Часто шабрят также детали,
конструктивные формы которых не позволяют обеспечить требуе-
мую точность при обработке на станках (рис. 60).
1 Краска — это сажа или лазурь, смешанные с машинным маслом. Для нанесения
ее на поверхность детали обычно пользуются тампоном, сделанным из хлопчатобумажной
ткани.
85
Таблица 12
Припуски на шабрение, мм, при длине плоскости, мм
плоскости, мм 100 — 500 500—1000 1000—2000 2000—4000 4000 — 6000
До 100 0,10 0,15 0,20 0,25 0,30
100—500 0,15 0,20 0,25 0,30 0,40
500—1000 0,18 0,25 0,35 0,45 0,50
Припуски на шабрение задают в зависимости от размеров при-
шабриваемых поверхностей (табл. 12 и 13).
Шабрение ручными шаберами производят двумя методами —
от себя (движение шабера по поверхности при снятии стружки)
или на себя. Во втором случае выше производительность и ниже
шероховатость поверхности. Это достигается рациональным рас-
пределением силы, прикладываемой к шаберу, и повышенной
упругостью инструмента, стержень которого большей длины.
Шабрить поверхности целесообразно под углом к рискам и
следам, оставшимся от предыдущей обработки. Двигаясь к риске
под углом 30—45°, шабер не делает скачка, и риска быстро исче-
зает. В связи с этим в практике получил широкое распростра-
нение так называемый шахматный способ шабрения, при котором
шабер движется под углом к образующей поверхности. При вто-
ричном проходе шабер направляют под тем же углом к образую-
щей, но в другую сторону.
Результаты шабрения определяют обычно или по краске, или
всухую — «на блеск». Последний способ заключается в том, что
при затяжке, например, вкладышей и провертывании вала на два-
три оборота участки касания сопрягающихся поверхностей начи-
нают блестеть и становятся заметными. Этот способ дает обычно
лучшие результаты, так как краска может местами залить и не-
соприкасающиеся участки обрабатываемых поверхностей. Коли-
чество проб при шабрении определяют припуском, т. е. толщиной
оставляемого на шабрение металла и качеством подготовленной по-
верхности, а также требуемой точностью шабрения; для точных
Таблица 13
Диаметр отверстия, мм Припуск на шабрение, мм, при длине от- верстия, мм
До 100 100 — 200 200 — 300
До 80 0,03 0,05 0,10
80—180 0,05 0,10 0,15
180—360 0,10 0,15 0,20
подшипников обычно произво-
дят от двух до шести проб.
Чугун шабрят всухую. При
шабрении стали или других
металлов обычно применяют
мыльную эмульсию, керосин.
Для повышения производи-
тельности иногда шабрение со-
четают с притиркой. В этом
случае после предварительного
шабрения поверхности на при-
тир наносят слой грубой пасты
ГОИ, разведенной в керосине,
86
и поверхность притирают притиром до почернения массы, затем
проверяют на краску и шабером «разбивают» получившиеся пятна.
После этого опять повторяют операцию притирки.
Плоскости после шабрения проверяют на краску при помощи
точных чугунных поверочных плит. Если детали громоздкие, про-
верку ' производят через тела качения — роликовые дорожки.
Качество шабрения детали зависит от назначения соединения и
контролируется числом пятен касания в квадрате со стороной
25 мм и равномерностью их распределения.
Поверхности Требуемое число
пятен касания
Вкладыши подшипников шпинделей.................... 18—20
Направляющие станины станков нормальной точности в зо-
нах:
частых перемещений .............................. 10—12
периодических перемещений........................ 8—10
Направляющие станин прецизионных станков в зонах:
частых перемещений ................................ 16—28
периодических перемещений........................ 10—12
Подшипниковые втулки средней точности ............. 12—16
Шабрение считается тонким, если число пятен более 22 (Ra =
= 0,08 мкм; по ГОСТ 2789—73); точным, если число пятен 10—•
14 (Ra = 0,63 мкм); чистовым — 6—10 (Ra = 1,25 мкм); и гру-
бым — 5—6 на площади 25 X 25 мм.
Шаберы применяют ручные — плоские, канавочные, трехгран-
ные, полукруглые, насадочные и др., а также механические.
Для экономии инструментальной стали широкое распростра-
нение получили составные шаберы: режущая пластинка из спе-
циальных стали или сплава, а шейка-державка — из обычной
углеродистой. В зависимости от материала пришабриваемой детали
применяют пластинки из быстрорежущей стали, твердого сплава
и др. При работе шабер не затачивают, а лишь меняют пластинки
из набора, имеющегося у рабочего. Есть конструкции шаберов,
у которых вставные пластины имеют до восьми ребер-лезвий и
могут быть установлены под различными углами к оси державки.
Шабрение — процесс трудоемкий, и там, где можно, его сле-
дует заменить другими, более производительными способами обра-
ботки. Например, шабрение охватывающих цилиндрических по-
верхностей в последнее время уступает место развертыванию,
растачиванию и протягиванию, что является для ряда производств
более экономичным и технически целесообразным, так как эти
операции обеспечивают ускорение производственного цикла и
большую точность, чем шабрение.
Распространенной трудоемкой операцией является расшабри-
вание отверстий различных втулок в связи с усадкой их после
запрессовки в корпусные детали. Однако, как показывает опыт, и
здесь операции шабрения во многих случаях можно избежать.
Усадка втулки зависит от ее диаметра, квалитета отверстия и на-
тяга. С учетом этого втулку растачивают на больший диаметр
87
и за счет усадки ее при запрессовке получают отверстие нужного
диаметра.
Шабровочные работы при отделке плоскостей корпусов ре-
дукторов, плитовин рабочих клетей прокатных станов, станин,
ползунов, направляющих планок и других деталей успешно за-
меняют тонким строганием резцами с широкой режущей кромкой
и так называемым шабрящим фрезерованием однозубой фрезой
с глубиной резания 0,03—0,1 мм и подачами 1,0—2 мм/об, при ско-
ростях резания 180—250 м/мин. При этом достигается шерохова-
тость поверхности Ra = 2,54-1,25 мкм.
В станкостроении шабровочные работы заменяют тонким стро-
ганием и шлифованием, что дает возможность намного повысить
производительность, резко облегчить труд и сократить цикл про-
изводства изделий.
Для механизации шабрения применяют специальные инстру-
менты и шабровочные установки.
Один из таких инструментов показан на рис. 61. Это механический шабер
со встроенным в корпус асинхронным электродвигателем мощностью 90 Вт,
работающим от трехфазного тока 36 В, 200 Гц. Длина хода ножа-пластинки
до 20 мм, частота — 1200 двойных ходов в минуту. По такой же схеме устроены
шаберы с пневматическим двигателем.
Тонкое шабрение выполняют при коротких ходах шабера, чистовое и точ-
ное — при средних ходах.
Для создания возвратно-поступательного движения шабера применяют
также специальные головки, приводимые в движение от электродвигателя
(0,25—0,6 кВт) посредством гибкого вала. Для удобства электродвигатель не-
редко подвешивается к тележке, передвигающейся по монорельсу, над рабочим
местом. Требуемую скорость вращения гибкого вала обеспечивают посредством
ременной передачи с трапецеидальным или круглым ремнем или зубчатой пере-
дачи, заключенной в масляной ванне.
Преобразование вращательного движения гибкого вала в возвратно-посту-
пательное движение ножа-пластинки осуществляется с помощью червячной
передачи и эксцентрикового механизма, заключенных в корпус головки. Длину
хода ножа-пластинки регулируют поворотом эксцентрика.
В процессе шабрения больших плоскостей рабочему приходится затрачивать
много энергии на удерживание электропневматического шабера или головки.
В таких случаях целесообразно применение механических средств для шабрения
с электромагнитным креплением их на плоскости детали.
Механизированные приспособления значительно облегчают
труд и сокращают время по сравнению с ручным шабрением
в 4—5 раз. При шабрении больших поверхностей применяют шаб-
ровочные станки, при помощи которых производительность повы-
шается в 3—4 раза. Затраты труда при шабрении в значительной
мере зависят от способа закрепления обрабатываемой детали.
Положение ее должно быть удобным, легко изменяемым, а закреп-
ление —• жестким.
Одно из приспособлений, применяемых для зажима деталей
и узлов при шабрении, показано на рис. 62. Деталь А устанавли-
вается на плите 1 и закрепляется губкой с винтом 2. Со стойками 3
плита соединена шарнирно; при необходимости она может быть
повернута в вертикальной плоскости и закреплена в требуемом
88
Вид Б
Рис. 61. Электрическая шабровочная машина
Рис. 62. Приспособление для закре-
пления детали при выполнении при-
гоночных работ
Рис. 63. Правильное (а) и неправиль-
ное (б ) базирование и закрепление де-
тали
положении винтом 4. В горизонтальной плоскости плита 1 может
быть повернута вместе с основанием 5. Благодаря такому устрой-
ству сборщик имеет возможность установить деталь или узел
в любом удобном для себя положении.
При шабрении мелких деталей и сборочных единиц для их
закрепления целесообразно пользоваться также электромагнит-
ными плитами.
Большое значение имеет способ базирования и закрепления
длинных плоскостных деталей типа станин (рис. 63). Неправиль-
ное приложение усилий при закреплении может вызвать дефор-
мацию детали перед шабрением, что в конечном счете усложнит
процесс и затруднит достижение требуемой точности.
СВЕРЛЕНИЕ
В процессе сборки отверстия сверлят, когда требуемая точность
достигается проще всего путем обработки двух или большего числа
деталей в сборе (рис. 64, а, в); когда место сверления (рис. 64, б)
а)
Сверлить и
Рис. 64. Соединения, требующие совместного сверления отверстий при сборке
90
труднодоступно для обработки на станке, а отверстие небольшого
диаметра и может быть просверлено с помощью механизированного
инструмента; когда отверстие не было предусмотрено при механи-
ческой обработке (например, для постановки пробок при обнаруже-
нии пористости в литых деталях — в станине, картере, блоке,
в различных корпусах), если это допускается техническими требо-
ваниями.
Сборочные цехи для таких операций обычно имеют несколько
сверлильных станков, установленных вблизи линии сборки. Для
отверстий диаметром до 10—12 мм применяют переносные приспо-
собления или небольшие станки на колонках, а для более круп-
ных — станки на фундаменте.
На рис. 65 даны две конструкции переносных приспособлений, применяемых
для сверления и развертывания отверстий при сборке. Приспособление (рис. 65, а)
с пневматической сверлильной машиной устанавливают на станине собираемого
изделия. Каретка со сверлильной машиной может перемещаться в вертикальном
направлении, а также вращаться вокруг стойки. Приспособление, показанное
на рис. 65, б, имеет упор, обеспечивающий создание необходимой осевой силы и
подачу сверла или развертки.
Применяют также специальные сверлильные машины с электромагнитным
основанием. Электромагнит постоянного тока создает силу притяжения до 700 кгс,
поэтому приспособление, устанавливаемое непосредственно на корпус, не тре-
бует дополнительного крепления.
Не касаясь здесь работ на сверлильных станках, описанных
в специальных руководствах, остановимся лишь на особенности
сверления отверстий пневматическими и электрическими маши-
нами в процессе сборки.
Пользоваться сверлильными машинами, удерживая их в ру-
ках без упора, по возможности не следует, так как при этом вслед-
ствие перекосов инструмента получается «разбитое» отверстие
(с увеличенным диаметром, с заметным овалом или конусностью).
Работа механизированным инструментом, закрепленным в стой-
ках, или на жестких подвесках, обеспечивает большую точность
и меньшую шероховатость отверстий. Не рекомендуется давать
ускоренную подачу. Желательно применять охлаждающую жид-
кость — минеральное масло при сверлении’стали и керосин при
сверлении алюминия. При сверлении чугуна жидкость не приме-
няют.
Целесообразно использовать только спиральные сверла. Точ-
ность обработки при правильно выбранном сверле можно довести
до 0,1 мм. Погрешности сверления часто получаются из-за не-
правильного закрепления сверла в патроне, поэтому сверло после
установки обязательно нужно проверить на биение. Там, где воз-
можно по условиям сборки, следует применять кондуктор. Это
повышает точность сверления и ускоряет операцию, несмотря на
затраты дополнительного времени на установку кондуктора.
Электрические сверлильные машины, применяемые при сборке,
по характеру выполняемых ими работ могут быть условно разде-
лены на тяжелые, средние и легкие, а по электрической схеме —
91
а-)
Рис. 65. Переносные приспособления для сверления и развертывания отверстий при сборке
на короткозамкнутые и коллек-
торные. Электродрели могут
работать от сети переменного
тока напряжением 127—220 и
36 В.
Преобладающее распростра-
нение получают машины, питае-
мые трехфазным током напря-
жением 36 В с повышенной ча-
стотой (180—200 пер/с). Такое
напряжение обеспечивает сбор-
щику безопасность от пораже-
ния электротоком; кроме того, благодаря повышенной частоте
тока инструмент имеет небольшие габаритные размеры и массу,
что значительно облегчает пользованием им.
Легкие электрические сверлильные машины отечественного
производства (для сверления отверстий диаметром до 9 мм) имеют
электродвигатели мощностью 90—120 Вт и массу 1,2—2,1 кг.
Пневматические сверлильные машины применяют двух основных
типов — ротационные (наиболее распространенные) и поршневые.
Машина ротационного типа для сверления отверстий диаметром до 8 мм пока-
зана на рис. 66. Основные части сверлильной машины следующие: ротационный
двигатель 1, двухступенчатые планетарные редукторы 2 и 3, шпиндель 4, крышка-
рукоятка 5, курок 6 включения подачи воздуха и штуцер 7 подвода воздуха
к инструменту. Максимальная мощность машины 0,28 л. с., частота вращения
350 об/мин, масса 1,2 кг, расход воздуха около 0,6 м3/мин, давление воздуха
5 кгс/см2.
Ротационные сверлильные машины имеют малый КПД и повышенный рас-
ход сжатого воздуха, поэтому при сверлении отверстий большого диаметра поль-
зуются поршневыми пневматическими машинами.
Для сверления отверстий в труднодоступных местах применяют угловые
сверлильные машины или специальные ориентируемые насадки к обычным свер-
лильным инструментам.
При сборке на стапелях узлов и панелей специальных изделий
возникает необходимость совместного сверления и развертывания
отверстий для постановки большого количества болтов (до
40 000 на машину) 7-го и 9-го квалитетов диаметром до 20 мм.
Использование в этих случаях обычных пневматических сверлиль-
ных машин с последующим развертыванием отверстий значительно
увеличивает трудоемкость сборочных работ.
93
Механизация обработки таких отверстий была осуществлена
путем применения специального сверлильного пневматического
агрегата СПА-20 (рис. 67).
Агрегат имеет два ротационных двигателя: для привода шпин-
деля мощностью 1 л. с. и для подачи мощностью 0,45 л. с. Благо-
даря регулятору числа оборотов величина подачи автоматически
регулируется в зависимости от скорости вращения шпинделя.
Поворачивающиеся воздушные дроссели дают возможность регу-
лировать число оборотов шпинделя от 100 до 800 в минуту и подачу
от 0 до 250 мм/мин. Расход сжатого воздуха при работе агрегата
на холостом ходу 1,45 м3/мин, рабочее давление воздуха не менее
5 кгс/см2, масса агрегата 15 кг. При работе агрегат подвешивают
на специальную подвеску с балансиром обеспечивающую возмож-
ность перемещения инструмента в двух направлениях. Сверление,
зенкерование и развертывание отверстий агрегатов производится
по накладной кондукторной плите.
Эффективность использования такого агрегата характеризуется
данными табл. 14.
Выполняя операцию сверления во время сборки, необходимо
тщательно предохранить узел от загрязнения. Поэтому сверлиль-
ные машины целесообразно снабжать приспособлениями для отсоса
стружки, работающими по принципу эжекции. Разрежение в от-
сасывающей трубе создается воздухом, вытекающим из насадка.
Втягиваемая в сопло стружка направляется в улавливатель (ре-
зервуар с маслом).
При сверлении отверстий электрическими или пневматическими
сверлильными машинами сборщику необходимо принимать меры,
обеспечивающие требуемое качество и безопасность. К таким ме-
рам относятся точная разметка, удерживание машины в определен-
ном положении по отношению к детали, обеспечение легкого
равномерного нажима на сверло, устранение вибрации сверла,
предохранение его от поломок и т. п. Все это усложняет сборку
и повышает трудоемкость. Этого можно избежать, используя со-
ответствующие приспособления.
Таблица 14
Диаметр обрабатываемого отверстия, мм Толщина обрабатываемой детали (из дур- алюмииия), мм Среднее время обработки одного отверстия, мин
вручную обычной пневматической сверлильиой машиной по кондуктору агрегатом по кондуктору
6А 15—24 4,69 2,77 1,34
8А 15—24 4,99 3,26 1,55
10А 15-45 8,16 4,26 1,75
1.2А 20-45 9,60 4,49 1,80
>94
Рис.67. Сверлильный пневматический агрегат СПА-20:
1 — двигатель вращения шпинделя; 2 — двигатель подачи; 3 — планетарный редуктор; 4 и 5 — зубчатые колеса; 6 — шпиндель; 7— регу-
лятор; 8 — золотник; 9 — пружина 10—кольцо; 11 — реверсивный редуктор; 12 — винт; 13 — гайка; 14 — кулачковая муфта; 15 — по-
водок; 16 — курок; 17 — клапан; 18 — дроссель; 19 — рукоятка управления муфтой; 20 — подвижный упор; 21 — винт; 22 — ролик;
23 — втулка; 24—шпонка; 25 и 26 — рейки; 27 — зубчатое колесо; 28 — вилки; 29 — неподвижный упор
Для увеличения срока службы сверл
целесообразно применять в сверлильных
машинах специальные патроны с предо-
хранительным устройством. На узловой
сборке часто можно использовать пере-
носные электрические или пневматиче-
ские машины в виде сверлильных голо- Рис 68 Пневматический
ВОК, укрепляя ИХ на специальных на- резьбонарезатель
стольных штативах.
Часто встречающиеся при сверлении погрешности — это уве-
личенное по диаметру отверстие, грубая поверхность, перекос
и увод отверстия. Увеличенное отверстие получается при биении
сверла или при неправильной его заточке. Эту погрешность можно
легко обнаружить и устранить в процессе сверления. Грубая
поверхность отверстия получается при слишком большой силе,
прикладываемой к сверлильной машине, а также при плохой очист-
ке отверстия от стружки. Перекос и увод отверстия получаются
в результате неправильного или слабого закрепления детали,
а также при неточном, изношенном кондукторе.
В условиях мелкосерийного производства в процессе сборки
часто приходится после сверления отверстия нарезать резьбу.
Эта трудоемкая операция бывает необходима, когда резьба наре-
зается либо по месту, т. е. после установки какой-либо сборочной
единицы или детали, либо в результате непредвиденных обстоя-
тельств (например, установка резьбовых пробок при обнаружении
пористости или других дефектов). Для механизации этого процесса
используют пневматические или электрические машины, на ко-
торые устанавливают головки с реверсивным механизмом, обеспе-
чивающим ускоренное вывинчивание метчика. Применяют также
специальные резьбонарезатели.
Пневматический резьбонарезатель легкого типа для резьб диаметром до 8 мм
показан на рис. 68. Частота вращения шпинделя при нарезании резьбы 350 об/мин,
при вывинчивании метчика — 700 об/мин; расход воздуха 0,4 м3/мин; наиболь-
ший крутящий момент 1,7 кгс-м.
Применение этой машины ускоряет процесс нарезания резьбы в 6—8 раз
по сравнению с работой вручную.
РАЗВЕРТЫВАНИЕ
Эту операцию выполняют при сборке для получения требуемой
посадки в сочленении или для обеспечения соосности отверстий
монтируемых деталей. Толщина слоя металла, снимаемого при раз-
96
вертывании, колеблется от нескольких сотых до 0,2—0,3 мм и
зависит от диаметра отверстия.
При большом припуске применяют несколько разверток с по-
следовательно увеличивающимися диаметрами. На долю послед-
ней развертки (чистовой) оставляется минимальный слой, в ре-
зультате чего достигается шероховатость поверхности Ra =
= 2,5-4-1,25 мкм и большая точность. При развертывании исполь-
зуют те же охлаждающие жидкости, что и при сверлении.
Развертки применяют цельные, регулируемые и со вставными
зубьями. В зависимости от формы зуба используют развертки
с прямыми и спиральными зубьями. Хорошие результаты дает
применение во многих случаях двухлезвийных плавающих раз-
верток.
Часто используют развертки, в конструкции которых учиты-
ваются специфические условия пригонки отверстий при сборке.
Например, при развертывании отверстий большого диаметра (вкла-
дышей подшипников, различных втулок) применяют регулируемые
развертки со вставными зубьями.
Если требуется получить точные размеры, весьма чистую по-
верхность, а иногда и определенное положение оси отверстия
(расстояние оси развертываемого отверстия от осей других от-
верстий, их совпадение или параллельность), то в этом случае
для направления развертки применяют кондуктор, а развертку
оснащают направляющей цилиндрической частью.
Для развертывания отверстий во фланцах валов, муфт, зубчатых колес кон-
дуктор делают в виде кольца 1 (рис. 69, а), имеющего соответствующее число
отверстий с запрессованными направляющими втулками 2. Базировать такой
кондуктор необходимо на одну из установочных баз детали. Для совмещения
отверстий применяется палец 3.
При развертывании двух конструктивно связанных между собой отверстий,
расстояние между которыми может изменяться в некоторых узких пределах,
применяют кондукторы, позволяющие регулировать расстояние между направ-
ляющими втулками. Такой кондуктор для развертывания вкладышей в корпусе
зубчатой передачи приведен на рис. 69, б. Отверстие втулки 1 кондуктора по от-
ношению к ее наружной цилиндрической поверхности расположено эксцентрично.
При повороте втулки на одно деление расстояние между осями отверстий увели-
чивается или уменьшается на 0,02 мм. Втулка закрепляется винтом 2. Кондуктор
устанавливается на узле на специальном валике и укрепляется на шпильках.
Развертывание отверстий при сборке является ответственной
операцией, так как при некачественном выполнении этой работы
можно испортить несколько деталей или даже целый узел. Следует
внимательно следить за состоянием режущих кромок зубьев ин-
струмента: плохо заточенные кромки вызывают образование ри-
сок и задиров на обрабатываемой поверхности. Грубая, надран-
ная, дробленая поверхность получается также при излишне
большом припуске на развертывание или при применении несо-
ответствующей смазывающе-охлаждающей жидкости.
Детали или узел, подвергаемые развертыванию, должны быть
правильно и жестко закреплены, так как смещение их может выз-
вать перекос отверстия или эксцентричную обработку его.
4 Новиков М. П. 97
Для механизации процесса развертывания применяют электри-
ческие или пневматические сверлильные машины с дополнитель-
ными редукторами, понижающими частоту вращения до 30—
50 об/мин.
ТОРЦЕВАНИЕ И ШАРОШЕНИЕ
Операцию торцевания вводят при необходимости в процессе
сборки для зачистки базовых плоскостей под опорные части флан-
цев, шайб, гаек, упоров, а также для снятия части материала
бобышек, втулок и штуцеров при подгонке размеров этих элемен-
тов деталей по высоте.
Большинство замечаний, сделанных при рассмотрении процесса
развертывания, полностью относится и к торцеванию. Для этой
операции предпочтительнее торцовые фрезы с неравным делением
зубьев и с нечетным числом их. Чтобы торцуемая поверхность
была перпендикулярна оси отверстия (а это обычно основное тре-
бование при торцевании), необходимо иметь на фрезе направляю-
щую часть достаточной длины, входящую с возможно меньшим
зазором в отверстие.
98
Шарошение производят коническими фрезами — шарошками.
Последние, как и торцовки, укрепляют на специальных держав-
ках или приспособлениях. Шарошки бывают цельными и состав-
ными.
Наиболее широко применяют шарошки при пригонке соедине-
ний клапанов, сопрягающихся с базовой деталью — седлом по
конусной поверхности. Для ул) чшения качества отделки седла
обычно шарошат в два приема — предварительно и окончательно.
Операции торцевания и шарошения целесообразно выполнять
с помощью пневматической или электрической сверлильной ма-
шины или же на сверлильных станках, установку которых следует
в таких случаях предусматривать вблизи места сборки.
ГИБОЧНЫЕ РАБОТЫ
Соединения, осуществляемые с помощью гибки, имеют в кон-
струкциях машин небольшое распространение. Типичные узлы
с закреплением деталей посредством изгиба одной из них —
шплинта показаны на рис. 70, а—в. Гибка в этом случае обычно
выполняется ручным инструментом или с помощью легкого пресса.
Возможны соединения, в которых производится одновременная
гибка обеих соединяемых деталей (рис. 70, г), одна из деталей
узла отгибается в углубление или отверстие другой (рис. 70, е, ж),
изгибаются или скручиваются специальные соединительные эле-
менты (рис. 70, д'). В соединениях подобного типа для достижения
Рис. 70. Соединения посредством гибки деталей
4*
89
Рис. 71. Схемы гибки труб по принципу
штаповки
определенности и точности
посадки в конструкции не-
обходимо предусматривать
соответствующее направле-
ние изгиба, а также его фор-
му. Например, в соедине-
нии, выполненном по типу
рис. 70, ж, зазор А устра-
нить не представляется воз-
можным, и создается неопре-
деленность относительного
положения деталей сбороч-
ной единицы. В другом сое-
динении на этом же рисунке
недостаток устранен измене-
нием направления изгиба
заплечика.
Гибочные работы при
сборке машин выполняются
главным образом в связи
с пригонкой различных труб
трубопроводов.
Медные или латунные трубки малого диаметра (до 8 мм) при
больших радиусах закруглений (более 10—12 диаметров), а также
в случае, если не предъявляются требования в отношении точности
формы, обычно гнут вручную в холодном состоянии. Трубопроводы
большого диаметра (8—14 мм) также можно изгибать вручную по
шаблону, но на место сгиба на трубу надевается плотно навитая
спиральная пружина из стальной проволоки. При больших диа-
метрах такую пружину целесообразно вставлять внутрь трубы,
вследствие чего обеспечивается плавный изгиб и сохраняется круг-
лая форма трубопровода.
Гибка труб вручную — малопроизводительная и тяжелая работа. Поэтому
там, где это возможно, целесообразно применять механические или пневматиче-
ские приспособления и трубогибочные станки. В этих случаях гибка труб осуще-
ствляется по принципу штампования или обкатывания роликами. Трубу
(рис. 71, а) укладывают в разъемный штамп-шаблон /, установленный на пневма-
тическом прессе, а при опускании штока 2 выгибают в соответствии с формой
ручья штампа-шаблона. При больших радиусах изгиба и значительных диаметрах
Рис. 72. Схема гибки труб по принципу обкатывания
100
Рис. 74. Схемы трубогибочных станков:
а — полуавтомата с механическим при-
водом; б — с пневматическим приво-
дом
труб штамп-шаблон делают с раздвижной матрицей, состоящей из двух гибочных
вкладышей (рис. 71, б).
Гибка труб с помощью обкатывающего ролика возможна с закреплением
трубы или же со свободным ее перемещением. В первом случае (рис. 72, а) обка-
тывающий ролик способствует растяжению волокон трубы, а во втором
(рис. 72, б) — сжатию. Применяется также гибка вокруг одного ролика, с за-
креплением отгибаемого конца на этом ролике (рис. 72, в) и опорной трубы на
прижим.
Схема пневматического приспособления для двусторонней гибки по методу,
представленному на рис. 72, а, приведена на рис. 73. Здесь заготовка трубы укла-
дывается на шаблоны 1, 2 и с помощью клинового пневматического зажима 3
удерживается в таком положении. Обкатывающие ролики, осуществляющие
гибку, приводятся в движение посредством пневмоцилиндров 4 и 5 и зубчатых
реечных механизмов.
На рис. 74, а дана схема станка-полуавтомата с механическим приводом,
работающего по принципу, показанному на рис. 72, б. Здесь обкатывающий
ролик 1 изгибает трубу вокруг неподвижного ролика-шаблона 2. Наличие двух
выключателей ВК1 и В К. 2, на которые воздействует кулачок 3, позволяет заранее
устанавливать требуемую дугу изгиба. Останов станка происходит при воздей-
ствии кулачка на выключатель ВК.2, после чего ролик 1 автоматически возвра-
щается в начальное положение. Производительность такого полуавтомата до 240
циклов в час.
Пневматический гибочный станок для труб, работающий по принципу,
показанному на рис. 72, в, приведен на рис. 74, б. Труба надевается на дорн 5
До упора 6, а второй конец ее закрепляется посредством пневмоцилиндра 1 и ры-
чажного механизма на гибочном ролике 4 прижимом 3. Момент, изгибающий
тРУбу, создается пневмоцилиндром 7 и рейкой, при этом требуемый угол изгиба
выдерживается благодаря регулируемому упору 2. Минимальный радиус изгиба
30 мм. Одним из институтов разработан станок для гибки труб, на котором весь
101
Цикл гибки (зажим трубы, гибка, вывод дорна, освобождение трубы и снятие ее
со станка) производится автоматически. Станок предназначен для гибки труб'
диаметром 20—55 мм при радиусах изгиба 30—300 мм. Привод — электрогидра-
влический, управление — кнопочное.
Трубы диаметром более 20 мм гнут после наполнения их
песком или расплавленной канифолью. Песок должен быть мел-
ким и сухим, и чем плотнее он будет утрамбован, тем менее вероят-
но появление на трубе морщин и вмятин при изгибе.
Стальные трубы диаметром до 10 мм гнут без нагрева и без на-
полнителя; трубы больших размеров гнут в горячем состоянии.
Нагревать трубу необходимо только в месте изгиба на длине,
приблизительно равной -jy d, где а —внешний угол изгиба, ad —
наружный диаметр трубы. Стальные трубы нагревают до ярко-
красного цвета, алюминиевые или дюралюминиевые — до тех пор,
пока от прикосновения к трубе не начинает обугливаться бумага.
Медные трубы нагревать необязательно, но эти трубы перед гиб-
кой должны быть отожжены, т. е. нагреты и замочены в холодной
воде.
МОЙКА ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ
Чистота деталей и сборочных единиц — одно из основных ус-
ловий достижения высокого качества сборки изделий. Детали,
поступающие на узловую сборку, и собранные элементы, подавае-
мые на общую сборку машины, должны быть совершенно чистыми.
Металлические опилки, мельчайшие кусочки стружки, остатки
обтирочных материалов, абразивный порошок, попадая в отвер-
стия или каналы детали, могут впоследствии, при работе машины,
попасть вместе со смазкой в подшипники или зазоры других
подвижных сопряжений и вызвать их преждевременный износ.
Для предотвращения этого детали и сборочные единицы в процессе
сборки проходят специальные операции — очистку и мойку.
Эта работа трудоемкая, на нее расходуется до 10% времени, затра-
ченного на изготовление деталей.
Способы мойки применяют, преимущественно, следующие:
химический (мойка окунанием и струйная мойка с применением
органических растворителей), электрохимический (в спокойном
или принудительно возбуждаемом электролите) и ультразвуко-
вой. Ведутся также опыты по созданию моечных машин, исполь-
зующих электрогидравлический эффект, возникающий в воде при
импульсных искровых разрядах.
Очистка сборочных единиц и деталей от слоя антикоррозион-
ной смазки, следов краски на поверхностях и других твердых
загрязнений может быть осуществлена механическим путем, при
помощи приводных и ручных щеток, с последующей мрйкой и
дувкой сжатым воздухом.
102
Рис. 75. Схема механизированной установки для мойки окунанием
Механизированная установка для мойки окунанием сборочных единиц дана
на рис. 75. Здесь на замкнутой цепи подвешены корзинки или подвески. Первые
предназначены для мелких сборочных единиц и деталей, вторые — для крупных.
Загружают детали и сборочные единицы через люк 1, отсюда же одновременно
выгружают очищенные. Температура раствора около 100° С. Корзинки с дета-
лям i и сборочными единицами вначале проходят через пары раствора, а затем
последовательно попадают в ванны 2 и 3. При обратном движении к месту вы-
грузки промытые детали и сборочные единицы полностью просыхают. Змеевик 4
служит для охлаждения и конденсации паров раствора. В баке 5 находится запас
моющего раствора. Пунктиром показана схема расположения цепи при выгрузке
очищенных деталей с правой стороны установки.
Струей раствора детали моют в промывочных шкафах или
в специальных моечных машинах. Давление струи 0,7—1,5 кгс/см2.
Шкаф 1 (рис. 76) — сварной конструкции из листовой стали. В передней
его части находится двухстворчатая или подъемная дверка 2, через которую
на тележке 3 вкатываются по рельсам сборочные единицы, подлежащие промывке.
Снизу и сверху тележки размещены коллекторы 4. Каждый из них снабжен не-
сколькими десятками разбрызгивающих насадок. Коллекторы соединены трубо-
проводами с насосом 5, вращаемым электродвигателем. Нижней частью установки
является бак 6. Моющий раствор нагревается в баке до 80—90° С, откуда насосом
подается к коллекторам 4 и, разбрызгиваясь через насадки, промывает сборочные
единицы. Этот же промывочный шкаф может быть использован для промывки
мелких валов, шестерен, золотников и других деталей. Их помещают в решет-
чатую тару, которую устанавливают на тележку 3.
При сборке точных соединений мойка деталей требуется перед
окончательной сборкой почти каждой сборочной единицы; вместе
с тем транспортирование этих деталей и сборочных единиц в особое
103
Рис. 76. Схема универсального промывочно-
го шкафа
моечное отделение сложно. Поэ-
тому на многих заводах промы-
вочные шкафы, приспособлен-
ные к особенностям конструк-
ции той или иной сборочной
единицы, устанавливают вблизи
места его сборки. Одна из кон-
струкций такого шкафа для
промывки сборочной единицы
с большим количеством каналов
и отверстий показана на рис. 77.
Это металлический ящик с от-
кидной, автоматически запира-
ющейся створкой 1, снабженной
двумя направляющими 2. На эти
направляющие устанавливается
кассета, приспособленная к фор-
ме сборочной единицы с соот-
ветствующими насадками и под-
водящими каналами. Сборочная единица, требующая промывки,
укрепляется на кассете и вводится в шкаф. Затем включается
насос, и моющий раствор поступает в каналы и отверстия.
Снабжение таких шкафов моющим раствором централизовано;
подача производится по трубам, проложенным под полом в спе-
циальных крытых траншеях.
Рис. 77. Промывочный шкаф специального назначения
104
4
5
2
Рис. 78. Кран-пульверизатор, применяемый при ручной мойке узлов
В мелкосерийном производстве используют также промывочные шкафы
без коллекторов и насадок. К каждому такому шкафу подведены шланги — жид-
костный и воздушный, присоединенные к специальному крану-пульверизатору
(рис. 78). По шлангу 1 и тонкой трубке 3 (внутренней) подается моющая жидкость,
а по шлангу 2 и наружной трубке 4 поступает сжатый воздух. Капли распыленной
воздухом жидкости с силой ударяются о поверхность детали и промывают ее.
Поступление жидкости регулируется краном, а сжатого воздуха — клапаном 5
с пружиной. После промывки при помощи того же крана (выключив жидкость)
можно обдуть деталь сжатым воздухом и высушить ее.
При промывке бензином, керосином или другой легковоспла-
меняющейся жидкостью дверца шкафа делается подъемной и снаб-
жается чекой из легкоплавкого металла, так что при вспышке
жидкости в шкафу эта дверца автоматически его закрывает. Дно
шкафа имеет уклон. К месту скапливания моющей жидкости под-
ведена сливная труба; жидкость сливается через нее в общий кол-
лектор (также под полом) и отводится из цеха. На верхней крышке
шкафа имеется вытяжная труба, соединяющая шкаф с общим
вытяжным коллектором, имеющим конденсационную установку.
Шкафы, в которых для промывки используется бензин, пред-
ставляют большую пожарную опасность, так как в них бензин
распыляется и перемешивается с воздухом. Важнейшей противо-
пожарной мерой здесь может быть применение таких присадок
к бензину, которые уменьшали бы его способность к воспламене-
нию.
В серийном и массовом производствах используют специаль-
ные моечные машины (однокамерные, двухкамерные и трехкамер-
ные), в которых процесс мойки деталей и сборочных единиц
осуществляется в закрытом пространстве без участия рабочего.
В однокамерной машине струйного действия (рис. 79) производится только
мойка деталей и сборочных единиц подогретыми растворами.
В двухкамерной машине (рис. 80) мойка деталей и сборочных единиц раство-
ром производится в первой камере, а ополаскивание водой — во второй. Камеры
разделены нейтральной зоной длиной 1—1,2 м, а также брезентовыми или рези-
новыми шторами, препятствующими выбрасыванию жидкости.
Душевое устройство 1 выполнено в виде труб с насадками. В трубы насосом 2
нагнетается профильтрованная жидкость из сливных баков 3. Насадки располо-
жены таким образом, что деталь или сборочная единица одновременно омывается
сильными струями со всех сторон. Моющий раствор подогревается паровым
змеевиком 4. Промываемые детали перемещаются в машине на цепном кон-
вейере 5.
В верхней части машины размещено вентиляционное устройство 6 с отса-
сывающим вентилятором. Моющий раствор подогревается паром под давлением
105
Рис. 79. Схема однокамерной моечной машины
1,5—2 кгс/см2. Температура раствора и воды 75—85° С; давление моющих жидко
стей 2,5—3 кгс/см2.
В трехкамерной моечной машине детали (сборочные единицы) промываются
раствором, ополаскиваются водой и сушатся воздухом. Детали перемещаются
в машине с помощью бесконечных ролико-втулочных цепей, привода и электро-
двигателя. Раствор и вода для мойки и ополаскивания поступают из резервуаров
через бойлеры, в которых они нагреваются до 80—90° С. Обдувка деталей произ-
водится в камере сушки воздухом, подогретым в пластинчатых_калориферах
до 100° С и нагнетаемым вентилятором.
Рис._80._Схема двухкамерной моечной машины
106
Жидкость для мойки подается центробежными насосами, включаемыми-
автоматически с помощью реле давления при подаче пара в бойлер.
В зависимости от загрязненности деталей скорость их перемещения в машине
может изменяться от 0,5 до 4 мм/мин.
В некоторых машинах детали после мойки охлаждаются.
В массовом производстве для мойки однотипных сборочных
единиц, используемых в больших количествах, применяют меха-
низированные установки специального назначения. На рис. 81
показана схема одной из таких установок для мойки подшипников
качения. Последние загружают в лоток /, откуда они автомати-
чески захватываются пальцами 2, укрепленными на бесконечной
цепи. При прохождении зоны с двумя рядами насадок 3 подшип-
ники обмываются струей раствора, при этом наружные кольца
их приводятся давлением жидкости во вращение то в одну, то в
другую сторону. Промытый подшипник автоматически сбрасывается
в корзину 4. Использованный моющий раствор стекает в бак 5, где
фильтруется и вновь насосом нагнетается в коллекторы и насадки.
Процесс мойки условно можно представить состоящим из сле-
дующих этапов: механического воздействия жидкости, смачива-
ния, температурного воздействия, адсорбирования и смыва. Со-
став моющих жидкостей играет в этом процессе очень большую
роль. Они должны разлагать загрязненные пленки, превращая
их в растворимые элементы, хорошо смачивать поверхность, пре-
пятствовать повторному осаждению растворенных примесей на
поверхность.
В связи с тем, что жировые вещества плохо смачиваются водой,
в ссстав моющей жидкости, кроме неорганических веществ (ще-
Рис. 81. Схема механизированной машины для мойки подшипников качения
107
лочей), должны также вводиться вещества с поверхностно-актив-
ными свойствами. Этими свойствами обладают мыло, кислоты,
спирты, жидкое стекло, синтетические моющие вещества. Щелоч-
ные растворы с такими эмульгаторами, воздействуя на загрязняю-
щие частицы, образуют вокруг них адсорбционные оболочки,
которые препятствуют в дальнейшем сцеплению этих частиц с по-
верхностью промываемой детали.
В качестве моющих жидкостей в машинах и установках широко применяют
щелочные растворы. Увеличивая или уменьшая концентрацию щелочей, можно
усилить или ослабить моющее действие в зависимости от степени загрязненности
деталей и узлов. В машинах струйного типа в состав моющих жидкостей вводят
щелочи: каустическую соду, жидкое стекло, метасиликаты, тринатрийфосфат,
карбонат натрия. Для активизации в моющие растворы вводят поверхностно-
активные вещества в виде препаратов ДС-РАС и ОП-7 отечественного производ-
ства, а также «Алкон», «Грамазол», «Меткленс», «Мерипул» и другие препараты,
выпускаемые за рубежом. Всесоюзный научно-исследовательский институт
жиров (ВНИИЖ) разработал моющее средство, состоящее из 11% тринатрий-
фосфата, 53% метасиликата натрия, 32% кальцинированной соды и 1,5% препа-
рата ДС-РАС, растворенных в воде. Концентрация этого препарата в моющем
растворе около 2%. Температура раствора должна быть 80° С и выше. Детали
и сборочные единицы из черных металлов и цветных сплавов при действии рас-
твора не корродируют. Безопасен он и для человека.
В последнее время в отечественной автомобильной промышленности стали
широко применяться моюще-консервирующие жидкости (МКЖ) на основе «Оли-
нола», преимущество которых заключается в том, что сни не оставляют на деталях
солевого налета, создают на поверхности последних тонкую защитную пленку,
более экономичны и эффективны, могут использоваться без подогрева.
Чтобы ослабить влияние щелочной основы растворов на стальные и особенно
на алюминиевые детали, рекомендуется после промыгки деталей и сборочных
единиц тотчас же обмывать их чистой водой, удаляющей все остатки щелочей,
что и осуществляется в многокамерных моечных мак инах.
Обдувать детали сжатым воздухом следует тотчас же после промывки, пока
они еще не остыли.
Когда к чистоте внутренних каналов сборочных единиц предъ-
являют особо жесткие требования, промывку ведут струей подогре-
того до 60° С керосина, направляемой под давлением 60 кгс/см2
и выше. Чистоту промывки определяют фильтрацией проб керо-
сина, вытекающего из отверстий сборочной единицы. О чистоте
каналов судят по числу включений, оставшихся на фильтре,
при этом учитываются включения определенной зернистости.
В процессе электрохимической мойки в спокойном или прину-
дительно возбуждаемом электролите (рис. 82) происходит механи-
ческое и химическое воздействие потоков жидкости на деталь, а
также катодная поляризация, что в совокупности весьма интен-
сифицирует процесс мойки.
Однако часто при сборке особо точных сопряжений требуется
еще более тщательная очистка. Она достигается промывкой в жид-
кой среде при помощи ультразвука. Этот принцип состоит в том,
что в жидкости возбуждаются ультразвуковые колебания, в ре-
зультате чего образуются кавитационные пузырьки, механически
воздействующие на загрязненную поверхность. Возникающие при
этом ударные волны интенсивно разрушают слои смазки, грязи и
'108
Рис. 82. Схема электрохимической мойки сборочной единицы:
1 — ванна с электролитом; 2 — подвод электролита для создания турбулентности; 3 —
подвеска с промываемым узлом
пр., покрывающие поверхность деталей. Одновременно происходит
также химическое взаимодействие загрязнений с жидкостью-
растворителем. Колебания, обычно с частотой около 20 Гц, соз-
даются пьезокварцевым или магнитострикционным преобразова-
телем.
Принцип работы первого состоит в том, что под действием электрического
тока материал преобразователя (кварц, цирконат титаната свинца и другие виды
керамики) меняет форму; возникающие колебания преобразуются в упругие
механические волны промежуточной среды (рис. 83, а), которые через диафрагму
сосуда вызывают кавитационные явления в моющем растворе. В ванне с магнито-
стрикционным преобразователем (рис. 83, б) под действием магнитного поля пла-
стины преобразователя уменьшаются по длине, а прн снятии поля размер их вос-
станавливается. Колебания передаются жидкой среде — моющему раствору.
Некоторые конструкции ванн для ультразвуковой мойки по-
казаны на рис. 84.
Создан ряд агрегатов для очистки шатунов (производительность
500 шт/ч), коромысел (3000 шт/ч), пальцев (6400 шт/ч) и др.
Рис. 83. Схемы ванн ультра'
звуковой мойки:
а—с пьезокварцевым излу-
чателем; 1 — диафрагма;
2 — промежуточная среда;
(трансформаторное масло);
3 — нагревательный зме-
евик; 4 — сосуд с моющим
раствором; 5 — пьезоквар-
цевый излучатель; б — с
магнитострикционным пре-
образователем: 1 — моющий
раствор; 2 — преобразова-
тель; 3 — трансформатор
ультразвуковых колебанн й;
4 — обмотка
109
Рис. 84. Ванны для ультразвуковой мойки:
а — тип ПВЛ с пьезокварцевым излучателем; б —тип УЗВ-15 с магнитострикционным
преобразователем. Обозначения те же, что и на рис. 83
Жидкой средой при ультразвуковой мойке являются органи-
ческие растворители (бензин, спирт, бензин в смеси со спиртом —
для очистки от жировых и механических загрязнений; ацетон
или ацетон со спиртом — для очистки деталей от смол и нитро-
эмалей), а также водные растворы щелочей и синтетических
поверхностно-активных веществ. При очень тщательной мойке
применяют жидкий фреон. Температура органических раствори-
телей поддерживается не более 30° С, водных растворов 45—
60° С.
Мойка в ультразвуковой ванне продолжается 1—5 мин, в за-
висимости от конфигурации детали и ее загрязненности. Затем
детали (сборочные единицы) промывают в горячей и холодной
воде и просушивают в течение 10—15 мин.
Эффективность ультразвуковой мойки зависит от параметров
звукового поля, физико-химических свойств моющего раствора,
его циркуляции, избыточного давления. Для повышения интенсив-
ности мойки мелкие детали и сборочные единицы целесообразно
встряхивать, при этом фронт ультразвуковых колебаний болеэ
активно воздействует на обращенные к нему поверхности деталей
и сборочных единиц. Для этого применяют ультразвуковые ванны,
совмещенные с электромагнитным вибратором (рис. 85), связанным
с корзиной-бункером, в который закладываются детали (сбороч-
ные единицы), требующие мойки. Корзина-бункер вибрирует с ча-
110
стотой 100 Гц. Некоторые конструкции ультразвуковых устано-
вок имеют устройства для автоматического переворачивания де-
талей в процессе очистки. Степень очистки до 0,4 у/см2 (у — одна
миллионная грамма).
Ультразвуковые установки получают распространение и для
очистки крупных деталей типа картеров и блоков двигателей,
коробок передач автомобилей. В частности, на ряде заводов для
масляного картера используется установка, состоящая из двух
ванн очистки и пяти ультразвуковых генераторов, каждый из
которых работает одновременно на четыре магнитостриктора.
Емкость ванны 65 л. Раствор постоянно перекачивается со скоро-
стью 25 л/мин в бак емкостью 1100 л. Моющий раствор состоит
из 10 г/л тринатрийфосфата и 3 г/л эмульгатора ОП-7. Продолжи-
тельность очистки одной детали 25 с. Температура раствора
55—60° С.
Схема одной из ультразвуковых моющих установок непрерыв-
ного действия дана на рис. 86.
Детали в корзине 1 поступают в камеру 2, где предварительно промываются
горячим (70—80° С) водным раствором тринатрийфосфата. Далее корзина с дета-
лями попадает в ванну 3 с раствором тринатрийфосфата (с добавкой незначитель-
ного количества нейоногенных моющих препаратов) при температуре 50—60° С,
Рис. 85. Ультразвуковая ванна с электромагнитным вибратором:
1 — корпус; 2 — электромагнитный вибратор; 3 — корзина-бункер для деталей; 4 —
ультразвуковой излучатель
ш
Рис. 86. Схема ультразвуковой моющей установки непрерывного действия
где подвергается воздействию ультразвуковых волн, создаваемых излучателем 4,
питаемым от генератора 5. После этого в камере 6 происходит ополаскивание горя-
чей водой и в камере 7 — сушка подогретым воздухом. Иногда для предотвраще-
ния окисления деталей между камерами 6 и 7 промытые детали смачивают 1%-ным
водным раствором триэтаноламина и 0,2%-ным раствором нитрита натрия.
В зависимости от загрязненности детали подвергают воздействию ультразвуковых
волн в течение 10—30 с.
При использовании ультразвуковых и других моющих уста-
новок следует строго соблюдать гигиенические правила, обеспе-
чивающие безопасность труда.
Тип оборудования для очистки и мойки выбирают исходя из
требований, предъявляемых к чистоте деталей и сборочных еди-
ниц, участвующих в сборке, а также технико-экономических со-
ображений, учитывающих организацию производства; вид, габа-
риты, материал и степень загрязненности деталей и сборочных
единиц; условия для размещения моющего оборудования.
В отечественной и зарубежной практике с целью создания
оптимальных условий работы трущихся пар деталей и повышения
долговечности изделий в целом применяют различные конструкции
фильтров тонкой очистки моющего раствора (гидроциклонные,
полосовые и т. п.) в индивидуальных и централизованных систе-
мах. В наиболее ответственных случаях устанавливаются нор-
мативы и дается количественная объективная оценка остаточной
загрязненности деталей и изделий.
Большую роль в обеспечении чистоты деталей и сборочных
единиц на сборке играет обдувка их сжатым воздухом. Обдувку
целесообразно производить на сборке перед каждой операцией.
Особенно тщательно необходимо продувать отверстия, пазы ка-
навки и прочие места, где легче всего задерживается пыль и грязь.
Для удобства обдувки к каждому рабочему месту сборщика
должна быть подведена труба от централизованной воздушной
магистрали. Гибкий шланг подводит сжатый воздух от этой трубы
к специальному наконечнику (рис. 87, а). При нажатии большим
112
Рис. 87. Наконечники воздушных шлан-
гов для обдувки деталей
Рис. 88. Обдувка сборочной единицы
воздухом на специальном приспособле-
нии
пальцем на курок 1 клапан 2 приподнимается с седла, и воздух из
шланга направляется через сопло 3 на обдуваемую деталь.
Мелкие стружки, опилки и остатки абразива, вылетая с боль-
шой скоростью из отверстий и углублений при обдувке, могут быть
причиной травм сборщика. Чтобы избежать этого, на наконечник
целесообразно укрепить резиновый отражатель (рис. 87, б).
При обдувке деталей и сборочных единиц сложной конфигура-
ции целесообразно пользоваться наконечниками с длинным соп-
лом, что дает возможность направлять струю воздуха в различные
углубления и карманы сборочных единиц.
Рис. 89. Схема вакуумной установки для очистки
113
Ряд сборочных единиц целесообразно обдувать на приспособ-
лениях, позволяющих направлять поток воздуха именно в те места,
где затруднена очистка. На рис. 88 показано приспособление для
обдувки подшипников качения. Интенсивность обдувки повыша-
ется, если наружное кольцо вращать.
В процессе сушки сжатым воздухом возможно загрязнение
деталей частицами пыли, компрессорного масла, каплями влаги,
находящимися в струе воздуха. Во избежание этого в воздушной
сети необходимо иметь фильтры и влагоуловители.
После выполнения пригоночных работ в глухих отверстиях и
зазорах сборочных единиц и деталей могут остаться частицы
стружки и абразива. Если сборочные единицы не подвергаются
после этого мойке, то их целесообразно очищать посредством
высасывания посторонних частиц под вакуумом. Схема вакуумной
установки приведена на рис. 89. К детали 1 подводится коллектор
с вакуумными насадками 2. Посторонние частицы вместе с возду-
хом устремляются в камеру 3 пониженного давления. Воздух из
этой камеры отсасывается вакуумным насосом 4, но частицы при
этом остаются в камере, так как их удерживает керамический
фильтр 5.
Мелкие детали, случайно попавшие в сборочную единицу,
удобно извлекать из труднодоступных мест постоянным магни-
том, подвешенным на гибком тросе.
Полированные, шлифованные поверхности деталей, поступаю-
щих на сборку после промывки, необходимо предохранить от кор-
розии, возникающей от соприкосновения рук рабочего и попада-
ния на эти поверхности пота, содержащего органические кислоты
и соли. Учитывая это, на ряде операций сборщики должны работать
в хлопчатобумажных, а в отдельных случаях кожаных перчатках.
На некоторых заводах практикуется смазывание рук эмульсией
следующего состава: 2,8% окиси цинка; 5,6% ланолина; 6,6%
стеарина; 40,6% растительного масла; 44,4% дистиллированной
воды; jipn употреблении эмульсия разбавляется водой (отноше-
ние 1 : 1).
Глава V.
СБОРКА НЕПОДВИЖНЫХ
РАЗЪЕМНЫХ
СОЕДИНЕНИЙ
СБОРКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Резьбовые соединения в конструкциях машин составляют 15—
25% от общего количества соединений. Такая распространенность
объясняется их простотой и надежностью, удобством регулиро-
вания затяжки, а также возможностью разборки и повторной
сборки соединения без замены детали.
Широко применяются следующие разновидности резьбовых соединений:
для обеспечения неподвижности и прочности сопрягаемых деталей; для обеспече-
ния прочности и герметич гости; для правильности установки сопрягаемых дета-
лей; для регулирования взаимного положения деталей.
Трудоемкость сборки резьбовых соединений машин составляет 25—35%
общей трудоемкости сборо шых работ.
Процесс сборки резьбсвсго соединения в общем случае скла-
дывается из следующих элементов; подачи деталей, установки
их и предварительного ввертывания (наживления), подвода и
установки инструмента, завинчивания, затяжки, отвода инстру-
мента, дотяж си, шплинтовки или выполнения иного процесса,
необходимого для предохранения от самоотвинчивания. Из техно-
логических работ в процессе завинчивания 12—17% идет на пред-
варительное ввертывание, 18—20% на затяжку и 5—8% на до-
тяж <у (ст всего времени сборки соединения). В случае автомати-
ческой сборки все эти три элемента процесса выполняются последо-
вательно одним инструментом. Однако при механизированном
выполнении работ предварительное ввертывание часто производят
вручную. Объясняется это тем, что от доброкачественности нажив-
ления зависит правильная первоначальная установка одной де-
тали по резьбовому отверстию другой, а также возможность исклю-
чения срывов первых ниток резьбы, что нередко приводит к порче
дорогостоящих корпусных деталей. Как показывает результат
исследования [9], при механическом наживлении скорость вра-
щения ввертываемой детали, диаметр, угол наклона и квалитета
резьбы, а также величина осевого усилия, прикладываемого к де-
тали, должны находиться в определенной зависимости. Вверты-
ваемая деталь должна быть подведена к резьбовому отверстию
до совпадения осей, затем необходимо создать осевое усилие для
прижатия этой детали к кромке отверстия и после этого сообщить
детали вращательное движение с определенной скоростью со,
величина которой обратно пропорциональна диаметру резьбы.
115
Рис» 90» Характер момента завинчивания в
зависимости от типа резьбового соединения
Рис» 91» Схема размерной цепи сое-
динения с двухвинтовым крепле-
нием
Угловая скорость вращения детали
2Л'
1
^ср
т I t
---- arccosl 1
С \
Л' tga\
Н )
где А' — зазор по среднему диаметру резьбы; фр — средний диа-
метр резьбы; т — масса детали и связанных с нею частей шпин-
деля; с — жесткость пружины, создающей осевое усилие; Н —
величина предварительного сжатия этой пружины; а — угол на-
клона резьбы.
Момент, требуемый для наживления,
<Рн = с (Н - zndcp tg a) tg (р - а),
где z — число начальных витков (2—3); tg р = р — коэффициент
трения.
После наживления детали время, требующееся на ее завинчивание (навин-
чивание), определяется скоростью вращения. При этом крутящий момент тра-
тится только на преодоление трения в резьбе. В конце завинчивания происходит
затяжка, создающая неподвижность соединения. В этой фазе крутящий момент
играет большую роль, так как от его соответствия размерам и назначению резь-
бового соединения во многом зависит прочность последнего. При свободном
завинчивании крутящий момент составляет менее 0,5% от максимального момента
затяжки соединения.
В общем случае работа навинчивания, выполняемая при сборке резьбового
соединения,
М3ат
А3 — j ЛМ<р,
о
где М — момент в процессе навинчивания; ср — угол поворота ввинчиваемой
детали; 7Изат — момент, требуемый для затяжки соединения.
116
Примерно 80% энергии, расходуемой на весь процесс навин-
чивания, затрачивается на преодоление сил трения и около 20%
на затяжку. Характер изменения функции f (<р) зависит от
конструкции соединения (рис. 90).
Собираемость винтовых или болтовых соединений зависит
от точности или достаточности зазоров между винтом (болтом)
и соответствующими поверхностями скрепляемых деталей. Это
определяется путем расчета размерных цепей соединений [25]
(рис. 91).
ПОСТАНОВКА ШПИЛЕК
Неподвижность шпильки, ввинченной в корпус, достигается
натягом, создаваемым обычно одним из трех способов: коническим
сбегом резьбы (рис. 92, а), упорным буртом (рис. 92, б) или тугой
резьбой с натягом по среднему диаметру (рис. 92, в). При первом
способе шпилька завинчивается достаточно свободно в гнездо
вплоть до сбега, а при дальнейшем ее вращении в витках сбега
возникают расклинивающие силы, создающие необходимый натяг.
Стабильность такого соединения зависит преимущественно
от механических характеристик материалов корпуса и шпильки,
угла сбега резьбы (рис. 92, а) и момента завинчивания шпильки.
Для стальных шпилек и корпусов из алюминиевых и магниевых
сплавов угол сбега обычно составляет 20°. При стальных корпусах
для повышения усталостной прочности и большей неподвижности
соединения угол сбега уменьшают.
Этот способ постановки шпилек имеет существенные недо-
статки, состоящие в том, что расклинивающее действие нередко
вызывает чрезмерное смятие начальных витков резьбы в отверстии
и микроскопические радиальные трещины, особенно если базо-
вая деталь чугунная. Поэтому, как свидетельствует опыт, исполь-
зование сбега резьбы рационально лишь в соединениях, не не-
сущих особенно больших нагрузок и не подверженных вибра-
циям. Натяг, созданный упором бурта в базовую деталь (рис. 92, б),
Рис. 92. Способы обеспечения неподвижности шпилек в корпусе
117
не имеет этого недостатка, но постановка таких шпилек, как и
в первом случае, весьма усложняется при механизированной и тем
более автоматизированной сборке, так как крутящий момент в кон-
це завинчивания шпилек резко увеличивается, что отражается на
инструменте; такой натяг при последующей затяжке гайки ослаб-
ляется, ибо шпилька при этом удлиняется и давление бурта или
конуса сбега на базовую деталь уменьшается.
В третьем случае (рис. 92, в) неподвижность соединения дости-
гается за счет натяга по среднему диаметру (радиальный натяг)
всех витков, а также смятия начальных витков резьбы в отверстии.
Для стальных шпилек с диаметром резьбы 10—30 мм при установке
их в стальной корпус натяг по среднему диаметру резьбы состав-
ляет 0,02—0,06 мм, в чугунный или алюминиевый корпус — со-
ответственно 0,04—0,12 мм. Лучше, если резьба на таких шпиль-
ках выполняется накаткой, так как при нарезанных, фрезеро-
ванных и даже шлифованных резьбах возможно заедание и «схва-
тывание» витков, затрудняющее последующую разборку соеди-
нения.
Этот способ постановки шпилек весьма распространен в точ-
ном машиностроении. Он принят стандартом СТ СЭВ 306—76
и устанавливает диаметры, шаги, допуски и предельные отклоне-
ния для посадок с натягом без применения дополнительных эле-
ментов заклинивания. Устанавливаемые этим стандартом посадки
предназначаются для наружных резьб (резьба на ввинчиваемом
конце шпильки) из стали, сопрягаемых с внутренними резьбами
в деталях из стали, высокопрочных и титановых сплавов, чугуна,
алюминиевых и магниевых сплавов. Посадка осуществляется пре-
имущественно в системе отверстия. Система вала допускается
для сопряжения стальных шпилек с алюминиевыми или магнит-
ными корпусами при длине свинчивания, превышающей удвоен-
ный номинальный диаметр резьбы.
Для более равномерного распределения нагрузки по виткам
резьбы, а в связи с этим и повышения прочности соединения в
резьбу корпуса иногда предварительно ввинчивают спиральную
вставку [29] из стальной проволоки ромбического сечения
(рис. 92, г). Вставка увеличивает в корпусной детали поверхность
среза резьбы, вследствие чего ее прочность и износсстойкость
заметно повышаются. Это очень важно, когда корпус выполнен из
материала менее прочного, чем шпилька (например, из алюминие-
вого сплава).
Для монтажа вставок применяется несложный инструмент,
который, захватывая хвостовик (рис. 92, г), позволяет завинтить
вставку с натягом в предварительно подготовленное отверстие
с резьбой.
Стандартом СТ СЭВ 306—76 установлены для метрических
резьб шесть посадок с натягом, из которых четыре посадки
должны осуществляться с сортировкой наружной и внутренней
резьбы на группы по среднему диаметру. Сортировка на группы
118
должна производиться по
собственно среднему диа-
метру в средней части
длины резьбы. Сборка
резьбового соединения
должна осуществляться из
резьбовых деталей одно-
именных сортировочных
групп.
В практике применяют так-
же способы постановки шпилек
с комбинированной посадкой —
натягом по среднему диаметру и
сбегом резьбы. При этом дости-
гается большая гарантия непо-
движности, однако указанные
выше недостатки сохраняются.
В последнее время получа-
ет распространение постановка рис. 93 рхема 3г,ВИНчивания шпильки
шпилек на клею. С этой целью
резьбовые поверхности зачища-
ют, обезжиривают, наносят слой
крея, и шпильку ввертывают в корпус; на выступающий конец шпильки надевают
монтажную втулку и затягивают гайку. Вследствие этого на длине свинчивания
обеспечивается необходимое распределение пленки клея. В таком виде соедине-
ние выдерживают до отвердения клея. Для этих соединений применяют клеи
ВС-350, Л-4 и др. В зарубежной практике используют специальные клеи для
резьб, затвердевающие в «обезвоздушенном пространстве», т. е. после завинчива-
ния шпильки в корпус. Если квалитеты резьб шпильки различны, а размеры
резьб одинаковы, то во избежание ошибок при ввертывании шпильки в корпус
на торце ее со стороны более полного среднего диаметра должна быть предусмо-
трена метка.
Крутящий момент, необходимый для завинчивания шпильки
в корпус, зависит от натяга, размеров и состояния резьбы. При-
нимая условно корпус 1 (рис. 93) за толстостенную трубу, в ко-
торую завинчивается шпилька 2, можно написать выражение [7 ]
°.6А = пг4гл +
здесь А — эффективный натяг по среднему диаметру резьбы, рав-
ный расчетному натягу Ао, уменьшенному на 1,2 (^ + /г2), где hY
и ft2 — максимальная высота микронеровностей резьб шпильки
и корпуса, равная для шлифованной резьбы 6—10 мкм; Е1У vx
и £2, v2 — соответственно модули упругости и коэффициенты Пу-
ассона материала шпильки и корпуса.
Отсюда давление на условной цилиндрической поверхности
диаметра dzp
Ь 1
Ро~ i-^г , i о. । Д2 + 4Р2\ ’
El 1 Е2 va + 2)2 - dcp2 )
119
или, принимая D = оо, получим
_ А___________1______
— rfcp 1 — V1 1 + У2
£1 Ег
На боковой поверхности витков резьбы будут действовать силы
трения, вызываемые давлением (см. рис. 93)
Р=Р»4г
или для теоретического плоскосрезанного профиля
4
Р = —Ро-
Сила трения на боковых поверхностях витка резьбы
Qrp =
где р, — коэффициент трения; F — площадь двух боковых поверх-
ностей витка;
f — 2-J-(<г0 — -Л—.
cos ~2~
Тогда момент сил трения, который нужно преодолеть, завинчи-
вая шпильку на глубину пР, где п — число витков, будет
<Р 2 Qtp^cp рдш X
1 1 — Vi J L ' + V '2
cos^ Е2
Для метрической резьбы эта формула может быть упрощена,
так как
d20~di^2fid0P; ---?---^1,15; пР = I;
0 1’0’ а ’ ’ ’
cos^
при Vj = v2 0,3
<р^3,1 Ap/d0----р-----
1,3+ 0,7-^-
Коэффициент трения р, при стальной шпильке можно принять
равным 0,1—0,2 для стального корпуса; 0,07—0,15 для чугунного;
120
0,04—0,1 для корпуса из алюминиевого сплава или бронзы
Коэффициент трения уменьшается с увеличением натяга по сред-
нему диаметру резьбы, что следует учитывать в тугих резьбовых
ссединениях.
Уменьшению трения при завинчивании шпилек, а в связи с этим
и выделению тепла способствует смазка резьбы. Применяют
масла с графитом (до 25%) или с присадками порошкообразного
цинка, меди, свинца, дисульфита молибдена, а также различные
пасты на основе оксидов, графита, двусернистого молибдена.
При хорошо псдобранной смазке момент завинчивания может быть
уменьшен на 35—40% по сравнению со сборкой без смазки резьбы.
Избыток смазки при ввинчивании шпильки в глухое отверстие не-
допустим, так как при этом может возникнуть гидростатическое
давление смазки, искажающее величину момента завинчивания,
а в некоторых случаях и приводящее к разрыву базовой де-
тали.
Если сопряжение подвергается при работе нагреванию, то при
выборе посадки стальной шпильки в корпус из алюминия и его
сплавов необходимо учитывать значительную разность коэффи-
циентов линейного расширения материалов деталей.
При постановке шпилек выполняют следующие основные тре-
бования;
1) шпилька должна иметь достаточно плотную посадку в кор-
пусе, чтобы при свинчивании даже туго посаженной гайки она
не вывинчивалась;
2) если неподвижность шпильки обеспечивается натягом по
среднему диаметру резьбы, то ее при постановке недовертывают
до начала сбега резьбы на угол несколько больший, чем требуется
для затяжки гайки, навинчиваемой на эту шпильку;
3) ось шпильки должна быть перпендикулярна (с определен-
ными допустимыми отклонениями) поверхности детали, в которую
ввернута шпилька. Отклонение от перпендикулярности вызывает
значительные дополнительные напряжения в резьбе шпильки и
часто может быть причиной обрыва ее при работе в машине.
Для выполнения третьего требования необходимо при доделоч-
ных работах на сборке избегать сверления отверстий, а также
нарезания резьбы без кондуктора. Если такие работы необходимо
производить в процессе сборки, то их целесообразно выполнять
на сверлильном станке.
При завинчивании шпилек можно сравнительно часто наблю-
дать несовпадение их осей с осями отверстий устанавливаемой
детали. В то же время центры отверстий под шпильки в корпус-
ной и в устанавливаемой детали совпадают (рис. 94, а). Эта по-
грешность, обнаруживаемая при ввертывании шпилек (особенно,
если длина их значительна), является следствием перекоса резьбы
в отверстиях под шпильки или на самих шпильках. Установить,
какая же из резьб имеет погрешность, можно, наблюдая за положе-
нием оси шпильки при ее ввертывании. Если она не смещается,
121
Рис. 94. Контроль установленных шпилек
Отклонение от
перпендикулярности
\ оси к плоскости
то перекошена резьба в отверстии; если же ось шпильки переме-
щается по окружности, то перекошена резьба на шпильке.
Перекос шпильки, особенно в тяжело нагруженном соедине-
нии, очень опасная погрешность, результатом которой может быть
обрыв шпильки из-за перенапряжения.
Допуски на перпендикулярность установки резьбовых шпилек
(рис. 94, б) назначаются в зависимости от степени точности и длины
выступающей части шпильки (табл. 15).
Для предохранения резьбы от повреждения на выступающие
концы^установленных шпилек в процессе сборки необходимо на-
девать колпачки (рис. 95) или в крайнем случае сразу же навин-
чивать гайки.
Для ввертывания шпилек вручную применяют инструмент,
являющийся по существу гайкой, которую навинчивают на сво-
бодный конец шпильки и тем или иным способом стопорят на ней.
Одна из конструкций такого инструмента приведена на рис. 96, а. Гайка /а
удерживающая шпильку, состоит из двух половин, свободно укрепленных н,
осях 2. При опускании корпуса инструмента благодаря конусу гайка 1 стопорится
на шпильке, прочно удерживая ее. При подъеме корпуса действие сжимающих
сил устраняется, и шпилька освобождается.
В конструкции ручного шпильковерта (рис. 96, б) шпилька удерживается
в головке 1 стопором 2. Массивные шары
Таблица 15
Степень точно- сти Длина выступающей части шпильки, мм, при допускаемых отклонениях ее оси, мкм
До 50 50—125 125 — 250
4 50 50 75
6 50 75 100
8 75 100 150
на рукоятке увеличивают инерционный
момент, используемый при завинчи-
вании.
Недостатком такого способа по-
становки шпилек является возможное
вытягивание резьбы наружной части
шпильки, а также скручивание ее (при
значительной;длине выступающей ча-
сти и больших натягах в резьбе).
В этом отношении более рациональным
следует считать способ захвата шпиль-
ки за ее ненарезанную часть. Головка
ключа в этом случае имеет внутренние
122
спиральные канавки, в которые помещены три ролика 1 (рис. 97), удерживаемые
обоймой 2. При повороте головки ролики охватывают с трех сторон ненарезан-
ный поясок шпильки и ведут ее вместе с ключом.
Применяют также ключи, удерживающие шпильку за ненарезанную часть
посредством эксцентрика [42]. Однако при пользовании ими на поверхности
шпильки часто остаются следы, которые необходимо тщательно зачищать бар-
хатным напильником и шкуркой. Этот недостаток не позволяет широко рекомен-
довать подобные ключи при ввертывании чисто обработанных шпилек; при уда-
лении шпилек, требующих замены, такие ключи удобны.
При завинчивании шпилек механизированным инструментом
для удерживания их используют головки, принцип действия ко-
торых также основан на захвате шпильки либо за резьбу, либо за
цилиндрическую часть.
Простейшая головка (рис. 98) имеет корпус 1, навинчиваемый на шпильку,
и хвостовик 2 с двумя канавками 3, в которые входят шарики 4. Шпилька в кор-
пусе стопорится поворотом на некоторый угол хвостовика, перемещением его
при этом вдоль оси и нажатием через вставку 5 на торец шпильки. Поворот хво-
стика в обратную сторону сопровождается отходом его от торца шпильки и осво-
бождением ее. Механизированный инструмент должен иметь реверсивный ход.
В головке, показанной на рис. 99, а, шпилька удерживается двумя губками 1
с внутренней резьбой, которые подвешены на осях 2, закрепленных в подвижной
каретке 3.
Вначале губки свободно охватывают шпильку, но когда шпилька упрется
торцом во вкладыш 4, губки войдут внутрь корпуса 5 и под действием конуса
сожмутся до конца, закрепив шпильку. Далее торцовые зубья каретки 3 войдут
в зацепление с зубьями верхней части корпуса головки, шпилька получит вра-
щение и будет завинчиваться в тело детали. По окончании завинчивания механи-
зированный инструмент приподнимается, происходит расцепление торцовых
зубьев, каретка выталкивается пружиной 6, и губки под действием пружины 7
раздвигаются, освобождая шпильку.
В головке, показанной на рис. 99, б, шпилька также удерживается двумя
зажимными губками 4. При этом шпилька из магазина захватывается автома-
тически. Крутящий момент при завинчивании передается посредством шариков 2
и 3, когда губки 4 плотно охватывают резьбу шпильки. Этим гарантируется сохра-
нение резьбы. Когда крутящий момент завинчивания или выступающая часть
Рис. 95. Колпачки для пре- Рис. 96. Инструмент для завинчивания, шпилек вручную
дохранения шпилек от дефор-
123
Рис. 97. Ручной роликовый ключ
для завинчивания шпилек
Рис. 98. Головка для завинчи-
вания шпилек
шпильки достигают заданной величины, губки 4 автоматически открываются,
освобождая шпильку. Максимальный крутящий момент, передаваемый на
шпильку, можно регулировать посредством тарельчатых пружин 1.
Если шпилька монтируется с увеличенным натягом, целесообразно удержи-
вать ее за поясок (рис. 99, в).
Для создания требуемого натяга по среднему диаметру
шпильки, как уже отмечалось, сортируют на размерные группы.
Если шпилька первой группы идет слишком свободно, ставят
шпильку следующей группы, причем плотность посадки уже ввер-
нутой шпильки определить невозможно, а при повторном ее вы-
вертывании состояние внутренней резьбы в корпусе ухудшается.
Точная высота Н выступающей части шпильки, ввернутой в корпус
с натягом по среднему диаметру, не определяется ее конструкцией,
поэтому при постановке таких шпилек целесообразно применять
мерные подкладные кольца (рис. 100).
Процесс постановки шпилек при механизированной сборке
состоит из следующих элементов: установки базовой детали на
приспособление или подставку; предварительного ввинчивания
шпильки на одну-две нитки вручную; ввинчивания шпильки руч-
ным или механизированным инструментом или с помощью специаль-
ной установки на требуемую высоту; съема собранной сборочной
единицы.
Постановка шпилек с помощью ручных инструментов — мало-
производительная и трудоемкая операция; поэтому там, где воз-
можно, надо использовать механизированный способ, т. е. при-
менять шпильковерты, а лучше специальные стационарные уста-
новки.
124
Рис. 99, Годовки для удерживания шпилек при их механизированном завинчивании
125
Рис. 100. Применение мер-
ных колец для получения
требуемого размера выступа-
юшей части шпильки при ее
завинчивании
Схема шпильковерта показана на рис. 101. От
двигателя (электрического или пневматического) 1
вращение передается шпинделю 2 с головкой 5, удер-
живающей шпильку, через зубчатый редуктор,
имеющий две кулачковые муфты 3 и 4. Когда к ин-
струменту прикладывается осевая сила, действу-
ющая справа налево, включается муфта 3 и проис-
ходит завинчивание шпильки. Когда шпилька бу-
дет ввернута до конца, скосы кулачков муфты вызо-
вут ее срабатывание, что предотвратит скручивание
шпильки. Последующее оттягивание инструмента
«на себя» (слева направо) отключит муфту 3, но
вызовет включение кулачковой муфты 4, и голов-
ка 5 будет с повышенной скоростью свинчиваться со
шпильки (или произойдет размыкание губок, удер-
живавших шпильку).
На агрегатном полуавтомате (рис. 102) четыре
шпильки М8 ввертываются одновременно [311, но
наживляют их вручную. Силовые головки 1 и 2
с электродвигателями работают по автоматическому
циклу: пуск, быстрый подвод к шпильке удер-
живающего ее инструмента, рабочая подача и за-
винчивание шпилек, включение реверса (свинчива-
ние инструмента), отход инструмента в исходное
положение. Продолжительность цикла — около
0,3 мин.
В полуавтомате (рис. 103) для завинчивания
десяти шпилек применена гидравлическая само-
действующая силовая головка с двумя электродви-
гателями: 1 — для привода шпинделя и 2 — для
привода гидронасоса. Привод от электродвигателя 1
передается к 10-шпиндельной головке 3. После
включения пусковой кнопки силовая головка бы-
стро опускается вниз. Когда шпиндели 4 подходят
на расстояние 5—10 мм к шпилькам, включается рабочая подача, и патроны
вначале навинчиваются на шпильки, а затем последние завинчиваются в блок.
Об окончании процесса завинчивания свидетельствует прощелкивание тариро-
ванных муфт шпинделей, при этом патроны доходят до упора, и через реле давле-
ния включается реверс. Патроны свинчиваются со шпилек, а затем осуществляется
быстрый возврат силовой головки в исходное положение. Продолжительность
цикла примерно 0,7 мин.
Рис. 101. Схема шпильковерта
126
Рис. 104. Автоматическая линия для завинчивания семнадцати шпилек
127
Для надежной установки базовой детали с наживленными шпильками в обоих
полуавтоматах предусмотрены специальные установочные приспособления.
По принципу работы полуавтомата, приведенного на рис. 103, действует
автоматическая линия, состоящая из двух станков (рис. 104), связанных шаго-
вым транспортером. На первом полуавтомате завинчиваются в блок-картер восемь
шпилек, на втором — девять, а всего семнадцать шпилек М16. Блоки с наживлен-
ными шпильками поступают с левого рольганга и с помощью шагового транспор-
тера устанавливаются в приспособление. После завинчивания шпилек тот же
транспортер перемещает блок в приспособление второго полуавтомата, а затем
на правый рольганг. Этот цикл осуществляется за 1,1 мин.
Известны автоматические линии, в которых шпильки засы-
паются в электромагнитные сортирующие бункера, откуда они
поступают по трубкам в подающее устройство, а затем в патроны
шпинделей силовых головок. Автоматы оснащены контрольными
приспособлениями, которые прерывают цикл при поступлении
шпилек неправильного размера или с дефектами на их резьбе,
а также на резьбе в гнездах.
ОСНОВНЫЕ ПОГРЕШНОСТИ ПОСТАНОВКИ ШПИЛЕК
И СПОСОБЫ ИХ УСТРАНЕНИЯ
1. Шпилька перекошена (см. рис. 94, а, б), ось ее не перпен-
дикулярна торцовой поверхности корпуса. Категорически запре-
щается подгибать (выпрямлять) такую шпильку, так как она
при этом деформируется у корня и может лопнуть во время затя-
гивания или (что еще хуже) во время работы. Такую шпильку
надо осторожно вывернуть. Если перекос невелик, резьбу в отвер-
стии можно нарезать вновь; если перекос велик, следует нарезать
резьбу большего диаметра, просверлив предварительно отверстие
под эту резьбу по кондуктору. В этом случае применяют спе-
циально изготовленную так называемую индивидуальную шпильку,
имеющую верхний конец нормальный, а нижний — соответственно
увеличенного диаметра.
Перекосы шпилек и срывы резьбы часто получаются вслед-
ствие неправильного ввода шпильки в резьбовое отверстие в на-
чальный момент ее завинчивания. Особенно часто эти погрешности
появляются при монтаже шпилек со шлифованной резьбой.
Начальные витки резьбы у такой шпильки сошлифованы, вслед-
ствие чего сборщику труднее попасть «в нитку» резьбы. В тех
случаях, когда резьба на шпильке накатанная, первые три-че-
тыре витка делают с уменьшенным средним диаметром, поэтому
шпилька легко вводится в отверстие и получает необходимое на-
правление.
2. Шпилька недовернута, выступающая часть ее длиннее,
чем это требуется по техническим условиям, однако дальше
шпилька не вращается. Необходимо вывинтить шпильку, пройти
резьбу метчиком и поставить другую шпильку, с меньшим сред-
ним диаметром резьбы. Если выступающая часть шпильки пре-
вышает нормальный размер менее чем на 1—1,5 шага резьбы, то
128
в некоторых соединениях
такую шпильку иногда
оставляют, но под гайку
устанавливают индивиду-
альную шайбу увеличен-
ной толщины.
3. Шпилька сидит
слишком глубоко. Вывер-
тывать такую шпильку
для получения должной
высоты нельзя, так как
этим ослабляется ее по-
садка и уменьшается проч- а, в)
НОСТЬ Соединения. Шпиль- Рис. 105. Способы удаления сломавшихся шпилек
ку необходимо осторожно
вывернуть, прочистить резьбу метчиком и ввернуть новую
шпильку с большим средним диаметром.
4. Шпилька сидит недостаточно плотно, при свинчивании
гайки она вывинчивается. Нужно осторожно пройти метчиком
резьбу отверстия и поставить другую шпильку, средний диаметр
которой несколько больше.
5. Шпилька имеет нечистую или сорванную резьбу. Такую
шпильку необходимо заменить. Если по условиям производства
замену произвести нельзя, поврежденные места резьбы (если они
не превышают в сумме половины витка) можно зачистить надфи-
лем. В случае повреждения двух-трех витков резьбы в отверстии
корпуса необходимо пройти всю резьбу метчиком и поставить
шпильку, удлиненную приблизительно на столько же витков.
При срыве более трех витков надо вновь нарезать резьбу большего
диаметра и поставить индивидуальную шпильку.
6. Шпилька сломалась. Следует удалить ее при помощи клю-
чей, соблюдая все меры предосторожности, или воспользоваться
одним из способов, показанных на рис. 105.
В шпильке сверлят отверстие, в которое забивают зубчатый бор (рис. 105, я),
и при его помощи шпильку вывинчивают; для этой же цели пользуются экстрак-
тором (рис. 105, б), возможно также приваривание гайки (рис. 105, в). Из алюми-
ниевого корпуса шпильку можно вытравить раствором азотной кислоты, предва-
рительно высверлив внутреннюю ее часть, однако так, чтобы не повредить резьбу
корпуса. В качестве катализатора применяют железо; в раствор кислоты, налитой
в гнездо шпильки, опускают кусочек железной (вязальной) проволоки. Через
каждые 5—10 мин использованную кислоту надо удалять из гнезда шпильки
пипеткой и наполнять гнездо свежей кислотой. Процесс травления длится не-
сколько часов.
Применяют также 20%-ный водный раствор квасцов, нагретый до 60—100° С.
Более рациональный способ удаления сломавшихся шпилек (особенно тер-
мически обработанных) из отверстия небольших корпусных деталей — это элек-
троэрозионное высверливание их с помощью медного электрода. Для этой цели
-применяют стационарные (для мелких сборочных единиц) и переносные уста-
новки. Установки питаются от сети переменного тока напряжением 220 или
380 В. Скорость съема металла 4—20 мм3/мин. На удаление сломавшейся шпильки
М8 длиной 25 мм затрачивается примерно 20 мин.
5 Новиков м. п. 129
Рис. 106. Устранение выпучивания металла у основания шпильки
Наружный диаметр^электрода в зависимости от диаметра резьбы (мм):
Диаметр резьбы............... 12 10 8 6
Диаметр электрода ............ 8 6,5 4,7 3,2
При больших диаметрах сломавшихся шпилек электрод для электроэрозион-
ного сверления делают квадратного сечения. После образования в теле сломав-
шейся шпильки четырехгранного отверстия ее можно вывернуть ключом. Когда
процесс травления или электроискровой обработки закончен, необходимо промыть
гнездо и заостренной чертилкой проверить каждый виток резьбы отверстия, чтобы
убедиться, что там не осталось кусочков металла. Тщательно очищенное отвер-
стие необходимо пройти третьим метчиком и лишь потом можно ввертывать новую
шпильку. При выполнении всех этих условий резьба в отверстии почти не пор-
тится, и для получения надежного соединения, как правило, достаточно взять
шпильку другой размерной группы с большим диаметром резьбы.
Для удаления из корпуса сломанных шпилек в последнее время начинают
применять ультразвуковые установки. Вибратор, создающий ультразвуковые
колебания, через инструмент в виде стержня передает их жидкости с абразивным
порошком. Зерна порошка благодаря колебаниям получают большие ускорения
и, ударяясь о торец шпильки, вырабатывают в ней отверстие.
7. Металл у основания цилиндрической части шпильки
(рис. 106, а) выпучивается. Этот недостаток является следствием
неправильного шага или слишком большого натяга резьбы.
Выпучивание более 0,05 мм не допускается (проверяется посред-
ством поверочной линейки и щупа). Плоскость у основания
шпильки рекомендуется подшабрить или подторцевать, а в ка-
честве предупредительной меры целесообразно применять утоплен-
ные шпильки (рис. 106, г). Подторцовывание может быть произве-
дено обычной ручной (рис. 106, б) или механической (рис. 106, в)
торцовкой, устанавливаемой на выступающую часть шпильки.
130
СБОРКА БОЛТОВЫХ И ВИНТОВЫХ СОЕДИНЕНИЙ
В конструкциях машин применяются болтовые и винтовые
соединения, собираемые без затяжки и с предварительной затяж-
кой. Область использования соединений первого типа крайне
ограничена, соединения же второго типа распространены чрез-
вычайно широко.
Предварительная затяжка соединений при сборке играет
существенную роль в повышении долговечности работы сборочных
единиц или машины и должна быть такой, чтобы упругие деформа-
ции деталей соединения при установившемся режиме работы
машины или механизма находились в определенных пределах,
обусловленных конструктивными особенностями. Степень пред-
варительной затяжки болта или винта зависит от сил, нагру-
жающих соединение.
Известно, что под действием силы затяжки Рзат (рис. 107, а)
болт, винт или шпилька удлиняются на величину Хб, а деталь
(в виде элементарного полного цилиндра эквивалентного по
жесткости фланцу) сжимается на величину 7Д Е При этом, оче-
видно,
а Р зат7 .
лб F-FF ’
& о2 б
Рзат^
ЛД р Р
ЬдР Д
Отсюда
^-д E(F б
где L — длина болта между внутренними торцами головки и
гайки; Еб и Ед — модули упругости материала болта и детали;
F6 и Рд — поперечные сечения болта и детали (условного ци-
линдра).
Если изобразить это графически в координатах Р, X, отклады-
вая X с соответствующими знаками, то можно получить раздель-
ный (рис. 108, а, б) или совмещенный (рис. 108, в) график.
В тот момент, когда при работе соединения в машине или ме-
ханизме на него начнет действовать сила Р (рабочее усилие),
болт или шпилька удлинится на величину Д7 (рис. 107, б) и на
ту же величину уменьшится деформация стягиваемой детали,
а сила давления болта или шпильки на деталь (элементарный
полый цилиндр) уменьшится до размера Рзат — ДР.
Под действием этой силы обеспечивается уплотнение стыка А.
* Изгибной податливостью деталей, а также контактной податливостью стыков
пренебрегаем, что оправдано лишь для жестких (в изгибндм отношении) и тщательно
обработанных по стыкам деталей-
5* - 131
Рис. 107. Схема затяжчи резьбового
соединения
Рис. 108. Графики растяжения болта
и сжатия стягиваемой детали
Учитывая, что для болта
или шпильки ДХ =
(Р—ЬР) L
EqFq
а для стягиваемой детали ДХ = Р получим
\Р =
ЕцЕя
Таблица 16
Предва- рительная затяжка болта, кгс Средняя долговечность срока службы болта в цик- лах
644 5 960
2685 35 900
3275 214 500
3820 5 000 000
Примечание. Диапазон
изменения рабочей нагрузки 0—
4180 кгс.
Во время работы соединения на болт, винт или шпильку дей-
ствует сила Рзат — ДР 4- Р. При этом сила Рзат — ДР, уплот-
няющая стык, выбирается в зависимости от величины Р. Если
предварительная затяжка создавала силу Ргат > ДР, то зазора
в стыке А между скрепляемыми деталями не будет (условие не-
раскрытия стыка). Соотношение Рзат = \Р характеризует так
называемую минимально необходимую затяжку. Уменьшение
предварительной затяжки до величины Рзат < ДР приведет
к раскрытию стыка, и внешняя нагрузка будет полностью переда-
ваться на болт, винт или шпильку.
В связи с наличием зазора в стыках появятся дополнитель-
ные динамические нагрузки, которые могут резко сократить
усталостную прочность резьбовых
деталей.
Правильно выбранная затяжка
играет большую роль в достиже-
нии работоспособности соединения
(табл. 16). При уменьшении зазоров
в резьбовых соединениях предел вы-
носливости их повышается.
На прочность резьбовых соедине-
ний, испытывающих переменные на-
грузки, оказывают влияние точность
параметров резьбы (особенно шага),
концентрация напряжений, характер
132
распределения нагрузки по виткам и пр. Но при этом влияние
качества сборки и прежде всего правильно выбранной посадки
в резьбе, величина предварительной затяжки, отсутствие переко-
сов во многих тяжело нагруженных соединениях особенно за-
метны.
Если Рзат — \Р = КР, где К = 0,75 -4-1,0 — коэффициент,
зависящий от конструктивных особенностей соединения, то сила
предварительной затяжки может быть найдена из выражения
- ВД,
откуда
Р —р(к~\___________________________!___\.
зат Л - E6F6
Пользуясь этим выражением, можно определить предваритель-
ную затяжку резьбового соединения, требуемую при сборке;
Из приведенных выше соотношений несложно определить до-
полнительную силу Ра, действующую на болт от внешней на-
грузки Р:
откуда следует, что в случае нераскрытая стыка сила Ра не за-
висит от силы предварительной затяжки Р^, а зависит лишь
от жесткости деталей.
Однако исследования Г. Б. Иосилевича показывают, что для
большинства реальных соединений сила предварительной за-
тяжки Рзат существенно влияет на величину Ра даже при не-
раскрытом стыке. Последнее объясняется влиянием изгибной по-
датливости стягиваемых деталей и контактной податливости
стыков на общую податливость системы, причем снижение Рзат
приводит к значительному увеличению Ра и ухудшению ста-
бильности затяжки соединений, так как с ростом внешней
нагрузки Р наблюдается прогрессирующее необратимое падение
силы Рзат (рис. 109). Поэтому увеличение силы Рзат и точный
ее контроль являются необходимым условием надежной работы
резьбовых соединений.
При затягивании гайки момент /Из3т, прикладываемый к ней,
идет на преодоление трения торца гайки А4тр,0 о неподвижную
опорную поверхность скрепляемых деталей и трения в резьбе А4тр. р:
М = М 4- /М
*Г1зат — iK*Tp. о 1 iUrp.D*
Установить точно значения членов правой части этого ра-
венства трудно, так как моменты трения зависят от коэффициентов
133
Рис. 109. Изменение дополнительной нагрузки Ра
в болтах фланцевого соединения (с шестью болтами
М12Х50) в зависимости от внешней растягиваю-
щей силы Р и силы предварительной затяжкиРзат
(наружный диаметр фланцев 115 мм, диаметр ок-
ружности отверстий под болт 84 мм, толщина
фланца 18 мм): 1) Р3ат = 600 кгс; 2) Рзат =
= 1200_кгс; 3) Р_„, = 1900 кгс; 4) Р^„т = 2600 кгс
зат оа1
трения, а последние из-
меняются в очень широ-
ких пределах (0,1—0,4,
в зависимости от состоя-
ния резьбы). Однако
М =— и ^зат_
2г1тр. О 3 Цт £)2_2 ’
где рт — коэффициент тре-
ния на торце гайки (ос-
тальные обозначения на-
несены на схеме, приве-
денной на рис. ПО).
Условно принимаемый
момент трения в резьбе
Л4тр. р фактически склады-
вается из двух моментов:
собственно момента трения
и момента, скручивающего
болт за счет составляющей
давления, нормального к поверхности витка. Крутящий момент,
действующий при затяжке резьбового соединения на болт в ре-
зультате трения соприкасающихся витков для прямоугольной
резьбы,
м _______ Р + гг (а _1_ o') ^ср — р к + tg Р ^ср
/итр. р — 7 зат1ёУх Щ 2 ^зат1 —tgatgp 2
где Р,аг — сила затяжки, действующая по оси болта, винта
или шпильки; а — угол подъема резьбы; р — угол трения; dcx> —
средний диаметр резьбы;
Р — шаг резьбы.
Для треугольной резьбы
_____ р tg а р' dQp
тр-р зат1 — g'tga 2
Рис. по, Схема к расисту затяжки резьбового соединения
.434
где р/ = tg р =—^5----коэффициент тренйя в остроугольной
COST
резьбе; р,р — коэффициент трения в прямоугольной резьбе;
Р — угол профиля резьбы.
Тогда момент затягивания гайки на болте
м = Р
2К1зат 1 зат
c°s4
COSET
D3 —
(D2-d?)dcp
^cp
2
Так как для метрической резьбы
1------
c°s-^-
то
/и = р Г rfcp ( - р - _l И.р_\ -L п _.
зат 7зат [ 2 \л4р 0,866/ г‘т 3(Г)2— dl)]
Вводя некоторые допущения в эту формулу, можно ее упро-
стить и построить номограмму, значительно ускоряющую расчеты.
Пользуясь выражением (рис. ПО)
7И = Р I
2Г1зат 1 кл-^кл’
можно определить величину силы, необходимой для затяжки
гайки ключом.
Если принять, что р,т = р,р = 0,16; D = 1,7^ и </ср = d,
где d — наружный диаметр резьбы, то
Ркл = (0,2^0,25) P3aT?tL.
Ькл
Значения коэффициентов трения в накатанной резьбе без смазки при моментах
затяжки 560—750 кгс-см приведены в табл. 17. Средние значения коэффициентов
трения на торце гайки при моменте затяжки 750 кгс-см приведены в табл. 18.
Таблица 17
Вид покрытия резьб (болт, гайка М12Х 1,5 из стали ЗОХГСМ, 8-я степень точности) Коэффициент трения прн первой затяжке Средний коэффициент трения прн _ пятикратной затяжке
средний наибольший наименьший
Без покрытия 0,18 0,25 0,12 0,28
Кадмированные .... 0,25 0,32 0,18 0,21
Омедненные 0,28 0,35 0.22 0,42
Оцинкованные 0,23 0,32 0,13 —
135
Таблица 18
Вид покрытия поверхности Вид смазки Коэффициент трения
при первой затяжке при повторных затяжках
Без покрытия Без смазки 0,16 0,22
Кадмированная .... То же 0,05 0,14
Омедненная » 0,12 0,18
Оцинкованная » 0,10 0,26
Без покрытия Масло МК 0,13 0,11
Кадмированная .... То же 0,06 0,05
Омедненная Графитовая смазка НК-50 0,08 0,09
На степень предварительной затяжки резьбового соединения
влияют конструкция сборочного инструмента; состояние и вид
покрытия торцовых поверхностей гайки, болта или винта, а также
опорной поверхности детали; состояние, точность и вид покрытия
резьбы; жесткость скрепляемых деталей; повторяемость сборки;
скорость завинчивания; условия сборки и индивидуальные на-
выки сборщика.
Влияние конструкции сборочного инструмента прежде всего
проявляется в способе захвата головки болта или гайки и длине
рукоятки ключа. Плотный обхват гайки ключом и большая длина
его рукоятки дают возможность увеличить предварительную за-
тяжку; свободный захват гайки ключом и меньшая длина рукоятки,
а также неудобная ее форма могут быть причинами уменьшения
предварительной затяжки. Состояние опорных поверхностей де-
талей и торца гайки сказывается на коэффициенте трения, и в связи
с этим при одном и том же моменте на ключе затяжка может быть
больше или меньше.
На степень предварительной затяжки резьбового соединения
влияет смазка (см. табл. 18 и 19).
С увеличением скорости завинчивания коэффициент трения
уменьшается, что особенно заметно проявляется при ручной
Таблица 19
Вид по- крытия поверхности резьбы Коэффициент трения в резьбе при различных видах смазки 1
Без смазки мк ВМ-4 мс Дизельное
Без по- крытия Оксидиро- ванная 0,14—0,15 0,15—0,17 0,12—0,16 0,14—0,15 0,12—0,15 0,13—0,14 0,12—0,14 0,13—0,14 0,10—0,14
1 По данным МВТУ им. Баумана.
136
сборке соединений с наруж-
ным диаметром резьбы свыше
10 мм (в момент «перехва-
та» ключа [29], при под-
тягивании соединений и др.).
На рис. 111 это характери-
зуется линией 2. Поэтому за-
тяжку резьбовых соединений
следует производить непре-
рывным вращением инстру-
мента. Особенно важно это
при затяжке предельными
ключами, так как в против-
ном случае возможно их
преждевременное выключе-
ние. Во избежание чрезмер-
ной затяжки соединений при
переходе с ручной на меха-
низированную сборку еле-
Рис. 111. Влияние угловой скорости вращения
гайки w на величину момента затяжки Л4зат
(резьба М12Х1.5 накатана, Р3ат и Л43ат
измерены на резьбодинамометре):
I] 0°/с соответствует моменту начала дви-
жения гайки; 2) w = 1°/с; 3) w = 36°/с
дует также учитывать влия-
ние скорости вращения инструмента на коэффициент трения.
При поврежденных резьбах (царапины, забитость, срывы)
для получения требуемой затяжки необходим больший момент
на ключе.
Если резьба изготовлена неточно, то для получения необхо-
димой предварительной затяжки болта момент на ключе также
должен быть увеличен, так как часть его будет затрачиваться на
деформацию элементов резьбы, вызванную ее неточностью. Зна-
чительное влияние могут оказать также перекосы отверстия под
болт или шпильку, так как в этих случаях часть момента расхо-
дуется на преодоление трения стержня болта о стенки отверстия
при затягивании соединения.
Повторяемость оказывает влияние на степень затяжки в том
отношении, что при повторении сборки возможно изменение со-
стояния резьбы, а в связи с этим и величины момента, затрачи-
ваемого на преодоление трения (см. табл. 17 и 18). Степень пред-
варительной затяжки резьбового соединения зависит также от
условий сборки. Находясь, например, в неудобном положении,
сборщик при прочих равных условиях может создавать в соедине-
нии меньшую предварительную затяжку.
Влияние индивидуальных особенностей сборщика проявляется
в том, что усилие, прикладываемое к рукоятке ключа, колеблется
от 40 до 60 кгс для правой руки и от 18 до 28 кгс для левой. В ре-
зультате этого некоторые болты или шпильки оказываются при
затяжке перенапряженными, тогда как часть соединений остается
недогруженной,
137
ПОСТАНОВКА ГАЕК
Процесс сборки резьбового соединения с болтом и гайкой
в общем случае включает следующие элементы (рис. 112): предва-
рительное соединение деталей (/ и 2) сборочной единицы с поста-
новкой болта; установку подсобранной сборочной единицы в при-
способление (рис. 112, а); навинчивание гайки (рис. 112, б);
снятие собранной сборочной единицы. Процесс навинчивания
гайки условно можно представить состоящим из трех элементов:
наживления, свободного навинчивания на длину резьбы высту-
пающей части болта (шпильки) и затяжки с заданным моментом.
В достижении высокого качества сборки резьбовых соединений
наживление гайки играет большую роль; смятие, срыв резьбы,
заедание в значительной мере зависят от того, как произведено
наживление. Особенно важно это при механическом наживлении.
В этом случае для безусловной ориентации гайка должна иметь
возможно больше степеней свободы. Поэтому применяют специаль-
ные головки (рис. 113), где гайка удерживается подпружинен-
ными шариками и самоориентируется относительно болта
(шпильки).
На рис. 114 показаны две схемы, характеризующие собирае-
мость болта (шпильки) и гайки. В первом случае (рис. 114, а)
болт и гайка могут смещаться и поворачиваться на некоторый
угол. Во втором случае (рис. 114, б) болт (шпилька) неподвижен,
а возможностью относительного смещения и углового поворота
ч) 6)
Рис. 112. Схема сборки сбо-
рочной единицы с болтом и
гайкой
138
обладает только гайка.
Тогда1'свинчивание'гэтих
деталей,4 очевидно, гбудет
возможно, если bJ первом
случае
^maX=(^l+&2>HtgY<
во втором случае
с max 0,5 (&х Ь2) И
Рис. 114. Схемы собираемости гайки и болта
(шпильки)
. . 0,5Р
tgT<-d-
u0
здесь у"— угол относительного поворота осей болта и гайки;
Р — шаг резьбы; d0 — средний диаметр резьбы.
Основные требования, которые необходимо соблюдать при
постановке гаек, изложены в работе [42]. При большом числе
гаек рекомендуется завертывать их в определенном порядке.
Правильно выбранная последовательность навинчивания гаек
исключает перекосы и коробление деталей. Недовернутая гайка
вызывает перегрузку соседних с ней шпилек, и это может явиться
причиной их разрыва во время работы машины.
Общий принцип — затягивать сначала средние гайки, затем пару соседних
справа и пару соседних слева, после чего снова пару соседних справа и т. д.,
постепенно приближаясь к краям по так называемому методу спирали (рис. 115).
II вариант
Рис. 115. Последовательность затяжки гаек
139
Затягивание гаек, начиная с крайних, как показали многочисленные наблюдения,
нецелесообразно, так как это часто вызывает искривление длинных корпусов.
Целесообразно затягивать гайки постепенно, т. е. сначала затянуть все гайки,
предположим, на одну треть момента затяжки, затем на две трети и, наконец,
на полную затяжку. Затягивать полностью одну гайку за другой нельзя, потому
что это может вызвать перекос и деформацию закрепляемой детали.
Гайки, расположенные по кругу, затягивают крест-накрест, причем
также вначале все наполовину или треть затяжки, а затем в том же порядке
до конца.
В групповых резьбовых соединениях затяжка последующих гаек вызывает
самоослабление уже затянутых, при этом иногда в значительных пределах —
до 20—25% . Гайки болтов шпилек ответственных соединений целесообразно после
затяжки несколько ослабить, а затем повторно затянуть. Этим достигается повы-
шение жесткости в стыках соединяемых деталей. Если в сопряжении имеется
упругая прокладка, через 24 или 48 ч после сборки еще раз следует подтянуть
гайки,
В процессе разборки резьбовых соединений целесообразно
придерживаться обратного порядка отвинчивания гаек; это позво-
лит предотвратить перекосы скрепляемых деталей. Рекомендуется
вначале поочередно слегка отпустить все гайки и после этого
отвинтить их полностью.
Разрабатывая технологию сборки нового многоболтового со-
единения, с целью изыскания более рациональной последователь-
ности затяжки целесообразно воспользоваться следующим спо-
собом: вначале заложить встык по контуру сопряжения белую
и копировальную бумагу, затем затягивать гайки (винты) с тре-
буемым моментом в различной последовательности, каждый раз
проверяя характер отпечатка на белой бумаге. Очевидно, рацио-
нальная последовательность будет та, при которой отпечаток
будет равномерный по всей площади сопряжения.
При затяжке гайки обычным ключом следует внимательно
следить за тем, чтобы момент на ключе не превышал допустимой
величины. Бесконтрольная затяжка может быть причиной разрыва
шпильки или болта.
Из приведенных выше формул следует, что
7И —Р I = М
2Г1зат 1 кл-Мсл
Тогда
_ __ ТЦл ____ РклТкл
зат— О,Id3 “ O.ld3
Принимая ЬкЛ = 20с/, получим
ст = 200 •
изаг 4VU
Если РкЛ = 50 кгс и d = 10 мм, то <тзаг = 100 кгс/см2, что
превышает предел прочности ряда марок сталей.
Практика показывает, что болты и шпильки диаметром ме-
нее 14 мм при бесконтрольной затяжке испытывают перегрузку
и часто рвутся, тогда как резьбы размером d > М14 нередко
оказываются недотянутыми.
140
Момент, создаваемый при затяжке на ключе, должен быть
^клтах
где <т6 — предел прочности материала болта или шпильки.
Это следует иметь в виду при разработке технологии сборки
резьбовых соединений, особенно тех, которые должны собираться
с помощью обычного инструмента, без ограничения затяжки.
В случае чрезмерной затяжки гаек часто наблюдается дефор-
мация резьбы шпильки или болта: резьба сминается, ее концы
смещаются кверху, образуя так называемую елочку. Такие
шпильки и болты подлежат безусловной браковке.
В конструкциях ответственных резьбовых соединений обычно
применяется крупная резьба. При перетяжке шпилька или болт
с крупной резьбой, как правило, обрываются, что может быть
замечено при сборке. Обнаружить такой дефект в соединении
с мелкой резьбой труднее, так как там происходит постепенный
срез резьбы.
Расход энергии на преодоление трения в резьбовом соединении
намного превышает ее затраты непосредственно на затяжку (на
преодоление трения расходуется около 80% общих затрат энергии,
затрачиваемой на сборку). В связи с трением возникает опасность
задиров и заедания поверхностей сопряжений, особенно, когда
резьбовые детали из таких металлов, как титан, вольфрам, мо-
либден, нержавеющая сталь. Заедание возникает и когда между
контактирующимися поверхностями в резьбовом соединении дав-
ление превышает предел упругости. Задиры и заедания появляются
преимущественно на поверхностях, прилегающих к вершинам
профиля резьбы, или на вершинах, так как эти элементы легко
деформируются.
Для устранения опасности заедания болт (шпильку) и гайку делают из
материалов различной твердости (материал гайки меньшей твердости) или при-
меняют гальванические покрытия мягкими металлами: оловом, кадмием, медью,
цинком'и др. Заедание в значительной мере предотвращается также масляной
пленкой, создаваемой между сопрягающимися поверхностями. Среди применяе-
мых для этой цели смазок лучшие результаты дает двусернистый молибден. Эту
смазку можно применять и для резьбовых соединений, работающих в условиях
повышенных температур (до 850° С).
Резьбы, не соприкасающиеся с агрессивной средой, на ряде заводов смазы-
вают перед сборкой соединений графитовой пастой, состоящей из 4Э% графита
карандашного марки ЗКА и 60% смазки ЦИАТИМ-221.
Заедание, смятие и срыв резьбы при постановке гаек проис-
ходят также в результате загрязнения резьбы металлической
стружкой, абразивом и т. п. Поэтому резьбовые детали, поступа-
ющие на сборку, должны быть тщательно промыты, а на рабочем
месте требуется соблюдение соответствующей чистоты.
Важным условием обеспечения нормальной статической и уста-
лостной прочности резьбового соединения является отсутствие
изгибающих напряжений в теле болта или шпильки. В связи
С этим неплотное прилегание гайки или головки болта
141
Рис. 116. Погрешности сбор-
ки резьбовых соединений
(рис. 116, а), особенно в ответственных тя-
жело нагруженных соединениях, недопу-
стимо. Наибольшее изгибающее напря-
жение (рис. 116, б) может быть найдено
по формуле
где <гзат — напряжение jyr затяжки; Е—
модуль упругости.
Как показывает опыт, уже при а =
=30' шпильки и болты испытывают зна-
чительные дополнительные напряжения,
особенно при малых отношениях ,
а при а=2° о"изг превышает о"зат в 2 раза.
Избежать этого перенапряжения в не-
которых случаях можно увеличенным за-
зором по среднему диаметру резьбы в со-
пряжении болта или шпильки с гайкой.
Следовательно, при сборке необходимо
следить, чтобы торец гайки, как и опор-
ная часть зажимаемой ею детали, был пер-
пендикулярен оси резьбы; допустимое
биение торца — не более 0,01 диаметра
описанной окружности.
В тяжело нагруженных резьбовых соединениях перекос гайки — опасная
погрешность сборки. По экспериментальным данным, до 95% обрывов болтов
является следствием такой неточности.
Возможность перекоса гайки особенно необходимо учитывать
в тех соединениях, где одной гайкой зажимаются два фланца.
В этом случае целесообразно усилить контроль толщины фланцев,
а также проверять точность прилегания к ним торца гайки при
сборке. Изгиб болтов и шпилек может появиться при недостаточ-
ной затяжке резьбового соединения и деформации закрепляемых
деталей (рис. 116, в). В этом случае увеличивают силу предвари-
тельной затяжки.
В длинных болтах и шпильках, особенно малого диаметра, при
затягивании гаек могут также дополнительно возникнуть напря-
жения кручения. Чтобы избежать этого, на выступающих над
гайкой концах таких болтов (шпилек) должны быть предусмотрены
головки с гранями, за которые можно при сборке удерживать эти
резьбовые детали ключом.
ПОСТАНОВКА винтов
Процесс сборки соединения, в котором скрепляющей деталью
является винт, состоит обычно из следующих элементов: установки
подсобранных деталей соединения на подставку (в случае сборки
142
мелких и средних сборочных единиц); захвата винта механической
отверткой (рис. 117, а); завинчивания винта в деталь (рис. 117, б);
снятия собранного соединения. При сборке крупных сборочных
единиц или общей сборке изделия процесс состоит из наживления
и завинчивания винта, а при автоматической подаче винтов к на-
конечнику механической отвертки — из одного перехода: завин-
чивания.
Так как винтовые соединения обычно многократно собирают
и разбирают (при каждой разборке и сборке, а иногда дополни-
тельно и при пригонке), посадка резьбы здесь не может быть с на-
тягом, как в шпильках; резьба в этом случае имеет размеры, обус-
ловливающие нормальный зазор по среднему диаметру, как в со-
пряжении болт—гайка, но гайкой в данном случае могут быть
корпусные детали из стали, чугуна, алюминиевого сплава и пр.
Тугое винтовое соединение нежелательно; но не менее нежела-
тельна и другая крайность — слишком свободное соединение,
поэтому, если винт, завернутый до половины нарезки, имеет
хотя бы небольшую качку, его нужно заменить.
Для надежной и долговечной работы резьбы необходимо, чтобы на обеих
деталях она была чистая: царапины, заусенцы, дробленая поверхность витков,
сорванные нитки и другие погрешности допускаться не должны. Особенно тща-
тельно нужно беречь резьбу в корпусе, являющемся наиболее дорогой деталью.
Величина момента затяжки
винтов обычно принимается исхо-
дя из прочности стержня винта
на растяжение. Для винтов с ци-
линдрической, сферической или
шестигранной головкой
Л1зат = 0 ,С)05Д3сгт (6,5р. 4- 1);
для винтов с потайной головкой
Л4зат = 0,005Д3сгт (9,8р. ф- 1);
здесь d — нагруженный диаметр
резьбы; стт — предел текучести
материала винта; р, — коэффи-
циент трения головки винта по
опорной поверхности.
При автоматизированной сбор-
ке винтовых соединений, кроме
точности элементов резьбы, боль-
шую роль в обеспечении высокого
качества соединения играет так-
же точность конструктивных эле-
ментов, благодаря которым соз-
дается правильная ориентация
винта. Условия свинчиваемости
здесь такие же, как и для болтов
143
(шпилек) с гайками. Большое значение имеют также точность рас-
положения шлица, положение головки относительно оси винта
и другие конструктивные элементы.
ПОСТАНОВКА РЕЗЬБОВЫХ ВТУЛОК И ЗАГЛУШЕК
В часто разбираемых резьбовых соединениях для уменьшения
износа резьбы корпуса в него ввертывают втулки (латунные)
с наружной и внутренней резьбами (рис. 118, а). Чтобы втулки
не вывинчивались из гнезда, их ставят с натягом и расчеканивают
или раскернивают. Для облегчения постановки таких втулок
необходимо, чтобы отверстие в корпусе имело небольшую фаску.
К соединению втулки с корпусом нередко предъявляется еще
требование герметичности, так как жидкости (горячее масло, вода,
бензин) и газы протекают под давлением и легко просачиваются
через неплотности.
Герметичности достигают торцовым уплотнением. Поэтому
очень важно, чтобы поверхности торцов сопрягаемых корпуса и
втулки были перпендикулярны оси резьбы. Для уплотнения со-
единений под торец детали ставят прокладку 1 (рис. 118, а) из
легкодеформируемого материала — отожженную медную, медно-
асбестовую, из паронита и др. Если обе торцовые поверхности
сопрягаемых деталей перпендикулярны оси резьбы и достаточно
чисты (нет глубоких царапин, рисок), то прокладки выдержи-
вают даже высокие давления. Однако при каждой переборке
в ответственных соединениях прокладки следует менять.
Заглушки — стальные, бронзовые латунные, алюминиевые
(рис. 118, б) обычно должны препятствовать просачиванию жидко-
стей при наличии разности давления. Если заглушки не вывин-
чиваются при разборке, сопряжения часто уплотняют в резьбе
Рис. 118. Ртульа (а) и за-
глушки (б)
144
белилами или суриком. Однако засохшие белила и сурик сильно
затрудняют отвертывание заглушек, так что иногда во избежание
порчи резьбы основной детали их приходится даже высверливать.
Такие уплотнения испытывают на герметичность под давлением
жидкости, несколько превосходящим рабочее давление, причем
если потребуется заменить заглушку, это необходимо сделать до
того, как засохнут белила.
Пробки и ниппеля часто выполняют с конической резьбой,
имеющей в этих случаях общеизвестные преимущества перед ци-
линдрической. Цилиндрические резьбы в соединениях, находя-
щихся под гидравлическим давлением, требуют при сборке раз-
личных уплотняющих веществ; конические резьбы обеспечивают
непроницаемость за счет деформации витков.
При нормальной затяжке деталей с конической резьбой пос-
ледняя одновременно стопорится, поэтому дополнительных средств
для предотвращения самопроизвольного отвинчивания не тре-
буется.
РУЧНОЙ И МЕХАНИЗИРОВАННЫЙ ИНСТРУМЕНТ,
ПРИМЕНЯЕМЫЙ ПРИ СБОРКЕ
Инструмент, используемый в сборочном производстве, в за-
висимости от характера операций, при которых он применяется,
условно делится на две группы: для вспомогательных пригоночных
работ, связанных со снятием стружки, и для основных технологи-
ческих сборочных работ. В эти группы включаются инструменты
ручные, когда расходуется только энергия сборщика, и механи-
зированные. И в той, и другой группе есть инструменты универ-
сального и специального назначения.
К ручному относится режущий, вспомогательный и так назы-
ваемый слесарно-сборочный инструмент. Режущий инструмент —
это напильники, шаберы, надфили, притиры; вспомогательный —
кернеры, бородки, пробойники, выколотки, клейма, специальные
молотки; слесарно-сборочные — гаечные ключи, отвертки, шпиль-
коверты, плоскогубцы, круглогубцы и острогубцы, шплинто-
и штифтовыдергиватели, оправки.
Конструкция и вид применяемого инструмента в значительной
мере предопределяют уровень производительности труда на
сборке. Общее правило состоит в том, что ручной инструмент
необходимо заменять механизированным. Однако полностью
отказаться от применения ручного инструмента не всегда пред-
ставляется возможным. В таких случаях для повышения эф-
фективности и улучшения качества сборки целесообразно при-
менять ручные инструменты специального назначения. В част-
ности, пользоваться в заводских условиях универсальными гаеч-
ными ключами (например, разводными) не рекомендуется. Вслед-
ствие перекашивания губок они неправильно охватывают гайку
или головку винта, сминают их грани и затрудняют применение
145
нормальных ключей при дальнейших переборках резьбовых соеди-
нений в условиях эксплуатации машин.
Удобны в работе, например, накладные многогранные гаечные
ключи, имеющие замкнутый контур (рис. 119, 120). Они более
жестки, дают возможность обеспечить большую затяжку гаек
или винтов.
При навинчивании крупных гаек, когда требуются значитель-
ные крутящие моменты, применяют подобные ключи с двумя ру-
коятками. Весьма удобны ключи-коловороты (рис. 121). Благо-
даря непрерывному вращению эти ключи ускоряют завинчивание
гаек и винтов примерно в 4—5 раз. В рациональных конструк-
циях ключей-коловоротов предусматривается незначительное тре-
ние ручек о стержень и достаточная жесткость при небольшой
массе.
Затягивать винты и гайки крупных размеров, особенно в труд-
нодоступных местах, удобно трещоточными ключами, которые,
как и торцовые, не надо снимать с гайки после каждого поворота,
что позволяет экономить до 50—60% времени по сравнению с вы-
полнением операций обычными ключами. Для сборки соединений
с диаметрами резьб до 20 мм удобно применять ключи с торцовыми
трещотками (рис. 122). Накладной трещоточный ключ с собачкой
(рис. 123) предназначен для навинчивания гаек или винтов с диа-
метрами резьб 24—30 мм.
Для завинчивания вручную винтов небольших размеров целе-
сообразно применять отвертки-дрели. При их помощи процесс
завинчивания ускоряется в 1,5—2 раза. Однако неудобством при
ввинчивании мелких винтов является необходимость удерживать
их руками до тех пор, пока
винт не будет ввинчен на
две-три нитки. Особенно
замедляется работа при ус-
тановке винтов в стеснен-
ных местах. В таких слу-
чаях целесообразно при
менять отвертку с цанго-
вым держателем (рис. 124)
или отвертку с пластинча-
Рис. 120. Конструкция 12-гранного гаечного ключа ТОЙ ПруЖИНОИ (рИС. 125).
146
Рис. 121. Ключи (отвертки)-коловороты
К механизированному инстру-
менту для пригоночных работ
относятся сверлильные и шлифо-
вальные ручные машины, меха-
нические шаберы, машины для на-
резания резьбы. Непосредственно
при выполнении сборочных опера-
ций применяются завертывающие
и развальцовывающие машины.
Существенное повышение про-
изводительности труда (в 1,5—
2 раза) и высокое качество сборки
позволяют создавать ручные ма-
шины. Сроки окупаемости их
очень короткие — обычно не пре-
вышают одного года. При этом
затраты 'на” их внедрение соста-
вляют менее 5% оплаты труда
рабочего. В сборочном производ-
стве распространены универса-
льные и специализированные руч-
ные машины с электрическим,
пневматическим, реже гидравли-
ческим приводами (рис. 126),
Ручные машины вращательного
действия наиболее широкое при-
менение находят при сборке резьбовых соединений. Но в этом
случае к ним предъявляются специальные требования, обуслов-
ливаемые особенностью сборки таких соединений. Механизирован-
ный инструмент, наряду с быстрым навинчиванием гайки или
завинчиванием винта, должен обеспечить также требуемую ве-
личину затяжки резьбового соединения; важной технической
характеристикой этих инструментов является так называемая
относительная неравномерность затяжки у, которая получается
при сборке с помощью того или иного инструмента:
у —. Ваттах ат min
2Р затер
где ^загтах, ^затт1п и ^зат^, — соответственно наибольшая,
наименьшая и средняя величины сил затяжки, фактически полу-
чающиеся в процессе сборки одноименных соединений.
Поэтому, кроме типа двигателя, основным фактором, харак-
теризующим гайко- и винтозавертывающие машины, является
также тип муфты, с помощью которой крутящий момент пере-
дается на шпиндель и монтируемую деталь резьбового соединения.
По этому признаку гайко- и винтозавертывающие машины могут
быть следующими.
