





















































































































































































































Похожие




Текст
ТЕХНИЧЕСКИЙ СПРАВОЧНИК ЖЕЛЕЗНОДОРОЖНИКА
ТЕХНИЧЕСКИЙ СПРАВОЧНИК ЖЕЛЕЗНОДОРОЖНИКА
РЕДАКЦИОННАЯ КОЛЛЕГИЯ
Проф., доктор технических наук М. В. ВИНОКУРОВ, кандидат технических наук К. И. ДОМБРОВСКИЙ, проф., доктор технических наук К- 11. КОРОЛЁВ, инженер Е. Ф. РУДОЙ, проф. К. А. ШИШКИН
Главный редактор Е. Ф. Р У ДО Й
*
ГОСУДАРСТВЕННОЕ ТРАНСПОРТНОЕ
ЖЕЛЕЗНОДОРОЖНОЕ ИЗДАТЕЛЬСТВО
о с к 6 а
* 9 5 1
ТЕХНИЧЕСКИЙ
СПРАВОЧНИК
ЖЕЛЕ 3 НОДО РОЖН И КА
Том 7
ЛОКОМОТИВНОЕ И ВАГОННОЕ ХОЗЯЙСТВО
Ответственный редактор тома проф., доктор техн, наук К. П. КОРОЛЁВ
ГОСУДАРСТВЕННОЕ ТРАНСПОРТНОЕ
ЖЕЛЕЗНОДОРОЖНОЕ ИЗДАТЕЛЬСТВО
уЛ о с к в а. • 4 у 3 у
АВТОРЫ ТОМА
С. X. АЗЕРЬЕР, проф., докт. техн, наук; Н. А. АЛБЕГОВ, канд. техн, наук; С. Г. ВЕДЕНКИН, проф.; В. В. ВУЛЬФ, инж.; С. Ф. ГОНЧАРОВ, канд. техн, наук; Н. Н. ЗАЛИТ, инж.; П. И. КМЕТИК, инж.; И. Г. КОК.ОШИНСКИИ, канд. техн, наук; А. Н. КОРОЛЁВ, инж.; А. Т. КУДРЯШОВ, инж.; Е. И. МАСЛОВ, инж.; А. П. МИХЕЕВ, доц., канд. техн, наук.; Г. Н. МОСКВИН, инж.; В. И. МУЖИЧКОВ, инж.; И. Н. НОВИКОВ, инж; М. Б. САХАРОВ, инж.; Б. К. ТЕТЕРЕВ, инж.; В. И. ФРИДМАН, канд. техн, наук; М. Ф. ШАЙРОВ, инж.
РЕЦЕНЗЕНТЫ ТОМА
Паровозное хозяйство: К. И. ДОМБРОВСКИЙ, канд. техн, наук; С. Е. КОНОВАЛОВ, инж.: Л. А. МЕЛЬНИКОВ, инж.; В. Г. МЕРЕЖКО, инж.; С. Н. СОЛОВЬЁВ, инж.; Б. П. СЫЧЁВ. инж.; С. С. УШАКОВ, канд. техн. наук. Тепловозное хозяйство: П. И. КМЕТИК, инж.; М. М. РОМАНЮК, инж.; Г. С. РЫЛЕЕВ, инж. Вагонное хозяйство: В. Д. БЕХТЕРЕВ, канд. техн, наук; В. И. ГРОБОВ, инж.; Ф. А. ЛАПШИН, инж.; Т. Е. МАЛИЙ, инж.; И. В. НОВОЖИЛОВ, ииж.; В. С. ШАРОНИН, канд. техн. наук. Водоснабжение: Г. Н. МОСКВИН, инж.;
ф
РЕДАКТОРЫ РАЗДЕЛОВ И ГЛАВ ТОМА
Инж. МЕРЕЖКО В. Г. (Организация паровозного хозяйства); инж. КОНОВАЛОВ 0. Е. (Паровозные депо, устройства для экипировки паровозов); КОЧУРОВ П. М. (Организация производства на паровозоремонтных заводах); канд. техн, наук БЕХТЕРЕВ В. Д. (Вагонное хозяйство); инж. КМЕТИК П. И. (Тепловозное хозяйство); инж. МОСКВИН Г. Н. и инж. КУДРЯШОВ А. Т. (Водоснабжение); дон., канд. техн. наук. ЛЕВИЦКИЙ В. С (Графический материал). .'
СОДЕРЖАНИЕ
С гр.
Стр .
От редакции седьмого тома.................. 7
ПАРОВОЗНОЕ ХОЗЯЙСТВО . .................... 9
Организация паровозного хозяйства (доц., канд. техн, наук А. П. Михеев).......... 9
Назначение паровозного хозяйства........... 9
Историческая справка оразвитии паровозного хозяйства ................................ 9
Структура паровозного хозяйства .......... 10
Эксплоатация паровозов ................... 13
Принципы обслуживания и содержания паровозного парка............................ 16
Паровозные бригады........................ 17
Обслуживание паровозов бригадами........ 19
Экипировка паровозов ..................... 24
Организация текущего ремонта паровозов . . 29
Технический контроль за качеством ремонта 38
Технический паспорт паровоза ............. 39
Планирование текущего ремонта паровозов . 39
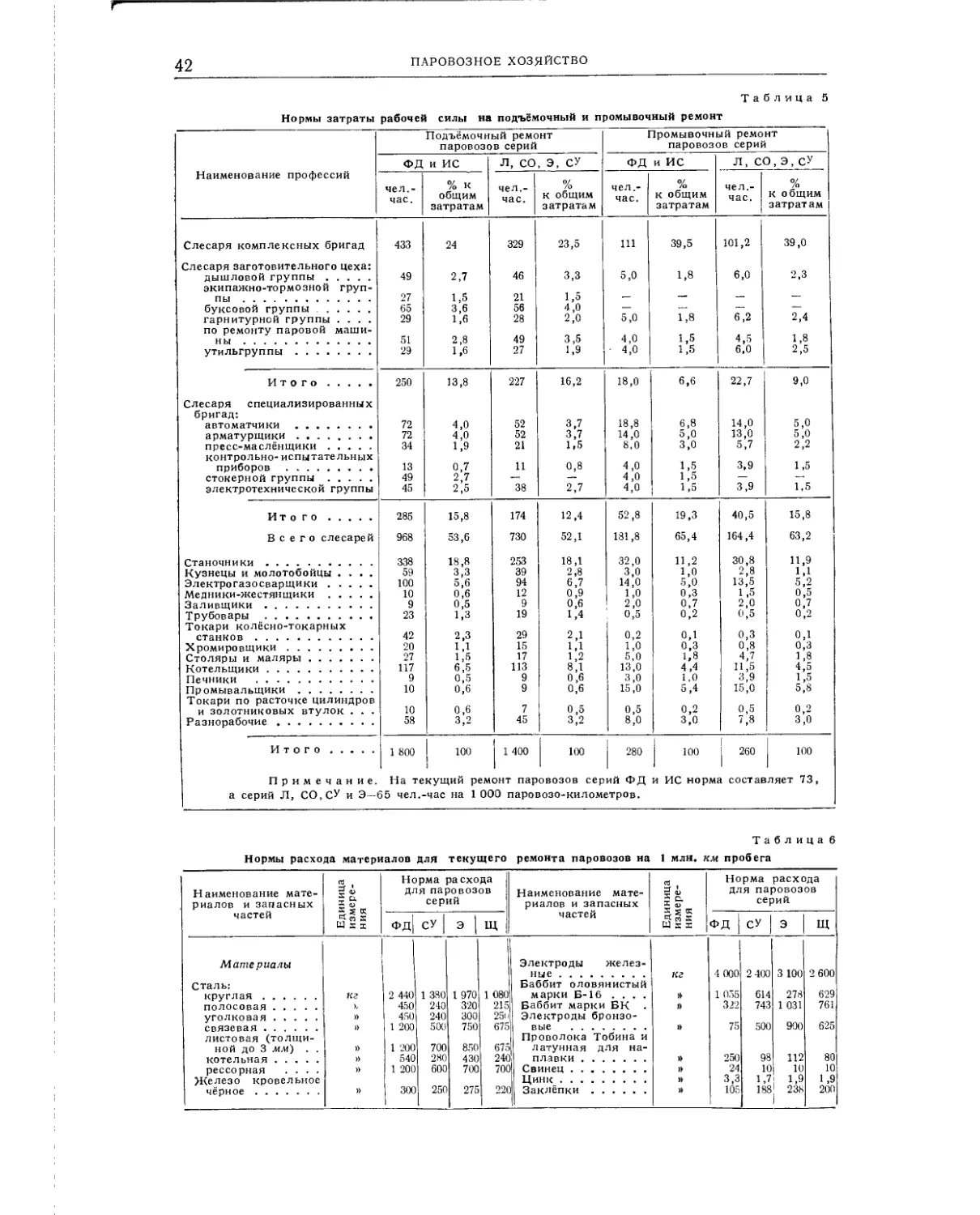
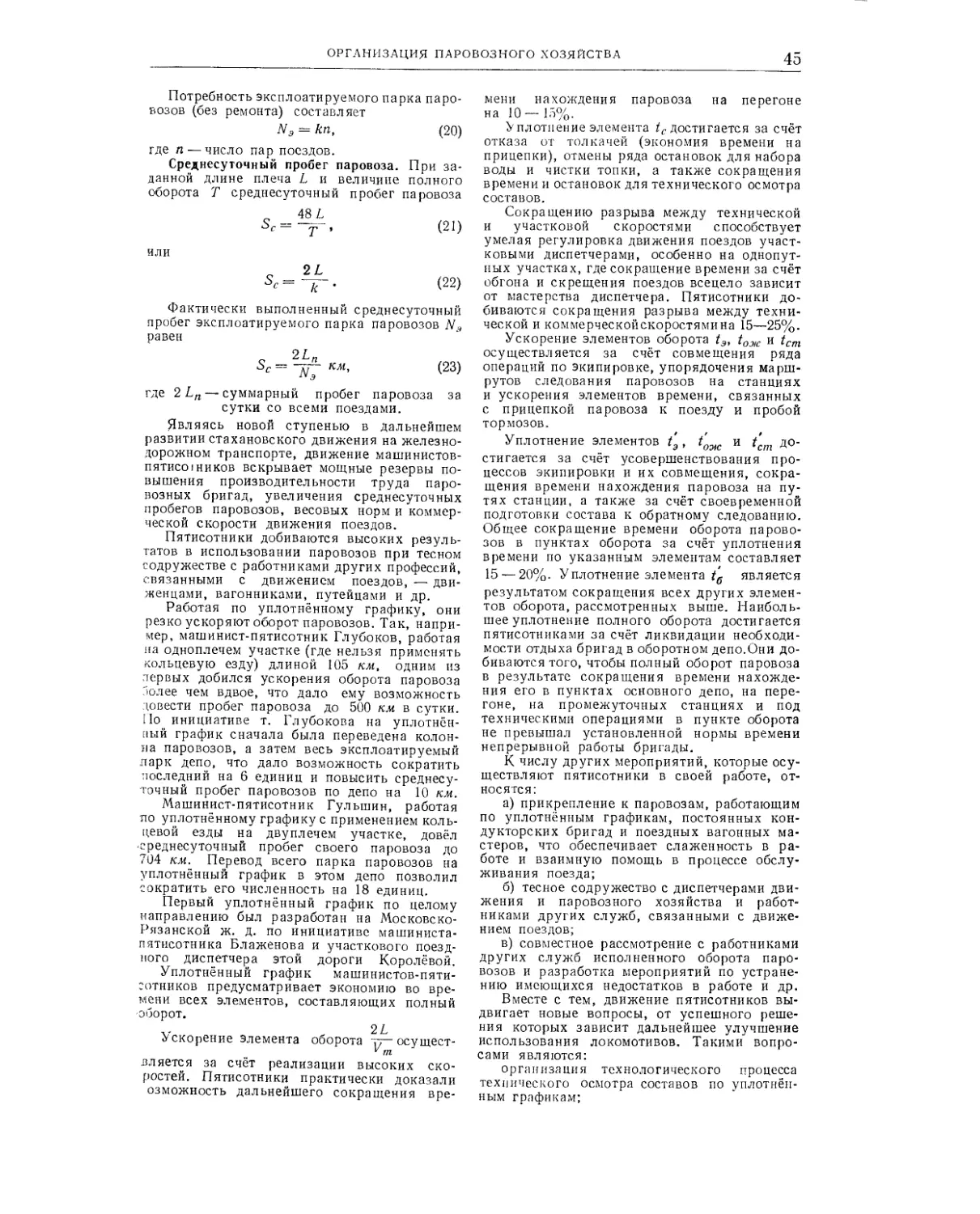
Показатели работы и методы повышения использования паровозов................... 4 1
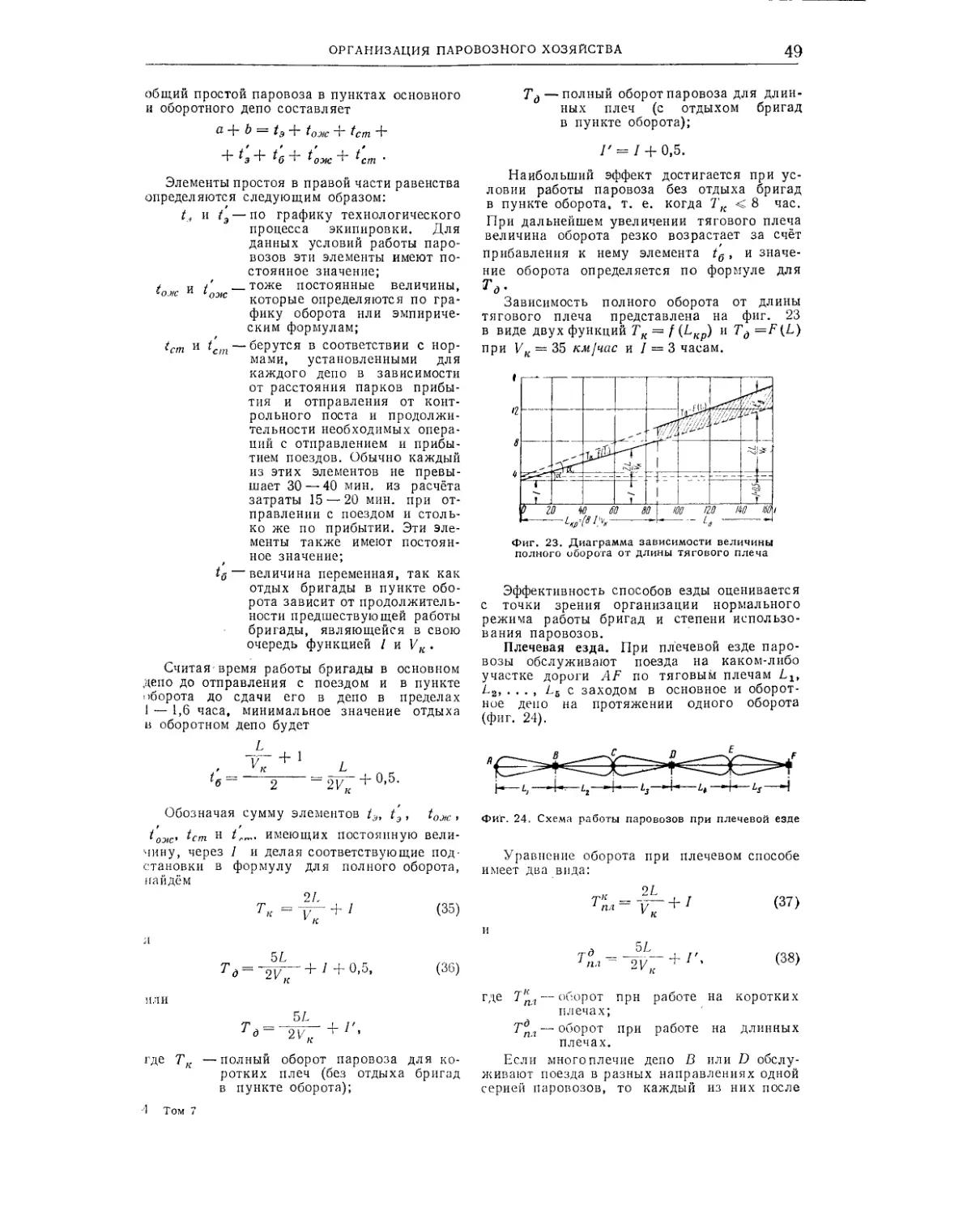
Способы обслуживания поездов паровозами . 48
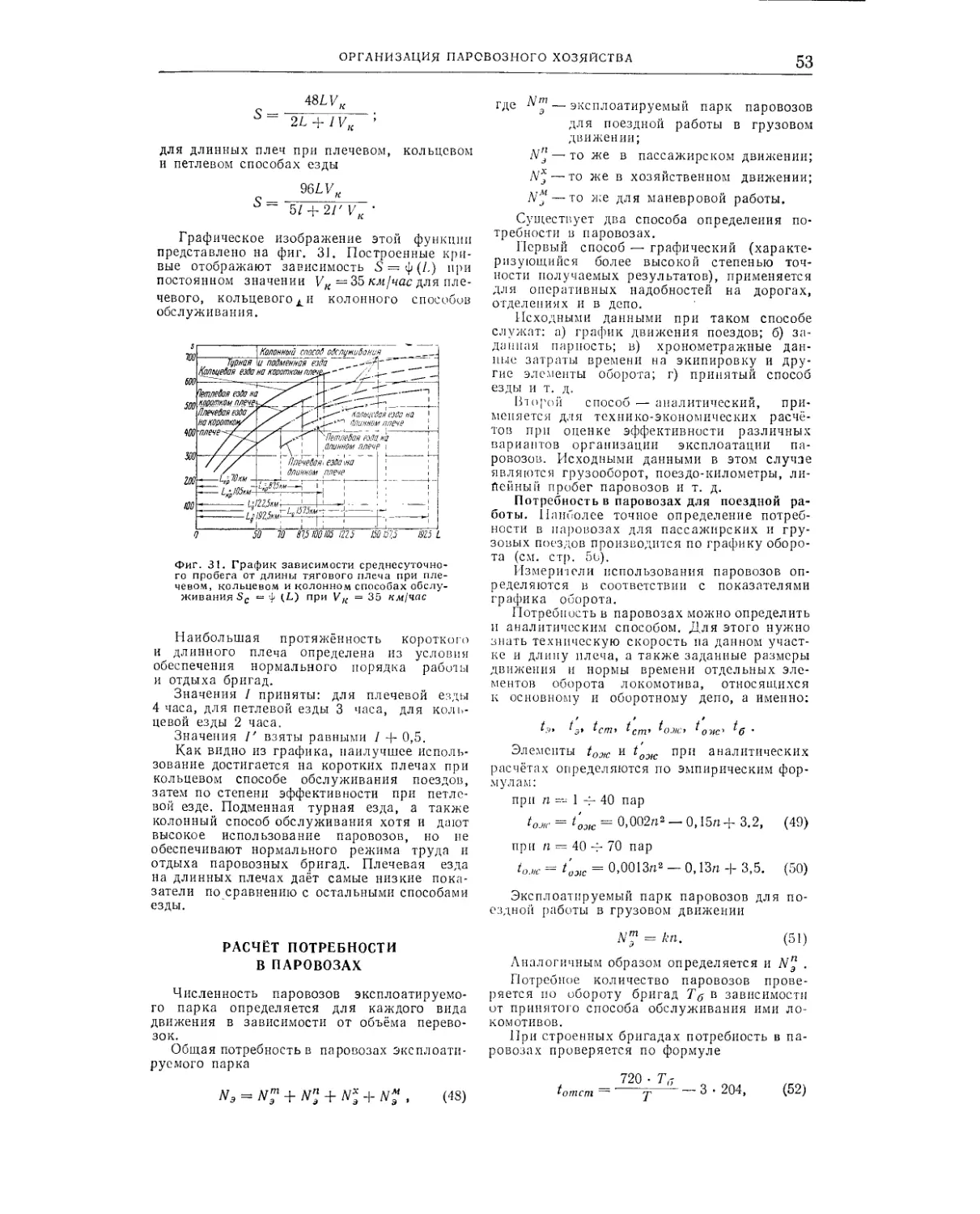
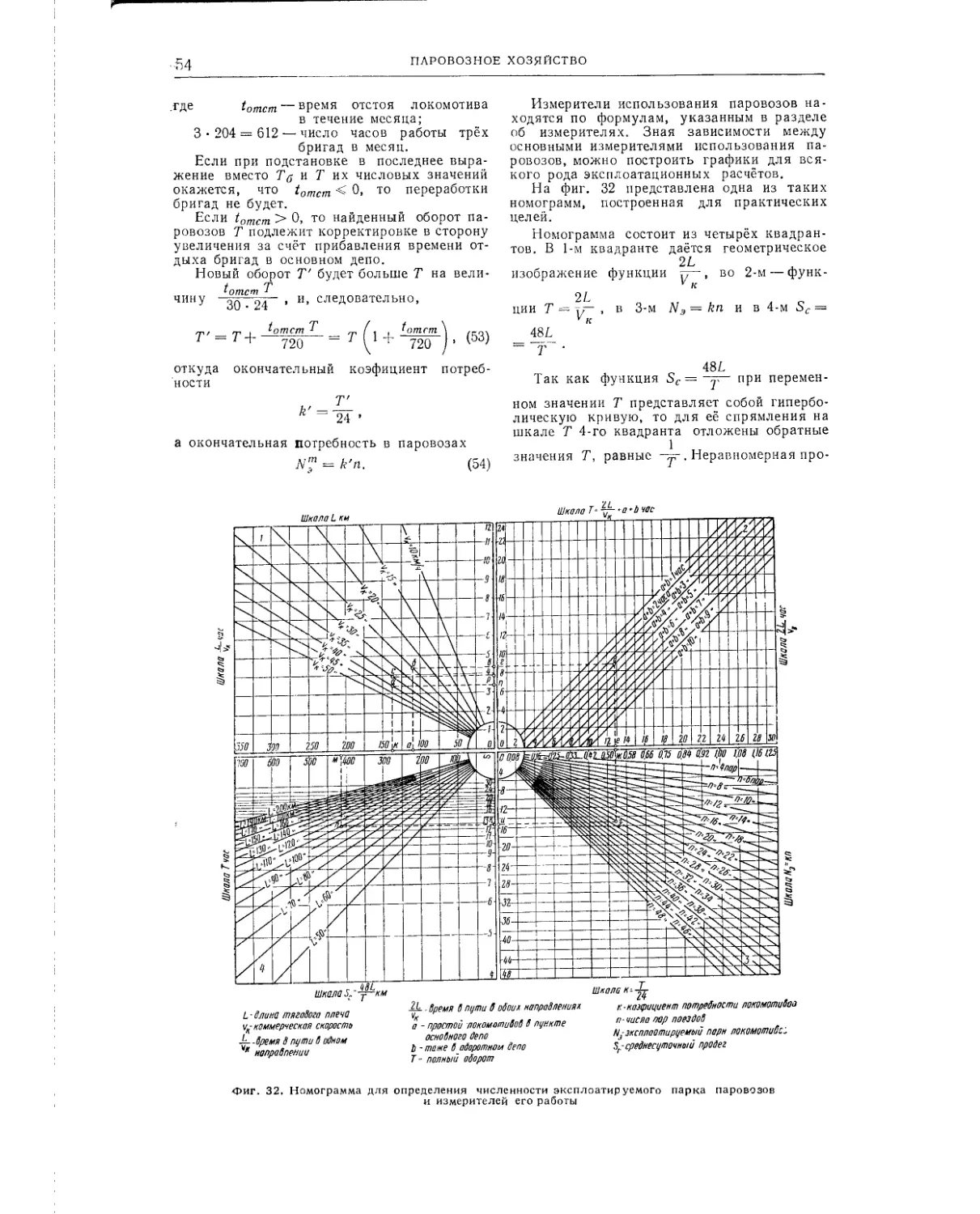
Расчёт потребности в паровозах ........... 53
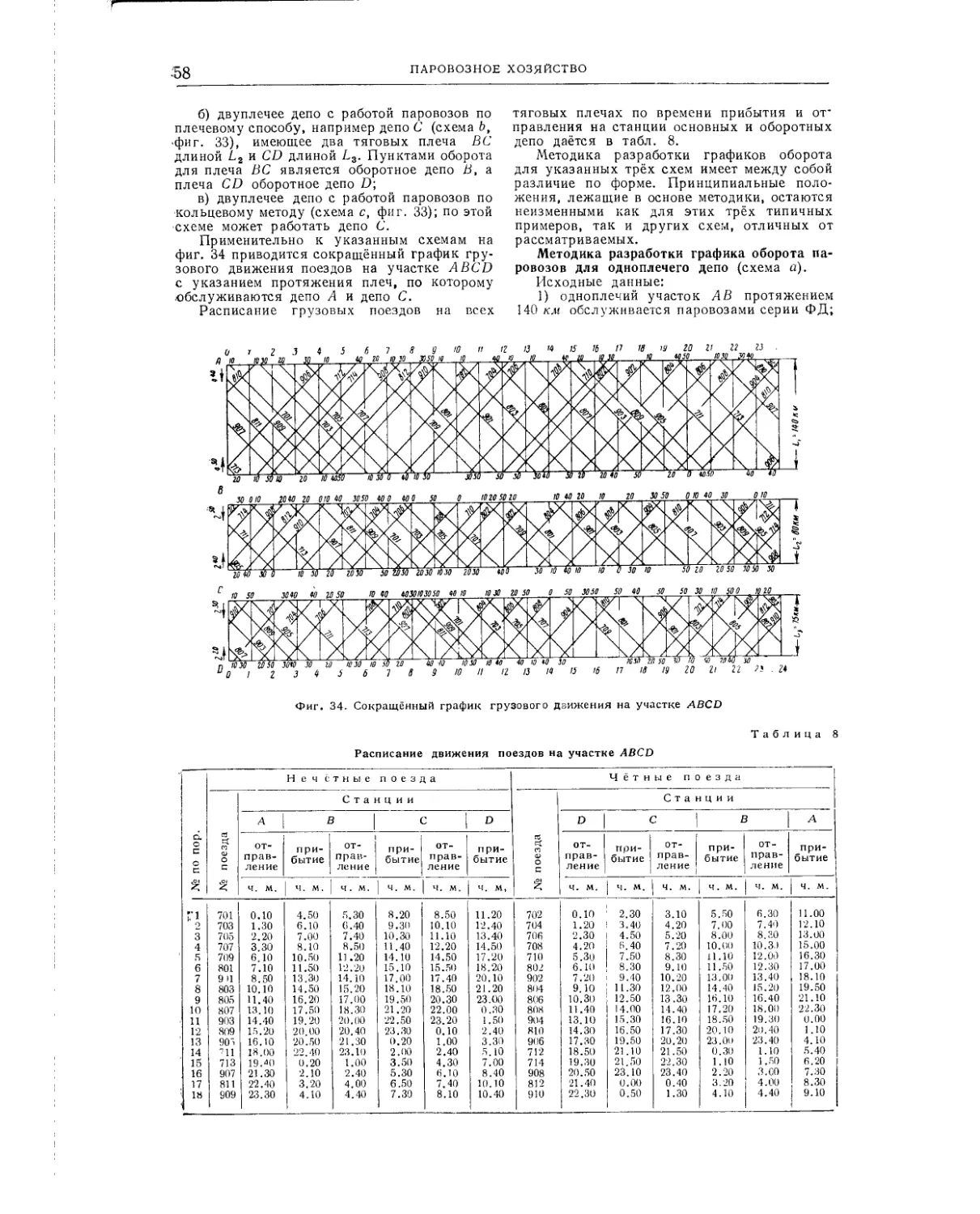
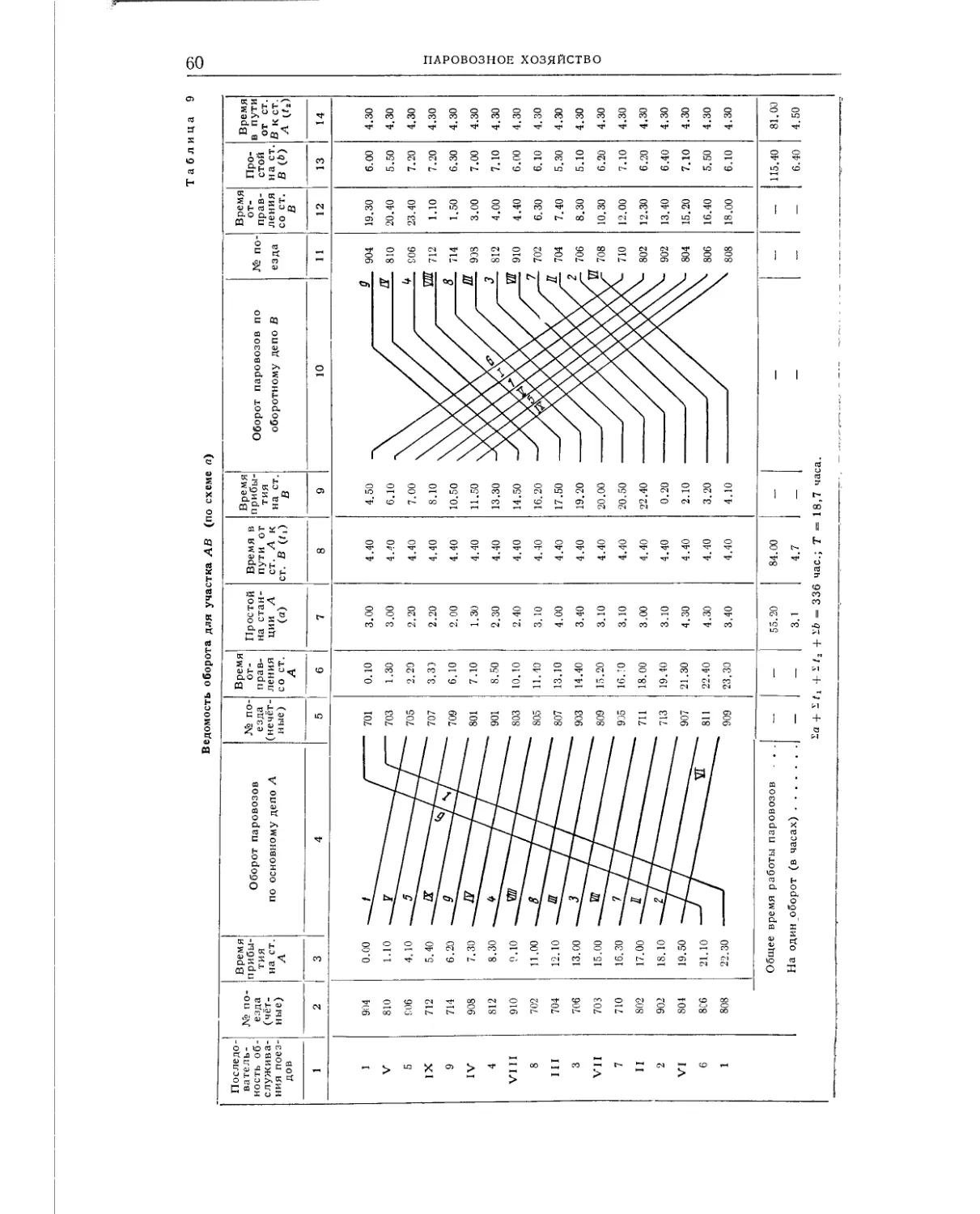
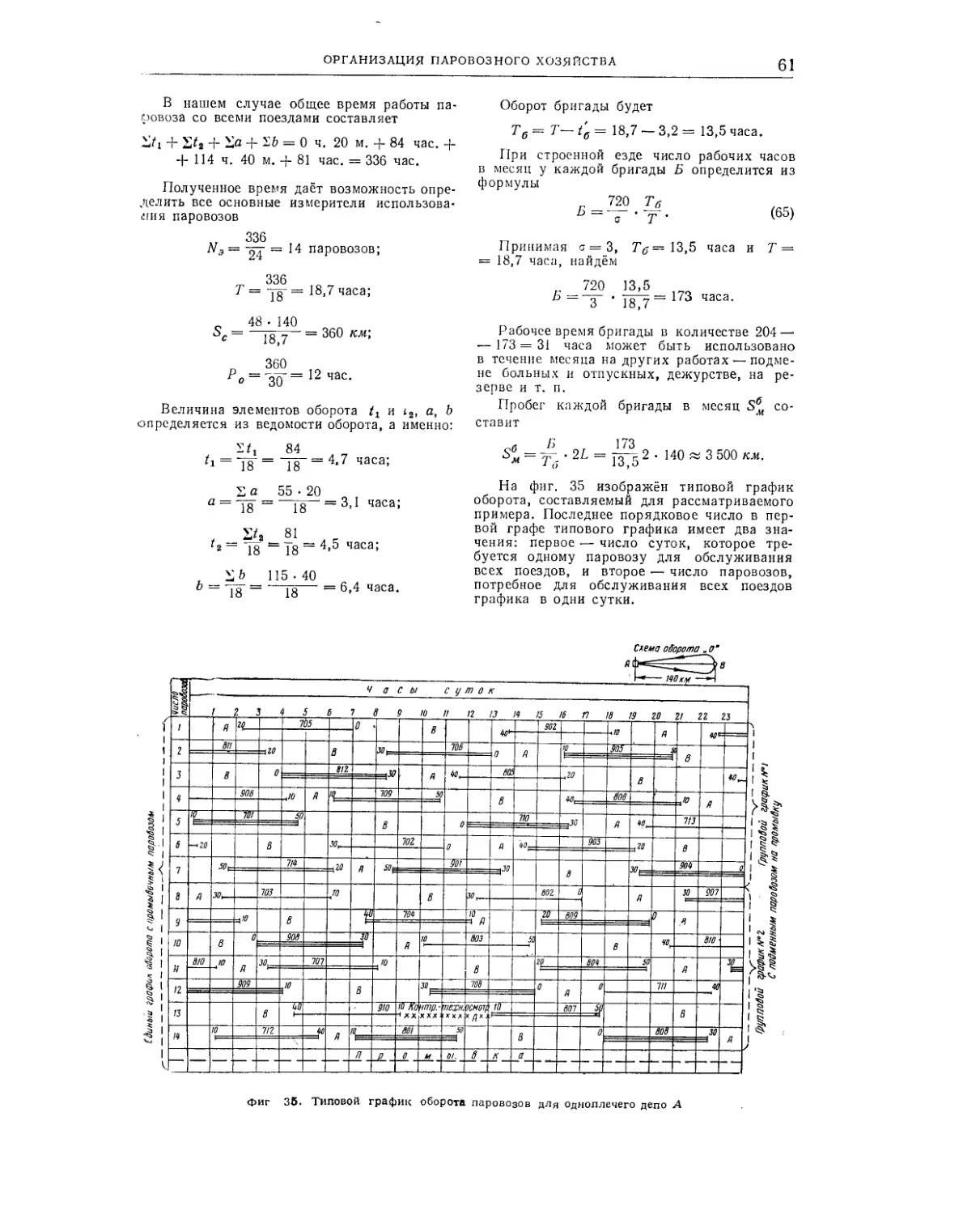
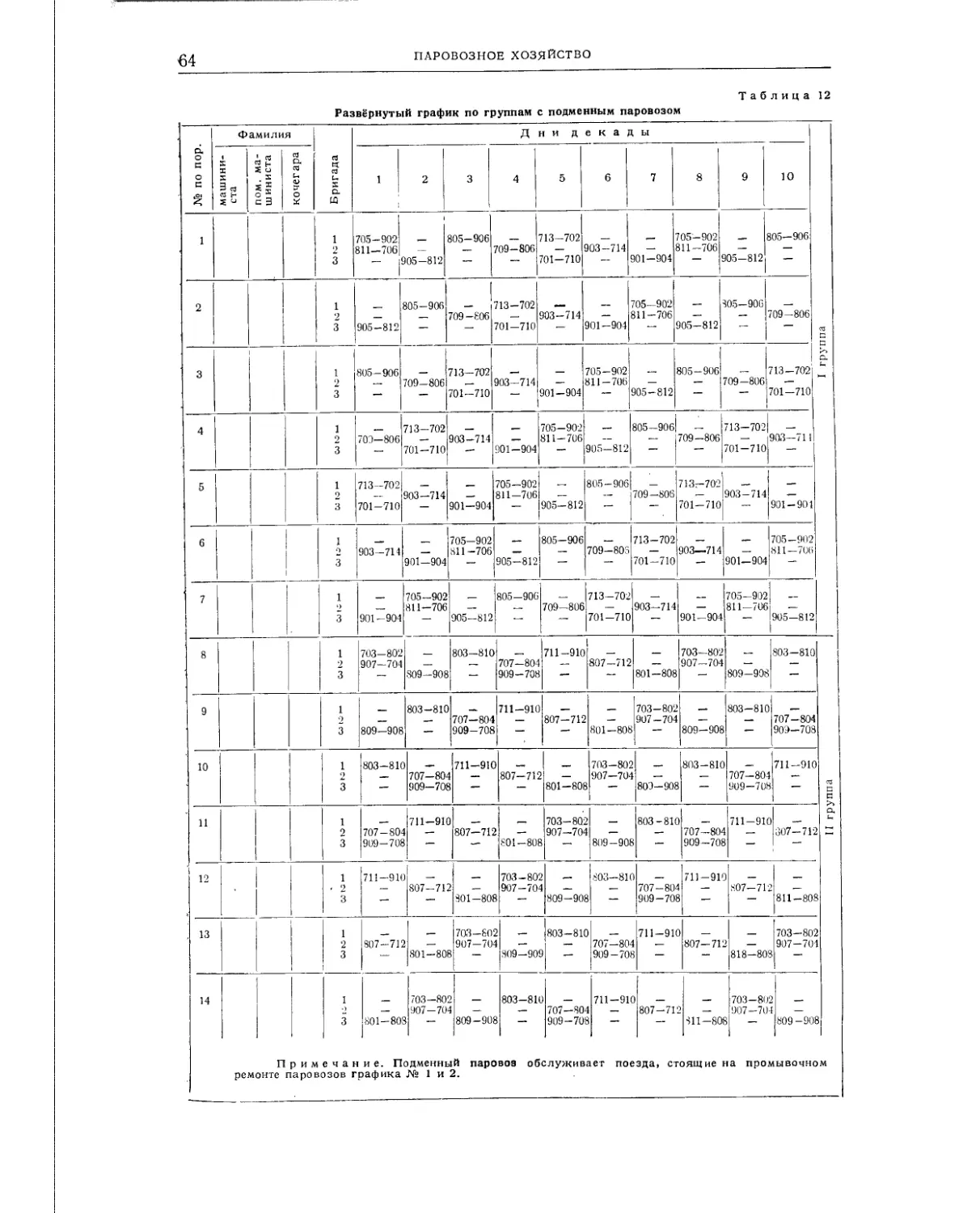
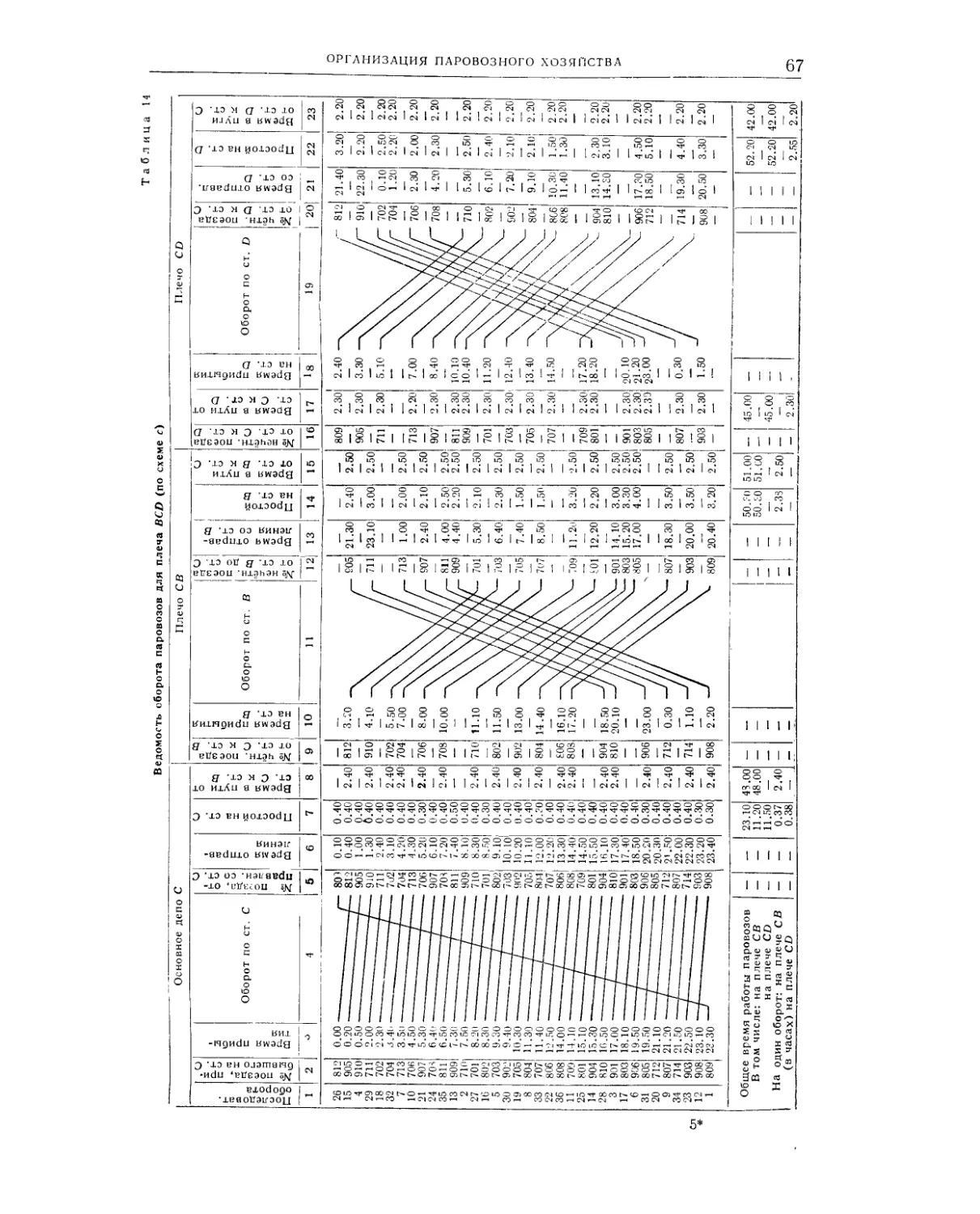
График оборота паровозов.................. 56
Комплексное применение стахановских приёмов труда............................... 7 1
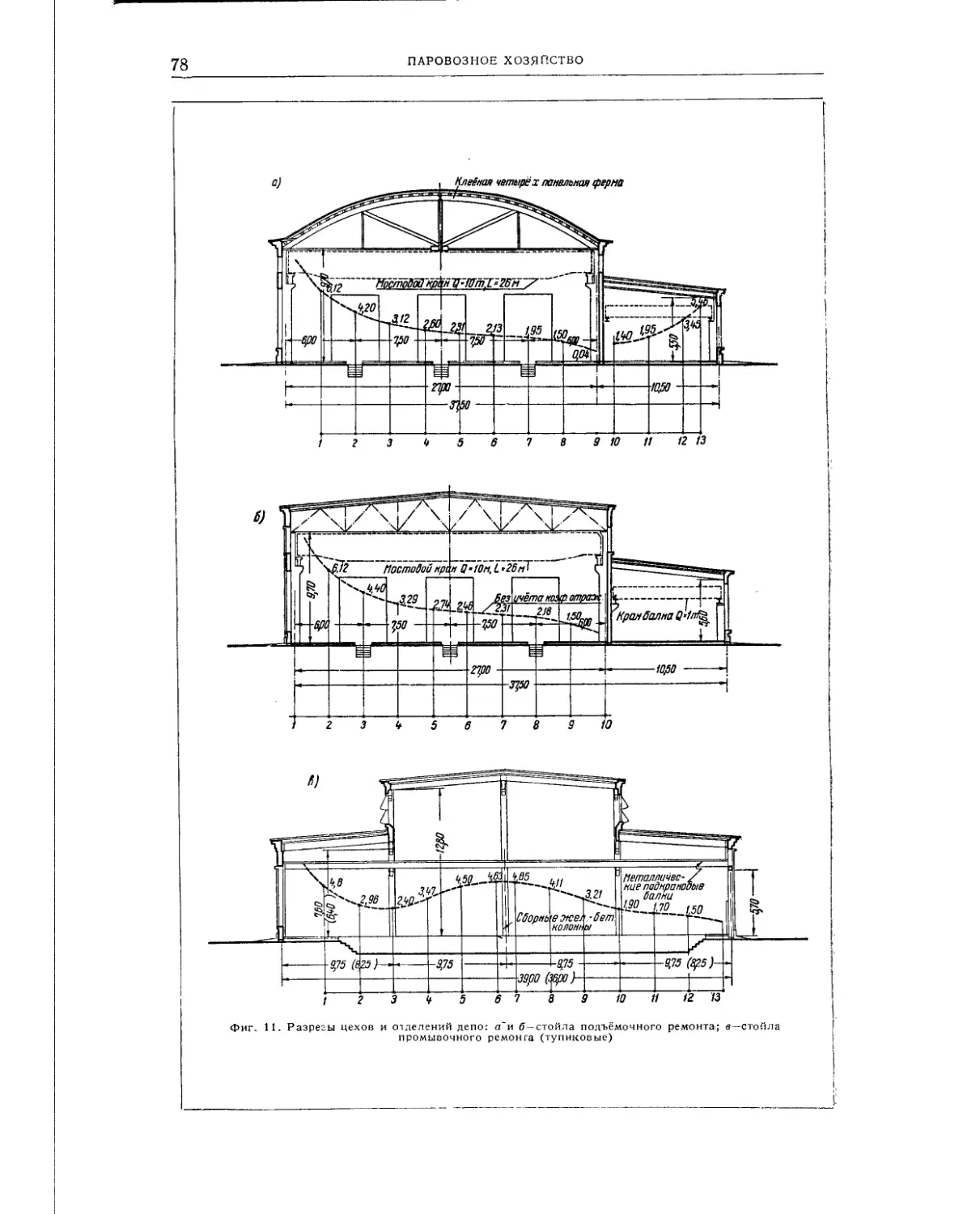
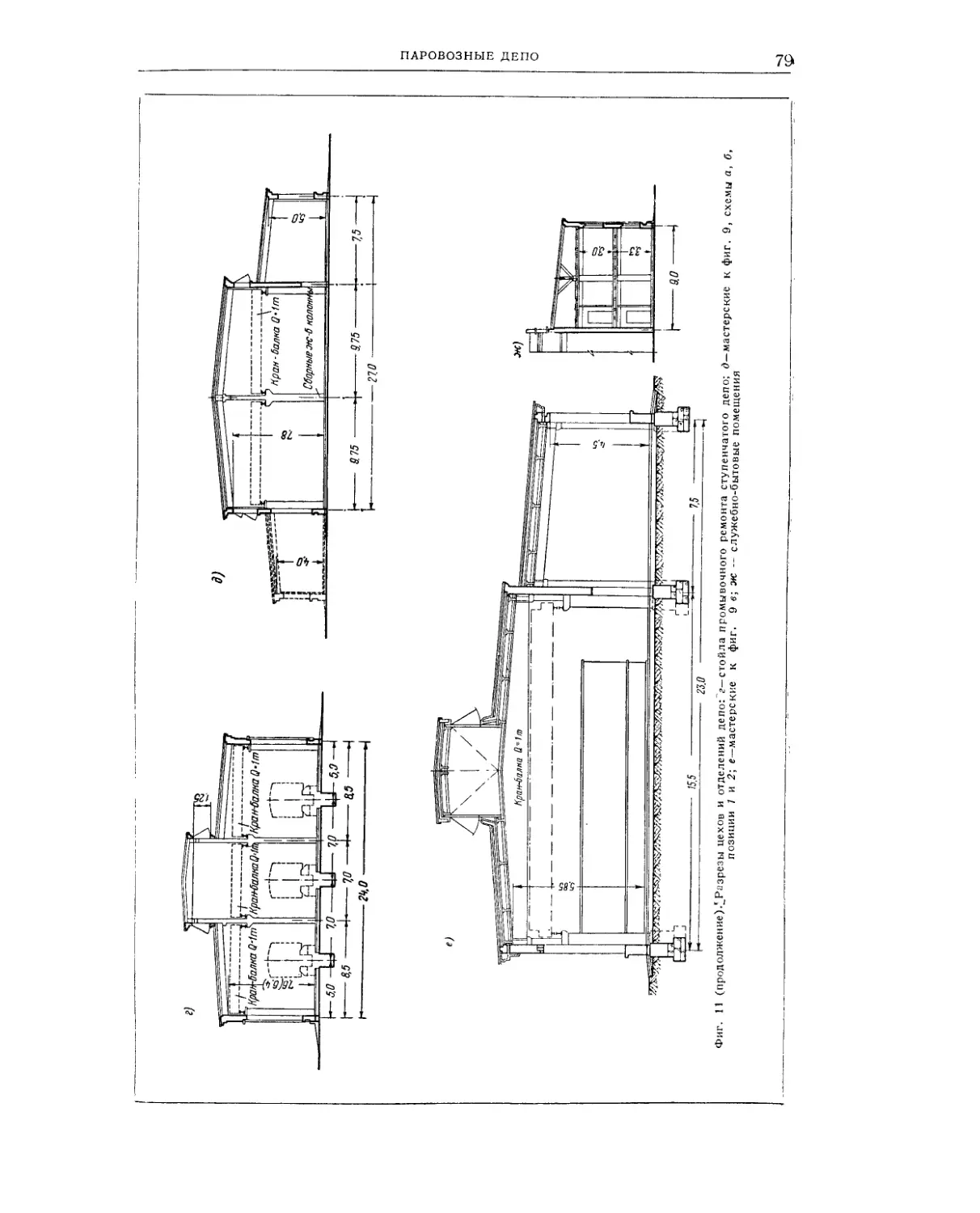
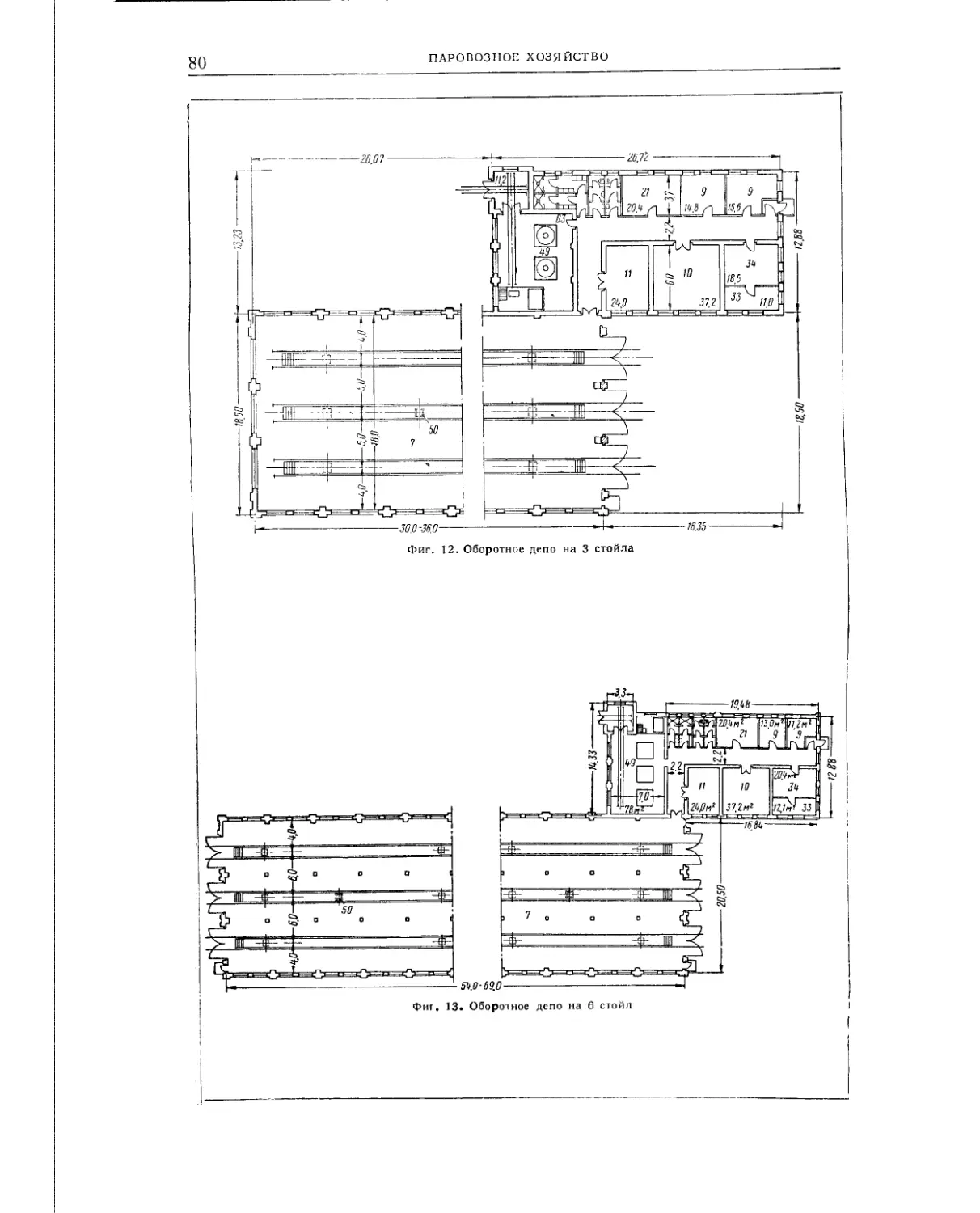
Паровозные депо(инж. В. И. Мужицкое) . . 73
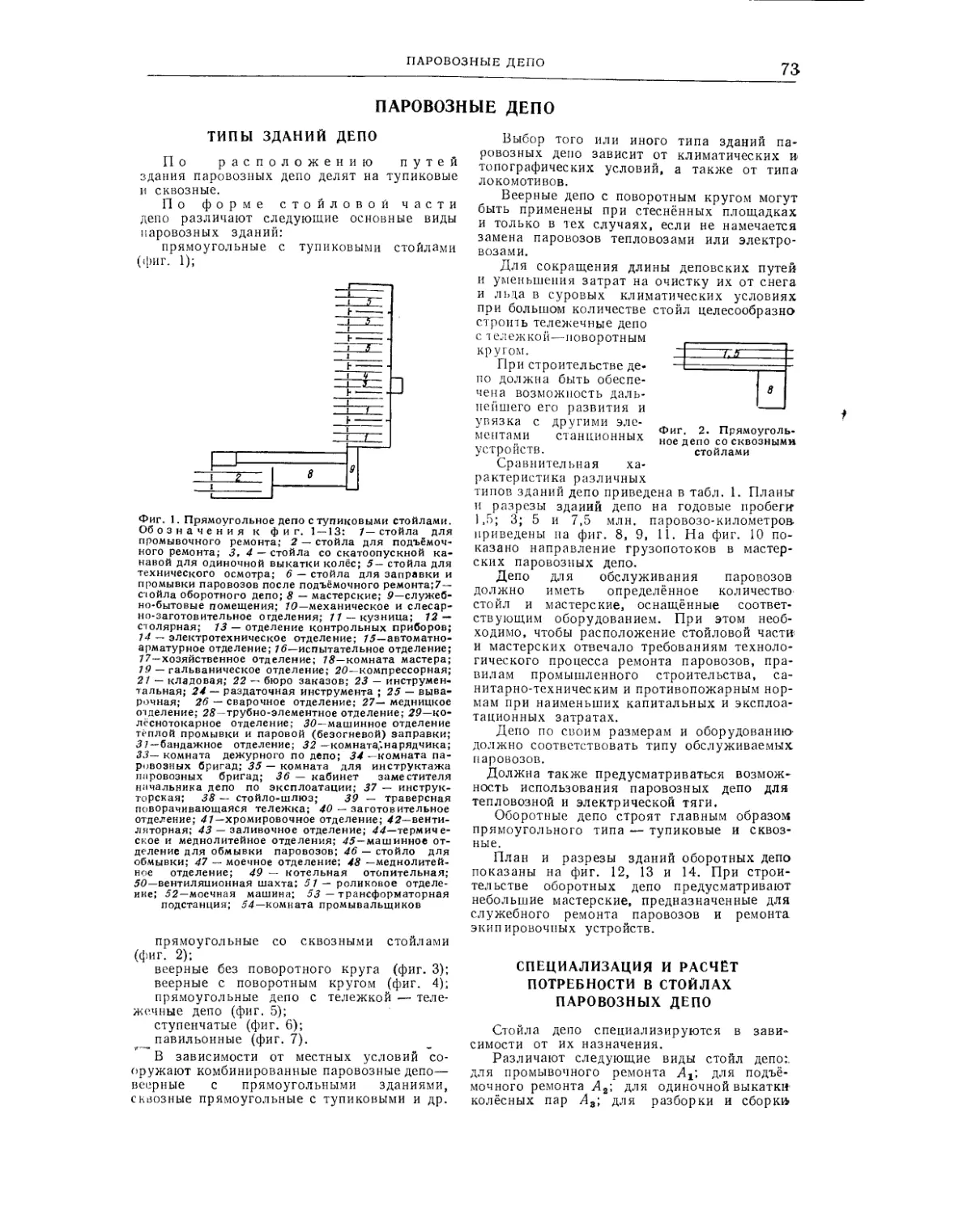
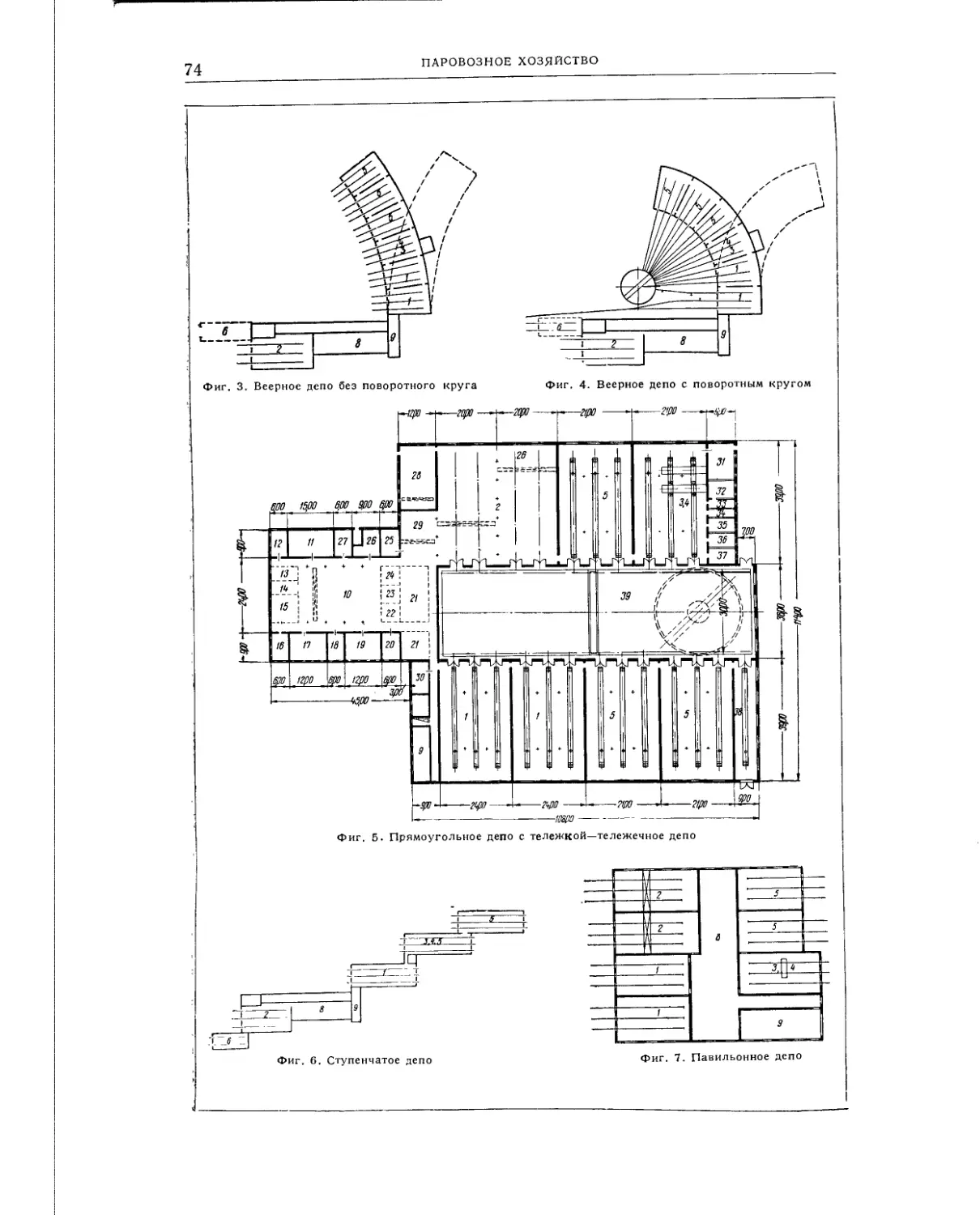
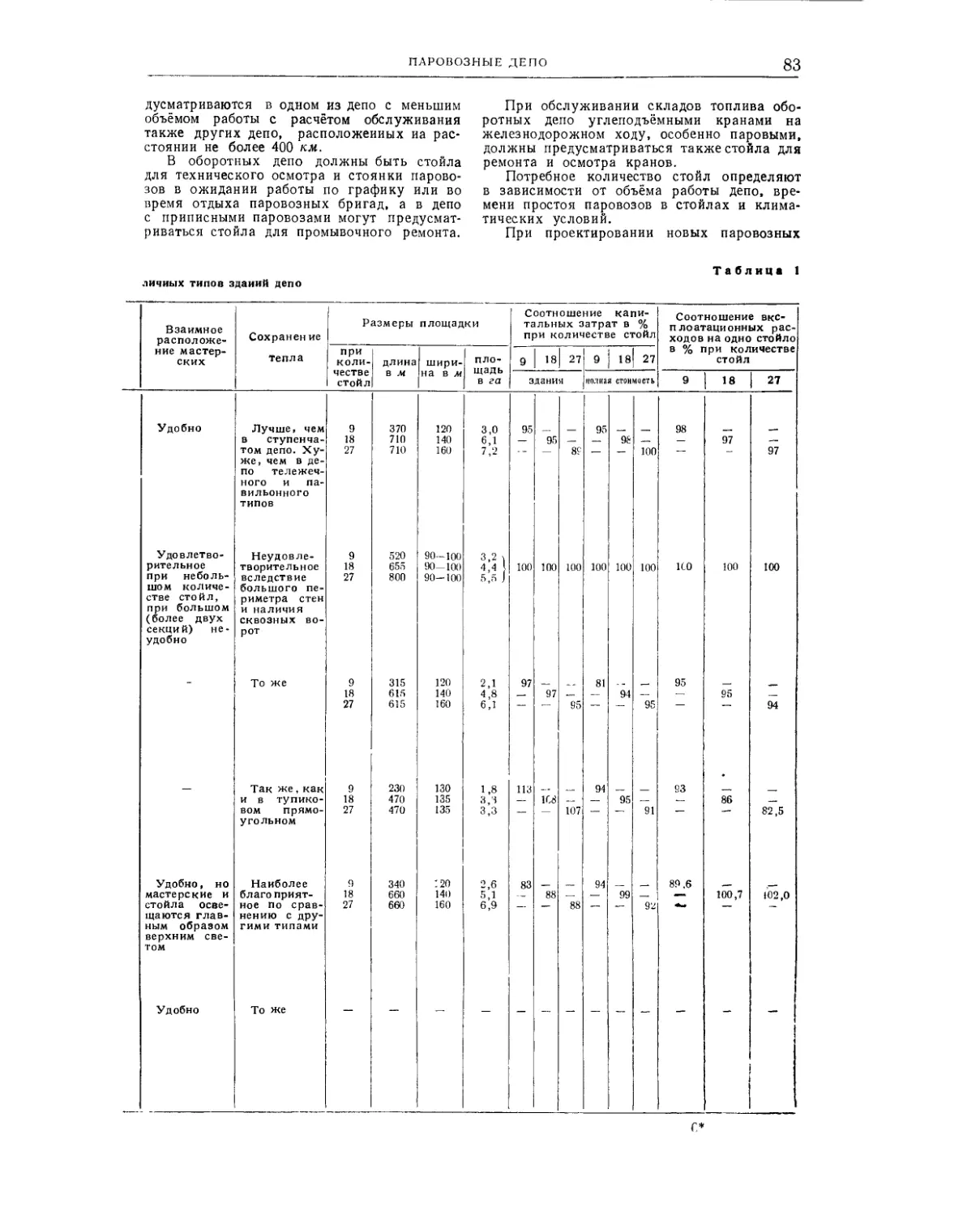
Типы зданий депо.......................... 73
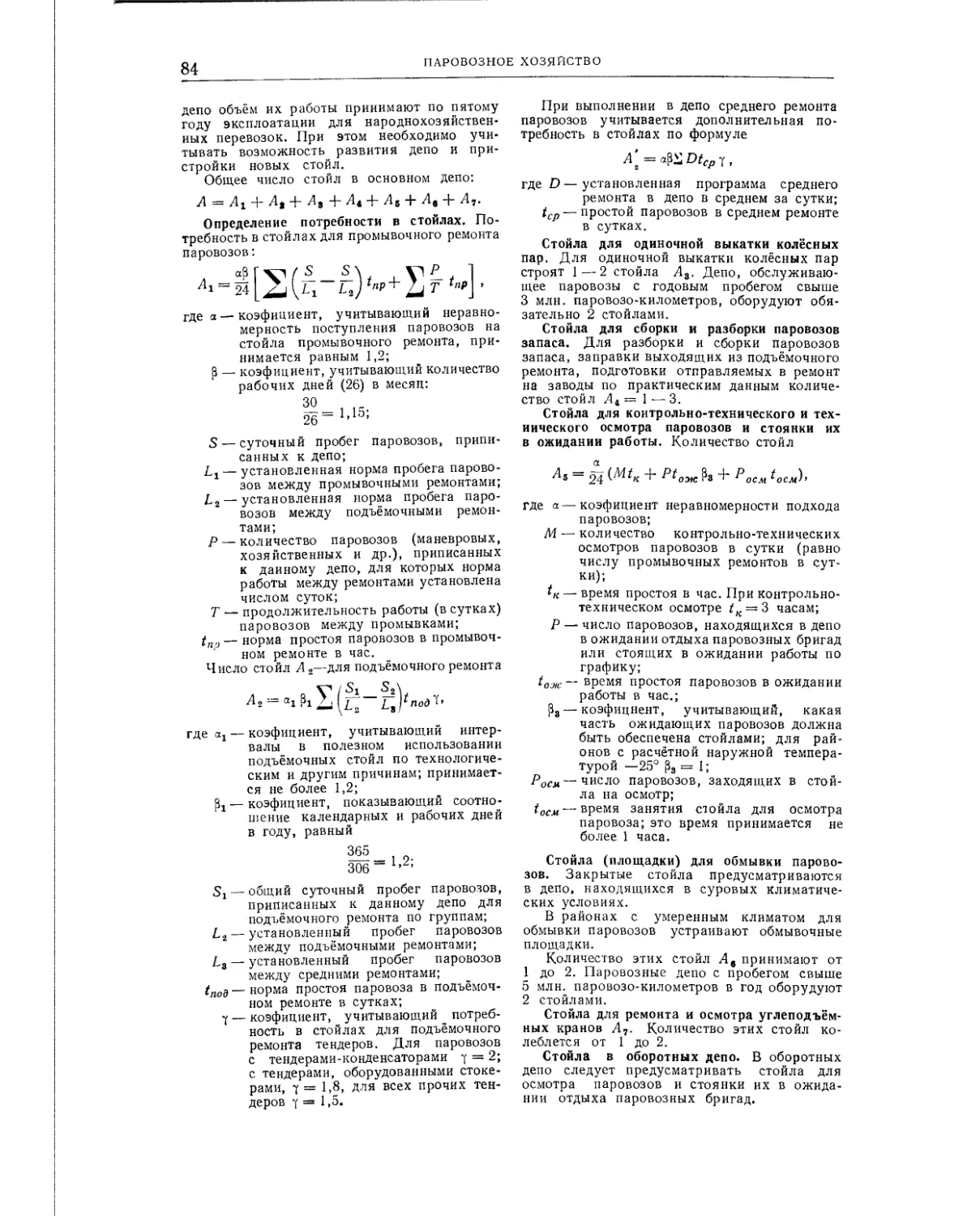
Специализация и расчёт потребности в стойлах паровозных депо..................... 7 3
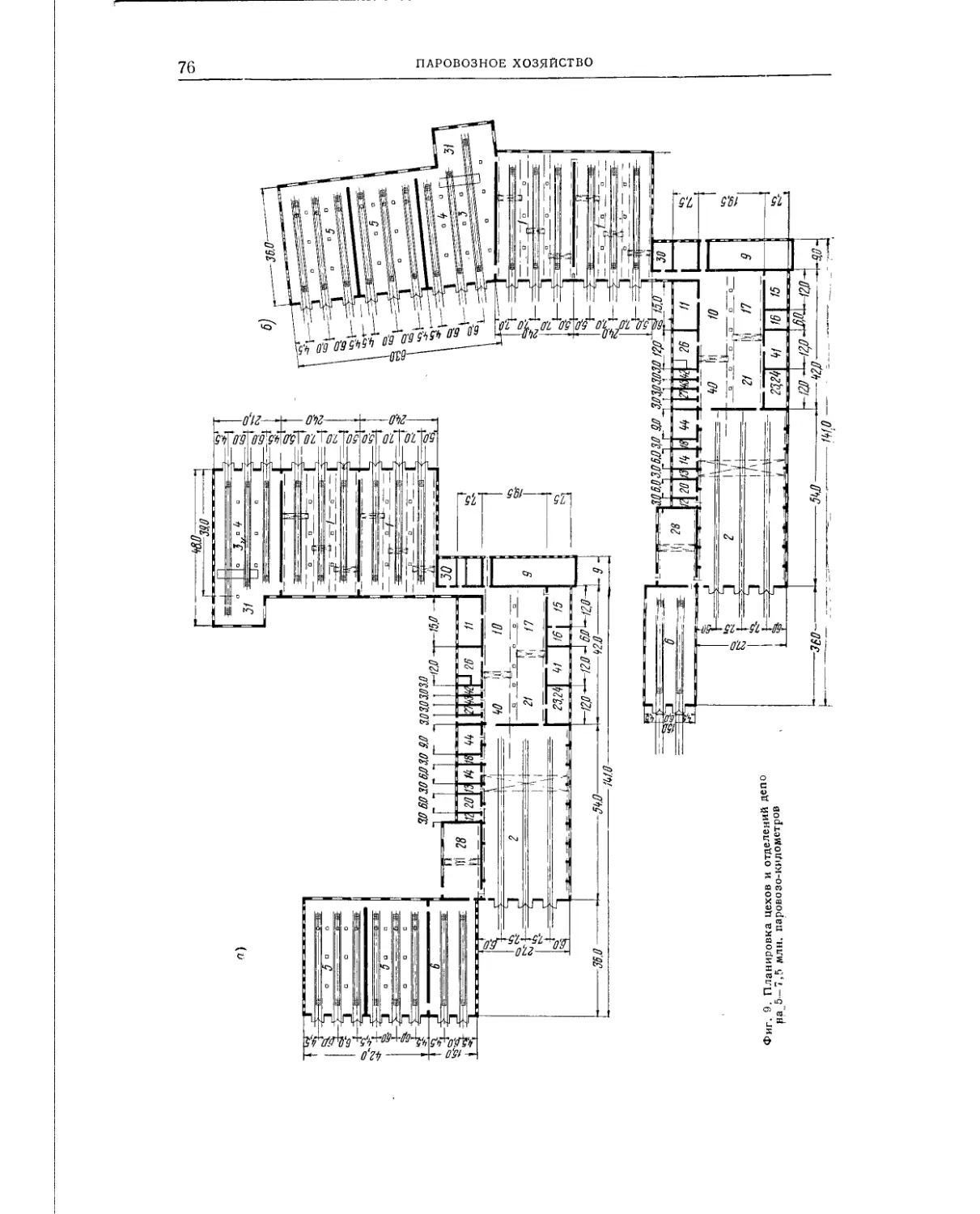
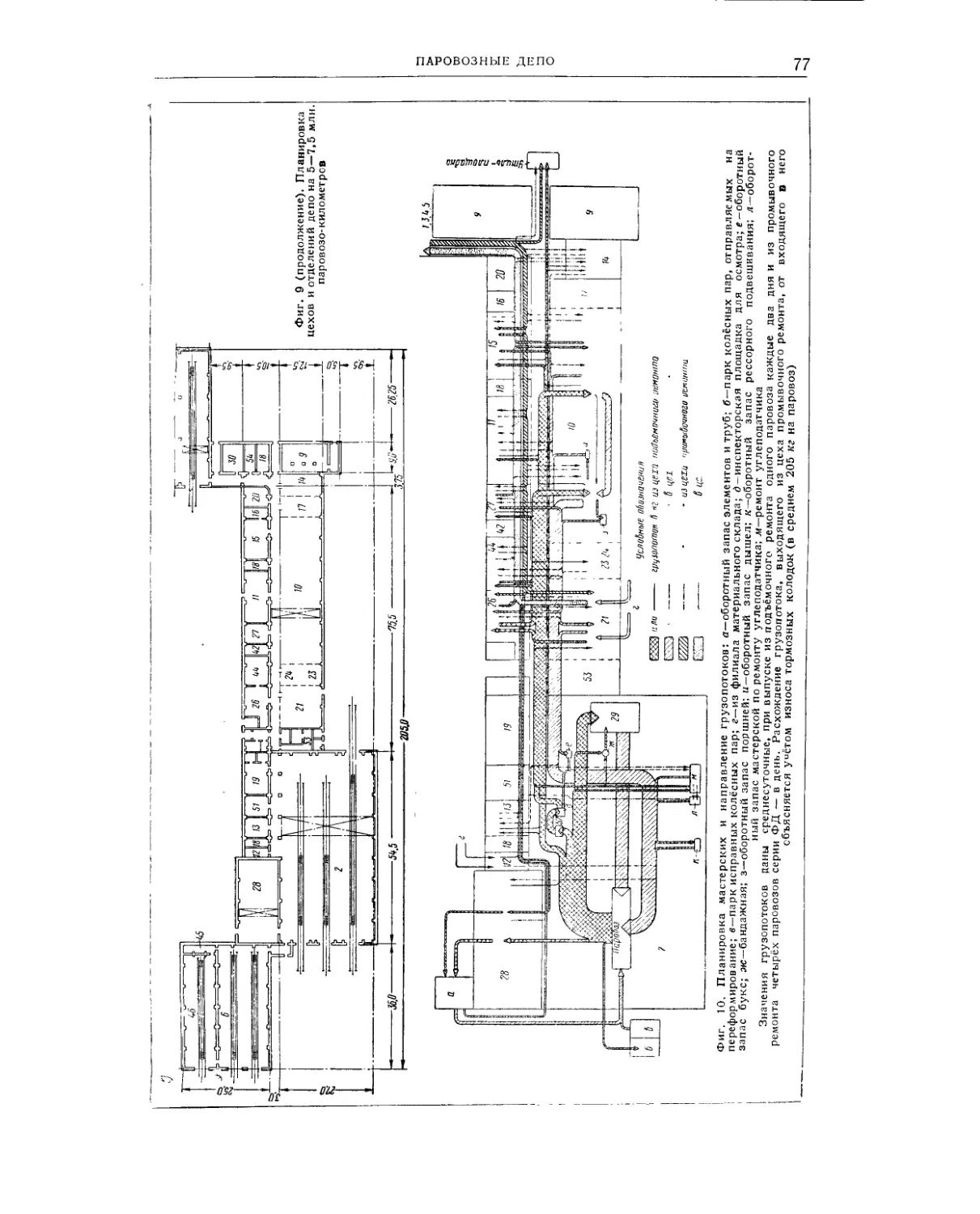
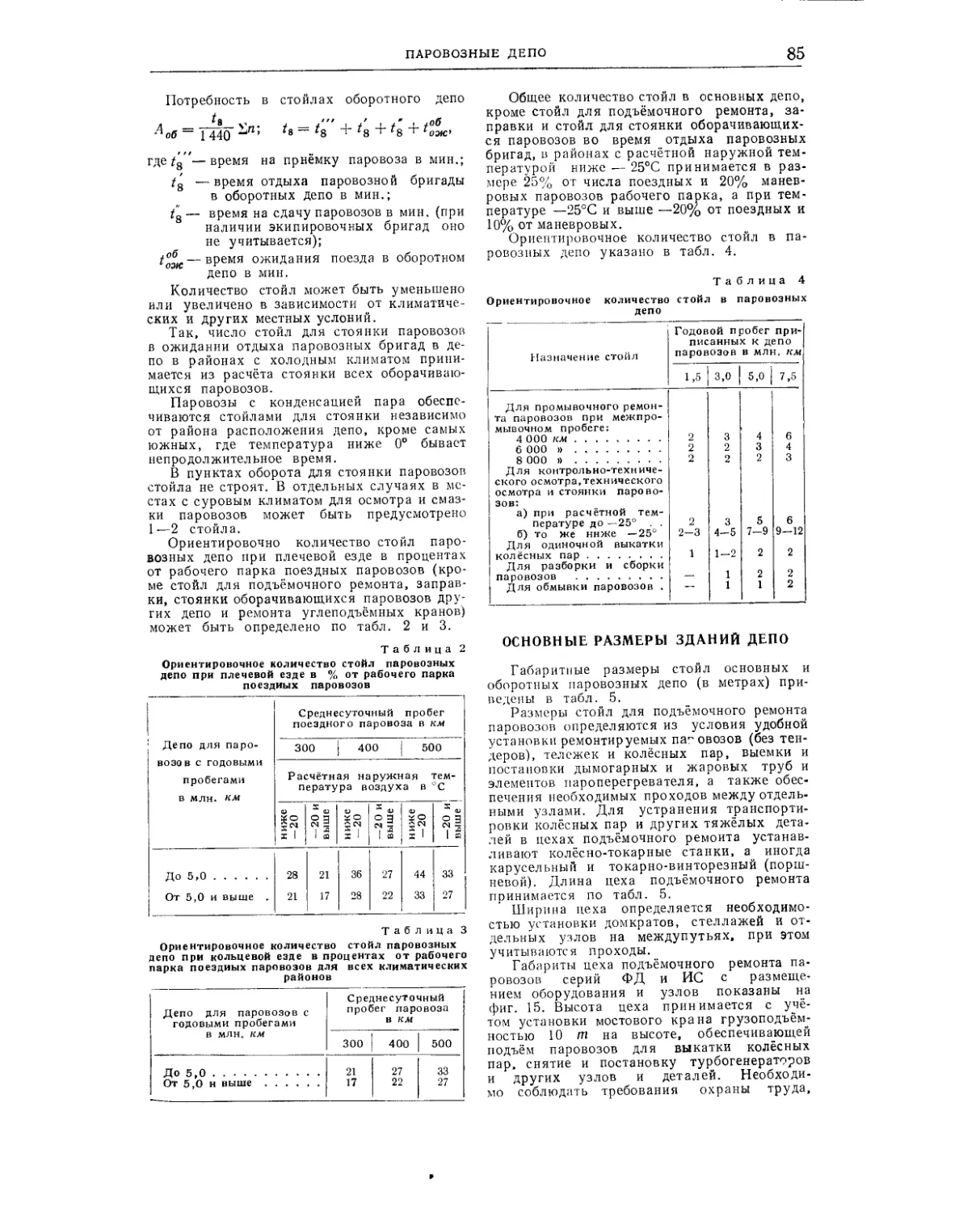
Основные размеры зданий депо.......... 85
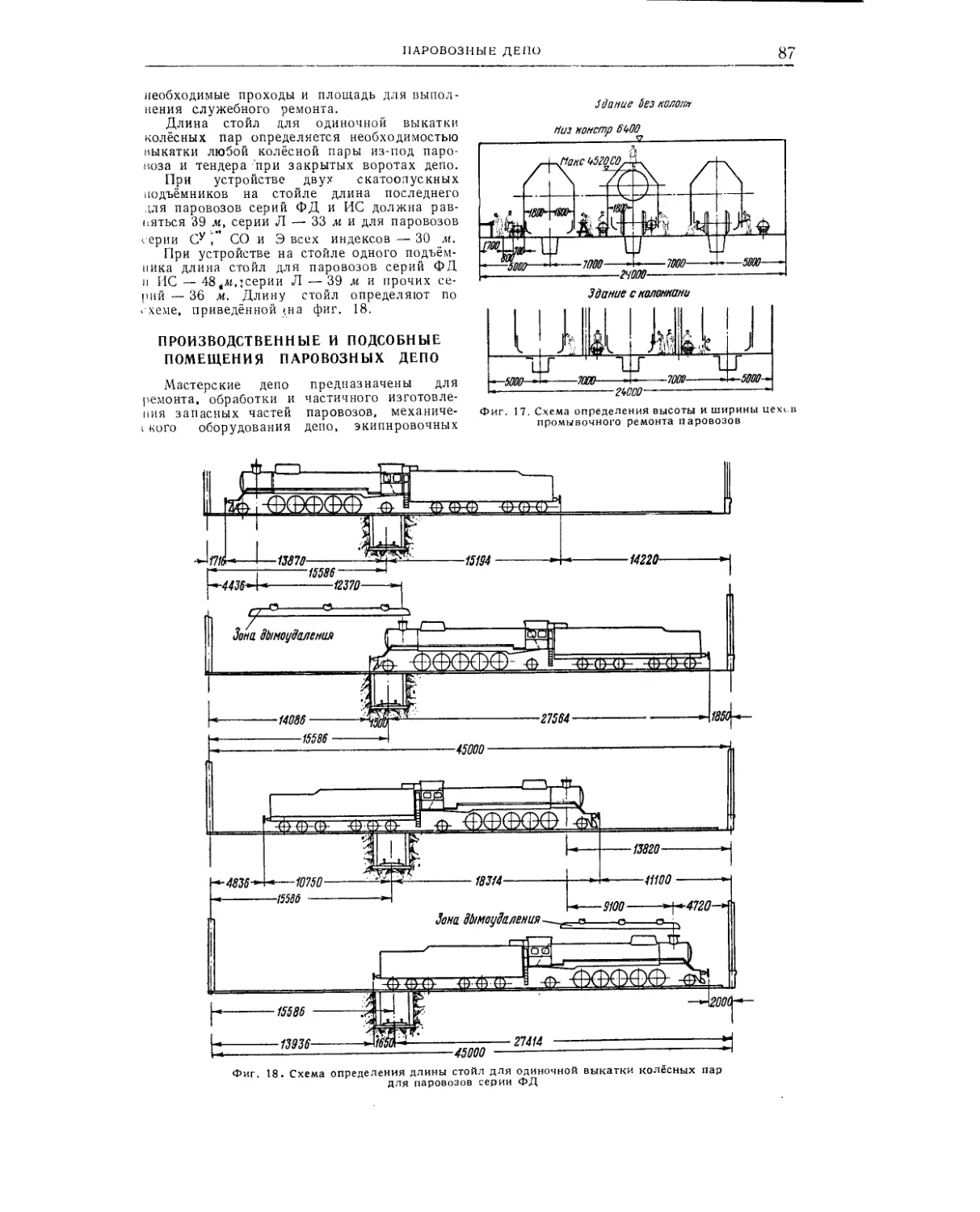
Производственные и подсобные помещения паровозных депо.......................... 87
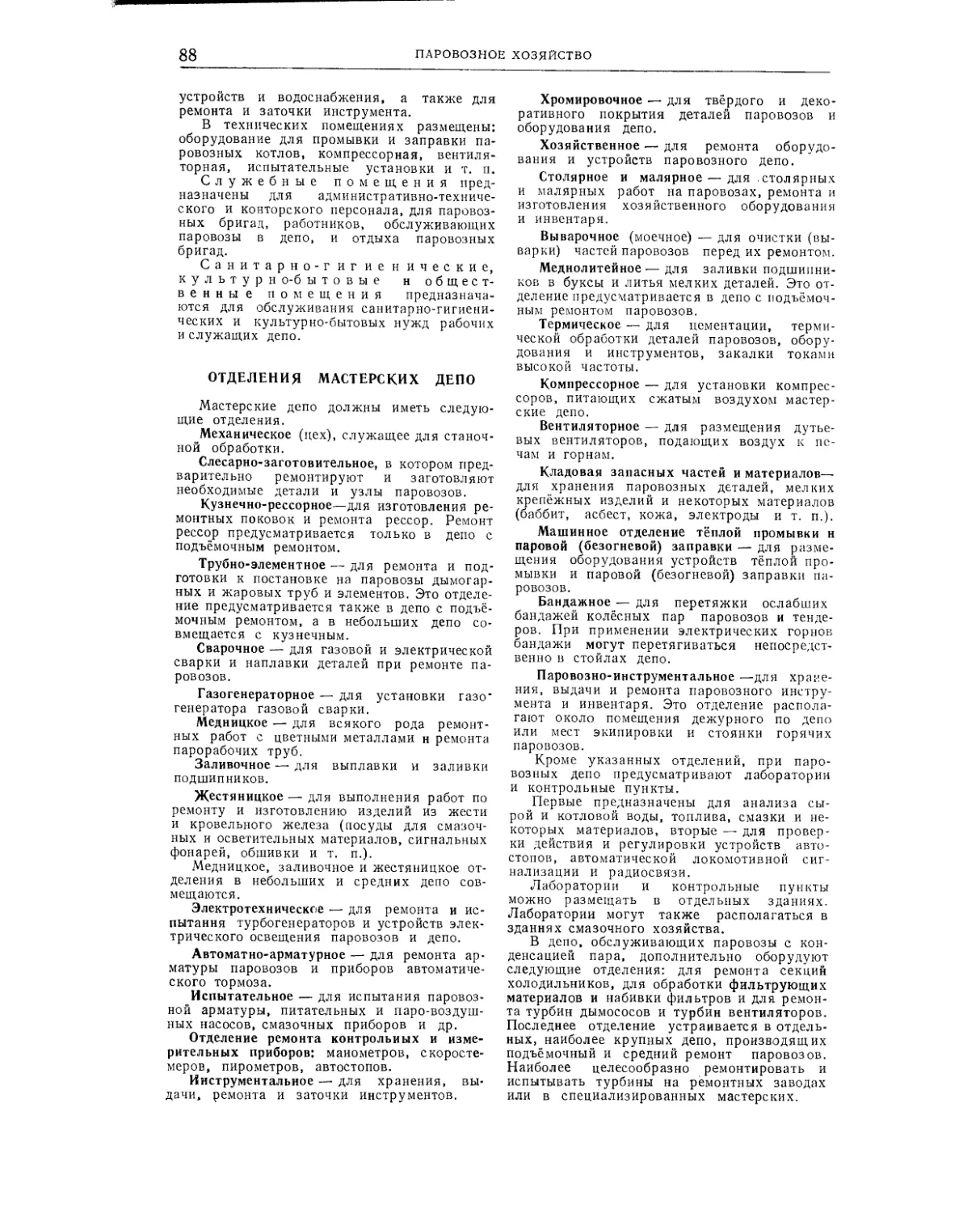
Отделения мастерских депо............. 88
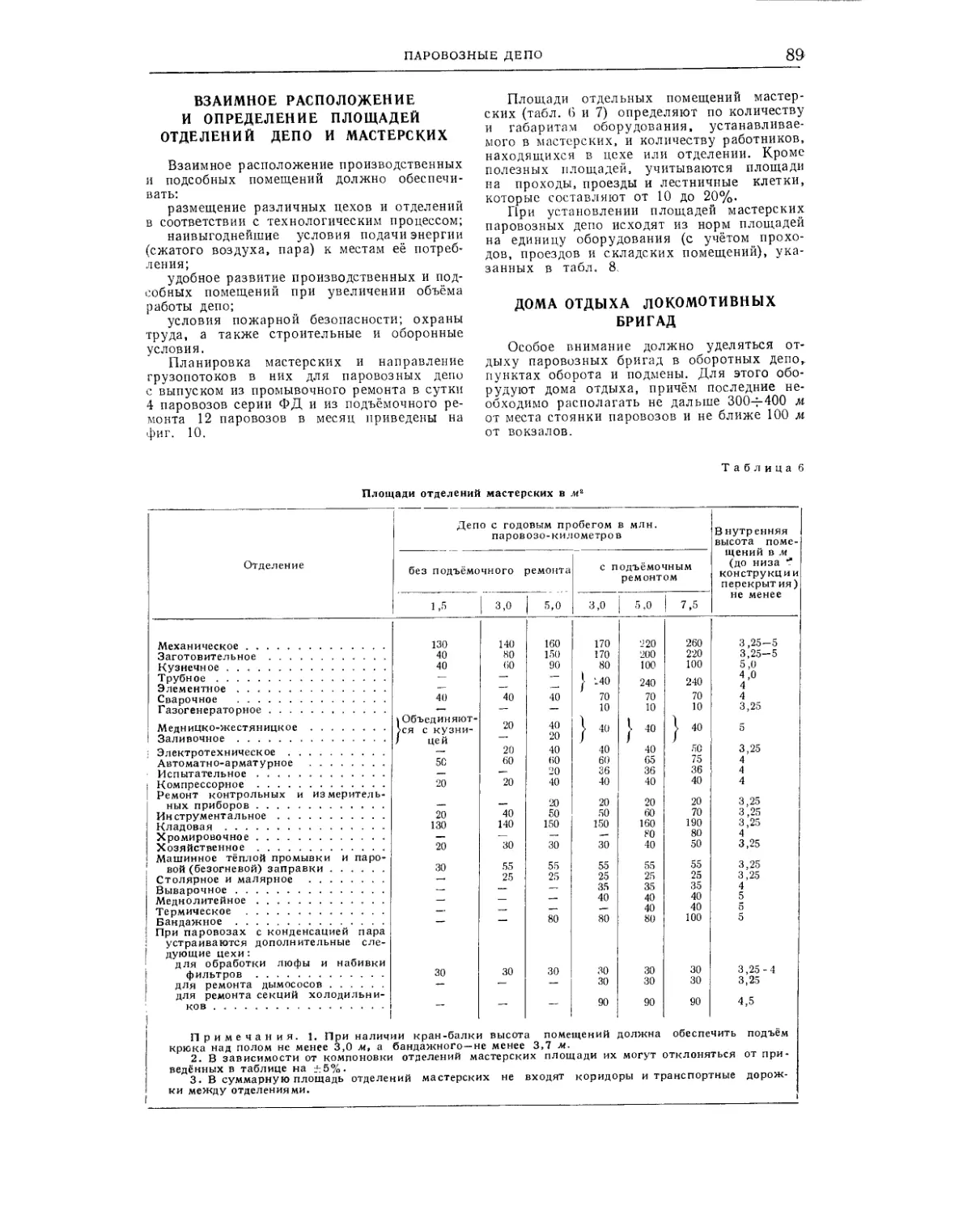
Взаимное расположение и определение площадей отделений депо и мастерских ... 89
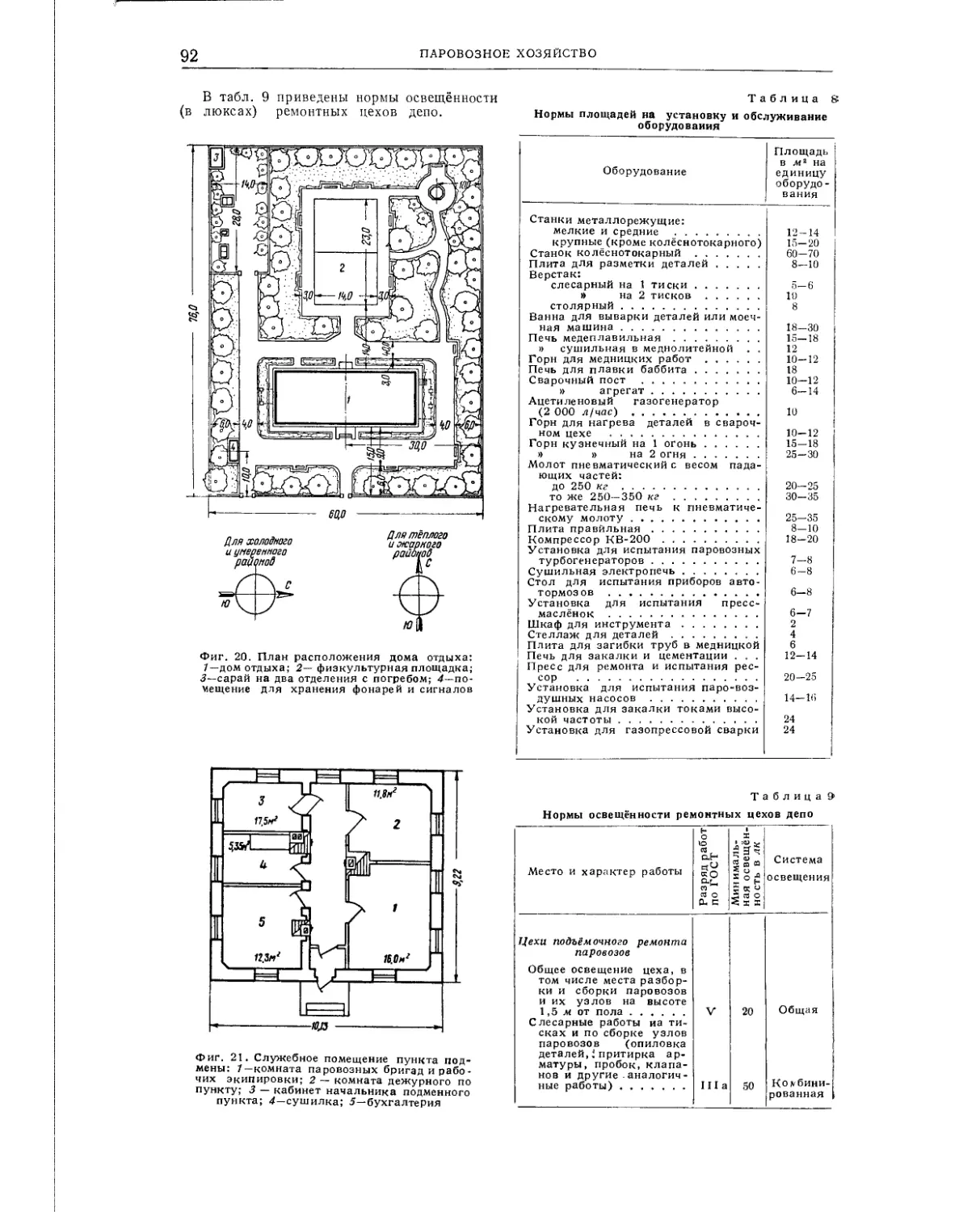
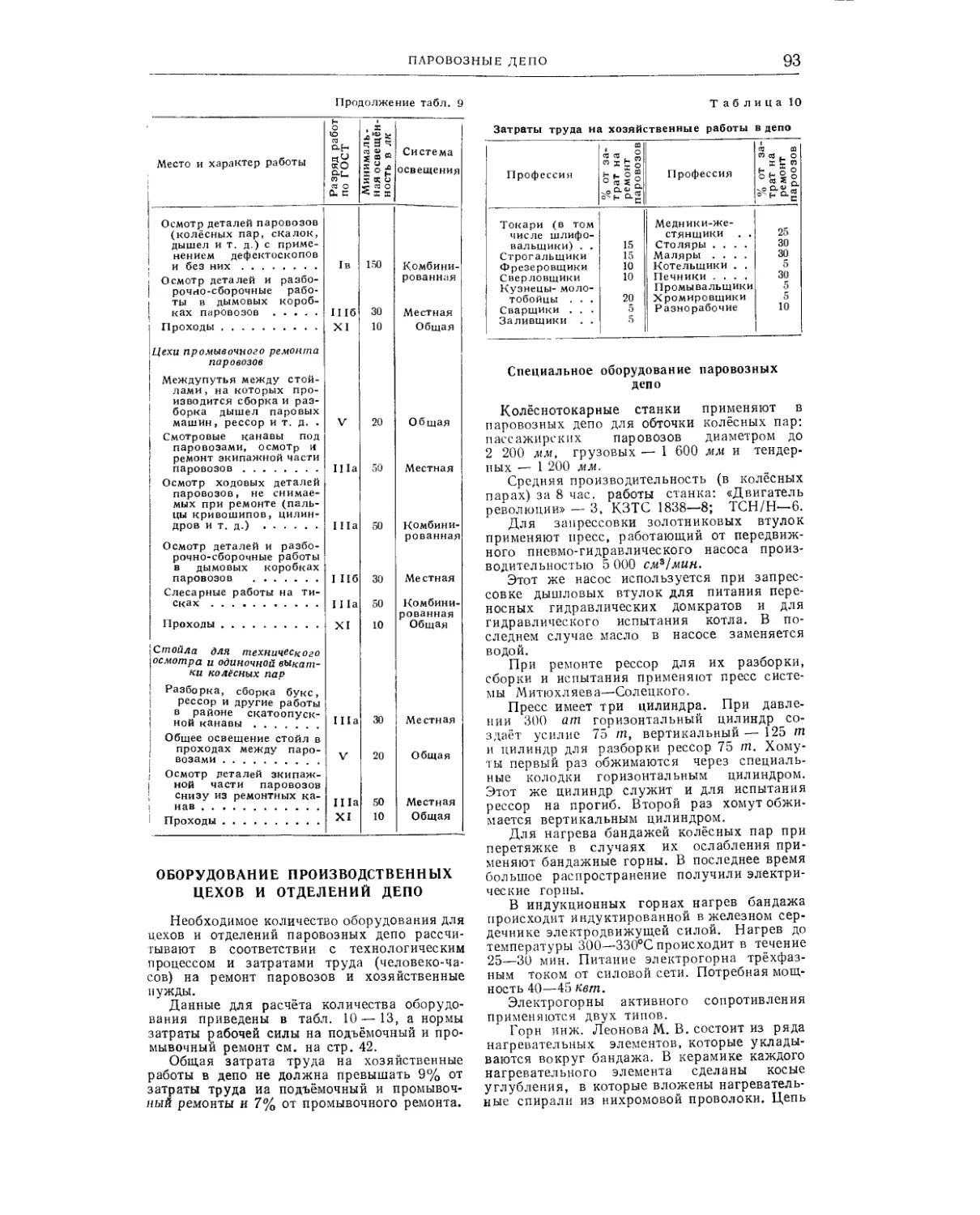
Дома отдыха локомотивных бригад.......... 89
Отопление и освещение паровозных депо ... 90
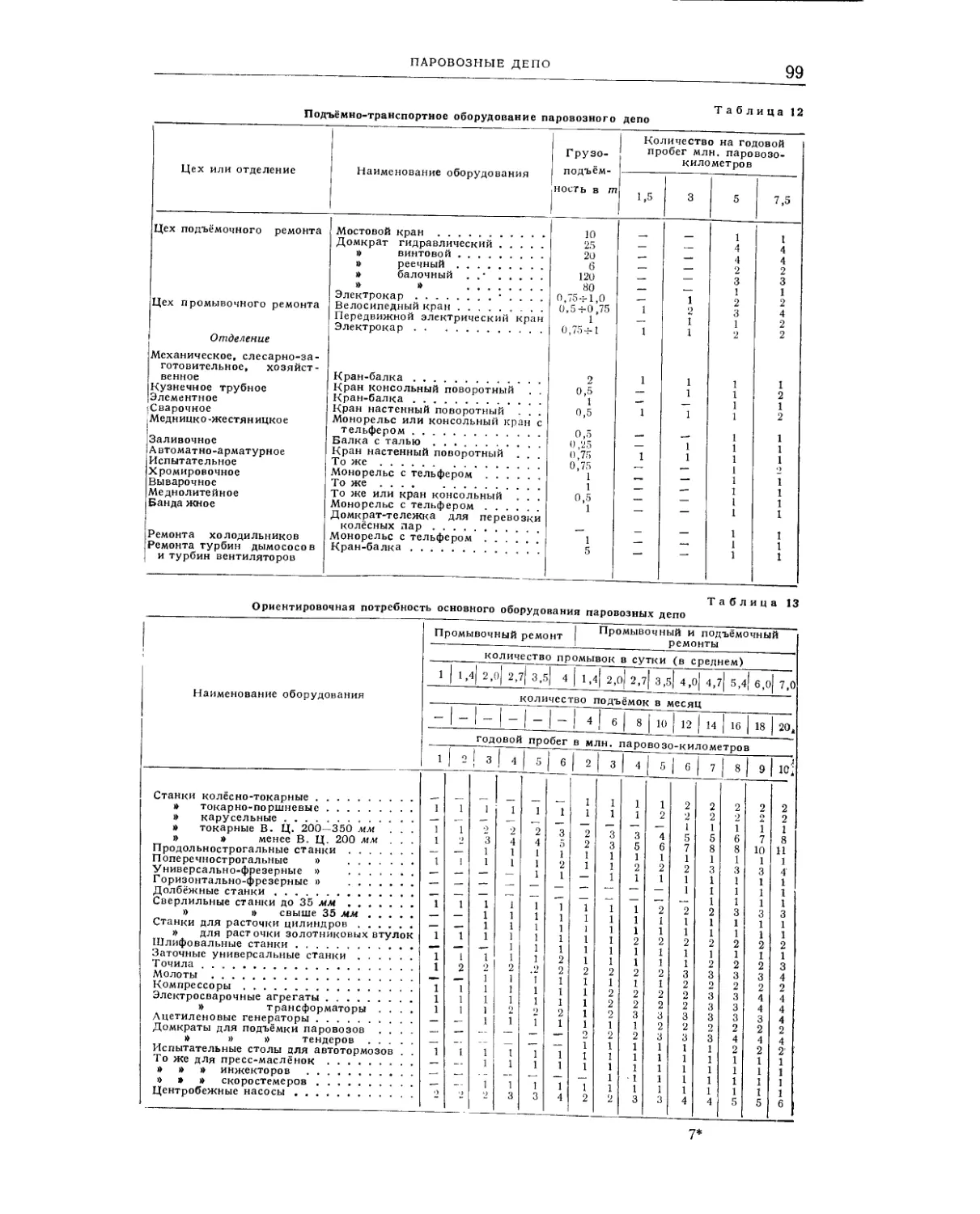
Оборудование производственных цехов и отделений депо ............................. 9 3
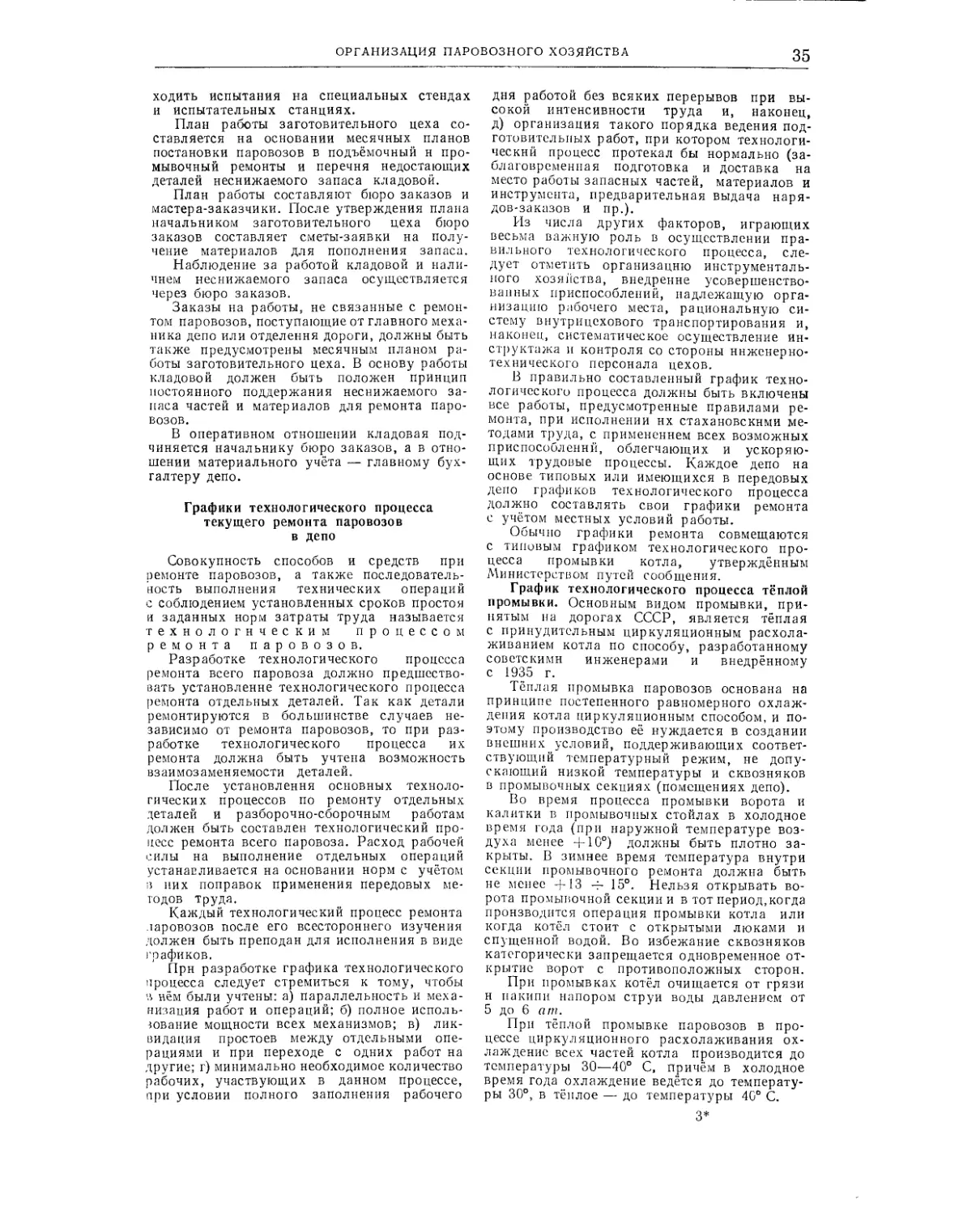
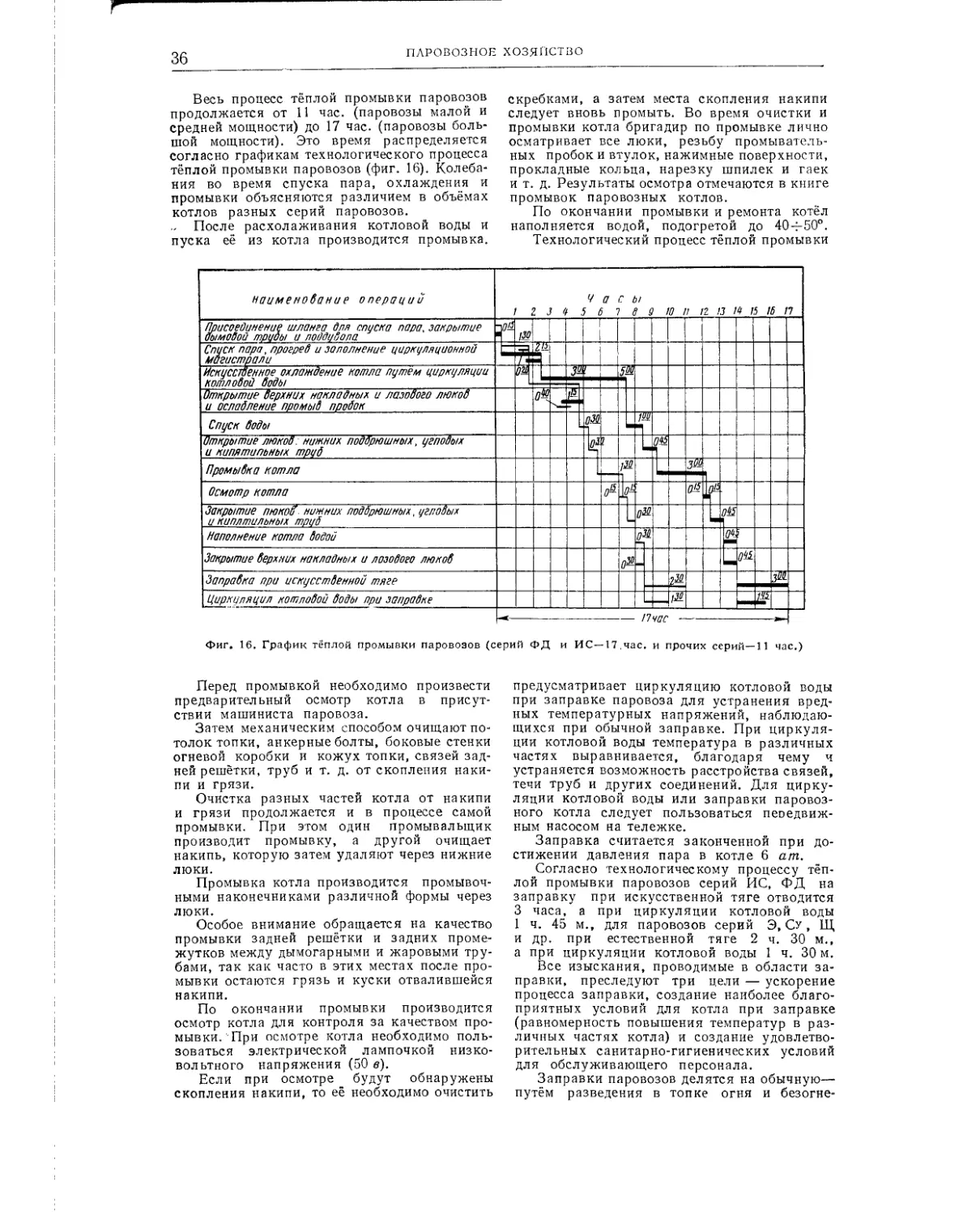
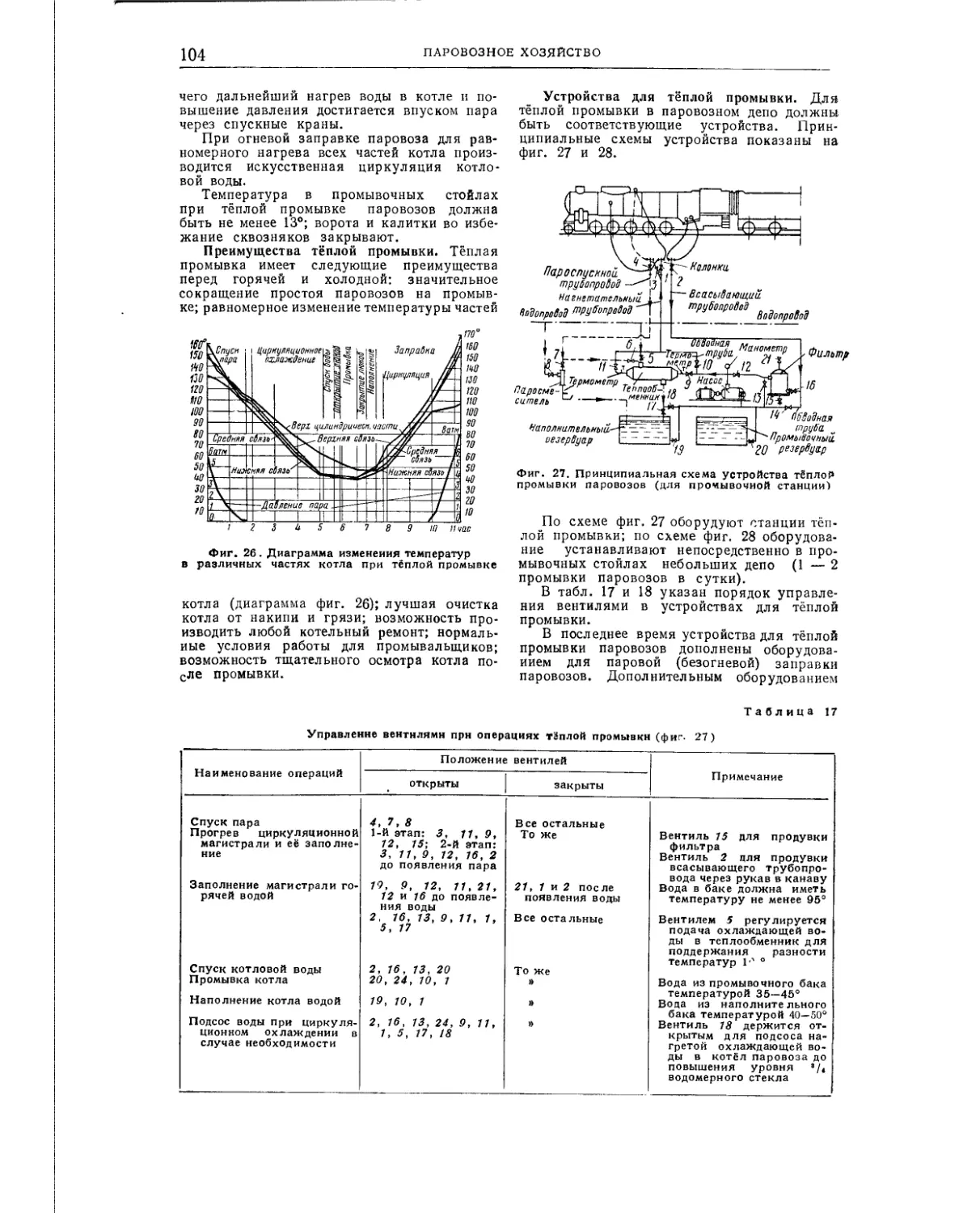
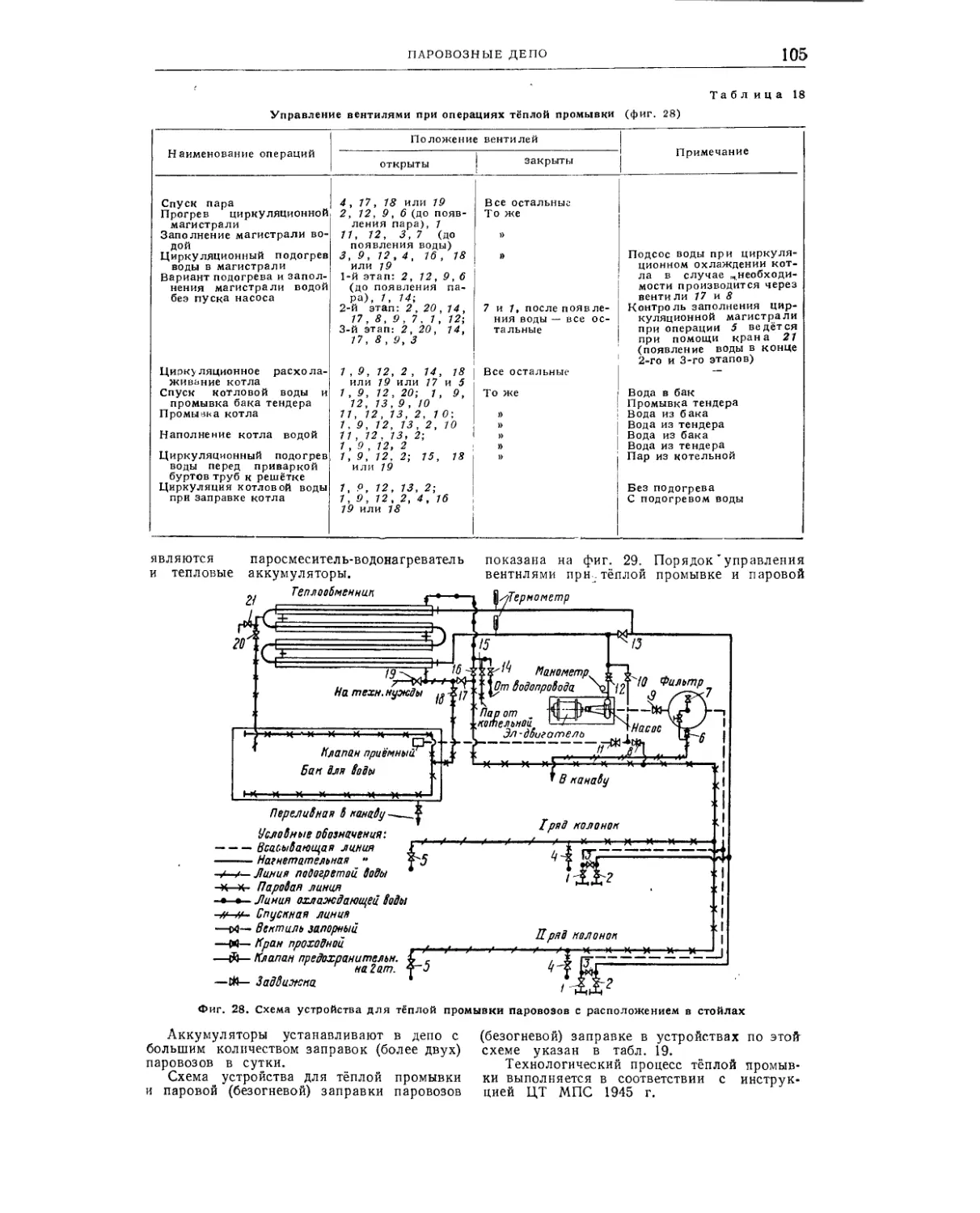
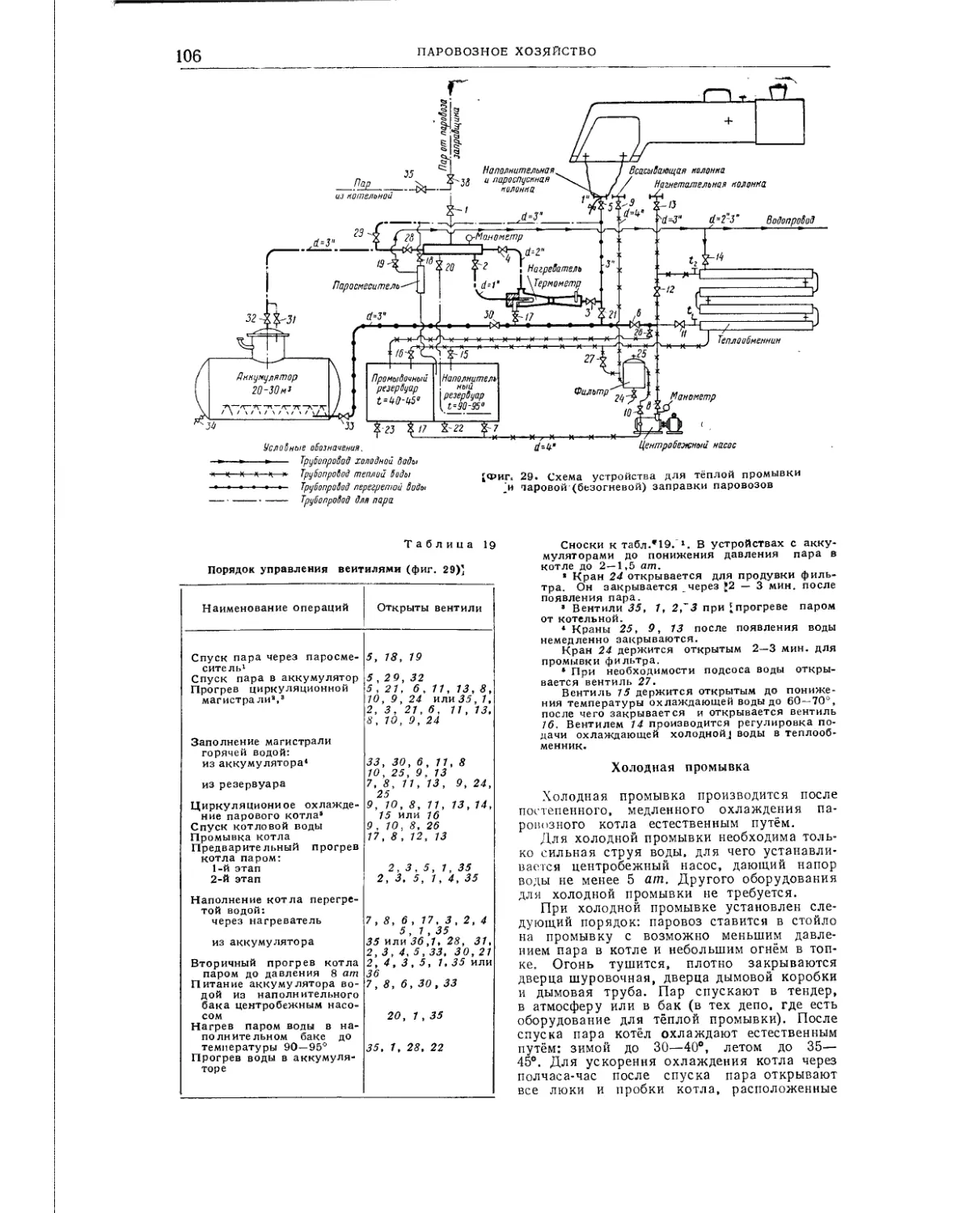
Промывка паровозных котлов............... 103
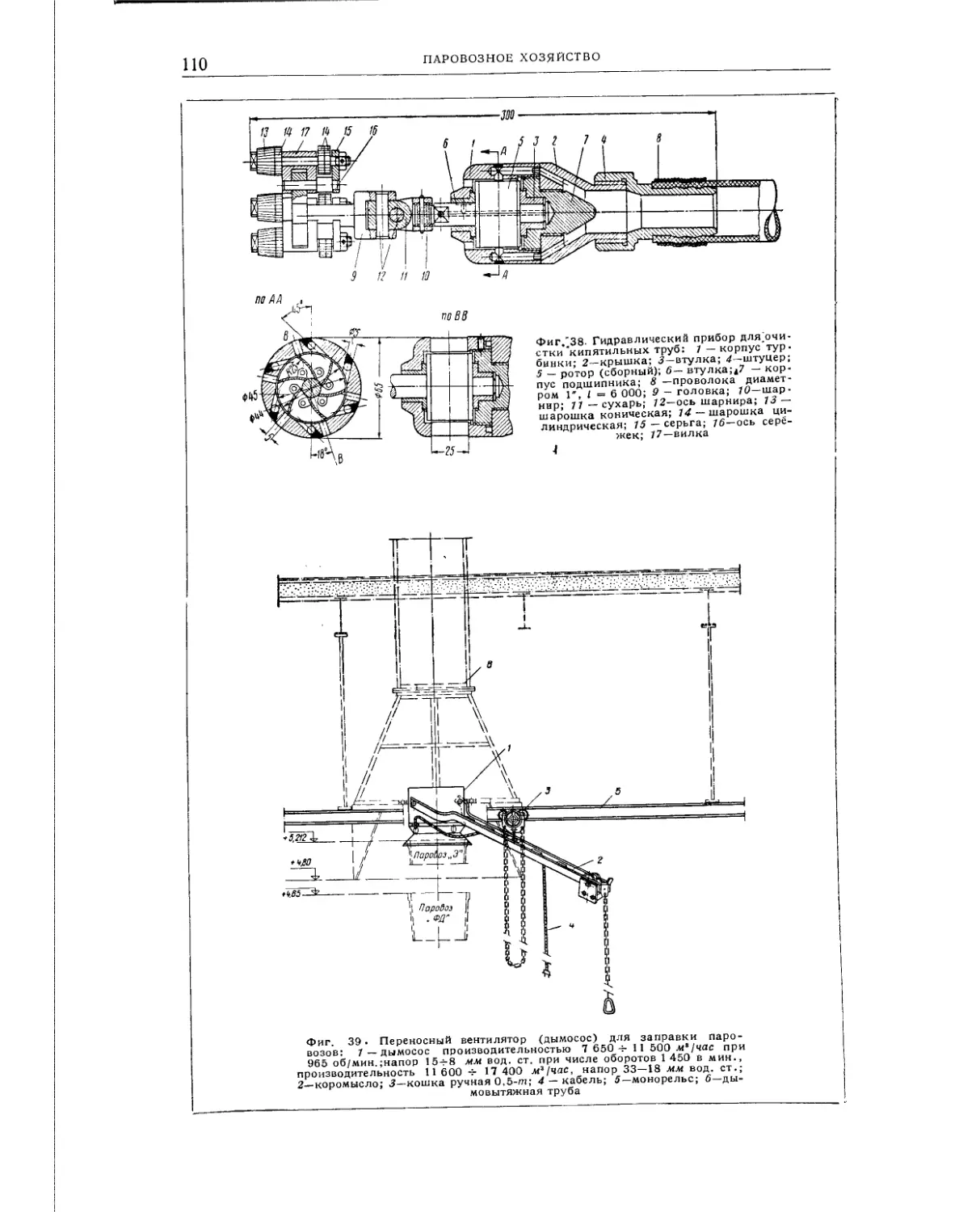
Заправка паровозов ...................... 109
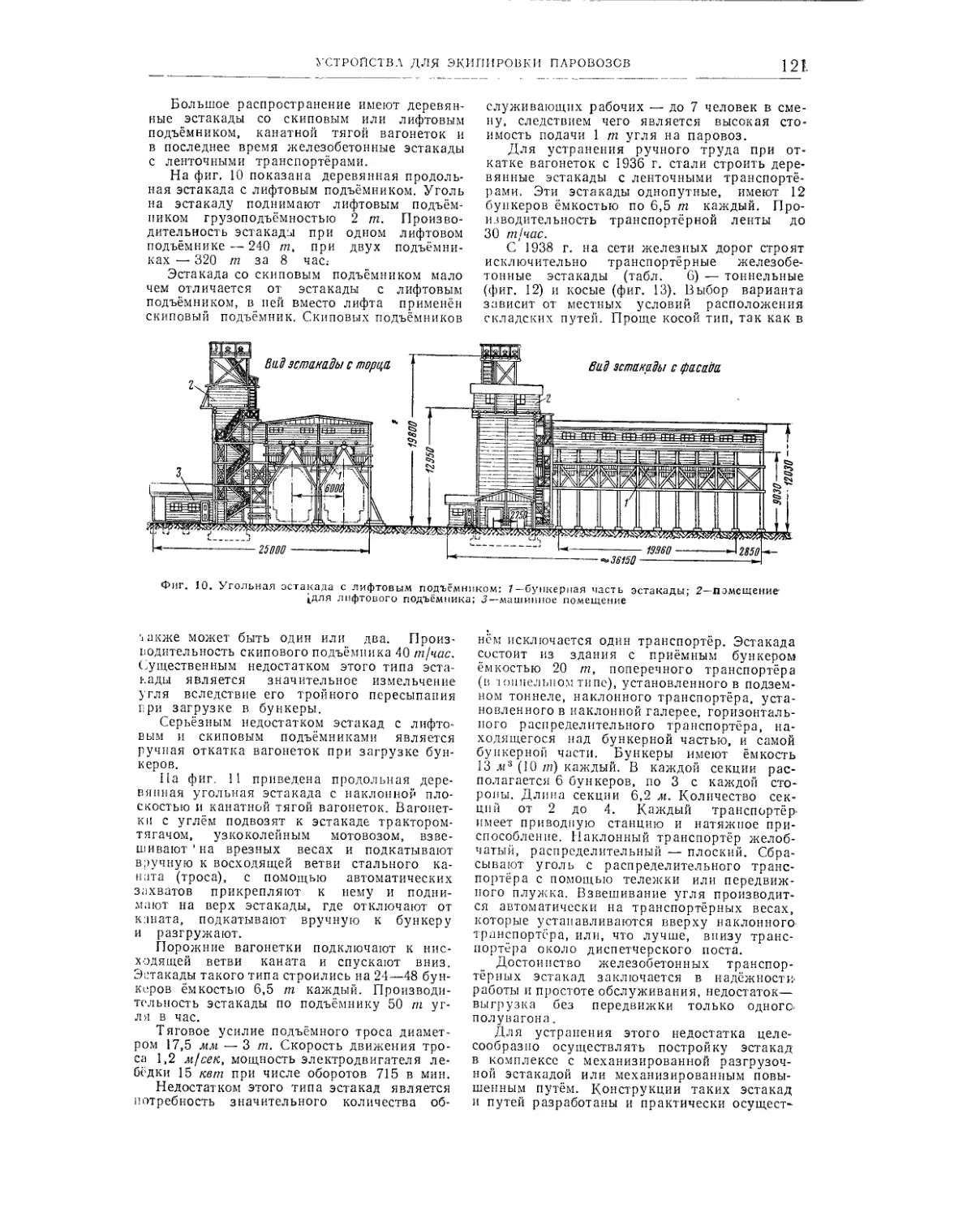
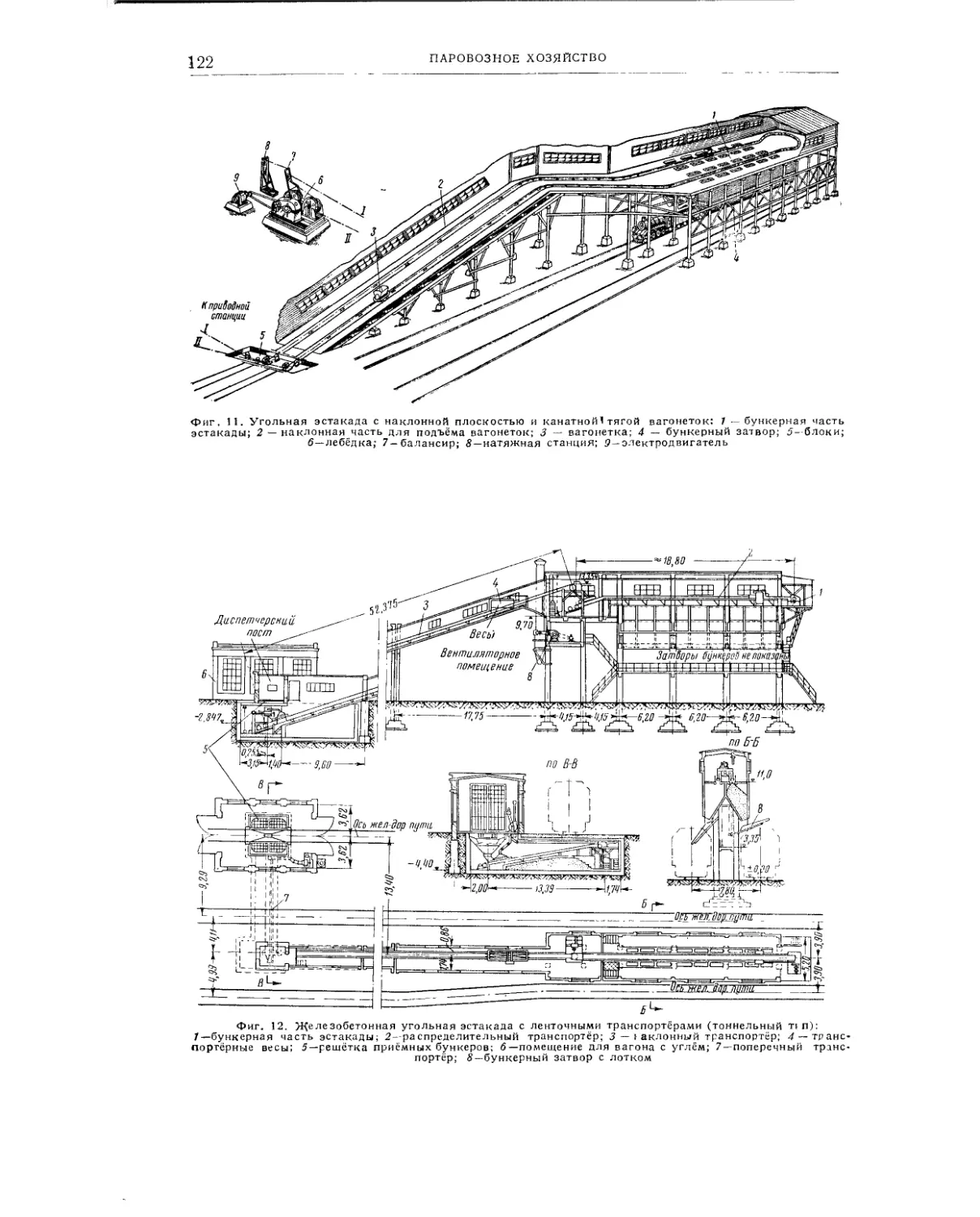
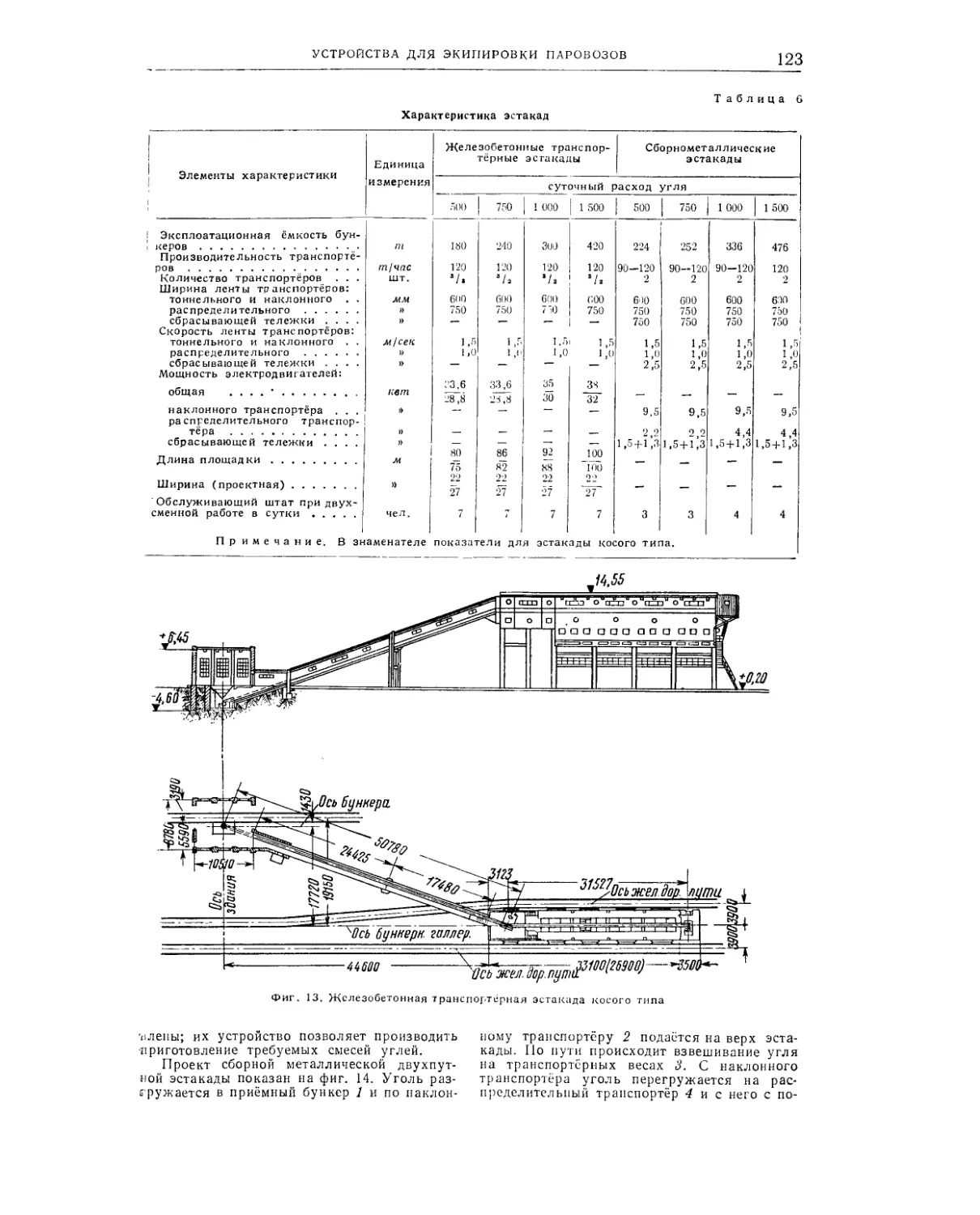
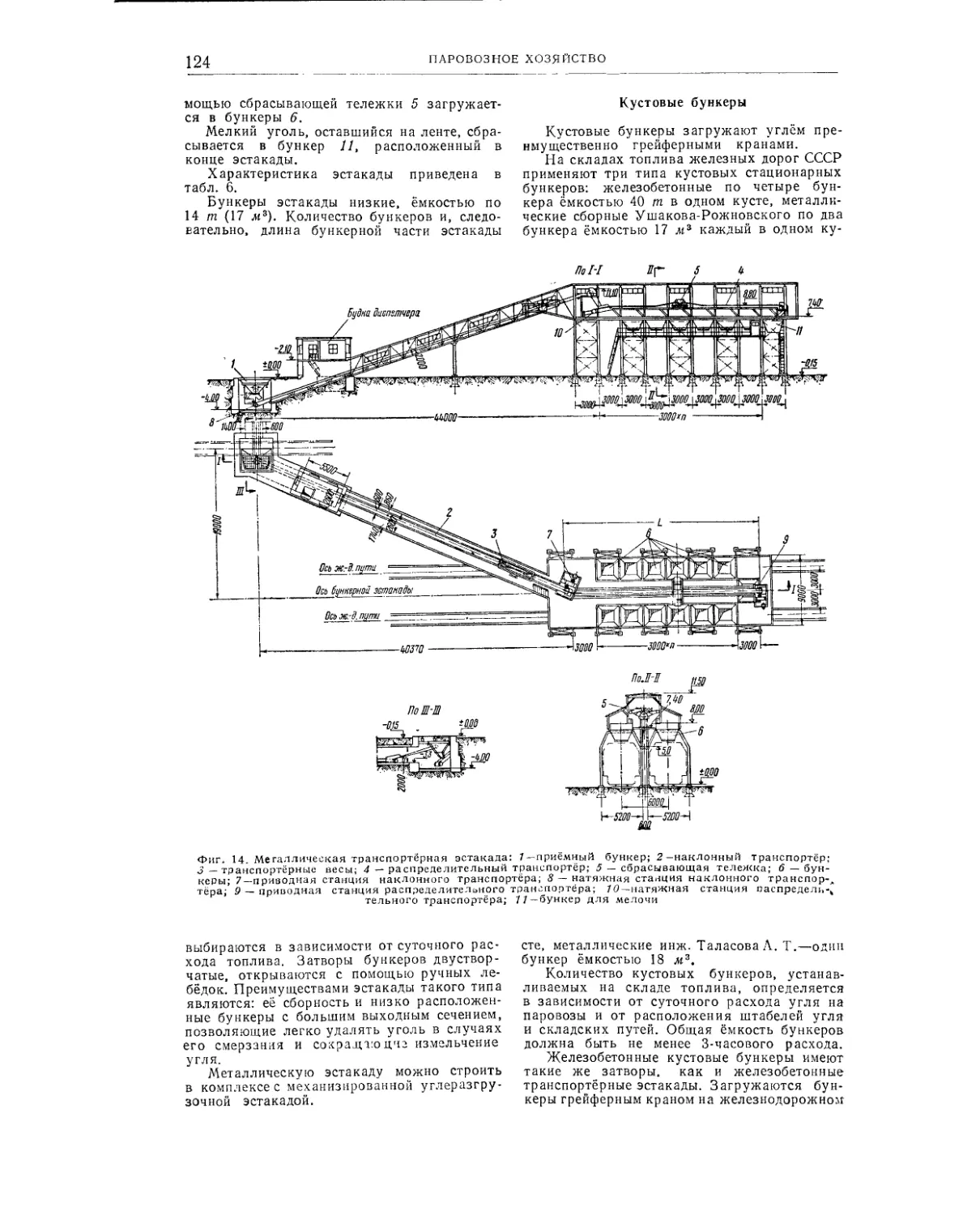
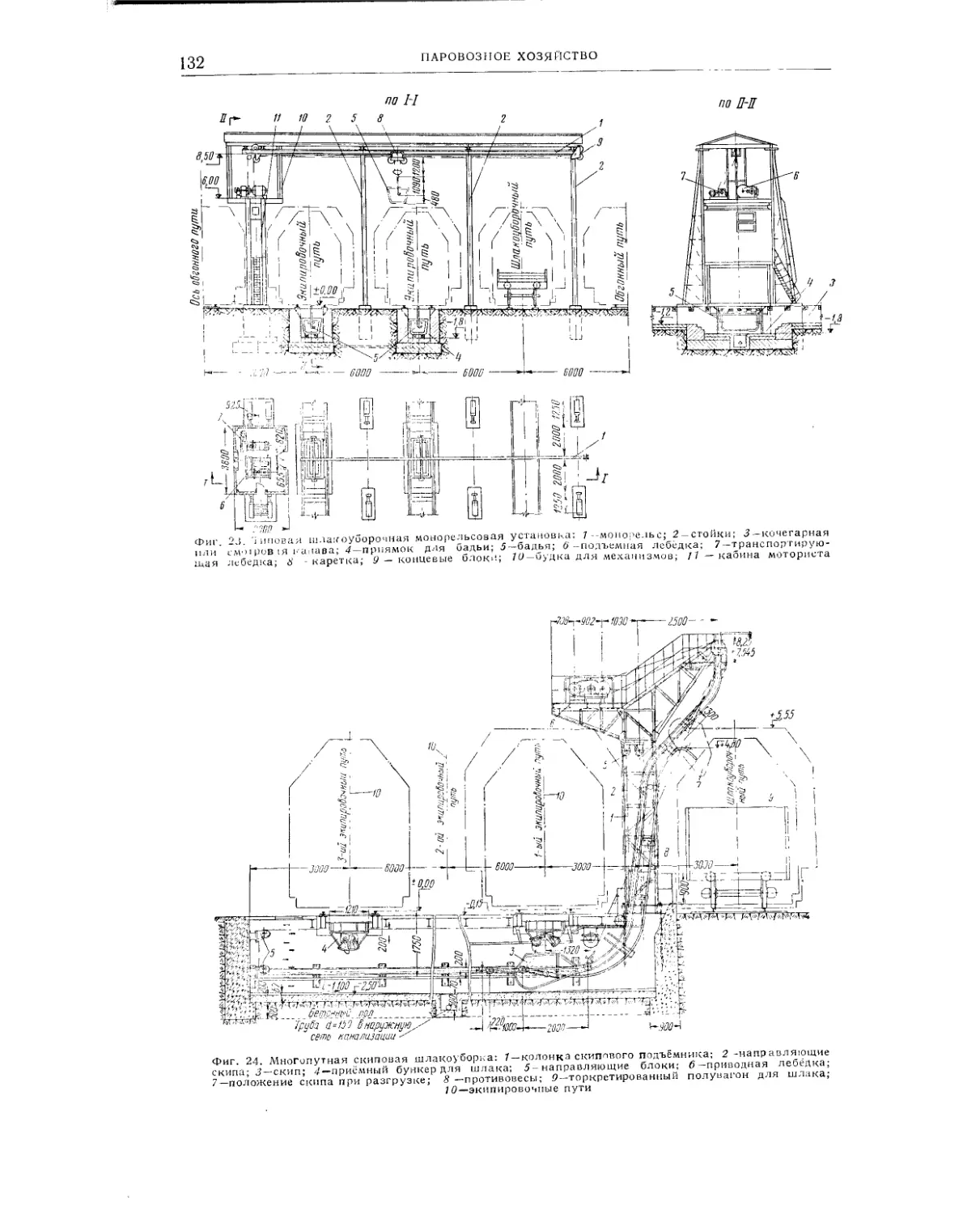
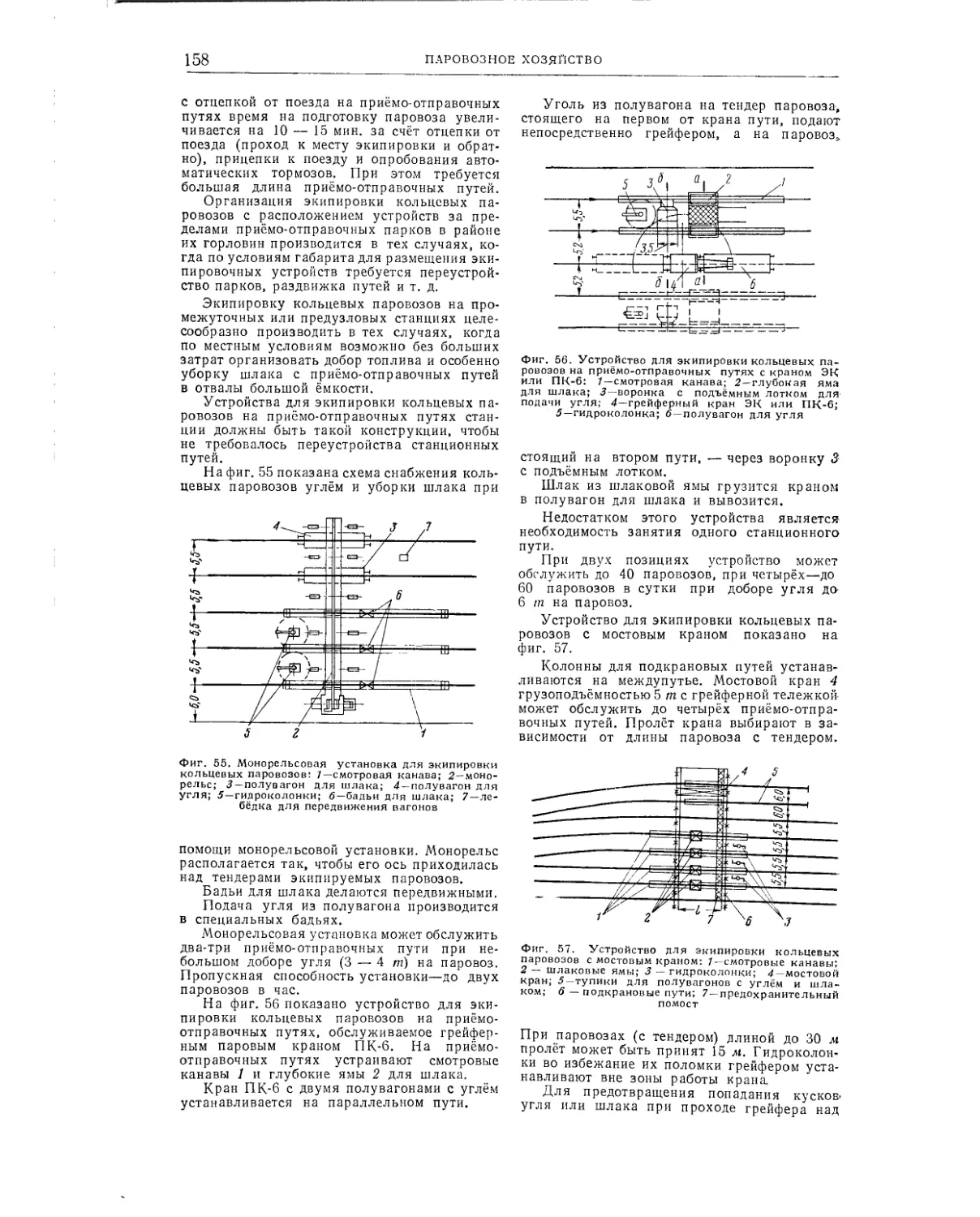
Устройства для экипировки паровозов (инж.
В. И. Мужичков) ..................... 1 1 3
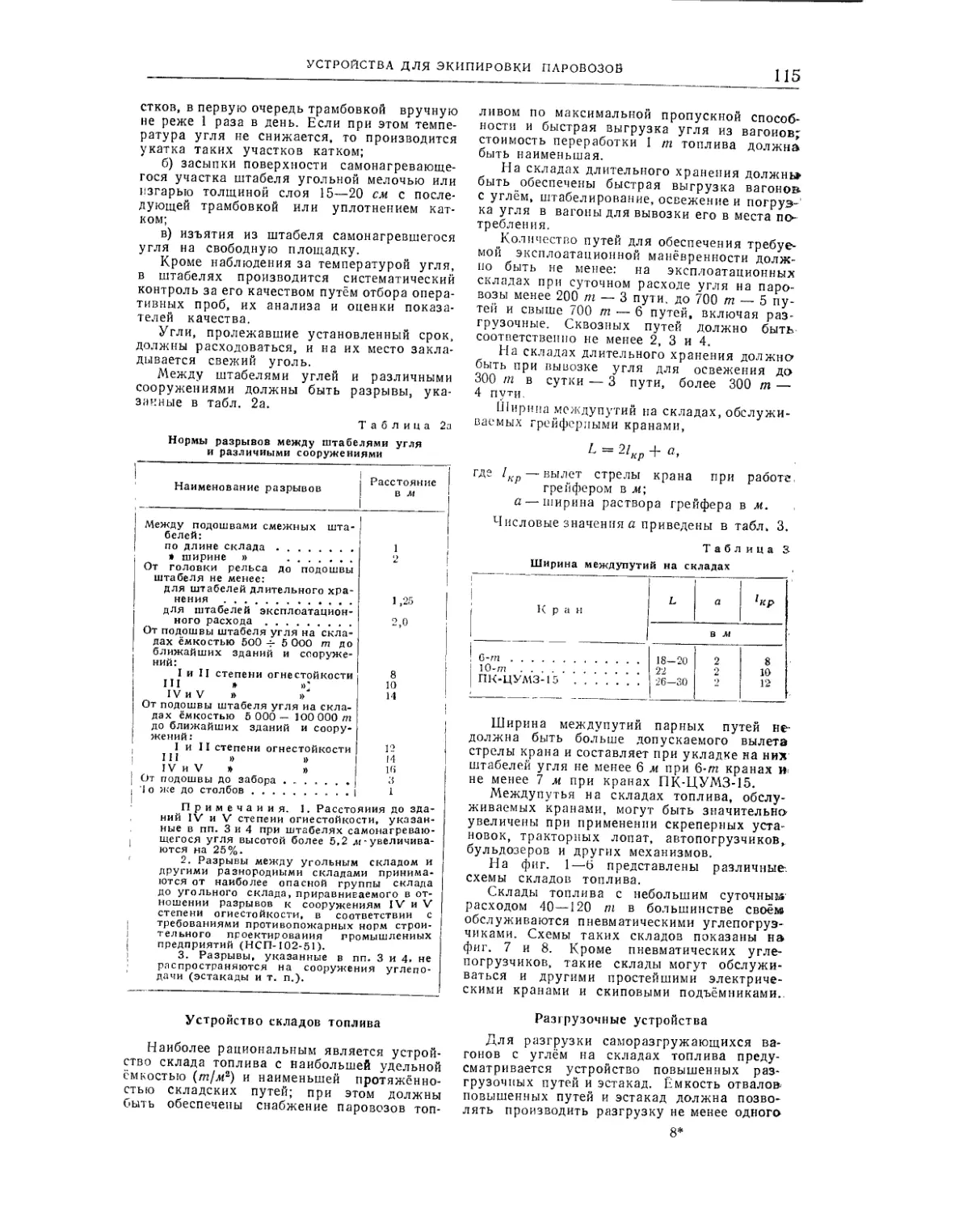
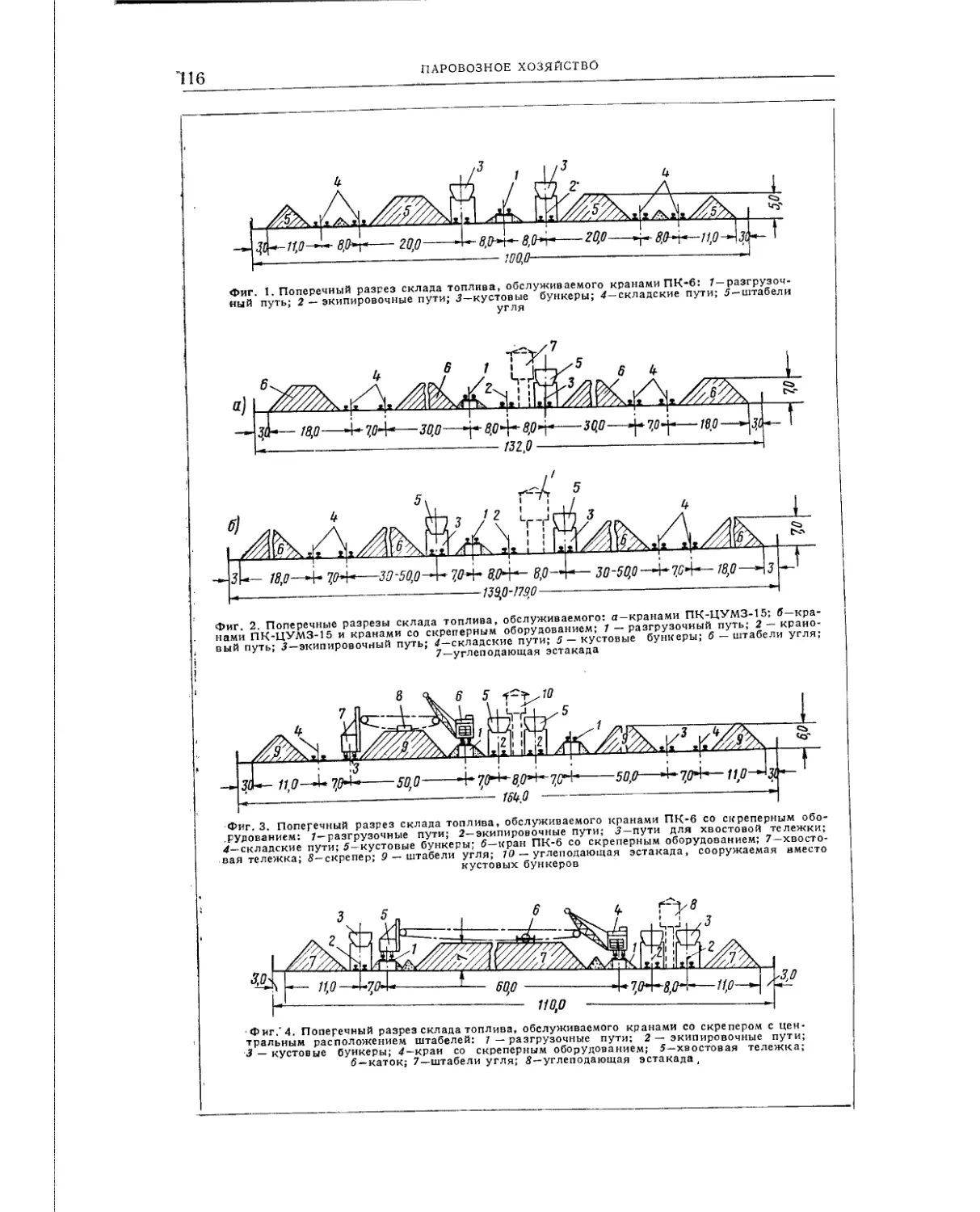