147
148
Рис. 125. Отвертка с пла-
стинчатой пружиной
Ручные машины
Рис. 126. Схема основных типов ручных машин, применяемых в сборочном производстве
1. С муфтами прямого привода, полностью передающими
создаваемый двигателем крутящий момент на шпиндель. Вели-
чина крутящего момента в этих инструментах постоянна, зависит
от давления питающего воздуха (эти инструменты, как правило,
пневматические или гидравлические). При полной затяжке соеди-
нения двигатель останавливается. Относительная неравномерность
затяжки при этом у — ±0,2-4-0,35, поэтому такие инструменты
применяют при сборке соединений, не требующих высокой точности
затяжки. Инструмент такого типа широко распространен при
так называемом групповом использовании, когда для одного агре-
гата требуется несколько шпинделей. В этом случае устраняется
действие реактивного момента, воспринимаемого сборщиком при
одношпиндельном исполнении.
В качестве примера приведены конструкции пневматического
(рис. 127) и гидравлического (рис. 128) гайковертов с прямым
приводом. Их основные элементы: пневматический ротационный
или гидровинтовой двигатель 1, редукторы 2 и 3 и шпиндель 4
с рабочей головкой. Редукторы бывают двух- и трехступенчатые.
Применяют также подобные конструкции двухскоростных гайко-
вертов. С помощью 'таких инструментов осуществляется навинчи-
вание гайки до начала ее затяжки с большей скоростью, вследст-
вие чего производительность труда на сборке увеличивается.
2. С ударно-импульсными муфтами, обеспечивающими пере-
дачу вращающего момента в процессе затяжки винта или гайки
при помощи ударных импульсов, сообщаемых ведомой полумуфте.
Достоинством таких муфт является то, что на шпинделе инстру-
мента при затяжке можно создать значительный крутящий момент,
при этом реактивный момент только частично передается на руки
149
Рис. 127. Пневматический гайковерт
-Рис. 128. Гидравлический гайковерт
Рис. 129. Конструкция гайковерта с ударно-импульсной муфтой
сборщика. Однако в связи с отсутствием возможности регулиро-
вания силы ударов в муфте и крутящего момента точность затяжки
резьбового соединения недостаточна (у = ±0,2—е—0,25).
На рис 129, а показана одна из конструкций пневматических
гайковертов с ударно-импульсной муфтой. От пневматического
ротационного двигателя 1 вращение сообщается ударно-импульс-
ной муфте 2 и шпинделю 3 с укрепленной на его конце головкой 4,
удерживающей гайку или винт. В процессе свободного навинчи-
вания гайки (или ввинчивания винта) необходимый вращающий
момент невелик, не превышает момента трения в муфте, и поэтому
скорости вращения ротора и шпинделя одинаковы. В начале за-
тяжки момент сопротивления быстро нарастает, и шпиндель ин-
струмента останавливается. Однако шлицевая втулка 5, враща-
ющаяся с той же скоростью, что и ротор двигателя, своим скосом
(рис. 129, б) поворачивает кулачок 6 и выводит его из зацепления
со шпинделем 3. При последующем вращении с возрастающей
скоростью механизм ударно-импульсной муфты (рис. 129, в, г)
обеспечивает сцепление кулачка 6 с выступом на шпинделе
(рис. 129, д'), сопровождающееся ударом, вследствие чего момент
на головке 4 резко возрастает, и гайка (винт) поворачивается на
некоторый угол. Затем кулачок вновь выходит из зацепления, и
цикл многократно (в течение 6—9 с) повторяется с большой
151
частотой до полной затяжки резьбового соединения. Таким образом,
непрерывное вращение ротора двигателя преобразуется с помощью
муфты в процессе затяжки в импульсный крутящий момент на
шпинделе. Этот момент, затягивающий гайку (винт), значительно
превышает по своей величине момент, развиваемый двигателем. Как
показывают исследования, с увеличением жесткости системы,
уменьшением зазоров в соединении хвостовика с головкой-ключом,
а также головки с гайкой момент затяжки увеличивается
на 50—70%.
На рис. 130 показан электрический гайковерт, относящийся
к группе инструментов с кулачковой ограничительной муфтой,
коллекторным однофазным двигателем переменного тока.
3. С ограничительными муфтами, позволяющими передавать
шпинделю крутящий момент определенной величины, требуемой
условиями затяжки. Кулачковые ограничительные муфты обеспе-
чивают повышенную точность затяжки (у = +0,15-ь0,2). Муфта
вступает в работу, когда затяжка гайки или винта достигнет уста-
новленной величины. Ее кулачки сцепляются под действием пру-
жины.При возникновении на скосах кулачков осевых сил, пре-
вышающих силу затяжки пружины, последняя будет сжиматься,
и муфта начнет срабатывать, что сопровождается характерным
«прощелкиванием», свидетельствующим об окончании затяжки.
Предварительную затяжку пружины можно изменять и таким
образом регулировать момент размыкания кулачковой муфты.
4. С предельными муфтами, воздействующими на привод и
полностью отключающими его при достижении в резьбовом соеди-
Рис. 130. Электрический гайковерт с ударно-импульсной муфтой
152
Рис. 131. Принципиальная схема работы редкоударного гайковерта
нении требуемой затяжки. Инструменты с этими муфтами дают
возможность обеспечить высокую и повышенную точность за-
тяжки (у = +0,08 4-0,15).
Как и в предыдущем случае, реактивный момент, возникающий
при работе, воспринимается сборщиком, поэтому инструмент при-
меняется преимущественно для мелких и средних резьб.
Приведенные значения у для тайко- и винтозавертывающих
машин с различными муфтами свидетельствуют о том, что приме-
нимость этих механизмов для ряда ответственных резьбовых соеди-
нений ограничена. Поэтому ведутся работы по созданию более
совершенных машин, так называемых редкоударных гайковертов,
у которых удар обладает постоянной высокой энергией. Число их
ударов небольшое — 4—15 ударов в секунду, против ПО—200 уда-
ров в секунду у инструментов с последовательно изменяющейся
энергией. Редкоударные гайковерты имеют значительно большую
энергоемкость (в 10 и более раз) при меньшей (на 15—35%) мощ-
ности двигателя и массе (на 20—40%).
В редкоударных гайковертах боек (рис. 131, а, б) обычно
выполняется составным — из ведущей и ведомых частей (в за-
висимости от конструктивного исполнения количество последних
может быть различным). Разгон бойка осуществляется с помощью
двигателя через редуктор (в некоторых конструкциях редуктор
может отсутствовать) и муфту, обеспечивающую постоянное зна-
чение разгонного момента.
На ведущей и одной из ведомых частей бойка выполнены
наклонные поверхности, между которыми размещены центробеж-
ные грузы 7. Ведомые части подпружинены и могут перемещаться
в осевом направлении (вдоль оси X) относительно друг друга и
ведущей части бойка. На ведомой части бойка 5 имеются рабочие
кулачки, взаимодействующие с рабочими кулачками наковальни,
выполненной за одно целое со шпинделем. Ведомые части на опре-
деленных этапах работы могут быть сцеплены между собой с по-
мощью фиксатора или разъединены. Это достигается с помощью
синхронизирующих элементов (на схеме не показаны), встроенных
в механизм.
153
После включения двигателя начинается разгон бойка. По
мере разгона и роста угловой скорости бойка увеличивается цен-
тробежная сила, стремящаяся сместить грузы в радиальном на-
правлении. Такой характер работы на первом этапе продолжается
до тех пор, пока равнодействующие всех сил, приложенных
к грузам, равны нулю. На втором этапе в связи с ростом центро-
бежной силы грузы начинают смещаться в радиальном направле-
нии, при этом наклонная поверхность 1 обусловливает их одно-
временное перемещение в направлении оси X. В этом же направ-
лении в результате взаимодействия грузов с наклонной поверх-
ностью 2 начинают перемещаться сцепленные между собой ведо-
мые части бойка, сжимая пружины 3 и 4.
В конце второго этапа вступают в работу синхронизирующие
элементы, которые в ориентированном положении кулачков бойка
и наковальни при определенной угловой скорости бойка расцеп-
ляют ведомые части. На этом заканчивается второй этап.
В третьем этапе ведомая часть 6 под действием пружины 3
движется в обратном направлении (в отрицательном направле-
нии оси X), а ведомая часть 5 под действием неуравновешенных
осевых сил на угле поворота у (рис. 131, б) перемещается к нако-
вальне на величину, обеспечивающую зацепление рабочих кулач-
ков по полной высоте. Происходит удар, при котором кинетиче-
ская энергия вращающегося бойка передается на шпиндель и
в затягиваемое резьбовое соединение. В процессе удара боек пол-
ностью затормаживается.
В четвертом этапе ведомые части ударника, а также грузы
возвращаются под действием пружин в исходное положение.
Боек в результате отскока первоначально движется в обратном
направлении (на угол у) до соприкосновения его рабочих кулач-
ков с кулачками наковальни, а затем под воздействием разгон-
ного момента изменяет направление вращения, приобретая к концу
четвертого этапа некоторую угловую скорость со. В дальнейшем
удары периодически повторяются, механизм работает с описанной
последовательностью, при этом, в отличие от первого, во втором
и последующих ударных импульсах (циклах) первый этап начи-
нается при начальной угловой скорости бойка со.
В четвертом этапе в результате обратного удара бойка по на-
ковальне уменьшаются крутильные деформации в затягиваемых
соединениях, что увеличивает их несущую способность.
При работе описанного механизма энергия в каждом единичном
импульсе имеет постоянное значение в силу постоянства угловой
скорости бойка перед ударом. Так как параметры движения ве-
домых частей ударника неизменны, при ударах сохраняется по-
стоянная площадь зацепления рабочих кулачков. Взаимная пред-
варительная ориентация бойка и наковальни исключает появление
кромочных ударов. Эксплуатация редкоударных гайковертов
подтвердила их высокую эффективность, возможность использо-
вания для тарированной затяжки ответственных резьбовых соеди-
154
нений с требуемой степенью точности, соответствие их технико-
эксплуатационных показателей современным требованиям.
Для завинчивания мелких винтов и других крепежных деталей
применяют разнообразные конструкции механизированных от-
верток, действующих от электродвигателей через гибкий вал или
со встроенными в корпус легкими двигателями. Обычно головки
таких отверток имеют кулачковые или конусные фрикционные
муфты, ограничивающие величину крутящего момента.
В некоторых сборочных производствах получают распростра-
нение гидровинтовые гайковерты. Двигатель такого гайковерта
выполнен в виде трех стальных винтов (см. рис. 127, б), которые
приводит в движение масло под давлением 60—70 кгс/см2. Через
редуктор вращение передается на шпиндель.
К преимуществам гидровинтовых гайковертов следует отнести
высокий крутящий момент на единицу массы; высокий (около
60%) КПД; меньшие, чем у пневматических инструментов, габа-
ритные размеры; большую износостойкость деталей в связи с их
обильной смазкой; возможность точного регулирования крутя-
щего момента; бесшумность в работе; меньшие эксплуатационные
затраты.
Гидровинтовые гайковерты будут в ряде случаев более удобны
для встраивания в гайко- и винтозавертывающие агрегаты авто-
матических сборочных машин и линий.
При сборке групповых резьбовых соединений затраты труда
можно сократить путем одновременного навинчивания нескольких
гаек. Изготовляемые для этой цели на отдельных заводах много-
шпиндельные гайковерты условно разделяют на две группы:
гайковерты, у которых все шпиндели приводятся во вращение
от одного общего двигателя (рис. 132), и гайковерты с индиви-
дуальным приводом каждого шпинделя (рис. 133). Двигатель
у гайковертов первой группы может быть электрический или
пневматический. Так как затяжка всех гаек осуществлятся прак-
тически не одновременно, каждый шпиндель в этом случае снаб-
жается тарированной муфггой, ограничивающей передаваемый кру-
тящий момент. В гайковертах второй группы таких муфт обычно
нет. Пнвматический двигатель по мере затяжки гайки заторма-
живается.
Многошпиндельные переносные гайковерты второй группы
(рис. 134) монтируют из нормализованных силовых элементов.
Пневматический многошпиндельный инструмент может быть
создан и для различных крутящих моментов на каждом шпинделе.
В этом случае на входе в соответствующий двигатель воздух, по-
ступающий из сети, должен редуктироваться до требуемого дав-
ления. Применение многошпиндельного инструмента дает большой
экономический эффект.
Многошпиндельный гайко- и винтозавертывающий инструмент
должен получить самое широкое распространение. Преимущество
его состоит не только в возможности увеличения производителц-
Д55
Рис. 132. Многошпиндельный гай-
коверт
Рис. 133. Гайковерт с индивидуальным
приводом
ности труда, но также и в улучшении качества сборки. Однако для
достижения высокой эффективности использования многошпин-
дельных инструментов необходима также хорошая организация
труда, освобождающая сборщика от вспомогательных работ,
которые обычно требуют значительно больше времени, чем сам
процесс навинчивания гаек.
На участках сборки, оснащенных большим количеством ста-
ционарных и переносных пневматических инструментов, целесооб-
разно иметь специальную воздушную сеть, оборудованную более
Рис. 134. Многошпиндельные пневматические гайковерты, смонтированные из нормали-
зованных силовых элементов
156
Рис 135 Головки для удерживания гаек и
винтов при их завинчивании
совершенными воздухоочистителями и автоматическими регули-
рующими устройствами, обеспечивающими постоянство давления
воздуха, что позволит повысить эксплуатационную надежность
и увеличить срок службы инструмента, а также даст возможность
обеспечить большую точность затяжки резьбовых соединений.
Для удерживания гайки или винта при их завинчивании на
шпиндели механизированных инструментов устанавливают спе-
циальные головки — низкие для винтов (рис. 135, а) и высокие
для гаек (рис. 135, б) с учетом выступающего конца болта или
шпильки. Если механизированным инструментом последовательно
навинчивать гайки двух размеров, удобно применять головку со
съемной вставкой (рис. 135, в). В стесненных местах, когда воз-
можны перекосы инструмента отнссительно оси болта или шпильки
целесообразно применять шарнирные головки (рис. 135, а). Го-
лсвки-отвертки обычно делают со втулкой-ловителем (рис. 135, д),
которая ускоряет установку инструмента на винте.
Для ввинчивания винтов с крестообразным шлицем применяют
головку-отвертку (рис. 135, е). При постановке большого количе-
ства гаек или винтов с диаметрами резьб до 5 мм целесообразно
применять специальные головки с пружинными, магнитными или
вакуумными устройствами для захвата и удерживания резьбовых
деталей.
Тяжелой операцией при сборке машин является навинчивание
гаек с резьбой большого размера. Для облегчения этой операции
имеются конструкции пневматических поршневых гайковертов,
способных развивать крутящие моменты до 1000 кгс-м. Однако
сборка резьбовых соединений с диаметрами резьб 120—150 мм
и более часто осуществляется так: на гайку устанавливается уси-
ленной прочности ключ, по рукоятке которого наносятся удары
металлическим грузом, подвешенным на крюке крана. Это тру-
доемкая и тяжелая операция. Точность затяжки, как и качество
157
Рис. 136. Пневматический ротационный гайковерт
сборки, здесь не может быть высокой. Поэтому на заводах, где
такой способ сборки еще сохранился, от него надо, безусловно,
отказываться и внедрять механизацию более высокого уровня^
Для затяжки резьбовых соединений с диаметром резьб 27—
42 мм применяют пневматические гайковерты ударно-импульсного
действия с ротационным двигателем (рис. 136). Их технические
характеристики даны в табл. 20.
Например, - одна из конструкций гайковертов, предназначен-
ная для навинчивания гаек с резьбой М250Х6, приведена на
рис. 137. В цилиндре 1 помещается кольцевой поршень 2, соеди-
ненный с упорной втулкой 3. В центральное отверстие цилиндра
вставлена резьбовая втулка 4, которая приводится во вращение
электродвигателем через зубчатую и червячную передачи. Гайко-
верт устанавливают на гайку, включают электродвигатель и
навинчивают вначале резьбовую втулку 4 на выступающий конец
болта (шпильки). Затем в кольцевую полость цилиндра 1 нака-
чивают насосом масло, создавая давление до 250—300 кгс/см2,
вследствие чего поршень 2 через втулку 3 упирается в плоскость
базовой детали, а цилиндр 1 передает усилие на резьбовую втулку 4.
Таблица 20
Модель Наиболь- ший диаметр резьбы на- винчиваемых гаек, мм Габариты, мм (рис. 136) Разви- ваемый крутящий момент, кгс «м Масса, кг
н В
ГПР-27 -27 235 40 41—60 7,2
ГПР-36 36 275 50 80—123 11,5
ГПР-42 42 340 60 200 17,6
158
Болт (шпилька) растягивается, и трение между торцом гайки
и плоскостью базовой детали устраняется. Далее с помощью того
же электродвигателя производится навинчивание гайки (при
отключенной зубчатой муфте 5).
Затяжку резьбовых соединений с большими диаметрами резьб
производят также посредством механизмов рычажного типа,
устанавливаемых на собираемую сборочную единицу. На рычаг
с плечом до 1 м действует сила, создаваемая гидроцилиндром,
имеющим специальный упор. Такой механизм может развивать
крутящий момент до 10 Т-м.
159
Рис. [138. Система обратной
связи:
1 — самоостанавлнвающийся
пневмомотор с системой реги-
страции; 2 — запорный клапан
мгновенного действия; 3 — дат-
чик момента; 4 — шпиндель; 5 —
сигнал к дополнительному уст-
ройству; 6 — блок сравнения;
7 — цифровой измерительный
прибор; 8 — усилитель
Большое применение находят пнев-
могайковерты, обеспечивающие качест-
венную затяжку резьбовых соединений
по углу поворота и затяжку по удлине-
нию, с системой электронного контроля,
точно улавливающие момент растяже-
ния болта и затем прекращающие за-
тяжку. Затяжка непосредственно по
удлинению исключает все неточности
и погрешности, имеющие место при
традиционных методах контроля.
При большом количестве крепеж-
ных деталей влияние соседних крепле-
ний может снизить первоначальную
растягивающую силу. Это влияние мо-
жет быть исправлено длительным при-
ложением крутящего момента с по-
мощью специальных самоостанавлива-
ющихся пневмомоторов.
Существенное повышение надежно-
сти дает комбинирование автоматиче-
ских устройств, регистрирующих кру-
тящий момент, с гайковертами, име-
ющими самоостанавливающиеся моторы. Оценка крутящего мо-
мента становится чрезвычайно точной. Крутящий момент ре-
гистрируется с помощью тензодатчиков, измеряющих момент
реакции в корпусе пневмомотора.
Сигнал с датчика подается на усилитель, а затем сравнивается
с предварительно установленным уровнем момента. Кроме того,
усиленный сигнал может быть направлен к множеству дополни-
тельных приборов: предупреждающим устройствам, индициру-
ющим и записывающим приспособлениям и др.
Лучшая регулировка затяжки крепежных деталей получается
при использовании системы обратной связи (рис. 138). Сигнал
с датчика используется не только для регистрации крутящего
момента, но и для отключения самоостанавливающегося мотора
при достижении необходимой величины крутящего момента. Это
уменьшает разброс крутящего момента до +5%. Для поддержа-
ния разброса по моменту в пределах +5% момент затяжки дол-
жен быть прерван менее чем за 10 мс.
Вопрос неуклонного развития механизации сборочных про-
цессов остается весьма актуальным. Если говорить о конкретных
направлениях совершенствования сборочного механизированного
инструмента, то прежде всего очень важно снизить его массу, по-
высить КПД, увеличить число шпинделей в одном корпусе, обес-
печить безопасность в работе, улучшить все другие технико-эко-
номические, эргономические и эстетические характеристики.
Должны получить распространение электро- и пневмогайковерты
160
с автоматическим изменением скорости вращения и крутящего
момента на шпинделе. Для устранения шума, возникающего при
работе пневматических машин, необходимо работать над более
рациональными конструкциями глушителей, а также обеспечить
дальнейшее снижение вибрации ручных машин всех типов.
Наряду с обеспечением высокого качества, постоянным требо-
ванием к конструкциям новых технических средств для механи-
зации процессов сборки остается повышение их надежности и долго-
вечности, снижение стоимости изготовления и эксплуатационных
расходов.
МЕХАНИЗИРОВАННЫЕ УСТАНОВКИ ДЛЯ СБОРКИ
РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Универсальные механизированные инструменты в ряде слу-
чаев нельзя эффективно использовать, так как их характеристики
могут не соответствовать требованиям технологии сборки. В ре-
зультате снижаются технические возможности сборочного про-
цесса. При сборке малогабаритных сборочных единиц на верста-
ках использование переносного механизированного инструмента,
удерживаемого в руках, излишне утомляет рабочего, а при сборке
крупногабаритных сборочных единиц с большими диаметрами
резьб переносный инструмент часто оказывается недостаточно
мощным. Все это вызывает необходимость оснащения процесса
сборки не только переносными инструментами, но и стационар-
ными механизированными установками. Если требуется значи-
тельная мощность для завинчивания резьбовых деталей, установки
делают одношпиндельными, однако большими преимуществами
обладают, как правило, многошпиндельные установки.
На рис. 139 показана одношпиндельная установка верстачного типа для
навинчивания гаек с резьбой диаметром до 36 мм. Основные элементы установки —
электродвигатель, редуктор и приводной вал с головкой, который посредством
телескопического соединения приводится во вращение и может быть перемещен
вдоль оси с помощью рукоятки. Управление — кнопочное. Такая установка
может быть использована в серийном производстве на узловой сборке.
Другая установка (рис. 140) для ввертывания винтов с диаметром резьбы
30 мм применяется в мелкосерийном производстве при сборке статора электродви-
гателя. Статор помещают на поворотном столе 1 установки. Коробка передач 2
со шпинделем имеет возможность перемещаться в вертикальном направлении.
Шпиндель имеет на конце торцовый ключ 3. Так как конечное зубчатое колесо 4
имеет возможность свободно поворачиваться на шлицевой втулке на угол 120°,
ключ 3 может быть легко установлен на винт при любом положении граней его
головки. Мощность электродвигателя установки 7 кВт. Реле максимального
тока, отрегулированное на крутящий момент на шпинделе 120 кгс-м, автомати-
чески отключает электродвигатель, когда момент затяжки винтов достигнет такой
величины. Установка может переналаживаться для сборки и других аналогичных
сборочных единиц.
Особенно большая трудоемкость сборки требуется для резьбо-
вых соединений с крупногабаритными деталями и диаметрами
6 Новиков М. П. 161
Рис. 139. Одиошпнидельиая стационарная установка для навинчивания гаек
резьб свыше 100 мм. Для создания необходимых крутящих мо-
ментов (1000—2600 кгс-м) применяют специальные установки
на фундаментах с приводом от электродвигателя.
Например, на рис. 141 показана одна из них для свинчивания труб диаметром
до 250 мм. Механизм выполнен в виде червячной передачи, причем навинчиваемую
тРУбу, на которую передается вращающий момент, вставляют в отверстие 1 сту-
пицы червячного колеса и зажимают кулачками. Привод осуществляется от от-
дельно стоящего электродвигателя через клиноременную передачу и Шкив-
маховик 2. Внутри последнего помещена пневмодисковая муфта 3, посредством
которой вращается червяк 4. Воздух, подаваемый через штуцер 5, создает осевое
Давление на диски, и вследствие этого получается необходимый момент трения.
Избыточное давление воздуха посредством редукционного клапана можно менять
162
Рис. 140. Схема установки для сборки статора электродвигателя
крупного габарита
Риъ,_141. Установка для свинчивания труб большого диаметра
6*
163
Рис. 142. Механизированная уста-
новка для одновременного навин-
чивания четырех гаек
Рис. 143. Механизированная уста-
новка для одновременного навинчи-
вания десяти гаек
в пределах 0,3—2,5 кгс/см2, при этом крутящий момент также будет изменяться
(от 600 до 2600 кгс-м). Особенностью установки является незначительная мощ-
ность электродвигателя, рассчитанная только на свинчивание, без затяжки,
а затяжка соединения происходит за счет накопленной кинетической энергии
шкива-маховика 2, когда детали свинчены до отказа.
Четырехшпиндельная механизированная установка (рис. 142)
предназначена для свинчивания деталей мелких сборочных еди-
ниц в условиях крупносерийного производства. Электродвига-
тель 1 через зубчатые колеса приводит во вращение одновременно
четыре шпинделя 2, соединенных с ведущими валиками посред-
ством кулачковых муфт, нагруженных пружинами, ограничива-
ющими момент затяжки гаек. Собираемая сборочная единица
с болтами и предварительно навинченными гайками устанавли-
вается на подъемный стол 3, перемещаемый с помощью педали.
164
По такому же принципу работает восьмишпиндельная механи-
зированная установка, применяемая для одновременного навинчи-
вания гаек на болты четырех шатунов.
В десятишпиндельной установке (рис. 143), используемой на
операции навинчивания гаек крепление бугелей блок-картера,
шпиндели приводятся во вращение также от общего электродви-
гателя. Другой, менее мощный электродвигатель предназначен
для гидравлического привода подачи.
Установка работает по полуавтоматическому циклу. После
нажатия кнопки «Пуск» включается электродвигатель гидропри-
вода. Последующим нажатием кнопки «Вперед» включается соле-
ноид подвода головки и электродвигатель привода шпинделей.
Головка с ускоренной подачей перемещается вниз, а затем посред-
ством гидравлического упора переходит на медленную рабочую
подачу; происходит навинчивание гаек.
Время и скорость рабочей подачи рассчитаны таким образом,
чтобы после полной затяжки гаек с моментом 16 кгс-м головка
еще некоторое время продолжала опускаться. Кулачковые муфты
при этом должны срабатывать на всех шпинделях, что свидетель-
ствует о полной затяжке всех десяти гаек.
В конце движения головки посредством конечного выключателя
автоматически прекращается вращение шпинделей и электродви-
гателя их привода, одновременно включается соленоид головки.
Последняя отходит в исходное положение, после чего автоматиче-
ски выключается электродвигатель гидропривода.
Блок-картер с установленными бугелями и предварительно
навинченными гайками подается по рольгангу с помощью рейки
и пневмоцилиндра. Этот же механизм предназначен для снятия
собранной сборочной единицы. Сборочная единица в установке
заменяется штырями и пневматическими камерами.
Для оснащения участков узловой сборки резьбовых соедине-
ний, особенно при сравнительно небольших диаметрах резьб
(М10—Ml2), в крупносерийном производстве целесообразно соз-
давать стационарные механизированные установки с использова-
нием нормализованных элементов многошпиндельных пневматиче-
ских гайковертов.
Для сборки одиночных резьбовых соединений в сборочных
единицах или изделиях небольших габаритных размеров и массы
пневмодвигатель 1 (рис. 144, а) удобно подвешивать на стойке 2
при помощи спиральной пружины 3. На основании стойки укреп-
ляется подставка 4, позволяющая удобно базировать и закреплять
сборочную единицу. При малых диаметрах резьбы винтов или
гаек пневмодвигатель удерживают при работе рукой.
Для одновременного навинчивания двух гаек (винтов) пневмо-
двигатели 1 (рис. 144, б) укрепляют на специальной траверсе 2,
имеющей возможность перемещаться на двух стойках 3. В верхнем
нерабочем положении траверса удерживается спиральными пру-
жинами 4. После установки сборочной единицы или изделия на
165
Рис. 144. Схемы установок для сборки резьбовых соединений с нормализованными пнев-
матическими двигателями
подставке 5 траверса 2 опускается вручную вниз до тех пор, пока
гайки или головки завинчиваемых винтов не войдут в торцовые
ключи 6. Одновременно с этим при помощи кулачков 7 перемес-
тятся кнопки-золотники и произойдет впуск сжатого воздуха в
двигатели. При больших габаритных размерах установки для пе-
ремещения траверсы 2 с двигателями может быть использован
пневмоцилиндр двойного действия.
Одновременное завинчивание нескольких (трех-четырех и более)
резьбовых деталей с параллельными осями может осуществляться
на установке, выполненной по схеме на рис. 144, в. Возможное
несовпадение осей пневмодвигателей с осями резьбовых сое-
динений может быть компенсировано шарнирным закрепле-
нием головок торцовых ключей или отверток на шпинделях.
Управление поступлением сжатого воздуха в двигатели и их
выключением целесообразно сблокировать с помощью общего
воздушного крана, открываемого при движении траверсы вниз
и закрываемого при ее возвращении в исходное положение. Тра-
верса может также перемещаться посредством пневмоцилиндра
двойного действия (рис. 144, г).
Если расстояние между осями собираемых резьбовых соеди-
нений небольшое, пневмодвигатели целесообразно размещать под
углом (рис. 144, д), а между головками торцовых ключей или от-
верток и шпинделями двигателей вводить шарнирные муфты.
Оснащение такими установками рабочих мест на узловой и общей
сборке изделий может способствовать значительному повышению
производительности и облегчению труда сборщиков.
В условиях массового производства сборочные единицы с резь-
бовыми соединениями во многих случаях целесообразно собирать
на полуавтоматах и автоматах.
Примером автоматизированной сборки резьбового соединения является
сборка сборочной единицы коромысла клапана двигателя (рис. 145, а). Сборочная
единица состоит из трех деталей: коромысла 1, винта 2 и контргайки 3. В авто-
мате для сборки винт 2 завинчивается в коромысло 1 и стопорится контргай-
кой 3.
Коромысло помещается в бункер 4 автомата (рис. 145, б) в специальные
кассеты по 10 шт. Каждое коромысло толкателем 5 продвигается в пазы револьвер-
ной головки 6, которая является транспортирующим механизмом для подачи
деталей к месту сборки. Гайки 3 засыпают в бункер 7 (рис. 145, в), а винты 2 —
в бункер 8. По трубопроводам 9 и 10 эти детали также поступают к месту сборки
сборочной единицы.
Свинчивание этих деталей осуществляется головкой 11 и специальным
механизмом 12, приводимым в движение электродвигателем 13. Бункер 4, ко-
торый несет кассеты 14 с коромыслами, вращается. Когда детали одной кас-
сеты израсходуются, это будет зафиксировано щупом 15, воздействующим
на конечный выключатель и вызывающим поворот барабана до подхода
следующей кассеты. Собранные сборочные единицы по лотку поступают в бун-
кер 16.
Автомат собирает восемь сборочных единиц в минуту. Кроме электропривода
свинчивающего механизма, автомат снабжен гидравлическими приводами, с по-
мощью которых осуществляется подача деталей, зажатие, а также перемещение
различных элементов.
При завинчивании большого количества однотипных винтов
значительные затраты времени требуются для предварительного
наживления их вручную в корпусную деталь, после чего может
быть применен переносный гайко-винтозавертывающий инстру-
мент. Для экономии затрат труда применяют специальные на-
ладки к гайковертам или шуруповертам для автоматической
подачи крепежных деталей из бункера-магазина к головке инстру-
мента или лезвию отвертки.
При помощи таких приспособлений можно повысить произво-
дительность на операции завинчивания в 3,5—4 раза.
Получают распространение также переносные полуавтоматы
для ввертывания винтов, имеющие стационарные бункера, откуда
винты автоматически поступают по одному в эластичную трубку
и далее к головке, где удерживаются в начале завертывания спе-
циальными губками.
167
5)
Рнс. 145. Схема автомата для сборки коромысла клапана
ЗАТЯЖКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Надежность и долговечность работы тяжело нагруженных
резьбовых соединений в значительной мере определяется тем, на-
сколько правильно будет произведена их затяжка в процессе
сборки. Повышение точности затяжки позволяет при конструи-
ровании резьбовых соединений уменьшить расчетные запасы
прочности и в конечном счете снизить их массу, а следовательно,
и затраты на изготовление.
Если детали, соединяемые болтами, шпильками или винтами,
испытывают во время работы переменные ударные нагрузки, то
такие соединения следует затягивать крутящим моментом опре-
деленной величины, при этом в случае многоболтового (много-
винтового) соединения нужно обеспечить равномерность затяжки
для всех резьбовых сединений.
Требования к равномерности затяжки еще более повышаются,
если в соединении необходима герметичность. Неполная и неравно-
мерная затяжка гаек (винтов) может явиться причиной деформа-
ции деталей под действием переменной нагрузки, нарушения плот-
ности соединения, т. е. причиной некачественной сборки, ведущей
к более быстрому износу сборочной единицы или даже машины.
В технических требованиях на сборку ответственных резьбовых соединений
указываются предельные значения крутящего момента, которым должны быть
затянуты гайки или винты. Особые указания по затяжке резьбовых деталей
обычно задаются в условиях на сборку шатунных и коренных подшипников
быстроходных двигателей внутреннего сгорания, карданных валов, головок блока
и многих других сборочных единиц.
Моменты затяжек, выдерживаемые при сборке, устанавливаются обычно
в зависимости от номинального диаметра резьбы, с учетом материалов, из которых
изготовлены крепежные детали. Для указанных выше соединений и сталей марок
30—35 (ГОСТ 1051—73) величина моментов затяжки принимается следующая:
Номинальный диаметр резьбы,
мм............................... 6
Л1зат, кгс-м ...............0,6—0,8
Номинальный диаметр резьбы,
мм............................. 16
Л4зат> кгс-м ............... 12,0—
14,0
8 10 12 14
1,4—1,7 3,0—3,5 5,5—6,0 8,0—9,0
18 20 22 24
16,0— 23,0— 30,0— 42,0—
19,0 27,0 36,0 48,0
Напряжение затяжки в шпильке, болте или винте составляет:
для резьбовых деталей из углеродистой стали сгзат = (0,6-ь0,7) сгт;
для деталей из легированных сталей <тза1 = (0,5-ьО,6) сгт.
Обеспечение требуемой затяжки данного резьбового соедине-
ния является весьма ответственной частью технологии сборки.
Простейшим способом ограничения крутящего момента при
затягивании гаек является выбор соответствующей длины рукоятки
ключа. Однако усилие руки в процессе работы даже у одного
и того же сборщика может изменяться в сравнительно широких
пределах, что, безусловно, будет сказываться на равномерности
затяжки. Поэтому способ регулирования величины крутящего
момента длиной рукоятки ключа применяется только в том случае,
170
когда есть необходимость огра-
ничить наибольший крутящий
момент при максимальном уси-
лии рабочего. Для неразборных
соединений используется иног-
да метод ограничения момента
затяжки посредством так на-
зываемой ложной головки вин-
та. Размеры ее контрольного
пояска рассчитаны на опреде-
ленную величину момента. Пре-
вышение последней вызывает
скручивание и отрыв головки.
Обычно же применяют другие
меры ограничения момента при
затяжке гайки (винта): специ-
альные ключи, поворот гайки
на определенный, заранее уста-
новленный угол; затяжку с из-
мерением удлинения шпильки
или болта.
Наиболее распространен пер-
вый способ — применение спе-
циальных ключей; они бывают
двух типов: предельные,
автоматически выключающиеся
при достижении определенного
ч)
Рис. 146. Торцовый предельный ключ
момента затяжки, и динамометрические — с указате-
лем величины прилагаемого момента при затяжке.
При использовании предельного торцового ключа (рис. 146, а) крутящий
момент при затяжке передается на стакан 1, который соединяется с гильзой 2
посредством кулачков. Если момент, приложенный к рукоятке 3 и передаваемый
в конечном счете на головку ключа 4 и, следовательно, на гайку или винт, пре-
вышает заданный предельный момент затяжки, то палец 5, смещаясь по наклон-
ной прорези гильзы 2, заставляет последнюю опускаться, преодолевая сопротив-
ление пружины 6. Кулачки гильзы при этом выходят из зацепления со стаканом 1,
в результате чего последний проворачивается вместе с рукояткой 3 вхолостую.
Видоизменением этой конструкции является ключ, в котором прорезь
в гильзе направлена параллельно оси, а кулачки выполнены с наклонными гра-
нями (рис. 146, б).
Предельная величина момента, необходимая для расцепления кулачков
ключа, может быть отрегулирована сжатием или ослаблением пружины 6. Однако
регулировать ключ на рабочем месте сборщик не имеет права. В связи с этим ключ
можно применять лишь при сборке резьбового соединения какого-либо одного
вида, что оправдывает себя в условиях крупносерийного и массового производства,
но неудобно в мелкосерийном.
В некоторых производствах применяют электрические тари-
рованные ключи. У них требуемый момент задается двумя тари-
рованными лимбами, связанными с контактом электрической
цепи. Последний при достижении заданного момента затяжки
171
соединяется с другим контактом, находящимся на тонкой стенке
ключа, деформирующейся под действием прилагаемого усилия.
Об этом свидетельствует световая сигнализация. Питается ключ
от двух батарей. В зависимоси от размеров резьб применяют
ключи с различными диапазонами настройки — до 5, 10, 20 и
30 кгс-м.
Ряд конструкций предельных ключей стандартизирован. Пре-
дельные ключи не обеспечивают высокой точности затяжки, но
просты по конструкции и удобны в эксплуатации и поэтому на-
ходят широкое применение.
Динамометрический ключ с упругим элементом в виде стального стержня
и указателем величины прикладываемого момента приведен на рис. 147. Упругий
стержень оканчивается головкой, в которую могут быть вставлены специальные
накладные или торцовые ключи-головки для различных размеров гаек (винтов).
Шкала, укрепленная на стержне, и стрелка дают возможность контролировать
крутящий момент в процессе затяжки резьбового соединения.
В динамометрическом ключе, показанном на рис. 148, использован V-об-
разный упругий элемент. Здесь рукоятка 1, свободно посаженная на игольчатом
подшипнике на головку 2, воздействует при повороте на V-образный элемент 3,
второй конец которого связан с головкой. Деформация элемента 3 пропорцио-
нальна величине прикладываемого момента, регистрируемого стрелкой на шкале.
Разновидностью конструкции динамометрических ключей яв-
ляется торсионный ключ (рис. 149), в котором величина кру-
тящего момента определяется по углу закручивания упругого
стержня 1; угол отсчитывается по шкале 2 при помощи стрелки 3.
Как подтверждается опытом, такие ключи позволяют обеспечить
затяжку с большей точностью, чем ключи других конструкций.
При пользовании динамометрическими ключами рабочий дол-
жен следить за положением стрелки и прекращать затяжку,
когда она дойдет до требуемого деления шкалы, что является
некоторым неудобством.
Динамометрические и предельные ключи применяют также для
контроля степени затяжки резьбовых соединений, собранных
с помощью механизированных средств. Этот способ контроля
не может быть рекомендован, ибо для смещения гайки, в связи
с повышенным коэффициентом трения (речь идет о трении покоя),
в этом случае требуется заведомо больший момент, чем тот, кото-
рым соединение затянуто. В результате годными могут оказаться
и те соединения, затяжка которых недостаточна. Однако, если
гайки предварительно навернуты механизированным инструмен-
том слабо, то дотяжка их динамометрическим или предельным
ключом обеспечивает достаточную точность и стабильность соеди-
нения.
Наибольшее влияние на точность затяжки по крутящему мо-
менту на ключе оказывают коэффициенты трения в резьбе и на
торце гайки. Существенно влияет также неточность угла профиля
резьбы и изменение диаметра торца гайки. Погрешности шага
и среднего диаметра, а также величина диаметра резьбы оказы-
вают малозаметное влияние на точность затяжки.
172
173
Периодически в процессе пользования предельные и динамо-
метрические ключи тарируют. При тарировании ключей с пружи-
ной (см. рис. 146) последняя получает предварительную затяжку
такой величины, при которой сцепление стакана и гильзы обеспе-
чивает передачу на гайку заданного крутящего момента. В дина-
мометрических ключах при тарировании контролируют правиль-
ность положения стрелки на шкале при соответствующих кру-
тящих моментах.
Наиболее простой и достаточно точный способ тарирования
показан на рис. 150. Тарируемый ключ устанавливают на крон-
штейне, при этом головку его надевают на переходник. Требуемые
крутящие моменты создают грузами.
Для более точного определения коэффициентов трения в эле-
ментах резьбового соединения предельный момент, необходимый
для затяжки ответственных соединений, следует устанавливать
опытным путем — затяжкой таких соединений ключами с контро-
лем возникающей осевой силы, имея в виду, что момент связан
в общем виде с силой затяжки равенством
^зат := зат^>
где k — коэффициент, зависящий от трения в резьбовом соеди-
нении; Рзат — сила затяжки; d — наружный диаметр резьбы.
В этих случаях для тарирования применяют специальные при-
боры; один из них — гидравлический показан на рис. 151.
174
Рис. ПО. Приспособление для тарирования предельных и динамометрических ключей по
крутящему моменту
Рис. 151. Гидравлический прибор для
тарирования предельных и динамомет-
рических ключей по осевой силе
В отверстие корпуса 1 прибора за-
прессован цилиндр 2 с переходной смен-
ной втулкой 3. В корпусе налито масло и
установлен поршень 4, на который опи-
рается втулка 5. Корпус прибора закрыт
крышкой 6. Давление масла контроли-
руется манометром 7. Перед началом ра-
боты прибор заполняют маслом. В пере-
ходную втулку 5 ввертывают шпильку 8,
по осевому натяжению которой должен
настраиваться ключ. На шпильку наде-
вают шайбу 10 и навинчивают гайку 9;
на гайку надевают головку тарируемого
ключа 11.
При правильно настроенном предельном
ключаться при давлении масла, кгс/см2,
О величине силы, создаваемой клю-
чом в затягиваемом резьбовом соеди-
нении, судят по показаниям мано-
метра.
ключе механизм его должен вы
Рм —
РЗат
F
где F — рабочая площадь поршня, см2.
Необходимую силу затяжки Рзат определяют по одной из формул ее зави-
симости от крутящего момента /Изат, прикладываемого к гайке (винту). Манометр
выбирают с учетом требуемой точности тарирования, со шкалой, рассчитанной
на 16, 40 или 60 кгс/см2. Для определения фактических осевых сил шпильку,
гайку, шайбу надо взять из рабочих комплектов, поступающих на сборку.
На этом же приборе можно тарировать ключи для затяжки болтовых и вин-
товых соединений.
Более точно учесть коэффициенты трения конкретной резьбо-
вой пары при данных условиях затяжки резьбового соединения
можно с помощью универсальных силоизмерителей. Прибор
(рис. 152) конструкции М. А. Щуренко позволяет вести измерения
одновременно всех основных нагрузок, возникающих в резьбовом
соединении: моментов на ключе от сил трения в резьбе и на опор-
ной поверхности гайки, а также осевой силы затяжки.
Основными элементами этого прибора являются внутренняя 1
и наружная 2 трубы, выполненные из стали ЗОХГСА. В отвер-
стии трубы 1 установлен шток 3, упирающийся нижним концом
в измерительный стержень индикатора 4. Рычаги 5 и 6, закреп-
ленные в верхней части трубы 1, соприкасаются с измерительными
стержнями индикаторов 7 и 8, а рычаги 9 и 10, связанные с тру-
бой 2, контролируются индикаторами 11 и 12. В верхней части
трубы 1 помещается испытуемый болт, который закрепляется
гайкой 13. Далее устанавливают стакан 14 и на выступающий ко-
нец болта надевают шайбу и навинчивают гайку.
При затяжке гайки моментом /Икл = /Изат болт будет растя-
гивать трубу 1. Удлинение трубы может быть зафиксировано
индикатором 4 (цена деления 0,002 мм). Момент, скручивающий
болт и трубу 1, величина которого может быть определена по
показаниям индикаторов 7 и 8, будет равен моменту трения
176г
в резьбе УИтр. р. Момент, • скручивающий трубу 2, измеряемый
с помощью индикаторов 11 и 12 (цена деления 0,01 мм), очевидно,
будет равен моменту 2Итр. 0 трения на торце гайки.
Первоначально прибор для установления зависимостей пока-
заний индикаторов от численного значения моментов и сил та-
рируют на машинах для испытания материалов на растяжение
и кручение.
Моменты и силы, определенные для конкретной резьбовой
пары с помощью этого прибора, наносят на графики (рис. 153),
которыми затем пользуются при установлении технических тре-
бований на сборку.
Необходимая величина затяжки может быть также выдержана,
если гайка после соприкосновения стыковых плоскостей соедине-
ния будет дополнительно повернута на определенный угол. При
сборке соединений по этому способу гайку вначале затягивают
177
обычным ключом, создавая за счет не-
которого сглаживания шероховатости
на поверхности резьбы и плоскостях
сопрягаемых деталей большую плот-
ность в стыках сборочных единиц. За-
тем гайку отвинчивают на два-три вит-
ка и вновь навинчивают до соприко-
сновения ее торца с опорной пло-
скостью. После этого ее повертывают
на установленный угол, контролируя
последний при помощи градуирован-
ного диска 1 (рис. 154, а) и стрелки 2.
Диск фиксируется относительно болта,
что исключает погрешность, связан-
Рис. 153. График моментов и сил Л _______
для резьбового соединения: НуЮ С СТО СКруЧИВЯНИСМ.
1 — момент затяжки Мзат; 2 — ВеЛИЧИНу уГЛЭ ф ПОВОрОТЭ ГЭЙКИ
момент трения в резьбе Мтр> р ; в завИСИМОСТИ ОТ Требуемой СИЛЫ ЗЭ-
3 — момент трения на торце гай- г» 1
ки Мт<о;4 -угол поворота ТЯЖКИ Рзат МОЖНО Определить ИСХОДЯ
гайки т<р‘°’ из следующих соображений. Как уже
отмечалось, когда затягивают гайку,
болт удлиняется на величину Хб, а деталь, закрепляемая этим
болтом, сожмется на величину Хд. В связи в этим гайка должна
переместиться вдоль оси болта на величину
X — 7. б +
или
л _ РзатР PsaiL
К ~ E6F6 ЕЯЕЯ
откуда
X P3„L (EcF6 + .
Учитывая, что
1
tga Р
получим
_ ^ср р г I 1 I 1 \
tga Р EjJ
Но tg a — путь, пройденный точкой на резьбе, при переме-
щении гайки вдоль оси болта на величину X, или, иначе,
л ____ dcp 2mp
tga 2~ 36Q ’
178
Рис» 154» Схемы затяжки болта путем поворота гайки на определенный угол (а) и схемы
контроля удлинения болтов и шпилек при затяжке (б, в, г)]
Отсюда угол поворота гайки при затяжке
Ф = ЗоО —----5—,
1 tg a ndcp ’
или
ф = 360 / 1 _|_ * V
Р \ЕбРб Е pj
здесь L — длина болта или шпильки между опорными плоско-
стями, мм; Р — шаг резьбы, мм; Ес, ЕА — модули упругости
материала болта или шпильки и скрепляемых деталей, кгс/мм2;
F6, ЕА — площади сечений болта или шпильки и скрепляемых
деталей, мм2.
Затяжку резьбового соединения можно также контролировать,
измеряя удлинения болта (рис. 154, б):
зат~ E6F6
Напряжение растяжения в болте сгзат = не должно
при этом превышать 0,5—0,7 предела текучести материала.
Способ непосредственного измерения удлинения резьбовой
детали обычно применяют, когда эта деталь имеет значительную
длину. В этом случае величина удлинения более ощутима и может
быть точнее измерена контрольными приборами. Для этого при-
меняют индикаторы часового типа (рис. 155).
В резьбовых соединениях с короткими шпильками или болтами
измерить непосредственно их удлинение трудно. В таких случаях
179
Рис. 155. Схема измерения уд-
линения стяжного болта при за-
тяжке
для наиболее ответственных соедине-
ний применима схема, приведенная на
рис. 154, в. В специально предусмот-
ренное отверстие болта или шпильки
помещают контрольный штифт. Наруж-
ный торец шпильки и штифта запод-
лицо шлифуют. После затяжки соеди-
нения торец штифта углубится на ве-
личину вытяжки болта или шпильки,
что нетрудно измерить индикатором.
В технических условиях на сборку ука-
зывается требуемая величина углубле-
ния штифта.
Способ контроля затяжки по
рис. 154, г предусматривает установку
специальной мерной шайбы 1 из пла-
стичного металла и кольца 2, отлича-
ющихся по высоте на величину 6.
В процессе затяжки резьбовой пары
шайба 1 сминается, и кольцо 2 зажи-
мается (его нельзя сместить). Это сви-
детельствует о требуемой затяжке, так
как размер 6 определяется исходя из
величины Р3„.
На таком же принципе основано применение в ряде болтовых
соединений английских машин шайб с четырьмя мерными высту-
пами. Эти выступы при затяжке сминаются, и зазор между торцом
головки болта и плоскостью шайбы уменьшается до определенной
величины, контролируемой щупом.
В. И. Зиняевым и О. А. Ямпольским [27] предложена для
контроля затяжки пневмотензометрическая шайба, имеющая в се-
чении U-образную форму. При затяжке гайки такая шайба де-
формируется, и проходное сечение — щель уменьшается. Пневма-
тическим прибором типа «Солеке» можно определить численное
значение затяжки. Для создания требуемой затяжки может быть
применен также способ предварительного растягивания стержня
болта или шпильки силой Рзат с последующим свободным навин-
чиванием гайки до соприкосновения с плоскостью опорной де-
тали. Такой способ сборки резьбовых соединений позволяет зна-
чительно уменьшить изгибающие и срезывающие силы, действу-
ющие на болт (шпильку) при затяжке. Схема гидроцилиндра,
используемого в этих случаях, показана на рис. 156.
Д Корпус цилиндра 1 устанавливается на собираемой сборочной единице,
при этом головка 2, закрепленная на стержне 3, навинчивается на выступающий
конец болта (шпильки). Далее под поршень 4 нагнетается масло. Требуемое давле-
ние определяется заранее и контролируется манометром. Вследствие этого стер-
жень болта (шпильки) нагружается силой Рзат. Эта сила должна растягивать
болт (шпильку) лишь в пределах упругих деформаций, она не должна создавать
напряжения, достигающего предела текучести. Затем гайка навинчивается на
180
болт (шпильку) до соприкосновения с опорной
плоскостью, масло спускается, и цилиндр сни-
мается со сборочной единицы.
Для различных резьбовых соединений исполь-
зуют гидроцилиндры, развивающие силу от 10 до
500 тс и более.
Если этим способом монтируется группа оди-
наковых резьбовых соединений, то процесс осуще-
ствляется одновременно несколькими цилиндрами.
Подача масла во все цилиндры может быть цен-
трализ ована.
Создаются специальные электрогидравлические
машины для одновременной затяжки таким спосо-
бом 12, 16 и более болтов (шпилек), развивающие
гидравлическое давление до 200 кгс/см2. Удлине-
ние болтов при затяжке контролируется автома-
тически, электронным прибором; погрешность
±1%.
Тяжелые стяжные болты — связи мощ-
ных прессов, стационарных дизелей и
других машин, имеющих значительные
диаметры резьб, при затяжке требуют
больших крутящих моментов на ключе.
В ряде случаев создание таких моментов
представляет трудности. По конструктив-
ным или технологическим условиям часто
не может быть использован также и гидра-
влический принцип растягивания болта.
Тогда применяют термический способ за-
Рис. 156. Схема гидроцилин-
дра для растяжения болта
(шпильки)
тяжки. Требуемая сила затяжки Рзгл обеспечивается удлинением
болта после предварительного нагрева на величину = Хзат.
Температура подогрева может быть определена из следующего
соотношения:
Д/°
KaL„ ’
где Ка — коэффициент линейного расширения материала болта;
LH — длина нагрева болта.
Для нагрева применяют электронагреватели в виде стержней,
вставляемых в специальное центральное отверстие болтов (шпи-
лек), или в виде разъемных муфт, охватывающих эти детали сна-
ружи. Контролируют нагрев измерением удлинения болта
(шпильки). После нагрева гайку затягивают обычным ключом.
В резьбовых соединениях, подверженных нагреву в процессе
эксплуатации машины, при затяжке шпилек, болтов или винтов
следует учитывать, что неравномерность удлинения резьбовых
и стягиваемых деталей может вызывать значительные допол-
нительные силы:
Ка^б^б .
Еб , ^-д
Еб^б
181
Принимая для беспрокладочных соединений L6 = Тд = L,
а также /б /д а; I, получим
P'“UZ+_C,
Еб^б ЕцРц
где Ка& и Ка — коэффициенты линейного расширения резьбовых
стягиваемых деталей; t — средняя температура деталей при работе
сборочной единицы в машине.
Таким образом, на резьбовые детали будут действовать силы
?3t = -^зат + -Р/.
которые могут их перегружать. Ослабление действия нагрева,
очевидно, будет в том случае, когда коэффициенты линейного
расширения скрепляемых деталей меньше, чем болта.
Выбор того или иного метода затяжки резьбовых соединений
зависит от точности, которую по конструктивным требованиям
необходимо обеспечить в процессе сборки. Наиболее точный метод
затяжки — с измерением удлинения болта (шпильки). Его целесо-
образно использовать при -^->10.
Менее точным является метод измерения момента затяжки.
Хорошие результаты в этом случае получаются лишь при высоком
качестве изготовления резьбы, исключающим явления заедания.
Если же качество резьбы недостаточное и заедание возможно, то
зависимость между 2Изат и Рзят нарушается, и это отражается
на величине затяжки. Этот метод следует рекомендовать при
затяжке коротких болтов (-j- < б) и шпилек < 10^ •
Значительные погрешности дает также метод затяжки с изме-
рением угла поворота гайки. Объясняется это тем, что определение
начала угла поворота гайки вызывает большое затруднение. Кроме
того, как подтверждают многие исследования, зависимость силы
затяжки от угла поворота гайки в начале затяжки не имеет линей-
ного характера. Особенно большие неточности получаются при
затяжке по этому методу коротких болтов или шпилек.
Наибольшей точности можно достичь при затяжке комбиниро-
ванным способом. В этом случае затяжку производят в два этапа:
вначале при определенном крутящем моменте (динамометрическим
или предельным ключом), а затем довертывание гайки с измере-
нием угла ее поворота. Требуемые крутящий момент и угол по-
ворота гайки определяют из диаграммы «крутящий момент — угол
поворота». Крутящий момент для первого этапа затяжки соответ-
ствует начальной неопределенной зависимости этих двух пока-
зателей, а угол окончательной затяжки берется в диапазоне прямо-
линейной зависимости. Точность такой затяжки характеризуется
данными, приведенными в табл. 21.
182
Таблица 21
Метод затяжки Достигаемая относитель- ная нерав- номерность затяжки । Метод затяжки Достигаемая относитель- ная нерав- номерность затяжки
По удлинению болта . . 0,05—0,07 По углу поворота гайки 0,14—0,22
По заданному моменту 0,1—0,16 Комбинированный , . 0,042—0,05
Распространенными погрешностями резьбовых соединений
являются срыв витков, наклон резьбы, местная забитость, смятие
граней головки, изгиб болта, шпильки или винта и образование
шейки на болте или~шпильке.
Наклон и срыв резьбы получаются главным образом от бес-
контрольной затяжки резьбового соединения. Часто встреча-
ющимся дефектом является также односторонний срез резьбы,
возникающий при сборке соединений с несовпадающими или пере-
кошенными отверстиями под болт или шпильку. Очень важно
строго контролировать, чтобы угол перекоса винта или болта
при вводе его в отверстие, как уже отмечалось, не превышал
определенной величины. Особенно большое значение имеет это
условие в случае принудительной подачи резьбовых деталей
в механизированных установках для свинчивания.
Все это свидетельствует о том, что технология сборки резьбо-
вых соединений в значительной степени влияет на характер рас-
пределения напряжения в болте, шпильке или винте и является
важным условием обеспечения прочности. До 70% повреждений
болтов ответственного назначения (например, шатунных) — ре-
зультат неправильной затяжки и от 10 до 25% повреждений объяс-
няется другими ненормальностями сборки.
Длительная прочность резьбовых деталей зависит также от
податливости (пружинения) соединения. Уменьшение податли-
вости, большая жесткость стыков создают лучшие условия для
работы болтов, винтов и шпилек. Увеличение силы затяжки спо-
собствует повышению усталостной прочности крепежных деталей.
СТОПОРЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Затяжка резьбовых соединений, созданная при сборке, в про-
цессе работы машины в условиях эксплуатации под действием
переменных нагрузок постепенно уменьшается. На интенсивность
этого процесса оказывают влияние многие факторы, как-то: со-
стояние и способ получения резьбы, жесткость стыков, микро-
геометрия их поверхностей, наличие смазки, величина силы пред-
варительной затяжки. В мобильных машинах нарушение стабиль-
ности затяжки также зависит от цикличности внешних нагрузок,
частоты вынужденных колебаний, релаксации напряжений.
183
кгс!смг
В качестве примера на рис. 157
приведены результаты испытания на-
тянутых болтов, нагруженных пуль-
сирующей растягивающей нагрузкой,
при различной шероховатости поверх-
ностей стыков и смазке их. Во всех
случаях затяжка болта под действием
пульсирующей нагрузки через опреде-
ленный период уменьшается. При этом
интенсивность нарушения стабильно-
сти затяжки более заметна в случае
Рис. 157. Изменение затяжки резьбового грубо обработанных СТЫКОВ СО СМаЗКОЙ.
соединения под действием пульсирующей
растягивающей нагрузки (светлыеточки — СаМОПрОИЗВОЛЬНОе ОСЛабле-
стыки без смазки; черные — со смазкой)
ние затяжки резьбового соеди-
нения может привести к пару-
шению работы сборочной единицы, машины, быть причиной ава-
рии. Поэтому при сборке таких соединений большое внимание
уделяют обеспечению стабильности их затяжки.
Одна из основных конструктивных мер борьбы с самоотвинчи-
ванием — стопорение. Существует несколько способов стопорения
резьбовых соединений: созданием дополнительных сил трения-
путем осевого или радиального давления (стопорение контргай-
кой, винтом, самостопорящимися гайками); взаимной фиксацией
гайки относительно болта, одной из скрепляемых деталей или
фиксацией нескольких гаек (винтов) (стопорение шплинтом,
пружинными и деформируемыми шайбами, проволокой); посред-
ством местных пластических деформаций (накерниванием).
Стопорение контргайкой. Обычную или штампованную из листовой стали
контргайку (рис. 158, а) навинчивают на конец болта (шпильки) после затяжки
крепежной гайки. Затягивают контргайку до плотного соприкосновения ее с тор-
цом ^основной гайки.
рис. 158. Стопорение резьбовых соединений
184
Возможно применение контргайки
из упругого пластика с одним витком
резьбы и скошенным торцом. Эту кон-
тргайку затягивают до тех пор, пока
скошенный торец благодаря упругим
деформациям не прижмется к гайке
всей своей плоскостью.
Рис. 159. Самостопорящиеся гайки
Стопорение винтом. При ввертывании резьбовой детали (рис. 158, б) винт 1
должен быть отвернут. Последующей его затяжкой достигают местного увеличе-
ния шага резьбы, повышенного осевого давления и трения в резьбе. При этом сам
винт 1 стопорится за счет упругости основной детали.
Этот же эффект достигается благодаря применению самостопорящихся гаек
с завальцованными пластмассовыми упругими вставками 2 (рис. 158, в), а также
гаек, имеющих горизонтальные или винтовые разрезы (рис. 159).
При затяжке радиального стопорного винта 4 (см. рис. 158, г) также создаются
дополнительные силы трения в резьбе. Винт затягивают до отказа. Во избежание
порчи основной резьбы под винт кладут свинцовый или алюминиевый шарик 3.
Стопорение специальными гайками основано на создании дополнительных
сил трения от радиального натяга в резьбе гаек за счет упругости верхней ее
части благодаря разрезам (см. рис. 158, д) или обжатия на эллипс (см. рис. 158, <?).
Надежность стопорения таких гаек проверяется сопоставлением фактических
крутящих моментов при первом их навинчивании и 10—15-кратном отвинчивании
(в свободном состоянии) с моментами, заданными нормами.
Гайки ответственных соединений для достижения стабильности затяжки
нередко омедняют.
Стопорение разводным шплинтом (см. рис. 158, ж). Гайки корончатые со
шплинтами обладают существенными конструктивными и технологическими не-
достатками. Но в ряде соединений, где требуется особая стабильность затяжки,
другие способы стопорения дают худшие результаты. Шплинт должен сидеть
в отверстии болта или шпильки плотно и выступать над торцовой поверхностью
гайки не более чем на 0,3 его диаметра. Головка шплинта утопает в прорези гайки,
а концы его разводят: один на торец болта или шпильки, другой — на грань
гайки. Следует обеспечить плотное прилегание обоих концов.
Следует учитывать, что стопорение шплинтом требует часто дополнительной
затяжки (дотяжки) гайки, с тем чтобы обеспечить совпадение ее прорези с отвер-
стием под шплинт. Максимальный угол дотяжки может составлять 53—55°.
При такой дотяжке напряжение в болте (шпильке) значительно возрастает,
особенно при малых моментах основной затяжки.
После установки шплинта необходимо проверить, нет ли в месте его перегиба
трещин или надломов, так как это может быть причиной обрыва конца и поврежде-
ния всего механизма.
Стопорение пружинными шайбами (см. рис. 158, з). Шайба должна обладать
достаточной упругостью. Это обнаруживается по величине развода ее концов,
которая должна быть не менее полуторной толщины шайбы. При правильной
затяжке гайки пружинная шайба прилегает к опорной поверхности детали и торцу
гайки по всей окружности: зазор в разрезе шайбы допускается до половины ее
толщины, но не более 2 мм. Установка двух пружинных шайб не допускается.
При затяжке гайки с пружинной шайбой момент трения, вследствие «вреза-
ния» концов шайбы в опорную поверхность и торец гайки, меняется. По этой же
причине предварительная затяжка соединения, осуществляемая ключом с огра-
ниченным моментом, уменьшается. Опорные поверхности от упругих шайб пор-
тятся и при переборке соединения требуют зачистки. Недостатком этих шайб
также является возможность обламывания их концов, которые могут затем по-
пасть в собираемый механизм.
В связи с этим упругие шайбы рекомендуется применять только на наружных
резьбовых соединениях.
Стопорение резьбовых соединений деформируемой шайбой с наружными
выступами (рис. 160, а) — наиболее простой способ. Шайба выполняется из мяг-
кой листовой стали толщиной 1—1,25 мм. После затяжки гайки выступы шайбы
отгибаются: один на грань, второй — по кромке корпуса. Если болт расположен
185
Рис. 160. Стопорение деформируемой
шайбой
Рис. 161. Стопорение проволо-
кой
на значительном расстоянии от края корпуса, то деформируемую шайбу делают
круглой с наружным диаметром в 2,5 раза больше диаметра болта (рис. 160, б).
На корпусе заранее просверливают отверстие, в которое при помощи молотка и
кернера отгибают край шайбы. Отогнутая часть шайбы должна плотно прилегать
к грани гайки и не иметь трещин в месте перегиба. Повторное отгибание шайбы
по одному и тому же месту не допускается.
Перечисленные способы стопорения обеспечивают фиксацию только гайки,
болт же должен быть предохранен от самоотвинчивания.
Стопорение проволокой. Винты (или болты) с открытыми головками часто
стопорят мягкой проволокой (рис. 161). Отверстия в головках должны быть про-
сверлены заранее, до постановки винтов. Проволоку в отверстия следует вводить
крест-накрест и так, чтобы натяжение, получающееся после стягивания ее кон-
цов, создавало момент, действующий в направлении затяжки. Проволока должна
быть мягкой, без надломленных мест;”концы ее скручивают и обрезают на рас-
стоянии 5—7 мм от начала скрутки.
Стопорение посредством местной пластической деформации производят
после затягивания винта или гайки накерниванием (см. рис. 160, в). Таким спо-
собом обычно стопорят соединения, не требующие разборки. Операция кернения
болтов или шпилек намного ускоряется применением специального кернителя,
фиксируемого на гайке.
Использование различных способов стопорения в машино-
строении характеризуется следующими данными: упругой шайбой
75—80%, шплинтами 10—12%, специальными шайбами 5—7%
и проволокой 1—2%.
Конструкция шайбы, подложенной под гайку, оказывает за-
метное влияние на затяжку соединения. При одном и том же
моменте затяжки большее удлинение болта получается, когда
под гайкой подложена оцинкованная шайба, и наименьшее —
при упругой шайбе. Объясняется это различной величиной мо-
мента трения на торце гайки, что следует учитывать при раз-
работке технологии затяжки резьбовых соединений.
Для предохранения мелких винтовых соединений от само-
отвинчивания в ряде случаев применяют однокомпонентные клея-
186
щие лаки на пластмассовой основе. При использовании этих
химических средств в процессе сборки необходимо применять
меры, исключающие попадание капель лака на поверхности дру-
гих деталей сборочной единицы, особенно на рабочие поверхности
подвижных соединений.
СБОРКА СОЕДИНЕНИЙ СО ШПОНКАМИ
Точность сборки соединения с одной или несколькими шпон-
ками обеспечивается изготовлением его элементов по размерам
с допусками.
Размеры шпонок выполняют по системе вала, так как посадки
в пазах вала и ступицы, как правило, различны. При неподвиж-
ных соединениях шпонку устанавливают в паз вала плотно или
даже с натягом, а в пазу ступицы посадка создается более сво-
бодная.
р
Посадку ~~ шпонки в пазу втулки применяют обычно тогда,
когда втулка, передавая крутящий момент, должна свободно
перемещаться вдоль оси вала. При монтаже на вал охватывающей
детали необходимо следить, чтобы она не «сидела» на шпонке,
т. е. центрировалась бы исключительно на цилиндрической или
конической поверхности вала. При этом между верхней плоскостью
шпонки и впадиной паза втулки должен быть достаточный зазор.
Если в собранной сборочной единице зазор проверить нельзя, то
перед постановкой охватывающей детали рекомендуется промером
определить размер D -|- (рис. 162, б). Он должен быть больше
Рис, 162, Смещение деталей шпоночного соединения при сборке
187
Рие 163. Конструктивная
схема приспособления для
установки призматической
шпонки в паз охватыва-
ющей детали
соответствующего размера вала со шпон-
кой на величину требуемого зазора.
Основные размеры призматических
шпонок и сечений пазов, допуски и ос-
новные отклонения шпоночных соеди-
нений регламентированы стандартами
СТ СЭВ 189—75, СТ СЭВ 57—53, СТ
СЭВ 145—75.
Устанавливая в паз шпонки больших разме-
ну Р
ров с посадками и-^—, не следует пользо-
ваться молотком или другими ударными приспо-
соблениями. Вследствие неравномерных и нецен-
тральных ударов возможен поперечный перекос
шпонки и врезание ее кромки в тело вала или
наоборот. Этого недостатка избегают, запрессовы-
вая шпонки под прессом или струбцинами.
„ „ N
Если шпонку устанавливают с посадкой
в паз охватывающей детали, то эту операцию
удобно производить на прессе в приспособлении, схема которого приведена
на рис. 163. В отверстии плиты 1 укреплен палец 2, на котором центри-
руется охватывающая деталь. Палец имеет косой срез. Аналогичный срез имеет
и пуансон 3, который помещают внутри детали, после того как последняя со
вставленной от руки шпонкой бывает надета на палец 2. При нажатии штока 4
пресса пуансон 3 опускается, и вследствие косого среза создается радиальная
сила, запрессовывающая шпонку в паз.
Правильная сборка соединений со шпонками в значительной
мере обеспечивает работоспособность и надежность работы сбороч-
ной единицы. Большое значение при этом прежде всего имеет
строгое соблюдение посадок в сопряжениях шпонки с валом
и охватывающей деталью. Увеличенные зазоры (рис. 164) —•
одна из основных причин нарушения распределения нагрузок,
смятия и разрушения шпонки.
Смещение осей шпоночных пазов в валу и втулке
(см. рис. 162, в) также приводит к неправильному положению
шпонки (см. рис. 162, г) и несовпадению боковых поверхностей
шпонки и паза на величину
Характер распределения действующих сил при этом тоже
нарушается. В тех случаях, когда в соединении имеются две
диаметрально расположенные шпонки и каждая из них смещена
на величину то собрать сборочную единицу с помощью отно-
сительного поворота сопрягаемых деталей не представляется
возможным (см. рис. 162, д).
Допуск на смещение шпоночных пазов на валу и в охватывающей детали при
одной шпонке не должен превышать двойного допуска на ширину паза, а при двух
шпонках — половины его.
188
Рис. 165. Схема перекоса осей шпоноч-
ных пазов
Рис. 164. Правильно (а) и неправильно
(б ) собранные соединения со шпонкой
Часто встречающейся погрешностью является также перекос
осей пазов. Если Д3 (рис. 165, а) превышает половину допуска
на ширину паза, то сборка соединения значительно затрудняется
вследствие деформации стенок паза, а также перекоса охватыва-
ющей детали на валу (рис. 165, б).
В процессе сборки шпоночных соединений с клиновыми шпон-
ками ось охватывающей детали смещается по отношению к оси
вала на величину посадочного зазора е (см. рис. 162, а). Таким
образом, для уменьшения биения охватывающей детали после
сборки шпоночного соединения посадочный зазор желательно
сокращать до минимума. При сборке соединения с клиновой шпон-
кой необходимо добиваться, чтобы дно паза охватывающей детали
имело уклон, соответствующий уклону шпонки, так как иначе
ступица будет сидеть на валу с перекосом (рис. 166).
При вынимании шпонок из пазов пользуются одним из спо-
собов, приведенных на рис. 167. В качестве инструмента обычно
употребляют мягкие выколотки.
Разборку соединения со шпонками производят сдвиганием
охватывающей детали с посадочного места, а при креплении детали
на конце вала — удалением шпонки из паза. Для облегчения ра-
боты в торце шпонки целесообразно предусматривать отверстие
с резьбой, которое можно использовать для установки Г-образного
штыря, сцепляющегося со съемником (рис. 168, а).
Рис. 166. Неправильное (а) и правиль-
ное (б) соединение с клиновой шпонкой
Рис. 167. Схемы извлечения шпоиок
из пазов
189
Рис. 168. Способы извлечения шпонок:
1 — штанга; 2 — упор; 3 — груз
При извлечении клиновой шпонки с головкой использование молотка и зу-
била, загоняемого между головкой шпонки и ступицей детали, во всех случаях не
может быть оправдано. Такой способ демонтажа ведет к искривлению шпонки,
порче торцовых поверхностей деталей, а нередко и к деформациям вала. Извле-
кать шпонку с головкой необходимо при помощи приспособлений, показанных
на рис. 168, б—г. Осевые силы, сдвигающие шпонку в первом приспособлении,
создаются ударами груза, перемещаемого по штанге до упора, во втором — по-
средством силового винта, а в третьем — посредством рычага.
Призматическую шпонку после демонтажа охватывающей детали удобно
извлекать при помощи винтов-съемников (рис. 168, д), ввинчиваемых в предусма-
триваемые для этой цели отверстия.
В условиях крупносерийного и массового производства приз-
матические и сегментные шпонки обычно не пригоняют (в процессе
самой сборки). В единичном и мелкосерийном производствах
такие работы допускаются, особенно когда к шпоночным соеди-
нениям предъявляют особые требования в отношении точности.
В качестве примера рассмотрим процесс пригонки призмати-
ческих шпонок, осуществляемый при сборке валов турбин. Вал
устанавливают на призмах на горизонтальной плите. Вначале
пришабривают боковые стенки паза, при этом вал поворачивают
так, чтобы пришабриваемая стенка была параллельна плоскости
плиты. Во избежание перекосов дисков, которые должны насажи-
ваться на вал, стенки паза вала должны быть строго параллельны
его оси (отклонение не более 0,01 мм на 200 мм длины). Парал-
лельность проверяют индикатором, ширину паза — калибром.
После пригонки стенок паза шабрят его дно. Контрольными при-
способлениями при этом являются (обычный шаблон и щуп
(рис. 169, а). По окончательно отработанному пазу пришабривают
шпонку. ' ;
190
Положение боковых стенок паза вала относительно его оси
проверяют при помощи клиновых плиток и линейки или индика-
торным прибором. В первом случае (рис. 169, б) в паз вкладывают
клиновые плитки и затем щупом контролируют зазоры в местах 1
и 2. При отсутствии перекоса эти зазоры должны быть одинаковы.
Работа индикаторных контрольных приборов при проверке
на перекос оси паза вала или ступицы основана на том, что при
отсутствии перекоса размер I (рис. 169, в) на обоих концах паза
должен быть один и тот же и, следовательно, положения наконеч-
ника 1 индикатора относительно поверхности вала или отверстия
должны быть неизменными.
После постановки шпонки в паз проверяют высоту выступа-
ющей части шпонки при помощи микрометрической головки и мо-
стика (рис. 169, г). Взаимное расположение шпонок на валу
j
191
1 3 2
Рис. 170. Технологические схемы
узлов со шпонками
Рис. 171. Схема бесшпоночного
соединения с упругопластичной
втулкой
D
контролируют индикатором 1 (рис. 169, д'). Индикатор укреплен
на раздвижных ножках 2, оканчивающихся цилиндрическими
валиками 3. Прибор устанавливают, как показано на рис. 169, д,
и в таком положении закрепляют винтом 4. Показания индикатора
при перестановке прибора на другую сторону вала в случае сим-
метричного расположения шпонок должны быть такими же.
Последовательность сборки сборочных единиц со шпонками определяется
конструкцией. Например: по рис. 170, а — установить вал в тиски (приспособле-
ние), закрепить; посадить шпонку 1 в шпоночный паз детали 2; проверить плот-
ность посадки шпонки; проверить посадку шпонки 1 в пазу детали 2 по специаль-
ному кольцу 3 на краску;
по рис. 170, б — установить деталь 3 в тиски (приспособление), закрепить;
наживить шпонку 1 в шпоночном отверстии детали 3; установить приспо-
собление и запрессовать шпонку 1 в шпоночное отверстие и в паз до упора;
вынуть приспособление; проверить посадку шпонки 1 в пазу детали 3 по специ-
альной контрольной оправке 2 на краску;
по рис. 170, в — установить деталь 2 в приспособление (тиски), закрепить;
посадить в шпоночный паз детали 2 сегментную шпонку 1 до упора; проверить
посадку шпонки 1 в пазу детали 2 по специальному кольцу 3 на краску;
по рис. 170, г — установить деталь 2 в приспособление, закрепить; посадить
шпонку 1 в шпоночный паз детали 2; сверлить отверстия в детали 2 на глубину
I мм через отверстия шпонки 1, очистить отверстия от стружки; нарезать резь-
бы Md мм в двух отверстиях детали 2 на глубину I мм, очистить отверстия от
стружки; ввернуть два винта Md X I в отверстия детали 2 до упора; проверить
посадку шпонки 1 в пазу охватывающей детали по специальному кольцу на кра-
ску; шабрить боковые поверхности шпонки 1 по краске, обеспечив плавное
перемещение кольца по шпонке без заеданий и боковой качки.
Шпоночные соединения имеют недостатки, заключающиеся
в том, что при передаче больших и особенно знакопеременных
крутящих моментов шпоночный паз на валу приходится делать
глубоким, при этом снижается прочность вала. При боковых
зазорах между шпонкой и пазом охватывающей детали паз посте-
пенно разрабатывается, что может вызвать срез шпонки или ее
деформацию. Учитывая это, особые требования предъявляют
к точности центрирования шпоночного соединения и плотности
посадки на валу охватывающей детали. В конструкциях машин
192
начинают применяться разнообразные виды бесшпоночных соеди-
нений. Один из таких видов — соединение упругопластичными
втулками [1]. Охватывающая деталь 1 (рис. 171) устанавливается
на цилиндрическом хвостовике вала 2, центрируясь на два метал-
лических кольца, между которыми поставлена втулка из капрона,
паронита- асборезины или других упругопластичных материалов.
Под действием осевой силы Р, создаваемой гайкой, втулка дефор-
мируется, в результате чего возникают силы трения, прочно удер-
живающие охватывающую деталь на валу 2.
Среднее удельное давление в сопряжении втулки с охватыва-
ющей деталью
где р. — коэффициент Пуассона; о — сжимающее напряжение
в среднем сечении втулки.
Это напряжение, очевидно, может быть найдено из формулы
где F — площадь поперечного сечения втулки;
Pr = Р — ДТ;
здесь ДТ — равнодействующая осевых сил трения.
Крутящий момент, передаваемый соединением, при коэффи-
циенте трения f втулки о поверхность детали
Создание при сборке условий для передачи соединением необ-
ходимого крутящего момента обеспечивается нормированной за-
тяжкой гайки, в результате чего возникает соответствующая
сила Р.
СБОРКА ШЛИЦЕВЫХ СОЕДИНЕНИЙ
Соединение деталей по шлицам позволяет обеспечить более
точное центрирование, чем при соединении деталей со шпонкой,
а также повышенную прочность. Распространены прямобочные,
эвольвентные и треугольные шлицевые цилиндрические соедине-
ния. В прямобочном шлицевом соединении охватывающая деталь
может быть центрирована по наружной поверхности шлицев, по
поверхности впадин или по боковым сторонам шлицев. В соеди-
нениях с эвольвентными шлицами центрирование осуществляется
профилями зубьев или по наружной поверхности шлицев. При
треугольных шлицах детали центрируются по боковым профилям
шлицев.
7 Новиков м. п. 193
В зависимости от применяемой посадки центрирующих поверх-
ностей шлицевые соединения можно отнести к одной из следу-
ющих групп: тугоразъемные, легкоразъемные и подвижные.
При сборке шлицевых соединений полная взаимозаменяемость
даже в условиях массового производства обычно не достигается
из-за весьма малых зазоров, выдерживаемых в центрирующих
сопряжениях.
Сборку шлицевых соединений начинают с осмотра состояния шлицев обеих
деталей. Даже незначительные забоины, задиры или заусенцы в шлицевом соеди-
нении не допускаются. Особое внимание уделяют осмотру внешних фасок и за-
круглений внутренних углов шлицев, так как при неправильном выполнении
этих элементов возможно заедание на шлицах при сборке соединения. В туго-
разъемных соединениях (рис. 172, а) охватывающую деталь обычно напрессовы-
вают на вал при помощи специального приспособления или на прессе.
Собирать такие соединения, применяя молоток, не рекомендуется. Нерав-
номерные удары могут вызвать перекос охватывающей детали на шлицах и даже
задир их. При очень тугих шлицевых соединениях целесообразно охватывающую
деталь перед запрессовкой нагреть до 80—120° С.
Зазоры в легкоразъемном (рис. 172, б) шлицевом соединении
являются причиной перекоса сопрягающихся деталей, особенно
при несимметрично действующей нагрузке относительно средней
плоскости охватывающей детали. В результате этого возникают
дополнительные осевые силы, вызывающие колебательное движе-
ние деталей соединения вдоль шлицев и усиленный износ пос-
ледних.
Рис. 172. Тугоразъемиые (с) и легкоразъемиые (б) шлицевые соедииеиия
194
Рис. 173. Схемы проверки собранного шли-
цевого соединения
a) S)
Рис. 174. Шлицевые соединения:
а — при соосности вала и втул-
ки; б — при перекосе осей
После установки и за-
крепления охватывающей
детали на шлицах соедине-
ние следует проверить на
биение (рис. 173, а). До-
пускаемые величины ра-
диального и торцового
биений зависят от назна-
чения соединения и ука-
зываются в сборочном чер-
теже или технических тре-
бованиях на сборку.
В легкоразъемных и подвижных шлицевых соединениях охва-
тывающие детали устанавливают на место под действием неболь-
ших усилий и даже от руки; при этом охватывающие детали кон-
тролируют, кроме проверки на биение, еще и на перемещение по
шлицам на качку (рис. 173, б и в). В правильно собранной сбо-
рочной единице перемещение охватывающей детали должно быть
легким, без заеданий. Качка охватывающей детали под действием
создаваемого вручную крутящего момента допустима лишь в очень
ограниченных пределах, определяемых техническими требова-
ниями на сборку.
Особое значение в подвижных шлицевых соединениях имеет
соосность отверстия охватывающей детали и шлицевого вала.
При полной соосности все шлицы вала имеют контакт со шли-
цами отверстия (рис. 174, а). В том же случае, если соосность
нарушена, в постоянном контакте теоретически будет находиться
только один шлиц (рис. 174, б), что ухудшает условия работы
соединения. Это обстоятельство необходимо учитывать при сборке.
В целях снижения напряжений смятия на боковых поверхно-
стях шлицев сопряжения их в тяжело нагруженных ответственных
соединениях проверяют также с помощью краски на прилегание.
СБОРКА НЕПОДВИЖНЫХ КОНИЧЕСКИХ СОЕДИНЕНИЙ
Конические соединения с неподвижной посадкой часто при-
меняют взамен цилиндрических; в сборке они имеют ряд преиму-
ществ. Вследствие того, что в начале сборки вал легко входит
7* 195
Рис. 175. Погрешности конических соединений
в отверстие и самоцентрируется, сборка конических соединений
значительно облегчается, что особенно важно при установке
крупных деталей (маховиков, больших зубчатых колес). Напря-
женность посадки и необходимый натяг в коническом соединении
создаются напрессовкой охватывающего конуса на охватываемый
и поэтому могут регулироваться. Такие соединения часто при-
меняют без шпонок, так как при определенных натягах возможна
передача крутящего момента только силами трения, возника-
ющими на поверхности контакта. Конические соединения удобны
в разборке.
Сборку конического соединения начинают с подбора охватыва-
ющей детали по конусу вала. Проверку ведут по краске, на качку,
а также по глубине посадки охватывающего конуса на валу.
Коническая поверхность охватывающей детали должна плотно
соприкасаться с поверхностью конуса вала.
Зазоры с торца наружного отверстия и качание охватывающей
детали 1 (рис. 175, а) характеризуют кривизну поверхностей
конусов или несоответствие углов конусов, что является причиной
осевого смещения или перекоса деталей. Величина осевого сме-
щения Л2 охватываемой детали 2 при равенстве больших оснований
конусов Dr = D2
Перекос и качка деталей возникают при несовпадении углов
конусов охватываемой и охватывающей деталей; при этом, если
угол конуса вала а2 (рис. 175, б) меньше угла ах конуса отверстия,
то перекос осей будет больше.
Конические поверхности вала и охватывающей детали обычно
обработаны с шероховатостью Ra < 1,25 мм. В крупногабарит-
ных соединениях отверстия при этом шабрят или развертывают
специальными сборными развертками, вследствие чего умень-
шается трудоемкость пригонки.
В процессе сборки конического соединения (рис. 176) к охва-
тываемой детали — валу или охватывающей — втулке, ступице
прикладывают осевую силу Рк. В сопряжении возникает диаме-
тральный натяг 6 и контактное напряжение р, благодаря которому
195
создаются элементарные силы трения
р tg <р (здесь <р — угол трения, а
tg ф — коэффициент трения при за-
прессовке).
Площадь поверхности контакта
в коническом соединении
F _ л(Р+ d) I
2 cos а
При этом контактное давление,
очевидно, будет pF, а сила трения
pF tg ф. Тогда по рис. 176
Рк = pF tg ф cos а,-\- pF sin а.
Рис. 176. Схема неподвижного кони-
ческого соединения
Учитывая, что угол а обычно имеет небольшую величину,
принимают cos а = 1 и sin а = tg а; тогда
Рк = РР (tgT + tga).
При разборке соединения сила распрессовки будет иметь
направление, противоположное Рк, и тогда
^ = PF(tg<p'--tga)-
Самоторможение будет при Р.лР > 0 или, иначе, при
tg ф' — tg a > 0, откуда tg a < tg ф'. Это можно представить
также в виде 2tg a < 2 tg ф', но так как 2 tg a = — конус-
ность, то
—Г~ <21ёФ-
Следовательно, для самоторможения удвоенный коэффициент
трения tg ф' при распрессовке конического соединения должен
быть больше конусности.
Численное значение р в зависимости от натяга 6 может быть
найдено по формулам, приведенным ниже.
В зависимости от величины диаметрального натяга в кони-
л НИН
ческих соединениях применяют обычно посадки-^-, —, —j—.
Специальные посадки с натягами более 0,001 мм среднего диа-
метра конуса используются в тяжело нагруженных соединениях.
Коэффициенты трения при сборке и разборке соединения могут
быть приняты по данным табл. 22.
Исследование устойчивости конических прессовых соединений
показали, что сила запрессовки при любом натяге в значительной
степени зависит от угла уклона конуса а (рис. 177); с увеличением
угла уклона конуса она резко возрастает (рис. 178). От угла а
непосредственно зависит также прочность конического соединения.
При малых значениях угла а сила, требуемая для распрессовки,
увеличивается и иногда даже превышает силу запрессовки. При
497
Рис. 177. Характеристики прессовых кони-
ческих соединений при разных углах укло-
на конуса
Рис. 178. Сила запрессовки и рас-
прессовки при разных углах уклона
конуса
больших значениях угла уклона конуса сила, требуемая для
распрессовки соединения, составляет лишь часть силы запрессовки
(рис. 178).
Рассмотрим некоторые особенности сборки конических соеди-
нений. На рис. 179, а показано соединение направляющей втулки 1
с корпусом 2. Неподвижность здесь достигается натягом, создава-
емым при запрессовке. Если размеры втулки и отверстия выдер-
жать с большой тщательностью, то контролировать качество
этого соединения при запрессовке втулки можно измерением вели
чины h.
Зависимость натяга в коническом соединении от h (рис. 179, б)
может быть выражена так:
, _ 6
2 tga ’
где 6 — диаметральный натяг; а — угол уклона конуса.
Таблица 22
Условия конического сопряжения (конусность 1:15, tga = 0,038, соединения без шпонки) tg ф tg(p'
Охватывающая и охватываемая детали стальные
Поверхности пригнаны шабрением, сборка со смазкой I 0,152 I 0,18
То же, без смазки................................| 0,162 | 0,185
Охватывающая деталь из латуни, охватываемая из стали
Поверхности пригнаны шабрением, сборка со смазкой То же, без смазки Поверхности обработаны резцом (Ra -= 104-5 мкм), сбор- 0,178 0,187 0,23
ка со смазкой 0,21 0,3
198
Рис. 179. Неподвижное коническое соединение (а); зависимость натяга в соединении от
высоты выступающей части конуса (б ); влияние допусков на базовое расстояние сопряже-
ния (в)
Таким образом, измеряя первоначальную и коническую вели-
чины h, можно определить натяг, созданный при сборке соедине-
ния. Но этот размер для каждой пары деталей в связи с изменением
в пределах допуска диаметров наружного и внутреннего конусов
может в значительной мере меняться. Действительно, если вну-
тренний конус будет выполнен по наибольшему предельному
размеру, а наружный — по наименьшему, то при плотном сопри-
косновении конусных поверхностей (рис. 180, а) наружный конус
углубится на величину
д г. __ (О 4" ^в) — (О — ^н) _ 6В -|~ 6н
2 tg а ~ 2tga
Следовательно, если изменение размера h не определено именно
для данного соединения, то высота выступающей части детали 1
(см. рис. 179, а) после ее запрессовки в деталь 2, установленная
без учета конкретных до-
пусков, не может служить
полной гарантией того,
что соединение собрано
с требуемым натягом. По-
этому, если по условиям
работы соединения тре-
буется, чтобы оно было
собрано с определенной
силой Р1г, то целесообразно
предусмотреть такое при-
способление, которое обес-
печивало бы требуемый
натяг в соединении неза-
висимо от размеров кону-
сов (выполненных в пре-
делах установленных до-
пусков). Этого можно до-
стичь запрессовкой опре-
деленной силы (рис. 180, а).
Рис. 180. Схемы сборки конических соединений
при помощи тарированного удара и пресса
199
В этом случае применяют приспособление в виде стержня 1,
по которому свободно перемещается груз 2. Длину стержня вы-
бирают такой, чтобы высота Н была достаточной для создания
необходимой энергии удара, передающейся через накладку 3
на запрессовываемую деталь. Подъем груза ограничивается штиф-
том 4.
В соответствии с требуемыми условиями запрессовки создают
необходимую силу падающего груза GH, где G — сила тяжести
груза. Очевидно, что при ударе не вся сила GH будет использована
для запрессовки. Потерянная сила может быть выражена так:
Г (1 — е2)т „
М + т ё ’
где М = -------масса груза; т — масса накладки 3 и запрессовы-
ваемой втулки;е = 0,4н-0,5 — коэффициент восстановления си-
стемы при ударе, зависящий от формы и массы соударяющихся
тел; g = 981 см/с2.
Тогда полезная работа, идущая на запрессовку, при одном
ударе груза будет GH — Т, или
MgH Г1 - (1,7f)m 1 •
b L М + т J
Если запрессовывают одним ударом, то сила, определяемая
по этой формуле, должна равняться работе силы запрессовывания
втулки на длине запрессовывания. При выполнении операции
несколькими ударами необходимо при расчете учесть число ударов:
где Рк — сила запрессовки; п — число ударов груза; а — глу-
бина (длина) запрессовки.
По приведенной выше формуле можно ориентировочно опре-
делить необходимые размеры груза, окончательную же величину
работы удара следует отрегулировать при тарировании приспо-
собления, изменяя высоту Н подъема груза.
На рис. 181 показана конструкция тяжело нагруженного соединения
крышки 1 шатуна с его нижней головкой 2, осуществляемого посредством кони-
ческих шпилек 3. Последние монтируются двумя тарированными ударами груза
массой 3 кг, свободно падающего вначале с высоты 350 мм, а затем— 500 мм.
В собранном положении на шпильку наносят риску, и повторная ее установка
при переборках соединения ведется уже по риске. Вследствие малой конусности
шпильки в соединении возникает самоторможение, препятствующее ее смещению.
Если для создания необходимой осевой силы используют пресс (см.
рис. 180, б), то он должен иметь устройство, обеспечивающее стабильность этой
силы.
Для сборки конических соединений большого размера необ-
ходимы значительные осевые силы. Их создают гидравлическими
200
Рис. 181. Сборка нижней головки шатуна:
а — общий вид: б — крепление крышки шпильки
Рис. 182. Схема сборки конического
соединения с помощью гидравличе-
ских гаек
прессами, домкратами или так называемыми гидравлическими
гайками (рис. 182). Такие гайки являются одновременно конструк-
тивным элементом сборочной единицы. Принцип их действия
состоит в том, что после установки охватывающей детали на конус
вала и навинчивания обеих гаек 1 и 2 до упора кольцами-порш-
нями 3, 4 в торцы напрессовываемой детали в гидрогайку 1 нагне-
тают насосом масло и этим создают требуемую силу запрессовки.
Гайка 2 служит для распрессовки. После сборки обе гайки сто-
порят.
Сила, требуемая для сборки конического неподвижного соеди-
нения, в ряде малогабаритных сборочных единиц создается обыч-
ной гайкой. В этом случае при сборке необходимо учитывать то
обстоятельство, что силы контактного давления могут быть весьма
значительны, в связи с чем при тонкой стенке охватывающей
детали — ступицы и бесконтрольной затяжке возможны смятие
и даже разрыв этой детали. Поэтому гайку необходимо затягивать
предельным или динамометрическим ключом.
Сборку неподвижного конического соединения можно также
осуществить нагревом охватывающей детали или охлаждением
охватываемой. Конусы обеих деталей до сборки измеряют и на
основе полученных данных наносят на валу фиску, отмечающую
положение ступицы, при котором в соединении будет необходимый
натяг. Температуры нагрева или охлаждения определяют по
формулам, приведенным на стр. 205.
Соединения значительных размеров с большими натягами целесообразно
собирать, используя гидропрессовый способ напрессовки; при этом может от-
пасть потребность в дорогостоящих тяжелых прессах или домкратах.
k С целью достижения требуемой точности посадки предложен также способ
сборки конических соединений с использованием пластмассы в качестве компен-
сатора погрешностей изготовления вала. Сопрягаемые поверхности обезжири-
201
Рис. 183. Погрешности сборки сборочных единиц с коническими штифтами
вают, смазывают разделительным составом, затем соединение собирают и в зону
контакта нагнетают пластмассу. После соответствующей выдержки и затверде-
вания ее создают требуемый натяг путем осевого перемещения охватываемой
детали [А. с. № 231834 (СССР)].
Правильность сборки неподвижного конического соединения,
затягиваемого гайкой, в значительной степени характеризуется
наличием зазора Д (см. рис. 182) между торцами вала и ступицы.
Зазор свидетельствует о том, что в сопряжении по конической
поверхности имеется натяг, который при необходимости можно
увеличить дополнительной подтяжкой гайки.
Неподвижные соединения по конической поверхности с применением кони-
ческих штифтов (рис. 183, а) имеют тот недостаток, что при сборке, как правило,
приходится сверлить и развертывать в валу отверстие под штифт по отверстию
по втулке после ее напрессовки. При раздельном сверлении обычно бывает не-
совпадение этих отверстий (рис. 183, б—г). Доброкачественность такого соедине-
ния зависит еще и от того, насколько правильно подобран конический штифт
к отверстию. Считается, что нормальный натяг получается тогда, когда штифт
входит в отверстие от руки на 70—75% его длины. Затем штифт запрессовывают
до конца.
Учитывая, что соединения с применением конических штифтов должны легко
разбираться, надо следить за тем, чтобы тонкий конец штифта после окончатель-
ной посадки несколько выступал над поверхностью детали. Это создает удобство
при разборке соединения. Торцы штифта должны быть чистыми, без забоин и не
расклепаны. Изгиб выступающей толстой части штифта недопустим.
Штифты при разборке выбивают специальными выколотками с соответству-
ющими подставками.
В конструкциях машин неподвижность сопряжения нередко
обеспечивается также коническими пружинно-затяжными коль-
цами 1 и 2 (рис. 184). При затяжке гайки 3
эти кольца вследствие конического сопряже-
ния получают упругую деформацию, в ре-
зультате которой достигается неподвижность
соединения. Кольца применяют цельные и
разрезные. Углы уклона конусов для этих
колец а = 12,5н-14°.
От силы затяжки колец зависит величина
крутящего момента, передаваемого соедине-
нием. Здесь существует строгая линейная
зависимость.
Рис. 184. Соединение де- ЕСЛИ КруТЯЩИИ МОМ6НТ, ДеИСТВуЮЩИИ
талей посредством пру- „
жинно-затяжных колец на соединение при работе машины, /Икр, то
202
статический момент трения, обеспечиваемый при сборке, должен
быть
М1р = ЖР.
где k = 1,5-4-3 — коэффициент запаса.
Для создания требуемого момента трения сила затяжки, воз-
никающая при навинчивании гайки, должна быть
р _ 2MfKP(tga + D
3aT“rfi[(g-/)tga+E/+l] ’
где S = 1-4-2 — коэффициент приведения осевой силы Рзат к ра-
диальной, обеспечивающей деформацию колец; f = 0,1-4-0,15 —
коэффициент трения.
При подстановке соответствующих значений формула силы
затяжки примет вид
ЛаТ = (0,8-1,15)-^.
По величине этой силы затяжки может быть найден момент,
который должен быть приложен к гайке динамометрическим
или предельным ключом.
Глава VI.
СБОРКА НЕПОДВИЖНЫХ
НЕРАЗЪЕМНЫХ
СОЕДИНЕНИЙ
В конструкциях машин неподвижные неразъемные соединения
имеют широкое применение. Разборка этих соединений обычно
связана с нарушением состояния сопрягаемых поверхностей, а не-
редко и с порчей одной или нескольких деталей сборочной еди-
ницы. Лишь некоторые виды из них, так называемые условно
неразъемные, могут быть разобраны, но число разборок строго
ограничивается.
Конструктивных разновиднсстей неподвижных неразъемных
соединений чрезвычайно много. Большинство из них может быть
отнесено к одной из трех групп: соединегия с силовым замыка-
нием, относительная неподвижность деталей в которых обеспечи-
вается механическими силами, возникающими в результате пла-
стических деформаций; соединения с геометрическим замыка-
нием, осуществляемым благодаря форме сопрягаемых деталей,
и соединения, в основе которых лежат молекулярные силы; сце-
пления или адгезия.
В настоящей главе будут рассмотрены процессы сборки
соединений, наиболее распространенных в машиностроении.
К ним относятся соединения с гарантированным натягом,
сварные, паяные, склеиваемые и заклепочные.
По способу получения нормальных напряжений на сопряга-
емых поверхностях соединения с гарантированным натягом
условно делят на поперечно-прессовые и продольно-прес-
совые.
В поперечно-прессовых соединениях сближение сопрягаемых
поверхностей происходит радиально или нормально к поверхности.
Такие соединения осуществляют одним из следующих способов
нагреванием охватывающей детали перед сборкой, охлаждение
охватываемой детали, путем пластической деформации (напри-
мер, развальцовки), приданием упругости охватываемой де-
тали.
При продольно-прессовом соединении охватываемая деталь
под действием прикладываемых вдоль оси сил запрессовывается
в охватываемую с натягом, в результате чего возникают силы
трения, обеспечивающие относительную неподвижность де-
талей.
204
СОЕДИНЕНИЯ, СОБИРАЕМЫЕ С ИСПОЛЬЗОВАНИЕМ
ТЕПЛОВЫХ МЕТОДОВ
Сборку с нагревом охватывающей детали осуществляют чаще
всего в тех случаях, когда в соединении предусмотрены конструк-
цией значительные натяги. При тепловых посадках создаются
натяги, средняя величина которых примерно в 2 раза больше на-
тягов при обычных посадках (прессовых).
Нагрев применяют при сборке тяжело нагруженных соединений, требующих
высокой прочности, а также когда охватывающая деталь выполнена из материала,
имеющего высокий коэффициент линейного расширения, а соединение подвер-
гается в машине воздействию повышенных температур. Если такое соединение
собрать без нагрева, то в процессе эксплуатации прочность его, очевидно, значи-
тельно снизится. Нередко нагрев деталей применяют и при сравнительно неболь-
ших натягах. Тогда это облегчает процесс сборки и способствует сохранению
качества поверхностей сопрягаемых деталей.
В одних и тех же условиях прочность тепловых посадок при
передаче крутящего момента в 2—3 раза больше прочности обыч-
ных посадок — — • Объясняется это тем, что при тепловых по-
садках микронеровности сопрягаемых поверхностей не сглажи-
ваются, как при холодной запрессовке, а как бы сцепляются
друг с другом. Время на запрессовку крупногабаритных деталей
с нагревом или охлаждением сокращается в 2—4 раза. Кроме,
того, часто упрощается и удешевляется сборочное оборудование,
ибо отпадает надобность в тяжелых прессах.
Температура, до которой следует нагревать охватывающую
деталь 1 (рис. 185, а) для осуществления сборки сборочной еди-
ницы, определяется из условия, что величина натяга Д будет
меньше произведения где Ка — коэффициент линейного
расширения материала детали Г, ta —температура нагрева; dr —
диаметр отверстия.
Но Д = d — di, следовательно,
d di
откуда
t -^1
Если принять, что изменение натяга подчиняется зависимости
Д = 0,015+ 0,001^,
то минимальная температура нагрева должна быть
, 0,015 , 0,001 1 / 0,015 , п ЛП1 \
-г ~ +°’001) ’
205
Рис. 185. Схемы соединений с нагревом ох-
ватывающей или охлаждением охватывае-
мой деталей
Для стальных деталей эта
формула может быть упрощена:
М”+90)'
Температура охватывающей
детали после нагрева, очевидно,
будет где tn — начальная
температура детали.
Подсчитанная по формурам
температура нагрева деталей
обычно увеличивается на 15—
30%, что компенсирует частич-
ное охлаждение детали в про-
цессе ее установки перед запрессовкой, а также обеспечивает
свободную установку охватывающей детали.
Обычно температура /н + tn не превышает 350—370° С. Больший нагрев
деталей не рекомендуется. Если собирают крупногабаритные соединения с нагре-
вом детали 1, состоящие из втулок (рис. 185, б), то следует учитывать, что при зна-
чительной разнице в коэффициентах линейного расширения (Ка > Ка1) нагрев
детали 2 в процессе сборки от детали 1 может быть причиной возникновения на
поверхности сопряжения остаточных деформаций, что приведет к ослаблению
посадки.
Следует также учитывать, что при посадке нагретой охватывающей детали
до упора (например, в бурт) после охлаждения соединения и уменьшения разме-
ров детали в месте упора может образоваться зазор, т. е. сборка будет некаче-
ственной. Чтобы этого избежать, в охватывающей детали возможно ближе к месту
упора предусматривают внутреннюю технологическую канавку и отверстие,
через которое после сборки подается охлаждающая жидкость [А. с. № 211305
(СССР)] и обеспечивается требуемое «направление» усадки при остывании
охватывающей детали.
Температура t0 охлаждения охватываемой детали может быть
найдена по формуле
/ _ А Ч~ б
Kad ‘
Конечная температура охлажденной охватываемой детали бу-
дет tn —to.
Необходимо, однако, иметь в виду, что возникающее от натяга
в сопряжении напряжение
а = Kat0E,
где Е — модуль упругости, должно быть меньше предела теку-
чести материала детали.
Значения минимального зазора 6, позволяющего легко ввести
охватываемую деталь в отверстие, могут быть взяты из табл. 23.
Для бронзовых тонкостенных втулок длиной до 2d зазор, опре-
деленный по данным табл. 23, увеличивают на 25—30%.
Принимаемые при расчетах коэффициенты линейного расшире-
ния для определения температуры нагрева или охлаждения дета-
лей перед запрессовкой приведены в табл. 24.
206
Таблица 23
Время выпол- нения опера* цИИ, МИН Минимальный зазор 6, мм, при диаметре поверхности сопряжения, мм
30-40 40-60 60-100 100-150 150—200 Более 200
0,5 0,0006d — — — — —
1 0,0007d 0,0007d — — — —
2 — 0,001 Id 0,0007d 0,0006d 0,0005d —
5 — — 0,001 Id 0,0008d 0,0007d 0,0006d
10 — — — — 0,0008d 0,0007d
Таблица 24
Материал м- на 1 10е, мм, м и 1° С Материал ММ. на 1 м и 1° С
при нагре- вании при охлаж- дении при нагре- вании при охлаж- дении
Сталь и стальное литье Чугунное литье Ковкий чугун . . Медь 11 10 10 16 1111 >— со со со Бронза .... Латунь .... Алюминиевые сплавы .... Магниевые спла- вы 17 18 22 26 —15 —16 — 18 —21
В зависимости от конструкции и назначения охватываемой
детали ее нагревают в газовых или электрических печах в воздуш-
ной или жидкостной среде.
Если температура деталей должна быть выдержана в узком
диапазоне, то целесообразно вести нагрев в жидкостной среде.
При этом минеральное масло заливают в металлический бак с те-
пловой изоляцией, снабженный нагревательными спиралями, по
которым пропускают электрический ток.
На рис. 186 показана одна из конструкций нагревательных
установок с масляной ванной. Особенность ее заключается в том,
что загрузочный резервуар 1 при помощи пневмоцилиндра 2
и системы рычагов 3 может выдвигаться из ванны, что значительно
облегчает загрузку и выемку деталей и сборочных единиц. Темпе-
ратура нагрева в этих печах до 110° С.
Применяют также индукционные печи (рис. 187) в виде стального корпуса
с обмоткой из шинной меди. Тепло создается вихревыми токами перемагничива-
ния металлического корпуса. Температура (170—200° С) в печи регулируется
термосигнализатором.
Крупные охватывающие детали нагревают переносными электроспиралями,
устанавливаемыми в отверстии с зазорами 20—40 мм. На рис. 188 показана элек-
троспираль для нагрева охватывающих деталей. Такие спирали сделаны четырех
размеров, диаметром от 70 до 170 мм на мощность 9—13 кВт.
207
Рис. 186. Электропечь для нагрева мелких деталей в масляной ванне
Для нагревания спиралью № 4 детали массой 680 кг с отверстием 190 мм
до 120° С необходимо около 35 мин.
Требуемая температура нагрева стальных охватывающих де-
талей такими электроспиралями подсчитывается на заводе по
формуле
где Д — требуемое увеличение диаметров отверстия, мкм; d —
диаметр отверстия, мм; tn — температура запрессовываемого вала:
е = 1,2 -=-1,6 — коэффициент учи-
тывающий потери тепла при на-
греве (в зависимости от конструк-
ции детали).
Рис. 188. Электроспираль для иагрева
охватывающих деталей с отверстиями
крупных размеров
Рис. 187. Индукционная печь для иагрева
зубчатых колес:
1 — корпус; 2 — медный кабель; 3 — осно-
вание; 4 — трансформатор
208
Венцы крупных зубчатых ко-
лес, муфт, шкивов и других дета-
лей кольцевой формы нагревают
также индукционными токами.
Необходимый для этого ток ин-
дуцируется во вторичной цепи,
которой является сама нагревае-
мая деталь. Через первичную
обмотку, имеющую большее ко-
личество витков малого сечения,
пропускается переменный ток вы-
сокого напряжения. Нагрев дета-
ли регулируется изменением на-
пряжения в первичной цепи, а
также изменением числа витков
обмотки путем подключения или
отключения части их.
Применяют индукционные на-
гревательные устройства без сер-
дечника (рис. 189, а) и с сердечни-
ками различной конструктивной
формы (рис. 189, б—г). Обмотка
индуктора включается в сеть пе-
ременного тока. Время нагрева 10—12 с на каждый килограмм
массы детали. Температуру нагрева контролируют термопарой.
Охлаждают охватывающую деталь (после ее установки) в печи,
потоком воздуха, в масляной ванне или омыванием водным раство-
ром нитрита натрия. В первом случае дополнительные напря-
жения в детали минимальны, а при охлаждении раствором или
маслом они могут достигать значительной величины.
Рис. 189. Схемы нагрева охватываю-
щих деталей на индукционных устрой-
ствах:
1 — нагреваемая деталь; 2 — индук-
тор; 3 — железный сердечник
Прочность соединений, выполняемых с нагревом охватывающей детали,
повышается, если поверхность сопряжения покрывается промежуточным слоем
материала: при покрытии свинцом — в 1,4 раза и цинком — в 2,7 раза. Прочность
возрастает также при применении синтетических покрытий (ВДУ-3, ГЭН-150/В):
при толщине пленки 20 мкм — примерно в 1,6 раза. Большая толщина лаковой
пленки не рекомендуется.
Покрытие посадочных поверхностей пленкой способствует со-
хранению их при распрессовке соединения, а также предохраняет
от задиров при сборке и от коррозии.
Способ сборки с охлаждением охватываемой детали имеет ряд
преимуществ перед посадкой (горячей). Нагрев деталей слож-
ной формы может явиться причиной возникновения температур-
ных напряжений, местных деформаций, снижения твердости
и окисления поверхностей деталей. Сборка с применением глубо-
кого холода не имеет таких недостатков. Для охлаждения тре
буется меньше времени, чем для нагрева. Кроме того, когда охва-
тываемых деталей в сборочной единице несколько, а габаритные
209
размеры и масса их значительно меньше габаритных размеров
и массы охватывающих, способ сборки с охлаждением, как пра-
вило, оказывается экономичнее. Особенно это проявляется при
сборке крупногабаритных сборочных единиц, когда запрессовка
без применения холода требует мощных прессов или других доро-
гостоящих технических средств.
Прочность соединений, собранных с охлаждением охватыва-
емой детали, при прочих равных условиях в 2—2,5 раза выше
прочности соединений с запрессовкой и на 10-—15% выше, чем при
нагреве охватывающей детали.
Если детали соединения имеют на поверхностях сопряжения
гальванические покрытия, то при сборке с охлаждением последние
обычно не портятся, а прочность соединения возрастает еще
больше.
Однако при низких температурах в некоторых марках сталей
возможны активные фазовые превращения, в результате которых
размеры деталей могут увеличиваться. Это сопровождается замет-
ным ростом натяга, что может быть причиной снижения качества
сборки. Поэтому не следует охлаждать стальные детали ниже тех
температур, которые необходимы по условиям сборки соединений,
а также выдерживать длительное время детали в камере холодиль-
ника.
В некоторых случаях рост размеров стальной детали при пре-
вращении остаточного аустенита в мартенсит в процессе глубокого
охлаждения можно использовать для получения неподвижных
соединений. Детали соединяют с небольшим зазором и собранную
сборочную единицу охлаждают. В результате в сопряжении
возникает натяг.
Охлаждение до —75° С производят при помощи твердой угле-
кислоты (сухого льда). Возможно также предварительное охла-
ждение спирта или ацетона; для этого в жидкость добавляют
кусочки твердой углекислоты (а не наоборот, чтобы избежать
бурного выделения паров углекислоты). Сухой лед расходуется
в количестве 18—20% от
Таблица 25 массы охлаждаемых дета-
Хладоноситель Темпе- ратура кипения при нор- мальном давле- нии, °C Скрытая теплота испарения при тем- пературе кипения и нормальном давлении, ккал/кг леи. Посредством холодиль- ных машин температура охлаждения может быть доведена до —100° С. При необходимости можно по- лучить еще более низкую температуру, применяя для охлаждения деталей жид- кий воздух, кислород или азот (табл. 25). Целесообразность ис- пользования того или иного
Твердая лота . . Жидкий Жидкий Жидкий углекис- кислород воздух азот . . —78 5 —182,5 От —190 до —195 — 195,8 137,2 51 47 48
210
способа охлаждения охва-
тываемой детали в [значи-
тельной степени опреде-
ляется величиной натяга,
который должен быть соз-
дан в сопряжении.
Процесс охлаждения
твердой углекислотой длит-
ся от нескольких минут
до нескольких часов, в за-
висимости от размеров и
массы детали. Простейшее
оборудование, применяе-
мое для этой цели, пред-
ставляет собой металличе-
ский или деревянный ящик
Рис. 190. Общий вид установки для охлаждения
деталей жидким газом
с надежной тепловой изоляцией, в который закладывают твердую
углекислоту. Охлаждаемые детали помещают внутрь ящика.
Камера для использования жидкого хладоносителя предста-
вляет собой один или два медных цилиндра, в которые или между
которыми заливают охлаждающую жидкость. Снаружи цилиндры
имеют тепловую изоляцию. Охлаждаемые детали помещают внутрь
камеры и закрывают крышкой.
Из камер более сложной конструкции для условий массового
производства охлажденные детали вынимают при помощи особого
пневматического механизма, перемещающего выталкиватель.
Охлажденные детали поступают на лотки, по которым подаются
к месту запрессовки.
При охлаждении деталей жидким кислородом применяют уста-
новки с усиленной тепловой изоляцией. Сжиженный газ находится
в сосудах Дьюара. Одна из таких установок приведена на рис. 190.
Созданы установки для глубокого охлаждения крупных дета-
лей с камерами размером до 1,5 X 0,45 X 0,48 м (например, уста-
новки фирмы Harris, США). Температура в них поддерживается
с точностью —0,5° С автоматически с помощью чувствительных
термостатов.
Потребность в сжиженном газе можно определить исходя из
следующих положений. Если деталь массой G (при охлаждении
части детали — масса этой части) необходимо охладить до /0,
то при теплоемкости с и с учетом части массы Gx холодильника
(также охлаждаемого) потребуется отнять тепла Q = ct0 (G +
+ Gx) ккал.
Для этого потребуется сжиженного газа (л)
^=-й-+л’
яр 1
где у — плотность сжиженного газа, кг/дм3; k — скрытая теплота
испарения сжиженного газа, ккал/кг; [j — коэффициент тепло-
211
Таблица 26
Количество азота, л, в зависимости от массы детали, кг
1 3 5 10 15 20 25
50 0,15 0,45 0,75 1,50 2,25 3,00 3,75
70 0,21 0,63 1,05 2,10 3,15 4,20 5,25
80 0,24 0,72 1,20 2,40 3,60 4,80 6,00
100 0,30 0,90 1,51 3,03 4,54 6,06 7,57
120 0,36 1,08 1,80 3,60 5.40 7,20 9,00
135 0,40 1,21 2,02 4,05 6,07 8.10 10,12
150 0,45 1,35 2,25 4,50 6,75 9,00 11,25
165 0,49 1,48 2,47 4,95 7,42 9,90 12,40
Таблица 27
Хладоноситель и темпера- тура охлаждения, *С Количество металла, кг, которое может быть
охлаждено 1 кг хладоносителя
Сталь Чу- гун Алю- миний Ла- тунь Брон- за Медь Ни- кель
Жидкий азот (—195,8°) . . Сухой лед со спиртом 2,4 2,1 1,16 2,5 2,45 2,8 2,45
(—78,5°) 16,5 14,4 7,9 17,2 16,7 19,2 16,5
отдачи части детали, не погруженной в сжиженный газ (прини-
мается 0,5—0,8); А — количество сжиженного газа, оставшегося
после охлаждения детали, л.
Например, количество потребного азота (в л) в зависимости от G (в кг) по-
груженной части стальной детали при охлаждении на to приведено в табл. 26.
Расход хладоносителей при полном охлаждении деталей из различных ме-
таллов методом погружения приведен в табл. 27. С учетом потерь расход хладоно-
сителя при расчетах следует увеличить на 50%.
Приступать к охлаждению необходимо после того, как охваты-
вающая деталь полностью подготовлена к сборке. Сопрягаемые
поверхности обеих деталей должны быть тщательно протерты
и обезжирены. При выемке охлажденных деталей следует обяза-
тельно пользоваться щипцами или специальными приспособле-
ниями.
При пользовании охлаждающей средой необходимо принимать
меры предосторожности, так как действие этой среды на кожу рук
вызывает болезненные явления. Ткань, пропитанная жидким
кислородом, приобретает взрывчатые свойства. Хранить холодиль-
ники с остатками жидкого газа или кислорода необходимо в спе-
циальном помещении. Плотно закрывать отверстия сосудов с сжи-
женными газами воспрещается, так как это может привести
к взрыву.
212
СОЕДИНЕНИЯ, СОБИРАЕМЫЕ ПУТЕМ ПЛАСТИЧЕСКОЙ
ДЕФОРМАЦИИ ДЕТАЛЕЙ
Пластическую деформацию используют при сборке соединений,
натяг в которых создается радиальным расширением охватываемой
или сжатием охватывающей детали.
Основное назначение соединений, получаемых таким спосо-
бом, — обеспечить неподвижность и герметичность от проникнове-
ния газов или жидкостей. Они относятся к числу редко демонти-
руемых, так как их разборка во многих случаях сопровождается
порчей одной или обеих деталей. В 'конструкциях машин соедине-
ния этого типа имеют большое распространение (рис. 191).
Распространенными видами пластической деформации, исполь-
зуемыми в конструкциях машин для создания неподвижности
и плотности, являются вальцевание, раздача, бортование, осадка,
формирование, обжатие.
На рис. 192, а дана схема вальцевания клапанного седла 1
при установке его в головку блока 2. Слева изображено седло
в начале операции, справа — в конце. Вальцовка представляет
собой обойму конических роликов 3, вращающихся на осях, за-
крепленных в двух дисках. Хвостовиком вальцовка укрепляется
в шпинделе сверлильного станка или механизированного инстру-
мента. Ролики вальцовки, обкатываясь по внутренней поверх-
ности седла, равномерно раскатывают его и одновременно отги-
бают выступающую кромку 4 в коническую выточку корпуса.
По поверхности сопряжения седла с корпусом создаются большие
натяги, неосуществимые при обычной запрессовке.
При вальцевании концов стержней (осей) применяют роликовые вальцовки
(рис. 192, б) со свободно сидящими роликами. В процессе вращения корпуса такой
вальцовки ролики обкатываются по торцу стержня, образуя сферу. Процесс
длится несколько секунд.
Заглушки из листовой стали с целью придания им формы выточки в корпусе
для создания в этом месте плотного соединения монтируют при помощи шарико-
рис. 191. Примеры соединений, осуществляемых способом пластической деформации
213
г)
Рис. 192. Схемы сборки способом вальцевания соединений:
а — клапанного седла; б — концов стержней (осей); в — заглушек шариковой вальцов*
кой; г — заглушек планетарной вальцовкой; д — концов трубок большого диаметра
214
вых вальцовок (рис. 192, в). В корпус 1 шариковой вальцовки вставлен конус 2;
на конец его навинчена гайка 3, упирающаяся буртиками во втулку 4. Последняя
ввернута в корпус 1 и застопорена винтом. Конус 2 упирается в штифты 6, кото-
рые выжимают шарики 7, производящие вальцевание. Конус перемещают в осе-
вом направлении периодическим поворачиванием гайки 3 при помощи ключа 8;
штифт 9 при этом удерживает конус от вращения. Вальцовка по отношению к де-
тали устанавливается с помощью гайки 10 так, чтобы шарики располагались
против выточки. Процесс вальцевания осуществляется при вращении корпуса
вальцовки головкой 5.
В сборочных единицах, требующих особо плотных соединений,
производят развальцовывание, используя особенности качения
тел при планетарном движении. Корпусу 1 такой вальцовки
(рис. 192, г) сообщается планетарное движение по окружности
радиуса е; при этом стержень 2 обкатывается по детали, постепенно
деформируя ее бурт по форме канавки.
Вальцовка для трубок большого диаметра имеет фигурные
ролики (рис. 192, д). Ее устанавливают в патрон сверлильного
станка или в электрическую (пневматическую) дрель.
Трубки малого диаметра (стальные, латунные или медные)
развальцовывают на конус или отбортовывают для создания необ-
ходимой плотности в соединениях при последующей сборке трубо-
проводов двумя методами: осадкой или обкаткой.
Развальцовку осадкой производят на пневматических уста-
новках. Трубка подается до упора и зажимается сменными губками
при помощи пневмоцилиндра. Осадка производится за два пере-
хода двумя пуансонами. Необходимая осевая сила при этом соз-
дается также цилиндром.
Концы медных трубок по профилю развальцовывают (рис. 193, а) следующим
образом. Трубка 1 (рис. 193, б) зажимается пневматическим клиновым усили-
телем 2 в матрицах 3. Далее автоматически включается силовой пневмоцилиндр 4,
и шток 5 подает боек 6 (бойков два) на трубку. Бойки закреплены в подвижной
каретке 7 (перемещаемой перпендикулярно плоскости схемы). Первый удар
производится плоским бойком, образующим на конце трубы «бочку». Затем шток 5
совершает обратный ход; при этом косой срез штока утепляет скошенный палец 8,
215
и при помощи рычажного и храпового механизмов поворачивается кулачок 9,
смещающий посредством рычага 10 каретку 7 (эти механизмы расположены в пло-
скости, перпендикулярной к схеме); вследствие этого с осью трубки совмещается
конический боек 6. Снова срабатывает цилиндр 4, шток 5 давит на боек, и конец
трубки получает законченную форму.
Сила Ро, кгс, необходимая для осадки концов трубки на конус,
может быть определена по следующим эмпирическим формулам:
для медных трубок
р _ л к £i п .
для стальных
Po^5,5-So(D + d)
где D, d — наружный и внутренний диаметры трубки, мм; —•
диаметр развальцованного торца трубки, мм; So — толщина
стенки, мм; от — предел текучести материала трубок, кгс/мм2.
Способ развальцовки конца трубки на конус путем обкатки
пуансоном применяют преимущественно для трубок диаметром
16 мм и более. Трубка зажимается в двух подпружиненных пла-
вающих матрицах 1, 2 (рис. 194). Вальцующий конус 3, устано-
вленный в шпинделе 4 на шариковых подшипниках, приводится
в движение от электродвигателя 6. Ось конуса смещена относи-
тельно оси шпинделя на 1—1,5 мм, поэтому конус совершает пла-
нетарное движение, способствующее лучшему развальцовыванию
трубки. Конус подводится к трубке поворотом зубчатого колеса 5.
Путем замены матриц установку можно использовать для раз-
216
вальцовывания трубок диаметром до
30 мм.
Соединение деталей нередко тре-
бует отбортовки концов трубок (пло-
ские края отгибаются на угол 90°
к оси трубки). Эту операцию обычно
производят на прессе или приспосо-
блении путем создания на пуансо-
нах осевого давления. Операция
включает три перехода. Вначале об-
разуют конусный раструб с углом
30—40°, далее производят осадку
также конусным пуансоном, и затем
ступенчатым пуансоном с плоским
торцом отбортовывают кромки.
Силы, необходимые для осадки,
могут быть найдены по приведенным
выше формулам, а силы отбортовки
будут:
для медных трубок
n = г п S0(D + d) D, .
1 отб 2 D
Рис. 195. Раскатка для втулок:
1 — упорное кольцо; 2 — штифт;
3 — стопорный винт; 4 — регули-
ровочная втулка; 5 — упорный
буртик; 6 — специальная гайка;
7 — упорный подшипник; 8 — ко-
нус; 9 — раскатывающие ролики;
10 — корпус
для стальных
Р ____ -7 0 S0 (Р 4~ *0 D1 „
отб 2 D
Степень деформации конца трубки
D, л л
-0- обычно допускают не более
1,25—1,8.
Пластические деформации используют также для неподвижных
соединений тонкостенной втулки с корпусом. Малые натяги
в таких сопряжениях не гарантируют неподвижности, а большие
вызывают деформацию втулки и необходимость последующего
растачивания или развертывания ее под требуемый размер.
В этих случаях хорошие результаты дает процесс раскатыва-
ния. Втулка, запрессованная с небольшим натягом, раздается
роликами вращающейся раскатки (рис. 195) до требуемого диа-
метра. Вначале роликам сообщается радиальная подача, а затем
происходит калибрование отверстия при постоянном положении
роликов. Припуск на раскатывание дается 0,04—0,06 мм (для вту-
лок диаметром 50 мм), скорость вращения раскатки 90—
120 об/мин, продолжительность 1,2—1,5 мин, в том числе для
калибрования 18—20 с. Можно предполагать, что в связи с пласти-
ческой деформацией втулки на контактной поверхности сопряже-
ния происходит активное сцепление микронеровностей и увеличи-
вается прочность посадки. По опытам ГосНИТИ (А. К- Клименко),
217
сила, необходимая для выпрессовки бронзовой втулки с диаметром
отверстия 48 мм, посаженной в верхнюю головку шатуна с натя-
гом 0,04 мм и раскатанной на 0,1 мм, возросла (после раскатыва-
ния) в 3 раза.
Аналогично описанному выше процессу осуществляется раз-
вальцовка труб при сборке котлов, холодильников, конденсато-
ров и другого оборудования. Здесь также конические ролики
(рис. 196, б) при вращении конуса вальцовки раскатывают трубу,
увеличивая ее диаметр. При этом создается натяг в соединении
и требуемая герметичность. После окончания операции конус
вальцовки посредством регулировочной гайки отводится в перво-
начальное положение, и это дает возможность вынуть инструмент
из трубы. Для привода используются пневматические разваль-
цовочные машины.
Трубы развальцовывают также протягиванием. Инструментом
здесь является стальной шарик 4 (рис. 196, в), разрезанный под
углом к оси на четыре части. Вследствие наличия конуса 5 части
шарика расходятся, и диаметр его увеличивается. При протяги-
Рис. 196. Вальцовка труб:
1 — ролик; 2 — конус; 3 — гайка; 4 — шарик; 5 — конус; 6 — капсюль; 7 — взрывча-
тое вещество; 8 — шнур; 9 — оболочка; 10 — зажим для проволочки
218
Рис. 197. Схемы сборки сборочных единиц посредством обжатия деталей
вании шарик уплотняет соединение трубки. Для перемещения
шарика используют гидро- и пневмоцилиндр.
В ряде сборочных единиц процесс развальцовки труб можно заменить взры-
вом. Внутрь трубы в этом случае вставляют капсюль 6 (рис. 196, <-) из хлорвини-
лового пластика, в которой находится взрывчатое вещество 7. Взрыв производится
посредством детонирующего шнура 8, взрывная волна действует на стенку трубы
через слой воды. Капсюль при этой операции полностью испаряется.
Возможно также применение электрического «взрыва» проволоки из ни-
хрома или меди (рис. 196, д) под действием тока напряжением 5—10 кВ. Прово-
лочка при этом испаряется, создавая кратковременное высокое давление через
оболочку 9 взрывного элемента на стенку трубы.
Прочность вальцовочного соединения характеризуется сте-
пенью вальцевания
(Р;Р.) (Р„-Р.) 1оо%.
Начальный зазор в сопряжении трубы с охватывающей де-
талью (рис. 196, а)
д 0,075£>н
-So
В этих формулах: D'3 — внутренний диаметр трубы после раз-
вальцовки; So — толщина стенки трубы.
Сборку неразъемных соединений в ряде случаев осуществляют
обжатием одной из сопрягающихся деталей, выполненной из
листового металла. Обжатие может быть местным (рис. 197, а)
или контурным (рис. 197, б).
Специальный пресс имеет пневмоцилиндр, шток которого
посредством рычагов сообщает движение четырем ползунам. На
них укрепляются пуансоны 1 с формой губок, выполненной в соот-
ветствии с конструкцией собираемой сборочной единицы. В зави-
симости от вида сборочной единицы также выбирают направление
219
Рис. 198. Схема деформирования металла
магнитно-импульсным способом
рабочего хода ползунов. Процесс обжатия обычно осуществляется
за один ход пресса.
При контурном обжатии по окружности целесообразно при-
менение роторных полуавтоматов. Если втулка должна быть
неподвижно посажена на вал, то для сборки такого соединения
в ряде случаев может быть применен метод магнитно-импульсного
обжатия.
Способ деформирования металла импульсным магнитным полем
основан на преобразовании электрической энергии, накопленной
в конденсаторе (накопителе) при разряде через индуктор, в энер-
гию импульсного магнитного поля, совершающего работу дефор-
мирования заготовки. В зависимости от расположения индуктора
и детали различают три основные операции, выполненные давле-
нием магнитного поля:
1) деталь размещается внутри индуктора — выполняется опе-
рация обжима (рис. 198, а);
2) индуктор размещается внутри трубчатой детали — выпол-
няется операция раздачи (рис. 198, б);
3) деталь размещается над или под индуктором — выполняется
операция плоского деформирования'* (рис. 198, в). Сборочные,
формообразующие и комбинированные операции, выполняемые
способом магнитного нагружения, широко применяются в произ-
водстве деталей любых машин.
Упрощенная схема обработки давлением магнитного поля по-
казана на рис. 198. Она состоит из зарядного устройства (высоко-
вольтный трансформатор 1 и выпрямитель 2), емкостного накопи-
теля 3, коммутатора 4, соленоида индуктора (рабочего инстру-
мента) 5 и обрабатываемой детали 6. Источником энергии служит
высоковольтный емкостный накопитель, который заряжается от
выпрямительного устройства до заданной величины напряжения,
запасая определенное количество энергии,
220
В качестве накопителей энергии используются конденсатор-
ные батареи. Их применение обусловлено высокой эффективностью
передачи запасенной энергии в индукторную погрузку (на прак-
тике может быть достигнута 90%-ная эффективность) и возмож-
ностью изменения длительности процесса. Под влиянием им-
пульса, подаваемого от вспомогательного устройства, происходит
разрядка накопительного конденсатора через соленоид индук-
тора. Мощный импульс тока проходящий через соленоид, создает
магнитное поле, которое индуктирует вихревые токи в детали,
помещенной внутрь соленоида. Взаимодействие магнитных полей
соленоида и вихревых токов детали создает импульсные электро-
механические силы, вызывающие деформацию детали. Во время
разряда, который носит колебательный характер с частотой 5—
100 кГц, через соленоид могут протекать токи в сотни тысяч ам-
пер, давление на заготовку при этом может достичь значений,
в несколько раз превышающих предел текучести металлов и
сплавов.
Испытания партии штанг, собранных давлением магнитного
поля, показали, что по прочности они значительно превосходят
соединения, выполненные по традиционной технологии. При этом
значительно упрощается процесс изготовления сборочной еди-
ницы штанги, так как отпадает необходимость в точном изготовле-
нии сопрягаемых поверхностей деталей, из которых состоит
штанга.
Отсутствие подвижных частей в инструменте и высокая точ-
ность дозирования энергии разряда позволяют механизировать
и автоматизировать производственные процессы.
СБОРКА ПРОДОЛЬНО-ПРЕССОВЫХ СОЕДИНЕНИЙ
Соединения такого вида (рис. 199) сравнительно широко рас-
пространены в конструкциях машин. Трудоемкость сборки их
составляет 10—12% от общей трудоемкости сборочных работ.
Процесс сборки продольно-прессовых соединений состоит в том,
что к одной из двух деталей, охватываемой или охватывающей,
прикладывается осевая сила (рис. 200), надвигающая детали друг
на друга. Сила запрессовки растет от нуля до некоторого макси-
мального значения.
Охватываемая деталь имеет наружный диаметр больший, чем
диаметр отверстия охватывающей детали, и соединение их при
относительном продольном перемещении в процессе сборки проис-
ходит с деформированием металла (явления механического'и моле-
кулярного характера), в результате чего на поверхности контакта
возникают значительные нормальные давления и силы трения,
которые препятствуют сдвигу этих деталей. Необходимость в до-
полнительных конструктивных креплениях деталей в таких соеди-
нениях обычно отпадает,
22!
Рис. 199. Продольно-прессовые соединения деталей машин
Способность прессовых соединений выдерживать значительные
нагрузки зависит от натяга.
Требуемый для данного соединения натяг определяется в про-
цессе конструирования сборочной единицы при расчете посадок.
В настоящее время для повышения долговечности и надежности
соединений расчет посадок ведут по наибольшему допустимому
натягу, что увеличивает прочность соединения [50].
Вследствие натяга на поверхности контакта возникает удельное
давление р, величина которого определяет характер деформации
охватываемой и охватывающей деталей. Эти деформации могут
быть либо упругими для обеих деталей, либо упругими для одной
из них и упругопластическими для другой. Возникновение того
или иного характера деформаций определяется условиями, при-
веденными в табл. 28.
Таблица 28
Характер деформаций
схватываемой детали
охватывающей детали
Упругие
р .г,
0,58<г1т L \ d ) J
Р
0,58щт
Упругопластические
Р
0,58сг1т
0,58оат М1 (о)]
Примечание. D, dQ и d — см. по рис. 201: о 1т и^2? — пределы текучести
материала охватываемой и охватывающей детали.
222
Рис. 200. Теоретическая диаграмма запрес-
совки:
I — ориентация деталей; I —II — нажи-
вление; II —III — запрессовка
Рис. 201. Схема продольно-прессового сое-
динения
Необходимо отметить, что величина натяга в продольно-
прессовых соединениях влияет также на износостойкость деталей.
В частности, возникающие в напрессованных на вал или запрес-
сованных в корпус кольцах тангенциальные напряжения растя-
жения и сжатия способствуют уменьшению износа этих деталей.
ич - н н Л
Фактический натяг при посадке -у-, — обычно определяют по
номинальным размерам охватываемой 1 (рис. 201, б) и охватыва-
ющей 2 деталей без учета микрогеометрии поверхности. Однако
неизбежные при любой обработке микронеровности, сминаясь
под действием давлений на сопрягаемых поверхностях, уменьшают
величину натяга. Одновременно снижается по этой^причине и
удельное давление. Таким образом, при запрессовке происходит
как бы сглаживание неровностей сопрягаемых поверхностей,
вызывающее ослабление посадки.
Экспериментальными исследованиями установлено, что изме-
нение натяга происходит за счет уменьшения диаметра охваты-
ваемой и увеличения е2 диаметра охватывающей деталей
(рис. 201, а), причем, если шероховатость обработки сопрягаемых
поверхностей одинакова и детали изготовлены из одного мате-
риала, числовое значение увеличения диаметра отверстия больше
числового значения уменьшения диаметра вала. Изменение диа-
метров заметнее при увеличении удельных давлений в сопря-
жении.
По мере уменьшения шероховатости посадочных поверхностей
деталей, выполненных из одного и того же материала, диаметры
отверстия и вала изменяются меньше. При равных условиях
абсолютные значения этих изменений у деталей из разнородных
материалов больше, чем из однородных.
223
Вид обработки
Вид обработки
Таблица 29
Обтачивание и растачи-
вание с продольной по-
дг ^й:
получистовое . . . .
чистовое ............
тонкое...............
Сверление:
с развертыванием , ,
с зенкерованием и раз-
вертыванием .........
40—20
10—6,3
3,2
20
10
с зенкерованием и
двухкратным развер-
тыванием .........
Шлифование:
получистовое . . .
чистовое .........
тонкое............
6,3—3,2
20—10
6,3—3,2
1,6
Гальванические покрытия на сопрягаемых поверхностях
обычно повышают прочность соединения, хотя в процессе запрес-
совки часть покрытия (медь, кадмий, хром, никель) на поверхно-
стях контакта деформируется.
Для определения натяга с учетом микрогеометрии необходимо
знать и Дг2 — высоты микронеровностей сопрягаемых поверх-
ностей обеих деталей (табл. 29). Если номинальный натяг в со-
пряжении, как разность диаметров охватываемой и охватывающей
деталей, будет hd, то расчетный натяг 6 = Ad — 1,2 (Т?21 + 7?22).
Разрабатывая технологию сборки соединений с гарантирован-
ным натягом, приходится определять величину сил запрессовки
и выпрессовки, так как в зависимости от этих величин подби-
раются или конструируются оборудование и приспособления для
выполнения операции.
Наибольшая сила запрессовки Р, кгс (рис. 201, б), необходи-
мая для сборки продольно-прессового соединения с гарантирован-
ным натягом, может быть найдена по формуле
Р = fsanXpdL,
где /зап — коэффициент трения при запрессовке; р — удельное
давление на поверхности контакта, кгс/мм2; d — диаметр охваты-
ваемой детали 1 по поверхности сопряжения, мм; L — длина
запрессовки, мм.
Удельное давление р на поверхности контакта можно опре-
делить по формуле
1 6-10-3
224
где 6 — расчетный натяг, мкм; Ег и Е2 — модули упругости мате-
риала охватываемой и охватывающей деталей;
r _ d^ + do . r _ D* + d* ,
1 da —dg «-2 D2__fi2 -Г На-
значения С\ и C2, найденные с учетом величины коэффициентов Пуассона
Pi и ц2 охватывающей и охватываемой деталей, приведены в табл. 30.
Если охватываемая деталь выполнена в виде сплошного вала, то
и -£= 0. В случае, когда охватываемая деталь выполнена в виде плиты,
d0 — 0
4-»-
Для получения численного значения наибольшей силы выпрес-
совки пользуются приведенной выше формулой только коэффи-
циент трения /3аП заменяют коэффициентом трения /ВЬ1П при до-
прессовке.
Обычно силу выпрессовки принимают на 10—15% больше силы
запрессовки. Если позволяет конструкция сборочной единицы,
то направление выпрессовки целесообразно сохранить таким же,
как и при запрессовке. Вследствие этого для разборки потребуется
меньшая сила и обеспечивается лучшее сохранение контактных
поверхностей.
Коэффициент трения зависит от материала деталей, шерохо-
ватости поверхностей сопрягаемых деталей, удельного давления
на контактной поверхности, а также наличия и характера смазки.
Поэтому при различных исследованиях были получены значения
коэффициента трения, изменяющиеся в широких пределах.
Таблица 30
5. d для С1 d D для С2 Ci С2
Сталь Бронза Чугун Сталь Бронза Чугун
0,00 0,70 0,67 0,75 1,30 1,33 1,25
0,10 0,72 0,69 0,77 1,32 1,35 1,27
0,20 0,78 0,75 0,83 1,38 1,41 1,38
0,30 0,89 0,86 0,94 1,49 1,52 1,44
0,40 1,08 1,05 1,13 1,68 1,71 1,63
0,45 1,21 1,18 1,26 1,81 1,84 1,76
0,50 1,37 1,34 1,42 1,95 2,00 1,92
0,55 1,57 1,54 1,62 2,17 2,20 2,12
0,60 1,83 1,80 1,88 2,43 2,46 2,38
0,65 2,17 2,14 2,22 2,77 2,80 2,72
0,70 2,62 2,59 2,67 3,22 3,25 3,17
0,75 3,28 3,25 3,33 3,84 3,87 3,79
0,80 4,25 4,22 4,30 4,85 4,88 4,80
0,85 5,98 5,95 6,03 6,58 6,61 6,53
0,90 9,23 9,20 9,28 9,83 9,86 9,78
0,925 12,58 22,56 12,63 13,18 13,21 13,13
0,95 18,70 18,67 18,75 19,30 19,33 19,25
0,975 38,70 38,67 38,75 39,30 39,33 39,25
0,990 98,70 98,67 98,75 99,30 99,33 99,25
8 Новиков м. п.
225
Коэффициент трения при запрес-
совке для охватывающей детали из
материала: сталь Ст5 — 0,054—0,22;
чугун—0,07—0,13; сплавы магниевые
и алюминиевые — 0,02—0,06; бронза,
латунь — 0,05—0,10; пластмасса — 0,54.
Материал охватываемой детали сталь
Ст5. При запрессовке поверхности де-
талей из стали Ст5 смазывались машин-
ным маслом.
При выборе коэффициента трения
необходимо учитывать, что с уменьше-
нием шероховатости обработки сопря-
гаемых поверхностей его величина
уменьшается, но влияние шероховато-
сти поверхностей заметно сказывается
лишь при малых удельных давлениях
на контактной поверхности. По ме-
ре роста этих давлений /зап падает
(рис. 202).
Кроме коэффициента трения и раз-
меров запрессовываемых деталей, на
величину сил запрессовки и распрес-
совки оказывает также значительное
влияние угол ф конуса концевой части
запрессовываемого вала. В связи с из-
менением 'характера пластических деформаций с увеличением
этого угла сила запрессовки резко растет, а сила распрессовки
уменьшается. Наименьшее значение силы запрессовки и наи-
большее распрессовки соответствует углу ф 10° (рис. 203, а, б).
В процессе запрессовки применяют различные смазки (ма-
шинное, сурепное или авиационное масло, ртутная смазка и др.),
предохраняющие поверхности от задиров, уменьшающие коэффи-
циент трения и снижающие потребную силу запрессовки.
По опытам Г. Я. Андреева получены такие результаты при запрессовке
стальных валов диаметром 60 мм во втулку с натягом 0,02 мм: коэффициент за-
прессовки без смазки 0,39, сила запрессовки 10 000 кгс, соответственно при
авиасмазке 0,331 и 8800 кгс, при ртутной смазке 0,184 и 4900 кгс.
Широкое распространение в последнее время получают дисульфидмолибде-
новые смазки MoS2 в виде порошка, карандашей или пасты. Коэффициент трения
с использованием этой смазки составляет около 0,1, когда смазка в виде пасты,
и около 0,05, когда контактные поверхности стальных деталей покрывают тонким
слоем порошка или натирают карандашом. С ростом удельных давлений на кон-
тактных поверхностях коэффициент трения при использовании этой смазки ста-
новится еще меньше.
Рис. 202. Зависимость коэффи-
циента трения при запрессовке
от удельных давлений на кон-
тактной поверхности при раз-
личной шероховатости поса-
дочных поверхностей (по опы-
там А. Б. Корона)
Rz, мкм
Кри-
вые
Вал
Отвер-
стие
2
3
0,16 — 0,2
1,0-1,25
2,5 —3,2
0.25 — 0,32
1,0-1,25
2,5-3,2
Значительное влияние на величину силы запрессовки оказывает
волнистость поверхностей сопряжения по окружности и огранка.
Эти погрешности формы снижают силу запрессовки, так как умень-
шается фактическая поверхность контакта деталей.
226
Рис. 203. Графики зависи-
мости усилий запрессовки Р
и распрессовки от угла
фаски вала ф (а и б). Изме-
нение усилия запрессовки и
прочности соединения от
скорости запрессовки (в):
1 — иатяг 290 мкм; 2 —
натяг 90 мкм; 3 — усилие за-
прессовки; 4 — средняя ве-
личина контактного давле-
ния
Прочность продольно-прессового соединения и сила запрес-
совки в значительной мере определяются скоростью выполнения
операции. Обычные скорости запрессовки от 1 до 10 мм/с. Выбор
скорости зависит от требуемой производительности и необходимой
прочности соединений. Наибольшая прочность обычно достигается
при малых скоростях (до 3 мм/с). С увеличением скорости потреб-
ная сила запрессовки уменьшается, но при этом снижается и
прочность соединения (рис. 203, в).
Опыт Н. Р. Гусейновой показывает, что запрессовка с вибра-
ционно-импульсным воздействием повышает прочность соединения
по сравнению с обычным способом запрессовки под прессом.
Однако с уменьшением шероховатости поверхностей сопряжения
этот эффект в значительной мере снижается.
В процессе распрессовки сопряжений, собранных с большими
натягами, возможен значительный износ контактных поверх-
ностей, в результате чего детали нередко оказываются непригод-
ными к повторной сборке. Износ и величину силы распрессовки
можно значительно уменьшить введением слоя масла на поверх-
ности сопряжения. В таких случаях на поверхности контакта
(рис. 204) делают канавку, в которую через специальное отверстие
нагнетают масло под высоким давлением (до 2000 кгс/см2). От
давления в слое масла охватывающая деталь расширяется, а охва-
тываемая получает усадку, что дает возможность произвести
распрессовку с незначительными силами.
Например, для распрессовки соединения обычным способом требовалась сила
10 500 кгс. При нагнетании в место сопряжения масла под давлением 200-кгс/см2
потребная сила сократилась на 35%; при повышении давления до 800 кгс/см2
8* 227
a — до подачи масла; б — масло нагнетается с давлением, соответствующим контактному;
в — давление масла превышает контактное, в сопряжении образуется зазор’, г — слой
масла распространился по поверхности сопряжения; д — распрессовка
сила распрессовки снизилась на 70%. Когда же давление масла достигло
1000 кгс/см2, необходимая для распрессовки сила составила всего лишь 250 кгс.
Давление нагнетаемого масла должно превышать удельное
давление на контактной поверхности, с тем чтобы, во-первых,
уравновешивать указанное давление; во-вторых, обеспечивать
расширение охватывающей детали на величину усадки наружной
поверхности охватываемой детали; в-третьих, расширять охваты-
вающую и сжимать охватываемую детали на величину суммарной
высоты микронеровностей их контактных поверхностей. Исходя
из этих предпосылок, требуемое давление масла может быть най-
дено по приведенной выше формуле для определения удельного
давления р на контактной поверхности, но величина расчетного
натяга в этом случае будет не 6, а
6+/+1,2(Дй1+Ди2),
где i — суммарная величина расширения охватывающей и сжа-
тия охватываемой детали при запрессовке; Ди1, До2 — средние
Рис. 205. Схемы запрессовки путем нагнетания
масла
арифметические отклонения
профиля микронеровностей
на контактных поверхностях.
Запрессовка с нагнета-
нием масла осуществляется
по одной из схем, приведен-
ных на рис. 205. В первом
случае (рис. 205, а) для соз-
дания необходимого давления
масла предусмотрены уплот-
нительные кольца. По схеме,
приведенной на рис. 205, б,
228
охватываемая деталь делается ступенчатой, с тем чтобы обеспе-
чить незначительный натяг в начале запрессовки и за счет этого
создать необходимое давление масла на поверхности контакта.
Процесс запрессовки с нагнетанием масла таким образом
условно можно разделить на два этапа: механическая запрессовка
с сухим или полусухим трением до перекрытия масляной канавки
и гидропрессовая с нагнетанием масла между поверхностями
сопряжения и полужидкостным или жидкостным трением. Необ-
ходимо учитывать, что напряжения, возникающие на поверхно-
стях деталей при нагнетании масла, не должны превышать предела
текучести для материалов этих деталей.
Для распрессовки и запрессовки применяют масла: при удель-
ных давлениях до 500 кгс/см2 — авиационное МС-30
ГОСТ 21743—76, при более высоких давлениях — индустриальное
И-ЗОА ГОСТ 20799—75.
При сборке прессовых соединений наружный диаметр D (см.
рис. 201) охватывающей детали увеличивается на величину
о _ 2pd2D-103
0н“£ДО3 —d2)
Диаметр же отверстия d0 охватываемой детали вследствие ее
усадки уменьшается на
„ __ 2pd2do103
а “ ^(d’--d2) •
Практически эти деформации несколько иные, так как на их
величину'влияет сглаживание микронеровностей на сопрягаемых
поверхностях, неточность формы и пр. При больших диаметрах
втулок все это вызывает необходимость дополнительной пригонки
их отверстий после запрессовки путем развертывания или шабре-
ния, а в ряде случаев и повторной расточки на станке.
С целью компенсации усадки отверстия охватываемой втулки
при запрессовке диаметр ее при механической обработке заранее
увеличивают. Практически при больших диаметрах втулок чертеж-
ные допуски на растачивание отверстия смещаются. Для опре-
деления поправок на усадку втулок в результате эксперимен-
тальных исследований разработана серия номограмм. Одна из
них приведена на рис. 206.
Например, диаметр отверстия втулки из бронзы do = 10077g, посадка втулки
в стальную деталь d = 120/С6; D = 218 мм. При этом = 0,83;
d 120 г,
-=г- = = 0,55. Пользуясь номограммой, находим величину смещения поля
1J 210
допуска 13 мкм, имея в виду, что максимальный натяг для d = 1207(4 равен
по таблицам допусков 26 мкм. Тогда диаметр отверстия втулки перед запрессов-
, , 4- 0,07 (4-0,013) ,„„4-0,083
кои должен быть равен 100 1 о 0 (-|-0 013)’ т' е' 00 4-0 013‘
Этими номограммами можно пользоваться и для определения требуемых
размеров отверстия стальных втулок, но полученную величину смещения поля
допуска следует уменьшать примерно на 15%.
229
Рис. 206. Номограмма для определения усадки втулок при запрессовке
Прессовые соединения в сборочных единицах, вращающихся
в машине с большой скоростью, при работе ослабляются. Объяс-
няется это тем, что под действием центробежных сил, достига-
ющих в таких условиях нередко большой величины, охватыва-
ющая деталь увеличивается в размерах, и натяг в сопряжении
уменьшается.
Если минимальное критическое число оборотов, при котором
охватывающая деталь увеличится в размерах до полного снятия
натяга, обозначить через пк, а натяг — через бк, то для условий
рабочего числа оборотов п и натяга б.г можно написать зависимость
8п _ я2
6к я2
Предполагая, что по условиям динамического расчета для
какой-то сборочной единицы пл = 1,5п, получим
Таким образом, при работе такой сборочной единицы в машине
фактический натяг в сопряжении будет почти в 2 раза меньше
230
сборочного. В связи с этим в прессовых соединениях такого типа
минимальный натяг должен быть не менее бк, наибольший же на-
тяг устанавливают исходя из прочности охватывающей детали.
Сила запрессовки, как отмечалось выше, зависит от ряда
переменных факторов и поэтому не может быть абсолютно точным
показателем, характеризующим прочность соединения с гаран-
тированным натягом. Однако этим критерием широко пользуются,
контролируя посадку при запрессовке во время сборки. При
выполнении операции на гидравлическом прессе силу запрессовки
проверяют по давлению масла в цилиндре, на пневматическом
прессе — по давлению воздуха. Прессы и установки, использу-
емые для сборки наиболее ответственных тяжело нагруженных
соединений, оборудуют самопишущими приборами, вычерчива-
ющими график в координатах «сила запрессовки — длина запрес-
совки» (рис. 207).
В условиях крупносерийного и массового производств при запрессовке
детали на определенную длину устанавливают допустимые минимальную и макси-
мальную силы. Если фактическая сила запрессовки выходит за эти пределы, —
соединение бракуется. Схема [19] такого контроля показана на рис. 208. Здесь
во втулку 1 запрессовывается вкладыш 2. Обе детали поступают по вертикальным
лоткам. Далее втулка 1 подается к позиции запрессовки механизмом, с помощью
пневмодвигателя 14. Воздействие рычага на конечный выключатель 12 вызывает
команду на включение пневмодвигателя 7. С помощью пуансона очередной вкла-
дыш 2 запрессовывается во втулку. Реле 4 и 5 при этом контролируют величину
силы запрессовки. Если она выходит за верхний или нижний предел, то выключа-
тели 3, 6 и 9 дают команду пневмодвигателю И, и заслонка направляет некаче-
ственно собранную сборочную единицу в брак. По окончании цикла конечные
выключатели 10, 13 и 8 дают команду на возвращение системы в исходное поло-
жение.
Прочность сопряжения можно также контролировать по длине запрессовки
(для нее устанавливают определенные пределы) при постоянной силе запрессовки
Рис. 207. Диаграммы запрессовки:
а — нормальная; б — «вибрирующая», в — повышенное усилие запрессовки; г — недоста-
точное усилие запрессовки
231
i
Рис. 208. Схема запрессовки с контролем усилия
или по времени, в течение которого в цилиндре пресса в процессе выполнения
операции достигается определенное давление.
Величину удельного давления на поверхности контакта в собранном соеди-
нении можно проконтролировать по методу, предложенному Ю. В. Кулагиным.
Метод основан на том, что при увеличении контактного давления количество про-
ходимой через соединение ультразвуковой энергии возрастает, а отраженная
ее часть уменьшается. Отраженные при этом ультразвуковые колебания преобра-
зуются в электрические сигналы, которые изображаются на экране.
Запрессовку производят осторожно, обеспечивая приспособле-
ниями правильное направление прессуемой детали. Ошибки,
допущенные при запрессовке, нередко являются причиной образо-
вания задиров, трещин и выхода из строя одной или обеих деталей.
В процессе запрессовки возможны неточности сопряжения
деталей (рис. 209, а), особенно в начальный период их наживле-
ния. Значительные относительные перекосы деталей могут быть
причиной недоброкачественности сборки. Чтобы не допустить
этого, необходимо соответствующее базирование деталей на пла-
вающих столах или посредством упругих элементов, благодаря
Рис. 209. Погрешности запрессовки
232
которым могло бы происходить автоматическое перебазирование.
Этому способствует также наличие на деталях соответствующих
фасок или заходных поясков (рис. 209, в, д).
Распространенной погрешностью напрессовки является перекос охватыва-
ющей детали. При напрессовке в связи с этим не получается полного торцового
контакта (рис. 209, б). Если длина сопряжения невелика, то эта погрешность
может быть весьма заметной, что отразится на величине торцового биения охва-
тывающей детали. Чтобы избежать одностороннего торцового зазора и добиться
полного контакта торцов деталей, сила в конце запрессовки должна быть на 15—
40% увеличена.
Если в процессе сборки соединений требуется соблюдение точности осевого
относительного положения деталей, то необходимо учитывать, что после снятия
силы запрессовки происходит отжатие детали на некоторую величину A/i
(рис. 209, г), зависящую от ряда конструктивных и технологических факторов.
В частности, величина отжатия увеличивается с ростом скорости запрессовки
и натяга. Сохранение в течение некоторого времени нагрузки после окончания
запрессовки значительно снижает отжатие. Этому же способствует и уменьшение
угла фаски охватываемой детали.
Повышению качества соединений путем запрессовки должна способство-
вать соответствующая оснастка. В частности, используя универсальные прессы,
следует оснастить их индивидуальными подставками, оправками и накладками,
обеспечивающими удобную, быструю и точную установку деталей.
Операции запрессовки втулок, особенно с тонкими стенками,
во избежание их деформации целесообразно выполнять с помощью
оправок, центрирующихся в отверстии (рис. 210, а). Нижняя часть
стержня 1 оправки имеет диаметр, равный диаметру отверстия
(посадка скольжения), в которое должна быть запрессована
втулка.
В ряде случаев направление деталям при запрессовке удобно
придавать” путем базирования охватывающей 7 и охватываемой
деталей на оправках приспособления (рис/210, .6) или в специаль-
ной направляющей стойке (рис. 210, в). Очень важно, чтобы пила
запрессовки действовала по оси запрессовываемой детали.
В целях экономии времени одноименные детали/ если поз-
воляет мощность пресса, целесообразно запрессовывать одно-
Рис. 210. Приспособления, обеспечивающие направление деталям при запрессовке и вы-
прессовке
233
Рис. 211. Приспособление для одновременной за-
прессовки нескольких деталей
временно. Основной труд-
ностью при групповой за-
прессовке является дости-
жение равномерного рас-
пределения силы, созда-
ваемой штоком пресса
между всеми запрессовы-
ваемыми деталями, что
должно обеспечиваться со-
ответствующей конструк-
цией приспособления.
На рис. 211 показано при-
способление для одновременной
запрессовки пяти болтов А и
ступицу Б. Головки болтов име-
ют отклонение по высоте’ Н до
0,3 мм, а для качественной за-
прессовки нужно посадить все
болты до упора в ступицу.
С учетом этого в приспособле-
нии предусмотрена передача
силы запрессовки на болты че-
рез ^пуансоны 1, опирающиеся
на гидропластмассу 2, которая
кольцеобразно заполняет верх-
нюю часть приспособления. Во
избежание утечки гидропласт-
массы корпус 3 должен быть
собран герметично с крыш-
кой 4, а пуансоны притерты в гнездах корпуса. Гидропластмассу заливают
через верхние отверстия, закрываемые пробками 5.
Приспособление аналогичного типа применяют для запрессовки пяти болтов
в полуось заднего моста. Оно может быть использовано также на других сбороч-
ных операциях в различных отраслях машиностроения.
Рис. 212. Приспособление
для одновременной за-
прессовки четырех гильз
в блок цилиндров
234
В приспособлении для одновремен-
ной установки четырех гильз в блок
цилиндров (рис. 212) равномерность
распределения силы запрессовки дости-
гается наличием двух парных коро-
мысел 1 и подвешенных к ним баш-
маков 2 со сферическими опорами 3.
Для контроля глубины запрессовки
служит индикатор 4. Все элементы
приспособления имеют шарнирное кре-
пление. Такое приспособление мон-
тируют на штоке 5 пневматического
пресса.
Перед запрессовкой детали сбороч-
ной единицы необходимо тщательно
осмотреть. Загрязнение поверхностей,
заусенцы и забоины не допускаются.
Входящая кромка запрессовываемой
Рис. 213. Оправки для выпрес-
совки деталей
детали должна иметь переходную по-
верхность или фаску. Для устранения задиров сопрягаемые по-
верхности покрывают тонким слоем смазки.
Выпрессовку деталей, во избежание задира, необходимо произ-
водить также с применением специальных оправок (рис. 213).
В конструкциях сборочных единиц машин нередко имеются
детали из резины, которые необходимо запрессовывать. Для
упрощения операции этим деталям вначале придают требуемую
форму и в таком виде замораживают сухим льдом. После установки
в узел детали оттаивают, и эластичные свойства их восстанавли-
ваются .
ПРЕССЫ И ПРИСПОСОБЛЕНИЯ, ПРИМЕНЯЕМЫЕ
ПРИ ЗАПРЕССОВКЕ
Силы, необходимые при сборке продольно-прессовых соеди-
нений, создают посредством прессов (рис. 214) — универсальных
или специальных.
Требуемый тоннаж этих средств определяют исходя из расчет-
ной силы запрессовки с коэффициентом запаса от 1,5 до 2; боль-
шие значения коэффициента выбирают для менее мощных прессов.
Применимость некоторых типов прессов для сборки соединений с гаранти-
рованным натягом в зависимости от требуемой силы запрессовки показана
в табл. 31.
Кроме требуемой силы запрессовки, при выборе типа пресса учитывается
также возможность использования его, исходя из габаритных размеров данной
сборочной единицы, и экономичность.
Широко распространены на сборке прессы, действующие от
сжатого воздуха, поступающего из цеховой магистрали; давление
воздуха 4—5 кгс/см2. Дросселированием при помощи крана
235
Прессы
Рис. 214. Сборочные прессы
рабочее давление воздуха, поступающего в цилиндр, может быть
снижено и вследствие этого уменьшена сила, развиваемая на штоке
пресса. Применяют пневмопрессы прямого действия и рычажные.
В прессе прямого действия (рис. 215) пневмоцилиндр отъемный:
его укрепляют на сборной станине на шпильках или винтами.
Такая конструкция позволяет устанавливать цилиндры различных
диаметров. Цилиндры нормализованы по диаметрам 150, 200,
250 и 300 мм для сил на штоке при давлении воздуха 5 кгс/см2
соответственно 710, 1250, 1960 и 2830 кгс.
Таблица 31
Тип пресса
Пневматические:
с диафрагменной камерой . . . .
одинарный прямого действия . . .
сдвоенный прямого действия . . .
рычажный ......................
Гидравлический ..................
Пневмогидравлический.............
Ударно-импульсный................
Электромагнитный.................
Механический.....................
Требхемая сила запрессовки, тс
236
Рис. 215. Пневматический пресс прямого действия
При необходимости иметь большие силы применяют прессы
со сдвоенными цилиндрами или с усилителями — рычажными
(рис. 216), клиновыми или других типов.
, | Кроме универсальных пневматических прессов, при сборке
широко применяют также прессы специального назначения.
В группе переносных прессов специального назначения следует
отнести прессы-скобы, имеющие широкое применение во многих
сборочных производствах. Такой пресс имеет (рис. 217) литую
или сварную станину, на которой смонтирован пневмоцилиндр.
Пресс-скобу подвешивают над рабочим местом, а при выполнении
операции устанавливают на сборочной единице.
237
Рис. 216. Пневматический пресс с рычажным усилителем
Рис. 217. Пневматический пресс-скоба специального назначения
238
Один из них (рис. 218) предназначен для одновременной запрессовки в блок
четырех втулок толкателя. Блок на поддоне 1 подается по рольгангу 2 с подпру-
жиненными роликами до упора в откидную защелку 3. Втулки толкателя наде-
ваются на пальцы 4, попарно закрепленные в двух каретках 5. Силы запрессовки
во избежание перекоса передаются на втулки от пневмоцилиндра 6 с рычажными
усилителями через качалки 7 и самоустанавливающиеся упоры 8. В начале за-
прессовки блок с поддоном опускается на подпружиненных роликах рольганга
и базируется на жестких направляющих 9. По окончании запрессовки пружины
роликов приподнимают поддон, и блок перемещается на следующую позицию
(всего в блоке восемь втулок, и они запрессовываются с двух положений по
четыре).
В массовом производстве получают распространение много-
местные запрессовочные автоматы. Например, применяется ав-
томат, с помощью которого в блок запрессовываются одновременно
шесть седел клапанов, поступающих из шести магазинов. Седла
запрессовывают после предварительного охлаждения. Сила за-
прессовки создается гидроцилиндрами.
Когда требуется создать при запрессовке значительные силы
(20—100 тс и выше), обычно применяют гидравлические или
пневмогидравлические прессы.
В приводном универсальном гидропрессе [42] основными эле-
ментами являются насосная установка с электродвигателем,
рабочий цилиндр с поршнем и штоком, электрогидравлическая
панель с реверсивным золотником и система управления (ножная
или ручная).
В насосной установке обычно используют лопастные насосы.
При спаренных двух насосах разной производительности путем
комбинации их включения в сеть достигаются три ступени хода
пресса, что нередко очень важно для технологии запрессовки.
Необходимая последовательность включения на многих прессах
обеспечивается автоматически, вследствие чего создается раци-
ональный цикл работы. При пульсирующей подаче масла в гидро-
цилиндр величина необходимой силы запрессовки уменьшается.
Поэтому гидропрессы иногда снабжают специальными гидро-
вибраторами.
В сборочных цехах находят применение также пневмогидра-
влические прессы. Силовое устройство такого пресса состоит из
пневмоцилиндра и гидравлического усилителя. Рабочая сила на
штоке пресса создается давлением масла, а ускоренный подъем
штока производится сжатым воздухом.
На сборке малогабаритных сборочных единиц в условиях мелкосерийного
производства применяют разнообразные ручные прессы. Они недороги, просты
в эксплуатации, но малопроизводительны, требуют больших затрат труда, утом-
ляют рабочего. Поэтому основным направлением прогрессивной технологии
сборки является замена, где это возможно, такого оборудования на более совер-
шенное.
Для замены верстачных реечных, винтовых, эксцентриковых ручных прес-
сов целесообразно в ряде случаев использовать пневматические диафрагменные
и электромагнитные прессы.
Силовым узлом в диафрагменных прессах является камера, воздействующая
либо непосредственно на шток (рис. 219, а), либо через механический^усилитель
239
о
Рис. 218. Пневматический стационарный пресс специального назначения
(рис. 219, б). Такие прессы прямого действия могут быть созданы для сил до
1,5 тс, а с усилителем — до 5 тс.
Для операций запрессовки, требующих сил от 0,2 до 1,5 тс, нередко приме-
няют также электромагнитные прессы, силовым устройством в которых являются
электромагниты постоянного или переменного тока с плоским притягивающим
якорем втяжного типа (рис. 220), или соленоидные. В этих прессах могут быть
применены также рычажные или клиновые усилители. Основным недостатком
электромагнитных прессов является малый ход штока, что ограничивает их
применение.
В условиях массовой сборки мелких сборочных единиц рациональны меха-
нические роторные пресс-полуавтоматы (рис. 221). Планшайбы 1 и 2 в таком
прессе совершают вращательное движение. Детали собираемых сборочных единиц
устанавливают в приспособлениях на планшайбе 1, при этом запрессовка проис-
ходит, когда пуансон 3 набегает на скос кулачка 4. При дальнейшем повороте
планшайб кулачок 5 поднимает выталкиватель 6, и собранный узел сбрасывается
в лоток. Такие прессы обладают большой производительностью — до 3000 узлов
в час.
Использование при запрессовке ультразвуковых вибраций
значительно уменьшает силы, потребные для сборки. Вибрации
направляются либо вдоль оси напрессовываемой детали, либо
по радиусу. В первом случае возникают весьма высокие (до 1000g)
ускорения и при запрессовке создаются условия трения движения.
Вэ втором случае с помощью радиальных вибраций увеличивается
диаметр отверстия охватывающей детали. Амплитуды колебаний
выбирают в зависимости от условий сборки от нескольких микрон
до десятых долей миллиметра, частоты — до 100 кГц. Получение
эффекта от использования вибраций во многом зависит от раци-
онального выбора амплитуды и частоты колебаний.
В крупносерийном и массовом производствах помимо прессов
большое распространение при сборке машин имеют специальные
приспособления для запрессовки. Обычно такие приспособления
241
Рис. 220. Электромагнитный пресс:
1 — обмотка; 2 — якорь; 3 — пружина
Рис. 221. Схема роторного ме-
ханического пресса
предназначаются для одной-двух операций. Они могут быть ста-
ционарные, с установкой на определенном месте (на столе пресса
верстаке, подставке), и переносные при использовании непосред-
ственно на собираемом изделии (например, при сборке на кон-
вейере).
Кроме того, приспособления можно разделить на ручные,
пневматические, гидравлические и пневмогидравлические.
Среди ручных приспособлений применяют преимущественно
винтовые и реечные. Однако ручные приспособления требуют
значительных затрат физической силы сборщика, являются мед-
ленно действующими и малопроизводительными. Поэтому при
улучшении технологических процессов сборки и, конечно, при
разработке и внедрении новой технологии необходимо стремиться
к вытеснению ручных приспособлений.
В качестве примера на рис. 222 показано одно из приспособле-
ний, применяемых при запрессовке на прессе трех деталей. Осо-
бенностью схемы приспособления является то, что две детали
(наружные обоймы роликоподшипников) запрессовываются одно-
временно. Корпус устанавливается на плоскость стакана 1, цен-
трируясь на оправке 2. Предварительно на конус этой оправки
надевается обойма роликоподшипника. ; Вторая обойма встав-
ляется в корпус сверху. Далее при опускании со штоком пресса
242
Рис. 222. Специальное приспособление для запрес-
совки
223, в) имеет электрогидравлическое
верхней оправки 3 обе
обоймы запрессовывают-
ся. Затем шток пресса под-
нимается, и на место оп-
равки 3 посредством пнев-
моцилиндра 4 подводится
оправка 5. В расточку кор-
пуса помещается третья
деталь (сальник) и при
последующем ходе штока
пресса сна запрессовы-
вается оправкой 5.
Приспособление, пока-
занное на рис. 223, а, —
другого типа; оно исполь-
зуется в сочетании с на-
сосной установкой (рис.
223, б), имеющей электро-
двигатель 1, лопастный на-
сос 2, распределитель 3
с усилителем, предохрани-
тельный клапан 4 и дрос-
сель 5. Здесь ж; располо-
жен бачок с маслом и
фильтрами.
Распределитель (рис.
управление с включением его кнопкой 6 (рис. 223, а) на рукоятке
скобы. При нажатии на кнопку срабатывает электромаг-
нит 7 (рис. 223, б, в) распределителя, перемещается золотник 8,
и масло подается в рабочий цилиндр приспособления. Когда
давление масла достигает 50 кгс/см2, автоматически смещается
золотник 9, и масло поступает под поршень 10 гидроусилителя.
Давление масла в цилиндре приспособления повышается
до 150 кгс/см2, и производится запрессовка. По окончании опера-
ции кнопка отпускается, и вся гидросистема возвращается в исход-
ное положение. Установка работает на масле — индустриальное 20.
Распространены также гидроприспособления для запрессовки
сборочных единиц, работающих по принципу «разжима». В этом
случае гидроцилиндр упирают в корпус собранного изделия,
а шток — в запрессовываемую сборочную единицу.
Благодаря высоким рабочим давлениям масла переносными
гидравлическими приспособлениями можно создать значитель-
ные силы запрессовки.
В ряде случаев целесообразно применение приспособлений,
действие которых основано на использовании для запрессовки
ударных импульсов. Особенно это важно при сборке крупногаба-
ритных соединений, требующих громоздких прессов, нередко
уникальных.
243
Одно из таких ударных приспособлений показано на рис. 224. Оно предназна-
чено для запрессовки втулок диаметром 680 и длиной 1300 мм. Приспособление
устанавливают внутрь запрессовываемой втулки /, на ее торец. Выполнено при-
способление в виде пневмоцилиндра 2 со свободно движущимся возвратно-по-
ступательно массивным поршнем-бабой 3. Сила удара при опускании поршня-
бабы достигает 120 тс. Эта сила передается на торец втулки 1 и запрессовывает ее.
Для создания ударных импульсов при запрессовке или напрессовке незака-
ленных втулок диаметром до 100 мм и других деталей, выполненных из вязких
материалов, возможно применение клепальных пневматических молотков со
специальными наставками.
Туго посаженные при сборке детали снимают с помощью
съемников, из которых многие могут быть использованы также и
в качестве ручных приспособлений при запрессовке. Применяют
преимущественно винтовые, пневматические и гидравлические
съемники. Наибольшее распространение имеют винтовые съем-
ники. Основной деталью такого съемника является силовой винт 1
(рис. 225, а). Спрессовываемая деталь захватывается корпусом
съемника или лапами. Последние крепятся на корпусе съемника
жестко или шарнирно и могут отклоняться на некоторый угол.
Пневматические и гидравлические съемники по конструктив-
ным схемам не отличаются от ручных; в первом (рис. 225, б)
сила распрессовки создается пневмоцилиндром, во втором
(рис. 225, в) — давлением масла, нагнетаемого насосом.
245
а)
Рис. 225. Съемники:
а — винтовой; б — пневматический; в — гидравлический
246
В заключение уместно отметить опыт ряда заводов в механизации операций
распрессовки и запрессовки соединений посредством пневмогидравлических при-
способлений. Одна из таких установок (рис. 226) состоит из двух частей — пневмо-
гидравлического усилителя и рабочего приспособления. Громоздкий пневмоги-
дравлический усилитель помещают там, где это удобно для условий сборки, а ра-
бочее приспособление, обычно небольшое по габаритам, подвешивают или кладут
около сборщика.
Пневмогидравлический усилитель состоит из воздушного 1 и гидравличе-
ского 2 цилиндров. Поршень и плунжер усилителя связаны друг с другом. Исходя
из равенства сил, действующих на поршень и плунжер, можно отметить, что дав-
ление масла под плунжером во столько раз больше давления сжатого воздуха,
во сколько раз площадь поршня больше площади плунжера. В данной установке
при диаметре поршня 250 мм и диаметре плунжера 35 мм давление масла может
достигать 200 кгс/см2 (при давлении воздуха 4 кгс/см3). Управление пневмогидра-
влическим усилителем осуществляется электропневмопереключателем 3, в кото-
ром соленоид связан с воздушным золотником 4. Включается и выключается
соленоид кнопкой 5, укрепленной на рабочем приспособлении. • :
Установка предназначена для выпрессовки бугелей (крышек коренных
подшипников) из гнезд блок-картера двигателя. Эту операцию выполняют перед
постановкой вкладышей коренных подшипников и укладкой коленчатого вала.
Рабочее приспособление представляет собой рукоятку с гидроцилиндром 6,
в который поступает масло от пневмогидравлического усилителя.
При выпрессовке бугелей цилиндр 6 вводится в отверстия для коренных
подшипников, затем нажатием кнопки 5 включают электропневмопереключатель
и пневмогидравлический усилитель. Поступающее масло выжимает шток 7 и
выпрессовывает бугель.
Пневмогидравлический усилитель такого типа может быть использован для
многих гидравлических приспособлений, предназначенных для создания значи-
тельных сил.
247
ND
00
Рис. 226. Пневмогидравлическая установка для выпрессовки бугелей
Рис. 227. Конструкция молотков, употребляемых при сборке
Для разборки соединений с натягом вручную или под прессом
применяют специальные оправки. Материалами для их изготовле-
ния служат мягкие металлы (латунь, медь, алюминий), а также
пластические массы или дерево. При этом материал выколотки
всегда должен быть несколько мягче материала выпрессовываемой
детали. Однако изготовлять оправки из слишком мягкого мате-
риала не рекомендуется, потому что в этом случае они очень быстро
деформируются. Кроме того, очень мягкая оправка поглощает
часть энергии удара, в связи с чем сборщику трудно производить
удары требуемой силы.
Для нанесения ударов при выполнении сборочных операций
применяют «мягкие» молотки — из свинца, баббита, алюминие-
вого сплава или составные: корпус молотка стальной, а вставные
бойки — из мягких металлов, полипропилена, нейлона или других
видов твердых и достаточно эластичных пластмасс (рис. 227).
Находят применение и специальные конструкции молотков, имею-
щих полую головку с помещенной внутри стальной дробью. Такой
молоток почти не отскакивает после удара. Масса молотков 150—
1400 г.
СВАРКА, ПАЙКА И СКЛЕИВАНИЕ
Сварные соединения в конструкциях машин получают все
большее распространение. Прочность этих соединений обычно не
ниже прочности клепаных, они значительно менее трудоемки,
более технологичны.
Процесс соединения деталей при помощи сварки в большинстве
случаев является сборочным; он при необходимости может быть
введен непосредственно в поток узловой или общей сборки.
Сварку можно осуществлять дугой, плазмой, электросопротивлением, тре-
нием, токами радиочастоты, взрывом, применением больших пластических де-
формаций, ультразвуком, лазером.
Применение новейших достижений науки и техники в области
сварки позволяет успешно решать вопросы, связанные с созданием
249
неразъемных соединений, практически всех применяемых в кон-
струкциях машин, металлов и сплавов.
Распространенными в машиностроении способами сварки яв-
ляются: контактная — точечная и шовная; дуговая — полуавто-
матическая и автоматическая под слоем флюса, в среде защитных
газов; электрошлаковая; ультразвуковая. В ряде производств
осваиваются новые виды сварки: электронным лучом, плазмен-
ная — квантовая, диффузионная.
В связи с широким применением в конструкциях машин пла-
стических масс (полиэтилена, винипласта, полихлорвинила, по-
листирола, органического стекла и др.) возникла необходимость
сварки деталей из этих материалов. Используют преимущест-
венно тепловые виды сварки и сварку нагревом ТВЧ.
Внедряется также сварка пластмассовых деталей или пластмассы с метал-
лическими вставками с помощью ультразвука. Подсобранной сборочной единице
сообщаются вибрации с частотой 20 000 Гц; благодаря трению в местах соприкос-
новения деталей выделяется теплота, обеспечивающая сварку. Такая операция
осуществляется за 0,5 с.
Основными элементами сборочно-сварочного процесса яв-
ляются подготовка поверхностей под сварку, сборка и установка
сборочной единицы, закрепление, пуск, подвод сварочной го-
ловки, подача электрода, сварка, отвод головки, выключение,
снятие сваренной сборочной единицы, контроль. При выполнении
сборочно-сварочных работ в мелкосерийном производстве широко
применяют механизированные приспособления, а в крупносерий-
ном и массовом производствах — полуавтоматические и автомати-
ческие сварочные установки (рис. 228).
Большой объем сборочных работ с применением сварки выполняется при
изготовлении кузовов_и кабин различных транспортных машин. При сборке ку-
зовов легковых автомобилей широко используют такие виды сварки, как точеч-
ная и роликовая. Широко применяют сварочные прессы. Детали кузова соеди-
няют одновременно до 600 сварочных точек. На ряде операций предусматривают
многопостовые сварочные машины, многопозиционные автоматы и так называемые
подвижные сварочные пистолеты.
В процессе сварки основание, кабина и другие элементы кузова удержи-
ваются в специальных приспособлениях фиксаторами, в результате чего обеспе-
чивается правильное положение элементов относительно друг друга. Часто ряд
фиксаторов приводится в действие пневмоцилиндрами, управляемыми с одного
пункта. Ручная сварка, как правило, сведена до минимума.
Для быстрой переналадки оснастки, применяемой при сварке боковин и
других деталей кузова, на некоторых заводах используют специальные кондук-
торы, имеющие базовые рамы со многими прецизионными коническими отвер-
стиями. Погрешность расстояний между центрами последних менее 0,025 мм. При
сборке новой модели кузова в этих отверстиях закрепляют соответствующие
установочные элементы сварочных кондукторов. Для каждого типа кузова исполь-
зуют определенные отверстия, указанные в карте наладки. Остальные же от-
верстия закрывают заглушками из пластмассы.
Важными направлениями совершенствования технологии свар-
ки, выполняемой при сборке машин и механизмов, являются раз-
работка и внедрение в производство приборов и устройств для
автоматического контроля и одновременной записи параметров
250
Рис. 228. Консольно-сварочная установка для автоматической сварки кольцевых швов:
1 — колонка; 2 — рукав с направляющими; 3 — подающий механизм сварочной головки;
4 — пульт управления; 5 — бункер для флюса; 6 — мундштук; 7 — свариваемый узел;
8 — сборочный манипулятор; 9 — флюсосбориик
процесса сварки; совмещение процесса сварки легкоокисляющихся
материалов с очисткой; осуществление диффузионной сварки в ва-
кууме; применение при сварке алюминия установок, обеспечиваю-
щих снятие окислов в вакуумной камере механической зачисткой,
наложением ультразвуковых колебаний, с восстановительной
средой; внедрение высокопроизводительных установок для соеди-
нения в вакууме металлокерамических изделий со сталью (тормоз-
ных лент и дисков муфт); контроль сварных соединений рентгено-
телевизионным методом с применением интроскопии; внедрение
импульсно-дуговой сварки в защитных газах с программным изме-
нением процесса; повышение надежности и долговечности сварных
соединений; разработка способов предупреждения и устранения
вредных влияний напряжений и деформаций в сварных соединениях.
В современном машиностроении сварка получила настолько
широкое распространение, что изучению и освещению ее техноло-
гии посвящена специальная обширная литература. Учитывая это,
вопросы сварки в настоящей книге детально не рассматриваются.
Пайкой называется процесс получения неразъемного соеди-
нения двух или нескольких деталей с применением присадочного
251
металла — припоя путем их нагрева в собранном виде до темпе-
ратуры плавления припоя. Расплавляемый припой затекает в спе-
циально создаваемые зазоры между соединяемыми деталями и диф-
фундирует в металл этих деталей. При этом протекает элементар-
ный процесс взаимного растворения и металла деталей, и припоя
в результате чего образуется сплав, более прочный, чем припой.
В зависимости от температуры плавления припоя различают
пайку мягкими и твердыми припоями. Мягкие (обычно оловяни-
сто-свинцовые) припои имеют температуру плавления ниже
400° С, твердые (медные, медно-цинковые припои) 400—1200° С.
Мягкие припои обладают небольшим пределом прочности — до
10 кгс/мм2, а твердые — до 50 кгс/мм2 и выше. При необходимости
иметь большую прочность соединения применяют твердые припои;
если же пайка производится только для получения плотности,
используют мягкие припои.
Состав и назначение припоев определяются действующими
стандартами. Вид припоя назначают при разработке конструкции
сборочной единицы, с учетом условий работы последней в машине
и материала деталей, и оговаривают техническими требованиями.
В качестве примера в табл. 32 приведены виды припоев, ис-
пользуемых для пайки деталей из некоторых металлов.
Кроме припоя, при пайке применяют флюсы, назначение кото-
рых сводится к защите места спая от окисления при нагреве сбо-
рочной единицы, обеспечению лучшей смачиваемости места спая
расплавленным металлом и растворению металлических окислов.
В качестве флюсов для твердых припоев применяют буру и пла-
виковый шпат, а также смеси их с различными окислителями или
солями щелочных металлов. При пайке мягкими припоями поль-
зуются канифолью, хлористым цинком, нашатырем и фосфорной
кислотой. Применяют также газообразные флюсы на основе метил-
бората и фтористого бора. Пайку точных соединений производят
без флюсов в защитной атмосфере или в вакууме.
Таблица 32
Основной металл деталей Припои
Медио- цинко- вый Латунь с до- бавкой олова и кремния Медно- фосфо- ристый Медь — серебро— цинк Медь— серебро- фосфор Медь— серебро— цинк — кадмий
Медь +- +- ++ ++ ++
Сплавы меди. . . Сталь малоуглеро- — ++ ++ ++
дистая, углероди- стая и легирован- ная +- ++ ++ ++
Ковкий чугун . . +- ++ ++ ++
Примечание. -НН-------------рекомендуется; 4- — допускается; — — не рекомен-
дуется.
252
Процесс пайки включает подготовку сопрягаемых поверхно-
стей деталей под'пайку, сборку, нанесение флюса и припоя, нагрев
места спая, промывку и зачистку шва.
В зависимости от способа нагрева пайку подразделяют на
следующие основные виды: газовую, погружением (в металличе-
скую или соляную ванны), электрическую (дуговая, индукцион-
ная, контактная), в печах, ультразвуковую.
В индивидуальном и мелкосерийном производствах распро-
странены способы пайки с местным нагревом посредством паяль-
ника или газовой горелки; в крупносерийном и массовом произ-
водствах сборочные единицы при пайке нагревают в ваннах и газо-
вых печах, а также широко применяют электронагрев.
Рационально использование так называемых импульсных паяльников.
Паяльник получает питание через понижающий трансформатор при силе тока
в цепи 20 А; включение — кнопочное или педальное — производится в момент
пайки. При такой силе тока и сопротивлении около 0,2 Ом наконечник паяльника
нагревается почти мгновенно, и расход электроэнергии снижается в 2—3 раза.
При пайке малогабаритных сборочных единиц в стесненных условиях получают
распространение очень удобные в работе ручные паяльники, снабженные меха-
низмом, отрезающим необходимое количество припоя (в виде проволоки, ленты)
и подающим его к месту спая.
Особенно широко используется индукционный нагрев ТВЧ.
Форму индуктора приспособляют к форме соединяемых деталей,
вследствие чего нагрев сосредоточивается непосредственно вблизи
места спая. Это предохраняет детали от коробления и окисления.
При пайке нагревом ТВЧ можно одновременно с одного нагрэва
закаливать детали, осуществлять групповой нагрев одноименных
узлов. Мощность применяемых при пайке высокочастотных гене-
раторов 5—40 кВт. Процесс пайки нагревом ТВЧ можно в значи-
тельной степени механизировать.
Перспективным направлением развития технологии пайки
металлов и неметаллических материалов является использование
ультразвука. Оборудование в этом случае состоит из генератора
ультразвуковой частоты и электропаяльника с ультразвуковым
магнитострикционным вибратором или из ванны с расплавленным
припоем, в котором возбуждаются преобразователем колебания
ультразвуковой частоты (около 20 000 Гц). Особенно удобен этот
способ пайки деталей из алюминия и алюминиевых сплавов, так
как высокочастотные колебания в расплавленном припое разру-
шают оксидную пленку и отпадает необходимость во флюсе.
Ультразвуковой паяльник (рис. 229) имеет рабочий наконечник 1, который
электрической обмоткой 2 нагревается до требуемой температуры. Ферромагнит-
ный стержень 3, имеющий свою обмотку возбуждения 4, питаемую от высокоча-
стотного генератора 5, сообщает рабочему наконечнику колебательные движения.
От колебательных движений наконечника в расплавленном припое 6 возникает
явление кавитации, вызывающее разрушение окисной пленки 7 на поверхностях
деталей, соединяемых пайкой.
Детали для пайки должны быть тщательно подготовлены.
Места под спай необходимо осмотреть и при наличии коррозии
зачистить, а затем промыть и обезжирить.
253
Рис. 229. Схема пайки ультразвуко-
вым паяльником с нагревательным
элементом
Рис. 230. Влияние величины зазора
в месте соединения деталей на проч*
ность паяного шва
Особое внимание следует обратить на зазор между сопрягае-
мыми поверхностями в соединении, предназначенном для пайки.
От величины этого зазора в связи с различными условиями капил-
лярности зависит диффузионный обмен припоя с металлом деталей
и прочность соединений (рис. 230) [13]. При пайке легкоплавкими
припоями зазор (рис. 231, а) устанавливают 0,025—0,075 мм, при
Неправильно
9) е)
Рис. 231. Соединения, собранные под пайку
254
пайке серебряными припоями 0,05—0,08 мм, при пайке медью
0,012—0,014 мм. Припой должен быть зафиксирован относительно
места спая (рис. 231, б, е). Припои закладывают в месте спая в виде
фольговых прокладок, проволочных контуров, лент, дроби, паст
вместе с флюсом, а также наносят в расплавленном виде. В про-
цессе автоматизированной пайки припой в виде пасты вносят с по-
мощью шприц-установок в требуемых дозах.
Соединения необходимо пригнать таким образом, чтобы зазор
был одинаков по всему сечению (рис. 231, в).
Для лучшей капиллярности фаски закругления в месте спая
следует устранить (рис. 231, г, д). Собранное под пайку соедине-
ние во избежание смещения деталей при нагреве должно быть на-
дежно закреплено.
Для получения особо прочных соединений при толстых швах
находит распространение новый способ пайки с помощью волок-
нисто-металлических сталемедных прослоек, помещаемых в месте
спая. Прослойки получают путем суспензирования коротких ме-
таллических волокон в глицерине с последующей прессовкой и
прокаткой. В такой прослойке стальное волокно как бы армирует
слой меди (соотношение стали к меди от 1 : 1 до 1 : 2). Место спая
с помещенной прослойкой нагревают выше точки плавления при-
поя; при этом образующиеся капилляры из металловолокна дают
возможность лучше заполнить пространство стыка. Волокна также
действуют как диффузионные каналы с большим отношением по-
верхности к объему. На этом принципе основано получение и дру-
гих видов припоев.
Пайка — трудоемкий процесс. Поэтому там, где это возможно,
на операциях пайки следует предусматривать различные средства
механизации. В настоящее время создан ряд полуавтоматов и авто-
матов для газовой, электрической и других видов пайки.
В качестве примера на рис. 232 приведена схема [10] автоматической линии
для пайки опорных пластин сердцевин радиаторов. Сердцевины загружаются
на позиции 1 и собираются с пластинами, поступающими посредством цепей 3.
Перемещаясь далее цепями по линии, поверхности спая смачиваются флюсом,
вытекающим струей из резервуара 2. В нагревательном устройстве 4 сборочные
единицы нагреваются газовыми горелками до 200—250° С. Затем через сопла из
ванны 5 на сборочную единицу вытекает струя припоя — происходит процесс
пайки. На позиции 6 сердцевина с припаянной одной пластиной сходит с цепей
и поступает на кантователь 7. Далее процесс повторяется на второй части линии,
где припаивается другая опорная пластина. Проектная производительность этой
линии — 100 узлов в час.
Паяные соединения контролируют по параметрам режимов
пайки, внешним осмотром, проверкой на прочность или герметич-
ность, а также методами дефекте- и рентгеноскопии.
Склеивание — один из способов получения неподвижных не-
разъемных соединений деталей. В процессе склеивания между сопря-
гаемыми поверхностями деталей вводится слой специального веще-
ства, способного при определенном физическом состоянии, благо-
даря проявлению сил адгезии, неподвижно скреплять эти детали.
255
Одним из важных преиму-
ществ склеивания являет-
ся возможность получения
соединений из разнород-
ных металлов и неметал-
лических материалов. Кро-
ме того, в процессе склеи-
вания можно в значи-
тельной мере избежать
внутренних напряжений и
деформаций детали, так
как технология не тре-
бует повышенных темпе-
ратур.
В конструкциях машин
клеевые соединения при-
меняют либо как само-
стоятельные, либо в ком-
бинации с другими видами
соединений. Например,
Н Н
вместо посадок —, —
/ ч Н
(прессовых) используют
(скользящие) с введением
в зазор клея. Тугую резьбу
заменяют обычной, но
сборку производят с при-
менением клея и пр.
Как показала практика,
применение комбинированных
клеевых соединений намного
повышает прочность (табл. 33).
Существенными недо-
статками клеевых соедине-
ний являются их сравни-
тельно низкая термостой-
кость, склонность к ста-
рению, необходимость в
ряде случаев нагревания
соединения при склеива-
нии.
Существует большое
разнообразие марок клеев.
Они делятся на две груп-
пы: конструкционные, или
жесткие, и неконструкци-
онные, или эластичные.
256
Таблица 33
Вид соединения Разрушаю- щая нагрузка при сдвиге, кгс
ГЦ Н Посадка втулки — Н / , -у (прессовая) 160
Запрессовка той же втулки с карбинольным клеем 338
Вклеивание втулки карбинольным клеем (посадка. . . 462
Первые отверждаются нагревом или введением в состав специа-
льного отвердителя. Конструкционные клеи применяют, когда
требуется высокая прочность (на сдвиг до 500—550 кгс/см2, на
отдир — до 25—27 кгс/см2). Неконструкционные клеи, основан-
ные на эластомерах, менее прочны (на сдвиг до 50 кгс/см2,
на отдир — до 7 кгс/см2), но более дешевы. Кроме того, клеи под-
разделяют на жидкие, пастообразные, пленочные и порошкооб-
разные.
Марку клея для того или иного соединения выбирают в про-
цессе конструирования сборочной единицы, исходя из физико-
механических свойств клея и условий работы сборочной единицы
в машине (действующие нагрузки, температуры, наличие воды,
масла, бензина, кислот и пр.).
Большое значение для обеспечения прочности имеет толщина
клеевой прослойки, причем увеличение слоя клея снижает проч-
ность. Более шероховатые (в определенных пределах) поверхности
обеспечивают повышение прочности клеевого соединения. В ра-
боте [48] приведена зависимость прочности от зазора по сравнению
Н Н ,
с прочностью при посадке —, — (по величине крутящего мо-
мента Л1к). График этой зависимости дан на рис. 233.
В процессе склеивания деталей выполняют следующие работы:
подготовляют поверхности; готовят клей; наносят клей на поверх-
Рис. 233. Прочность соединений:
1 — с гарантированным натягом; 2 — склеенных
9 Новиков М. П.
257
Рис. 234. Схема пневматического
шприца для шовной
клея:
1 — сопло; 2 — клей;
шень; 4 — воздушная
5 — курок; 6 — подвод сжатого
воздуха
накладки
3 — пор-
камер а;
ность; поверхность выдерживают и подсушивают;
соединяют склеиваемые детали и создают условия
для отвердения; зачищают соединение и контро-
лируют сборку.
Подготовка поверхностей к склеиванию является важным фак-
тором получения высококачественного соединения. Речь идет о
надлежащей пригонке поверхностей склеивания, очистке путем
травления, дробеструйной или пескоструйной обработкой, обез-
жиривания.
Детали из малоуглеродистых сталей очищают погружением
в подогретые до 60° С растворы фосфорной кислоты (25%-ный)
или метасиликата (10%-ный). Детали из нержавеющей стали очи-
щают погружением в раствор щелочи; из алюминия — в раствор
из 30 частей (по весу) дистиллированной воды, 10 частей концен-
трированной серной кислоты и одной части двухромовокислого
натрия; из меди и латуни — в азотную кислоту. После этого необ-
ходимы тщательная промывка и принудительная сушка поверх-
ностей. Обезжиривание производят путем протирки поверхностей
растворителями (бензином, ацетоном) или промывкой деталей
моющими растворами в моечных установках.
Процесс подготовки клея состоит в смешивании необходимых
компонентов в соответствующих соотношениях, с соблюдением
требуемой последовательности. Работа эта выполняется в специ-
альных клееприготовительных помещениях с помощью клееме-
шалок и другого оборудования, а также контрольных приборов.
Подготовка клея ведется с учетом срока его годности.
На участок сборки клей выдается в клеянках — особых со-
судах из нержавеющей стали с крышками. Наносят клей на обе
поверхности сопряжения с соблюдением требуемой по условиям
прочности толщины слоя и нормы расхода. Расход клеев при на-
несении одного слоя составляет примерно 150—250 г/м2. Для на-
несения клеев используют кисть, пульверизатор, шпатель, ролик,
покрытый фетром, специальные шприцы (рис. 234) или особые
механизированные установки.
Открытая выдержка после нанесения клея предусматривается
с целью удаления растворителей. После этого производится под-
сушивание, продолжительность которого зависит от вида клея
(примерно до 60 мин).
Далее производится сборка и процесс отвердения. Обычно этот
процесс протекает с выдержкой под давлением и подогревом;
258
удельные давления в зависимости от формы поверхностей склеи-
ваемых деталей и вида клея назначают от 0,5 до 20 кгс/см2. Тре-
буемые давления создают посредством пневматических и гидрав-
лических прессов, автоклавов, струбцин или специальных за-
жимных приспособлений. При необходимости горячего отвердения
одновременно с прессованием производят подогрев в термостатах,
конвейерных печах или с применением электропагрева (индук-
ционного, диэлектрического).
В качестве примера в табл. 34 приведены режимы открытой выдержки под-
сушивания и отвердения для некоторых клеев.
Таблица 34
Марка клея Открытая выдержка при 18—20° С Подсушивание Режим отвердения
Темпе- р атур а, °C Давле- ние, кгс/см2 Выдерж- ка, ч
БФ-2 1 ч 1-й слой При 60° С — 15 мин 140—160 5—20 1
1 ч 2-й слой При 60° С — 15 мин, при 90° С — 60 мин
ПУ-2 20 мин — 105+5 0,5—5 4
ВС-ЮТ 1-й слой 1 ч 2-й слой 1 ч — 180+5 0,6—2 2
В К-32-200 1-й слой 15—30 мин — 180+5 8—30 2
15—30 мин 2-й слой При 65° С — 90 мин
ВК-32-ЭМ 20—40 мин — 150+5 0,5—3 3
МПФ-1 30 мин 1-й слой При 60° С — 15 мин 155+5 1—5 1
30 мин 2-й слой При 60° С — 15 мин, при 80—90° С — 15 мин
Л-4 — — — 0,5—1,0 1—3
9*
259
Если при сборке применяются клеи, процесс отвердения кото-
рых происходит без подогрева, то продолжительность выдержки
значительно увеличивается и достигает нередко 30—36 ч.
После склеивания соединение зачищают и контролируют осмо-
тром, простукиванием или посредством контрольных приборов —
ультразвуковыми методами.
Погрешностями склеивания являются непроклеи, пониженная
прочность, пористость, утолщенный или слишком тонкий слой
клея, трещины и расслаивание клеевой прослойки.
В практике сборки клеевых соединений большое распростра-
нение получают клеи холодного отвердения типа Циакрин, ВК-9,
БОВ и др., а также металлические клеи, состоящие из жидкого
металла (ртути, галия и т. д.) и порошкообразного тугоплавкого
металла (меди и др.).
Если сборочные единицы работают в условиях повышенных
температур и подвергаются вибрациям, детали склеивают новыми
клеями ВЦ-13 и ВЦ-13М, отличающимися высокой вибропроч-
ностью. Они применяются в виде жидкости или пленки. Отвердение
их происходит при 200° С.
Большое применение получили за последнее время эпоксид-
ные клеи: эпоксид П (в виде плиток) и эпоксид ПВ (в виде порошка),
которые используют для соединения металлов и металлов с неме-
таллами. Клеевые швы устойчивы к длительному воздействию воды
бензина, керосина, масла, ацетона. Соединения на этих клеях вы-
держивают температуру от —60° до +100° С. Эти клеи не ток-
сичны. Клеи на основе эпоксидных смол марки Л-4 пригодны для
склеивания деталей при комнатной температуре с пределом проч-
ности 8—10 кгс/см2.
В конструкциях машин встречаются также клеесварные соеди-
нения. При их сборке слой клея (ВК-9) наносят на сопрягаемую
поверхность одной детали, а вторую приваривают точечной свар-
кой по этому слою.
СБОРКА ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ
Заклепочные соединения в конструкциях машин и механизмов
вытесняются сварными, клеевыми и резьбовыми соединениями.
Особенно заметно вытесняется клепка в связи с успехами в разви-
тии сварки. В некоторых машинах многие сборочные единицы,
подверженные большим динамическим нагрузкам, имеют закле-
почные соединения. Заклепки используют также и в тех массовых
сборочных единицах, где сопрягаются плохо свариваемые друг
с другом материалы и стоимость крепления заклепками меньше
стоимости резьбовых деталей.
Некоторые виды заклепочных соединений в узлах машин по-
казаны на рис. 235. Более распространены заклепки со сплошным
стержнем (рис. 236, а—в), трубчатые (рис. 236, г) и полутрубчатые
(рис. 236, д); материал заклепок — сталь, медь, латунь и алюми-
ниевые сплавы.
260
Рис. 235. Соединения деталей машин заклепками
При соединении деталей заклепками отверстия для них обычно
подготовляют заранее. Сверление отверстий под заклепки одно-
временно в обеих деталях в процессе сборки применяют лишь
в тех случаях, когда требуется особо повышенная точность в сов-
падении отверстий.
Диаметральные зазоры в сопряжении стержня заклепки с ба-
зовой деталью должны выдерживаться строго по чертежу, так как
от этого в значительной мере зависит возможность появления из-
гиба стержня, смещения деталей, а при переменных нагрузках —
быстрый износ и разрушение соединения. Величина этих зазоров
составляет примерно 0,2 мм для заклепок с диаметром стержня
до 6 мм, 0,25 мм — при 6—10 мм и 0,3 мм — при 10—18 мм.
Как известно, метод образования головки заклепки при сборке соединений
может быть прямой и обратный. При прямом методе удары для образования го-
ловки наносят со стороны замыкающей головки, а при обратном — со стороны
закладной головки. При прямом методе заклепки для получения плотного сопри-
Рис, 236. Типы заклепок, распространенное в конструкциях машин
261
косновения склепываемых деталей необходимо тщательное обжатие; при обрат-
ном методе плотность достигается одновременно с образованием головки, и,
следовательно, промежуточная операция натяжки устраняется.
Для получения качественного заклепочного соединения боль-
шое значение имеет выбор длины заклепки (выступающая часть
стержня при установке заклепки от 1,3 до 1,6 диаметра стержня,
в зависимости от формы головок).
Прочность заклепочного соединения в значительной мере зави-
сит от размеров и формы замыкающей головки. Если она сфери-
ческая, то ее размер и форма определяются размером и формой
лунки соответствующей обжимки. Плоские замыкающие головки
заклепок контролируют по высоте и диаметру (рис. 237, а), а по-
тайные — линейкой 1 и щупом 2 (рис. 237, б).
В зависимости от назначения сборочной единицы, ее конструк-
тивных форм, размеров применяемых заклепок и масштаба произ-
водства клепку осуществляют на прессах, с помощью специализи-
рованных приспособлений или посредством механизированного
инструмента. Ручную клепку предусматривать в технологическом
процессе не следует.
В связи с тем, что диаметр применяемых заклепок обычно не
превышает 8—14 мм, в большинстве случаев при сборке машин
производят холодную клепку (без предварительного нагрева за-
клепок). При достаточной мощности клепальных средств качество
клепки получается вполне удовлетворительное.
Для уменьшения при клепке смещения отверстия в соединяе-
мых деталях целесообразно заклепки ставить не последовательно,
а вразброс. Примерные значения усилий (кгс), необходимых для
образования головок стальных заклепок при холодной клепке, мо-
гут быть определены по формуле
Ркл = Фс!|,73ов0,75;
здесь Ф — коэффициент, зависящий от формы замыкающей го-
ловки; для головки по рис. 236, а он равен 28,6; по рис. 236, б —
26,2; по рис. 236, в — 15,2 и по рис. 236, г и д — 4,33; d — диаметр
стержня заклепки, мм; ств — предел прочности материала за-
клепки, кгс/мм2.
При горячей клепке сила составляет 6500—8000 кгс на 1 см2
сечения стержня заклепки. Нагревается стальная заклепка до
1050—1100° С.
Заклепочные соединения в зависимости от объема клепальных
работ собирают посредством электромеханических прессов, при-
водимых в движение электродвигателем; пневматических прессов
рычажного и прямого действия, использующих энергию сжатого
воздуха; пневмогидравлических прессов с гидравлическим мульти-
пликатором; гидравлических прессов прямого действия и механи-
ческих клепальных машин. Сила клепки, создаваемая прессами
и машинами, колеблется от 2 до 100 тс и выше,
262
Рис. 237. Контроль высоты плоской головки за-
клепки и поверхности потайного шва (ft и —
допускаемые высоты головки)
Рис. 238. Клепальная машина пневматического
действия
(<Л
Мощные прессы предназначены для одновременного расклепы
вания нескольких заклепок. Клепка по этому способу называется
групповой.
Пресс подбирают по силе клепки РкЛ или исходя из условия,
что сила Т, развиваемая прессом, должна равняться примерно
25F при холодной клепке и ЮК при горячей (F — площадь сече-
ния стержня заклепки).
Клепальная машина пневматического действия показана на
рис. 238.
Для механизации клепки многие заводы разрабатывают и из-
готовляют для нужд своего производства разнообразное оборудо-
вание, позволяющее намного облегчить и ускорить выполнение
этой трудоемкой тяжелой операции. Для сборки малогабаритных
сборочных единиц преимущественно применяют стационарные
прессы или установки, для крупных сборочных единиц — пере-
носные.
Один из таких прессов для 'холодной клепки 9,5-миллиметровых заклепок
обоймы дифференциала раздаточной коробки показан на рис. 239. Пресс разви-
вает силу до 20 тс. Сборочная единица устанавливается на роликовые призмы
и может легко поворачиваться. Для выполнения рабочего цикла нажимают
ногой на педаль управления, отчего кнопкой замыкается электрическая цепь
одного из соленоидов, который передвигает золотник в положение рабочего хода.
Масло от насосной установки поступает в рабочий цилиндр, и поршень пресса
совершает рабочий ход. В конце рабочего хода давление масла возрастает; в связи
с этим срабатывает реле давления, переключающее микропереключатель, и замы-
кается цепь второго соленоида, который передвигает золотник в положение об-
ратного хода. Для повторения цикла опять необходимо нажать педалью на
кнопку управления.
Силовые сборочные единицы пресса: электродвигатель мощностью 4,5 кВт,
лопастный насос Л1Ф-35, а также бак для масла и аппаратура управления смон-
тированы в сварном шкафу-подставке.
263
Рис. 239. Специальный гидравлический клепальный пресс
Очень удобны в использовании, просты по конструкции и по-
тому широко распространены на клепке подвесные прессы-скобы,
питаемые от насосной станции или пневмогидравлического уси-
лителя.
Гидроклепальная скоба (рис. 240) питается маслом, поступающим поддавле
ние 60 кгс/см2 от насосной станции. При диаметре цилиндра 175 мм на ее штоке
развивается сила клепки около 28 тс, что вполне обеспечивает формирование
стальной заклепки диаметром до 12 мм. Управление подачей масла осуществляется
нажимом на электрокнопку, смонтированную на корпусе скобы. Эта скоба —
средней мощности. Гидроклепальные установки высокой мощности развивают
силу клепки до 80 тс.
Представление о рабочем месте на операции клепки сборочной
единицы средних габаритных размеров с помощью подвесной
пресс-скобы и пневмогидравлического усилителя дает рис. 241.
Операция клепки включает четыре основных этапа: базирова-
ние подсобранной сборочной единицы, опускание скобы и вклю-
чение кнопки пуска, ускоренное продолжение штока гидроци-
линдра к заклепке, формирование головки заклепки, отход
штока и подъем скобы.
На рис. 242 представлена схема гидроклепальной скобы, питаемой от на-
сосной установки. Здесь при включении системы прессующий поршень быстро
перемещается к заклепке и плотно прижимает ее к детали. Далее, давление масла
в рабочем цилиндре повышается, и происходит предварительное расклепывание.
Затем вступает в работу мультипликатор, и происходит окончательное расклепы-
вание. После этого система возвращается в исходное положение.
Наибольшая сила, создаваемая этой скобой, 28 тс; диаметр расклепываемой
холодной заклепки — до 13 мм; время клепки 1,95 с.
264
Расклепывание мелких
заклепок (стальных—диа-
метром до 3 мм, алюминие-
вых — до 5 мм) удобно
осуществлять ручными
пневматическими скобами
(рис. 243). Создаваемая
ими сила клепки 1,5—
3,5 тс, масса скобы 1—
4 кг. Для различных закле-
пок целесообразно иметь
набор таких скоб.
Применяют также кле-
пальные машины ударного
действия и широко ис-
пользуют клепальные мо-
лотки- пневматические и
реже электрические.
Пневматические молот-
ки могут быть прямые, уг-
ловые, бугельные, удли-
ненные. Каждый из этих
типов молотков, в свою
очередь, подразделяется Рис- 240. Переносная гидравлическая клепальная
на Группы В зависимости пресс-скоба
от мощности и размеров.
При пользовании обычными пневматическими молотками за-
клепки с противоположной удару стороны должны опираться на
специальную поддержку.
Молоток, показанный на рис. 244, является многоударным,
т. е. при пуске сжатого воздуха он автоматически наносит по
обжимке или другому инструменту ряд ударов. В отличие от него
одноударные молотки при нажиме пускового курка наносят по об-
жимке только один удар. В молотках этого типа силу удара можно
изменять в зависимости от размера заклепки с таким расчетом,
чтобы головка ее оформлялась за один-два удара. Степень рас-
клепывания заклепок вследствие этого получается одинаковой,
что значительно облегчает труд сборщика. Осаживание заклепки
одноударным молотком при жесткой поддержке склепываемых
деталей производится значительно быстрее, чем многоударным.
Применяют также электромеханические молотки. В них энер-
гия удара создается электродвигателем; вращательное движение
якоря двигателя с помощью специального механизма преобра-
зуется в возвратно-поступательное движение бойка.
В серийном производстве распространены специальные при-
способления для клепки с использованием обычных прессов, при-
меняемых при сборке. Вследствие этого устраняется необходимость
в оснащении операций узловой сборки специальным клепальным
265
Рис. 241. Схема рабочего места на операции клепки гидравлической скобой:
1 — подвеска; 2 — скоба; 3 — поворотный стол; 4 — верстак; 5 — бронированный шланг;
6 — пневмогидравлический усилитель; 7 — груз; 8 — воздухопровод; 9 — электропнев-
мопереключатель; 10 — стойка; 11 — трос стальной; 12 — блок
263
Рис. 242. Схема работы гид-
роклепальной скобы с на-
сосной установкой (МАЗ);
1 — пусковая кнопка; 2 — золотник; 3 — мультипликатор; 4 — напорный золотник;
5 — реверсивный золотник; 6 и 7 — электромагниты; 8 — манометр; Р — предохрани-
тельный клапан; 10 — уравнительный золотник; 11 — сдвоенный лопастный насос;
12 — реле давления; 13 — прессующий поршень; 14 — поршень мультипликатора
267
7
2
4
Рис. 244. Универсальный клепальный
многоударный пневмомолоток:
1 — обжимка; 2 — поршень; 3 — зо-
лотник; 4 — кожух; 5 — клапан; 6 —
курок
оборудованием, которое не всегда имеется в наличии. Такие при-
способления часто применяют и при групповой клепке обычными
заклепками.
На рис. 245, а показано, например, приспособление для одновременного
расклепывания двух заклепок в сборочной единице 1. Качающаяся траверса 2,
передающая давление пресса на пуансоны 3, исключает влияние на работу при-
способления отклонения
Рис. 245. Конструктив-
ная схема приспособле-
ний для групповой
клепки
в высоте головок заклепок. Резиновый буфер 4 предна-
значен для прижатия деталей узла перед расклепы-
ванием.
В приспособлениях для сборки многозаклепочных
соединений передача сил на пуансоны 1 (рис. 245, б)
осуществляется через гидропласт 2, что позволяет
компенсировать возможную разницу высоты головок
заклепок.
В условиях массовой сборки заклепоч-
ных соединений в малогабаритных узлах
экономически выгоднее применять специали-
зированные установки — полуавтоматы и
автоматы. В качестве примера на рис. 246
показана схема пневматического пресс-полу-
автомата с вращающимся столом на шесть
позиций.
Механизмы пресса приводятся в движение от
электродвигателя (0,4 кВт), а сила клепки (до 7500 кгс)
создается пневматическим цилиндром и клинорычаж-
ным усилителем. Как видно из схемы, кулачки 1 и 2
воздействуют на рычаг фиксатора 3 и толкатель 4
золотника 5. При каждом обороте кулачков стол 6
автоматически поворачивается на 60°, толкатель пере-
ключает золотник, сжатый воздух направляется к ци-
линдру 7, и совершается рабочий ход. Цикл осуще-
ствляется за 6 с. Необходимо лишь устанавливать де-
тали в матрицы на столе 6 и снимать собранные сбо-
рочные единицы.
268
Рис. 246- Кинематическая схема пневматического клепального пресс-полуавтомата
В конструкциях машин нередко встречаются неподвижные
соединения, осуществляемые путем расклепывания одной из де-
талей собираемой сборочной единицы. Сложность сборки таких
соединений заключается в необходимости обеспечения строгого
координирования расклепываемой детали относительно другой,
базовой детали. Клепальные работы такого вида следует произ-
водить с обязательным применением специальных приспособле-
ний. Например, при клепке пальца эксцентрика (рис. 247, а) без
приспособления оси пальца и эксцентрика часто бывали пере-
кошены. Применение же несложного приспособления (рис. 247, б)
дало возможность устранить этот дефект.
Такие соединения при большом диаметре расклепываемой части
детали в сборке бывают весьма трудоемки. Это объясняется тем,
что клепка производится ручными пневмомолотками, так как для
прессования нередко требуются прессы большой мощности, а они
часто отсутствуют в парке оборудования заводов. Для снижения
трудоемкости и повышения качества сборки клепку подобных
соединений нередко бывает целесообразно производить на прес-
сах с нагревом расклепываемой части деталей электротоком. На-
пример, при сборке сошки рулевого управления до расклепыва-
ния торцов оси 1 (рис. 247, в) к пуансонам-электродам 2 и 3 под-
водится электроток и концы оси быстро нагреваются, а затем уже
расклепываются.
В крупногабаритных сборочных единицах, когда размеры рас-
клепываемой детали (заклейки) значительны, для уменьшения
269
Рис. 247. Сборка соединений с расклепыванием
одной из деталей
Рис. 248. Раскатка вместо
клепки;
а — специальная заклепка
до раскатки; б — после рас-
катки; в—процесс раскатки
потребных усилий клепки и упрощения технологии сборки нередко
переходят на раскатку (рис. 248). Один конец такой детали-за-
клепки вначале раскатывают в зажимном приспособлении, затем
ее запрессовывают в отверстие и раскатывают второй конец.
Операции эти выполняются на сверлильном станке.
Колеса турбин с запрессованными заклепками устанавливают под раскатку
на вращающейся подставке с пневматическим прижимом (рис. 249) и подпорным
домкратом. Центрируется колесо по отверстию в ступице на трех раздвижных
кулачках.
Операцию производят при скорости вращения раскатки 150—250 об/мин
и осевом давлении (создаваемом пружиной) 300—350 кгс. По сравнению с клеп-
кой трудоемкость раскатки на 35—40% меньше.
Выбирая оборудование или инструмент для клепки, кроме
конструктивных факторов, определяющих удобство его использо-
вания, следует также учитывать размеры и материал заклепки,
а при обратном методе клепки — также толщину склепываемых
деталей и материал, из которого они изготовлены.
При применении маломощных клепальных машин или молот-
ков клепка получается некачественной и экономически невыгод-
ной вследствие повышенного расхода воздуха и удлинения вре-
мени на операцию. Чрезмерно мощное оборудование тоже недопу-
стимо, так как в этом случае заклепки будут разбиваться, расход
сжатого воздуха (или электроэнергии) будет непроизводительным,
а стоимость оборудования — излишне завышенной.
Многие заклепочные соединения, работающие в условиях
повышенных или пониженных давлений, должны быть герметич-
ными. Поэтому при клепке применяют специальные уплотнитель-
270
Рис. 249. Раскатка специальных заклепок при сборке колеса турбины
ные материалы — герметики в виде клееобразной жидкости, пасты
или пленки. Герметики накладывают либо на поверхности сопря-
жения, либо на внешнюю поверхность заклепочного шва.
Различают следующие наиболее часто встречающиеся погреш-
ности заклепочного соединения: а) смещение оси замыкающей го-
ловки заклепки относительно оси стержня (получается при непер-
пендикулярном торце стержня заклепки или перекосе сборочной
единицы по отношению к инструменту); б) недостаточная высота
замыкающей головки [образуется при неправильно выбранном
инструменте (большая сила клепки), плохой настройке его, укоро-
ченном стержне заклепки, а также растянутости процесса клепки ];
в) выпучивание стержня заклепки между сопрягаемыми поверх-
ностями склепываемых деталей (возникает при слабом сжатии
деталей перед клепкой или плохой зачистке внутренних кромок
отверстий, наличии заусенцев); г) уменьшенный диаметр замыкаю-
щей головки (обычно имеет место при недостаточной мощности кле-
пального оборудования, пониженном давлении воздуха, укорочен-
ной длине стержня заклепки или малой массе поддержки); д) сдвиг
стержня заклепки в отверстиях сопрягаемых деталей (объясняется
несовпадением осей отверстий деталей или плохой фиксацией их
в процессе клепки); е) изгиб стержня заклепки в отверстии (возни-
кает при чрезмерно увеличенном диаметре отверстий; ж) смеще-
ние осей головок относительно оси стержня заклепки [является
следствием неправильно выполненных отверстий (перекос) в де-
талях].
271
Встречаются и другие погрешности клепки: вмятины и тре-
щины на головках заклепок, выпучивание материала между за-
клепками, подсечка материала или замыкающей головки и др.
Как видно по диаграмме (рис. 250), любой из перечисленных
дефектов в значительной мере снижает прочность заклепочного
соединения, в связи с чем к качеству клепки, особенно при сборке
ответственных тяжело нагруженных соединений, должны предъ-
являться повышенные требования. Контроль обычно осущест-
вляют осмотром или простукиванием заклепок; плотные соедине-
ния проверяют гидравлическим испытанием. Ответственные за-
клепочные соединения следует контролировать методами рентгено-
скопии.
Глава VII.
*
СБОРКА ТИПОВЫХ
СБОРОЧНЫХ ЕДИНИЦ
МАШИН И МЕХАНИЗМОВ
СБОРКА СОСТАВНЫХ ВАЛОВ И МУФТ
В конструкциях машин распространены следующие способы
соединения составных валов: шлицевой муфтой, втулочной муф-
той со шпонками или штифтами, соединение на конусе со штифтами,
болтами, работающими на срез, фланцами, стягиваемыми бол-
тами, запрессовкой одной части вала в другую, созданием сил
трения, удерживающих части вала в определенном положении.
Сборку составного вала со шлицевой муфтой (рис. 251, а)
начинают с установки и закрепления частей вала 1 и 2 на призмах
таким образом, чтобы оси их совпадали. Для этой цели удобно
применять призмы с регулируемой высотой, устанавливаемые
на выверенной плите. Параллельность осей плоскости плиты кон-
тролируют индикатором, укрепляемым на стойке. Части вала за-
крепляют в положении, требуемом условиями их последующего
монтажа, т. е. с учетом расположения шпоночных канавок, от-
верстий, выступов и т. п. Далее надевают ограничительные кольца
3 и на один из шлицевых концов — муфту 4-, конец второго вала
вводят в отверстие муфты.
Если при данном относительном положении частей вала впа-
дины и выступы шлицев вводимого конца вала и муфты не совпа-
дут, валы необходимо раздвинуть, переставить муфту 4 на несколь-
ко шлицев, а затем снова собрать.
Для окончательной посадки муфты иногда применяют «мягкие»
молотки. При посадке (напряженной) по центрирующему
диаметру шлицев муфту перед сборкой целесообразно прогреть
в горячем масле.
Если муфту закрепляют от осевого смещения стопором, то
после ее установки в резьбовое отверстие вставляют кондуктор-
ную втулку и сверлят отверстие под стопор. При этом головка
ввернутого стопора должна быть заподлицо с наружной поверх-
ностью муфты.
Сборочную единицу валов со втулочной муфтой на шпонках
(рис. 251, б) собирают в таком же порядке, предварительно”уста-
новив шпснки. Посадка муфты обычно зазоры е — 1,5-=-2jmm
(для диаметров валов до 150 мм).
273
3
4
2
Рис. 251. Сборка составных валов
Валы, соединяемые втулочной муфтой со штифтами (рис. 251, в),
собирают в следующей последовательности: устанавливают муфту
на один конец вала, затем на другой; сверлят отверстия под
штифты в валах, развертывают их и запрессовывают штифты. Так
как в сопряжении этой муфты с валами часто применяют посадку
-у-(глухую или легкопрессовую), то сборку лучше про-
изводить с предварительным нагревом муфты. Однако при боль-
ших диаметрах валов такое соединение применяют сравнительно
редко. При небольших длинах и диаметрах валов сборка упро-
щается, ее производят обычно напрессовкой муфты под прессом.
В таких соединениях обычно применяют цилиндрические штифты,
которые запрессовывают переносным прессом или молотком.
Особенностью сборки составного вала, части которого соеди-
няются коническими поверхностями (рис. 251, г), является необ-
ходимость контроля силы запрессовки, так как углы уклона ко-
нуса в таких соединениях бывают очень малыми и при сборке воз-
можен разрыв охватывающей части вала.
Контролировать запрессовку конуса можно измерением зазора
h до начала запрессовки и в конце ее. Сверление отверстий под
штифты и их подстановку осуществляют после окончательной
запрессовки частей вала. Составной вал (рис. 251, д') начинают
собирать с подбора боковин 1 муфты по валам таким образом, чтобы
между валами и выточками в боковинах не было зазора. Затем
устанавливают пружинные кольца 2 и шпонки 3 и обе боковины
предварительно стягивают двумя болтами 4. После этого прове-
274
ряют, нет ли «зависания» боковин на шпонках. Причиной такого
зависания могут быть недостаточные размеры канавок под шпонки,
в связи с чем боковины упираются в эти детали. Далее устанавли-
вают остальные два болта, затягивают и зашплинтовывают гайки.
В конструкции, приведенной на рис. 252, а, две части вала
соединены болтами, установленными во фланцах; при этом соос-
ность обеих частей обеспечивается центрирующим буртиком и
строгой перпендикулярностью плоскостей фланцев к осям сопря-
гаемых частей вала.
Если требования в отношении соосности жесткие, то сборку
такого вала начинают с подбора его частей по диаметрам центри-
рующего буртика и выточки для обеспечения минимального зазора
в этом сочленении. Посадку болтов в отверстиях фланцев назна-
чают обычно (напряженную или глухую).
При сборке обе половины вала устанавливают на призмах
и, сдвигая их до соприкосновения фланцев, фиксируют в таком
положении тремя болтами, расположенными в отверстиях под
углом 120°. Затем вал устанавливают в центрах и проверяют на
биение по всем шейкам обеих половин его. Если биение не выходит
за пределы допустимого, устанавливают и закрепляют остальные
болты. При этом для лучшего совпадения отверстия нередко раз-
вертывают. Если биение шеек в предварительно собранном вале
больше допустимого, сборочную единицу необходимо разобрать,
а затем собрать вновь, сместив одну половину по отношению к дру-
гой на некоторый угол.
Составной вал (рис. 252, б) начинают собирать с подбора флан-
цев к шейкам частей вала. Посадка муфты на шейке глухая, по-
этому при больших диаметрах валов фланец необходимо нагре-
вать. После установки шпонок, напрессовки фланцев и постановки
центрирующего кольца части вала контролируют (рис. 253); при
сборке должна быть обеспечена заданная чертежом перпендику-
лярность торцов фланцев к осям валов. На этом же приборе про-
веряют на биение выступающую часть центрирующей поверхности
кольца. Допуски на биение во всех случаях устанавливаются в за-
висимости от назначения вала, размеров детали и точности обра-
ботки. Порядок последующей сборки этого вала такой же, как и
в предыдущем случае. После сборки валы проверяют на соосность
обеих половин в центрах посредством индикатора.
Сборка коленчатых валов, сопряжения в которых осущест-
влены с гарантированным натягом, производится в такой последо-
вательности (рис. 254, а). Палец 1 кривошипа гидравлическим
прессом запрессовывают в отверстие щеки 2. После этого во второе
отверстие щеки устанавливают макет вала с разжимной цапфой и
проверяют параллельность осей отверстия щеки и запрессованного
пальца кривошипа. Далее напрессовывают щеку на цапфу вала
и производят окончательный контроль сборочной единицы на па-
раллельность и непересечение осей пальца кривошипа и вала.
275
5)
Рис. 252. Соединение прямых состав-
ных валов
Рис. 253. Контроль напрессованно-
го фланца на перпендикулярность
торца и биение
Если в конструкции предусмотрены торцовые штифты
(рис. 254, б), то сверление и развертывание отверстий под штифты
/ НТ НТ \
и установку их \ производят после предварительного
контроля собранного вала.
В тяжело нагруженных крупных валах штифты и отверстия
для них нередко упрочняют обкатыванием.
Рис« 254. Соединение составных коленчатых валов
276
Сборку составного вала, показанного на рис. 254, в, можно вы-
полнить двумя способами. Палец 1 кривошипа запрессовывают
вначале в щеку 2, при этом палец и щека фиксируются в приспо-
соблении. Щеку обычно предварительно нагревают до 170—180°
(или охлаждают палец). После этого на палец 1 надевают шатун
с набранными роликами (если головка его не имеет разъема) и на
свободный конец^пальца напрессовывают предварительно нагре-
тую вторую щеку 3. Для обеспечения требуемого расстояния а
между щеками устанавливают дистанционную плиту. Соосность
отверстий в щеках под цапфы 4 и 5 обеспечивается направляющим
штырем, вставленным в точно обработанные отверстия Д. Затем
в обе щеки запрессовывают цапфы 4 и 5 с предварительно встав-
ленными шпонками.
При другом способе сборки в каждую щеку запрессовывают
цапфы 4 и 5, затем палец 1 запрессовывают в отверстие одной из
щек, устанавливают шатун с роликами и напрессовывают вторую
щеку. Соосность цапф 4 и 5 обеспечивается установкой сборочных
единиц в центрирующем приспособлении, в результате чего отпа-
дает надобность в отверстиях Д. Технология сборки в этом случае
следующая: в цапфы 4 и 5 запрессовывают шпонки; в нагретую
щеку устанавливают цапфу 4\ так же запрессовывают цапфу 5
в другую щеку. Щеку с цапфой 4 в сборе вновь нагревают
и производят запрессовку пальца 1. На пальце монтируют
шатун на роликовом подшипнике. Далее нагревают щеку с цап-
фой 5, обе подгруппы базируют в приспособлении, устанавли-
вают дистанционную плиту и производят окончательную сборку
вала.
Все операции запрессовки производят на одном и том же при-
способлении (или приспособлениях одного типа), показанном на
рис. 255.
При комплектовании задней и передней частей вала для дости-
жения параллельности осей цапф и пальца радиус кривошипа
(расстояние между центрами отверстий в щеках) для обеих частей
должен быть одинаков. В связи с этим щеки по размеру R разби-
вают на несколько групп. В рассматриваемом примере при техно-
логическом размере R = 42,5 tj,оз мм разбивку производят на
три группы: I — 42,48—42,50; II — 42,50—42,52 и III — 42,52—
42,54 мм. Для одного вала берут щеки одинаковых групп. На раз-
мерные группы сортируют также цапфы и пальцы, чтобы обеспе-
чить требуемые натяги в сопряжениях.
Точность посадки шатуна на пальце (зазор 0,01—0,025 мм)
обеспечивается сортировкой пальцев (по диаметру дорожки каче-
ния), роликов и шатунов (по диаметру отверстия нижней головки)
на три-четыре размерные группы).
Контроль собранных составных коленчатых валов производят
на призмах или в центрах. Допускаемая обычно несоосность или
биение цапф 0,02—0,05 мм.
277
Рис. 255. Приспособление, применяемое при операции запрессовки
Коленчатый вал, показанный на рис. 256, а, состоит из двух
частей: передняя образована носком вала 1, коренной шейкой 2,
щекой 3 и шатунной шейкой 4, а задняя состоит из разрезной
щеки 5 и задней коренной шейки 6. При сборке передней и задней
частей коленчатого вала щека 5 разводится клином и устанавли-
вается на шейку 4 по цилиндрической поверхности. Точность уста-
новки обеих частей обеспечивается штырем, который пропус-
кается через контрольные отверстия К в противовесах задней и
передней щек.
Задняя щека закрепляется на шейке 4 только силой затяжки
Рзат стяжного болта 7. Недостаточная затяжка болта может быть
причиной резкого увеличения напряжения кручения в щеке 3,
а также появления наклепа на шейке 4. Чрезмерная затяжка
болта вызывает перенапряжение шейки 4 и ее деформацию.
Момент трения на шейке 4 будет TD (рис. 256, б). Так как
Т = |xQ,
где р. — коэффициент трения, а
О — Р 2Н
х 1 зат р >
то момент трения
РЛат-^у- £> = 2pffP3aT.
278
Если крутящий момент, действующий при работе двигателя на
эту часть колена вала, будет 2Икр, то можно принять
Мкр < 2ц77Рзат,
откуда будет найдена необходимая сила затяжки болта
Р ___ <Р
зат 2цН '
Величину этой силы контролируют по удлинению болта
у ___ Р зат^-
Л3ат— рбЕ(>
Таким образом, зная длину болта L и его сечение F6, опреде-
ляют удлинение Хзат. Последнее нередко составляет 0,1—0,15 мм.
Его измеряют микрометром по наружным поверхностям двух
шариков (размер /), соединенных разжимной скобой. Шарики
вкладывают в зенковку с обоих торцов болта 7 (см. рис. 256, а).
Когда болт будет затянут, в нем сверлят отверстие для шплинта.
279
А-А
Рис. 257. Соединительная муфта
Как уже отмечалось, при затяжке болта передняя и задняя
части вала во избежание нарушения соосности должны быть строго
фиксированы по отношению друг к другу и в таком положении
надежно закреплены. Таким же образом осуществляется сборка
двухколенчатого вала (рис. 256, в).
Во многих машинах и механизмах валы соединяются при по-
мощи муфт, допускающих некоторое несовпадение или перекос
осей. Конструкций таких муфт чрезвычайно много; в качестве
примера рассмотрим порядок сборки одной из них (рис. 257).
Муфта представляет собой два полужестких шариковых сочленения, каждое
из которых состоит из внутренней обоймы 1, шариков 2 и наружной обоймы 3.
Оба сочленения соединяются промежуточным кольцом 4. Благодаря шарикам 2
внутренние обоймы 1 могут во время вращения перекашиваться, не нарушая
работы муфты.
Последовательность сборки такой муфты следующая: войлочные кольца 5
устанавливают в канавки гнезд 6 и при помощи конусной оправки калибруют
под прессом до требуемого диаметра. Затем на наружные обоймы 3 устанавливают
прокладки и каждое гнездо уплотнения 6 закрепляют четырьмя винтами 7 на
наружных обоймах; во избежание самоотвертывания винты накернивают. Вну-
тренние обоймы 1 вставляют в наружные обоймы 3 и между ними вкладывают
псочередно по восемь шариков 2 в сферические лунки внутренних обойм. Для
определения зазора в сопряжении вставляют два шарика в диаметрально проти-
воположные лунки внутренней обоймы и измеряют ее диаметр вместе с шариками;
после этого измеряют внутренний диаметр наружной обоймы 3 по противополож-
ным канавкам и из полученного размера вычитают первый размер. Полученная
разность — зазор между обоймами.
Далее в промежуточное кольцо 4 ввертывают масленку 8, соединяют поло-
вины муфты с промежуточным кольцом 4, вставляют шесть болтов 9 и навинчи-
вают на них гайки (не до конца), поставив при этом на место две прокладки и
шесть стопорных шайб.
После сборки внутренние обоймы должны иметь возможность свободно пере-
кашиваться в любом направлении. Муфта, не обеспечивающая перекоса осей,
к установке на машину не допускается.
280
Перед монтажом муфты на валы последние предварительно проверяют на
соосность и при необходимости производят соответствующую регулировку.
Затем болты 9 снимают, и каждую половину муфты монтируют на своем валу.
Внутренние обоймы 1 напрессовывают на шлицевые хвостовики валов и укреп-
ляют винтами, ввертываемыми в торцовые отверстия. Под эти винты помещают
стопорные шайбы, отгибаемые после завертывания винтов в отверстия на торце
внутренних обойм и по граням головок винтов. Полости промежуточного кольца 4
заполняют солидолом, на оба торца его устанавливают прокладки, и кольцо
вводят между наружными обоймами 3. Затем окончательно устанавливают
болты 9, затягивают их гайками и стопорят.
УСТАНОВКА ПОДШИПНИКОВ СКОЛЬЖЕНИЯ
В КОРПУСЕ
Последовательность установки подшипников скольжения
в корпусе зависит от конструкции подшипников, а также всей со-
бираемой сборочной единицы. Подшипники скольжения могут
быть цельными и разъемными. В первом случае подшипник пред-
ставляет собой втулку, изготовленную из антифрикционного
материала, запрессовываемую в корпус. Во втором случае под-
шипник состоит из двух частей — вкладышей с диаметральным
разъемом.
Процесс установки втулки в корпусе включает ее запрессовку,
закрепление от провертывания и подгонку отверстия.
Запрессовку в зависимости от размеров втулки и натяга в сопря-
жении производят при обычной температуре, с нагревом или же
с охлаждением самой втулки.
Простейший способ запрессовки втулки в корпус •— при по-
мощи обычной универсальной выколотки и молотка. Этот способ,
широко распространенный в индивидуальном и мелкосерийном
производстве, дает удовлетворительные результаты лишь при ма-
лых натягах в сопряжении, относительно большой толщине сте-
нок втулки и при тщательном выполнении операции. Направле-
ние движения при запрессовке создается здесь только отверстием
в корпусе, поэтому большое значение имеет правильная первона-
чальная установка втулки, предотвращающая ее перекос, дефор-
мацию и задир поверхности корпуса.
Операция запрессовки значительно упрощается применением
несложных приспособлений (рис. 258), которые обеспечивают
втулке направление и предотвращают ее перекашивание. Однако
диаметр втулки при этом способе запрессовки уменьшается, воз-
можно также искажение ее формы. Поэтому при относительно
больших натягах, во избежание перекосов и сдавливания втулок
(особенно при монтаже тонкостенных втулок), их при запрессовке
необходимо более точно центрировать относительно отверстия
в корпусе.
Схема оправки, обеспечивающей такое центрирование, дана
на рис. 210, а. Направление для запрессовки создается утолщен-
ной цилиндрической частью самой оправки, на которой центри-
руется и втулка. Усилие запрессовки передается через накладку,
281
Рис. 258. Приспособление
для запрессовки подшипни-
ков-втулок
Рис. 259. Запрессовка под-
шипников-втулок:
а — на прессе; б — винто-
вым приспособлением
а) 6)
навинченную на хвостовик оправки. Такие оправки применяют
при сборке в крупносерийном и массовом производствах. Каждая
из них может быть применена только для запрессовки определен-
ной втулки.
Существенным недостатком такой оправки является неудобство
ее применения при запрессовке коротких втулок, так как в этом
случае длина направляющей части оправки должна быть ограни-
чена размерами посадочного отверстия, а при короткой направля-
ющей части возможны перекосы самой оправки. Чтобы избежать
этого, целесообразно пользоваться приспособлением с направляю-
щим стержнем (рис. 259, а и б).
Втулку надевают на шлифованную цилиндрическую часть
оправки 1. Оправка хорошо центрируется в стойке или на стержне
2. При давлении штока 'пресса 4 или при вращении гайки 3
оправка 1, перемещаясь вместе со втулкой 5, запрессовывает ее
в отверстие корпуса 6.
В другом приспособлении для запрессовки втулок в сборочные~единицы
средних габаритов (рис. 260, а) корпусная деталь 1 устанавливается на подставку 2
и центрируется направляющим пальцем 3. Запрессовываемая втулка крепится
на оправке 4 ползуна пресса с помощью шарикового зажима и направляется ста-
каном 5. При запрессовке втулки направляющий палец 3, преодолевая сопротив-
ление пружины 6, опускается вниз до опорной пластины 7, ограничивая осевое
перемещение втулки.
Часто монтаж втулок производят в стесненных или неудобных
для работы местах корпуса, когда удерживать втулку руками
в начале запрессовки невозможно. В таких случаях целесообразно
пользоваться оправкой с шариками (рис. 260, б). Три шарика, раз-
жимаемые пружинами, удерживают втулку, насаженную на цен-
трирующую часть.
282
Последовательную запрес-
совку нескольких втулок
многоопорного вала произво-
дят с помощью приспособле-
ния, показанного на рис. 261.
Оно состоит из длинного
винта 1 с несколькими вы-
точками, предназначенными
для постановки сменных сту-
пенчатых колец 2, на кото-
рых центрируют запрессо-
вываемые втулки 3, гайки-во-
ротка 4 и упорного стакана 5.
Это же приспособление мож-
но использовать' и для вы-
прессовки втулок.
Перед запрессовкой втул-
ка и отверстие корпуса
должны быть тщательно ос-
мотрены, острые углы на
торцах зачищены, а поверх-
ности сопряжения протерты.
Часто при больших натягах во избежание задира сопрягаемые
поверхности деталей смазывают чистым машинным маслом или
другими смазками.
При установке втулок с нагревом охватывающей детали послед-
нюю помещают в электрическую печь или ванну с горячим маслом.
Время выдержки зависит от формы, массы и материала детали.
Запрессовку втулки в нагретый корпус следует производить по
возможности быстро, так как втулка будет нагреваться и расши-
ряться, что усложнит операцию. Если втулка идет неправильно
или деформируется, запрессовку надо прекратить, а втулку при
помощи выколотки аккуратно выпрессовать, установить причину
погрешности и устранить ее.
Необходимо иметь в виду, что диаметр отверстия втулки после
ее запрессовки уменьшается. Особенно это ощутимо при посадках
283
со значительными натягами (например,——=-• Если это
1 1 х8 ’ ив ’ s8
не учтено при расточке втулки до запрессовки, то отверстие ее при-
ходится дополнительно обрабатывать. Чистовое растачивание или
протягивание втулки в сборочной единице производят в механи-
ческих цехах, а развертывание и калибрование •— обычно в сбо-
рочных.
В крупносерийном производстве развертывание выполняют цельными или
регулируемыми развертками с применением кондуктора. Операцию осуществляют
двумя-тремя развертками, отличающимися по диаметру на 0,01—0,02 мм, с не-
большим количеством зубьев (пять—девять). После окончания развертывания
острые кромки зачищают шабером и тщательно промывают узел.
Распространен также метод окончательной обработки отвер-
стия втулки после ее запрессовки калиброванием шариком или
пуансоном-прошивкой (рис. 262, а, б).
Шарик применяют при отношении длины отверстия к его диаметру ме-
нее 8, а прошивку — при более длинных отверстиях. В результате калибрования
получают высокую точность и шероховатость поверхности Ра = 0,63-?- 0,16 мкм.
Припуск на калибрование для отверстий диаметром 30—50 мм составляет
примерно 0,12—0,15 мм для стальных втулок, 0,10—0,12 для чугунных и 0,09—
0,12 для бронзовых. Калибрование может быть применено и для фиксирования
втулки от осевого смещения двусторонними буртиками. При проталкивании
шарика в отверстие втулки за счет технологического припуска конец ее отборто-
вывается (рис. 262, а).
Калибрование выполняют на пневматическом прессе. В качестве смазыва-
ющей жидкости используют керосин для чугунных втулок, минеральное масло
или смесь его с графитом —для бронзовых.
После такой обработки обычно не требуется крепления втулок
от провертывания. Если же втулки монтируются с посадками
'Н7 I А \ Н7 f А \ ,
~~k&-\~Н ) или "7б~ \ ~ ’ то ДиаметРы их отверстии и форма
почти не изменяются, и дополнительная обработка в сборе, как
правило, поэтому не предусматривается. Но такие втулки после
запрессовки крепят от провертывания; некоторые способы креп-
ления^втулок представлены на’рис. 263.
При закреплении стопо-
ром с резьбой во втулке про-
сверливают несквозное или
сквозное отверстие 1 (рис.
263, а). Если крепление осу-
ществляется штифтом (рис.
263,6), по отверстию в бур-
тике втулки сверлят отвер-
стие в корпусе. Сделать это
заранее обычно не предста-
вляется возможным, так как
при запрессовке втулки труд-
но добиться его совпадения
с отверстием в буртике.
Штифт вставляют в отвер-
а) 5)
Рис. 262. Калибровка подшипников-втулок
после их запрессовки
284
1
Рис. 263. Закрепление
подшипников-втулок от провертывания
стие с натягом и с торца слегка раскернивают, затем заподлицо
зачищают напильником и шабером.
Закрепляя втулку винтом (рис. 263, в), вначале сверлят от-
верстие под резьбу, затем буртик втулки рассверливают и зенкуют
под винт. После ввертывания винта головка его должна быть утоп-
лена относительно торца на 0,2—0,3 мм. Резьба под винт во избе-
жание его самоотвинчивания должна быть тугой. Также осущест-
вляют крепление резьбовым штифтом (рис. 263, д')-
Втулку можно также крепить гладким стопором, удерживаемым
в корпусе за счет обжатия металла (рис. 263, г). В этом случае
отверстие в корпусе может быть просверлено заранее, а отверстие
во втулке сверлят после ее запрессовки. Стопор должен входить
в отверстие с натягом.
При креплении втулки коническим штифтом (рис. 263, ё)
обработка отверстия под штифт производится по отверстию в кор-
пусе. Штифт запрессовывают легкими ударами молотка, чтобы не
деформировать втулку.
В ряде конструкций сборочных единиц трения вместо цельных предусмо-
трены свертные втулки, изготовляемые из калиброванной антифрикционной или
биметаллической (сталебронзовой, сталебаббитовой) ленты. Эти втулки, например,
применяют в шатунах многих двигателей внутреннего сгорания.
Сборочные единицы с такими втулками собирают так же, как и с цельными
втулками. Однако сила, необходимая для запрессовки свертных втулок, зависит
от силы сцепления q, отнесенной к 1 мм2 поверхности контакта этой втулки с кор-
пусом, в свою очередь, зависящей от толщины t стенки втулки:
<? = (0,24+ 0,01/) /;
сила запрессовки
Р = qn dL.
Размеры j+и L см. на рис. 201.
285
Рис. 264. Возможные погрешности при запрессовке подшипников-втулок в корпус
Основными условиями, от которых зависит нормальная работа
подшипников многоопорного вала, являются точность геометри-
ческих размеров втулки и цапфы вала, соосность подшипников и
состояние поверхностей скольжения.
Из теории смазки известно, что допускаемая удельная нагрузка
на цапфе вала может быть тем больше, чем тоньше масляный слой
в подшипнике. Толщина же масляного слоя зависит от состояния
подшипников и может быть тем меньше, чем тщательнее обрабо-
таны и собраны цапфа и втулка.