Склады топлива.......................... 11 3
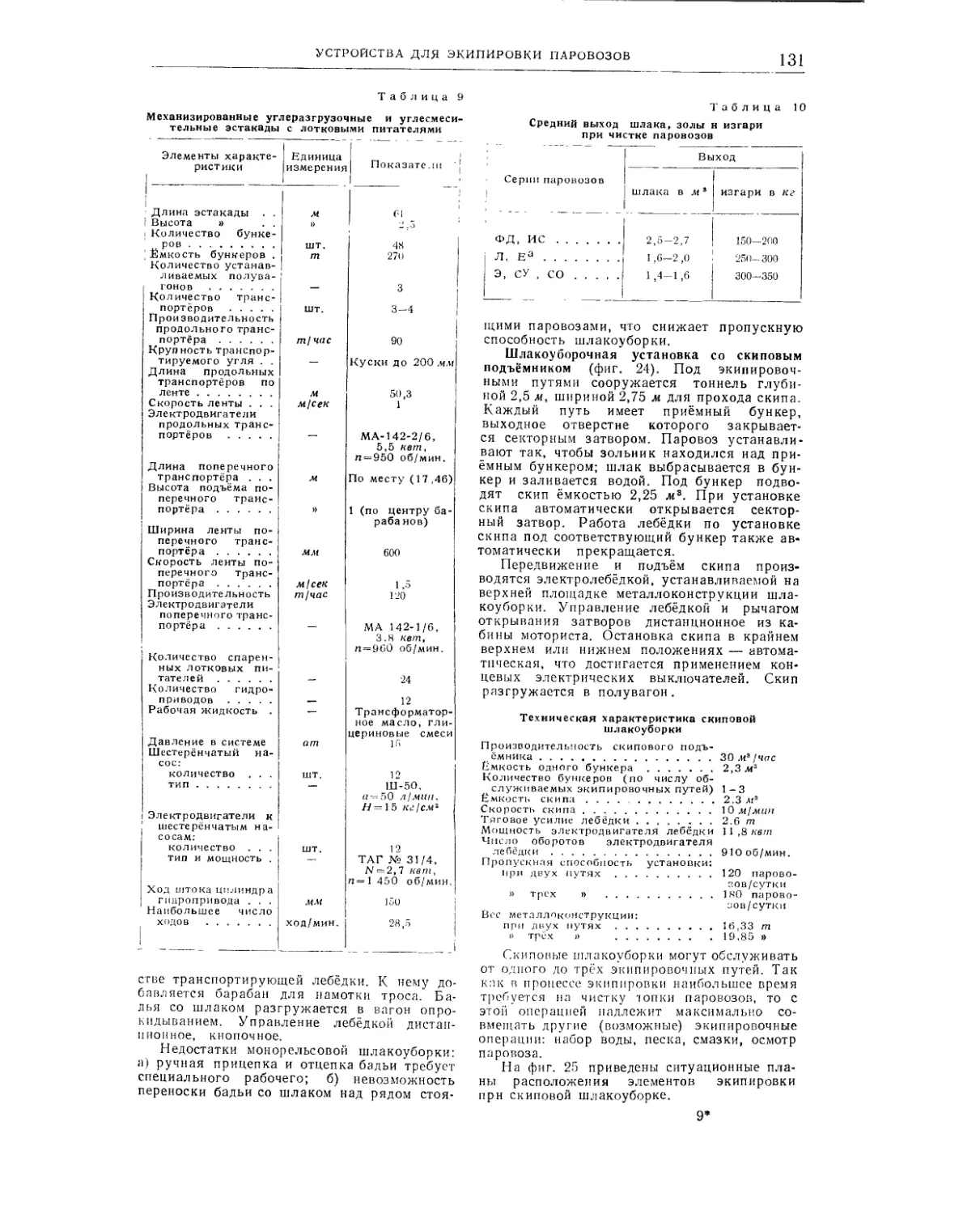
Углеснабжение паровозов................. 119
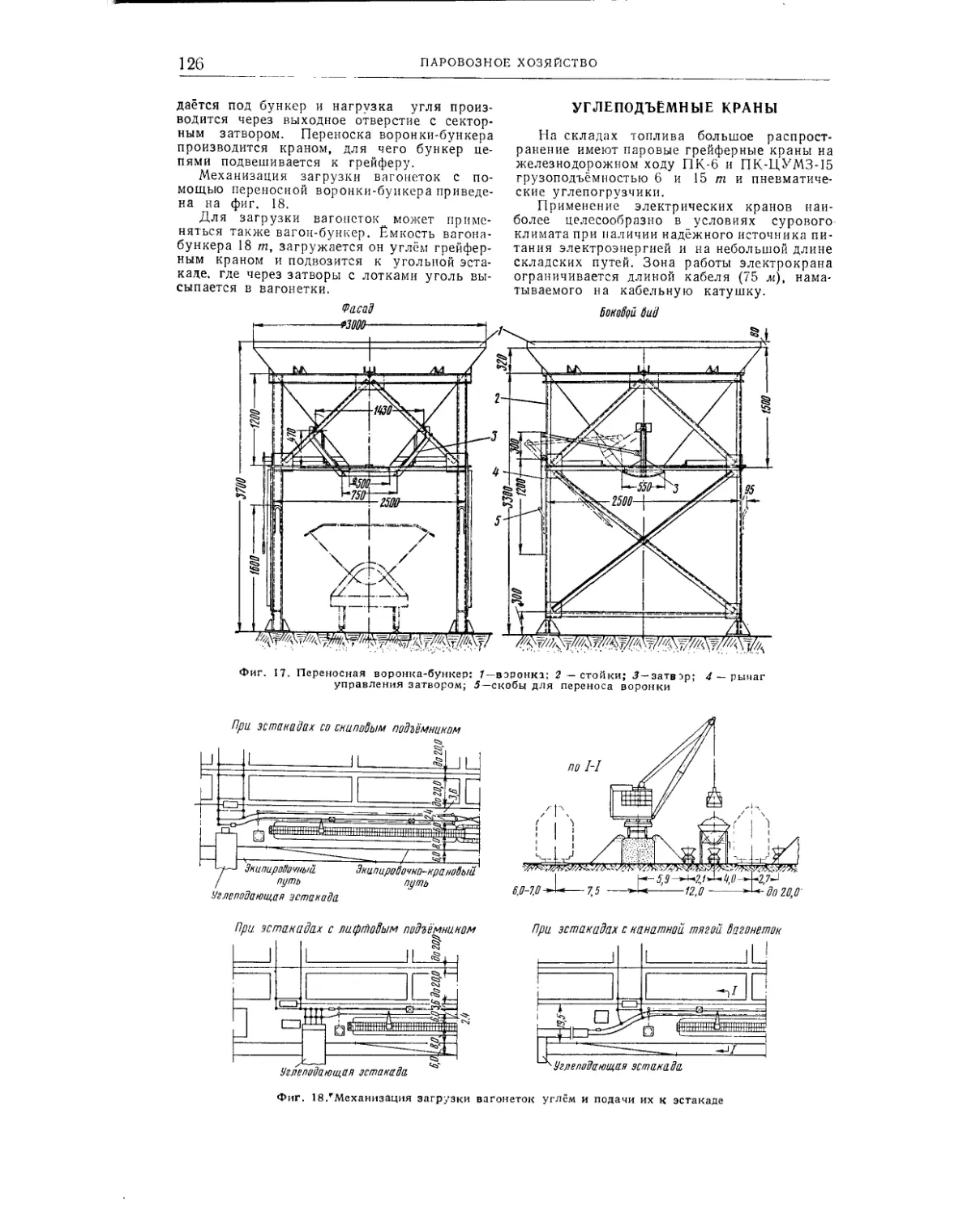
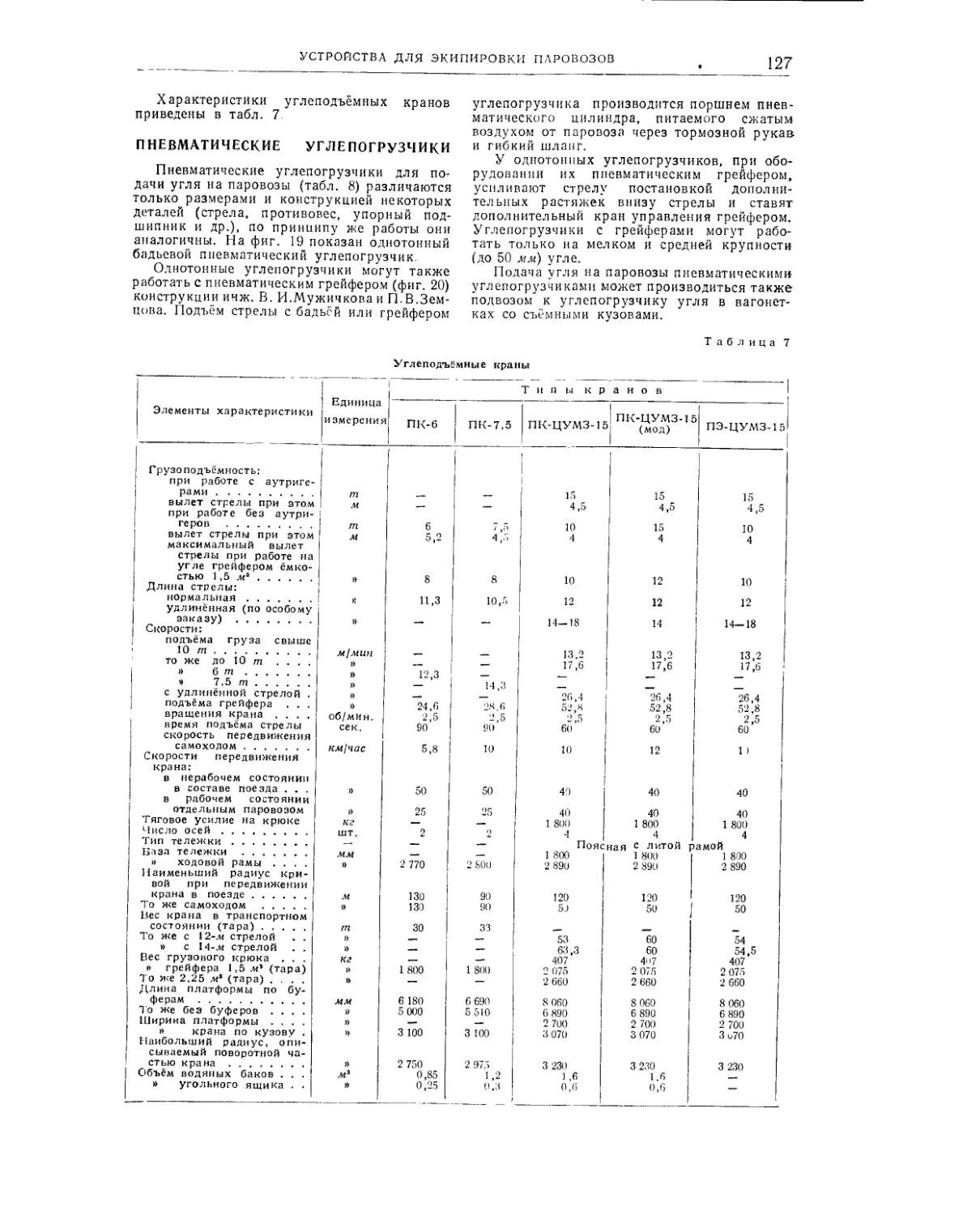
Углеподъёмные краны...................... 126
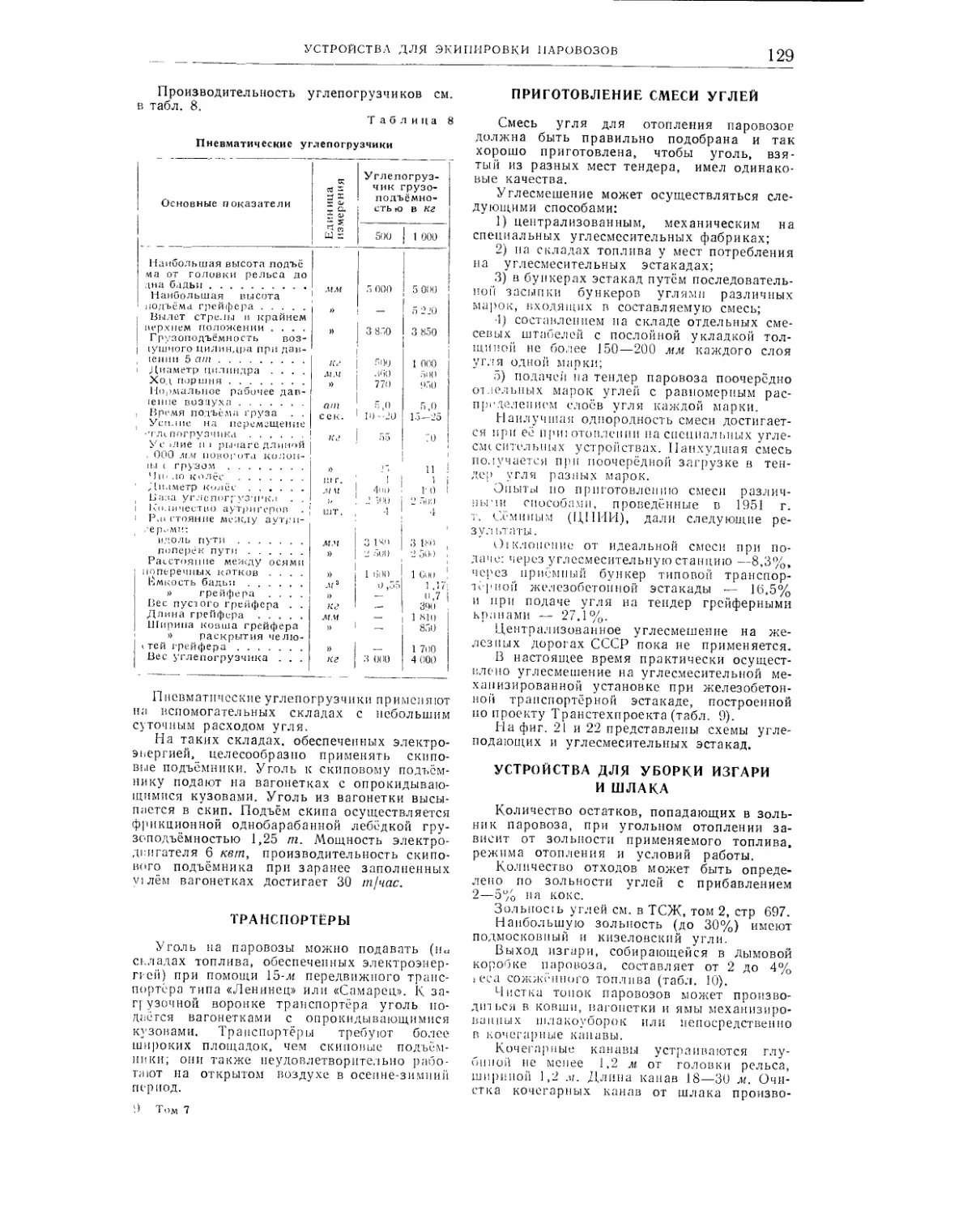
Пневматические углепогрузчики............127
Транспортёры............................ 129
Приготовление смеси углей ............... 129
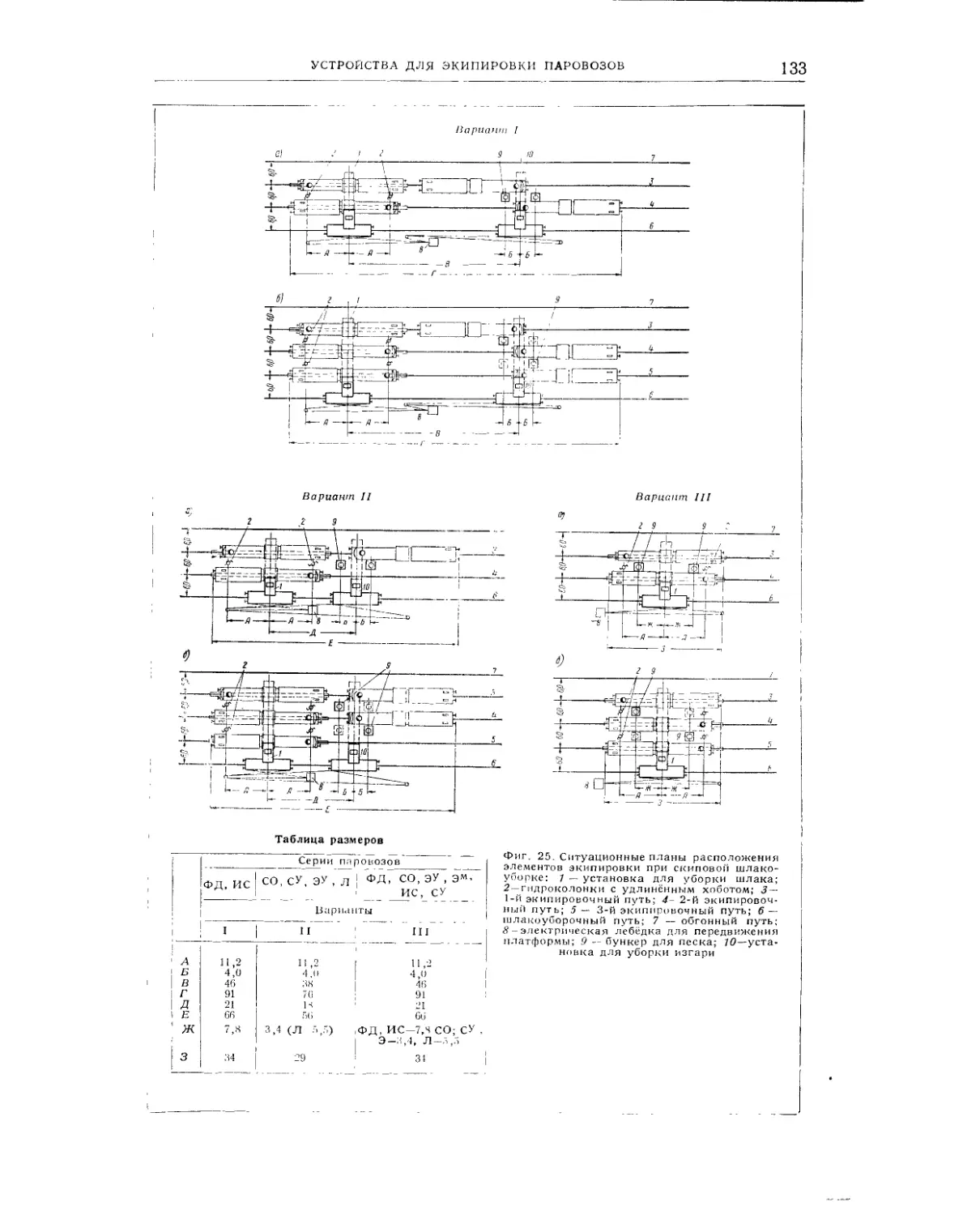
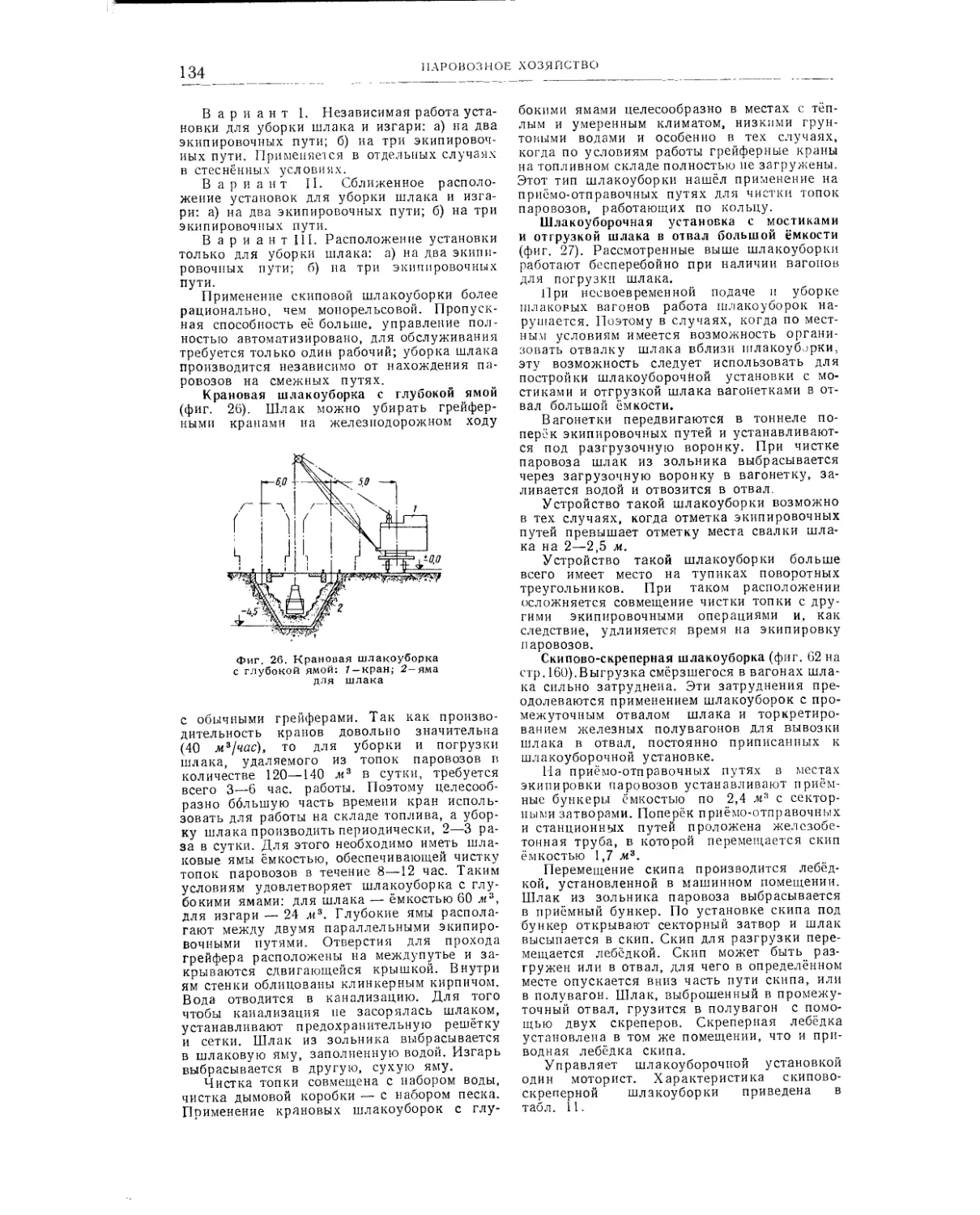
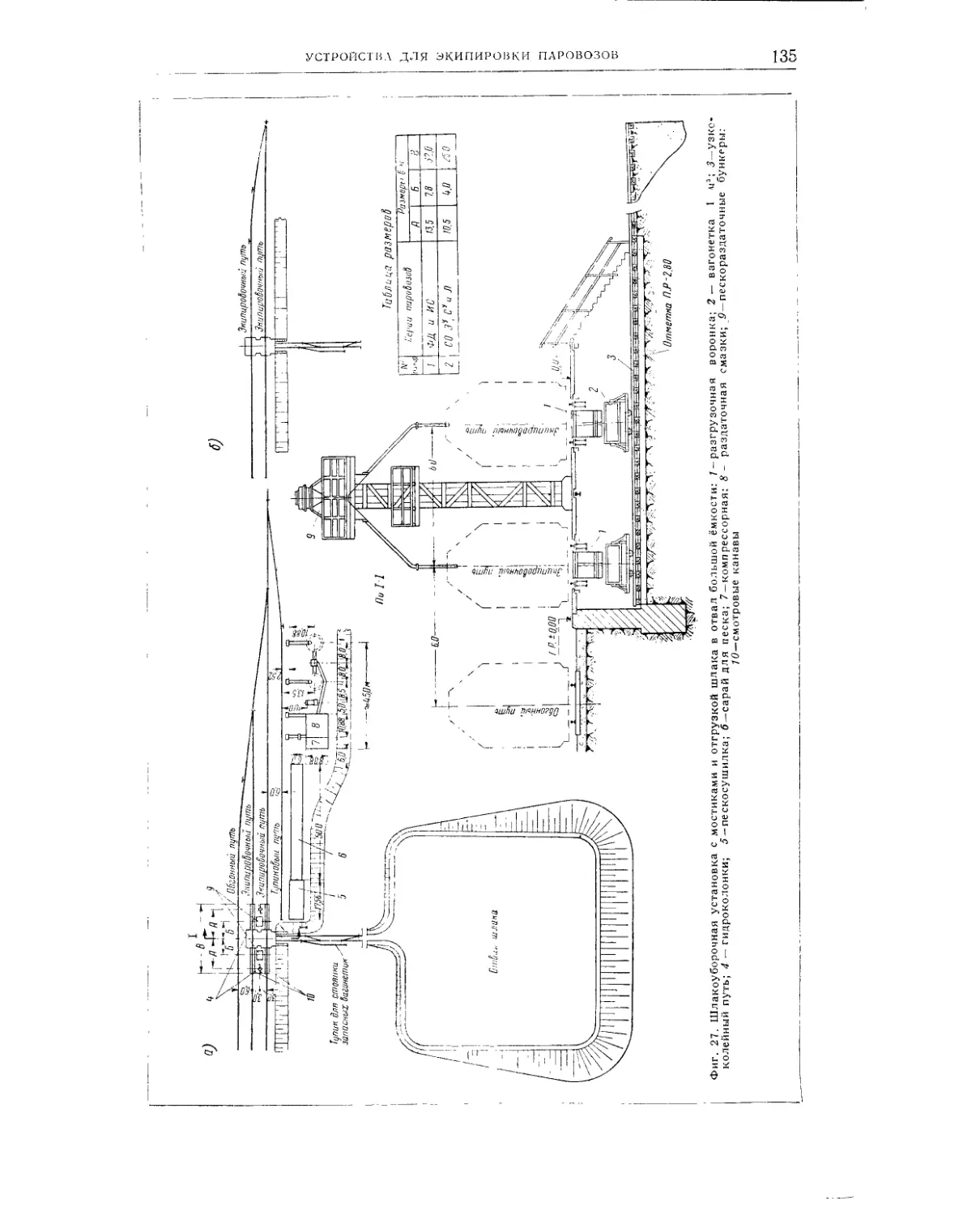
Устройства для уборки изгари и шлака . . 129
Песочное хозяйство депо.................. 136
Устройства смазочного хозяйства депо .... 142
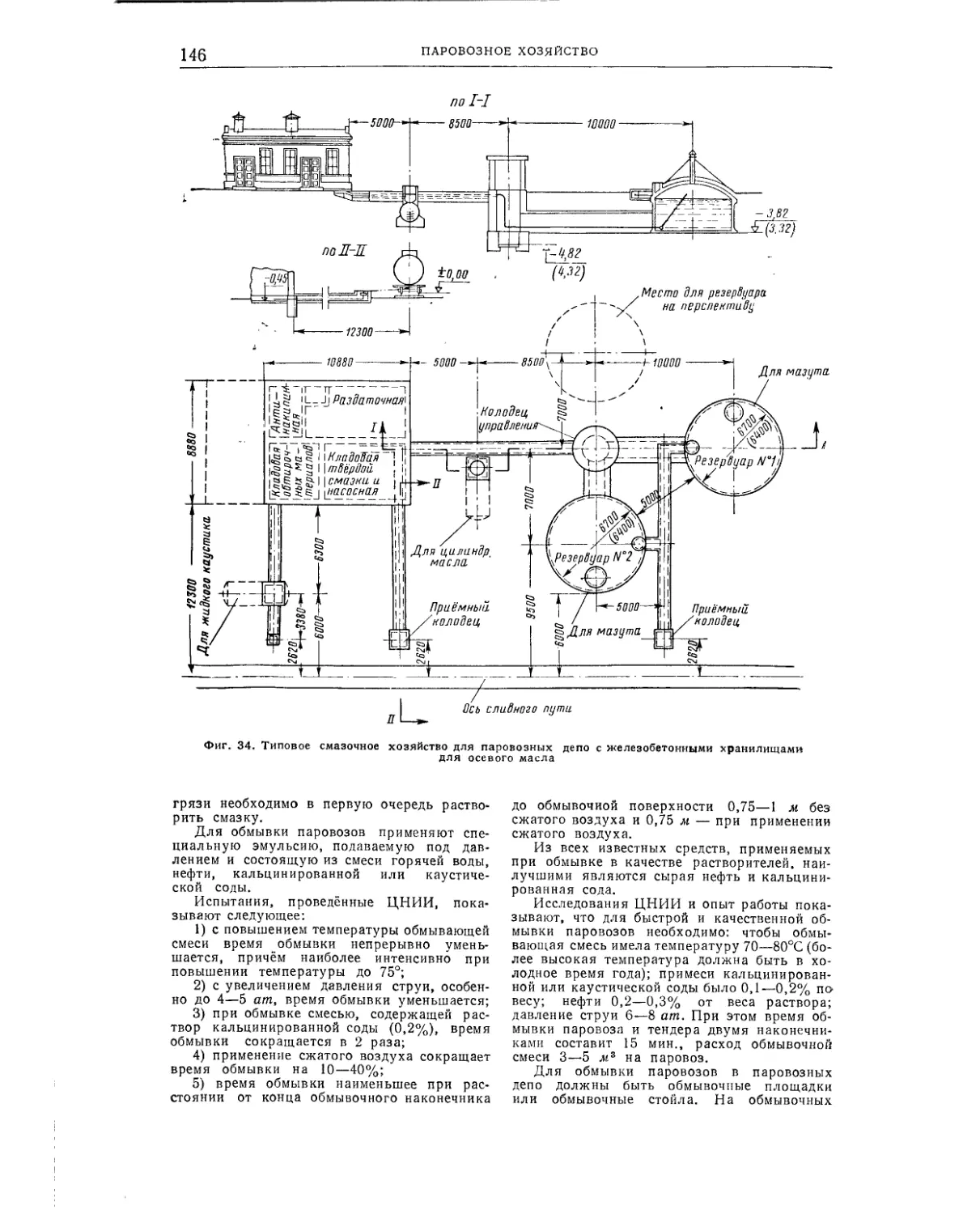
Устройства для обмывки паровозов и продувки паровозных котлов............. 145
Смотровые канавы......................... 149
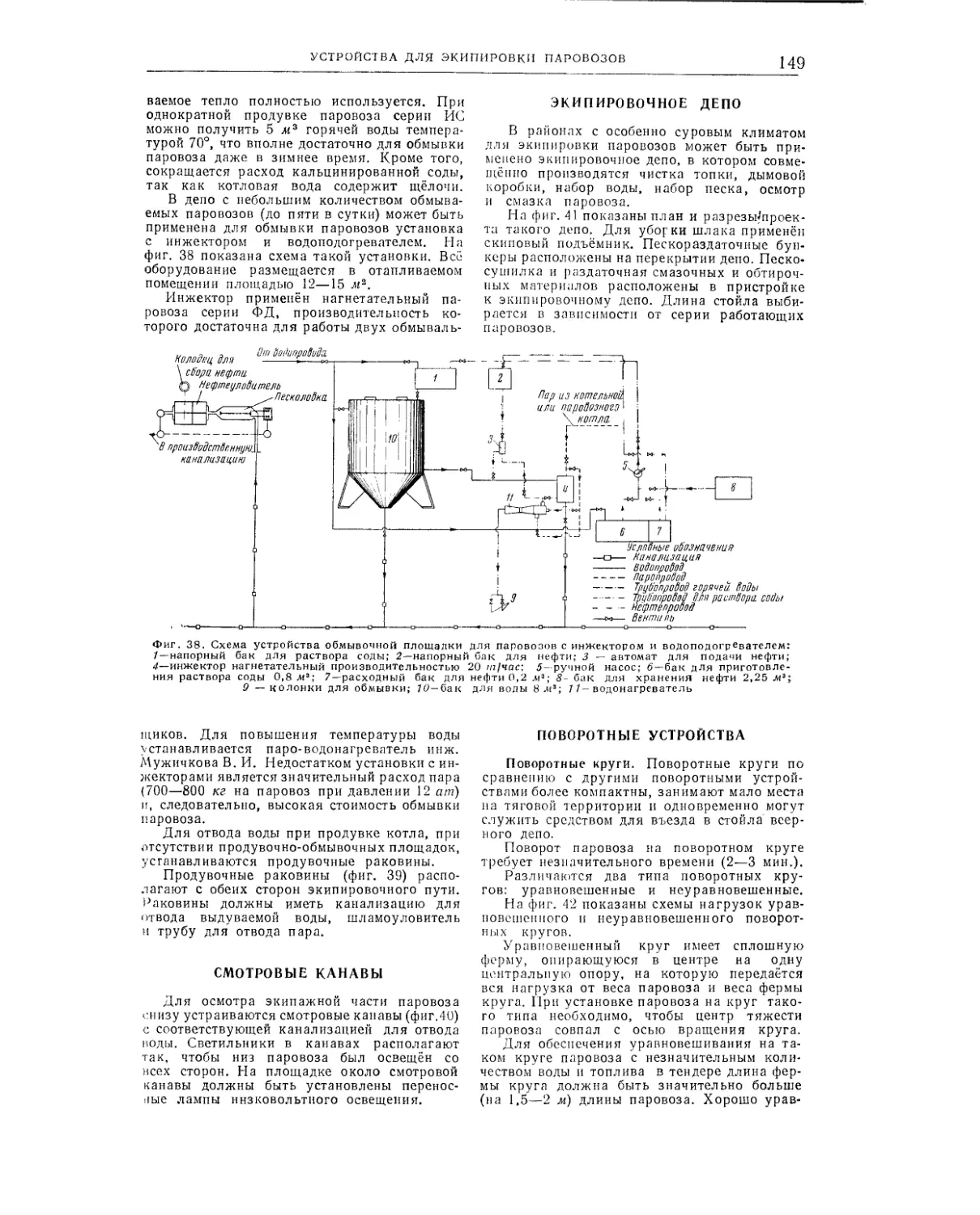
Экипировочное депо....................... 149
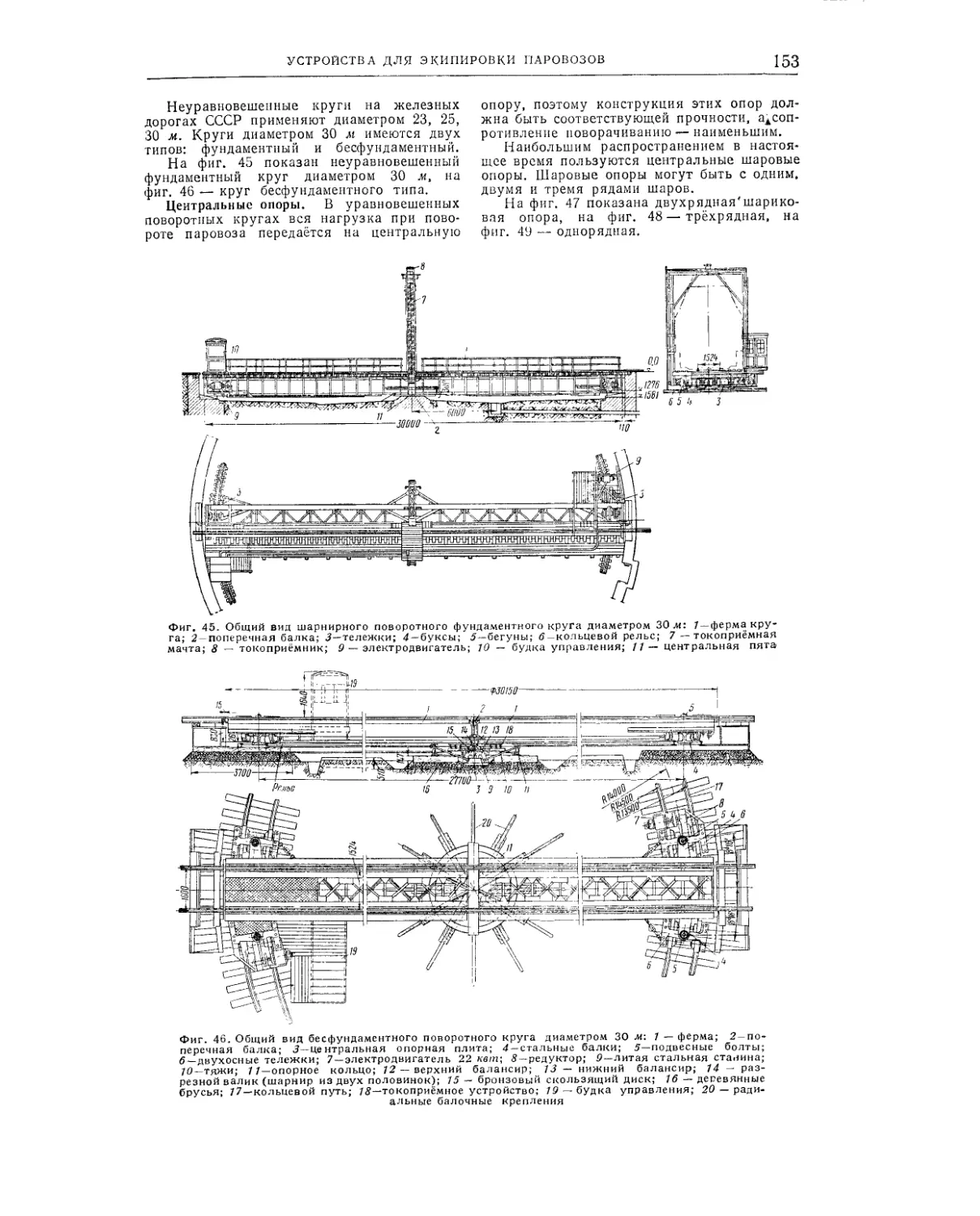
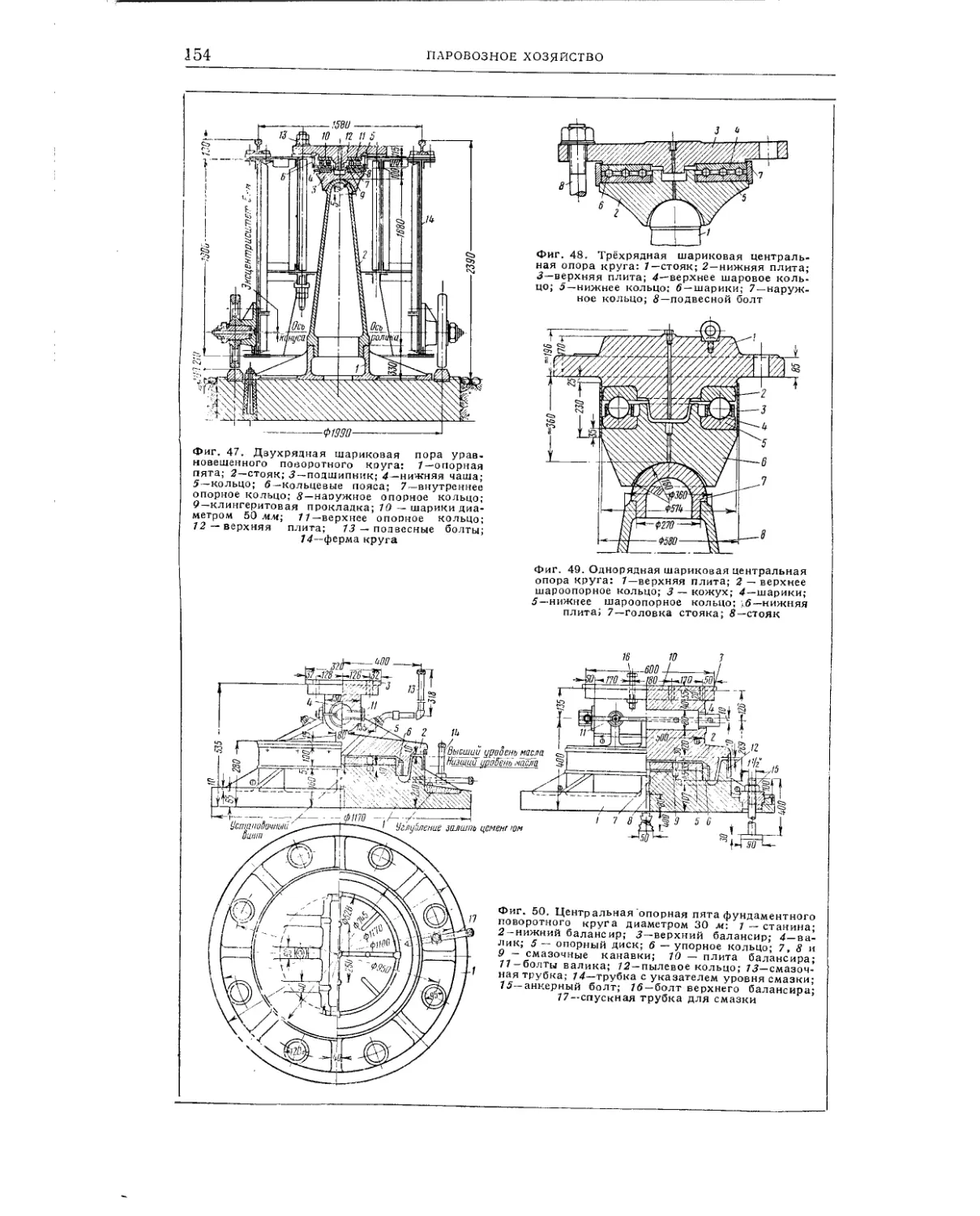
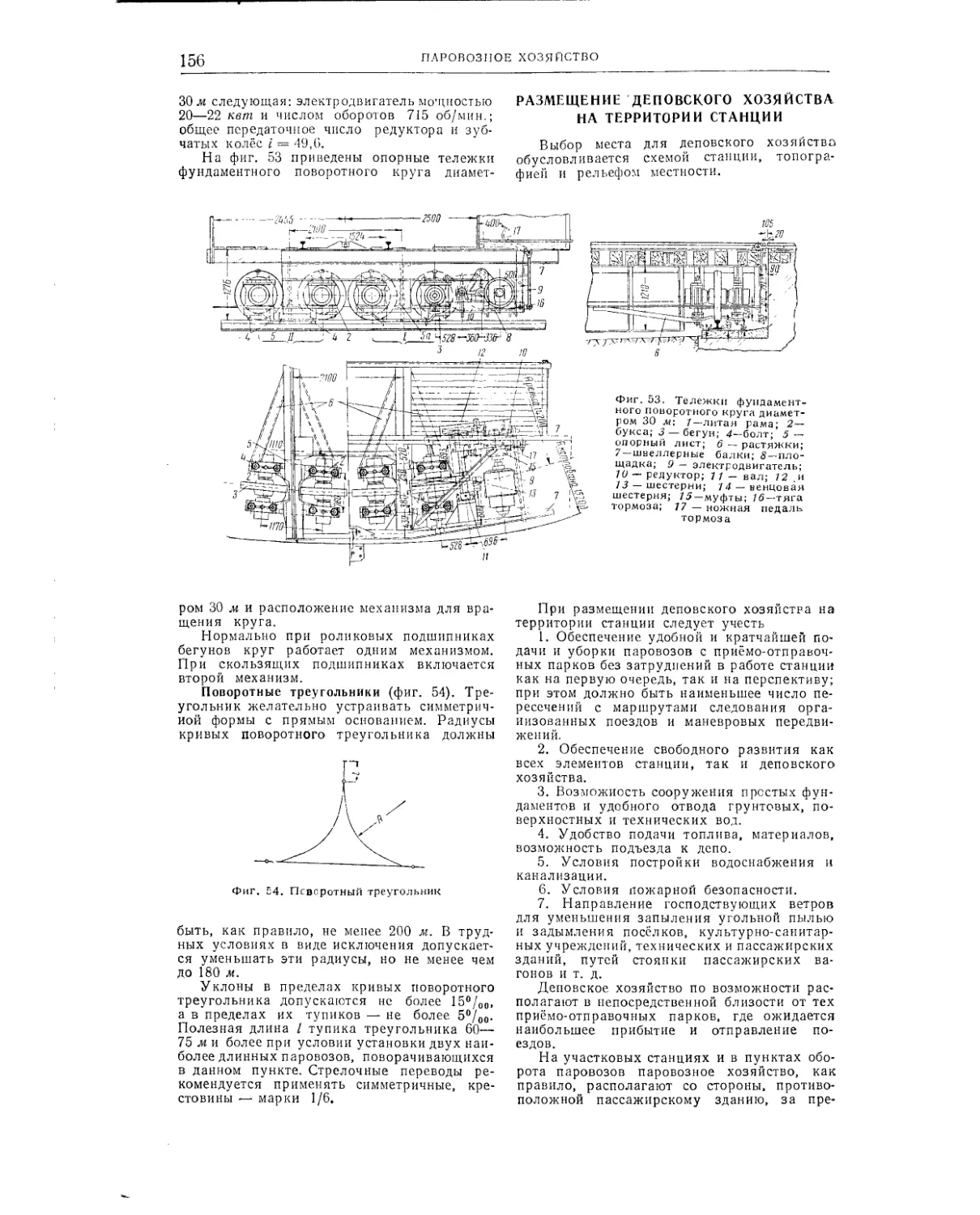
Поворотные устройства ................... 149
Размещение деповского хозяйства на территории станции..........................156
Взаимное расположение устройств деповского хозяйства............................. 157
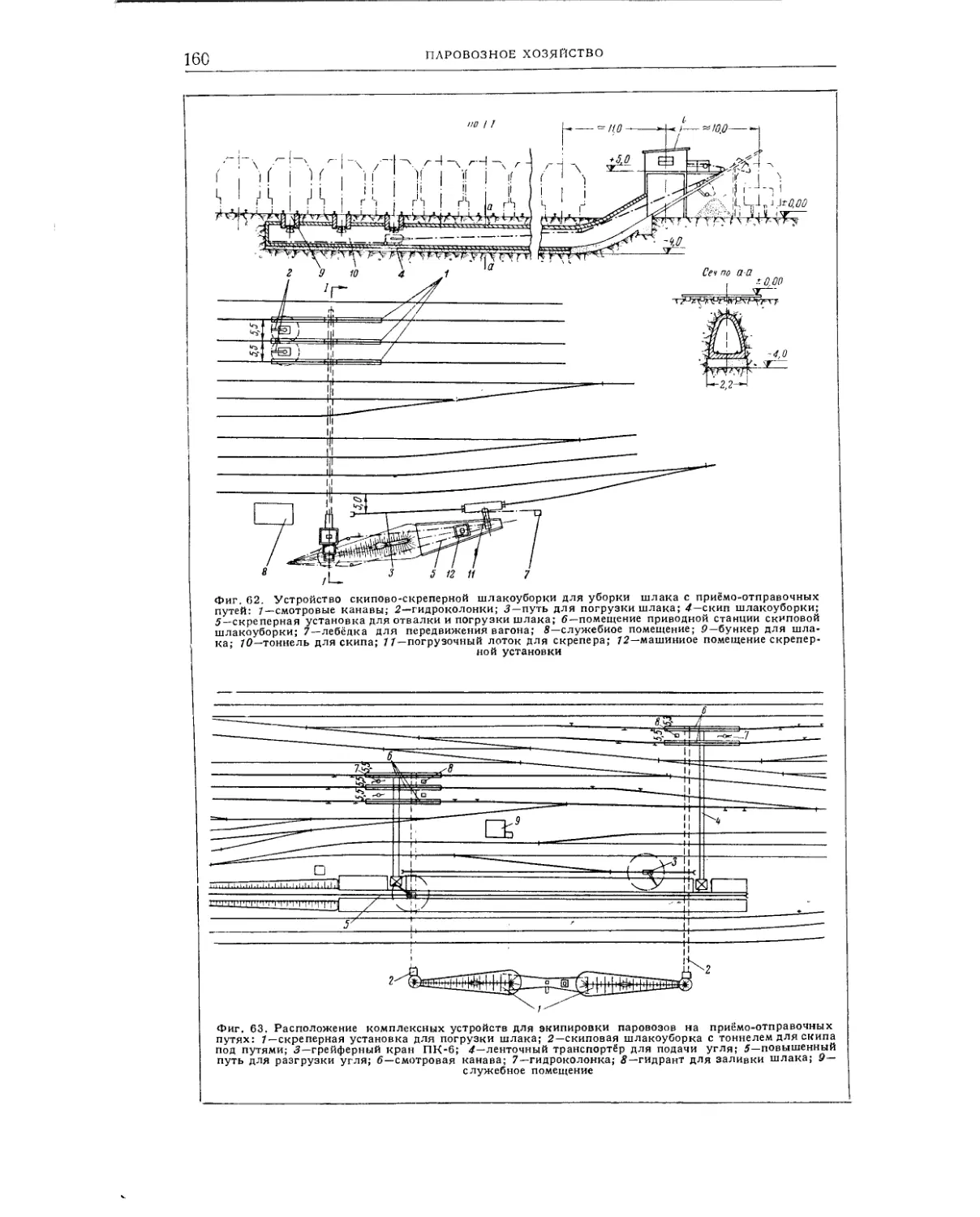
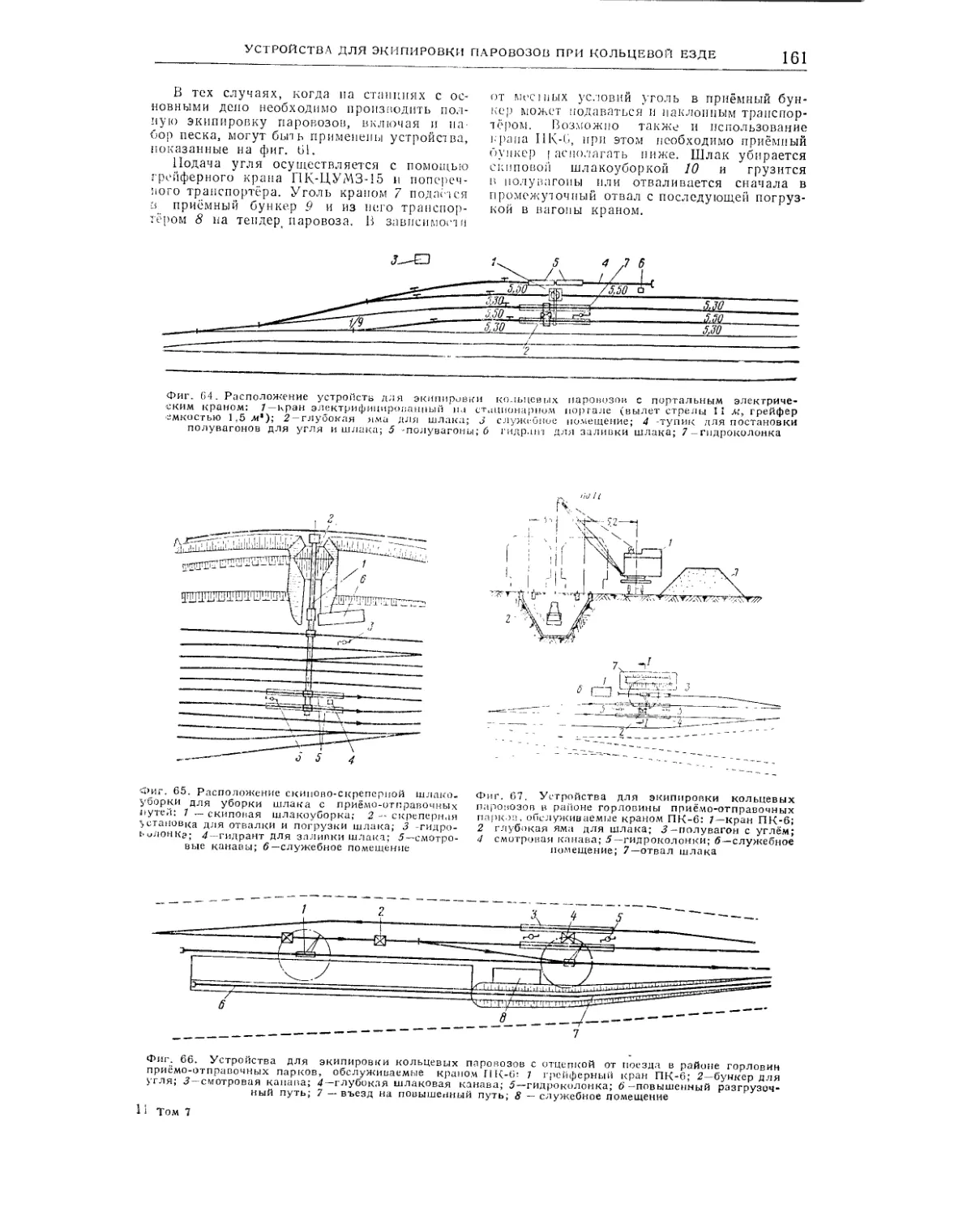
Устройства для экипировки паровозов при кольцевой езде.........................157
Организация производства на паровозоремонтных заводах (инж. Б. К. Тетерев) 163
Значение паровозоремонтных заводов для железнодорожного транспорта и их развитие 163
Общие данные..............................164
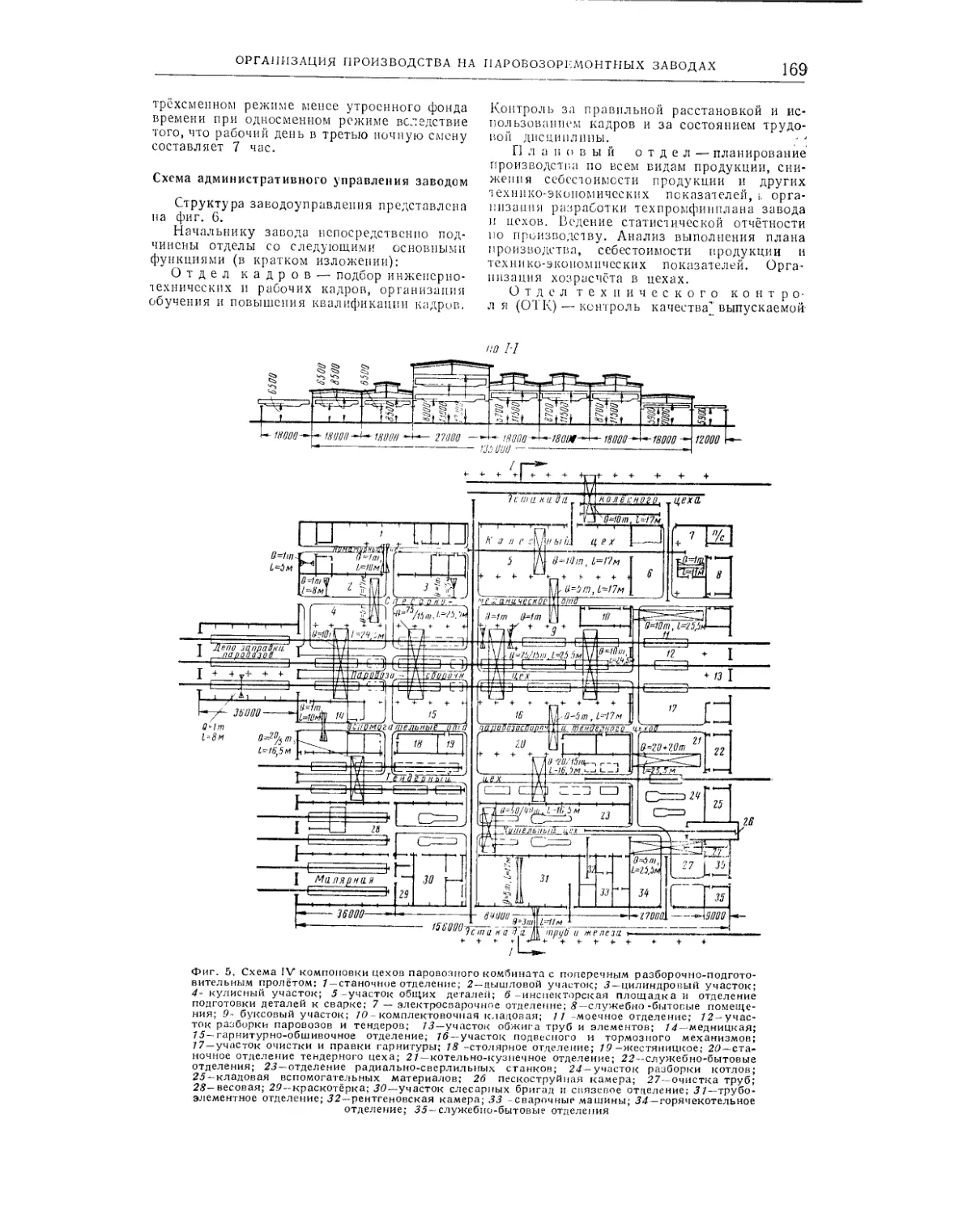
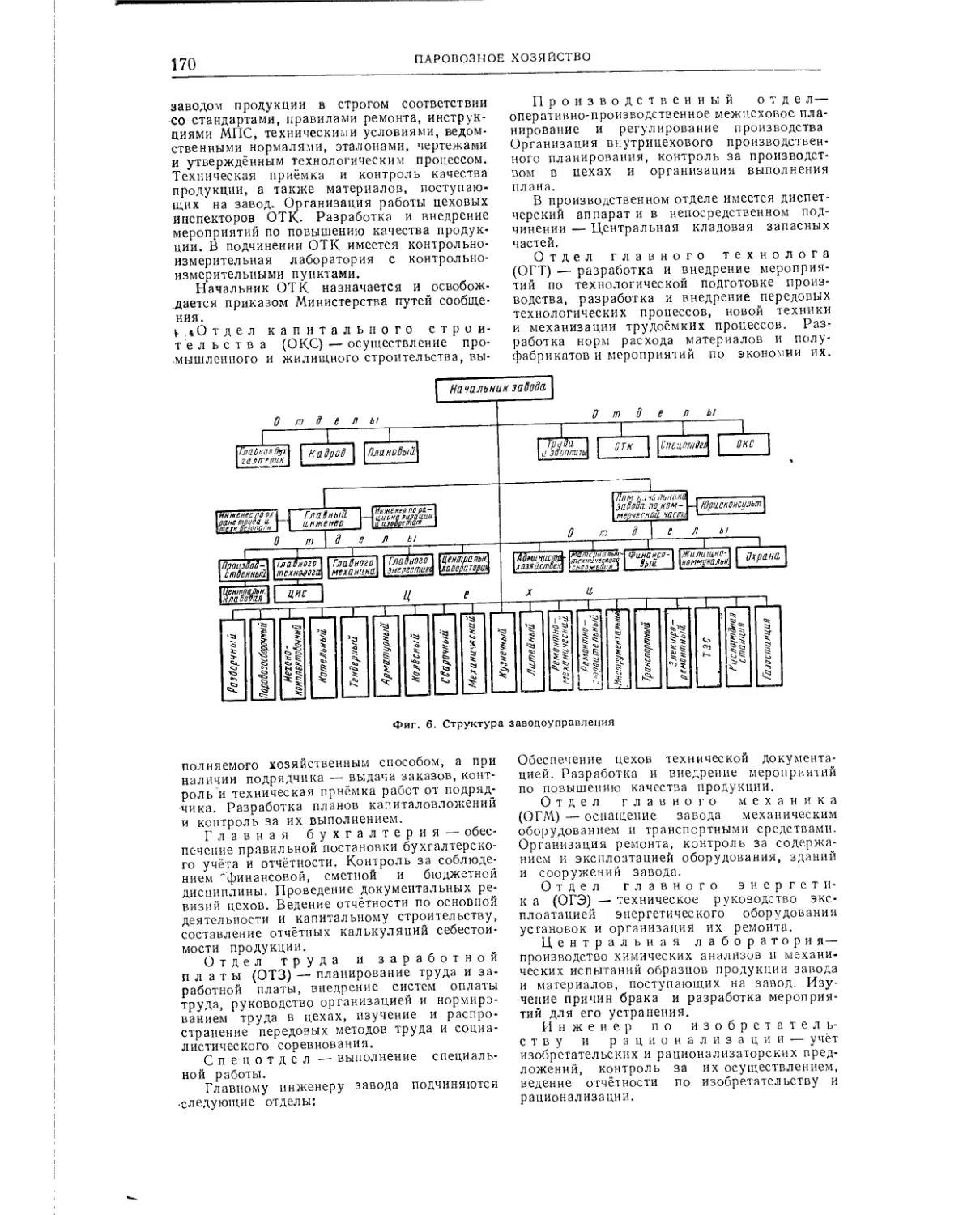
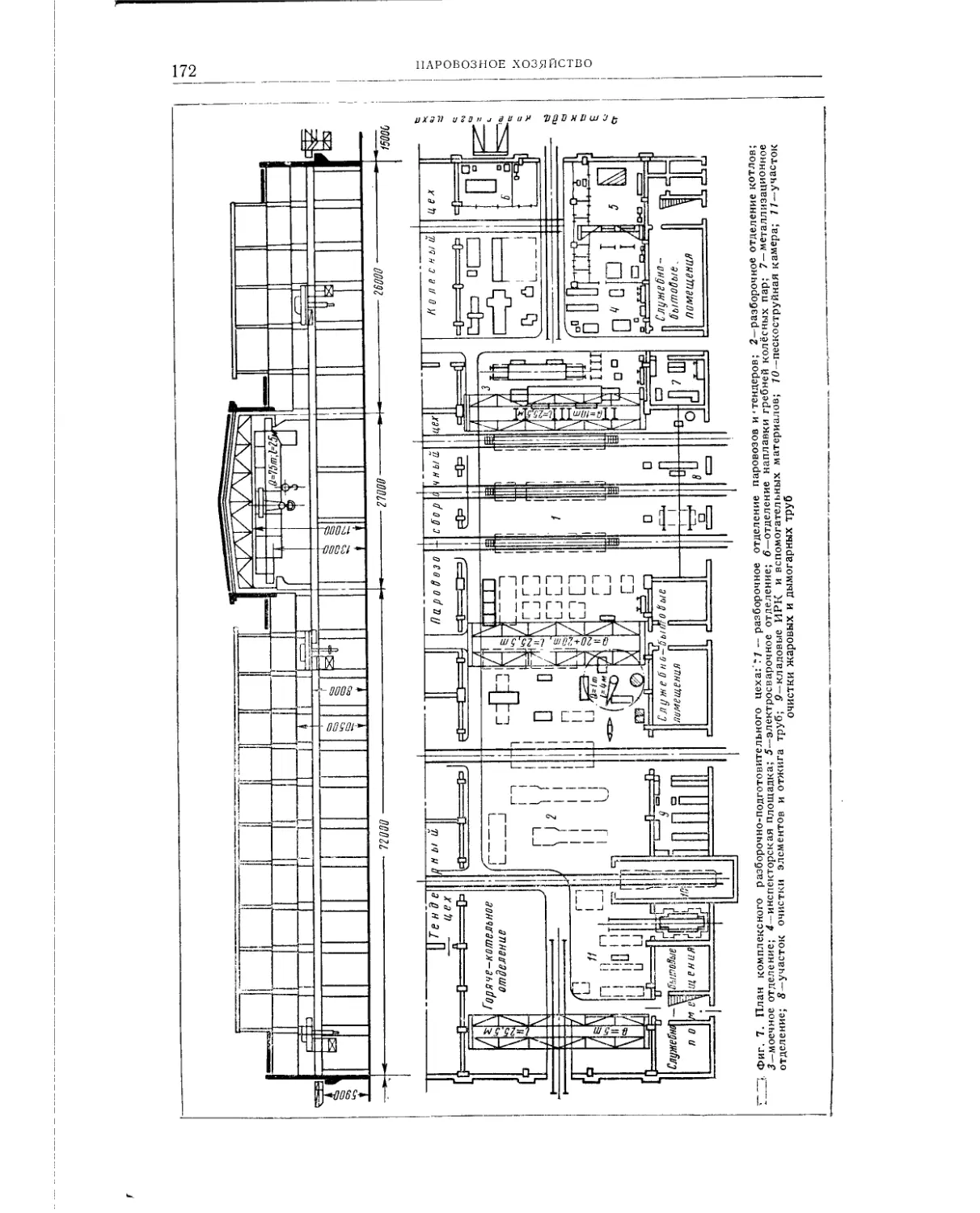
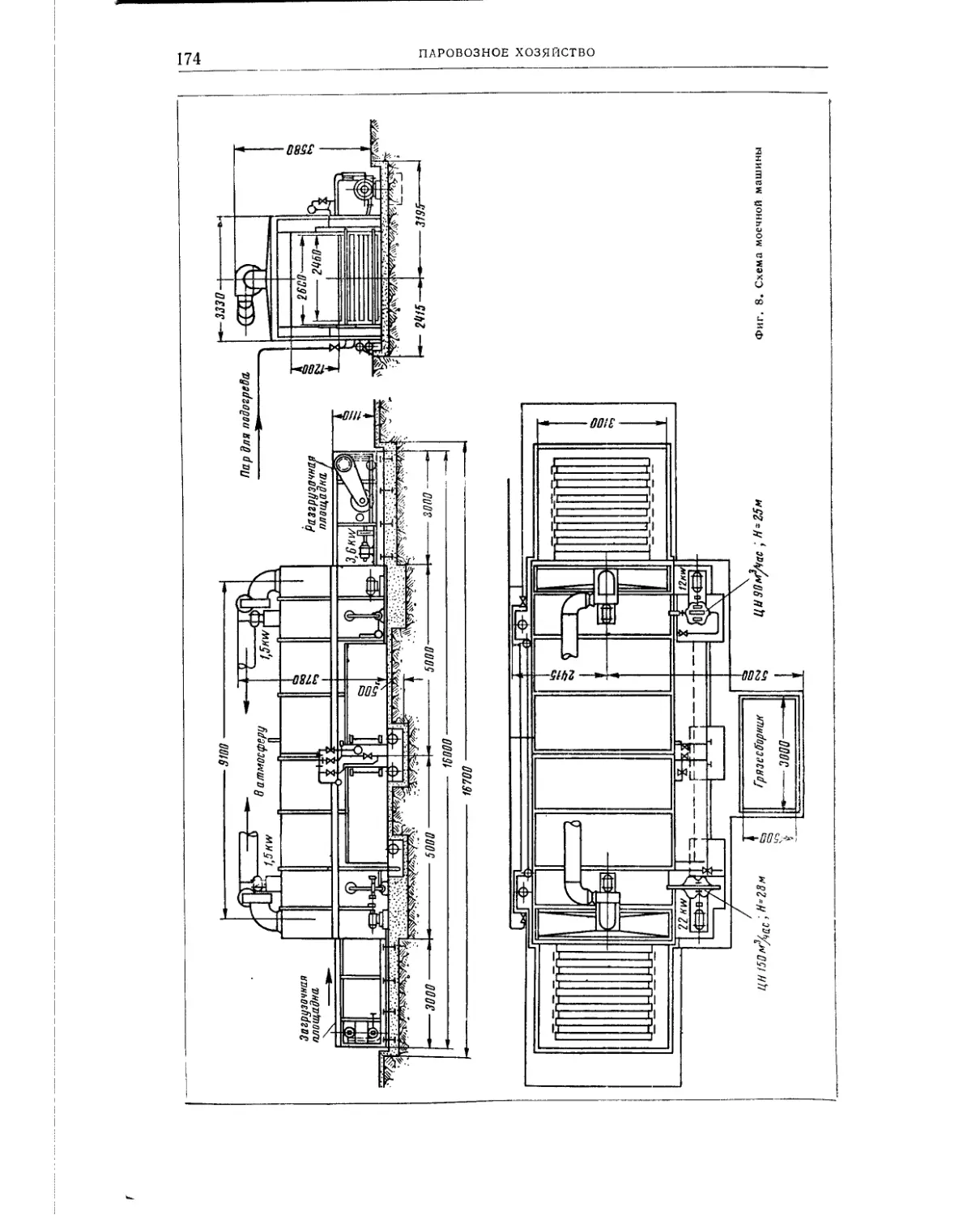
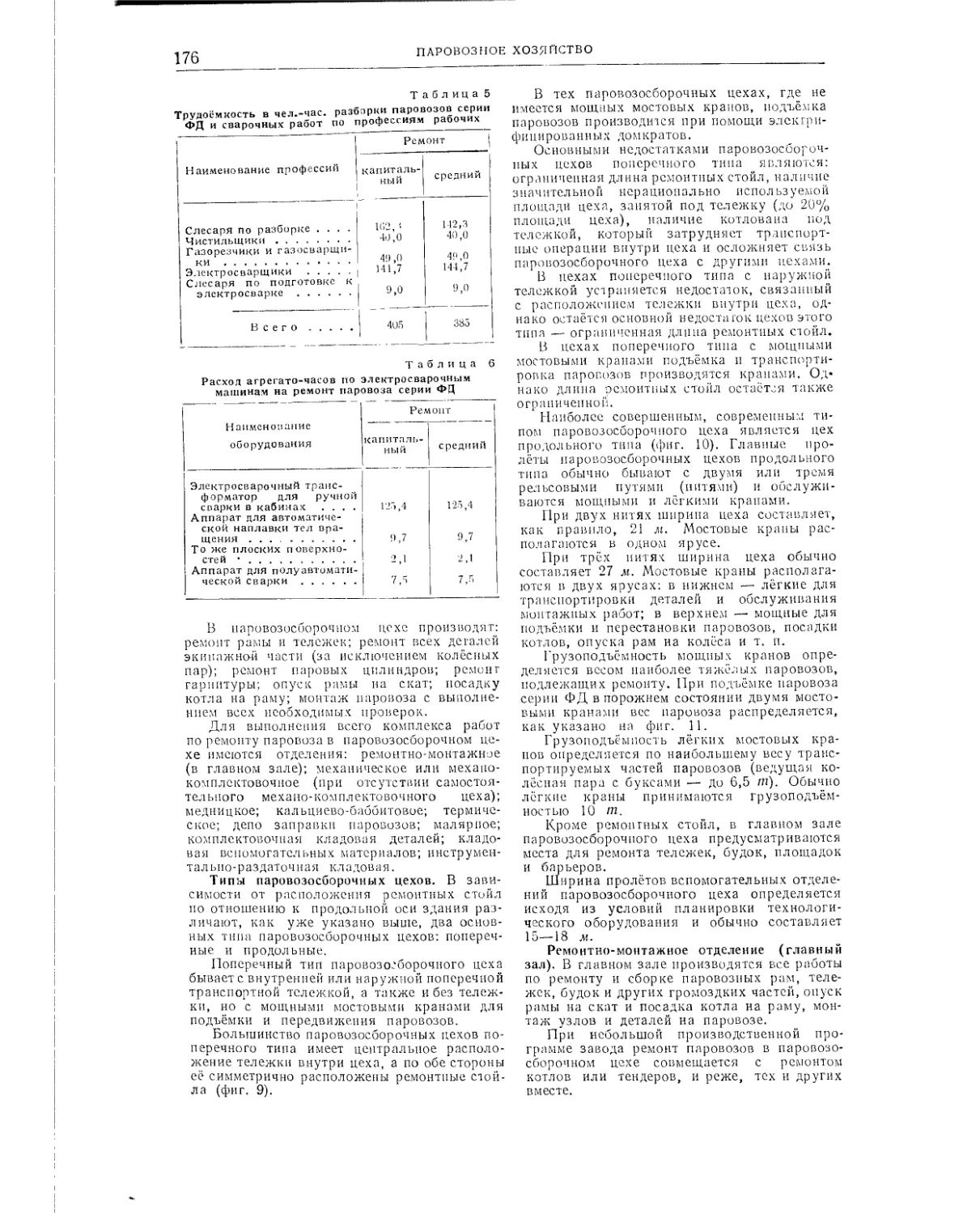
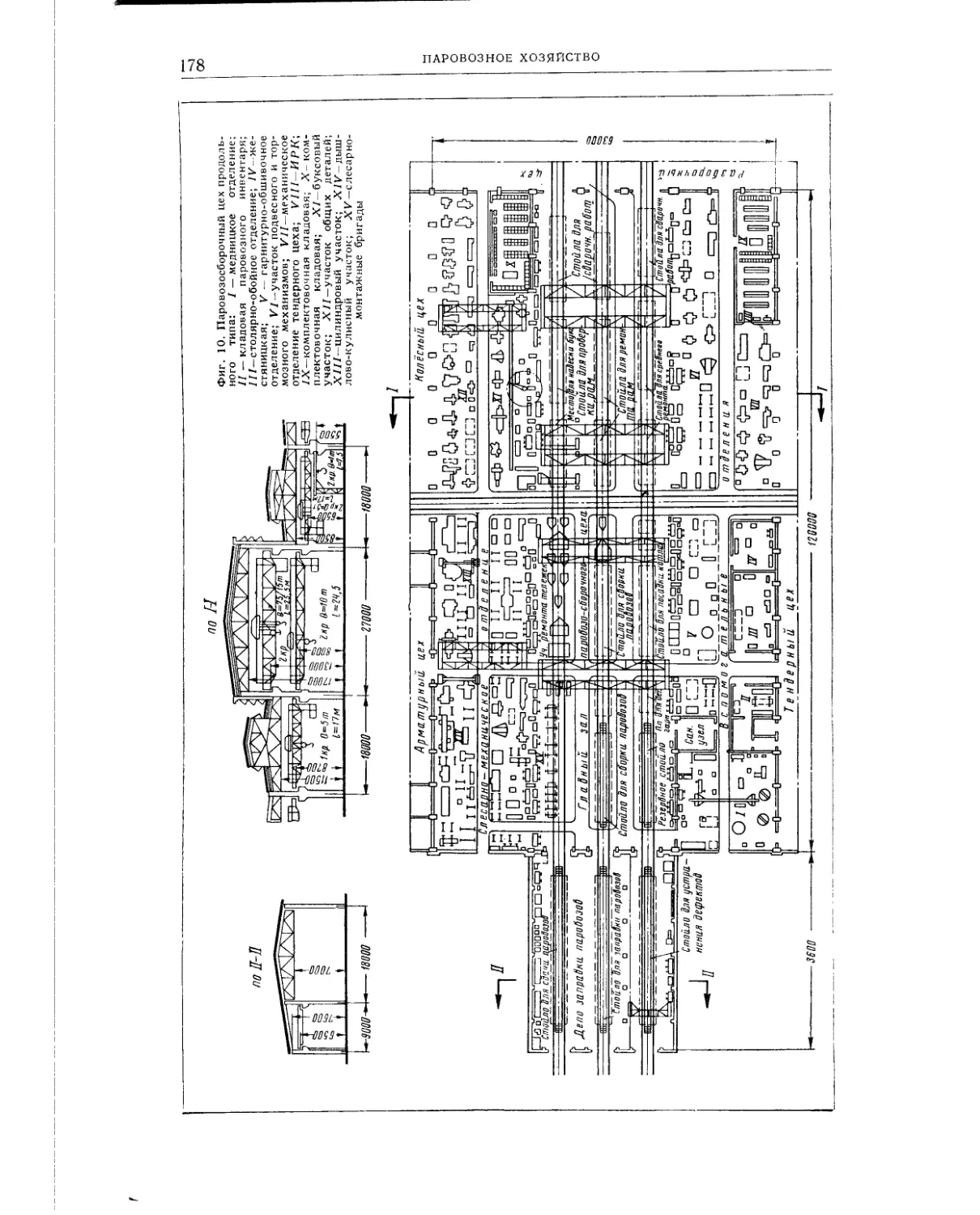
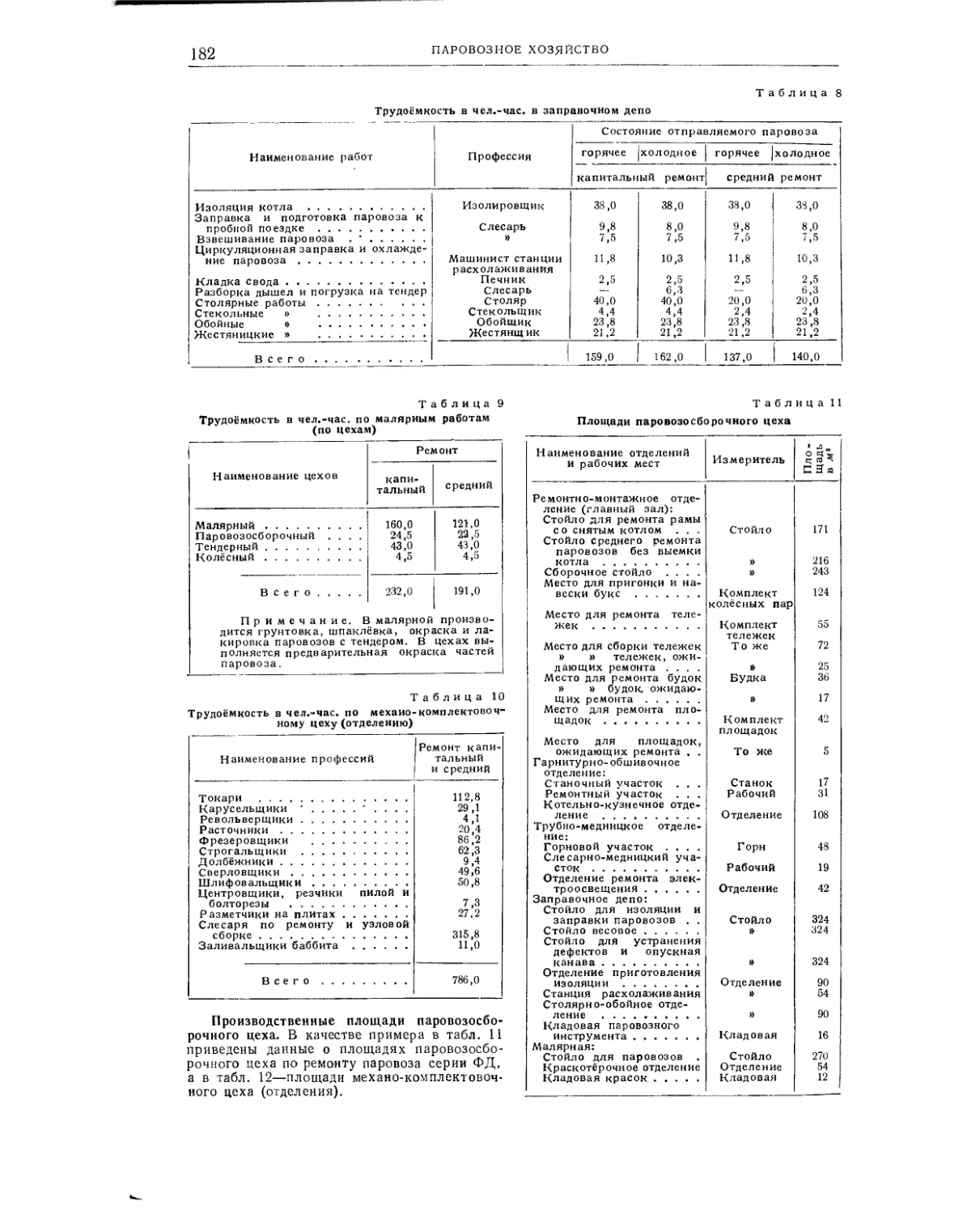
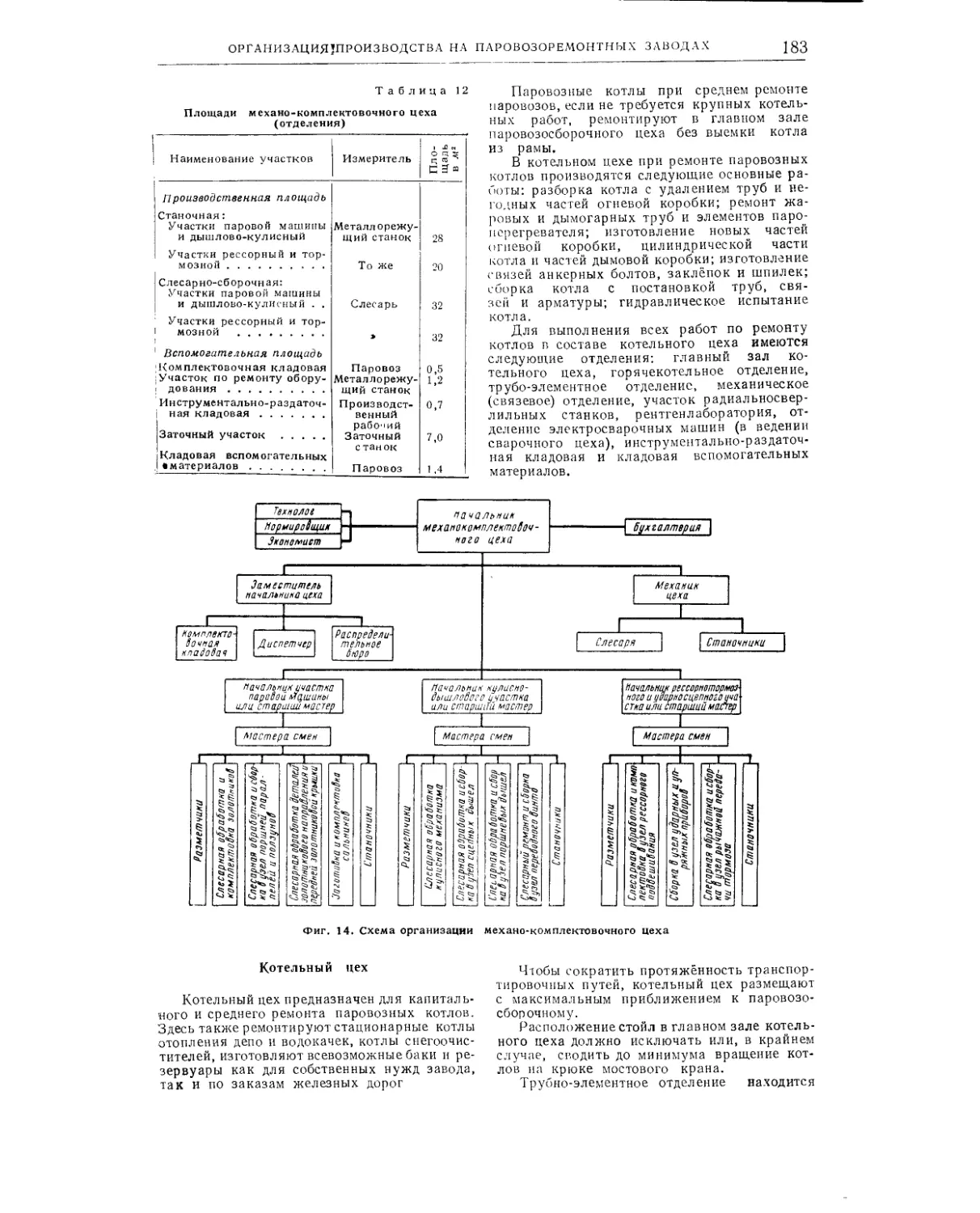
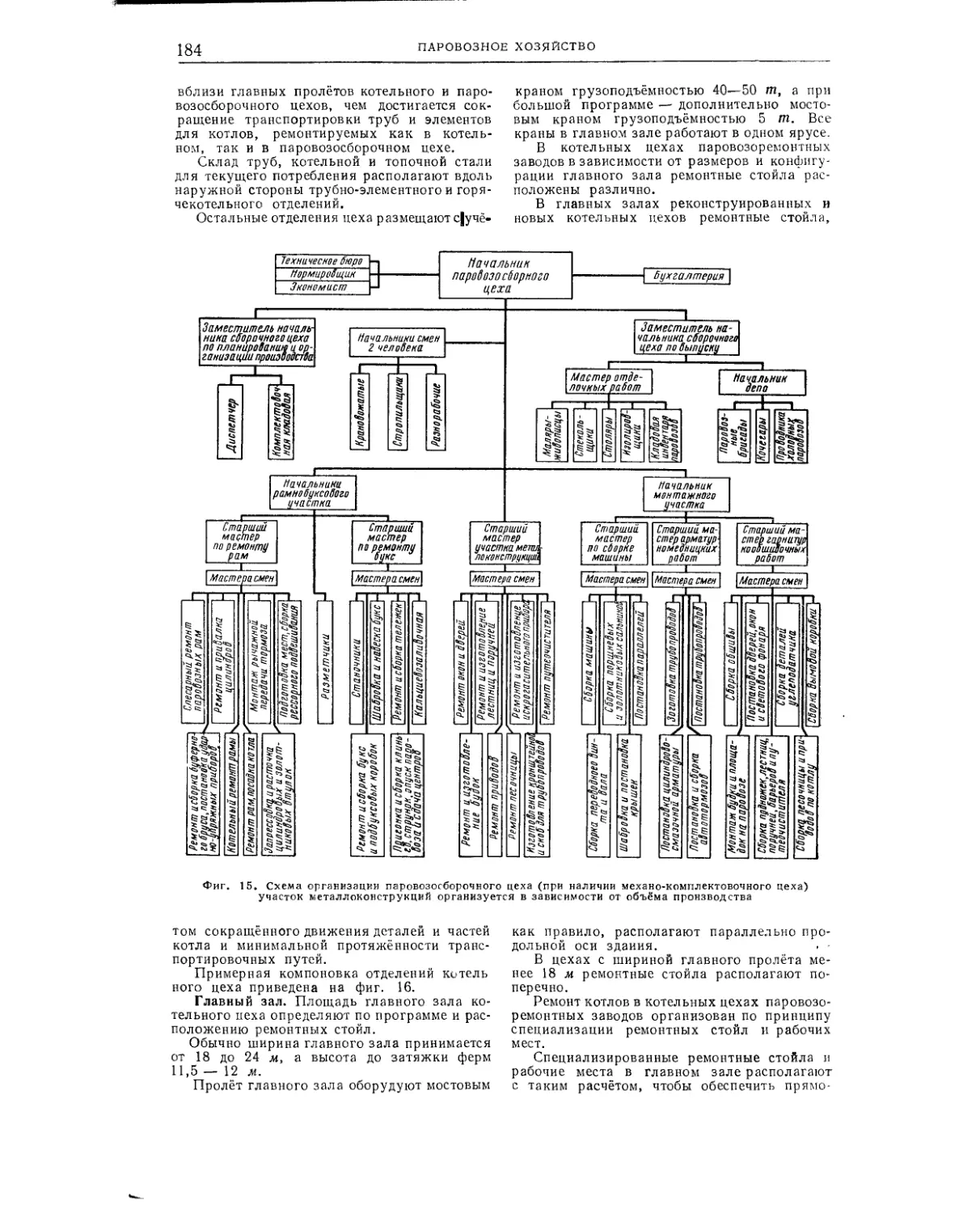
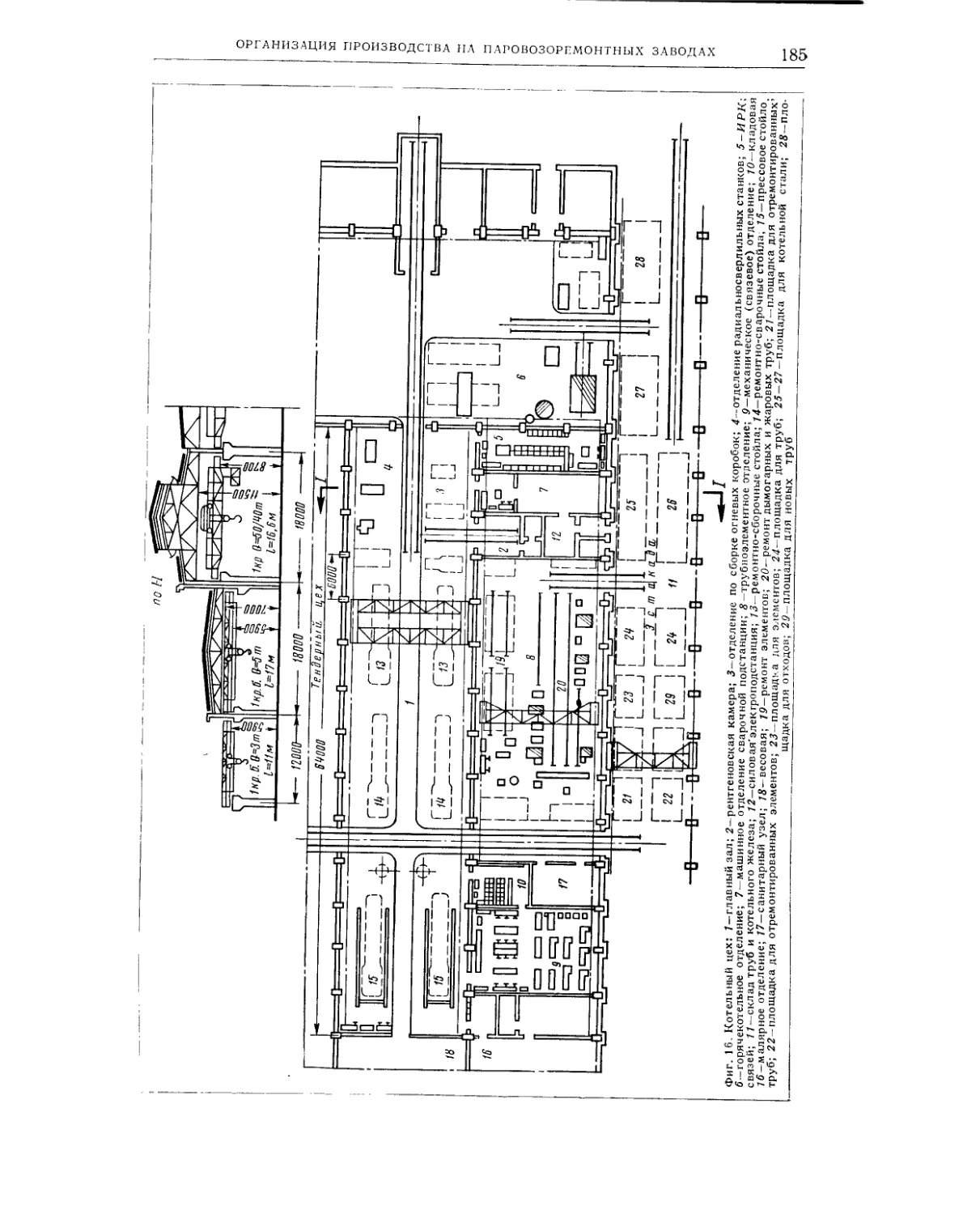
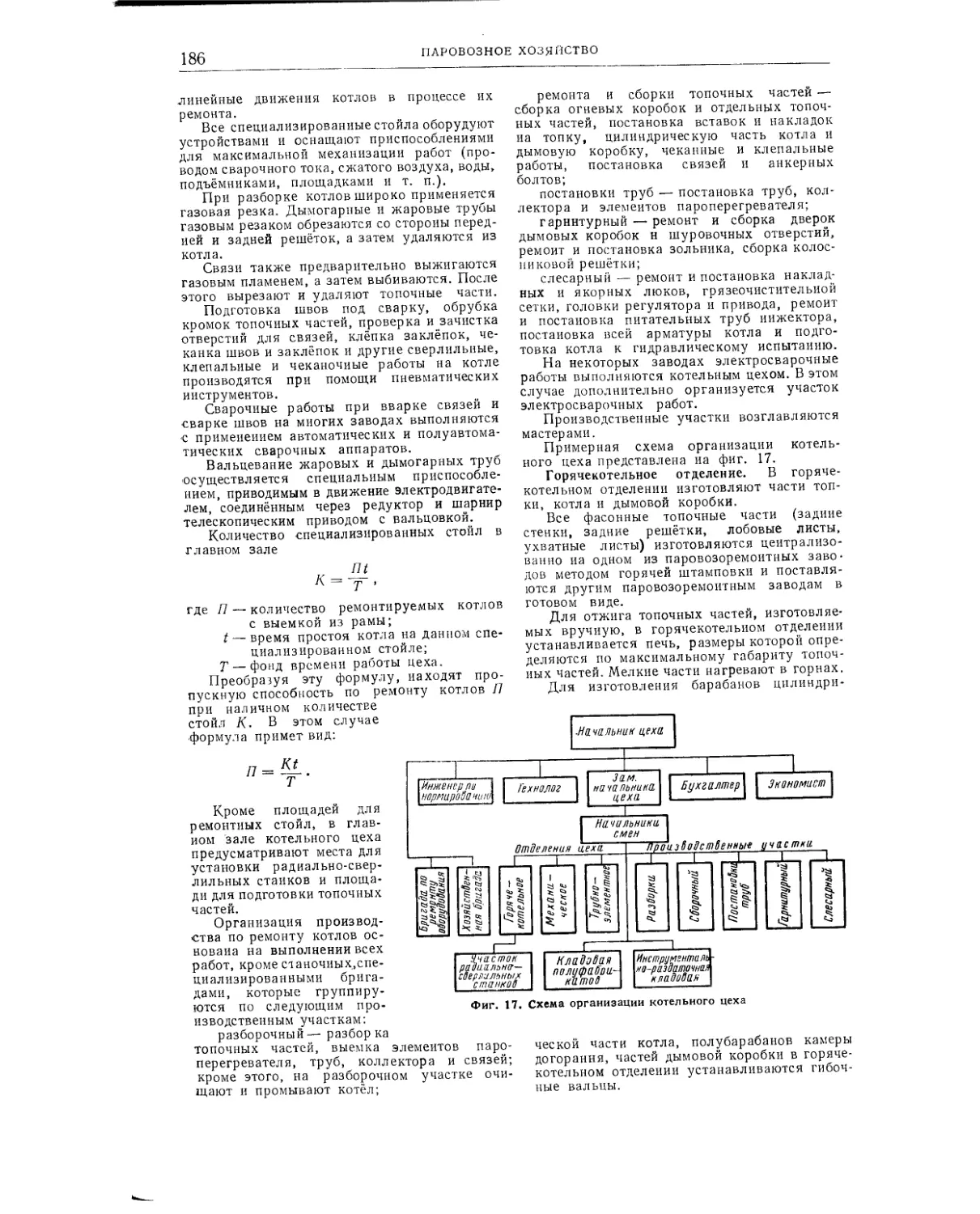
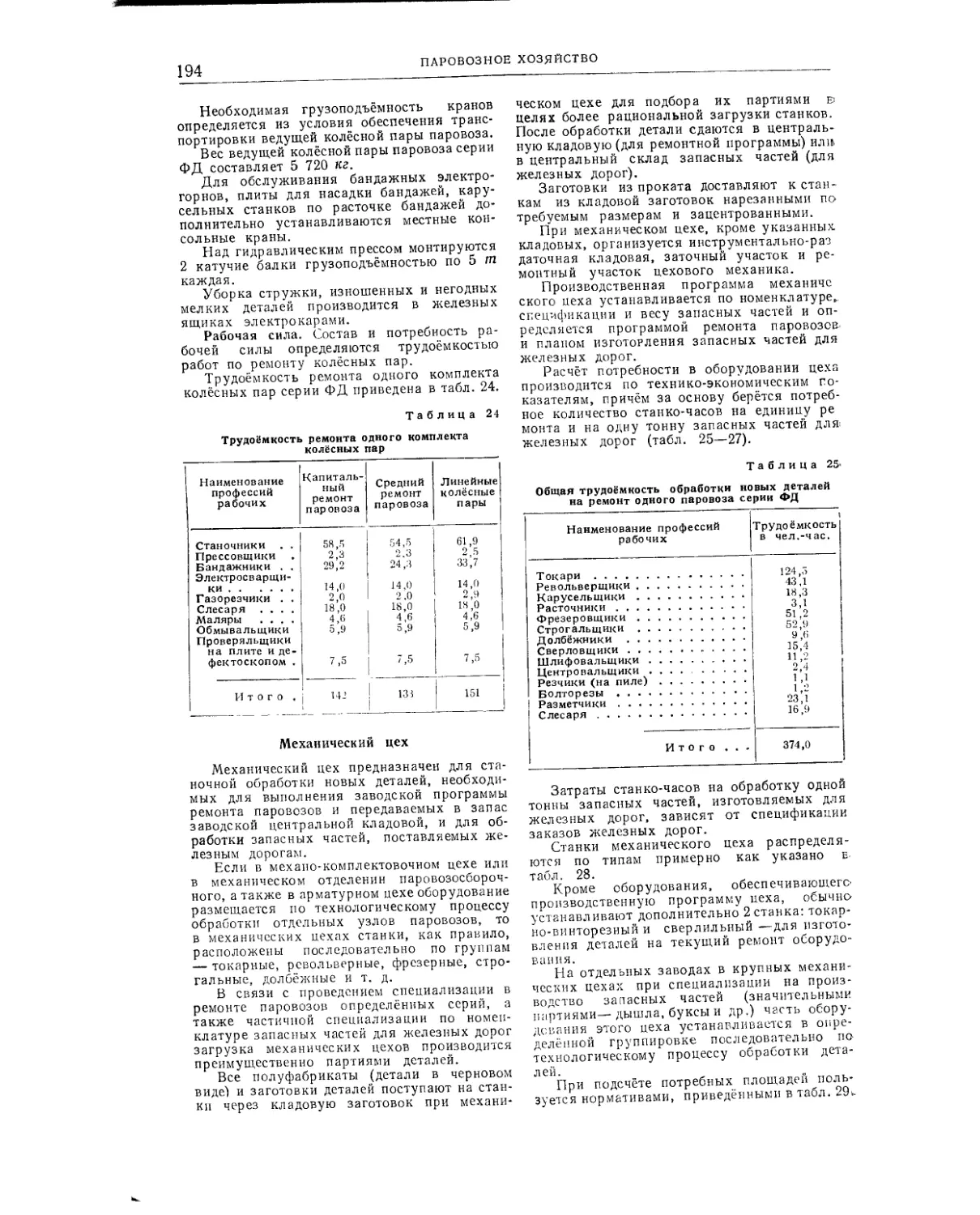
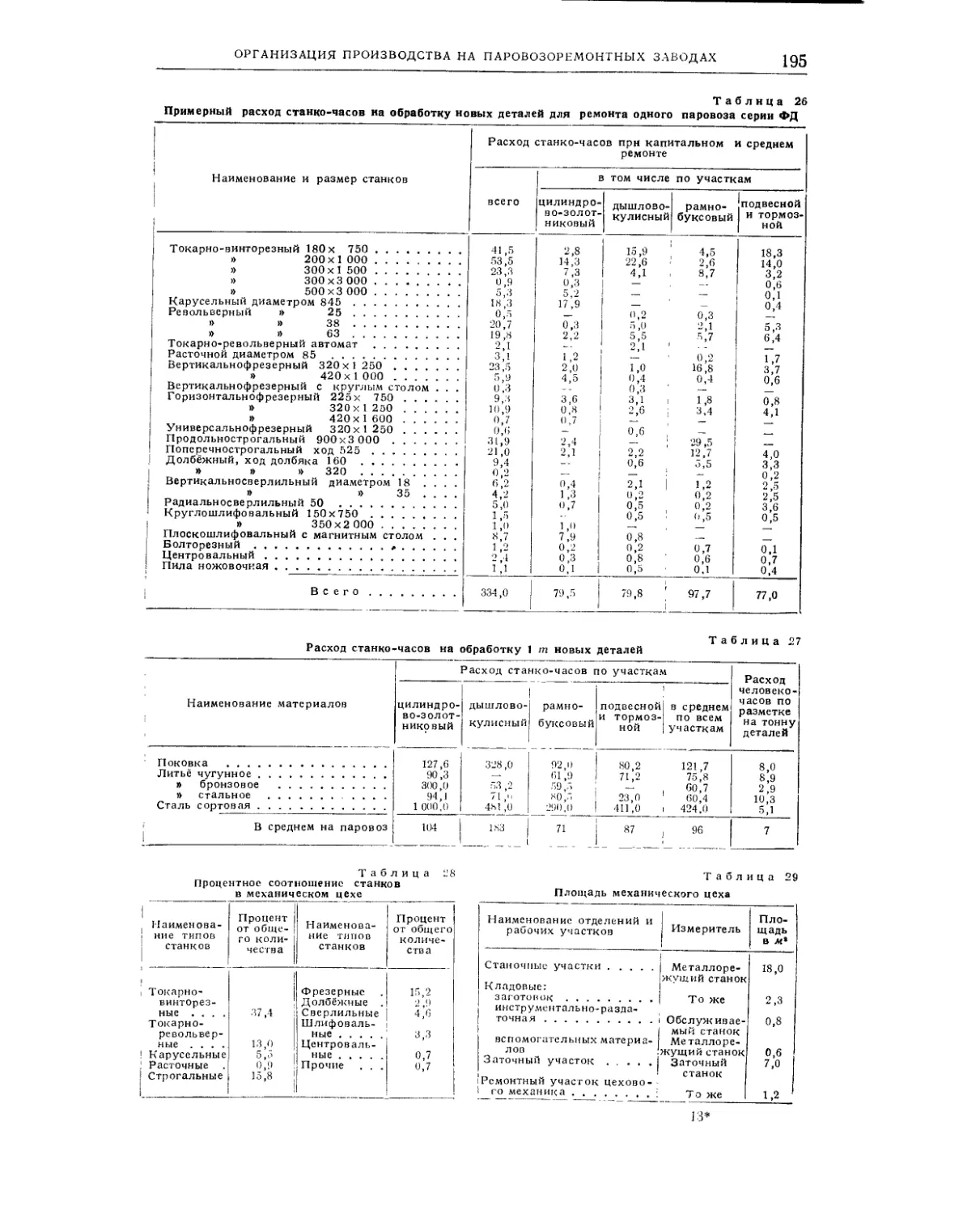
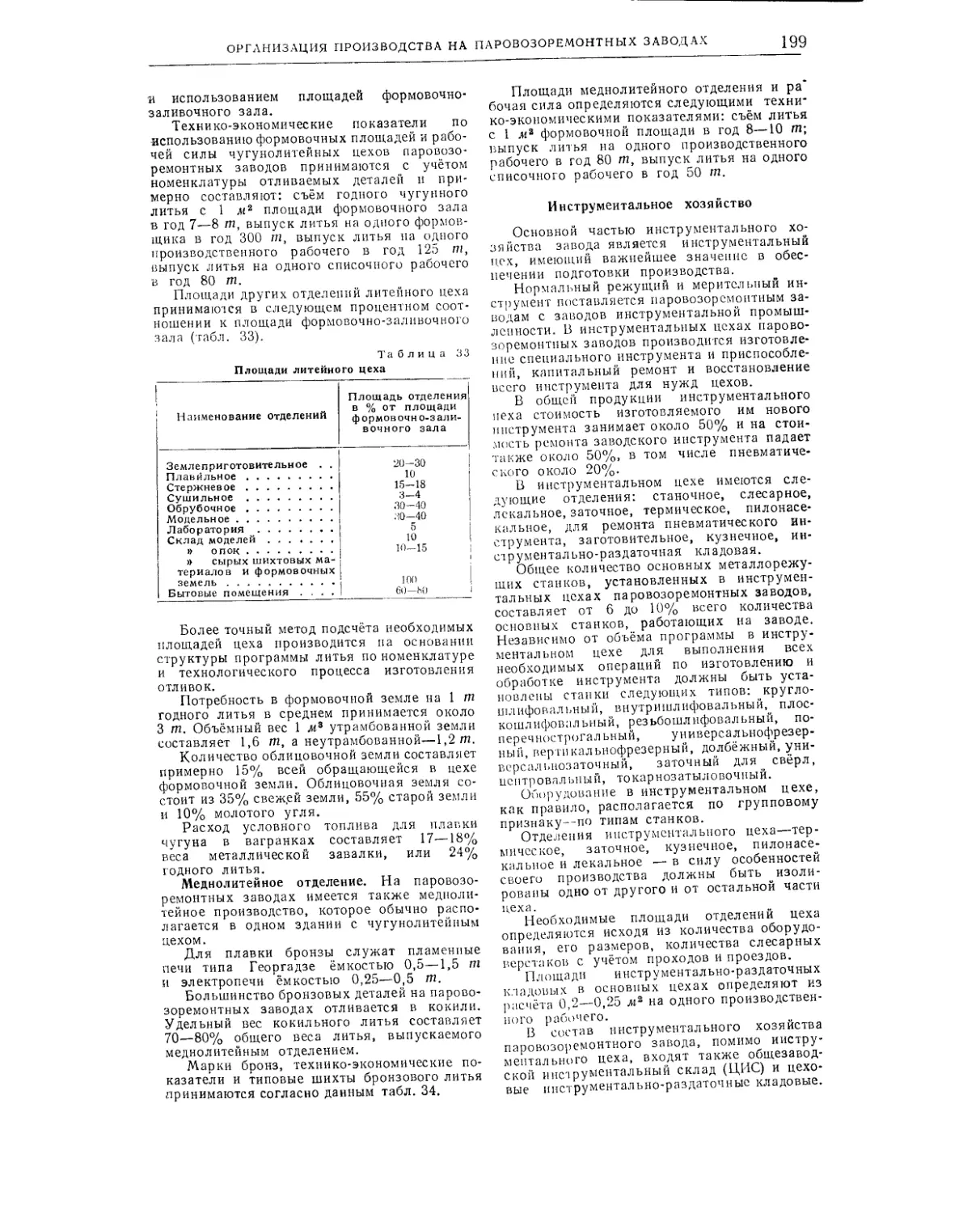
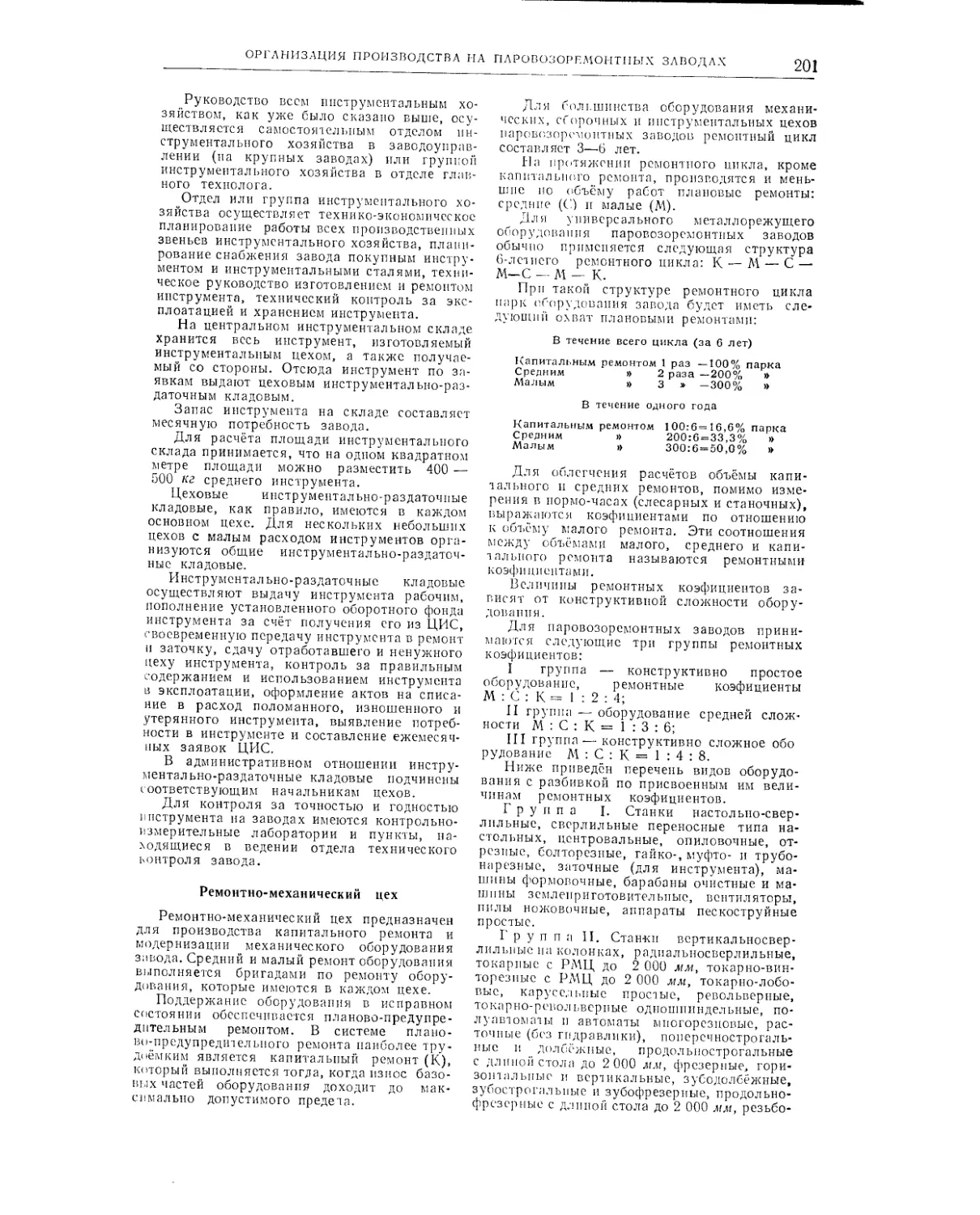
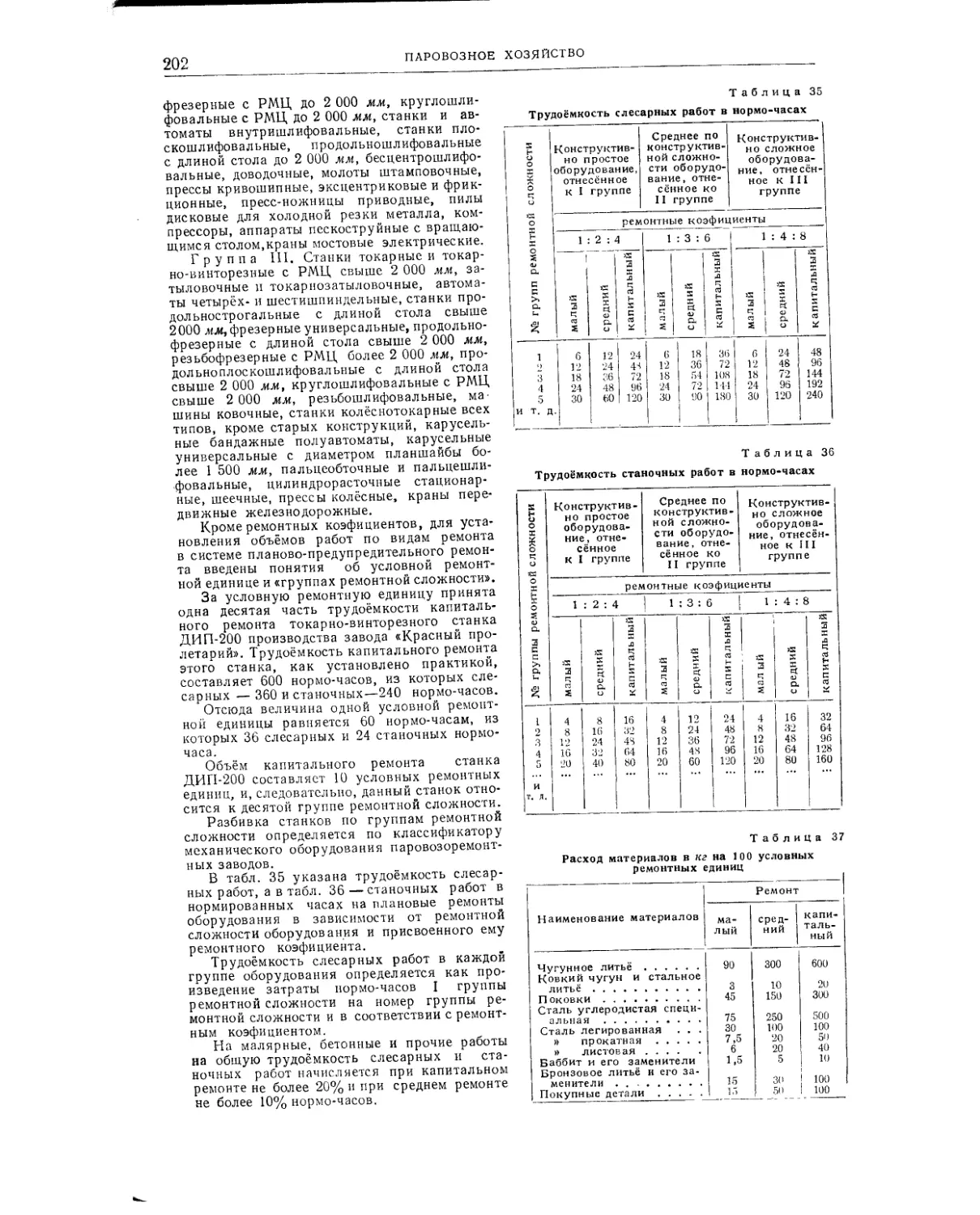
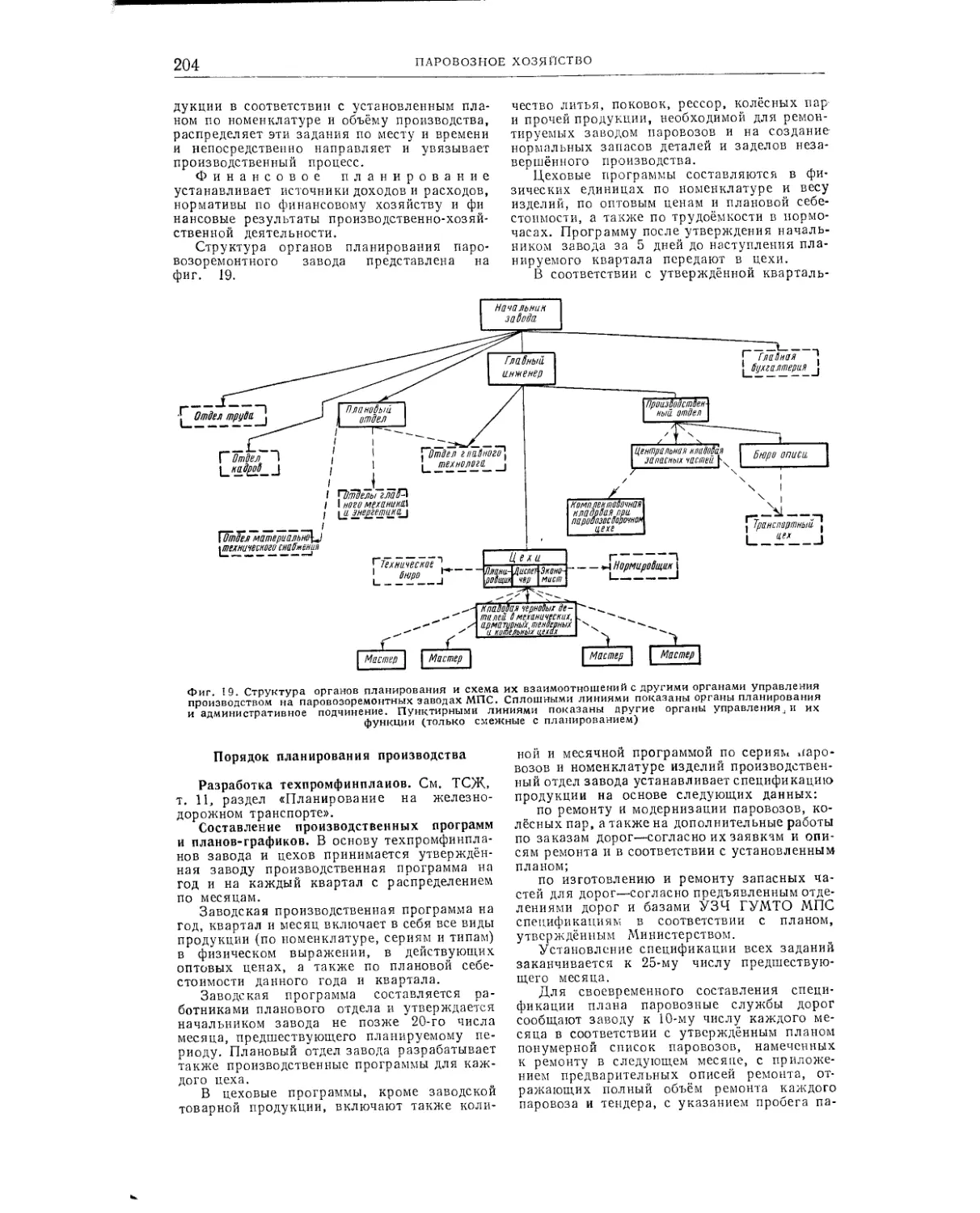
Цехи паровозоремонтного завода .......... 171
Основные положения по планированию производства .............................203
Технико-экономические показатели ........ 207
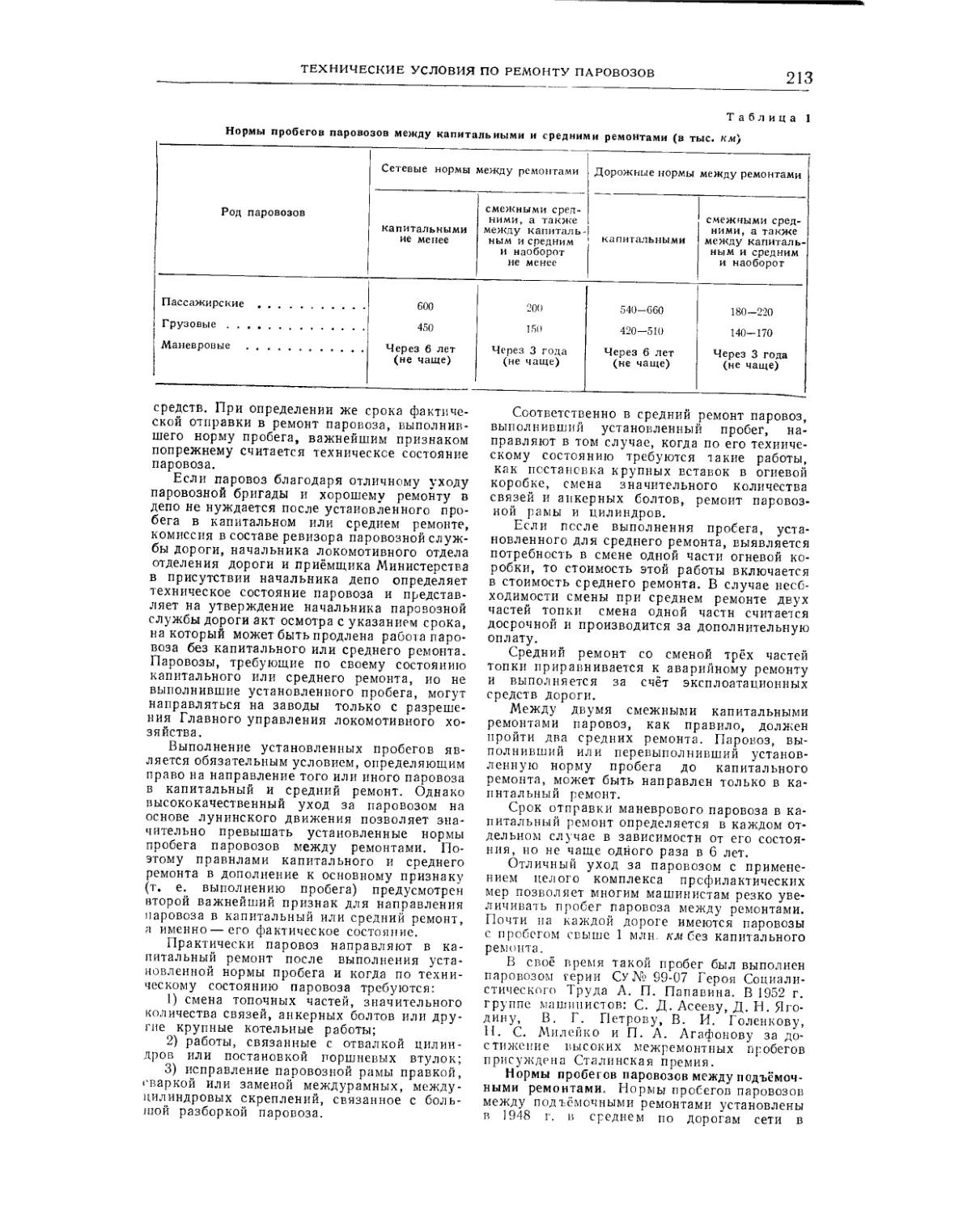
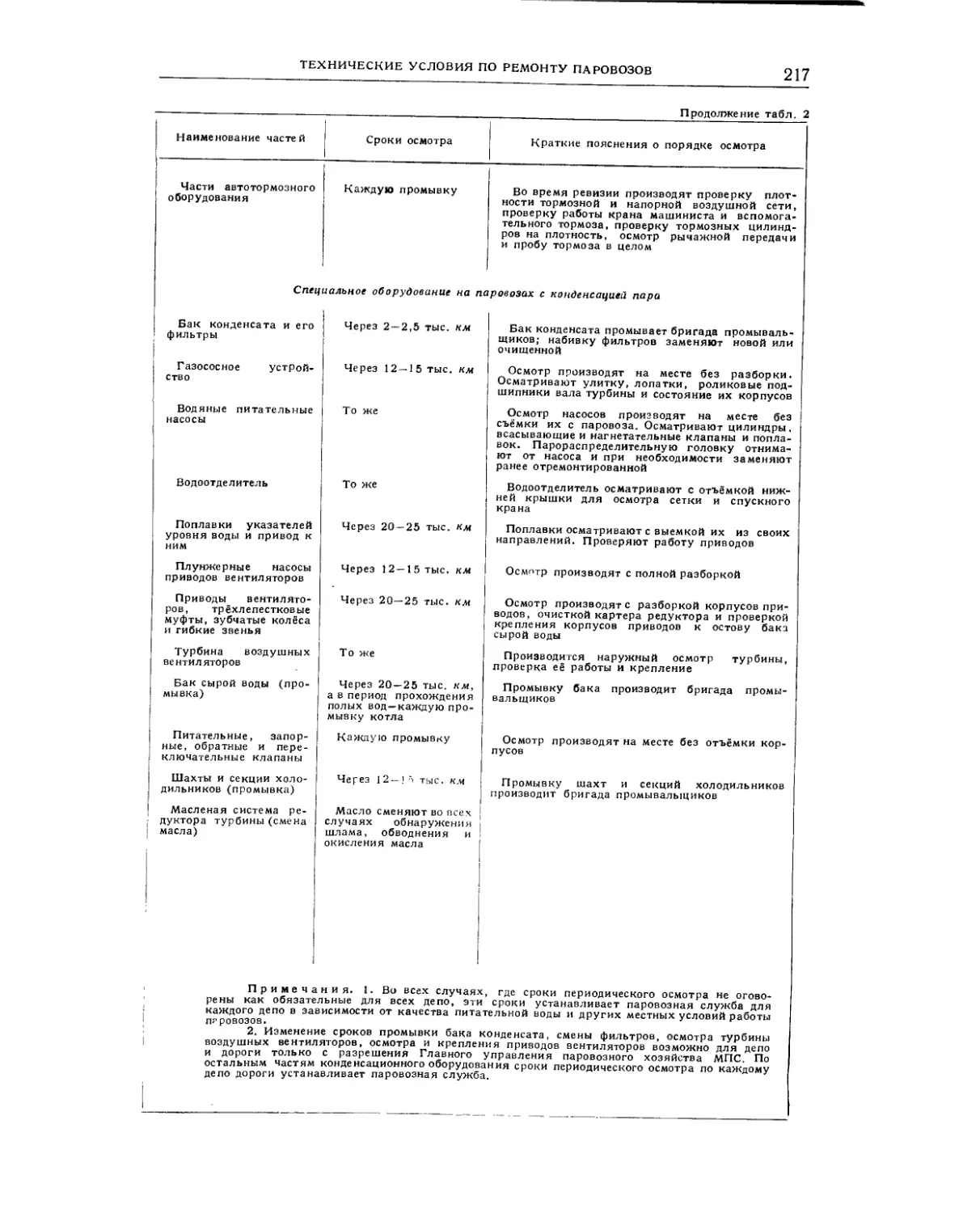
Технические условия и справочные данные по ремонту паровозов (инж.В. В. Вульф и инж. Н. Н. Залит) .................212
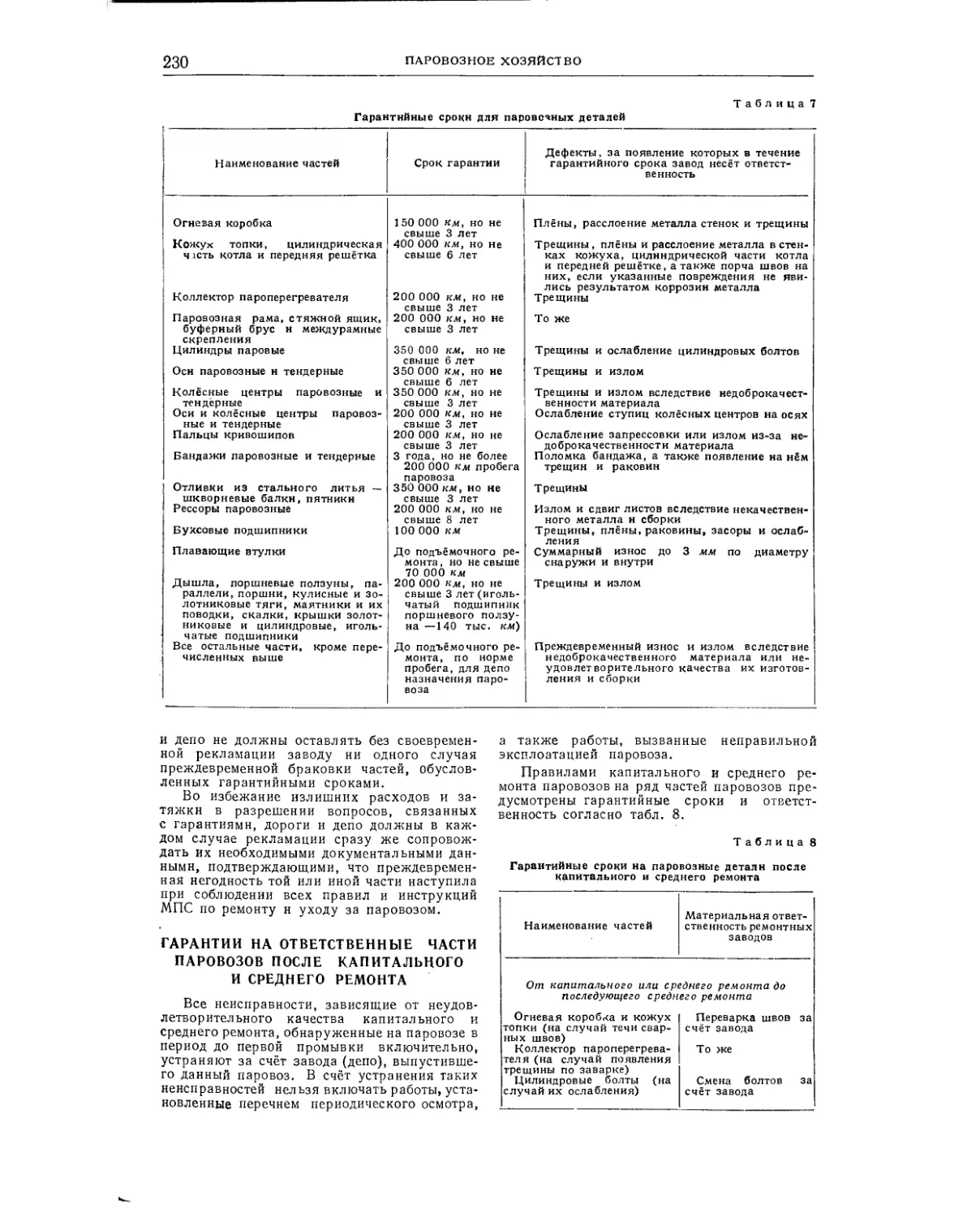
Виды ремонта, техническое освидетельствование и гарантии ................... 212
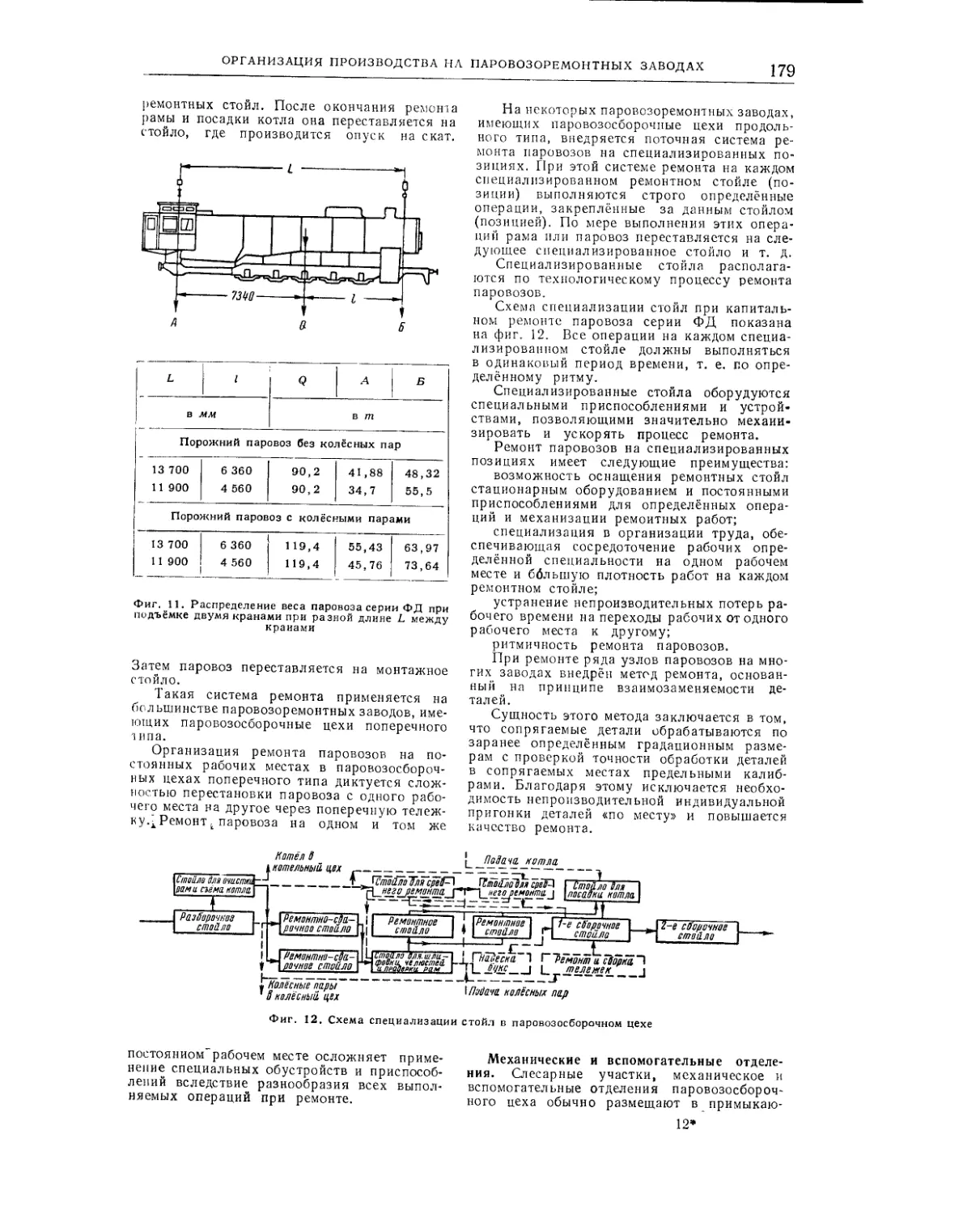
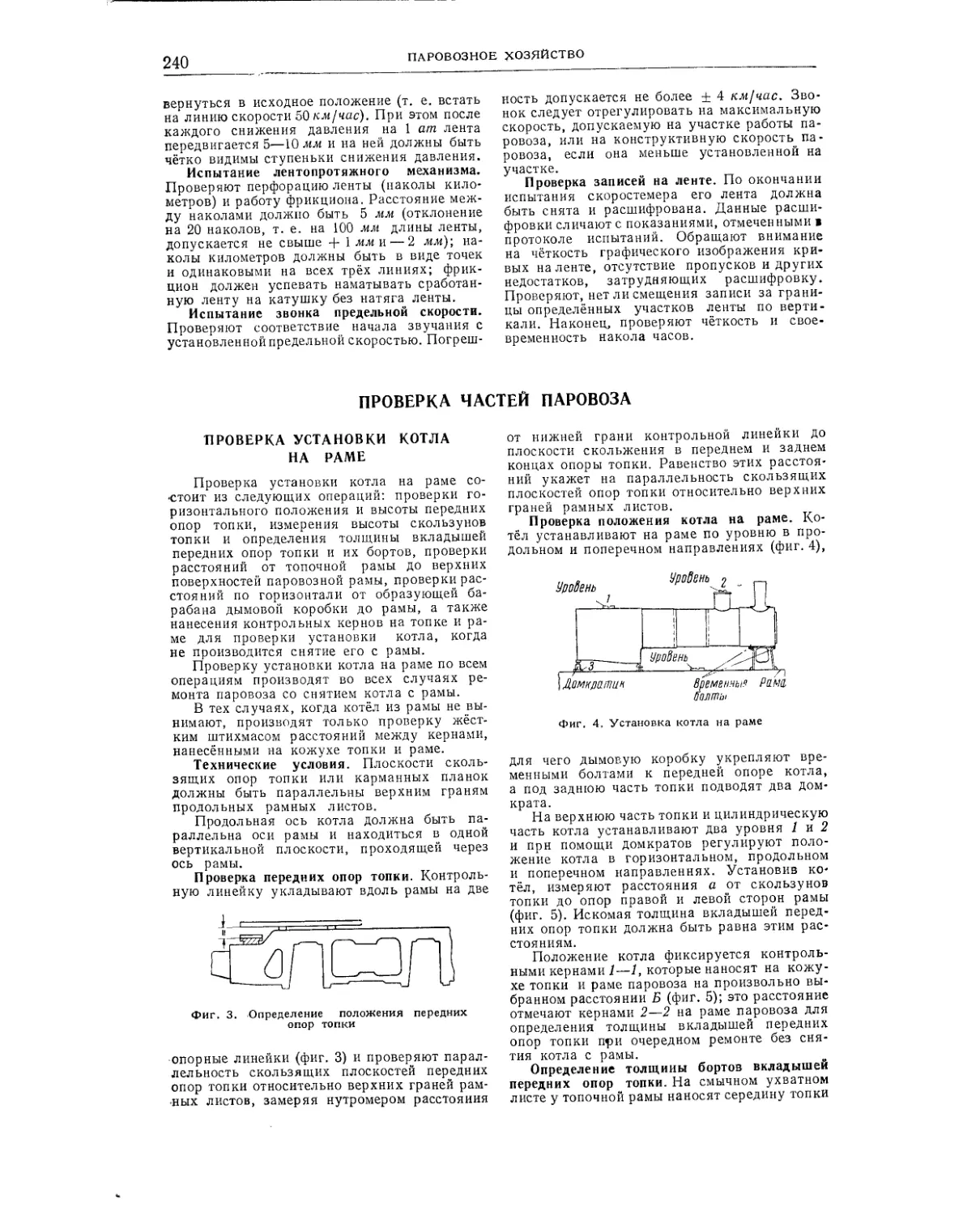
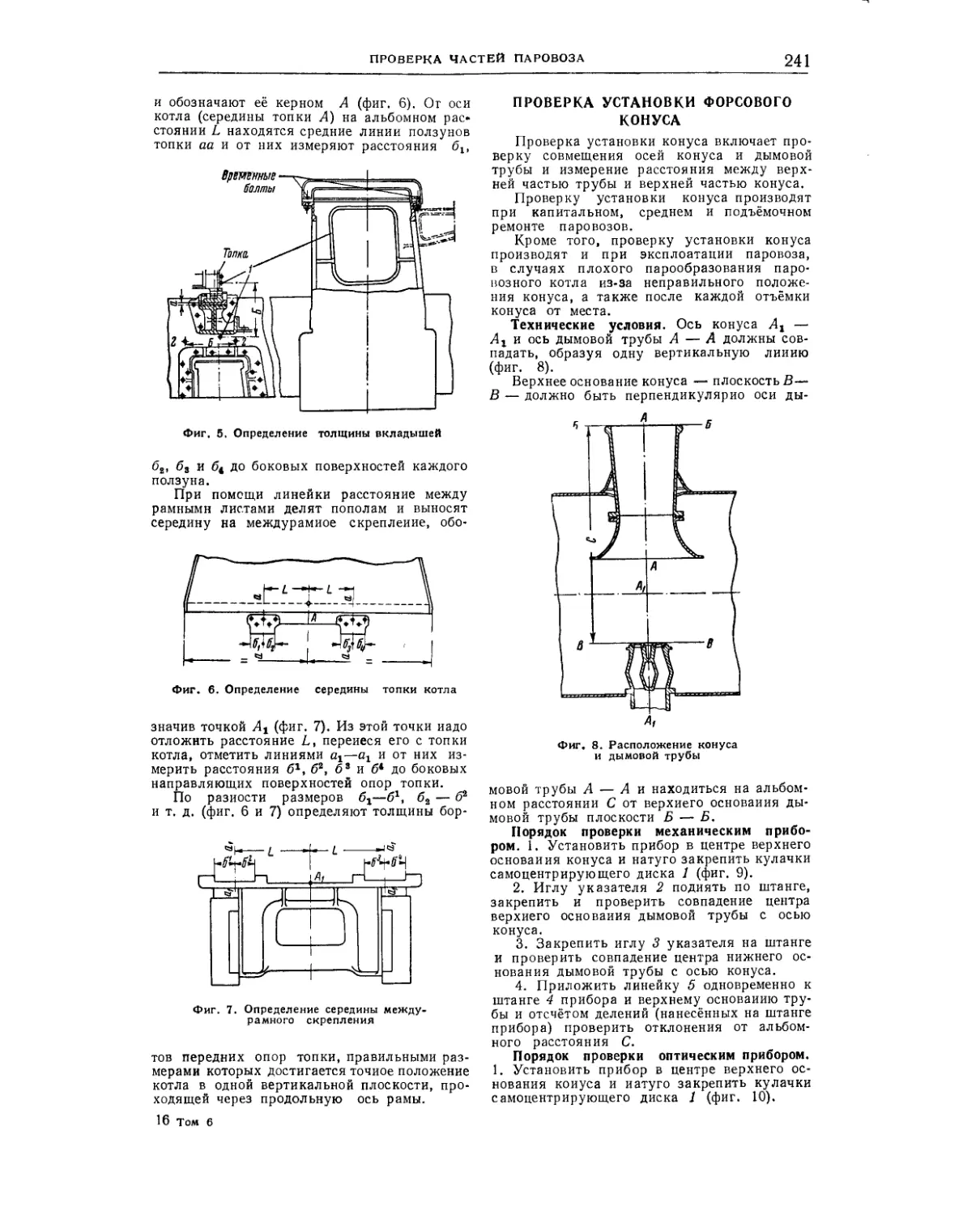
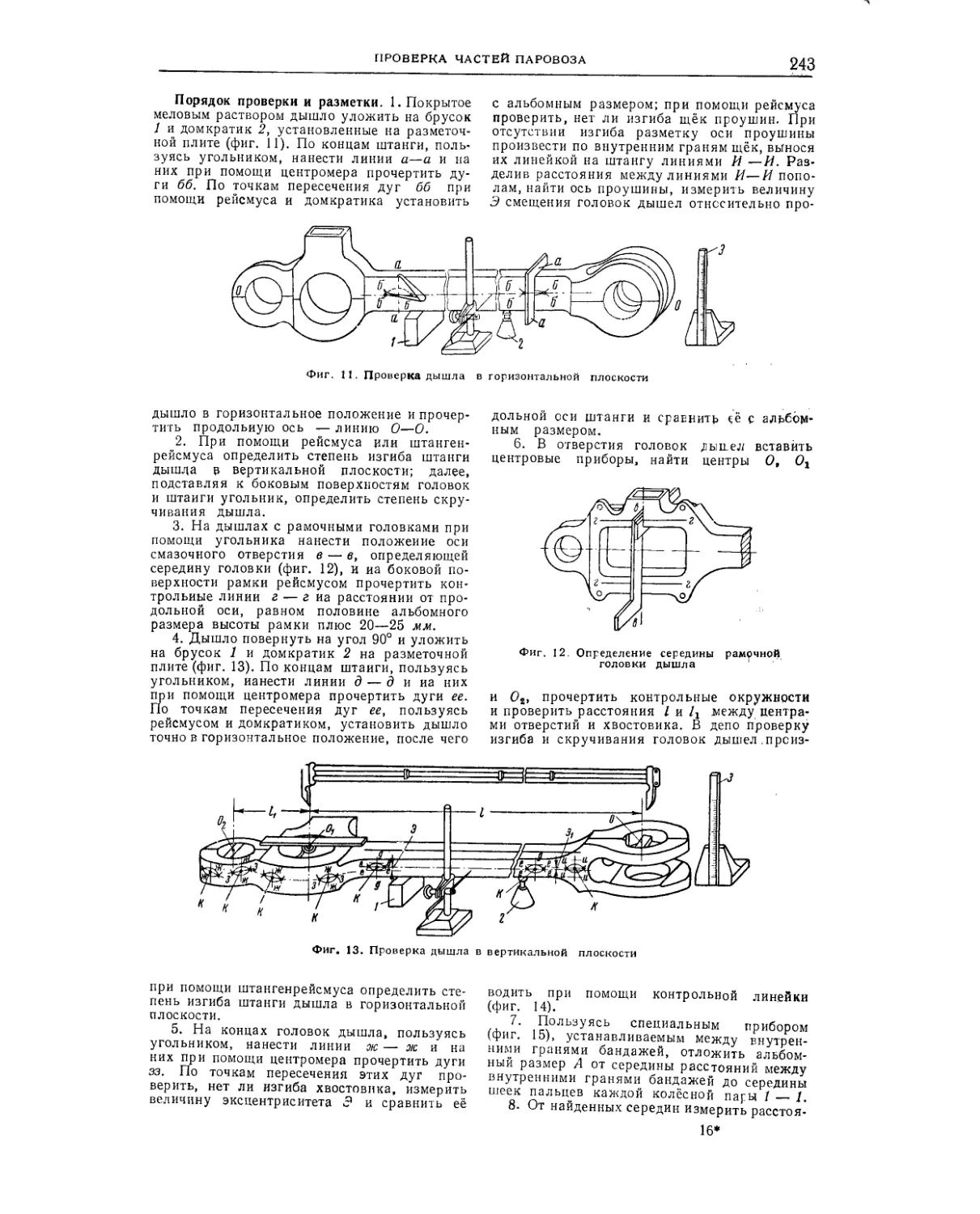
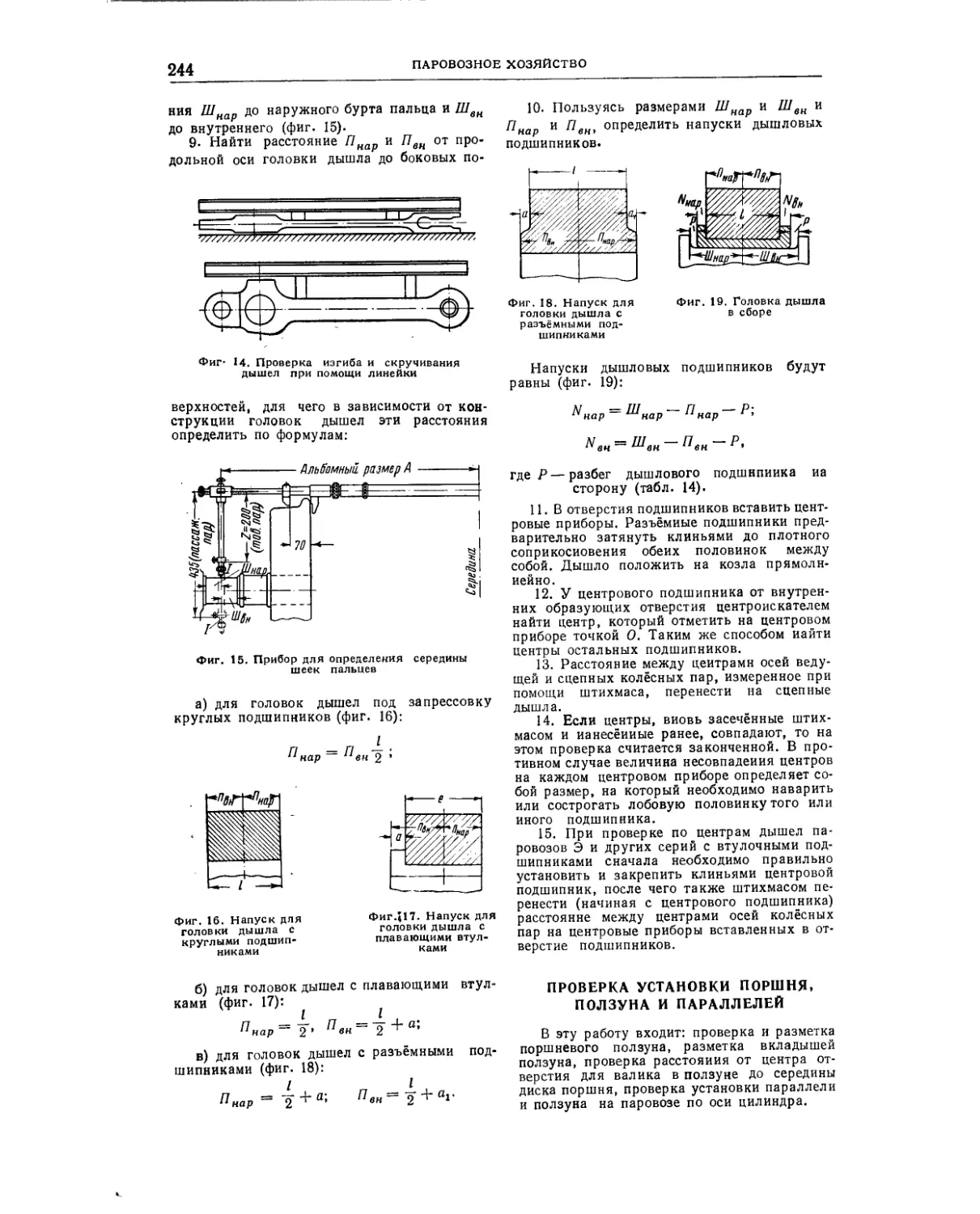
Технические условия на испытание отдельных частей паровоза......................231
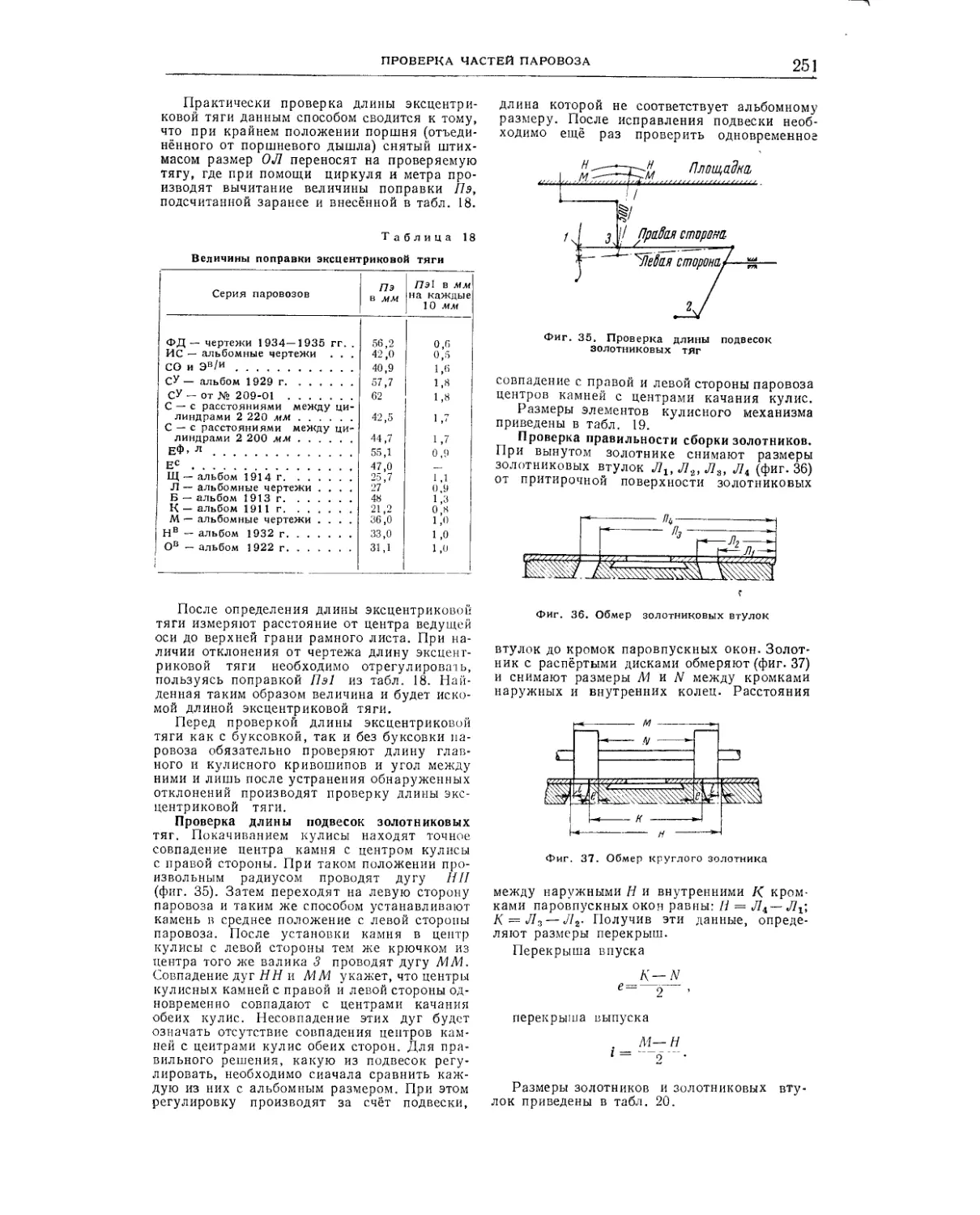
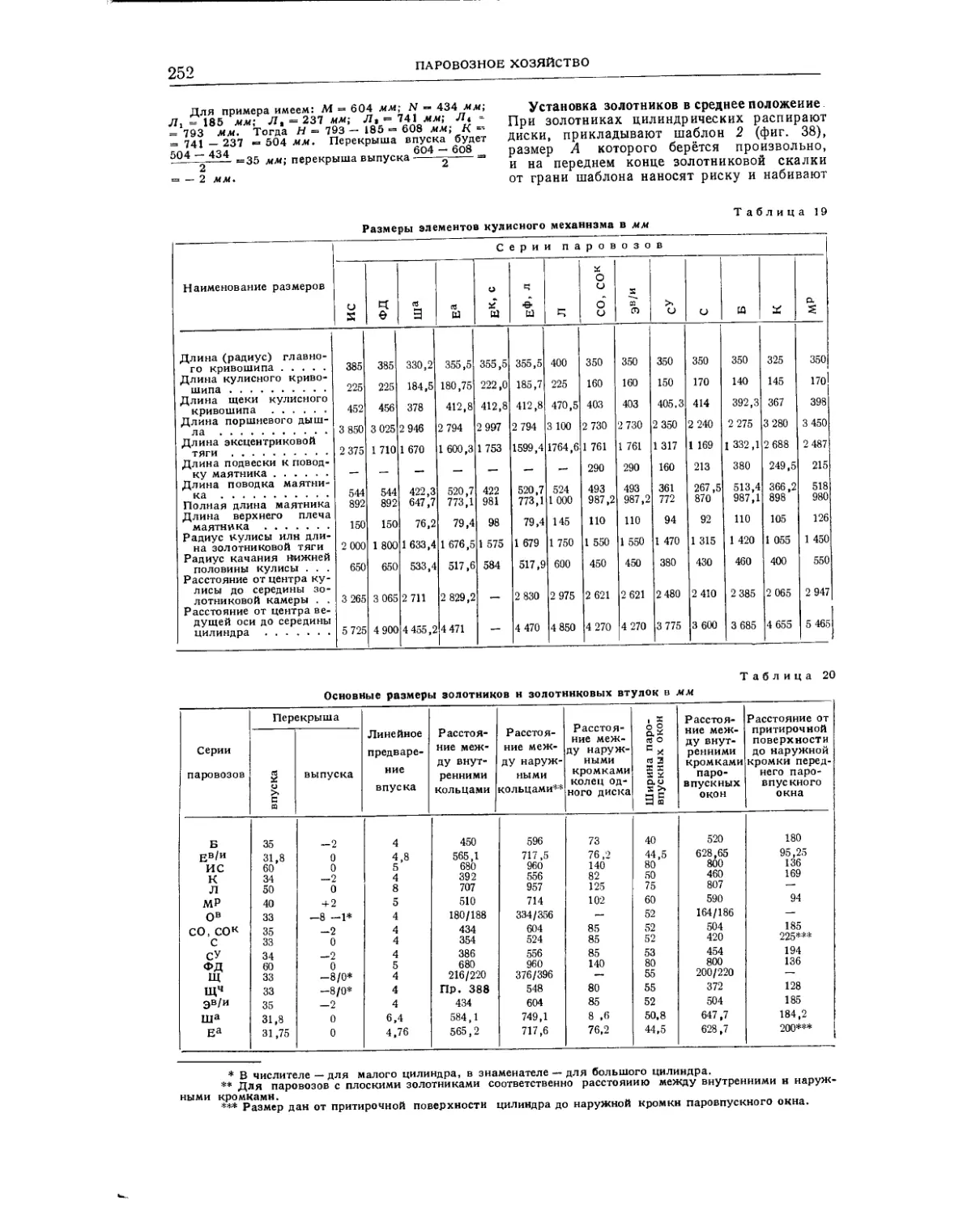
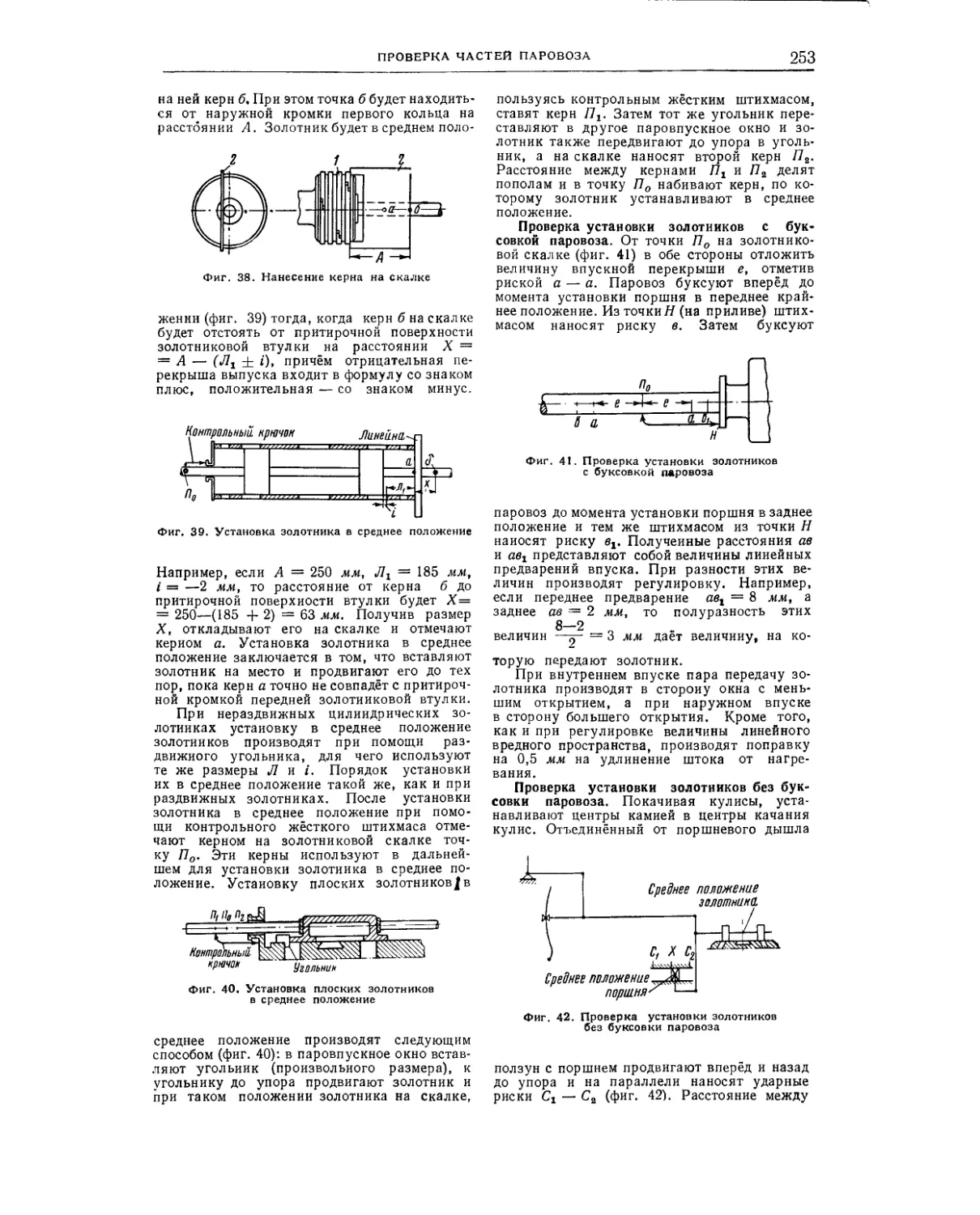
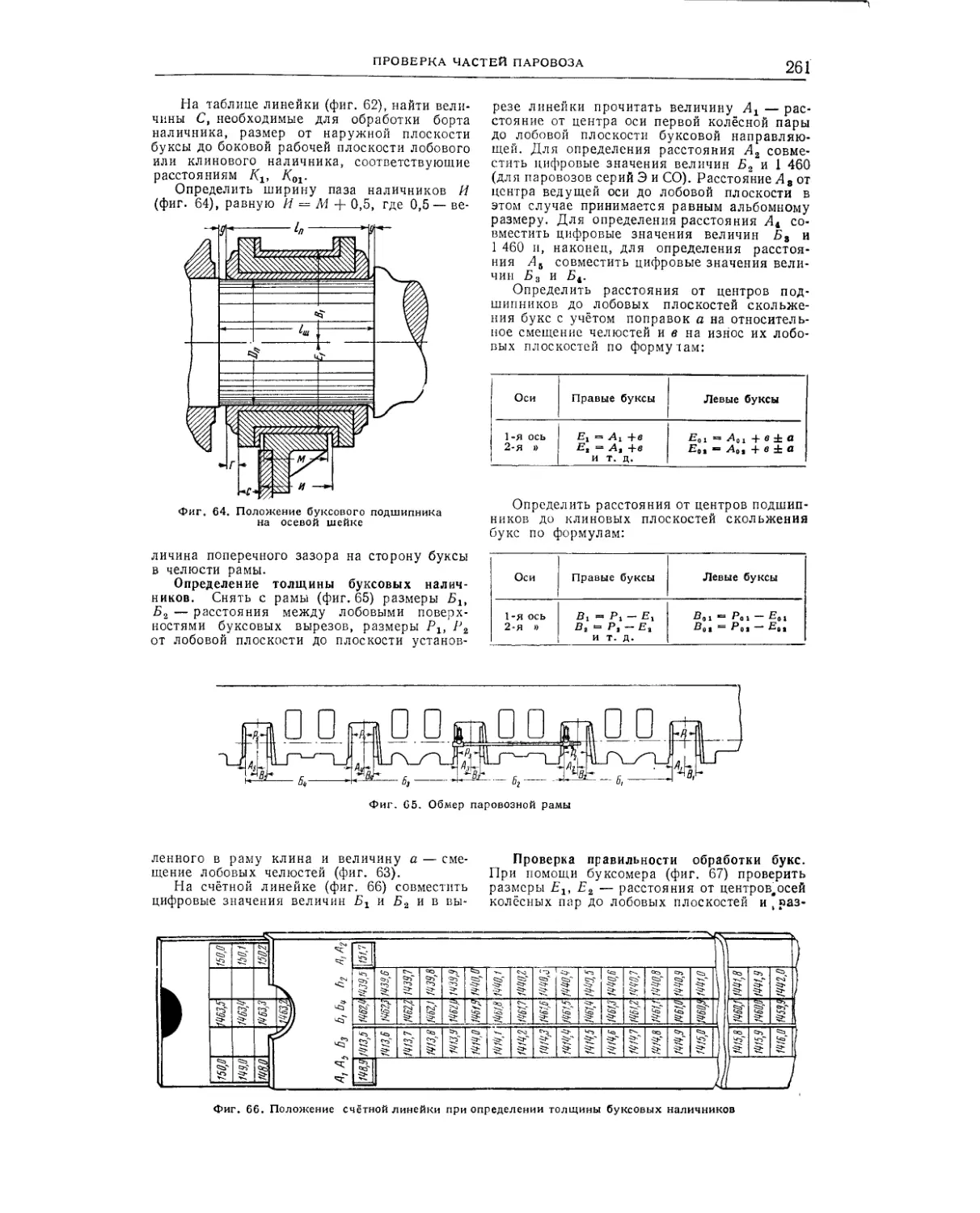
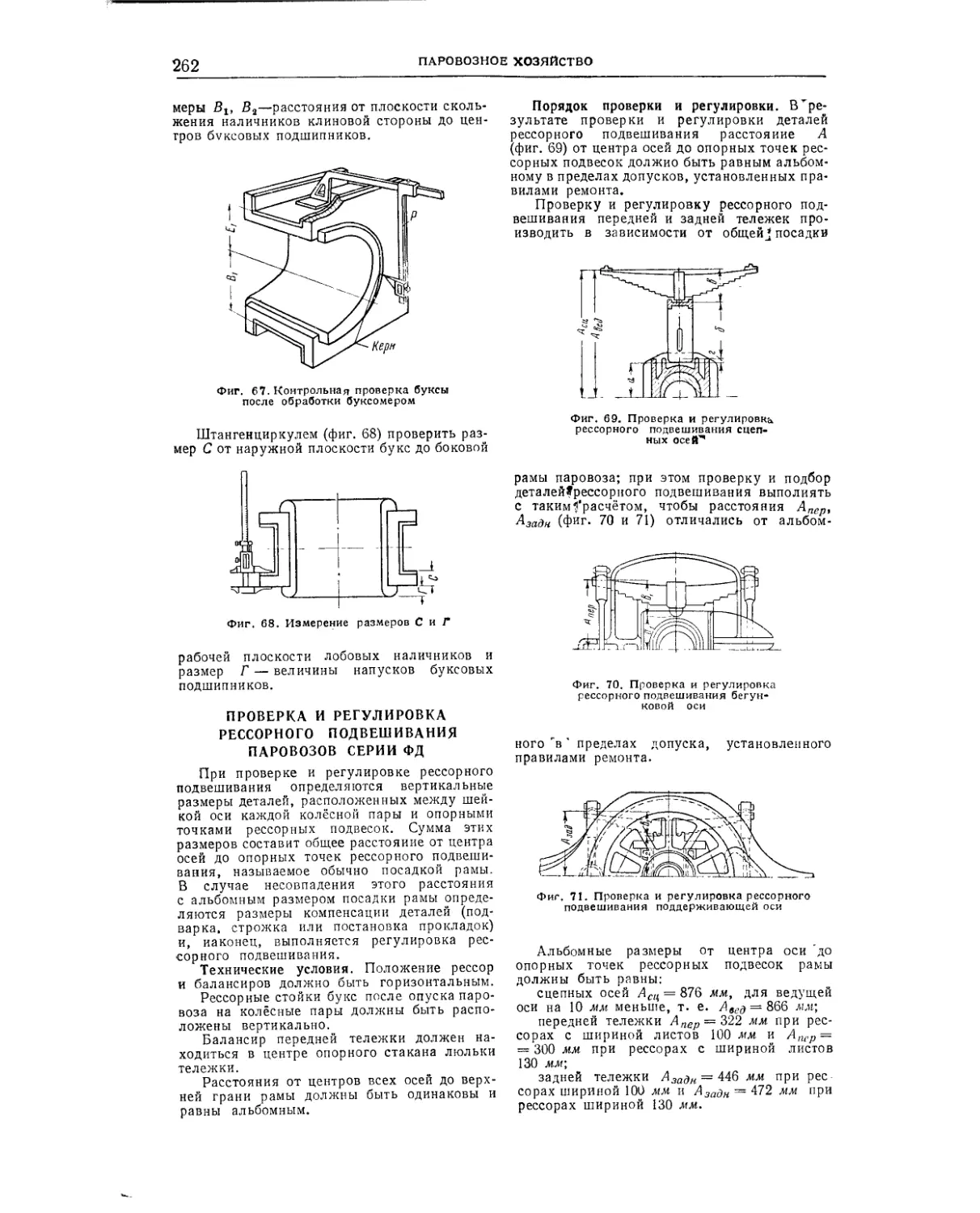
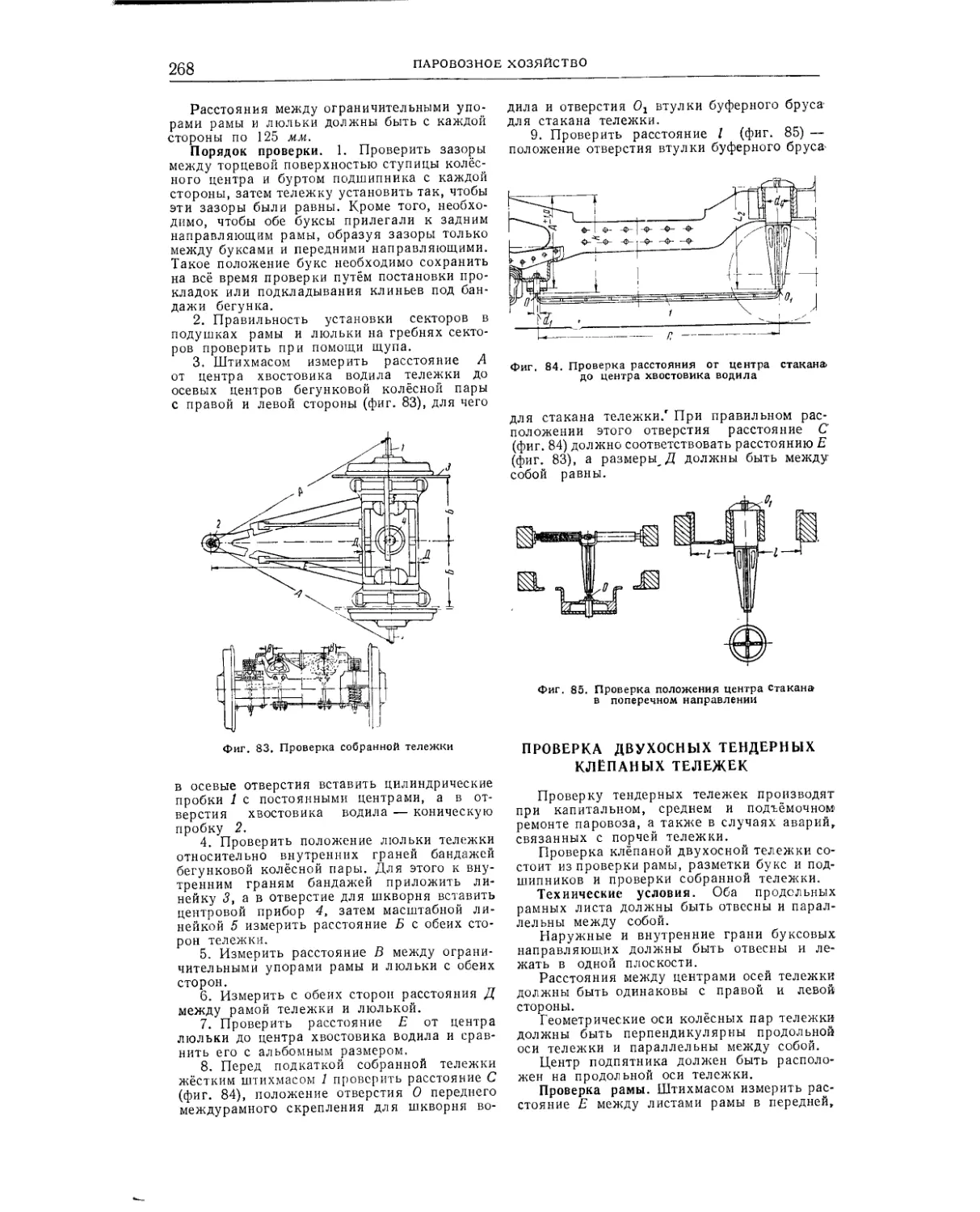
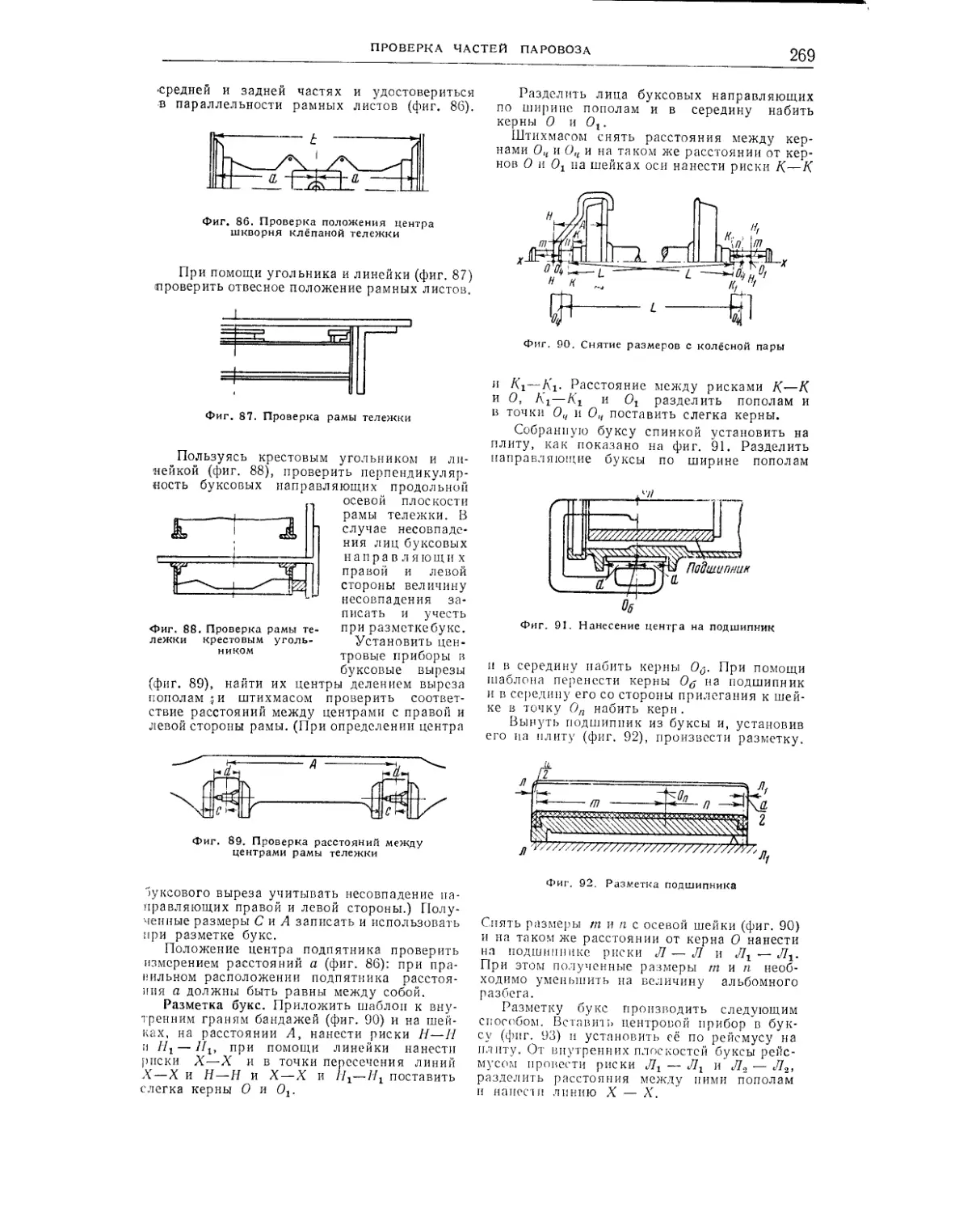
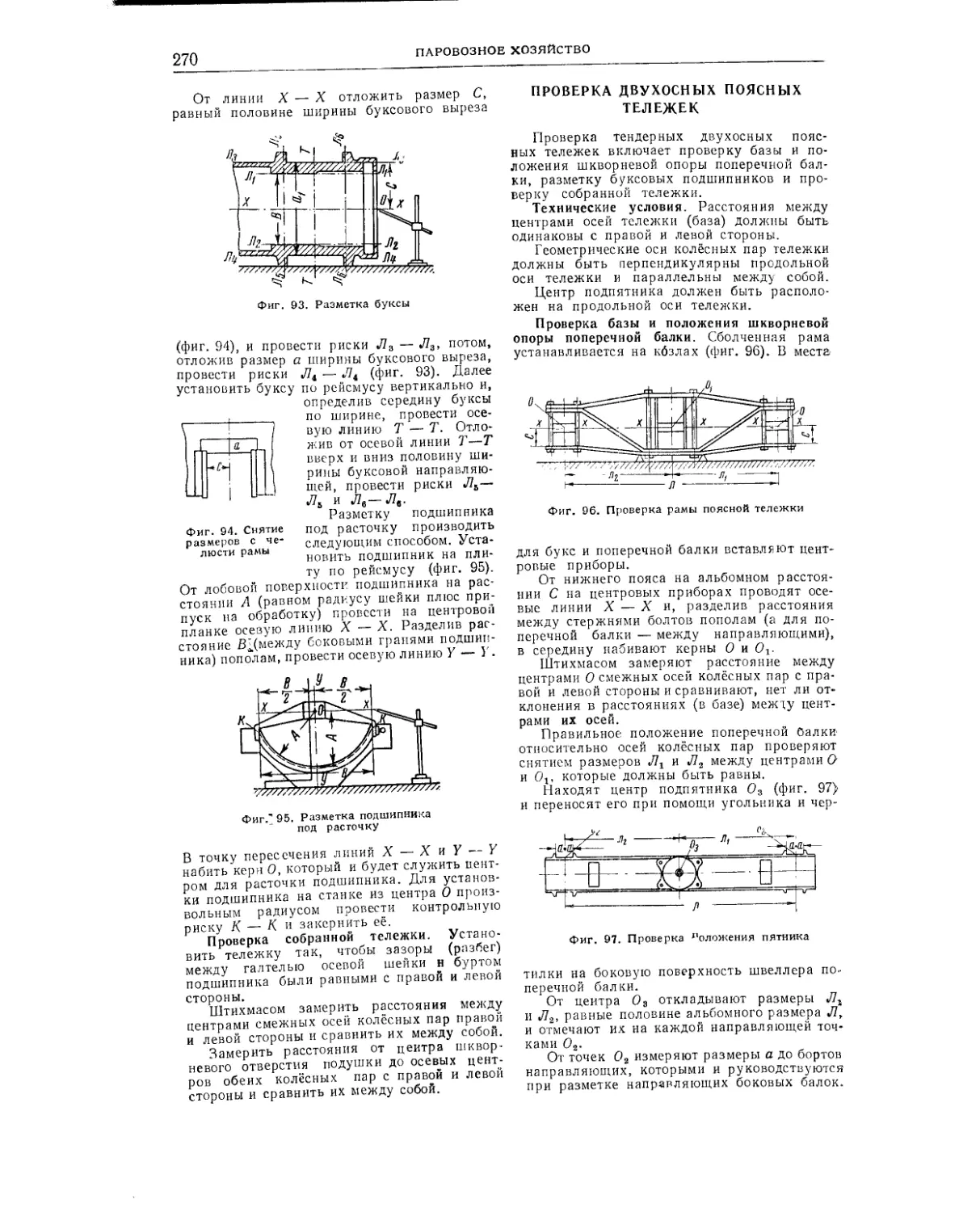
Проверка частей паровоза ............ . 240
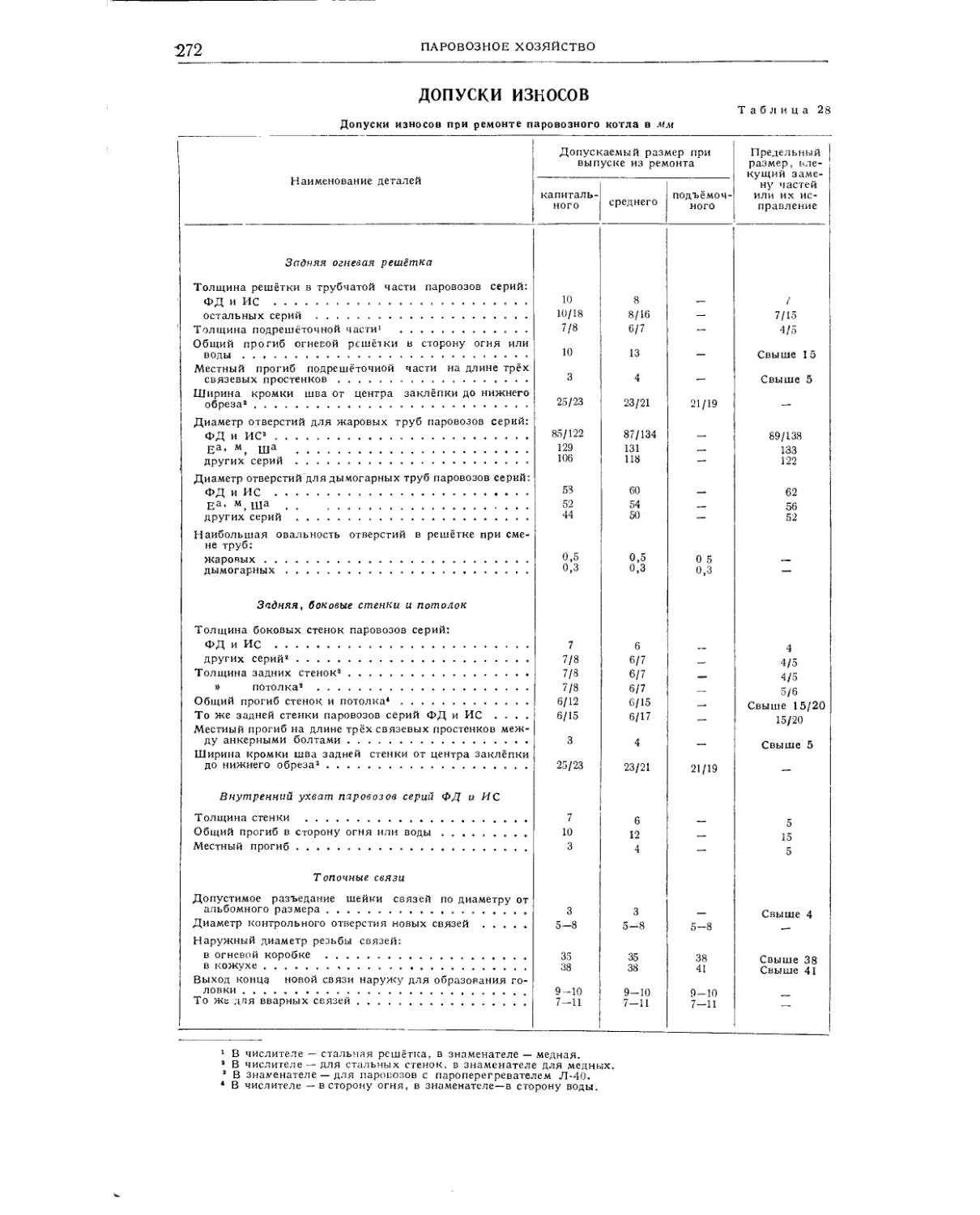
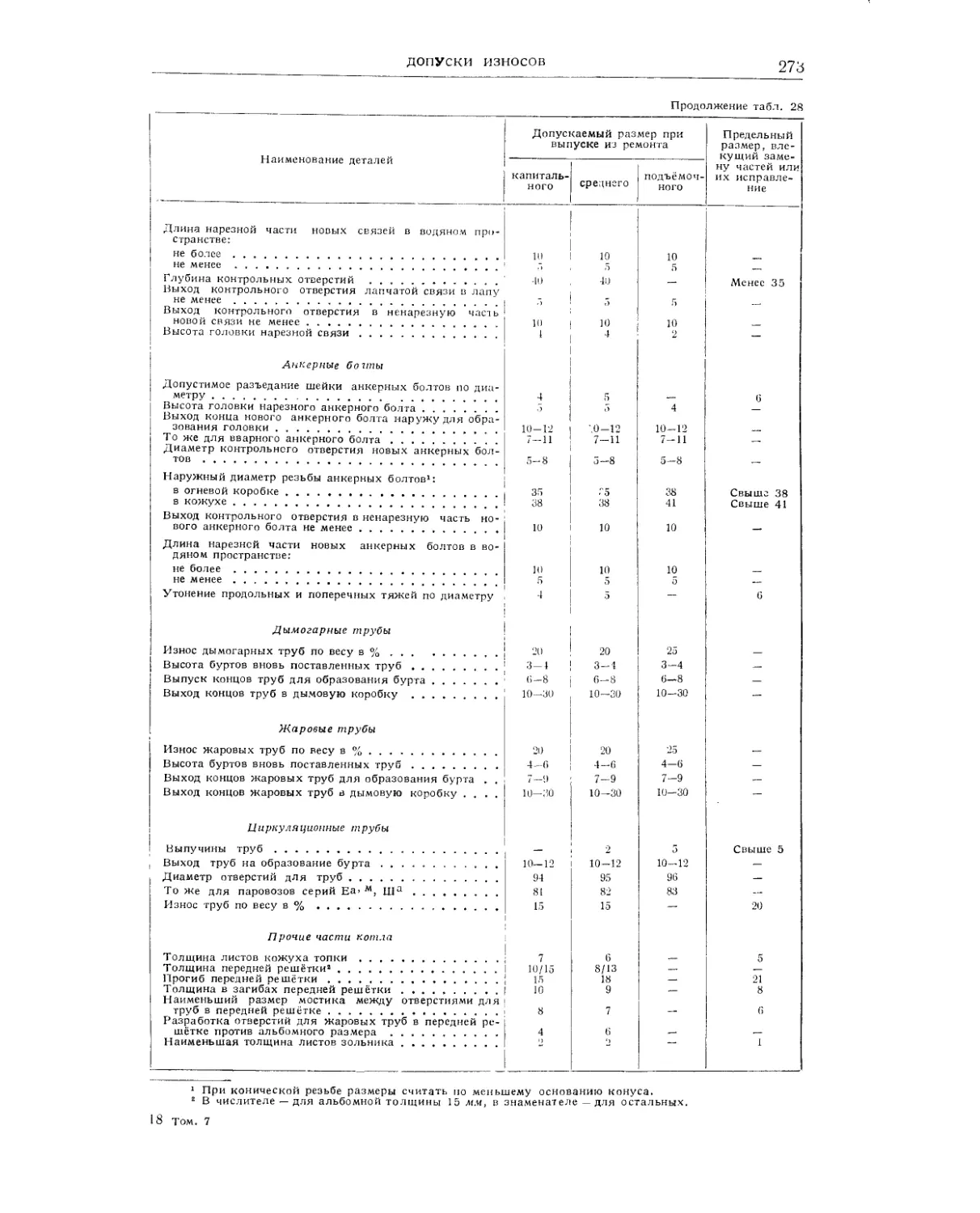
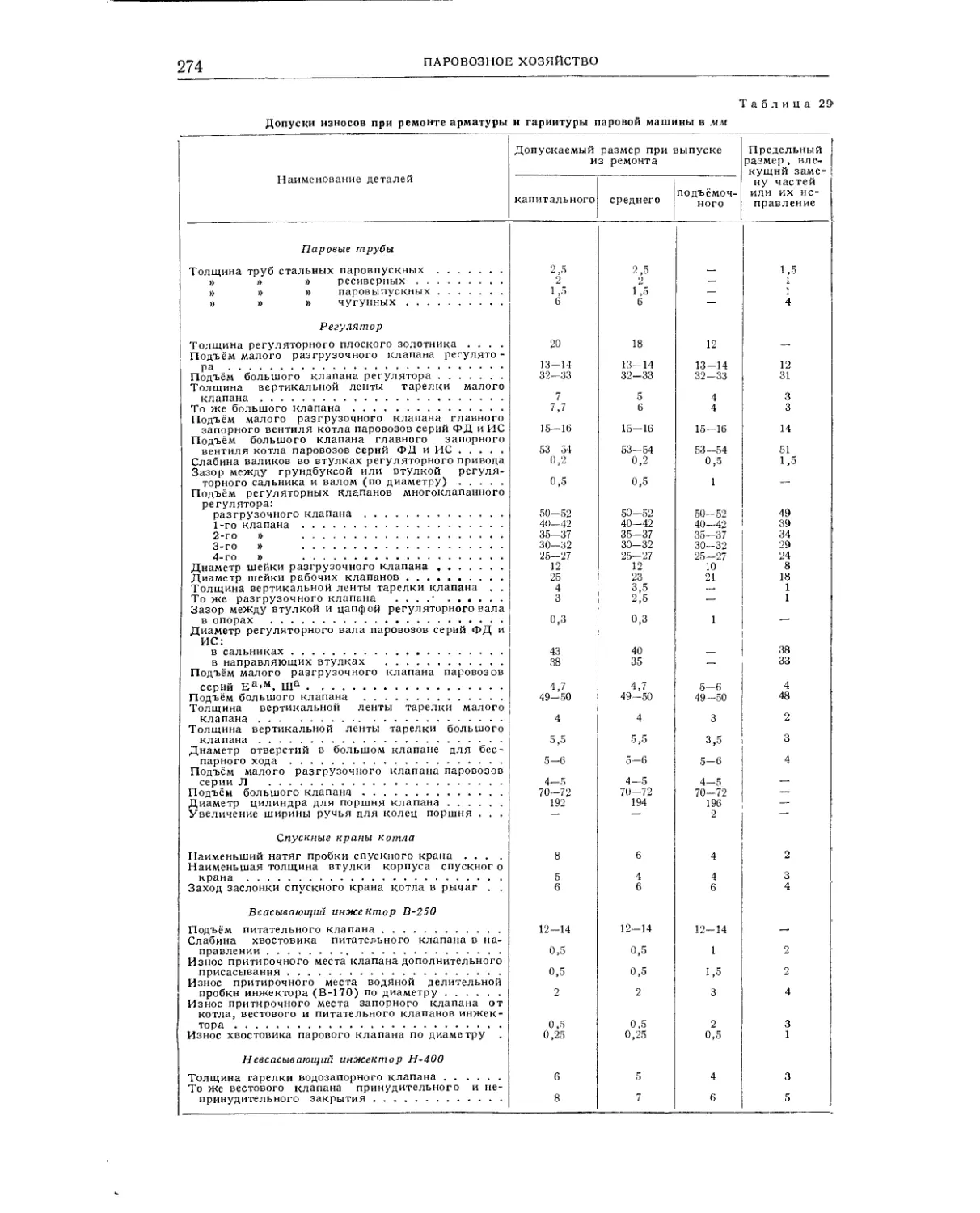
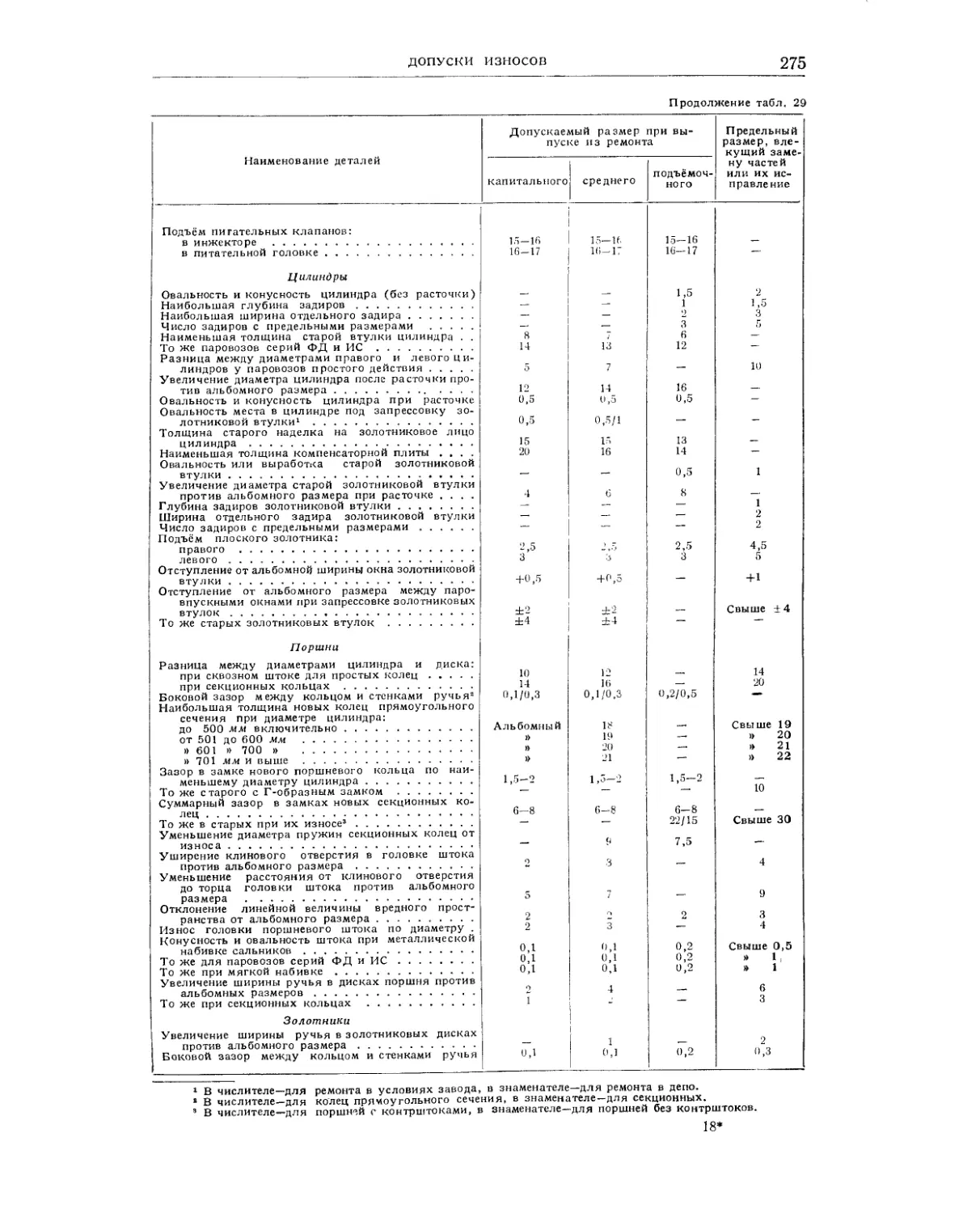
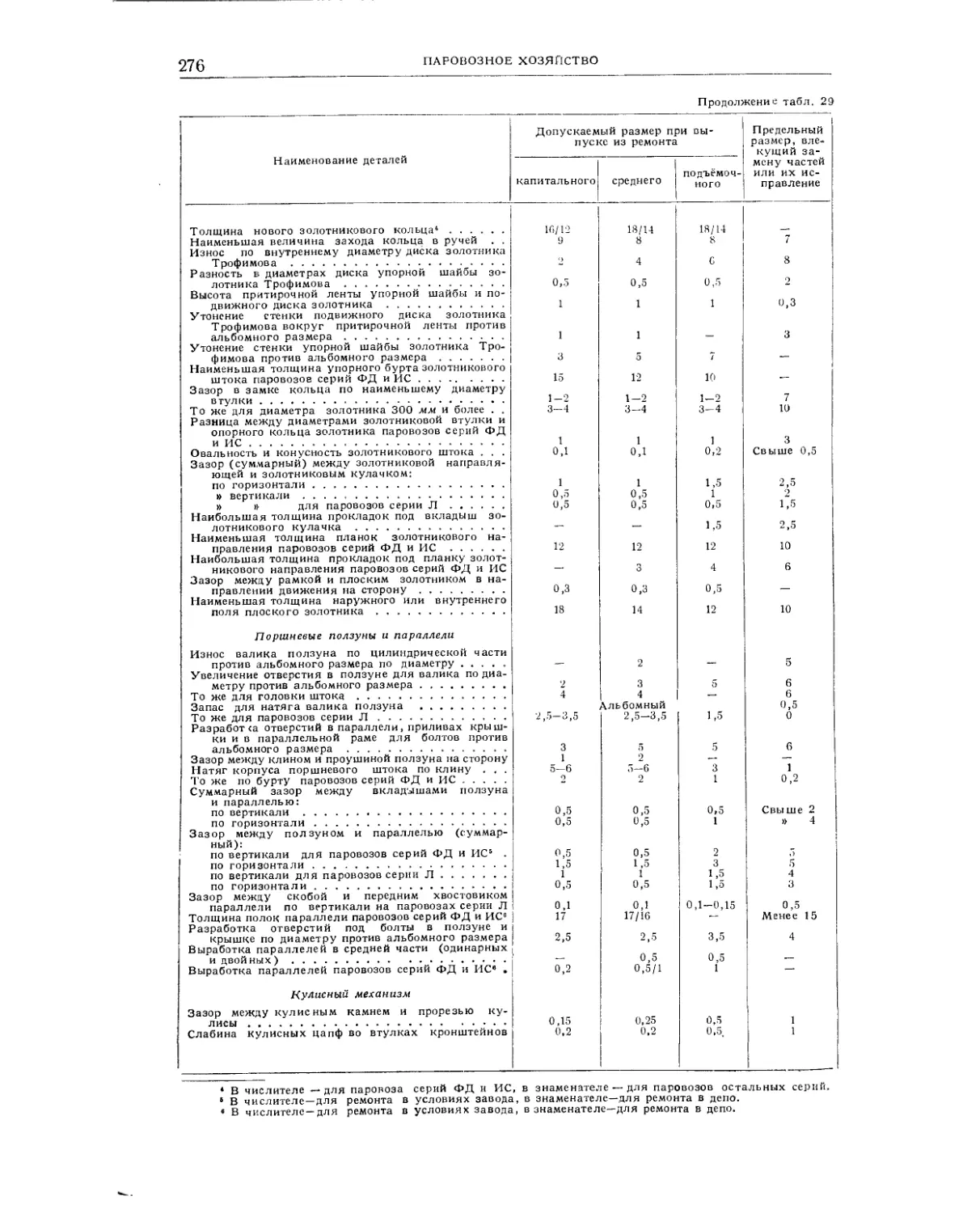
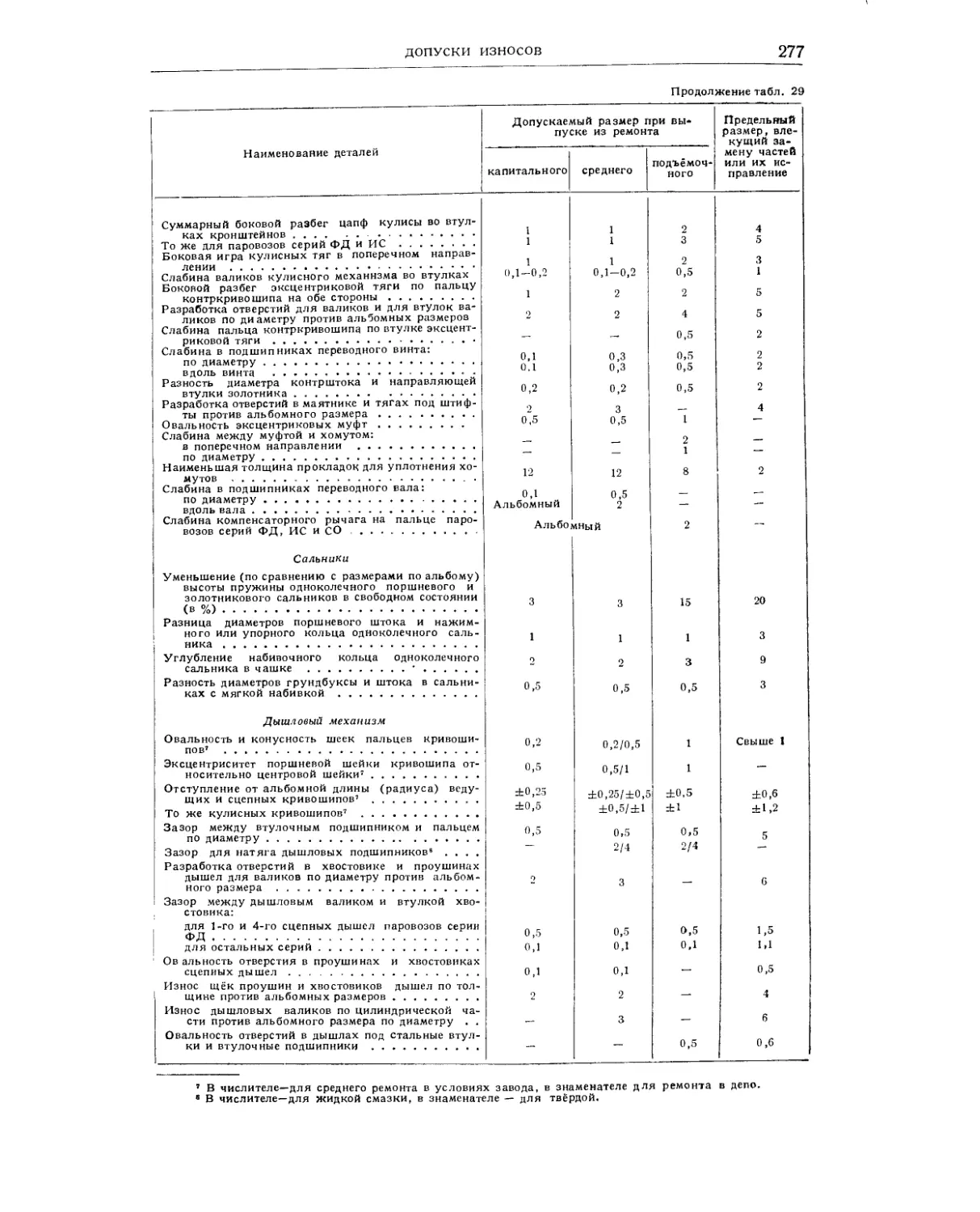
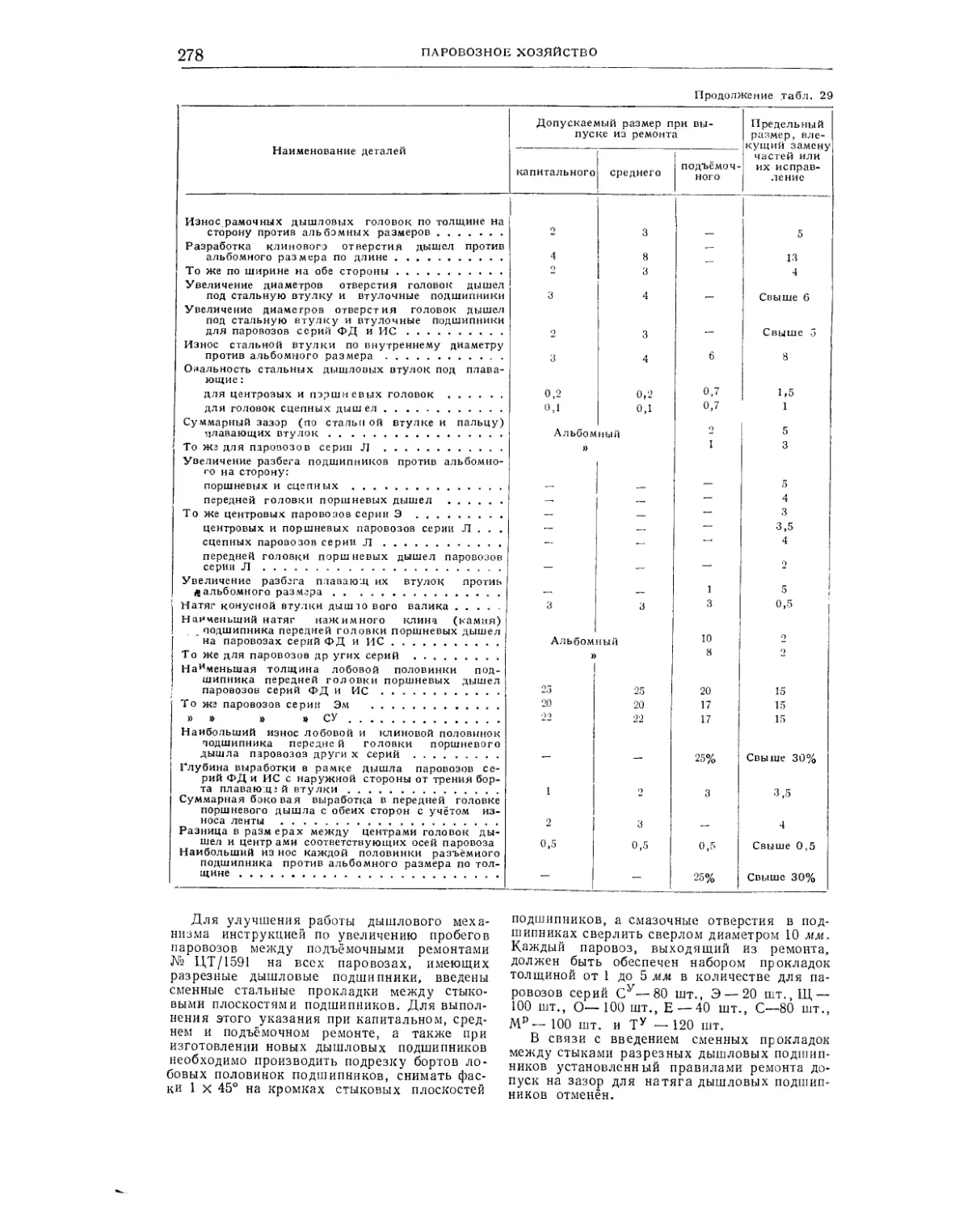
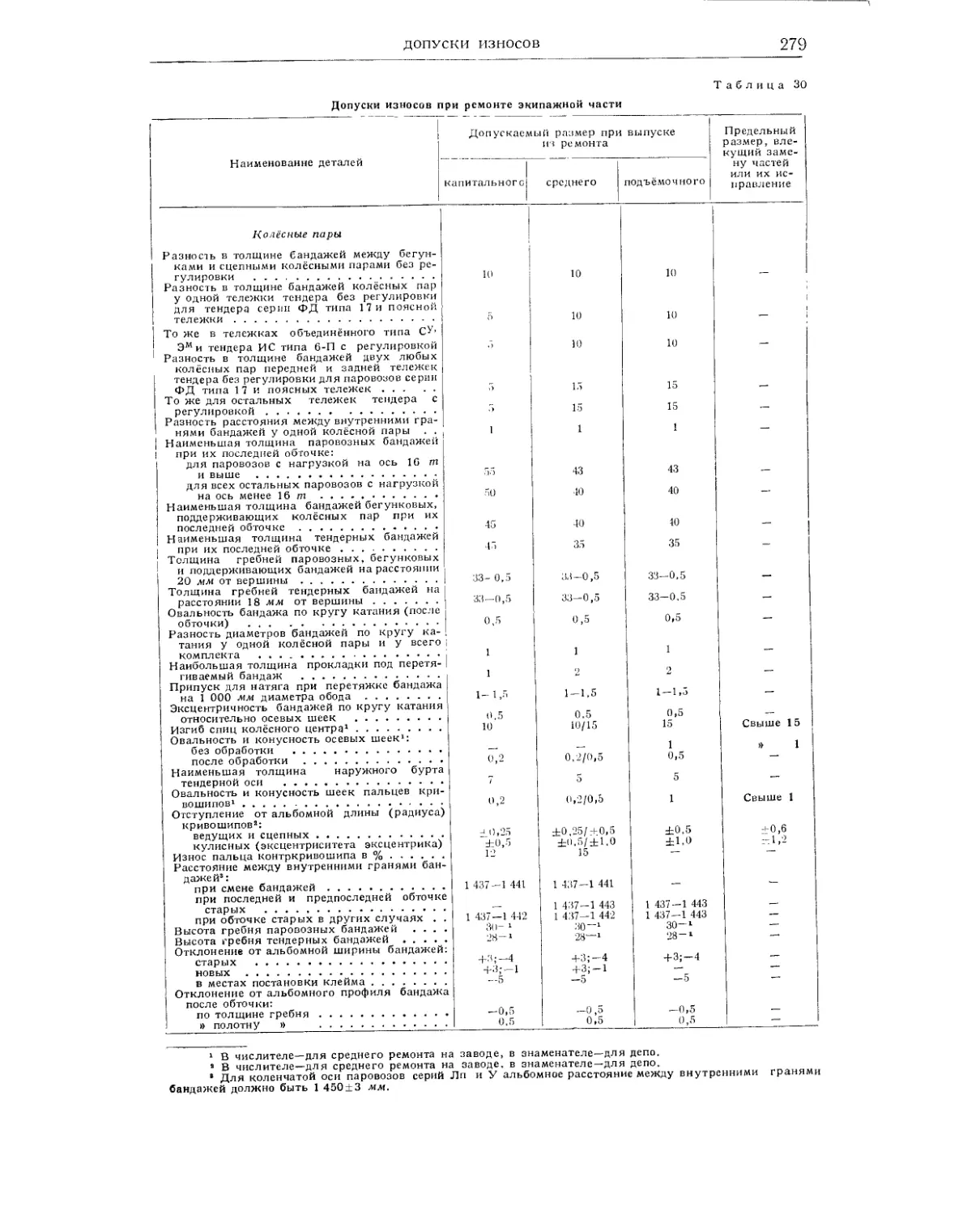
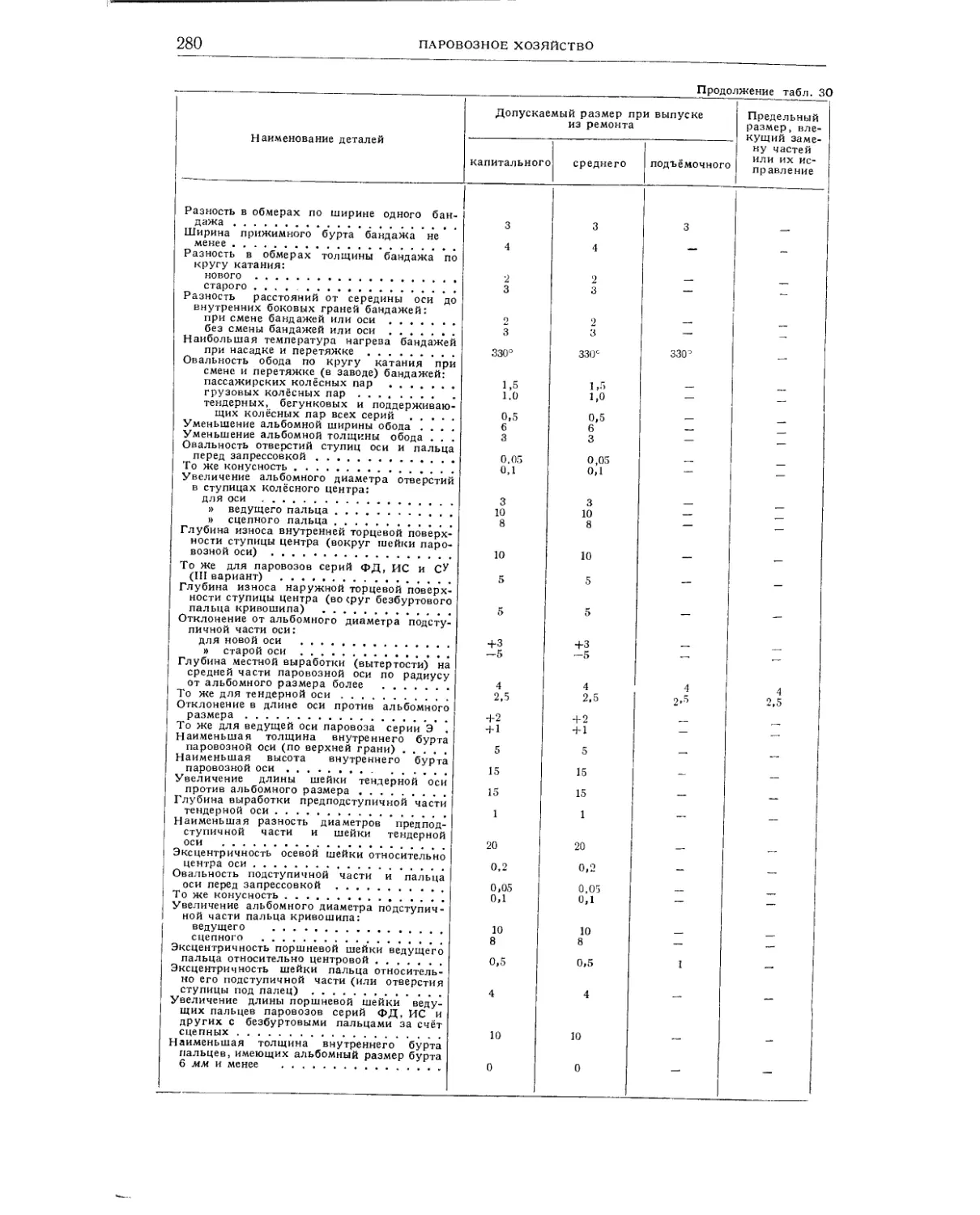
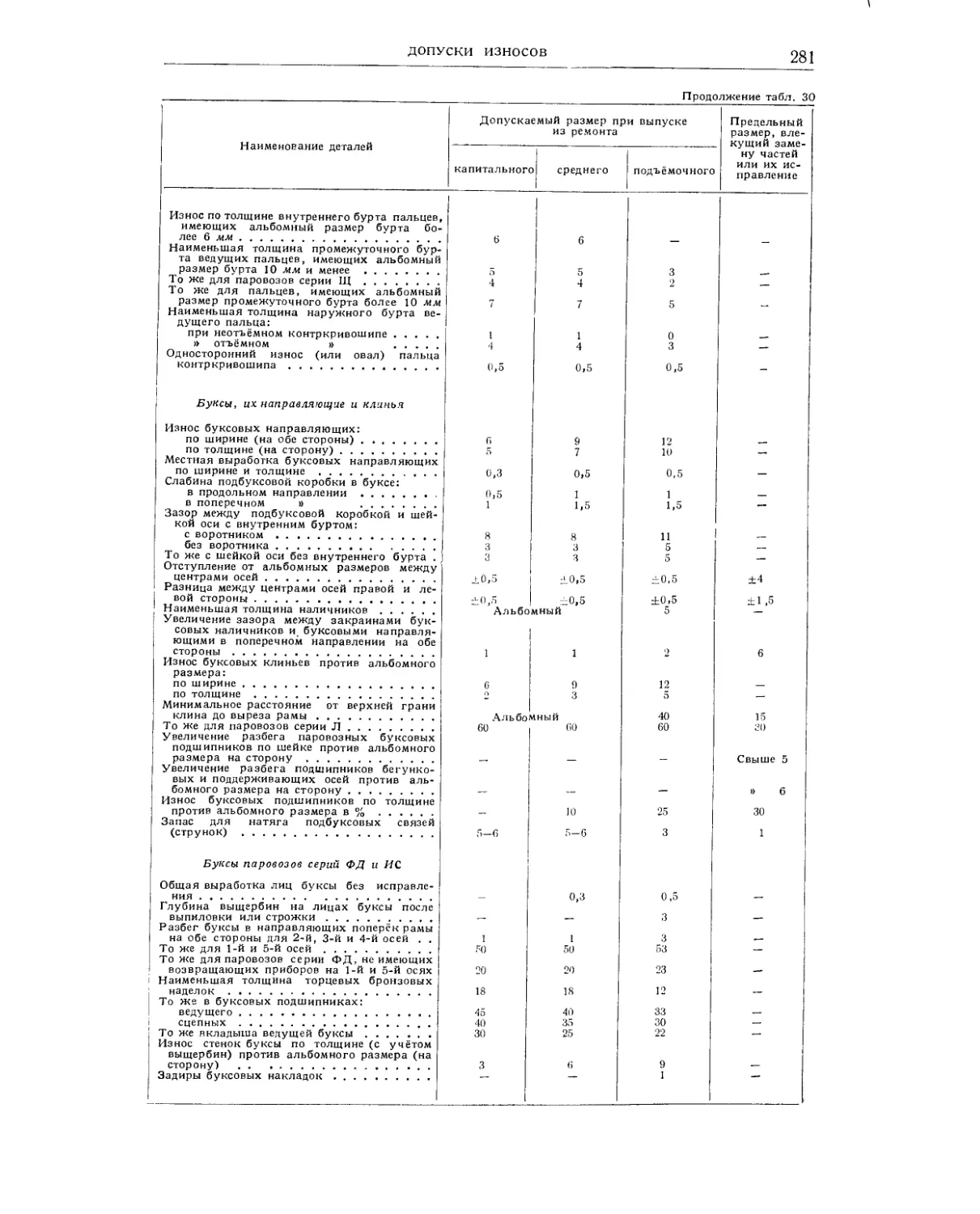
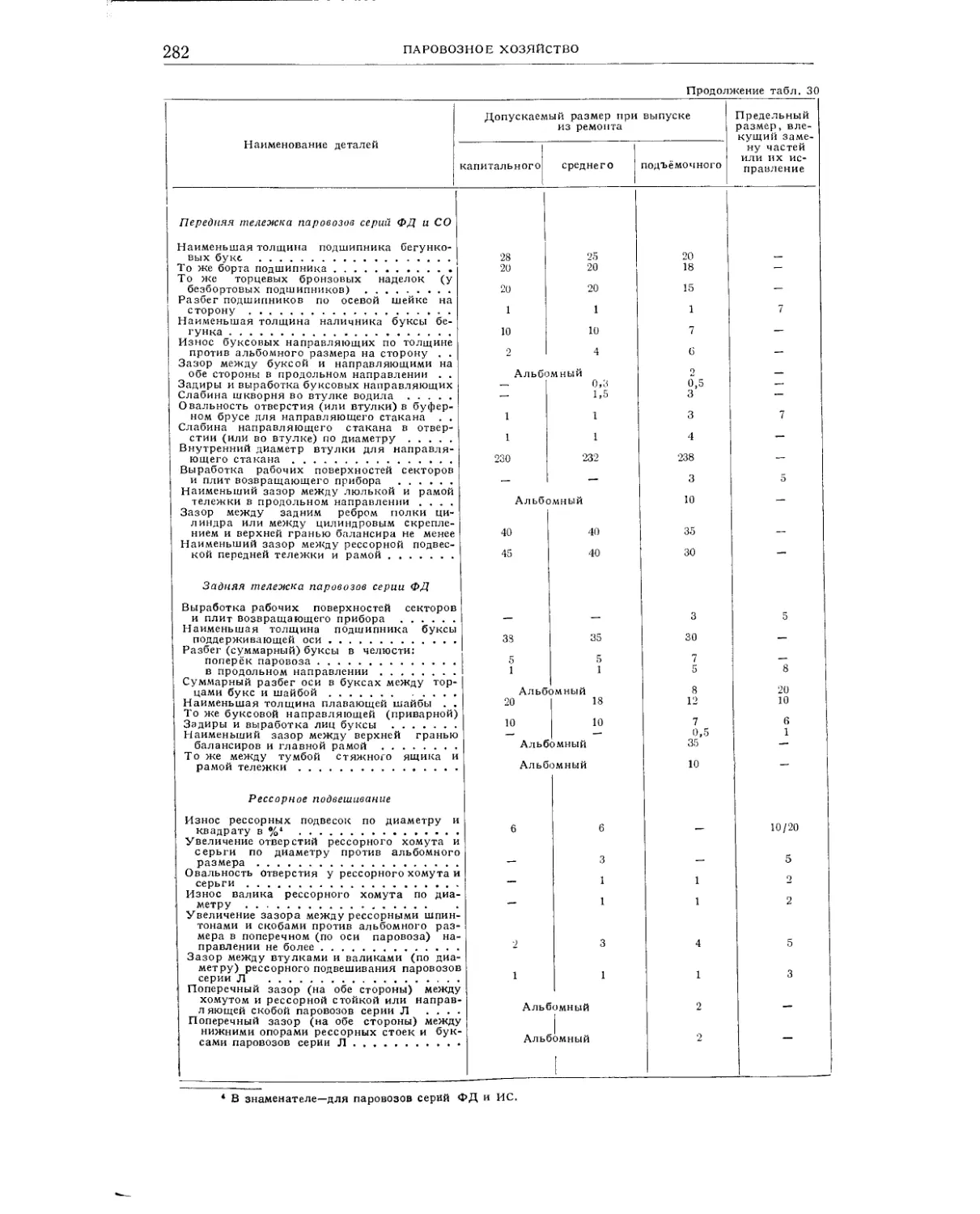
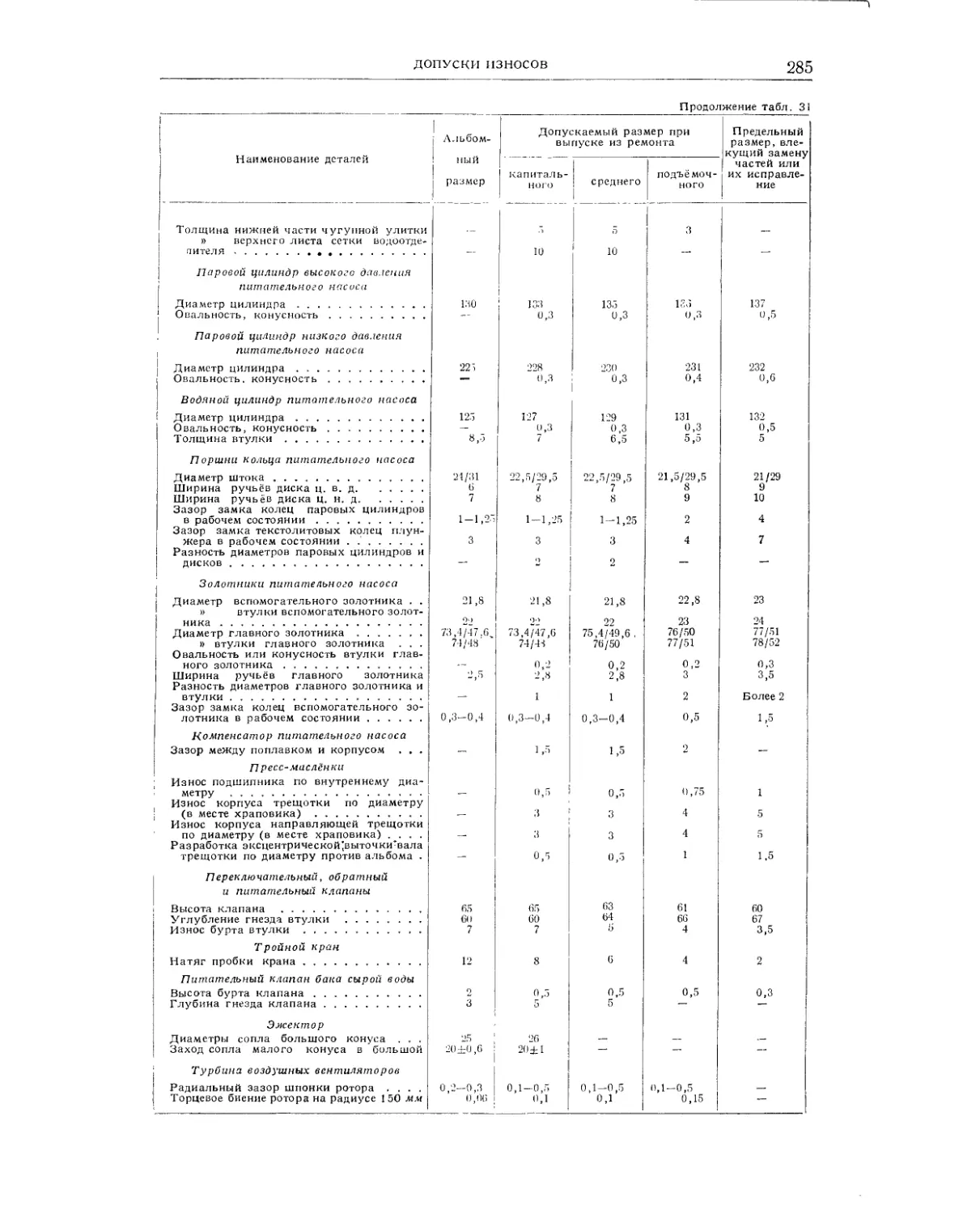
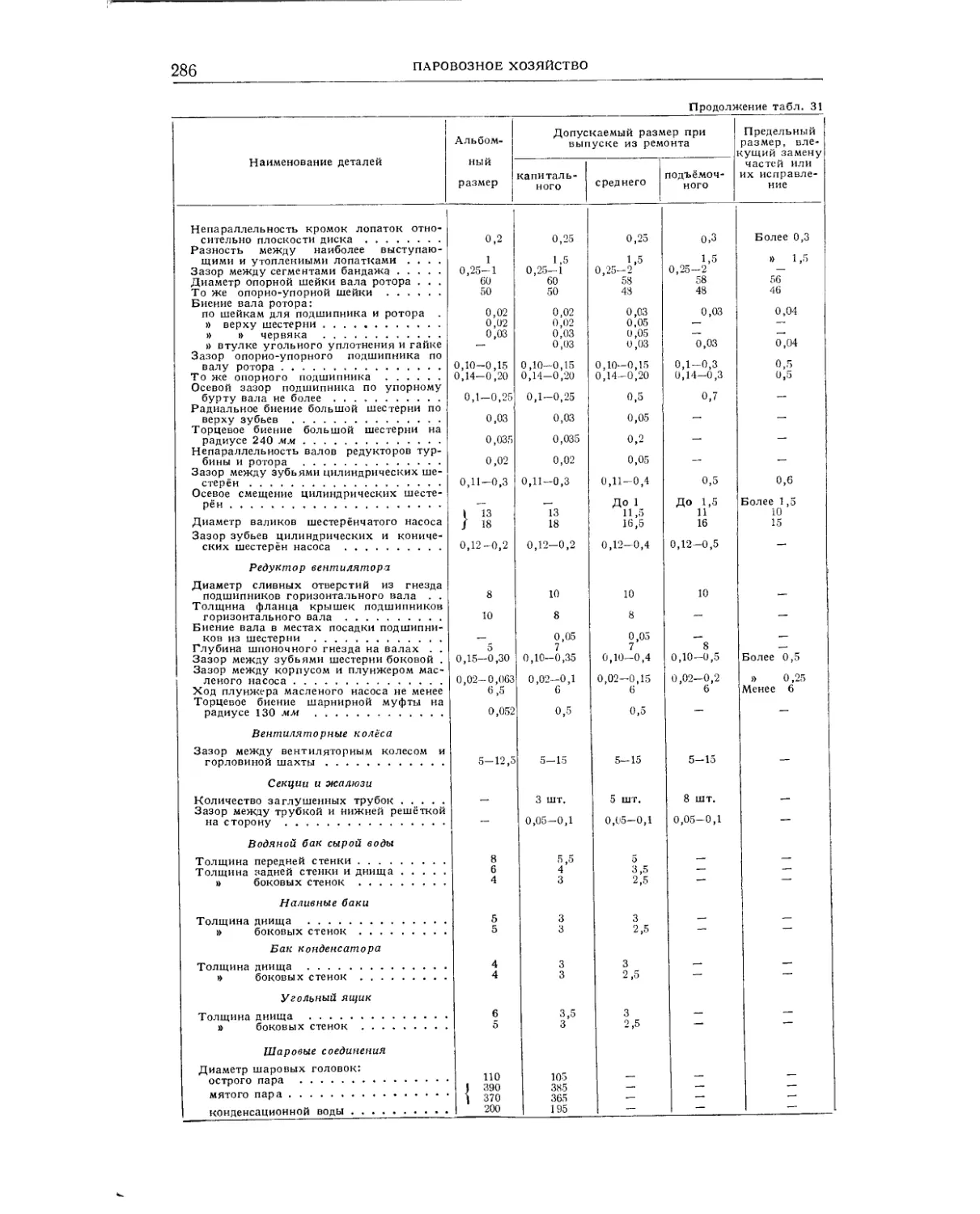
Допуски взносов........................ 272
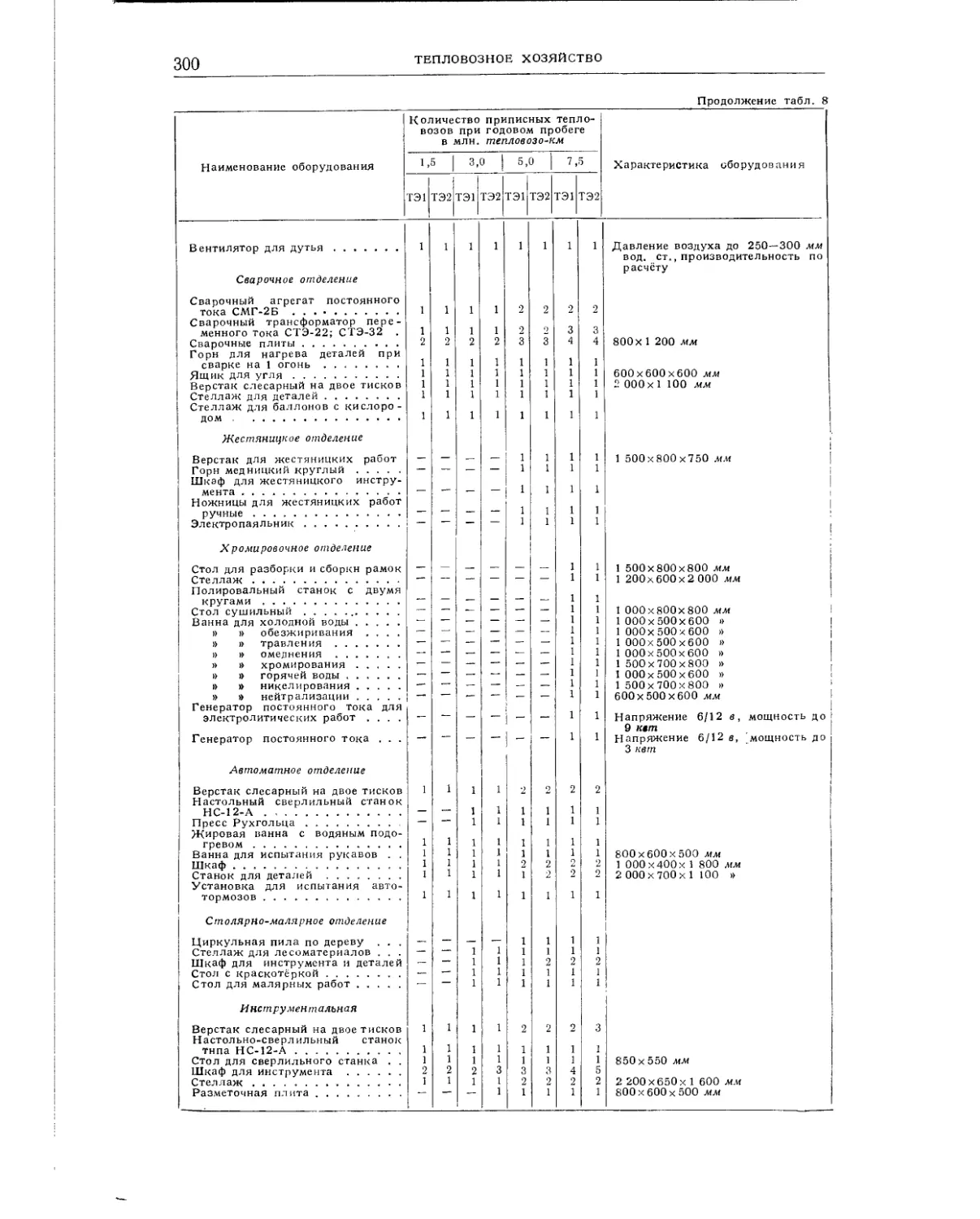
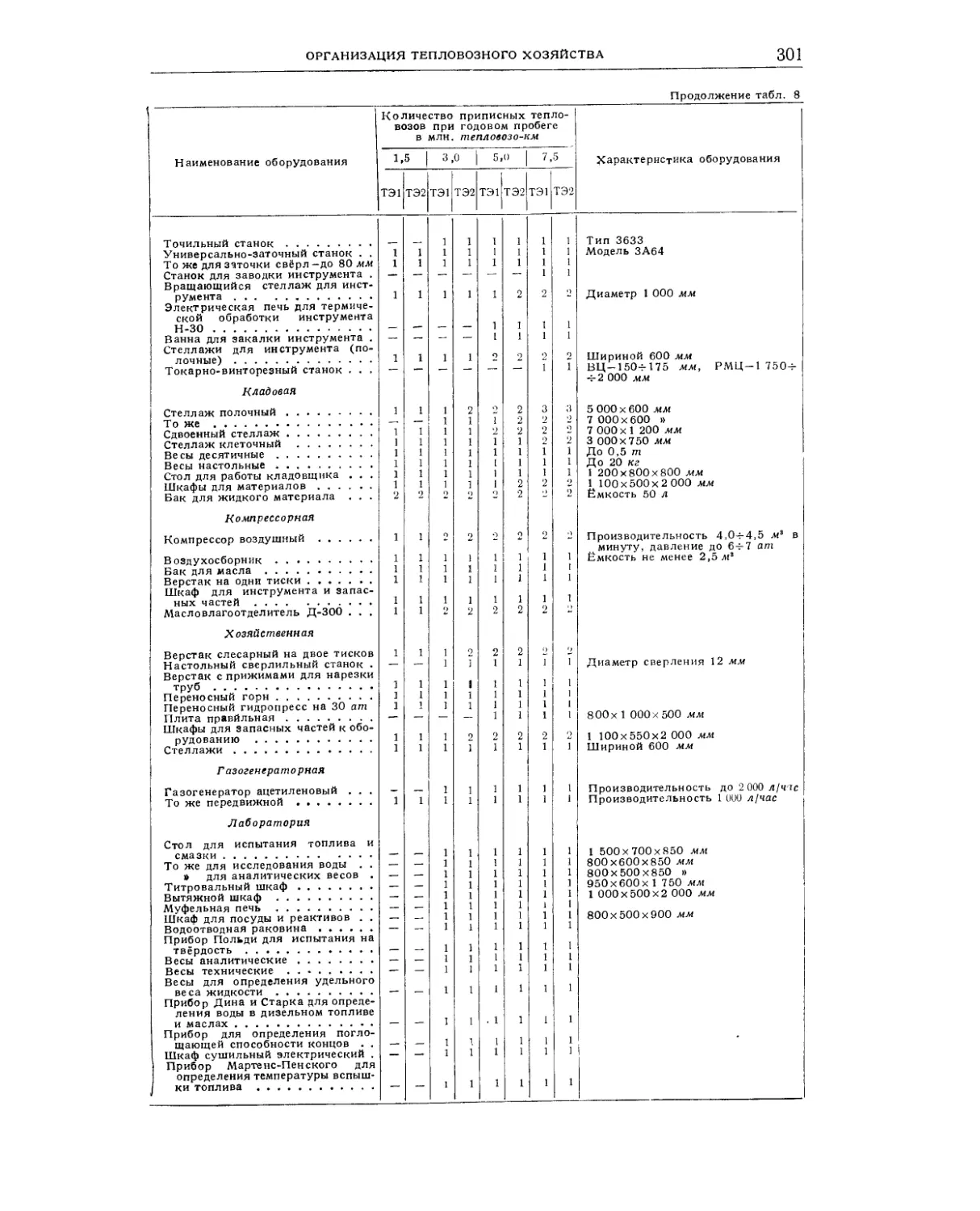
ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО ................ 289
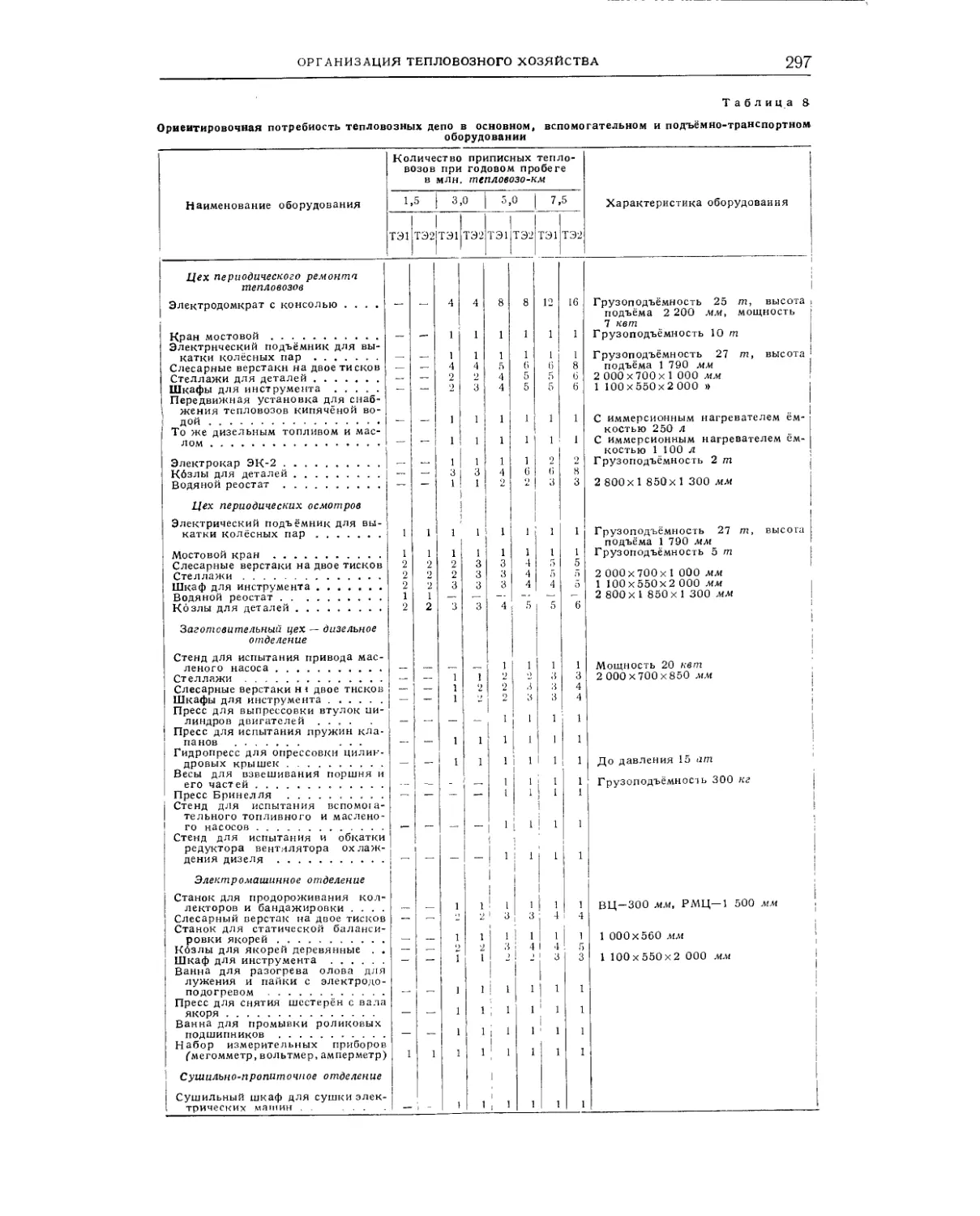
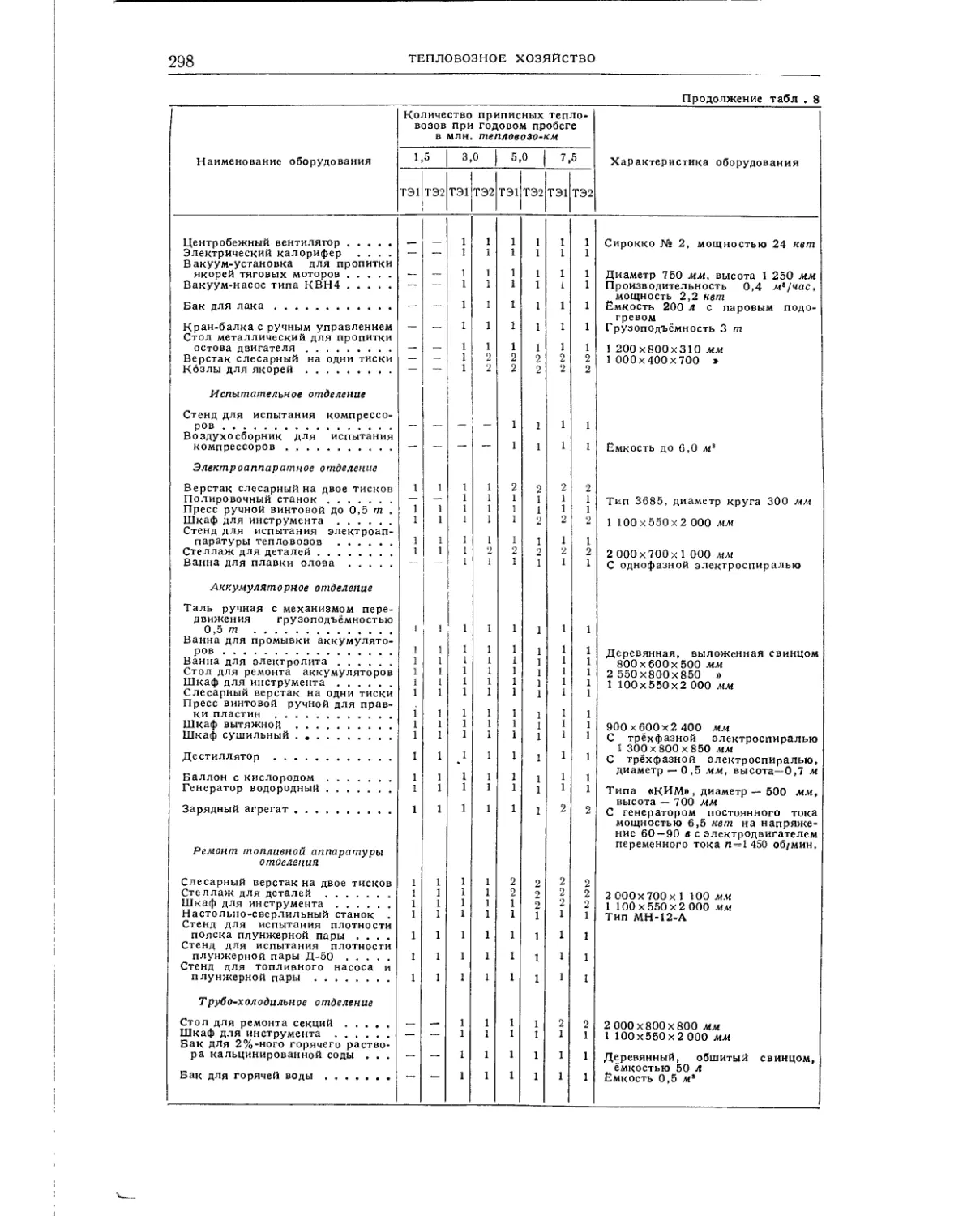
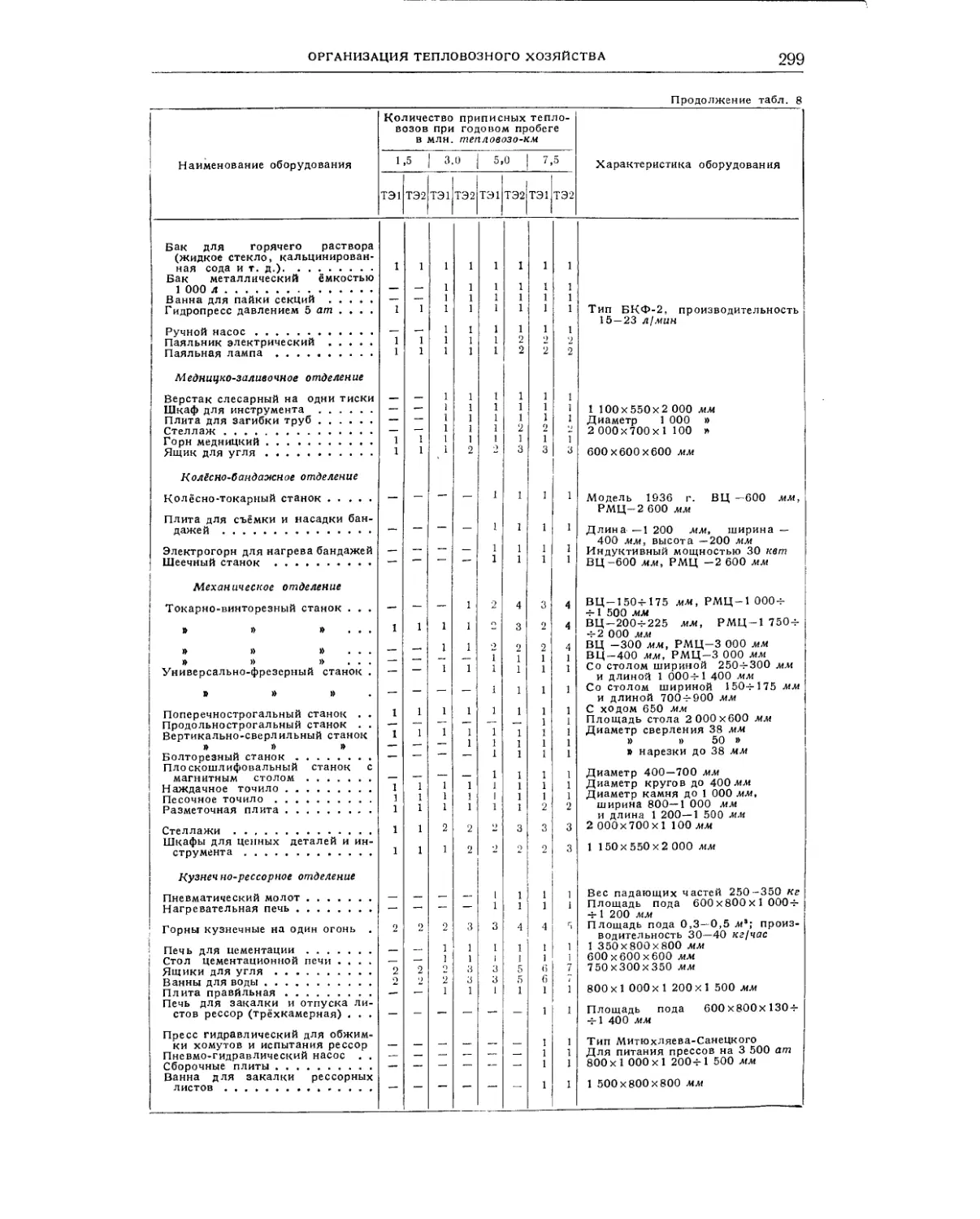
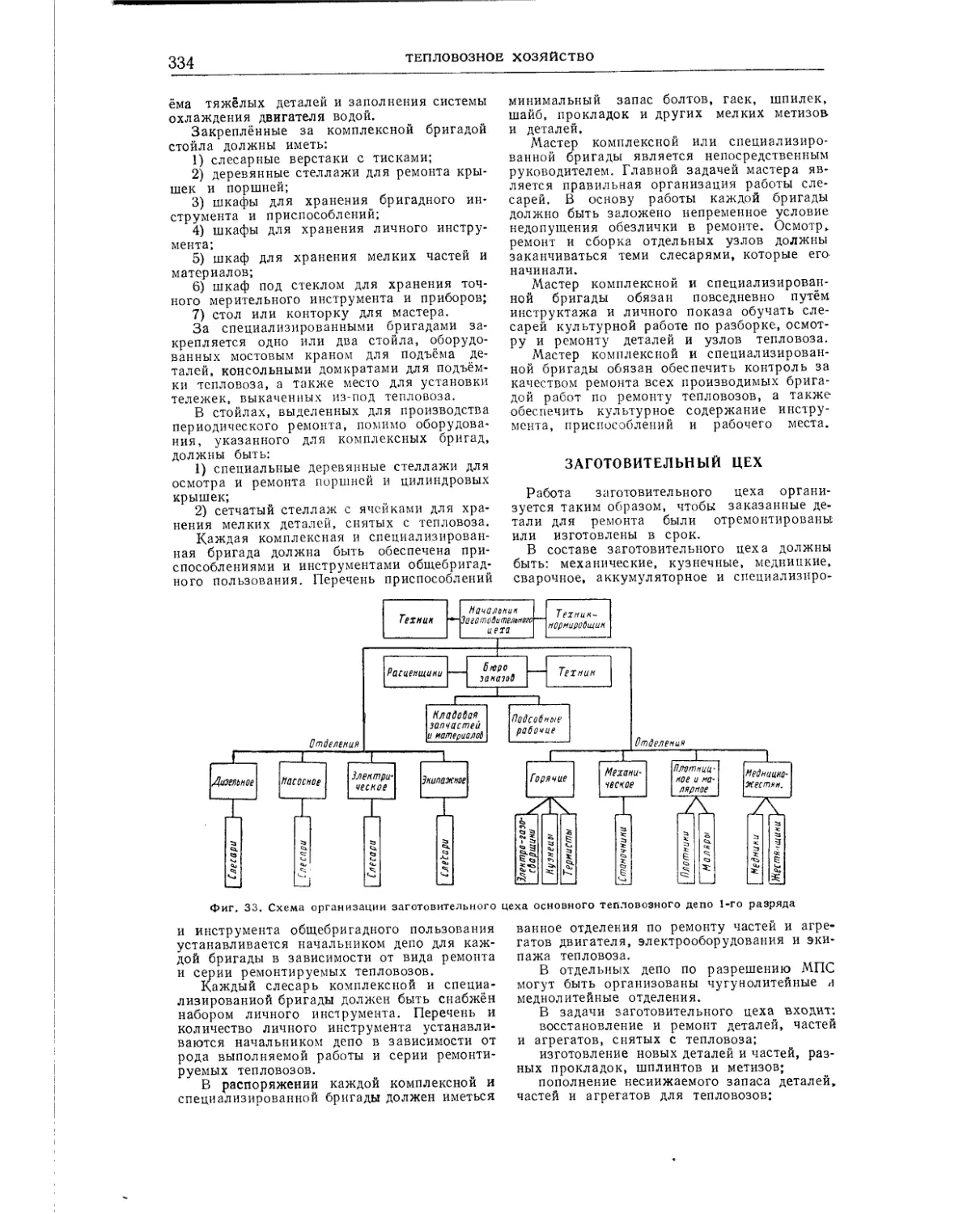
Организации тепловозного хозяйства (инж. П. И. Кметик)....................... 289
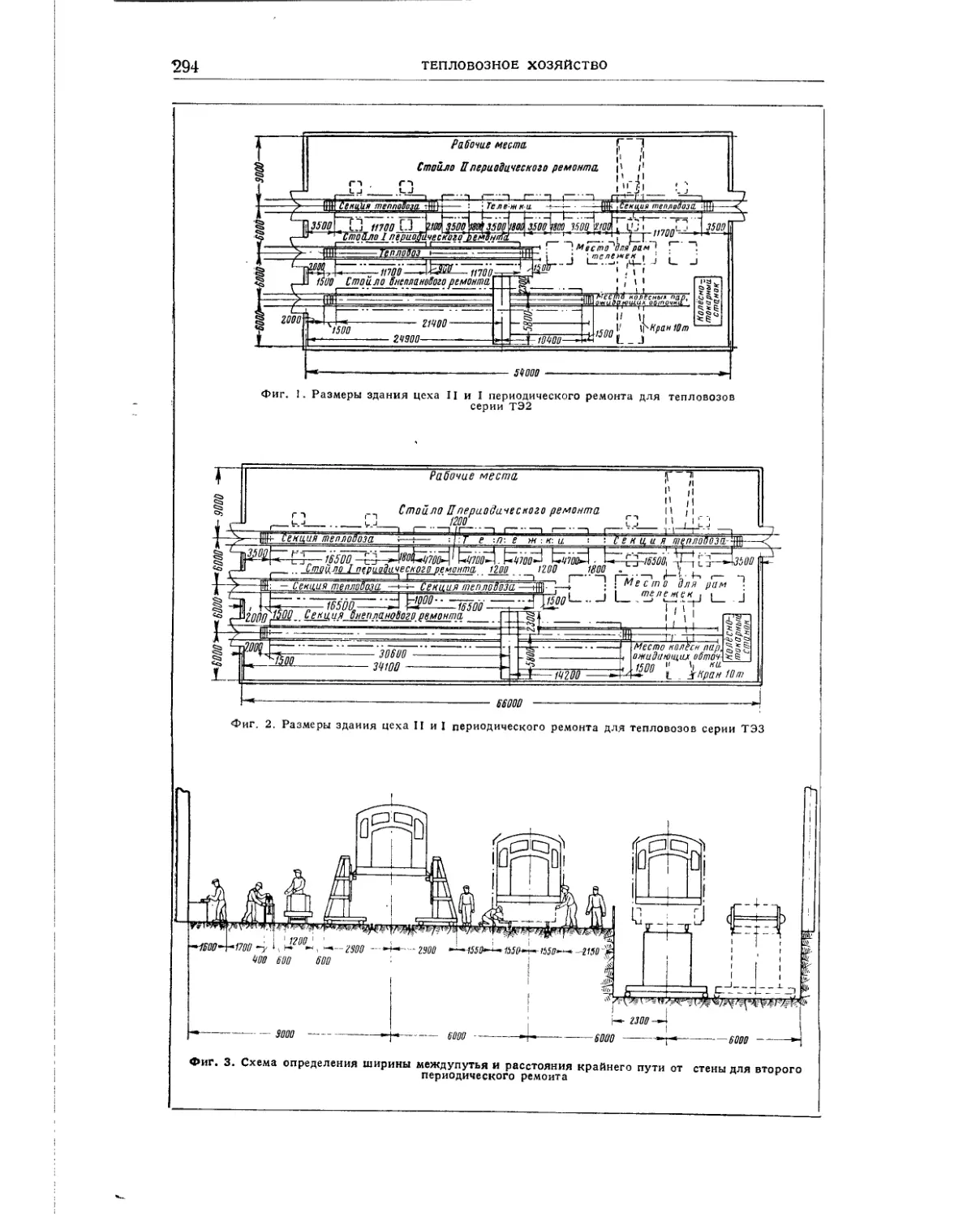
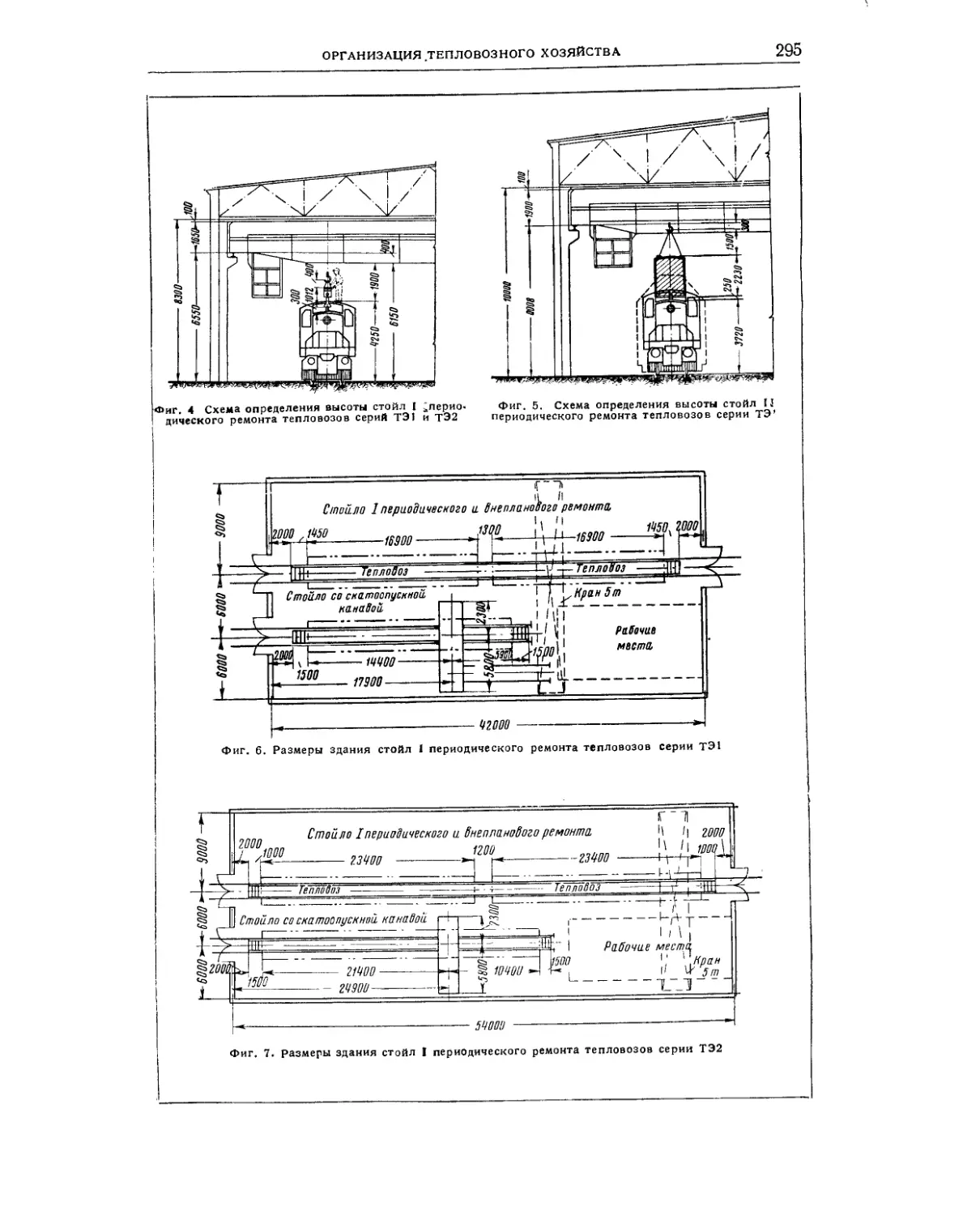
Тепловозные депо (инж. Е. И. Маслов) . . . 293
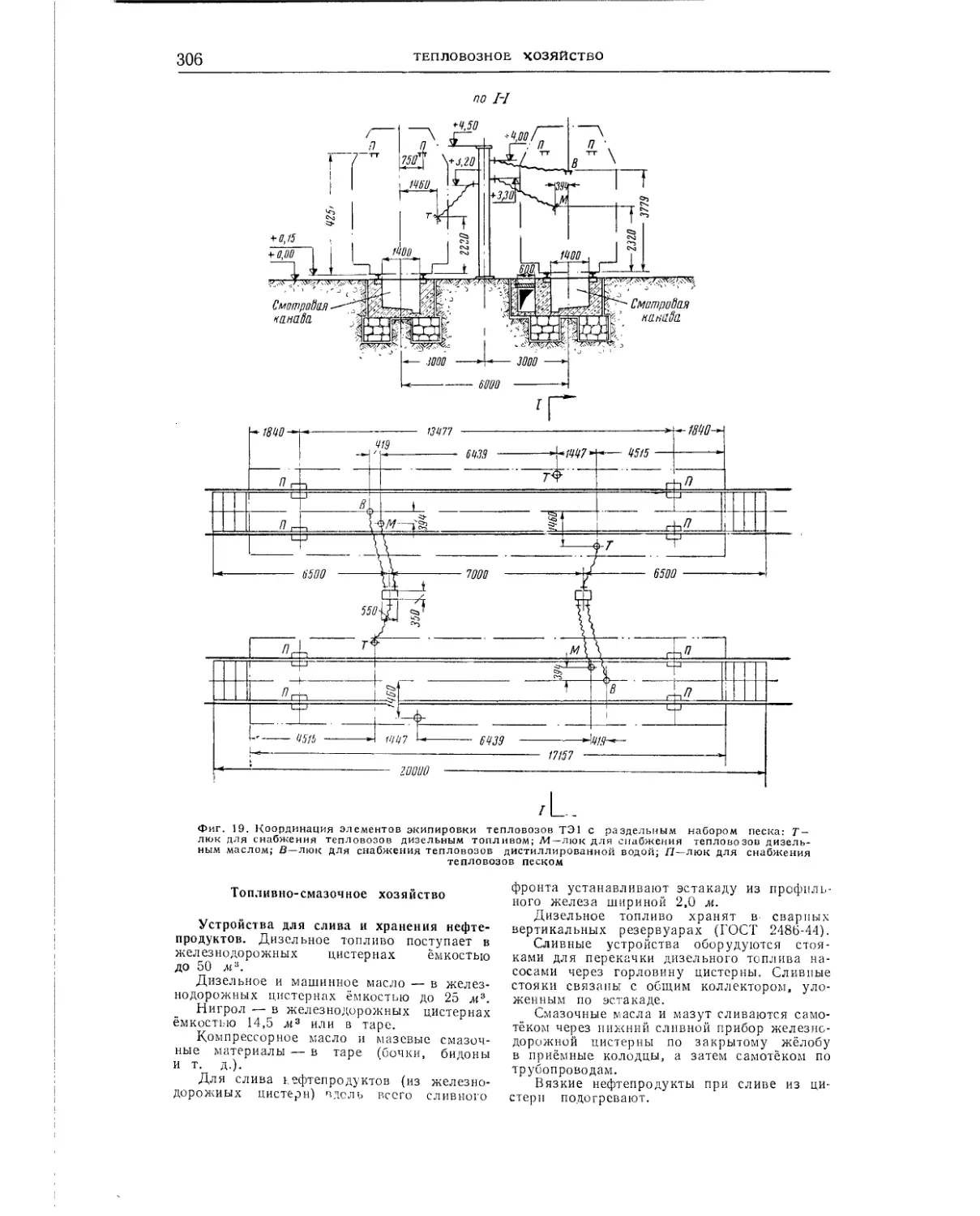
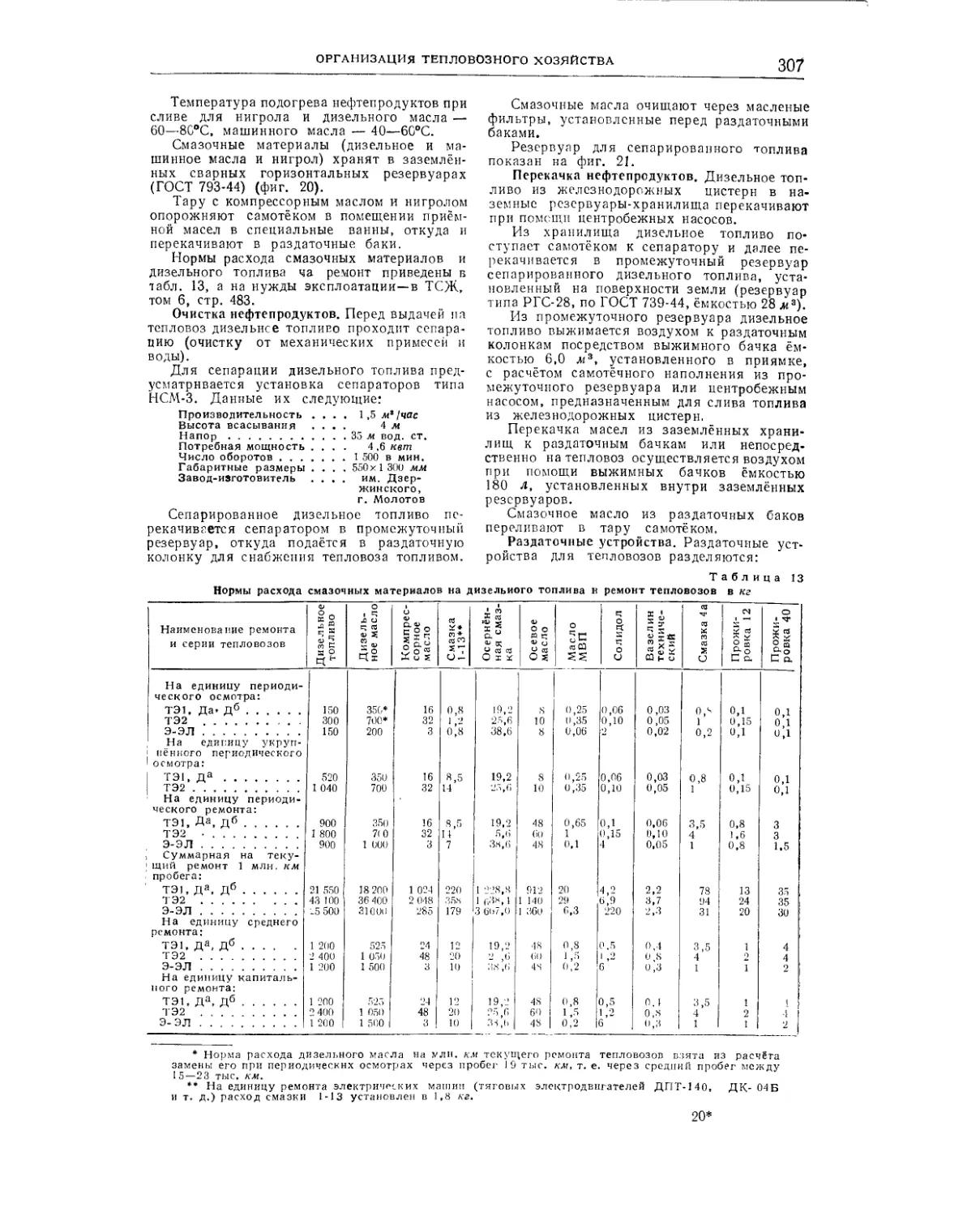
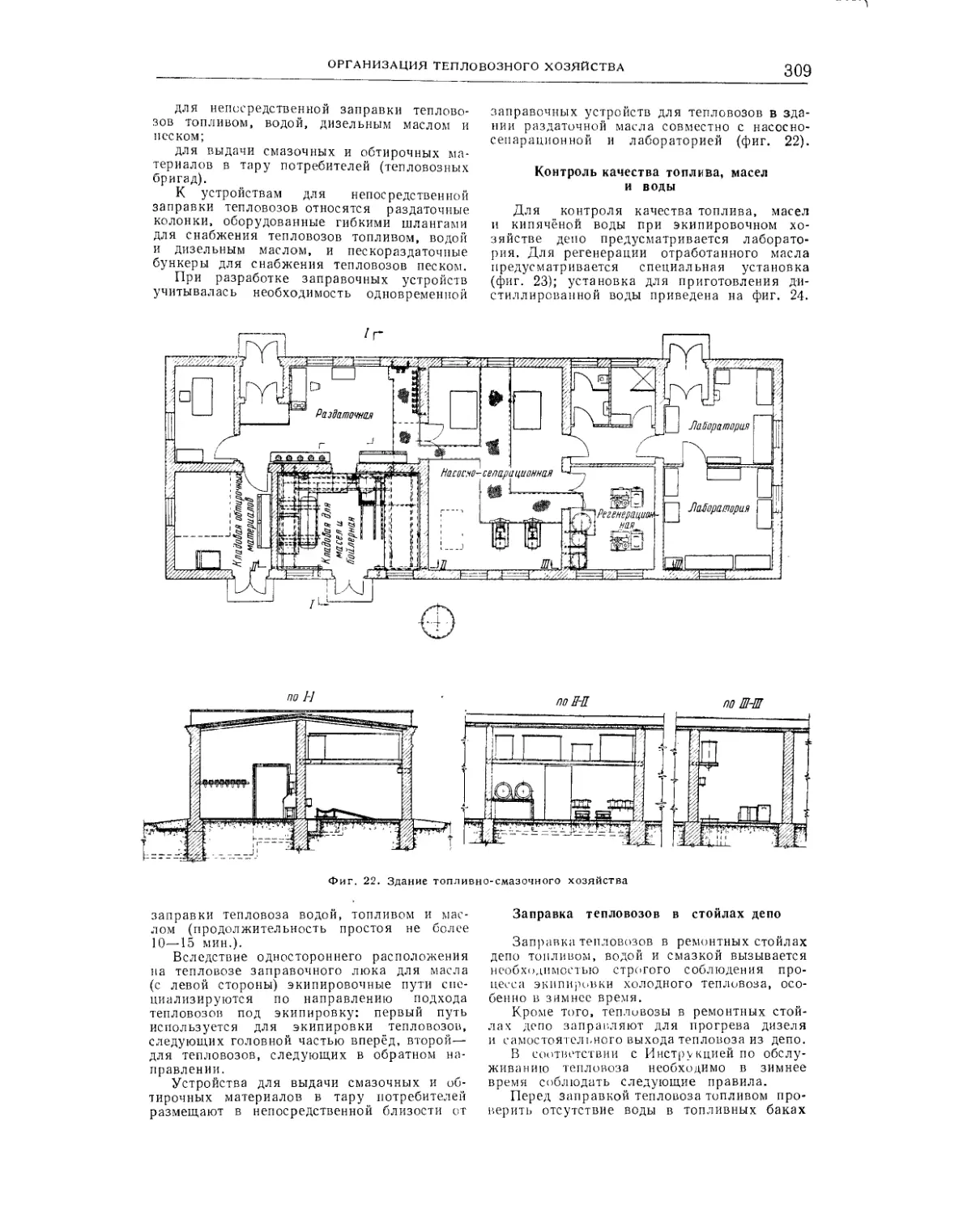
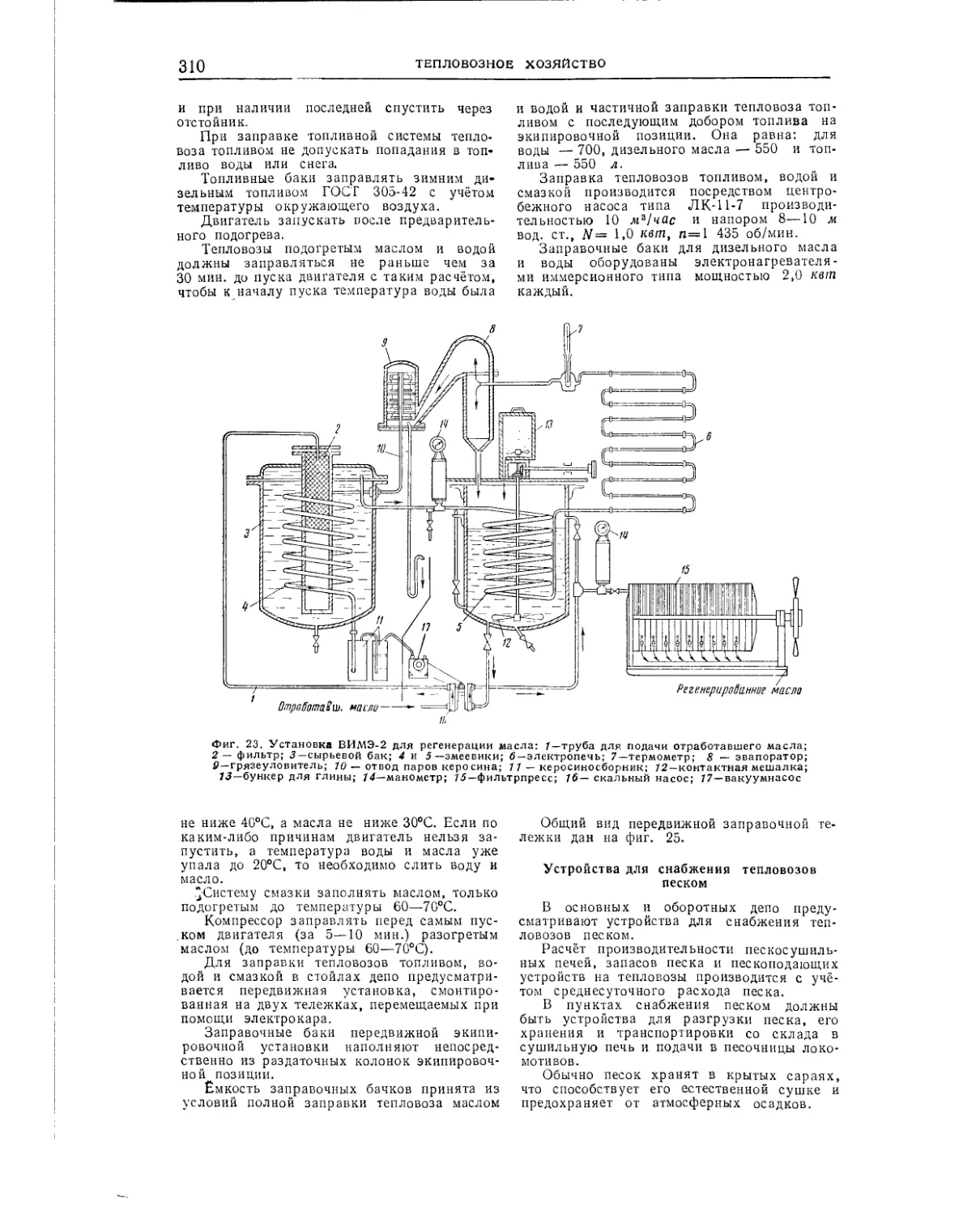
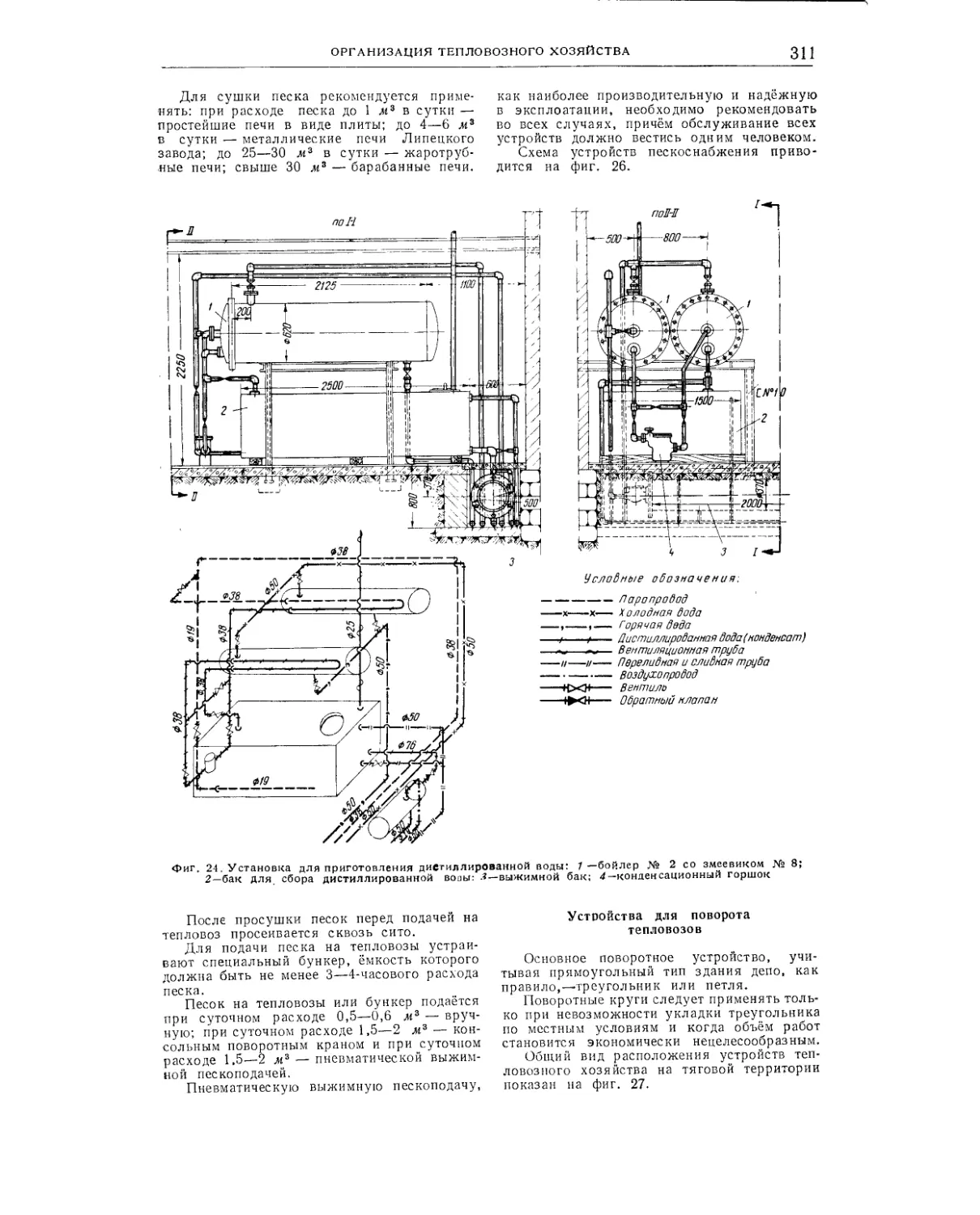
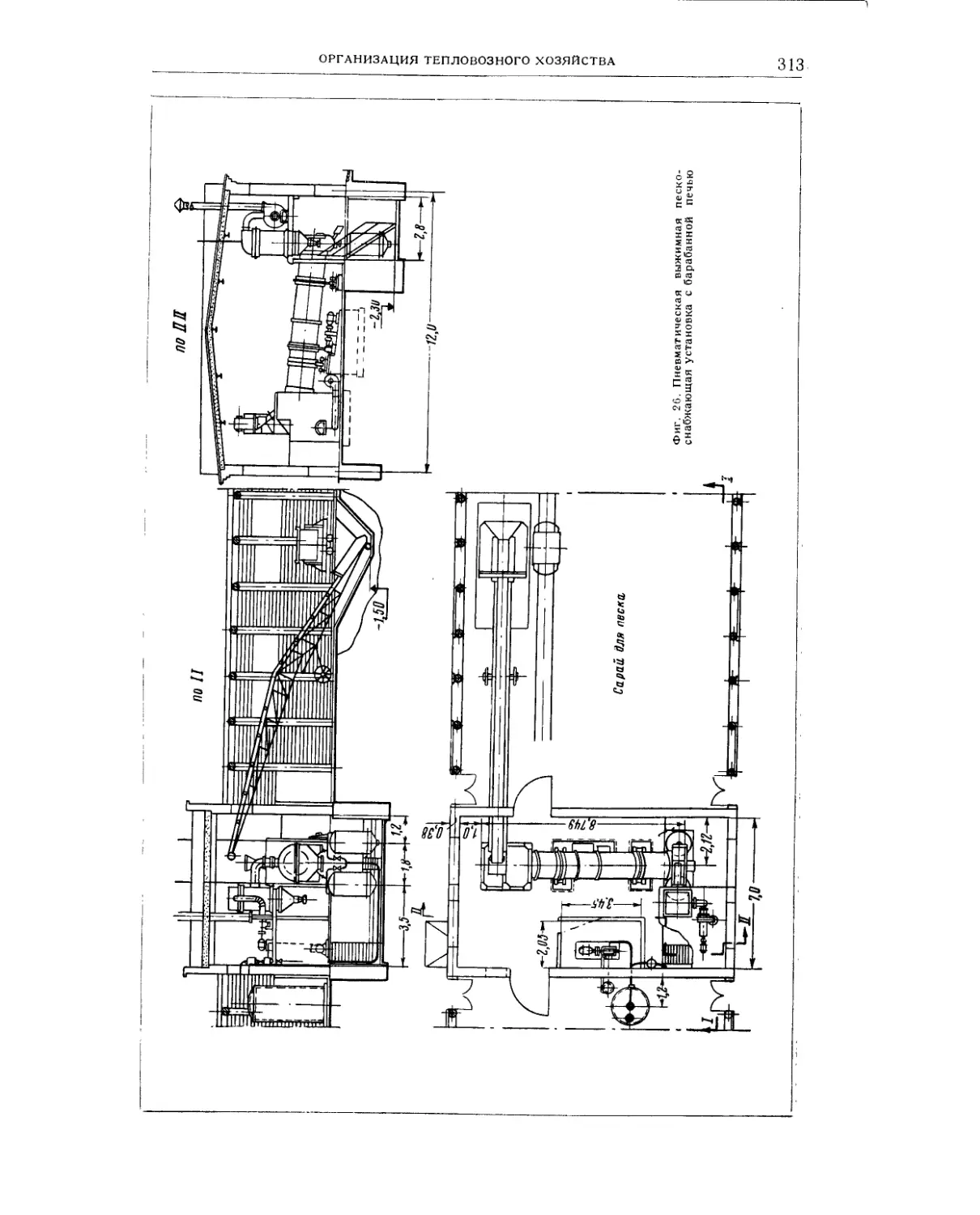
Устройства для экипировки тепловозов (инж. Е. И. Маслов)..................304
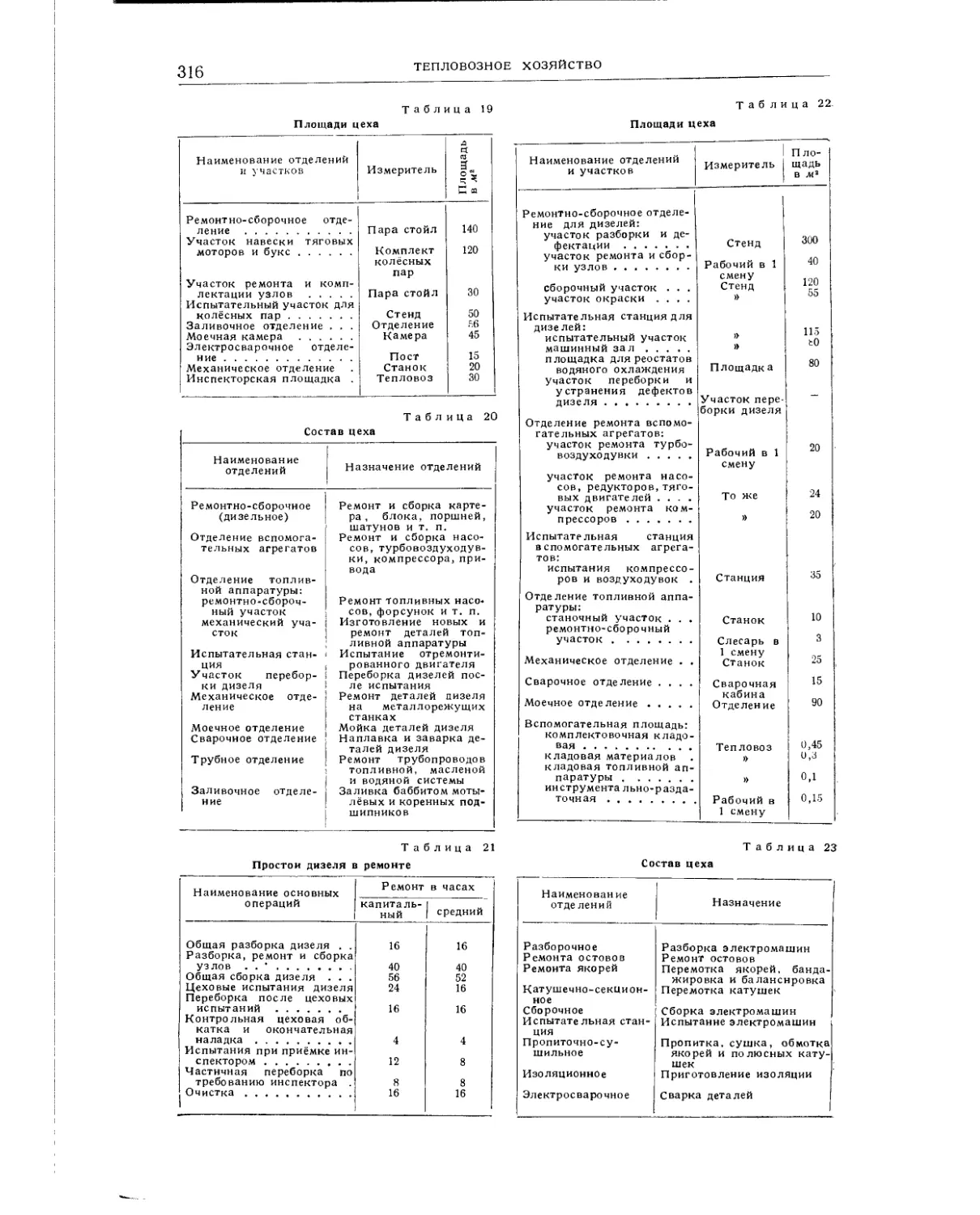
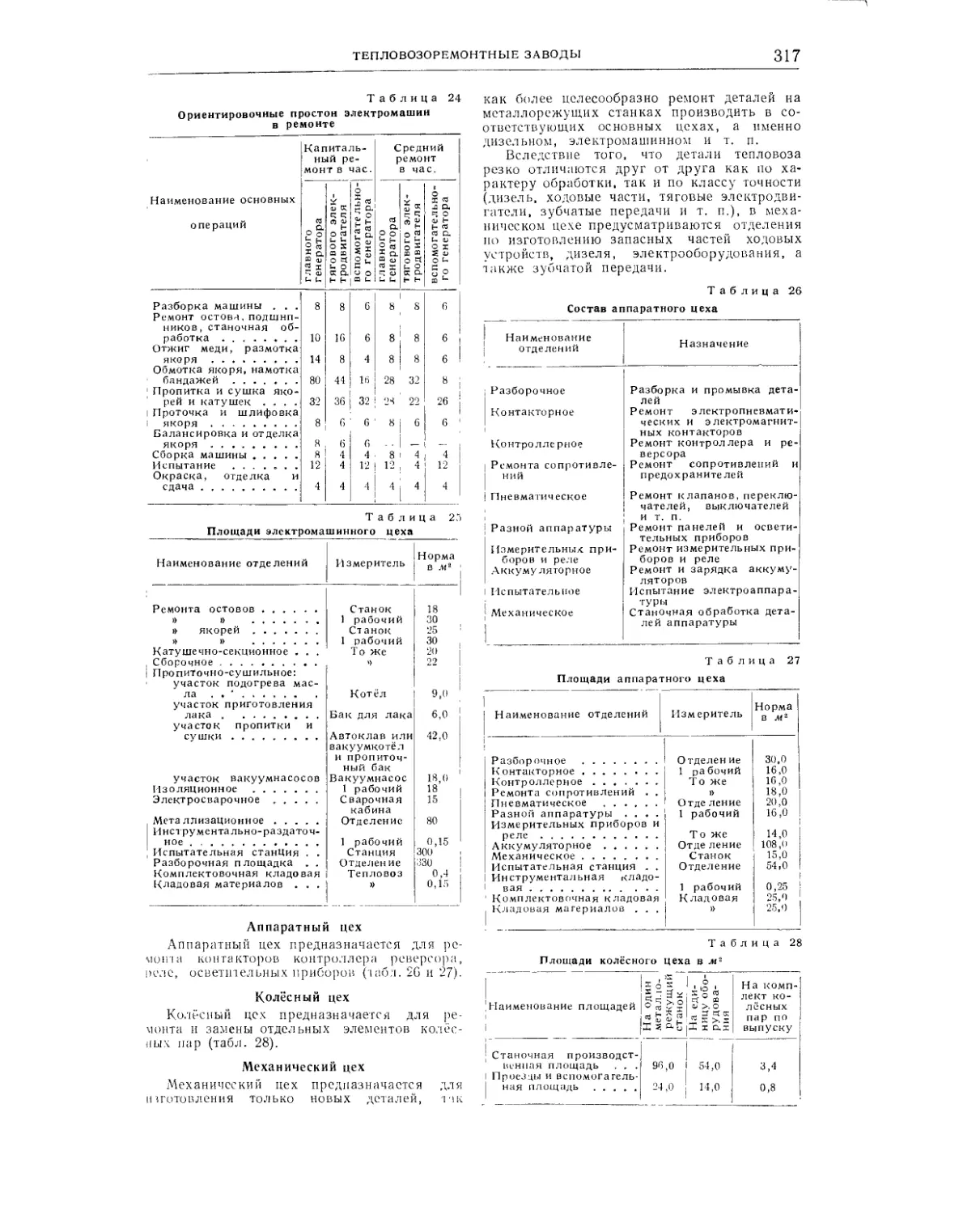
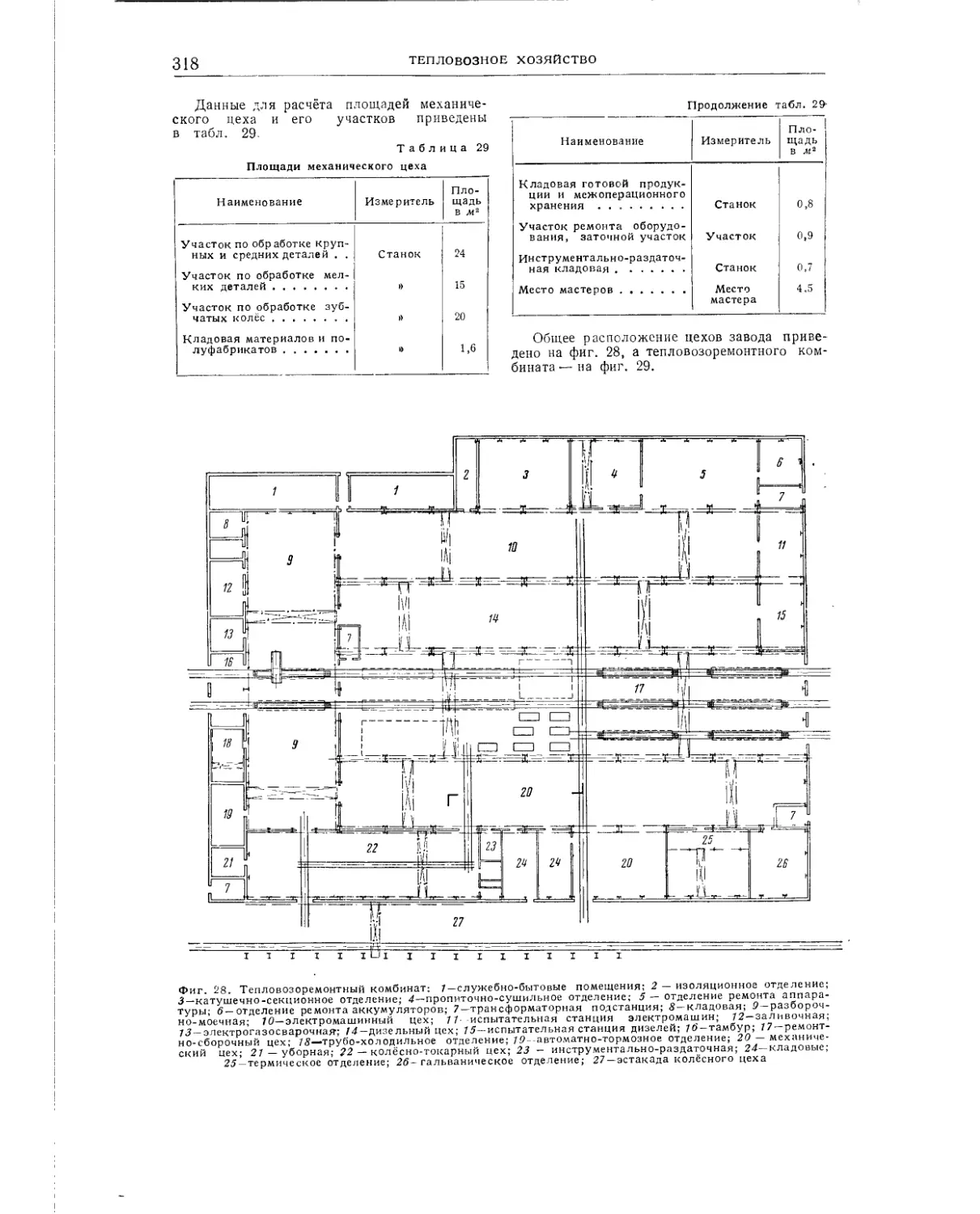
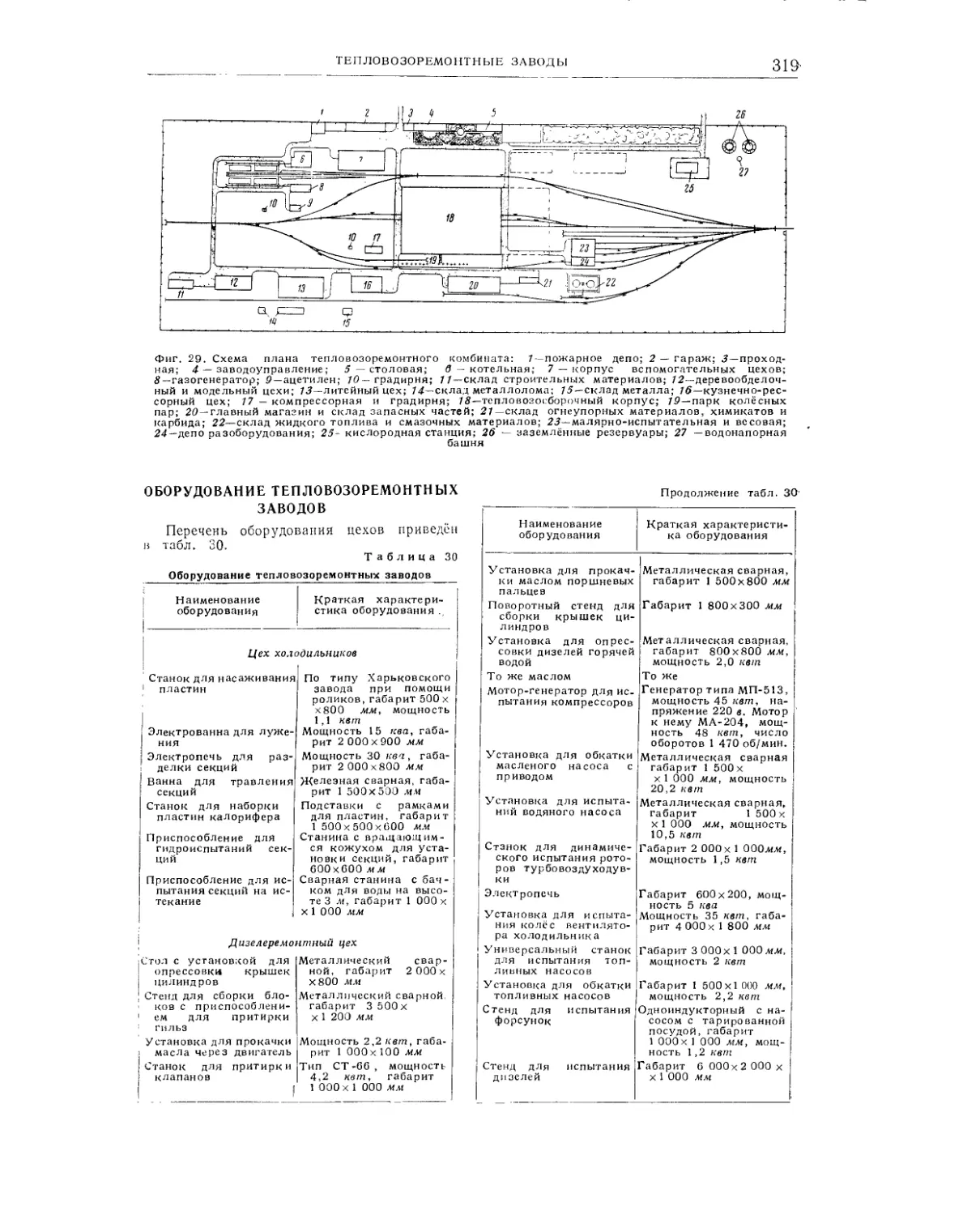
Тепловозоремонтные заводы (инж. Е. И. Мас-лов) ...................... 314
Организация ремонта тепловозов (канд. техн, наук И. Г. Кокошинский)..............321
Характеристика ремонта тепловозов серии ТЭ 321
Постановка тепловозов в периодический осмотр и приёмка их из осмотра.......328
Постановка тепловозов в периодический ремонт и приёмка их из ремонта ........328
Ремонт тепловозов других депо ........ 329
Испытание двигатель-генераторной установки тепловозов после текущего ремонта . . . 329
Обкатка тепловоза и регулирование двигатель-генераторной установки..........329
расчёт программы ремонта ..............330
Планирование ремонта .................331
Ремонтные бригады..................... 332
6
содержание
Стр.
Обязательный минимум приспособлений, при-
боров и инструментов, применяемых при ремонте тепловозов ................... 335
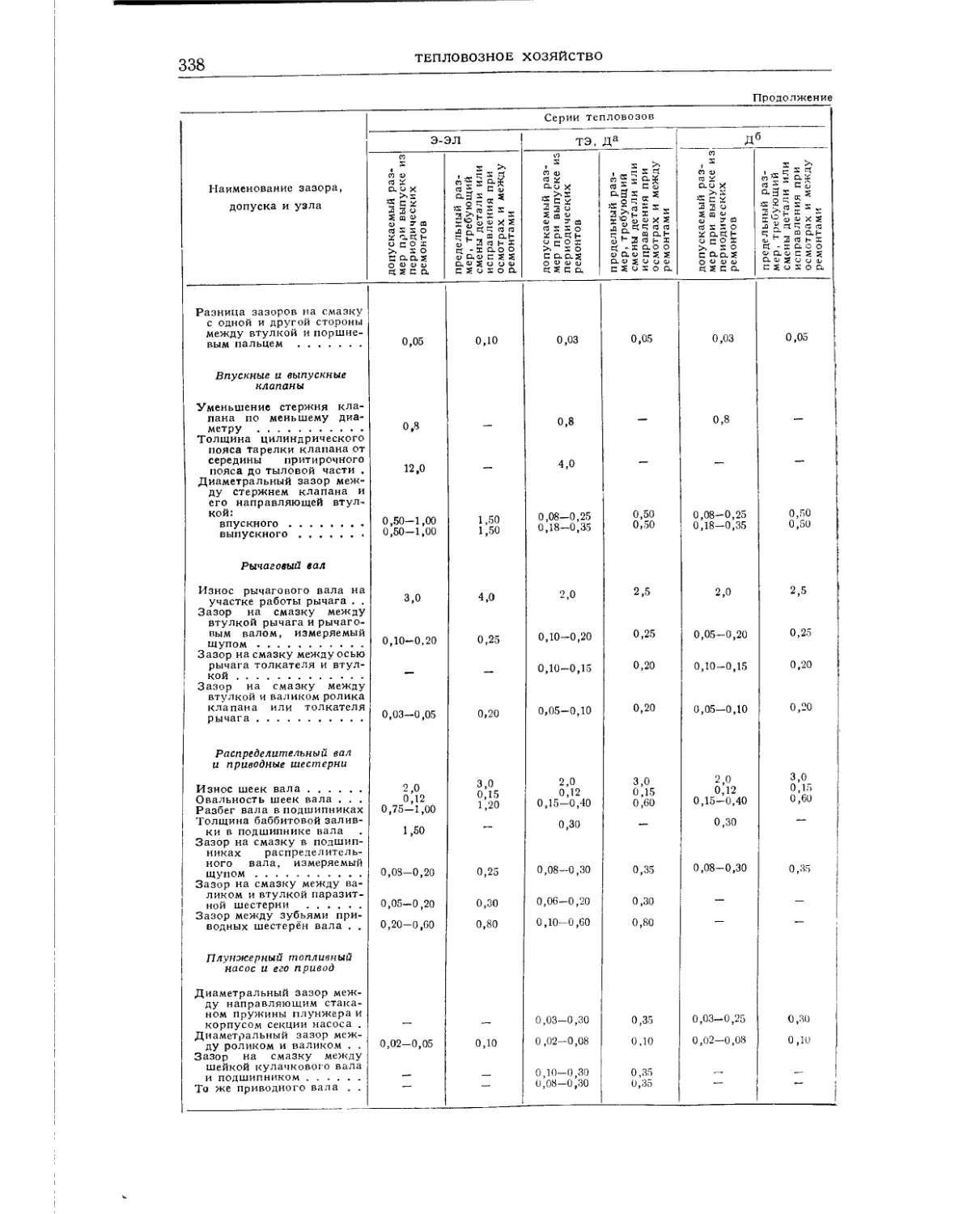
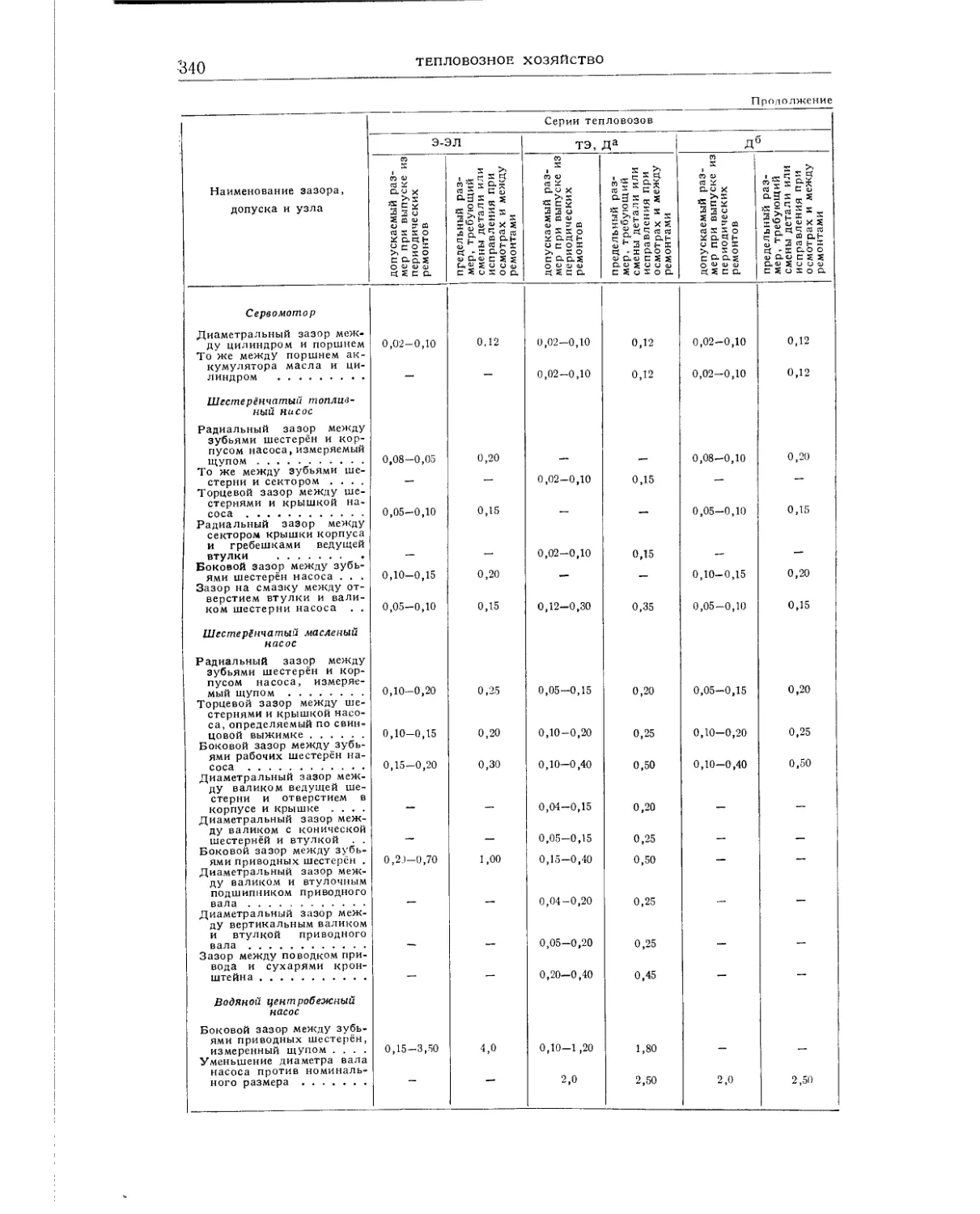
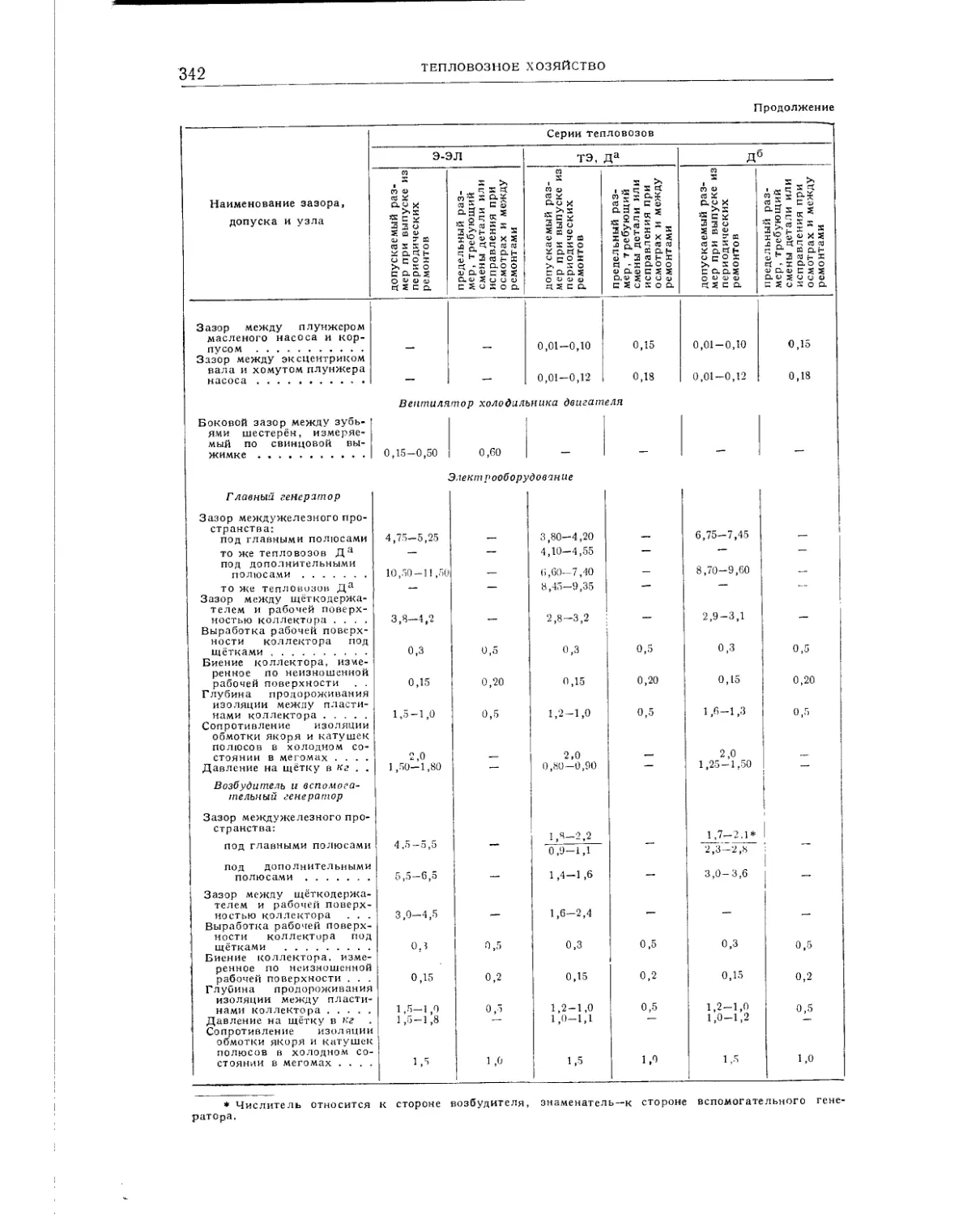
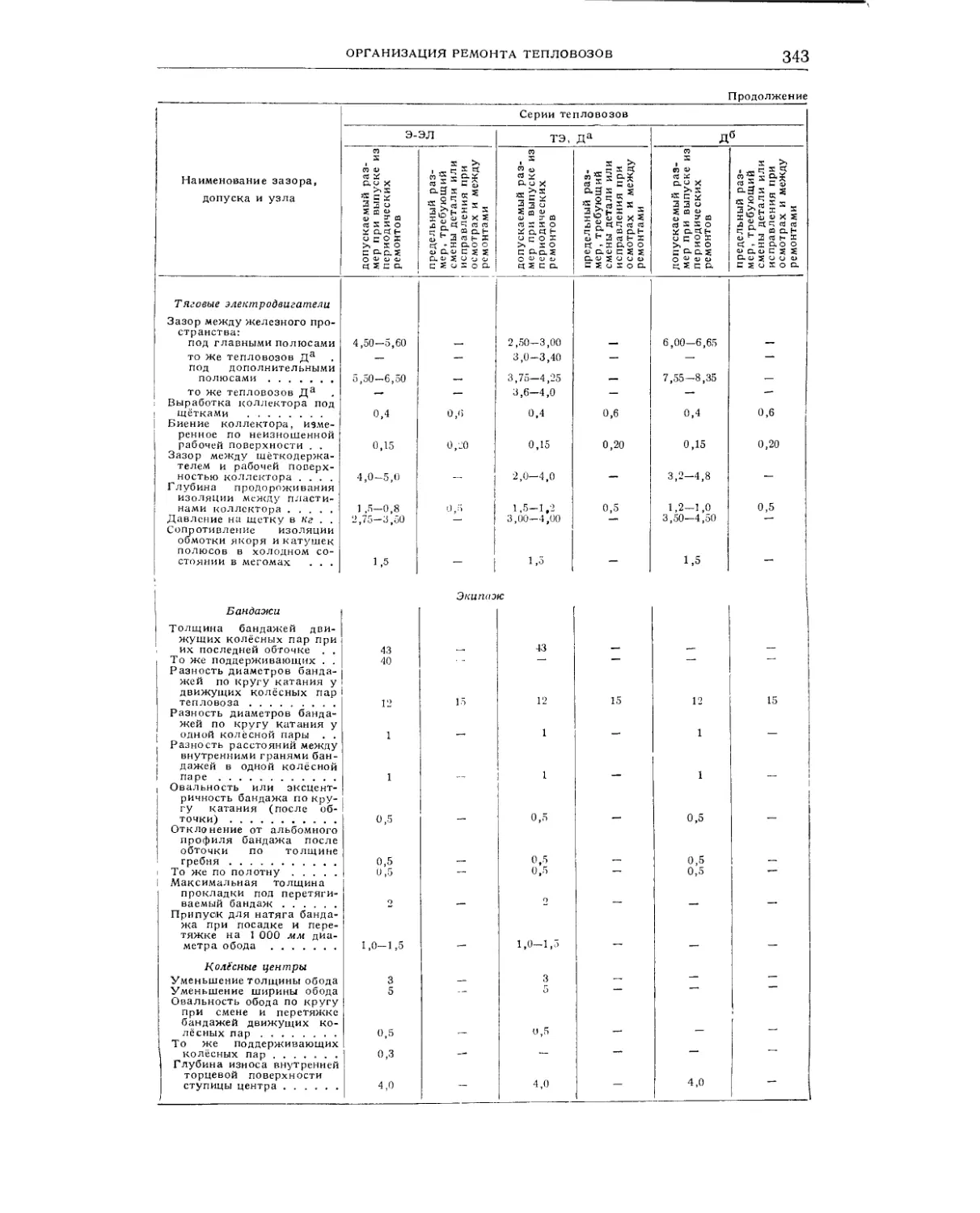
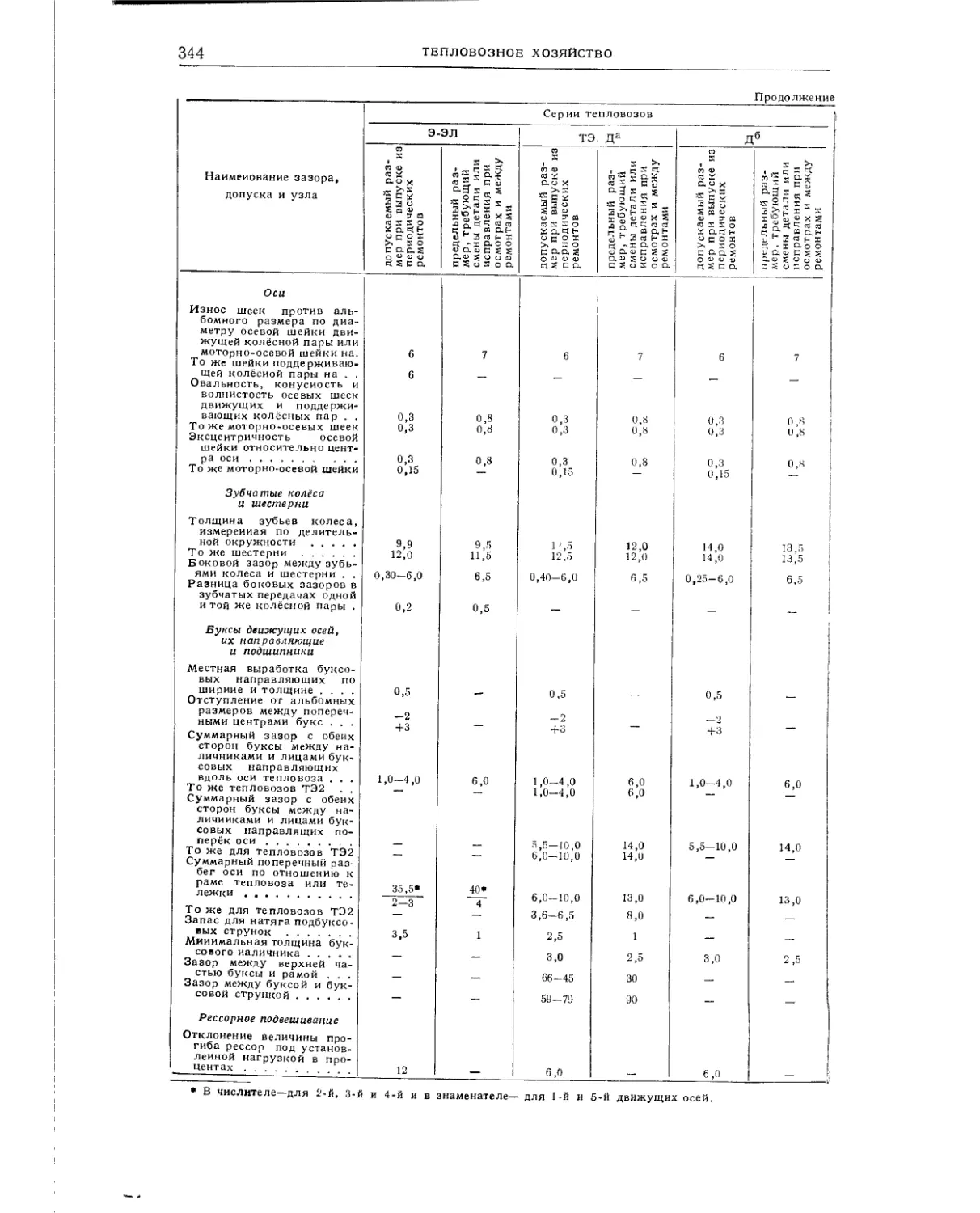
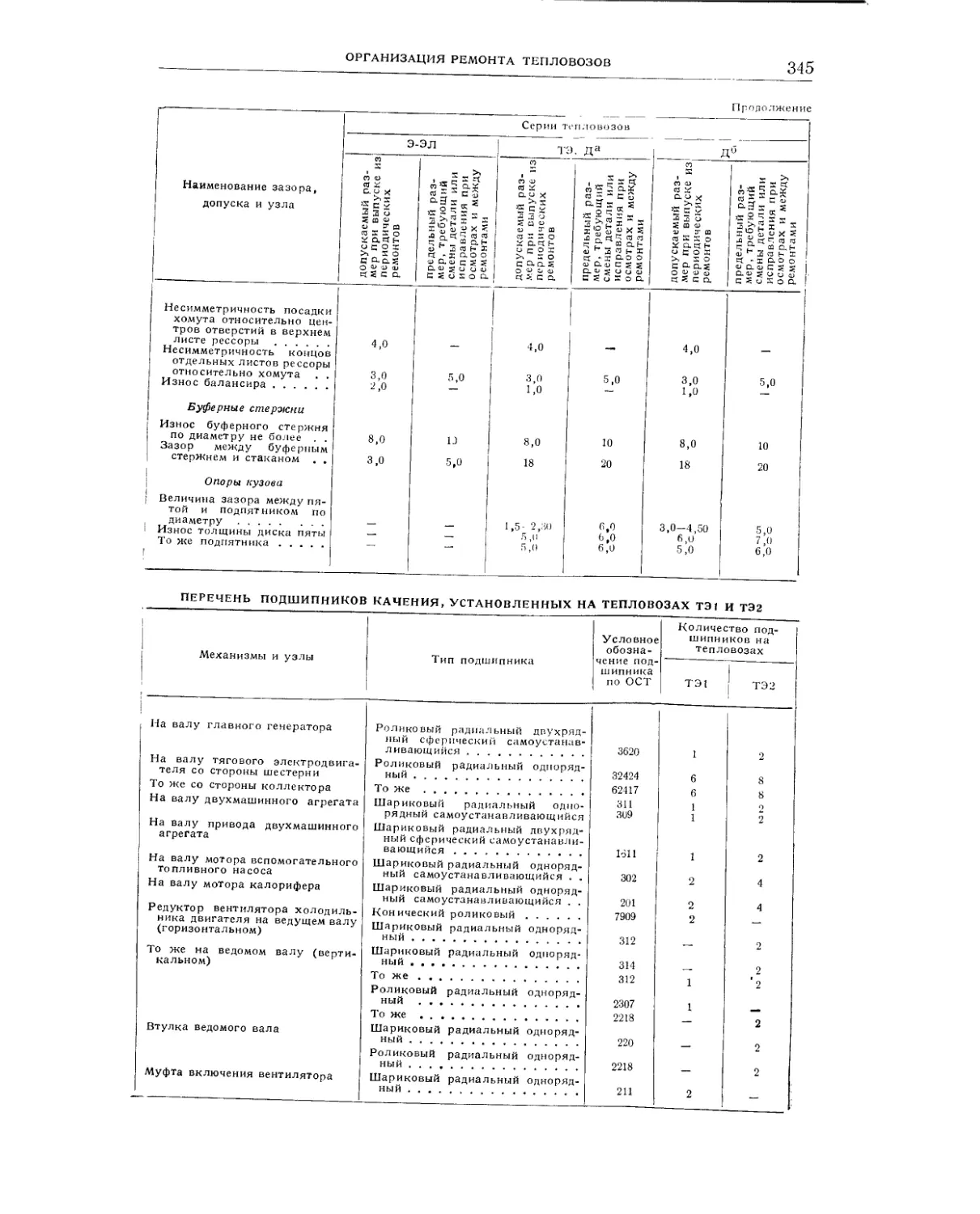
Допуски при ремонте тепловозов .......... 337
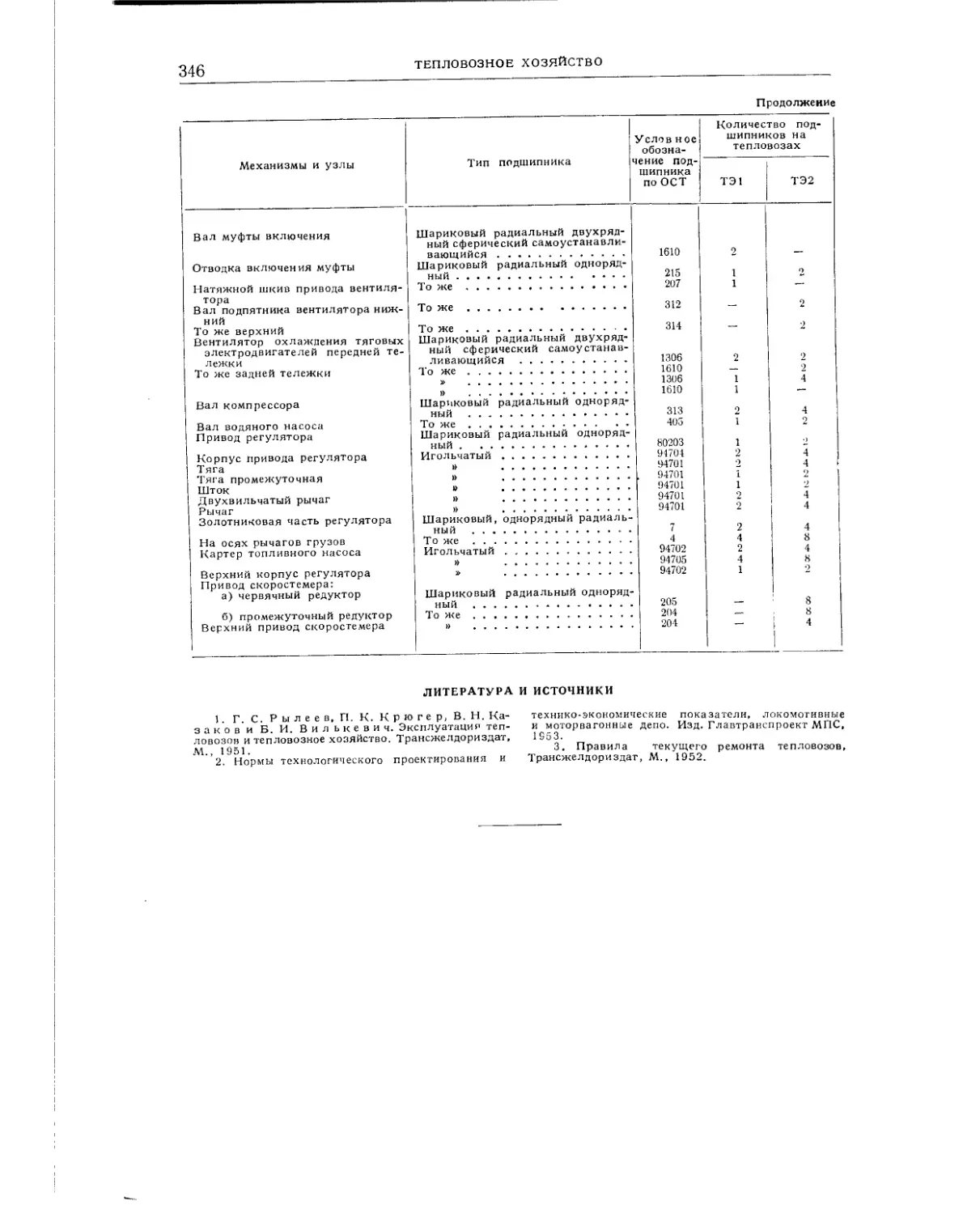
Перечень подшипников качения, установленных на тепловозах ТЭ1 и ТЭ2............345
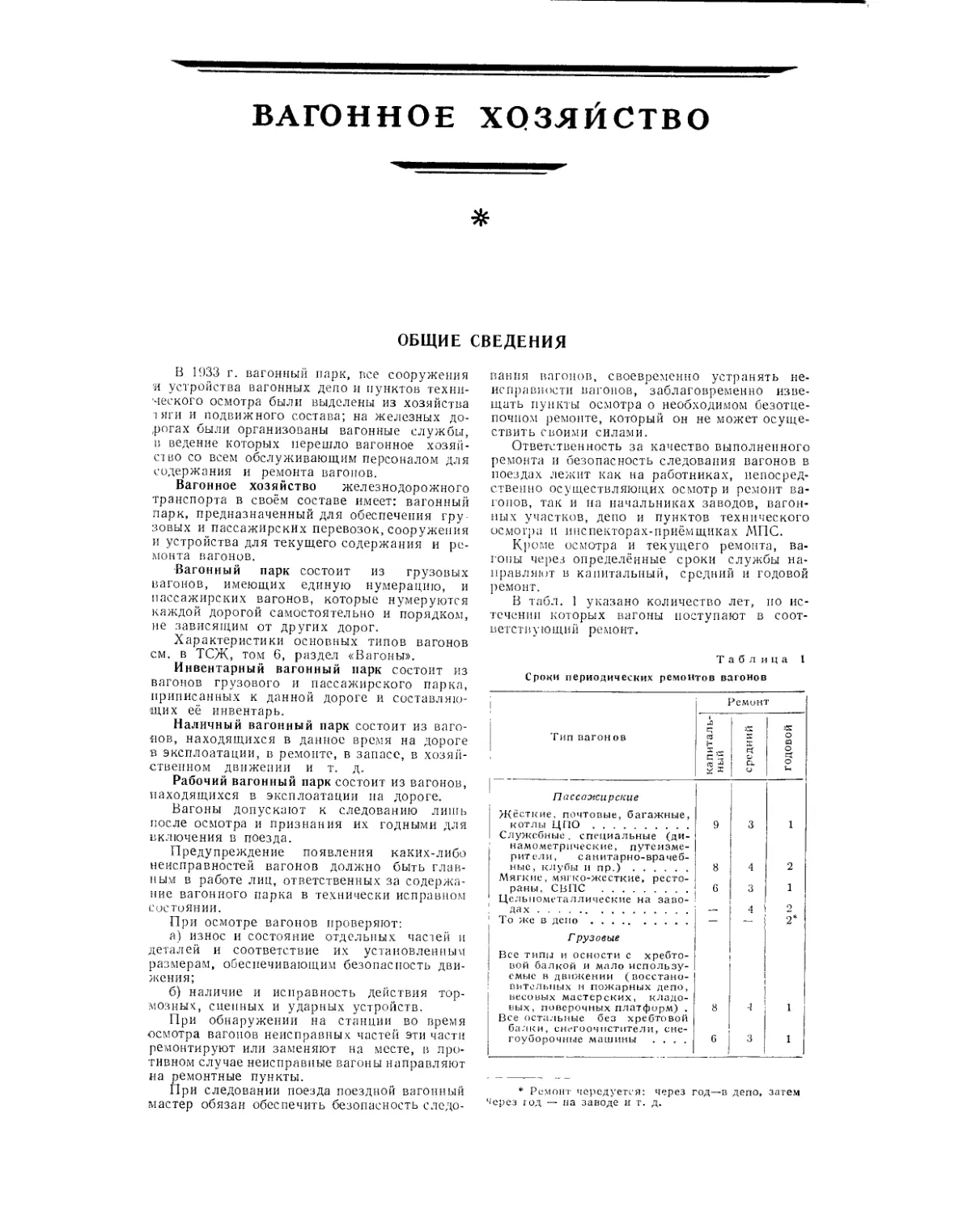
ВАГОННОЕ ХОЗЯЙСТВО .................... 347
Общие сведения.........................34 7
Линейное вагонное хозяйство (инж. А. Н. Королёв) .................... 348
Сооружения и устройства вагонного хозяйства .............................. 348
Организация технического содержания и ремонта вагонов в эксплуатации.........349
Нормативы для проектирования сооружений и устройств вагонного хозяйства .... 354
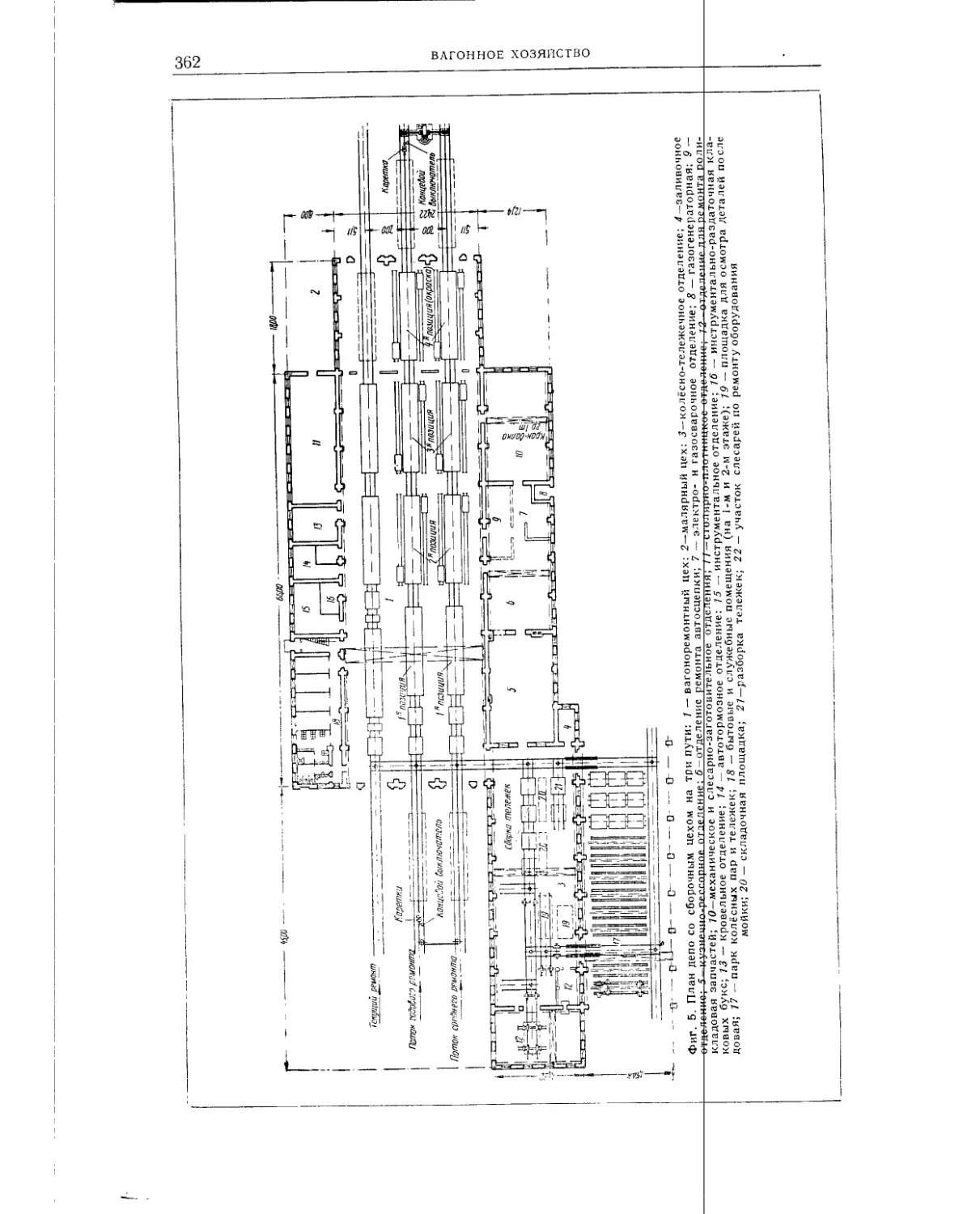
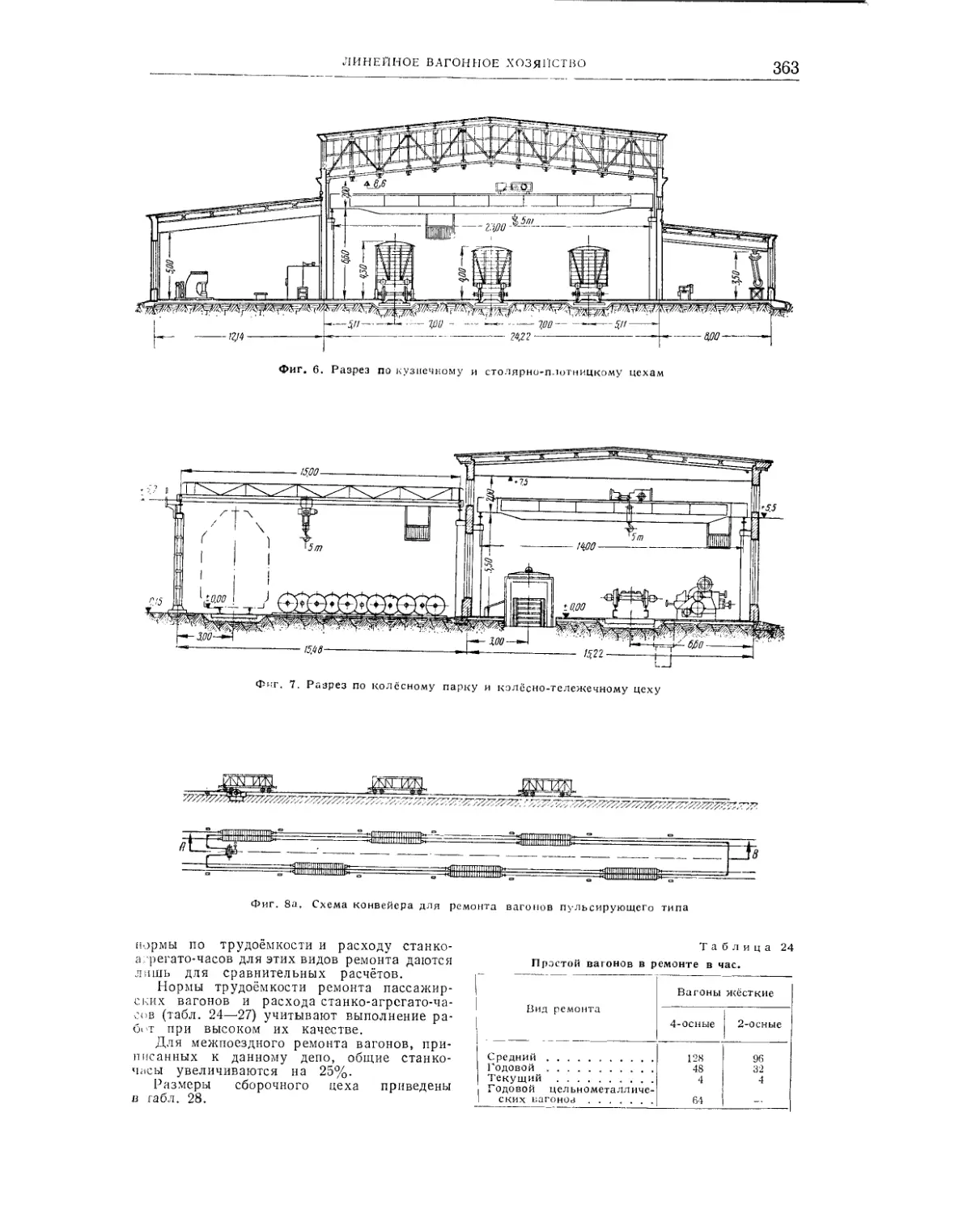
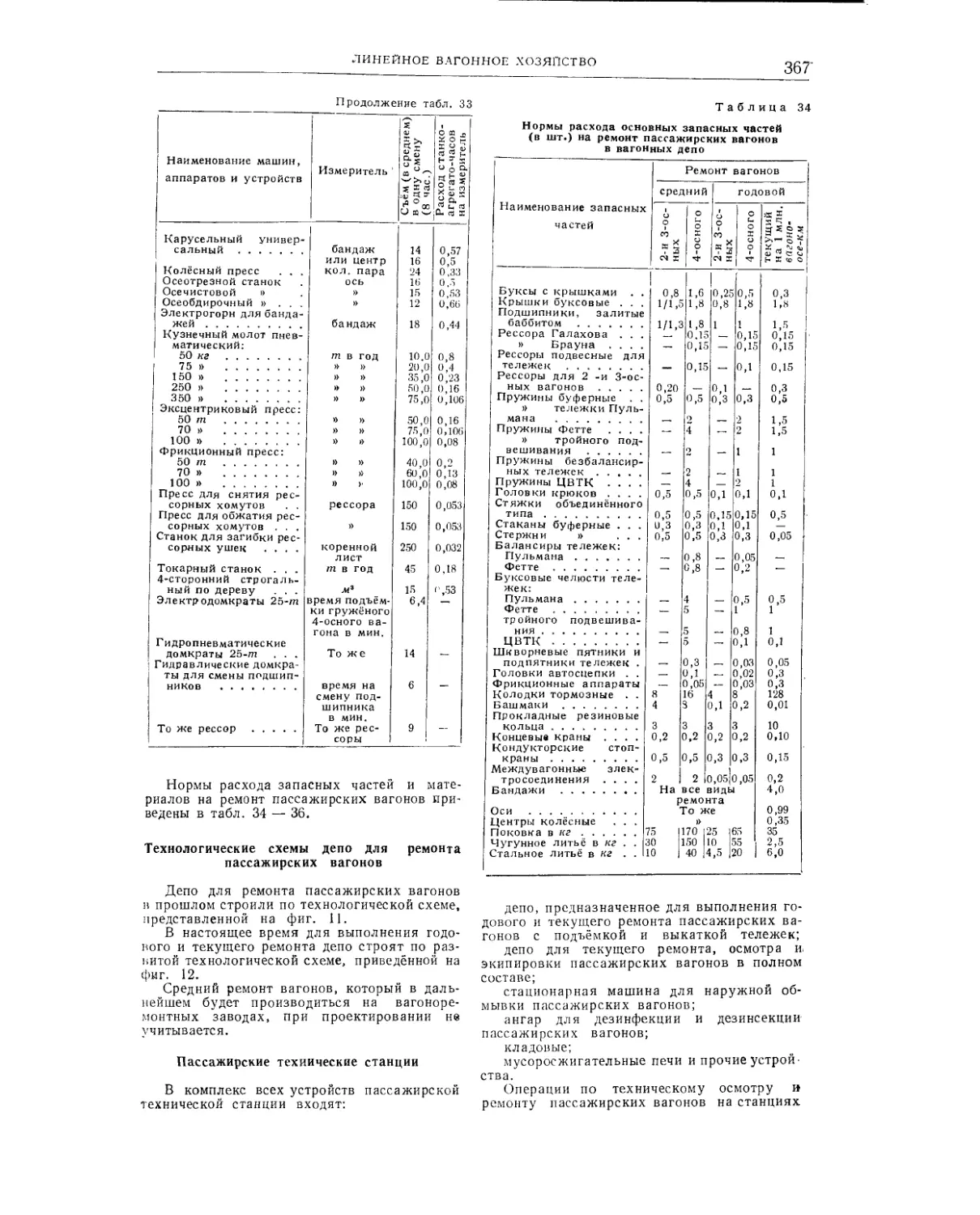
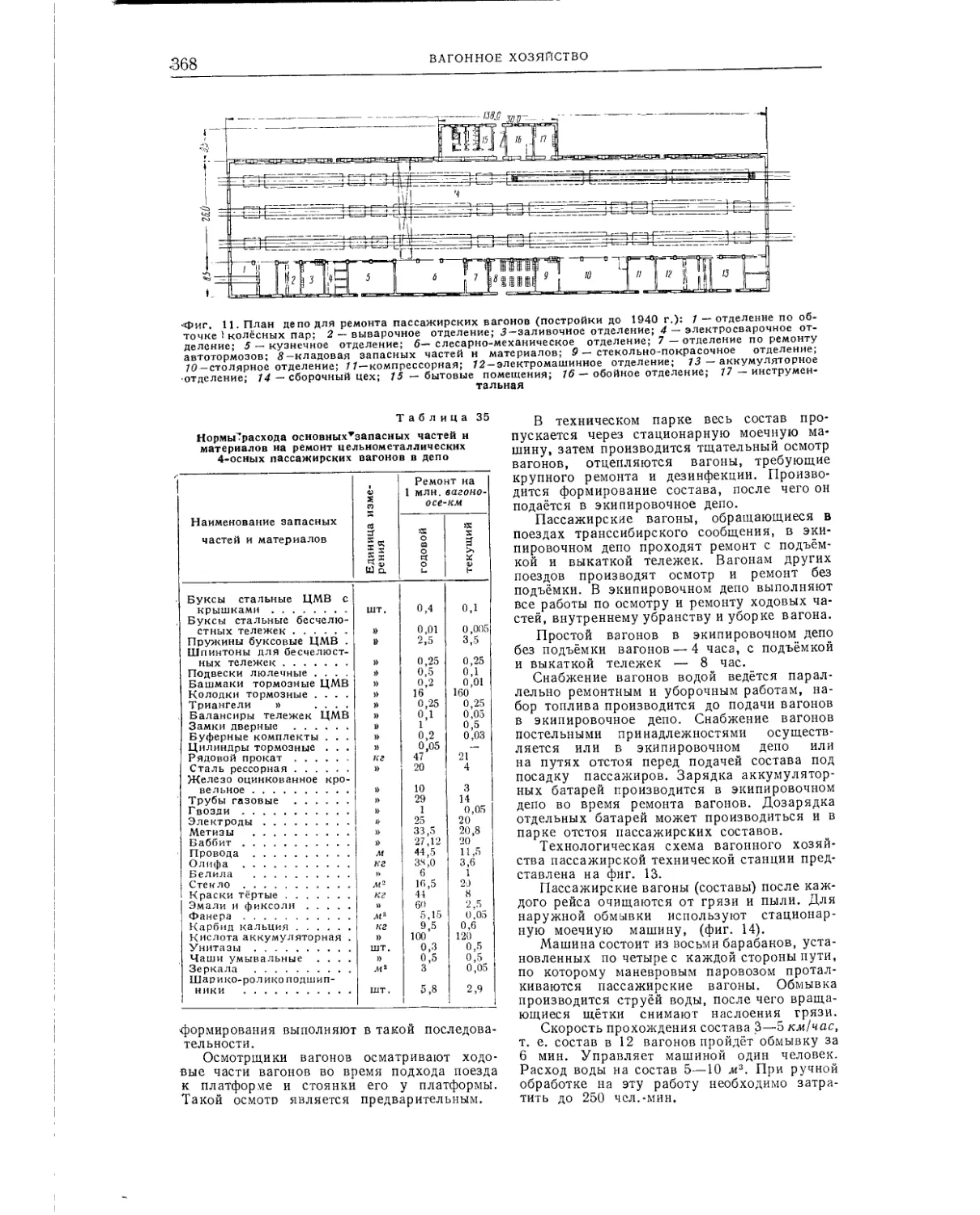
Сооружения для ремонта пассажирских вагонов ................................360
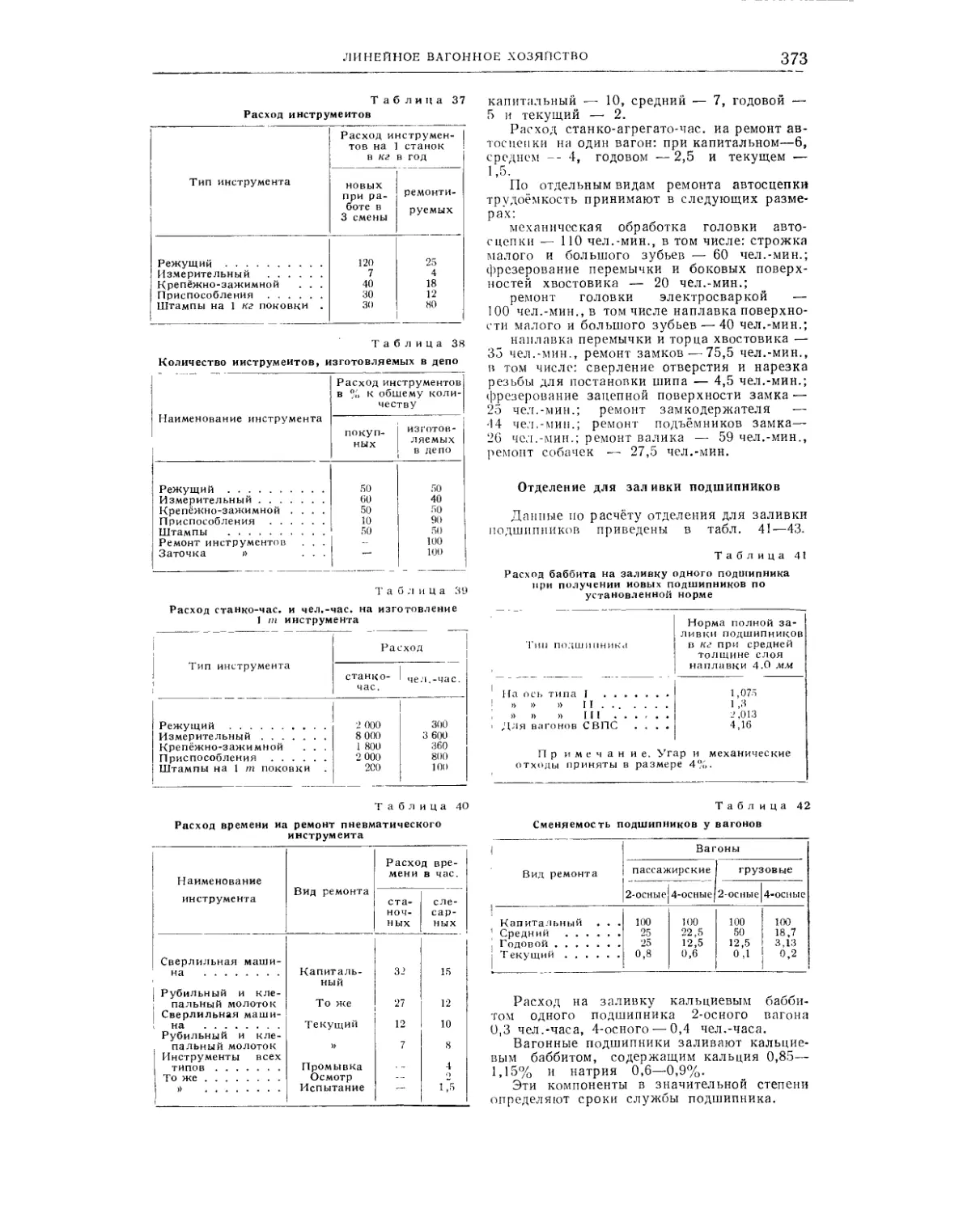
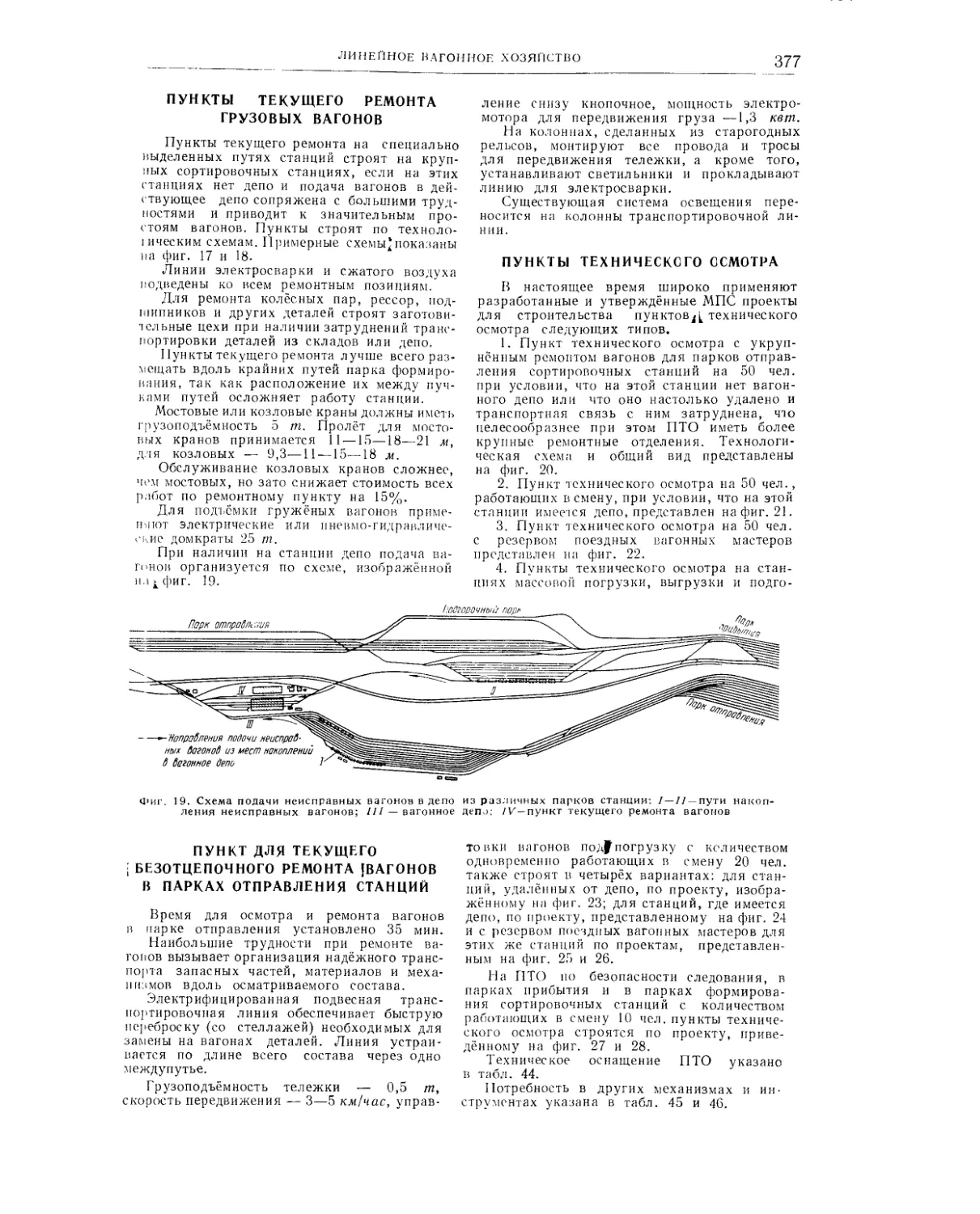
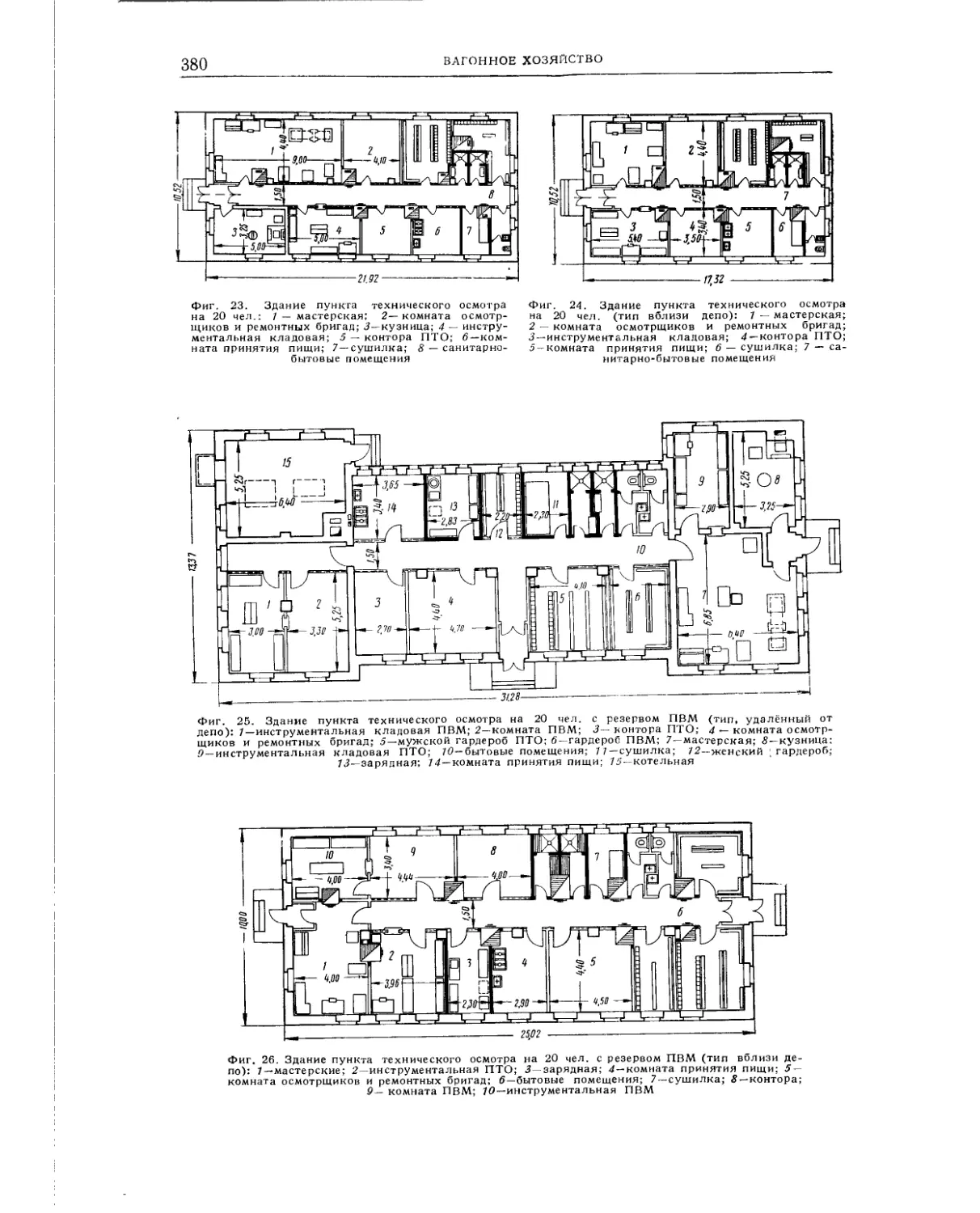
Пункты текущего ремонта грузовых вагонов 377
Пункт для текущего безотцепочного ремонта вагонов в парках отправления станций . . 377
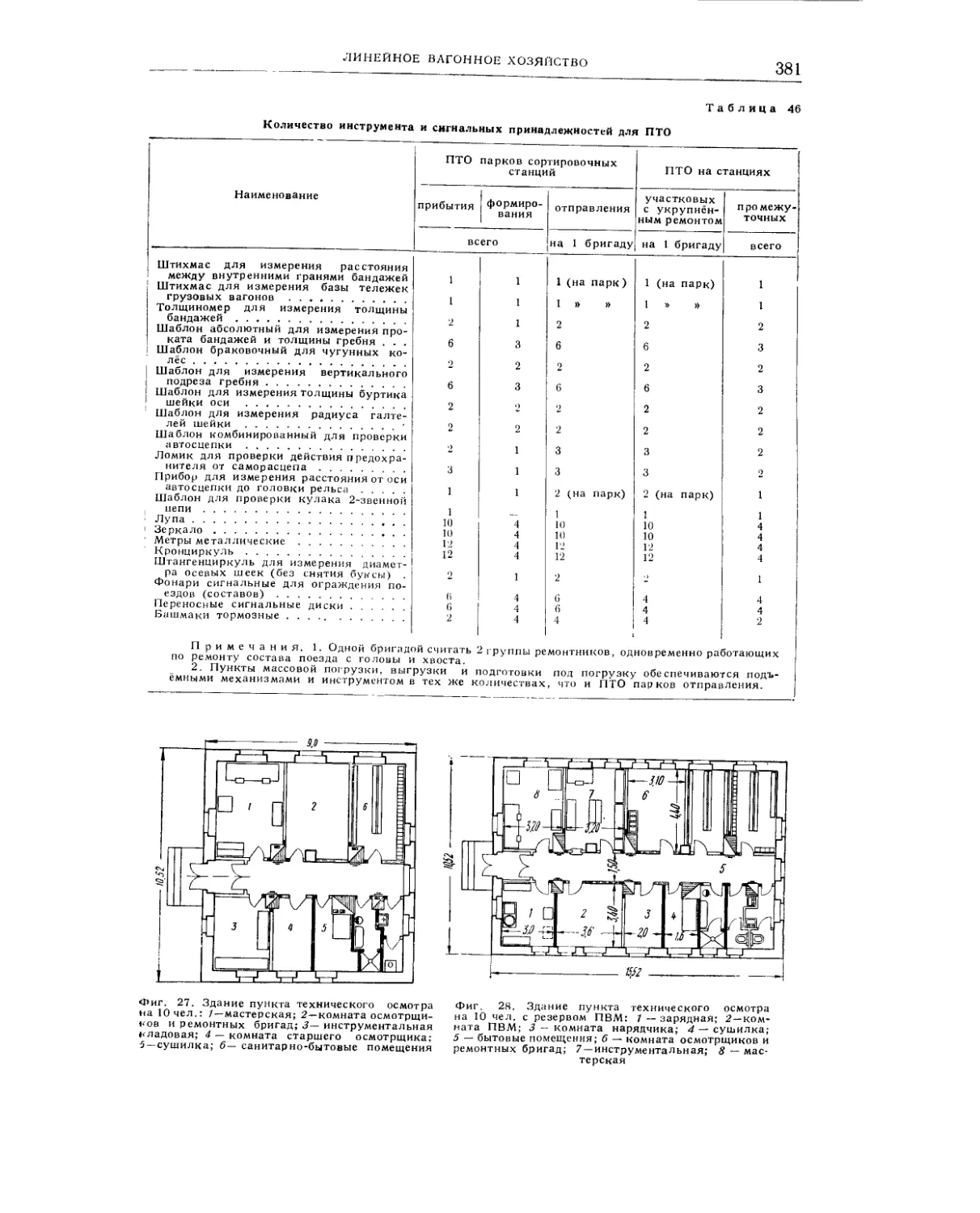
Пункты техничрского осмотра.............377
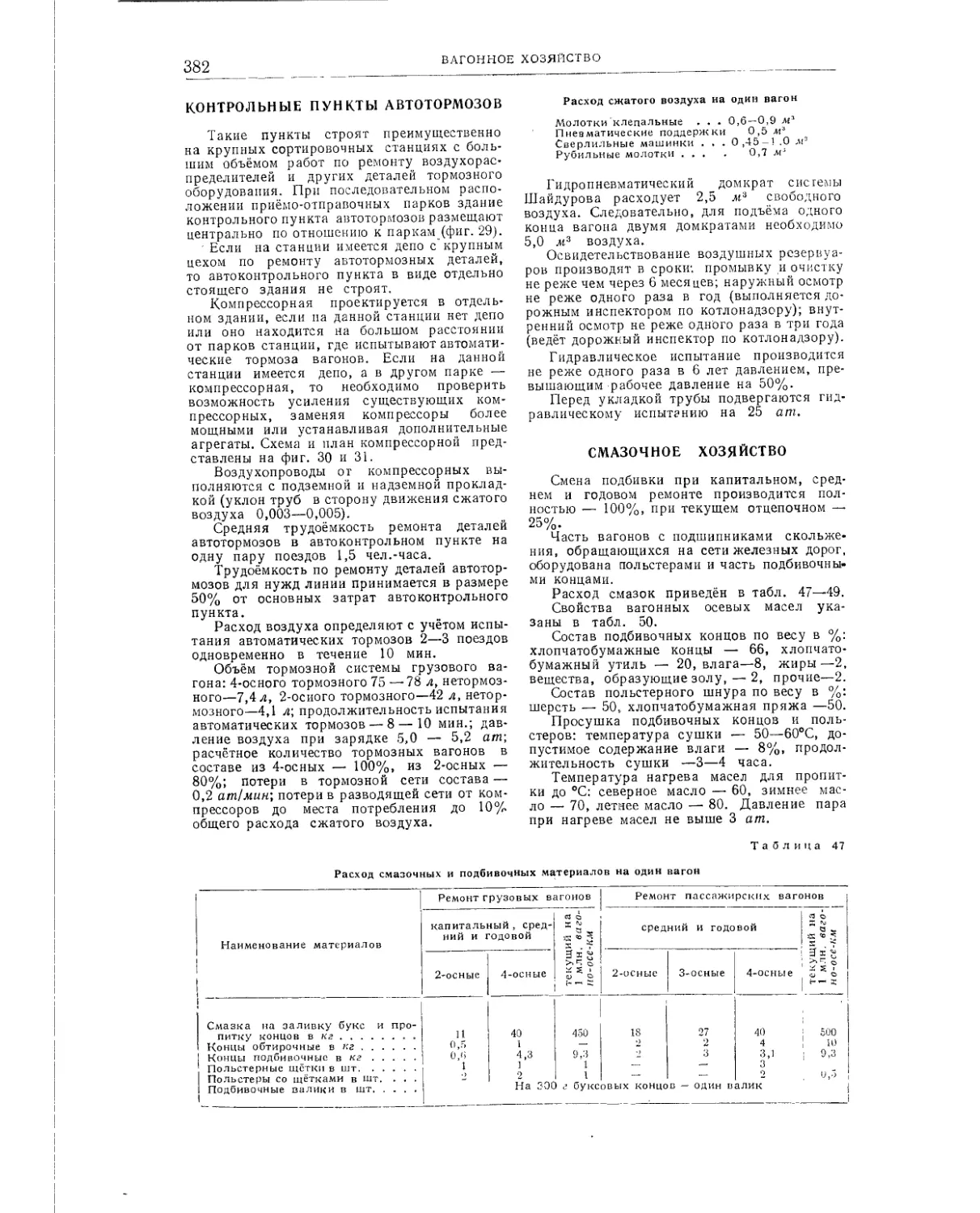
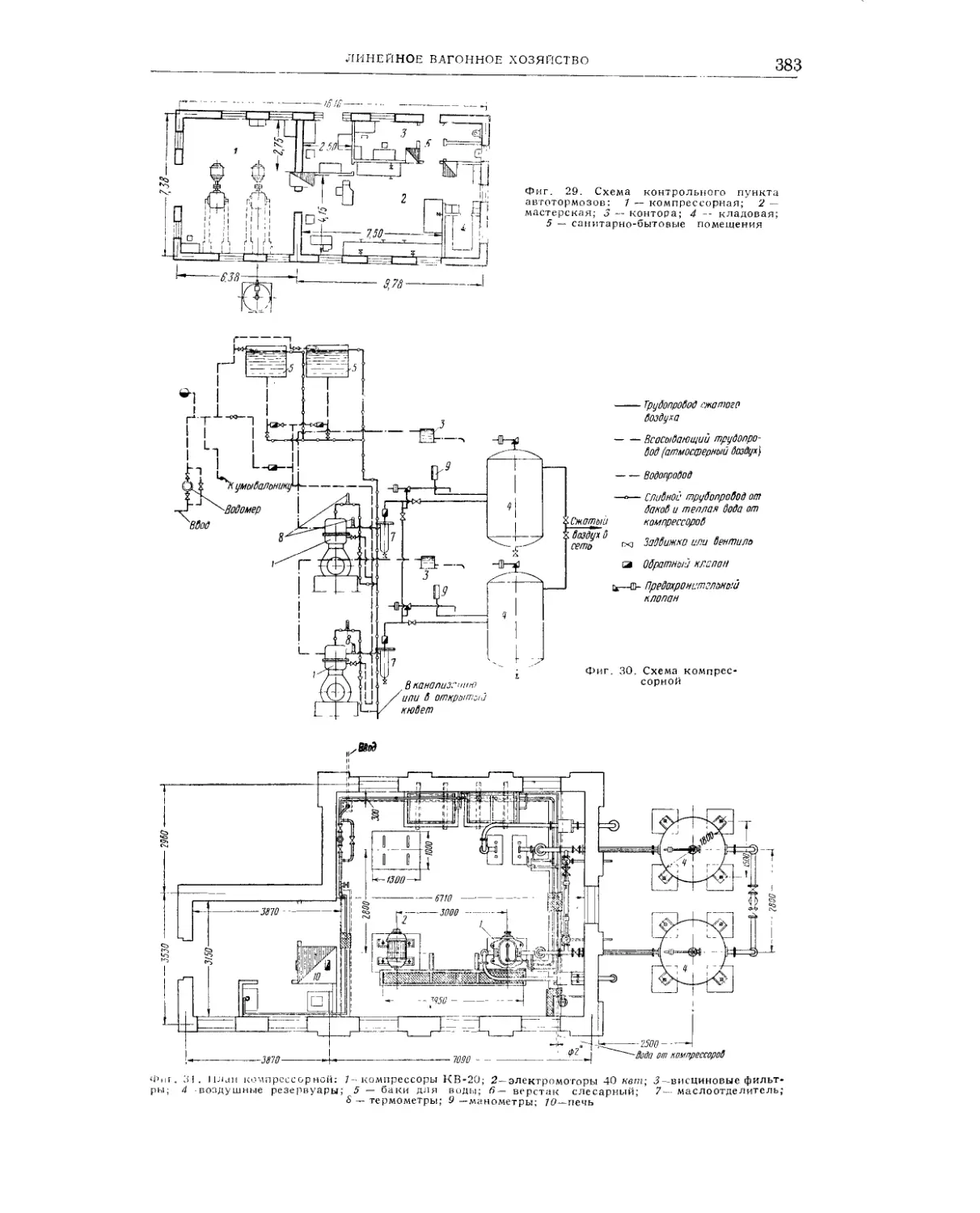
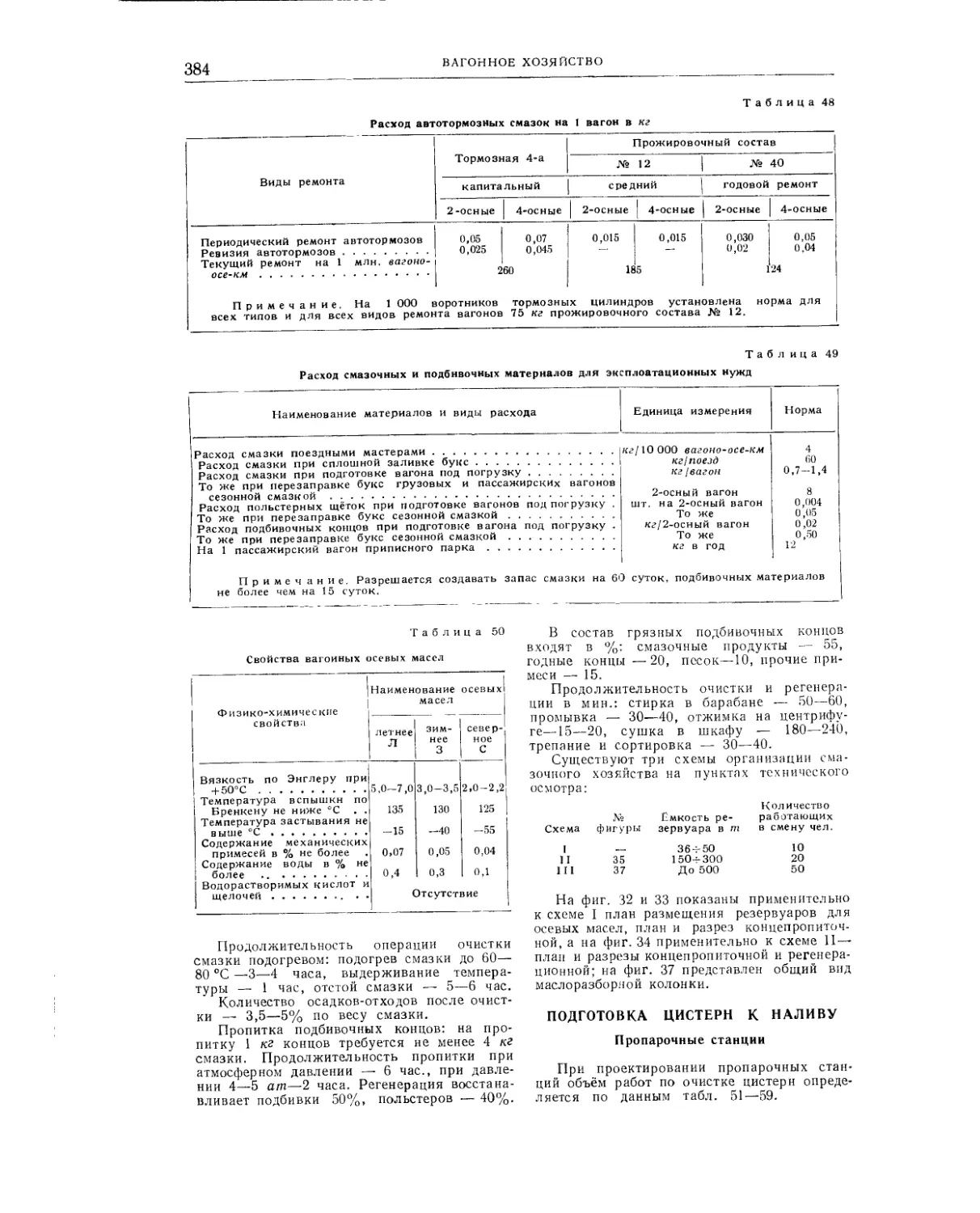
Контрольные пункты автотормозов.........382
Смазочное хозяйство.....................382
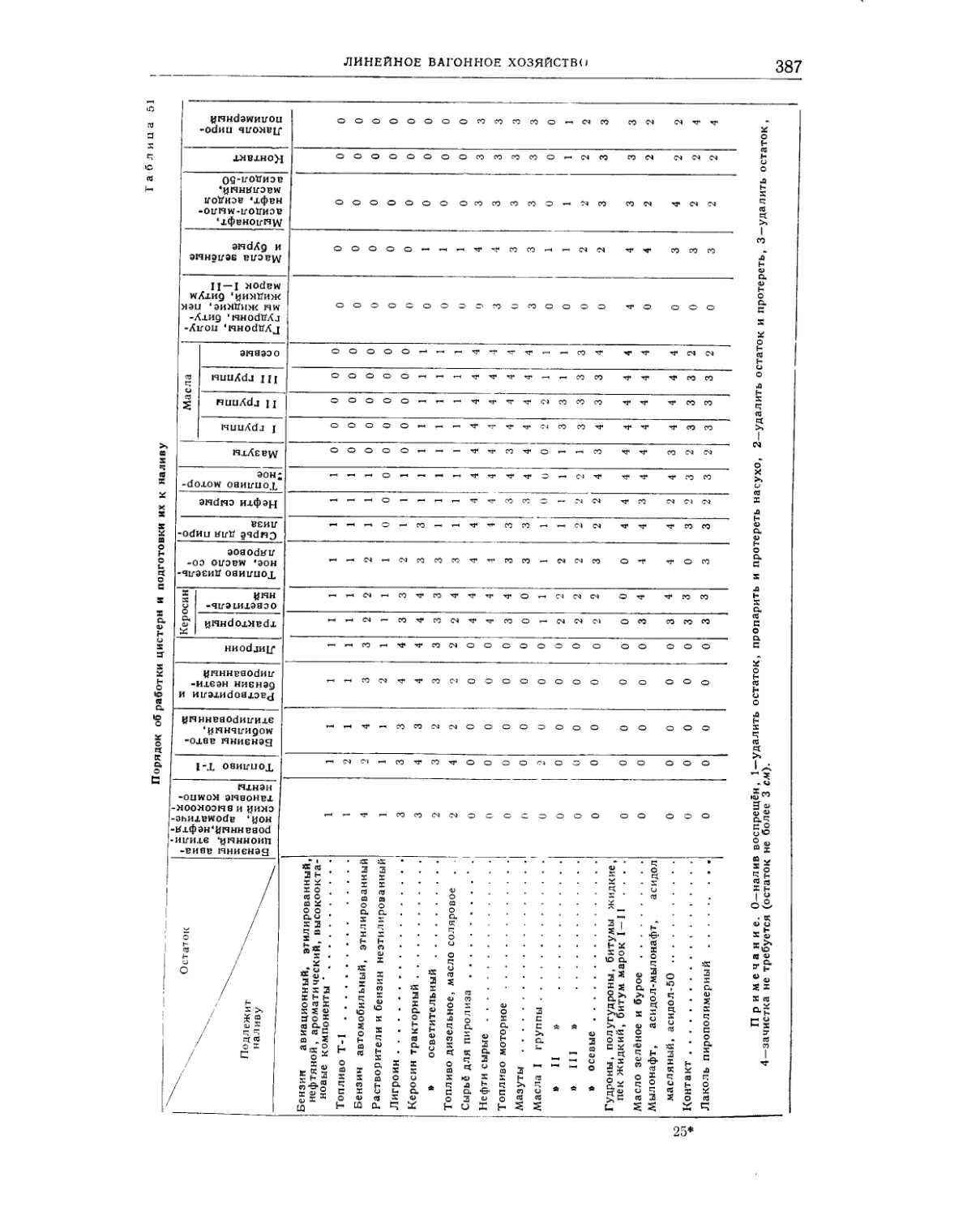
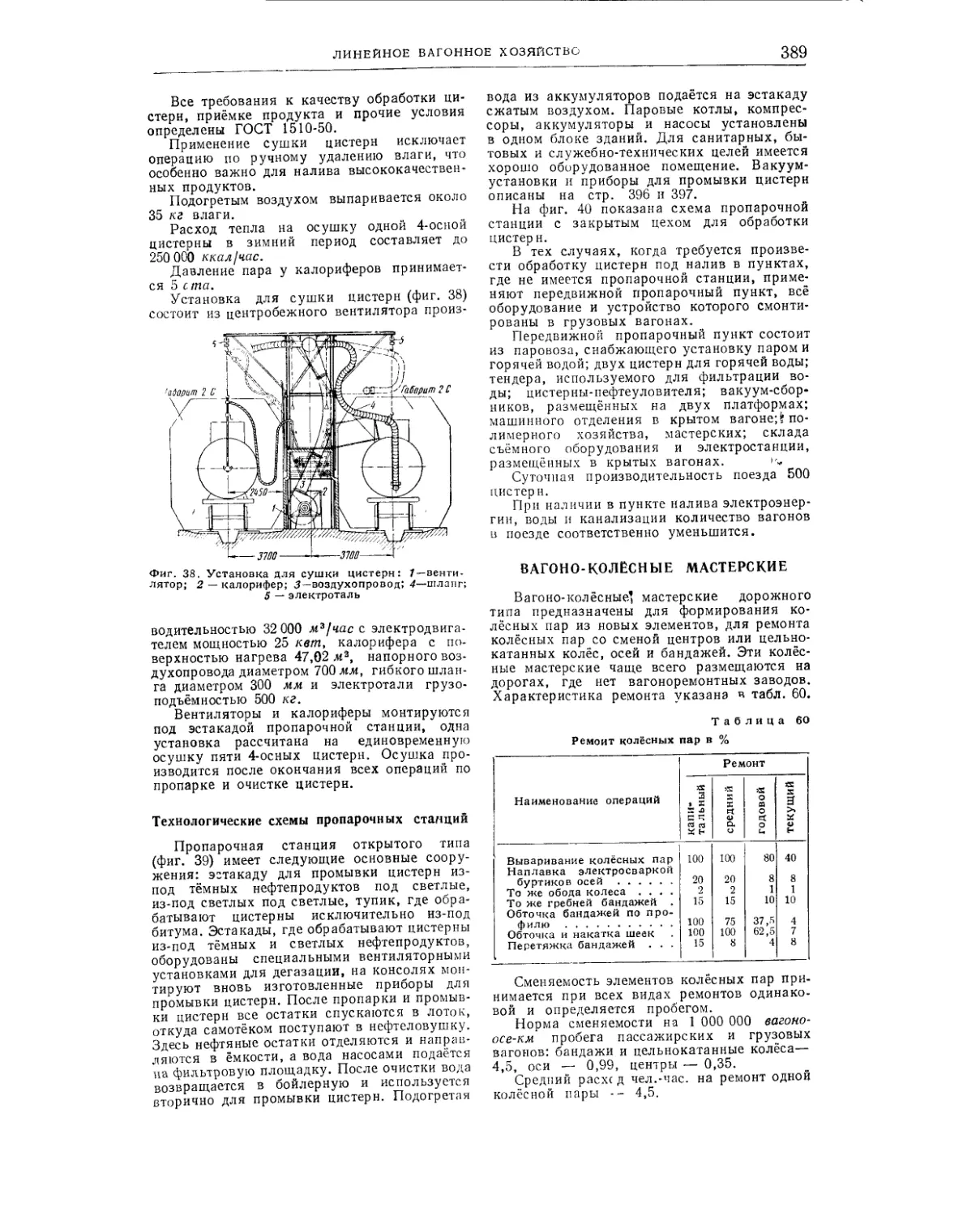
Подготовка цистерн к наливу............384
Вагоно-колёсные мастерские............- 389
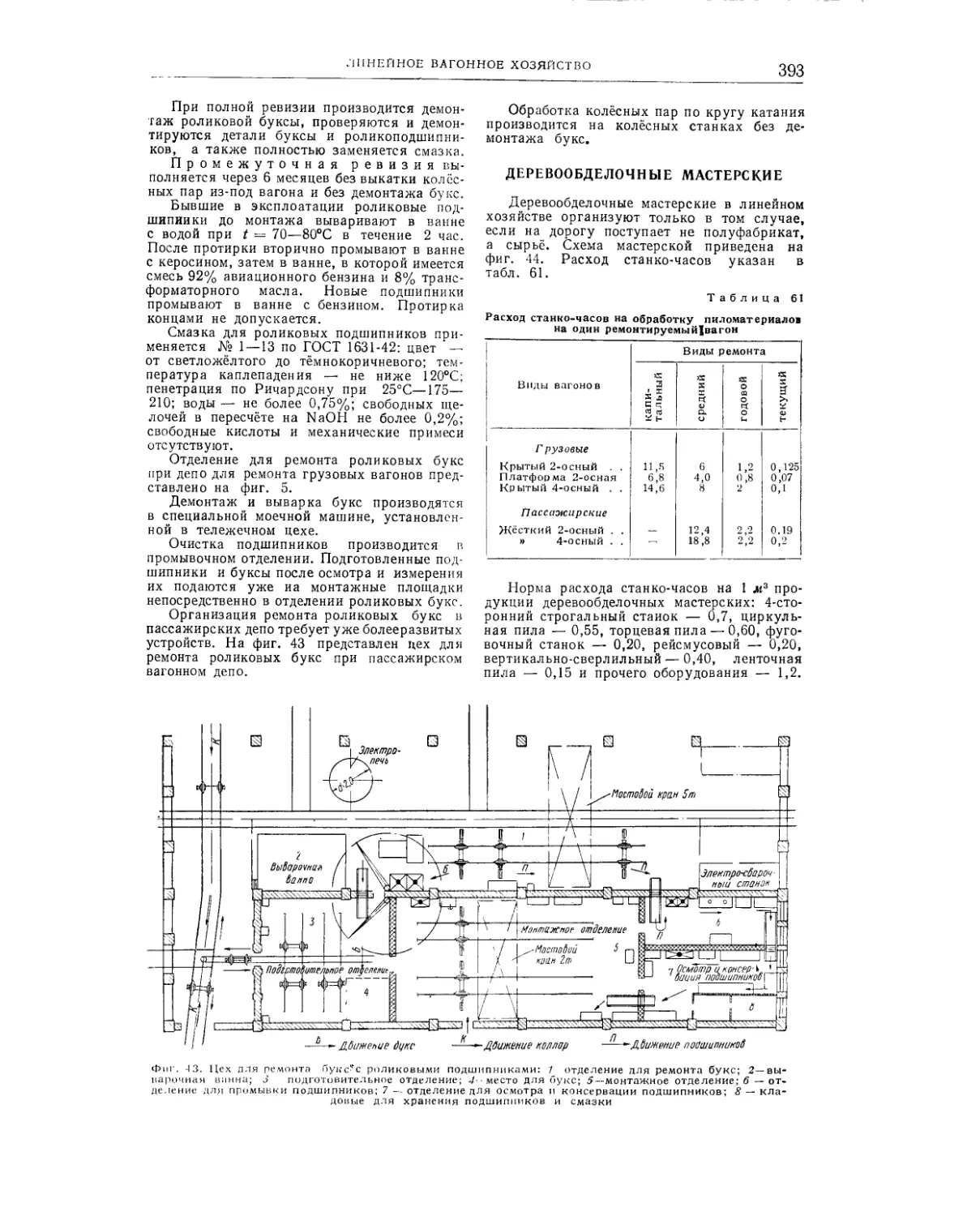
Ремонт роликовых подшипников...........391
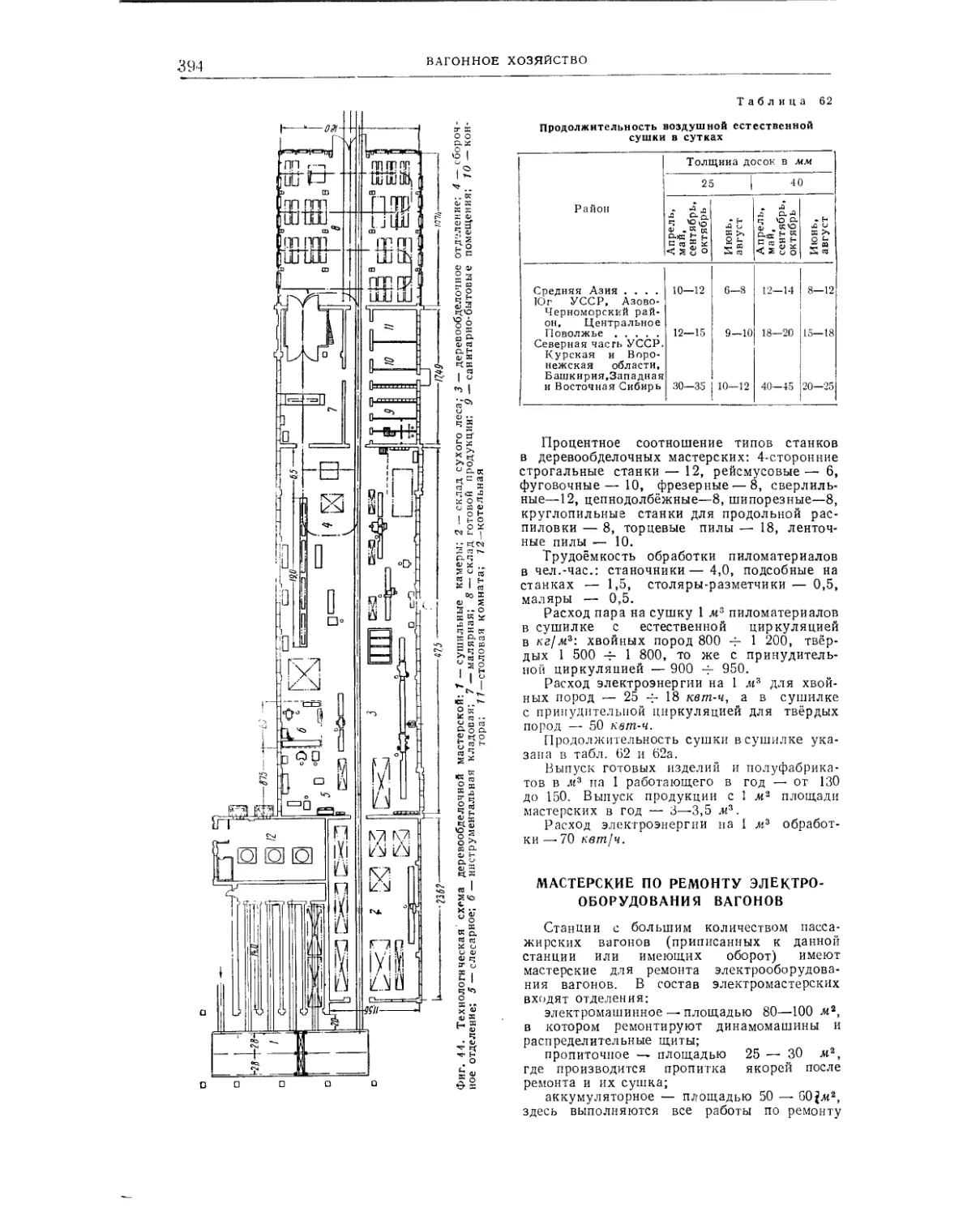
Деревообделочные мастерские.............393
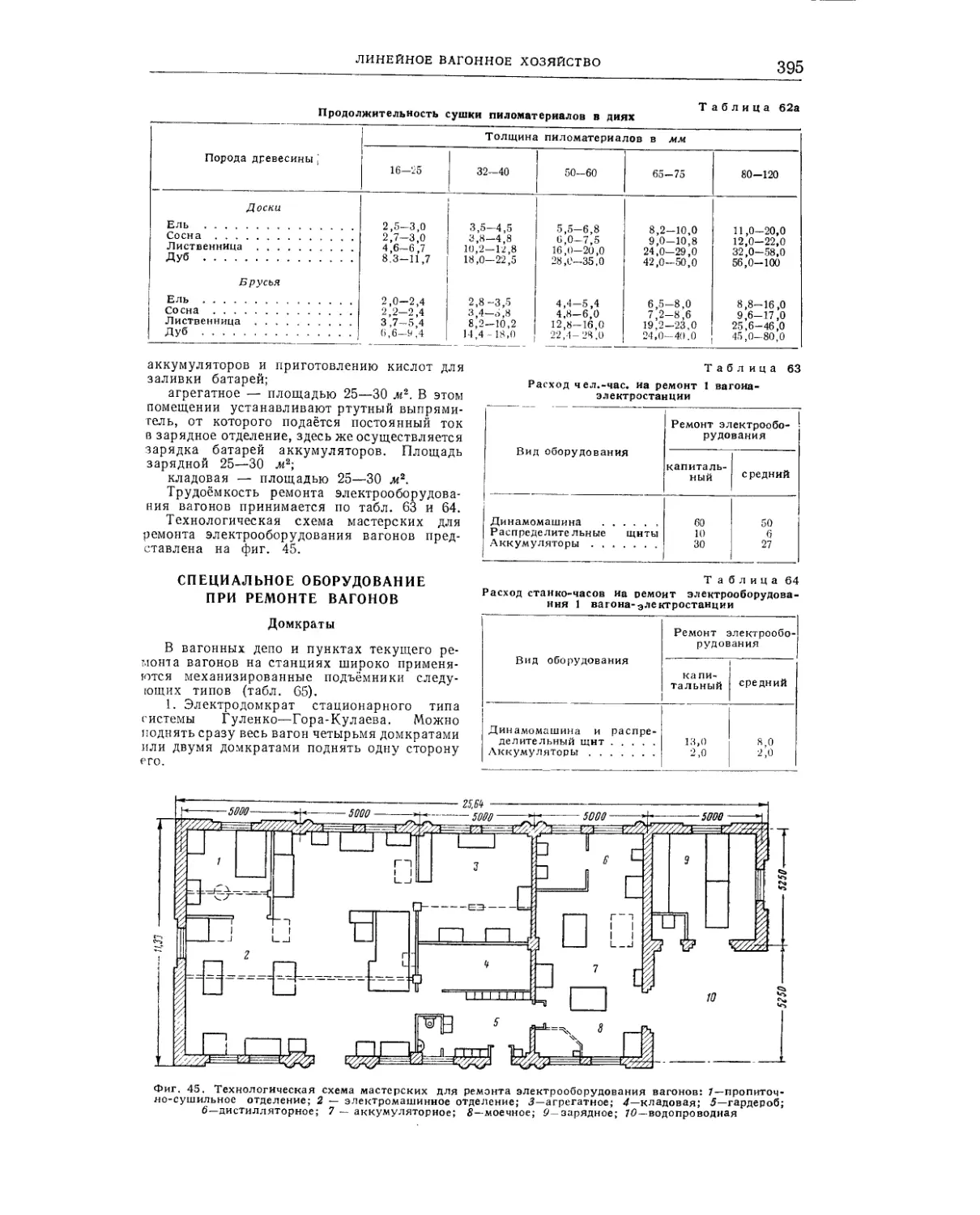
Мастерские по ремонту электрооборудования вагонов ............................ 394
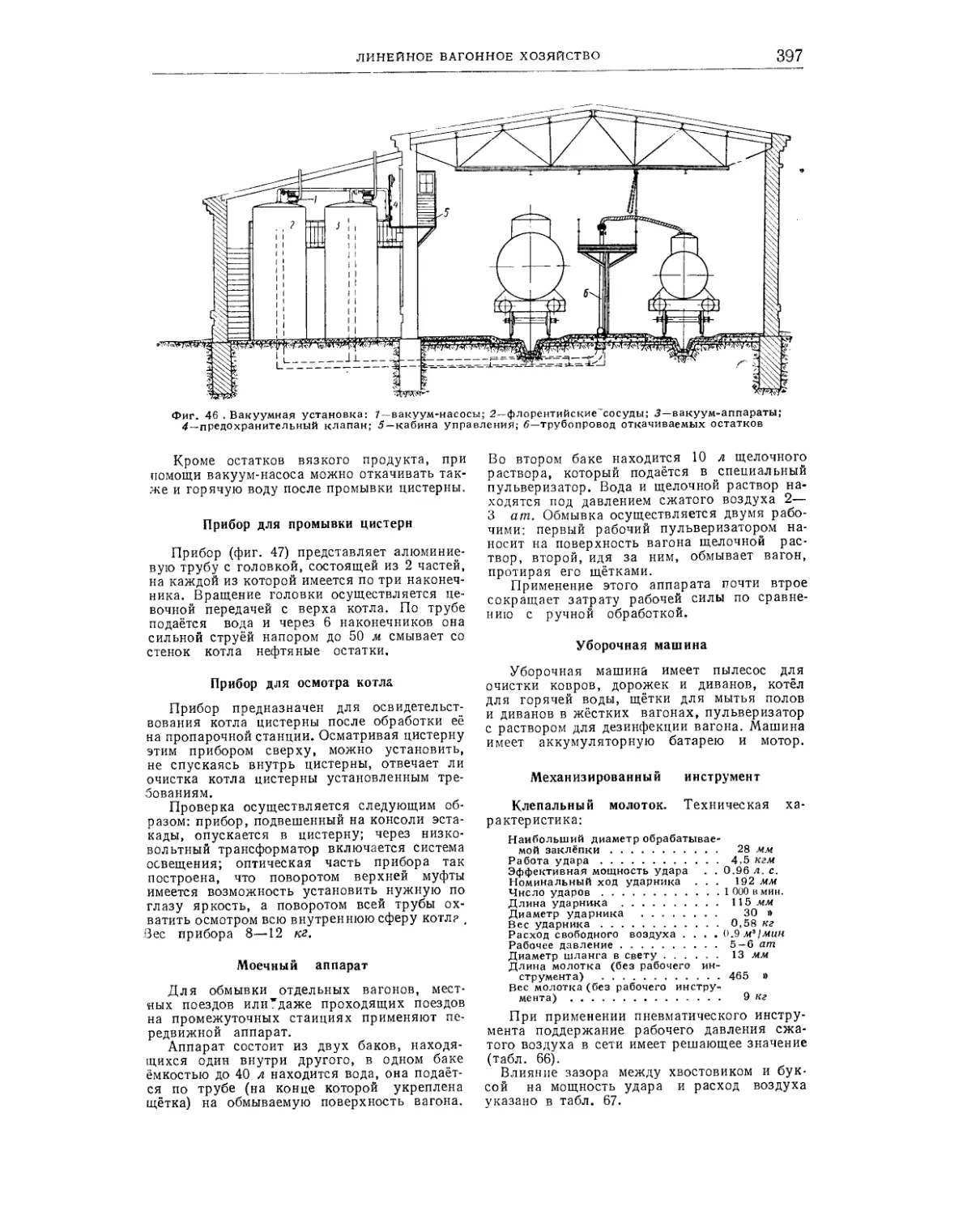
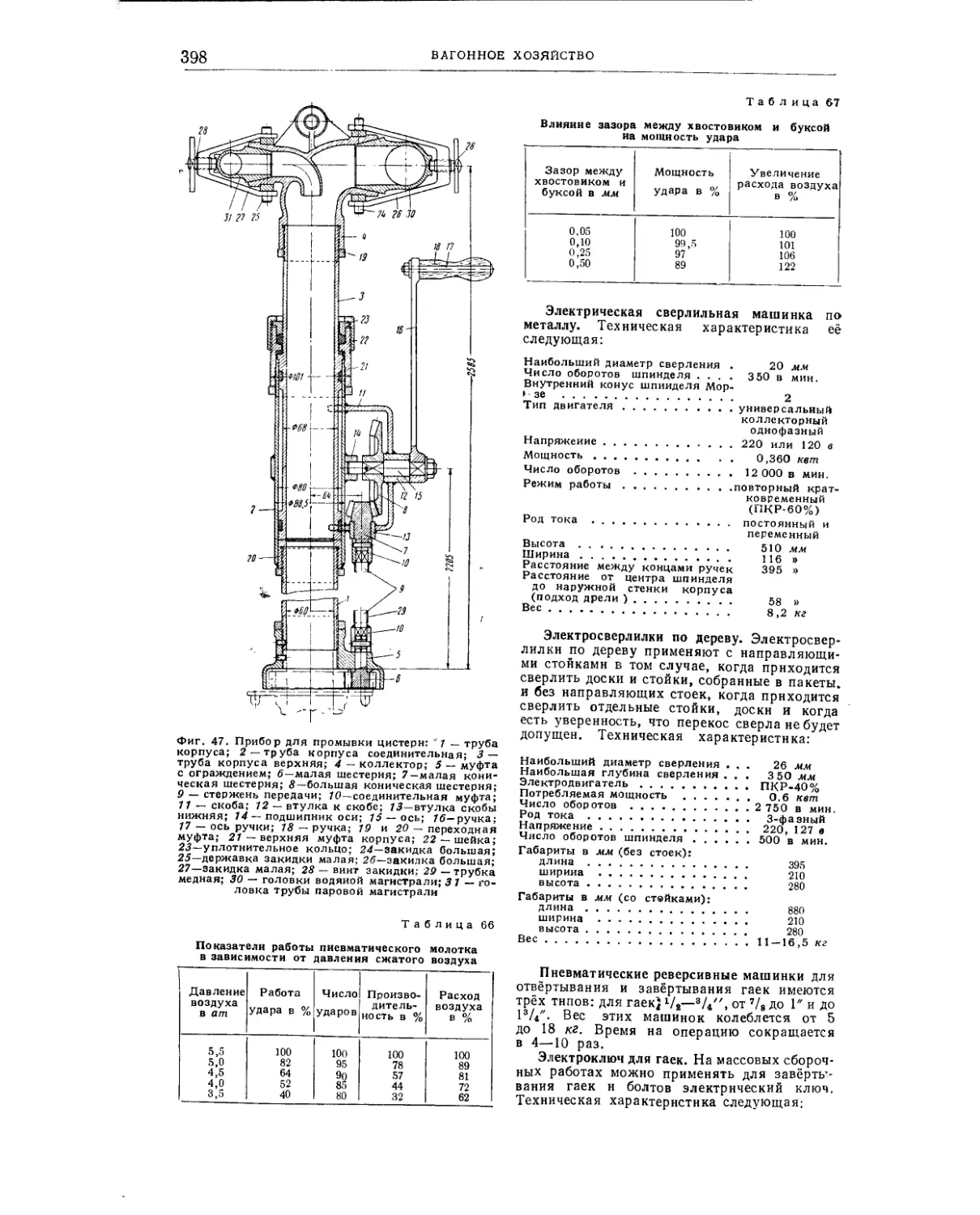
Специальное оборудование при ремонте вагонов ..................,..............395
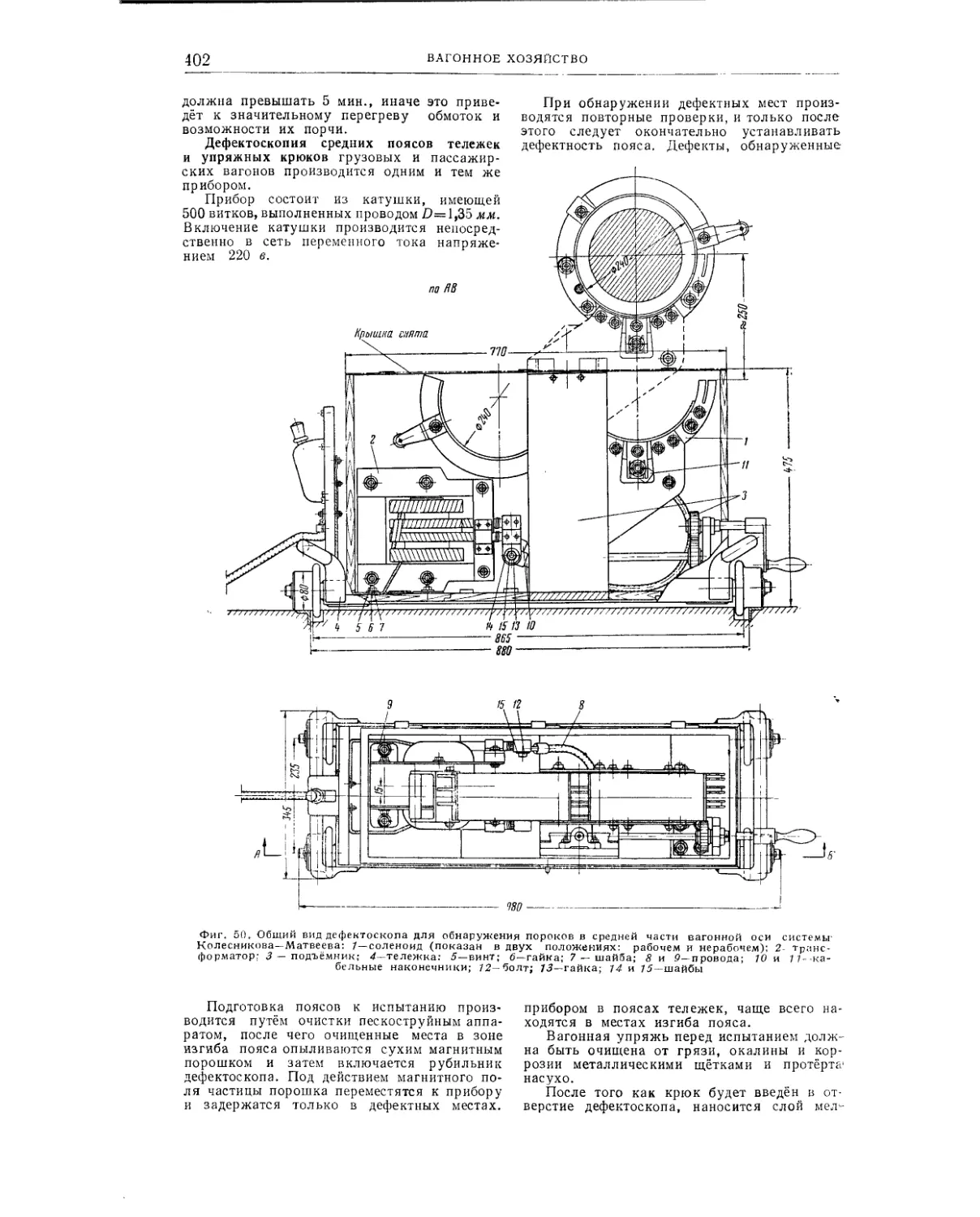
Дефектоскопы в вагонном хозяйстве......4 00
Измерительные приборы...................403
Ремонт зданий ..........................405
Ремонт оборудования ................... 405
Нормы санитарно технические и противопожарные ..............................407
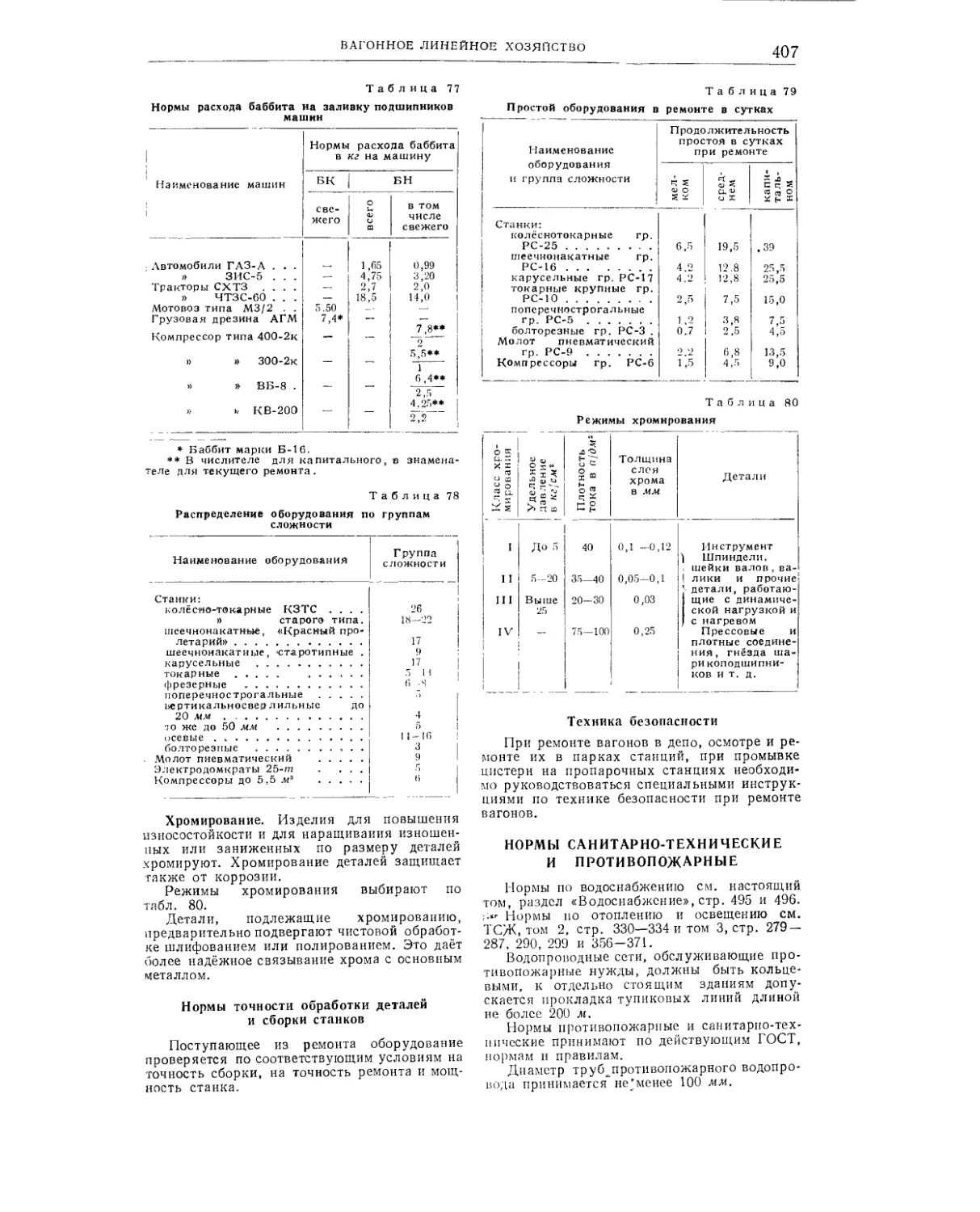
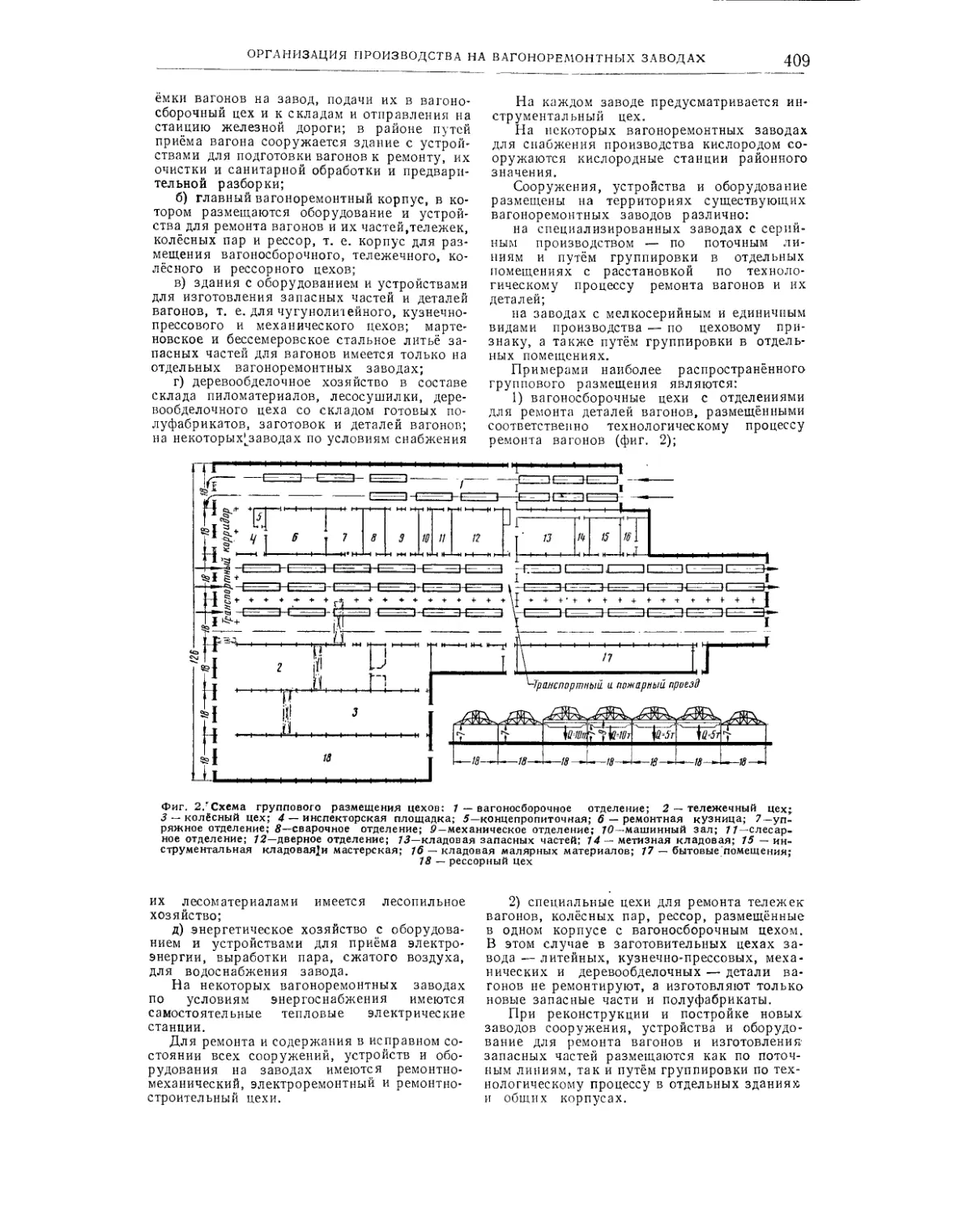
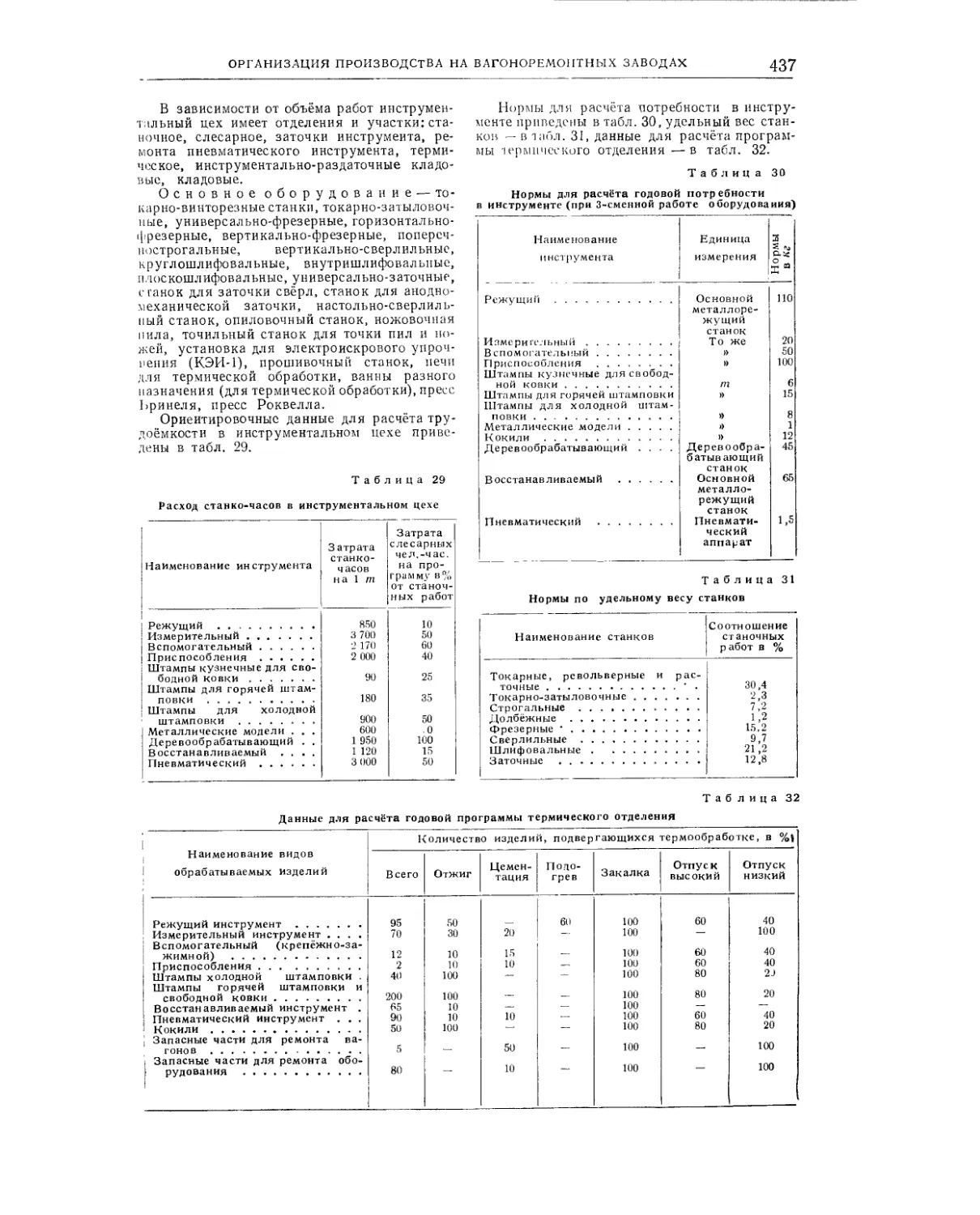
Организация производства на вагоноремонтных заводах /инж. А4. Б. Сахаров) . . . 408
Основы организации ремонта вагонов .... 408
Сооружения и устройства вагоноремонтного завода................................408
Системы ремонта вагонов............. 410
Расчёт производительности цехов .......... 412
Планирование и подготовка производства . . 413
Стр.
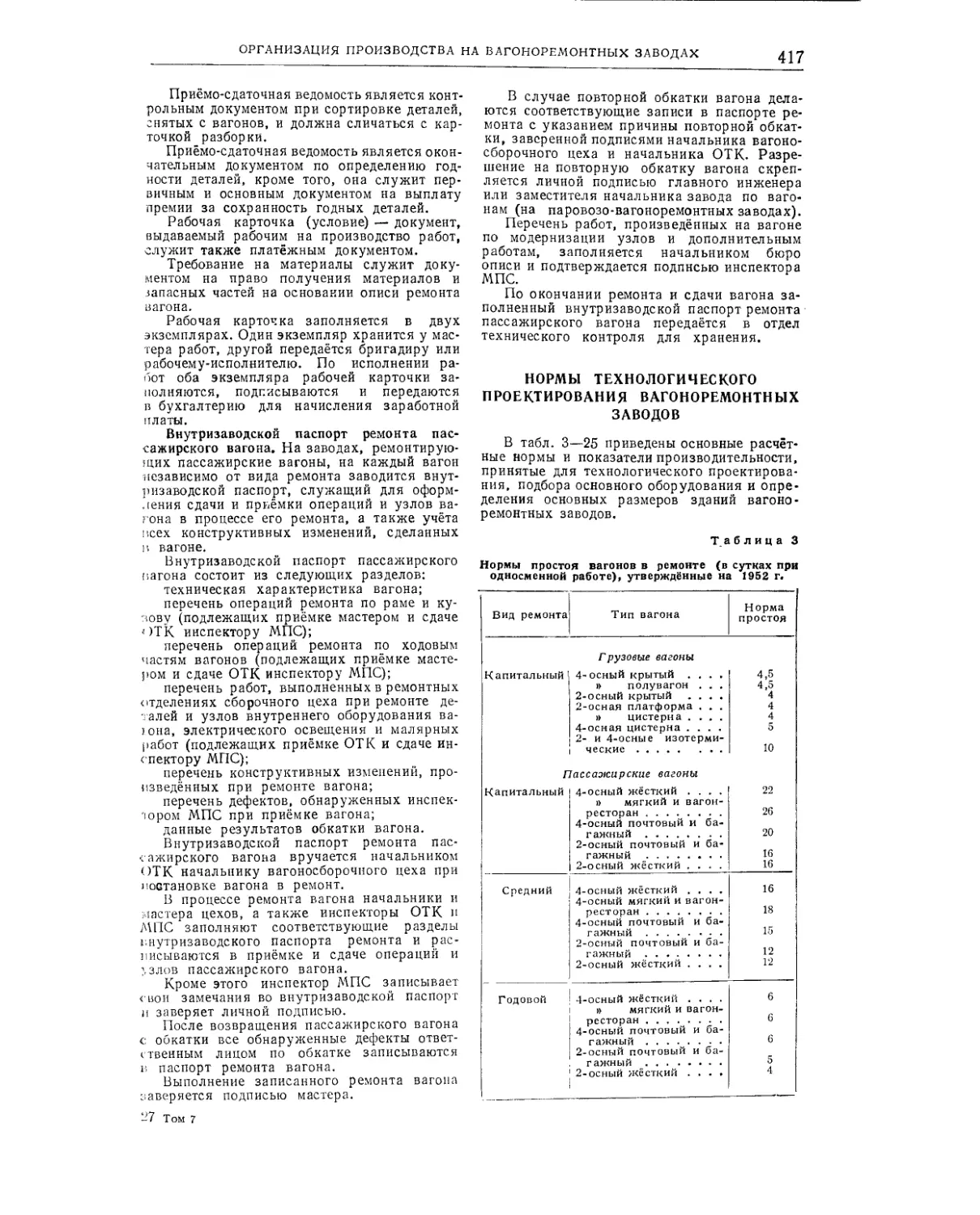
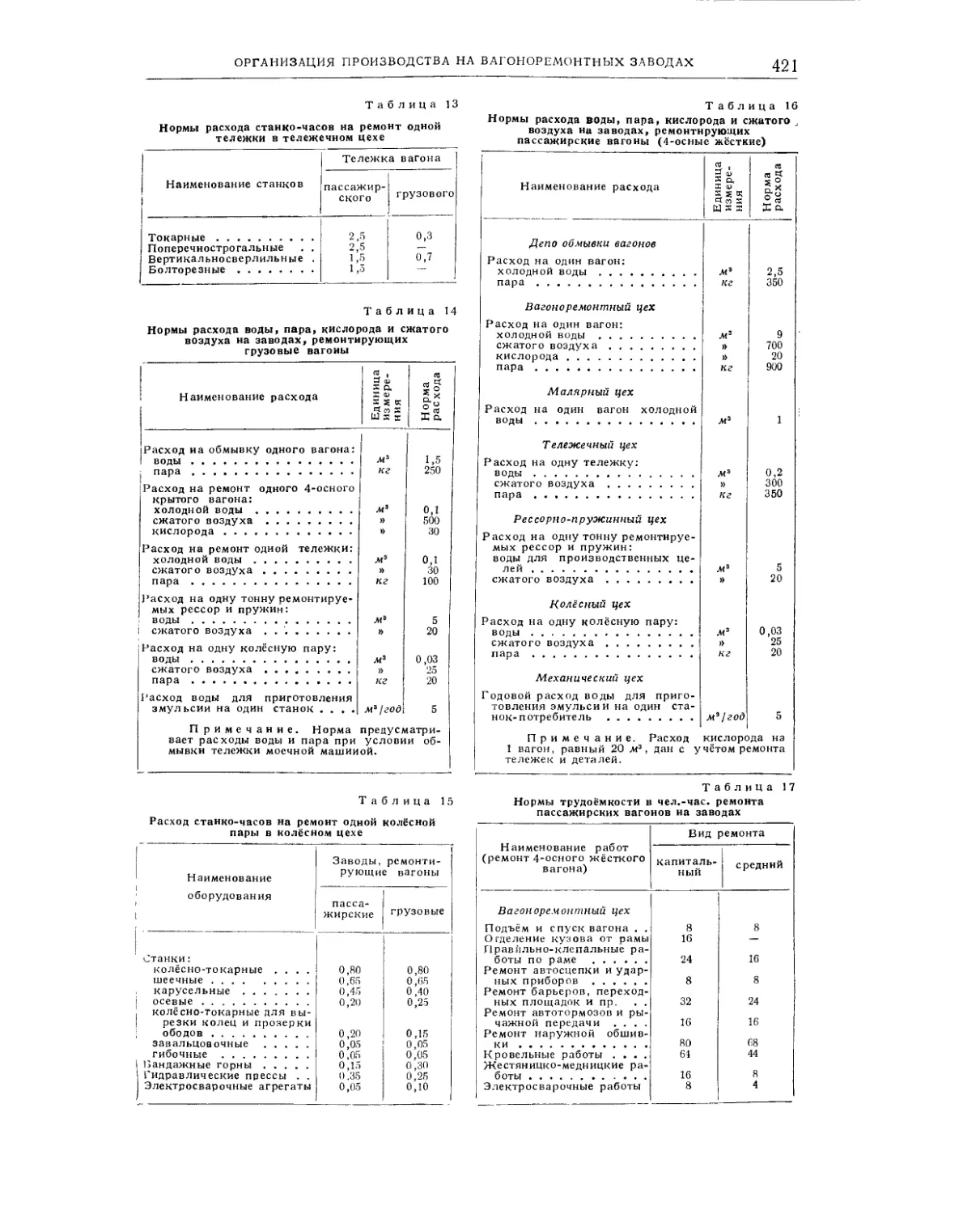
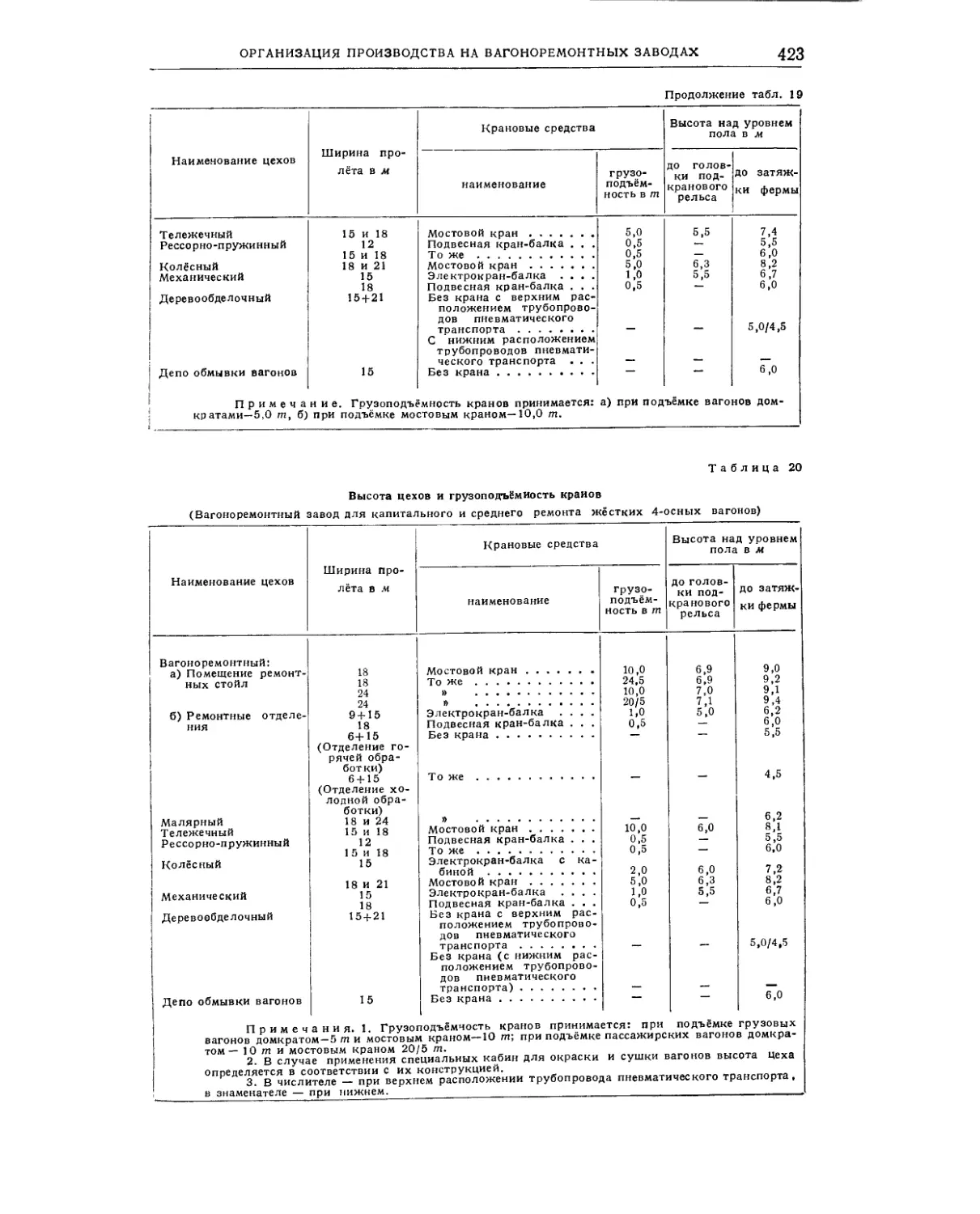
Нормы технологического проектирования вагоноремонтных заводов ...............4 17
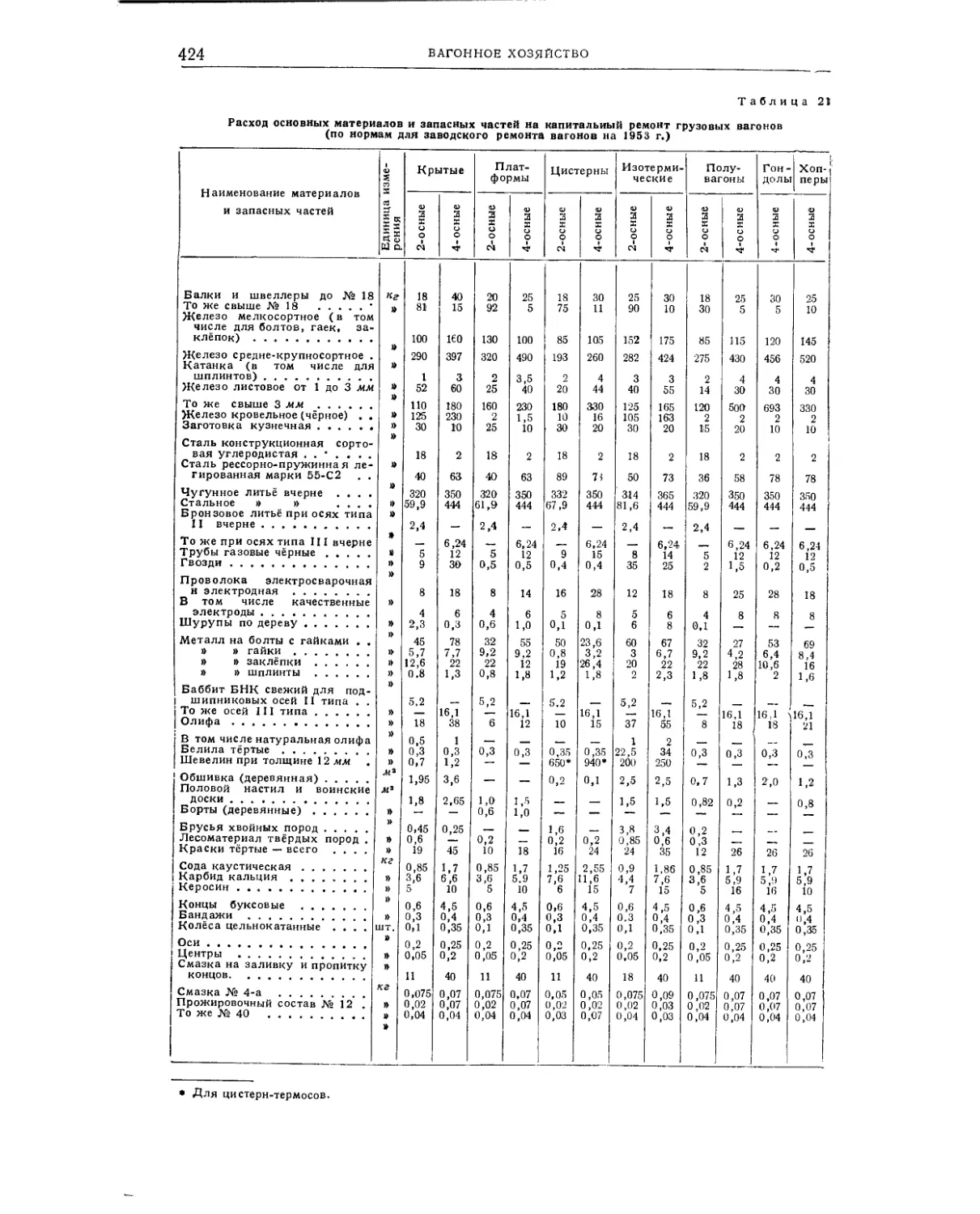
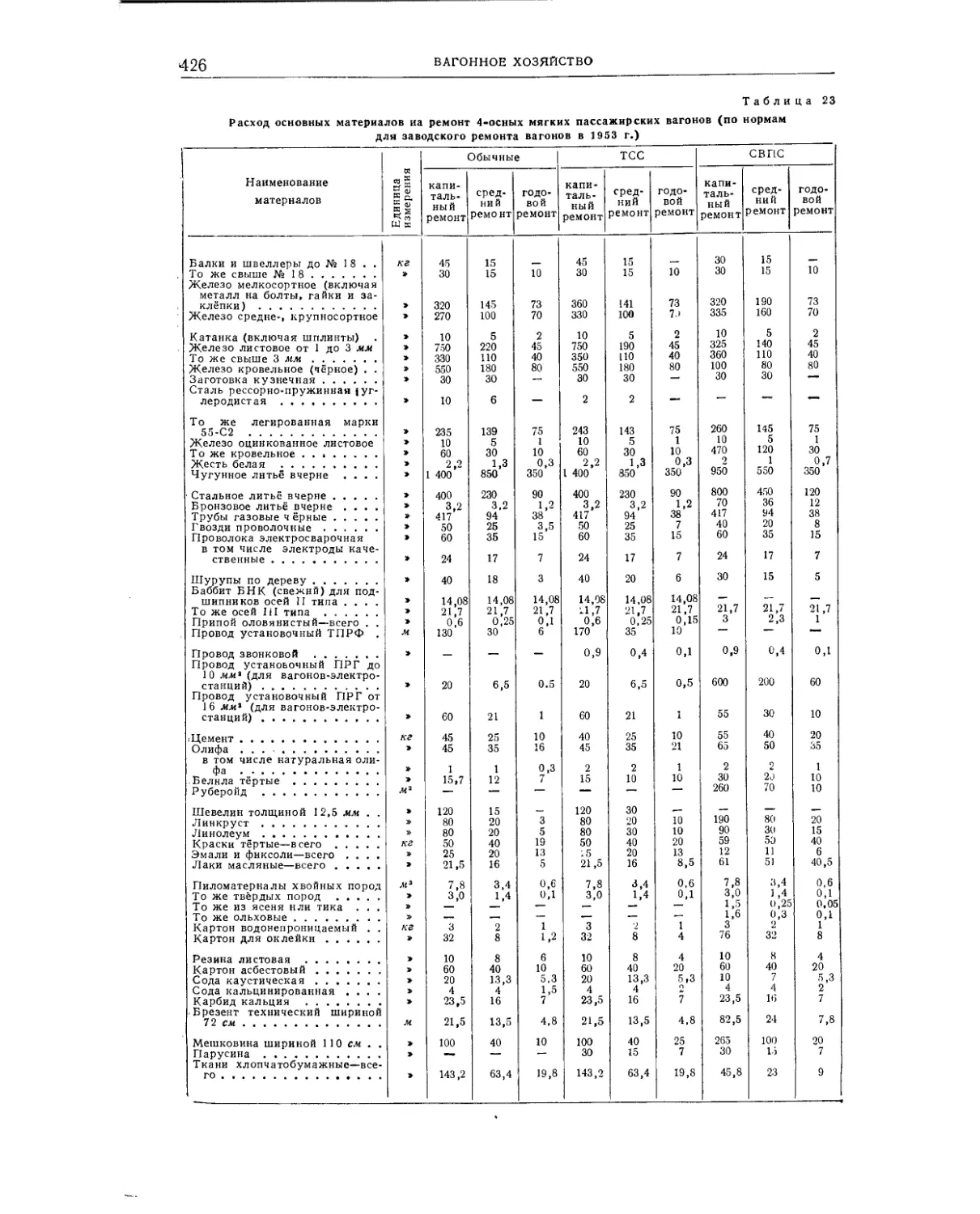
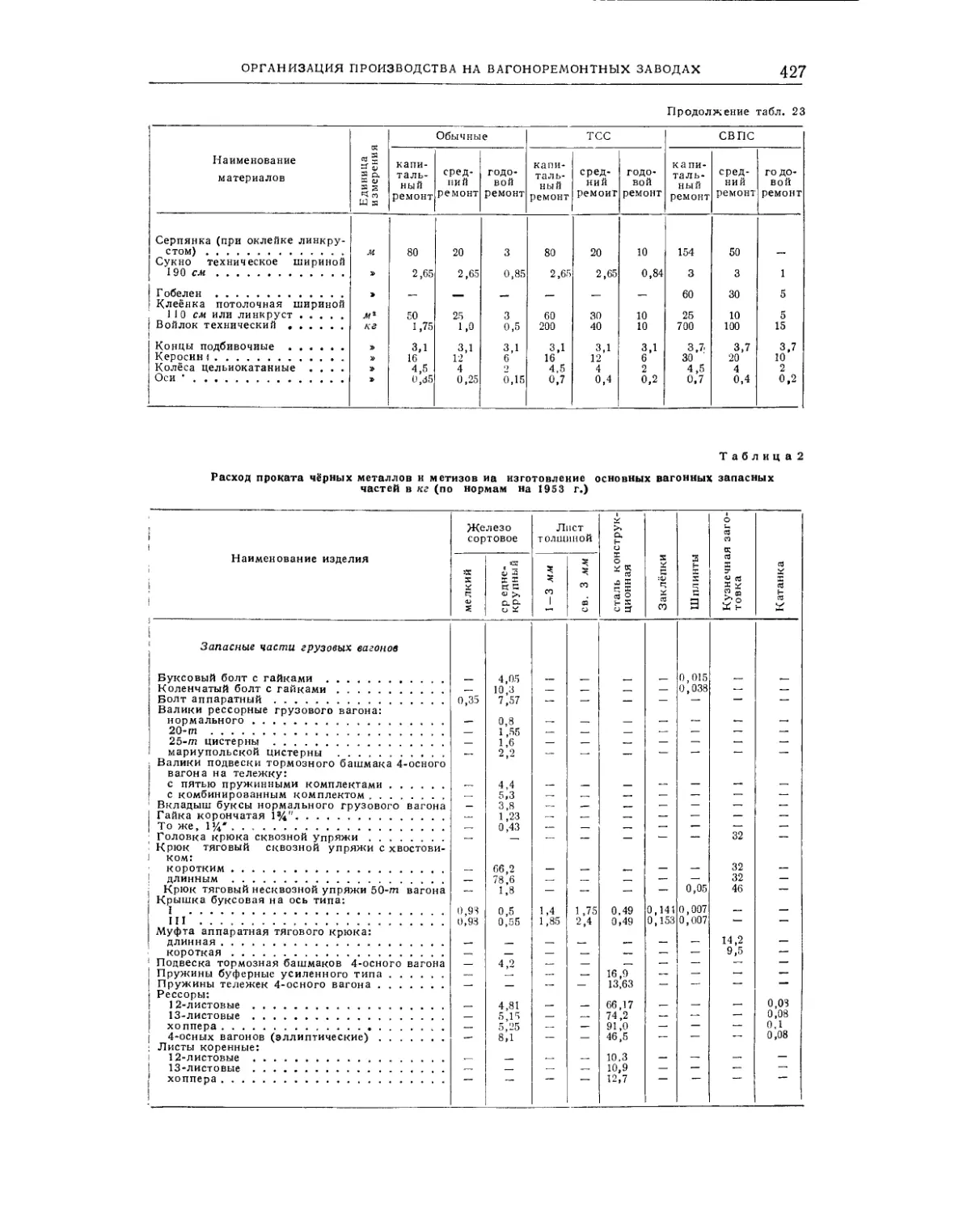
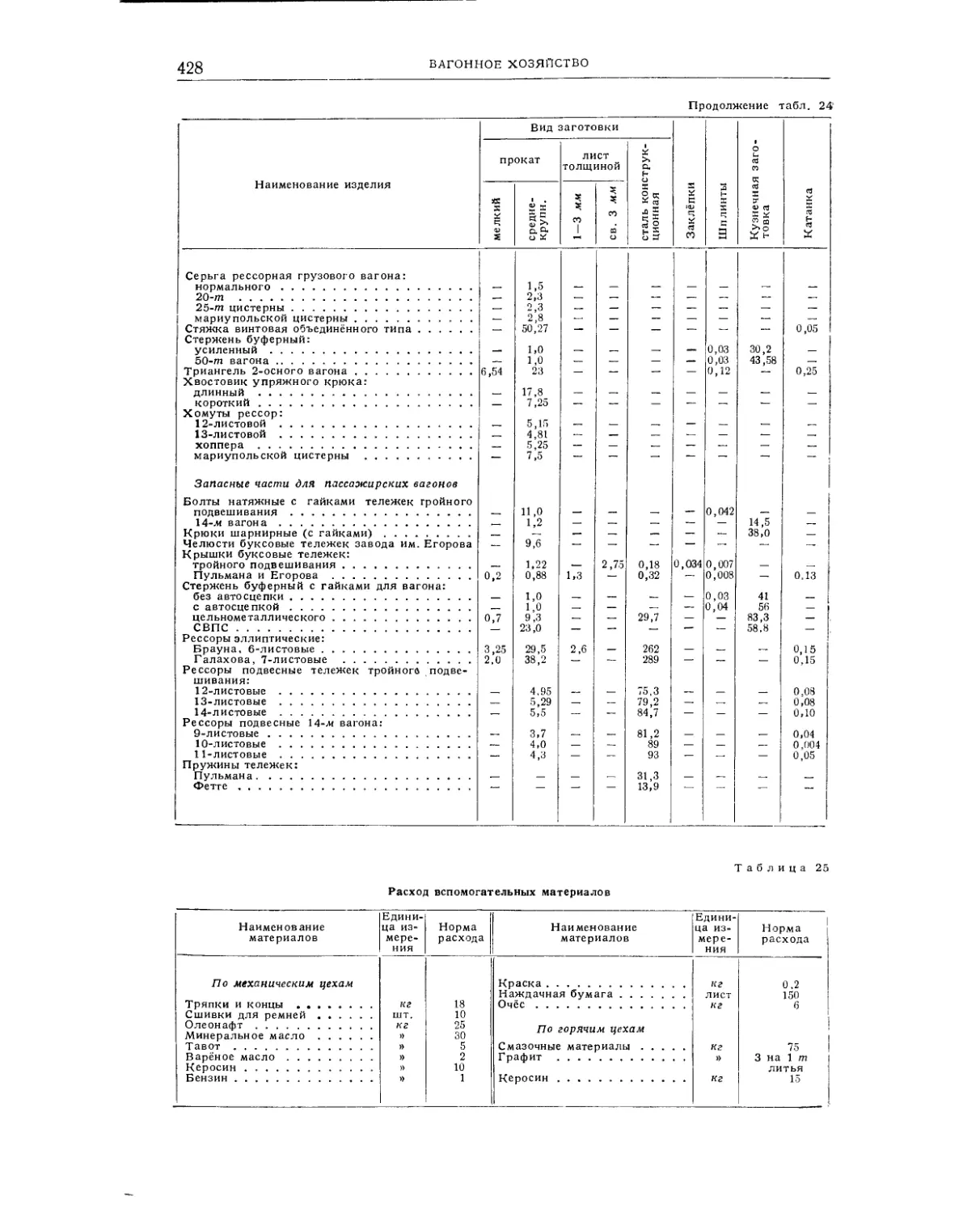
Цехи для ремонта грузовых вагонов .. 429
Цехи для ремонта пассажирских вагонов . . 431
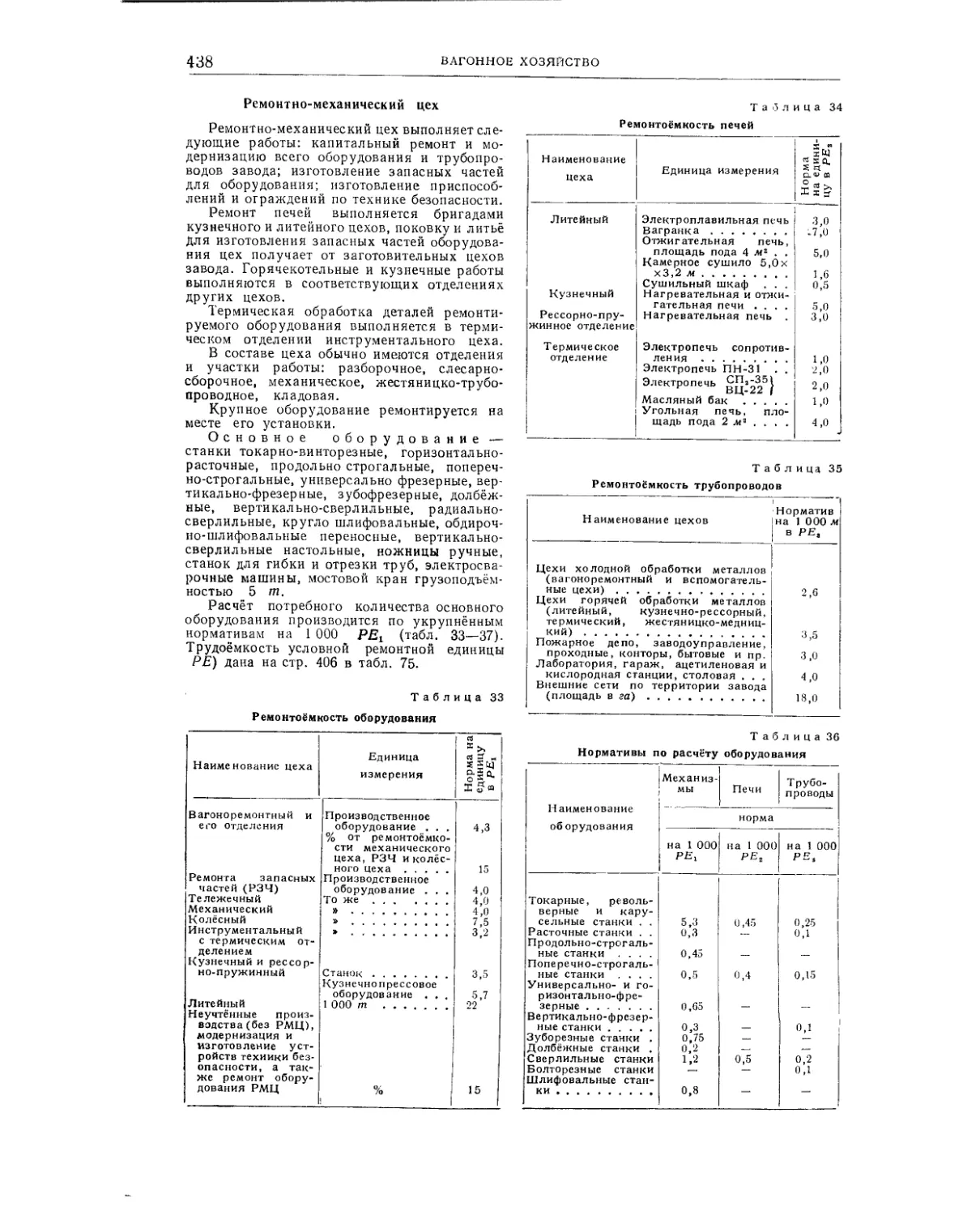
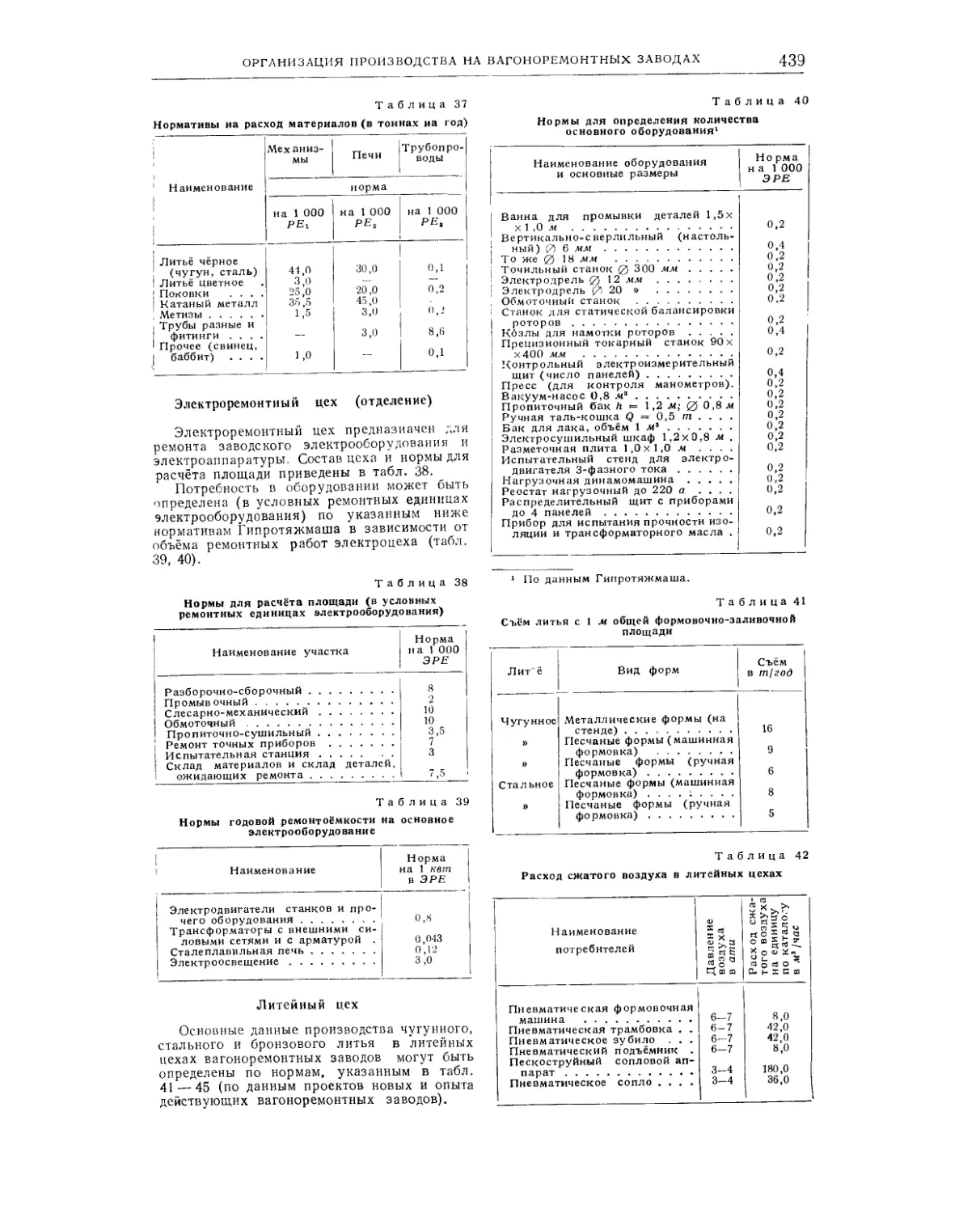
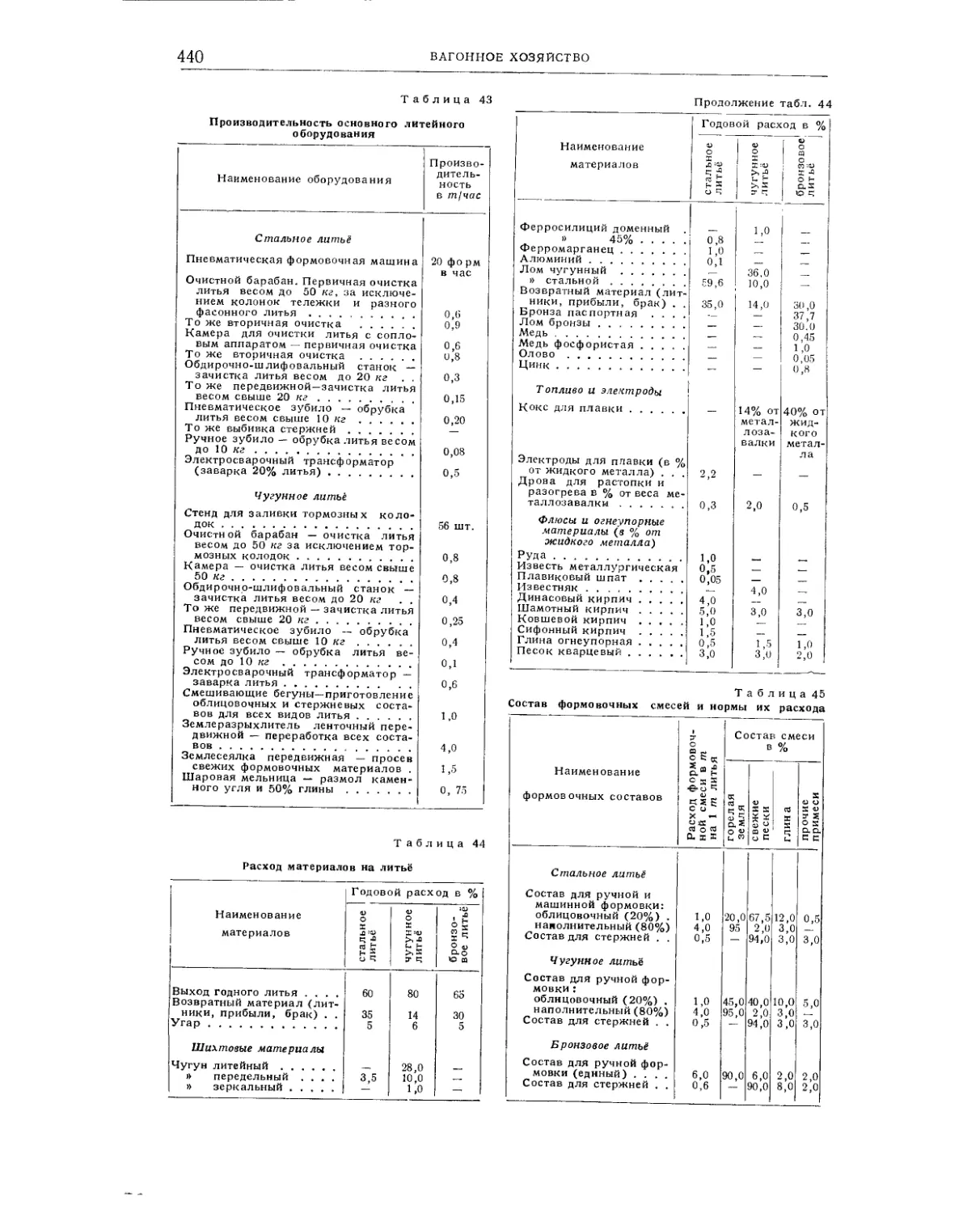
Основные заготовительные и подсобные цехи вагоноремонтных заводов ..............435
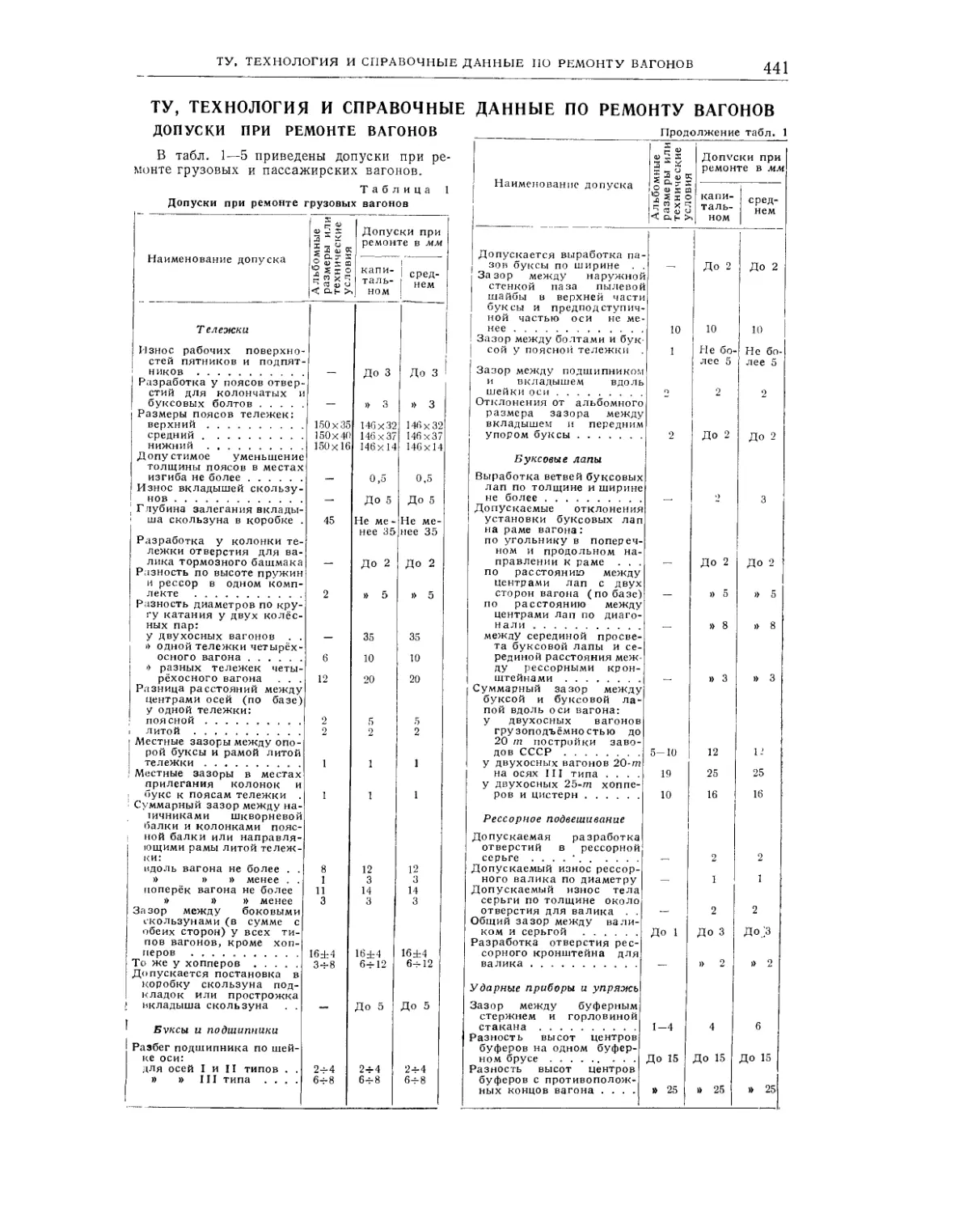
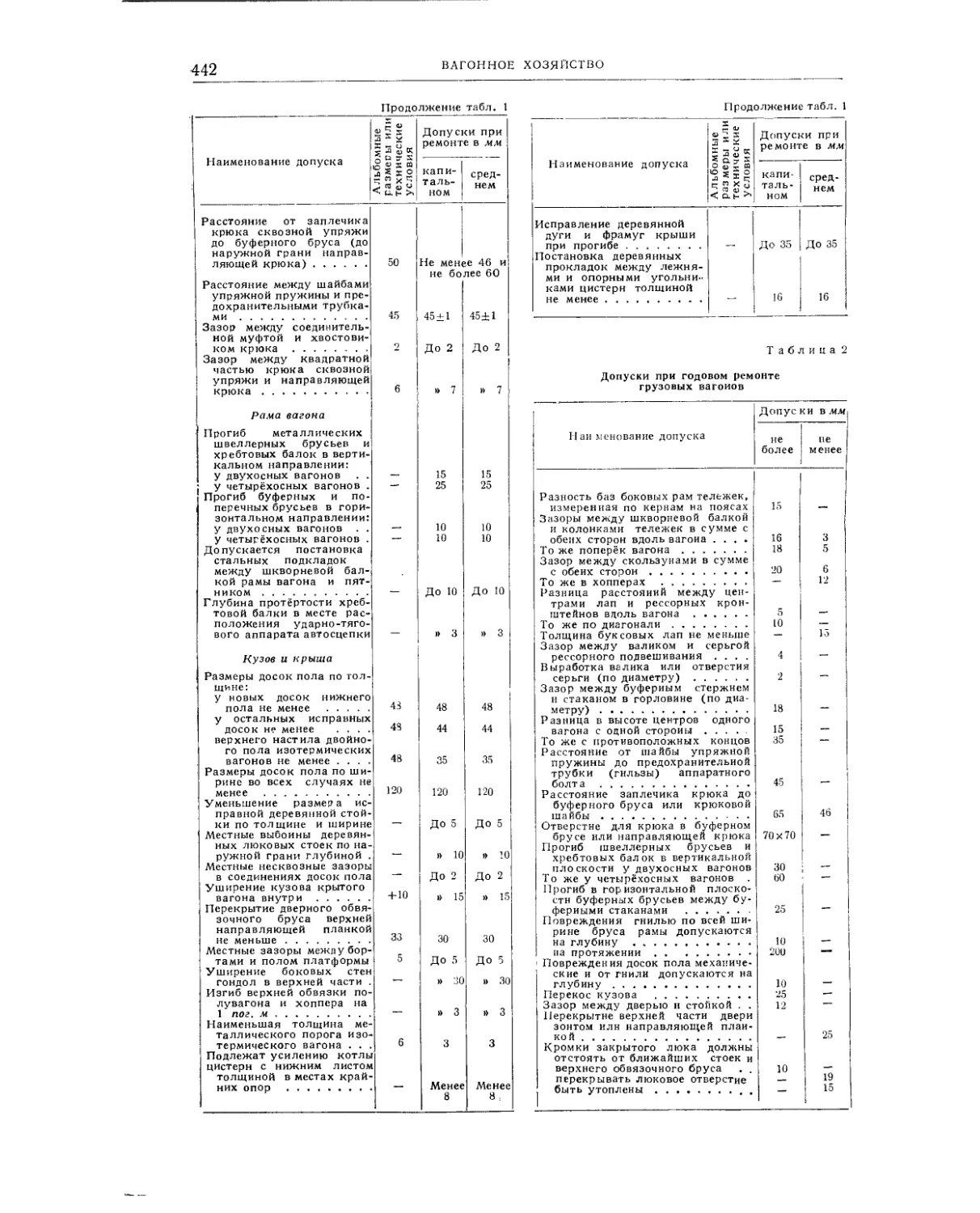
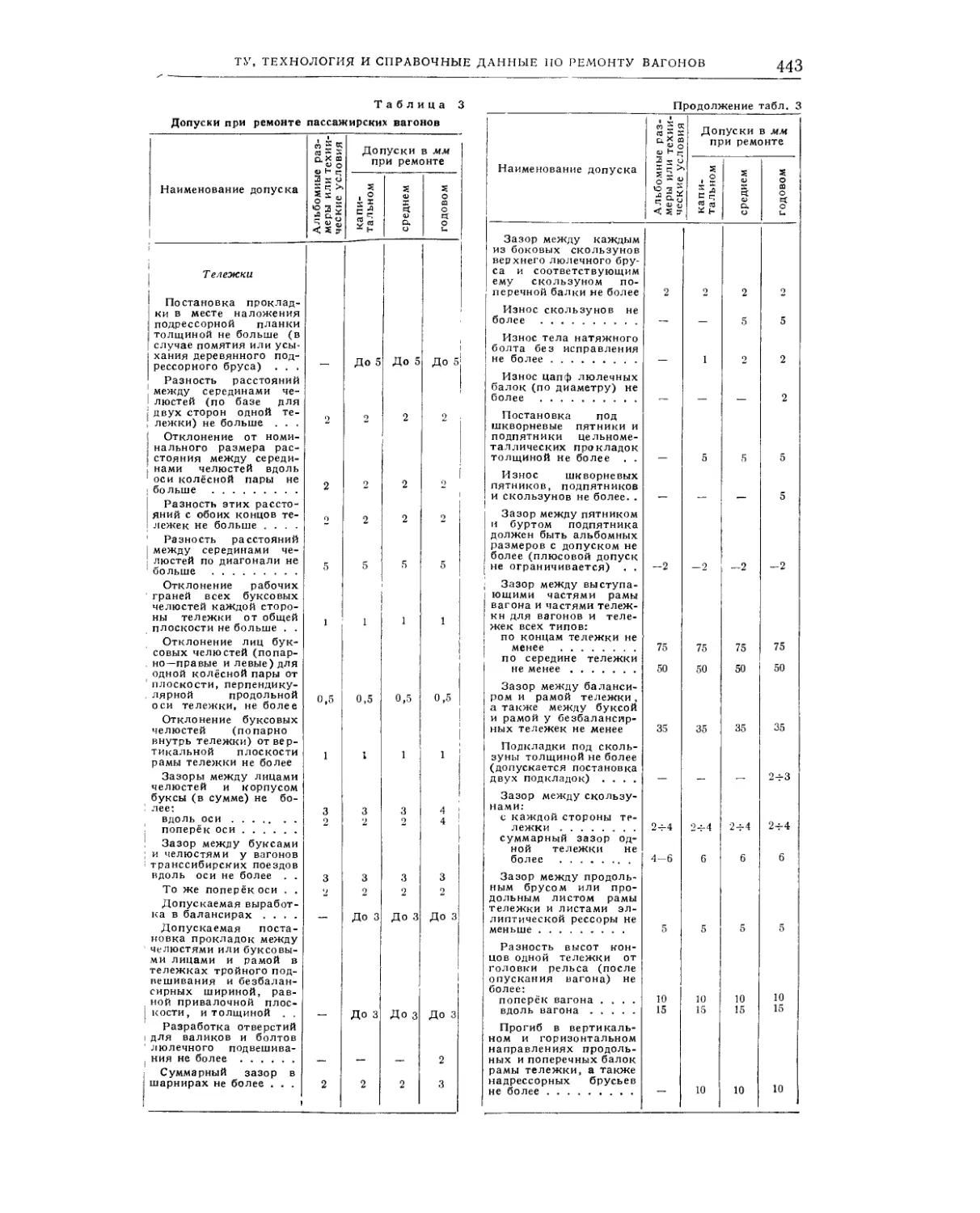
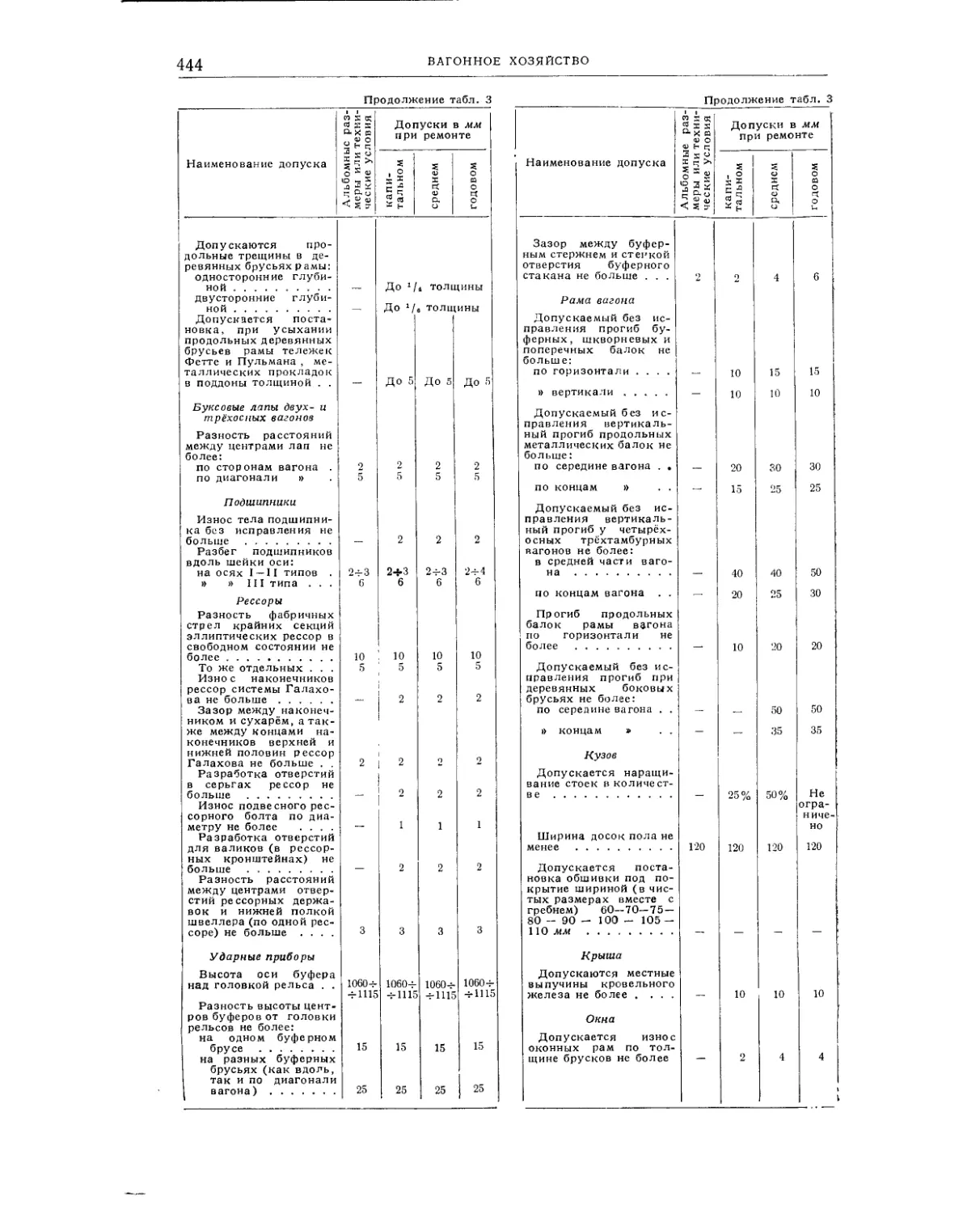
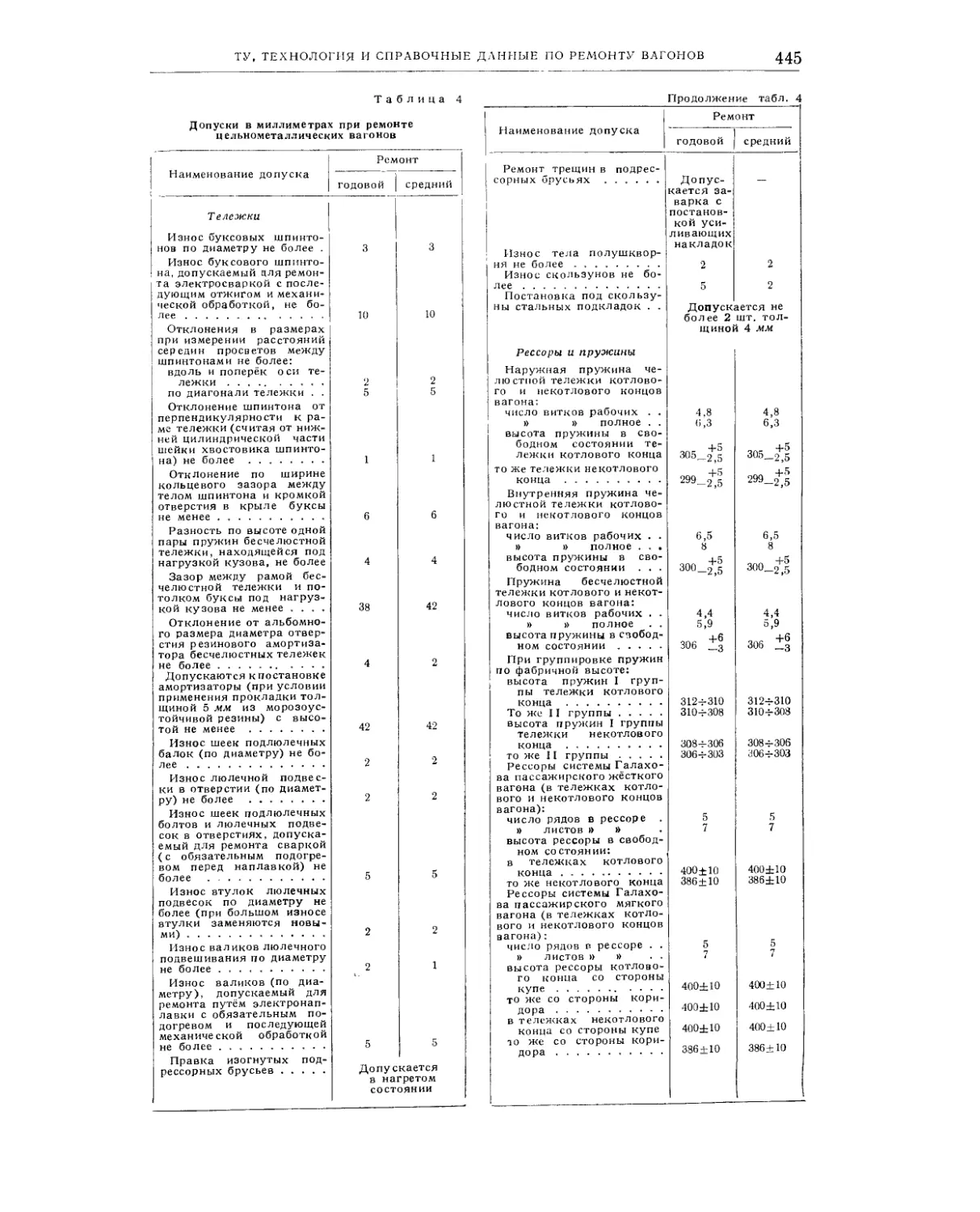
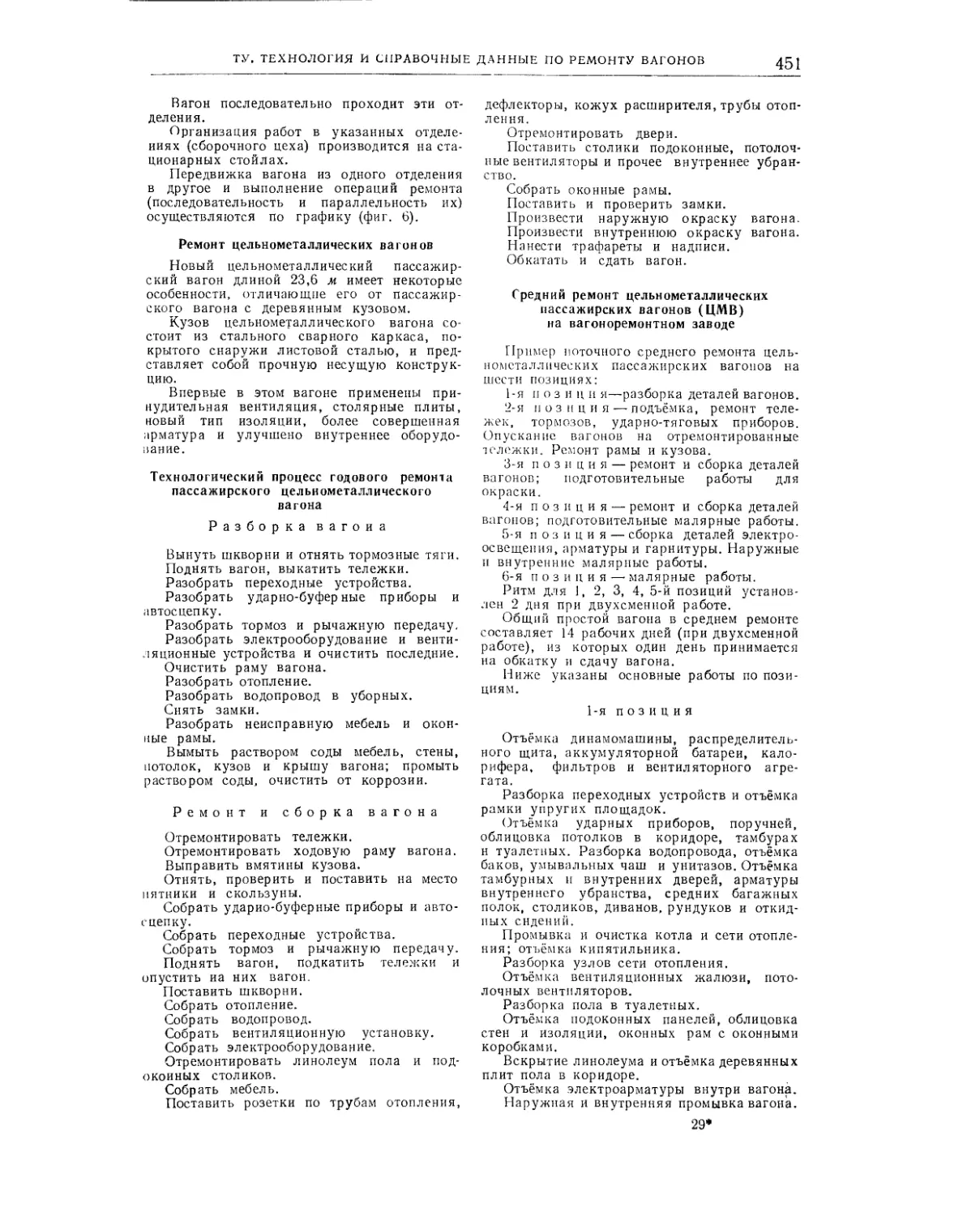
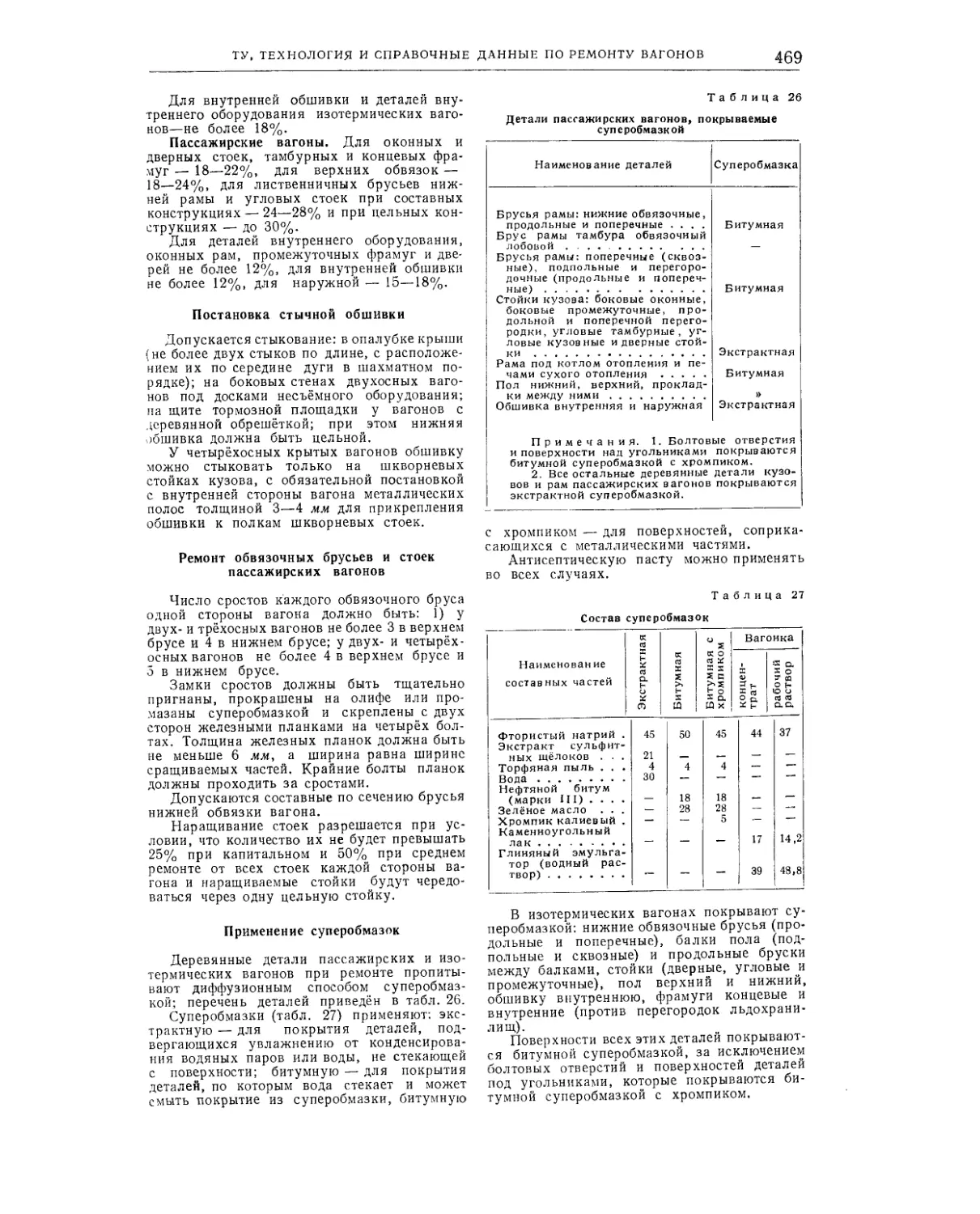
Технические условия, технология и справочные данные по ремонту вагонов (инж. М. Б. Сахаров) ............... 441
Допуски при ремонте вагонов..........44 1
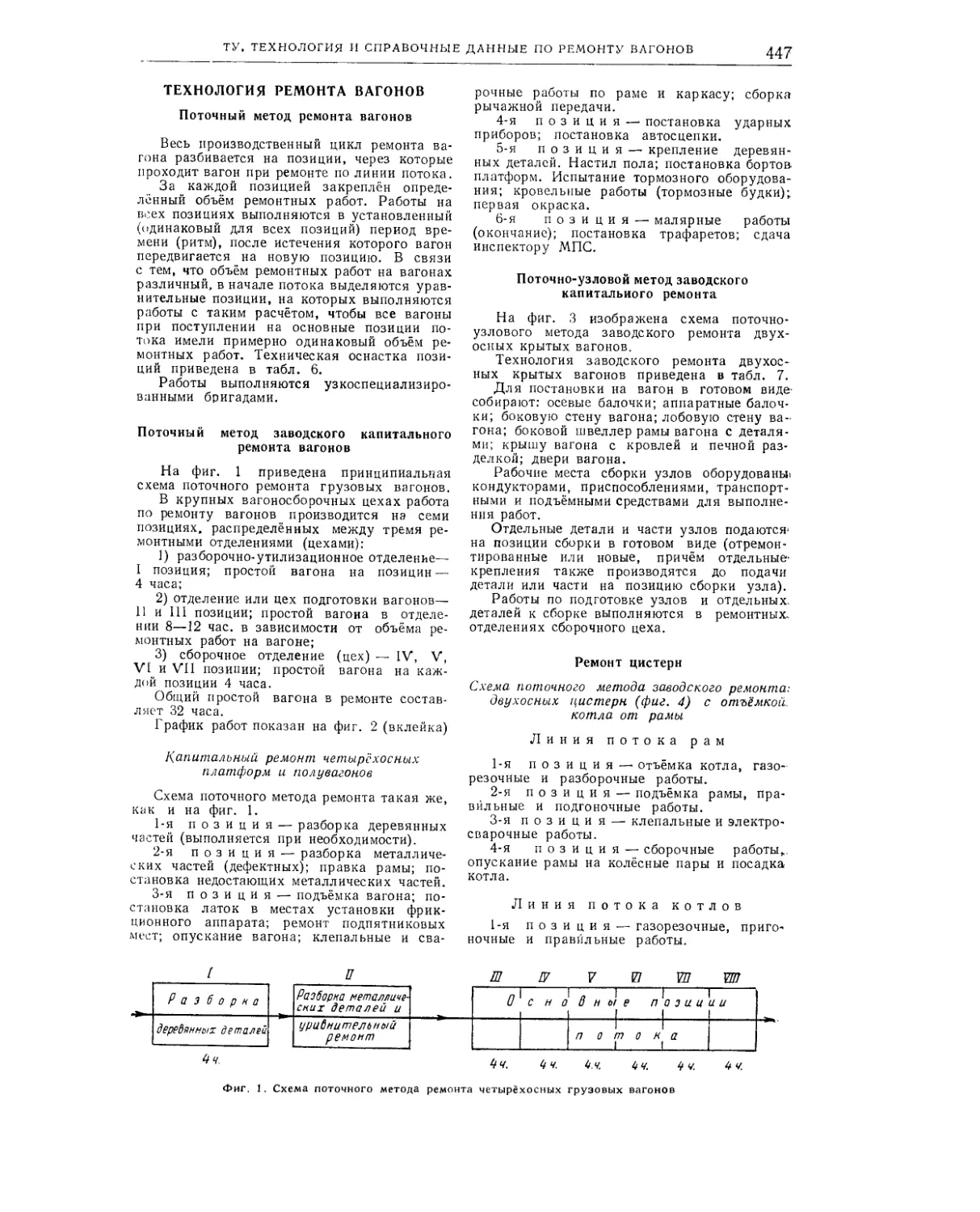
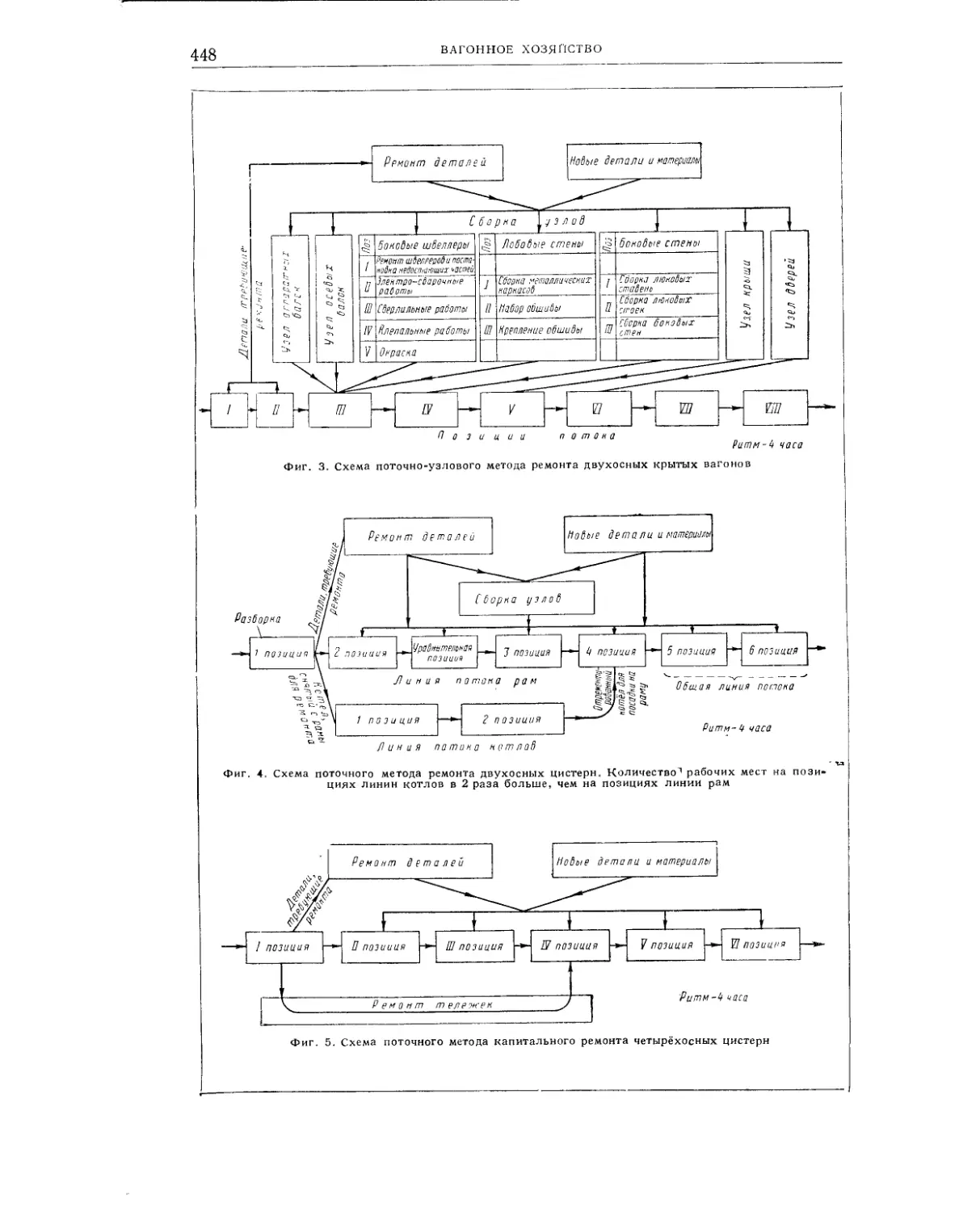
Технология ремонта вагонов .......... 447
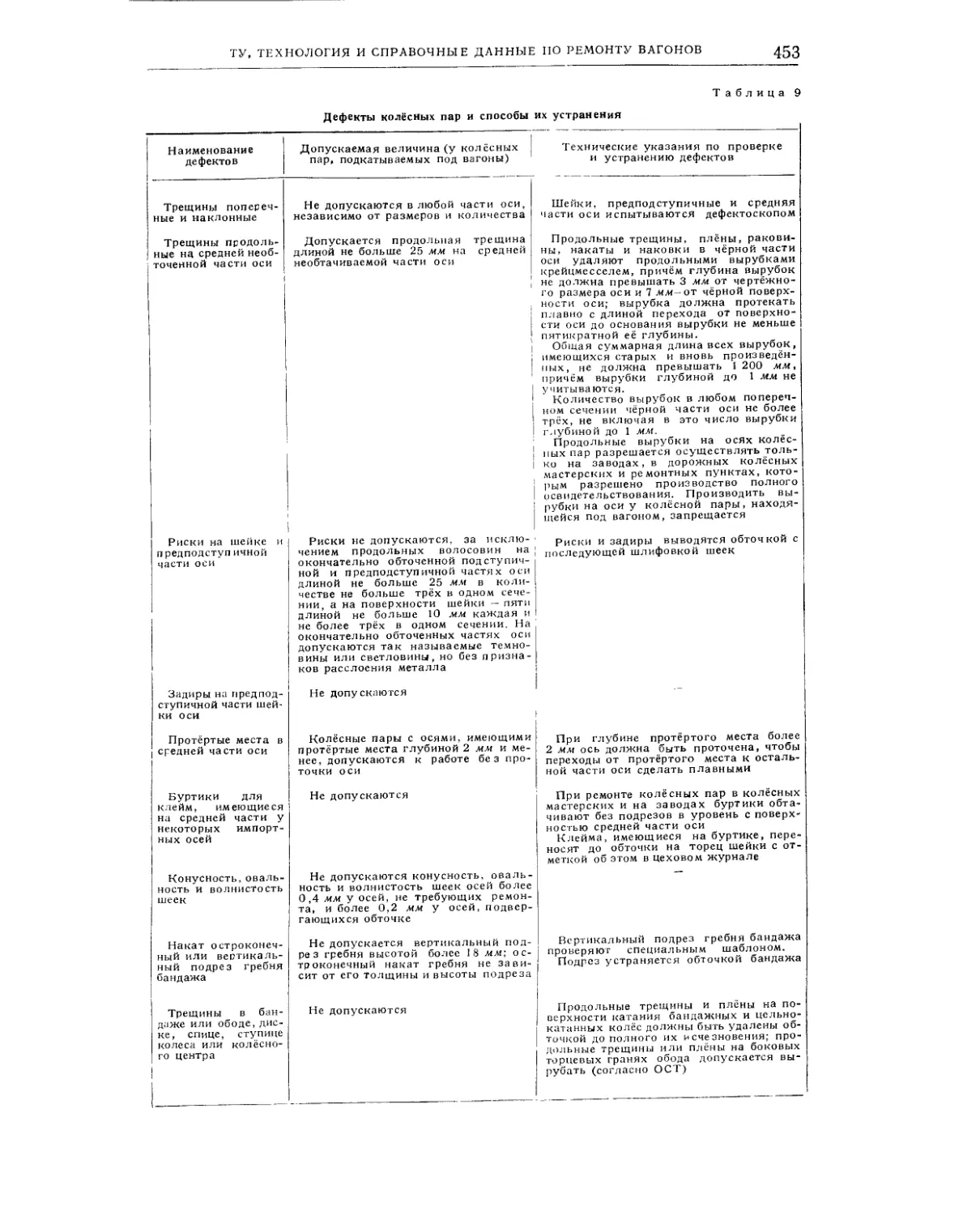
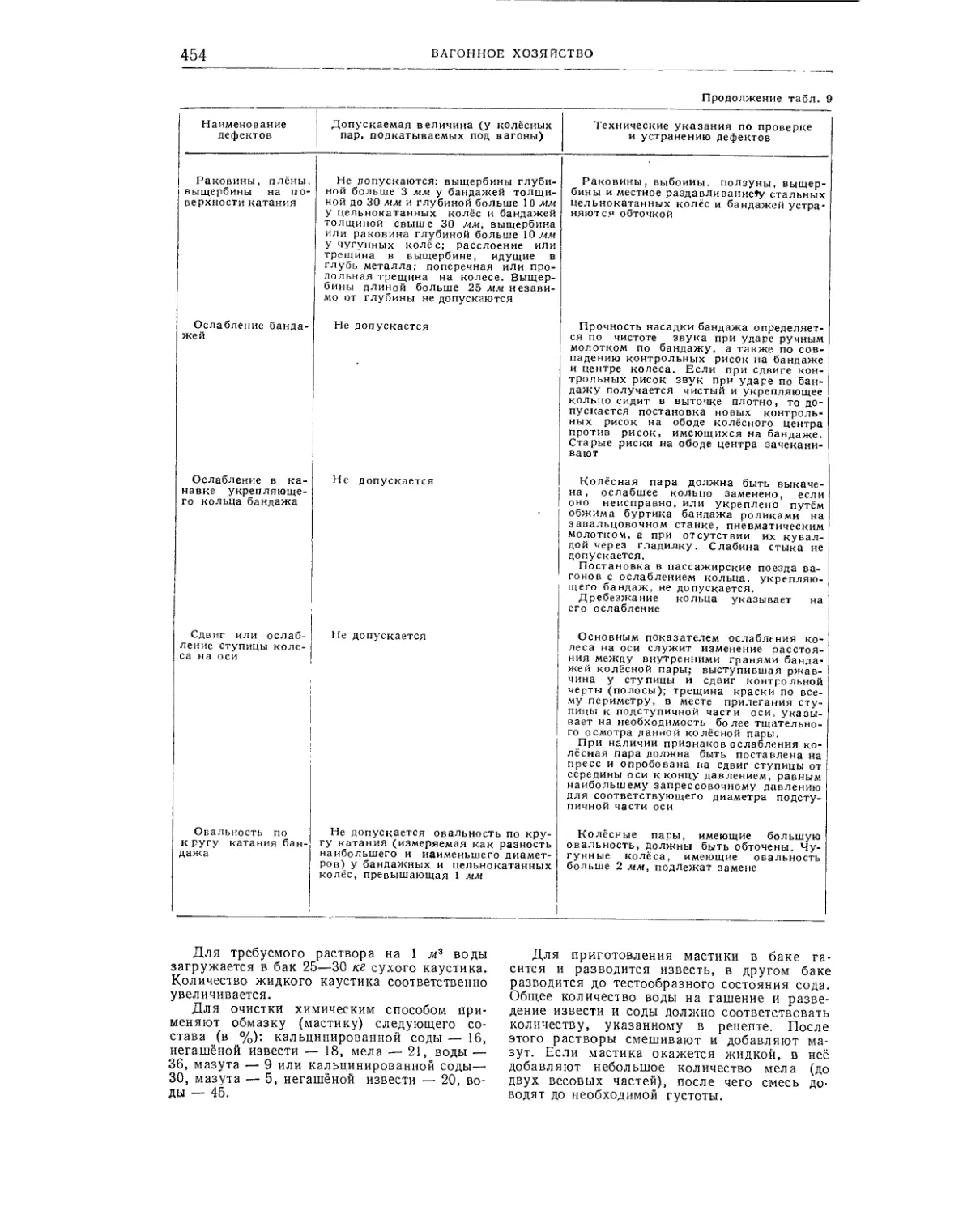
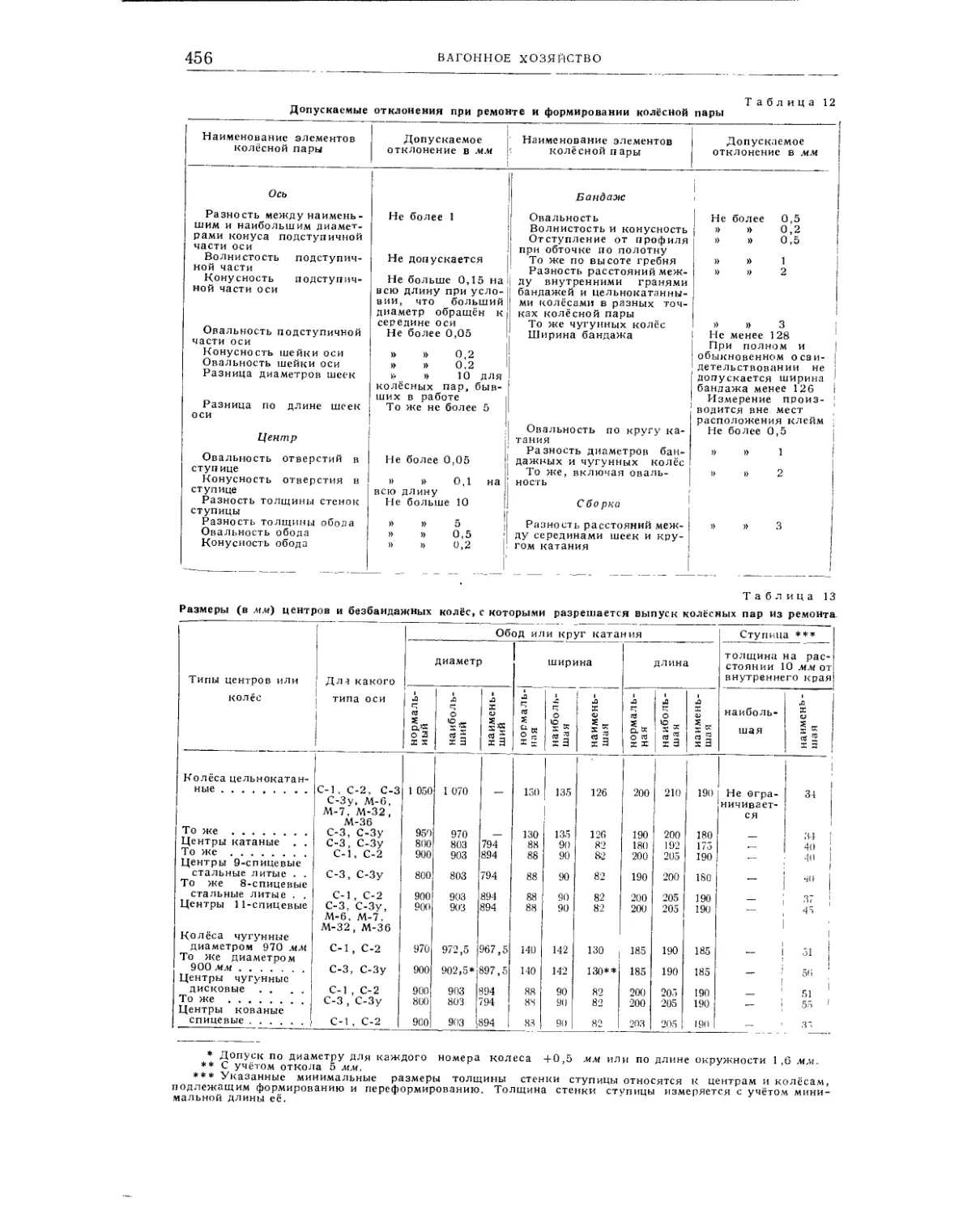
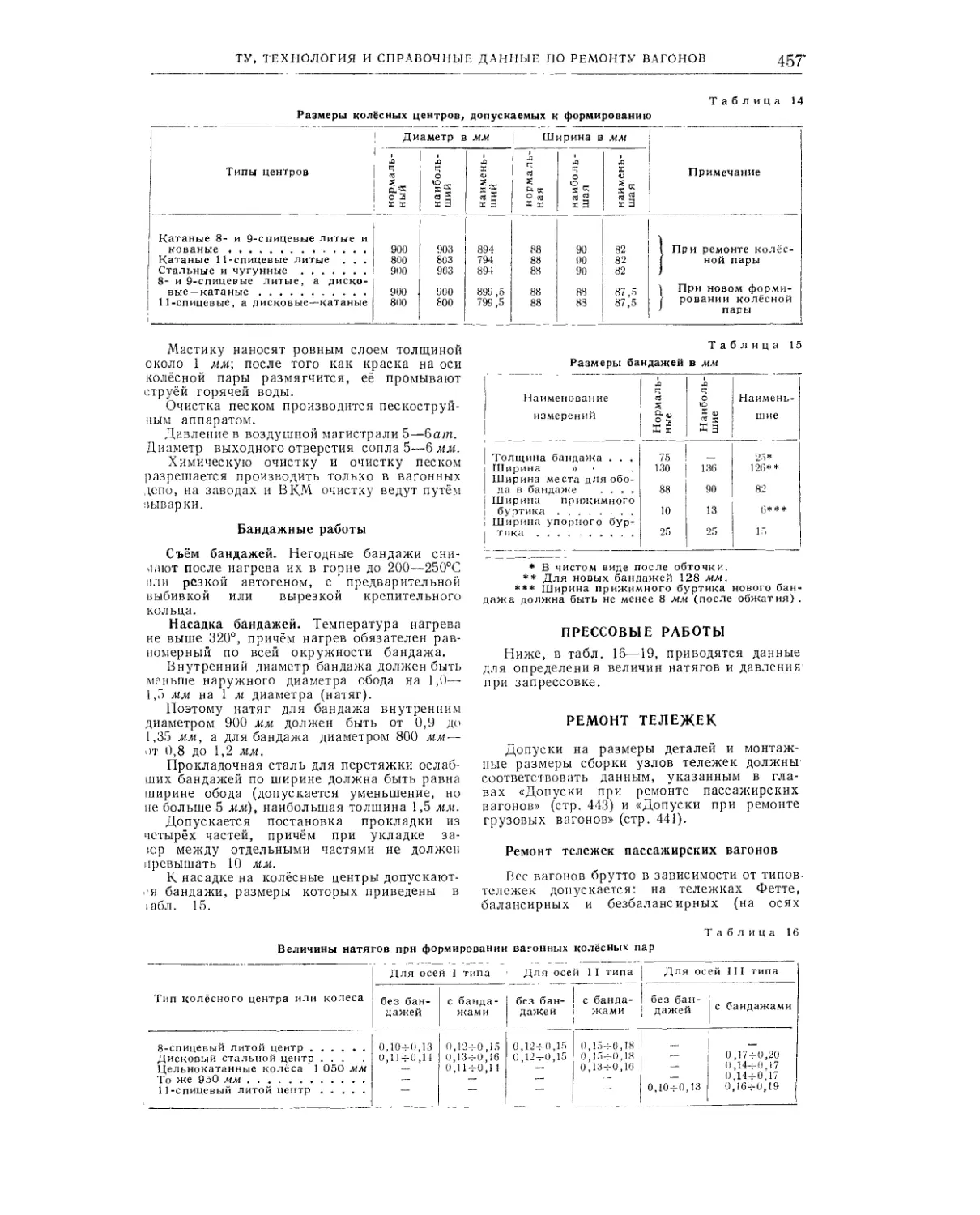
Ремонт колёсных пар..................452
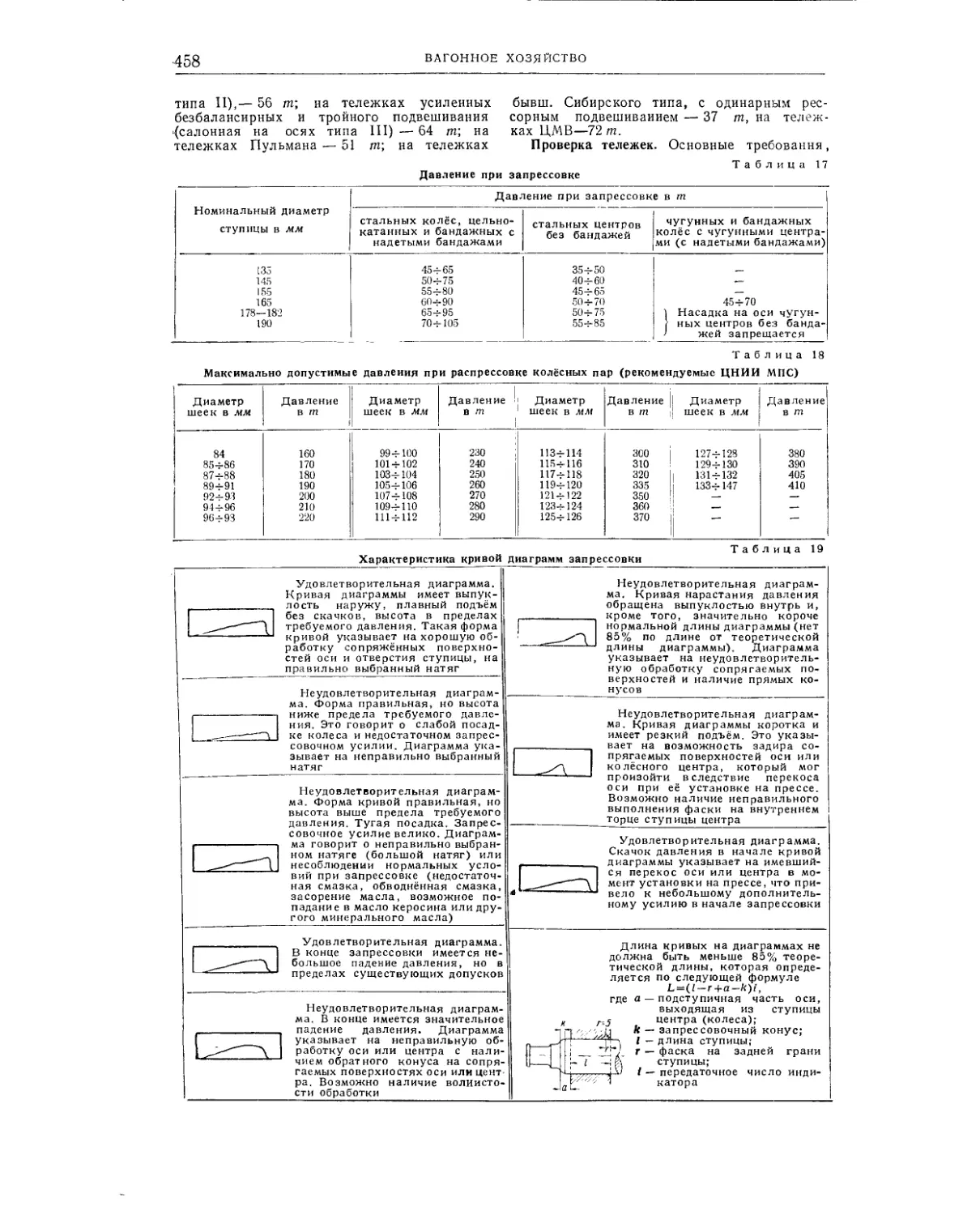
Прессовые работы.....................457
Ремонт тележек.......................457
Ремонт вагонных рам .................461
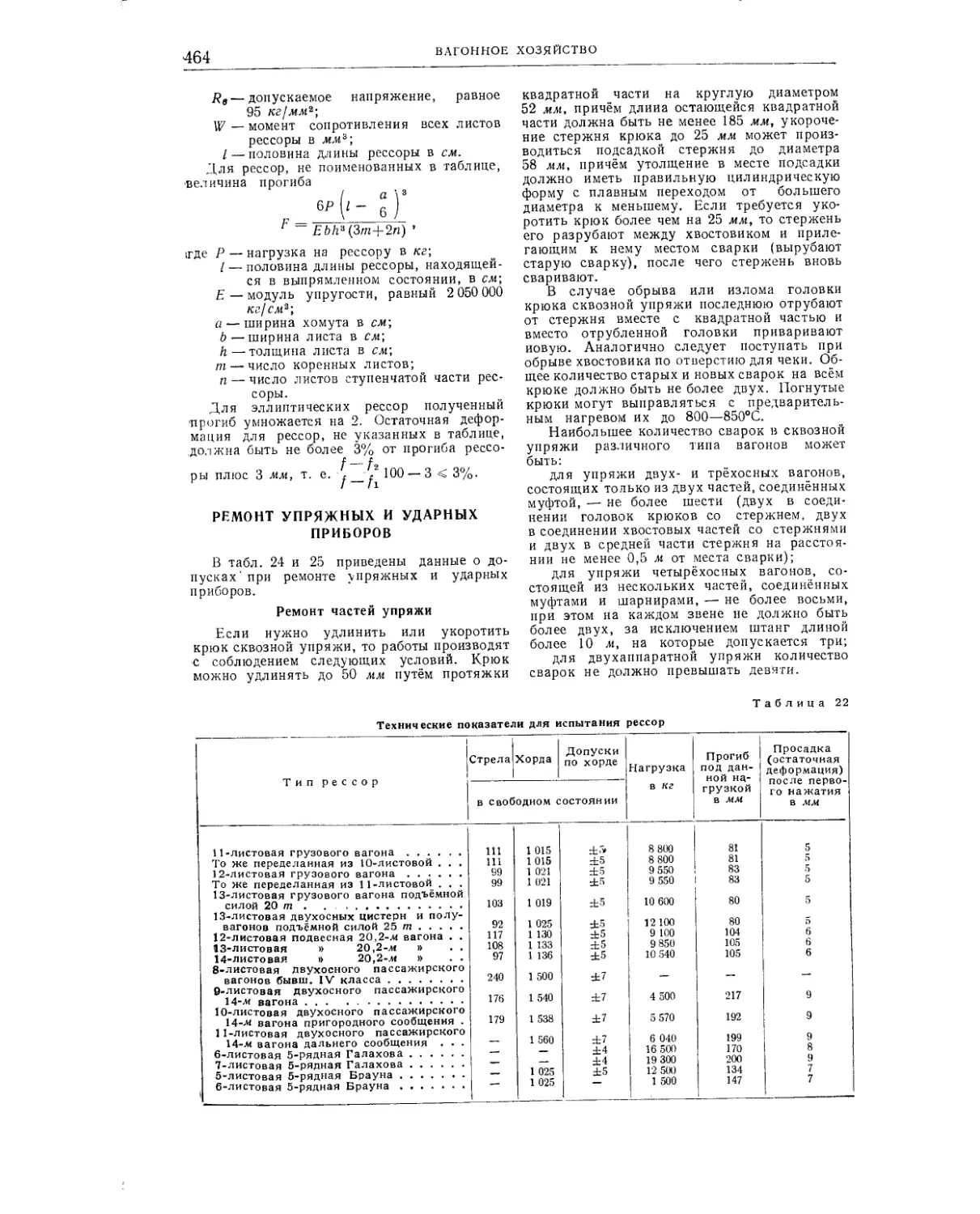
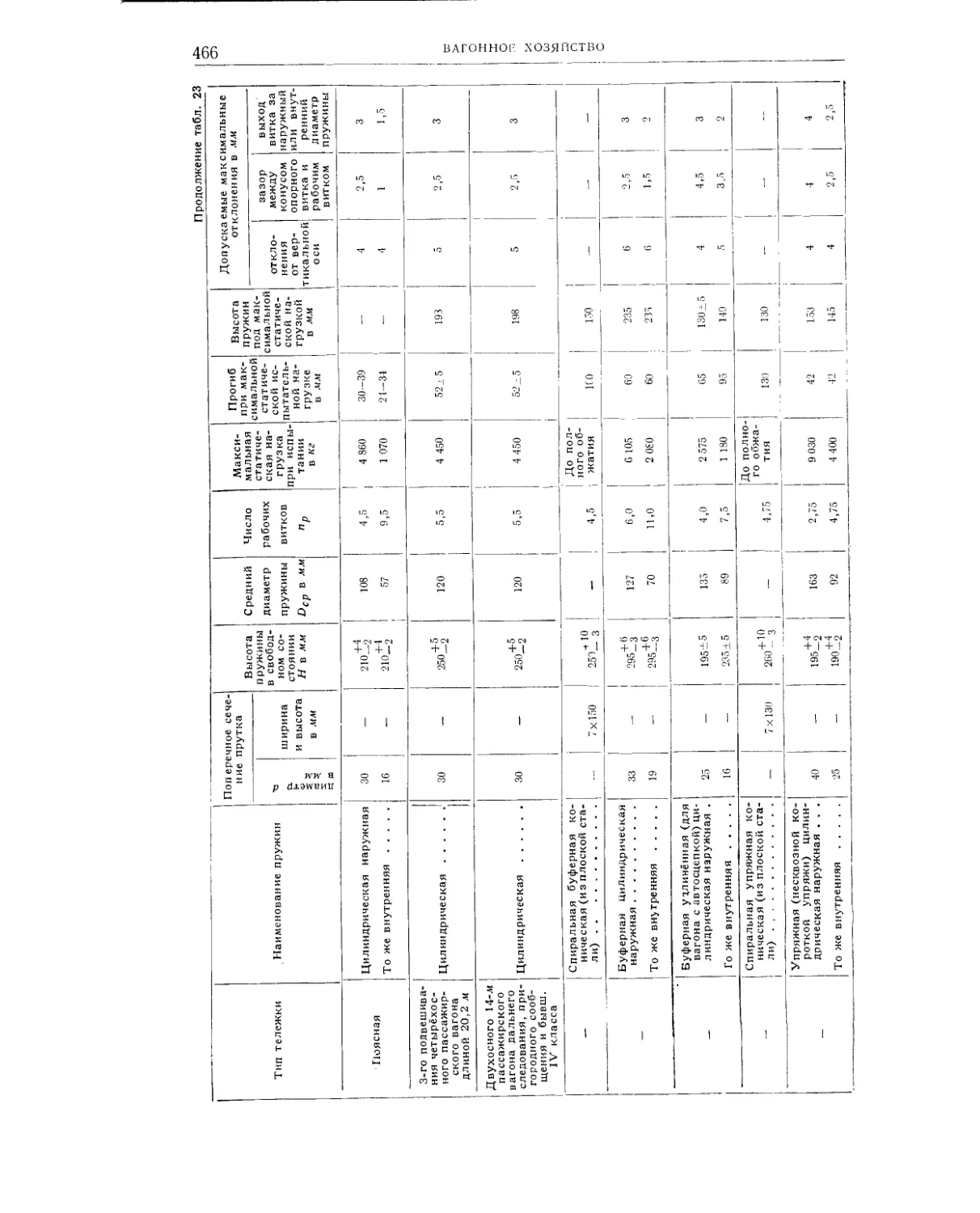
Ремонт рессор и пружин...............462
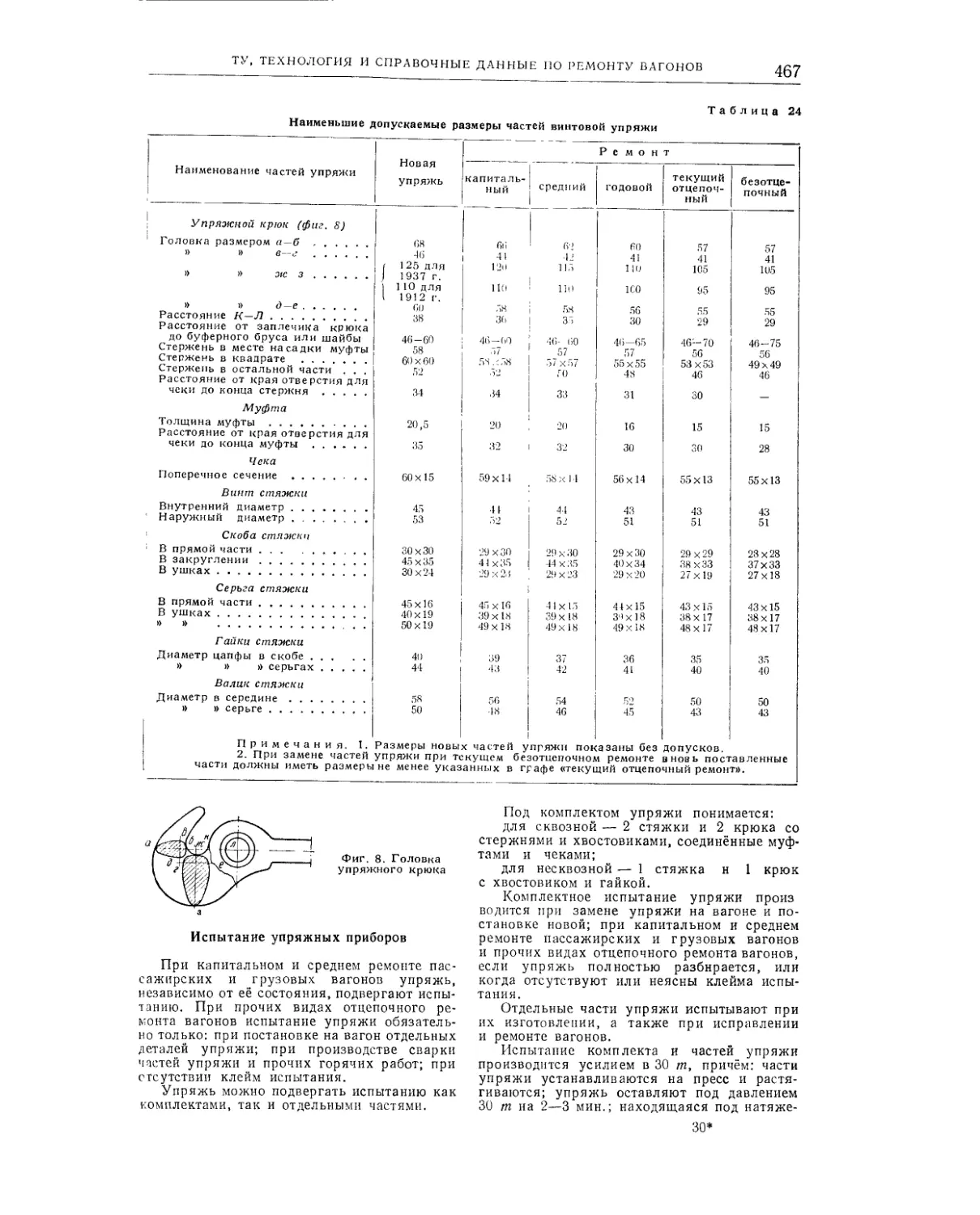
Ремонт упряжных и ударных приборов . . . 464
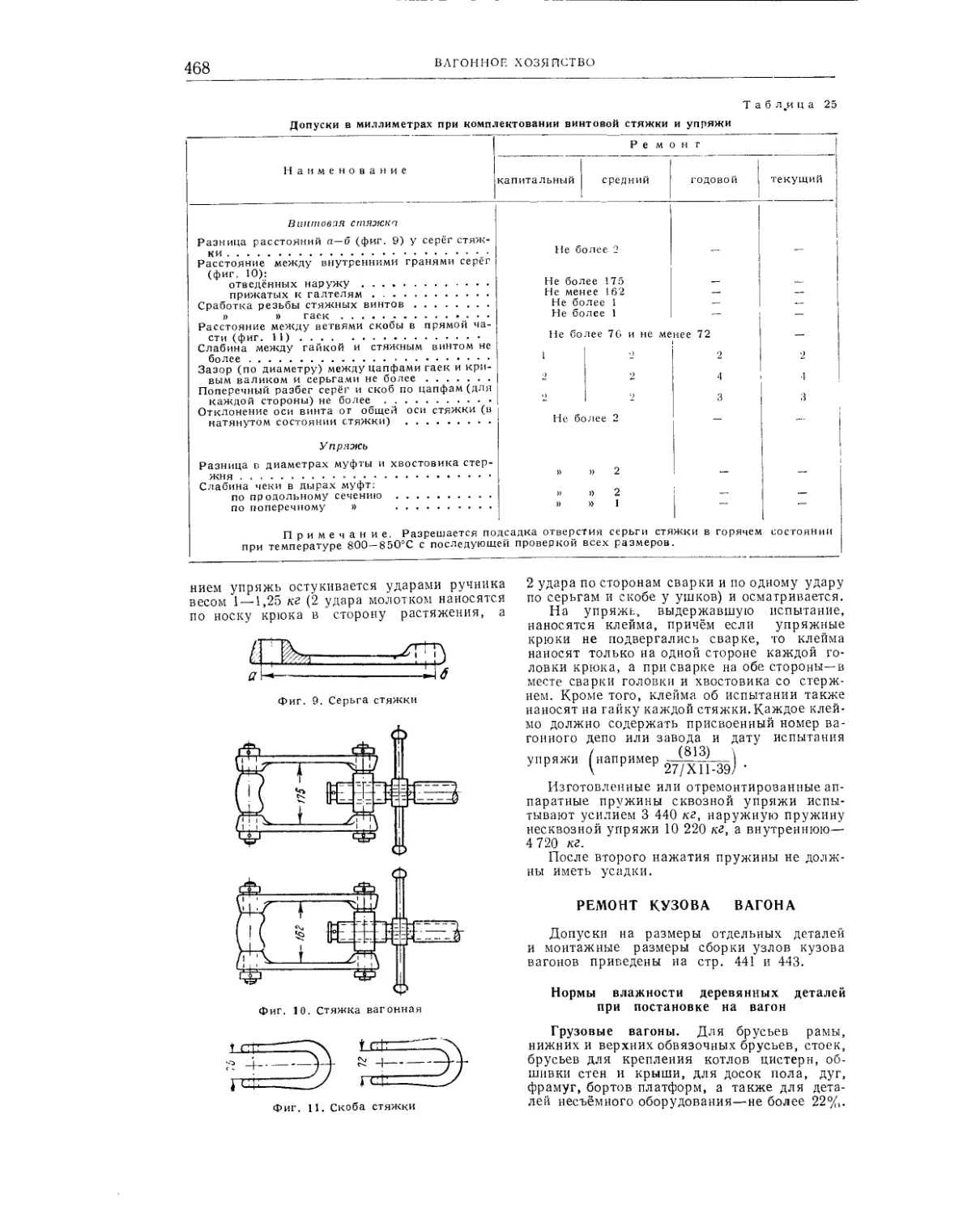
Ремонт кузова вагона ............... 468
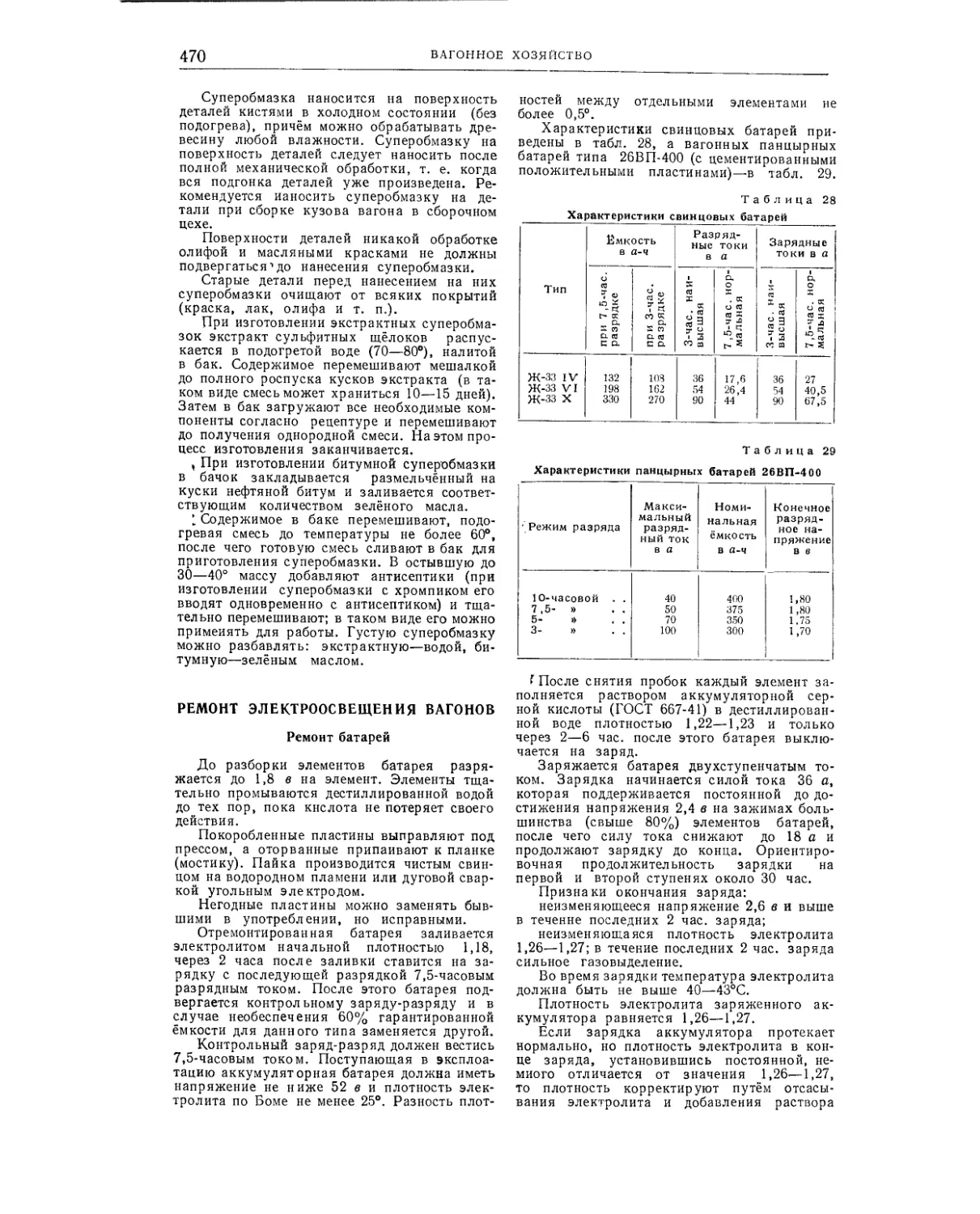
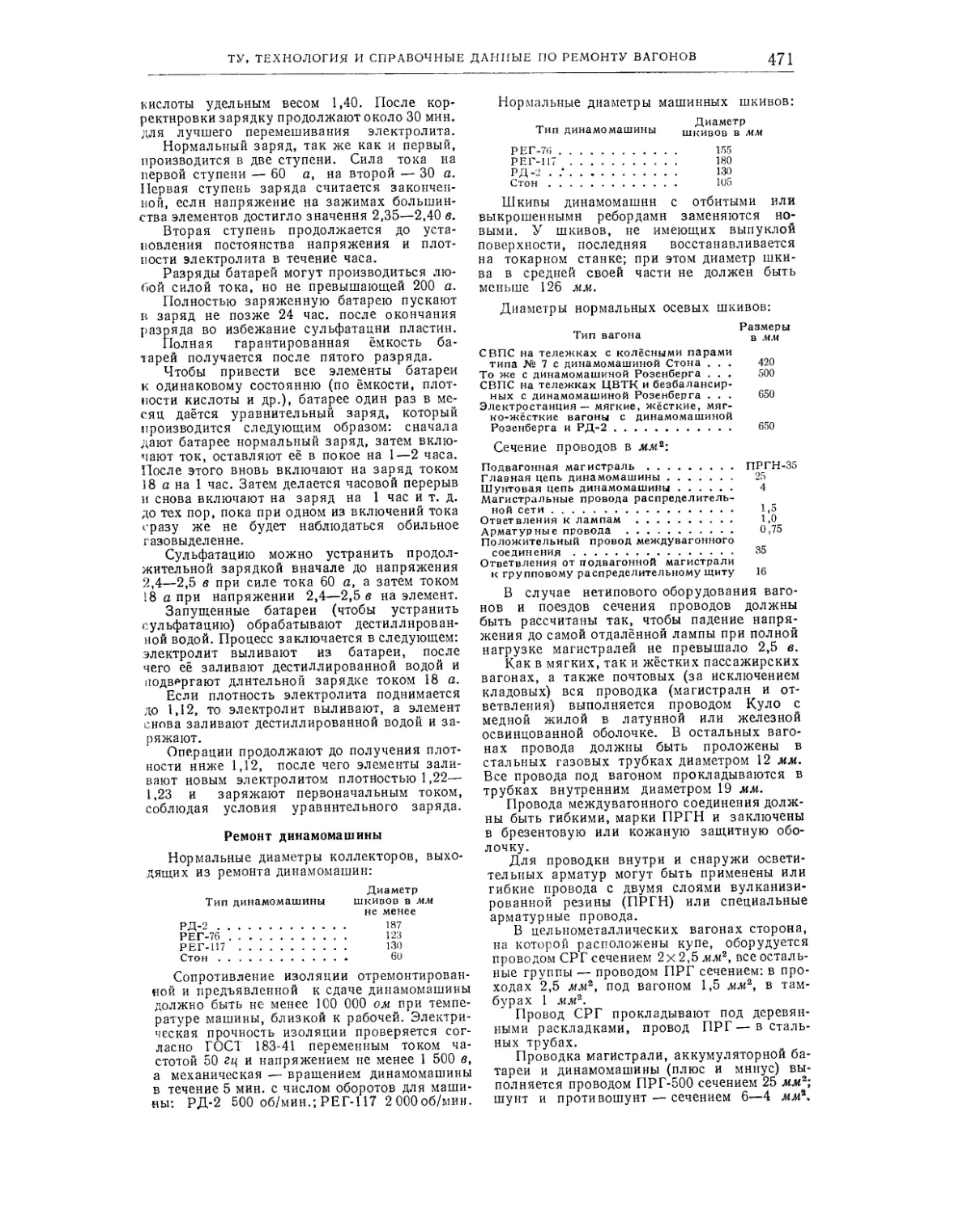
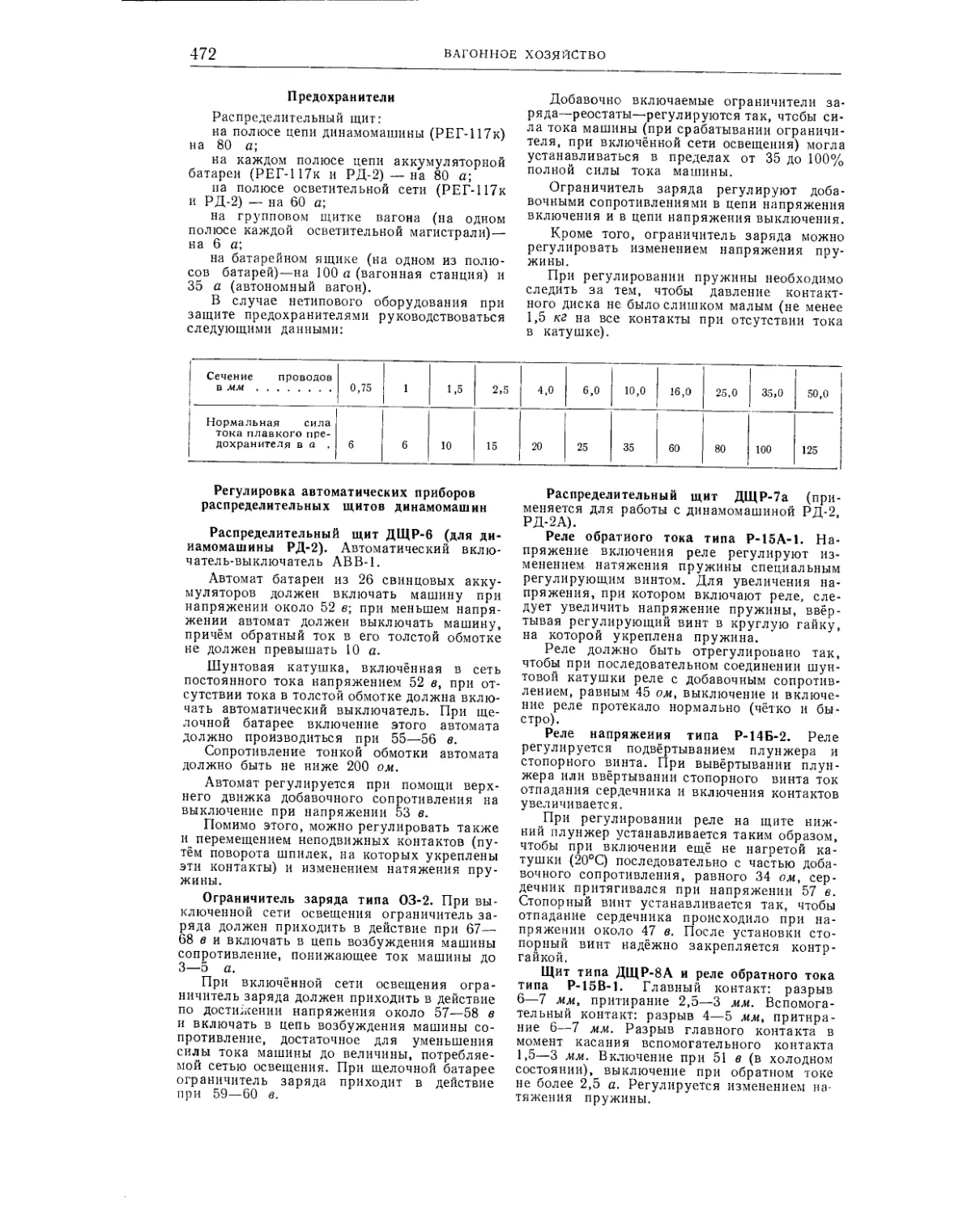
Ремонт электроосвещения вагонов......470
Окраска вагонов......................473
Ремонт роликовых букс................476
Ремонт тормозов (канд. техн, наук И. А. Ал* бегов) ................. ........... 484
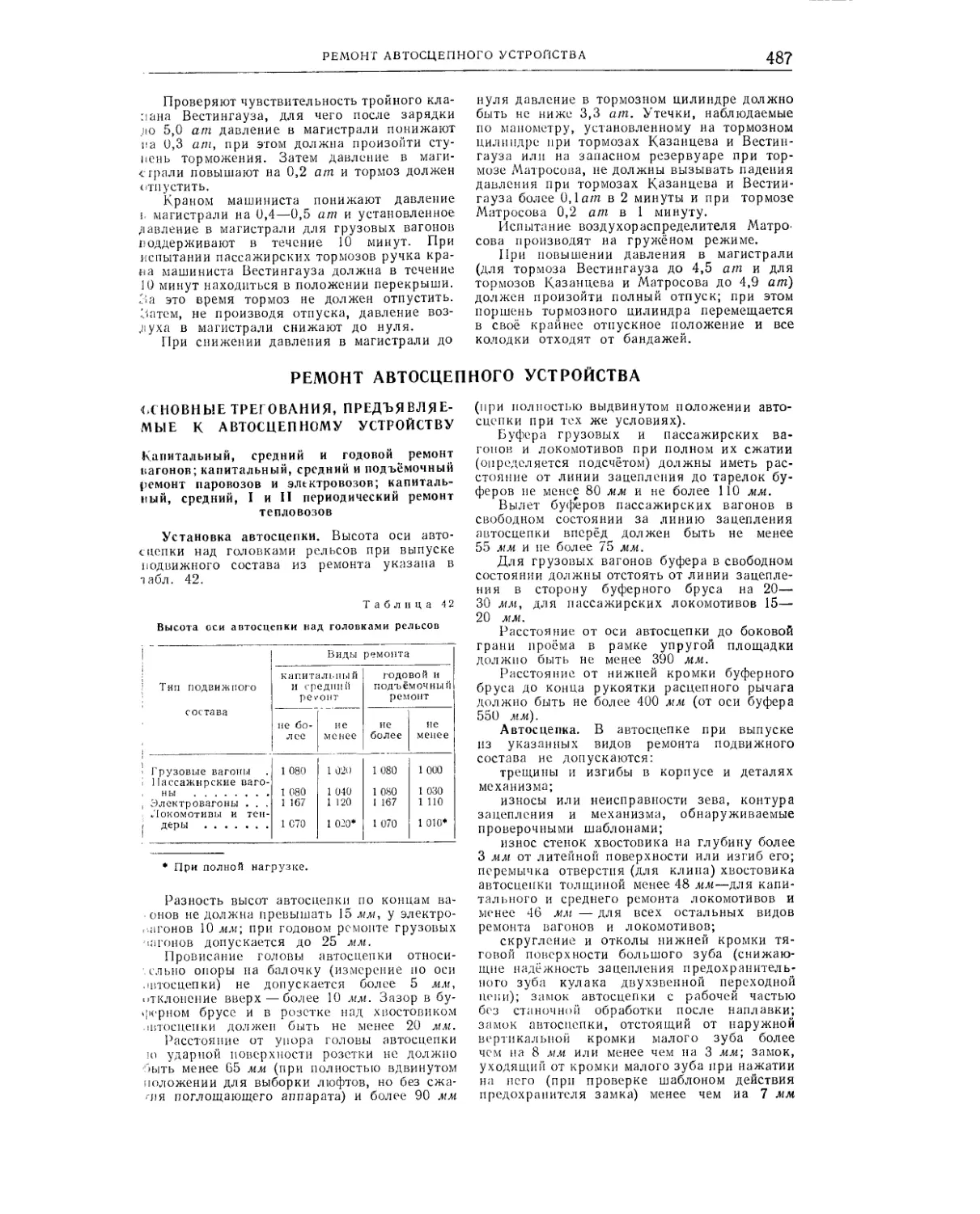
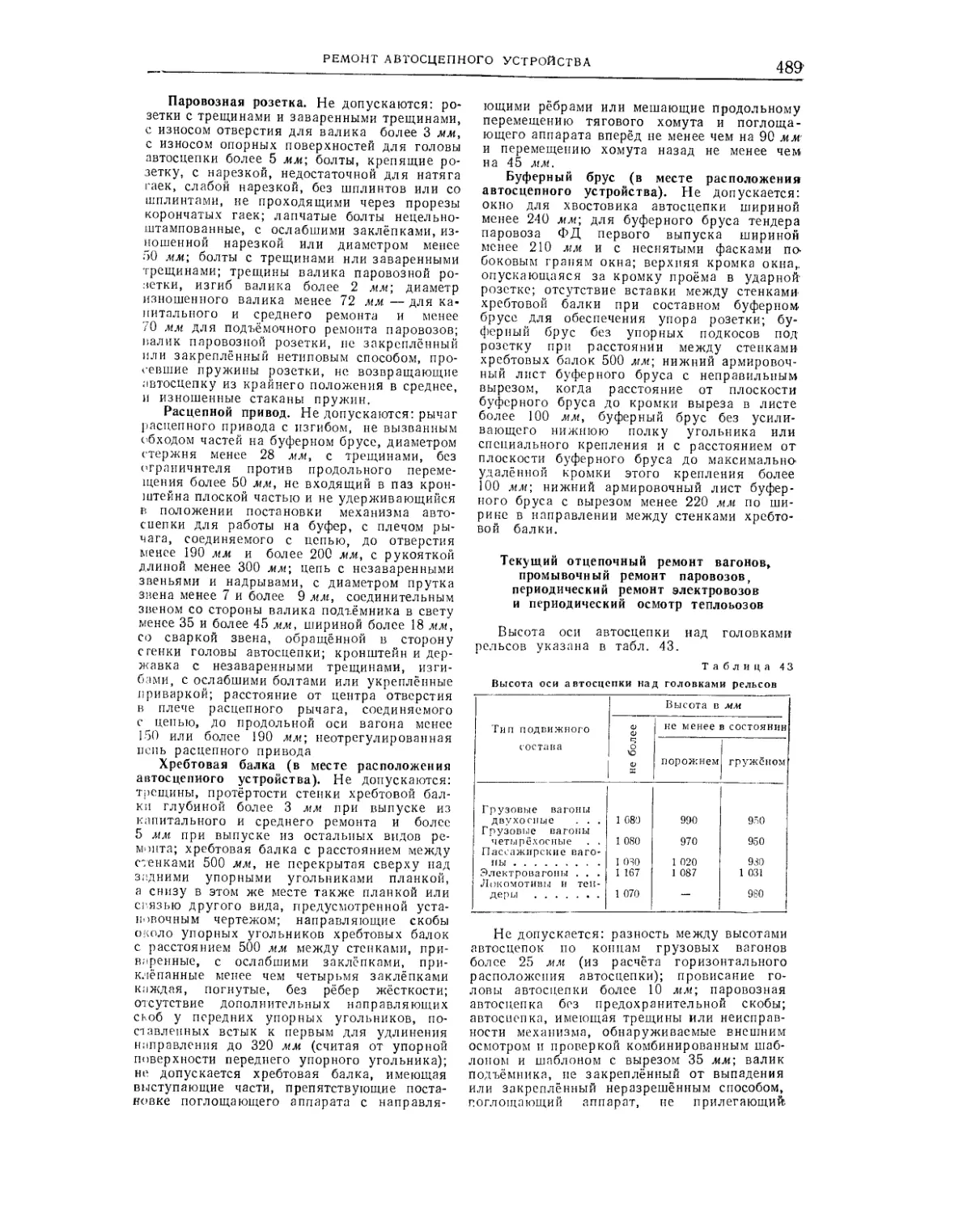
Ремонт автосцепного устройства (инж. И. Н. Новиков) .......... 487
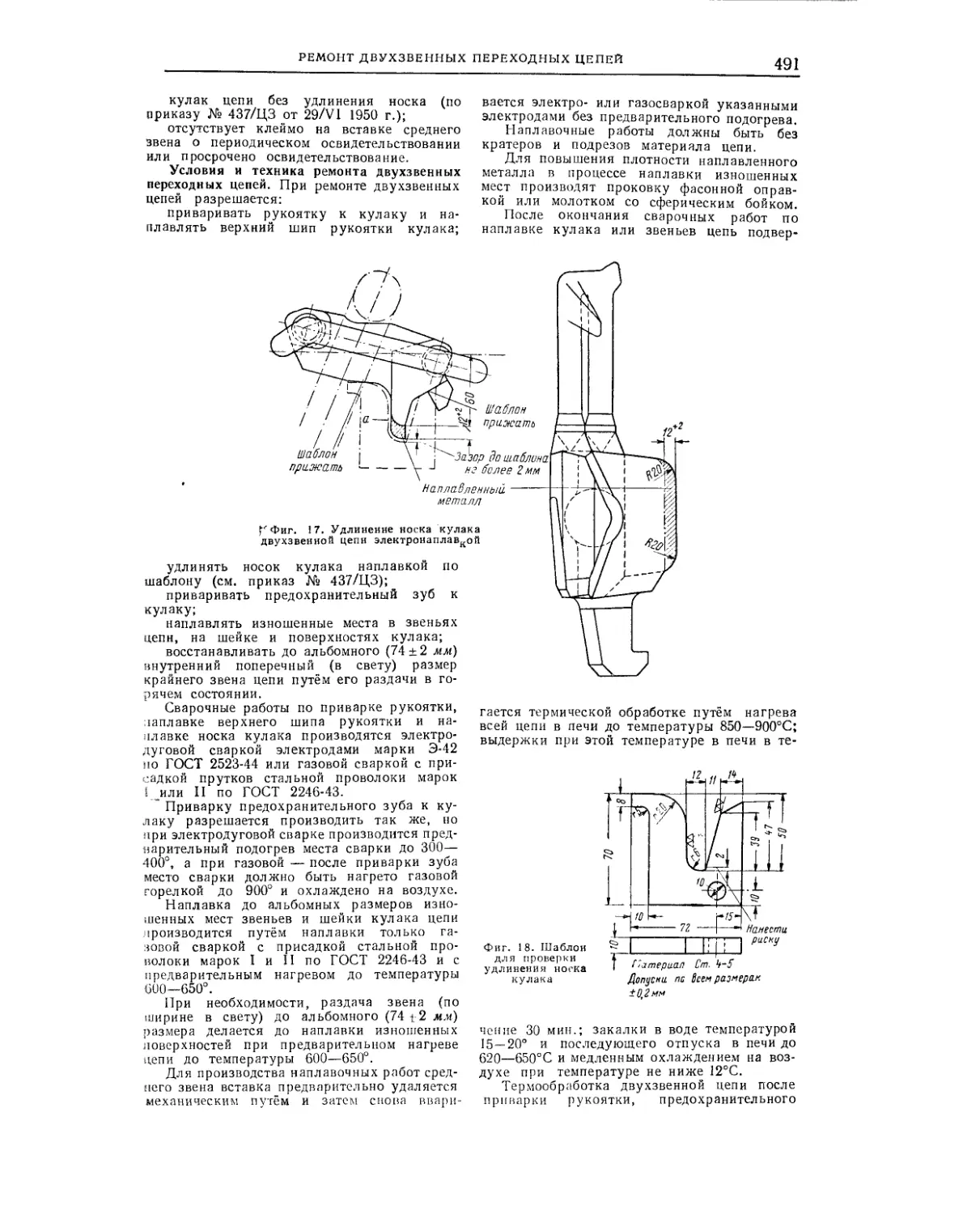
Ремонт двухзвенных переходных цепей (инж. И. Н. Новиков)..................490
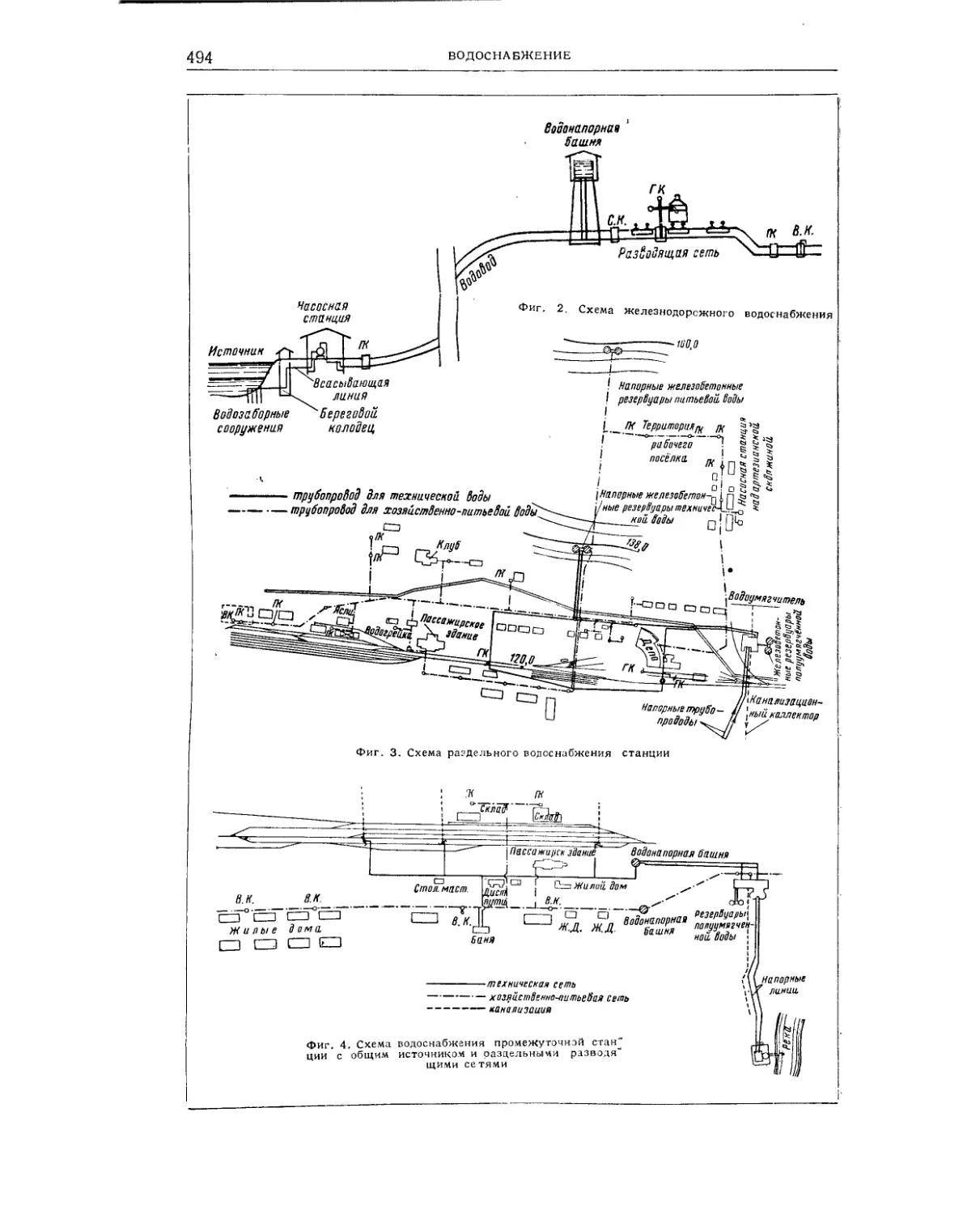
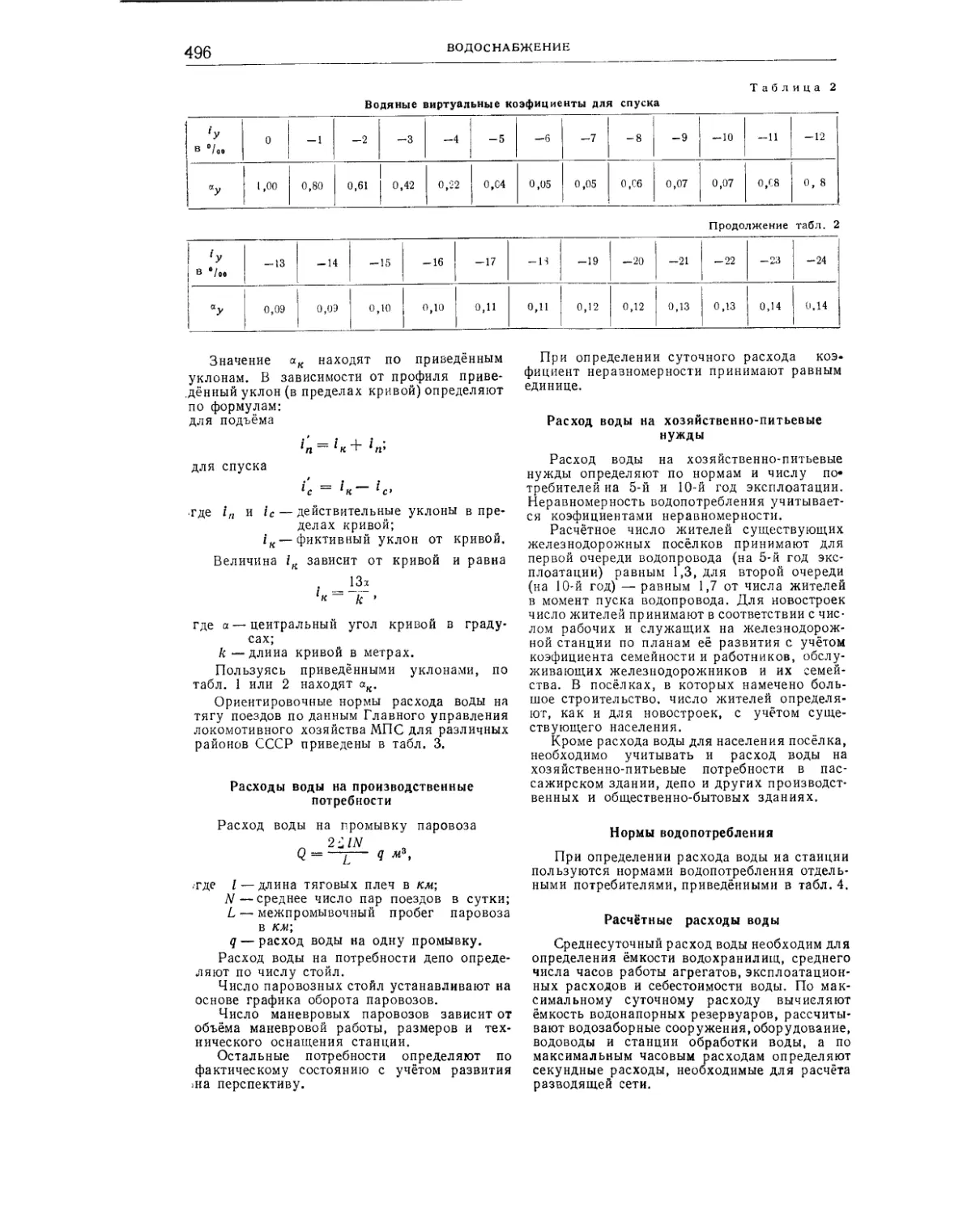
ВОДОСНАБЖЕНИЕ (проф., докт. техн, наук С. X. Азеръер и канд. техн, наук С. Ф. Гончаров) .............. 493
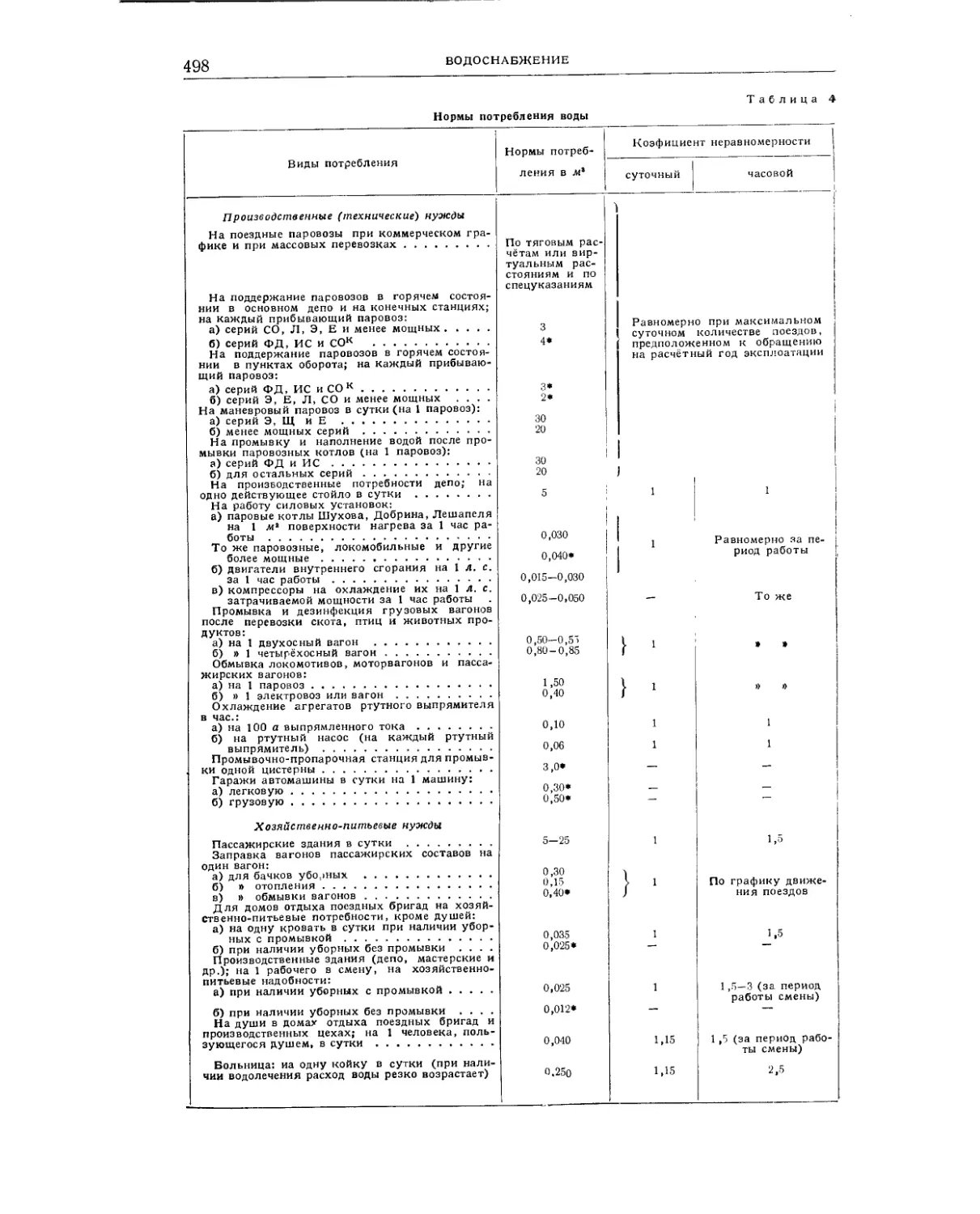
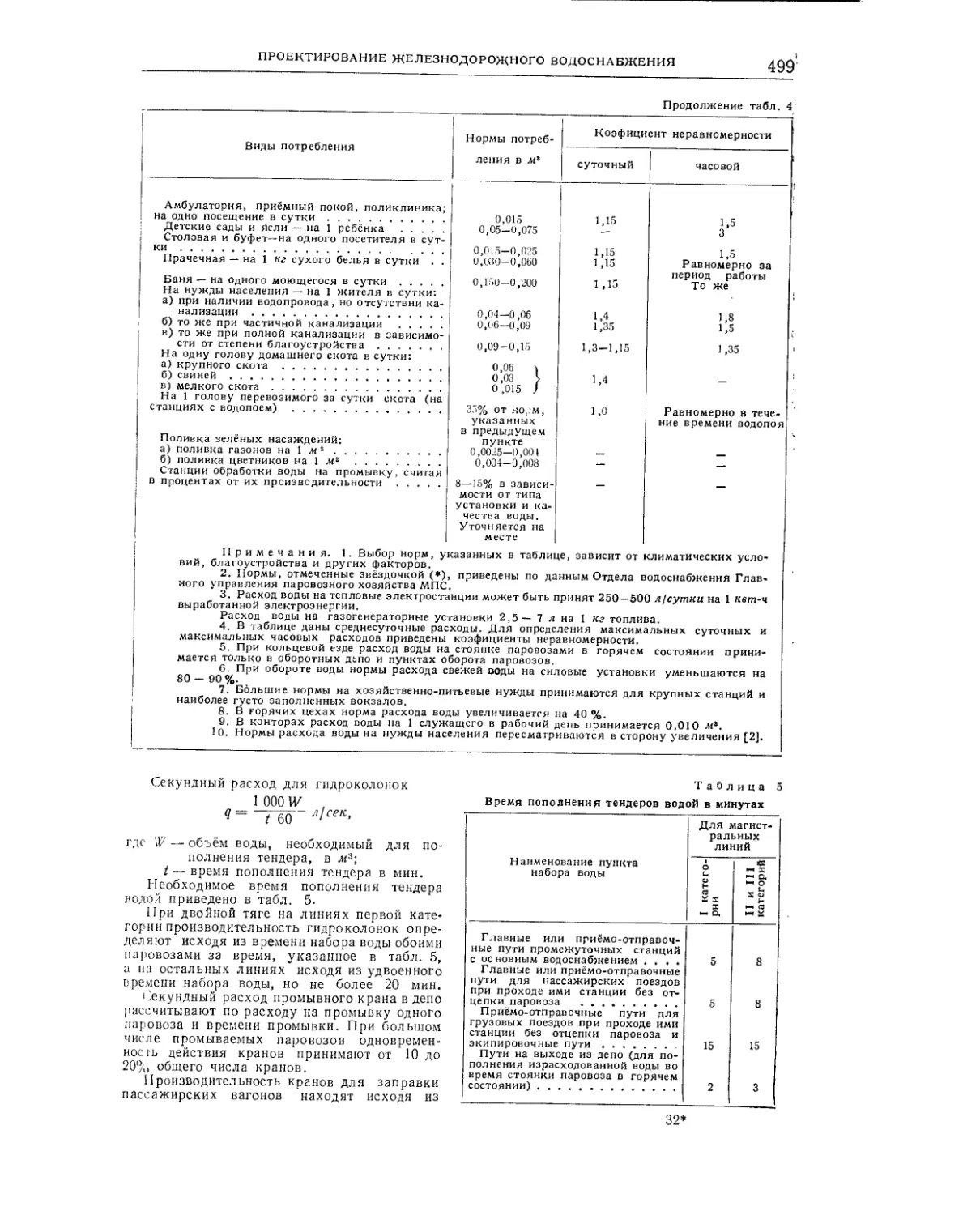
Проектирование железнодорожного водоснабжения ................................493
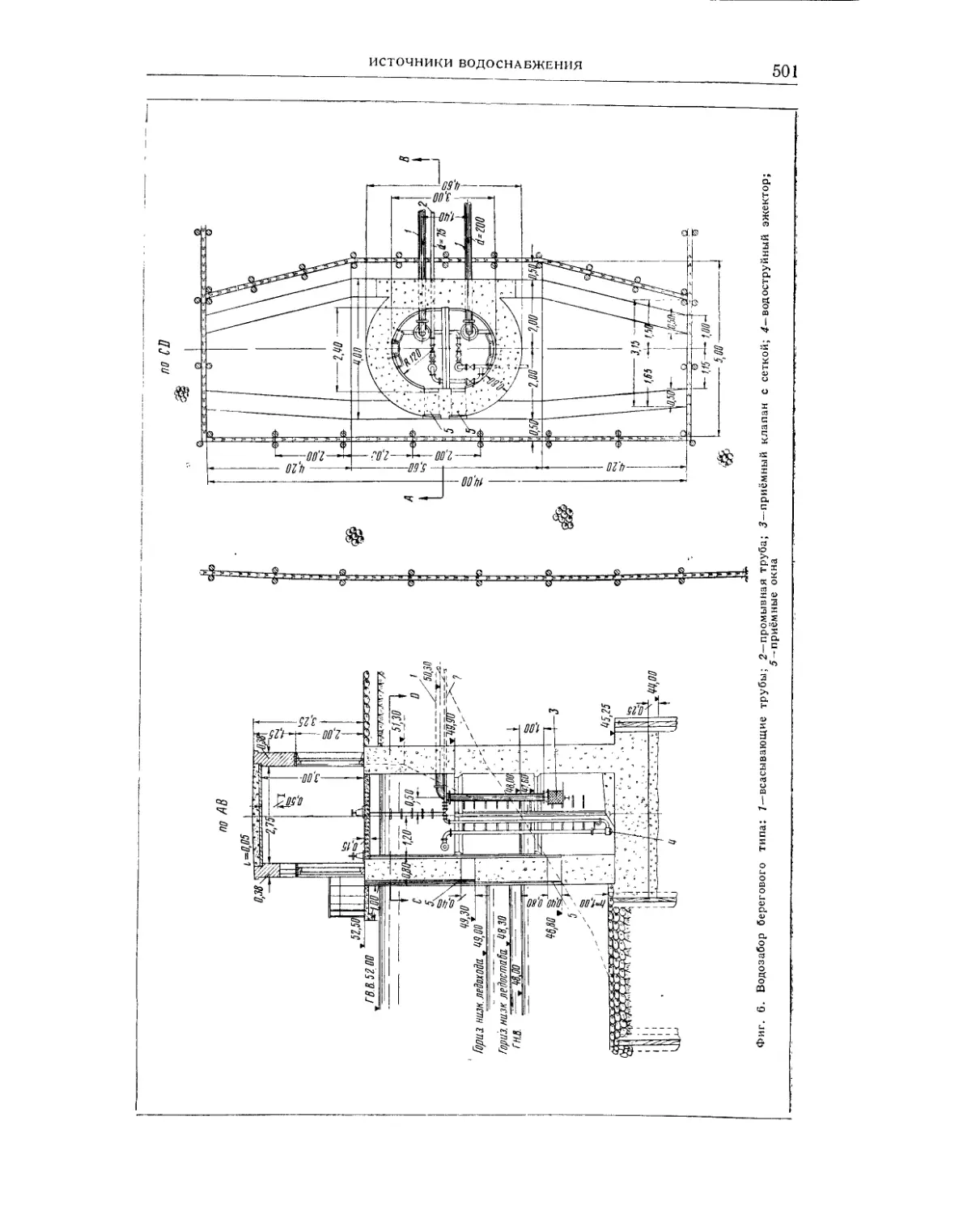
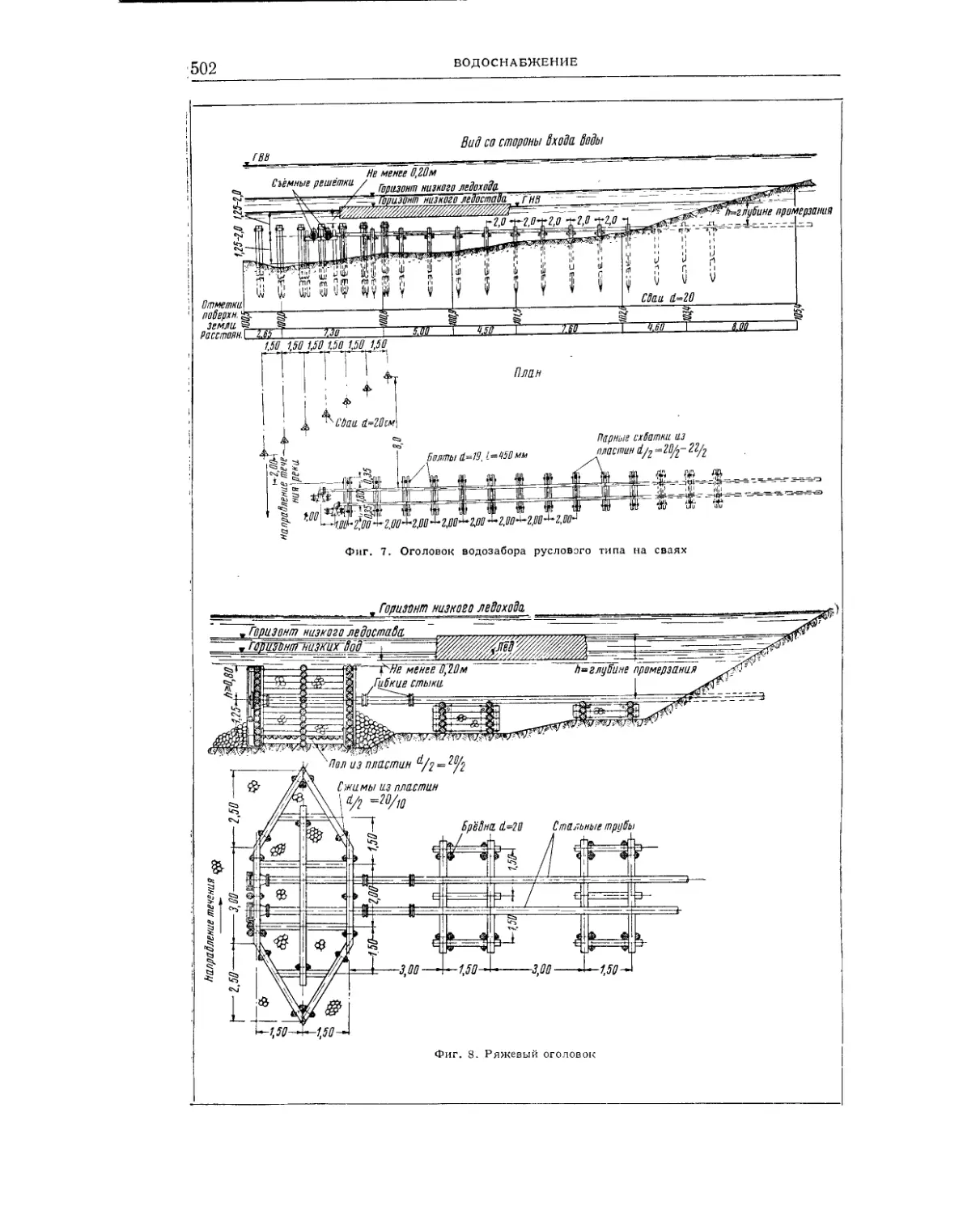
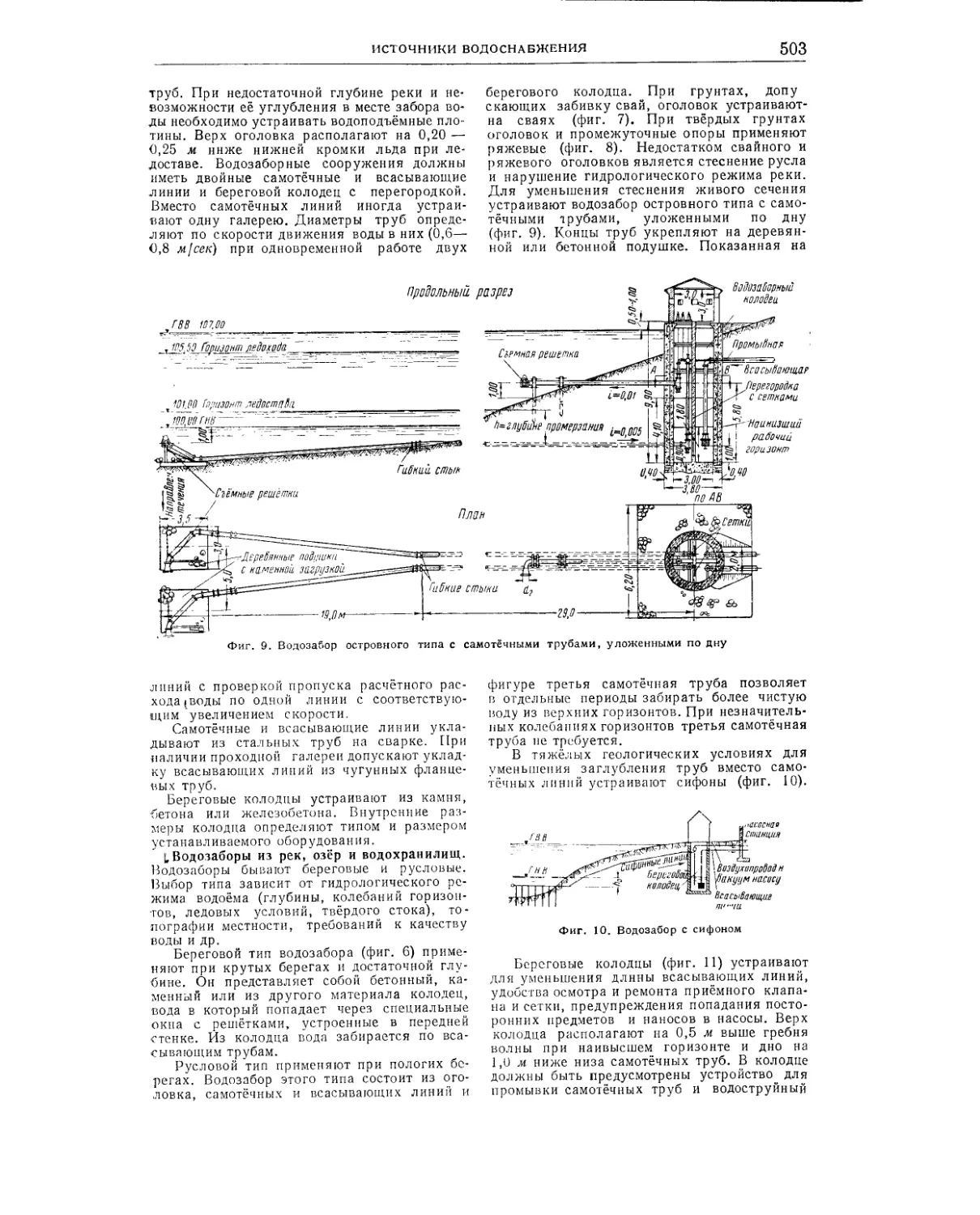
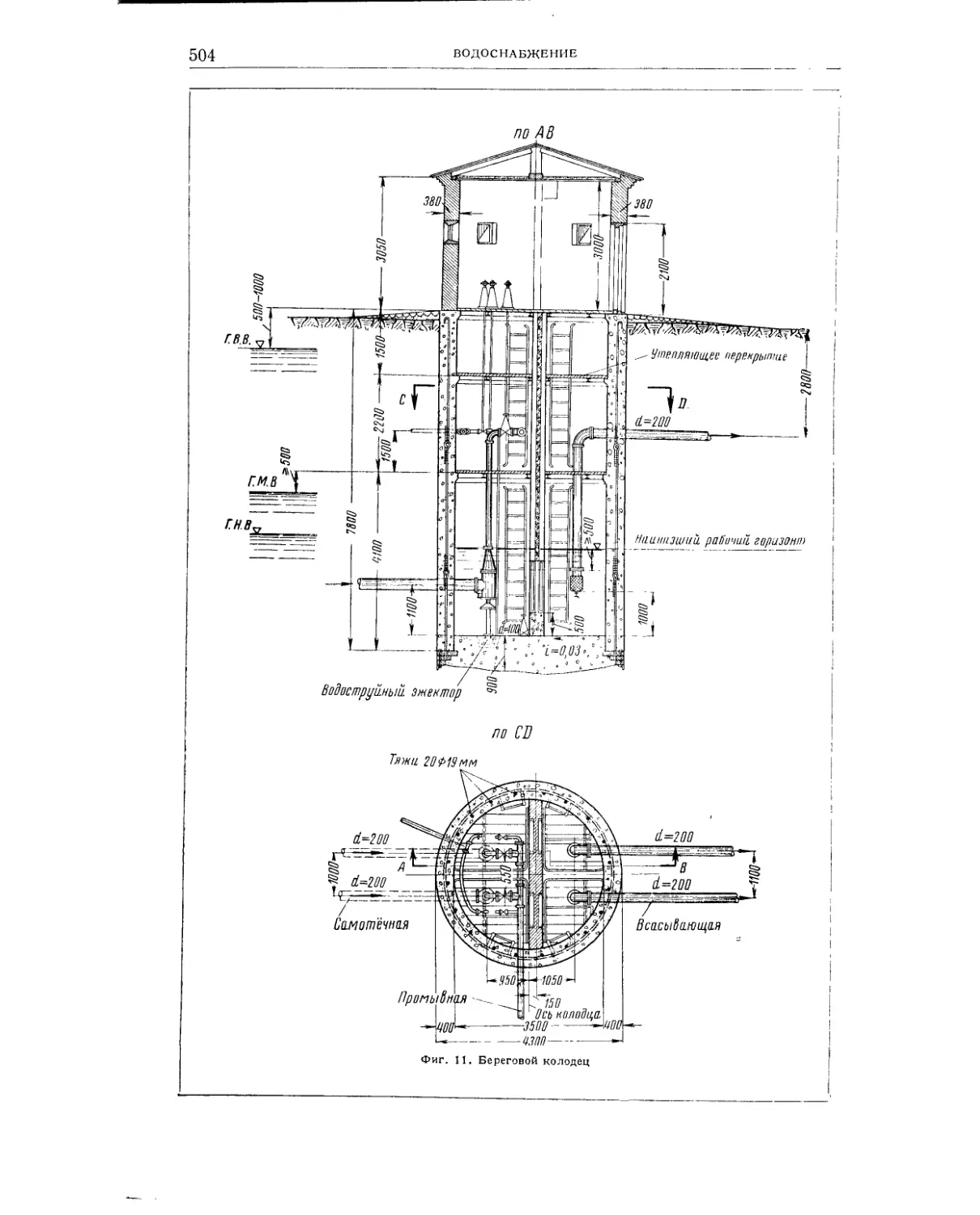
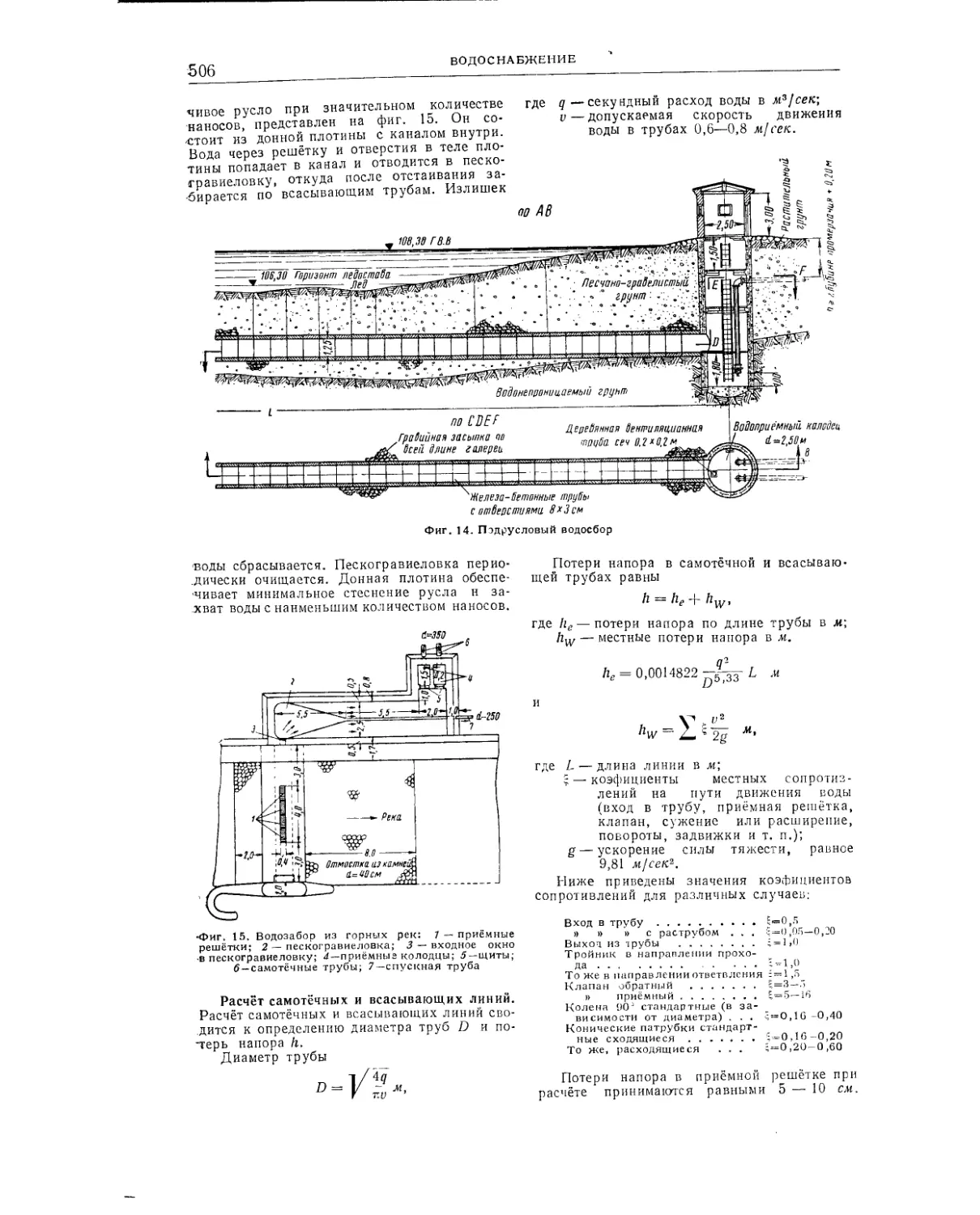
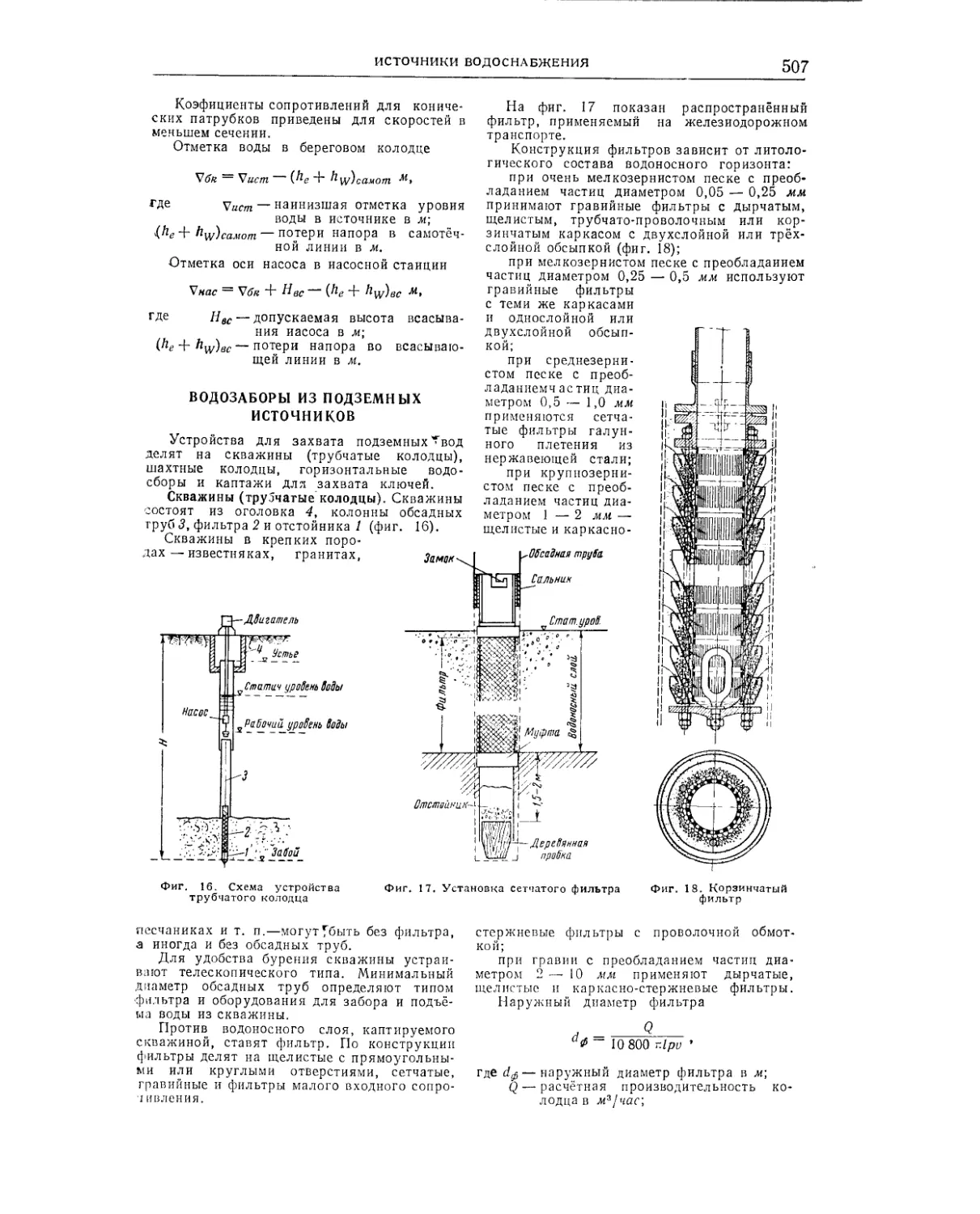
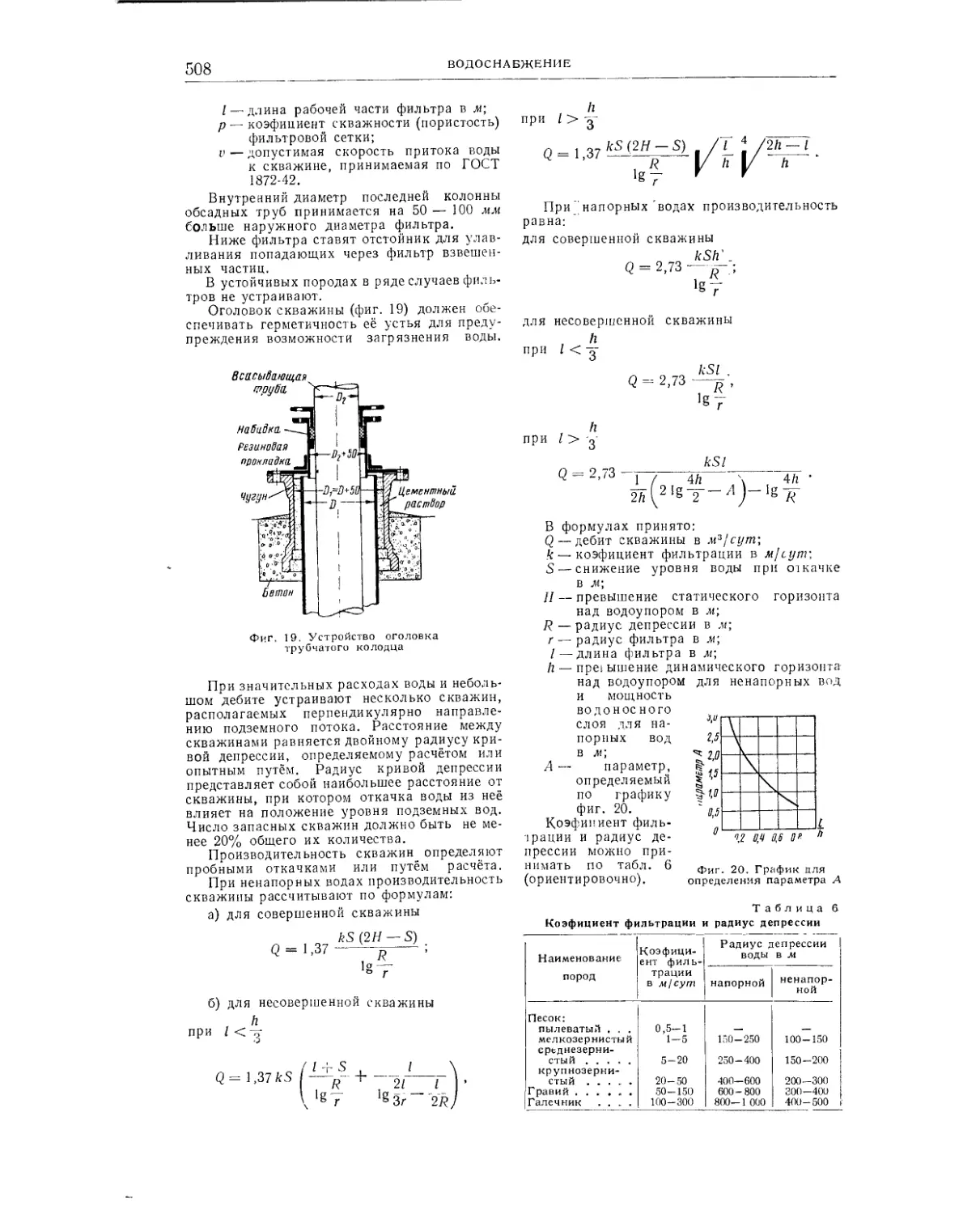
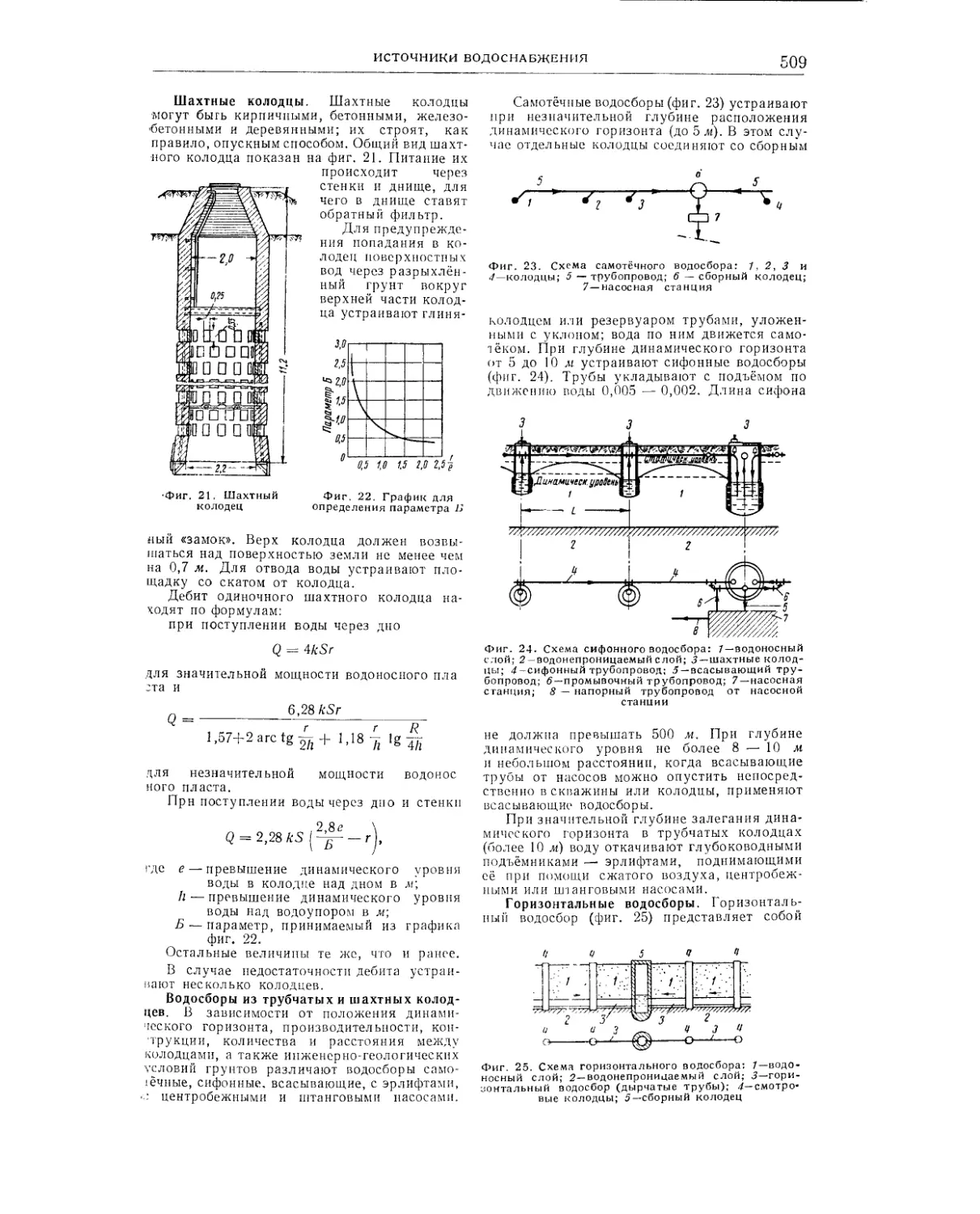
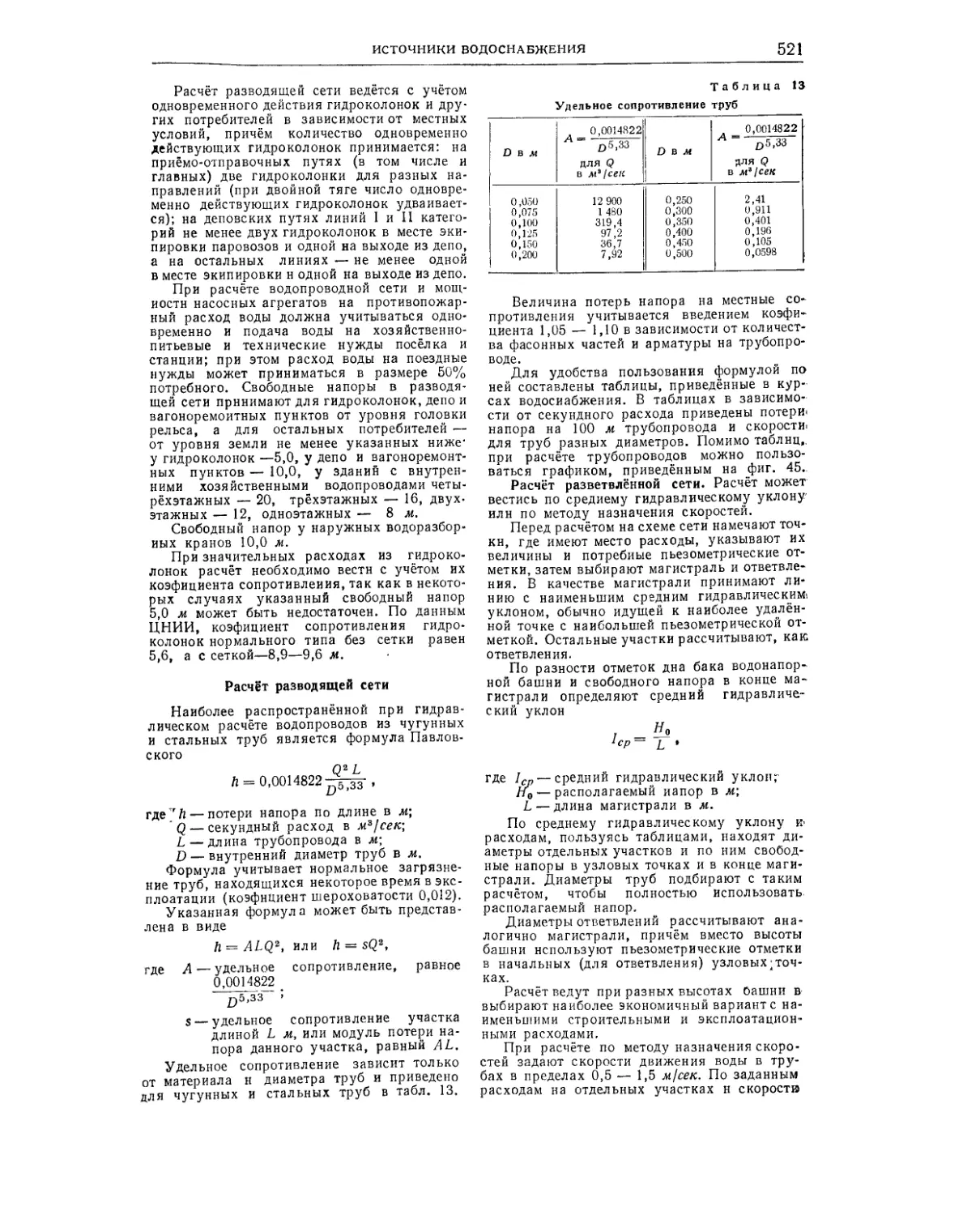
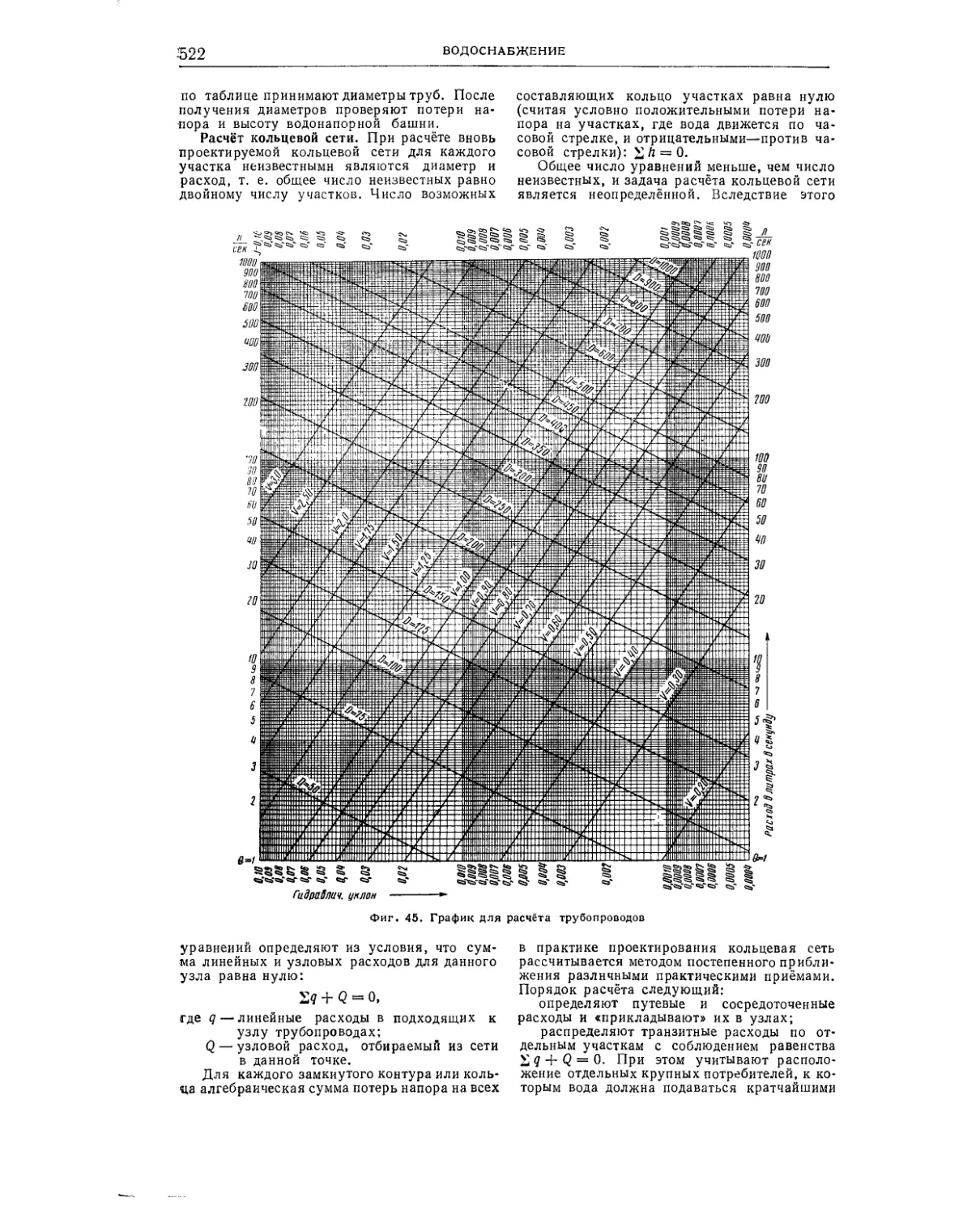
Источники водоснабжения..............500
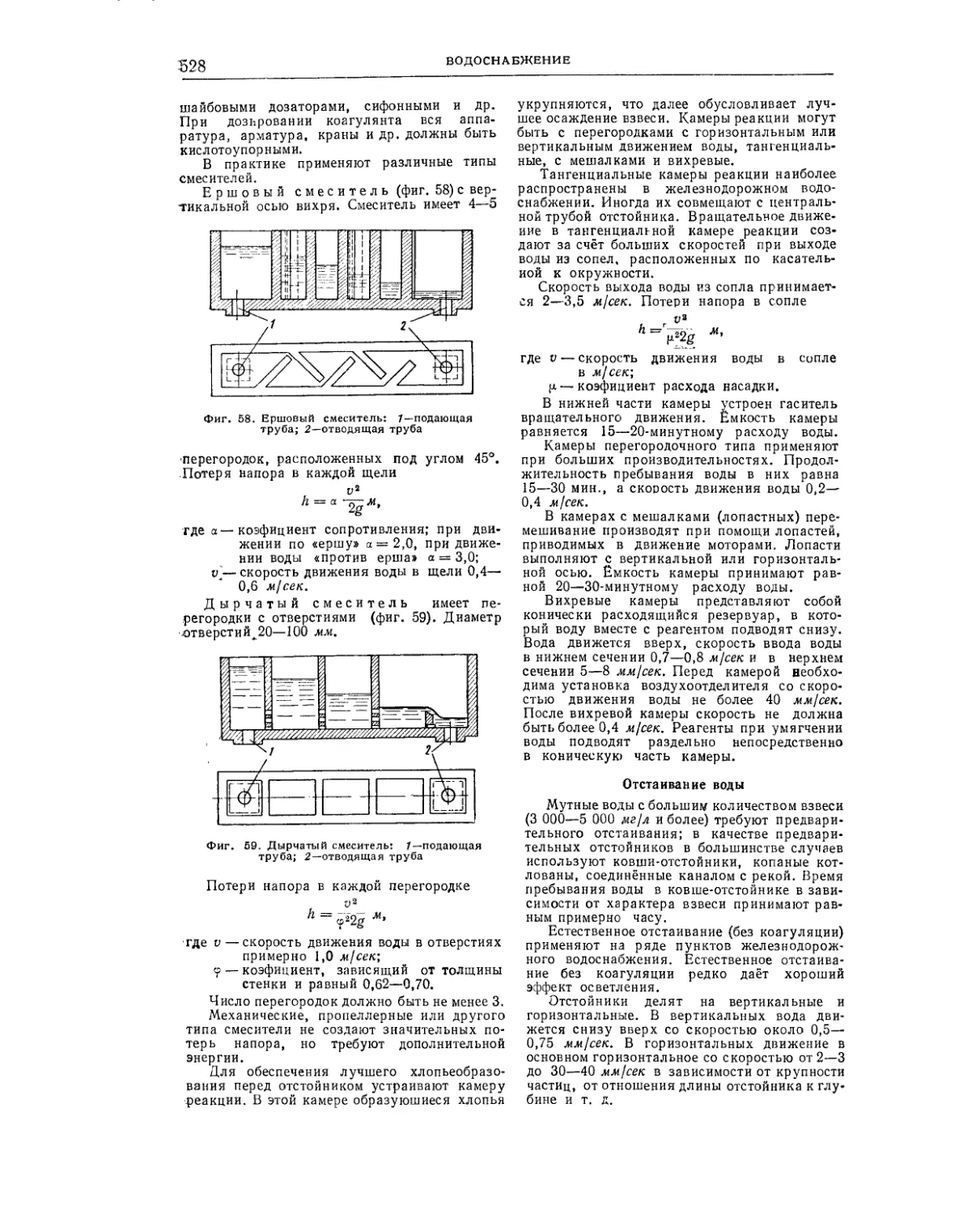
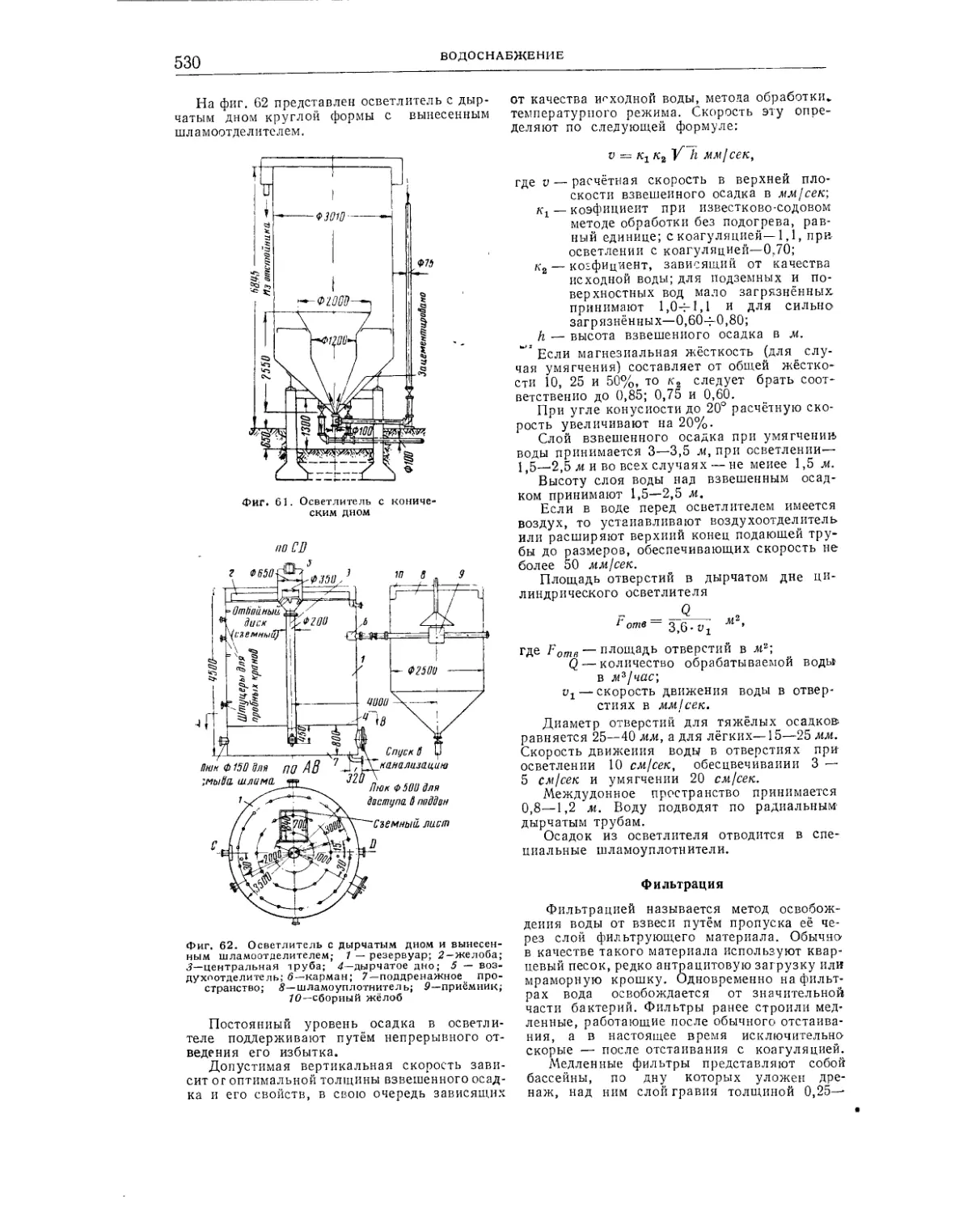
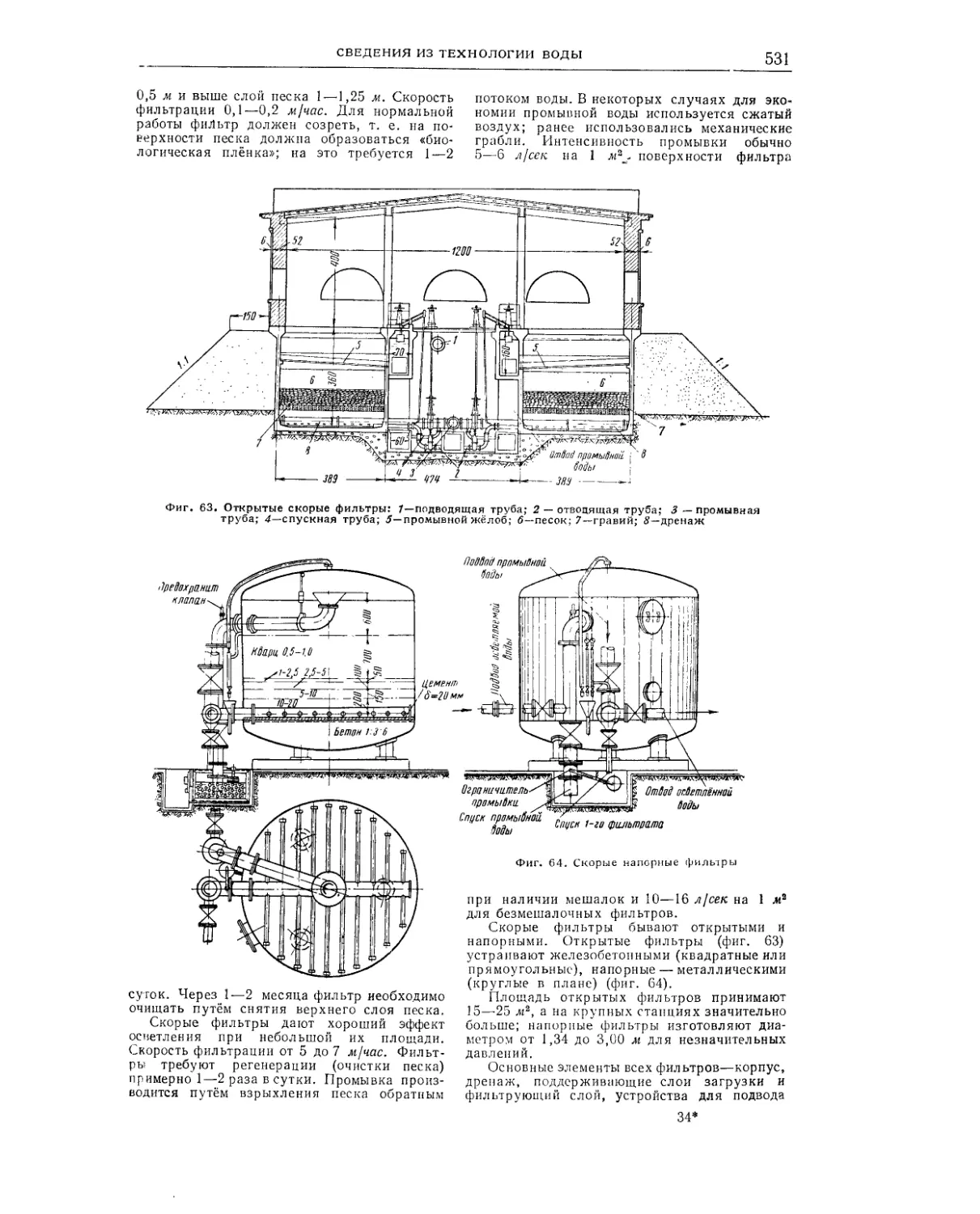
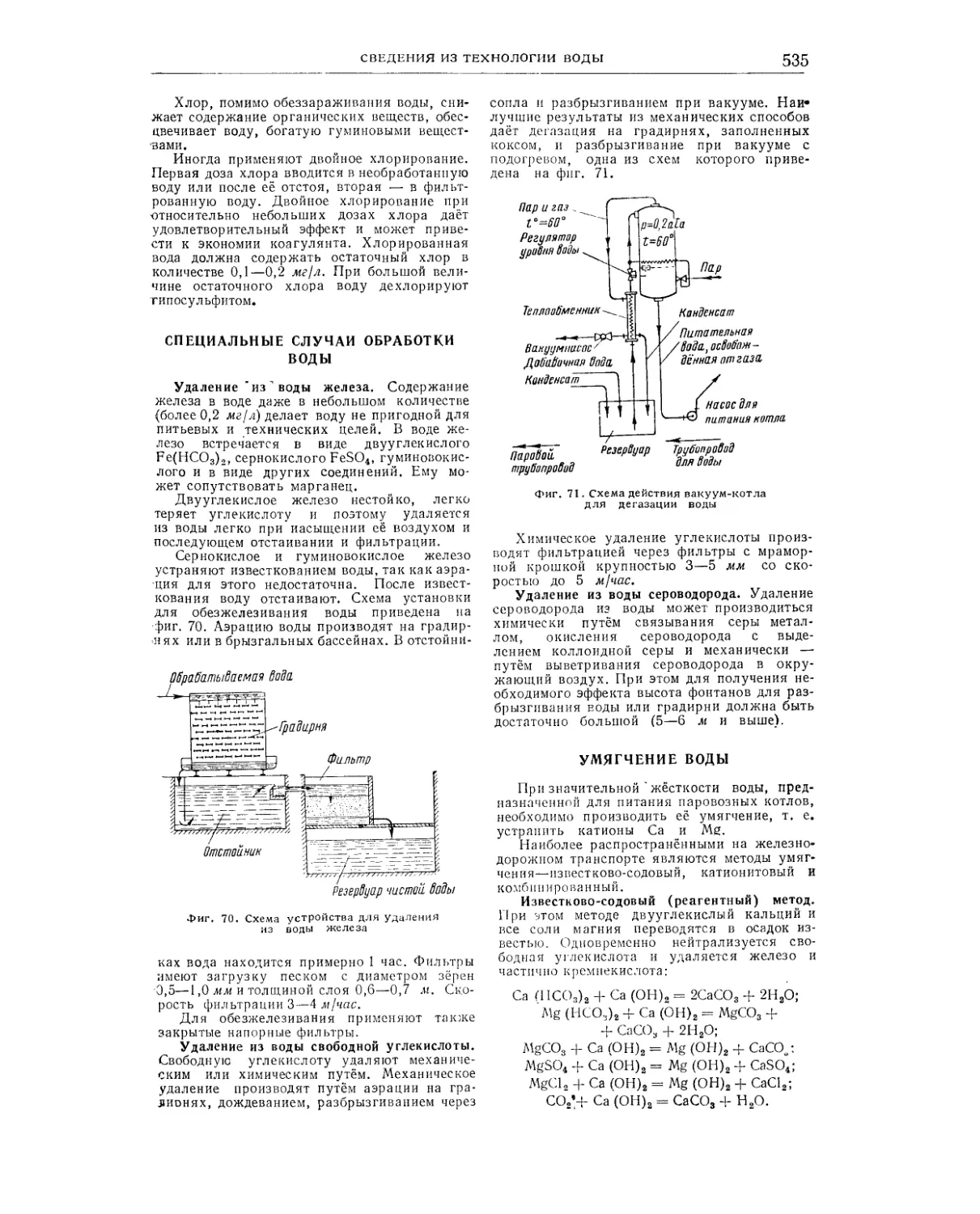
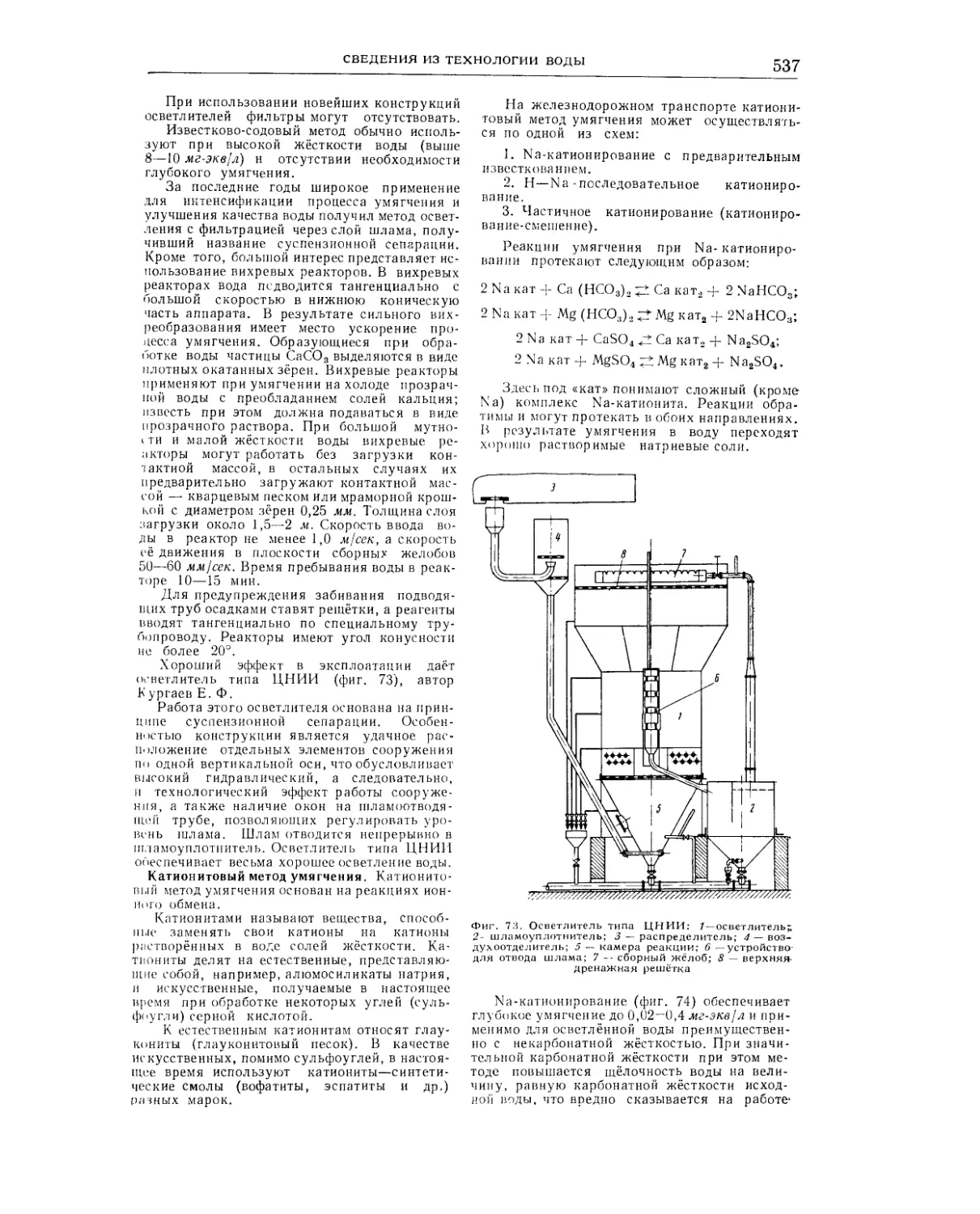
Сведения из технологии воды..........526
Эксплоатация железнодорожного водоснабжения (инж. Г. Н. Москвин и инж.