Если хорошо обработанная втулка при сборке деформируется
и получит овальную (рис. 264, а) или коническую (рис. 264, б)
форму, а также если она будет установлена с перекосом (рис. 264, в)
или будет повреждена ее рабочая поверхность (рис. 264, г), то
вследствие этих неточностей в подшипниках возможно местное
сухое трение. Если же требуемая минимальная толщина масляного
слоя будет выдержана в наиболее неблагоприятных точках, то
в других зонах контакта толщина слоя масла будет больше и не-
сущая способность подшипника сократится, он будет работать
ненормально и быстрее износится. Поэтому после сборки следует
тщательно проверить состояние рабочей поверхности и форму за-
прессованной втулки, не допуская указанных дефектов, а также
царапин, трещин, отслаивания антифрикционного слоя и других
погрешностей.
Овальность отверстия запрессованной втулки обнаруживают
путем промера диаметров отверстия индикаторным нутромером
(рис. 265) в двух взаимно перпендикулярных направлениях
в двух-трех поясах. Таким же способом может быть обнаружена
конусность.
В крупносерийном и массовом производствах такой контроль
осуществляется с помощью пневматических калибров (рис. 266),
выполненных в виде пробок 1 с соплами 2, имеющими отверстия
диаметром 1,4—1,5 мм.
Перпендикулярность оси отверстия запрессованной втулки
торцу корпуса можно обнаружить проверкой по схемам, приве-
денным на рис. 267. Если ось отверстия неперпендикулярна торцу
корпуса, то между торцовой плоскостью сборочной единицы и
угольником измерительного устройства (рис. 267, а) или краем
286
буртика калибра (рис. 267, б) будет зазор, измеряемый щупом.
Отклонение от перпендикулярности можно также обнаружить
на краску (рис. 267, в), причем буртик калибра 2 и кольцо 1 дают
возможность проверить на краску одновременно два торца.
Более точную проверку перпендикулярности оси торцу можно
выполнить контрольным приспособлением с индикатором
(рис. 268, а).
Приспособление состоит из конической оправки /, каретки 2 с индикатором 3
и втулки 6. Коническую оправку вставляют в проверяемое отверстие. На цилин-
дрическую часть оправки надевают втулку с кареткой. Втулка при этом упрется
в высшую точку проверяемого торца. Измерительный штифт 4 через рычаг 5
передаст на индикатор 3 отклонение данной точки от высшей точки торца. Пово-
рачивая каретку, проверяют отклонения по всей поверхности торца.
Такой контроль можно осуществлять также с помощью приспособления
с гидропластмассой (рис. 268, б). Головку 1 с двумя тонкостенными (толщиной
0,9—1,2 мм) поясками вводят внутрь отверстия и винтом 2 смещают плунжер 3.
Вследствие этого в гидропластмассе повышается давление, и пояски головки рав-
номерно выпучиваются, строго центрируя головку в отверстии. После этого
измеряют щупом зазоры между калибром 4 и контролируемой плоскостью.
В быстродействующих приспособлениях этого типа вместо винта 2 исполь-
зуют диафрагменную пневматическую камеру.
Повреждение рабочей поверхности втулки (выпучивание, вмя-
тины, риски и пр.) может быть обнаружено ее осмотром и проме-
ром. При установлении поверхностных дефектов запрессованную
втулку, как уже отмечалось, дополнительно обрабатывают.
Во многих конструкциях предусматривается торцовое сопря-
жение вала со втулкой по переходным поверхностям. Целесооб-
разно проконтролировать, чтобы радиус переходной поверхности
втулки был больше радиуса пе-
реходной поверхности вала, что ч
очень важно для нормальной смаз- |
ки торцового сопряжения.
Рис. 266. Контроль формы
отверстия запрессованной
втулки пневматическим ка-
либром
Рис. 265. Определение эллипсности (оваль-
ности) запрессованной втулки индикатор-
ным нутромером
287
Рис. 267. Определение отклонения от перпендикулярности оси запрессованной втулки
плоскости торца корпуса:
а, б — промером; в — на краску
Рис. 268. Приспособления для определения перекоса втулки
288
В некоторых случаях для получения пе-
реходной поверхности втулку после запрес-
совки развальцовывают. Эту операцию про-
изводят на сверлильном станке или с по-
мощью сверлильной машины, применяя
вальцовки с фигурными роликами (рис. 269).
Процесс вальцевания ведут с небольшим
осевым нажимом так, чтобы отбортовка
происходила постепенно. При большой по-
даче инструмента возможно образование тре-
щин и разрывов на отбортованных концах
втулки.
Широкое распространение имеют подшипники
Рис.г269. Схема разваль-
цовывания концов
втулки
скольжения из пластических масс, в частности из
полиамидов (поликапролактама, нейлона, капрона и
др.). Цельные пластмассовые втулки запрессовывают
обычными методами. Втулки с разрезом, выполни-
ющим роль компенсирующего зазора, монтируют как
металлические свертные. Зазоры в сопряжениях с валом здесь несколько боль-
ше, чем при металлических втулках. Например, для втулки из поликапролак-
тама с порошкообразным наполнителем при диаметре отверстия 40 мм зазор
не должен быть менее 0,12 мм, так как размеры втулки при работе изменяются и
при меньшем зазоре происходит заклинивание вала.
Процесс сборки сборочных единиц с разъемными подшипниками
скольжения в значительной мере определяется их конструкцией.
Разъемные подшипники (рис. 270) могут быть толстостенные и
тонкостенные. Однако, пользуясь таким условным делением, сле-
дует ‘иметь в виду, что главным критерием отнесения подшипника
к тому или иному типу является не абсолютное значение толщины
его стенки, а отношение k толщины стенки (без заливки) к наруж-
ному диаметру. Для толстостенных подшипников k = 0,065 ч-
-ч-0,095, а для тонкостенных k = 0,025 4-0,045.
Комплект разъемных подшипников состоит из двух деталей-
вкладышей. Во многих конструкциях нарушение этой комплек-
тации не допускается.
Вкладыши толстостенных подшипников изготовляют из мало-
углеродистой стали, чугуна или бронзы и заливают баббитом или
Рис. 270. Разъемные подшипники скольжения:
а, б, в — толстостенные; г — тонкостенный
Ю Новиков М. П.
289
другим антифрикционным сплавом. Толщина слоя баобита 0,01d +
+ (0,5 4-2) мм, где d — диаметр отверстия подшипника.
Вкладыши устанавливают в корпус и в крышку с небольшим
натягом или со скользящей посадкой. При монтаже вкладышей
в постели деревянную или алюминиевую планку накладывают на
обе плоскости вкладыша и по ней наносят легкие удары.
Для предотвращения перемещения вкладышей применяют уста-
новочные штифты (рис. 271, 272). Их запрессовывают в^корпус при
помощи пресса или выколотки и молотка. Посадку штифтов в кор-
пусе (б) осуществляют с натягом 0,04—0,07 мм. Вкладыш должен
устанавливаться на штифт с зазором а = 0,1 н-0,3 мм. Кроме того,
в одной из половин вкладышей отверстие под штифт в плоскости
возможного вращения подшипника должно иметь несколько вытя-
нутую форму, чтобы при перекосе плоскостей разъема вкладыш
мог самоустанавливаться.
Перед установкой вкладышей в корпус и крышку все сопря-
гаемые поверхности должны быть просмотрены, а при наличии
на них заусенцев зачищены шабером. Необходимо также прове-
рить совпадение масляных каналов в корпусе и в крышке с отвер-
стиями во вкладышах. Несовпадение этих отверстий на величину,
превышающую 0,2 их диаметра, не допускается. Масляные каналы
в корпусе перед установкой вкладышей должны быть тщательно
промыты керосином при помощи шприца. В единичном произвол-
Рис. 272. Подшипниковая сбо-
рочная единица
стве после подгонки вкладышей по ме-
сту на них должны быть нанесены метки.
Крышки подшипников, как правило,
фиксируют штифтами (рис. 273, а), па-
зами (см. рис. 272, 273, б), шипами
(рис. 273, в) или на точно пригнанных
болтах (рис. 273, г). Штифты запрессо-
вывают в корпусе с натягом 0,03—
0,07 мм. Посадка крышки в пазах может
быть с небольшим зазором или натя-
гом. При фиксации на шипе натяг мо-
жет быть двусторонний, т. е. по обеим
290
1
Рис. 273. Способы фиксации крышек подшипников;
1 — крышка; 2 — корпус
плоскостям шипа, или односторонний, т. е. когда с одной стороны
шипа допускается зазор, а с другой — натяг. Для получения од-
нородности посадки (в крупносерийном и массовом производст-
вах) крышки сортируют по посадочному размеру на две-три
группы.
Крышки подшипников при установке надевают на две или четыре шпильки.
Установка крышек производится легкими ударами деревянного или пластмассо-
вого молотка. Возможны перекосы крышек на шпильках и искривления их.
Этого нужно избежать. Целесообразно применять специальное приспособление
в виде груза 1, перемещающегося по стержню 2 (рис. 274).
В процессе сборки, подшипниковых сборочных единиц крышки
приходится демонтировать. Для съема крышек следует применять
пневматические или пневмогидравлические съемники одиночного
(см. рис. 226) или группового действия (рис. 275). Пневматический
съемник, выполненный по схеме рис.
тия одновременно пяти кры-
шек.
Как уже отмечалось, тол-
стостенные вкладыши можно
пригонять в процессе сборки по
месту или они могут быть вза-
имозаменяемыми. В первом слу-
чае поверхности трения оконча-
тельно обрабатывают после ус-
тановки вкладышей в постели.
Требуемые размеры отверстия
получают обычно путем одно-
временного развертывания под-
шипников при одной установке
приспособления. При этом воз-
можные деформации вкладышей
до их пригонки не оказывают
влияния на состояние рабочей
поверхности. Если же толсто-
, предназначен для сня-
Рис. 274. Установка крышек подшипников
ударным приспособлением
10*
291
Рис. 275. Пневматический групповой съемник для крышек подшипников
стенные вкладыши взаимозаменяемы, то окончательную обра-
ботку их производят по жестким допускам до сборки, поэтому
деформация таких вкладышей при их установке в корпус может
явиться причиной искажения формы отверстия и вызвать ухуд-
шение работы подшипника. Вкладыш нормально работает только
тогда, когда не менее 85% его наружной поверхности равномерно
прилегает к постели или крышке подшипника. Если площадь кон-
такта меньше (рис. 276) и вкладыш опирается только некоторыми
участками, то на этих участках возникают повышенные сжимаю-
щие напряжения, являющиеся причиной появления усталостных
трещин в антифрикционном слое. Под действием сил, нагружаю-
щих цапфу вала, вкладыш станет периодически изменять свою
форму — «дышать», что неизбежно вызовет растрескивание и от-
слаивание антифрикционного слоя. Даже канавка для масла на
постели, уменьшающая поверхность контакта, иногда может быть
причиной такого явления. Перенапряжение антифрикционного
слоя возможно также при значительной овальности или конус-
ности подшипника.
Надлежащую плотность соприкосновения невзаимозаменяемых
вкладышей с постелью и крышкой обеспечивают иногда увеличен-
ными натягами, чего при взаимозаменяемых вкладышах по ука-
занным выше причинам допустить нельзя. Следовательно, требо-
вания к качеству подбора и установки взаимозаменяемых толсто-
стенных вкладышей должны быть более жесткими. Одновременно
необходимо учитывать, что крышка подшипника при затяжке гаек
тоже деформируется. Например, по опытным данным, искажение
Рис. 276. Неправильная пригонка толсто-
стенных вкладышей
формы отверстия под вкладыш
характеризуется кривой, пока-
занной на рис. 277, а.
Под действием силы затяжки
зазоры s (рис. 277, б) между вкла-
дышем и крышкой уменьшаются,
а размер L крышки возрастает.
292
Рис. 277. Искажение формьГ?крышки
подшипника с толстостенными вкла-
дышами при затяжке крепежных гаек
Рис. 278. Тонкостенные вкладыши:
а — верхний; б — нижний; / — канав-
ка для смазки; 2 — отверстие подво.
да смазки; 3 — фиксирующий ус
Эти деформации крышки могут нарушить нормальное положение
вкладыша и вызвать искажение формы отверстия подшипника.
Ограничить влияние этих погрешностей можно тщательным под-
бором деталей в пределах допустимых натягов, соблюдением после-
довательности и требуемой степени затяжки гаек, крепящих
крышки, а также строгим контролем подшипниковых сборочных
единиц после сборки.
Тонкостенные вкладыши (рис. 278) изготовляют из малоугле-
родистой стали и заливают изнутри слоем антифрикционного
сплава. Распространены сталебаббитовые и сталебронзовые вкла-
дыши, получаемые заливкой свинцовистой бронзы в стальную
трубу, а также сталеалюминиевые биметаллические, изготовлен-
ные из полосы. В быстроходных автомобильных двигателях ис-
пользуют триметаллические вкладыши со стальным основанием,
металлокерамическим или медно-никелевым подслоем и баббито-
вой заливкой. В зарубежной практике распространены биметал-
лические вкладыши, имеющие стальное основание и антифрикцион-
ный слой из спеченной свинцовистой бронзы. Эти вкладыши про-
сты в изготовлении и значительно дешевле, чем со свинцовистой
бронзой. Для рационального использования материалов в некото-
рых тяжело нагруженных сборочных единицах верхний и нижний
вкладыши имеют различную заливку: более нагруженный вкла-
дыш — из стали со свинцовистой бронзой, а парный с ним — из
стали с оловянистым баббитом.
Тонкостенные подшипники взаимозаменяемы, но верхний и
нижний вкладыши образуют комплект. Замена в комплекте одного
из вкладышей обычно не допускается.
Фиксация тонкостенных вкладышей осуществляется посредст-
вом специального уса 3 (см. рис. 278), выштампованного в месте
разъема, реже — установочными штифтами. Усы упираются
в опорные плоскости крышки или корпуса подшипника и препят-
ствуют проворачиванию вкладышей, а также их осевому смеще-
нию.
В крупносерийном и массовом производствах после механи-
ческой обработки вкладышей и гнезд для них особой подгонки-
293
сопрягаемых поверхностей друг к другу не требуется. Иногда
лишь подбирают вкладыши на прилегание их в постелях по краске.
При хорошем подборе отпечатки краски на стыках корпуса и вкла-
дышей, а также в постелях располагаются равномерно и примерно
везде одинаковы.
Плотное и равномерное прилегание вкладыша к корпусу имеет
большое значение для обеспечения нормальной работы подшип-
ника. При недостаточно плотном прилегании в процессе эксплуа-
тации возможно ослабление посадки и провертывание вкладышей
в постели. Причинами неравномерного прилегания являются мест-
ные вмятины на сопрягаемых поверхностях, конусность и оваль-
ность постелей, непараллельность торцовых поверхностей стыка
образующим наружной поверхности вкладышей, чрезмерная ше-
роховатость поверхностей сопряжения постелей. Под действием
динамических нагрузок в процессе работы машины вкладыши де-
формируются, и в сопряжении возникают относительные микро-
перемещения, сопровождаемые значительным износом вкладышей
и гнезд. Неплотное прилегание ухудшает теплоотдачу от вкладыша
к корпусу при работе подшипника, в связи с чем повышается тем-
пература вкладыша и создаются неблагоприятные условия для
работы антифрикционного слоя.
Постели под тонкостенные вкладыши обрабатывают с повышен-
ной точностью (овальность не более 0,02 мм, конусность 0,01 —
0,015 мм на 100 мм диаметра), так как вкладыши при зажиме копи-
руют форму постели. Чистота сопрягаемых поверхностей постелей
и вкладышей обычно соответствует Ra = 1,25 ' 0,63 мкм.
Длина наружной окружности двух тонкостенных вкладышей
несколько больше длины окружности постели. Поэтому при сборке
происходит сжатие вкладышей и за счет этого достигается плотное
их прилегание к постели.
Форма вкладыша перед постановкой в гнездо показана на рис. 279, а. Здесь
D + Д£> = 2Н + (0,2ч-2) мм. Когда вкладыш прижат к поверхности гнезда
(рис. 279, б), края его выступают над плоскостью стыка корпуса. После затяжки
болтов за счет упругой деформации этих выступов создается натяг в сопряжении
вкладышей с гнездом, соответствующий примерно прессовой посадке.
Суммарная высота выступающих частей вкладыша (рис. 280, а) может быть
найдена из условия
., QL 1
где Q — сила, действующая на торец стыка вкладыша от затяжки шпилек крышки
подшипника; I =—— — длина полуокружности постели; F — площадь сталь-
ного основания стыка вкладыша; Е — модуль упругости; D — диаметр наружной
поверхности вкладыша (см. рис. 279, а).
Для вкладышей со стальным основанием, устанавливаемым в чугунное
гнездо, а = 8504-2100 кгс/см3,
294
Практически величину выступающей части принимают большую (обычно
ДЛ = 0,054-0,10 мм при D = 85ч-100 мм), связывая ее с диаметральным натягом,
следующей зависимостью:
., лб
ДЛ - - ——
4
где 6 — диаметральный натяг.
Высоту вкладышей проверяют (для обеспечения требуемого натяга) на спет
циальном приспособлении, выполненном по схеме (рис. 280, а}, с помощью ко-
торого создаются условия, аналогичные тем, в каких работают вкладыши при
окончательной затяжке подшипников после сборки. Эго достигается посредством
пневмоцилиндра 1 (рис. 280, б), шток которого через упор 2 передает на вкладыш
такое же усилие, которое возникает при затяжке болтов или шпилек подшипника.
Размер гнезда (сменная часть в корпусе 3 приспособления), куда устанавливается
вкладыш, равен наружному диаметру D. Предварительно в это гнездо ставят
вкладыш-эталон и отмечают положение стрелки индикатора 4, которое не должно
меняться при контроле вкладышей, если высота их соответствует техническим
требованиям; в противном случае стрелка отклоняется в ту или другую сторону.
Рис. 280. Проверка высоты тонкостенных вкладышей
295.
В крупносерийном и массовом производствах такой проверке подвергают все
вкладыши. Эта контрольная операция на ряде заводов автоматизирована. Авто-
мат ЗИЛ, например, контролирует свыше 15 тыс. деталей в смену. С помощью
электроконтактных датчиков вкладыши сортируются на три группы — годные
и две группы брака с размерами выше и ниже допустимых.
Необходимо отметить, что создание чрезмерно больших на-
тягов недопустимо, так как это может вызвать в материале вкла-
дышей напряжения, приближающиеся к пределу текучести. Кроме
того, если допустить, что высота двух половинок вкладыша превы-
шает необходимую, то при затяжке шпилек или болтов половинки
вкладыша в стыках деформируются (см. рис. 279, в). При этом
шейка вала может соприкасаться с поверхностью вкладышей,
удельное давление резко увеличится, что приведет к быстрому
нагреву и разрушению антифрикционного слоя. Чтобы не допу-
стить этого явления, концы вкладышей делают обычно
на 0,03—0,05 мм тоньше, чем в среднем сечении.
Однако и недостаточный натяг также ухудшает условия работы
подшипника, так как при этом затрудняется теплоотдача, а пере-
грев может_быть причиной растрескивания и выкрашивания за-
ливки.
В качестве примера в табл. 35 приведены значения сил затяжки шпилек или
Цодшипниковых болтов, необходимые для создания натяга в сопряжении вклады-
шей с корпусом (данные И. И. Федоренко). Эти силы необходимо учитывать при
расчете затяжки наряду с действующими в механизме или сборочной единице
нагрузками.
В связи с тем, что точность изготовления тонкостенных вкла-
дышей при малой их жесткости очень высокая, а для некоторых
современных машин рабочая поверхность вкладышей обрабаты-
вается по гиперболе, к сборщику предъявляют повышенные тре-
бования в отношении культуры сборки этих деталей. Вкладыши
и гнезда при окончательной сборке должны быть тщательно про-
мыты и обдуты воздухом. Попадание даже мельчайших посторон-
них частиц между вкладышами и гнездом неизбежно вызывает
искажение формы подшипника (см. рис. 279, г), нарушает его нор-
мальную работу и ведет к быстрому выходу подшипника из строя.
Следует предохранять вкладыши от коррозии, возникающей
в результате соприкосновения с их рабочими поверхностями пот-
ных рук. С этой целью при сборке целесообразно применять хлоп-
чатобумажные перчатки или смазывать руки специальной эмуль-
гирующей смазкой.
Таблица 35
Д/г, мм Q, кгс при толщине вкладышей, мм Д/г, мм Q, кгс при толщине вкладышей, мм
3,00 3,75 3,00 3,75
0,05 1520 2500 0,08 2000 3100
0,06 1680 2700 0,09 2160 3300
0,07 1840 2900 0,10 2320 3500
296
5)
Рис. 281. Проверка соосности подшипников многоопорного вала (а); сборный макетный
вал (б )
Большое значение для обеспечения нормальной работы под-
шипников при многоопорном вале имеет их соосность. Как ука-
зывалось выше, нарушение соосности может вызвать изгиб вала,
деформировать масляный слой, быть причиной появления мест-
ного сухого трения, уменьшить несущую способность подшипника
и снизить прочность вала. Кроме того прогиб вала вызывает зна-
чительные кромочные давления на вкладыши и изгибные напряже-
ния в слое заливки. Исследованиями доказано, что в результате
смещения отдельных опор коленчатого вала относительно его гео-
метрической оси на 0,1—0,2 мм возникают дополнительные напря-
жения, в 2—3 раза снижающие запасы прочности. При этом во
столько же раз уменьшается нагрузочная способность подшипни-
ков. Поэтому после установки подшипников многоопорного вала
их необходимо проверить на соосность. Относительное смещение
осей подшипников допускается в узких пределах, например для
некоторых тракторных двигателей смещение осей соседних опор
не должно превышать 0,02 мм, а всех опор — 0,03 мм. Несоос-
ность опор коленчатого вала в пределах 0,08—0,09 мм вызывает
снижение прочности щек на 55—60%, что нередко приводит к раз-
рушению вала.
Соосность подшипников можно проверить макетным валом
(рис. 281, а), который вставляется внутрь смонтированных втулок.
При совпадении осей всех отверстий втулок этот вал, очевидно,
может быть введен в эти отверстия свободно. Невозможность такой
установки вала указывает на перекос или на смещение осей под-
шипников. Диаметр макетного вала должен быть меньше мини-
297
Рис. 282. Проверка соосности подшипников в сборочных единицах повышенной точности
мального диаметра отверстия подшипников на двойную величину
допускаемой несоосности. Вначале под макетный вал в каждом
подшипнике подкладывают полоски тонкой бумаги. Они должны
хорошо зажиматься. Слабее зажатие полоски свидетельствует о на-
рушении соосности. После такой предварительной проверки ма-
кетный вал равномерно покрывают тонким слоем краски и контро-
лируют соосность по ее отпечаткам на вкладышах.
Для проверки соосности подшипников крупных размеров при-
меняют сборные макетные валы (рис. 281, б), состоящие из трубы
1 и нескольких сменных 2 и передвижных 3 колец.
В сборочных единицах повышенной точности при больших диа-
метрах отверстий подшипников соосность можно проверять ка-
либром и индикатором (рис. 282); показания индикатора записы-
вают через каждые 45° поворота.
В крупносерийном и массовом производствах целесообразно
применять пневматический контроль соосности (рис. 283). Сжатый
воздух от заводской пневматической сети давлением 4—5 кгс/см2
поступает через фильтр к стабилизатору 1, где поддерживается
постоянное давление 2 кгс/см2. В ресивер 2 воздух поступает через
калиброванное сопло 3, далее по трубке 4 он поступает к измери-
тельной головке и через зазор между ней и контролируемой де-
талью выходит в окружающую среду. Давление воздуха в реси-
вере 2 контролируется манометром 5. Так как это давление зависит
от расхода воздуха (от величины зазоров), то по показаниям мано-
метра можно судить о плотности прилегания головки к подшип-
нику. Измерительной головкой в данном случае является калибр
для контроля соосности отверстий. Калибр состоит из двух центро-
вочных конусов б и 7 и трубы 8. Против каждого контролируемого
отверстия в этой трубе запрессованы жиклеры 9, к которым после-
довательно подводится воздух от регулятора давления. Повора-
чивая трубу 8, по показаниям манометра 5 судят о соосности край-
них и промежуточных опор.
Макетные валы нередко также применяют в мелкосерийном
производстве для обеспечения необходимой точности установки и
закрепления отдельных частей корпуса с подшипниками. В этом
случае вал выполняет роль материальной оси, на которой элементы
корпуса базируются своими подшипниками.
298
Например, при сборке сборочной единицы, показанной на рис. 284, а, макет-
ный вал 1 устанавливают в отверстие подшипника 2 монтируемой части корпуса
и затем подводят ее вместе с валом к базовой плоскости 3. При этом хвостовик
вала 1 направляется в отверстие втулки 4, запрессованной в другой части корпуса.
В таком положении обе части соединяют. Таким способом обеспечивается совпа-
дение осей обоих подшипников и правильная установка частей корпуса.
При сборке крупногабаритных корпусов (рис. 284, б) макетный вал устанав-
ливают в разъемные подшипники, а контроль соосности производят измерением
радиусов А, В и С контрольных выточек в трех направлениях (рис. 284, в). Раз-
меры а измеряют обычными индикаторами, специальными установочными инди-
каторами или раздвижными штихмасами.
Для обеспечения соосности нескольких отдельно стоящих
крупных подшипников, имеющих диаметр отверстия более 200 мм
и большое расстояние между крайними опорами (рис. 285, а),
целесообразно пользоваться струной (стальной проволокой диа-
метром 0,25—0,5 мм). Один конец струны закрепляют на стойке,
а к другому подвешивают груз, масса которого равна 0,5—0,6 ве-
личины разрывного усилия струны. Конструкция стойки допу-
скает перемещение точки крепления в вертикальной и горизон-
тальной плоскостях. Ролик, через который перекидывается второй
конец струны, также может перемещаться в двух направлениях.
Струну натягивают параллельно базовой плоскости корпуса
на требуемом расстоянии Н от нее, измеряя это расстояние по
концам струны. Затем перемещают точку крепления и ролик в го-
ризонтальной плоскости, добиваясь совпадения струны с осями
крайних подшипников. Для этого штихмасом измеряют радиусы г.
Допускаемые отклонения в размерах г в различных направлениях
зависят от назначения и конструкции опор. По натянутой струне
устанавливают все промежуточные опоры. Размеры г измеряют так
же, как и при установке крайних опор.
Иногда для удобства измерений струну и корпус включают
в низковольтную электросеть (от аккумулятора); в результате при
касании струны в процессе измерения наконечником штихмаса
загорается сигнальная лампочка.
Проверку соосности производят также оптическими методами
с помощью телескопа и коллиматора (рис. 285, б) или посредством
автоколлиматора и зеркала, которые обеспечивают большую точ-
ность, чем контроль струной.
Для особо точного центрирования сборочных единиц в преци-
зионном станкостроении, подшипников турбин и других элементов
конструкции машин в настоящее время применяют автоколлима-
тор с лазерным устройством. Центр луча лазера определяется по-
средством детектора с электронными координатными считываю-
щими измерителями. Лазерное устройство устанавливается на ав-
токоллиматоре. При этом достигается линейная точность до 0,8 мкм
на 1 м и угловая — до 2 с.
Соосность крупногабаритных подшипников можно проверять гидравличе-
ским способом, применяя сифонное приспособление. Стаканы / (рис. 286), на-
полненные жидкостью (водой или эмульсией), соединенные резиновой трубкой,
помещают в подшипниках 2, и микрометрические головки 3 устанавливают так,
299
Рис. 283< Пневматический контроль соосности подшипников
Рис. 284. Макетный вал, используемый при сборке корпусных сборочных единиц
Рис. 285. Схемы проверки соосности подшипников:
а — при помощи струны: б — оптическим методом; 1 — корпус; 2 — подшипники; 3 —
струна; 4 — ролик; 5 — груз; 6 — коллиматор; 7 — телескоп
300
Рис. 286. Контроль соосности подшипников методом сообщающихся сосудов
чтобы острие касалось уровня жидкости. Если какой-либо подшипник перекошен,
то показания головки изменятся. При одинаковых диаметрах отверстий числен-
ное значение перекоса осей, очевидно, будет равно половине разности этих по-
казаний.
Точность монтажа отдельно стоящих подшипниковых опор
длинных валов в ряде случаев достигают методом измерения на-
грузок на каждой опоре с помощью динамометров. В лапы корпуса
подшипника ввертывают динамометры и по их показаниям регули-
руют положение подшипниковой опоры, после чего закрепляют
корпус болтами.
В случае необходимости иметь повышенную точность п>.-ности подшипни-
ков (монтируемых в одном корпусе) многоопорных и тяже то нагруженных валов
применяют совместное развертывание толстостенных втулок (или толстостенных
вкладышей) после их установки в корпусе. После развертывания острые углы
и кромки на втулках и вкладышах должны быть скруглены шабером, а весь
узел тщательно промыт и обдут сжатым воздухом.
СБОРКА ПОДШИПНИКОВ СКОЛЬЖЕНИЯ НА ВАЛУ
И УКЛАДКА ВАЛА В ПОДШИПНИКИ
Сборка подшипников скольжения на валу. В мелкосерийном
производстве сборку толстостенных подшипников обычно начинают
с подгонки их по валу. Толстостенные вкладыши, залитые бабби-
том, после механической обработки шабрят по шейке вала с про-
веркой на краску.
Процесс сборки рассмотрим на примере шатунного подшипника
(рис. 287). Сборку шатунов быстроходного многоцилиндрового
двигателя начинают с их подбора по массе, которую обычно обозна-
чают на стержне шатуна; допускают разность в массе комплекта
шатунов для современных автотракторных двигателей от 15 до
40 г. Подобранные шатуны клеймят номером двигателя и номером
цилиндра.
301
Рис. 287,гШатунный подшипник с толстостенными
вкладышами на шейке вала:
1 — корпус шатуна; 2 — крышка шатуна; 3 и
4 — вкладыши; 5 — регулировочные прокладки;
6 — шатунный болт
В ряде конструкций
шатунных подшипников
в месте разъема их преду-
смотрены регулировочные
прокладки, с помощью ко-
торых в процессе эксплуа-
тации поддерживается по-
стоянный масляный зазор.
В данной конструкции
(см. рис. 287) на каждой
стороне подшипника уста-
новлено по пять прокла-
док общей толщиной 0,7мм,
в том числе две имеют
толщину по 0,05, одна, —
0,1 и две — по 0,25 мм.
Такое сочетание прокла-
док позволяет изменять
их общую толщину ми-
нимально на 0,05 мм.
Однако в некоторых
подшипниковых сборочных
единицах регулировочные
прокладки предназначены
для иных целей. Напри-
мер, в шатунных подшипниках автомобильных двигателей про-
кладки толщиной до 0,05 мм иногда ставят лишь между пло-
скостями разъема крышки и корпуса (шатуна); они предназначены
для регулирования плотности посадки вкладыша в отверстии кор-
пуса в процессе эксплуатации машины, после того как произойдет
обжатие вкладыша и смятие микронеровностей на его наружной
поверхности.
Перед сборкой подшипника необходимо проверять, чтобы
регулировочные прокладки были чистыми, ровными и гладкими.
Крепежные болты должны входить в отверстия подшипника
плотно, без качки или даже под легкими ударами медного молотка.
Пригонку подшипника производят следующим образом: шейку
вала, по которой ведут подгонку, смазывают тонким слоем краски
(обычно лазури); на шейке устанавливают шатун с регулировоч-
ными прокладками и затягивают болты; коленчатый вал для по-
лучения отпечатков на поверхности трения подшипника несколько
раз провертывают, удерживая шатун за верхнюю головку в вер-
тикальном положении х; разобрав после этого шатун и подшип-
ник, приступают к шабрению тех мест на вкладышах, которые
1 Целесообразнее, чтобы коленчатый вал был уже смонтирован в картере. В этом
случае при шабрении шатунных подшипников для направления верхней головки шатуна
могут быть использованы монтажные поршни. Такой способ более трудоемок, но имеет
преимущество перед способом пригонки по свободному коленчатому валу, так как предот-
вращает отклонение от параллельности осей верхней и нижней головок шатуна.
302
Рис. 288. Приспособление для зажатия вкладышей подшипников при шабрении
хорошо видны по отпечаткам краски. При шабрении вкладыши
укрепляют в специальных зажимных приспособлениях (рис. 288).
После того как с закрашенных мест будет снят слой баббита,
шатун и шейку вала тщательно протирают хлопчатобумажной
салфеткой, на шейку наносят новый слой краски, а шатун опять
устанавливают на шейке. Эту операцию повторяют до тех пор,
пока равномерно распределенные мелкие отпечатки краски со-
ставят не менее 75—85% общей поверхности подшипника. Для
подшипников средней точности на плсщади 25x25 мм число пятен
должно быть 12—16, выше средней точности — 16—20 и высокой
точности — 20—25. Количество пятен удобно подсчитывать, на-
кладывая целлулоидный шаблон с нанесенной на нем сеткой
(25x25 мм), выгнутый по форме вкладыша. Затем шатун еще
раз собирают на шейке без нанесения краски и проверяют ка-
чество пригонки по блестящим пятнам на поверхности трения
подшипника, остающимся после провертывания вала. Эти пятна
также должны располагаться
равномерно и занимать не ме-
нее 70—80% рабочей поверх-
ности вкладышей.
После подгонки подшипника
нижней головки шатун прове-
ряют на параллельность осей
головок. Схема контрольных
приборов, применяемых для
этой цели, показана на рис. 289.
Проверяемый шатун устанавли-
вают отверстием нижней го-
ловки на разжимную оправку 1,
а в отверстие верхней головки
вставляют оправку 2, которая
опирается одной стороной на
кольцо 3. По показаниям ин-
дикаторов 4 и 5 судят о па-
раллельности осей. Для шату-
Рис. 289. Проверка параллельности осей
головок шатуна
303
нов автотракторных двигателей отклонение от параллельности
допускают обычно не более 0,03—0,04 мм. На этом же приборе
посредством индикатора 6 можно также проверить, находятся
ли оси в одной плоскости; допускаемое скрещивание осей не бо-
лее 0,05—0,06 мм.
Рассмотренная выше технология сборки и пригонки подшип-
ников характерна для мелкосерийного производства. В крупно-
серийном производстве шатуны быстроходных двигателей посту-
пают обычно на сборку после окончательной обработки. Поэтому
операция пришабривания подшипника нижней головки не вызы-
вается необходимостью. Если же шатун имеет тонкостенный под-
шипник, то какая-либо пригонка его при сборке вообще запреща-
ется. Для получения требуемого по техническим условиям со-
пряжения коленчатые валы в зависимости от диаметров шеек
сортируют на две-три размерные группы; на такое же число
групп сортируют и шатуны по диаметру отверстия подшипника.
Комплектуя при сборке валы и шатуны соответствующих групп,
получают нужный масляный зазор в подшипнике.
Укладка вала в подшипники. Перед укладкой вала необходимо
проверить правильность установки вкладышей в корпусе и крыш-
ках подшипников. Вкладыши должны плотно прилегать к по-
верхности постелей. Штифты, удерживающие их от провертыва-
ния, не должны выступать над поверхностью трения. Очень важ-
но проверить чистоту всех деталей, а также комплектность вала
и вкладышей.
Если подшипники требуют при сборке пригонки, то. укладку
вала начинают с проверки прилегания его шеек к вкладышам
(раздельно к нижним и верхним). С этой целью вначале ниж-
ние вкладыши устанавливают в корпус и закрепляют прижимами
(рис. 290). Далее внимательно осматривают шейки вала, проти-
рают их чистой хлопчатобумажной салфеткой, а затем смазывают
легким слоем краски. Вал укладывают на подшипники одновре-
менно всеми шейками. При этом, если он весит более 25 кг, то
Рис. 290. Фиксация вкладышей
при укладке вала
Рис. 291. Установка регулиро-
вочных прокладок
304
Рис. 292. Пример маркиров-
ки деталей подшипниковых
сборочных единиц
рабочее место сборщика необходимо обо-
рудовать электрическим или пневматиче-
ским подъемником. Для удерживания
вала применяют специальные захваты.
Уложенный вал провертывают на два-
три оборота, затем поднимают и проверя-
ют состояние отпечатков краски на вкла-
дышах. Следы краски должны быть рав-
номерно распределены на всех вклады-
шах. После этого вкладыши протирают,
прижимы снимают, вал со смазанными
краской шейками вновь укладывают в под-
шипники и производят установку кры-
шек с вкладышами.
Следует иметь в виду (см. рис. 292),
что при механической обработке постели
подшипников и крышки маркируют, и
раскомплектовывать их нельзя. Поэтому
при укладке вала необходимо проверить
соответствие меток на крышке и кор-
пусе. Крышки насаживают на шпильки
легкими ударами мягкого молотка.
Если на стыках вкладышей конструк-
цией предусмотрены регулировочные про-
кладки (рис. 291), то пакеты их одинако-
вой толщины должны быть установлены
с обеих сторон вкладыша. Сдвигу прокладок обычно препятствуют
установочные штифты. Комплект прокладок имеет толщину от
0,5 до 5 мм; количество прокладок в комплекте — от 5 до 20,
толщина каждой прокладки 0,1—1,0 мм. При установке комплек-
тов прокладок в подшипнике необходимо следить за тем, чтобы
толстые прокладки прилегали к корпусу, а тонкие —• к крышке
подшипника. Благодаря этому при сбсрке, а также в условиях
эксплуатации можно быстро отрегулировать масляный зазор.
После постановки крышек проверяют прилегание верхних
вкладышей к шейкам, для чего гайки, крепящие крышки, попе-
ременно затягивают до отказа последовательно на каждом под-
шипнике (рис. 292) в порядке от середины к концам вала (гайки,
крепящие третью крышку, затем вторую, четвертую и т. д.).
Затянув гайки одного подшипника (при ослабленных остальных
гайках), провертывают вал рычагом определенной длины на
два-три оборота; ослабив затем эти гайки, затягивают следующую
пару, снова поворачивают вал, и т. д. Сняв после этого крышки,
по отпечаткам на рабочей поверхности верхних вкладышей судят
о качестве прилегания шеек. Удовлетворительным прилеганием
считается такое, когда 75—85% поверхности подшипника занято
равномерно распределенными отпечатками краски, а количество
отпечатков не менее 12 на площади 25x25 мм. Если прилегание
305
шеек вала не отвечает техническим требованиям, то производят
шабрение (при толстостенных вкладышах), а затем снова укла-
дывают вал в подшипники на повторную проверку.
Когда рабочие поверхности подшипников окончательно обра-
батывают в механическом цехе (например, при заливке их свин-
цовистой бронзой после специального криволинейного растачи-
вания), шабрение при сборке таких подшипников не допускается.
После окончательной подгонки подшипников промывают вал
и вкладыши в специальных моечных установках или в ванне,
прочищают масляные отверстия, обдувают поверхности сжа-
тым воздухом.
Последовательность укладки вала в подшипники с тонкостен-
ными вкладышами следующая. Подбирают комплекты вкладышей
с учетом размеров шеек вала. Затем вкладыши монтируют в по-
стели и крышки, обращая внимание на плотность прилегания,
а также на положение в канавках фиксирующих усов. Далее
обдувают все поверхности воздухом, смазывают вкладыши и
шейки вала тонким слоем масла, укладывают вал в подшипники,
устанавливают крышки и затягивают гайки. Последние часто
также не обезличиваются, а, как и крышки, маркируются при ме-
ханической обработке (рис. 292).
Укладывая валы массой более 23 кг, обязательно применяют
подъемные устройства с надежными захватами. В автоматизирован-
ных линиях для этой цели часто предусматривают механические
«руки» с клещеобразными захватами. Такая рука может работать
в автоматическом цикле: опускание «руки» — захват вала—
поворот «руки» с валом — опускание вала в подшипники — подъем
«руки» в исходное положение.
Во избежание перекосов гайки целесообразно навинчивать
попарно от середины к краям. При этом вначале необходимо на-
винтить все гайки до соприкосновения с опорными поверхностями,
а потом затянуть их окончательно. Для обеспечения равномерности
затяжки гаек после гайковерта применяют предельные или дина-
мометрические ключи.
В подшипниках, подверженных воздействию больших динами-
ческих нагрузок, во избежание деформации крышек и искажения
формы вкладышей в эксплуатации затяжку гаек часто производят
с силой, превышающей динамическую нагрузку на 25—50%.
В связи с этим крышки как бы «выгибают» при сборке в обратную
сторону. Во время работы такой подшипник принимает пра-
вильную форму.
Степень затяжки подшипников можно проконтролировать
косвенно по крутящему моменту, необходимому для провертыва-
ния вала. С этой целью вал слегка поворачивают рычагом, зак-
репленным на фланце, или приспособлением с цанговым захватом.
Рычаг при этом должен быть определенной длины, которая ука-
зывается в технических требованиях на сборку.
306
Для более точного определения момента, требуемого для провертывания
вала, используют динамо метрические устройства. Одно из них — пружинный
силомер, показанный на рис. 293. Втулку 1 силомера надевают на конец вала.
В коробке 2 помещены две ленточные спиральные пружины 3 и 4. При вращении
силомера за рукоятку 5 одна пружина закручивается, а другая — раскручи-
вается (в зависимости от направления вращения) и увлекает за собой втулку 1.
На коробке 2 подвижно посажены две стрелки 6 и 7, штифты которых упираются
в стрелку 8, закрепленную на втулке. Таким образом, при вращении вала за
рукоятку 5 коробка 2 поворачивается до тех пор, пока момент, создаваемый
упругостью пружин, не увлечет за собой втулку 1. Стрелки 6 и 7 показывают
величину момента на шкале, нанесенной на наружной стороне коробки.
Масляные зазоры, выдерживаемые при сборке в подшипниках
скольжения, зависят от типа сопряжения, их нагруженности,
числа оборотов вала и других факторов. Наивыгоднейшие зазоры
в подшипниках определяет конструктор на основании гидродина-
мической теории смазки; при сборке зазоры необходимо выдержи-
вать в точном соответствии с чертежом.
Очевидно, длительная работа подшипника при его эксплуата-
ции должна протекать при некотором оптимальном зазоре. Но
зазор, выдерживаемый при сборке, должен быть значительно
меньше этой оптимальной величины. Обычно монтажный зазор
составляет около 0,3 оптимального. Поэтому, несмотря на износ
подшипников и шеек вала, в процессе эксплуатации машины
в течение длительного срока обеспечивается максимальная несу-
щая способность опор скольжения.
В тонкостенных подшипниках скольжения с цилиндрической
расточкой выдерживают зазоры, приведенные ниже.
Антифрикционный Алюминиевый Свинцовистая Баббит на оловя-
материал сплав бронза нистой нли свин-
цовистой основе
Зазор, мкм на 1 мм диаметра 1,0—1,25 0,75—1,0 0,5—0,75
307
Как указывалось выше, при контроле вала, смонтированного
в подшипниках скольжения, о величине зазоров косвенно судят
по крутящему моменту, необходимому для провертывания вала.
При этом если вал вращается туго, то путем последовательного
ослабления гаек, крепящих крышки, определяет, какой именно
подшипник «захватывает» вал. Вкладыши этого подшипника еще
раз подшабривают, вводят дополнительную регулировочную про-
кладку (если это предусмотрено конструкцией) или заменяют.
Регулировать^зазоры путем неполного затягивания гаек нельзя.
Существуют различные способы определения зазора в под-
шипникепри сборке. Наиболее распространенный способ — из-
мерения в трех-двух поясах и в двух взаимно перпендикулярных
направлениях диаметров отверстия подшипника и шейки вала
и определение их разности. Однако этот_способ не всегда можно
применить, так как он требует полной разборки соединения.
Кроме того, в ряде конструкций подшипников с тонкостенными
вкладышами размеры отверстия при снятом вале могут быть не-
сколько меньше, чем с валом.
Зазор можно определить при помощи свинцовой проволоки.
Для этой цели отрезки мягкой, свинцовой проволоки диаметром
на 0,2—0,3 мм более возможного зазора закладывают в несколь-
ких местах между вкладышем и шейкой вала (рис. 294) и по разъ-
ему вкладышей. Проволоки слегка смазывают маслом. После этого
крышку подшипника затягивают гайками. Проволоки при этом
деформируются, толщина образовавшихся пластинок будет харак-
теризовать зазоры в местах установки проволок.
Если толщину проволок обозначить, как это показано на рис. 294, то масля-
ные зазоры, мм, соответственно в плоскостях I и II
л1 = с1-а1 + Ь1 ;
В действительности толщина сплющенной проволоки будет больше зазора
на величину упругих деформаций свинца и заливки вкладыша подшипника,
поэтому размеры Aj и Дц могут быть лишь примерными.
Вместо измерения толщины пластинок проверку можно вести по их ширине,
сравнивая ее с шаблоном, на котором указана толщина при данной ширине
(рис. 295). Проволоку укладывает в подшипник на расстоянии I s 0.1D, гдеР —
диаметр отверстия подшипника.
Вместо свинцовой проволоки в подшипник можно заложить калиброванную
латунную пластинку, толщина которой должна равняться наименьшему зазору,
допускаемому при сборке. Если действительный зазор меньше допускаемого,
то вал при провертывании будет «захватываться» в подшипнике (крышки осталь-
ных подшипников должны быть при этом ослаблены). При слишком свободном
вращении вала латунную пластинку необходимо заменить более толстой и снова
произвести проверку на вращение вала.
В массовом производстве (например, при сборке автомобиль-
ных и тракторных двигателей) зазор в сопряжении подшипника
с валом непосредственно не контролируется. Для того чтобы при
308
Рис. 294. Схема проверки масляного зазора
свинцовыми проволоками
Рис. 295. Проверка масляного зазора одной
свинцовой проволокой
сборке не создать овальность или конусность отверстия, затяжку
гаек крепления каждой крышки осуществляют таким же крутя-
щим моментом, как и при установке крышки для совместной об-
работки постели. В подшипниках повышенной точности на вели-
чину этого момента нередко вводится поправка, учитывающая,
что при окончательной сборке затяжка производится второй раз,
и поэтому тем же крутящим моментом можно создать в шпильках
или болтах несколько большие осевые усилия и исказить форму
подшипника. В связи с этим момент затяжки после укладки вала
уменьшают на 10—15%. Более точно эту величину целесообразно
определить для конкретной конструкции экспериментально.
Кроме радиальных зазоров, большое влияние на работоспособ-
ность вала и подшипников оказывают осевые зазоры (рис. 296),
в пределах которых возможно перемещение вала вдоль его оси.
Рис. 296. Осевые зазоры валов, уложенных в подшипники
309
Особенно важно соблюдение определенных осевых зазоров при
наличии на валу конструктивных элементов, создающих во время
работы силы, действующие вдоль оси вала (фрикционные включа-
тели, кулачковые муфты, конические зубчатые зацепления).
В этих случаях при свободном осевом зазоре может произойти
сдвиг вала, нарушающий кинематическую схему всего узла.
В многоопорных валах с упорными буртиками осевые зазоры,
кроме того-, необходимы для компенсации неравномерного удли-
нения вала и корпуса при нагреве их во время работы в машине.
Величина осевых зазоров зависит от конструктивных особен-
ностей сборочной единицы и обычно лежит в пределах от 0,1
до 0,8 мм.
При сборке требуемые осевые зазоры а выдерживают обычно
за счет предусмотренного конструкцией компенсатора, например
толщины буртиков вкладышей подшипника уменьшают путем
торцевания (рис. 296, а), ввертывания или отвертывания упор-
ного винта (рис. 296, б), подбора дистанционных втулок соот-
ветствующей высоты (рис. 296, в) и пр.
Осевой зазор обычно проверяют щупом или индикатором при
крайних смещениях вала.
На рис. 297 дана схема выдерживания при сборке осевых зазоров для сталь-
ного вала и корпуса (картера) из алюминиевого сплава. От смещений вдоль оси
вал закреплен на первой опоре. Как видно из схемы, зазоры между передней
щекой и задней стенкой перегородок картера увеличиваются от колена к колену,
а зазоры между задней щекой и передней стенкой перегородок в направлении
задней части вала сокращаются. Объясняется это тем, что при одинаковом на-
греве вала и картера последний удлинится на значительно большую величину,
чем вал; вследствие этого торцовые зазоры будут примерно одинаковы. Торцовые
зазоры, которые нужно выдержать при сборке, нетрудно подсчитать по темпе-
ратуре нагрева вала и корпуса и коэффициентам линейного расширения этих
деталей.
Во многих случаях при установке валов в подшипниках необ-
ходимо точно выдержать расстояния от оси вала до двух взаимно
перпендикулярных базовых плоскостей. Достигается это под-
бором корпусов концевых опор соответствующей высоты или при-
310
менением сменных прокладок под опоры, а также регулированием
положения опор при сборке. При этом для обеспечения требуемой
точности положение вала удобно контролировать приспособлё-
нием, выполненным по схеме, показанной на рис. 298. Приспо-
собление представляет собой массивный жесткий угольник 1,
в пазу которого укрепляют под углом 90° индикаторы 2 с пло-
скими наконечниками. Расстояния а и b при установке индика-
торов выдерживают по чертежу. Перемещая угольник 1 вдоль
базовых плоскостей, по показаниям индикаторов судят о поло-
жении оси вала; при необходимости регулируют подшипники,
на которые опирается вал.
В процессе сборки машин и механизмов часто необходимо обе-
спечить соосность валов двух агрегатов, соединяемых муфтами
(например, соосность вала двигателя и коробки передач, устанав-
ливаемых на одной раме; соосность вала турбины и редуктора
и т. д.). Как показывает практика эксплуатации машин, при пе-
рекосах или смещениях осей сопрягаемых валов вследствие не-
нормальных условий их работы подшипники изнашиваются в не-
сколько раз быстрее. Особенно характерен массовый опыт при-
менения мер для достижения соосности тракторных агрегатов.
Этот опыт показал, что при соблюдении соосности валов расход
подшипников при эксплуатации сократился в 2—3 раза, воз-
росла эффективная мощность двигателя, снизился расход топ-
лива.
Допускаемое относительное смещение валов 6Д, очевидно,
не должно быть больше величины неточности, компенсируемой
муфтой. При этом
tn т
п=1 п=1
где 6лл — допускаемые отклонения линейных размеров; 6^ —
допускаемые отклонения поворотов; т — количество звеньев
в соответствующих размерных
цепях.
Схемы наиболее простых и
широко распространенных спо-
собов достижения соосности
приведены на рис. 299 и 300.
В первом случае (рис. 299, а)
на концах валов укрепляют
диски 1 и 2 одинакового диа-
метра, а сборочные единицы
или агрегаты устанавливают
один относительно другого так,
чтобы муфту 3 можно было
свободно’перемещать вдоль оси.
Наибольшее смещение осей, оче-
Рис. 298. Установка вала параллельно
базовым плоскостям
311
Рис. 299. Проверка и обеспечение соосности нескольких валов двух агрегатов
видно, возможно на величину зазора между муфтой и диском.
От этого же зазора и толщины дисков 1 и 2 зависит величина
перекоса осей, которая не улавливается при контроле. Таким
образом, чем выше требуемая точность совпадения осей валов,
тем меньше должен быть зазор в сопряжении муфты 3 с дисками 1
и 2 и тем толще должны быть диски.
Конструкция приспособления, выполненная по этой схеме,
приведена на рис. 299, б. Здесь вместо дисков предусмотрены шли-
фованные пальцы, вследствие чего повышена точность приспо-
собления.
При пользовании вторым приспособлением (рис. 300, а) смещение и перекос
валов определяют, измеряя зазоры а, Ь и б с помощью щупа или индикатора.
Величина смещения осей валов (рис. 300, б)
Отклонение ба поворотов, отнесенное к радиусу R, определяют по формуле
б + - (^2 —Д2)
где аг и а2 — зазоры между контрольными выступами приспособления при пер-
вом измерении; Ь2 и Ь2 — зазоры при втором измерении после поворота обоих
валов на 180°.
При этом смещение валов h вдоль оси при их повороте также будет учтено.
Зная величину ба, определяют, насколько необходимо сместить подшипники
валов или весь агрегат для достижения соосности:
312
СБОРКА СБОРОЧНЫХ ЕДИНИЦ С ОСЯМИ
И ПАЛЬЦАМИ
В отличие от валов, оси и пальцы не передают крутящих
моментов. В конструкциях машин и механизмов такие детали либо
неподвижны, либо самопроизвольно вращаются с небольшим
числом оборотов.
На рис. 301 показаны три сборочные единицы с осями. В пер-
вом случае (рис. 301, а) ось двухопорная, от провертывания она
удерживается тугой посадкой в отверстии корпуса. Рассмотрим
313
Рис. 301. Конструкции сборочных единиц с осями
в качестве примера сборку этой сборочной единицы. В отверстие
корпуса ось запрессовывают при помощи пневматической струб-
цины. Характер посадки оси зависит от способа ее крепления.
Если ось удерживается в корпусе исключительно за счет натяга,
то в сочленении опоры с осью должна быть принята посадка -у
или (прессовая). Очевидно, что такую посадку нужно выдер-
жать только в одной опоре, противоположной упорному буртику,
а для другой опоры может быть принята более свободная посад-
ка. Это необходимо для того, чтобы при сборке ось можно было
свободно запрессовать. Если же крепление оси осуществ-
ляется не за счет натяга, посадка для обеих опор может быть ——
1s
(плотной).
В рассматриваемом примере (рис. 301, а) ось удерживается
от смещения винтом 1. Поэтому ее монтируют в отверстия корпуса
с зазором до 0,06 мм. Винты после постановки оси должны быть
ввернуты до отказа и застопорены.
Часто отверстия в осях являются каналами, по которым по-
дается смазка. В таких случаях при монтаже оси необходимо
обеспечить совпадение отверстий в корпусе и на оси. Проверку
производят осмотром или введением в отверстия стальной спицы
соответствующего диаметра.
Во избежание просачивания смазки торцы оси нередко уплот-
няют. В приведенном примере это достигается за счет постановки
на фланец оси бумажной прокладки 2 и запрессовки пробки 3.
Бумажную прокладку перед постановкой на фланец смазывают
с обеих сторон тонким слоем солидола или пропитывают маслом.
Пробку 3 запрессовывают с натягом, соответствующим посадке
— (глухая).
314
После постановки оси щупом проверяют зазор А между тор-
цом зубчатого колеса и бобышкой корпуса, который изменяется
в зависимости от конструктивных условий (0,1—0,7 мм).
При затягивании оси гайкой (рис. 301, б) неподвижность
оси обеспечивается не только за счет запрессовки, но также
и за счет прижатия торца уступа к корпусу, поэтому посадка ци-
линдрической части оси в корпусе может быть более свободной.
При сборке ось вначале запрессовывают в отверстие корпуса
на 70—80% длины посадочной части, а затем затягивают окон-
чательно гайкой.
Особенностью сборки оси, показанной на рис. 301, в, является постановка
стопора 1 после запрессовки оси 2 в корпус. Отверстие под стопор не может быть
просверлено заранее. Эту операцию выполняют в процессе сборки. Стопор 3
на ограничительном кольце 4 может быть пригнан до запрессовки оси в корпус.
Характерным примером применения пальца в конструкциях
машин и механизмов является сочленение поршня с шатуном
(см. рис. 287).
Распространены три способа установки и крепления поршне-
вого пальца (рис. 302): 1) палец неподвижно закреплен в бобыш-
ках поршня, шатун перемещается относительно пальца
(рис. 302, а); 2) палец неподвижно закреплен в головке шатуна и
может поворачиваться в бобышках поршня (рис. 302, б); 3) па-
лец может свободно вращаться относительно поршня и относи-
тельно шатуна — так называемый плавающий палец (рис. 302, в
и г).
Эти три способа применяют в разных двигателях, но длитель-
ный опыт показал, что лучшим способом установки поршневого
пальца является третий, когда палец остается плавающим. В сов-
ременных двигателях различных мощностей и назначений этот
способ установки пальца является доминирующим.
Рис. 302. Сборочные единицы соединения поршня с шатуном посредством пальца
315
Сборочная единица поршня работает в двигателе в исключи-
тельно тяжелых условиях. Подвергаясь воздействию горячих га-
зов в цилиндре, поршень испытывает большие тепловые напря-
жения. Одновременно нагревается и поршневой палец. Так как
температуры нагрева поршня и пальца различны, а также различ-
ны коэффициенты расширения материалов этих деталей, то ве-
личины зазоров в сочленении сборочной единицы при работе дви-
гателя изменяются, что при знакопеременных силах вызывает
дополнительные ударные нагрузки на детали. Иногда эти удар-
ные нагрузки бывают настолько значительными, что являются
причиной обрыва шатунных болтов и даже шатунов. Подобные же
явления возникают в сочленениях кулисного камня с пальцем
и других сборочных единиц, участвующих в возвратно-поступа-
тельном движении.
Возникновение ударных нагрузок вследствие чрезмерных зазоров в сбороч-
ной единице сочленения поршня с шатуном четырехтактного двигателя характе-
ризуется схемой, данной на рис. 303. В начале хода выхлопа сила инерции посту-
пательно-движущихся масс комплекта поршня прижимает поршень через палец
к шатуну. В момент достижения максимума скорости ТГшах знак инерционной
силы меняется, однако в результате наличия зазора между пальцем и головкой
шатуна поршень будет продолжать двигаться с максимальной скоростью, вслед-
ствие чего вначале произойдет удар пальца о головку шатуна, а затем удар поршня
о палец. Зависимость работы удара от величины зазоров в этой сборочной единице
показана на рис. 304.
Исходя из условий работы сборочной единицы, допуски посадок в ее сочле-
нениях необходимо подбирать в очень узких диапазонах, с учетом изменения
зазоров после нагрева деталей в двигателе.
В связи с тем, что материал поршней большинства современ-
ных двигателей — алюминиевый сплав, а поршневых пальцев —
сталь, зазоры в сочленении палец—поршень при нагреве увели-
чиваются, так как коэффициент линейного расширения алюмини-
Рис. 303. Схема возникновения динамических на-
грузок при увеличенных зазорах в сочленениях
пальца с поршнем и шатуном
Рис. 304. Зависимость рабо-
ты удара от величины зазо-
ров в сочленении пальца
поршнем
316
евого сплава в 2 раза
больше, чем у стали. Сле-
довательно, если нормаль-
ный зазор в сочленении
палец — поршень в рабо-
чем (нагретом) состоя-
нии поршня должен быть
0,03—0,05 мм (для пальцев
диаметром 30—50 мм), со-
членение этих деталей при
сборке должно быть вы-
полнено с натягом 0,01 —
Таблица 36
Раз- мерная группа Диаметр отверстия в поршне, мм Диаметр пальца, мм Допуск посадки, мм
1 " л.я—0,020 4а—0,015 48-0,05 —0,01 —0,02
2 .io—0,015 4°—0,010 ^g+0,005 —0,01 —0,021
3 л.я—0,010 4о_ о,О94 4Q-|-0,006 4G-|-0,011 —0,01 —0,021
0,03 мм. Чтобы в процессе запрессовки опорная поверхность
в бобышках поршня не была испорчена, поршень обычно на-
гревают электрогрелкой или в ванне горячей водой до 60— 75° С,
вследствие чего палец входит в отверстие с минимальным зазо-
ром (около 0,01—0,03 мм при диаметре пальца до 50 мм).
В условиях серийного и массового производств такие посадки
обеспечиваются комплектованием поршней и пальцев после сор-
тировки их на три—пять размерных групп. Сортировка этих дета-
лей производится высокоточными автоматами, которые встраи-
вают в линию обработки деталей после окончательных доводочных
операций или устанавливают в сборочных цехах как самостоя-
тельные контрольно-сортировочные агрегаты. Для сортировки
поршневых пальцев, в частности, широко используют автоматы
с бесконтактным пневмоэлектрическим методом измерения, обес-
печивающие достаточную точность и высокую производительность
сортировки.
Поршни и пальцы тракторного двигателя перед сборкой сор-
тируют по диаметрам пальца и отверстия в бобышках на две или
три группы; например, при сортировке на три группы размеры
деталей определяют-' из табл. 36.
При сборке поршневой группы быстроходного автомобильного
двигателя пальцы и поршни сортируют на четыре и большее
число размерных групп, например (мм):
Группа пальчев
22,0000—21,9975
21,9975—21,9950
21,9950—21,9925
21,9925—21,9900
Группа поршней
21,9950—21,9925
21,9925—21,9900
21,9900—21,9875
21,9875—21,9850
Во всех случаях натяги при сборке этих сопряжений будут составлять от
0,0025 до' 0,0075 мм.
Сборку и разборку этих сопряжений производят с нагревом поршня до 55—
80° С.
Если поршень перед постановкой пальца нагреть до темпера-
туры tn, то величина зазора (натяг) А изменится и
Д' = Д + ^ап(/п-15°),
317
где d — диаметр пальца, мм; Ка — коэффициент линейного
расширения материала поршня (для алюминиевого сплава Ка =
= 22-10~6).
Например, для приведенного выше примера при tn = 60° и d = 48 мм по-
лучим
Д' = (0,014-0,021) + 48-22-10"6-45 = + (0,026= 0,037) мм.
Следовательно, нагревая поршень до этой температуры, можно установить
поршневой палец без больших усилий запрессовки.
В тяжелом двигателестроении сборку поршня с пальцем произ-
водят на специальных подставках. Нагретый поршень устанавли-
вают на призмы, шатун кладут нижней головкой на подушку,
а верхней — на торец бобышки внутри поршня так, чтобы отвер-
стия в бобышках поршня и головке шатуна совпали. После этого
поршневой палец вводится в отверстие и легким нажимом дово-
дится до соприкосновения со стопорным кольцом.
Палец и втулку верхней головки шатуна перед сборкой ре-
комендуется смазать чистым маслом.
Если при установке пальца приходится прикладывать усилия,
то пользуются специальными приспособлениями. В мелкосерий-
ном производстве для сборки поршневых групп крупных двига-
телей применяют винтовые приспособления, а в массовом про-
изводстве — специальные пневматические прессы (рис. 305).
Конструкции стопорных колец, фиксирующих палец от осе-
вых перемещений, чрезвычайно разнообразны. Широко распро-
странены пружинящие кольца, вставляемые в выточки в отвер-
стиях бобышек поршня (см. рис. 302, в). Кольца делают из про-
волоки круглого или прямоугольного сечения, нередко штам-
пуют из листовой стали.
Устанавливают кольца следующим образом: специальными
щипцами кольцо схватывают за «усики» и сводят до тех пор, пока
наружный диаметр его не будет меньше диаметра отверстия в бо-
бышке. В таком состоянии кольцо вводят в отверстие, заводят
в выточку и освобождают. Вследствие упругости кольцо плотно
сидит в выточке ("и удерживает палец от осевых перемещений.
Другой распространенный способ фиксации пальца — уста-
новка с обеих его сторон заглушек (см. рис. 302, г). Запрессовку
их производят обычно под прессом.
Рис, 305. Схема установки пальца в порщень
318
Рис. 306. Схема контроля поршня
с шатуном в сборе
Рис. 307. Прибор для контроля
поршня с шатуном сборе
Посадку поршневого пальца во втулке верхней головки ша-
туна осуществляют с зазором от 0,01 до 0,05 мм. В некоторых бы-
строходных двигателях эти зазоры еще меньше. Например, ша-
туны ряда автомобильных двигателей сортируют., по диаметру
отверстия верхней головки на четыре размерные группы и ком-
плектуют с пальцами соответствующих групп; в результате
в сопряжениях получаются зазоры от 0,0045 до 0,0095 мм. Про-
контролировать точно величину таких зазоров в собранном сое-
динении сложно, поэтому качество сборки проверяют прибли-
женно.
Например, по техническим требованиям на сборку шатунно-поршневых
групп некоторых автомобильных двигателей рекомендуется палец, вставленный
в шатун, взять в руки и слегка поворачивать его: при правильном сопряжении
нижняя головка висящего шатуна должна отклоняться от вертикали не более чем
на 10—12 мм. Иногда ограничиваются требованием, чтобы поршневой палец
входил во втулку шатуна под давлением большого пальца руки.
Так как допуски посадок пальца во втулке шатуна и бобышках
поршня различны, то для этого сочленения применяют систему
вала.
Очень важно при сборке шатунно-поршневой группы обеспе-
чить параллельность осей пальца и нижней головки шатуна.
В мелкосерийном производстве контроль поршня в сборе с шатуном на
параллельность осей производят по схеме, показанной на рис. 306. Нижнюю
головку шатуна отверстием устанавливают на разжимную оправку так, чтобы
образующая поршня соприкасалась с плитой. При параллельности осей пальца
319
Рис. 308. Схемы базирования деталей при автоматической сборке поршия с пальцем и
шатуном:
а — с нерегулируемой призмой; б — с регулируемой призмой; 1 — ось стержня; 2 —
ось пальца; 3 — ось отверстия поршня
и нижней головки шатуна зазора между плитой и юбкой поршня не будет. Этого
зазора не должно быть и при повороте другой стороной.
Более совершенный контрольный прибор, применяемый для этих же целей
в крупносерийном производстве, показан на рис. 307. Шатун нижней головкой
надевают на цангу 1, разжимаемую при подаче сжатого воздуха в цилиндр 2.
Поршень при этом устанавливают в призмах — неподвижной 3 и подвижной 4,
которая прижимается к поршню пружиной 5. Положение подвижной призмы
фиксируется индикатором 6. Контроль производят за два приема. Вначале узел
устанавливают одной стороной и замечают показания индикатора, а затем пово-
рачивают на 180° и снова фиксируют положение стрелки. Отклонение от
параллельности осей пальца и нижней головки на расстоянии 100 мм
. al
Д= Ю0’
где а — разность показаний индикатора при двух установках сборочной единицы;
I — расстояние между призмами.
Практически допускаемая непараллельность Д для различных двигателей —
от 0,02 до 0,04 мм. Если при проверке выясняется, что непараллельность выходит
за допустимые пределы, сборочную единицу необходимо разобрать и проверить
отдельно шатун по этим параметрам, а поршень — на перпендикулярность его
320
образующей оси отверстий под палец. Поршень проверяют на плите индикатором
по ложному пальцу; допускается отклонение от перпендикулярности около
0,05 мм на 100 мм диаметра поршня.
Сборка поршня с пальцем и шатуном в производстве ряда
тракторных и автомобильных двигателей в настоящее время
автоматизирована. Технологической особенностью этой операции
в автоматизированном процессе является выбор рациональной
схемы базирования деталей, участвующих в сборке. Как известно,
на точность положения последних в процессе сборки влияют та-
кие, например, факторы, как погрешности диаметров, отклонения
от правильной геометрической формы и др. В работе В. В. Коси-
лова [32] исследованы возможности сборки таких соединений и
предложены рациональные схемы базирования. Они основаны
(рис. 308) на применении призм и центрирующего стержня. Как
видно из схем, для базирования использована внутренняя по-
верхность отверстия в бобышках поршня и наружная цилиндри-
ческая поверхность пальца.
СБОРКА СБОРОЧНЫХ ЕДИНИЦ С ПОДШИПНИКАМИ
КАЧЕНИЯ
Подшипники качения монтируют в сборочной единице по
двум неподвижным посадкам — внутреннего кольца с валом и
наружного кольца с корпусом — обычно без специальных креп-
лений, препятствующих проворачиванию.
Напрессовка подшипника качения на вал или установка его
с натягом в отверстие корпуса вызывают деформацию колец:
диаметр внутреннего кольца увеличивается, а наружного умень-
шается. В связи с этим диаметральный зазор (рис. 309) между
поверхностями качения и шариками
уменьшается от е = D2 — (D± + 2dm)
до е± = £>2 — (£И + 2dm) для случая на-
прессовки подшипника на вал и до е[ =
= £>2 — (£>i + 2dm) для случая запрес-
совки подшипника в отверстие корпуса.
Здесь £>[ — диаметр беговой дорожки
внутреннего кольца, увеличивающийся
вследствие его напрессовки на вал, а
£>2 — диаметр беговой дорожки наруж-
ного кольца, уменьшающийся при уста-
новке кольца в корпус.
Следовательно, при напрессовке под-
шипника качения на вал радиальный за-
зор сократится на е — ei = £>[ —£>i =
= A£>j. Величина этого уменьшения мо-
жет быть определена по формуле
А n 0,8Sd£
iXL>i — , е о,- /,-75г— > Рис. зсэ- Схема зазоров в ша-
u-f-0,60(1—К') рикоподшипнике
И Новиков М. П. 321
где 6 — натяг в сопряжении кольца подшипника с валом; k =
d * ..
=—г-, а-п — наружный диаметр приведенного внутреннего
“п
кольца подшипника, имеющего в сечении прямоугольную форму,
равновеликую действительной площади сечения кольца при той же
ширине.
Практически можно считать, что изменение диаметра беговых дорожек
составляет для внутреннего кольца около 0,7 фактического натяга при напрес-
совке подшипника на вал и для наружного кольца около 0,8 натяга при установке
его в корпус. Фактический натяг принимают равным 80% теоретического натяга.
Уменьшение радиального зазора в подшипнике может про-
изойти также при неодинаковом нагреве его колец, что следует
тоже учитывать при сборке. В частности, если внутреннее кольцо
подшипника по условиям работы сборочной единицы в машине
может нагреваться на t° больше, чем наружное, то это вызовет
уменьшение зазора на величину 0,11 • 10'4D^.
Таким образом, если оба кольца подшипника смонтировать
с натягом, то вследствие расширения внутреннего и сжатия на-
ружного колец шарики или ролики могут быть защемлены, так
как радиальный зазор между ними и кольцами до установки под-
шипника чрезвычайно мал (для подшипника среднего размера
и точности зазор в пределах 5—25 мкм).
Поэтому характер обеих посадок, как правило, различный.
Кроме того, внутреннее и наружное кольца подшипника, находя-
щиеся под действием постоянной радиальной нагрузки, работают
в разных условиях. Так как одно из колец подвижно, то износ
его желобка происходит равномерно. Неподвижное же кольцо
воспринимает действие нагрузки все время одним и тем же неболь-
шим участком желобка, который интенсивно изнашивается. Для
уменьшения этого износа желательно, чтобы при сборке в сочле-
нении неподвижного кольца с корпусом или валом была достигнута
посадка, позволяющая этому кольцу незначительно поворачива-
ться. Иными словами, при постоянно действующей нагрузке вра-
щающееся кольцо подшипника должно быть сочленено с деталью
сборочной единицы, безусловно, неподвижно, кольцо же невра-
щающееся должно получить более слабую посадку, дающую
возможность проворачивать его от руки в ненагруженном со-
стоянии.
Если нагрузка при вращении меняет направление, выбор
посадок представляет несколько большие затруднения. Здесь
при назначении переходных посадок возможны небольшие зазоры.
Величину зазоров при сборке сборочных единиц необходимо со-
блюдать особенно строго. Даже при незначительном увеличении
зазора между вращающимся валом и установленным на нем коль-
цом подшипника при переменных нагрузках происходит качение
вала по кольцу — своеобразный процесс вальцевания, нередко
являющийся причиной быстрого износа вала.
322
Рис. 310. Установка подшипников качения на валах
Посадки с учетом конкретных условий работы подшипниковых
узлов в машине назначаются конструктором.
Некоторые виды соединений подшипников качения с валом и корпусом,
учитывающие действие осевых сил, приведены на рис. 310 и 312.
В первом случае (рис. 310, а) подшипник удерживается на валу за счет на-
тяга. В сборочных единицах, выполненных по рис. 310, б, после посадки подшип-
ника в канавку вала вставляется разрезное пружинное кольцо.
На рис. 310, в осевому смещению подшипника препятствует втулка, прижи-
маемая гайкой или муфтой.
Распространенные способы крепления подшипников посредством резьбы
показаны на рис. 310, г, д.
Подшипник на закрепительной втулке (рис. 310, е) удерживается от смещения
благодаря трению втулки о вал, что достигается соответствующей затяжкой
гайки /. При установке подшипника гайка должна быть отвернута, а внутреннее
кольцо сдвинуто к резьбе. В таком виде закрепительная втулка 2 может быть
свободно надета на вал. Последующим навинчиванием, гайки 1 достигается сме-
щение внутреннего кольца 3 по конусу втулки, вследствие чего последняя плотно
охватывает вал. Гайку 1 после затяжки стопорят, отгибая усы фасонной шайбы 4.
В правильно установленном подшипнике втулка должна быть неподвижна, что
проверяется легкими ударами выколотки о торец втулки. Следует учитывать,
что радиальный зазор в подшипнике при затяжке гайки уменьшается весьма
значительно. Поэтому излишняя затяжка ухудшает условия работы подшипника,
снижает его надежность.
Во многих машинах используют подшипники качения, имеющие
встроенное армированное резиновое уплотнение. Смазка в такие
подшипники закладывается один раз при их установке, и этого
достаточно на весь срок их работы. Конструкция подшипника
такого типа показана на рис. 311. От осевых перемещений этот
подшипник предохраняют два стопорных винта. Поэтому подшип-
ник устанавливают обычным способом, а затем производят за-
тяжку винтов.
Крепления подшипников в корпусе (рис. 312, а, в, д, е)
применяют как для разъемных, так и для неразъемных корпусов.
Подшипники монтируют в корпус обычно после установки их
на валу. На рис. 312, г показано крепление подшипниковой сбо-
11* .323
Рис. 311. Сборочная единица
шарикоподшипника с одноразо-
вой смазкой
рочной единицы в разъемном корпусе;
ограничительное кольцо и крышку
можно установить при сборке в ка-
навках лишь при наличии диаметраль-
ного разъема. Конструкции, показан-
ные на рис. 312, б, ж обычно приме-
няют при неразъемных корпусах.
Так как кольца подшипников име-
ют малую жесткость, очень важно при
сборке не допустить их перекоса. По-
этому, устанавливая подшипники на
валу (см. рис. 310, а—д) или в кор-
пусе (рис. 312, а, б, г, е), следует ис-
пользовать торцы колец как базы, до-
биваться плотного контакта колец
с буртиками вала, корпуса или про-
межуточной детали.
Для осуществления надежного сопряжения подшипника с ва-
лом и корпусом посадочные места должны быть обработаны
(быть чистыми, гладкими, без рисок, задиров и коррозионных
пятен). Шероховатость посадочных поверхностей для высоко-
точных подшипников должна соответствовать Ra = 1,25-4-0,32 мкм,
для менее точных Rz = 20 мкм, Ra = 1,25 мкм, а торцов заплечи-
ков валов и корпусов Rz = 20 мкм, Ra = 1,25 мкм.
Допустимые отклонения от правильной геометрической формы
мест посадки шарико- и роликоподшипников на валах и в корпу-
Рис. 312. Установка подшипников качения в корпусе
324
сах следующие: овальность и конусность — не более 0,5 допуска
на диаметр, а для точных подшипников классов А и С —-не более
0,25 допуска; биение заплечика для подшипников нормальной и
повышенной точности 0,02—0,03 мм на валу и 0,04—0,07 мм
в отверстии корпуса.
Контроль производится индикатором или миниметром.
Сборку сборочной единицы вал — подшипник качения осуще-
ствляют следующим образом. Подшипник тщательно промывают
в 6 %-ном растворе масла, в бензине или в горячих (75—85° С)
антикоррозионных водных растворах, например, следующих со-
ставов (в %):
Раствор
№ 1
Раствор
№ 2
Триэтаноламин
Нитрит натрия
Смачиватель ОП
Вода.........
0,5—1,0 0,5—1,0
0,15—0,2 0,15—0,2
0,02—0,1 0,08—0,2
Остальное Остальное
В хорошо промытом подшипнике наружное кольцо легко и
равномерно вращается. Проверку ведут, удерживая подшипник
за внутреннее кольцо в горизонтальном положении.
Далее, промытый подшипник нагревают в масляной ванне в те-
чение 15—20 мин и после этого напрессовывают на вал. Если
в холодном состоянии разность между внутренним диаметром
кольца подшипника и диаметром вала, соответствующая натягу
посадки, была Л, то после нагрева подшипника этот натяг умень-
шиться на величину dK.at, где d — внутренний диаметр кольца
подшипника, Ка — коэффициент линейного расширения, равнИй
для стали 11-КГ8, и t — температура подогрева подшипника.
Необходимо, чтобы А < dK.at, откуда .
Обычно температура нагрева подшипников при сборке назна-
чается в пределах 60—100° С. Подшипники целесообразно нагре-
вать в электрованне с точным контролем температуры масла.
Нагретый подшипник устанавливают на вал и доводят до места
небольшим осевым усилием. При этом сторона подшипника, на
которой нанесено заводское клеймо, должна быть снаружи.
Операцию напрессовки необходимо обязательно осуществлять
с применением оправок. Наносить удары непосредственно по
подшипнику нельзя, так как при этом могут быть повреждены
кольца, поломаны шарики и т. д.
Осевые силы, требуемые для установки подшипников каче-
ния, должны прикладываться только к тому кольцу, которое
при данной операции сопрягается с базовой деталью (рис. 313, а
и б). Если подшипник одновременно монтируется на вал и в кор-
пус, то усилия передаются на торцы обоих колец (рис. 313, в).
Во избежание перекоса подшипника при его запрессовке
целесообразно применять подставки, обеспечивающие хорошее
базирование деталей сборочной единицы (рис. 314),
325
Рис. 313. Схемы установки подшипников качения на валу и в корпусе
Если вал имеет небольшую длину и малую массу, напрессовы-
вать подшипник можно, прикладывая осевые усилия к валу
(см. рис. 313, а). Чтобы не повредить торец, его закрывают спе-
циальной накладкой 1; подшипник упирается в кольцо 2. Этот
способ неприменим, если напрессовка ведется ударами и вал
имеет большую массу или малую жесткость: при большой массе
энергия удара будет поглощаться валом, в случае же недостаточ-
ной жесткости может получиться продольный изгиб его.
Напрессовывая подшипник на вал, конец которого имеет резьбу, целесо-
образно использовать ее для закрепления приспособления (рис. 315).
Наличие сменных деталей — хвостовика, гайки и втулки позволяет исполь-
зовать это приспособление при установке подшипников качения на различных
валах. Универсальность такой оснастки является ее преимуществом для условий
мелкосерийного производства, но создаваемые силы запрессовки часто бывают
недостаточны для сборки сборочных единиц с крупными подшипниками. Поэтому,
если для напрессовки требуются значительные силы, то применяют стационар-
ные пневматические или гидравлические прессы или же переносные гидравличе-
ские приспособления (рис. 316). Корпус 1 закрепляют на валу посредством пере-
ходной втулки 2. Сила напрессовки создается поршнем 3, когда в пространство А
Рис. 314. Базирование в приспо-
соблении подшипника 1 и кор-
пуса 3 при сборке узла
нагнетается ручным насосом 4 масло из резер-
вуара 5. Для спуска масла служит кран 6.
Для напрессовки крупногабаритных
подшипников качения удобно приме-
нять так называемые гидравлические
гайки 1 (рис. 317, а), навернутые на
резьбу вала или закрепленные торцо-
вым винтом (на рис. 317, а условно по-
казаны два способа крепления). Масло
к поршню подается от насосной уста-
новки или пневмогидравлического уси-
лителя, в результате чего могут быть
созданы значительные силы напрес-
совки.
326
Рис. 315. Напрессовка подшипников качения на валы с помощью винтового приспосо-
бления со сменными деталями
Рис. 316. Напрессовка крупногабаритного подшипника качения с помощью гидравли-
ческого приспособления
Рис. 317. Монтаж крупных подшипников качения посредством гидравлической гайки (а)
и нагнетания масла в зону контакта (б)
327
Для облегчения уста-
новки крупных подшипни-
ков на вал применяют гид-
ропрессовый способ мон-
тажа с нагнетанием между
сопрягаемыми поверхно-
стями минерального мас-
ла. Если при этом под-
шипник монтируют на
цилиндрическую шейку
(рис. 317, б), то конец ее
Рис. 318. Посадка подшипника на вал до упора ДвЛИЮТ МвНЬШвГО ДИЭМвТ-
в заплечик ра, с тем 4TQgbI натяГ в со-
пряжении вала с подшип-
ником здесь составлял примерно 30% натяга на основной
шейке. Это дает возможность резко снизить потребное усилие
для установки подшипника вначале (положение I). После этого
по маслопроводам 1, а затем 2 в зону контакта нагнетается
масло под высоким давлением, внутреннее кольцо при этом
расширяется и производится окончательная напрессовка под-
шипника на основную шейку (положение II). Осевая сила
требуется в несколько раз меньшая, чем при обычном способе
напрессовки [47].
Величина силы Р, кгс, требуемой для установки или демонтажа
холодного подшипника при обычном способе его напрессовки,
может быть найдена методом, изложенным на с. 224, или же по
формуле
n SfEnB
r 2N~’
где 6 — расчетный натяг, см; Е — 2,12- 1СГ8 — модуль упругости,
кгс/см2; В — ширина кольца подшипника, см; / — коэффициент
трения (при напрессовке / = 0,1 -г-0,15, при спрессовывании / =
= 0,15-5-0,25);
d — диаметр отверстия внутреннего кольца; D — наружный диа-
метр подшипника.
После напрессовки подшипника на вал следует убедиться в том,
что шарики его не защемлены. Наружное кольцо должно вращаться
равномерно, без заедания, с незначительным шумом. Проверяют
также плотность соприкосновения торца кольца с буртиком или
заплечиком (рис. 318, а). Плотность прилегания к заплечику,
как уже отмечалось, имеет большое значение для нормальной ра-
боты кольца. Однако очень важно, чтобы торец заплечика был
328
перпендикулярен к оси посадочной шейки вала. При значительном
перекосе заплечика в процессе напрессовки возникают реактивные
силы (рис. 318, б), вызывающие дополнительные напряжения
в кольце. В отдельных случаях по техническим требованиям до-
пускается зазор А < 0,05 мм на дуге, равной 30—40% длины
окружности вала.
Простейшим способом определения радиального зазора в подшипнике после
его установки на вал или в корпус является проверка осевого зазора. Между
радиальным е и осевым С зазорами для шарикоподшипников существует зави-
симость
С = 2 J/ (2г —- с/ш) е,
где г — радиус желоба; — диаметр шарика.
.Численное значение осевого зазора — «осевой игры» значительно больше
численного значения радиального зазора. Осевые перемещения наружного кольца
для ряда подшипников могут быть легко ощутимы. Этим часто пользуются,
проверяя правильность сборки «на качку» наружного кольца (рис. 319, а). Однако
при необходимости сборки точных подшипниковых сборочных единиц проверять
зазоры в подшипнике после его напрессовки следует при помощи приборов,
показанных на рис. 319, б.
Получаемые при контроле зазоры являются условными, так
как их численное значение определяется не только размерами
элементов, но и величиной контактных деформаций, зависящей
от измерительного усилия, а также способом измерения и харак-
тером закрепления сборочной единицы при проверке. Поэтому
в технологии сборки конкретной сборочной единицы следует спе-
циально указывать, какой должен применяться метод контроля
зазоров.
Установку подшипника в корпусе, если его наружное кольцо
запрессовывают в отверстие, производят так же, как и монтаж
подшипника на валу, только нагревают при этом корпус или
Рис. 319. Схема проверки зазоров в подшипнике после его напрессовки на вал* - «
а — «на качку»; б — в приспособлении
329
Рис. 320. Установка подшипников качения в корпус при помощи подставок, обеспечи-
вающих правильное базирование деталей
охлаждают подшипник. Для охлаждения обычно используют
сухой лед. Сборку производят с помощью специальных оправок
и приспособлений для запрессовки, обеспечивающих удобную
установку и закрепление собираемой сборочной единицы
(рис. 320). Поэтому в значительной мере устраняется возможность
появления брака из-за перекосов при запрессовке и ускоряется
процесс сборки.
Для запрессовки подшипника качения в корпус требуются
сравнительно небольшие силы. Подшипники с внешним диаметром
наружного кольца 80—130 мм запрессовывают силой 400—450 кгс.
Однако при плохом центрировании и даже незначительных пере-
косах подшипника сила, необходимая для запрессовки, возрастает
в несколько раз. В связи с этим к конструкции приспособления
предъявляются жесткие требования в части обеспечения базиро-
вания подшипника при его установке (см. рис. 33).
Крупногабаритные подшипники качения, устанавливаемые
в разъемные корпуса, часто проверяют на прилегание наружного
кольца к посадочной поверхности по краске. Прилегание счита-
краски составляют не менее 75%
площади поверхности. При плохом
прилегании возможно пришабри-
вание посадочных мест. В местах
разъема отверстие в корпусе рас-
шабривают (рис. 321) для предот-
вращения сжатия кольца подшип-
ника. Для подшипников диамет-
ром 120—260 мм а = 0,15 мм;
b = 15 мм.
Если габаритные размеры и
масса сборочной единицы позво-
ляют выполнять операции по ус-
тановке подшипников качения на
330
ется хорошим, если отпечатки
Рис. 321. Расшабривание посадочного
места для подшипника качения в разъ-
прессе, то эту возможность целесообразно использовать в тех-
нологии, предусмотрев соответствующую оснастку, обеспечива-
ющую необходимое качество сборки.
На рис. 322 показана схема стационарного пневматического
пресса, особенностью которого является возможность выполнения
нескольких операций запрессовки при одном установе собираемого
узла. Это обеспечивается двумя дисками 1 и 2, снабженными под-
пружиненными пальцами и гнездами. Последние предназначены
для удерживания и направления внутренних и наружных колец
роликовых подшипников. Процесс сборки происходит так: уста-
навливают узел в каретку, затем диски 1 и 2 поворачивают так,
чтобы пальцы с внутренними кольцами роликоподшипников сов-
падали с осью штока; далее эти кольца одновременно напрессовы-
вают, затем диски поворачивают на 180° и при новом ходе штока
пресса запрессовывают сразу два наружных кольца.
Если собираемая сборочная единица не может быть установлена на стацио-
нарный пресс, применяют переносные пневматические или гидравлические при-
способления. Конструкция их, как правило, должна предусматривать силовое
замыкание в системе приспособление—сборочная единица, чтобы устранить не-
обходимость упора, что не всегда осуществимо. Одно из таких приспособлений —
пневматическая скоба — показано на рис. 323. Приспособления применяют
с оправками соответствующих конструктивных форм (рис. 324).
При установке в сборочной единице двух или большего коли-
чества шарикоподшипников один из них фиксируют от осевых
смещений на валу и в корпусе, остальные необходимо фиксировать
только на валу или только в корпусе. Это необходимо для ком-
пенсации возможных неточностей сборки и изготовления, а также
во избежание заклинивания шариков при температурных деформа-
циях деталей. Если в сборочной единице, показанной на рис. 325,
расстояние между подшипниками было при сборке L, то при ра-
боте машины и нагреве корпуса до tK, а вала до tB размер L из-
менится и будет для корпуса
LK = L + LKaKtK,
а для вала
Ев — L -|- LKa&tBi
где Как и Кав — коэффициенты линейного расширения материала
корпуса и вала.
Для нормальной работы подшипников необходимо, чтобы
LK = LB или
Дафк = Дав^в.
Но в общем случае Лак =£ К.ав и tK ™ tB. Следовательно,
чтобы LK = LB, необходимо
/в .
^ав hi
331
Рис. 322. Специальный пневматический пресс для установки роликовых подшипников
Рис. 323. Запрессовка подшипников качения в корпус с помощью пневматической скобы
Рис. 924. Оправки, применяемые при установке подшипников качения
Определить заранее закономерность изменения температуры
деталей сборочной единицы при работе изделия невозможно.
Поэтому нельзя полагать, что при работе сборочной единицы
все время будет соблюдаться указанная зависимость. Наруше-
ние же ее приведет к изменению зазоров в сопряжениях шарико-
подшипников и может вызвать перекос их и заклинивание шари-
ков. Следовательно, собирая такой узел, необходимо предусмот-
реть, чтобы размеры L для корпуса и вала были независимы.
Это достигается соблюдением соответствующего зазора А, а также
подбором подшипников, имеющих увеличенные осевые зазоры.
Обычно зазор А 1 мм на 1000 мм размера L.
При монтаже несамоустанавливающихся подшипников очень
важно также не допустить их перекоса. Последний может быть
при отклонении от соосности отверстий в корпусе (рис. 326, а),
4 L
Рис. 325. Зазор, обеспечивающий возможность осевых перемещений деталей при ра5о:е
сборочной единицы
334
отклонении от перпендикулярности наружной плоскости А
корпуса оси отверстия или отклонении от параллельности упор-
ной и опорной плоскостей крышки (рис. 326, б).
Перекосы нарушают нормальную работу подшипника, при этом
дорожки качения смещаются, шарики при их движении получают
переменную скорость, создаются дополнительные давления на
гнезда сепаратора, они сминаются, и перекашивается весь сепа-
ратор. Нередко это является причиной разрушения сепаратора
и заклинивания шариков его обломками. Перекос может также
вызвать защемление тел качения, резкое повышение удельных
давлений и, как следствие, быстрый износ подшипника. Контроль
соосности отверстий под подшипники производят методами, из-
ложенными выше.
Если радиальные зазоры в шарикоподшипниках должны
быть минимальные, менее тех, с которыми они собраны на заводе,
создают предварительный натяг в опорах путем относительного
осевого смещения колец. Например, если длина распорных вту-
лок 1 и 2 (рис. 327) отличается на величину А, то при затяжке
крепежных гаек наружные кольца подшипников сместятся относи-
тельно внутренних и это вызовет уменьшение радиального зазора.
Необходимую разницу в длине распорных втулок 1 и 2 определяют при
сборке с помощью специального приспособления (рис. 328, а). Подшипники уста-
навливают на оправки с напряженной посадкой и во втулке со скользящей.
Затем создают давление на верхнюю оправку
Л°т1п = °-04гй-
где z — число шариков в подшипнике; — диаметр шарика, мм.
Далее через окно в кольце измеряют размер h2. Разность h, — h2 равна ве-
личине, на которую наружная втулка 1 должна быть длиннее внутренней втулки 2
(см. рис. 327).
Если, наоборот, внутренняя втулка выполнена длиннее наружной, подбор
ведут таким же методом, но на приспособлении, показанном на рис. 328, б.
Расстояния h2 измеряют посред-
Y777777TX /* ством контрольно-мерительных уст-
Х////////у^>\ ройств с индикаторами.
Рис. 326. Неправильная установка
подшипников качения
Рис 327. Схема подшипниковой сбо
речной единицы, позволяющей регули
ровать радиальные зазоры в опорах
335
&o min
a) S)
Рис. 328. Схема определения длины распорных втулок
Предварительный натяг в спаренных подшипниках качения
может быть создан также следующим образом: подшипники уста-
навливают на оправку (рис. 329) и между наружными кольцами
их помещают металлическую прокладку 1, а на торец внутреннего
кольца нижнего подшипника наносят слой 2 термореактивного
клеящего материала —• полиамида с фенолформальдегидной смо-
лой. Масса груза 3 подбирается с учетом создания требуемого
натяга. В таком виде производится отвердение клеевой про-
кладки, и спаренный подшипник поступает на сборку. По этой же
схеме может быть создано приспособление для случая, когда
Рис. 329. Схема создания предва-
рительного натяга в спаргнных
шарикоподшипниках
336
Рис. 330. Схемы компенсации биения подшипников
при монтаже вала
Рис. 331. Схемы определения биения колец подшипников:
а — наружного; б — внутреннего
слой клеящего материала наносят на торцы наружных колец,
а жесткую прокладку помещают между внутренними кольцами.
Собирая подшипниковую сборочную единицу с предваритель-
ным натягом в опорах, следует не только проверять длину вту-
лок, но также тщательно контролировать чистоту монтируемых
деталей, так как попадание под торцы втулок снаружи грязи
и пр. может быть причиной чрезмерного защемления шариков и
быстрого износа подшипников.
Как уже отмечалось, радиальное биение подшипников качения
весьма незначительно, тем не менее при сборке подшипниковых
сборочных единиц оно может оказать влияние на их точность.
Если, например, вал, вращающийся в двух опорах (рис. 330, а),
будет установлен таким образом, что радиальные биения 6П и
63 подшипников (рис. 330, б) передней и задней опор будут в од-
ной плоскости, но противоположно направлены, то биение 6
конца вала будет больше, чем биение переднего подшипника. Если
для задней опоры будет выбран подшипник более высокого класса
точности с радиальным биением 6', а биения опор будут в одной
плоскости, но направлены в одну сторону (рис. 330, в), то биение
6' конца вала может быть уменьшено по сравнению с первым слу-
чаем. Тем не менее оно будет все же больше, чем биение перед-
него подшипника. Очевидно, наиболее целесообразно выбрать
подшипник для задней опоры с большим радиальным биением
(т. е. менее точный), установив опоры, как и в предыдущем слу-
чае (рис. 330, г). Такой принцип взаимной компенсации радиаль-
ных биений подшипников применяют при установке точных
валов.
Для определения биения внутреннего и наружного колец
подшипника пользуются индикаторными приспособлениями, по-
казанными на рис. 331. Положение наибольшего эксцентриситета
колец отмечается тонкой риской, наносимой электрографом или
краской.
В конструкциях многих сборочных единиц одновременно с фиксацией шари-
коподшипников от осевых перемещений должна быть также достигнута плот-
337
ность в соединении, препятствующая выбрасыванию масла
из корпуса (рис. 332).
Такую сборочную единицу предварительно собирают
без прокладок и измеряют зазор Л; после этого уста-
навливают прокладку толщиной несколько больше К и
соединение собирают окончательно. Иногда при этом
в месте зазора устанавливают специальную многослой-
ную прокладку. Она состоит из нескольких латунных
листов толщиной 0,04—0,06 мм, спаянных между собой
так, что при желании один или несколько слоев могут
быть легко отделены, а остающаяся прокладка будет
иметь соответственно меньшую, но равномерную тол-
щину.
Рис. 332. Закрепле-
В передачах многих машин валы устанавли-
вают на упорных конических роликовых под-
шипниках. Зазоры в таких подшипниках не
зависят от их посадки на валу или в корпусе,
величину зазоров устанавливают при сборке
подшипниковых сборочных единиц регулиро-
ванием. Это ответственная операция.
Неправильно установленный зазор в ко-
уплотн°еДниемНИка с ническом роликовом подшипнике часто может
быть основной причиной его преждевременного
износа. Прежде всего усиленному износу под-
вергаются ролики, которые при недостаточном зазоре защемля-
ются между кольцами, а при больших зазорах воспринимают
дополнительные динамические нагрузки. При слишком малом
зазоре усиленный износ роликов наблюдается со стороны их
большего диаметра, а при увеличенном — со стороны мень-
шего диаметра. Износ начинается с шелушения поверхностей, а
затем наступает выкрашивание острых кромок. Из-за непра-
вильного регулирования зазоров шелушение может появиться
также и на поверхностях качения колец.
Монтаж конических роликовых подшипников осуществляют
обычно раздельно, т. е. внутреннее кольцо с роликами и сепа-
ратором напрессовывают на вал, а наружное кольцо —• в корпус.
Методы установки внутреннего кольца такие же, как и при мон-
таже шарикоподшипников на валу. Особенностью сборки явля-
ется запрессовка наружного кольца в корпус. Во избежание пе-
рекоса необходимо обеспечить самоустанавливаемость кольца
при запрессовке. В приспособлении, показанном на рис. 333, а,
это обеспечивается опорой 1, компенсирующей неточность обра-
ботки торца корпуса 2. Корпус на втулке 3 центрируется тремя
кулачками 4, которые равномерно раздвигаются стержнем 5
при подъеме поршня пневмоцилиндра 6. Весь механизм смон-
тирован на штоке 7 поршня пневмоцилиндра 8.
В приспособлении, предназначенном для одновременной за-
прессовки наружных колец 1 и 6 роликоподшипников в ступицу
3 (рис. 333, б), необходимое центрирование колец и ступицы обес-
печивается тем, что палец 2 точно направляется втулкой 7. На
338
этом же приспособлении в ступицу 3 запрессовывают шпильки 4.
Опорной плоскостью для фланца ступицы в этом случае является
поверхность А, которая приподнимается на высоту зубца 8 после
поворота верхнего полуцилиндра 5.
Радиальный зазор в коническом роликоподшипнике регулиру-
ется осевым смещением наружного кольца на величину с
(рис. 334). Осевое перемещение кольца с, радиальный зазор е
и зазор по линии давления X связаны следующими зависимостями:
е = 2с tg р; 7.= 2с sin р; X = е cos р.
При сборке сборочной единицы вначале находят для соответ-
ствующего типа подшипника оптимальное значение с, требуемое
для создания в подшипнике необходимого радиального зазора.
Например, для конических роликоподшипников по ГОСТ 333—79 и
ГОСТ 7260—70 допускаемые пределы осевой игры указаны в табл. 37. Значения,
приведенные для ряда I, относятся к сборочным единицам, в которых подшипники
установлены по два на опоре, а для ряда II — по одному.
339
Рис. 334. Схема регулирования радиального зазора конического роликоподшипника
Далее подшипники монтируют в корпусе и изменением тол-
щины регулировочных прокладок (рис. 335, а), регулировочным
винтом (рис. 335, б) или регулировочной гайкой (рис. 335, в
и г) создают требуемые зазоры.
Практически при регулировании зазора прокладками вначале
крышку (рис. 335, а) ставят без прокладок и гайки или винты
затягивают до тех пор, пока вал не будет провертываться очень
туго. В процессе затяжки вал нужно повернуть на несколько
оборотов, чтобы ролики подшипника имели возможность пра-
вильно установиться. При таком положении крышки в подшип-
нике зазора нет. Измеряя в двух-трех местах расстояние А ме-
жду крышкой и корпусом и прибавляя к нему требуемое осевое
перемещение с, получим толщину Т прокладки, которую нужно
подложить под крышку:
Т = А + с.
Прокладки изготовляют из калиброванного металла; диаметр
отверстий в них под шпильки или винты должен быть на 1,5—
Таблица 37
Внутренний диаметр под- шипника, мм Допускаемые пределы осевой игры для конических роликоподшипников, мкм
По ГОСТ 333—79 с углом конуса 10—16° По ГОСТ 7260 — 70 с углом конуса 25 — 29°
Ряд I Ряд II Ряд I
Наим. Наиб. Наим. Наиб. Наим. Наиб.
Св. 30 до 50 » 50 » 89 » 80 » 120 » 120 » 180 » 180 » 260 40 50 80 120 160 70 100 150 200 250 50 80 120 200 250 100 150 200 300 350 20 30 40 50 80 40 50 70 100 150
340
2 мм больше диаметра крепежных деталей. Комплект должен со-
держать несколько тонких прокладок с таким расчетом, чтобы
в случае необходимости можно было уменьшить толщину комплекта
на требуемую величину. Толщину комплекта бумажных прокла-
док следует принимать на 0,02—0,03 мм больше, так как при за-
тяжке эти прокладки сжимаются.
При регулировании зазора в подшипнике винтом (рис. 335, б)
или гайкой (рис. 335, в) вначале их затягивают до тугого провер-
тывания вала, что свидетельствует об отсутствии зазоров в соп-
ряжениях. Затем по величине шага Р резьбы определяют, на
какой угол ф следует отвернуть винт или гайку, чтобы получить
требуемый зазор:
ф = -£-360.
Некоторой особенностью отличается процесс сборки подшипниковых сбороч-
ных единиц с коническими роликоподшипниками, схема одного из которых пока-
зана на рис. 336. Зазоры (натяги) в подшипниках регулируют с учетом размера а
дистанционного буртика подбором соответствующей толщины прокладок 1.
О соответствии установленного зазора техническим требованиям судят по ве-
личине крутящего момента, необходимого для провертывания вала после полной
затяжки гайки 2. Для этой цели применяют контрольные приспособления, вы-
полненные по схеме динамометрических ключей.
Зависимость крутящего момента, требуемого для вращения вала в подшип-
никах, от степени их осевой затяжки может быть найдена до сборки опытным
путем. Графики такой зависимости приведены на рис. 337.
Однако начальный момент при повороте вала больше момента при устано-
вившемся движении. Поэтому целесообразнее контролировать не момент смеще-
ния, а момент вращения. Прибор, созданный 1 для этой цели на Уралмашзаводе
(рис. 338), имеет сектор 1 с установленным в его ступице валиком 2. На выступа-
ющий хвостовик валика со штифтом 3 устанавливают головки (в виде торцовых
ключей, шлицевых полумуфт и пр.) для соединения с выступающим валом кон-
тролируемой сборочной единицы. Рукоятка 4 посажена на валике 2 свободно,
но связана с ним пружиной 5, один конец которой закреплен в прорези валика,
а другой — в пазу ступицы рукоятки 4. Рукоятка имеет пальцевый фиксатор б,
который легко отключается поворотом трубки 7. На секторе 1 помещен подвиж-
ной ползунок 8.
Прибор устанавливают на выступающем конце вала контролируемой сбороч-
ной единицы и при включенном фиксаторе 6 производят вращение. После уста-
новившегося движения трубку 7 поворачивают на 90°, отключая фиксатор, при
1 Конструкция разработана И- А. Антоненко.
341
Рис. 337. Зависимость крутящего момента, необ-
ходимого для проворачивания подшипника, от ве-
личины осевой нагрузки:
1 — конический роликоподшипник № 7609; 2 —
конический роликоподшипник 44,45X95; 25 X
X30,96
342
1
этом крутящий момент передается через пружину 5; в результате рукоятка 4
отклоняется по ходу, на какой-то угол, увлекая за собой ползунок 8. Последний
фиксирует отклонение рукоятки, когда вращение прекращается. Угол отклоне-
ния, очевидно, пропорционален моменту скручивания пружины 5. Деления на
секторе 1 указывают на величину момента скручивания этой пружины.
В конструкциях сборочных единиц, собираемых с гарантиро-
ванным предварительным натягом в конических роликоподшип-
никах, нередко предусматривают вместо жесткой промежуточ-
ной втулки с прокладками так называемую эластичную втулку,
что значительно упрощает сборку сборочной единицы. Например,
втулка 1 с гофром (рис. 339) при затяжке подшипников деформи-
руется, и длина ее сокращается. Натяг в подшипниках контроли-
руют после сборки по величине момента, необходимого для про-
кручивания вала. Нормальная величина этого момента зависит
от размеров подшипников и назначения подшипниковой сборочной
единицы. Например, для главной передачи грузовых автомобилей
средние значения момента составляют 0,06—0,25 кгс-м.
Если тяжело нагруженная деталь передачи опирается на
спаренные однорядные цилиндрические роликоподшипники
(рис. 340), то при сборке необходимо создать условие, чтобы на-
грузка в процессе эксплуатации сборочной единицы распреде-
лялась на каждый подшипник поровну. Для этого равенства ра-
диальных зазоров в обоих подшипниках еще недостаточно. Очень
важно, чтобы была минимальной разность высот рабочих сечений
Нг и Н2. Исходя из этого и следует комплектовать подшипники
для таких сборочных единиц.
Снятие подшипников качения с вала (демонтаж из корпуса)
производится при помощи пресса и специальных приспособлений,
а также съемников [41].
343
Рис. 340. Сборочная единица с деталью,
опирающейся на два подшипника качения
Рис. 341. Использование технологических
элементов для демонтажа подшипников ка-
чения
В отдельных конструкциях, когда доступ к подшипнику за-
труднен, выпрессовку их осуществляют специальными оправками
(рис. 341, а) или винтами-съемниками (рис. 341, б) через преду-
смотренные для этой цели демонтажные отверстия. Соблюдение
требований технологичности конструкции (рис. 341, в, г) значи-
тельно облегчает и ускоряет разборку.
В сборочных единицах, подверженных воздействию больших
инерционных сил, для уменьшения габаритных размеров и
массы применяют игольчатые подшипники. Элементы игольча-
того подшипника (рис. 342) — внутренняя и наружная рабочие
поверхности или обоймы, комплект игольчатых роликов (игл)
и боковые ограничители-заплечики.
Внутренняя и наружная рабочие поверхности образуются
валиком (или осью) и сопряженной деталью. Боковыми ограни-
чителями в игольчатом подшипнике могут быть отдельные детали
Рис. 342. Схемы конструкций с игольчатыми подшипниками
344
Рис. 343. Схема сборки игольчатого подшипника:
/—6 — последовательность операций
в виде колец (рис. 342, в) или заплечики на сопрягаемых деталях
(рис. 342, а, б).
Игольчатые подшипники не имеют сепаратора, перекашивание
игл устраняется прилеганием их друг к другу с очень малыми
зазорами. Радиальный зазор в игольчатых подшипниках значи-
тельно больше, чем у роликовых или шариковых, — он примерно
равен радиальному зазору в подшипнике скольжения такого
же диаметра.
Для игольчатых подшипников, выполненных по 6-му квали-
тету, радиальные зазоры указаны в табл. 38. Торцовый зазор
между иглами и направляющими буртиками равен 0,1—0,2 мм.
Сборка игольчатых подшипников как законченного узла вы-
полняется на подшипниковых заводах специальными автоматами
производительностью 10 000—12 000 подшипников в смену. Сборку
их осуществляют в следующем порядке (рис. 343): подача кольца,
установка монтажной оси, засыпка игл, установка шайбы и на-
прессовка колпачка, удаление монтажной оси, транспортировка
собранного подшипника. После этого производится контроль
монтажной высоты подшипника и проверка игл на проворачи-
ваемость.
Таблица 38
Диаметр поверх- ности качения на валу, мм Радиальный зазор, мм Диаметр поверх- ности качения на валу, мм Радиальный зазор, мм
25 0,020—0,064 50 0,03—0,087
28 0,025—0,074 55—72 0,03—0,090
34—44 0,025—0,077 82—100 0,04—0,130
345
Рис. 344. Установка ком-
плекта игл в кольцо на ав-
томате
Операция засыпки комплекта игл про-
изводится следующим образом (рис. 344):
иглы из бункера направляются в каналы
распределительной коробки, откуда по
трубкам 1 и наклонным отверстиям в обой-
ме 2 попадают в кольцевую щель 3. Когда
кольцо подшипника 4 подается под го-
ловку, весь комплект игл выталкивается
из щели 3 вниз и устанавливается на место.
Монтажная ось 5 препятствует рассыпа-
нию игл на этой и последующих операциях.
Игольчатый подшипник, выполненный
по схеме, показанной на рис. 342, а,
монтируют в процессе сборки сборочной
единицы. С этой целью на поверхность
проточки валика (оси) наносят слой густой
смазки (например, УС), устанавливают
валик в монтажное полукольцо (рис. 345, а)
и в образовавшуюся щель вводят после-
довательно игольчатые ролики, постепенно
поворачивая валик. Когда комплект игл
будет установлен, на валик надевают охва-
тывающую деталь сборочной единицы, сме-
щая монтажное полукольцо. Подшипники,
выполненные по схемам, показанным на рис. 342, бив, соби-
рают на монтажной оси (рис. 345, б), диаметр которой на
0,1—0,2 мм меньше диаметра действительной оси. Чтобы иглы
не рассыпались, целесообразно на поверхность отверстия нане-
сти тонкий слой густой смазки (или игольчатые ролики могут
быть намагничены). Иглы устанавливают в зазор между осью и
втулкой или обоймой последовательно по 2—3 шт. Последняя
игла должна входить в подшипник свободно. После того как
все иглы собраны и поставлены ограничительные кольца, вста-
вляют на место рабочую ось, которая вытесняет (рис. 345, в)
монтажную, а иглы и ограничительные кольца остаются на месте.
Рис. 345. Сборка сборочных единиц с игольчатыми подшипниками
346
Таблица 39
Погрешность сборки сборочных единиц
с подшипниками качения
Проявление погрешностей при работе
сборочной единицы или после разборки
Несоблюдение правил сборки, пользо-
вание ударным инструментом
Попадание посторонних частиц (грязи)
в подшипник
Перекос кольца
Недостаточный зазор
Проворачивание внутреннего кольца
на валу
Чрезмерно тугая посадка колец
Отклонение от соосности вала и кор-
пуса роликоподшипника
Резкий шум при работе вмятины на
дорожках качения
Неравномерный шум, повышенный из-
нос колец и тел качения
Шелушение поперек дорожек качения
Шум металлического тона, ненормаль-
ное повышение температуры подшипни-
кового узла
Повышение температуры подшипника,
износ вала под кольцом
Трещины по окружности колец
Выкрашивание краев роликов и со-
пряженных с ними поверхностей доро-
жек качения
В некоторых конструкциях игольчатых подшипников преду-
смотрена возможность регулирования зазора при сборке. В этих
случаях после установки определенного количества роликов-игл
измеряют суммарный зазор между ними и по этому размеру шли-
фуют прокладку 1 (рис. 345, г) так, чтобы после ее установки в под-
шипнике был зазор, требуемый по чертежу.
Собранную сборочную единицу проверяют на вращение, кото-
рое должно быть свободным, без каких-либо заеданий.
Необходимо отметить, что в крупносерийном и массовом про-
изводствах рабочие оси, игольчатые ролики и охватывающие де-
тали сортируют по диаметрам на несколько групп. Поэтому зазоры
в игольчатом подшипнике находятся в узких пределах.
Некоторые распространенные погрешности сборки сборочных
единиц с подшипниками качения приведены в табл. 39.
СБОРКА СОЕДИНЕНИЙ С ДЕТАЛЯМИ,
БАЗИРУЮЩИМИСЯ НА плоскостях
Соединения, в которых одна деталь базируется на плоскости
другой, чрезвычайно широко распространены в конструкциях
машин и механизмов.
Возможны две разновидности таких соединений: с контактирующими и не-
контактирующими фланцами. Первые, обычно, не подвержены разности давления
газовой среды или жидкостей, а вторые работают при повышенных давлениях и
уплотняются прокладками. Погрешности, возникающие при сборке таких соеди-
нений, являются в основном следствием контактных деформаций поверхностей
стыков, а также деформаций деталей. Значительное влияние оказывают при этом
количество стыков и толщина фланцев, шаг расположения болтов или шпилек,
материал деталей, наличие уплотнительных прокладок.
347
Рис. 346. Схемы сборочных единиц, детали которых базируются на плоскостях
Схемы часто встречающихся соединений первого типа показаны
на рис. 346. Во всех случаях деталь или сборочная единица 1
устанавливается своей опорной плоскостью на плоскость детали 2.
При этом для обеспечения относительной неподвижности при-
меняют либо два штифта (рис. 346, а), либо один штифт и какой-
либо другой конструктивный элемент: направляющий бурт
(рис. 346, б), центрирующий шип (рис. 346, в) или шпонку
(рис. 346, г). Сборку сборочных единиц, выполненных по этим
схемам, начинают обычно с пригонки деталей таким образом, чтобы
они соприкасались по всей плоскости; далее фиксируют детали
в рабочем положении и при помощи крепежных устройств окон-
чательно закрепляют их. Пригонку деталей производят при-
шабриванием или притиркой.
Пригоночные работы не являются обязательным элементом
технологии сборки. Как уже отмечалось, этот вид работ целесооб-
разно не вводить в сборочный процесс. Для многих видов соеди-
нений по плоскостям детали могут быть обработаны окончательно
в механических цехах и тогда сборка намного упрощается. Рас-
четом размерных цепей при подготовке рабочих чертежей деталей
определяют допуски на линейные и угловые размеры, которые обес-
печивают собираемость при неполной взаимозаменяемости и
экономически допустимом проценте риска и по этим размерам
обрабатывают детали.
Неплоскостность одной или обеих сопрягаемых поверхностей
(рис. 347) может быть причиной не только значительных наруше-
Рис. 347. Возможные неточности стыка в соединениях по плоскостям
348
ний точности сборки сое-
динений, но и появления
при работе сборочной еди-
ницы контактных дефор-
маций в стыках в связи
с отклонением сопрягае-
мых поверхностей от пло-
скостности. Исследования-
ми [36] установлено, что,
например, при централь-
ном нагружении плоского
стыка двух жестких дета-
лей упругое сближение ихб
выражается зависимостью
§ = Сот,
где о—давление, кгс/см2;
т — показатель степени
(от 0,3 до 0,5); С —коэф-
фициент, зависящий от
состояния сопрягаемых
плоскостей.
При грубом шабрении,
когда проверка на краску
дает 10—12 пятен контак-
та на площади 25X25 мм,
С = 1,8-х2,0, а при 20—
25 пятнах С = 0,3.
Рис. 348. Установка крышек корпуса насоса:
1 — приспособление; 2, 4— крышки; 3— корпус
Качество пригонки плоскостей проверяют на краску, а в м
нее точных соединениях — щупом по периметру стыка.
Для постановки штифтов подогнанные друг к другу детали
предварительно скрепляют болтами (отверстия под болты обычно
уже имеются) или струбцинами в рабочем положении. После этого
засверливают и развертывают отверстия под штифты (если они
не засверлены заранее).
Особенностью при этом является фиксация на штифтах уста-
навливаемых деталей, положение которых по отношению к базовой
детали должно быть выдержано с большой точностью. На рис. 348
показана, например, сборочная единица насоса, у которого крышки
соединяются с корпусом по плоскостям, но оси подшипников при
этом должны точно совпадать с осью I—I вращения ротора, ко-
торый будет установлен в корпусе. В этом случае применяют спе-
циальное приспособление, позволяющее «материализировать» тре-
буемую ось и затем, используя ее как базу, засверлить отверстия
под штифты, фиксирующие положения обеих торцовых крышек.
Когда детали устанавливают только на штифтах, их распола-
гают возможно дальше друг от друга, так как точность установки
349
Рис. 349. Типы штифтов, применяемых при установке
деталей на плоскостях
Рис. 350. Запрессовка
штифтов оправкой
при этом будет повышаться; применяют конические и цилиндри-
ческие штифты (рис. 349). В некоторых часто разбираемых соеди-
нениях, а также когда детали изготовлены из мягких сплавов,
гнезда контрольных штифтов во избежание разработки армируют
бронзовыми втулками, наглухо завертываемыми в деталь. Водной
из деталей (базовой) штифт установлен неподвижно. Для сталь-
ных и чугунных деталей посадку в этих случаях выбирают обычно
у или а для деталей из бронзы, латуни или алюминиевых
н
сплавов--------
г
Цилиндрические штифты при неподвижной посадке устанавливают в гнезда
с помощью молотка и оправки, отверстие которой соответствует диаметру штифта
и высоте выступающей его части.
Удобная для запрессовки штифтов конструкция оправки (рис. 350) состоит
из корпуса 1, ударника 2 и винта-ограничителя 3. При пользовании оправкой ее
устанавливают отверстием на штифт и молотком наносят легкие удары по головке
ударника 2, в результате чего штифт запрессовывают в гнездо до тех пор, пока
буртик головки не соприкоснется с верхним торцом корпуса 1. Этим определяется
высота выступающей части штифта.
Штифты при разборке сборочной единицы выпрессовывают специальными
съемниками. Корпус 1 (рис. 351, а) винтового съемника устанавливают на пло-
скость разъема так, чтобы штифт оказался между губками 2. При перемещении
вверх сухаря 4 с помощью винта 3 губки 2 сдвигаются и сжимают штифт, а затем
плавно выпрессовывают его из гнезда. Для предохранения поверхности разъема
детали от образования царапин и вмятин опорные плоскости корпуса 1 съемника
облицовывают фиброй или плотной кожей.
350
Штифты, имеющие отверстие с резьбой в торце, удобно выпрессовывать удар-
ным приспособлением. Сменный хвостовик 1 (рис. 351, б) приспособления вверты-
вают в штифт, и выпрессовка производится ударами перемещаемой муфты 2.
При фиксации деталей центрирующим шипом и одним штифтом
Н / \
применяют — (плотную)
1s
(глухая или тугая) при
(см. рис. 346, в) обычно для шипа
посадку, так как посадка ~ или
больших его диаметрах затрудняет сборку.
В конструкциях машин имеются сборочные единицы, в которых
одна деталь базируется на плоскостях двух других деталей. В этих
случаях сборка усложняется необходимостью дополнительных
контрольных и пригоночных операций. Возможные здесь погреш-
ности (рис. 352): обе базовые плоскости деталей Вг и В2 не сов-
падают с эталонной плоскостью 1 (рис. 352, а); базовые плоскости
параллельны между собой и эталонной плоскости, но не совпа-
дают с ней (рис. 352, б), или не параллельны между собой и не
совпадают с эталонной плоскостью (рис. 352, в). Положение ба-
зовых поверхностей обеих деталей В1 и В2 проверяют при помощи
контрольной линейки и плоскопараллельных концевых мер
длины, посредством контрольных плит на краску или другими
методами.
Контрольную линейку 1 (рис. 352, г) устанавливают по уров-
ню 2 на плоскопараллельных плитках 3 и, измеряя микрометри-
ческим нутромером или щупом расстояние между линейкой и
плоскостями, определяют их взаимное положение. Плитки рас-
полагают с учетом известных рекомендаций (на расстоянии
0,223Л, где L — длина линейки), обеспечивающих минимальный
прогиб линейки, что повышает точность контроля.
Плоскости В] и В2 проверяют на краску по схеме, показанной
на рис. 353, а. На поверочной плите на каждом квадрате со сто-
роной 25 мм должно быть не менее 25 контактных пятен для вы-
S)
Рис. 351. Приспособления для выпрессовкп штифтов
351
Рис. 352. Проверка плоских напра-
вляющих
сокоточных соединении, не менее 16 для соединений повышенной
точности, 10 пятен для точных соединений и не менее шести для
обычных соединений. Следы краски должны распределяться рав-
номерно без существенных пробелов. Подсчет пятен производят
на площади не менее 100 см2.
Для проверки на краску перпендикулярности плоскостей
внутренних направляющих пользуются угольником (рис. 353, б).
Одновременно проверять на краску несколько поверхностей
можно при помощи приспособления, показанного на рис. 353, в.
Прямолинейность и плоскостность опорных поверхностей и
направляющих проверяют при сборке прямыми или косвенными
методами. В первом случае контролируют положение самой де-
тали, базирующейся на опорных поверхностях и направляющих.
Рис. 354. Проверка параллельности и
прямолинейности направляющих
352
Во втором случае перед монтажом
детали проверяют прямолиней-
ность базовых поверхностей. Ос-
новные методы таких проверок:
на краску; при помощи уровня;
специального мостика с индика-
торами, микроскопа и струны или
сообщающихся сосудов. Исполь-
зуют также оптические методы
контроля.