А. Т. Кудряшов) .............. 541
Вн>грикотловая обработка воды для паровозов (канд. техн, наук В. И. Фридман и инж. М. ф. Шапров) .......... 549
Коррозия паровозных котлов и способы борьбы с ней (проф. С. Г. Веденкин) .... 558
Подготовка хозяйства водоснабжения к работе в зимних условиях (инж. Г. Н. Москвин и инж. А. Т. Кудряшов) ......... 558
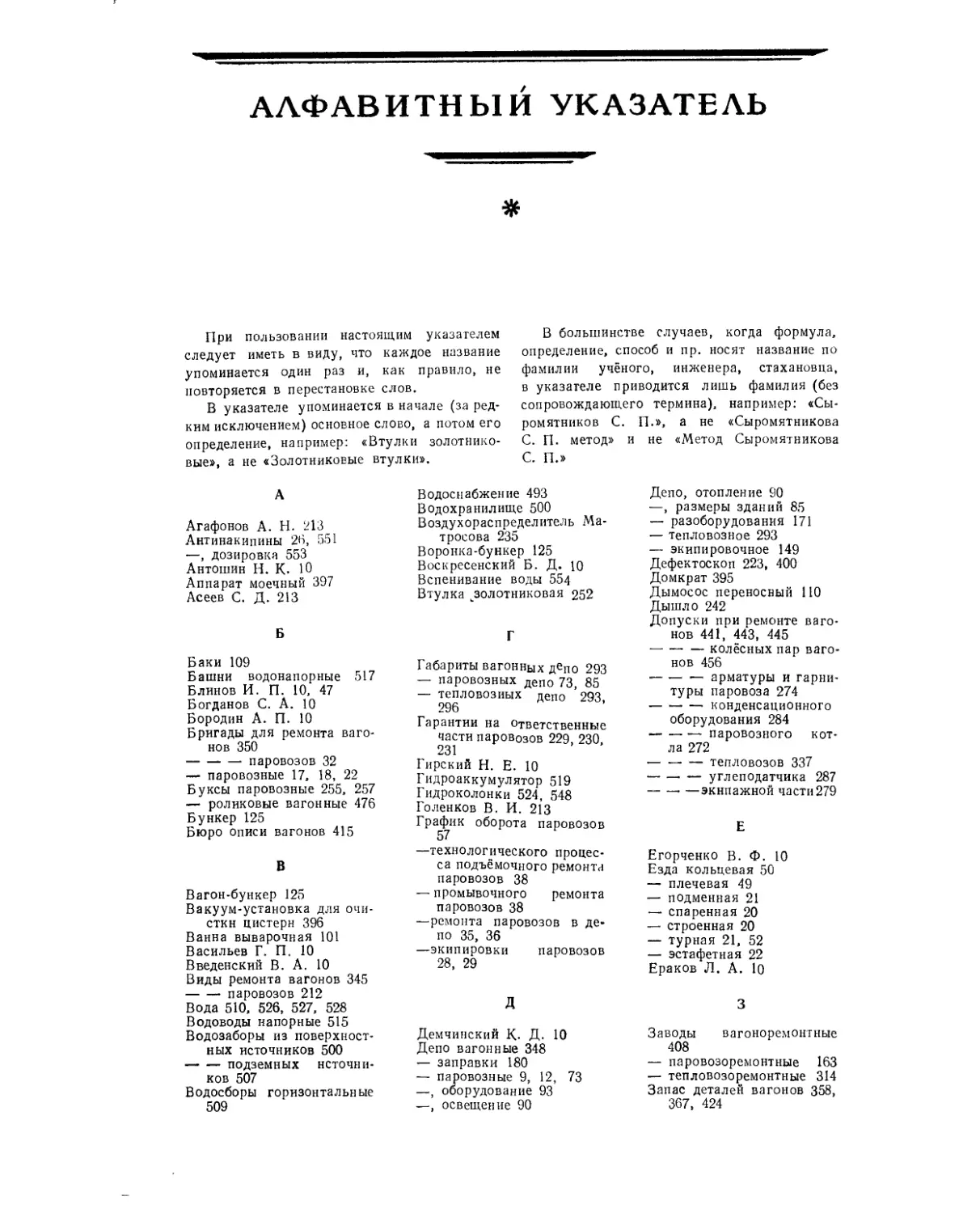
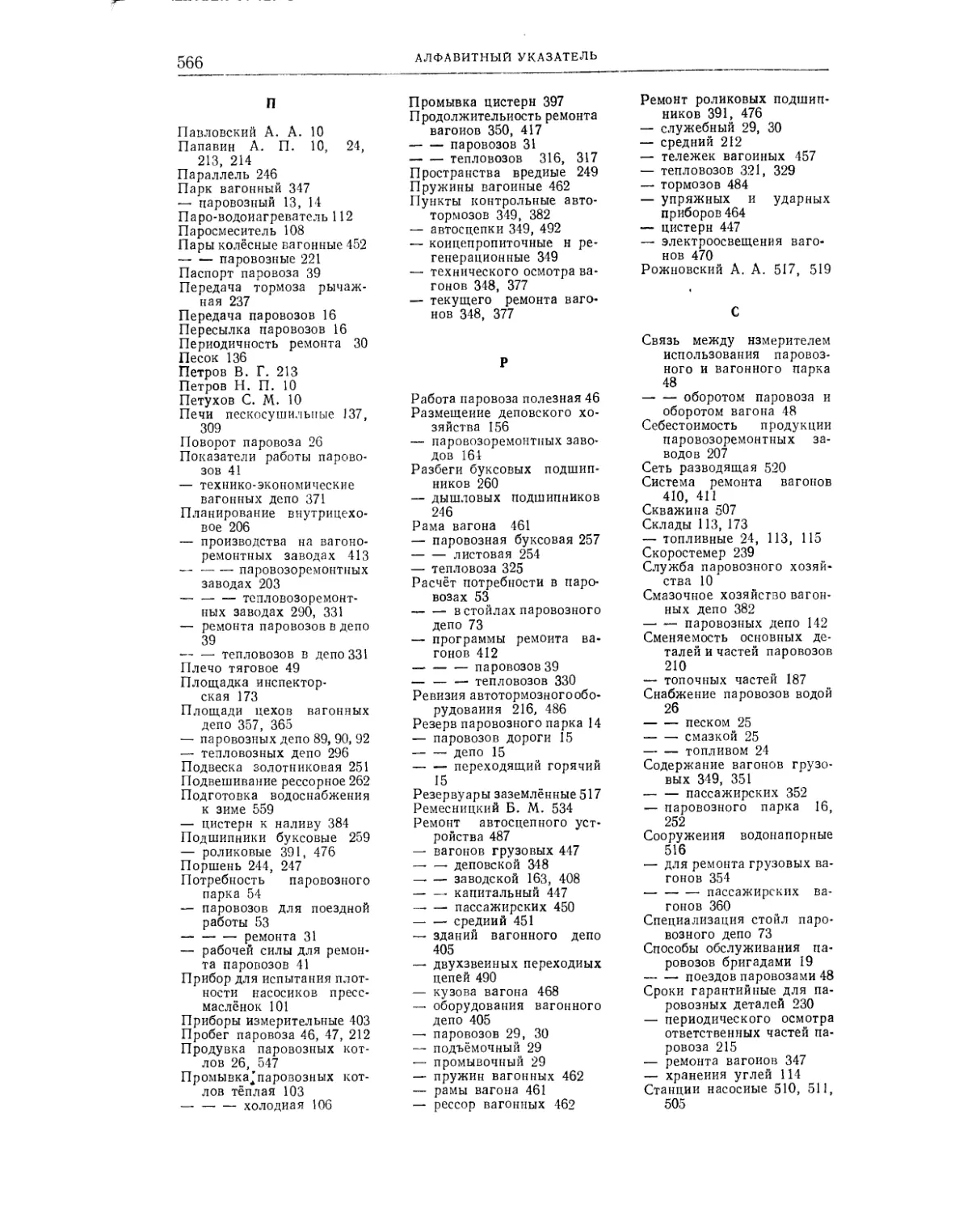
АЛФАВИТНЫЙ УКАЗАТЕЛЬ.................564
ОТ РЕДАКЦИИ СЕДЬМОГО ТОМА
Седьмой том Технического справочника железнодорожника посвящён паровозному, тепловозному и вагонному хозяйству.
Директивы XIX съезда Коммунистической партии Советского Союза по пятому пятнлетнему плану развития СССР предусматривают значительное увеличение технических средств локомотивного и вагонного хозяйства железных дорог, улучшение использования подвижного состава, сокращение времени оборота вагонов, увеличение среднесуточного пробега паровозов и увеличение веса грузовых поездов, окончание в основном перевода на автосцепку рабочего парка вагонов. Директивами съезда предопределено проведение мероприятий по улучшению организации труда работников, связанных с движением .поездов, особенно локомотивных бригад. Под углом зрения решения этих задач, поставленных директивами XIX съезда партии, рассматриваются в настоящем томе вопросы организации локомотивного и вагонного хозяйства.
Освещение всех вопросов дано с учётом современных достижений советской науки и передового опыта производства.
Особое внимание уделено локомотивным и вагонным депо, которые в настоящее время являются предприятиями, оснащёнными всеми видами передовой техники.
При составлении седьмого тома ТСЖ были использованы действующие на железнодорожном транспорте технические условия и нормы, технические указания, материалы проектных учреждений, инструкции и распоряжения по вопросам локомотивного и вагонного хозяйства, а также ряд литературных данных.
Помещённые сведения помогут читателю ориентироваться в вопросах организации локомотивного и вагонного хозяйства и ремонта подвижного состава. Однако справочник не может полностью заменить правила ремонта и технологические указания по их выполнению.
Графики и показатели, помещённые в настоящем томе, характеризующие порядок и продолжительность ремонтных работ, производительность оборудования, расход материалов, припуски и допуски и т. п., являются ориентировочными и могут быть значительно улучшены в результате дальнейшего развития технологии ремонта подвижного состава, внедрения научных достижений и передовых методов.
Глава «Организация паровозного хозяйства» включает материалы по вопросам истории развития паровозного хозяйства, современного его состояния, структуры управления, ремонта, эксплоатации и использования паровозов. Особое внимание уделено советским методам эксплоатации паровозов, предусматривающим соблюдение установленного времени работы и отдыха локомотивных бригад. В этой же главе даны способы решения эксплоатационных задач по использованию паровозов и методика разработки графика оборота паровозов и именных расписаний паровозных бригад.
В главе «Паровозные депо» показаны типы паровозных депо, габариты их зданий, потребность в технологическом оборудовании, приведены технико-экономические показатели.
В главе «Устройства для экипировки» приведены основные сведения по оборудованию и эксплоатации складов топлива, по устройствам шлакоуборочным, обдувочным, поворотным, по снабжению песком, а также данные по смазочному хозяй
8
ОТ РЕДАКЦИИ СЕДЬМОГО ТОМА
ству. В отдельную группу выделены наиболее типичные устройства для экипировки паровозов, работающих по кольцу.
В главе «Организация производства на паровозоремонтных заводах» показаны основные условия, определяющие выбор площадки для постройки заводов и размещения цехов, приведены характеристики всех основных цехов, нормы трудоёмкости, данные для расчёта производственных площадей и технико-экономические показатели работы завода. Наряду с этим указаны принципы организации и оперативного планирования производства.
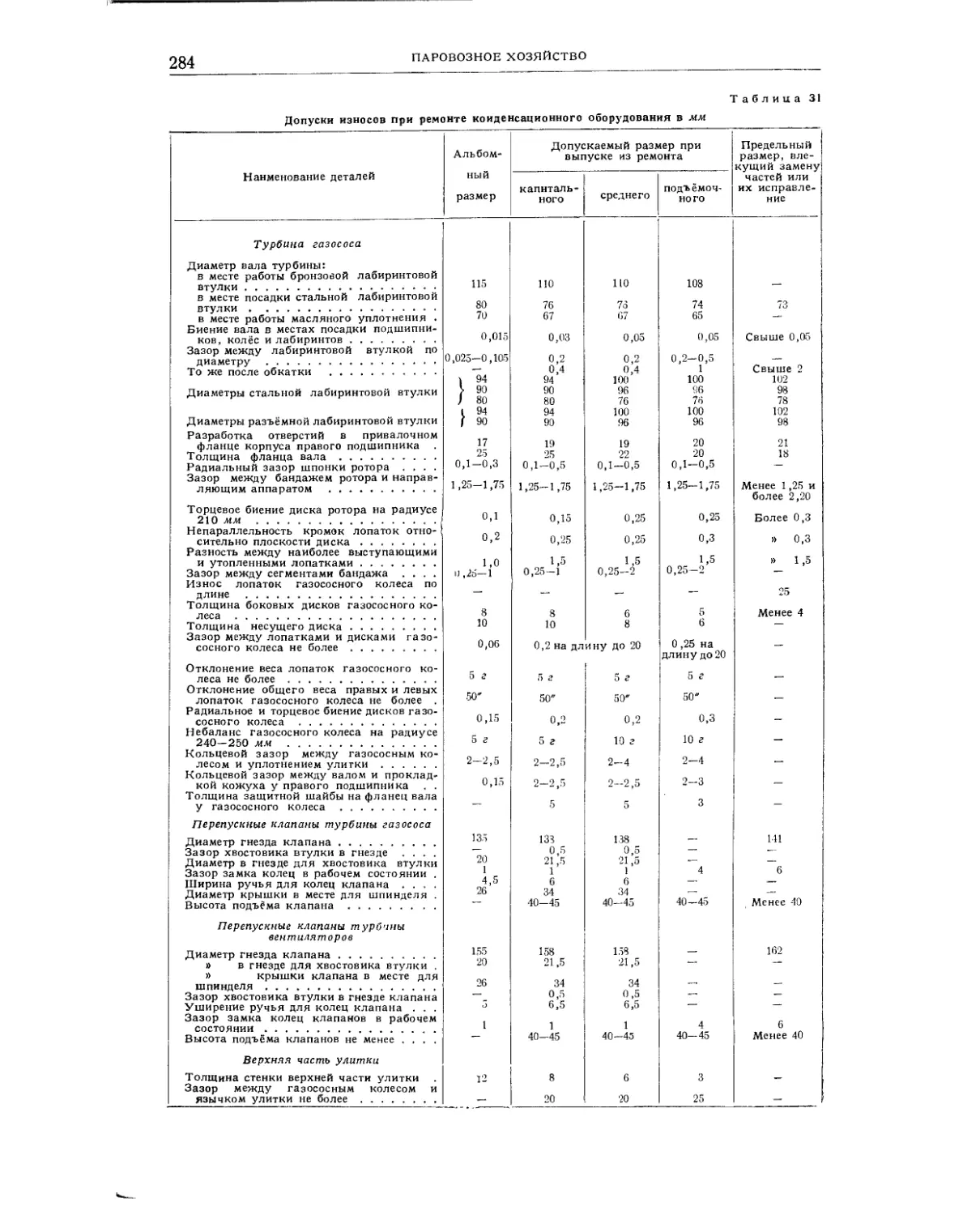
В главе «Технические условия и справочные данные по ремонту паровозов» сосредоточены данные справочного характера, охватывающие виды ремонта паровозов. Помимо характеристики всех видов ремонта паровозов, требований Правил технической эксплоатации, связанных непосредственно с ремонтом паровозов, приводятся технологические нормативы и указываются профилактические меры, установленные для обеспечения содержания паровозного парка в исправном, работоспособном состоянии, а также для безаварийной и экономичной работы паровозов с большими межремонтными пробегами. Сюда относятся такие мероприятия и нормативы, как система периодического осмотра ответственных частей, магнитный контроль, котлонадзор, технические условия проверки и испытания различных частей паровоза после их ремонта, нормы допускаемых износов паровозных деталей и ряд других нормативов.
В разделе «Тепловозное хозяйство» рассматриваются вопросы организации тепловозного хозяйства и организации ремонта тепловозов. В первой части даётся состав и планировка цехов и отделений, габаритные размеры и оборудование заводов и цехов, описываются устройства для экипировки и поворота тепловозов. Во второй части указываются виды ремонта, нормы пробегов и простоя тепловозов в ремонте, характеристика ремонта, правила постановки в ремонт и приёмки из ремонта, приведены правила испытания тепловоза после выхода из ремонта, а также допускаемые и предельные износы и зазоры при текущем ремонте и пр.
В главе «Линейное вагонное хозяйство» показаны типы вагонных депо, размещение в них цехов, габариты зданий, нормы трудоёмкости, потребность в технологическом оборудовании, основные характеристики специальног.о-'оборудования, техникоэкономические показатели.
В этой главе приведены также справочные данные по безотцепочному ремонту вагонов, по организации смазочного хозяйства, пунктов технического осмотра, текущего ремонта вагонов и пр.
Глава «Организация производства на вагоноремонтных заводах» содержит сведения по структуре заводов, организации производства на них, по расчётам производительности цехов и отдельных видов оборудования, системам ремонта вагонов, планированию и подготовке производства и пр.
В главе «Технические условия, технология и справочные данные по ремонту вагонов» приведены величины допусков, установленных правилами ремонта вагонов, а также материал, освещающий передовые методы качественного ремонта вагонов— поточного, поточно-узлового и стационарного. Справочные данные по ремонту ряда узлов иллюстрированы схемами и графиками.
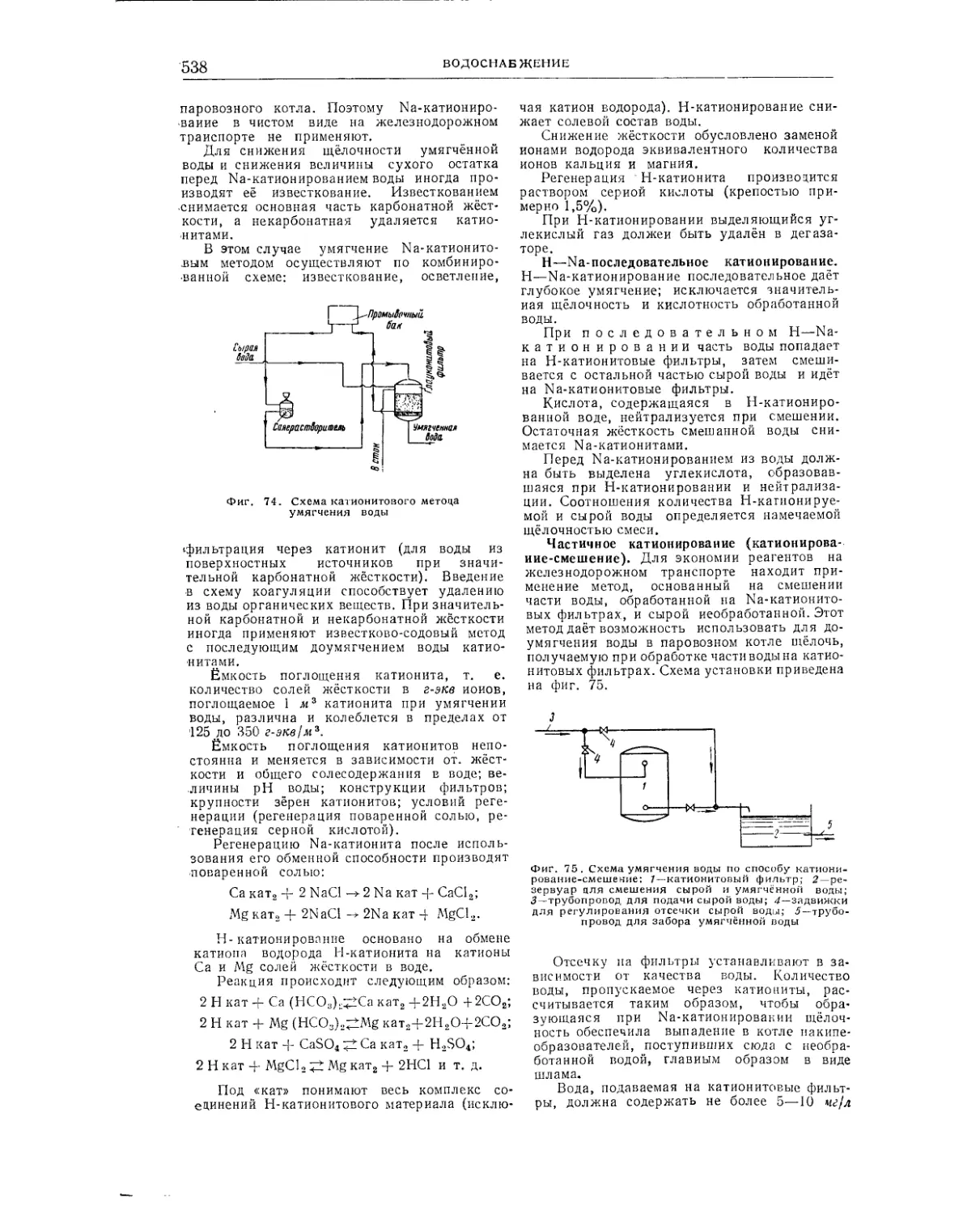
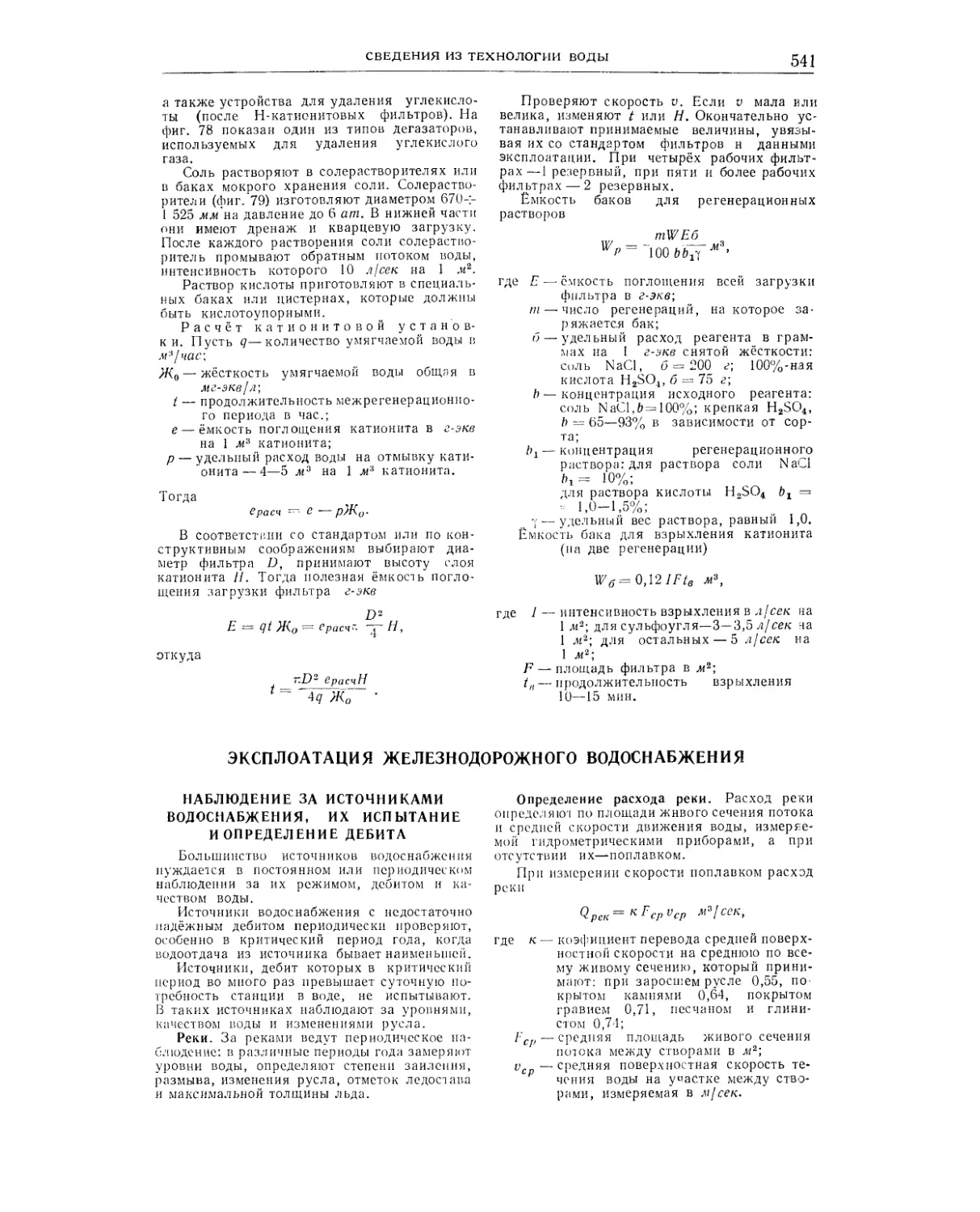
Раздел «Водоснабжение» предназначен не только для работников локомотивного и вагонного хозяйства, но также для строителей и путейцев. В разделе помещены материалы, характеризующие в техническом отношении существующие системы и конструкции железнодорожного водоснабжения, их расчёт и условия эксплоатации, мероприятия по ускорению набора воды паровозами, устройства для улучшения качества воды и сведения об обработке воды в паровозных котлах.
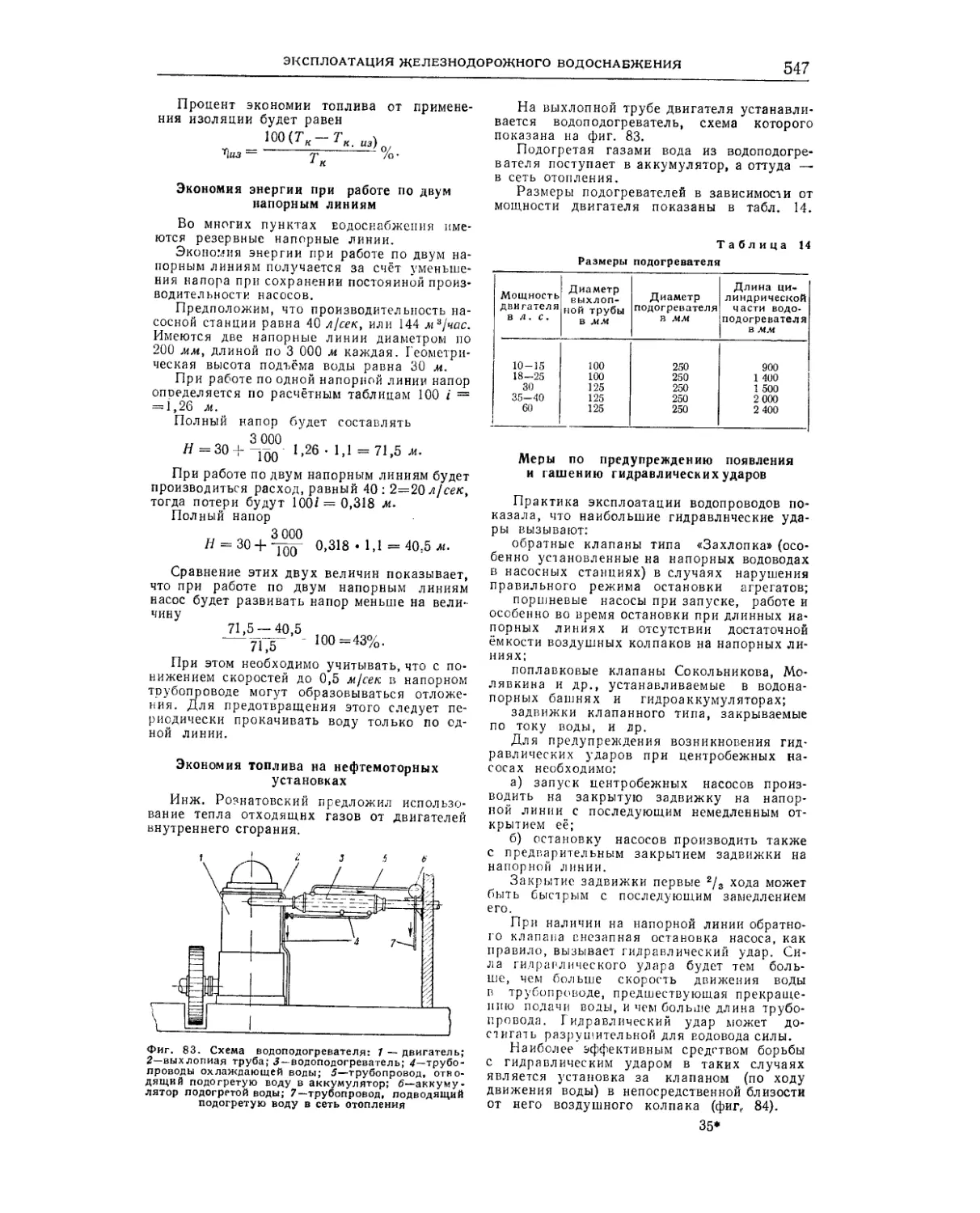
Редакция седьмого тома ТСЖ просит читателей все замечания и пожелания направлять в Трапсжелдориздат.
ПАРОВОЗНОЕ ХОЗЯЙСТВО
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
НАЗНАЧЕНИЕ ПАРОВОЗНОГО ХОЗЯЙСТВА
Содержанием работы паровозного хозяйства как отрасли железнодорожного транспорта является:
1) обеспечение грузовых и пассажирских перевозок по железным дорогам исправным паровозным парком;
2) проведение мероприятий, направленных на точное выполнение расписания и графика движения поездов в части, касающейся паровозного хозяйства;
3) обеспечение безопасности движения поездов, соблюдение установленной продолжительности непрерывной работы паровозных бригад;
4) внедрение наиболее совершенных технологических процессов и передовых методов труда при эксплоатации и ремонте паровозов;
5) разработка и проведение мероприятий по содержанию в исправном состоянии всех зданий, устройств и технологического оборудования паровозного хозяйства с обеспечением их рационального использования, необходимого усиления и дальнейшего развития;
6) разработка и проведение мероприятий по повышению квалификации эксплоатацион-ного и ремонтного персонала паровозного хозяйства;
7) разработка и проведение мероприятий по обеспечению рентабельности деповского производства, снижению себестоимости продукции.
Материально-техническую базу паровозного хозяйства составляет паровозный парк, а также технические устройства для его содержания и ремонта — технические здания, мастерские для ремонта, топливные склады с устройствами для снабжения паровозов топливом и вы! рузки угля из вагонов, склады смазки и кладовые для её раздачи, механизированные устройства для сушки и подачи песка на паровозы, уборки шлака, поворота паровозов, а также устройства водоснабжения.
Паровозный парк железных дорог СССР в основном состоит из мощных паровозов, построенных в годы сталинских пятилеток.
Для содержания паровозного парка на
сети дорог размещено большое количество основных и оборотных депо, значительная часть которых за годы сталинских пятилеток была вновь построена или реконструирована.
Основным депо называется линейное производственное предприятие паровозного хозяйства, к которому приписывается определённое количество паровозов, необходимое для обслуживания поездов на прилегающих к депо участках.
В основном депо производится плановый ремонт паровозов и сосредоточиваются все необходимые .средства для их обслуживания и содержания. Основное депо является также и местом постоянного жительства паровозных бригад.
Участки железнодорожной линии, обслуживаемые паровозами, прикреплёнными к основному депо, называются тяговыми плечами.
Оборотным депо называется пункт, находящийся в конце тягового плеча, где оборачиваются паровозы основного депо для обратного следования в основное депо. Некоторые оборотные депо имеют небольшой парк приписанных паровозов. В оборотных депо размещаются экипировочные устройства, а в необходимых случаях—и дома для отдыха бригад.
Между основными и оборотным депо на отдельных длинных тяговых плечах организуются пункты подмены, являющиеся местом постоянного жительства паровозных бригад, подменяющих основные бригады.
Административно-хозяйственная организация на дорогах, в которой концентрируются все вопросы, относящиеся к паровой тяге, называется службой локомотивного хозяйства.
ИСТОРИЧЕСКАЯ СПРАВКА
О РАЗВИТИИ ПАРОВОЗНОГО
ХОЗЯЙСТВА
Создание русского паровозостроения позволило уже в 80-х годах прошлого века полностью отказаться от ввоза паровозов из-за границы. Большая группа талантливых русских инженеров сконструировала ряд новых.
10
ПАРОВОЗНОЕ ХОЗЯЙСТВО
типов паровозов, которые имели значительные прев >сходства перед аграничными.
Прогрессивные русские инженеры, несмотря на противодействие со стороны царского министерства путей сообщения, вели непримиримую борьбу с раболепием перед иностранщиной и изыскивали свои пути улучшения эксплоатации паровозов на отечественных дорогах. Многим из них принадлежит заслуга утверждения русского приоритета в различных областях тягового хозяйства.
К числу имён славной плеяды русских учёных и инженеров следует отнести инж. П. И. Мельникова — автора первой отечественной системы эксплоатации паровозов, применённой им на Петербурго-Московской ж. д. (прикреплённая езда, короткие плечи, территориально-отраслевая система линейного управления дорогой), проф. Л. А. Ера-кова, инж. А. П. Бородина, проф. Н. П. Петрова, инж. Л. М. Леви — основоположников науки о тяге поездов и эксплоатации паровозов, инж. В. Н. Лешедко — инициатора введения сдвоенной езды, инж. Н. К- Антошина — инициатора созыва съездов инженеров службы тяги, инж. Н. Д. Лапчинского, Н. Д. Демчинского, Б. Б. Сушинского, Н. Е. Гнрского, заложивших научные основы отечественной системы ремонта паровозов, инж. И. К. Карпинского и И. А. Заусайлова, разработавших способ горячей промывки паровозных котлов, инж. Е. Е. Нольтейна и А. Н. Игнатова, впервые применивших прикреплённую езду с подменой бригад на промежуточных пунктах, инж. Перевозни-кова, Михина, Калашникова и Персианова, создавших прекрасные для своего времени образцы высокопроизводительных механизированных устройств для ремонта и ускорения экипировки паровозов, инж. В. И. Таранова - Белозёрова, А. А. Павловского, А. Н. Фролова, В. А. Введенского, Б. Д. Воскресенского и др., которым принадлежат огромные заслуги в деле уплотнения времени работы паровозов и решения других проблем в области эксплоатации паровозного парка, имеющих большое теоретическое и практическое значение.
Отечественная система эксплоатации в её теперешнем виде сложилась в советский период. В неё вошли также лучшие традиции прошлого, которые затем были творчески переработаны.
В основе советской системы эксплоатации паровозов лежат социалистическая организация труда, передовой опыт новаторов производства, достижения отечественной науки и техники.
В результате была создана совершенно новая система, коренным образом отличающаяся от практики эксплоатации паровозов на дорогах капиталистических стран.
Принципиальные черты этой системы сложились на основе исторических решений СНК СССР и ЦК ВКП(б) от 1931 и 1933 гг. Огромные по своему значению мероприятия, проведённые на транспорте под руководством Л. М. Кагановича в период 1935—1940 гг., могут служить ярким подтверждением сказанному. Борьба с крушениями и авариями, разгром лженаучной «теории» предела, борь
ба за ускорение оборота вагонов, дальнейшее улучшение организации и работы локомотивного парка, широкое развитие стахановского движения — всё это явилось мощным фактором нового подъёма железнодорожного транспорта.
Инженеры и учёные С. М. Петухов, Л. В. Никольский, А. В. Чирков, Е. И. Мокршиц-кий и др. вне'ли крупный вклад в дело становления новой системы- эксплоатации паровозов.
Интенсивное развитие методов эксплоатации паровозов в значительной степени обязано стахановскому движению. Машинисты П. Ф. Кривонос, Н. А. Лунин, А. П. Па-павин, И. Н. Блинов и др. внесли много нового в сущес1вующую систему использования паровозов.
Активное включение в стахановско-криво-носовское движение большой группы советских инженеров и учёных способствовало развитию передовых методов работы. Советские учёные С. П. Сыромятников, Д. А. Штанге, В. Ф. Егорченко, Н. И. Карташёв, Г. П. Васильев, С. А. Богданов совместно с другими специалистами работали над теоретическим обоснованием передовых методов работы.
Годы послевоенного периода (1946—1951) знаменуют собой восстановление технической базы паровозного хозяйства и дальнейшее развитие советских методов эксплоатации.
Широко развернувшееся среди машинистов в послевоенный период соревнование за высокие среднесуточные пробеги паровоза, получившее название «движения машинистов-пятисотников», обогатило советскую систему эксплоатации паровозов новыми, более эффективными методами использования паровозов.
Более высокой ступенью развития движения машинистов-пятисотпиков является движение пятисотников-тяжеловесников за высокую производительность паровозов, которое предусматривает повышение использования паровозов путём сочетания высокого суточного пробега с вождением тяжеловесных поездов.
Борьба за увеличение эксплоатационной производительности паровозов в значительной мере способствует решению основной задачи, поставленной директивами XIX съезда партии по дальнейшему повышению пропускной способности железных дорог,
СТРУКТУРА ПАРОВОЗНОГО ХОЗЯЙСТВА
Управление паровозным хозяйством на дорогах СССР осуществляется по территориально - отраслевому (производственному) принципу при централизованном планировании и значительной самостоятельности на местах.
В территориальном отношении управление в масштабе сети возложено на Министерство путей сообщения, в пределах дороги—на управление дороги, в пределах линейных участков—-на отделения дороги и основные паровозные депо. Отраслевое управление имеет следующие ступени подчинения: Главное управление локомотивного хозяйства МПС,
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
И
служба локомотивного хозяйства управления дороги, локомотивный отдел отделения дороги, основное паровозное депо.
В существующей структуре отраслевого управления локомотивным хозяйством имеется ряд особенностей, а именно:
а) функции руководства в Министерстве путей сообщения разделены между Главным управлением локомотивного хозяйства и Главным управлением электрификации и энергетического хозяйства;
б) функции руководства в управлении дороги сосредоточены в руках службы локомотивного хозяйства и службы электрификации и энергетического хозяйства;
в) функции руководства паровозным хозяйством на линии разделены между локомотивным отделом отделения дороги и основным паровозным депо по принципу сосредоточения в депо вопросов, относящихся к содержанию (ремонт и уход) паровозов, а в отделениях дорог—вопросов, касающихся использования паровозов и организации их экипировки, а также руководства специальными отраслями локомотивного хозяйства — топливными складами, электростанциями и водоснабжением;
г) заводы для ремонта паровозов, являясь также предприятиями локомотивного хозяй-. тва, находятся в непосредственном подчинении Главного управления локомотиворемонтными и вагоноремонтными заводами МПС.
Распределение руководящих и исполни-:ельных функций между управлениями Министерства, службой дороги и производственными предприятиями локомотивного хозяйства на •1инии осуществлено по следующему принципу:
а) на Главное управление локомотивного хозяйства, Главное управление электрифика-нии и энергетического хозяйства Министерства возложены функции технического рукоюдства всей отраслью хозяйства в масштабе сети железных дорог;
б) в службе локомотивного хозяйства управления дороги сосредоточены оперативные планирующие и контролирующие функции в объёме одной дороги;
в) в отделениях дорог и основных депо сосредоточены исполнительные функции по непосредственному обеспечению бесперебойной и рентабельной работы локомотивного хозяйства в объёме данного предприятия.
Главное управление локомотивного хозяйства. Главное управление локомотивного хозяйства (ЦТ) организует через локомотивные службы дорог работу локомотивного парка по обеспечению государственного плана пере-[!озок и разрабатывает технические и организационные мероприятия по улучшению использования паровозов. Оно разрабатывает и вносит на утверждение руководства МПС проекты измерителей работы локомотивного хозяйства, составляет перспективные планы развития паровозных парков и распределения их по дорогам.
Главное управление локомотивного хозяйства утверждает проектные задания и сметнофинансовые расчёты, технические проекты и слгеты на строительство сооружений паровозного хозяйства в пределах разрешённых ему л имитов.
В случае необходимости оно производит перераспределение топлива и материалов
в пределах выделенных Главному управлению фондов для обеспечения выполнения установленных планов производства.
Главное управление локомотивного хозяйства ведает заказами на постройку новых паровозов и разрабатывает технические условия на их постройку, осуществляет контроль за соблюдением технических условий при постройке новых паровозов, обеспечивает приёмку новых паровозов, выходящих из паровозостроительных заводов.
Главное управление разрабатывает вопросы постройки новых и реконструкции существующих депо, пунктов экипировки, водоснабжения и других объектов паровозного хозяйства.
В области ремонта и модернизации паровозов функции Главного управления локомотивного хозяйства заключаются в разработке системы и технологии ремонта, а также планов капитального и среднего ремонта паровозов и модернизации паровозного парка.
Для осуществления технического контроля за исправным состоянием паровозов, выпускаемых из ремонта, за точным выполнением правил ремонта и соблюдением технологической дисциплины при ремонте паровозов в системе Главного управления локомотивного хозяйства и управлений дорог имеется институт приёмщиков МПС в депо и инспекторов-приёмщиков МПС на дорогах.
Для надзора за паровыми котлами и воздушными резервуарами на паровозах, тепловозах и электровозах при паровозных службах дорог имеются старшие инспекторы по котлонадзору Главного управления локомотивного хозяйства.
Приёмщики МПС в депо, инспекторы-приёмщики МПС на дорогах и дорожные инспекторы по котлонадзору находятся в подчинении Главного управления локомотивного хозяйства и начальника дороги.
Главному управлению локомотивного хозяйства предоставлено право изменять в пределах до 10% нормы оборотных средств по статьям в пределах установленной ему общей суммы нормативов.
Главное управление утверждает сметы административно-хозяйственных расходов, штаты административно-управленческого персонала и фонды заработной платы с соблюдением схем должностных окладов. Оно утверждает также штаты цехового и линейного персонала в пределах плана по труду, а также единые нормы выработки по согласованию с ВЦСПС.
В функции Главного управления локомотивного хозяйства входит разработка вопросов подготовки кадров и организации труда работников локомотивного хозяйства.
В составе Главного управления локомотивного хозяйства имеются управления и отделы, ведающие оперативной работой паровозного хозяйства по дорогам, и технические отделы, на обязанности которых лежит разработка вопросов технического характера.
Служба локомотивного хозяйства управления дороги (Т) организует правильное ведение паровозного хозяйства в пределах дороги и осуществляет всестороннее руководство соответствующими производственными предприятиями на линии в полном объёме их работы.
12
ПАРОВОЗНОЕ ХОЗЯЙСТВО
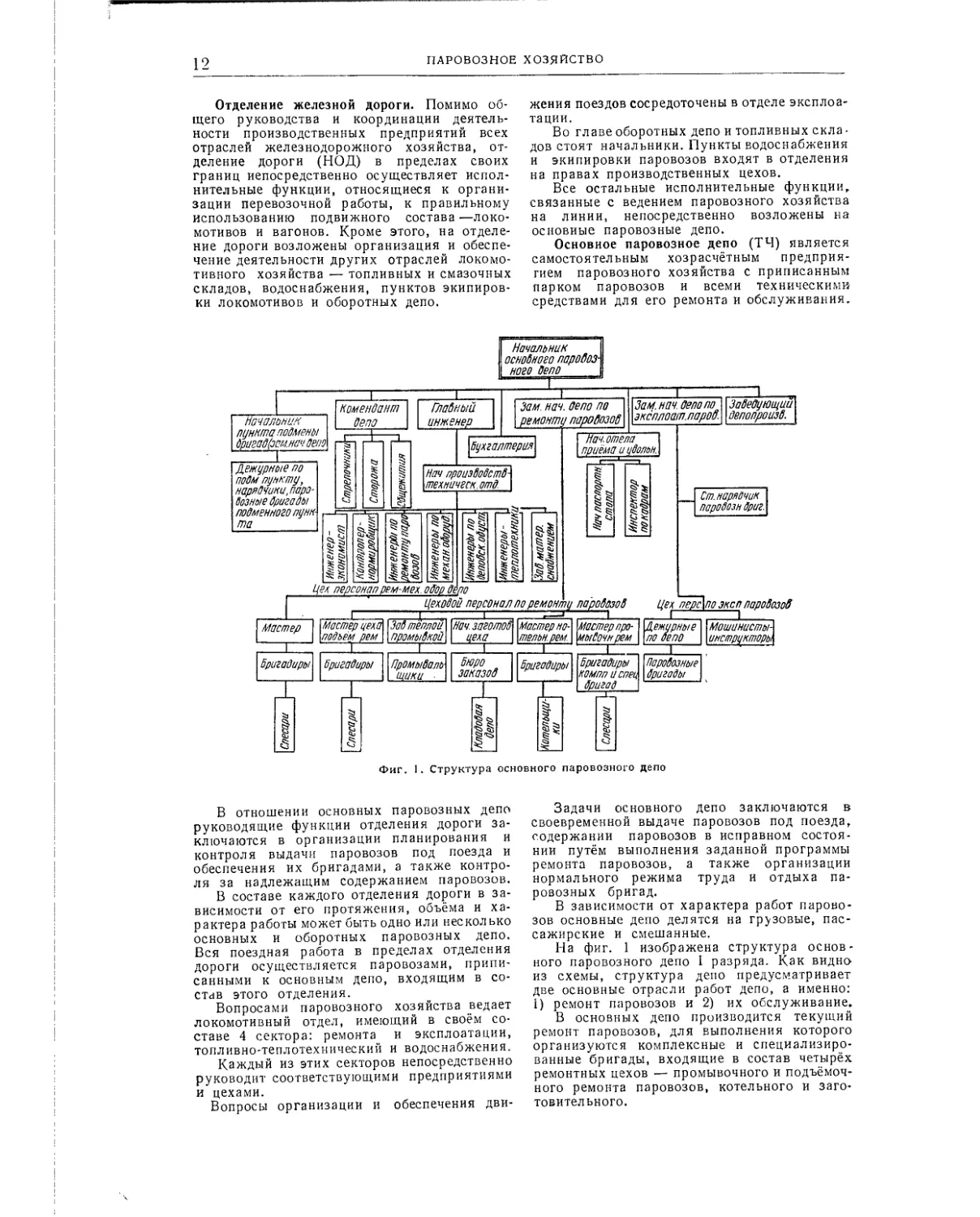
Отделение железной дороги. Помимо общего руководства и координации деятельности производственных предприятий всех отраслей железнодорожного хозяйства, отделение дороги (НОД) в пределах своих границ непосредственно осуществляет исполнительные функции, относящиеся к организации перевозочной работы, к правильному использованию подвижного состава —локомотивов и вагонов. Кроме этого, на отделение дороги возложены организация и обеспечение деятельности других отраслей локомотивного хозяйства — топливных и смазочных складов, водоснабжения, пунктов экипировки локомотивов и оборотных депо.
жения поездов сосредоточены в отделе эксплоа-тации.
Во главе оборотных депо и топливных скла -дов стоят начальники. Пункты водоснабжения и экипировки паровозов входят в отделения на правах производственных цехов.
Все остальные исполнительные функции, связанные с ведением паровозного хозяйства на линии, непосредственно возложены на основные паровозные депо.
Основное паровозное депо (ТЧ) является самостоятельным хозрасчётным предприятием паровозного хозяйства с приписанным парком паровозов и всеми техническими средствами для его ремонта и обслуживания.
Up* одой персонал по ремонта па'робозоВ
мастер
~ I
Бригадиры
Мастер цемВ \ЗаВ теплой подъем^ рем промыВкой,
Нач. заеотоб Мастерно- \мастерпро-1 цем упельнрем. \мо/Вочнрем |
Uex перс\по эксп^ пароВозоВ Нежирные \Мошинисты\ по Репо \инстрдкторь\
Бригадиры ПромыВаль Бюро заказов
Шики -
Бригадиры
БригаОиры компписпец
Вригад
ПароВозные ВригаЯы
Фиг. 1. Структура основного паровозного депо
В отношении основных паровозных депо руководящие функции отделения дороги заключаются в организации планирования и контроля выдачи паровозов под поезда и обеспечения их бригадами, а также контроля за надлежащим содержанием паровозов.
В составе каждого отделения дороги в зависимости от его протяжения, объёма и характера работы может быть одно или несколько основных и оборотных паровозных депо. Вся поездная работа в пределах отделения дороги осуществляется паровозами, приписанными к основным депо, входящим в состав этого отделения.
Вопросами паровозного хозяйства ведает локомотивный отдел, имеющий в своём составе 4 сектора: ремонта и эксплоатации, топливно-теплотехнический и водоснабжения.
Каждый из этих секторов непосредственно руководит соответствующими предприятиями и цехами.
Вопросы организации и обеспечения дви-
Задачи основного депо заключаются в своевременной выдаче паровозов под поезда, содержании паровозов в исправном состоянии путём выполнения заданной программы ремонта паровозов, а также организации нормального режима труда и отдыха паровозных бригад.
В зависимости от характера работ паровозов основные депо делятся на грузовые, пассажирские и смешанные.
На фиг. 1 изображена структура основного паровозного депо I разряда. Как видно-из схемы, структура депо предусматривает две основные отрасли работ депо, а именно: 1) ремонт паровозов и 2) их обслуживание.
В основных депо производится текущий ремонт паровозов, для выполнения которого организуются комплексные и специализированные бригады, входящие в состав четырёх ремонтных цехов — промывочного и подъёмоч-ного ремонта паровозов, котельного и заготовительного.
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
13
Начальнику основного депо подчинены также пункты подмены паровозных бригад, временно организованные на некоторых длинных плечах в целях обеспечения 8-часовой работы паровозных бригад, прикреплённых к паровозам. Штат пунктов подмены, помимо паровозных бригад, состоит из начальника пункта подмены, являющегося заместителем начальника основного депо, его помощника по политической части и необходимого дежурного персонала.
Основное паровозное депо находится на полном хозрасчёте.
ЭКСПЛОАТАЦИИ ПАРОВОЗОВ
Паровозный парк
Применение того или другого типа паровозов на каком-либо участке или направлении железнодорожной сети обусловливается комплексом факторов технического и экономического характера. Эти факторы определяют эксплоатационные особенности (тяговые характеристики), свойственные каждому виду паровозов, и соответствие их конкретным условиям работы данной линии в зависимости от её грузонапряжённости, географических особенностей, технической вооружённости и перспективного развития.
Наличие воды надлежащего качества и в,'нужном количестве для питания паровозов также является одним из решающих факторов в пользу применения паровой тяги.
Результаты исследований ЦНИИ показывают, что при цене тонны условного топлива для паровозов ниже среднесетевой стоимости применение паровой тяги оказывается с экономической точки зрения целесообразным:
а) в равнинных условиях местности с руководящими подъёмами от 4 до 6°/00 — при размерах грузооборота линии до 10 млн. ткм!к.м в год;
б) в более тяжёлых условиях местности при грузообороте до 5—6 млн. тк.м!км в год.
Классификация паровозного парка. Примерная классификация паровозов по мощности в зависимости от нагрузки на ось и сцепного веса применительно к существующим типам паровозов наших дорог с колёсами в одной жёсткой раме приведена в табл. 1.
Период советского паровозостроения характеризуется искоренением многосерийности
Таблица 1
Классификация паровозов по мощности
Мощность Сцепной вес в т не более зка от рельс ! более
в л. с. грузового типа пассажирского типа ! Нагру оси на I в т нс
А 2 500 -3 000 115 95 23
Б 1 700-2 500 90 75 18,5
В 1 000-1 700 85 60 17,5
С Менее 1 000 70 50 15
паровозов, модернизацией лучших из ранее построенных, а также созданием новых мощных и высокоэкономичных паровозов, предусматривающих механизацию труда и наилучшие условия при их обслуживании.
В результате значительной работы, проведённой по уменьшению многосерийности, паровозный парк на дорогах СССР в настоящее время включает небольшое число серий паровозов, что лишний раз показывает преимущество социалистической экономики, при плановой системе которой в течение сравнительно небольшого периода были достигнуты огромные результаты.
Учитывая, что в период ближайших лет в парк будут введены ещё 3—4 серии новых, более мощных паровозов отечественного типа, число серий паровозного парка с учётом сокращения имеющихся в течение ближайших лет будет оставаться стабильным. Для суждения об эксплоатацион-ных и технических качествах паровозов последние классифицируются по типам, классам или группам. В последнее время широкое применение получает классификация паровозов по мощности или производительности. Классификация по мощности позволяет делать широкие обобщения и сравнения различных паровозов в отношении возможности их использования, что является необходимым при разработке параметров новых типов паровозов, а также при решении вопросов о размещении их по дорогам и депо для различных условий службы. Кроме того, эта классификация в некоторых случаях даёт возможность судить о соответствии паровозов технической вооружённости дорог.
Примерное распределение паровозов основных серий по группам мощности приведено в табл. 2.
Таблица 2
Распределение паровозного парка по группам мощности
Серии паровозов
грузовые пассажирские
А ФД
Б Л , СОХ , со, Еа В Э, Ел’ с ’ Ф’ ТЭ I' щ, ша, ы
Для новых и перспективных паровозов применяется другая классификация (см. ТСЖ, I. 6, стр. 9).
Распределение паровозного парка по видам работ и его состоянию. В зависимости от видов работ паровозы распределяются на группы: а) пассажирского движения, б) грузового движения, в) маневровые, г) передаточные и вывозные, д) хозяйственного движения, е) занятые в прочих видах движения.
Паровозы, занятые в пассажирском и грузовом движении, составляют поездной парк, работающие на манёврах—м а и е в-
14
ПАРОВОЗНОЕ ХОЗЯЙСТВО
р о в ы й парк, работающие с передаточными поездами, а также занятые в хозяйственном и прочих видах движения — парк вспомогательных видов движения.
Паровозы, работающие на толкании и двойной тягой, относятся к тому виду движения, в котором они заняты.
Число паровозов, занятых в поездной работе с пассажирскими и грузовыми поездами, составляет 60—70% общего числа паровозов, находящихся в работе, а число паровозов, занятых в пассажирском движении, не превышает 20—25% количества паровозов, занятых в грузовом движении.
Весь паровозный парк распределён по дорогам, где он числится по балансу на активе этих дорог и составляет инвентарный парк дорог.
Внутри каждой дороги паровозный парк распределён по отдельным депо.
При размещении паровозного парка в зависимости от типа паровозов следует учитывать величину грузооборота и перспективу его развития, техническую вооружённость железных дорог, степень использования мощности паровоза, себестоимость перевозок, климатические и другие специальные условия работы дорог.
Число серий паровозов в каждом депо должно быть минимальным.
Наличие в депо паровозов многих серий осложняет технологию ремонта, затрудняет обеспечение депо запасными деталями, требуя одновременно огромных оборотных средств на создание запасов этих деталей, вносит серьёзные осложнения в организацию использования паровозов и освоение их бригадами и административно-техническим персоналом депо.
Паровозный парк перераспределяется в зависимости от изменения условий работы одной или нескольких дорог. Аналогично этому перераспределяется паровозный парк и внутри дороги.
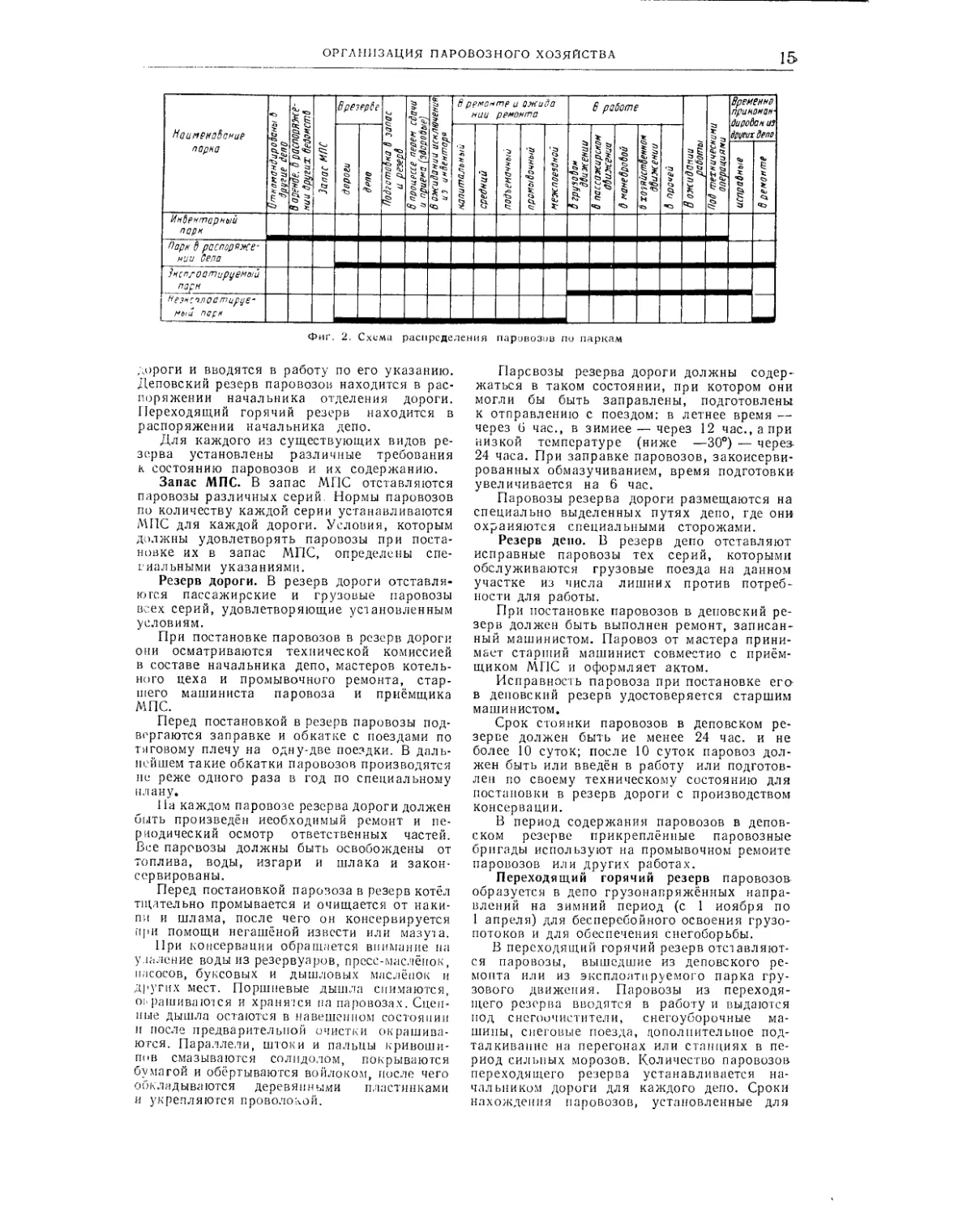
По состоянию и характеру работы паровозы классифицируются по паркам 4 наименований— инвентарный, в распоряжении депо, эксплоатируемый и неэксплоатируемый.
Инвентарный парк депо (или дороги) составляют все паровозы, приписанные к депо (дороге), имеющие инициалы данной дороги и состоящие по балансу на активе дороги.
Парк в распоряжении депо (дороги) составляют паровозы:
а) своего инвентаря, за исключением паровозов, откомандированных для работы в другие депо (на другие дороги), сданных в аренду посторонним ведомствам и организациям и отставленным в запас МПС.
Паровозы, находящиеся в резерве дороги, также относятся к парку депо (дороги)
б) прикомандированные из других депо (с других дорог) для временной работы.
Эксплоатируемый парк составляют паровозы, находящиеся в работе,
1 Отнесение паровозов, находящихся в резерве дороги, к парку в распоряжении депо носит услов-ный характер для учёта процента неисправных, так как фактически этими паровозами депо не распоряжается.
под техническими операциями, на контрольно-техническом осмотре и в ожидании работы в основном и оборотном депо.
Неэксплоатируемый парк составляют паровозы, находящиеся:
а) во всех видах ремонта и ожидании его независимо от места ремонта, за исключением паровозов, ремонтируемых одновременно с экипировкой, если продолжительность ремонта не превышает нормы времени на экипировку;
б) в резерве дороги и депо;
в) в процессе перемещения в холодном состоянии, сдачи и приёма (здоровые);
г) в ожидании исключения из инвентаря.
Моментом перечисления паровозов в неэксплоатируемый парк считается для паровозов, передаваемых на ремонт в депо, время сдачи его бригадой после окончания работы (но не позже истечения времени, положенного для экипировки), а для паровозов, пересылаемых в ремонт на заводы или в другие депо в рабочем состоянии, — момент, указанный в телеграмме о сдаче паровоза заводу или депо.
Моментом сдачи паровоза является: на заводе — переход на заводские пути, в депо — проход контрольного поста.
Моментом перечисления паровозов из ие-эксплоатируемого парка в эксплоатируемый является: для всех паровозов—опробование на пару, что фиксируется в специальной книге; для паровозов, возвращающихся в рабочем состоянии, — момент выхода их с территории завода или прохода контрольного поста депо ремонта; для паровозов резерва — проверка исправного действия, т. е, заправка и опробование на пару.
На фиг. 2 представлена схема распределения паровозов по паркам.
Большие депо имеют около 100 паровозов, депо со средним объёмом работы — 50—75, инвентарный парк малых депо не превышает 20—30 паровозов.
Решающим показателем объёма работы депо является эксплоатируемый парк.
Резерв паровозного парка
Для пополнения эксплоатируемого парка при увеличении размеров движения, обеспечения тяговыми средствами особых заданий по перевозкам или вновь построенных линий создаются резервы паровозов различного наименования и назначения.
Резерв образуется из паровозов, освобождающихся от работы (в связи с улучшением их использования или с уменьшением размеров движения), а также вновь построенных, выходящих из заводов.
Существуют четыре вида резерва паровозного парка, а именно: а) запас МПС, б) резерв дороги, в) резерв депо холодный, г) переходящий горячий.
Все виды резерва комплектуются из паровозов инвентаря дорог.
Паровозы запаса МПС находятся в распоряжении МПС и могут быть использованы для работы по распоряжению министра путей сообщения или его заместителя, ведающего локомотивным хозяйством. Паровозы резерва дорог находятся в распоряжении начальника
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
15
дороги и вводятся в работу по его указанию. Деповский резерв паровозов находится в распоряжении начальника отделения дороги. Переходящий горячий резерв находится в распоряжении начальника депо.
Для каждого из существующих видов резерва установлены различные требования к состоянию паровозов и их содержанию.
Запас МПС. В запас МПС отставляются паровозы различных серий. Нормы паровозов по количеству каждой серии устанавливаются МПС для каждой дороги. Условия, которым должны удовлетворять паровозы при постановке их в запас МПС, определены специальными указаниями.
Резерв дороги. В резерв дороги отставляются пассажирские и грузовые паровозы всех серий, удовлетворяющие установленным условиям.
При постановке паровозов в резерв дороги они осматриваются технической комиссией в составе начальника депо, мастеров котельного цеха и промывочного ремонта, старшего машиниста паровоза и приёмщика МПС.
Перед постановкой в резерв паровозы подвергаются заправке и обкатке с поездами по тяговому плечу на одну-две поездки. В дальнейшем такие обкатки паровозов производятся не реже одного раза в год по специальному плану.
На каждом паровозе резерва дороги должен быть произведён необходимый ремонт и периодический осмотр ответственных частей. Все паровозы должны быть освобождены от топлива, воды, изгари и шлака и законсервированы.
Перед постановкой паровоза в резерв котёл тщательно промывается и очищается от накипи и шлама, после чего он консервируется при помощи негашёной извести или мазута.
При консервации обращается внимание на уналение воды из резервуаров, пресс-маслёнок, насосов, буксовых и дышловых маслёнок и других мест. Поршневые дышла снимаются, окрашиваются и хранятся па паровозах. Сцепные дышла остаются в навешенном состоянии и после предварительной очистки окрашиваются. Параллели, штоки и пальцы кривошипов смазываются солидолом, покрываются бумагой и обёртываются войлоком, после чего обкладываются деревянными пластинками и укрепляются проволокой.
Паровозы резерва дороги должны содержаться в таком состоянии, при котором они могли бы быть заправлены, подготовлены к отправлению с поездом: в летнее время — через 6 час., в зимнее — через 12 час., а при низкой температуре (ниже —30°) — через-24 часа. При заправке паровозов, законсервированных обмазучиванием, время подготовки увеличивается на 6 час.
Паровозы резерва дороги размещаются на специально выделенных путях депо, где они охраняются специальными сторожами.
Резерв депо. В резерв депо отставляют исправные паровозы тех серий, которыми обслуживаются грузовые поезда на данном участке из числа лишних против потребности для работы.
При постановке паровозов в деповский резерв должен быть выполнен ремонт, записанный машинистом. Паровоз от мастера принимает старший машинист совместно с приёмщиком МПС и оформляет актом.
Исправность паровоза при постановке его в деповский резерв удостоверяется старшим машинистом.
Срок стоянки паровозов в деповском резерве должен быть ие менее 24 час. и не более 10 суток; после 10 суток паровоз должен быть или введён в работу или подготовлен по своему техническому состоянию для постановки в резерв дороги с производством консервации.
В период содержания паровозов в деповском резерве прикреплённые паровозные бригады используют на промывочном ремонте паровозов или других работах.
Переходящий горячий резерв паровозов образуется в депо грузонапряжённых направлений на зимний период (с 1 ноября по 1 апреля) для бесперебойного освоения грузопотоков и для обеспечения снегоборьбы.
В переходящий горячий резерв отставляются паровозы, вышедшие из деповского ремонта или из эксплоатируемого парка грузового движения. Паровозы из переходящего резерва вводятся в работу и выдаются под снегоочистители, снегоуборочные машины, снеговые поезда, дополнительное подталкивание на перегонах или станциях в период сильных морозов. Количество паровозов переходящего резерва устанавливается начальником дороги для каждого депо. Сроки нахождения паровозов, установленные для
16
ПАРОВОЗНОЕ ХОЗЯЙСТВО
.деповского резерва, сохраняются и для паровозов переходящего горячего резерва.
При нахождении паровозов в деповском и переходящем резерве менее 24 час. они числятся в эксплоатируемом парке. При нахождении паровозов в этих же видах резерва более 10 суток в период времени подготовки паровозов к постановке в резерв дороги они числятся в неисправном состоянии.
Передача паровозов и их пересылка
Паровозы с дороги на дорогу или из одного .депо в другое внутри одной дороги передают при перераспределении или пополнении паровозного парка.
Передача паровозов с одной дороги на другую осуществляется по указаниям МПС, а между депо внутри одной дороги—по указанию управления дороги.
Паровозы можно передавать на постоянную работу с зачислением в инвентарный парк дороги или депо на временную работу в порядке командировки на определённый срок.
На постоянную работу, как правило, передают паровозы, удовлетворяющие условиям постановки в запас МПС или резерв дороги.
Передача паровозов на постоянную работу оформляется актами, которые подписываются начальником и приёмщиком МПС сдающего депо и приёмщиком принимающей дороги.
Паровозы, передаваемые для временной работы, должны удовлетворять по своему состоянию нормам выпуска из текущего ремонта.
При передаче паровозов для постоянной эксплоатации вместе с ними на дорогу назначения направляются технический паспорт, книга записей ремонта и справка о пробегах паровозов с момента выхода из последнего подъёмочного и периодического ремонта. При отправлении паровозов для временной работы на определённый срок одновременно направляются справки с указанием паспортных данных и пробегов. Передаваемые паровозы •обеспечиваются исправным инвентарём и инструментом в соответствии с правилами текущего ремонта.
Паровозы, пересылаемые на ремонтные заводы, перемещаемые внутри дороги, а также выходящие с паровозостроительных и ремонтных заводов, должны отправляться в холодном состоянии как груз или в рабочем состоянии во главе поездов с бригадами дорог назначения.
В некоторых случаях допускается отправка паровозов сплотками, т. е. группами паровозов, сцепленных между собой.
Каждый паровоз, пересылаемый в холодном состоянии, сопровождается одним проводником, как правило, машинистом или помощником из числа бригад, состоящих в особом резерве.
Подготовка паровоза к пересылке проверяется заместителем начальника депо, приёмщиком МПС, участковым ревизором по безопасности движения поездов и проводником
паровоза и оформляется актом. На заводах такая проверка осуществляется представителем администрации завода и инспектором-приёмщиком МПС.
Подготовка паровозов к пересылке и порядок следования их в нерабочем состоянии осуществляются в соответствии с положениями, обеспечивающими безопасность движения.
Паровозы, пересылаемые в холодном состоянии, как правило, должны быть освобождены от воды и топлива и следовать со снятыми ведущими дышлами.
Скорость следования пересылаемых паровозов с навешенными сцепными дышлами устанавливается не свыше: а) пассажирских— 60 км/час, б) грузовых с диаметром колёс более 1 250 мм — 50 км/час, в) танк-парово-зов и грузовых с колёсами диаметром 1 250 мм и менее — 40 км/час. При пересылке паровозов со снятыми сцепными дышлами, что допускается в виде исключения с разрешения МПС, скорость следования устанавливается в зависимости от диаметра колёс.
Исключение паровозов из инвентаря
Исключение паровозов и тендеров из инвентаря производится в том случае, если их восстановление и ремонт в технико-экономическом отношении являются нецелесообразными.
Паровоз или тендер, подлежащие исключению из инвентаря, осматриваются комиссией в составе начальника службы паровозного хозяйства дороги (председатель), начальника депо, приёмщика МПС в депо и ревизора по безопасности движения отделения дороги. Подписанный всеми членами комиссии акт на исключение паровоза из инвентаря представляется на утверждение министра путей сообщения.
ПРИНЦИПЫ ОБСЛУЖИВАНИЯ
И СОДЕРЖАНИЯ ПАРОВОЗНОГО ПАРКА
В основе советских принципов обслуживания и содержания паровозного парка лежит продуманная организация постоянного поддержания паровозов в исправном и работоспособном состоянии, обеспечивающая: а) успешное выполнение паровозами их функций в перевозочной работе железных дорог, б) соблюдение безопасности движения, в) ра циональное использование паровозов, г) увеличение срока службы паровоза в целом и его частей в отдельности.
Такая организация заключается в комплексном проведении следующих основных мер:
1) обеспечение нормального порядка работы и отдыха паровозных бригад;
2) обслуживание паровозов постоянно прикреплёнными бригадами (спаренная и строенная езда);
3) организация работы паровозов и бригад _ по графикам оборота, соответствующим дей-' ствующему, графику движения и установленным .размерам движения на декаду;
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
17
4) широкое применение передовых способов использования паровозов по мощности и пробегу, направленных к повышению производительности паровозного парка, — вождение тяжеловесных поездов, увеличение времени полезной работы паровозов, организация их работы по кольцевому и петлевому методу, применение уплотнённых графиков и др.;
5) внедрение передовой технологии вождения поездов, предусматривающей максимальное обеспечение безопасности движения, со-
кращение расхода топлива и рациональное использование живой силы поезда;
6) строгое распределение обязанностей между депо и отделением дороги по обеспечению исправного состояния и организации рационального использования паровозного парка;
7) размещение паровозного парка с учётом грузонапряжённости направлений дорог и участков, а также максимального сокращения переломов веса поездов и унификации серий паровозов;
8) обеспечение поддержания паровозов в здоровом и работоспособном состоянии посредством планового производства периодического осмотра ответственных деталей (текущий ремонт в депо) и ухода за паровозом со стороны паровозных бригад в процессе эксплоатации (служебный ремонт), а также систематического своевременного пропуска паровозов через капитальный и средний ремонт на заводах;
9) организация текущего ремонта паро-возов комплексными бригадами с гарантией качество произведённого ремонта прикреп-1'А/1енных к ним паровозов;
10) увеличение пробегов паровозов между „а всеми видами ремонта на основе заботливого ^ухода за паровозом и повышения износо-^У^стойчивости его узлов и отдельных де-
талей;
11) сокращение времени ремонта паровозов посредством применения передовой технологии, основанной на систематическом изучении состояния паровозов, заблаговременной записи неисправностей и широком применении предварительной заготовки деталей;
12) установление совместной ответственности паровозных и комплексных бригад за состояние прикреплённых паровозов;
13) организация строгого надзора за уходом и содержанием паровоза в процессе его эксплоатации, а также контроля за качеством ремонта и соблюдением технических условий и правил при ремонте паровозов в депо посредством введения института машинистов-инструкторов и приёмщиков Министерства путей сообщения.
14) широкое применение новейших достижений науки и техники в области ремонта и экипировки паровозов, предусматривающих механизацию трудоёмких работ, улучшение качества и ускорение производства технических операций;
15) обеспечение подготовки кадров и постоянного повышения квалификации паровозных и ремонтных бригад путём организации школ машинистов, желез но жцсикш^х-училищ и широкой сети технического обу44^ ния без отрыва от производства;!
2 Том 7 I
16) установление системы заработной платы паровозным и комплексным бригадам, стимулирующей рост производительности их труда, а также улучшение состояния и повышение использования паровозов;
17) снижение доли себестоимости перевозок, зависящей от эксплоатации паровозов, путём перевода депо, комплексных и паровозных бригад на хозяйственный расчёт.
ПАРОВОЗНЫЕ БРИГАДЫ
Состав паровозных бригад и их комплектование
Каждый паровоз во время своей работы обслуживается паровозной бригадой.
Паровозная бригада состоит из трёх лиц— машиниста, помощника машиниста и кочегара. Паровозы нефтяного отопления и паровозы, работающие на манёврах (за исключением мощных), обслуживаются машинистом и его помощником. При работе паровоза на тракционных путях он может обслуживаться одним машинистом.
Ответственным за состояние паровоза и работу паровозной бригады является машинист.
При обслуживании паровозов постоянными бригадами один машинист из числа прикреплённых назначается старшим.
Работники, входящие в состав паровозных бригад, при назначении их на должность проходят медицинское освидетельствование и проверяются в знании Правил технической эксплоатации, Инструкции по движению поездов, Инструкции по сигнализации, должностной инструкции и руководств, Устава о дисциплине и технических знаний в объёме, установленном специальными указаниями МПС.
Члены паровозных бригад один раз в год проходят проверочные испытания технических знаний и не реже 1 раза в 3 года— медицинский осмотр.
На должность машиниста назначаются лица, успешно сдавшие испытания на право управления паровозом.
К испытаниям допускаются помощники машинистов, имеющие семилетнее образование, квалификацию слесаря (по ремонту локомотива) не ниже 5-го разряда и пробег в поездах в качестве действующего помощника не менее 50 тыс. км.
Теоретическому испытанию на право управления паровозом предшествует практическая проверка умения управления и обслуживания паровоза при пробной поездке с поездом на расстояние не менее 100 км.
На должность помощника машиниста назначаются лица, проработавшие по ремонту паровоза не менее двух лет, имеющие квалификацию слесаря не ниже 5-го разряда и сдавшие экзамены по установленной программе.
Помощником паровозного машиниста могут назначаться также лица, проработавшие кочегарами не менее двух лет и имеющие ква---лтгф^й'цию слесаря. Учащиеся втузов могут 'фятЕ'назначены пом. машиниста и с мень-Тйим->'ёл'е:еарным стажем.
18
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Кочегарами назначаются лица, проработавшие слесарями по ремонту паровозов не менее 1 года и имеющие квалификацию слесаря не ниже 3-го разряда.
В соответствии со стажем работы, освоением техники и проявленными личными качествами и инициативой в деле ведения поездов и содержания паровозов машинистам и их помощникам присваиваются звания по классам.
Для машинистов всех родов движения (пассажирских, грузовых и маневровых) установлены звания машинистов I, II, III и IV классов, для помощников машинистов — звания I, II и III классов.
Звание машиниста I класса присваивается высококвалифицированным машинистам, сдавшим государственный экзамен, имеющим стаж в должности поездного машиниста не менее пяти лет и работающим безаварийно в течение двух последних лет. Звание машиниста II класса присваивается квалифицированным машинистам, сдавшим государственный экзамен и работающим в этой должности не менее трёх лет и безаварийно в течение двух последних лет. Звание машиниста III класса присваивается машинистам со стажем в должности машиниста не менее двух лет и работающим в течение одного последнего года безаварийно. Звание машиниста IV класса присваивается лицам, сдавшим испытание на право управления паровозом и работающим в должности машиниста.
Звание помощника машиниста I класса присваивается помощникам машиниста, имеющим право управления паровозом. Эти помощники назначаются, как правило, на работу с курьерскими, скорыми и пассажирскими поездами и на мощные грузовые паровозы. Звание помощника машиниста II класса присваивается помощникам машиниста, наездившим в поездах и на манёврах не менее 40 тыс. км (для техников 25 тыс. км). Звание помощника машиниста III класса присваивается всем остальным выдержавшим экзамен на должность помощника машиниста.
Звание машиниста I класса присваивается начальниками дорог, а II класса — начальниками служб локомотивного хозяйства после сдачи государственного экзамена в дорожноквалификационной комиссии.
В целях повышения роли машинистов им присваиваются персональные звания, а именно: машинистам I класса — инженер-лейте-нанта тяги, II и III классов—техник-лейте-нанта тяги, машинистам IV класса и помощникам машиниста I класса — техников тяги 1-го ранга.
Назначение старших машинистов производится из числа машинистов I или II класса. Понижение в классности может быть произведено только по распоряжению начальника, которому предоставлено право присвоения класса данной категории.
Назначение паровозных машинистов и перемещение их на более ответственную работу (с вспомогательных видов движения на поездную, с грузовых паровозов на пассажирские) производится по очерёдности, установленной списком старшинства. Список старшинства устанавливается начальником депо ежегодно
(в период декабря) для машинистов и помощников машиниста, имеющих право управления паровозом, исходя из классности и времени получения права управления паровозом.
Очерёдность среди машинистов каждого класса определяется в зависимости от времени получения ими права управления паровозом.
Численность паровозных бригад для работы в депо устанавливается из условия обеспечения заданных размеров работы по всем видам движения и принятого способа обслуживания паровозов. Полученное количество паровозных бригад увеличивается на 13% для покрытия количества работников, находящихся в отпусках (9%), больных (3%) и выполняющих государственные и общественные обязанности (1%).
В зимнее время на ряде дорог создаётся сверх потребности для выполнения государственного плана перевозок особый резерв-паровозных бригад в количестве от 5 до 10% потребности в бригадах для грузового движения.
Об условиях оплаты труда паровозных бригад и поощрениях см. ТСЖ, том 11.
Условия труда и отдыха паровозных бригад
В соответствии с существующим законодательством о труде предусматривается следующий порядок в организации труда паровозных бригад:
а) месячная норма рабочего времени каждого члена бригады не должна превышать 204 час. (из расчёта 8-часового рабочего дня и числа рабочих часов среднегодового месяца с учётом праздничных дней);
б) сверхурочной работы в течение месяца у каждого не может быть более 36 час.;
в) продолжительность непрерывного (бессменного) нахождения бригад на работе должна составлять не более 8 час.
В настоящее время на транспорте проводятся мероприятия по обеспечению нормальных условий труда и отдыха локомотивных и поездных бригад, а именно разработан план перехода паровозных бригад на 8-часовую непрерывную работу с расчётом его полного осуществления на всех тяговых плечах к 1955 г.
Временно, впредь до окончания всейТра-боты, для каждого тягового плеча продолжительность непрерывной работы бригад строго регламентирована.
В целях предупреждения затруднений в движении поездов при стихийных бедствиях и других чрезвычайных обстоятельствах на отдельных участках дорог (снежные заносы, размывы пути, порча локомотивов в пути, неисправность пути или сигнализации, пропуск поездов особого назначения) начальникам отделений дорог, а в их отсутствие •— замещающим их предоставлено право своим приказом увеличивать в указанных случаях продолжительность непрерывной работы локомотивных и поездных бригад с последующим докладом начальнику дороги.
Место постоянного жительства паровозных бригад располагается обычно в пункте основ-
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
19
кого депо, а их работа по обслуживанию поездов должна протекать на тяговых плечах, приписанных к этому основному депо. Смена каждой бригады или начало её работы приурочивается к моменту нахождения паровоза в основном депо.
Если продолжительность поездки в оба конца (для обслуживания одной пары поездов) на данном тяговом плече составляет более 8 час., то паровозной бригаде предоставляется отдых в оборотном депо продол-.-кительностью не менее половины времени предшествующей работы и не более её одинарной длительности.
После возвращения из поездки в основном депо паровозной бригаде предоставляется нормальный отдых продолжительностью не менее удвоенного числа часов предшествующей работы за вычетом отдыха, предоставленного в пункте оборота. Отдых в основном депо (г. е. в пункте постоянного жительства бригад) должен предоставляться не ранее чем через 6 час. после начала работы бригады. Допускаются отклонения в части продолжительности нормального отдыха как в ту, так и другую сторону при условии, что неполный отдых в одном случае должен компенсироваться в другом и что отдых после поездки может быть сокращён не более чем па V3, а его продолжительность в основном депо не должна быть менее 8 час.
Расписание времени работы паровозных бригад определяется именным графиком, который составляется на 10 и более дней вперёд. При отсутствии графика расписание времени работы бригад устанавливается суточным планом, который составляется и вывешивается в депо за 3—4 часа до начала суток. В соответствии с планом бригады являются на работу к назначенному времени без специального вызова. В других случаях время явки бригад по суточному плану корректируется в зависимости от информации о подходе паровозов, а явка бригад на работу осуществляется только после их вызова к определённому времени.
Наилучшая организация труда и отдыха локомотивных бригад достигается при работе их по именному графику. Работа по суточному плану и системе вызова является менее совершенной и имеет место только при недостаточно чёткой организации движения поездов.
Работа бригад на манёврах и вспомогательных видах движения протекает, как правило, по сменным графикам. Пункт смены бригад обычно устанавливается на путях станции работы паровоза или в местах их экипировки.
В пунктах оборота, где предусматривается отдых паровозных бригад, организуются дома отдыха бригад.
Некоторые основные депо также имеют дома отдыха для бригад, прибывающих с поездами в ночное время, и для бригад, которые являются заблаговременно на работу, а также в тех случаях, когда основное депо является в то же время и оборотным для примыкающих к нему тяговых плеч.
Содержание домов отдыха бригад и их оборудование периодически проверяются путём осмотра комиссией в составе начальника
отделения, начальника депо, санврача и представителей профсоюзной организации.
В целях создания нормальных условий работы паровозным бригадам должны быть приняты надлежащие меры по устранению непроизводительных растрат их рабочего времени в ожидании работы (пересидки) в случаях преждевременного вызова их на работу. Установленный порядок вызова бригад на работу предусматривает информацию дежурных по депо паровозным диспетчером за 3 часа до подхода каждого паровоза. Фактическое время явки бригад на работу должно ежедневно сверяться с записью информации о подходе. Каждый случай преждевременного вызова паровозных бригад и превышение нормальной продолжительности нахождения их на работе тщательно расследуются, а виновные в этом паровозные диспетчеры и дежурные по депо привлекаются к ответственности.
Общая затрата времени работы бригады для обслуживания одной пары поездов при обеспечении нормальных условий труда и отдыха предопределяет собой не только общую потребность в бригадах для обеспечения заданного размера движения, но и способ обслуживания паровозов бригадами.
В соответствии с директивами XIX съезда партии проведение мероприятий по улучшению организации труда локомотивных бригад является одной из важных задач железнодорожного транспорта в пятом пятилетии.
ОБСЛУЖИВАНИЕ ПАРОВОЗОВ БРИГАДАМИ
Способы обслуживания паровозов бригадами
Все паровозы, находящиеся в эксплоатации, обслуживаются бригадами в известном порядке, который называется способом обслуживания, или системой езды.
На железных дорогах СССР основными способами обслуживания является спаренная н строенная езда.
Для обеспечения нормальных условий работы паровозных бригад наиболее выгодными являются короткие плечи, т. е. плечи такой длины, при которой продолжительность рабочего времени бригад за поездку в оба конца не превышает 8 час.
Плечи, при которых общая продолжительность работы за поездку в обоих направлениях составляет более 8 час., относятся к категории длинных. При работе на таких длинных плечах, как правило, возникает необходимость предоставления бригадам отдыха в оборотном депо. Отнесение того или иного плеча к категории длинных или коротких зависит от их протяжённости и от величины участковой скорости.
Зависимость между длиной тягового плеча, коммерческой скоростью и максимальной продолжительностью непрерывной работы локомотивных бригад характеризуется следующими формулами:
/,к=0,5(г„-^) VK, (1)
Ld = (tH-t’d)VK, (2-
2*
20
ПАРОВОЗНОЕ ХОЗЯЙСТВО
где LK — протяжение короткого плеча в км-, Lg — протяжение длинного плеча в км\ Vк— участковая скорость;
tH— принятая продолжительность непрерывной работы бригад в часах. Максимальное значение этого времени не должно превышать 8 час.;
tg — суммарное время работы бригады в основном депо (от начала приёмки до момента отправления с поездом и от момента прибытия с поездом до окончания сдачи) плюс время работы бригады в пункте оборота (от момента прибытия с поездом до момента отправления с поездом обратного направления);
td— время работы бригады в основном депо (от начала приёмки до момента отправления с поездом) плюс время работы бригады в пункте оборота (от момента прибытия с поездом до начала отдыха).
Диаграммы LK = f (td , VK), Ld = F (t'd, VK) при tH = 8 час. представлены на фиг. 3 и 4.
Фиг. <
= / (td, VK)
Фиг. 4
Ld=p( t'd."K)
При оценке каждого способа обслуживания паровозов исходят из трёх следующих основных принципов:
1) соблюдение нормальной^продолжитель-ности работы и отдыха бригад,
2) достижение максимального использования паровоза,
3) обеспечение постоянного содержания локомотива в исправном и работоспособном состоянии.
Обслуживание паровозов двумя бригадами, или спаренная езда. При этом способе к каждому паровозу прикрепляют две постоянные паровозные бригады. Эта система езды предусматривает такой порядок работы, при котором обе бригады работают на паровозе поочерёдно, т. е. в то время как одна из них работает, другая находится дома на отдыхе. Обычно смена бригад производится в основном депо после возвращения паровоза из оборотного депо. При сдвоенных бригадах
локомотив работает в месяц 204 • 2 = 408 час., т. е. используется по времени примерно на 60%.
Спаренная езда как основной способ обслуживания паровозов введена на наших дорогах в 1931 г. в соответствии с постановлением СНК СССР и ЦК ВКП(б).
Спаренную езду применяют главным образом при обслуживании поездов пассажирского движения.
Применение спаренной езды возможно и на грузовых паровозах, обслуживающих длинные тяговые плечи с незначительным и неравномерным движением, когда в график работы бригад включается длительный отдых в пунктах оборота.
Обслуживание паровоза тремя бригадами, или строенная езда. Этот способ заключается в том, что к пароврзу для его обслуживания прикрепляются три постоянные бригады. При строенной езде использование локомотива в месяц составляет 204 • 3=612 час., или 85% общего бюджета месячного времени. Такое использование паровоза по времени можно считать уже достаточно высоким.
Строенная езда даёт возможность довести непрерывную продолжительность работы каждой бригады до 8 час., что даёт нормальную загрузку бригады в течение одних и тех же суток.
Строенная езда сохраняет ответственность бригад в уходе за паровозом, позволяет легко провести хозяйственный расчёт и особенно благоприятствует развитию передовых способов работы бригад.
Строенная езда также, как и спаренная, введена в 1931 г , но особенно широкое применение на транспорте опа получила с 1935 г.
Обслуживание паровозов двумя с половиной бригадами. Этот способ применяется в том случае, когда по условиям эксплоатации число часов работы паровоза в месяц находится между 408 и 612. При таком способе к двум паровозам прикрепляется пять бригад, из них по две бригады приписываются к каждому паровозу как основные, а пятая бригада работает поочерёдно на обоих паровозах, подменяя основные.
Использование паровоза при обслуживании его двумя с половиной бригадами составляет 2,5'204=510 час. Для работы пятой бригады составляется график, по которому она подменяет основные бригады обоих паровозов через равные промежутки времени.
Этот способ применяется в виде исключения только с разрешения МПС.
Прикреплённая езда с подменой основных бригад экипировочными. Основное назначение экипировочных бригад заключается в том, чтобы не допускать превышения установленной нормы продолжительности непрерывной работы прикреплённых бригад.
Обычный порядок предусматривает подмену основных бригад экипировочными в пункте оборота с момента прибытия паровоза на контрольный пост. По окончании экипировки паровоза экипировочная бригада сдаёт его основной бригаде (при кратковременном отдыхе последней) или передаёт паровоз кочегару депо (в случае наличия длительного отдыха основной бригады).
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
21
Так как обслуживание паровоза экипировочными бригадами в течение времени нахождения его в оборотном депо сокращает простой паровоза, связанный с выработкой нормы рабочего времени прикреплённых бригад, то совмещением строенной езды с экипировочными бригадами можно достигнуть наиболее высокого использования паровоза по времени.
Время работы паровоза t30< в течение ко-"орого он может обслуживаться экипировочными бригадами в пунктах оборотного депо, составляет
, 720-3-204
=-----зб----= 3,6 часа-
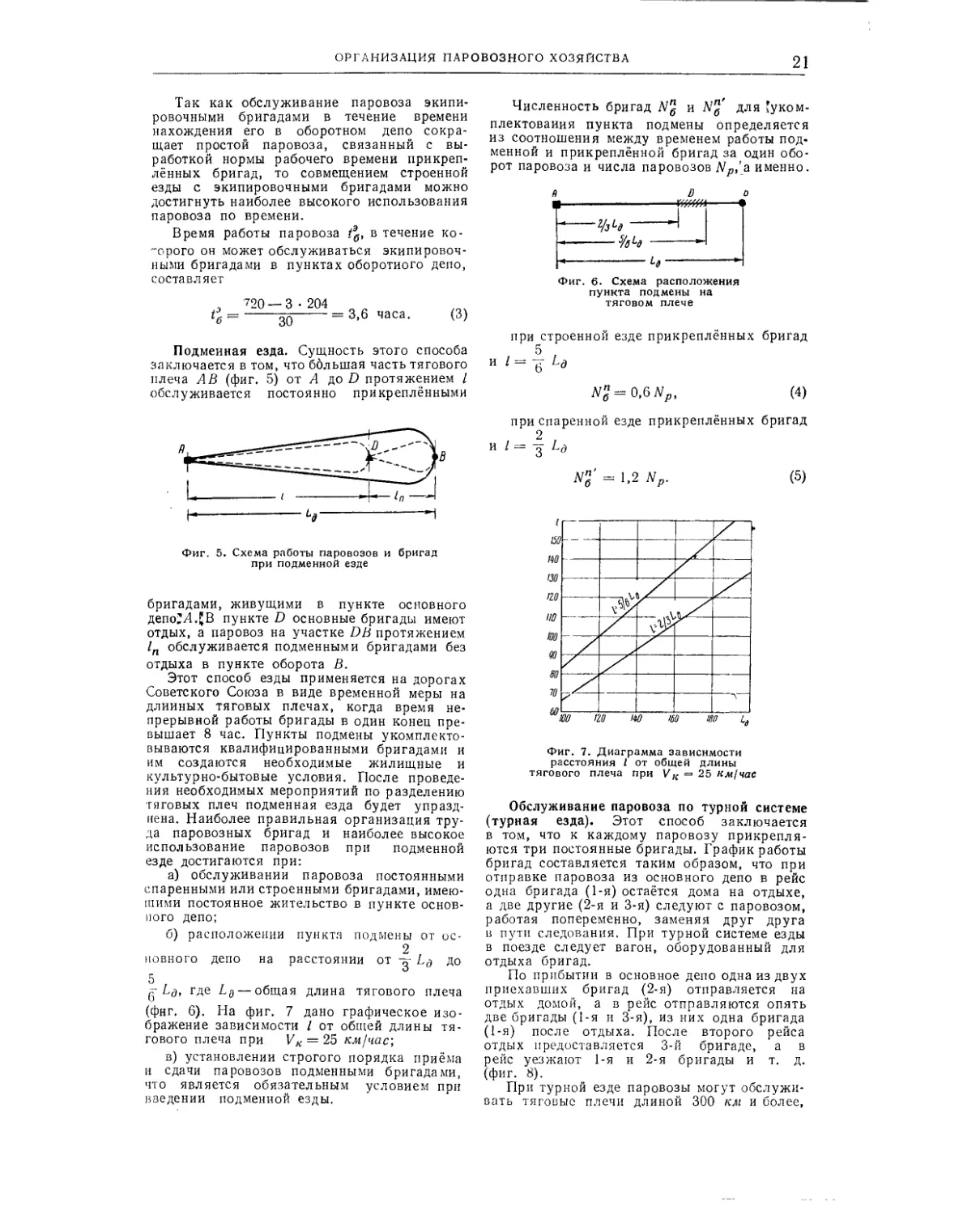
Подменная езда. Сущность этого способа заключается в том, что ббльшая часть тягового плеча АВ (фиг. 5) от А до D протяжением I обслуживается постоянно прикреплёнными
Фиг. 5. Схема работы паровозов и бригад при подменной езде
бригадами, живущими в пункте основного депо>1.£В пункте D основные бригады имеют отдых, а паровоз на участке DB протяжением /„ обслуживается подменными бригадами без отдыха в пункте оборота В.
Этот способ езды применяется на дорогах Советского Союза в виде временной меры на длинных тяговых плечах, когда время непрерывной работы бригады в один конец превышает 8 час. Пункты подмены укомплектовываются квалифицированными бригадами и им создаются необходимые жилищные и культурно-бытовые условия. После проведения необходимых мероприятий по разделению тяговых плеч подменная езда будет упразднена. Наиболее правильная организация труда паровозных бригад и наиболее высокое использование паровозов при подменной езде достигаются при:
а) обслуживании паровоза постоянными спаренными или строенными бригадами, имеющими постоянное жительство в пункте основного депо;
б) расположении пункта подмены от ос-2 новного депо на расстоянии от /.,< до 5
g Lg, где Lg — общая длина тягового плеча (фиг. 6). На фиг. 7 дано графическое изображение зависимости I от общей длины тягового плеча при VK = 25 км/час;
в) установлении строгого порядка приёма и сдачи паровозов подменными бригадами, что является обязательным условием при введении подменной езды.
Численность бригад Ng и Ng' для ’укомплектования пункта подмены определяется из соотношения между временем работы подменной и прикреплённой бригад за один оборот паровоза и числа паровозов Np,'a именно.
В
Фиг. 6. Схема расположения пункта подмены на тяговом плече
при строенной езде прикреплённых бригад 5
и 1 = 6 Ld
N”=0,6Np, (4)
при спаренной езде прикреплённых бригад 2
и I = -3 La
Ng' = 1,2 N р. (5)
Фиг. 7. Диаграмма зависимости расстояния I от общей длины тягового плеча при Vк = 25 км/час
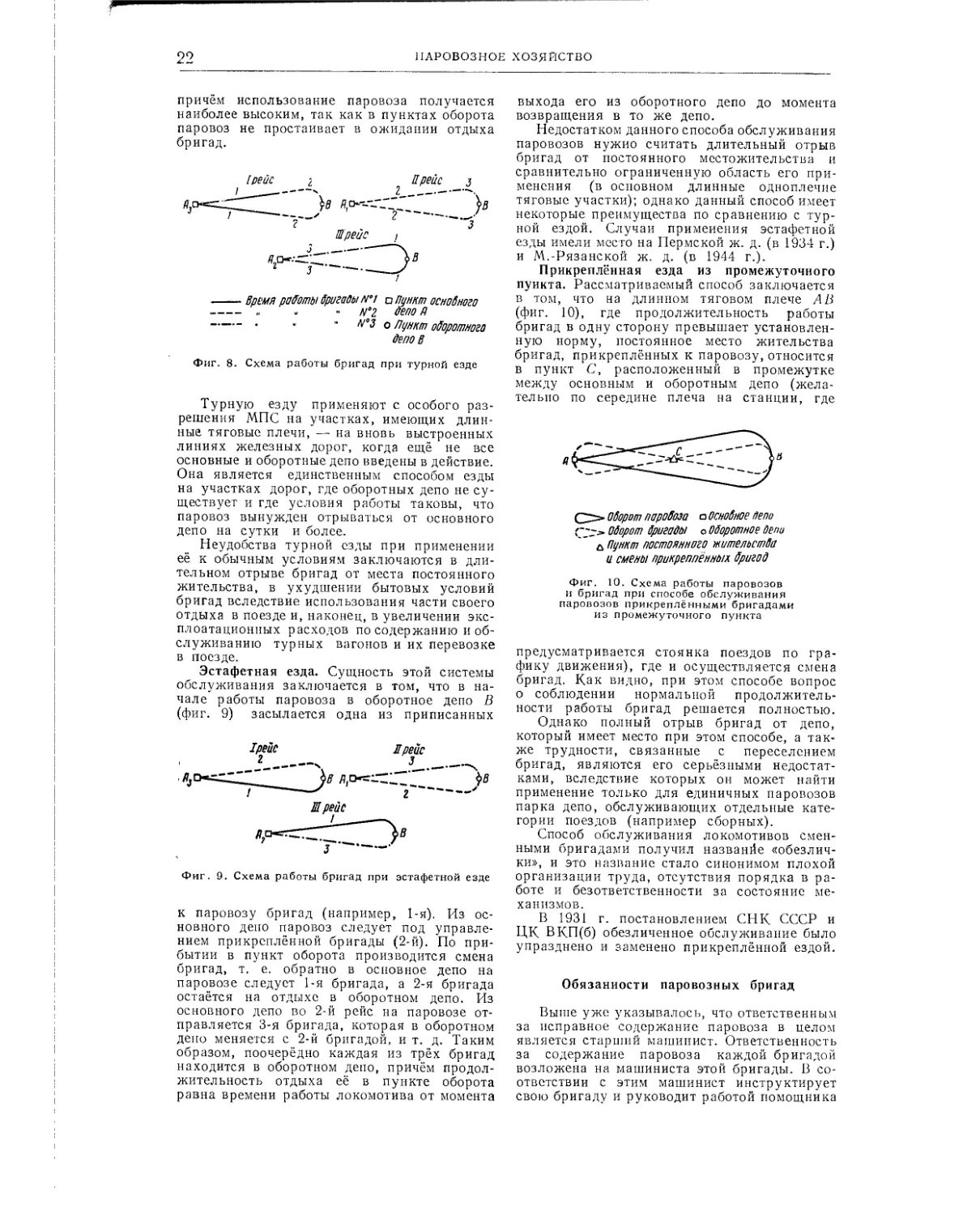
Обслуживание паровоза по турной системе (турная езда). Этот способ заключается в том, что к каждому паровозу прикрепляются три постоянные бригады. График работы бригад составляется таким образом, что при отправке паровоза из основного депо в рейс одна бригада (1-я) остаётся дома на отдыхе, а две другие (2-я и 3-я) следуют с паровозом, работая попеременно, заменяя друг друга в пути следования. При турной системе езды в поезде следует вагон, оборудованный для отдыха бригад.
По прибытии в основное депо одна из двух приехавших бригад (2-я) отправляется на отдых домой, а в рейс отправляются опять две бригады (1-я и 3-я), из них одна бригада (1-я) после отдыха. После второго рейса отдых предоставляется 3-й бригаде, а в рейс уезжают 1-я и 2-я бригады и т. д. (фиг. 8).
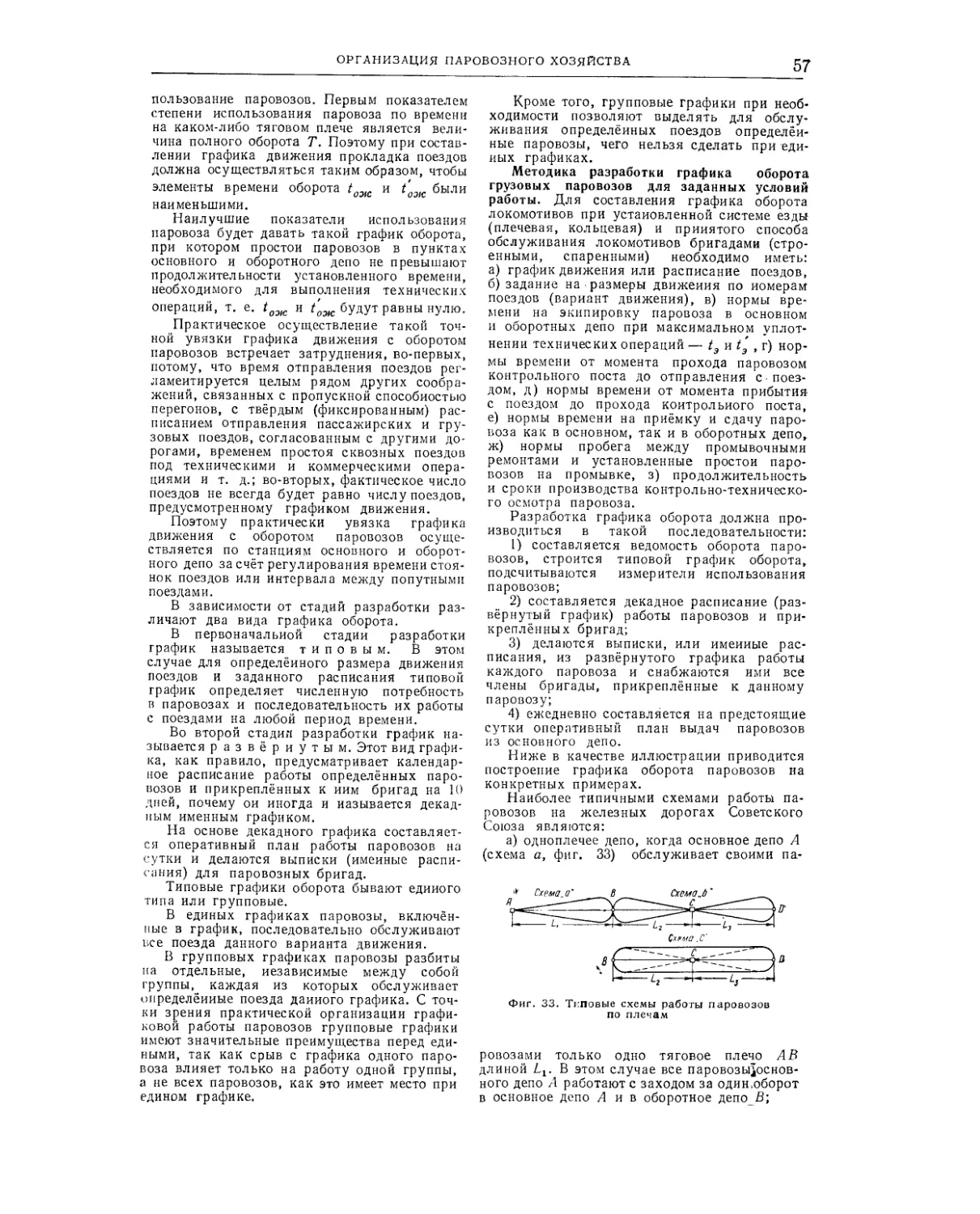
При турной езде паровозы могут обслуживать тяговые плечи длиной 300 км и более,
22
ПАРОВОЗНОЕ ХОЗЯЙСТВО
причём использование паровоза получается наиболее высоким, так как в пунктах оборота паровоз не простаивает в ожидании отдыха бригад.
------время работы бригады №t а Пункт основного
______ .. . №2 вело Я
------ • • ’ N°e о Пункт оборотного депо В
Фиг. 8. Схема работы бригад при турной езде
Турную езду применяют с особого разрешения МПС на участках, имеющих длинные тяговые плечи, — на вновь выстроенных линиях железных дорог, когда ещё не все основные и оборотные депо введены в действие. Она является единственным способом езды на участках дорог, где оборотных депо не существует и где условия работы таковы, что паровоз вынужден отрываться от основного депо на сутки и более.
Неудобства турной езды при применении её к обычным условиям заключаются в длительном отрыве бригад от места постоянного жительства, в ухудшении бытовых условий бригад вследствие использования части своего отдыха в поезде и, наконец, в увеличении экс-плоатационных расходов по содержанию и обслуживанию турных вагонов и их перевозке в поезде.
Эстафетная езда. Сущность этой системы обслуживания заключается в том, что в начале работы паровоза в оборотное депо В (фиг. 9) засылается одна из приписанных
Фиг. 9. Схема работы бригад при эстафетной езде
к паровозу бригад (например, 1-я). Из основного депо паровоз следует под управлением прикреплённой бригады (2-й). По прибытии в пункт оборота производится смена бригад, т. е. обратно в основное депо на паровозе следует 1-я бригада, а 2-я бригада остаётся на отдыхе в оборотном депо. Из основного депо во 2-й рейс на паровозе отправляется 3-я бригада, которая в оборотном депо меняется с 2-й бригадой, и т. д. Таким образом, поочерёдно каждая из трёх бригад находится в оборотном депо, причём продолжительность отдыха её в пункте оборота равна времени работы локомотива от момента
выхода его из оборотного депо до момента возвращения в то же депо.
Недостатком данного способа обслуживания паровозов нужно считать длительный отрыв бригад от постоянного местожительства и сравнительно ограниченную область его применения (в основном длинные одноплечие тяговые участки); однако данный способ имеет некоторые преимущества по сравнению с турной ездой. Случаи применения эстафетной езды имели место на Пермской ж. Д. (в 1934 г.) и М.-Рязанской ж. д. (в 1944 г.).
Прикреплённая езда из промежуточного пункта. Рассматриваемый способ заключается в том, что на длинном тяговом плече АВ (фиг. 10), где продолжительность работы бригад в одну сторону превышает установленную норму, постоянное место жительства бригад, прикреплённых к паровозу, относится в пункт С, расположенный в промежутке между основным и оборотным депо (желательно по середине плеча на станции, где
Оборот паровоза а Основное депо
Оборот бригады о Оборотное депо & Пункт постоянного жительства и смены прикреппённык бригод
Фиг. 10. Схема работы паровозов и бригад при способе обслуживания паровозов прикреплёнными бригадами из промежуточного пункта
предусматривается стоянка поездов по графику движения), где и осуществляется смена бригад. Как видно, при этом способе вопрос о соблюдении нормальной продолжительности работы бригад решается полностью.
Однако полный отрыв бригад от депо, который имеет место при этом способе, а также трудности, связанные с переселением бригад, являются его серьёзными недостатками, вследствие которых он может найти применение только для единичных паровозов парка депо, обслуживающих отдельные категории поездов (например сборных).
Способ обслуживания локомотивов сменными бригадами получил названйе «обезлички», и это название стало синонимом плохой организации труда, отсутствия порядка в работе и безответственности за состояние механизмов.
В 1931 г. постановлением СНК СССР и ЦК ВКП(б) обезличенное обслуживание было упразднено и заменено прикреплённой ездой.
Обязанности паровозных бригад
Выше уже указывалось, что ответственным за исправное содержание паровоза в целом является старший машинист. Ответственность за содержание паровоза каждой бригадой возложена на машиниста этой бригады. В соответствии с этим машинист инструктирует свою бригаду и руководит работой помощника
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
23
и кочегара по содержанию паровоза в исправном и работоспособном состоянии.
Машинист при обслуживании поезда является наиболее квалифицированным лицом в поездной бригаде, поэтому при возникновении каких-либо технических неполадок в поезде он обязан оказывать необходимую техническую помощь, привлекая для этого в случае надобности работников своей и поездной бригады.
К числу общих обязанностей паровозной бригады относится:
а) водить поезда по графику и строго соблюдать ПТЭ, обеспечивающие безопасность движения поездов;
б) содержать паровоз в технической исправности, обеспечивающей его работу без заезда в депо на межпромывочный ремонт, не допуская в то же время ненормального износа деталей и их порчи;
в) соблюдать трудовую дисциплину, не допуская нарушения системы обслуживания паровоза и принятой организации его работы;
г) экономно использовать топливо, материалы и запасные части в процессе работы паровоза и при производстве его ремонта;
д) изучать технику передовых методов обслуживания паровоза и применять её в своей работе;
е) выполнять установленные нормы показателей использования паровозов и нормы их пробега между ремонтами, осмотрами и промывками;
ж) производить своими силами весь необходимый служебный ремонт, поддерживая таким образом постоянное исправное состояние локомотива в период его пробега между смежными промывками;
з) принимать участие в работе комплексной бригады по ремонту паровоза и проверять качество выполняемого ремонта как в процессе производства его, так и после окончания;
и) содержать паровоз и приписанный к нему инвентарь, а также инструмент в опрятном и культурном состоянии, обеспечивая таким путём все необходимые условия для нормальной работы по обслуживанию, при этом контролируя действия всех частей и механизмов паровоза;
к) обеспечивать своевременную и доброкачественную подготовку и отепление паровоза для работы его в зимний период.
Поездной инструктаж
Каждая паровозная бригада перед отправлением с поездом обязательно проходит поездной инструктаж. С этой целью в каждом депо по специальному графику организуется сменное дежурство инженерно-технических работников депо, имеющих право управления паровозом (зам. нач. депо, инженеры по теплотехнике и машинисты I класса).
Содержание инструктажа заключается в ознакомлении всех членов бригады с вновь вышедшими приказами, относящимися к работе локомотивных бригад и безопасности движения поездов, проверке усвоения ими основных правил и инструкций путём контрольного опроса каждого из них. Кроме
того, дежурный командир даёт разъяснения по всем вопросам, относящимся к обслуживанию и содержанию паровозов и ведению поезда по участку.
Такой инструктаж обычно занимает 15— 20 мин. После инструктажа дежурный по депо выдаёт машинисту маршрут и разрешает бригаде производить приемку паровоза для следования под поезд.
Контрольно-технический осмотр паровозов
Осмотр паровоза и выполнение его служебного ремонта паровозные бригады осуществляют в период нахождения паровоза в основном и оборотном депо, а также во время стоянок его с поездами на промежуточных станциях. В целях создания бригадам условий для содержания паровозов в исправном состоянии в период пробега их между плановыми ремонтами система организации содержания паровозов в депо железных дорог СССР предусматривает проведение контрольно-технических осмотров.
Сущность этого мероприятия заключается в том, что паровоз один раз между промывками по заранее составленному плану подвергается в основном депо тщательному осмотру с проверкой действия основных узлов механизмов, приборов и арматуры, при котором паровозные бригады производят неебходимую регулировку механизмов и выполняют служебный ремонт.
При выполнении контрольно-технического осмотра одновременно проверяется и теплотехническое состояние паровоза.
Для контрольно-технического осмотра в каждом депо выделяют одно-два специальных стойла с канавами. Рельсовые пути смотровых стойл должны иметь выровненные и хорошо отрихтованные пути, позволяющие производить регулировку и крепление буксовых и дышловых клиньев. В этих стойлах сосредоточивается запас деталей и материалов, необходимых для выполнения служебного ремонта, и организована круглосуточная выдача их паровозным бригадам.
Время производства контрольно-технического осмотра не должно превышать 3 час., в течение которого паровоз находится в составе эксплоатируемого парка. Для паровозов СОК норма времени для производства контрольно-технического осмотра увеличивается до 6 час. Точный срок постановки паровоза для контрольно-технического осмотра предусматривается декадным графиком и суточным планом работы паровозов.
Ответственность за своевременную постановку паровоза на осмотр возложена на заместителей начальников депо по эксплоа-тации и паровозных диспетчеров.
Контрольно-технический осмотр производится с участием старшего машиниста локомотива, машиниста-инструктора, к которому прикреплён данный паровоз, и инженера по теплотехнике.
Недостатки, обнаруженные на паровозе при осмотре, устраняются прикреплёнными бригадами, а в необходимых случаях и слесарями по ремонту паровозов.
24
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Результаты осмотра с оценкой состояния паровоза и характеристикой качества ухода за ним паровозных бригад отражаются в книге ремонта и формулярах машинистов.
Лунииские методы ухода за паровозом
Сущность лунинских методов заключается в тщательном наблюдении за состоянием каждой детали в эксплоатации и в своевременном устранении силами паровозной бригады обнаруженных неисправностей. Выполнение прикреплёнными бригадами расширенного объёма служебного ремонта позволило сократить объём промывочного ремонта.
Своё название этот замечательный метод ухода за локомотивом получил по имени знатного машиниста депо Новосибирск, ныне Героя социалистического труда, лауреата Сталинской премии Н. А. Лунина. По-хозяйски ухаживая за паровозом, т. Лунин сократил до минимума количество узлов, требующих ремонта на промывках, чем значительно уменьшил простои в ремонте, освободив тем самым комплексные бригады от выполнения мелких работ. Благодаря этому он ещё в 1940 г. довёл среднесуточный пробег своего паровоза до 520 км, обеспечив высокие пробеги между промывочными и подъёмочиыми ремонтами. Лунииские методы работы быстро получили массовое распространение среди локомотивных бригад всех железных дорог СССР.
Тов. Лунин и его последователи, постоянно совершенствуя свои знания, овладели техникой слесарного дела. Это позволило им с успехом выполнять необходимые ремонтные работы, своевременно предупреждая возникновение неисправностей на локомотиве. Выполняя собственными силами большую часть ремонта, лунинцы добились значительной экономии рабочей силы, материала, запасных частей и смазки. Лунинское движение послужило основой для внедрения хозрасчёта на локомотивах и дало возможность выявить огромные резервы как в паровозном хозяйстве, так и в других отраслях железнодорожного транспорта. Особенно большое развитие лунинское движение получило на транспорте в годы Великой Отечественной войны, сыграв важную роль в деле обеспечения бесперебойной работы паровозного парка и его сохранности.
Массовое применение лунинских методов работы даёт железнодорожному транспорту огромную экономию материальных и денежных средств, повышает культуру работы депо, способствует дальнейшему улучшению состояния паровозного парка и его использования.
Своевременно предупреждая неисправности, паровозная бригада улучшает техническое состояние прикреплённого к ней паровоза и увеличивает срок службы его отдельных деталей.
В процессе выполнения ремонтных работ руководители депо должны оказывать бригадам техническую помощь и контролировать качество выполняемого ремонта. Организация во всех депо школ по практическому изучению передовых методов и приёмов ухода
за паровозами и привлечение к участию в этих школах лучших машинистов являются важнейшими мероприятиями, обеспечиваю щими дальнейшее внедрение лунинских методов работы. Наряду с этим большое значение имеет правильная организация в каждом депо рабочего места бригады.
Большую роль в деле увеличения пробега паровозов между заводскими и подъёмочиыми ремонтами сыграло широкое внедрение передовых способов работы машиниста Папавина.
Этот машинист достиг на своём паровозе пробега между подъёмочиыми ремонтами, значительно превышающего установленные нормы. Пробег паровоза машиниста Папавина между капитальными ремонтами к настоящему времени превысил 1 300 тыс. км.
Папавинские методы включают в себя комплекс технических мероприятий, предупреждающих интенсивность износа основных частей и деталей паровоза. К таким мероприятиям, например, относятся футеровка подрешёточной части задней решётки, тщательная регулировка подачи смазки в цилиндры и золотники, подбор золотниковых и поршневых колец по твёрдости, правильное производство продувок и питания котлов антинакипинами, регулировка нагрузки иа сцепные оси с целью предупреждения преждевременного износа бандажей, крепление дышловых подшипников в зависимости от величины проката бандажей, применение профильных тормозных колодок.
Большой пробег между капитальными ремонтами, выполненный паровозом машиниста Папавина, хотя и является выдающимся, всё же он далеко не единственный. Достаточно сказать, что ещё в 1950 г. на 24 дорогах сети имело место перевыполнение паровозами норм пробега между капитальными ремонтами в среднем на 10—60 тыс. км и на 28 дорогах перевыполнение между средними ремонтами на 10—70 тыс. км.
Положительные результаты лунинского движения в сочетании с достижениями машинистов-пятисотников послужили основанием для пересмотра в 1951 г. действующих норм пробегов между заводскими ремонтами. В результате этого пересмотра нормы пробегов паровозов между заводскими ремонтами были увеличены на 24,2%.
ЭКИПИРОВКА ПАРОВОЗОВ
Экипировкой паровоза называется комплекс операций по снабжению и подготовке его для работы. Правильное производств > этих операций не только влияет на качество подготовки паровозов для работы, но и в значительной степени определяет собой состояние паровоза с точки зрения безопасности движения поездов.
Экипировочные операции
Снабжение паровозов топливом и организация работы топливных складов. Основным видом топлива для паровозов является каменный уголь (см. стр. 113). Топливные склады, как правило, размещаются при основных и оборотных депо (см. стр. 113). Про
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
должительность процесса снабжения паровоза топливом определяется в основном наличием механизированных устройств для подачи топлива и их мощностью. Не меньшее значение имеет также и организация работы складов.
Норма времени простоя паровозов под набором топлива, определяемая в зависимости от указанных условий, составляет от 3 до 15 мин. Меньшая норма относится к топливным складам с мощными эстакадами, имеющими всегда в наличии большие запасы топлива в бункерах, а ббльшая норма относится к складам, снабжающим паровозы посредством углеподъёмных кранов J.
На каждом топливном складе должен быть составлен суточный график подхода паровозов. В случаях опоздания поездов или задержки паровозов на станции паровозный диспетчер должен предупредить склад и сообщить ему время фактического подхода паровоза с тем, чтобы дежурный по складу мог организовать снабжение паровозов вне графика.
Основное внимание на топливных складах, имеющих эстакады, должно обращаться на освобождение путей под эстакадой на случай одновременного снабжения нескольких паровозов.
Выданное на паровоз топливо записывается в маршрут машиниста и расходную ведомость топливного склада, что и является основанием для учёта его расхода.
Нормы топлива на паровоз, исчисляемые в килограммах условного топлива, устанавливаются МПС на квартал на измеритель 10 тыс. ткм брутто с учётом сезонности применительно к каждой дороге.
Исходя из этих норм служба локомотивного хозяйства дороги задаёт нормы каждому основному депо применительно к условиям работы каждого из них, учитывая серии паровозов, вес составов, профиль пути, род топлива и его качества, практические результаты опытных поездок, климатические условия и т. д. Основные депо в свою очередь на каждый месяц устанавливают нормы (также в килограммах условного топлива) по отдельным сериям паровозов и видам работы и объявляют их для руководства паровозным бригадам до начала месяца, на который эти нормы назначаются.
Нормы топлива, устанавливаемые депо, не должны быть выше заданных управлением дороги.
Нормы расхода топлива устанавливаются на следующие элементы работы паровоза (см. ТСЖ, том 6, стр. 937): на 100 паровозо-километров в одиночном следовании; на 10 тыс. ткм брутто при работе двойной тягой и на подталкивание; на 1 час простоя паровоза в горячем состоянии; на растопку паровоза (после чистки, промывки); на 1 час маневровой работы.
Нормы для паровозов определяются и устанавливаются по плечам обслуживания, направлениям, видам движения и сериям паровозов с учётом расхода топлива по всем видам работы. Такая норма представляет собой результат деления суммы
Экипировочные устройства, см. cip. 113.
установленного расхода топлива по всем видам работы паровозов на общую работу паровозов в тонно-километрах брутто. Работа в тонно-километрах исчисляется по весу состава брутто, не включая веса паровоза.
Снабжение смазкой и другими материалами и организация кладовых для выдачи смазки. Кладовые должны быть приближены, к месту расположения других экипировочных устройств, с тем, чтобы операция по снабжению смазкой была совмещена с другими операциями (см. стр. 27). Смазка выдаётся по весу и обязательно в чистую типовую посуду.
Густая смазка должна быть в разогретом состоянии, для чего раздаточный бак оборудуют электроспиралями или паровыми змеевиками.
Организация кладовых для выдачи смазки осуществляется топливными складами отделений дорог.
Основным в организации смазочного хозяйства является обеспечение быстрого слива смазки, правильного её хранения и выдачи.
Помещение склада для смазки должно содержаться в чистоте, чтобы была исключена какая бы то ни было возможность загрязнения смазки. Железные и бетонные резервуары для смазки должны быть оборудованы крышками и кранами для спуска отстоявшейся воды. На каждом баке должна быть сделана надпись краской о сорте масла, которое в нём хранится.
В каждой раздаточной кладовой должны вывешиваться для руководства нормы выдачи смазки, устанавливаемые для каждой серии паровозов и характера их работы.
Наиболее рациональной организацией смазочного хозяйства следует считать такую, когда при раздаточной имеется несколько переходящих комплектов запасных бидонов, которые заранее заполняются и хранятся в запломбированном виде. Вся операция по снабжению смазкой сводится к обмену порожних бидонов на наполненные. Порожние бидоны перед их наполнением подвергают тщательной очистке и обмывке.
Раздаточная кладовая обтирочных материалов должна быть организована по магазинному типу. Запас обтирочных и других экипировочных материалов, как, например, набивки, шерсти, должен храниться в железных ящиках с отсеками для каждого материала. На полках по стенам кладовой должен размещаться трёхсуточный запас материалов в расфасованном виде.
Операция выдачи смазки и других материалов занимает 3—6 мин.
Снабжение паровозов песком. Одним из средств по предупреждению боксования паровозов является применение сухого песка (см. стр. 136).
В настоящее время большинство основных и оборотных депо имеет механизированные устройства для сушки песка и снабжения им паровозов (см. стр. 137—142).
Заготовка песка должна, как правило, производиться в конце лета или в начале осени (июль—сентябрь), так как в это время года песок в карьерах имеет наименьшую влажность. Перед заготовкой песка работники отделения дороги или лаборант деповской ла-оратории должны обследовать ближайшие
26
ПАРОВОЗНОЕ ХОЗЯЙСТВО
карьеры и определить в них пригодные для этой цели места разработки (забои). Из разрабатывающихся мест отбирают пробы и после их анализа в деповской лаборатории должны быть указаны заведующему карьером соответствующие забои.
Расход песка на паровозы для различных депо неодинаков и зависит от многих условий, например характера профиля участка, климатических условий, размеров движения, серии паровозов и т. д.
Данные обследования многих депо железных дорог СССР показали, что этот расход в среднем колеблется от 195 до 260 кг на выдаваемый из депо паровоз. Средний же расход на 100 паровозо-километров работы паровоза на всех видах движения составляет 73 кг. Для холмистых и горных участков расход песка составляет от 100 до 120 кг на 100 паровозо-километров. Более точно потребность в песке для участков определяется опытными поездками.
Операция по снабжению паровоза песком (при механизированных пескоподачах) не превышает 3—Ъ мин. и обычно совмещается по времени с операциями по набору воды и чистке топки.
Снабжение паровоза водой и питание котла антинакипинами. Продувка котла. Операция по набору воды совмещается по времени с операциями по чистке дымовой коробки, топки и зольника и по набору песка.
Продолжительность набора воды не должна превышать 10—15 мин. на один паровоз.
Ускорения набора воды можно достичь целым рядом технических мероприятий, как, например, увеличением диаметра гидравлической колонки, увеличением напора в разводящей сети, устройством башен-ускорителей и т. д.
Подробно о водоснабжении и внутрикот-ловой обработке воды, об антинакипинах и продувке котла см. раздел «Водоснабжение» в этом томе.
Операция снабжения антинакипинами обычно совмещается с операциями по снабжению смазкой и обтирочными материалами и не требует отдельного времени.
Продувка котлов производится паровозными бригадами или в депо при прохождении экипировочных операций или в пути во время работы паровозов.
Продувка в депо производится в течение 10—12 мин., а с подготовкой — 15 мин.
Хороших результатов можно достичь продувкой котла на ходу при большой форсировке, когда происходит усиленная циркуляция воды в котле.
Чистка дымовой коробки и продувка труб. Операция по чистке дымовой коробки на паровозах, не оборудованных сажесдувателями, совмещается по времени с операцией по продувке труб. Обе эти операции производятся одновременно с чисткой топки.
Весь процесс чистки дымовой коробки занимает 4—5 мин.
Операция по продувке труб предшествует чистке топки и занимает при исправных приборах 12—15 мин.
Время на выполнение этих операций может быть снижено путём оборудования дымовых коробок специальными шарнирными труб
ками с соплами для продувки дымогарных и жаровых труб паром со стороны дымовой коробки.
При таком оборудовании продувка труб может быть осуществлена ещё на угольном складе во время стоянки паровоза под набором угля, и отдельного времени на продувку труб не потребуется.
Чистка паровозной топки и зольника. При следовании паровоза с поездом по мере сжигания угля на колосниковой решётке паровоза будут постепенно скопляться минеральные негорючие примеси, образующие золу. При высоких температурах зола многих сортов углей плавится, образуя шлак.
Очистка топки от золы и шлака приурочивается к общей экипировке и производится в основном или оборотном депо после пробега грузовых паровозов 100—150 км и пассажирских 150—200 км.
В целях предотвращения расстройства дымогарных труб, связей, заклёпок швов и т. д. давление пара в котле до начала чистки снижается до 6—8 ат, а уровень воды в котле поднимается до 3/4 водомерного стекла. По тем же причинам также запрещается подкачивать воду в котёл во время чистки.
Чистка топки должна производиться быстро, так как всякое продолжительное открытие шуровки и пропуск в топку холодного воздуха чрезвычайно вредно отражаются на общем состоянии топки.
Продолжительность чистки топки 10— 15 мин.
Операция по чистке зольника производится чистильщиками или кочегарами под наблюдением машиниста и занимает 4—8 мин. Количество шлака составляет 15—20% количества сожжённого минерального топлива (в зависимости от зольности, реализованных форсировок и т. д.).
Количество шлака, получаемого при каждой чистке топки, достигает в зависимости от серии паровоза и зольности угля 2,5 лг3.
Для отопления паровозов в виде добавки к смесям используются шлакоотсев и изгарь.
Шлакоотсев представляет собой куски шлака величиной 5—20 мм, получаемые при помощи грохочения паровозного шлака.
Анализ показывает, что содержание горючего в шлакоотсеве достигает 40%. Теплотворная способность шлакоотсева достигает 3 000 ккал.
Теплотворная способность изгари из дымовых коробок паровоза доходит до 6 000 ккал; поэтому сжигание её в смеси с другими углями позволяет экономить полноценный уголь.
Как шлакоотсев, так и изгарь не засчитываются в вес выдаваемого топлива.
Продолжительность операции по чистке зольника составляет 3—5 мин.
Так как изгарь используется в смеси с углями для отопления паровоза, то операцию по чистке дымовой коробки целесообразно производить на топливном складе, совмещая её с операцией по снабжению паровоза топливом.
Поворот паровоза. Операция поворота осуществляется на круге, треугольнике или петле. В первом случае продолжительность операции не превышает 3—5 мин., во втором и третьем— 10—15 мин.
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
27
Обслуживание круга возлагается на специально прикреплённых рабочих.
Упорядочение организации операции поворота достигается механизацией поворота, устройством электрической сигнализации для въезда на круг, механизированным устройством открытия и закрытия закладок из будки круговщика.
Обмывка и обтирка паровоза. Обычный способ чистки паровоза заключается в обмывке его горячей водой из котла при помощи длинного резинового рукава, присоединяемого к пожарному отростку инжектора. Тщательная обмывка рукавом занимает очень много времени (50 мин.— 1 ч. 10 м.), поэтому такой способ применяется только при постановке паровоза в ремонт. В дополнение к такой обмывке детали паровоза обтирают паклей, смоченной керосином. Эта операция производится частями, например в оборотном депо обтирается рама, в основном депо — котёл и дышла.
Кроме длительности операции, этот способ вызывает удорожание экипировки. Стоимость полной обтирки одного паровоза достигает 15—25 руб.
При механизированной чистке паровозов удаление грязи и пыли производится действием сильной струи горячей щелочной воды с примесью сырой нефти (эмульсией). После такой обмывки паровозы в обтирке не нуждаются.
Расход воды, нефти и кальцинированной или каустической соды на обмывку паровоза приведён на стр. 146.
Продолжительность обмывки не превышает 20 мин. Обмывка осуществляется в отведённом для этой цели стойле или на специальной открытой площадке. Стоимость обмывки одного паровоза почти в 3 раза дешевле ручной обтирки.
Обмывка может производиться только при наличии достаточного времени по графику оборота в период нахождения паровоза в основном депо. Поэтому обмывка обычно не вводится в обязательный цикл экипировочных операций перед каждой поездкой.
Организация экипировки паровозов
Большинство экипировочных операций приурочивается к моменту нахождения паровоза в основном депо, где обычно концентрируются технические средства экипировочного хозяйства (склады, шлакоуборки, поворотные круги и т. д.).
В пунктах оборота обычно предусматривается частичная экипировка паровоза, необходимая для следования его обратно до станции основного депо.
При работе паровозов по кольцевому методу распределение экипировочных операций между основным и оборотным депо производится в обратном порядке.
Одни экипировочные операции производят на путях промежуточных станций или станций основного депо, а другие—и в пути следования.
Время нахождения паровоза под экипировкой составляет простой его под техническими операциями. Хотя это время и относится к рабочему времени паровоза, однако оно не является производительным, так как в течение его паровоз полезной работы не совершает.
Рациональный порядок экипировки паровоза предусматривает максимальное совмещение, т. е. параллельность выполнения операций по времени и месту, и их последовательное выполнение. Последнее условие достигается организацией движения паровоза от одних экипировочных средств к другим
Таблица 3
Затрата времени на выполнение экипировочных операций
Наименование экипировочных операций и последовательность их производства Сокращённое обо-з начение операции С какими другими операциями может совмещаться полностью или частично Время в минутах на выполнение операции
Снабжение топливом: при наличии угольной эстакады а б, ж, м 3-5
при наличии механизированного крана а б, ж, м 10-15
при снабжении нефтяных паровозов а б, ж, м 10
Чистка дымовой коробки б а, ж, м 5
Снабжение водой в б. г, д, е, ж, м 10-15
Снабжение песком б, в, д, е, ж, м 3-5
Чистка топки д в, г, ж. м 10-15
Очистка зольника е в, г, ж, м 4-8
Снабжение смазкой, антинакипинами и обтирочными материалами ж Со всеми 3-5
Продувка труб 3 в, г. ж, м 10-15*
Продувка котла и ж 10-15**
Поворот на круге к ж, м 3
Поворот на треугольнике к ж, и, м 10
Внешняя очистка или обмывка л ж, иногда и 15—20
Приёмка паровоза и подготовка его бригадами: в основном депо м Со всеми, кроме и 30—50***
в оборотном депо т То же 20—30***
на путях станции основного депо или пунктах подмены т Со всеми кроме 25-30***
и. к. л
* При наличии сажесдувателей норма времени не устанавливается.
** Продувка котла, как правило, производится в пути.
*** Приёмка и подготовка паровоза обязательно совмещаются по времени с другими операциями.
28
ПАРОВОЗНОЕ ХОЗЯЙСТВО
водном поточном направлении. Такая организация исключает встречные передвижения паровозов.
Выполнение всех экипировочных процессов осуществляется по установленному плану или графику.
Нормы времени на выполнение экипировочных операций определяют в соответствии с производительностью технических устройств и принятой технологией.
В табл. 3 приводятся средние нормы затраты времени на выполнение отдельных операций, а также последовательность и сочетание их при параллельном производстве.
Время на сдачу паровоза не включается в график экипировки, так как оно совмещается с приёмкой и по своей величине не превышает продолжительности последней.
Как правило, бригада, сдающая паровоз на станционных путях, принимает участие в экипировке паровоза совместно с бригадой принимающей.
Применительно к указанным нормам времени составляются графики полной или частичной экипировки для каждого пункта.
Установленная МПС общая продолжительность экипировки паровоза для основного депо, включая все необходимые переезды от момента поступления паровоза на тракционные пути и до окончания всех экипировочных процессов, не должна превосходить норм, указанных в табл. 4.
На путях станции основного депо при работе паровоза без заезда на тракционные пути при кольцевой езде, а также в пунктах подмены бригад общее время частичной экипировки не должно превышать 30 мин.
Продолжительность технических опера-
Таблица 4
Нормы времени на полную экипировку одного паровоза
Условия экипировки
При наличии эстакады для снабжения углём и повороте на круге ...........
То же, но при повороте на треугольнике При наличии механизированного крана для снабжения углём и повороте на круге ...............................
То же, но при повороте на треугольнике
70
80
80
90
ций паровоза на промежуточных станциях обычно составляет 10—15 мин. и определяется необходимым временем для набора воды или чистки топки.
При совмещении технических операций получается значительная экономия времени (фиг. 11).
Графики экипировки периодически пересматриваются. Пересоставление графиков является обязательным при разработке новых графиков движения, для которых установленные общие нормы времени на экипировку в основном и оборотном депо нужны при увязке оборота паровозов по техническим станциям.
Графики технологического процесса экипировки паровоза для каждого пункта экипировки необходимо составлять двух видов— на полную экипировку и сокращённую экипировку. В последней возникает часто нужда при уплотнении времени нахождения отдельных паровозов в пункте основного депо при рациональной увязке графика оборота. В свя
Операции время в минутах
Последовательность операций Совмещение операций
10 го 30 40 50 60 10 во 90 10 20 30 40 зо во
Проход от контрольного поста до
склада топлива -J
Продувка котла
Набор топлива / £ 1
Набор смазочных материалов / "Г / г
Набор вады /1 7Г
Набор песка / ST
Чистка топки V /и м L
Чистка зольника
Чистка дымовой коробки £
Поворот на круге г /я
Проход на контрольный пост для ~5~ 3
следования под поезд
Всего с разъездами 1час 31 мин 66 минут
В том числе на переезды !6 минут 13 минут
8 том числе на технические операции 1час 13мин. 53 минуты
Условные обозначения <=з Переезды Технические операции
Фиг.П. Сравнигельные графики экипировки паровоза серии ФД при последовательном и парад лельном производстве операций
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
29
зи с этим группы совмещения операций должны быть так подобраны, чтобы исключения отдельных экипировочных процессов не нарушали общего потока и могли давать экономию времени при обязательном выполнении необходимого минимума операций.
Пример построения такого графика показан на фиг. 12.
Наименование операций Затрата бремени на выполнение операций 0 Ю минутах. so
Снабжение топливом /эстакада) 7
Чистка дымовой коробки
Осмотр паровоза
Чистка топки
Снабжение водой
Снабжение песком 5
Снабжение смазкой и дпигпми мотеоиалами 5
ПроОубка труб * 10 5
Чистка зоЛьника
Продувка котла х \ Ю
Поворот на круге
Всего на овин паровоз-60 минут
при сокращенной экипировке операции, отмеченные знакомрг, не производятся Общая затрата бремени в этом случае составляет 42 минут ь/
Фиг. 12. График полной и совмещённой экипировки
Организация обслуживания и содержания экипировочных устройств
Оперативное и техническое руководство экипировочными процессами как на тракционных путях, так и на путях станции основного депо осуществляет дежурный по депо, а в больших депо его помощник по экипировке. Непрерывный контроль за экипировкой каждого паровоза осуществляется паровозным диспетчером, который для этой цели должен иметь телефонную связь с заведующими пунктами экипировки и дежурным персоналом, обслуживающим отдельные экипировочные устройства.
Если количество экипируемых паровозов в сутки не превышает 100, то экипировочные устройства обслуживает штат в 30 чел., работающих по сменному графику. Каждая смена состоит из чистильщиков топок, рабочего по сушке песка, раздатчика смазочной кладовой, дозировщика антинакипинов, продувальщика труб и механика, обслуживающего механизмы по пневматической подаче песка и механизированной шлакоуборке. При пропуске через экипировочный пункт более 100 паровозов в сутки штат чистильщиков соответственно увеличивается.
Механическое оборудование экипировочных устройств ремонтируют средствами отделения дороги. Исключением являются углеподъёмные краны, ремонт которых осуществляется паровозным депо.
Как капитальный, так и текущий ремонт, а также все работы, связанные с подготовкой к зиме, производят в соответствии с утверждёнными годовыми и квартальными планами.
Периодический осмотр механического оборудования экипировочных устройств, эстакад, поворотных кругов, шлакоуборок и
пескоподач производится один' раз в месяц. Результаты осмотров заносятся в шнуровые книги осмотров, имеющиеся при каждом устройстве, с указанием времени устранения той или другой неисправности. При осмотре проверяется исполнение записей, сделанных ранее.
Ремонт механизмов осуществляется ремонтно-монтажной бригадой, организуемой при депо.
Для отделения дороги, имеющего в своём хозяйстве 3—4 поворотных круга, 2—3 механизированные шлакоуборки, 1—2 эстакады для подачи угля на паровозы, численность ремонтно-монтажной бригады не должна превышать 10—12 чел.
Постоянный состав ремонтно-монтажной бригады отделения дороги III класса состоит из шести слесарей-монтажников, электросварщика, двух паропроводчиков, котельщика, двух подсобных рабочих.
Текущий ремонт механического оборудования экипировочных устройств производят на ходу —• в периоды нормальных перерывов в эксплоатационной работе, поэтому организация производства работ должна предусматривать замену частей у ремонтируемого оборудования, а не их ремонт на месте. В связи с этим в распоряжении ремонтно-монтажной бригады должен быть запас частей и деталей оборудования, наиболее часто требующих ремонта, как, например, тросов для тельферов, шариковых подшипников для кругов и приводного механизма поворотных кругов и тельферов, криволинейных звеньев песко-провода, сеток для пескосушильных печей и т. д.
Содержание механического оборудования экипировочных устройств возложено на заведующего экипировочным пунктом. Наблюдение за техническим состоянием оборудования возлагается на мастера или бригадира ремонтно-монтажной бригады, которые совместно с заведующим экипировкой производят периодический осмотр механического оборудования.
ОРГАНИЗАЦИЯ ТЕКУЩЕГО РЕМОНТА ПАРОВОЗОВ
Принцип организации текущего ремонта паровозов
Длительная работоспособность паровоза при его интенсивном использовании обеспечивается плановым оздоровлением, основанным на периодическом выполнении необходимого ремонта.
Характеристику капитального, среднего и текущего ремонта, номенклатуру работ при различных видах ремонта и условия постановки паровозов в тот или другой ремонт см. в главе «Технические условия и другие справочные данные по ремонту паровозов» стр. 212.
Текущий ремонт подразделяется на п о дъ-ё м о ч п ы й, п р о м ы в о ч н ы й и с л у-ж е б н ы й.
Неудовлетворительное содержание паровоза может вызвать постановку его во внеплановый ремонт. Такой ремонт называется
30
ПАРОВОЗНОЕ ХОЗЯЙСТВО
межпромывочным, или случайным. Межпромывочный ремонт свидетельствует о плохом уходе паровозных бригад и неудовлетворительном качестве планового ремонта. Этот вид ремонта учитывается как брак в работе.
По месту производства виды ремонта паровозов делятся на заводской и деповский.
К заводскому относятся капитальный и средний, а к деповскому — текущий и, как исключение, — средний.
Рассмотренные виды ремонта производят через установленные промежутки времени (сутки, месяцы или годы) или по совершении паровозом определённого пробега.
Повторяемость ремонта через определённые периоды называется периодичностью, или цикличностью, ремонта.
Нормы пробега между ремонтами и установленные сроки простоя в ремонте указаны в табл. 1 на стр. 213.
При системе периодического ремонта заранее определяется степень интенсивности износа отдельных деталей паровоза в зависимости от времени их работы или выполненного пробега. Затем устанавливается срок службы, осмотра, исправления, проверки или очистки каждой ответственной детали или части паровоза.
Система периодического ремонта предусматривает минимальные разборки деталей при ремонте, гарантирует ответственные детали от неожиданных поломок и порч и создаёт условия для экономии средств и материалов при ремонте.
В целях обеспечения наименьшего простоя паровоза в промывочном ремонте время и в значительной части объём его планируются заранее. Текущий ремонт по записи машиниста по своему объёму должен составлять незначительную часть общего объёма промывочного ремонта, и, во всяком случае, ремонт по записи не должен влиять на увеличение простоя паровоза, необходимого для выполнения планируемого ремонта. Планируемая часть промывочного ремонта определяется периодическим осмотром ответственных частей паровоза и тендера.
Приведённые нормы установленных пробегов между ремонтами являются минимальными. Передовые машинисты благодаря хорошему уходу за паровозами их значительно перевыполняют.
Основные принципы современной системы организации текущего ремонта паровозов в депо:
а) ремонт комплексными бригадами, организованными из слесарей всех специальностей, которые выполняют от начала до конца исправление всех частей паровоза, за исключением таких, которые имеют узко специализированный характер (контрольные приборы, автоматические устройства и т. д.). Каждая комплексная бригада ремонтирует паровозы только постоянно прикреплённой к ней группы с гарантией за качество произведённого ремонта на протяжении определённого пробега и вместе с паровозными бригадами несёт ответственность за исправное состояние и доброкачественную работу каждого прикреплённого паровоза. Ремонт комплексными
бригадами исключает возможность возникновения обезлички;
б) ремонт автотормозов, пресс-маслёнок и контрольных приборов специализированными бригадами;
в) организация текущего ремонта в основном по заранее разработанным графикам технологического процесса (включающим в себя определённый перечень периодического осмотра деталей) и дополнительно по записям машиниста, сделанным на основании заблаговременного осмотра паровоза и систематического изучения его состояния;
г) введение такого порядка при ремонте паровозов, при котором работа слесарей комплексных бригад заключается не в ремонте старых деталей, а в замене их исправными, для чего в каждом депо организуются заготовительные цехи по подготовке запасных деталей и создаются необходимые условия для перехода к ремонту деталей и узлов паровоза по принципу взаимозаменяемости;
д) установление строгого технического контроля за качеством ремонта как со стороны руководящего персонала депо и ремонтных цехов, инспекторов-приёмщиков МПС, так и со стороны паровозных бригад;
е) применение новейших достижений науки и техники в области технологии, организации труда и механизации технологического-процесса, в первую очередь наиболее трудоёмких работ, и повышения износоустойчивости деталей и узлов локомотивов.
Служебный ремонт паровоза
Паровозные бригады выполняют своими силами текущие ремонтные работы, которые возникают в период работы паровоза между смежными плановыми ремонтами. Такой ремонт называется служебным.
Своевременным устранением малейших неисправностей на паровозе прикреплённые к нему бригады предупреждают возникновение крупного ремонта, вызывающего завышенный простой паровоза на очередных промывках.
Так как служебный ремонт выполняется бригадами в порядке ухода за паровозом в процессе эксплоатации, то место его не фиксируется, а время исполнения не нормируется.
Цикличность ремонта
Общая схема последовательности различных видов планового ремонта паровоза определяется следующим образом.
Фиг. 13. Схема цикличности капитальных ремонтов
Паровоз с момента его постройки А и до момента его исключения из эксплоатации В, т. е. в течение всего срока его службы пс> через определённые периоды пк (фиг. 13)
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
3/
проходит капитальные ремонты К. Число капитальных ремонтов в течение всего срока , пс
службы локомотива равно ——1.
пк
Период между смежными капитальными ремонтами пк называется полным ремонтным циклом, внутри которого получают развитие все остальные виды ремонта и который повторяется в течение срока службы паровоза столько раз, сколько периодов содержится в течение всей продолжительности работы пс паровоза, т. е. — .
пк
В течение одного полного ремонтного цикла (фиг. 14) паровоз проходит через равные периоды пср несколько средних ремонтовС.
Фиг. 14. Схема периодичности ремонтов за один полный ремонтный цикл
Период между средними ремонтами в свою очередь делится на равные периоды пп, по истечении которых паровоз проходит подъ-ёмочные ремонты П. Каждый из периодов между подъёмочными ремонтами делится на равные периоды ппр, по истечении которых паровоз проходит промывочные ремонты с периодическими осмотрами ПР. В промежутках между промывочными ремонтами паровоз проходит служебные ремонты.
Так как служебные ремонты производятся в процессе эксплоатации, то на схеме фиг. 14 они не показаны.
Определение потребности паровозов для ремонта
Чем короче периодичность ремонтов, чем меньше пробеги между ними и чем выше простой в ремонте, тем больше требуется паровозов для ремонта.
Комплексным измерителем, который отражает в себе цикличность, величину простоев в ремонте и пробегов между ними, является удельный простой в ремонтер, т. е. простой паровоза в ремонте, выраженный в сутках, приходящийся на 1 000 км пробега:
, _ Су + + £ t„p) 103
tp~ ~LK
tpp ' /. ^cp\ ।
t-к Lcp \ LK I
где LK—пробег между капитальны-
ми ремонтами;
L.cp — пробег между средними ремонтами;
Ln—пробег между подъёмочными ремонтами;
/.„р — пробег между промывочными ремонтами (фиг. 15);
Ио tcp* tnp — простой паровоза с учётом времени пересылки (впаро-возо-сутках) в соответствующем виде ремонта.
Фиг. 15. Схема периодичности ремонтов, выраженной в пробегах
При общем годовом пробеге паровозов L?o$ число паровозов, подлежащих в течение года ремонту, составляет: капитальному
л/к = %-й; (7)
среднему
Л/ М; (8)
^ср ^ср \ /
подъёмочному , - ^год ,,, , , ^год I, &ер\ /п.
Л/г = -Г ~- (Лк + ^ер) Т” 1 “ 7 ;
^11 \ ,
промывочному
N„p = (NK + Ncp + JV„) = l-np
Общее время простоя в ремонте Тр всех паровозов данной серии:
ТР =tp L:oa ИГ 3 = Тк + Тср + Тп + Тпр, Ни
где Тк— простой всех паровозов данной серии в капитальном ремонте, равный tKNK-,. Тср-—то же в среднем ремонте, равный tcp ср*
Т„ — то же в подъёмочном ремонте, равный tn Nn",
Tnp — то же в промывочном ремонте, равный tjtp Nпр.
Суточный фронт паровозов во всех видах ремонта (для определения ремонтных средств), Nep = ’зоТ + N$ +N$ + ЫФ’ 02)
где Иф — фронт паровозов в капитальном ре-.. Тк монте, равный ;
Ыф'—то же в среднем ремонте, равный Тср , 307 ’
Пф — то же в подъёмочном ремонте, рав-
ный ;
А("/’— то же в промывочном ремонте, рав-„ Т „р
ныи 307-.
32
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Суточное количество неисправных паровозов во всех видах ремонта определяется с учётом всех праздничных дней в году по формуле
= + + + <13>
где Ng — среднесуточное количество неисправных паровозов в капитальном
Т
J к ремонте, равное ggg ;
NgP — то же в среднем ремонте, равное Т я_ср_ 365 ’
Nn6 — то же в подъёмочном ремонте, рав-Т ное 365 ;
Nп5р — то же в промывочном ремонте, рав-Тпр пое 365’
Норма неисправных паровозов устанавливается МПС отдельно для каждой дороги с подразделением её на заводской и деповский ремонты. Норма неисправных паровозов задаётся в процентах от парка паровозов, находящихся в распоряжении дороги (т. е. без учёта паровозов запаса МПС, откомандированных на другие дороги и переданных в аренду).
Комплексные бригады
Слесаря каждой комплексной бригады подразделяются на группы—экипажную, машинную, арматурную, гарнитурную и тендерную. В зависимости от местных условий и серий ремонтируемых паровозов допускается и иное подразделение комплексных бригад на группы.
Наряду с подразделением на группы слесаря, входящие в состав комплексных бригад, должны уметь ремонтировать любые части паровоза, кроме тех, которые ремонтируют специализированные бригады. Поэтому’,бригадир комплексной бригады, сохраняя, как правило, внутрибригадную специализацию, при необходимости имеет право переставлять слесарей из одной группы в другую.
Работа комплексной бригады организуется по принципу резкого разделения разборочносборочных работ от работ по заготовке и ремонту частей паровоза.
Комплексная бригада должна снимать с места подлежащие ремонту части, заменять их новыми (или старыми, но заранее отремонтированными), а также производить проверку правильности установки частей и их работы.
Полная ликвидация обезлички в ремонте отдельных узлов достигается тем, что ремонт паровозов заканчивается теми слесарями комплексной бригады, которые её начали, т. е. отдельные узлы должны ремонтироваться в одну рабочую смену.
В отличие от подъёмочного ремонта, к каждой комплексной бригаде промывочного ремонта прикрепляется определённая группа паровозов (по номерам), за состояние которых бригада несёт ответственность.
К одной комплексной бригаде прикрепляется не более 20—25 паровозов. Это число зависит от межпромывочного и суточного пробега паровозов. Чем больше межпромывочные пробеги, тем больше паровозов можно прикрепить к одной бригаде.
К каждой комплексной бригаде промывочного ремонта, как правило, прикрепляются паровозы одной серии. В тех депо, где паровозы одной серии по их месячному числу промывок не обеспечивают полной загрузки комплексной бригады, допускается прикрепление паровозов двух или трёх серий.
Численный состав каждой комплексной бригады по промывочному ремонту не должен быть менее 15 чел. При определении численного состава комплексной бригады иужио исходить из условия обеспечения выполнения ремонта за одну смену не менее одного паровоза и полной загрузки работой всех слесарей бригады.
Численный состав комплексных бригад подъёмочного ремонта установлен в количестве не менее 20 чел.
Конкретное число лиц комплексной бригады определяется из условий расстановки слесарей по всем группам работ согласно графику технологического процесса с выпуском паровозов в установленные сроки и полной загрузкой рабочего дня слесарей.
Для подноски деталей в помощь слесарям при съёмке и навеске тяжёлых частей к каждой комплексной бригаде должно быть прикреплено не менее двух подсобных рабочих.
В целях повышения роли квалифицированных слесарей установлен порядок, по которому лучшим слесарям, имеющим высокую квалификацию и обеспечивающим перевыполнение норм выработки, присваиваются I и II классы. Присвоение классности оформляется приказом и выдачей специальных удостоверений.
Работа каждой комплексной бригады обязательно должна протекать в одну смену. Для этого во многих депо одни комплексные бригады работают в первую смену, а другие— во вторую.
Для каждой комплексной бригады у её рабочего места должен находиться специальный шкаф для хранения запаса мелких деталей и некоторых материалов. Рабочее место должно иметь стеллажи для золотников, дышел, элементов и т. д. К каждой комплексной бригаде прикрепляются подъёмно-транспортные приспособления (домкраты, тали, тележки, передвижные краны и т. д.) и тяжёлый инструмент (буксовые лапы, переносные прессы, валки для выжимания штоков и т. д.).
Стойла должны быть оборудованы верстаками, вполне исправными тисками, необходимым набором инструмента и шкафами для его хранения, достаточным количеством отростков воздухопровода для пневматического инструмента и штепселей для низковольтного электроосвещения.
Поддержание всего оборудования и рабочего места комплексных бригад в исправном состоянии лежит на обязанности самой бригады, а более крупный его ремонт производится специальной хозяйственной бригадой депо.
Важным условием для поддержания рабочего места в чистоте является обязатель
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
33
пая обмывка паровоза перед его постановкой в ремонтное стойло. Тщательная обмывка паровоза и его частей нужна не только для удобства работы слесарей и поддержания чистоты, но и для того, чтобы легче обнаруживать какие-либо трещины и другие дефекты з таких частях паровоза, как рама, колёсные пары, дышла и т. д.
В зимнее время температура в секциях депо, отведённых для комплексных бригад, должна поддерживаться не менее 4-13°С.
Для борьбы с задымлением ремонтируемых паровозов применяют безогневую заправку, искусственную тягу, приключение сифона заправляемого паровоза от воздухопроводной или паропроводной сети депо, а также заправку паровозов при помощи дутьевых аппаратов, устанавливаемых в дымовытяжных устройствах.
Большое внимание должно уделяться также и подбору инструментов, предназначаемых для индивидуального пользования слесарей комплексных бригад и организации выдачи его слесарям.
В цехах на видном месте вывешиваются планы постановки и выхода паровозов из ремонта, технологические графики ремонта, таблицы ходовых размеров деталей паровозов и допуски износа их, перечень и сроки периодического осмотра ответственных частей паровозов, графики работы и отдыха слесарей бригады и т. п.
Заготовительный цех
Основной задачей заготовительных цехов в депо является своевременное и бесперебойное обеспечение ремонта паровозов необходимыми запасными частями путём подготовки новых, ремонта и восстановления изношенных частей и деталей.
Для выполнения этой задачи заготовительные цехи обеспечивают изготовление различных ремонтных материалов и изделий из местного сырья, организуют сбор и тщательную сортировку металлического лома, производят отбор из лома запасных частей, годных ещё для восстановления.
Численный состав бригад заготовительного цеха должен быть таким, чтобы он освобождал комплексные бригады от непосредственного ремонта снимаемых с паровоза частей как при промывочном, так и при подъёмочном ремонте.
Заготовительный цех обязан принимать заказы от комплексных бригад и после исполнения доставлять изготовленные им детали к рабочему месту соответствующей комплексной бригады.
Установленный для каждого депо неснижаемый запас паровозных деталей должен находиться в распоряжении заготовительного цеха, который обязан заботиться и о его своевременном пополнении. Поэтому кладовые запчастей и материалов входят в систему заготовительного цеха.
Слесарно-заготовительные бригады организуются для обслуживания всех видов деповского ремонта. Численный состав слесарно-заготовительных бригад составляет до 40% количества слесарей всех комплексных бригад депо.
3 Том 7
В слесарно-заготовительные бригады входят группы слесарей, которые специализируются на ремонте дышел (дышловая), золотников, ползунов, поршней, кулисного механизма и сальников (золотниково-поршневая), буксового узла (буксовая) и т. д., причём количество групп может быть отличным от приведённой схемы.
К подсобным отделениям заготовительного цеха относятся литейный, кузница, медницкая, механическое и электро-газосварочное отделения, а также и отделение металлических покрытий (хромировочная и никелировочная мастерские).
Приём заказов и распределение их по отделениям и бригадам внутри заготовительных цехов, а также планирование работы этих цехов и доставка выполненных заказов работы к рабочему месту комплексных бригад осуществляются через бюро заказов.
В состав бюро заказов входят начальник бюро, счетовод, расценщики и старший рабочий с необходимым количеством подсобных рабочих для транспортировки деталей. Бюро заказов должно иметь своё рабочее место (конторку), расположенное на территории заготовительных цехов или вблизи них.
Для сбора, сортировки и дальнейшего использования негодных деталей и отходов производства в заготовительных цехах депо организуется специальная группа слесарей по использованию металлоотходов, которая возглавляется опытным бригадиром.
Неснижаемый запас деталей
Термин «неснижаемый запас» следует понимать так, что детали из такого запаса можно расходовать при ремонте только при условии быстрого восстановления израсходованных путём их заготовления или приобретения из магазинов запасных частей.
В качестве нормативов для определения количества запаса могут быть использованы временные нормы расхода материалов и запасных частей на промывочный и подъёмоч-ный ремонт паровозов. Нормы расхода в них даны на единицу подъёмочного ремонта и на 1 000 000 паровозо-километров пробега для промывочного ремонта.
Правила текущего ремонта паровозов предусматривают обязательное наличие 10— 15-дневного неснижаемого запаса следующих деталей:
а) по паровой машине — кольца сальниковые, пружины секционных колец, барабаны золотниковых и поршневых колец, золотниковые втулки и опорные кольца, клапаны беспарного хода, параллельные болты, вкладыши ползунов и кулачковые золотникового направления, валики ползунов, валики и втулки дышлового и парораспределительного механизмов, подшипники дышловые, плаваю-ющие втулки, клинья золотников и ползунов, пробки дышловых маслёнок и галтельные шайбы;
б) по экипажу — подшипники буксовые, рессорные подвески, якорные подвески, ножи, призмы и валики рессорного подвешивания, рессоры паровозные, тендерные, бегунковые и упряжные, пружины паровозные и тендерные, подбуксовые коробки, тормозные ко
34
ПАРОВОЗНОЕ ХОЗЯЙСТВО
лодки паровозные и тендерные, валики, втулки, чеки, предохранительные скобы и цепи тормозной передачи, песочные трубы;
в) по котлу — сопла сажесдувателей, сифонные кольца, насадки форсового конуса, стокерные плиты, колосники, балки колосниковые, пробки контрольные, люки накладные и овальные, трубы жаровые, дымогарные и кипятильные, связи и анкерные болты (поковка), колпачки с крышками шарнирных связей;
г) по арматуре — инжекторы, паровые и водяные сопла, закачивающие клапаны со стойками, питательные и запорные клапаны инжектора, цилиндропродувательные клапаны (комплекты), пружины предохранительных клапанов, свисток паровозный, краны продувочные, спускные, водомерные стёкла, водопробные краники, клапаны многоклапанного регулятора, маховички вентилей арматуры;
д) по автомату —паро-воздушные насосы, пресс-маслёнки, воздухораспределители, краны машиниста, регуляторы хода насосов, штоки, клапаны, гнёзда, диски лабиринтовые, сальники насоса, штоки перемены хода, разнопоршневые и ходопеременные золотники, концевые краны, барабаны колец паро-воздушных насосов, манжеты тормозных цилиндров, пружины тормозных цилиндров, рукава воздушные, форсунки песочниц, трещотки, цилиндры с поршеньками и обратные клапаны пресс-маслёнок;
е) по водоподогреву и конденсационному оборудованию—водяные насосы, колёса турбонасосов, фильтры бака конденсата; турбины вентиляторов и дымососов, тахометры с валами, лопатки с промежуточными телами рабочих колёс турбин вентиляторов и дымососов, лопатки колёс дымососа, лабиринтовые уплотнения турбин, гибкие звенья;
ж) по гарнитуре — элементы пароперегревателя, колпачки элементов, конуса Рязанцева, элементные болты, кольца парорабочих и пароисходящих труб;
з) по контрольным приборам — манометры паровые, воздушные и пульсирующие, аэротермометры, скоростемеры;
и) по электроосвещению — турбогенераторы, шарикоподшипники.
Помимо этого, на каждую серию ремонтируемых паровозов депо должно иметь в запасе такие детали, как ползуны правый и левый, поршневой диск, золотниковый диск, штоки поршневой, золотниковый и тормозного цилиндра, плоские золотники правый и левый, крышки поршневые передние и задние с нажимными кольцами, кулиса, золотниковая и эксцентриковые тяги, кулачок шиберного направления, маятник, комплект поршневых сальников, золотник регуляторный с головкой, тендерные подпятники, буксы тендерные, головка автосцепки, фрикционный аппарат, клинья автосцепки, турбина дымососа, валы редукторов, нижняя часть улитки, детали шарового соединения, упряжной крюк, петикот, подбуксовые связи, винты углеподатчика большой и малый, колёсные пары тендера.
Если депо выполняет подъёмочный ремонт, перечень неснижаемых частей и узлов расширяется. На каждую из основных серий ре
монтируемых паровозов депо должно иметь, следующие комплекты запасных частей: колёсные пары с буксами и дышлами, тормозная-передача паровоза и тендера, рессорное подвешивание с балансирами, водяная колонка, буксовые накладки и клинья, секции холодильников, цилиндрические и конические шестерни редуктора и турбины вентилятора, трёхлепестковые полумуфты, втулки водяной камеры питательного насоса, трубы питательной системы конденсационных паровозов, а для паровозов серии ФД, кроме того, фор-совой конус и дымовая труба.
Общая номенклатура и количество несни-жаемого запаса частей разрабатывается производственно-техническим отделом депо и утверждается начальником локомотивной службы.
В соответствии с установленными несни-жаемыми запасами для каждого депо выделяются нормативы оборотных денежных, средств на материалы и запасные части от снабжающих организаций дороги.
Кроме того, в процессе выполнения месячного плана мастера подъёмочного, промывочного и котельного цехов на основании, данных предварительной записи или описи ремонта (для подъёмочного ремонта) дают в бюро заказов перечни всех деталей, подлежащих замене или ремонту в заготовительных цехах.
Снятые с паровоза детали, требующие ремонта, транспортируются в соответствующие-отделения заготовительных цехов силами подсобных рабочих комплексных бригад. Обратная транспортировка деталей к паровозу, после выполнения ремонта производится подсобными рабочими заготовительных цехов.
Отремонтированные или вновь заготовленные детали принимаются от исполнителей: бригадирами и. вместе со сдельным нарядом предъявляются для окончательной приёмки мастеру заготовительного цеха.
После окончательной приёмки деталей мастер подписывает сдельный наряд и передаёт его в бюро заказов для заполнения корешка, а деталь отправляет в кладовую^или на паровоз. Детали, не пригодные для ремонта, сдаются в заготовительный цех, где они сортируются. После сортировки негодные детали сдаются в лом, а подлежащие восстановлению—поступают в ремонт. Номенклатура неснижаемого запаса частей с течением времени должна корректироваться на основании данных анализа и контроля фактического расхода на ремонт паровозов в соответствии с установленными нормами и данными технических описей. Эта работа должна производиться главными инженерами и главными бухгалтерами депо.
Детали из запаса выдают по требованиям, мастеров и обязательно в обмен на неисправные части, снятые с ремонтируемого паровоза. Заготовительный цех несёт ответственность за отремонтированные или изготовленные детали в пределах установленного срока службы в соответствии со сроками периодического осмотра частей для данного депо.
Такие детали, как инжекторы, насосы, контрольные приборы, пресс-маслёнки, а также приборы автотормоза и конденсационного-оборудования,, после ремонта должны про
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
35
ходить испытания на специальных стендах и испытательных станциях.
План работы заготовительного цеха составляется на основании месячных планов постановки паровозов в подъёмочный н промывочный ремонты и перечня недостающих деталей неснижаемого запаса кладовой.
План работы составляют бюро заказов и мастера-заказчики. После утверждения плана начальником заготовительного цеха бюро заказов составляет сметы-заявки на получение материалов для пополнения запаса.
Наблюдение за работой кладовой и наличием неснижаемого запаса осуществляется через бюро заказов.
Заказы на работы, не связанные с ремонтом паровозов, поступающие от главного механика депо или отделения дороги, должны быть также предусмотрены месячным планом работы заготовительного цеха. В основу работы кладовой должен быть положен принцип постоянного поддержания неснижаемого запаса частей и материалов для ремонта паровозов.
В оперативном отношении кладовая подчиняется начальнику бюро заказов, а в отношении материального учёта — главному бухгалтеру депо.
Графики технологического процесса текущего ремонта паровозов в депо
Совокупность способов и средств при ремонте паровозов, а также последовательность выполнения технических операций с соблюдением установленных сроков простоя и заданных норм затраты труда называется технологическим процессом ремонта паровозов.
Разработке технологического процесса ремонта всего паровоза должно предшествовать установление технологического процесса ремонта отдельных деталей. Так как детали ремонтируются в большинстве случаев независимо от ремонта паровозов, то при разработке технологического процесса их ремонта должна быть учтена возможность взаимозаменяемости деталей.
После установления основных технологических процессов по ремонту отдельных деталей и разборочно-сборочным работам должен быть составлен технологический процесс ремонта всего паровоза. Расход рабочей силы на выполнение отдельных операций устанавливается на основании норм с учётом в них поправок применения передовых методов труда.
Каждый технологический процесс ремонта паровозов после его всестороннего изучения должен быть преподан для исполнения в виде графиков.
При разработке графика технологического процесса следует стремиться к тому, чтобы в нём были учтены: а) параллельность и механизация работ и операций; б) полное использование мощности всех механизмов; в) ликвидация простоев между отдельными операциями и при переходе с одних работ на другие; г) минимально необходимое количество рабочих, участвующих в данном процессе, при условии полного заполнения рабочего
дня работой без всяких перерывов при высокой интенсивности труда и, наконец, д) организация такого порядка ведения подготовительных работ, при котором технологический процесс протекал бы нормально (заблаговременная подготовка и доставка на место работы запасных частей, материалов и инструмента, предварительная выдача нарядов-заказов и пр.).
Из числа других факторов, играющих весьма важную роль в осуществлении правильного технологического процесса, следует отметить организацию инструментального хозяйства, внедрение усовершенствованных приспособлений, надлежащую организацию рабочего места, рациональную систему внутрицехового транспортирования и, наконец, систематическое осуществление инструктажа и контроля со стороны инженерно-технического персонала цехов.
В правильно составленный график технологического процесса должны быть включены все работы, предусмотренные правилами ремонта, при исполнении их стахановскими методами труда, с применением всех возможных приспособлений, облегчающих и ускоряющих трудовые процессы. Каждое депо на основе типовых или имеющихся в передовых депо графиков технологического процесса должно составлять свои графики ремонта с учётом местных условий работы.
Обычно графики ремонта совмещаются с типовым графиком технологического процесса промывки котла, утверждённым Министерством путей сообщения.
График технологического процесса тёплой промывки. Основным видом промывки, принятым на дорогах СССР, является тёплая с принудительным циркуляционным расхолаживанием котла по способу, разработанному советскими инженерами и внедрённому с 1935 г.
Тёплая промывка паровозов основана на принципе постепенного равномерного охлаждения котла циркуляционным способом, и поэтому производство её нуждается в создании внешних условий, поддерживающих соответствующий температурный режим, не допускающий низкой температуры и сквозняков в промывочных секциях (помещениях депо).
Во время процесса промывки ворота и калитки в промывочных стойлах в холодное время года (при наружной температуре воздуха менее +10°) должны быть плотно закрыты. В зимнее время температура внутри секции промывочного ремонта должна быть не менее +13 -У 15°. Нельзя открывать ворота промывочной секции и в тот период,когда производится операция промывки котла или когда котёл стоит с открытыми люками и спущенной водой. Во избежание сквозняков категорически запрещается одновременное открытие ворот с противоположных сторон.
При промывках котёл очищается от грязи н накипи напором струи воды давлением от 5 до 6 ат.
При тёплой промывке паровозов в процессе циркуляционного расхолаживания охлаждение всех частей котла производится до температуры 30-—40° С, причём в холодное время года охлаждение ведётся до температуры 30°, в тёплое — до температуры 40° С.
3*
36
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Весь процесс тёплой промывки паровозов продолжается от И час. (паровозы малой и средней мощности) до 17 час. (паровозы большой мощности). Это время распределяется согласно графикам технологического процесса тёплой промывки паровозов (фиг. 16). Колебания во время спуска пара, охлаждения и промывки объясняются различием в объёмах котлов разных серий паровозов.
.. После расхолаживания котловой воды и пуска её из котла производится промывка.
скребками, а затем места скопления накипи следует вновь промыть. Во время очистки и промывки котла бригадир по промывке лично осматривает все люки, резьбу промывательных пробок и втулок, нажимные поверхности, прокладные кольца, нарезку шпилек и гаек и т. д. Результаты осмотра отмечаются в книге промывок паровозных котлов.
По окончании промывки и ремонта котёл наполняется водой, подогретой до 40-1-500.
Технологический процесс тёплой промывки
наименование операций Ч а t г з у в 6 1 п ы 8 9 ЮН /2 /3 М 15 16 П
Присоединение шланга для спуска пара, закрытие дымовой труды и лоддувола 130
Спуск пара, прогреб и заполнение циркуляционной магистрали 2Й
Искусственное охлаждение котла путём циркуляции котловой воды 31 ! 511
Открытие верхних накладных и лозового люков и ослабление промыв пробок 0» fl
Спуск воды оя 1 7®
Открытие люков: нижних подбрюшных, угловых и кипятильных труд 1 0&
Промывка котла Л №
Осмотр котла 0* да
Закрытие такой нижних подбрюшных, угловых и кипятильных труб 0® ois
Наполнение котла водой он № i
Закрытие верхних накладных и лозового люков — Oti
Заправка при искусственной тяге 2^
Циркуляция котловой воды при заправке —
-----------Пчас-----------------•—
Фиг. 16. График тёплой промывки паровозов (серий ФД и ИС—17,час. и прочих серий—11 час.)
Перед промывкой необходимо произвести предварительный осмотр котла в присутствии машиниста паровоза.
Затем механическим способом очищают потолок топки, анкерные болты, боковые стенки огневой коробки и кожух топки, связей задней решётки, труб и т. д. от скопления накипи и грязи.
Очистка разных частей котла от накипи и грязи продолжается и в процессе самой промывки. При этом один промывальщик производит промывку, а другой очищает накипь, которую затем удаляют через нижние люки.
Промывка котла производится промывочными наконечниками различной формы через люки.
Особое внимание обращается на качество промывки задней решётки и задних промежутков между дымогарными и жаровыми трубами, так как часто в этих местах после промывки остаются грязь и куски отвалившейся накипи.
По окончании промывки производится осмотр котла для контроля за качеством промывки. При осмотре котла необходимо пользоваться электрической лампочкой низковольтного напряжения (50 в).
Если при осмотре будут обнаружены скопления накипи, то её необходимо очистить
предусматривает циркуляцию котловой воды при заправке паровоза для устранения вредных температурных напряжений, наблюдающихся при обычной заправке. При циркуляции котловой воды температура в различных частях выравнивается, благодаря чему ч устраняется возможность расстройства связей, течи труб и других соединений. Для циркуляции котловой воды или заправки паровозного котла следует пользоваться пеоедвиж-ным насосом на тележке.
Заправка считается законченной при достижении давления пара в котле 6 ат.
Согласно технологическому процессу тёплой промывки паровозов серий ИС, ФД на заправку при искусственной тяге отводится 3 часа, а при циркуляции котловой воды 1 ч. 45 м., для паровозов серий Э, Су , Щ и др. при естественной тяге 2 ч. 30 м., а при циркуляции котловой воды 1 ч. 30 м.
Все изыскания, проводимые в области заправки, преследуют три цели — ускорение процесса заправки, создание наиболее благоприятных условий для котла при заправке (равномерность повышения температур в различных частях котла) и создание удовлетворительных санитарно-гигиенических условий для обслуживающего персонала.
Заправки паровозов делятся на обычную— путём разведения в топке огня и безогне-
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
37
вую — путём заполнения котла паром в комбинации с горячей водой.
Ремонт паровозов должен быть тесно увязан с операциями тёплой промывки. Так, например, работы в дымовой и огневой коробках должны начинаться не ранее чем за час до окончания циркуляционного охлаждения котла, потому что высокая температура в указанных местах является вредной для здоровья работающих слесарей и, кроме того, в это время по условиям нормального охлаждения котла дверцы дымовой коробки, топки и зольника должны быть закрыты.
Для слесарных работ в дымовой коробке при нормальном простое можно использовать промежуток времени от момента окончания охлаждения котла и до момента начала заправки паровоза, т. е. для паровозов средней мощности (серий Э, О и др.) в течение 5 час., а для паровозов серии ФД — 8 час. Обычно этого времени вполне достаточно для того, чтобы осмотреть дымовую коробку, отжечь сифонное кольцо, отремонтировать залива-тельную трубку, сменить искроудержатель-ные сетки, а при необходимости даже сменить несколько элементов или переставить парорабочую трубу.
При необходимости производства в дымовой коробке большого объёма работ процесс тёплой промывки не нарушается, всё идёт обычным порядком до момента начала операции по наполнению котла водой и только момент начала операции заправки соответственно отодвигается.
Графики технологического процесса промывочного ремонта паровозов. Разработке графиков технологического процесса ремонта паровоза обычно предшествует составление подробной схемы распределения периодического осмотра ответственных частей паровоза по промывкам. Эта схема предусматривает распределение периодического осмотра по ремонтным группам соответствующих комплексных и специализированных бригад с выделением работ, которые выполняются силами паровозных бригад в порядке служебного ремонта между промывками.
Правильная организация промывочного ремонта должна предусматривать такой порядок, при котором выполнение периодического осмотра и связанного с ним ремонта явилось бы основной и решающей частью промывочного ремонта, чтобы дополнительные пункты ремонта по записи машиниста по своей трудоёмкости не решали объёма промывочного ремонта в целом.
Сущность периодического осмотра заключается в том, что ответственные части паровоза по прошествии определённого периода времени или выполненного паровозом пробега независимо от своего состояния осматриваются при очередных промывках. При периодическом осмотре определяется возможность оставления той или другой части без исправления до очередного осмотра или необходимость в её ремонте или замене. Периодический осмотр, таким образом, даёт возможность избежать внеплановых ненужных разборок деталей, обеспечивает работу паровозов без ремонта между промывками и позволяет организовать работу ремонтных бригад строго по плану.
Номенклатуру и сроки периодического осмотра паровоза и тендера см. на стр. 215.
В целях борьбы с порчами паровозов в пути и межпромывочным ремонтом начальник депо с согласия управления дороги для всех или некоторых паровозов может временно дополнить установленную номенклатуру осмотра перечнем осмотра таких частей, которые в данном депо вызывают межпромывочный ремонт паровоза.
Всякие изменения сроков периодического осмотра могут быть допущены лишь после всесторонней и тщательной проверки с последующим оформлением приказом по депо.
Установленные сроки периодического осмотра ответственных частей должны быть реальными для условий работы паровозов данного депо и каждый срок должен быть кратным установленным пробегам между промывками.
При установлении сроков периодического осмотра той или другой ответственной части паровоза должна быть гарантирована её безаварийная работа на весь установленный период, в течение которого эта часть или узел ие потребует ремонта и разборки.
Установлению срока периодического осмотра должен предшествовать глубокий анализ службы ответственных частей паровоза в данном депо. Такими данными для анализа служат книги записи ремонта, учётные материалы повторности ремонта, результаты расследования случаев порчи паровозов в пути и, наконец, сменяемость деталей по их износу.
Среднедорожные нормы пробега устанавливаются МПС для каждой дороги в отдельности в зависимости от качества питательной воды.
Нормы пробега паровозов между промывками по депо и по сериям устанавливаются приказом начальника дороги.
Для равномерной загрузки ремонтных бригад увеличение пробега против установленного начальником дороги разрешается до 10—15%.
Практика работы передовых машинистов-лунинцев показывает, что при надлежащем уходе за паровозами, регулярном применении антинакипинов и продувке котлов, а также отличном качестве ремонта комплексными бригадами пробег паровозов между промывками может быть значительно увеличен.
Увеличение межпромывочного пробега до 25% против установленной нормы лучшим паровозным бригадам, содержащим котёл паровоза в хорошем состоянии, работающим без внепланового ремонта, разрешает начальник депо после личного осмотра котла паровоза, оформляя разрешение приказом по депо. Увеличение межпромывочного пробега свыше 25% разрешает начальник службы локомотивного хозяйства.
Весь объём ремонта согласно установленному перечню периодического осмотра ответственных частей должен выполняться на паровозе за период его работы между двумя смежными подъёмочпыми ремонтами и распределяться по промывкам, которые паровоз проходит за это время.
Существует две схемы распределения осмотра но промывкам:
38
ПАРОВОЗНОЕ ХОЗЯЙСТВО
1) все работы по периодическому осмотру распределяются по всем промывкам равномерно;
2) на двух или трёх промывках из общего числа, которые проходит паровоз за период между смежными подъёмочиыми ремонтами, производятся наиболее трудоёмкие работы по периодическому осмотру, сгруппированные по срокам или пробегу, а на остальных промывках выполняются мелкие работы.
Наиболее рациональной является организация периодического ремонта по первой схеме. Однако в тех депо, где по качеству питательной воды имеется необходимость в периодической выемке труб и элементов для капитальной чистки котла, применение второй схемы является неизбежным.
Все основные работы по периодическому осмотру выполняются силами комплексных бригад.
Примером организации периодического осмотра по первой схеме могут служить депо Батайск и Лихоборы.
План периодического осмотра ответственных деталей паровоза и графики технологического процесса промывочного ремонта для паровоза серии ФД, разработанные ЦНИИ по второй схеме, показаны на фиг. 17—19.
График технологического процесса подъёмочного ремонта. Основные принципы, заложенные в типовые графики технологического процесса подъёмочного ремонта, остаются те же, что и для промывочного ремонта — односменная работа слесарей, при которой работа, начатая одним слесарем или группой их, ими же полностью и заканчивается; организация работ на индивидуальной и мелкой групповой сдельщине с общебригадным выходным днём, выполнение работ по гарнитуре, экипажу, арматуре, дышлам, машине и тендеру комплексными бригадами подъёмочного ремонта. Кроме того, добавляется ещё одно условие, чтобы фронт ремонта каждой бригады не превышал одного паровоза, а вся бригада была занята на паровозе от самого начала и до конца его ремонта. Это условие создаёт наилучшие возможности в отношении качества ремонта и сроков его выполнения.
График подъёмочного ремонта паровоза серии ФД разработан ЦНИИ и утверждён МПС как типовой для дорог сети (фиг. 20).
В соответствии с этим графиком: а) простой паровоза на промывочном стойле составляет 15 час.; б) ремонт паровоза на стойле подъёмочного цеха составляет 100 час.; в) подготовка паровоза к эксплоатации — 5 час. Таким образом, общий простой паровоза в подъёмочном ремонте составляет 120 час., или 5 суток.
Подготовка паровоза к ремонту складывается из операций по промывке котла, тендера, воздушных резервуаров и чистке дымовой и огневой коробки. По окончании промывки паровоз из промывочного стойла передаётся в стойло подъёмочного ремонта, где производится спуск воды из котла. Весь комплекс работ по подготовке паровоза к ремонту заканчивается к моменту начала работ комплексной бригады. Поэтому паровоз на промывочное стойло должен быть поставлен не менее чем за 15 час. до начала работ на ремонтном стойле.
Технологический процесс подъёмочного ремонта паровоза по каждой ремонтной группе расчленён на три основные операции — разборку, ремонт и сборку, — из которых первая и последняя операции выполняются комплексными бригадами, а ремонт производится силами бригад заготовительного цеха.
ТЕХНИЧЕСКИЙ КОНТРОЛЬ ЗА КАЧЕСТВОМ РЕМОНТА
Технический контроль за организацией правильной технологии и качеством ремонта паровозов по депо в целом лежит на начальнике депо, его заместителе по ремонту и главном инженере депо.
Технический контроль за соблюдением при ремонте паровозов всех действующих правил, приказов, инструкций и указаний МПС, обеспечивающих высокое качество ремонта паровозов и их отдельных частей, возложен на приёмщиков МПС.
Бригадир комплексной бригады обязан обеспечить контроль за качеством ремонта паровозов.
Мастера промывочного ремонта обязаны принимать от бригадиров комплексных бригад ремонт и сборку всех деталей паровоза и лично присутствовать при разборке, сборке и испытании основных ответственных частей паровоза.
Помимо контроля за качеством указанных работ, мастер цеха подъёмочного ремонта должен лично присутствовать при подъёмке и спуске паровоза и принимать от бригадиров дополнительно следующие работы: центровку букс и пригонку их по шейкам, проверку правильности положения колёсных пар в паровозной раме, регулировку рессорного подвешивания и проверку тележек.
Приёмщики МПС обязаны осматривать и принимать отремонтированные паровозы и отдельные их узлы как в процессе сборки, так и после окончания ремонта, проверять качество ремонта и изготовления главнейших запасных частей для паровозов и тендеров в заготовительных цехах депо.
Помимо приёмки из ремонта паровозов в целом, приёмщики МПС в процессе ремонта должны принимать следующие узлы: топку, качество промывки котла, проверку установки форсового конуса, пароперегревательные элементы, инжекторы, поршневые питательные насосы и турбонасосы с испытанием, золотники и поршни с проверкой, дышла, параллели и ползуны с проверкой, пресс-маслёнки с испытанием, колёсные пары, центровку букс и пригонку подшипников по шейкам; проверку паровозных и тендерных тележек, паро-воздушные насосы с испытанием автотормозной магистрали, рычажную передачу, сборку и испытание турбин воздушных вентиляторов и дымососов.
При необходимости ремонтных работ, способы и нормативы по которым действующими правилами и инструкциями МПС не установлены, приёмщик МПС совместно с начальником депо решает вопросы, связанные с выполнением таких работ, исходя из технической целесообразности и безусловного обеспечения безопасности движения.
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
39
Руководство и оперативный контроль за работой приёмщиков в депо и инструктаж осуществляет дорожный инспектор-приёмщик МПС.
Для определения качества ремонта деталей в депо применяются испытательные устройства (см. стр. 96, 100, 223 и 231).
С целью установления повседневного контроля за состоянием паровозных котлов путём проведения мероприятий по защите котлов от накипи, коррозии и заноса пароперегревательных элементов, а также испытания и химического анализа топлива, смазки и материалов для всех цехов депо и отделения дороги— в депо организованы лаборатории.
Испытание паровозов, вышедших из подъёмочного ремонта, производится начальником депо или его заместителем совместно со старшим мастером и приёмщиком МПС пробной ездой резервом или двойной тягой с поездом на расстояние не менее 15 км в один конец.
Разрешается отправлять паровоз с поездом и без предварительной обкатки, но также с обязательным сопровождением начальником депо или его заместителем н приёмщиком МПС на расстоянии не менее 30 км.
Приёмка паровоза от мастера при выходе его из промывочного или подъёмочного ремонта оформляется актом за подписями начальника депо или его заместителя, старшего машиниста и приёмщика МПС.
После составления акта паровоз считается принятым в эксплоатацию. Все спорные вопросы между приёмщиком МПС и начальником депо по выпуску паровоза из ремонта разрешаются начальником паровозной службы совместно с дорожным инспектором-приёмщиком МПС.До получения разрешения выпуск паровоза в эксплоатацию из подъёмочного и среднего деповского ремонта запрещается.
Начальник депо и его заместитель должны систематически проверять книги записи ремонта каждого паровоза.
При наличии межпромывочного ремонта паровоза запись производится в отдельную книгу для паровозов каждой комплексной бригады; каждый случай захода паровозов в межпромывочный ремонт должен быть тщательно расследован.
ТЕХНИЧЕСКИЙ ПАСПОРТ'ПАРОВОЗА
Технический [паспорт отображает техническое состояние паровоза; в нём фиксируются также все данные о его ремонте и работе, начиная с момента зачисления паровоза в парк подвижного состава МПС.
Паспорт состоит из двух частей и двух вкладок.
Первая часть паспорта (постоянная) составляется при поступлении паровоза в эксплоатацию после постройки его на заводе и заполняется данными в течение всего времени работы паровоза, до исключения его из инвентаря. Эта часть хранится в производственно-техническом отделе депо приписки паровоза.
Вторая часть паспорта (сменяемая) заполняется при каждом выходе паровоза из капитального ремонта и хранится в депо приписки у мастера промывочного ремонта.
Вкладные части технического паспорта составляют:
а) паспорт тендера; он хранится вместе» с техническим паспортом паровоза до перецепки тендера к другому паровозу;
б) котловая книга, заменяемая другой в случае смены паровозного котла при заводском ремонте.
При отправлении паровоза в ремонт на завод или в другое депо, а также и при передаче его одновременно с паровозом высылается и технический паспорт. При выходе паровоза из капитального ремонта составляется новый экземпляр второй части паспорта, а старый высылается заводом вместе с паспортом в депо приписки паровоза для хранения в архиве.
После заводского ремонта в первую часть паспорта заносятся:
1) данные о произведённых конструктивных изменениях с указанием их стоимости;
2) данные об объёме произведённого капитального или среднего ремонта;
3) данные об освидетельствовании котла.
Эти же данные заносятся в паспорт при подъёмочном и среднем ремонте паровоза в депо.
Во вторую часть паспорта заносятся данные обмеров цилиндров, поршней, золотников, парораспределения, рамы, дышел, параллелей, ползунов и колёс.
Технический паспорт на каждый паровоз и тендер составляет депо приписки паровоза в одном экземпляре.
Помимо технического паспорта, в депо должно быть для каждого паровоза заведено «Дело паровоза», носящее его номер. К нему подшиваются все документы, относящиеся к истории ремонта и работы паровоза, например: акты приёмки из различных видов ремонта, акты передачи, а также вся переписка, касающаяся этого паровоза.
При передаче паровоза в другое депо вместе с техническим паспортом передаётся и «Дело паровоза».
ПЛАНИРОВАНИЕ ТЕКУЩЕГО РЕМОНТА ПАРОВОЗОВ
При составлении планов заводского и текущего ремонта паровозов следует руководствоваться установленными нормами пробега между ремонтами, состоянием паровозов по их комиссионному осмотру, данными технических паспортов паровозов, планом периодического осмотра ответственных частей паровозов и, наконец, заданными нормами простоя паровозов в ремонте.
Планирование заводского ремонта паровозов
Организацию планирования заводского ремонта паровозов и содержание работы см. на стр. 203.
Планирование деповского ремонта
При планировании текущего ремонта паровозов следует учитывать, что нормаль
40
ПАРОВОЗНОЕ ХОЗЯЙСТВО
ный или расчётный фронт по каждому виду деповского ремонта не должен превышать -установленного для депо.
Фронт ремонта должен быть «узким», т. е. чтобы комплексная бригада на промывочном или подъёмочном ремонте паровозов не распыляла своих сил, а сосредоточивала их на одном объекте.
Количество паровозов, одновременно стоящих в ремонте по всем комплексным бригадам в цехах промывочного и подъёмочного ремонта, составляет общедеповский фронт ремонта.
План подъёмочного ремонта составляется на 1 месяц. В плане намечается время постановки паровоза в подъёмочный ремонт, и выход из него. Месячное количество подъёмочиых ремонтов по сериям паровозов определяется путём деления месячного пробега всех паровозов на установленный пробег паровоза между подъёмочиыми ремонтами и вычета паровозов, подлежащих заводскому ремонту.
Практическое определение программы подъёмочного ремонта паровозов приписного парка осуществляется по фактическому состоянию проката бандажей.
Зная наибольший прокат каждого паровоза (по последнему обмеру), величину нарастания проката и среднемесячный пробег, составляют план постановки паровозов в подъёмочный ремонт на следующий месяц, учитывая отправку паровозов в заводы.
Назначение паровозов в ремонт по числам месяца должно предусматривать выполнение межпромывочного пробега, окончание промывочного цикла и обеспеченность колёсными парами. При этом не допускается отставле-ние паровоза в ожидании подъёмочного ремонта (по предельному прокату), так же как и постановка в обточку паровозов с прокатом менее предельного.
План подъёмочного ремонта утверждается начальником дороги для каждого депо.
Если возможный выпуск паровозов из подъёмочного ремонта не заполняется паровозами своего депо, то недостающие паровозы подсылают из других депо.
Календарный план подъёмочного ремонта, составленный для паровозов своего и других депо с указанием времени постановки и выхода из ремонта каждого паровоза, вручается комплексным бригадам и мастеру подъёмочного ремонта не позднее чем за три дня до начала месяца.
На последней промывке перед постановкой паровоза в подъёмочный ремонт начальником депо или его заместителем по ремонту совместно с мастером подъёмочного и котельного цеха и старшим машинистом производится предварительный осмотр паровоза и составляется предварительная техническая опись подъёмочного ремонта.
Данные о размерах главнейших паровозных деталей из предварительной технической описи мастерами подъёмочного цеха и слесарно-заготовительного отдела заготовительного цеха используются для заказа на изготовление взаимозаменяемых деталей и узлов в заготовительном цехе.
Для обеспечения слесарей комплексных бригад и других бригад нарядами до начала
работ накануне постановки паровоза в подъёмочный ремонт и в течение первых дней простоя мастерами подъёмочного, котельного и заготовительных цехов заполняется типовая техническая опись обязательных работ, выполняемых при подъёмочном ремонте.
Календарный план постановки и выхода паровозов из промывки составляется с учётом достижения каждым из них установленного пробега по графику оборота и очерёдности промывки по принятому циклу для установленного периодического осмотра ответственных деталей. Для этой цели пользуются данными книги промывок, отражающей учёт пробега каждого паровоза от последней промывки.
Для равномерной загрузки комплексных бригад и обеспечения нм выходного дня допускаются незначительные отклонения от установленного межпромывочного пробега с тем, однако, чтобы не были нарушены сроки периодического осмотра ответственных частей, а отклонение от установленного межпромывочного пробега не превышало 10—15%.
Для мастера промывочного ремонта, дежурного по депо, заместителя и начальника депо составляется сводный график ремонта паровозов по всем комплексным бригадам.
При составлении развёрнутого графика работы паровозов на декаду необходимо строго руководствоваться планом промывочного ремонта.
Возможные изменения плана промывочного ремонта должны обязательно предусматриваться в суточных планах работы паровозов и объявляться бригадирам и слесарям комплексных бригад не позже чем за одни сутки до постановки паровоза в ремонт по декадному графику с тем, чтобы указанное изменение было учтено при предварительном планировании рабочей силы и подготовке запасных частей.
При построении графика оборота время постановки паровоза на промывочный ремонт должно определяться из расчёта полной подготовки паровоза к началу работы данной комплексной бригады.
Объём промывочного ремонта определяется предварительной записью ремонта, которая осуществляется старшим машинистом за 24—48 час. до постановки паровозов на промывку.
Предварительная запись ремонта и данные технического паспорта служат основанием для мастера промывочного цеха и бригадира соответствующей комплексной бригады при составлении ими нарядов на сдельные работы слесарям и определения перечня деталей, подлежащих замене, которые должны быть изготовлены заготовительным цехом.
В ряде передовых депо железных дорог СССР установлен порядок, по которому старший машинист перед постановкой паровоза на промывку записывает только дополнительный ремонт, который необходимо произвести сверх перечня периодического осмотра, установленного для данной промывки. Такой порядок успешно применяется в депо Лихоборы Московско-Окружной ж. д., где все старшие машинисты изучили перечень периодического осмотра каждой промывки установленного цикла.
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
41
Предварительная запись промывочного ремонта утверждается заместителем начальника депо по ремонту после осмотра паровоза в день постановки паровоза на промывку. Одновременно с утверждением записи заместитель начальника депо определяет объём ремонта, который подлежит выполнению силами паровозных бригад в порядке содержания и ухода за паровозом.
Для того чтобы паровозные бригады чётко знали, при каких условиях они могут получить хорошую и отличную оценку, в ряде передовых депо разработана единая шкала оценок, которая даёт возможность объективно определить качество ухода бригад за паровозом. Так, например, отличная оценка даётся в том случае, когда запись ремонта не выходит из объёма планового и когда при осмотре будет установлено чистое состояние испаряющей поверхности нагрева котла, опрятное содержание паровоза, тендера и инструмента, а также отсутствие служебного ремонта. При наличии незначительного количества дефектов внепланового ремонта, чистого состояния испаряющей поверхности котла и отсутствия служебного ремонта даётся оценка «хорошо».
Удовлетворительная оценка даётся во всех случаях, когда паровоз имеет внеплановый и служебный ремонт и удовлетворительное состояние испаряющей поверхности котла.
При выявлении дефектов, при которых паровоз не может быть, согласно ПТЭ, выдан под поезд, или при наличии расстройства топки (течь труб, швов, связей), а также при наличии значительного служебного ремонта, грязного состояния паровоза и наличия накипи в котле уход за паровозом считается плохим.
Планы подъёмочного и промывочного ремонта, составляемые на месяц, являются основой, по которой планируется ежесуточная работа цехов по текущему ремонту паровозов в депо.
Подобно суточному плану выдач паровозов под поезда, в депо должен составляться суточный план ремонта паровозов. Эта работа обычно совмещается с проверкой хода работ по ремонту паровозов и осуществляется на коротких технических совещаниях мастеров и бригадиров ремонтных цехов, называемых часто планёрками.
Расчёт потребности в рабочей силе и материалах для текущего ремонта паровозов
Потребность в рабочей силе по каждому виду текущего ремонта паровозов за опредё-ленный период определяется исходя из:
а) полного объёма ремонтных работ;
б) норм затраты человеко-часов на единицу ремонта или измеритель пробега (1 000 или 10 000 паровозо-километров пробега);
в) фонда рабочего времени одного работника данной профессии, выраженного в часах, за тот же период.
Наиболее точный расход рабочей силы на единицу ремонта можно получить на основании технологических карт и графиков технологии процесса ремонта. Подсчёт потребности в рабочей силе по нормам затраты на
измеритель пробега является менее точным, но зато более простым.
В табл. 5 приведены нормы затраты рабочей силы на один паровоз подъёмочного и промывочного ремонта серий ФД, ИС, Л, СО, Э с распределением времени по разным специальностям работников, занятых на ремонте \
Данные затраты рабочей силы на паровозы серий Л, СО, Э и Су можно принимать за средние при всех ориентировочных или укрупнённых расчётах. В примечании к табл. 5 приведены нормы затраты рабочей силы на 1 000 паровозо-километров текущего ремонта, подсчитанные по средним затратам рабочей силы на один паровоз, пробег между промывками 5 000 км и между подъёмочными ремонтами 60 000 км.
Потребность в материалах и запасных частях для текущего ремонта паровозов определяется в соответствии с дорожными нормами расхода. Дорожные нормы разрабатываются на основе среднесетевых норм, установленных для текущего ремонта паровозов, с учётом выполнения требований правил ремонта и ухода за паровозом в процессе эксплоатации. Среднесетевые нормы расхода материалов и запасных частей на измеритель 1 млн. км пробега паровозов предусматривают сменяемость деталей и соответствуют фактическим расходам материалов стахановскими бригадами при ремонте паровозов в депо. При разработке норм расхода материалов и запасных частей предусмотрены увеличенные пробеги между подъёмочными и промывочными ремонтами.
В табл. 6 приведены установленные среднесетевые нормы расхода по главнейшей номенклатуре запасных частей и материалов для текущего ремонта паровозов серий ФД, Су , Э и Щ.
При расчёте потребности материалов и запасных частях для паровозов других серий следует: паровозы серии ИС считать по группе серии ФД; пассажирские паровозы, кроме серии ИС, считать по группе серии Су 1 паровозы серий СО, Л, Е и ША считать по группе серии Э, а остальные грузовые паровозы — по группе серии Щ.
Пользуясь этими данными, определяют потребность в материалах и запасных частях на год, квартал или месяц. Аналогичным способом определяются нормы неснижаемого запаса материалов и запасных частей для оборотных кладовых заготовительных цехов.
ПОКАЗАТЕЛИ РАБОТЫ И МЕТОДЫ ПОВЫШЕНИЯ ИСПОЛЬЗОВАНИЯ
ПАРОВОЗОВ
Полный и эксплуатационный оборот паровоза. Время работы паровоза, потребное для обслуживания одной пары поездов на тяговом плече, называется полным оборотом паровоза.
1 Таблица расхода рабочей силы на текущий ремонт паровоза соответствует нормам, разработанным Союзтранспроектом по материалам фактического расхода ряда передовых депо.
42
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Таблица 5
Нормы затраты рабочей силы на подъёмочный я промывочный ремонт
Наименование профессий Подъёмочный ремонт паровозов серий Промывочный ремонт паровозов серий
ФД и ИС Л, со, Э, су ФД и ИС Л, СО,Э,СУ
чел.-час. % к общим затратам чел.-час. % к общим затратам чел.-час. % к общим затратам чел.-час. О/ К общим затратам
Слесаря комплексных бригад Слесаря заготовительного цеха: 433 24 329 23,5 111 39,5 101,2 39,0
дышловой группы экипажно-тормозной труп- 49 2,7 46 3,3 5,0 1,8 6,0 2,3
пы 27 1,5 21 1,5 — — .
буксовой группы 65 3,6 56 4,0 2,0 — —. ,— —
гарнитурной группы .... по ремонту паровой маши- 29 1,6 28 5,0 1,8 6,2 2,4
н ы 51 2,8 49 3,5 4,0 1,5 4,5 1,8
утильгруппы 29 1,6 27 1,9 • 4,0 1,5 6,0 2,5
Итого Слесаря специализированных бригад: 250 13,8 227 16,2 18,0 6,6 22,7 9,0
автоматчики 72 4,0 52 3,7 18,8 6,8 14,0 5,0
арматурщики 72 4,0 52 3,7 14,0 5,0 13,0 5,0
пресс-маслёнщики контрольно- испытательных 34 1,9 21 1,5 8.0 3,0 5,7 2,2
приборов 13 0,7 11 0,8 4,0 1,5 3,9 1,5
стокерной группы 49 2,7 — — 4,0 1,5 —
электротехнической группы 45 2,5 38 2,7 4,0 1,5 3,9 1,5
Итого 285 15,8 174 12,4 52,8 19,3 40,5 15,8
Всего слесарей 968 53,6 730 52,1 131,8 65,4 164,4 63,2
Станочники 338 18,8 253 18,1 32,0 11,2 30,8 11,9
Кузнецы и молотобойцы .... 59 3,3 39 2,8 3,0 1,0 2,8 1,1
Электрогазосварщики 100 5,6 94 6,7 14,0 5,0 13,5 5,2
Медники-жестянщики 10 0,6 12 0,9 1,0 0,3 1,5 0,5
Заливщики 9 0,5 9 0,6 2,0 0,7 2,0 0,7
Трубовары Токари колёсно-токарных 23 1,3 19 1,4 0,5 0,2 0,5 од
станков 42 2,3 29 2,1 0,2 о,1 0,3 0,1
Хромировщики 20 1,1 15 1,1 1,0 0,3 0,8 од
Столяры и маляры 27 1,5 17 1,2 5,0 1,8 4,7 1,8
Котельщики 117 6,5 113 8,1 13,0 4,4 11,5 4,5
Печники 9 0,5 9 0,6 3,0 15,0 1.0 3,9 1,5
Промывальщики Токари по расточке цилиндров 10 0,6 9 0,6 5,4 15,0 5,8
и золотниковых втулок . . . 10 0,6 7 0,5 0,5 0,2 0,5 0,2
Разнорабочие 58 3,2 45 3,2 8,0 3,0 7,8 3,0
Итого 1 800 100 1 400 100 280 100 260 100
Примечание. а серий Л, СО.СУ и Э ( На текущий ремонт паровозов серий ФД 5 чел.-час на 1 000 паровозо-километров. и ИС норма составляет 73,
Таблица б
Нормы расхода материалов для текущего ремонта паровозов на 1 млн. км пробега
Наименование материалов и запасных частей Единица измерения Норма расхода для паровозов серий Наименование материалов и запасных частей Единица измерения Норма расхода для паровозов серий
Фд) СУ | Э 1 щ ФД СУ Э Щ
Мате риалы Сталь: круглая кг 2 440 1 380 I 970 1 080 Электроды железные Баббит оловянистый 1 марки Б-16 .... кг » 4 000 1 055 2 400 614 3 100 278 2 600 6'29
полосовая 450 240 320 215 Баббит марки БК » 322 743 1 031 761
уголковая связевая » 450 1 200 240 500 300 750 25' 675 | Электроды бронзо- » 75 500 900 625
листовая (толщиной до 3 мм") . . котельная » » 1 200 540 700 280 850 430 675 24С | Проволока Тобина и латунная для на- I плавки » 250 98 112 80
рессорная .... » 1 200 600 700 70С | Свинец » 24 10 10 10
Железо кровельное чёрное » 300 250 275 22С I Цинк I Заклёпки » » 3,3 105 1,7 188 1,9 238 1,9 200
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
43
Продолжение табл, б
га । Норма расхода
Наименование мате sg. для паровозов
риалов и запасные частей 5 2 2 3? ц: серий
Ч И *
Мая ФД] СУ 1 э щ
Болты кг 116 0 62 81 6 544
Гайки » 25 19 22 8 160
Шайбы » 8 4 5 4 54
Шплинты » 23 15 20< 148
Винты по металлу » 3 1 2 26
Олифа 37 181 20 ) 160
Картон техническир » 10 7( 7 59
Картон асбестовый » 32с 17, 18 125
Шнур » 11С 71 7 78
Асбест ....... » 3 25( 2 501 2 50 2 000
Карбид кальция . » 4 00 2 65С 2 95С 2 220
Войлок технический Концы: 4К 154 214 180
подбивочные . . » 97£ 695 745 79Л
обтирочные . . » 2 88С 2 20С 2 304 1 840
Кирпич огнеупорный т 47, 28,1 36,4 42,3 42
Брезент пог. л 6С 45 &
Мешковина Провод ПРГ до » > 75 3: зе 24
16 ММ* Рукава: » » 896 375 48С 390
пожарные . . . . » » 75 35 45 45
тендерные . . . . шт. 25 18 22 22
Запасные части
Трубы:
дымогарные . . . шт. 74 155 252 255
жаровые . . . . » 130 24 30
Элементы паропере-
гревателя . . . . . компл. 1,2 0,6 0 9
Колосники шт. 640 180 190 75
Плиты колосниковые Сопла сажесдувате- » 60
ля » 430
Колпачки элементов » 910 180 200
Втулки-бочата . . . » 450 510
Манометры паровые » 7 2,8 3,2 60 3,2 50
Стёкла водомерные . Барабаны для пор- » 120 50
шневых колец . . . Барабаны для золот- » 21 17 19 19
никовых колец . . Втулки золотнико- » 50 38 42
вые » 30 10 15
Штоки поршневые » 3 1,2 2,4 18 1 °
Клинья ползунов . . » 20 18
Валики » Диски золотниковые » 8,5 6,5 7,5 7,5
Трофимова .... Дышла: » — 1,4 3,2 —
поршневые .... » 1,5 0,8 1 8 1,2
сцепные 3,6 1,0 3,1 2,1
Подшипники:
поршневые . . . центровые и сцеп- » — 16 26 18
ных осей .... —. 30 24 44
втулочные .... » — — 416 —
Втулки плавающие:
поршневые и цен-
тровые > 90 ——
сцепные » 180 — . —
Подшипники:
ползуна .... буксовые веду- » 42 22 32 28
щей и сцепных осей 40 24 60 48
Рессоры:
подвесные . . . » 19 20 42 09
тендерные . . . » 10,5 7 9 9
Колодки тормозные:
паровозные . . . » 650 650 620
тендерные .... » 3 360 1 060 1 100 1 100
Ползуны паровоз-
ные » 1,5 0,5 1 0,7
Головки автосцепок 2,3 1,4 1 ,6 ....
Стержни буферные . 3,5 1 2,8 3,2 9 о
Колодки паровозные » 0,8 1,2 1,2
Продолжение табл. 6
Наименование материалов и запасных частей Я S К чй я Щ я я 1 Норма расхода для паровозов серий
ФД СУ э щ
Ножи рессорные подвесные шт. 60 24 72 48
Призмы рессорные подвесные .... » 270 112 360 240
Подвески рессорные » 61 21 40 45
Хомуты » » 55,5 29 25 35
Струнки буксовые сцепных и других осей » 1,9 0,5 . 0,6
Тяги тормозные . . » 12 7 10 7
Пресс-маслёнки . . » 0,9 0,3 0,5 0,5 0,5
Инжекторы » 1,2 0,8 0,8
Насосы паро-воздушные » 0,9 0,3 0,5 0,5
Краны машиниста . » 0,75 0,4 0,6 0,6
Манометры тормозные ......... » 7 1,8 3,2 3,2
Для заданного тягового плеча АВ длиной L полный оборот
Т — tx + t2 + a + b, где tx — время работы паровоза с поездом в пути от основного депо А до оборотного В;
t2— то же в обратном направлении;
a — время нахождения паровоза в пункте основного депо А;
Ъ — то же в пункте оборота В.
Оборот паровоза обычно выражается в часах.
Если известна длина тягового плеча и средняя участковая скорость, то оборот паровоза
2L
Т — ,, a Ъ, (14)
1 к
где Vк—средняя участковая скорость на участке в обоих направлениях.
На фиг. 21 полный оборот паровоза изображён жирной линией (на которой арабскими цифрами обозначены моменты времени, ограничивающие отдельные элементы, составляющие полный оборот).
В пределах полного оборота период времени работы паровоза, начиная от выхода на контрольный пост основного депо для отправления с поездом и до момента проследования контрольного поста по возвращении его с поездом на станцию того же депо, называется эксплоатационным оборотом Тэ,т. е.
Тя = T — t0, (15)
где t0—время нахождения паровоза в основном депо от прибытия на контрольный пост из-под поезда до выхода на контрольный пост при отправлении с поездом.
На схеме эксплоатационный оборот изображён заштрихованной полосой.
44
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Элементы полного оборота а и Ь в свою очередь можно разложить на составляющие их периоды, а именно:
а = tо tcm ~ t3 + tg + tow + tcm,
где (э — продолжительность времени экипировки (под техническими операциями вместе с переездами);
tg— время отдыха бригад в пункте А;
tOw— время ожидания работы, т. е. отправления паровоза под поезд, в пункте А;
tcm— время нахождения паровоза на станционных путях пункта А.
Фиг. 21. Схема полного и эксплоатационного оборота паровоза
При принятом у нас способе обслуживания паровозов прикреплёнными бригадами tg обычно равно нулю и, следовательно, в расчёт не принимается, т. е.
& — ta ~l~ tow 4* tcm- (16)
Аналогичные элементы составляют простой паровоза в оборотном депо, т. е.
»=<;+ t6 + t03K+tcm, (и)
где t,, tf,, t,m — составляющие элементы простоя паровозов в пункте оборота.
Формула для определения полного оборота с учётом его расчленения по основным элементам имеет вид:
2L
т — у + tc + to + tow + tem + г m
+ t3 + t6 + t03№ + tcm , (18)
где Vm — техническая скорость;
tc — простой на промежуточных станциях.
Норма полного оборота паровозов в часах задаётся для каждого депо по плечам обслуживания и для депо в среднем. Эта норма задаётся на весь период действия графика движения по составным элементам по форме, указанной в табл. 7.
Такая форма задания позволяет контролировать выполнение оборота на каждом этапе работы паровоза и принимать меры к предупреждению возникающих затруднений.
Таблица 7
Пример задания нормы полного оборота паровоза
Наименование элементов оборота Величина элементов нормы
в часах в % от полного оборота
В движении На промежуточных стан- 8,2 40,0
циях В основном депо а: 3,0 14,6
под техническими операциями 1,3 6,3
в ожидании работы . . . 1,2 5,9
на станционных путях . В оборотном депо Ъ-. 0,8 3,9
под техническими операциями 1,7 8,3
в ожидании отдыха бригад 2,5 12 2
в ожидании работы . . . 1,0 4,9
на станционных путях • 0,8 3,9
Полный оборот . . . 20,5 100,0
Передовые машинисты добились высоких скоростей за счёт умелого использования внутренних ресурсов локомотива, овладения техникой своего дела и применения Стаханов-ских методов работы.
Стахановские методы работы паровозных бригад заключаются:
1) в технически грамотном и добросовестном уходе за паровозом, выполнении служебного ремонта на паровозе, обеспечивающем постоянное содержание его в полной исправности;
2) в применении правильных приёмов отопления паровоза, учитывающих особенности каждого рода топлива, что обеспечивает высокий паросъём (высокие форсировки котла), повышение мощности машины и скорости движения поездов;
3) в правильной организации работы путём чёткого распределения обязанностей между всеми членами бригады и строгого соблюдения принципов единоначалия.
Машинисты-новаторы сломали пределы, которые искусственно ограничивали мощность транспорта и тормозили его дальнейшее развитие.
Стахановцы добились сокращения оборота 2L за счёт резкого уменьшения слагаемого у~^ , в результате чего значительно возросла полезная работа паровозов. Повышение технической скорости движения поездов дало возможность увеличить пропускную способность железных дорог, резко ускорить оборот вагонов и, следовательно, увеличить объём перевозок.
Для определения численности паровозного парка пользуются коэфициентом потребности к, который выражает собой число па-ровозо-суток, необходимое для обслуживания! одной пары поездов:
к = -X • (19)
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
45
Потребность эксплоатируемого парка паровозов (без ремонта) составляет
Na = кп, (20)
где п — число пар поездов.
Среднесуточный пробег паровоза. При заданной длине плеча L и величине полного оборота Т среднесуточный пробег паровоза
48 L Sc- т ,
ИЛИ
2L
• (22)
Фактически выполненный среднесуточный пробег эксплоатируемого парка паровозов Na равен
2%,
Sc — — Км> (23)
где 2 Ln — суммарный пробег паровоза за сутки со всеми поездами.
Являясь новой ступенью в дальнейшем развитии стахановского движения на железнодорожном транспорте, движение машинистов-пятисо!ников вскрывает мощные резервы повышения производительности труда паровозных бригад, увеличения среднесуточных пробегов паровозов, весовых норм и коммерческой скорости движения поездов.
Пятисотники добиваются высоких результатов в использовании паровозов при тесном содружестве с работниками других профессий, связанными с движением поездов, — движенцами, вагонниками, путейцами и др.
Работая по уплотнённому графику, они резко ускоряют оборот паровозов. Так, например, машинист-пятисотник Глубоков, работая на одноплечем участке (где нельзя применять кольцевую езду) длиной 105 км, одним из первых добился ускорения оборота паровоза 5олее чем вдвое, что дало ему возможность довести пробег паровоза до 500 км в сутки. Но инициативе т. Глубокова на уплотнённый график сначала была переведена колонна паровозов, а затем весь эксплоатируемый .парк депо, что дало возможность сократить последний на 6 единиц и повысить среднесуточный пробег паровозов по депо на 10 км.
Машинист-пятисотник Гулыпин, работая по уплотнённому графику с применением кольцевой езды на двуплечем участке, довёл -среднесуточный пробег своего паровоза до 704 км. Перевод всего парка паровозов на уплотнённый график в этом депо позволил сократить его численность на 18 единиц.
Первый уплотнённый график по целому направлению был разработан на Московско-Рязанской ж. д. по инициативе машиниста-пятисотника Блаженова и участкового поездного диспетчера этой дороги Королёвой.
Уплотнённый график машинистов-пяти-сотников предусматривает экономию во времени всех элементов, составляющих полный оборот.
л- „ 27.
Ускорение элемента оборота -р— осуществи
.вляется за счёт реализации высоких скоростей. Пятисотники практически доказали озможность дальнейшего сокращения вре
мени нахождения паровоза на перегоне на 10—15%.
Уплотнение элемента tc достигается за счёт отказа от толкачей (экономия времени на прицепки), отмены ряда остановок для набора воды и чистки топки, а также сокращения времени и остановок для технического осмотра составов.
Сокращению разрыва между технической и участковой скоростями способствует умелая регулировка движения поездов участковыми диспетчерами, особенно на однопутных участках, где сокращение времени за счёт обгона и скрещения поездов всецело зависит от мастерства диспетчера. Пятисотники добиваются сокращения разрыва между технической и коммерческойскоростямина 15—25%.
Ускорение элементов оборота t3, 10ж и tcm осуществляется за счёт совмещения ряда операций по экипировке, упорядочения маршрутов следования паровозов на станциях и ускорения элементов времени, связанных с прицепкой паровоза к поезду и пробой тормозов.
Уплотнение элементов t3, t0MC и tcm достигается за счёт усовершенствования процессов экипировки и их совмещения, сокращения времени нахождения паровоза на путях станции, а также за счёт своевременной подготовки состава к обратному следованию. Общее сокращение времени оборота паровозов в пунктах оборота за счёт уплотнения времени по указанным элементам составляет 15 — 20%. Уплотнение элемента t6 является результатом сокращения всех других элементов оборота, рассмотренных выше. Наибольшее уплотнение полного оборота достигается пятисотниками за счёт ликвидации необходимости отдыха бригад в оборотном депо.Они добиваются того, чтобы полный оборот паровоза в результате сокращения времени нахождения его в пунктах основного депо, на перегоне, на промежуточных станциях и под техническими операциями в пункте оборота не превышал установленной нормы времени непрерывной работы бригады.
К числу других мероприятий, которые осуществляют пятисотники в своей работе, относятся:
а) прикрепление к паровозам, работающим по уплотнённым графикам, постоянных кондукторских бригад и поездных вагонных мастеров, что обеспечивает слаженность в работе и взаимную помощь в процессе обслуживания поезда;
б) тесное содружество с диспетчерами движения и паровозного хозяйства и работниками других служб, связанными с движением поездов;
в) совместное рассмотрение с работниками других служб исполненного оборота паровозов и разработка мероприятий по устранению имеющихся недостатков в работе и др.
Вместе с тем, движение пятисотников выдвигает новые вопросы, от успешного решения которых зависит дальнейшее улучшение использования локомотивов. Такими вопросами являются:
организация технологического процесса технического осмотра составов по уплотнённым графикам;
46
ПАРОВОЗНОЕ ХОЗЯЙСТВО
широкое внедрение кольцевой и петлевой езды, применяя в необходимых случаях экипировку паровозов на специально выделенных станционных путях с отцепкой их от поездов;
применение передовых методов труда, направленных на увеличение пробегов паровозов между подъёмочными ремонтами;
разработка и внедрение технологического процесса вождения поездов с учётом особенностей каждого тягового плеча. В первую очередь такая технология должна быть освоена молодыми машинистами, не имеющими ещё достаточного опыта в своей работе.
Исследования показывают, что за один только 1950 г. в результате развития движения пятисотников оборот паровозов снизился на 8%, а среднесуточный пробег соответственно повысился на 24 км, что дало возможность возросшую перевозочную работу выполнить паровозным парком, значительно уменьшенным против нормы. Эффективность применения уплотнённого графика за истекший год только за счёт экономии в паровозном парке оценивается примерно в 600 млн. руб. За это же время сбережено 500 тыс. т топлива.
Повышение участковой скорости на 7%, достигнутое пятисотниками, позволило уменьшить комплексный измеритель использования подвижного состава — оборот вагонов на 3,5 часа.
В соответствии с решениями XIX съезда партии среднесуточный пробег паровоза к 1955 г. должен быть увеличен против 1951 г. не менее чем на 12%.
Месячный пробег паровоза. Измеритель месячного пробега служит для оценки использования паровоза с учётом его простоя в ремонтах:
е 30
м 1 + Sctp • 10“3 ’
где SM — среднемесячный пробег паровоза.
Часто оценку степени использования паровоза определяют путём сопоставления фактически выполненного среднего пробега паровозов за месяц с нормой среднемесячного пробега, определяемого с учётом простоя паровозов только в текущем ремонте, имея в виду, что влияние простоя паровоза в среднем и капитальном ремонте на S,. незначительно. Среднемесячный пробег паровоза с учётом простоя в текущем ремонте
30 Sc
S™ =--------------- с----------- (2
, Ю~3 Sctn- 10~3 ’
1 + Lnp + Ln
где tnp и tn — выражены в сутках.
Полезная работа паровоза. Использование паровоза по времени общей полезной работы за одни сутки в час.:
(26)
Полезная работа паровоза Ро в чистом движении определяется среднесуточным пробегом и технической скоростью, т. е.
В соответствии с приказом 183/11, Рд должно быть не менее 13,5 час., а Ро—10 час. в сутки.
На фиг. 22 изображена номограмма для определения Рд и Ро при заданных Sc, VK и Vm. Зона оптимальных значений Рд на номограмме заштрихована непрерывными линиями, а зона Ро — пунктирными.
Фиг. 22. Номограмма для определения полезной работы паровоза
Для суждения о степени использования паровоза значения Рд и Ро должны рассматриваться в комплексе с другими показателями. . *
Полезная работа паровоза, взятая изолированно, характеризует только лишь величину его рабочего времени.
Инициаторами увеличения времени полезной работы паровоза за счёт сокращения разрыва между технической и коммерческой скоростями, т. е. сокращения времени простоя поезда на промежуточных станциях tc, явились передовые машинисты депо Нижнеднепровск-Узел т. Алексеев и депо Лозовая т. Даниленко.
Функциональная зависимость между указанными элементами определяется выражением
2L 2L
*с~ у V ’
v к v т
ИЛИ
где Vк — участковая скорость.
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
47
Очевидно, чем меньше величина Ук при постоянном значении V т, тем меньше будет разность между технической и участковой скоростями. Именно этот до сих пор ещё плохо использованный резерв, на который падает около 20% времени полного оборота паровоза, явился предметом внимания тт. Алексеева и Даниленко. Реализация этого резерва была достигнута за счёт широкого применения безостановочных рейсов на тяговом плече. Сокращение стоянок на промежуточных станциях (по набору воды и чистке топки) достигалось тт. Алексеевым и Даниленко за счёт экономного расходования топлива и воды, а также предупреждения шлакования топки в пути следования.
К числу прогрессивных методов, которые впервые применили в своей работе тт. Алексеев и Даниленко, следует отнести:
а) рациональное (в зависимости от качества) распределение сортов топлива на тендере при условии соблюдения строгого порядка его сжигания при следовании по участку;
б) умелое применение комбинированного (машинного и ручного) отопления паровоза, что позволяет всегда иметь на колосниковой решётке ровный слой горящего топлива и вовремя ликвидировать очаги прогаров;
в) пользование паровыми шлакоувлаж-нителями;
г) предупреждение уноса воды применением верхней продувки.
Применяя безостановочные рейсы, тт. Алексеев и Даниленко достигли значительного уменьшения разрыва между технической и участковой скоростями. В ряде случаев они повышали участковую скорость до уровня технической.
Сокращая время нахождения паровоза в пути, они резко повысили среднесуточный пробег своих паровозов. Этому способствовало также ускорение экипировки паровозов в основном и оборотном депо за счёт максимального совмещения отдельных операций и ускорения самих экипировочных процессов.
Коэфициент выполнения весовой нормы поездов. Этот коэфициент определяется как отношение веса поезда к расчётному, установленному тяговыми расчётами с учётом силы тяги паровоза, профиля пути и удельного сопротивления;
. (28)
кр
где kM—коэфициент выполнения весовой нормы поездов;
IIа— фактически выполненные тонно-километры брутто для группы поездов по депо или дороге за какой-либо период;
—расчётное количество тонно-километров брутто по тем же поездам и за тот же период.
В 1935 г. машинист депо Курган И. П.Блинов задался целью повысить существовавшие тогда старые весовые нормы поездов. В 1936 г. на паровозе серии ФД он провёл на Курганском участке поезд весом 10 400 т. Этот рекорд явился крупнейшим успехом передового машиниста. Примеру т. Блинова последовали другие машинисты; вскоре дви
жение тяжеловесников приняло массовый характер.
Вождение тяжеловесных поездов основано главным образом на умелом использовании кинетической энергии поезда, накапливаемой в период его разгона. За счёт этой энергии поезд может преодолеть подъёмы, более крутые, чем те, по которым рассчитывается вес нормального (т. е. нетяжеловесного) поезда. Однако для накопления большого запаса кинетической энергии необходимо содержать паровоз в отличном состоянии, применять рациональные методы отопления и управления паровозом, хорошо знать профиль пути своего участка и умело использовать особенности профиля этого пути для повышения запаса кинетической энергии. Важным условием для вождения тяжеловесных поездов является также сокращение количества остановок (на промежуточных станциях), так как каждая остановка сопряжена с потерей накопленной кинетической энергии поезда. Громадной заслугой машинистов-тяжеловесников является то, что они по своей инициативе определили и практически применили все эти условия. В результате они достигли больших успехов в вождении тяжеловесных поездов. Это в свою очередь дало возможность перевезти сверх нормы десятки миллионов тонн груза.
Ярким показателем эффективности работы тяжеловесников может служить средний вес поезда, который по сравнению с 1940 г. значительно вырос.
Широкое развитие движения тяжеловесников, помимо увеличения провозной способности железных дорог, значительно снижает себестоимость перевозок.
Развитие движения тяжеловесников оказало также большое влияние на снижение расхода топлива.
Коэфициент одиночного пробега паровозов. Этот коэфициент характеризует использование пробега паровозов:
(29)
где По — одиночный пробег паровозов за какой-либо период;
II— общий пробег паровозов с поездами за тот же период.
Суточная производительность паровоза Мс является измерителем, выражающим количество работы в тонно-километрах брутто, приходящееся па одни паровозо-сутки:^
Sc
= 1 4- % • (30>
Измеритель Мс в отличие от ранее рассмотренных имеет синтетический характер, так как позволяет сделать оценку использования паровоза в зависимости от среднего веса поезда, суточного пробега и коэфи-циента одиночного пробега.
Борьба за увеличение производительности паровозов является новой формой развития движения машинистов-пятисотников. Инициатором социалистического соревнования за высокую производительность паровоза явился машинист депо Попасная А. И. Иванов.
48
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Сущность метода т. Иванова заключается в сочетании высокого суточного пробега паровозов с вождением тяжеловесных поездов.
Высокий суточный пробег паровозов даёт эффект и обеспечивает снижение себестоимости перевозок и прирост перевозочной работы в тонно-километрах брутто только в сочетании с вождением полносоставных поездов.
Полезная перевозочная работа паровоза машиниста Иванова в течение месяца с учётом простоя в промывке составляет 25 млн. ткм брутто, в то время как полезная работа других паровозов депо Попасная не превышает 10 млн. ткм.
Связь между оборотом паровоза и оборотом бригады. При имеющемся соотношении между рабочим временем паровоза и временем работы прикреплённых бригад существует следующая связь:
Т^ЗТ2Т' (31)
где Тб — оборот бригады, или рабочее время бригады, за один полный оборот паровоза;
с — число бригад, прикреплённых к паровозу.
Выражение (31) даёт возможность определить условия наиболее эффективного применения способа обслуживания паровоза при известных Тб и Т.
Связь между измерителями использования паровозного и вагонного парка. При плановых расчётах численность паровозного парка, найденная по одному из указанных способов, может быть проверена по соотношению к численности рабочего парка вагонов.
Это соотношение выводится на основании определённой взаимозависимости между оборотом паровозов Т и оборотом вагонов Тг1, которая может быть найдена следующим образом.
Пробег всех паровозов эксплоатируемого парка с поездами на каком-либо участке при одиночной тяге за одни сутки будет
SCN3
1 + Ро ’
где 30—.отношение одиночного пробега паровоза к пробегу с поездами.
Величина этого пробега равна количеству поездо-километров за сутки на том же участке, т. е.
ScNa S„NP
1 + пв ’
где пв — средний состав поезда в вагонах;
Зв— среднесуточный пробег вагонов; Мр — рабочий парк вагонов.
Nэ Sp (1 + ftp)
(32)
N р
Подставляя в эту формулу значения измерителей Se и Sg при известном составе поезда, можно найти требуемое соотношение
между эксплоатируемый парком паровозов и рабочим парком вагонов. Выведенная фор-
мула для д,— даёт возможность установить зависимость между оборотом вагонов и обо-
ротом паровозов.
В самом деле, подставляя в последнюю формулу вместо Sc его значение, выраженное через оборот паровозов (в сутках), т. е.
48Z. 2L
Sc= Т -24 = Т ’
а вместо Se равное ему значение-с_ , где 1,>—
Те
рейс вагона, найдём
Na _1Р{\ + М Т
NTt2Ltle откуда
т TNP
Je~ Ng2Lne но так как
2L____1_
т - Sc'
т — ^р
в~ NgSgtlg
Эта функциональная зависимость между измерителями использования паровозов и вагонов показывает, что рост среднесуточного пробега паровозов влияет не только на увеличение общего пробега паровозов SNg, но и сокращает рабочий парк вагонов Np, особенно в тех случаях, когда одной из мер увеличения среднесуточного пробега является повышение скорости движения поездов.
В этом случае достигается ускорение оборота вагонов, снижение себестоимости перевозок и повышение рентабельности работы железнодорожного транспорта.
Снижение оборота вагонов за счёт увеличения паровозного эксплоатируемого парка в большинстве случаев является нецелесообразным, так как излишние паровозы часто вызывают перенасыщение участков поездами, что в свою очередь увеличивает стоянки поездов на промежуточных станциях, понижает участковую скорость и среднесуточный пробег паровозов. В результате рабочий парк вагонов возрастает, а оборот вагонов замедляется.
Таким образом, увеличение Ns может быть допущено только при увеличении объёма перевозок и только при условии,что все остальные средства для освоения заданных размеров движения уже использованы.
СПОСОБЫ ОБСЛУЖИВАНИЯ ПОЕЗДОВ ПАРОВОЗАМИ
Существующие методы обслуживания паровозов (плечевая езда, кольцевая езда и колонный способ) различаются между собой по степени использования паровоза за счёт изменения общей величины его простоя в основном и оборотном депо за полный оборот.
В общем уравнении полного оборота паровоза:
Т — "jy-- + "Ь 1ож. + ^сгп ~Т
—.—• а
г'1 + ^2
+' + t0JK + tcm (34)
~ъ
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
49
общий простой паровоза в пунктах основного и оборотного депо составляет
а + Ь — is + iojic + tcm +
+ *з + *б + *ож + Zcm •
Элементы простоя в правой части равенства определяются следующим образом:
и f3— по графику технологического процесса экипировки. Для данных условий работы паровозов эти элементы имеют постоянное значение;
/ и /' ____тоже постоянные величины,
которые определяются по графику оборота нли эмпирическим формулам;
Дт и Ст — берутся в соответствии с нормами, установленными для каждого депо в зависимости от расстояния парков прибытия и отправления от контрольного поста и продолжительности необходимых операций с отправлением и прибытием поездов. Обычно каждый из этих элементов не превышает 30 — 40 мин. из расчёта затраты 15 — 20 мин. при отправлении с поездом и столько же по прибытии. Эти элементы также имеют постоянное значение;
tg — величина переменная, так как отдых бригады в пункте оборота зависит от продолжительности предшествующей работы бригады, являющейся в свою очередь функцией / и VK .
Считая-время работы бригады в основном депо до отправления с поездом и в пункте оборота до сдачи его в депо в пределах 1 — 1,6 часа, минимальное значение отдыха в оборотном депо будет
L тд + 1 L
Ч = 2 = ЛД + °’5’
Обозначая сумму элементов t3 , ,
(ож, ^ст н имеющих постоянную величину, через 1 и делая соответствующие подстановки в формулу для полного оборота, найдём
2/.
Тк = + 1 (35)
k к
я
5Л 7'й = -27-+/ + °15, (36)
v к
или
5Л 7'о = ^г + /'-
где Тк —полный оборот паровоза для коротких плеч (без отдыха бригад в пункте оборота);
Тд — полный оборот паровоза для длинных плеч (с отдыхом бригад в пункте оборота);
Г = I + 0,5.
Наибольший эффект достигается при условии работы паровоза без отдыха бригад в пункте оборота, т. е. когда Тк < 8 час. При дальнейшем увеличении тягового плеча величина оборота резко возрастает за счёт прибавления к нему элемента tg, и значение оборота определяется по формуле для
Зависимость полного оборота от длины тягового плеча представлена на фиг. 23 в виде двух функций TK = f (LKp) и Тд =F(L) при VK = 35 kmJhuc и Z = 3 часам.
Фиг. 23. Диаграмма зависимости величины полного оборота от длины тягового плеча
Эффективность способов езды оценивается с точки зрения организации нормального режима работы бригад и степени использования паровозов.
Плечевая езда. При плечевой езде паровозы обслуживают поезда на каком-либо участке дороги AF по тяговым плечам Llt L2, . . . , L& с заходом в основное и оборотное депо на протяжении одного оборота (фиг. 24).
Фиг. 24. Схема работы паровозов при плечевой езде
Уравнение оборота при плечевом способе имеет два вида:
к 2Л
Ткпл-~у-+1 (37)
у к и
л 5Л
-= -2РД + Г’ (38>
где — оборот при работе на коротких плечах;
Т^л— оборот при работе на длинных плечах.
Если многоплечие депо В или D обслуживают поезда в разных направлениях одной серией паровозов, то каждый из них после
•1 Том 7
50
ПАРОВОЗНОЕ ХОЗЯЙСТВО
возвращения с одного плеча может быть направлен на то же плечо или же на другое.
В том или другом случае паровозы по прибытии на станции основного или оборотного депо отцепляются от состава, следуют на тракционные пути, проходят экипировку, ожидают время выезда под поезд и время окончания отдыха бригад (в пунктах оборота при работе на длинных плечах).
При обслуживании двуплечих участков сокращение оборота достигается за счёт уменьшения времени на экипировку вследствие отсутствия поворота в основном депо при условии посылки паровоза после возвращения с одного плеча на другое в противоположном направлении.