При проверке направляющих
уровнем их делят на несколько
участков, на которых последо-
Новиков М.
Рис. 355. Проверка прямоугольных направляющих:
а — шаговым мостиком; б и в — индикаторами; 1 — подвижная опора; 2 — труба; 3 — уровень; 4 — индикатор; 5 — опора
Рис. 356. Контроль направляющих при помощи микроскопа и струны
Рис. 357. Проверка направляющих ко методу сообщающихся
сосудов
вательно устанавливают мостик с уровнями, отмечая их пока-
зания. Для этой цели употребляют точные уровни с ценой деле-
ния 0,01/1000 мм; уровень 1 (рис. 354) позволяет измерить парал-
лельность направляющих, а уровень 2 — прямолинейность.
Прямолинейность и параллельность плоскостей можно про-
верять с необходимой точностью также посредством мостика и
индикаторов (рис. 355). Этот способ контроля более производи-
телен и широко распространен в различных отраслях машино-
строения.
Хорошие результаты дает так называемый шаговый метод
контроля. Мостик в этом случае устроен таким образом, что зад-
няя его опора (рис. 355, а) при перемещении в следующую пози-
цию становится на место передней. Этим обеспечивается большая
точность контроля и ослабляется влияние накопления системати-
ческих погрешностей.
Для контроля прямолинейности при помощи струны тонкую
рояльную проволоку (рис. 356) натягивают грузом вдоль направ-
ляющих, параллельно им. Затем устанавливают приспособление
с микроскопом, которое перемещается вдоль направляющих,
причем на каждом участке нити окуляра микроскопа совмещают
с проволокой. По показаниям шкалы лимба при этом определяют
отклонение направляющих от прямолинейности. Диаметр струны
принимают в зависимости от требуемой ее длины: при длине на-
правляющих до 2 м — 0,1 мм, от 2 до 5 м — 0,3 мм, от 5 до 10 м —
0,4 мм, от 10 до 50 м — 0,5—0,6 мм. Масса груза должна создавать
напряжение в струне, соответствующее примерно 0,5—0,6 пре-
дела текучести.
Прямолинейности поверхностей больших размеров (длиной свыше 10 м)
нередко проверяют также методом сообщающихся сосудов. На контролируемые
поверхности (рис. 357) устанавливают сообщающиеся сосуды 1, количество кото-
рых зависит от размеров поверхностей. В сосуды наливают воду или ртуть. Рас-
стояние Н между уровнем жидкости и поверхностью определяют контрольным
микрометрическим прибором 2, Иглу прибора подводят сверху. Когда конец
иглы соприкасается с жидкостью, на поверхности ее возникают колебания.
Точность измерения — 10 мкм. Иногда систему сообщающихся сосудов изоли-
руют от прибора и к ним присоединяют проводники от источника тока. В этом
случае при соприкосновении иглы с поверхностью жидкости загорается контроль-
ная лампа. Для проверки по этому методу удобно пользоваться гидростатическими
измерительными головками конструкции ЭНИМСа.
Проверку прямолинейности производят также оптическими ме-
тодами с использованием зрительной трубы и целевого знака,
зрительной трубы и коллиматора, автоколлиматора, а также спе-
циальных оптических приборов. Эти способы обеспечивают вы-
сокую точность проверки, потребуют дорогостоящего оптического
оборудования.
Установка на плоскости нескольких взаимосвязанных сбороч-
ных единиц или агрегатов обычно требует точного совпадения
определенных конструктивных элементов. В конструкции, по-
казанной на рис. 358, должны совпадать, например, оси валов 1
354
Рис. 358. Схемы базирования сборочных единиц на плоскости
и 2. Как видно из схемы, возможность этого зависит от откло-
нения линейных размеров (рис. 358, а) и, кроме того, от погреш-
ностей поворотов осей (рис. 358, б). В массовом и крупносерийном
производствах при сравнительно небольших размерах сборочных
единиц требуемая точность сборки в таких случаях достигается,
как уже отмечалось, соответствующими допусками на обработку.
Однако в серийном и единичном производствах, особенно в тяжелом
машиностроении, точность часто обеспечивают введением компен-
сатора в виде регулировочных прокладок. В процессе сборки в
этом случае требуется на основе линейных (рис. 358, а) и угловых
(рис. 358, б) размеров определить величину компенсатора, по-
добрать его в виде комплекта прокладок и установить на место;
затем окончательно закрепить узлы. Точность компенсации 6К,
очевидно, зависит от погрешности А3 определения размера ком-
пенсатора и погрешности Ак его изготовления:
6К = /A1 + AL
Погрешности А3 зависят от вида применяемого измерительного
инструмента и находятся в пределах 0,01—0,1 мм. Примерно
в таких же пределах находятся погрешности Ах. При этом 6К
будет иметь значения 0,015—0,15 мм.
Точность компенсации зависит от размера компенсатора;
увеличение числа прокладок в комплекте снижает точность
компенсации и вызывает рост трудоемкости сборки. Поэтому
количество прокладок не должно превышать 5—6 шт. Однако
при использовании прокладок необходимо, чтобы зазор между
плоскостями деталей в различных сечениях был одинаков. Пе-
рекосы в этом случае значительно усложняют сборку (рис. 359).
12* 355
Необходимо отметить,
что значительного сокра-
щения трудоемкости сбор-
ки можно достичь, при-
меняя в качестве ком-
пенсатора прослойку из
пластмассы холодного от-
вердения. Хорошие ре-
Рис. 359. Установка прокладок компенсатора ЗуЛЬТЭТЫ, В ЧаСТНОСТИ, ПО-
лучены при использовании
пластмассы АСТ-Т (акрилат самотвердеющий технический). Эта
пластмасса обладает высокой прочностью на сжатие и адгези-
онной способностью, хорошо воспринимает ударные нагрузки и
имеет минимальную усадку, достаточно стойка при изменении
температур, не разрушается под действием активных сред. В ка-
честве быстротвердеющей пластмассы используют также стира-
крил. При толщине пластмассовой компенсирующей прослойки
0,5 — 5 мм можно получить точность компенсации 0,01 —
0,1 мм.
Технология сборки с применением пластмассовой прослойки
включает подготовку поверхностей (очистку и обезжиривание),
установку и выверку сборочных единиц, заполнение зазоров
пластмассой, выдержку и окончательное закрепление сборочных
единиц на прослойке.
Сборочные единицы устанавливают с помощью винтов или
специальных домкратов 1 (рис. 360, а). По контуру стыка и вокруг
отверстий для крепежных болтов прокладывают резиновые шну-
ры 2, 3, препятствующие вытеканию пластмассы. В технологи-
Рис. 360. Сборка соединений с пластмассовой прослойкой:
а — установка сборочных единиц; б — заполнение зазора пластмассой
356
2
1
Рис. 361. Подготовка базовой поверхности
под сборку путем нанесения слоя пластмассы
^/Jzz3—.....- - . с^=1 \‘ф,-|
____________________
ф/ t=3 ИЗ с=^=3\|й'
S)
6)
Рис. 362. Уплотнение сопряжений фланце®
шнуром
ческое отверстие устанавливают штуцер 4 (рис. 360, 6), к которому
присоединяют шприц 5, заполненный пластмассой. Шприцем
может быть создано давление до 50 кгс/см2.
Выдержка, в течение которой происходит процесс полимери-
зации (отверждения) пластмассы при температуре 25—30° С,
составляет примерно 30 мин.
Быстротвердеющие пластические массы на основе эпоксидных,
полиэфирных и акриловых смол в ряде случаев применяют также
при сборке соединений с деталями, базирующимися на плоско-
стях, с целью создания точной поверхности базирования. При
этом устраняются пригоночные работы со снятием стружки.
В этих случаях контрольную линейку 1 (рис. 361, а) с регулиро-
вочными винтами устанавливают по уровню 2 на базовую пло-
скость таким образом, чтобы между линейкой и плоскостью
был зазор 1,5—5 мм. Далее на базовую плоскость наносят слой
пластмассы толщиной, несколько большей оставленного зазора.
Плоскость линейки покрывают защитным лаком и линейку на-
кладывают на пластмассу до упора регулировочных винтов в ба-
зовую плоскость (рис. 361, б). После отвердения массы линейку
снимают и получают достаточно ровную поверхность (рис. 361, в),
на которую можно устанавливать с необходимой точностью де-
тали и сборочные единицы.
На заводе «Фохтланд» (ГДР) разработан новый метод неподвижного соедине-
ния (стыковки) корпусных деталей станков без пришабривания или точной обра-
ботки. Между стыкуемыми плоскостями прокладывают пластину пористой
вискозы, пропитанной эпоксидной смолой, а выверку детали производят с по-
мощью регулировочных винтов, после чего стык затягивают скрепляющими
болтами и штифтуют. После выдержки в течение 24 ч происходит отвердение смолы
и производится дальнейшая сборка. Такой метод существенно снижает трудо-
емкость сборки станка.
Во избежание проникновения масла плоские стыки часто уп-
лотняют тонким асбестовым шнуром, прокладывая его по фланцу
(рис. 362), а если плоскости обработаны особо точно, используют
шелковую нитку диаметром 0,5—1 мм.
357
Рис. 363. Схемы крепления дета-
лей:
С— болтами; б — винтами
Тщательно пригнанные плоские стыки при
наличии натяга собирают иногда без примене-
ния прокладок, используя для уплотнения спе-
циальные пасты — герметики. Один из соста-
вов такой пасты (по весу): 54% денатуриро-
ванного спирта, 36% шеллака, 6% чешуйча-
того графита, 3% касторового масла и 1%
охры. Хорошие адгезионные и другие свойства
у тиоколовых герметиков типа У-31, У-32,
У-34.
Перед нанесением пасты поверхность следует
очистить и протереть растворителем. Пасту на-
носят кистью ровным тонким слоем. Слой пасты
до сборки сопряжения должен подсохнуть на
воздухе в течение 10—15 мин.
Крепление деталей, базируемых на
плоскостях, чаще осуществляют винтами
или болтами. Возможность регулирова-
ния положения деталей при сборке, т. е. смещения одной детали от-
носительно другой, зависит от зазора между стержнем болта или
винта и отверстием в деталях, а также допуска на расстояние между
отверстиями. Так, при креплении деталей (рис. 363) тремя
болтами или винтами пределы регулирования для случая а будут
±(D — d — — А2); для случая б — соответственно ± у—-----
—Аг — А2). При этом следует иметь в виду, что если D — d <;
< Aj + А2 (для случая а) или —- < А] -(-А, (для слу-
чая б), то собрать такие соединения не всегда возможно. Во
всех случаях здесь значения D минимальны, a d — макси-
мальны.
Формулы для определения пределов регулирования действи-
тельны и для двухболтового и многоболтового соединений, когда
болты расположены в одну линию. Необходимо лишь в первом
случае исключить член А2, а при многоболтовом соединении до-
бавить соответствующие члены А3, А4 и т. д. Таким образом,
с увеличением числа болтов или винтов пределы регулирования
при одном и том же значении D—d сокращаются. Поэтому для
облегчения сборки многоболтовых соединений необходимо либо
уменьшить допуск на расстояние между отверстиями, либо уве-
личить разность D — d за счет большего диаметра отверстий под
болты и винты.
Следует иметь в виду, что при неравномерной затяжке группы болтов в со-
единении по плоскостям возникают внешние изгибающие моменты, которые,
воздействуя на закрепляемые детали, могут вызвать вследствие собственных кон-
тактных деформаций угловые отклонения их осей. В значительной мере это за-
висит от шероховатости стыков поверхностей, толщины фланцев и числа стыков
в соединении. При наличии в соединении прокладок угловые отклонения осей
деталей могут резко возрасти.
358
СБОРКА СБОРОЧНЫХ ЕДИНИЦ С ЦИЛИНДРИЧЕСКИМИ
ДЕТАЛЯМИ, ДВИЖУЩИМИСЯ ВОЗВРАТНО-ПОСТУПАТЕЛЬНО
К цилиндрическим деталям, движущимся возвратно-посту-
пательно, относятся поршни, клапаны, толкатели (рис. 364, а—
в) двигателей внутреннего сгорания, поршни и штоки гидравли-
ческих цилиндров (рис. 364, г—ж), плунжеры насосов, а также
большое количество других деталей машины и механизмов.
Основным условием доброкачественной сборки сборочных еди-
ниц толкателя, клапана являются правильная форма отверстия
втулки, в которой движется деталь, и оптимальный зазор в со-
пряжении, обеспечивающий нормальное расширение охватывае-
мой детали при работе, а также надлежащие условия для создания
слоя смазки.
Рис. 364. Детали и сборочные единицы, движущиеся возвратно-поступательно
359
Рассмотрим процесс сборки поршневой сборочной единицы —
наиболее характерной сборочной единицы с цилиндрической де-
талью, движущейся возвратно-поступательно. Поршень с ком-
плектом поршневых колец (см. рис. 364, а) представляет собой
перемещающуюся перегородку, отделяющую переменный объем
цилиндров, заполненный рабочей смесью, от внешней среды и пере-
дающую давление газов в цилиндре на шатун. Поршень и поршне-
вые кольца должны: а) обеспечивать необходимую герметичность
для предотвращения утечки газов из надпоршневого пространства
цилиндра; б) передавать давление газов в цилиндре на кривошип
коленчатого вала; в) препятствовать проникновению масла из
картера в цилиндр; г) отводить в стенки цилиндра наибольшее
количество воспринимаемого поршнем и кольцами тепла.
Поршень, его канавки для поршневых колец и поршневые коль-
ца, медленно вращающиеся в процессе работы двигателя, пред-
ставляют собой уплотнительную систему сальникового и лаби-
ринтного типов. Зазоры в канавках для колец — это лабиринт,
отделяющий надпоршневое пространство с повышенным давлением
газов от полости картера. В процессе работы двигателя этот ла-
биринт может быть заполнен газами или маслом, собираемым коль-
цами со стенок цилиндра.
Нормальная работа всей уплотнительной системы обеспечи-
вается правильно выбранными зазорами. При недостаточных зазо-
рах ухудшаются условия трения, увеличивается износ сопрягае-
мых деталей, повышается доля мощности, расходуемой на трение,
растет тепловая напряженность колец и поршней. При слишком
больших зазорах возможны прорыв газов из цилиндров в картер,
пригорание колец, падение мощности, развиваемой двигателем.
Зазоры в сопряжениях деталей поршневой группы, которые
необходимо выдержать при сборке, определяет конструктор, ис-
ходя из тепловой напряженности поршня, гильзы (цилиндра) и
поршневых колец, а также с учетом материала этих деталей.
В связи с неравномерным нагревом поршня величина зазоров
в верхней, средней и нижней его частях неодинакова.
Ниже приведены зазоры между гильзой диаметром 145+0'08 мм
и различными поясами поршня тракторного двигателя, выдержи-
ваемые при сборке этих деталей (материал поршня — алюминие-
вый сплав, гильза чугунная).
Место измерения зазора Зазор, мм
На пояске до 1-го кольца .............0,95—1,13
На поясках между кольцами.............0,80—0,98
На нижней части поршня (юбке) . . . 0,30—0,34
Таким образом, наименьший зазор в холодном состоянии вы-
держивается между гильзой и нижней частью (юбкой), которая
является для поршня центрирующей. Увеличенные зазоры между
поршнем и гильзой могут явиться причиной появления металли-
ческих стуков, получающихся от ударов поршня о гильзу под
360
Таблица 40
Наименование Размеры по группам, мм
I II III IV
Диаметр гильзы 1415+0,08 145+0,06 **Э_|_0,04 145+0,04 145+°,°2
Диаметр юбки поршня Зазоры: 145—0,25 ^О_0,2б 145—0,26 —0,28 145—0,28 0,30 145—0,30 wo—0,32
минимальные 0,31 0,30 0,30 0,30
максимальные 0,34 0,34 0,34 0,34
Допуск зазора 0,03 0,04 0,04 0,04
действием боковых сил. Во избежание этого зазор между нижней,
менее нагревающейся частью поршня и гильзой принимают воз-
можно меньшим и лишь такой величины, чтобы обеспечить обра-
зование слоя смазки в этом месте и предотвратить заклинивание
поршня при его нагревании. При достаточно больших допусках
на обработку отверстия гильзы (цилиндра) и поршня сужение до-
пуска посадки осуществляется подбором этих деталей.
Гильзы (цилиндры) и поршни по диаметру юбки сортируют на
несколько размерных групп (от 2 до 12) в зависимости от требуе-
мой точности посадки. Это осуществляют специальные полуавтома-
тические и автоматические установки; точность сортировки до-
стигает 0,005 мм.
В приведенном выше примере гильза имеет диаметр 145+ °’08 мм,
а рабочая часть юбки поршня 145~8;з2 мм. При сборке без подбора
деталей зазор в соединении может изменяться от 0,25 до 0,4 мм.
Подбор деталей позволяет сократить диапазон изменения зазора
до 0,04 мм. В данном случае сортируют детали на четыре группы
(табл. 40).
Принадлежность поршня и гильзы к той или иной размерной
группе после сортировки определяют по клеймам, наносимым на
днище или торце юбки поршня и верхней плоскости блока около
соответствующих цилиндров. Допуски на размеры поршней и
гильз при их сортировке целесообразно устанавливать, используя
диаграммы (рис. 365).
Зазор между поршнем и гильзой проверяют щупом, толщину
которого выбирают в зависимости от величины зазоров, а ширину
принимают 10—15 мм. При нормальном зазоре усилие, требуемое
для протаскивания щупа (рис. 366), должно быть в пределах, уста-
навливаемых опытным путем (табл. 41).
Кроме подбора по геометрическим параметрам, поршни, а
также шатуны подбирают по массе таким образом, чтобы на одном
двигателе в различных цилиндрах эти детали имели соответственно
одинаковые массы. Это делается для предотвращения возникнове-
ния неуравновешенных сил. Поэтому допуск на массу, очевидно,
361
должен быть тем меньше, чем быстроходнее двигатель. Допуск
на массу поршней одного современного двигателя допускается
±0,05%. Поэтому поршни сортируют по массе на три-пять групп
и каждый поршень клеймят (на днище) соответствующей цифрой.
В крупносерийном и массовом производствах такая сортировка
ведется на автоматах. В настоящее время применяют высокопроиз-
водительные автоматы, которые одновременно контролируют и
сортируют поршни по размерам и массе. После подбора поршней
необходимого диаметра и массы устанавливают поршневые кольца.
Последние должны быть чистыми, без рисок, заусенцев и забоин, ос-
трые углы должны быть затуплены. Требования к точности изго-
товления поршневых колец стандартизованы,
Поршневые кольца поступают на сборку обычно со специали-
зированных заводов окончательно обработанными и проверенны-
ми. Однако в условиях мелкосерийного производства нередко бы-
вает необходимо перед установкой колец на поршень проверить
Рис. 366. Проверка зазора
между цилиндром и порш-
нем при помощи щупа и ди-
намометра
Таблица 41
Марка двигателя Размер щупа, мм Усилие для протаскивания щупа, кгс
Ширина Толщина
ЗИЛ-130 13 0,08 3,5--4,5
ЗИЛ-164 13 0,1 2,25-3,65
ГАЗ-54 12 0,05 2,25-3,25
ГАЗ-53 13 0,05 3,5—4,5
ЯМЗ-204 13 0,15 2,8—3,8
362
их геометрическую форму и подобрать к данному поршню. В этих
случаях выполняют следующие операции: проверяют упругость
поршневого кольца, зазор в замке кольца в сжатом состоянии и,
если нужно, пригонку замка и зачистку концов кольца; прове-
ряют форму кольца; притирают кольца по специальному цилинд-
ру; проверяют зазор между кольцом и канавкой поршня.
Поршневые кольца должны обладать определенной упруго-
стью. При малой упругости они не дают достаточно плотного при-
легания к стенкам гильзы (цилиндра), поэтому не могут обеспе-
чить необходимого уплотнения от прорыва газов; при чрезмерной
упругости кольца создают слишком большое удельное давление на
гильзу, что вызывает быстрый износ как гильзы, так и колец.
Упругость поршневых колец в каждом отдельном случае в зави-
симости от их размеров и конструкции ограничивается определен-
ными сравнительно узкими пределами.
Упругость колец определяют приборами, принцип работы которых состоит
либо в сжатии кольца силой, действующей по диаметру, либо в сжатии касатель-
ной силой, приложенной к концам гибкой стальной ленты, охватывающей кольцо.
Наиболее простым универсальным прибором для проверки упругости колец
по первому способу являются специальные весы (рис. 367, а). Они удобны в поль-
зовании при малых масштабах производства и дают вполне достаточную точность.
При массовом же контроле применяют для этой цели автоматические установки.
Ряд автоматов для контроля упругости колец работает по схеме, показанной
на рис. 367, б. Кольца, автоматически подаваемые из загрузочного устройства
в измерительный блок, сжимаются. Пружинящая пластинка 1 при этом деформи-
руется, что фиксируется электроконтактным датчиком 2, передающим через
электронную схему соответствующие измерительные импульсы на электрома-
гниты, управляющие наклоном сортировочной заслонки.
Плотность прилегания кольца к стенкам цилиндра при еди-
ничных проверках контролируют на световом приборе (рис. 368, а).
Прибор выполнен в виде пластмассового или металлического ящи-
ка, на одной из стенок которого сделано отверстие с калибром,
закрытое матовым стеклом. Если проверяемое поршневое кольцо
плотно всей поверхностью прилегает к стенке отверстия калибра,
то свет от электрической лампы не будет виден снаружи, что и яв-
ляется признаком отсутствия погрешностей. Поршневые кольца,
которые недостаточно плотно, т. е. с просветами, прилегают
к калибру, в мелкосерийном производстве дополнительно прити-
рают по притиру-гильзе.
В массовом производстве контроль плотности прилегания осу-
ществляет фотоэлектрический автомат (рис. 368, б). Проверяемое
кольцо, подаваемое автоматически из загрузочного устройства,
проталкивается тарелкой 1 в калибр 2, который затем поворачи-
вается на 1х/3 оборота. Концентрированный пучок лучей от осве-
тительного устройства направляется встык кольпа с калибром.
Если в этом месте окажется зазор, лучи проникают через него,
падают на фотоэлемент 3, и под влиянием создаваемых импульсов,
усиленных в электрической схеме, срабатывает электромагнит 4,
отклоняющий сортировочную заслонку 5. Производительность та-
кого автомата — около 1000 колец в час.
363
Рис. 367. Контроль упругости поршневых колец:
а — на специальных весах; б — автоматом
364
В поршневых кольцах также проверяют величину замка — за-
зор между его концами. Схема такой проверки следующая: кольцо
подается из загрузочного устройства в измерительный блок
(рис. 368, в), губки 1 которого сжимают его до закрытия замка,
что фиксируется электроконтактным датчиком 2. Усиленные им-
пульсы передаются на механизм, направляющий кольца в соответ-
ствующие приемники. Производительность автомата — до 2000
колец в час.
В единичном производстве зазор в замке определяют в рабочем положении
щупом после того, как поршневое кольцо вставлено в специальное калиброванное
отверстие, равное диаметру цилиндра. При необходимости плоскости замка
поршневых колец зачищают личным напильником или оселком до тех пор, пока
зазор не окажется в нужных пределах. Все заусенцы тщательно снимают. В масло-
сбрасывающих кольцах зачищают также кромки прорезей.
При установке поршневых колец на поршне должен быть про-
верен зазор между кольцом и стенками канавки поршня. Наивы-
годнейший зазор достигается подбором колец, и лишь в индиви-
дуальном производстве допускается пригонка кольца путем его
притирки на плите.
Надевать кольца на поршень необходимо весьма осторожно,
не разводя концы их больше, чем требуется. При надевании ко-
лец в них возникают напряжения, значительно больше тех, ка-
кие они испытывают в работе. Поэтому на кольцах при неправиль-
ной установке могут образоваться микротрещины. При работе дви-
гателя такие кольца ломаются, что нередко вызывает поломку пор-
шня и задиры цилиндра. Наконец, кольцо при надевании на пор-
шень может быть настолько деформировано, что оно не примет
прежней формы и будет при работе пропускать газы.
Для установки на поршень колец или снятия их в условиях
мелкосерийной сборки применяют щипцы, ограничивающие раз-
вод кольца (рис. 369). При установке колец с помощью щипцов
их губки осторожно вводят в зазор замка, разводят до упора
Рис. 369. Конструкции щипцов для установки поршневых колец на поршень и снятия их
365
Рис. 370. Схема одновременной установки комплекта поршневых колец на поршень
ручек в ограничитель, надевают кольцо на поршень, продвигают
до соответствующей канавки и освобождают от щипцов.
В крупносерийном производстве применяют приспособления
для одновременной установки всего комплекта поршневых колец
на поршень. Комплект поршневых колец 1 (рис. 370) укладывают
замками вниз между сухарями 2; расстояния между кольцами со-
ответствуют расстояниям между канавками на поршне. После-
дующим перемещением с помощью рукоятки 4 цилиндра 3 слева
направо кольца разжимаются и в таком положении фиксируются.
Механизм для фиксации состоит из педали 5 и штока 6. При нажа-
тии на педаль эксцентрик перемещает шток, который сдвигает
сухари 2 и таким образом сжимает кольца. После этого цилиндр 3
отодвигается влево, а поршень 7 свободно вводится по лотку 8
до упора внутрь колец. Каждое кольцо оказывается при этом
против соответствующей канавки на поршне; при освобождении
педали 5 все кольца одновременно устанавливаются на места.
Установка комплекта колец на поршень при помощи такого при-
способления осуществляется за 4—5 с.
Другое приспособление для этой же цели показано на рис. 371.
Комплект колец замками вниз устанавливают в кассету 1 (при
откинутой крышке 2). Сжатый воздух, поступающий затем в ци-
линдр 3, перемещает шток вверх, вследствие чего кольца разжи-
маются. В таком положении поршень, подаваемый по лотку 4,
свободно входит внутрь колец, а при переключении воздушного
крана все они устанавливаются в канавки.
Надев на поршень кольца, следует проверить, не застревают
ли они (при сжатии их) в глубине канавки, что возможно при ка-
навке с неправильным трапециевидным сечением, т. е. с умень-
шенной высотой в глубине канавки. Если такое явление наблюдает-
ся, то канавку в индивидуальном производстве калибруют, ис-
пользуя для этого стальной диск толщиной, точно соответствую-
щей высоте канавки.
366
Рис. 371. Пневматическое приспособление для одновременной установки комплекта поршневых колец на поршень
Таблица 42
Двигатель Зазоры по высоте канавки для колец, мм
верхнего компрессионного остальных компрессионных маслосъемных
СМД-14 0,08—0,125 . 0,08—0,125 0,04—0,085
ЗИЛ-130 0,05—0,082 0,05—0,082 0,025—0,062
ГАЗ-53 0,052—0,082 0,035—0,067 0,035—0,067
Д-48Л 0,08—0,120 0,05—0,09 0,05—0,09
ЯАЗ-М204 0,27—0,325 0,17—0,215 0,08—0,15
Замки на надетых кольцах обычно направляют в разные сто-
роны (один вправо, другой влево) и размещают их на поршне под
углом друг к другу на 180, 120 и 90°, хотя это требование едва
ли вызывается практической необходимостью. Дело в том, что
согласно последним исследованиям, выполненным с помощью ра-
диоактивных изотопов, установлено, что при работе двигателя
кольца медленно вращаются (5—9 об/ч). С увеличением числа обо-
ротов двигателя подвижность кольца возрастает. Видимо, отно-
сительное положение замков при этом нарушается.
Контролируя собранный поршень, особенно тщательно следует
проверить зазоры. Недостаточные зазоры между кольцом и канав-
кой поршня по высоте обычно являются причиной прихватыва-
ния кольца в канавке и снижения его упругих свойств, что может
привести к задиру цилиндра. Если же зазоры увеличены, возра-
стает интенсивность ударов колец и износ канавок, а также воз-
можен повышенный расход масла в двигателе вследствие попада-
ния его в камеру сгорания из картера.
Из-за недостаточного зазора в стыке концы кольца могут
сомкнуться, в результате кольцо потеряет упругость и может вы-
звать задиры на зеркале цилиндра. Слишком большой зазор в стыке
создает опасность прорыва газов, интенсивного нагревания и при-
горания кольца.
Величина зазоров в канавках колец для некоторых автотрак-
торных двигателей приведена в табл. 42. Зазоры в стыке обычно
находятся в пределах 0,4—0,75 мм.
Кольца, установленные в канавки поршня, в свободном со-
стоянии выступают над поверхностью поршня, поэтому при уста-
новке сборочной единицы в цилиндр их необходимо сжать.
Если при сборке двигателя цилиндр надевается на поршень,
для сжатия колец применяют металлические манжеты. Они могут
быть индивидуальные (на один поршень) или групповые (сразу на
несколько поршней). Индивидуальные манжеты (рис. 372, а) для
эластичности выполняют из пяти-шести шарнирно соединенных
между собой частей. Для стягивания манжет применяют винт.
Часто такие манжеты выполняют цельными из тонкой стальной
ленты.
368
Рис. 372. Манжета и манжетная гильза, применяемые при установке поршня с кольцами
в цилиндр двигателя
Когда поршень с шатуном вставляют в цилиндр или блок со
стороны камеры сгорания, для сжатия поршневых колец приме-
няют монтажную гильзу, меньший диаметр которой равен диа-
метру цилиндра (рис. 372, б). Гильзу устанавливают на торец
цилиндра или блока, и таким образом поршневые кольца, сжи-
маясь, свободно заходят в отверстие.
Утечка газов из камеры сгорания возможна не только через
зазоры в канавках поршня и стыки поршневых колец, но и через
зазоры между поршневым кольцом и цилиндром в результате не-
плотного их сопряжения. Действующими стандартами на поршне-
вые кольца авиационных, автомобильных и тракторных двигателей
такие зазоры совершенно не допускаются, так как следствием их
является повышенный износ деталей поршневой группы и цилин-
дров двигателя.
Причинами, оказывающими влияние на нарушение контакта
между поршневым кольцом и стенкой цилиндра при сборке двига-
телей, могут быть отклонения размеров кольца или цилиндра,
допущенные при их изготовлении, а также погрешности этих раз-
меров, возникшие при сборке.
На сборку должны поступать детали, подвергнутые всесторон-
нему контролю; тем не менее отклонения в геометрических раз-
мерах цилиндров и колец, влияющие на контакт этих деталей,
возможны. Например, если диаметр цилиндра выполнен с допу-
ском по верхнему пределу, а кольцо — по нижнему, то контакт
между этими деталями будет ненормальным. Далее, если цилиндр
и поршневая группа собраны в холодном состоянии правильно, то
при работе вследствие более сильного нагрева верхней части ци-
линдра диаметр его увеличится, что также может вызвать наруше-
ние контакта с кольцом. Если же возможность такого неравномер-
ного расширения цилиндра учтена в конструкции и цилиндр
сделан на конус с уменьшающимся к камере сгорания диаметром,
369
то в первый период работы двигателя до его полного прогрева
контакт кольца с цилиндром будет ненормальным.
Наконец, во всяком двигателе внутреннего сгорания верхние
поршневые кольца, имеющие температуру до 350° С при положе-
нии поршня в нижней мертвой точке, соприкасаются с цилинд-
ром, имеющим температуру только 110° С. В результате цилиндр
для такого кольца оказывается как бы с коническим отвер-
стием.
Возможны также искажения формы цилиндра при сборке. По-
следнее может произойти от неравномерной толщины гильзы, от
неправильной затяжки шпилек крепления головки блока, непра-
вильной запрессовки и пр. В частности, затягивание шпилек го-
ловки блока значительно искажает форму цилиндров. Овальность
гильз цилиндров после затягивания шпилек [46 ], особенно если
допускается большая неравномерность их затяжки, достигает
весьма заметной величины (табл. 43).
Уместно привести еще один пример. При установке гильз в
блок (рис. 373) выступания буртика h± и hz по окружности были
неодинаковыми. В связи с этим, а также вследствие деформации
посадочных гнезд и верхней плиты блока при затяжке шпилек
возникали перекос гильзы при ее зажатии головкой блока и «за-
клинивание» в сопряжении А. Форма гильзы, особенно в нижней
части, искажалась, что создавало неблагоприятные условия для
работы поршневых колец. Для предотвращения этого зазор А
был увеличен, вследствие чего даже при перекосе гильза свободно
входила в отверстие блока в сопряжении А. Однако при увеличен-
ном зазоре А гильза оказывалась подвешенной в верхней части
и работала как консоль. Это вызывало усиленную вибрацию
гильзы, что, в свою очередь, явилось причиной интенсивной ка-
витации охлаждающей жидкости. В результате наружная поверх-
ность гильзы за короткий срок изнашивалась до недопустимых
пределов. Особенно повышалась интенсивность кавитации при
увеличении зазора между поршнем и гильзой в связи с ростом
ускорений вибрации. Только повышением точности изготовления
гильзы и блока удалось обеспечить требуемую точность сборки
узла и устранить это явление.
Таблица 43
Марка двигателя Диаметр гильз, мм Овальность гильз, мм
в свободном состоянии после сборки
Д-50 но 0,02—0,03 0,03—0,09
СМД-14 120 0,02—0,03 0,02—0,09
АМ-41 130 0,01—0,02 0,04—0,08
ЯМЗ-236 130 0,01—0,02 0,02—0,08
370
Рис. 373. Сборочная единица гильзы-блока
Погрешности, возникающие при установке поршневого кольца
в цилиндр (гильзу), могут быть сведены к четырем случаям:
1) диаметр цилиндра меньше диаметра поршневого кольца; 2) диа-
метр цилиндра больше диаметра поршневого кольца; 3) цилиндр
имеет овальность; 4) цилиндр претерпевает сложную деформацию.
В первом случае кольцо, создающее в цилиндре номинальнсго
диаметра равномерно распределенное давление, в цилиндре с
уменьшенным диаметром теряет на угле а0 контакт, причем на
остальной поверхности контакта давление повышается, а на замке
возникают реакции (рис. 374, а).
Если цилиндр будет увеличенного диаметра, то кольцо равно-
мерного давления также не будет иметь контакта с зеркалом в зоне
замка, ибо концы кольца будут иметь радиус меньший, чем ра-
диус кривизны цилиндра (рис. 374, б).
При овальном цилиндре состояние контакта кольца будет ана-
логично первому или второму случаю, в зависимости от того, как
расположен замок кольца относительно осей овала: при располо-
жении замка по большой оси овала концы кольца упрутся в стенки
цилиндра (случай а на рис. 374), при положении же замка на малой
оси концы кольца отойдут от стенки цилиндра (случай б на
рис. 374). Соответственно этому будет и положение кольца в ци-
линдре, подвергшемся сложной деформации.
Для уменьшения площади дополнительных просветов между
кольцом и зеркалом цилиндра деформацию последнего, по край-
ней мере возникающую при сборке двигателя и зависящую от тех-
нологии сборочного процесса, допускать нельзя.
О качестве прилегания колец и поршня к зеркалу цилиндра,
а также о зазорах в канавках поршня можно судить по уплотня-
ющей способности поршневой группы, т. е. по наибольшему дав-
лению воздуха, сжимаемого в цилиндре при прокручивании дви-
гателя. Такую проверку можно произвести после окончательной
371
Рис. 375. Автоматическая
линия для сборки шатунно-поршневой группы двигателя Д-37М
сборки двигателя. Давление сжатого воздуха при этом измеряется
компрессометром, представляющим собой манометр с запорным
клапаном. Компрессометр устанавливают обычно в отверстие для
свечи или форсунки. Для получения сравнимых результатов дви-
гатель необходимо прокручивать с определенным числом обо-
ротов.
Как уже отмечалось, в массовом производстве сборка шатун-
но-поршневой группы на ряде заводов автоматизирована. Во вспо-
могательном агрегате автоматизированной линии, показанной на
рис. 375, производится мойка, сушка и нагрев поршня. Далее,
на первом автомате происходит сочленение поршня и шатуна
посредством поршневого пальца. На втором автомате в канавки
бобышек поршня вводятся два стопорных кольца, которые здесь
же изготовляют из проволоки. Последний автомат предназначен
для надевания на поршень семи компрессионных и маслосъемных
колец. Эта линия собирает 220 тыс. шатунно-поршневых групп
в год при двухсменной работе.
Рассмотренные выше вопросы сборки поршневой группы дви-
гателей почти целиком могут быть отнесены также к поршневым
группам других машин (компрессоров, гидравлических устройств).
Во многих силовых приводах распространены поршни с уп-
лотнениями в виде резиновых колец круглого или прямоуголь-
ного сечений, находящихся в канавках поршня. Особенностью
сборки этих соединений является необходимость соблюдения за-
372
зоров между поршнем и стенкой цилиндра в пределах 0,15—0,3 мм.
Материал кольца «затекает» в эти зазоры и хорошо уплотняет со-
пряжение.
В сборочных единицах, показанных на рис. 364, д, е, уплотне-
ние осуществляется К-образными манжетами. Во избежание по-
вреждения манжеты при сборке устанавливают на поршни без
деформации и закрепляют несколькими накладками при цельном
поршне (рис. 364, е). Зазор в сопряжении А поршня с цилиндром
ЯП о „
соответствует посадке -jpp Зазоры в сопряжениях Б равны при-
близительно 0,8—1 мм. Герметичность в сопряжении поршня со
штоком обеспечивается шайбой 1 из мягкого металла или резино-
выми кольцами 2.
Особую группу цилиндрических подвижных соединений состав-
ляют прецизионные пары, например плунжер — втулка топлив-
ных насосов (рис. 376).
Плунжерные насосы современных дизелей создают в момент впрыска топлива
в цилиндр давление до 400 кгс/см2 и выше. Для получения таких давлений плун-
жер и втулку насоса изготовляют с очень жесткими допусками (0,015—0,02 мм)
и подбирают в пары таким образом, чтобы зазор в сочленении был порядка
1—3 мкм. Плунжер и отверстие втулки должны быть прямолинейны, с минималь-
ной овальностью и конусностью (точность геометрической формы 1—2 мкм при
диаметре плунжера 8—8,5 мм). Поверхности плунжера и отверстия втулки
должны иметь шероховатость Ra = 0,063-^0,04 мкм. По техническим требова-
ниям при рассмотрении этих поверхностей в лупу на них должны быть видны
лишь беспорядочно расположенные тонкие линии.
Необходимая точность сборки прецизионных пар достигается
либо селективной сборкой из деталей, рассортированных на раз-
мерные группы, либо в дополнение к этому также еще и посред-
ством совместной притирки.
Плунжеры и втулки до подбора в пары
предварительно сортируют на 30—40 групп, при
этом групповой допуск часто составляет 0,6—
1 мкм; при таком малом значении группового
допуска необходимо учитывать не только чи-
словую величину допуска на изготовление плун-
жера 6В и отверстия втулки 60, но и погреш-
ности геометрической формы этих деталей
в продольном 6ф/ и поперечном 6ф.; сечениях,
т. е. групповые допуски (соответственно 6ГВ и
6ГО) должны быть
^гв 4- бф/в +
6Г0 80 —- 6ф/о бфл>-
Рис. 376. Элемент то-
пливного насоса вы-
сокого давления:
1 — втулка; 2 —
плунжер
Здесь индексы в и о характеризуют при-
надлежность приведенных показателей соот-
ветственно плунжеру и отверстию втулки.
373
Если допуск сопряжения плунжера и втулки, т. е. разность
между максимальным и минимальным зазорами, по техническим
условиям может быть более суммы 6ГВ -|- 6Г0, то сборку можно
осуществить без дополнительной совместной приработки.
Большое значение здесь имеет процесс измерения деталей.
Определить зазор между плунжером и втулкой в собранном виде
невозможно. Численное значение зазора может быть найдено
лишь как разность диаметров плунжера и отверстия втулки.
Окончательно обработанные детали обмеривают по нескольким поя-
сам с точностью до 0,001 мм с последующей сортировкой на ряд
размерных групп с разницей диаметров в микрометрах. Такая
точность требует создания особых условий на участке сборки.
В частности, температура должна быть постоянной (20 ± 1°). Кон-
трольные приборы должны быть также высокой точности, настрой-
ку их необходимо регулярно контролировать.
В качестве измерительных приборов используют пневматиче-
ские длиномеры для втулки и высокоточные миниметры с теневой
шкалой для плунжера. В процессе измерений учитывают погреш-
ности измерения, допускаемые приборами. Точность измерений
находится в пределах ±0,2—0,3 мкм.
Следует отметить, что в настоящее время ведется работа по
созданию электронного прибора, который обеспечивает раздель-
ное измерение диаметров плунжера и втулки и сопоставления ре-
зультатов этих измерений [34].
При сборке ряда прецизионных соединений сравнительно ча-
сто еще применяют так называемый неорганизованный подбор
сопрягаемых деталей. В этом случае комплект охватывающих
деталей с отверстием устанавливают в кассету и по ним вручную
подбирают охватываемые детали (плунжеры, золотники), после-
довательно пробуя каждую из них по отверстиям до тех пор, пока
не окажется подходящей охватываемая деталь. Такой процесс,
конечно, малопроизводителен. После подбора производят притир-
ку обеих деталей до получения требуемой точности соединения.
Притирку осуществляют с применением паст, содержащих аб-
разивные материалы с низкой (окись алюминия) или высокой ре-
жущей способностью. Хороший результат во втором случае пока-
зала паста из синтетического алмазного микропорошка зерни-
стостью АСМ40 (10% алмазного порошка, 40% стеарина и 50%
олеиновой кислоты). Как показал опыт, эта паста позволяет зна-
чительно снизить трудоемкость приработки и повысить ее точность.
О характере и точности, достигаемой после различных видов доводки втулки,
свидетельствуют данные табл. 44.
В настоящее время внедряется процесс доводки отверстия после
развертывания — дорнование, обеспечивающее снижение при-
пуска на последующую доводку до 0,03—0,05 мм вместо 0,07—
0,1 мм; это позволило повысить производительность притирки,
снизить расход паст, оснастки и притирочных станков.
374
Таблица 44
Опер ации Кри- визна Эллипс- ность Конус- ность Корсет- ность коватостъ хности [КМ по 2789 — 73
мм Шер о: повер Ra, м ГОСТ
Зенкерование и развер- тывание Первая черновая довод- ка Вторая черновая доводка Окончательная доводка 0,006— 0,01 0,008— 0,006 0,003 0,002 0,Ol- О.02 0,005— 0,01 0,003 0,001 0,Ol- О.02 0,005— 0,01 0,003 Не бол( 0,002 0,01— 0,02 0,005— 0,01 0,003 se 0,001 2,5 0,63 0,16 0,063
Сборку гидравлической сборочной единицы плунжерного на-
соса начинают с подбора пары плунжер — втулка. В их сопря-
жении не должно быть никакого, даже мало ощутимого заедания
плунжера. Для ускорения подбора часто пользуются следующим
приемом: плунжер и втулку одной группы, подобранные в пару,
раздвигают, закрыв на втулке входное отверстие и отверстие со
стороны торца пальцами. Если зазоры достаточно малы, то сразу
же должно появиться сильное сопротивление разъединению де-
талей, а при освобождении плунжер должен самопроизвольно
втягиваться обратно во втулку. Проводя такую проверку несколь-
ко раз с поворотом плунжера на некоторый угол и сравнивая со-
пряжение с эталонной парой, можно условно судить о степени гер-
метичности собираемой пары.
Относительная подвижность часто оценивается также по без-
остановочному самоопусканию во втулку плунжера под действием
силы тяжести. Плунжер смачивается дизельным топливом.
Окончательно собранную пару проверяют опрессовкой, которая
пока является единственным критерием оценки сопряжения. Оцен-
ку ведут по величине так называемой гидравлической плотности Т,
представляющей собой отношение количества топлива, просочив-
шегося через сопряжение во время гидравлического испытания,
к количеству, проникающему в единицу времени (с). Гидравличе-
ская плотность может быть представлена следующим уравнением:
1 ~ —Q6» ’
где d — диаметр плунжера, см; ц — абсолютная вязкость топлива,
кгс-с/см1 2; I — активный ход плунжера, см; ip— коэффициент,
характеризующий конфигурацию уплотняющей поверхности; Q —
давление топлива при опрессовке, кгс/см2; б — зазор в сопряже-
нии, см.
375
Рис. 377. Схема определения плотности сопряжения плунжерных пар
Хотя на величину Т оказывает влияние, кроме зазора, также ряд других
факторов, тем не менее между числовым значением зазора в сопряжении и гидра-
влической плотностью существует некоторая зависимость:
Т, мин............... 14 18 22 26 32
6, мкм............... 2,75 2,33 2,0 2,0 1,5
Операцию опрессовки обычно производят на специальном при-
способлении до установки пары в корпус секции насоса. Качество
сопряжения на таких приспособлениях оценивается по времени
просачивания топлива через зазоры при давлении 200—•
250 кгс/см2.
Схема такого приспособления (конструкции И. Н. Кузнецова) дана на
рис. 377. Втулка 2 вставляется в держатель Рис помощью байонетного зажима
соединяется с цилиндром 10. Посредством крана 1 во втулку подается рабочая
жидкость (по ГОСТ 9927—71 смесь дизельного топлива с маслом). Далее вводится
плунжер 3 до осечки впускного отверстия втулки. Включением цилиндра 6
нагружается шпиндель, его давление передается плунжеру 3 испытуемой пары.
В момент нагружения плунжера (положение на рисунке) в гидроусилителе 4
создается необходимое давление, срабатывают датчик 7 и микропереключатель 8.
Одновременно электросигнал подается на электромагнитную муфту 14 и контакты
376
электросекундомера 13, отсчитывающие соответственно активный ход плунжера
в долях миллиметра и время опрессовки в секундах. _
После того, как скошенные кромки плунжера 3 соединят внутреннюю по-
лость втулки 2 с ее впускным отверстием, давление в гидросистеме падает, вновь
срабатывают датчик 7 и микропереключатель 8, прекращает работу электрома-
гнитная муфта 14 и электросекундомер 13. Энергия падающего рычага 5 с гру-
зом 12 гасится демпфером 11.
Для проверки плунжерных пар применяют также гидравличе-
ские стенды ручного управления. В приемник устанавливают ис-
пытуемую пару и зажимают штоком пневмоцилиндра. С помощью
гидроцилиндра плунжер поднимается вверх, время подъема из-
меряют секундомером.
Все плунжеры следует опрессовывать при одинаковой темпе-
ратуре. В качестве жидкости применяют топливо того же сорта,
на котором работает данный насос в эксплуатации.
Плунжерные пары насосов тракторных двигателей по гидрав-
лической плотности делятся на три группы. Время падения груза
при давлении 200 кгс/см2 для I группы 15—-20 с, для II группы
21—24 с и для III группы 26—30 с.
При сборке многоплунжерного насоса для обеспечения равно-
мерности подачи топлива в цилиндры двигателя устанавливают
пары только одной группы плотности.
Решение задачи автоматизации сборки прецизионных пар свя-
зано, как уже отмечалось, с рядом трудностей. Принцип полной
взаимозаменяемости упростил бы сборку, но практически это пока
невозможно осуществить из-за весьма высоких требований к точ-
ности деталей в обработке. Автоматическая селективная сборка
прецизионных соединений может быть осуществлена тремя спо-
собами. При первом способе сборку ведут из деталей одноименных
размерных групп. Для обеспечения производительной работы ав-
томата количество деталей в каж-
дой такой группе должно быть
достаточно велико, а число групп
ограничено. По второму способу
автомат загружается деталями од-
ного наименования нескольких
размерных групп. Детали, сопря-
гаемые в процессе сборки, пред-
варительно автоматически изме-
ряются и каждая годная парная
деталь подается к месту сборки
с деталью соответствующей раз-
мерной группы.
Третий способ схематически
представлен на рис. 378. Втулки
поступают из магазинного устрой-
ства 1 на контрольно-сортировоч-
ную позицию 10. После измере-
ния диаметра годные втулки на-
Рис. 378. Принципиальная схема ав-
томата для сборки прецизионных
сборочных единиц
377
правляются к головке 8 и устанавливаются в отверстия стола 7.
Одновременно результаты измерений диаметров их в виде сигна-
лов поступают в устройство электронной памяти 9. Другое мага-
зинное устройство 2 таким же образом выдает плунжеры. При этом
посредством электронного устройства 3 диаметр плунжера сравни-
вается с диаметрами соответствующих втулок, находящихся в от-
верстиях стола 7. Парная втулка, годная по условиям посадки,
посредством исполнительного’ механизма 6, включаемого сигна-
лом, подходит к головке 4, и здесь осуществляется сборка. Соб-
ранные сборочные единицы снимаются головкой 5.
^Весьма возможно, что автоматизация сборки прецизионных
сборочных единиц пойдет также и по пути сохранения в сборочном
процессе пригоночных операций, но более эффективных, чем из-
вестны в настоящее время.
СБОРКА ПОДВИЖНЫХ КОНИЧЕСКИХ СОЕДИНЕНИЙ
Эти виды соединений применяют в разнообразных машинах
и механизмах, в частности в конструкциях запорных устройств —
пробковых конических кранах (рис. 379, а), клапанах (рис. 379, б),
а также в регулируемых подшипниках скольжения (рис. 379, в)
и качения, упорных пятах и т. п.
Подвижные конические соединения, препятствующие проник-
новению газов и жидкостей, часто при сборке подвергают пригонке
(развертке, притирке). Рассмотрим в качестве примера сборку кла-
пана двигателя.
Головка блока или цилиндра поступает на сборку клапанов
с запрессованными направляющими втулками 1 (рис. 380) и окон-
чательно обработанными отверстиями в них и фасками гнезд 2.
Соосность втулок и гнезд имеет большое значение для нормаль-
ной работы клапана. В случае перекоса (см. рис. 380) в месте А
возможен изгиб стержня клапана в связи с тем, что тарелка под
Рис. 379. Примеры сборочных единиц, имеющих подвижные конические соединения
378
6
Рис. 380. Схема сборочной
единицы клапана при от-
клонении от осности направ-
ляющей втулки и фаски
гнезда
Рис. 381. Вид притертой кониче*
ской поверхности фаски клапа-
на:
а — правильно: б и в — непра-
вильно
давлением газов устанавливается по конусу гнезда. Этот изгиб
происходит в разных направлениях, так как клапан при работе
сборочной единицы поворачивается. В результате наступает раз-
рушение шейки клапана, причем тем быстрее, чем больше несо-
осность.
Плотность прилегания клапанов к фаске гнезда блока или
его головки на большинстве двигателей достигается за счет при-
тирки. Лишь в некоторых современных двигателях плотность
в соединении обеспечивается точным шлифованием фаски клапана
и чистовой обработкой гнезд. Для притирки клапанов применяют
шлифующие порошки с мелким равномерным зерном в смеси с ма-
слом или керосином в виде полужидкой массы либо специальные
пасты. Эту массу или пасту наносят тонким слоем на фаску седла
или клапана, который вводится стержнем в отверстие направляю-
щей втулки. Под тарелку клапана подкладывают спиральную
пружину, приподнимающую клапан над гнездом. После этого ме-
ханизированным инструментом с реверсивным ходом клапан вра-
щают поочередно в обе стороны. Через три-четыре поворота кла-
пан приподнимают над гнездом, чтобы крупные частицы прити-
рочного порошка смещались и не оставляли глубоких кольцевых
царапин на фасках. При необходимости добавляют притирочную
массу, причем использованную массу следует с клапана смыть.
Притирать детали надо до тех пор, пока по всей окружности фаски
клапана и седла не появится матовая полоска шириной 1,5—2,5 мм
(рис. 381).
Ручная притирка клапанов является очень трудоемкой операцией, поэтому
в мелкосерийном производстве ее целесообразно производить механизированным
инструментом, а в крупносерийном и массовом производствах — иа многошпин-
379
Рис. 382. Схема механической притирки
на многошпиндельном станке
дельных притирочных станках. Шпиндели таких станков совершают возвратно*
вращательное движение и, как и при ручной притирке, периодически приподни-
мают клапан над гнездом.
Принципиальная схема притирочного станка показана на рис. 382. Станок
имеет привод от электродвигателя 1, который через зубчатые колеса передаточ-
ного механизма 2 приводит в движение кривошипа 3. Вращательное движение
притираемым клапанам сообщается через рейку 4, совершающую возвратно-
поступательное движение от шатуна 5 и зубчатых колес 6, установленных на
шпинделях. Шпиндели, кроме того, с помощью цепной передачи 8 и кривошипно-
шатунного механизма 9 перемещаются вдоль осей совместно с корпусом 7. В ре-
зультате такого устройства притираемые клапаны, закрепленные на шпинде-
лях, получают вращательное движение попеременно в обе стороны и периоди-
чески приподнимаются, что необходимо при притирке. Кроме того, шпиндели,
а вместе с ними и клапаны при каждом движении рейки 4 получают при помощи
винтового механизма 10 дополнительное смещение на 2—3° за каждый двойной
ход корпуса шпинделей. Рычаг 11 служит для подъема и опускания притираемой
сборочной единицы (на схеме — блока) при его установке. Обычно такие станки
можно применять для притирки клапанов различных двигателей. Продолжитель-
ность притирки клапанов на станке 2,5—3 мин.
После притирки сборочную единицу необходимо тщательно
промыть, а затем продуть воздухом, чтобы частицы абразива не
остались и не попали на трущиеся поверхности деталей, смазать
направляющие клапанов и проконтролировать.
В автоматических установках все эти процессы выполняются
последовательно. Например, в линии конструкции НИИТракторо-
сельхозмаша (рис. 383) имеются три автомата — для притирки
клапанов автомобильного двигателя, мойки и обдувки, смазки
380
и контроля. В первом автомате производится притирка одновре-
менно восьми клапанов. Притирочная паста наносится на фаску
седла перед установкой клапанов. В процессе притирки каждый
клапан с помощью кривошипно-кулисного механизма получает
возвратно-вращательное движение в одну сторону на 160° и в об-
ратную — на 120°. Притирка осуществляется в течение 51 с. Затем
головка блока с клапанами подается в автомат для мойки, где
подогретым щелочным раствором омывается со всех сторон и после
этого обдувается горячим воздухом. Далее в отверстия направ-
ляющих втулок подается смазка. Мойка производится в течение
32,5 с, обдувка — 40 с. В третьем автомате осуществляется кон-
троль. Транспортирование сборочной единицы с одной позиции
на другую (всего 11 позиций) производится шаговым транспорте-
ром автоматически. Темп работы линии — 60 с.
Для некоторых двигателей вместо трудоемкой операции при-
тирки клапанов применяют шлифование гнезд (после запрессовки
и окончательной обработки направляющих втулок) при помощи
вибрационной оправки. Оправку приводят во вращение с числом
оборотов до 12 000 в минуту; она хорошо самоустанавливается.
Обработку ведут вначале грубыми, а затем чистовыми шлифоваль-
ными кругами. После такой обработки клапан плотно устанавли-
вается по фаске гнезда.
Большой объем работ при сборке подвижных конических сое-
динений обычно связан с ручной притиркой различных пробковых
кранов. Допускать в технологии ручную притирку таких соеди-
нений нецелесообразно. Простейшим средством механизации яв-
ляется пневматический или электрический инструмент вращатель-
ного действия с реверсивным ходом. Это в 1,8—2 раза увеличит
Рис. 383. Автоматическая линия притирки клапанов автомобильного двигателя
381
Рис. 385. Проверка качества при-
тирки клапанов
Рис. 384. Механизированная притирка конических
пробковых кранов
производительность и облегчит труд. Однако лучше, если эти
процессы будут оснащены специальными механизированными при-
способлениями и притирочными станками.
Приспособление, показанное на рис. 384, предназначено для притирки кони-
ческих пробок 1 к корпусам 2. Пробку закрепляют в шпинделе, имеющем подвиж-
ную кулачковую полумуфту 3, сцепляющуюся с кулачками зубчатого колеса 4.
Последнее получает возвратно-вращательное движение посредством рейки 5,
связанной через кулису и кривошипный механизм 6 с электроприводом 7. Тре-
буемые для качественной притирки периодические подъемы пробки 1 осуще-
ствляются кулачком 8 и рычагом 9, отводящим корпус 2 вместе с кареткой 10
влево Обратно корпус возвращается пружиной 11. Приспособление полуунивер-
сальное, оно может быть использовано для притирки ряда конических соеди-
нений.
Значительного роста производительности и высокой степени
герметизации можно достичь путем вибрационной притирки кони-
ческих поверхностей. В настоящее время ведутся исследования
этого метода.
Контроль качества притирки и сборки осуществляют осмотром
состояния сопрягающихся поверхностей притертых деталей, за-
ливкой керосина и наблюдением за его просачиванием, а также
специальными приборами и приспособлениями для измерения ком-
прессии. На рис. 385 показано приспособление для проверки ка-
чества притирки клапанов. Металлический колпак 1 с резиновым
382
кольцом 2 на торцовой поверхности имеет манометр 3. Приспособ-
ление прижимается к головке цилиндра при помощи винтовой струб-
цины 5 и, таким образом, изолирует клапаны. После установки
приспособления через штуцер 4 подводится сжатый воздух (или
жидкость) под давлением до 3 кгс/см2. Сохранение постоянного
давления в течение некоторого времени после включения воздуш-
ного крана свидетельствует об отсутствии утечки воздуха, т. е.
о достаточно плотном прилегании клапана к седлу.
Однако в крупносерийном производстве при контроле много-
клапанных сборочных единиц такой метод проверки вследствие его
трудоемкости неприемлем. В этих случаях применяют многомест-
ные контрольные установки. Схема одной из них показана на
рис. 386. Пневмоцилиндр 1 при поступлении в него сжатого воздуха
опускает на испытуемый узел 2 движущуюся на колоннах травер-
су 3 с четырьмя, шестью или восемью подпружиненными заглуш-
ками 4, которые изолируют сразу все клапаны. К каждому кла-
пану имеется отдельный подвод сжатого воздуха через штуцер 5,
однако кран подачи воздуха общий. О повышении давления над
клапаном до требуемой величины сигнализирует электрическая
лампочка 6, которая зажигается при включении диафрагменных
контактов в коробке 7. Сохранение этого давления в течение опре-
деленного времени свидетельствует о достаточной плотности при-
тирки конических сопряжений и правильности сборки сборочной
единицы.
Проверку плотности прилегания конических обратных и редукционных
клапанов, пробок, кранов производят воздухом при опускании узла в керосин
или при помощи установки, показанной на рис. 387. Испытуемая сборочная
единица 1 зажимается между резиновыми прокладками штоком 2 под действием
груза 3. Под этот узел через штуцер 4 и край 5 подводится сжатый воздух. Если
клапан или пробка узла притерты недостаточно плотно, то просочившийся воздух
Рис. 386. Схема многоместной установки для проверки герметичности собранных кониче-
ских соединений
383
попадает по трубке 6 в стеклянный стаканчик 7 с жидкостью и в виде пузырь-
ков выходит на поверхность. По количеству пузырьков воздуха можно судить
о качестве притирки.
Сборка сборочной единицы конического подшипника скольже-
ния (см. рис. 379, в) в основном не отличается от сборки обычных
цилиндрических подшипников; особенность заключается в воз-
можности подтягивания подшипниковой втулки гайкой для регу-
лирования масляного зазора. По окончании сборки и регулировки
гайки стопорится винтом, ввернутым в кольцо 1.
СБОРКА ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ
В конструкциях машин и механизмов наиболее широко рас-
пространены 1 зубчатые передачи со следующими видами колес:
цилиндрическими — прямозубыми, косозубыми, шевронными, вин-
1 Предполагается, что читателям известны теоретические сведения о зубчатых и
червячных передачах (см. список литературы в конце книги).
384
товыми и коническими — с прямыми, криволинейными и косыми
зубьями. Червячные передачи применяют с цилиндрическим (ар-
химедовым) и глобоидными червяками.
Для зубчатых цилиндрических и конических передач, а также
червячных передач государственными стандартами устанавливает-
ся двенадцать^степеней точности, обозначаемых в порядке убыва-
ния точности степенями 1—12.
Характеристики передач, распространенных в машиностроении, даны
в табл. 45.
Для каждой степени точности зубчатых передач государствен-
ным стандартом установлены нормы: кинематической точности ко-
леса, плавности работы_колеса_и контакта зубьев. Нормы кинема-
тической точности определяют полную погрешность угла поворота
зубчатых колес за оборот.
Нормы плавности работы колеса определяют величину состав-
ляющих полной погрешности угла_поворота зубчатого колеса.
Нормы контакта зубьев определяют точность соблюдения отно-
сительных размеров пятна контакта сопряженных зубьев колес
в передаче. Независимо от степени точности колес и передач
устанавливают нормы бокового зазора.
Основными являются величины минимального гарантирован-
ного бокового зазора (при сопряжении В), обеспечивающего ком-
пенсацию уменьшения бокового зазора от нагрева передачи при
разности температур зубчатой передачи и корпуса 25° и равенстве
коэффициентов линейного расширения. Нормы гарантированного
бокового зазора можно изменять. При_изменении этих норм пред-
почтительно применять одно из следующих сопряжений: Н — с ну-
левым гарантированным зазором, Е, Д — с уменьшенным гаран-
тированным зазором, А — с увеличенным гарантированным за-
зором.
Важным фактором, определяющим эксплуатационное качество
зубчатой передачи, является боковой зазор между зубьями колес.
Боковой зазор измеряется для цилиндрических колес в сечении,
перпендикулярном к направлению зубьев, в плоскости, касатель-
ной к основным цилиндрам, для конических — по нормали к по-
верхностям зубьев у большего основания делительного конуса.
Зазор в зацеплении является необходимым для компенсации
возможных ошибок в размерах зубьев, неточности расстояния ме-
жду осями зубчатых колес, изменения размеров и формы зубьев
при нагреве в процессе работы передачи. Но вместе с этим зазор
является причиной возникновения ударов и дополнительного из-
носа зубьев при работе зубчатых колес, а также причиной появле-
ния в передаче так называемого мертвого хода, когда отклонение
на некоторый угол ведущего зубчатого колеса не вызывает пово-
рота ведомого. Таким образом, зазор в зацеплении должен быть
таким, чтобы при работе передачи не произошло заклинивания
зубьев, не нарушилась плавность вращения и в то же время мерт-
вый ход был возможно меньше.
13 Новиков м. п. 385
Таблица 45
Степень точно- сти Краткая характеристика передач
зубчатых цилиндр ических зубч атых конических червячных
6-я (особо точные) Предназначаются для передачи больших мощностей и работы с высокими окружны- ми скоростями: более 8 м/с для прямозубых колес и 15 м/с для непрямозубых. Высо- кий КПД; бесшум- ные в работе; обра- ботка зубьев весьма точная Используются в мощ- ных передачах с ок- ружными скоростя- ми выше 5 м/с для прямозубых и 10 м/с для косозубых. Точ- ность обработки вы- сокая; при особо трудных условиях работы притираются в паре; высокий КПД; шум слабый Применяются для пе- редач, требующих точного отсчета при окружных скоростях по колесу выше 5 м/с. Витки червяка шли- фуются; высокая чи- стота зубьев колеса; высокий КПД; пере- дача обкатывается под нагрузкой
7-я (точные) Работают при мень- ших мощностях, с ок- ружными скоростями до 10 м/с для прямо- зубых и 20 м/с для непрямозубых. Повы- шенный КПД; при работе слабый шум; обработка зубьев точ- ная Предназначаются для передачи срав- нительно больших мощностей при ско- ростях до 6 м/с для прямозубых и 13 м/с для косозубых. По- вышенный КПД; зубья шлифуются; при работе слабый шум Силовые передачи со скоростями по коле- су до 7,5 м/с. Чер- вяки шлифуются; ко- леса нарезают шлифо- ванными червячными фрезами; чистота об- работки зубьев и КПД повышенные
8-я (средней точ- ности) Средненагруженные, работают с окруж- ными скоростями до 5 м/с для прямозубых и 9 м/с для непрямо- зубых. Нормальный КПД; шум при ра- боте гудящий; воз- можны неточности Передаваемые мощ- ности средние. Ок- ружные скорости до 3 м/с для прямозу- бых и 7 м/с для косо- зубых. Точность об- работки средняя; КПД пониженный; шум при работе и слабые удары Неответственные кратковременно рабо- тающие передачи с окружными скоростя- ми по колесу до 3 м/с. Чистота обработки червяка и зубьев ко- леса средняя; допу- скается шабрение; средний КПД
9-я (пони- женной точ- ности) Используются в не- ответственных пере- дачах, где не предъ- являются требования в отношении точно- сти; окружные скоро- сти до 3 м/с для пря- мозубых и 6 м/с для непрямозубых Тихоходные переда- чи для небольших мощностей при ок- ружных скоростях до 2,5 м/с для пря- мозубых и 5 м/с для косозубых. Точность изготовления и КПД низкие Передачи с ручными приводами и окруж- ными скоростями по колесу менее 1,5 м/с. Червяк точеный; ко- лесо с фрезерованным зубом; низкий КПД
386
В общем случае боковой зазор Сп является функцией меж-
центрового расстояния А и толщины зубьев ST и S2, т. е.
С„ = <р (Л, Sb S2).
Колебания бокового зазора могут быть выражены зависимостью
8Сп = -g-бЛ + А-(65х + 6S2),
или
6С„ = 26Л sin а — (б5г Ц- 6S2) cos а.
При отклонении от параллельности осей 8х и перекосе их 8у,
отнесенном к ширине колеса, зависимость в общем виде может быть
представлена выражением
Сп = <р (Л, S15 S2,8х, 8 у),
откуда
8Сп = -Й- 6Л + 4^- (6ST + 6S2) + 4^- бх + 8у.
п дА 1 3S ' 1 1 1 дх 1 ду v
В связи с тем, что отклонение межцентрового расстояния и
непараллельность — это погрешности, расположенные в одной
плоскости, равно как и погрешности в толщине зубьев и перекосы,
можно написать
Зф _ Зф . Зф Зф .
дА дх ’ dS ду ’
тогда
6С„ = -gt (6Л + бх) 4- -Ц- (бй + 6S2 + бу),
или
8Сп = sin а (26Л бх) — (6SX 6S2 — бу) cos а.
Боковой зазор Сп между зубьями колес может быть изменен
двумя способами: 1) увеличением расстояния между осями зуб-
чатых колес, при этом начальные окружности их не будут касаться;
этот способ применяется крайне редко; 2) уменьшением толщины
зуба; этот способ очень распространен.
Зависимость изменения бокового зазора АС„ от изменения рас-
стояния между центрами АЛ может быть с достаточной точностью
представлена для зацепления с углом а = 20° в следующем виде:
АС„ = 2АЛ sin 20° = 0,684 АЛ.
Числовые значения боковых зазоров в зацеплениях, обеспечи-
ваемых при сборке передач, регламентируются стандартом (см.
табл. 46). Чем грубее обработка зубьев, тем большие боковые
13* 387
Таблица 46
Межосевое расстояние Предельные отклонения межосевого расстояния (±), мкм, для сопряжений Гар актированный боковой зазор /л mjn, мкм, для сопряжений
Н, Е д с в А Н Е Д с в А
До'80 15 23 37 60 95 0 30 46 74 120 190
80—125 18 27 43 7а НО 0 35 54 87 140 220
125—180 20 32 50 80 125 0 40 63 100 160 250
180—250 23 36 58 92 145 0 46 72 115 185 290
250—315 26 40 65 105 160 0 52 81 130 210 320
315—400 28 45 70 115 180 0 57 89 140 230 360
400—500 32 48 78 125 200 0 63 97 155 250 400
500—630 35 55 88 140 220 0 70 НО 175 280 440
630—800 40 63 100 160 250 0 80 125 200 320 500
800—1000 45 70 115 180 280 0 90 140 230 360 550
зазоры устанавливаются в зацеплении. Выдерживая при сборке
механизма зазоры в зацеплениях точных высоконагруженных
зубчатых колес, необходимо учитывать возможность изменения
этих зазоров при работе механизма вследствие нагрева его деталей.
Рассмотрим схему, приведенную на рис. 388. Расстояние между осями валов
(в холодном состоянии при сборке)
Л __ ,
Л 2
Обозначим:
ак — коэффициент линейного расширения материала корпуса;
аш — коэффициент линейного расширения материала зубчатых колес;
tK и tm — соответственно температуры корпуса и колес при установив-
шейся работе.
При работе механизма расстояние между осями зубчатых колес в корпусе
Лк = А -|- Асск/к = А (1 -р о^к) •
Сумма радиусов малого и большого зубчатых колес при расширении их
вследствие нагрева при работе
АШ = (1 + аш^ш) -------1--2~= (1 “Ь
Следовательно, изменение в положении зацепляющихся зубьев зубчатых
колес по направлению линии, соединяющей их центры,
ДЛ = Аш Лк = А (осщ/ш ®к^к)*
Необходимый зазор между зубьями колес и его колебание определяются
величиной допусков на точность изготовления зуба по его толщине на начальной
окружности. Но иногда в зависимости от температурных условий, при которых
работает передача, зазор в зубьях приходится выдерживать при сборке иным,
чем задается допусками.
На рис. 389, а показано положение зубьев в момент симметричного располо-
жения одного из них во впадине. При сборке в зацеплении зубчатых колес зазор
— Sb — S.
388
Зазор, который должен обеспечить
работу зубчатых колес без заклинива-
ния в условиях установившейся ра-
боты передачи, с достаточной для
практики точностью может быть вы-
ражен формулой
^2 = вх 2 ДЛ tg Хк.
Если рассматривать косозубые
или шевронные зубчатые колеса, то
при подсчете зазоров в зубьях необ-
ходимо учесть угол, образуемый на-
правлением зуба на делительном ци-
линдре с осью зубчатых колес. Тогда
измеряемый в направлении вращения
зубчатых колес зазор при сборке
(рис. 389, а)
' — ei
— COS Р ’
Рис. 388. Схема цилиндрической зубчатой
передачи
а зазор, необходимый
при работе передачи,
е2 =
eg
cosp
Если величина ДЛ будет отрицательной, то зазоры в зубьях, принятые
при сборке, во время работы механизма несколько увеличатся. Если же величина
ДЛ будет положительной, т. е. температурное расширение зубчатых колес Лш
будет больше температурного расширения корпусами, то зазоры в зацеплении
зубчатых колес у работающего механизма будут уменьшаться, и вследствие
этого при сборке боковые зазоры необходимо назначать по формулам для е2 и е2-
При сборке зубчатых передач выполняют следующие работы:
а) установку зубчатого или червячного колеса на валу; б) уста-
новку валов с колесами в корпусе; в) сборку сборочной единицы
червяка и установку его в корпус; г) регулирование зацепления.
Рис. 389. Схема зацепления зубьев колес:
S — толщина зуба по начальной окружности, измеренная зубомером (по хорде), см»
S — ширина впадины зуба измеренная по хорде, на начальной окружности, см; —
угол, образуемый касательной к рабочей поверхности зуба в точке начальной окружности
и прямой линией, проходящей через середину впадины зуба и центр зубчатого колеса -
389
Поступающие на сборку зубчатые и червячные колеса, а также
червяки и другие детали передач должны быть полностью обрабо-
таны, промыты и высушены. На рабочих поверхностях зубьев ко-
леса или червяка, предназначенного для точных и тяжело нагру-
женных передач, не должно.быть заусенцев, забоин, задиров,
царапин и других погрешностей.
СБОРКА ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ ПЕРЕДАЧ
Цилиндрические зубчатые передачи внешнего зацепления со-
ставляют в конструкциях машин и механизмов 75—80% общего
количества передач. Некоторые распространенные способы закреп-
ления зубчатых колес на валах показаны на рис. 390. Наиболее
употребительными из них являются первые четыре способа, при
этом первый способ — в единичном и мелкосерийном производ-
ствах, а второй и третий — в крупносерийном и массовом. Посадка
л Н7 ( А \
зубчатых колес на центрирующие поверхности вала: — (“jf )
Hl / А \ Н7 / А \
и — ПРИ легких и средних нагрузках;
Н7 / А \
и (-р- ) — при средних и тяжелых ударных нагрузках.
Установку колес производят посредством пресса или же вруч-
ную при помощи специальной мягкой оправки и молотка. Послед-
ний способ применяют в мелкосерийном производстве лишь для
зубчатых колес малого размера, термически не обработанных,
монтируемых с небольшими натягами. Зубчатые колеса большого
размера, термически обработанные, а также устанавливаемые со
значительными натягами, следует непрессовывать только посред-
ством пресса, с применением специальных приспособлений. При-
мером таких приспособлений могут быть пневматические или гид-
Рис. 390. Крепление зубчатых колес на валах
-390
A-A
Рис. 391. Напрессовка зубчатых колес на вал при помощи пресса и приспособления
равлические скобы. Основным требованием, предъявляемым к при-
способлениям, является обеспечение точного направления напрес-
совываемого зубчатого колеса и, таким образом, устранение пере-
коса его на посадочной шейке.
При больших диаметрах зубчатых колес целесообразно при
напрессовке применять приспособления с направляющими план-
ками или стержнями. В таком приспособлении (рис. 391) зубчатое
колесо устанавливают или укрепляют на упорной доске 1, кото-
рая движется по направляющим стержням 2. В результате этого
осуществляют точное центрирование колеса при запрессовке,
особенно в начале ее.
В ряде случаев воспользоваться универсальными прессами
не представляется возможным, например при установке зубчатых
колес на длинных валах. Тогда целесообразно для напрессовки
применить специальные несложные установки, имеющие привод
от пневматической сети, насосных станций или пневмогидравли-
ческих устройств.
Установка, показанная на рис. 392, предназначена для напрессовки зубча-
тых колес на распределительные валы. Вал устанавливают на двух концевых
391
о
to
Рис. 392. Приспособление для напрессовки зубчатого колеса на распределительный вал
опорах 1 и 2 и зажимают педалью. Опора 1 воспринимает усилие, создаваемое
гидроцилиндром 3 при напрессовке зубчатого колеса. Для обеспечения строгого
совпадения осей распределительного вала и напрессовываемого колеса его уста-
навливают на палец 4 со шпонкой 5. Соответствующая ориентация распредели-
тельного вала обеспечивается призмой 6, предназначенной для концевого кулачка.
Необходимо предотвращать перекосы зубчатых колес не только в
процессе монтажа, но и при их снятии с валов. Эти операции часто
приходится осуществлять в процессе сборки, когда возникает не-
обходимость повернуть колесо относительно вала или устранить
какую-либо другую погрешность. Снимают зубчатые колеса с вала
также с помощью пресса или съемниками. При использовании
пресса колесо обычно опирают на его торцовую плоскость, а цен-
трирование обеспечивается по наружной цилиндрической поверх-
ности зубьев или тремя бобышками, входящими во впадины между
ними.
Следует иметь в виду, что при посадке с большими натягами
недостаточно жестких колес нередко получается искажение зуб-
чатого профиля, что отражается на работе зацепления. В таких
случаях зубчатые колеса устанавливают на вал с весьма неболь-
шим натягом или даже зазором (от —0,03 до +0,04 мм для валов
диаметром до 100 мм).
При установке на шлицевой вал несимметричных прямозубых
колес возможен их перекос вследствие зазоров в шлицевом соеди-
нении. Тогда под действием крутящего момента при работе пере-
дачи возникают дополнительные осевые силы, сдвигающие колесо.
Вследствие этого в сопряжении ступицы колеса со шлицами вала
следует выдерживать минимальные зазоры.
Перед напрессовкой зубчатого колеса на вал необходимо обра-
тить внимание на состояние поверхностей отверстия и посадочной
шейки вала. Если зубчатое колесо напрессовывается до упора, то
фаска на зубчатом колесе должна быть достаточной величины во
избежание упора торца его в переднюю поверхность вала.
При напрессовке зубчатых колес возможны следующие погреш-
ности: искажение профиля зубчатого венца, качание зубчатых
колес на шейке вала (рис. 393, а), радиальное смещение колеса
393
Рис. 394. Контроль на биение узла зубчатое колесо — вал:
а — на призмах; б — в центрах
за счет зазора посадки на вал или биения шейки вала (рис. 393, б),
перекос колеса на валу (рис. 393, в), неплотное прилегание к упор-
ному буртику вала (рис. 393, в и г), перекосы в шпоночных соеди-
нениях (рис. 393, д).
Иногда зубчатые колеса имеют зубья разной толщины, причем
в некоторых случаях самый тонкий и самый толстый зубья (в пре-
делах допуска на толщину) располагаются один против другого,
т. е. через 180°, а все остальные зубья имеют постепенно изменя-
ющуюся толщину. Этот дефект (неравномерная толщина зубьев)
по внешним признакам похож на дефект при смещении оси отвер-
стия зубчатого колеса, но не аналогичен ему. Ось отверстия может
быть смещена и при совершенно одинаковой толщине всех зубьев.
Проверка колеса на качание производится обстукиванием
«мягким» металлическим молотком. Другие виды погрешностей
смонтированного на валу зубчатого колеса обнаруживают при
контроле сборочной единицы с помощью индикатора. Для этого
вал 1 устанавливают на плите 2 на призмы (рис. 394, а) и измене-
нием высоты регулируемой призмы 3 добиваются параллельности
оси валащлоскости плиты. После этого сверху между зубьями ко-
леса 4 помещают цилиндрический калибр 5 диаметром 1,68m
(m —• модуль), на который устанавливают ножку индикатора 6
394
й замечают положение его стрелки. Перекладывая калибр через
один-два зуба и поворачивая вал, определяют разницу в показа-
ниях индикатора для всего зубчатого колеса.
Необходимо отметить, что при контроле сборочных единиц
с крупногабаритными колесами пользуются прибором, выполнен-
ным по схеме, показанной на рис. 394, а, но призмы, соединенные
штангой (плита 2), опирают в этом случае на шейки вала, а инди-
катор укрепляют на штанге.
Радиальное смещение колеса может быть уменьшено его пово-
ротом (если позволяет конструкция сборочной единицы) на неко-
торый угол относительно первоначального положения. Объясняет-
ся это тем, что суммарное радиальное смещение б зубчатого колеса,
установленного на вал, зависит от смещения бх зубчатого венца
относительно оси колеса или посадочной поверхности и смеще-
ния б2 этой поверхности относительно оси вала или его опорных
шеек, причем, строя параллелограмм векторов этих смещений,
можно найти, что
б = j/di -j- б2 4- 26j62 cos а,
где а — угол между векторами смещения б2 и б3.
Очевидно, изменяя этот угол поворотом зубчатого колеса от-
носительно вала, можно добиться минимального значения суммар-
ного смещения.
Если на приспособлении (см. рис. 394, а) предусмотреть
упор 7 для вала, то можно индикатором 8 проверять напрессован-
ное зубчатое колесо на биение по торцу. Эту проверку осуще-
ствляют также в центрах. Контрольное приспособление выпол-
няют в виде точной чугунной плиты 1 (рис. 394, б), на которой ук-
репляют две стойки 2 с центрами. Один центр делают подвижным.
В крупносерийном и массовом производствах распространен
метод проверки зубчатого колеса, напрессованного на вал, по
эталону. В этом случае проверяемая сборочная единица 1
(рис. 395), установленная во втулке 2, опирается на центр 3.
Контролируемое зубчатое колесо вводят в зацепление с эталон-
ным колесом 4, сидящим на пальце 5. Последний неподвижно
укреплен в ползуне 6, отжимаемом пружиной 7 таким образом,
чтобы сцепленные зубчатые колеса были прижаты одно к другому.
Упор 8 на ползуне при этом соприкасается со штифтом индикато-
ра 9. При вращении контролируемого зубчатого колеса неточности
зацепления вызывают перемещение пальца 5 и ползуна 6, что
фиксируется индикатором 9. Одновременно можно контролировать
сборочную единицу и на торцовое биение зубчатого колеса инди-
катором 10. Рычаг И служит для отвода ползуна 6 при установке
контролируемой сборочной единицы в приспособление.
Другой более совершенный тип контрольного прибора (рис. 396)
предназначен для контроля собранных валов с зубчатыми колесами
на радиальное биение венца, отклонение от параллельности и пе-
рекоса осей контролируемого и измерительного (эталонного) колес.
395
Рис. 395. Контроль пары зубчатое колесо — вал в крупносерийном и массовом производстве
На этом приборе установка узла для проверки производится вруч-
ную, а процесс контроля механизирован.
Принцип работы прибора следующий. Вал редуктора (рис. 396, а) с напрес-
сованным на нем зубчатым колесом, подлежащим контролю, и внутренними
кольцами подшипников базируется в гнездах пинолей. Измерительное устройство
(рис. 396, б) подводится до плотного сопряжения измерительного и проверяемого
колес. Ось измерительного колеса имеет три степени свободы (поступательное
396
перемещение в горизонтальной плоскости и вращение вокруг вертикальной и го-
ризонтальной осей), вследствие чего измерительное колесо постоянно сохраняет
с проверяемым плотное сопряжение по всей ширине зубчатого венца.
В процессе обката ось измерительного колеса, при наличии погрешностей
у проверяемого, будет совершать поступательные перемещения и колебательные
движения вокруг горизонтальной и вертикальной осей. Эти колебания воспри-
нимаются датчиками, сигналы с которых передаются на светосигнальное устрой-
ство. Для визуального наблюдения за характером и величиной отклонений,
а также для настройки датчики оснащены отсчетными головками. Таким образом,
при обкатывании проверяемого и измерительного колес будет контролироваться
радиальное смещение зубчатого венца, непараллельность осей и перекос осей.
Полученные величины отклонений сопоставляются с допускаемыми, ука-
занными в технических требованиях. Контролируемое зубчатое колесо в про-
цессе контроля приводится во вращение электродвигателем. Измерительное
устройство подводится рычагом посредством специального кулачка.
Отсчетные устройства прибора — электроконтактные датчики со световой
сигнализацией и стрелочные показывающие головки с ценой деления 0,001 мм.
Цикл работы прибора 1,83 мин; скорость вращения контролируемого колеса —
5,28 об/мин; число оборотов колеса за цикл измерения — не менее 1,5 оборота.
После проверки сборочную единицу колеса необходимо еще
раз осмотреть, обращая внимание на состояние поверхностей и
кромок зубьев торцов (возможны забоины и крупные риски) и
креплений (затяжка гаек и винтов, а также их стопорение).
Следует иметь в виду, что перекос колеса, установленного на
шпонке (см. рис. 393, д'), при контроле сборочной единицы иногда
может быть не обнаружен. Но этот вид погрешности оказывает
существенное влияние на работоспособность сборочной единицы,
так как перекос шпонки или паза в ступице вызывает значитель-
ные монтажные напряжения.
Если зубчатое колесо удерживается от осевых перемещений
стопором 1 (см. рис. 390), то завинчивать его до упора нельзя,
так как это вызовет смещение колеса на валу и биение венца.
Кроме того, на стопор будет передаваться крутящий момент.
Рассмотрим особенности сборки соединения зубчатого колеса
со ступицей или с фланцем вала при помощи плотно посаженных
болтов (рис. 397). Колесо укрепляют на ступице или фланце вала
тремя временными болтами (диаметр их на 0,2—-0,3 мм меньше,
чем у постоянных болтов). После этого сборочную единицу уста-
навливают на оправке на призмах и окончательно закрепляют на
временных болтах так, чтобы радиальное биение, проверяемое ка-
либром и индикатором, не выходило за пределы допустимого. Что-
бы зубчатое колесо можно было при таком положении закрепить
плотно посаженными болтами, отверстия во фланце вала (или сту-
пице) и в зубчатом колесе необходимо совместно развернуть при
помощи кондуктора. Затем отверстия подзенковывают и вставляют
в них постоянные болты; после закрепления временные болты сни-
мают. Освободившиеся отверстия таким же путем, как и первые,
развертывают, и в них также устанавливают постоянные болты,
после чего зубчатое колесо окончательно проверяют на биение.
Обычно болты затягивают динамометрическим ключом, так как
при этом на соприкасающихся плоскостях должна быть создана
397
Рис. 896. Контроль пары
зубчатое колесо — вал по
эталону
Рис. 397. Соединение зубча-
того колеса со ступицей при
помощи болтов
такая сила трения, момент которой должен быть больше крутя-
щего момента, передаваемого зубчатым колесом.
Положение ведущего и ведомого валов в корпусе при сборке
зубчатой передачи имеет существенное значение. Для правильного
зацепления цилиндрических зубчатых колес оси их валов должны
лежать в одной плоскости и быть параллельны, а расстояние между
ними должно быть равно полусумме диаметров начальных окруж-
ностей зацепляющихся зубчатых колес. Допуски на межосевое
расстояние устанавливают в соответствии с ГОСТ 1643—72 в за-
висимости от вида сопряжения (табл. 46).
Для эвольвентных зубчатых передач увеличение расстояния
между осями зубчатых колес в пределах допуска не нарушает пра-
вильности зацепления, однако сопровождается ростом зазоров
в зацеплении зубьев, что в быстроходных передачах создает до-
полнительные нагрузки на зубья и повышает интенсивность их
износа. При уменьшении межосевого расстояния зазор в зацеп-
лении, наоборот, уменьшается, но это может вызвать усиленный
износ зубьев и даже заклинивание их.
Расстояние между осями валов нередко проверяют перед сбор-
кой зубчатых передач; для этого можно использовать калиброван-
ные оправки или измерять микрометрами, индикаторами и микро-
метрическими приборами, а также специальными калибрами
(рис. 398).
Перечисленные способы широко применяют при сборке пере-
дач, так как они дают достаточную точность, хотя зазоры при уста-
398
Рис. 398. Схемы проверки расстояния между осями отверстий корпусов зубчатых передач:
а к б — микрометрическими приборами; в — калибром
новке оправок в подшипники, конечно, влияют на результаты из-
мерений. Для повышения точности проверки применяют разжим-
ные оправки или же более сложные приспособления. В приспособ-
лении, показанном на рис. 399, оправки имеют планки 4, распо-
ложенные в радиальных прорезях шайб 2 и 7. Под действием на
штифты 9 планок скосов стержней 5, прижимаемых пружинами 6,
планки могут отходить от центра шайб, чем и компенсируется не-
точность отверстий во втулках корпуса в пределах допуска. Влия-
ние этой неточности на расстояние между осями устраняется тем,
Рис. 399. Схема контроля расстояния между осями отверстий в корпусе зубчатой передачи
399
Рис. 400. Схема измерения межосевого расстояния в малогабаритных корпусах зубчатых
передач
что планки 4 на оправках располагаются под углом 90° к линии
измерения. Расстояние между оправками (а следовательно, и ме-
жду осями отверстий) контролируется индикатором 1, укреплен-
ным на втулке 3. Вследствие большой длины втулки зазор между
ней и оправкой не оказывает существенного влияния на точность
измерений. Второй индикатор 8 служит для контроля перпенди-
кулярности торца корпуса оси отверстия.
В корпусах небольших размеров межосевое расстояние может
быть проконтролировано на стационарных приборах (рис. 400).
Принцип измерения состоит в том, что определяют размеры Б и В
при раздвинутых и сдвинутых пальцах, а затем вычисляют меж-
осевое расстояние по формуле
А = 0,5 (Б -f-B).
Параллельность и отсутствие перекосов осей колес являются
важными факторами для обеспечения требуемой работоспособ-
ности зубчатых передач. Перекос в зацеплении часто бывает ос-
новной причиной обломов, сколов и выкрашивания зубьев и сни-
жения долговечности 1 колес (рис. 401). Допустимые величины
отклонения параллельности fx (рис. 402) и перекоса fy осей отвер-
стий при сборке зубчатых передач установлены государственным
стандартом. В стандарте (ГОСТ 1643—72) указаны предельные
величины отклонения от параллельности и перекосов осей в за-
висимости от модуля на длине, равной ширине колеса (табл. 47).
1 Опыты проведены во Всесоюзном институте механизации сельского хозяйства.
400
рад
0,050
« 0,020
О)
0,010
$
0,000
Время работы
О 20 4Z? 60 80 100 120 140160-Ю6
Число циклов
Рис. 401. Экспериментальная кривая зависи-
мости долговечности зубчатой цилиндрической
передачи от перекоса в зацеплении
Рис. 402. Схема отклонения от па-
раллельности и перекоса осей
Схемы проверки на отклонения от параллельности и перекос
осей показаны на рис. 403. При помощи валов-калибров последо-
вательно измеряют расстояния alt а2, blt b2 (на обоих концах)
или зазоры I, i. Если оси валов параллельны и не перекошены,
то «i = а2, Ьг = Ь2, зазоры /1( /2 будут одинаковы, а зазоров i
вообще не будет. В приспособлении, показанном на рис. 399,
проверка параллельностей осей отверстий производится путем
перестановки индикатора 1 и втулки 3 на другую сторону оправки.
Таблица 47
Допуски на отклонение от параллельности fx и перекос fy осей
зубчатых передач, мкм, при ширине колеса
(или длине контактной линии), мм
| Степень точности Модуль (нормаль- ный), мм О о 40—100 100—160 OSS —091 250—400 400—630 1 ; 630—1000 1000—1250
fx fy fx fy fx fy fx fy fx fy fx fy fx fy fx fy
3 От 1 до 10 5 3 6 3 8 4 10 5 12 6 13 7 17 9 19 9.5
4 6 3 8 4 10 5 12 6 14 7 17 9 21 11 24 12
5 От 1 до 16 8 4 10 5 12 6 16 8 18 9 22 11 26 13 30 15
6 10 5 12 6 16 8 19 10 24 12 28 14 34 17 38 19
7 От 1 до 25 12 6 16 8 20 10 24 12 28 14 34 17 42 21 48 24
8 20 10 25 13 32 16 38 19 45 22 55 28 —
9 32 16 40 20 50 25 60 30 75 38 90 45 — — — —
10 От 1 до 56 50 25 63 32 80 40 105 53 120 60 140 71 — — — —
11 80 40 100 50 125 63 160 80 190 95 220 110 — — — —
12 125 65 160 80 200 100 240 120 300 150 360 180 — — — —
401
Рис. 403. Схемы контроля параллельности и перекоса осей в корпусе зубчатых передач
Если оба сцепляющихся зубчатых колеса и места их посадки
выполнены в пределах установленных допусков, то при сборке
достаточно вставить зубчатые колеса с валами в их гнезда (или
надеть колеса на оси), чтобы сцепление получилось удовлетвори-
тельным.
Однако в практике нередки случаи, когда удовлетворительного
сцепления не получается вследствие допущенной где-либо ошибки
или в результате неблагоприятного суммирования отдельных от-
клонений, каждое из которых находится в пределах допусков.
Сборщик в этом случае должен быстро найти причину неудовле-
творительного сцепления и устранить ее. Укажем на наиболее
типичные случаи, встречающиеся в практике сборки.
1. Недостаточный зазор в зубьях по всему венцу. Наиболее
вероятные причины: а) все зубья на одном или обоих зубчатых
колесах выполнены большей толщины; в этом случае рекомендуется
испробовать другую пару зубчатых колес или передать зубчатые
колеса на проверку толщины зуба; б) расстояние между осями
зубчатых колес меньше (рис. 404, в) допустимого (рис. 404, а);
эту погрешность можно установить только соответствующими из-
мерениями, а устранить —- перепрессовкой втулок корпуса и пра-
вильным их растачиванием.
2. Зазор по всему венцу велик. Причины: а) зубья на одном
или обоих зубчатых колесах тоньше, чем предусмотрено чертежом;
б) расстояние между осями зубчатых колес увеличено (рис. 404, б);
устранение причин аналогично предыдущему.
3. Неравномерный зазор в зубьях. В этом случае рекомендуется
найти на глаз^наихудшее'положение (допустим, наименьший за-
зор), после чего расцепить зубчатые колеса, одно из них повер-
нуть на 180° и снова сцепить. Если после этого характер сцепле-
402
ния остается прежним, то причиной дефекта являются погреш-
ности изготовления второго зубчатого колеса. Если же зазор,
имевший до перестановки минимальную величину, стал макси-
мальным, то причина неточности сборки — первое колесо, кото-
рое и нужно заменить. Погрешностями зацепления могут быть
неравномерная толщина зубьев, а также эксцентричное располо-
жение зубчатого венца или втулки колеса относительно его оси
вращения; точно установить причину можно лишь после соответ-
ствующих измерений колеса.
4. Зубчатое колесо перекошено и при зацеплении заметно бие-
ние торцов зубьев. Такое колесо легко найти и проверить индика-
тором; это — признак перекоса оси отверстия (или шейки) колеса.
Если же зуб колеса зацепляется неправильно (утоплен в направле-
нии с торца) и при провертывании колеса на 180° положение не
меняется, то, очевидно, имеет место перекос оси гнезда зубчатого
колеса (в корпусе). Такую погрешность исправляют запрессовкой
новой втулки и ее растачиванием или перепрессовкой оси зубча-
того колеса, если оно посажено на оси.
Иногда зубчатое колесо имеет две или три из указанных погрешностей.
В таких случаях следует определить погрешности зубчатого колеса (или зубчатых
колес) и гнезд и установить способы замены негодных деталей или же способы
устранения дефектов. Например, при перекосе (рис. 404, г) и эксцентриситете
втулки зубчатого колеса можно допустить запрессовку новой втулки, а растачи-
вание ее выполнить так, чтобы ось втулки совместилась с осью начальной окруж-
ности венца зубьев. Это должно
быть специально оговорено в соот-
ветствующих технических доку-
ментах, чтобы в случае необходи-
мости можно было заменить дан-
ную втулку (например, при ре-
монтах) новой взаимозаменяемой
втулкой.
Обычно измеряют величи-
ну зазора (см. табл. 46) в за-
цеплении собранной сбороч-
ной единицы зубчатых ко-
лес. Если в корпусе преду-
смотрены специальные окна,
такой контроль осуществля-
ют щупом.
При сборке крупных зуб-
чатых передач большого мо-
дуля зазор проверяют путем
прокатывания между зубья-
ми свинцовых проволочек
(трех-четырех), устанавливае-
мых по длине зуба. Диаметр
Растояние
А меньше
нормального
Рис. 404. Правильное и неправильное зацепле-
ния зубчатых колес при сборке
проволочек берут равным
(1,4—1,5) Св. Каждую про-
403
Волочку смазывают техническим вазелином и в виде П-образной
скобки надевают на зуб. Толщину сплющенных частей проволо-
чек с обеих сторон зуба измеряют микрометром или индикато-
ром. В сумме это и дает боковой зазор Сп. Одновременно могут
быть проконтролированы также отклонение от параллельности и
перекос соей.
Все измерения обычно заносят в формуляр (табл. 48).
Чтобы убедиться, что в зацеплении имеется зазор, иногда
между зубьями колес «прокатывают» полоску чистой писчей бу-
маги. Отсутствие разрывов на ней свидетельствует о наличии за-
зора.
Более точно зазор в зацеплении можно проверить при помощи
специальных приспособлений (рис. 405, а). На валу одного из зуб-
чатых колес укрепляют поводок 1, конец которого упирается в
ножку индикатора 2, устанавливаемого на корпусе или плите.
Если второе зубчатое колесо удерживать от вращения, а поводок
слегка поворачивать в том или другом направлении, то поворот
Таблица 48
Примечание. А — толщина свинцовых отпечатков с «рабочей» стороны
зубьев; Б — толщина свинцовых отпечатков с «нерабочей» стороны зубьев; I — рас-
стояние по оси шестерни между точками снятия свинцовых отпечатков; sin а = sin 20° =
= 0,342.
404
Рис. 405. Схемы контроля зазора в зацеплении зубчатых колес:
а — индикаторами; б — при помощи микрометра и электрического сигнала
будет возможен лишь на величину зазора в зубьях. Зазор может
быть определен по показанию индикатора, приведенному к радиусу
R начальной окружности.
В некоторых приспособлениях индикатор 3, заключенный в ко-
робку, закрепляют винтом или струбциной на корпусе сборочной
единицы так, чтобы выступающий конец рычага опирался на один
из зубьев колеса. Затем, также покачивая колесо, можно опреде-
лить зазор в зацеплении.
Если необходимо определить зазор в зацеплении с более высокой точностью,
то проверку ведут по схеме, показанной на рис. 405, б. Двусторонний поводок 1
имеет на концах контакты, которые замыкают цепь микрометра 2, укрепленного
на стойке 3. Поворот зубчатого колеса на величину зазора осуществляется под
действием момента, создаваемого грузом 4. При положении груза на одной сто-
роне поводка 1 ножку микрометра подводят к контакту до тех пор, пока не заго-
рится сигнальная лампа 5. Затем, замечая показания микрометра, перевешивают
груз на другую сторону поводка; зубчатое колесо при этом отклонится на вели-
405
Рис. 406. «Упругий» ключ для проверки плавности хода зубчатых передач
чину зазора. Ножка микрометра снова подводится к контакту. Разность показа-
ний микрометра, отнесенная к плечу и радиусу зубчатого колеса, равна зазору
в зацеплении. Массу груза 4 подбирают экспериментально, в зависимости от
конструкции передачи и ее размеров.
Цепь прибора присоединяется к цеховой сети через трансформатор 6', напря-
жение 3—6 В. Для удерживания одного из зубчатых колес при проверке зазора
в зацеплении применяют специальные зажимы, обеспечивающие жесткое закреп-
ление.
Плавность хода обычно определяют, провертывая собранный
механизм от руки, но лучше для этой цели употреблять динамо-
метры, динамометрические ключи или специальные «упругие»
ключи. Один из них показан на рис. 406. Упругий стержень 1
при провертывании зубчатого колеса изгибается; при этом стрела
прогиба пропорциональна прикладываемому крутящему моменту.
Прогиб стержня 1 контролируется индикатором 2. Следовательно,
легкость вращения может характеризоваться величиной момента.
Такой ключ создает момент до 0,35 кгс-м. Зацепляющиеся колеса
должны вращаться плавно, без толчков.
Если зазор в зацеплении не соответствует требованиям техни-
ческих условий или же зубчатые колеса вращаются не плавно,
заклиниваясь при различных положениях, то сборочную единицу
разбирают, колеса притирают (в крупных передачах зубья нередко
шабрят) или подбирают новую пару и опять производят сборку.
Зацепления зубчатых колес проверяют также на краску (см.
рис. 404), причем действующим стандартом (ГОСТ 1643—72) уста-
новлены нормы контакта парных колес в передаче. При вращении
меньшего колеса, зубья которого покрыты тонким слоем лазури,
на боковой поверхности зубьев парного колеса располагаются
следы прилегания, характеризуемые относительными размерами
контактного пятна по высоте и длине в процентах к соответствую-
щим размерам зуба (за вычетом разрывов пятна). Нормы контакта
приведены в табл 49.
Основной причиной неприлегания (неправильного пятна крас-
ки) зубьев по длине являются обычно отклонение от параллель-
406
Таблица 49
Степень точности Размеры пятна контакта зубьев в цилиндрической передаче, %, не менее Степень точности Размеры пятна контакта зубьев в цилиндрической передаче, %, не менее
по высоте по длине по высоте по длине
3 65 95 7 45 60
4 60 90 8 30 40
5 55 80 9 20 25
6 50 70
ности и перекос осей отверстий в корпусе или те же погрешности
в сборочной единице зубчатое колесо — вал. Однако перекос ока-
зывает намного большее влияние, чем отклонение от параллель-
ности осей. Нарушение контакта зубьев по высоте — обычно ре-
зультат неправильного их профиля.
После контроля на краску на зубья колес целесообразно нане-
сти посредством пистолета-дозатора смазку. Вследствие этого
не будет сухого контакта зубьев в начале работы передачи.
Собранные быстроходные зубчатые передачи часто подвергают
обкатке на специальных установках с измерением передаваемых
крутящих моментов, в результате чего обеспечивается лучшая при-
работка трущихся поверхностей, увеличение КПД передачи и
более правильное распределение нагрузки. Одновременно про-
веряют правильность сборки агрегата ^по нагреву его деталей
и шуму.
Уровень шума характеризует не только качество изготовления
зубчатых колес, но и в значительной мере взаимодействие многих
погрешностей, допущенных при сборке сборочной единицы. Рез-
кий шум всегда является следствием серьезных неточностей изго-
товления или сборки. Примерная характеристика интенсивности
шума дана в табл. 50.
Таблица 50
Окружная скорость на венцах зубчатых колес, м/с Показ ател ности и интенсив- шума Окружная скорость на венцах зубчатых колес, м/с Показатели интенсив- ности шума
ДБ Оценка ДБ Оценка
5—6,5 80—85 86—90 91—95 Отлично Хорошо Удовлетво- рительно 8,1—9,5 90—95 96—100 Отлично Хорошо
6,6—8 85—90 91—95 96—100 Отлично Хорошо Удовлетво- рительно 101—105 Удовлетво- рительно
407
Контроль на шум осуществляют в специальных камерах шумо-
мерами, улавливающими через микрофон звуки, которые потом
с помощью усилителя и гальванометра могут быть оценены по
шкале в децибелах. В настоящее время имеются конструкции
эффективных шумомеров, посредством которых на многих заводах
осуществляется окончательный контроль высокоскоростных зуб-
чатых передач.
В некоторых случаях удобно применять переносные шумо-
меры. Фирмой Motoco (ФРГ), например, разработан переносный
(массой 480 г) шумомер, предназначенный для быстрого определе-
ния уровня производственного шума в диапазоне частот от 50
до 12 500 Гц. Прибор позволяет измерять шумы с интенсивностью
от 40 до 125 дБ. Источником тока служит ртутная батарея, позво-
ляющая производить до 10 тыс. кратковременных измерений.
К прибору придается микрофон-усилитель, уменьшающий ниж-
ний предел измерений до 20 дБ и повышающий верхний до 145 дБ.
Созданы электронные анализаторы, в которых интенсивность
создаваемого шума воспроизводится в виде гистограммы на све-
тящемся экране со шкалой.
СБОРКА КОНИЧЕСКИХ ЗУБЧАТЫХ ПЕРЕДАЧ
Зубчатые колеса конических передач имеют зуб переменной
толщины, что усложняет как изготовление, так и сборку этих
передач.
Уменьшение толщины зуба в направлении от точки а к точке b
(рис. 407) зависит от угла аг и высоты конуса hly которая при
данном диаметре начальной окружности также зависит от
угла аг. При сборке трудно определить угол между мнимыми ли-
ниями, каждая из которых начинается к тому же в мнимой точке
(начальная окружность). Вот почему необходимо проверять кони-
ческие зубчатые колеса после изготовления их в условиях сборки,
т. е. в сцеплении с другим, более точным зубчатым колесом (эта-
лонным). На этом принципе основаны конструкции специальных
приборов для проверки конических зубчатых колес.
Во время сборки при подборе парных колес встречаются те же
погрешности в зацеплении, которые были рассмотрены выше.
Разница лишь в том, что, во-первых, отклонения в зацеплении
определяются рабочим визуально, на основе опыта, так же как
устанавливается и причина этих погрешностей, и, во-вторых, ис-
пытываются оба зубчатых колеса, поэтому ошибки могут быть
и в одном, и в другом колесе.
Проверку зацепления зубьев колес нередко производят также
по краске на приспособлении, представляющем собой плиту, на
которой установлены стойки с подшипниками для испытуемого и
эталонного колес. Оси подшипников расположены так, чтобы
зацепление зубчатых колес получилось нормальным. На приспо-
собление устанавливают оба колеса (зубья эталонного колеса дол-
408
Рис. 407« Схема сборки конической
зубчатой передачи
Рис. 408. Виды пятен контакта при про-
верке конических зубчатых колес на
краску
жны быть предварительно смазаны краской), вращают их на не-
сколько оборотов и по отпечаткам краски на зубьях проверяемого
колеса судят о характере и точности зацепления его зубьев.
Следует иметь в виду, что лишь в идеальном случае конические
зубья касаются друг друга всей рабочей поверхностью (прини-
мают за рабочую поверхность весьма узкую полоску вдоль всей
длины зуба). Практически же в соприкосновении находится от г/2
до 2/3 этой поверхности, расположенной ближе либо к толстой,
либо к тонкой части зубьев.
О качестве прилегания боковых поверхностей зубьев при ра-
боте передачи судят по размерам и расположению пятна контакта
(рис. 408).
Относительные размеры пятна контакта определяются: по длине зуба —
отношением расстояния между крайними точками следов прилегания (рис. 408, а)
к полной длине зуба 100% , по высоте зуба — отношением высоты пятна
прилегания в средней ее части по длине зуба к соответствующей активной высоте
зуба (100% 'j •
\ Лд /
Для зубчатых колес, фрезерованных коническими червячными фрезами,
из расстояния между крайними точками следов прилегания вычитают разрывы
(рис. 408, б), превышающие величину модуля, мм ( —5—100%
Опыт свидетельствует о целесообразности пригонки зубчатых
колес так, чтобы зубья их касались рабочей поверхности ближе
к тонким концам (рис. 408, в). Это целесообразно потому, что,
во-первых, при нагружении зубчатых колес тонкий конец зуба
станет деформироваться, вследствие чего зубья будут прилегать
по большей длине их рабочей поверхности (рис. 408, г); во-вторых,
тонкая сторона зуба скорее прирабатывается.
Вид рекомендуемых отпечатков для тех или иных конических передач обычно
фиксируется в инструкционной карте контроля.
409
Рис. 409. Несовпадение
вершин делительных ко-
нусов конических зубча-
тых^колес при сборке пе-
редач
Рис. 410. Схемы сборочных калибров
для конических зубчатых передач
Нормы контакта зубьев при сборке конических зубчатых передач различных
степеней точности приведены ниже.
Степень точности................. 5 6 7 8 9 10 11
Размеры пятна контакта, %, по высоте
и длине, не менее................ 75 70 60 50 40 30 30
Для обеспечения нормальной работы конических передач не-
обходимо выполнение при сборке следующих условий.
1. Зубчатые колеса должны иметь правильный профиль и точ-
ную толщину зуба; оси отверстий или шеек зубчатых колес должны
проходить через центр начальной окружности и не иметь пере-
косов.
2. Опорные детали передач (подшипники, стаканы и пр.) не
должны иметь смещений и перекосов осей (это характеризуется
биением поверхностей деталей).
3. Оси гнезд в корпусе должны лежать в одной плоскости, пере-
секаться в определенной точке, под требуемым углом.
Большое значение имеет обеспечение совпадения для обоих
колес вершин делительных конусов (точек О' и О" на рис. 407).
Вершины конусов вследствие погрешностей обработки колес и
корпуса часто могут не совпадать как в плоскости осей их валов
(рис. 409), так и в плоскости, перпендикулярной к ней.
Для сокращения объема производимых при этом подгонок и регулировок
Б. И. Яшин [51] предложил способ сборки передач с помощью калибров, обеспе-
чивающих правильное осевое взаимное положение сцепляющихся колес.
410
На рис. 410, а показана зубчатая пара и форма калибров. Размеры и Ь’кш одного
из них выбираются с учетом удобства установки и снятия, а размеры второго
калибра находят из следующих зависимостей:
7>кк — Ак-----, d-2 — 2 (Лш — Бкш).
В процессе сборки калибры устанавливают на конструкторские базы, совме-
щают их измерительные поверхности и затем определяют размер компенсиру-
ющего звена. После этого вместо калибров монтируют зубчатые колеса с соот-
ветствующим компенсатором, причем никакой подгонки уже не требуется.
Для неортогональных конических передач сборочные калибры показаны
на рис. 410, б. О совмещении вершин конусов в точке О здесь свидетельствует
совпадение поверхностей К., контролируемое измерительной плиткой.
Следует отметить, что контрольно-обкатный станок для зубчатых колес
настраивается по этим сборочным калибрам.
Возникающие при сборке конических передач предельные сме-
щения вершин конусов определяются как осевое смещение колеса
при монтаже относительно его положения на контрольном обкат-
ном станке, соответствующее наилучшим условиям его зацепления
с парным колесом.
Допустимые предельные смещения вершины делительного ко-
нуса вдоль осей колес I—I и II—II (см. рис. 407) приведены
в табл. 51.
Возможной погрешностью при сборке конических передач яв-
ляется также непересечение осей, причем под этим понимается зна-
чение кратчайшего расстояния между осями вращения сопряжен-
ных зубчатых колес.
Допуски на непересечение осей регламентируются государ-
ственным стандартом в зависимости от степени точности, модуля
и длины образующей делительного конуса колес (табл. 52).
Правильность взаимного расположения гнезд для валов кони-
ческих зубчатых колес в корпусе проверяют на специальных при-
способлениях. На рис. 411, а показана схема приспособления для
валов конической передачи. Приспособление состоит из диска 1
с калиброванным хвостовиком и калибра-линейки 2. Вставив
хвостовик диска 1 в одну из втулок, а калибр-линейку 2 — в дру-
гую, совмещают их так, как показано на схеме. Если в точках а
Таблица 51
Модуль
торцовый, мм
Предельные смещения вершины делительного конуса, мкм,
для различных степеней точности
Св. 1 ДО 2,5 0—19
» 2,5 » 6 0—30
» 6 10 0—40
» 10 16 0—48
» 16 30 —
6 7 8
0—24 0—38 0—50 0—58 0—30 0—48 0—60 0—75 0—38 0—58 0—80 0—95 0—120
0—75 0—95 0—115
0—100 0—120 0—160
0—115 0—150 0—190
0—160 0—200 0—250
411
Рис. 411. Схемы контроля положения осей отверстий при сборке конических передач
и б зазора нет, то угол между осями выдержан точно. Таким при-
способлением можно проверить лишь правильность угла между
осями колес, предельные отклонения которого также стандарта-
Таблица 52
Модуль
торцовый,
мм
Допуски на непе-
ресечение осей,
мкм, при различ'
ной длине обра-
зующей делитель-
ного конуса, мм
Модуль
торцовый,
мм
Допуски на непе-
ресечение осей,
мкм, при различ-
ной длине обра-
зующей делитель-
ного конуса, мм
5
6
7
8
Св. 1 до 16
» 1 » 16
» 1 » 16
» 1 » 16
11,5
15
19
24
14
18
22
28
18
22
28
36
22
28
36
45
Св. 2,5 до 16
» 2,5 » 16
» 2,5 » 16
38
48
36
45
55
55
70
90
412
зованы в виде линейных величин на длине, равной длине образу-
ющей делительного конуса.
Предельные отклонения, например, межосевого угла на длине
образующей 200 мм составляют ±0,032 мм (сопряжение С),
±0,08мм (сопряжение X) и ±0,12 мм (сопряжениеШ).
Для проверки правильности пересечения осей применяют также
приспособления, выполненные по схеме, показанной на рис. 411, б.
При правильном расположении осей калибр 1 приспособления
должен свободно войти в отверстие калибра 2. Это приспособление
контролирует не только межосевой угол, но и смещение вершины
делительного конуса и непересечение осей. К типу комплексных
следует отнести также и приспособление, схема которого дана
на рис. 411, в. При пересечении осей втулок корпуса под тре-
буемым углом и в определенной точке кольцо 1 может быть свобод-
но передвинуто с цилиндра 2 на цилиндр 3.
Простое по конструкции и удобное в пользовании приспособле-
ние, выполнено по схеме, показанной на рис. 411, г. Положение
осей контролируется величиной зазоров в точках а и б.
Порядок сборки конических зубчатых колес на валах и про-
верки собранных сборочных единиц такой же, как и при сборке
цилиндрических зубчатых колес.
Регулирование зацепления парных конических колес произво-
дят следующим образом. Сцепляемые колеса ставят в такое поло-
жение, при котором начальные окружности их соприкасаются
в одной точке (см. рис. 407), вершины конусов (воображаемые точ-
ки) совмещаются и образующие конусов совпадают. Для получе-
ния такого сопряжения конические зубчатые колеса передвигают
по направлению осей (единственно возможное направление пере-
движения), пока не совместятся воображаемые вершины их кону-
сов. В этот момент образующие измерительных конусов соприкос-
нутся, зазор между зубьями при поворачивании колес (при точном
их изготовлении) будет равен расчетному и притом одинаков по
всей окружности для любых сочетаний сцепляющихся зубьев.
При регулировании зацепления вдоль осей могут перемещаться
оба зубчатых колеса или одно.
Зависимость зазора Со в зацеплении от величины осевого пе-
ремещения зубчатого колеса х (рис. 412) выражается следующей
формулой:
Со = х 2 sin a sin <р,
где а — угол зацепления; <р — угол начального конуса.
После того как требуемое взаимное расположение зубчатых
колес найдено, нужно его зафиксировать, чтобы при последующих
сборках оба колеса были поставлены в то же самое положение.
Дальнейшая сборка узла будет состоять в том, чтобы обеспечить
обоим зубчатым колесам это положение в течение всего срока ра-
боты передачи. Это достигается либо подбором толщины регулиро-
413
Рис. 412. Схема регулирования зацепления ко*
нических зубчатых колес
вочных колец и прокладок,
либо перемещением втулок
при помощи специальных ре-
гулировочных гаек.
В первом случае (рис. 413)
под упорные плоскости зуб-
чатых колес или промежу-
точных деталей, в которые
зубчатые колеса упираются,
подкладывают набор сталь-
ных или латунных прокла-
док толщиной 0,05; 0,1; 0,15;
0,2; 0,25; 0,3; 0,5; 0,8; 1,0;
1,5 мм. Допустимая макси-
мальная толщина комплекта
прокладок устанавливается
техническими требованиями
на сборку.
Во втором случае (рис. 414) осевое перемещение конического
зубчатого колеса осуществляется вращением гаек 1 и 2. Для пере-
движения колеса в осевом направлении на величину х при шаге
резьбы Р гайку нужно повернуть на х/Р оборотов. При этом ко-
лесо может быть приближено или удалено от сопрягаемого зубча-
того колеса и в требуемом положении этими же гайками надежно
зафиксировано.
В некоторых случаях для упрощения одно из зубчатых колес
предварительно устанавливают по заранее вычисленной коорди-
нате, определяющей положение этого колеса относительно базо-
вой плоскости корпуса или оси второго колеса. По этой координате
подбирают необходимые регулировочные прокладки и зубчатое
Рис. 413. Регулирование зацепления
зубчатых колес при помощи прокладок
Рис. 414. Регулирование зацепления при по-
мощи специальных регулировочных гаек
414
колесо окончательно закрепляют, а зазор в зацеплении регулируют
перемещением другого колеса.
На рис. 415 показана сборочная единица конической передачи. Установку
зубчатого колеса 1 и нижнего вала коробки передач производят по координате
Н = 83,9 ± 0,1 мм. При монтаже этот размер выдерживают по шаблону, изменяя
толщину набора регулировочных прокладок 2. После этого регулирование зуб-
чатой передачи практически осуществляют следующим образом. Сборщик уста-
навливает в соответствии с технологией набор прокладок 4, монтирует сборочную
единицу зубчатого колеса 3 и проверяет получающийся зазор в зацеплении.
Если зазор недостаточен или слишком велик, то толщину набора прокладок 4
соответственно изменяют. После этого снова проверяют зазор. При достаточном
навыке сборщика требуемый зазор в зацеплении обычно получают уже после
двух, реже — трех проб.
В конструкциях конических передач нередко одновременно с ре-
гулированием зацепления производят также регулирование дру-
гих элементов. Например, в сборочной единице конической пере-
дачи, показанной на рис. 416, регулирование зазора в зацеплении
зубчатых колес должно быть произведено так, чтобы при смещении
ведомого колеса 1 осевой зазор в конических подшипниках не
изменялся. Для этого вначале регулируют зазор конических ро-
ликоподшипников изменением расстояния I между выточками
гнезд 2 и 3, для чего между фланцами гнезд и корпусом должны
быть предусмотрены наборы прокладок 4 различной толщины.
При необходимости уменьшения осевого зазора в подшипниках
415
Рис. 416. Схема одновременного регули-
рования зацепления зубчатых колес и
зазора в роликоподшипниках
Рис/417. Контроль зацепления ко-
нических зубчатых колес с помощью
свинцовой пластинки
часть прокладок снимают, а при недостаточных зазорах прибав-
ляют. После затяжки гаек, крепящих гнезда, каждый раз произ-
водят проверку вращения вала, а также осевое смещение его.
После того как окончательно установлен осевой зазор в под-
шипниках, расстояние I при последующем регулировании зазоров
в зацеплении зубчатых колес 1 и 5 должно быть неизменным. Это
условие соблюдается в том случае, когда общая толщина прокла-
док 4 под фланцами обоих гнезд в процессе регулирования по-
стоянна. Если зазор в зацеплении зубчатых колес необходимо
увеличить, т. е. сдвинуть колесо 1 вправо, то прокладки, снятые
из-под фланца гнезда 2, необходимо переставить на правую сто-
рону, а при уменьшении зазора в зацеплении — наоборот.
Боковой зазор в зацеплении конических зубчатых колес может
быть проверен щупом, индикатором либо при помощи свинцовой
проволоки или пластинки (рис. 417). Во избежание ошибки при
контроле последним способом целесообразно зубчатые колеса
вначале сдвинуть так, чтобы свинцовая пластинка перерезалась,
а затем изменить толщину набора регулировочных прокладок на
определенную величину х, найденную по приведенной выше фор-
муле, и таким образом раздвинуть зубчатые колеса.
Схема контроля сборки конических зубчатых передач непосредственно в сбо-
рочной единице показана на рис. 418. Здесь индикатором 1 определяется вели-
чина зазора в зацеплении, а индикатором 2 —- торцовое биение колеса 3 и осе-
вое смещение вала 4, характеризующее зазоры в конических подшипниках.
Величину бокового зазора назначают в зависимости от точ-
ности зубчатых колес и их размеров. Значения гарантированных
боковых зазоров даны в табл. 53.
Регулирование зацепления по характеру пятна контакта произ-
водят следующим образом. Зубья одного колеса смазывают кра-
ской и оба колеса после их сцепления провертывают на два-три
оборота. В результате на зубьях колеса, не смазанного краской,
появляются отпечатки, по которым судят о качестве зацепления.