При работе паровозов на коротких плечах применяется круговая езда, которая является разновидностью плечевой езды. Этот способ заключается в том, что паровоз после возвращения на станцию основного депо из первого рейса, не заходя в основное депо для экипировки, снова отправляется с поездом на то же плечо, и только по возвращении из второго рейса он заходит в основное депо
......Работа паробоза
------Оборот бршбы
Фиг. 25. Схема работы паровозов и бригад при круговой езде
для экипировки. Схема такого обслуживания приведена иа фиг. 25. Смена бригад осуществляется после каждого рейса на станции основного депо.
условиям работы паровоза полная экипировка, может быть произведена один раз за два-оборота. По такому способу организуется работа паровозов с пригородными, трудовыми и передаточными поездами. При этом, в случае особо коротких плеч обслуживания, число рейсов без экипировки может быть и более двух (способом вертушки). Соответственно этому в формуле Ткр знаменатель и коэфициент при первом и третьем членах в числителе будут равны числу рейсов между двумя заходами в основное депо, а коэфициент при последнем члене должен быть равен числу рейсов без одного.
Кольцевая езда
Кольцевой ездой называется система обслуживания поездов паровозами на двуплечем участке без захода его в основное депо на протяжении всего периода времени между смежными промывочными ремонтами.
На фиг. 26 изображена схема работы паровоза в депо В и D по кольцевому методу. При кольцевой езде паровоз начинает свою работу после выхода из промывочного ремонта и кончает её последним рейсом перед постановкой на промывку.
Первый рейс (фиг. 27) паровоз начинает с обслуживания правого тягового плеча L^, по возвращении из оборотного депо С на станцию основного депо В паровоз, обычно не отцепляясь от поезда, в течение времени стоянки последнего по расписанию производит частичную экипировку на путях станции (чи. стка топки, снабжение водой, смазка и регу. лировка механизма). За это же время проис. ходит смена паровозных бригад. По окон, чании времени стоянки поезда, предусмот. ренного графиком движения, паровоз еле. дует на второе плечо 72. По возвращении и3
Фиг. 26. Схема работы паровозов при кольцевой езде
Средний оборот локомотива при круговой езде
2 2- + а + 2b + tKePm
Ткр = —--ъ(39)
где —время нахождения паровоза на станции основного депо А, необходимое на его перецепку, обгон, передачу другой бригаде и частичную экипировку на станционных путях (например снабжение водой и т. д.). Обычно это время не превышает tcm, т. е. 30 — 40 мин.
Круговая езда применяется при обслуживании поездов на коротких плечах, где по
оборотного депо А на станцию основного депо^В| паровоз снова после частичной эки-
— -^-ВыхоО локометиба из лериоб ремонта и захоо на ремонт
Фиг. 27. Схема работы паровозов и бригад при кольцевой езде
пировки и смены бригад на станционных путях (в промежуток времени стоянки поезда
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
51
по графику) отправляется в очередной рейс на правое плечо и этим замыкает первое кольцо. Точно таким же порядком он продолжает работать дальше, в течение всего периода времени между двумя смежными промывочными ремонтами. После замыкания последнего кольца паровоз следует в депо, где после производства экипировки становится на ремонт.
Полную экипировку при кольцевой езде паровоз обычно проходит в оборотных депо, между которыми распределяются те технические операции, которые паровоз вследствие коротких стоянок поездов на станции основного депо не может пройти.
Разновидностью кольцевой езды является петлевая езда, при которой паровоз работает без захода в основное депо лишь в одном направлении (фиг. 28). Препятствием для
--------h ------"т*-------h
_____Оборот паровоза-------Оборот бригады
Фиг. 28. Схема работы паровоза и бригад при петлевой езде
сквозного прохода депо в другом направлении является отсутствие необходимых условий, как, например, перелом веса поезда, расположение парков отправления на сортировочных станциях, необходимость больших капиталовложений или другие затруднения при организации экипировки и т.. д.
По принципу обслуживания поездов петлевую езду можно рассматривать как неполный вид кольцевой езды.
Так как оборот паровоза всегда относится к какому-либо плечу, то при обслуживании поездов по кольцевому методу его нужно рассмотреть отдельно для и Л2-
Оборот при кольцевой езде (за исключением первого и последнего) будет
, 2L,
Ткл = + Ь, + tip, (40)
где Ткл— оборот на одном плече;
t?p— время стоянки поезда, обслуживаемого кольцевым паровозом, на станции основного депо.
Обычно это время составляет для одного поезда 30 — 40 мин.
Оборот Т"кл на втором тяговом плече будет
„ 2Z.«
Ткл=-у~^ + Ь' + 1гр. 41)
«3
В общем случае
„ 2L
Ткл = тг~ + b + (42)
у к
t!p составляет только часть времени а, поэтому при кольцевой системе Ткл будет меньше Тпл на величину а — t!p. Обычно t?p составляет 0,20 — 0,25 времени а.
Уравнение для Ткл не учитывает время, которое локомотив затрачивает дополнительно при обслуживании первого и последнего кольца, потому что значение его невелико.
Это время не превышает 5 — 7 мин. и поэтому время а прибавляется к обороту на первом плече при выходе паровоза из промывочного ремонта и на последнем плече при окончании межпромывочного пробега.
Оборот паровоза при петлевой езде учитывает время а и (гр в половинной доле, т. е.
. 2L a t,n
Тпт = + 6 + у + ~2~ ’ (43)
т. е. экономия в паровозах при переходе на петлевую езду по сравнению с кольцевой' будет в 2 раза меньше.
Рассматривая уравнение для оборота,' найдём, что в приложении его к паровозам, работающим по кольцу, оно будет следующим:
2L
ТКл = У~ + ~-1> (44)
1 к
Ь +1-,„ где z—коэфициент меньше 1, равный д .
Эффект от применения кольцевой езды можно выразить в среднесуточном пробеге, построив кривые Se = р (7) при постоянных V к и для различных значений L.
Такое уравнение может быть получено путём подстановки в уравнение (21) вместо Т его значения из равенства (37):
48LV с _ .-------*--
с~ 2L + 1VK *
(45)
На фиг. 29 изображены две кривые S = = р (/) при Vк = 30 км/час, для L = 60 км п L = 120 км, которые дают возможность заранее определить повышение среднесуточного пробега при переходе на кольцевую и петлевую езду.
Фиг. 29. Кривые S = р. (7) при VK — 30 км!час, L=60 и 120 км
Как видно из кривых, эффект’от применения кольцевой езды на коротких плечах будет больше, чем на длинных. Однако основ-
4*
52
ПАРОВОЗНОЕ ХОЗЯЙСТВО
ным преимуществом кольцевой езды является обеспечение нормальных условий работы бригад, в то время как удлинение тяговых плеч ведёт к их ухудшению.
Сокращение паровозного парка при переходе с плечевой на кольцевую езду при коротких плечах составляет 20—30%, а при длинных (с отдыхом в оборотных депо) — 7-12%.
Так как при переходе с плечевого обслуживания на петлевую езду относительный эффект использования паровозов уменьшается в 2 раза, то, следовательно, коротким плечам соответствует улучшение использования паровоза на 10—15%, а длинным — на 3-6%.
Чем больше длина тяговых плеч, тем степень улучшения использования локомотива будет меньше.
В настоящее время кольцевая езда частично или полностью применяется в большинстве депо железных дорог СССР, имеющих необходимые условия в отношении расположения тяговых плеч, обслуживания и характера поездной работы па станциях основного депо и прилегающих участках.
Паровозные колонны и турная езда
Принципы обслуживания поездов колонным способом заключаются в том, что все или часть поездов на протяжении нескольких тяговых плеч общей длиной от 300 до 500 км, а в некоторых случаях и более, обслуживаются односерийными паровозами, организованными в колонны по 15—30 единиц в каждой. Каждая такая колонна представляет собой законченную производственную единицу, находящуюся в непосредственном подчинении МПС или начальника дороги. Паровозы колонны обслуживают поезда на данном участке или самостоятельно или совместно с паровозами, приписанными к депо, расположенным на протяжении всего участка обслуживания колонны.
В обычных условиях работы, при нормальной продолжительности рабочего дня, к каждому паровозу колонны прикрепляются три поездные бригады. В состав каждой поездной бригады входит по одной паровозной и кондукторской бригаде и одному поездному вагонному мастеру. Поездные бригады работают по турной системе. Для этой цели к каждому паровозу приписывается вагон для турных бригад, обслуживаемый двумя проводниками. Весь состав поездных бригад и проводников, приписанный к локомотиву колонны, называется комплексной поездной бригадой.
В особых условиях работы число поездных бригад, прикреплённых к локомотиву, может быть снижено до двух. В этих случаях паровозные колонны могут иметь подвижный характер, так как все бригады размещаются в вагонах и паровозы не связаны в своей работе с местом постоянного жительства бригад, где в обычных условиях 1/3 бригад находится на отдыхе.
Оборот паровозов колонны Ткн при работе её на участке BF (фиг. 30) протяжением LKH = % + L3 4- % + L3 будет •
2% , 2% r 2Lt
ткн = у ’ + ^a+ у +734- -p +
V Kz V K, V K,
2В3
+ Л + v + /5. (46
где У, VKi , VKi и — средние участковые скорости в обоих направлениях на соответствующих тяговых плечах.
-----Работа локомотибоб шоншн
-----Работа локомотибоб основного парка вороги
Фиг. 30. Схема работы паровозов при колонном способе езды
Обозначая среднюю участковую скорость на участке BF через VKH и сумму /2, /3, /4, /6 через 1КН, найдём
2LKH
Ткн = —у + 1кн< (47
V КН
т. е. уравнение оборота для локомотива колонны ничем ие отличается от уравнения для коротких плеч. Слагаемое оборота, выражающего собой время отдыха бригады, в этом случае равно нулю, потому что бригады получают отдых в турком вагоне.
Аналогичным образом подсчитывается оборот при подменной и турной езде. Значение Lkh в формуле для 'Ткн будет равно длине тягового плеча.
Способ обслуживания колоннами может быть успешно применён в период временной эксплоатации новостроящихся линий, когда не все депо ещё введены в эксплоатацию и когда ещё работа паровозов по нормальным тяговым плечам не установлена. На эксплоа-тируемой сети паровозные колонны могут быть использованы на отдельных участках или направлениях при увеличении размеров движения, связанных с сезонными перевозками грузов (зерна, сахарной свёклы, хлопка и т. д.) или выполнением специальных кратковременных перевозок особого назначения, вызываемых развитием нашей промышленности и сельского хозяйства (строительство крупных заводов, мощных электростанций и т. д.).
Сравнительная оценка существующих способов обслуживания поездов паровозами
Оценка степени использования паровозов на плечах разной длины при различных способах обслуживания производится по величине среднесуточного пробега.
Функциональная зависимость Х = ф(А) определяется по формулам:
для коротких плеч при плечевом, кольцевом и петлевом способах езды и для длинных плеч при колонном способе обслуживания и турной езде
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
53
48ЛУ„
S = 2L + IV^ ;
для длинных плеч при плечевом, кольцевом и петлевом способах езды
Q_________*___
5/ + 2Г V\ '
Графическое изображение этой функции представлено на фиг. 31. Построенные кривые отображают зависимость S — ф (/,) при постоянном значении VK = 35 км/час для плечевого, кольцевого ^и колонного способов обслуживания.
100
500-
\ Колонный способ Турная \ц подменная езда Кольцевая езда на коротком плеч
минном плече
"Петлевая езда на Длинном плече i
। Ппёче6оя\езва\на
। Олинном плече ,
—Г 1 1
L.fVa -'.L;p№w^ ------- |— --------! /ло с 1 LJ515km-j. — -------LjldljKM'----? ; I -- -------। ; 1 ।;
600
500
Ъплевая езда на коротком плечь Плечевая езда накоротко.
-плече-
ЧОО
100
ЮО
50 10 81.5100 Ю5 1115
О
Фиг. 31. График зависимости среднесуточного пробега от длины тягового плеча при плечевом, кольцевом и колонном способах обслуживания Sc — ф (L) при Vк = 35 км!час
Наибольшая протяжённость короткого и длинного плеча определена из условия обеспечения нормального порядка работы и отдыха бригад.
Значения / приняты: для плечевой езды
4 часа, для петлевой езды 3 часа, для кольцевой езды 2 часа.
Значения /' взяты равными / 4- 0,5.
Как видно из графика, наилучшее использование достигается на коротких плечах при кольцевом способе обслуживания поездов, затем по степени эффективности при петлевой езде. Подменная турная езда, а также колонный способ обслуживания хотя и дают высокое использование паровозов, но не обеспечивают нормального режима труда и отдыха паровозных бригад. Плечевая езда на длинных плечах даёт самые низкие показатели по сравнению с остальными способами езды.
РАСЧЁТ ПОТРЕБНОСТИ
В ПАРОВОЗАХ
Численность паровозов эксплоатируемо-го парка определяется для каждого вида движения в зависимости от объёма перевозок.
Общая потребность в паровозах эксплоати-руемого парка
N3 = + N" + Nxa + n" , (48)
где — эксплоатируемый парк паровозов для поездной работы в грузовом движении;
N"—-то же в пассажирском движении;
Nj—то же в хозяйственном движении;
А^— то же для маневровой работы.
Существует два способа определения потребности в паровозах.
Первый способ — графический (характеризующийся более высокой степенью точности получаемых результатов), применяется для оперативных надобностей на дорогах, отделениях и в депо.
Исходными данными при таком способе служат: а) график движения поездов; б) заданная парность; в) хронометражные данные затраты времени на экипировку и другие элементы оборота; г) принятый способ езды и т. д.
Второй способ — аналитический, применяется для технико-экономических расчётов при оценке эффективности различных вариантов организации эксплоатации паровозов. Исходными данными в этом случае являются грузооборот, поездо-километры, лилейный пробег паровозов и т. д.
Потребность в паровозах для поездной работы. Наиболее точное определение потребности в паровозах для пассажирских и грузовых поездов производится по графику оборота (см. стр. 5о).
Измерители использования паровозов определяются в соответствии с показателями графика оборота.
Потребность в паровозах можно определить и аналитическим способом. Для этого нужно знать техническую скорость па данном участке и длину плеча, а также заданные размеры движения и нормы времени отдельных элементов оборота локомотива, относят,ихся к основному и оборотному депо, а именно;
Д. Д> tCm, tcm, t0Jle, t дж, tg .
Элементы tOM: и t03K при аналитических расчётах определяются по эмпирическим формулам:
при п — 1 4- 40 пар
t0M. = Тож = 0,002п2 * 4 * * * В — о,15п+ 3.2, (49)
при п — 40 4- 70 пар
to.uc = t03K = 0,0013n2 — 0,13n 4- 3,5. (50)
Эксплоатируемый парк паровозов для поездной работы в грузовом движении
А™ = kn. (51)
Аналогичным образом определяется и А" .
Потребное количество паровозов проверяется по обороту бригад Тд в зависимости от принятого способа обслуживания ими локомотивов.
При строенных бригадах потребность в паровозах проверяется по формуле
720 Т'
tomcm =' у 3 • 204, (52)
-54
ПАРОВОЗНОЕ ХОЗЯЙСТВО
.где tomcm — время отстоя локомотива в течение месяца;
3-204 = 612 — число часов работы трёх бригад в месяц.
Если при подстановке в последнее выражение вместо Тд и Т их числовых значений окажется, что < 0, то переработки
бригад не будет.
Если tomcnl > 0, то найденный оборот паровозов Т подлежит корректировке в сторону увеличения за счёт прибавления времени отдыха бригад в основном депо.
Новый оборот Т' будет больше Т на вели-tomcm С
чину —,,-д . , и, следовательно,
гр, гр . tomcmT / tomcm \
Т -Г+~720~~= Т \^1 + ~720~/)’ (53) откуда окончательный коэфициент потребности
24 *
а окончательная потребность в паровозах
А;'п - k'n. (54)
Измерители использования паровозов находятся по формулам, указанным в разделе об измерителях. Зная зависимости между основными измерителями использования паровозов, можно построить графики для всякого рода эксплоатационных расчётов.
На фиг. 32 представлена одна из таких номограмм, построенная для практических целей.
Номограмма состоит из четырёх квадрантов. В 1-м квадранте даётся геометрическое 2Л
изображение функции , во 2-м — функ-к
2L
ции Т — у— , в 3-м = kn и в 4-м Sc =
* к
48L
= -у- .
48L
Так как функция 8С = ~у— при переменном значении 7' представляет собой гиперболическую кривую, то для её спрямления на шкале Т 4-го квадранта отложены обратные
1
значения Т, равные -уг. Неравномерная про
шша5с~у-км
L Олина тягадога плеча ^коммерческая скорость
-бремя 8 пути б одном
к напрабпении
2L-бремя б пути б обои а напрадпения* а - простой локомотибоб б пункте оснобнага депо
b - томе б оборотном депо
Т- полный оборот
Шкала к---^
к-кахрициент потребности локомотибоо п- чисяа пор поезд об
N^-зксплаотируемый парн лакамотибс-S - среднесуточный пробег
Фиг. 32. Номограмма для определения численности эксплоатир уемого парка паровозов и измерителей его работы
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
55
активная шкала Т построена при помощи вычисления, принимая для Т пределы от 1
до оо . При Т = оо и -у- =0 S = О, поэтому
все прямые, изображающие функцию Sc, будут исходить из начала координат, т. е. будут радиантами.
При помощи указанной номограммы можно разрешать без вычислений следующие вопросы:
По номограмме 1-го квадранта:
1) определение времени нахождения паро-.воза в пути от основного депо до оборотного при заданных Vк и L;
2) определение VK при известных
3) определение L при известных р— «
л! VK ;
I.
4) определение Vm при известных VK , ,
' к
L и времени простоя паровоза с поездами на промежуточных станциях.
По номограмме 2-го квадранта:
2/.
о) определение Т при известных
к и а b;
2Л
6) определение при известных Т и а-^о * к
I L
или у— по вертикальной шкале номограммы \ к
\
1-го квадранта^;
2L
7) определение а + о при известных ту— .
’ к
По номограмме 3-го квадранта:
3) определение Na при известных k и п;
9) определение п при известных Na и А>;
10) определение k при известных и п (или Т по горизонтальной шкале 2-го квадранта).
По номограмме 4-го квадранта:
11) определение 8С при известных L и Т;
12) определение Т при известных L и Sc;
13) определение L при известных Т и S,..
Способ пользования номограммой можно легко понять из решения следующих двух задач:
1. Задано L = НО км, Ук = 25 км/час (для обоих направлений), а 4- Ь = 4 часам и п = = 28 парам поездов.
L 2L
Определить , Т, к, N3 и Sc.
'к
По номограмме 1-го квадранта точка а соответствует^ ПО км, точка б—пересечение перпендикуляра из точки а с лучом VK =
= 25 км/час. Горизонтальная линия, проведённая через точку б, даст при пересечении с вертикальной шкалой в точке в искомую
величину тт— = 4,4 часа. Против точки в на 'к
вертикальной шкале 2-го квадранта находится точка г, соответствующая искомой величине
=8,8 часа. Горизонтальная линия, прове-1 к
денная через точку г, при пересечении с лучом а + Ь = 4 часам, даст точку д. Перпендикуляр, опущенный из точки д при пересечении с горизонтальной шкалой 2-го квадранта даст точку е, соответствующую искомой величине Т — 12,8 часа. Против точки е на горизонтальной шкале 3-го квадранта находится точка ж, соответствующая неизвестной величине k — 0,53. Перпендикуляр, опущенный из точки ж, при пересечении с лучом «=28 парам даст точку з. Горизонтальная линия, проведённая через точку з, при пересечении с вертикальной шкалой даст точку и, соответствующую искомой величине Na= 14,8 пары. Для определения Sc на вертикальной шкале 4-го квадранта находится точка k, соответствующая 12,8 часа. Горизонтальная линия, проведённая через точку k, пересекает луч L = = 110 км в точке л. Перпендикуляр, восстановленный из точки л, при пересечении с горизонтальной шкалой в точке м даст искомую ординату Sc = 412 км.
2. Задано L = 137 км, Vm в одном направлении равно 40 км/час.
L
Определить VK и р— , если время простоя v к
паровоза на промежуточных станциях равно 0,5 часа.
На номограмме 1-го квадранта находим точку и, соответствующую L = 137 км. Пересечение перпендикуляра, восстановленного из точки и, с лучом VK — 40 км/час (принимая его за Г„) соответствует точке о. Горизонтальная линия, проведённая через точку о, даст при пересечении с вертикальной шкалой точку п, соответствующую величине tj— ~ v m = 3,4 часа. Отсчитывая от этой точки вверх 0,5 часа, найдём точку р, которая является L
искомой ординатой = 3,9 часа. Пересече-* к
ние горизонтальной линии, проведённой через точку р, с перпендикуляром из точки н даст точку с, соответствующую искомой VK = = 35 км/час.
Так как точность отсчёта по шкалам номограммы близка к точности логарифмической линейки, то при решении эксплоатационных расчётов нет надобности опасаться за получение неправильных данных.
Для приближённых расчётов исходными данными обычно служат годовой грузовой поток А’ (в грузовом направлении), длина тягового плеча, вес поезда брутто Qep для данного типа паровоза и величина технической или участковой скорости.
При подсчётах вначале определяется среднесуточное число поездов п для овладения данным грузопотоком по формуле
п = 365Q7 ’
где y > 1 — коэфициент неравномерности, учитывающий сезонное увеличение размеров работы;
<2„ — вес поезда нетто:
56
ПАРОВОЗНОЕ ХОЗЯЙСТВО
<2« = . (56)
1 + т
где а — коэфициент тары, равный отношению веса тары вагона qm к его подъёмной силе qn:
£— коэфициент грузоподъёмности вагона, равный отношению веса груза вагона нетто qH к его подъёмной силе qn, т. е.
? = (57)
Чп
При приближённых расчётах принимают 7== 1,15, а = 0,35, £ = 0,85.
Если известна участковая скорость, то дальнейший расчёт осуществляется порядком, изложенным выше. При этом, если не имеется заданных величин элементов оборота, то их следует брать на уровне средних величин по сети дорог, предусмотренных действующим графиком.
При кольцевой езде принимают
(ож — 0;
t3 + tcm = 0,5 -г- 0,8 часа.
Если потребность в паровозах определяется по заданному среднесуточному пробегу Sc, то в этом случае пользуются формулой
где £0 — отношение одиночного пробега паровоза к поездному пробегу.
При ориентировочных подсчётах £0 не следует брать более 0,12.
Что же касается числовых значений среднесуточного пробега Se, то его для двухпутных участков при применении кольцевой езды следует брать на уровне 500 км в сутки.
Потребность в паровозах для поездов хозяйственного движения. Наиболее точный подсчёт потребности в паровозах для хозяйственной работы, так же как и для поездной работы, производится по графику оборота.
При приближённых расчётах потребность в паровозах определяется по годовому пробегу Ьхгод и среднесуточному пробегу паровозов Sc.
Если Lxod не задаётся, то он определяется в соответствии с величиной его удельного веса в общем годовом пробеге паровозов.
Обозначая процент годового пробега хозяйственных паровозов от общего годового пробега всех паровозов Lo через 6, найдём
= 3653Д6Ь • (59>
Потребность в маневровых паровозах. В зависимости от объёма каждого вида работы потребность в маневровых средствах определяется для каждой станции по формуле
nm Niri + Л,2Г2 + • • + Nn гп
N? = Тр.ч 60 > (6°)
где N — число вагонов, перерабатываемых на станции по каждому виду работы;
г — расчётная норма времени для переработки одного вагона по каждому виду работы в мин.;
Три — число рабочих часов паровоза в течение суток.
Потребное число маневровых паровозов определяется как сумма потребности по всем станциям, имеющим маневровые средства и обслуживаемьш данным депо.
Прн отсутствии необходимых данных об объёме работы по каждой станции потребность N" определяется приблизительно по грузовому движению по формуле
"э ~= 5л(ан365 100’
где Lgpd—годовой пробег паровозов с поездами в грузовом движении;
о' — заданный процент годового пробега маневровых паровозов от годового пробега паровозов с грузовыми поездами. Числовая величина о по сети дорог около 25%; SxaH — среднесуточный пробег маневровых паровозов, который для паровоза берётся равным 110 км из расчёта 5 км за один час маневровой работы паровоза.
Потребность в паровозном парке с учётом ремонта. Количество паровозов для каждого вида ремонта определяется по пробегу и величине tp. Однако для ориентировочных подсчётов количество паровозов для ремонта определяется в составе общей потребности в паровозах по формуле
= Na + £ JQQ , (62)
где Nn — потребность в паровозах с учётом ремонта;
£ — установленное количество больных паровозов в % от общего наличия паровозов.
Окончательно
N3 • юо
— 100 —£ ’ (63>
ГРАФИК ОБОРОТА ПАРОВОЗОВ
Графиком оборота называется план работы паровозов и прикреплённых к ним бригад, разработанный на основе действующего графика движения, принятой системы езды и установленного способа обслуживания поездов..
Правильно составленный график оборота должен предусматривать организацию полного обеспечения поездов паровозами, нормальные условия работы и отдыха бригад, а также наиболее высокое использование-паровозов.
График оборота, определяя эксплоатацион-ную работу депо, загрузку ремонтных цехов и экипировочных устройств, является организующим началом в работе всех основных звеньев линейного паровозного хозяйства.
При составлении графика движения поездов должно быть обеспечено наилучшее ис
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
57
пользование паровозов. Первым показателем степени использования паровоза по времени на каком-либо тяговом плече является величина полного оборота Т. Поэтому при составлении графика движения прокладка поездов должна осуществляться таким образом, чтобы элементы времени оборота t03K и t’03K были наименьшими.
Наилучшие показатели использования паровоза будет давать такой график оборота, при котором простои паровозов в пунктах основного и оборотного депо не превышают продолжительности установленного времени, необходимого для выполнения технических операций, т. е. t03K и t'03lc будут равны нулю.
Практическое осуществление такой точной увязки графика движения с оборотом паровозов встречает затруднения, во-первых, потому, что время отправления поездов регламентируется целым рядом других соображений, связанных с пропускной способностью перегонов, с твёрдым (фиксированным) расписанием отправления пассажирских и грузовых поездов, согласованным с другими дорогами, временем простоя сквозных поездов под техническими и коммерческими операциями и т. д.; во-вторых, фактическое число поездов не всегда будет равно числу поездов, предусмотренному графиком движения.
Поэтому практически увязка графика движения с оборотом паровозов осуществляется по станциям основного и оборотного депо за счёт регулирования времени стоянок поездов или интервала между попутными поездами.
В зависимости от стадий разработки различают два вида графика оборота.
В первоначальной стадии разработки график называется типовым. В этом случае для определённого размера движения поездов и заданного расписания типовой график определяет численную потребность в паровозах и последовательность их работы с поездами на любой период времени.
Во второй стадии разработки график называется развёрнутым. Этот вид графика, как правило, предусматривает календарное расписание работы определённых паровозов и прикреплённых к иим бригад на 10 дней, почему ои иногда и называется декадным именным графиком.
На основе декадного графика составляется оперативный план работы паровозов на сутки и делаются выписки (именные расписания) для паровозных бригад.
Типовые графики оборота бывают единого типа или групповые.
В единых графиках паровозы, включённые в график, последовательно обслуживают все поезда данного варианта движения.
В групповых графиках паровозы разбиты на отдельные, независимые между собой группы, каждая из которых обслуживает определённые поезда данного графика. С точки зрения практической организации графиковой работы паровозов групповые графики имеют значительные преимущества перед едиными, так как срыв с графика одного паровоза влияет только на работу одной группы, а не всех паровозов, как это имеет место при едином графике.
Кроме того, групповые графики при необходимости позволяют выделять для обслуживания определённых поездов определённые паровозы, чего нельзя сделать при единых графиках.
Методика разработки графика оборота грузовых паровозов для заданных условий работы. Для составления графика оборота локомотивов при установленной системе езды (плечевая, кольцевая) и принятого способа обслуживания локомотивов бригадами (строенными, спаренными) необходимо иметь: а) график движения или расписание поездов, б) задание на размеры движения по номерам поездов (вариант движения), в) нормы времени на экипировку паровоза в основном и оборотных депо при максимальном уплотнении технических операций — t3 и t3 , г) нормы времени от момента прохода паровозом контрольного поста до отправления с поездом, д) нормы времени от момента прибытия с поездом до прохода контрольного поста, е) нормы времени на приёмку и сдачу паровоза как в основном, так и в оборотных депо, ж) нормы пробега между промывочными ремонтами и установленные простои паровозов на промывке, з) продолжительность и сроки производства контрольно-технического осмотра паровоза.
Разработка графика оборота должна производиться в такой последовательности:
1) составляется ведомость оборота паровозов, строится типовой график оборота, подсчитываются измерители использования паровозов;
2) составляется декадное расписание (развёрнутый график) работы паровозов и прикреплённых бригад;
3) делаются выписки, или имеииые расписания, из развёрнутого графика работы каждого паровоза и снабжаются ими все члены бригады, прикреплённые к данному паровозу;
4) ежедневно составляется на предстоящие сутки оперативный план выдач паровозов из основного депо.
Ниже в качестве иллюстрации приводится построение графика оборота паровозов на конкретных примерах.
Наиболее типичными схемами работы паровозов на железных дорогах Советского Союза являются:
а) одноплечее депо, когда основное депо А (схема а, фиг. 33) обслуживает своими па-
>•' Схима, и" в СхемаГГ
L2 С
Схема .С
Фиг. 33. Типовые схемы работы паровозов по плечам
ровозами только одно тяговое плечо АВ длиной В этом случае все паровозы}основ-ного депо А работают с заходом за один.оборот в основное депо Лив оборотное депоВ;
•58
ПАРОВОЗНОЕ ХОЗЯЙСТВО
б) двуплечее депо с работой паровозов по плечевому способу, например депо С (схема Ь, •фиг. 33), имеющее два тяговых плеча ВС длиной L2 и CD длиной La. Пунктами оборота для плеча ВС является оборотное депо В, а плеча CD оборотное депо D;
в) двуплечее депо с работой паровозов по кольцевому методу (схема с, фиг. 33); по этой схеме может работать депо С.
Применительно к указанным схемам на фиг. 34 приводится сокращённый график грузового движения поездов на участке ABCD с указанием протяжения плеч, по которому .обслуживаются депо А и депо С.
Расписание грузовых поездов на всех
тяговых плечах по времени прибытия и от" правления на станции основных и оборотных депо даётся в табл. 8.
Методика разработки графиков оборота для указанных трёх схем имеет между собой различие по форме. Принципиальные положения, лежащие в основе методики, остаются неизменными как для этих трёх типичных примеров, так и других схем, отличных от рассматриваемых.
Методика разработки графика оборота паровозов для одноплечего депо (схема а).
Исходные данные:
1) одноплечий участок АВ протяжением 140 км обслуживается паровозами серии ФД;
Фиг. 34. Сокращённый график грузового движения на участке ABCD
Таблица 8
Расписание движения поездов на участке ABCD
1 № по пор. Нечетные поезда Чётные поезда
№ поезда Станции № поезда Станции
А В С О D с в А
отправление прибытие отправление прибытие отправление прибытие отправление п ри-бытие от' при- прав- бытие ление [ отправление прибытие
ч. м. ч. м. ч. м. ч. м. ч. м. ч. м, ч. м. | ч. м. ч. м. ч. м. | ч. м. ч. м.
’’1 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 701 703 705 707 709 801 9Н 803 805 807 903 809 905 "11 713 907 811 909 0.10 1.30 2.20 3.30 6.10 7.10 8.50 10.10 11.40 13.10 14.40 15.20 16.10 18.00 19.40 21.30 22.40 23,30 4.50 6.10 7.00 8.10 10.50 11.50 13.30 14.50 16.20 17.50 19.20 20.00 20.50 22.40 0.20 2.10 3.20 4.10 5.30 6.40 7.40 8.50 11.20 12.20 14.10 15.20 17.00 18.30 20.00 20.40 21.30 23.10 1.00 2.40 4.00 4.40 8.20 9.30 10.30 11.40 14.10 15.10 17.00 18.10 19.50 21.20 22.50 23.30 0.20 2.00 3.50 5.30 6.50 7.39 8.50 10.10 11.10 12.20 14.50 15.50 17.40 18.50 20.30 22.00 23.20 0.10 1.00 2.40 4.30 6.10 7.40 8.10 11.20 12.40 13.40 14.50 17.20 18.20 20.10 21.20 23.00 0.30 1.50 2.40 3.30 5.10 7.00 8.40 10.10 10.40 702 704 706 708 710 802 902 804 806 808 904 810 906 712 714 908 812 910 0.10 1.20 2.30 4.20 5.30 6.10 7.20 9.10 10.30 11.40 13.10 14.30 17.30 18.50 19.30 20.50 21.40 22.30 2.30 3.40 4.50 6.40 7.50 8.30 9.40 11.30 12.50 14.00 15.30 16,50 19.50 21.10 21.50 23.10 0.00 0.50 3.10 4.20 5.20 7.20 8.30 9.10 10.20 12.00 13.30 14.40 16.10 17.30 20.20 21.50 22.30 23.40 0.40 1.30 5.50 7.00 8.00 10.00 11.10 11.50 13.00 14.40 16.10 17.20 18.50 20.10 23.00 0.30 1.10 2.20 3.20 4.10 6.30 7.40 8.3.0 10.30 12.00 12.30 13.40 15.20 16.40 18.00 19.30 20.40 23.40 1.10 1.50 3.00 4.00 4.40 11.00 12.10 13.00 15.00 16.30 17.00 18.10 19.50 21.10 22.30 0.00 1.10 4.10 5.40 6.20 7.30 8.30 9.10
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
59
2) участковая скорость Vk— туда 30 км/час и обратно 31 км/час.',
3) система обслуживания паровозов бригадами — строенная езда;
4) размеры движения — 18 пар поездов. Расписание движения поездов в соответствии с табл. 9.
Простой паровоза под техническими операциями в основном и оборотном депо — tj = t3 = 1 час.
Простой на путях станции основного и оборотного депо tcm ~ tcm = 0,5 часа, из них 0,2 часа по прибытию и 0,3 часа по отправлению.
Нормы времени на приёмку паровоза бригадой в основном и оборотном депо по 40—45 мин. = 0,7 часа.
Нормы времени на сдачу паровоза в основном депо 40 мин., или 0,6 часа, и оборотном депо (кочегару) — 0,2 часа.
Пробег между промывками 5 000 км.
Простой на промывочном ремонте 20 час.
Нормы времени нахождения паровоза на контрольно-техническом осмотре— 1,5— 3 часа.
Для заданных условий требуется составить график оборота и определить измерители использования паровозов.
Для этой цели вначале по заданному расписанию составляется ведомость оборота <табл. 9), в которой заполняются все графы за исключением 1-й, 4-й, 7-й, 10-й и 13-й. Затем определяется минимальная норма времени простоя паровоза в пунктах А и В, г. е. а и Ь.
В соответствии с заданием
“min = + *ст = 1 час- + 30 мин- =
= 1 ч. 30 м.
Элемент b будет включать в себя время отдыха бригад
Г140 ]
t6 0,5 go + 0,7 + 0,3 + 0,2 + 1,0 + 0,2 =
= 3,5 часа,
пкуда
bmin = °’5+ 1 +3,5+ 0,5 + 0,2 =
= 5,7 часа » 5 ч. 40 м.
За счёт сокращения экипировки элемент Ь а отдельных случаях можно принимать равным 5 час.
Затем по пунктам основного и оборотного депо сопоставляется последовательно время прибытия паровозов с поездами одного направления с временем отправления поездов другого направления и линиями связи (графы 4-я и 10-я табл. 9), намечается наивыгод-пейший оборот паровозов, при котором простой каждого из них в пунктах А и В должен быть минимальным, т. е. близким к времени <Zmin ИЛИ bmin.
Простой сверх этого времени в ожидании попутных поездов 1ож должен быть наименьшим для данного расписания.
Если время отправления очередного поезда по расписанию наступает ранее готов
ности очередного паровоза, то это значит» что намеченный оборот должен быть переделан для всех паровозов путём отправления паровоза на один поезд позднее, т. е. опускание линии связей на один интервал. Эта операция вызывает добавление в эксплоатируе-мый парк одного паровоза, а следовательно, и увеличивает полный оборот. Поэтому в таких случаях необходимо предварительно проверить все возможности к сохранению более уплотнённого оборота путём сокращения времени на экипировку паровоза, а также приёмку и сдачу его бригадами.
Липин связи показываются в графах 4-й и 10-й ведомости, а соответствующие им элементы времени а и b — в графах 7-й и 13-й. Последовательность обслуживания поездов одним паровозом показывается в 1-й графе ведомости. За первый рейс в обоих направлениях (за время полного оборота) паровоз обслуживает поезда Xs 705—902, за второй рейс № 811—706 и т. д.
Интервал между смежными рейсами составляет в нашем случае 14 поездов. Этот интервал для каждого варианта намеченных связей является величиной постоянной.
Обозначая этот интервал через И, найдём, что его величина на одноплечих участках для каждого варианта намеченных связей остаётся постоянной для всех рейсов.
Сочетание числовых значений И (интервала) и п (числа заданных пар поездов) определяет структуру графика.
Если И и п не имеют общих множителей (кроме единицы), то график будет единого типа, т. е. паровоз обслужит последовательно все поезда. Если числа И и п имеют общие множители, то график будет группового типа, в котором поезда в отношении обслуживания их паровозами разбиваются на несколько самостоятельных групп. В каждую группу входит одинаковое число поездов, которые при желании могут обслуживаться прикреплёнными к ним паровозами.
Число групп т определяется по формуле
m = ~ , (64)
где пг — число пар поездов, входящих в каж-п
дую группу, равное . Знаменатель дроби d есть наибольший делитель чисел п и И.
В нашем случае п = 18, И = 14; наибольший делитель будет 2.
18
пг =-2 =9 пар поездов;
18
т = -у = 2 групповых графика.
Последовательность оборотов обозначена на линиях связей по одному групповому графику арабскими цифрами, а по другому римскими.
Сумма итогов времени по графам 7-й, 8-й, 13-й и 14-й ведомости оборота даёт количество паровозо-часов, необходимое для обслуживания всех поездов. При правильно произведённых подсчётах она должна быть кратной 24.
Таблица 9
Ведомость оборота для участка АВ (по схеме «)
Последовательность обслуживания поездов № поезда (чётные) Время прибытия на ст. А Оборот паровозов по основному депо А № поезда (нечётные) Время отправления со ст. А Простой на станции А (а) Время в пути от ст. А к ст. В (G) Время прибытия на ст. В Оборот паровозов по оборотному депо В № по- езда Время отправления со ст. В Простой на ст. В (6) Время в пути от ст. В к ст. А (Л)
1 2 3 4 5 6 7 8 9 10 11 12 13 14
1 904 0.00 / 701 0.10 3.00 4.40 4.50 £ _ 904 19.30 6.00 4.30
V 810 1.10 “ 703 1.30 3.00 4.40 6.10 \ / а _ 810 20.40 5.50 4.30
5 906 4.10 —-ХГ" -Д'/" “ 705 2.20 2.20 4.40 7.00 \ \ // _ S06 23.40 7.20 4.30
IX 712 5.40 " 707 3.30 2.20 4.40 8.10 \\\/ / / 712 1.10 7.20 4.30
9 714 6.20 ' 709 6.10 2.00 4.40 10.50 Л\лХ / /, £ - 714 1.50 6.30 4.30
IV 908 7.30 801 7.10 1.30 4.40 11.50 ДХУ\Л / / , — 90S 3.00 7.00 4.30
4 812 8.30 901 8.50 2.30 4.40 13.30 У \ Х\Х XV/ / - 812 4.00 7.10 4.30
VIII 910 9.10 803 10.10 2.40 4.40 14.50 -ЛЛУаХУ / , — 910 4.40 6.00 4.30
8 702 11.00 805 11.40 3.10 4.40 16.20 7 - 702 6.30 6.10 4.30
III 704 12.10 807 13.10 4.00 4.40 17.50 АХ\Л хХ/ 704 7.40 5.30 4.30
3 706 13.00 903 14.40 3.40 4.40 19.20 - 706 8.30 5.10 4.30
VII 703 15.00 ——ZIT'" 809 15.20 3.10 4.40 20.00 - 708 10.30 6.20 4.30
7 710 16.30 ——д17~/———» 905 16.’0 3.10 4.40 20.50 z / / \А v \ X 4 - 710 12.00 7.10 4.30
II 802 17.00 •—ХУ/— 711 18.00 3.00 4.40 22.40 а / / X \Х \ х - 802 12.30 6.20 4.30
2 902 18.10 лд~/——-Д/"'''"' 713 19.40 3.10 4.40 0.20 ' / / /\ \ \ х - 902 13.40 6.40 4.30
VI 804 19.50 907 21.30 4.30 4.40 2.10 / / / \ \х - 804 15.20 7.10 4.30
6 8С6 21.10 — 811 22.40 4.30 4.40 3.20 / \ * 806 16.40 5.50 4.30
909 23.30 3.40 4.40 4.10 4 808 18.00 6.10 4.30
Общее время работы паровозов . . . — — 55.20 84.00 — — — 115.40 81.00
На один оборот (в часах) — — 3.1 4.7 — — — — 6.40 4.50
La + 1 G + L /2 + Yb = 336 час.; Т = 18,7 часа.
ПАРОВОЗНОЕ ХОЗЯЙСТВО
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
61
В нашем случае общее время работы паровоза со всеми поездами составляет
^/1 + 2G + Ца + S6 = 0 ч. 20 м. + 84 час. 4-4-114 ч. 40 м. 4- 81 час. = 336 час.
Полученное время даёт возможность определить все основные измерители использования паровозов
336
= 14 паровозов;
336
Т = То = 18,7 часа;
J.O
„ 48 - 140
Sc = —j-g-7 = 360 км;
360
ро = 'зУ=12час-
Величина элементов оборота и i2> а, b определяется из ведомости оборота, а именно:
SG 84
^ = 18 = ЛГ=4-7 часа;
S а 55-20
a — jg — jg ““ 3,1 часа,
Н^2 81
f2= 18 =Т8 = 4’5 часа;
НЬ 115-40 , .—— = — —— А Л идгя
Оборот бригады будет
Тб — Т—t'e = 18,7 — 3,2 = 13,5 часа.
При строенной езде число рабочих часов в месяц у каждой бригады Б определится из формулы
Принимая о = 3, Tg= 13,5 часа и Т = = 18,7 часа, найдём
720 13,5
Б • ]8^7 = 1'3 часа.
Рабочее время бригады в количестве 204 — — 173 = 31 часа может быть использовано в течение месяца на других работах-—подмене больных и отпускных, дежурстве, на резерве и т. п.
Пробег каждой бригады в месяц S® составит
й Л 173
S° = т,- • 2Д = ТТН 2 • 140 « 3 500 км.
м 13,5
На фиг. 35 изображён типовой график оборота, составляемый для рассматриваемого примера. Последнее порядковое число в первой графе типового графика имеет два значения: первое — число суток, которое требуется одному паровозу для обслуживания всех поездов, и второе — число паровозов, потребное для обслуживания всех поездов графика в одни сутки.
фиг 35. Типовой график оборота паровозов для одноплечего депо А
62
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Таблица 10'
Развёрнутый график работы поездных паровозов и паровозных бригад на 1-ю декаду:месяца по ДЕПО(ТЧ)
№ по пор. Фамилия Бригада Числа |
машиниста пом. машиниста кочегара 1 2 3 4 1 5 6 7 ! I 8 9 10
1 1 2 3 705—902 811-706 905—812 805—906 - 1 709--806 713-702 701—710 903-714 901-904 703—802 907—704 809-908 803—810
2 1 2 3 905-812 805-906 709-806 713-702 701-710 903-714 901—904 703—802 907-704 809—908 803-810 707-804 909-708
3 1 2 3 805-906 - 709-806| 713-702 701—710. 903-714 901-904 703-802 907-704 809-908 803—810 707-804 909-708 711-910 К. т. осмотр
4 1 2 3 709-806 713-702 701-710 903-714 901-904 703-802 907-704 809-908 803-810 707-804 909-708 711-910 К. т. осмотр 807-712 '
5 1 2 3 713-702 701-710 903-714 901-904 703-802 907-704 809—908 803—810 707-804 909-708 711-910 К. т. осмотр 807-712 801-808
6 1 2 3 903—714 901 -904 703—802 907—704 809-908 803-810 707-804 909-708 711-910 К. т. осмотр 807-712 801—808 Промывка —
7 1 2 3 901—904 703-802 907-704 809-908 803-810 707-804 909-708 711-910 К. т. осмотр 807-712 801-808 Промывка 705—902 811—706
8 1 2 3 703— 802 907-704 809-908 803-810 707-804 909-708 711—910 К. т. осмотр 807-712 801-808 Промывка 705 — 902 811-706 905-812
9 1 2 3 809-908 803—810 707-804 909—708 711-910 К. т. осмотр 807-712 801-808 Промывка 705-902 811-706 905—812 805-906
10 1 2 3 803-810 707-804 909-708 711-910 К. т. осмотр 807-712 801-808 Промывка 705—902 811—706 905-812 805-906 709—806
И 1 2 3 707-804 909-708 711—910 К. Т. осмотр 807-712 801-808 Промывка 705-902 811-706 905-812 805-906 - 709-806 713-702 701—710
12 1 2 3 711-910 К. т. осмотр 807-712 801-808 Промывка 705—902 811—706 905-812 805—906 709-806 713-702 701-710 903-714
13 1 2 3 807—712 801—808 Промывка 705-902 811-706 905-812 805-906 709-806 713-702 791-710 903-714 901-904
14 1 2 i 3 801—808 Промывка 705-902 811-706 905 - 812 805—906 709—806 713-702 701-710 903-714 901-904 703—802 907-704
15 1 2 Про- 705-902 811-706 805—906 709-806 713—702 903—714 703-802 907—704 — —
3 мы вка (905—812 — 701-710 - 901—904 — (809—908
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
63
Пробег всех поездов графика в течение суток равен 18 • 280 = 5 040 км, т. е. межпромывочному пробегу, величина которого по заданию составляет 5 000 км. Поэтому в типовой график введён 1-й паровоз промывочным.
Следующая работа после построения типового графика оборота паровозов заключается в составлении календарного расписания работы паровозов и прикреплённых к ним бригад, или, иначе, развёрнутого графика (табл. 10).
Составление графика производится начальником депо и его заместителем по экс-плоатации паровозов на основании имеющегося типового графика.
При постановке в развёрнутый график какого-либо паровоза рабочего парка следует исходить из количества километров, сделанных этим паровозом от последней промывки до начала соответствующей декады графика.
Развёрнутый график составляется в четырёх экземплярах, из которых один вывешивается для сведения паровозных бригад, 2-й и 3-й экземпляры находятся у начальника депо и заместителя начальника депо по эксплоатации и, наконец, 4-й — у паровозных диспетчеров.
План промывок, составленный на основании декадного графика, выдаётся комплексным бригадам для руководства. Для того чтобы паровозные бригады знали о времени контрольно-технического осмотра паровоза, в развёрнутом графике указываются число и номер поезда, прибыв с которым, паровоз ставится на канаву для осмотра.
В нашем примере таким поездом является .Vs 910, с которым паровоз прибывает в 12 ч. 38 м. Указанный поезд выбран потому, что локомотив, прибывающий с ним, имеет в дневное время наибольший простой в основном депо.
Составление графиков оборота заканчивают составлением именных расписаний работы паровозных бригад, прикреплённых к паровозам. Декадные расписания для бригад, работающих на пассажирских паровозах, могут составляться на более продолжительное время в зависимости от периода развёрнутого графика.
Именное расписание, или, иначе, график работы бригады, представлен в табл. 11. За
полнение его производится в полном соответствии с данными развёрнутого графика.
Для оперативного руководства паровозных диспетчеров и дежурных по депо накануне наступающих суток составляется суточный план работы паровозов и бригад, в котором в порядке последовательности отправления с поездами, начиная с 18 час., наносятся все паровозы с указанием фамилий личного состава бригад, работающих в эти сутки.
При составлении суточного плана руководствуются данными развёрнутого графика на указанное число, но с учётом происшедших изменений, как, например замены паровозов, бригад, времени промывки и т. д.
Если депо работает по графику с неполным парком поездных паровозов, то в суточном плане обязательно предусматривается расписание работы неграфиковых паровозов.
Внизу плана указаны номера паровозов, которые необходимо ставить на промывочный ремонт и контрольно-технический осмотр согласно развёрнутому графику или специальному назначению.
Составление суточного плана заканчивается в 15 час., т. е. не позже чем за 3 часа до начала новых отчётных суток, и входит в силу после согласования его зам. начальником отделения по эксплоатации (НОДН) и зам. начальника отделения по. локомотивному хозяйству (НОДТ).
Паровозные бригады от просмотра суточного плана должны освобождаться, за исключением работающих на внеграфиковых паровозах или возвращающихся после длительных перерывов в работе — после болезни,, отпуска и т. д.
В табл. 12 показан развёрнутый график, работы паровозов и бригад, составленный! по двум группам паровозов. В первую группу входят паровозы с № 1 по. № 7, а во вторую с № 8 по № 14. Для замены! паровозов, назначенных на промывку, выделяется один специальный паровоз — под--менный.
К числу недостатков графиков груп--пового типа относятся:
1) наличие нескольких графиков в одном депо, что усложняет работу последнего в отношении наблюдения и контроля за выпоят нением графика оборота;
2) неравные условия работы бригад в отношении обслуживания поездов, прикреп--
Таблица И.
Именное расписание работы прикреплённых бригад паровоза № 4 на 1-ю декаду .......мес. 195 .г
s
1-я
2-я
3-я
Состав бригады
х х S
Н
S
г
г
s
S
Э
2
3
4
5
713-702
903-714
703-802
907-704
709—806
701—710
901—904
6
809-908
7 8 9
802— 810 707-804 909—708 711—910 Контрольный технический осмотр
10
807—712
64
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Таблица 12
Развёрнутый график по группам с подменным паровозом
№ по пор. Фамилия Бригада Дни декады
X X X С5 Н 5 пом. ма-ш иниста кочегара 1 2 3 4 5 6 7 8 9 10
1 1 705 - 902 805-906 713—702 705-902 805—906
2 811—706 __ 709-806 903-714 — 811-706 — —
3 __ 905-812 — — 701-710 901-904 — 905-812 —
2 1 805-906 713-702 705-902 805—906
2 709-806 __ 903-714 — 811-706 709-806
3 905-812 — — 701-710 — 901-904 — 905-812 — —
3 1 805-906 713-702 — 705-902 — 805 — 906 —. 713-702
2 709-806 903-714 — 811-706 — — 709-806 —
3 — — 701-710 — 901-904 — 905-812 — — 701-710
4 1 713-702 705-902 805-906 713-702
2 700—806 903-714 811-706 — —- 709-806 — 903-711
3 — 701-710 — 901-904 — 905-812 — — 701-710 —
I группа
5 1 2 3 713-702 701-710 903—714 901-904 705-902 311-706 905-812 805-906 709-806 713-702 701-710 903-714 901-901
6 1 1 - 705-902 805-906 713-702 705-902
903—711 __ 811-706 —— 709—805 903—714 811—706
3 901—904 905-812 — — 701-710 — 901—904 —
7 1 705-902 ! 805-906 713-702 705-902 __
. 811—706 709-806 — 903—714 — 811—706
3 901-904 — 905-812 — — 701-710 — 901-904 — 905-812
8 1 703-802 803-810 711-910 703-802 803—810
2 907—704 — 707—804 — 807-712 907-704 —
3 — 809-908 — 909-708 — — 801—808 — 809—908 —
9 1 803 -810 711-910 703-802 803-810
о —— — 707—804 807—712 — 907-704 __ — 707-804
3 809—908 909-708 — — 801-808 — 809-908 — 909—708
10 1 803-810 711-910 703-802 . 803-810 711—910
2 — 707-804 — 807-712 907—704 — — 707-804 —
3 — 909-708 — — 801—808 — 800-908 — 909-708 —
11 1 711-910 703-8Q2 803-810 711-910
2 707-80' 807-712 — 907—704 — —- 707—804 307-712
3 909—708 — 801-808 — 809-908 — 909-708 — —
12 1 711-910 703—802 803—810 711-910
• 2 — 807-712 — 907 —70' — 707-804 807-712 —
3 — — 801-808 — 809-908 — 909-708 — — 811-808
. 13 1 703—802 803-810 711-910 703-802
2 807-712 — 907—704 — — 707—804 — 807—712 — 907-704
3 — 801—808 — 809-909 — 909-708 — — 818-808 —
14 1 703-802 803-810 711-910 703-802
— 907- 70-. — 707—80^ 807-712 907-704
3 801-808 809-908 — 909-708 — — 811—808 — 809-908
Примечание. Подменный паровоз обслуживает поезда, стоящие на промывочном ремонте паровозов графика № 1 и 2.
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
65
лённых к разным графикам, что в ряде случаев вызывает нарекания со стороны паровозных бригад. Последнее неудобство может быть только при условии, если прикрепление паровозов к групповым графикам будет меняться каждую декаду.
Разработанный способ построения графика оборота паровозов может быть применён к паровозам любого депо, работающего на одном плече, так как длина плеча, скорости и способы обслуживания бригадами не оказывают никакого влияния на метод построения графика.
Эти же способы могут применяться и для двуплечих депо, когда на разных плечах работают разные серии паровозов.
График работы паровозов делается отдельно для каждой серии (плеча) с самостоятельной увязкой оборота по основному и оборотному депо. В этом случае наличие нескольких графиков в одном депо является неизбежным.
Методика разработки графика оборота паровозов для двуплечего депо с работой паровозов по плечевому способу (схема Ь) изложена на следующем примере. Исходные данные:
1) Участок BCD обслуживается паровозами серии ФД основного депо С по плечевому способу. Длина плеча СВ равна 80 км и плеча CD — 70 км.
2) Участковая скорость: на плече СВ — туда 29,6 км/час, обратно 28,6 км/час, на плече ВС — туда 30 км/час, обратно 32 км/час.
3) Система обслуживания паровозов бригадами — строенная езда.
4) Размеры движения — 18 пар. Расписание движения в соответствии с приведённым в табл. 13.
5) Простой паровозов а в пункте основного депо С не менее 2 ч. 30 м. при сокращении некоторых элементов экипировки в отдельных случаях не менее 1 ч. 50 м.
6) Простой паровозов Ь в пунктах оборота С и D — не менее 1 ч. 30 м.
Для заданных условий требуется построить график оборота и определить измерители использования паровозов.
Ведомость оборота для такой схемы обслуживания дана в табл. 14. В графы 2-ю и 5-ю вписываются номера поездов в хронологическом порядке их прибытия и отправления со станции пункта основного депо С.
Графы 10—15-я относятся к плечу СВ и оборотному пункту В, а графы 16—23-я к плечу CD и оборотному депо D.
Линии связи, изображённые в графах 4-й, 11-й и 19-й, показывают очерёдность обслуживания поездов. Из 1-й графы видно, что график оборота для данных условий состоит из двух групп. В первую группу входит 25 пар поездов, а во вторую группу —11 пар.
Время работы паровоза со всеми поездами составляет 384 часа.
384
Na = 24“ = 16 паровозов.
Оборот для плеча СВ
198
TrR = —Го----— 10,8 часа.
Оборот для плеча CD
186
TCD = “18— = 1014 часа-
Среднесуточный пробег для обоих плеч будет
о 48 (80 + 70)
S'; - 10,8 + 10,4 350 Км'
Типовой график оборота для двуплечего депо, работающего в схеме Ь, приведён на фиг. 36. Развёрнутый план работы паровозов и бригад, а также суточный план строится аналогично рассмотренным выше.
Так как бригады на плечах СВ и CD работают без отдыха в пунктах оборота, то для обеспечения установленной продолжительности непрерывной работы бригад принят способ работы прикреплённых бригад с подменой их экипировочными бригадами.
Методика построения графика оборота для двуплечего депо с работой паровозов по кольцевому методу (схема с). Исходные данные те же, что и для схемы Ь.
В данном случае дополнительным условием является система обслуживания поездов по кольцевому методу. Все паровозы в этом случае проходят ст. С без отцепки от поезда и заезда в основное депо. Полная экипировка паровозов производится в пунктах оборота. На станционных путях пункта А проводится экипировка по сокращённому циклу (без снабжения топливом, продувки котла и т. д.). Продолжительность такой экипировки не превышает времени стоянки поезда, т. е. 30—40 мин.
Ведомость оборота для кольцевой езды (табл. 14) составляется методом, рассмотренным выше для схемы Ь. В соответствии с 1-й графой ведомости график оборота является единым. Он исключает возможность деления его на самостоятельные группы.
Общее время работы паровоза со всеми поездами составляет 312 час.
Основные измерители использования паровозов при кольцевой езде будут иметь следующие значения:
N'‘ = у;-= 13 паровозов.
Оборот паровозов для плеча СВ к 160,8 тсв = ]8 = 8-8 часа-
То же для плеча CD к 151,2 п ? CD = ~18- = часа-
Среднесуточный пробег для обоих плеч при кольцевой езде
Остальные измерители определяются по методике, рассмотренной выше.
Таким образом, при переходе с плечевой на кольцевую езду количество паровозов сократилось на 3 единицы, или на 18,7%.
Типовой график оборота паровозов для кольцевой езды приведён на фиг. 37.
Том 7
(в часах) на
। Иоследоват. ~ 1 оборота 1 Основное депо С
| № поезда, при-w | бывшего на ст. С
W Время прибытия
Оборот по ст. С i
ст № поезда, отправл. со ст. С
ст Время отправлен ия
Простой на ст. С
со Время пути от ст. С к ст. В
со № чётн. поезда от ст. С к ст. В
Время отправл. со ст. В
Простой на ст. В
ст Время в пути от ст. В к ст. С
ст № нечётн. поезда от ст. С к ст. D
Время в пути от ст. С к ст. D
со Время прибытия на ст. D
со Оборот по ст. D
КЗ о № чёти. поезда от ст. D к ст С
bJ Время отправления со ст. D
to bJ Простой и а ст. D
w Время в пути от ст. D к ст. С
□ ia о
О
О О
Ведомость об орота поездов для участка BCD (схема Ь)
аз
s д аз
w
О91ЭЦК£ОХ 3OH£OaOdVU
99
j а б л и ц a
14
BCD (п° схеме с)
Основное депо С
Оборот по СТ. с
лечо CD
Ведомость оборотапаровозовдл»
Плечо СВ
s s
Z с
5.30
710
6.Ю
802
7.20
902
42.00
52.20
42.00
52.20
2.20'
2.55
9
о.оо 0.20 0.50
ей ч
~12| 13
23.10 43.00 — 11 20 48.00 —
11.50 — — 0.37 2.40 —
0.381 , - -1
I Общее время Раб°™ лече°СВ в том числе, на ^че CD
9.10 2.10',
2.50 2.20
Г 40 Г 20 2.10 2.20
26
15
4 I
29
18
32 7
10
21
24
35
13
2 '
27
16 5
30
19 8
33 , ,
22 i 806 12.лО
36 I 808 14-00
11 709 14-10 ‘
25 801 15-10 ’
14 904 15.30
28 810 16-50
3 901 17.00
17 803 18-Ю
6 906 19.50
31 805 19.50
20 712 21.10
807 21.20
714 21.50
903 22.50
908 23.10
702 2.30 704 3.40 713 3.50
706 4.50 907 5.30
705 6-40 811 6-50
I 9091 7.30 7Ю| 7.50 701 8.20
I 802 8.30 1 703 9.30 902 9.40 705 10.30 804 П-30 7071 11.40
хс
5
Оборот по ст. В
J Г40 812, _
Я 0 40 2.40 9Ю 4.10
0 40 2.40 702 5.50
о.4О 2.40 704 'j00
5 20| О'Я ИН
6-10 L’fol 2.40 708 10.00
чи'1 7 '.40 0.50 —
уда! 8.10 0.40
8.301 0.40'
801 0.Ю
812 "
905
910
711
. 7о2
. 704
- 713
- 706
- 907
- 700
905 2Е30 2J0 2.50 1
711 23.10 3.00 2.50 -п
2.40, 710 11-Ю 2.401 8021 11.50 2.401 9021 13.00 0’01 Г40 804 14.40 8041 12.00 0-Щ I _ -
707. 12.20 0-40 £06 16ЛО
80б| 13-30.1 2.40 808 17.20
о’.4° - ~ 2
0'40! 2.401 9041 18.50 0.ВД 2.40 810 2О_.1О 0.401 — I — _
Q-.30 Гло 906 232°° 0’.40 Г.401 7^121 0.30 0.40 Г 40 714 ЕЮ о'.зо! 2.401 9081 2.20
1 1 22jjEj ДО1, 3.201 2.20 2.20
18.30 3.50 550 ®7 2^00 3.50 2.50U
20.40 3.20 2.50 -
2 30 17.20
2.30 18.20
2.30 20-10
2.30 21-20
2.30 г3-00
2.30 3.30
2.30! 5.10
2.201 7.00
Д.30 8-40
2.30 0.30
2.301 1-5°
713 1.00 2j°° ^15° 713
9071 2.401 2jio! 2.50^
8!1| 4-001 2.501 2.50-
909 4.40 __ | 909
7011 5.301 Eiol ^о01 70i
7оз1 (Г40 530 55° 703
Ж| 7Л0 И Ито5 8.50 1_-50 И 7-07
30|
7Ч Н Mo! 2'.м| 7041 1.201 2. А
2.00 2.201
2.301 2.20|
х
7= X
2.30 Ю.Ю
2.30 Ю.40
2.301 И-2°
2.301 12.40
2.3о! 13.40
2.301 14.50
И 1*
8C8l 11-40 _
О ся О w X
О
W
7091 11 -20| Зд201 7°°1 709 Й1 12^20 2J0 2.50 801 Я ^20 1“ 2-50'. 901 » И 2?°
8071
903
809
5О.?(> 51.00^ -- 45.00
50.301 51.001 _ 450Q!
Г.331 2.501 — 1
9±1и'°0 110 I.!)
906 712 17.301 18.50 4.50 5.10 2.20 2.20
714 19.30 4.40 2.20
908 20.50| Г.30 2.20
68
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Схема оборотам*
*-! 75^=*н
Единый график
чииЪ часы ситок
№
с 40 711 10 20 902 40 с го 707 зог 714 50
80S 1№ ii 10 703 40 зох 906 51 0 , 80 7
— В
3 в 30 706 J? С < in ю 0 с ю 904 Л в 905
л
4 W Ю 702 57 w. 1)5 Lj» С 50 806 10 а 0 №3 50 С
5 W 811 го в 30 7Й го С 961 0 а 0 805 50 С 714
6 с В 0 81! с 70! V В 30 810 5. С 10 90S 0
7 в 0 713 С ~16J 0 В 20 801 Ю С ¥ 90! 10 В 50 9Ю
• —
В 91051 23 ы 50 № 4О\ С, 5g 7 29 а? В т) 10
9 с0 905 30 В 10 802 30 с 10 705 t40 D Л 712 10 го
ю ~93з\ SJ %= "Тбб с 30 16 в '1— 901 0 С 3!^ 805 0
11 В 704 С g_ §07 г 30 806 50 8 50 801 20 D 40 812 0
12 С 30 916 10 В 40 703 30 0 804 40 в 30 807 3? с 40 ₽!
13 Jpl го в 969 30 С !1— 802 50 в 20 803 10 С 50 712
И в 40 ~W fc "W 40 D 30 с 50 803 20 D
и 10 ти 30 с 706 5 в ~1® 10 с 816 а? в
№ Т 0 с 113 0 В ip 809 -Is с ¥ № в V 81 ? J2
2£ группа ts группа
.Фиг. 36. Типовой график, оборота для двуплечего депо С при а боте паровозов по плечевому способу
Схема оборота .С
С Л'3
—--80 '—*1* 1 —*1
Т/йсло паре- Ч а с о/ с и сп о к
1 6 5 6 Ю Н 12 з 14 is is п /г is го 21 гг гз
1 10 S03 40 в ^0 НО 50 r-IL 7/i я/0 В 10 901 0 40 СЕ 901 В 3!L= 9Ю
2 51 г 30 910 10 в 40 703 Ю 703 40 в 30 906 50 20 906 0 В
t
3 в 0 775 50 „30 713 0 в 10 804 Jr 804 40 в 807 20 0 807
1 с
Ч J1 0 50 го 706 0 в го 709 70! го В 50 ~w дсЧ
С'—
5 НО' 20 8 ш 9б9 30 10 909 40 В 10 909 30, 906 л В 30 905
б го =* с 0 1оГ 30 п ю ~8бг 'Зо ж с 10 802 -J В 20 803 ю .54 803 20 В
7 10 702 '102 sd в 4о 705 Г /0 705 40 в 50 7/2 ю .% 7/2
8 30 В 40 907 /0 9о1 40 D ВЛь 50 eV- 806 ю В 0 903 50 .20
9 90^ D 20 708 40 _ ^0 _ 708 0 В 20 да Ю 50 801 го В 40 812 0
3 Сы
10 4о 812 20 В 3\ 701 20 5^ )01 jo В 810 5jb г^- 810 10 8 10
11- 711 0^ 7// Ю В 9о2 да 0 В 0 805 cS- 805 0 В
I
12 20 704 40 704 0 в^ 707 40 20 707 50 в /14 5<5 7/4
£
13 10 В 0 811 50 40 81!' !°д 40 808 0 С 608 8 А 809
Фиг. 37. Типовой график оборота паровозов при кольцевой езде
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
69
Организация работы паровозов по графику оборота
Работа паровозов по графику оборота предусматривает стабильные размеры движения на какой-либо определённый период времени. Однако такое положение имеет место только в пассажирском движении, где фактические размеры движения остаются постоянными в течение длительного времени. Что касается грузового движения, то размеры его могут колебаться даже в пределах двух смежных суток. Поэтому размеры движения грузовых поездов задаются на более короткие периоды. Для достижения наибольшей координации действия в работе отдельных производственных единиц по обеспечению периодических планов движения грузовых поездов установлен порядок заблаговременной разработки нескольких вариантов на основе действующего графика движения поездов.
Вариантом движения называется группа поездов (с перечислением их номеров), определяемая в зависимости от размеров движения. Каждый вариант должен включать на одну или несколько пар поездов больше, чем предыдущий. Так, например, если минимальное движение на тяговом участке ожидается 22 пары поездов, а всего на график наложено 30 пар поездов, то при разнице между вариантами в одну пару поездов 1-й вариант должен содержать 22 пары поездов, 2-й — 23 пары, 3-й — 24 пары и последний,9-й, вариант будет включать в себя 30 пар поездов.
Составление варианта производится для каждого транзитного направления с расчётом, чтобы поезда, включённые в варианты, были увязаны для данного направления по обороту паровозов и не меняли нумерации на всём протяжении их следования.
В каждом варианте поезда делятся на две группы:
1) поезда постоянного обращения, или ядро графика, в количестве 70% общего числа поездов, составляющих данный вариант, которые должны обращаться ежедневно при введении данного варианта декадного плана поездной работы;
2) поезда, зависящие от колебания грузопотока, которые могут в отдельные дни декады действия данного варианта заменяться другими.
Общее количество поездов постоянного обращения и выделение их в графике по номерам устанавливается исходя из мощности и устойчивости вагонопотоков по назначениям, плана формирования и соотношения между транзитом и размерами местной работы.
Очевидно, что на участках и направлениях с транзитными вагонопотоками, с большой погрузкой отправительскими и ступенчатыми маршрутами имеются возможности для выделения наибольшего числа постоянных поездов.
Во всех вариантах движения, кроме постоянных поездов, имеется ещё неизменяемое ядро графика, которое составляют ускоренные поезда ежедневного обращения, поезда общесетевого расписания и те из числа постоянных поездов, которые являются наиболее устойчивыми.
Поезда первой группы должны обслуживаться паровозами по графику оборота, поезда второй группы могут обслуживаться паровозами, работающими по суточному заданию (плану).
Управление дороги, имея разработанные и согласованные варианты движения, составляет для каждого из них типовые графики оборота паровозов, предусматривая обслуживание поездов постоянного обращения (т. е. первой группы).
Графики оборота паровозов по вариантам движения после их утверждения имеют силу на всё время действия графика движения поездов.
Разработанные варианты декадных планов поездной работы с указанием поездов постоянного обращения, типовые графики оборота паровозов и полученные измерители использования подвижного состава по каждому варианту после утверждения начальником дороги рассылаются по отделениям.
Локомотивные отделы отделений дороги на основе полученных графиков оборота по каждому варианту составляют развёрнутые графики работы паровозов на декаду для поездов первой группы (постоянного обращения); при этом оставляются незаполненными графы, в которых потом указываются числа месяца, соответствующие дням декады, номера локомотивов, а также фамилии прикреплённых бригад. После этого развёрнутые графики декадной работы паровозов по каждому варианту рассылаются по соответствующим основным депо.
Начальник службы движения и начальник службы локомотивного хозяйства на основании задания МПС, с учётом расположения вагонных парков по отделениям дороги и их предстоящей работы намечают размеры движения по каждому участку дороги, соответствующие варианты декадного плана поездной работы каждого отделения, нормы выдачи и содержания эксплоатируемого парка паровозов и после утверждения начальником дороги сообщают их (не позже чем за двое суток до начала планируемой декады) за своими подписями начальникам отделений и паровозных депо для исполнения.
Начальник паровозного депо по получении декадного задания управления дороги в соответствии с вводимым вариантом производит расстановку выделенных паровозов в развёрнутом графике обслуживания постоянных поездов. Развёрнутый график декадной работы паровозов и бригад согласовывается с начальником локомотивного отдела и начальником отдела эксплоатации отделения дороги. После утверждения развёрнутого графика начальником отделения дороги размеры движения, номера постоянных поездов и паровозов, выделенных для их обслуживания, а также нормы выдачи и содержания эксплоатируемого парка приказом начальника отделения, не позже чем за сутки до наступления планируемой декады, сообщаются всем начальникам основных и оборотных депо, начальникам сортировочных и участковых станций и станций формирования поездов, заведующим кондукторскими резервами, начальникам вагонных участков и депо, а
70
ПАРОВОЗНОЕ ХОЗЯЙСТВО
акжэ начальникам соседних отделений своей или смежной дороги.
Начальники указанных подразделений в свою очередь объявляют приказ начальника отделения соответствующим работникам и проводят подготовительные меры для обеспечения своевременного формирования, отправления и пропуска поездов, а также для выполнения графика оборота паровозов, выделенных для обслуживания постоянных поездов.
При увеличении или уменьшении размеров движения в течение декады по сравнению с заданным декадным планом начальникам отделений дорог предоставлено право по согласовании с начальником дороги изменять нормы выдачи и содержания паровозов в эксплоатации до окончания декады. При этом повышение нормы выдачи должно обеспечиваться главным образом за счёт ускорения оборота паровозов, находящихся в работе. Новые нормы объявляются приказом начальника отделения указанным выше порядком.
Суточный план поездной работы в отношении размеров движения в зависимости от условий и требований оперативной обстановки может отклоняться от норм, объявленных декадным заданием, как в сторону увеличения, так и уменьшения, но с тем, однако, что размеры движения на сутки должны включать в себя все поезда, предусмотренные в декадном графике работы локомотивов.
В соответствии с заданием МПС, учётом расположения вагонных парков на дороге и предстоящей работой на новые сутки начальник оперативно-распорядительного отдела службы движения совместно с заместителем начальника службы локомотивного хозяйства составляет суточный план поездной работы (размеры передач, количество отправлений поездов и т. д.) для каждого отделения дороги. По утверждении суточного плана начальником дороги он передаётся в виде диспетчерского приказа за подписями начальников служб движения и локомотивного хозяйства в адрес начальников отделений дороги для исполнения не позже 1 часа до наступления начального срока плана.
В процессе выполнения сменного плана в зависимости от фактически складывающейся обстановки на ближайший период сменный план корректируется дежурным по отделению и диспетчером паровозного хозяйства. Корректировка производится по шестичасовым периодам, т. е. 1 раз в период смены, и передаётся соответствующим подразделениям не позже чем за 1 час до начала периода, план которого подвергается корректировке.
Диспетчер локомотивного хозяйства должен обеспечивать своевременную, в соответствии с графиком оборота и суточным планом работы, выдачу паровозов под поезда.
Штат локомотивных диспетчеров комплектуется из машинистов и техников, хорошо знающих устройство и эксплоатацию паровозов и достаточно знакомых с условиями работы важнейших подразделений паровозного хозяйства отделения дороги.
Обязанности диспетчера, помимо главной задачи — обеспечение выпуска паровозов под поезда из основного и оборотного депо со
гласно суточному плану работы, в основном заключаются в информации депо о времени подхода поездных паровозов, в восстановлении работы по графику оборота в случаях его срыва, в наблюдении за работой поездных паровозов в пути и оказании помощи машинистам по ликвидации затруднений, в ведении графика фактической работы паровозов, в наблюдении за паровозами, занятыми на внепоездной работе, в наблюдении за хозяйственными перевозками для нужд отделения, в информации начальника отделения о случаях брака в работе паровозов (поломка, обрыв, остановка в пути и т. д.), в увязке своей работы с работой поездного диспетчера, в информации депо о неисправностях паровозов, находящихся в работе, для подготовки к быстрому выполнению ремонта, в оказании всемерной помощи паровозным бригадам в части обеспечения выполнения взятых ими на себя социалистических обязательств (работа по уплотнённому графику, обслуживание тяжеловесных поездов и т. п.).
Работу паровозного парка на участке диспетчер отражает на так называемом графике фактической работы паровозов или графике исполненного оборота паровозов, который помогает ему осуществлять руководство и контроль за работой и использованием паровозного парка.
Этот график позволяет диспетчеру в любой момент видеть фактическую работу паровозов, что в свою очередь даёт ему возможность сравнить её с работой, которая предусматривается основным графиком оборота, устраняя имеющиеся отклонения или предупреждая их возникновение.
По форме график исполненного оборота паровозов представляет собой сетку, на которой диспетчер наносит графически работу паровозов с поездами и время нахождения их в депо. Расшифровка следования паровозов делается в специальных колонках на полях графика. График ведётся вслед — по информациям о времени отправления и прибытия локомотивов, которые локомотивный диспетчер получает от диспетчера движения. Информацию по экипировке и обороту паровоза в депо диспетчер получает от дежурного по депо и дежурного по экипировочному пункту.
Старшим командиром смены отделения дороги, осуществляющим всю оперативную работу по обеспечению движения поездов, является дежурный по отделению. Борясь за высокое использование подвижного состава, дежурный по Минскому отделению П. Д. Судников предложил и впервые применил комплексный метод регулирования движения поездов и оборота паровозов. Сущность этого способа заключается в чёткой регулировке подвода поездов и локомотивов к стыковым станциям. Единая смена Судникова борется за регулярность следования поездов основного ядра данного варианта движения, точно рассчитывает потребность в паровозах для обеспечения поездов сменного плана,отставляя излишние паровозы в резерв и осваивая дополнительные поезда действующим парком. Согласованный подвод поездов и локомотивов достигается тем, что интервал подвода к распорядительной станции поездов разных на
ОРГАНИЗАЦИЯ ПАРОВОЗНОГО ХОЗЯЙСТВА
71
значений с соседних участков должен быть равен разнице между технологическими нормами стоянки паровоза и состава (фиг. 38).
Фиг. 38. Схема’подвода поездов с участков, согласованных с оборотом паровоза
При соблюдении этого принципа элементы времени оборота 10Ж и t03K будут равны нулю, т. е.
Я = М-(^-/гт),
где И — интервал'подвода поездов;
Л4—-время стоянки поезда по расписанию.
Метод комплексного регулирования движения поездов и паровозов, открывая просторы для дальнейшего развития движения пятисотников, находит широкое применение на дорогах нашей сети.
Последователь т. Судникова дорожный диспетчер Юго-Восточной ж. д. П. Ф. Чернышёв, применяя метод Судникова при командовании единой дорожной сменой, разработал свои правила, отвечающие особенностям командования движением при 8-часовом непрерывном рабочем дне паровозных бригад.
КОМПЛЕКСНОЕ ПРИМЕНЕНИЕ СТАХАНОВСКИХ ПРИЁМОВ ТРУДА
Широкому внедрению передового опыта должно предшествовать:
а) изучение передового опыта по отдельным операциям наиболее решающих участков работы данного предприятия;
б) сопоставление результатов работы стахановцев, отбор лучших приёмов работы и разработка новой технологии рабочего процесса с подробным описанием приёмов работы по^отдельным операциям;
в) массовое внедрение новой технологии путём инструктажа рабочих непосредственно на рабочем месте и практического показа выполнения той или другой операции.
Практика дорог Центра показала, что для успешного.проведения отбора,изучения и обобщения по методу инженера Ковалёва приёмов вождения поездов машинистами-пятисотни-ками необходимо провести следующие организационно-технические мероприятия:
1) выбрать участок, перегон и поезд или группу поездов (по весу, длине, сцеплению и т. д.), на которых и с которыми будет изучаться и обобщаться опыт вождения поездов машинистами-пятисотииками;
2) наметить лучших машинистов-пятисот-ников, опыт которых будет изучаться и обобщаться;
3) наметить группу инженерно-техни" ческих работников или командиров (инже" неров, техников, контролёров-нормиров" щиков, машинистов-инструкторов, теплотех" ников, диспетчеров депо и отделения), ко* торые будут заниматься изучением и обобщением опыта вождения поездов, и прикрепить их к паровозным бригадам, опыт которых будет изучаться и обобщаться;
4) ознакомить машинистов, опыт которых будет изучаться и обобщаться, и прикреплённых к ним инженерно-технических работников, которые будут изучать их опыт, с целями и задачами работы, с методикой изучения и обобщения и сроками окончания этой работы;
5) согласовать С отделением дороги порядок формирования поездов установленного веса, длины и т. д., а также условия нормального пропуска этих поездов по участку или перегонам;
6) осмотреть паровозы машинистов-пяти-сотников, опыт которых будет изучаться, чтобы они были в технически исправном состоянии.
При выдаче паровоза под поезд топка должна быть заправлена надлежащим образом, в котле необходимо иметь соответствующее количество воды и давление пара, а перед отправлением топка должна быть в таком состоянии, чтобы при следовании с поездом на первых перегонах не происходило падения давления пара в котле.
Изучение опыта вождения поездов маши-нистами-пятисотниками должно производиться путём наблюдения за ведением поезда прикреплёнными для этой работы работниками депо и отделения. Количество наблюдающих должно быть 1-—2 человека в зависимости от опытности их и наличия на паровозе скоростемера.
Результаты наблюдения фиксируются в книге наблюдения.
Для того чтобы провести правильно обобщение опыта вождения поездов машинистами-пятисотииками, необходимо выделить 4—6 машинистов и провести с каждым машинистом 2—3 опытные поездки туда и обратно.
Кроме того, изучают опыт машинистов подталкивающих локомотивов в плавности и своевременном подходе к поезду.
Обобщение опыта вождения поездов ма-шинистами-пятисотниками проводят следующим порядком.
Вычерчивают в большом масштабе профиль пути того участка или перегона, на котором будет изучаться и обобщаться опыт вождения поездов машинистами-пятисотни-ками.
На этом профиле наносятся путевые знаки, указываются кривые места плавного хода, допускаемые скорости, места постоянных предупреждений.
После окончания этой работы опытным инженером депо или отделения вычерчивается кривая скоростей и перегонных времён хода по отсечкам на заданный вес поезда с учётом допускаемых скоростей по состоянию пути и конструкции паровоза, ограничений по тормозам и выполнения инструкции по тормозам и по предупреждению обрывов.
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Фиг. 39. Примерный график вождения поездов
На тот же планшет, на котором заранее вычерчена теоретическая кривая скоростей и перегонных времён хода, наносятся в том!же масштабе кривые скоростей и перегонных времён хода, фактически выполненных во время опытных поездок каждым машини-стом-пятисотником, опыт которых изучался,по результатам наблюдения или записи ленты скоростемера. Кроме того, на этот планшет наносят данные каждой поездки, а именно: а) отсечка, б) торможение, в) положение регулятора, г) применение песочницы, д) расход пара,или процент беспарного хода, а в целом по участку расход воды или топлива, е) перегонные времена хода, ж) работа углеподатчика и др.
Пользуясь планшетом с нанесёнными фактическими и теоретическими кривыми скоростей, а также материалами наблюдения, лица, производившие наблюдение за ведением поезда» совместно с машинистами-пятисотии-ками, опыт которых изучался, производят тщательный разбор операций всего технологического процесса ведения каждого опытного поезда, отбирают более рациональные приёмы ведения поезда на каждом отдельном перегоне с минимальными перегонными временами хода, гарантирующие безопасность ведения поездов й наименьший расход топлива. Эти приёмы тщательно описываются и на планшете наносится обобщённая кривая.
Одновременно намечаются практические меры массового внедрения этих приёмов среди всех паровозных бригад.
Затем'1' описание приёмов размножается и раздаётся всем машинистам на руки и, кроме того, вывешивается на видном месте.
Описание должно быть написано кратко, технически грамотно и в доступной для паровозных бригад форме.
На фиг. 39 приводится график на ивыгод-нейшего режима вождения поездов на участке,, разработанный П. Н. Астаховым на основе обобщения работы передовых машинистов.
Следующим этапом является обучение всех машинистов депо стахановским приёмам вождения поездов всех паровозных бригад депо. Рациональные приёмы вождения поезда машинисты осваивают самостоятельно и под руководством опытных инженеров, машинистов-инструкторов и машинистов-пятисотников.
Темпы дальнейшего повышения эксплоата-ционной производительности паровозов зависят от роста среднесуточного пробега и увеличения веса поезда. Для решения этой задачи наиболее актуальное значение имеют: а) повышение уровня организации работы паровозов по графику; б) применение системы экс-плоатации паровозов, соответствующей заданным условиям работы; в) широкое внедрение кольцевой езды; г) совершенствование экипировки паровозов; д) повышение унифицированных норм веса поездов на груэонапряжённых направлениях; е) модернизация паровозного парка; ж) широкое применение передовых методов труда паровозных бригад, способствующих повышению коэфициента сцепления паровоза и увеличению межремонтных пробегов.
ПАРОВОЗНЫЕ ДЕПО
73
ПАРОВОЗНЫЕ ДЕПО
ТИПЫ ЗДАНИЙ ДЕПО
По расположению путей здания паровозных депо делят на тупиковые и сквозные.
По форме стойловой части депо различают следующие основные виды паровозных зданий:
прямоугольные с тупиковыми стойлами (фиг. 1);
Фиг. 1. Прямоугольное депо с тупиковыми стойлами. Обозначения к фиг. 1 — 13: 7—стойла для промывочного ремонта; 2 — стойла для подъёмочного ремонта; 3> 4 — стойла со скатоопускной канавой для одиночной выкатки колёс; 5— стойла для технического осмотра; 6 — стойла для заправки и промывки паровозов после подъёмочного ремонта;?— стойла оборотного депо; 8 — мастерские; 9—служебно-бытовые помещения; 10— механическое и слесарно-заготовительное отделения; 77 —кузница; 12 — столярная; 13 — отделение контрольных приборов; 14 — электротехническое отделение; 15—автоматноарматурное отделение; 16—испытательное отделение; 17—хозяйственное отделение; 18—комната мастера; 19 — гальваническое отделение; 20—компрессорная; 21 — кладовая; 22 — бюро заказов; 23 — инструментальная; 24 — раздаточная инструмента ; 25 — выварочная; 26 — сварочное отделение; 27— медницкое отделение; 28—трубно-элементное отделение; 29—колёснотокарное отделение; 30—машинное отделение тёплой промывки и паровой (безогневой) заправки; 3/--бандажное отделение; 32 — комната,‘.нарядчика; 33— комната дежурного по депо; 34 —комната паровозных бригад; 35 — комната для инструктажа паровозных бригад; 36 — кабинет заместителя начальника депо по эксплоатации; 37 — инструкторская; 38 — стойло-шлюз; 39 — траверсная поворачивающаяся тележка; 40 — заготовительное отделение; 47—хромировочное отделение; 42—вентиляторная; 43 — заливочное отделение; 44—термическое и меднолитейное отделения; 45—машинное отделение для обмывки паровозов; 46 — стойло для обмывки; 47 — моечное отделение; 48 —меднолитейное отделение; 49 — котельная отопительная; 50— вентиляционная шахта; 51 — роликовое отделение; 52—моечная машина; 53 — трансформаторная подстанция; 54— комната промывальщиков
прямоугольные со сквозными стойлами (фиг. 2);
веерные без поворотного круга (фиг. 3);
веерные с поворотным кругом (фиг. 4); прямоугольные депо с тележкой — тележечные депо (фиг. 5);
ступенчатые (фиг. 6);
павильонные (фиг. 7).
В зависимости от местных условий сооружают комбинированные паровозные депо— веерные с прямоугольными зданиями, сквозные прямоугольные с тупиковыми и др.
стоил целесообразно
Фиг. 2. Прямоугольное депо со сквозными стойлами
Выбор того или иного типа зданий паровозных депо зависит от климатических и топографических условий, а также от типа локомотивов.
Веерные депо с поворотным кругом могут быть применены при стеснённых площадках и только в тех случаях, если не намечается замена паровозов тепловозами или электровозами.
Для сокращения длины деповских путей и уменьшения затрат на очистку их от снега и льда в суровых климатических условиях при большом количестве строить тележечные депо с тележкой—поворотным кругом.
При строительстве депо должна быть обеспечена возможность дальнейшего его развития и увязка с другими элементами станционных устройств.
Сравнительная характеристика различных типов зданий депо приведена в табл. 1. Планы и разрезы зданий депо на годовые пробеги 1,5; 3; 5 и 7,5 млн. паровозо-километров-приведены на фиг. 8, 9, 11. На фиг. 10 показано направление грузопотоков в мастерских паровозных депо.
Депо для обслуживания паровозов должно иметь определённое количество стойл и мастерские, оснащённые соответствующим оборудованием. При этом необходимо, чтобы расположение стойловой части и мастерских отвечало требованиям технологического процесса ремонта паровозов, правилам промышленного строительства, санитарно-техническим и противопожарным нормам при наименьших капитальных и эксплоа-тационных затратах.
Депо по своим размерам и оборудованию-должно соответствовать типу обслуживаемых паровозов.
Должна также предусматриваться возможность использования паровозных депо для тепловозной и электрической тяги.
Оборотные депо строят главным образом прямоугольного типа — тупиковые и сквозные.
План и разрезы зданий оборотных депо показаны на фиг. 12, 13 и 14. При строительстве оборотных депо предусматривают небольшие мастерские, предназначенные для служебного ремонта паровозов и ремонта экипировочных устройств.
СПЕЦИАЛИЗАЦИЯ И РАСЧЕТ ПОТРЕБНОСТИ В СТОЙЛАХ
ПАРОВОЗНЫХ ДЕПО
Стойла депо специализируются в зависимости от их назначения.
Различают следующие виды стойл депо:, для промывочного ремонта А^, для подъёмочного ремонта Д2; для одиночной выкатки колёсных пар Аа; для разборки и сборка
74
ПАРОВОЗНОЕ ХОЗЯЙСТВО
i
Фиг. 8. Планировка цехов и отделений депо на годовой пробег: а— 1,5 млн. паровозо-километров; б — З млн. паровозо-километров
ПАРОВОЗНЫЕ ДЕПО
Си
о
ПАРОВОЗНОЕ ХОЗЯЙСТВО
A 15k5
ПАРОВОЗНЫЕ ДЕПО
Фиг- 10. Планировка мастерских и направление грузопотоков: а—оборотный запас элементов и труб; б—парк колёсных пар, отправляемых на переформирование; в—парк исправных колёсных пар; г—из филиала материального склада; д —инспекторская площадка для осмотра; е —оборотный запас букс; ж—бандажная; з—оборотный запас поршней; и—оборотный запас дышел; «—оборотный запас рессорного подвешивания; л—оборот-ный запас мастерской по ремонту углеподатчика; м—ремонт углеподатчика
Значения грузопотоков даны среднесуточные, при выпуске из подъёмочного ремонта одного паровоза каждые два дня и из промывочного ремонта четырёх паровозов серии ФД — в день. Расхождение грузопотока, выходящего из цеха промывочного ремонта, от входящего в него объясняется уиётом износа тормозных колодок (в среднем 205 кг на паровоз)
78
ПАРОВОЗНОЕ хозяйство
фиг. 11. Разрезы цехов и отделений депо: а~и б—стойла подъёмочного ремонта; в—стойла промывочного ремонта (тупиковые)
Фиг. 11 (продолжение).^Разрезы цехов и отделений депо: г—стойла промывочного ремонта ступенчатого депо; д—мастерские к фиг. 9, схемы а, б, позиции 7 и 2; е—мастерские к фиг. 9 в; ж — служебно-бытовые помещения
ПАРОВОЗНЫЕ ДЕПО
80
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Фиг. 12. Оборотное депо на 3 стойла
Фиг. 13. Оборотное депо на 6 стойл ।
n 8g
ПАРОВОЗНЫЕ ДЕПО
81
Фиг. 14. Разрезы оборотного депо: а—здание депо по стойловой части; б—служебно-бытовые помещения и мастерские; в—котельная; 7—железобетонные сборные рамы; 2 —крупнопанельный коробчатый настил 2,0 х 6,0 м; 3 — утеплитель-термиз — 12 (10) см; 4—слой руберойда по двум слоям пергамина на кле-бемассе; 5 — известково-щебёночная подготовка-13 см;б—асфальт—2 см; 7—мастика— 1 см; 8—торцевой пол—10 см; 9—стропила диаметром 16 см через 1,20 м; 10 — рабочий настил; 7 7—защитный настил из досок под 45°; 12—один слой руберойда по двум слоям пергамина на клебемассе; 73—железобетонные балки; 74—железобетонные сборные плиты; 15— термиз; 16- лаги; 77—пол из досок; 18—деревянные балки;
19—накат из пластин 8 см; 20 — штукатурка;
21 —пол бетонный — 3 см
6 Том 7
82
ПАРОВОЗНОЕ ХОЗЯЙСТВО
паровозов запаса, подготовки паровозов, отправляемых в ремонт на заводы и поступающих в работу после прибытия из заводского ремонта, заправки паровозов перед обкаткой, осмотра и устранения обнаруженных неисправностей после обкатки Л4; для контрольно-технического осмотра, технического осмотра и стоянки паровозов в ожидании работы As; для обмывки паровозов А в; для ремонта углеподъёмных кранов Л7.
Указанные виды, за исключением стойл для подъёмочного ремонта, должны быть в каждом основном депо.
Стойлами для подъёмочного ремонта паровозов оборудуют депо с большой работой, имеющие пробег приписных паровозов не менее 5 млн. паровозо-километров.
В отдельных случаях в зависимости от местных условий и объёма работы смежных депо стойла для подъёмочного ремонта пре-
Сравнительная характеристика раз
Здания депо Пригодность для различных Возможность развития Требования к площадке Удобство ввода и вывода локомотивов Удобство надзора и ухода за локомотивами
зон типов локомотивов
Прямоугольное с тупиковыми путями Для всех зон Для всех ти пов Возможно пристройкой дополнительных стойл Стойла могут быть удлинены как в сторону ворот, так и с переделкой внешней стены Большая и широкая площадка, большая длина деповских путей и значительное количество стрелочных переводов Удобно Удобно
Ступенчатые Для всех зон Для всех типов Возможно пристройкой новой секции. Стойла легко могут быть удлинены Площадка узкая. При большом числе стойл чрезмерно растягивается в длину. Большая длина путей и значительное количество стрелочных переводов Удобно Неудобно при большом количестве стойл из-за большой длины
Веерное большого радиуса (без круга) Для всех зон.При большом количестве стойл уступает ступенчатому Для всех типов Число стойл может быть свободно увеличено пристройкой. Для удлинения стойл необходима переделка внешней стены Большая и широкая площадка. Большая длина деповских путей и значительное количество стрелочных переводов Удобно Удобно
Веерное с поворотным кругом Не длявс ех зон Неудобно для постановки электровозов Число стойл может быть свободно увеличено. Удлинение стойл возможно с переделкой внешней стены Малая площадка Неудобно, ввод и вывод через поворотный круг. Неудобно для электровозов »
Павильон -ное Для всех зон Для всех типов Возможно пристройкой дополнительных стойл так же, как и в тупиковом ПРЯ’ моугольном депо. Удлинение стойл возможно только со стороны ворот Широкая площадка. Большая длина деповских путей и значительное количество стрелочных переводов Удобно »>
Тележе ч-ное Не для все зон Неудобно для постановки электровозов Возможно пристройкой дополнительных стойл. Удлинение возможно только с переделкой внешней стены Небольшая площадка, особенно если тележка является одновременно и поворотным кругом Неудобно, ввод и вывод паровозов через траверсную тележку »
ПАРОВОЗНЫЕ ДЕПО
83
дусматриваются в одном из депо с меньшим объёмом работы с расчётом обслуживания также других депо, расположенных иа расстоянии не более 400 км.
В оборотных депо должны быть стойла для технического осмотра и стоянки паровозов в ожидании работы по графику или во время отдыха паровозных бригад, а в депо с приписными паровозами могут предусматриваться стойла для промывочного ремонта.
При обслуживании складов топлива оборотных депо углеподъёмными кранами на железнодорожном ходу, особенно паровыми, должны предусматриваться также стойла для ремонта и осмотра кранов.
Потребное количество стойл определяют в зависимости от объёма работы депо, времени простоя паровозов в стойлах и климатических условий.
При проектировании новых паровозных
личных типов зданий депо
Таблица 1
Взаимное расположение мастерских Сохранен ие тепла Размеры площадки Соотношение капитальных затрат в % при количестве стойл Соотношение вкс-плоатационных расходов на одно стойло в % при количестве стойл
при коли- длина шири- площадь в га 9 18 27 9 18 27
честве стойл в м на в м здания полная стоимость 9 18 27
Удобно Лучше, чем 9 370 120 3,0 95 95 98
в ступенча- 18 710 140 6,1 — 95 — 98 — — 97 —
Удовлетво- том депо. Хуже, чем в депо тележечного и павильонного типов Неудовле- 27 9 710 520 160 90-100 7,2 3,2 х 8f 100 97
рительное при небольшом количестве стойл, при большом (более двух секций) неудобно творительное вследствие большого периметра стен и наличия сквозных ворот 18 27 655 800 90—100 90—100 4,4 | 100 100 100 100 100 100 1С0 100 100
- То же 9 18 27 315 615 615 120 140 160 2,1 4,8 6,1 97 97 95 81 94 95 95 95 94
Так же, как 9 230 130 1 ,8 113 94 93 •
и в тупике- 18 470 135 3,3 — 1С8 — 95 .— .— 86 —
вом прямоугольном 27 470 135 3,3 107 91 82,5
Удобно, но Наиболее 9 340 : 20 2,6 83 94 89,6
мастерские и благо прият- 18 660 140 5,1 88 — — 99 — — 100,7 102,0
стойла освещаются главным образом верхним светом ное по сравнению с другими типами 27 660 160 6,9 88 92
Удобно То же — — - - - - - - - - - - —
84
ПАРОВОЗНОЕ ХОЗЯЙСТВО
депо объём их работы принимают по пятому году эксплоатации для народнохозяйственных перевозок. При этом необходимо учитывать возможность развития депо и пристройки новых стойл.
Общее число стойл в основном депо:
А = Аг + At + At + А4 + Ag + At + A7.
Определение потребности в стойлах. Потребность в стойлах для промывочного ремонта паровозов:
“Н W £ _ 1Ъ а. V - /
Л1= 24|_ L-s) Г«р+ / J Т *«₽] ’
где а — коэфиниент, учитывающий неравномерность поступления паровозов на стойла промывочного ремонта, принимается равным 1,2;
р — коэфициент, учитывающий количество рабочих дней (26) в месяц:
30
26= U5;
S — суточный пробег паровозов, приписанных к депо;
Li — установленная норма пробега паровозов между промывочными ремонтами;
Д2— установленная норма пробега паровозов между подъёмочными ремонтами;
р — количество паровозов (маневровых, хозяйственных и др.), приписанных к данному депо, для которых норма работы между ремонтами установлена числом суток;
Т — продолжительность работы (в сутках) паровозов между промывками;
tno— норма простоя паровозов в промывочном ремонте в час.
Число стойл Л.,~-для подъёмочного ремонта
V /Si s2\
где czj — коэфициент, учитывающий интервалы в полезном использовании подъёмочных стойл по технологическим и другим причинам; принимается не более 1,2;
—коэфициент, показывающий соотношение календарных и рабочих дней в году, равный
3-^-12-306 “ 1,1
Sx — общий суточный пробег паровозов, приписанных к данному депо для подъёмочного ремонта по группам;
L2 — установленный пробег паровозов
между подъёмочными ремонтами;
L3 — установленный пробег паровозов
между средними ремонтами;
tnoS — норма простоя паровоза в подъёмоч-ном ремонте в сутках;
7 — коэфициент, учитывающий потребность в стойлах для подъёмочного ремонта тендеров. Для паровозов с тендерами-конденсаторами 7 = 2; с тендерами, оборудованными стокерами, 7= 1,8, для всех прочих тендеров 7=1,5.
При выполнении в депо среднего ремонта паровозов учитывается дополнительная потребность в стойлах по формуле
Д' = a^Dtcp'(,
где D — установленная программа среднего ремонта в депо в среднем за сутки;
(ср—простой паровозов в среднем ремонте в сутках.
Стойла для одиночной выкатки колёсных пар. Для одиночной выкатки колёсных пар строят 1 — 2 стойла Д3. Депо, обслуживающее паровозы с годовым пробегом свыше 3 млн. паровозо-километров, оборудуют обязательно 2 стойлами.
Стойла для сборки и разборки паровозов запаса. Для разборки и сборки паровозов запаса, заправки выходящих из подъёмочного ремонта, подготовки отправляемых в ремонт на заводы по практическим данным количество стойл Ag~ 1 — 3.
Стойла для контрольно-технического и технического осмотра паровозов и стоянки их в ожидании работы. Количество стойл
Л® — 24 "Ь Pt03K + Росм (Осм)’ где а—коэфициент неравномерности подхода паровозов;
М — количество контрольно-технических осмотров паровозов в сутки (равно числу промывочных ремонтов в сутки);
(к — время простоя в час. При контрольнотехническом осмотре tK — 3 часам;
Р — число паровозов, находящихся в депо в ожидании отдыха паровозных бригад или стоящих в ожидании работы по графику;
(ож— время простоя паровозов в ожидании работы в час.;
—коэфициент, учитывающий, какая часть ожидающих паровозов должна быть обеспечена стойлами; для районов с расчётной наружной температурой —25° З3 = 1;
Роси—число паровозов, заходящих в стойла на осмотр;
t0CM—время занятия стойла для осмотра паровоза; это время принимается не более 1 часа.
Стойла (площадки) для обмывки паровозов. Закрытые стойла предусматриваются в депо, находящихся в суровых климатических условиях.
В районах с умеренным климатом для обмывки паровозов устраивают обмывочные площадки.
Количество этих стойл Д3 принимают от 1 до 2. Паровозные депо с пробегом свыше 5 млн. паровозо-километров в год оборудуют 2 стойлами.
Стойла для ремонта и осмотра углеподъёмных кранов А7. Количество этих стойл колеблется от 1 до 2.
Стойла в оборотных депо. В оборотных депо следует предусматривать стойла для осмотра паровозов и стоянки их в ожидании отдыха паровозных бригад.
ПАРОВОЗНЫЕ ДЕПО
85
Потребность в стойлах оборотного депо Лоб = 1 440 *»~*3 + ^8 + f8 + ^ж’
где /8 —время на приёмку паровоза в мин.;
ts •— время отдыха паровозной бригады в оборотных депо в мин.;
ts— время на сдачу паровозов в мин. (при наличии экипировочных бригад оно не учитывается);
^ож — время ожидания поезда в оборотном депо в мин.
Количество стойл может быть уменьшено или увеличено в зависимости от климатических и других местных условий.
Так, число стойл для стоянки паровозов в ожидании отдыха паровозных бригад в депо в районах с холодным климатом принимается из расчёта стоянки всех оборачивающихся паровозов.
Паровозы с конденсацией пара обеспечиваются стойлами для стоянки независимо от района расположения депо, кроме самых южных, где температура ниже 0° бывает непродолжительное время.
В пунктах оборота для стоянки паровозов стойла не строят. В отдельных случаях в местах с суровым климатом для осмотра и смазки паровозов может быть предусмотрено 1—2 стойла.
Ориентировочно количество стойл паровозных депо при плечевой езде в процентах от рабочего парка поездных паровозов (кроме стойл для подъёмочного ремонта, заправки, стоянки оборачивающихся паровозов других депо и ремонта углеподъёмных кранов) может быть определено по табл. 2 и 3.
Таблица 2
Ориентировочное количество стойл паровозных депо при плечевой езде в % от рабочего парка поездных паровозов
Депо для паровозов с годовыми пробегами в млн. км Среднесуточный пробег поездного паровоза в км
300 | 400 | 500
Расчётная наружная температура воздуха в °C
о *7 х 1 1 -20 и выше ниже -20 s «и ° Э 7 2 1 ей i ниже -20 5 и о 3 7 2 1 х
До 5,0 28 21 36 27 44 33
От 5,0 и выше . 21 17 28 22 33 27
Таблица 3
Ориентировочное количество стойл паровозных депо при кольцевой езде в процентах от рабочего парка поездных паровозов для всех климатических районов
Депо для паровозов с годовыми пробегами в млн. км Среднесуточный пробег паровоза в км
300 400 500
До 5,0 21 27 33
От 5,0 н выше 17 22 27
Общее количество стойл в основных депо, кроме стойл для подъёмочного ремонта, заправки и стойл для стоянки оборачивающихся паровозов во время отдыха паровозных бригад, в районах с расчётной наружной температурой ниже — 25°С принимается в размере 25% от числа поездных и 20% маневровых паровозов рабочего парка, а при температуре —25°С и выше —20% от поездных и 10% от маневровых.
Ориентировочное количество стойл в паровозных депо указано в табл. 4.
Таблица 4
Ориентировочное количество стойл в паровозных депо
Назначение стойл
Годовой пробег приписанных к депо паровозов в млн. км
1,5 | 3,0 | 5,0 | 7,5
Для промывочного ремонта паровозов при межпромывочном пробеге:
4 000 км .........
б ООО » .............
8 000 »..............
Для контрольно-технического осмотра,технического осмотра и стоянки паровозов:
а) при расчётной температуре до —25° . .
б) то же ниже —25°
Для одиночной выкатки колёсных пар ........
Для разборки и сборки паровозов ..............
Для обмывки паровозов ,
2 3 4 6
2 2 3 4
2 2 2 3
3 5 6
4-5 7-9 9—12
1-2 2 2
1 2 2
1 1 2
ОСНОВНЫЕ РАЗМЕРЫ ЗДАНИЙ ДЕПО
Габаритные размеры стойл основных и оборотных паровозных депо (в метрах) приведены в табл. 5.
Размеры стойл для подъёмочного ремонта паровозов определяются из условия удобной установки ремонтируемых паровозов (без тендеров), тележек и колёсных пар, выемки и постановки дымогарных и жаровых труб и элементов пароперегревателя, а также обеспечения необходимых проходов между отдельными узлами. Для устранения транспортировки колёсных пар и других тяжёлых деталей в цехах подъёмочного ремонта устанавливают колёсно-токарные станки, а иногда карусельный и токарно-винторезный (поршневой). Длина цеха подъёмочного ремонта принимается по табл. 5.
Ширина цеха определяется необходимостью установки домкратов, стеллажей и отдельных узлов на междупутьях, при этом учитываются проходы.
Габариты цеха подъёмочного ремонта паровозов серий ФД и ИС с размещением оборудования и узлов показаны на фиг. 15. Высота цеха принимается с учётом установки мостового крана грузоподъёмностью 10 т на высоте, обеспечивающей подъём паровозов для выкатки колёсных пар, снятие и постановку турбогенераторов и других узлов и деталей. Необходимо соблюдать требования охраны труда,
86
ПАРОВОЗНОЕ ХОЗЯЙСТВО
согласно которым кран должен проходить, не задевая ^стоящего на котле рабочего.
Фиг. 15. Габариты цеха подъёмочного ремонта паровозов серий ФД и ИС: Z, 2—габариты домкратов для подъёмки паровозов и тендеров; 3—колёснотокарный станок; 4 —карусельный станок; 5, б—габариты ремонтируемых паровозов и тендеров; 7, а—место стоянки тележек паровозов и тендеров; 9—комплекты колёсных пар паровозов; 70—запасный комплект колёсных пар; 7 7—место для элементов пароперегревателя, жаровых и дымогарных труб; 72—места для узлов паровозов (поршней, дышел и т. д.)
Высота от головки рельсов до обреза дымовой трубы у поднятых паровозов серии ФД составляет 5 850 мм, ИС — 6 335, СО— 6 215, Су— 6 708 и Л—6 150лл.
Размеры стойл для промывочного ре
монта устанавливают в соответствии с технологическим процессом, при котором должны быть обеспечены передвижение паровоза на один оборот сцепных колёсных пар для проверки парораспределения, выемка дымогарных труб, а также необходимые проходы и проезды, установка верстаков, инструментальных шкафов и др.
На фиг. 16 и 17 изображены схемы определения длины, ширины и высоты стойл для промывочного ремонта паровозов.
Фиг. 16. Схема определения длины стойл промывочного ремонта для паровозов серии Л
При назначении размеров стойл для технического осмотра учитываются лишь
Таблица 5
Размеры стойл основных паровозных депо
Стой л а
Наименован ие подъёмочного ремонта промывочного ремонта технического осмотра и стоян-ки**** одиночной вы* катки колёсных пар
для паровозов серий
ФД, ИС, л, 1-5-2 СО, э, су и др- ФД, ИС, 1-5-2 со, э, СУ и др. ФД, ИС, 1 -5-2 со, э, л, Су и др. ФД, ИС, 1-5-2 со, э, л, су и др.
Длина здания между внутренними гранями стен Го же для установки на одном пути двух паровозов без перегородки между ними Расстояние от стен до оси крайнего пути Расстояние между осями смежных путей в прямоугольных зданиях без колонн на междупутьях . . . То же с колоннами на междупутьях То же в веерных депо с кругом, измеряемое в середине длины стойл .... Радиус внутренней стены здания веерного депо с кругом То же без круга Высота от головки рельсов f до низа конструкции перекрытия над путями (на ширине 5,0 м) 54,0— 60***** 6,0 7,5 9,5 — 9,7** 48,0 6,0 7,5 9,5—9,7** 39,0 75,0 5,0 7,0 7,0 7,0 58,0 200,0 6,4*** •*•• ***** 30 ,0* 54,0* 5,0 7,0 7,0 7,0 58,0 200,0 6,4*** 36 ,0 69,0 4,5 6,0 6,0 6,0 58,0 200,0 6,4 30,0 54,0* 4,5 6,0 6,0 6,0 58,0 200,0 6,4 48,0 4,5 6,0 6,0 5,8 58,0 200,0 6,4 36,0* 4,5 6,0 6,0 5,8 58,0 200,0 6,4
• При паровозах серии Л длина каждого стойла увеличивается на 3 м.
•* Высота 9,7 м принимается при установке в перспективе, в связи с переходом на электротягу мостового краиа грузоподъёмностью 15 т.
Высота стойл при установке кран-балок принимается 7,4 м.
•*•• Габаритнь/е размеры стойл оборотных депо принимаются по нормам для стойл технического осмотра и стоянки.
***** Длина стойл для подъёмочного ремонта паровозов 1-5-2 принимается 60 м. Длина (ориентировочная) стойл для паровозов 1-44-4-2: для подъёмочного ремонта — 78 м, промывочного — 48 м при установке одного паровоза и 90 м при установке на одном пути двух паровозов; то же для технического осмотра соответственно 45 и 85 м.
ПАРОВОЗНЫЕ ДЕПО
87
необходимые проходы и площадь для выполнения служебного ремонта.
Длина стойл для одиночной выкатки колёсных пар определяется необходимостью выкатки любой колёсной пары из-под паровоза и тендера при закрытых воротах депо.
При устройстве двух скатоопускных подъёмников на стойле длина последнего для паровозов серий ФД и ИС должна равняться 39 м, серии Л — 33 м и для паровозов серии Су ? СО и Э всех индексов — 30 м.
При устройстве на стойле одного подъёмника длина стойл для паровозов серий ФД и ИС — 48^лг,’серии Л — 39 м и прочих серий — 36 м. Длину стойл определяют по схеме, приведённой «на фиг. 18.
ПРОИЗВОДСТВЕННЫЕ И ПОДСОБНЫЕ
ПОМЕЩЕНИЯ ПАРОВОЗНЫХ ДЕПО
Мастерские депо предназначены для ремонта, обработки и частичного изготовления запасных частей паровозов, механиче-i кого оборудования депо, экипировочных
Здание без колонн
Низ монстр 6000
Здание с колонками
Фиг. 17. Схема определения высоты и ширины цехов промывочного ремонта паровозов
—-----------------Ш70-
45000
JONH uOIMOyQQ,fleHu.n —
Фиг. 18. Схема определения длины стойл для одиночной выкатки колёсных пар для паровозов серии ФД
88
ПАРОВОЗНОЕ ХОЗЯЙСТВО
устройств и водоснабжения, а также для ремонта и заточки инструмента.
В технических помещениях размещены: оборудование для промывки и заправки паровозных котлов, компрессорная, вентиляторная, испытательные установки и т. п.
Служебные помещения предназначены для административно-технического и конторского персонала, для паровозных бригад, работников, обслуживающих паровозы в депо, и отдыха паровозных бригад.
Санитарно-г иг ие н ические, к у л ь т у р н о-б ытовые н общественные помещения предназначаются для обслуживания санитарно-гигиенических и культурно-бытовых нужд рабочих и служащих депо.
ОТДЕЛЕНИЯ МАСТЕРСКИХ ДЕПО
Мастерские депо должны иметь следующие отделения.
Механическое (цех), служащее для станочной обработки.
Слесарно-заготовительное, в котором предварительно ремонтируют и заготовляют необходимые детали и узлы паровозов.
Кузнечно-рессорное—для изготовления ремонтных поковок и ремонта рессор. Ремонт рессор предусматривается только в депо с подъёмочный ремонтом.
Трубно-элементное — для ремонта и подготовки к постановке на паровозы дымогарных и жаровых труб и элементов. Это отделение предусматривается также в депо с подъё-мочным ремонтом, а в небольших депо совмещается с кузнечным.
Сварочное — для газовой и электрической сварки и наплавки деталей при ремонте паровозов.
Газогенераторное — для установки газо' генератора газовой сварки.
Медницкое — для всякого рода ремонтных работ с цветными металлами н ремонта парорабочих труб.
Заливочное —• для выплавки и заливки подшипников.
Жестяницкое — для выполнения работ по ремонту и изготовлению изделий из жести и кровельного железа (посуды для смазочных и осветительных материалов, сигнальных фонарей, обшивки и т. п.).
Медницкое, заливочное и жестяницкое отделения в небольших и средних депо совмещаются.
Электротехническое — для ремонта и испытания турбогенераторов и устройств электрического освещения паровозов и депо.
Автоматно-арматурное — для ремонта арматуры паровозов и приборов автоматического тормоза.
Испытательное — для испытания паровозной арматуры, питательных и паро-воздушных насосов, смазочных приборов и др.
Отделение ремонта контрольных и измерительных приборов: манометров, скоростемеров, пирометров, автостопов.
Инструментальное — для хранения, выдачи, ремонта и заточки инструментов.
Хромировочное — для твёрдого и декоративного покрытия деталей паровозов и оборудования депо.
Хозяйственное — для ремонта оборудования и устройств паровозного депо.
Столярное и малярное—для столярных и малярных работ на паровозах, ремонта и изготовления хозяйственного оборудования и инвентаря.
Выварочное (моечное) — для очистки (выварки) частей паровозов перед их ремонтом.
Меднолитейное— для заливки подшипников в буксы и литья мелких деталей. Это отделение предусматривается в депо с нодъёмоч-ным ремонтом паровозов.
Термическое — для цементации, термической обработки деталей паровозов, оборудования и инструментов, закалки токами высокой частоты.
Компрессорное — для установки компрессоров, питающих сжатым воздухом мастерские депо.
Вентиляторное — для размещения дутьевых вентиляторов, подающих воздух к печам и горнам.
Кладовая запасных частей и материалов— для хранения паровозных деталей, мелких крепёжных изделий и некоторых материалов (баббит, асбест, кожа, электроды и т. п.).
Машинное отделение тёплой промывки н паровой (безогневой) заправки — для размещения оборудования устройств тёплой промывки и паровой (безогневой) заправки паровозов.
Бандажное — для перетяжки ослабших бандажей колёсных пар паровозов и тендеров. При применении электрических горнов бандажи могут перетягиваться непосредственно в стойлах депо.
Паровозно-инструментальное —для храпения, выдачи и ремонта паровозного инструмента и инвентаря. Это отделение располагают около помещения дежурного по депо или мест экипировки и стоянки горячих паровозов.
Кроме указанных отделений, при паровозных депо предусматривают лаборатории и контрольные пункты.
Первые предназначены для анализа сырой и котловой воды, топлива, смазки и некоторых материалов, вторые — для проверки действия и регулировки устройств автостопов, автоматической локомотивной сигнализации и радиосвязи.
Лаборатории и контрольные пункты можно размещать в отдельных зданиях. Лаборатории могут также располагаться в зданиях смазочного хозяйства.
В депо, обслуживающих паровозы с конденсацией пара, дополнительно оборудуют следующие отделения: для ремонта секций холодильников, для обработки фильтрующих материалов и набивки фильтров и для ремонта турбин дымососов и турбин вентиляторов. Последнее отделение устраивается в отдельных, наиболее крупных депо, производящих подъёмочный и средний ремонт паровозов. Наиболее целесообразно ремонтировать и испытывать турбины на ремонтных заводах или в специализированных мастерских.
паровозные депо
89
ВЗАИМНОЕ РАСПОЛОЖЕНИЕ И ОПРЕДЕЛЕНИЕ ПЛОЩАДЕЙ ОТДЕЛЕНИЙ ДЕПО И МАСТЕРСКИХ
Взаимное расположение производственных и подсобных помещений должно обеспечивать:
размещение различных цехов и отделений в соответствии с технологическим процессом;
наивыгоднейшие условия подачи энергии (сжатого воздуха, пара) к местам её потребления;
удобное развитие производственных и подсобных помещений при увеличении объёма работы депо;
условия пожарной безопасности; охраны труда, а также строительные и оборонные условия.
Планировка мастерских и направление грузопотоков в них для паровозных депо с выпуском из промывочного ремонта в сутки 4 паровозов серии ФД и из подъёмочного ремонта 12 паровозов в месяц приведены на фиг. 10.
Площади отдельных помещений мастерских (табл. 6 и 7) определяют по количеству и габаритам оборудования, устанавливаемого в мастерских, и количеству работников, находящихся в цехе или отделении. Кроме полезных площадей, учитываются площади на проходы, проезды и лестничные клетки, которые составляют от 10 до 20%.
При установлении площадей мастерских паровозных депо исходят из норм площадей на единицу оборудования (с учётом проходов, проездов и складских помещений), указанных в табл. 8,
ДОМА ОТДЫХА ЛОКОМОТИВНЫХ БРИГАД
Особое внимание должно уделяться отдыху паровозных бригад в оборотных депо,, пунктах оборота и подмены. Для этого оборудуют дома отдыха, причём последние необходимо располагать не дальше 3004-400 м от места стоянки паровозов и не ближе 100 м от вокзалов.
Таблица 6
Площади отделений мастерских в м*
Отделение Депо с год паров без подъёмочного i,5 | 3,0 овым пр озо-ки, эемонта 5,0 обегом в млн. юметров с подъёмочным ремонтом 3,0 5,0 j 7,5 Внутренняя высота помещений в м (до низа конструкции перекрытия) не менее
Механическое Заготовительное Кузнечное Трубное Элементное Сварочное Газогенераторное Медницко-жестяницкое Заливочное ; Электротехническое Автоматно-арматурное Испытательное Компрессорное Ремонт контрольных и измерительных приборов Инструментальное Кладовая Хромировочное Хозяйственное Машинное тёплой промывки и паровой (безогневой) заправки Столярное и малярное Выварочное Меднолитейное Термическое Бандажное При паровозах с конденсацией пара устраиваются дополнительные следующие цехи: для обработки люфы и набивки фильтров для ремонта дымососов для ремонта секций холодильников Примечания. 1. При наличг крюка над полом не менее 3,0 м, а 2. В зависимости от компоновки ведённых в таблице на ±5%. 3. В суммарную площадь отделеь ки между отделениями. 130 40 40 40 । Объединяются с кузни-) цей 50 20 20 130 20 30 30 1и кран-балкг бандажного—н отделений м< ий мастерски 140 80 <Ю 40 20 20 60 20 40 140 30 55 25 30 высоте е менее 1стерски х не 160 150 90 40 40 20 40 60 20 40 20 50 150 30 55 25 80 30 поме 3,7 м. X плош зходят 170 170 80 | 240 70 10 40 40 60 36 40 20 50 150 30 55 25 35 40 80 30 30 90 щений ади их коридо 220 200 100 240 70 10 | 40 40 65 36 40 20 60 160 80 40 55 25 35 40 40 80 30 30 90 должна могут эы и тр 260 220 100 240 70 10 40 50 75 36 40 20 70 190 80 50 55 25 35 40 40 100 30 30 90 обеспе )ТКЛОНЯ' экспорт 3,25-5 3,25-5 5,0 4,0 4 4 3,25 5 3,25 4 4 4 3,25 3,25 3,25 4 3,25 3,25 3,25 4 5 5 5 3,25-4 3,25 4,5 4ИТЬ подъём гься от при- ные дорож-
90
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Таблица 7
Площадь подсобных помещений паровозного депо
Название помещений Площадь в м* Высота в м не менее
Основное депо
Производственно-техн иче-
ский отдел 20 ~ 45 3
Технический кабинет . . Кабинет заместителя на- 204-30 3
чальника депо по ремонту Комната мастера подъёмоч- 184-21 3
ного ремонта Комната мастеров промы- 124-18 3
вочного и котельного ремонта 12-418 3
Комната мастера заготови-
тельного цеха и бюро заказов 1 4-24 3
Диспетчерский пункт по
планированию ремонта паровозов . 84-12 3-4
Комната для промываль-
щиков паровозов 104-25 3-4
Комитет КПСС 124-24 3
Местный комитет 124-24 3
Красный уголок 204-10 3
Лаборатория депо Комната для принятия пищи, пункт медицинской помощи, мужские и женские гардеробные .... 3
См. примечание 1
Душевые, умывальные, гардеробные
То же То же
Кабинет начальника депо 154-24 3
» главного инженера 154-18 3
Комната для работников по
учёту кадров 124-18 3
Бухгалтерия 204-50 3
Комната общей переписки 154-25 3
Спецчасть 8-412 3
Касса Комната уборщицы-рас- 84-12 3
сильной 104 15 3
Уборные ...... См. примечание 1
Комната дежурного по депо 12 3
» нарядчика бригад 154 18 3
Кабинет заместителя на-
чальника депо по экс-плоатации паровозов . . 154- -4 3
Комната для паровозных бригад Комната для конторского 254-35 3
персонала по учёту маршрутов 124-2-1 3
Оборотное депо
Кабинет начальника депо 104-15 3
Комната дежурного по депо 104-15 3
» для паровозных бригад 204-30 3
Комната конторского пер-
сонала им. примечанием
Уборные См. примечание 1 1
Дом отдыха локомотивных
бригад
Спальни по 4 — 5 м* 3
на
койку
Кухня 124-18 3
Столовая 184-26 3
Сушилка для спецодежды . 84-10 3
Красный уголок Помещение для обслужи- 20-г 30 3
вающего персонала . . . Кладовая для белья и ин- 104-15 3
вентаря Душевая, умывальная, 124-18 3
уборные, прачечные . . . См. примечание 1
Продолжение табл. 7
Название помещений Площадь в Высота в м не менее
Пункт оборота Комната дежурного по
пункту оборота Комната для кратковременного пребывания паровоз- 104-15 3
ных бригад Комната для рабочих, занятых на работах по зки- 184-24 .3
пировке паровозов .... 12 3
Кладовая для инвентаря Санитарно-бытовые поме- 12 3
щения Пункт подмены Служебное помещение См. прил ^ечанне 1
пункта Дом отдыха локомотивных 904-120 3
и поездных бригад .... Пункт экипировки толкачей Помещения: для дежурного по пунк- По нс рмам
ту для рабочих, занятых на наружных работах по экипировке паро- 8-41 3
возов 12-4 15 3
Примечания. 1. Пункт медицинской
помощи и бытовые помещения устраиваются согласно санитарным нормам.
2. Контора депо, как правило , должна
размещаться за пределами тяговой территории, недалеко от депо. Внутренняя высота здания конторы при
верхнем свете принимается не менее 4 м.
В крупных депо служебные и конторские
помещения рассчитываются по числу зани-
мающихся в них лиц, считая по 3 ного человека. м* на од-
Каждый дом отдыха должен иметь: комнаты для отдыха, рассчитанные на отдых 1 бригады в составе 3 чел., гардеробные, душевые, уборные, сушилки, кухню, столовую комнату с буфетом, красный уголок.
При домах отдыха на 45 чел. и более предусматривают устройство механизированных прачечных. На фиг. 19 показан дом отдыха на 60 чел., а на фиг. 20 — план его расположения на площадке.
На фиг. 21 дан план служебно-технического здания пункта подмены.
ОТОПЛЕНИЕ И ОСВЕЩЕНИЕ ПАРОВОЗНЫХ ДЕПО
В цехах депо должна быть следующая температура в °C:
Цех промывочного ремонта .... 18
Цех подъёмочного ремонта .... 16
Стойла технического осмотра ... 14
Механические, слесарно-заготовительные и аналогичные им цехи 16
Кузнечные, рессорные, компрессорные н другие цехи со значительным тепловыделением .... 5
Сварочные отделения.............. 15
Служебные помещения.............16-23
ПАРОВОЗНЫЕ ДЕПО
91
а)
*-------------------------------------------да-
6J
Фиг. 19. Дом отдыха локомотивных бригад на 60 человек: a-план 1-га этажа; б —план 2-го, этажа; в—план подвала с котельной; 7—вестибюль; 2 —комната нарядчика; 3—помещение для хранения зимних вещей; 4—мужской гардероб; 5—мужской душ; 6 — раздевальня; 7 —дезкамера; 8—женский душ; 9 — женский гардероб; 10—женская раздевальня; 77, 72—уборные; 13 бельевая; 14 — комната для обслуживающего персонала; 15 — кухня; 16 — столовая; 17 — красный уголок; 18— комнаты для отдыха на 3 человека; 19 — инвентарная; 20 — котельная; 27—угольная; 22 — котлы паровые Стреля большой модели; 23 — котлы водяные Стреля малой модели; 24 — помещения для приёма и разборки грязного белья; 25—стиральное отделение; 26—сушильное отделение; 27—кладовая чистого белья
92
ПАРОВОЗНОЕ ХОЗЯЙСТВО
В табл. 9 приведены нормы освещённости (в люксах) ремонтных цехов депо.
Таблица 8
Нормы площадей на установку и обслуживание оборудования
Оборудование
Площадь в мг на единицу оборудо-вания
Оля холодного и умеренного раионоО
Для тёплого и жар но го районов
г
Фиг. 20. План расположения дома отдыха: 7—дом отдыха; 2— физкультурная площадка;
3—сарай на два отделения с погребом; 4—помещение для хранения фонарей и сигналов
Фиг. 21. Служебное помещение пункта подмены: 7—комната паровозных бригад и рабочих экипировки; 2 — комната дежурного по пункту; 3 — кабинет начальника подменного пункта; 4—сушилка; 5—бухгалтерия
Станки металлорежущие: мелкие и средние ................
крупные (кроме колёснотокарного) Станок колёснотокарный ...........
Плита для разметки деталей........
Верстак: слесарный на 1 тиски.............
» на 2 тисков ............
столярный ....................
Ванна для выварки деталей или моечная машина.......................
Печь медеплавильная...............
» сушильная в меднолитейной . . Горн для медницких работ .........
Печь для плавки баббита ..........
Сварочный пост ...................
» агрегат ...................
Ацетиленовый газогенератор (2 000 л/час) ....................
Горн для нагрева деталей в сварочном цехе ........................
Горн кузнечный на 1 огонь.........
» » на 2 огня.............
Молот пневматический с весом падающих частей: до 250 кг .............. то же 250—350 кг .................
Нагревательная печь к пневматическому молоту .....................
Плита правильная .................
Компрессор КВ-200 ................
Установка для испытания паровозных турбогенераторов .................
Сушильная электропечь.............
Стол для испытания приборов автотормозов .........................
Установка для испытания пресс-маслёнок .........................
Шкаф для инструмента..............
Стеллаж для деталей...............
Плита для загибки труб в медницкой Печь для закалки и цементации . . . Пресс для ремонта и испытания рессор ..............................
Установка для испытания паро-воздушных насосов ..................
Установка для закалки токами высокой частоты.......................
Установка для газопрессовой сварки
12-14
15-20
60-70
8—10
5-6
10
8
18-30
15—18
12
10-12
18
10—12
6-14
10
10-12
15-18
25-30
20—25
30-35
25—35
8—10
18-20
7-8
6-8
6-8
6-7
2
4
6
12-14
20-25
14-16
24
24
Таблица <>
Нормы освещённости ремонтных цехов депо
Место и характер работы Разряд работ по ГОСТ Минимальная освещён-но сть в лк Система освещения
Цехи подъёмочного ремонта паровозов Общее освещение цеха, в том числе места разборки и сборки паровозов и их узлов на высоте Общая
1,5 м от пола Слесарные работы иа ти- сках и по сборке узлов паровозов (опиловка деталей,iпритирка арматуры, пробок, клапанов и другие аналогич- V 20
ные работы) III а 50 Кокбини-рованная
ПАРОВОЗНЫЕ ДЕПО
93
Продолжение табл. 9
Место и характер работы
Осмотр деталей паровозов (колёсных пар, скалок, дышел и т. д.) с приме-! нением дефектоскопов
; и без них.............
J Осмотр деталей и разбо-| рочно-сборочные рабо-
I ты в дымовых короб-
I ках паровозов . . . . .
Проходы...............
Цехи промывочного ремонта паровозов
Междупутья между стойлами, на которых производится сборка и разборка дышел паровых машин, рессор и т. д. .
Смотровые канавы под паровозами, осмотр и ремонт экипажной части паровозов ........
Осмотр ходовых деталей паровозов, не снимаемых при ремонте (пальцы кривошипов, цилиндров и т. д.) .........
Осмотр деталей и разбо-рочно-сборочные работы в дымовых коробках паровозов .......
Слесарные работы на тисках ..................
Проходы ..............
Стоила для технического осмотра и одиночной выкатки колёсных пар
Разборка, сборка букс, рессор и другие работы в районе скатоопускной канавы ............
Общее освещение стойл в проходах между паро-। возами .................
| Осмотр деталей зкипаж-I ной части паровозов
; снизу из ремонтных ка-
I нав.....................
I Проходы.................
Общая
Местная
Комбинированная
Местная
Комбинированная Общая
Местная
Общая
Местная Общая
ОБОРУДОВАНИЕ ПРОИЗВОДСТВЕННЫХ ЦЕХОВ И ОТДЕЛЕНИЙ ДЕПО
Необходимое количество оборудования для цехов и отделений паровозных депо рассчитывают в соответствии с технологическим процессом и затратами труда (человеко-часов) на ремонт паровозов и хозяйственные нужды.
Данные для расчёта количества оборудования приведены в табл. 10—13, а нормы затраты рабочей силы на подъёмочный и промывочный ремонт см. на стр. 42.
Общая затрата труда на хозяйственные работы в депо не должна превышать 9% от затраты труда иа подъёмочный и промывочный ремонты и 7% от промывочного ремонта.
Система освещения
Комбинированная
Местная Общая
Таблица 10
Затраты труда на хозяйственные работы в депо
Профессия % от затрат на ремонт паровозов Профессия % от затрат на ремонт пароозов
Токари (в том числе шлифовальщики) . . Строгальщики Фрезеровщики Сверловщики Кузнецы- молотобойцы . . . Сварщики . . . Заливщики . . 15 15 10 10 20 5 Медники-жестянщики . . Столяры .... Маляры .... Котельщики . . Печники .... Промывальщики Хромировщики Разнорабочие 25 30 30 5 30 5 5 10
Специальное оборудование паровозных депо
Колёснотокарные станки применяют в паровозных депо для обточки колёсных пар: пассажирских паровозов диаметром до 2 200 мм, грузовых — 1 600 мм и тендерных — 1 200 мм.
Средняя производительность (в колёсных парах) за 8 час. работы станка: «Двигатель революции» — 3, КЗТС 1838—8; ТСН/Н—6.
Для запрессовки золотниковых втулок применяют пресс, работающий от передвижного пневмо-гидравлического насоса производительностью 5 000 см3!мин.
Этот же насос используется при запрессовке дышловых втулок для питания переносных гидравлических домкратов и для гидравлического испытания котла. В последнем случае масло в насосе заменяется водой.
При ремонте рессор для их разборки, сборки и испытания применяют пресс системы Митюхляева—Солецкого.
Пресс имеет три цилиндра. При давлении 300 ат горизонтальный цилиндр создаёт усилие 75 т, вертикальный — 125 т и цилиндр для разборки рессор 75 т. Хомуты первый раз обжимаются через специальные колодки горизонтальным цилиндром. Этот же цилиндр служит и для испытания рессор на прогиб. Второй раз хомут обжимается вертикальным цилиндром.
Для нагрева бандажей колёсных пар при перетяжке в случаях их ослабления применяют бандажные горны. В последнее время большое распространение получили электрические горны.
В индукционных горнах нагрев бандажа происходит индуктированной в железном сердечнике электродвижущей силой. Нагрев до температуры 300—330°С происходит в течение 25—30 мин. Питание электрогорна трёхфазным током от силовой сети. Потребная мощность 40—45 кет.
Электрогорны активного сопротивления применяются двух типов.
Горн инж. Леонова М. В. состоит из ряда нагревательных элементов, которые укладываются вокруг бандажа. В керамике каждого нагревательного элемента сделаны косые углубления, в которые вложены нагревательные спирали из нихромовой проволоки. Цепь
94
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Таблица 11
Технологическое оборудование и инвентарь паровозного депо
Наименование цехов и отделений депо Технологическое оборудование Инвентарь
наименование оборудования и его характеристика количество на годовой пробег млн. паровозо-километров наименование Количество на годовой пробег млн. па-ровозо-кило-метров
1,5 3 5 7,5 1,5| 3 i 5 i 7,5
Цех подъ- Станки: Верстаки слесарные на
ёмочного- колёснотокарный Р. М. Ц.* двое тисков — .—. 12 14
ремонта 2 7004-3 000 мм, В. Ц. 1 150 мм или 800 мм, Стеллажи — — 6 8
— — 1 1 Козла для поршней . . — — 4 6
Р. М. Ц. 2 7004-3 ООО, » » золотников — — 4 6
В. Ц. 600 мм — — — 1 » » дышел . . . — — 8 8
карусельный 810 мм . . . — — — 1 » » прочих де-
сверлильный 254-32 мм . — — 1 1 талей — — 6 6
точильный 400 мм .... — — 1 1 Шкафы для инструмен-
переносный для обточки та и приспособлений — — 6 8
пальцев кривошипов . . — — 1 1
то же шеек осей переносный для расточки — — 1 1
цилиндров то же золотниковых вту - — 1 1
лок — 1 1
Электрогорн — — 1 1
Цех промы- Переносный станок для Верстаки слесарные на 1
вочного ре- расточки золотниковых двое тисков 4 6 8 12
монта втулок 1 1 1 1 Стеллажи 2 4 6 8
Пресс для запрессовки зо- Козла для деталей . . . 8 16 24 32
лотниковых втулок . . . 1 1 1 2 Шкафы 2 4 6 8
То же дышловых втулок Колонки для промывки 1 1 2 2
и заправки паровозов . . 1 2 4 4
Механическое Станки: Верстак на двое тисков 1 1 2 3
отделение токарно-винторезный Стеллажи для деталей . 2 4 7 10
В. Ц. 400—500 мм Шкафы для инструмен- / каждого
Р.М.Ц. 3 000 мм . . . 1 1 2 2 та станка
В.Ц. 300 мм Р.М.Ц. 3 000 мм . . . 1 2 3
В. Ц. 200 мм Р.М.Ц. 2 000 мм ... В.Ц.175 мм 1 1 2 4
Р. М. Ц. 1 000 мм . . . продольно строгальный 2 3 4 6
600x2 000 мм —. 1 1 1
поперечно строгальный ход резца 650 мм . . . универсально -фрезерный 1 1 2 3
270— 1 340 мм круглошлифовальный — 1 1 1
d = 250 мм
Р.М.Ц. —1 000 мм .... сверлильный: — — 1 1
d = 50 мм — 1 1 1
<1 = 35 » 1 — 1 1
<1 = 25 » 1 1 1 1
<1=18 » 1
Разметочная плита 1 х0,7 м Правильная плита 1,2х 1 1 i1 2
х0,8 м 1 1 1 ’ 1
Слесарно-за- Сверлильный станок Верстак слесарный на
готовитель - d = 25 мм 1** *** 1** 1 1 двое тисков 2 4 5 7
ное Пресс для запрессовки Стеллажи для деталей . 1 1 2 3
дышловых втулок . . 1 1 1 2 Козлы для деталей . . . 4 4 6 8
Разметочная плита Шкафы 1 2 3 4
1,2х 1,5 м ......... ]**♦ 1 1 1
Кузнечное Молот пневматический Ящик для угля 2 3 3 4
300 + 400 кг — 1 1 1 Ванна для воды .... — 1 1 1
Горн кузнечный 2 2 2 4 Вак для воды 1 1 1 1
Наковальня 150 кг 2 2 2 4
* Р. М. Ц.—расстояние между центрами; В. Ц.—высота центра.
** В депо с мощными паровозами.
*** Вместе с механическим.
ПАРОВОЗНЫЕ ДЕПО
95
Продолжение табл. 11
Наименование цехов и отделений депо Технологическое оборудование Инвентарь
наименование оборудования и его характеристика количество на годовой пробег млн. паровозо-километров наименование количество на годовой пробег млн. паровозе- километров
1,5 1 3 5 1,5 3 5 7,5
Кузнечное Рессорный пресс системы Митюх ляева—Со лецкого Печь для нагрева рессор . Плита правйльная 1 1 1 1 1 1
Трубное’ Установка для очистки труб ... Гидравлический пресс для испытания труб (давлением до 30 ат) Весы для взвешивания труб Станок для обрезки и зачистки труб Печь для отжига концов труб • . . . Станок для обжимки и раздачи концов дымогарных труб Аппарат для газовой сварки - 1 1 1 1 1 1 1 1 1 1 1 1 1 1 Стеллажи для труб . . Ящик для угля 4 1 4 1
Элементное Ванна для выварки элементов Приспособление для опрессовки элементов . . - - 1 1 1 1 Стеллажи для элементов — — 3 3
Сварочное Сварочный агрегат постоянного тока типа СУГ2-6 Сварочный трансформатор СТ-2, СТ-3 ....... Горн для нагрева деталей Плита для сварщика 1,2x0,8x0,5 м 1 1 1 2 1 2 1 2 3 1 3 3 3 2 5 Верстак слесарный на двое^тисков Стеллаж для баллонов с кислородом Ящик для угля 1 1 1 1 1 1 1 1 2 1 1
Газогенераторная Газогенератор типа МГ-1 — 2 000 л/час То же 1 000 л/час 1 1 1 1 Не требуется
Медницко-же стяниц-кое Горн 'медницкий на один огонь* Круглая плита d=l м . . . Переносный гидравлический пресс до 30 ап? . . Ножницы для жестяницких работ Объединяется с кузнечным отделением 1 1 1 1 2 1 1 1 2 1 1 1 Верстак слесарный на двое тисков .... Верстак слесарный на одни тиски Ва нна для воды 1 хО,5хО,6 м . ... . Верстак для жестяницкой работы Шкаф для материалов . » » инструментов* 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Заливочное Печь для плавки баббита . Плита для выбивки баббита из подшипников . . Стол для формовки и заливки подшипников . . . Объединяется с кузнечным отделением 1 1 1 1 1 1 1 1 1 Верстак слесарный на одни тиски Стол для испытательного пресса Шкаф для инструмента » » форм и чуш- кового баббита .... Ящик для глины .... » » угля - 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1 В паровозных депо без подъёмочного ремонта ремонт труб производится в кузнечном отделении.
96
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Продолжение табл. 11
Технологическое оборудование Инвентарь
Наименование цехов и отделений депо наименование оборудования и его характеристика количество на годовой пробег млн. паровозо-километров наименование количество на годовой пробег млн. паровозе- километров
1 ,5 3 5 7,5 1,5 3 5 _7,5
Электротехническое Стенд для испытания турбогенераторов Сушильная электропечь Барабан для намотки электропроводов Ванна для пропитки якорей Станок для динамической балансировки роторов турбогенераторов 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 Стол для ремонта осветительных электроприборов Стеллаж для труб . . . Верстак слесарный на двое тисков То же на одни тиски . Шкаф для инструмента » » деталей и материалов 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2
Автоматноарматурное Токарно-винторезный станок В.Ц. 175 мм Р.М.Ц. 1 000 мм ...» Стол для испытания автотормозов Установка для испытания пресс-маслёнок 1 1 1 1 1 1 1 1 1 1 Верстак слесарный на двое тисков Стеллаж для насосов . Стол для осмотра и ремонта насосов .... 1 1 3 1 1 5 1 1 6 1 1
Испытательное Установки для испытания: инжекторов паровой машины углеподатчика, питательных насосов* Испытательный стенд паровоздушных насосов . . . - - 1 1 1 1 1 1 Верстак слесарный на двое тисков Верстак слесарный на одни тиски Стол для ремонта насосов - - 1 1 !*♦ I**
Компрессорное Компрессор КВ-200 4,5 л/3 давление 7 ат, с электродвигателем 40,5 кет, 720 об/мин Компрессор 9 м31мин с электродвигателем 50 кет, 860 об/мин Воздушный резервуар 6 м3 1 1 1 1 2 2 2 1 2 Верстак слесарный на одни тиски Бак для компрессорного масла 1 1 1 1 1 1 1 1
Контрольных и измерительных приборов Установка для испытания скоростемеров Стол с прессом для испытания манометров .... — - 1 1 1 1 Верстак слесарный на двое тисков Полка-стеллаж Шкаф - — 1 1 1 1 1 1
Инструментальное Станки: токарно-винтор езный В. Ц. 175 мм, Р. М. Ц. 1 000 мм настольно-сверлильный, диаметр сверления 12 мм универсально-заточный . анодно-механический заточный АМ-23 или АМ-Ю Аппарат для электроискрового упрочнения инструментов 1 1 1 1 I 1 1 1 1 1 1 1 2 Ячеечный стелтпаж с раздвижными дверцами Полочный стеллаж с выдвижными ящиками Полочно-ящичный стеллаж с наклонными вставками Полочно-ячеечный стеллаж для котельного инструмента с укладкой лёжа Полупирамида для ключей и котельного инструмента с укладкой стоя Верстак слесарный на двое тисков Стол 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 | 1 1 1 2 1
Кладовая Весы десятичные 1 1 1 1 Стеллаж для деталей Полки Стол 5 2 1 10 3 1 15 5 1 20 7 1
* Устанавливается при наличии паровозов с углеподатчиками.
** Устанавливается при наличии в депо паровозов с питательными насосами,
ПАРОВОЗНЫЕ ДЕПО
97
_______________________________________________________________________Продолжение табл. 11
Наименование цехов и отделений депо Технологическое оборудование Инвентарь
наименование оборудования и его характеристика количество на годовой пробег млн. паровозо-километров на именование кол ичеств о на годовой пробег млн. паро возо- километров
1,5 3 5 7,5 1,5 3 5 7 ,5
Генератор с мотором:
Хромировоч- 400/2 000-6/12 в .... — — — —— Стеллаж — — 1 1
ное 1 500/750-6/12 в — — 1 1 Шкаф — 1 1
1 000/500—6/12 в — — 1 1 Стол для сборки и раз-
Ванны: борки рамок —- — 1 1
хромировочная
1 500 х I 000 х 900 мм . • — — 1 1
для травления 1 200x800x800 мм для обезжиривания - - 1 1
1 500х 100x800 мм — — 1 1
для проточной воды —
1 200x800x800 мм . . — — 1 1
для горячей воды 1200х
х 800x800 мм — — 1 1
для дистиллированной воды 1200x800x800 мм для омеднения - 1 1
1 500 х 1 000x900 мм . — 1 1
Полировочный станок . . . — — 1 1
Хозяйствен- Станки: Верстак слесарный на
ное то карно-винторезный двое тисков 1 1 2 3
В. Ц. 200 мм Верстак для нарезки
Р. М. Ц. 2 000 мм . . . — — 1 1 труб 1 1 1 1
сверлильный d=25 мм — —— 1 1 Стеллаж 1 1 2 2
Правйльная плита Шкаф 1 1 2 2
1,2x0,8X0.1 м — — 1 1
Машинное от- Насосы центробежные: Верстак слесарный на
деление тёп- одни тиски — 1 1 1
лой промыв- Q-30 ма/час, напор 70 м 1 1 1 2 Стол 1 1 1 1
ки и паро- 0 = 30 м’/час, напор 40 м. — 1 9 9 Стеллаж для промывоч-
вой (безог- Теплообменник жаротруб- ного инструмента . . 1 1 1 1
невой) за- ный 1 о 3 4
правки фильтр коксовый Паросмеситель для спуска 1 2 3 3
пара Паросмеситель для паровой 1 1 1 2
(безогневой) заправки . . Бак промывочный ёмко- 1 1 1 1
стью 30 м* ’ 1 1 1 1
Бак горячей воды ёмкостью 30 м3 . . . Паро-водяной аккумулятор 1 1 1 1
25-50 м‘ — — 1 1
Столярно-ма- Верстак столярный .... — 1 2 3 Стол для столярных и
лярное Электропила — —— 1 1 малярных работ . . . — 1 1 1
Клееварка — 1 1 1 Стеллаж 1 1 1
Краскотёрка — 1 1 1 Шкаф — 1 1 1
Выварочное ; Ванны*: Стол для осмотра дета-
для выварки —— — 1 — лей — 1 1
для ополаскивания дета- Ларь для пакли .... __ 1 1
лей — —. 1 —
для обмывки деталей . . Бак кислотный для про- — 1
травки инжекторов . . . — — 1 1
Моечная машина 1 1
Меднолитей- Печи: Верстак на одни тиски 1 1
ное электрическая меде- Шкаф для инструмента — 1 1
плавильная —— — 1 1 » » форм .... 1 1
нагревательная — — 1 1 Ящик для глины и зем-
ли — — 1 1
* Вместо выварочной ванны может быть установлена моечная машина.
7 Том 7
98
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Продолжение табл, II
Наименование цехов и отделений депо Технологическое оборудование Инвентарь
наименование оборудования и его характеристика количество на годовой пробег млн. паровозо-километров наименование количество на годовой пробег млн. па-ровозо-кило-метров
1,5 3 5 7,5 1,5 3 5| 7,5
Термическое Печь для газовой цемента- Верстак на одни тиски 1 1
ции —— —- 1 1 Ванна —— — 1 1
Установка для закалки Стеллаж — 1 1
токами высокой частоты — 1 1 Шкаф — 1 1
Стол — — 1 1
Бандажное Горн бандажный электри- Верстак слесарный на
ческий —— — 1 1 одни тиски — — 1 1
Станок для гнутья бандаж- Шкаф — — 1 1
ных колец — 1 1
Приспособление для на-
садки бандажей — — 1 1
Отделение Столы с приспособлениями Стеллажи для решеток 1 1
для ремонта для обрезки решёток, для Готовые трубки — — 1 1
секций хо- ремонта, сортировки и сборки трубок » секции — — 1 1
лодильни- — — 2 2 Слесарный верстак на
ков* Ванны: двое тисков — 1 1
для травления решёток . — —— 1 1 Шкаф для инструмента — — 1 1
» » трубок . . —— — 1 1
» оцинкования трубок — — 1 1
» горячей воды .... — — 1 1
Печь для подогрева трубок
и ремонта . — — 1 1
Горн с соляной ванной для отжига концов трубок . . Переносный гидравличе- — - 1 1
ский пресс для испытания трубок — 1 1
Для обработ- Бак для выварки люфы . . 1 1 1 1 Стеллаж для фильтров 1 1 2 2
ки и набив- Столы для разборки и
ки фильт- сборки фильтров . . . 1 I 2 2
ро»* Ящик для фильтрую-
щих материалов . . . 1 1 1 1
Для ремонта Стенды для испытания:
турбин ды- дымососов —• — 1 1 Верстаки слесарные
мососов и редукторов вентилятор- на двое тисков .... — — 1 2
турбин вен- ных колёс — — 1 1 Стеллаж — — 1 2
тиляторов* Стенд для статической Шкаф — — 1 2
балансировки роторов . — — 1 1
* Предусматривается в депо при эксплоатации
паровозов с конденсацией пара.
электронагревательных приборов разделена на три группы, включённые параллельно. Профиль керамики электронагревательных элементов сделан по профилю бандажа. Для бандажей диаметром 1 850 —1 920 мм требуется 22 нагревательных элемента, для бандажей диаметром 1 500 мм — 18. Питается электрогорн от сети трёхфазного тока 220 в, потребляемая мощность до 44 Кет. Время нагрева бандажа весом 585 кг до 300° С — 30 мин.
Электрогорн инж. Савельева А. И.—стационарного типа для определённого размера бандажей. Нагревательным элементом является нихромовая лента. Для возможности нагрева бандажей двух разных диаметров горны делаются ступенчатыми.
Для нагрева бандажей также пользуются
простым электроприбором, предложенным тт. Любичем, Коробочко, Семёновым и Шевченко. В качестве нагревательного элемента в-этом приборе применена обычная стальная проволока диаметром 6 мм. Прибор питается током напряжением 55—65 в от одного-двух сварочных трансформаторов СТ32—СТ2. Вес прибора для бандажей пассажирских колёсных пар 36 кг, грузовых — 25 кг, тендерных — 13 кг.
Недостатками прибора являются: быстрое (после нагрева 2—3 бандажей) перегорание проволоки и значительное время нагрева бандажей — 40—55 мин.
Лучшими электрогорнами являются: индукционный горн инж. Новицкого и с нихромовой лентой инж. Савельева, хотя первоначальная стоимость их выше.
ПАРОВОЗНЫЕ ДЕПО
99
Подъёмно-транспортное оборудование паровозного депо Таблица 12
Цех или отделение Наименование оборудования Грузо-подъём- Количество на годовой пробег млн. паровозо-километров
ность в т 1,5 3 5 7,5
Цех подъёмочного ремонта Цех промывочного ремонта Отделение Мостовой кран Домкрат гидравлический » винтовой » реечный » балочный . . • » л Электрокар • . . . . Велосипедный кран Передвижной электрический кран Электрокар 10 25 20 6 120 80 О,75-г1,О 0,5 4-0,75 1 0,754-1 1 1 1 1 1 1 1 - 1 - 1 1 1 1 1 1 1 4 4 2 3 1 2 3 1 2 1 4 4 2 3 1 2 4 2 2
Механическое, слесарно-заготовительное, хозяйственное Кузнечное трубное Элементное Сварочное Медницк о -жестян ицко е Заливочное Автоматно-арматурное Испытательное Хромировочное Выварочное Меднолитейное Банда жное Ремонта холодильников Ремонта турбин дымососов и турбин вентиляторов Кран-балка Кран консольный поворотный . . Кран-балка Кран настенный поворотный . . . Монорельс или консольный кран с тельфером Балка с талью Кран настенный поворотный . . То же Монорельс с тельфером То же .... То же или кран консольный . . . Монорельс с тельфером Домкрат-тележка для перевозки колёсных лар Монорельс с тельфером Кран-балка 2 0,5 1 0,5 0,5 0 ,25 0,75 0,75 1 1 0,5 1 1 5 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 1 2 1 1 1 1 1 1 1 1 1 1
Таблица 13
Ориентировочная потребность основного оборудования паровозных депо
| Промывочный ремонт | Промывочный и подъёмочный ремонты
1 __ количество промывок в сутки (в среднем) —-
1 1 1| 2,()| 3,5 1 4 1 М | 2,С | 2,7 I 3,5 1 4,0 1 4>7 5,4 1 6,0 7,0
Наименование оборудования количество подъёмок в месяц
— 1- 1- 1- 1 ~ 1 4 1 6 1 8 1 10 1 12 114 16 118 20.
годовой пробег в млн. паровозо-километпов
1 1 2 ! 3 1 4 1 5 i 6 1 2 1 3 1 4 | 5 1 б 1 7 8 1 9 10'
Станки колёсно-токарные » токарно-поршневые » карусельные » токарные В. Ц. 200—350 мм . . . » » менее В. Ц. 200 мм . . . Продольнострогальные станки Поперечнострогальные » Универсально-фрезерные » Горизонтально-фрезерные » Долбёжные станки Сверлильные станки до 35 мм ....... » » свыше 35 мм Станки для расточки цилиндров » для расточки золотниковых втулок Шлифовальные станки Заточные универсальные станки Точила Молоты Компрессоры Электросварочные агрегаты » трансформаторы .... Ацетиленовые генераторы Домкраты для подъёмки паровозов .... » » » тендеров Испытательные столы для автотормозов . . То же для пресс-маслёнок » » » инжекторов » » » скоростемеров Центробежные насосы 1 1 1 1 1 1 1 1 1 1 1 1 2 1 1 1 1 1 1 2 1 1 1 1 1 2 3 1 1 1 1 1 1 1 2 1 1 1 1 1 1 1 1 2 1 2 4 1 1 1 1 1 1 1 1 2 1 1 1 1 1 1 1 3 1 2 4 1 1 1 1 1 1 1 1 1 7 1 1 1 1 1 1 3 1 3 1 2 1 1 1 1 1 1 2 2 1 1 1 2 1 1 1 1 4 1 1 2 2 1 1 1 1 1 1 1 1 2 1 1 1 1 1 1 1 1 1 2 1 1 3 3 1 1 1 1 1 1 1 1 1 2 1 2 2 1 2 1 1 1 1 1 2 1 1 3 5 1 2 1 1 1 1 2 1 1 2 1 2 2 3 1 2 1 1 1 • 1 1 3 1 2 4 6 1 2 1 2 1 1 2 1 1 2 1 2 2 3 2 3 1 1 1 1 1 3 2 2 1 5 7 1 2 1 1 2 1 1 2 1 1 3 2 2 3 2 3 1 1 1 1 1 4 2 2 1 5 8 1 3 1 1 1 2 1 1 2 1 2 3 3 3 3 2 3 1 1 1 1 1 4 2 2 1 6 8 1 3 1 1 1 3 1 1 2 1 2 3 2 3 3 3 2 4 2 1 1 1 1 5 2 1 7 10 1 3 1 1 1 3 1 1 2 1 2 3 2 4 4 3 2 4 2 1 1 1 1 5 2 2 1 8 11 1 4 1 1 1 3 1 1 2 1 3 4 2 4 4 4 2 4 2 1 1 1 1 6
7*
100
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Для очистки дымогарных и жаровых труб от накипи применяются два способа: сухой и мокрый. Лучшим является мокрый способ очистки в механизированной ванне, наполненной водой. Над ванной устанавливается рама, на которой помещаются цепные колёса, приводимые в движение через редуктор электродвигателем мощностью 5,8 кет при и = 1 500 об/мин. Пакет из 70—100 дымогарных или 16—26 жаровых труб подвешивается в ванне на двух пластинчатых шарнирных цепях. При движении цепей трубы трутся одна о другую и очищаются от накипи. При этом способе не получается пыли и не создаётся большого шума.
Применяется также мокрая очистка труб во вращающихся барабанах, погружённых в водяную ванну.
С Для холодного обжатия и раздачи концов труб применяют специальный станок, приводимый в действие электродвигателем мощностью 3,5 кет.
Паровозы и тендеры при подъёмочном ремонте поднимают при помощи установки, состоящей из двух пар балочных домкратов общей грузоподъёмностью 120 т. Одна пара домкратов устанавливается неподвижно, другая может передвигаться вдоль канавы. Такое устройство обеспечивает подъёмку паровозов разной длины. Балки домкратов, опускаясь, утапливаются в поперечные траншеи в полу цеха, что позволяет накатывать паровоз без снятия балок. Винты домкратов подвесные на опорных шарикоподшипниках, их приводят в движение либо от одного общего электродвигателя мощностью 14,5— 15 кет, через поперечный и продольные валы, либо от 4 индивидуальных электроприводов, по одному на каждой колонке. В последнее время изготовляют домкраты с 4 индивидуальными электроприводами. Мощность электродвигателей по 3,6 кет при 950 об/мин.
Установка домкратов с индивидуальными электроприводами проще, так как не требуется устройства продольных и поперечных траншей для валов.
Необходимая грузоподъёмность домкратов для подъёмки паровозов: серий ЭУ и СУ — 80—100 т; серий ФД и ИС — 120 т. Для подъёмки тендеров: 4-осных—50 т, 6-осных— 80 т.
Электроподъёмник для одиночной выкатки колёсных пар применяют грузоподъёмностью 27 т со скоростью подъёма платформы 0,3 м/мин. Мощность электродвигателя 12 кет. Высота подъёма 1 860 мм.
При ремонтных работах целесообразно применять однотонные передвижные электрокраны с выдвижной телескопической стрелой.
В промывочных стойлах, особенно веерных депо и в прямоугольных с колоннами на междупутьях, удобнее применять велосипедные краны с поворотной стрелой конструкции инж. Сколотнева К. М. и Когана С. С.
Характеристика передвижного и велосипедного крана приведена в табл. 14.
Для перевозки колёсных пар пользуются различными конструкциями тележек.
Паровоз при ремонте перемещают при помощи пневмо-гидравлического буксовщика
Таблица 14
Характеристика некоторых электрокранов, применяемых в паровозных депо
Элементы характеристики Единица измерения Электрокран
передвижной велосипедный
Грузоподъёмность . . . кг 1 000 750-500
Скорость подъёма груза » поворота стре- м/мин 3,5 12,3
лы Скорость передвиже- об/мин. 1 1,5
ния км!час 2,25 16
Угол поворота стрелы . Минимальный радиус 360 270
поворота по оси крана ММ 2 200 3 250
Диаметр колёс Расстояние между колёсами по кругу ка- 515
тания 1 100
Колёсная база . . Система тока (перемен- » 1 250 —
ный) Мощность электродвигателей: » 220 220
подъёма груза . . . кет 2,5 2
поворота стрелы . . » 0,5 1
передвижения . . . . » 2,5 2
Вес крана кг 2 650 1 730
Каминского М. А. Скорость перемещения паровоза 1 м!мин.
Вес буксовщика 28,5 кг. Обслуживает его один человек. Паровозы серий ФД и ИС с тендером перемещают двумя буксовщиками по одному с каждой стороны паровоза.
Испытательные установки
Для испытания инжектора применяют специальную установку. Для определения давления котлового пара и противодавления со стороны котла пользуются контрольными манометрами, а температуры питательной и подаваемой воды — пирометрами (те и другие приборы стоят на столе).
Нагнетательный бак ёмкостью 0,6 м3 имеет водомерное стекло, градуированное через 5 Л. При испытании инжектора в бак подаётся вода. При испытании инжекторов мятого пара последний получается редуцированием свежего пара до 0,3—0,4 ат. Баки для питательной воды расположены внизу, и этим обеспечивается требуемая высота всасывания 1,5 м. Одни бак имеет ёмкость 3 м3 и заполнен водой температурой 20°, второй ёмкостью 1,5 ма— водой 35°. Этот бак служит для критического испытания работы инжектора при давлении пара 4 ат.
В табл. 15 указаны нормы подачи воды в котёл в минуту при испытании инжекторов.
Пресс-маслёнки испытывают на плотность насосиков и в целом на подачу требуемого количества смазки. При испытании пресс-маслёнки регулируют.
Пресс-маслёнки тщательно обмываются в специальной камере (фиг. 22).
Плотность насосиков пресс-маслёнок проверяют специальным прибором (фиг. 23).
ПАРОВОЗНЫЕ ДЕПО
101
Таблица 16
Нормы подачи воды в котёл при испытании инжекторов
Система инжектора Тип и № инжектора Давление пара при испытании в ат ! Количество i подаваемой воды в л/мин Л 1 Q.U Л X Е 4> X S S ЕС Q.S К . ° с = ¥ = 0. а с а ю
Всасывающий Нагнетательный В-170 В-250 Н-400 11—13 11—13 13-15 170 250 400 52,5 83,5 124
Приборы автотормозов и паро-воздушные насосы после их ремонта или периодического осмотра испытывают на специальных установках.
Фиг. 22. Камера для обмывки пресс-маслёнок: 1 —резервуар обмывочной камеры; 2—трубопровод с соплами; 3—установочный кронштейн
Фиг. 23. Прибор для испытания плотности насосиков пресс-маслёнок: 7—гнездо; 2—скоба; 3—гайка; 4 — ручка масленого пресса; 5 —поршенёк; 6 и 7—маслопроводы; 8—испытуемый цилиндрик; 9—манометр; 70—разобщительный кран
Скоростемеры паровозов испытывают и регулируют на стенде, на нём же регулируют и тахометры вентиляторных турбин.
Для скоростемеров числа оборотов могут изменяться от 0 до 200 об/мии. Максимальная скорость 150 км!час.
Для тахометров числа оборотов изменяются в пределах от 0 до 1 200 об/мин.
Привод от электродвигателя мощностью 0,52 Кет при 1 500 об/мин. через редуктор и фрикционную передачу. Габариты установки: длина — 1 100 мм, ширина—700 мм, высота — 1 410 мм.
Устройства для обмывки деталей паровозов
Снятые при ремонте детали паровозов обмывают или в выварочных ваннах или в моечных машинах.
Детали вывариваются в выварочной ванне, наполненной горячей водой (80—85°) с примесью каустической соды (NaOH) в количестве 4 кг на 1 мг воды.
Прежде чем положить детали в выварочную ванну, их предварительно очищают от слоя грязи. В горячем растворе детали вывариваются в течение 20—25 мин., после чего их вынимают и ополаскивают в ванне с чистой водой температурой 50— 60°. Детали загружаются в ванну при помощи крана в решётчатых металлических корзинах. Воду в выварочной ванне подогревают паром, пропускаемым по змеевику, а в обмывочной ванне — конденсатом, поступающим из змеевика. Для перемешивания раствора к выварочной ванне подводится сжатый воздух. В обмывочной ванне сжатым воздухом также сдувается масло, плавающее на поверхности воды.
Воду выварочной ванны меняют через каждые 10—15 дней, а через 3—4 дня работы в ваину добавляют 1—2 кг каустической соды на 1 м* воды.
Техническая характеристика выварочного устройства, применяемого в паровозных депо, следующая: время выварки деталей в растворе 20—25 мин., концентрация раствора каустической соды 3,5—4%.
Температура раствора начальная . . 10° » » конечная . . . 80—85°
» воды в обмывочной ванне 50—60°
Давление пара для подогрева .... 2—3 ат
Расход пара на разогрев раствора в ванне (при заправке) в течение 1 часа ..........................140 кгI час
Расход пара на выварку (после заправки) ..........................50 »
Продолжительность предварительного разогрева раствора (расчётная) ............................1 час
Объём выварочной ванны............2,1 ж*
» обмывочной » ..........2,1»
Давление воздуха .................4—5 ат
Расход воздуха (0,6 м'/мин на 1 ж* свободной поверхности ванны) . . 1,44 м'/мин
Вместимость основной корзины . . . 500—750 кг » дополнительной корзины 100—200 »
Вес раствора (при 50%-ном заполнении бака)............................. 1 050 кг
Вес порожней ванны................ 340 кг
Поверхность охлаждения ванны . . . 8,3 ж*
» испарения ванны .... 24 »
» нагрева змеевика .... 1.55 »
У выварочной ванны должна быть от сасывающая вентиляция производительностью Q=2 ООО м3!час.
102
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Для обмывки деталей также применяют моечную машину (фиг. 24 и табл. 16). Детали обмывают следующим образом: загрязнён-
меру 4. Камера 4 разделена на пять зон-две крайние для отвода испарений в атмо: сферу (последние удаляются при помощи
Фиг. 24. Схема устройства моечной машины
ные" детали с . погрузочной площадки 3 укладывают на конвейерную ленту 1, которая приводится в движение приводной станцией 2, н, перемещаясь, проходит через ка-
Ta б л и ц а 16
Характеристика моечной машины
Элементы характеристики Единица измерения Показа тели
Габарит машины:
длина мм 6 000
ширина наземной части . . » 2 700
высота ... )> 3 250
Габарит окна:
высота » 800
ширина » 1 200
Первый насос:
полный напор м ВОД. ст. 36,8
производительность .... м‘/час 109
мощность электродвигателя кет 20
число оборотов электродви-
гателя об/ мин. 2 900
Второй насос: 15,2
полный напор .и в од. ст.
производительность . . . . м‘1час 80
мощность электродвигателя кет 5,8
число оборотов электро- об/мин. 2 900
двигателя
Электродвигатель АД-90/6 ме-ч ханизма привода конвейера: 1,0
мощность кет
число оборотов об/мин. 930
Скорость конвейера м/мин 0,185-г 4-0,37
Расход пара кг/час 534
Температура воды в баках . . ° С 80
Центробежный вентилятор ЭВР-4:
полный напор мм вод. ст. 130
производительность . . . м*1час 4 000
Электродвигатель АДС-42 к вентилятору: 2,8
мощность кет
число оборотов об/мин. 1 500
Производительность машины т/час 4,2-5,6
вентиляционной установки 16), выварочная, нейтральная и обмывочная зоны. Выварочная и обмывочная зоны имеют по шесть рядов душей.
Детали, проходя выварочную зону, омываются со всех сторон струями 4%-ного раствора каустической соды, нагретого до 80°С, вытекающими из сопел с большой скоростью.
Раствор вместе с грязью стекает в бак 6 и боковой карман 8. Грязь осаждается на дно кармана, откуда через задвижку 12 стекает в сборник 13.
Раствор в систему душей подаётся через фильтр 9 центробежными насосами 7 по замкнутому кругу — коллектор, сопла, бак, боковой карман, фильтр, центробежный насос, коллектор и т. д.
В нейтральной зоне происходит процесс дальнейшего омыления и разъедания прилипших к деталям частиц масла, грязи и нагара, а затем стекания их вниз вместе с каплями раствора.
В обмывочной зоне детали обмывают струями чистой горячей (80°С) воды. Вода нагревается в баке 14 и подаётся в сопла центробежным насосом 7. Движение воды происходит по замкнутому кругу: боковой карман 8, центробежный насос 7, коллектор 11, трубы с соплами, бак 14, боковой карман 8 и т. д. Смытые с деталей частицы оставшейся грязи и капель раствора стекают в бак 14, отчего вода всё больше насыщается раствором. Воду, насыщенную раствором, перекачивают эжектором 15 из бака 14 в бак 6.
Накопленная на дне бокового кармана 8 грязь стекает через задвижку 12 в сборник 13.
Из зоны отвода испарения отсасываются при помощи вентиляционной установки 16; при этом происходит также процесс осушки деталей. Очищенные и нагретые до температуры 80°С детали на конвейерной ленте поступают на разгрузочную площадку 5.
ПАРОВОЗНЫЕ ДЕПО
103
ПРОМЫВКА ПАРОВОЗНЫХ котлов
Через определённое время, которое для поездных паровозов устанавливается по пробегу паровозов в километрах, а для маневровых и хозяйственных — по числу суток работы паровозов, котёл тщательно очищают и промывают от накипи и шлама, полностью заменяют загрязнённую воду чистой, свежей, осматривают котёл внутри и производят необходимый ремонт.
При промывке котла очищают от сажи топочную часть, дымогарные и жаровые трубы.
Межпромывочные пробеги устанавливаются для каждого участка и для разных паровозов на основе анализов питательной и котловой воды, характера отложения накипи и действия воды на стенки котла, а также в зависимости от того, какие меры борьбы используют против отложения накипи, коррозии металла, вспенивания и уноса воды.
Существует три вида промывки паровозных котлов: холодная, горячая и тёплая.
В настоящее время на железных дорогах СССР применяется только тёплая промывка. Холодная используется в исключительных случаях.
Тёплая промывка
Тёплая промывка производится после ускоренного искусственного охлаждения котла, при этом котёл промывается тёплой водой.
Способ искусственного циркуляционного охлаждения котлов н промывка их тёплой водой разработаны в СССР в 1931—1932 гг. по предложению работников Института охраны труда тт. Баженова Ф. Д., Давидсона П. Л. и Якобсона М. И.
Порядок тёплой промывки паровозных котлов следующий.
Паровоз ставится в стойло для промывки с давлением пара 4—6 ат и уровнем воды в котле ’/4 водомерного стекла со слабым огнём в топке. В стойле остатки горящего топлива, шлака и золы проваливаются в зольник и заливаются водой. Клапаны зольника, дверцы топки и дымовой коробки плотно закрывают. Дымовую трубу накрывают колпаком. Регулятор должен быть закрыт, рычаг перемены хода поставлен на центр, продувательные цилиндровые краны открыты, ручной тормоз .тендера заторможен.
После этого к пароспускному вентилю котла присоединяют гибкий металлический шланг или шарнирный трубопровод, который своим вторым концом соединяется с пароспускной колонкой. Производится спуск пара. В конце спуска пара прогревают и заполняют циркуляционные трубопроводы горячей водой, а из котла выпускают шлам.
После спуска пара начинается циркуляционное охлаждение котла до температуры 30—40°.
В процессе этого охлаждения котла разница температуры выходящей из котла и поступающей в котёл воды поддерживается в пределах не более 10°.
Котёл паровоза серии ФД циркуляцион-но охлаждают в течение 5 час., серии Л— 4 час., серии Э — 3 час.
Циркуляционное охлаждение котла совмещается с промывкой элементов пароперегревателя. Для этого циркулирующую котловую воду при возвращении из теплообменника в котёл направляют в элементы пароперегревателя. Схема присоединения рукавов при промывке элементов пароперегревателя паровозов серий ФД, ИС показана на фиг. 25, а, паровозов серий Э, СО, Су и т. п.—
Фиг. 25. Схема присоединения рукавов для’очистки элементов ^пароперегревателя: а — паровоза серии ФД; б—паровозов серий Э, СО, СУ ; 1 — всасывающая колонка; 2 — нагнетательная колонка; 3-пароспускная колонка; 4—всасывающие шланги; 5 —нагнетательные шланги; б—вентиль тёплой промывки; 7 — боковой кран; 8 — колонка перегретого пара; 9 — прибор Дермичева, вставленный в золотниковую коробку
на фиг. 25, б. При этом на паровозах, не имеющих регулятора в дымовой коробке, необходимо применять прибор системы Галкина или Дермичева.
Через полчаса после спуска пара открывают верхние накладные люки и люк-лаз, а также ослабляют остальные люки и пробки.
После охлаждения воду из котла выпускают и, по мере понижения уровня, открывают средние люки, а после окончания спуска воды—все нижние. Немедленно после спуска воды и открытия нижних люков начинается очистка и промывка котла тёплой водой 35—40°. После промывки котёл тщательно осматривают, затем закрывают нижние и средние люки и при огневой заправке наполняют тёплой водой 40 — 50°. Одновременно с наполнением котла водой закрывают верхние люки, пробки и люк-лаз.
При паровой (безогневой) заправке (см. ниже) котёл водой не наполняют. Все люки и пробки закрывают, а котёл прогревают паром через нижние спускные краны топки, затем наполняют перегретой водой 120—130° до уровня нижнего водопробного краника, после
ПАРОВОЗНОЕ ХОЗЯЙСТВО
104
чего дальнейший нагрев воды в котле и повышение давления достигается впуском пара через спускные краны.
При огневой заправке паровоза для равномерного нагрева всех частей котла производится искусственная циркуляция котловой воды.
Температура в промывочных стойлах при тёплой промывке паровозов должна быть не менее 13°; ворота и калитки во избежание сквозняков закрывают.
Преимущества тёплой промывки. Тёплая промывка имеет следующие преимущества перед горячей и холодной: значительное сокращение простоя паровозов на промывке; равномерное изменение температуры частей
Фиг. 26. Диаграмма изменения температур в различных частях котла при тёплой промывке
котла (диаграмма фиг. 26); лучшая очистка котла от накипи и грязи; возможность производить любой котельный ремонт; нормальные условия работы для промывальщиков; возможность тщательного осмотра котла после промывки.
Устройства для тёплой промывки. Для тёплой промывки в паровозном депо должны быть соответствующие устройства. Принципиальные схемы устройства показаны на фиг. 27 и 28.
Колонки, 2
— Всасывающий.
трубопровод
водопровод
Пароспускной, трубопровод На гнетательный ШопрМ трубопровод "
г Манометр
'Термо-fтРуиО,. ъ .'^ПЛЫПр
Очросме-ситель
НаполнительныП-иезервуар
16
Л
М^Пбдодна.п (пруба. """ Промывочный. 20 резервуар
Фиг. 27. Принципиальная схема устройства тёплой промывки паровозов (для промывочной станции)
По схеме фиг. 27 оборудуют станции тёплой промывки; по схеме фиг. 28 оборудование устанавливают непосредственно в промывочных стойлах небольших депо (1 — 2 промывки паровозов в сутки).
В табл. 17 и 18 указан порядок управления вентилями в устройствах для тёплой промывки.
В последнее время устройства для тёплой промывки паровозов дополнены оборудованием для паровой (безогневой) заправки паровозов. Дополнительным оборудованием
Таблица 17
Управление вентилями при операциях тёплой промывки (фиг. 27)
Наименование операций Положение вентилей Примечание
открыты закрыты
Спуск пара Прогрев циркуляционной магистрали и её заполнение Заполнение магистрали горячей водой Спуск котловой воды Промывка котла Наполнение котла водой Подсос воды при циркуляционном охлаждении в случае необходимости 4, 7, 8 1-й этап: 3, 11, 9, 12, 15; 2-й этап: 3, 11, 9, 12, 16, 2 до появления пара 19, 9, 12, 11, 21, 12 и 16 до появления воды 2, 16, 13, 9, 11, 1, 5, 17 2, 16, 13, 20 20, 24, 10, 1 19, 10, 1 2, 16, 13, 24, 9, 11, 1, 5, 17, 18 Все остальные То же 21, 1 и 2 после появления воды Все остальные То же » » » Вентиль 15 для продувки фильтра Вентиль 2 для продувки всасывающего трубопровода через рукав в канаву Вода в баке должна иметь температуру не менее 95° Вентилем 5 регулируется подача охлаждающей воды в теплообменник для поддержания разности температур 1*' ° Вода из промывочного бака температурой 35—45° Вода из наполнительного бака температурой 40—50° Вентиль 18 держится открытым для подсоса нагретой охлаждающей воды в котёл паровоза до повышения уровня 8/< водомерного стекла
ПАРОВОЗНЫЕ ДЕПО
105
Таблица 18
Управление вентилями при операциях тёплой промывки (фиг. 28)
Наименование операций Положение вентилей Примечание
открыты | закрыты
Спуск пара Прогрев циркуляционной магистрали Заполнение магистрали водой Циркуляционный подогрев воды в магистрали Вариант подогрева и заполнения магистрали водой без пуска насоса Циркуляционное расхолаживание котла Спуск котловой воды и промывка бака тендера Промыака котла Наполнение котла водой Циркуляционный подогрев воды перед приваркой буртов труб к решётке Циркуляция котловой воды при заправке котла 4, 17, 18 или 19 2, 12, 9, 6 (до появления пара), 1 11, 12, 3,7 (до появления воды) 3,9,12,4, 16 , 18 или 19 1-й этап: 2, 12,9,6 (до появления пара), 1, 14-, 2-й этап: 2 , 20 , 14 , 17, 8, 9, 7, 1, 12; 3-й этап: 2, 20, 14, 17, 8,9,3 1,9, 12, 2 , 14, 18 или 19 или 17 и 5 1,9, 12 , 20; 1, 9, 12, 13,9, 10 11, 12, 13, 2, 10; 1, 9, 12, 13, 2, 10 11 , 12 , 13, 2; 1,9, 12, 2 1, 9, 12, 2; 15, 18 или 19 1, 9, 12, 13, 2; 1, О , 12 , 2, 4, 16 19 или 18 Все остальные То же » » 7 и 7» после появления воды — все остальные Все остальные То же » » » » Подсос воды при циркуляционном охлаждении котла в случае ^необходимости производится через венти ли 17 и 8 Контроль заполнения циркуляционной магистрали при операции 5 ведётся при помощи крана 21 (появление воды в конце 2-го и 3-го этапов) Вода в бак Промывка тендера Вода из бака Вода из тендера Вода из бака Вода из тендера Пар из котельной Без подогрева С подогревом воды
являются паросмеситель-водонагреватель и тепловые аккумуляторы.
Н Теплообменник - ,
показана на фиг. 29. Порядок'управления вентилями прн_ тёплой промывке и паровой ^Термометр
б
-*
Пар от _ ' Г котельной с- /
Эл-дбигатель , .
На техн, нужды
15
Х'М Манометру \0т Водопровода
и-
Клапан приёмный! Бак для Воды
и*________________________
Перелибная д канаВу--
Усладные обозначения: ,
------Всасыданщая линия I ‘ ------Нагнетательная - f'J -л—е— Линия подогретой Воды *
-к х ПароВая линия
-• • Линия охлаждающей Воды
# Спускная линия
—оё— Вентиль запорный
—Ж— Кран проходной .
—(Й— Клапан предохранителен. L ' на 2 am. <г~5
—Й4— Задбижка ’
Iряд колонок
* ч м
< В канаду
П. ряд колонок
Фиг. 28. Схема устройства для тёплой промывки паровозов с расположением в стойлах
Аккумуляторы устанавливают в депо с большим количеством заправок (более двух) паровозов в сутки.
Схема устройства для тёплой промывки и паровой (безогневой) заправки паровозов
(безогневой) заправке в устройствах по этой схеме указан в табл. 19.
Технологический процесс тёплой промывки выполняется в соответствии с инструкцией ЦТ МПС 1945 г.
106
ПАРОВОЗНОЕ ХОЗЯЙСТВО
» *-------» ' Трубопровод холодной воды
•*—*—х—*—*—* Трубопровод теплой боды
* 1 •—•—•—•—*- Трубопровод перегретой воды
---------------- Трубопровод для пора
[Фиг. 29» Схема устройства для тёплой промывки
.и 1аровой (безогневой) заправки паровозов
Таблица 19
Порядок управления вентилями (фиг. 29)]
Наименование операций Открыты вентили
Спуск пара через паросме-ситель1 Спуск пара в аккумулятор Прогрев циркуляционной магистра ли8,8 Заполнение магистрали горячей водой: из аккумулятора* из резервуара Циркуляционное охлаждение парового котла6 Спуск котловой воды Промывка котла Предварительный прогрев котла паром: 1-й этап 2-й этап Наполнение котла перегретой водой: через нагреватель из аккумулятора Вторичный прогрев котла паром до давления 8 ат Питание аккумулятора водой из наполнительного бака центробежным насосом Нагрев паром воды в наполнительном баке до температуры 90—95° Прогрев воды в аккумуляторе 5, 18, 19 5,29, 32 5,21, 6,11,13,8, 10, 9, 25 или 35, 1, 2, 3, 21, 6, 11,13, 8, 10, 9, 24 33, 30, 6, 11, 8 10, 25, 9. 13 7, 8, 11, 13, 9, 24, 25 9, 10, 8, 11, 13, 14, 15 или 16 9 , 10, 8, 26 17, 8 , 12, 13 2, 3, 5, 1, 35 2, 3, 5, 1, 4, 35 7 , 8, 6, 17, 3, 2, 4 5, 1 , 35 35 или 36,1, 28, 31, 2,3, 4, 5, 33, 30, 21 2, 4 , 3 , 5, 1,35 или 36 7 , 8, 6, 30,33 20, 1,35 35, 1, 28, 22
Сноски к табл.*19.’*. В устройствах с аккумуляторами до понижения давления пара в котле до 2—1,5 ат.
1 Кран 24 открывается для продувки фильтра. Он закрывается через J2 — 3 мин. после появления пара.
• Вентили 35, 7, 2,"3 при [прогреве паром от котельной.
4 Краны 25, 9, 13 после появления воды немедленно закрываются.
Кран 24 держится открытым 2—3 мин. для промывки фильтра.
* При необходимости подсоса воды открывается вентиль 27.
Вентиль 15 держится открытым до понижения температуры охлаждающей воды до 60—70°, после чего закрывается и открывается вентиль 16. Вентилем 14 производится регулировка подачи охлаждающей холодно^ воды в теплообменник.
Холодная промывка
Холодная промывка производится после постепенного, медленного охлаждения паровозного котла естественным путём.
Для холодной промывки необходима только сильная струя воды, для чего устанавливается центробежный насос, дающий напор воды не менее 5 ат. Другого оборудования для холодной промывки не требуется.
При холодной промывке установлен следующий порядок; паровоз ставится в стойло на промывку с возможно меньшим давлением пара в котле и небольшим огнём в топке. Огонь тушится, плотно закрываются дверца шуровочная, дверца дымовой коробки и дымовая труба. Пар спускают в тендер, в атмосферу или в бак (в тех депо, где есть оборудование для тёплой промывки). После спуска пара котёл охлаждают естественным путём: зимой до 30—40°, летом до 35— 45°. Для ускорения охлаждения котла через полчаса-час после спуска пара открывают все люки и пробки котла, расположенные
ПАРОВОЗНЫЕ ДЕПО
107
выше уровня воды, и затем ослабляют все остальные пробки и люкн.
Охладив котёл с водой до указанной температуры, воду спускают в канаву (или в бак) и котёл охлаждают без воды с закрытыми средними и нижними люками до температуры воздуха. Затем открывают все люки и начинают очистку и промывку котла холодной водой, подаваемой под давлением не менее 5 ат. Затем котёл осматривают, закрывают нижние и средние люки и наполняют водой. Одновременно с наполнением котла водой закрывают верхние люки и люк-лаз. После этого заправляют паровоз.
Холодная промывка имеет следующие недостатки: большой простой паровозов иа промывке, неравномерное охлаждение различных частей котла (фиг. 30 и 31), затвердевание
Фиг. 30. Диаграмма естественного охлаждения котла с водой
Фиг. 31. Диаграмма’естественного охлаждения котла с водой
накипи при охлаждении котла без воды и трудность её очистки, потеря большого количества тепла, так как пар, спускаемый из котла, не используется.
Оборудование тёплой промывки и паровой (безогневой) заправки паровозов
и инструмент
Циркуляционные насосы. Производительность циркуляционных насосов 30—45 м*1час, напор 29—43 м, мощность электродвигателя 9—12 кет, число оборотов 950—3 000 в мин. Насосы должны устойчиво работать при температуре воды до 100°. В машинном отделении тёплой промывки устанавливается от 2 до 3 циркуляционных насосов в зависимости от числа одновременно охлаждаемых паровозов и количества промываемых паровозов в сутки.
Производительность циркуляционного насоса может быть определена по формуле
_ IV (/г- fa) .
Ы Трасх ’
С Си.
W7 -- Ов Св <р2+ Оиз ,, ср3,
где W—так называемый водяной эквивалент котла, слагается из суммы водяных эквивалентов котловой воды, металла котла, изоляции и свода с учётом условного коэфициента (динамика теплообмена);
ср — коэфициент, учитывающий остывание при охлаждении металла котла, изоляции и свода по сравнению с падением температуры котловой воды;
— средняя температура воды и стенок котла в начале циркуляционного охлаждения; обычно tx = 105°;
<2—средняя температура воды и стенок котла в конце циркуляционного охлаждения; при расчёте принимается t2 = 35°;
Д t — разность температур воды, отводимой из котла и вводимой в котёл; Д t = = 6-? 10°;
Трасх — время циркуляционного охлаждения (для паровозов серии ФД — 5 час.; серии Л — 4 часа; серии Э — 3 часа).
Для паровозов серий ФД и ИС W = = 15 000 кг, серии Э W = 10 000 кг.
Значение отдельных элементов водяного эквивалента показано в табл. 20.
Промывочные насосы. Производительность промывочных насосов 25—35 м3/час, напор 50—70 м, мощность электродвигателя 18— 20 кет, число оборотов 3 000 в минуту. Количество промывочных насосов один-два
Таблица 20
Значение отдельных элементов водяного эквивалента
Наименование Вес в кг Теплоёмкость в кал)кг °C Водяной эквивалент в кг Условный коэфициент
Котловая вода Св Св = 1 Св 91 = 1
Металл котла Ск Ск = 0,115 Ск ск = Ск 0,115 '-в ср2 = 0>85
Изоляция И СВОД GU3 Сиз = 0,2 Сиз GU3 с - ~ 0,2 = 0,75
108
ПАРОВОЗНОЕ ХОЗЯЙСТВО
в зависимости от количества промывок в сутки.
В депо с небольшим объёмом работы при одном-двух насосах устанавливают только промывочные насосы, которые одновременно являются и циркуляционными. Производительность насосов в этом случае должна быть 30—45 м*!час.
Паросмесители. В устройствах для тёплой промывки для спуска пара применяют паросмесители системы Горюнова. Применение
кокса и без него. В последнем случае внутри фильтра, внизу помещают иижнюю решётку, а вверху—сетку, между решёткой и сеткой насыпают кокс.
Внизу у фильтра имеется спускной кран для продувки и промывки фильтра обратным током воды. Там же расположен люк. Сверху фильтр закрывают крышкой на резиновой прокладке. Вверху на крышке установлен контрольный краник, который служит для-выпуска воздуха. К нижнему патрубку филь-
Фиг. 32. Теплообменник из труб: а—элемент теплообменника; б—теплообменник в сборе; 1 — наружная труба (корпус); 2—подвижная решётка; 5—решётка; 4—трубки; 5—крышка с фланцем; б—сальник; ч7—прокладки; 8 — «фланцы для присоединения трубопроводов охлаждающей воды
этого паросмеснтеля при наличии на котле паровоза пароспускного вентиля с проходом 50 мм, шланга с таким же проходом и пароспускным трубопроводом диаметром 76 мм позволяет спустить из котла паровоза серин ФД пар давлением от 6—8 до 0,25—0,5 ат за 2—2,5 часа, из котла паровоза серий Э и Су — за 1 час.
Фильтры. Чтобы в насос не поступала загрязнённая шламом, накипью и грязью котловая вода и насос преждевременно не изнашивался, на всасывающих трубопроводах устанавливают коксовые фильтры.
Фильтры применяются двух конструкций: с внутренним, вынимающимся барабаном для
тра присоединяют всасывающий трубопровод, от котла, к верхнему — от насоса.
Фильтры периодически очищают от грязи и накипи, кокс промывается или заменяется новым.
Теплообменники. В устройствах для тёплой промывки в основном применяют два типа теплообменников: батарейные (из барабанов водоподогревателя с небольшой переделкой) и трубчатые. В последнее время применяют преимущественно трубчатые теплообменники (предложение инж. Мужичкова В. И.), которые более просты в изготовлении, надёжны в эксплоатации и не требуют для своей установки много места. Устройство
ПАРОВОЗНЫЕ ДЕПО
109
теплообменника из труб показано на фиг. 32. Он состоит из четырёх отдельных секций длиной между решётками по 5 м.
В трубах диаметром 125/133 мм размещают решётки с 12 трубками диаметром 18/22 мм. Ставятся также газовые трубы диаметром */г* в количестве 12 шт., 3/4" в количестве 9 шт. и 1* в количестве 7 шт. В последнем случае две секции оборудуют трубами диаметром 1" и две — трубами диаметром V, или »//.
Баки (резервуары). Баки для горячей и тёплой воды в устройствах для тёплой промывки делают металлические или железобетонные ёмкостью 25—30 м3 каждый.
Трубопроводы. Всасывающие трубопроводы должны иметь диаметр 100 мм, остальные, а также всасывающие небольшой длины (25—30 ж)—75 мм, за исключением трубопроводов, пароспускных и холодной воды, диаметр которых допускается 50 мм.
Трубопроводы, за исключением паропроводных, делают из газовых труб. Переходы и изгибы не должны иметь резких поворотов. Отдельные звенья труб соединяют сваркой. Галереи, в которых прокладывают трубопроводы, должны быть сухими и доступными для осмотра и ремонта труб.
Длинные циркуляционные (всасывающий и нагнетательный) пароспускные и паропроводные трубопроводы обязательно покрывают изоляцией.
Колонки. Колонки устанавливаются на междупутье промывочных стойл, обычно над полом. Чтобы колонки не мешали передвижению электрокар, электрокранов, желательно их устанавливать в колодцах ниже иола.
Инструменты и приспособления. Для промывки и очистки котлов применяют наконечники различных форм и размеров, приспособленные к условиям промывки каждой части котла. На фиг. 33—37 показаны размеры и формы этих наконечников.
Фиг. 34. Наконечники Л» 1 и j\s 2
Фиг. 37. Наконечник № б
Для отделения накипи от стенок котла применяют специальные железные скребки и крючки самой различной конструкции.
При очистке кипятильных труб котла от накипи пользуются пневматическими и гидравлическими приборами. Лучше применять гидравлические приборы, так как одновременно с очисткой происходит и промывка кипятильных труб. На фиг. 38 показано устройство гидравлического прибора для очистки и промывки кипятильных труб.
Шланги. Для спуска (или подачи) пара применяют гибкие металлические шланги диаметром 38—50 мм или шарнирные трубопроводы. Всасывающие, циркуляционные шланги должны быть прорезиненные, не допускать сплющивания их и подсоса воздуха, диаметром не менее 50 мм. Нагнетательные шланги — прорезиненные диаметром 38—50 мм. В исключительных случаях могут применяться пеньковые шланги.
ЗАПРАВКА ПАРОВОЗОВ
Огневая заправка
При огневой заправке нагрев котла с водой и поднятие давления пара производятся непосредственно розжигом огня в топке. На колосниковую решётку набрасывают мелко расколотые дрова, обрезки досок, щепу, хворост, брикеты, которыми разжигается уголь. Уголь для заправки берут легковоспламеняющийся, газовый, длиннопламенный и Др. Можно также разжигать уголь горящим коксом, газом, с помощью различных приспособлений.
Тягу усиливают либо сифоном заправляемого паровоза, присоединяя к нему с самого начала заправки шланг или трубку от паровой сети депо или другого горячего паровоза, либо стационарными вентиляторами, либо переносными вентиляторами (устанавливаемыми на трубу паровоза, фнг. 39).
но
ПАРОВОЗНОЕ ХОЗЯЙСТВО
пп Л Л
Фиг/38. Гидравлический прибор для’очи-стки "кипятильных труб: 1 — корпус тур-банки; 2—крышка; 3—втулка; 4—штуцер; 5 — ротор (сборный); 6— втулка;47 — корпус подшипника; 8 —проволока диаметром 1", / = 6 000; 9 - головка; 10—шарнир; 77—сухарь; 12—ось шарнира; 13 — шарошка коническая; 14 — шарошка цилиндрическая; 15 — серьга; 16—ось серёжек; 77—вилка
4
Фиг. 39» Переносный вентилятор (дымосос) для заправки паровозов: 7 — дымосос производительностью 7 650 -ь 11 500 м’/час при 965 об/мин.;напор 15-г8 мм вод. ст. при числе оборотов 1 450 в мин., производительность 11 600 -г 17 400 м’/чяс, напор 33—18 мм вод. ст.; 2—коромысло; 3—кошка ручная 0,5-т; 4 — кабель; 5—монорельс; 6—дымовытяжная труба
ПАРОВОЗНЫЕ ДЕПО
111
Для работы сифона использовать сжатый воздух (как это делается в отдельных депо) нецелесообразно.
Без искусственной тяги продолжительность огневой заправки 3—5 час.; расход топлива при этом для заправки паровозов серий Э, Су и т. п. после холодной и тёплой промывки от 800 до 1 200 кг, для паровозов серий ФД, ИС —от 1 300 до 1 800 кг.
При искусственной тяге и надлежащих сортах заправочного топлива время заправки сокращается до 1,5—2,5 час. в зависимости от серии паровозов, а экономия топлива достигает 20—25% и больше, причём большая экономия топлива получается при применении вентилятора. Применение сифона не даёт заметной экономии топлива, так как на работу сифона расходуется пара от 10 до 28 кг]мин.
Огневая заправка даже с искусственной тягой имеет существенные недостатки, как, например, неравномерный нагрев отдельных частей котла (диаграмма > на фиг. 40), задымление депо.
Фиг.С40. Диаграмма температур различных частей котла при огневой заправке паровоза
При принудительной циркуляции’’котловой воды в период заправки более равномерно нагреваются различные части котла. ;
Паровая (безогневая) заправка
Сущность паровой (безогневой) заправки заключается в зарядке котла горячей водой и паром с последующим розжигом топки. В паровозных депо железных дорог СССР широко применяется следующий способ, разработанный и испытанный ЦНИИ (Черниковым В. В.): после тёплой промывки порожний паровозный котёл прогревают паром до температуры 120— 130°С (давление в котле 1,5 ат), затем наполняют водой температурой 120—130° до появления воды в нижней гайке водомерного стекла. Котёл, наполненный водой, имеет давление пара 1,5—2,5 ат, после этого в котёл через нижние спускные краны подаётся пар для окончательного прогрева воды и получения давления пара 5—7 ат. Розжиг огня в топке производится после выхода паровоза из стойла, а при низких температурах (ниже —25°) — в момент выхода.
Перед заправкой на колосниковую^ решётку забрасывается слой (120—150 мм) легковоспламеняющегося угля. Уголь в j процессе заправки хорошо прогревается, поэтому при розжиге быстро загорается.
Схема устройства для паровой (без'огне-вой) заправки и тёплой промывки и график технологического процесса показаны на фиг. 29, 41 и 42.
Фиг. 41. Схема оборудования паровой (безогневой) заправки паровозов с вертикальным аккумулятором: 7 — секция тёплой промывки; 2 — машинное отделение; 3— тепловой аккумулятор; 4—бак тёплой промывки; 5—распределительная гребёнка; 6—центробежный иасос с электродвигателем; 7—распределительные вентили; 8 — заправочные трубопроводы; 9 — заправочные колонки; 10 — спускные вентили
Наименование операций Часы
4 5 7 0 11 !
ипуск пара, прогрео и заполнение магистрали горячей Нодой а
Вставка привара >алкин а и присоединение рукавов
ихлаждение котла путем циркуляции котловой воды 1(1Х)
Промывка жаровых и дымогарных труб и спуск воды ДО
Промывка дымовой коробки от сажи и открытие всех люков п пч &
Промывка котла L
Осмотр котла ч г~
Накрытие люков г
Прогрев котла паром Г
Наполнение котла перегретой водой
Подогрев боды в котле до давления 7атм 1 Г Т~
Выезд из стойла и розжиг огня б топке
Фиг.г42. График технологического процесса тёплой промывки и паровой (безогневой) заправки паровозов серии Л
Паровая (безогиевая) заправка при отсутствии аккумулятора
f Предварительно, до начала заправки паровозного котла, в наполнительном баке тёплой промывки вода нагревается до температуры 90—95° за счёт тепла пара, спускаемого из котлов паровозов, поставленных на промывку, отвода горячей охлаждающей воды из теплообменников в начальный период циркуляционного охлаждения котлов и путём подачи пара в бак из парораспредели
112
ПАРОВОЗНОЕ ХОЗЯЙСТВО
тельной гребёнки. Затем производят предварительный прогрев паром паровозного котла, для чего к наполнительной колонке присоединяют шарнирные трубопроводы или гибкие металлические шланги, которые отводятся в кочегарную канаву. Сначала трубопровод продувают паром. После того как из гибких шлангов или шарнирных трубопроводов пойдёт пар, гибкие шланги или шарнирные трубопроводы присоединяют к нижним спускным кранам котла паровоза, затем проверяют надёжность их присоединения и открывают спускные краны котла и вентиль наполнительной колонки. После этого впускают пар в нагреватель и наполнительную колонку, откуда он поступает в котёл паровоза и прогревает его. На котле паровоза должны быть закрыты все люки, пробки, краны, вентили, регулятор впуска пара. Открытым оставляется один из спускных кранов у грязевого кольца топкн для выпуска воздуха из котла. Этот кран закрывают после того, как из него пойдёт конденсат с паром.
Котлы паровозов серий Э и СУ предварительно прогреваются паром в течение 10—15 мин., серий Л, ФД, ИС—15—20 мин. до температуры 120—130°. После предварительного прогрева котёл наполняют перегретой водой (120—130°С). Горячая вода из наполнительного бака подаётся центробежным насосом в
воды, после чего шланги или шарнирные трубопроводы снимаются и паровоз готов для розжига огня в топке.
Паровая (безогневая) заправка при наличии аккумулятора
Аккумулятор наполняется горячей водой нз бака тёплой промывки, в котором горячая вода приготовляется при спуске пара из котлов паровозов, поставленных на промывку, и путём отвода из теплообменников.
Пар из паровозных котлов паровозов, поставленных на промывку, спускается по паропроводу в аккумулятор.
Когда давление пара в паровозном котле понизится до 2—1,5 ат, спуск пара в аккумулятор прекращается и пар из котла направляется в паросмеситель.
Вода в аккумуляторе подогревается до 130—145°С (соответственно давлению 3—4 ат) паром из котельной. Аккумулятор заряжается постепенно до начала заправки паровозов.
Котёл предварительно прогревают так же, как н при устройстве без аккумулятора, паром, поступающим из котельной.
После предварительного прогрева котёл наполняют водой температурой 130—145°С.
Во время подачи воды в паровое пространство аккумулятора пускают пар из котель-
770
Фиг. 43. Паро-водонагреватель: 7—корпус; 2—водяное сопло; 3—центральное паровое сопло; 4—задняя стенка; 5 — штуцер центрального парового сопла; 6 — патрубок для подвода воды; 7 _ патрубок для подвода пара; 8 — трубка для термометра; 9, 70—фланец; 77 — прокладка из паронита; 72—кожух; 7J—теплоизоляция из асбестита
нагреватель, где смешивается с паром, нагре-вается до 120—130° и поступает в котёл паровоза. Температура выходящей из нагревателя воды измеряется термометром, установленным на выходном конце нагревателя. Подачу воды в нагреватель регулируют вентилем.
Котёл наполняют до появления воды в нижней гайке водомерного стекла. В наполненный перегретой водой котёл паровоза продолжает поступать пар в течение 20—30 мин. После того как давление пара в котле достигнет 5—7 ат, соответствующие вентили и спускные краны на кожухе топки котла закрываются. Открывается выпускной краник на заправочной колонке для выпуска пара и
ной, чем поддерживается давление в аккумуляторе и ускоряется процесс подачи воды в паровозный котёл. После наполнения котла нагретой водой до уровня нижнего водопробного краника подача воды прекращается.
Прогрев котла паром до образования давления 5—8 ат из котельной производится так же, как и при заправке без аккумулятора.
Паро-водонагреватель. Для нагрева воды применяется паро-водонагреватель Мужич-кова В. И. (фиг. 43). В нём имеется два сопла: водяное 2 диаметром 50 мм и внутри водяного — паровое 3 диаметром 25 мм. Паровое сопло может вывёртываться из корпуса 1.
УСТРОЙСТВА ДЛЯ ЭКИПИРОВКИ ПАРОВОЗОВ
из
При работе паро-водонагревателя пар в нагреватель подаётся через центральное сопло 3 и патрубок 7, вода поступает через водяное сопло 2 кольцевой струёй. Кольцевая струя воды омывается паром изнутри и снаружи н распыляется струёй пара, выходящей с большой скоростью из парового сопла 3. Происходит смешение воды с паром и перегрев воды.
Благодаря концентрическому расположению сопел работа нагревателя становится более устойчивой при колебаниях давления пара или воды. За температурой воды наблю
дают по термометру, установленному на выходном конце нагревателя.
Тепловой аккумулятор. В паровозных депо устанавливают один-два аккумулятора ёмкостью 20—30 л;8 каждый, давлением 3—4 ат. Ёмкость аккумуляторов определяется из расчёта вмещения в них воды в количестве, потребном для наполнения котлов паровозов, заправляемых одновременно. При этом следует принимать расход воды на 1 паровоз серии ФД 15 м3, прочих серий —• 10 м3.
Аккумуляторы могут устанавливаться вертикально или горизонтально.
УСТРОЙСТВА ДЛЯ ЭКИПИРОВКИ ПАРОВОЗОВ
СКЛАДЫ ТОПЛИВА
Склады по роду топлива могут быть угольные, дровяные, нефтяные и смешанные.
Угольные склады подразделяются на эксплоатационные — основные и вспомогательные и склады длительного хранения.
1'а эксплоатацнонных складах хранится топливо для текущих расходов. Склады длительного хранения предназначены для храпения запасов топлива.
Общая ёмкость склада
Еобщ = Еэ + ,
где Еэ—эксплоатационный запас топлива;
Ен — запас длительного хранения топлива .
где Ет — расход топлива в сутки для грузовых паровозов;
Еп— расход топлива в сутки для пассажирских паровозов;
Ем—расход топлива в сутки для маневровых паровозов;
Ех— расход топлива в сутки для хозяйственных нужд, принимается равным 8 — 12% в основных депо и 4—6% в оборотных от расхода на паровозы;
t — обеспеченность склада топлива в сутках, как правило, принимают не менее 30 для эксплоатационного запаса.
Запас длительного хранения (устанавливается отдельными указаниями)
Е = Е /' ъ сут i 1
где Есут — суточный расход топлива;
t' — обеспеченность склада неснижае-мым запасом топлива в сутках. Расход топлива на паровозы определяется на основании тяговых расчётов и соответствующих приказов.
Склады длительного хранения при расположении на одной территории с расходными следует обязательно располагать на специально выделенной площади.
Площадь склада топлива, необходимая для хранения заданного количества топлива, зависит от удельной ёмкости т/м2, т. е. от количества топлива, приходящегося на 1 м2 всей площади склада.
Удельная ёмкость будет тем больше, чем выше и массивнее штабели угля; на современных механизированных складах она достигает 2,5—3 т/мЕ 2.
Допускаемая высота штабелей зависит от склонности углей к самонагреванию, способа укладки и механизмов, которыми обслуживаются склады.
Угли по склонности к окислительным процессам и самонагреванию разделяются на следующие группы:
1 группа — наиболее устойчивые при длительном хранении антрациты всех месторождений, кроме сортов АСШ, АШ;
II группа — устойчивые при длительном хранении антрациты сортов АСШ, АШ и каменные угли: донецкий и кузнецкий — марки 'Г; черемховский — марки Д; сучан-ский — марок Т, ПЖ, Г;
III группа — средней устойчивости при длительном хранении каменные угли: донецкий — марок ПЖ, К, ПС, Г; кузнецкий— марок СС, К, ПЖ, ПС, Г; карагандинский — марок ПЖ, ПС; печорский —марок ПЖ, Г; кизеловский — марки ПЖ’, хакасский — марки Д; букачачинский и среднеазиатский — марки Г; сахалинский — марок Т, К, Д; силезский;
IV групп а —неустойчивые при длительном храпении каменные угли: донецкий, кузнецкий и печорский — марки Д; тквибуль-ский—марки Г; ткварчельский — марки ПЖ и бурые угли всех месторождений.
Уголь укладывают в штабели с послойным уплотнением через каждые 1 —1,5 м. Толщина уплотняемого слоя зависит от механической прочности угля, крупности кусков, ширины отдельных слоёв угля и высоты формируемого штабеля.
Высота штабелей при послойной укладке с уплотнением должна быть: для антрацитов марок АСШ, АШ и каменных углей II группы — 8 лг, для углей III группы; марки СС всех месторождений — 7 м, для донецких углей — марок ПЖ, К, кузнецких —• марок 11Ж. К, ПС, печорского—марки ПЖ, сахалинского — марок Т, К, Д, карагандинских — марок ПЖ, ПС, хакасского — марки Д, силезского — 6 м; для донецких углей — марок ПС, Г, кузнецкого, печорского и букачачинского — марки Г, среднеазиатского —• марки Г, кизеловского марки ПЖ — 5 м; для углей IV группы — 4 м; для антрацитов I группы высота не ограничивается.
8 Т ом 7
114
ПАРОВОЗНОЕ ХОЗЯЙСТВО
На механизированных угольных складах высота штабелей ограничивается только механизмами, которые позволяют укладывать штабели высотой 7—8 м.
Угол откосов штабелей делается в 40— 45%.
В одном штабеле должны храниться угли только одной марки (антрацит одного сорта).
Складирование и длительное хранение угля производится на площадке естественного грунта, очищенной от растительности и других посторонних предметов и плотно утрамбованной. Покрытия площадок бетоном, бутовым камнем и т. п. не требуется. Не допускается применение чисто шлаковых оснований и деревянных настилов. Площадка склада должна иметь водоотводные дренажные канавы и кюветы.
В зимнее время закладку угля на длительное хранение рекомендуется производить в районах с устойчивой температурой —8° С и ниже на специально подготовленные ледяные основания толщиной до 25 см или на снеговые толщиной до 30 см, предварительно политые водой, а также и на промёрзший грунт. Послойное уплотнение угля при этом также необходимо. Нижние откосы штабелей, уложенных на ледяное основание, должны быть засыпаны слоем угольной мелочи или изгари толщиной не менее 20 см и уплотнены.
Сроки длительного хранения углей в штабелях при послойном уплотнении приведены в табл. 1.
Таблица 1
Сроки хранения углей в штабелях при послойном уплотнении
Наименование углей (бассейны и месторождения) Наименование марок и сортов Сроки хранения (в месяцах)
Донецкий г, ПЖ ПС, д 8
» 6
» ...... т 38
» АП, АК, AM, АС, АРШ, АСШ, АШ 24
Печорский пж 12
в Г 8
Подмосковный . . . Всех сортов 6
Силезский - Рядовой 12
Кизеловский .... пж 8
Богословский .... Б 6
Челябинский .... Всех сортов 6
Кузнецкий ПЖ, ПС, СС, к 1 У
» г 8
» д б
» т 18
Хакасский д 8
Черемховский .... д 24
Букачачинский . . . Г, пж 12
Среднеазиатский . . г б
Карагандинский . . пж. пс 12
в . БР 6
Сучанский пж, т 24
в г 18
Артёмовский .... Всех сортов 6
Сахалинский . . . . Д, к, т 12
Размеры штабелей угля длительного хранения определяются особенностями угольного склада и принятым способом механизации работ, продолжительностью хранения, климатическими условиями и способом
укладки угля на складе. Для углей I и II групп размеры штабелей установлены из расчёта тридцатисуточного расхода (фактического или по типовым смесям) угля данной марки основным складом топлива; для углей III и IV групп — с учётом поступления угля данной марки на основной склад (на текущие расходы) и возможности освежения штабеля в короткий срок, но не более 30 суток. Каждый штабель должен иметь штабельную доску 400 X 250 мм, на которой указывается: номер штабеля, марка или сорт угля, станция отправления, шахта, дата закладки угля.
За поведением угля в штабелях длительного хранения устанавливается наблюдение, которое осуществляется внешним осмотром и измерением температуры. Температура в штабелях измеряется: в антрацитах АРШ — через 10 суток, углях II группы — 5 суток, углях III и IV групп — через каждые трое суток. Контрольные замеры температуры производятся ежедневно, если температура в штабеле достигает 40° С.
Замер температур штабелей производится ртутным термометром, опускаемым в железные трубы диаметром не менее 25 мм, установленные в штабелях. Трубы устанавливают в шахматном порядке по верху штабеля на расстоянии одна от другой: для антрацитов АРШ — 25 м, углей II группы — 15 м, III — 6 — 8 м, IV — 4 — 6 м, причём для углей IV группы трубы устанавливаются также и на откосах штабеля.
Глубину ввода труб определяют по табл. 2.
Таблица 2
Глубина ввода тр, - в зависимости от сорта топлива и высоты штабеля
Топливо Высота штабеля в м Недоход концов труб до нижнего основания штабеля в м
Антрацит АРШ . . . 8 и боле е 3
Уголь 11 группы . 6-8 2
» III » 4-7 1
» IV » . Допускаемая 0,5 ।
Верхние концы труб должны выступать над поверхностью штабеля на 0,2 — 0,3 м и закрываться пробками или колпачками.
Измерение температуры производится опусканием термометра на шнурке в железные трубы на 15—20 мин.: в штабелях высотой до 4—6 м — на глубину середины штабеля; в штабелях высотой более 4 м — в двух точках каждой трубы на глубине середины и 1,5 м от верхнего основания штабеля. Результаты замера заносятся в специальный журнал.
Опасным очагом самонагревания считается участок штабеля угля температурой выше 60° С, а также участок, температура которого повышается более 3 — 5° С в сутки, независимо от повышения температуры воздуха.
Борьба с самонагреванием угля при хранении в штабелях осуществляется путём:
а) дополнительного уплотнения поверхности поражённого и смежных с ним уча-
УСТРОЙСТВА ДЛЯ ЭКИПИРОВКИ ПАРОВОЗОВ
115
стков, в первую очередь трамбовкой вручную не реже 1 раза в день. Если при этом температура угля не снижается, то производится укатка таких участков катком;
б) засыпки поверхности самонагревающегося участка штабеля угольной мелочью или изгарью толщиной слоя 15—20 см с последующей трамбовкой или уплотнением катком;
в) изъятия из штабеля самонагревшегося угля на свободную площадку.
Кроме наблюдения за температурой угля, в штабелях производится систематический контроль за его качеством путём отбора оперативных проб, их анализа и оценки показателей качества.
Угли, пролежавшие установленный срок, должны расходоваться, и на их место закладывается свежий уголь.
Между штабелями углей и различными сооружениями должны быть разрывы, указанные в табл. 2а.
Таблица 2а
Нормы разрывов между штабелями угля и различными сооружениями
,т I Расстояние
Наименование разрывов в м
1 I
I
Между подошвами смежных штабелей:
по длине склада ... .......
» ширине » ........
От головки рельса до подошвы штабеля не менее:
для штабелей длительного хранения ......................
для штабелей эксплоатацион-ного расхода ...............
От подошвы штабеля угля на складах ёмкостью 500 -г 5 000 т до ближайших зданий и сооружений:
I и II степени огнестойкости ill » »;
IV и V » »
От подошвы штабеля угля иа складах ёмкостью 5 000 — 100 000 т до ближайших зданий и сооружений :
I и II степени огнестойкости III » »
IV и V » »
От подошвы до забора..........
Т о же до столбов............।
гэ 14 1G
Примечания. 1. Расстояния до зданий IV и V степени огнестойкости, указанные в пп. 3 и 4 при штабелях самонагревающегося угля высотой более 5,2 м - увеличиваются на 25%.
2. Разрывы между угольным складом и другими разнородными складами принимаются от наиболее опасной группы склада до угольного склада, приравниваемого в отношении разрывов к сооружениям IV и V степени огнестойкости, в соответствии с требованиями противопожарных норм строительного проектирования промышленных предприятий (НСП-102-51).
3. Разрывы, указанные в пп. 3 и 4» не распространяются на сооружения углепо-дачи (эстакады и т. п.).
Устройство складов топлива
Наиболее рациональным является устройство склада топлива с наибольшей удельной ёмкостью (т/м2) и наименьшей протяжённостью складских путей; при этом должны быть обеспечены снабжение паровозов топ
ливом по максимальной пропускной способности и быстрая выгрузка угля из вагонов; стоимость переработки 1 т топлива должна быть наименьшая.
На складах длительного хранения должны быть обеспечены быстрая выгрузка вагонов с углём, штабелирование, освежение и погруз-' ка угля в вагоны для вывозки его в места потребления.
^Количество путей для обеспечения требуемой эксплоатационной манёвренности должно быть не менее: на эксплоатационныя складах при суточном расходе угля на паровозы менее 200 т — 3 пути, до 700 т — 5 путей и свыше 700 т — 6 путей, включая разгрузочные. Сквозных путей должно быть соответственно не менее 2, 3 и 4.
На складах длительного хранения должно быть при вывозке угля для освежения до 300 т в сутки — 3 пути, более 300 т — 4 пути.
Ширина междупутий на складах, обслуживаемых грейферными кранами,
L = 2/кр + а,
где I— вылет стрелы крана при работе грейфером в м;
а — ширина раствора грейфера в м.
Числовые значения а приведены в табл. 3.
Ширина междупутий парных путей недолжна быть больше допускаемого вылета стрелы крана и составляет при укладке на них штабелей угля не менее 6 м при б-m кранах и< не менее 7 м при кранах ПК-ЦУМЗ-15.
Междупутья на складах топлива, обслуживаемых кранами, могут быть значительно-увеличены при применении скреперных установок, тракторных лопат, автопогрузчиков, бульдозеров и других механизмов.
На фиг. 1—6 представлены различные-, схемы складов топлива.
Склады топлива с небольшим суточным-расходом 40—120 т в большинстве своём обслуживаются пневматическими углепогрузчиками. Схемы таких складов показаны на фиг. 7 и 8. Кроме пневматических углепогрузчиков, такие склады могут обслуживаться и другими простейшими электрическими кранами и скиповыми подъёмниками..
Разгрузочные устройства
Для разгрузки саморазгружающихся вагонов с углём на складах топлива предусматривается устройство повышенных разгрузочных путей и эстакад. Ёмкость отвалов-повышенных путей и эстакад должна позволять производить разгрузку не менее одного 8*
116
ПАРОВОЗНОЕ ХОЗЯЙСТВО
100,0-
Фиг. 1. Поперечный разрез склада топлива, обслуживаемого кранами ПК-6: 1 — разгрузочный путь; 2 — экипировочные пути; 3—кустовые бункеры; 4—складские пути; 5—штабели угля
139,0-1790
Фиг. 2. Поперечные разрезы склада топлива, обслуживаемого: а-кранами ПК-ЦУМЗ-15; б—кранами ПК-ЦУМЗ-15 и кранами со скреперным оборудованием; 7 — разгрузочный путь; 2 — крановый путь; 5—экипировочный путь; 4—складские пути; 5 — кустовые бункеры; б — штабели угля; : 7—углеподающая эстакада
I
16^0
Фиг. 3. Поперечный разрез склада топлива, обслуживаемого кранами ПК-6 со скреперным обо-.рудованием: 7— разгрузочные пути; 2— экипировочные пути; 3—пути для хвостовой тележки; 4—складские пути; 5—кустовые бункеры; б—кран ПК-6 со скреперным оборудованием; 7—хвостовая тележка; 8—скрепер; 9 — штабели угля; 10 — углеподающая эстакада, сооружаемая вместо кустовых бункеров
Фиг.'4. Поперечный разрез склада топлива, обслуживаемого кранами со скрепером с центральным расположением штабелей: 7 — разгрузочные пути; 2 — экипировочные пути; 8 — кустовые бункеры; 4—кран со скреперным оборудованием; 5—хвостовая тележка; б—каток; 7—штабели угля; 8—углеподающая эстакада ,
УСТРОЙСТВА для ЭКИПИРОВКИ ПАРОВОЗОВ
11:7
Фиг. 5. Поперечный разрез базисного склада топлива, обслуживаемого кранами ПК-6 со скреперным оборудованием: 7—разгрузочный путь; 2 — крановый путь; 3 — пути хвостовых тележек; 4—кран ПК-6 со скреперным оборудованием; 5—хвостовая тележка; 6 — скрепер;
7 — каток; 8 — штабели угля
/ з / z 1 2 Lt
Ж, А» Д А
— 31 — 1Ш—Ч- 7Н--30 -500-ЙН--30-50 0 --Н 7,0 Г—180—
-------------------------112 -15Z,0 -------
Фиг. 6. Поперечный разрез ^базисного склада топлива, обслуживаемого кранами ПК-ЦУМЗ-15 и скреперным оборудованием: /-повышенный разгрузочный путь; 2-кра-новые пути; 3—разгрузочные пути; 4—штабели угля
Фиг. 7. Схема угольного склада с суточным расходом до 40—60 т: 7—путь для разгрузки вагонов и экипировки паровозов; 2 —пути для пневматического углепогрузчика; 3—штабели угля
Фиг. 8. Схема угольного склада с суточным’рас-ходом 120 т; 7 — пути для разгрузки вагонов и экипировки паровозов; 2—пути для пневматического углепогрузчика; 3—штабели угля
118
ПАРОВОЗНОЕ ХОЗЯЙСТВО
саморазгружающегося вагона грузоподъёмностью 60 т с одной постановки.
Одновременно необходимо, чтобы высота разгрузочных путей не допускала значительного измельчения угля при выгрузке.
Таким условиям удовлетворяют повышенные разгрузочные пути с вертикальными стенками высотой до 2,5 м.
На фиг. 9 показан путь высотой Л = 2,5 м с вертикальными стенками. Каркас этого «ути выполняется из рельсов, не годных для укладки в путь, и состоит из отдельных сварных рам. Вертикальные стенки делают из сборных железобетонных плит или из шпал. Расстояние между рамами при железобетонных плитах принимается равным 1,5 м, при деревянных шпалах — 2,5 м. Внутреннюю часть разгрузочного пути между стенками засыпают балластом.
Повышенные разгрузочные пути могут быть устроены также и из отдельных железобетонных блоков (ящиков) с засыпкой балластом. На фиг. 9а показано устройство такого пути по проекту Транстехпроекта.
Длина повышенных разгрузочных путей «ли эстакад на складе топлива должна позволять выгружать уголь при его поступлении -на склады маршрутами с одной-двух постановок.. На складах с малым расходом топлива
Устраиваются также металлические разгрузочные и железобетонные эстакады. Характеристика повышенных разгрузочных путей и эстакад приведена в табл. 4.
Въезды на повышенные разгрузочные пути должны иметь уклон 12—15°/Оо Для возможности самостоятельного перемещения крана ПК-6.
Таблица 4
Разгрузочные повышенные пути и эстакады
Наименование Удельная ёмкость отвалов в т/пог. м ЁМКОСТЬ отвалов в т
Повышенный путь с вертикальными стенками вы-
сотой:
2 м ............ 6,1 915
2,5 м Разгрузочная эстакада высотой 2,5 м (металличе- 8,8 I 320
ская или железобетонная) Повышенный путь с укреплённы/. и откосами вы- 12,0 1 800
сотой:
1 м 1,8 270
1,5 м 2,8 420
2 м 4,1 615
Примечание. Длина отвале )в—150 м,
фронт разгрузки полувагонов—10 м.
Фиг. 9. Повышенный углеразгрузочный путь с вертикальными стег.ками
могут устраиваться простейшие приподнятые пути на земляной насыпи с укреплёнными откосами под углом 45°.
При кранах ПК-ЦУМЗ-15 уклон может быть принят до 25°/00. Для уменьшения длины въездного пути в местах с низкими грунто-
УСТРОЙСТВА ДЛЯ ЭКИПИРОВКИ ПАРОВОЗОВ
119
выми водами, при наличии дренирующих грунтов или надёжной канализации целесообразно устраивать вдоль повышенных углеразгрузочных путей и эстакад приямки глубиной до 1 м.
В комплект краново-скреперного оборудования входит: кран ПК-6 со съёмным оборудованием для работы иа канатный скрепер и трамбовочный каток, хвостовая тележка, скреперы ёмкостью 1 и 1,5 л3,; каток весом
Фиг. 9а. Повышенный углеразгрузочный путь из сборных железобетонных блоков высотой 1,75 м; ёмкость отвала на 1 пог. м — 4,4 т: ] — крайний блок; 2 — средний блок; 3 — булыжное мощение; 4 — упор; 5 — болтовое крепление; 6 — листовое железо; 7- песок или балласт
Выгрузка угля из открытого подвижного состава производится также с помощью грейферных кранов. При кранах ПК-6 и ПК-7,5 выгружается угля от 40 до 60 т в час, при кранах ПК-ЦУМЗ-15 — от 60 до 120 т в час.
Выгруженный из вагонов уголь или непосредственно выдаётся на паровозы или укладывается в штабели.
Штабелировка угля производится с помощью грейферных кранов, крапово-скрепер-ных установок, тракторных лопат, автопогрузчиков, ленточных транспортёров.
Послойное уплотнение углей, закладываемых на длительное хранение в штабелях шириной до 18 м, укладываемых па междупутьях 18—22 м, производится преимущественно углеподъёмными кранами на железнодорожном ходу, снабжёнными специальными съёмными приспособлениями для перемещения катка весом до 2 т и на широких междупутьях— катками весом до 4 т, перемещаемых краново-скреперными установками или : ракторами.
3—4 т, шириной 1,5 м, каток весом 2 т и шириной 1 м для уплотнения откосов. Средняя производительность установки иа штабелировании при длине скреперования 30 м и скорости 1,2 м[сек—до 60 т]час.
углеснабжение паровозов
Тип устройства для подачи угля на паровозы выбирают в зависимости от суточного расхода топлива паровозами, времени простоя паровозов под снабжением топливом, необходимости взвешивания угля, подаваемого на паровозы, условий приготовления смесей углей. бесперебойности работы устройств, максимальной комплексной механизации погрузочно-разгрузочных работ на складах топлива, размера капиталовложений, стоимости подачи 1 т угля на паровоз, оборонных и местных условий. Производительность топливоподающих устройств и затрата времени и рабочей силы на подачу угля на паровозы приведены в табл. 5.
120
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Таблица 5
Производительность топлнвоподающих устройств и затрата времени и рабочей силы на подачу угля на паровозы
Наименование устройств Конструктивная часовая производительность в т Средняя суточная производительность в т Затраты времени на подачу 1 т Затраты рабочей силы на подачу 1 т (чел.-мин.) Простой паровозов под набором в мин.
У где подающие эстакады
Скиповая 40 840 0,25 20,6* 40,0 5—7
30/40** 630** 0,25
Лифтовая ~84(Г .19 ,и Ч — 1
С канатной тягой вагонеток 50 1 000 0,25 16,8* 36~(Г 5—7
С цепной тягой вагонеток 40 803 0,25 16^8* ~3б‘,о’“ 5-7
С бремсбергом 30 600 0,25 19.6* ~32ДГ' 5-7
Береговая 30 600 0,25 _14.4* ”34,0 5—7
Деревянная с ленточным транспортёром . . . 30 600 0,25 14,9* “~34 .0 ~ 5—7
Железобетонная с ленточным транспортёром 120 1 800 0,2 12,3 5
Металлическая » » » СО—120 1 800— 2 400 0,2 12,3 5
Скиповая (с бункерами большой емкости) . . а 75/150** 1 800** 3 200 0,25 11,7 6
Портальная передвижная 50-70 900 - 1 200 0,25 8,4
Краны и другие устройства
Паровой грейферный кран грузоподъёмио- 4.5—6.9***
стыо 6 т ПК-6 40 550 1,5—2,3 15—25
10,о—12,9
Паровые и моторные грейферные краны гру- 4,5—6 9***
зоподъёмиостью 7,5 т ............ 40 О50 1,5-2,3 1.5—23
G0-90 900—1 200 0,8-1,5 1<),о—12,9 2.1-4.5*** 10—20
Паровой грейферный кран грузоподъёмностью 15 т (ПК-ЦУМЗ-15)
о ,4-10..5
Пневматический углепогрузчик грузоподъ-
ёмностью 1 т:
бадьёвый 12 До 240 6 32 30— 10
грейферный 12 До 240 5 15 30—40
Пневматический углепогрузчик грузоподъём-
ностью 0,5 т ................. 6 До 120 10 40 40—60
Моторный кран грузоподъёмностью 2 т (КР) Кран Вечерека-Шабловского грузоподъём- зо 350—400 2,5-3 28 25
ностью 1,5 — 2 т:
пневматический 15 250 5 32 30— 10
электрический 15 300—32 ) и 30 30—4)
Ручной передвижной кран Догадкина и Зу- 140-150 40
ка грузоподъёмностью 1,25 т ....... 10 7-8 48
То же электрический Скиповый подъёмник грузоподъёмностью 15 2;>0 о 30 30 20—30
1 ,25 т ..................... 30 400 1,5-2 25
«Журавль» ручной Кустовой бункер, загружаемый грейферным 5,0 До 100 8—12 50 60—120
краном грузоподъёмностью 6 — 7,5 гп . . . 1 Кустовой бункер, загружаемый грейферным 40 600 900 0,25 8,9 5
краном ПК-ЦУМЗ-15 60 0,25 6,3 о
* В знаменателе при ручной загрузке и передвижении вагонеток.
♦* В числителе при одном подъёмнике, в знаменателе-при двух подъёмниках.
**♦ В знаменателе показана затрата рабочей силы с учётом приготовления смесевого штабеля.
Бункерные эстакады
На железных дорогах СССР наибольшее распространение получили многобункерные углеподающие эстакады.
По расположению бункерной части эстакады различаются: продольные (с расположением бункеров вдоль пути) и поперечные (с расположением бункеров поперёк путей).
Эстакады бывают железобетонные, металлические и деревянные.
В зависимости от типа подъёмных устройств различают эстакады следующих типов:
с лифтовым подъёмником; со скиповым подъёмником; с бремсбергом, с наклонной плоскостью и канатной или цепной тягой вагонеток; с ленточными транспортёрами; скреперные.
Встречаются и так называемые эстакады берегового типа, если рельеф местности позволяет расположить склад топлива и пути набора угля паровозами в разных уровнях. Подача угля со склада в бункеры таких эстакад производится при помощи вагонеток узкой колеи без каких-либо подъёмных устройств.
УСТРОЙСТВА для ЭКИПИРОВКИ ПАРОВОЗОВ
121.
Большое распространение имеют деревянные эстакады со скиповым или лифтовым подъёмником, канатной тягой вагонеток и в последнее время железобетонные эстакады с ленточными транспортёрами.
На фиг. 10 показана деревянная продольная эстакада с лифтовым подъёмником. Уголь на эстакаду поднимают лифтовым подъёмником грузоподъёмностью 2 т. Производительность эстакады при одном лифтовом подъёмнике— 240 т, при двух подъёмниках — 320 т за 8 час;
Эстакада со скиповым подъёмником мало чем отличается от эстакады с лифтовым подъёмником, в пей вместо лифта применён скиповый подъёмник. Скиповых подъёмников
служивающих рабочих — до 7 человек в смену, следствием чего является высокая стоимость подачи 1 т угля на паровоз.
Для устранения ручного труда при откатке вагонеток с 1936 г. стали строить деревянные эстакады с ленточными транспортёрами. Эти эстакады однопутные, имеют 12 бункеров ёмкостью по 6,5 т каждый. Производительность транспортёрной ленты до 30 т/час.
С 1938 г. на сети железных дорог строят исключительно транспортёрные железобетонные эстакады (табл. 6) — тоннельные (фиг. 12) и косые (фиг. 13). Выбор варианта зависит от местных условий расположения складских путей. Проще косой тип, так как в
Фиг. 10. Угольная эстакада с лифтовым подъёмником: 7—бункерная часть эстакады; 2—помещение (.для лифтового подъёмника; 5—машинное помещение
также может быть один или два. Производительность скипового подъёмника 40 т/час. Существенным недостатком этого типа эстакады является значительное измельчение угля вследствие его тройного пересыпания при загрузке в бункеры.
Серьёзным недостатком эстакад с лифтовым и скиповым подъёмниками является ручная откатка вагонеток при загрузке бункеров.
Па фиг. И приведена продольная деревянная угольная эстакада с наклонной плоскостью и канатной тягой вагонеток. Вагонетки с углём подвозят к эстакаде трактором-тягачом, узкоколейным мотовозом, взвешивают'на врезных весах и подкатывают вручную к восходящей ветви стального каната (троса), с помощью автоматических захватов прикрепляют к нему и поднимают на верх эстакады, где отключают от каната, подкатывают вручную к бункеру и разгружают.
Порожние вагонетки подключают к нисходящей ветви каната и спускают вниз. Эстакады такого типа строились на 24—48 бункеров ёмкостью 6,5 т каждый. Производительность эстакады по подъёмнику 50 т угля в час.
Тяговое усилие подъёмного троса диаметром 17,5 мм — 3 т. Скорость движения троса 1,2 м/сек, мощность электродвигателя лебёдки 15 кет при числе оборотов 715 в мин.
Недостатком этого типа эстакад является потребность значительного количества об-
нём исключается один транспортёр. Эстакада состоит из здания с приёмным бункером ёмкостью 20 т, поперечного транспортёра (в 1 оннелыюм типе), установленного в подземном тоннеле, наклонного транспортёра, установленного в наклонной галерее, горизонтального распределительного транспортёра, находящегося над бункерной частью, и самой бункерной части. Бункеры имеют ёмкость 13 м‘> (10 т) каждый. В каждой секции располагается 6 бункеров, по 3 с каждой стороны. Длина секции 6,2 м. Количество секций от 2 до 4. Каждый транспортёр' имеет приводную станцию и натяжное приспособление. Наклонный транспортёр желобчатый, распределительный — плоский. Сбрасывают уголь с распределительного транспортёра с помощью тележки или передвижного плужка. Взвешивание угля производится автоматически на транспортёрных весах, которые устанавливаются вверху наклонного транспортёра, или, что лучше, внизу транспортёра около диспетчерского поста.
Достоинство железобетонных транспортёрных эстакад заключается в надёжности работы и простоте обслуживания, недостаток— выгрузка без передвижки только одного, полувагона.
Для устранения этого недостатка целесообразно осуществлять постройку эстакад в комплексе с механизированной разгрузочной эстакадой или механизированным повышенным путём. Конструкции таких эстакад и путей разработаны и практически осущест-
122
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Фиг. 11. Угольная эстакада с наклонной плоскостью и канатной! тягой вагонеток: 7 — бункерная часть эстакады; 2 — наклонная часть для подъёма вагонеток; 3 — вагонетка; 4 — бункерный затвор; 5 — блоки; 6—лебёдка; 7—балансир; 8—натяжная станция; 9— электродвигатель
Фиг. 12. Железобетонная угольная эстакада с ленточными транспортёрами (тоннельный Tin): ;_5уНКерная часть эстакады; 2 —распределительный транспортёр; 3 — 1 аклонный транспортёр; 4 — транспортёрные весы; 5—решётка приёмных бункеров; 6— помещение для вагона с углём; 7—поперечный транспортёр; 8—бункерный затвор с лотком
УСТРОЙСТВА ДЛЯ ЭКИПИРОВКИ ПАРОВОЗОВ
123
Характеристика эстакад
Таблица 6
Элементы характеристики Единица измерения Железобетонные транспортёрные эстакады Сборнометаллическ ие эстакады
суточный р асход угля
500 750 1 000 1 500 500 750 1 000 1 500
Эксплоатационная ёмкость бун-керов Производительность транспортё- т 180 240 зоо 420 224 252 336 476
ров т/час 120 120 120 120 90—120 90—120 90—120 120
Количество транспортёров . . . Ширина ленты транспортёров: шт. /, */. •/. 2 2 2 2 600
тоннельного и наклонного . . мм 600 600 600 600 640 600 600
распределительного » 750 750 7'0 750 750 750 750 /50
сбрасывающей тележки .... » — — — - 750 750 750 750
Скорость ленты транспортёров: м/сек 1,5 1,5
тоннельного и наклонного . . 1 /> 1 Л 1Д>| 1,5 1,5 1,5
распределительного » 1,0 1 ,< 1,0 1 Л’ 1,0 1,0 1,0 1 ,о
сбрасывающей тележки .... Мощность электродвигателей: » — — 35 — 2,5 2,5 2,5 2 ,5
1’3,6 33,6 38
общая . . . . ’ кет 28,8 23,8 30 32 — — — —
наклонного транспортёра . . . распределительного транспор- » — — — — 9,5 9,5 9,5 4,4 9,5 4,4
тёра » — — — — 2,2 1,5+Тд
сбрасывающей тележки .... » — — — — 1,5+1,3 1,5 + 1,3 1,5 + 1,3
80 86 92 100
Длина площадки м 75 82 88 ~10б — — — -
22 22 О '>
Ширина (проектная) » 27 27 27 — — — —
Обслуживающий штат при двухсменной работе в сутки чел. 7 7 7 7 3 3 4 4
Примечание. В знаменателе показа гели дл я эстак ады ко зого типа.
Фиг. 13. Железобетонная транспортёрная эстакада косого типа
•клены; их устройство позволяет производить •приготовление требуемых смесей углей.
Проект сборной металлической двухпутной эстакады показан на фиг. 14. Уголь разгружается в приёмный бункер 1 и по наклон
ному транспортёру 2 подаётся на верх эстакады. По пути происходит взвешивание угля на транспортёрных весах 3. С наклонного транспортёра уголь перегружается на распределительный транспортёр 4 и с него с по
124
ПАРОВОЗНОЕ ХОЗЯЙСТВО
мощью сбрасывающей тележки 5 загружается в бункеры 6.
Мелкий уголь, оставшийся на ленте, сбрасывается в бункер 11, расположенный в конце эстакады.
Характеристика эстакады приведена в табл. 6.
Бункеры эстакады низкие, ёмкостью по 14 т (17 л3). Количество бункеров и, следовательно, длина бункерной части эстакады
Кустовые бункеры
Кустовые бункеры загружают углём преимущественно грейферными кранами.
На складах топлива железных дорог СССР применяют три типа кустовых стационарных бункеров: железобетонные по четыре бункера ёмкостью 40 т в одном кусте, металлические сборные Ушакова-Рожновского по два бункера ёмкостью 17 иг3 каждый в одном ку-
Фиг. 14. Металлическая транспортёрная эстакада: 7—приёмный бункер; 2-наклонный транспортёр; о — транспортёрные весы; 4 — распределительный транспортёр; 5 — сбрасывающая тележка; 6 — бункеры; 7—приводная станция наклонного транспортёра; 8 — натяжная станция наклонного транспор-,, тёра; 9 — приводная станция распределительного транспортёра; 70—натяжная станция паспредель-( тельного транспортёра; 7 7—бункер для мелочи
выбираются в зависимости от суточного расхода топлива. Затворы бункеров двустворчатые, открываются с помощью ручных лебёдок. Преимуществами эстакады такого типа являются: её сборность и низко расположенные бункеры с большим выходным сечением, позволяющие легко удалять уголь в случаях его смерзания и сокращаюцче измельчение угля.
Металлическую эстакаду можно строить в комплексе с механизированной углеразгрузочной эстакадой.
сте, металлические инж. Таласова Л. Т,—один бункер ёмкостью 18 м3.
Количество кустовых бункеров, устанавливаемых на складе топлива, определяется в зависимости от суточного расхода угля на паровозы и от расположения штабелей угля и складских путей. Общая ёмкость бункеров должна быть не менее 3-часового расхода.
Железобетонные кустовые бункеры имеют такие же затворы, как и железобетонные транспортёрные эстакады. Загружаются бункеры грейферным краном на железнодорожном
УСТРОЙСТВА для ЭКИПИРОВКИ ПАРОВОЗОВ
125
Фиг. 15. Кустовой бункер Ушакова-Рожновского: 1—портальная опора; 2—площадка и лестница; 3—бункер; 4—затвор; 5—ловитель затвора;
6—лебёдка; 7—фундамент
коду грузоподъёмностью 15 т с ломаной стрелой.
Возможна также загрузка бункеров кранами ПК-ЦУМЗ-15 с удлинённой стрелой.
Кустовой бункер Ушакова-Рожновского (фиг. 15) снабжён двустворчатым затвором. Затвор открывается с помощью ручной лебёдки, установленной внизу на одной из стоек. Выходное сечение кустовых бункеров имеет значительные размеры 1,7 Х1,7 м, что позволяет легко удалять уголь в случаях его смерзания. Кустовые бункеры Ушакова-Рожновского загружают грейферным 6-т краном ПК-6 с повышенного пути высотой не менее 1,25'л, с обычного пути кранами ПК-ЦУМЗ-15 со стрелой длиной 14 м.
Кустовой бункер Таласова (фиг. 16) состоит из двух ящиков, поворачивающихся на осях. Бункер не имеет затвора. Выдача угля производится путём наклона ящиков; наклон производится с помощью электродвигателя, редуктора и винтовой передачи. Мощность электродвигателя 1,6 кет. Бункер имеет высоту, позволяющую производить его загрузку кранами ПК-6 с обычных складских путей.
Недостатком приведённых кустовых бункеров является отсутствие весов, что не даёт возможности отпускать уголь на паровозы по весу.
Кустовые бункеры устанавливают на расстоянии 40—50 м один от другого. При загрузке бункеров неизбежно передвижение углеподъёмных кранов от штабеля к бункеру на расстояние 20—25 м.
Загрузочные воронки-бункеры и вагоны-бункеры
На фиг. 17 показана переносная воронка-бункер ёмкостью 8 л3. Бункер заполняется углём грейферным краном. Вагонетка по-
фиг. 16. Кустовой бункер Таласова: 1 — опорная рама; 2 — фундамент; 3 — опрокидывающийся бункер; 4 —конические редукторы; 5— червячный редуктор; 6 — электродвигатель; 7 — подвижные оси бункеров
126
ПАРОВОЗНОЕ ХОЗЯЙСТВО
даётся под бункер и нагрузка угля производится через выходное отверстие с секторным затвором. Переноска воронки-бункера производится краном, для чего бункер цепями подвешивается к грейферу.
Механизация загрузки вагонеток с помощью переносной воронки-бункера приведена на фиг. 18.
Для загрузки вагонеток может применяться также вагон-бункер. Ёмкость вагона-бункера 18 т, загружается он углём грейферным краном и подвозится к угольной эстакаде, где через затворы с лотками уголь высыпается в вагонетки.
УГЛЕПОДЪЁМНЫЕ КРАНЫ
На складах топлива большое распространение имеют паровые грейферные краны на железнодорожном ходу ПК-6 и ПК-ЦУМЗ-15 грузоподъёмностью 6 и 15 т и пневматические углепогрузчики.
Применение электрических кранов наиболее целесообразно в условиях сурового климата при наличии надёжного источника питания электроэнергией и на небольшой длине складских путей. Зона работы электрокрана ограничивается длиной кабеля (75 я), наматываемого на кабельную катушку.
Фиг. 17. Переносная воронка-бункер: 7- воронка; 2 — стойки; 3—затвор; 4 — рынаг управления затвором; 5—скобы для переноса воронки
При. эстакадах со скипоВым подъёмником
Фиг. 18.'Механизация загрузки вагонеток углём и подачи их к эстакаде
При. эстакадах с канатной тягой Вагонеток
УСТРОЙСТВА ДЛЯ ЭКИПИРОВКИ ПАРОВОЗОВ
127
Характеристики углеподъёмных кранов приведены в табл. 7.
ПНЕВМАТИЧЕСКИЕ УГЛЕПОГРУЗЧИКИ
Пневматические углепогрузчики для подачи угля на паровозы (табл. 8) различаются только размерами и конструкцией некоторых деталей (стрела, противовес, упорный подшипник и др.), по принципу же работы они аналогичны. На фиг. 19 показан однотонный бадьевой пневматический углепогрузчик.
Однотонные углепогрузчики могут также работать с пневматическим грейфером (фиг. 20) конструкции инж. В. И.Мужичкова и П.В.Земцова. Подъём стрелы с бадьёй или грейфером
углепогрузчика производится поршнем пневматического цилиндра, питаемого сжатым воздухом от паровоза через тормозной рукав-и гибкий шланг.
У однотонных углепогрузчиков, при оборудовании их пневматическим грейфером, усиливают стрелу постановкой дополнительных растяжек внизу стрелы и ставят дополнительный кран управления грейфером. Углепогрузчики с грейферами могут работать только на мелком и средней крупности (до 50 мм) угле.
Подача угля на паровозы пневматическими углепогрузчиками может производиться также подвозом к углепогрузчику угля в вагонетках со съёмными кузовами.
Таблица 7
Углеподъёмные краны
Элементы характеристики Единица измерения Типы кранов
ПК-6 ПК-7,5 ПК-ЦУМЗ-15 ПК-ЦУМЗ-15 (мод) ПЭ-ЦУМЗ-15
Грузоподъёмность: при работе с аутригерами вылет стрелы при этом т м — 1 1 1 15 4,5 15 4,5 15 4,5
при работе без аутригеров т 6 10 15 10
вылет стрелы при этом м 5,2 4,5 4 4 4
максимальный вылет стрелы при работе на угле грейфером ёмкостью 1,5 ма » 8 8 10 12 10
Длина стрелы: нормальная я 11,3 10,5 12 12 12
удлинённая (по особому заказу) » 14—18 14 14-18
Скорости: подъёма груза свыше 10 т .......... м/мин 13.2 13,2 13,2
то же до 10 т .... —— — 17,6 17,6 17,6
» 6 т ....... » 12,3 __ __
л 7,5 m » 14,3
с удлинённой стрелой . » __ 26,4 26,4 26,4
подъёма грейфера . . . » 24,6 28,6 о' 8 52,8 52,8
вращения крана .... об/мин. 2,5 2,5 2,5 2,5 2,5
время подъёма стрелы сек. 90 90 60 60 60
скорость передвижения самоходом км/час 5,8 10 10 12 1 )
Скорости передвижения крана: в нерабочем состоянии в составе поезда . . . » 50 50 49 40 40
в рабочем состоянии отдельным паровозом » 25 ос: 40 40 40
Тяговое усилие на крюке кг — 1 800 1 800 1 800
Число осей шт. 2 4 4 4
Тип тележки —. — — Пояс ная с литой рамой
База тележки мм 1 800 1 800 1 800
» ходовой рамы .... » 2 770 2 800 2 890 2 890 2 890
Наименьший радиус кривой при передвижении крана в поезде м 130 90 120 120 120
То же самоходом »> 130 90 5J 50 50
Вес крана в транспортном состоянии (тара) т 30 33
То же с 12-м стрелой . . » __ — 53 60 54
» с 14-л< стрелой . . » — — 63,3 60 54,5
Вес грузового крюка . . . кг — — 407 4D7 407
»> грейфера 1,5 ма (тара) » 1 800 1 800 2 075 2 075 2 075
То же 2,25 ма (тара) .... » — 2 660 2 660 2 660
Длина платформы по буферам мм 6 180 6 690 8 060 8 060 8 060
То же без буферов .... » 5 000 5 510 6 890 6 890 6 890
Ширина платформы .... » —— — 2 700 2 700 2 700
» крана по кузову . » 3 100 3 100 3 070 3 070 3 и70
Наибольший радиус, описываемый поворотной частью крана )> 2 750 2 975 3 230 3 230 3 230
Объём водяных баков . . . ма 0,85 1,2 ] ,6 1.6 —
» угольного ящика . . » 0,25 0,3 0,6 0,6 —
128
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Фиг. ,9. Пневматический однотонный углепогрузчик (бадьевой): 1 — аутригер; 2—рельсовый захват; 3—воздушный цилиндр; 4 —кронштей'н воздушного цилиндра; 5 — краны управления; 6 — противовес стрелы; 7- упорный кронштейн; 8 — опорная стойка растяжки; 9-тяга растяжки; 70 —стрела; 77-муфта; 72 —цепь; 75 — коромысло бадьи; 74 — тяга; 75-бадья; 16—поворотная часть колонны; 77 —рукоятка; 18 —неподвижная часть колонны; 19—резиновый рукав; 20 — рама тележки: 27 — кронштейн .колеса; 22-каток; 25- кронштейн катка; 24-запорный механизм бадьи; 25 —колесо; 26 — сцепная скоба; 27—ось поворота стрелы; 25-планка упорного кронштейна
(ап 3500-^500}
-Фиг 20. Однотонный пневматический углепогрузчик с грейфером: 7 — однотонный пневматический углепогрузчик; 2 — грейфер; 5 — и арсвая подвеска грейфера; 4-воздухопровод; 5—воздушный шланг
УСТРОЙСТВА для ЭКИПИРОВКИ ПАРОВОЗОВ
129
Производительность углепогрузчиков см. в табл. 8.
Таблица 8
Пневматические углепогрузчики
Основные показатели 1 Единица j измерения Углепогрузчик грузоподъёмность ю в кг
500 1 000
Наибольшая высота подъё ма от головки рельса до дна бадьи Л!Л1 5 000 5 000
Наибольшая высота подъёма грейфера » ,5 220
Вылет стрелы в крайнем верхнем положении .... » 3 850 3 850
Г рузонодъёмность воз-(ушного цилиндра при давании 5 ат кг 500 1 ооо
Диаметр цилиндра .... м м ,И)0 500
Ход поршня » 770 950
Нормальное рабочее дав-ieniie возцуха ат 5,0 5,0
Время подъёма груза . . сек. 10 --20 15—2о
Усилие на перемещение 'ЧЛо погрузчика кг 55 50
Усипие и< рычаге длиной , 000 мм поворота колонна ( грузом U !
1 hi। ло колёе ш г. I 1 1
Диаметр колёс м м Зии 1' 0 1
База уг-чслиггуз-шк.! . . 2 ШО 2 5%)
Количество аутригеров шт. 4 4
Р.н стояние между аутри-серыми: вдоль пути льч 3 18Ь 1 3 180
поперёк пути » 2 5i;0 2 500
Расстояние между осями поперечных катков .... » 1 000 1 био
ёмкость бадья м3 0 ,55 1.17
» грейфера .... )} 0,7
Вес пустого грейфера . . кг 390
Длина грейфера мм — 1 810
Ширина ковша грейфера » .— 850
» раскрытия челю- i тей грейфера » 1 700
Вес углепогрузчика . . . кг 3 000 4 000
Пневматические углепогрузчики применяют па вспомогательных складах с небольшим суточным расходом угля.
На таких складах, обеспеченных электроэнергией, целесообразно применять скиповые подъёмники. Уголь к скиповому подъёмнику подают на вагонетках с опрокидывающимися кузовами. Уголь из вагонетки высыпается в скип. Подъём скипа осуществляется фрикционной однобарабанной лебёдкой грузоподъёмностью 1,25 т. Мощность электродвигателя 6 кет, производительность скипового подъёмника при заранее заполненных у1лём вагонетках достигает 30 т/час.
ТРАНСПОРТЕРЫ
Уголь на паровозы можно подавать (н« складах топлива, обеспеченных электроэнергией) при помощи 15-ж передвижного транспортёра типа «Ленинец» или «Самарец». К загрузочной воронке транспортёра уголь подаётся вагонетками с опрокидывающимися кузовами. Транспортёры требуют более широких площадок, чем скиповые подъёмники; они также неудовлетворительно работают на открытом воздухе в осенне-зимний период.
ПРИГОТОВЛЕНИЕ СМЕСИ УГЛЕЙ
Смесь угля для отопления паровозов должна быть правильно подобрана и так хорошо приготовлена, чтобы уголь, взятый из разных мест тендера, имел одинаковые качества.
Углесмешение может осуществляться следующими способами;
1) централизованным, механическим на специальных углесмесительных фабриках;
2) на складах топлива у мест потребления на углесмесительных эстакадах;
3) в бункерах эстакад путём последовательной засыпки бункеров углями различных марок, входящих в составляемую смесь;
•1) составлением па складе отдельных смесевых штабелей с послойной укладкой толщиной не более 150—200 мм каждого слоя угля одной марки;
5) подачей па тендер паровоза поочерёдно отдельных марок углей с равномерным распределением слоёв угля каждой марки.
Наилучшая однородность смеси достигается при её при; отоплении на специальных угле-CMi синельных устройствах. Панхудшая смесь получается при поочерёдной загрузке в тендер угля разных марок.
Опыты но приготовлению смеси различными способами, проведённые в 1951 г. т. Сёминым (ЦНИИ), дали следующие результаты.
Оtклонение от идеальной смеси при подаче: через углесмесительную станцию —8,3%, через приёмный бункер типовой транспортерной железобетонной эстакады — 16,5% и при подаче угля на тендер грейферными кранами — 27.1%.
Централизованное углесмешение на железных дорогах СССР пока не применяется.
В настоящее время практически осуществлено углесмешение на углесмесительной механизированной установке при железобетонной транспортёрной эстакаде, построенной по проекту Транстехпроекта (табл. 9).
На фиг. 21 и 22 представлены схемы угле-подающих и углесмесительных эстакад.
УСТРОЙСТВА ДЛЯ УБОРКИ ИЗГАРИ И ШЛАКА
Количество остатков, попадающих в зольник паровоза, при угольном отоплении зависит от зольности применяемого топлива, режима отопления и условий работы.
Количество отходов может быть определено по зольности углей с прибавлением 2—5% на кокс.
Зольпос1Ь углей см. в ТСЖ, том 2, стр 697.
Наибольшую зольность (до 30%) имеют подмосковный и кизеловский угли.
Выход изгари, собирающейся в дымовой коробке паровоза, составляет от 2 до 4% 1 еса сожжённого топлива (табл. 10).
Чистка топок паровозов может производиться в ковши, вагонетки и ямы механизированных ш.такоуборок или непосредственно в кочегарные канавы.
Кочегарные канавы устраиваются глубиной не менее 1,2 м от головки рельса, шириной 1,2 .и. Длина канав 18—30 м. Очистка кочегарных канав от шлака произво-
9 Тим 7
130
ПАРОВОЗНОЕ ХОЗЯЙСТВО
дится грейферным краном с узким грейфером, ковшевым шлакоубирателем илн шлак выбрасывается вручную на междупутье и затем грузится в вагоны грейферным краном.
Шлак при погрузке в вагоны должен быть потушен водой или другим способом.
Монорельсовая шлакоуборка (фиг. 23) с фиксированным местом чистки топки, с бадьями для шлака, убираемыми с помощью передвижной каретки. Этот тип шлакоуборки рекомендуется применять в местах с высокими грунтовыми волами и при использовании существующих кочегарных канав. Установка может обслуживать 2—3 экипировочных пути.
Пропускная способность установки: при двух путях экипировки — 92 паровоза в сутки, при трёх — 120 паровозов в сутки. Ёмкость бадьи для шлака 2,25 м3; грузоподъёмность лебёдки 1,5 т. Тяговое усилие транспортирующей лебёдки 1 т; мощность электродвигателей: подъёмной лебёдки — 13,5 кет, транспортирующей — 3,5 кет-, число оборотов 965 в минуту, диаметр троса подъёмной лебёдки 13 мм, транспортирующей — 9 мм.