416
Наиболее благоприятным считается отпе-
чаток, когда колеса без нагрузки пере-
дают усилия тонкой частью зуба (см.
рис. 408, в). В этом случае при полной
нагрузке вследствие деформации зуба си-
лы будут передаваться большей частью
его боковой поверхности (см. рис. 408, г).
Основные погрешности зацепления ко-
нических зубчатых колес с прямым зубом,
обнаруживаемые при проверке на краску,
следующие: недостаточный зазор (колеса
чрезмерно сближены, рис. 419, а), межосе-
вой угол больше расчетного (рис. 419, б),
межосевой угол меньше расчетного
(рис. t419, в). Если на зубьях ведущего
или ведомого колес следы прилегания
располагаются В ВИДе ЖИРНЫХ ПЯТеН Кра- Рис. 418. Схема контроля
1 о 1 сборки конических зубчатых
СКИ на ОДНОЙ стороне зуба на узком конце, передач
а на другой — на широком, то это сви-
детельствует о перекосе осей зубчатых колес. Погрешности во
всех случаях устраняют пригоночными операциями.
На рис. 420 показаны погрешности зацепления спиральных
(гипоидных) конических зубчатых колес. При этом на одной
и другой стороне зубьев показаны отпечатки краски, получа-
ющиеся на зубьях ведомого колеса при его вращении в разные
стороны. Для устранения погрешностей необходимо (см. рис. 420):
в случаях а и г придвинуть ведомое колесо к ведущему, в случаях
б и в — ведомое колесо отодвинуть от ведущего, в случае д —
ведущее колесо приблизить к оси ведомого, а в случае е, наобо-
рот, — отодвинуть.
Кроме проверки качества зацепления, быстроходные кони-
ческие силовые передачи часто испытывают также на уровень
шума. Хотя в настоящее время степень влияния различных при-
чин на шум при работе зубчатых конических передач точно не
установлена, тем не менее чем тщательнее изготовлены и собраны
Таблица 53
Гарантированный боковой зазор Сп в зацеплении конических колес,
мкм, при длине образующей делительного конуса, мм
сопря- жения До 50 50—80 80-120 120 — 200 200— 320 320 — 500 500 — 800 800 — 1250
с 0 0 0 0 0 0 0 0
д 40 50 65 85 100 130 170 210
X 85 100 130 170 210 260 340 420
ш 170 210 260 340 420 530 670 850
14 Новиков М. П.
417
Зубья ведущего колеса
Рис. 419. Виды отпечатков краски при неправильном зацеплении прямозубых конических
зубчатых колес
передачи, тем бесшумнее они работают. Во многих случаях ин-
тенсивность шума при работе зубчатых передач оценивается во
время их.испытания.
На многих операциях сборки зубчатых передач могут быть
широко внедрены средства механизации, а в условиях массового
производства имеются попытки автоматизировать этот вид сбороч-
ных работ.
При установке ведущей шестерни и зубчатого колеса диффе-
ренциала на некоторых зарубежных автомобильных заводах спе-
циальное гидравлическое приспособление, перемещаемое по моно-
рельсу, нагружает конический подшипник определенной силой,
а контрольный прибор показывает при этом толщину требуемой
прокладки для правильного зацепления колеса и шестерни. Затем
прокладка необходимой толщины устанавливается в сборочную
единицу, а гайка шестерни затягивается моментом, который соз-
дает такую же силу, как и при подборе прокладки.
На заводе фирмы Ford Motors, выпускающем ведущие мосты
автомобиля, сборка дифференциалов организована на трех авто-
матических линиях. На первой производится t предварительная
сборка сборочной единицы ведущей шестерни; на второй соби-
рается чаша дифференциала и осуществляется крепление ведомой
шестерни; на третьей линии сборочные единицы ведущей шестерни
и чаши монтируются в корпусе картера дифференциала. Сборка
производится на индексируемых спутниках. Предусмотрен ряд
Рис. 420. Погрешности в зацеплении спиральных зубьев конических зубчатых колес
418
устройств для автоматического контроля легкости хода и биения
зубчатых колес, зазоров в зацеплении, крутящих моментов, при-
лагаемых к ним, а также полный контроль сборочной единицы
в конце каждой линии. Производительность линий — 190 диффе-
ренциалов в час. Ряд операций на линиях выполняют сборщики
с помощью соответствующих приспособлений.
СБОРКА ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Эти передачи обычно начинают собирать со сборочной единицы
червячного колеса, т. е. при отдельно^выполненных зубчатых
венцах (рис. 421) — со сборки венца со ступицей. Венец напрес-
совывают с помощью пресса или в приспособлении на ступицу
(рис. 421, а) в холодном, чаще в подогретом состоянии до упора
в бурт 1. Затем сверлят отверстия и нарезают в них резьбу для
стопоров, ввертывают стопоры с последующим раскерниванием
их. При сверлении отверстий под стопоры оси их смещают на 1—
2 мм к оси колеса относительно поверхности сопряжения, с тем
чтобы исключить увод сверла. Стопор в виде винта под ключ
(рис. 421, б) более рационален, так как затяжка его надежнее.
Посадку в сопряжении венца со ступицей выбирают такой, чтобы
при насаживании венец не деформировался. После этого колесо
проверяют на биение венца в центрах на оправке.
При креплении венца болтами (рис. 421, в и г) его вначале
подбирают по пояску ступицы для обеспечения необходимой по-
садки. Затем для точных тяжело нагруженных передач венец
устанавливают на ступицу так, чтобы центры отверстий под винты
совпадали в обеих деталях, и закрепляют тремя временными бол-
тами (рис. 421, в). В таком виде проверяют зубчатые колеса на
биение. Далее развертывают остальные отверстия, устанавливают
в них болты и предельным ключом затягивают гайки. Затем сни-
мают поставленные вначале временные болты, также развертывают
отверстия, устанавливают и затягивают рабочие болты.
В конструкции, показанной на рис. 421, г, после установки
венца на ступицу развертывают отверстия под штифты (2—3 шт.)
и запрессовывают последние. Болты в этом случае входят в отвер-
стия с зазорами, гайки затягиваются предельным ключом.
Монтаж червячных зубчатых колес на валах и проверку их
осуществляют так же, как и в случаях сборки обычных цилиндри-
ческих зубчатых колес.
Существенным при сборке червячных передач является обеспе-
чение правильного зацепления червяка с зубьями колеса. Чер-
вяк 1 в зацеплении с колесом 2 (рис. 422) имеет возможность
сместиться в направлениях трех осей, а также повернуться отно-
сительно тех'же осей. Однако, как видно из схемы, нарушение
зацепления может, очевидно, вызвать только поворот червяка
относительно оси Y и смещения ДА и AZ. Таким образом, при
сборке необходимо стремиться к тому, чтобы величины угла скре-
14* 4W
Рис. 421. Сборные червячные колеса
Рис. 422. Схема чер-
вячной передачи
щивания осей червяка и зубчатого колеса и межцентрового рас-
стояния соответствовали чертежу, средняя плоскость колеса
совпадала с осью червяка, а боковой зазор в зацеплении соответ-
ствовал техническим требованиям.
Контроль межосевого расстояния в корпусе и на перекос осей
отверстий производят после их растачивания, а при скользящих
подшипниках — после запрессовки втулок с помощью контрольных
валов, эталонного колеса, измерительного червяка и специальных
шаблонов.
Проверка межосевого расстояния посредством контрольных
валов и микрометрических приборов (рис. 423, а) обеспечивает
точность измерения до 0,01 мм. Шаблоном и щупом (рис. 423, б)
межосевое расстояние может быть измерено с точностью до 0,02 мм.
Важным фактором, характеризующим работоспособность чер-
вячной передачи, является совпадение оси червяка со средней
Рис. 423. Схемы контроля положения осей червячной передачи
420
Рис. 424. Схемы контроля
положения червяка относительно червячного колеса
плоскостью колеса. Кратчайшее расстояние между средней пло-
скостью червячного колеса и общей нормалью к осям червяка
и колеса в собранной передаче характеризует собой смещение
средней плоскости колеса.
Проверку положения оси червяка относительно червячного
колеса производят при помощи шаблона (рис. 424, а) или инди-
каторного контрольного приспособления (рис. 424, б). Положение
оси червяка (расстояние Б от базового торца) относительно сред-
ней плоскости колеса контролируется шаблоном 1 (рис. 424, в)
и контрольным валом 2, помещаемым в расточенное отверстие
корпуса.
В глобоидных передачах необходимую точность положения
червяка часто получают, устанавливая соответствующие компен-
саторные прокладки под крышку сборочной единицы упорного
подшипника.
Допускаемые предельные отклонения межосевого расстояния ДЛ и предель-
ные смещения средней плоскости колеса Д§ в силовых червячных передачах
с модулем до 39 мм приведены в табл. 54.
Для нормальной работы червячной передачи необходимо также
обеспечить перпендикулярность осей червяка и червячного колеса.
Перекос этих осей характеризуется величиной отклонения угла
скрещивания осей червяка и колеса в собранной передаче, вы-
раженной в линейном измерении на ширине колеса. Как показано
на рис. 423, б, проверка перпендикулярности этих осей осуще-
ствляется измерением зазоров А между платинами и контрольным
валом в точках а и Ь. В корпусе передачи это контролируется
посредством оправок 1 (рис. 425) и 2, вставленных в отверстия
вала колеса и червяка. На оправку 1 устанавливают поводок 3
с индикатором 4. По разности А показаний индикатора (или изме-
рений щупом, см. рис. 423, б) в двух точках на длине /, отнесен-
ной к ширине колеса, определяют перекос.
421
Рис. 425. Схема контроля
червячной передачи на пере-
кос осей
Допускаемые перекосы для силовых
передач различной точности приведены
в табл. 55.
Смещение средней плоскости колеса
может быть проконтролировано по пятну
контакта. Последнее представляет собой
часть боковой поверхности зуба червяч-
ного колеса, на которой располагаются
следы краски при сопряжении его с пар-
ным червяком, после вращения передачи,
при легком торможении. Краску наносят
на винтовую поверхность червяка, после
чего он вводится в зацепление- с зубчатым
колесом. Последующим медленным пово-
ротом червяка получают отпечатки на
зубьях червячного колеса (рис. 426, а),
по характеру которых судят о качестве
зацепления. При обнаружении смещения
зубчатого колеса производят необходимое
регулирование его положения. После регулирования передачу
вновь проверяют на пятно контакта.
Относительные размеры пятна контакта определяются:
по длине — отношением расстояния между крайними точками сле-
дов прилегания, за вычетом разрывов, превышающих величину
модуля, мм (рис. 426,6), к полной длине зуба^-~^с 100% у, по
высоте — отношением средней высоты области прилегания на
всей ее длине к рабочей высоте зуба^^^- 100% Если предусма-
триваются срезы у краев боковой поверхности зубьев колеса, за
полную длину и высоту зуба принимают длину и высоту за вы-
четом среза.
Таблица 54
Степень1 точности Обозначение откло- нений и допусков Предельные отклонения (i:) межосевого расстояния и сме- щения средней плоскости колеса (мкм) для межосевых расстояний (мм) Степень точности Обозначение откло- нений и допусков Предельные отклонения (т+=) межосевого расстояния и сме- щения средней плоскости колеса (мкм) для межосевых расстояний (мм)
До 40 1 40 — 80 091 — 08 038 — 091 320—630 1. о 40—80 1 091 —08 160—320 ’320 — 630
5 АЛ 11,5 9 17 13 22 17 28 21 34 26 8 АЛ Ag 48 36 65 52 90 65 НО 85 130 105
6 АЛ Ag 19 14 26 21 36 26 45 34 52 42
9 АЛ Ag 75 55 105 85 140 106 180 130 210 170
-7- ДЛ- Ag 30 22 42 34 55 42 70 52 85 65
-422
Рис. 426. Виды отпечатков на зубьях червячного колеса при проверке зацепления на краску
При правильном зацеплении червяка краска должна покрывать
поверхность зуба червячного колеса не менее чем на 60—70%
по длине и высоте.
Нормы точности регулируемых червячных передач по относительным раз-
мерам контактного пятна приведены в табл. 56.
В собранном червячном зацеплении контролируют величину
бокового зазора между сопряженными боковыми поверхностями
витка червяка и зубьев колеса, обеспечивающего свободный пово-
рот червячного колеса при неподвижном червяке. Этот зазор
определяется в линейных величинах по нормали к боковым по-
верхностям.
Непосредственно измерить этот зазор весьма трудно. Обычно
его определяют по углу свободного поворота червяка при закре-
пленном червячном колесе. Этот угол
О.Н5Сга
qm sin A, cos адга ’
где Сл — боковой зазор в зацеплении, мкм; =-^-; т — осевой
модуль, мм; d — диаметр делительного цилиндра червяка; X —
угол подъема витка червяка на делительном цилиндре;
« л %
адп — профильный угол прямобочной рейки, сцепляющейся
с эвольвентным червяком в нормальном сечении; s — число за-
ходов червяка.
Таблица 55
Модуль (осевой), мм Допуски на перекос осей, мкм, при степенях точности
5 6 7 8 9
Св. 1 до 2,5 8,5 10,5 13 17 21
» 2,5 » 6 11 14 18 22 28
» 6 » 10 17 21 26 34 42
» 10 » 16 22 28 36 45 55
» 16 » 30 38 48 58 75 95
423
Рис. 427. Переносная шкала для замера уг-
ла поворота червяка
вжшшжж
Рис. 428. Схема замера бокового зазора в
червячном зацеплении
Гарантированный боковой зазор Сп для червячных передач
различной точности приведен в табл. 57.
В крупных червячных передачах для измерения угла <р поль-
зуются переносной градуированной шкалой (рис. 427). В мало-
габаритных же точных передачах, где боковой зазор весьма мал,
свободный поворот червяка определяют индикаторами 2 и 4
и рычагами 1, 3 по схеме, показанной на рис. 428.
Таблица 56
Степень точности Пятно контакта, не менее %. Степень точности Пятно контакта, %, не менее
по высоте по длине I по высоте ПО длине
5 60 75 8 50 50
6 60 70 9 30 35
7 60 65
Таблица 57
Гарантированный боковой зазор, мкм, в передачах с межосевым
расстоянием, мм
сопря- жения До 40 40 — 80 80—160 160 — 320 320 — 630 630 — 1250 Св. 1250
с 0 0 0 0 0 0 0
д 28 48 65 95 130 190 260
X 55 95 130 100 260 380 530
ш ПО 190 260 380 530 750 —-
424
Если длина рычага 1 равна R,
то показания индикатора 2, деленные
й R .
на масштаб ggQQ , будут соответст-
вовать углу <р в секундах.
В единичном или мелкосерийном
производствах червячных редукторов
крупного модуля для обеспечения тре-
буемой точности зацепления зубья ко-
леса часто шабрят. Однако это тру-
доемкий и тяжелый процесс. Поэтому
иногда применяют метод механической
пригонки: вместо червяка в корпус
собираемого редуктора устанавливают
червячный шевер, подключают элект-
ропривод, и зубья венца шевингуют.
Червяк же шлифуют на червячно-
шлифовальном станке, настроенном
на шлифование этого шевера.
Окончательно собранную
червячную передачу нередко
проверяют на легкость прово-
рачивания. Эту проверку удоб-
но осуществлять упругим клю-
чом. Максимальный и мини-
мальный крутящие моменты,
необходимые для вращения чер-
вяка, не должны отличаться о
лее чем на 10% для точных передач и 25% —для передач обыч-
ных.
Собранные зубчатые и червячные передачи в целях приработки
трущихся поверхностей, контроля сборки и проверки в условиях,
близких к эксплуатационным, подвергают обкатке под нагрузкой.
При этом ведущий вал передачи присоединяют к электродвига-
телю, а выходной вал нагружают крутящим моментом в виде ги-
дравлического или электрического тормоза. Такой метод обкатки
требует значительных затрат электроэнергии. Более прогрессивным
является метод обкатки с замкнутым силовым контуром (рис. 429).
В этом случае в системе циркулируют активная и реактивная мощ-
ности, сумма которых практически равна нулю.
для обкатки ре-
по методу замк-
1 и 2 — обкаты-
Рис. 429. Схемы стендов
дукторов:
а — с торможением; б —
нутого силового контура;
ваемые редукторы; 3 и 4 — торсионные ва-
лы; 5 — указатель крутящего момента; 6 —
редуктор установки: 7 — электродвигатель
значения момента бо-
Затраты энергии на привод системы составляют лишь (1 —ц) N, где N —
тормозная мощность, расходуемая при обычном методе обкатки с торможением,
а т] — КПД системы, который обычно достигает высокого значения. Вследствие
этого затраты энергии на обкатку сокращаются в 4—6 раз.
СБОРКА ЦЕПНЫХ ПЕРЕДАЧ
Передача вращательного движения с одного вала на другой,
параллельный ему вал, при больших межосевых расстояниях
часто осуществляется в машинах и механизмах при помощи цеп-
ных передач.
425
В зависимости от назна-
Рис. 430. Схема проверки положения звездочек
цепной передачи
чения в машиностроении при-
меняются4 цепи: пластинчато-
зубчатые,% втулочные, вту-
лочно-роликовые, пластинча-
тые блочные со сплошными
звеньями и фасоннозвен-
ные.
Пластинчато-зубчатые це-
пи, называемые иногда бес-
шумными, применяют для
передачи сравнительно боль-
ших мощностей при скоро-
стях от 3 до 25 м/с. При ра-
боте цепь сопрягается со
звездочкой, имеющей трапецеидальные зубья с углами впадин
от 32 до 57э (при числах зубьев от 13 до 120).
Пластинчатые втулочно-роликовые цепи (однорядные и много-
рядные) применяют для передачи движения при скоростях от 1
до 15 м/с. Фасоннозвенные цепи широко распространены в тихо-
ходных передачах при скоростях до 3—4 м/с.
Втулочно-роликовые и фасоннозвенные цепи работают в сопря-
жении со звездочками, профили зубьев которых очерчиваются
дугами окружностей.
Сборка цепной передачи состоит в установке и закреплении
звездочек на валах, надевании цепи и регулировании. Установку
звездочек на ватах при обычном креплении с помощью шпонок
осуществляют так ж?, как и установку зубчатых колес. После
закрепления звездочки на валу ее следует проверить на радиаль-
ное и торцовое биение. Допускаемое биение для некоторых пере-
дач приведено в табл. 58.
Для правильной работыщепной передачи оси звездочек должны
быть параллельны. Положение звездочек проверяют по уровню,
измерением межосевых расстояний и другими методами контроля
на параллельность осей валов (рис. 430, а). Отклонение от парал-
Таблица 58
Диаметр звездочек, мм Биение звездочек, мм
втулочно-роликовых цепей фасоннозвенных цепей
радиальное торцовое радиальное торцовое
До 100 0,25 0,3 0,75 0,5
100—200 0,5 0,5 1,0 1,0
200—300 0,75 0,8 1,5 1,5
300—400 1,0 1,0 2,0 2,0
Св. 400 1,2 1,5 2,5 3,0
426
лельности осей валов (звездочек) вызывает появление в передаче
дополнительной силы, сдвигающей звездочки. При этом наиболее
неблагоприятным является случай, когда оси обоих валов пере-
кошены «внутрь» передачи.
Контролируется также относительное смещение i звездочек
при параллельных валах (рис, 430, б). Допустимое при сборке
смещение звездочек дано в табл. 59.
Для устранения смещения конструкцией часто предусматри-
вается возможность регулирования положения одной из звездочек
с последующим закреплением ее винтом. Одна из таких конструк-
ций приведена на рис. 431, а. Звездочка 1 установлена на валу 2
на призматической шпонке 3. В отверстие ступицы ввернут сто-
пор 4, который после окончательной установки звездочки вверты-
вается до упора в шпонку и затягивается гайкой. Для перемеще-
ния звездочки вдоль оси вала стопор 4 необходимо ослабить и на-
носить легкие удары мягким молотком по торцу ступицы или
специальной выколотке. Следует отметить, что этот способ за-
крепления достаточно надежен при условии минимальных зазоров
в сопряжениях ступицы звездочки с валом и шпонкой, а также
отсутствия непараллельное™ валов передачи.
427
Таблица 59
Допустимые смещения звездочек
при межосевых расстояниях, мм
Тип передачи До 500 500— 1000 Св. 1000 (на каждые 1000 мм длины)
С втулочно-роликовой цепью .... 1,0 1,5 2,0
С фасоннозвенной цепью 2,0 2,5 3,0
Кроме приводных звездочек, в цепных передачах применяют
также звездочки для натяжения цепи, оси которых могут быть при
регулировке смещены (рис. 431, б).
Сборку начинают с приклепывания ступицы 1 к венцу 2.
Далее проверяют венец 2 на концентричность отверстия под шари-
коподшипник 3, На палец 4 напрессовывают шарикоподшипник 3,
устанавливают дистанционную втулку 5 и надевают звездочку
с предварительно вставленным в канавку ступицы сальником 6.
После этого закрепляют крышку 7 (внутрь крышки набивается
густая смазка). Собранную сборочную единицу крепят на рамке,
кронштейне или стойке при помощи гайки 8. Так как конец пальца
4 помещается в пазу, то натяжную звездочку можно при регули-
ровании цепной передачи перемещать вдоль паза и закреплять
в необходимом положении.
Цепные передачи, подверженные значительным перегрузкам,
угрожающим прочности зубьев, цепей и валов, снабжают спе-
циальными предохранительными муфтами (рис. 431, в). Передача
крутящего момента на вал здесь осуществляется за счет прижатия
торцовых зубьев звездочки 1 к зубьям храповика 2 с определенной
силой, создаваемой пружиной 3. При перегрузках механизма
зубья звездочки выходят из зацепления с зубьями храповика
и происходит холостое вращение звездочки. Таким образом, осо-
бенностью сборки предохранительной муфты является затяжка
пружины 3, так как последняя должна давить на торец звездочки 1
с определенной силой. В некоторых конструкциях контроль за-
тяжки пружины осуществляется измерением ее длины. В рас-
сматриваемой же муфте имеется дистанционная втулка 4, которая
гарантирует определенную силу затяжки пружины. Необходимо
лишь следить за тем, чтобы торец втулки 4 упирался в ступицу
храповика 2, а не в подпружиненную шайбу 5. Длинущепи пере-
дачи выбирают в зависимости от межосевого расстояния передачи.
Потребное количество звеньев (шагов) п цепи может быть определено по
формуле
/Z2-Z1 У
2А , Zi + z2 , \ 2л /
П — t -г 2 ~г _А_
t
428
где А — межосевое расстояние, мм; zt — число зубьев на малой звездочке; г2 —
число зубьев на большой звездочке; t — шаг цепи, мм.
Если конструкция передачи позволяет регулировать межосевое расстоя-
ние А, то при определении длины цепи в приведенную формулу вначале ставят
эту приблизительную величину и определяют п. Полученный результат округ-
ляют до целого числа шагов (желательно до ближайшего четного числа), а затем
находят окончательное значение
л а 4- К а2 — 86 ,
Л— 4 t,
где
г, -4- г» , /г» — г, \2
Полученное межосевое расстояние при окончательном монтаже звездочек
необходимо уменьшить на величину 0,01.4 для обеспечения провисания цепи
при ее работе в передаче.
Если расстояние между центрами звездочек неизменно, то потребную длину
цепи по количеству звеньев определяют по приведенной выше формуле, под-
ставляя в нее окончательное значение А, взятое из чертежа.
Для получения бесконечной цепи концы отрезка цепи найден-
ной длины соединяют при помощи соединительных или переход-
ных звеньев.
Для втулочно-роликовой цепи соединительное звено предста-
вляет собой два валика, скрепленных пластинками (рис. 432, а).
Таким звеном можно соединить только цепь, имеющую четное
число звеньев. Для соединения концов цепи одну пластинку сни-
мают, валики вставляют в отверстия втулок конечных звеньев,
затем устанавливают снятую ранее пластинку и валики зашплин-
товывают.
Если нужно собрать цепь с нечетным чист эм щагов, то вво-
дится переходное звено (рис. 432, б). По такэй же схеме при
помощи соединительных и переходных звеньев собирают пластин-
чатые зубчатые цепи.
Концы втулочно-роликовой цепи соединяют либо на верстаке,
либо непосредственно на сборочной единице. На верстаке соби-
рают цепи в том случае, когда звездочки расположены на концах
валов и цепь может быть на них надета после соединения ее кон-
цов. Если же звездочки закрыты, то соединение концов цепи
производят на собираемом узле. При этом нередко по конструктив-
ным условиям цепь предварительно должна быть установлена на
звездочки. В таких случаях концы цепи необходимо стягивать
при помощи специальных стяжек (рис. 433, а, в).
Пластинчатые зубчатые цепи также вначале надевают на звез-
дочки, а затем стягивают стяжкой (рис. 433, б).
В ряде машин, например сельскохозяйственных, строительных,
дорожных, широкое применение находят фасоннозвенные цепи
(см. рис. 432, г). Их изготовляют из ковкого чугуна и собирают
путем последовательного сочленения звеньев, без применения
каких-либо крепящих устройств.
429
Рис. 432. Соединительное (а) и переходное (б) звенья; собранная втулочно-роликовая цепь
(а); фасоннозвенная цепь (г)
Рис. 433. Приспособления для надевания цепей
Рис. 434. Схема расположения фасоннозвенной цепи на звездочках
430
Рис. 435. Схема проверки стрелы провисания цепи
Надевать цепи на звездочки необходимо таким образом, чтобы
крючки звеньев были направлены в сторону движения цепи,
а не наоборот (рис. 434). Тогда звенья цепи при сбегании ее со
звездочки вращаются в шарнире крючка, а последний не трется
о поверхность зуба звездочки. Это уменьшает износ звена и звез-
дочки.
Натяжение ветвей в правильно собранной цепной передаче
должно быть строго определенным. Недостаточное натяжение
ветви ухудшает ее набегание на ведомую звездочку, а излишнее
натяжение, кроме этого дефекта, вызывает еще усиленный износ
зубьев звездочек, подшипников опор и самой цепи. Операция
регулирования натяжения ветвей цепи обычно называется на-
стройкой передачи. Стрела провисания / (рис. 435) примерно равна
1,5—2% от межосевого расстояния А для горизонтальных и слегка
наклонных (до 45°) передач, а для передач, близких к вертикаль-
ным, уменьшается до 1%. Если стрела провисания менее 5 мм,
то для повышения точности настройки передачи к середине цепи
подвешивают груз определенной массы и тогда измеряют вели-
чину /. Требуемая величина стрелы провисания определяется за-
ранее и указывается в технических условиях на сборку.
При больших межосевых расстояниях провисание цепи обычно
изменяют смещением регулировочных звездочек (см. рис. 431, б)
или натяжных роликов.
БАЛАНСИРОВКА СБОРОЧНЫХ ЕДИНИЦ
И МАШИН В СБОРЕ
Неуравновешенность вращающейся детали или сборочной еди-
ницы является причиной появления в машине при ее работе дина-
мических сил, которые дополнительно нагружают опоры, повы-
шают интенсивность износа подшипников, а также вызывают
вибрационные явления и связанные с этим усталостные напряже-
ния в деталях. Часто неуравновешенность может сказаться на
основных показателях качества машины. Например, не уравно-
вешенный шпиндель станка при работе вызывает колебания, ко-
торые передаются другим деталям станка, в том числе и станине;
431
Рис. 436. Влияние неурав-
новешенности тракторного
двигателя на его вибрацию:
а — двигатель не уравно-
вешен; Л 2 и 3 — вертикаль-
ная, продольная и попереч-
ная вибрации; 4 — отметки
времени 0,01 с; б — двига-
тель уравновешен
в результате ухудшается качество обра-
батываемых на станке поверхностей. Ана-
логичное явление могут вызвать неура-
вновешенные патроны, крупные зубчатые
колеса, карданные валы, муфты и пр.
Особенно тщательно должны быть ура-
вновешены маховики и роторы турбин,
обладающие большой массой.
Неуравновешенность механизмов мо-
бильных машин увеличивает их вибрацию
(рис. 436), что ухудшает управляемость,
отрицательно влияет на прочность и вредно
отражается на здоровье обслуживающего
персонала.
Балансировку деталей обычно осуще-
ствляют в механических цехах при их
изготовлении. Однако после сборки сбо-
рочных единиц, в которые входят отба-
лансированные детали, возникает необхо-
димость повторной их проверки, так как
смещение одной из деталей, даже в преде-
лах зазоров, предусмотренных чертежом,
нередко может вызвать значительную
неуравновешенность всей сборочной еди-
ницы. В связи с этим в технологических
процессах сборки многих изделий балан-
сировка является обязательной опера-
цией.
Балансировка окончательно собранных сборочных единиц
на специальных установках или балансировочных станках пред-
ставляет собой контрольно-пригоночную операцию, которая не-
редко не включается в поток сборки, а выполняется на отдельном
участке. Тем не менее балансировочные работы составляют важ-
нейшую часть процесса сборки.
Точность уравновешивания, допустимые дисбалансы устанавли-
ваются техническими требованиями, исходя из особенностей
конструкции и назначения сборочных единиц и деталей, скорости
их вращения, допустимых вибраций машины, необходимой на-
дежности и долговечности, возможных физиологических ощуще-
ний оператора, работающего на машине в условиях эксплуатации,
и пр.
Например, статическую несбалансированность дисков ротора
турбин назначают из условия, чтобы неуравновешенная сила
не превышала 5% веса диска. Точность динамической баланси-
ровки собранного ротора часто устанавливают такой, чтобы
возмущающая сила на каждом подшипнике не превышала 1—2%
массы ротора. В ряц.е случаев точность балансировки характери-
зуют так называемым допускаемым остаточным эксцентрисите-
432
том е (мкм), который определяют в зависимости от числа оборотов
ротора п в минуту:
2-Ю8
Комитет VDJ (ФРГ) рекомендует следующие допуски на оста-
точную неуравновешенность:
Тип балансируемой сборочной единицы
Валы прецизионных шлифовальных станков . . .
Роторы высокоскоростных газовых турбин, воздухо-
дувок, приводы шлифовальных станков...............
Жесткие роторы малых турбин, воздуходувок, турбо-
генераторов ......................................
Якоря электродвигателей, вентиляторы, детали стан-
ков, коленчатые валы многоцилиндровых двигателей
(четырехколенные и выше)..........................
Карданные валы, коленчатые валы (одно- и трех-
коленные), детали и сборочные единицы текстильных
машин и молотилок ................................
Колеса автомобилей, шины, колесные пары, детали
дробилок .........................................
Остаточная неуравнове-
шенность на 1 кг массы
балансируемого узла,
гс • мм *
0,2—1,0
0,5—2,5
2—10
5—25
2—100
50—250
* 1 гс« мм/кг эквивалентен смещению центра тяжести на 1 мкм.
Численное значение допустимой остаточной неуравновешен-
ности обычно устанавливается при конструировании новых машин
и последующей доводке их образцов. Однако в процессе подго-
товки производства к выпуску нового изделия вопрос об остаточ-
ной неуравновешенности его основных сборочных единиц нередко
еще раз прорабатывается в связи с проектированием технологии
и выбором необходимого для этой цели оборудования. В дополне-
ние к приведенным выше условиям, учитываемым при установле-
нии остаточного дисбаланса, принимается во внимание также и то,
что значительное повышение точности балансировки приводит
к снижению производительности балансировочных станков, кроме
того, возрастает стоимость операции, особенно при высокой
начальной неуравновешенности. В связи с этим чрезмерное, не
вызываемое особой необходимости сокращение допусков на балан-
сировку экономически невыгодно. Опыт показывает, что для мно-
гих машин частичная неуравновешенность вращающихся масс
может быть допущена без ущерба для эксплуатационных качеств.
Например для коленчатого вала в сборе с противовесами трактор-
ного двигателя допускаемая величина несбалансированности была
установлена 35 гс- см при начальной неуравновешенности в сред-
нем около 1500 гс- см. На практике оказалось, что такая точность
является излишней, так как даже при допуске 100—120 гс- см
динамические усилия на коренных подшипниках от неуравнове-
шенного момента не превышают 3—4 кгс.
433
Рис. 437. Схемы статической балансировки
В процессе сборки обычно производят статическую и динами-
ческую балансировки сборочных единиц — роторов. Статическую
балансировку производят на горизонтальных параллелях
(рис. 437, а), на дисковых роликах (рис. 437, б), на сферической
пяте (рис. 437, в), на весах (рис. 437, г) и на специальных станках.
Статическая балансировка сборочных единиц и деталей состоит
в определении величины дисбаланса и его устранении путем пере-
становки отдельных элементов конструкции, удаления в нужных
местах сверлением, шлифованием, растачиванием части металла
или, наоборот, добавлением соответствующей его массы сваркой,
приклепыванием и пр., а также комбинированием этих способов.
При статической балансировке можно обеспечить точность:
на параллелях или пяте — до 0,00IGk гс- см;
0,001 ~/ d , Л
на роликах — -- G ( нг к) гс-см,
434
где G — масса балансируемой сборочной единицы; k — коэффи-
циент трения качения (принимается k — 0,05 мм); р, — коэф-
фициент трения в шарикоподшипнике ролика; г — радиус, на
котором действуют силы трения в подшипнике; d — средний
диаметр опорной шейки балансируемой детали; D — диаметр
ролика; а — угол между роликами (см. рис. 437, б).
Методы статической балансировки применяют в мелкосерийном
и единичном производствах. В условиях крупносерийного и мас-
сового производств используют более точный и производитель-
ный метод статической балансировки в динамическом режиме.
В этом случае балансируемая сборочная единица — ротор вра-
щается с повышенной скоростью. Используемые балансировочные
станки имеют высокую производительность, обеспечивают оста-
точный дисбаланс не более 0,5—1 гс- см на 1 кг массы баланси-
руемой сборочной единицы, при этом устранение дисбаланса
производится без съема детали со станка, часто автоматически.
Эти станки просты в эксплуатации, не требуют специальных
фундаментов.
Для уравновешивания вращающихся сборочных единиц, име-
ющих большую сравнительно с диаметром длину (например,
шпиндели, роторы турбин, коленчатые валы), одной статической
балансировки недостаточно. Такие сборочные единицы подвер-
гают динамической балансировке.
При динамической балансировке в сборе искусственно создается система
сил, в которой равнодействующие, а также моменты равны нулю или постоянны
по величине и направлению.
В нашей стране научными и конструкторскими организа-
циями создан ряд балансировочных машин и установок, технико-
экономические характеристики которых находятся на уровне
лучших мировых образцов. Отечественная промышленность вы-
пускает универсальные и специальные балансировочные станки
для сборочных единиц и изделий массой до 100 т. Созданы гамма
балансировочных машин для уравновешивания легких, средних
и тяжелых роторов (ЭНИМС), станки для уравновешивания дета-
лей и узлов одновременно в двух плоскостях (МВТУ им.
Н. Э- Баумана), балансировочные машины резонансного типа
(МИИТ), а также полуавтоматическое и автоматическое балан-
сировочное оборудование.
Основной частью любой балансировочной машины или уста-
новки является ее колеблющаяся система. Эти системы можно
условно разделить на четыре группы [45]: с неподвижными опо-
рами уравновешиваемого ротора (рис. 438, а), с фиксированной
осью колебания оси балансируемого ротора (рис. 438, б), с фикси-
рованной плоскостью колебания оси ротора (рис. 438, в) и без
жестких связей оси ротора с окружающей средой (рис. 438, г).
Исходя из конструктивных особенностей, балансировочные ма-
шины подразделяют на легкие (масса балансируемой детали до
435
Момент центробежных сил
Рис. 438. Принципиальные схемы ба-
лансировочных машин
10 кг), средние (до 1000 кг) и тяжелые (более 1000 кг). Основ-
ными характеристиками балансировочных машин являются масса
балансируемых деталей или сборочных единиц; наибольший их
диаметр; расстояние между опорами; наибольший диаметр шеек
опор; скорость вращения; остаточное смещение центра тяжести;
мощность привода; габаритные размеры.
В массовом производстве получают распространение автомати-
зированные балансировочные машины, в которых процессы соеди-
нения балансируемой детали (сборочной единицы) с приводом,
определения неуравновешенности, передача этих результатов
запоминающим устройствам, ориентация детали и режущего
инструмента и операция устранения дисбаланса производятся
автоматически. В некоторых таких автоматах процессы определе-
ния неуравновешенности и ее устранения совмещены (однопсзи-
ционные автоматы); в двухпозиционных же автоматах эти про-
цессы разделены.
Для уравновешивания коленчатых валов по проекту ЭНИМСа
создана автоматическая балансировочная линия, оснащенная кон-
трольно-измерительной аппаратурой, включающей блоки па-
мяти, решающее и коррекционные устройства и т. д. Производи-
тельность этой линии — одно изделие в минуту. Она дает воз-
можность снизить неуравновешенность в 50 раз.
В целях проведения динамической балансировки на повышен-
ных скоростях и сокращения времени на операцию в настоящее
время ведутся опыты по применению кратковременных (менее
1 м-с) импульсов лазера для устранения излишнего металла без
остановки уравновешиваемой детали (сборочной единицы).
Как уже отмечалось, неуравновешенность различных враща-
ющихся сборочных единиц вызывает при работе вибрацию ма-
шины. В быстроходных машинах (например, в автомобилях,
тракторах) это явление особенно ощутимо. Повышение точности
балансировки деталей и сборочных единиц снижает вибрацию;
436
однако, как отмечалось выше, это удорожает процесс. В связи
с этим в ряде случаев более выгодным является введение операции
балансировки машины в сборе. В частности, такая операция
вводится на заводах после сборки автомобильных и тракторных
двигателей. Собранный двигатель (после холодной и горячей об-
катки) устанавливают на особый виброустойчивый стенд, снаб-
женный мягкой пружинной подвеской. Далее с помощью вибро-
метра измеряют в процессе работы амплитуду колебаний в коррек-
тировочной плоскости, где возможен наибольший дисбаланс.
Пользуясь таблицами, определяют по этой амплитуде величину
уравновешивающего груза, который закрепляют на вращающейся
сборочной единице (например, на муфте сцепления). Для того
чтобы найти угловое положение уравновешивающего груза, ис-
пользуют фазометр.
При введении контроля собранных изделий на вибрацию в не-
которых случаях исключают из процесса балансировку отдельных
сборочных единиц в сборе.
СБОРКА МАХОВИКОВ И ШКИВОВ С ВАЛАМИ
Наиболее распространены следующие способы крепления ма-
ховика или шкива на валу: на конусе и шпонке (рис. 439, а), на
цилиндрической шейке при помощи призматической (рис. 439, б)
или клиновой (рис. 439, в) шпонки, на фланце вала (рис. 439, г).
При сборке маховиков (шкивов), посаженных на валу на конусе (см.
рис. 439, а), после контроля конуса на биение проверяют прилегание отверстия
ступицы на краску, для чего конус вала покрывают тонким слоем краски, наса-
живают маховик (шкив) и затягивают гайку. Если сопряжение удовлетвори-
тельное — отпечаток от краски располагается равномерно по всей поверхности
отверстия ступицы. При неравномерном распределении отпечатков отверстие
пригоняют по конусу вала шлифованием или притиркой эталонным притиром.
После пригонки отверстия ступицы на валу устанавливают шпонку и лег-
кими ударами медного молотка загоняют ее в паз. При дальнейшей посадке ма-
ховика (шкива) паз ступицы, попадая на шпонку, направляет движение ступицы.
Гайку, монтируемую на конце вала для создания требуемого натяга, целесооб-
Рис. 439. Закрепление маховиков на валах
437
разно навинчивать ключом с рукояткой длиной не более 20d (где d — диаметр
резьбы). При более длинных рукоятках ключей в конусном соединении возможно
возникновение сил, способных разорвать ступицу или вызвать трещины.
Маховик или шкив, базируемый на цилиндрической поверх-
ности (рис. 439, б), напрессовывают на хвостовик вала с неболь-
шим натягом при помощи специального приспособления, выпол-
ненного по схеме, показанной на рис. 440, а. Винт 1 этого при-
способления ввертывают или каким-либо другим способом за-
крепляют в вале. Осевое давление для напрессовки создают вра-
щением гайки 2.
Намного упрощается и облегчается процесс установки махо-
вика при использовании гидравлических приспособлений. Схема
одного из них (приспособление разработано на Волгоградском
тракторном заводе) приведена на рис. 440, б.
На скобе 1 укреплен гидроцилиндр 2, который соединен гибкими шлангами 3
и 4 с электрогидрораспределителем 5, имеющим два соленоида для перемещения
золотника. Насосная установка состоит из электродвигателя 6, насоса 7 с редук-
ционным клапаном 8ji масляного бака 9. Давление масла 20—30 кгс/см2. При на-
Рис. 440. Приспособления для монтажа маховиков и шкивов:
а — винтовое; б — гидравлическое
438
прессовке предварительно установленного на вал маховика жесткая скоба 1
заводится за заднюю опору двигателя. Затем последовательно включают распо-
ложенные в коробке 10 четыре кнопки: «Пуск» — включение электродвигателя
и насоса, «Вперед» — рабочий ход поршня в гидроцилиндре 2, «Назад» — обрат-
ный ход и «Стоп» — выключение насосной установки (перемещение подвижной
части приспособления по монорельсу к следующему двигателю). При применении
этого приспособления повысилось качество сборки сборочной единицы маховика
и значительно сократилась трудоемкость этой операции.
Маховики и шкивы часто устанавливают на валах с помощью
переносных пневмогидравлических скоб или специальных ста-
ционарных прессов.
При напрессовке ступицы особое внимание должно быть обра-
щено на правильность расположения шпоночных канавок и плот-
ность посадки шпонки. Чтобы шпоночные канавки вала и ступицы
совпали, при напрессовке применяют ложную направляющую
шпонку, которую затем вынимают и заменяют настоящей шпонкой,
забиваемой ударами медного молотка со стороны торца вала.
Конец шпонки должен быть заподлицо со ступицей или же закрыт
предохранительным колпаком.
Однако более распространено крепление маховика на фланце
вала (см. рис. 439, г). Маховик в этом случае центрируют на ци-
линдрической поверхности фланца, который входит в выточку
с зазором, определяемым обычно скользящей посадкой, и крепят
болтами, плотно входящими в отверстия фланца (плотная посадка)
и с небольшим зазором (0,04—0,1 мм) в отверстия маховика.
Ступица маховика должна плотно прилегать к торцу фланца вала.
Местные зазоры в стыке должны быть не более 0,05 мм.
Окончательную установку маховика на фланце осуществляют
обычно после того, когда вал уложен в подшипники корпуса.
В этом случае маховик охватывается специальной схваткой
(рис. 441) для поднятия и в вертикальном положении подводится
к фланцу вала (это приспособление может быть применено при
установке крупных шкивов). Благодаря опорным роликам, име-
ющимся на схватке, маховик можно свободно вращать и достичь
таким образом совпадения отверстий под болты на ступице с двумя
болтами, вставленными предварительно в отверстие фланца вала.
После этого устанавливают остальные болты, и все гайки равно-
мерно затягивают и стопорят.
После закрепления маховика (шкива) на валу проверяют сбо-
рочную единицу на радиальное и торцовое биения. Вал при этом
устанавливают на призмах или в центрах. Допустимое биение
маховиков и шкивов определяется конструктивными требова-
ниями, но ориентировочно можно принять для радиального бие-
ния (0,00025^-0,0005) D, для торцового (0,0005н-0,001) D, где
D — диаметр маховика или шкива.
Перед установкой на валы маховики (шкивы) должны быть
отбалансированы. В быстроходных же передачах производится
повторная балансировка валов в сборе с маховиками или шки-
вами.
439
Рис. 441. Приспособления для удерживания маховиков или шкивов при их установке
на вал
Рис. 442. Автоматическая линия напрессовки венца на маховик
440
На маховиках двигателей
внутреннего сгорания часто
устанавливают зубчатый венец 1
(см. рис. 439, г), предназначен-
ный для сцепления с пусковым
устройством. Такой венец на-
прессовывают обычно после его
нагрева. Процесс сборки махо-
вика с венцом нередко хорошо
механизирован. На рис. 442,
например, приведена линия для
напрессовки венца на маховик
тракторного двигателя. Обра-
ботанный маховик по скату 1
поступает в загружатель 2 и
последним подается в кантова-
тель 3. Далее он автоматически
уКЛаДЫВаеТСЯ ПЛаШМЯ На ШаГО- Рис- 443. Установка шкивов
вый транспортер 4. Венцы из
магазина 7 посредством шибера 6, приводимого в движение
гидроцилиндром 5, подаются в нагревательную установку 8.
Здесь с помощью индукционного нагрева температура их дово-
дится до 260—300° С. В таком виде венец поступает в пресс 10,
где уже находится маховик. Венец напрессовывается, и затем
сборочная единица охлаждается водой. Собранная сборочная
единица подается транспортером 4 на рольганг 9. Линия работает
автоматически, гидрофицирована (гидростанция //); производи-
тельность 100—120 сборочных единиц в час.
Порядок установки шкивов на валах обычно не отличается от
порядка установки маховиков. Некоторую особенность предста-
вляет контроль положения нескольких шкивов ременной передачи.
При расстояниях до 1,5 м такую проверку производят металли-
ческой контрольной линейкой (рис. 443, а). Когда межосевые
расстояния превышают 1,5—2 м, пользуются отвесом или шнуром
(рис. 443, б и в).
СБОРКА ТРУБОПРОВОДОВ И УПЛОТНЕНИЙ
Система трубопроводов — составная часть конструкции боль-
шинства машин. Ее применяют в силовых установках для подвода
воды и топлива, в станках и другом технологическом оборудова-
нии — для направления масла к подшипникам, гидравлическим
зажимам и иным устройствам, в прессах — для подачи сжатого
воздуха в цилиндр и т. д.
Система трубопроводов в машине состоит из металлических
труб и их соединений. Конструкция последних зависит от рода
жидкости, скорости ее течения, температуры, давления, а также
количества жидкости, протекающей в единицу времени.
441
Трубопроводы для воды и других охлаждающих жидкостей.
Количество воды, прокачиваемой в охлаждающей системе, соста-
вляет нередко значительную величину, скорость же движения
жидкости не превышает 3—4 м/с, поэтому диаметры труб системы
охлаждения обычно значительно больше, чем в других системах.
Для уменьшения сопротивления не рекомендуется увеличивать
скорость движения охлаждающей жидкости в трубах. В связи
с этим сечения водяных труб должны быть на всем протяжении
полными, без вмятин, гофра и овальности. Отношение радиуса
закругления колена к диаметру трубы не следует допускать менее
1,5, так как при более резких перегибах коэффициент сопротивле-
ния значительно увеличивается. В местах изгиба овальность трубы
обычно не должна превышать 5% ее наружного диаметра.
Трубопровод по возможности должен иметь наименьшее коли-
чество колен и изгибов. Это условие относится не только к кон-
структору, но и к технологу-сборщику, так как в ряде случаев
форма трубопровода бывает весьма сложная и чертеж допускает
его сборку по месту.
Трубопроводы для охлаждающих жидкостей изготовляют из
обычных стальных г.чзопроводных или тонкостенных труб. Тре-
буемую форму трубопроводу придают гибкой или соединением
отдельных частей трубы фитингами, а также на фланцах. Части
трубопровода должны поступать на сборку в подготовленном виде,
т. е. иметь соответствующую длину и нарезанную на концах
резьбу. Фитинги, краны и другая арматура также должны быть
окончательно обработаны и проверены. При сборке трубопровода
с фитингами для получения в местах соединения необходимой
плотности резьбу покрывают масляной краской и обматывают
волокнами льна. При соединении частей трубы на фланцах сборка
заключается в установке между фланцами прокладок и соединений
фланцев болтами.
Особенностью сборки при этом является соблюдение соосности
соединяемых трубопроводов, а также параллельности торцов
соединяемых фланцев. Несоблюдение указанных условий является
причиной возникновения в трубопроводе дополнительных нагру-
зок из-за неточности подгонки, которые для крупных трубопрово-
дов могут быть весьма значительны. В связи с этим при монтаже
трубопроводов применяют особый метод контроля подгонки труб
по величине изгибающего момента г, дающий возможность оценить
фактическую величину дополнительной монтажной нагрузки.
Для поглощения тепловых деформаций и уменьшения влияния
вибраций для водяных систем при диаметрах труб до 60 мм часто
применяют гибкие соединения при помощи дюритовых шлангов
и хомутиков (рис. 444). При сборке таких соединений следят за
тем, чтобы хомутики создавали достаточное удельное давление
и, не врезаясь в шланг, равномерно обтягивали его. При обнару-
Метод разработан И. А. Батиными Л. С. Долгиновым.
442
жении в шланге трещин,
надломов или ноздреватости
его необходимо заменить.
Диаметр дюритового шланга
в свету должен быть на 0,5—
1 мм меньше наружного диа-
метра трубы. Перед сборкой
концы труб должны быть раз-
вальцованы, как показано на
рис. 444, и перед натягива-
нием шланга смазаны машин-
ным маслом. Расстояние I
между концами труб уста-
навливают от 2 мм до 0,251).
Расстояние а должно быть
Рис. 444. Гибкое соединение трубопрово/а для
охлаждающей жидкости
не менее 10 мм, так как при меньшем расстоянии хомутик может
самопроизвольно сдвинуться. Расстояние б после затяжки вин-
тов для обеспечения плотного прилегания хомутиков должно
быть не менее 3 мм.
При установке соединений надо следить за тем, чтобы они
не имели перекосов (рис. 445), могущих вызвать торможение по-
тока жидкости из-за образования мешков между дюритовыми
шлангами и трубопроводами.
Заслуживает внимания новый способ жесткого соединения трубопроводов,
показанный на рис. 446, а. Через отверстия охватывающей трубы в выточку
внутренней трубы нагнетают шприцем разогретую до 160—180° С резиновую
массу 1, которая после остывания прочно и плотно соединяет обе трубы.
В соединении, показанном на рис. 446, б, ниппель 3 и штуцер 2 сопрягаются
по кольцевому выступу, вследствие чего образуется лабиринт, а также устра-
няются перекосы при сборке. Уплотняющие прокладки 1 изготовляют из фторо-
пласта или паронита, пропитанного графитом.
Топливомаслопроводы бывают низкого и высокого давления.
К первым относятся трубки
страль к насосным эле-
ментам и сливные трубки,
а также трубопроводы
масляной системы.
Правильно Непра Вильно
от бака к насосу, фильтрам, маги-
Рис. 44S. Правильно и непра-
вильно смонтированное гибкое
соединение труб
Рис. 446. Соединение труб:
а — жесткое с резиновым уплотнением; б — жест-
коее лабиринтным уплотнением; » — гибкое шлан-
говое: 1 — штуцер длинный; 2 — вкладыш; 5 —•
муфта; 4 — шланг; 4 — штуцер короткий
443
Рис. 447. Разъемные соединения трубопроводов, осуществляемые при помощи соедини-
тельной арматуры
Топливомаслопроводы обычно выполняют из медных, латун-
ных, алюминиевых, реже стальных тонкостенных труб. Соедине-
ния труб бывают неразъемные и разъемные. Неразъемные соеди-
нения выполняют пайкой труб твердыми припоями с примене-
нием переходных муфт. Разъемные соединения трубопроводов
выполняют с применением соединительной арматуры. Конструк-
ции такой арматуры чрезвычайно разнообразны: с развальцовкой
концов трубок, с шаровыми муфтами, с зажимными конусами
и т. д.
При сборке соединения с развальцовкой концов трубки на-
кидную гайку 1 (рис. 447, а) надевают на трубку, конец ее зажи-
мают в приспособлении и при помощи вальцовок отбортовывают
на угол, несколько больший 90°; затем отбортованный конец
трубки прижимают к конусу корпуса 2 (тройник, ниппель или
угольник), а гайку 1 до отказа навинчивают на резьбу. Плотность
соединения достигается за счет деформации отбортованной стенки
трубки.
Отбортованная часть должна быть примерно такой же толщины,
как трубка. Уменьшение этой толщины более чем на 0,15—0,2 мм
снижает прочность трубопровода. На отбортованной части не
должно быть трещин, надрывов и морщин. Край трубки после
отбортовки следует зачистить личным напильником.
В соединении с шаровыми муфтами (рис. 447, б) их предвари-
тельно припаивают к трубке; накидная гайка обычно должна быть
заранее надета на трубку. При сборке шаровую поверхность
муфты вставляют в конусную выточку корпуса, и соединение этих
деталей практически осуществляется по узкой кольцевой полоске,
на которой создается при затяжке накидной гайки высокое удель-
444
ное давление, что устраняет необходимость притирки этих поверх-
ностей. Поэтому соединения такого типа собирают без дополни-
тельной пригонки. Если муфта имеет конусную поверхность, ее
предварительно притирают к конусу выточки.
Соединения с зажимными конусами (рис. 447, виг) также
собирают без пригонки. Латунные конусы предварительно при-
паивают или обжимают с помощью пневматической установки на
трубке на некотором расстоянии от ее конца. При этом во избежа-
ние пригонки выступающая часть трубки должна быть короче
выточки в корпусе, иначе накидная гайка при надавливании на
конус сорвет его.
Пайку муфт и конусов к трубке следует производить медным
или другим твердым припоем, так как пайка оловом не может
обеспечить необходимой прочности в условиях вибрационной
работы топливной системы. Пайка применяется кольцевая. Все
резьбовые соединения трубопроводов должны быть затянуты до
отказа.
При монтаже трубок необходимо следить за плотностью соединения. Плот-
ность может быть недостаточной из-за смятия или срыва резьбы. Последнее воз-
можно, если при соединении ниппелем геометрические оси трубки и корпуса не
совпадают (рис. 447, д) и при сборке соединения дотянуть гайку бывает затруд-
нительно. В результате в таком соединении образуется течь или из-за недотяну-
тости гайки, или вследствие порчи резьбы при чрезмерной ее затяжке.
В первом случае, прежде чем собирать соединение, необходимо осторожна
путем выгибания установить концы трубок в одну линию. Иногда при навинчи-
вании гайки до конца муфта все-таки неплотно прилегает к своему гнезду. В этих
случаях между буртиком гайки и головкой муфты кладут прокладку из фибры
или кожи. Во избежание дополнительных напряжений в трубе и соединен гях
короткие трубопроводы не должны
Изгиб трубы, снижающий ее жест-
кость (рис. 447, ж), увеличивает
долговечность работы узла. После
того как соединение окончательно
собрано, необходимо легким поша-
тыванием трубки проверить, плот-
но ли сел ниппель.
На маслопроводах приме-
няют соединения на фланцах
с прокладками (рис. 448, а).
При сборке таких соедине-
ний подготовленный по чер-
тежу фланец припаивают к
трубе и зачищают. В таком
виде сборочная единица по-
ступает на сборку. Проклад-
ку из уплотняющего мате-
риала по форме фланца про-
мазывают с обеих сторон оли-
фой, белилами,канифольным
клеем, зеленым мылом или
устанавливаться в растяжку (рис. 447, е).
а)
Рис. 448. Соединения:
а — маслопроводов на фланцах; б — газо-
проводов малого диаметра
445
пастой и надевают на шпильки соединения. Затем на эти шпильки
насаживают фланец и затягивают его гайками.
При соединении газопроводов небольшого диаметра приме-
няют арматуру, показанную на рис. 448, б. Сборку этой арматуры
производят так же, как и сборку топливомаслопроводов, только
под муфты обычно устанавливают резиновые кольца.
В конструкциях машин широко распространены плоские
уплотняющие прокладки. В тракторах и автомобилях, например,
нередко насчитывается до 250 соединений с такими прокладками.
Они могут быть разделены по свойствам применяемых материалов
и по конструкции на следующие группы а) мягкие эластичные
из однородного материала (картон, бумага, войлок, асбест, ре-
зина, паронит, свинец); б) мягкие эластичные комбинированные
(металлические с асбестовым сердечником, асбестопрорезиненная
лента и др.); в) пасты, мастики.
Выбор толщины и материала прокладки имеет большое значе-
ние для хорошей работы соединения. Для обеспечения герметич-
ности при возможном отклонении от параллельности фланцев
необходимо, чтобы сжатие материала прокладки (с учетом ее тол-
щины) превышало величину отклонения от параллельности. Если,
например, отклонение от параллельности фланпев 0,25, то про-
кладка толщиной 0,45 со степенью сжатия 50% не обеспечит
требуемой плотности.
Картонные и бумажные прокладки не должны иметь вырванных
мест и разрывов. Поверхность прокладки должна быть ровной,
чистой, без морщин и складок. Неравномерность толщины про-
кладки допускается обычно не более 0,1—0,15 мм на всей ее длине.
Для предохранения от размокания картонные и бумажные прокладки сле-
дует предварительно пропитать олифой или машинным маслом. Перед пропитыва-
нием картонные прокладки целесообразно смочить горячей водой и высушить.
При этом картон набухает, пористость его увеличивается, что будет способство-
вать лучшему пропитыванию маслом (пропитывают в горячем масле в течение
25—30 мин).
Картон применяют для уплотнения стыков водяных трубопро-
водов. Для этой же цели используют резину. Бумагу применяют
для уплотнения стыков маслопроводов. Для топливопроводов
бумагу пропитывают керосином или нефтью. Асбест в виде кар-
тона, шнура и нитей применяют при уплотнении парогазопро-
водов.
В качестве прокладок применяют также фибру (топливо-
маслопроводы), паронит (водяные и паровые трубопроводы),
свинец (трубопроводы и сосуды с кислотами).
Сохранению плотности сопряжений способствует применение герметизи-
рующих уплотнительных составов: невысыхающих уплотнительных замазок
(например, У-20А, У-22А), паст (УН-01) и других герметизирующих материалов
(14НГ-1, 14НГ-2), разработанных Научно-исследовательским институтом рези-
новой промышленности! (НИИРП). .Уплотнительные замазки, пасты и другие
материалы необходимо наносить на поверхности пневматическим шприцем через
фильеру соответствующего диаметра.
446
Качество выполненного сое-
динения труб в значительной
мере зависит от выбора матери-
ала прокладок. На рис. 449
даны кривые падения давления
в газопроводе при различных
видах прокладок. Правильный
выбор их материала обеспечи-
вает необходимую герметич-
ность трубопровода. Поэтому
при сборке необходимо ставить
прокладки точно в соответствии
с указанием в чертеже.
Устанавливаемые прокладки
должны быть требуемой толщи-
ны, с ровными краями, без тре-
кгс/см1
123456789ч
время
Рис. 449. Влияние качества прокладки на
герметичность соединения:
а — серый картон'» б — серый картон, об-
работанный в компрессорном масле; в —
клингерит; г — резина; д — серый картон,
размягченный в воде и обработанный в
компрессорном масле
щин, разрывов и складок. Сопрягаемые поверхности фланцев
также должны быть чистыми, без забоин и заусенцев. Отвер-
стия в прокладках и фланцах должны совпадать: техническими
требованиями обычно предусматривается, чтобы взаимное пере-
крытие было не более 0,1 диаметра отверстия.
Собранную систему трубопроводов контролируют на герметич-
ность. Проверка ведется либо по методу опрессовки с погружением
в ванну, обмыванием мыльной эмульсией, контролем постоянства
давления в системе, либо по методу обнаружения неплотностей
течеискателями: гелиевыми, галоидными или радиоактивными.
Отдельные соединения или участки воздушной системы проверяют
погружением их в 5—10%-ный содовый или мыльный раствор
и прокачкой воздуха давлением на 30% большим, чем рабочее.
При недостаточной герметичности соединения воздух выходит
пузырьками.
Соединения масло- и топливопроводов высокого давления кон-
тролируют на специальных приспособлениях (рис. 450, а и б)
под давлением жидкости до 200—250 кгс/см2.
Систему воздухо- или маслопроводов низкого давления про-
веряют на герметичность, нагнетая в нее соответственно воздух
или жидкость и контролируя время, в течение которого давление
остается неизменным. Места возможных утечек при контроле
воздухом смазывают мыльным раствором, вследствие чего в этих
местах в случае просачивания воздуха появляются пузырьки.
Резьбовые соединения в процессе контроля можно подтягивать
только при давлении в системе не более 5 кгс/см2.
Для более точного контроля ответственных систем их заполняют смесью
гелия с воздухом при давлении до 4 кгс/см2 и у мест возможных утечек берут
пробы специальным прибором — заборником. В случае негерметичности системы
избыток гелия в воздухе с высокой точностью улавливается масс-спектрометром.
По такой же схеме в некоторых случаях при испытании на герметичность
система заполняется смесью воздуха и фреона или воздуха и радиоактивных
447
Рис. 450. Испытания собранных трубопроводов на герметичность соединений
изотопов с последующим улавливанием присутствия фреона или изотопов кон-
трольными приборами в местах соединений.
Для обнаружения негерметичности применяют также ультразвуковые тече-
искатели, работающие по принципу улавливания ультразвуковых шумов, появ-
ляющихся в месте утечки. Далее эти шумы преобразовываются в звуковые ча-
стоты и прослушиваются или воспроизводятся на приборе.
_ Уплотнения, герметизирующие выходы вращающихся валов
в конструкциях многих машин, выполнены в виде войлочного
кольца, зажатого в выточке корпуса крышкой (рис. 451, а). Тол-
щина войлочного кольца должна быть больше глубины выточки.
Кольцо, надетое на вал, вводят в выточку при помощи плоской
выколотки. После этого закрепляют винтами крышку. Другой
распространенный вид войлочного или фетрового уплотнения
показан на рис. 451, б. В этом случае уплотняющее кольцо вводят
в коническую выточку крышки. Вручную на это требуется много
времени, к тому же сборочная единица нередко получается не-
качественной — кольцо перекашивается, образуются складки
5)
Рис. 451. Сборка уплотнения с войлочным
или фетровым кольцом
и т. п. Удобнее пользоваться
приспособлением (рис. 452),
устанавливаемым на пресс.
При движении в матрице 1 ле-
песткового пуансона 2 лепест-
ки последнего сходятся и, про-
талкивая через конусное отвер-
стие матрицы войлочное кольцо,
постепенно равномерно сжима-
ют его. Вследствие упругости
кольцо входит в выточку крыш-
ки подшипника. Второй опе-
рацией является окончатель-
ная заправка кольца в вы-
точку и обрезка лишнего ма-
448
Рис. 452. Закладка войлочных или фетровых ко-
лец в крышку
Рис. 453. Раскатка установлен-
ных фетровых колец
териала. Эту операцию выполняют на сверлильном станке,
в шпиндель которого вставляют оправку 1 (рис. 453) с ножом 2,
отжимаемым пружиной 3. Благодаря наличию конуса оправки
при ее опускании и вращении войлочное кольцо войдет в выточку,
а излишки войлока или фетра будут срезаны. Поверхность вой-
лочных и фетровых колец должна быть чистой, без ворса, утол-
щений и выемок. Линии обреза должны быть ровными, без надре-
зов и рваных мест. Отклонение размеров кольца по диаметру и
толщине не должно превышать установленных чертежом величин.
Войлочное кольцо должно сидеть в крышке неподвижно.
В некоторых случаяхдфетровые кольца перед постановкой в сборочную еди-
ницу пропитывают в смеси: 75% технического глицерина, 20% натриевого мыла
и 5% чешуйчатого графита или 92% касторового масла, 5% натриевого мыла
и 3% чешуйчатого графита. Пропитывают кольца в ванне со смесью, подогретой
до 120—130° С, где их выдерживают в течение 7—10 мин. После этого кольца
обсыпают графитовым порошком.
Для предотвращения просачивания жидкостей или газов по
выходящим наружу валам, штокам, шпинделям, скалкам и дру-
гим деталям применяют сальниковые уплотнения. В сальниках,
показанных на рис. 454, уплотняющий материал напрессовывают
в зазор между корпусом и штоком и зажимают гайкой или нажим-
ной втулкой, установленной на шпильках. Материалом для на-
бивки обычно служит хлопчатобумажный, асбестовый, пеньковый
шнур или свернутый из этих материалов жгут.
Сальниковую набивку составляют из отдельных колец с косым срезом.
Стыки соседних колец следует располагать под углом 120° друг к другу. Набивка
цельного, неразрезанного шнура не рекомендуется.
Кольца набивки насаживают на монтажный вал, вставляемый в сальник
(рис. 455, б и в). После этого массу уплотняют, постепенно добавляя материал
набивки. Операцию повторяют до тех пор, пока сальник не будет набит пол-
ностью, до необходимых размеров. Затем монтажный вал вынимают, аккуратно
вводят рабочий вал и окончательно затягивают гайку.
15 Новиков м. П. 449
Рис. 454. Сальники
Для ускорения процесса набивки следует применять оправки
и предварительно подпрессовывать сальник легкими ударами
молотка по оправке. Сальники значительного диаметра, предва-
рительно монтируемые в крышке, необходимо подпрессовывать
с помощью приспособления (рис. 455, а).
Нажимную сальниковую втулку следует подтягивать равно-
мерно, без перекосов. Неправильная затяжка сальника часто
приводит к нагреву и износу валов или штоков.
При сборке сальника следует иметь в виду, что надежность
его работы зависит от чистоты поверхности штока и равномерности
обжатия его набивкой, особенно в слоях, удаленных от втулки
сальника. Неравномерное обжатие может вызвать перегрев штока
и повреждение его поверхности. Во избежание этого применяют
набивку с несколькими прослойками чешуйчатого графита, кото-
рый улучшает условия смазывания.
Рис. 455. Набивка сальников с помощью приспособлений для подпрессовки:
1 — оправка; 2 — ложный валик
450
Рис. 456. Установка самоподжимных уплотнитель-
ных колец:
а — неправильная; б — правильная
Рис. 457. Запрессовка уп-
лотнительных колец в гнез-
до подшипников
В химическом машиностроении применяют сальники, собран-
ные из прессованных шевронных колец фторопласта, также обла-
дающего самосмазывающей способностью.
Набивка сальников — трудоемкая операция, поэтому ее сле-
дует всячески механизировать, применяя для этого легкие обычные
или вибрационные прессы, а там, где собирают сальники в больших
количествах, целесообразно применять специальные станки.
Для уплотнения вращающихся валов в конструкциях машин
широко применяют также самоподжимные уплотнительные кольца,
которые прижимает к валу спиральная пружина, охватывающая
кольцо снаружи (рис. 456). При установке такого уплотнения
необходимо обратить внимание на то, чтобы внутренняя поверх-
ность кольца, соприкасающаяся с валом, была гладкой, без гру-
бых выступов, трещин, ровной по толщине и эластичной. В сво-
бодном положении пружина должна легко сжимать уплотнитель-
ное кольцо по диаметру. Не следует забывать, что уплотняющая
кромка кольца должна быть обращена к подшипнику (рис. 456, б).
Уплотнительные кольца перед установкой в сборочную единицу
целесообразно покрывать тонким слоем смазки (ГОСТ 9433—60).
Кожаные кольца такого типа с парафиновой пропиткой перед установкой
в узел следует поместить в ванну со смесью масла и керосина (по 50%) и выдер-
жать в ней при 40—45° С в течение 2—2,5 ч. Кольца, пропитанные вазелином,
смягчают перед установкой в вазелиновой ванне. . .
Шейка вала в месте прилегания кольца должна быть гладкой,
без задиров и глубоких рисок. При постановке уплотнения в гне-
здо силу запрессовки следует прикладывать только к корпусу
кольца (рис. 457). Чтобы предотвратить подвертывание или смя-
тие'манжеты при вводе валика в уплотнительное кольцо, необхо-
димо применять конусные оправки.
Уплотнительные кольца в корпусе также удобно устанавли-
вать при помощи монтажного наконечника (рис. 458), имеющего
на конце усеченный конус. Для удобства продвижения кольца
по наконечнику и валу поверхности их целесообразно смазать
15* 451
Рис. 458. Установка уплотнительных
колец на вал и в корпус подшипника
тонким слоем солидола. В целях получения необходимой герметич-
ности выточку в корпусе целесообразно перед установкой уплотни-
тельного кольца смазать шеллаком, карбонильным клеем или
свинцовыми белилами.
Нормальная работа резиновых манжетных уплотнений зависит от удачного
подбора удельного радиального давления и чистоты обработки поверхности
трения, с учетом скорости вращения вала. Повышение удельного давления обес-
печивает лучшую герметичность, но при этом увеличивается сила трения и тем-
пература, что вызывает быстрый износ манжет. Однако последний может быть
уменьшен при хорошей обработке поверхности трения вала, а также отсутствии
его биения.
Вместо резины для уплотнения нередко применяют материалы на основе
полимеров — фторопласта, полиамидов, полиэтилена и др.
Трубопроводы, соединения и уплотнения во избежание за-
сорения после сборки должны быть тщательно очищены, а если
возможно, то и промыты. В наиболее ответственных топливных
трубопроводах дизелей, маслоподающей магистрали к точным
подшипникам скольжения и др. целесообразно после промывки
системы проверить чистоту внутренней полости, пропуская через
нее бензин и затем фильтруя его. Если в трубопроводах имеются
452
грязь или металлические опилки, то они появятся на фильтро-
вальной бумаге. Концы трубопроводов при сборке целесообразно
закрывать пробками с выступающими наружу концами.
В гидравлических системах различных машин большое рас-
пространение получили резиновые рукава высокого давления —
шланги с закрепленными на концах присоединительными муф-
тами. О последовательности сборки одной из конструкций таких
муфт (для условий мелкосерийного производства) дает предста-
вление рис. 459. Специальным инструментом здесь является фигур-
ная оправка. Значительно производительнее эта операция выпол-
няется с применением сверлильных машинок (рис. 460).
Сборку однотипных трубопроводов в массовом производстве
иногда выполняют полуавтоматы и автоматы. Например, гибкий
шланг тормоза (см. рис. 446, в) собирается на автоматической
линии, состоящей из трех частей, имеющих загрузочные и раз-
грузочные позиции. Перемещение собираемого шланга осуще-
ствляется шаговым двухцепным конвейером. Шланг базируется
при этом на двух вилках. Механизмы подъема и опускания шланга
устанавливают его в требуемые положения на рабочих позициях.
На этой линии производятся следующие операции: шлифование
обоих концов шланга до требуемого размера по длине; запрессовка
Рис. 459. Сборка присоединительной муфты резинового рукава:
а — навинчивание муфты; б — установка оправки в ниппель*, в — соединение ниппеля
с муфтой; г — собранный узел; 1 — оправка; 2 — накидная гайка; 3 — ниппель; 4 —
муфта; 5 — рукав
453
Рис. 460. Сборка присоединительной муфты резинового рукава с помощью пневмодрели:
верхний эскиз — установка гайки; нижний эскиз — ввод ниппеля:
1 — тиски; 2 — гайка; 3 — оправка; 4 — пневмодрель; 5 — ниппель
вкладышей; надевание на концы штуцеров; обжимка обоих кон-
цов; гидравлическое испытание; продувка канала воздухом;
натягивание резиновых муфт; контроль соосности отверстий.
УСТАНОВКА ПРУЖИН
В конструкциях машин и механизмов пружины имеют весьма
разнообразное назначение. В двигателях внутреннего сгорания
при помощи пружин производится посадка клапана на седло.
В топливной аппаратуре назначение пружин — прижимать с опре-
деленной силой иглу форсунки к фаске сопла или плунжер насоса
к кулачку. В насосах пружины создают постоянное усилие на
предохранительные и перепускные клапаны, открывающиеся лишь
при определенном давлении масла или топлива. В некоторых
случаях пружины применяют в конструкциях сальниковых уплот-
нений. Вследствие упругости пружины создают постоянное давле-
ние на набивку сальника и обеспечивают необходимое уплотнение.
В машинах применяют разнообразные конструкции пружин, однако винто-
вые или спиральные пружины имеют наибольшее распространение. Величина
деформации или прогиба винтовой цилиндрической пружины определяется ее
геометрическими размерами; при этом она прямо пропорциональна количеству
витков и квадрату диаметра пружины и обратно пропорциональна диаметру
проволоки. Сила упругости пружины создается за счет ее сжатия и прямо про-
порциональна деформации или прогибу пружины.
Сила, развиваемая пружиной в соб-
ранной сборочной единице, должна быть
равна некоторой определенной заранее за-
данной величине. В связи с этим в прак-
тике сборки могут встретиться два случая;
а) прогиб пружины определяется ее гео-
метрическими размерами в свободном со-
стоянии и не может быть изменен при
сборке и б) прогиб при сборке можно ре-
гулировать.
В первом случае пружины перед сбор-
кой обязательно проверяют на упругость.
Одно из приспособлений, применяемых
для этой цели в мелкосерийном производ-
стве, показано на рис. 461. Сила упру-
гости пружины воспринимается порш-
нем 1, сжимающим масло в цилиндре^
прибора, давление которого отмечается^
манометром 2. Для выражения упругости!
, Рис. 461. Проверка упруго-
' сти винтовых пружин
пружины в килограммах неооходимо по-
казания манометра 2 умножить на плошадь поршня (в данном
приборе имеется вторая шкала, дающая величину упругости
в килограммах). Пружина сжимается рычагом 3, перемещающим
стержень 4 до тех пор, пока упор 5 не соприкоснется с корпусом
прибора. Если при требуемом прогибе*пружина развивает необ-
ходимую силу упругости, ее можно поставить в собираемом
узле.
В массовом производстве упругость пружин, работающих на
сжатие, контролируется автоматами. Один из таких автоматов
конструкции НИИТавтопрома сортирует пружины на четыре
группы: с усилием менее 76 кгс, от 76 до 79, свыше 79 до 82 и бо-
лее 82 кгс. Относительная погрешность контроля при этом не
превышает 0,1%. Производительность автомата — около 8 тыс.
пружин в смену.
При сборке сборочных единиц с пружинами изменяемого про-
гиба их окончательно закрепляют после регулирования.
Концы пружины для создания необходимых опорных поверх-
ностей должны быть сошлифованы и прижаты к крайним виткам.
Поверхность витков пружины должна быть чистой и блестящей,
чтобы можно было обнаружить возможные трещины.
При сборке двух винтовых концентрично расположенных
пружин направления их витков (наружной и внутренней) должны
быть разными, что предотвращает возможность попадания витков
при поломке одной из пружин между витками другой. При уста-
новке винтовых пружин необходимо также следить за тем, чтобы
при их сжатии не было одностороннего выпучивания средних
витков на величину больше 1,5—2% от наружного диаметра пру-
жины. Для установки пружины в сборочную единицу машины
455
Рис 462 Сборка сборочных единиц с тяжелыми спиральными пружинами
Рис. 463. Схемы пневматических приспособлений, используемых при одновременной уста-
новке нескольких пружин
456
Рис 464 Автомат для установки пружин в каретки подвески
обычно необходимо предварительно сжать ее так, чтобы можно
было поместить в паз или закрепить каким либо иным способом
на штоке Сжатие производят специальными приспособлениями.
Для сжатия жестких пружин целесообразно применять винтовые
струбцины и скобы, а также пневматические приспособления
Струбциной пользуются, когда пружины должны быть помещены
в паз в сжатом виде В этом случае пружину сжимают до требу-
емого размера, устанавливают струбцину над пазом и при по-
мощи молотка и медной выколотки выталкивают пружины на
место
Винтовыми скобами удобно пользоваться при монтаже крупных
пружин в открытых местах (например, при сборке амортизаторов
гусеничного хода).
Сборочные единицы с крупными амортизационными пружи-
нами, требующими для сжатия больших усилий, собирают при
помощи гидравлического пресса. Сборочное приспособление
(рис. 462) состоит из чугунного основания с тремя направля-
ющими стержнями; на него устанавливают детали собираемой
сборочной единицы. Сверху помещают накладку с надставкой.
В таком виде приспособление помещают под пресс и сжимают
пружину. Закладные шайбы, вставляемые в выточки стержней,
позволяют удержать пружину в сжатом состоянии. Затем на-
винчивают и закрепляют гайку, после чего пружину вновь слегка
сжимают, с тем чтобы освободить закладные шайбы. Разборку
такого узла производят также под прессом, в обратном порядке.
' Установку нескольких пружин (в сборочных единицах клапа-
нов двигателей внутреннего сгорания, в муфтах сцепления и пр.)
целесообразно проводить на пневматических приспособлениях
для одновременного сжатия пружин (рис. 463, а'и б).
В массовом производстве операцию установки пружин стре-
мятся механизировать. На рис. 464 приведен автомат для уста-
457
Рис. 465. Каретки подвески в сборе
новки пружин в каретки подвески трактора (рис. 465). На автомате
(см. рис. 464) смонтированы три пневматических цилиндра: пер-
вый поднимает и ориентирует каретку, второй подает пружины
из бункера и третий устанавливает пружины в каретку. Последо-
вательность работы обеспечивается электропневмокранами и ко-
нечными выключателями. Управление автоматом — кнопочное;
работает он по установленному циклу; производительность —
450 кареток в смену.
Внедрение автомата значительно снизило трудоемкость опе-
рации, позволило ликвидировать ручные приемы установки пру-
жин, повысить пропускную способность линии на этом участке
на 40%, сократить сборочную площадь, значительно облегчить
условия труда и улучшить качества сборки сборочной единицы.
СБОРКА ГИДРАВЛИЧЕСКИХ И ПНЕВМАТИЧЕСКИХ
СБОРОЧНЫХ ЕДИНИЦ И СИСТЕМ
Порядок сборки гидравлических и пневматических узлов и си-
стем определяется конструкцией этих устройств. Обычно сборку
ведут в следующем порядке: сборка силового устройства (рабочих
цилиндров, насосов), сборка аппаратуры управления, монтаж
трубопроводов, испытание системы на герметичность и испытание
в работе. Сборка рабочих цилиндров включает установку и за-
крепление поршней на штоке, монтаж уплотнений, сборку ци-
линдров, установку в них поршневой группы и сборку сальников.
Поршень, базирующийся на цилиндрической шейке штока
(рис. 466, а), устанавливают с натягом. Во избежание приварива-
ния поршня к штоку на месте упора помещают медное кольцо.
При установке поршня на конус штока (рис. 466, б) поверхности
сопряжения предварительно проверяют на краску, и в случае
необходимости отверстие пришабривают, с тем чтобы прилегало
не менее 75% поверхности конуса. Затяжка гайки в этом случае
производится ключом с рукояткой ограниченной длины.
458
Поршень, укрепляемый на резьбе штока (рис. 467), должен
навинчиваться свободно, но без качки. Отверстие под стопор, пре-
пятствующий самоотвинчиванию, сверлят и нарезают в нем резьбу
после установки поршня. Сборочную единицу поршня со штоком
проверяют на биение на призмах или в центрах; допускаемое бие-
ние 0,015—0,02 мм на 100 мм диаметра поршня.
На поршень устанавливают кожаные манжеты: в цилиндрах
среднего давления — гладкой стороной кожи наружу, а в ци-
линдрах высокого давления — шероховатой стороной. Кольца
из маслостойкой резины вводят в канавки посредством монтажных
конусов, устанавливаемых на днище поршня. Чугунные поршне-
вые кольца перед постановкой в канавки разводят специальными
щипцами. Развод этих колец во избежание перенапряжения мате-
риала должен быть строго ограничен.
Сборка рабочих цилиндров включает пригонку крышек, про-
верку резьбы, установку прокладок и затяжку болтов или винтов.
Если у цилиндра обе крышки отъемные, то вначале гильзу и одну
из крышек, имеющую отверстие для штока, соединяют временными
болтами или скобами. После этого вводят поршень с манжетами
или кольцами, устанавливают вторую крышку с прокладкой и за-
тягивают гайки болтов. Затяжку производят крест-накрест равно-
мерно.
Во избежание повреждения манжет или колец при установке
поршня в цилиндр применяют монтажные гильзы. Уплотнение
штока в крышке цилиндра осуществляют при помощи сальника.
При монтаже цилиндра на машине необходимо соблюдать
параллельность оси цилиндра направляющим движения рабочего
органа машины. Для выверки цилиндра в двух взаимно перпен-
дикулярных плоскостях обычно предусмотрены на концах гильзы
шлифованные пояски, которые концентричны ее внутренней
поверхности.
Монтаж штока с кронштейном или стойкой должен осущест-
вляться так, чтобы ось штока совпадала с осью цилиндра и была
параллельна направляющим движения рабочего органа машины.
При несоблюдении этих требований при эксплуатации цилин-
дров возможны искривление оси штока и его защемление в напра-
вляющей втулке или в отверстии крышки; неравномерное, с вибра-
Рис. 467 Поршни пнев-
матических устройств
Рис. 466. Поршни гидравлических устройств
459
циями, движение штока и связанного с ним рабочего органа ма-
шины; появление задиров на поверхности штока и направляющей
втулки; преждевременный износ уплотнительных колец и появле-
ние течи масла; увеличение сил трения и снижение КПД ци-
линдра.
При обнаружении течи масла через уплотнительные кольца
штока необходимо отвернуть винты сальниковой крышки и снять
одну или две компенсационные прокладки, после чего винты
крышки вновь затянуть до отказа.
Для устранения возможного нарушения равномерного движе-
ния рабочего органа (вследствие попадания воздуха в цилиндр)
следует совершить два-три полных движения поршня (или ци-
линдра) из одного крайнего положения в другое на холостом ходу.
Если в конструкции цилиндра предусмотрены воздухоспускные
краны, удалять воздух надо с их помощью; открывать краны
следует тогда, когда из полости цилиндра вытекает масло. Если
указанные действия не устраняют неравномерности движения
рабочего органа, необходимо установить и устранить причины
подсоса воздуха в гидросистеме.
Сборка насосов шестеренчатого типа начинается с подбора
зубчатых колес. Особое внимание обращают на точность зацепле-
ния зубьев, так как при погрешностях в зацеплении объемы впа-
дин между зубьями не полностью заполняются жидкостью и в ма-
гистраль попадает воздух, нарушающий нормальную работу си-
стемы.
Зазоры в зацеплении зубчатых колес выдерживают в пределах: при модуле
1—4 мм — до 0,2 мм, при модуле 5—7 мм — 0,3 мм и при модуле 8—10 мм —
до 0,4 мм. Диаметральные зазоры между зубчатыми колесами модулей 1—4 мм
и корпусом должны быть в пределах 0,07—0,12 мм, зазоры между торцами колес
и крышками корпуса — в пределах 0,04—0,08 мм. В связи с такой сравнительно
малой величиной зазора плоскости крышек должны быть тщательно обработаны
и проверены по краске на плите.
Крепежные винты затягивают равномерно, с тем чтобы не
допустить перекоса и защемления зубчатых колес. Вращение
колес в правильно собранном насосе должно быть плавным и
легким.
В целях предотвращения перегрузок насоса и гидросистемы
предохранительный клапан следует настраивать на давление,
превышающее рабочее не более чем на 20%.
У лопастного насоса точность посадки лопаток в пазах ротора
с зазором 0,02—0,03 мм обеспечивают подбором лопаток или при-
тиркой их с пастой на плите. Лопатки не должны выступать над
статорным кольцом; допускается незначительное (на 0,01—0,02 мм)
утапливание лопатки в статоре. На эту величину высота ротора
должна быть меньше ширины статорного кольца. При установке
лопаток в ротор не следует забывать, что заостренная часть ло-
патки должна быть направлена в сторону вращения ротора.
В собранном насосе вращение ротора должно быть свободным.
460
После сборки проверяют производительность насоса на стенде
при различных давлениях, обусловленных техническими требова-
ниями. Возможны следующие основные неисправности.
1. Заедание лопаток в пазах ротора, сопровождающееся толч-
ками и шумом при работе. Для устранения неисправности необ-
ходимо снять крышку насоса и задний диск. Провертывая вал
от руки, проверить свободное перемещение лопаток в пазах ро-
тора: если лопатки перемещаются туго, снять ротор с вала, за-
метить нахождение лопаток в каждом определенном пазу, так как
лопатки могут быть невзаимозаменяемыми, промыть детали и при
необходимости произвести притирку лопаток до легкого хода их
в пазах ротора.
2. Насос засасывает воздух, в результате чего не дает макси-
мального давления, работает с шумом, масляный бак заполняется
пеной, стрелка манометра резко колеблется. Для устранения
неисправности необходимо проверить уплотнение всасывающего
трубопровода насоса и плотно подтянуть все соединения.
3. Утечка масла по валу через уплотнение — следует прове-
рить манжету и в случае повреждения заменить ее.
Монтаж гидродвигателя на машине производят с учетом тех-
нических требований в горизонтальном, вертикальном или в на-
клонном положении.
Для обеспечения равномерного движения механизма, приводи-
мого гидродвигателем, необходимо обеспечить заполнение всей
системы жидкостью, не допуская проникновения туда воздуха.
В приводах станков, работающих по циклу сверлильно-расточных, выпуск
воздуха можно производить только из полости, не соединенной с дросселем.
В приводах станков, работающих по возвратно-поступательному циклу, отвод
воздуха следует обеспечить из обеих полостей.
Монтаж аппаратуры управления осуществляют в соответствии
с требованиями, предъявляемыми к каждому аппарату гидравли-
ческой системы. Аппаратура управления предназначается для
контроля и регулирования направления и скорости движения
жидкости, ее давления и количества. К аппаратуре управления
относятся обратные, редукционные и предохранительные клапаны,
дроссели, реле, золотники и краны.
Клапаны монтируют в горизонтальном, вертикальном или
наклонном положении. Во избежание подсоса воздуха через
сливную трубку необходимо при сборке достичь плотности в ее
сопряжении. Требования в этом случае предъявляют те же, что
и при монтаже подводящих труб.
Особое внимание при монтаже должно быть обращено на плот-
ность прилегания клапана к седлу, что характеризуется отсут-
ствием протекания масла через клапан, а также на плотность
сопряжений крышки и корпуса.
Дроссели укрепляют при помощи винтов в горизонтальном
или вертикальном положении. Расход масла, проходящего через
дроссель, зависит от положения лимба. Поэтому у смонтирован-
461
ного дросселя необходимо проверить, как изменяется расход масла
при вращении лимба по часовой стрелке и против. Если же расход
при этом не уменьшается, то следует проверить возможность пере-
мещения клапана в корпусе и отсутствие перекоса пружины.
Реле давления включается в систему посредством концевого
соединения, монтируемого в отверстие с конической резьбой.
После установки обычно производят настройку реле на нужное
давление вращением регулировочного винта. В требуемом положе-
нии регулировочный винт стопорится специальным резьбовым
стопором.
Корпуса золотников устанавливают обычно в горизонтальном
положении, что исключает самопроизвольное перемещение золот-
ника при падении давления. Скорость переключения золотника
зависит от положения дросселей. Поэтому после установки золот-
ника соответствующим вращением дросселей производят его регу-
лирование. Если таким способом отрегулировать время переклю-
чения золотника нельзя, то причиной этого может быть неплотное
прилегание шарика к седлу, течь масла в стыках или ненормаль-
ная работа пружины шарика.
Краны управления монтируют в любом положении и закре-
пляют обычно винтами на обработанной плоскости корпуса.
Отверстия на кране для присоединения маркированы буквами:
Д — подвод давления; С — сливная труба; Ц1 и Ц2 — подводы
к цилиндру.
ГИДРАВЛИЧЕСКИЕ ИСПЫТАНИЯ
СОБРАННЫХ СБОРОЧНЫХ ЕДИНИЦ
Плотные соединения, подверженные в процессе эксплуатации
воздействию разности давления гидравлической среды (вода,
масло и т. п.), а также замкнутые системы и резервуары, выдер-
живающие большие давления, после сборки подвергают гидравли-
ческим испытаниям.
В процессе гидравлических испытанийзамкнутых систем также
производят регулирование устройств, препятствующих повыше-
нию в системе давления выше определенного предела. Эти испы-
тания дают возможность, кроме плотности сочленений, проконтро-
лировать также и детали в отношении качества литья (наличие тре-
щин, свищей, пор и других погрешностей), сварки (непроваренных
мест) и т. п.
В качестве наполняющих жидкостей при гидроиспытаниях
применяют воду, эмульсию, водный раствор хромпика, керосин,
трансформаторное и дизельное масло, реже другие жидкости.
В цилиндровой группе двигателя внутреннего сгорания не-
плотности хорошо обнаруживаются при повышении давления
жидкости, заполняющей блок или камеру сгорания цилиндра.
При гидравлических испытаниях цилиндров или блоков послед-
ние устанавливают на стойку, а отверстия в них, за исключением
462
одного, закрывают заглушками.
К открытому отверстию присо-
единяют шланг от насоса, пода-
ющего из бака эмульсию или
воду. Давление в процессе ис-
пытания постепенно повышают,
следя за показаниями маномет-
ра и за состоянием поверхно-
стей. При наличии погрешностей
на поверхности рубашки или
соответственно в местах соеди-
нения появляются мелкие кап-
ли жидкости.
Установка для гидравличе-
ского испытания блока работает
следующим образом. Испытуе-
мый блок помещают между колон-
ками, и посредством пневмоци-
линдров, действующих на за-
468. Схема испытания на герметич-
ть на пневмогидравлической установке
глушки, изолируют водяное
пространство; туда нагнетают эмульсию. В баке эмульсия пред-
варительно подогревается паром до 80° С.
Давление эмульсии при испытании постепенно повышают до
1,5—2 кгс/см2, проверяя отсутствие течи из-под уплотняющих
колец гильз. После этого создают давление 4—5 кгс/см2 и в тече-
ние 5 мин просматривают состояние стенок блока. Давление кон-
тролируют манометром, смонтированным на установке.
В ряде случаев испытание проводят сжатым воздухом. Испы-
туемую камеру сборочной единицы также изолируют от окружа-
ющей среды заглушками и заполняют воздухом при давлении от 30
до 45 кгс/см2. Если это давление сохраняется в камере после
перекрытия крана, соединяющего камеру с воздушной маги-
стралью, то результат считается удовлетворительным. Для про-
верки герметичности стыков, а также заглушек контролируемые
соединения покрывают тонким слоем масла, а внутрь подводят
сжатый воздух. Если какое-либо соединение недостаточно плотно,
то происходит утечка воздуха, который в виде пузырьков обнару-
живается на покрытой маслом поверхности.
Гидравлические испытания сборочных единиц, требующие
низких давлений жидкости, удобно проводить с помощью пневмо-
гидравлических установок, работающих без насосных станций,
от цеховой пневматической сети. Испытуемую сборочную еди-
ницу 1 устанавливают на прокладки стола установки (рис. 468)
и закрепляют прижимами. Далее включением воздушного крана 2
создают в резервуаре 3 требуемое давление жидкости, при котором
испытывают плотность сопряжений сборочной единицы. Кран 4
служит для выпуска воздуха в начале испытания.
463
Гидравлические испытания масляной системы машины проводят для опре-
деления возможных неплотностей в соединениях. Приспособления для этих
испытаний конструируют с учетом проверки как всей системы, так и отдельных
ее участков.
Для закрытия отверстий масляной системы, а также выключения отдельных
ее частей при проведении гидравлических испытаний применяют специальные
заглушки (рис. 469). Установка таких заглушек требует значительного времени.
Поэтому там, где позволяют конструктивные условия, целесообразно применять
быстроустанавливаемые заглушки с резиновым уплотнением (рис. 470).
Трубопроводы для топливной аппаратуры, имеющие небольшие
проходные сечения, после изгиба часто проверяют на гидравли-
ческое сопротивление. Для этой цели испытуемый трубопровод
присоединяют к тройнику 1 (рис. 471, а) совместно с форсункой 2,
отрегулированной на определенное давление впрыска (40,
60, 80 кгс/см2). Если через тройник прокачать насосом жидкость
(дизельное топливо), то последняя должна выходить из трубо-
провода, а не через форсунку.
Предохранительный и перепускной клапаны масляных насосов
и фильтров регулируют в процессе их испытания или отдельно.
В последнем случае корпус насоса или фильтра вместе с вмонти-
рованными клапанами присоединяют к штуцеру установки, чтобы
масло от нее поступало к клапану. Остальные отверстия корпуса
закрывают заглушками. Подкачивая в корпус масло, повышают
давление под клапаном до требуемой величины (2,5—5 кгс/см2).
Одновременно с этим завинчивают или отвинчивают поджим-
ной винт пружины так, чтобы подъем клапана и перепуск масла
начались при требуемом давлении в магистрали. После окончания
регулирования поджимной винт необходимо тщательно засто-
порить.
При сборке многих сборочных единиц герметичность соедине-
ний удобно контролировать по методу «воздухом в воде». В этом
случае сборочную единицу (рис. 471, б) с заглушенными отвер-
стиями присоединяют к воздушной магистрали или к баллону
со сжатым воздухом и опускают в ванну с водой, водным раствором
хромпика или керосином. Там, где плотность соединения деталей
недостаточна, будут выделяться пузырьки воздуха. Нередко
в технических требованиях предусматривается допустимое коли-
чество пузырьков, выделяющихся в единицу' времени при опре-
деленном давлении воздуха.
Этот метод эффективен в том случае, если утечка достаточно
велика, программа испытуемых сборочных единиц и деталей
незначительна и конструкция сборочных единиц и деталей до-
пускает погружение их в воду. Недостатком этого метода является
субъективность определения допустимых утечек, которые зависят
от глубины погружения в воду.
В настоящее время все большее применение находит способ
определения и измерения утечки объема воздуха с помощью
разности давления и являющийся дальнейшим его развитием диф-
ференциальный метод испытания на герметичность. Пневматиче-
464
<У
Рис. 469. Герметизация отверстий при гидроиспытаниях
Рис. 470. Быстроустанавливаемая заглушка
(а); схема установки заглушки (б)
Рис. 471. Приспособление для 1ид-
равлического испытания трубопро-
водов (а); схема испытания сбороч-
ных единиц на герметичность сжа-
тым воздухом (б)
465
Рис. 472. Двухкамерная си-
стема с обычным маномет-
ром:
1 — сравнительная камера;
2 — испытуемая камера;
3 — обычный манометр
Рис. 473. двухкамерная си-
стема с дифференциальным
манометром:
1 — сравнительная каме-
ра; 2 — испытуемая каме-
ра; 3 — дифференциальный
манометр
ские испытания на герметичность дифференциальным методом
основываются на двухкамерной системе (рис. 472). Каждая камера
имеет свой манометр. Сравнительная и испытуемая камеры одно-
временно заполняются воздухом, и оба вентиля в системе пере-
крываются.
Если давление в испытуемой камере падает из-за утечки воз-
духа, то показания манометров будут различны. По разности да-
вления определяется объем утечки воздуха. Если оба манометра
заменить дифференциальным манометром (рис. 473), то он будет
показывать непосредственно перепад давлений АР, вызванный
утечкой в испытуемой камере. Если утечка в испытуемой камере
мала и за указанное время не может быть определена дифферен-
циальным манометром, то манометр заменяют дифференциальным
трансмиттером (рис. 474), который выдает усиленный электри-
ческий сигнал, пропорциональный утечке воздуха, на электри-
ческий прибор-указатель.
Температура и другие факторы окружающей среды могут вы-
звать изменение выходного сигнала большее, чем возникающее
из-за утечки в испытуемой камере. В улучшенных измерительных
системах статическую нулевую точку шкалы манометра заменяют
измерительным прибором с динамической нулевой точкой
(рис. 475). Благодаря этому исключаются погрешности нулевой
точки, вызванные изменением выходного сигнала под влиянием
окружающей среды.
В настоящее время за рубежом и на отечественных автомобиль-
ных заводах широко используют автоматы и автоматические ли-
Рис. 474. двухкамерная си-
стема с дифференциальным
трансмиттером*
/ — сравнительная каме-
ра; 2 — испытуемая каме-
ра; 3 — дифференциальный
трансмиттер
Рис. 475. Однокамерная си-
стема с динамической нуле-
вой точкой:
1 — испытуемая камера;
2 — трансмиттер; 3 — при-
бор с динамическим нулем
466
нии для испытания деталей и узлов на герметичность. Примером
может служить автоматический стенд, разработанный фирмой
Freilich (ФРГ) для испытания коробки передач в сборе на герме-
тичность с часовой производительностью 100—120 шт./ч. Загрузка
коробки передач осуществляется по направляющим шинам. Си-
стема управления стендом электропневматическая. Результаты
испытания выводятся на пульт управления, где расположены при-
бор-указатель и сигнальные лампы. Если утечки находятся за
допустимыми пределами, коробка передач автоматически погру-
жается в воду для определения места утечки воздуха.
Испытание на герметичность часто бывает трудоемким процессом. Поэтому
в условиях массового производства его целесообразно всемерно механизировать.
Ряд гидравлических механизированных установок для проверки герметичности
по методу «воздухом в воде» создан на ЗИЛе. Гидравлические испытания многих
сборочных единиц и изделий могут быть автоматизированы. Например, в ЦПКБ
треста «Электромонтажконструкция» (г. Москва) разработан стенд для гидро-
испытания собранных фитингов с полностью автоматизированным процессом.
Производительность стенда— 160 сборочных единиц в час. Фирма Turner (США)
выпустила автоматическую линию для испытания на герметичность головок
блока двигателей. Сборочная единица на начальной операции закрепляется,
и все отверстия заглушаются. Далее внутрь головки нагнетается сжатый воздух.
Если в течение определенного времени давление воздуха сохраняется (утечки
отсутствуют), следовательно, герметичность удовлетворительна. Загорается
зеленая лампочка, и срабатывает устройство для маркировки головки краской.
Падение давления воздуха отмечается на шкале, и загорается сигнальная красная
лампочка. Если при этом зарегистрируется подряд пять дефектных головок,
то линия останавливается. Производительность этой линии— 250 головок в час.
КЛЕЙМЕНИЕ И МАРКИРОВКА ДЕТАЛЕЙ
И СБОРОЧНЫХ ЕДИНИЦ
Клеймом называют знак, свидетельствующий о соответствии
детали или собранной сборочной единицы техническим требова-
ниям. Клеймо ставит на узле после его проверки либо сборщик,
либо работник технического контроля.
Детали, входящие в состав той или иной сборочной единицы,
после подбора или при наличии некоторой индивидуальной при-
гонки, кроме того, маркируют, т. е. наносят на них знаки с обозна-
чением размера, группы, технических данных и пр. Например,
маркируют вкладыши и крышки подшипников, точно пригнанные
болты, поршни, плунжеры, детали с левой резьбой и пр. (рис. 476).
Клеймение и маркировка могут быть осуществлены механиче-
ским, химическим и электрическим способами. Простейшим видом
механического клеймения является выбивание цифр, букв или
знаков на поверхности детали при помощи стальных пуансонов.
Выполнять эту операцию вручную нерационально. Более целесо-
образным является применение специальных прессов, в частности
электромагнитных. Для клеймения и маркировки массовых дета-
лей, пальцев, стаканов, роликов, колец и пр. на многих заводах
используются автоматы. Однако эти способы клеймения и высоко-
467
Рис. 476. Маркировка некоторых де-
талей машин:
А — размерная группа по диамет-
ру юбки; Б — размерная группа
по диаметру в бобышках; В — мас-
са поршня; К — клеймо ОТК; Г —
размерная группа гильзы; Д — но-
мера комплектности; Е — размер-
ная группа верхней головки шату-
на; Р — масса шатуна
производительные механизмы при-
меняются для деталей, законченных
обработкой или в процессе ее, в меха-
нических цехах. В сборочных цехах
распространены преимущественно
химический и электрический спосо-
бы клеймения и маркировки.
- Химические способы применяют
как для сталей, так и для медных
сплавов. Клеймение или маркиров-
ку осуществляют резиновыми штам-
пами. Для смачивания штампов при-
меняют войлочные или фетровые по-
душки, находящиеся в плотно за-
крываемых коробках. Составы тра-
вильных растворов для стальных
деталей приведены в табл. 60.
Для деталей из медных сплавов
применяют состав: 100 г медного
купороса; 10 г азотнокислого се-
ребра; 8 см3 азотной кислоты (удель-
ный вес 1,4); 50 см3 ацетона и 1 л
воды.
5%-ный раствор соляной кислоты
в азотной кислоте употребляют для
нанесения знаков на бронзовых де-
талях.
Места, подлежащие маркировке,
очищают от смазки, промывают бен-
зином и протирают известью с по-
мощью фетровой протирки.
После нанесения знака выдерживают 1—2 мин до появления
текста, после чего излишек кислоты удаляют с поверхности филь-
тровальной бумагой, а отпечаток нейтрализуют 10%-ным раство-
ром в воде нитрита натрия или 10%-ным водным раствором три-
Таблица 60
№ рецепта
Наименование 1 2 3 4 5
Азотнокислый висмут, г 300 200 200 50 50
Азотнокислый никель, г — 100 — 40 40
Азотная кислота (уд. вес 1,4), мл .... 100 50 100 358 170
Серная кислота (уд. вес 1,84), мл .... — — — — 10
Вода, л до 1 1 1 0,85 1
468
натрийфосфата. Во избежание появления коррозии место марки-
ровки смазывают щелочной смазкой, протирают чистой марлей
досуха и покрывают тонким слоем технического вазелина.
Процесс химической маркировки однотипных деталей или
сборочных единиц может быть в значительной мере механизи-
рован.
На многих заводах крупносерийного производства для марки-
ровки деталей, рассортированных на размерные группы, приме-
няют краски белого, синего, желтого, зеленого и других цветов.
Условные знаки наносят соответствующей краской на нерабочих
поверхностях деталей. Применяют также авторучки, наполненные
специальными чернилами, с помощью которых можно наносить
надписи на металлах и пластмассах. Эти чернила стойки по отно-
шению к воде, жирам и растворителям. Надписи высыхают в те-
чение нескольких секунд. Применяются также чернила для вре-
менных надписей, смываемые по истечении надобности водой или
другими растворителями.
В условиях мелкосерийного производства удобно пользоваться
также электрогравировальными аппаратами.
Простейший электрограф (рис. 477) состоит из однофазного понижающего
трансформатора мощностью 150—200 Вт, первичная обмотка 1 которого при-
соединяется к осветительной сети. Вторичную обмотку 2 присоединяют одним
концом к латунной плите 3, а другим — через латунную державку к медному
штифту 4, вставленному в оправку. Так как глубина надписи зависит от толщины
поверхности, на которую наносят клеймо, и поэтому может быть различной,
аппарат допускает регулирование напряжения изменением числа витков вторич-
ной обмотки 2 (4 и 6 В). При пользовании электрографом деталь, подлежащую
клеймению, включают в цепь вторичной обмотки (кладут на плиту 3) и штифтом 4
наносят требуемую надпись. Электрографом можно пользоваться при напряже-
ниях 120, 220 и 380 В. Устройство его просто, и заводы обычно изготовляют
такие аппараты сами.
Однако маркировка электрографом требует значительных за-
трат времени, так как надпись наносится по существу вручную;
при этом не исключены ошибки, особенно при нанесении много-
значных чисел.
Рис. 477. Общий вид и схема электрографа
469
В ряде случаев клейме-
ние и маркировку деталей и
собранных сборочных еди-
ниц осуществляют по методу
электроискровой обработки.
Этот способ позволяет нане-
сти изображение клейма лю-
бого вида, что нередко ис-
пользуется и в декоратив-
ных целях.
В условиях массового
производства получает рас-
пространение более эффек-
тивный—электроэрозионный
способ клеймения и марки-
ровки, основанный на элек-
троискровом эффекте.
Рис. 478. Схема установки для электроэрозион-
ного клеймения:
1 — переключатель; 2 — трансформатор; 3 —
выпрямитель; 4 — конденсатор; 5 и 6 — разъ-
емные клеммы; 7 — электромагнитный вибра-
тор; 8 — маркируемый узел
Принципиальная схема уста-
новки для электроискрового клей-
мения или маркировки показана на рис. 478. Нанесение клейма осуществляют
ручным инструментом — электропером, в котором имеется вибрационная си-
стема, вызывающая колебание латунного штифта, вследствие чего между штиф-
том и маркируемой деталью образуются маломощные разряды, оставляющие
след в виде тонкой линии. Установка обычно питается переменным током
напряжением 220 В. Нанесение надписей производят по трафарету.
Для ускорения процесса клеймения и маркировки на некото-
рых заводах применяют колонковые электроискровые установки.
Удобство их применения заключается в том, что в шпинделе такой
установки может быть закреплен электрод-инструмент, представ-
ляющий собой кассету с полной надписью (рис. 479). Каждая
буква или цифра, входящая в эту кассету, выполнена в виде
медной державки из квадратного прутка и припаянного к ней
знака из листовой латуни толщиной 0,1—0,2 мм, полученного
штамповкой или протяжкой.
Применение таких установок позволяет в несколько раз сни-
зить трудоемкость процессов клеймения и маркировки. Режимы
клеймения для чистых шлифованных поверхностей приведен
в табл. 61.
На маркируемую поверх-
ность предварительно наносят
тонкий слой машинного или
веретенного масла.
Для поточных линий мас-
сового производства разрабо-
таны и на ряде заводов внедря-
ются автоматы электроэрозион-
ного клеймения.
Рис. 47 9. Электрод-инструмент для электро-
эрозионного клеймения
Клеймение и маркировка могут
быть осуществлены также по принципу
470
Таблица 61
Коли- чество знаков Ток, А Емкость, мкФ Время клейме- ния, с Коли- чество знаков Ток, А Емкость, мкФ Время клейме- ния, с
1—3 1,5 12 1,5 6—10 2,0 22 2,5
4—5 1,8 22 1,6 10—20 2,75 52 4,12
ультразвуковой обработки. Пуансон-клеймо в этом случае из стали, а абразивом
являются карбиды кремния, бора или окись алюминия очень мелкой зернистости.
Детали из неметаллических материалов (винипласта, органического стекла,
текстолита, гетинакса и др.) маркируют с помощью легких пневматических прес-
сов. Кассета с набором клейм, устанавливаемая на ползуне, оборудована элек-
трогрелкой и подогревается до 200° С. Оттиски получаются в течение нескольких
секунд.
ЗАПРАВКА СОБРАННЫХ СБОРОЧНЫХ ЕДИНИЦ
СМАЗКАМИ
Многие окончательно собранные сборочные единицы, прове-
ренные и испытанные (если испытание предусмотрено технологией
в процессе сборки), до их отправления на общую сборку пред-
варительно заправляют маслом или консистентными смазками.
Эта операция часто предусматривается для сборочных единиц
с подвижными сопряжениями с целью предотвращения сухого
трения в начальный период работы машины, а также и для пре-
дохранения от коррозии.
Обычно после обкатки сборочных единиц рабочее масло сли-
вают, а во внутренние полости нагнетается консервационная
Рис. 480. Схемы заправки собранных сборочных единиц смазками
471
смазка, обладающая защитными свойствами, или рабочее масло
со специальной присадкой — растворимым ингибитором коррозии.
Использование жидких консервационных смазок в связи с их
сравнительно высокой стоимостью обычно выгодно’при длитель-
ных (3—5 лет) сроках хранения изделий. В случае консервации
на короткий срок целесообразно применять смазки и масла, яв-
ляющиеся одновременно рабочими.
В мелкосерийном производстве для заправки смазками обычно
применяют разнообразные шприцы и насосы, использование
которых связано со значительными затратами ручного труда.
В крупносерийном производстве на таких операциях используют
пневматические дозаторы.
При подаче сжатого воздуха в верхнюю часть пневмоцилиндра 1 (рис. 480, а)
поршень опускается вниз вместе с поршнем гидроцилиндра 2, вследствие чего
в последний засасывается по трубе 3 масло (из бака или общецеховой системы).
При обратном ходе поршня в пневмоцилиндре 1 масло выжимается в шланг 4
к наконечнику. Количество поданного масла можно изменять, увеличивая или
уменьшая ход Н поршня путем перестановки ограничителя 5.
Заправка сборочных единиц консистентными смазками также осуществляется
с помощью сжатого воздуха, поступающего в резервуар 1 (рис. 480, б) со смазкой
и свободно плавающим поршнем. Таким образом, смазка в резервуаре все время
находится под давлением. Достаточно открыть кран 2 и она вытечет в требуемом
количестве через наконечник 3. Узел 4, заправляемый смазкой, устанавливают
на подпружиненный стол.
Консервация путем обвертывания промытых и обезжиренных
сборочных единиц и небольших изделий в ингибиторную бумагу
позволяет механизировать, а в ряде случаев и автоматизировать
процесс упаковки.
Глава VIII.
ОСНОВЫ РАЗРАБОТКИ
ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА СБОРКИ
ИСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ РАЗРАБОТКИ
ТЕХНОЛОГИИ
Разработка технологии сборки машины является составной
частью технологической подготовки ее производства. Главными
принципами проектирования процесса сборки являются обеспе-
чение высокого качества изделий, достижение наибольшей про-
изводительности и экономичности процесса на основе возможно
более широкого применения механизации и автоматизации сбо-
рочных работ. Как уже отмечалось, технический и организацион-
ный уровень сборки в значительной мере определяет надежность
и долговечность машины, а увеличение срока службы и повышение
надежности работы машины в период ее эксплуатации — это
один из важнейших путей более быстрого оснащения техникой
всех отраслей народного хозяйства.
Основой проектирования технологического процесса сборки
является определение наиболее рациональной последовательности
и установление методов сборки; планирование сборочных опера-
ций и режимов сборки по элементам; выбор и конструирование
необходимого инструмента, приспособлений и оборудования;
назначение технических условий на сборку элементов и общую
сборку изделия по операциям; выбор методов и средств техниче-
ского контроля качества сборки; установление норм времени на
выполнение сборочных операций; определение рациональных
способов транспортировки деталей, полуфабрикатов и,изделий;
подбор и проектирование транспортных средств; разработка тех-
нологической планировки сборочного цеха и необходимой техни-
ческой документации.
Разработка технологического процесса и его технологического
оснащения должна осуществляться в соответствии со стандартами:
ЕСТД (Единая система технологической документации) и ЕСТПП
(Единая система технологической подготовки производства).
ЕСТПП — это система методов и средств технологической под-
готовки производства, разработанная на основе комплексного
использования прогрессивных технических и организационных
решений.
С внедрением этой системы можно повысить уровень примене-
ния типовых технологических процессов с 10—12 до 50—60%,
стандартной переналаживаемой оснастки с 20 до 50—60%, агре-
473
гатного переналаживаемого оборудования с 1 до 10%, средств
механизации и автоматизации производственных процессов, инже-
нерно-технических и управленческих работ.
Основанная на твердой нормативной базе (на базе стандарти-
зации) ЕСТПП обеспечивает высокую мобильность промышлен-
ности. При высоких производственно-технических показателях
производство может быть переключено на выпуск требуемой но-
менклатуры изделий.
Внедрение ЕСТПП позволяет повысить производительность
труда на 30—35% в мелкосерийном, на 10—15% в крупносерий-
ном и массовом производстве, сокращает в 1,5—2,5 раза сроки
технологической подготовки производства и затраты на ее прове-
дение, высвобождает из сферы подготовки производства значи-
тельное количество материальных и трудовых ресурсов. В тесном
взаимодействии с ЕСТПП находится ряд систем, важнейшими из
которых являются Единая система конструкторской документа-
ции (ЕСКД), Единая система технологической документации
(ЕСТД), Государственная система обеспечения единства измере-
ний (ГСП) и система стандартов безопасности труда (ССБТ).
Внедрение ЕСКД обеспечивает повышение производительности
труда конструкторов; взаимообмен конструкторскими докумен-
тами между организациями и предприятиями без переоформ-
ления; улучшение условий эксплуатации и ремонта изделий; сокра-
щение сроков проектирования; уменьшение объема документации;
ускорение оборота документов.
ЕСТД представляет собой комплекс стандартов, устанавлива-
ющих взаимосвязанные правила и положения о порядке разра-
ботки, оформления и обращения единой технологической доку-
ментации для всех предприятий и организаций приборострои-
тельных и машиностроительных отраслей промышленности.
ЕСТД устанавливает единые стадии разработки, виды и ком-
плектность технологической документации; методы и правила
учета применяемости деталей, сборочных единиц и оснастки;
систему обеспечения технологических документов; нормативно-
справочную информацию на машинных носителях; источники и
содержание нормативных карточек.
Внедрение ЕСТД обеспечивает рациональную организацию
технологических работ; повышение уровня типизации технологи-
ческих процессов; механизацию и автоматизацию процессов раз-
работки технологической документации; стабильность комплект-
ности, исключающую повторную разработку документов; воз-
можность взаимообмена технологической документацией без пере-
оформления; повышение уровня унификации оснастки и инстру-
мента; создание информационной службы АСУП.
Высокое качество продукции и эффективности производства
зависит от метрологического обеспечения подготовки производства.
Метрологическое обеспечение регламентируется стандартами Го-
сударственной системы обеспечения единства измерения (ГСП).
474
В число стандартов ГСИ входят ГОСТ 16263—70; ГОСТ 125—79;
ГОСТ 8.103—73; ГОСТ 8.009—72; ГОСТ 8.002—71;
ГОСТ 12.3.009—76.
Технико-экономический эффект внедрения стандартов метро-
логического обеспечения подготовки производства огромен: со-
вершенствуется технология и повышается объективность контроля
характеристик изделий, материалов, инструмента, оборудования
и в конечном счете повышается качество изделий, сокращается
брак в производстве, быстрее осваивается выпуск новых из-
делий.
При разработке технологических процессов необходимо руко-
водствоваться системой стандартов безопасности труда (ССБТ).
Основополагающими являются следующие стандарты:
ГОСТ 12.1.004—76; ГОСТ 12.3.002—75; ГОСТ 12.2.002—74;
ГОСТ 12.2.029—77; ГОСТ 12.1.003—76; ГОСТ 12.1.001—75.
Для разработки технологического процесса сборки машины
или сборочной единицы технологу необходимо иметь: сборочные
чертежи, характеризующие машину или сборочную единицу с пол-
нотой, необходимой для отчетливого представления конструкции;
чертежи деталей; спецификацию деталей по сборочным единицам;
технические требования на приемку; годовой план выпуска
изделий. Сборочные чертежи, а также чертежи деталей и поуз-
ловые спецификации необходимы технологу для изучения конст-
рукции собираемого изделия.
Чертежи, предназначенные для разработки технологического
процесса сборки изделия, должны содержать необходимое и до-
статочное количество проекций и разрезов, позволяющих быстро
разобраться в конструкции изделий; подетальную нумерацию;
спецификацию деталей; размеры, которые должны быть соблю-
дены в процессе сборки; зазоры и натяги в сочленениях; массы
деталей, изготовляемых с допусками по массе, и массу изделия;
особые технические требования, которые необходимо выполнить
в процессе сборки.
Если наряду со сборочными чертежами технологу будут пред-
ставлены образец изделия или его узлы, то это ускорит не только
изучение конструкции, но и разработку технологического про-
цесса сборки.
После получения перечисленной выше документации технолог
изучает чертежи и технические требования к изделию. Эти
требования весьма разнообразны, поэтому необходимо выделить
и проанализировать только те, от которых зависит качество сборки
изделия.
При сборке машин и механизмов основные требования сво-
дятся, как правило, к соблюдению точности положения, враще-
ния, линейного перемещения и т. д. основных их узлов и деталей
относительно каких-либо базовых поверхностей или относительно
друг друга, причем точностные характеристики машин не всегда
задаются в явном виде, т. е. в цифрах.
475
Для технологических машин и механизмов (например, станков, силовых
головок и т. д.) точностные характеристики являются основными показателями
их качества (допустимое биение шпинделя на различном расстоянии от передней
бабки, смещение оси передней бабки относительно оси задней бабки, точность
остановки поворотного стола относительно силовых головок и т. д.), и числовое
значение этих характеристик, а также способы и средства их контроля после
сборки задаются в технической документации на изделие.
Для ряда других машин и механизмов (например, двигателей, редукторов,
подъемно-транспортных машин и т. д.) основными показателями их качества
являются не точностные характеристики, а такие как мощность, грузоподъем-
ность, КПД и др., но точность изготовления и сборки этих машин тоже во многом
определяет их качество.
Точностные характеристики машин определяют либо состав-
лением и решением соответствующих размерных цепей, либо
требованиями стандарта, либо экспериментальным путем. Для
того чтобы правильно определить и оценить точностные требова-
ния к машине, необходимо перед изучением чертежей конструкции
выяснить следующее: целевое назначение машины и технические
требования к ней; выходные параметры машины или основные
ее характеристики; на какой срок службы рассчитана машина;
условия эксплуатации; возможность замены деталей и сборочных
единиц машины во время ее эксплуатации; к какому механизму
или агрегату будет присоединена данная машина и какие допол-
нительные нагрузки будет она испытывать в зависимости от этого;
программу выпуска машины; техническую оснащенность пред-
приятия, которое будет выпускать машину.
При необходимости следует уточнить и дополнить технические
требования к машине, если выяснится какое-либо несоответствие
этих требований ее служебному назначению.
После выяснения всех этих вопросов можно приступить к ана-
лизу самой конструкции.
В связи с тем, что различные узлы машины при ее работе
находятся в неодинаковых условиях, следует выяснить для каждой
сборочной единицы в отдельности все вопросы, которые пере-
числены выше для машины в целом.
В процессе работы над сборочными чертежами необходимо убедиться по
каждой сборочной единице изделия в отдельности в том, что: детали в сборочной
единице можно легко сочленить со смежными деталями; в момент сборки или раз-
борки другие уже собранные сборочные единицы или детали не будут этому
препятствовать; разборку можно также легко производить, как и сборку; при
установке сборочной единицы на машину другие сборочные единицы не поме-
шают этому.
Убедившись в принципиальной возможности сборки сборочных единиц
и всей машины в целом, определяют основные точностные параметры каждой
сборочной единицы в отдельности или группы сборочных единиц, у которых
эти параметры взаимосвязаны; способы и средства достижения необходимой точ-
ности; способы и средства контроля основных точностных параметров.
Сформулированные задачи тесно связаны между собой и должны
решаться комплексно. При их решении можно рекомендовать
следующую последовательность.
476
1. Определить точностные требования к конструкции.
Как уже отмечалось выше, не всегда точностные требования
к конструкции задаются на чертежах. Поэтому необходимо из
условий нормальной работы машины, сборочной единицы или
из требований стандарта определить в цифрах допустимые откло-
нения элементов конструкции.
2. Выявить основные точностные параметры конструкции,
которые подлежат определению. К основным точностным па-
раметрам относятся такие показатели ее точности, которые
определяют способность сборочных единиц и машины выпол-
нить заданные им функции или влияют на надежность их ра-
боты.
3. Выявить наихудшие в точностном смысле возможные поло-
жения элементов конструкции. Многие детали машин и механиз-
мов в процессе работы перемещаются. Точностные характеристики
конструкции будут различными при разном положении звеньев.
Поэтому должны быть выявлены те положения деталей, при ко-
торых точностные параметры будут наихудшими.
При посадках с зазорами следует проанализировать все воз-
можные положения звеньев и выявить такие, которые будут наи-
более неблагоприятно сказываться на точности основных пара-
метров изделия.
4. Определить заложенные в конструкции методы компенса-
ции погрешностей.
5. Выбрать способ установки и настройки элементов кон-
струкции.
Если в конструкции точность при сборке некоторых ее эле-
ментов достигается подгонкой или регулированием (настройкой),
то таким способом могут быть компенсированы некоторые неточ-
ности изготовления. Однако при этом вводятся новые погрешно-
сти — собственные погрешности настройки, и точностной анализ
не может быть проведен, если неизвестны способы настройки.
Последние следует выбирать так, чтобы компенсировать макси-
мум погрешностей изготовления; собственные погрешности на-
стройки при этом должны быть по возможности минимальны.
Для этой цели целесообразно конкретно определить необходимый
универсальный и специальный инструмент для регулировки и
методы ее проведения с помощью этого инструмента.
6. По выявленным наихудшим взаимным положениям и вы-
бранным способам регулировки конструкции составить ее схему.
Последняя должна содержать только те элементы, которые влияют
на основные точностные параметры или без которых затруднено
понимание конструкции. Если разные параметры определяются
при различном положении деталей конструкции, то для каждого
из них необходимо составить отдельную схему. На схемах обозна-
чаются те размеры деталей, которые необходимы для определения
основных параметров.
477
7. Изучить размерные цепи, определяющие основные точност-
ные параметры конструкции х. Определить численные значения
основных точностных параметров и влияние на них каждой из
первичных погрешностей.
8. Сопоставить полученные значения основных параметров
с допустимыми.
9. Определить способы контроля основных параметров кон-
струкции и необходимые для этого инструмента и приспособления.
Чтобы убедиться в том, что в собранной конструкции основные
точностные параметры находятся в допустимых пределах, состав-
ляют схему контроля, на которой показывают измерительный
инструмент в его рабочем положении. Следует стремиться к тому,
чтобы все основные параметры проверялись раздельно.
Если же при этом выявятся недопустимые отклонения от основ-
ных точностных параметров, то указываются те размеры деталей
или сборочной единицы, которые следует дополнительно прокон-
тролировать. Для того чтобы отклонение от какого-либо основного
параметра не повлекло за собой разборку всей машины, необхо-
димо предусматривать проверку сразу же, как только собрана
группа элементов конструкции, определяющая эти параметры.
10. Если основные параметры в производстве не могут быть
выдержаны в заданных пределах, а также в случае невозможности
или большой сложности проведения регулировки и контроля
следует совместно с конструкторским отделом откорректировать
конструкцию, сделав ее более технологичной, и после этого внести
соответствующие изменения в схемы и расчеты.
Проведение точностного анализа позволяет правильно соста-
вить технологию сборки машины.
РАЗРАБОТКА ТЕХНОЛОГИИ СБОРКИ
Технологию сборки машины следует разрабатывать раньше,
чем технологию изготовления большинства ее деталей. Такой
порядок позволяет при невозможности осуществления сборки
(контроля) отдельных соединений или обеспечения требуемой их
точности вносить в конструкцию изменения, улучшающие техно-
логичность, и затем учесть это при изготовлении соответ-
ствующих деталей.
Намеченные годовой выпуск изделий или программа харак-
теризуют тип производства и предопределяют степень дифферен-
циации технологического процесса сборки по операциям. Под диф-
ференциацией подразумевается деление процесса сборки на эле-
менты для последовательного выполнения на одном или несколь-
ких рабочих местах. Концентрация процесса — это объединение
ряда мелких элементов процесса для их комплексного выполнения.
1 Размерные цепи и все связанные с ними расчеты должны быть представлены кон»
структорской организацией, разрабатывавшей конструкцию изделия, его чертежи и
другую техническую документацию.
478
В массовом и крупносерийном производствах при большом годовом
выпуске изделий технологический процесс в большинстве случаев
целесообразно расчленять и подробно детализировать.
Дифференциация процесса сборки в определенных пределах
обычно является выгодной. Только благодаря расчленению про-
цесса на операции и рациональному распределению их по рабочим
местам можно сократить трудоемкость сборки на 15—20%. Сте-
пень дифференциации зависит не только от масштабов производ-
ства, но и от конструкции изделия, его габаритных размеров,
числа деталей. Однако при высоком уровне механизации на от-
дельных участках часто может быть выгодна также и концентра-
ция операций, так как в определенных условиях при этом воз-
можно сокращение цикла сборки, уменьшение протяженности
сборочных линий, снижение потребности в производственных
площадях и улучшение других технико-экономических показателей
сборочного производства.
После изучения сборочных чертежей и точностного анализа
конструкции устанавливают порядок комплектования узлов и
изделий в процессе сборки и составляют схемы сборочных единиц.
Разбивка изделия на сборочные единицы — это основная ра-
бота при проектировании технологического процесса сборки.
При выполнении этой работы целесообразно исходить из следу-
ющих принципов: -д
1) сборочная единица не должна быть слишком большой по
габаритным размерам и массе или состоять из значительного коли-
чества деталей и сопряжений; в то же время излишнее «дробле-
ние» машины на сборочные единицы нерационально, так как это
усложняет процесс комплектования при сборке, создает допол-
нительные трудности в организации сборочных работ;
2) если в процессе сборки требуется проведение испытаний,
обкатка, специальная слесарная пригонка сборочной единицы,
то он должен быть выделен в особую сборочную единицу;
3) сборочная единица при последующем монтировании ее
в машине не должна подвергаться какой-либо разборке, а если
этого избежать нельзя, то соответствующие разборочные работы
необходимо предусмотреть в технологии;
4) большинство деталей машины, исключая ее главные базо-
вые детали (станину, раму и пр.), а также детали крепления,
резьбовых соединений, должно войти в те или иные сборочные
единицы, с тем чтобы сократить количество отдельных деталей,
подаваемых непосредственно на общую сборку;
5) трудоемкость сборки должна быть примерно одинакова
для большинства сборочных единиц.
Разбивка на сборочные единицы сложных машин с большой номенклатурой
деталей требует особого внимания и навыка. Пропуск технологом нескольких
деталей в этих условиях может изменить темп сборки и вызвать, таким образом,
изменение в технологии. В этих случаях часто применяют систему карточек,
составляемых на каждую деталь. Карточки группируют в порядке последова-
тельности сборки для каждой конструктивно-сборочной единицы.
479
Рис. 481. Технологическая схема процесса сборки регулятора
Рис. 482. Регулятор в сборе
Затем определяют размер партии, который может обеспечить
выполнение заданной программы при наилучшем использовании
оборудования сборочного цеха. Размер партии позволяет судить
о целесообразности дифференциации технологического процесса
и применения специального сборочного оборудования и особенно
приспособлений.
Определение размера партии необходимо, когда предприятие выпускает
несколько изделий, чередующихся партиями (сериями). В массовом производстве
понятие о партии-серии может относиться к отдельным узлам, когда одну и ту же
линию используют для сборки нескольких сборочных единиц в порядке очеред-
ности. sa
Далее разрабатывают технологическую схему процесса сборки
узлов и изделия. На рис. 481, например, представлена такая
схема для сборки регулятора (рис. 482). Сборку любой сборочной
единицы начинают с базовой детали. Последняя должна наилуч-
шим образом определять положение других деталей данной сбороч-
16 Новиков М. П. 481
-Крышка^
Крышка pedui
J 20-02,30'02,
Гкрышка' л)х7хосйся L
| 21-11,31-11Н Г
Гкольцо регулировочное]
89,108,150,6^-116-59 ।
(ксрт с редуктора
20-01.30-01,^0-01
промежуточный
Быстроходный вал
21-00,31-00,41-00
Крышка глухая
180*5, НЗ-115-5Э
Крышка проходная
23-08Н, 43-08Н
Крышка глухая 90*5 \
1'50-^110*5, 63-110-59 \
© Контроль
Вал тихоходный
23-00,33-00,43-00
кольцо регулировочное]
180, НЗ'116'59 Г
Смазка----
плоскости
разъема
лаком,
смазка
зубчатого
зацепления
пушечной
смазкой
Установка
крышки
\ Штифт конический. J
j 10*30,10*40 ГОСТ3129-70\
'Болт №2*40, №2*45,
№6*130, М 16*50
Шайба пружинная
12,16 Г0СТ6402-70
Гайка М12,М16
Пробка спускная
НЗ-98-59
Игла масломерная
2О-12Г
Шпонка 8*7*50 ___________
12*8*75 ГОСТ8189-68 Прессовать
Прокладка 20-08
30-05, 40-05
Крышка смотровая
24-00, ЗУ-00, 44-00
Заливка
масла
(в редактора,
проходящих
обкатку)
Болт М8*15
ГОСТ 1195-70
Обкатка
Болт отжимной Н12*25,
ГЛ16*25 ГОСТ 1195'70
Б
Шпонка
23-09, 43-О9П
Прокрутка
Контроль
Прессовать
CaIQ
9
Шайба стопорная
21-10, 31-ЮП
Гайка 21-13,31-13
Ре дуктор
РМ-250^4-00
Слив масла
Окраска ®) Контроль
Консервация ¥ Отгрузка
Рис. 484. Гидравлический цилиндр ЦС-110
ной единицы. Общую сборку изделия обычно начинают с базовой
группы, т. е. сборочной единицы, определяющей положение осталь-
ных сборочных единиц изделия.
Как уже отмечалось, технологическая схема общей сборки изделия часто
разрабатывается в укрупненном виде. На рис. 483 приведена в качестве примера
такая схема сборки редуктора РМ-250-400.
Следующий этап — составление технологического процесса.
При единичном выпуске изделий разработка подробного техноло-
гического процесса сборки с разделением его на операции и пе-
реходы часто экономически не оправдывается, так как эта работа
требует значительных затрат времени и средств. В таких слу-
чаях составляют только перечисление в требуемой последова-
тельности комплексов сборочных работ, называемое маршрутной
технологией. Применительно, например, к гидроцилиндру ЦС-110
(рис. 484) такими комплексами могут быть сборка передней
крышки цилиндра; сборка сборочной единицы поршня и штока;
сборка гидроцилиндра из сборочных единиц; испытание собранного
цилиндра.
Пользуясь такой маршрутной технологией и чертежом, сборку
могут производить только сравнительно квалифицированные сбор-
щики, так как порядок осуществления того или иного этапа сборки
выбирают они сами и они же определяют наиболее рациональные
приемы сборочных работ.
В маршрутную технологию сборки иногда вводят краткие указания, напри-
мер: «Шабрение стола 20-012 по станине. Шабрение направляющих стола на
16* 483
прилегание к направляющим станины
10-010 с установкой станины на башмаки
и выверкой по уровню», или «Сборка сбо-
рочной единицы вала 63-015. Установка
шаоикоподшипника № 205, шестерни
63-026, втулки 63-027 и штифта 9Х30К41-1
на валу 63-015 со сверлением и развер-
тыванием под штифт».
Для условий серийного произ-
водства целесообразна, как уже
отмечалось выше, большая диф-
ференциация операций и перехо-
дов. В случае же поточно-мас-
сового производства составляют
детализированный технологиче-
ский процесс.
Операциями и переходами этого про-
цесса могут быть, например, следующие.
Сборка передней крышки цилиндра
(рис. 485, а).
1. Запрессовать втулку (034) в корпус клапана (ОЗЗА). Надеть на корпус
клапана уплотнительное кольцо (046) корпуса. Вставить в канавку корпуса кла-
пана уплотнительное кольцо (047).
2. Надеть на клапан (004А) в сборе корпус клапана и вставить их в крышку
цилиндра.
3. Вставить в паз крышки цилиндра уплотнительные кольца (044А) штока.
4. Вставить в канавку крышки цилиндра двадцать чистиков (036), прикре-
пить крышку (035) чистиков к крышке цилиндра пятью винтами (БПМ6Х12).
Винты затянуть до отказа.
5. Надеть на крышку цилиндра уплотнительное кольцо (045). Поверхность
кольца должна быть гладкой, без складок, расслоений, раковин и пузырей.
На поверхности разъема кольца допускается наличие заусенцев высотой не
более 0,10 мм и т. д.
Сборка сборочной единицы поршня (рис. 485, б).
1. Надеть на поршень две уплотнительные прокладки (042) и уплотнительное
кольцо (043).
2. Поставить уплотнительное кольцо (044А) штока.
Все детали должны быть смазаны солидолом.
Если в процессе сборки возникает необходимость частичного
демонтажа ранее установленных деталей или сборочных единиц,
то это должно быть включено в технологию и схему сборки.
В ряде производств в процессе узловой и общей сборки изделий
включаются также операции предохранения от коррозии и окраски.
Например, в производстве легковых автомобилей после сборки
кузова и сварки, а также сглаживания всех швов шлифованием
и пайкой, кузов в специальных камерах обрабатывают на корро-
зиестойкость, наносят на швы герметизирующие пасты и грун-
товку. Последнюю наносят распылительными машинами в не-
сколько этапов с промежуточными сушками. После этого поверх-
ность вновь обрабатывают для получения необходимой чистоты,
а затем кузов направляют в распылительную камеру, где наносят
цветные покрытия. Затем кузов сушат и подвергают особой тер-
484
мической обработке для придания поверхности зеркального
блеска.
При сборке изделий, выпускаемых малыми сериями (например,
приспособлений и других видов оснастки для собственного про-
изводства), технологию сборки можно представить упрощенно,
снабдив непосредственно схему сборки необходимыми указаниями
по выполнению операции [42].
В тяжелом машиностроении при единичном производстве основ-
ным оперативным документом сборки является технологическая
схема, разрабатываемая на общую сборку машины, а также для
отдельных сборочных единиц. В технологической схеме сборки
[47] указываются данные: такие, например, как трудоемкость,
вид оснастки, из какого цеха должна поступить деталь и др.
Отмечаются также (штриховкой или заливкой) поступление тех
или иных деталей на сборку и некоторые технологические указа-
ния. Схема дает полное представление не только о последователь-
ности сборки, но и о возможности организации параллельного
выполнения работ, планирования.
При наличии такой схемы специальные технологические карты
на сборку часто не разрабатывают. На выполнение отдельных
ответственных операций составлют типовые инструкции (напри-
мер, на запрессовку крупных деталей, балансировку, испытание
и пр.). На некоторых заводах дополнительные указания о выпол-
нении работ наносят непосредственно на технологическую схему
сборки.
Учитывая, что многие изделия тяжелого машиностроения
транспортируются к заказчику в разобранном виде, при разра-
ботке технологической схемы часто одновременно составляется
и схема демонтажа изделия.
Выбор последовательности сборки, как уже отмечалось, значительно облег-
чается при наличии образца изделия. Можно разобрать изделие, составляя по-
дробный план демонтажа (разборки), и, приняв обратную последовательность
операций, составить предварительный порядок сборки, который взять за основу
при разработке окончательной технологической схемы.
Разрабатывая порядок и содержание сборочных операций,
целесообразно учитывать следующее: нельзя ли данную операцию
совместить с другой целиком или с несколькими другими, разде-
лив ее на части; возможна ли более рациональная последователь-
ность операций; нельзя ли данную технологическую операцию
совместить с контрольной; нельзя ли упростить сложную опера-
цию, выделив часть ее в самостоятельную операцию; следует ли
данную операцию, требующую пригоночных работ, выполнять
в сборочном цехе; может быть, операцию надо перенести в обра-
батывающий цех и этим сократить затраты на ее выполнение.
Следующим этапом является нормирование. _
Для обеспечения ритмичности сборки и наиболее* полного
использования рабочего времени на всех рабочих местах необхо-
димо добиться синхронности всех операций, т. е. чтобы еремя,
485
затрачиваемое на каждую из них, было примерно одно и то же
или кратным. Достичь этого возможно соответствующим под-
бором работ или дополнительным разделением операций; совме-
щением операций; ускорением выполнения операции за счет вне-
дрения высокопроизводительной оснастки, а также другими
методами рационализации.
После определения норм времени на выполнение операций
и уточнения последних в соответствии с найденными темпами
сборки для каждой операции устанавливают способ ее выполнения
и выбирают оборудование, приспособления и инструмент. Осно-
ванием для выбора того или иного способа выполнения сборочной
операции и типа оборудования для нее являются эффективность
и рентабельность данного способа. Эффективность характери-
зуется количеством объектов сборки, выполняемых на данном
рабочем месте в единицу времени. Под рентабельностью пони-
мают стоимость выполнения операций при полученной эффек-
тивности. Стоимость выполнения сборочной операции может быть
определена как сумма заработной платы сборщику за выполнение
операции, амортизации оборудования и накладных расходов,
отнесенных к одной операции.
Для определения стоимости выполнения операции пользуются формулой
о Т’ш Г1 ( , । г0 га\| аВ 1
L Ч1+ + ’
где Тш — норма штучного времени, мин; I — часовая заработная плата сборщика;
z0 — общий процент цеховых накладных расходов на производственную заработ-
ную плату; га — процент к производственной заработной плате статьи накладных
расходов «Амортизация оборудования»; а — годовой процент амортизационных
отчислений; В — стоимость оборудования, руб.; Тэ — годовой эффективный
фонд времени работы оборудования, ч; Щ — коэффициент загрузки оборудования,
равный отношению расчетного количества оборудования к принятому.
Для одной и той жеДборочной единицы стоимость выполнения
сборочной операции при различных способах сборки будет изме-
няться. Также будет изменяться и эффективность сборки. Задача
проектировщика, сопоставляя стоимость и эффективность для
нескольких различных способов, найти наиболее рентабельный
из них.
Стоимость сборки изделия Sc(s можно определить как сумму стоимости вы-
полнения всех операций:
See = S*^o,
а расчетную трудоемкость сборки Т,^ — как сумму норм времени по всем
операциям.
Зная из технологического процесса заготовительных цехов
время, необходимое для обработки всех деталей изделия Тт,
можно определить относительный показатель качества технологи-
ческих процессов обработки деталей и сборки изделия;
486
Меньшее значение <р свидетельствует о высоком качестве тех-
нологических процессов обработки, осуществленных в заготови-
тельных (по отношению к сборочному иеху) цехах, вследствие
чего детали, поступающие на сборку, хорошо и быстро сочле-
няются. Значение <р для различных производств лежит в преде-
лах 0,1—0,5.
Показатель <р, характеризуя собираемость изделий, дает воз-
можность технологу обратить внимание на те переходы, которые
требуют наибольшего количества времени. Часто бывает целе-
сообразно увеличить трудоемкость отдельных переходов в процессе
механической обработки и этим резко сократить время на сборку.
Расчетное количество рабочих на каждой операции определяют как частное
от деления времени, затрачиваемого на операцию, на темп сборки и округляют
до ближайшего целого числа. Тогда часовая производительность или пропускная
способность рабочего места на данной операции
р 60Вп
Тш ’
а коэффициент загрузки рабочего места
п
где Вп — принятое количество рабочих на данной операции; /д — действитель-
ный темп сборки.
Техническую документацию к технологическому процессу
сборки в крупносерийном и массовотл производствах оформляют
в виде форм, установленных Единой системой технологической
документации ГОСТ 3.1407—74; ГОСТ 3.1105—74; ГОСТ 3.1104—74
(табл. 62).
Карты технологического процесса сборки (КТП) составляют
на каждую отдельно собираемую сборочную единицу, а также
на общую сборку изделия. Для каждого рабочего места и сбороч-
ного поста в карту технологического процесса надо включать те
операции, которые должны выполняться на этом посту. Ком-
плектовочную карту сборки (КК) оформляют в зависимости от
условий и характера производства.
Ведомость оснастки (ВО) включает наименования и обозна-
чения всех видов оборудования, приспособлений, инструмента,
требуемых для выполнения технологического процесса сборки.
Сборщику на рабочем месте, конечно, не требуются детальные
и сборочные чертежи изделия; если он выполняет какой-то ком-
плекс работ (одну или несколько операций), ему необходима
четкая, с исчерпывающими данными карта технологического
процесса, прикладываемая к ней карта эскизов и комплектовочная
карта. Эти документы должны быть исчерпывающей инструкцией
для осуществления сборки на данном рабочем месте.
В качестве примера приведены формы обязательных карт,
а на рис. 486— эскиз сборочной единицы.
487
Таблица 62
Вид тех- нологи- ческого процесса Вид технологических доку- ментов по ГОСТ 3.1102 — 74 Комплектность техн ологических документов по ГОСТ 3.1108—74 Номера форм документов
Наименование документа Условное обозначе- ние до- кумента Единич- ный тех- нологи- ческий процесс Типовой техноло- гический процесс
1 2 3 4 5 6
Слесар- ные, слесар- но-сбо- рочные, электро- монтаж- ные и на- строеч- но-регу- лиро- вочные работы Карта технологи- ческого процесса слесарных, сле- сарно-сборочных, электромонтаж- ных, настроечно- регулировочных работ КТП о 3, За, по ГОСТ 3.1407—74
Карта типового технологического процесса слесар- ных, слесарно- сборочных, элек- тромонтажных и настр оеч но- р егу- лировочных ра- бот кттп о 5, 5а, по ГОСТ 3.1407—74
Ведомость изде- лий к типовому тех нол ог ичес ко- му процессу сле- сарных, слесар- но-сборочных, электромонтаж- ных и настроеч- но-регулировоч- ных работ втп (ВТО) О 6, 6а, по ГОСТ 3.1407—74
Карта эскизов КЗ н н 5, 5а, по ГОСТ 3.1105—74
Технологическая инструкция ти н н 6, 6а, по ГОСТ 3.1105—74
Ведомость осна- стки во н н 9, 9а, по ГОСТ 3.1105—74
Комплектовочная карта кк н н 7, 7а, по ГОСТ 3.1105—74
Титульный лист н н 2, по ГОСТ 3.1104—74
Примечание- О — обязательные документы, Н — документы, которые офор-
к ляются в зависимости от условий и характера производства (по усмотре-
нию предприятия).
488
Мастер, руководящий сборкой не-
скольких сборочных единиц, должен иметь
альбом технологических карт по всем
сборочным единицам, сборкой которых
он ведает.
На участке (в отделении, пролете),
кроме альбома технологических опера-
ционных карт по сборке сборочных еди-
ниц, должен быть также альбом узловых
чертежей и рабочих чертежей основных
деталей. В технологическом бюро сбороч-
ного цеха имеются полные комплекты
карт технологического процесса, чертежей
общих видов, сборочных узловых и ра-
бочих детальных чертежей.
При общей сборке крупных
машин и агрегатов в тяжелом,
полиграфическом, текстильном ма-
шиностроении и некоторых дру-
Рис. 486. Эскиз, прикладываемый
к технологической карте сборки
гих отраслях методика распре-
деления объемов работ на сборке
отличается от изложенной выше. Объясняется это тем, что темп
сборки крупных машин очень часто измеряется часами и сменами,
а изделие в процессе сборки занимает только несколько опре-
деленных положений — позиций. В связи с этим при каждом
положении на собираемом изделии выполняют параллельно не-
сколько комплексов работ, определяемых так называемыми зада-
ниями. Последние составляют из ряда сборочных операций, коли-
чество которых подбирают таким образом, чтобы выполнение
задания укладывалось в установленный темп сборки. Задания,
оформленные в виде специальных карт, закрепляют за рабочим
местом, и выполняют их один или несколько рабочих одновре-
менно.
Руководящий персонал сборочного цеха, от бригадира до начальника цеха,
обязан знать назначение и конструкцию собираемого изделия, а также твердо
знать и строго соблюдать технологический процесс, по которому ведется сборка
изделия.
Всякие изменения в чертеже может вносить только конструк-
торский отдел, а изменения в технологию — отдел главного
технолога завода.
Для изменения технологического процесса на любой его ста-
дии дается специальное «Разрешение на изменение в операцион-
ной карте», утверждаемое главным инженером завода. В этом
разрешении указывается содержание операции до изменения и
после, а также цель изменения. К разрешению прикладывается
«Акт проверки измененного технологического процесса» с указа-
нием экономического эффекта от этого мероприятия. Акт также
утверждается главным инженером завода.
Этот порядок оформления различных изменений, конечно,
ни в какой мере не должен быть препятствием для постоянного
489
улучшения технологического процесса. Он лишь свидетельствует
о том огромном значении, какое имеет технология в работе пред-
приятия. Технологическую дисциплину необходимо соблюдать
беспрекословно — как важнейший закон производства. В сбороч-
ном процессе технологическая дисциплина должна прежде всего
заключаться в том, чтобы все операции узловой и общей сборки
выполнялись в точном соответствии с техническими требованиями,
установленными технологией. Соблюдение технологического про-
цесса предупреждает брак, является основой плановой работы
предприятия и первым признаком культурного производства.
При проектировании технологических процессов сборки необ-
ходимо предусматривать высокий уровень механизации работ,
всемерное сокращение затрат и облегчение ручного труда; приме-
нять достижения передовой технологии сборки машин родствен-
ных предприятий и смежных отраслей промышленности; рацио-
нально использовать имеющиеся производственные ресурсы, пере-
довые формы организации производства и внедрения наиболее
прогрессивных, экономичных методов осуществления сборочных
операций.
Разработанный технологический процесс сборки при освоении
и в течение всего периода его применения постоянно улучшают.
Перед технологом, разрабатывающим новый технологический
процесс, ставится очень важная задача — глубоко изучить нова-
торские пути усовершенствования производства и обеспечить их
широкое внедрение при разработке технологии. К участию в раз-
работке новой технологии следует привлекать передовиков, ра-
ционализаторов, опытных мастеров и других работников, непо-
средственно участвующих в сборке. Чем теснее будет это содру-
жество, тем полнее будет использован богатый опыт социалисти-
ческой организации производственных процессов.
Полезно после разработки технологии сборочного процесса
проанализировать его технико-экономические характеристики.
Практически такой анализ можно осуществлять путем так назы-
ваемых повторных сборок сборочных единиц или машин.
В процессе сборки тщательно хронометрируют трудоемкость всех операций
и переходов — как чисто сборочных, так и пригоночных. Значения этих трудо-
емкостей пооперационно вносят в общую ведомость.
1 После этого окончательно собранный узел (или изделие) разбирают, а затем
производят повторную сборку (эти детали уже не требуют пригонки), снова хро-
нометрируя трудоемкость операций. В большинстве случаев трудоемкость по-
вторных сборок составляет40—50% от фактической трудоемкости сборки’машин.
Сопоставляя трудоемкости первичной и повторной сборок по отдельным опера-
циям, можно точно установить, за счет каких элементов работ снизилась трудо-
емкость.
Элементы работ, повышающие трудоемкость, следует проанализировать
и установить причины, вызывающие дополнительные затраты времени на сборке.
Причины могут быть конструктивного или технологического характера. Вопрос
об устранении этих причин целесообразно решать технологическому отделу
совместно с конструкторским. Как показывает практика, большинство таких
причин удается устранить незначительным изменением конструкции некоторых
490
деталей, заменой отдельных посадок, введением допусков на дополнительные
размеры, изменением параметров шероховатости и пр. Если отдельные элементы
дополнительных работ все же остаются, необходимо принять меры для снижения
их трудоемкости путем введения более совершенных сборочных приспособлений
и инструментов.
Метод повторных сборок сборочных единиц или машин можно
применять, когда технологические процессы в обрабатывающих
цехах освоены и эти цехи уже дают детали на сборку.
Важнейшим направлением технического прогресса в области
сборки машин и механизмов в настоящее время является комплекс-
ная механизация сборочных работ. На заводах, где уровень ме-
ханизации сборки низкий, всю работу по совершенствованию сбо-
рочной технологии целесообразно вести по единому плану ком-
плексной механизации и автоматизации сборочных процессов.
В этом плане все процессы узловой и общей сборки целесооб-
разно сгруппировать по видам, как-то: установка деталей, уста-
новка сборочных единиц, транспортирование горизонтальное,
транспортирование вертикальное, сборка резьбовых соединений,
регулирование и пр. По каждому виду этих процессов необходимо
определить трудоемкость в часах; процент к общей трудоемкости
сборки; наименование приспособлений и установок, обеспечива-
ющих комплексную механизацию; стоимость оборудования; ожи-
даемое снижение трудоемкости после внедрения механизации
в часах; экономический результат в рублях; срок окупаемости
затрат на механизацию. Руководствуясь этими данными, можно
определить, какие виды работ следует механизировать прежде
всего и что это даст, а также установить последовательность вне-
дрения механизации, удовлетворяющую требованиям наиболее
рационального и экономного использования общественного труда,
материальных и денежных средств.
В тех случаях, когда технология сборки только разработана,
но еще не внедрена в производство, анализ технико-экономических
характеристик сборочного процесса может быть проведен по
методу д-ра техн, наук Н. А. Бородачева [15]. Для этой цели
все операции разработанного технологического процесса сборки
группируют следующим образом:
Ос6 —собственно сборочные операции, заключающиеся только
в простом сочленении деталей (свинчивание, постановка
на место и пр.), т. е. не требующие никаких пригонок
и регулирования;
Ор — операции по нормальному регулированию сопряжений,
производимому перемещением или поворотом деталей
с последующим их закреплением, но без пригонки и
без повторной разборки и сборки;
Ошт — то же, но с последующей штифтовкой без разборки;
Ошр — штифтовка деталей, требующая последующей раз-
борки, промывки их и повторной сборки;
Опр — пригоночные операции;
491
Опэв — операции по разборке и повторной сборке, вызванные
конструкцией изделия (невозможность постановки на
место предварительно собранной и отлаженной сбо-
рочной единицы без частичного снятия некоторых
деталей и пр.).
Операции Осб, Ор и Ошт являются операциями нормального
сборочного процесса, и, следовательно, их удельный вес в общей
трудоемкости сборки Tc6s будет характеризовать качество сбо-
рочного процесса. Коэффициент качества сборочного процесса
д- _____Т сб 4“ Т-р -р Тшт _ Тн. с(5
2'кач. сб— т — Т ’
7 сб2 7 сб2
где Т^, Тр и 7ШТ — трудоемкости указанных групп операций,
а П.сб — их сумма.
Очевидно, чем больше будет коэффициент качества, тем на
более высоком техническом уровне будет стоять технологический
процесс сборки. В идеальном случае Ккач. сб = 1-
Важным показателем, характеризующим сборочный процесс,
является также относительная величина трудоемкости узловой
сборки, определяемая коэффициентом расчлененности сборочного
процесса:
д- ___ Тсб. уз
2'расч т ’
7 сб2
где Tz6_ уз — суммарная трудоемкость узловой сборки.
Коэффициент расчлененности сборочного процесса даже в идеальном случае
не может быть равным единице. Тем не менее желательно, чтобы Красч был в опре-
деленных пределах возможно больше. Это будет свидетельствовать о более полном
расчленении изделия на конструктивно-сборочные единицы, что в большинстве
случаев приводит к упрощению и удешевлению сборки.
Существенное значение в анализе имеет также оценка значи-
мости пригоночных работ и повторных сборок. Если трудоемкости
пригоночных работ и работ, связанных с повторной сборкой,
обозначить соответственно через Тпр и Тиов, а трудоемкость соб-
ственно сборочных операций — через Т^, то, по Н. А. Борода-
Т
чеву, - пр = Апр — коэффициент значимости пригоночных работ;
т
= —коэффициент значимости повторных разборок
* сс
и сборок. Так как при организации поточно-массовой сборки
нужно стремиться, чтобы Тпр -> 0 и Т„ор -> 0, то весьма жела-
тельно обеспечить условия, при которых коэффициенты /Спр
и 7<пов были бы как можно меньше.
Все перечисленные коэффициенты можно определять не только
для сборки всего изделия или сборочной единицы, но и почти
для каждой операции. В последнем случае значения коэффициен-
тов заносят в общую таблицу, после чего путем их сравнения
можно определить, насколько удачно разработана та или иная опе-
492
рация. При проведении анализа полезно иметь значения соответ-
ствующих коэффициентов по аналогичным операциям освоенного
производства.
Разработка технологии сборки вновь осваиваемых изделий
может быть значительно упрощена при использовании соответ-
ствующих типовых технологических процессов. Известно, что
содержание технологии для многих однотипных соединений и
сборочных единиц по существу одинаково. К числу однотипных,
например, могут быть отнесены операции: напрессовки подшип-
ников качения на валы; установки подшипников в корпус; запрес-
совки в охватывающую деталь втулок, пальцев, осей; постановки
и закрепления на валах зубчатых колес, шкивов, маховиков;
укладки валов в подшипники; сборки различных типов резьбовых
и клепаных соединений и др. Обобщение этих частных технологий,
выделение из большой группы их наиболее прогрессивных техно-
логических решений применительно к той или иной типовой
группе соединений представляет собой типизацию технологиче-
ских процессов.
Разработка типовых технологических процессов для различ-
ных классификационных групп соединений и сборочных единиц,
осуществленная на базе обобщения передового опыта в масштабе
целой отрасли машиностроения, позволит создать более рацио-
нальную технологию. Вследствие этого использование типовой
технологии на заводах при разработке конкретных процессов на
новые изделия не только значительно сократит цикл подготовки
производства и снизит затраты на эти цели, но и даст возможность
создать высококачественный и экономичный процесс. Опыт [26 ]
показывает, что типовые процессы обеспечивают широкое внедре-
ние прогрессивных методов сборки и высокопроизводительной
оснастки, снижение трудоемкости, повышение качества и уровня
механизации сборочных работ, упрощают нормирование и дают
возможность резко расширить применение технически обоснован-
ных норм.
Основой типизации является рациональная классификация
сопряжений 1 узлов на основе общности их конструктивных и тех-
нологических признаков.
Исходя из указанного опыта, типовые технологические про-
цессы сборки включают классификацию собираемых изделий,
сборочных единиц и соединений с учетом их конструктивных
особенностей в условиях данной отрасли машиностроения, на-
пример: классы— панели, объемные каркасные сборочные еди-
ницы, плоские сборочные единицы, бескаркасные сборочные
единицы, несиловые каркасные сборочные единицы секции, вхо-
дящие в агрегаты и отсеки; виды (по конструкции соединений) —
болтовые, заклепочные, сварные, клееные, паяные; группы (по
количеству и назначению собираемых деталей) — обшивка с уси-
лительным набором, две обшивки с усилительным набором и пр.
и типы — замкнутый контур, незамкнутый контур и т. д.
493
Для каждого типа сборочных единиц, а также вида сборочных
работ (клепка, пайка, резьбовые соединения), применяемых
материалов, габаритных размеров и других конструктивных факто-
ров выделяется типовой представитель (один или несколько),
на операции сборки которого и разрабатываются типовые техно-
логические процессы, с указанием применяемого оборудования
и оснастки, а также нормативов времени, требуемого для выпол-
нения элементов операции в различных условиях, и особенностей
контроля. В картах 1 и 2 приведены примеры типовых операций
процесса сборки одного из узлов 5-го класса и соединений деталей
заклепками.
Интересная исследовательская работа по типизации процессов
сборки выполнена в одном из научно-исследовательских институ-
тов. Здесь проведен анализ сборочных переходов, выполняемых
при сборке различных по конструкции машин: токарного станка
мод. 1К62, двигателя КДМ-46, грузового автомобиля ЗИЛ-164.
В результате получилось, что из 7509 сборочных переходов,
включенных в технологию сборки указанных машин, специаль-
ных, не повторяющихся переходов и приемов оказалось лишь 1219,
или 16%, в том числе в процессах сборки изделий массового
производства количество таких переходов не превышает 6%, а
изделий серийного производства 20%. После группировки одно-
типных переходов и приемов был разработан типовой классифи-
катор. В этом классификаторе (табл. 63) определенные объемы
сборочных работ разделены на классы, подклассы, группы и под-
группы работ.
Класс работ — крупный комплекс сборочных работ, для вы-
полнения которого можно образовать самостоятельный производ-
ственный участок.
Подклассами работ объединяются в пределах класса меньшие
комплексы работ, связанные общим характером их выпол-
нения.
Группой работ называют несколько видов сборочных работ
в пределах данного подкласса, выполняемых на однотипном обо-
рудовании.
Подгруппой работ соответственно называют определенный
объем работ, выполняемых в пределах данной группы с исполь-
зованием однотипной оснастки.
В ссстветствии с этим классификатором разработано 50 типо-
вых технологических процессов, в том числе девять типовых
технологий на подготовительные работы, пять — на транспортные,
девять — на досборочные и 27 — на сборочные работы. Эти ти-
повые технологии могут быть применены при выполнении соответ-
ствующих работ на сборке разнообразных машин.
На некоторых заводах типовые технологические процессы
используют в одних случаях непосредственно на рабочих местах;
в других — к типовому процессу дается еще маршрутная карта,
которая также выполняется в виде бланка с немыми эскизами
494
КАРТА 1
Типовая операция
Сборка крышки люка с окантовкой по сборочным от-
верстиям на контрольные болты с установкой анкерных
гаек
14Т53-4
№ пере- хода Содержание перехода Оборудование, оснастка и ин- струмент Модель оборудова- ния, номер оснастки и инструмента
1 Собрать крышку люка с окантов- Отвертка, 54430
2 кой по сборочным отверстиям на два контрольных болта Сверлить окантовку с крышкой ключ торцовый Пневмодрель, 54420 Д-2
3 (по 22Т2-1) Зенковать отверстия в крышке сверло Зенковка (120°) 51014 54640
4 люка (по 26Т2-1) Переставить контрольные болты, Ключ торцовый 54420
5 рассверлить и зенковать отвер- стия (по 26Т2-1) Разобрать соединение Ключ торцовый 54420
6 Установить анкерные гайки по Барашковый болт 54399
7 отверстиям в окантовке и закре- пить барашковыми болтами По отверстиям анкерных гаек свер- Пневмодрель, Л-2
8 лить отверстия в окантовке (по 22Т2-1) Зенковать отверстия в окантовке сверло Пневмодрель, зенковка (120°) Пневмопресс 54014 Д-2
9 (по 26Т2-1) Клепать анкерные гайки к окан- 54640 КП-204
10 товке, снять барашковые болты (по ЗОТЗ-1) Установить на окантовку крышку Отвертка под кре- 54431
11 люка и закрепить винтами (по 45Т5-1) Проверить: установку крышки люка на окантовку согласно требованиям чертежа; качество клепки, зенков- ку отверстий под болты (по ПИ) стообразный шлиц Калибр 50219
495
Продолжение карты 1
Укрупненные нормативы времени 14Т53-4
Габаритные размеры крышки люка, мм
200X300 400X500 600X700 800X900 1000X1100 1200Х 1300 1400Х 1500
Оперативное время, мин
20,186 34,631 48,273 64,717 80,431 95,695 110,839
Примечания: 1. При нормировании принято: шаг установки анкерных
гаек — 40 мм; материал — дюралюминий; при сборке сборочной единицы из сплава В95
табличное время умножить на коэффициент 1,11; толщина пакета — до 6 мм; диаметр
болта — 4 мм; количество контрольных болтов для соединения крышек с габаритными
размерами 400 X 500 мм — 2 шт., 600 X 700 мм — 4, 1000 X 1100 мм — 6, 1200 X 1300 — 8,
1400—1500 — 10 шт.
2. В нормативы включено время на осмотр деталей.
КАРТА 2
g к Е s Типовая операция
Предпри: организа Клепка одной или нескольких заклепок на стационарных прессах с применением выравнивающего устройства 35ТЗ-Г, 35Т4-1
№ пере- хода Содержание перехода Оборудование, оснастка и инструмент Модель обору- дования, номера оснастки или инструмента
1 2 3 4 5 6 7 8 Сменить штамп или обжимку Отрегулировать ход пресса (на об- разце) Установить панель на выравниваю- щее устройство Установить заклепки в отверстия и проверить их посадку Установить панель в рабочее положе- ние под штамп пресса и выровнять Включить пресс для клепки Переместить панель на шаг заклепки (для 35T3-1) или на шаг группы за- клепок (для 35Т4-1) и регулировать положение панелей Проверить отсутствие механических повреждений на деталях от обжимок или штампов; отсутствие зазоров под головкой заклепки и элементами сое- диняемого пакета; размеры и смеще- ние замыкающей головки заклепки и ее форму; посадку головок потай- ных заклепок Пресс » » » Пресс Шаблон Индикатор 50359/— КП-2
Укрупненные нормативы времени 35T3-1 35Т4-1
496
Продолжение карты 2
Габаритные размеры сборной единицы, м Модель пресса
Длина Ширин а КП-2С4М КП-403М, КП-405М КП-501М КП-503М КП-603
Штучное время на одновременную клепку группы заклепок за один рабочий ход пресса, мин
4,0 13,0 1,5 2,0 0,128 0,171 0,157 0,200 0,157 0,200 0,157 0,200
Содержание работ Простой шов Герметичный шов
Штучное время на установку одной заклепки, мин
Вставить предварительную заклепку в отверстие сверху 0,016 0,027
Вставить заклепку снизу во время работы 0,032 0,043
Примечание. Время на смену штампа или обжимки — 0,214 мин; время
на регулировку хода пресса — 0,210 мин.
и типовыми текстами, дополняемыми соответствующими цифрами
и надписями для каждой конкретной операции.
Во многих случаях типовой технологический процесс является
основой для разработки прогрессивных индивидуальных техноло-
гических процессов.
Большой экономический эффект может быть достигнут при
использовании на сборке в мелкосерийном производстве рацио-
нальных методов крупносерийного производства путем внедрения
так называемых групповых технологических процессов.
Основной особенностью групповой технологии сборки является ее универ-
сальность и применимость для сборки не одного, а нескольких изделий, характе-
ризуемых общностью конструктивных и технологических элементов. Такая тех-
нология представляет собой развитие для условий сборки метода групповых
технологических процессов обработки деталей, предложенного С. П. Митрофа-
новым.
Применение группового метода сборки позволяет резко сокра-
тить объем технологической подготовки производства, особенно
при большой номенклатуре собираемых иделий; создает благо-
приятные условия для широкого внедрения механизации, сокра-
щения трудоемкости и стоимости сборочных работ.
Основные этапы разработки групповых технологических процессов слэду-
ющие: разделение всех изделий, выпускаемых предприятием, по признаку их
конструктивного^ технологического однообразия на группы; выделение в каждой
497
Схема классификатора сборочных работ
Таблица 63
№ Классы работ № Подклассы работ № Группы работ № Подгруппы работ
1 Подгото- вительные работы 1 Комплек- товка 0 — 1 Для конвейер- ной сборки
Для серийного производства
2 Рихтовка 1 На прессе 1 До упора
2 На призмах
2 Вручную 1 Подгибкой
3 Разметка 0 — 1 Нанесением рисок
Клеймением
4 Очистка 1 Промывка машинная 0 —
Промывка ручная
2 Промывка каналов 1 Гидравлически
Ершом
3 Обдувка 1 Индиви- дуальная
Групповая
2 Транс- портные работы 1 2 Перемещение Установка 1 0 Краном, тельфером, вручную 0 —
1 На точные базы
2 На свобод- ные базы
Укладкой в штабель
3 Снятие с при- способления
4 Переворот для дальней- шей сборки
498
Продолжение табл. 63
№ Классы работ лг Подклассы работ № Группы работ № Подгруппы работ
3 Досбо- рочные работы 1 Обработка отверстий 1 На станке 1 Сверлением
2 Развертыва- нием, наре- занием резьбы
2 Механизи- рованными ручными ин- струментами 1 Сверлением
2 Разверты- ванием
3 Нарезанием резьбы
2 Обработка двух по- верхностей 0 — 1 Пригонкой
2 Шабрением
3 Полированием
4 Притиркой
4 Сборочные работы 1 Свободная постановка 0 Сборка резьбовых соединений 0 —
т Ввертыванием винта, болта
2 Крепежные работы 1 Сбор ка резьбовых соединений 2 Навинчива- нием гайки
3 Ввертыванием специальной детали
4 Ввертыванием шпильки
2 Стопорение 1 Гайки от- носительно болта
2 Болта относи- тельно детали
3 Запрессовка 1 При нормаль- ной темпера- туре 0 —
2 С нагревом
499
Продолжение табл. 63
№ Классы работ № Подклассы работ Ло Группы работ Л'з Подгруппы работ
4 Сборочные работы 3 Запрессовка 3 С охлажде- нием 0
4 Сборка заклепочных соединений 1
5 Развальцовка
4 Подбор деталей и комплектов 1 По массе
2 По группам
3 По размерам
4 По величине зазора
5 По интенсив- ности шума (зубчатых колес)
5 Смазка 1 В процессе сбор ки 1 Кистью
Масленкой
2 Пропитка 0 —
3 Заправка консистентной смазкой 1 Шприцем
Вручную
4 Склеивание 0 —
6 Контрольно- проверочные работы 1 Проверка наружным осмотром 1 Совпадением рисок Отсутствием забоин Клеймением
2 Проверка зазоров 1 Щупом Индикатором Оттиском
3 Провер ка размеров —
4 Проверка биения
503
Продолжение табл. 63
№ Классы работ Ле Подклассы работ № Группы работ № Подгруппы работ
4 Сборочные работы 6 Контрольно- проверочные работы 5 Проверка качением и перемещением —
6 Проверка соосности
5 Электро- монтажные работы — — — — — —
6 Окрасоч- ные работы 1 Подготовка поверхности — — — —
2 Грунтовка
3 Шпаклевка
4 Шлифование
5 Окраска
6 Сушка
7 Консервация
8 Упаковка
7 Спе- циальные (нетиповые) работы — —. — — — —
группе так называемого комплексного изделия, наиболее сложного в сборке и
имеющего максимальное количество конструктивно-сборочных единиц; расчле-
нение комплексного изделия на сборочные единицы; разработка групповых тех-
нологических карт на сборку этих сборочных единиц и разработка группового
технологического процесса сборки изделия.
На рис. 487 приведена группа однотипных изделий, из которых
первое (рис. 487, а) является комплексным. Каждой группе
изделий присваивают определенный шифр, который наносят на
групповую карту общей сборки изделия и сохраняют во всей до-
кументации.
Соответствующими шифрами обозначают также и характерные
комплексы работ, на которые потом составляют групповые карты
узловой сборки. К таким комплексам относятся, например, под-
501
Рис. 487. Группа однотипных изделий:
а — вентиль (комплексное изделие); б — вентиль регулирующий; в — вентиль стальной
запорный; г— вентиль проходной стальной запорный; д — вентиль запорный фланцевый
готовительные работы (промывка, очистка и пр.), сборка сбороч-
ной единицы корпуса, притирочные работы ит. п. После расчлене-
ния комплексного изделия на сборочные единицы на каждый из
них разрабатывается карта группового (обезличенного) техноло-
гического процесса сборки, применимого для всех однородных
узлов изделий данной группы. Конструктивные размеры, которые
следует соблюдать при сборке той или иной сборочной единицы
данной группы, берут по чертежу соответствующего изделия.
Номера этих чертежей заносят в прилагаемую особую карту при-
меняемости группового технологического процесса. В нее же одно-
временно заносят программу выпуска соответствующих изделий
в год. В зависимости от этого определяют тип сборочной оснастки
и уровень механизации работ.
На одноименные пригоночные работы (например, притироч-
ные), выполняемые при сборке ряда сборочных единиц, состав-
502
ляют особые технологические карты групповых процессов, к кото-
рым прилагают ведомости применяемых вспомогательных мате-
риалов.
Далее составляют карту 3 группового технологического про-
цесса сборки комплексного изделия, в которую заносят в последо-
вательном порядке комплексы соответствующих работ с ссылками
на те или иные карты групповых технологий узловых сборок.
К карте прилагают комплектовочную ведомость с перечнем всех
требуемых для сборки данного изделия деталей и сборочных
единиц, а также ведомость оснастки и инструмента. Опыт свиде-
КАРТА 3
Завод (назва- ние) Технологическая карта группо- вого процесса узловой сборки Шифр Наименование собираемого узла Лист I
УСБ-202 Сборка крышки со втулкой Всего листов 1
Все размеры и коли-
чество стопорных
винтов определяются
по чертежу изделия
Ко пере- хода Содержание переходов
1 Ввернуть втулку 3 в крышку 1 заподлицо с верхним торцом крышки
2 Разметить под сверление п отверстий для резьбы dm
3 Сверлить по разметке п отверстий под резьбу drn на глубину h (
4 Снять фаску 1X45° в п отверстиях
5 Продуть отверстия сжатым воздухом
6 Нарезать резьбу dm в п отверстиях на глу- бину ht
7 Продуть отверстия сжатым воздухом
8 Застопорить втулку 3 стопорным винтом 2, п шт.
8к Контроль ОТК
Изменения — Разраб.
Вед. техн.
S о Докум. и № с Дата | S Кол. Докум. и № Подп. Дата
503
тельствует о том, что при использовании групповой технологии
срок и трудоемкость технологической подготовки могут быть
значительно сокращены по сравнению с применяемыми индиви-
дуальными разработками.
Операции групповой сборки могут быть в ряде случаев ча-
стично автоматизированы. Механизированный инструмент и ра-
бочие приспособления для четырех—восьми сборочных операций
монтируются в револьверной головке, действующей по заданной
программе. Установку в головках необходимой оснастки для раз-
личных процессов групповой сборки можно производить заранее.
Это значительно ускорит требуемые переналадки полуавтомата.
Создать рациональный технологический процесс сборки на
сложную машину — это трудоемкая работа. При этом из ряда
возможных вариантов, очевидно, должен быть принят оптималь-
ный, наиболее выгодный для данных условий производства. Для
решения этой задачи в настоящее время начинают использовать
электронно-вычислительную технику, с помощью которой строят
математические модели технологии и выбирают оптимальный
вариант процесса. Использование вычислительных машин дает
возможность разработать эффективную технологию значительно
быстрее, особенно для изделий с большим количеством сборочных
единиц.
НОРМИРОВАНИЕ СБОРОЧНЫХ РАБОТ
Техническая норма времени на сборку — это задание по
производительности труда сборщику, представляющее собой
время, необходимое для выполнения определенной работы тре-
буемого качества в рациональных организационно-технических
и технологических условиях. Техническая норма времени есть
мера общественно необходимого труда, характеризующая достиг-
нутый уровень технологии и организации производства в данной
отрасли.
В условиях социалистического планового хозяйства техническое нормирова-
ние представляет собой основу правильной организации труда и внутризавод-
ского планирования, является действенным фактором, позволяющим мобилизо-
вать и наиболее рационально использовать возможности производства, а также
активно внедрять в него достижения науки~и передовой техники.
В зависимости от типа производства (единичного, мелко-
серийного, серийного, крупносерийного и массового) нормативы
времени, применяемые для нормирования сборочных работ,
отличаются по степени расчленения (дифференцированные и
укрупненные) и масштабу применения (общемашиностроительные,
отраслевые и заводские).
Учитывая, что технологический процесс сборки в единичном
и мелкосерийном производствах обычно не детализиоуется и сбор-
щики выполняют разнообразные комплексы работ, нормативы
времени в этих условиях разрабатывают и применяют укрупнен-
ные.
504
В серийном производстве, где сборочный процесс расчленяется
на операции и сборщики специализируются на выполнении опре-
деленных работ, нормативы времени используют более детали-
зированные и частично элементные.
Для крупносерийного и массового производства разрабаты-
вают дифференцированные элементные нормативы времени с уче-
том переходов, приемов работ и трудовых достижений. Здесь
требуется высокая точность нормирования.
Сборочные работы, типичные для отрасли машиностроения
в целом, нормируются на основе общемашиностроительных нор-
мативов времени. Для различных отраслей и групп однородных
заводов (станкостроительных, автомобильных, тракторных и др.)
разрабатывают отраслевые нормативы. Процессы сборки, специ-
фичные для данного предприятия, нормируют на основе заводских
нормативов времени.
В нормативах времени учитывают основные факторы, влияю-
щие на величину нормы. К числу этих факторов прежде всего от-
носятся передовые приемы работы, рациональная технология и
организация труда, использование новой техники, бесперебойное
снабжение рабочего места необходимым инструментом, деталями
и полуфабрикатами.
Чем детальнее разработан технологический процесс сборки,
тем более точно может быть осуществлено его нормирование.
Но дифференциация всего процесса сложной машины по эле-
ментам операций представляет собой весьма большую работу,
выполнить которую в период подготовки производства к выпуску
нового изделия не всегда возможно. Поэтому практически даже
при подготовке массового производства очень часто вначале
пользуются более укрупненными нормами, однако и они разра-
батываются с учетом указанных выше факторов.
Техническую норму времени следует проектировать исходя
из соответствующей квалификации исполнителя, полностью овла-
девшего техникой производства на данном рабочем месте; рацио-
нального построения технологического процесса; максимального
использования оборудования при наивыгоднейших режимах ра-
боты, а также наиболее целесообразных приспособлений и инстру-
мента; применения рациональной организации труда и рабочего
места.
Время оперативной работы при выполнении сборочной опера-
ции представляет собой сумму основного (технологического)
времени То, требуемого для выполнения непосредственно процесса
сборки, и вспомогательного неперекрываемого времени Тв. Послед-
нее представляет собой время, необходимое сборщику для совер-
шения движений или действий (взять деталь, закрепить деталь,
переместить инструмент, привести в действие приспособление,
измерить и т. п.), дающих возможность осуществить технологиче-
скую работу.
505
В норму времени на сборочную операцию, кроме этого, вхо-
дит неперекрываемое время То6, необходимое для обслуживания
рабочего места, т. е. для раскладки инструмента перед началом
работы, очистки рабочего места, замены инструмента в процессе
работы, удаления инструмента и передачи рабочего места смен-
щику, и время Тп, учитывающее перерывы для удовлетворения
естественных надобностей и отдыха рабочего.
Таким образом, время, потребное для выполнения сборочной
операции, т. е. норма штучного времени
Тш = Т04-Тв + Тоб + Л.
В тех случаях, когда узлы или изделия собирают партиями,
в нормировании должно быть отражено время, потребное для
подготовки к выполнению сборочных работ над данной партией,—
так называемое подготовительно-заключительное время. Это время
не зависит от размера партии, а определяется характером выпол-
няемой сборщиком работы (сложности ее, места выполнения),
организации труда и рабочего места.
При калькуляции подготовительно-заключительное время, от-
несенное к одной детали, должно быть прибавлено к штучному
времени.
В массовом производстве подготовительно-заключительное время, очевидно
равно нулю. В крупносерийном и серийном производствах удельный вес его очень
мал. В условиях же мелкосерийного и единичного производств подготовительно"
заключительное время составляет значительную долю в рабочем времени сборщика.
Основное То и вспомогательное неперекрываемое время Тт.
при сборке обычно не разделяют. Сумма То Тв составляет опе-
ративное время Топ. Если обозначить:
Время В процентах
от основного от оператнв-
времени кого времени
технического обслуживания рабочего места —
организационного обслуживания рабочего
места............................................ — я2
обслуживания рабочего места ..................... — а
на отдых и личные (естественные) надоб-
ности ........................................... — б
на обслуживание рабочего места, отдых и
личные надобности ............................... — с
то норма штучного времени на сборку может быть выражена
формулами:
для массового производства
m -г _ц т । а^о । п2Т0П 6Топ '
ш — о I в "Г 100 "Т 1оо -Г 100 ’
для крупносерийного и серийного производства
тш - То + Л +
(а б) Топ .
100
506
для единичного и мелкосерийного производства
zp zp 1 С
7 Ш = 7 ОП 100 •
Как уже отмечалось, в структуру сборочной операции входят
подача деталей, их взаимная ориентация, сопряжение, закрепле-
ние, съем и контроль собранного узла. Однако при нормировании
операций структурные составляющие — подача деталей, их взаим-
ная ориентация и сопряжение определяют одним приемом —
установка, подразумевая под этим придание детали или узлу
такого положения относительно других взаимосвязанных кон-
структивных элементов, какое предусмотрено чертежом и техни-
ческими условиями на сборку. Продолжительность этого приема
зависит от вида установок (на вал, в отверстие, на плоскость
и т. д.) и разновидностей (на шпильки, до упора и др.), а также
массы детали (сборочной единицы), конфигурации и габаритных
размеров, расстояния перемещения (при подаче к месту сборки),
высоты подъема, типа подъемного устройства и приспсссбления,
характера посадки, способа крепления и положения сборщика
(удобное, неудобное). Большинство этих факторов влияет также
и на время, требуемое для съема собранной сборочной единицы.
Продолжительность оперативного времени, необходимого для
выполнения конкретной работы по сборке, зависит от вида соеди-
нения и его основных характеристик. Так, на продолжительность
запрессовки влияют диаметр и длина посадочной части детали,
посадка (величина натяга), масса детали, вид оборудования и
приспособления, удобство выполнения работы. Величина опера-
тивного времени на завертывание гаек электро- или пневмогайко-
вертом определяется диаметром, шагом и длиной резьбы, количе-
ством одновременно навинчиваемых гаек, числом надеваемых на
болт (шпильку) шайб.
Специфические факторы, влияющие на продолжительность
выполнения сборочных или пригоночных работ, учитываются
также и в других соединениях. При нормировании руководствуются
соответствующими нормативами времени, установленными для
производств различных типов. _
В условиях мелкосерийного и единичного производств сбо-
рочные работы часто нормируют • по укрупненным нормативам
времени. Разработку этих нормативов ведут по типовым деталям
или изделиям-представителям. Первый метод основан на том, что
сборка из деталей типовых технологических групп включает
примерно одинаковые приемы. При этом время, требуемое для вы-
полнения комплексов приемов, принимается на основе имеющихся
поэлементных нормативов. Время, необходимое для сборки сбо-
рочной единицы, зависит от числа его деталей. Между этими двумя
факторами существует корреляционная связь.
Метод укрупненного нормирования по изделиям-представите-
лям осцован на том, что нормы времени разрабатываются на одно
507
из изделий, которое по конструктивным и технологическим при-
знакам наиболее полно представляет группу сходных изделий,
занимающих в совокупности наибольший удельный вес в трудоем-
кости сборки предприятия. На сборку других изделий группы
нормы затем устанавливают исходя из этих нормативов.
В качестве примера в табл. 64 приведены укрупненные нормативы времени
на сборку резьбового соединения с нормальной гайкой в условиях мелкосерий-
ного производства. Содержание работы: вставить болт в отверстие и наживить
вручную гайку; затянуть гайку ключом.
Масштабы выпуска изделий даже в условиях одного и того же
типа производства существенно влияют на продолжительность
сборки. С увеличением масштаба производства время на сборку
единицы продукции уменьшается, а производительность труда
растет. В связи с этим разработаны поправочные коэффициенты
к нормативам оперативного и вспомогательного времени, учиты-
вающие эту зависимость.
Для крупносерийного производства эти коэффициенты следу-
ющие:
Количество изделий, выпус-
каемых в смену
с конвейера, шт...................... 5 10 15 20 40
Поправочный коэффициент.............. 1,1 1,05 1,0 0,95 0,9
В целях обеспечения успешного выполнения сменных заданий
всеми сборщиками одновременно с установлением передовых
технически обоснованных норм в производстве необходимо по-
ставить рабочих в такие условия труда, которые бы давали им
возможность поднимать производительность и улучшать качество
продукции.
Следовательно, при установлении прогрессивных технически
обоснованных норм необходимо учитывать опыт передовиков про-
изводства, принимать наиболее рациональный технологический
Таблица 64
Время на сборку одного резьбового соединения, мин, прн
Диаметр длине навинчивания гайки, мм
резьбы, мм. до _________________________________ ________________________________
5 10 | 15 20 25 30
М3 0,3 0,4 0,45
М5 0,35 0,4 0,5
Мб 0,32 0,35 0,45 0,55
М8 0,25 0,3 0,4 0,5
М10 0,35 0,4 0,5 0,6 0,7
М12 0,45 0,55 0,65 0,75
508
процесс с использованием имеющихся в данной области послед-
них технических достижений и исходить из правильной органи-
зации труда, имея в виду, что последняя является главным усло-
вием выполнения норм рабочими.
В улучшении организации труда большую роль играет обобще-
ние передовых, наиболее производительных методов труда и обу-
чение этим методам коллектива рабочих. Передовой опыт изучают
по отдельным элементам технологического процесса. Анализу
подвергают одну и ту же операцию, выполняемую разными ра-
бочими; при этом отбирают наиболее совершенные движения.
В результате проведения такого анализа по всем операциям тех-
нологического процесса может быть создана технология, осно-
ванная на наиболее прогрессивных приемах труда. Путем инструк-
тажа эти приемы затем распространяют среди всех рабочих,
в результате чего достигается значительное увеличение произво-
дительности труда всего производственного коллектива.
В технологическом процессе сложной машины может быть
весьма большое количество операций. Например, процесс сборки
гусеничного трактора состоит из 600 операций. Расчет технически
обоснованных норм при подготовке производства таких изделий
обычными методами требует значительной затраты времени.
Поэтому на ряде производств для этой цели начинают применять
электронно-вычислительные машины.
ПРОЕКТИРОВАНИЕ СБОРОЧНЫХ ПРИСПОСОБЛЕНИЙ
При разработке технологического процесса сборки особое
внимание должно быть уделено оснащению операций сборочными
приспособлениями и инструментом, при этом техническое совер-
шенство их является одним из основных факторов, обусловлива-
ющих эффективность процесса сборки машин. С помощью спе-
циально сконструированных приспособлений и инструментов
(конечно, при правильно разработанном технологическом про-
цессе) даже' малоквалифицированный рабочий дает на сборке
изделий вполне удовлетворительные результаты.
Проектирование и изготовление приспособлений при освоении
сборки новых конструкций машин является наиболее ответствен-
ной частью технической подготовки производства в сборочном
цехе.
Основными факторами, влияющими на выбор схемы и кон-
струкции приспособления, а также определяющими эффектив-
ность его использования в технологическом процессе сборки изде-
лия, являются производственное задание (программа), требуемая
точность и последовательность сборки. Рассмотрим кратко зна-
чение каждого из этих факторов.
Производственная программа. От размера программы зависит,
следует ли применить приспособление или целесообразно обхо-
диться без него и насколько сложной может быть конструкция
509
этого приспособления. При небольшой программе сборочного
цеха проектировать дорогое приспособление, конечно, нецеле-
сообразно. Если же программа велика, то даже значительные
затраты на изготовление приспособления сравнительно быстро
оправдываются. Конечно, стремление конструктора и в этом
случае должно быть направлено на создание возможно более
простого и недорогого приспособления.
Таким образом, механизация сборки находится в прямой
зависимости от количества собираемых изделий. Стоимость изго-
товления, обслуживания и ремонта приспособления должна быть
согласована с получаемой от него экономией. Поэтому в первую
очередь в производство должны быть введены те приспособления,
которые, безусловно, необходимы для обеспечения требуемого ка-
чества продукции.
Однако при выборе типа приспособления наряду с экономическими требо -
ваниями необходимо учитывать также требования, касающиеся сроков выполне-
ния задания и создания для рабочего лучших условий труда в отношении удоб-
ства, легкости и безопасности.
Точность сборки. До начала проектирования приспособления
необходимо самое тщательное ознакомление с посадками, точ-
ностью сборки и условиями взаимозаменяемости деталей собирае-
мой сборочной единицы. Это имеет решающее значение при уста-
новлении схемы и конструкции приспособления.
Схема приспособления должна быть такой, чтобы процесс
сборки сопряжения, безусловно, обеспечивал требуемое качество
даже если характер допусков сопрягаемых деталей не всегда
гарантирует это.
Последовательность сборки. Проектируя приспособления, учи-
тывают, что сборка осуществляется в определенной последова-
тельности, причем операции, для которых создаются приспособле-
ния, должны выполняться с наиболее удобной установкой и сня-
тием собираемой сборочной единицы или детали. Поэтому кон-
струированию сборочного приспособления должно предшество-
вать составление технологии. Приспособление конструируют для
определенной операции, причем учитывают характер предыдущих
и последующих сборочных работ. Это, в свою очередь, дает воз-
можность правильнее выбрать базы, конструкцию основных
элементов и пр.
Например, если из плана сборки известно, что запрессовываемая втулка
в последующих операциях не развертывается, то это предъявляет дополнитель-
ные требования к операции запрессовки. Если после сборочной операции не
предусмотрен контроль, то это обстоятельство также должно быть учтено в схеме
и конструкции приспособления. Очевидно, последнее должно исключать или
сводить к минимуму возможность появления при сборке сборочных единиц ка-
ких-либо случайных погрешностей.
Таким образом, задача, стоящая перед конструктором, сво-
дится к созданию приспособления, которое было бы производи-
тельным, надежным и точным в работе, удобным и безопасным
в обслуживании и наиболее экономичным в производстве.
510
Требования к производительности сборочных приспособлений
трудно ограничить какими-то цифрами, так как это зависит от
назначения приспособления, его типа, способа применения и т. д.
Во всяком случае количество собираемых на приспособлении
узлов должно прежде всего обеспечить установленную программу
и темп сборки. В некоторых случаях для выполнения особо важ-
ных, точных и ответственных сборочных операций можно приме-
нить малопроизводительное приспособление, но это должно быть
подтверждено экономической целесообразностью.
Значительные возможности для повышения уровня механи-
зации работ на сборке машин, особенно в мелкосерийном производ-
стве, кроются в использовании системы сборно-разборных кон-
струкций сборочных приспособлений с нормализованными наи-
более трудоемкими деталями (корпуса, кронштейны, зажимы и
другие силовые элементы, стойки, домкраты, фиксаторы и пр.).
Сборно-разборные конструкции позволяют намного сократить
период подготовки производства и резко снизить затраты на
изготовление оснастки за счет многократного использования боль-
шого числа ее элементов.
Основная часть сборочных механизированных приспособлений
обычно является специализированной. Однако целесообразно
всемерно сокращать долю этих приспособлений, заменяя их
унифицированными нормализованными.
Создание рациональной оснастки для сборочных процессов —
очень важный раздел процесса подготовки производства нового
или модернизируемого изделия. Большую роль в успешном вы-
полнении этих работ в сжатые сроки может играть унификация
и нормализация.
Порядок проектирования приспособлений обычно принимают следующий:
а) по сборочному чертежу сборочной единицы устанавливают базовые по-
верхности, которые могут быть использованы для крепления или фиксации сбо-
рочной единицы в приспособлении при выполнении данной операции;
б) определяют ориентировочно силы, которые будут действовать на приспо-
собление в процессе его использования;
в) разрабатывают принципиальную схему приспособления; очень важно при
этом исходить из принципа всемерной экономии движений сборщика при поль-
зовании этим приспособлением;
г) разрабатывают конструктивную схему приспособления (эскизная ком-
поновка) и путем расчета на прочность определяют размеры основных деталей его;
д) окончательно оформляют конструкцию приспособления;
е) производят расчет приспособления на экономичность;
ж) при благоприятных результатах расчета конструкцию приспособления
утверждает начальник технического отдела или главный технолог завода;
з) составляют рабочие чертежи и сдают их в производство.
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ МАШИН В СБОРКЕ
Конструкцию любой машины определяет прежде всего ее на-
значение и те технические характеристики, которым она должна
соответствовать в эксплуатационных условиях. Однако наряду
511
с этим к конструкциям машин предъявляют также и производ-
ственные требования. В частности, конструкция должна быть
такой, чтобы эксплуатационные качества машины, зависящие от
сборки, были достижимы при данном объеме производства путем
применения наиболее экономичного технологического процесса
сборки. Такую конструкцию принято называть технологичной
в сборке. Понятие технологичности в заготовительных и обрабаты-
вающих цехах относится преимущественно к деталям. Техноло-
гичность в сборке относится прежде всего к особенностям соеди-
нений деталей. Конечно, очень важно, чтобы конструкция изде-
лия, технологичная в сборке, полностью отвечала требованиям
технологичности применительно и ко всем другим процессам про-
изводства.
Правила отработки конструкций на технологичность опреде-
лены комплексом государственных нормативно-технических до-
кументов (ЕСТПП и ЕСКД), направленным на решение задачи
сокращения затрат средств и времени во всех сферах производ-
ственной деятельности при обязательном сохранении (а там, где
возможно, и повышении) требуемого качества изделий.
Определение понятия технологичности конструкций содержит
исходный принцип современного научного подхода к проблеме
сокращения материальных и трудовых затрат во всех сферах про-
явления свойств конструкции. Здесь технологичность рассма-
тривается как совокупность свойств конструкции изделия, про-
являемых в возможности оптимальных затрат труда, средств,
материалов и времени при технической подготовке производства,
изготовлении, эксплуатации и ремонте по сравнению с соответ-
ствующими показателями однотипных конструкций изделий того
же назначения при обеспечении установленных значений пока-
зателей качества и принятых условиях изготовления, эксплуата-
ции и ремонта. Таким образом, речь идет в данном случае о не-
обходимости сравнивать конструкции изделий, равные по функ-
циональному назначению и по значению показателей качества,
но различающиеся по совокупным затратам на их производство
и эксплуатацию.
Для того чтобы технологичность изделия можно было плани-
ровать, а в процессе разработки конструкции — управлять фор-
мированием технологичности, необходимым является введение
количественной оценки технологичности, которая основывается
на системе показателей, включающей базовые показатели техно-
логичности, устанавливаемые в техническом задании на проек-
тирование изделия; показатели технологичности, достигнутые
при разработке конструкции; уровень технологичности (отноше-
ние достигнутых показателей к базовым).
Так как технологичность изделия определяется совокупностью
свойств его конструкции, характеризующих возможность оптими-
зации затрат труда, средств и времени на всех стадиях создания,
производства и эксплуатации изделия, то основными показате-
512
лями технологичности является трудоемкость изготовления и
технологическая себестоимость изделия. Дополнительные показа-
тели технологичности используются в тех случаях, когда недо-
статочно статистических данных или не освоены методы укруп-
ненного определения трудоемкости и себестоимости.
Технологические требования не являются стабильными, так
как их определяют условия производства, в которых эта машина
должна создаваться. Прежде всего технологичность конструкции
машины есть функция масштаба и серийности ее выпуска. Чем
больше масштаб производства машины, тем более технологичной
она должна быть. Если, например, в единичном производстве
возможность расчленения машины на отдельные сборочные еди-
ницы, а также сокращение пригоночных работ и повторных сбо-
рок являются хотя и важным, но не первоочередным требованием,
то для крупносерийного и тем более массового поточного произ-
водства это становится главным условием технологичности кон-
струкции машины.
Основными технологическими требованиями, предъявляемыми
к конструкции машины при ее сборке, являются ограниченность
длины кинематических цепей; обеспечение возможности снижения
трудоемкости, стоимости и сокращения цикла узловой и общей
сборки; возможность сборки машины из обособленных сборочных
единиц без повторных разборок; сокращение до минимума объема
пригоночных работ.
Очень важно, чтобы большинство сборочных единиц в конструкции машины
были независимы друг от друга и, таким образом, представляли собой не только
конструктивные, но и сборочные группы. В этом случае сборка групп может быть
легко выделена из процесса общей сборки машины, а это всегда приводит к упро-
щению технологии сборки и сокращению ее трудоемкости. Особенно это важно
для поточного производства.
Далее желательно, чтобы сборочная единица-группа разбивалась на под-
группы n-го порядка, что даже сокращает трудоемкость сборки и, как правило,
повышает ее качество.
Необходимая по техническим требованиям точность и другие
критерии качества сборки должны обеспечиваться соответству-
ющим построением технологий сборки и механической обработки
деталей. Однако и в этом случае методы достижения требуемой
точности сборки, а следовательно, и ее экономичность в значи-
тельной мере зависят также от конструкции сборочной единицы
или изделия. Конструктивные условия, кроме того, очень часто
определяют характер пригоночных работ в процессе сборки,
которые в большинстве случаев следует сводить к минимуму,
а при конвейерной сборке устранять совсем.
Погрешности, зависящие от конструкции изделия, часто встре-
чаются в опытных образцах машин или в образцах, находящихся
в процессе доводки перед запуском в серию. Большинство таких
погрешностей является следствием недостаточного изучения кон-
структорами условий производства и, в частности, условий
сборки.
1? Новиков м. п. 513
Рис. 488. Сравнительная себестоимость различных видов соединений в условиях меха-
низации:
1 — сварка конденсаторной машиной; 2 — развальцовка на настольном станке; 3 — за-
прессовка пневмопрессом; 4 — склепывание пневмоклепачьным молотком: 5 — свин-
чивание механической отверткой; 6 — пайка электропаяльником с автоматической пода-
чей припоя; 7 — склеивание с применением пневмошприца
Количественная оценка технологичности в сборке может быть
дана в результате сравнения овеществленного и живого труда
на сборку существующего и вновь предлагаемого видов соедине-
ний. Очевидно, что сборка более технологичного соединения
должна давать выигрыш в затратах труда и в себестоимости.
Исследуя этот вопрос, ВНИТИПрибор разработал графики сравни-
тельной себестоимости С различных видов соединений (рис. 488)
при разных коэффициентах К серийности (отношение затрат
труда в часах на сборку узла в течение года к годовому фонду
времени). Графики показывают, что при одной и той же серийности
себестоимости различных соединений будут значительно отли-
чаться друг от друга. Это имеет важное значение при оценке тех-
нологичности соединений в сборке.
Рассмотрим некоторые примеры нетехнологичности сборочных единиц в от-
ношении требований сборки.
На рис. 489 показан узел конической передачи зубофрезерного станка.
Нетехнологичность сборочной единицы состоит в том, что она лишена конструк-
торских баз, позволяющих правильно установить кронштейн и обеспечить тре-
буемую точность зацепления зубчатых колес. Оба кронштейна плавающие,
поэтому регулировка зацепления зубчатых колес усложняется и, кроме того,
требуется специальное приспособление, позволяющее достичь при сборке пере-
сечения осей колес.
514
Рис. 489. Сборочная единица кониче-
ской передачи, сборка которой услож-
нена из-за отсутствия конструкторских
баз
Рис. 490. Нетехнологичные (а) и тех-
нологичные (б) сборочные единицы
привода
Сборка ведущего зубчатого колеса (рис. 490, а) совершенно неоправданно
усложняется только потому, что диаметр колеса больше отверстия в корпусе.
Очевидно, произвести заблаговременную сборку этой подгруппы не представляется
возможным. Такой узел монтируется на месте, в корпусе, при этом стакан, ша-
рикоподшипники, дистанционные втулки и крышка — с наружной стороны,
а зубчатое колесо — с внутренней.
Трудоемкость сборки этого узла можно значительно сократить, если кон-
струкцию его выполнить по рис. 490, б. Вследствие наличия зазора подгруппу
зубчатого колеса можно собирать на участке узловой сборки, а затем установить
в корпус.
Для снижения трудоемкости сборки особенно важно умень-
шение объема ручных пригоночных работ. Многочисленные при-
меры подтверждают, что при детальном анализе пригоночных
операций, производимых при сборке, большинство их устраняли
незначительным изменением конструкции сборочной единицы
или деталей.
Сборочная единица подшипника скольжения, показанная на рис. 491, а,
значительно технологичней, чем на рис. 491, б. Во втором случае после запрес-
совки втулки подшипника требуется в процессе сборки выполнять более трудоем-
кую операцию механической обработки по постановке торцового стопора.
В конструкциях сборочных единиц, показанных на рис. 492, а и 493, а,
трудоемких пригоночных работ по сверлению и развертыванию конических
отверстий под штифты 1 можно при сборке избежать, если эти узлы незначительно
конструктивно изменить (рис. 492, б и 493, б). Трудоемкость сборочных работ
вследствие этого, несомненно, сократится, повысится точность сборки и, что
особенно важно, по существу отпадет надобность в пригоночных работах, свя-
занных со снятием стружки.
Эффект от технологичности часто достигается благодаря ра-
циональному использованию даже, казалось бы, малозначительных
факторов. Напрессовать, например, на вал (рис. 494, а) ступицу
17* 515
Рис. 491. Технологичный (а) и
нетехнологичный (б) способы 1
закрепления втулки подшип-
ника
Рис. 492. Закрепление деталей на валу:
а — нетехнологичное; б — технологичное
(два варианта крепления на шпонке)
таким образом, чтобы шпонка правильно вошла в канавку, трудно.
Однако достаточно изменить характер посадки на конце вала
(рис. 494, б), и трудоемкость сборки такого соединения значи-
тельно сократится.
На этом же рисунке показаны конструкции резьбовых соединений, момент
затяжки которых строго ограничен. Несмотря на то, что конструктивная форма
деталей обоих узлов одна и та же, шпилька на правом эскизе (рис. 494, г) более
удобна в сборке и может быть надежней в эксплуатации. Обеспечивается это
за счет меньшего шага резьбы. После навинчивания гайки предельным моментом
возможная дотяжка ее под шплинт вызовет меньшие напряжения в шпильке,
чем в случае резьбы с крупным шагом (рис. 494, в).
Одним из направлений улучшения технологичности конструк-
ций является упрощение детали и соединения, уменьшение их
количества.
Рис. 493. Пример одноименных конструкций, резко различающихся по трудоемкости сборки
516
Надежного стопорения болтов, работающих в условиях зна-
чительных вибрационных, растягивающих и изгибающих нагру-
зок, можно достичь применением клеев анаэробного отверждения
Анатерм-4 и др. Однако подобные марки клеев не нашли в настоя-
щее время широкого применения в промышленности из-за отсут-
ствия эффективных средств ограничения времени полимеризации.
Технологический анализ конструкций машин позволяет вы-
явить большое количество и других разнообразных примеров
влияния конструкции на трудоемкость и кагчество сборки. Очень
важно, чтобы при конструировании новых машин обеспечилось
соблюдение необходимых требований технологии сборки. Кроме
того, для многих машин, как т<^: тракторов, автомобилей, станков
и другого оборудования, подвергающихся периодическим разбор-
кам при ремонте в условиях эксплуатации, требование техноло-
гичности должно распространяться также и на процессы разборки.
Создание технологичных конструкций имеет большое народно-
хозяйственное значение как одно из направлений повышения
качества, снижения трудоемкости и стоимости выпускаемых изде-
лий. Поэтому проверка конструкций всех новых изделий машино-
строения серийного и массового выпуска на технологичность
в сборке и разборке должна производиться обязательно.
Глава IX.
ОРГАНИЗАЦИОННЫЕ
ФОРМЫ СБОРКИ МАШИН
Выбор рациональной организации сборки во многом опре-
деляет эффективность всего производства изделий машинострое-
нии. Прежде всего исходят из основных требований, предъявляе-
мых к процессу сборки, — всемерной экономии рабочего времени
и средств, сокращения продолжительности цикла, рационального
использования производственных площадей.
Основными организационными формами сборки являются ста-
ционарная и подвижная. При стационарной сборке изделие пол-
ностью собирают на одном сборочном посту. Все детали и сбороч-
ные единицы, требуемые для сборки изделия, поступают на этот
пост.
При подвижной сборке собираемое изделие последовательно
перемещается по сборочным постам, на каждом из которых вы-
полняется определенная операция. Посты оснащаются приспособ-
лениями и инструментами, необходимыми для выполнения дан-
ной операции. Детали и узлы для сборки поступают на соответ-
ствующие посты.
Стационарная сборка может быть осуществлена без расчлене-
ния (принцип концентрации) и с расчленением (принцип диффе-
ренциации) сборочных работ.
Стационарную сборку изделия без расчленения работ прак-
тически должен осуществлять один рабочий высокой квалифи-
кации. Цикл сборки изделия по этому методу при значительной
трудоемкости сборочного процесса удлиняется, и при большой
программе выпуска требуется большее количество сборочных
площадей, инструмента, оборудования и пр. Этот метод часто
-применяется в опытном производстве при сборке специальных,
уникальных приборов, а также в мелкосерийном производстве,
-когда весь процесс сборки изделия состоит из небольшого количе-
ства операций. Однако в настоящее время такая организация
сборки, получившая название «метода расширенных заданий»,
начинает распространяться и в ряде производств средней серий-
ности. Как показывает опыт, качество сборки при этом возрастает
и нередко повышается производительность труда. Сборщик не
только выполняет все операции от начала до конца (малогабарит-
ные сборочные единицы изделия, число операций до 30), но и
518
производит испытание. Это значительно повышает его ответствен-
ность за сборку и надежность изделия.
Разновидностью метода сборки без расчленения процесса
является бригадный метод, когда сборку всего крупногабарит-
ного изделия выполняет бригада рабочих; но бригадный метод
часто уже является первым шагом на пути дифференциации, ибо
внутри бригады, как показывают наблюдения, имеет место неко-
торое разделение работ: одни рабочие специализируются на одной
группе сборочных операций, другие — на другой.
При сборке нескольких одноименных машин за каждым рабо-
чим бригады нередко закрепляют одну или несколько сборочных
единиц изделия, вследствие чего члены бригады специализируются
на выполнении сборочных работ определенного вида. Однако по
конструктивным условиям в большинстве случаев вести сборку
всех сборочных единиц одновременно не представляется возмож-
ным. В связи с этим при таком методе сборки большое значение
имеет правильное календарное планирование [42] начала и конца
сборочных работ по узлам с учетом их трудоемкости и последова-
тельности установки на машину.
Весьма эффективным может быть применение на сборке крупных изделий
метода сетевого планирования. Сетевой график процесса способствует более пол-
ному использованию возможностей производства за счет четкого определения
сроков выполнения конкретных комплексов работ по сборке комплектующих
узлов и систем, параллельного проведения этих работ, выявления участков,
лимитирующих темпы сборки; облегчает диспетчеризацию; позволяет проводить
систематический контроль за ходом работ.
В качестве примера на рис. 495 приведена укрупненная сетевая модель
сборочного процесса турбины.
Бригадный метод сборки широко распространен в единичном
и мелкосерийном производствах, а также при выполнении повтор-
ной сборки машины на месте ее постоянной работы (например,
сборка вновь устанавливаемых сложных полиграфических машин
в типографиях, сборка крупных гидравлических прессов, турбин
с их установкой и пр.).
Длительность Тсб сборочного процесса без расчленения работ, ч
у1 _______________________ ^сба дг
1 сб — 5 7VC,
где Т’сбх —трудоемкость процесса сборки одного изделия,
чел.-час; В — количество рабочих в сборочной бригаде; Nc —
число собираемых изделий.
Уменьшение Тсб за счет увеличения рабочих в бригаде здесь
ограничивается возможностью рациональной расстановки их
на сборочном участке (при большом количестве рабочих они бу-
дут мешать друг другу).
Стационарная сборка с расчленением работ предполагает деле-
ние процесса на узловую сборку основных групп и общую сборку
изделия. При этом сборку каждой группы и общую сборку изде-
лия выполняют в одно и то же время многие сборщики.
519
Рис. 495. Сетевая модель сборочиого процесса турбины (в целях сокращения размеров графика схемы комплектации показаны для примера
только в трех случаях, остальные условно обведены пунктиром)
В результате одновременного выполнения сборочных операций
большим количеством рабочих длительность процесса сборки
может быть значительно сокращена.
Если изделие собирают из предварительно собранных сборочных единиц,
то длительность Тс процесса
О’ _ Ту . То
с - By + в0
To _ Ту
Bq By
или
То
'г Ту хт । ТО Tq , Ту ,
Гс Afc + —5-при
tjy ijQ tjQ ijy
здесь Ту — трудоемкость сборки наиболее трудоемкой сборочной единицы; Ву —
количество рабочих, занятых на ее сборке; т0 — трудоемкость общей сборки
изделия; Во — количество рабочих, занятых на общей сборке.
Расчленение процесса сборки дает значительный экономиче-
ский эффект. Сокращается потребность в рабочей силе и произ-
водственных площадях, увеличивается выпуск машин, умень-
шается трудоемкость, снижается себестоимость сборочных работ.
В ряде производств объект сборки при расчлененном про-
цессе остается на одном месте. Собираемые машины размещают
на стапелях или стендах, а рабочий (или группа рабочих) выпол-
няет у каждого объекта сборочную операцию, после окончания
которой переходит к следующему объекту, где проделывают ту же
операцию, и т. д. При этом методе сборки каждую группу рабочих
целесообразно снабжать небольшим передвижным столом, на
котором помещаются инструмент и приспособления. Время, за-
трачиваемое рабочими на переход от одного объекта сборки к дру-
гому при расстоянии между объектами I и скорости передвиже-
ния ц0,
Для нормального выполнения сборочных операций необходимо, чтобы на
каждом объекте находилась только одна бригада. Следовательно, переход бригад
от одного объекта сборки к другому должен совершаться одновременно через
определенный промежуток времени. Таким образом, выход готового изделия
с участка сборки будет совершаться тоже через этот промежуток времени, назы-
ваемый темпом сборки. Сумма времени, затрачиваемого рабочими на выполнение
операции и на переход от одного объекта к другому, должна равняться действи-
тельному темпу сборки.
При нерасчлененном процессе сборки темп не регулируется,
и выпуск продукции совершается неравномерно, через различные
промежутки времени.
Полную сборку некоторых крупных и тяжелых машин осущест-
вить на заводе-изготовителе трудно. Для этого требуются значи-
тельные площади, соответствующие габаритам машины, специаль-
ные подъемные средства. Поэтому на ряде заводов тяжелого маши-
ностроения применяется так называемый цепной метод сборки.
521
Машину собирают последовательно, начиная с базовой сборочной
единицы. Но весь процесс общей сборки разрабатывается и ор-
ганизуется так, чтобы на определенных этапах собранные ранее
узлы можно было, без нарушения качества дальнейших работ,
разобрать и отправить заказчику.
Таким образом, потребные для сборки площади сокращаются,
и уменьшается цикл сборки.
Подвижная сборка и расчлененный процесс организуют так,
что рабочие, выполняющие отдельные операции, находятся на за-
крепленных за ними местах (постах), к которым подаются соот-
ветствующие детали и сборочные единицы, объект же производ-
ства последовательно перемещается от одного поста к другому.
Это перемещение может быть свободным, когда собираемые
изделия располагаются, например, на тележках, перемещаемых
самими исполнителями, ипринудительным, когда объек-
ты сборки перемещаются при помощи механических транспортных
устройств непрерывного или прерывного действия. Свободное пере-
мещение осуществляется обычно в мелкосерийном производстве,
принудительное — в крупносерийном и массовом.
Каковы же преимущества расчленения процесса сборки на
отдельные операции по сравнению с нерасчлененным сборочным
процессом? Эти преимущества состоят в том, что для расчленен-
ного процесса при заданной программе выпуска изделий требуется
меньше производственных площадей, так как сокращается цикл
сборки, уменьшается количество одновременно собираемых изде-
лий и объем незавершенного производства; при расчлененном
процессе сборки имеется возможность оснастить каждую опера-
цию приспособлениями и инструментом. Рабочий, освоивший эту
операцию, использует приспособления более эффективно, и вслед-
ствие этого затраты времени на нее будут меньше, чем у рабочего
бригады, не имеющего достаточного навыка. Время на сборку из-
делия и потребное количество рабочих при расчлененном процессе
сборки в конечном счете сокращаются по сравнению с нерасчле-
ненным.
ПОТОЧНАЯ СБОРКА
В условиях крупносерийного и массового производств процесс
сборки может быть расчленен таким образом, что каждую опера-
цию будет выполнять только один рабочий. В этом случае объект
работы (сборочная единица или изделие) должен в процессе произ-
водства последовательно перемещаться от одного рабочего к Дру-
гому. Под этим подразумевается движение собираемого изделия,
обычно осуществляемое при помощи транспортных средств.
Такую организацию сборки принято называть поточной.
Основные факторы, характеризующие поточный метод сборки,
следующие: закрепление за каждым рабочим местом вполне опре-
деленных сборочных операций, чередующихся по ходу технологи-
522
ческого процесса сборки; передача собираемого объекта на каж-
дую следующую операцию немедленно после окончания предыду-
щей; ритмичная (строго по графику) синхронная работа на всех
рабочих местах сборочной линии; слаженная, четкая работа всех
смежных и обслуживающих поток участков производства; возмож-
ность широкого внедрения средств механизации.
Переход на поточный метод позволяет увеличить выпуск продукции, повы-
сить ее качество, снизить себестоимость изделия, сократить длительность произ-
водственного цикла, уменьшить незавершенное производство, увеличить про-
изводительность труда, облегчить и улучшить учет и планирование производства.
Он способствует соблюдению технологической дисциплины, улучшает условия
труда, укрепляет трудовую дисциплину.
Под поточной линией сборки понимается ряд рабочих мест,
участвующих в сборке сборочных единиц или машины, расположен-
ных соответственно последовательности операций технологического
процесса.
Непрерывность процесса при поточной сборке достигается бла-
годаря тому, что длительность любой сборочной операции на ли-
нии сборки равна или кратна темпу сборки изделия.
Темпом сборки называется время между выходом со сборки
двух смежных готовых изделий.
Номинальный темп сборки, мин/шт.
4 _ 60Ф
~ Л'г ’
где Ф — годовой фонд рабочего времени, ч; Nr — годовая производ-
ственная программа, шт.
В этой формуле годовой фонд рабочего времени, ч
Ф = DCTc,, Пр,
где D — число рабочих дней в году; С — число рабочих смен
за день; Тсы — длительность рабочей смены, ч; т]р — коэффициент,
учитывающий потери времени на ремонт оборудования (0,98 —
при односменной и 0,97 — при двухсменной работе).
Действительный темп будет отличаться от номинального,
так как при его определении учитывают потери времени на перерыв
в работе и обслуживание рабочих мест:
, _ 60£>С(7’см'Нр — T'og Тп) .
здесь Тоз — потери времени в течение смены на обслуживание
рабочих мест, ч; — потери времени на перерывы в работе для
отдыха и естественных надобностей рабочих в течение смены, ч.
Количество изделий, собираемых в единицу времени, назы-
вается ритмом сборки. Номинальный ритм, шт./мин
523
и действительный
Продолжительность сборки изделий на поточной линии, мин
= иг/д,
где пп — число постов на линии.
Время от момента поступления деталей на сборку до выпуска
собранного изделия называется циклом сборки:
2 - - /дЧп —' 1 ) /д 1^ип^д,
здесь а — количество комплектов узлов, собираемых в запас вне
главного потока для обеспечения бесперебойной работы потока;
S«n — количество постов, на которых время выполнения одних
сборочных операций перекрывается другими операциями (напри-
мер, на одном посту выполняются две операции с длительностью
один темп и 0,7 темпа; п'п для этого случая равно 0,3).
Характер перемещения собираемого изделия зависит от усло-
вий производства и темпа сборки. В станкостроении, например,
при темпе более 2 ч применяется свободное перемещение, от 0,3
до 2 ч — пульсирующее принудительное и при темпе 0,3 ч —
непрерывное движение собираемого объекта.
Для большинства изделий машиностроения в крупносерийном
и массовом производствах наиболее совершенной по технико-
экономическим показателям является поточная сборка при расчле-
ненном процессе с принудительным движением объекта и принуди-
тельно регулируемым темпом. Применение конвейера обеспечи-
вает такие условия. При конвейерной сборке все пригоночные
операции на линии сборки должны быть устранены, и лишь в тех
случаях, когда по техническим или экономическим соображениям
это невозможно осуществить, пригоночные операции выносят на
специальные посты.
Точный принудительный темп сборки на конвейере является планирующим
началом для организации всей работы не только сборочного, но и всех других
цехов, обеспечивающих «питание» конвейера. Внедрение конвейера вызывает,
как правило, коренную ломку старых технологических процессов и требует ши-
рокого применения механизации и автоматизации производственных процессов.
В ближайший период методы поточной и конвейерной сборки,
очевидно, получат дальнейшее развитие. В крупносерийном и се-
рийном производствах найдут широкое применение конвейеры
с принудительным движением объекта сборки и комплексной ме-
ханизацией основных и вспомогательных работ сборщиков. В се-
рийном многономенклатурном производстве будут внедряться
конвейеры со свободным движением собираемого изделия и гиб-
кой связью между рабочими постами. В мелкосерийном производ-
стве многих изделий, а также в серийном производстве тяжелых
524
машин и прецизионных станков будет совершенствоваться метод
поточной сборки без перемещения собираемых объектов.
Организация конвейерной сборки требует тщательной разра-
ботки технологии сборочного процесса. Технологический процесс
сборки изделия (или какого-либо узла его) разделяется между
отдельными рабочими местами так, чтобы на всех постах была
равномерная и нормальная загрузка.
Проектируя технологию, следует обязательно учитывать психологические
особенности в трудовых процессах, прежде всего — избегать чрезмерно простых
операций, вызывающих монотонность в работе, правильно планировать распре-
деление работ во времени, применять переменный ритм, организовать регу-
лярную информацию сборщика о выполнении им задания по отрезкам времени.
Исследованиями психофизиологии установлено, что работа на сборочном кон-
вейере, сопровождаемая функциональной музыкой соответствующего ритма,
способствует повышению производительности и снижению утомляемости сбор-
щиков. Музыкальные программы, регулярно обновляемые, разрабатываются
на основе анализа воздействия музыки на ритм работы.
Неритмичное поступление деталей на сборку, простои вызывают раздраже-
ние и усиливают усталость. Более интенсивная, но слаженная работа, без пере-
боев для сборщиков менее утомительна.
Количество рабочих мест-постов пп на линии сборки равно
числу сборочных и контрольных операций, предусмотренных в тех-
нологическом процессе. Производительность же Q каждого рабо-
чего места в единицу времени (час, смену), равная количеству из-
делий (сборочных единиц), на которых произведен комплекс сбо-
рочных работ, предусмотренных технологией для данного рабочего
места, может быть представлена
Ч гр ,
1 ш
где Т — рабочее время, к которому отнесена производительность
(час, смена); Вп — количество рабочих на данном рабочем месте.
Тогда коэффициент загрузки рабочего места
/Г — Тщ
а коэффициент загрузки всей линии сборки
Распределить операции между отдельными рабочими местами
практически достаточно сложно; если операции нормальной трудо-
емкости, их закрепляют за рабочим местом по одной. Операции
большей трудоемкости могут быть распределены между двумя
(иногда тремя и более) рабочими местами с параллельным выполне-
нием этих операций на каждом рабочем месте. Однако параллель-
ное выполнение одной и той же операции несколькими дублерами
обеспечивает полную загрузку каждого из них при подвижной
525
сборке в случае, если количество рабочих мест на данной операции
кратно числу их на предыдущей.
При сборке на конвейере с параллельными рабочими местами эффективна
система автоматического адресования объектов сборки посредством командо-
аппарата.
Могут быть случая, когда при неудачном расчленении процесса на эле-
менты загрузка ряда рабочих мест оказывается недостаточной. Тогда целесооб-
разно пересмотреть некоторые операции сборки и, может быть, изъять их из
процесса, разделив предусмотренные в них работы по частям между соседними
недогруженными рабочими местами.
При освоении процесса сборки возможно нарушение синхронности отдель-
ных операций до 20—25%. В таких случаях принимают дополнительные меры
по устранению возникшей асинхронности.
При большой расчлененности сборочного процесса и малой
общей трудоемкости сборки узла (изделия) темп сборки получается
небольшим и работа сборщиков в связи с этим усложняется (тре-
буется большое напряжение, повышается утомляемость). В таких
случаях темп сборки целесообразно рассчитать не по количеству
объектов сборки, а по количеству партий этих объектов, находя-
щихся на линии сборки в специальной таре. Количество объектов
сборки в партии выбирают исходя из габаритных размеров, массы,
удобства установки в таре. Каждый сборщик в этом случае выпол-
няет свою операцию на целой партии объектов, работая по повы-
шенному темпу.
Уменьшить отрицательное влияние малых темпов можно и автоматическим
снятием с конвейера объекта сборки на рабочее место и выдачей его на конвейер
после выполнения операции. При этом на рабочем месте создается задел из не-
скольких объектов, и время выполнения операции над каждым объектом не свя-
зано жестко с темпом сборки на конвейере. Темп здесь является регулирующим
условием не для сборщиков, а для рабочих мест.
Значительный интерес представляет развитие поточных прин-
ципов сборки для условий производств, выпускающих одновре-
менно несколько изделий. Если трудоемкости сборки этих изделий
будут, например, Тсв^ Тсб2, Тс&3, то количество рабочих мест,
необходимых для сборки каждого изделия,
т сб± Т сб2 Т Сб3
ИП1 = ( ’ — 7 > Пп3 “ j '
‘Д ‘Д ‘Д
При выполнении организации сборочных работ на переменно-
поточном конвейере с регламентированным ритмом удалось на
одном конвейере одновременно собрать несколько изделий с раз-
личными темпами. Для разных изделий в этом случае темпы сборки
были /Д1, /д ..., t^n, но величины шага (расстояния между отдель-
ными изделиями в потоке) Яп Я2, ..., Я„ и количества одновре-
менно поступающих на рабочие места комплектов деталей для
сборки изделий Mz...........Мп были взаимоувязаны единым ус-
ловием — общей скоростью движения конвейера v:
fh = = . .. И» =,,
^да^г
526
откуда
HL: Н2:. . .: Нп = /Я1<: 1ЛгМ2 1лпМп.
Практически эта организация сборки осуществлена так: ряд штырей, укреп-
ленных на конвейерной цепи, увлекает при своем движении лотки с комплектами
деталей для сборки определенных изделий. Эти комплекты устанавливают
в лотки в комплектовочном отделении до начала сборки. За каждым изделием
закрепляется определенное количество лотков, расположенных на линии сборки
в соответствии с ритмом сборки этого изделия (рис. 496). Для удобства комплек-
тования и опознавания на линии сборки лотки для различных изделий окрашены
в разные цвета, а для распределения лотков на дублирующих рабочих местах они
пронумерованы. В конце сборочной линии находится приемный пункт, где со-
бранные изделия выборочно осматривают и отправляют по транспортеру в упа-
ковочное отделение.
Внедрение этой организации сборки позволило резко сократить трудоем-
кость сборочных работ, уменьшить производственный цикл, высвободить часть
площади, занимаемой сборочным участком.
Основные организационные формы сборочных работ в машиностроении
приведены в табл. 65.
При поточном методе узловую сборку целесообразно распола-
гать перпендикулярно линии общей сборки изделия таким образом,
чтобы конечная операция сборки узла совершалась вблизи места
установки его на линии общей сборки (рис. 497). Если изделия
окрашиваются в собранном виде, то вслед за линией сборки рас-
полагают окрасочную и сушильную камеры. Часто такие камеры
встраивают также в потоках узловой сборки.
Однако это не является обязательным условием рациональной
организации сборки во всех случаях. Есть немало примеров, когда
узловая сборка организована в одном цехе, а общая — в другом.
89 90 91 91 93 99 95 96 97 9В 99 100 101 101 103 106 105 106 107
116
-А-Э—®—ф—9—*Х—А—X—•«—-®— а—X-
I « 3 58 54 29
87 X —•—®- -X—-А-Х X х—®—•- -Х-А
I 52 51 50 59 I I 55 52 57 зо I
36 « 64 57 ® А 55 1 28 х
1 55 55® 355 1 27В
86 х : .55 55 L | в 57 25 1
'57 54 в I ' '55 25 • 1
821 < >58 53 А. | ^39 24 х
П ; '59 52* Л 40 1 23 ▲
80* 1 <70 51 х А 47 22 X
1 77* 171 55® х 42 1 21 1 1
7^ ! Х72 45® 1 1 20 •
77А • 43 48 х ®44 4
76 х j >74 I 47 Л В 45 18 В
7
*10
Л77
• 13
1/4
\9
*12
*10
108 \
4 5 2 1
75 45 77
Условные обозначения'.
О - лотки для изделия №1
® - лотки Оля изделия №2 и Н°3
В - лотки, для изделия №4 и №5
А - лотки для изделия №6
X - запасные места для лотков
Рис. 496. Схема расположения лотков на переменно-поточном конвейере
527
Таблица 65
Схема Тип про- изводства Организация сборочных работ
Единичное и мелко- серийное Стационарная сборка без расчленения процесса. Объект сборки один, не- подвижен. Все работы выполняются одной бригадой высококвалифициро- ванных’ сборщиков, работы по видам заранее между ними не расчленены
.ггп Мелко- серийное Стационарная сборка с дифференциа- цией работ. Объект сборки один, не- подвижен. Весь объем сборочных ра- бот заранее расчленен на комплексы и закреплен за отдельными рабочими бригады, специализирующимися га соответствующих видах работ
П 1 ГТ» 1 ггп Серийное Стационарная поточная сборка с диф- ференциацией работ и регламентиро- ванным темпом при большом опера- тивном времени. Объектов сборки не- сколько, они расставлены на стендах в линию. Объем сборочных работ рас- членен на комплексы, количество ко- торых равно числу одновременно со- бираемых изделий. В сборке участвует столько бригад, сколько объектов. Каждая бригада специализируется на одном комплексе работ. Выполнив комплекс на одном объекте, она пере- ходит на новый объект
Серийное
и крупно-
серийное
Крупно-
серийное
и массо-
вое
Подвижная поточная сборка с диффе-
ренциацией процесса на операции и
передачей собираемого объекта от од-
ного рабочего места к другому вруч-
ную (серийное производство) или по-
средством механических транспорти-
рующих устройств (крупносерийное
производство). Темп сборки регламен-
тирован, но объекты сборки механи-
чески между собой не связаны. Воз-
можно накапливание на отдельных ра-
бочих местах заделов
Подвижная (с периодическим или не-
прерывным перемещением объекта) по-
точная сборка с дифференциацией про-
цесса на операции и переходы. За каж-
дым рабочим местом закреплен опре-
деленный объем работ. Число рабочих
мест равно числу операций. Темп
строго регламентирован. Собранное из-
делие сходит с линии по истечении
промежутка времени, равного темпу
528
Рис. 497. Плаи-схема потоков узловой и общей сборки изделия
Схема такой организации сборки дана на рис. 498, а. Конвейеры 1
узловой сборки расположены параллельно в несколько рядов.
Детали для сборки сборочных единиц подаются по подвесному
транспортному конвейеру 2. На подвесках этого конвейера ук-
реплены этажерки с тарой, окрашенной в разные цвета, соответ-
ствующие номерам сборочных единиц на сборочных конвейерах.
Комплекты деталей для сборки укладываются в тару в комплекто-
вочном складе 3 и вкладываются в медленно движущиеся этажерки.
Рабочие на первых операциях сборочных конвейеров вынимают
ящики-тару соответствующего цвета; перекладывают комплект
деталей в тару, укрепленную на конвейере, а пустой ящик встав-
ляют обратно в этажерку (эту же или другую). Этот комплект де-
талей питает все рабочие места сборочного конвейера. На конеч-
ном рабочем месте собранную сборочную единицу также вклады-
вают в тару (того же цвета, что и в начале сборки), которую сбор-
щик вдвигает в одну из этажерок подвесного транспортного кон-
вейера 4 (рис. 498, б), и последний подает эти сборочные единицы
на общую сборку. Отдельные детали, которые должны поступать
Рис. 498. Схема организации работ при выполнении узловой и общей сборки в разных
помещениях
529
на общую сборку не в составе сборочных единиц, вкладываются
в тару в комплектовочной кладовой 5. Транспортный конвейер 4
проходит вдоль линии общей сборки, и требуемые на соответствую-
щих постах сборочные единицы и детали (опознают по цвету тары)
рабочие вынимают из этажерок, а освободившуюся тару отправ-
ляют на загрузку. Строгая взаимосвязь движения транспортных
конвейеров 2 и 4 и сборочных конвейеров узловой и общей сборки
необязательна. Если по какой-либо причине детали или собранные
сборочные единицы на линии в данный момент не требуются, эта-
жерка совершает второй оборот.
На некоторых зарубежных автомобильных заводах общая сбор-
ка изделий производится из так называемых укрупненных сбороч-
ных комплектов. Последние предварительно собираются на про-
межуточных участках (линиях) из групп и подгрупп. При этом,
благодаря свободному доступу к местам соединений, сборка таких
комплектов может быть лучше механизирована и осуществлена
с меньшими затратами, чем при обычной общей сборке в стесненных
условиях кузова автомобиля. Эта организация сборки позволяет
также упростить и повысить точность технического контроля.
Например, на итальянском заводе фирмы Lancia в кузов автомобиля целиком
монтируется укрупненный комплект, состоящий из рулевой колонки, рычага и
механизма переключения передач, педали муфты сцепления, тормозной педали,
главного цилиндра гидротормоза и выключателя стоп-сигнала. Ранее эти сбороч-
ные группы устанавливались в кузов каждая самостоятельно. Также предвари-
тельно собираются укрупненные комплекты заднего моста, переднего подрамника
с двигателем, осью и подвеской и другие комплекты.
На французском автомобильном заводе Simca все агрегаты системы питания
(бак для горючего, датчик указателя уровня горючего, радиатор, кожух венти-
лятора и комплекты трубопроводов и электропроводов) и охлаждения монти-
руются вначале в специально изготовленную из листовой стали коробку. Этот
укрупненный комплект собирают на конвейере узловой сборки, а затем он вместе
с коробкой монтируется на линии общей сборки в кузов автомобиля. Создание
такого технологического комплекта экономически оправдывается, так как
раздельный монтаж каждой сборочной группы непосредственно в кузов авто-
мобиля на линии общей сборки из-за ограниченности места чрезвычайно тру-
доемок.
Сборка с использованием укрупненных комплектов может быть организо-
вана и в некоторых других видах машиностроительных производств.
Изделия высокой точности собирают в специальных термоконстантных
цехах, где с помощью кондиционеров поддерживается постоянная температура
воздуха), с точностью ±0,5—2° С. Сборка производится на стендовых плитах
с монолитным фундаментом. Испытательные стенды снабжаются амортизацион-
ным устройством и виброизолированы. Процесс сборки здесь обычно состоит из
трех этапов: подготовки корпусных и базовых деталей, предварительной сборки,
окончательной сборки, регулировки и отладки.
' Операции испытания собранных сборочных единиц целесообразно включать
в процесс сборки. Это в ряде случаев может быть отнесено и к изделию. Напри-
мер, в конце линии сборки двигателя может быть предусмотрена подача его без
снятия с подвески конвейера на испытательный стенд для обкатки и проверки на
вибрацию. Таким образом, и эти контрольные операции тоже будут осуще-
ствляться в потоке сборки. Однако обычно операции контроля следует преду-
сматривать лишь в случае, когда сборщик не имеет возможности обеспечить
требуемую проверку. Как правило, контроль осуществляет сам сборщик, и он
несет ответственность за доброкачественность произведенной им работы.
530
Для бесперебойной работы потока решающее значение имеет качество по-
ступающих на сборку деталей и бесперебойное снабжение ими линий сборки. Это
должно быть обеспечено соответствующей организацией работы заготовительных
и обрабатывающих цехов, а также службами снабжения завода.
Поступление на рабочие места поточной сборки деталей и узлов в идеальном
случае должно точно соответствовать темпу сборки: при этом не требуется ни-
каких промежуточных складов и заделов готовых деталей. Однако достичь этого
трудно; необходимость изготовления деталей в заготовительных цехах партиями,
а в механических цехах — сериями заставляет иметь в сборочных цехах кладовые
готовых деталей.
Высокий темп конвейерной сборки изделий требует четкой ор-
ганизации оперативного^управления сборочным производством.
Недостаточно высокий уровень планирования и учета поступления
деталей и сборочных единиц из других цехов и складов, покуп-
ных комплектующих изделий, состояния заделов нередко вызы-
вают нарушения ритмичного выпуска продукции. С целью устра-
нения этих недостатков на ряде заводов ведутся работы по внедре-
нию в сборочных цехах автоматизированной системы оперативного
управления производством с помощью ЭВМ.
ОБОРУДОВАНИЕ СБОРОЧНЫХ ЦЕХОВ
Оборудование сборочных цехов условно может быть разделено
на две группы: технологическое, предназначенное не-
посредственно д тя выполнения работ по осуществлению подвижных
или неподвижных сопряжений деталей, их регулировке и кон-
тролю в процессе узловой и общей сборки, ивспомогатель-
н о е, назначение которого — механизировать все виды вспомога-
тельных работ, объем которых при сборке изделий весьма большой.
Основные виды технологического оборудования приведены
в глазах, посвященных рассмотрению работ по сборке соединений
и Титовых узлов машин и механизмов. Поэтому здесь приводятся
данные главным образом по вспомогательному сборочному обору-
дованию— транспортному, подъемному, установочному и др.
Техническая характеристика необходимого для сборочных
работ подъемно-транспортного оборудования зависит от типа и
масштаба производства, вида организации процесса сборки, кон-
структивных и технологических данных собираемых изделий.
Основные виды подъемно-транспортных средств, применяемых
в сборочных цехах, приведены на рис. 499.
Приведенные на схеме подъемные и подъемно-транспортные средства, за
исключением некоторых видов электрических и пневматических подъемников,
а так ке легких поворотных и напольных кранов, в основном применяют при
стационарной сборке; подъемники и краны — при стационарной и подвижной
сборке, а транспортные средства предназначены главным образом для подвижной
сборки машин.
Значительную долю трудоемкости сборочных работ составляют
затраты времени на горизонтальное перемещение объектов сборки.
Механизация этих вспомогательных элементов операций важна
Для повышения общего уровня механизации сборочных работ.
53!
Средства для сборочных цехов
Рис. 499. Подъемно-транспортные средства для сборочных цехов
Вопросы механизации горизонтального перемещения собирае-
мых узлов и изделий в сборочных цехах достаточно глубоко и все-
сторонне разработаны. Проектные институты и заводы создали не-
мало оригинальных, простых и экономичных конструкций роль-
гангов и сборочных конвейеров для разных типов производств.
Например, удельный вес работ, выполняемых на конвейерах, со-
ставляет в производстве двигателей 40—50%, шасси тракторов
35%, зерновых комбайнов 25%.
При ручном перемещении собираемых изделий применяют роль-
ганги, рельсовые и безрельсовые пути с тележками, а при меха-
ническом перемещении — конвейеры.
Рольганги. Наиболее распространенные при сборке разно-
видности рольгангов показаны на рис. 500. Собираемые сборочные
532
Рис. 500. Схема разновидностей рольгангов, применяемых при сборке
единицы или изделия либо опираются на роликовую поверхность
рольгангов непосредственно, либо устанавливаются на деревян-
ные или металлические поддоны соответствующей формы. На
рис. 501 приведен общий вид подковообразного рольганга и план
участка сборки на рольганге. Скорость передвижения изделий на
рольгангах — до 20 м/мин.
Рис. 501. Общий вид рольганга и план участка сборки на рольганге
533
Горизонтальный рольганг устанавливают в сборочном цехе на высоте Н =
= 0,6-ь 0,8 м от пола, наклонные рольганги — с уклоном 2—4° в сторону движе-
ния груза. Радиус закругления подковообразного или замкнутого рольганга
делают не менее 2,5—3,5 В, где В — ширина рольганга (от 200 до 1200 мм в за-
висимости от габаритов перемещаемого изделия или поддона). В месте прохода
рольганг имеет откидную секцию, а для подачи и снятия собранных изделий преду-
сматривают поворотные или подъемные секции.
Ролики сборочных рольгангов вращаются в подшипниках качения. Диа-
метр ролика при максимальной нагрузке на него до 600 кгс — 73 мм, при
1200 кгс — 105 мм. Нагрузку, приходящуюся на один ролик, принимают равной
70% от веса собираемого изделия для однорядного рольганга и 40% для двух-
рядного.
Пригоночные операции при сборке изделий часто выносят из
потока на специальное рабочее место. В этом случае рольганг
оборудуют отводными участками. Изделия передают на эти участки
при помощи поворотных или подъемных секций, приводимых в дей-
ствие пневмоцилиндрами (рис. 502).
Интересной разновидностью рольгангов являются склизы
с выступающими над поверхностью шарами; они могут найти ши-
рокое применение. Собираемое на поддоне изделие на таком склизе
можно легко поворачивать; радиусы закругления здесь возможны
значительно меньшие, чем у рольгангов.
Сборочные тележки. При поточней сборке часто используют
тележки, на которых закрепляют собираемые изделия; тележки
последовательно передвигают от одного рабочего места к другому
со скоростью 10—15 м/мин. На колеса тележки надевают литые
резиновые шины, вследствие чего ее можно перемещать по обыч-
ному полу или же по накладкам, выполненным в виде полос из
котельного железа, уложенных по полу цеха.
При значительном весе изделий тележки снабжают колесами
с ребордами для движения по рельсам. Для удерживания таких
тележек в требуемом месте предусмотрен стопорный механизм.
Рельсы укладывают на бетонных подушках таким образом, чтобы
головка их была заподлицо с полом или несколько утоплена. Для
возврата тележек в исходное положение применяют вспомогатель-
ный рельсовый путь (рис. 503).
При сборке малогабаритных изделий пути для движения теле-
жек могут быть установлены на эстакадах высотой 0,7—0,8 м.
Для возвращения тележек в исходное положение в этом случае
применяют холостые пути, которые располагают или на одном уров-
не с путями рабочей ветви, или же под ними. Для передачи тележек
на холостую ветвь служат поворотные круги или механизмы
подъема с пневматическим цилиндром.
Типы конвейеров, применяемых в сборочных цехах, показаны
на рис. 504. Эти конвейеры предназначены: сборочные — для
перемещения собираемых изделий на узловой и общей сборках,
транспортные — для подачи на сборочные участки и линии дета-
лей и полуфабрикатов.
Конвейеры сборочные ленточные применяют при сборке мел-
ких сборочных единиц и изделий. Широкое распространение они
534
Перёое поло/кение
изделия и стола
Второе положение
изделия и стола
а)
Рис. 502. Поворотная (а) и подъемная (б) секции рольганга
получили в приборостроении. Эти конвейеры представляют собой
плоскую тканепрорезиненную ленту шириной 200—800 мм; рабо-
чая часть ленты скользит по гладкому деревянному или металли-
ческому столу, а холостая ветвь опирается на ролики. Скорость
движения ленты 0,02—0,5 м/с.
535
Рис. 503. Схема участка сборки иа подвижных тележках
Подача деталей
Производительность ленточного конвейера равна 3500ш изделий в час, где
v — скорость ленты, м/с, и а — количество изделий на 1 пог. м ленты. Приводные
механизмы конвейеров состоят из червячного редуктора или же редуктора в со-
четании с открытой зубчатой или цепной передачей.
При сборке изделий на ленточном конвейере пользуются длинными узкими
верстаками (ширина 0,4—0,6 мм), расположенными вдоль линии сборки. Обычно
рабочие места располагаются в этом случае с двух сторон конвейера (рис. 505, а),
Сборка легких, точных изделий на узких верстаках неудобна; в таких случаях,
применяют индивидуальные рабочие столы размером 0,6x1 м (рис. 505, б и в),
установленные перпендикулярно линии сборки.
Для сборки малогабаритных сборочных единиц и изделий получают также
распространение горизонтально замкнутые толкающие конвейеры с программным
устройством для обеспечения заданного темпа работы и автоматического адресо-
вания объектов сборки по рабочим местам, где создаются постоянные заделы
собираемых изделий. В ряде конструкций таких конвейеров предусмотрено
дублирование выполнения операций с количеством дублеров от 2 до 10.
Приводной тележечный конвейер (рис. 505, г и 506) представ-
ляет собой механизм для периодического или непрерывного дви-
жения групп тележек, скрепленных одной или двумя цепями.
Скорость перемещения тележек 0,1—4 м/мин.
Если движение тележек замкнуто в вертикальной плоскости,
то конвейер называется вертикально замкнутым, если же все те-
лежки располагаются в одной горизонтальной плоскости, то кон-
536
Рис. 504. Типы конвейеров, применяемых при сборке
вейер соответственно называется горизонтально замкнутым
(рис. 507).
В тележечных конвейерах различают следующие части: приводную 1 (см.
рис. 506), состоящую обычно из электродвигателя, редуктора и вариатора скоро-
стей; тяговую 2 в виде одной или двух шарнирных цепей; несущую 3, представ-
ляющую собой ряд тележек, соединенных с цепями; опорную 4 — направляющие,
по которым катятся ролики тележек, и натяжную часть 5, предназначенную для
создания нормального натяжения тяговых цепей.
537
MOO _ Верстак
» ф © /© ©
‘---1----r------Конвейер
- - - 1 Верстак
e e e e
Рис. 505. Схемы расположения верстаков на участках сборки
8)
( >2000 Конвейер
'< | Зерстак~\ | |
" 7/WWWW/7/W/J
Проход
©
©
Одна из конструкций тележек конвейера показана на рис. 508.
Сварной корпус 1 опирается на четыре катка 2, вращающихся на
шариковых подшипниках. Верхняя часть тележки 3, отлитая из
чугуна, имеет возможность вращаться на центральном штыре 4.
Собираемое изделие закрепляют на верхней части тележки и в про-
цессе сборки устанавливают в удобное для сборщика положение.
Фиксатор 5 удерживает подвижную часть тележки в установлен-
ном положении.
У пластинчатых конвейеров тяговым органом являются одна
или две цепи, а рабочая поверхность конвейера выполнена в виде
металлических или пластмассовых (реже деревянных) пластин.
Горизонтально замкнутые пластинчатые конвейеры имеют соот-
ветствующую форму пластин (рис. 509), выполненную с учетом
кривизны поворотов на углах.
^Конвейеры обычно располагают на участке сборки в одну ли-
нию. При большом количестве сборочных операций и крупногаба-
ритном изделии длина конвейера может быть слишком большой
для размеров цеха. В таких случаях линию конвейера делают Г-
или П-образной. На углах предусматривают поворотные круги
(рис. 510) с передаточным конвейером. Цикл работы таких кругов
автоматизируют.