В качестве подъёмной и транспортирующей лебёдок может быть использован 3-т тельфер типа ТМГ-303, устанавливаемый стационарно. При этом механизм передвижения тельфера используется отдельно в каче-
Фиг 21 Углеподающая и углесмесительная эстакада с лотковым питателем и гидроприводами (вариант ЦНИИ): 7 - углеподающая эстакада; 2 - механизированная углеразгрузочная и у г лесмеем -тельная эстакада; 3 — распределительный транспортёр; 4 — сбрасывающая тележка; 5 при Я станция распределительного транспортёра; 6 — натяжная станция распределительного транспортера 7 - бункеры для угля; 8 - - бункерные затворы; 9 - наклонный транспортер; 70 — транспортерные весы; 77 -приводная станция наклонного транспортёра; 72-натяжная станция наклонного транспортёра; 13-транспортёры углесмесительной эстакады; 74 — бункеры углесмесительном эстак д , 15 — лотковый питатель с гидроприводом; 76 — решётка
фиг. 22. Углсподающая и углесмесительная эстакада по проекту *Транстехпроекта: '7 — углеподающая эстакада; 2—механизированная углеразгрузочная и углесмесительная эстакада; 3 — распределительный транс портер углеподающей эстакады; 4 -сбрасывающая тележка; 5 —приводная станция распределительного транспортёра; 6 —натяжная станция распределительного транспортёра; 7—бункеры углеподающей эстакады; 8—бункерные затворы; 9 — наклонный транспортёр; 10 — транспортёрные весы; 77 —приводная станция наклонного транспортёра; 72 натяжная станция наклонного транспортёра; 13 — первый поперечный транспортёр; 74—приводная станция 1-го поперечного транспортёра; 75 —натяжная станция 1-го поперечного транспортёра; 76 —2-й поперечный транспортёр; 77 — приводная станция 2-го поперечного транспортёра; 18—натяжная станция 2-го поперечного транспортёра; 19 — транспортёры углесмесительной эстакады; 20 — приводные станции транспортёров углесмесительной эстакады; 27—натяжные станции транспортёров углесмесительной эстакады; 22—бункеры; 23—лотковые питатели; 24—гидроприводы; 25—решётка
УСТРОЙСТВА ДЛЯ ЭКИПИРОВКИ ПАРОВОЗОВ
131
Таблица 9
Механизированные углеразгрузочные и углесмесительные эстакады с лотковыми питателями
Элементы характеристики Единица измерения Показатели
i Длина эстакады . . м (Ч
i Высота » . . »
। Количество бунке- ' „ ров шт. 48
; Емкость бункеров . т 270
Количество устанавливаемых полувагонов 3
Количество транспортёров шт. 3—4
Производительность продольного транспортёра т/час 90
Крупность транспортируемого угля . . — Куски до 200 мм
Длина продольных транспортёров по ленте м 50,3 i
Скорость ленты . . . м/сек
Электродвигатели продольных транспортёров МА-142-2/6,
Длина поперечного транспортёра . . . м 5,5 кет, п = 9ЪЪ об/мин. По месту (17 ,46)
Высота подъёма поперечного транспортёра » 1 (по центру ба-
Ширина ленты поперечного транспортёра мм рабанов) 600
Скорость ленты поперечного транспортёра м/сек 1,5
Производительность т/час 120
Электродвигатели поперечного транспортёра МА 142-1/6,
Количество спаренных лотковых питателей 3.8 кет, п = 960 об/мин. 24
Количество гидроприводов 12
Рабочая жидкость . — Трансформатор-
Давление в системе ат ное масло, глицериновые смеси 15
Шестерёнчатый насос: количество . . . шт. 12
тип Ш-50,
> Электродвигатели к шестерёнчатым насосам: количество . . . шт. « — 50 л/мин. Н-15 кг/см* 12
тип и мощность . — ТАГ № 31/4,
Ход штока цилиндра гидропривода . . . мм N = 2,l кет, п = 1 450 об/мин. 150
Наибольшее число ходов ход/мин. 1
Таблица 10
Средний выход шлака, золы н изгари при чистке паровозов
Серии паровозов Выход
шлака в м 8 изгари в кг
ФД, ИС 2,5-2,7 150—200
Л, Еа 1,6-2 ,0 250-300
Э, СУ , СО 1 ,4-1 ,6 300-350
щими паровозами, что снижает пропускную способность шлакоуборки.
Шлакоуборочная установка со скиповым подъёмником (фиг. 24). Под экипировочными путями сооружается тоннель глубиной 2,5 м, шириной 2,75 м для прохода скипа. Каждый путь имеет приёмный бункер, выходное отверстие которого закрывается секторным затвором. Паровоз устанавливают так, чтобы зольник находился над приёмным бункером; шлак выбрасывается в бункер и заливается водой. Под бункер подводят скип ёмкостью 2,25 л«8. При установке скипа автоматически открывается секторный затвор. Работа лебёдки по установке скипа под соответствующий бункер также автоматически прекращается.
Передвижение и подъем скипа производятся электролебёдкой, устанавливаемой на верхней площадке металлоконструкции шлакоуборки. Управление лебёдкой и рычагом открывания затворов дистанционное из кабины моториста. Остановка скипа в крайнем верхнем или нижнем положениях — автоматическая, что достигается применением концевых электрических выключателей. Скип разгружается в полувагон.
Техническая характеристика скиповой шлакоуборки
Производительность скипового подъемника ...........................
Ёмкость одного бункера ...........
Количество бункеров (по числу обслуживаемых экипировочных путей) Ёмкость скипа......................
Скорость скипа ...................
Тяговое усилие лебёдки ...........
Мощность электродвигателя лебёдки Число оборотов электродвигателя лебёдки ..........................
Пропускная способность установки: при двух путях ...................
» трех » .................
Вес металлоконструкции: при двух путях ....................
» трёх ;> ..............
30 ма /час
2,3 ма
1-3
2.3 м*
10 м/мин
2.6 т
11 ,8 квт
910 об/мин.
120 парово-зов/сутки
180 парово-зов/сутки
16,33
19.85
т.
»
стве транспортирующей лебёдки. К нему добавляется барабан для намотки троса. Бадья со шлаком разгружается в вагон опрокидыванием. Управление лебёдкой дистанционное, кнопочное.
Недостатки монорельсовой шлакоуборки: а) ручная прицепка и отцепка бадьи требует специального рабочего; б) невозможность переноски бадьи со шлаком над рядом стоя-
Скиповые шлакоуборки могут обслуживать от одного до трёх экипировочных путей. Так как в процессе экипировки наибольшее время требуется на чистку топки паровозов, то с этой операцией надлежит максимально совмещать другие (возможные) экипировочные операции: набор воды, песка, смазки, осмотр паровоза.
На фиг. 25 приведены ситуационные планы расположения элементов экипировки прн скиповой шлакоуборке.
9!
132
ПАРОВОЗНОЕ ХОЗЯЙСТВО
по П~И
Фиг 23 Типовая шлакоуборочная монорельсовая установка: 7--монорельс; 2 —стойки; 3 —кочегарная пли' сМ’лров :я канава; 4—приямок для бадьи; 5—бадья; б -подъемная лебёдка; 7—транспортирующая лебедка- 8 -каретка; 9 — концевые блоки.; 70-будка для механизмов; 7 7 — кабина моториста
•^т-гяог-у то *р— ш----------
Фиг. 24. Многопутная скиповая шлакоуборка: 7 —колонка скипового подъёмника; 2 -направляющие скипа; 3 — скип; 4— приёмный бункер для шлака; 5 - направляющие блоки; 6-приводная лебёдка; 7—положение скипа при разгрузке; 8 —противовесы; 9—торкретированный полувагон для шлака;
10— экипировочные пути
УСТРОЙСТВА ДЛЯ ЭКИПИРОВКИ ПАРОВОЗОВ
133
Вариант II
2 2 3
-Д
Вариант III
У
Фиг. 25. Ситуационные планы расположения элементов экипировки при скиповой шлако-уборке: 1 — установка для уборки шлака; 2 —гидроколонки с удлинённым хоботом; 3 — 1-й экипировочный путь; 4- 2-й экипировочный путь; 5 — 3-й экипировочный путь; 6 — шлакоуборочный путь; 7 — обгонный путь; <*?-электрическая лебёдка для передвижения платформы; 9 — бункер для песка; 10—установка для уборки изгари
Таблица размеров
Серии паровозов
ФД. ИС СО сУ ЭУ , Л 1 ФД’ СО’ ЭУ ’ э“’ 1 _ ИС, СУ Варианты
I И 111
А 11,2 11 ,2
Б 4,0 4.0 1 4,0
В 46 38 I 46
г 91 76 ! 91
Д 21 В 21
Е 66 5 6 66
ж 7,8 3,4 (Л 5,5) .ФД, ИС—7,8 СО; СУ , । Э—3,4, Л-3,5
3 34 29 3t
134
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Вариант I. Независимая работа установки для уборки шлака и изгари: а) на два экипировочных пути; б) иа три экипировочных пути. Применяется в отдельных случаях в стеснённых условиях.
Вариант II. Сближенное расположение установок для уборки шлака и изгари: а) на два экипировочных пути; б) на три экипировочных пути.
Вариант III. Расположение установки только для уборки шлака: а) на два экипировочных пути; б) на три экипировочных пути.
Применение скиповой шлакоуборки более рационально, чем монорельсовой. Пропускная способность её больше, управление полностью автоматизировано, для обслуживания требуется только один рабочий; уборка шлака производится независимо от нахождения паровозов на смежных путях.
Крановая шлакоуборка с глубокой ямой (фиг. 26). Шлак можно убирать грейферными кранами на железнодорожном ходу
Фиг, 26. Крановая шлакоуборка с глубокой ямой: 1 — кран; 2—яма для шлака
с обычными грейферами. Так как производительность кранов довольно значительна (40 м31час), то для уборки и погрузки шлака, удаляемого из топок паровозов в количестве 120—140 м3 в сутки, требуется всего 3—6 час. работы. Поэтому целесообразно ббльшую часть времени кран использовать для работы на складе топлива, а уборку шлака производить периодически, 2—3 раза в сутки. Для этого необходимо иметь шлаковые ямы ёмкостью, обеспечивающей чистку топок паровозов в течение 8—12 час. Таким условиям удовлетворяет шлакоуборка с глубокими ямами: для шлака — ёмкостью 60 м3, для изгари — 24 м3. Глубокие ямы располагают между двумя параллельными экипировочными путями. Отверстия для прохода грейфера расположены на междупутье и закрываются сдвигающейся крышкой. Внутри ям стенки облицованы клинкерным кирпичом. Вода отводится в канализацию. Для того чтобы канализация не засорялась шлаком, устанавливают предохранительную решётку и сетки. Шлак из зольника выбрасывается в шлаковую яму, заполненную водой. Изгарь выбрасывается в другую, сухую яму.
Чистка топки совмещена с набором воды, чистка дымовой коробки — с набором песка. Применение крановых шлакоуборок с глу
бокими ямами целесообразно в местах с тёплым и умеренным климатом, низкими грунтовыми водами и особенно в тех случаях, когда по условиям работы грейферные краны на топливном складе полностью не загружены. Этот тип шлакоуборки нашёл применение на приёмо-отправочных путях для чистки топок паровозов, работающих по кольцу.
Шлакоуборочная установка с мостиками и отгрузкой шлака в отвал большой ёмкости (фиг. 27). Рассмотренные выше шлакоуборки работают бесперебойно при наличии вагонов для погрузки шлака.
При несвоевременной подаче и уборке шлаковых вагонов работа шлакоуборок нарушается. Поэтому в случаях, когда по местным условиям имеется возможность организовать отвалку шлака вблизи шлакоуборки, эту возможность следует использовать для постройки шлакоуборочной установки с мостиками и отгрузкой шлака вагонетками в отвал большой ёмкости.
Вагонетки передвигаются в тоннеле поперёк экипировочных путей и устанавливаются под разгрузочную воронку. При чистке паровоза шлак из зольника выбрасывается через загрузочную воронку в вагонетку, заливается водой и отвозится в отвал.
Устройство такой шлакоуборки возможно в тех случаях, когда отметка экипировочных путей превышает отметку места свалки шлака на 2—2,5 м.
Устройство такой шлакоуборки больше всего имеет место на тупиках поворотных треугольников. При таком расположении осложняется совмещение чистки топки с другими экипировочными операциями и, как следствие, удлиняется время на экипировку паровозов.
Скипово-скреперная шлакоуборка (фиг. 62 на стр. 160).Выгрузка смёрзшегося в вагонах шлака сильно затруднена. Эти затруднения преодолеваются применением шлакоуборок с промежуточным отвалом шлака и торкретированием железных полувагонов для вывозки шлака в отвал, постоянно приписанных к шлакоуборочной установке.
Па приёмо-отправочных путях в местах экипировки паровозов устанавливают приёмные бункеры ёмкостью по 2,4 .И" с секторными затворами. Поперёк приёмо-отправочных и станционных путей проложена железобетонная труба, в которой перемещается скип ёмкостью 1,7 м3.
Перемещение скипа производится лебёдкой, установленной в машинном помещении. Шлак из зольника паровоза выбрасывается в приёмный бункер. По установке скипа под бункер открывают секторный затвор и шлак высыпается в скип. Скип для разгрузки перемещается лебёдкой. Скип может быть разгружен или в отвал, для чего в определённом месте опускается вниз часть пути скипа, или в полувагон. Шлак, выброшенный в промежуточный отвал, грузится в полувагон с помощью двух скреперов. Скреперная лебёдка установлена в том же помещении, что и приводная лебёдка скипа.
Управляет шлакоуборочной установкой один моторист. Характеристика скиповоскреперной шлакоуборки приведена в табл. 11.
Фиг. 27. Шлакоуборочная установка с мостиками и отгрузкой шлака в отвал большой ёмкости: 1 - разгрузочная воронка; 2— вагонетка 1 At3; 3—узко» колейный путь; 4 — гидроколонки; 5 —пескосушилка; 6 — сарай для песка; 7 — комп рессорная: 8- раздаточная смазки; 9 — пескораздаточные бункеры: 10—смотровые канавы
УСТРОЙСТВА ДЛЯ ЭКИПИРОВКИ ПАРОВОЗОВ
ОО СП
136
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Таблица 11
Скипово-скреперная шлакоуборка
Элементы характеристики Единица измерения Показатели
Скиповый подъёмник
шлакоуб орки
Производительность . . . . л’/час 22
Ёмкость ковша » 1,7
Мощность электродвигателя Число оборотов электро- кет об/мин. 22
двигателя 950
Скооость ковша м/сек 0,66
Тяговое усилие лебёдки . . кг 2 500
Диаметр барабана мм 600
Длина » Диаметр рабочего стально- » 960 17,5
го каната »
То же холостого » 11,0
Привод лебёдки — Редуктор РМ-50О,
/ = 23,34
Общее передаточное число — 71
Наибольший ход скипа . . Угол наклона средней части м 78
пути — 27°
Вес противовесов кг 1 270
Скреперная установка
Тип лебёдки Л У-15
Мощность электродвигателя Число оборотов электро- кет 14,5
двигателя Максимальное тяговое уси- об/мин. 95)
лие кг 1 360
Скорость рабочего хода . . м/сек 0.9’
Диаметр барабанов .... мм - 200
Ёмкость скрепера м* * 3 0,35
Количество скреперов . . . Угол наклона погрузочного шт. 2
лотка — 20°
Производите льность уста- 30 35
новки м3/час
Ёмкость шлакового отвала Количество обслуживаю- » 170
щего персонала Общая установленная мощ- чел./сутки 3
ность кет 36 ,5
Количество обслуживаемых
экипировочных путей . . — 2—0
ПЕСОЧНОЕ ХОЗЯЙСТВО ДЕПО
Снабжение паровозов песком производит-
ся как в основных, так и в оборотных депо. При работе паровозов по кольцевому графику снабжение их песком производится главным образом в оборотных депо. Как основные, так и оборотные депо должны иметь соответствующие устройства для хранения, сушки и подачи песка на паровозы.
Качество песка. Процент полных остатков песка на ситах (гранулометрический состав) при поочерёдном просеивании через одно сито должен соответствовать следующим данным:
Размео в мм и форма отверстий 5,0 круг 2,5 лые 1,0-1,2 кв 0,1-0,5 адратнь 0,005 те
% полных остатков на ситах Не должно быть совсем Не более 10% Не 80% ленее 97%
Рабочая масса песка— зёрна диаметром от 0,1 до 1,2 мм—должна быть не менее 70%;
пылевидные частицы — зёрна диаметром от 0,05 до 0,1 мм—допускаются не более 12%;
пыль — зёрна диаметром от 0,05 мм и меньше—допускается не более 10%;
глина — частицы диаметром от 0,005 мм и меньше—допускается не более 3%;
зёрна крупные диаметром от 1,0 до 1,2 мм допускаются не более 10%;
нерабочая масса — пыль, глина и зёрна диаметром более 1,2 мм.
Химический состав песка п вес составляющих указаны в табл. 12
Таблица 12
Химический состав песка и вес составляющих
Лучшим по качеству является песок с наибольшим содержанием свободного кварца.
Влажность песка, подаваемого в песочницы паровозов, не должна превышать 0,5% по весу. Влажность карьерного песка составляет в среднем 4—8%. Удельный вес сырого песка составляет около 2,6. Абразивность (острограпность песчинок) должна обеспечивать угол естественного откоса песка в спокойном состоянии не менее 28°.
Заготовка и хранение песка. Запас песка для деповских пунктов должен составлять от 2 до 7 месяцев в зависимости от климатических условии.
Расход сухого песка указан в табл. 13.
Таблица 13
Расход сухого песка на 100 паровозо/км в лР
I
!
Примечание
ФД, ис .
Л, Еа . .
Э, СО . . .
Серия
паровоза
Характер профиля
0,06 0,1 0,13
0,05 0,09 0,12
I
Вес 1 м3 сухого песка равен 1 ,4— 1,6 т; соответственно влажного песка — 1,9—2,1
Ёмкость склада сырого песка принимается в зависимости от объёма работы депо, расхода песка и установленного запаса; при этом учитывается период, в течение которого работа карьеров приостанавливается.
УСТРОЙСТВА ДЛЯ ЭКИПИРОВКИ ПАРОВОЗОВ
137
Объём склада сырого песка в щ3 aL
где а— расход песка на 100 паровом/км в Л13;
I. —месячный пробег паровозов, снабжаемых песком с данного пескохрапи-лища;
К — установленный запас песка в месяцах.
В летний период должен быть создан не-снижаемый запас сухого песка — не менее двухмесячной потребности на дорогах Дальнего Востока, Урало-Сибири и Туркестано-Сибирской.
Установки для снабжения паровозов песком состоят из устройств для разгрузки и хранения сырого песка, сушильных печей и транспортирующих устройств для подачи сырого песка к печам и сухого песка в песочницы паровозов.
Около склада сырого песка укладывается путь (тупик) для разгрузки вагонов с песком. Разгрузка сырого песка и подача его в пескохранилище может производиться с помощью грейферных кранов на железнодорожном ходу, передвижных ленточных транспортёров и других механизмов. Боковые степы сарая должны иметь со стороны пути закрывающиеся проёмы размером не менее 2x2 л/, а при загрузке грейферными кранами и транспортёрами — люковые отверстия в кровле сарая, плотно закрываю'циеся крышками.
Высоту штабеля песка, хранящегося в сарае, обычно принимают 3—4 м.
При низких грунтовых водах целесообразно делать в сараях заглубление до 1,5
Средняя расчётная ёмкость сараев для леска на 1 пог. м длины составляет: при ширине сарая & м —-17 м'3/пог. м, при ширине (2 м — 35 м3/пог. м.
Транспортировка песка к печам может производиться вагонетками со съёмными кузовами, транспортёрами и скреперами.
Пути для вагонеток укладывают с уклоном 4—6°/()0 в сторону движения гружёных шгонеток.
Сырой песок загружают в пескосушильные кечи тельфером (для чего над печыо устанавливается монорельс), скребковым транспортёром или скрепером.
При небольшом расходе песка печь можно загружать посредством ручного блока, а при низких печах — вручную.
Перед загрузкой в печь песок просеивается для удаления гальки и крупных кусков. Высушенный песок перед подачей в раздаточные бункеры также просеивается на ситах с сечением отверстий 2—2,5 мм.
Сушка песка. Песок во избежание понижения сопротивления его раздавливанию в сушильных печах не должен нагреваться выше 350°С.
В настоящее время наибольшее распространение имеют следующие типы пескосушильных печей (фиг. 28—33):
1) горизонтальные барабанные пескосушильные печи;
2) жаротрубная печь ЦНИИ;
3) чугунная печь Липецкого завода для пескосушилок небольшой (3—6 мъ/сутки) производительности.
Средняя производительность жаротрубной печи при первичной влажности песка 5—6% и температуре 10э составляет 0,5—0,6 м3/час. Расход топлива (угля)—80 кг/час-, к. п. д печи — 17,3%.
Производительность горизонтальной барабанной печи типа дорог Донбасса 50—60 т сухого песка в сутки; к. п. д. печи — 28%.
Расход натурного топлива 18,2 кг на 1 т песка.
Техническая характеристика барабанного сушила типовых пескоподач (фиг. 31)
Диаметр барабана............0,8 м
Длина барабана (без сита) . . 4,0 »
Объём сушильного пространства .......................2 м3
Часовой расход топлива (антрацита марки АШ)...........22,5 кг/час
Сушильный агент — дымовые газы......................../1 = 800°, /.= 100°
Число оборотов барабана . . . 4,77-38,0 об/мин.
Моши ость электродвигателя привода ...................1,7 кет
Число оборотов электродвигателя ..................... 030 об/мин.
Дутьевая и дымососная уста-носки ....................... Вентиляторы типа
ВД-2, напор 100 мм вод. ст., производительность 1100 м3/час
Электродвигатель к вентилятору .......................Типа А-32-2, мощ-
ность 1.7 кет, число оборотов в минуту 2 850
Г1 роизводительность скребкового трансформатора питания ........................0,46-3 1,27 т/час
Производительность шнека . . 1 т/час
Производительность сушила зависит от начальной влажности песка и режима работы (табл. 13а). Изменение производительности достигается путём изменения подачи песка за счёт замедления или ускорения движения транспортёра-питателя и путём изменения числа обороюв барабана сушила.
Транспортировка сухого песка в раздаточные устройства и подача на паровозы. Сухой песок на паровозы подают преимущественно через пескораздаточные бункеры. Только при незначительном расходе песка допускается непосредственная подача сухого песка в песочницы паровозов.
Производительность
(влажность сухого
барабанного сушила песка • 0.5%)
Таблица 13а
Влажность сырого песка в % . 15 11 1 1;’ 12 11 10 9 ! ° ,! 3
Производительность в т/час. 0.6 0.G-1 1 0,70 0,74 0,78 0,83 0,92 0,97 1,01 | 1,06
138
ПАРОВОЗНОЕ хозяйство
Фиг. 28. Чугунная пескосушильная печь Липецкого завода
Фиг. 29. ЖарО1рубная печь ЦНИИ
Фиг. 30. Горизонтальная барабанная печь типа дорог Донбасса: 7 —барабан; 2 — сетка; 3 — шестерня; 4 — стальной бандаж; 5 — опорные катки; 6—упорный каток; 7—выносная топка; 3 — камера догорания; 9 — дымовая коробка; 70 — дымовая труба; 7 7—воронка-бункер; 12— зонт; 13—бункер для угля; 14—бункер для сырого песка
УСТРОЙСТВА ДЛЯ ЭКИПИРОВКИ ПАРОВОЗОВ
139
Ёмкость пескораздаточных бункеров должна обеспечивать 3-часовой (и более) расход песка. Типовые бункеры изготовляют ёмкостью 3 и 1 .и3
Сухой песок в пескораздаточный бункер подаётся главным образом пневматическим способом — при помощи сжатого воздуха от компрессора (выжимание песка) или вентилятора (эжекция). При мелких суточных расходах сжатый воздух для подачи песка можно брать от паровоза.
Типовая пескоснабжающая установка производительностью 8 — 12 м3,сутки сухого песка имеетсле-дующее оборудование:
барабанное сушило типа СОБУ-1 производительностью 0,6—\,0м3/сут-ки сухого песка; диаметр барабана— 800 мм;
скребковый транспортёр-питатель производительностью от 0,46 до 1,27 т/час; привод от барабана сушила;
шнек для уборки отходов с приводом от барабана сушила;
вентилятор для дутья ВД-2, производительность 1 100 м'Ччас, напор 100 мм вод. ст., электродвигатель мощностью 1,7 кет и 2 850 об/мин.;
вентилятор для дымососной установки (характеристика та же);
вентилятор ВД-4 для пневмо-транспортной установки, производительность 1 800 м'Ччас, напор 450 мм вод. ст., электродвигатель мощностью 4,5 кет и 2 870 об/мин.;
скреперная лебёдка ЛУ-15 для подачи сырого песка; скрепер ёмкостью 0,35 м3, мощность электродвигателя 14 кет;
два пескораздаточных бункера ёмкостью 3 м3.
Типовая пескоснабжающая установка производительностью30.и3/сг//п-ки сухого песка имеет следующее оборудование:
два барабанных сушила типа СОБУ-1;
два лотковых питателя производительностью 0,4—0,68 и 1,34 м°-/час; привод от барабана сушила;
скребковый транспортёр для уборки отходов производительностью 0,47 м3/час, скорость цепи — 0,25 м/сек; электродвигатель мощностью 1 кет и 1 000 об/мин.; сечение жёлоба— 150 X 270 мм; высота скребка — 40 мм; шаг скребков— 230 мм;
вентилятор для дутья ЭВР-2 производительностью 855 м5/час, напор— 92 мм вод. ст., электродвигатель мощностью 0,6 кет и 2 860 об/мин.;
вентилятор ВРС № 4 для дымососной установки производительностью 1 780 м3/час, напор 122 мм вод. ст., электродвигатель мощностью 17кет и 1 420 об/мин.;
Фиг. 32. Типовая пескоподающая установка с барабанным сушилом и вентиляторной подачей песка производительностью 8—12 .и3 сухого песка в сутки. 7 барабанное сушило; 2—скребковый транспортёр; 3— шнек; 4—дутьевой вентилятор; 5—дымосос; 6 — бункер сухого песка; 7 — задвижка;
5- песконровод; 9- пылеотделитель; 10 - вентилятор ВД-3 или ВД-4; 77—электродвигатель
i
I i )
I
ПАРОВОЗНОЕ ХОЗЯЙСТВО
УСТРОЙСТВА ДЛЯ ЭКИПИРОВКИ ПАРОВОЗОВ
141
Фиг. 33. Типовая пескоподающая установка с двумя барабанными сушилами и выжимной пневматической подачей песка производите явностью 3U .я3 сухого песка в сучки: А -—дутьевая установка; Б--дымососная установка; В л невмотранспорч пая установка; 7--барабанное сушило диаметром ЬОО мм’, 2 — питатель; 3 — скребковый транспортер; 4 laronciKa для отходов; .5 — установка компрессора; 6'— фильтр висциновый; 7 вл.и оотдели iель
142
ПАРОВОЗНОЕ ХОЗЯЙСТВО
четыре выжимных бака ёмкостью 0,7 м3 для сухого песка;
компрессор В К-3-6, производительностью 3 м31час, давление 6 ат, мощность 28 кет', скреперная лебёдка ЛУ-15; скрепер ёмкостью 0,25 м3, электродвигатель мощностью 14 кет;
четыре пескораздаточных бункера ёмкостью 3 л3;
воздухосборник 5 л3 давлением 7 ат.
Типовая пескоснабжающая установка производительностью 50 м3[сутки сухого песка имеет следующее оборудование:
два барабанных трёхходовых сушила производительностью 0,8—1,36 м'г[час каждое;
два лотковых питателя производительностью 0,6 —0,8—1,79 м3!час; привод от барабана сушила;
скребковый транспортёр для уборки отходов производительностью 0,65 м3/час, скорость цепи 0,25 м[сек, электродвигатель мощностью 1 кет и 1 410 об/мин.; сечение жёлоба 150 х 270 мм, высота скребка 40 мм, шаг скребков 168 мм;
вентилятор ЭВР-2 для дутья производительностью 1 800 м3/час, напор 86 л«л< вод. ст.. электродвигатель мощностью 1,0 кет и 2 860 об/мин.;
вентилятор ВРС № 4 для дымососной установки производительностью 1 000 м3/чис, напор 135 мм вод. ст., электродвигатель мощностью 2,8 кет и 1 420 об/мин.;
четыре выжимных бака ёмкостью 0,7 м3 для сухого песка;
компрессор ВК-3-6;
скреперная лебёдка ЛУ-15: разгрузочная машина (типа Промтранспроекта) для разгрузки песка производительностью 350 т{час, мощность электродвигателя 14 кет;
маневровая лебёдка: тяговое усилие 7,5 т, мощность электродвигателя 7 кет;
поперечный ленточный транспортёр длиной 14,3 м, производительностью 340 m/час, ширина ленты 650 мм, электродвигатель 14 кет при 1 450 об/мин.;
четыре пескораздаточных бункера ёмкостью 3 л3;
воздухосборник 5 м3 давлением 7 ат.
На складе шириной 18 м устанавливаются две скреперные установки.
Размеры зданий пескосушплок приведены в табл. 14.
Таблица 14
Размеры зданий пескосушилок в м
Наименование
Производительность установок в лг3/сутки сухого песка
8—1 2 30 50
Примечание. В скобках—длина зда-
ния поперечного типа.
При необходимости повышения производительности пескоподающих установок у барабанных сушил одноходовые барабаны заменяются трёхходовыми и увеличивается мощ
ность дымососной установки, циклон устапав ливается большего диаметра.
Установки с пневматической подачей песка сжатым воздухом просты и надёжны в экс-плоатации. Единственным их недостатком является необходимость установки компрессора с электродвигателем значительной мощности. Эти установки целесообразно применять при значительном расходе песка и длинных (до 60 м) пескопроводах.
Более простыми для малой и средней производительности являются установки с вентиляторной подачей песка.
Вентиляторы применяются высокого давления 350—450 мм вод. ст. (типа ВД-3 или ВД-4 производительностью 1 800—2 400 м3{час с электродвигателем мощностью 4,2—5,9 кет, с числом оборотов 3 000 об/мин.
УСТРОЙСТВА СМАЗОЧНОГО ХОЗЯЙСТВА ДЕПО
Устройства смазочного хозяйства депо должны обеспечивать хранение и выдачу на паровозы смазочных, обтирочных материалов, и антинакипинов.
Запас этих материалов и антинакипинов предусматривается в размере 1,5—3 месячного расхода в зависимости от дальности подвозки и климатических условий.
Нормы расхода смазочных материалов для паровозов указаны в табл. 15—17.
На фиг. 34 показан план помещения типового смазочного хозяйства.
К смазочному хозяйству подводится специальный путь для подачи цистерн с осевым маслом и предусматриваются сливные устройства.
Резервуары-хранилища для осевого масла изготовляют железобетонные, заземлённые ёмкостью 75—100 т, а при высоких грунтовых водах — наземные, металлические ёмкостью по 50 т. Количество баков устанавливают в зависимости от расхода смазки и нормы запаса.
Для разогрева осевого масла в цистернах, в хранилищах и раздаточных баках предусматривается устройство котельной, если не представляется возможным получить пар от деповской котельной.
Резервуары и баки оборудуются змеевиками-подогревателями, по которым пропускается пар.
Осевое масло подогревается не менее чем до +25°, цилиндровое масло до +60, +70°.
Из хранилищ осевое масло перекачивается в раздаточные баки паровым поршневым насосом.
Цилиндровое масло и жидкий каустик сливаются по закрытым трубопроводам в резервуары ёмкостью по 11 м3 каждый. Остальные масла поступают в бочках. Масла и керосин перекачиваются насосами в расходные баки-хранилища, установленные в кладовой на высоте 2,2—2,5 м от пола. Этим обеспечивается поступление масла и керосина самотёком, через фильтр, к раздаточным кранам.
При смазочном хозяйстве предусматривается установка для приготовления эмульсионной смазки.
УСТРОЙСТВА ДЛЯ ЭКИПИРОВКИ ПАРОВОЗОВ
143
Таблица 15
Нормы расхода смазочных материалов для паровозов широкой колеи для иужд эксплоатации
Паровозы Масло для цилиндров и золотников паровозов в кг на 100 паровозо-км Масла и смазки для подшипников дышлового и кулисного механизмов, букс, машин-стокеров и прочих узлов паровозов в кг на 100 паровозо-км Масла для паро-воздушных насосов
при покило-метровом VUPTI» Н при почасовом учёте в г на час работы паровозов
на 100 возе паро- •км компаунд-насос тандем -насос
по сериям v о ffi 4) о> X X X В «3 твёрдая 50ЖБ твёрдая 50ЖД-1 твёрдая ю( ЖД-2 кулисная паровые цилиндры воздушные цилиндры паровые цилиндры воздушные цилиндры паровые цилиндры воздушные цилиндры
А Б гп ЕЛ, к, ф Еа Ем 3 И ИС к, ку Л пасс. Л груз. М нв нп ов, оп р с СУ , сум со ФД СОК хп Ц чн Ша Щ Щп ы ы" эв/и ЭР (-) ч нб V ь ъ ОК-22 ТУ пт 'рПК т тл тэ то тм С-12 С-50 С-56 С- 58 7720 8550 8620 9600 0,8 1 ,0 1Д 1,5 1,5 1,5 0,8 1,2 1,9 1,1 2,0 2,0 1,3 0,8 1,1 1,2 1,5 1 ,3 1,4 1,4 2,0 1,4 1 .1 1 0,9 1.4 1.2 1,2 1,0 1,2 1,4 1,4 1,5 1,6 1,1 0,7 1,1 1,4 2,0 1,5 1,0 1 ,2 1,5 1,6 1 .6 1,5 1 ,4 1,4 1.5 1,6 1Д 1,4 1,6 1,7 8 <) 10 12 11 11 8 8 12 9 12 15 13 9 9 8 8 9 10 14 16 14 10 10 8 10 12 12 8 8 10 10 12 12 9 9 8 9 14 12 5 10 10 10 10 10 11 11 и 12 11 12 13 14 i 1 i 1 ч : 1 ч ч i i i i i i 1 ч 1 ч i 1 ч 1 ч i i i -°i i 1 ч i 1 К i-°4v°i 1 ч । 1 | 1 II 1 1 18 1 1 1 1 1 1 1 1 1 13 1 1 1 1 II 1 1 i 1 1 1 1 1 1 1 1 1 1 1 1 1 Ч Ч 1 1 1 111 ' | III 1 Ч Ч Ч ЧЧ 1 1 1 1 II 1 1 2 1 1 ч Ч 1 1 1 g Kg 1 1 ч . 1 1g II g ч g 1 1 1 ч । । । । ! 1 1 । । । । । । и । । ! ! : । । । ! 1 ; । is I i । । । 1 1 । । : । м и i । । ; и । с сГ о" ччч.ч' ч > : : 1 ч : I । 1 1 : 1 : । । 1 I । g । । 1 i । । 1 । g ч g 1 1 g i I ; i i 0,25 0,30 0,30 0,40 0,50 0,50 0,25 0,25 1,00 0,25 0,40 1,10 0,40 0,25 0,25 0,25 0,25 0,30 0,40 0,60 1,20 0,60 0,25 0,30 0,25 0,40 0,25 0,25 0,25 0,25 0,50 0,50 0,25 0,30 0,30 0,25 0,25 0,30 0,40 0,30 0,21 0,40 0,10 0,40 0,20 0,40 о, 40 0.40 О,Э) (>,.30 0.50 0,40 0,50 0,03 0,05 0,05 0,06 0,07 0,07 0,03 0,03 0,15 0,03 0,05 0,15 0,05 0,04 0,04 0,04 0,04 0,05 0,05 0,09 0,20 0,09 0,03 0,05 0,03 0,06 0.04 0,04 0,03 0 ,03 0,07 0,07 0,03 0,05 0 ,05 0,05 0,03 0,06 0,10 0,09 0,04 0,09 0,09 0,08 0,07 0 ,05 о ,05 о,05 0,05 0,05 0,05 0,05 0,05 150 150 150 120 120 150 120 120 120 150 150 120 150 120 120 150 150 150 150 30/60* 30/60* 30/60* 30 30 30/60* 30 30 30 30/60* 30/60* 30 30/60* 30 зс 30/60* 30/60* 30/60* 30/60* 80 80 80 100 100/200** 100/200** 80 80 100/200** 90 90 100/200** 90 80 80 80 80 90 90 100/200** 100/200** 100 80 80 80 100 100 100 100 100 100 100 100 100 80 80 80 90 100/200** 90 90 100 100/200** i00/200** 100/206** 100/200** 80 80 80 80 80 80 80 80 15 | 15 * 15 25 25/50** 25/50** 15 15 25/50** 20 20 25/50** 20 15 15 15 15 20 20 25/50** 25/50** 25 15 15 15 25 25 25 25 1 25 25 25 25 15 15 15 20 25/50** 20 20 25 25/50** 25/50** 2.5'/Г 0** 23/50** 15 15 15 15 15 15 15 13
* При двух автоматических маслёнках,
** При двух тандем-насосах.
144
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Таблица 16
Нормы расхода смазочных материалов иа текущий ремонт паровозов в условиях депо
Нормы расхода в кг
Наименование смазочных материалов Серии и типы паровозов на единицу подъ- ёмочного ремонта на 1 млн. паровозо-км пробега для промывочного ремонта суммарно на 1 млн. паровозо-км пробега для текущего ремонт а (подъёмка + промывка)
Цилиндровое масло ФД, ИС, Л , Лп , Еа , Ем Св/И и все пассажирские серии широкой и узкой колеи с перегретым паром Эв/И, Еф, к, с л со, Ша , ТЭ, i-'cj , ТУ . . Паровозы прочих грузовых серий широкой и узкой колеи с перегретым паром 14 11 11 И 32 22 22 242 132 154 154 ।
! Вискозин 1 ФД, ИС, Л, Еа , Ем Св/И, и все прочие пассажирские паровозы широкой колеи Зв'и „ Еф. к, с, Л( со тэ ша , ТУ 1Ц, О и прочие грузовые паровозы широкой колеи Паровозы с конденсационным оборудованием Паровозы 1 группы узкой колеи с нагрузкой на ось 7 —10 т ................. Паровозы II группы узкой колеи с нагрузкой на ось 5 — 7 т ................ Паровозы III группы узкой колеи е нагрузкой на ось менее 5 т .............. Паровозы с дымососным оборудованием .... 18 4 ;; 2,5 ‘2.6 40 20 16 10 8 5 44 | 56 ' 200 (jO 60 ,\0
! Осевое масло । । ФД, ИС, оборудованные под твердую смазку ФД , ИС, не оборудованные под т вёрдую смазку С*^и,КУи все прочие пассажирские серии широкой коде и ЭВ/и. СО. Ев/", ТЭ, Л, И1а , ТУ ГЦ, О и прочие грузовые серии широкой колеи Танковые паровозы широкой колеи Паровозы I группы узкой колеи с нагрузкой на ось 7 -10 т ................. Паровозы II группы узкой колеи с нагрузкой на ось 5 — 7 т . Паровозы III группы узкой колеи с нагрузкой на ось менее Ъ гп 6) пи >'() 86 30 50 40 30 90(1 2 260 1 700 1 700 1 700 600 650 570 500 ’ ООО J10 2 390 2 730 2 669 1 050 1 400 1 238 1 070
Машинное масло Паровозы со стокерным оборудованием . . . . 37 555
Компрессорное масло ФД, ИС, Л, Еа , Ем Св/И, ЦУ и все прочее пассажирские паровозы широкой колеи Эв/и, Еф,к, с. Л, СО, ТЭ, Ша Щ, О и все прочие грузовые паровозы широкой и узкой колеи, оборудованные автотормозом ОД 0,4 0.4 0,4 40 15 20 20 52 19 25
Твёрдая 50Б смазка ФД, оборудованные под твёрдую смазку букс осей ИС ИС, оборудованные под твёрдую смазку букс о се й 58 48 — 870 720
' Твёрдая 50Д смазка 1 Паровозы, оборудованные плавающими дыш> । ловыми втулками 8 ) 100 1 200
Твёрдая юод смазка СУ ? сУм и прочие пассажирские паровозы, 1 оборудованные под консистентную смазку . 1 эв/и, ТЭ, еФ» с и прочие грузовые паро-I возы, оборудованные под консистентную 1 смазку 3 9 9 33 45
Смазка кулисная ФД, ИС, Ем , Еа , оборудованные под мазеобразную кулисную смазку . Л, оборудованные под мазеобразную кулисную смазку . 2,5 3 1 | 30 1 “ 70 8и
УСТРОЙСТВА ДЛЯ ЭКИПИРОВКИ ПАРОВОЗОВ
145
Продолжение табл. 1 6
! Наименование смазочных материалов Серии и типы паровозов Нормы расхода в кг
на единицу подъёмочного ремонта на 1 млн. паровозо-км пробега для промывочного ремонта суммарно на 1 млн. паровозо-км пробега для текущего ремонта (подъёмка 4-промывка)
Солидол Тендеры, оборудованные роликовыми буксами 18 85 300
Турбинное масло Паровозы с конденсационным оборудованием Паровозы с дымососным оборудованием . . . . 7,3 1,3 25 80 45
Смазка 1-13 Паровозы, оборудованные одним турбогенератором Паровозы, оборудованные двумя турбогенераторами 0,4 0,8 15 30 19,4 39
Таблица 17
Нормы расхода смазочных материалов на паровозы узкой колеи для иужд зксплоатации
Масла Серии паровозов
г ш Т к В о К4 -4 11 390 395 490 493 499
Цилиндровое масло в кг на 100 паровозо-км . . . Осевое масло в кг на 100 паровозо-км Компрессорное масло в г на 100 паровозо-км . . . 1,3 6 10 ) 1.5 6 1,0 7 1,0 7 1,0 7 1,0 7 1,3 6 1,2 5 1,2 5 1,2 5 1,2 6 1,2 6 1,2 6
Для
которые имеют паро-воздушные
насосы
тех паровозов,
40
Вискозин в а на \00 паровозо-км ................
Примечания к табл.
15-17
1. Твёрдая смазка 50Б
выдаётся только на те паровозы ФД и ИС, буксы которых приспособлены под эти смазки.
2. Машинное масло предусмотрено только для машины стокера. Кроме машинного масла, для машины стокера устанавливается дополнительная норма расхода вискозина в размере 0,1 кг на 100 паровозо-км.
3. Для паровозов с дымососным оборудованием устанавливается норма расхода турбинной смеси (смесь вискозина с турбинным маслом) в размере 0,05 кг на 100 паровозо-км.
4. Для паровозов с конденсацией пара устанавливается норма расхода турбинной смеси (смесь^ вискозина с^^турбинным маслом) в раз-
5. Для паровозов с тендерами на ролико-расхода
норма расхода 100 паровозо/км, освещения на
„ j________________ норма расхода
1-13 в размере 0,05 кг на 100 паро-
дополнительная размере 0,3 кг на турбогенераторов устанавливается
мере 0^09 кг на 100 паровозо-км.
вых буксах устанавливается* норма расхода солидола или заменяющих его смазок в количестве 0,1 кг на 100 паровозо-км.
6. Для водяных питательных насосов уста-
навливается вискозина в 7. Для паровозах смазки 1 -возо-км.
8. До установления порядка учёта работы паровозов на экипировочных путях норму расхода смазок на этот вид пробега начальники паровозных служб определяют опытным путём, оформляют актами и регулярно проверяют их через каждые три месяца.
9. Выдачу смазки на первую поездку паровоза после промывки или ремонта производить из расчёта на большее из обслуживаемых тяговых плеч в оба конца. Все последующие выдачи смазки производить по исполненному маршруту каждой предшествующей поездки.
10. Вынужденную выдачу смазки на поездку сверх установленных норм по отдельным требованиям вносить в маршрут машинистов.
11. При фитильном способе подачи смазки
норму её расхода начислять на общий пробе л
Подача масел может также производиться сжатым воздухом от воздушной сети депо, компрессора пескоподачи или от паро-воздушного насоса, устанавливаемого в котельной смазочного хозяйства. В этом случае устанавливаются дополнительно выжимные баки-питатели.
На фиг. 35 показано смазочное хозяйство с расположением горизонтальных резервуаров для масел в подвале.
На фиг. 36 показана схема типового смазочного хозяйства при подаче масел сжатым воздухом.
10 том 7
УСТРОЙСТВА ДЛЯ ОБМЫВКИ ПАРОВОЗОВ И ПРОДУВКИ ПАРОВОЗНЫХ котлов
В процессе работы паровозы подвергаются значительному загрязнению, особенно отлагается грязь на экипажной части паровоза.
Анализами, произведёнными ЦНИИ, установлено, что в состав грязи входят: мазут (22,52%), сажа, угольная пыль и изгарь (0,60%), ржавчина, известь и другие растворимые в соляной кислоте вещества (25,44%), пыль, песок и глина (51,38%).
Из этих данных видно, что для удаления
146
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Фиг. 34. Типовое смазочное хозяйство для паровозных депо с железобетонными хранилищами для осевого масла
грязи необходимо в первую очередь растворить смазку.
Для обмывки паровозов применяют специальную эмульсию, подаваемую под давлением и состоящую из смеси горячей воды, нефти, кальцинированной или каустической соды.
Испытания, проведённые ЦНИИ, показывают следующее:
1) с повышением температуры обмывающей смеси время обмывки непрерывно уменьшается, причём наиболее интенсивно при повышении температуры до 75°;
2) с увеличением давления струи, особенно до 4—5 ат, время обмывки уменьшается;
3) при обмывке смесью, содержащей раствор кальцинированной соды (0,2%), время обмывки сокращается в 2 раза;
4) применение сжатого воздуха сокращает время обмывки на 10—40%;
5) время обмывки наименьшее при расстоянии от конца обмывочного наконечника
до обмывочной поверхности 0,75—1 м без сжатого воздуха и 0,75 м — при применении сжатого воздуха.
Из всех известных средств, применяемых при обмывке в качестве растворителей, наилучшими являются сырая нефть и кальцинированная сода.
Исследования ЦНИИ и опыт работы показывают, что для быстрой и качественной обмывки паровозов необходимо: чтобы обмывающая смесь имела температуру 70—80°С (более высокая температура должна быть в холодное время года); примеси кальцинированной или каустической соды было 0,1—0,2% по весу; нефти 0,2—0,3% от веса раствора; давление струи 6—8 ат. При этом время обмывки паровоза и тендера двумя наконечниками составит 15 мин., расход обмывочной смеси 3—5 м3 на паровоз.
Для обмывки паровозов в паровозных депо должны быть обмывочные площадки или обмывочные стойла. На обмывочных
УСТРОЙСТВА ДЛЯ ЭКИПИРОВКИ ПАРОВОЗОВ
147
открытых площадках, как показали испытания, можно обмывать паровозы при наружной температуре до —25°С. Следовательно, открытые обмывочные площадки можно строить в умеренных климатических условиях, а обмывочные стойла — в местах с суровым климатом.
Для сокращения простоя паровозов и экономии топлива целесообразно совмещать обмывку паровоза с продувкой котла, используя тепло выдуваемой из котла воды на нагрев обмывочной воды.
Обмывочно-продувочная площадка — от-к рытая бетонированная. Длина площадки 36—40 м.
Лоток отводит грязь с обмывочной смесью в пескоуловитель и нефтеуловитель, в ко
торых песок и масла задерживаются, а обмывочный раствор уходит в канализацию. Рядом с площадкой располагается машинное помещение, в котором установлено оборудование. Бак для горячей воды может устанавливаться вне помещения, в этом случае он должен хорошо изолироваться. От машинного помещения проложены трубопроводы к обмывочным и продувочным колонкам, установленным на площадке. Обмывка паровоза производится с помощью специальных обмывочных наконечников двумя обмывалыциками.
На фиг. 37 показана схема устройства продувочно-обмывочной площадки.
Выдуваемая из котла вода поступает в бак горячей воды, смешиваясь по пути с холодной водопроводной водой в смесителе. Выду-
Фиг. 35. Схема смазочного хозяйства с расположением резервуаров для масел в подвале: 7—цистерны для масел; 2—ящик для обтирочных материалов; 3 — ящик мусорный; 4 — ящик для концов;
5—стол; 6—-табурет; 7 — вёдра; 3— вентиляционная труба
10*
148
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Фиг. 36. Схема типового смазочного хозяйства при обслуживании сжатым воздухом: 1— резервуар для мазута 75- и lOO^zn; 2—резервуар для цилиндрового масла ёмкостью 10 т; 3 — резервуар для жидкого каустика ёмкостью 11 м9; 4—выжимной бак-питатель ёмкостью 400 Л; 5—бак для спуска отстоя ёмкостью 200 л; 6—воздухосборник ёмкостью 6 м9; 7—влагоотделитель; 8— бак для каустика ёмкостью 0,5 л3; 9 — бак для дубового экстракта ёмкостью 0,5 zn; 10 —расходный бак для керосина ёмкостью 0,5 т; 11 — расходный бак для машинного масла ёмкостью 2 т; 72—расходный бак для мазута ёмкостью 2 т; 13 —расходный бак для вискозина ёмкостью 2 т; 14 — расходный бак для компрессорного масла ёмкостью 0,5 т; 15 —фильтр для масла; 16 — насос ручной; 17— регулятор давления; 18—манометр; 19 —воздухоразборный коллектор; 20—бак для цилиндрового масла ёмкостью 0,15 т; 21—бак-холодильник; 22 — бак для известковой воды ёмкостью 80 л; 23 — фильтр для известковой воды; 24—бак для дистиллированной воды ёмкостью 110 л; 25—бак для приготовления известкового раствора ёмкостью 100 л; 26— дозатор для воды и масла ёмкостью 27 л; 27—смеситель с воздушным перемешиванием ёмкостью 110 л; 28 —отстойник для грязного масла ёмкостью 100 л; 29—фильтр для грязного масла; 39— выжимной бак-питатель ёмкостью 100 л; 31— регулятор давления;
32— элеватор (эжектор)
Водопровод
Фиг. 37. Схема устройства продувочно-обмывочной площадки для паровозов: 7—бак для горячей воды 12 м9; 2 — смеситель; 3—центробежный насос 30х 100; 4—электродвигатель 20 кет; 5—расходный бачок для раствора кальцинированной соды или каустика 0,4 м9; 6—бак для приготовления соды 0,8 м9; 7—бак для нефти 0,2 м9; 8—ручные насосы; Р—расходный бачок для нефти 0,1 м9; 10—автомат подачи нефти; 11 —продувочные колонки; 72—колонки для обмывки; 13—запасный бак для нефти 2,25 м*; 14—коксовый фильтр
УСТРОЙСТВА ДЛЯ ЭКИПИРОВКИ ПАРОВОЗОВ
149
ваемое тепло полностью используется. При однократной продувке паровоза серии ИС можно получить 5 м3 горячей воды температурой 70°, что вполне достаточно для обмывки паровоза даже в зимнее время. Кроме того, сокращается расход кальцинированной соды, так как котловая вода содержит щёлочи.
В депо с небольшим количеством обмываемых паровозов (до пяти в сутки) может быть применена для обмывки паровозов установка с инжектором и водоподогревателем. На фиг. 38 показана схема такой установки. Всё оборудование размещается в отапливаемом помещении площадью 12—15 м3.
Инжектор применён нагнетательный паровоза серии ФД, производительность которого достаточна для работы двух обмываль-
ЭКИПИРОВОЧНОЕ ДЕПО
В районах с особенно суровым климатом для экипировки паровозов может быть применено экипировочное депо, в котором совме-щённо производятся чистка топки, дымовой коробки, набор воды, набор песка, осмотр и смазка паровоза.
На фиг. 41 показаны план и разрезы?проек-та такого депо. Для уборки шлака применён скиповый подъёмник. Пескораздаточные бункеры расположены на перекрытии депо. Песко-сушилка и раздаточная смазочных и обтирочных материалов расположены в пристройке к экипировочному депо. Длина стойла выбирается в зависимости от серии работающих паровозов.
От дшфпродида.
'в произМстденную
канализацию
Колодец для \ сбора, нефти Q НефтеулоОитель
! ^Песколодка
Фиг. 38. Схема устройства обмывочной площадки для паровозов с инжектором и водоподогревателем: 7—напорный бак для раствора соды; 2—напорный бак для нефти; 3 - автомат для подачи нефти; 4—инжектор нагнетательный производительностью 20 т/час; 5 ручной насос; б—бак для приготовления раствора соды 0,8 м3; 7-расходный бак для нефти 0,2 xi3; 8- бак для хранения нефти 2,25 л:3;
9 — колонки для обмывки; 70—бак для воды 8 л<3; 7 7- водонагреватель
тиков. Для повышения температуры воды устанавливается паро-водонагреватель инж. Мужичкова В. И. Недостатком установки с инжекторами является значительный расход пара (700—800 кг на паровоз при давлении 12 ат) и, следовательно, высокая стоимость обмывки паровоза.
Для отвода воды при продувке котла, при отсутствии продувочно-обмывочных площадок, устанавливаются продувочные раковины.
Продувочные раковины (фиг. 39) располагают с обеих сторон экипировочного пути. Раковины должны иметь канализацию для отвода выдуваемой воды, шламоуловитель и трубу для отвода пара.
СМОТРОВЫЕ КАНАВЫ
Для осмотра экипажной части паровоза снизу устраиваются смотровые канавы (фиг.40) с соответствующей канализацией для отвода поды. Светильники в канавах располагают так, чтобы низ паровоза был освещён со всех сторон. На площадке около смотровой канавы должны быть установлены переносные лампы низковольтного освещения.
ПОВОРОТНЫЕ УСТРОЙСТВА
Поворотные круги. Поворотные круги по сравнению с другими поворотными устройствами более компактны, занимают мало места на тяговой территории и одновременно могут служить средством для въезда в стойла веерного депо.
Поворот паровоза на поворотном круге требует незначительного времени (2—3 мин.).
Различаются два типа поворотных кругов: уравновешенные и неуравновешенные.
На фиг. 42 показаны схемы нагрузок уравновешенного и неуравновешенного поворотных кругов.
Уравновешенный круг имеет сплошную ферму, опирающуюся в центре на одну центральную опору, на которую передаётся вся нагрузка от веса паровоза и веса фермы круга. При установке паровоза на круг такого типа необходимо, чтобы центр тяжести паровоза совпал с осью вращения круга.
Для обеспечения уравновешивания на таком круге паровоза с незначительным количеством воды и топлива в тендере длина фермы круга должна быть значительно больше (на 1,5—2 м) длины паровоза. Хорошо урав
150
ПАРОВОЗНОЕ ХОЗЯЙСТВО
новешенные круги легко поворачиваются. В настоящее время на дорогах СССР применяют уравновешенные поворотные круги диаметром 19,5; 21,95 (22); 22,86 (23) и 25 м.
По конструкции фермы кругов различаются с ездой по верху (фиг. 43) и ездой по низу (фиг. 44).
В неуравновешенных кругах передаётся нагрузка на три точки: две концевые тележки и центральную пяту. Установка паровоза не требует точности. Длина круга на 200— 250 мм больше базы паровоза с тендером. Для поворота такого круга необходима значительно большая мощность круговоротчика.
Фиг. 39. Продувочная раковина: а — общий вид; б—разрез; в— план; 1 — раковина; 2 — предохранительный щит; 3—металлическая решётка; 4—наклонный полок; 5—вывод в канализацию
УСТРОЙСТВА ДЛЯ ЭКИПИРОВКИ ПАРОВОЗОВ
151
Фиг. 40. Смотровая канава. Длина канавы для паровозов серий Э, Е, Л, СУ , сок - 27 м, ФД, ИС - 32 м
по П-Ц
Фиг. 41. Экипировочное депо
152
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Фиг. 42. Схемы !нагрузок: а—уравновешенного круга; б—неуравновешенного круга
Фиг. 43. Общий вид уравновешенного поворотного круга с ездой по верху: 1 —ферма круга; 2 — центральная пята; 3—бегуны; 4—проезжая часть; 5—фундамент под центральную пяту;г 6—кольцевая опорная стенка; 7—кольцевой рельс; 8—центральные бегуны; 9—канализация
УСТРОЙСТВА ДЛЯ ЭКИПИРОВКИ ПАРОВОЗОВ
153
Неуравновешенные круги на железных дорогах СССР применяют диаметром 23, 25, 30 м. Круги диаметром 30 м имеются двух типов: фундаментный и бесфундаментный.
На фиг. 45 показан неуравновешенный фундаментный круг диаметром 30 м, на фиг. 46 — круг бесфундаментного типа.
Центральные опоры. В уравновешенных поворотных кругах вся нагрузка при повороте паровоза передаётся на центральную
опору, поэтому конструкция этих опор должна быть соответствующей прочности, аАсоп-ротивление поворачиванию — наименьшим.
Наибольшим распространением в настоящее время пользуются центральные шаровые опоры. Шаровые опоры могут быть с одним, двумя и тремя рядами шаров.
На фиг. 47 показана двухрядная'шарико-вая опора, на фиг. 48—трёхрядная, на фиг. 49 — однорядная.
Фиг, 45. Общий вид шарнирного поворотного фундаментного круга диаметром 30 м: 1 — ферма круга; 2 — поперечная балка; 3—тележки; 4 — буксы; 5—бегуны; б—кольцевой рельс; 7 — токоприёмная мачта; 8 — токоприёмник; 9 — электродвигатель; 10 — будка управления; 11 — центральная пята
Фиг. 46. Общий вид бесфундаментного поворотного круга диаметром 30 м: 1 — ферма; 2 —поперечная балка; 3—центральная опорная плита; 4 — стальные балки; 5—подвесные болты; б—двухосные тележки; 7 —электродвигатель 22 квт\ 8—редуктор; 9 —литая стальная станина; 10— тяжи; 11—опорное кольцо; 12 — верхний балансир; 13 — нижний балансир; 14 — разрезной валик (шарнир из двух половинок); 15 — бронзовый скользящий диск; 16 — деревянные брусья; 77 —кольцевой путь; 18—токоприёмное устройство; 19 — будка управления; 20 — радиальные балочные крепления
154
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Фиг. 47. Двухрядная шариковая пора уравновешенного поворотного коуга: 7—опорная пята; 2—стояк; 5—подшипник; 4 —нижняя чаша; 5—кольцо; б—кольцевые пояса; 7—внутреннее опорное кольцо; <?—наоужное опорное кольцо; 9—клингеритовая прокладка; 10 — шарики диаметром 50 мм; 77—верхнее опорное кольцо; 72 —верхняя плита; 73 — подвесные болты;
74--ферма круга
Фиг. 48. Трёхрядная шариковая центральная опора круга: 7—стояк; 2 —нижняя плита; 3—верхняя плита; 4—верхнее шаровое кольцо; 5—нижнее кольцо; б —шарики; 7—наружное кольцо; 8—подвесной болт
Фиг. 49. Однорядная шариковая центральная опора круга: 7—верхняя плита; 2 — верхнее шароопорное кольцо; 3 — кожух; 4—шарики; 5—нижнее шароопорное кольцо; ^6—нижняя плита; 7—головка стояка; 3—стояк
Wf1?8
/4
Высуши уровень масла Низшци црдЗено тела
Фиг. 50. Центральная’опорная пята фундаментного поворотного круга диаметром 30 м: 7 — станина; 2-нижний балансир; 3—верхний балансир; 4—валик; 5 — опорный диск; 6 — упорное кольцо; 7, 8 и 9 ~ смазочные канавки; 10 — плита балансира; 77—болты валика; 72—пылевое кольцо; 13— смазочная трубка; 74—трубка с указателем уровня смазки; 13— анкерный болт; 16—болт верхнего балансира; 17—спускная трубка для смазки
-(ИШ .. .
' Углубление залшпь цеменс юм
Ucniaiio&MHbiil Qutun
УСТРОЙСТВА ДЛЯ ЭКИПИРОВКИ ПАРОВОЗОВ
155
Диаметры шаров у однорядных опор '30—75 мм, у двухрядных — 50 мм, у трёхрядных — 25 мм.
Фиг. 51. Центральная опора бесфундаментного поворотного круга диаметром 30 л: 7—станина; 2—лапы; 3—болт; 4 —подвесной болт; 5 —упорное кольцо; б—брусья; 7—контрольная трубка
Круги неуравновешенные имеют центральные опорные пяты с бронзовым опорные диском диаметром 500 мм.
На фиг. 50 показана центральная опорная пята фундаментного, а на фиг. 51 бесфундаментного поворотного круга диаметром 30 м.
Бронзовый опорный диск пяты работает в масляной ванне, и его износ незначителен.
Круговоротчики. Поворотные круги приводятся в движение преимущественно электрическими круговоротчиками.
Типовой электрический круговоротчик с уравновешенным кругом показан на фиг. 52.
Техническая характеристика круговорот-чика следующая:
Мощность электродвигателя ..........11,5 кет
Число оборотов » ........... 940 об/мин.
Общее передаточное число ........... 30,8
Число оборотов ведущего катка . . 30,5 об/мин.
Скорость качения ...................0,91 м/сек
Для поворота неуравновешенных поворотных кругов требуется мощность, вдвое большая, чем для уравновешенных, поэтому механизм для вращения круга располагается на двух диаметрально противоположных тележках круга.
Характеристика механизма для вращения поворотного фундаментного круга диаметром
По 5-5
Фиг. 52. Типовой электрический круговоротчик с уравновешенным кругом: 1 — зубчатая передача; 2—подшипник; 5—электродвигатель типа МКА-19; 4—тормоз ножной; 5—песочника; б—рама; 7—сопротивление; 8—барабанный контроллер; 9 — будка; 10—щит управления
156
ПАРОВОЗНОЕ ХОЗЯЙСТВО
30 м следующая: электродвигатель мощностью 20—22 кет и числом оборотов 715 об/мин.; общее передаточное число редуктора и зубчатых колёс I = 49,0.
На фиг. 53 приведены опорные тележки фундаментного поворотного круга диамет-
РАЗМЕЩЕНИЕ ДЕПОВСКОГО ХОЗЯЙСТВА НА ТЕРРИТОРИИ СТАНЦИИ
Выбор места для деповского хозяйства обусловливается схемой станции, топографией и рельефом местности.
Фиг. 53. Тележки фундаментного поворотного круга диаметром 30 м; 7—литая рама; 2— букса; 3 — бегун; 4—болт; 5 — опорный лист; 6 — растяжки; 7 — швеллерные балки; 8 —площадка; 9 — электродвигатель; 10 — редуктор; 7 7 — вал; 72 и 13 — шестерни; 74 —венцовая шестерня; 75 — муфты; 16—тяга тормоза; 77 — ножная педаль тормоза
ром 30 м и расположение механизма для вращения круга.
Нормально при роликовых подшипниках бегунов круг работает одним механизмом. При скользящих подшипниках включается второй механизм.
Поворотные треугольники (фиг. 54). Треугольник желательно устраивать симметричной формы с прямым основанием. Радиусы кривых поворотного треугольника должны
Фиг. 54. Псворотный треугольник
быть, как правило, не менее 200 м. В трудных условиях в виде исключения допускается уменьшать эти радиусы, но не менее чем до 180 м.
Уклоны в пределах кривых поворотного треугольника допускаются не более 15°/00, а в пределах их тупиков — не более 50/00. Полезная длина I тупика треугольника 60— 75 ж и более при условии установки двух наиболее длинных паровозов, поворачивающихся в данном пункте. Стрелочные переводы рекомендуется применять симметричные, крестовины — марки 1/6.
При размещении деповского хозяйства на территории станции следует учесть
1. Обеспечение удобной и кратчайшей подачи и уборки паровозов с приёмо-отправочных парков без затруднений в работе станции как на первую очередь, так и на перспективу; при этом должно быть наименьшее число пересечений с маршрутами следования организованных поездов и маневровых передвижений.
2. Обеспечение свободного развития как всех элементов станции, так и деповского хозяйства.
3. Возможность сооружения простых фундаментов и удобного отвода грунтовых, поверхностных и технических вод.
4. Удобство подачи топлива, материалов, возможность подъезда к депо.
5. Условия постройки водоснабжения и канализации.
6. Условия пожарной безопасности.
7. Направление господствующих ветров для уменьшения запыления угольной пылью и задымления посёлков, культурно-санитарных учреждений, технических и пассажирских зданий, путей стоянки пассажирских вагонов и т. д.
Деповское хозяйство по возможности располагают в непосредственной близости от тех приёмо-отправочных парков, где ожидается наибольшее прибытие и отправление поездов.
На участковых станциях и в пунктах оборота паровозов паровозное хозяйство, как правило, располагают со стороны, противоположной пассажирскому зданию, за пре
УСТРОЙСТВА для ЭКИПИРОВКИ ПАРОВОЗОВ ПРИ КОЛЬЦЕВОЙ ЕЗДЕ
157
делами основных горловин станций, если этому не препятствуют местные условия.
На линиях, где в будущем предусматривается укладка второго главного пути, а также на узловых станциях, паровозное хозяйство располагают от горловины на расстоянии, дающем возможность укладки второго главного пути в обход тяговой территории.
При отсутствии удобных площадок, а также при развитии существующих депо допускается размещение депо параллельно приёмоотправочным и сортировочным паркам.
В последнем случае паровозное хозяйство можно устраивать как с внешней стороны приёмо-отправочных и сортировочных парков, так и между ними.
На двухпутных линиях или в узлах при внешнем расположении депо и большой загрузке горловины предусматривается возможность устройства пересечения ходовых паровозных путей с главными путями в разных уровнях.
Расположение паровозного хозяйства со стороны пассажирского здания, при обычном характере движения (с преобладанием грузовых перевозок), допускается только в исключительных случаях и при надлежащем обосновании.
Паровозное хозяйство, как правило, должно быть сосредоточено в одном месте станции. В отдельных случаях, например на сортировочных станциях с двумя системами сортировки, допускается расположение устройств паровозного хозяйства в двух местах по возможности между системами парков; при этом ремонт концентрируется в одном месте, а экипировка паровозов — в двух.
Для ускорения малой экипировки маневровых паровозов предусматривается укладка тупиков в районе горки и хвостовой горловине подгорочного парка с устройством кочегарной канавы и гидроколонки.
В крупных узлах может быть несколько паровозных депо для обслуживания грузовых и пассажирских паровозов.
В случаях кольцевой работы паровозов дополнительные устройства для экипировки паровозов, работающих по кольцу, при не
обходимости располагаются непосредственно на приёмо-отправочных путях или около них.
С территории тягового хозяйства должно быть не менее чем два самостоятельных выхода на станционные пути.
ВЗАИМНОЕ РАСПОЛОЖЕНИЕ УСТРОЙСТВ ДЕПОВСКОГО ХОЗЯЙСТВА
Взаимное расположение и планировка устройств деповского хозяйства должны допускать дальнейшее их развитие.
Расположение отдельных устройств тягового хозяйства должно соответствовать принципу поточности, установленному на основе тщательно разработанного технологического процесса, и обеспечивать максимальные совмещения различных операций.
Рекомендуется такая последовательность экипировочных операций:
в основном депо: набор топлива, чистка топок и дымовых коробок с одновременным набором воды, песка, смазочных и обтирочных материалов, антинакипинов; обмывка паровозов и параллельно продувка котла на обмывочно-продувочной площадке или (в суровых климатических условиях) в специальном стойле; осмотр паровоза на смотровой канаве или в смотровом стойле; поворот паровоза;
в оборотном депо: набор или добор топлива, чистка топки, набор воды и песка, осмотр паровоза, продувка, поворот паровоза.
При кольцевой езде паровозов набор смазочных и обтирочных материалов, антинакипинов и обмывка паровозов производятся в оборотном депо, и в этом случае необходимые устройства располагаются так же, как и в основном депо.
Для сокращения длины тяговой территории рекомендуется размещать часть экипировочных устройств на обратном ходу паровозов.
Пути для стоянки паровозов горячего резерва размещаются вблизи депо. Поворотный круг (в основном депо) рекомендуется размещать на выходе паровозов с тяговой территории на станцию.
УСТРОЙСТВА для экипировки
Устройства для экипировки кольцевых паровозов должны обеспечивать выполнение следующих экипировочных операций:
1-я группа — осмотр паровоза, набор воды, чистка топки и уборка шлака;
2-я группа — осмотр паровоза, набор воды, чистка топки, уборка шлака и добор топлива в количестве от 3 до 10 т;
3-я группа — то же, что и по 2-й группе, ио с добором смазки и антинакипинов;
4-я группа — то же, что по 3-й группе, но с добором песка.
Наиболее распространёнными группами экипировочных операций кольцевых паровозов являются 1-я и 2-я.
-< Производительность устройств должна обеспечивать экипировку паровозов на станциях основных депо в течение 20 мин. на двухпутных линиях, 30 мин. на однопутных линиях.
ПАРОВОЗОВ ПРИ КОЛЬЦЕВОЙ ЕЗДЕ
на промежуточных станциях не более 10 мин., а при необходимости чистки топки — 15 мин.
Экипировка паровозов на путях станций с основными депо в зависимости от местных условий может производиться без отцепки паровоза от поезда, с отцепкой от поезда на приёмо-отправочных путях, но без выезда за предельный столбик этих путей, с отцепкой от поезда на специальных путях или тупиках в районе горловин приёмо-отправочных путей.
Наименьшее время (20 — 30 мин.) на подготовку паровоза затрачивается при экипировке паровозов без отцепки от поезда. При этом способе не загружаются горловины станций пропуском паровозов, повышается манёвренность станций, полностью используется длина станционных путей.
При организации экипировки паровозов
158
ПАРОВОЗНОЕ ХОЗЯЙСТВО
с отцепкой от поезда на приёмо-отправочных путях время на подготовку паровоза увеличивается на 10 — 15 мин. за счёт отцепки от поезда (проход к месту экипировки и обратно), прицепки к поезду и опробования автоматических тормозов. При этом требуется большая длина приёмо-отправочных путей.
Организация экипировки кольцевых паровозов с расположением устройств за пределами приёмо-отправочных парков в районе их горловин производится в тех случаях, когда по условиям габарита для размещения экипировочных устройств требуется переустройство парков, раздвижка путей и т. д.
Экипировку кольцевых паровозов на промежуточных или предузловых станциях целесообразно производить в тех случаях, когда по местным условиям возможно без больших затрат организовать добор топлива и особенно уборку шлака с приёмо-отправочных путей в отвалы большой ёмкости.
Устройства для экипировки кольцевых паровозов на приёмо-отправочных путях станции должны быть такой конструкции, чтобы не требовалось переустройства станционных путей.
На фиг. 55 показана схема снабжения кольцевых паровозов углём и уборки шлака при
фиг. 55. Монорельсовая установка для экипировки кольцевых паровозов: Z—смотровая канава; 2—монорельс; 3 —полувагон для шлака; 4 —полувагон для угля; 5—гидроколонки; 6—бадьи для шлака; 7—лебёдка для передвижения вагонов
помощи монорельсовой установки. Монорельс располагается так, чтобы его ось приходилась над тендерами экипируемых паровозов.
Бадьи для шлака делаются передвижными.
Подача угля из полувагона производится в специальных бадьях.
Монорельсовая установка может обслужить два-три приёмо-отправочных пути при небольшом доборе угля (3 — 4 т) на паровоз. Пропускная способность установки—до двух паровозов в час.
На фиг. 56 показано устройство для экипировки кольцевых паровозов на приёмоотправочных путях, обслуживаемое грейферным паровым краном ПК-6. На приёмоотправочных путях устраивают смотровые канавы 1 и глубокие ямы 2 для шлака.
Кран ПК-6 с двумя полувагонами с углём устанавливается на параллельном пути.
Уголь из полувагона на тендер паровоза, стоящего на первом от крана пути, подают непосредственно грейфером, а на паровоз,.
Фиг. 56. Устройство для экипировки кольцевых паровозов на приёмо-отправочных путях с краном ЭК или ПК-6: 7-смотровая канава; 2—глубокая яма для шлака; 5—воронка с подъёмным лотком для подачи угля; 4 —грейферный кран ЭК или ПК-6; 5—гидроколонка; 6—полувагон для угля
стоящий на втором пути, — через воронку 3 с подъёмным лотком.
Шлак из шлаковой ямы грузится краном в полувагон для шлака и вывозится.
Недостатком этого устройства является необходимость занятия одного станционного пути.
При двух позициях устройство может обслужить до 40 паровозов, при четырёх—до 60 паровозов в сутки при доборе угля до-6 т на паровоз.
Устройство для экипировки кольцевых паровозов с мостовым краном показано на фиг. 57.
Колонны для подкрановых путей устанавливаются на междупутье. Мостовой кран 4 грузоподъёмностью 5 т с грейферной тележкой может обслужить до четырёх приёмо-отправочных путей. Пролёт крана выбирают в зависимости от длины паровоза с тендером.
Фиг. 57. 'Устройство для экипировки кольцевых паровозов с мостовым краном: 7—смотровые канавы; 2— шлаковые ямы; 3 — гидроколонки; 4—мостовой кран; 5—тупики для полувагонов с углём и шлаком; в — подкрановые пути; 7 —предохранительный помост
При паровозах (с тендером) длиной до 30 м пролёт может быть принят 15 м. Гидроколонки во избежание их поломки грейфером устанавливают вне зоны работы крана.
Для предотвращения попадания кусков-угля или шлака при проходе: грейфера над
УСТРОЙСТВА ДЛЯ ЭКИПИРОВКИ ПАРОВОЗОВ ПРИ КОЛЬЦЕВОЙ ЕЗДЕ
159
рядом стоящими паровозами или вагонами, а также для возможности экипировки паровозов при отправлении поездов с соседних путей предусматривается устройство помоста 7, над которым проносится грейфер при передвижении моста крана.
Предусматривается также электрическая блокировка, не позволяющая передвигать мост крана при нахождении грейфера вне помоста. При обслуживании поездов двойной тягой смотровые канавы делаются на длину двух паровозов и устанавливается параллельно второй мостовой кран.
При обслуживании только двух приёмоотправочных путей может быть применён один мостовой кран (фиг. 58).
Пропускная способность устройства с одним мостовым краном зависит от количества
Фиг. 58. Устройство для экипировки кольцевых паровозов с мостовым краном (при двойной тяге): 1 -мостовой кран с грейфером; 2—глубокая яма для шлака; 3—подкрановые пути; 4—смотровые канавы; 5—полувагон для угля; 6 —полувагон для шлака;
7—гидроколонка
подаваемого угля на паровозы. При грейфере ёмкостью 2 л3 затрачивается в среднем 1,5 мин. на подачу 1 т угля.
При наборе 10 т топлива устройство с одним краном может обслужить до 72 паровозов в сутки при 3 — 4 позициях.
При средних размерах движения до 36 пар поездов грузоподъёмность мостового крана может быть уменьшена до 3 т; в этом случае применяют грейфер шириной'до 1 м, ёмкостью 1,5 м3.
При таком грейфере в среднем на подачу 1 т угля затрачивается 2 — 2,5 мин. Шлак должен убираться после чистки двух-трех паровозов.
На участках с небольшими размерами движения до 12 пар поездов может быть применён для экипировки кольцевых паровозов'грейферный пневматический углепогрузчик грузоподъёмностью 1 т(фиг. 59). Уголь из хоппера
Фиг. 59. Экипировка кольцевых паровозов передвиж. ным пневматическим краном: 7 — смотровая канава; 2- хоппер двухосный для угля; 5—пневматически sc грейферный кран; 4 — лебёдка для передвижки вагонов; 5—гидроколонка; 6 — пневматический грейфер:
I 7—хоппер двухосный для шлака
на паровозы подаётся углепогрузчиком; этим же углепогрузчиком кочегарная канава очищается от шлака.
Удобно для экипировки кольцевых паровозов применение стационарного портального крана (фиг. 60). Расчётная пропускная.
Фиг.60. Устройство для экипировки кольцевых парс’ возов на приёмо-отправочных путях со стационарным' портальным грейферным краном: 7 — глубокая яма для шлака; 2 — стационарный портальный кран с’грейфером ёмкостью 2м3; 3 — смотровая канава; 4 —.полувагон для угля; 5 — полувагон для шлака; 6^—.лебедка для передвижения вагона; 7 — гидро-колпчка
способность установки при 2 позициях 40, при 4 позициях — 60 паровозов в сутки.
Техническая характеристика портального-стационарного крана:
Грузоподъёмность при вылете стрелы 11 лг.................. Г4 т
Ёмкость грейфера................. 2,0
Высота подъёма ............... 11 м
Скорости: подъёма груза.................24 м/мин
передвижения тележки........45 »
поворота стрелы............. 1 об/мин.
Мощность электродвигателей: лебёдки подъёма ................ 16 кет
лебёдки передвижения тележки 6 »
механизма поворота............. 9 »
лебёдки грейфера ............... 5 »
Фиг. 61 .[Устройство для экипировки кольцевых паровозов на приёмо-отправочных путях с набором-угля, песка и уборкий шлака: 7 — вагон с бункером для сухого песка; 2—пескораздаточный бункер; 3—бак для выжимания песка; 4—воздухосборник ёмкостью 5 м*; 5- пескопровод; 6—опора пескопро-вода; 7 — грейферный кран ПК-ЦУМЗ-15; 8 —поперечный ленточный транспортёр; 9 — приёмный бун кер для угля; 10—скиповая шлакоуборка; 7 7-вагоны для шлака; 12—отвал шлака
160
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Фиг 62. Устройство скипово-скреперной шлакоуборки для уборки шлака с приёмо-отправочных путей: 7—смотровые канавы; 2—гидроколонки; 3—путь для погрузки шлака; 4— скип шлакоуборки; 5—скреперная установка для отвалки и погрузки шлака; б—помещение приводной станции скиповой шлакоуборки; 7—лебёдка для передвижения вагона; 8—служебное помещение; 9—бункер для шлака; 10— тоннель для скипа; 77—погрузочный лоток для скрепера; 12— машинное помещение скреперной установки
Фиг. 63. Расположение комплексных устройств для экипировки паровозов на приёмо-отправочных путях: 7—скреперная установка для погрузки шлака; 2—скиповая шлакоуборка с тоннелем для скипа под путями; 3—грейферный кран ПК-6; 4—ленточный транспортёр для подачи угля; 5—повышенный путь для разгрузки угля; б—смотровая канава; 7—гидроколонка; гидрант для заливки шлака; Р—
служебное помещение
УСТРОЙСТВА ДЛЯ ЭКИПИРОВКИ ПАРОВОЗОВ ПРИ КОЛЬЦЕВОЙ ЕЗДЕ
161
В тех случаях, когда па станциях с основными депо необходимо производить полную экипировку паровозов, включая и набор песка, могут быть применены устройства, показанные на фиг. 61.
Подача угля осуществляется с помощью грейферного крана ПК-ЦУМЗ-15 и поперечного транспортёра. Уголь краном 7 подается з приёмный бункер 9 и из него транспортёром 8 на тендер, паровоза. В зависимости
от месыых условий уголь в приёмный буйке;) может подаваться и наклонным транспортёром. Возможно также и использование крапа I1K-G, при этом необходимо приемный бункер ; аснолагать ниже. Шлак убирается скиповой шлакоуборкой 10 и грузится в полувагоны или отваливается сначала в промежуточный отвал с последующей погрузкой в вагоны краном.
Фиг. 64. Расположение устройств для экипировки кольцевых паровозов с портальным электрическим краном: 7 —кран электрифицированный на стационарном портале (вылет стрелы 11 м, грейфер емкостью 1,5 тк*); 2 — глубокая яма для шлака; 3 служебное помещение; 4 -тупик для постановки полувагонов для угля и шлака; 5 -полувагоны; 6 гидр.ни для заливки шлака; 7—гидроколонка
Фиг. 65. Расположение скипово-скреперпой шлакоуборки для уборки шлака с приёмо-отправочных путей: 7 — скиповая шлакоуборка; 2 — скреперная установка для отвалки и погрузки шлака; 3 -гидро-ц.илонкг; 4—гидрант для заливки шлака; 5—смотровые канавы; 6—служебное помещение
Фиг. 67. Устройства для экипировки кольцевых паровозов в районе горловины приемо-отправочных паркою обслуживаемые краном ПК-6: 7—кран ПК-6; 2 глубокая яма для шлака; 5-полувагон с углём; 4 смотровая канава; 5—гидроколонки; <5—служебное помещение; 7—отвал шлака
Фиг. 66. Устройства для экипировки кольцевых паровозов с отцепкой от поезда в районе горловин приёмо-отправочных парков, обслуживаемые краном ПК-6- 7 грейферный кран ПК-6; 2—бункер для угля; 3- смотровая канава; 4— глубокая шлаковая канава; 5—гидроколонка; 6—повышенный разгрузочный путь; 7 — въезд на повышенный путь; 8 — служебное помещение
11 Том 7
162
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Для подачи песка на междупутьях приёмоотправочных путей устанавливаются пескораздаточные бункеры 2.
Сухой песок в бункеры подаётся из бака 3 для выжимания песка с помощью сжатого воздуха. Сухой песок привозится из песко-сушилки в вагоне с бункером 1
Устройство скиповой шлакоуборки для уборки шлака с приёмо-отправочных путей показано нафиг. 62.
Под станционными путями устраивается тоннель 10 овоидального сечения. По этому тоннелю перемещается скип 4, загружаемый шлаком из бункеров 9. Шлак вываливается в отвал, откуда в холодном виде скрепером 5 грузится в полувагоны.
Техническая характеристика установки:
Скиповая шлакоуборка
Производительность............20 м*1час
ёмкость скипа ............... 1,4 -W3
Скорость * ................36 м/м ин
Мощность лебёдки ............. 20 кет
Усилие рабочего каната .... 2 300 кг
Скреперная установка Производительность............30 м3/час
Ёмкость скрепера..............0,35 м8
Средняя длина скреперования . . 30 м
Лебёдка ЛУ-15, мощность двигателя 14,5 кет
Примерное размещение устройств для экипировки кольцевых паровозов на приёмоотправочных путях станций приведено на фиг. 63—65.
_ На фиг. 66 if 67 }приведены~^/устройства оо 1 /
Фиг. 68. Устройства для экипировки ' кольцевых паровозов с отцепкой от поеяда в районе горловин приёмо-отправочных парков, обслуживаемые краном ПЦ-ЦУМЗ-15: 7—грейферный кран ПК-ЦУМЗ-15; 2—служебное помещение; 3—глубокая шлаковая яма; 4—смотровые канавы; 5—гидроколонка; 6--повышенный путь для разгрузки угля; 7 —крановый путь; 8—въезд на повышенный путь; 9—штабель угля
для экипировки кольцевых паровозов, устраи’ ваемые в районе горловин приёмо-отправочных путей, обслуживаемых краном ПК-6,
на фиг. 68—устройства, обслуживаемые краном ПК-ЦУМЗ-15. При приведённом расположении устройств все экипировочные операции, включая и набор угля, совмещены.
Удобными и простыми устройствами для экипировки паровозов с отцепкой от поезда
Фиг. 69. Устройства со стационарным грейферным» портальным краном для ^экипировки кольцевых паровозов с отцепкой от поезда в районе горловин» приёмо-отправочных парков; 7 — глубокая яма для шлака; 2—стационарный портальный кран; 3—смотровые канавы; 4—полувагон для угля; 5—лебёдка для передвижения вагонов; 6—служебное помещение; 7--гидрок0лонка; 8—гидрант для ^заливки шлака; 9—отвал'шлака
при совмещении операций по добору топлива, набору воды, чистке топки и осмотру паровозов являются устройства, обслуживаемые портальным стационарным электрическим грейферным краном (фиг. 69).
При необходимости снабжения песком могут быть установлены пескораздаточные бункеры с подвозом сухого песка в вагоне-бункере.
План служебно-технического здания пока зан на фиг. 70.
15.7а
Фиг. 70. План служебно-технического здания для^ обслуживания кольцевых паровозов: 7 — кладовая; 2—комната ожидания и инструктажа паровозных бригад; 3—комната дежурных; 4—слесарная: 5- помещение для хранения и раздачи смазки; 7—место для хранения бочек; 8—весы настольные; 9—бачок для смазки; 70—ларь для концов и пакли; 1 7—верстак слесарный; 12 — шкаф для инструмента;
13—шкаф; 74—стол
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ПАРОВОЗОРЕМОНТНЫХ ЗАВОДАХ
163
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ПАРОВОЗОРЕМОНТНЫХ ЗАВОДАХ
ЗНАЧЕНИЕ ПАРОВОЗОРЕМОНТНЫХ ЗАВОДОВ ДЛЯ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА И ИХ РАЗВИТИЕ
Целый ряд паровозоремонтных заводов из числа ныне действующих организован на базе бывших главных мастерских железных дорог.
Большая часть главных мастерских была построена в 60—80-х годах прошлого столетия, в период усиленного строительства новых железных дорог и пополнения парка новыми паровозами.
Главные мастерские были паровозные — только для ремонта паровозов, вагонные мастерские — для ремонта вагонов и смешанные мастерские — для ремонта паровозов и вагонов.
Если потребная площадь главных мастерских для ремонта паровозов и вагонов не превышала 25 000 м2, то строились мастерские смешанного типа, а при потребности площади большего размера строили?.. отдельно паровозные и отдельно вагонные мастерские.
При проектировании мастерских исходили из того расчёта, что длина рельсовых путей, уложенных на территории мастерских, должна обеспечивать размещение не менее 10°/о общего количества паровозов, имевшихся на дороге.
В 1891 г. на русских железных дорогах на 1 млн. вёрст годового пробега поездов приходилось в среднем по 2 500 м2 площади паровозных мастерских. На 28 дорогах, располагавших хорошей водой для питания котлов, на 1 млн. вёрст годового пробега поездов приходилось 2 200 м2 площади главных паровозных мастерских, а на остальных ) дорогах — по 3 750 м2.
В 1913 г. на сети железных дорог имелось 55 главных мастерских, из которых И были паровозными, 29 смешанными и 15 вагонными.
За годы империалистической и гражданской войны база по ремонту паровозов несколько сузилась, причём не все мастерские ао своей технической вооружённости могли ремонтировать мощные для того времени паровозы.
За годы сталинских пятилеток главные мастерские, преобразованные в 1928 г. в паровозоремонтные заводы, были оснащены мощными мостовыми электрическими кранами, высокопроизводительным технологическим оборудованием.
Наряду с расширением и техническим генащением базы по ремонту паровозов проис-ходило улучшение и усовершенствование организации производства и технологии ремонта ъаровозов.
На основе постановления Декабрьского Пленума ЦК ВКП(б) в 1935 г. и решений отраслевого совещания паровозников, про-.'.одпвшего в апреле 1936 г. под руководством Лазаря Моисеевича Кагановича, на паровозоремонтных заводах была развёрнута большая
работа по внедрению нового технологического процесса ремонта паровозов, основанного на взаимозаменяемости деталей и узлов с применением ремонтных градаций.
Одновременно на ряде заводов вводилась специализация производства за счёт сокращения количества серий ремонтируемых паровозов.
Во время войны 1941—1945 гг. подвергся разрушению ряд паровозоремонтных заводов. Фашисты варварски уничтожили все здания и сооружения на этих заводах.
Однако в результате проведённого по указанию советского правительства перебазирования основной части оборудования и кадров ремонтников на паровозоремонтных заводах были обеспечены непрерывный ремонт и восстановление паровозного парка в военное время.
За 1943—1950 гг. на восстановление и дашнейшее расширение паровозоремонтных заводов были вложены значительные суммы Денег.
Цехи заводов восстанавливались на более вькской технической основе. Заводы получили большое количество высокопроизводительного технологического оборудования и мощные мостовые подъёмные краны. На многих заводах были вновь построены ТЭС и кислородные станции.
Паровозоремонтные заводы превратились в подлинные индустриальные предприятия железнодорожного транспорта.
В первые годы послевоенной сталинской пятилетки паровозоремонтные заводы, в том числе почти все реконструированные, а также близко расположенные друг от друга, были специализированы на ремонте паровозов ограниченного количества серий (по 2—3 серии).
Многие русские инженеры и практики, работавшие в главных паровозных мастерских, а в последующем на паровозоремонтных заводах, были пионерами в создании и развитии отечественной техники ремонта на более высоком уровне, чем в капиталистических странах.
Русские инженеры впервые в мировой практике ремонтного дела выдвинули и практически разработали новый метод сборки деталей при ремонте паровозов без пригонки по месту на основе применения ремонтных градаций и взаимозаменяемости частей.
Технологические процессы вварки топочных связей, сварки огневых коробок, полуавтоматической и автоматической сварки и наплавки деталей и др., внедрённые на наших паровозоремонтных заводах, и до настоящего времени ещё не освоены в капиталистических странах.
Русским специалистам ремонтного дела принадлежит приоритет и в специализации производства на заводах по ремонту паровозов определённых серий, а также в введении технических норм по ремонту паровозов, которые в последующем систематически совершенствовались.
11*
164
ПАРОВОЗНОЕ ХОЗЯЙСТВО
ОБЩИЕ ДАННЫЕ
Назначение паровозоремонтных заводов
Паровозоремонтные заводы предназначены для капитального и среднего ремонта паровозов, модернизации паровозов, изготовления паровозных и вагонных запасных частей для нужд железных дорог и ремонта линейных колёсных пар. Кроме того, на заводах производится формирование новых колёсных пар, ремонт стационарных котлсв водокачек и отопления депо, ремонт механического оборудования депо, а также ремонт рессор, жаровых и дымогарных труб.
На некоторых паровозоремонтных заводах с ремонтом паровозов совмещается ремонт пассажирских, а также и грузовых вагонов. Такие заводы называются паровозо-вагоноремонтными.
С 1942 г. средний ремонт паровозов производится и в паровозных депо, вследствие чего иа заводы направляются паровозы, требующие выполнения наиболее сложных и трудоёмких работ. Поэтому объём работ на паровозоремонтных заводах по среднему ремонту приближается к объёму капитального ремонта.
Этим главным образом и объясняется небольшая разница между нормами трудоёмкости, затрат станко-часов, материалов и т. п. капитального и среднего ремонта.
Принципы размещения заводов на сети железных дорог
Паровозоремонтные заводы аа сети железных дорог размещают с учётом обслуживания одной или нескольких смежных железных дорог.
Выбор места для постройки новых заводов обусловливается потребностью в заводском ремонте паровозов близлежащих железных дорог, необходимостью обеспечения минимального пробега паровозов от депо до заводов и соблюдением условий для специализации производства.
При выборе района строительства завода учитываются:
а) расположение завода в центральном пункте по отношению ко всем депо обслуживаемого района железных дорог;
б) близость источников снабжения металлом, топливом и полуфабрикатами;
в) возможность использования местных энергетических ресурсов, воды и материалов;
г) возможность укомплектования завода местными кадрами;
д' ) санитарные условия местности;
е) местные условия, влияющие на стоимость строительства.
Площадка для постройки завода выбирается с учётом:
а) достаточности размера территории для свободного размещения цехов и складских помещений и возможности перспективного расширения и развития завода;
б) рельефа местности, определяющего объём земляных работ;
в) геологических данных—характера грунта, глубины залегания грунтовых вод, затопляемости н т. п.;
г) направления господствующих ветров (для решения вопроса о правильном взаимном расположении производственных цехов и жилых зданий во избежание задымлённости);
д) наиболее выгодного примыкания территории завода к главным железнодорожным путям;
е) минимальных затрат для устройства водоснабжения, канализации и энергоснабжения завода.
Цехи завода
Каждый паровозоремонтный завод состоит из основных ремонтных цехов, заготовительных (кузнечный, литейный), вспомогательных цехов и отделений, энергетического хозяйства и общезаводских объектов.
Основные ремонтные цехи. Разборочный с депо разоборудования паровозов, паровозосборочный с механическим отделением, с депо заправки паровозов и малярным отделением, котельный, тендерный, колёсный, арматурный, сварочный.
За последнее время механические отделения паровозосборочных цехов выделены в самостоятельные механо-комплектовочные цехи для слесарного ремонта, станочной обработки и сборки узлов паровоза.
Заготовительные цехи. Чугунолитейный с меднолитейным и модельным отделениями, сталелитейный (на отдельных крупных заводах), кузнечный с рессорным отделением, механический (по обработке новых запасных частей для ремонтируемых паровозов и для линии).
Вспомогательные цехи. Инструментальный, ремонтно-механический, электроремонтный, ремонтно-строительный (хозяйственный).
Энергетическое хозяйство. ТЭС, парокотельная (при отсутствии ТЭС), электроподстанция, газогенераторная станция (на отдельных крупных заводах), компрессорная станция, кислородная станция, ацетиленовая станция, установки водоснабжения (водокачка, водонапорная башня, запасные резервуары).
Общезаводские объекты. Заводская лаборатория, складское хозяйство (главный магазин, склады запасных частей, смазочных и горючих материалов, топлива и т. д.), транспортный цех (межцеховой транспорт с гаражей автомашин, электрокарами и заряд-н н станцией), пожарное депо, главная контора, заводская столовая, контора, медпункт, сооружения канализации.
Размещение и компоновка цехов па территории завода
Система размещения и размеры цехов паровозоремонтных заводов зависят от мощности и времени постройки завода и имеют некоторые различия главным образом в типах паровозосборочных цехов.
Заводы, реорганизованные из главных мастерских и не подвергавшиеся реконструкции, имеют паровозосборочные и тендерные цехи с поперечным расположением ремонтных стойл и с транспортной тележкой, расположенной между стойлами по продольной оси цеха.
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ПАРОВОЗОРЕМОНТНЫХ ЗАВОДАХ
165
Реконструированные, а также вновь построенные за годы советской власти паровозоремонтные заводы имеют паровозосборочные и тендерные цехи продольного типа. В этих цехах ремонтные стойла расположены в продольном направлении по отношению к оси цеха.
На фиг. 1 представлен генеральный план паровозоремонтного завода современного типа.
Площадь территории такого завода составляет 20—25 га. Коэфициент застройки площадки находится в пределах 0,20—0,25. Длина железнодорожных путей широкой колеи на территории завода составляет 7—7,5 км.
С целью максимального взаимного приближения цехов, связанных между собой технологической зависимостью, снижения строительной стоимости зданий и общих капиталовложений многие цехи завода группируются в одном, общем здании, объединяются в производственные комбинаты.
В здании паровозоремонтного комбината размещаются основные чехи завода — паровозосборочный, котельный, тендерный, разборочный, арматурный и колёсный.
В здании блока вспомогательных цехов—инструментальный цех с термическим отделением, ремонтно-механический и электроремоитный цехи.
В здании главного склада — склад запасных частей, главный магазин, склад химико-москательных материалов и др.
При компоновке цехов паровозоремонтного комбината соблюдаются следующие условия:
а) территориальная независимость основных цехов, входящих 1. состав комбината, связанных между собой удобными и максимальносокращёнными путями грузопотоков;
б) размещение в одном пролёте или в одной группе пролётов однородных по характеру видов производства, позволяющих обойтись минимальным количеством стен и перегородок;
в) рациональное использование строительных конструкций здания для обеспечения необходимой грузоподъёмности крановых средств, высоты пролётов и нормального освещения в цехе в соответствии с характером выполняемых работ;
г) правильная конфигурация зданий комбината в плане и спокойный профиль кровли;
д) возможность расширения производства цехов за счёт несложной достройки недостающих площадей или перенесения отдельных видов производств в другие здания.
166
ПАРОВОЗНОЕ ХОЗЯЙСТВО
При продольных типах основных цехов (паровозосборочный, котельный и тендерный) все производства, участвующие в ремонте паровозов, размещаются в здании паровозоремонтного комбината следующим образом: главный пролёт паровозосборочного цеха занимает центральное положение в здании комбината; механо-комплектовочный, колёсный и тендерный цехи находятся в пролётах с одной стороны .главного зала; вспомогательное отделение паровозосборочного цеха и котельный цех—по другую сторону главного зала; заправочное депо и малярная—в отдельном помещении вблизи паровозоремонтного комбината или в пристройке на продолжении главного пролёта паровозосборочного цеха со стороны выхода паровозов из ремонта.
Примеры компоновки цехов паровозоремонтного комбината на различный объём программы заводов приведены на фиг 2 — 5 (схемыЧ, II, III, IV).
Режим работы и фонды времени
Паровозоремонтные заводы проектируют на двухсменный режим работы с 8-часовым рабочим днём.
Годовой фонд рабочего времени при семидневной неделе и в среднем по 307 рабочих дней в году в зависимости от режима работы того или иного цеха можно принимать по табл. 1.
Таблица 1
Годовой фонд рабочего времени
Наименование Измеритель Количество смен три
одн а две
Ремонтные стойла и рабочие места . . . стойло- 2 456 4912 7 060
Оборудование .... час станко- 2 330 4 660 6 690
Один рабочий с нормальным тарифным отпуском час чел.- 2 260 2 60 2 260
То же с дополнительным тарифным отпуском (для профессий при вредных условиях.) . . час То же 2 200 2 200 2 220
Годовой фонд рабочего времени, оборудования, ремонтных стойл, рабочих мест при
ад 1-1
г* is
Фиг. 2. Схема I компоновки цехов паровозного комбината
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ПАРОВОЗОРЕМОНТНЫХ ЗАВОДАХ
167
Кон иО17 х станция
OaiDKKEOX HOHEOHOdVlI
891
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА ИА ПАРОВОЗОРЕМОНТНЫХ ЗАВОДАХ
169
трёхсменном режиме менее утроенного фонда времени при односменном режиме вследствие того, что рабочий день в третью ночную смену составляет 7 час.
Схема административного управления заводом
Структура заводоуправления представлена на фиг. 6.
Начальнику завода непосредственно подчинены отделы со следующими основными функциями (в кратком изложении):
Отдел кадров — подбор инженерно-технических и рабочих кадров, организация обучения и повышения квалификации кадров.
Контроль за правильной расстановкой и использованием кадров и за состоянием трудовой дисциплины. • '
П л а п о в ы й отдел — планирование производства по всем видам продукции, снижения себестоимости продукции и других технико-экономических показателей, i. организация разработки техпромфинплана завода и цехов. Ведение статистической отчётности но производству. Анализ выполнения плана производства, себестоимости продукции и технико-экономических показателей. Организация хозрасчёта в цехах.
Отдел технического конт ро-л я (ОТК) — контроль качества’ выпускаемой
Фиг. 5. Схема IV компоновки цехов паровозного комбината с поперечным разборочно-подготовительным пролётом: 7 —станочное отделение; 2—дышловой участок; 3 — цилиндровый участок; 4- кулисный участок; 5-участок общих деталей; б -инспекторская площадка и отделение подготовки деталей к сварке; 7 — электросварочное отделение; 8—служебно -бытовые помещения; О- буксовый участок; /0 - комплектовочная кладовая; 7 7 -моечное отделение; 72 —участок разборки паровозов и тендеров; 13 —участок обжита труб и элементов; 74 —медницкая; 15— гарнитурно-обшивочное отделение; 16 — участок подвесного и тормозного механизмов; 77 — участок очистки и правки гарнитуры; 18 -столярное отделение; 19 —жестяницкое; 20—станочное отделение тендерного цеха; 27—котельно-кузнечное отделение; 22—служебно-бытовые отделения; 23 — отделение радиально-сверлильных станков; 24 —участок разборки котлов; 25 —кладовая вспомогательных материалов; 26 пескоструйная камера; 27 —очистка труб; 28— весовая; 29 — краскотёрка; 50—-участок слесарных бригад и связевое отделение; 31—трубоэлементное отделение; 32 — рентгеновская камера; 33 -сварочные машины; 34—горячекотельное отделение; 35— служебно-бытовые отделения
170
ПАРОВОЗНОЕ ХОЗЯЙСТВО
заводом продукции в строгом соответствии со стандартами, правилами ремонта, инструкциями МПС, техническими условиями, ведомственными нормалями, эталонами, чертежами и утверждённым технологическим процессом. Техническая приёмка и контроль качества продукции, а также материалов, поступающих на завод. Организация работы цеховых инспекторов ОТК. Разработка и внедрение мероприятий по повышению качества продукции. В подчинении ОТК имеется контрольноизмерительная лаборатория с контрольноизмерительными пунктами.
Начальник ОТК назначается и освобождается приказом Министерства путей сообщения.
г *0 тдел капитального строительства (ОКС) — осуществление промышленного и жилищного строительства, вы-
IT роизводственный отде л— оперативно-производственное межцеховое планирование и регулирование производства Организация внутрицехового производственного планирования, контроль за производством в цехах и организация выполнения плана.
В производственном отделе имеется диспетчерский аппарат и в непосредственном подчинении — Центральная кладовая запасных частей.
Отдел главного технолога (ОГТ) — разработка и внедрение мероприятий по технологической подготовке производства, разработка и внедрение передовых технологических процессов, новой техники и механизации трудоёмких процессов. Разработка норм расхода материалов и полуфабрикатов и мероприятий по экономии их.
Фиг. 6. Структура заводоуправления
полняемого хозяйственным способом, а при наличии подрядчика — выдача заказов, контроль и техническая приёмка работ от подрядчика. Разработка планов капиталовложений и контроль за их выполнением.
Главная бухгалтерия — обеспечение правильной постановки бухгалтерского учёта и отчётности. Контроль за соблюдением "’финансовой, сметной и бюджетной дисциплины. Проведение документальных ревизий цехов. Ведение отчётности по основной деятельности и капитальному строительству, составление отчётных калькуляций себестоимости продукции.
Отдел труда и заработной платы (ОТЗ) — планирование труда и заработной платы, внедрение систем оплаты труда, руководство организацией и нормированием труда в цехах, изучение и распространение передовых методов труда и социалистического соревнования.
Спецотдел — выполнение специальной работы.
Главному инженеру завода подчиняются •следующие отделы:
Обеспечение цехов технической документацией. Разработка и внедрение мероприятий по повышению качества продукции.
Отдел главного механика (ОГМ) —• оснащение завода механическим оборудованием и транспортными средствами. Организация ремонта, контроль за содержанием и эксплоатацией оборудования, зданий и сооружений завода.
Отдел главного энергети-к а (ОГЭ) — техническое руководство эксплоатацией энергетического оборудования установок и организация их ремонта.
Центральная лаборатори я— производство химических анализов и механических испытаний образцов продукции завода и материалов, поступающих на завод. Изучение причин брака и разработка мероприятий для его устранения.
Инженер по изобретательству и рационализации — учёт изобретательских и рационализаторских предложений, контроль за их осуществлением, ведение отчётности по изобретательству и рационализации.
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ПАРОВОЗОРЕМОНТНЫХ ЗАВОДАХ
171
Инженер по технике безопасности и охране труда — контроль за соблюдением правил по технике безопасности и охране труда, разработка мероприятий по улучшению техники безопасности и охране труда и контроль за их осуществлением, ведение отчётности.
Кроме того, на паровозоремонтных заводах, имеющих большие заготовительные цехи, а также сталелитейный цех, имеются отделы главного металлурга, а на отдельных крупных заводах — отделы инструментального хозяйства.
Отдел главного металлурга—техническое руководство литейным и кузнечным производством и термической обработкой металлов, работой заводских лабораторий. Разработка мероприятий по технологической подготовке, внедрение передовых технологических процессов и новой техники в литейно-кузнечном производстве. Разработка и внедрение мероприятий по повышению качества Продукции и улучшению технико-экономических показателей работы горячих цехов.
Отдел инструментального хозяйства — выявление потребности и определение заказов на инструмент и инструментальные стали. Контроль за содержанием, ремонтом и эксплоатацией инструмента. Проектирование и организация производства специального инструмента и приспособлений, техническое руководство центральным инструментальным складом (ЦИС).
При отсутствии отдела главного металлурга и отдела инструментального хозяйства их функции выполняет отдел главного технолога.
Помощнику начальника завода по коммерческой части подчинены следующие отделы:
Отдел материальн о-т е х н и ч е-ского снабжения — обеспечение завода материалами, топливом, запасными частями и полуфабрикатами. Контроль за правильным расходованием материалов и мобилизацией внутренних ресурсов. Организация складского хозяйства.
Финансовый отдел — обеспечение финансирования производства и капитального строительства. Разработка финансовых планов, обеспечение правильного использования оборотных средств и соблюдение финансовой дисциплины.
Жилищно-коммунальный отдел (ЖКО) — контроль за эксплоатацией и организацией ремонта жилого фонда завода.
Административно-хозяйственный отдел (АХО) — ведение хозяйства и делопроизводства заводоуправления. Организация охраны на заводе.
ЦЕХИ ПАРОВОЗОРЕМОНТНОГО ЗАВОДА
Разборочный цех
Технологический процесс ремонта паровозов на заводах начинается с разборки паровозов.
На обязанности разборочного цеха лежит аккуратное снятие и разборка частей паровозов, выкатка колёсных пар, выемка котла из рамы, выварка, очистка и тщательный
осмотр деталей, определение характера и объёма ремонта деталей, подлежащих исправлению, клеймение их, составление описи-сметы на ремонт паровоза в целом, выписка всех первичных документов — рабочих карточек и нарядов на выполнение ремонтных работ, требований на новые детали и материалы и транспортировка деталей по цехам для ремонта в установленные графиком сроки.
Выполняя эти функции, разборочный цех предопределяет весь производственный процесс ремонта паровоза, расход рабочей силы, запасных частей и материалов и тем самым в конечном счёте определяет себестоимость ремонта паровоза.
Непосредственно в разборочном цехе разбирают полностью только экипажную часть и машину паровоза. Разборка котла, тендера и арматуры возложена соответственно на цехи — котельный, тендерный и арматурный, однако опись ремонта этих частей паровоза составляется работниками разборочного цеха (бюро описи).
Для комплексной подготовки паровозов к ремонту советскими инженерами разработан проект организации разборочно-подготовительного цеха — общего для разборки паровозов, котлов и тендеров (фиг. 7). В этом цехе предполагается выполнение всех разборочных и электросварочных работ и проверка деталей дефектоскопом.
Преимуществом такого цеха является не только сосредоточение всех разборочных работ и составление описи ремонта в одном месте, но и необходимая изоляция от основных ремонтных цехов работ по очистке деталей, связанных с загрязнением рабочей площадки цехов.
В состав обычного разборочного цеха входят: а) депо разоборудования и обмывки паровозов (располагается, как правило, в отдельном здании), б) разборочное отделение, в) моечное отделение, г) инспекторская площадка для осмотра и дефектировки деталей с рабочими местами для сортировки их, д) кладовые (инструментально-раздаточная и вспомогательных материалов).
Вблизи разборочного цеха расположено электросварочное отделение, подчинённое начальнику сварочного цеха.
Депо разоборудования. В депо разоборудования до разборки паровозов производят: разгрузку угля с тендера, продувку паром дымогарных и жаровых труб, спуск пара, очистку топки, зольника и дымовой коробки, разборку кирпичной арки, удаление смазки из букс, снятие инструмента и инвентаря, расцепку паровоза и тендера, наружную обмывку паровоза и тендера от масла и грязи, расхолаживание котла и промывку элементов пароперегревателя, спуск воды, промывку котла и обмывку огневой коробки.
Депо разоборудования располагается вблизи паровозосборочного цеха, со стороны постановки паровозов в разборку. Перед зданием депо размещается кочегарная канава, на которой производится продувка труб и очистка топки.
В депо разоборудования на отдельных заводах имеется станция для расхолаживания котлов (по типовому проекту МПС установки для тёплой промывки паровозов 1941 г.).
г
ПАРОВОЗНОЕ ХОЗЯЙСТВО
» . Фиг. 7. План комплексного разборочно-подготовительного цеха:'? 1 — разборочное отделение паровозов и‘тендеров; 2—разборочное отделение котлов;
3—моечное отделение; 4—инспекторская площадка; 5—электросварочное отделение; б—отделение наплавки гребней колёсных пар; 7—металлизационное отделение; 8—участок очистки элементов и отжига труб; Р—кладовые ИРК и вспомогательных материалов; 10—пескоструйная камера; 7 7—участок очистки жаровых и дымогарных труб
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ПАРОВОЗОРЕМОНТНЫХ ЗАВОДАХ
173
Продолжительность операций по расхолаживанию паровозов составляет: спуск пара, прогрев и заполнение циркуляционной мапь страли — 2,5 часа; искусственное охлаждение котла путём циркуляции котловой воды и промывка элементов пароперегревателя—5,0 часа; спуск воды — 1,0 часа Всего расход агрегато-часов — 8,5.
Разборочное отделение. Разборочное отделение является основной частью разборочного цеха и предназначено для разборки паровозов.
Разборочные отделения па всех заводах расположены на площади паровозосборочного цеха, главным образом с целью использования мостовых кранов этого цеха для подъёмки паровозов и снятия котлов с рамы. Для более мелких подъёмно-транспортных работ разборочные отделения оборудуются местными консольными кранами и подъёмниками.
Для ускорения и облегчения работ по разборке паровозов применяют сиециальные приспособления (прессы): для выжимки клина, валика и поршневого штока из ползуна, для распрессовки поршневого штока, вынрессовки буксовых подшипников, втулок дышлового 11 кулисного механизмов и др.
Разборку паровозов выполняет бригада слесарей. Количество слесарей в бригаде устанавливается исходя из количества подлежащих разборке паровозов по плану и действующих поры выработки (с учётом достигнутого их выполнения) и задания по росту производительности труда. Бригадой слесарей руководят мастера.
Для поощрения рабочих разборочного цеха за сохранность старогодных деталей, снимаемых с паровоза, и за высококачественную разборку установлена поощрительная оплата труда.
Моечное отделение. Способы очистки деталей, снятых с паровоза:
а) ручной — скребками, с обмывкой керосином и обтиркой тряпками — только для очистки крупных частей (рамы, цилиндров);
б) выварка деталей в баке с раствором каустической соды и последующая обмывка в баке с чистой горячей водой;
в) обмывка в специальных моечных машинах конвейерного типа.
Выварочные и обмывочные баки применяются размером 3,0x2,Олт, высотой 1,7 м. Баки оборудуются поворотным краном Q = = 1—2 т, 1=3,5—4,5 м с тельфером или пневматическим подъёмником и корзиной для мелких деталей. Баки обогреваются паротрубным нагревателем. Выварочный бак оборудуется отсосом паров.
Детали в баке вывариваются в 0,3—0,5%-ном растворе каустической соды. Свежую каустическую соду добавляют через каждые 2—3 дня в количестве 1—2 кг на 1 м3 раствора. Через каждые 10—15 дней загруженный раствор заменяется новым.
. Моечная машина (фиг. 8) оборудована конвейером, имеющим 5 скоростей движения: 0,18; 0,26; 0,36; 0,45; 0,54 лг/лтт/w
Детали очищаются в двух камерах машины: в первой — детали опрыскиваются со всех сторон сильными струями раствора каустической соды температурой от 80 до 90°С; во второй—детали обмываются из форсунок го
рячей водой температурой около 7С°С. Раствор н вода, стекающие с деталей, поступают в баки, размещённые под лентой конвейера, откуда, пройдя грязеочиститсли, насосами снова подаются на обмывку деталей. Пары удаляются вытяжной вентиляцией.
Производительность машины 6—10 tn [час. Расход материалов и энергии на 1 т обмываемых де!алей: каустической соды 2,5 кг, пара 125 кг, электроэнергии 6—6,5 Кет.
Инспекторская площадка. Инспекторская площадка размещается в подкрановой зоне разборочного цеха и оборудуется столами и кб.лами для укладки деталей, контрольной плитой для осмотра и проверка их, стеллажами для сортировки деталей и столами для составления описи ремонта.
На инспекторской площадке мастера бюро описи осматривают детали, определяют дефекты и изношенность их и устанавливают характер и объём ремонта каждой детали. Детали, подлежащие магнитному контролю, подвер! аются проверке дефектоскопом.
Мастера бюро описи специализированы по узлам паровоза.
Вопрос о необходимости замены новыми крупных трудоёмких деталей — дышел, цилиндров, ползунов, поршней, золотников, параллелей, огневой коробки, топочных частей, междурамиых скреплений, рамы и колёсных пар—решается комиссионно. В состав комиссии входят: главный инженер (председатель), инспектор-приёмщик МПС, начальник ОТК, начальник бюро описи и начальник соответствующего цеха — паровозосборочного, котельного и тендерного.
Одновременно с осмотром деталей мастера бюро описи составляют опись-смету на ремонт паровоза. Опись-смета включает перечень и объём всех ремонтных работ на данном паровозе, наименование и количество потребных материалов и новых деталей для замены негодных, расценку всех затрат на рабочую силу, материалы и запасные части н полную сметную стоимость ремонта паровоза.
На основании описи-сметы работники бюро описи выписывают и передают соответствующим цехам все первичные документы на ремонт паровоза: рабочие карточки (условия) на ремонтные работы, требования в центральную кладовую на новые запасные части и требования в отдел снабжения на материалы.
В распоряжении бюро описи имеется транспортная бригада, в задачу которой входит транспортировка деталей, требующих ремонта, в цехи, где производится первая операция ремонта, и деталей, не требующих ремонта,— н паровозосборочный и механо-комплектовочный цехи.
Складское хозяйство. В складское хозяйство разборочного цеха входят инструментально-раздаточная кладовая (ИРК) и кладовая обтирочных, смазочных и вспомогательных материалов.
Площадь инструментально-раздаточной кладовой принимается по_количеству обслуживаемых производственных рабочих—0,25 л:2 па одною человека.
Электросварочное отделение. Электросварочное отделение располагается в непосредст-
г
1В700
ПАРОВОЗНОЕ ХОЗЯЙСТВО
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ПАРОВОЗОРЕМОНТНЫХ ЗАВОДАХ
175
венной близости от инспекторской площадки разборочного цеха, но административно и в техническом отношении подчиняется начальнику сварочного цеха.
В электросварочном отделении производятся работы по восстановлению сваркой деталей паровоза и тендера.
Сварка деталей осуществляется постоянным и переменным током.
В качестве агрегатов переменного тока применяются сварочные трансформаторы типа СТН-500 и СТН-700 и постоянного тока машины типа СМГ-2а и СУГ-26.
Для наплавки деталей — поршней, параллелей, золотниковых дисков, букс, дышел, балансиров и других применяют автоматическую сварку под слоем флюса при помощи универсальных сварочных автоматов типов УТ-1200, УТ-1500, АДС-100, ТС-17, СГ-6 и др.
Для полуавтоматической сварки и па-плавки применяются шланговые аппараты типа ПШ-5.
Сварочные посты ручной сварки размещают в отдельных кабинах площадью 7—9 №.
Для кислородо-ацетиленовой сварки предусматривается пост для газовой сварки.
Нагрев ответственных деталей перед сваркой и отжиг производятся в печах типа ПЛ-11 или ПЛ-13.
Металлизация применяется для деталей, не допускающих по своей конструкции восстановления изношенных поверхностей методом наплавки.
Нанесение материала на ремонтируемую деталь производится при помощи электроме-таллизатора, питаемого переменным током от трансформатора и сжатым воздухом от компрессора.
В качестве материала при металлизации применяется проволока толщиной 1,0—1,5 мм требуемого металла. Металлизация может производиться сталью любой марки, цветными и белыми металлами. Для металлизации устанавливается следующее оборудование: токарный станок типа 1Д-63 для подготовки деталей, металлизационная камера, ванна для декапирования, промывочная ванна, электрометаллизатор типа ЛКУ или газовый металлизатор, слесарный верстак, стеллаж для деталей. Рабочее место по металлизации оборудуется также приточно-вытяжной вентиляцией.
Площадь металлизационного отделения составляет 55—60 м2.
Производственные площади и рабочая сила разборочного цеха. Производственные площади отделений и участков разборочного цеха определяются по нормативам, приведённым в табл. 2 и 3.
Таблица 2
Площадь депо разоборудования
Наименование стойл и отделений Измеритель Площ адь в м*
Стойло разоборудования паровозов . Машинное отделение стан- Стойло 324 >0
ции расхолаживания и обмывки паровозов . . . Отделение 54,0
Таблица 3
Площадь разборочного цеха
Наименование отделений и участков Измери- тель Площадь в м* на паровоз
Разборочный участок . . . Участок очистки рам ... Моечное отделение Инспекторская площадка • Стойло » Моечная машина Рабочее место 243 243 135 108
Потребность в рабочей силе можно принимать по примерным нормативам, приведённым в табл. 4, 5, 6.
Паровозосборочный цех
Паровозосборочный цех является основным ведущим цехом паровозоремонтного завода.
Таблица 4
Трудоемкость разоборудования паровоза серии ФД в чел.-час.
Наименование работ Профес- сия Поступление паровоза в состоянии
горя-I чем холодном
Выгрузка угля с тендера
и песка из песочницы . Продувка жаровых и дымогарных труб, спуск пара до 5 ат, очистка Коче гар 1,3
топки и зольника . . . Очистка от нагара и изгари дымовой коробки » 3,1
и передней решётки . . Установка паровоза на стойло депо разобору- » 2,5 2,5
дования . . . Спуск пара, прогрев и заполнение циркуляци- » 0,2 0,2
онной магистрали . . Охлаждение котла и промывка элементов паро- Слесарь-промывальщик 5,0
перегревателя . . . То же 5,0 —
Спуск воды Расцепка паровоза от » 2,0 —
тендера Снятие инвентаря и инет- » 1,3 1,3
румента » 1,5 1,5
Снятие дышел с тендера . Выкачка смазки из букс — 0,4
и маслёнок Удаление кирпичной » 1.0 1,0
кладки топки Очистка огневой коробки для осмотра и опреде- Печник 1,5 1,5
ления объёма ремонта . Обмывка огневой коробки Промывальщик 5,0 5,0
горячей водой Обмывка паровоза и тен- То же 0,3 0,3
дера снаружи » ьз 1,3
Всего ... 31,0 15,0
Примечание. Машинисты ста зции
расхолаживания принимаются без расчета
по 1 чел. в смену—в числе вспомогательных рабочих.
176
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Таблица 5
Трудоемкость в чел.-час. разборки паровозов^серии ФД и сварочных работ по профессиям рабоч х
Наименование профессий Ремонт |
капитальный средний
Слесаря по разборке .... Чистильщики Газорезчики и газосварщи-ни Электросварщики Слесаря по подготовке к электросварке Всего 102, '> 40,0 49 ,0 141,7 9,0 405 142,3 40,0 49,0 144,7 9,0 । 385
Таблица б
Расход агрегато-часов по электросварочным машинам на ремонт паровоза серии ФД
Наименование оборудования Ремонт
капитальный средний
Электросварочный трансформатор для ручной сварки в кабинах .... 125,4 125,4
Аппарат для автоматической наплавки тел вращения 9,7 9,7
То же плоских поверхностей • 2,1 2,1
Аппарат для полуавтоматической сварки 7,5 7,5
В паровозосборочном цехе производят: ремонт рамы и тележек; ремонт всех деталей экипажной части (за исключением колёсных пар); ремонт паровых цилиндров; ремонт гарнитуры; опуск рамы на скат; посадку котла на раму; монтаж паровоза с выполнением всех необходимых проверок.
Для выполнения всего комплекса работ по ремонту паровоза в паровозосборочном цехе имеются отделения: ремонтно-монтажное (в главном зале); механическое или механо-комплектовочное (при отсутствии самостоятельного механо-комплектовочного цеха); медницкое; кальциево-баббитовое; термическое; депо заправки паровозов; малярное; комплектовочная кладовая деталей; кладовая вспомогательных материалов; инструментально-раздаточная кладовая.
Типы паровозосборочных цехов. В зависимости от расположения ремонтных стойл по отношению к продольной оси здания различают, как уже указано выше, два основных типа паровозосборочных цехов: поперечные и продольные.
Поперечный тип паровозосборочиого цеха бываете внутренней или наружной поперечной транспортной тележкой, а также и без тележки, но с мощными мостовыми кранами для подъёмки и передвижения паровозов.
Большинство паровозосборочных цехов поперечного типа имеет центральное расположение тележки внутри цеха, а по обе стороны её симметрично расположены ремонтные стойла (фиг. 9).
В тех паровозосборочных цехах, где не имеется мощных мостовых кранов, подъёмка паровозов производится при помощи электрифицированных домкратов.
Основными недостатками паровозосбороч-пых цехов поперечного типа являются: ограниченная длина ремонтных стойл, наличие значительной нерационально используемой площади цеха, занятой под тележку (до 20% площади цеха), наличие котлована под тележкой, который затрудняет транспортные операции внутри цеха и осложняет связь паровозосборочного цеха с другими цехами.
В цехах поперечного типа с наружной тележкой устраняется недостаток, связанный с расположением тележки внутри цеха, однако остаётся основной недостаток цехов этого типа — ограниченная длина ремонтных стойл.
В цехах поперечного типа с мощными мостовыми кранами подъёмка и транспортировка паровозов производятся кранами. Однако длина ремонтных стойл остаётся также ограниченной.
Наиболее совершенным, современным типом паровозосборочного цеха является цех продольного типа (фиг. 10). Главные. пролёты паровозосборочных цехов продольного типа обычно бывают с двумя или тремя рельсовыми путями (нитями) и обслуживаются мощными и лёгкими кранами.
При двух нитях ширина цеха составляет, как правило, 21 м. Мостовые краны располагаются в одном ярусе.
При трёх нитях ширина цеха обычно составляет 27 м. Мостовые краны располагаются в двух ярусах: в нижнем — лёгкие для транспортировки деталей и обслуживания монтажных работ; в верхнем — мощные для подъёмки и перестановки паровозов, посадки котлов, опуска рам на колёса и т. п.
Грузоподъёмность мощных кранов определяется весом наиболее тяжёлых паровозов, подлежащих ремонту. При подъёмке паровоза серии ФД в порожнем состоянии двумя мостовыми кранами вес паровоза распределяется, как указано на фиг. И.
Грузоподъёмность лёгких мостовых крапов определяется по наибольшему весу транспортируемых частей паровозов (ведущая колёсная пара с буксами — до 6,5 т). Обычно лёгкие краны принимаются грузоподъёмностью 10 т.
Кроме ремонтных стойл, в главном зале паровозосборочпого цеха предусматриваются места для ремонта тележек, будок, площадок и барьеров.
Ширина пролётов вспомогательных отделений паровозосборочного цеха определяется исходя из условий планировки технологического оборудования и обычно составляет 15—18 м.
Ремонтно-монтажное отделение (главный зал). В главном зале производятся все работы по ремонту и сборке паровозных рам, тележек, будок и других громоздких частей, опуск рамы на скат и посадка котла на раму, монтаж узлов и деталей на паровозе.
При небольшой производственной программе завода ремонт паровозов в паровозосборочном цехе совмещается с ремонтом котлов или тендеров, и реже, тех и других вместе.
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ПАРОВОЗОРЕМОНТНЫХ ЗАВОДАХ
177
Площадь главного зала определяется исходя из потребного количества ремонтных стойл на проектную мощность по‘ремонту паровозов.
Количество стойл
г АП
где А — программа цеха по проекту;
П—простой паровозов в цехе в днях;
Т — фонд рабочего времени цеха в днях.
Этой же формулой пользуются для определения пропускной способности цеха при наличном количестве ремонтных стойл. Искомая пропускная способность Д при известном количестве стойл С определяется по формуле
Количество необходимых позиций для ремонта паровозных будок и тележек может быть подсчитано по формуле
- а t
С1 = у- ,
где — искомое количество позиций для ремонта;
а — количество будок или тележек, подлежащих ремонту;
t — время на ремонт будки или тележки.
На паровозоремонтных заводах применяются две системы ремонта паровозов: на постоянных рабочих местах и на специализированных позициях по методу поточного производства.
В первом случае (после разборки паровоза) рама устанавливается на одно из свободных
Фиг. 9. Паровозосборочный цех поперечного типа с внутренней тележкой: 7 — заправочное стойло 2— хромировочное отделение; .3—кладовая; 4—участок гарнитурной бригады; 5 —участок экипажной бригады; б—участок котельной бригады; 7—комната механика: 8—комната начальника цеха; 9 —контора; 10— кладовая; 7 7-инструментальная кладовая; 72—арматурный цех; 13—^испытательная станция; 14 — заливочное отделение; 15 — монтажные и ремонтные стойла; 16—стойла для шабровки и навески букс; /7 —участок буксовой бригады; 18—транспортная тележка; 19—разборочные стойла; 20 — инспекторская площадка; 27—моечная машина; 22— место для будок, подлежащих ремонту; 23- ремонтные стойла; 24—участок обшивочной бригады: 25—машинная станция для расхолаживания паровоза: 26 — бытовые помещения; 27—медницкое отделение;
28- помещение по ремой, у турбогенераторов и автостопов
12 То м 7
f
00
no H
Фиг. 10. Паровозосборочный цех продольного типа: / — медницкое отделение; II — кладовая паровозного инвентаря; III—столярно-обойное отделение; IV—жестяницкая; V — гарнитурно-обшивочное отделение; VI —участок подвесного и тормозного механизмов; VII—механическое отделение тендерного цеха; VI11—И PH', IX —комплектовочная кладовая; X- комплектовочная кладовая; X/ —буксовый участок; XII—участок общих деталей; XIII—цилиндровый участок; XIV — дышлово-кулисный участок; XV —слесарномонтажные бригады
Колёсный цех OQQOOOOOD
ПАРОВОЗНОЕ ХОЗЯЙСТВО
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ПАРОВОЗОРЕМОНТНЫХ ЗАВОДАХ
179
ремонтных стойл. После окончания ремонта рамы и посадки котла она переставляется на стойло, где производится опуск на скат.
L 1 Q А Б
в ИМ в т
Порожний паровоз без колёсных пар
13 700 6 360 90,2 41,88 48,32
И 900 4 560 90,2 34,7 55,5
Порожний паровоз с колёсными парами
13 700 6 360 119,4 55,43 63,97
И 900 4 560 119,4 45,76 73,64
Фиг. 11. Распределение веса паровоза серии ФД при подъёмке двумя кранами при разной длине L между кранами
Затем паровоз переставляется на монтажное стойло.
Такая система ремонта применяется на большинстве паровозоремонтных заводов, имеющих паровозосборочные цехи поперечного типа.
Организация ремонта паровозов на постоянных рабочих местах в паровозосборочных цехах поперечного типа диктуется сложностью перестановки паровоза с одного рабочего места на другое через поперечную тележку. i Ремонт t паровоза на одном и том же
На некоторых паровозоремонтных заводах, имеющих паровозосборочные цехи продольного типа, внедряется поточная система ремонта паровозов на специализированных позициях. При этой системе ремонта на каждом специализированном ремонтном стойле (позиции) выполняются строго определённые операции, закреплённые за данным стойлом (позицией). По мере выполнения этих операции рама или паровоз переставляется на следующее специализированное стойло и т. д.
Специализированные стойла располагаются по технологическому процессу ремонта паровозов.
Схема специализации стойл при капитальном ремонте паровоза серии ФД показана на фиг. 12. Все. операции на каждом специализированном стойле должны выполняться в одинаковый период времени, т. е. по определённому ритму.
Специализированные стойла оборудуются специальными приспособлениями и устройствами, позволяющими значительно механизировать и ускорять процесс ремонта.
Ремонт паровозов на специализированных позициях имеет следующие преимущества: возможность оснащения ремонтных стойл стационарным оборудованием и постоянными приспособлениями для определённых операций и механизации ремонтных работ;
специализация в организации труда, обеспечивающая сосредоточение рабочих определённой специальности на одном рабочем месте и большую плотность работ на каждом ремонтном стойле;
устранение непроизводительных потерь рабочего времени на переходы рабочих от одного рабочего места к другому;
ритмичность ремонта паровозов.
При ремонте ряда узлов паровозов на многих заводах внедрён метод ремонта, основанный на принципе взаимозаменяемости деталей.
Сущность этого метода заключается в том, что сопрягаемые детали обрабатываются по заранее определённым градационным размерам с проверкой точности обработки деталей в сопрягаемых местах предельными калибрами. Благодаря этому исключается необходимость непроизводительной индивидуальной пригонки деталей «по месту» и повышается качество ремонта.
(Стойло для очистки дам и пома, котла
Котёл В котельный цех
Паёача котла
Разборочное стойло
^^ТтойлоТля соеВ^ . _ УСтоВлбЪм cpiFi 1 Втойло для ] ^^^HeepjieMOHma^^r^jieop^eMOHmu\посааки котла. J
__________t у ~ ~ ~L ♦ t
Ремонтно-сда,- | "------- — —1 =
[ “речное стойло 1|
1 I
♦
^Колёсные пары' ' В колёсный цех
ночное стойло
, Ремонтное]
♦ стойло | Г
| . I _ J __________|
Ц-Р^ГЛ"’
и праЬенкй рам J [ [_ _ -J 1
_________ — —-------— — — —
I Подача, колёсных пар
Ремонтное стойло
1-е сёорочное стойла
t-e сборочное стойло
Фиг. 12. Схема специализации стойл в паровозосборачном цехе
постоянном рабочем месте осложняет применение специальных обустройств и приспособлений вследствие разнообразия всех выполняемых операций при ремонте.
Механические и вспомогательные отделения. Слесарные участки, механическое и вспомогательные отделения паровозосборочного цеха обычно размещают в примыкаю
12*
180
ПАРОВОЗНОЕ ХОЗЯЙСТВО
щих к главному залу пролётах таким образом, чтобы обеспечить минимальную транспортировку деталей и узлов из разборочного цеха и после обработки обратно к монтажным местам.
В начале пролёта располагается буксовый участок. Одна сторона этого участка выходит на подкрановую площадь главного зала, где имеется стойло для шабровки подшипников и навески букс на колёсные пары.
За буксовым участком располагают участок ремонта машины. Отремонтированные на этом участке детали и узлы — цилиндровые крышки, поршни, ползуны, параллели и золотники — направляют в главный зал к стойлам первой сборочной позиции.
В конце пролёта находятся дышловой и кулисный участки. Детали и узлы, выдаваемые с этих участков, монтируются на последних сборочных стойлах.
Количество оборудования определяется с учётом выполнения всех работ по ремонту паровозных деталей и узлов (проверка изношенных мест, обработка после электронаплавки, приточка, пристрожка, расточка и т. п.).
Станочное оборудование устанавливают по принципу обработки узлов паровоза и последовательно по технологическому процессу с учётом обеспечения прямоточного движения деталей (во время обработки и сборки) и максимальной механизации подъёмно-транспортных работ.
Слесарные участки располагают в непосредственной близости от станочного оборудования.
Новые детали для ремонтируемых паровозов и запасных частей для дорог обрабатываются в механическом цехе завода.
Из вспомогательных отделений в начале пролёта (обычно по другую сторону главного зала) размещают котельно-кузнечное и гарнитурно-обшивочное отделения.
В котельно-кузнечном отделении ремонтируют буферные брусья, подножки, лестницы, площадки, барьеры, дымоотбойные щиты и т. п.
Гарнитурно-обшивочное отделение выполняет работы по ремонту и изготовлению обшивки котла, цилиндров, парорабочих труб, по ремонту и изготовлению искрогасителей, ремонту будок, песочниц и т. п.
В конце пролёта, вблизи монтажного стойла, располагают трубно-медницкое отделение.
В этом отделении ремонтируют и изготовляют песочные, паровые, смазочные и автотормозные трубы, которые поступают сюда из разборочного цеха. Перед ремонтом трубы отжигаются. Правка и загибка труб диаметром до Н/а" производятся в холодном состоянии. Трубы большего диаметра гнутся в горячем состоянии с засыпкой песком. Все трубы, работающие под давлением, после ремонта подвергаются гидравлическому испытанию.
Депо заправки и малярная. Депо заправки и малярная с их отделениями размещаются за паровозосборочным цехом или в отдельной пристройке, расположенной ступенью по отношению к паровозосборочному цеху.
В депо заправки отремонтированный паровоз сцепляют с тендером, заправляют и подготавливают к пробной поездке, по прибы
тии с пробной поездки расхолаживают, устраняют обнаруженные неисправности и подготавливают к отправке на дорогу приписки.
При заправке паровозов выполняют также работы по теплоизоляции котлов заливочным способом.
В депо заправки имеются стойла: для заправки паровозов и теплоизоляции, для постановки паровозов после пробной поездки, весовое и стойло опускной канавы.
Заправочное депо включает следующие отделения: для приготовления теплоизоляции, столярно-обойное для устройства настила и обшивки будки, сидений машиниста, подлокотников и пр.; станцию расхолаживания паровозов, прибывающих с пробной поездки, кладовую для паровозного инструмента.
В малярной производится окраска паровозов после пробной поездки.
Кладовая вспомогательных материалов. Кладовая вспомогательных материалов служит для хранения в паровозосборочном цехе метизов, смазочных труб, смазочных и под-бивочных материалов. Запас материалов в кладовой составляет 5 — 7-дневную потребность цеха.
Организация производства. Примерная планировка паровозосборочного цеха с отделениями приведена на фиг. 10.
В зависимости от уровня технической оснащённости паровозосборочного цеха, взаимного расположения главного зала и механического отделения, а также размещения рабочих мест слесарных бригад на заводах по ремонту паровозов имеются следующие формы организации производства:
1. Работы по ремонту паровозов разделены на станочные и слесарные.
Станочные работы по механической обработке деталей, подвергавшихся электронаплавке, взаимной пригонке сопрягаемых деталей выполняются механическим отделением паровозосборочного цеха.
Слесарные работы по ремонту деталей, сборке их в узлы и монтажу узлов на паровозе выполняются бригадами слесарей паровозосборочного цеха.
При такой организации производства механическое отделение со слесарными бригадами не объединено и последние работают самостоятельно.
2. Работы по ремонту паровозов, в том числе и механическая обработка деталей, выполняются производственными участками паровозосборочного цеха.
В этом случае бригада слесарей получает необходимое станочное оборудование. Такая организация позволяет ликвидировать механическое отделение как самостоятельное. Станочное оборудование внутри участка устанавливается по технологическому процессу с тем, чтобы полностью обеспечить обработку деталей прикреплённых узлов паровоза.
В паровозосборочном цехе, как правило, организуются следующие производственные участки: буксовый, рамный, рессорного и тормозного подвешивания, машины, арматурно-автоматный, гарнитурный, медницких работ, малярных и столярных работ.
Схема такой организации паровозосборочного цеха показана на фиг. 13.
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ПАРОВОЗОРЕМОНТНЫХ ЗАВОДАХ
181
3. Работы по ремонту паровозов разделены на механо-комплектовочные и монтажные.
При такой организации производства детали паровоза ремонтируют, комплектуют
венпо конструктивным узлам паровоза (по ремонту и сборке букс, по ремонту паровозной рамы, по сборке золотников, кулисного механизма и т. п.). По одному сдельному зада-
Фиг. 13. Схема организации паровозосборочного цеха
в узлы и в виде готовых собранных узлов выдают в главный пролёт паровозосборочного цеха для монтажа на паровозе.
Механо-комплектовочные работы выполняются в механо-комплектовочном цехе, в котором имеются необходимое станочное оборудование для механической обработки деталей и бригады слесарей, выполняющие сборку деталей в узлы.
В механо-комплектовочном цехе (или отделении), как правило, ремонтируют и предварительно комплектуют следующие узлы: сцепные и поршневые дышла, золотники, кулисный механизм, поршневой узел, сальники, рессорное подвешивание, ударно-упряжные приборы, рычажную передачу тормоза (последние иногда — в кузнечном цехе).
В паровозосборочном цехе на обязанности соответствующих бригад остаётся только монтаж готовых узлов на паровозе.
Работы по ремонту букс, паровозных рам и тележек, гарнитуре, медницкие, столярные л малярные обычно на механо-комплектовочные и монтажные не разделяются и полностью выполняются соответствующими производственными участками паровозосборочного цеха. Организация производства, основанная на выделении монтажных работ из комплекса ремонтно-сборочных работ, является наиболее прогрессивной и преимущественной на паровозоремонтных заводах. Такая организация производства позволяет создать условия для обеспечения ритмичного выпуска паровозов и повышения качества их ремонта. Примерные схемы организации механо-комплектовочного пеха и паровозосборочного цеха при наличии механо-комплектовочного цеха приведены на фиг. 14 и 15.
При всех формах организации производства организация труда в паровозосборочном цехе построена на принципе мелкогрупповой сдельщины.
Все работы по слесарному ремонту деталей, сборке их в узлы и монтажу узлов на паровозе выполняются специализированными бригадами, которые организуются соответст
вию работает не более 3—4 человек. Во главе бригад стоят неосвобождённые бригадиры.
Работой специализированных бригад руководят мастера, которые объединяют несколько бригад, родственных по характеру работы. Например, мастер по ремонту машины объединяет специализированные бригады по ремонту поршней, ползунов и параллелей, по ремонту дышел, по ремонту золотников и кулисного механизма; мастер по ремонту гарнитуры—бригады по ремонту обшивы, будок, площадок, барьеров.
Трудоёмкость работ по ремонту паровозов в паровозосборочном цехе. Трудоёмкость ремонтных работ различна на паровозах разных серий. Кроме того, некоторые колебания в трудоёмкости зависят и от влияющих на объём ремонта условий эксплоатации и состояния паровозов на отдельных дорогах и ещё более зависят от технической оснащённости и уровня организации производства на отдельных заводах.
Данные о трудоёмкости по профессиям рабочих паровозосборочного цеха приводятся в качестве примера по ремонту паровозов серии ФД (табл. 7, 8, 9, 10).
Таблица 7
Трудоёмкость в чел.-час. в ремонтно-монтажном отделении
Наименование профессий Ремонт
капитальный средний
Слесаря по ремонту .... » по монтажу .... Кузнецы и котельщики . . Трубники Электромонтёры (по ремонту электроосвещения) . . Электросварщики Газосварщики 446,7 340,2 66,0 154,0 56,0 41,1 16,0 372,6 302,3 66,0 154,0 56,0 41,1 16,0
Всего 1 120 1 008
182
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Трудоёмкость в чел,-час. в заправочном депо
Таблица 8
Наименование работ Профессия Состояние отправляемого паровоза горячее |холодное | горячее |холодное
капитальный ремонт| средний ремонт
Изоляция котла Заправка и подготовка паровоза к пробной поездке Взвешивание паровоза . • Циркуляционная заправка и охлаждение паровоза Кладка свода Разборка дышел и погрузка на тендер Столярные работы Стекольные » Обойные » Жестяницкие » Изолировщик Слесарь » Машинист станции расхолаживания Печник Слесарь Столяр Стекольщик Обойщик Жестянщ ик 38 ,0 9,8 7,5 11,8 2,5 40,0 4,4 23,8 21,2 38,0 8,0 7,5 10,3 2,5 6,3 40,0 4,4 23,8 21,2 38,0 9,8 7,5 11,8 2,5 20,0 2,4 23 ,8 21,2 38,0 8,0 7,5 10,3 2,5 6,3 20,0 2,4 23 ,8 21,2
Всего 1 159,0 162 ,0 137,0 | 140,0
Таблица 9
Трудоёмкость в чел.-час. по малярным работам (по цехам)
Наименование цехов Ремонт
капитальный средний
Малярный Паровозосборочный .... Тендерный Колёсный 160,0 24,5 43,0 4,5 121,0 22,5 43,0 4,5
Всего 232,0 191,0
Примечание. В малярной производится грунтовка, шпаклёвка, окраска и лакировка паровозов с тендером. В цехах выполняется предварительная окраска частей паровоза.
Таблица 10
Трудоёмкость в чел.-час. по мехаио-комплектовоч-ному цеху (отделению)
Наименование профессий Ремонт капитальный и средний
Токари Карусельщики ’ ' . Револьверщики Расточники Фрезеровщики Строгальщики Долбёжники Сверловщики Шлифовальщики Центровщики, резчики пилой и болторезы Разметчики на плитах Слесаря по ремонту и узловой сборке Заливальщики баббита 112,8 29,1 4,1 20,4 86,2 62,3 9,4 49,6 50,8 7,3 27,2 315,8 11,0
Всего 786,0
Производственные площади паровозосборочного цеха. В качестве примера в табл. 11 приведены данные о площадях паровозосборочного цеха по ремонту паровоза серии ФД, а в табл. 12—площади механо-комплектовочного цеха (отделения).
Таблица И
Площади паровозосборочного цеха
Наименование отделений и рабочих мест Измеритель Пло -Щадь в
Ремонтно-монтажное отделение (главный зал): Стойло для ремонта рамы со снятым котлом . . . Стойло 171
Стойло среднего ремонта паровозов без выемки котла » 216
Сборочное стойло .... »> 243
Место для пригонки и навески букс Комплект 124
Место для ремонта тележек колёсных пар Комплект 55
Место для сборки тележек тележек То же 72
»> » тележек, ожи- дающих ремонта .... » 25
Место для ремонта будок Будка 36
» » будок, ожидающих ремонта » 17
Место для ремонта площадок Комплект 42
Место для площадок, ожидающих ремонта . . площадок То же 5
Гарнитурн о-обшивочное отделение: Станочный участок . . . Станок 17
Ремонтный участок . . . Рабочий 31
Котельно-кузнечное отделение Отделение 108
Трубно-медницкое отделение: Горновой участок .... Горн 48
Слесарно-медницкий участок Рабочий 19
Отделение ремонта электроосвещения Отделение 42
Заправочное депо: Стойло для изоляции и заправки паровозов . . Стойло 324
Стойло весовое » 324
Стойло для устранения дефектов и опускная канава » 324
Отделение приготовления изоляции Отделение 90
Станция расхолаживания » 54
Столярно-обойное отделение » 90
Кладовая паровозного инструмента Кладовая 16
Малярная: Стойло для паровозов Стойло 270
Краскотёрочное отделение Отделение 54
Кладовая красок Кладовая 12
ОРГАНИЗАЦИЯ)ПРОИЗВОДСТВА НА ПАРОВОЗОРЕМОНТНЫХ ЗАВОДАХ
183
Таблица 12
Площади механо-комплектовочного цеха (отделения)
Наименование участков Измеритель 1 X N Ф 5 г; сз *= СВи
Производственная площадь
Станочная: Участки паровой машины и дышлово-кулисный Металлорежущий станок 28
Участки рессорный и тормозной То же 20
Слесарно-сборочная: Участки паровой машины и дышлово-кулисный . . Слесарь 32
Участки рессорный и тормозной > 32
Вспомогательная площадь Комплектовочная кладовая Участок по ремонту оборудования Инструментально-раз даточная кладовая Заточный участок Кладовая вспомогательных • материалов Паровоз Металлорежущий станок Производственный рабочий Заточный станок Паровоз 0,5 1,2 0,7 7,0 1 ,4
Паровозные котлы при среднем ремонте паровозов, если не требуется крупных котельных работ, ремонтируют в главном зале паровозосборочного цеха без выемки котла из рамы.
В котельном цехе при ремонте паровозных котлов производятся следующие основные работы: разборка котла с удалением труб и негодных частей огневой коробки; ремонт жаровых и дымогарных труб и элементов пароперегревателя; изготовление новых частей огневой коробки, цилиндрической части котла и частей дымовой коробки; изготовление связей анкерных болтов, заклёпок и шпилек; сборка котла с постановкой труб, связей и арматуры; гидравлическое испытание котла.
Для выполнения всех работ по ремонту котлов в составе котельного цеха имеются следующие отделения; главный зал котельного цеха, горячекотельное отделение, трубо-элементное отделение, механическое (связевое) отделение, участок радиальносверлильных станков, рентгенлаборатория, отделение электросварочных машин (в ведении сварочного цеха), инструментально-раздаточная кладовая и кладовая вспомогательных материалов.
Фиг. 14. Схема организации
механо-комплектовочного цеха
Котельный цех
Котельный цех предназначен для капитального и среднего ремонта паровозных котлов. Здесь также ремонтируют стационарные котлы отопления депо и водокачек, котлы снегоочистителей, изготовляют всевозможные баки и резервуары как для собственных нужд завода, так и по заказам железных дорог
Чтобы сократить протяжённость транспортировочных путей, котельный цех размещают с максимальным приближением к паровозосборочному.
Расположение стойл в главном зале котельного цеха должно исключать или, в крайнем случае, сводить до минимума вращение котлов на крюке мостового крана.
Трубно-элементное отделение находится
184
ПАРОВОЗНОЕ ХОЗЯЙСТВО
вблизи главных пролётов котельного и паровозосборочного цехов, чем достигается сокращение транспортировки труб и элементов для котлов, ремонтируемых как в котельном, так и в паровозосборочном цехе.
Склад труб, котельной и топочной стали для текущего потребления располагают вдоль наружной стороны трубно-элементного и горячекотельного отделений.
Остальные отделения цеха размещают с|учё-
краном грузоподъёмностью 40—50 т, а при большой программе — дополнительно мостовым краном грузоподъёмностью 5 т. Все краны в главном зале работают в одном ярусе.
В котельных цехах паровозоремонтных заводов в зависимости от размеров и конфигурации главного зала ремонтные стойла расположены различно.
В главных залах реконструированных и новых котельных цехов ремонтные стойла,
Рехническое бюро НормироВицик Экономист
Начальник паробозосборного цеха
| бухгалтерия |
Заместитель начальника сборочного цеха по Выпуску
Мастер отЗе-лочкых работ
1
_______Г.'~"
Начальники рамнобуксового участка
Старший мастер по ремонту Вуке
\мастерасмен\
Старший мастер участка мели локонструкциг
1 Начальник монтажного участка
Фиг. 15. Схема организации паровозосборочного цеха (при наличии механо-комплектовочного цеха) участок металлоконструкций организуется в зависимости от объёма производства
том сокращённого движения деталей и частей котла и минимальной протяжённости транспортировочных путей.
Примерная компоновка отделений китель ного цеха приведена на фиг. 16.
Главный зал. Площадь главного зала котельного цеха определяют по программе и расположению ремонтных стойл.
Обычно ширина главного зала принимается от 18 до 24 м, а высота до затяжки ферм 11,5 — 12 м.
Пролёт главного зала оборудуют мостовым
как правило, располагают параллельно продольной оси здания. . •
В цехах с шириной главного пролёта менее 18 м ремонтные стойла располагают попер ечно.
Ремонт котлов в котельных цехах паровозоремонтных заводов организован по принципу специализации ремонтных стойл и рабочих мест.
Специализированные ремонтные стойла и рабочие места в главном зале располагают с таким расчётом, чтобы обеспечить прямо-
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ПАРОВОЗОРЕМОНТНЫХ ЗАВОДАХ 185
no H
186
ПАРОВОЗНОЕ ХОЗЯЙСТВО
линейные движения котлов в процессе их ремонта.
Все специализированные стойла оборудуют устройствами и оснащают приспособлениями для максимальной механизации работ (проводом сварочного тока, сжатого воздуха, воды, подъёмниками, площадками и т. п.).
При разборке котлов широко применяется газовая резка. Дымогарные и жаровые трубы газовым резаком обрезаются со стороны передней и задней решёток, а затем удаляются из котла.
Связи также предварительно выжигаются газовым пламенем, а затем выбиваются. После этого вырезают и удаляют топочные части.
Подготовка швов под сварку, обрубка кромок топочных частей, проверка и зачистка отверстий для связей, клёпка заклёпок, чеканка швов и заклёпок и другие сверлильные, клепальные и чеканочные работы на котле производятся при помощи пневматических
инструментов.
Сварочные работы при вварке связей и сварке швов на многих заводах выполняются с применением автоматических и полуавтоматических сварочных аппаратов.
Вальцевание жаровых и дымогарных труб осуществляется специальным приспособлением, приводимым в движение электродвигателем, соединённым через редуктор и шарнир телескопическим приводом с вальцовкой.
Количество специализированных стойл в главном зале
где П — количество ремонтируемых котлов с выемкой из рамы;
t—время простоя котла на данном специализированном стойле;
Т—фонд времени работы цеха.
Преобразуя эту формулу, находят пропускную способность по ремонту котлов П при наличном количестве стойл К. В этом случае формула примет вид:
77= Т
Кроме площадей для ремонтных стойл, в главном зале котельного цеха предусматривают места для установки радиально-сверлильных станков и площади для подготовки топочных частей.
Организация производства по ремонту котлов основана на выполнении всех работ, кроме станочных,специализированными бригадами, которые группируются по следующим про-
изводственным участкам: разборочный— разбор ка
топочных частей, выемка элементов пароперегревателя, труб, коллектора и связей; кроме этого, на разборочном участке очищают и промывают котёл;
ремонта и сборки топочных частей — сборка огневых коробок и отдельных топочных частей, постановка вставок и накладок иа топку, цилиндрическую часть котла и дымовую коробку, чеканные и клепальные работы, постановка связей и анкерных болтов;
постановки труб — постановка труб, коллектора и элементов пароперегревателя;
гарнитурный — ремонт и сборка дверок дымовых коробок н шуровочных отверстий, ремонт и постановка зольника, сборка колосниковой решётки;
слесарный — ремонт и постановка накладных и якорных люков, грязеочистительиой сетки, головки регулятора и привода, ремонт и постановка питательных труб инжектора, постановка всей арматуры котла и подготовка котла к гидравлическому испытанию.
На некоторых заводах электросварочные работы выполняются котельным цехом. В этом
случае дополнительно организуется участок электросварочных работ.
Производственные участки возглавляются мастерами.
Примерная схема организации котельного цеха представлена иа фиг. 17.
Горячекотельное отделение. В горячекотельном отделении изготовляют части топки, котла и дымовой коробки.
Все фасонные топочные части (задние стенки, задние решётки, лобовые листы, ухватные листы) изготовляются цеитрализо-
ванно иа одном из паровозоремонтных заводов методом горячей штамповки и поставляются другим паровозоремонтным заводам в готовом виде.
Для отжига топочных частей, изготовляемых вручную, в горячекотельиом отделении устанавливается печь, размеры которой определяются по максимальному габариту топочных частей. Мелкие части нагревают в горнах.
Для изготовления барабанов цплиндри-
ческой части котла, полубарабанов камеры догорания, частей дымовой коробки в горячекотельном отделении устанавливаются гибочные вальцы.
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ПАРОВОЗОРЕМОНТНЫХ ЗАВОДАХ
187
В числе оборудования отделения, кроме того, имеются правйльно-гибочные вальцы и разметочные плиты.
При расчёте площадей, оборудования и рабочей силы горячекотельного отделения учитывается сменяемость топочных частей. По паровозоремонтным заводам данные за 1948—• 1952 гг. сменяемости топочных частей в процентах приведены в табл. 13.
Трубно-элементное отделение. Жаровые и дымогарные трубы в трубно-элементном отделении ремонтируют по методу поточного производства.
При небольшой программе ремонт жаровых и дымогарных труб осуществляется в одном потоке. При программе свыше 600 комплектов труб в год ремонт жаровых и дымогарных труб расчленяется на два самостоятельных потока.
Для осуществления потока всё необходимое оборудование для ремонта труб устанавливается строго по технологическому процессу в такой последовательности:
дисковая пила для обрезки задних концов труб, обдирочно-точильный станок для зачистки задних концов труб; стыковая электросварочная машина для приварки задних концов труб; обдирочно-точильный станок для зачистки сварочного шва и приспособление для удаления внутреннего грата; печь для нагрева задних концов труб; станок для подкатки задних концов труб; дисковая пила для обрезки передних концов труб; печь для нагрева передних концов труб; станок для раздачи передних концов труб; гидравлический пресс для испытания труб; печь для -отжига переднего и заднего концов труб; песочные ванны для охлаждения концов труб после отжига; станок или пескоструйная камера для зачистки передних концов труб; станок или пескоструйная камера для зачистки задних концов труб.
Печи для нагрева концов труб не применяют при подкатке и раздаче последних холодным способом.
Передача труб от одной позиции к другой осуществляется при помощи наклонных стеллажей или рольгангов.
Трубы от накипи очищают следующими способами: сухим — во вращающихся барабанах, мокрым — в специальных ваннах и барабанах.
Наиболее распространённым способом очистки труб считается мокрый способ.
Перед включением в поток трубы осматривают и взвешивают. Трубы, потерявшие более 20% своего первоначального веса, бракуются.
Элементы пароперегревателя после очистки и вырезки негодных частей подаются на стеллаж для выполнения сварочных работ.
Новые трубки для замены негодных после порезки и гибки поступают к дисковой пиле для обрезки и зачистки заусениц, а затем на стеллаж для приварки газовой сваркой к старым элементам.
Готовые после сварки элементы испытываются на гидравлическом прессе под давлением 30 ат.
Механическое (связевое) отделение. В механическом отделении производится обработка жёстких и подвижных топочных связей, анкерных болтов, болтов лапчатых связей, шпилек, промывательных люков, пробок и т. п.
Оборудование механического отделения состоит преимущественно из токарных, револьверных и быстроходных сверлильных станков.
С внедрением изготовления связей и анкерных болтов методом чистой штамповки процесс станочной обработки их значительно упрощается. Он сводится к центровке и сверлению контрольных отверстий и зачистке головок под сварку.
При механических отделениях котельных цехов оборудуют кладовые, где хранятся в ячейках по размерам поковки и готовые связи, анкерные болты, шпильки, пробки и люки.
При расчёте площадей, оборудования и рабочей силы механического отделения учитывается сменяемость связей и анкерных болтов при капитальном и среднем ремонте котлов (табл. 14).
Рентгеновская лаборатория. Для контроля качества сварных швов наиболее совершенным методом является просвечивание швов рентгеновскими лучами.
В первом случае применяют рентгеновский аппарат стационарного или передвижного типа. Наиболее распространён аппарат типа РУ-285, которым можно просвечивать швы котлов, находящихся на раме.
Потребляемая мощность аппарата РУ-285 составляет 4 ква. При режиме работы 10 ма
Т а б л и ц а 13
Сменяемость топочных частей
Наименование топочных частей
Огневые коробки...........................
[Задние решётки . ........................
Боковые стенки (полустенки)...............
.Задние стенки ...........................
[Потолки..................................
Передние решётки..........................
В среднем на всех сериях паровозов В том числе по сериям
фд 9 су
При ремонте
£ £ £ £ £ £ £ 5
с с о о
х X X х = X 4 = X
- иа s л ЕС Е л ЕС 5 л П
Е q С q с ч V
О. ("j . ТО сС (“1.
* И <-> X И о * И К Ь <>
19,5 2,0 0,3 23,8 3,0 15,9 1,2
50,2 15,и 81 ,2 51,4 50,8 10,8 38 ,4 54 ,6 11,1
56 ,4 29,0 87,5 81,1 53,5 21 ,5 24,3
15,7 7,1 К ,3 3,9 26,4 11,5 14,8 7,8
2,1 0 ,3 9,3 4,0 1 ,6 0,5 1 Л 0,7
4,8 2,4 0,4 — 9,8 4,0 3,7 1,4
I
|
188
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Таблица 14
Сменяемость связей и анкерных болтов за 1948 — 1952 гг. в штуках на t котёл
Наименование Сменяемость при ремонте
капитальном среднем капитальном среднем капитальном среднем капитальном среднем
в среднем по всем сериям в том числе по сериям
ФД 1 э су
Связи Анкерные болты 820 160 400 67 1 200 420 970 283 860 130 395 46 815 110 365 45
при 200 кв и фокусном расстоянии 50 см аппарат обеспечивает перекрытие экрана 40x40 см.
И нструментально-раздаточиая кладовая. В инструментально-раздаточной кладовой хранится слесарный и пневматический инструмент, а также приспособления. Пневматический инструмент хранится в железных ящиках, наполненных керосином, а слесарный и приспособления — на стеллажах и пирамидах. Выдача инструмента рабочим производится по специальным маркам.
Запас кладовой инструментом пополняют через центральный инструментальный склад.
Кладовая вспомогательных материалов. В кладовой хранятся вспомогательные материалы для снабжения котельного цеха. Запас материалов принимается из расчёта 5—7-дневного обеспечения производства.
Запас кладовой пополняют из главных складов завода.
Электросварочное хозяйство. Электросварочное хозяйство, обслуживающее котельный цех, на большинстве паровозоремонтных заводов находится в ведении сварочного цеха. На отдельных заводах оно передано котельным цехам.
В зависимости от методов сварки и применяемых типов сварочного оборудования питание рабочих мест сварочным током осуществляется:
а) от индивидуальных передвижных сварочных машин постоянного и переменного тока, подключаемых к электросети нормального стандартного напряжения 380 в в местах сварочных работ;
б) от машин, сосредоточенных в отдельном помещении, расположенном в центре потребления сварочного тока.
Питание сварочных постов осуществляется через коммуникационный щит сварочным током напряжением 65 в.
Для регулировки сварочного тока сварочный пост оборудуется дросселями типов РСТ-34 и РСТ-24.
Ниже приводятся данные о трудоёмкости работ котельного цеха при ремонте одного котла паровозов серии ФД (табл. 15).
Площади котельного цеха приведены в табл. 16.
Тендерный цех
Тендерный цех предназначен для ремонта тендеров (разборка тендера, очистка и осмотр деталей, ремонт тележек, рамы и бака тендера, сборка тендера).
Таблица 15
Трудоёмкость котельных работ в чел.-час.
Наименование профессий и специальностей Ремонт
капитальный со Д -
со сменой огневой коробки со сменой топочных 1 частей g S
я, g - X и- X *СО д S х
Q. J3
о и =:
Котельщики 741,6 502,4 108,6
Трубоставы Котлочисты, промывальщи- 200,0 200,0 229,5
ки 52,0 57,0 46,4
Чеканщики 60,7 47,1 15,0
Постановщики связей . . . 84,5 67,2 49,5
Слесаря 171,8 171,8 122,6
Разметчики 16,0 13,7 2,5
Горячекотельщики Сверловщики на радиаль- 56,3 33,8 2,5
носверлильных станках . Сверловщики и правйль- 74,8 31,2 1,3
щики связей 130,1 69,2 15,1
Токари 137,0 76,8 18,6
Газорезчики 98,0 63,9 27,0
Электросварщики ...... 173,2 115,9 42,4
Всего 1 996 1 450 68!
Примечание. Для сварочных работ
с учетом использования ПШ-5 и ПШ-6. полуавтоматов типов
Тендерные цехи на паровозоремонтных заводах размещаются в отдельном пролёте паровозоремонтного комбината или в отдельных зданиях и в единичных случаях — на площадях паровозосборочных цехов.
Тендерные цехи, так же как и паровозосборочные, бывают поперечного и продольного типов.
Продольный тип цеха является наиболее рациональным, позволяющим ремонтировать тендеры различной длины, лучше организовать технологический процесс и наиболее эффективно использовать производственную площадь.
Для выполнения всех работ по ремонту тендера в составе тендерного цеха организуются отделения: ремонтно-монтажное (главный зал), механическое, кузнечное, заливочное, кладовые (инструментально-раздаточная, комплектовочная).
При ремонте паровозов с конденсацией пара, кроме того, организуются отделения: турбинно-редукторное и секционное.
Ремонтно-монтажное отделение (главный зал). В главном зале тендерного цеха продольного типа укладывают в зависимости от
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ПАРОВОЗОРЕМОНТНЫХ ЗАВОДАХ
189
объёма программы 2 или 3 продольных пути по всей длине цеха. Пути цеха выводятся на обе стороны здания наружу с примыканием к внутризаводским путям для подачи и выдачи тендеров.
Таблица 16
Площади котельного цеха на ремонт котлов паровоза серии ФД
। Наименование отделений
1 Измеритель
и участков £ 3
Главный зал (площадь для стойл): I
Стойло разборочное . . . » ремонтно-сбороч- С гойло 1 200
ное » 1 ио
Стойло сварочное .... » 149
» прессовое .... Участок сборки огневых коробок: Место для сборки огневых » 200
коробок Место для сварки огневых Рабочее место 54
коробок Место для огневых коробок, ожидающих поста- То же 84
новки Место для подготовки к сборке или постановке » 17
топочных частей .... Участок ремонта дверок и передних листов дымовых коробок: Место для ремонта дверок и передних листов ды- » 67
мовых коробок Место для дверок и пе- редних листов, ожидающих ремонта или поста- » 15
новки Участок ремонта зольников: Место для изготовления и » 8
ремонта зольников . . Место для зольников, ожидающих ремонта или » 47
постановки Горячекотельное отделе- » 16
ние Участок радиальное вер- Отделение 432
лильных станков Станок 45
Механическое отделение . . » 9
Рентгеновская камера . . Камера 60
Слесарный участок .... Трубное отделение: Подготовительный участок ремонта труб (очистка, взвешивание, отбраковка и обрезка жаровых и дымогарных Слесарь первой смены 9
труб) Ремонтный участок (ремонт старых и подготовка новых жаровых и ды- Участок 200
могарных труб) » 440
Элементное отделение . . . Кладовые: Инструментально-разда- Отделение 324
точная кладовая .... Кладовая вспомогатель- Производственный рабочий 0,32
ных материалов .... Котёл 0,12
Кладовая связей Склады: Площадка для хранения труб в ожидании ремонта или отремонтирован- » 0,10
ных Площадка для хранения элементов в ожидании ремонта или отремонти- Склад труб 180
рованных Склад эле- 150
ментов
Ширина главного зала тендерного цеха продольного типа определяется числом ремонтных путей. Расстояние между осями путей принимается 7,5—8 м, расстояние от оси колонн или стен до оси пути — 4,5—5 м. При двух ремонтных путях ширина зала принимается 18 м, при трёх — 24 м.
Высота здания до затяжки ферм при переноске тендера по междупутью принимается 10 м, при переноске тендера над тендером— 12 м.
Главный зал обслуживается мостовыми кранами, расположенными в одном ярусе.
На площади главного зала размещаются специализированные стойла для разборки тендеров, ремонта рам и баков тендера, рабочие места для ремонта и сборки тележек, место для навески букс и стойло для сборки тендеров.
Здесь же размещаются слесарные бригады — экипажная, гарнитурная, котельная, машины стокера и др.
Экипажная бригада производит слесарный ремонт и монтаж рамы, тележек, ударноупряжных приборов, подвесных приборов и тормозного механизма.
Гарнитурная бригада выполняет ремонт и монтаж контрбудок, ограждений, лестниц, площадок и т. п.
Котельная бригада выполняет котельные работы по ремонту рам тендера, тележек, водяных баков, угольных и инструментальных ящиков и т. п.
Оборудование главного зала состоит из кбзел (для установки рам, баков и тележек тендера), электросварочных трансформаторов, форсунок, электрогорнов, переносных станков, верстаков, а также стеллажей и шкафов.
Механическое отделение. В механическом отделении производится станочная обработка ремонтируемых деталей тендера, а также чистовая обработка новых деталей, получаемых из центральной кладовой.
Оборудование механического отделения состоит из металлорежущих станков и разметочной плиты.
Кузнечное отделение. Кузнечное отделение выполняет кузнечные работы по ремонту упряжных приборов, рычажной передачи и других деталей.
Заливочное отделение. В заливочном отделении производится заливка баббитом подшипников тендерных букс. Оборудование заливочного отделения состоит из печи для выплавки баббита из подшипников, ,печи для подогрева форм и плавки баббита.
Площадь заливочного отделения 45—50 м2.
На ряде заводов заливка подшипников тендерных букс производится в заливочном отделении паровозосборочного цеха.
Инструментально-раздаточная кладовая. ИРК организуется для обеспечения рабочих тендерного цеха режущим и мерительным инструментом, контрольно-измерительными приборами, пневматическим, котельным, слесарным инструментом и приспособлениями.
Ремонт и заточка инструмента производятся в инструментальном цехе.
Площадь ИРК определяется из расчёта 0,25 л2 на одного производственного рабочего.
Комплектовочная кладовая. Комплектовочная кладовая служит для хранения за
190
ПАРОВОЗНОЕ ХОЗЯЙСТВО
готовок, полуфабрикатов, запасных частей и ремонтируемых деталей для комплектовки их и выдачи слесарным бригадам.
Площади тендерного цеха приведены в табл. 17.
Таблица 17
Площади тендерного цеха при ремонте тендеров серии ФД
Наименование ремонтных стойл и отделений цеха Измеритель Площадь в м*
Ремонтно-монтажное отделение : стойло для разборки
тендеров стойло для очистки и ремонта тендера (рамы Стойло 167
или рамы с баком) . . стойло для монтажа » 135
тендера место для ремонта во- » 167
дяного бака место для ремонта ком- Рабочее место 120
плекта тележек .... место для сборки ком- Т о же 80
плекта тележек .... место для пришабровки и навески комплекта » 126
букс место для тележек, ожи- » 85
дающих ремонта . . . »> 40
пост ручной сварки . . Выварочное отделение и » 15
инспекторская площадка . Отделение 120
Слесарные бригады Слесарь в первой смене 18
Станочный участок Металлорежущий станок 18
Кузнечное отделение .... Участок по ремонту обору- Единица оборудования 45
дования Слесарь в первой смене 9
Комплектовочная кладовая Инструментально-раздаточ- Тендер 0,2
ная кладовая Производственный рабочий 0,25
Рабочая сила. Состав рабочей силы тендерного цеха определяется по трудоёмкости работ (табл. 18).
Таблица 18
Трудоёмкость в чел.-час. ремонта тендера паровоза серии ФД
Наименование профессий Ремонт
капитальный средний
Слесаря 235.5 226,3
Котельщики 132,4 115,7
Электросварщики 112,0 104,0
Газорезчики 22,4 20,8
Электромонтёры 21,6 21,6
Чистильщики . 22,0 16,5
Обмывальщики 8,0 6,0
Гудронщики 8,0 8,0
Разметчики 33,1 33,1
Заливальщики 6,0 6,0
Станочники 181,0 181,0
Арматурный цех
Арматурный цех предназначен для ремонта арматуры котла и машины паровоза, пресс-маслёнок, машины углеподатчика, деталей автотормоза и контрольно-измерительных приборов.
Арматурные цехи на паровозоремонтных заводах с небольшой программой ремонта паровозов (до 150 в год) организуются как отделения паровозосборочного, котельного или механического цеха, а на заводах с большей программой выделяются в самостоятельные цехи.
Снятые с паровоза в разборочном цехе узлы и детали арматуры и автотормоза, машина углеподатчика, пресс-маслёнки и др. после очистки и обмывки поступают в арматурный цех.
В арматурном цехе производятся полная разборка этих деталей, определение их годности, ремонт и испытание на специальных стендах.
Новые детали автотормоза поступают на паровозоремонтные заводы от заводов промышленности.
Для выполнения всех работ по ремонту арматуры в цехе имеются отделения: слесарное, механическое, испытательные станции и кладовые.
Площади арматурного цеха указаны в-табл. 19.
Таблица 19-
Площади арматурного цеха
Наименование отделений и участков Измеритель Площадь В М*
Механическое отделение . . Станок 16
Слесарное отделение: участок ремонта армату- Слесарь
ры первой смены 8
участок ремонта пресс-маслёнок То же 8
участок ремонта контрольно-измерительных приборов » 10
участок ремонта автотормоза » 12
участок ремонта машины углеподатчика .... » 12
участок ремонта оборудования Станок 0,6
Испытательная станция . . Станция 108
Кладовая заготовок и готовой арматуры Станок 2,6
Инструментально-раздаточ- г Обслужи- 1 ваемый ста-
ная кладовая 1 нок 0,8
’ Слесарь 0,15
Слесарное отделение. В слесарном отделении производится разборка, очистка и установление объёма ремонта, слесарный ремонт и сборка деталей и узлов арматуры, автотормоза, пресс-маслёнок, машины углеподатчика и т. д.
Слесарные работы выполняются специализированными бригадами слесарей по ремонту: а) арматуры, б) пресс-маслёнок, в) автотормоза, г) контрольно-измерительных приборов, д) машины углеподатчика.
Механическое отделение. В механическом отделении производится обработка на станках новых и ремонтируемых деталей.
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ПАРОВОЗОРЕМОНТНЫХ ЗАВОДАХ
191
Черновые заготовки деталей поступают в механическое отделение из центральной кладовой запасных частей.
Станки в механическом отделении специализированы на обработке определённой номенклатуры закреплённых за ними деталей.
Испытательная станция. Отремонтированные арматура, детали автотормоза, пресс-маслёнки, контрольно-измерительные приборы испытываются на специальных стендах.
Для испытания всех приборов в помещении испытательной станции устанавливают стенды испытания на пару: арматуры, предохранительных клапанов, пароразборных колонок, инжекторов, насосов автотормоза и машин углеподатчика.
Испытательные стенды для пресс-маслёнок, скоростемеров, приборов автотормоза обычно устанавливаются в слесарном отделении цеха на рабочем месте соответствующих специализированных бригад.
Кладовая арматуры. В кладовой арматуры хранятся заготовки, обработанные детали и отремонтированные комплекты арматуры, а также в небольшом количестве вспомогательные материалы.
В кладовой подбирают детали в комплекты и выдают их соответствующим бригадам для ремонта.
Все основные и вспомогательные материалы поступают в кладовую из общезаводских складов. Кладовая оборудуется стеллажами для хранения материалов, весами и необходимым инвентарём.
Площадь кладовой при плане 300 паровозов в год принимается 40—50 м2.
Инструментально-раздаточная кладовая. Инструментально-раздаточная кладовая производит хранение и выдачу для работы режущего, мерительного, вспомогательного инструмента и абразивов.
Ремонт и заточка инструмента производятся в инструментальном цехе завода.
Площадь ИРК принимается из расчёта 0,15 м2 на одного слесаря.
Рабочая сила. Рабочая сила арматурного цеха определяется по трудоёмкости работ (табл. 20).
Колёсный цех
Колёсный цех является по характеру своего производства обрабатывающим цехом и предназначен для ремонта и формирования паровозных и тендерных колёсных пар ремонтируемых заводом паровозов и тендеров, а также для ремонта колёсных пар, поступающих с дорог согласно утверждённому плану.
Технологический процесс ремонта паровозов требует максимального приближения колёсного цеха к паровозосборочному. Поэтому колёсные цехи в большинстве своём располагаются в одном из пролётов паровозоремонтного комбината.
В случае размещения колёсного цеха в отдельном здании его связывают с паровозосборочным цехом рядом подъездных путей или эстакадой.
В состав колёсного цеха входят отделения: моечное, электросварочное, бандажное, механическое, колёсный парк, инструментально-раздаточная кладовая.
Таблица 20'
Трудоёмкость в чел.-час. ремонта арматуры паровоза серии ФД
Ремонт капитальный и средний
Н аименование профессий рабочих
Токари ..............
Револьверщики........
Расточники...........
фрезеровщики.........
Строгальщики ........
Долбёжники ...... Сверловщики..........
Шлифовальщики . . . . Центровалыцики и резчики на пиле ........
Разметчики на плите . .
Слесаря по разборке, ремонту, сборке и испытанию ............
Всего. . .
с о н
3 £ S
* Q.
£ I t S
237,5 133,8 61 ,5 432,8
208,4 112,8 759,0
Колёсный цех производит механическую обработку и полный ремонт колёсных пар. Примерная схема технологического процесса ремонта показана на фиг.^18.
Обмывка колёсных пар
LJ leenmmiclaiM I жУЖ ДиаТ] а на lai№ г/ебпЩ
Проверка центров
чз а. *
~выбидкйила вырезка икрепл конец
Нагрев башжей
Снятие бандами. с колёсных пар '
Колёсные пары, требующие смены или перетяжки е| расточка. | Распрессобка. \ ^ндажей
бандажей I осей и пальцеЗл
и > I—- -т—। । >
С Гпк 1
\ввточ;(а и. тле | фовни /юльце1
Проверка, пальцев контр-кривошипа.
проверка мест ива запрессовки пальцев
Запрессовка осей, и. пальцев
Обточка бандажей
Неточна и. шли фивка внутренних шеек
Инспекторская приёмка
Клеймение, окраска
I колёсных лар
Обработка новых или. проверка старых осей.
На. с а. дн а бандажей
Фиг. 18. Схема технологического процесса ремонта, колёсных пар
192
ПАРОВОЗНОЕ ХОЗЯЙСТВО
На паровозоремонтных заводах каждая колёсная пара подвергается полному освидетельствованию: проверяют размеры и состояние бандажей, осевых шеек, пальцев кривошипов и самих осей.
Оси и центры изготовляются централизованно на нескольких паровозоремонтных заводах, а также поставляются заводами промышленности. Бандажи поставляются заводами промышленности.
Транспортировка колёсных пар в процессе ремонта осуществляется мостовым электрическим краном грузоподъёмностью 10— 15 т.
Отремонтированные, принятые инспектором колёсные пары передаются в паровозосборочный и тендерный цехи.
Колёсные пары, отремонтированные для железных дорог, выдаются под эстакаду для последующей погрузки на платформы и отправки в депо.
Оборудование колёсного цеха. Карусельные станки с двумя суппортами для обработки бандажей и центров колёсных пар;
осеобточные станки для обработки осей паровозных и тендерных колёсных пар;
гидравлический пресс для запрессовки осей и пальцев кривошипов колёсных пар;
угольные, газовые и электрические горны для нагрева бандажей перед насадкой иа центры;
специальные вальцовочные станки или пневматические приспособления для закрепления колец в бандаже;
колёснотокарные станки для обточки бандажей (по профилю) паровозных колёсных пар и колёснотокарные станки для обточки бандажей тендерных колёсных пар;
шеечные станки для обточки и шлифовки (накатки) шеек паровозных и тендерных колёсных пар;
пальцеобточные и пальцешлифовальные станки для расточки гнёзд под запрессовку пальцев кривошипов,чистовой обточки и шлифовки пальцев после запрессовки;
контрольно-измерительные плиты и специальные кривсшипомеры для проверки положения пальцев кривошипов: длины кривошипов и угла запрессовки пальцев;
стенды для проверки противовесов колёсных пар;
токарно-винторезные станки для обработки новых пальцев кривошипов.
Для выявления трещин в осях, бандажах и пальцах кривошипа применяются переносные дефектоскопы (круглые и седлообразные) системы Геккера.
Размеры цеха. Оборудование колёсного цеха обычно располагается вдоль продольных стен здания или пролёта. Посредине цеха оставляется проход, где укладывается ширококолейный путь для подачи колёсных пар в цех и отстоя их в ожидании ремонта.
Ширина цеха обычно принимается 18 м.
Длина цеха определяется планировкой оборудования.
Высоту цеха обычно принимают 8,8 м до затяжки ферм и 6,5 м до подкранового пути — для свободного прохода мостового крана.
Площади колёсного цеха приведены в табл. 21.
Таблица 21
Площади в .и’ колёсного цеха
Н аименование площадей
На выпускаемый комплект колёсных пар
Станочная и производственная площадь . . Проезды и вспомогательная площадь . .
Эстакада колёсных пар
Производственная программа цеха определяется установленным для завода планом ремонта паровозов и планом ремонта линейных колёсных пар.
Объём работ колёсного цеха рассчитывают исходя из сменяемости элементов колёсных пар и повторяемости работ. Средняя сменяемость элементов колёсных пар и повторяемость работ в % при капитальном и среднем ремонте паровозов на заводах приведены в табл. 22 и при ремонте линейных колёсных пар •— в табл. 23.
Складское хозяйство. В состав складского хозяйства входят колёсный парк и склад элементов колёсных пар и материалов.
Парк ожидающих ремонта и отремонтированных колёсных пар обычно размещается под эстакадой, расположенной параллельно пролёту цеха.
Эстакада обслуживается мостовым электрическим краном грузоподъёмностью 10 т.
При расчёте длины парковых путей принимается запас колёсных пар для хранения в следующем размере:
а) колёсных пар паровозов заводского ремонта на 5 дней,
б) колёсных пар для линии: в ожидании ремонта—на 7 дней, в ожидании отправки— на 3 дня.
Колёсные пары на путях устанавливают в шахматном порядке, для чего рельсовые пути укладываются сдвоенными. Длина пути на одну колёсную пару — 1 м.
Кроме колёсных пар, под эстакадой размещается склад элементов колёсных пар — осей, центров, бандажей и проката для укрепляющих колец.
Оси хранятся горизонтально на деревянных подкладках, центры — уложенными на «ребро», бандажи — стопками по 10—16 шт., а прокат для укрепляющих колец — штабелем на прокладках.
Расчёт площадей, потребных для укладки материалов, производится по нормативам на основании годового расхода материалов и принятого запаса хранения их.
Средняя нагрузка на 1 ж2 складской площади эстакады составляет: для осей — 0,75 т, для центров — 1,2 m, для бандажей — 2,0 т и для проката укрепляющих колец — 0,66 т.
Внутрицеховой транспорт. Для обслуживания колёсного цеха с программой ремонта до 450 комплектов колёсных пар в год принимают один мостовой кран в цехе и один кран на эстакаде.
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ПАРОВОЗОРЕМОНТНЫХ ЗАВОДАХ
193
Таблица 22
Сменяемость элементов и повторяемость работ при ремонте колёсных пар для капитального и среднего ремонта паровозов на заводах в %
Серии паровозов
Наименование элементов ФД э С у эв
Р е Л о и т
колёсных пар и операций ремонта капитальный средний капитальны й средний капитальный средний капитальный средний
Бандажи ведущих и сцепных колёсных пар » бегунковых и поддерживающих колёсных пар Бандажи тендерных колесных пар Оси ведущих колёсных пар » сцепных колёсных пар . . . » бегунковых и поддерживающих колёсных пар Оси тендерных колёсных пар Центры сцепных колёсных пар ........ » бегунковых и поддерживающих колёсных пар , . Центры тендерных колёсных пар Пальцы ведущих колёсных пар » сцепных колёсных пар Проверка мест при постановке пальцев ведущих колёсных пар То же сцепных колёсных пар Обточка и шлифовка старых пальцев .... Перетяжка бандажей Обточка ободьев при смене бандажей ведущих и сцепных колёсных пар То же бегунковых и поддерживающих колёс- ных пар То же тендерных колёсных пар Обточка и шлифовка шеек осей Проверка подступичной части при смене центров сцепных колёсных пар То же бегунковых и поддерживающих колёсных пар То же тендерных колёсных пар Обточка бандажей Проверка ступицы центра при смене осей ведущих колёсных пар То же сцепных колёсных пар >То же бегунковых и поддерживающих ко- лёсных пар То же тендерных колёсных пар 65,0 40,0 30,0 1,5 3,5 2.0 12,0 0,2 0,2 0,5 25,0 30 ,0 25,0 30,0 100,0 20,0 20,0 15,0 100,0 0,2 0,2 loo’o 3,5 2,0 12,0 45,0 30,0 25, о 0,75 1,75 1,0 8,0 0,2 0,2 0,5 20,0 25,0 20,0 25,0 1ОИ,0 20,0 15,0 12,5 Ю0,0 0,2 0,2 0.1 Ю0,0 0,75 1,75 1 ,0 V <>5,0 .30,0 8,0 25.0 20,0 0,5 5.0 30 0 35,0 зо,о 35,0 100,0 20,0 32,5 5,о 100,0 0,5 1.0 Ю),о 20,0 45,0 25,0 4,0 12,0 15,0 0,5 1,0 25,0 30,0 25,0 30,0 100,0 20,0 22,5 12,5 100,0 0,5 1 .0 100,0 4,0 12,0 15,0 65,0 50,0 30,0 4,0 6,0 30,0 20,0 1,5 1,5 1 ,о 30,0 40,0 30,0 40,0 100,0 20,0 32,5 25,0 15,0 100,0 1,5 1,5 1,0 100,0 4,0 6,0 30,0 20,0 45,0 50,0 27,5 2,3 2,3 15,0 15,0 1,5 1,5 1,0 25,0 35,0 25,0 35,0 100,0 20,0 22,5 25,0 13,0 100,0 1,5 1,5 1 ,0 100,0 2,3 2,3 15,0 15,0 60,0 27,0 1,2 2,8 12,0 0,5 1 ,о 25,0 30,0 25,0 30,0 100,0 20,0 30,0 13,5 100,0 0,5 1,0 100,0 1,2 2,8 12,0 35,0 22,5 1,2 2,8 10,0 0,5 1 ,о 20,0 25,0 20,0 25,0 100,0 20,0 17,5 11,0 100,0 0,5 1,0 100,0 1,2 2,8 10,0
Таблица 23
Сменяемость элементов и повторяемость работ при ремонте линейных колёсных пар на заводах в %
Наименование элементов колёсных пар и операций ремонта Серии паровозов 1 Наименование элементов колёсных пар и операций 1 ремонта | Серии паровозов
ФД э СУ Ов ФД э СУ Ов
Бандажи ведущих и сцеп- । Обгочка и шлифовка старых 100.0 100,0 100,0
ных колёсных пар .... 75,0 75,0 90.0 75,0 пальцев 100,0
Бандажи бегунковых и под- Перетяжка бандажей .... 20,0 20,0 20,0 20,0
держивающих колёсных 75,0 Проточка ободьев при сме-
пар 50,0 — — не бандажей ведущих 37,5 45,0 37,5
Бандажи тендерных колёс- 100,0 100,0 100,0 и сцепных колёсных пар 3/ ,5
ных пар 100,0 То же бегунковых и под-
Оси ведущих и сцепных ко- держивающих колёсных 37,5
лесных пар 2,0 8,0 10,0 8,0 пар . . . 25,0 — —
Оси бегунковых и поддер- То же тендерных колесных 25,0 25,0 30,0 25,0
живающих колёсных пар 2,0 — 30,0 — пар
Оси тендерных колёсных Обточка и шлифовка шеек 100,0 100,0 100,0 100,0
пар 2,7 9,0 9,0 9,0 осей
Центры ведущих и сцепных 1,о 1,0 1.0 Проверка подступичной
колёсных пар 0,2 части оси при смене цент- 0,2 1,0
Центры бегунковых и под- ров сцепных колёсных пар 1,0 1,0
держивающих колёсных 2,0 То же бегунковых и под-
пар , — 1.0 — держивающих колёсных 2,0 1,0
Центры тендерных колёс- 0,5 2,5 пар — —
ных пар Пальцы ведущих колёсных То же тендерных колёсных пар 0,5 юб :о 2.5
пар 30,0 33,0 33,0 28,0 Обгочка бандажей 100,0 юб,Ь 100,0
Пальцы сцепных колёсных Проверка ступицы центра
пар 40,0 38,0 45,0 33,0 ; при смене осей ведущих 8,0 10,0 8,0
Проверка мест при поста- сцепных колёсных пар . . 2,0
новке пальцев ведущих 33,0 28,0 То же бегунковых и под-
колёсных пар 30,0 33,0 держивающих колёсных 2,0 30,0
То же сцепных колёсных пар . — —
пар 40,0 38,0 45,0 33,0 То же тендерных колёсных 2.7 9,0 9,0 9,0
пар .
13 Том 7
194
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Необходимая грузоподъёмность кранов определяется из условия обеспечения транспортировки ведущей колёсной пары паровоза.
Вес ведущей колёсной пары паровоза серии ФД составляет 5 720 кг.
Для обслуживания бандажных электро-горнов, плиты для насадки бандажей, карусельных станков по расточке бандажей дополнительно устанавливаются местные консольные краны.
Над гидравлическим прессом монтируются 2 катучие балки грузоподъёмностью по 5 т каждая.
Уборка стружки, изношенных и негодных мелких деталей производится в железных ящиках электрокарами.
Рабочая сила. Состав и потребность рабочей силы определяются трудоёмкостью работ по ремонту колёсных пар.
Трудоёмкость ремонта одного комплекта колёсных пар серии ФД приведена в табл. 24.
Таблица 24
Трудоёмкость ремонта одного комплекта колёсных пар
Наименование профессий рабочих Капитальный ремонт паровоза Средний ремонт паровоза Линейные колёсные пары
Станочники . . Прессовщики Бандажники . . Электросварщики Газорезчики . . Слесаря .... Маляры .... Обмыва лыцик и Проверяльщики на плите и дефектоскопом . 58,5 2,3 29,2 14,0 2,0 18,0 4,6 5,9 7,5 54,5 2.3 24,3 14,0 2.0 18,0 4,6 5,9 7,5 61,9 2,5 33,7 14,0 2,9 18,0 4,6 5,9 7 ,5
Итого . 142 133 151
Механический цех
Механический цех предназначен для станочной обработки новых деталей, необходимых для выполнения заводской программы ремонта паровозов и передаваемых в запас заводской центральной кладовой, и для обработки запасных частей, поставляемых железным дорогам.
Если в механо-комплектовочном цехе или в механическом отделении паровозосборочного, а также в арматурном цехе оборудование размещается по технологическому процессу обработки отдельных узлов паровозов, то в механических цехах станки, как правило, расположены последовательно по группам — токарные, револьверные, фрезерные, строгальные, долбёжные и т. д.
В связи с проведением специализации в ремонте паровозов определённых серий, а также частичной специализации по номенклатуре запасных частей для железных дорог загрузка механических цехов производится преимущественно партиями деталей.
Все полуфабрикаты (детали в черновом виде) и заготовки деталей поступают на станки через кладовую заготовок при механи
ческом цехе для подбора их партиями в целях более рациональной загрузки станков. После обработки детали сдаются в центральную кладовую (для ремонтной программы) или в центральный склад запасных частей (для железных дорог).
Заготовки из проката доставляют к станкам из кладовой заготовок нарезанными по требуемым размерам и зацентрованными.
При механическом цехе, кроме указанных кладовых, организуется инструментально-раз даточная кладовая, заточный участок и ремонтный участок цехового механика.
Производственная программа механичс ского цеха устанавливается по номенклатуре, спецификации и весу запасных частей и определяется программой ремонта паровозов, и планом изготовления запасных частей для железных дорог.
Расчёт потребности в оборудовании цеха производится по технико-экономическим показателям, причём за основу берётся потребное количество станко-часов на единицу ре монта и на одну тонну запасных частей для; железных дорог (табл. 25—27).
Таблица 25-
Общая трудоёмкость обработки новых деталей на ремонт одного паровоза серии ФД
Наименование профессий рабочих
Токари ......................
Револьверщики................
Карусельщики.................
Расточники...................
Фрезеровщики.................
Строгальщики ................
Долбёжники ..................
Сверловщики .................
Шлифовальщики................
Центровалыцики .... ......
Резчики (на пиле)............
Болторезы ...................
Разметчики...................
Слесаря......................
Трудоёмкость в чел.-час.
124,5
43,1
18,3
3,1
51.2
52 j 9 9,6
15,4 И ,2
2,4 1 ,1 1,2
23,1 16,9
374,0
Затраты станко-часов на обработку одной тонны запасных частей, изготовляемых для железных дорог, зависят от спецификации заказов железных дорог.
Станки механического цеха распределяются по типам примерно как указано в-табл. 28.
Кроме оборудования, обеспечивающего’ производственную программу цеха, обычно устанавливают дополнительно 2 станка: токарно-винторезный и сверлильный —для изготовления деталей на текущий ремонт оборудования.
На отдельных заводах в крупных механических цехах при специализации на производство запасных частей (значительными партиями—дышла, буксы и др.) часть оборудования этого цеха устанавливается в определённой группировке последовательно по технологическому процессу обработки деталей.
При подсчёте потребных площадей пользуется нормативами, приведёнными в табл.29^
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ПАРОВОЗОРЕМОНТНЫХ ЗАВОДАХ
195
Таблица 26
Примерный расход станко-часов на обработку новых деталей для ремонта одного паровоза серии ФД
Расход станко-часов при капитальном и среднем ремонте
Наименование и размер станков всего в том числе по участкам
цилиндрово-золотниковый дышловокулисный рамнобуксовый подвесной и тормоз- 1 ной
Токарно-винторезный 180х 750 41,5 2,8 15,9 4,5 18,3
» 200 х 1 000 53,5 14,3 22,6 2,6 14,0
» 300 х 1 500 23,3 7,3 4,1 8,7 3,2
»> 300x3 000 0,9 0,3 — —. 0,6
» 500x3 000 5,3 5 2 — 0,1
Карусельный диаметром 845 18,3 17,9 — — 0,4
Револьверный » 25 0,п 0,2 0,3 —.
» » 38 20,7 0,3 5 ,0 2,1 5,3
» » 63 19,8 2,2 5,5 5,7 6,4
Токарно-револьверный автомат 2.1 — - 2,1 - - —
Расточной диаметром 85 3,1 1,2 — 0,2 1,7
Вертикальнофрезёрный 320x1 250 23,5 2,0 1,0 16,8 3,7
» 420x 1 000 5,9 4,5 0,4 0,4 0,6
Вертикальнофрезерный с круглым столом . . . 0,3 0,3 —
Горизонтальнофрезерный 225х 750 9,3 3,6 3,1 1 ,8 0,8
» 320х 1 250 10,9 0,8 2,6 ; 3,4 4,1
» 420 х 1 600 0,7 0,7 — —
Универсальнофрезерный 320x1 250 0,6 — 0,6 —
Продольнострогальный 900x3 000 31,9 2,4 29 ,5
Поперечнострогальный ход 525 21,0 2,1 2,2 12,7 4,0
| Долбёжный, ход долбяка 160 9,4 0,6 5,5 3,3
» » » 320 0,2 — — 0,2
Вертикальносверлильный диаметром 18 .... 6,2 0,4 2,1 1,2 2,5
» » 35 ... . 4,2 1,3 0,2 0,2 2,5
Радиальносверлильный 50 5,0 0,7 0,5 0,2 3,6
Круглошлифовальный 150x750 1 ,5 0,5 ! 0,5 0,5
» 350x2 000 1,0 1 ,0 •— —
Плоскошлифовальный с магнитным столом . . . 8,7 7,9 0,8
Болторезный 1 .2 0,2 0,2 0,7 0,1
Центровальный 2 ,4 0,3 0,8 0,6 0,7
Пила ножовочная 1 ,1 1 0,1 0,5 0.1 0,4
Всего 334,0 79,5 79,8 ' 97,7 77,0
Таблица 27
Расход станко-часов на обработку 1 т новых деталей
Расход станко-часов по участкам Расход человекочасов по разметке на тонну деталей
Наименование материалов цилиндрово-золотниковый дышловокулисный рамно- буксовый подвесной! в среднем и тормоз-1 по всем ной | участкам
Поковка Литьё чугунное » бронзовое » стальное .... Сталь сортовая 127,6 90 ,3 300,0 94,1 1 000.0 328,0 53 ,2 71," 481 ,0 92,0 61,9 59,5 80,5 290,0 80,2 121,7 71,2 75,8 - , 60,7 23,0 ' 60,4 411,0 । 424.0 8,0 8,9 2,9 10,3 5,1
В среднем на паровоз 104 183 71 87 । 96 7
Таблица 28
Процентное соотношение станков в механическом цехе
Наименование типов станков Процент от общего количества Наименование типов станков Процент от общего количества
Токарно-винторезные . . . . Токарно-револьверные .... Карусельные Расточные Строгальные 37,4 13,0 5,5 0.9 15,8 Фрезерные Долбёжные . Сверлильные Шлифовальные Центровальные Прочие . . . 15,2 2,9 4,6 3,3 0,7 0.7
Таблица 29
Площадь механического цеха
Наименование отделений и рабочих участков Измеритель Площадь В At*
Станочные участки Металлоре- 18,0
Кладовые: заготовок жущий станок То же 2,3
инструментально-раздаточная Обслуживав- 0,8
вспомогательных материалов мый станок Металлорежущий станок 0,6
Заточный участок . , . . . Заточный 7,0
Ремонтный участок цехового механика • станок То же 1,2
13*
196
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Кузнечный цех
Характер производства кузнечных цехов мелкосерийный, так как в них изготовляют поковки и штамповки большой спецификации (от 500 до 1 000 деталей) при мелких партиях.
Кузнечный цех состоит обычно из отделений: заготовительного со складом материалов, кузнечно-прессового, рессорно-пружинного, метизного, сварочного и склада готовых изделий, а также бытовых и служебных помещений.
Заготовительное отделение. Заготовительное отделение производит предварительную резку металла на заготовки определённого размера, выдаёт их на рабочие места только для конкретного заказа и обеспечивает кузнецов необходимыми штампами, шаблонами, приспособлениями и инструментом для работы, запланированной на данную смену.
Заготовительное отделение в своём распоряжении имеет склад металла, оборудование для резки металла, склад заготовок и ;кладовую приспособлений, штампов, шаблонов и инструмента.
Для резки металла в заготовительном отделении устанавливаются прессы и газорезательные машины.
Для подачи металла со склада на разрезку и для транспортировки заготовок в основное Помещение цеха заготовительное отделение связывается со складом металла и кузнечнопрессовым отделением узкоколейными путями, асфальтированными дорожками для электрокар,монорельсовым путём с электротельфером.
На складе металла устанавливается эстакада. Металл на складе хранится по сортам и маркам.
На паровозоремонтных заводах установлены главным образом паровые молоты и в незначительном количестве —- воздушные, а также горизонтальноковочные машины, гидравлические, гибочные, эксцентриковые прессы и пресс-ножницы.
Молоты в кузнечно-прессовом отделении размещают по пролётам — пролёт тяжёлых молотов (5—2 т), пролёт средних и мелких молотов (1,5 т и менее).
На пресс-ножницах производится резка круглой и профильной стали. Эксцентриковые или обрезные прессы используются преимущественно при горячей штамповке для обрезки заусениц.
Метизное отделение. Метизное отделение, как правило, размещается в отдельном пролёте. В этом отделении на фрикционных прессах, гайкоковочных машинах, небольших горизонтальноковочных машинах, дыропробивных прессах изготовляются болты, гайки, заклёпки, шпильки и т. п.
На многих заводах в метизном отделении устанавливается и металлорежущее оборудование, необходимое для обработки метизов (мелкие токарные и фрезерные, гайконарезные и болторезные станки).
Рессорно-пружинное отделение. В рессорно-пружинных отделениях установлены специальные прессы для разборки рессор, гибо-закалочные машины, прессы для обжатия хомутов, прессы для испытания рессор.
Нагревательные печи. Для нагрева деталей и материала в основных отделениях кузнечного цеха установлены печи и горны.
В кузнечных цехах устанавливаются также печи для отжига и нормализации поковок.
Молоты (1 т и более) и нагревательные печи к ним обслуживаются поворотными кранами. Современные кузнечные цехи паровозоремонтных заводов оборудованы мостовыми кранами.
Состав необходимого оборудования и рабочей силы кузнечного цеха определяется в зависимости от производственной программы цеха и производительности каждого агрегата.
При определении программы цеха учитывается количество металла, потребного на изготовление поковок для ремонта паровозов; данные по основным сериям приведены в табл. 30.
Литейный цех
Литейный цех производит отливку деталей для ремонтируемых заводом паровозов и хозяйственных нужд завода и запасных частей для железных дорог по утверждённому плану.
По характеру загрузки литейные цехи паровозоремонтных заводов относятся к типу мелкосерийного производства с разнообразной номенклатурой деталей при небольших партиях заказов.
Чугунолитейный цех имеет в своём составе следующие отделения: а) плавильное с шихтовым двором; б) землеприготовительное; в) стержневое; г) сушильное; д) формовоч-
Таблица 30
Расход металла на поковки
Наименование материалов Серии паровозов и виды ремонта
ФД Э со СУ
капитальный средний капитальный средний капитальный средний капитальный средний
Свежая кузнечная заготовка . 1 862 1 150 1 400 900 1 400 900 1 075 750
Сортовая сталь, проходящая через кузнечный цех 3 350 2 000 2 700 2 300 2 270 1 380 2 ПО 1 400
Метизы 1 496 930 1 171 766 1 171 766 980 688
Старые оси 1 100 1 100 1 050 1 050 1 050 1 050 1 050 1 050
Поделочный металл из старых деталей 900 750 750 650 750 650 650 600
Итого 8 608 5 930 7 071 5 666 6 641 4 746 5 865 4 488
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ПАРОВОЗОРЕМОНТНЫХ ЗАВОДАХ
197
но-заливочный зал; е) обрубочное; ж) модельное со складом моделей; з) шихтовый двор; и) склад опок; к) цеховую лабораторию; л) кладовые.
Шихтовый двор. На шихтовом дворе хранятся чушковый чугун в штабелях по маркам и лом — по габаритам и типу.
Поблизости от шихтового двора размещают заводской склад кокса и антрацита.
Для доставки чушкового чугуна и лома, а также топлива на шихтовом дворе укладывается железнодорожный путь.
Разделка крупного чугунного лома производится при помощи копра. Для дробления чушкового чугуна применяется чушколом.
Для загрузки в вагранки шихту подбирают по заранее рассчитанному составу, взвешивают и раскладывают на определённые порции — колоши.
Шихту к вагранкам доставляют на вагонет ках по узкоколейному пути. На загрузочную площадку шихту подают на подъёмнике.
Плавйльное отделение. В плавйльном отделении устанавливают две вагранки — рабочую и резервную. Колошниковые отверстия вагранок обращены к шихтовому двору, а выпускные отверстия—к формовочнозаливочному залу.
Производительность вагранок, установленных на паровозоремонтных заводах, находится в пределах от 2,5 до 5 т/час.
Воздух в вагранки подаётся при помощи вентиляторов. Для нормальной работы вагранки вентилятор должен обеспечивать подачу воздуха в количестве 120 м3/час на 1 м2 сечения шахты вагранки при давлении 600 мм водяного столба.
Чтобы ускорить процесс плавки и повысить температуру чугуна, особенно при отливке цилиндрового литья, применяют поддув кислорода, который подаётся по трубопроводам от специальной рампы к фурмам вагранки.
От соседних помещений вагранки изолируются несгораемой стеной.
Землеприготовительиое отделение. Формовочные и стержневые смеси, а также массу для полупостоянных форм и глину для обмазки ковшей и печных работ приготовляют на смешивающих бегунах завода «Красная Пресня» марок ЗМ-2 и ЗМ-З. Для размола угля и глины применяются шаровые мельницы марки 3M-13.
Материалы в смешивающие бегуны загружают при помощи скиповых подъёмников.
Формовочные составы после бегунов проходят разрыхление в дезинтеграторе.
В землеприготовительном отделении, кроме того, устанавливают магнитный сепаратор, краскомешалки и механические сита.
Из землеприготовительного отделения формовочные и стержневые составы передаются при помощи ленточных транспортёров или тельферов в формовочно-заливочный зал и в стержневое отделение. Стержневое отделение примыкает непосредственно к формовочнозаливочному залу.
Модельное отделение. Для изготовления деревянных моделей применяются различные сорта лесоматериалов — ольха, липа, берёза, сосна. Перед изготовлением моделей лесоматериалы тщательно высушиваются, а затем
в течение 2—3 дней выдерживаются для создания равномерного напряжения в материале.
Для обработки лесоматериалов и изготовления моделей в модельном отделении устанавливают следующее оборудование: поперечную, маятниковую и продольную пилы, фуговочный и рейсмусовые станки, ленточные пилы, шлифовальные, токарные и фрезерные станки.
При изготовлении моделей широко применяют электроинструмент —электросвёрла, электрорубанки, электроотвёртки и т. п.
На рабочих местах модельщиков устанавливаются верстаки, нагревательные плиты для клея, прессы и т. д.
Деревянные модели после изготовления красят, лакируют и затем сдают на склад готовых моделей.
Для изготовления металлических моделей в модельном цехе устанавливаются металлообрабатывающие станки — токарные, вертикально-фрезерные, сверлильные, наждачное точило.
Сушильное отделение. Сушка форм и стержней осуществляется в сушильных камерах сушильного отделения. При сушке форм температура в камерах поддерживается на уровне 35С°С.
Сушильные камеры отапливаются преимущественно твёрдым топливом.
Формовочно - заливочный зал. Площадь формовочно-заливочного зала разбивают на специализированные участки; машинной формовки; простого литья (отливаемого без стерж; ней — тормозные колодки, колосники и пр.); фасонного литья; цилиндрового литья (цилиндры, цилиндровые и золотниковые втулки и крышки, барабаны для поршневых и золотниковых колец и т. п.).
Формовочно-заливочный зал обслуживается мостовыми электрическими кранами грузоподъёмностью от 5 до 15 т.
Перед началом формовки старая, горелая земля подвергается обработке — разрыхлению, просеиванию и смешиванию со свежей землёй. Разрыхление земли в формовочнозаливочном зале производится при помощи передвижных роейеров. Для просеивания земли применяют переносные вибрационные сита.
Обрубочное отделение. В обрубочное отделение отливки поступают без литников и выпоров, удаляемых на месте выбивки.
Мелкое и среднее литьё простой формы (буксовые клинья и накладки паровозов серии ФД, тормозные колодки и т. п.) проходит очистку во вращающихся барабанах, загружаемых с площадки по наклонной плоскости.
Очистные барабаны применяют размером 800 и 1 250 мм и объёмом 0,6—0,7 м3. Объём барабана загружается на 75%. Вес загружаемого литья 2,35 т. Количество циклов в смену 6—8. Производительность одного барабана в смену 12—15 т.
Среднее и мелкое, литьё более сложной формы, а также тонкостенное литьё очищается па пескоструйных столах. Производительность пескоструйного стола 2,5—3 т/час.
Крупное литьё очищается в пескоструйных камерах или обрубается пневматиче-
198
ПАРОВОЗНОЕ ХОЗЯЙСТВО
сними зубилами с последующей зачисткой на наждачном камне.
Обрубочные отделения оборудуются мостовыми кранами грузоподъёмностью до 5 т.
Лаборатория. В лаборатории литейного цеха проверяют правильность состава шихты, режим работы вагранки, температуру выпускаемого чугуна, выявляют причины брака и намечают мероприятия для его устранения.
В лаборатории имеется комплект оборудования для испытания формовочных материалов, оптический пирометр, термопары с гальванометрами, прибор для испытания отливок на твёрдость.
Детали, отливаемые в литейном цехе, должны соответствовать маркам и иметь механические свойства согласно данным табл. 31.
Техиико-экономические показатели. Технико-экономические показатели и средние типовые шихты чугунного литья на паровозоремонтных заводах принимаются согласно данным табл. 32.
Режим работы в чугунолитейном цехе, как правило, ступенчатый: в 1-й смене — формовка, во 2-й смене — заливка форм, в 3-й смене—выбивка и очистка литья и подготовка формовочных материалов.
Загрузка литейных цехов определяется производительностью плавильных агрегатов
Таблица 31
Механические свойства деталей, отливаемых для ремонта паровозов
Наименование групп деталей Марки отливок № ГОСТ Предел прочности Стрела прогиба в мм при растяже-ниимежду опорами НБ
при растяжении при изгибе при сжа- тии 600 мм 300 мм
Машинное литьё разное (в том числе радиаторное печное) Сч. 12-28 1412-48 12 28 50 6 2 143—229
Вагонные буксы, башмаки и подшипники Сч. 15-32 1412-48 15 32 65 8 2,5 163-229
Мелкая паровозная чугунная арматура, крышки цилиндровые Сч. 18-36 1412-48 18 36 70 8 2,5 170—229
Машинное литьё повышенного качества—цилиндровое (кольца поршневые и золотниковые, цилиндры паровозные, втулки золотниковые и цилиндровые) , Сч. 21-40 j Сч. 28-48 1412-48 21-28 40-48 75-100 9 3 170-241
Тормозные колодки, колосники и прочее необрабатываемое литьё , Сч. 12-28 | Сч. 24-44 1412-48 П э техни ческим условиям МПС Для тор-
не испытываются МОЗНЫХ КОЛОДОК 190-241
Технико-экономические
показатели шихты чугунного литья
Таблица 32
Наименование литья Технико-экономические показатели в % к металлической завалке Средний типовой состав металлической шихты в %
выход годного (вчерне) возвратные литейные отходы безвозвратные литейные потери (в том числе угар) чугун литейный чугун передельный чугун зеркальный ферросилиций доменный 1 ферросилиций 75%-ный лом чугунный лом стальной
; всего j в том числе литники
Машинное литьё разное (в том числе вагонные буксы, башмаки, подшипники) 70 24 6 47,0 0,6 л 45,4 24
Машинное литьё повышенного качества (в том числе кольца поршневые и золотниковые, цилиндры паровозные, втулки золотниковые и цил. ндро-вые и литьё для дл;елей и кранов) 70 24 6 45,0 2 36 24 15
Вагонные и тендерные тормозные колодки 80 14 6 28 11,5 1 0,8 — 48,7 14 10
Колосники и прочее необрабатываемое литьё . . . 74 20 6 28 10 — 1 51 L0 10
Паровозные унифицированные тормозные колодки . 80 14 6 28 10 3 — — 49 14 10
Модифицированный чугун 68 26 6 30 15 3 —• 0,8 26 26 25,5
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ПАРОВОЗОРЕМОНТНЫХ ЗАВОДАХ
199
и использованием площадей формовочнозаливочного зала.
Технико-экономические показатели по использованию формовочных площадей и рабочей силы чугунолитейных цехов паровозоремонтных заводов принимаются с учётом номенклатуры отливаемых деталей и примерно составляют: съём годного чугунного литья с 1 м* 2 площади формовочного зала в год 7—8 т, выпуск литья на одного формовщика в год 300 т, выпуск литья на одного производственного рабочего в год 125 ш, выпуск литья на одного списочного рабочего в год 80 т.
Площади других отделений литейного цеха принимаются в следующем процентном соотношении к площади формовочно-заливочного зала (табл. 33).
Та блица 33
Площади литейного цеха
Наименование отделений
Площадь отделения в % от площади формовочно-заливочного зала
Землеприготовительное . .
Плавильное .............
Стержневое..............
Сушильное...............
Обрубочное .............
Модельное...............
Лаборатория.............
Склад моделей...........
» о п ок.............
» сырых шихтовых материалов и формовочных земель .................
Бытовые помещения ....
20-30 10 15—18 3-4
30-40 30—40 5
10 10-15
100
60—60
Более точный метод подсчёта необходимых площадей цеха производится па основании структуры программы литья по номенклатуре и технологического процесса изготовления отливок.
Потребность в формовочной земле на 1 т годного литья в среднем принимается около
3 т. Объёмный вес 1 лт3 утрамбованной земли составляет 1,6 т, а неутрамбованной—1,2 m.
Количество облицовочной земли составляет примерно 15% всей обращающейся в цехе формовочной земли. Облицовочная земля состоит из 35% свеж.ей земли, 55% старой земли и 10% молотого угля.
Расход условного топлива для плавки чугуна в вагранках составляет 17—18% веса металлической завалки, или 24% годного литья.
Меднолитейное отделение. На паровозоремонтных заводах имеется также меднолитейное производство, которое обычно располагается в одном здании с чугунолитейным цехом.
Для плавки бронзы служат пламенные печи типа Георгадзе ёмкостью 0,5—1,5 т и электропечи ёмкостью 0,25—0,5 т.
Большинство бронзовых деталей на паровозоремонтных заводах отливается в кокили. Удельный вес кокильного литья составляет 70—80% общего веса литья, выпускаемого меднолитейным отделением.
Марки бронз, технико-экономические показатели и типовые шихты бронзового литья принимаются согласно данным табл. 34.
Площади меднолитейного отделения и ра' бочая сила определяются следующими техни* ко-экономическими показателями: съём литья с 1 л3 формовочной площади в год 8—10 т; выпуск литья на одного производственного рабочего в год 80 т, выпуск литья на одного списочного рабочего в год 50 т.
Инструментальное хозяйство
Основной частью инструментального хозяйства завода является инструментальный цех, имеющий важнейшее значение в обеспечении подготовки производства.
Нормальный режущий и мерительный инструмент поставляется паровозоремонтным заводам с заводов инструментальной промышленности. В инструментальных цехах паровозоремонтных заводов производится изготовление специального инструмента и приспособлений, капитальный ремонт и восстановление всего инструмента для нужд цехов.
В общей продукции инструментального пеха стоимость изготовляемого им нового инструмента занимает около 50% и на стоимость ремонта заводского инструмента падает также около 50%, в том числе пневматического около 20%.
В инструментальном цехе имеются следующие отделения: станочное, слесарное, лекальное, заточное, термическое, пилонасе-кальное, для ремонта пневматического инструмента, заготовительное, кузнечное, инструментально-раздаточная кладовая.
Общее количество основных металлорежущих станков, установленных в инструментальных цехах паровозоремонтных заводов, составляет от 6 до 10% всего количества основных станков, работающих на заводе. Независимо от объёма программы в инструментальном цехе для выполнения всех необходимых операций по изготовлению и обработке инструмента должны быть установлены станки следующих типов: круглошлифовальный, внутришлифовальный, плоскошлифовальный, резьбошлифовальный, поперечнострогальный, универсальнофрезерный, вертикальнофрезерный, долбёжный, универсал:.нозаточный, заточный для свёрл, центровальный, токарнозатыловочный.
Оборудование в инструментальном цехе, как правило, располагается по групповому признаку—по типам станков.
Отделения инструментального цеха—термическое, заточное, кузнечное, пилонасе-кальное и лекальное — в силу особенностей своего производства должны быть изолированы одно от другого и от остальной части цеха.
Необходимые площади отделений цеха определяются исходя из количества оборудования, его размеров, количества слесарных верстаков с учётом проходов и проездов.
Площади инструментально-раздаточных кладовых в основных цехах определяют из расчёта 0,2—0,25 м2 на одного производственного рабочего.
В состав инструментального хозяйства паровозоремонтного завода, помимо инструментального цеха, входят также общезаводской инструментальный склад (ЦИС) и цеховые инструментально-раздаточные кладовые.
Таблица 34
Технико-экономические показатели шихты бронзового литья для паровозоремонтных заводов
Наименование литья Технико-экономические показатели в % к металлической завалке Средний типовой состав шихты в %
свежие металлы лом, стружка и литники (возврат)
I выход годного (вчерне) литейный возврат (от- ходы) 1 безвозвратные потери (в том числе угар) цинк свинец медь никель 1 паспортная бронза всего свежего металла всего лома в том числе
всего S о. 5 А £5^5 s°£ 5 Ац о/ /0 марка лом и стружка ЛИТНИКИ марка бронзы ЛОМ и стружка марка бронзы
Бронза ОЦС 3-12-5 Паровозная арматура всех серий паровозов . Бронза ОЦС 5-5-5 Подшипники буксовые и дышловые всех серий паровозов, кроме плавающих втулок; вкладыши и подшипники ползуна, наличники букс, шайбы буксовые Для армировки вагонных подшипников . Для электродов Бронза ОЦС 4-4-7 7 Плавающие втулки паровозов серий ФД, ИС и СО Бронза СН-60-2,5 Уплотняющие кольца сальников паровозов Бронза ОЦСН 3-7-5-1 Тепловозные запасные части 68 80 65 65 80 78 68 27 16 31 31 16 13 28 5 4 4 4 4 9 4 3,6 1,2 1 ,2 1,2 1 1 0,35 4 зз I ,5 1 1 1 1 1 Д 16 1 1 1 1 1 1Д 1 Д 1 1 20 30.4! 32,8 29,8 22,8 6 <5 Бр. ОЦС 3-13-4 Бр. ОЦС 5-6-5 То же » Бр. ОЦС 5-6-5 Бр. ОЦСН 3-8-4-1 24,6 32,96 35 32 29 5(1 72 75,4 67,04 63 68 71 50 23 48,4 51,04 34 35 51 37 27 16 31 31 16 13 28 Бр. ОЦС 3-12-5 Бр. ОЦС То же Бр. ОЦС 4-4-17 Бр. СН 60-2,5 Бр. ОЦСН 3-7-5-1 4 Бр. СН 60-2,5 1 Бр. СН 60-2,5
200 ПАРОВОЗНОЕ ХОЗЯЙСТВО
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ПАРОВОЗОРЕМОНТНЫХ ЗАВОДАХ
201
Руководство всем инструментальным хозяйством, как уже было сказано выше, осуществляется самостоятельным отделом инструментального хозяйства в заводоуправлении (па крупных заводах) или группой инструментального хозяйства в отделе главного технолога.
Отдел или группа инструментального хозяйства осуществляет технико-экономическое планирование работы всех производственных звеньев инструментального хозяйства, планирование снабжения завода покупным инструментом и инструментальными сталями, техническое руководство изготовлением и ремонтом инструмента, технический контроль за экс-плоатацией и хранением инструмента.
На центральном инструментальном складе хранится весь инструмент, изготовляемый инструментальным цехом, а также получаемый со стороны. Отсюда инструмент по заявкам выдают цеховым инструментально-раздаточным кладовым.
Запас инструмента на складе составляет месячную потребность завода.
Для расчёта площади инструментального склада принимается, что на одном квадратном метре площади можно разместить 400 — 500 кг среднего инструмента.
Цеховые инструментально-раздаточные кладовые, как правило, имеются в каждом основном цехе. Для нескольких небольших цехов с малым расходом инструментов организуются общие инструментально-раздаточные кладовые.
Инструментально-раздаточные кладовые осуществляют выдачу инструмента рабочим, пополнение установленного оборотного фонда инструмента за счёт получения его из ЦИС, своевременную передачу инструмента в ремонт и заточку, сдачу отработавшего и ненужного цеху инструмента, контроль за правильным содержанием и использованием инструмента в эксплоатации, оформление актов на списание в расход поломанного, изношенного и утерянного инструмента, выявление потребности в инструменте и составление ежемесячных заявок ЦИС.
В административном отношении инструментально-раздаточные кладовые подчинены соответствующим начальникам цехов.
Для контроля за точностью и годностью инструмента на заводах имеются контрольноизмерительные лаборатории и пункты, находящиеся в ведении отдела технического контроля завода.
Ремонтно-механический цех
Ремонтно-механический цех предназначен для производства капитального ремонта и модернизации механического оборудования завода. Средний и малый ремонт оборудования выполняется бригадами по ремонту оборудования, которые имеются в каждом цехе.
Поддержание оборудования в исправном состоянии обеспечивается планово-предупре-дптельным ремонтом. В системе планово-предупредительного ремонта наиболее трудоёмким является капитальный ремонт (К), который выполняется тогда, когда износ базовых частей оборудования доходит до максимально допустимого предела.
Для большинства оборудования механических, сборочных и инструментальных цехов паровозоремонтных заводов ремонтный цикл составляет 3—6 лет.
На протяжении ремонтного цикла, кроме капитального ремонта, производятся и меньшие ио объёму работ плановые ремонты: средние (С.) и малые (М).
Для универсального металлорежущего оборудования паровозоремонтных заводов обычно применяется следующая структура 6-лст него ремонтного цикла: К — М — С — М-С — м - к.
При такой структуре ремонтного цикла парк оборудования завода будет иметь следующий охват плановыми ремонтами:
В течение всего цикла (за 6 лет)
Капитальным ремонтом 1 раз —100% парка Средним » 2 раза —200% »
Малым » 3 » —300% »
В течение одного года
Капитальным ремонтом 100:6=16,6% парка Средним » 200:6 = 33,3% »
Малым » 300:6 = 50,0% »
Для облегчения расчётов объёмы капитального и средних ремонтов, помимо измерения в пормо-часах (слесарных и станочных), выражаются коэфициентами по отношению к объёму малого ремонта. Эти соотношения между объёмами малого, среднего и капитального ремонта называются ремонтными коэфициентами.
Величины ремонтных коэфициентов зависят от конструктивной сложности оборудования.
Для паровозоремонтных заводов принимаются следующие три группы ремонтных коэфициентов:
I группа — конструктивно простое оборудование, ремонтные коэфициенты М : С : К = 1 : 2 : 4;
II группа — оборудование средней сложности М : С : К = 1 : 3 : 6;
III группа-—конструктивно сложное обо рудование М : С : К = 1 : 4 : 8.
Ниже приведён перечень видов оборудования с разбивкой по присвоенным им величинам ремонтных коэфициентов.
Группа I. Станки настольно-сверлильные, сверлильные переносные типа настольных, центровальные, опиловочные, отрезные, болторезные, тайко-, муфто- и трубонарезные, заточные (для инструмента), машины формовочные, барабаны очистные и машины землеприготовительпыс, вентиляторы, пилы ножовочные, аппараты пескоструйные простые.
Группа II. Станки вертикальносвер-лилъпыс иа колонках, радиальносверлильные, токарные с РМЦ до 2 000 мм, токарно-винторезные с РМЦ до 2 000 мм, токарно-лобовые, карусельные простые, револьверные, токарно-револьверные одношпиндельные, полуавтоматы и автоматы многорезцовые, расточные (без гидравлики), поперечнострогальные и долбёжные, продольнострогальные с длиной стола до 2 000 мм, фрезерные, горизонтальные и вертикальные, зубодолбёжные, зубострогальные и зубофрезерные, продольнофрезерные с длиной стола до 2 000 мм, резьбо
202
ПАРОВОЗНОЕ ХОЗЯЙСТВО
фрезерные с РМЦ до 2 000 мм, круглошлифовальные с РМЦ до 2 000 мм, станки и автоматы внутришлифовальные, станки плоскошлифовальные, продольношлифовальные с длиной стола до 2 000 мм, бесцентрошлифо-вальные, доводочные, молоты штамповочные, прессы кривошипные, эксцентриковые и фрикционные, пресс-ножницы приводные, пилы дисковые для холодной резки металла, компрессоры, аппараты пескоструйные с вращающимся столом,краны мостовые электрические.
Группа III, Станки токарные и токарно-винторезные с РМЦ свыше 2 000 мм, затыловочные п токарнозатыловочные, автоматы четырёх- и шестишпиндельные, станки продольнострогальные с длиной стола свыше 2000 мм, фрезерные универсальные, продольнофрезерные с длиной стола свыше 2 000 мм, резьбофрезерные с РМЦ более 2 000 мм, продольноплоскошлифовальные с длиной стола свыше 2 000 мм, круглошлифовальные с РМЦ свыше 2 000 мм, резьбошлифовальные, машины ковочные, станки колёснотокарные всех типов, кроме старых конструкций, карусельные бандажные полуавтоматы, карусельные универсальные с диаметром планшайбы более 1 500 мм, пальцеобточные и пальцешлифовальные, цилиндрорасточные стационарные, шеечные, прессы колёсные, краны передвижные железнодорожные.
Кроме ремонтных коэфициентов, для установления объёмов работ по видам ремонта в системе планово-предупредительного ремонта введены понятия об условной ремонтной единице и «группах ремонтной сложности».
За условную ремонтную единицу принята одна десятая часть трудоёмкости капитального ремонта токарно-винторезного станка ДИП-200 производства завода «Красный пролетарий». Трудоёмкость капитального ремонта этого станка, как установлено практикой, составляет 600 нормо-часов, из которых слесарных — 360 и станочных—240 нормо-часов.
Отсюда величина одной условной ремонтной единицы равняется 60 нормо-часам, из которых 36 слесарных и 24 станочных нормо-часа.
Объём капитального ремонта станка ДИП-200 составляет 10 условных ремонтных единиц, и, следовательно, данный станок относится к десятой группе ремонтной сложности.
Разбивка станков по группам ремонтной сложности определяется по классификатору механического оборудования паровозоремонтных заводов.
В табл. 35 указана трудоёмкость слесарных работ, а в табл. 36—станочных работ в нормированных часах на плановые ремонты оборудования в зависимости от ремонтной сложности оборудования и присвоенного ему ремонтного коэфициента.
Трудоёмкость слесарных работ в каждой группе оборудования определяется как произведение затраты нормо-часов I группы ремонтной сложности на номер группы ремонтной сложности и в соответствии с ремонтным коэфициентом.
На малярные, бетонные и прочие работы на общую трудоёмкость слесарных и станочных работ начисляется при капитальном ремонте не более 20% и при среднем ремонте не более 10% нормо-часов.
Таблица 35
Трудоёмкость слесарных работ в нормо-часах
сложности Конструктивно простое оборудование, отнесённое к I группе Среднее по конструктивной сложности оборудование, отнесённое ко II группе Конструктивно сложное оборудование, отнесённое к III группе
о ремонтные коэфициенты
№ групп ремонп малый „ to средний । " капитальный 1 >х 2 S средний w о 1 капитальный | 1 малый средний 4ь. 1 ос 1 капитальный
1 3 4 и т. д. 6 12 18 24 30 12 24 36 48 60 24 4S 72 96 120 6 12 18 24 30 18 36 54 90 36 72 108 144 180 6 12 18 24 30 24 48 96 120 48 96 144 192 240
Таблица 36
Трудоёмкость станочных работ в нормо-часах
X Конструктив- Среднее по Конструктив-
о X § но простое оборудование, отнесённое к I группе конструктивной сложности оборудование, отне- сённое ко II группе но сложное оборудование, отнесённое к III группе
о X ремонтные коэфициенты
X о S 1 : 2 : 4 1 : 3 : 6 1 : 4 : 8
№ группы ре/ 5Х гЗ £ средний капитальный 1 малый j 1 средний 1 . 1 капитальный 1 мал ый средний 1 i капитальны^
1 3 4 4 8 12 16 20 8 16 24 32 40 16 32 48 64 80 4 8 12 16 20 12 24 36 48 60 24 48 72 96 120 4 8 12 16 20 16 32 48 64 80 32 64 96 128 160
и |т. л.
Таблица 37
Расход материалов в кг на 100 условных ремонтных единиц
Наименование материалов Ремонт
малый средний капитальный
Чугунное литьё Ковкий чугун и стальное 90 300 600
литьё 3 10 20
Поковки Сталь углеродистая спец и- 45 150 300
альная 75 250 500
Сталь легированная . . . 30 100 100
» прокатная 7,5 20 50
» листовая 6 20 40
Баббит и его заменители Бронзовое литьё и его за- 1,5 5 10
меннтели 15 30 100
Покупные детали 15 5<) 100
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ПАРОВОЗОРЕМОНТНЫХ ЗАВОДАХ
203
Средний расход основных материалов на ремонт станочного оборудования указан в табл. 37.
Стоимость материалов при определении расходов на ремонт оборудования принимается для отдельных видов оборудования согласно табл. 38.
Таблица 38
Относительная стоимость материалов по отношению к стоимости рабочей силы
Виды оборудования Относительная величина стоимости в %
Металлорежущее 100
Кузнечно-прессовое 150
Литейное 150
Подъёмно-транспортное .... Ленточные транспортёры . . . 250 300
Насосы и вентиляторы 100
Компрессоры 100
Э пектротехническое 100
Деревообрабатывающее .... 150
Котлы 250
Нормативы простоев механического оборудования в плановых ремонтах (в календарных сутках) приведены в табл. 39.
Таблица 39
Простои механического оборудования (в календарных сутках)
Группа ремонтной сложности Продолжительность простоя оборудования в ремонте в сутках
малом среднем | капитальном
1 9,2 о.» ! 1,5
В 0,5 1 ,5 | 3,0
О / v>
4 1 ,0 3,0
1 ,2 3 ,8 ( ,. >
0 1 S 4,5 1 9.0
1 5,3 : 10,5
8 2 .0 6,о 1 ’.0
9 •-) о 6,8 13,5
1" 2 ,5 » , П 1 15,0
Сроки простоя оборудования в ремонте, приведённые в табл. 39, могут быть сокращены при улучшении организации ремонтных работ.
Количество металлорежущих станков в ремонтно-мехаиических цехах паровозоремонтных заводов составляет от 6 до 10% от всего станочного парка завода. Станки в ремонтно-механическом цехе по типам находятся в следующем соотношении (табл. 40):
Таблица 40
Состав станков ремонтно-механического цеха по типам
о о
Наименование р х Наименование в)
групп станков О X О 4» ® групп станков О ХхО о °
U Э а CJ Э сэ
Токарные . . . 50 Сверлильные . . 10
Строгальные . . 10 Долбёжные . . . 5
Фрезерные и Расточные . . . 5
зубофрезерные 15 Шлифовальные 5
Внутри одного типа станки подбираются по характеристике в зависимости от особенностей ремонтируемого оборудования.
Кроме станочного оборудования, в ремонтно-механическом цехе устанавливаются сварочные трансформаторы, прессы, нагревательные печи и т. д.
Площадь ремонтно-мехаиического цеха принимается исходя из расчёта 15—25 л2 в среднем на один станок и от 8 до 12 л2 под верстаки, шкафы и прочее оборудование на одного слесаря.
Межремонтное обслуживание оборудования осуществляется дежурными слесарями в цехах (табл. 41).
Таблица 41
Нормы межремонтного обслуживания оборудования в условных ремонтных единицах в течение одной смены
Виды оборудования Нормы обслуживания на одного рабочего в условных ремонтных единицах
слесаря по обслуживанию смазчики : ШОрНИКИ
Металлорежущее, деревообрабатывающее и подъёмно-транспортное Кузнечно-прессовое и литейное 250—400 100—200 800—1 000 400—500 1 000— 1 200 500—600
Кроме ремонтно-механического цеха, на паровозоремонтных заводах имеются ещё ремонтно-строительные и электроремонтные цехн. Ремонтно-строительный цех производит ремонт зданий и сооружений завода и осуществляет уход за ними. Электроремонтный цех производит плановый ремонт всего электрооборудования завода.
ОСНОВНЫЕ ПОЛОЖЕНИЯ
ПО ПЛАНИРОВАНИЮ ПРОИЗВОДСТВА НА ПАРОВОЗОРЕМОНТНЫХ ЗАВОДАХ
Общие положения
По содержанию планирование производства состоит из следующих неразрывно связанных между собой элементов.
Техник о-э кономическое планирование; сюда входит комплексное определение состояния и развития основных средств, технической вооружённости и производственной мощности, задания по структуре и объёму производства, использованию материальных и трудовых ресурсов, себестоимости продукции и экономической эффективности предприятия.
Техническое планирование и подготовка производства включает разработку конкретных календарных заданий по улучшению технологии и проведению всей технической подготовки производства.
Оперативно- производственное планирование определяет конкретные задания по выпуску про
204
ПАРОВОЗНОЕ ХОЗЯЙСТВО
дукции в соответствии с установленным планом по номенклатуре и объёму производства, распределяет эти задания по месту и времени и непосредственно направляет и увязывает производственный процесс.
Финансовое планирование устанавливает источники доходов и расходов, нормативы по финансовому хозяйству и фи нансовые результаты производственно-хозяйственной деятельности.
Структура органов планирования паровозоремонтного завода представлена на фиг. 19.
чество литья, поковок, рессор, колёсных пар и прочей продукции, необходимой для ремонтируемых заводом паровозов и на создание нормальных запасов деталей и заделов незавершённого производства.
Цеховые программы составляются в физических единицах по номенклатуре и весу изделий, по оптовым ценам и плановой себестоимости, а также по трудоёмкости в нормо-часах. Программу после утверждения начальником завода за 5 дней до наступления планируемого квартала передают в цехи.
В соответствии с утверждённой кварталь-
Фиг. !9. Структура органов планирования и схема их взаимоотношений с другими органами управления производством на паровозоремонтных заводах МПС. Сплошными линиями показаны органы планирования и административное подчинение. Пунктирными линиями показаны другие органы управлениями их функции (только смежные с планированием)
Порядок планирования производства
Разработка техпромфинплаиов. См. ТСЖ, т. 11, раздел «Планирование на железнодорожном транспорте».
Составление производственных программ и планов-графиков. В основу техпромфинпла-нов завода и цехов принимается утверждённая заводу производственная программа на год и на каждый квартал с распределением по месяцам.
Заводская производственная программа на год, квартал и месяц включает в себя все виды продукции (по номенклатуре, сериям и типам) в физическом выражении, в действующих оптовых ценах, а также по плановой себестоимости данного года и квартала.
Заводская программа составляется работниками планового отдела и утверждается начальником завода не позже 20-го числа месяца, предшествующего планируемому периоду. Плановый отдел завода разрабатывает также производственные программы для каждого цеха.
В цеховые программы, кроме заводской товарной продукции, включают также коли
кой и месячной программой по сериям паровозов и номенклатуре изделий производственный отдел завода устанавливает спецификацию продукции на основе следующих данных:
по ремонту и модернизации паровозов, колёсных пар, а также на дополнительные работы по заказам дорог—согласно их заявкам и описям ремонта и в соответствии с установленным планом;
по изготовлению и ремонту запасных частей для дорог—согласно предъявленным отделениями дорог и базами УЗЧ ГУМТО МПС спецификациям в соответствии с планом, утверждённым Министерством.
Установление спецификации всех заданий заканчивается к 25-му числу предшествующего месяца.
Для своевременного составления спецификации плана паровозные службы дорог сообщают заводу к 10-му числу каждого месяца в соответствии с утверждённым планом понумерной список паровозов, намеченных к ремонту в следующем месяце, с приложением предварительных описей ремонта, отражающих полный объём ремонта каждого паровоза и тендера, с указанием пробега па
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ПАРОВОЗОРЕМОНТНЫХ ЗАВОДАХ
205
ровоза от капитального и среднего ремонта и желательного срока подачи паровоза в ремонт.
Все паровозы, поступающие на завод в ремонт, предварительно осматриваются комиссией под руководством начальника производственного отдела и при участии инспектора-приёмщика МПС. Результаты осмотра оформляют актом.
В период от 12 до 20-го числа месяца, предшествующего началу квартала, производственный отдел проводит совещание с представителями прикреплённых дорог-заказчиков для согласования сроков подачи в ремонт паровозов и колёсных пар. На основе описей ремонта и актов предварительного осмотра паровозов, уже прибывших на завод, производственный отдел составляет сводную ведомость состояния основных частей паровозов и даёт указания цехам о заблаговременной заготовке необходимых трудоёмких и сложных запасных частей.
На основе понумерного списка паровозов И уточнения сроков подачи их в ремонт составляется месячный график ремонта.
Сроки простоя паровозов в ремонте и готовности отдельных узлов определяются исходя из фактического объёма ремонта каждого паровоза на основании типовых технологических графиков с учётом обеспечения в среднем на месячную программу норм простоя паровозов в ремонте.
Месячный график ремонта паровозов не позднее 25-го числа до наступления планируемого месяца утверждается начальником завода и передаётся всем цехам для подготовки производства.
В производственном отделе составляют декадные графики ремонта паровозов, которые после утверждения главным инженером завода передаются в цехи на сутки раньше наступления новой декады.
Одновременно производственным отделом составляется месячный план-график с распределением по декадам и изделиям, который выдаётся литейному, механическому, кузнечному, арматурному, колёсному цехам и центральной кладовой за 5 дней до наступления планируемого месяца.
Межцеховое оперативное планирование и регулирование производства. Производственный отдел и диспетчерский аппарат в цехах осуществляют оперативное межцеховое планирование и диспетчерское регулирование производства в течение месяца, декады, суток и смен.
Главный диспетчер завода обеспечивает постановку паровозов в ремонт в назначенные дни согласно плану-графику, предварительно за пятидневку проверяя обеспеченность ремонта данного паровоза основными крупными деталями и важнейшими материалами. В необходимых случаях главный диспетчер даёт задания по подготовке ремонта данного паровоза, проверяя систематически ход выполнения этих заданий.
Ежедневно по окончании первой смены главный инженер завода проводит в течение 25—30 мин. оперативно-диспетчерские совещания, па которых заслушивает краткий доклад начальника производственного отдела и отчёты отдельных начальников цехов о выполнении суточного плана и устанавливает
цехам конкретные задания на предстоящие сутки. Эти задания оформляются производственным отделом в виде суточного плана и по окончании оперативно-диспетчерского совещания передаются цехам-исполнителям.
Начальник производственного отдела или главный диспетчер до начала первой смены принимает отчёты заготовительных и обрабатывающих цехов о выполнении ими сменносуточных планов и даёт необходимые указания по увязке их работы со сборочными цехами. В случае отсутствия необходимых готовых деталей в центральной кладовой их изготовление и обработка организуются по индивидуальным графикам-заданиям.
Производственный отдел (в лице главного диспетчера и группы диспетчеров) ведёт постоянное наблюдение и контроль за выполнением сменно-суточных заданий в цехах.
Сменные диспетчеры, контролируя работу, ведут диспетчерский учётный график готовности деталей, ремонта и сборки узлов, монтажа и сдачи паровозов, котлов и тендеров.
Начальник производственного отдела или главный диспетчер завода ежедневно передаёт в Главное управление паровозоремонтными заводами диспетчерское донесение о ходе выполнения плана по основной номенклатуре продукции.
Опись-смета
Основным исходным документом, определяющим объём и себестоимость ремонта паровозов, является опись-смета, составляемая бюро описи на каждый ремонтируемый паровоз.
В процессе разборки паровоза мастера бюро описи тщательно осматривают детали паровоза и определяют степень их годности и необходимый объём ремонта.
Результаты осмотра деталей паровоза вносятся в опись-смету.
На детали, подлежащие сдаче в лом, работники бюро описи составляют сдаточный перечень с указанием номера паровоза, с которого должна быть списана стоимость лома. Перечень сдают соответственно утильцеху или отделу материально-технического снабжения.
На каждую деталь, подлежащую ремонту, с указанием всех операций обработки (заварка, разметка, обточка, строжка и т. д.), а также ремонтных, сборочных и монтажных работ в бюро описи заводят рабочие карточки (условия), в которых проставляется установленная норма времени на ремонт и расценка за выполнение данных работ.
Для замены негодных деталей новыми бюро описи выписывает требования, представляя последние в центральную кладовую.
Одновременно согласно описи-сметы и установленным нормам расхода бюро описи выписывает требования на материалы, необходимые для ремонта данного паровоза.
Организация работы центральной кладовой
Детали в центральной кладовой хранятся па стеллажах по узлам паровозов с подразделением на серии, а внутри узлов — последовательно по порядковым номенклатурным номерам.
206
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Учёт поступления, выдачи и наличия деталей ведётся по учётным карточкам, которые хранятся у приёмщиков. Карточки расставлены по номерам в той же последовательности, в какой и детали на стеллажах. На каждом стеллаже вывешивают таблички с наименованием деталей и указанием времени хранения.
Запас деталей в центральной кладовой пополняют из заготовительных цехов на основании плана, выдаваемого цехам производственным отделом.
На детали, не предусмотренные в спецификации запаса центральной кладовой, выдаются по мере потребности отдельные наряды в счёт весового фонда запасных частей, установленного производственным отделом в плане заготовительных цехов.
Детали, изготовленные литейным и кузнечным цехами по месячному плану, не требующие обработки или требующие обработки только по месту, сдаются непосредственно в центральную кладовую по сдаточным перечням под расписку приёмщиков кладовой.
Детали, подлежащие механической обработке, сдаются литейным и кузнечным цехами по сдаточным перечням в механический цех (без транспортировки в центральную кладовую, одиако учёт их проходит через центральную кладовую). Для этого копию сдаточного перечня литейный и кузнечный цехи представляют для учёта в центральную кладовую.
После обработки детали передаются из механического цеха в центральную кладовую также по сдаточным перечням под расписку приёмщиков центральной кладовой.
Центральная кладовая, получив от бюро описи требования на новые детали на каждый отдельный паровоз, в суточный срок подбирает детали и комплектно по узлам отправляет в паровозосборочный, котельный, тендерный и арматурный цехи в зависимости от того, в какие узлы входят затребованные детали. Детали сдаются под расписку на требованиях, полученных центральной кладовой от бюро описи.
Если затребованных бюро описи деталей в запасе центральной кладовой не оказывается, то центральная кладовая посылает один экземпляр требования соответствующему цеху для изготовления или обработки этих деталей в счёт плана (как сигнал об ускорении выполнения плана) или выписывает наряд и вместе с ним посылает один экземпляр требования, если данная деталь не была предусмотрена в месячном плане.
Детали по этим «отказным» требованиям бюро описи, заказанные непосредственно на паровоз (из-за отсутствия их в центральной кладовой), должны изготовляться и обрабатываться в заготовительных цехах вне очереди.
Внутрицеховое оперативное ‘планирование производства
Планирование в паровозосборочном, котельном, тендерном, арматурном и сварочном цехах. Основным элементом оперативного планирования в этих цехах является суточный план.
Суточный план представляет собой более детальную и конкретную разработку месячного и декадного плана-графика по отдельным узлам очередных паровозов.
Составлению суточного плана по цеху предшествует проверка выполнения задания за истекшие сутки.
Суточный план разрабатывается плановодиспетчерским бюро цеха или заместителем начальника цеха по подготовке производства в соответствии с заданиями, полученными на общезаводском оперативно-диспетчерском совещании, а также исходя из конкретной обстановки в цехе.
В плане устанавливаются сроки выполнения конкретных заданий производственным участкам и отдельным бригадам как по узлам очередных паровозов, так и по основным работам на последующих паровозах.
Кроме того, заместитель начальника цеха проверяет обеспеченность и продвижение деталей и материалов, необходимых не только на предстоящие сутки, но и на ближайшие дни, в соответствии с декадным планом-графиком.
На основе суточного плана каждому мастеру выдаётся сменное задание по узлам паровозов с указанием сроков окончания работ.
Мастера, получив сменное задание, выдают рабочие карточки и другую документацию бригадирам и станочникам.
В течение дня и по окончании работы мастер принимает работы от исполнителей, сдаёт рабочие карточки на произведённые работы и докладывает о выполнении сменного задания начальнику цеха или его заместителю.
Для своевременного подбора и выдачи заданий на станки и контроля за своевременной обработкой, продвижением по всем операциям и сдачей деталей планировщик цеха получает от бюро описи рабочие карточки на все станочные работы в двух экземплярах. Один экземпляр рабочей карточки через мастера участка выдаётся исполнителю, а второй остаётся у планировщика для контроля за выполнением работ в установленные сроки.
Контрольные рабочие карточки хранятся в специальной распределительной картотеке по номерам паровозов, по производственным участкам и наиболее важным станкам.
По выполнении операции мастер принимает работу от исполнителей, отмечает в карточке приёмку работы, передаёт деталь на следующую операцию, а карточку немедленно сдаёт планировщику.
Планировщик, получив рабочую карточку, в которой отмечено выполнение операции, проставляет эти данные во второй (контрольный) экземпляр рабочей карточки.
Такая система позволяет знать в каждый момент, где находится данная деталь, в каком состоянии и как полно загружено станочное оборудование.
Планирование в механическом цехе. Оперативное планирование производства^ в механическом цехе (обрабатывающем "детали преимущественно для железных дорог и в запас центральной кладовой) осуществляется для обеспечения загрузки станков укрупнёнными партиями деталей, равномерного выполнения планов-графиков и чёткого кон.
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ПАРОВОЗОРЕМОНТНЫХ ЗАВОДАХ
троля за прохождением деталей по всем операциям.
Установленная цеху в месячном плане спецификация расчленяется на три рода деталей: массовые, обрабатываемые ежедневно в течение всего месяца, серийные, обрабатываемые отдельными партиями, и индивидуальные.
Массовые и серийные детали обрабатывают на определённых станках. Обработка индивидуальных деталей по возможности закрепляется за отдельной группой станков.
В соответствии с количественным заданием по месячному плану на каждую операцию обработки выписываются рабочие карточки в двух экземплярах. При этом на те детали, которые обрабатываются ежедневно в течение всего месяца, рабочие карточки выписываются сразу на всё количество по месячному заданию. На детали, обрабатываемые отдельными партиями, рабочие карточки выписываются на каждую партию, по мере поступления их в обработку.
Исходя из месячного плана производства запасных частей для дорог и запаса центральной кладовой, а также с учётом имеющихся в цехе «отказных» требований бюро описи планировщик цеха определяет очерёдность работ и составляет на каждую смену план обработки деталей по отдельным участкам цеха (токарному, фрезерному и т. д.).
Сменное задание выдаётся каждому мастеру участка перед началом смены. Одновременно с этим мастеру передаются первые экземпляры рабочих карточек для выдачи станочникам. Вторые экземпляры как контрольные хранятся у планировщика.
Мастер по окончании смены отмечает в плане фактическое выполнение. При этом по тем деталям, по которым в данную смену выполнено задание, указанное в карточке, мастер участка подписывает карточку и сдаёт её планировщику, оставляя рабочему отрезок. В карточках с незаконченным заданием мастер отмечает фактическое выполнение за смену и оставляет их у рабочих.
Выполнение сменного задания по каждому участку проверяется планировщиком. На основании законченных рабочих карточек, сданных мастером участка, планировщик извлекает из распределительной картотеки вторые контрольные экземпляры карточек, снимая тем самым с контроля выполнение данных операций.
После окончания всех операций по данной партии деталей мастер участка предъявляет детали инспектору ОТК, затем диспетчер цеха выписывает сдаточный перечень и организует их отправку в соответствующий цех, в центральную кладовую или в склад готовых запасных частей для дорог.
Планирование в других цехах. Оперативное планирование производства в колёсном, литейном и кузнечном цехах осуществляется аналогично описанному для механического цеха.
Производство в кузнечных цехах паровозоремонтных заводов особенно характерно мел-косерийностью — небольшими партиями заказа при многочисленной спецификации деталей. За одну смену работы кузнец выполняет от 2 до 5 различных деталей.
Основной продукцией кузнечного цеха яв ляется поковка новых деталей и метизов на центральную кладовую и запасных частей для железных дорог. Ремонт запасных частей занимает небольшое место в программе цеха.
Заказы поступают в производство по плану спецификации деталей, получаемому от планово-производственного отдела.
На основании этого плана заместитель начальника цеха по планированию (или планировщик) разрабатывает с учётом графика ремонта паровозов месячные планы в декадном разрезе для всех отделений кузнечного цеха. При этом также составляются декадные планы и для заготовительного отделения на подготовку металла, выписываются требования отделу снабжения на материалы соответствующего ассортимента.
Одновременно выписываются внутрицеховые требования на заготовку, рабочие карточки на производство заготовок и на операции ковки и штамповки.
Кроме месячного плана, в декадном разрезе определяются и сменно-суточные задания.
Сменно-суточные задания, рабочие карточки, требования на заготовки и рабочие чертежи поковок и штамповок передаются на рабочие места в соответствующие отделения цеха.
Схема документооборота в кузнечном цехе паровозоремонтных заводов приведена на фиг. 20.
технико-экономические
ПОКАЗАТЕЛИ
Себестоимость продукции
Себестоимость продукции включает все издержки производства, затраченные заводом на изготовление продукции.
Себестоимость на паровозоремонтных заводах, как и на всех промышленных предприятиях, выражают по первичным элемен там затрат п по калькуляции.
По первичным элементам затрат определяется себестоимость всей товарной продукции в смете производства, а в калькуляционном разрезе — себестоимость единицы продукции.
Подробно о себестоимости, об отдельных её элемешах, о хозяйственном расчёте см. ТСЖ. т. И.
Себестоимость единицы продукции на паровозоремонтных заводах определяется в калькуляционном разрезе по следующим элементам затрат:
материалы основные (включая полуфабрикаты и изделия, получаемые со стороны), полуфабрикаты своего изготовления, производственная заработная плата, цеховые расходы, общезаводские расходы, потери от брака в производстве, специальные расходы, виезаводские расходы.
При калькулировании себестоимости про дукции литейных цехов выделяются само сюятелыю также затраты на технологическое топливо. При калькулировании себестоимости вырабатываемого кислорода и сжатого воздуха выделяется также электроэнергия.
208
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Затраты на основные материалы и все полуфабрикаты, на технологическое топливо, электроэнергию и производственную заработную плату относятся непосредственно на калькулируемую продукцию. Эти расходы являются прямыми.
Остальные элементы затрат в калькуляции по техническим причинам не могут быть точно отнесены отдельно в себестоимость каждого вида продукции и являются косвенными расходами (условно называются накладными расходами).
МПС, исходя из утверждённого Главку плана, паровозоремонтные заводы разрабатывают в заводском техпромфинплане на планируемый год подробный план себестоимости продукции.
Составление плана себестоимости продукции при разработке всего техпромфинплана завода сопровождается и подкрепляется раз-
Фиг. 20. Схема документооборота в кузнечном цехе
Косвенные расходы на паровозоремонтных заводах распределяются на себестоимость единицы продукции пропорционально производственной заработной плате.
При калькулировании себестоимости единицы ремонтной продукции — ремонта паровоза, колёсной пары и др.— из стоимости основных материалов, покупных полуфабрикатов и полуфабрикатов своего изготовления в калькуляции соответственно вычитается стоимость возврата снятых с данной ремонтной единицы негодных запасных частей, деталей и материалов по прейскурантным ценам на отходы.
Паровозоремонтным заводам задают процент снижения себестоимости товарной продукции в отношении отчётной среднегодовой себестоимости по сравнимой продукции за предыдущий год и по плану всей товарной продукции, кроме того, заводу устанавливают смету производства.
В соответствии с этими заданиями, установленными Главным управлением локомотивноремонтными и вагоноремонтными заводами
работкой плана организационно-технических мероприятий, направленных на снижение себестоимости.
В свою очередь выполнение плана себестоимости продукции в значительной мере зависит от осуществления плана организационно-технических мероприятий.
Изменение себестоимости продукции может определяться факторами внешнего и внутреннего порядка.
К числу внешних факторов, не зависящих от завода, относятся: изменение оптовых отпускных цен на материалы и топливо; изменение тарифов на перевозку грузов, на энергию, получаемую заводом со стороны, изменение оптовых цен на полуфабрикаты и изделия, получаемые заводом по плану кооперирования.
К числу внутренних относятся остальные факторы, влияющие на себестоимость продукции и зависящие от завода:
повышение степени использования производственных мощностей завода и увеличение объёма производства, так как часть
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ПАРОВОЗОРЕМОНТНЫХ ЗАВОДАХ 209
Таблица 42
Удельный вес затрат по сериям паровозов и видам ремонта
ФД э СО СУ
Наименование затрат г е м ОНТ
капитальный средний капитальный средний капитальный средний капитальный средний
Основные материалы Полуфабрикаты своего изготовления .... Производственная заработная плата . . . Цеховые расходы Общезаводские расходы Внезаводские » 14,3 26,5 20,0 31,0 7,7 0,5 11,8 24,4 21,9 33,8 7.6 0,5 15,1 29,0 18,0 30,7 6,7 0,5 10,8 27,0 19,6 34,2 7,9 0,5 13,0 26,6 18,5 33,2 8.2 0,5 9,7 25,0 21,5 34,8 8,4 0,5 13,8 28,0 18,3 30,5 8,9 0,5 Н.2 27,0 20,0 32,2 9,1 0,5
Полная себестоимость 100,0 100,0 100,0 100,0 100,0 100,0 100,0 100,0
косвенных затрат, приходящихся на единицу продукции, при росте объёма производства или остаётся в том же объёме или увеличивается непропорционально этому объёму. В связи с этим на уровень фактической себестоимости продукции по сравнению с плановой оказывают существенное влияние прежде всего результаты выполнения производственной программы;
снижение расхода основных и вспомогательных материалов, топлива, энергии на единицу продукции при одновременном улучшении качества продукции;
улучшение использования отходов производства;
рост производительности труда на основе новой технологии и организации произвол-ива и усиления механизации труда;
улучшение нормирования и организации
• руда и системы заработной платы;
сокращение административно-хозяйственных и других косвенных расходов;
устранение потерь в производстве, в частности брака и всяких непроизводительных расходов;
сокращение дальних перевозок, потребляемых материалов, полуфабрикатов, изделий и топлива и использование местных ре-. урсов.
На снижение себестоимости продукции большое влияние оказывает хозяйственный 'расчёт как по заводу в целом, так и в работе цехов.