Для сборки сборочных единиц при небольшом количестве
операций применяют карусельные конвейеры (рис. 511), представ-
ляющие собой круглый вращающийся стол, по периметру которого
размещается от четырех до восьми рабочих мест. На специальной
неподвижной стойке при необходимости устанавливают требуемое
по технологии сборки сборочной единицы оборудование (пресс,
клепальную скобу и пр.) или подвешивают механизированный ин-
струмент. Внутри корпуса стола помещается привод, состоящий
из электродвигателя, вариаторов и червячного редуктора. На
сборочном участке карусельные конвейеры размещают вблизи
главного конвейера с таким расчетом, чтобы сборочные единицы
непосредственно поступали на общую сборку изделий.
538
Рис. 506. Конструктивная схема двухцепного приводного тележечного сборочного конвейера
Рис, 507. Тележечный горизонтально замкнутый конвейер
Для сборки крупных объектов применяют цепные напольные
конвейеры (рис. 512). Изделия собирают в этом случае на одной
или двух тележках, ролики-катки которых опираются на рельсы
или стальные пластины, вмонтированные в пол. Тележки при по-
мощи сцепок присоединяют к тяговой цепи (или тросу), располо-
женной в канаве ниже уровня пола. Возврат освободившихся теле-
Рис. 508. Тележка вертикально замкнутого цепного конвейера
540
Рис. 509. Схема рас-
положения пластин
горизонтально замк-
нутого пластинчато-
го конвейера
Рис. 510. Схема работы поворотного круга
конвейера:
I — первое изделие движется к поворотно-
му кругу; II — первое изделие находится
на круге, второе изделие движется к пово-
ротному кругу, III — поворот первого из-
делия на круге закончен; IV — первое из-
делие передвинуто на другую ветвь конвейе-
ра, круг начинает поворот обратно
жек осуществляется по параллельному пути при помощи анало-
гичного, нэ менее мощного тягового механизма.
Для машин, имеющих ходовую часть (тракторы, автомобили
и др.), конвейер имеет специальные тележки лишь на том участке,
где монтируют ходовую часть. В дальнейшем собираемый объект
присоединяют непосредственно к цепи или тросу. После оконча-
ния сборки изделия сходят с конвейера на своем ходу. Такие
конвейеры могут иметь одну или две параллельные тяговые цепи.
В приводных механизмах конвейеров обычно предусматривают ва-
риаторы для изменения скорости передвижения от 0,1 до 5 м/мин.
Движение конвейера может совершаться непрерывно или периоди-
чески со скоростью 4—-5 м/мин с последующими остановками про-
должительностью, равной темпу сборки.
При пульсирующем движении цепного конвейера тяговая цепь
может двигаться последовательно в одном и том же направлении
или же совершать возвратно-поступательное движение. В послед-
нем случае прямолинейные участки цепи иногда заменяют штан-
гами, выполненными из швеллерных балок. К штангам привари-
вают кулачки с односторонним скосом, которые, упираясь в из-
делия, продвигают их на заданное расстояние (на величину хода
штанг) от одного рабочею места к другому.
Длина L рабочей части сборочюго конвейера, м, зависит от количества
рабочих мест (постоз) и габаритных размеров изделия:
L — пп (S + i),
541
Рис. 511. Карусельный конвейер
при этом скорость движения
конгенера, м/мин
S-H
Р =------ .
где S — длина сборочной едини-
цы или изделия, м; i — проме-
жуток между узлами или изде-
лиями, м; пп — количество рабо-
чих мест (постов); /д — темп
сборки, мин.
Следует учитывать, что
на площади, ограниченной
длиной /, сборочного по-
ста, необходимо разме-
стить подвесное 1 (рис. 513)
и стационарное 2 оборудо-
вание, тару 3 с деталями и
материалами, предназна-
ченными для операции,
причем последних тре-
буется тем больше, чем
выше скорость конвейе-
ра 4. Поэтому скорость
нередко приходится выби-
рать исходя из требуемой
минимальной длины сбо-
рочного поста, с учетом
возможности удобного раз-
мещения оборудования и
оснастки на данном рабо-
чем месте.
При определении общей длины конвейера следует также пре-
дусматривать резервные посты, на которых можно выполнять до-
полнительные работы, не учтенные технологией, с тем чтобы не
нарушать ритма сборки. Кроме того, резервные посты дают воз-
можность в случае необходимости повышать производительность
конвейера. Количество таких резервных постов примерно 15—
20% от основных, а в таких видах массового производства, как
автомобилестроение, этот процент нередко повышается до 35—40.
На непрерывно движущемся конвейере сборка сборочной единицы, изделия
совмещается по времени с их транспортированием. На конвейере с периодиче-
ским пульсирующим движением рабочего органа сборка производится при его
остановках.
Недостатком пульсирующих конвейеров является непроизводительный рас-
ход времени на перемещение собираемого объекта с позиции на позицию. Потеря
времени составляет
т_ц+а 1И>%.
542
Необходимо, чтобы эта величина не превышала 4—5%.
Во избежание несчастных случаев у пульсирующих конвейеров должна быть
предусмотрена общая блокировка питания механизированных инструментов
и приспособлений на сборочных постах с приводом, с тем чтобы перед началом
движения конвейера вся оснастка автоматически отключалась.
Приводы конвейеров в большинстве случаев электрические.
Однако есть ряд конструкций, в которых использован гидравличе-
ский поршневой привод.
Если в процессе сборки изделий требуется точная выверка их,
то устанавливать такие изделия на тележки конвейера нецелесо-
А-А
(масштаб увеличен)
543
2 3
Рис. 513. Схема сборочного поста:
1 и 2 — подвесное и стационарное
оборудование; 3 — тара; 4 — кон-
вейер
образно. Для этой цели применяют
так называемые шагающие (рамные)
конвейеры.
Принцип работы одного из таких кон-
вейеров состоит в следующем. В бетонном
основании устанавливают ряды чугунных
плит 1 (рис. 514) с шагом 2,6 м. Все плиты
точно выверены. На них устанавливают ста-
нины собираемых станков. Конвейер выпол-
нен в виде рамы 2 из двутавровых балок.
Длина этой рамы 47 м. Рама опирается на
44 гидравлических домкрата 3. Кроме того,
к раме прикреплены две зубчатые рейки,
сцепляющиеся с колесами, приводимыми во
вращение электродвигателем мощностью
25 кВт. Цикл работы конвейера состоите том,
что через определенные промежутки времени включается насос, и масло под
давлением 15 кгс/см2 подается в домкраты 3; последние приподнимают раму 2 на
15 мм, а включающийся в этот момент электродвигатель через передачу пере-
двигает эту раму на 2,6 м. Вместе с рамой перемещаются и все собираемые
станки. Далее домкраты опускаются, станки опираются на чугунные плиты, а
опустившаяся рама автоматически включает обратный ход электродвигателя.
Система возвращается в первоначальное положение. Весь цикл длится 30 с.
В тех случаях, когда отдельные сборочные операции обяза-
тельно требуется выполнять при остановившемся объекте сборки,
не прекращая движения конвейера, применяют специальные
устройства, две принципиальные схемы которых показаны на
рис. 515. На первой схеме (рис. 515, а) объект сборки 1 перед оста-
новкой вначале быстро смещается пневматическим толкателем 2
относительно тягового органа конвейера из положения А в поло-
жение Бив таком виде остается неподвижным до тех пор, пока ве-
дущий кулак 3 тягового органа на переместится на расстояние I.
На второй схеме (рис. 515, б) объект сборки останавливается в по-
ложении А благодаря тому, что кулак автоматически опускается.
После выполнения сборочной операции толкатель 2 быстро сме-
щает объект в положение Б. Далее объект перемещается кулаком.
544
При освоении произвол- 2 1 А Б
Рис. 515. Схемы устройств для останови»
объекта сборки при непрерывно движу-
щемся конвейере
ства новых видов продукции
многие заводы внедряют бо-
лее совершенные конструк-
ции сборочных конвейеров.
На одном из станкостроите-
льных заводов создан шагаю-
щий конвейер, размещенный
на двух этажах здания. Го-
ризонтальные линии конвейе-
ра связаны двумя вертикаль-
ными подъемниками. Начало
сборки •— на верхнем кон-
вейере, но базовые детали
на первую операцию посту-
пают снизу. По окончании
цикла сборки на верхнем
этаже собираемое изделие поступает [на платформу вертикаль-
ного подъемника и опускается на нижний этаж, где продол-
жается сборка. Работа всех механизмов сблокирована.
Широкое распространение наряду с классическими типами
сборочных конвейеров получили сборочные автоматизированные
конвейеры третьего поколения с более гибкими транспортными
системами. Они обладают аккумулирующей способностью, т. е.
дают возможность производить сборку независимо от шага пере-
мещения и накапливать спутники с собираемыми деталями перед
автоматическими позициями.
Встроенные быстродействующие устройства (рис. 516) перед
автоматическими позициями дают двойной эффект: обеспечивают
небольшую скорость движения спутника по позициям для ручной
сборки (с целью предотвращения несчастных случаев) и ускорен-
ное движение спутника перед автоматической позицией. На пози-
циях ручной сборки остановка движения спутника с собираемой
деталью осуществляется простым выдвижным упором, на автомати-
ческих позициях при необходимости производится точная юсти-
ровка и закрепление спутника.
Транспортные системы с аккумулирующей способностью могут
встраиваться на параллельную работу, с возможностью накопле-
18
Рис. 516. Встроенное быстродействующее устройство для
ускоренного перемещения спутника
Новиков М. П
545
ния спутников с собираемыми деталями и дальнейшей передачей
их в любое время после окончания операции.
Примером сборочного конвейера третьего поколения может
служить роликовый цепной автоматизированный конвейер
(рис. 517). Цепь движется по одним роликам, а на других роликах
находится спутник с собираемой деталью.
Благодаря современным унифицированным сборочным едини-
цам любая автоматическая позиция может быть встроена без пере-
стройки или длительного простоя конвейера.
На общей сборке изделий средних габаритных размеров ши-
роко применяются подвесные конвейеры. На таких сборочных кон-
вейерах можно создать лучшие условия для работы сборщиков
благодаря удобному подходу к объекту сборки и более рациональ-
ной ориентации его на различных операциях.
5)
подвесных сбо-
С)
Рис. 518. Схемы _
рочных конвейеров:
а — с жесткой связью тягового
органа с подвеской; б — с гиб-
кой связью
Подвесные сборочные конвейеры могут быть с жесткой связью тягового
органа 1 (рис. 518, а) с подвеской 2 и с гибкой связью (рис. 518, б) посредством
включенного в систему поводка 3. Вторая схема дает возможность кратковременно
приостанавливать при необходимости подвеску 2 с объектом сборки 4 для выпол-
нения операции. Кроме того, такая схема по-
зволяет осуществить автоматическое адресова-
ние собираемых объектов на другие конвейеры
или участки сборки.
В отдельных производствах полу-
чают распространение сборочные кон-
вейеры с гидростатическими направля-
ющими и на воздушных подушках. На-
капливаемый опыт их применения дает
основание предполагать, что эти типы
конвейеров будут использоваться более
широко.
Прецизионные станки и другие точ-
ные изделия собирают в помещениях
с постоянной температурой. Сборочные
единицы на общую сборку поступают
после тщательного контроля и испыта-
ния, особенно редукторы, элементы
546
гидравлики, шлифовальные головки, делительные узлы и др.
Общая сборка изделий высокой и особо высокой точности осуще-
ствляется на специальных стендах с резиновыми или пружин-
ными виброизоляторами.
В процессе сборки прецизионных изделий включается, как
правило, также частичная разборка их после первичной обкатки
для проверки основных узлов по нормам точности и, при необхо-
димости, дополнительной пригонки отдельных рабочих поверх-
ностей.
На предприятиях с высоким уровнем организации производства для кон-
троля работы сборочных конвейеров применяют систему дистанционного управ-
ления, позволяющую собирать, регистрировать и передавать на диспетчерский
пункт оперативную информацию: о планово-необходимом и фактически собранном
количестве изделий, а также о количестве изделий, запущенных в сборку, о про-
стоях конвейера, состоянии складских запасов деталей и комплектовочных
складах, о соблюдении темпа движения конвейера. Учет выполнения сменной
программы сборки осуществляется посредством фотореле и световой индикации.
Применяют электромеханические счетчики накопители — сменные и месячные.
Простои конвейера учитываются автоматически с помощью датчиков импульсов
времени. При снижении запасов тех или иных деталей и комплектующих изделий
на складах до уровня страхового и аварийного заделов включаются соответ-
ствующие тумблеры датчиков состояния и загораются сигнальные лампы. Темп
движения конвейера может быть при необходимости задан дежурным диспетче-
ром с главного пульта.
Транспортные конвейеры. Для транспортирования деталей
и сборочных единиц, предназначенных для сборки изделий, а
также готовых изделий на испытательные станции или в окраску
применяют подвесные конвейеры (рис. 519). Трасса подвесного
конвейера пространственная, поэтому одним конвейером можно
обслужить большое количество рабочих постов на сборке. Скорость
подвесных конвейеров до 25 м/мин.
Путь подвесного конвейера обычно выполняется в виде моно-
рельса, прикрепленного к строительным конструкциям, по кото-
рому движутся каретки, соединенные разборной блочной или
пластинчатой цепью (рис. 519, а), а в конвейерах небольшой
грузоподъемности (масса единичного груза —до 30 кг) —сталь-
ным канатом, который в 4—6 раз легче цепи.
Каретки на конвейере чередуются — рабочие и холостые. Рабочая каретка
предназначена для крепления на ней груза, а холостая — для поддержки цепи.
К рабочей каретке прикрепляют крючки, захваты, лотки, этажерки или другие
виды подвесок, на которых размещают транспортируемые детали и сборочные
единицы. Траверсное исполнение кареток предусматривает возможность под-
вески тяжелых грузов одновременно на две каретки.
Грузотянущий конвейер (рис. 519, б) транспортирует грузы
посредством напольных тележек, увлекаемых штангами кареток.
Прогрессивным направлением в механизации транспортных
операций является использование толкающих конвейеров с авто-
матическим адресованием (рис. 519, в). Принцип работы таких
конвейеров состоит в том, что грузовые тележки не имеют жесткой
постоянной связи с тяговой цепью. Последняя движется непрерыв-
18* 5-17
Рнс. 519. Схемы транспортных конвейеров:
а — подвесной грузонесущнй; б — подвесной грузотянущий; в — толкающий с автома-
тическим адресованием груза; г — напольный грузотянущнй
но, а грузовые тележки могут двигаться вместе с цепью (с помощью
толкающих кареток), но могут и останавливаться там, где это не-
обходимо. Адресующие устройства в виде селекторных механиз-
мов, установленных на грузовых тележках, автоматически дают
команду для направления тележки по заданному адресу.
Применяют также адресующие устройства в виде наборов штиф-
тов, действующих на конечные выключатели, устройства с фотоэле-
ментами и перфокартами. Широкое внедрение толкающих конвейе-
ров с автоматическим адресованием — одно из важных’средств осу-
ществления комплексной механизации вспомогательных процес-
сов при сборке машин.
Недостаток подвесных конвейеров — это необходимость значитель ых за-
трат труда на загрузку их. Рациональное техническое решение механизации
этих работ найдено на одном из заводов, где детали на участке сборки транспор-
тируются по следующей схеме. Из механических цехов готовые детали поступают
на склад в стандартной таре и с помощью погрузчика-штабелера устанавливаются
в стеллажи. Этот же штабелер при необходимости подачи на сборку тех или иных
548
деталей вынимает их из стеллажа и устанавливает на подъемный стол, откуда
ящики захватываются подвесным конвейером и транспортируются на участки
сборки, где автоматически сгружаются. Наряду с использованием подвесных
транспортных конвейеров на ряде заводов применяют также эстакадные транс-
портеры.
Транспортирование деталей и сборочных единиц в таре воз-
можно также на напольных тележках (рис. 519, г), присоединяе-
мых посредством штыря, опускающегося через щель в полу, к бес-
конечной цепи, движущейся в канале. При организации так назы-
ваемой «островковой сборки» со свободным ритмом целесообразно
применять автоматический самоходный тележечный (бесштыревой)
напольный транспорт с индуктивным управлением (ФРГ).
Сборочные стенды. Машины и крупные сборочные единицы
часто собирают на станках-стендах конструкция которых зависит
от формы, веса и размеров изделия, а также организации произ-
водства. Если сборку производят без перемещения изделия, то
стенды делают с неподвижными основаниями. В случае же, когда
собираемые изделия должны в процессе сборки перемещаться,
стенды снабжают ходовой частью в виде гладких или ребордчатых
роликов. Стенды делают ориентируемые, что позволяет устанавли-
вать собираемый объект в удобное для данной операции положе-
ние.
Для стационарной сборки крупных сборочных единиц целесообразно при-
менять стенды-постаменты, позволяющие менять положение собираемого объекта
(рис. 520). Если конструкция изделия дает возможность производить основные
сборочные работы только с одной стороны, то применяют сборочные стенды с бо-
ковым креплением объекта сборки.
Подъемные устройства, применяемые при сборке. Важным
вспомогательным элементом операции является необходимое во
многих случаях перемещение объекта сборки в вертикальном на-
правлении или поворот и закрепление собираемой сборочной еди-
ницы либо изделия в удобном для сборщика положении. Механи-
зация этих процессов дает значительную экономию затрат времени
на сборку, повышает производительность и облегчает труд сбор-
щика. Однако вопросы механизации процессов вертикального
перемещения изделий, сборочных единиц и деталей примени-
тельно к различным сборочным участкам и цехам в достаточной
степени еще не разработаны.
Наибольшее распространение в сборочных цехах получили электрические
подъемники, реже применяют пневматические. Промышленностью выпускаются
электрические подъемники грузоподъемностью от 250 до 10 000 кг и пневмати-
ческие грузоподъемностью от 100 до 1400 кг.
Специальные проектные институты совместно с заводами соз-
дают новые конструкции электроталей, которые значительно легче
и компактнее существующих. Некоторые модели этих талей двух-
скоростные. Тем не менее вопрос создания рациональных подъем-
ных средств для сборочных участков требует дальнейшей глубокой
разработки.
549
Ol
QI
Рис. 520. Стенд для сборки передних мостов грузовых автомобилей
Некоторые виды применяемых при сборке подъемников приве-
дены на рис. 521 и 522.
Электроталь ТЭ-0,25 (см. рис. 521) представляет собой подъемный механизм
общего назначения грузоподъемностью 250 кг; высота подъема 6 м, скорость
подъема 8 м/мин. Электродвигатель тали мощностью 0,4 кВт. Для передвижения
по монорельсу к тали присоединяется, электротягач.
Полиспастные пневматические подъемники (см. рис. 522, а) выпускают
различных типов, на грузоподъемность 125—400 кг и высоту подъема 1,2—3,2 м.
Скорость подъема 3—12 м/мин.
Поршневые подъемники (см. рис. 522, б) различных типов имеют грузоподъ-
емности 100—1000 кг при высоте подъема 1—2 м и скорости подъема 2,7—
5,4 м/мин. Эти подъемники часто подвешивают к каретке, перемещаемой по
монорельсу.
Применяют также разнообразные конструкции специальных
пневматических подъемников, предназначенных для выполнения
определенных работ на одном рабочем месте. Грузоподъемность их
до 500 кг (рис. 522, в).
Из специальных типов кранов на сборочных линиях распростра-
нены консольные поворотные краны грузоподъемностью до 1 т
и вылетом до 6 м. Такой кран (рис. 523, а) может поворачиваться
на угол до 180°. В качестве подъемного средства используют элек-
тротали или пневматические подъемники, подвешиваемые на ка-
ретку, перемещаемую по полке консоли крана. Управление подъ-
емником кнопочное или с помощью тяг, с пола. Кран поворачи-
вают вручную посредством строп.
Для съема с конвейера собранных изделий среднего габаритного
размера удобно использовать двухплечевые консольные краны с
электролебедкой (рис. 523, б).
При выполнении стапельных работ широко применяют органи-
зационно-техническую оснастку (рис. 524) в виде подъемно-раз-
движных стремянок, козелков с подъемно-винтовым устройством,
551
552
Рис. 523. Консольные поворотные краны:
а — одноплечевой; б — двухплечевой
55
передвижных помостов, подставок, лестниц и пр. Все виды этой
оснастки целесообразно иметь сборно-разборной конструкции, из
нормализованных элементов.
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА НА СБОРКЕ
Организация рабочего места сборщика существенно влияет
на производительность труда. На рабочем месте сборщик воздей-
ствует через орудия труда на предметы труда. Если организация
рабочего места позволяет сборщику экономить затраты труда на
какой-либо элемент процесса сборки, то производительность будет
возрастать. Кроме того, может быть уменьшено физическое напря-
жение и снижена утомляемость сборщиков.
В понятие организации рабочего места в широком смысле вклю-
чается правильная расстановка и удобная конструкция верста-
ков, сокращение и уплотнение трудовых движений сборщика,
рациональная схема расположения на рабочем месте инструмен-
тов, приспособлений и вспомогательных материалов, достаточное
освещение, режим труда и пр. Важнейшим элементом организации
рабочего места является безусловное соблюдение всех требований
техники безопасности и эргономики (ССБТ, ГОСТ 21753—76
и ГОСТ 22269—76).
Хорошая организация рабочего места в конечном счете —
весьма существенный фактор в деле повышения качества продук-
ции, снижения ее себестоимости, соблюдения технологической
дисциплины, повышения общей культуры сборочного производ-
ства. Совершенствование организации и обслуживания рабочих
мест является одной из важных задач научной организации труда.
554
Верстаки и стеллажи. В зависимости от организации сборки
верстаки применяют одинарные, двойные, тройные и четверные.
Наиболее целесообразной конструкцией следует считать вер-
стаки, рассчитанные на одного-двух рабочих. Верстаки с большим
числом рабочих мест слишком тяжелы и громоздки.
Более удобны так называемые свободно стоящие верстаки следующих раз-
меров: одноместные 2,0x0,8 м, двухместные — длина 2,2—2,4 м и ширина 0,8—
0,9 м. Верстаки большой ширины применять не следует, так как их площадь
недостаточно используется. На верстаке устанавливают стойку для крепления
кронштейна освещения, инструкционной документации, а также ламп световой
сигнализации. Ящики с инструментами помещают под крышкой верстака. Число
ящиков должно быть не меньше количества рабочих, пользующихся верстаком,
так как каждый сборщик должен иметь свой инструмент. Ящики не следует
делать высокими, так как пол под верстаком для поддержания чистоты должен
быть открытым. Верстак устанавливают на подставках, высота которых может-
быть подобрана по росту рабочего. Каркас верстака целесообразно делать ме-
таллическим, сварным — из уголков или труб. Крышку верстака облицовы-
вают лакированной фанерой, линолеумом, фиброй или другими пластиками.
Покрытие выбирают с учетом того, что некоторые из них портятся от масла,
бензина и других жидкостей.
Рациональные типовые конструкции верстаков на металличе-
ском каркасе приведены на рис. 525. Верстак оборудуют гидро-
пневматическим механизмом подъема тисков или другого зажим-
ного приспособления, разводкой сжатого воздуха, штепсельной
Рис. 525. Верстаки для сборочных работ:
а — одноместный; б — двухместный
555'^
Рис. 526. Ячейки для хранения мелких
деталей при сборке на верстаках
жения сборщик совершал по
розеткой для подключения меха-
низированного инструмента, пол-
кой для деталей, пластмассовым
поддоном для их промывки и ящи-
ками для инструмента.
Для хранения мелких деталей,
используемых при сборке сбороч-
ных единиц на верстаке, целесо-
образно устанавливать ячейки из
листового металла или пластмас-
сы (рис. 526).
При планировке рабочего ме-
ста сборщика на верстаке или
столе необходимо стремиться к
наибольшему сокращению движе-
ний. Движения, потребные для вы-
полнения операций, должны быть
короткими и неутомительными.
Необходимо организовать процесс
сборки так, чтобы рабочие дви-
возможности равномерно обеими
руками. На ряде зарубежных заводов внедрена оправдавшая
себя практика демонстрации на рабочих местах сборщиков, осо-
бенно там, где выполняются сложные операции, щитов-стендов, на
которых наглядно представлены все детали собираемой сбороч-
ной единицы в порядке последовательного их соединения друг
с другом, а также макет собранной сборочной единицы с нагляд-
ными разрезами.
Для сокращения движений рабочего при верстачной сборке
целесообразно располагать инструмент, приспособления и детали
по окружности.
В условиях массового и крупносерийного производства удобно
использовать специальные столы-верстаки (облицованные пла-
Рис. 527. Столы-верстаки, используемые при конвейерной сборке
556
Рис. 5£8. Стеллажи:
а — стационарные сборно-разборной конст-
рукции; б — передвижной
стиками), сконструированные с учетом выполнения той или ино>
сборочной операции (рис. 527).
Большое значение имеет также конструкция и рациональное-
размещение стеллажей на сборке. Стеллажей должно быть доста-
точное количество, и устанавливать их следует так, чтобы путь-
движения рабочего с деталью от стеллажа до конвейера или вер-
стака был наименьший. Если производится конвейерная сборка,,
то следует учитывать, что рабочий, выполняя операцию, движется
вместе с конвейером, и поэтому, если деталь нужна ему в конце
операции, стеллаж целесообразно поместить ближе к следующему
сборочному посту.
Стеллажи и подставки изготовляют в соответствии с конструктивными’
формами деталей или сборочных единиц. Например, для валов стеллажами-
служат пирамиды на четыре—шесть и более мест, размещаемых с обеих сторон.
Иногда валы размещают в наклонном положении (близком к вертикальному).
В таких пирамидах валы можно хранить продолжительное время, так как поло-
жение валов, близкое к вертикальному, препятствует появлению деформаций.
Корпуса и другие крупные детали по два или четыре размещают на невысо-
ких подставках, имеющих деревянные или пластиковые настилы и параллель-
ные брусья, предохраняющие детали от ударов друг о друга. Такие подставки
на невысоких ножках удобны в перевозке на тележке с подъемной платформой.
Стеллажи для деталей средних размеров изготовляют с несколькими пол-
ками, покрытыми лакированной фанерой или пластиком.
Целесообразно применение универсального разборного стел-
лажа конструкции Оргстанкинпрома, состоящего из двух боковых
(сварных из прутка) стоек и съемных несущих полок. Стеллаж
опирается на стену задней частью, а в пол — двумя ножками
(по одной на наружной стороне боковых стенок). Для массового-
производства удобны стеллажи из сборно-разборных элементов
(рис. 528, а) или механизированные (рис. 529); для мелкосерий-
ного — передвижные (рис. 528, б).
Конструкция стеллажа должна быть такой, чтобы не было на-
громождения одной детали на другую и сборщик мог легко их
отыскать.
557
В настоящее время из-
вестны различные схемы
устройств автоматического
потока и останова необхо-
димой ячейки механизи-
рованных стеллажей. Наи-
более удобны и предпоч-
тительны устройства, по-
зволяющие при указании
рабочим соответствующего
адреса автоматически по-
дать требуемую ячейку
в рабочую зону.
Примером такого уст-
ройства может служить
примененное на Ярослав-
ском моторном заводе уст-
ройство, схема которого
приведена на рис. 530.
Порядок работы: после
задания адреса нужной
ячейки и включения элек-
Тис. 529. Схема механизированного стеллажа ТрОПрИВОДа СТеЛЛаЖа СЛС-
дящее устройство начи-
нает отсчитывать проходя-
щие мимо него ячейки и дает сигнал на устройство сравнения.
Когда требуемая ячейка подойдет к следящему устройству,
последнее выдает сигнал на исполнительную схему для остановки
ячейки в зоне работы. Для отыскания следующей ячейки цикл
повторяется.
Во избежание попадания пыли стеллажи снабжают чехлами
из эластичных пластиков. Для закрепления на рабочем месте сбо-
рочного инструмента используют подвески эластичного, полу-
эластичного и жесткого типов.
Эластичные подвески представляют собой противовес (рис. 531, а), пружин-
ный балансир (рис. 531, б) или простую спиральную пружину, обеспечивающие
подъем инструмента над рабочим местом, чтобы он не мешал выполнению работ,
не связанных с его применением. Полуэластичные подвески выполняют в виде
двух телескопических труб (или трубы и штанги), тоже связанных спиральной
пружиной. Подвески таких типов целесообразны лишь для легких, маломощных
Рис. 530. Схема автоматического поиска требуемой ячейки
558
игструментов. Для механизированных инстру-
ментов значительной мощности применяют же-
сткие подвески, способные воспринимать реа-
ктивный момент, возникающий при работе ин-
струмента. Для пневмоинструмента применяют
также балансиры, в которых роль каната вы-
полняет шланг подачи сжатого воздуха.
Особое значение при сборке имеет
чистота рабочего места, участка, цеха.
Около половины всех погрешностей,
обнаруживаемых при сборке машин
повышенной точности, вызывается недо-
статочным соблюдением чистоты на
рабочем месте.
По опыту передовых заводов для
сборщиков в крупносерийном и массо-
вом производствах целесообразно раз-
рабатывать специальные инструкции,
содержащие указания по вопросам ор-
ганизации и обслуживания рабочего
Рис. 531. Схемы подвешивания
на рабочем месте механизиро-
ванного инструмента
места. На всех рабочих местах должны быть предусмотрены при-
надлежности, необходимые для поддержания чистоты.
Тара для деталей, поступающих на сборку. Для предохранения
деталей от повреждений во время их транспортирования к месту
сборки применяют нормальную и специальную тару.
По конструкции и назначению тару можно подразделить на три типа.
1. Тара для одиночно транспортируемых деталей (станины, корпуса, картеры,
блоки, цилиндры и др.) представляют собой деревянную платформу, имеющую
четыре ножки, высота которых дает возможность тележке с подъемным столом
(электрокара) подъезжать под эту платформу и поднимать ее для перевозки с на-
ходящимся на ней грузом.
На платформу может быть установлен также стандартный ящик, который
(совместно с платформой) образует передвижную или стационарную тару для
всякого рода деталей и материалов. Перевозку деталей в этой таре на значитель-
ные расстояния осуществляют электрокары.
2. Тара, предназначенная для группового транспортирования деталей, не
требующих индивидуальной изоляции (мелкие болты, гайки, шайбы, шурупы
и т. д.), представляет собой железные ящики размером 313x195x80 или 190Х
Х293Х ПО мм, в которых детали хранят навалом. Ящики имеют форму усеченной
пирамиды, что позволяет вставлять их один в другой (для деталей со шлифован-
ными поверхностями такие ящики применять не следует).
3. Тара для деталей, требующих тщательной индивидуальной изоляции
(во избежание повреждений), особенно из цветных металлов (рис. 532, а). В зави-
симости от геометрической формы эти детали в отношении транспортирования
можно распределить на следующие группы: детали, вкладываемые в ячейки;
детали, вкладываемые в специальные гнезда, и детали, насаживаемые на штыри.
Широкое применение такая тара имеет также при транспортировании комплектов
маркированных деталей, рассортированных по размерам или массе.
В зарубежном машиностроении успешно применяют для транс-
портирования деталей металлическую решетчатую тару, обла-
дающую малым весом и сравнительно большей прочностью. Та-
кая тара (рис. 532, бив) собрана из стандартных решеток, сва-
ренных точечной сваркой из металлических прутков. Тара пере-
559
Рис. 532. Тара для деталей, поступающих на сборку: л! XJ.
а — деревянная с ячейками; бив — сварная из металлических или пластмассовых^5
прутков : 11 Г;
а
возится механизированным транспортом. Тара с откидной стйй*?ЯЙ
(рис. 532, б), имеет размеры 1200x1500x650 мм и массу 43,Сокы
тара цельная (рис. 532, в) при размерах 1000X800X600 мм
массу 63 кг. Грузовместимость этой тары — до 1000 кг. Конс^ад-эц
ция позволяет штабелировать тару по 3—4 шт. -
ТЕХНИЧЕСКИЙ КОНТРОЛЬ КАЧЕСТВА СБОРКИ
Способность машины выполнять определенные функции, ха
растеризуемые совокупностью установленных для нее техниче
ских, технологических, эстетических и экономических показать
лей, определяет уровень ее качества. В числе этих показателе
могут быть техническая производительность, металлоемкост4
энергоемкость, область применения, трудоемкость изготовлени
технологичность в обслуживании и ремонте, долговечность и нг
дежность, себестоимость общая и единицы выработанной машине''
продукции, показатели уровня стандартизации, технической эсте-
тики и пр. J
Качество — понятие комплексное. Оно распространяется
только на машину-изделие, но и одновременно на все агрегаты?'
сборочные единицы и детали этой машины.
560
Сборка изделия представляет собой последнюю стадию техно-
логического процесса, когда некондиционная деталь или сбороч-
ная единица, каким-либо образом попавшие в сборочный цех, еще
могут быть обнаружены и изъяты, что предотвратит выпуск не-
качественной продукции.
На качество сборки может влиять большое число факторов, в том числе
тогие из них не имеют прямого отношения к сборочному процессу. Наглядным
имером служит сборка сборочных единиц, основной деталью в которых является
”-;7ОЙ корпус сложной формы. Как известно, если отливку этого корпуса после
грубой механической обработки не подвергнуть термической обработке, то вслед-
ствие наличия внутренних напряжений корпус может деформироваться; если
. .‘формация произойдет после сборки сборочной единицы, то это вызовет наруше-
ние сопряжений других деталей, что в конечном счете приведет к снижению ка-
. ттва сборки. Таким образом, отступление от технологического процесса обра-
бг-~-'и детали на одной из первых его стадий вызывает нарушение качества окон-
. ..ельно собранного изделия, когда уже завершен весь производственный про-
цесс.
Мы опускаем рассмотрение погрешностей механической, термической и дру-
гих видов обработки, отсылая читателя к соответствующей литературе. Здесь
«но отметить, что почти все эти погрешности прямо или косвенно могут вы-
явиться либо в процессе сборки, либо уже в собранном изделии, и таким образом
. худшить его качество.
Но, вместе с тем, качество машины в значительной мере зависит от степени
ершенства технологического процесса ее сборки. Многих погрешностей сборки
.«Ho избежать, если при разработке процесса будет учитываться возможность
--□явления. Ряд погрешностей в целях их предотвращения следует определять
;ее расчетными или экспериментальными методами (например, деформации
запрессовке, нестабильность затяжки резьбовых соединений и пр.).
выявление погрешностей, допускаемых при изготовлении де-
", не является прямой задачей технического контроля сбороч-
‘цеха, так как предполагается (и это так должно быть), что
*?тали, поступившие на сборку, полностью соответствуют уста-
чным техническим условиям, и какие-либо отступления мо-
гу: '.ыть лишь исключением. В отличие от контрольного аппарата
.панического, термического и других цехов, производящих про-
верку качества отдельных деталей, обязанностью технического
юнтроля сборочного цеха является недопущение погрешностей
српряжений деталей.
\ Погрешности сборки по характеру их проявления могут быть
случайными, если их возникновение обусловливается неопределен-
уьши, трудно учитываемыми причинами, и периодическими, зави-
сящими от причин, поддающихся учету.
* В свою очередь, случайные и периодические погрешности мо-
!^т быть подразделены, в зависимости от характера выявляемого
ig)H сборке нарушения технических требований, на погрешности
прсадок (несоблюдение установленных зазоров и натягов), взаимо-
лбложения элементов машины (перекосы, несовпадение осей, бие-
ндце и пр.), деформации (нарушение контакта сопряженных по-
верхностей, искажение формы деталей при неправильной сборке),
г'есткости (ослабление крепления, нарушение связей, нарушение
герметичности), состояния сопрягаемых поверхностей (царапины,
19 Новиков М. П. 561
задиры и пр.), балансировки (неуравновешенность, вибрация),
состояния рабочего места (засорение собираемого объекта абразив-
ными остатками, опилками и пр.).
В практике сборки встречается много и других погреш-
ностей, но все они являются следствием или неточностей, допущен-
ных при изготовлении деталей в механических, термических и дру-
гих цехах, или недостаточней-продуманности технических требова-
ний на сборку, или, наконец, неправильной технологии самой
сборки.
Систематическое появление некачественных изделий — серьез-
ный сигнал о том, что производство организовано плохо. Отсюда
понятна та чрезвычайно важная роль, которая принадлежит на
производстве техническому контролю.
Задача технического контроля заключается не только в пре-
дотвращении выпуска с завода бракованных изделий, но прежде
всего в постоянном активном воздействии на произвоство в целях
предупреждения появления брака. Главное внимание службы
контроля должно быть сосредоточено на соблюдении технологии,
состоянии оснастки, инструмента, т. е. на том, от чего непосред-
ственно зависит качество. Все это, конечно, полностью относится
и к техническому контролю в сборочных цехах.
В машиностроении при сборке изделий встречаются два вида
брака — окончательный и исправимый.
Окончательный брак получается в том случае, когда в собран-
ной сборочной единице нельзя устранить имеющиеся отклонения
от установленных требований. Одна или несколько деталей сбо-
рочной единицы при этом оказываются совершенно непригодными
для дальнейшего употребления, например: при напрессовке втулки
на вал вследствие чрезмерного натяга произошла поломка втулки;
при ввертывании шпильки она сломалась или в бобышке корпуса
образовалась трещина и т. п.
При исправимом браке обнаруженные погрешности могут быть
устранены, после чего собранная сборочная единица будет соот-
ветствовать техническим условиям. К этому виду брака относятся
слишком свободная посадка детали (погрешность при необязатель-
ном соблюдении взаимозаменяемости может быть устранена за-
меной одной из сопрягаемых деталей); недостаточный зазор
в сочленении (погрешность устраняется дополнительной обработ-
кой — припиловкой, пришабриванием, или заменой детали); течь
через сальник и т. п. В случае конвейерной сборки погрешности
устраняются на специально выделенных рабочих местах. Для
этой цели рядом со сборочным конвейером устанавливают не-
сколько участков рольганга. При обнаружении погрешности соби-
раемую машину снимают с конвейера и подают кран-балкой или
тельфером на рольганг и после устранения погрешности снова
подают на конвейер.
Контроль в сборочных цехах осуществляют в процессе сборки
изделий и сборочных единиц и после окончания сборки. Основной
562
контроль качества сборки ведут сами сборщики (самоконтроль).
Большинство операций, контролируемых исполнителем при вы-
полнении, не нуждается в дополнительной проверке. Ответствен-
ность за качество исполнения принимает на себя сборщик. Он дол-
жен быть первым и «основным контролером».
Однако есть в технологии такие операции, для проверки ка-
чества выполнения которых требуется значительное время и спе-
циальная аппаратура. Совместить выполнение технологических
работ и операцию контроля в течение регламентированного темпа
сборщик в этом случае не может. Тогда контрольная операция
выделяется как самостоятельная.
При проектировании технологического процесса на узловой
и на общей сборке должны быть предусмотрены рабочие места для
контролеров на таких операциях. Темп работы контролеров дол-
жен быть подчинен темпу конвейера.
В том случае, когда время, требуемое для проверки, значительно
меньше темпа конвейера, один контролер совмещает несколько
операций, осуществляя так называемый «летучий», т. е. эпизоди-
ческий, контроль.
В зависимости от сложности и ответственности собираемого
узла контролю подвергают либо все узлы, либо на выборку опре-
деленное их количество (10, 15, 30 и 50%). Сплошной контроль
всех собранных изделий не всегда экономически оправдан. За-
траты на 100%-ный контроль могут нередко составить значитель-
ную долю общих затрат на производство изделий. Поэтому в ряде
случаев целесообразно применять выборочный контроль.
Кроме этих основных видов контроля, на многих заводах су-
ществуют также дополнительные: суперконтроль для выборочной
проверки уже принятых изделий, инспекционный контроль, осу-
ществляемый лабораториями исследования качества, статистиче-
ский контроль.
Наилучшим объективным методом контроля является контроль
собранных сборочных единиц при помощи измерительного инстру-
мента и специальных приспособлений. Тем не менее рассчитывать
на использование только этого метода пока нельзя; технический
уровень производства измерительных средств не позволяет еще
полностью отказаться от субъективных методов контроля.
Использование радиоэлектроники, рентгенотехники и других достижений
высшей техники дает возможность совершенствовать в дальнейшем методы кон-
троля собранных машин Вот один из примеров. Чтобы проверить обычными
методами прямолинейность осей прецизионного токарного станка, приходится
затратить несколько часов работы. Использование же для этого специального
лазерного устройства позволяет проделать контрольные операции за несколько
минут. Лазерное устройство вставляют в заднюю бабку станка и все измерения
ведут по его лучу. Достигаемая точность составляет 0,2 угловой секунды или
0,015 мм на 25 м.
Большую роль будет играть телевизионная техника, с помощью которой
можно непосредственно наблюдать за работой ряда ответственных сопряжений,
скрытых в машине.
19* 563
Прогрессивным направлением развития методов контроля
собранных сборочных единиц и изделий является использование
виброакустических явлений. Собранное изделие помещают в зву-
коизолированное помещение и с помощью виброизмерительной
аппаратуры и шумомеров измеряют параметры вибраций и интен-
сивности шумов. Последующий анализ записанных спектрограмм
дает возможность установить правильность выдержанных при сбор-
ке зазоров, а также установить отсутствие искажений формы де-
талей в местах их сопряжения.
В технике проверки качества сборки широкое распространение должны
получить методы неразэушающего контроля с помощью ультразвука, радио-
волн, электромагнитных явлений, инфракрасных и гамма-лучей. При оконча-
тельном контроле собранных изделий, несомненно, будут применяться различ-
ные способы технической диагностики для определения действительной точности
собранной машины.
Теоретические исследования в этой области следует проводить в направлении
научного обоснования оптимальных параметров, характеризующих техническое
состояние машины, методов и средств замера этих параметров, а также установле-
ния рациональной последовательности операций при диагностике для различных
типов машин. Очевидно, м^оды и технические средства проведения диагностики
целесообразно максимально унифицировать, широко используя новейшие до-
стижения науки и техники в области электроники, теории распознавания обра-
зов, виброакустики, теории вероятностей и др.
Контрольные операции целесообразно снабжать детальными
инструкционными картами контроля, устанавливающими единые
требования, которым должен удовлетворять объект. В инструк-
ционной карте подробно указывается метод проверки того или
иного элемента объекта в той последовательности, которой следует
придерживаться контролеру или сборщику в своей работе.
Метод статистического анализа и профилактики брака на сбо-
рочных участках позволяет на основании положений математиче-
ской статистики и накопления данных о повторяемости погрешно-
стей, обнаруживаемых при сборке, создать устойчиво качествен-
ный процесс сборки изделия.
Организацию контроля по этому методу проводят следующим образом.
Изучают и систематизируют все погрешности, возникающие при сборке данной
сборочной единицы или изделия. Каждому виду погрешностей' присваивают
определенное название, например: «несовпадение отверстий», «зазор в стыке пло-
скостей разъема», «качка маховичка» и т. д. и дается цифровой шифр (01, 02,
03 и т. д.). Все возможные погрешности с их шифрами сводят в единый пере-
чень — таблицу.
На контрольных постах применяют карты статистического учета погреш-
ностей, в которых каждому шифру соответствует определенное число граф.
При обнаружении той или иной погрешности в собранной сборочной единице
или изделии в графе карты против соответствующего шифра делают отметку.
Одновременно отмечают количество сборочных единиц, возвращенных по тем
или иным причинам на рабочие места для устранения погрешностей.
В результате обработки таких карт за определенный период времени со-
ставляют статистический журнал, в котором отмечают наименование погреш-
ностей с их шифрами и количество обнаруженных погрешностей подекадно.
Составляют также месячный график возврата для устранения погрешностей
узлов или изделий, по которому можно судить о качественном состоянии про-
цесса сборки на данной сборочной операции.
564
Если количество погрешностей, обнаруженных за период наблюдения в про-
цессе сборки, будет больше критического количества погрешностей, исчисленного
по методу математической статистики, то это свидетельствует о нарушении нор-
мального процесса сборки и необходимости вмешательства технического пер-
сонала.
Важнейшим средством обеспечения высокого качества продук-
ции является соблюдение дисциплины в технологическом процессе.
Инженерно-технические работники обязаны так организовать
дело, чтобы возможность появления брака была исключена, труд
сборщика был бездефектным, производимая им продукция сдава-
лась с первого предъявления. Коренное улучшение качества вы-
пускаемых машин — одна из наиболее актуальных задач техни-
ческого прогресса.
ИСПЫТАНИЯ СОБРАННЫХ МАШИН
И СБОРОЧНЫХ ЕДИНИЦ
Заключительной контрольной операцией технологического про-
цесса изготовления машины является испытание, т. е. проверка
работы машины со снятием необходимых характеристик в искус-
ственно создаваемых условиях, сходных с эксплуатационными.
По существу испытание готовой машины уже не относится к сбо-
рочному процессу, так как целью проведения испытания является
не только проверка качества сборки, но общая проверка качества,
достигнутого в результате всего производственного процесса.
Действительно, если детали какого-либо тяжело нагруженного
соединения, работающие на истирание, неправильно термически
обработаны и не имеют необходимой поверхностной твердости,
то как бы качественно ни была выполнена сборка, это не будет га-
рантировать надежности работы сборочной единицы. Следова-
тельно, причиной погрешности, обнаруживаемой при испытании
машины, в данном случае будет несоблюдение технологии терми-
ческой обработки.
При нарушениях режима механической обработки, в частности
шлифования, на рабочих поверхностях деталей возможно появле-
ние мельчайших трещин. Детали с таким дефектом, даже если они
смонтированы в машине с соблюдением всех технических требо-
ваний на сборку, могут при испытании изделия нарушить нормаль-
ную работу сочленений.
Нарушение технологии заливки подшипников антифрикцион-
ным сплавом нередко вызывает отслаивание последнего при работе
подшипниковой сборочной единицы, что также обычно обнаружи-
вается лишь в процессе испытания машины.
Эти и большое количество других примеров, распространенных
в практике работы машиностроительных предприятий, свидетель-
ствуют о том, что тщательное испытание машин играет очень боль-
шую роль в деле повышения качества выпускаемой продукции.
565
При разработке технологического процесса часто испытания сборочных
единиц выносят из потока, так как эти операции могут создавать дополнительный
шум, загрязнять сборку. Однако опыт показывает, что включение операций испы-
тания в процесс сборки обычно экономически выгодно, так как устранение не-
исправностей в окончательно собранной сборочной единице требует, как правило,
больших затрат времени и средств. Что же касается шума и загрязнения, то
этого можно избежать. Заключительные испытания собранной машины прово-
дят обычно на испытательной станции. Но и этот вид контроля часто можно
организовать так, чтобы обкатка и испытание проводились, например, на много-
позиционном карусельном конвейере в принудительном темпе и являлись как бы
продолжением процесса конвейерной сборки.
Существует много различных видов производственных испыта-
ний машин, но все их можно свести примерно к следующим:
приемочные, контрольные и специальные.
Приемочные испытания проводят для определения фактических
эксплуатационных характеристик машины, например мощности,
затраты горючего, геометрической точности, чистоты и точности
на обрабатываемом изделии и пр., а также для установления пра-
вильности работы механизмов и сборочных единиц — зубчатых,
цепных и других передач, подшипников, уплотнений, регуляторов
и т. д. Для ряда машин очень большое значение имеет проверка
на виброустойчивость и контроль температурных деформаций.
Отбор оценочных критериев, которые должны быть выявлены в про-
цессе испытания, играет большую роль.
Машина, поступающая из сборочного цеха на испытательную
станцию, должна иметь сопроводительную карту, в которую кон-
тролеры сборки заносят замечания о результатах проведенной
проверки сборочных единиц и деталей.
Испытывая машины, создают условия, близкие к условиям их эксплуатации.
Например, двигатель внутреннего сгорания устанавливают на специальной раме.
Вал двигателя присоединяют через муфту к тормозному устройству (электро-
тормоз, гидравлический тормоз, воздушный винт и т. п.), позволяющему созда-
вать переменные нагрузки, измеряемые приборами. К испытуемому двигателю
подключают все наружные системы: водяную, масляную, топливную. В этих
системах часто предусматривают приспособления для определения характерных
количественных показателей — количества прокачиваемой охлаждающей жид-
кости или масла в единицу времени, расхода горючего и т. п.
Двигатель испытывают на определенных режимах, устанавливаемых тех-
ническими требованиями или технологией. В конце испытания мастер-контролер
производит окончательный осмотр и приемку двигателя. Все замеченные погреш-
ности заносят в карту, которую вместе с двигателем направляют в дефектное
отделение.
Приемочные испытания металлорежущих станков в соответ-
ствии с общими техническими требованиями на их изготовление
и приемку проводят на холостом ходу для проверки работы меха-
низмов и под нагрузкой для определения производительности,
точности и чистоты обработки. В процессе испытания проверяют
все включения, переключения и передачу органов управления
для определения правильности их действия, взаимной блокировки,
надежности фиксации и отсутствия самопроизвольных смещений,
отсутствия заедания, провертывания и пр, Кроме этого, прове-
566
ряют безотказность действия и точность работы автоматических
устройств делительных механизмов, зажима и т. п.
При испытании станков обрабатывают образцы при загрузке привода
номинальной мощности и кратковременных перегрузках на 25% номинальной
мощности. Проверяют также наибольшую силу резания и максимальный крутя-
щий момент. Испытание под нагрузкой производят путем обработки образцов
металла резанием. На это затрачивается ежегодно значительное количество вы-
сококачественной стали. Однако этот расход металла может быть резко сокращен,
если испытание станков под нагрузкой вести не резанием, а посредством прибо-
ров. В этом случае при испытании, например, токарного станка в центрах его
устанавливают вместо металлической болванки зубчатое колесо с косым зубом,
сцепляющееся с укрепленным на суппорте специальным прибором, имеющим
зубчатый редуктор, генератор постоянного тока и тормозное устройство. Соответ-
ствующие приборы применяют также при испытании фрезерных и сверлильных
станков. Испытание прессов следует проводить с имитацией усилий вырубки,
ковки, протяжки.
Точность станка определяют измерением его геометрических
точностей и точности обработки образцов. Станок при этом уста-
навливают и выверяют на фундаменте на стальных клиньях.
В процессе испытания начинают вводить автоматику. Например,
при испытании двигателей внутреннего сгорания применяют
специальное программное устройство, с помощью которого по
определенному заданию можно осуществить управление нагрузоч-
ным реостатом электростенда, дроссельной заслонкой или регуля-
тором двигателя. Вследствие этого в процессе испытания автомати-
чески изменяется число оборотов, нагрузка, мощность и пр.
На московском заводе «Динамо» создана и применяется автома-
тическая линия испытания электродвигателей переменного тока.
Машины испытывают на конвейере, при этом электродвигатель
последовательно проходит все требуемые операции по техноло-
гии испытаний, как-то: измерение омических сопротивлений об-
моток статора и фазового ротора, определение сопротивлений
изоляции, коэффициента трансформации, потерь холостого хода
и пр. Особенностью этих испытаний является то, что измеряются
не абсолютные величины электрических параметров, а только от-
клонение от номинальных данных в процентах. Это позволяет зна-
чительно упростить измерительную аппаратуру и сам процесс
испытания всех типов электродвигателей.
Правила, программу и режимы приемочного испытания любой
машины разрабатывают в зависимости от ее назначения, конструк-
ции, требуемой точности и надежности, а также от типа производ-
ства. Контрольным испытаниям подвергают не все машины, а лишь
те, у которых при приемочных испытаниях были обнаружены не-
достатки.
Изделия, которые должны отвечать особо высоким требованиям
надежности, после сборки, обкатки и испытания частично или
полностью разбирают, проверяют состояние деталей, а затем
вновь собирают и тоже подвергают кратковременным контрольным
испытаниям.
567
Специальные испытания проводят при необходимости изуче-
ния какого-либо явления в машине (например, износа), при про-
верке новой конструкции сборочной единицы или детали, установ-
лении пригодности новой марки материала на ответственных де-
талях или изменении качества обработки поверхностей и пр. Про-
грамму и режимы этих испытаний разрабатывают в зависимости
от целей их проведения.
В работе по повышению долговечности и безотказности меха-
низмов и деталей необходима достоверная и достаточная по объему
информация, в которой бы содержались данные о характере
и причинах отказов в процессе испытания машин, затратах вре-
мени и средств на устранение дефектов и другие сведения. Пере-
чень данных предусматривают заранее, составив соответствую-
щую методику сбора и отработки информации. Получаемая при
испытании ряда машин информация кодируется, подвергается
статистической обработке и на основе этого анализа появляется
возможность выявить с большей достоверностью недостаточно на-
дежные сборочные единицы, механизмы и детали и принять меры
для их доработки. Очевидно, что чем больше поступит различных
сведений о работе машины, тем точнее может быть заключение о
ее достоинствах и недостатках. Но с увеличением объема информа-
ции значительно усложняется ее анализ. В этом случае на помощь
привлекается ЭВМ. Электронно-вычислительная машина, исполь-
зуя закодированную информацию, сравнит признаки того или
иного отказа с признаками, заложенными в ее памяти, и даст окон-
чательные или вероятное решение о причинах дефекта.
Кроме испытания машин-изделий, часто такой же проверке
подвергают некоторые собранные сборочные единицы, например
масляные и водяные насосы, коробки перемены передач, отдель-
ные пары зубчатых колес ответственных передач, вспомогательные
агрегаты и т. п. Собранные сборочные единицы обычно испытывают
на стендах либо по методу искусственного нагружения, имити-
рующего условия работы сборочной единицы в изделии, либо
путем обкатки по системе «замкнутый контур». Однако второй спо-
соб нередко не позволяет получить требуемые характеристики
работы сборочной единицы.
Для получения более полных данных о качестве продукции
в ряде случаев заводы-изготовители организуют систематическое
наблюдение за группами машин, работающих в обычных эксплуа-
тационных условиях, а также осуществляют анализ выявляю-
щихся погрешностей по рекламациям, поступающим от потреби-
телей.
ПОДГОТОВКА ИЗДЕЛИЙ К ХРАНЕНИЮ И ОТПРАВКЕ
ПОТРЕБИТЕЛЮ
Машина (механизм) после сборки и испытания обычно не сразу
поступает в эксплуатацию. Этот нерабочий период для изделия
может быть нередко продолжительным. Чтобы надежно предохра-
568
нить детали, узлы от появления коррозии, их подвергают консер-
вации. Госстандартом СССР утверждена единая система защиты от
коррозии и старения. В эту систему входит консервация, как один
из видов коррозионной защиты. ГОСТ 9.014—78 распространяется
на все виды изделий и металлические полуфабрикаты и устанавли-
вает требования к выбору средств временной противокоррозион-
ной защиты и консервации изделий на период их хранения и транс-
портирования. ГОСТ 9.028—74 распространяется на заготовки,
детали и сборочные единицы металлических изделий для меж-
операционной защиты.
Стандарты предусматривают варианты временной противо-
коррозионной защиты и методы консервации, учитывающие кон-
структивные особенности изделий, материалы из которых они из-
готовлены, условия и сроки хранения, климатические и другие
факторы.
ГОСТ 9.014—78 устанавливает методы технологической под-
готовки поверхности под консервацию. В зависимости от харак-
тера загрязнения и металла изделия применяют для обезжирива-
ния водно-щелочные растворы и эмульсии; в случае, когда эти сред-
ства очистки не эффективны, применяют органические раствори-
тели.
Консервацию металлических изделий производят нанесением
на всю поверхность изделия или отдельных частей его слоя смазки
или ингибированных полимерных покрытий, путем упаковки
в ингибированную бумагу, помещением в атмосферу, насыщенную
парами ингибитора, помещением в герметизированный пленочный
чехол с силикагелем или инертной атмосферой.
Указанным стандартом предусмотрены консервирующие мате-
риалы, которые следует применять при различных характеристи-
ках поверхности изделий (загущенные и водные растворы нитрита
натрия, нитрит — уротропиновые смеси, ингибитор НДА, спирто-
вые растворы ингибитора, сухой порошок ингибитора, пластичные
смазки, масла.
ГОСТ 9.014—78 определены также основные варианты систем
внутренней (барьерной) упаковки изделий с применением пара-
финированной бумаги, чехлов из полиэтиленовой или поливинил-
хлоридной пленки, картонных коробок и герметизирующих со-
ставов. Установлены сроки временной противокоррозионной за-
щиты изделий от одного года до десяти лет.
Приведены способы расконсервации изделий в зависимости
от применяемых вариантов временной защиты и способы перекон-
сервации в случае обнаружения дефектов консервации.
Разработку, организацию и выполнение работ, связанных
с консервацией и расконсервацией изделий, должны проводить
в соответствии с требованиями ГОСТ 12.3.002—75. Консервация
должна проводиться в специально оборудованных помещениях
или на участках сборочных и других цехов, удовлетворяющих
указанным требованиям.
569
Процессы консервации, а также упаковка изделий массового
производства осуществляются на многих предприятиях с приме-
нением механизированных средств, а при изготовлении малогаба-
ритных изделий (например, подшипников качения) — автомати-
зируются.
ТЕХНОЛОГИЯ СБОРКИ В АВТОМАТИЗИРОВАННОМ
ПРОИЗВОДСТВЕ
Частичная механизация сборочных процессов, осуществляемая
на многих предприятиях машиностроения, является базой для
успешного решения задачи повышения производительности труда
сборщиков, Но механизация отдельных сборочных операций яв-
ляется только начальным этапом. Частичная механизация обычно
дает лишь незначительный экономический эффект. Объясняется
это тем, что если на каком-либо участке сборки производитель-
ность при внедрении средств механизации резко повысится, то
это не всегда дает возможность уменьшить общий цикл сборки,
увеличить выпуск изделий в сборочном цехе. Для увеличения
выпуска изделий необходимо повысить производительность и уско-
рить выполнение работ на всех или большинстве операций про-
цесса сборки. Это можно осуществить только на основе комплекс-
ной механизации. Поэтому комплексная механизация—это глав-
ное направление в совершенствовании технологии сборки машин.
Комплексная механизация это не только внедрение на всех
операциях процесса механизированных средств, но и концентра-
ция операций, сокращение цикла сборки, уменьшение протяжен-
ности сборочных линий, снижение потребности в производствен-
ных площадях и улучшение других экономических показателей.
Решение проблемы завершения комплексной механизации
явится базой для перехода на новую, качественно более высокую
ступень механизации, — автоматизацию сборки с широким вне-
дрением в технологический процесс машин-автоматов, выполняю-
щих сборочные операции без непосредственного участия рабочего.
Роль сборщика в этом случае сводится к наблюдению за работой
автомата, осуществлению периодической регулировки и настройки
его.
Важнейшим результатом автоматизации сборки должно быть
резкое увеличение производительности труда. Однако всякий
автомат — это дорогостоящая машина, и рост производительности,
достигнутый с ее помощью, должен обязательно сопровождаться
ощутимым экономическим эффектом. Поэтому при постановке
задачи автоматизации того или иного сборочного процесса главным
критерием должна быть прежде всего экономика.
Для оценки эффективности автоматизации следует учитывать
размер требуемых капитальных вложений: срок окупаемости за-
трат на автоматизацию; рост производительности труда; трудо-
570
емкость сборки; количество высвобождаемых рабочих; изменение
производственной мощности и освобождение площадей сборочного
участка, цеха; улучшение условий труда и повышение безопас-
ности работы,
В английской и американской практике предварительную
оценку возможности автоматизации сборки той или иной сборочной
единицы, изделия производят по их конструктивным элементам,
пользуясь балльной системой. Если, например, в результате ана-
лиза сборочного чертежа данного элемента делается вывод, что
автоматизация сборки его практически невозможна, ставится ну-
левой балл. В случае, если решение может быть найдено, но оно
проблематично, — оценка 0,2. Если же автоматизиция возможна,
но потребуется серьезная проработка задачи, —оценка 0,4. В слу-
чае, когда техническое решение известно, но на подобных соедине-
ниях не проверялось, — 0,8. Если же возможность автоматизации
полная, ставится оценка 1. Затем, пользуясь этими данными для
различных соединений, определяют средний балл возможности
автоматизации сборки для всей сборочной единицы. Если он бо-
лее 0,6, то считается, что автоматизацию следует внедрять.
Эффективность автоматизации во многом определяется надеж-
ностью и безотказностью работы оборудования. Практика свиде-
тельствует о том, что коэффициент использования автоматических
сборочных установок составляет обычно 0,7—0,8; редко бывает
выше 0,85. Оставшиеся в этом последнем случае 15% времени в ос-
новном складываются из простоев вследствие неоднородности де-
талей, участвующих в сборке (хотя все они, конечно, годные), —
13% и неполадок в работе элементов автоматической установ-
ки — 2 %.
Самый реальный путь обеспечения нормальной работы сбо-
рочного автомата — это усилие контроля деталей, предназначен-
ных для сборки. Но связанные с этим дополнительные затраты
должны быть оправданы, т. е. по крайней мере, они не могут быть
больше экономии, достигаемой благодаря повышению коэффи-
циента использования автоматического оборудования, за счет
применения на сборке деталей с более стабильными размерами.
Между тем введение 100%-ного контроля для ряда деталей повы-
шает их стоимость примерно до 15%, что нередко не компенси-
руется экономией, получаемой в результате автоматизации сборки.
Поэтому сборка соединений повышенной точности на автоматах
может быть экономически неоправдываемой.
Автоматическая сборочная установка, как правило,—слож-
ное оборудование. И хотя с ее помощью сокращается в значитель-
ной мере численность производственных рабочих, она требует
заметного увеличения штата высококвалифицированных наладчи-
ков и ремонтников, что нередко приводит к росту накладных
расходов сборочного цеха. К сожалению, есть немало фактов,
когда автомат внедряется, но себестоимость продукции при этом
не снижается, а растет.
571
В результате хорошо продуманной и правильно осуществлен-
ной автоматизации должна достигаться не только экономия затрат
на рабочую силу, но часто, в такой же степени, если не больше,
экономия вследствие снижения брака и получения единообразия
продукции, повышения точности и качества сборки (а следова-
тельно, надежности и долговечности изделия), сокращения по-
требности в производственных площадях, улучшения условий
труда. Но это общее положение нельзя рассматривать в отрыве
от ряда конкретных условий, как-то: объема выпускаемой продук-
ции, ее стабильности, технических требований, уровня квалифи-
кации работников при ручной сборке, качества деталей, поступаю-
щих на сборку. В частности, большую роль играет так называемая
собираемость соединений. Условия собираемости определяются
требуемой точностью сборки, конструктивно-технологическими
особенностями соединений, характером базирования деталей,
участвующих в сборке, возможными отклонениями их размеров,
формы, качества поверхности. Риск несобираемости, даже в малых
процентах, недопустим, так как это связано с остановками авто-
мата в результате несрабатывания его исполнительных механиз-
мов. Если же автомат связан жесткими транспортными связями
с другими установками автоматической линии, то будет останавли-
ваться вся линия.
Главным фактором, определяющим эффективность автомати-
зации сборки, является объем и стабильность производства.
Не менее важным является учет количества деталей конструк-
тивной сложности сборочной единицы, изделия, так как при малом
числе сборочных позиций труднее обеспечить экономическую
эффективность автоматизации. На основе имеющегося опыта оп-
тимальным числом деталей считают от 4 до 12. Сборку объектов,
имеющих большее количество деталей и сложную кинематическую
схему, целесообразно автоматизировать частично, вводя в линию
также операции, выполняемые рабочими посредством механизиро-
ванного инструмента, или ручные операции.
Расходы, связанные с введением автоматизации, складываются
из стоимости сборочного и вспомогательного оборудования,
затрат на его монтаж и возможные строительные работы, а также
расходов на отладку оборудования, на сснастку и переоснастку
сборочных установок, на улучшение технологичности и ужесто-
чение допусков на изготовление собираемого узла или изделия, на
дополнительную мойку или очистку деталей перед сборкой, на
подготовку кадров, на заработную плату, на оплату энергии и
эксплуатационных материалов.
Если на определенном участке сборочного процесса основная
цель автоматизации состоит в том, чтобы увеличить пропускную
способность этого участка, то при экономическом анализе необхо-
димо рассмотреть возможность введения дополнительных парал-
лельных рабочих постов с обычными средствами механизации.
Это иногда может дать больший эффект, чем автоматизация.
572
Автоматизация сборки наиболее характерный пример необхо-
димости тесной взаимосвязи конструкции изделия и системы
автоматических машин для его производства.
Возможность автоматизации сборки должна учитываться,
начиная с первой стадии проектирования машины или механизма.
Только в этом случае может быть создано изделие, наилучшим
образом приспособленное для автоматического производства при
безусловном выполнении им всех необходимых потребительских
функций.
Нетехнологичность конструкции сборочной единицы изделия,
усложняющая сборочный процесс, при машинной сборке прояв-
ляется в еще большей мере, чем при ручной. В связи с этим тре-
бования к пригодности конструкции изделия и его сборочных еди-
ниц для автоматической сборки, как правило, ужесточаются.
Вот, например, некоторые условия, которым должна удовлетво-
рять конструкция, предназначенная для машинной сборки: по-
стоянство конструкторских баз в течение всего процесса, последо-
вательность и независимость сборки, возможность автоматического
контроля, допустимость одновременного выполнения сборочных
операций несколькими рабочими головками, применение рацио-
нальных видов соединений деталей, возможность подачи деталей
к месту сборки и ориентация их посредством несложных пита-
телей.
Под постоянством баз здесь подразумевается, что каждая опе-
рация в процессе автоматической сборки будет выполняться
от одной и той же базы, без смещения и тем более перевертывания
собираемого объекта. Последовательность и независимость сборки
обеспечивается постепенным введением в собираемый объект не-
обходимых деталей таким образом, чтобы ранее установленные не
затрудняли дальнейшую сборку, не нарушали точность и другие
параметры соединений, автоматически контролируемые в процессе.
Конструкция собираемой сборочной единицы, изделия должна
позволять разместить в ограниченном пространстве необходимое
число рабочих головок, бункеров и других механизмов автомати-
ческой сборочной машины. Изменяя конструкцию деталей, можно
обеспечить возможность эффективной автоматизации процесса
сборки. Даже наибольшие изменения крепежных деталей позво-
ляют улучшить условия автоматического ориентирования и по-
высить надежность автоматического получения соединений.
При скреплении винтом двух или более деталей, каждая из
которых имеет отверстие, бывает затруднено точное соблюдение
соосности отверстий. В таком случае обычный винт нередко не
может быть завернут. Тогда применяют самонарезающие винты,
которые в заранее просверленном или пробитом на штампе отвер-
стии нарезают резьбу и одновременно в эту резьбу завертываются.
При такой технологии сборки отпадает одна из предшествую-
щих операций механической обработки, так как нет необходимости
заранее нарезать резьбу в отверстии одной из деталей.
573
6) г)
Рис. 535. Образование крепежных выступов типа
заклепок:
а — в форме; б — выдавливанием пуансоном в
толстостенной детали; в — пробивкой отверстия
и вытяжкой его краев; а — вытяжкой без про-
бивки отверстия
Рис/ 533. Винт, сверлящий отвер-
стие^ и нарезающий резьбу в соеди-
няемых деталях
Рис. 534. Винт с предварительно
установленной шайбой до образо-
вания резьбы
В ряде случаев эффективны винты, на конце которых образо-
вана режущая кромка. При вращении такого винта сначала свер-
лится отверстие, затем сам винт нарезает в нем резьбу и завинчи-
вается (рис. 533).
В этом случае отпадает необходимость заранее просверливать
отверстия в соединяемых деталях. В этом случае процесс сборки
облегчается, небольшие неточности расположения деталей не на-
рушают процесса сборки. В других случаях целесообразно шайбы,
даже не стопорящие, предварительно собирать с крепежными де-
талями, болтами и гайками. В результате на линии общей сборки
уменьшается число подающих механизмов, что упрощает сборку
на линии и повышает надежность ее работы. Предварительная
сборка болтов с шайбами производится даже на промежуточных
стадиях изготовления болтов. Например, существуют автомати-
ческие устройства, надевающие шайбу на болт до образования на
нем резьбы (рис. 534). После этого производится накатка резьбы,
в результате чего выдавленные витки резьбы препятствуют само-
произвольному спаданию шайбы со стержня болта.
Виды соединений в объекте сборки играют немаловажную
роль в том отношении, что такие из них, как запрессовка, сварка,
клепка, зачеканка, могут быть осуществлены в автоматическом
цикле проще и дешевле, чем, например, сбалчивание (рис. 535).
Одним из первых шагов автоматизации процесса клепки было
оснащение клепального процесса устройством для автоматической
подачи заклепок. Даже если установка склепываемых деталей
производится вручную, т. е. оборудование является полуавтомати-
ческим, производительность труда значительно увеличится за
счет автоматизации подачи заклепок. Примером автоматической
подачи может служить автоматизированная линия сборки ведо-
мых дисков сцепления фирмы Morando.
Изменением конструкции можно достичь в ряде случаев вытсл-
нения соединений без дополнительных крепежных деталей. При-
574
мерой этого может служить образование крепежных элементов на
базовых деталях.
Современные технологические методы изготовления деталей
позволяют получить в ряде случаев крепежные элементы заодно
с базовой деталью. Особенно это относится к соединениям деталей
с помощью местного пластического деформирования, в том числе
клепкой. Получает распространение создание на одной из деталей
специальных цилиндрических выступов, на которые своими
отверстиями надеваются присоединяемые детали, после чего про-
изводится расклепывание.
Уменьшить число деталей можно стопорением резьбовых со-
единений без применения стопорных деталей. Это достигается за
счет добавления при сборке специальных паст и клеев холодного
отвердения. В таком случае вместо недостаточно надежно работаю-
щих устройств для подачи стопорящих деталей ставят автоматиче-
ские дозаторы, наносящие, например, под головку болта неболь-
шое количество специальной пасты тийа эпоксидной смолы.
После завинчивания паста достаточно прочно удерживает болт
ст самопроизвольного отвинчивания.
Возможность упрощения подачи деталей к месту сборки и их
ориентация в бункере, лотке или другом устройстве обеспечивается
соответствующей формой, отношением длины к диаметру, положе-
нием центра тяжести, чистотой обработки, массой и т. д.
Как известно, при обычной сборке предпочтительна такая
конструкция изделия, которую можно собирать из предварительно
подготовленных сборочных единиц. В условиях же автоматизиро-
ванного производства при выделении сборочных единиц сборки
общая сборка изделия нередко усложняется в связи с затрудне-
ниями по выдаче, ориентированию, захвату и переносу готовых
сборочных единиц на место их присоединения к базовой детали
изделия.
Узлы сложной конфигурации часто нельзя выдавать из бун-
керных питателей. Их приходится ставить вручную в строго ориен-
тированном положении на лотки, в кассеты или магазины. В связи
с этим при автоматизации возможен отход от принципа узловой
сборки.
Новым в автоматической сборке является широкое совмещение
сборочных работ с процессами изготовления сопрягающихся дета-
лей, а также введение при сборке на автоматах операций по сов-
местной обработке деталей сборочной единицы.
При внедрении автоматизации должна быть проведена большая
работа по пересмотру всего технологического процесса сборки,
чтобы обеспечить соответствие последовательных производствен-
ных процессов и совместимость этих процессов в одном потоке.
Видимо, во многих случаях для этого потребуется заново разра-
ботать технологические процессы, с тем чтобы достичь большей
степени непрерывности, найти более эффективные методы сопря-
жения деталей в сборсчные единицы и комплекты.
575
Одновременно с разработкой технологического процесса авто-
матической сборки должна решаться задача выбора рациональной
конструктивной схемы автоматического сборочного оборудования.
Конструкция многих сборочных единиц машин такова, что их
сборка при механизированном процессе может быть осуществлена
либо по принципу концентрации операций, т. е. когда все детали
присоединяются к базовой одновременно, либо по принципу диф-
ференциации, когда детали монтируются последовательно одна
за другой. В первом случае конструкция автомата, очевидно, бу-
дет сложнее, чем во втором, а производительность — выше. Кроме
того, при оценке схемы большую роль играет количество деталей
в сборочной единице, ибо от этого зависит сложность и надежность
работы автомата. Например, при четырех-пяти деталях в сбороч-
ной единице сборочный автомат, работающий по принципу кон-
центрации, может быть более эффективным. Если же в сборочную
единицу входит больше деталей, то целесообразно последователь-
ное их присоединение. В этом случае автомат получается менее
сложный и более надежный.
Эффективность автоматизации может быть достигнута
только на основе новой, прогрессивной технологии сборки. Попытки
конструирования сборочных агрегатов, в которых по существу
копируются при выполнении операций приемы, выполняемые сбор-
щиком вручную, не могут быть прогрессивными. В идее создания
того или иного автомата не должно быть ограничений, присущих
человеческому организму. При создании автоматов возможности
человека могут и должны быть многократно расширены как в от-
ношении скоростей выполнения различных технологических прие-
мов, так и в отношении объемов одновременно выполняемых работ.
Очень важным фактором, влияющим на технологию автомати-
зированной сборки, является недостаточная точность изготовле-
ния деталей в обрабатывающих цехах. При ручной сборке опера-
тор постоянно выполняет также и функции контролера, не до-
пуская к сборке некачественные детали. Сделать сборочный авто-
мат, который бы мог одновременно выполнять такие же контроль-
ные функции, весьма сложно и дорого. В связи с этим каждая
деталь, поступающая на автоматическую сборку, должна быть
предварительно проконтролирована по всем требуемым пара-
метгам.
Р Большое значение имеет также состояние детали в отношении
ее чистоты, отсутствия остатков абразива, стружек, заусенцев
и пр. Во многих случаях следует предусматривать, чтобы детали
из механических цехов подавались на сборку загруженными в нор-
мализованные магазинные питатели (например, из пластических
масс). Магазинные питатели дают возможность значительно упро-
стить конструкцию сборочного автомата по сравнению с бункер-
ными.
Большинство сбооочных операций по хапактеру и технологи-
ческой сущности проще многих операций механической обработки.
576
Тем не менее при автоматизации сборочных процессов часто воз-
никают большие трудности, прежде всего связанные с подачей
деталей, их точным направлением и фиксацией. Необходимость
выполнения этого комплекса вспомогательных движений в усло-
виях стесненного рабочего пространства является причиной зна-
чительного усложнения схем и конструкций сборочных автоматов.
Возможность использования различных методов сборки при
автоматизации сборочных процессов приведена в табл. 66.
Развитие работ по автоматизации сборки в значительной мере
сдерживается необходимостью индивидуального проектирования
и изготовления большого количества специального оборудования.
Это приводит к удлинению сроков и увеличению стоимости под-
готовки средств автоматизации’. Одновременно затрудняется реше-
ние важной проблемы сочетания автоматизации с гибкостью авто-
матических средств в условиях перехода на новое изделие, что осо-
бенно важно для серийного производства. Сложность, высокая
стоимость, отсутствие универсальности — серьезные недостатки
Таблица 66
Метод сборки Возможность применения метода при автоматической сборке и характеристика автоматических устройств
Полная взаимозаменяе- мость Для автоматической сборки наиболее применим. Обеспечивает выполнение требуемых технических условий на сборку. Конструкция автоматических устройств может быть относительно простая
Групповая взаимозаме- няемость Возможно ограниченное применение при автоматиче- ской сборке. Схема и конструкция автоматов долж- ны быть более сложными в связи с необходимостью сортировки на группы и введения отдельных бун- керов или магазинов для деталей различных раз- мерных групп
Подбор сопрягаемых де- талей Возможно применение при автоматизации сборки специальных сборочных единиц и изделий (напри- мер, подшипников качения). Схема автомата значи- тельно усложняется за счет введения измерительно- сортировочных и комплектовочных устройств
Регулировка посредством жестких или подвижных компенсаторов Возможно ограниченное применение в случае нали- чия в собираемой сборочной единице малозвенных размерных~цепей.'Схема и конструкция автомата усложняются за счет’введения регулировочных и контрольных устройств
С выполнением пригонок Автоматизация нецелесообразна
577
Рис. 536. Нормализованные элементы конструкции автоматизированного сборочного обо-
рудования
многих существующих автоматических и полуавтоматических сбо-
рочных машин и установок.
Основным путем преодоления этих затруднений является ши-
рокое внедрение метода агрегатирования и нормализации элементов
автоматических устройств и обеспечение возможности многократ-
ного использования этих элементов для создания переналаживае-
мых автоматических сборочных установок и линий.
Как показывает опыт, создание специальных сложных автома-
тических линий для сборки требует длительного времени и боль-
ших затрат средств. Кроме того, специальные линии трудно исполь-
зовать при изменении конструкции собираемой сборочной единицы,
изделия. В результате самое прогрессивное оборудование — авто-
мат может быть сдерживающей причиной совершенствования и
обновления кснструкции изделия. Задача автоматизации, видимо,
проще может быть решена путем создания автоматических устано-
вок для небольшого количества сборочных операций на базе ти-
повых корпусов и станин, рабочих головок, делительных, поворот-
ных, загрузочных и питательных устройств, а также стандартного
электрического и гидравлического оборудования. Такие автоматы
будут иметь значительно меньшую стоимость, конструирование
их не потребует много времени, а главное, их можно быстро пере-
наладить, и, следовательно, упростится решение задачи постоян-
ного совершенствования конструкции собираемых изделий.
В настоящее время ведутся работы по созданию таких норма-
лизованных элементов. На рис. 536, а показана полуавтоматиче-
ская сборочная линия, смонтированная на базе типового горизон-
тально замкнутого цепного конвейера. Пневматический перенала-
живаемый поворотный механизм (рис. 536, б) может быть применен
в различных сборочных автоматах.
Конечно, сборочный автомат, у которого основные элементы
и системы нормализованы, может уступать по таким своим показа-
телям, как производительность, точность и некоторым другим,
автомату, специально сконструированному для данного узла
или изделия, но это с избытком компенсируется намного меньшим
578
сроком создания нормализованного автомата и его относительно
низкой стоимостью.
Полуавтоматические сборочные машины и линии часто могут
быть более эффективны, чем автоматические. В результате эконо-
мического анализа в сборочном производстве могут быть выделены
участки и операции, автоматизация которых экономически не-
оправдана. В таких случаях целесообразно автоматизированные
работы совмещать с механизированными процессами. Такое соче-
тание будет и экономичным, и прогрессивным. Очень важно в каж-
дом конкретном случае определить оптимальное соотношение
между числом автоматизированных и числом ручных операций,
при котором можно достичь наилучших технико-экономических
показателей сборочной установки.
Количество автоматизированных установок все время растет,
но все же, если учесть огромное разнообразие сборочных работ,
то неизбежен вывод, что проблема автоматизации сборочных про-
цессов стоит сейчас во всей своей полноте и требует особого вни-
мания. Сборочные автоматизированные устройства обладают срав-
нительно высокой производительностью. В автотракторной про-
мышленности, например, производительность сборочных автомати-
ческих и автоматизированных линий, автоматов и полуавтоматов
характеризуется данными, приведенными в табл. 67.
Основные виды автоматического сборочного оборудования
можно классифицировать следующим образом.
1. Однопозиционные сборочные автоматы и полуавтоматы.
2. Многопозиционное автоматизированное сборочное оборудо-
вание, в том числе автоматы и полуавтоматы с поворотным столом.
Однопозиционные сборочные автоматы и полуавтоматы отли-
чаются друг от друга тем, что в полуавтоматах часть деталей
(хотя бы одна) устанавливается в сборочное приспособление или
на базовую деталь вручную. Вручную обычно загружают такие
детали, которые затруднительно подавать с помощью автоматиче-
ских загрузочно-ориентирующих устройств. Это детали сложной
формы, в числе которых различные корпусные детали, сцепляю-
щиеся детали и пр. Ручная загрузка деталей относится не только
к однопозиционному оборудованию, но и к многопозиционному.
Таблица 67
Сборка
Производительность
автоматизированного
оборудования, шт./ч
Резьбовых соединений........................
Мелких сборочных единиц.....................
Шагунов и шатунно-поршневых групп...........
Двигателей..................................
Сборочных единиц рулевого управления........
Тормозных барабанов.........................
1500—2500
1200—4000
240—1200
30—125
500—1000
150—750
579
К основным причинам, сдерживающим широкое внедрение сбо-
рочных автоматических машин, относят сложность конструкций,
их узкоспециализированное назначение и высокую стоимость кон-
струирования и изготовления. Эти причины могут быть устранены
при широком использовании оборудования стандартных и унифи-
цированных сборочных агрегатов, что позволит применять их при
сборке разных изделий.
Примером может быть применение фирмой Nagel (ФРГ) по-
воротного индексирующего стола диаметром 600 мм совместно
с гидропрессом (рис. 537). Передача собираемого изделия осуществ-
ляется по кругу (индексматик). На 3-й позиции осуществляется
автоматическое расклепывание щупа указателя уровня масла
(рис. 538).
Два полуавтомата (рис. 539) предназначены для сборки
пробки сливной с магнитом (рис. 540). На позиции I рабочий уста-
навливает пробку магнита (рис. 540) во второе приспособление,
подсобирает магнит с винтом, двумя шайбами, кожухом магнита
и устанавливает в первое приспособление полуавтомата (а) (по-
зиция II — резервная). На позиции III рабочий устанавливает
шайбу пробки и наживляет гайку. Этот же рабочий из второго
приспособления вынимает подсобранный магнит и устанавливает
в приспособление восьмипозиционного полуавтомата (в), где на
каждой позиции последовательно запрессовывается семь кслец
на кожух магнита, и готовая сборочная единица автоматически
сбрасывается в тару. На позиции IV полуавтомата (а) автомати-
чески заворачивается гайка с определенным крутящим моментом;
(позиция V — резервная). На позиции VI происходит автоматиче-
ское расклепывание винта.
На позиции VII рабочий вынимает подсобранный магнит из
первого приспособления и обратной стороной устанавливает в пр сб-
ку магнита, находящуюся во втором
приспособлении, и с помощью руч-
ного пресса закрепляет подсобран-
ный магнит в пробке стопорным
кольцом (позиция VIII — резерв-
ная).
Рис. 537. гидравлический пресс
с поворотным индексирующим
столом:
1 ~ гидропресс; 2 — поворот-
ный индексирующий стол; 3 —
приспособление
Рис. 538. Указатель уровня ма-
сла в сборе:
1 — щуп; 2 — пробка
580
Рнс. 539. Полуавтоматические сборочные машины:
а — полуавтомат для подсборки магнита; 1 — второе приспособление; 2 — первое при-
способление; 3 — поворотный стол; 4 — резьбозавертывающая головка; 5 — силовая
головка для расклепывания винта; 6 — ручной пресс; б— полуавтомат для установки
семи колец на кожух магнита; 1 — приспособление; 2 — поворотный стол; 3 — силовая
головка для запрессовки семи колец; 4 — тара
Однопозиционные сборочные полуавтоматы применяют для
сборки узлов, состоящих из небольшого количества деталей. Много-
позиционные автоматы или полуавтоматы представляют собой
в сущности автоматизированные линии. Автоматизированные ли-
нии применяют для сборки изделий больших габаритов (узлы авто-
мобильных двигателей, коробки передачи др.), а также изделий
сравнительно небольших габаритов, но при большом числе опера-
ций, составляющих процесс сборки, когда нецелесообразно при-
менение полуавтоматов с поворотным столом.
Рис. 540. Пробка сливная с магнитом в сборе:
1 — винт; 2 — шайба; 3— магнит; 4 — кожух магнита; 5—кольцо
кожуха стопорное; 6 — кольцо; 7 — шайба пробки; 8 — гайка*
9 —пробка
581
Автоматизированные сборочные линии подразделяются на два
основных вида: синхронные с жестким расположением спутников
и несинхронные с гибким (плавающим) расположением спутников
на транспортере. В настоящее время наблюдается тенденция к пере-
ходу на сборочные линии с несинхронной компоновкой спутников.
К преимуществам таких линий относится возможность более ра-
ционального сочетания автоматических и ручных операций, соз-
дание межоперационных заделов,обеспечение большей универсаль-
ности и меньшей зависимости от неполадок в работе оборудования
и подачи деталей на сборку, исключения монотонности в работе.
Большое применение будут находить в дальнейшем сборочные ли-
нии с одновременным использованием на них синхронных и несин-
хронных позиций. Такие сборочные линии обладают аккумулирую-
щей способностью, т. е. позволяют производить сборку вручную
независимо от шага перемещения и накапливать спутники перед
автоматическими позициями. На позициях ручной сборки спут-
ники останавливаются механическими упорами. На автоматиче-
ских позициях спутники юстируются и закрепляются. Наряду
с участками линии, где скорость движения спутников по позициям
для сборки вручную небольшая, применяются быстроходные
участки. Для этого в линии встраивают быстродействующие уст-
ройства для ускоренного перемещения спутников на автомати-
ческие позиции. Повышение надежности работы автоматических
линий сборки может осуществляться введением дополнительных
контрольных устройств. В случае обнаружения брака спутник
снабжается флажком, исключающим дальнейшую сборку на сле-
дующей позиции и переводится на параллельный с линией участок
устранения дефекта. После устранения дефекта спутник с изде-
лием снова вводится на линию сборки. На линии осуществляется
постепенный ввод автоматических позиций, накопительных уст-
ройств и параллельных участков для ремонта. Такое постепенное
расширение линии более экономично и позволяет автоматизировать
ручные операции. В случае выхода из строя автоматической по-
зиции операцию сборки можно производить на последующей ре-
зервной позиции вручную. Этим исключается простой линии.
Рис. 54!. Схема автоматизированной линии сборки вторичных валов:
1 — приводная станция; 2 — конвейер; 3 — направляющее устройство для установки
шестерен; 4 — автомат для запрессовки втулок; 5, 6, 7 — направляющее устройство для
установки шестерен вала и муфты; 8 — контрольный автомат для проверки вращения
шестерен; 9 — ремонтный участок конвейера; 10 — кантователь; 11, 12 — направляющее
устройство для установки синхронизатора и шестерен; 13 — пресс для запрессовки ше-
стерен*. 14 — пресс для запрессовки шарикоподшипника; 15 — контрольный автомат для
проверки вращения шестерен; 16 — ремонтный участок конвейера
582
Рнс. 542. Автомат для запрессовки
втулки с магазинной загрузкой вту-
лок
Рис. 543. Напра-
вляющее устрой-
ство для установ-
ки шестерни
Примером линии такого типа может служить линия сборки
вторичных валов, коробок передач, разработанная фирмой Hill-
ier (ФРГ). На позиции I конвейера (рис. 541) рабочий устанавли-
вает в спутник вал и продувает каналы вала сжатым воздухом.
Между позициями / и 1I происходит накопление спутников. На
позиции II рабочий смазывает роликоподшипник и устанавливает
его вместе с шестерней второй передачи в приспособление направ-
ляющего устройства. С помощью направляющего устройства про-
исходит точная установка шестерен с подшипником на вал. На
позиции III происходит автоматическое запрессовывание втулки
шестерни (рис. 542). Втулки в зону запрессовки подаются автома-
тически из магазина барабанного типа.
На позициях IV, V и VI рабочий с помощью направляющего
устройства (рис. 543) устанавливает на вал шестерни заднего хода
и первой передачи, муфту включения первой передачи и заднего
хода, втулку шестерни первой передачи и роликоподшипники.
На позиции VII контрольный автомат проверяет легкость вра-
щения шестерен, установленных на предыдущих позициях.
Бракованные валы передаются на позицию VIII ремонтного
участка, где происходит устранение дефектов. Спутник с отремон-
тированным валом вновь поступает на конвейер сборки валов.
На позиции IX происходит автоматическое кантование вала
(рис. 544). На позициях X и XI рабочий с помощью направляю-
щего устройства устанавливает на вал шестерню третьей передачи
и синхронизатор второй и третьей передач и роликоподшипник.
На позиции XII рабочий запрессовывает на вал предварительно
подсобранную шестерню четвертой передачи и устанавливает пру-
жину замковой шпонки, замковую шпонку и’упорную шайбу. На
583
позиции XII рабочий устанавливает на вал синхронизатор чет-
вертой и пятой передач.
На позиции XIV рабочий запрессовывает на вал шарикопод-
шипник. На позиции XV контрольный автомат проверяет легкость
вращения шестерен, установленных на предыдущих позициях.
Бракованные валы поступают на позиции XVI ремонтного участка,
где происходит устранение дефектов. Спутнике отрегулированным
валом вновь поступает на конвейер сборки валов. В конце линии
происходит накопление спутников и съем собранных валов.
Все более широкие перспективы в автоматизации сборочных
процессов открываются по мере совершенствования электронной
техники и систем передачи информации. Создание надежных
«узнающих» систем и использование их в сборочных автоматах
значительно упростит механическую схему, позволит отойти от
сложных ориентирующих и питающих устройств. Развитие полу-
чат многоярусные однороторные сборочные машины. У них только
одно бункерно-загрузочное устройство, питающее процесс сборки
несколькими видами деталей, размещенных в различных ярусах.
Такая машина имеет более высокую производительность, меньшие
габариты, повышенный КПД.
Одним из важных направлений автоматизации сборки является
применение так называемой механической руки с программным
управлением. Такой программооператор имеет устройство —
«память», обеспечивающее повторяющиеся движения исполнитель-
ных механизмов, имитирующих в определенной последователь-
ности, после получения соответствующего сигнала, движение
человеческой руки. Большую роль здесь играют также чувстви-
тельные элементы обратной связи.
Программу работы программооператора записывают на диске,
ленте, магнитном барабане. Если движение органов контролиру-
ется датчиками, то программа задается штекерами. Приводы про-
граммооператоров могут быть электромеханические, гидравли-
ческие и пневматические.
Можно предполагать, что в недалеком будущем из группы про-
граммооператоров будут создаваться переналаживаемые полу-
автоматические и автоматические линии общей сборки сложных
изделий. Возможно сочетание полуавтоматических и автоматиче-
ских сборочных линий с ЭВМ. Команды, подаваемые последней,
обеспечивают управление всеми логическими функциями линии,
включение движений ее элементов, синхронизацию автоматиче-
ских и ручных операций. Одновременно ЭВМ суммирует в блоке
памяти и выдает все необходимые данные о работе линии.
В создании материально-технической базы коммунизма
большая роль отводится комплексной механизации производствен-
ных процессов, все более полной их автоматизации. Сборочные
работы относятся к числу весьма трудоемких, поэтому комплекс-
ная механизация и автоматизация сборки должны быть первооче-
редным и неотложным делом.
584
СПИСОК ЛИТЕРАТУРЫ
1. Аранзон В. А. Бесшпоночное соединение упругопластичными втулками. —
Вестник машиностроения, 1966, № 6.
2. Артоболевский И. И. Основные задачи в области автоматизации управления
и привода машин. —• В кн.: Автоматизация технологических процессов в ма-
шиностроении. М.: АН СССР, т. Привод и управление машинами, 1956.
3. Артоболевский С. И. Технологические машины-автоматы. М.: Машгиз, 1964.
4. Балакшин Б. С. Размерные цепи. М.: ЦБТИ, 1954.
5. Балакшин Б. С. Некоторые теоретические вопросы автоматизации сборки
машин. —• Вестник машиностроения, 1962, № 12.
6. Балакшин Б. С. Основы технологии машиностроения. М.: Машиностроение,
1966.
7. Биргер И. А. Расчет резьбовых соединений. М.: Оборонгиз, 1959.
8. Биргер И. А., Иосилевич Г. Б. Резьбовые соединения/Под ред. проф. д-ра
техн, наук Н. С. Ачеркана, 3-е изд., перераб. М.: Машиностроение, 1968
(Детали машин, т. I)
9. Блаер И. Л. К вопросу о надежном автоматическом наживлении резьбовых
изделий. —• Вестник машиностроения, 1962, № 12.
10. Блаер И. А. Автоматическая линия пайки опорных пластин сердцевин радиа-
торов в струе припоя.—Вестник машиностроения, 1964, № 12.
11. Блаер И. Л. К вопросу о точности затяжки резьбы сборочным инструмен-
том. — Автомобильная промышленность, 1967, № 1.
12. Бобин Е. В., Иванов В. И. Глушители шума для гайковертов. — Машино-
строитель, 1966, № 4.
13. Богословский С. Д., Сердюк С. В. Скоростная капиллярная пайка стальных
изделий токами высокой частоты. М.: Машгиз, 1949.
14/ Бойцов В. В. Механизация и автоматизация в мелкосерийном производстве.
/2-е изд., перераб. и доп. М.: Машиностроение, 1971. 416 с.
1 о. Бородачев Н. А. Анализ качества и точности производства. М.: Машино-
строение, 1946.
16. Виноградов В. С. Технология производства сварных и паяных конструкций.
М.: Машиностроение, 1966.
17. Гельфанд И. Л., Ципенюк Я. И., Кузнецов О. К- Сборка резьбовых соедине-
ний. М.: Машиностроение, 1978.
18. Гельфгат Ю. И. Сборник задач и упражнений по технологии машинострое-
ния. М.: Высшая школа, 1975.
19. Гаврилов А. Н., Ковалев П. И. Резервы повышения эффективности автома-
тизации в машиностроении и приборостроении. —• Механизация и автомати-
зация производства, 1967, № 6.
20. Гальцов А. Д. Нормирование и основы научной организации труда в маши-
ностроении. Изд. 3-е, перераб. и доп. М.: Машиностроение, 1973.
21. Герасимов А. Г. Точность сборочных автоматов. М.: Машиностроение,
1967.
22. Гусев А. А. Некоторые вопросы точности при автоматизации сборки деталей
с цилиндрическими поверхностями сопряжений. —• Изв. вузов. Сер. маши-
ностроение, 1965, № 8.
23. Давыдовский А. С. Повышение технологичности конструкции машин — важ-
ный резерв машиностроения. —• Вестник машиностроения, 1962, № 11.
585
24. Детали машин. Атлас конструкций /Под ред. Решетова; 3-е изд., перераб.
и доп. М.: Машиностроение, 1968.
25. Дунаев П. Ф. Размерные цепи. М.: Машгиз, 1963.
26. Елисеев В. П. Опыт типизации технологических процессов в сборочных
цехах^машиностроительных заводов. М.: МДНТП, 1961.
27. Зиняев В. И., Ямпольский О. А. Пневмотензометрический метод контроля
усилия затяжки резьбовых соединений.—Вестник машиностроения, 1968, №3.
28. Иващенко И. А. Технологические размерные расчеты и способы их автомати-
зации. М.: Машиностроение, 1975.
29. Иосилевич Г. Б. Исследование статической прочности резьбовых соединений,
со спиральными вставками. —• Вестник машиностроения, 1964, № 8.
30. Корсаков В. С., Новиков И. П. Справочник по механизации и автоматизации
сборочных работ. М.: Машгиз, 1961.
31. Кривокобыльский В. Ф., Златопольский И. Я- Станки для группового ввер-
тывания шпилек и болтов и навертывания гаек. —• Тракторы и сельхоз-
машины, 1964, № 8.
32. Косилов В. В. Вопросы точности при автоматической сборке. — В кн.: Авто-
матизация процессов механической ^обработки и сборки. М.: Наука, 1967.
33. Кошкин Л. Н. Вопросы применения роторных машин в сборочном производ-
стве. — Вестник машиностроения, 1962, № 3.
34. Лебедянская Н. Д., Филатов К- Г. Анализ методов и выбор схемы измерения
зазоров в прецизионных плунжерных и золотниковых парах. —• Изв. вузов.
Сер. машиностроение, 1966, № 12.
35. Левашов А. В. Основы расчета точности кинематических цепей металлоре-
жущих станков. М.: Машиностроение, 1966.
36. Левина 3. И., Решетов Д. Н. Основы расчета машин на контактную жест-
кость. —• Вестник машиностроения, 1965, № 12.
37. Луковцев А.яА. Усовершенствование в технологии сборки соединений. М.:
Машиностроение, 1962.
38. Механизация притирки конических сопряжений деталей/А. И. Жабин,
П. С. Рыбальченко, Л. И. Привис и др. —• Машиностроитель, 1964, № 2.
39. Муценек К- Я- Автоматизация сборочных процессов. Л.: Машиностроение,
1969.
40. Научные основы автоматизации сборки машин/М. П. Новиков, А. В/Воро-
нин, М. В. Вейнберс и др.; Под ред. М. П. Новикова. М.: Машиностроение,
1976. 472 с.
41. Новиков М. П. Основы конструирования сборочных приспособлений. М.:
Машгиз, 1960.
42. Новиков М. П. Основы технологии сборки машин и механизмов. М.: Машгиз,
1962.
43. Основы технологии машиностроения/В. М. Кован, В. С. Корсаков, А. Г. Ко-
силова и др.; Под ред. В. С. Корсакова; 3-е изд., доп. и перераб. М.: Машино-
строение, 1977.
44. Павлов Б. В. Кибернетические методы технического диагноза. М.: Машино-
строение, 1965.
45. Петров Г. Н. Изыскания в области систем оборудования для определения
неуравновешенности роторов в производственных условиях. — В кн.: Тео-
рия и конструкция балансировочных машин. М.: Машгиз, 1963.
46. Понин А. И. Исследование причин деформации гильз при сборке двигателей.—•
Тракторы и сельхозмашины, 1967, № 5 и 12.
47. Сборка машин в тяжелом машиностроении/Б. Ф. Федоров, Ю. А. Ваву-
ленко, В. Г. Коринюк и др. М.: Машиностроение, 1971.
48. Хрулев В. И. Выбор толщины клзевой прослойки для деталей. —• Вестник
машиностроения, 1965, № 11.
49. Юзенчук С. А. Технико-экономические основы сборочных процессов в маши-
ностроении. М.: Машиностроение, 1977.
50. Якушев А. И. Резервы повышения качества машин. —• Вестник машинострое-
ния, 1964, № 10.
51. Яшин Б. И. Сборка конических зубчатых передач по 7-й степени точности. —•
Вестник машиностроения, 1966, № 3.
586
ПРЕДМЕТНЫЙ АЛФАВИТНЫЙ УКАЗАТЕЛЬ
А
Автоматизация сборки 570 — 584
— Автомат для сборки коромысел 167 —
169
— Полуавтоматы 580, 581
— Автоматизированные линии 582, 583
Анализ размерный 37
Аппаратура управления 461
Б
Базирование на плоскости 347—358
— Схемы соединений 347, 348
— Контроль. Методы 352 — 354
— Обеспечение точности 355 — 358
Базовая деталь 10, 27
База конструкторская 25, 27
— вспомогательная 25
— технологическая 25
— измерительная 25
Балансировка 431 —437
— Остаточная неуравновешенность 431,
432
— Статическая и динамическая баланси*
ровка 434, 435
— Оборудование 436
Болтовые и винтовые соединения 131 —187
— Расчет момента затяжки 135
— Оборудование и инструмент 145—183
— Способы стопорения 184—187
В
Взаимозаменяемость полная 30, 31, 68, 577
— неполная 30, 31, 68, 577
— групповая 30, 43, 577
— Штучный и групповой подбор 42
— Оптимальное комплектов ание 46
— Сортировка по массе 47
— Пригонка по месту 48
— Компенсаторы 49
Г
Гайковерты 150, 153
— пневматические 150
---с прямым приводом 149
— — поршневые 157
— — с ударно-импульсной муфтой 151
— — ротационные 158
--- с системой электронного контроля
и обратной связью 160
— гидравлические 151
— — с прямым приводом 149
— электрические 152
— — с кулачковой ограничительной муф-
той 152
— редкоударные 153
— гидровинтовые 155
— многошпиндельные 155
— — с приводом шпинделей от одного
двигателя 155, 156
— — с индивидуальным приводом каж-
дого шпинделя 155, 156
— переносные 155
— — стационарные 156
— для навинчивания гаек с большимидиа-
метрами резьб 159
Гибочные работы 99—102
— Схемы 100, 101
— Оборудования 100 — 102
Гидравлические испытания 462 — 467
— цилиндровой группы 463
— масляной системы 464
— трубопроводов 465
— Механизация 466, 467
ГОСТ 125 — 79 474
ГОСТ 333—79 339, 340
ГОСТ 1051—73 170
ГОСТ 1643 — 72 398, 400, 406
ГОСТ 2789 — 73 224, 374
ГОСТ 3647 —71 77
ГОСТ 4976 — 76 76
ГОСТ 7260 — 70 339, 340
ГОСТ 7795 — 70 482
ГОСТ 9433 — 60 451
ГОСТ 9927 — 71 376
ГОСТ 16263 — 70 474
ГОСТ 20799 — 75 229
ГОСТ 21495 — 76 25
ГОСТ 21743—76 229
ГОСТ 21753 — 76 554
ГОСТ 22269—76 554
ГОСТ 2.101—68 7
ГОСТ 8.002 — 71 475
ГОСТ 8.009 — 72 475
ГОСТ 8.1 03 — 73 475
ГОСТ 9.014 — 78 569
ГОСТ 9.028 — 74 569
ГОСТ 12.1.001—75 475
ГОСТ 12.1.003 — 76 475
ГОСТ 12.1.004 — 76 475
ГОСТ 12.2.002 — 74 475
ГОСТ 12.2.029 — 77 475
ГОСТ 12.3.002 —75 475
ГОСТ 12.3.009 — 76 475
Группа 8, 10, 11
— комплексная 10
— базовая 27
— Подгруппа 8, 9, 11
Групповой процесс 502, 503
Деталь 8
Деформации деталей 35, 36
Диагностика техническая 37
Ж
Жесткость машины — Определения — Me*
тоды достижения 35
5S7
3
Заклепочные соединения 260 — 272
— Типы заклепок 260, 261
— Расчет усилия клепки 262
— Оборудование и инструмент 263
— Условия обеспечения качества 271, 272
— Контроль 272
Заправка собранных сборочных единиц
смазками 471, 472
— Дозаторы 472
Затяжка резьбовых соединений 170
— Контроль 172
— — по углу поворота 178, 179
— — по удлинению болта 179, 180
— — по заданному моменту 182, 183
Зубчатые передачи 384—390
— Виды 384, 385
— Степени точности 385, 386, 387
— Зазоры 387
Зубчатые передачи конические 408—419
— Степени точности. Пятно контакта.
— Условия обеспечения качества 409,
410, 418
— Предельные смещения — Непересече-
ние осей 411, 412
— Зазор в зацеплении 413
— Регулировка 414, 415
— Контроль 416, 417
Зубчатые передачи цилиндрические 390—
408
— Способы закрепления на валах 390
— Посадки 393
— Приспособления и инструмент 391—393
— Условия обеспечения качества 390, 408
— Контроль 393
— Допуски 401
— Погрешности сборки 393
— Пятно контакта 402 — 404
— Оценка уровня шума 407
Изделие 6 —11
— основного производства 8
— покупное 9
— Составные части 10, 11
Измерения 51. 52
Инструмент 70, 145
— механизированный 70 147
— электрический 70
— гидравлический 70
— пневматический 70
— универсальный 70
— специальный 70
— ручной 145
— — режущий 145
— — вспомогательный 145
— — слесарно-сборочный 145
— Техника безопасности работы 71, 72
— — Схемы подключения 71, 72
Испытания сборочных машин — Приемно-
сдаточные — Контрольные — Специаль-
ные 565—568
К
Качество сборки — Технический контроль
560 — 564
Классификация соединений деталей 12—14
— Схема 13
Клеймение деталей и сборочных единиц
467 — 471
— Способы клеймения 467
— Оборудование и инструмент 469, 470
Ключи 146
— гаечные 146
— коловороты 146
— трещеточные 146, 148
— предельные и динамометрические 171
— — Типы 171 — 174
— — Устройства для тарирования 175, 176
588
Конвейер 21
— для узловой и общей сборки 22
— подвесной с адресованием 22
Конические соединения неподвижные 195
— Условия обеспечения качества 196
— Расчет усилия запрессовки 197, 198
— Оборудование и инструмент 199—206
Конические соединения подвижные
378 — 384
— Клапаны 378, 379
— Притирка 379
'— Контроль 382 — 384
— Оборудование 380 — 382
Консервация 472, 568, 569
— Упаковка. Применяемые материалы 570
Конструктивные элементы машин 10
Контакт сопрягающихся погерхностей де-
талей 14
— общий 14
— местный 14
— литейный 14
— точечный 14
— через промежуточный слой материала 14
Коэффициенты
— серийности 15
— эффективности использования рабочего
времени в зависимости от соответствия
рабочих мест типовым проектам 17
— загрузки рабочего времени 487
— качества сборочного процесса 492
— значимости пригоночных работ 492
— значимости повторных разборок и сбо-
рок 492
— расчлененности 492
— поправочный к нормативам времени 508
М
Маркировка 466—470
— Способы маркировки 468
— оборудование и инструмент 469, 470
Маршрутная технология 483
Маховики и шкивы 437 — 441
— Способы крепления 437
— Приспособления 438, 440
— Контроль 439
Машины гайко- и винтозавертывающие
— Типы 149
— с муфтами прямого привода 149
— с ударно-импульсными муфтами 149. 151
— с ограничительными муфтами 152
— с предельными муфтами 152, 153
Механизация труда 6
— сборочных работ 16
— комплексная 21
Мойка 102—114
— Способы мойки 102
— Моечное оборудование 103 — 113
—Моечные растворы и материалы 105 —112
Муфты 280, 281
Н
Нагрев охватывающей детали при сборке
205—212
— Расчет температур 205—207
— Применяемые среды 206—208
— Оборудование 207—209
Насосы 460
Нормирование 504 — 509
— Техническая норма времени 504
— Норма штучного времени 506
— Укрупненные нормативы 508
О
Оборудование сборочных цехов 531 — 560
— Технологическое — Вспомогательное
531
— Рольганги 533
— Сборочные тележки 534
— Конвейеры транспортные 547, 548
— Сборочные стенды 549
— Подъемные устройства 549 — 554
— Конвейеры сборочные 534—547
— Типы конвейеров 537
— Верстаки и стеллажи 555 — 558
— Подвески для инструмента 559
— Тара 559, 560
Операция — см. Сборочная операция.
Опиливание и зачистка 72—76
— Виды работ 73
— Инструмент 74
Организация сборки — Формы
— Стационарная. Бригадный метод 518—
522
— Подвижная 522
— Поточная линия 522
— Поточная сборка 522—531
— Конвейерная сборка 525
Оси 313
Охлаждение охватываемой детали при
сборке
— Хладоносители 210—212
— Оборудование 211
п
Пайка 251 —255
— Припои и флюсы 252
— Технология н оборудование 253—256
Пальцы 315—325
Пластические деформации
при сборке соединений 213—220
— Вальцевание 213, 214
— Обжатие 219
— Отбортовка 216
— Развальцовывание взрывом 219
— Развальцовывание протягиванием 218
— Развальцовывание трубок 215
— Раскатывание 217
— Магнитно-импульсная деформация 220,
221
— Оборудование и инструмент 214—220
Поверхность основная базовая 25
— сопрягающаяся 25
— несопрягаяющаяся 25
— функциональная 25
— исполнительная 28
Подшипники качения 321—347
— Виды 323, 324
— Оборудование приспособления и ин-
струмент 326, 327, 330, 332, 333
— Контроль 329, 337
— Условие обеспечения качества 329, 335,
346, 347
— Шариковые подшипники 321—338
— Роликовые подшипники 339—343
— Игольчатые подшипники 344—346
Подшипники скольжения 281—301
— Разъемные 289—296
— Цельные 282—287
— многоопорных валов 283, 297—301
— Сборка подшипников скольжения на
валу 301—304
— Укладка вала в подшипники 304—313
— Проверка и обеспечение соосности не-
скольких валов двух агрегатов 312, 313
Полирование 82—85
— Применяемые материалы 83, 84
— Оборудование и инструмент 83, 84, 85
— давлением 85
Покрытие резьбы 135, 136, 141
— Смазка 136, 141
Поршневая группа 359—372
— Оборудование, приспособление и ин-
струмент 365 — 367, 372
— Условие обеспечения качества 370—372
— Контроль 362 — 364, 368
Прессы 235
— пневматические прямого действия 236
— скобы 238, 240
— пневматические с рычажным усил пе-
лем 238
— электромагнитные 239, 242
— пневматические диафрагменные 239,
241
— роторные механические 242
— Съемники — Типы 246, 247
Прецизионные детали 373 — 377
— Оборудование 376, 377
— Контроль 373
Пригоночные работы 68 — 70
— Виды 68, 69
— Шероховатость при пригоночных ра-
ботах 69
— Инструмент 70
Приспособления 53
— технологические 21
— универсальные 53, 59
— рабочие 53
— специальные 53
— контрольные 53
— механические 53
— гидравлические 53
— пневмогидравлические 53
— пневматические 53, 55
— зажимы 53, 54, 58
— установочные 53, 55
— для закрепления деталей с использова-
нием магнитного поля 66
— Требования к конструкции 57, 509—511
— Экономическое обоснование 66
— Проектирование 509
Притирка 76—82
— Схемы притирки 77
— Шероховатость 78
— Способы притирки 78, 79
— Инструмент 79
— Станки 79, 80
— Применяемые материалы 80, 82
— Контроль качества 82
Продольно-прессовые соединения 221
— Расчет усилия запрессовки 224—227
— Контроль 231, 232
— Условия обеспечения качества 232
— Приспособления и инструмент 233 —
235, 243 — 245, 249
Производительность сборки 487
Пружины 454 — 458
— Упругость 455
— Оборудование и приспособления 456,
457
Р
Рабочее место — Организация 554
Рабочие цилиндры 458, 459
Развертывание 96—98
— Припуски 97
— Инструмент 97, 98
Размерная группа 42
Резьбовые соединения
— Постановка шпилек 117
— — Способы обеспечения натяга 117
— — Расчет крутящего момента 119, 120
---Смазка 121
— — Инструмент 122, 123
— — Контроль 122
— — Погрешности и способы их устране-
ния 128, 129
— — Условия обеспечения качества 121,
122, 124
— — Оборудование и инструмент 123 —
127
— Постановка гаек 138
— — Схемы собираемости соединений 139
589
— — Условия обеспечения качества 141,
142
— Постановка резьбовых втулок и за-
глушек 144, 145
— Постановка болтов н винтов — см.
Болтовые и винтовые соединения
Ритм сборки 523
С
Сборка — Методы 30
— узловая 5
— общая 5
Сборочная единица 6 — 11
— операция 8, И
Сборочные элементы 10
Сварка — Методы 249
— Оборудование 250, 251
Сверление 90—96
— Оборудование и инструмент 91—96
— Условия обеспечения качества 94, 96
Себестоимость сборки 15
Селекция 42
Склеивание 255 — 260
— Марки клеев 256, 257, 259, 260
— Технология, режимы и оборудование
256—260
Составные валы 273—279
— Валы, соединяемые втулочной муф-
той 274
— Валы, соединяемые коническими по-
верхностями 274
— Валы прямые 275
— Валы коленчатые 275—279
Средства механизации 21
— вспомогательных работ 22
— основных технологических сборочных
работ 23
Срок окупаемости 15
Стоимость сборки 7
СТ СЭВ 57 — 53 188
СТ СЭВ 145 — 75 188
СТ СЭВ 189 — 75 188
СТ СЭВ 306—76 1 18
Т
Темп 523
Технологическая схема сборки 10, 1 1, 480,
482, 485
— Виды технологических документов по
ЕСТД 488
— Технологическая карта 488
— Комплектовочная карта 488
Технологический процесс
— Определение 6
— Содержание 6
— Исходные материалы. Единая система
технологической документации (ЕСТД)
и единая система технологической под-
готовки производства (ЕСТПП) 473 —
478
— Последовательность разработки 476 —
478
— Дифференциация 478, 479
Технологичность конструкции 513—517
— Основные требования 513, 514,573,577
— Примеры 515—517, 574
Типовой процесс 488, 493, 495
— Карты 495—497
— Классификатор работ 498 — 501, 494
Типы сборочного производства 6
Торцевание и шарошение 98, 99
— Инструмент 99
Точность сборки 27 — 30, 510
— Контроль 49
Трубопроводы 441—448
— Условия обеспечения качества 442
— Виды соединений 443—445
— Прокладки 446
— Герметизирующие материалы 446
— Контроль герметичности 447, 448
Трудоемкость 40, 526
— общей сборки 5, 17
— узловой сборки 5
— ремонтных работ 5
— вспомогательных работ 21
— операций 492
— слесарно-пригоночных н зачистных
работ 492
— сборочных работ, выполняемых по-
точным методом 492
У
Уплотнение 448—454
— Сальники 448—451
— Уплотнительные кольца 451, 452
— Манжеты 452, 453
— Приспособления и инструмент 449 —
452, 454
Уровни организации производства 16—20
— Определения и классификация 16—20
Установки механизированные 21, 22, 161 —
169, 248
Ц
Цепные передачи 425 — 431
— Виды 426
— Условия обеспечения качества 427
— Контроль 426, 427
— Расчет длины цепи 428, 429
— Регулировка 430, 431
Цикл сборки 524
Ч
Червячные передачи 419 — 425
— Степени точности. Допуски 422, 423
— Пятно контакта 423, 424
— Приработка. Контроль качества 425
Ш
Шабрение 85 — 90
— Схемы 85
— Припуски 86
— Контроль качества 86, 87
— Оборудование и инструмент 88—90
Шкивы — см. Маховики н шкивы.
Шлицевые соединения 193—195
— Виды 193, 194
— Условия обеспечения качества 194, 195
— Контроль 195
Шпоночные соединения 187—197
— Условия обеспечения качества 188—190
— Контроль 191, 192
— Виды 192, 193
— Инструмент 188 —192
ОГЛАВЛЕНИЕ
От издательства..................................................... 3
Глава J. Значение сборочных процессов в машиностроении .... 5
Изделия машиностроения и их составные части ............. 7
Элементы процесса сборки ................................ 9
Классификация соединений деталей........................ 12
Механинизация и автоматизация сборочных единиц ... 16
Глава II. Точность сборочных соединений.......................... 25
Конструкторские базы ................................... 25
Понятие о точности сборки............................... 27
Размерный анализ в технологии сборки.................... 37
Контроль точности при сборке ........................... 49
Глава III. Приспособления, применяемые при сборке................. 53
Приспособления-зажимы для закрепления деталей и сбороч-
ных единиц при сборке................................... 58
Глава IV. Подготовка деталей к сборке.............................. 68
Пригоночные работы при сборке ...................'. . 68
Механизированный инструмент ............................ 70
Опиливание и зачистка................................... 72
Притирка ............................................... 76
Полирование............................................. 82
Шабрение................................................ 85
Сверление .............................................. 90
Развертывание........................................... 96
Торцевание и шарошение.................................. 98
Гибочные работы......................................... 99
Мойка деталей и сборочных единиц....................... 102
Глава V. Сборка неподвижных разъемных соединений.................. 115
Сборка резьбовых соединений............................ 115
Постановка шпилек...................................... 117
Основные погрешности постановки шпилек и способы их
устранения ... 128
Сборка болтовых и винтовых соединений ................. 131
Постановка гаек........................................ 138
Постановка винтов...................................... 142
Постановка резьбовых втулок и заглушек................. 144
Ручной и механизированный инструмент, применяемый при
сборке................................................. 145
Механизированные установки для сборки резьбовых соеди-
нений ................................................. 161
Затяжка резьбовых соединений........................... 170
Стопорение резьбовых соединений........................ 183
Сборка соединений со шпонками ......................... 187
591
Сборка шлицевых соединений................................ 193
Сборка неподвижных конических соединений.................. 195
Глава VI. Сборка неподвижных неразъемных соединений............ 204
Соединения, собираемые с использованием тепловых методов 205
Соединения, собираемые путем пластической деформации
деталей .................................................. 213
Сборка продольно-прессовых соединений............. 221
Прессы и приспособления, применяемые при запрессовке 235
Сварка, пайка и склеивание' .............................. 249
Сборка заклепочных соединений............................. 260
Глава VII. Сборка типовых сборочных единиц машин и механизмов 273
Сборка составных валов и муфт............................. 273
Установка подшипников скольжения в корпусе................ 281
Сборка подшипников скольжения на валу и укладка вала
в подшипники ............................................. 301
Сборка сборочных единиц с осями и пальцами................ 313
Сборка сборочных единиц с подшипниками качения .... 321
Сборка соединений с деталями, базирующимися на плоско-
стях ..................................................... 347
Сборка сборочных единиц с цилиндрическими деталями, дви-
жущимися возвратно-поступательно ............... 359
Сборка подвижных конических соединений.................... 378
Сборка зубчатых и червячных передач ...................... 384
Сборка цилиндрических зубчатых передач.................... 390
Сборка конических зубчатых передач........................ 408
Сборка червячных передач.................................. 419
Сборка цепных передач..................................... 425
Балансировка сборочных единиц и машин в сборе ... 431
Сборка маховиков и шкивов с валами................ 437
Сборка трубопроводов и уплотнений ........................ 441
Установка пружин.................................. 454
Сборка гидравлических и пневматических сборочных единиц
и систем.......................................... 458
Гидравлические испытания собранных сборочных единиц 462
Клеймение и маркировка деталей и сборочных единиц . . . 467
Заправка собранных сборочных единиц смазками ... 471
Глава VIII. Основы разработки технологического процесса сборки. . . 473
Исходные материалы для разработки технологии .... 473
Разработка технологии сборки ............................. 478
Нормирование сборочных работ.............................. 504
Проектирование сборочных приспособлений .................. 509
Технологичность конструкций машин в сборке................ 511
Глава IX. Организационные формы сборки машин ........................ 518
Поточная сборка........................................... 522
Оборудование сборочных цехов.............................. 531
Организация рабочего места на сборке ..................... 554
Технический контроль качества сборки ..................... 560
Испытания собранных машин и сборочных единиц .... 565
Подготовка изделий к хранению и отправке потребителю . . 568
Технология сборки в автоматизированном производстве . . 570
Список литературы......................................... 585
Предметный алфавитный указатель .......................... 587