Хозяйственный расчёт повышает инициативу и самостоятельность, ответственность и 'Материальную заинтересованность руководителей и работников цехов в выполнении производственной программы, в экономии средств и материалов, улучшении качества продукции, повышении производительности труда и снижении себестоимости продукции.
Структура себестоимости ремонта паровозов
Себестоимость ремонта паровозов на паровозоремонтных заводах складывается it следующих процентных соотношениях по элементам затрат (табл. 42).
)4 Том 7
Удельный вес затрат на ремонт паровозов по основным узлам
Удельный вес стоимости ремонта отдельных узлов при капитальном и среднем ремонте паровозов на паровозоремонтных заводах характеризуется средними данными в % от общих затрат на соответствующий вид ремонта, приведёнными в табл. 43.
Таблица 43
Удельный вес стоимости ремонта отдельных узлов паровозов
Ремонт паровозов серий
Наименование эм
узлов паровозов ФД со эм ФД СО
капитальный средний
30,1 27,1 27,5 27,6 25,1 25,7
Машина и парораспределение 10,8 12,3 12,2 11,5 12,9 12,8
Дышловый механизм 8,0 7,6 7,6 8,9 7,4 7,4
Колёсные пары,
буксы и тележ-ки 13,5 12,2 12,6 14,2 11,2 ИД
Рама и опора котла 2.7 3,3 2,8 2,8 3,3 2,8
Арматура и пресс-маслёнки . . . 4,1 5,2 5,1 4,0 5,2 4,6
Гарнитура .... 4,2 4,6 4,5 4,2 4,2 4,2
Автотормоз . . . 5,1 4,8 4,9 4,7 5,4 5,7
Рессоры и упряжь 3,5 4,7 4,8 3,0 4,3 4,1
Углеподатчик . . 2,6 —• — 2,6 — —
Тендер Будка и пр. . . . 10,9 4,5 12,9 5,3 13,0 5,0 12,1 4,4 15,0 6,0 15,4 6,2
Итог о ИЮ 100 100 100 100 103
Сменяемос7Ь деталей и нормы расхода материалов
Сменяемость деталей и нормы расхода основных материалов приведены в табл. 44 и 45.
210
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Таблица 44
Сменяемость основных деталей и частей паровозов при капитальном и среднем ремонте на паровозоремонтных заводах в %
Наименование частей и деталей Ремонт паровозов серий
ФД э Е СУ о
капитальный средний капитальный средний капитальный средний капитальный средний капитальный средний
Котёл Коробка огневая о,з 23,8 3,0 10,0 15,9 1,2 27,0 2,3
Потолок огневой коробки . . 9,3 4,0 1,6 0,5 4,0 1,0 1,5 0,7 1,3 —
Решётка задняя 81,2 54,4 50,8 10,8 72,2 58,6 38,4 11,1 7,8 31,9 6,8
Стенка задняя 6,о 3,9 26,4 11,5 26,0 3,6 14,8 10,5 4,1
Полустенки огневой коробки 87,5 81,1 53,5 21,5 28,0 25,7 54,6 24,3 39,3 22,2
Решётка передняя 0,4 9,8 4,0 3,4 1,9 3,7 1,4 8,4 2,9
Связи топочные1 1 200 970 860 395 825 495 815 365 388 148
Болты анкерные1 . 420 283 130 46 85 50 110 45 50 23
Элементы пароперегревателя 7,5 4,2 3,4 0,9 4,2 1,2 5,4 4,2 — —
Труба дымовая 80,0 75,0 60,0 60,0 25,0 25,0 15,0 15,0 25,0 20,0
Конус форсовый . 40,0 30,0 58,0 50,0 60,0 50,0 60,0 54,0 60,0 50,0
Паровая машина и парораспределительный механизм Цилиндры паровые 28,3 9,1 41,3 14,0 7,5 5,8 24,9 13,0
Крышки цилиндровые передние 15,0 10,0 12,0 8,0 3,0 2,5 10,0 8,0 10,0 5,0
Крышки цилиндровые задние 5,0 3,0 15,0 8,0 7,0 5,0 10,0 5,0 12,0 10,0
Втулки цилиндровые . . . . 51,3 28,3 35,0 31,9 42,5 31,0 24,2 14,5 33,3 12,5
Болты » . . . . 50,0 48,0 40,0 36,0 70,0 56,0 65,0 44,0 50,0 40,0
Кольца поршневые 100,0 100,0 100,0 100,0 100,0 100,0 100,0 100,0 100,0 103,0
Сальники задней цилиндровой крышки 100,0 100,0 100,0 100,0 100,0 100,0 100,0 100,0 100,0 100,0
Штоки " поршневые 63,3 40,1 30,7 14,0 35,0 20,0 33,1 28,8 39,4 23,0
Диски » 5,0 0,5 2,0 — 5,0 — 1.8 0,3 6,0 3,0
Штоки золотниковые 30,6 25,1 10,1 5,3 32,7 20,0 5,0 3,0 — —
Диски » — 85,0 40,0 35,0 20,0 60,0 50,0 — —
Кольца » 100,0 100,0 100,0 100,0 100,0 100,0 100,0 100,0 — —
Шайбы упорные золотниковые 60,0 18,0 30,0 25,0 70,0 50,0
Втулки золотниковые . . . . 91,1 85,3 75,6 60,4 76,0 48,9 83,7 62,3 — —
Кулачки золотникового штока 7,0 2,0 2,0 1,0 7,0 2,0 2,0 1,0 2,0 1,0
Ползуны 25,8 11,2 36,1 7,4 36,3 14,0 20,4 4,5 8.1 1,6
Вкладыши ползуна . . , . . — —— 100,0 100,0 100,0 100,0 100,0 100,0 100,0 100,0
Клинья » . . 100,0 65,0 100,0 58,0 100,0 78,0 100,0 85,0 100,0 90,0
Валики » . . 100,0 90,0 100,0 83,0 100,0 100,0 100,0 90,0 100,0 100,0
Параллели 5,0 2,0 7,0 1,0 20,0 15,0 12,0 10,0 5,0 3,0
Кулисы 6,0 3,0 9,0 3,0 18,0 8,0 8,0 6,0 7,0 5,0
Валики кулисного механизма 100,0 50,0 100,0 50,0 100,0 75,0 100,0 50,0 100,0 50,0
Камни кулисные 100,0 5,0 90,0 100,0 80,0 30,0 15,0 100,0 90,0 100,0 80,0
Тяги эксцентриковые . . . . 3,0 18,0 2,0 20,0 10,0 12,0 2,0 10,0 2,0
Тяги золотниковые 13.0 2,0 5,0 1,0 18,0 8,0 2,0 1,0 5,0 3,5
Движущий механизм Дышла1 0,6 0,5 1,4 0,8 2,5 0,5 0,8 0,7 0,5 —
Втулки стальные под плавающие 90,0 80,0 50,0 45,0
Втулки плавающие 100,0 100,0 — — 100,0 100,0 — —• — —
Подшипники втулочные . . . — — 100,0 100,0 —— — — —— ——
» рамочные . . . 100,0 100,0 — —. 100,0 100,0 100,0 100,0
» ползунов . . . . 100,0 100,0 100,0 100,0 100,0 100,0 100,0 100,0 100.0 100,0
Клинья дышловые — 95.0 75,0 100,0 95,0 70,0 65,0 80,0 60,0
Валики » 100,0 75,0 100,0 80,0 100,0 90,0 100,0 90,0 100,0 100,0
Втулки под дышловые валики 50,0 25,0 100,0 75,0 100,0 95,0 100,0 95,0 100,0 95,0
Экипажная часть Подшипники буксовые . . . . 100,0 100,0 100,0 100,0 100,0 90,0 100,0 100,0 100,0 100,0
Вкладыши букс ведущей оси 100,0 100,0 — — 100,0 100,0 — — — —
Шайбы торцевые 100,0 100,0 — — 100,0 100,0 — — — —
Клинья буксовые 100,0 100,0 30,0 25,0 70,0 50,0 28,0 12,0 30,0 25,0
Накладки » 100,0 100,0 — — — — — — — —
Наличники » 100,0 100,0 100,0 80,0 100,0 100,0 100,0 100,0
Буксы ведущей оси 30,0 28,0 6,0 1,0 35,0 30,0 6,0 1,0 1,5 1,0
Буксы сцепных осей 10,0 6,0 6,0 1,0 20.0 10,0 6,5 1,0 1,5 1,0
Струнки буксовые 15,0 10,0 15,0 8,0 15,0 10,0 28,0 25,0 15.0 10,0
Балансиры рессорные . . . . 7,0 1,0 20,0 3,0 10,0 8,0 20,0 3,0 20,0 3,0
Упорки рессорные 20,0 8,0 — — —— — — — — —
Подвески рессорные 20,0 15,0 75,0 50,0 20,0 10,0 50,0 38,0 25,0 20,0
Серьги » 10,0 5,0 15,0 5,0 35,0 20,0 50,0 45,0 50,0 45,0
Валики » 100,0 100,0 100,0 100,0 100,0 100,0 100,0 100,0 100,0 100,0
Водило передней тележки . . 15,0 5,0 — — 10.0 10,0 —— —— — —
Стаканы буферные 10,0 8,0 15,0 5,0 10,0 8,0 15,0 5,0 25,0 20,0
Стержни » 15,0 10,0 100,0 80,0 70,0 50,0 45,0 40,0 70,0 50,0
Стяжка главного сцепления 70,0 50,0 75,0 70,0 100,0 50,0 80,0 60,0 50,0 45,0
Крюк упряжной 75,0 60,0 100,0 90,0 100,0 50,0 80,0 65,0 70,0 60,0
Тяги тормозные 15,0 5,0 30,0 10,0 30,0 10,0 50,0 30,0 15,0 10,0
Колодки тормозные 100,0 100,0 100,0 100,0 100,0 100,0 100,0 100,0 100,0 100,0
1 В штуках на один паровоз.
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ПАРОВОЗОРЕМОНТНЫХ ЗАВОДАХ
211
Таблица 45
Нормы расхода основных материалов в кг на капитальный и средний ремонт паровозов на паровозоремонтных заводах на 1 953 г.
Н анменование материалов Паровозы сепий
ФД э СО I СУ
виды ремонта
। капитальный средний капитальный средний капитальный средний капитальный средний
Рядовой прокат Балки и швеллеры Сталь сортовая В том числе: связевая на изготовление метизов Катанка Сталь листовая В том числе: топочная котельная Железо кровельное Жесть чёрная Заготовка кузнечная . 12 5 376 2 600 1 496 40 3 650 1 300 150 25 3 • 1 862 6 3 522 1 250 930 23 2 035 750 40 20 3 1 150 6 759 106 35 254,3 17,7 ! 152 3 963 1 200 1 171 25 3 381 1 100 60 25 2 1 400 128 2 754 450 766 16 1 600 400 30 20 о 900 130 3 677 1 250 980 20 3 060 1 340 60 25 2 1 075 123 2 577 575 688 16 1 680 445 30 20 2 750
152 4 163 1 740 1 171 25 3 459 1 380 60 25 1 400 9 226 146 38,3 305,7 15 128 3 076 650 766 16 1 640 525 30 20 2 900
Итого рядового проката Качественный прокат Сталь конструкционная сортовая углеродистая Сталь конструкционная сортовая легированная Сталь рессорно-пружинная легированная Сталь конструкционная листовая легированная марки 13Н5А Сталь нержавеющая марок 1 х 13—3 х 13 . 10 968 136 50 446,3 17,7 5 779 126 20 199 15 8 948 146 52,8 320,7 4,5 15 5 420 126 24,8 209,7 4,5 15 7 989 51 38,2 320,3 4,5 15 5 168 38 20,2 199,3 4,5 15
Итого качественного проката Оси старые Литьё бронзовое Литьё бронзовое вчерне То же в обработке Литьё чугунное и стальное Литьё чугунное вчерне после обрубки и очистки . , То же в обработке Литьё стальное мартеновское фасонное— вчерне после обрубки н очистки . То же в обработке Трубы Дымогарные Пароперегревательные Жировые Кипятильные Парорабочие Цветные металлы Баббит Б-16 — свежий Баббит БК — свежий 650 1 100 1 817 1 260 5 000 4 150 900 720 350 1 950 1 650 140 17 40 143 413 1 100 1 719 1 203 4 250 3 545 750 600 300 760 800 70 9 40 143 505 1 050 1 112 848 4 000 3 075 450 360 870 700 715 105 15 63 360 1 050 1 060 811 3 200 2 490 350 280 400 320 317 53 8 63 539 1 050 1 310 969 3 500 2 750 450 360 760 720 745 105 15 70 380 1 050 1 293 973 2 800 2 220 350 280 340 350 397 53 8 70 429 1 050 1 053 770 3 400 2 670 500 410 850 720 780 105 9 74 277 1 050 1 001 735 2 900 2 285 375 300 400 320 333 53 4 74
14;
2 I 2 ПАРОВОЗНОЕ хозяйство
ТЕХНИЧЕСКИЕ УСЛОВИЯ И ДРУГИЕ СПРАВОЧНЫЕ ДАННЫЕ ПО РЕМОНТУ ПАРОВОЗОВ
ВИДЫ РЕМОНТА ПАРОВОЗОВ
И ИХ КРАТКИЕ ХАРАКТЕРИСТИКИ
Текущее содержание паровозов в депо. Содержание паровозов в исправном и работоспособном состоянии в период между средними ремонтами заключается:
а) в тщательном уходе паровозной бригады за паровозом в процессе эксплоатации, обеспечивающем нормальную его работу, своевременном предупреждении возможных неполадок и текущем исправлении возникающих в ходе работы неисправностей отдельных его частей;
б) в контрольном техническом осмотре паровоза между промывками;
в) в промывке котла паровоза с периодическим осмотром ответственных частей и необходимым ремонтом;
г) в подъёмочном ремонте с обточкой бандажей и производстве других ремонтных работ согласно характеристике, предусмотренной правилами ремонта.
Основным признаком для постановки паровоза в подъёмочный ремонт служит образование предельного проката бандажей движущих (ведущей и сцепных) колёсных пар.
Средний ремонт. При среднем ремонте производят следующие обязательные работы.
По к о т л у: 1) выемку не менее 30% жаровых и дымогарных труб1; 2) выемку всех пароперегревательных элементов с их очисткой и ремонтом; 3) очистку всех контрольных отверстий и проверку состояния связей и анкерных болтов; 4) ремонт с отъёмкой от места паровых труб, всей арматуры и гарнитуры (коллектор, пароразборная колонка и регуляторная труба отнимаются в зависимости от их состояния).
По машине: 1) освидетельствование цилиндров, смену поршневых и золотниковых колец; 2) переливку поршневого ползуна или смену его вкладышей; 3) смену дышловых плавающих и втулочных подшипников; 4) гидравлическое испытание цилиндров при смене втулок и исправлении цилиндров сваркой.
По экипажу: 1) осмотр и проверку рамы с исправлением дефектных мест; 2) регулировку рессорного подвешивания; 3) смену буксовых наличников или буксовых накладок; 4) освидетельствование колёсных пар с обточкой бандажей; 5) выкатку паровозных тележек с проверкой и ремонтом; 6) проверку и испытание подвесных рессор.
По тендеру: 1) выкатку тендерных тележек с проверкой и ремонтом; 2) освидетельствование водяного бака с ремонтом и окраской; 3) осмотр и ремонт паровой машины, корыта и редуктора углеподатчика с выемкой из тендера и разборкой.
По конденсационному оборудованию: разборку и ремонт турбины газососа, питательных насосов, турбины и редукторов воздушных вентиляторов. Секции
1 Для отдельных депо в зависимости от качества питательных вод по указанию МПС количество вынимаемых труб достигает полного комплекта.
холодильников и трубопроводы разбирают для ремонта в зависимости от их состояния.
По окраске: в пассажирских паровозах —• окраску обшивки наружной поверхности бака тендера и буферного бруса с двух раз (с предварительной шпатлёвкой, грунтовкой и покрытием лаком), остальные части окрашивают за один раз с предварительной грунтовкой. В грузовых паровозах — возобновление окраски за один раз; бандажи и буферные брусья паровоза и тендера подвергают окраске заново.
Капитальный ремонт. Капитальный ремонт паровозов имеет целью периодическое восстановление основных частей паровоза: котла, машины, экипажа и тендера. При капитальном ремонте производят полную разборку и освидетельствование всех частей паровоза с восстановлением изношенных и заменой негодных частей новыми.
В отличие от среднего ремонта при капитальном ремонте производят следующие основные работы.
По котлу: 1) снятие котла с рамы; 2) выемку всех дымогарных и жаровых труб и замену их новыми или отремонтированными; 3) смену огневой коробки или отдельных её частей; 4) ремонт паропровода, коллектора пароперегревателя, пароразборной колонки, всей арматуры и гарнитуры с отъёмкой от места.
По машине: 1) расточку золотниковых втулок и поршневых цилиндров; 2) смену поршневых втулок (при износе до предельных размеров); 3) гидравлическое испытание цилиндров; 4) ремонт переводного вала с отъёмкой от места.
По экипажу: 1) смену буксовых подшипников; 2) разборку, ремонт, сборку и испытание рессор с постановкой новых хомутов; 3) усиление ослабленных мест паровозной рамы постановкой накладок, вваркой диафрагм и т. п.; 4) смену негодных междурамных скреплений; 5) проверку правильности распределения нагрузок на оси паровоза путём его взвешивания на специальных весах и устранение обнаруженных недостатков; 6) балансировку колёсных пар с доведением весов противовесов до нормы.
По тендеру: 1) снятие с рамы водяного бака, его ремонт и окраску; 2) смену буксовых подшипников; 3) ремонт секций холодильников и трубопроводов с разборкой.
Кроме перечисленных основных (отличных от среднего ремонта) работ, при капитальном ремонте производят полную окраску грузового паровоза подобно окраске пассажирского паровоза при среднем ремонте.
ПРОБЕГИ ПАРОВОЗОВ МЕЖДУ РЕМОНТАМИ
В 1952 г. Министерством установлены новые среднепрогрессивные нормы пробега между капитальными и средними ремонтами в среднем по сети и дорогам (табл. 1).
Указанные нормы служат в основном для целей планирования ремонта и денежных
ТЕХНИЧЕСКИЕ УСЛОВИЯ ПО РЕМОНТУ ПАРОВОЗОВ
213
Таблица 1
Нормы пробегов паровозов между капитальными и средними ремонтами (в тыс. км}
Род паровозов Сетевые нормы между ремонтами Дорожные нормы между ремонтами
капитальными ие менее смежными средними, а также между капитальным и средним и наоборот не менее капитальными смежными средними, а также между капитальным и средним и наоборот
Пассажирские 600 200 540-660 180-220
Грузовые .... 450 150 420—510 140—170
Маневровые Через б лет (не чаще) Через 3 года (не чаще) Через б лет (не чаще) Через 3 года (не чаще)
средств. При определении же срока фактической отправки в ремонт паровоза, выполнившего норму пробега, важнейшим признаком попрежнему считается техническое состояние паровоза.
Если паровоз благодаря отличному уходу паровозной бригады и хорошему ремонту в депо не нуждается после установленного пробега в капитальном или среднем ремонте, комиссия в составе ревизора паровозной службы дороги, начальника локомотивного отдела отделения дороги и приёмщика Министерства в присутствии начальника депо определяет техническое состояние паровоза и представляет на утверждение начальника паровозной службы дороги акт осмотра с указанием срока, на который может быть продлена работа паровоза без капитального или среднего ремонта. Паровозы, требующие по своему состоянию капитального или среднего ремонта, ио не выполнившие установленного пробега, могут направляться на заводы только с разрешения Главного управления локомотивного хозяйства.
Выполнение установленных пробегов является обязательным условием, определяющим право на направление того или иного паровоза в капитальный и средний ремонт. Однако высококачественный уход за паровозом на основе лунинского движения позволяет значительно превышать установленные нормы пробега паровозов между ремонтами. Поэтому правилами капитального и среднего ремонта в дополнение к основному признаку (т. е. выполнению пробега) предусмотрен второй важнейший признак для направления паровоза в капитальный или средний ремонт, а именно—его фактическое состояние.
Практически паровоз направляют в капитальный ремонт после выполнения установленной нормы пробега и когда по техническому состоянию паровоза требуются:
1) смена топочных частей, значительного количества связей, анкерных болтов или Другие крупные котельные работы;
2) работы, связанные с отвалкой цилиндров или постановкой поршневых втулок;
3) исправление паровозной рамы правкой, сваркой или заменой междурамных, между-цилиндровых скреплений, связанное с большой разборкой паровоза.
Соответственно в средний ремонт паровоз, выполнивший установленный пробег, направляют в том случае, когда по его техническому состоянию требуются такие работы, как постановка крупных вставок в огневой коробке, смена значительного количества связей и анкерных болтов, ремонт паровозной рамы и цилиндров.
Если после выполнения пробега, установленного для среднего ремонта, выявляется потребность в смене одной части огневой коробки, то стоимость этой работы включается в стоимость среднего ремонта. В случае необходимости смены при среднем ремонте двух частей топки смена одной части считается досрочной и производится за дополнительную оплату.
Средний ремонт со сменой трёх частей топки приравнивается к аварийному ремонту и выполняется за счёт эксплоатационных средств дороги.
Между двумя смежными капитальными ремонтами паровоз, как правило, должен пройти два средних ремонта. Паровоз, выполнивший или перевыполнивший установленную норму пробега до капитального ремонта, может быть направлен только в капитальный ремонт.
Срок отправки маневрового паровоза в капитальный ремонт определяется в каждом отдельном случае в зависимости от его состояния, но не чаще одного раза в 6 лет.
Отличный уход за паровозом с применением целого комплекса профилактических мер позволяет многим машинистам резко увеличивать пробег паровоза между ремонтами. Почти на каждой дороге имеются паровозы с пробегом свыше 1 млн. км без капитального ремонта.
В своё время такой пробег был выполнен паровозом герии Су № S9-07 Героя Социалистического Труда А. П. Папавина. В 1952 г. группе машинистов: С. Д. Асееву, Д. Н. Ягодину, В. Г. Петрову, В. И. Голенкову, Н. С. Милейко и П. А. Агафонову за достижение высоких межремонтных пробегов присуждена Сталинская премия.
Нормы пробегов паровозов между подъёмоч-ными ремонтами. Нормы пробегов паровозов между подъёмочными ремонтами установлены в 1948 г. в среднем по дорогам сети в
ПАРОВОЗНОЕ ХОЗЯЙСТВО
60 тыс. км. В зависимости от серин паровозов, состояния пути и других условий работы паровозов по дорогам эта норма колеблется от 45 до 85 тыс. км.
Постоянное содержание паровозов в исправном состоянии, умелое вождение поездов (не допуская боксования паровоза), проведение ряда технических мер по улучшению качества ремонта и сборки, а также повышению износоустойчивости отдельных узлов и деталей дали возможность многим передовым машинистам значительно перевыполнять н новые нормы пробега паровозов между подъёмочными ремонтами, доводя пробег до 100— 150 тыс. км и более.
К числу технических мер, обеспечивающих увеличение пробега паровозов между подъёмочными ремонтами, относятся: правильное и своевременное регулирование буксовых клиньев; применение профильных тормозных колодок с твёрдыми вставками; внедрение разметки буксовых наличников, накладок и подшипников по способу ЦНИИ; введение контрольной проверки положения колёсных пар в раме паровоза после ремонта и в экс-плоатации; правильное регулирование рессорного подвешивания специальной термической обработкой ножей и призм; чистовая обточка бандажей и накатка роликом поверхности бандажей по кругу их катания; своевременная наплавка местного проката бандажей; увеличение высоты буксовых подшипников и образование холодильников за счёт вертикального спуска подшипника ниже горизонтальной оси шейки (в целях предупреждения ускоренного «раската» подшипника на осевой шейке).
Нормы пробега паровозов между промывками. Нормы пробегов паровозов между промывками установлены в среднем по сети в 5 3)0 км.
Среднедорожные нормы устанавливаются МПС для каждой дороги в отдельности; по состоянию на 1953 г. эти нормы колеблются от 4 000 до 10 000 км.
Конкретные нормы пробега паровозов между промывками по каждой серии для каждого депо устанавливает начальник дороги в зависимости от качества питательной воды.
Фактические нормы по депо колеблются в следующих размерах:
Для паровозов Пробег в км
с конденсацией пара......... 8 0004-12 000
пассажирских................. 6 0004-10 000
грузовых..................... 5 0004- 8 000
маневровых ..................... 254-45 суток
Увеличение межпромывочного пробега против установленной нормы до 25% разрешается лучшим паровозным бригадам, содержащим паровоз в хорошем состоянии и работающим без ремонта между промывками. Разрешение даётся начальником депо после личного осмотра им паровоза и оформляется приказом по депо.
Увеличение межпромывочного пробега свыше 25% против установленной нормы лучшим паровозным бригадам разрешает на-ч гтьник паровозной службы по представлению it тальника депо, объявляя об этом приказом но дороге.
Увеличение межпромывочного пробега против установленной нормы по депо в целом по представлению начальника паровозной службы разрешает приказом лично начальник дороги.
Увеличение межпромывочного пробега против установленной нормы по дороге в целом по представлению начальника дороги разрешает Главное управление локомотивного хозяйства МПС.
Многие передовые машинисты благодаря отличному, лунинскому содержанию своих паровозов добились значительно более высоких норм пробега между промывками (15— 20 тыс. км и более).
ПЕРИОДИЧЕСКИЙ ОСМОТР ОТВЕТСТВЕННЫХ ЧАСТЕЙ ПАРОВОЗОВ
Для поддержания паровозов в исправном, работоспособном состоянии между подъёмочными ремонтами, изжития случаев ремонта паровозов между промывками, а равно и для выполнения норм простоя паровозов на промывках Правилами текущего ремонта установлена система периодического осмотра (на промывках) ряда ответственных частей паровоза (см. табл. 2).
ТРЕБОВАНИЯ ПРАВИЛ ТЕХНИЧЕСКОЙ ЭКСПЛОАТАЦИИ, СВЯЗАННЫЕ
С РЕМОНТОМ ПАРОВОЗОВ
Требования к паровозным котлам
Согласно § 231 ПТЭ котёл каждого паровоза должен иметь не менее:
а) двух независимых приборов для подачи воды, из которых каждый должен обеспечивать полную подачу воды при максимальной форсировке котла;
б) двух предохранительных клапанов с приспособлениями, не допускающими изменения нагрузки на клапан;
в) двух приборов для указания уровня воды в котле, причём один из них должен быть устроен в виде водопробных краников, а другой — в виде водомерных стёкол;
г) одного манометра для определения давления пара в котле. Манометр должен иметь контрольную стрелку и на циферблате красную черту, показывающую наивысшее допускаемое давление пара в котле. Манометр должен периодически проверяться с нанесением на нём даты проверки;
д) не менее двух предохранительных (контрольных) пробок, установленных в передней и задней частях потолка огневой коробки топки.
На лобовой стенке котла, вблизи водомерного стекла, должна быть прикреплена шурупами металлическая пластинка с указателем и надписью: «Наинизший уровень воды в котле». Указатель пластинки должен быть установлен на высоте не менее 100 мм над наивысшей точкой потолка огневой коробки топки, омываемой водой.
Манометр и предохранительные клапаны должны быть запломбированы, предохрани-
ТЕХНИЧЕСКИЕ УСЛОВИЯ ПО РЕМОНТУ ПАРОВОЗОВ
215
Таблица 2
Номенклатура, сроки и порядок периодического осмотра ответственных частей паровоза
Наименование частей Сроки осмотра Краткие пояснения о порядке осмотра
Топка Каждую промывку (срок, обязательный для всех депо) Осмотр производит котельный мастер и ТЧЗ или ТЧ, причём один раз между подъёмочными ремонтами осмотр сопровождается обязательным обмером стенок огневой коробки линейкой
Пробки предохранительные (переливка) Не реже чем через 3 месяца (срок, обязательный для всех депо) После переливки пробки клеймят котельный мастер, ТЧЗ или ТЧ (один из них)
Приборы водоуказательные Каждую промывку (срок, обязательный для всех депо) Осмотр и проверку действия(с промазкой всех краников и вентилей) производит паровозная бригада. Водяная колонка на подъёмочном ремонте осматривается с обязательной отъёмкой от места, что выполняется слесарями комплексной бригады
Приборы искроудержа-тельные и искрогасительные То же Осмотр производит бригадир комплексной бригады, причём сетки в дымовой коробке специально для осмотра не разбирают
Песочницы и их трубы Каждую промывку (срок, обязательный для всех депо) Осмотр и опробование действия песочницы производит паровозная бригада
Клапаны предохранительные котла и цилиндров, манометры паровые и воздушные Не реже чем через 3 месяца (срок, обязательный для всех депо) Осмотр и проверку клапанов и манометров производит бригада по ремонту точных приборов. Пломбируют: клапаны—бригадир по ремонту точных приборов, а манометры (раз в год)—уполномоченный Госповерителя
Инжекторы и питательные трубы Через 25—30 тыс. км Срок осмотра для каждого депо устанавливает управление дороги в зависимости от качества питательной воды
Водоочиститель Через 12—15 тыс. км То же
Регулятор впуска пара Через 2 5—30 тыс. км То же
Главный запорный клапан паровозов серий ФД и ИС Через 25—30 тыс. км То же
Трубы циркуляционные Каждую промывку (срок, обязательный для всех депо) Осмотру подлежат все циркуляционные трубы снаружи и внутри. Осмотр производит котельный мастер. Для осмотра каждой трубы обязательно открывают люки на лобовом и ухватном листах кожуха топки
Втулки золотниковые и золотники На паровозах серий ФД, ИС и М через 12— 15 тыс. км; на остальных поездных паровозах— каждую промывку (для очистки элементов); на маневровых паровозах— не реже одного раза в 3 месяца Осмотр производит мастер промывочного ремонта с обязательной выемкой золотников. При осмотре золотники и крышки очищают от нагара. Золотниковые втулки и золотники замеряют. Результаты заносятся в технический паспорт паровоза
Цилиндры и поршни При секционных кольцах через 25—30 тыс. км, при простых—через 12 — 15 тыс. км\ на маневровых паровозах—не реже одного раза в 3 месяца Осмотр производит мастер промывочного ремонта. При осмотре крышки и поршни очищают от нагара. Цилиндры и поршни замеряют, результаты заносятся в технический паспорт паровоза. Поршневую скалку осматривают при помощи дефектоскопа. Осмотр цилиндров паровозов всех серий, кроме ФД, ИС и Л, производят с обязательной выемкой поршней.
* На паровозах серий ФД, ИС и Л периодический осмотр цилиндров на промывках можно производить и без разъединения скалок от ползунов
Дышловый механизм (с разборкой) Через 12—15 тыс. км 1 Осмотр дышел и пальцев кривошипов производят с применением дефектоскопа. Дышла и пальцы обмеряют с занесением размеров в технический паспорт паровоза. Дышла осматривает мастер заготовительного цеха или промывочного ремонта, пальцы кривошипов—мастер промывочного ремонта
216
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Продолжение табл. 2
Наименование частей Сроки осмотра Краткие пояснения о порядке осмотра
Игольчатые подшипники паровоза серии Л: передней головки поршневого дышла и золотникового ползуна . кулисных цапф } камней ' Пресс-маслёнки и их обратные клапаны (с отъёмкой) Конвейерные винты углеподатчика Водяной бак тендера, водозапорные клапаны и люковые сетки Очистка элементов без выемки их из котла Перио Паро-воздушные насосы: а) насосы тандем и простые б) насосы компаунд Части автотормозного оборудования Паро-воздушные насосы: а) насосы тандем и простые б) насосы компаунд в) на паровозах подталкивающих, маневровых, вывозных и других с непоездной работой Через 25—30 тыс. км Через 50—60 тыс. км Через 12—15 тыс. км Через 30—35 тыс. км Через 12—15 тыс. км Каждую промывку (срок, обязательный для всех депо) Эический осмотр и ремонт На грузовых паровозах через 15—20 тыс.км, на пассажирских—через 20—30 тыс. км Через 40—60 тыс. км При каждом подъёмоч-ном ремонте Ревизия автотормоз На грузовых паровозах через 8—10 тыс. км, на пассажирских—через 10—15 тыс. км Через 20—30 тыс. км Не реже одного раза в 2 месяца Осмотр игольчатых подшипников заключается в разборке, промывке, отсортировке иголок, смазке и последующей сборке Осмотр производит бригадир по ремонту пресс-маслёнок. Пресс-маслёнки и обратные клапаны после осмотра подвергают испытанию и регулировке Осмотр винтов и обмер лопастей и зубьев производятся с выемкой их из корыта Промывку водяного бака производит бригада промывальщиков. Клапаны и сетку осматривает бригадир комплексной бригады На паровозах серий ФД, ИС и М очистка элементов производится длительной промывкой их при циркуляционном расхолаживании котла. На прочих паровозах элементы очищаются кипячением при спуске пара или длительной промывкой при помощи специального приспособления. Очистку элементов на промывках выполняет бригада промывальщиков. Выемку золотников, постановку и выемку защитных кожухов, постановку золотников и закрытие крышек следует производить в присутствии заведующего тёплой промывкой, бригадира тёплой промывки или бригадира комплексной бригады автотормозного оборудования Осмотр насосов производят с отъёмкой их от места и разборкой. После осмотра, ремонта и сборки насосы испытывают, затем на обшивках паровых цилиндров насосов ставят отметки белой краской (по трафарету) с указанием места, даты н вида ремонта Периодические ремонты насосов регистрируют в специальной книге (формы ТУ №14) Осмотр резервуаров, воздухопровода, пылеловки и воздухоочистителей сопровождается продувкой их сжатым воздухом от сети с остукиванием молотком при вывернутых спускных пробках. Осмотр тормозных цилиндров производят с отъёмкой их передних (с горловиной) крышек, очисткой и обмывкой керосином поршней, пружин и рабочих поверхностей цилиндров. Рычажную передачу разбирают и очищают от грязи. После ремонта и сборки рычажную передачу в целом испытывают на паровозе и тендере давлением воздуха в тормозных цилиндрах 6 ат. После периодического осмотра всего тормозного оборудования и окончательной сборки автотормоз в целом испытывают на горячем паровозе при давлении пара в котле 10— 11 ат. Периодические ремонты автотормозов на паровозе и тендере отмечают на тормозных цилиндрах белой краской по трафарету с указанием места, даты и вида ремонта ного оборудования Ревизию насосов производят на месте без съёмки их с паровоза. Во время ревизии осматривают распределительный золоти ик, ходопеременный золотник, клапаны, сальники, прокладки и другие части. После устранения обнаруженных неисправностей насос испытывают, затем на обшивках паровых цилиндров насосов ставят отметки по трафарету и записывают в книгу, как указано выше для периодического ремонта
ТЕХНИЧЕСКИЕ УСЛОВИЯ ПО РЕМОНТУ ПАРОВОЗОВ
217
Продолжение табл. 2
Наименование частей Сроки осмотра Краткие пояснения о порядке осмотра
Части автотормозного оборудования Каждую промывку Во время ревизии производят проверку плотности тормозной и напорной воздушной сети, проверку работы крана машиниста и вспомогательного тормоза, проверку тормозных цилиндров на плотность, осмотр рычажной передачи и пробу тормоза в целом
Специальное оборудование на паровозах с конденсацией пара
Бак конденсата и его фильтры Через 2 — 2,5 тыс. км Бак конденсата промывает бригада промывальщиков; набивку фильтров заменяют новой или очищенной
Газососное устрой* ство Через 12—15 тыс. км Осмотр производят на месте без разборки. Осматривают улитку, лопатки, роликовые подшипники вала турбины и состояние их корпусов
Водяные питательные насосы То же Осмотр насосов производят на месте без съёмки их с паровоза. Осматривают цилиндры, всасывающие и нагнетательные клапаны и поплавок. Парораспределительную головку отнимают от насоса и при необходимости заменяют ранее отремонтированной
Водоотделитель То же Водоотделитель осматривают с отъёмкой нижней крышки для осмотра сетки и спускного крана
Поплавки указателей уровня воды и привод к ним Через 20 — 25 тыс. км Поплавки осматривают с выемкой их из своих направлений. Проверяют работу приводов
Плунжерные насосы приводов вентиляторов Через 12 — 15 тыс. км Осмотр производят с полной разборкой
Приводы вентиляторов, трёхлепестковые муфты, зубчатые колёса и гибкие звенья Через 20—25 тыс. км Осмотр производят с разборкой корпусов приводов, очисткой картера редуктора и проверкой крепления корпусов приводов к остову бака сырой воды
Турбина воздушных вентиляторов То же Производится наружный осмотр турбины, проверка её работы и крепление
Бак сырой воды (про- Через 20—25 тыс. км, Промывку бака производит бригада промы-
мывка) а в период прохождения полых вод—каждую промывку котла вальщиков
Питательные, запорные, обратные и переключательные клапаны Каждую промывку Осмотр производят на месте без отъёмки корпусов
Шахты и секции холодильников (промывка) Масленая система редуктора турбины (смена масла) Через 12 —J тыс. км Масло сменяют во всех случаях обнаружения шлама, обводнения и окисления масла Промывку шахт и секций холодильников производит бригада промывальщиков
Примечания. 1. Во всех случаях, где сроки периодического осмотра не оговорены как обязательные для всех депо, эти сроки устанавливает паровозная служба для каждого депо в зависимости от качества питательной воды и других местных условий работы паровозов.
2. Изменение сроков промывки бака конденсата, смены фильтров, осмотра турбины воздушных вентиляторов, осмотра и крепления приводов вентиляторов возможно для депо и дороги только с разрешения Главного управления паровозного хозяйства МПС. По остальным частям конденсационного оборудования сроки периодического осмотра по каждому депо дороги устанавливает паровозная служба.
218
ПАРОВОЗНОЕ ХОЗЯЙСТВО
тельные пробки по верхней поверхности сплава должны быть заклеймены с указанием даты и места их осмотра.
Требования к паровозам при выпуске их под поезда
Согласно § 238 и 242 ПТЭ запрещается выпускать под поезда паровозы, у которых имеется хотя бы одна из следующих неисправностей:
по котлу
1) неисправный питательный прибор;
2) неисправныйпредохранительный клапан;
3) отсутствие или неисправность водомерных стёкол или водопробных краников;
4) течь предохранительной (контрольной) пробки;
5) испорченный свисток;
6) неисправный или дающий неправильное показание манометр;
7) неисправные искроуловительные или искрогасительные приборы;
по машине и экипажной части
8) неисправный смазочный аппарат (пресс-маслёнка);
9) расплавленный или изломанный дышловый подшипник;
10) изгиб или трещина в деталях движущего или парораспределительного механизма (дышла, тяги, маятники, кулисы и др.);
И) изломанные поршневые и золотниковые кольца;
12) неисправный паро-воздушный насос, неисправный автоматический или ручной тормоз паровоза или тендера;
13) неисправная или не снабжённая песком песочница;
14) трещина в хомуте, рессорной подвеске или коренном листе рессоры, излом рессорного листа;
15) неисправность приборов освещения;
16) расплавленный или изломанный буксовый подшипник;
17) трещина в корпусе буксы;
18) ослабшие болты в соединениях рамы, экипажа или машины;
19) отсутствие предохранительных устройств рычажной передачи тормоза;
20) неисправные ударные и сцепные устройства, требующие замены их деталей;
21) неисправный автостоп или неисправная автоматическая локомотивная сигнализация;
по колёсным парам
22) ослабление бандажа на центре или оси в ступице колеса:
23) поперечная трещина в оси;
24) продольная трещина или плена на оси длиной более 25 мм;
25) протёртое место на оси паровоза более 4 мм, а на оси тендера более 2,5 мм;
26) трещина в бандаже, диске или ступице колёсного центра, ободе, диске или ступице цельнокатанного колеса;
27) трещина в спице колеса и одновременно наличие трещин в двух смежных со спицей секторах обода или наличие двух трещин в одном секторе обода колеса;
28) прокат паровозных бандажей более 7 мм, тендерных — более 9 мм;
29) толщина гребней паровозных бандажей менее 25 мм или более 33 мм при измерении на расстоянии 20 мм от вершины гребня;
30) толщина гребней тендерных бандажей менее 22 мм или более 33 мм при измерении на расстоянии 18 мм от вершины гребня;
31) отклонение расстояния между внутренними гранями бандажей в сторону увеличения или уменьшения более 3 мм по сравнению с утверждённым размером;
32) ползун (выбоина) на поверхности катания колеса более 1 мм, а при роликовых буксовых подшипниках — более 0,7 мм;
33) раковина или выщербина на поверхности катания бандажа паровоза, раковина на поверхности катания бандажа или обода цельнокатанного колеса тендера;
34) выщербина на поверхности катания бандажа или обода цельнокатанного колеса тендера длиной более 25 мм и глубиной более 3 мм;
35) вертикальный подрез гребня высотой более 18 мм, измеряемый специальным шаблоном утверждённого МПС образца, или остроконечный накат гребня бандажа.
ТЕХНИЧЕСКОЕ ОСВИДЕТЕЛЬСТВОВАНИЕ ПАРОВОЗНЫХ КОТЛОВ
Согласно § 232 ПТЭ котёл каждого паровоза должен испытываться в установленные сроки.
Правилами котлонадзора установлены следующие виды и сроки осмотра и испытания паровозных котлов:
1) наружный осмотр;
2) полное освидетельствование с гидравлическим испытанием;
3) специальное обследование.
Все эти технические освидетельствования и испытания производят комиссии в составе:
в депо: начальник депо или его заместитель, приёмщик МПС, котельный мастер;
на ремонтных заводах: главный инженер или начальник отдела технического контроля (ОТК) или начальник производственного отдела, инспектор-приёмщик МПС и начальник котельного цеха.
Ежегодно на 1 января приказом по дороге и заводу объявляется список лиц, персонально уполномоченных на производство технического освидетельствования паровозных котлов.
Наружный осмотр. Наружный осмотр котла производят при каждом среднем ремонте паровоза, но не реже одного раза в 2 года. Кроме того, наружный осмотр производят досрочно в следующих случаях:
а) при постановке паровоза в холодный резерв на длительную стоянку, если до истечения срока наружного осмотра осталось менее года;
б) до пробной обкатки паровоза холодного резерва, если при постановке в резерв наружный осмотр не был произведён;
в) при подъёмочном ремонте паровоза, если до истечения срока наружного осмотра осталось менее года;
г) при досрочном гидравлическом испытании котла после аварии, вызвавшей падение котла на землю или его повреждение;
ТЕХНИЧЕСКИЕ УСЛОВИЯ ПО РЕМОНТУ ПАРОВОЗОВ
? 19
д) при оформлении отсрочки производства полного освидетельствования котла.
Срок очередного наружного осмотра котла исчисляется от его последнего полного освидетельствования или от наружного осмотра.
Цель наружного осмотра — выяснить, в каком состоянии находятся топка, швы, заклёпки, связи, анкерные болты, циркуляционные трубы, а также арматура паровозного котла.
Перед наружным осмотром котёл должен быть охлаждён, тщательно промыт и очищен от накипи, затем распускают обшивку кожуха топки (в доступных местах обшивку снимают), открывают все люки и люк-лаз (при отсутствии люка-лаза снимают крышку сухопарного колпака), вынимают колосники, разбирают топочный свод, а при нефтяном и пылеугольном отоплении снимают и всю обмуровку огневой коробки.
В отдельных случаях производят частичную выемку дымогарных и жаровых труб.
После этого котёл тщательно осматривают с целью обнаружения выедин, трещин, волнистости и выпучин стенок огневой коробки и циркуляционных труб, оборванных и текущих связей, анкерных болтов и лапчатых связей. Стенки огневой коробки проверяют но линейке. Осматривают состояние арматуры котла.
Все обнаруженные недостатки должны быть устранены, после чего котёл снова промывают, переливают предохранительные пробки, проверяют предохранительные клапаны и манометры.
Полное освидетельствование. Полное освидетельствование заключается в тщательном наружном и внутреннем обследовании котла во всех его частях. Полное освидетельствование паровозных котлов производят при каждом капитальном ремонте и в указанных ниже случаях при среднем ремонте паровоза, но не реже одного раза в 6 лет.
При среднем ремонте паровоза котёл подвергается полному освидетельствованию:
а) когда истекает шестилетний срок от предыдущего полного освидетельствования;
б) когда от момента выпуска паровоза из данного среднего ремонта до истечения шести-летнего срока остаётся 2,5 года или менее1.
Если ко времени истечения срока полного освидетельствования паровоз не нужно посылать в заводской ремонт, то для проверки состояния котла производят наружный осмотр. При удовлетворительном состоянии котла, обеспечивающем его безопасную работу, начальник дороги, по представлении акта осмотра и заключения начальника паровозной •службы, может разрешить отсрочку полного освидетельствования котла на срок не свыше одного года. Если же и к моменту истечения годовой отсрочки паровоз не будет назначен в заводской ремонт, то котёл вновь подвергают наружному осмотру. При обеспечении безопасной работы котла продление отсрочки может быть разрешено Главным управлением паровозного хозяйства МПС, по представлении акта осмотра с заключением начальника
1 Для паровозов новой постройки, проходящих первый средний деповской ремонт, досрочное (за 2,5 года) полное освидетельствование может не производиться.
паровозной службы, на срок не далее очередного среднего ремонта. К акту осмотра прилагают эскиз топки со всеми размерами, данные о сроках выполнения капитального и среднего ремонта, последнем освидетельствовании котла, намеченном сроке отправки в средний ремонт, пробегах паровоза от капитального и среднего ремонта.
Если при постановке паровоза в запас остаётся до истечения срока полного освидетельствования менее года, то у такого паровоза производят наружный осмотр котла и оформляют отсрочку полного освидетельствования. Для паровозов, находящихся в запасе, длительность отсрочки полного освидетельствования котла не должна превышать 2 лет.
Для полного освидетельствования котла снимают всю его обшивку и изоляцию, вынимают все жаровые и дымогарные трубы, открывают паровой колпак, снимают всю арматуру, открывают все люки и лаз, огневую коробку полностью освобождают от колосников, топочного свода и обмуровки. После такой разборки все доступные места котла очищают от накипи.
При полном освидетельствовании обращается особенное внимание на состояние стенок котла и на состояние его внутренних скреплений (контрфорсов, продольных и поперечных тяжей) и их соединений с котлом.
При помощи лупы тщательно обследуют внутри и снаружи кромки листов и все клёпаные и сварные швы. Обращают внимание на наличие выедин внизу цилиндрической части котла, у камеры догорания, вокруг люковых отверстий, у загибов листов. Проверяют состояние связей и анкерных болтов, их целость, особенно тщательно проверяют места образования кольцевых трещин и лучевых надрывов, трещин и подъедин на потолке огневой коробки, трещин у отверстий анкерных болтов на потолке кожуха топки. Огневую коробку тщательно обследуют как со стороны огня, так и со стороны воды. Проверяют снаружи и внутри цилиндрической части котла места около опор котла.
При полном освидетельствовании котла, совпадающем с капитальным ремонтом паровоза, производят отъёмку всех как приварных, так и поставленных на резьбе колпачков подвижных связей. При среднем ремонте и в других случаях полного освидетельствования котла производят частичную отъёмку колпачков связей (не менее 100-—150 шт. у паровозов серий СО, ФД, Л, ТЭ, Е) в местах, где подвижные связи подвергаются наибольшим напряжениям (в углах верхних загибов). Отъёмку всех колпачков отмечают в котловой книге паровоза. Частичный осмотр отмечают на эскизе топки с указанием снятых колпачков и даты осмотра.
После устранения всех обнаруженных дефектов, постановки труб и арматуры котёл обязательно подвергают гидравлическому испытанию.
Гидравлическое испытание. Гидравлическое испытание котла производят при каждом полном его освидетельствовании, следовательно, не реже одного раза в 6 лет. Досрочно, между полными освидетельствованиями, котёл подвергают гидравлическому испытанию в следующих случаях.
220
ПАРОВОЗНОЕ ХОЗЯЙСТВО
На рабочее давление +5 ат-.
а) после аварии или крушения, вызвавшего падение котла на землю или его повреждение (сход паровоза с рельсов причиной для этого не служит);
б) после выплавления предохранительных пробок, если это вызвало обрыв анкерных болтов (независимо от количества), или течь 100 анкерных болтов и более, или появление прогиба, или выпучины потолка огневой коробки иа величину свыше 3 мм; гидравлическое испытание производят также в том случае, если после расплавления пробок обнаруживаются общий прогиб потолка свыше 15 мм и выпучины свыше 5 мм;
в) после смены части листа котла или постановки вставки площадью, охватывающей более 30 связей;
г) после смены 15% и более всего числа анкерных болтов или связей, а также 100 и более связей на одной стенке;
д) после переклёпки 15 и более рядом стоящих заклёпок в шве, или 25% от общего их количества;
е) после заварки трещины с постановкой накладки на смычном листе или цилиндрической части;
ж) после вварки или обварки 15% и более всего числа связей или анкерных болтов в топке, а также после вварки или обварки 100 и более связей или анкерных болтов на одной стенке или потолке.
По пункту «а» гидравлическое испытание сопровождается обязательным (также досрочным) наружным осмотром котла. В остальных случаях гидравлическое испытание производится самостоятельно, без наружного осмотра котла.
На рабочее давление:
а) после смены комплекта жаровых и дымогарных труб;
б) после заварки трещин в связевых и трубных простенках длиной более двух простенков или трещин в шуровочном кольце;
в) после вварки или обварки от 50 до 100 связей или анкерных болтов на одной стенке (или потолке);
г) после вварки или обварки от 50 связей или анкерных болтов до 15% их общего числа в топке;
д) после вварки вставки площадью, охватывающей не более 30 связей.
После вварки (или обварки головок) до 50 связей и анкерных болтов, расположенных на одной или разных стенках, гидравлическое испытание не производится.
Гидравлическое испытание котла на рабочее давление +5 ат производит комиссия (того же состава, как и при других технических освидетельствованиях паровозных котлов). Такое испытание котла оформляют специальным актом и записью в котловой книге. Гидравлическое испытание лишь на рабочее давление производит без комиссии начальник депо или котельный мастер с записью во второй части технического паспорта паровоза.
Перед гидравлическим испытанием следует проверить, полностью ли наполнен водой подлежащий испытанию котёл. Под пробным давлением (рабочее давление +5 ат) котёл держится 5 мин., после чего давление постепенно понижается до величины рабочего, ко
торое должно оставаться постоянным в течение всего времени, необходимого для тщательного осмотра котла. Осмотр котла производят не только при рабочем давлении, но и после понижения давления до нуля. Понижение давления от рабочего до нуля также должно-производиться постепенно. Предварительное (без комиссии) опробование котла на давление.-свыше рабочего запрещено.
При осмотре котла под давлением отмечается течь швов, заклёпок, связей, анкерных, болтов и труб. Незначительную течь заклёпочных швов и заклёпок устраняют чеканкой.. При появлении «слезинок», течи или трещин в сварном шве дефектные места вырубают и заваривают заново; чеканка сварного шва запрещена. При появлении «слезинок» нарезные анкерные болты и связи со стороны огня подклёпывают с применением поддержки, а со стороны кожуха раздают параболическим бородком. При течи нарезные анкерные болты: и связи заменяют новыми. В случае появления отдельных капель у приварных труб-при удовлетворительном состоянии буртов, обрубается обварка, трубы развальцовывают и приваривают вновь. При течи трубы должны быть сменены.
Все работы по устранению обнаруженных при осмотре котла дефектов выполняются при отсутствии давления в котле.
Специальное обследование. Специальное обследование паровозного котла производят только при заводском ремонте паровоза в следующих случаях:
а) когда по состоянию котла и по данным предшествующей его работы устанавливаются признаки значительного ухудшения качества и понижения прочности металла кожуха или цилиндрической части (появление трещин, расслоений);
б) при первом заводском ремонте котла после истечения 40 лет его работы или когда год постройки котла неизвестен, но по его типу будет установлено, что со времени постройки котла прошло 40 лет.
При специальном обследовании паровозного котла обязательно производят механическое испытание металла — четырёх плоских или двух-трёх кольцевых образцов. Заготовки для кольцевых образцов вырезают диаметром. 37—40 мм. Заготовки для плоских образцов вырезают: две вдоль прокатки и две поперёк прокатки, длиной каждая 360—410 мм (в зависимости от толщины листа), шириной 50 мм. В особых случаях производят также и металлографическое исследование.
Металлографическое исследование и механическое испытание материала котлов производят в лабораториях заводов и институтов. Вырезанные для этой цели образцы и шлифы клеймят с торцевой стороны обозначениями регистрационного номера котла, номера образца и направления прокатки.
Все вырезки производятся из наиболее ответственных и сомнительных по прочности мест кожуха или цилиндрической части котла, подвергавшихся наибольшим напряжениям и деформациям. Эти места определяет комиссия, обследующая котёл.
Результаты механического испытания признаются неудовлетворительными в случаях, указанных в табл. 3.
ТЕХНИЧЕСКИЕ УСЛОВИЯ ПО РЕМОНТУ ПАРОВОЗОВ
221
Таблица 3
Показатели неудовлетворительности результатов механических испытаний
Образцы
Наименование показателей испытания
кольцевые
плоские
Для листов из сварочного железа
Предел прочности..........
Относительное удлинение при разрыве образцов, взятых в любом направлении (при плоских—вдоль и поперёк прокатки) . . .
Менее
26 кг/мм2
KejMM'1 менее
Менее 17%
12% и менее
Для листов из котельной стали
Предел прочности менее . . Относительное удлинение менее ....................
30 кг! мм*
При неудовлетворительных результатах механического испытания отдельных кольцевых образцов производят повторное испыта яие удвоенного числа образцов, взятых от тех же листов.
Результаты испытания металла котла признаются также неудовлетворительными, если один из образцов сварочного или литого металла, подвергнутых загибу в холодном состоянии на 180° по ОСТ 1683 до параллельности /торон вокруг стержня (диаметр которого равен тройной толщине изгибаемого образца), /ломается или даст трещину
Вопрос о принадлежности металла к сварочной или котельной стали решается метал-иографическим исследованием. Последнее производится по указанию комиссии и в тех лучаях, когда имеется необходимость в дополнительных данных для суждения о дефектах металла котла.
Когда результаты металлографического исследования неудовлетворительны (обнаружены трещины и признаки нарушения связи между зёрнами металла), производят дополнительные механические испытания и металло-;рафические исследования других мест листа.
При удовлетворительных результатах механических испытаний котёл признаётся годным к службе до следующего специального обследования, которое производят при очередном (после истечения 6-летнего срока) завод-с ком ремонте.
Результаты испытания признаются неудовлетворительными, если металл не выдерживает хотя бы одной из требуемых норм. В этом случае негодные листы заменяют; при невозможности их смены котёл подлежит исключению из инвентаря.
ТЕХНИЧЕСКОЕ ОСВИДЕТЕЛЬСТВОВАНИЕ ВОЗДУШНЫХ РЕЗЕРВУАРОВ АВТОТОРМОЗА
Главные, запасные и дополнительные воздушные резервуары автотормоза подвергают: а) наружному осмотру ежегодно при очередном ремонте паровоза на заводе или в депо;
б) наружному осмотру с гидравлическим испытанием один раз в 3 года при очередном среднем или капитальном ремонте паровоза.
Если паровоз выходит из капитального или среднего ремонта ранее наступления срока гидравлического испытания воздушных резервуаров, то это испытание производится досрочно.
Техническое освидетельствование и испытание воздушных резервуаров осуществляется комиссиями того же состава, что и по паровозным котлам.
При наружном осмотре резервуаров производят осмотр их стенок, сварных или клёпаных швов и арматуры. Особенное внимание обращают па состояние сварных швов, на проверку вытертых мест и уменьшение толщины стенок.
Гидравлическое испытание воздушных резервуаров производят на рабочее давление 4-5 ат, т. е. главный резервуар на 8 4- 5 = 13 ат, запасный и дополнительный на 5 4-5 — 10 ат.
Перед гидравлическим испытанием воздушные резервуары прогревают паром и тщательно промывают горячей водой для удаления грязи и смазки.
Под пробным давлением воздушные резервуары держат 5 мин., после чего давление понижается до рабочего, при котором и производят осмотр резервуара. По окончании осмотра давление понижается до нуля постепенно.
Воздушный резервуар признаётся выдержавшим испытание, если не обнаружено остаточных деформаций, разрыва или течи. При этом водяная пыль и мелкие капли (слёзки) в клёпаных швах, заклёпках и кранах течью не считаются.
Если результаты испытания воздушного резервуара окажутся неудовлетворительными и потребуется переклёпка швов, смеиа заклёпок или исправление сварных швов, то по устранении обнаруженных дефектов гидравлическое испытание такого резервуара производят вновь.
После гидравлического испытания главного резервуара на его металлической табличке.изменяют клейма места и даты гидравлического испытания.
На запасных резервуарах после испытания ставят трафареты с обозначением регистрационного номера, объёма резервуара, места и даты гидравлического испытания.
Наружный осмотр и гидравлическое испытание воздушных резервуаров регистрируют в шнуровой книге.
ОСВИДЕТЕЛЬСТВОВАНИЕ КОЛЁСНЫХ ПАР
Виды и сроки осмотра и освидетельствования колёсных пар. Паровозные и тендерные колёсные пары за время своей службы подвергаются: текущему осмотру под паровозом (или тендером), обыкновенному освидетельствованию и полному освидетельствованию.
Текущий осмотр колёсных пар под паровозом и тендером производят при каждом ремонте паровоза и тендера на промывках, при контрольном техническом осмотре, а также
292
ПАРОВОЗНОЕ ХОЗЯЙСТВО
и при каждом осмотре паровоза и тендера в депо.
Кроме того, такой осмотр производят после каждого схода паровоза или тендера с рельсов. В этом случае надлежит проверить расстояние между внутренними гранями бандажей и по состоянию колёсных пар в целом решить вопрос о возможности работы их под паровозом или тендером.
Обыкновенное освидетельствование колёсных пар производят во всех паровозных депо при каждом подъёмочном и среднем ремонте паровоза и тендера, а также и во всех других случаях выкатки колёсных пар из-под паровоза или тендера.
Полное освидетельствование колёсных пар, как правило, производят на ремонтных заводах и в дорожных колёсных цехах. Такое освидетельствование производят при каждом заводском ремонте паровозов и тендеров и при всяком ремонте запасных колёсных пар на заводах для депо.
Полное освидетельствование производят также и в тех отдельных депо и мастерских, где по специальному разрешению МПС ремонтируют паоовозные и тендерные колёсные пары со сменой их элементов.
Текущий осмотр колёсных пар. При текущем осмотре колёсных пар под паровозом: а) осматривают бандажи, нет ли подреза гребней, остроконечного наката, вертикального подреза гребней и трещин; по чистоте звука от ударов ручного молотка по бандажам и по положению контрольных рисок на ободе и бандаже определяют, нет ли ослабления бандажей на ободах колёсных центров;
б) осматривают среднюю часть оси, места соединения центров с осью и пальцами кривошипов, не появились ли там трещины, нет ли признаков сдвига или ослабления;
в) осматривают ободы, укрепляющие кольца, ступицы и спицы колёсных центров.
Осмотр колёсных пар под тендером заключается в проверке плотности насадки бандажей путём остукивания ручным молотком, осмотре центров, бандажей, укрепляющих колец и контрольных рисок на бандаже н ободе, мест соединения колёсных центров и оси, а также осмотре средней части оси.
Текущий осмотр колёсных пар под паровозом и тендером должен производиться:
а) во всех случаях — одним из прикреплённых машинистов;
б) на промывках, помимо машиниста,—ещё и мастером промывочного ремонта, начальником депо или его заместителем или инженером по ремонту и приёмщиком МПС.
Осмотр колёсных пар под паровозом и тендером регистрации не подлежит; при обнаружении дефектов последние записывают в ремонтную книгу паровоза.
Ежемесячные обмеры колёсных пар (прокат, толщина бандажей и гребней) под паровозом и тендером должны производиться специальными лицами, которых выделяют начальники депо.
Список этих лиц объявляется ежегодно на 1 января приказом начальника паровозной службы дороги. При этом начальники депо, их заместители, а также приёмщики МПС обязаны периодически лично производить контрольные обмеры колёсных пар. Запись
результатов ежемесячных обмеров ведётся, в книге по форме ТУ № 18.
Обыкновенное освидетельствование. Обыкновенное освидетельствование колёсной пары после выкатки её из-под паровоза или тендера состоит в следующем:
1) колёсную пару обмывают и полностью, очищают от грязи;
2) осматривают бандажи, нет ли трещин; по чистоте звука от ударов ручным молотком по бандажу и по положению контрольных рисок на бандаже и ободе определяют, нет ли ослабления бандажей на колёсном центре;
3) проверяют толщину бандажей и гребней, прокат, выбоины (ползуны), расстояние между внутренними гранями бандажей, а также размеры осевых шеек и пальцев кривошипов;
4) осматривают среднюю часть оси, места соединения колёсных центров с осью и пальцами кривошипов, не появилась ли там трещина, нет ли признаков сдвига или ослабления, проверяется положение шпонок;
5) осматривают укрепляющие кольца, ободы, спицы и ступицы колёсных центров;
6) проверяют размеры и положение ведущих, сцепных и кулисных кривошипов (если осматривается отдельная колёсная пара, выкаченная из-под паровоза по причинам расплавления буксового подшипника или порчи осевой шейки, такую проверку разрешено не делать);
7) тщательно исследуют трущиеся поверхности осевых шеек, буртов и пальцев кривошипов, а также среднюю часть оси; при этом особое внимание обращается на состояние галтелей. Поверхности шеек осей и пальцев, а также предподступичных частей тендерных осей и средней части всех осей проверяют, при помощи дефектоскопа.
Обыкновенное освидетельствование колёсных пар в паровозных депо производят начальники депо, их заместители или лица, выдержавшие испытание в знании инструкции по освидетельствованию и ремонту колёсных пар и имеющие специальное удостоверение, выданное начальником паровозной службы дороги совместно с приёмщиком МПС.
Об обыкновенном освидетельствовании колёсной пары должна быть сделана запись в книгу формы ТУ № 21 с распиской лиц, производивших освидетельствование.
Полное освидетельствование. Полное освидетельствование колёсной пары отличается от обыкновенного освидетельствования следующими дополнительными операциями:
а) с колёсной пары начисто (до металла) удаляют краску;
б) каждая паровозная колёсная пара (кроме бегунковых и поддерживающих) подлежит контролю на специальной проверочной плите или кривошипомером утвержденной МПС конструкции.
Полное освидетельствование оформляется записью в журнал колёсного цеха и клеймением колёсной пары: паровозной — на внутренней поверхности противовеса, тендерной и бегунковой — на торцах оси.
Полное освидетельствование колёсных пар производится начальниками колёсных цехов, их заместителями или лицами из техническою персонала колёсных цехов, выдержавшими ис
ТЕХНИЧЕСКИЕ УСЛОВИЯ ПО РЕМОНТУ ПАРОВОЗОВ
223
пытание в знании инструкции и технологических процессов ремонта колёсных пар и имеющих на то специальное удостоверение, выданное начальником завода на паровозоремонтных заводах и начальником паровозной службы в дорожных колёсных цехах.
НЕИСПРАВНОСТИ КОЛЁСНЫХ ПАР И РАЗРЕШАЕМЫЕ СПОСОБЫ
ИХ УСТРАНЕНИЯ
Перечень неисправностей колёсных пар и разрешаемые способы их устранения приведены в табл. 4, 5, 5а и 6.
МАГНИТНЫЙ КОНТРОЛЬ ПАРОВОЗНЫХ ДЕТАЛЕЙ
Для предупреждения аварий и порч паровозов в пути из-за поломок паровозных деталей с 1940 г. в паровозных депо и на паровозоремонтных заводах введён магнитный контроль деталей при их осмотре и ремонте. Магнитный контроль обеспечивает возможность своевременного изъятия из эксплоата-ции дефектных деталей, имеющих трещины, угрожающие безопасности и бесперебойности движения поездов.
В 1952 г. Министерством путей сообщения установлен обязательный перечень ответственных деталей, подлежащих магнитному контролю; перечень и сроки контроля приведены в табл. 6а.
Процесс магнитного контроля состоит из трёх операций: 1) намагничивание, 2) поливка проверяемого места магнитной смесью и 3) осмотр проверяемого места.
Намагничивание осуществляется при помощи дефектоскопов. В настоящее время в большинстве паровозных депо применяются дефектоскопы конструкции инж. В. В. Геккера.
Седлообразный дефектоскоп (фиг. 1) предназначен для выявления трещин на внутренних осевых шейках и на средней части осей колёсных пар. Этот дефектоскоп приме-
Фиг. 1. Седлообразный дефектоскоп
няется также для проверки дышел и других паровозных деталей, имеющих соответствующую форму и габаритные размеры. Круглый дефектоскоп (фиг. 2) применяют для магнитного контроля наружных осевых шеек тендерных и поддерживающих колёсных пар, пальцев кривошипов, поршневых и золотниковых скалок, подбуксовых связей, рессорных подвесок и якорей, скалок тормозных и водя
ных насосов, валов разных типов и других подобных деталей, по своей форме и размерам позволяющих надевать на них круглый, дефектоскоп.
С 1950 г. в паровозных депо внедряется дефектоскоп настольного типа для проверки мелких паровозных деталей (разнопоршневых клапанов, стержней ходопеременного* золотника, болтов и др.).
Магнитную смесь приготовляют из чистого прозрачного трансформаторного масла с малой вязкостью или керосина, в которых
Фиг. 2. Круглый дефектоскоп
размешивается мелкий порошок железной окалины из расчёта 200-У-250 г окалины на 1 л масла или керосина. Магнитную смесь хранят в закрытой посуде, чтобы в неё не попадали пыль и вода. Загрязнённая смесь не даёт чёткого очертания трещины, вода окисляет порошок и уменьшает его чувствительность. Перед поливкой проверяемой детали магнитную смесь надо размешать или взболтать в сосуде. Отработавшая смесь должна стекать с проверяемой детали в чистую ванну и может быть повторно использована несколько раз.
Перед употреблением магнитную смесь испытывают на эталоне с естественной поперечной трещиной или с искусственным пропилом, хорошо заделанным стальной вставкой, зачеканенной и зашлифованной до исчезновения видимости места зачеканки. Если после поливки смесью намагниченного эталона появляется чёткое очертание трещины или заделки, то смесь годна к употреблению, в противном случае она заменяется свежей.
Магнитный контроль паровозных деталей производят дефектоскописты.
Для магнитной проверки дефектоскоп надевают на проверяемую деталь (например на шейку оси) и включают в сеть. Затем, при включённом дефектоскопе, обследуемую поверхность шейки обильно поливают магнитной смесью и тщательно её осматривают. При скоплении на проверяемой детали порошка окалины деталь должна быть обтёрта и часть её, где имело место скопление порошка, подвергается особенно тщательной повторной проверке. В случае повторного скопления порошка той же формы и в том же месте работник, производящий проверку, сообщает об этом мастеру и приёмщику МПС, которые
224
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Таблица 4
Неисправности в осях, требующие изъятия колёсной пары из работы и ремонта или замены оси
Неисправности Разрешаемые способы устранения
Поперечные трещины независимо от размера, количества и места расположения Ось бракуют и заменяют новой. Поверхности шеек, номер оси и клейма инспектора МПС забракованной оси зарубают Х-об-разно зубилом
Поперечные плёны, волосовины, песочины На заводе и в дорожном колёсном цехе такие дефекты устраняют обточкой до полного их исчезновения, после чего ось проверяют дефектоскопом. Если при обточке до предельного диаметра дефекты полностью не исчезнут или если дефектоскопом будут обнаружены дополнительные дефекты, ось бракуется. При обнаружении таких дефектов оси в депо колёсная пара должна быть изъята из работы и отправлена на завод или в дорожный колёсный цех для полного освидетельствования
Продольные трещины и плёны В депо разрешается оставлять без исправления одну продольную трещину или плену длиной не более 25 мм на^средней части оси. Продольные трещины или плёны в других частях оси не допускаются и при их обнаружении колёсная пара подлежит изъятию из работы и отправке на завод или в дорожный колёсный цех для полного освидетельствования. На заводе и в дорожном колёсном цехе продольные трещины или плёны вырубаются крейцмесселем (канавочником) до полного их исчезновения. Если при этом измерение оси покажет, что после обточки она выйдет из допускаемых размеров, такая ось бракуется и подлежит замене. Если же размеры оси останутся в пределах допускаемых, то шеечная часть должна быть обточена до полного исчезновения трещин или плён и следов вырубки, а средняя часть оси может быть оставлена без обточки с закруглением острых углов вырубки
Продольные волосовины На заводе, в дорожном колёсном цехе и в депо разрешается оставлять без исправления продольные волосовины в соответствии с действующим ГОСТ. При обнаружении продольных волосовин, в количестве и по 1 расположению большем чем допущено ГОСТ, поступать так же, | как и с продольными трещинами
Темновины и светловины На окончательно обточенных частях оси допускаются так называемые темновины и светловины, но без каких бы то ни было признаков расслоений металла. В противном случае поступать, как с плёнами
Изогнутость оси определяется при её । вращении на станке по обточенным частям Ось бракуется и подлежит замене
Овальность и конусность осевой шейки свыше: на заводе и в дорожном колёсном цехе—0,2 мм, в депо—1 мм На заводе и в дорожном колёсном цехе устраняется ''обработкой на станке. В депо, при отсутствии соответствующего оборудования, разрешается выпиливать шейки вручную с соблюдением требований Правил текущего ремонта
Задиры и риски на осевых шейках В депо мелкие тупые риски разрешается оставлять без исправления до подъёмочного ремонта при условии, что подшипник по шейке хорошо приработался и не подлежит переливке. При наличии задиров поступать так же, как и в предыдущем случае. На заводе и в дорожном колёсном цехе, независимо от глубины задиров или рисок, шейки подлежат обработке на станке
Отсутствие выкружки или уменьшение её радиуса у шеек осей менее допускаемого Допускаемые размеры выкружки, восстанавливают обточкой шейки и ступицы центра
Износ внутреннего бурга паровозной оси (где такой бурт предусмотрен альбомом) до толщины по верхней части менее 5 мм Устраняется обточкой верхней части бурта при условии сохранения высоты бурта не менее 15 мм
Оси с вытертыми местами (от провисших тормозных тяг и других частей) глубиной более 4 мм, считая по радиусу от альбомного размера оси Ось бракуется и подлежит замене. При вытертости до 4 мм образовавшиеся кромки должны быть выпилены илн скруглены на станке с плавным переходом
Отбитый Наружный бурт тендерной оси или изношенный до толщины менее допускаемой Разрешается восстанавливать бурт элоктронаплавкой с последующей механической обработкой
Предельные размеры осевых шеек по диаметру Оси бракуются и подлежат замене
ТЕХНИЧЕСКИЕ УСЛОВИЯ ПО РЕМОНТУ ПАРОВОЗОВ
225
Таблица 5
Неисправности в колёсных центрах» требующие изъятия колёсной пары из работы н ремонта или замены центра
Неисправности
Разрешаемые способы устранения
Ослабление колёсного центра на оси
Ослабление осевой шпонки
Лопнувшая ступица центра (осевая и под. палец) или трещина в ней
Трещина в месте соединения ступиц оси и пальца
Излом или трещина в спице
Изгиб спиц
Трещины в спице и одновременное наличие трещин в двух смежных со спицей секторах обода
Наличие двух трещин в одном секторе обода
Наличие трещин в ободе
В депо при обнаружении явных признаков ослабления (сдвиг центра по длине и окружности оси, смятие шпонки) колёсная пара подлежит отправке на завод или в дорожный колёсный цех для полного освидетельствования. Выступание смазки, ржавчина и трещины краски в местах соединения центра с осью без других признаков ослабления не являются основанием для изъятия колёсной пары из работы; необходимо лишь установить за такой колёсной парой особое наблюдение.
На заводе и в дорожном колёсном цехе при выступании смазки, ржавчине и трещинах краски в местах соединения центра с осью плотность посадки центра на оси подлежит опробованию на прессе на максимальное давление, установленное для запрессовки. При наличии сдвига или смятия шпонки колёсная пара подлежит распрессовке.
Устранять ослабление центра на оси накерниванием или наваркой подступичной части оси и другими подобными способами запрещается
Плотность посадки шпонки опробовать ударами ручного молотка. Ослабшая шпонка подлежит замене
Центр бракуется и подлежит замене
Разрешается заварка не более одной трещины при условии, что трещина после вырубки уменьшит сечение тела центра не более чем на 25%
Разрешается заварка не более пяти спиц в одном колёсном центре движущих колёсных пар; при наличии трещин в четырёх смежных спицах ставится между 2-й и 3-й заваренными спицами вварная перепонка. При наличии трещин в пяти смежных спицах ставятся две вварные перепонки между 2-Й и 3-Й и между 3-й и 4-Й заваренными спицами.
Заварка трещин в спицах бегунковых, поддерживающих и тендерных колёсных пар разрешается не более четырёх в одном колёсном центре
Изгиб спиц до 10 мм при ремонте колёсных пар на заводе и в дорожном колёсном цехе разрешается оставлять без исправления. Больший изгиб спиц разрешается выправлять домкратом с предварительным подогревом их газовой горелкой при снятом бандаже. Изгиб спиц до 15 мм при текущем ремонте в депо разрешается оставлять без исправления
Центр бракуется и подлежит замене
i
I
Овальность обода, определяемая при смене или перетяжке бандажей на заводе и в дорожном колёсном цехе, более 0,5 мм для тендерных, бегунковых и поддерживающих, более 1 мм для грузовых и более 1,5 мм для пасса* жирских паровозов
Уменьшение толщины обода свыше 3 мм или ширины более 6 мм против альбомного размера, определяемое при смене бандажей
Ослабление заливки противовесов
Центр бракуется и подлежит замене
В депо разрешается оставлять без исправления не более трёх трещин в разных секторах обода и при условии, что каждые две трещины разделены между собой не менее чем двумя незаваренными спицами. На заводе и в дорожном колёсном цехе не допускается оставлять без исправления ни одной трещины.
Заварка трещин разрешается в следующем количестве: в ободах колёсных пар грузовых паровозов и тендеров, а также в ободах бегунковых и поддерживающих колёсных пар пассажирских паровозов—не более 5 и в ободах движущих колёсных пар пассажирских паровозов—не более 7 при условии, что между двумя трещинами расположено не менее одной незаваренной спицы
Обод проверяется на станке
Восстанавливают альбомные размеры наплавкой с последующей обработкой на станке
Трещины в дисковом центре тендерной колёсной пары
Трещины в перепонках дисковых паровозных центров
Производят уплотнение заливки, причём в условиях завода и дорожного колёсного цеха—с последующей проверкой противовеса; при невозможности уплотнения заливки на заводе производят переливку свинца. В условиях депо колёсная пара с ослабленной заливкой должна быть изъята из работы и направлена на завод или в дорожный колёсный цех для переливки свинца
Разрешается устранять вырубкой несквозные трещины (надрывы) в дисковом центре глубиной не более 3 мм на длине не более 100 мм. При наличии надрывов ббльших размеров или каких-либо сквозных трещин центр бракуется и подлежит замене. Устранение надрывов и трещин заваркой не разрешается
Разрешается заварка не более шести трещин в дисковом паровозном центре при условии постановки в облегчающие окна вварных листовых диафрагм
15 Том 7
226
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Продолжение табл. 5
Неисправности Разрешаемые способы устранения
Износ внутреннего бурта или внутренней торцевой поверхности ступицы центра на глубину более 5 мм для паровозов серий ФД, ИС и С У (с осями 3-го варианта) и более 10 мм для остальных серий паровозов против альбомного размера Износ наружной торцевой поверхности ступицы вокруг безбуртового пальца кривошипа на глубину более 5 мм от альбомного размера Наличие на ободе более одной контрольной риски На заводе и в дорожном колёсном цехе разрешается восстановить длину ступицы центра до альбомного размера приваркой разрезной предохранительной шайбы с последующей обточкой на станке. При распрессовке длина ступицы и толщина бурта центра подлежат восстановлению до альбомного размера электронаплавкой; всякие другие способы восстановления бурта запрещаются На заводе и в дорожном колёсном цехе устраняется восстановлением наплавкой с выпрессовкой пальца После проверки плотности насадки бандажа лишние риски должны быть зачеканены
Таблица ба
Неисправности в пальцах кривошипов» требующие изъятия колёсной пары из работы и ремонта или смены пальцев
Неисправности Разрешаемые способы устранения
Трещины, плёны и поперечные волосовины Ослабление пальцев в ступицах колёсных центров Овальность и конусность шеек пальцев на заводе и в дорожном колёсном цехе свыше 0,2 мм, в депо свыше 1 мм Задиры и риски на шейках пальцев Односторонний износ пальца контркривошипа 0,5 мм и выше Износ пальца контркривошипа более 12% от альбомного размера при капитальном ремонте и более 15% при среднем ремонте Износ внутреннего пальца контркривошипа заподлицо со щекой планки Эксцентричность поршневой шейки относительно центровой при ремонте на заводе и в дорожном колёсном цехе свыше 0,5 мм, в депо свыше 1 мм Отступление от альбомной длины сцепных и ведущих кривошипов при ремонте на заводе и в дорожном колёсном цехе свыше 0,25 мм, в депо свыше 0,5 мм Неточность угла насадки пальцев кривошипов у одной колёсной пары по окружности центров при ремонте на заводе и в дорожном колёсном цехе более 0,5 мм, в депо более 1 мм Отступление от альбомной длины кулисного кривошипа при ремонте на заводе и в дорожном колёсном цехе более 0,5 мм, а в депо более 1 мм Износ внутреннего бурта сцепных и ведущих пальцев кривошипов сверх допускаемых размеров При наличии трещин и плён независимо от их количества и направления, а также и при наличии поперечных волосовин палец бракуется и подлежит замене Палец подлежит замене или перепрессовке с наваркой и проверкой ступицы колёсного центра. Наплавка подступичной части пальца запрещается На заводе и в дорожном колёсном цехе шейки пальцев подлежат обработке на станках. В депо пальцы обтачивают переносными станками и шлифуют вручную наждачным полотном. В виде исключения, при отсутствии станка, разрешается в условиях депо опиливать пальцы личной пилой с соблюдением требований Правил текущего ремонта То же На заводе и в дорожном колёсном цехе устраняется обточкой. в депо разрешается опиливать вручную Устраняется постановкой втулки при условии, что диаметр пальца под втулку отличается от альбомного не более чем на 25% При большем износе отъёмную планку заменяют новой или на палец ставят втулку с буртом Устраняется обточкой шейки Устраняется обточкой шейки пальца. В депо при отсутствии станка, как исключение, разрешается опиливать пальцы вручную с соблюдением требований Правил текущего ремонта То же Устраняется обточкой пальца контркривошипа. В депо разрешается палец опиливать вручную На заводе и в дорожном колёсном цехе износ бурта у пальца, имеющего альбомную толщину выступающей части, равную 6 мм заподлицо со ступицей, центра разрешается оставлять без исправления. При большем износе (наличие выработки вокруг пальца) палец подлежит замене, а изношенная торцевая поверхность ступицы—восстановлению электронаплавкой до альбомной толщины центра. У пальца, имеющего альбомную толщину выступающей части свыше 6 мм, износ бурта допускается на 6 мм от альбомной толщины. При большем износе палец подлежит замене. В депо во всех случаях разрешается оставлять без исправления
ТЕХНИЧЕСКИЕ УСЛОВИЯ ПО РЕМОНТУ ПАРОВОЗОВ
227
Продолжение табл. 5а
Неисправности Разрешаемые способы устранения
Неисправности наружных буртов сцепных пальцев или их износ при ремонте на заводе и в дорожном колёсном цехе до толщины менее 8 мм, в депо менее 5 мм Износ промежуточного бурта ведущего пальца с альбомным размером 10 мм и менее до толщины: менее Змм при ремонте в депо, менее 5 мм при ремонте на заводе и в дорожном колёсном цехе. Для паровозов серии Щ: менее 2 мм при ремонте в депо, при ремонте на заводе и в дорожном колёсном цехе менее 4 мм То же у пальцев с альбомной толщиной промежуточного бурта свыше 10 мм' при ремонте в депо менее 5 мм, на заводе и в дорожном колёсном цехе менее 7 мм Предельные размеры пальцев по диаметру Разрешается наплавка наружного бурта с последующей обработкой Устраняется обточкой верхней части бурта при условии сохранения высоты бурта не менее альбомной со стороны центровой шейки То же Пальцы бракуются и подлежат замене
Таблица 6
Неисправности в бандажах, требующие изъятия колёсной пары из работы и ремонта или смены бандажей
Неисправности | Разрешаемые способы устранения 1
Расстояние между внутренними гранями бандажей менее 1 437 мм и более 1 443 мм При расстоянии менее 1 437 мм разрешается восстановить допускаемое расстояние проточкой внутренних граней при условии сохранения установленного профиля и допускаемой ширины бандажей. Если этого сделать нельзя, а также и при расстоянии свыше 1 443 мм, должна быть произведена пересадка или смена бандажей
Трещины и плёны независимо от размера, количества и места расположения Продольные трещины и плёны на поверхности катания паровозных и тендерных бандажей устранять обточкой, а на торцевых гранях—вырубкой согласно действующему ГОСТ При наличии поперечных трещин и плён бандаж бракуется
Раковины на бандажах Устраняют обточкой до полного исчезновения
Ослабление бандажа на ободе колёсного центра Устраняют перетяжкой бандажа с соблюдени ем требований Правил текущего ремонта
Быбоина (ползун) глубиной более 1 мм и местный прокат Износ гребней до толщины менее 25 мм на расстоянии 20 мм от вершины гребня у паровозных и до толщины менее 22 мм на расстоянии 18 мм у тендерных бандажей В условиях депо разрешается устранять наплавкой с последующей обработкой. На заводе и в дорожном колёсном цехе устраняются обточкой Изношенные гребни разрешается восстанавливать наплавкой с последующей обточкой по профилю
Вертикальный подрез гребня высотой более 18 мм, измеряемый специальным шаблоном утверждённого МПС образца, или остроконечный накат гребня бандажа Устраняется наваркой с последующей обработкой на станке
Овальность бандажа по кругу катания после обточки свыше 0,5 мм Устраняется вторичной обточкой
Разность диаметров по кругу катания паровозных бандажей у одной колёсной пары или у всего комплекта движущих колёсных пар свыше 1 мм Устраняется обточкой
Толщина бандажей менее допускаемой Бандажи заменяются новыми
Уменьшение ширины бандажа против альбомного размера более чем на 4 мм Бандаж бракуется и подлежит замене
15*
228
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Продолжение табл, б
Неисправности Разрешаемые способы устранения
Ослабление укрепляющего кольца Наличие на бандаже более одной контрольной риски Несовпадение контрольных рисок на бандаже и ободе В депо в условиях эксплоатации разрешается оставлять без исправления ослабление кольца (для движущих колёсных пар) суммарно не более чем на 30% длины обода, а для бегунковых, поддерживающих и тендерных колёсных пар суммарно не более чем на 20%, при условии расположения места ослабления не ближе 100 мм от замка кольца. При большем ослаблении колёсная пара должна быть выкачена и кольцо заменено или укреплено. Для колёсных пар, выходящих из заводского ремонта и дорожных колёсных цехов без смены или перетяжки бандажей, допускается оставлять без исправления ослабление кольца для движущих колёсных пар не более чем на 20% длины обода и не более 300 мм в одном месте, а для бегунковых, поддерживающих и тендерных колёсных пар—не более чем на 10% при условии расположения места ослабления не ближе 150 мм от замка. Ослабление определяется остукиванием молотком. При смене и перетяжке бандажей ослабление кольца не допускается Лишние риски после проверки прочности насадки бандажа полностью уничтожают выпиловкой При прочно сидящем бандаже и укрепляющем кольце допускается нанесение новой контрольной риски на ободе колёсного центра против риски, имеющейся на бандаже. Старые риски на ободе колёсного центра должны быть зачеканены
Таблица ба
Перечень деталей, подлежащих магнитному контролю
Наименование детали
Сроки контроля
Шейки, подступичные (при выпрессовке оси), предподступичные и средние части осей паровозных и тендерных колёсных пар
Бандажи (внутренняя обработанная поверхность)
Бандажи (наружная поверхность в зоне наплавки местного проката)
Пальцы кривошипов
Ведущие и сцепные дышла, валики поршневых ползунов и валики шарнирного соединения дышел
Тяги, маятники, поводки кулисного механизма, нижние валики поводков и валики кулисного механизма
Параллельные болты, поршневые и золотниковые скалки
Подбуксовые связи
Рессорные подвески и серьги (якоря)
Коренные листы паровозных и тендерных рессор
Скалки паро-воздушных и водяных насосов
Стержни ходопеременного золотника паро-воздушных насосов
Разнопоршневые клапаны паро-воздушных насосов
Болты крепления розетки паровозной автосцепки
Крюки паровозные (с предварительной зачисткой проверяемых поверхностей и скруглением острых кромок)
Валы роторов турбин воздушных вентиляторов и валы газососов
Валы редукторов воздушных вентиляторов
Вертикальные валы шестерёнчатых насосов
При полном освидетельствовании, подъёмочном, среднем и капитальном ремонте, а также и во всех случаях выкатки колёсных пар из-под паровоза и тендера
Перед насадкой на колёсный центр
После зачистки наплавки (для паровозов, у которых дефектоскоп проходит между бандажом и рамой)
В сроки, указанные выше для осей, при изготовлении ! и выпрессовке пальцев, а также во всех случаях ремонта паровозов со снятием дышел
При изготовлении, периодическом осмотре, подъёмочном, среднем и капитальном ремонте, а также в других случаях снятия и разборки дышел
При изготовлении, подъёмочном, среднем и капитальном ремонте, а также во всех случаях их снятия и разборки
При изготовлении, подъёмочном, среднем и капитальном ремонте, а также при периодическом осмотре поршней и золотников
При изготовлении, подъёмочном, среднем и капитальном ремонте
При изготовлении, подъёмочном, среднем и капитальном ремонте, а также во всех случаях разборки рессорного подвешивания
При изготовлении новых и ремонте рессор (перед сборкой листов в хомут)
При их изготовлении, подъёмочном, среднем и капитальном ремонте, а также и при периодическом осмотре насосов
То же
При изготовлении, подъёмочном, среднем и капитальном ремонте, а также во всех случаях ремонта паровозов со снятием розетки
При изготовлении, подъёмочном, среднем и капитальном ремонте, а также во всех случаях снятия крюка с паровоза
При изготовлении, подъёмочном, среднем и капитальном ремонте
То же
При изготовлении, подъёмочном, среднем и капитальном ремонте, а также во всех случаях разборки насоса
ТЕХНИЧЕСКИЕ УСЛОВИЯ ПО РЕМОНТУ ПАРОВОЗОВ
229
совместно решают вопрос о ремонте или браковке проверяемой детали.
Магнитный контроль средней части оси паровозных и тендерных колёсных пар осуществляется либо специальным стационарным дефектоскопом, намагничивающим ось по всей длине, либо седлообразным дефектоскопом (см. фиг. 1) или разъёмным дефектоскопом (разъёмный соленоид с трансформатором).
Магнитный контроль средней части осей, имеющих чистую, гладкую металлическую поверхность, производится седлообразным дефектоскопом с применением обычной магнитной смеси из неокрашенной окалины.
В тех случаях, когда оси имеют тёмную поверхность средней части, не обеспечивающую чёткого проявления скрытых дефектов при применении обычной магнитной смеси, магнитный контроль производится одним из следующих способов:
1) магнитной смесью со светлым магнитным порошком;
2) обычной магнитной смесью с предварительным покрытием (натиранием) средней части оси тонким слоем сухого алюминиевого порошка;
3) опылением специальным распылителем средней части оси магнитным порошком, окрашенным в серый цвет (т. е. сухим способом).
ГАРАНТИИ НА ОТВЕТСТВЕННЫЕ ЧАСТИ ПАРОВОЗОВ ПОСЛЕ
ИХ ПОСТРОЙКИ1
Общие гарантии на период пробега нового паровоза до приёмки его дорогой. Каждый вновь построенный паровоз, поступивший на дорогу, выполняет гарантийный пробег в эксплоатационных условиях до первой промывки (но не свыше установленной нормы пробега для депо назначения паровоза), за время которого проверяется доброкачественность сборки паровоза.
Все расходы дороги по устранению на новом паровозе неисправностей, обнаруженных в период гарантийного пробега (кроме работ, связанных с промывкой и периодическим осмотром), относятся на счёт завода постройки. Расходы эти определяют по себестоимости с начислением 100% накладных расходов на рабочую силу.
Гарантийный пробег новый паровоз должен выполнять в течение двух месяцев со дня прибытия на дорогу назначения. Если же за этот срок паровоз гарантийного пробега не выполнил, то он считается принятым дорогой, и никакие рекламации по обнаруженным неисправностям (кроме деталей, обусловленных специальными гарантийными сроками) завод не принимает.
В рекламации, предъявляемые по неисправностям, обнаруженным и устранённым в период гарантийного пробега, не должны включаться работы, связанные с выполнением установленного на дороге периодического осмотра ответственных частей, а также все работы, вызванные неправильной эксплоата-цией паровоза.
1 По условиям поставки 1952 г.
Специальные гарантии на отдельные ответственные части паровоза. Помимо общей гарантии исправной работы паровоза в целом, завод даёт гарантии на ряд ответственных частей (табл. 7).
Все перечисленные в табл. 7 части, пришедшие в негодность ранее установленных сроков гарантии из-за недоброкачественности материалов или неудовлетворительного их изготовления, завод бесплатно заменяет новыми не позднее 1 — 2 месяцев со дня получения акта или предварительного телеграфного извещения о негодности частей.
Факт обнаружения частей, не выдержавших сроков гарантии, оформляется актом, составляемым начальником депо при участии представителя завода. Представителя завода вызывает начальник паровозной службы дороги телеграммой, в которой должны быть перечислены все части, пришедшие в негодность ранее установленных гарантийных сроков.
Неполучение от завода в течение 15 дней со дня вызова уведомления о выезде его представителя и неприбытие его в срок не останавливают составление акта. При этом время прибытия представителя завода на дорогу исчисляется из расчёта проезда 500 км в сутки с прибавлением 10 дней со времени получения заводом телеграммы о вызове.
Новые части взамен негодных завод высылает, не ожидая получения последних с дороги.
По получении новых частей с завода дорога, по требованию завода, возвращает ему части, не выдержавшие сроков гарантии. При невысылке частей в течение месяца с момента получения требования с завода дорога уплачивает заводу полную стоимость забракованных частей. Если же в течение месяца от завода такого требования не последует, то части остаются на дороге и оплачиваются заводу по цене лома.
Пересылка на дорогу как новых частей взамен не выдержавших сроков гарантии, так и негодных на завод производится за счёт завода.
Расходы депо по снятию с паровоза частей, не выдержавших сроков гарантии, и по постановке на паровоз взамен них новых частей относятся целиком на счёт завода и оплачиваются им по фактической стоимости израсходованных материалов и рабочей силы с начислением 100% на последнюю по счетам депо;
Поставленные заводом взамен не выдержавших гарантии новые части гарантируются заводом лишь на срок, который недослужили снятые негодные части.
По взаимному соглашению дороги н завода они могут урегулировать гарантийные обязательства не обменом частей, а денежными расчётами.
Все претензии к заводу по гарантиям и расчёты по ним производятся непосредственно дорогой или депо. В случаях, когда между заводом и дорогой остаются неразрешённые разногласия, дорога пересылает весь материал на решение Главного управления локомотивного хозяйства МПС.
Для повышения качества постройки паровозов, а также удешевления ремонта и содержания паровозов в эксплоатации и дороги
230
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Таблица 7
Гарантийные сроки для паровсяных деталей
Наименование частей Срок гарантии Дефекты, за появление которых в течение гарантийного срока завод несёт ответственность
Огневая коробка Кожух топки, цилиндрическая часть котла и передняя решётка Коллектор пароперегревателя Паровозная рама, стяжной ящик, буферный брус н междурамные скрепления Цилиндры паровые Осн паровозные н тендерные Колёсные центры паровозные и тендерные Оси и колёсные центры паровозные и тендерные Пальцы кривошипов Бандажи паровозные и тендерные Отливки из стального литья — шкворневые балкн, пятникн Рессоры паровозные Буксовые подшипники Плавающие втулки Дышла, поршневые ползуны, параллели, поршни, кулисные и золотниковые тяги, маятники и их поводки, скалки, крышки золотниковые и цилиндровые, игольчатые подшипники Все остальные части, кроме перечисленных выше 1 50 000 км, но не свыше 3 лет 400 000 км, но не свыше 6 лет 200 000 км, но не свыше 3 лет 200 000 км, но не свыше 3 лет 350 000 км, но не свыше 6 лет 350 000 км, но не свыше 6 лет 350 000 км, но не свыше 3 лет 200 000 км, но не свыше 3 лет 200 000 км, но не свыше 3 лет 3 года, но не более 200 000 км пробега паровоза 350 000 км, но не свыше 3 лет 200 000 км, но не свыше 8 лет 100 000 км До подъёмочного ремонта, но не свыше 70 000 км 200 000 км, но не свыше 3 лет (игольчатый подшипник поршневого ползуна —140 тыс. км) До подъёмочного ремонта, по норме пробега, для депо назначения паровоза Плёны, расслоение металла стенок и трещины Трещины, плёны и расслоение металла в стенках кожуха, цилиндрической части котла и передней решётке, а также порча швов на них, если указанные повреждения не явились результатом коррозии металла Трещины То же Трещины и ослабление цилиндровых болтов Трещины и излом Трещины и излом вследствие недоброкачественности материала Ослабление ступиц колёсных центров на осях Ослабление запрессовки или излом из-за недоброкачественности материала Поломка бандажа, а также появление на нём трещин и раковин Трещины Излом и сдвиг листов вследствие некачественного металла н сборки Трещины, плёны, раковины» засоры и ослабления Суммарный износ до 3 мм по диаметру снаружи и внутри Трещины и излом Преждевременный износ и излом вследствие недоброкачественного материала или неудовлетворительного качества их изготов- ления и сборки
и депо не должны оставлять без своевременной рекламации заводу ни одного случая преждевременной браковки частей, обусловленных гарантийными сроками.
Во избежание излишних расходов и затяжки в разрешении вопросов, связанных с гарантиями, дороги и депо должны в каждом случае рекламации сразу же сопровождать их необходимыми документальными данными, подтверждающими, что преждевременная негодность той или иной части наступила при соблюдении всех правил и инструкций МПС по ремонту и уходу за паровозом.
ГАРАНТИИ НА ОТВЕТСТВЕННЫЕ ЧАСТИ
ПАРОВОЗОВ ПОСЛЕ КАПИТАЛЬНОГО И СРЕДНЕГО РЕМОНТА
Все неисправности, зависящие от неудовлетворительного качества капитального и среднего ремонта, обнаруженные на паровозе в период до первой промывки включительно, устраняют за счёт завода (депо), выпустившего данный паровоз. В счёт устранения таких неисправностей нельзя включать работы, установленные перечнем периодического осмотра,
а также работы, вызванные неправильной эксплоатацией паровоза.
Правилами капитального и среднего ремонта паровозов на ряд частей паровозов предусмотрены гарантийные сроки и ответственность согласно табл. 8.
Таблица 8
Гарантийные сроки на паровозные детали после капитального и среднего ремонта
Наименование частей
Материальная ответственность ремонтных заводов
От капитального или среднего ремонта до последующего среднего ремонта
Огневая коробка и кожух топки (на случай течи сварных швов)
Коллектор пароперегревателя (на случай появления трещины по заварке)
Цилиндровые болты (на случай их ослабления)
Переварка швов за счёт завода
То же
Смена болтов за счёт завода
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ИСПЫТАНИЕ ОТДЕЛЬНЫХ ЧАСТЕЙ ПАРОВОЗА
231
Продолжение табл. 8
Наименование частей Материальная ответственность ремонтных заводов Наименование частей Материальная ответственность ремонтных заводов
Паровые цилиндры (на случай трещин по заварке) Переварка трещин за счёт завода От одного капитального ремонта до другого
Поршневые ползуны (на случай появления трещин по заварке) То же Новая ось паровозная и тендерная (на случай излома или ослабления по месту 1 Смена или пере-прессовка оси за счёт I завода, запрессовав-
Дышла (разрыв по штанге в случаях приварки головки) Замена дышла за счёт завода запрессовки) | шего ось От среднего ремонта до последующего
Поршневые диски (на случай появления трещин по заварке) Переварка трещин за счёт завода среднего ремонта Стальные буксы паровоз- 1 Переварка трещин
Кулисы (на случай появления трещин по заварке в хвостовике) Дышла и тяги кулисного механизма (на случай появления трещин по заварке в проушинах и вилках) Переварка трещин за счёт завода То же ные и тендерные (на случай за счёт завода появления трещин по заварке) I От капитального или среднего ремонта до 700 000 км пробега
Новый палец кривошипа Смена пальца за Рессоры (на случай лоп- Замена рессор за
(на случай излома или ослабления по месту запрессовки) Старая ось паровозная и счёт завода, запрессовавшего палец нувших листов и ослабления хомутов) счёт завода
Смена или пере- От капитального или среднего ремонта
тендерная (на случай ослабления в ступице колёсного прессовка оси за счёт завода, ремонтиро- до 40 000 км пробега
центра или излома при на- вавшего в последний Турбина газососа, исклю- Ремонт за счёт за-
личии старой трещины вместе, доступном для осмотра) Старый палец кривошипа раз колёсную пару Смена или пере- чая газососное колесо (на случай неисправной работы) вода
(на случай ослабления в за- прессовка пальца за От капитального или среднего ремонта
прессовке, трещины в месте, доступном для осмотра) Бандажи паровозные и счёт завода, ремонтировавшего в последний раз колёсную пару Перетяжка банда- до 35 000 км Турбина воздушных вентиляторов (на случай неисправной работы) пробега Ремонт за счёт завода
тендерные новые (на случай ослабления на ободе колёсного центра) Колёсные центры (на слу- жа за счёт завода Переварка трещин Редукторы привода вентиляторных колёс (на случай ослабления подшипников и шестерён на валах) То же
чай появления трещин по заварке в спицах и ободе) за счёт завода Турбонасос при наличии заводской пломбы (на случай неисправной работы) »
ГАРАНТИИ НА ОТВЕТСТВЕННЫЕ ЧАСТИ ПАРОВОЗОВ ПОСЛЕ СРЕДНЕГО РЕМОНТА
Все неисправности, зависящие от неудовлетворительного качества среднего ремонта, обнаруженные на паровозе в период до первой промывки включительно, устраняют за счёт завода или депо, выпустившего данный паровоз. В счёт устранения таких неисправностей
нельзя включать работы, установленные перечнем периодического осмотра, а также работы, вызванные неправильной эксплоатацией паровоза. Кроме этого, Правилами среднего ремонта на ряд частей паровозов установлены гарантийные сроки и ответственность, подобные гарантиям при капитальном ремонте, с дополнением гарантии на стальные буксы (табл. 8).
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ИСПЫТАНИЕ ОТДЕЛЬНЫХ ЧАСТЕЙ ПАРОВОЗА
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ПРОВЕРКУ КОТЛОВЫХ МАНОМЕТРОВ
Каждый котловой манометр проверяют в депо через 3 месяца, а Госповерителем — ежегодно.
Трёхмесячная проверка. Такую проверку, помимо истечения срока, производят и досрочно, в случаях возникновения сомнений в правильности его показаний. Трёхмесячную периодическую и досрочную проверку манометров делают или без отъёмки их от места (непосредственно на горячем паровозе) и без снятия пломбы Госповерителя — по контрольному манометру или же с отъёмкой от
места на грузовом поршневом проверочном приборе.
Применяемый для проверки контрольный манометр должен находиться в полной исправности; при отсутствии в нём избыточного давления от лёгкого постукивания по корпусу манометра стрелка должна устанавливаться против нулевого деления (с отклонением не более 0,05 кг/сл12). Погрешность показаний контрольного манометра с эксцентрической шкалой должна быть не более 1% от предельного значения шкалы, т. е. не более 0,25 кг)смг для манометров со шкалой на 25 кг/см*.
Манометр иа горячем паровозе проверяют на рабочее давление или близкое к нему
232
ПАРОВОЗНОЕ ХОЗЯЙСТВО
в одной или в двух точках (для чего несколько снижают давление пара в котле подкачкой воды).
При удовлетворительных результатах проверки на стекле манометра (с наружной стороны) наносят красной масляной краской дату проверки.
Годичная проверка. По истечении годичного срока и после каждого ремонта, а также и в случаях снятия пломбы (по любой причине) манометры должны предъявляться для проверки и пломбирования Госповерителю. Годичную проверку манометров производят на образцовом грузовом поршневом проверочном приборе или же по образцовому пружинному манометру.
При проверке рабочих манометров с помощью образцового грузового прибора с последующим предъявлением его Госповерителю на тарелку поршня прибора накладывают гири (имеющие форму шайб).
Нагрузка гирь на поршень передаёт через масло давление проверяемому манометру. В грузовых проверочных приборах применяют или вазелиновое или чистое, профильтрованное трансформаторное масло.
Отсчёт по шкале проверяемого манометра должен производиться во время вращения поршня, погружённого в колонку от 1/а до 2/з своей длины.
Результаты отсчёта по шкале проверяемого манометра сравнивают с давлением в приборе, определяемым по числу гирь, и с учётом поправки на погрешность прибора, указанную в его свидетельстве.
Манометры для паровозных котлов должны иметь класс точности 1,5 с наибольшей допустимой погрешностью 1,5%; манометры углеподатчиков—класс точности 4 с наибольшей допустимой погрешностью 4% и воздушные — класса 2,5 или 4. Манометры классов 1,5 и 2,5 проверяют в пяти точках, а класса 4 — в трёх точках шкалы, распределённых равномерно в пределах всей шкалы.
Показания манометра проверяют при возрастающем давлении; на предельной точке шкалы делается выдержка в 5 мин.; после выдержки манометр проверяется в тех же точках при снижении давления.
Смещение стрелки манометра от постукивания по корпусу в каждой проверяемой точке не должно превосходить половины допустимой погрешности.
Манометры с контрольной стрелкой проверяют сначала обычным путём при контрольной стрелке, отведённой за крайнее деление шкалы, а затем определяют затягивающее усилие контрольной стрелки. Для этого производится вторичная проверка с включённой контрольной стрелкой в тех же точках, что и первая, но лишь при повышении давления и без постукивания по прибору. Разность показаний характеризует величину затягивающего усилия контрольной стрелки.
Величина затягивающего усилия контрольной стрелки паровозных манометров должна быть не менее одинарной и не более тройной величины допустимой погрешности.
Следовательно, затягивающее усилие для паровозного манометра со шкалой 25 кг]см? должно быть не менее 0,37 кг)см2 и ие более 1,1 кг/см2.
При удовлетворительных результатах проверки манометр пломбируется Госповерителем..
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ИСПЫТАНИЕ ИНЖЕКТОРОВ
Инжекторы испытывают после всякого ремонта с отъёмкой от котла на специальной установке или при её отсутствии— на паровозе. В последнем случае либо водяной бак тендера должен быть откалиброван либо надо иметь откалиброванную рейку для каждой серии тендера.
Испытание инжектора подразделяется на нормальное и критическое.
Нормальное испытание инжектора — это испытание его на производительность. Такое испытание осуществляют при температуре воды в питательном баке (или водяном баке тендера) не ниже 20° С; высота всасывания при этом должна быть 1,5 м. При таких условиях наименьшее количество подаваемой воды в минуту должно соответствовать следующим данным, приведённым в табл. 9.
Таблица 9
Наименьшее количество подаваемой инжектором воды
Система инжектора Тнп и Ха инжектора Давление пара прн испытании в ат Количество подаваемой воды в л/мин
Всасывающий . В-170 11-13 170
» В-250 11 — 13 250
Невсасывающий Н-400 13 — 15 400
Критическое испытание имеет своей целью проверить надёжность работы инжектора при пониженном давлении пара в котле и прн повышенной температуре воды в тендерном баке. В первом случае испытание инжектора ведётся с постепенным понижением котлового давления пара до 4 ат, во втором случае—при температуре воды в питательном баке (или водяном баке тендера) 35° С.
В обоих случаях количество подаваемой воды не измеряют, необходимо лишь, чтобы инжектор в этих условиях работал, не срывая подачи воды в котёл.
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ИСПЫТАНИЕ ПОРШНЕВОГО ВОДОПИТАТЕЛЬНОГО НАСОСА
После всякого ремонта водопитательного насоса с отъёмкой от места его испытывают на специальной установке или на паровозе. В последнем случае котёл или водяной бак тендера должен быть откалиброван или надо иметь откалиброванную рейку для данной серии тендера. Насос испытывают на производительность. Исправный насос паровоза серии СО« должен обеспечивать нормальную подачу воды в котёл не меиее 235 л/мин (или 14 m/час) при следующих условиях: давление пара в котле 12— 14 ат, противодавление — 15—16 ат, число двойных ходов поршня — 60 в мии. и температура воды в питательном баке (или водяном баке тендера) —854-95°С.
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ИСПЫТАНИЕ ОТДЕЛЬНЫХ ЧАСТЕЙ ПАРОВОЗА
233
ТЕХНИЧЕСКИЕ УСЛОВИЯ
НА ИСПЫТАНИЕ ПРЕСС-МАСЛЁНОК
Пресс-маслёнку после каждого ремонта с отъёмкой от места испытывают на специальной установке.
Испытание новых насосиков на плотность производится опрессовкой их маслом давлением 30—35 ат (после ремонта—25 ат) при помощи специального приспособления на испытательной установке. Цилиндрик с поршеньком признаются годными, если падение давления по манометру в течение 1 мни. (после ремонта в течение 1—2 мин.) не превысит 1 ат.
Такому испытанию насосики подвергают при их замене или ремонте, а также и в других случаях, когда непроницаемость поршеньков вызывает сомнение.
Испытание пресс-маслёнки совмещается с её регулировкой и заключается в определении подачи смазки каждым насосиком (в зависимости от назначения) на 1 км пути. При этом число оборотов вала пресс-маслёнки должно соответствовать действительному числу оборотов, которое имеет вал пресс-маслёнки за 1 км при работе паровоза данной серии. Число оборотов вала пресс-маслёнки
1 ООО i п = -- г, • it D
где D—диаметр круга катания движущих колёсных пар паровоза в м;
i — передаточное число от оси колёсной пары до вала пресс-маслёнки.
Общее количество смазки, подаваемой пресс-маслёнкой на 1 км пути, в миллиметрах масломерного стекла определяют по формуле
_ 4-100 • М Н=
где М — норма смазки на 100 паровозо-километров в кг;
d — внутренний диаметр масломерного стекла в см (при подсчёте принят 1 см);
7 — удельный вес смазки (при подсчёте принят 0,9).
Общее количество смазки, подаваемое пресс-маслёнкой, распределяется по отдельным насосикам с учётом следующего соотношения потребления смазки: на золотники—60%, на цилиндры — 30%, на сальники — 10%.
В табл. 10 приведены (для паровозов ведущих серий) подсчитанные по приведённым выше формулам число оборотов вала пресс-маслёнки и количество смазки по стеклу с распределением смазки на золотники, цилиндры и сальники.
Пресс-маслёнку признают выдержавшей испытание и пригодной для постановки на паровоз, если расход смазки по показанию масломерного стекла соответствует заданной норме. Проверку производят два раза.
Во избежание неправильного присоединения маслопроводных трубок к выходам насосиков после регулировки и испытания как на трубках, так и на выходах насосиков должны быть выбиты буквы условных обозначений: ЗП (золотник правый), ЗЛ (золотник левый), ЦП (цилиндр правый), ЦЛ (цилиндр левый).
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ИСПЫТАНИЕ ПАРОВОЙ МАШИНЫ
УГЛЕПОДАТЧИКА
Паровая машина после каждого ремонта со снятием с тендера подлежит испытанию на специальной установке. Испытание имеет целью проверить правильность сборки частей машины: точность парораспределения, отсутствие грения подшипников, стука и других дефектов. Испытание производится паром или воздухом в течение 1 часа.
Первые 15—20 мин. надо испытывать паровую машину углеподатчика при малом числе оборотов (20—30 об/мин.). В это время необходимо убедиться в отсутствии грения подшипников коленчатого вала и шатунов, проверить правильное действие реверсивного клапана в отношении безотказного переключения паровой машины на обратный ход, проверить, нет ли рывкообразного вращения коленчатого вала (из-за неправильного распределения пара).
Нормы цилиндровой смазки для основных серий паровозов
Таблица 10
Серия паровоза Норма смазки (1951 г.) на 100 паровозо-километров в кг Отношение числа оборотов вала пресс-маслёнки к числу оборотов оси (ведущей) колёс-ной пары Число оборотов вала пресс-маслёнки на 1 км пути Подача смазки пресс-маслёнкой в мм высоты масломерного стекла
на Маслопровод золотника на 1 цилиндр на 1 сальник
ФД 2,0 1/17 44 14,5
ИС . 1,9 1/17 10 40 40 13,2
э . . 1,4 1/16 15 29,6 29,6 9,9
су 1,4 1/20 8,6 29,6 29,6 9,9
со . . 1,4 1/16 15 29,6 29,6 9,9
л . . . 2,0 1/15 14,2 42,6 42,6 14,2
Еа . . ,.з } 1/22 11 32,0 42,5 —
•234
ПАРОВОЗНОЕ ХОЗЯЙСТВО
После устранения всех дефектов число оборотов вала, постепенно увеличивая, доводят до 100 в минуту. На протяжении всего испытания паровой машины углеподатчика нужно особенно обращать внимание на бесперебойную и обильную подачу смазки для тщательной приработки вновь поставленных поршневых и золотниковых колец.
Машина углеподатчика считается принятой после того, как она проработала не менее 1 часа (исключая время на подготовку н устранение дефектов), причём последние 40—45 мин. машина должна проработать непрерывно при 100 об/мин. без каких-либо дефектов.
ТЕХНИЧЕСКИЕ УСЛОВИЯ
НА ИСПЫТАНИЕ ПАРО-ВОЗДУШНЫХ НАСОСОВ
Испытание насоса после периодического осмотра. Собранные после ремонта или периодического осмотра насосы должны быть подвергнуты испытанию на производительность на стационарной паровой установке с давлением пара 10—11 ат.
Насос пускается в ход при противодавлении воздуха в главном резервуаре 5—6 ат, число двойных ходов устанавливается 60 в 1 мин. При таких условиях насос должен проработать в течение 15—20 мин. (компаунд-насос — 20—25 мин.). После этого насос подвергают испытанию на производительность, для чего пускают его на медленный ход, понижают давление в главном резервуаре до 1,5 ат н затем полностью открывают паровой вентиль. При достижении в главном резервуаре давления 2 ат замечают время и по мере повышения давления отсчитывают число ходов насоса в минуту.
Компаунд-насос при давлении пара 10— 11 ат должен наполнить главный резервуар объёмом 500 л воздуха, поднимая давление с 2 до 6,5 ат в течение не более 45 сек. При этом число одинарных ходов не должно быть более 120 в 1 мин.
Тандем-насос с двойными уплотняющими кольцами при тех же условиях должен наполнить такой же резервуар в течение 70— 80 сек. и с одинарными кольцами в течение 90 сек. При этом число двойных ходов должно быть не более 90—95 в минуту.
Простой насос 81// в тех же условиях должен наполнить такой же резервуар в течение не более 3 мин., простой насос 91/2' (на паровозах серии Ша)—в течение 2 мин. При главных резервуарах другой ёмкости время наполнения пропорционально изменяется.
Испытание иасоса после ревизии. После ревизии насосы подвергают испытанию на горячем паровозе.
Соответствующим открытием парового вентиля пускают насос на медленный ход; затем, после того как насос накачает воздух в главный резервуар до давления 2 ат, его пускают на полный ход. Далее насос подвергается испытанию на производительность таким же порядком, как и после периодического ремонта с разборкой.
Испытание регулятора хода насоса (после периодического осмотра). Собранный регуля
тор проверяют на испытательном столе при помощи специального приспособления.
При поворотах регулирующей пробки в обе стороны на четверть оборота возбудительный клапан должен подниматься или опускаться. Одновременно с этим определяется плотность поршня и возбудительного клапана. Плотность возбудительного клапана считается достаточной, если при обмыливанни атмосферного отверстия образовавшийся мыльный пузырь держится не менее 3 сек. при давлении под диафрагмой 8 ат и установке регулятора на 8 ат.
Плотность колец поршня парового клапана должна быть такова, чтобы в присоединённом резервуаре объёмом 8 л при отвёрнутой регулирующей пробке падение давления с 6 до 4 ат происходило в течение не менее 20 сек. Поршень при этом испытании должен быть насухо вытерт от смазки.
Чтобы проверить плотность нижней притирки парового клапана, надо впустить воздух со стороны впускного парового штуцера при отвёрнутой регулирующей пробке регулятора.
При обмыливанин отверстия краника приспособления допускается образование мыльного пузыря, который должен держаться не менее 2 сек.
Плотность верхней притирки парового клапана проверяется при закрытом кранике и пружине, зажатой регулирующей пробкой. Пропуск пара по стержню в среднюю часть регулятора не допускается.
После такой проверки регулятор хода насоса испытывается вместе с насосом и устанавливается на давление в главном резервуаре 8 ат. Чувствительность работы регулятора проверяют многократным понижением давления в главном резервуаре с 8 до 0,2—0,3 ат. При этом регулятор должен срабатывать, а насос возобновлять работу, восстанавливая первоначальное давление в главном резервуаре (т. е. 8 ат) с допускаемым отклонением ±0,15 ат.
ТЕХНИЧЕСКИЕ УСЛОВИЯ
НА ИСПЫТАНИЕ АВТОТОРМОЗНОГО
ОБОРУДОВАНИЯ]ПАРОВОЗОВ И ТЕНДЕРОВ
Кран машиниста системы Казанцева. После укрепления крана на испытательной установке при втором положении ручки крана производят регулировку на поддержание давления в магистрали 5 ат. Затем переводят ручку крана в первое положение; прн этом давление в магистрали должно повыситься до 6,2 — 6,4 ат . Вслед за этим переводят ручку крана в тормозное положение до упора; при этом давление в магистрали должно снизиться до 3,4—3,6 ат.
После этого переводом ручки крана в поездное положение восстанавливают нормальное давление в магистрали и проверяют плотность клапанов. При обмыливанни атмосферных отверстий крана машиниста допускается образование мыльного пузыря, удерживающегося на отверстии не менее 3 сек.
Далее проверяется чёткость ступеней в работе крана.
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ИСПЫТАНИЕ ОТДЕЛЬНЫХ ЧАСТЕЙ ПАРОВОЗА
235
При перемещении ручки крана в первую тормозную ступень давление в магистрали должно понизиться на 0,5—0,6 ат. При следующих ступенях торможения давление в магистрали должно понижаться после каждой ступени на 0,2—0,25 ат. Установившееся в магистрали давление после каждой ступени должно быть постоянным. Отклонение допускается ±0,1 ат.
Наконец, проверяется автоматичность питания магистрали при утечках. Для этого создают искусственную утечку из магистрали через краник с отверстием диаметром 2 мм, установленный на магистральной трубе испытательной установки. В это время кран машиниста должен питать магистраль и поддерживать давление в ней независимо от положения ручки крана с отклонением не более±0,15 ат от установленного давления, соответствующего данному положению ручки крана машиниста.
Кран машиниста системы Вестингауза. После укрепления крана на испытательной установке при давлении в напорной линии 7—8 ат обмыливают атмосферные отверстия в кране из-под золотника и клапана уравнительного поршня, а ручка крана машиниста ставится последовательно в первое, второе и третье положения. Появление в этих местах мыльных пузырей допускается при условии, чтобы они удерживались не менее 5 сек.
Далее проверяют плотность кольца уравнительного поршня, для чего уравнительный резервуар и магистраль заряжают до 5 ат; затем ручку крана машиниста ставят в третье положение (перекрышу) и через концевой кран весь воздух из магистрали выпускают в атмосферу. При этом давление в уравнительном резервуаре может понизиться с 5 до 3 ат, но не быстрее чем за 40 сек.
Убедившись в плотной пригонке кольца уравнительного поршня, проверяют его чувствительность к перемещению: ручку крана машиниста ставят в четвёртое положение (служебное торможение) и снижают давление в уравнительном резервуаре на 0,1—0,2 ат, затем переводят ручку крана в третье положение (перекрышу). При этом поршень должен приподняться, понизить давление магистрали на 0,15—0,25 ат за счёт выхода воздуха в атмосферу, чётко опуститься вниз и прекратить выход воздуха из магистрали.
Золотниковый питательный клапан регулируется при давлении 5 ат и втором (поездном) положении ручки крана машиниста; установившееся давление в магистрали не должно изменяться более чем на 0,2 ат в 5 мин. При снижении давления в магистрали на 0,15 ат через отдельный кран на магистральной трубе золотниковый питательный клапан должен притти в действие и восстановить первоначальное давление в магистрали с допускаемым отклонением ±0,1 ат.
После всех произведённых испытаний заряжают магистраль до 5 ат и проверяют темп разрядки магистрали при служебном торможении, для чего ручку крана машиниста ставят в четвёртое положение; тогда падение давления в уравнительном резервуаре с 5 до 4 ат должно происходить за 5—6 сек., что будет соответствовать истечению воздуха через калиброванное отверстие в лицевой
стороне крана диаметром 1,5 мм при объёме уравнительного резервуара 8,2 л.
Воздухораспределитель Матросова. Плотность притирки золотников определяют обмыливанием атмосферного отверстия в отпущенном и заторможенном состояниях прибора.
Допускается образование мыльного пузыря, который должен удерживаться не менее 5 сек. при выключенном тормозном цилиндре.
Не допускается образование мыльных пузырей в местах постановки заглушек и соединений корпуса с цилиндром, крышкой и режимным колпаком.
Зарядка запасного резервуара объёмом 30 л до давления 1,2 ат должна происходить в течение 30—45 сек. при давлении в магистрали 5 ат. Резервуар объёмом 55 л должен быть заполнен за 55— 70 сек.
Проверку чувствительности работы воздухораспределителя производят понижением давления в магистрали с 5 до 4,6 ат; при этом прибор должен сработать. При повышении давления в магистрали до 4,9 ат, а для воздухораспределителей с камерой облегчённого отпуска до 4,8 ат прибор должен полностью отпустить.
Торможение и отпуск производят пл окончании зарядки всех камер воздухораспределителя до 5 ат краном машиниста понижением давления в магистрали до 3,5 ат. При этом:
а) скачок начального давления в тормозном цилиндре при порожнем и гружёном режиме должен быть не более 0,9 ат;
б) конечное давление в тормозном цилиндре при гружёном режиме должно быть от 3,4 до 3,8 ат и при порожнем режиме — от 1,7 до 2,1 ат;
в) время наполнения тормозного цилиндра до 3 ат при гружёном режиме должно составлять от 20 до 25 сек.
После произведённого торможения для отпуска тормоза ручку крана машиниста ставят в поездное положение, при котором снижение давления в тормозном цилиндре до 0,4 ат должно произойти через 34—45 сек.
Чувствительность воздухораспределителя на отпуск тормозов. При гружёном режиме воздухораспределителя производят полное служебное торможение со снижением давления в магистрали с 5 до 3,5 ат, после чего дают медленный отпуск повышением давления в магистрали с 3,5 до 5 ат в течение 100—120 сек. Это наполнение магистрали должно производиться через калиброванное отверстие диаметром 0,9 мм.
Работа воздухораспределителя при разрыве магистра-л и. При полном зарядном давлении тормоза (5 ат) и гружёном режиме магистраль быстро разряжается до нуля через концевой магистральный кран и по достижении в тормозном цилиндре полного давления проверяется плотность воздухораспределителя. Если при выключенном тормозном цилиндре падение давления в запасном резервуаре будет не более чем на 0,1 ат в 1 мин., то плотность считается достаточной. Для воздухораспре
236
ПАРОВОЗНОЕ ХОЗЯЙСТВО
делителей с клапанами мягкой посадки (вместо шаровых клапанов) давление в запасном резервуаре не должно снижаться более чем на 0,2 ат в течение 5 мин.
По окончании испытания воздухораспределителя на его металлической пластинке наносят дату и место произведённого ремонта.
Тройной клапан системы Вестингауза. Плотность золотника и верхнего ускорительного клапана проверяется как в отпущенном, так и в заторможенном состоянии обмыливанием атмосферного отверстия тройного клапана. Допускается образование мыльного пузыря, который должен держаться не менее 5 сек.
Плотность магистрального поршня и нижнего ускорительного клапана проверяется экстренным торможением с выпуском из магистрали всего воздуха; при этом давление воздуха в запасном резервуаре и тормозном цилиндре должно уравняться. После этого давление в них не должно падать более чем иа 0,1 ат за 3 мин.
Наполнение запасного резервуара до давления 4,8 ат при давлении в магистрали 5 ат должно произойти в течение 60—90 сек. (если объём запасного резервуара соответствует данному тройному клапану).
Чувствительность магистрального поршня. При понижении давления в магистрали с 5 до 4,7 ат за 10 сек. тройной клапан должен произвести торможение, а при последующем повышении давления на 0,2 ат—должен отпустить.
Клапан не должен приходить в действие при постепенном (в течение 2,5 мин.) снижении давления в магистрали с 5 до 4 ат через отверстия, точно откалиброванные для каждого типа тройного клапана.
Испытание на чувствительность отпуска тормозов. После зарядки системы до давления 5 ат производят полное служебное торможение с разрядкой магистрали до 3,8 ат. Затем, после выравнивания давления в магистрали, запасном резервуаре и тормозном цилиндре, перекрывают кран, расположенный на магистрали перед дополнительным резервуаром объёмом Юл, и открывают кран на запасном резервуаре с калиброванным отверстием диаметром 0,7—1 мм (в зависимости от типа тройного клапана).
Тройной клапан считается годным, если отпуск тормоза произойдёт при снижении давления в запасном резервуаре не более чем на 0,6 ат.
Испытание плотности уравнительного стержня. При зарядном давлении в магистрали и запасном резервуаре 5 ат н при ходе поршня тормозного цилиндра 150 мм производится снижение давления в магистрали на 0,4 ат.
Установившееся в тормозном цилиндре давление не должно повышаться быстрее чем на 0,2 ат в 1 мин. при условии плотности тормозного цилиндра, обеспечивающей падение давления в цилиндре не более чем на 0,1 ат в течение 3 мин.
Определение времени торможения и отпуска тормозов. Время наполнения 10-дюймового тормозного
цилиндра до давления 3,5 ат (при ходе поршня 150 мм) и время отпуска тормозов с давления от 3,5 до 0,4 ат при понижении служебным торможением давления в магистрали с 5 до 3,5 ат должно быть согласно табл. 11.
Таблица 11
Время наполнения цилиндра и отпуска тормоза
Наименование тройного клапана Время в сек.
наполнения отпуска
Тройной клапан № 5 Скородействующий тройной клапан . . 6-8 5-7 7—10 6-8
Для проверки работы ускорителя после зарядки тормоза до 5 ат тройной клапан выключается. После нормальной зарядки понижают давление в магистрали на 0,6 ат, затем ставят ручку крана машиниста в положение перекрыши и резко включают тройной клапан на работу с ускорителем. После включения ускоритель должен сработать и давление в магистрали должно упасть ниже 4,4 ат с нарастанием давления в тормозном цилиндре.
По окончании испытания на крышке клапана наносят белой масляной краской трафарет с указанием времени и места произведённого ремонта.
Мелкая тормозная арматура. Концевые, разобщительные, комбинированные краны и краны двойной тяги испытывают на плотность под давлением сжатого воздуха 6 am в открытом и закрытом положении. При обмылива-нии соединения корпуса и крышки со стороны ручки образование мыльного пузыря не допускается. В концевых кранах пробкового типа у контрольного отверстия допускается образование мыльного пузыря, который должен держаться не менее 10 сек. Плотность соединений крана системы Матросова должна быть абсолютной как при открытом, так и при закрытом положении.
Выпускные клапаны двойные испытываются на специальном приспособлении. При давлении 2 ат обмыливают верхнее отверстие в кронштейне и нижнее атмосферное отверстие клапана. Образование мыльных пузырей в этих местах не допускается. Повернув ручку клапана в обе стороны, проверяют свободный проход воздуха через нижнее отверстие н через отверстие в кронштейне. После этого двойной клапан укрепляется ручкой вверх, в камере над верхним клапаном поднимают давление до 3—4 ат и обмыливают отверстие на кронштейне приспособления; при этом образование мыльного пузыря не допускается.
Для испытания одинарного клапана его хвостовик ввёртывают в отросток магистральной трубы, сообщённой с источником сжатого воздуха давлением 5 ат. Прн обмыливании клапана’ образование мыльного пузыря также не допускается.
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ИСПЫТАНИЕ ОТДЕЛЬНЫХ ЧАСТЕЙ ПАРОВОЗА
237
Кран вспомогательного тормоза испытывают на плотность притирки пробки. Ручку крана ставят сначала в первое положение (отпуск), а затем во второе (перекрыта) и в каждом из этих положений обмыливают атмосферное отверстие. Если при обмы-ливании появляется пузырь, то он должен держаться не менее 5 сек. Затем постановкой ручки крана в третье (тормозное) положение давление в тормозном цилиндре повышается до 3—3,5 ат, после чего ручка ставится во второе положение (перекрышу); установившееся в тормозном цилиндре давление не должно повыситься в течение 1 мин. более чем гна 0,1 ат при достаточной плотности манжеты тормозного цилиндра.
При всех положениях ручки крана пропуск воздуха по хвостовику пробки не допускается.
Переключательный клапан навёртывается на ^-дюймовый отросток воздушного резервуара объёмом 8 л.
При достижении давления в резервуаре 5 ат разобщительный кран перекрывается. Установившееся в резервуаре давление не должно понижаться в течение 1 мин. более чем на 0,2 ат. После этого клапан привёртывается другой стороной и испытание повторяется.
Предохранительный клапан устанавливают на отростке магистральной трубы, регулируют клапан на давление 3 — 3,5 ат и одновременно испытывают его на плотность. Клапан должен срабатывать при повышении давления сверх установленного на 0,2 ат.
Клапан максимального давления. Корпус клапана отростком, присоединяемым к трубе тормозного цилиндра, навёртывается на штуцер резервуара объёмом 8 л, а ко второму отростку подводится воздух из главного резервуара. В таком положении регулируют нажатие пружины клапана па давление 3—3,5 ат. Установившееся в резервуаре давление после регулировки пружины не должно повышаться более чем на 0,1 ат в 1 мин.
При искусственном снижении давления в резервуаре на 0,3 ат клапан должен восстановить первоначальное давление.
Рычажная передача тормоза. Тяги, балки, триангели, отремонтированные сваркой, до постановки на место должны быть предварительно испытаны на растяжение на специальной установке под полуторной нагрузкой против максимально возможной при нормальной работе тормоза. После сборки и регулировки рычажная передача испытывается на паровозе и тендере давлением воздуха в тормозных цилиндрах 6 ат. Для этого отъединяются трубы от тормозных цилиндров и к штуцерам последних подводится воздух от сети.
На паровозах со вспомогательным тормозом испытание производят при помощи его крана, для чего клапан максимального давления регулируется на 6 ат-, в этом случае отъединения труб от тормозных цилиндров не требуется.
На паровозах с тормозом системы Вестингауза испытание тормозной рычажной передачи производится зарядкой тормозной ма
гистрали до давления 7,5 ат. Затем служебным торможением давление снижается до 3 ат. При этом в атмосферное отверстие тройного клапана № 5 ставится заглушка.
После выдержки в напряжённом состоянии в течение 5 мин. тормоз отпускается и в тормозной сети восстанавливается нормальное давление.
Испытание тормозов после периодического ремонта. Испытание производится при нахождении паровоза в горячем состоянии с давлением пара в котле не ниже 10—11 ат.
При закрытых разобщительных кранах воздухораспределителей в главный резервуар накачивается воздух до давления 8 ат.
Открытием концевых кранов производится продувка паровозной и тендерной тормозной магистрали.
При давлении в главном резервуаре 7 ат и остановленном насосе сначала испытывают на плотность напорную сеть от ^насоса до крана, перекрывая кран двойной тяги (при кране машиниста системы Вестингауза) или разобщительный кран (при кране машиниста системы Казанцева); падение давления в напорной сети не должно быть более 0,5 ат в 5 мин. при объёме главного резервуара 500 л, а в главных резервуарах ёмкостью 1 000 л — не более 0,5 ат в 10 мин.
Затем испытывается вся тормозная сеть при включённых воздухораспределителях или тройных клапанах. Производится зарядка тормозной сети до 5,5 ат и отъединение её от главного резервуара перекрытием, крана двойной тяги (при кране машиниста системы Вестингауза) или комбинированного крана (при кране машиниста системы Казанцева). Падение давления в магистрали не должно быть более 0,15 ат в 1 мин. или 0,3 ат в 2 мин.
Для проверки плотности манжет тормозных цилиндров открывают кран двойной тяги или комбинированный, заряжают тормозную сеть до давления 5 ат, на тормозной цилиндр устанавливают манометр и снижают давление в магистрали до нуля. Давление, установившееся в тормозных цилиндрах паровоза и тендера, не должно падать более чем на 0,1 ат в 1 мин.
При наличии вспомогательного тормоза плотность манжет тормозных цилиндров проверяют поднятием давления в цилиндрах до 3—3,5 ат с последующей постановкой ручки крана вспомогательного тормоза в перекрышу. Давление в тормозных цилиндрах не должно падать быстрее чем на 0,2 ат в 1 мин.
Далее при зарядном давлении 5 am проверяют работу воздухораспределителей, снижая давление в магистрали на 0,4 ат темпом служебного торможения, отчего воздухораспределители должны прийти в действие. После 1 — 2-минутной выдержки давление в магистрали снижают до 3,5—3,8 ат, причём давление в тормозном цилиндре должно установиться в пределах 3,4—3,8 ат и в течение 3 мин. не должно снизиться более чем на 0,1 ат, а воздухораспределители в течение 10-минутной выдержки не должны самопроизвольно отпустить тормоза. При постановке же ручки крана машиниста во второе положение тормоз должен отпустить.
Для проверки работы комбинированного
238
ПАРОВОЗНОЕ ХОЗЯЙСТВО
крана и крана машиниста на экстренное торможение ручка соответствующего крана ставится в положение экстренного торможения. При таком положении должна произойти быстрая разрядка магистрали; падение давления наблюдают по чёрной стрелке манометра. Затем тормоз отпускают и заряжают до установленного давления.
На паровозах, имеющих вспомогательный тормоз, проверяют его работу, т. е. проверяют время наполнения тормозных цилиндров до давления 3 ат. Это время должно быть в пределах 6—10 сек.
После испытания тормозного оборудования ставят трафареты о произведённом периодическом ремонте: на тормозном цилиндре тендера и паровоза, на паровом цилиндре паровоздушного насоса и главном воздушном резервуаре. Старые трафареты периодического ремонта и ревизии счищают.
Испытание тормозов после ревизии. Тормозная магистраль заряжается давлением 5 ат.
При помощи крана машиниста давление в магистрали снижается на 0,4 ат. Тормоза паровоза и тендера должны прийти в действие, а при повышении давления в магистрали краном машиниста на 0,3 ат тормоза должны отпустить.
После общей проверки работы тормоза проверяется работа выпускных клапанов. Для этого снижают давление воздуха в магистрали на 0,6—0,7 ат и производят отпуск тормоза выпускными клапанами.
Когда паровоз заправят и котловое давление пара достигнет 10—11 ат, проверяют работу насоса и его производительность, после чего производят окончательную регулировку крана машиниста системы Казанцева, золотниково-питательного клапана у крана машиниста системы Вестингауза и клапана максимального давления.
Если во время испытания тормозов паровоза и тендера будет обнаружена неправильная работа воздухораспределителей или тройных клапанов (например недостаточная чувствительность при торможении и отпуске, неотпуск тормоза или самопроизвольный отпуск, пропуски воздуха в атмосферные отверстия и т. п.), то неисправные воздухораспределители заменяются.
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ИСПЫТАНИЕ ТУРБИНЫ ГАЗОСОСА
При капитальном, среднем и подъёмочном ремонте, а также в других случаях ремонта турбины с отъёмкой от места собранная после ремонта турбина испытывается на стенде.
Испытание турбины мятым паром первую четверть часа ведут на 100 — 500 об/мин., вторую четверть часа — на 500—2 500 об/мин. и последние полчаса—на 2 500—3 850 об/мин. При испытании турбины острым паром первые 15 мин. выдерживают её на 100—-500 об/мин., затем в течение остальных 45 мин. — от 500 до 3 850 об/мин.
При испытании турбины не должно быть: а) утечки и нагрева масла свыше 60°; б) задевания ротора за направляющий аппарат и корпус турбины,
в) пропуска пара, за исключением незначительной утечки через лабиринты.
Если при испытании будет обнаружена утечка масла, задевание ротора за корпус или же необходимость замены частей, то после устранения дефектов турбина подвергается повторному испытанию в течение 0,5 часа при 2 500—3 850 об/мин.
ТЕХНИЧЕСКИЕ УСЛОВИЯ
НА ИСПЫТАНИЕ ТУРБИНЫ ВОЗДУШНЫХ ВЕНТИЛЯТОРОВ ТЕНДЕРА-КОНДЕНСАТОРА
При капитальном, среднем и подъёмочном ремонте паровоза турбина после ремонта и сборки, перед постановкой на тендер, подвергается испытанию на стенде мятым паром. Испытание производится в течение 2 час. непрерывной работы: первый час при 2 000—3 500, полчаса при 3 500—5 500 и последние полчаса при 6 000—7 000 об/мин.
Увеличение числа оборотов турбины производят изменением давления пара.
При испытании турбины должно быть обеспечено давление масла (в нагнетательной трубе после фильтра), подаваемого шестерёнчатым насосом, не менее 0,1 ат при 2 000 об/мин. и от 0,5 до 1,2 ат при 6 000—7 000 об/мин. Температура масла должна быть не менее 40°.
После трёхчасового испытания турбины проверяют подачу масла насосом с момента пуска турбины. При нормальной работе насоса он должен обеспечивать заданное давление, контролируемое по манометру, не позднее 30 сек. с момента начала вращения вала ротора турбины. Переключение перепускных клапанов в процессе испытания турбины должно обеспечивать снижение числа оборотов с 6 000—7 000 до 4 500 в минуту.
При капитальном, среднем и подъёмочном ремонте паровоза масленый насос турбины воздушных вентиляторов, собранный после ремонта в корпусе редуктора, подвергают испытанию на производительность, которая при 150 и 1 000 об/мин. должна быть соответственно 3,5 и 22 л)мин.
Редуктор вентиляторов испытывается на стенде при капитальном, среднем и подъёмочном ремонте паровоза, а также и в других случаях ремонта редуктора с отъёмкой от места. Испытание редуктора производят без нагрузки сначала в течение 10 мин. при 400 об/мин. и затем в течение 0,5 часа при 1 000 об/мин.
Плунжерный насос испытывается на производительность не менее 1,5 л/мин одновременно с редуктором при 1 000 об/мин. и ходе плунжера до 6 мм.
ТЕХНИЧЕСКИЕ УСЛОВИЯ
НА ИСПЫТАНИЕ ТУРБОГЕНЕРАТОРОВ ЭЛЕКТРООСВЕЩЕНИЯ
Турбогенератор электроосвещения после каждого ремонта с отъёмкой от места испытывают на специальной установке с регулировкой числа оборотов и напряжения.
Испытание турбогенератора производят на холостом ходу и под нагрузкой, давление пара должно быть 10—12 ат.
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ИСПЫТАНИЕ ОТДЕЛЬНЫХ ЧАСТЕЙ ПАРОВОЗА
239
Для пуска турбогенератора его паровую часть предварительно продувают, слегка открывая пусковой вентиль, и прогревают в течение 3—5 мин. Затем, если не обнаруживается никакого ненормального шума, постепенно открывают пусковой вентиль до полного открытия. При испытании на холостом ходу замеряют тахометром число оборотов вала турбогенератора и проверяют вольтметром напряжение на зажимах генератора, которое может отклоняться от нормального не более чем на 15 в.
Убедившись при испытании на холостом ходу в нормальной работе турбогенератора, переходят к его испытанию под нагрузкой.
Для этого производят регулировку числа оборотов при помощи центробежного регулятора и по достижении нормального напряжения (50 в) подключают электрическую цепь, создав номинальную нагрузку на генератор при помощи реостата.
В присоединяемую к генератору электрическую цепь последовательно включают амперметр и доводят нагрузку до полной.
Если вольтметр покажет понижение напряжения, то надлежит снова подрегулировать центробежный регулятор, добиваясь при полной нагрузке нормального числа оборотов турбогенератора и установленного напряжения.
В результате испытания и регулировки турбогенератор должен удовлетворять условиям табл. 12.
Таблица 12
Характеристика нормальной работы турбогенератора
Типы турбогенераторов
Сила тока в а
Н* о * 5 оз
ТЕХНИЧЕСКИЕ УСЛОВИЯ
НА ИСПЫТАНИЕ СКОРОСТЕМЕРА
ТИПА СЛ-2
Полное испытание скоростемера на стенде производится при капитальном и периодическом ремонте прибора. При текущем осмотре и в других необходимых случаях испытывают только отдельные узлы прибора, требующие проверки.
Скоростемер на стенде испытывают дважды (кроме испытания индикатора давления тормозного воздуха) — после сборки прибора и после испытания его на пробег. Испытание скоростемера на стенде на пробег производят: не менее 600 км после капитального ремонта и не менее 200 км после периодического ремонта по счётчику и на разных режимах.
При полном испытании скоростемера проверяют: часы, измеритель скорости, счётчик пробега, регистратор направления движения (задний ход), индикатор давления воздуха в тормозной магистрали, лентопротяжный механизм и звонок предельной скорости.
Испытание часов. В качестве контрольных часов пользуются часами, тщательно выверенными по радиосигналам проверки времени. Требования к часам: а) полный завод пружины должен обеспечивать непрерывную работу часов в течение не менее 30 час.; б) погрешность часов не должна превышать±3 мин. в сутки при температуре 15 — 25°; в) запись времени на ленте не должна отличаться от показаний часов более чем на ± 1 мин.; г) после завода пружины часы должны начинать работать без воздействия извне; д) в 24’ча-са часовая и минутная стрелки должны совпадать; е) получасовые спады минутной рейки должны совпадать с соответствующими положениями минутной стрелки часов; ж) механизм перевода стрелок должен работать плавно, без заеданий (слишком лёгкое вращение недопустимо).
Испытания измерителя скорости производят на отметках циферблата прибора 20, 40, 60, 80, 100 и 120 км/час на переднем и заднем ходе; при скорости 5 км/час проверяют на заброс стрелки. Основные требования: а) колебания стрелки в пределах всей шкалы не должны превышать ± 2 кмIчас, б) погрешность измерения скорости не должна быть больше л 2 км/час, а с учётом колебания стрелки i 4 км/час, в) начало движения стрелки и начало записи скорости на ленте должны совпадать; г) на скоростях свыше 5 км/час не должно быть забросов стрелки; д) расхождение показаний скорости на циферблате и записанных на ленте не более чем на 2 км/час, е) величина вибрации записи скорости на ленте не должна превышать 1 мм.
Испытание счётчика пробега. Проверяют: а) правильность показаний общего и рейсового счётчиков и соответствие их показаний числу километровых наколов на ленте, при этом число пройденных километров как по обоим счётчикам, так и по наколам на ленте должно быть одинаковым; б) работу механизма сброса на нулевое положение рейсового счётчика.
При сбросе все три цифры счётчика должны замениться цифрой нуль и расположиться в одну линию с цифрами общего счётчика и по центральной линии окна на циферблате. Механизм сброса должен работать чётко, без каких-либо заеданий.
Испытание регистратора направления движения. Проверяют совпадение момента изменения направления валика прибора и начала записи обратного хода. Несовпадение допускается не более одного оборота валика. Ширина записи обратного хода должна быть 2±0,5лл1. Запись должна располагаться на линии километровых наколов.
Испытание индикатора давления воздуха в тормозной магистрали производят маслом посредством винтового пресса. Проверка давления осуществляется по контрольному манометру, который подключают к трубке между индикатором давления и прессом. Нулевая линия давления воздуха на ленте должна совпадать с линией скорости 50 км/час (несовпадение допускается ± 0,5 мм); при увеличении давления от 0 до 6 ат писец индикатора при неподвижной ленте должен записать вертикальную линию 25± 0,5 мм; при уменьшении давления от 6 ат до нуля писец должен
240
ПАРОВОЗНОЕ ХОЗЯЙСТВО
вернуться в исходное положение (т. е. встать на линию скорости 50кл«/час). При этом после каждого снижения давления на 1 ат лента передвигается 5—10 мм и на ней должны быть чётко видимы ступеньки снижения давления.
Испытание лентопротяжного механизма. Проверяют перфорацию ленты (наколы километров) и работу фрикциона. Расстояние между наколами должно быть 5 мм (отклонение на 20 наколов, т. е. на 100 .и.и длины ленты, допускается не свыше 4- 1 мм и — 2 мм); наколы километров должны быть в виде точек и одинаковыми на всех трёх линиях; фрикцион должен успевать наматывать сработанную ленту на катушку без натяга ленты.
Испытание звонка предельной скорости. Проверяют соответствие начала звучания с установленной предельной скоростью. Погреш
ность допускается не более + 4 км/час. Звонок следует отрегулировать на максимальную скорость, допускаемую на участке работы паровоза, или на конструктивную скорость паровоза, если она меньше установленной на участке.
Проверка записей на ленте. По окончании испытания скоростемера его лента должна быть снята и расшифрована. Данные расшифровки сличают с показаниями, отмеченными протоколе испытаний. Обращают внимание на чёткость графического изображения кривых на ленте, отсутствие пропусков и других недостатков, затрудняющих расшифровку. Проверяют, нет ли смещения записи за границы определённых участков ленты по вертикали. Наконец, проверяют чёткость и своевременность накола часов.
ПРОВЕРКА ЧАСТЕЙ ПАРОВОЗА
ПРОВЕРКА УСТАНОВКИ КОТЛА НА РАМЕ
Проверка установки котла на раме состоит из следующих операций: проверки горизонтального положения и высоты передних опор топки, измерения высоты скользунов топки и определения толщины вкладышей передних опор топки и их бортов, проверки расстояний от топочной рамы до верхних поверхностей паровозной рамы, проверки расстояний по горизонтали от образующей барабана дымовой коробки до рамы, а также нанесения контрольных кернов на топке и раме для проверки установки котла, когда не производится снятие его с рамы.
Проверку установки котла на раме по всем операциям производят во всех случаях ремонта паровоза со снятием котла с рамы.
В тех случаях, когда котёл из рамы не вынимают, производят только проверку жёстким штихмасом расстояний между кернами, нанесёнными на кожухе топки и раме.
Технические условия. Плоскости скользящих опор топки или карманных планок должны быть параллельны верхним граням продольных рамных листов.
Продольная ось котла должна быть параллельна оси рамы и находиться в одной вертикальной плоскости, проходящей через ось рамы.
Проверка передних опор топки. Контрольную линейку укладывают вдоль рамы на две
Фиг. 3. Определение положения передних опор топки
опорные линейки (фиг. 3) и проверяют параллельность скользящих плоскостей передних опор топки относительно верхних граней рамных листов, замеряя нутромером расстояния
от нижней грани контрольной линейки до плоскости скольжения в переднем и заднем концах опоры топки. Равенство этих расстояний укажет на параллельность скользящих плоскостей опор топки относительно верхних граней рамных листов.
Проверка положения котла на раме. Котёл устанавливают на раме по уровню в продольном и поперечном направлениях (фиг. 4),
Фиг. 4. Установка котла на раме
для чего дымовую коробку укрепляют временными болтами к передней опоре котла, а под заднюю часть топки подводят два домкрата.
На верхнюю часть топки и цилиндрическую часть котла устанавливают два уровня 1 и 2 и прн помощи домкратов регулируют положение котла в горизонтальном, продольном и поперечном направлениях. Установив котёл, измеряют расстояния а от скользунов топки до опор правой и левой сторон рамы (фиг. 5). Искомая толщина вкладышей передних опор топки должна быть равна этим расстояниям.
Положение котла фиксируется контрольными кернами У—У, которые наносят на кожухе топки и раме паровоза на произвольно выбранном расстоянии Б (фиг. 5); это расстояние отмечают кернами 2—2 на раме паровоза для определения толщины вкладышей передних опор топки при очередном ремонте без снятия котла с рамы.
Определение толщины бортов вкладышей передних опор топки. На смычном ухватном листе у топочной рамы наносят середину топки
ПРОВЕРКА ЧАСТЕЙ ПАРОВОЗА
241
и обозначают её керном А (фиг. 6). От оси котла (середины топки А) на альбомном расстоянии L находятся средние линии ползунов топки аа и от них измеряют расстояния б1(
Фиг. 5. Определение толщины вкладышей
бе, б3 и б, до боковых поверхностей каждого ползуна.
При помощи линейки расстояние между рамнымн листами делят пополам и выносят середину на междурамиое скрепление, обо-
Фиг. 6. Определение середины топки котла
значив точкой (фиг. 7). Из этой точки надо отложить расстояние L, перенеся его с топки котла, отметить линиями аг—аг и от них измерить расстояния б1, б2, 6s и б* до боковых направляющих поверхностей опор топки.
По разности размеров бг—б1, б2 — б2 и т. д. (фиг. 6 и 7) определяют толщины бор-
Фиг. 7. Определение середины между-рамного скрепления
тов передних опор топки, правильными размерами которых достигается точное положение котла в одной вертикальной плоскости, про-ходящей через продольную ось рамы.
16 Том 6
ПРОВЕРКА УСТАНОВКИ ФОРСОВОГО КОНУСА
Проверка установки конуса включает проверку совмещения осей конуса и дымовой трубы и измерение расстояния между верхней частью трубы и верхней частью конуса.
Проверку установки конуса производят при капитальном, среднем и подъёмочном ремонте паровозов.
Кроме того, проверку установки конуса производят и при эксплоатации паровоза, в случаях плохого парообразования паровозного котла из-за неправильного положения конуса, а также после каждой отъёмки конуса от места.
Технические условия. Ось конуса А, — Ах и ось дымовой трубы А — А должны совпадать, образуя одну вертикальную линию (фиг. 8).
Верхнее основание конуса — плоскость В— В — должно быть перпендикулярно оси ды-
Фиг. 8. Расположение конуса и дымовой трубы
мовой трубы А — А и находиться на альбомном расстоянии С от верхнего основания дымовой трубы плоскости Б — Б.
Порядок проверки механическим прибором. 1. Установить прибор в центре верхнего основания конуса и натуго закрепить кулачки самоцентрирующего диска 1 (фиг. 9).
2. Иглу указателя 2 поднять по штанге, закрепить и проверить совпадение центра верхнего основания дымовой трубы с осью конуса.
3. Закрепить иглу 3 указателя на штанге и проверить совпадение центра нижнего основания дымовой трубы с осью конуса.
4. Приложить линейку 5 одновременно к штанге 4 прибора и верхнему основанию трубы и отсчётом делений (нанесённых на штанге прибора) проверить отклонения от альбомного расстояния С.
Порядок проверки оптическим прибором.
1. Установить прибор в центре верхнего основания конуса и иатуго закрепить кулачки самоцентрирующего диска 1 (фиг. 10).
242
ПАРОВОЗНОЕ ХОЗЯЙСТВО
2. Установить в дымовую трубу первоначально малый диск 2, а затем большой (с проволочками) «крест на крест» (фиг. 10).
А
At
Фиг. 9. Проверка конуса штанговым] прибором
3. Установить экран 3 на дымовой трубе и осветить электролампой нижнюю поверхность экрана.
4. Произвести наблюдение через окуляр оптического прибора, соблюдая условия сов-
Фиг. 10. Проверка конуса оптическим прибором
мещения центров верхнего и нижнего дисков (пересечения крестов) с центром оптического прибора на одной геометрической оси А — А.
Проверка расстояния С (от верхнего основания конуса до верхнего основания трубы)
производится тем же порядком, что и при механическом приборе. Размеры С приведены в табл. 13.
Таблица 13
Альбомные расстояния от верхнего основания конуса до верхнего основания дымовой трубы
Серия паровоза Размер С в мм Тип конуса
ФД . . 2 030 Четырехдырный с раздельным выхлопом
ФД • . 2 010» То же
со . . 2 200 »
ЭР . . 1 840 i>
э₽/и . 1 980 » при диаметре горловины трубы 440 мм
ЭВ/и, 1 840 Четырехдырный при диаметре горловины трубы 500 мм
Е а’ м. 2 280 Круглый
IT1 а . 1 340 »
ТЭ . . 1 970 »
Е Ф . 2 080 »
Е л . . 2 015 »
Ек. . 1 985 »
Щ . . . 2 275 »
щ п . 1 880 »
О в • . 2 630 »
Л . . . 1 905 Четырехдырный с раздельным выхлопом
ТО . . 1 925 Круглый
ИС . . 2 020 Четырехдырный с раздельным выхлопом
су.. 2 010 То же
с . . . 2 125 Круглый с № 177/2
с . . . 1 950 » до № 177/2
мр 2 125 То же
тм . . 1 915
к . . . 2 035
Б . . . 2 110 1>
Л п . 2 290 Переменного сечения
ну . . 2 480 Круглый
» Встречается редко.
ПРОВЕРКА И РАЗМЕТКА ДЫШЕЛ
Проверка и разметка дышел включают определение правильности геометрической формы (отсутствие изгиба штанги, изгиба и скручивания головок, смещения головок дышел) относительно продольной оси штанги, контрольная проверка дышел после механической обработки, центровка дышел и разметка центров подшипников для механической обработки, определение ширины бортов (напусков) подшипников и проверка расстояний между центрами подшипников в собранном комплекте дышел. Проверку сцепных дышел производят при всех видах ремонта паровозов, а также при ненормальной работе дышловых подшипников в процессе эксплоатации паровоза.
Технические условия. Расстояния между центрами подшипников должны быть равны альбомным размерам.
Расстояния между центрами подшипников (проверяемые при промывочном ремонте) должны быть равны расстояниям между центрами колёсных пар при затянутых буксовых клиньях.
Дышла должны быть прямолинейны и иметь правильную геометрическую форму (отсутствие изгиба штанги дышла, скручивания головок, смещения' головок дышел относительно продольной оси штанги).
ПРОВЕРКА ЧАСТЕЙ ПАРОВОЗА
243
Порядок проверки и разметки. 1. Покрытое меловым раствором дышло уложить на брусок 1 и домкратик 2, установленные на разметочной плите (фиг. 11). По концам штанги, пользуясь угольником, нанести линии а—а и на них при помощи центромера прочертить дуги бб. По точкам пересечения дуг бб при помощи рейсмуса и домкратика установить
с альбомным размером; при помощи рейсмуса проверить, нет ли изгиба щёк проушин. При отсутствии изгиба разметку оси проушины произвести по внутренним граням щёк, вынося их линейкой на штангу линиями И —И. Разделив расстояния между линиями И—И пополам, найти ось проушины, измерить величину Э смещения головок дышел относительно про-
Фиг. 11. Проверка дышла
в горизонтальной плоскости
дышло в горизонтальное положение и прочертить продольную ось — линию О—О.
2. При помощи рейсмуса или штанген-рейсмуса определить степень изгиба штанги дышда в вертикальной плоскости; далее, подставляя к боковым поверхностям головок и штаиги угольник, определить степень скручивания дышла.
3. На дышлах с рамочными головками при помощи угольника нанести положение оси смазочного отверстия в — в, определяющей середину головки (фиг. 12), и иа боковой поверхности рамки рейсмусом прочертить контрольные линии г — г иа расстоянии от продольной оси, равном половине альбомного размера высоты рамки плюс 20—25 мм.
4. Дышло повернуть на угол 90° и уложить на брусок 1 и домкратик 2 на разметочной плите (фиг. 13). По концам штаиги, пользуясь угольником, нанести линии д — д и иа них при помощи центромера прочертить дуги ее. По точкам пересечения дуг ее, пользуясь рейсмусом и домкратиком, установить дышло точно в горизонтальное положение, после чего
дольной оси штанги и сравнить сё с альбомным размером.
6. В отверстия головок дышел вставить центровые приборы, найти центры О, Ог
Фиг. 12. Определение середины рамочной головки дышла
и О8, прочертить контрольные окружности и проверить расстояния I и 1г между центрами отверстий и хвостовика. В депо проверку изгиба и скручивания головок дышел.прсиз-
при помощи штангенрейсмуса определить степень изгиба штанги дышла в горизонтальной плоскости.
5. На концах головок дышла, пользуясь угольником, нанести линии ж — ж и на них при помощи центромера прочертить дуги зз. По точкам пересечения этих дуг проверить, нет ли изгиба хвостовика, измерить величину эксцентриситета Э и сравнить её
водить при помощи контрольной линейки (фиг. 14).
7. Пользуясь специальным прибором (фиг. 15), устанавливаемым между внутренними гранями бандажей, отложить альбомный размер А от середины расстояний между внутренними гранями бандажей до середины шеек пальцев каждой колёсной пары 1____1.
8. От найденных середин измерить расстоя
16*
244
ПАРОВОЗНОЕ ХОЗЯЙСТВО
ния Шнар до наружного бурта пальца и Швн до внутреннего (фиг. 15).
9- Найти расстояние Пнар и Пвн от продольной оси головки дышла до боковых по-
10. Пользуясь размерами Шнар и Швн и Пнар и Пен, определить напуски дышловых подшипников.
фиг- 14. Проверка изгиба и скручивания дышел при помощи линейки
Фиг. 18. Напуск для головки дышла с разъёмными подшипниками
Фиг. 19. Головка дышла в сборе
Напуски дышловых подшипников будут равны (фиг. 19):
верхностей, для чего в зависимости от конструкции головок дышел эти расстояния определить по формулам:
Фиг. 15. Прибор для определения середины шеек пальцев
а) для головок дышел под запрессовку круглых подшипников (фиг. 16):
Ннар = Нвн ’
Фиг. 16. Напуск для головки дышла с круглыми подшипниками
ФигД17. Напуск для головки дышла с плавающими втулками
N — Ш — П — Р-‘ нар нар “нар ‘ >
^вн=Швн — Пвн~Р.
где Р — разбег дышлового подшипника иа сторону (табл. 14).
11. В отверстия подшипников вставить центровые приборы. Разъёмные подшипники предварительно затянуть клиньями до плотного соприкосновения обеих половинок между собой. Дышло положить на козла прямолинейно.
12. У центрового подшипника от внутренних образующих отверстия центроискателем найти центр, который отметить на центровом приборе точкой О. Таким же способом найти центры остальных подшипников.
13. Расстояние между центрами осей ведущей и сцепных колёсных пар, измеренное при помощи штихмаса, перенести на сцепные дышла.
14. Если центры, вновь засечённые штих-масом и нанесённые ранее, совпадают, то на этом проверка считается законченной. В противном случае величина несовпадения центров на каждом центровом приборе определяет собой размер, на который необходимо наварить или сострогать лобовую половинку того или иного подшипника.
15. При проверке по центрам дышел паровозов Э и других серий с втулочными подшипниками сначала необходимо правильно установить и закрепить клиньями центровой подшипник, после чего также штихмасом перенести (начиная с центрового подшипника) расстояние между центрами осей колёсных пар на центровые приборы вставленных в отверстие подшипников.
б) для головок дышел с плавающими втулками (фиг. 17):
11 нар = ~2> /7вн = “2 + а;
в) для головок дышел с разъёмными подшипниками (фиг. 18):
I I
ПНар=2+а’ пвн=2+а^
ПРОВЕРКА УСТАНОВКИ ПОРШНЯ, ПОЛЗУНА И ПАРАЛЛЕЛЕЙ
В эту работу входит: проверка и разметка поршневого ползуна, разметка вкладышей ползуна, проверка расстояния от центра отверстия для валика в ползуне до середины диска поршня, проверка установки параллели и ползуна на паровозе по оси цилиндра.
ПРОВЕРКА ЧАСТЕЙ ПАРОВОЗА
245
Таблица 14
Разбеги дышловых подшипников и расстояния между центрами дышел
Серии паровозов Суммарные разбеги (на-обе стороны) дышловых подшипников движущих колёсных пар Расстояния между центрами осей движущих колёсных пар
1-й 2-й 3-й 4-й 5-й поршневых головок l-2-й 2—З-й 3-4-й 4-5-й
задних передн.
Б 1 2 3 1 * 2 100 2 100 .
ЕФ. «.с .... 1 2** 1 2** 1 1 1 1 422 1 422 1 422 1 422
Ел 1 4 1 4 1 1 1 1 422 1 422 1 422 1 422
ИС 1 2 2 — 2 2 1 950 1 950 1 950 __
К 1 1 1 —— — 1 1 1 970 2 150 —-
л 2 2 2,5 4 2,5 0,5-rl 1 625 1 625 1 625 2 000
МР 2 2 2 2 — 2 * 1 945 1 945 2 000
ов 8 3 3 8 — 1 2 1 330 1 280 1 280 —
со,сок 4 16 1 8 8 1 1 1 460 1 430 1 430 1 460
с 1 1 1 — - 1 1 2 000 2 000 —•
су — **♦ 1 — о 1 1 975 1 925 —
ФД 4 2 2 2 4 2 9 1 625 1 625 1 625 1 625
щ 1 1 1 1 — 1 2 1 600 1 500 1 500 —
щп 1 1 1 1 — 1 1 1 600 1 500 1 500 —
э в/и 4 48 1 3 52 1 1 1 460 1 430 1 430 1 460
Еа 0,79 3,18 0,79 3,18 0,79 0,79 1,6 1 422 1 422 1 422 1 422
ша 2 2 — - — — 1 575 1 575 1 575 —
» При ремонте суммарный разбег подшипников передней головки поршневых дышел выполняется в Ijmjm. »» При шаровом шарнире.
*»» Центровой подшипник самостоятельного разбега не имеет, а совместное поршневым их разбег составляет 2 мм (на обе стороны).
Проверку установки поршня, ползуна и параллели производят при капитальном, среднем и подъёмочном ремонте. При промывочном ремонте паровозов проверку производят в случаях ремонта ползуна, грения параллелей и хронического парения задних поршневых сальников.
Технические условия. После сборки и проверки поршень, ползун и параллель должны удовлетворять следующим условиям:
1) рабочие плоскости параллели должны быть параллельны оси цилиндра;
2) средняя линия параллели должна находиться в одной вертикальной плоскости с осью цилиндра;
3) ось горловины поршневого ползуна должна совпадать с осью цилиндра;
4) расстояние от середины диска поршня до центра отверстия ползуна под валик должно равняться альбомному размеру.
Проверка и разметка поршневого ползуна. 1. В отверстие для валика установить центровые приборы (фиг. 20), определить центр О отверстия ползуна и положение точки О перенести на вспомогательный угольник, обозначив линией е — е.
Одновременно на вспомогательном угольнике отметить высоту подставок линией д'—д'.
2. Измерить расстояние между линиями е — е и д' — д', которое должно быть равно альбомному размеру. Если это расстояние выходит из допускаемых пределов (3 juju), то уточнить положение центра О по наружной образующей горловины крейцкопфа, которую принимать за первоначальную базу для определения положения центра отверстия для валика и для головки штока.
3. Из центра О провести и накернить контрольную окружность на боковой поверх
ности и через центр О на ползуне вокруг него нанести линию Е — Е.
4. От линии Е — Е на стойке отложить вверх альбомное расстояние до центра отверстия валика поводка, на уровне положения
Фиг. 20. Разметка ползуна (1-е положение)
центра отверстия на поводке нанести линию Ф— Фи вспомогательную линию д —д на переднем и заднем торцах основания корытообразной части ползуна параллельно разметочной плите.
5. Установить ползун горловиной вверх (фиг. 21) по угольнику так, чтобы основание и внутренние боковые плоскости (стеики) корытообразной части ползуна были перпендикулярны разметочной плите.
6. На вспомогательный угольник вынести положение центра О, на ползуне провести линию С — С и проверить измерительной линейкой расстояние от центра О до меньшего основания горловины ползуна.
7. На стойку перенести положение горловины ползуна И — И и отметить нанесением линии П — П. На вспомогательном
246
ПАРОВОЗНОЕ ХОЗЯЙСТВО
угольнике измерить расстояние между линиями П — П и С — С, которое должно быть равно альбомному размеру. Если это расстоя-
Фиг. 21. Разметка ползуна (2-е положение)
ние ^меньше альбомного размера, то торец горловины необходимо наплавить.
8. Рейсмусом через центр О на поводке ползуна провести линию С — С; пересечения линии С — С с. линией^Ф — Ф обозначить центром Ог.
Из точки 01 провести контрольную окружность и одновременно определить характер ремонта поводка — необходимость правки его или заварки отверстия.
9. Пользуясь угольником и руководствуясь линиями д — д, установить ползун так, чтобы основание корытообразной части его было перпендикулярно плите, а ось отверстия для головки штока была параллельна Плите (фиг. 22).
10. Для обеспечения установки ползуна в положение, удовлетворяющее второму
Фиг. 22. Разметка ползуна (3-е положение)
требование (пункт 9), внутрь ползуна (фиг. 23) вложить небольшой угольник, при помощи которого острой чертилкой вынести
Фиг. 23. Разметка ползуна (4-е положение)
со всех четырёх стор он положение внутренних стенок корытооб разной части ползуна на линии д — д до пе ресечения в точках С.
Расстояние между точками С — С циркулем разделить попола м. Найденные точки Ог определят положение продольной оси пол
зуна, через которую проходит средняя его линия. По точкам О, ползун при помощи рейсмуса установить так, чтобы средняя линия лежала в горизонтальной плоскости и затем со всех сторон нанести линию Т — Т.
11. Пересечение линий Т — Т и Е' — Е' обозначить точкой О3 — центр отверстия ползуна для головки штока, из которого произвольным радиусом меньше половины диаметра на торце горловины провести и на-кернить контрольную окружность.
12. При помощи шаблона через центр О3 нанести на торце линию Г — Г и ползун
Фиг. 24. Разметка ползуна (5-е положение)
установить так (фиг. 24), чтобы линия Г — Г находилась в горизонтальной плоскости.
Одновременно проверить при помощи рейсмуса правильность установки ползуна по точкам О».
Перенести линию Г—Г при помощи рейсмуса на боковые поверхности горловины с обеих сторон,— линии эти являются средними линиями отверстия для клина, размечаемого по размерам чертежа,
Разметка вкладышей одиопараллельных ползунов. 1. Ползун с пригнанными к нему вкладышами, заведённой в него крышкой и со вставленным ложным штоком установить на разметочной плите в рабочее положение так, чтобы ось отверстия для головки штока и отверстия для валика находились в одной горизонтальной плоскости (фиг. 25).
2. Перенести центры О ползуна на вспомогательный угольник и нанести на нём линию О — О. От этой линии отложить вверх
Фиг. 25. Разметка вкладышей ползуна по толщине для одиночных параллелей
расстояние Е, равное альбомному размеру от оси цилиндра до оси параллели, и обозначить линией Ц — Ц. От линии Ц — Ц вверх и вниз отложить фактические размеры от оси до верхней и нижней плоскостей параллели и обозначить линиями а—а и б—б, которые перенести на торцы вкладышей крейцкопфа.
3. Ползун повернуть на угол 90° (фиг. 26) и установить в горизонтальное поло-
ПРОВЕРКА ЧАСТЕЙ ПАРОВОЗА
247
на торцы
Фиг. ,26. Разметка бортов вкладышей ползуна для одиночных параллелей
жение параллельно плите, по ложному штоку, и осевой линии О—О» нанесённой в вертикальной плоскости.
4. От линии О — О на вспомогательном угольнике отложить расстояния, равные половине ширины параллели, и перенести их адышей ползуна, обозначив рисками д—д и д'—д', и закернить для механической обработки.
о. Разметку вкладышей ползуна (для условий деповского ремонта, когда параллель установлена на паровозе) про
изводить’следующим способом: от протянутой по оси цилиндра нити измерить расстояния до рабочей нижней плоскости и до боковых плоскостей по всей длине параллели. Расстояния должны быть одинаковы, в противном случае их нужно отрегулировать, а расстояние от оси цилиндра до оси параллели должно равняться альбомному. Откладывание измеренных расстояний от оси ползуна производить таким же порядком, как и при заводском ремонте.
Разметка поршневых ползунов паровозов серий ФД, ИС и Л. Ползуны паровозов серий ФД, ИС и Л размечают так же, как описано выше, с той лишь разницей, что у ползунов паровозов названных серий горизонтальные и вертикальные плоскости размечают в строгом соответствии с размерами параллели, причем сначала берут расстояние от оси цилиндра до верхней плоскости; остальные плоскости размечают по размерам пазов и полок параллели с последующей проверкой от осевой линии.
Проверка расстояния от середины диска поршия до центра отверстия в ползуне для валика. 1. Измерение указанного расстояния производят при помощи штихмаса.
Штихмас устанавливают ножками на цилиндрическую часть штока (фиг. 27) до соприкосновения упорки с ободом диска поршня.
Фиг. 27. Проверка расстояния от середины поршня до центра отверстия валика ползуна
2. Рамку штихмаса перемещают по линейке до совпадения иглы с центром отверстия для валика ползуна, после чего производят отсчёт расстояния по линейке и к измеренному расстоянию прибавляют величину, равную половине ширины обода диска поршня.
Проверка установки параллели иа паровозе по оси цилиндра. От натянутой по гео
метрической оси цилиндра нити при помощи прибора (фиг. 28) проверяют равенство расстояний по вертикали до нижней поверхности
Фиг. 28. Проверка установки одиночной и двойной параллели на паровозе
однобалочной параллели и до нижней и верх* ней поверхностей двухбалочной параллели на всей длине рабочей поверхности, а также равенство расстояний по горизонтали от нити до боковых поверхностей названных параллелей.
Параллельность рабочих поверхностей считают достигнутой,а параллель правильно установленной, когда остриё указателя при перемещении прибора находится в соприкосновении с нитью на всей длине параллели с обеих её сторон.
Для проверки вертикальности боковых поверхностей параллели кладут уровень на верхнюю рабочую плоскость параллели и проверяют её положение.
Если пузырёк уровня будет в среднем положении, то боковые поверхности находятся в вертикальной плоскости и, следовательно, параллель не имеет поперечного перекоса.
Проверка установки поршневого ползуна иа паровозе. Ползун первоначально устанавливают в переднее положение, после чего при помощи центроискателя проверяют равенство расстояний от внутренней образующей горловины до натянутой нити.
При помощи центроискателя проверяют равенство расстояний от внутренних щёк ползуна до натянутой нити.
Ползун продвигают по параллели в заднее положение и таким же порядком производят проверку вышеуказанных расстояний.
Равенство проверяемых расстояний по горловине и по щекам в обоих положениях укажет на правильность установки ползуна ио оси цилиндра.
ПРОВЕРКА ПАРОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМА
Проверка парораспределительного механизма производится при капитальном, среднем и подъёмочном ремонте паровозов.
При капитальном и среднем ремонте проверяются: кулисный механизм — радиусы кривошипа и кулисного кривошипа, эксцентриковая и кулисная тяги, подвески перевод
248
ПАРОВОЗНОЕ ХОЗЯЙСТВО
ного вала, соотношения плеч маятников и нулевое положение реверса, элементы золотников с установкой золотников в среднее положение, линейное предварение впуска, положение центра подвеса кулисы.
При подъёмочном ремонте выполниются те же работы, кроме проверки положения центра подвеса кулисы.
Технические условия. При крайних (мёртвых) положениях кривошипа кулиса должна занимать среднее положение.
Линейное предварение впуска пара при различных отсечках не должно изменяться, когда кривошип находится в любом из своих крайних положений, т. е. золотник должен оставаться на месте (неподвижным) во время опускания и поднимания кулисного камня.
Величина линейного предварения впуска пара, т. е. открытие окна в момент нахождения кривошипа в любом из крайних положений, должна соответствовать альбомной.
При среднем положении реверса, когда указатель реверса совпадает с нулевым делением рейки, центры (оси) кулисных камней Должны находиться в центре кулис одновременно с обеих сторон паровоза (исключение составляют некоторые серии паровозов компаунд).
Проверка длины кривошипа и угла насадки кривошипов (фиг. 29). Подбирают сменные призмы 2 и мерный наконечник 3 в зависимости от размера диаметра пальцев. При наличии кривошипов с диаметром пальцев от 60 до 120 мм применяют сменные призмы высотой 50 лыи и наконечник длиной 50 мм Л Если раз-
фиг. 29. Кривошипомер ЦНИИ
меры пальцев будут от 120 до 180 мм, то сменные призмы применяют высотой 25 мм и наконечник длиной 25 мм. В том случае, когда кривошипы будут иметь диаметр пальцев от 180 до 230 мм, проверку производят без призм и наконечников. Калибр 4 подбирают в зависимости от длины кривошипа и вставляют в кривошипомер.
Прибор устанавливают на палец кривошипа (предварительно закрепив призмы и калибр 4) и, зацепив ленту 6 за крючок 7, укрепляют скобу 9 на трубе центрирующего приспособления, которое точно установлено
в центре оси колёсной пары. Вращая гайку И, ленту и призмы прижимают к пальцу кривошипа, определяя момент их прижатия остановкой вращающейся стрелки индикатора. Затем зажимают стопорный винт 15 до отказа и по показаниям стрелок индикатора определяют величину отклонений длины кривошипа. Например, при альбомной длине кривошипа 350 мм обе стрелки индикатора должны стоять на нуле. Если длина кривошипа не соответствует альбомной величине, стрелки индикатора отклоняются; при этом малая стрелка индикатора показывает на циферблате 12 величину отклонения в целых миллиметрах и знак (направление) отклонения; большая стрелка отсчитывает сотые доли миллиметра.
При определении отклонения в угле насадки кривошипов пальцы кривошипов устанавливают в верхнее положение примерно под углом 45° к вертикали. Затем на площадку ГГ кривошипомера устанавливают уровень 13 с микрометрическим винтом 14, при помощи которого уровень регулируют до горизонтального положения. Кривошипомер имеет следующие свойства: микрометрический винт показывает 12,5 мм, если уровень находится на горизонтальной плоскости, и площадка ГГ автоматически занимает горизонтальное положение, когда кривошип точно устанавливается под углом 45°. Следовательно, при измерении этого угла уровень отклоняется от горизонтального положения и пузырёк уровня уйдёт в сторону. Для восстановления уровня в горизонтальном положении необходимо микрометрический винт подвернуть, пока пузырёк не встанет опять на середину, при этом показание винта также изменится. Кривошипомер устанавливают сначала на правом кривошипе колёсной пары и записывают показание микрометрического винта аправ , после этого кривошипомер переносят на левый кривошип и вновь записывают показание винта алев. Имея два показания, подсчитывают отклонение V в угле насадки кривошипов:
L ,
V Д/] \аправ + О-лев 25) ,
где Г — альбомная длина кривошипа;
М— длина уровня между опорами;
25 — удвоенная величина показания микрометрического винта уровня при положении кривошипа под углом 45°.
Величины отношений-^ указаны в табл. 15.
Определение длины кривошипов, длины кулисного кривошипа и его щеки (фиг. 30). Микроштихмас 3 седёлкой прижимают к трубе 1 с конусом 2 центрирующего приспособления, мерительный конец микрометрической головки 4 подводят к образующей пальца и по показанию микроштихмаса определяют расстояние Н от центра оси до образующей пальца. После этого штангенциркулем измеряют диаметр пальца кривошипа и подсчитывают длину кривошипа Л = И 4- Рс.
Длину кулисного кривошипа Г определяют следующим образом. Микроштихмас 3 седёлкой прижимают к центрирующей трубе и измеряют расстояние Е от центра колёсной
ПРОВЕРКА ЧАСТЕЙ ПАРОВОЗА
249
Таблица 15
Величины отношений — М
Наименование величин Условное обозначе-ние Серии паровозов
О», ОД, нв/и, Ь, Ы ТЭ Ша Б, СО, эв/и, С®/и, щ Ев/и ФД. ИС Л
Длина кривошипов в мм L 325 330 330,2 350 355,6 385 400
Отношение длины L кривошипа к расстоянию М между опорами уровня, равному 175 мм .... L 175 1,86 1,88 1,88 о 2,03 2,2 2,3
Длина мерных вставок в мм . . . 35 40 40,2 60 65,6 95 110
пары до образующей пальца. Затем~измеряют величину Рк (половину диаметра пальца кулисного кривошипа) и определяют длину кривошипа: Т = Е + Рк.
Для определения длины щеки кулисного кривошипа седёлку микроштихмаса прижимают к образующей выносного пальца приспособления (фиг. 30), а мерительный конец
Фиг. 30. Схема проверки длины кривошипов и кулисной^щеки
микрометрической головки подводят к образующей пальца и находят размер Л'. । Затем штангенциркулем измеряют половину Рп диаметра пальца ведущего кривошипа и определяют длину щеки: Н = К + Рп-
Нахождение мёртвых положений кривошипов. Паровоз буксуют до тех пор, пока кривошип не займет положение ОЛ, (фиг. 31),
Фиг. 31. Нахождение мёртвых положений
кривошипов
немного не доходя до крайнего положения. Жёстким штихмасом из произвольной точки А на бандаже делают риску а2. Одновременно с этим на параллели отмечают риской положение заднего торца поршневого ползуна. Затем буксуют паровоз вперёд до тех пор, пока ползун, перейдя мёртвую точку, не вернётся в положение, при котором сделана рис
ка на параллели. В этом положении жёстким штихмасом на бандаже отмечают вторую риску а2. Циркулем на бандаже произвольным радиусом проводят дугу; дуга эта делится между точками аг и а2 пополам и в точке п ставится керн. По керну п при помощи жёсткого штихмаса кривошип точно устанавливают в переднее мёртвое положение. Таким же образом находится и заднее мёртвое положение кривошипа.
На паровозах серии ФД ось цилиндра на 50 мм проходит выше оси ведущей колёсной пары, поэтому при проверке необходимо устанавливать в мёртвые положения не кривошип, а поршень.
Проверка хода поршня с буксовкой паровоза. Ползун, соединённый с поршнем, продвигают ломиком сначала в заднее, затем в переднее крайнее положение (до удара поршня в крышки). Эти два крайних положения поршня отмечают на параллели ударными рисками я и в] в плоскости заднего торца ползуна (фиг. 31). Соединяют поршневое дышло с ползуном, затем, буксуя паровоз (ранее описанным способом), устанавливают кривошип паровоза в заднее и переднее крайние положения и отмечают при этих положениях на параллели риски в и в,. Полученные на параллели расстояния между рисками определяют величины линейных вредных пространств: ав—заднего и а1в1— переднего. В случае их неравенства необходимо произвести регулировку. Допустим, заднее ав = 18 мм, а переднее а1в1 = 10 мм, тогда для уравнивания вредных пространств надо к меньшему из них (т. е. к переднему) прибавить поправку:
ав — 18—10
2 -— 2 - 4 мм»
На эту величину 4 мм с поправкой 1 — 1,5 мм на удлинение штока от нагревания необходимо отрегулировать длину поршневого дышла.
Линейные величины вредных пространств приведены в табл. 16.
Проверка хода поршня без буксовки паровоза по способу Комеко. Этот способ основан на точных геометрических соотношениях. Порядок нанесения ударных рисок остаётся таким же, как и с буксовкой паровоза. Расстояния между ударными рисками а и аг делят пополам и в середине их ставят риску Ц. Поршневой ползун устанавливают на середину, т. е. задний торец ползуна совмещается
250
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Таблица 16
Линейные величины вредных пространств
Серии паровозов Вредное пространство в мм Серии паровозов Вредное пространство в мм
' переднее заднее ef сх <у 4) <U С Е 1 заднее
Б 15,5 22 С 24 24
еФ.к. С . . 12,7 12,7 СУ . . . . 14 14
Е л .... 12 7 12,7 ФД 20 15
ИС 20' 15 щ 15 21
к 15 15 щч .... 21 21
л 13 13 Э в/и . . • 14 14
МР .... 25 25 ш 8 11
оа .... 13 13 Е а> м • 12,7 12,7
со,сок • . 14 14
с риской Ц. Если альбомные линейные величины переднего и заднего пространств неодинаковы, то риску Ц нужно перенести в сторону меньшего (по альбому) вредного пространства на величину полуразности. От риски Ц в обе стороны откладывают величину, равную длине ведущего кривошипа, и наносят риски в и 81, после чего проверяют, соответствуют ли вредные пространства ав — переднее и — заднее альбомным.
Для проверки по данному способу длины поршневого дышла штихмасом снимают размер ОС (фиг. 32) и переносят его на проверяемое дышло, где при помощи циркуля и метра вычитают величину поправки Пд, которая
Фиг. 32. Проверка хода поршня по способу Комеко
получается для каждой серии путём вычисления разницы в длине гипотенузы и катета образуемого треугольника. Подсчитанные заранее поправки приведены в табл. 17.
Таблица 17
Величины поправки Пд
Серии паровозов Пд в мм
ФД — чертежи 1934—1935 гг 25,3
ИС — альбомные чертежи 19,7
Э — всех индексов 21,1
СУ — альбом 1929 г 23,9
С — расстояния между цилиндрами 2 220 мм 18,4
С — то же 2 200 мм ............. 19,1
еФ> к’ с 20,8
Щ — альбом 1914г 15,0
Л — альбомные чертежи 13,3
Б — альбом 1913 г 19,0
К — альбом 1911г 12,2
М — альбомные чертежи 16,5
Нв — альбом 1932 г 16,0
Оа — альбом 1922 г 14,7
Проверка длины эксцентриковой тяги с буксовкой паровоза. Установить кривошип паровоза (буксовкой) в переднее и заднее положения (фиг. 33) и при этих положениях, переводя кулисный камень сверху вниз, проверить, имеет ли сдвиг золотник. Если золотник стоит
Фиг. 33. Проверка эксцентриковой тяги с буксовкой паровоза
на месте, то длина эксцентриковой тяги считается правильной; если золотник при обоих крайних положениях передвигается в одну сторону, значит длина тяги неверна.
В этом случае следует отъединить эксцентриковую тягу от кулисы и установить кулису в среднее положение. При этом кулиса точно займёт среднее положение тогда, когда золотник стоит на месте при передвижении кулисного камня сверху вниз. Установив в такое положение кулису, закрепить её перекосом болтов у подшипников или каким-либо другим приспособлением.
Определение надлежащей длины эксцентриковой тяги производится так: при закреплённой в среднем положении кулисе и крайнем положении кривошипа измеряют штихмасом расстояние от центра Д' пальца контркривошипа до центра Л валика кулисы. Полученное расстояние /( — Ли будет искомой длиной эксцентриковой тяги.
После регулировки эксцентриковой тяги необходимо установить кривошип паровоза в другое крайнее положение и, опуская камень по кулисе сверху вниз, проверить, передвигаются ли золотники.
Проверка длины эксцентриковой тяги без буксовки по способу Комеко. Проверка длины эксцентриковой тяги по этому способу заключается в том, что штихмасом замеряют (при среднем положении кулисы) расстояние от центра отверстия хвостовика кулисы до центра оси ведущей колёсной пары (фиг. 34).
Фиг. 34. Проверка эксцентриковой тяги без буксовки паровоза по способу Комеко
Полученное расстояние О—Л всегда больше искомой длины на вполне определённую для каждой серии паровоза величину, называемую поправкой Па. Этот способ, как и подобный же способ проверки длины поршневого дышла, основан на точных геометрических соотношениях.
ПРОВЕРКА ЧАСТЕЙ ПАРОВОЗА
251
Практически проверка длины эксцентриковой тяги данным способом сводится к тому, что при крайнем положении поршня (отъединённого от поршневого дышла) снятый штих-масом размер ОЛ переносят на проверяемую тягу, где при помощи циркуля и метра производят вычитание величины поправки Пэ, подсчитанной заранее и внесённой в табл. 18.
Таблица 18
Величины поправки эксцентриковой тяги
Серия паровозов Пэ в мм Пэ\ в мм на каждые 10 мм
ФД — чертежи 1 934— 1935 гг. . 56,2 0,6
ИС — альбомные чертежи . . . 42,0 0,5
СО и Эв/И 40,9 1,6
СУ — альбом 1929 г 57,7 1,8
СУ — от № 209-01 62 1
С — с расстояниями между ци-
линдрами 2 220 мм 42,5 1 ,7
С — с расстояниями между ци-
линдрами 2 200 мм 44 ,7 1 >7
ЕФ> л 55,1 0,9
Ес 47,0 —
Щ — альбом 1914г 25,7 1 ,1
Л — альбомные чертежи .... 27 0 ,9
Б — альбом 1913 г 48 1 ,з
К — альбом 1911г 21,2 0,8
М — альбомные чертежи .... 36,0 1
Нв — альбом 1932 г 33,0 1 ,0
Ов — альбом 1922 г 31,1 1 ,0
После определения длины эксцентриковой тяги измеряют расстояние от центра ведущей оси до верхней грани рамного листа. При наличии отклонения от чертежа длину эксцентриковой тяги необходимо отрегулировать, пользуясь поправкой Пэ1 из табл. 18. Найденная таким образом величина и будет искомой длиной эксцентриковой тяги.
Перед проверкой длины эксцентриковой тяги как с буксовкой, так и без буксовки паровоза обязательно проверяют длину главного и кулисного кривошипов и угол между ними и лишь после устранения обнаруженных отклонений производят проверку длины эксцентриковой тяги.
Проверка длины подвесок золотниковых тяг. Покачиванием кулисы находят точное совпадение центра камня с центром кулисы с правой стороны. При таком положении произвольным радиусом проводят дугу ИII (фиг. 35). Затем переходят на левую сторону паровоза и таким же способом устанавливают камень в среднее положение с левой стороны паровоза. После установки камня в центр кулисы с левой стороны тем же крючком из центра того же валика 3 проводят дугу ММ. Совпадение дуг 7777 и ММ укажет, что центры кулисных камней с правой и левой стороны одновременно совпадают с центрами качания обеих кулис. Несовпадение этих дуг будет означать отсутствие совпадения центров камней с центрами кулис обеих сторон. Для правильного решения, какую из подвесок регулировать, необходимо сначала сравнить каждую из них с альбомным размером. При этом регулировку производят за счёт подвески,
длина которой не соответствует альбомному размеру. После исправления подвески необходимо ещё раз проверить одновременное
Фиг. 35. Проверка длины подвесок золотниковых тяг
совпадение с правой и левой стороны паровоза центров камней с центрами качания кулис.
Размеры элементов кулисного механизма приведены в табл. 19.
Проверка правильности сборки золотников. При вынутом золотнике снимают размеры золотниковых втулок Л1Г Л.г, Л3, Ль (фиг. 36) от притирочной поверхности золотниковых
Фиг. 36. Обмер золотниковых втулок
втулок до кромок паровпускных окон. Золотник с распёртыми дисками обмеряют (фиг. 37) и снимают размеры М и N между кромками наружных и внутренних колец. Расстояния
Фиг. 37. Обмер круглого золотника
между наружными 77 и внутренними /< кромками паровпускных окон равны: И = Ль— Л-С, К = Лз — Л2- Получив эти данные, определяют размеры перекрыт.
Перекрыта впуска
К—N е = —’
перекрыта выпуска
М— И i — о '
Размеры золотников и золотниковых лок приведены в табл. 20.
вту
252
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Для примера имеем: М — 604 мм; N = 434 мм; Jh = 185 мм; Л, = 237 мм; Л, = 741 мм; Л, = = 793 мм. Тогда Н = 793 - 185 = 608 мм; К =-• = 741 — 237 = 504 мм. Перекрыта впуска будет 504 — 434 604 — 608
2 -- =35 мм; перекрыта выпуска---“
= — 2 мм.
Установка золотников в среднее положение При золотниках цилиндрических распирают диски, прикладывают шаблон 2 (фиг. 38), размер А которого берётся произвольно, и на переднем конце золотниковой скалки от грани шаблона наносят риску и набивают
Таблица 19
Размеры элементов кулисного механизма в мм
С ери и п a р О Е 0 3 0 В
X
Наименование размеров Q ч О о
и tf «3 £ •е 6 и О.
S е э 01 аз аз ч и (Т) о О И х S
Длина (радиус) главно- 350 325
го кривошипа 385 385 330,2 355,5 355,5 355,5 400 350 350 350 350 350
Длина кулисного кривошипа Длина щеки кулисного 225 225 184,5 180,75 222,0 185,7 225 160 160 150 170 414 140 392,3 145 367 170
кривошипа Длина поршневого дыш- 452 456 378 412,8 412,8 412,8 470,5 403 403 405,3 2 350 398 3 450
2 240 2 275 3 280
ла 3 850 3 025 2 946 2 794 2 997 2 794 3 100 2 730 2 730
Длина эксцентриковой 1 169 1 332,1 2 688 2 487
тяги 2 375 1 710 1 670 1 600,3 1 753 1599,4 1764,6 1 761 1 761 1 317
Длина подвески к повод- 290 160 213 249,5 215
ку маятника Длина поводка маятни- — — — — — — — 290 493 380 513,4
361 518
ка 544 544 422,3 520,7 422 520,7 524 493 267,5 366,2
Полная длина маятника Длина верхнего плеча 892 892 647,7 773,1 981 773,1 1 000 987,2 987,2 772 870 987,1 110 898 980 126
маятника 150 150 76,2 79,4 98 79,4 145 ПО 110 94 92 105
Радиус кулисы илн длина золотниковой тяги Радиус качания нижней 2 000 1 800 1 633,4 1 676,5 1 575 1 679 1 750 1 550 1 550 1 470 1 315 1 420 1 055 1 450
половины кулисы . . . Расстояние от центра ку- 650 650 533,4 517,6 584 517,9 600 450 450 380 430 460 400 550
лисы до середины золотниковой камеры . . 3 265 3 065 2 711 2 829,2 2 830 2 975 2 621 2 621 2 480 2 410 2 385 2 065 2 947
Расстояние от центра ве-
дущей оси до середины цилиндра 5 725 4 900 4 455,2 4 471 — 4 470 4 850 4 270 4 270 3 775 3 600 3 685 4 655 5 465
Таблица 20
Основные размеры золотников н золотниковых втулок в мм
Серии паровозов Перекрыша Линейное предварение впуска Расстояние между внутренними кольцами Расстояние между наружными кольцами** Расстояние между наружными кромками колец одного диска , Ширина паровпускных окон Расстояние между внутренними кромками паровпускных окон Расстояние от притирочной поверхности до наружной кромки переднего паро-впускного окна
впуска выпуска
Б 35 —2 4 450 596 73 40 520 180
Ев/н 31,8 0 4,8 565,1 717,5 76,2 44,5 628,65 95,25
ИС 60 0 5 680 960 140 80 800 136
к 34 —2 4 392 556 82 50 460 169
л 50 0 8 707 957 125 75 807 —
МР 40 + 2 5 510 714 102 60 590 94
ов 33 —8 —1* 4 180/188 334/356 — 52 164/186 —
СО,СОК 35 —2 4 434 604 85 52 504 185
с 33 0 4 354 524 85 52 420 225***
сУ 34 -2 4 386 556 85 53 454 194
ФД 60 0 5 680 960 140 80 800 136
щ 33 -8/0* 4 216/220 376/396 — 55 200/220 —
Щч 33 —8/0* 4 Пр. 388 548 80 55 372 128
Эв/И 35 —2 4 434 604 85 52 504 185
ша 31,8 0 6,4 584,1 749,1 8 »6 50,8 647,7 184,2
Еа 31,75 0 4,76 565,2 717,6 76,2 44,5 628,7 200***
* В числителе — для малого цилиндра, в знаменателе — для большого цилиндра.
** Для паровозов с плоскими золотниками соответственно расстоянию между внутренними и наруж-
ными кромками.
*** Размер дан от притирочной поверхности цилиндра до наружной кромки паровпускного окна.
ПРОВЕРКА ЧАСТЕЙ ПАРОВОЗА
253
на ней керн б. При этом точка б будет находиться от наружной кромки первого кольца на расстоянии А. Золотник будет в среднем поло-
фиг. 38. Нанесение керна на скалке
жении (фиг. 39) тогда, когда керн б на скалке будет отстоять от притирочной поверхности золотниковой втулки на расстоянии X = = А — (Л-l Az I), причём отрицательная перекрыта выпуска входит в формулу со знаком плюс, положительная — со знаком минус.
Фиг. 39. Установка золотника в среднее положение
Например, если А = 250 мм, Лг = 185 мм, i = —2 мм, то расстояние от керна б до притирочной поверхности втулки будет Х= = 250—(185 + 2) = 63 мм. Получив размер X, откладывают его на скалке и отмечают керном а. Установка золотника в среднее положение заключается в том, что вставляют золотник на место и продвигают его до тех пор, пока керн а точно не совпадёт с притирочной кромкой передней золотниковой втулки.
При нераздвижных цилиндрических золотинках установку в среднее положение золотников производят при помощи раздвижного угольника, для чего используют те же размеры Л и I. Порядок установки их в среднее положение такой же, как и при раздвижных золотниках. После установки золотника в среднее положение при помощи контрольного жёсткого штихмаса отмечают керном на золотниковой скалке точку По. Эти керны используют в дальнейшем для установки золотника в среднее положение. Установку плоских золотников2в
Д/ Ид Д; г>Л
Контрольный крючок
Угольник
Фиг. 40. Установка плоских золотников в среднее положение
среднее положение производят следующим способом (фиг. 40): в паровпускное окно вставляют угольник (произвольного размера), к угольнику до упора продвигают золотник и при таком положении золотника на скалке,
пользуясь контрольным жёстким штихмасом, ставят керн Пг. Затем тот же угольник переставляют в другое паровпускное окно и золотник также передвигают до упора в угольник, а на скалке наносят второй керн /72. Расстояние между кернами //j и /72 делят пополам и в точку По набивают керн, по которому золотник устанавливают в среднее положение.
Проверка установки золотников с буксовкой паровоза. От точки По на золотниковой скалке (фиг. 41) в обе стороны отложить величину впускной перекрыши е, отметив риской а — а. Паровоз буксуют вперёд до момента установки поршня в переднее крайнее положение. Из точки//(на приливе) штихмасом наносят риску в. Затем буксуют
Фиг. 41. Проверка установки золотников с буксовкой паровоза
паровоз до момента установки поршня в заднее положение и тем же штихмасом из точки Н наносят риску elt Полученные расстояния ав и ав! представляют собой величины линейных предварений впуска. При разности этих величин производят регулировку. Например, если переднее предварение aet — 8 мм, а заднее ав = 2 мм, то полуразность этих
8—2 „
величин —J- — 3 мм дает величину, на которую передают золотник.
При внутреннем впуске пара передачу золотника производят в сторону окна с меньшим открытием, а при наружном впуске в сторону большего открытия. Кроме того, как и при регулировке величины линейного вредного пространства, производят поправку на 0,5 мм на удлинение штока от нагревания.
Проверка установки золотников без буксовки паровоза. Покачивая кулисы, устанавливают центры камней в центры качания кулис. Отъединённый от поршневого дышла
Среднее положение золотника.
Среднее положение поршня г
С, * С2
Фиг. 42. Проверка установки золотников без буксовки паровоза
ползун с поршнем продвигают вперед и назад до упора и на параллели наносят ударные риски Ci — С2 (фиг. 42). Расстояние между
254
ПАРОВОЗНОЕ хозяйство
рисками делят пополам и середину отмечают риской X. Заднюю грань ползуна совмещают с риской X, что соответствует установке поршня и ползуна в среднее положение. После этого одним из описанных способов устанавливают золотник в среднее положение. Далее соединяют золотниковый шток с кулачком золотникового направления так, чтобы при среднем положении поршня в среднем же положении находился и золотник. При проверке этим способом необходимо только помнить, что на тех паровозах, где линейные величины вредных пространств передней и задней полостей цилиндров неодинаковы, риску X на параллели сдвигают в сторону меньшего вредного пространства на величину, равную полуразности линейных величин обоих вредных пространств.
ПРОВЕРКА ЛИСТОВОЙ РАМЫ
Проверка рамы состоит из следующих операций: установки рамы в горизонтальное 'положение, определения положения геометрической продольной оси рамы, проверки параллельности рамных листов и • их вертикального положения, проверки положения лобовых и клиновых поверхностей буксовых вырезов по отношению к верхним граням рамных листов, проверки перпендикулярности лобовых поверхностей буксовых вырезов к продольной оси рамы и определения правильного положения центров всех колёсных пар в буксовых вырезах рамы. Проверка рамы производится при капитальном, среднем и подъёмочном ремонте паровозов, а также в случаях повреждения и деформации рамы во время эксплоатации паровоза.
Технические условия.
Продольные рамные листы должны стоять отвесно (вертикально) и параллельно между собой, образуя с поперечным скреплением прямой угол.
Рабочие лобовые и боковые плоскости бук
совых направляющих должны быть отвесны и перпендикулярны верхним граням рамных листов.
Наружные и внутренние грани буксовых направляющих должны лежать в одной плоскости и находиться на альбомном расстоянии от продольной оси рамы.
Лица буксовых направляющих правой и левой стороны каждой оси должны лежать в одной плоскости, быть параллельными между собой и перпендикулярными продольной оси рамы.
Проверку листовых рам полностью по техническим условиям производят при заводском ремонте; при подъёмочном ремонте проверку производят в объёме, приведённом ниже в пунктах 1—7 и II.
Порядок проверки. 1. Раму установить на опорах горизонтально в продольном и поперечном направлениях (фиг. 43).
2. Вдоль рамных листов с обеих сторон рамы натянуть стальные нити, концы которых при помощи кронштейнов укрепить, как указано на фиг. 43.
3. Измерить расстояния Нп и На между наружными боковыми гранями направляющих передних и задних буксовых вырезов в нерабочих местах (с клиновой стороны).
4. Из альбомного размера В — расстояния между осями цилиндров вычесть размеры Нп и Н3 и определить расстояния А и Аг, равные:
А
л — 9 > '*1 — 2
Полученные расстояния определяют положение нитей, натянутых на одинаковых
Нп расстояниях от продольной оси рамы, а -у-
Н3
и определяют соответственно точки' О и 01, через которые проходит продольная ось рамы.
5. С правой и левой стороны от натянутых нитей измерить расстояния А до рабочих поверхностей каждой буксовой направляющей клиновой и лобовой сторон и определить отступления от альбомных размеров.
6. Измерить расстояния б в нерабочих частях рамы и определить величины прогиба полотен рамы.
7. От натянутой нити с одной из сторон
Т
Фиг. 43. Установка рамы в горизонтальное положение
рамы отложить альбомный размер Г (расстояние от оси цилиндра до середины буксовой направляющей) и на лобовой поверхности каждой направляющей на уровне натянутой нити поставить керны 0г. Из этих кернов на альбомном расстоянии Е (между серединами буксовых направляющих) нанести вторые керны О на лобовой поверхности каждой буксовой направляющей противоположной стороны рамы. Этими кернами и следует руководствоваться при определении напусков буксовых подшипников.
8. При помощи линейки и угольника (фиг. 44) проверить вертикальность рамных листов. На верхние грани рамных листов в поперечном направлении положить линейку 1, а к ней угольник 2 и щупом замерить зазоры между полкой угольника и плоскостью рамного листа у каждого буксового выреза с обеих сторон рамы.
ПРОВЕРКА ЧАСТЕЙ ПАРОВОЗА
255
9. Проверку перпендикулярности лобовой плоскости выреза верхним граням’рамы и уклона клиновой плоскости производить спе-
Фиг. 45. Проверка перпендикулярности плоскостей буксовых направляющих верхним граням рамных листов
Фиг. 44. Определение отвесного положения рамных листов
циальным угольником (фиг. 45), для чего на верхнюю грань рамного листа положить линейку, а к ней угольник 1 и, прижимая полку угольника к лобовой или клиновой плоскости буксовой направляющей, проверить перпендикулярность1 лобовой плоскости буксовой направляющей рамному листу.
Плотное прилегание клиновой или лобовой стороны угольника укажет на правильное положение буксовых направляющих. Проверку перпендикулярности лобовой плоскости буксовой направляющей (фиг. 45) разрешается
производить и угольником 2 (показан пунктиром) при помощи уровня, уложенного на полку угольника.
10. Проверку перпендикулярности боковых плоскостей буксовых направляющих верхним граням рамы производить при помощи линейки 1 и угольника 2 (фиг. 44). Отсутствие зазоров между полкой угольника и боковой плоскостью буксовой направляющей послужит доказательством перпендикулярности боковых граней буксовых направляющих верхним граням рамных листов.
11. Проверку перпендикулярности буксовых направляющих продольной оси рамы производить при помощи продольной линейки 1 и крестового угольника 2 (фиг. 46).
рамных листов навесить кронштейны и на них положить линейку 1, плотно прижав её к брускам 3 против боковых граней крайних буксовых вырезов.
Установка рабочей плоскости рамной линейки параллельно продольной оси рамы производится следующим способом:
На верхние грани
берутся размеры А и Аг (фиг, 43) и от них отнимается постоянный (произвольный) размер Т; тогда толщина брусков (прокладок между рамой и линейкой) определится:
Я = А — Т; Кх = Xi — Т.
Для удобства бруски берутся одинаковой толщины, а разница между размерами К и Кх компенсируется набором прокладок.
На временно вставленные в челюсти винтовые распорки уложить крестовый угольник так, чтобы его длинная полка касалась рабочей (лобовой) поверхности хотя бы одной буксовой направляющей, а короткая полка плотно прилегала к полке линейки 1.
При правильном положении буксовых направляющих длинная полка крестового угольника должна плотно прилегать к обеим поверхностям правой и левой буксовых направляющих, а короткая полка — к линейке 1. В противном случае зазор П, обнаруженный между лобовой поверхностью буксовой направляющей и длинной полкой угольника, для челюсти ведущей оси измерить щупом и учесть прн определении толщины буксовых наличников.
При подъёмочном ремонте разрешается взамен длинной применять короткую линейку, установленную на кронштейнах параллельно натянутой струне.
ПРОВЕРКА И РАЗМЕТКА БУКС ПАРОВОЗОВ С ЛИСТОВОЙ РАМОЙ
Разметка букс паровозов с листовой рамой состоит из следующих операций: определение положения центров осей колёсных пар в буксовых направляющих рамы, определение «напусков» (толщины буртов) буксовых подшипников и разметка букс для расточки подшипников и обработки буксовых наличников.
Проверку и разметку букс производят при капитальном, среднем и подъёмочном ремонте паровоза, а также во всех случаях ремонта букс, связанных с выкаткой колёсных пар из-под паровоза.
Проверка перпендикулярности буксовых направляющих продольной оси рамы
Фиг. 46.
Проверку и разметку букс при всех видах ремонта производят одним из способов, изложенных в настоящем разделе.
Технические условия. Разметка паровозных букс и наличников должна обеспечить:
1) параллельность между собой всех осей колёсных пар н перпендикулярность их продольной оси рамы;
256
ПАРОВОЗНОЕ ХОЗЯЙСТВО
2) совпадение середины расстояний между внутренними гранями бандажей всех колёсных пар с продольной осью рамы.
Разметка буксовых направляющих (способ 1-й). Над каждым буксовым вырезом на одинаковом расстоянии от верхней грани рамы провести риски а — а (фиг. 47).
Провести риски И — Н (продолжение лобовой плоскости обреза рамы ведущей оси) и в
Фиг. 47. Разметка буксовых направляющих, способ 1 -й
точку пересечения рисок а—а и Н — Н поставить керн 3.
От керна 3 на линии а — а отложить альбомное расстояние А от лобовой плоскости челюсти до центра оси и в точку Т3 набить керн.
Из точки Т3 на линии а—а штихмасом отложить альбомное расстояние L (между центрами осей), найти и закернить положение центров Tt, Т3, Tt и Т3 остальных осей.
Лобовые плоскости всех челюстей вынести на раму до пересечения с рисками а — а и в точки JIlt Л3, Л3, Ль и Л3 поставить керны.
Размер Ел (между точками Л и Т) иа каждой челюсти снять и использовать при определении толщины лобовых наличников.
Разметку буксовых направляющих противоположной стороны выполнять аналогично описанной, при этом необходимо лишь учесть сдвиг рамных листов П, если таковой обнаружен при проверке рамы.
Установить буксовые клинья в нормальное положение, провести риски Нг — Нг (продолжение плоскости клина) и в точки пересечения К3, К3, Кь и К3 набить керны. Расстояния \ЕК (между точками К и]Т) на каждой челюсти снять и использовать для определения толщины клиновых наличников.
Разметка буксовых направляющих (способ 2-й). На одинаковом расстоянии от верхней грани рамы в вырезы рамы установить и закрепить специальные переносные стойки (фиг. 48).
Рейсмусом от вертикальной грани лобовой направляющей ведущей оси отложить альбомный размер А до центра оси и в точку Т3 поставить керн.
Из точки Т3 штихмасом отложить альбомное расстояние L (между центрами осей), найти и поставить керны, определяющие положения центров Tt, Т3, Tt и Т3 колёсных пар.
Упорные гайки переносных стоек освободить на х/4 оборота, в таком положении законтрить и, осторожно вынув стойки из буксовых вырезов, передать их для разметки налични-
ков. Полученные на переносных стойках расстояния Ел и Ек (от оси каждой колёсной
пары до лобовой и и будут являться исходными данными при определении толщины наличников.
Разметка противоположной стороны производится тем же способом, при этом необходимо лишь
клиновой направляющих)
учитывать сдвиг
рамных ЛИСТОВ. Фиг. 48. Разметка буксовых
Снятие разме- направляющих, способ 2-й
ров с осевых шеек
колёсных пар (фиг. 49 и 50). На уровне нанесённых при проверке рамы кернов О и Ог линейкой 1 провести линию е—е.
Ширину лобовых буксовых направляющих
разделить центроискателем пополам и середины отметить кернами О3 и О3.
Расстояния между кернами О и 02, равные Пп, и расстояния между кернами Ох
и О3, равные Пл, определяющие собой величины прогиба рамных листов, измерить и учесть при определении напусков буксовых подшипников.
К внутренним граням бандажей приложить линейку и на шейках осей нанести риски Kt — Kt.
Фиг. 50. Разметка осевых шеек колёсных пар
Штихмасом снять расстояния Б между серединами челюстей О и 0х и этим размером на шейках осей соответствующих колёсных пар от рисок Кх — Ki нанести риски К3 — К3.
Расстояния между рисками К, — Кх и К3—разделить пополам и в точки Ц a lit (середины шеек) поставить слегка керны.
ПРОВЕРКА ЧАСТЕЙ ПАРОВОЗА
257
Замерить на каждой оси длины шеек Ш и Шг и расстояния Д и и записать их для определения «напусков» буксовых под 1: п-ииков.
Разметка букс (способ 1-й). Установить буксу па плиту (фиг. 51), расстояние А между
Фиг. 51. Разметка букс, способ 1-й, первое положение
внутренними бортами разделить пополам и на лицевой стороне наличников нанести осевую линию О — О.
От линии О — О вверх и вниз отложить снятые с буксовых направляющих рамы размеры а и аг и этим же размером на наружных бортах наличников нанести и закернить риски б — б.
От осевой линии О — О отложить размер Д'— расстояние от середины шейки оси до ступицы за вычетом альбомного разбега Р, нанести на буксовом подшипнике риски а — а и иакернить.
От рисок а — а (за вычетом альбомного разбега Р) отложить размер Ш — длину шейки оси, нанести и закернить риски в — в.
«Напуски» буксовых подшипников будут равны размерам М и П, т. е. расстояниям от наружной и внутренней поверхностей буксы до рисок а — а ив — в.
Установить буксу на плите (фиг. 52), вставить центровой прибор, расстояние Н между плоскостями подбуксовых коробок разделить
Фиг. 52. Разметка букс, способ 1-й, второе положение
пополам и через середину нанести осевую линию П — П.
От верхней грани корпуса буксы отложить альбомный размер до центра буксы и в точку пересечения на линии П — П поставить керн Oj.
Из центра (Д произвольным радиусом на корпусе буксы провести и наксрнить контрольную окружность.
Не меняя установки буксы от центра О,, отложить расстояния £л до лобового наличника и £кдо клинового (ранее найденных) и на наружной плоскости и торцах наличников
17 Том 7
нанести и закернить риски е—е и ег—q для обработки наличников.
Разметка букс (способ 2-й). При этом способе порядок разметки бортов наличников, величины напусков буксовых подшипников и центра буксы для расточки остаётся такой же, как в 1-м способе.
Разметка толщины лобовых и клиновых наличников буксы производится при помощи переносных стоек и штатива для них (фиг. 53).
На штатив сверху устанавливается переносная стойка соответствующей челюсти рамы так, чтобы центр буксового подшипника совпал
Фиг. 53. Разметка букс, способ 2-й
с центром стойки (ранее нанесённым при разметке буксовых направляющих).
Рейсмусом от центра буксового подшипника откладывается размер Ел до лобового наличника и £кдо клинового и на наружных плоскостях буксы и торцах наличников наносятся и закерниваются риски е— е и ег — et для обработки наличников.
ПРОВЕРКА БРУСКОВОЙ РАМЫ
Технические условия. Продольные рамные листы должны стоять отвесно (вертикально), параллельно между собой, образуя с поперечным скреплением прямой угол.
Рабочие плоскости буксовых вырезов должны быть отвесны и перпендикулярны верхним граням рамных листов.
Буксовые вырезы рамы должны лежать в одной плоскости и находиться на альбомном расстоянии от продольной оси рамы.
Буксовые вырезы правой и левой стороны каждой оси должны лежать в одной плоскости, быть параллельными между собой и перпендикулярными продольной оси рамы.
Порядок проверки брусковой рамы. Порядок операций и объём проверки брусковой рамы остаются такими же, как и при проверке листовой рамы; все проверки положений буксовых вырезов производятся от рабочих поверхностей.
ПРОВЕРКА И РАЗМЕТКА БУКС
ПАРОВОЗОВ С БРУСКОВОЙ РАМОЙ
Операции разметки: определение положения центров осей в буксовых вырезах рамы, определение толщины рамных накладок и их бортов, определение толщины торцевых буксовых шайб, разметка букс для расточки подшипников и обработки торцевых шайб.
Проверку и разметку букс производят при капитальном, среднем и подъёмочном ремонте
258
ПАРОВОЗНОЕ ХОЗЯЙСТВО
паровозов, а также во всех случаях ремонта букс, связанных с выкаткой колёсных пар из-под паровоза.
Технические условия. Разметка паровозных букс и накладок должна обеспечить:
1) параллельность между собой всех осей колёсных пар и перпендикулярность их продольной оси рамы;
2) совпадение середин расстояний между внутренними гранями бандажей всех колёсных пар с продольной осью рамы.
Разметка буксовых направляющих (способ 1-й). На произвольном расстоянии от верхнего обреза рамы над вырезами провести риски а —а (фиг. 54) и риски Н — И (про-
Фиг. 54. Разметка буксовых направляющих, способ 1-й
должепие лобовой плоскости буксового выреза). В точку пересечения рисок а — а и Н — Н поставить керн 3.
Из точки 3 отложить альбомный размер А до центра оси и в точку Т3 набить керн.
Из точки Ts на линии а — а штихмасом отложить альбомные расстояния L (между центрами осей), найти и закернить положение центров Tlt Т2, и Т5.
Лобовые плоскости всех челюстей вынести на раму до пересечения с рисками а — ан в точки Лг, Л2, Л3, Л4 и Л5 поставить керны.
Расстояния Ел (между точками Л и Т) по каждой челюсти снять и использовать при определении толщины лобовых накладок.
Разметку противоположной стороны выполнять таким же порядком, с учётом сдвига рамных листов, если таковой имеется.
Разметка буксовых направляющих (способ 2-й). На одинаковом расстоянии от верхнего обреза рамы в вырезы рамы установить
Фиг. 55. Разметка буксовых направляющих, способ 2-й
и закрепить специальные переносные стойки (фиг. 55).
От лобовой направляющей ведущей оси рейсмусом отложить альбоный размер А до центра оси и в точку Т поставить кери.
Из точки Ts штихмасом отложить альбомные размеры L (между центрами осей), найти и поставить керны, определяющие положения центров Tlt Т2, Tt и Т6 колёсных пар
Упорные гайки переносных стоек освободить, вынуть стойки из челюстей и передать их для разметки накладок. Расстояния, полученные на переносных стойках Ел между центрами каждой оси до лобовых направляющих, будут исходными данными для определения толщины лобовых накладок.
Разметку противоположной стороны производят так же, необходимо лишь учитывать сдвиг рамных листов.
Снятие размеров с буксовых вырезов и осевых шеек колёсных пар. На уровне кернов О и О провести линию е — е (фиг. 56)-
Фиг. 56. Разметка челюстей рамы
при помощи линейки 1. Центроискателем разделить ширину полотна рамы пополам и середины отметить кернами О2 и О3; расстояние-между кернами О и О2, равное П„, и расстояние между кернами О и 03, равное Пл, представляющие собой величины прогиба рамных листов, измерить и учесть при определении напусков буксовых подшипников.
Штихмасом (фиг. 56) снять расстояния Б между серединами О и О челюстей каждой
Фиг. 57. Разметка осевых шеек колёсных пар
оси и этим размером (фиг. 57) на шейках соответствующих осей колёсных пар от рисок Ki — Кг нанести риски К, — Расстояния между рисками — Ki и К2—К2 разделить пополам и на шейках осей в точки Ц и слегка поставить керны.
Расстояния Д и Дг по каждой оси измерить и записать для определения «напусков» буксовых подшипников.
Разметка букс (способ 1-й). При помощи угольника и чертилки (фиг. 58) нанести положение направляющих плоскостей на наружную сторону буксы, провести линии
ПРОВЕРКА ЧАСТЕЙ ПАРОВОЗА
259
Лг —Лг для лобовой стороны буксы и Л2—Л2 для клиновой и закернить.
Установить буксу на плиту при помощи рейсмуса (фиг. 58). Расстояние между плоскостями прилегания подбуксовых коробок Л разделить пополам и на центровом приборе через середину нанести осевую линию П — П.
От верхней грани торцевой шайбы буксы по осевой линии П — П отложить альбомный размер В до центра подшипника, провести риску Ki—и в точку пересечения этих линий поставить керн 9,.
Из центра О, произвольным радиусом провести контрольную окружность Г—Г для установки при расточке подшипника.
К штативу укрепить переносную табличку (с нанесёнными для каждой оси размерами Ел). Установить штатив при помощи
Фиг. 58. Разметка Вуке, способ 1-й, перьое положение
рейсмуса на плиту так, чтобы середина А — А переносной таблички совпала с центром О, буксы.
Рейсмусом от середины А — А отложить на табличке расстояния Л и К (взятые с буксы). Полученные на табличке размеры Т будут равны толщине лобовых накладок для каждой оси.
Буксы повернуть на плите и установить в положение, изображённое на фиг. 59. Рас-
Фиг. 59. Разметка букс, способ 1-й, второе положение
стояние А между внутренними'бортами направляющих (в средней части) разделить пополам и нанести осевую линию О—О
От осевой линии О—О отложить размер Д, за вычетом альбомного разбега, и нанести риски а — а. Размер Н от наружной поверхности буксы до линии а — а будет равен величине наружного «напуска».
Разметка букс (способ 2-й). При этом способе разметку букс для расточки подшипников и определение «напусков» подшипников выполнять так же, как при первом способе.
Определение толщины лобовых накладок производить при помощи переносных стоек и специальной Т-образной плиты (фиг. 60)
Буксу установить лобовой направляющей на Т-образную плиту и одновременно поставить рейсмус и переносную стойку челюсти данной оси
Остриё иглы рейсмуса установить и закрепить по центру буксы О1 и, не меняя по-
ложения, рейсмусом на планке стойки нанести риску е — е.
Размер А, полученный на планке стойки, и будет равен толщине лобовой накладки размечаемой буксы.
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ БУКСОВЫХ НАЛИЧНИКОВ, НАКЛАДОК
И ПОДШИПНИКОВ ПО СПОСОБУ ЦНИИ
Определение размеров буксовых наличников, накладок и подшипников по способу ЦНИИ заключается в предварительном снятии необходимых размеров с паровозной рамы и колёсных пар и в подсчёте по этим размерам при помощи специальной линейки нужной толщины наличников, напусков буксовых подшипников и т. д.
Определение размеров буксовых подшипников. При помощи ступицемера 1 (фиг. 61) снять с колёсных пар размеры б — расстояния
Фиг. 61. Обмер колёсной пары ступицемером
от внутренней плоскости ступицы колёсной пары до плоскости, проходящей через внутреннюю грань бандажа, кроме того, определить длину шеек, Т — расстояния между внутренними гранями бандажей и Д — диаметры шеек осей колёсных пар.
17*
260
ПАРОВОЗНОЕ ХОЗЯЙСТВО
3U>\ 37,5 3775
Обозначения
Фиг. 62/Положение счётной линейки при определении напуска буксового подшипника
’7J
Суепнбуж^оъзор'^ F_ _,f _ _ . l"' ' “ vjj«да<
Оборотная сторона
Определение размеров буксобЬ1* наличникоб и подшипникобпаробоза серии СО
Таблица размероб С от норулснЬи плоскостей букс до рабочая граней ноличникоб___
’ ’ 1
К и Kj-расстояния от boKcSbi г граней дуНс чапр до проектн оси ци чиндра р разбег оодш на шейке оса (насторону;
' Дм ворезепеная непуста Г следует гоВместитЬ ^змерО/ тиВ
2 Для определения длинЬ/ подшипника следует Bbtoucnumb 2<[
3 Для опребелечия шири-Pi лозо наличника след бйшслитЬ Н=М*и,5м*
jg5 |jj'В VO^kfi 315।J//4 УЖ? »«li77<tnalivirHjp375;jgpj4g Д5 WzTjW Ц?)|Л5 3$15_ 'нцзщз «?S nop H№ »wfe w
W3575 JwbwtjJjUi W
На счётной линейке (фиг. 62) совместить цифровые значения величин б и т и в выреза), линейки прочитать искомый размер Г напуска буксового подшипника.
Длина подшипника
К ------ 2?,
где q — величина разбега подшипника на сторону.
Фиг. 63. Обмер паровозной рамы
Таблица 21
Разбеги буксовых подшипников по осевым шейкам
Суммарные (на обе стороны) разбеги подшипников
паровозов
серии паровозов бегунковых осей I оси S о III оси IV оси V оси поддерживающих осей j тендеров
Б . 2 1 1 — — — — —
Ев/И 6 12,7 6,5 1,6 6,5 12,7 — 1,25
ИС . (2)* (50) 1 1 1 — (5) —
К . 1 1 2 1 — — — —
л . 2 8 8 2 8 28 — —
МР 2 2 2 2 2 — — 3
ов — 5 1 1 5 — — 3/5*
со... 2 1 16 1 14 14 — —
с . . 1 1 1 1 — — 1 3
СУ 2 I 1 1 — — 2 6
ФД 2 (20) 1 1 1 (20) (5) 10
щ . 2 1 1 1 1 — — —
эв/и — 1 40 1 1 44 — 3
ща 6,4 6,4 6,4 6,4 6,4 — -
’Цифры в скобках обозначают разбег буксы в направляющих рамы. В числителе — для четырёхосного тендера и для передней и задней осей трёхосного тендера; в знаменателе — для средней оси трёхосного тендера.
Диаметр для расточки подшипника принимать равным
Дп ~ Дш + 0,2-у0,3 мм.
Определение толщины бортов буксовых наличников. Снять с рамы (фиг. 63) размеры По, П1, П„ между боковыми наружными гранями лобовых буксовых направляющих и размеры Мх, М2 — ширину лобовых направляющих.
Определить расстояния Ко и Кл, необходимые для установки струны, по формулам:
Л—Пв л — нп к0 = —2- . кл^ 2\
где Л —альбомный размер между осями цилиндров;
По и Пп—расстояния между наружными боковыми гранями первой и последней клиновых буксовых направляющих.
При помощи штихмаса с микрометрической головкой или масштабной линейки измерить расстояния Ki, К, у всех буксовых направляющих.
С левой стороны рамы подсчитать расстояния 7<0, Koi от проектной оси цилиндра до наружных боковых граней лобовых направляющих по формулам:
Ко, — Л — Ki— Пр, Ко> — Л К2 П2 и т. д.
ПРОВЕРКА ЧАСТЕЙ ПАРОВОЗА
261
На таблице линейки (фиг. 62), найти величины С, необходимые для обработки борта наличника, размер от наружной плоскости буксы до боковой рабочей плоскости лобового или клинового наличника, соответствующие расстояниям К±, Кп.
Определить ширину паза наличников И (фиг. 64), равную И = М + 0,5, где 0,5— ве-
личина поперечного зазора на сторону буксы в челюсти рамы.
Определение толщины буксовых наличников. Снять с рамы (фиг. 65) размеры Z>1( 52 — расстояния между лобовыми поверхностями буксовых вырезов, размеры Plt Р2 от лобовой плоскости до плоскости установ-
резе линейки прочитать величину — расстояние от центра оси первой колёсной пары до лобовой плоскости буксовой направляющей. Для определения расстояния Д2 совместить цифровые значения величин Б.,_ и 1 460 (для паровозов серий Э и СО). Расстояние Д8 от центра ведущей оси до лобовой плоскости в этом случае принимается равным альбомному размеру. Для определения расстояния At совместить цифровые значения величин Бя и 1 460 и, наконец, для определения расстояния /16 совместить цифровые значения величин Б3 и Бя.
Определить расстояния от центров подшипников до лобовых плоскостей скольжения букс с учётом поправок а на относительное смещение челюстей и в на износ их лобовых плоскостей по форму там:
Оси Правые буксы Левые буксы
1-я ось Ех = Ах +в Е«1 = А01 + в ± а
2-я » = Аа +в и т. д. EOa " Aoi + в ± в
Определить расстояния от центров подшипников до клиновых плоскостей скольжения букс по формулам:
Оси Правые буксы Левые буксы
1-я ось 2-я » Bi = Pi — Ei Ba = Pa — Ea И T. Д. в«1 = Pol - E»1 В». = - E„,
Фиг. 65. Обмер паровозной рамы
ленного в раму клина и величину а — смещение лобовых челюстей (фиг. 63).
На счётной линейке (фиг. 66) совместить цифровые значения величин Бг и £2 и в вы-
Проверка правильности обработки букс. При помощи буксомера (фиг. 67) проверить размеры £д, Е2 — расстояния от центров.осей колёсных пар до лобовых плоскостей и , иаз-
Фиг. 66. Положение счётной линейки при определении толщины буксовых наличников
262
ПАРОВОЗНОЕ ХОЗЯЙСТВО
меры Вг, В3—расстояния от плоскости скольжения наличников клиновой стороны до центров буксовых подшипников.
Фиг. 67. Контрольная проверка буксы после обработки буксомером
Штангенциркулем (фиг. 68) проверить размер С от наружной плоскости букс до боковой
Фиг. 68. Измерение размеров С и Г
рабочей плоскости лобовых наличников и размер Г — величины напусков буксовых подшипников.
ПРОВЕРКА И РЕГУЛИРОВКА
РЕССОРНОГО ПОДВЕШИВАНИЯ ПАРОВОЗОВ СЕРИИ ФД
При проверке и регулировке рессорного подвешивания определяются вертикальные размеры деталей, расположенных между шейкой оси каждой колёсной пары и опорными точками рессорных подвесок. Сумма этих размеров составит общее расстояние от центра осей до опорных точек рессорного подвешивания, называемое обычно посадкой рамы. В случае несовпадения этого расстояния с альбомным размером посадки рамы определяются размеры компенсации деталей (подварка, строжка или постановка прокладок) н, наконец, выполняется регулировка рессорного подвешивания.
Технические условия. Положение рессор и балансиров должно быть горизонтальным.
Рессорные стойки букс после спуска паровоза на колёсные пары должны быть расположены вертикально.
Балансир передней тележки должен находиться в центре опорного стакана люльки тележки.
Расстояния от центров всех осей до верхней грани рамы должны быть одинаковы и равны альбомным.
Порядок проверки и регулировки. В'результате проверки и регулировки деталей рессорного подвешивания расстояние А (фиг. 69) от центра осей до опорных точек рессорных подвесок должно быть равным альбомному в пределах допусков, установленных правилами ремонта.
Проверку и регулировку рессорного подвешивания передней и задней тележек производить в зависимости от общей ‘ посадки
Фиг. 69. Проверка и регулировка рессорного подвешивания сцепных осей’’
рамы паровоза; при этом проверку и подбор деталей^рессориого подвешивания выполнять с таким^'расчётом, чтобы расстояния Апер, Азадн (фиг. 70 и 71) отличались от альбом-
Фиг. 70. Проверка и регулировка рессорного подвешивания бегун-ковой оси
ного 'в ' пределах допуска, установленного правилами ремонта.
Фиг. 71. Проверка и регулировка рессорного подвешивания поддерживающей оси
Альбомные размеры от центра оси 'до опорных точек рессорных подвесок рамы должны быть равны:
сцепных осей Acli = 876 мм, для ведущей оси на 10 мм меньше, т. е. Aeg(j = 866 льи;
передней тележки А„ер = 322 мм при рессорах с шириной листов 100 мм и Апер = — 300 мм при рессорах с шириной листов 130 мм;
задней тележки Азадн = 446 мм при рес сорах шириной 100 мм и Азадн = 472 мм при рессорах шириной 130 мм.
ПРОВЕРКА ЧАСТЕЙ ПАРОВОЗА
263
При регулировке Аер, Аеед, Апер и Лзадн выбирать с таким расчётом, чтобы число переделок деталей рессорного подвешивания было минимальным и выбранная величина была при подъёмочном и среднем ремонте в пределах допуска правил ремонта:
Асц = 876 — 886 мм;
Аеед = 856 — 876 мм;
Апер= 290 — 310 мм (для листов 130 мм);
Апер = 312 — 332 мм (для листов 100 мм);
Азадн = 462 — 482 мм (для листов 130 мм); Азаэн = 43(з — 456 мм (для листов 100 мм).
В общий размер Ае:( и Аве(> входят размеры (фиг. 69): от центра оси до опорных мест под сменные подушки; от места прилегания рессорного хомута до места упора в сменные подушки; высота рессоры в свободном состоянии; высота сменных подушек рессорных упорок.
В общий размер Апер входят размеры (фиг. 70):
— от центра оси до мест прилегания рессорного хомута;
в1— высота рессоры в свободном состоянии.
Для задней тележки в общий размер Лзпг)н входят (фиг. 71):
а2 — от центра оси до мест прилегания хомута;
в2 — высота рессоры в свободном состоянии.
Для правильной посадки рамы паровоза, кроме указанных деталей, необходимо измерить длины рессорных подвесок и размеры плеч балансиров.
Для правильной посадки рамы по передней тележке (фиг. 72, 73 и 74) необходимо измерить следующие элементы: размер Д — до сектора, размер е — у люльки, размер ж —
Фиг. 72. Регули- Фиг. 73. Фиг. 74. Обмер ровна по люльке Обмер стакана опорного валика
у опорного стакана, размер з — у опорного валика, и определить разницу в толщине бандажей бегунковых и сцепных колёсных пар.
Для правильной посадки рамы по задней тележке необходимо измерить (фиг. 75 и 76): размер Е—по шаровому соединению и размер
Фиг. 75. Регулировка по шаровому соединению задней тележки
kz/z/z/z/rfe Ограничитель
Фиг. 76. Регулировка по ограничителю задней тележки
Д — между ограничителем и рамой и определить разницу в толщине бандажей поддерживающих и сцепных колёсных пар.
Примерные данные обмера по сцепным осям приведены в табл. 22.
Данные примерного обмера по передней тележке приведены в табл. 23.
Примерные данные обмера по задней тележ ке приведены в табл. 24.
В этом примере (табл. 25) для наименьшего количества регулировок величина посадки рамы принята на 6 мм меньше альбомного значения, т. е. Actf = 870 мм и Авед = 860 мм. Разность между принятой величиной посадки рамы и фактической указывает, на какую величину надо изменить фактические размеры деталей, чтобы скомпенсировать обнаруженные несоответствия. Фактические размеры менее альбомного значения следует занести со знаком плюс, означающим износ, подлежащий восстановлению, а размеры больше альбомного — со знаком минус, означающим необходимость уменьшения детали по высоте.
Отклонение по размерам А допускается до Д 2 мм; в данном случае регулировка производится за счёт удлинения упорок у первой левой оси на 10 мм, у пятой правой на 12 мм, а у остальных осей отклонения не выходят из допускаемых пределов.
Величину посадки рамы над передней тележкой принимаем, так же как и главной рамы, на 6 мм меньше альбомного значения,
Таблица 22
Данные примерных обмеров осей
Замеры в мм (фиг. 69) 1 ось 11 ось 1 11 ось IV ось V ось
альбомный размер фактически альбомный размер фактически альбомный размер 1 фактически альбомный размер фактически альбомный размер фактически
правая левая правая 1 левая правая 1 левая j правая левая правая левая
а б в г Aged и -Лцц 195 399 246 45 876 183 390 250 45 868 182 389 244 45 860 225 390 246 15 876 ООО 390 216 15 872 216 390 250 15 871 390 2; 6 15 866 219 388 237 15 859 220 387 240 15 862 225 390 246 15 876 217 388 251 15 871 215 387 255 15 872 195 390 246 45 876 185 388 240 45 858 192 390 242 45 869
264
ПАРОВОЗНОЕ ХОЗЯЙСТВО
т. е. Апер = 316 мм. Пользуясь вышеприве- подсчёта получим данные, приведённые денным значением знаков плюс и минус, после в табл. 26.
Таблица 23-
Данные примерных обмеров передней тележки
Замеры в мм (фиг. 70) Наименование размера Бегунковая ось
। альбомный размер правая левая
фактический размер
От центра оси до опоры хомута 170 165 168
6i Высота рессоры в свободном состоянии 152 150 102
д Высота секторов 200 200 200
е Высота люльки 64,5 60 60
ж Высота стакана 35 32 32
3 Высота головки валика 55 54 54
^пер e Апер = Д + е + Посадка тележки по буксам и рессорам 322 315 330
4- ж + з »> » » секторам, люльке, стакану и валику . 354,5 346 346
Таблица 24
Данные примерных обмеров задней тележки
Замеры в мм (фиг. 71) Наименование размера Поддерживающая ось
альбомный размер правая левая
фактический размер
а, Азадн От центра оси до опоры хомута Высота рессоры в свободном состоянии Посадка тележки 200 246 446 196 240 436 198 241 439
Таблица 25
Расчёт поправок для компенсации износа рессорного подвешивания сцепных колёсных пар
1 ось 11 ось III ось IV ось V ОСЬ
Наименование размера е <в Е Е Св Е Е св а к св Е Е св Е
И m m СО
св со ей Св ей св ей
О. о О. о о. о о. о О. -V
Е с: Е Е Е Е Е Е Е Е
Принятая посадка АСц и Аве$ Фактическая посадка АСц и 870 870 870 870 860 860 870 870 870 870
Авед 868 860 872 871 859 862 871 872 858 869
Величина компенсации . . . . +2 +10 —2 -1 + 1 -2 -1 —2 + 12 + 1
Таблица 26
Расчёт поправок для компенсации износа рессорного подвешивания передней тележки
Наименование размера Бегунковая
альбомный размер правая лезая
Суммарные размеры деталей, составляющие посадку рамы над тележкой: а) по буксам и рессорам б) по секторам, люльке, стакану и валику Принятая величина посадки Апер ........ Величина компенсации: а) по разнице в толщине бандажей б) по разнице в размерах букс и рессор .... в) по разнице в размерах секторов, люльки, стакана и валика Суммарная величина компенсации а 4- б 4- в . . 322 354,5 822 315 346 316 + 10 (316-315)=+! (354,5-346)= +8,5 +19,5 320 346 316 4-10 (316-320)«-4 (354,5-346) =«4-8.5 + 14,5
ПРОВЕРКА ЧАСТЕЙ ПАРОВОЗА
265
Производим компенсацию за счёт увеличения толщины головки шкворня на 8 мм, по рессорам с правой стороны путём установки прокладки под хомут толщиной 6,5 мм и увеличения толщины рессорной накладки па 5 мм, а с левой стороны — на 6,5 мм.
По тем же соображениям величину посадки задней тележки принимаем на 6 мм менее альбомной, т. е. Азадн = 440 мм. После подсчёта данных по табл. 24 получим данные, приведённые в табл. 27.
Таблица 27
Расчёт поправок для компенсации износа рессорного подвешивания задней тележки
Наименование размера Поддерживающая ось
альбомный размер правая левая
фактический размер
Принятая величина ^задн Фактическая вели-чина Азадн .... Разница в толщине бандажа Величина компенсации 446 440 436 + 10 440 - 436 + + 10=+14 440 439 + 10 440 - 439 + + 10= + 11
По данным подсчёта необходимо с правой стороны компенсировать износы на 14 мм, а с левой стороны — на 11 мм.
После регулировки задней тележки необходимо отрегулировать зазоры Д между ограничителем и рамой тележки и зазор Е по шаровому соединению. Для примера возьмём Дх = 20 мм, Е} = 25 мм.
Учитывая уменьшение величины общей посадки рамы на 6 мм, необходимо величину компенсации также уменьшить на 6 мм, тогда получим:
по ограничителю
X = Д — Дг — 6 мм, т- е.
X = 35 — 20 — 6 = 9 мм, во шаровому соединению
У = Е — Ег — 6 мм, т. е.
У = 35 — 25 — 6 = 4 мм, где Д и Е —альбомные размеры зазоров, а Д1 и 7?! — фактические размеры у данного паровоза.
ПРОВЕРКА ПЕРЕДНЕЙ ТЕЛЕЖКИ ПАРОВОЗА СЕРИИ СУ
В состав этой работы входит: проверка и разметка буксы-водила, центра шкворня и направляющих наличников рессор, буксы передней сцепной оси, возвращающего балансира и затем проверка собранной тележки.
Технические условия. Центры направляющих для стаканов балансира должны лежать на продольной оси буксы-водила и буксы передней сцепной оси и совпадать с продольной осью рамы паровоза.
Оси направляющих для секторов должны сходиться в центре шкворневого отверстия и
центры направляющих должны быть на равном расстоянии от продольной оси буксы-водила.
Ось балансира должна проходить через середины направляющих стаканов и рамку балансира.
Ось для буксовых направляющих должна быть перпендикулярна продольной оси тележки. J.' - ।
Положение водила и возвращающего балансира должно быть горизонтальным.
Расстояние между рамным скреплением и листом рессор снизу тележки должно быть проектное.
Ход тележки должен иметь одинаковую-величину в обе стороны от среднего положения и иметь проектную величину ограничения.
Порядок проверки. 1. В направляющие буксы-водила вставить разметочную планку (фиг. 77). Из центра шкворневого отверстия А.
Фиг. 77. Проверка буксы-водила
альбомным радиусом Л провести на планке-дугу ЛШ, расстояние Л2 между нерабочими торцами разделить на два равных отрезка Б и посредине провести линию И—Н.
2. Точку пересечения дуги ММ и линии Н—И на планке отметить керном О. Из точки О альбомным размером В засечь дуги НН на обоих местах для секторов, далее из центра А альбомным радиусом Лг провести дуги КК. Точки пересечения дуг Л7\ и НН отметить кернами Д. Эти точки характеризуют точное положение центров секторов.
3. Снять с направляющих (фиг. 77) размеры а, ах и в, вх и перенести на наличники стаканов при их разметке.
4. От внутренних плоскостей рамных листов (фиг. 78) отложить альбомный размер Б и рейсмусом провести на планках линии М—М и Н—Н, разделив наличник по ширине пополам, через середину провести осевые линии X—X и в точки пересечения линий X—X, М—М и Н—Н набить керны Ц. От осей, проходящих через керны Ц, отложить размеры а, «1 и в, elt которыми и руководствоваться при разметке наличников направляющих рессоры. После этого необходимо расстояние между кернами Ц, т. е. расстояние Л, сравнить с таким же расстоянием на буксе-водиле.
5. Расстояние Л между направляющими рамы буксы (фиг. 79) разделить пополам и через середину на планке провести линию Н—Н. Разделить на две равные части
•266
ПАРОВОЗНОЕ ХОЗЯЙСТВО
и вг направляющие для стакана балансира и -посредине провести линию н—н. Точку пере--сечения линий Н—И и н—н отметить керном О.
Фиг. 78. Разметка направляющих наличников
Полученными размерами а и руководствоваться для разметки наличников стакана балансира.
6. Вставить с обеих сторон буксы-водила разметочные планки (фиг. 80), разделить ширину челюсти одной из сторон на две равные части а и аг, провести на планке осевую линию Н—Н, приложить к стыкам подшипника линейку, нанести на планке линию М—М. Точку пересечения линий И—Н и М—М отметить керном О. Из этого центра провести на буксе для установки при расточке контрольную окружность К- После этого таким же порядком иа другой стороне планки нанести горизонтальную осевую линию М—М радиусом Л, равным расстоянию от центра шкворневого отверстия до точки О, и сделать засечку. Точку пересечения линий М—М и засечки также отметить керном О, из которого провести контрольную окружность К для расточки подшипника.
7. Отрегулировать рессорное подвешивание по расстояниям между вырезами в раме и верхними гранями букс движущих
Фиг. 79. Разметка спаренной буксы
осей и задней тележки. Альбомная величина этих расстояний 50 мм, в челюстях задней тележки — 43 мм с допуском ± Ю мм для
челюстей рамы и —5 мм для челюстей задней тележки.
8. С обеих сторон первой сцепной оси измерить расстояние Ж (фиг. 81), равное по альбому 25±3 мм.
9. С обеих сторон балансира снять размер Е и размер Д. Альбомные величины этих размеров равны: Е = 20 мм; Д = 43 мм; отклонение допускается ± 3 мм.
10. С обеих сторон бегунковой колёсной пары измерить расстояние А между вторым листом рессоры снизу и полкой междурамного скрепления на паровозах 1-го и 2-го выпусков и между четвёртым нижним листом рессоры и той же плоскостью междурамного скрепления на паровозах 3-го и 4-го выпусков. Альбомная величина этого расстояния составляет: для паровозов 1-го выпуска—51 мм, 2-го выпуска — 53 мм; для паровозов 3-го и 4-го выпусков зазор А равен 79 мм, допускается не менее 45 мм.
11. Измерить зазоры между верхней кромкой опоры хомута рессоры и нижними кромками наличников. Альбомная величина этих зазоров для паровозов 1-го выпуска равна 103 мм, а после переделки возвращающего устройства — 59 мм, 2-го выпуска — 59/43 мм, 3-го — 49 мм и 4-го выпуска — 49/59*, допускается не менее 40 мм .
Н
Фиг. 80. Разметка рамы тележки бегунка
12. Проверить размер В —зазор между скобой и проушиной. Альбомная величина этого зазора после переделки возвращающего устройства для паровозов всех четырёх выпусков В = 70 мм допускается не менее 50 мм.
13. Проверить правильность постановки водила и балансира, обращая особенное внимание на наличие зазоров И и К (фиг. 82). Альбомная величина каждого из этих зазоров равна 5 мм.
14. Проверить правильность сборки рессор возвращающего аппарата и затяжку рессор, убедиться в отсутствии зазоров между хвостовиком рессоры и камнем, а также между хомутом рессоры и приливом балансира, что является обязательным условием правильности сборки. Зазор допускается не свыше 1 мм.
* Цифры в знаменателе для вариантсв.
ПРОВЕРКА ЧАСТЕЙ ПАРОВОЗА
267
Фиг. 81. Проверка собранной передней тележки
ПРОВЕРКА ПЕРЕДНЕЙ ТЕЛЕЖКИ ПАРОВОЗОВ СЕРИЙ ФД И СО
Проверку тележек производят при капитальном, среднем и подъёмочном ремонте паровоза, а также во всех случаях, когда паровоз потерпел аварию, связанную с порчей тележки.
Проверку тележки составляют: проверка рамы тележки, разметка букс, проверка секторов и люльки, проверка собранной тележки.
Технические условия проверки. Центры шкворневого отверстия и люльки должны лежать в средней плоскости тележки, т. е. посредине между внутренними гранями обоих бандажей! бегунка.
Ось бегунка должна быть перпендикулярна средней плоскости тележки, проходящей через центры шкворневых отверстий люльки и водила.
Рама тележки должна лежать в горизонтальной плоскости, т. е. не иметь перекоса на рессорах.
Зазоры (разбег) между буртами подшипников и ступицами колёсных центров должны быть одинаковы справа и слева, составляя по 1 мм на сторону.
Секторы должны лежать всеми валиками в подушках рамы, а люлька — точно на гребнях секторов.
268
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Расстояния между ограничительными упорами рамы и люльки должны быть с каждой стороны по 125 мм.
Порядок проверки. 1. Проверить зазоры между торцевой поверхностью ступицы колёсного центра и буртом подшипника с каждой стороны, затем тележку установить так, чтобы эти зазоры были равны. Кроме того, необходимо, чтобы обе буксы прилегали к задним направляющим рамы, образуя зазоры только между буксами и передними направляющими. Такое положение букс необходимо сохранить на всё время проверки путём постановки прокладок или подкладывания клиньев под бандажи бегунка.
2. Правильность установки секторов в подушках рамы и люльки на гребнях секторов проверить при помощи щупа.
3. Штихмасом измерить расстояние А от центра хвостовика водила тележки до осевых центров бегунковой колёсной пары с правой и левой стороны (фиг. 83), для чего
Фиг. 83. Проверка собранной тележки
в осевые отверстия вставить цилиндрические пробки 1 с постоянными центрами, а в отверстия хвостовика водила — коническую пробку 2.
4. Проверить положение люльки тележки относительно внутренних граней бандажей бегунковой колёсной пары. Для этого к внутренним граням бандажей приложить линейку 3, а в отверстие для шкворня вставить центровой прибор 4, затем масштабной линейкой 5 измерить расстояние Б с обеих сторон тележки.
5. Измерить расстояние В между ограничительными упорами рамы и люльки с обеих сторон.
6. Измерить с обеих сторон расстояния Д между рамой тележки и люлькой.
7. Проверить расстояние Е от центра люльки до центра хвостовика водила и сравнить его с альбомным размером.
8. Перед подкаткой собранной тележки жёстким штихмасом 1 проверить расстояние С (фиг. 84), положение отверстия О переднего междурамного скрепления для шкворня во
дила и отверстия 0г втулки буферного бруса для стакана тележки.
9. Проверить расстояние I (фиг. 85) — положение отверстия втулки буферного бруса
Фиг. 84. Проверка расстояния ог центра стакана до центра хвостовика водила
для стакана тележки/ При правильном расположении этого отверстия расстояние С (фиг. 84) должно соответствовать расстоянию Е (фиг. 83), а размеры, Д должны быть между собой равны.
Фиг. 85. Проверка положения центра стакана в поперечном направлении
ПРОВЕРКА ДВУХОСНЫХ ТЕНДЕРНЫХ КЛЁПАНЫХ ТЕЛЕЖЕК
Проверку тендерных тележек производят при капитальном, среднем и подъёмочном1 ремонте паровоза, а также в случаях аварий, связанных с порчей тележки.
Проверка клёпаной двухосной тележки состоит из проверки рамы, разметки букс и подшипников и проверки собранной тележки.
Технические условия. Оба продельных рамных листа должны быть отвесны и параллельны между собой.
Наружные и внутренние грани буксовых направляющих должны быть отвесны и лежать в одной плоскости.
Расстояния между центрами осей тележки должны быть одинаковы с правой и левой стороны.
Геометрические оси колёсных пар тележки должны быть перпендикулярны продольной оси тележки и параллельны между собой.
Центр подпятника должен быть расположен на продольной оси тележки.
Проверка рамы. Штихмасом измерить расстояние Е между листами рамы в передней,
ПРОВЕРКА ЧАСТЕЙ ПАРОВОЗА
269
средней и задней частях и удостовериться в параллельности рамных листов (фиг. 86).
Фиг. 86. Проверка положения центра шкворня клёпаной тележки
При помощи угольника и линейки (фиг. 87) проверить отвесное положение рамных листов.
Пользуясь крестовым угольником и линейкой (фиг. 88), проверить перпендикулярность буксовых направляющих продольной
рамы те-уголь-
Фиг. 88. Проверка лежки крестовым ником
осевой плоскости рамы тележки. В случае несовпадения лиц буксовых направляющи х правой и левой стороны величину несовпадения записать и учесть при разметкебукс.
Установить центровые приборы в буксовые вырезы их центры делением выреза проверить соответ-
(фиг. 89), найти пополам,; и штихмасом ствие расстояний между центрами с правой и левой стороны рамы. (При определении центра
Фиг. 89. Проверка расстояний между центрами рамы тележки
буксового выреза учитывать несовпадение направляющих правой и левой стороны.) Полученные размеры С и А записать и использовать при разметке букс.
Положение центра подпятника проверить измерением расстояний а (фиг. 86): при правильном расположении подпятника расстояния а должны быть равны между собой.
Разметка букс. Приложить шаблон к внутренним граням бандажей (фиг. 90) и на шейках, на расстоянии А, нанести риски Н—II и Нг — 11х, при помощи линейки нанести риски X—X и в точки пересечения линий X—X и Н—Н и X—X и У?!—1^ поставить слегка керны О и О,.
Разделить лица буксовых направляющих по ширине пополам и в середину набить керны О и Ot.
Штихмасом снять расстояния между кернами О,, и ()ч и на таком же расстоянии от кернов О и О! на шейках оси нанести риски К—К
Фиг. 90. Снятие размеров с колёсной пары
и Ki—K-l- Расстояние между рисками /(—К и О, 1\—Kt и разделить пополам и в точки О,, и О,, поставить слегка керны.
Собранную буксу спинкой установить на плиту, как показано на фиг. 91. Разделить направляющие буксы по ширине пополам
Фиг. 91. Нанесение центра на подшипник
и в середину набить керны 0$. При помощи шаблона перенести керны О,- на подшипник и в середину его со стороны прилегания к шейке в точку 0„ набить керн.
Вынуть подшипник из буксы и, установив его па плиту (фиг. 92), произвести разметку.
Фиг. 92. Разметка подшипника
Спять размеры т и и с осевой шейки (фиг. 90) и на таком же расстоянии от керна О нанести на подшипнике риски Л — Л и Лг — Лг. При этом полученные размеры т и п необходимо уменьшить на величину альбомного разбега.
Разметку букс производить следующим способом. Вставить центровой прибор в буксу (фиг. 93) и установить её по рейсмусу на плиту. От внутренних плоскостей буксы рейсмусом провести риски Лг — Лг и Л„ — Л2, разделить расстояния между ними пополам и нанести линию X — X.
270
ПАРОВОЗНОЕ ХОЗЯЙСТВО
От линии X — X отложить размер С, равный половине ширины буксового выреза
Фиг. 93. Разметка буксы
Фиг. 94. Снятие размеров с челюсти рамы
(фиг. 94), и провести риски Л3 — Л3, потом, отложив размер а ширины буксового выреза, провести риски Л4 — Ль (фиг. 93). Далее установить буксу по рейсмусу вертикально и, определив середину буксы по ширине, провести осевую линию Т — Т. Отложив от осевой линии Т—Т вверх и вниз половину ширины буксовой направляющей, провести риски Лъ— Л,. я Л6—Лв.
Разметку подшипника под расточку производить следующим способом. Установить подшипник на плиту по рейсмусу (фиг. 95).
От лобовой поверхности подшипника на расстоянии Л (равном радиусу шейки плюс припуск на обработку) провести на центровой планке осевую линию X — X. Разделив расстояние В^(между боковыми гранями подшипника) пополам, провести осевую линию У — У.
Фиг/95. Разметка подшипника под расточку
В точку пересечения линий X — X и У — У набить керн О, который и будет служить центром для расточки подшипника. Для установки подшипника на станке из центра О произвольным радиусом провести контрольную риску К — Д и закернить её.
Проверка собранной тележки. Установить тележку так, чтобы зазоры (разбег) между галтелью осевой шейки н буртом подшипника были равными с правой и левой стороны.
Штихмасом замерить расстояния между центрами смежных осей колёсных пар правой и левой стороны и сравнить их между собой.
Замерить расстояния от центра шкворневого отверстия подушки до осевых центров обеих колёсных пар с правой и левой стороны и сравнить их между собой.
ПРОВЕРКА ДВУХОСНЫХ ПОЯСНЫХ ТЕЛЕЖЕК
Проверка тендерных двухосных поясных тележек включает проверку базы и положения шкворневой опоры поперечной балки, разметку буксовых подшипников и проверку собранной тележки.
Технические условия. Расстояния между центрами осей тележки (база) должны быть одинаковы с правой и левой стороны.
Геометрические оси колёсных пар тележки должны быть перпендикулярны продольной оси тележки и параллельны между собой.
Центр подпятника должен быть расположен на продольной оси тележки.
Проверка базы и положения шкворневой опоры поперечной балки. Сболченная рама устанавливается на кбзлах ((риг. 96). В места
Фиг. 96. Проверка рамы поясной тележки
для букс и поперечной балки вставляют центровые приборы.
От нижнего пояса на альбомном расстоянии С на центровых приборах проводят осевые линии X — X и, разделив расстояния между стержнями болтов пополам (а для поперечной балки — между направляющими), в середину набивают керны О и О2.
Штихмасом замеряют расстояние между центрами О смежных осей колёсных пар с правой и левой стороны и сравнивают, нет ли отклонения в расстояниях (в базе) между центрами их осей.
Правильное положение поперечной балки относительно осей колёсных пар проверяют снятием размеров Л1 и Л, между центрами О и Oj, которые должны быть равны.
Находят центр подпятника О3 (фиг. 97) и переносят его при помощи угольника и чер-
Фиг. 97. Проверка ('сложения пятника
тилки на боковую поверхность швеллера поперечной балки.
От центра О3 откладывают размеры и Л2, равные половине альбомного размера Л, и отмечают их на каждой направляющей точками О2.
От точек О2 измеряют размеры а до бортов направляющих, которыми и руководствуются при разметке направляющих боковых балок.
ПРОВЕРКА ЧАСТЕЙ ПАРОВОЗА
271
Разметка буксового подшипника. Шейки тендерных осей замеливают и при помощи линейки уголкового сечения наносят осевые линии X — X (фиг. 98).
Приложив шаблон к внутренним граням бандажей, на шейках (на расстоянии Л) наносят риски II — II И /Ц — Нг.
Пересечения линий X — X и Н — II, X— X и Нх — IIj отмечают точками О и Ог.
Штихмасом снимают расстояние Л между серединами направляющих шкворневой опоры
Фиг. 98. Обмер тендерной колёсной пары
поперечной балки и этим размером Л на шейках оси от точек О и О, наносят риски К— К и - /<х.
Расстояния между рисками К — К и О, /(1 — /<! и От делят пополам и в точках 0п и Оп наносят риски.
Собранную буксу вместе с подшипником и клипом устанавливают на плиту спинкой (фиг. 99). Суммарные разбеги см. в табл. 21.
Фиг. 99. Выноска центра отверстия для болта на подшипник
При помощи шаблона переносят центры для соединительных болтов Об (середина буксы) на подшипник и в середине его, со стороны прилегания к шейке, в точке 0п набивают керн.
Разметку подшипника далее производят порядком, изложенным в разделе о проверке двухосных тендерных тележек (клёпаных).
Проверка собранной тележки перед подкаткой. Тележку в собранном виде устанавливают так, чтобы зазоры между галтелью осевой шейки и буртом подшипника с правой и левой стороны были равными.
Штихмасом измеряют расстояния между центрами смежных осей колёсных пар с правой и левой стороны и сравнивают их между собой.
Измеряют расстояния от центра шкворневого отверстия подушки до осевых центров обеих колёсных пар с правой и левой стороны лежки. Эти расстояния должны быть равны.
ПРОВЕРКА ТРЁХОСНЫХ ТЕНДЕРНЫХ ТЕЛЕЖЕК ПАРОВОЗОВ СЕРИИ ФД балансирными буксами (тип п)
Проверяют раму тележки, поперечные и продольные балки, подушку, балансирную-буксу, собранную тележку.
Технические условия. Передние и задние рамы тележки должны быть параллельны между собой и перпендикулярны поперечным, креплениям.
Продольные балки тележки должны быть параллельны, а поперечные — перпендику лярны продольной оси рамы.
Оси колёсных пар должны быть параллельны между собой и перпендикулярны продольной оси тележки.
Расстояния между центрами осей правой и левой стороны должны быть альбомными и. равными между собой.
Центр шкворневого отверстия должен лежать на продельной оси тележки.
Порядок проверки. Проверку рамы тележки, поперечных и продольных балок, подушек и балансирной буксы, как правило, производят при заводском ремонте паровозов согласно требованиям технических условий.
В депо при подъёмочном ремонте паровозов проверка выполняется согласно требованиям технических условий, причём тележка подлежит проверке в собранном виде.
Для соблюдения технических условий после навески букс на шейки колёсных пар проверяют правильность подбора колёсных пар по кругу катания и элементов буксового узла, для чего над верхними плоскостями букс'на равной высоте от головки рельсов протягивается нить (фиг. 100) и производятся измерения.
Размеры а у крайних и с у балансирных букс на обеих сторонах должны быть одинаковыми, а расстояние между хвостовиком
Фиг. 100. Проверка положения балансирных букс
рамы и балансирной буксой должно быть альбомным.
Расстояния между центрами осей с правой и левой стороны проверяют штихмасом и сравнивают между собой.
Расстояния от центра шкворневого отверстия до осевых центров крайних и средних
Фиг. 101. Проверка от центров шкворня до центров осей
колёсных парс правой и левой стороны тележ-ки (фиг. 101) проверяют специальным штихмасом и сравнивают между собой.
272
ПАРОВОЗНОЕ ХОЗЯЙСТВО
ДОПУСКИ износов
Таблица 28
Допуски износов при ремонте паровозного котла в мм
Допускаемый размер при Предельный
выпуске из ремонта размер, вле-
Наименование деталей кущий замену частей
капиталь- среднего подъёмоч- или их ИС-
ного ного правление
Задняя огневая решётка
Толщина решётки в трубчатой части паровозов серий:
ФД и ИС 10 8 — /
остальных серий 10/18 8/16 — 7/15
Толщина подрешёточной части1 Общий прогиб огневой решётки в сторону огня или 7/8 6/7 — 4/5
воды ... 10 13 — Свыше 15
Местный прогиб подрешёточиой части на длине трёх связевых простенков Ширина кромки шва от центра заклёпки до нижнего 3 25/23 4 23/21 - Свыше 5
обреза8 Диаметр отверстий для жаровых труб паровозов серий: 21/19 —
ФД и ИС3 4 85/122 87/134 — 89/138
Еа> м, Ша 129 131 — 133
других серий Диаметр отверстий для дымогарных труб паровозов серий: 106 118 — 122
ФД и ИС 53 60 — 62
Еа* м, Ша 52 54 56
других серий Наибольшая овальность отверстий в решётке при сме- 44 50 — 52
не труб: жаровых 0,5 0,5 0 5
дымогарных 0,3 0,3 —
Задняя, боковые стенки и потолок
Толщина боковых стенок паровозов серий:
ФД и ИС 7 6 4
других серий* 7/8 6/7 — 4/5
Толщина задних стенок1 2 7/8 6/7 4/5
» потолка2 7/8 6/7 5/6
Общий прогиб стенок и потолка* 6/12 6/15 Свыше 15/20
То же задней стенки паровозов серий ФД и ИС .... Местный прогиб на длине трёх связевых простенков меж- 6/15 6/17 — 15/20
ду анкерными болтами Ширина кромки шва задней стенки от центра заклёпки 3 4 — Свыше 5
до нижнего обреза3 25/23 23/21 21/19 —
Внутренний ухват паровозов серий ФД и ИС
Толщина стенки 7 6 5
Общий прогиб в сторону огня или воды 10 12 15
Местный прогиб 3 4 — 5
Топочные связи
Допустимое разъедание шейки связей по диаметру от
альбомного размера 3 3 — Свыше 4
Диаметр контрольного отверстия новых связей Наружный диаметр резьбы связей: 5-8 5-8 5-8 —
в огневой коробке 35 35 38 Свыше 38
в кожухе Выход конца новой связи наружу для образования го- 38 38 41 Свыше 41
ловки 9—10 9-10 9-10
То же для вварных связей 7-11 7-11 7-11 —
1 В числителе — стальная решётка, в знаменателе — медная.
8 В числителе — для стальных стенок, в знаменателе для медных.
3 В знаменателе — для паровозов с пароперегревателем Л-40.
4 В числителе — в сторону огня, в знаменателе—в сторону воды.
ДОПУСКИ износов
273
Продолжение табл. 28
Наименование деталей Допускаемый размер при выпуске из ремонта Предельный размер, влекущий замену частей или их исправление
капитального среднего подъёмочного
Длина нарезной части новых связей в водяном про-
странстве:
не более 10 1 10 10 —
не менее , > 5 —
Глубина контрольных отверстий -10 40 — Менее 35
Выход контрольного отверстия лапчатой связи в лапу
не менее ,) 1 5 ,) —
Выход контрольного отверстия в ненарезную часть
новой связи не менее 10 I 10 j 10 —
Высота головки нарезной связи 1 1 4 • 2 —
Анкерные бонны
Допустимое разъедание шейки анкерных болтов по диа-
метру 4 — 6
Высота головки нарезного анкерного болта 5 5 4 —
Выход конца нового анкерного болта наружу для обра-
зования головки ..... . . 10—1'2 1 70—12 10—12 —
То же для вварного анкерного болта 7—11 7-11 7-11 —
Диаметр контрольного отверстия новых анкерных бол-
тов 5—8 5—8 5—8 —
Наружный диаметр резьбы анкерных болтов1:
в огневой коробке 35 75 38 Свыше 38
в кожухе 38 38 41 Свыше 41
Выход контрольного отверстия в ненарезную часть но-
вого анкерного болта не менее 10 10 10 —*
Длина нарезной части новых анкерных болтов в во-
дяном пространстве:
не более 10 10 10 —
не менее э 5 о —
Утонение продольных и поперечных тяжей по диаметру -1 а — 6
Дымогарные трубы
Износ дымогарных труб по весу в % 20 20 25 —
Высота буртов вновь поставленных труб 3-1 3-4 3—4 —
Выпуск концов труб для образования бурта 6-8 6-8 6-8 —
Выход концов труб в дымовую коробку 10-30 10—30 10-30 —
Жаровые трубы
Износ жаровых труб по весу в % 20 20 2э
Высота буртов вновь поставленных труб 4-6 4-6 4—6 —
Выход концов жаровых труб для образования бурта . . 7—9 7-9 7-9 —
Выход концов жаровых труб в дымовую коробку .... io—;ю 10-30 ю—зо —
Циркуляционные трубы
Выпучины труб — : 2 5 Свыше 5
Выход труб на образование бурта 10-12 1 10-12 10-12 —
Диаметр отверстий для труб 94 95 96 —
То же для паровозов серий Еа> м, Ша 81 82 83 —
Износ труб по весу в % 15 15 — 20
Прочие части котла
Толщина листов кожуха топки ; 7 6 — 5
Толщина передней решётки8 1 10/15 8/13 — —
Прогиб передней решётки ; 15 18 — 21
Толщина в загибах передней решётки 1 Ю 9 — 8
Наименьший размер мостика между отверстиями для 1
труб в передней решётке । 8 7 — 6
Разработка отверстий для жаровых труб в передней ре-
шетке против альбомного размера 4 6 — —
Наименьшая толщина листов зольника 1
1 При конической резьбе размеры считать но меньшему основанию конуса.
2 В числителе — для альбомной толщины 15 мм, в знаменателе — для остальных.
18 Том. 7
274
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Таблица 2£>
Допуски нзносов при ремонте арматуры и гарнитуры паровой машины в мм
Наименование деталей Допускаемый размер при выпуске из ремонта Предельный размер, влекущий замену частей или их исправление
капитального среднего подьёмоч-ного
Паровые трубы
Толщина труб стальных паровпускных 2,5 2,5 — 1,5
» )> » ресиверных 2 2 — 1
» » » паровыпускных 1 ,5 1,5 — 1
» » » чугунных Регулятор 6 6 4
Толщина регуляторного плоского золотника .... Подъём малого разгрузочного клапана регулято - 20 18 12 —
ра 13—14 13—14 13-14 12
Подъём большого клапана регулятора Толщина вертикальной ленты тарелки малого 32-33 32-33 32-33 31
клапана 7 5 4 3
То же большого клапана Подъём малого разгрузочного клапана главного 7,7 6 4 3
запорного вентиля котла паровозов серий ФД и ИС Подъём большого клапана главного запорного 15-16 15-16 15-16 14
вентиля котла паровозов серий ФД и ИС 53 о4 53-54 53-54 51
Слабина валиков во втулках регуляторного привода Зазор между грундбуксой или втулкой регуля- 0,2 0,2 0,5 1,5
торного сальника и валом (по диаметру) Подъём регуляторных клапанов многоклапанного регулятора: 0,5 0,5 1 —
разгрузочного клапана 50-52 50-52 50-52 49
1 -го клапана 40—42 40-42 40-42 39
2-го » 35—37 35-37 35—37 34
3-го » 30-32 30-32 30-32 29
4-го » 25-27 25-27 25-27 24
Диаметр шейки разгрузочного клапана 12 12 10 8
Диаметр шейки рабочих клапанов 25 23 21 18
Толщина вертикальной ленты тарелки клапана . . 4 3,5 — 1
То же разгрузочного клапана . . . .• Зазор между втулкой и цапфой регуляторного вала 3 2,5 — 1
в опорах Диаметр регуляторного вала паровозов серий ФД и ИС: 0,3 0,3 1
в сальниках 43 40 38
в направляющих втулках Подъём малого разгрузочного клапана паровозов 38 35 — 33
серий Еа»м, Ша 4,7 49-50 4,7 49—50 5-6 4
Подъём большого клапана Толщина вертикальной ленты тарелки малого 49—50 48
клапана Толщина вертикальной ленты тарелки большого 4 4 3 2
клапана Диаметр отверстий в большом клапане для бес- 5,5 5,5 3,5 3
парного хода Подъём малого разгрузочного клапана паровозов 5—6 5-6 5-6 4
серии Л 4-5 4-5 4-5 —
Подъём большого клапана 70—72 70-72 70-72 —
Диаметр цилиндра для поршня клапана 192 194 196 —
Увеличение ширины ручья для колец поршня . . . Спускные краны котла — 2
Наименьший натяг пробки спускного крана .... Наименьшая толщина втулки корпуса спускног о 8 6 4 2
крана 5 4 4 3
Заход заслонки спускного крана котла в рычаг . . Всасывающий инже ктор В-250 6 6 6 4
Подъём питательного клапана Слабина хвостовика питательного клапана в на- 12-14 12-14 12-14 —
правлении Износ притирочного места клапана дополнительного 0,5 0,5 1 2
присасывания Износ притирочного места водяной делительной 0,5 0,5 1,5 2
пробки инжектора (В-170) по диаметру Износ притирочного места запорного клапана от котла, вестового и питательного клапанов инжек- 2 2 3 4
тора 0,5 0,5 2 3
Износ хвостовика парового клапана по диаметру Невсасывающий инжектор Н-400 0,25 0,25 0,5 1
Толщина тарелки водозапорного клапана То же вестового клапана принудительного и не- 6 5 4 3
принудительного закрытия 8 7 6 5
ДОПУСКИ износов
275
Продолжение табл. 29
Наименование деталей Допускаемый размер пуске из ремою капитального^ среднего при вы- га подъёмочного Предельный размер, влекущий замену частей или их исправление
Подъём питательных клапанов: в инжекторе в питательной головке Цилиндры Овальность и конусность цилиндра (без расточки) Наибольшая глубина задиров Наибольшая ширина отдельного задира Число задиров с предельными размерами Наименьшая толщина старой втулки цилиндра . . То же паровозов серий ФД и ИС Разница между диаметрами правого и левого цилиндров у паровозов простого действия Увеличение диаметра цилиндра после расточки против альбомного размера .... Овальность и конусность цилиндра при расточке Овальность места в цилиндре под запрессовку золотниковой втулки1 Толщина старого наделка на золотниковое лицо цилиндра Наименьшая толщина компенсаторной плиты .... Овальность или выработка старой золотниковой втулки Увеличение диаметра старой золотниковой втулки против альбомного размера при расточке .... Глубина задиров золотниковой втулки Ширина отдельного задира золотниковой втулки Число задиров с предельными размерами Подъём плоского золотника: правого левого Отступление от альбомной ширины окна золотниковой втулки Отступление от альбомного размера между паровпускными окнами при запрессовке золотниковых втулок То же старых золотниковых втулок Поршни Разница между диаметрами цилиндра и диска: при сквозном штоке для простых колец при секционных кольцах Боковой зазор между кольцом и стенками ручья1 2 Наибольшая толщина новых колец прямоугольного сечения при диаметре цилиндра: до 500 мм включительно от 501 до 600 мм ................. » 601 » 700 » » 701 мм и выше Зазор в замке нового поршневого кольца по наименьшему диаметру цилиндра То же старого с Г-образным замком Суммарный зазор в замках новых секционных колец То же в старых при их износе3 Уменьшение диаметра пружин секционных колец от износа Уширение клинового отверстия в головке штока против альбомного размера Уменьшение расстояния от клинового отверстия до торца головки штока против альбомного размера Отклонение линейной величины вредного пространства от альбомного размера Износ головки поршневого штока по диаметру . Конусность и овальность штока при металлической набивке сальников То же для паровозов серий ФД и ИС То же при мягкой набивке Увеличение ширины ручья в дисках поршня против альбомных размеров То же при секционных кольцах Золотники Увеличение ширины ручья в золотниковых дисках против альбомного размера Боковой зазор между кольцом и стенками ручья 15-16 16-17 8 14 12 0,5 0,5 15 20 4 2,5 3 +0,5 ±2 ±4 10 14 о,1/0,3 Альбомный » » » 1,5-2 6-8 2 2 0,1 0,1 0,1 1 0,1 i 1 1 15-16 j 16-17 13 7 14 0,5 0,5/1 15 16 6 Z +0,5 ±2 + 4 12 16 0,1/0,3 18 19 20 21 1,5-2 6-8 9 3 j 3 0,1 0,1 0,1 4 1 0,1 15-16 16—17 1,5 1 о 3 6 12 16 0,5 13 14 0,5 8 2,5 3 0,2/0,5 1,5—2 6-8 22/15 7,5 2 0,2 0,2 0,2 0,2 2 1,5 3 10 1 1 2 2 4,5 5 +1 Свыше + 4 14 20 Свыше 19 » 20 » 21 » 22 10 Свыше 30 4 9 3 4 Свыше 0,5 » 1 » 1 6 3 2 0,3
1 В числителе—для ремонта в условиях завода, в знаменателе—для ремонта в депо.
2 В числителе—для колец прямоугольного сечения, в знаменателе—для секционных.
3 В числителе—для поршней с контрштоками, в знаменателе—для поршней без контрштоков.
18*
276
ПАР0Е103Н0Е ХОЗЯЙСТВО
Продолжение табл, 29
Наименование деталей Допускаемый размер при выпуске из ремонта Предельный размер, влекущий замену частей или их исправление
капитального среднего подъёмочного
Толщина нового золотникового кольца4 16/12 18/14 18/14
Наименьшая величина захода кольца в ручей . . 9 8 8 7
Износ по внутреннему диаметру диска золотника Трофимова 2 4 0 8
Разность в диаметрах диска упорной шайбы золотника Трофимова 0,5 0,5 0,5 9
Высота притирочной ленты упорной шайбы и подвижного диска золотника 1 1 1 0,3
Утонение стенки подвижного диска золотника Трофимова вокруг притирочной ленты против альбомного размера 1 1 3
Утонение стенки упорной шайбы золотника Трофимова против альбомного размера 3 5 7
Наименьшая толщина упорного бурта золотникового штока паровозов серий ФД и ИС 15 12 10 —
Зазор в замке кольца по наименьшему диаметру втулки 1-2 1-2 1-2 7
То же для диаметра золотника 300 мм и более . . 3-4 3-4 3-4 10
Разница между диаметрами золотниковой втулки и опорного кольца золотника паровозов серий ФД и ИС 1 1 1 3
Овальность и конусность золотникового штока . . . 0,1 0,1 0,2 Свыше 0,5
Зазор (суммарный) между золотниковой направляющей и золотниковым’ кулачком: по горизонтали 1 0,5 1 1,5 2,5
» вертикали 0,5 1 9
» » для паровозов серии Л 0,5 0,5 0,5 1,5
Наибольшая толщина прокладок под вкладыш золотникового кулачка — 1,5 2,5
Наименьшая толщина планок золотникового направления паровозов серий ФД и ИС 12 12 12 10
Наибольшая толщина прокладок под планку золотникового направления паровозов серий ФД и ИС — 3 4 6
Зазор между рамкой и плоским золотником в направлении движения на сторону 0,3 0,3 0,5
Наименьшая толщина наружного или внутреннего поля плоского золотника 18 14 12 10
Поршневые ползуны и параллели Износ валика ползуна по цилиндрической части против альбомного размера по диаметру 2 5
Увеличение отверстия в ползуне для валика по диаметру против альбомного размера 2 3 5 6
То же для головки штока 4 4 —- 6
Запас для натяга валика ползуна Альбомный 0,5
То же для паровозов серии Л 2,5-3,5 2,5—3,5 1,5 0
Разработ<а отверстий в параллели, приливах крышки и в параллельной раме для болтов против альбомного размера 3 5 6
Зазор между клином и проушиной ползуна на сторону 1 2 —- ——
Натяг корпуса поршневого штока по клину . . . 5—6 5-6 3 1
То же по бурту паровозов серий ФД и ИС 9 2 1 0,2
Суммарный зазор между вкладышами ползуна и параллелью: по вертикали 0,5 0,5 0,5 Свыше 2
по горизонтали 0,5 0,5 1 » 4
Зазор между ползуном и параллелью (суммарный): по вертикали для паровозов серий ФД и ИС5 6 . 0,5 0,5 2 5
по горизонтали 1,5 1,5 3 5
по вертикали для паровозов серии Л 1 1 1,5 4
по горизонтали 0,5 0,5 1,5 3
Зазор между скобой и передним хвостовиком параллели по вертикали на паровозах серии Л о,1 0,1 0,1-0,15 0,5
Толщина полок параллели паровозов серий ФД и ИС® 17 17/16 — Менее 15
Разработка отверстий под болты в ползуне и крышке по диаметру против альбомного размера 2,5 2,5 3,5 4
Выработка параллелей в средней части (одинарных и двойных) — 0,5 0,5
Выработка параллелей паровозов серий ФД и ИСв • 0,2 0,5/1 1 —
Кулисный механизм Зазор между кулисным камнем и прорезью кулисы 0,15 0,25 0,5 1
Слабина кулисных цапф во втулках кронштейнов 0,2 0,2 0,5 1
* В числителе — для паровоза серий ФД и ИС, в знаменателе — для паровозов остальных серий.
6 В числителе—для ремонта в условиях завода, в знаменателе—для ремонта в депо.
• В числителе—для ремонта в условиях завода, в знаменателе—для ремонта в депо.
ДОПУСКИ износов
277
Продолжение табл. 29
Наименование деталей Допускаемый размер при выпуске из ремонта Предельный размер, влекущий замену частей или их исправление
капитального среднего подъёмоч-ного
Суммарный боковой разбег цапф кулисы во втул-
ках кронштейнов 1
То же для паровозов серий ФД и ИС 1 1
Боковая игра кулисных тяг в поперечном направ- 3
Слабина валиков кулисного механизма во втулках 0,1—0,2 0,1—0,2 0,5 1
Боковой разбег эксцентриковой тяги по пальцу
контркривошипа на обе стороны
Разработка отверстий для валиков и для втулок ва-
ликов по диаметру против альбомных размеров 2
Слабина пальца контркривошипа по втулке эксцент- 0,5
Слабина в подшипниках переводного винта: 0,1 0.1 0,3 0,3 0,5 0,5 2
по диаметру вдоль винта 2
Разность диаметра контрштока и направляющей 0,2 0,2 0,5 2
втулки золотника
Разработка отверстий в маятнике и тягах под штиф- 2 0,5 4
ты против альбомного размера 0,5
Овальность эксцентриковых муфт
Слабина между муфтой и хомутом: 2
в поперечном направлении 1
по диаметру
Наименьшая толщина прокладок для уплотнения хо- 12 8 2
мутов
Слабина в подшипниках переводного вала: 0,1 Альбомный 0,5 2
по диаметру вдоль вала — —
Слабина компенсаторного рычага на пальце паровозов серий ФД, ИС и СО Альбо иный 2
Сальники
Уменьшение (по сравнению с размерами по альбому)
высоты пружины одноколечного поршневого и золотникового сальников в свободном состоянии (В %) 3 3 15 20
Разница диаметров поршневого штока и нажим-
ного или упорного кольца одноколечного саль- 1 1 з
ника
Углубление набивочного кольца одноколечного О з 9
сальника в чашке *
Разность диаметров грундбуксы и штока в сальни- 0,5 0,5 0,5 з
ках с мягкой набивкой
Дышловый механизм
Овальность и конусность шеек пальцев кривошипов7 0,2 0,2/0,5 1 Свыше 1
Эксцентриситет поршневой шейки кривошипа от- 0,5 0,5/1
носительно центровой шейки7
Отступление от альбомной длины (радиуса) ведущих и сцепных кривошипов7 ±0,25 ±0,25/±0,5 ±0,5 ±0,6
То же кулисных кривошипов7 ±0,5 ±0,5/±1 ±1 ±1,2
Зазор между втулочным подшипником и пальцем 0,5 0,5 0,5
по диаметру 5
Зазор для натяга дышловых подшипников8 .... Разработка отверстий в хвостовике и проушинах 2/4 2/4 —
дышел для валиков по диаметру против альбом- Г) з о
ного размера
Зазор между дышловым валиком и втулкой хво-
стовика:
для 1-го и 4-го сцепных дышел паровозов серии ФД 0,5 0,5 0,5 1,5
для остальных серий 0,1 ОД 0,1 1,1
Овальность отверстия в проушинах и хвостовиках 0,5
сцепных дышел 0,1 0,1 —
Износ щёк проушин и хвостовиков дышел по толщине против альбомных размеров Износ дышловых валиков по цилиндрической ча- 2 2 — 4
сти против альбомного размера по диаметру . . •— 3 — 6
Овальность отверстий в дышлах под стальные втул- 0,5 0,6
ки и втулочные подшипники — •
7 В числителе—для среднего ремонта в условиях завода, в знаменателе для ремонта в депо.
8 В числителе—для жидкой смазки, в знаменателе — для твёрдой.
278
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Продолжение табл. 29
Наименование деталей Допускаел пус капитального 1ый размер п <е из ремонта среднего )И вы- подъёмоч-ного Предельный размер, влекущий замену частей или их исправление
Износ рамочных дышловых головок по толщине на сторону против альбомных размеров Разработка клинового отверстия дышел против альбомного размера по длине То же по ширине на обе стороны Увеличение диаметров отверстия головок дышел под стальную втулку и втулочные подшипники Увеличение диаметров отверстия головок дышел под стальную втулку и втулочные подшипники для паровозов серий ФД и ИС Износ стальной втулки по внутреннему диаметру против альбомного размера . Овальность стальных дышловых втулок под плавающие : для центровых и поршневых головок для головок сцепных дышел Суммарный зазор (по стальной втулке и пальцу) плавающих втулок То же для паровозов серии Л Увеличение разбега подшипников против альбомного на сторону: поршневых и сцепных передней головки поршневых дышел То же центровых паровозов серии Э центровых и поршневых паровозов серии Л . . . сцепных паровозов серии Л передней головки поршневых дышел паровозов серии Л Увеличение разбега плавающ их втулок против £ альбомного размера Натяг конусной втулки дышло вого валика Наименьший натяг нажимного клина (камня) _ подшипника передней головки поршневых дышел на паровозах серий ФД и ИС То же для паровозов др угих серий Наименьшая толщина лобовой половинки подшипника передней головки поршневых дышел паровозов серий ФД и ИС То же паровозов серии Эм » » » » СУ Наибольший износ лобовой и клиновой половинок подшипника передне й головки поршневого дышла паровозов други х серий Глубина выработки в рамке дышла паровозов серий ФД и ИС с наружной стороны от трения борта плавающей втулки Суммарная боковая выработка в передней головке поршневого дышла с обеих сторон с учётом износа ленты Разница в размерах между центрами головок дышел и центрами соответствующих осей паровоза Наибольший из нос каждой половинки разъёмного подшипника против альбомного размера по толщине 4 3 3 0,2 0,1 Альбом » 3 Альбом > 20 1 2 0,5 3 8 3 4 3 4 0,2 0,1 ный 3 ный 25 20 22 3 0,5 6 0,7 0,7 1 1 3 10 8 20 17 17 25% 3 0,5 25% 5 13 4 Свыше 6 Свыше 5 8 1,5 1 5 3 4 3 3,5 4 о 5 0,5 о 15 15 15 Свыше 30% 3,5 4 Свыше 0,5 Свыше 30%
Для улучшения работы дышлового механизма инструкцией по увеличению пробегов паровозов между подъёмочными ремонтами № ЦТ/1591 на всех паровозах, имеющих разрезные дышловые подшипники, введены сменные стальные прокладки между стыковыми плоскостями подшипников. Для выполнения этого указания при капитальном, среднем и подъёмочном ремонте, а также при изготовлении новых дышловых подшипников необходимо производить подрезку бортов лобовых половинок подшипников, снимать фаски 1 х 45° на кромках стыковых плоскостей
подшипников, а смазочные отверстия в подшипниках сверлить сверлом диаметром 10 мм. Каждый паровоз, выходящий из ремонта, должен быть обеспечен набором прокладок толщиной от 1 до 5 мм в количестве для паровозов серий Су—80 шт., Э — 20 шт.,Щ — 100 шт., О—100 шт., Е—40 шт., С—80 шт., Мр—100 шт. и Ту —-120 шт.
В связи с введением сменных прокладок между стыками разрезных дышловых подшипников установленный правилами ремонта допуск на зазор для натяга дышловых подшипников отменён.
ДОПУСКИ износов
279
Допуски износов при ремонте экипажной части
Таблица 30
Наименование деталей Допускаемый размер при выпуске из ремонта Предельный размер, влекущий замену частей или их исправление
капитальное с среднего подъёмочного
Колёсные пары Разность в толщине бандажей между бегунками и сцепными колёсными парами без регулировки 10 10 1 10
Разность в толщине бандажей колёсных пар у одной тележки тендера без регулировки для тендера серии ФД типа 17 и поясной тележки 5 10 10
То же в тележках объединённого типа СУ’ Эм и тендера ИС типа 6-П с регулировкой ", 10 10
1 Разность в толщине бандажей двух любых колёсных пар передней и задней тележек тендера без регулировки для паровозов серии ФД типа 17 и поясных тележек 5 15 15
То же для остальных тележек тендера с регулировкой > 15 15 —
Разность расстояния между внутренними гра-' нями бандажей у одной колёсной пары . . 1 1 1
| Наименьшая толщина паровозных бандажей 1 при их последней обточке: для паровозов с нагрузкой на ось 1G m и выше 55 43 43
для всех остальных паровозов с нагрузкой на ось менее 16 m ...» 50 40 40 —
Наименьшая толщина бандажей бегунковых, поддерживающих колёсных пар при их последней обточке 45 40 40
Наименьшая толщина тендерных бандажей । при их последней обточке 45 35 35
Толщина гребней паровозных, бегунковых и поддерживающих бандажей на расстоянии 20 мм от вершины 33- 0,5 33—0,5 33-0,5
Толщина гребней тендерных бандажей на расстоянии 18 мм от вершины 33—0,5 33—0,5 33-0,5 —
Овальность бандажа по кругу катания (после обточки) о,5 0,5 0,5 —
Разность диаметров бандажей по кругу катания у одной колёсной пары и у всего комплекта 1 1 1 —
Наибольшая толщина прокладки под перетягиваемый бандаж 1 2 2 —
Припуск для натяга при перетяжке бандажа на 1 000 мм диаметра обода . 1—1,5 1-1.5 1-1,5 —
Эксцентричность бандажей по кругу катания относительно осевых шеек 0.5 0.5 0,5
Изгиб спиц колёсного центра1 10 10/15 15 Свыше 15
Овальность и конусность осевых шеек1: без обработки — __ 1 » 1
после обработки 0,2 0.2/0,5 0,5 —
Наименьшая толщина наружного бурта тендерной оси 7 5 5 —
Овальность и конусность шеек пальцев кривошипов1 0,2 (Ь'2/0,5 1 Свыше 1
Отступление от альбомной длины (радиуса) кривошипов2: ведущих и сцепных -1 0,25 i0,25/ + 0,5 ±0,5 -1-0,6
кулисных (эксцентриситета эксцентрика) ±0,5 ±<).5/±1,0 ±1.0 -1,2
Износ пальца контркривошипа в % 12 15 — —
Расстояние между внутренними гранями бандажей®: при смене бандажей 1 437 — 1 441 1 437-1 441 — —
при последней и предпоследней обточке старых 1 437—1 443 1 437-1 443 —
при обточке старых в других случаях . . 1 437—1 442 1 437—1 442 1 437—1 443 —
Высота гребня паровозных бандажей . . . . 30- 1 30“х зо—1 —
Высота гребня тендерных бандажей 23-1 28“1 28—1 —•
Отклонение от альбомной ширины бандажей: старых . . ±3;-4 ±3;— 4 + 3;—4 —
новых +±•-1 ±3;-1 — ——
в местах постановки клейма —5 —5 — 5 ~—
Отклонение от альбомного профиля бандажа после обточки: по толщине гребня -0,5 —0,5 —0,5
» полотну » 0,5 0,5 0,5 —
1 В числителе—для среднего ремонта на заводе, в знаменателе—для депо.
9 В числителе—для среднего ремонта на заводе, в знаменателе—для депо.
8 Для коленчатой оси паровозов серий Лп и У альбомное расстояние между внутренними гранями бандажей должно быть 1 450±3 мм.
280
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Продолжение табл. 30
Наименование деталей Допускаемый размер при выпуске из ремонта Предельный размер, влекущий замену частей или их исправление
капитального среднего подъёмочного
Разность в обмерах по ширине одного бандажа 3 3 3
Ширина прижимного бурта бандажа не менее 4 4 __
Разность в обмерах толщины бандажа по кругу катания: нового 2 2
старого ..... 3 3 — —
Разность расстояний от середины оси до внутренних боковых граней бандажей: при смене бандажей или оси ....... о 2
без смены бандажей или оси 3 3 — —
Наибольшая температура нагрева бандажей при насадке и перетяжке 330° 330е 330°
Овальность обода по кругу катания при смене и перетяжке (в заводе) бандажей: пассажирских колёсных пар 1,5 1,5
грузовых колёсных пар 1,0 1,0 —
тендерных, бегунковых и поддерживающих колёсных пар всех серий 0,5 0,5 —
Уменьшение альбомной ширины обода .... 6 6 —
Уменьшение альбомной толщины обода . . . 3 3 —
Овальность отверстий ступиц оси и пальца перед запрессовкой . 0.05 0,05
То же конусность 0,1 0,1 —
Увеличение альбомного диаметра отверстий в ступицах колёсного центра: для оси 3 3
» ведущего пальца 10 10 —
» сцепного пальца 8 8 —
Глубина износа внутренней торцевой поверхности ступицы центра (вокруг шейки паровозной оси) 10 10
То же для паровозов серий ФД, ИС и СУ (1П вариант) 5 5
Глубина износа наружной торцевой поверхности ступицы центра (во сруг безбуртового пальца кривошипа) 5 5
Отклонение от альбомного диаметра подсту-пичной части оси: для новой оси +3 +3
» старой оси —5 -5 .—.
Глубина местной выработки (вытертости) на средней части паровозной оси по радиусу от альбомного размера более 4 4 4 4
То же для тендерной оси 2,5 2,5 2>5 2,5
Отклонение в длине оси против альбомного размера +2 + 2
То же для ведущей оси паровоза серии Э . + 1 + 1 — .
Наименьшая толщина внутреннего бурта паровозной оси (по верхней грани) 5 5 —
Наименьшая высота внутреннего бурта паровозной оси 15 15
Увеличение длины шейки тендерной оси против альбомного размера 15 15
Глубина выработки предподступичной части тендерной оси 1 1 —
Наименьшая разность диаметров предподступичной части и шейки тендерной оси 20 20
Эксцентричность осевой шейки относительно центра оси 0.2 0,2
Овальность подступичной части и пальца оси перед запрессовкой 0,05 0,05 —
То же конусность 0,1 0,1 —
Увеличение альбомного диаметра подступич-ной части пальца кривошипа: ведущего 10 10
сцепного 8 8 — __
Эксцентричность поршневой шейки ведущего пальца относительно центровой 0,5 0,5 1
Эксцентричность шейки пальца относительно его подступичной части (или отверстия ступицы под палец) 4 4
Увеличение длины поршневой шейки ведущих пальцев паровозов серий ФД, ИС и других с безбуртовыми пальцами за счёт сцепных 10 10
Наименьшая толщина внутреннего бурта пальцев, имеющих альбомный размер бурта 6 мм и менее 0 0 - —
ДОПУСКИ износов
281
Продолжение табл. 30
Наименование деталей Допускаемый размер при выпуске из ремонта Предельный размер, влекущий замену частей или их исправление
капитального среднего подъёмочного
Износ по толщине внутреннего бурта пальцев» имеющих альбомный размер бурта более 6 мм \ Наименьшая толщина промежуточного бурта ведущих пальцев, имеющих альбомный размер бурта 10 мм и менее То же для паровозов серии Щ То же для пальцев, имеющих альбомный размер промежуточного бурта более 10 мм Наименьшая толщина наружного бурта ведущего пальца: при неотъёмном контркривошипе » отъёмном » Односторонний износ (или овал) пальца контркривошипа Буксы, их направляющие и клинья Износ буксовых направляющих: по ширине (на обе стороны) по толщине (на сторону) Местная выработка буксовых направляющих по ширине и толщине Слабина подбуксовой коробки в буксе: в продольном направлении в поперечном » Зазор между подбуксовой коробкой и шейкой оси с внутренним буртом: с воротником без воротника То же с шейкой оси без внутреннего бурта . Отступление от альбомных размеров между центрами осей Разница между центрами осей правой и левой стороны Наименьшая толщина наличников Увеличение зазора между закраинами буксовых наличников и. буксовыми направляющими в поперечном направлении на обе стороны Износ буксовых клиньев против альбомного размера: по ширине по толщине Минимальное расстояние от верхней грани клина до выреза рамы То же для паровозов серии Л Увеличение разбега паровозных буксовых подшипников по шейке против альбомного размера на сторону Увеличение разбега подшипников бегунковых и поддерживающих осей против альбомного размера на сторону Износ буксовых подшипников по толщине против альбомного размера в % Запас для натяга подбуксовых связей (струнок) Буксы паровозов серии ФД и ИС Общая выработка лиц буксы без исправления Глубина выщербин на лицах буксы после выпиловки или строжки Разбег буксы в направляющих поперёк рамы на обе стороны для 2-й, 3-й и 4-й осей . . То же для 1-й и 5-й осей То же для паровозов серии ФД, не имеющих возвращающих приборов на 1-й и 5-й осях Наименьшая толщина торцевых бронзовых наделок То же в буксовых подшипниках: ведущего сцепных То же вкладыша ведущей буксы Износ стенок буксы по толщине (с учётом выщербин) против альбомного размера (на сторону) Задиры буксовых накладок 6 4 1 4 0,5 6 5 0,3 0,5 1 8 3 з ±0,5 ±0,5 Альбо 1 6 о Альбо 60 5—6 1 50 20 18 45 40 30 3 6 5 4 7 1 4 0,5 9 7 0,5 1 1,5 8 3 3 ±0,5 ±0,5 мный 1 9 3 мный 60 J0 5-6 0,3 1 50 20 18 40 35 25 6 3 2 5 0 3 0,5 12 10 0,5 1 1,5 11 5 ±0,5 ±0,5 5 2 12 5 40 60 25 3 0,5 3 3 53 23 12 33 30 22 9 1 ±4 ±1 ,5 6 15 80 Свыше 5 » б 30 1
282
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Продолжение табл. 30
Наименование деталей Допускаемый размер при выпуске из ремонта Предельный размер, влекущий замену частей или их исправление
капитального среднего подъёмочного
Передняя тележка паровозов серий ФД и СО Наименьшая толщина подшипника бегунковых букс То же борта подшипника То же торцевых бронзовых наделок (у безбортовых подшипников) Разбег подшипников по осевой шейке на сторону Наименьшая толщина наличника буксы бегунка Износ буксовых направляющих по толщине против альбомного размера на сторону . . Зазор между буксой и направляющими на обе стороны в продольном направлении . . Задиры и выработка буксовых направляющих Слабина шкворня во втулке водила Овальность отверстия (или втулки) в буферном брусе для направляющего стакана . . Слабина направляющего стакана в отверстии (или во втулке) по диаметру Внутренний диаметр втулки для направляющего стакана Выработка рабочих поверхностей секторов и плит возвращающего прибора Наименьший зазор между люлькой и рамой тележки в продольном направлении .... Зазор между задним ребром полки цилиндра или между цилиндровым скреплением и верхней гранью балансира не менее Наименьший зазор между рессорной подвеской передней тележки и рамой Задняя тележка паровозов серии ФД Выработка рабочих поверхностей секторов и плит возвращающего прибора Наименьшая толщина подшипника буксы поддерживающей оси Разбег (суммарный) буксы в челюсти: поперёк паровоза в продольном направлении Суммарный разбег оси в буксах между торцами букс и шайбой Наименьшая толщина плавающей шайбы . . То же буксовой направляющей (приварной) Задиры и выработка лиц буксы Наименьший зазор между верхней гранью балансиров и главной рамой То же между тумбой стяжного ящика и рамой тележки Рессорное подвешивание Износ рессорных подвесок по диаметру и квадрату в %4 Увеличение отверстий рессорного хомута и серьги по диаметру против альбомного размера Овальность отверстия у рессорного хомута и серьги , Износ валика рессорного хомута по диаметру Увеличение зазора между рессорными шпин-тонами и скобами против альбомного размера в поперечном (по оси паровоза) направлении не более Зазор между втулками и валиками (по диаметру) рессорного подвешивания паровозов серии Л Поперечный зазор (на обе стороны) между хомутом и рессорной стойкой или направляющей скобой паровозов серии Л . . . . Поперечный зазор (на обе стороны) между нижними опорами рессорных стоек и буксами паровозов серии Л 28 20 20 1 10 2 Альбо 1 1 230 Альбе 40 45 38 5 1 Альб 20 10 Альб Альб 6 2 1 АльС Аль( 25 20 20 1 10 4 мный 0,3 1,5 1 1 232 мный 40 40 35 5 1 омный 18 10 омный омный 6 3 1 1 3 1 )омный 5омный 20 18 15 1 7 6 0,5 3 3 4 238 3 10 35 30 3 30 7 8 12 7 0,5 35 10 1 1 4 1 2 7 7 5 8 20 10 6 1 10/20 5 2 5 3
В знаменателе—для паровозов серий ФД и ИС.
ДОПУСКИ износов
283
Продолжение табл. 30
Допускаемый размер при выпуске Предельный
Наименование деталей из ремонта размер, влекущий заме-
капитального среднего подъёмочного ну частей или их исправление
Текдер
Износ буксовых направляющих:
по ширине (на обе стороны) 6 12 15
по толщине (на обе стороны) 8 13
Зазор между буксой и направляющей на обе
стороны:
в продольном направлении . 2 2 3 4
в поперечном направлении > 3 4 6
Местная выработка в направляющих .... Увеличение разбега подшипника на осевой — 0,5 1 —
шейке против альбомного размера на сторону 2 6
Разница в базах (расстояниями между
центрами букс) поясной тележки и тележек ФД (тип 17) с правой и левой стороны 5 8 15
То же для остальных тележек > - 3 —
Тендер паровоза серии ФД
Разбег подшипника по шейке на сторону . - Альбомный 8 9
Натяг подбуксовой связи (распорки), где
натяг предусмотрен по альбому Наименьший зазор между балансирной бук- 6-8 50 6-8 45 3 1
сой и хвостовиками рамы тележки Суммарная слабина подшипников в буксе в 35 20
продольном напрлениави ... Альбе мный 4 —
Сцепление
Выработка шкворней сцепления — 1 2 4
Слабина шкворней во втулках Слабина буферного стакана (ныряла) сцеп- 1 2 2 4
ления в коробке Износ скоб по цапфам стяжной гайки про- 3 4 —
тив альбомных размеров по диаметру . . . Слабина шкворня жёсткого сцепления во — 1 4
втулке Отклонение между продольными осями 1 4 —
сцепления паровоза и тендера против альбомного размера 25—30 25- 30 50 —
Уменьшение диаметра шкворней сцепления
против альбомного размера — 4 10 —
Буферные стержни
Износ буферного стержня по диаметру не 6
более , > 8 10
Зазор буферного стержня в стакане - 3 —
Тяговый крюк
Сечение крюка по горизонтали 46 х 67 45 х 64 — 44 х 61
То же усиленного6 46 х 68 45 X 65 — 44 х 61
Сечение крюка по вертикали 60x110 59 X 109 — 58x108
То же усиленного 60 х 125 59x124 — 58 х 123
Расстояние от зева до кромки отверстия . . Сечение крюка в квадрате: 39 58 37 35
по горизонтали 58 — —
по вертикали 58 56 53
Объединённая стяжка
Внутренний диаметр винта 45 44 — 43
Наружный диаметр винта 53 52 — 51
Диаметр отверстия в ушках ......... 42 44 — 45
Сечение скобы в прямой части 30 X 32 29 х 31 — 28,5 х 30,5
Сечение скобы в закруглении ... 45 х 35 43 х 34 — 42 х 34
Толщина серьги в ушках 40 40 — 39
Диаметр отверстия в ушках серьги 46 47 — 49
Диаметр валика в серьге 44 45 —— 46
Диаметр валика в средней части 58 57 55
Размер 44 мм без учёта наплывов, получающихся во время работы крюка.
284
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Таблица 31
Допуски износов при ремонте конденсационного оборудования в мм
Наименование деталей Альбомный размер Допускаемый размер при выпуске из ремонта Предельный размер, влекущий замену частей или их исправление
капитального среднего подъ ёмоч-но го
Турбина газососа
Диаметр вала турбины:
в месте работы бронзовой лабиринтовой втулки 115 110 по 108 —
в месте посадки стальной лабиринтовой втулки в месте работы масляного уплотнения . 80 70 76 67 76 67 74 65
Биение вала в местах посадки подшипни- 0,03 0,05 0,05 Свыше 0,05
ков, колёс и лабиринтов Зазор между лабиринтовой втулкой по диаметру 0,015
0,025-0,105 0,2 0,2 0,2-0,5
То же после обкатки —— 0,4 0,4 100 1 Свыше 2
\ 94 94 100 102
Диаметры стальной лабиринтовой втулки > 90 ) 80 90 80 96 76 96 76 98 78
1 94 94 100 100 102
Диаметры разъёмной лабиринтовой втулки 1 90 90 96 96 98
Разработка отверстий в привалочном 19
фланце корпуса правого подшипника 19 21
Толщина фланца вала 25 25 22 20 18
Радиальный зазор шпонки ротора .... 0,1—0,3 0,1—0,5 0,1—0,5 0,1—0,5 —
Зазор между бандажем ротора и направляющим аппаратом 1,25-1,75 1,25-1,75 1,25-1,75 1,25-1,75 Менее 1,25 и более 2,20
Торцевое биение диска ротора на радиусе 210 мм .................. 0,1 0,15 0,25 0,25 Более 0,3
Непараллельность кромок лопаток отно- 0 2 0,25 0,25 0,3 » 0,3
сительно плоскости диска
Разность между наиболее выступающими 1,5 1,5 1,5
и утопленными лопатками 1.0 » 1 ,5
Зазор между сегментами бандажа .... Износ лопаток газососного колеса по и ,25—1 0,25—1 0,25—2 U, 25 — 2 25
длине Толщина боковых дисков газососного ко- —. — 5
Менее 4
леса 8 8 6
Толщина несущего диска Зазор между лопатками и дисками газо- 10 0,06 10 8 6 0 ,25 на —
сосного колеса не более 0,2 на длину до 2U —
длину до 20
Отклонение веса лопаток газососного ко-
леса не более 5 г г 5 г 5 г —
Отклонение общего веса правых и левых лопаток газососного колеса не более . Радиальное и торцевое биение дисков газо- 50" 0,15 50" 0,2 50" 0,2 50" 0,3 -
сосного колеса
Небаланс газососного колеса на радиусе
240—250 мм 5 г 5 г 10 г 10 г —
Кольцевой зазор между газососным колесом и уплотнением улитки 2-2,5 2—2,5 2-4 2—4 —
Кольцевой зазор между валом и проклад- 0,15 2-3
кой кожуха у правого подшипника . . 2—2,5
Толщина защитной шайбы на фланец вала 5
у газососного колеса 5
Перепускные клапаны турбины газососа Диаметр гнезда клапана 135 133 138 — 141
Зазор хвостовика втулки в гнезде .... 0,5 0,5 •—
Диаметр в гнезде для хвостовика втулки 21,5 21,5 •— —
Зазор замка колец в рабочем состоянии . 4,5 1 1 6 4 6
Ширина ручья для колец клапана .... 6 —
Диаметр крышки в месте для шпинделя . Высота подъёма клапана 34 40-45 34 40—45 40-45 Менее 40
Перепускные клапаны турбины
вентиляторов
Диаметр гнезда клапана 155 20 158 21,5 158 21,5 — 162
» в гнезде для хвостовика втулки .
» крышки клапана в месте для 26
шпинделя 34
Зазор хвостовика втулки в гнезде клапана 0,5 0 ,5 — —
Уширение ручья для колец клапана . . . о 6,5 6,5 — —
Зазор замка колец клапанов в рабочем
состоянии 1
Высота подъёма клапанов не менее .... — 40-45 40-45 40—45 Менее 40
Верхняя часть улитки
Толщина стенки верхней части улитки Зазор между газососным колесом и 12 8 6 3 -
язычком улитки не более — 20 20 25 —
ДОПУСКИ износов
285
Наименование деталей
Продолжение табл. 31
Альбом- Допускаемый размер при Предельный
выпуске из ремонта размер,вле-
кущий замену
ный частей или
капиталь- подъёмом- их исправле-
размер ного среднего НОго ние
Толщина нижней части чугунной улитки » верхнего листа сетки водоотде- пителя • Паровой цилиндр высокого давления питательного насоса - 10 10 3 -
Диаметр цилиндра Овальность, конусность 130 133 0,3 135 0,3 136 0,3 137 0,5
Паровой цилиндр низкого давления питательного насоса
Диаметр цилиндра Овальность, конусность 225 228 0,3 230 : о,з 1 231 0,4 232 0,6
Водяной цилиндр питательного насоса
Диаметр цилиндра Овальность, конусность Толщина втулки 125 8,5 127 0,3 7 129 0,3 6,5 131 0,3 5,5 132 0,5 5
Поршни кольца питательного насоса
Диаметр штока Ширина ручьёв диска ц. в. д Ширина ручьёв диска ц. н. д Зазор замка колец паровых цилиндров в рабочем состоянии Зазор замка текстолитовых колец плунжера в рабочем состоянии . Разность диаметров паровых цилиндров и дисков 24/31 6 7 1-1,25 3 22,5/29,5 7 8 1-1,25 3 22,5/29,5 7 8 1 — 1,25 3 21,5/29,5 8 9 2 4 21/29 9 10 4 7
Золотники питательного насоса
Диаметр вспомогательного золотника . . » втулки вспомогательного золотника Диаметр главного золотника » втулки главного золотника . . . Овальность или конусность втулки главного золотника Ширина ручьёв главного золотника Разность диаметров главного золотника и втулки Зазор замка колец вспомогательного золотника в рабочем состоянии 21,8 73 ,4/47.6 74/48 0,3-0,4 21,8 73,4/47,6 74/48 0,2 2,8 1 0,3-0 ,4 21,8 22 75,4/49,6 . 76/50 0,2 2,8 1 0,3-0,4 22,8 23 76/50 77/51 0,2 3 2 0,5 23 24 77/51 78/52 0,3 3,5 Более 2 1,5
Компенсатор питательного насоса Зазор между поплавком и корпусом . . . __ 1 ,5 1,5 2 —
Пресс-маслёнки Износ подшипника по внутреннему диаметру Износ корпуса трещотки по диаметру (в месте храповика) Износ корпуса направляющей трещотки по диаметру (в месте храповика) .... Разработка эксцентрической’выточки’вала трещотки по диаметру против альбома . - 0,5 3 3 0,5 0,5 3 3 0,5 0,75 4 4 1 1 5 5 1.5
Переключательный, обратный и питательный клапаны
Высота клапана Углубление гнезда втулки Износ бурта втулки 65 60 7 65 60 7 63 64 5 61 66 4 60 67 3,5
Тройной кран Натяг пробки крана 12 8 6 4 2
Питательный клапан бака сырой воды Высота бурта клапана Глубина гнезда клапана 3 0,5 0,5 0,5 0,3
Эжектор Диаметры сопла большого конуса . . . Заход сопла малого конуса в большой 25 ; 20x0,6 26 20±1 -
Турбина воздушных вентиляторов
Радиальный зазор шпонки ротора .... Торцевое биение ротора на радиусе 150 мм 0,2-0,3 0,06 0,1-0,5 0,1 0,1-0,5 0,1 0,1-0,5 0,15 —
286
ПАРОВОЗНОЕ ХОЗЯЙСТВО
Продолжение табл. 31
Наименование деталей Альбом-ный размер Допускаемый размер при выпуске из ремонта Предельный размер, влекущий замену частей или их исправление
капитального среднего подъёмочного
Непараллельность кромок лопаток относительно плоскости диска Разность между наиболее выступаю- 0,2 0,25 0,25 0,3 Более 0,3
1,5
щими и утопленными лопатками .... 1 1,5 1.5 » 1,5
Зазор между сегментами бандажа 0,25-1 0,25—1 0,25—2 0,25-2 —
Диаметр опорной шейки вала ротора . . . 60 60 58 58 56
То же опорно-упорной шейки Биение вала ротора: 50 50 48 48 46 0,04
по шейкам для подшипника и ротора . 0,02 0,02 0,03 0,03
» верху шестерни 0,02 0,02 0,05 — —
» » червяка 0,03 0,03 0,05 — —
» втулке угольного уплотнения и гайке Зазор опорно-упорного подшипника по — 0,03 0,03 0,03 0,1-0,3 0,04 0,5
валу ротора 0,10-0,15 0,10-0,15 0,10-0,15
То же опорного подшипника Осевой зазор подшипника по упорному 0,14-0,20 0,14-0,20 0,1-0,25 0,14—0,20 0,14—0,3 0,7 0,5
бурту вала не более Радиальное биение большой шестерни по 0,1-0,25 0,5 —
верху зубьев Торцевое биение большой шестерни на 0,03 0,03 0,05 — —
радиусе 240 мм Непараллельность валов редукторов тур- 0,035 0,035 0,02 0,2 0,05 — —
бины и ротора Зазор между зубьями цилиндрических ше- 0,02 0,5 0,6
0,11-0,3 0,11-0,4
стерён Осевое смещение цилиндрических шесте- 0,11-0,3
До 1,5 Более 1,5
рён — — До 1
1 13 13 11,5 11 10
Диаметр валиков шестерёнчатого насоса Зазор зубьев цилиндрических и кониче- / 18 18 0,12—0,2 16,5 16 0,12-0,5 15
ских шестерён насоса 0,12-0,2 0,12-0,4 —
Редуктор вентилятора
Диаметр сливных отверстий из гнезда
подшипников горизонтального вала . . Толщина фланца крышек подшипников 8 10 10 10 —
горизонтального вала Биение вала в местах посадки подшипни- 10 8 0,05 8 0,05 — —
ков из шестерни Глубина шпоночного гнезда на валах . . Зазор между зубьями шестерни боковой . Зазор между корпусом и плунжером мае- 5 0,15—0,30 0,02-0,063 8 0,10-0,5 0,02—0,2 6 Более 0,5 » 0,25
7 0,10-0,35 0,02—0,1 7 0,10-0,4 0,02-0,15
леного насоса
Ход плунжера масленого насоса не менее Торцевое биение шарнирной муфты на 6,5 0,052 6 6 Менее 6
радиусе 130 мм 0,5 0,5 — —
Вентиляторные колёса
Зазор между вентиляторным колесом и
горловиной шахты 5-12,5 5-15 5—15 5—15 —
Секции и жалюзи
Количество заглушенных трубок Зазор между трубкой и нижней решёткой 3 шт. 5 шт. 8 шт. 0,05-0,1 —
на сторону 0,05-0,1 0,05-0,1 —
Водяной бак сырой воды
Толщина передней стенки 8 5,5 о — —
Толщина задней стенки и днища 6 4 3,5 — —
» боковых стенок 4 3 2,5 — —
Наливные баки
Толщина днища 5 3 3 — —
» боковых стенок 5 3 2,5 — —
Бак конденсатора
Толщина днища 4 3 3 — —
» боковых стенок 4 3 2 ,5 — —
Угольный ящик
Толщина днища 6 3,5 3 — —
» боковых стенок 5 3 2 ,5
Шаровые соединения
Диаметр шаровых головок: острого пара ПО 1 390 105 385 —
мятого пара ) 370 365 .— — —
1 конденсационной воды | 200 195 — —
ДОПУСКИ износов
287
Допуски износов при ремонте углеподатчика (в мм)
Таблица 32
Наименование деталей Альбомный размер Допускаемый размер при выпуске из ремонта Предельный размер, влекущий замену частей или их исправление
капитального среднего и подъёмочного
ФД, ИС Л, Еа ФД. ИС Л, Еа ФД, ИС Л, Еа ФД, ИС Л, Еа
Цилиндровый блок Диаметр цилиндра 180 130 183 133 185 135 185,5 136
Овальность и конусность ци-линдра — — 0,3 0,3 0,5 0,5 0,8 0,8
Диаметр цилиндра, расточенного под запрессовку втул- 195 141 196.5 143,5 197
Толщина втулки 7,5 6,5 6,7 5,7 6 5 5 4
Разность линейных величин вредных пространств передней и задней полостей цилин-дров ... 1 1 1,5 1,5
Разница диаметров цилиндров — — 1,5 1,5 2 2 4 4
Поршни и сальники Зазор между диском и цилиндром по диаметру .... 1 6 3 6,5 3,5
Зазор в замке в рабочем состоянии 0,5 0,5 0,5 0.5 2 1,5 6 4
Диаметр поршневого штока . 40 28 3/ 26 35 24 34 23
Коленчатый и приводной валы, редуктор, золотниковые втулки и золотники Диаметр золотниковой втулки 70 40 70 40 72 42 72,5 42,5
Зазор между втулкой и диском по диаметру 7 0,32—0,07 8 0,32 -0,67 9 0,4-1,0
Зазор в замке в рабочем состоянии 0,5 0,1 0,5 0,2 1 0,2-0,35 2,5 1,5
Диаметр золотникового штока 16 16 15 15 14 14 13 13
Диаметр коренной шейки вала 75 68 66 64
Диаметр кривошипных шеек вала 70 52 66 5,0 64 49 62,5 47
Диаметр эксцентриковых шеек вала 100 82 91 79 89 78 87 76
Диаметры шеек валов шестерни — — 75—58 53-73 73-56 51-71 72-55 50-70
Утонение зубьев шестерён . . — — > 1,5 3 2 4 2,5
Диаметр цапф крестовины . . 39 27 39 26 36 25 34 24
Конвейер Наружный диаметр большого винта 200—150 177-151 196-146 175-148 183-140 170—145 180-135 165-140
Диаметр стержня большого винта 78 76 70 65
Высота дробильных зубьев большого винта 10 10 . 7 5
Наружный диаметр малого винта, а на паровозах серий Л и Еа — промежуточного . 224 188 220 184 214 180 210 175 ,
Диаметр стержня промежуточного винта — 64 60 .— 56 50
Наружный диаметр питающего переднего винта 200 195 — 190 — 185
Диаметр стержня питающего винта — 50 48 42 38
Наружный диаметр витка двойного универсального шарнира - 220 - 220 - 220 — 204
Сопловая камера Диаметр отверстий сопловой камеры 4—3 5 4-3 5 4,5—3,5 7 6 8
288
ПАРОВОЗНОЕ ХОЗЯЙСТВО
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Б а бич ков А. М., Е гор чсп ко В. Ф. Тяга поездов. Трапсжелдориздат, М., 1 952.
2. Вавилове. И. Тридцать лет советской науки. Изд-во АН СССР, М.-Л., 1947.
3. Вульф В. В., С к е и с к и й П. Л. и Ха file йс Л. Б. Проверки при ремонте паровозов. Трапсжелдориздат, М., 1950.
4. Организация движения на железнодорожном транспорте. Под общей редакцией А. П. Петрова Трансжелдориздаг, М., 1952.
5. 3 а л и т Н. В. Руководство мастеру по ремонту паровозов в депо. Трансжелдориздат, М., 1947.
С. Инструкция по увеличению пробегов паровозов между подъёмочными ремонтами (ЦТЦ 591) Трапсжелдориздат, М., 1952.
7. Инструкция по выполнению контрольного технического осмотра локомотивов (ЦТ/1601). Транс-желдориздат, М., 1952.
8. КочетовИ. В. Железнодорожная статистика. Трапсжелдориздат, М., 1953.
9. Краткий технический железнодорожный словарь. Трапсжелдориздат, М., 1946.
10. Михеев А. П. Эксплоатация локомотивов и локомотивное хозяйство. Трапсжелдориздат ДИ, 1950.
11. Му рзин Л. 1'. и Д е ш к и я Б. Н. Экономия топлива на паровозах. Тпансжелдориздат. М., 1948.
12. Орлов В. Н. и Ч у до в А. С. Калькуляция и анализ себестоимости железнодорожных перевозок. Трапсжелдориздат, М., 1952.
13. И о д ш и в а л о в Б. Д. Ремонт паровозов. Транс-желдориздат, М., 1952.
14. Правила технической эксплоатаиии железных дорог СССР. Утв. 19/III 1952 г. Транежелдор-издат, М., 1952.
1 5. С о х а ч е в с к и й Н. А. Эксплоатация локомотивов и локомотивное хозяйство, Ч. II. Трапсжелдориздат, М., 1950.
16. Сборник статей по ремонту паровозов. Труды ЦНИИ, вып. 53. Трапсжелдориздат, М., 1952.
17. Ушаков С. С. Развитие устройств паровозного и тепло розного хозяйства. Трапсжелдориздат, М., 1952.
1 8. X а ч а т у р о в Т. С. Основы экономики железнодорожного транспорта, Ч. I. Трапсжелдориздат, М., 1946.
1 9. Ш у х а т о в и ч И. М. Оборотные средстга ж<. -лезных дорог. Трапсжелдориздат, М., 194 0.
ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО
ОРГАНИЗАЦИЯ ТЕПЛОВОЗНОГО ХОЗЯЙСТВА
В 1922 г. по личному указанию В. И. Ленина приступили к постройке нового типа локомотива — тепловоза. Такой тепловоз был построен. Советский Союз стал родиной тепловозной тяги.
Создание советскими инженерами тепловозов и перевод на тепловозную тягу безводных участков железных дорог потребовали строительства для них специальных ремонт вых и экипировочных устройств.
В 1938 г. по проекту советских инженеров Красковского В. Ф., Маслова Е. И., Чеснокова Д. С. и Знаменского Д. Н. в Ашхабаде были построены и введены в эксплоатацию первые в мире тепловозные мастерские с соот ветствующими экипировочными средствами.
Тепловозное хозяйство дорог — это комплекс устройств, обеспечивающих эксплоатацию и ремонт тепловозов.
Тепловозное хозяйство делится на два основных звена: тепловозно-линейное хозяйство и тепловозоремонтные заводы.
СТРУКТУРАЛТЕПЛОВОЗНОГО ХОЗЯЙСТВА
Общее оперативное и техническое руко водство тепловозным хозяйством, разработка и утверждение эксплоатационных измерителей использования тепловозного парка, перспективных планов и расчётов потребности в тепловозах, размещение тепловозного парка по дорогам, составление планов капитального и среднего ремонта на сети железных дорог осуществляется Главным управлением локомотивного хозяйства Министерства путей сообщения. Тепловозное управление Главного управления локомотивного хозяйства разрабатывает и представляет на утверждение руководства планы развития и реконструкции тепловозного хозяйства, разрабатывает технические условия на постройку новых тепловозов и производит приёмку их от заводов промышленности; организует подготовку кадров; изучает, обобщает и внедряет передовые методы труда на производственных предприятиях.
В пределах железной дороги руководство тепловозным хозяйством осуществляется службой локомотивного хозяйства, которая выполняет все оперативно-руководящие, планирующие и контролирующие функции по тепловозному хозяйству.
Служба локомотивного хозяйства следит за обеспечением рациональной эксплоатации
19 Том 7
тепловозов, организует и контролирует работу линейных производственных единиц, контролирует выполнение норм и измерителей, ведёт борьбу с браком, организует проверку и выполнение приказов и инструкций МПС, разрабатывает планы периодического ремонта тепловозов и т. п.
Начальник локомотивной службы в оперативном п административном отношении подчинён начальнику дороги; указания технического порядка он получает от Министерства путей сообщения через начальника дороги или непосредствегно.
Непосредственное руководство тепловозным депо, всем линейным хозяйством и экс-плоатацией тепловозов осуществляют отделения железных дорог, в обязанность которых входит: организация работы ^тепловозов по графику оборота, внедрение уплотнённых графиков ^оборота тепловозов, обеспечение выполнения заданных эксплоатационных измерителей, контроль за соблюдением устано» вленной продолжительности работы и отдыха локомотивных бригад.
Основное тепловозное депо является самостоятельным хозрасчётным предприятием, располагающим приписным парком тепловозов для обеспечения заданных размеров грузового и пассажирского движения, а также всеми необходимыми техническими средствами для эксплоатации и ремонта тепловозного парка.
Оборотные депо ремонта не производят, а обеспечивают своевременную экипировку тепловозов, отдых локомотивных бригад и выдачу тепловозов под поезда.
В депо производят I и II периодический ремонт и периодический осмотр тепловозов.
В основном депо имеются тракционные пути, стойла для первого и второго периодического ремонта тепловозов, периодических и технических осмотров, одиночной выкатки колёсных пар, устройства для обеспечения депо паром, холодной и горячей водой, для снабжения тепловозов песком, топливом и смазкой, слива нефтепродуктов, поворота локомотивов, а также контора и лаборатория.
В оборотном депо имеются стойла для стоянки тепловозов, устройства для снабжения тепловозов топливом, смазкой и песком, а также поворота тепловозов, дом отдыха тепловозных бригад.
Тепловозоремонтные заводы располагают мощными заготовительными и механосбороч-
290
ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО
ними цехами, способными выполнять капитальный и средний ремонт тепловозов, а также изготовлять запасные части для тепловозных депо.
ОПРЕДЕЛЕНИЕ ПОТРЕБНОСТИ ТЕПЛОВОЗНОГО ПАРКА
Инвентарный парк тепловозов депо состоит из тепловозов эксплоатируемых, находящихся в ремонте и ожидании ремонта, числящихся в командировке и аренде, и тепловозов, находящихся в запасе МПС, резерве дороги и депо.
Наличный парк отличается от инвентарного тем, что в него не включаются тепловозы, откомандированные в другие депо и переданные в распоряжение других ведомств, но зато включаются тепловозы других депо илн дорог, прикомандированные к данному депо.
Вследствие того что для различных серий тепловозов, а также по роду выполняемой работы установлены разные нормы пробега между ремонтами и нормы простоя в ремонте, определение потребности тепловозного парка должно производиться отдельно по сериям и видам движения.
Инвентарный парк тепловозов
Nинв ~ Nэкс “Ь М рем 4" Мком М3ап' где Nзкс — эксплоатационный парк тепловозов;
Nрем — количество тепловозов, находящихся в ремонте;
Nком — тепловозы, находящиеся в командировке и в аренде;
N3an~ количество тепловозов, находящихся в запасе МПС, резерве дороги и депо.
Эксплоатационный парк тепловозов
М экс = X kn,
Т
где k = Жд- — коэфициент потребности в теп-ловозах, определяемый для каждого тягового плеча и вида движения;
п — число пар поездов, обращающихся на данном плече, в отдельности по видам движения;
Т — время полного оборота тепловоза в час.
Определение численности эксплоатацион-ного парка по коэфициенту потребности тепловозов на одну пару поездов производится в тех случаях, когда не имеется расписания движения поездов. При наличии последнего потребность в тепловозах для поездной работы определяется по графику оборота.
К подсчитанному количеству тепловозов для поездной работы прибавляется количество тепловозов для поездов хозяйственного движения и для маневровой работы. Потребность в тепловозах для хозяйственной работы выясняется по графику оборота; при приближённых расчётах определение производится по годовому и среднесуточному пробегам тепловоза. Потребность в маневровых тепловозах определяется по объёму маневровых работ, при отсутствии необходимых данных —
приблизительно по заданному проценту годового пробега маневровых тепловозов от годового пробега тепловозов с грузовыми поездами. Этот процент по всей сети дорог колеблется около 25%.
Количество тепловозов, находящихся в ремонте, определяется как среднесуточное количество тепловозов (в тепловозо-сутках),, находящихся в различных видах ремонта:
Мрем = Мп. O + N1+Nu + Ncp + N кап.
Определение среднесуточного количества тепловозов, находящихся в различных видах ремонта, производится по сериям и в зависимости от рода службы — по формулам:
периодический осмотр
V
N = з t .
п. о I t n. о 1п. о> п. о
первый периодический] ремонт
второй периодический ремонт
средний ремонт
V = 8 . .
™ср— ?Ср1Ср>
капитальный ремонт
= £Scym g • 1'кап / гкап-1кап>
^кап
где —суточный пробег
всех тепловозов (отдельно для грузовых и пассажирских поездов); ^п.о* кап пробеги теплово-
зов между отдельными видами ремонта в км;
*п.о’ t\> г1Р —простой теплово-
зов в различных видах ремонта в сутках;
?п. О’ ₽1 ?П’ ®ср- $кап —коэфициент чередования отдельных видов ремонта.
К подсчитанному количеству ремонтируемых поездных тепловозов прибавляется количество подлежащих ремонту маневровых тепловозов и обслуживающих хозяйственное движение.
N3an представляет резерв тепловозного парка. В запас МПС ставятся тепловозы как новые, так и вышедшие из капитального, среднего и второго периодического ремонта после выполнения ими гарантийного пробега не менее 1 тыс. км.
Нормы пробега тепловозов между ремонтами, простои в ремонте и значения коэфициен-тов чередования приведены в разделе «Организация ремонта тепловозов».
Общий процент неисправных тепловозов определяется в зависимости от парка тепло
ОРГАНИЗАЦИЯ ТЕПЛОВОЗНОГО ХОЗЯЙСТВА
291
возов, имеющегося в распоряжении дороги, без учёта тепловозов запаса МПС и находящихся в аренде и командировке
Nn.o + Nl + Nu + Ncp + NKan
Поб,ц ~ N3KC + NpeM + N3an
Заводской процент неисправных тепловозов
^ср + кап Пзав N Зкс + ^рем + N зап
Деповский процент неисправных тепловозов
о + ^1 + Пдеп N экс + NpeM + N зап
ОБСЛУЖИВАНИЕ ТЕПЛОВОЗОВ БРИГАДАМИ
Обслуживание тепловозов, как и паровозов, производится строенными и спаренными бригадами.
Количественный состав бригад зависит от серии тепловозов и способа их использования.
Тепловозы серий ТЭ1, Да и Дб при одиночной тяге и маневровой работе обслуживаются локомотивной бригадой в составе машиниста и помощника машиниста.
При использовании тепловозов серий ТЭ1, Да и Дб двойной тягой в сочленении с управлением по системе многих единиц обслуживание тепловозов производится бригадой в составе машиниста и двух помощников машиниста, которые находятся по одному на каждом тепловозе.
Тепловозы серии Э-ЭЛ в поездной работе обслуживаются бригадой в составе машиниста и двух помощников машиниста (дизелиста и электрика) и на манёврах — бригадой в составе машиниста и помощника машиниста.
Секционные тепловозы серии ТЭ2 обслуживаются бригадой в составе машиниста и двух помощников машиниста.
ОПРЕДЕЛЕНИЕ ПОТРЕБНОСТИ В ТЕПЛОВОЗНЫХ БРИГАДАХ
Каждое основное тепловозное депо должно иметь определённый штат локомотивных бригад для обслуживания приписного парка тепловозов.
Количество бригад, прикреплённых к одному тепловозу рабочего парка, определяется из соотношения
Кбр
7 ~ Кп.о’
где Кбр— число бригад, необходимое для обслуживания одной пары поездов в сутки;
— количество тепловозов, потребное ° для обслуживания одной пары поездов.
В свою очередь
_ 307>р Кбр — 204,7 *
т
1 п. о
Кп. о = —24" ’
где 30 —среднее число дней в месяце;
Тбр — работа бригады за один оборот в час.;
204,7 — среднемесячная норма часов выработки одной бригады в месяц; Т'п.о— величина полного оборота тепловоза в час.;
24 — количество часов в сутках. Подставляя значения Кбр и Кпе, имеем
7 = Л__2М07^ Тбр Кпо~ 2М,7ТП'О ~3’5 Т~ •
Явочный штат локомотивных бригад КЯвОЧ. бр ~ 7 Мраб, где Npa6—рабочий парк тепловозов, 7 — число бригад, прикреплённых к одному тепловозу.
Списочный штат тепловозных бригад, учитывающий отпуска, командировки и больных, принимается на 12—15% более явочного штата.
ОПРЕДЕЛЕНИЕ ПОКАЗАТЕЛЕЙ ИСПОЛЬЗОВАНИЯ ТЕПЛОВОЗОВ
Оборот тепловоза
Эксплоатационный оборот тепловоза
„ , Z 12
— Н + + Z2 + £ + „ + <» +
I
+ ~ час. vy
Полный оборот тепловоза без учёта простоя в ремонте может быть определён по формуле
т i _______z . , . , 12
п — ti + v + Z2 + b + + /3 +
Z , 12
+ + tt + а + — час.
'-у П
Полный оборот тепловоза с учётом простоя в контрольно-техническом осмотре будет
2Z
Тп. К. т. о ~ Тп + , t т р.
к. т. о
Полный оборот тепловоза с учётом простоя в контрольно-техническом и периодическом ремонте будет
2Z
Тп. п. о ~ Тп, к. т.о "Ь / tn 0, п. о
где — время от прохода тепловозом
контрольного поста до момента отправления с поездом со станции основного депо в час.;
/ — длина тягового плеча в км;
Vy— участковая скорость движения поездов в чётном и нечётном направлении в км!час;
Z2— время для отцепки тепловоза н прохода до контрольного пункта оборотного депо в час.;
19*
292
ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО
Ъ — время простоя тепловоза в оборотном депо под экипировкой в час.;
12
-----время ожидания подхода нли п готовности поезда на станциях основного или оборотного депо в час.;
п — число пар поездов в сутки;
— время прохода тепловозом от контрольного поста к поезду, простоя под поездом на станции оборотного депо до момента отправления в час.;
— время простоя тепловоза по прибытии на станцию основного депо до момента прохода контрольного поста в час.;
а — время простоя тепловоза в основном депо под экипировкой в час.;
LK т 0 — пробег тепловоза между контрольно-техническими осмотрами в км;
Ln 0 — пробег тепловоза между периодическими осмотрами в км.
Из приведённых формул оборота видно, что для лучшего использования тепловозов необходимо стремиться к увеличению участковой и .технической скорости, сокращению простоев на станциях основного и оборотного депо.
Время нахождения тепловозов в распоряжении работников службы движения может быть сокращено за счёт лучшей организации работы движенцев и применения ряда мероприятий, сокращающих непроизводительный простой поездов на станциях основных и 'оборотных депо, а время нахождения тепловоза в распоряжении службы тепловозного хозяйства может быть уменьшено за счёт сокращения времени на экипировку и другие технические операции.
- Учитывая наличие запаса топлива на тепловозах и возможность прохождения тепловозом участков протяжением 800 — 1 000 км без пополнения, запаса топлива н дрды, имеется полная возможность резко сократить оборот тепловоза без затраты времени на экипировку в основных и оборотных депо.
Прн использовании тепловозов ТЭ1 в сочленении сцепленных друг с другом со стороны аккумуляторной батареи и тепловозов ТЭ2, имеющих два поста управления, отпадает необходимость в повороте этих локомотивов в пунктах.оборота и при хорошей организации работы агентов служб движения и тепловозной бригады простой в пункте оборота возможно снизить на значительную величину.
Техническая и участковая скорость
Среднетехническая скорость определяется из соотношения
. .. vm — км/час,
где I — длина тягового плеча в км;
t — чистое время хода поезда без учёта простоев на промежуточных станциях в час.
Участковая скорость определяется из формулы
vv = , , км/час, J I "Г *С
где tc — время простоя поезда на промежуточных станциях в час.
Учитывая отсутствие набора воды при тепловозной тяге, имеется полная возможность резко сократить стоянки иа промежуточных станциях н этим снизить разрыв между технической и участковой скоростью, в особенности на двухпутных линиях, где не имеется необходимости в остановках для скрещения поездов.
Среднесуточный, месячный и годовой пробег тепловозов
Важнейшим эксплоатационным измерителем, характеризующим'использование тепловозного парка, является среднесуточный пробег, который определяется по формуле
2/п _ 2Z ~ kn ~ k ’
где k = 24 '
Месячный пробег тепловоза определяется по формуле
В приведённой формуле
Lk. т.о, Ln.o, L1 и in —пробег тепловоза в км соответственно между контрольно-техническими осмотрами, между периодическими осмотрами, между первыми периодическими ремонтами и между вторыми периодическими ремонтами; tK m 0, tn 0, и zn—время простоя тепловозов в часах соответственно в контрольно-техническом осмотре, периодическом осмотре, первом и втором периодическом ремонте.
Среднесуточный пробег тепловозов с учётом простоя во всех видах ремонта будет
^сут — S : 1 + ( £ tK. т. о + L \ к. т. о
S S . s \
+ L *п.о+ г h + ’ Gl
п.о •'-'II 1
Среднемесячный пробег тепловозов при постоянном среднесуточном пробеге зависит от простоя тепловозов в ремонте: чем меньше будут этн простои, тем выше будет среднесуточный пробег.1
Годовой пробег тепловозов определяется в отдельности для тепловозов грузового, пассажирского движения и маневровых тепловозов по формулам: >
для тепловозов грузового движения
Lgodt еР = % ' 365 2 1гр пгр км,
ОРГАНИЗАЦИЯ ТЕПЛОВОЗНОГО ХОЗЯЙСТВА
293
для тепловозов пассажирского движения 1-год. пас * 365 X У ^п КМ\
для маневровых тепловозов
1'год. ман ^65 ^Cymt ман Nмац КМ,
где 1гр и 1п — длины тяговых плеч грузового и пассажирского движения в км\
пгр, пп — число пар грузовых и пассажирских поездов в сутки;
Scym. ман~~ среднесуточный пробег ма-неврового тепловоза в км', NMaH— количество маневровых тепловозов.
Общий годовой пробег тепловозов
1-год 1-год. гр "Ь 1-год. пас + ^год. ман КМ'
Средний и капитальный ремонт тепловозов производится на тепловозоремонтных заводах или в тепловозоремонтных мастерских^ предназначенных для этой цели.
ТЕПЛОВОЗНЫЕ ДЕПО
Каждый основной и оборотный пункт должен иметь специальные помещения для текущего ремонта и отстоя тепловозов.
Состав цехов и отделений тепловозных депо приведён в табл. 1.
Необходимые данные для определения габаритных размеров цехов и стойл, а также количества оборудования приведены в табл. 2—10а.
Примерные планировки цехов первого и второго периодического ремонта тепловозов приведены на фиг, 1—8.
Схемы определения высот помещений мастерских приведены на фиг. 9—14.
Расположение мастерских и отделений по отношению к цехам периодического ремонта и технического осмотра приведено на фиг. 15.
Таблица 1
Состав цехов и отделений тепловозных депо
Наименование цехов и отделений Назначение
Цех периодического ремонта Скатоопускная канава Цех периодического осмотра Стойла стоянки и контрольно-технического осмотра 3 а г от о в ите л ь н ы й с отделениями: дизельное электроходовое электромашин-ное Сушильно-пропиточное Электроаппаратное Аккумуляторное Топливной аппаратуры Трубо-холодильное Медницкое Колесно-бандажное Механическое Кузнечно-рессорное Сварочное Жестяницкое Хромировочное Автоматное । Столярно-малярное Для периодического ремонта тепловозов Для одиночной выкатки колёсных пар Для периодического осмотра тепловозов Для стоянки и контрольнотехнического осмотра Ремонт и сборка отдельных , деталей и узлов дизеля и компрессора Ремонт ходовых частей Ремонт, пропитка и сборка узлов электромашин 1 Пропитка и сушка обмоток 1 электромашин Ремонт электроаппаратуры Ремонт и зарядка аккуму- , ляторных батарей Ремонт топливных насосов, форсунок и тому подобной аппаратуры Ремонт холодильника Ремонт трубопроводов Обточка и перетяжка бандажей колёсных пар Изготовление и ремонт де- ; талей тепловозов на металлорежущих станках Изготовление и ремонт деталей кузнечным способом Заварка и наплавка отдельных деталей Ремонт инвентаря и посуды Покрытие деталей хромом Ремонт автотормозов, пневматической аппаратуры Деревообделочные, малярные и стекольные работы
Продолжение табл. 1
Наименование цехов и отделений Назначение
Терм и ческое И нструм е и тал ьное Кладовая Компрессорное Хозяйственное Газогенераторная Лаборатория Термическая обработка металла Ремонт, хранение и выдача инструмента Хранение запасных частей и материала Обеспечение депо сжатым воздухом Ремонт оборудования и инвентаря депо Производство ацетилена Анализ и испытание материалов, смазки и топлива
Таблица 2
Длина в м тепловозов, тележек и комплекта колёсных пар
Наименование размеров Серия тепловозов
ТЭ1 ТЭ2 тэз (две секции) ТЭ1 с газогенераторным тендером ТЭ4
Длина тепловоза 16,9 23,1 33 29 46
Длина тележки . Длина комплекта колёсных пар (с учётом прохода меж- 4,7 3 ,5 4,7 4,7 3,5
ду ними) . . . 10 12 20 16 зи
Таблица 3
Габариты в м цехов для второго периодического-ремонта тепловозов
Наименование размеров Серия тепловозов
ТЭ1 ТЭ2 ТЭЗ (две секции)
Длина цеха ...... Расстояние между ося- 48 54 66
ми смежных путей . , Расстояние от оси крайнего пути до оси 6 6 6
продольной стены . . Высота от головки рельса до верхней гра- ни подкранового рель- 9 и 6 9 и 6 9 и 6
са Высота от головки рельса до низа кон- 8 8 8
струкции перекрытия 10 10 10
Примечание ч. 1. Расстояние от оси
крайнего пути до оси продольной стены с
одной стороны здания 9 м , с Друго и— о м.
2. Высота цеха установлена в соответст-
вии с размерами мостового крана грузоподъёмностью 10 m (ГОСТ 3332-46).
294
ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО
Si ООО
Фиг. 1. Размеры здания цеха II и I периодического ремонта для тепловозов серии ТЭ2
§6000
Фиг. 2. Размеры здания цеха II и I периодического ремонта для тепловозов серии ТЭЗ
Фиг. 3. Схема определения ширины междупутья и расстояния крайнего пути от стены для второго периодического ремонта
ОРГАНИЗАЦИЯ ТЕПЛОВОЗНОГО ХОЗЯЙСТВА
295
Фиг. 4 Схема определения высоты стойл I ;лерио-дического ремонта тепловозов серий ТЭ1 и ТЭ2
Фиг. 5. Схема определения высоты стойл IJ периодического ремонта тепловозов серии ТЭ'
О
II (I
Стойло I периодического а Внепланового ремонта.
42000
Фиг. 6. Размеры здания стойл 1 периодического ремонта тепловозов серии ТЭ1
Стойло Iпериодического и Внепланового ремонта.
1,1000 1200
23400
- 23400
1|| -— ТеплоВоз
ТеплоВоз
III Стойло со скатоопускной канавой
V. Г---------------------------—
— 21400-
- 24900—
ж-1
П юно
Г”!
h /| 2000
Рабочие места.
'' \,Нран
I' 5т --------_
I
54000
Фиг. 7. размеры здания стойл I периодического ремонта тепловозов серии ТЭ2
296
ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО
Таблица 4
Габариты в м стойл со скатоопускной канавой
Наименование размеров ТЭ1 ТЭ2 ТЭЗ (две секции)
Длина стойла со скато-опускиой канавой . . 24 36 48
Расстояние между осями смежных путей в прямоугольном здании с колоннами на междупутье 6 6 6
Расстояние от оси стойла со скатоопускной канавой до оси стены в прямоугольном депо 4,5 4,5 4.5
Высота от головки рельса до низа конструкции перекрытия . 8,3 8,3 8,3
Примечани в. Размеры стойла со
скатоопускной канавой установлены: при
расположении его (вне цеха I и II периоди-
ческого ремонта)в обособленном здании и
для депо,имеющего поворотные средства. При
отсутствии поворотных средств для сохра-
нения предлагаемой длины здания устанав-
ливаются 2 подъемника или выкатка колес-
ных пар производится с расцепкой теплово-
за. Последнее применимо только для тепло-
возов ТЭ2. Высота цеха установлена в соот-
ветствии с размерами мостового крана гру-
зоподъёмностью 5 л (ГОСТ 3332-46).
Таблица 5
Таблица 6
Габариты мастерских депо
Наименование отделений Депо для периодического ремонта Ва в м не м
I 1 II
пробеги тепловозов в млн. км в год
1,5 |з,0 5,о|б,о| 7,5
площадь в jk2
Дизельное . Электроходовое . . . — } 40 50 50 30 70 40 -
Электромашинное 70 70 150 170 3,1
Сушильно-пропиточное 40 40 50 50 3,1
Электроаппаратное . 20 20 30 40 50 —
Аккумуляторное . . 45 45 45 45 45 — 1
Ремонта топливной аппаратуры .... 20 20 30 40 60 _ i
Трубо-холодильное Медницко-заливоч- 1-40 40 50 60 40 80 50 .
ное Колёсно-бандажное ) 180 180 3,2 !
Механическое .... 100 140 160 200 240 3 i
Кузнечно-рессорное 40 60 80 100 120
Сварочное 30 40 40 50 60 —
Жестяницкое . . . — — — 20 20 —
Хромировочное . . . — — —- 80 80 4
Автоматное .... 20 20 30 50 60 —
Столярно-малярное 20 30 40 40 — .
Инструментальное . 20 30 30 60 70
Кладовая 80 125 150 180 200 “ i
Компрессорное . . . 20 20 20 40 40 4 ;
Хозяйственное . . . 20 30 40 40 50
Газогенераторное . . — 10 10 10 10 —
Лаборатория .... — 30 30 30 30 —
Выварочная 30 30 30 30 -
Площадь на единицу оборудования депо с учётом проходов, проездов и складских площадей
Наименование оборудования Площадь в мг
Металлорежущие станки мелкие и средние Металлорежущие станки крупные . . Плита для разметки деталей Колёсно-токарный станок Станок для статической балансировки якоря Бандажировочный станок Верстак слесарный на 1 тиски .... Верстак слесарный на 2 тисков . . . Верстак столярный Моечная машина для выварки деталей Электротигель для плавки баббита . Сварочный пост Сварочный агрегат Газогенератор Горн для нагрева деталей в сварочной Горн кузнечный на 1 огонь Горн кузнечный на 2 огня Плита для правки деталей Молот пневматический с весом падающих частей 250 кг ......... То же при 350 кг Компрессор Печь закалочная Стеллаж в инструментально-раздаточной Шкаф для инструмента Сушильная электропечь в пропиточной Ванна для пропитки якорей Установка для пропитки катушек в остовах Стенд для испытания топливной аппаратуры Стенд для испытания электрических приборов Станок для центробежной заливки подшипников 12-14 15-20 8-10 85-90 8 15-18 5-6 10 8 18 12-14 7-10 6—14 10 10-12 15—18 25-30 8-10 40-50 50-60 18-20 12-14 2 2 18-20 7-8 5 7 5 4
Примечания. 1. В зависимости от планировки отделений в общем здании мастерских площади их могут отклоняться от приведённых в таблице на 10%.
2. В суммарную площадь отделений мастерских не вошли коридоры и транспортные дорожки между отделениями.
3. Площадь колёсно-бандажного отделения учитывается при размещении его вне цеха периодического ремонта.
4. Высота помещений должна обеспечить подъём крюка грузоподъёмного механизма над полом.
5. Высота кузнечного, компрессорного и хромировочного отделений указана до низа конструкции перекрытия.
6. Высота отделений, не указанных в таблице, должна быть не менее 3,25 м.
Таблица 7
Габариты в м оборотных депо
Серия тепловоза Длина между осями стен Расстояние от оси крайнего пути до оси стены Расстояние между осями смежных лучей Высота от головки рельса до низа конструкции перекрытия
при наличии колонн без колонн
ТЭ1 Прямоу 24 гголъно- 4 тупиков 6 ое депо 5 6,4
ТЭ2 30 4 6 5 6,4
ТЭЗ (две 39 4 6 5 6,4
секции) ТЭ1 Прям 42 эугольн 4 1-СКвОЗН 6 эе депо 5 6,4
ТЭ2 54 4 6 6,4
ТЭЗ 78 4 6 5 6,4
ОРГАНИЗАЦИЯ ТЕПЛОВОЗНОГО ХОЗЯЙСТВА
297
Табл иц а 8
Ориентировочная потребность тепловозных депо в основном, вспомогательном и подъёмно-транспортном оборудовании
Наименование оборудования Количество приписных тепловозов при годовом пробеге в млн. тепловозо-км Характеристика оборудования
1,5 3,0 5,0 7,5
ТЭ1 ТЭ2 ТЭ1 ТЭ2 ТЭ1 ТЭ2 ТЭ1 ТЭ2
Цех периодического ремонта тепловозов Электродомкрат с консолью .... Кран мостовой Электрический подъёмник для выкатки колёсных пар Слесарные верстаки на двое тисков Стеллажи для деталей Шкафы для инструмента Передвижная установка для снабжения тепловозов кипячёной во-дой То же дизельным топливом и маслом Электрокар ЭК-2 Кбзлы для деталей Водяной реостат Цех периодических осмотров Электрический подъёмник для выкатки колёсных пар Мостовой кран Слесарные верстаки на двое тисков Стеллажи Шкаф для инструмента Водяной реостат Козлы для деталей Заготовительный цех — дизельное отделение Стенд для испытания привода масленого насоса Стеллажи Слесарные верстаки н< двое тисков Шкафы для инструмента Пресс для выпрессовки втулок цилиндров двигателей Пресс для испытания пружин клапанов . ... Гидропресс для опрессовки цилиндровых крышек Весы для взвешивания поршня и его частей Пресс Бринелля Стенд для испытания вспомогательного топливного и маслено-1 го насосов Стенд для испытания и обкатки редуктора вентилятора охлаждения дизеля Электромашинное отделение Станок для продороживания коллекторов и бандажировки .... Слесарный верстак на двое тисков Станок для статической балансировки якорей Кбзлы для якорей деревянные . . Шкаф для инструмента Ванна для разогрева олова для лужения и пайки с электродо-подогревом Пресс для снятия шестерён с вала якоря Ванна для промывки роликовых подшипников Набор измерительных приборов (мегомметр, вольтмер, амперметр) 1 Сушильно-пропиточное отделение | Сушильный шкаф для сушки элек-1 трических машин . . ... 1 1 2 2 2 1 2 1 1 1 2 о 1 2 1 4 1 1 4 2 2 1 1 1 1 1 2 2 3 3 1 1 1 1 ! 1 1 1 1 1 1 1 1 4 1 1 4 2 3 1 1 1 3 1 1 1 3 3 3 3 1 2 1 1 1 2 1 2 1 1 1 1 1 1 8 1 1 5 4 4 1 1 1 4 1 1 3 3 3 4 1 2 1 1 1 1 1 1 1 ! 1 1 3 1 1 3 i 1 ; 1 i i i i i । i 8 1 1 6 5 1 1 1 6 1 1 4 4 4 5 1 3 3 1 1 1 1 1 ' 1 1 1 3 1 1 : 4 1 J 1 1 1 1 1 12 1 1 6 1 1 2 (i 3 1 1 4 5 1 3 3 1 1 1 i ! Г 1 1 1 I 4 I 1 1 4 a 1 1 1 ! i i i 16 1 1 8 6 6 1 1 8 3 I 1 5 n 5 6 1 3 4 4 1 1 1 1 1 1 1 1 4 3 1 1 1 1 1 Грузоподъёмность 25 m, высота подъёма 2 200 мм, мощность 7 кет Грузоподъёмность 10 т Грузоподъёмность 27 т, высота подъёма 1 790 мм 2 000 х 700 х 1 000 мм 1 100x550x2 000 » С иммерсионным нагревателем ёмкостью 250 л С иммерсионным нагревателем ёмкостью 1 100 л Грузоподъёмность 2 т 2 800x1 850x1 300 мм Грузоподъёмность 27 т, высота подъёма 1 790 мм Грузоподъёмность 5 т 2 000х700х 1 000 мм 1 100x550x2 000 мм 2 800х 1 850х 1 300 мм Мощность 20 кет 2 000x700x850 мм До давления 15 ат Грузоподъёмность 300 кг ВЦ—300 мм, РМЦ—1 500 мм 1 000x560 мм 1 100x550x2 000 мм
298
ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО
Продолжение табл . 8
Наименование оборудования Количество приписных тепловозов при годовом пробеге в млн. тепловозо-км Характеристика оборудования
1,5 З.о 5,0 7,5
ТЭ1 ТЭ2 ТЭ1 ТЭ2 ТЭ1|тЭ2 ТЭ1 ТЭ2
Центробежный вентилятор 1 1 1 1 1 1 Сирокко № 2, мощностью 24 кет
Электрический калорифер .... Вакуум-установка для пропитки — — 1 1 1 1 1 1
якорей тяговых моторов — — 1 1 1 1 1 1 Диаметр 750 мм, высота 1 250 мм
Вакуум-насос типа КВН4 — — 1 1 1 1 1 1 Производительность 0,4 м*/час, мощность 2,2 кет
Бак для лака — — 1 1 1 1 1 1 Ёмкость 200 Л с паровым подогревом
Кран-балка с ручным управлением Стол металлический для пропитки — — 1 1 1 1 1 1 Грузоподъёмность 3 т
остова двигателя .... — — 1 1 1 1 1 1 1 200x800x310 мм
Верстак слесарный на одни тиски — — 1 2 2 2 2 2 1 000x400x700 »
Козлы для якорей Испытательное отделение Стенд для испытания компрессо- 1 2 2 2 1 1 2 1 2
ров Воздухосборник для испытания — —’ — 1 Ёмкость до 6,0 м3
компрессоров Электроаппаратное отделение 1 1 1 1
Верстак слесарный на двое тисков 1 1 1 1 2 2 2 2
Полировочный станок — — 1 1 1 1 1 1 1 Тип 3685, диаметр круга 300 мм
Пресс ручной винтовой до 0,5 т . 1 1 1 1 1 1 1
Шкаф для инструмента Стенд для испытания электроап- 1 1 1 1 1 2 2 1 2 1 1100x550x2 000 мм
паратуры тепловозов 1 1 1 1 1 1 1
Стеллаж для деталей 1 1 1 2 2 2 2 2 2 000 х 700 х 1 000 мм
Ванна для плавки олова Аккумуляторное отделение Таль ручная с механизмом передвижения грузоподъёмностью 1 1 1 1 1 1 С однофазной электроспиралью
0,5 т Ванна для промывки аккумуляторов 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 Деревянная, выложенная свинцом
Ванна для электролита 1 1 1 1 1 1 1 1 800x600x500 мм
Стол для ремонта аккумуляторов 1 1 1 1 1 1 1 1 1 1 2 550x800x850 »
Шкаф для инструмента 1 1 1 1 1 1 1 100x550x2 000 мм
Слесарный верстак на одни тиски Пресс винтовой ручной для прав- 1 1 1 1 1 1 1 1
ки пластин i 1 1 1 1 1 1 1
Шкаф вытяжной 1 1 1 1 1 1 1 1 900x600x2 400 мм
Шкаф сушильный . 1 1 1 1 1 1 1 1 1 1 С трёхфазной электроспиралью 1 300x800x850 мм
Дестиллятор 1 1 1 1 1 1 С трёхфазной электроспиралью, диаметр —0,5 мм, высота—0,7 м
Баллон с кислородом 1 1 1 1 1 1 1
Генератор водородный 1 1 1 1 1 1 1 1 Типа «КИМ», диаметр — 500 мм, высота — 700 мм
Зарядный агрегат Ремонт топливной аппаратуры отделения 1 1 1 1 1 1 2 2 С генератором постоянного тока мощностью 6,5 кет на напряжение 60—90 в с электродвигателем переменного тока п=1 450 об/мин.
Слесарный верстак на двое тисков 1 1 1 1 2 2 2 2
Стеллаж для деталей 1 1 1 1 2 2 2 2 2 000x700x1 100 мм
Шкаф для инструмента 1 1 1 1 1 2 2 2 1 100x550x2 000 мм
Настольно-сверлильный станок . Стенд для испытания плотности 1 1 1 1 1 1 1 1 Тип МН-12-А
пояска плунжерной пары .... Стенд для испытания плотности 1 1 1 1 1 1 1 1
плунжерной пары Д-50 Стенд для топливного насоса и 1 1 1 1 1 1 1 1
плунжерной пары Трубо-холодильное отделение 1 1 1 1 1 1 1 1
Стол для ремонта секций — 1 1 1 1 2 2 2 000x800x800 мм
Шкаф для инструмента Бак для 2%-ного горячего раство- — — 1 1 1 1 1 1 1 100x550x2 000 мм
ра кальцинированной соды . . . — — 1 1 1 1 1 1 Деревянный, обшитый свинцом, ёмкостью 50 Л
Бак для горячей воды 1 1 1 1 1 1 Ёмкость 0,5 м3
ОРГАНИЗАЦИЯ ТЕПЛОВОЗНОГО ХОЗЯЙСТВА
299
Продолжение табл. 8
Наименование оборудования Количество приписных тепловозов при годовом пробеге в млн. тепловозо-км Характеристика оборудования
1,5 | 3.0 | 5,0 7,5
ТЭ1 ТЭ2 ТЭ1 ТЭ2 ТЭ1 ТЭз|тЭ1 ТЭ2
Бак для горячего раствора
(жидкое стекло, кальцинирован-
ная сода и т. д.) 1 1 1 1 1
Бак металлический ёмкостью
1 000 л — — 1 1 1
Ванна для пайки секций — — 1 1 1
Гидропресс давлением 5 ат .... 1 1 1 1 1
Ручной насос — — 1 1 1
Паяльник электрический ..... 1 1 1 1 1
Паяльная лампа 1 1 1 1 1
Медницко-заливочное отделение
Верстак слесарный на одни тиски — — 1 1 1
Шкаф для инструмента — •— 1 1 1
Плита для загибки труб —— — 1 1 1
Стеллаж — — 1 1 1
Горн медницкий 1 1 1 1 1
Ящик для угля 1 1 1 2
Кол1сно-бандажное отделение
Колёсно-токарный станок — — — — 1
Плита для съёмки и насадки бан-
дажей — — — — 1
Электрогорн для нагрева бандажей — — — 1
Шеечный станок — — — — 1
Механическое отделение
Токарно-винторезный станок . . . — — 1 2
» » » . . . 1 1 1 1 2
» » » . . . — — 1 1 2
» » » . . . — — — — 1
Универсально-фрезерный станок . — — 1 1 1
» » » — — — — 1
Поперечнострогальный станок . . 1 1 1 1 1
Продольнострогальный станок . . — — —- — —
Вертикально-сверлильный станок 1 1 1 1 1
» » » — — 1 1
Болторезный станок — — — — 1
Плоскошлифовальный станок с
магнитным столом — — — — 1
Наждачное точило 1 1 1 1 1
Песочное точило 1 1 1 1 1
Разметочная плита 1 1 1 1 1
Стеллажи 1 1 2 2 2
Шкафы для ценных деталей и ин-
струмента 1 1 1 2 -
Кузнечно-рессорное отделение
Пневматический молот — — __ 1
Нагревательная печь — — — — 1
Горны кузнечные на один огонь . 2 2 2 3 3
Печь для цементации — — 1 1 I
Стол цементационной печи .... — — 1 I 1
Ящики для угля 2 2 3 3
Ванны для воды 2, 2 2 3 3
Плита правильная — 1 1 1
Печь для закалки и отпуска ли-
стов рессор (трёхкамерная) . . . — — — — —
Пресс гидравлический для обжим-
ки хомутов и испытания рессор — — —- — —
Пневмо-гидравлический насос . . — — — — —
Сборочные плиты — — — —
Ванна для закалки рессорных
листов . —
1 1 1
1 1 1
1 1 1
1 1 1 Тип БКФ-2, производительность 15—23 л/мин
1 1 1
2 2
2 2 2
1 1 1
1 1 1 1 100x550x2 000 мм
1 2 1 1 1 Диаметр 1 000 »
2 1 1 2 000x700x1 100 »
3 3 3 600x600x600 мм
1 1 1 Модель 1936 г. ВЦ —600 мм,
РМЦ—2 600 мм
1 1 1 Длина —1 200 мм, ширина — 400 мм, высота —200 мм Индуктивный мощностью 30 квт
1 1 1
1 1 1 ВЦ—600 мм, РМЦ —2 600 мм
4 3 4 ВЦ —1504-175 мм, РМЦ-1 0004-4-1 500 мм
3 2 4 ВЦ —2004-225 мм, РМЦ-1 7504-4-2 000 мм
2 2 4 ВЦ -300 мм, РМЦ-3 000 мм ВЦ —400 мм, РМЦ—3 000 мм Со столом шириной 2504-300 мм
1 1 1
1 1 1
и длиной 1 0004-1 400 мм
1 1 1 Со столом шириной 1504-175 мм
и длиной 7004-900 мм
1 1 1 С ходом 650 мм
1 1 Площадь стола 2 000x600 мм
1 1 1 Диаметр сверления 38 мм
1 1 1 » » 50 »
1 1 1 » нарезки до 38 мм
1 1 1 Диаметр 400—700 мм
1 1 1 Диаметр кругов до 400 мм
1 1 1 Диаметр камня до I 000 мм.
1 2 2 ширина 800—1 000 мм и длина 1 200—1 500 мм
3 3 3 2 000x700x1 100 мм
- 2 3 1 150 х 550 х 2 000 мм
1 1 1 Вес падающих частей 250 -350 кг
1 1 i Площадь пода 600x800x1 0004-4-1 200 мм
4 4 'S Площадь пода 0,3—0,5 м8; производительность 30—40 кг/час
1 1 1 ] 1 1 1 350x800x800 мм 600x600x600 мм
5 () 7 750x300x350 мм
5 (5
1 1 1 800 х 1 000 х 1 200 X 1 500 мм
- 1 1 Площадь пода 600x800x1304-4-1 400 мм
1 1 Тип Митюхляева-Санецкого
1 1 Для питания прессов на 3 500 ат
— 1 1 800 х 1 000 х 1 2004-1 500 мм
- 1 1 1 500x800x800 мм
300
ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО
Продолжение табл. 8
Наименование оборудования Количество приписных тепловозов при годовом пробеге в млн. тепловозо-км Характеристика оборудования
1,5 | 3,0 | 5,0 7,5
ТЭ1 ТЭ2 ТЭ1 ТЭ2 ТЭ1 ТЭ2 ТЭ1 ТЭ2
Вентилятор для дутья 1 1 1 1 1 1 1 1 Давление воздуха до 250—300 мм
вод. ст., производительность по
расчёту
Сварочное отделение
Сварочный агрегат постоянного
тока СМГ-2Б 1 1 1 1 2 2 2 2
Сварочный трансформатор пере-
менного тока СТЭ-22; СТЭ-32 1 1 1 1 2 О 3 3
Сварочные плиты 2 2 2 2 3 3 4 4 800 X 1 200 мм
Горн для нагрева деталей при
сварке на 1 огонь 1 1 1 1 1 1 1 1
Ящик для угля 1 1 1 1 1 1 1 1 600x600x600 мм
Верстак слесарный на двое тисков 1 1 1 1 1 1 1 1 2 000 х1 100 мм
Стеллаж для деталей 1 1 1 1 1 1 1 1
Стеллаж для баллонов с кислоро-
дом 1 1 1 1 1 1 1 1
Жестяницкое отделение
Верстак для жестяницких работ — — — — 1 1 1 1 1 500x800x750 мм
Горн медницкий круглый — — — — 1 1 1 1
Шкаф для жестяницкого инстру-
мента — — — — 1 1 1 1
Ножницы для жестяницких работ
ручные — — — — 1 1 1 1
Электропаяльник — — — — 1 1 1 1
Хромировочное отделение
Стол для разборки и сборки рамок — — — — — — 1 1 1 500x800x800 мм
Стеллаж — — — — — — 1 1 1 200x600x2 000 мм
Полировальный станок с двумя
кругами — — — — —- — 1
Стол сушильный — — — — — — 1 1 1 000x800x800 мм
Ванна для холодной воды •— — — — — — 1 1 1 000x500x600 »
» » обезжиривания .... — — — — — — 1 1 1 000x500x600 »
» » травления — — — — — — 1 1 1 000x500x600 »
» » омеднения — — — — — — 1 1 1 000x500x600 »
» » хромирования — — — — — — 1 1 1 500x700x800 »
» » горячей воды — — — — — — 1 1 1 000x500x600 »
» » никелирования —- — — — — — 1 1 1 500x700x800 »
» » нейтрализации —. — — — — — 1 1 600x500x600 мм
Генератор постоянного тока для
электролитических работ .... — — — — - — 1 1 Напряжение 6/12 в, мощность до
9 кет
Генератор постоянного тока . . . — — — — — 1 1 Напряжение 6/12 в, мощность до
3 кет
Автоматное отделение
Верстак слесарный на двое тисков 1 1 1 1 2 О 2 2
Настольный сверлильный станок
НС-12-А — — 1 1 1 1 1 1
Пресс Рухгольца — — 1 1 1 1 1 1
Жировая ванна с водяным подо-
гревом 1 1 1 1 1 1 1 1
Ванна для испытания рукавов . . 1 1 1 1 1 1 1 1 800 х 600 х 500 мм
Шкаф 1 1 1 1 2 2 2 2 1 000 х 400 х 1 800 мм
Станок для деталей 1 1 1 1 1 2 2 2 2 000x700x1 100 »
Установка для испытания авто-
тормозов 1 1 1 1 1 1 1 1
Столярно-малярное отделение
Циркульная пила по дереву . . . __ — — — 1 1 1 1
Стеллаж для лесоматериалов . . . — — 1 1 1 1 1 1
Шкаф для инструмента и деталей — — 1 1 1 2 2 2
Стол с краскотёркой — — 1 1 1 1 1 1
Стол для малярных работ •— 1 1 1 1 1 1
Инструментальная
Верстак слесарный на двое тисков 1 1 1 1 2 2 2 3
Настольно-сверлильный станок
типа НС-12-А 1 1 1 1 1 1 1 1
Стол для сверлильного станка . . 1 1 1 1 1 1 1 1 850 х 550 мм
Шкаф для инструмента 2 2 2 3 3 3 4 5
Стеллаж 1 1 1 1 2 2 2 2 2 200 х 650 х 1 600 мм
Разметочная плита — — — 1 1 1 1 1 800 х 600 х 500 мм
ОРГАНИЗАЦИЯ ТЕПЛОВОЗНОГО ХОЗЯЙСТВА
301
Продолжение табл. 8
Наименование оборудования Количество приписных тепловозов при годовом пробеге в млн. тепловозо-км 1,5 | 3,0 5,0 7,5 Характеристика оборудования
ТЭ1 ТЭ2|тЭ1 ТЭ2 ТЭ1|тЭ2 ТЭ1 ТЭ2
Точильный станок Универсально-заточный станок . . То же для заточки свёрл—до 80 мм Станок для заводки инструмента . Вращающийся стеллаж для инструмента Электрическая печь для термической обработки инструмента н-зо Ванна для закалки инструмента . Стеллажи для инструмента (полочные) Токарно-винторезный станок . . . Кладовая Стеллаж полочный То же Сдвоенный стеллаж Стеллаж клеточный Весы десятичные Весы настольные Стол для работы кладовщика . . . Шкафы для материалов Бак для жидкого материала . . . Компрессорная Компрессор воздушный Воздухосборник Бак для масла Верстак на одни тиски Шкаф для инструмента и запасных частей Масловлагоотделитель Д-300 . . . Хозяйственная Верстак слесарный на двое тисков Настольный сверлильный станок . Верстак с прижимами для нарезки труб Переносный горн Переносный гидропресс на 30 ат Плита правйльная Шкафы для запасных частей к оборудованию Стеллажи Газогенераторная Газогенератор ацетиленовый . . . То же передвижной Лаборатория Стол для испытания топлива и смазки То же для исследования воды . . » для аналитических весов . Титровальный шкаф Вытяжной шкаф Муфельная печь Шкаф для посуды и реактивов . . Водоотводная раковина Прибор Польди для испытания на твёрдость Весы аналитические Весы технические Весы для определения удельного веса жидкости Прибор Дина и Старка для определения воды в дизельном топливе и маслах Прибор для определения поглощающей способности концов . . Шкаф сушильный электрический . Прибор Мартенс-Пенского для определения температуры вспышки топлива 1 1 1 1 1 1 I 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 9 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 1 1 1 1 1 1 1 2 1 1 1 1 2 1 1 1 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 I 1 1 1 1 1 1 1 1 1 1 1 2 1 1 1 1 2 2 1 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 . 1 1 1 1 1 1 1 2 1 1 2 2 2 2 1 1 1 1 2 2 1 1 1 1 2 2 1 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 1 1 2 1 3 2 2 1 1 1 2 о 1 1 1 1 2 1 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 I 1 1 1 о 1 1 1 3 2 1 1 1 1 1 1 1 1 1 ] 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 Тип 3633 Модель ЗА64 Диаметр 1 000 мм Шириной 600 мм ВЦ—1504-175 мм, РМЦ-1 7504-4-2 000 мм 5 000 х 600 мм 7 000x600 » 7 000x1 200 мм 3 000x750 мм До 0,5 т До 20 кг 1 200x800x800 мм 1 100x500x2 000 мм Ёмкость 50 л Производительность 4,04-4,5 м3 в минуту, давление до 64-7 ат Ёмкость не менее 2,5.it3 Диаметр сверления 12 мм 800х 1 ОООх 500 мм 1 100x550x2 000 мм Шириной 600 мм Производительность до 2 000 л/чче Производительность 1 000 л(час 1 500x700x850 мм 800x600x850 мм 800x500x850 » 950х600х 1 750 мм 1 000x500x2 000 мм 800x500x900 мм
302
ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО
Продолжение табл. 8
Наименование оборудования
Количество приписных тепловозов при годовом пробеге в млн. тепловозо-км
1,5 | 3,0 5,0 | 7,5
Характеристика оборудования
ТЭ1 ТЭ2 ТЭ1 ТЭ2 ТЭ1 ГЭ2 ТЭ! ТЭ2
Прибор для определения состава кокса по Конрадсону............
Аппарат Энглера — вискозиметр . Комплект колб, пробирок, тиглей Пресс Бринелля ................
Выварочная
Моечная машина для выварки и обмывки деталей (комплект) . . Настенный поворотный кран . . .
Грузоподъёмность 0,75—1 т
Таблица 9
Габариты в м цехов для первого периодического ремонта тепловозов
Наименование Серия тепловозов
размеров ТЭ1 ТЭ2 ТЭЗ (две секции)
Длина цеха Расстояние между осями смежных путей Расстояние от оси крайнего пути до оси продольной стены . . Высота от головки рельса до верхней грани подкранового пути То же до низа конструкции перекрытия . 42 6 9 и 6 6,55 8,3 54 6 9 и 6 6,55 8,3 54 6 9 и 6 6,55 8,3
Примечания. 1. Длина здания для тепловозов серий ТЭ1 и ТЭ2 принята из условий установки на каждом пути 2 тепловозов , для ТЭЗ — две секции. 2. Высота цеха установлена в соответствии с размерами мостового крана грузоподъёмностью 5 т, пролётом 26 м (ГОСТ 3332-46).
Таблица 10
Габариты в м зданий стойл технического осмотра и стоянки тепловозов
между стен Расстояние между осями смежных путей
Серия S ж S ® >5 S , высота до
те пловоза Длина осями Рассто оси крг ти до . при на. чии ко лонн о низа кон- * ж струкции 2 = перекры- ю п тий
Депо прямоугольное — тупиковое
ТЭ! 24 4,5 7 6 6,4
ТЭ2 33 4,5 7 6 6,4
ТЭЗ (две секции) 42 4,5 7 6 6,4
Депо прямоугольное — 2 тепловозов сквозное при установке ta каждом пути
ТЭ1 45 4,5 7 6 6,4
ТЭ2 57 4,5 7 6 6,4
ТЭЗ (две секции) 78 4,5 7 6 6,4
Фиг. 8. Размеры здания стойл I периодического ремонта тепловозов серии ТЭЗ
ОРГАНИЗАЦИЯ ТЕПЛОВОЗНОГО ХОЗЯЙСТВА
303
Фиг. 9. Схема определения высоты стойл технического осмотра для тепловозов серий ТЭ1, ТЭ2, ТЭЗ
Фиг» 10. Схема определения высоты электрс-машинного отделения
Фиг. 12. Схема определения.высоты СУ-шильно-пропиточного отделения
Фиг. 13. Схема определения высоты бандажного отделения
Фиг. 14. Схема определения высоты механического отделения
304
ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО
•Фиг. 15. План тепловозного’депо: 1 — секция технического осмотра; 2—бытовые помещения; комната мастеров; 4—аккумуляторная; 5—кладовая; 6 — механический цех; 7—кузнечный цех; 8—сварочная; 9 —моечная; Ю — инструментально-раздаточная; 1 7 — заготовительный цех; 72 —колёснотокарный станок; 13—цех периодического ремонта; 74—скатоопускная канава; 15—отделение ремонта механических приборов; 16— отделение ^ремонта электрических приборов; 77—трубо-холодильное отделение; 18 —медницко-заливочная; 19— автоматно-арматурная; 20—компрессорная; 27—комната дежурного по депо
УСТРОЙСТВА ДЛЯ ЭКИПИРОВКИ ТЕПЛОВОЗОВ
Общие положениял
Возвратившийся в депо после поездки тепловоз подготовляют снова к следующему туру.
?зДля экипировки тепловозов предусматриваются поворотные устройства и устройства для’снабжения топливом, песком, смазочным и обтирочным материалами, дистиллированной водой.
j, ' Экипировочные устройства, обеспечивающие полную экипировку тепловоза, размещают в пунктах оборота. В основных депо должны располагаться лишь устройства, обеспечивающие экипировку выходящих из ремонта тепловозов.
Норма времени простоя под операциями в процессе экипировки приведена в табл. 11.
Снабжение тепловозов топливом, смазкой, водой и технический осмотр должны совмещаться по времени и месту; снабжение тепловозов песком во избежание попадания песка в смазку не следует производить одновременно с получением смазки.
Устройства для поворота тепловозов обычно располагают на выходе из стойл технического осмотра.
Схемы расположения экипировочных устройств даны на фиг. 16—19.
Расход песка приведён в табл. 12.
Таблица 11
Простой тепловоза под операциями
Наименование операций Простой тепловоза в мин.
одинарного сдвоенного
Заправка тепловоза топливом, водой и смазкой . . Набор смазочных и обтирочных материалов . . . 10 15
5-7 5-7
Набор песка 5 5
Нижний осмотр машины . . 15 15
Общее наблюдение и наружный осмотр 15 30
Постановка к экипировке и уход за тепловозом . . 3 3
Простой под экипировкой . 28—30 30—35
Таблица 12
Расход песка (данные предварительные) на 100 тепловозо-километров в м*
Серия тепловоза Профиль пути
равнин ный 1 । средний холмистый
ТЭ1 0,03 ! 0,05 0,06
ТЭ2 0,04 । 0,066 0 ,08
ОРГАНИЗАЦИЯ ТЕПЛОВОЗНОГО ХОЗЯЙСТВА
305
Кодовой путь-
7 —резервуар для дизельного топлива; 2—резервуар для сепарированного топлива; 3 — резервуар для нигрола; 4—резервуар для машинного масла; 5— резервуар для смазки; 6 -резервуар для дизельного масла; 7 —резервуар для слива дизельного т оплива; £ —резервуар для слива отработавшего дизельного масла; 9 — выжимной резервуар-питатель для дизельного топлива; ТО— воздухосборник;
77 —сливной колодец; 72 —смотровой колодец; 13 — здание топливно-смазочного хозяйства; 74—здание пескосушилки; 15— сарай для хранения песка; 76 — пескораздаточный бункер; 77 — раздаточные колонки; 18— смотровая канава; 19 — эстакада сливного пути
i I
I
Габарит тепловоза серии Т31 Габарит тепловоза, серии 732
Ло стрелке А Условные обозначения'
—.—--------Условный габарит тепловоза серии Т31
—----------— Условный габарит тепловоза серии 732
• Тг Место набора дизельного топлива на тепловозе серии ТЭ2 о 8г -------- дистиллированной воды—»— —•>—
о/уг —-— дизельного масла —»— —••—
□ П2 ---------прскс —>— • —•'—
Т;8;М;П, То же ни. тепловозе серии ТЭТ
Фиг. 18. Координация элементов экипировки тепловозов 1 Э2 и ТЭ1 с совмещённым набором песка
20 том 1
306
ТЕПЛОВОЗНОЕ хозяйство
по I-I
Фиг. 19. Координация элементов экипировки тепловозов ТЭ1 с раздельным набором песка: Т — люк для снабжения тепловозов дизельным топливом; М-люк для снабжения тепловозов дизельным маслом; В—люк для снабжения тепловозов дистиллированной водой; П—люк для снабжения тепловозов песком
Топливно-смазочное хозяйство
Устройства для слива и хранения нефтепродуктов. Дизельное топливо поступает в железнодорожных цистернах ёмкостью до 50 м3.
Дизельное и машинное масло — в железнодорожных цистернах ёмкостью до 25 м3.
Нигрол — в железнодорожных цистернах ёмкостью 14,5 м3 или в таре.
Компрессорное масло и мазевые смазочные материалы — в таре (бочки, бидоны и т. д.).
Для слива нефтепродуктов (из железнодорожных цистерн) вдоль всего сливного
фронта устанавливают эстакаду из профильного железа шириной 2,0 м.
Дизельное топливо хранят в сварных вертикальных резервуарах (ГОСТ 2486-44).
Сливные устройства оборудуются стояками для перекачки дизельного топлива насосами через горловину цистерны. Сливные стояки связаны с общим коллектором, уложенным по эстакаде.
Смазочные масла и мазут сливаются самотёком через нижний сливной прибор железнодорожной цистерны по закрытому жёлобу в приёмные колодцы, а затем самотёком по трубопроводам.
Вязкие нефтепродукты при сливе из цистерн подогревают.
ОРГАНИЗАЦИЯ ТЕПЛОВОЗНОГО ХОЗЯЙСТВА
307
Температура подогрева нефтепродуктов при сливе для нигрола и дизельного масла — 60—8С°С, машинного масла — 40—60°С.
Смазочные материалы (дизельное и машинное масла и нигрол) хранят в заземлённых сварных горизонтальных резервуарах (ГОСТ 793-44) (фиг. 20).
Тару с компрессорным маслом и нигролом опорожняют самотёком в помещении приёмной масел в специальные ванны, откуда и перекачивают в раздаточные баки.
Нормы расхода смазочных материалов и дизельного топлива ча ремонт приведены в табл. 13, а на нужды эксплоатации—в ТСЖ, том 6, стр. 483.
Очистка нефтепродуктов. Перед выдачей па тепловоз дизельное топливо проходит сепарацию (очистку от механических примесей и воды).
Для сепарации дизельного топлива предусматривается установка сепараторов типа НСМ-3. Данные их следующие:
Производительность .... 1,5 мъ'час
Высота всасывания .... 4 м
Напор....................35 м вод. ст.
Потребная мощность .... 4,6 кет
Число оборотов........... 1 500 в мин.
Габаритные размеры .... 550x 1 300 мм
Завод-ивготовитель .... им. Дзержинского, г. Молотов
Сепарированное дизельное топливо перекачивается сепаратором в промежуточный резервуар, откуда подаётся в раздаточную колонку для снабжения тепловоза топливом.
Смазочные масла очищают через масленые фильтры, установленные перед раздаточными баками.
Резервуар для сепарированного топлива показан на фиг. 21.
Перекачка нефтепродуктов. Дизельное топливо из железнодорожных цистерн в наземные резервуары-хранилища перекачивают при помощи центробежных насосов.
Из хранилища дизельное топливо поступает самотёком к сепаратору и далее перекачивается в промежуточный резервуар сепарированного дизельного топлива, установленный на поверхности земли (резервуар типа РГС-28, по ГОСТ 739-44, ёмкостью 28 ms).
Из промежуточного резервуара дизельное топливо выжимается воздухом к раздаточным колонкам посредством выжимного бачка ёмкостью 6,0 л3, установленного в приямке, с расчётом самотёчного наполнения из промежуточного резервуара или центробежным насосом, предназначенным для слива топлива из железнодорожных цистерн.
Перекачка масел из заземлённых хранилищ к раздаточным бачкам или непосредственно на тепловоз осуществляется воздухом при помощи выжимных бачков ёмкостью 180 л, установленных внутри заземлённых резервуаров.
Смазочное масло из раздаточных баков переливают в тару самотёком.
Раздаточные устройства. Раздаточные устройства для тепловозов разделяются:
Таблица 13
Нормы расхода смазочных материалов на дизельного топлива в ремонт тепловозов в кг
Наименование ремонта и серии тепловозов Дизельное топливо о д о 2 а> S Л О ЦI Компрессорное масло Смазка | 1-13** Осернён-ная смаз- ка Осевое масло I j Масло I мвп Солидол Вазелин технический Смазка 4а п S * § ° о 0-5 С о. 1 Прожировка 40
На единицу периодического осмотра: ТЭ1, Да. Д® 150 350* 16 0,8 19.2 8 0,25 0,06 0,03 0,8 1 0,1 0,1
ТЭ2 300 700* 32 1 Л 25,6 10 0,35 0,10 0,05 0,15 0,1
Э-ЭЛ 150 200 3 0,8 38,6 8 0,06 0,02 0,2 0,1 0,1
На единицу укрупнённого периодического осмотра: ТЭ1, да 520 350 16 8,5 19,2 8 0,25 0,06 0,03 0,8 1 0,1 0,1
ТЭ2 1 040 700 32 14 25,6 10 0,35 0,10 0,05 0,15 0,1
На единицу периодического ремонта: ТЭ1, Да, Дб 900 350 16 8,5 19,2 48 0,65 0,1 0,06 3,5 0,8 3
ТЭ2 • 1 800 7(0 32 11 5,6 (41 1 0,15 0,10 4 1,6 3
э-эл 900 1 000 3 7 Зк,6 48 0,1 4 0,05 1 0,8 1.5
Суммарная на текущий ремонт 1 млн. км пробега: ТЭ1, да, дб 21 550 18 200 1 024 220 I 228,8 912 20 4,2 2,2 78 13 35
ТЭ2 43 100 36 400 2 048 1 «зк,1 1 140 29 6,9 3,7 94 24 35
э-эл -5 500 31 000 285 179 3 6»7,О 1 зби 6,3 220 2,3 31 20 30
На единицу среднего ремонта: ТЭ1. да, дб 1 200 525 24 12 19,2 48 0,8 0.5 0,4 3,5 1 4
ТЭ2 2 400 1 050 48 20 2 ,6 60 1 ,5 1 .« 0 8 4 О 4
э-эл 1 200 1 500 3 10 38 ,6 48 0,2 б 0,3 1 1 2
На единицу капитального ремонта: ТЭ1, Да, дб 1 200 г.1- 24 12 19,2 4S 0,8 0,5 0. 1 3,5 1 ।
ТЭ2 2 400 1 050 I 48 20 ?щ6 60 1 ,5 1,2 б 0,8 4 2 4
Э-ЭЛ 1 200 1 500 I 3 10 38,6 । 48 1 0,2 ”,з 1 1 2
* Норма расхода дизельного масла на млн. км текущего ремонта тепловозов взята из расчёта замены его при периодических осмотрах через пробег 19 тыс. км, т. е. через средний пробег между
I 5—23 тыс. км.
** На единицу ремонта электрических машин (тяговых электродвигателей ДЛТ-140, ДК- 04Б и т. д.) расход смазки 1-13 установлен в 1,8 кг.
20*
Фиг. 20. Заземлённый резервуар для хранения нигрола: 7 —резервуар для нигрола; 2 — выжимной бак-питатель; 3 — колодец управления вентилями; 4 — змеевик для пара; 5 — траншея для сливной трубы; б—траншея для трубопроводов; 7 — сливной лоток с обогревом
СО
00
ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО
Фиг. 21. Установка для сепарированного топлива: 7 —резервуар для сепарированного дизельного топлива; 2-спускной вентиль; 3 —траншея для трубопроводов; 4 —опоры резервуара
ОРГАНИЗАЦИЯ ТЕПЛОВОЗНОГО ХОЗЯЙСТВА
309
для непосредственной заправки тепловозов топливом, водой, дизельным маслом и песком;
для выдачи смазочных и обтирочных материалов в тару потребителей (тепловозных бригад).
К устройствам для непосредственной заправки тепловозов относятся раздаточные колонки, оборудованные гибкими шлангами для снабжения тепловозов топливом, водой и дизельным маслом, и пескораздаточпые бункеры для снабжения тепловозов песком.
При разработке заправочных устройств учитывалась необходимость одновременной
заправочных устройств для тепловозов в здании раздаточной масла совместно с насосносепарационной и лабораторией (фиг. 22).
Контроль качества топлива, масел и воды
Для контроля качества топлива, масел и кипячёной воды при экипировочном хозяйстве депо предусматривается лаборатория. Для регенерации отработанного масла предусматривается специальная установка (фиг. 23); установка для приготовления дистиллированной воды приведена на фиг. 24.
заправки тепловоза водой, топливом и маслом (продолжительность простоя не более 10—15 мин.).
Вследствие одностороннего расположения на тепловозе заправочного люка для масла (с левой стороны) экипировочные пути специализируются по направлению подхода тепловозов под экипировку: первый путь используется для экипировки тепловозов, следующих головной частью вперёд, второй— для тепловозов, следующих в обратном направлении.
Устройства для выдачи смазочных и обтирочных материалов в тару потребителей размещают в непосредственной близости от
Заправка тепловозов в стойлах депо
Заправка тепловозов в ремонтных стойлах депо топливом, водой и смазкой вызывается необходимостью строгого соблюдения процесса экипировки холодного тепловоза, особенно в зимнее время.
Кроме того, тепловозы в ремонтных стойлах депо заправляют для прогрева дизеля и самостоятельного выхода тепловоза из депо.
В соответствии с Инструкцией по обслуживанию тепловоза необходимо в зимнее время соблюдать следующие правила.
Перед заправкой тепловоза топливом проверить отсутствие воды в топливных баках
310
ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО
и при наличии последней спустить через отстойник.
При заправке топливной системы тепловоза топливом не допускать попадания в топ» либо воды или снега.
Топливные баки заправлять зимним дизельным топливом ГОСТ 305-42 с учётом температуры окружающего воздуха.
Двигатель запускать после предварительного подогрева.
Тепловозы подогретым маслом и водой должны заправляться не раньше чем за 30 мин. до пуска двигателя с таким расчётом, чтобы к началу пуска температура воды была
и водой и частичной заправки тепловоза топливом с последующим добором топлива на экипировочной позиции. Она равна: для воды — 700, дизельного масла — 550 и топлива — 550 л.
Заправка тепловозов топливом, водой и смазкой производится посредством центробежного насоса типа ЛК-11-7 производительностью 10 м3!час и напором 8—10 м вод. ст., N= 1,0 кет, п=1 435 об/мин.
Заправочные баки для дизельного масла и воды оборудованы электронагревателями иммерсионного типа мощностью 2,0 кет каждый.
Фиг. 23. Установка ВИМЭ-2 для регенерации масла: 7—труба для подачи отработавшего масла; 2— фильтр; 3 — сырьевой бак; 4 и 5—змеевики; 6—электропечь; 7—термометр; 8 — эвапоратор; 9—грязеуловитель; 70 — отвод паров керосина; 7 7 — керосиносборник; 72—контактная мешалка; 13—бункер для глины; 14—манометр; 15—фильтрпресс; 76— скальный насос; 77—вакуумнасос
не ниже 40°С, а масла не ниже 30°С. Если по каким-либо причинам двигатель нельзя запустить, а температура воды и масла уже упала до 20°С, то необходимо слить воду и масло.
“Систему смазки заполнять маслом, только подогретым до температуры 60—70°С.
Компрессор заправлять перед самым пус-.ком двигателя (за 5—10 мин.) разогретым маслом (до температуры 60—70°С).
Для заправки тепловозов топливом, водой и смазкой в стойлах депо предусматривается передвижная установка, смонтированная на двух тележках, перемещаемых при помощи электрокара.
Заправочные баки передвижной экипировочной установки наполняют непосредственно из раздаточных колонок экипировочной позиции.
Ёмкость заправочных бачков принята из условий полной заправки тепловоза маслом
Общий вид передвижной заправочной тележки дан на фиг. 25.
Устройства для снабжения тепловозов песком
В основных и оборотных депо предусматривают устройства для снабжения тепловозов песком.
Расчёт производительности пескосушильных печей, запасов песка и пескоподающих устройств на тепловозы производится с учётом среднесуточного расхода песка.
В пунктах снабжения песком должны быть устройства для разгрузки песка, его храпения и транспортировки со склада в сушильную печь и подачи в песочницы локомотивов.
Обычно песок хранят в крытых сараях, что способствует его естественной сушке и предохраняет от атмосферных осадков.
ОРГАНИЗАЦИЯ ТЕПЛОВОЗНОГО ХОЗЯЙСТВА
311
Для сушки песка рекомендуется применять: при расходе песка до 1 м3 в сутки — простейшие печи в виде плиты; до 4—6 м3 в сутки — металлические печи Липецкого завода; до 25—30 л3 в сутки — жаротрубные печи; свыше 30 м3 — барабанные печи.
как наиболее производительную и надёжную в эксплоатации, необходимо рекомендовать во всех случаях, причём обслуживание всех устройств должно вестись одним человеком.
Схема устройств пескоснабжения приводится на фиг. 26.
Фиг. 24. Установка для приготовления дистиллированной воды: 7—бойлер № 2 со змеевиком № 8; 2—бак для. сбора дистиллированной воды: л—выжимной бак; 4—конденсационный горшок
После просушки песок перед подачей на тепловоз просеивается сквозь сито.
Для подачи песка на тепловозы устраивают специальный бункер, ёмкость которого должна быть не менее 3—4-часового расхода песка.
Песок на тепловозы или бункер подаётся при суточном расходе 0,5—0,6 м3 — вручную; при суточном расходе 1,5—2 л3 — консольным поворотным краном и при суточном расходе 1,5—2 м3 — пневматической выжимной пескоподачей.
Пневматическую выжимную пескоподачу,
Устройства для поворота тепловозов
Основное поворотное устройство, учитывая прямоугольный тип здания депо, как правило,—треугольник или петля.
Поворотные круги следует применять только при невозможности укладки треугольника по местным условиям и когда объём работ становится экономически нецелесообразным.
Общий вид расположения устройств тепловозного хозяйства на тяговой территории показан на фиг. 27.
фиг. 25. Передвижная тележка для снабжения тепловозов топливом и смазкой в стойлах депо: 1 — тележка безрельсовая грузоподъёмностью по 2 000 кг типа СССТ; 2 —бак для дизельного топлива ёмкостью 550 л;
5—лопастной вихревой насос типа ЛК-11-7 производительностью 10 м3/час, напор 8 — 10 м вод. ст.; 4 — электродвигатель АД21/4 220/380 в, п— 1 435 об/мин., мощностью 1,0 кет; 5—указательное стекло; 6 — термометр до 100°С; 7—электронагреватель иммерсионного типа мощностью 2 кет; 5-горловина бака с винтовой крышкой диаметром 100 мм; 9—напорный патрубок для присоединения гибкого рукава; 10 — всасывающий трубопровод (из бака с вентилем диаметром 50 мм); 11 — спускной вентиль диаметром 25 мм
312 ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО
.314
ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО
Фиг. 27. Общий вид расположения устройств тепловозного хозяйства ^на тяговой территории: 7—цех периодического ремонта и осмотра; 2—мастерские; 3—секция техосмотра; 4—бытовые помещения и контора депо; 5—котельная; 6 — столовая; 7 — помещение для дежурного по депо; 8—поворотный круг: Р—хранилище дизельного топлива; 10 — хранилище смазки; 7 7 —раздаточная масел и насосная; 12 —заправочная башня; 13—смотровые канавы; 14—пескосушилка; 15 — сарай для песка;
16— пескораздаточные бункеры; 17 — трансформаторная под<таьция; 18 — контрольный пост
ТЕПЛОВОЗОРЕМОНТНЫЕ ЗАВОДЫ
Тепловозоремонтный завод представляет собой предприятие промышленного типа, предназначаемое для выполнения следующих работ:
капитального и среднего ремонта тепловозов;
изготовления запасных частей для иужд депо;
выполнения особых заказов МПС.
Каждый тепловозоремонтный завод состоит из следующих основных, заготовительных и вспомогательных цехов:
основные цехи — тепловозосборочный, дизельный, электромашинный, колёсный, механический и др.;
заготовительные цехи — литейный, кузнечно-рессорный, механический, деревообделочный и др.;
вспомогательные цехи—ремонтно-механический, инструментальный с термическим отделением, модельный, ремонтно-строительный и т. п.
В основу организации заводов, так же как и паровозоремонтных заводов, положены: организация специализированных бригад в сборочных цехах;
агрегатно-обезличенный метод ремонта;
изготовление запасных частей для нужд .линии.
ЦЕХИ ЗАВОДА
Цехи завода (табл. 14) предназначаются:
Тепловозосборочный цех
Тепловозссборочный цех предназначается .для разборки, ремонта и сборки ходовых частей тепловоза.
В состав цеха входят отделения, указанные в табл. 15; площади отделений .приведены в табл. 16.
Депо разоборудования и экипировки
Депо разоборудования и экипировки предназначается для очистки тепловозов, поступающих в ремонт, и экипировки тепловозов после их ремонта. Площади депо и отделений указаны в табл. 17.
Депо испытаний и устранения дефектов
В депо испытаний и устранения дефектов испытывают собранные тепловозы на реостате, обкатывают тепловозы и устраняют обнаруженные при осмотре дефекты.
Депо состоит из одного испытательного стойла площадью 216 м2 и водяного реостата для испытания.
Малярная
Малярная предназначается для окраски отдельных деталей и тепловоза в целом.
Малярная имеет три отделения: малярный зал площадью 180 м2, краскотёрочное отделение площадью 36 м2 и кладовую для красок площадью 12 м2.
Тележечный цех
В тележечном цехе разбирают, ремонтируют и собирают тележки, навески тяговых моторов и переливают подшипники (табл. 18 и 19).
Дизельный цех
Дизельный цех служит для разборки, ремонта, сборки и испытания дизелей (табл. 20—22).
Электромашинный цех
Электромашинный цех предназначается для разборки, ремонта, сборки и испытания электромашин (табл. 23—25).
ТЕПЛОВОЗОРЕМОНТНЫЕ ЗАВОДЫ
315
Таблица 14
Состав цехов и их назначение
Наименование цехов Назначение
Тепловоз© сборочный Депо разоборудования и экипировки Депо испытаний и устранений дефектов Малярный Тележечный Дизельный • Электромашинный Аппаратный Колёсный Механический Кузнечно-рессорный Литейный Гараж автомашин, пожарное депо и гараж электрокар Кислородная станция Паровая котельная Электроснабжение Наружные сети Складское хозяйство Ремонтно-механический Электроремонтный Инструментальный Деревообделочный Разборка, ремонт, сборка тепловозов Разоборудование тепловозов и экипировка тепловозов Проверка и наладка агрегатов тепловозов и устранение дефектов, выявленных при осмотре и обкатке Окраска тепловоза Ремонт тележек тепловоза Ремонт, сборка и испытание дизелей Ремонт, сборка и испытание электромашин Ремонт электропневмо-аппаратуры Ремонт колёсных пар и редукторов Изготовление новых запасных частей Изготовление и ремонт кузнечным способом деталей и рессор Отливка деталей тепловоза Ремонт и стоянка автомашин, автоходов и электрокар Выработка кислорода Обеспечение паром производственных и сантехнических нужд Снабжение завода электроэнергией Снабжение завода водой, электроэнергией и отвод канализационных вод Хранение и выдача материалов, спецодежды и запасных частей Ремонт оборудования завода Ремонт электрооборудования завода Изготовление нестандартного инструмента и приспособлений Изготовление деревянных заготовок, сушка леса и изготовление литейных моделей
Таблица 15
Отделения тепловозосборочного цеха
Наименование отделений Назначение
Ремонтно-сборочное Разборка, монтаж тепловозов и ремонт ходовых частей
Электросварочное Заварка и наплавка деталей
Упряжное Ремонт упряжных приборов тепловоза
Трубо-хол одильное Ремонт секций холодильников и трубопроводов тепловоза
Жестяницкое Ремонт посуды и бидонов
Автотормозное Ремонт автотормозной системы
Столярное Ремонт деревянных частей тепловозов
Кладовые Хранение запасных частей и выдача инструмента
Таблица 16
Производственные площади тепловозосборочного цеха
Наименование отделений и участков Измеритель «5 оХ о X аз
Ремонтно-сборочный зал по
элементам Ст ойло 355
Разборочное стойло .... 180
Стойло для ремонта рам . » » монтажа тепло- » 208
воза » —
Место для ремонта капота Капот 48
» » » будок . » » капотов, ожи- Будка 33
дающих ремонта .... Место для будок, ожидаю- Капот 22
щих ремонта Место для комплектования Будка 17
узлов Электросварочное отделе- Комплект 115
ние Гарнитурно-упряжное от- Пост 15
деление Трубо-холодильное отделе- Отделение 190
ние 1 рабочий —
Участок ремонта труб . . . 1 смена 28
» » секций . . То же 10
Жестяницкое отделение . . » 16
Автотормозное » . . 12
Столярное » . . Кладовая вспомогательных Отделение 90
материалов Инструментально-раздаточ- Тепловоз 0,1
ная кладовая Произвол- | ственный 1 рабочий | 0,2
Таблица 17
Площади депо
Наименование Изме рите ль л Си s X 03
Стойло разоборудования и обмывки тепловозов . . . Стойло 216
Насосная станция перекачки топлива и масла . . . Насос 20
Отделение пропитки концов и регенерации масла Отделение 13
Кладовая хранения инструмента и инвентаря . Кладовая 18
Кладовая хранения экипировочных материалов . . » 30
Устройство для снабжения тепловозов песком .... Отделение 24
Таблица 18
Состав цеха
Наименование отделений Назначение
j Моечная камера j Ремонты о-сборочное 1 Испытательный участок колёсных пар Электросварочное отделение Заливочное отделе-н ие Механическое Обмывка тележек в сборе Ремонт и сборка тележек Навеска тяговых электродвигателей и обкатка редукторов Наплавка и заварка деталей тележек Заливка подшипников баббитом Ремонт деталей и изготовление новых на металлорежущих станках
316
ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО
Таблица 19
Площади цеха
Наименование отделений и участков Измеритель л Е( СО С и
Ремонт но-сборочное отделение Пара стойл 140
Участок навески тяговых моторов и букс Комплект 120
Участок ремонта и комплектации узлов колёсных пар Пара стойл 30
Испытательный участок для колёсных пар Стенд 50
Заливочное отделение . . . Отделение 56
Моечная камера Камера 45
Электросварочное отделение Пост 15
Механическое отделение Станок 20
Инспекторская площадка . Тепловоз 30
Таблица 20
Состав цеха
Наименование отделений Назначение отделений
Ремонтно-сборочное (дизельное) Отделение вспомогательных агрегатов Отделение топливной аппаратуры: ремонтно-сборочный участок механический участок Испытательная станция Участок переборки дизеля Механическое отделение Моечное отделение Сварочное отделение Трубное отделение Заливочное отделение Ремонт и сборка картера , блока, поршней, шатунов и т. п. Ремонт и сборка насосов, турбовоздуходувки, компрессора, привода Ремонт топливных насо* сов, форсунок и т. п. Изготовление новых и ремонт деталей топливной аппаратуры Испытание отремонтированного двигателя Переборка дизелей после испытания Ремонт деталей дизеля на металлорежущих станках Мойка деталей дизеля Наплавка и заварка деталей дизеля Ремонт трубопроводов топливной, масленой и водяной системы Заливка баббитом моты-лёвых и коренных подшипников
Таблица 22-
Площади цеха
Наименование отделений и участков Измеритель П лошадь в м2
Ремонтно-сборочное отделение для дизелей: участок разборки и де- 300
фектации Стенд
участок ремонта и сбор- Рабочий в 1
ки узлов
смену 120 55
сборочный участок . . . Стенд
участок окраски .... Испытательная станция для »
дизелей: 115
испытательный участок »
машинный за л »
площадка для реостатов Площадк а 80
водяного охлаждения участок переборки и
у странения дефектов Участок переборки дизеля
дизеля Отделение ремонта вспомогательных агрегатов:
участок ремонта турбо- Рабочий в 1 смену 20
воздуходувки участок ремонта насо-
сов, редукторов,тяго- 24
вых двигателей .... То же
участок ремонта ком-
прессоров Испытате льная станция в спомогательных агрегатов: »
испытания компрессо- Станция 35
ров и воздуходувок . Отделение топливной аппаратуры:
станочный участок . . . ремонтно-сборочный Станок 10
участок Слесарь в 3
Механическое отделение . . 1 смену Станок 25
Сварочное отделение .... Сварочная кабина 15
Моечное отделение Вспомогательная площадь: комплектовочная кладо- Отделение 90
вая Тепловоз 0,45
кладовая материалов кладовая топливной ап- » 0,3
паратуры инструмента льно-разда- » ОД
точная Рабочий в 1 смену 0,15
Таблица 21
Простои дизеля в ремонте
Наименование основных операций
капитальный средний
Общая разборка дизеля . . 16 16
Разборка, ремонт и сборка узлов . . ’ 40 40
Общая сборка дизеля . . . 56 52
Цеховые испытания дизеля 24 16
Переборка после цеховых испытаний 16 16
Контрольная цеховая обкатка и окончательная наладка 4 4
Испытания при приёмке инспектором 12 8
Частичная переборка по требованию инспектора . 8 8
Очистка 16 16
Таблица 23
Состав цеха
Наименован ие отде лений | Назначение
Разборочное Ремонта остовов Ремонта якорей Катушечно-секцион-ное Сборочное Испытательная станция Пропиточно-сушильное Изоляционное Электросварочное Разборка электромашин Ремонт остовов Перемотка якорей, банда-жировка и балансировка Перемотка катушек Сборка электромашин Испытание электромашин Пропитка, сушка, обмотка якорей и полюсных катушек Приготовление изоляции Сварка деталей
ТЕПЛОВОЗОРЕМОНТНЫЕ ЗАВОДЫ
317
Таблица 24
Ориентировочные простои электромашин в ремонте
Капитальный ре- Средний ремонт в час.
МОНТ в час.
Наименование основных операций « - Cl Ё г» К ф 0J 1те льно-1 атора | св О. S 5 55 Я св из Си Ч о tv ь (- Св
г° ° ?« О св L- U О S и “ о 2 « о я О S св £3. и. <и о х
со о 5 * щ о S
О ч Ш Q о t-
2 х (U U о К Q. Lh о о « X <и L. О К О. 5 °
С. U. И h Ш L- U U & н щ
Разборка машины . . . 8 8 G 8 8 6
Ремонт остова, подшипников, станочная обработка 10 1G 6 8 8 6
Отжиг меди, размотка якоря 14 8 4 8 8 6
Обмотка якоря, намотка бандажей 80 44 16 28 32 8
Пропитка и сушка якорей и катушек .... 32 36 32 28 22 26
Проточка и шлифовка якоря 8 6 6 8 6 6
Балансировка и отделка якоря 8 6 6 --
Сборка машины 8 4 4 8 4 4
Испытание 12 4 12 12 4 12
Окраска, отделка и сдача 4 4 4 4 4 4
Таблица 25
Площади электромашинного цеха
Наименование отделений Измеритель Норма в .и а
Ремонта остовов Станок 18
» » 1 рабочий 30
» якорей Ст анок 7.4
» » 1 рабочий 30
Катушечно-секционное . . . То же 20
Сборочное *> 99
П ро пито чн о -су шильное: участок подогрева масла Котёл ...
участок приготовления лака Бак для лака 6,0
участок пропитки и сушки Автоклав или 42,0
участок вакуумнасосов вакуумкотёл и пропиточный бак Вакуумнасос 18,0
Изоляционное 1 рабочий 18
Электросварочное Сварочная 15
Мета ллизационное кабина Отделение 80
Инструментально-раздато ч-ное , 1 рабочий 0,15
Испытательная станция . . Станция 300
Разборочная площадка . . Отделен ие 330
Комплектовочная кладовая Тепловоз 0,4
Кладовая материалов . . . » ....
Аппаратный цех
Аппаратный цех предназначается для рс-монча контакторов контроллера реверсора, пелс, осветительных приборов (табл. 2G и 27).
Колёсный цех
Колёсный цех предназначается для ремонта и замены отдельных элементов колёсных пар (табл. 28).
Механический цех
Механический цех предназначается для 1вготовления только новых деталей, тчк
как более целесообразно ремонт деталей на металлорежущих станках производить в соответствующих основных цехах, а именно дизельном, электромашинном и т. п.
Вследствие того, что детали тепловоза резко отличаются друг от друга как по характеру обработки, так и по классу точности (дизель, ходовые части, тяговые электродвигатели, зубчатые передачи и т. п.), в механическом цехе предусматриваются отделения по изготовлению запасных частей ходовых устройств, дизеля, электрооборудования, а также зубчатой передачи.
Таблица 26
Состав аппаратного цеха
Наименование отделений Назначение
Разборочное Контакторное Контроллерное Ремонта сопротивлений Разборка и промывка деталей Ремонт э лектропневмати-ческих и электромагнитных контакторов Ремонт контроллера и реверсора Ремонт сопротивлений и предохранителей
Пневматическое Разной аппаратуры Измерительных приборов и реле Аккумуляторное Испытательное Механическое Ремонт клапанов, переключателей, выключателей и т. п. Ремонт панелей и осветительных приборов Ремонт измерительных приборов и реле Ремонт и зарядка аккумуляторов Испытание электроаппаратуры Станочная обработка деталей аппаратуры
Таблица 27
Площади аппаратного цеха
Наименование отделений Изм еритель Норма в м~
Разборочное О тделен ие 30,0
Контакторное 1 рабочий 16,0
Контроллсоное 7о же 16,0
Ремонта сопротивлений . . » 18,0
Пневматическое Отде ление 20,0
Разной аппаратуры .... 1 рабочий 16,0
Измерительных приборов и
реле То же 14,0
Аккумуляторное ...... Отде ление 108,0
Механическое Станок 15,0
Испытательная станция . . Отделение 54,0
Инструментальная кладо-
вая 1 рабочий 0,25
Комплектовочная кладовая Кладовая 25,0
Кладовая материалов . . . » 25,0
Таблица 28
Площади колёсного цеха в м-
^Наименование площадей
! Станочная производственная площадь . . .
। Проезды и вспомогагель-
I ная площадь .........
96,0 I 54,0 3,4
24,0 ! 14,0 0,8
318
ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО
Данные для расчёта площадей механического цеха и его участков приведены в табл. 29.
Таблица 29
Площади механического цеха
Наименование Измеритель Площадь в ма
Участок по обработке крупных и средних деталей . . Станок 24
Участок по обработке мелких деталей » 15
Участок по обработке зубчатых колёс » 20
Кладовая материалов и полуфабрикатов 1,6
Продолжение табл. 29
Наименование Измеритель Площадь в м2
Кладовая готовой продукции и межоперационного хранения Станок 0,8
Участок ремонта оборудования, заточной участок Участок 0,9
Инструментально-раздаточная кладовая Станок 0,7
Место мастеров Место мастера 4,5
Общее расположение цехов завода приведено на фиг. 28, а тепловозоремонтного комбината—-на фиг. 29.
Фиг. 28. Тепловозоремонтный комбинат: 7—служебно-бытовые помещения; 2 — изоляционное отделение; 3 — катушечно-секционное отделение; 4—пропиточно-сушильное отделение; 5 — отделение ремонта аппаратуры; б—отделение ремонта аккумуляторов; 7—трансформаторная подстанция; 8—кладовая; 9—разборочно-моечная; 10—электромашинный цех; 11- -испытательная станция электромашин; 72—заливочная; 13 — электрогазосварочная; /4—дизельный цех; 75—испытательная станция дизелей; 7б —тамбур; 77 —ремонтно-сборочный цех; 18—трубо-холодильное отделение; 79-автоматно-тормозное отделение; 20 — механический цех; 27 —уборная; 22 — колёсно-токарный цех; 23 - инструментально-раздаточная; 24—кладовые;
25 —термическое отделение; 26- гальваническое отделение; 27 —эстакада колёсного цеха
ТЕПЛОВОЗОРЕМОНТНЫЕ ЗАВОДЫ
319
Фиг. 29. Схема плана тепловозоремонтного комбината: 7—пожарное депо; 2 — гараж; 3—проходная; 4 — заводоуправление; 5 — столовая; б — котельная; 7 — корпус вспомогательных цехов;
8—газогенератор; 9 — ацетилен; 70— градирня; 77 —склад строительных материалов; 12—деревообделочный и модельный цехи; 13—литейный цех; 74—склад металлолома; 15—склад металла; 76—кузнечно-рессорный цех; 77 — компрессорная и градирня; 18—тепловозосборочный корпус; 19 — парк колёсных пар; 20 — главный магазин и склад запасных частей; 21— склад огнеупорных материалов, химикатов и карбида; 22—склад жидкого топлива и смазочных материалов; 23—малярно-испытательная и весовая; 24— депо разоборудования; 25- кислородная станция; 26 — заземлённые резервуары; 27 —водонапорная башня
ОБОРУДОВАНИЕ ТЕПЛОВОЗОРЕМОНТНЫХ ЗАВОДОВ
Перечень оборудования цехов приведён в табл. 30.
Таблица 30
Оборудование тепловозоремонтных заводов
Наименование оборудования Краткая характеристика оборудования
Цех. холодильников
Станок для насаживания ’ пластин Электрованна для лужения По типу Харьковского завода при помощи роликов, габарит 500х х800 мм, мощность 1,1 кет Мощность 15 ква, габарит 2 000 х 900 мм
Электропечь для разделки секций Мощность 30 ква, габарит 2 000 х800 мм
Ванна для травления секций Железная сварная, габарит 1 500x500 мм
Станок для наборки пластин калорифера Приспособление для гидроиспытаний секций Приспособление для испытания секций на истекание Подставки с рамками для пластин, габарит 1 500x500x600 мм Станина с вращающимся кожухом для установки секций, габарит 600x600 мм Сварная станина с бачком для воды на высоте 3 м, габарит 1 000х х 1 000 мм
Дизелеремонтный цех
Стол с установкой для опрессовки крышек цилиндров Металлический сварной, габарит 2 000х Х800 мм
Стенд для сборки блоков с приспособлением для притирки гильз Металлический сварной, габарит 3 500 х х 1 200 мм
Установка для прокачки масла через двигатель Мощность 2,2 кет, габарит 1 000х 100 мм
Станок для притирки клапанов Тип СТ-бб, мощность 4,2 кет, габарит 1 000 х 1 000 мм
Продолжение табл. 30’
Наименование оборудования Краткая характеристика оборудования
Установка для прокачки маслом поршневых пальцев Поворотный стенд для сборки крышек цилиндров Установка для опрессовки дизелей горячей водой То же маслом Мотор-генератор для испытания компрессоров Установка для обкатки масленого насоса с приводом Установка для испытаний водяного насоса Станок для динамического испытания роторов турбовоздуходувки Электропечь Установка для испытания колёс вентилятора холодильника Универсальный станок для испытания топливных насосов Установка для обкатки топливных насосов Стенд для испытания форсунок Стенд для испытания ди зелей Металлическая сварная, габарит 1 500x800 мм Габарит 1 800x300 мм Металлическая сварная, габарит 800x800 мм, мощность 2,0 кет То же Генератор типа МП-513, мощность 45 кет, напряжение 220 в. Мотор к нему МА-204, мощность 48 кет, число оборотов 1 470 об/мин. Металлическая сварная габар ит 1 500 х х 1 000 мм, мощность 20,2 кет Металлическая сварная, габарит 1 500 х х 1 000 мм, мощность 10,5 кет Габарит 2 000х 1 ОООлъи, мощность 1,5 кет Габарит 600x200, мощность 5 ква Мощность 35 кет, габарит 4 ОООх 1 800 мм Габарит 3 ОООх 1 000 мм, мощность 2 кет Габарит 1 500x1 000 мм, мощность 2,2 кет Одноиндукторный с насосом с тарированной посудой, габарит 1 ОООх 1 000 мм, мощность 1,2 кет Габарит б ОООх 2 000 х х 1 000 мм 1
I
320
ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО
Продолжение табл. 30
Наименование оборудования Краткая характеристика оборудования
Лопастной вихревой на-! сос для перекачки мае-! ла в расходный бачок То же для перекачки топлива Центробежный насос для перекачки воды Синхронный генератор с возбудителем и мо-! тором для испытания дизелей Двухмашинный агрегат с мотором | Нагрузочный реостат Распределительные устройства и пульт управления Аккумуляторная батарея Электромс Трансформатор для проверки катушек на вит-ковое сопротивление с высокочастотным мотор-генератором Установка для испытания на пробой катушек То же якорей Печь для нагрева коллекторов Разгонный станок для коллекторов Трансформатор для проверки коллекторов Ванна паяльная для пайки коллекторов Фреза для продорожи-вания коллекторов Станок для динамической балансировки коллекторов Электрошкаф для подогрева секций Станок для бандажиров-ки якорей Вертикальный гидропресс с трёхплунжерным насосом производительностью 30 л в минуту Гидропресс горизон- тальный для раепрес-совки коллекторов и валов Про изводительность 5 м3}час, напор 60 м, тип ЛК-5-15, мощность 4,3 кет То же Тип ЦНШ-65, производительность 37 м3/час Генератор: тип МС-321-8/8, напряжение 680 в, мощность при COS 'С— 0,8,560 кет, число оборотов 750 в мин.; к.п.д. 93,7. Возбудитель: типа МП-543-1/4. Мотор: тип 84/33, мощность 700 кет, напряжение 700 в,число оборотов 740 об/мин. Тип: МВТ-25/9; МВТ-25-1 1, сила тока 67,5/65 а, напряжение 71/35 в, мотор — типа МК МБ 14/4, мощность 9,3 кет Водяной на силу тока 1 500 а, напряжение 3 300 в, габарит 5 600 — 3 300 мм Тип ТН-550 шинный цех Частота тока 1 000 периодов в секунду, мощность 2,5 кет. Мотор типа ОВ-2,5, напряжение 2x115 в, мощность 4,3 кет Напряжение 2x115 в, мощность 0,6 кет Габарит 2 ОООх 1 000х х 1 000 мм Габарит 1 500x1 500х х800 мм Диаметр 680—830 мм, габарит 1 500х Х1 600 мм, мощность 10 кет Напряжение 220/600 в, мощность 1 ква, диаметр до 830 мм Габарит 1 500x2 000.4.4, мощность 20 ква ВЦ—3504-415 мм, РМЦ— 1 500 мм, мощность 0,25 — 0,5 кет ВЦ —500 мм, РМЦ— 1 500 мм, мощность 1 0 кет Объём 0,5м3, габарит 1 000x800 мм, мощность 4 ква ВЦ—250s-500 мм, РМЦ— 1 5004-2 000 мм. мощность 4,5 —5,2 кет Давление до 100 т, мощность 4,3 кет, габарит 1 100x880 мм Давление до 200 т, габарит 5 000 х 2 000 мм
Продолжение табл. 30
Наименование Краткая характери-
оборудования стика оборудования
Электро сушильные печи
Автоклав для компаун-дировки катушек с ва-куумнасосом
Станок для разбрызгивания лака с якорей
Станок для разгона якорей
Автоклав для якорей с вакуумнасосом
Трансформатор для пайки медью
Намоточный станок
Печь для отжига меди
Печь для электронагрева секций
Установка для испытания секций на пробой
Линейный генератор для испытания главного генератора
Мотор
Вольтодобавочный генератор
Мотор
Пульт для испытания на пробой
Линейный генератор для испытан ия тяговых электродвигателей
Мотор к генератору
Вольтодобавочный генератор
Мотор к генератору
Генератор для питания обмоток возбуждения на холостом ходу
Мотор к генератору
Мотор для испытания двухмашинного агрегата
Объём 5 м3, температура до 180°С, мощность 36 ква. габарит 2 500 х х2 ООО мм
Автоклав объёмом 0.Ям3, вакуумнасос производительно стью
2,25 м3/'мин., мощ-
ность 3,5 кет
Диаметр 420 мм, мощность 7,5 кет, габарит 2 000 х 2 000 мм
С электроподогревом до 150°С для якорей диаметром до 420 мм. Габарит 2 500x2 000 мм
С тремя вакуумкотлами для якорей диаметром 430-840 мм и одним котлом для лака, габарит 12 000 х 2 500 мм
Сечение меди до 140 мм2, мощность 12 ква
Сечение меди от 60 до 400 мм2, мощность 2 — 6 кет
Мощность 60 ква, габарит 2 500х 1 000 мм
Объём 1 .м2, мощность 10 кет, габарит 800х х 1 000 мм
От сети 280 в, мощность 2 ква, 50 пер/с-'к., габарит 1 500 х 1 500 мм
Мощность 150 кет, напряжение 1 000 в. Можно применить двигатель ДПП-150, переделав его в генератор с независимым возбуждением
Тип МАШ-83/6, мощность 160 кет. напряжение 220/380 в
Напряжение 0 — 132 е, мощность 75 кет, тип ДК-304
Тип АМ6-117-8, мощность 80 кет, напряжение 220/380 в с короткозамкнутым ротором
С реостатом 0-6 кет
Мощность 26 кет, напряжение 220 в, число оборотов 1380 об/мин., с независимым возбуждением
Тип МА-911/6, мощность 37 кет, напряжение 220/380 в
Тип МП-517, мощность 48,5 кет, напряжение 60 в, число оборотов 1 470 в мин.
Тип МА-911-4, мощность 55 кет, напряжение 220/380 в
Тип ПП-205, мощность 21 кет, напряжение 115 в
Тип МА-20-34, мощность 24,5 кет. напряжение 220/380 в
Тип ПП-100, мощность 10,5 кет, напряжение 100 в
ОРГАНИЗАЦИЯ РЕМОНТА ТЕПЛОВОЗОВ
321
ОРГАНИЗАЦИЯ РЕМОНТА ТЕПЛОВОЗОВ
Для сохранения тепловозного парка в исправном и работоспособном состоянии МПС установлены виды ремонта, нормы пробегов и простоя тепловозов в ремонте, указанные в табл. 31.
Таблица 31
Виды ремонта, нормы пробегов и простоя тепловозов в ремонте
Тепловозы серий
ТЭ1. ТЭ5.
да > дб э-эл
X
л cd
Виды ремонта t=t 1 - 5 CD
£ ® $
* S CD si
1 пробеги ремонта, тыс. Км о ь Р X X 2 5? Ф X Ю О . 0^0 О. QJ 3 С схь 1 простои , монтах
к й
Для тепловозов, работающих с грузовыми поездами
Периодический осмотр . Первый периодический 15 1 10 2
ремонт Второй периодический 75 3 50 6
ремонт 150 6 100 12
Средний ремонт 300 12 200 24
Капитальный ремонт . . 600 15 400 30
Для тепловозов, работающих с пассажирскими поездами
Периодический осмотр . Первый периодический 25 1 15 2
ремонт Второй периодический 100 3 75 6
ремонт 200 6 150 12
Средний ремонт .... 400 12 300 24
Капитальный ремонт. . 800 15 600 30
Для тепловозов, работающих на маневрах
Периодический осмотр . Ежеме- 1 Ежеме- 2
сячно сячно
Первый периодический Че рез
ремонт .... 3 Через 6
6 мес. 6 мес.
Второй периодический
ремонт Через 6 Через 12
1 год 1 год
Средний ремонт Через 12 Через 24
2 года 2 года
Капитальный ремонт . . Через 15 1 Через 30
4 года 1 3 года
Для тепловозов ТЭ и Да , кроме указанных в табл. 31 осмотров и ремонтов, установлен укрупнённый периодический осмотр через 30—45 тыс. Км пробега тепловоза.
Для тепловозов ТЭ2 Тепловозным управлением установлен удвоенный простой в периодических осмотрах и ремонтах по сравнению с тепловозами ТЭ1 при тех же пробегах между ремонтами.
Помимо данных, указанных в табл. 31, один раз между периодическими осмотрами после пробега 6—7,5 тыс. Км производятся контрольно-технические осмотры. Постановка тепловоза на контрольно-технический осмотр предусматривается в графиках оборота тепловозов. На проведение контрольного осмотра отводится не более 3 час. На время
21 Том 7
этого простоя тепловоз числится в эксплоа-тационном парке; при ббльшем простое тепловоз перечисляется во внеплановый ремонт.
Измерение толщины бандажей и гребней колёсных пар производится ежемесячно специальным агентом депо.
Согласно правилам текущего ремонта тепловозов поездные бригады должны выполнять служебный ремонт, характеристика которого указана на стр. 327—328.
Для равномерной загрузки ремонтных бригад разрешается допускать перепробег тепловозов между периодическими осмотрами до 5% установленной нормы.
Лучшие тепловозные бригады могут увеличить пробег тепловозов между осмотрами больше 10% против установленных норм только с разрешения начальника локомотивной службы дороги каждый раз отдельным приказом по специальным докладам начальника депо с приложением акта осмотра и приведением данных, обосновывающих перепробег тепловоза.
Увеличение пробега тепловозов между периодическими осмотрами против установленной нормы в целом по депо разрешает начальник дороги приказом по дороге по представлению начальника локомотивной службы дороги.
Увеличение пробега между периодическими осмотрами и ремонтами по дороге против установленных норм разрешает Главное управление локомотивного хозяйства МПС по представлению начальника дороги.
Периодические осмотры, первый и второй периодические ремонты производятся в тепловозных депо. Средний и капитальный ремонты производятся на тепловозоремонт-иых заводах или в мастерских, имеющих необходимое оборудование.
Схема периодичности осмотров и ремонтов поездных тепловозов показана на фиг. 30.
1 кто к кто М кто пр кто м ктв о
Услодные
Коп.оек
с±> Капи/шышй ремонт
Саре*. .
А Средний ремонт
О П-аериодический ремонт
обозначения
о /- периодический ремонт
Пв „ , л Периодический осмотр
КТО
• Контрольный технический оснотр
Фиг. 30. Схема периодичности осмотров и ремонтов поездных тепловозов
ХАРАКТЕРИСТИКИ РЕМОНТА ТЕПЛОВОЗОВ СЕРИИ ТЭ
Периодический осмотр
Периодический осмотр имеет своей целью обеспечить исправную работу тепловозов между периодическими ремонтами, плановую работу ремонтных бригад и избежать внепланового ремонта.
Периодический осмотр проводится для проверки состояния тепловоза, регулирова
322
ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО
ния электроаппаратуры, топливной системы и очистки фильтров.
В периодическом осмотре производятся следующие основные работы.
По двигателю и вспомогательным агрегатам
Блок и картер двигателя. Крепление или смена слабых болтов и шпилек соединения цилиндрового блока с картером и последнего с рамой тепловоза.
Осмотр и проверка соединений трубопроводов в картере и устранение утечек.
Коленчатый вал и его подшипники. Проверка расхождения щёк и прилегания коренных шеек коленчатого вала к нижним вкладышам, проверка зазоров на масло в коренных и шатунных подшипниках, положения стыков вкладышей и крепления подшипников.
Цилиндровые крышки и клапаны. Проверка состояния пружин, клапанов и рычаговых валов; крепление цилиндровых крышек; крышки, пропускающие газы или воду, переставляют. Проверка креплений впускных и выпускных коллекторов.
Распределительный механизм. Контроль состояния рычагов, толкателей, штанг и роликов; обнаруженные неисправности устраняются, после чего устанавливают нормальные зазоры рабочим клапаном.
Форсунки. Опрессовка, при необходимости разборка, притирка иглы и установление нормального подъёма её. После сборки форсунки проверяются на стенде.
Топливный насос и его привод. Проверка и регулирование секций топливного насоса и их привода.
Регулятор числа оборотов. Промывка масляной ванны без съёмки регулятора, наружное регулирование его и устранение неисправностей рычажной системы. Смазка всех соединений рычажной передачи.
Турбовоздуходувка. Проверка осевого разбега и свободного вращения ротора, подвода смазки и состояния подшипников, радиального зазора между лопатками ротора турбины и сопловым аппаратом.
Водяной насос. Пополнение или смена сальниковой набивки, проверка состояния и крепление приводной шестерни. После пробега тепловоза 35—45 тыс. Км водяной насос, у которого вал лежит на одном шарикоподшипнике, разбирается, негодный сальник, втулка, шарикоподшипник заменяются. Производится проверка биения вала на станке.
Компрессор. Осмотр картера компрессора, очистка сетки масленого насоса, проверка крепления гаек шатунных подшипников. Замена рабочих клапанов компрессора отремонтированными. Проверка и крепление станины компрессора.
Вентилятор холодильника. Пополнение смазки в редукторе и универсальных шарнирах.
Проверка и центровка промежуточного вала с регулированием муфты включения привода вентилятора. Проверка натяжения и регулирование приводных ремней.
Секции холодильника. Очистка секций хо« лодильника без съёмки их.
Реле масляного давления. Проверка и регулировка реле масляного давления.
Фильтры. Очистка и промывка фильтров топливной и масляной системы, турбовоздуходувки и компрессора с заменой негодных лезвий и пластин, а также набивки.
По электрооборудованию
Электрические машины. Очистка и продувка сухим, сжатым воздухом.
Наружный осмотр и добавление смазки в подшипники электрических машин через 30 тыс. км пробега тепловоза.
Смена негодных щёток и пружин щёткодержателей с притиркой щёток к коллекторам и пригонкой их по обоймам, регулированием давления на щётки и зазоров между щёткодержателями и коллекторами.
Проверка сопротивления изоляции обмоток полюсов статора и обмотки якорей.
Очистка коллекторов и протирка их бензином.
Добавление смазки в моторно-осевые подшипники тяговых электродвигателей.
Осмотр и смена негодных брезентовых патрубков для подвода воздуха к тяговым электродвигателям; проверка состояния и заварка трещин в кожухах зубчатой передачи.
Проверка и устранение неисправности в. подвешивании и изоляции проводов тяговых электродвигателей.
Вентилятор охлаждения тяговых электродвигателей. Осмотр вентиляторов и их привода, регулировка натяжения ремней, добавление смазки в подшипники.
Электроаппаратура. Осмотр и очистка пальцев и сегментов реверсора, кулачков и пальцев контроллера машиниста, проверка работы реверсора, смазка всех скользящих контактов реверсора, контроллера машиниста и контакторов.
Проверка работы электропневматических клапанов, контакторов, реле, очистка их контактов, крепление подводящих проводов, продувка воздухом и осмотр сопротивлений,, устранение утечек воздуха в воздухопроводе электропневматических клапанов.
Очистка ножей и клемм рубильников и выключателей тока, очистка контактов кнопочных выключателей.
Провода низкого и высокого напряжений. Осмотр кабельной проводки, очистка и устранение неисправностей в креплениях и в. изоляции проводов, а также в арматуре освещения.
Электродвигатели вспомогательного топливного насоса и калорифера. Смена негодных щёток с притиркой их по коллектору и обоймам, регулирование давления на щётки, продувка сжатым воздухом электродвигателей, протирка коллекторов бензином.
Проверка сопротивления изоляции полюсов и обмоток якорей; добавление смазки в подшипники.
Аккумуляторная батарея. Проверка уровня и плотности электролита и восстановительный подзаряд.
Устранение неисправностей в креплении батареи и в подводящих проводах.
Очистка элементов и межэлементных соединений, смазка перемычек.
ОРГАНИЗАЦИЯ РЕМОНТА ТЕПЛОВОЗОВ
323
По экипажу
Колёсные пары. Текущий осмотр колёсных пар под тепловозом.
Буксы колёсных пар. Проверка состояния или смена подбивки букс.
Рессорное подвешнвание. Проверка состояния рессорного подвешивания и устранение обнаруженных недостатков.
Тележки. Проверка подвода масла к опорным пятам тележек, боковым опорам, состояния маслёнок, смазочных трубок, устранение недостатков.
Автотормоз и рычажная передача. Осмотр рычажной передачи тормоза, подвесок тормозных колодок, проверка наличия шайб, шплинтов рычажной передачи и смазка шарнирных соединений.
Проверка ручного тормоза, регулирование нажатия тормозных колодок.
Ревизия автотормозного оборудования.
Помимо указанных работ, при укрупнённых периодических осмотрах после пробега тепловозом серии ТЭ 30—45 тыс. км производится выемка поршней двигателя, смена негодных колец, притирка впускных и выпускных клапанов на цилиндровых крышках двигателя, разборка топливоподкачивающего насоса, замена его изношенных деталей, сильфона н проверка вала на станке.
Первый и второй периодические ремонты. Основной задачей первого периодического ремонта является ремонт шатунно-поршневой группы, цилиндровых крышек двигателя, турбовоздуходувки, компрессора, вентилятора холодильника двигателя и тяговых электродвигателей и профилактический осмотр электрооборудования тепловоза. Во втором периодическом ремонте, помимо указанных работ, дополнительно производится подъёмка тепловоза с выкаткой н проверкой тележек, обточка колёсных пар, ремонт тяговых электродвигателей и двухмашинного агрегата с пропиткой якорей, ремонт компрессора со съёмкой с тепловоза, ремонт всех секций холодильника, испытание изоляции электрических машин и цепей на диэлектрическую прочность изоляции. В периодических ремонтах выполняются следующие основные работы.
По двигателю и вспомогательным агрегатам
Блок и картер двигателя. Крепление или смена слабых болтов, шпилек соединения цилиндрового блока с картером и последнего < рамой тепловоза. Проверка состояния трубопровода в картере и устранение утечек; очистка всасывающей сетки масленого насоса.
Коленчатый вал и его подшипники. Проверка расхождения щёк вала, прилегания шеек коленчатого вала к нижним вкладышам и зазоров в коренных и шатунных подшипниках.
Разборка 1, 2 и 4-го, а при втором периодическом ремонте всех коренных подшипников для инспекторского осмотра.
Проверка состояния крышек коренных подшипников.
Поршни, шатуны и шатунные подшипники. Поршни вынимаются, разбираются.
производится измерение, негодные поршневые кольца заменяются; шатунные болты проверяются дефектоскопом.
Проверка камеры сжатия и правильности прнвалки поршней в цилиндрах.
Цилиндровая втулка. Производится освидетельствование и измерение.
Цилиндровые крышки и клапаны. Снятие цилиндровых крышек, разборка и проверка клапанов дефектоскопом.
Проверка зазоров между шпинделями клапанов и их направляющими. Проверка состояния пружин клапанов.
Очистка и промывка внутренней полости цилиндровых крышек и опрессовка их водой.
Притирка клапанов по посадочным местам в цилиндровых крышках.
Проверка и пришабровка по проверочной плите посадочных буртов цилиндровых крышек; смена негодных уплотняющих резиновых колец.
Сборка и постановка цилиндровых крышек на место.
Впускные и выпускные коллекторы. Очистка впускных и выпускных коллекторов, заварка трещин, замена негодных уплотнительных колец, прокладок и изоляции.
Распределительный вал н его привод. Разборка привода клапанов., очистка масленых каналов в рычагах и штангах, замена ослабших втулок рычагов и роликов, очистка и проверка трубок подвода смазки к подшипникам распределительного вала и валикам рычагов толкателей. Замена негодных трубок, проверка прилегания шеек распределительного вала к подшипникам.
Форсунки. Разборка форсунок с притиркой игл и установление нормального подъёма их; сборка, испытание на стенде и установка форсунок на место. Проверка и ремонт нагнетательных трубок.
Топливный насос и его привод. Снятие секций топливного насоса, испытание на стенде. При необходимости притирка нагнетательного клапана к седлу, седла к торцу втулки плунжера, заплечика втулки к корпусу. После ремонта—испытание каждой секции на стенде, постановка годных на место. Снятие привода секций топливного насоса, осмотр, замена негодных роликов, валиков и втулок, тщательная прочистка каналов.
Регулятор числа оборотов и безопасности. Разборка регулятора числа оборотов, замена неисправных рессорок, шариковых подшипников и масленых уплотнений, проверка упругости компенсирующей пружины и биения штока сервомотора, шабровка торца нижней части корпуса, проверка зазора между поршнями и корпусом сервомотора, корпусом и буксой, буксой и золотниковой втулкой, а также золотниковой втулкой и золотником. После сборки — регулирование н проверка зазоров в конических шестернях привода регулятора. Осмотр регулятора безопасности и проверка правильности его срабатывания.
Турбовоздуходувка. Снятие с тепловоза, разборка и проверка турбовоздуходувки, замена или ремонт неисправных деталей и трубопровода. подводящего смазку. В процессе сборки —- проверка и установление осевого раз
21*
324
ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО
бега ротора, радиального зазора между рабочими лопатками и направляющим аппаратом, радиальных зазоров в опорно-упорном и опорном подшипниках и зазоров в лабиринтах. Очистка и промывка охлаждающей полости корпуса. Динамическая балансировка ротора турбовоздуходувки.
Водяной насос. Разборка водяного насоса, замена негодного сальника, втулки, шарикоподшипника. Проверка биения вала на станке. Восстановление износа рабочего колеса, затем динамическая балансировка.
Компрессор. При первом периодическом ремонте производится снятие цилиндровых крышек и цилиндров, разборка поршней и шатунов, замена негодных поршневых колец. Установка нормальных зазоров в шатунных подшипниках, очистка картера и всасывающей сетки масленого насоса, замена масла, ремонт и очистка воздушных фильтров и сапуна.
Измерение и проверка поршней, цилиндров, проверка шатунных болтов дефектоскопом, разборка и очистка цилиндровых крышек, ремонт или замена всех клапанов.
Промывка холодильников, выправление погнутых пластин, запайка трубок, имеющих трещины и обрывы. Притирка и проверка предохранительного клапана fHa коленчатом валу, ремонт и регулирование других предохранительных клапанов и регулятора давления. Во втором периодическом ремонте компрессор с тепловоза снимается, производится полная разборка, ремонт или смена деталей. Коленчатый вал проверяется дефектоскопом, шейки измеряются и при необходимости обрабатываются. Масленый насос разбирается и производится полный ремонт. Производится центровка вала якоря генератора с валом компрессора.
Масленый насос и его привод. В первом периодическом ремонте производится проверка крепления насоса и кожуха привода насоса, замена надорванных и ослабших шпилек кожуха, измерение зазора между поводком привода и сухарями кронштейнов ввлоповоротного диска.
Во втором периодическом ремонте масленый насос и его привод отнимаются от места, разбираются и производится полный ремонт со сменой деталей.
Реле масляного давления. Проверка и регулирование реле масляного давления. Зачистка подгоревших контактов.
Топливоподкачивающий насос. Снятие насоса, замена изношенных деталей и сильфона, проверка вала на станке. После сборки производится проверка производительности иасоса на стенде.
Фильтры. Снятие фильтров топливной и масляной системы, турбовоздуходувки и компрессора, замена негодных лезвий, пластин н фильтрующего материала.
Вентилятор холодильника. Съёмка с тепловоза и разборка редуктора и его привода. Смена негодных шарикоподшипников, шестерён, пластин феррадо, пальцев н роликов. Регулирование муфты и центровка промежуточного вала. Разборка и осмотр шарикоподшипников натяжного шкива.
Съёмка и разборка карданного вала и крыльчатки на тепловозах серии ТЭ2. Замена негодных валиков и втулок, зачистка
наработка в шлицевом соединении. Очистка масленых каналов в валиках и штуцерах.
Секции холодильника. Снятие, очистка и опрессовка масленых секций с устранением утечки и постановкой их на место. Водяные секции снимаются для очистки и ремонта во втором периодическом ремонте. В первом периодическом ремонте очистка водяных секций производится без съёмки.
Водяной, масленый, топливный и воздушный трубопроводы и топливоподогреватели. Все трубопроводы опрессовывают на рабочее давление, утечки устраняются. Негодные прокладки и резиновые рукава заменяются. Пробки, вентили, краники и клапаны притираются н ремонтируются. Топливоподогреватели опрессовываются на 3—5 ати, а во втором периодическом ремонте разбираются, очищаются, негодные трубки заменяются.
Баки. Промывка водяного бака, заварка трещин.
Во втором периодическом ремонте очистка и крепление топливных баков.
По электрооборудованию
Электрические машины (генератор, двухмашинный агрегат и тяговые электродвигатели). Очистка и продувка сухим, сжатым воздухом электрических машин. Смена негодных щёток и пружин щёткодержателей, притирка щёток к коллекторам, пригонка их по обоймам, регулирование давления на щётки и установление нормальных зазоров между щёткодержателями и коллектором. Осмотр н крепление межкатушечных соединений и соединений между щёткодержателями со вскрытием изоляции. Проверка состояния изоляции обмоток полюсов статора и секций якоря. Очистка и протирка бензином коллекторов с продорожкой их при необходимости. Добавление смазки в якорные подшипники и замена негодной подбивки в моторно-осевых подшипниках тяговых электродвигателей. Осмотр кожухов зубчатой передачи, замена смазки в кожухах и заварка трещин, смена негодных брезентовых патрубков подвода воздуха, ремонт коллекторных люков. Осмотр и устранение неисправности в подвешивании и изоляции проводов.
Во втором периодическом ремонте тяговые электродвигатели и двухмашинный агрегат разбираются, якори пропитываются, коллекторы шлифуются и продороживаются, щётки заменяются новыми. Производится проверка состояния пайки концов секций обмотки якоря и уравнительных соединений в петушках, при необходимости петушки пропаиваются. Пришабриваются вкладыши моторно-осевых подшипников, негодные якорные подшипники и малые шестерни тяговых электродвигателей заменяются.
Производится динамическая балансировка якорей тяговых электродвигателей.
Вентиляторы охлаждения тяговых электродвигателей. Снятие вентиляторов и их приводов с тепловоза, разборка, замена изношенных шарикоподшипников и вытянутых ремней. Выверка и обработка изношенных мест на валах и корпусах под подшипники. Заварка трещин в корпусах вентилятора.
ОРГАНИЗАЦИЯ РЕМОНТА ТЕПЛОВОЗОВ
325
Электродвигатели топливного насоса и калорифера. Разборка электродвигателей, пропитка якорей; шлифовка коллекторов, замена негодных подшипников и щёток, припайка и крепление ослабших наконечников болтовых контактов, шин, замена негодных болтов, ремонт шин, крепление катушек полюсов.
Контроллер машиниста. Зачистка изношенных и подгоревших сегментов и пальцев, замена негодных. После смены элементов проверка напряжения при всех положениях контроллера.
Реверсор. Разборка привода реверсора, прожировка манжет, очистка цилиндров и крышек привода, притирка электропневмати-ческих клапанов, окраска катушек электро-пневматических клапанов лаком и проверка сопротивления. Проверка изоляции оси барабана и стоек пальцев на пробой.
Реле и контакторы. Продувка сжатым воздухом, очистка от нагара и оплавлений, опиловка губок контакторов по шаблону, замена сильно подгоревших. Проверка состояния соединений искрогасительных катушек, устранение неисправностей. Снятие пневматических приводов электропневмати-ческих контакторов, разборка, очистка, прожировка манжет, замена негодных, притирка клапанов вентилей. После сборки производится проверка пневматических приводов на плотность.
Проверка состояния деталей всех реле и устранение заедания в подвижных частях. Проверка разрыва и притирания контактов, состояния сопротивлений, величины давления на контакты, устранение неисправностей. Осмотр реле напряжения, замена изношенных контактов. Регулирование на нагрузочном реостате реле напряжения, реле перехода и реле перегрузки. Крепление во всех соединениях электроаппаратуры проводов, кабельных наконечников и шунтов, припайка ослабших наконечников, замена негодных шунтов. Восстановление маркировки аппаратов, кабелей и проводов.
Электропневматический привод регулятора числа оборотов вала двигателя. Разборка и промывка, прожировка манжет, замена негодных, притирка воздушных клапанов, замена ослабших пружин. Установление нормального подъёма поршеньков, замена изношенных текстолитовых роликов и валиков рычажной передачи, устранение разбега в рычажной системе.
Кнопочные выключатели. Проверка плотности и надёжности соединений и давления пальцев. Замена изношенных пальцев и контактных сегментов, очистка от окиси и нагара всех контактных поверхностей. Крепление подводящих проводов и проверка пайки их наконечников. Проверка предохранителей, замена негодных.
Аккумуляторная батарея. В первом периодическом ремонте — проверка напряжения каждой банки и всей батареи, замена негодных банок, проверка и доведение до нормы уровня и плотности электролита; производится восстановительный подзаряд, устранение неисправностей в креплении батареи и в подводящих проводах. Очистка банок батареи снаружи, освинцование окислившихся перемычек, смазывание техниче
ским вазелином и проверка полярности батареи. Во втором периодическом ремонте—снятие батареи с тепловоза для ремонта с разборкой банок, правкой покоробленных пластин, припайкой оборванных выводов. Замена повреждённых банок, перемычек, блоков пластин, негодных сепараторов.
Провода высокого и низкого напряжений. Проверка сопротивления изоляции проводов и при сопротивлении изоляции менее нормы—дополнительная изоляция, сушка и пропитка проводов.
Электрические приборы. Снятие электрических приборов, проверка их по контрольным приборам, устранение неисправностей.
По экипажу
Рама тепловоза и рамы тележек. Тщательный осмотр, особенно в местах буксовых и облегчающих вырезов и сварки междурамных скреплений со шкворневой балкой, определение состояния шкворневой балки и устранение обнаруженных дефектов.
Во втором периодическом ремонте производится подъёмка тепловоза с выкаткой тележек, полным освидетельствованием рамы тепловоза и рам тележек. Замена изношенных наличников буксовых направляющих, ослабших заклёпок и болтов междурамного крепления, заварка трещин в раме тепловоза с наложением накладок, пригонка подбуксовых струнок по местам, замена ослабших болтов и шпилек крепления подбуксовых струнок. Ремонт пят и подпятников, замена просевших и лопнувших пружин сколь-зунов.
Рессорное подвешивание. Осмотр деталей рессорного подвешивания, ремонт изношенных деталей, смена негодных.
Буксы. Наварка и обработка изношенных буксовых камней. Замена изношенных буксовых наличников, негодных пружин, крышек н подбивки букс. Во втором периодическом ремонте—заливка изношенных подшипников и пригонка по шейкам оси.
Колёсные пары. В первом периодическом ремонте—текущий осмотр, а во втором — обыкновенное освидетельствование и обточка колёсных пар. После освидетельствования и ремонта колёсные пары окрашивают в установленный цвет.
Ударно-упряжные приборы. Осмотр ударно-упряжных приборов, ремонт неисправных деталей, замена негодных. Во втором периодическом ремонте восстановление до альбомных размеров деталей сочленения секций тепловоза ТЭ2, замена негодных валиков и втулок.
Автотормоз и рычажная передача. В первом периодическом ремонте—проверка плотности тормозных цилиндров, прожировка манжет, замена негодных тормозных колодок, осмотр рычажной передачи, замена изношенных валиков, шайб и шплинтов.
Во втором периодическом ремонте—разборка рычажной передачи, восстановление изношенных деталей наплавкой и их обработка, замена негодных. После сборки—испытание рычажной передачи на тепловозе при давлении воздуха в тормозных цилиндрах 6 ати.
326
ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО
Во всех периодических ремонтах тепловозов — периодический ремонт приборов и частей автотормозного оборудования.
Песочницы и их трубопровод. Разборка клапанов и форсунок песочниц, ремонт, проверка воздухом на плотность, испытание действия песочниц и регулирование клапанов. Разборка труб, подводящих песок, устранение вмятин на них и регулирование труб по отношению к рельсам, бандажам и тормозным колодкам. Проверка исправности сеток.
Кузов, капот, кабина, метельники, путеочистители и тифон. Крепление кузова тепловоза во всех соединениях, замена негодных болтов и заклёпок, исправление лопнувших листов и угольников, замена испорченной обшивки внутри кузова. Ремонт окон и дверей люков и плотная пригонка по местам. Вставка стёкол. Исправление сидений и подлокотников машиниста и помощника. Исправление погнутых метельников и установление требуемых размеров от головки рельсов согласно ПТЭ. Ремонт повреждённых угольников и распорок и замена негодных болтов крепления метельников и путеочистителей. Исправление погнутых подножек и лестниц, устранение неисправностей в поручнях предохранительных ограждений площадок, стойках н их связях. Разборка и ремонт тифона с заменой негодных частей.
При втором периодическом ремонте — окраска переднего и заднего буферных брусьев в установленные цвета.
Средний ремонт тепловозов
При среднем ремонте тепловоз подвергается полной разборке. Кузов снимается, разбирается двигатель, снимаются все вспомогательные агрегаты, трубопроводы, секции холодильников и вентилятор с приводом, тележки выкатываются и разбираются, электрические машины и электроаппаратура снимаются для осмотра, проверки и ремонта, а также выполняются следующие работы.
По двигателю и вспомогательным агрегатам
Двигатель разбирается для осмотра и ремонта. Цилиндровый блок, рама и цилиндровые крышки тщательно осматриваются, обнаруженные дефекты исправляются, крышки с трещинами заменяются. Цилиндровые втулки, вкладыши коренных и мотылёвых подшипников, сопла форсунок, топливные плунжерные пары заменяются. Шейки коленчатого вала проверяются дефектоскопом и при наличии овальности и конусности шеек подлежат шлифовке и опиловке.
Топливоподкачивающий насос, масленый и водяной насосы, турбовоздуходувка и компрессор разбираются для осмотра, ремонта и смены изношенных деталей. Холодильник с приводом вентилятора разбирается для осмотра и ремонта.
По электрооборудованию
Главный и вспомогательный генератор, тяговые электродвигатели разбираются для осмотра и проверки. Негодные роликовые и
шариковые подшипники заменяются новыми. В обязательном порядке производится пропитка якорей и катушек полюсов. Коллекторы электрических машин протачиваются и продороживаются. Электрическая аппаратура снимается для осмотра, ремонта и замены негодных шунтов, контактов и ламелей. Аккумуляторная батарея заменяется новой.
По экипажу
Тележки выкатываются и разбираются для осмотра и проверки рамы. Изношенные буксовые наличники заменяются. Колёсные пары подвергаются полному освидетельствованию, проверке шеек; бандажи обтачиваются, а при необходимости производится смена их. Автосцепка, ударные приборы, тормозные приборы ремонтируются в соответствии с инструкциями МПС.
По кузову
Неисправная обшивка кузова и будки машиниста ремонтируется, кузов окрашивается. Окрашиваются также все основные узлы тепловозов эмалевой краской установленного цвета.
Капитальный ремонт тепловозов
При капитальном ремонте тепловозов производятся те же работы, что и при среднем ремонте, с добавлением объёма работ по электрическим машинам, которые подвергаются полной переборке, замене изоляции с перепайкой петушков, балансировкой и пропиткой.
Контрольный технический осмотр
Контрольный технический осмотр тепловозов производится прикреплёнными тепловозными бригадами с участием машиниста-инструктора, инженера-электрика н инженера-дизелиста. В период контрольно-технического осмотра тепловоз должен быть тщательно осмотрен, обнаруженные неисправности устранены, все болтовые соединения проверены и укреплены, все трущиеся части хорошо смазаны.
Контрольные технические осмотры регистрируют в отдельном журнале у дежурного по депо.
При контрольном техническом осмотре необходимо проверить:
По двигателю и вспомогательным агрегатам
Состояние шатунных и коренных подшипников, крепление их; совпадение линий соединения вкладышей и крышек подшипников; наличие шплинтов; состояние поверхностей цилиндровых втулок; крепление блока двигателя с картером, картера с рамой тепловоза; плотность маслопровода в картере, состояние масла (путём анализа);
состояние пружин и сухарей рабочих клапанов, рычаговых валов, толкателей, штанг и их системы смазки; распределительные шестерни и их маслоподводящий трубопровод; зазоры в рабочих клапанах; подшипники и ма
ОРГАНИЗАЦИЯ РЕМОНТА ТЕПЛОВОЗОВ
327
слоподводящий трубопровод распределительного вала рабочих клапанов; число оборотов двигателя при нулевом и 8-м положениях контроллера машиниста;
регулирование муфты включения и натяжения приводных ремней, гибкие звенья на тепловозах ТЭ2; наличие смазки в редукторе вентилятора и состояние конических шестерён, наличие смазки в универсальных шарнирах промежуточного вала и крепление их; состояние секций холодильника и жалюзи;
осевой разбег и свободное вращение ротора турбовоздуходувки; плотность наддувочного коллектора у цилиндровых крышек, воздушный фильтр турбовоздуходувки, очистка его и промывка;
состояние секций топливного насоса и их привода; отсутствие утечки топлива в нагнетательных трубопроводах форсунок при работающем двигателе и их крепление;
чистоту масляной ванны регулятора числа оборотов;
при необходимости производится промывка масляной ванны без съёмки регулятора, заливка её маслом и регулирование компенсирующего игольчатого клапана при работающем двигателе;
состояние приводных шестерён регулятора числа оборотов;
крепление масленого и водяного насосов и отсутствие утечек в трубопроводах;
правильность постановки и состояние вентилей водяной системы; состояние сальника водяного насоса, при необходимости добавить набивку;
производительность компрессора, регулирование регулятора давления, наличие и качество масла в картере компрессора; плотность воздушного трубопровода;
чистоту фильтров топливной, масляной и воздушной систем и при необходимости очистить их;
состояние и регулирование всех предохранительных и регулирующих клапанов масляной, топливной и воздушной систем.
По электрооборудованию
Состояние коллекторов, щёткодержателей и щёток, пружин, изоляторов, межкатушечных соединений и подводящих проводов — генератора, тяговых электродвигателей, возбудителя и вспомогательного генератора, электродвигателей калорифера и топливного насоса; очистка всех доступных частей и продувка сжатым воздухом;
крепление моторно-осевых подшипников, кожухов зубчатой передачи;
добавление смазки в подшипники электрических машин и в кожухи зубчатой передачи тяговых электродвигателей по надобности (в депо с парком более 30 тепловозов смазка подшипников генератора, тяговых электродвигателей и двухмашинного агрегата производится специально выделенным работником); коллекторы электрических машин протираются бензином;
состояние изоляции цепи высокого и низкого напряжений и подвески проводов тяговых двигателей;
зазоры и притирание всех контакторов и реле, очистка контактов, пальцев и сегментов реверсора, кулачков и пальцев контроллера машиниста, кнопочных выключателей, клемм всех рубильников и выключателей тока; смазка всех скользящих контактов техническим вазелином; крепление подводящих проводов; очерёдность работы контакторов и реле;
уровень электролита банок аккумуляторной батареи, крепление межэлементных и межсекпионных перемычек (удалить пыль и влагу, смазать техническим вазелином клеммы и наконечники перемычек);
плотность электролита; напряжение элементов аккумуляторной батареи пробником.
По экипажу
Состояние пружин и рессор, рессорных серёг и валиков, подвесок, балансиров; трущиеся части смазать; состояние букс, подбивки, упорного подшипника, челюстей, маслёнок и смазочных труб пят; действие песочниц, форсунок и состояние песочных труб, рамы и буксовых струнок; текущий осмотр колёсных пар.
По тормозному оборудованию
Плотность тормозной и напорной воздушной сети; выход штока тормозного цилиндра, правильность регулирования крана машиниста и вспомогательного тормоза. Продувание воздушных резервуаров.
По общему состоянию тепловоза
Чистоту содержания двигателя и его вспомогательных агрегатов, капота, электрических машин и электроаппаратуры, инструмента, сигнальных принадлежностей и кабины машиниста; чистоту и отсутствие замасливания рам тележек и тепловоза, статоров, тяговых двигателей, кожухов передач и центров колёсных пар;
по цвету масла в полости картера качество масла и своевременность смены фильтров частичной фильтрации.
По результатам осмотра даётся оценка ухода тепловозных бригад за тепловозом. Необходимые записи о замерах и состоянии важнейших узлов тепловоза вносятся в книгу записи ремонта.
Заместитель начальника депо по эксплоа-тации должен систематически проверять качество выполнения контрольного технического осмотра и охват осмотром всех тепловозов, а в случае отсутствия машиниста-инструктора лично участвовать в осмотре тепловоза.
Служебный ремонт
Согласно правилам текущего ремонта тепловозов поездные бригады должны выполнять так называемый служебный ремонт, в который входят следующие работы.
По двигателю
Перестановка люков; проверка и регулирование зазоров рабочих клапанов; устранение утечек у фланцевых соединений и вентилей,
328
ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО
в масленом, водяном, воздушном и топливном трубопроводах; добавление и перебивка сальникового уплотнения; замена клапанов компрессора отремонтированными; замена форсунок двигателя и нагнетательных трубок топливных насосов отремонтированными; чистка загрязнённых воздушных, масленых и топливных фильтров; крепление ослабших болтов и гаек; смена поломанных шплинтов и шайб в соединениях.
По электрооборудованию
Заливка смазкой кожухов зубчатой передачи тяговых электродвигателей, моторноосевых подшипников и смена подбивки; очистка коллекторов и доступных частей электромашин; смена негодных щёток; очистка всасывающих фильтров вентиляторов; очистка сегментов, пальцев, контактов, кулачков контроллеров, сопротивлений, реле, контакторов, ножей и клемм рубильников; устранение неисправностей в проводке и арматуре освещения между осмотрами и ремонтами; крепление подводящих проводов всей электрической аппаратуры; крепление и смазка межэлементных перемычек и соединений аккумуляторной батареи.
По экипажной части
Очистка и подбивка букс колёсных пар; крепление подбуксовых струнок, очистка и смазка буксовых направляющих, рессорных балансиров, рессор и рессорных подвесок; регулирование тормозов; смена валиков, шайб и шплинтов соединений рычажной передачи тормоза; крепление стаканов буферов, автосцепки и путеочистителя; крепление, очистка и перестановка песочных труб; очистка форсунок песочниц; крепление и смена всех шплинтов, гаек, болтов, шпилек по экипажу.
ПОСТАНОВКА ТЕПЛОВОЗОВ В ПЕРИОДИЧЕСКИЙ ОСМОТР И ПРИЁМКА ИХ ИЗ ОСМОТРА
Перед постановкой тепловоза в периодический осмотр старший машинист за 24— 48 час. производит предварительную запись ремонта.
В случае необходимости дополнительного ремонта, выявившегося при постановке тепловоза в периодический осмотр, последний записывается прибывшим машинистом.
Окончательный объём ремонта утверждается начальником депо или его заместителем после осмотра тепловоза.
Если при постановке тепловоза в периодический осмотр обнаружится необходимость выполнить работы, не предусмотренные характеристикой, или заменить ненормально изношенные детали, то в этом случае начальник депо обязан установить конкретные причины, виновных лиц и принять соответствующие меры.
При постановке тепловоза в периодический осмотр он должен быть снабжён топливом, смазкой и песком.
Перед постановкой тепловоза на ремонтное стойло двигатель и его вспомогательное
оборудование должны быть очищены, электрические машины и электроаппаратура продуты сжатым воздухом, в зимнее время вода из системы охлаждения слита.
По окончании периодического осмотра тепловоз должен быть принят по акту от начальника цеха или мастера периодического осмотра начальником депо или его заместителем или инженером по ремонту, старшим машинистом и приёмщиком МПС.
ПОСТАНОВКА ТЕПЛОВОЗОВ В ПЕРИОДИЧЕСКИЙ РЕМОНТ И ПРИЕМКА ИХ ИЗ РЕМОНТА
Перед постановкой тепловоза в периодический ремонт начальником депо или его заместителем совместно со старшим машинистом во время последнего периодического осмотра производится предварительная запись ремонта.
Окончательный объём периодического ремонта определяется после разборки тепловоза по его фактическому состоянию с учётом допусков и требований, установленных правилами текущего ремонта тепловозов. Установленный объём необходимых работ оформляется технической описью и утверждается начальником депо или его заместителем.
До постановки тепловоза на ремонтное стойло он должен быть тщательно очищен и осмотрен.
Вода из водяной системы и масло из картера должны быть слиты, а при постановке на второй периодический ремонт — также и топливо.
Контроль за качеством ремонта тепловоза осуществляется в процессе ремонта и сборки отдельных его деталей и агрегатов, а также при испытании под реостатом бригадиром, мастером, начальником цеха, инженером по ремонту, приёмщиком МПС, начальником депо и его заместителем.
Бригадир и мастер обязаны проверять качество ремонта и сборки всех деталей.
Приёмщик МПС контролирует качество ремонта, соблюдение технологического процесса разборки, ремонта и сборки, а также изготовления деталей и принимает отдельные детали по перечню, утверждённому МПС.
После первого и второго периодического ремонта производится испытание тепловоза под нагрузкой на реостате.
Испытание двигатель-генераторной установки тепловозов, выходящих из периодического ремонта, производится начальником цеха периодического ремонта с обязательным присутствием мастера, старшего машиниста и приёмщика МПС. По окончании реостатных испытаний производится пробная поездка тепловоза резервом или двойной тягой с поездом на расстояние не менее 15 Км в присутствии начальника депо или его заместителя совместно со старшим машинистом и приёмщиком МПС.
Разрешается отправлять тепловоз с поездом без предварительной обкатки, но с обязательным сопровождением начальником депо или его заместителем и приёмщиком МПС на расстояние не менее 30 км. После обкатки приёмка тепловоза оформляется актом
ОРГАНИЗАЦИЯ РЕМОНТА ТЕПЛОВОЗОВ
329
за подписями начальника депо или его заместителя, старшего машиниста и приёмщика МПС.
РЕМОНТ ТЕПЛОВОЗОВ ДРУГИХ ДЕПО
На тепловозы, направляемые для ремонта в другие депо, в депо приписки тепловоза составляются предварительные описи ремонта, которые пересылаются в депо, производящее ремонт, не позднее 25-го числа предыдущего месяца.
При осмотре, разборке и ремонте тепловоза присланная опись уточняется по фактическому состоянию тепловоза и утверждается начальником депо. Кроме описи, с тепловозом пересылаются технический паспорт, инвентарь и инструмент.
Тепловозы, пересылаемые для ремонта в другие депо этой же дороги, должны следовать от депо приписки до места ремонта в рабочем состоянии в сопровождении прикреплённых бригад. В исключительных случаях при неисправном состоянии отдельных агрегатов тепловоза с разрешения начальника тепловозного отдела или локомотивной службы тепловоз отправляют в нерабочем состоянии с проводниками.
Тепловоз, поступивший в ремонт, осматривается и принимается по акту, который подписывается бригадой или проводниками, сдающими тепловоз в ремонт, и начальником депо или его заместителем. В акте указываются состояние поступившего в ремонт тепловоза, наличие паспорта, инвентаря и инструмента согласно описи, хранящейся на тепловозе.
Снятие частей с отправляемого в периодический ремонт тепловоза или их замена запрещается.
В процессе разборки и ремонта на ненормально изношенные детали и части составляется акт за подписью начальника депо или его заместителя и приёмщика МПС. Акт предъявляется депо приписки тепловоза для финансовых расчётов согласно положениям, утверждённым МПС.
С момента выхода тепловоза из ремонта до контрольно-технического осмотра, но ие более 10 тыс. км пробега, депо, производившее ремонт, несёт материальную ответственность. Если в течение этого времени потребуется выполнение ремонта по вине депо, производившего ремонт, последний производится в депо приписки тепловоза, а расходы по ремонту предъявляются депо, производившему ремонт.
При обнаружении на тепловозе неисправностей, вызванных явно неудовлетворительным качеством ремонта, должен быть составлен акт за подписью начальника депо, мастера и приёмщика МПС. Копия акта высылается в управление дороги и начальнику ремонтного пункта, где производился ремонт. По указанию начальника локомотивной службы или тепловозного отдела такой тепловоз может быть возвращён для повторного ремонта. По окончании ремонта технический паспорт тепловоза должен быть заполнен и возвращён с тепловозом в депо приписки.
Приёмщик МПС перед подписанием акта приёмки тепловоза обязан проверить оформление записей в паспорте.
ИСПЫТАНИЕ ДВИГАТЕЛЬ-ГЕНЕРАТОР-НОЙ УСТАНОВКИ ТЕПЛОВОЗОВ ПОСЛЕ
ТЕКУЩЕГО РЕМОНТА
После периодических ремонтов двигатель-генераторная установка тепловозов испытывается с целью проверки качества ремонта и сборки двигателя,вспомогательного и электрооборудования.
Помимо испытания после периодических ремонтов двигатель-генераторная установка испытывается на реостате под нагрузкой в течение! часа в случаях: если было вынуто два и более поршней или сменены три плунжерные пары секций топливного насоса, или же производился ремонт генератора или двухмашинного агрегата, требующий проверки под нагрузкой.
Последовательность испытания:
обкатка и регулирование двигатель-гене-раторной установки и вспомогательных агрегатов без нагрузки и с нагрузкой при разных числах оборотов коленчатого вала двигателя и разной продолжительности;
сдаточные испытания двигатель-генератор-ной установки и вспомогательных агрегатов под нагрузкой при разных режимах и разной продолжительности.
Обкатка и регулирование двигатель-генераторной установки
До начала обкатки все агрегаты двигатель-генераторной установки должны быть осмотрены, отрегулированы, а трущиеся части — смазаны, пол уложен, предохранительные щиты поставлены.
После проверки двигатель-генераторная установка должна быть подготовлена к пуску согласно инструкции по уходу за тепловозом.
» При первом пуске двигатель должен проработать не более 7—10 мин. без нагрузки при числе оборотов коленчатого вала двигателя тепловоза серий ТЭ, Дб и Да 275 об/мин., Э-ЭЛ — 325 об/мин.
После остановки необходимо на ощупь определить температуру нагрева подшипников и поршней двигателя, компрессора, турбовоздуходувки, главного генератора и других агрегатов.
Замеченные недостатки, препятствующие дальнейшему испытанию, немедленно устраняются.
При вторичном пуске двигатель должен проработать в течение 20 мин., при числе оборотов коленчатого вала двигателя тепловоза серий:
ТЭ и Да.............. 355—430 об/мин.
Э-ЭЛ ................ 325—350 »
Дб .................. 325—350 »
После остановки проверяются те же детали и агрегаты, что и при первом пуске.
В третий раз двигатель и вспомогательные агрегаты должны проработать не менее 4 час. при разных нагрузках, из которых:
на 1 /а номинальной мощности............30 мин.
й 8 / 3 » » 30 »
» 1 / , » » 60 »
» >/, » » 60 »
и на номинальной » ..........60 й
330
ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО
Во время работы производится окончательное регулирование двигателя, проверяется работа топливной системы, вентилятора холодильника двигателя, компрессора, плотность воздушной магистрали, работа генератора, двухмашинного агрегата, реле, контакторов, состояние цепей освещения и управления.
Сдаточные испытания
Сдаточные испытания двнгатель-генера-торной установки могут быть начаты после достижения следующих параметров:
1) давления сжатия в цилиндрах двигателя на максимальных холостых оборотах на тепловозах ТЭ, Да , Э-ЭЛ, Дб — 23—30 ати;
2) температуры воды, выходящей из двигателя, 60° и не более 80° С;
3) температуры масла, выходящего из двигателя, 50° и не более 70° С;
4) давления масла на 7-й опоре распределительного вала не менее 2 ати;
5) напряжения вспомогательного генератора для тепловозов серий ТЭ и Да 74—77 в и серии Дб 128 + 2 в.
При сдаточных испытаниях сначала нагрузка устанавливается в пределах 130 — 180 кет; после 10 мин. работы двигатель останавливается и производится проверка всех агрегатов, особенно подшипников н поршней двигателя. Затем двигатель запускается вновь и нагрузка устанавливается 320 — 380 кет, ещё через 10 мин. — 480— 590 кет. При такой нагрузке двигатель работает в течение 1 часа.
Окончательное испытание двигатель-гене-раторной установки производится нагрузкой 590—620 кет при максимальных оборотах в течение 1 часа.
Двигатель-генератор ная установка может быть принята приёмщиком МПС, если нижеуказанные показатели будут в пределах установленных норм, а именно:
1) число оборотов коленчатого вала двигателя тепловозов ТЭ и Да при работе вхолостую и под нагрузкой при 1-м положении контроллера машиниста 275 + 15 об/мин., при 8-м положении — 740 + 5 об/мин.; тепловозов Э-ЭЛ на 7-м положении контроллера возбуждения 325 об/мин., на И — 12-м положениях — 425 об/мин.; на тепловозах Дб на 1-м положении контроллера машиниста 275 + -|-10 об/мин., на максимальном 625±5 об/мин.;
2) давление вспышки топлива в цилиндрах при мощности 590—620 кет должно быть не более: для тепловозов ТЭ1, Да — 58 ати, Э-ЭЛ — 54 ати, Дб — 49 ати, а разность давлений между отдельными цилиндрами не должна превышать 3—4 ати;
3) температура отработавших газов по цилиндрам при мощности 590—620 кет должна быть не более: для тепловозов ТЭ, Да , Э-ЭЛ, Дб — 490° С, а разность между отдельными цилиндрами не более 30° С;
4) для тепловозов ТЭ и Да : температура отработавших газов перед турбовоздуходувкой при мощности 590 — 620 кет не более 570° С; давление воздуха в наддувочном коллекторе не ниже 210 мм;
5) мощность на клеммах генератора 590— 620 кет;
6) угол опережения подачи топлива установлен в пределах для тепловозов серий ТЭ, Да и Э-ЭЛ 27,5—30°30' и для тепловозов Дб — 17—19°.
Повторное испытание
Двигатель-генераторная установка подвергается повторному испытанию под полной нагрузкой в течение 30 мин., если при испытании была обнаружена необходимость: смены хотя бы одной цилиндровой крышки (для тепловозов серии Э-ЭЛ); смены двух секций топливного насоса; выемки или замены поршня; смены трёх выпускных клапанов (для тепловозов серии Э-ЭЛ); ремонта генератора и двухмашинного агрегата, требующих проверки и испытания под нагрузкой.
Стенды и приборы, необходимые для испытания двигатель-генераторной установки
Для испытания двигатель-генераторной установки в депо должны быть водяной реостат и следующие приборы:
центробежный тахометр типа ИО-И для измерения числа оборотов коленчатого вала двигателя и ротора турбовоздуходувки;
индикатор системы МИМ № 2175 для измерения давления газов в цилиндрах;
пирометрическая установка типа ПУД с восемью термопарами для измерения температуры отработавших газов по цилиндрам и в выпускных коллекторах перед турбиной;
ртутный V-образный манометр для замера давления воздуха, подаваемого турбовоздуходувкой в цилиндры. Манометр должен иметь предел измерения 300 мм рт. ст.;
амперметр щитовой типа МН со шкалой на 2 000 а, класс точности 1,5 для измерения силы тока на клеммах главного генератора;
вольтметр щитовой типа МН с добавочным сопротивлением на 1 000 в, класс точности 1 для измерения напряжения на клеммах главного генератора;
вольтметры типа М-45 с пределом измерения до 150 в, класс точности 1 для измерения напряжения возбудителя и вспомогательного генератора.
РАСЧЁТ ПРОГРАММЫ РЕМОНТА
Программа ремонта рассчитывается отдельно для каждой серии тепловозов и в зависимости от работы, выполняемой ими, т. е. для тепловозов, работающих с грузовыми, пассажирскими поездами и на манёврах.
Количество тепловозов,подлежащих периодическому осмотру, первому и второму периодическим, среднему и капитальному ремонтам, определяется соответственно по формулам:
Nn.o = c $п.о'< =
п. о I
L „ Е
WI1 Lu Рц! Ncp - Lcp
L
Nкап — г »
^кап
ОРГАНИЗАЦИЯ РЕМОНТА ТЕПЛОВОЗОВ
331
где L — суммарный пробег всех тепловозов за месяц, квартал или год в зависимости от того, на какой срок составляется программа ремонта;
Ln.0> Мп> Lcp’ LKan — установленные пробеги между соответствующими видами осмотра и ремонта;
$п о> h > Рср — коэфициенты, учитывающие количество разных видов ремонта в одном цикле.
В соответствии с периодичностью осмотров и ремонтов поездных тепловозов (фиг. 30) коэфициенты, учитывающие количество отдельных видов ремонта в одном цикле (коэфициенты чередования) имеют следующие значения;
Для периодических: осмотров..................Зп <? = */«*
первых ремонтов .... Pj = 1/э вторых ремонтов . . . fijj = х/а
Для средних ремонтов . . . Зср = х/а
Программа ремонта тепловозов, используемых на манёврах и хозяйственных работах, составляется с учётом чередования ремонта.
Количество тепловозов, ремонтируемых в сутки, подсчитывается по формулам:
№od t Мг,од t,
„сут п- 0 п- 0 . псУт 1 1
лл« = R • nl = R •
Мг°п ten
ЛИ ~ R Пср “ R
Мгод t cvm кап ка” Пкап ” R ’
где псУт0, п?”1, количе-
ство соответствующих видов ремонта в сутки;
Nsiid, Nsc°pd, A/,^—количество соответствующих видов ремонта в год;
Сг □ > Z1P ^р’ вРемя простоя в соответствующих видах ремонта с учётом ожидания ремонта, пересылки из ремонта и в ремонт;
R — число рабочих суток в году (равно 305).
ПЛАНИРОВАНИЕ РЕМОНТА
Периодический осмотр
Б периодический осмотр тепловозы ставят по ежедекадным планам, утверждаемым начальником депо.
Не позднее двух дней до начала декады каждой комплексной бригаде вручается план -с указанием номеров тепловозов, времени постановки и выхода каждого тепловоза.
Периодические ремонты
В периодические ремонты тепловозы должны ставиться по ежемесячным планам, утверждаемым начальником дороги. Такие планы
• Для тепловозов ТЭ, Да и Д® , работающих с пассажирскими поездами, 3 <= •’«.
с указанием номеров тепловозов, времени постановки и выхода из ремонта каждого тепловоза вручаются специализированным бригадам и начальнику цеха периодического ремонта не позднее трёх дней до начала месяца.
Планы постановки тепловозов в периодические осмотры и ремонты составляются на основании установленных норм пробега между ремонтами и фактического состояния тепловоза.
Периодический ремонт тепловозов выполняется по графикам технологического процесса. Такие графики составляются начальником отдела ремонта тепловозов по типовым графикам МПС в соответствии с местными условиями каждого депо и утверждаются начальником службы локомотивного хозяйства.
Заводский ремонт
План среднего и капитального ремонтов тепловозов составляется в депо на год с корректировкой его по кварталам, с учётом равномерного поступления тепловозов в ремонт по месяцам.
Годовой план заводского ремонта тепловозное депо пересылает в службу тепловозного хозяйства (отдела) к 1 сентября каждого года, а квартальный — за 2,5 месяца до начала квартала.
Служба локомотивного хозяйства (отдел) не позднее 15 сентября каждого года для включения в годовой или квартальный план представляет в Управление тепловозного хозяйства МПС заявки на средний и капитальный ремонты с указанием пробегов и краткой характеристики ремонта тепловозов.
После угверждения плана ремонта МПС службы локомотивного хозяйства (отделы) представляют заводам за 20 дней до начала планируемого месяца номера тепловозов, подлежащих ремонту в предстоящий месяц, прилагая при этом опись ремонта, технический паспорт и сроки подачи тепловозов на завод для ремонта.
Планы постановки тепловозов в средний и капитальный ремонты составляются на основании установленных норм пробега между ремонтами и фактического состояния тепловозов, для чего ежегодно производится комиссионный осмотр всех тепловозов.
Определение потребности в рабочей силе
Потребное количество рабочих определённой профессии для выполнения данного вида ремонта с р==ф~'
где с — затрата человеко-часов данной профессии на выполнение определённого вида ремонта за год;
ф — фонд рабочего времени одного рабочего за год.
Нормы расхода рабочей силы на отдельные виды ремонта определяются из графика технологического процесса.
В табл. 32 приводятся нормы расхода рабочей силы на ремонт тепловозов.
332
ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО
Таблица 32
Нормы затраты рабочей силы на ремонт тепловозов серий ТЭ1, Да и Д® в депо
Наименование ремонта Затрата рабочей силы на единицу ремонта в чел.-час.
Периодический осмотр . . . Первый периодический ремонт Второй периодический ремонт 600- 700 2 000—2 200 3 800-4 000
Расход рабочей силы на ремонт тепловозов серии ТЭ1 составляет 55—65 чел.-час. на 1 тыс. тепловозо-километров.
В табл. 33 дано процентное распределение рабочей силы по профессиям.
Таблица 33
Процентное распределение рабочей силы по профессиям при ремонте тепловозов в тепловозном депо
Наименование профессий Процент участия
Слесаря бригад периодического осмотра Слесаря бригад первого периодического ремонта То же второго периодического ремонта Слесаря заготовительного отделения по ремонту крупных узлов двигателя То же вспомогательных агрегатов. . . » по ремонту электромашин . . » » » электроаппаратуры » » » аккумуляторных батарей » » » секций холодильника Токари, фрезеровщики, сверловщики и прочие станочники Кузнецы, молотобойцы, рессорщики . Термисты Электросварщики Медники, заливалыцики Рабочие бандажного отделения .... » хромировочного отделения . » автоматного отделения . . . » по обслуживанию выварочных ванн Маляры, плотники, жестянщики . . . Подсобная рабочая сила 19,6 9,1 9,2 5,0 5,0 4,5 4,0 1,6 1,3 15,0 4,4 1,8 2,0 2,0 1,6 1,2 2,7 1,0 1,8 7,2
Освобождённые бригадиры по ремонту тепловозов, в том числе и заготовительных отделений, учтены в процентах участия. Количество рабочих в хозяйственно-ремонтных бригадах принимается от 5 до 8 чел., сле-сарей-инструменталыциков — от 4 до 8 чел.
В табл. 34 приведены данные о фонде рабочего времени в зависимости от профессий и условий работы.
К рабочим холодных цехов относятся слесаря, станочники, инструментальщики, автоматчики, электрослесаря, маляры, столяры и подсобные рабочие; к рабочим горячих цехов — кузнецы, молотобойцы, медники, лудильщики, бандажники, жестянщики; к рабочим вредных цехов — заливалыцики, сварщики, хромировщики, аккумуляторщики и рабочие пропиточного отделения.
Таблица 34
Фонды рабочего времени рабочих по ремонту тепловозов
Профессия Продолжительность Годовой фонд рабочего времени в часах
рабочих рабочего} ДНЯ в ' часах 1 отпуска в днях списочного рабочего явочного рабочего .
При прерывной рабочей неделе
Рабочие холодных цехов . . 8 12 2 245 2 440
Рабочие горячих цехов и холодных цехов с месячным отпуском 8 24 2 145 2 440
Рабочие вредных цехов 6 24 1 610 1 830
При непрерывной рабочей неделе
Рабочие холодных цехов . . . 8 12 2 245 2 856
Рабочие горячих цехов и холодных цехов с месячным отпуском 8 24 2 145 2 856
Рабочие вредных цехов 6 24 1 610 2 142
Количество вспомогательных рабочих, а именно: кладовщиков, крановщиков, водителей электротележек, машинистов компрессоров, кочегаров котельной и пр., берётся 8—15% от количества производственных рабочих.
РЕМОНТНЫЕ БРИГАДЫ
Периодические осмотры тепловозов выполняются комплексными бригадами.
В состав каждой комплексной бригады входят две специализированные группы — дизельная и электроходовая. Руководителями групп являются освобождённые бригадиры. Комплексную бригаду возглавляет мастер.
Периодические ремонты тепловозов выполняются специализированными бригадами — дизельной, электроходовой, насосной и автоматной. Бригады возглавляются мастерами.
В депо с небольшим приписным парком тепловозов (с пробегом тепловозов до 3 млн. км в год) разрешается начальнику депо организовать только комплексные бригады, на которые возложить производство не только периодического осмотра, но и периодического ремонта тепловозов.
В крупных депо (с пробегом тепловозов более 3,5 млн. км в год) создаются цехи: а) периодического осмотра, б) периодического ремонта тепловозов. Цех периодического осмотра тепловозов объединяет комплексные бригады, а цех периодического ремонта— специализированные бригады. Схема организации ремонтных бригад в тепловозном депо с пробегом тепловозов более 3,5 млн. км в год показана на фиг. 31.
В цехе периодического осмотра выполняются периодический осмотр и мелкий случайный ремонт.
ОРГАНИЗАЦИЯ РЕМОНТА ТЕПЛОВОЗОВ
333
В цехе периодического ремонта выполняются периодические ремонты.
В цехе периодического осмотра и цехе периодического ремонта могут быть созданы несколько комплексных и несколько специализированных одинаковых бригад.
Фиг. 31. Схема организации ремонтных бригад в тепловозном депо с пробегом тепловозов более 3,5 млн. км в год
Количество комплексных и специализированных бригад и численность их устанавливаются начальником депо с учётом ремонта тепловозов по графику технологического про-
К цеху периодического ремонта и к каждой комплексной бригаде прикрепляются по два-три подсобных рабочих для подноски деталей.
В состав комплексной и специализированных бригад периодического осмотра и ремонта должны входить слесаря всех специальностей для выполнения слесарных работ по периодическому осмотру и ремонту, за исключением слесарей по ремонту автотормозов, измерительных приборов и аккумуляторной батареи. Эти агрегаты ремонтируют специальные бригады, несущие ответственность за ремонт, проверку и установку их на тепловозах.
Ниже приводится примерный состав комплексной бригады цеха периодического осмотра (применительно к фронту в один тепловоз):
Освобождённые бригадиры ....... 2 чел.
Слесаря по ремонту коренных и шатунных подшипников...............4—6 чел.
Слесаря по ремонту поршней, цилиндровых крышек клапанов и привода к ним ........................... 2 чел.
Слесаря по ремонту топливных насосов, форсунок и компрессора ... 2 »
Слесаря по ремонту холодильника . . 2 »
» » » электрических
машин.......................... 2 »
Слесаря по осмотру и регулированию электроаппаратуры ............... 2 »
Слесаря по ремонту экипажа ......3—5 *
Примерный состав специализированных бригад и разбивка по группам при существовании отдельно цехов периодического осмотра и периодического ремонта указан на схеме (фиг. 32).
Заместитель начальника депо по ремонту
_____г~
Дизельная (17-Йчел.)
Специализированные
бригады
Поршневая и арматурная 19-10 чел.)
Нал енчатого вала и его подшипников (6-в чел.)
Холодильника двигателя 12-3 чел.)
Н асасная (10-15 чел)
Топливной аппаратуры и регулято ра (2-Ччел)
Турбовоздуходувки
(2-6 чел.)
Распределительных балов рабочих клапанов и топливных насосов и их привода (2-Ччел.)
Компрессора и воздушного оборудования (2-Счел.)
Водяного, масляного и нефтяного насосов (2-3 чел.)
\3лентроаодовая | (15-20 чел.)
Генераторо возбудителя излек-троаппаратуры (2-3 чел.)
Тяговых злентро-двигателей (5-7чел)
Аккумуляторной батареи (1-2 чел)
Колесных пар, __букс и рессорного подвешивания (у-вчел.)
Ударно-упряжных приборов и песочной (2-5чел.)
Фиг. 32. Схема организации ремонтных бригад в цехе периодического ремонта
цесса, выпуска тепловозов из ремонта в установленные сроки и полной загрузки работой всех слесарей бригады.
За каждой комплексной бригадой должны быть закреплены отдельные стойла, оборудованные необходимыми устройствами для подъ-
334
ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО
ёма тяжёлых деталей и заполнения системы охлаждения двигателя водой.
Закреплённые за комплексной бригадой стойла должны иметь:
1) слесарные верстаки с тисками;
2) деревянные стеллажи для ремонта крышек и поршней;
3) шкафы для хранения бригадного инструмента и приспособлений;
4) шкафы для хранения личного инструмента;
5) шкаф для хранения мелких частей и материалов;
6) шкаф под стеклом для хранения точного мерительного инструмента и приборов;
7) стол или конторку для мастера.
За специализированными бригадами закрепляется одно или два стойла, оборудованных мостовым краном для подъёма деталей, консольными домкратами для подъёмки тепловоза, а также место для установки тележек, выкаченных из-под тепловоза.
В стойлах, выделенных для производства периодического ремонта, помимо оборудования, указанного для комплексных бригад, должны быть:
1) специальные деревянные стеллажи для осмотра и ремонта поршней и цилиндровых крышек;
2) сетчатый стеллаж с ячейками для хранения мелких деталей, снятых с тепловоза.
Каждая комплексная и специализированная бригада должна быть обеспечена приспособлениями и инструментами общебригадного пользования. Перечень приспособлений
минимальный запас болтов, гаек, шпилек, шайб, прокладок и других мелких метизов и деталей.
Мастер комплексной или специализированной бригады является непосредственным руководителем. Главной задачей мастера является правильная организация работы слесарей. В основу работы каждой бригады должно быть заложено непременное условие недопущения обезлички в ремонте. Осмотр, ремонт и сборка отдельных узлов должны заканчиваться теми слесарями, которые его, начинали.
Мастер комплексной и специализированной бригады обязан повседневно путём инструктажа и личного показа обучать слесарей культурной работе по разборке, осмотру и ремонту деталей и узлов тепловоза.
Мастер комплексной и специализированной бригады обязан обеспечить контроль за качеством ремонта всех производимых бригадой работ по ремонту тепловозов, а также обеспечить культурное содержание инструмента, приспособлений и рабочего места.
ЗАГОТОВИТЕЛЬНЫЙ ЦЕХ
Работа заготовительного цеха организуется таким образом, чтобы заказанные детали для ремонта были отремонтированы или изготовлены в срок.
В составе заготовительного цеха должны быть: механические, кузнечные, медницкие, сварочное, аккумуляторное и специализиро-
Фиг. 33. Схема организации заготовительного цеха основного тепловозного депо 1-го разряда
и инструмента общебригадного пользования устанавливается начальником депо для каждой бригады в зависимости от вида ремонта и серии ремонтируемых тепловозов.
Каждый слесарь комплексной и специализированной бригады должен быть снабжён набором личного инструмента. Перечень и количество личного инструмента устанавливаются начальником депо в зависимости от рода выполняемой работы и серии ремонтируемых тепловозов.
В распоряжении каждой комплексной и специализированной бригады должен иметься
ванное отделения по ремонту частей и агрегатов двигателя, электрооборудования и экипажа тепловоза.
В отдельных депо по разрешению МПС могут быть организованы чугунолитейные я меднолитейные отделения.
В задачи заготовительного цеха входит*, восстановление и ремонт деталей, частей и агрегатов, снятых с тепловоза;
изготовление новых деталей и частей, разных прокладок, шплинтов и метизов;
пополнение несиижаемого запаса деталей, частей и агрегатов для тепловозов;
ОРГАНИЗАЦИЯ РЕМОНТА ТЕПЛОВОЗОВ
335
пополнение кладовых депо деталями, запасными частями, агрегатами, разными прокладками, шплинтами и метизами по мере их расходования.
Все вновь изготовленные и отремонтированные части, детали и агрегаты перед сдачей в кладовую или до постановки на тепловоз должны быть испытаны и приняты мастером, а ответственные детали—мастером совместно с приёмщиком МПС.
Без испытания и приёмки мастером или приёмщиком МПС сдавать готовую продукцию в кладовую или ставить на тепловоз запрещается.
В заготовительном цехе должны иметься необходимые детали, комплекты запасных частей и агрегаты вплоть до колёсных пар с тяговыми электродвигателями.
Кроме этого, в кладовых заготовительного цеха должны быть необходимый материал, метизы и прокладки в количестве, обеспечивающем ремонт приписных к депо тепловозов. Ведомость этих материалов, частей и агрегатов как неснижаемый запас кладовых заготовительного цеха по каждому депо утверждается начальником локомотивной службы или тепловозного отдела.
Выдача новых или отремонтированных частей, деталей и агрегатов из кладовых производится обязательно с обменом последних на неисправные, подлежащие ремонту.
Руководит работой заготовительного цеха начальник цеха, а в отделениях заготовительного цеха — мастера и бригадиры.
Схема организации заготовительного цеха показана на фиг. 33.
ОБЯЗАТЕЛЬНЫЙ МИНИМУМ ПРИСПОСОБЛЕНИЙ, ПРИБОРОВ
И ИНСТРУМЕНТОВ, ПРИМЕНЯЕМЫХ ПРИ РЕМОНТЕ ТЕПЛОВОЗОВ
Для повышения производительности труда, улучшения качества ремонта и внедрения технической культуры в депо должны быть следующие инструменты или приспособления для ремонта тепловозов.
По двигателю
Пресс для выпрессовки головных втулок шатуна двигателя и компрессора.
Приборы для выемки и постановки цилиндровых втулок.
Гидравлический пресс со шлангом и набором фланцев для опрессовки блока, крышек цилиндра, секций холодильника двигателя и компрессора.
Калибры для промера ручьёв поршней, направляющих втулок рабочих клапанов и сыновых зазоров поршневых колец.
Приборы для определения упругости поршневых колец двигателя и компрессора.
Приборы для определения подъёма иглы форсунки и осевого разбега ротора турбовоздуходувки.
Приспособление для зажима поршневых колец при опускании поршней в цилиндровые втулки.
Кондуктор для предварительной обработки вкладышей подшипников коленчатого вала.
Прибор для определения расхождения щёк коленчатого вала.
Приборы для разборки клапанов цилиндровых крышек и секций топливного насоса.
Приспособление для выемки форсунок из-цилиндровой крышки.
Приспособление для съёмки крыльчатки вентилятора.
Приспособление или червячный редуктор для разборки коренных подшипников.
Приспособление и райбер для притирки рабочих клапанов и райберовки посадочных мест клапанов.
Тележка для транспортировки.
Прибор для определения жёсткости компенсирующей пружины регулятора числа оборотов вала двигателя.
Патрон с набором калиброванных игл для прочистки и определения износа сопловых отверстий форсунок.
Гидравлический пресс для спрессовки и запрессовки шестерён, подшипников и т. д.
Электрическая печь для термообработки деталей.
Электропечь с ванной для нагрева шестерён и подшипников качения.
Приспособления для центровки промежуточного вала вентилятора, вала компрессора и приставного вала привода вентилятора двигателя.
Ванна для очистки поршней.
Приспособление для снятия и надевания поршневых колец.
По электрооборудованию
Щит для испытания электрических машин на прочность изоляции.
Умформер и щит для зарядки аккумуляторной батареи.
Пресс для спрессовки малых шестерён якорей электродвигателей.
Приспособление для продороживания коллекторов всех электрических машин.
Станок для намотки стального бандажа; якорей электрических машин.
Электроклещи для пайки наконечников проводов.
Электропаяльник обыкновенный.
Воздушный шланг длиной 25 м.
Установка для приготовления аккумуляторного дистиллата.
Приспособление для спрессовки подшипника главного генератора.
Приспособление для притирки щёток электрических машин.
Шаблоны для контактных губок контакторов и реле и калибры для измерения хода, электропневматических клапанов.
Динамометры от 0,2 до 16 кг.
Приспособление для выявления межвит-кового замыкания якорей электрических машин.
Приспособление для съёмки внутренней обоймы подшипников электродвигателя.
Пресс для забивки смазки в подшипники качения.
Электромагнитный нагреватель для снятия внутренней обоймы и роликоподшипника вала тягового электродвигателя.
Станок для разбрызгивания лака после пропитки якорей электрических машин.
336
ТЕПЛОВОЗНОЕ хозяйство
Бутыли стеклянные для хранения аккумуляторной кислоты и дистиллата.
Бутыль для приготовления электролита.
Специальные приборы и инструмент
Пресс Бринелля.
Прибор Роквелла.
Индикатор для определения давления сжатия и вспышки в цилиндре двигателя.
Пирометрическая установка для определения температуры отработавших газов.
Пресс для испытания манометров.
Универсальный угломер и диск для установления начала подачи топлива в цилиндры двигателя.
Тахометр Тдля измерения числа оборотов вала двигателя с пределом измерения до 30 тыс. об/мин.
Микрометры с пределами измерения в мм: 0 — 25; 25 — 50; 50 — 75; 75 — 100; 100— 150; 150 — 200; 200 — 250; 250 — 300; 300— 350; 350 — 400; 400 — 450.
Нутромеры с индикаторной головкой с пределом измерения в мм: 10 — 18; 18 — 35; 35 — 50; 50 — 100; 100 — 250; 250 — 400.
Пассаметры для наружного измерения с пределом измерения от 0 до 25 мм с ценой деления 0,002.
Штихмасы с пределом измерения от 50 до 400 мм.
V-образный ртутный манометр для измерения давления наддува.
Проверочные плиты.
Манометр контрольный типа КМ-1.
Штангензубомер модуль 1—18.
Линейки поверочные стальные 300 и 2 000 мм.
Щупы, набор № 4 или 5.
Вольтметр типа МН для измерения напряжения до 1 000 в.
Амперметр типа МН для измерения тока до 2 000 а.
Амперметр типа М-45 для измерения тока до 150 а.
Вольтметр типа М-45 для измерения напряжения до 150 в.
Амперметр типа М-415 со шкалой 100—0 — 100 а.
Вольтметр типа М-415 со шкалой 25—250 в.
Амперметр типа ЭНМ со шкалой 1—200 а.
Вольтметр типа ЭНМ со шкалой до 600 в.
Комплект измерительных приборов типа ЧК-1.
Вольтметр переносный типа М-16.
Мегомметр типа 1101 напряжением 1 000 в.
Мостик для измерения сопротивлений типа
УМВ, предел измерения от 0,01 до 100 000 ом.
Аккумуляторный пробник АП.
Ареометр сифонный аккумуляторный.
Переносный вольтметр со шкалой 0—150 в.
Аккумуляторный термометр.
Термометры сопротивления.
Для проверки качества ремонта деталей, агрегатов и тепловоза в целом в тепловозном депо должны быть;
водяной реостат с измерительными приборами для испытания двигатель-генераторной установки;
стенд для испытания и обкатки редуктора вентилятора холодильника двигателя;
стенд для испытания топливных насосов и форсунок;
стенд для испытания электрической аппаратуры;
стенд для испытания масленых и топливных шестерёнчатых насосов;
стенд для испытания водяных насосов;
установка для статической балансировки крыльчатки вентилятора холодильника двигателя;
станки для динамической балансировки, роторы турбовоздуходувки и якоря тягового электродвигателя;
стенд для испытания скоростемеров;
пресс для испытания предохранительных клапанов;
стол для испытания автотормозных приборов;
пресс для испытания манометров;
стенд для испытания секций холодильника.
Перечень деталей, подлежащих обязательной проверке магнитным дефектоскопом при ремонте тепловозов и изготовлении новых деталей, см. в табл.35.
Таблица 35
Перечень деталей, подлежащих обязательной проверке магнитным дефектоскопом при ремонте тепловозов и изготовлении новых деталей
Наименование деталей Срок проверки
Шатунные болты двигателя и компрессора Шпиндели рабочих клапанов двигателя Шейки коленчатого вала компрессора Шейки, подступичные, предподступ ичные и средние части осей колёсных пар Коренные и шатунные шейки коленчатого вала двигателя Шейки вала главного генератора Шейки вала вспомогательного генератора и возбудителя Шейки распределительных валов Шейки вала якоря тягового электродвигателя Шейки приставных валов двухмашинного агрегата, вентилятора охлаждения тяговых электродвигателей и привода масленого насоса При каждом периодическом, среднем и капитальном ремонте, а также при каждой выемке поршня То же При втором периодическом, среднем, капитальном и аварийных ремонтах При втором периодическом, среднем, капитальном ремонтах и при каждой выкатке колёсных пар из-под тепловоза При каждом заводском или аварийных ремонтах То же При каждом заводском и втором периодическом ремонтах При каждом заводском ремонте При каждом заводском и втором периодическом ремонтах При втором периодическом и заводском ремонтах
Проверку деталей магнитным дефектоскопом регистрируют в паспорте, в котором расписывается лицо, производившее проверку.
ОРГАНИЗАЦИЯ РЕМОНТА ТЕПЛОВОЗОВ
337
ОСНОВНЫЕ НОРМЫ ДОПУСКАЕМЫХ И ПРЕДЕЛЬНЫХ ИЗНОСОВ И ЗАЗОРОВ ПРИ ТЕКУЩЕМ РЕМОНТЕ ТЕПЛОВОЗОВ в мм
1 Наименование зазора, допуска и узла Серии тепловозов
Э-ЭЛ ТЭ, да дб
допускаемый размер при выпуске из периодических ремонтов предельный размер, требующий смены детали или исправления при осмотрах и между ремонтами допускаемый размер при выпуске из периодических ремонтов предельный размер, требующий смены детали или исправления при осмотрах и между ремонтами допускаемый размер при выпуске из периодических ремонтов предельный размер, требующий смены детали или исправления при осмотрах и между ремонтами
1 Коленчатый вал Овальность и конусность шатунных и коренных шеек1 Расхождение щёк вала, определяемое индикатором Осевой разбег вала в упорном подшипнике Радиальное биение большого фланца вала Коренные подшипники Зазор на смазку в подшипнике, измеряемый щупом Разница зазоров на смазку в подшипнике с одной и другой стороны,,так называемый перекос Толщина заливки Шатунные подшипники ' Зазор на смазку в подшип-: нике, измеряемый щупом ( Разница зазоров на смазку ; в подшипнике с одной и । другой стороны, так называемый перекос Толщина заливки Цилиндровая втулка Конусность рабочей поверхности втулки Овальность рабочей поверхности втулки Поршень и шатун Высота камеры сжатия . . Диаметральный зазор между цилиндровой втулкой и поршнем в средней ча-, сти i Увеличение высоты ручья под компрессионное поршневое кольцо до . . То же под маслосрезывающее кольцо Зазор между 1—2 поршневыми кольцами и ручьём по высоте То же между остальными кольцами Зазор в замке компрессионного кольца, находящегося в рабочем состоянии . То же для маслосрезывающего кольца Диаметральный зазор на смазку между втулкой и поршневым пальцем . . . Диаметральный зазор между пальцем и отверстием в поршне Двигатель 0,02-0,20 0,08 0,25-0,35 0,10-0,50 0,12-0,20 0,03 3,0 0,10—0,20 0,03 3,0 0,03-0,70 0,03—0,35 6,0-7,0 0,45-0,80 14,00 14,00 0,15-0,25 0,10-0,20 1,5-1,7 0,75-1,00 0,10-0,20 и его вспомо 0,25 0,10 0,60 0,65 0,35 0,05 2,0 0,30 0,0-5 2,0 1,00 0,45 1,00 0,45 0,30 3 ,5 2 ,00 0,30 нательные аг} 0,02-0,15 0,05 0,25—0,55 0,10-0,30 0,12-0,25 0,03 0,95-0,70 0,10-0,20 0,03 0,95-0,70 0,03-0,70 0,03-0,35 4 ,0-5,0 0,75-1,10 8,0 10,00 0,15-0 ,40 0,15-0,25 1 ,8-3,0 1,60-2 ,5 0,08—0,20 0,01—0,10 чегаты 0,20 0,06 0,70 0,35 0,35 0,05 0,60 0,30 0,05 0,60 1,00 0,45 1,25 0,60 0,30 5,0 4 ,00 0,25 0,15 0,02—0,15 0,05 0,40-0,55 0,10-0,30 0,12-0,25 0,03 0,85-0,55 0,10-0,10 0,03 0,85—0,70 0,03—0,70 0,03—0,35 3,0-4,5 0,80-1,10 8,0 10,00 0,20-0,30 0,15—0 ,25 1,5-2,0 0,8—2,0 0,10-0,20 0,01—0,10 0,20 0,06 0,70 0,35 0,35 0,05 0,50 0,30 0,05 0,60 1,00 0,45 1,25 0,50 0,30 3,5 3,00 0,25 0,15
1 Во всех случаях, когда нет оговорки о замере щупом, измерение необходимо прои вводить измерительным инструментом, дающим показание с точностью до 0,01 мм.
'> 2 Том 7
338
ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО
Продолжение
Наименование зазора, допуска и узла Серии тепловозов
э-эл тэ, да дб
допускаемый размер при выпуске из периодических ремонтов предельный размер, требующий смены детали или 1 исправления при 1 осмотрах и между I ремонтами допускаемый размер при выпуске из периодических ремонтов предельный размер, требующий смены детали или исправления при осмотрах и между ремонтами допускаемый размер при выпуске из периодических ремонтов предельный размер, требующий смены детали или исправления при осмотрах и между ремонтами
Разница зазоров на смазку с одной и другой стороны между втулкой и поршневым пальцем Впускные и выпускные клапаны Уменьшение стержня клапана по меньшему диаметру Толщина цилиндрического пояса тарелки клапана от середины притирочного пояса до тыловой части . Диаметральный зазор между стержнем клапана и его направляющей втулкой: впускного выпускного Рычаг овый вал Износ рычагового вала на участке работы рычага . . Зазор на смазку между втулкой рычага и рычаго-вым валом, измеряемый щупом Зазор на смазку между осью рычага толкателя и втулкой Зазор на смазку между втулкой и валиком ролика клапана или толкателя рычага Распределительный вал и приводные шестерни Износ шеек вала Овальность шеек вала . . . Разбег вала в подшипниках Толщина баббитовой заливки в подшипнике вала Зазор на смазку в подшипниках распределительного вала, измеряемый щупом Зазор на смазку между валиком и втулкой паразитной шестерни Зазор между зубьями приводных шестерён вала . . Плунжерный топливный насос и его привод Диаметральный зазор между направляющим стаканом пружины плунжера и корпусом секции насоса . Диаметральный зазор между роликом и валиком . . Зазор на смазку между шейкой кулачкового вала и подшипником То же приводного вала . . 0,05 0,8 12,0 0,50-1,00 0,50—1,00 3,0 0,10-0,20 0,03—0,05 2,0 0,12 0,75—1,00 1,50 0,08-0,20 0,05-0,20 0,20-0,60 - 0,02—0,05 0,10 1,50 1,50 4,0 0,25 0,20 3,0 0,15 1,20 0,25 0,30 0,80 0,10 0,03 0,8 4,0 0,08—0,25 0,18—0,35 2,0 0,10-0,20 0,10-0,15 0,05-0,10 2,0 0,12 0,15-0,40 0,30 0,08—0,30 0,06-0,20 0,10-0,60 0,03-0,30 0 ,02-0,08 0,10-0,30 0,08-0,30 0,05 0,50 0,50 2,5 0,25 0,20 0,20 3,0 0,15 0,60 0,35 0,30 0,80 0,35 0,10 0,35 0,35 0,03 0,8 0,08-0,25 0,18—0,35 2,0 0,05-0,20 0,10-0,15 0,05—0,10 2,0 0,12 0,15-0,40 0,30 0,08-0,30 0,03-0,25 0,02—0,08 0,05 0,50 0,50 2,5 0,25 0,20 0,20 3,0 0,15 0,60 0,35 0,30 0,10
ОРГАНИЗАЦИЯ РЕМОНТА ТЕПЛОВОЗОВ
339
Продолжение
Наименование зазора, допуска и узла Серии тепловозов
Э-ЭЛ 1 Тэ, да дб
допускаемый раз- । мер при выпуске из периодических ремонтов предельный размер, требующий смены детали или исправления при осмотрах и между ремонтами допускаемый размер при выпуске из периодических ремонтов i предельный размер, требующий смены детали или исправления при осмотрах и между ремонтами допускаемый размер при выпуске из периодических ремонтов предельный раз-I мер, требующий 1 смены детали или исправления при осмотрах и между ремонтами
Диаметральный зазор между толкателем плунжера и корпусом картера насоса Форсунка Выход носика распылителя из крышки Подъём иглы . . Турбовоздуходувка Зазор между валом и подшипником Радиальный зазор между лабиринтом со стороны газового колеса и валом То же со стороны воздушного колеса То же между лабиринтом, расположенным между газовым колесом и уплотнительным кольцом и валом То же между центральными лабиринтами, расположенными между воздушным и газовым колесом и валом Радиальный зазор между лабиринтами, расположенными на воздушном колесе, и колесом . . . Радиальный зазор между рабочими лопатками газового колеса и направляющим газовым соплом в плоскости разъёма . . . Осевой зазор между воздушным колесом и центральной частью корпуса Осевой разбег ротора турбовоздуходувки . . . Регулятор Износ упорных выступов рычагов грузов по высоте Диаметральный зазор между вращающейся гильзой и гнездом её в корпусе . Зазор между золотниковой втулкой и вращающейся гильзой: по меньшему диаметру . по большему диаметру . Диаметральный зазор между золотниковой втулкой и золотником Диаметральный зазор между выступом ведущей шестерни масленого насоса и втулкой в нижнем корпусе Радиальный зазор между зубьями шестерён масленого насоса и корпусом . Боковой зазор между зубьями шестерён масленого насоса Боковой зазор между зубьями конических шестерён привода регулятора . . . То же цилиндрических . . 1 11 III 1 1 1 III II III 1 1 1 I 1 1 1 Ill'll III II III 1 1 1 III II 1 1 0,02—0,20 4,5—5,8 0,60-0,40 0,15—0,30 0,25-0,45 0,25—0,35 0 ,25—0,45 0,25-0,40 0,25-0.40 1 ,30—1,80 0,45-2,2 0,10-0,20 1 ,5 0,03—0,08 0,04—0,12 0,02—0,10 0,03-0,08 0,04-0,12 0,03—0,12 0,04—0,25 0,25—0,50 0,15—0,1и 0,25 1,00 0,35 0,50 0,45 0,50 0,45 0,45 0,8 2,5 0,35 0,10 0,15 0,12 0,10 0,15 0,15 0,30 0,60 0,50 0,60-0,40 1,5 0,03-0,08 0,04-0,12 0,03-0,08 0,04-0,12 0,03-0,12 0,04-0,25 0,25-0,50 1,00 0,10 0,15 0,10 0,15 0,15 0,30 0,60
22*
340
ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО
Продолжение
Наименование зазора, допуска и узла Серии тепловозов
Э-ЭЛ ТЭ, да дб
' допускаемый размер при выпуске из периодических ремонтов 1 предельный размер, требующий смены детали или исправления при осмотрах и между ремонтами допускаемый размер при выпуске из периодических ремонтов i ___ предельный раз-1 мер, требующий смены детали или исправления при осмотрах и между ремонтами допускаемый размер при выпуске из периодических ремонтов предельный размер, требующий смены детали или исправления при осмотрах и между ремонтами
Сервомотор Диаметральный зазор между цилиндром и поршнем То же между поршнем аккумулятора масла и цилиндром Шестерёнчатый топливный насос Радиальный зазор между зубьями шестерён и корпусом насоса, измеряемый щупом . .......... То же между зубьями шестерни и сектором .... Торцевой зазор между шестернями и крышкой насоса . Радиальный зазор между сектором крышки корпуса и гребешками ведущей втулки Боковой зазор между зубьями шестерён насоса . . . Зазор на смазку между отверстием втулки и валиком шестерни насоса . . Шестерёнчатый масленый насос Радиальный зазор между зубьями шестерён и корпусом насоса, измеряемый щупом Торцевой зазор между шестернями и крышкой насоса, определяемый по свинцовой выжимке Боковой зазор между зубьями рабочих шестерён насоса Диаметральный зазор между валиком ведущей шестерни и отверстием в корпусе и крышке .... Диаметральный зазор между валиком с конической шестернёй и втулкой . . Боковой зазор между зубьями приводных шестерён , Диаметральный зазор между валиком и втулочным подшипником приводного вала . Диаметральный зазор между вертикальным валиком и втулкой приводного вала Зазор между поводком привода и сухарями кронштейна Водяной центробежный насос Боковой зазор между зубьями приводных шестерён, измеренный щупом .... Уменьшение диаметра вала насоса против номинального размера 0,02-0,10 0,08-0,05 0,05-0,10 0,10-0,15 0,05-0,10 0,10-0,20 0,10-0,15 0,15-0,20 0,23-0,70 0,15-3,50 0,12 0,20 0,15 0,20 0,15 0,25 0,20 0,30 1,00 4,0 0,02-0,10 0,02-0,10 0,02-0,10 0,02-0,10 0,12-0,30 0,05—0,15 0,10-0,20 0,10-0,40 0,04-0,15 0,05-0,15 0,15-0,40 0,04-0,20 0,05-0,20 0,20—0,40 0,10—1 ,20 2,0 0,12 0,12 0,15 0,15 0,35 0,20 0,25 0,50 0,20 0,25 0,50 0,25 0,25 0,45 1,80 2,50 0,02-0,10 0,02-0,10 0,08-0,10 0,05-0,10 0,10-0,15 0,05-0,10 0,05-0,15 0,10-0,20 0,10—0,40 2.0 ЬЭ ООО о о о о о о Ъл 1 II 1 III сл То 1-3 5-* Io 1 — 1 5-. 5-. О ОСЛО СЛ0010 ьэьэ
ОРГАНИЗАЦИЯ РЕМОНТА ТЕПЛОВОЗОВ
341
Продолжение
Наименование зазора, допуска и узла Серии тепловозов
Э-ЭЛ ТЭ, да дб
допускаемый размер при выпуске из периодических ремонтов Г ' предельный размер, требующий смены детали или исправления при осмотрах и между ремонтами допускаемый размер при выпуске из периодических ремонтов предельный размер, требующий смены детали или । исправления при ' осмотрах и между | ремонтами 1 .—.— допускаемый размер при выпуске из периодических ремонтов предельный размер, требующий смены детали или исправления пои осмотрах и между ремонтами
Радиальный зазор между рабочим колесом и корпусом насоса Диаметральный зазор между втулкой и валом . . . I ступень Зазор между рабочей поверхностью цилиндра и поршнем Зазор между крышкой и поршнем при крайнем верхнем положении поршня Увеличение высоты ручьёв под кольца на поршне компрессора на Зазор по высоте между кольцом и ручьём поршня компрессора, измеряемый щупом Зазор в замке поршневого кольца, находящегося в рабочем состоянии .... II ступень Зазор между рабочей поверхностью цилиндра и поршнем Зазор между крышкой и поршнем при крайнем верхнем положении поршня Увеличение высоты ручьёв под кольца на поршне компрессора на Зазор между кольцом и ручьём поршня компрессора, измеряемый щупом Зазор в замке поршневого кольца, находящегося в рабочем состоянии .... I и II ступени Овальность рабочей поверхности цилиндров или поршней компрессора . . То же конусность I ступени Увеличение внутреннего диаметра цилиндров компрессора против номинальных размеров .... Зазор на смазку в подшипнике верхней головки шатуна, измеряемый щупом Зазор на смазку в шатунном подшипнике Толщина баббитовой заливки в шатунном подшипнике Диаметральный зазор между поршневым пальцем и отверстием в поршне под палец Овальность и конусность шейки вала компрессора Износ шейки вала на . . . 0,15-0,40 1 ,00-2,50 2,0 0,05—0,15 0,20—0,80 0,25-0,40 1,00-2,50 2,0 0,05-0,15 0,40-0,70 0,15 0,40 3,00 0,03-0,12 0,10—0,15 2,0 0,02-0,10 3 ,0 Компрес 0,50 3,00 0,18 1,00 0,50 3 ,00 0,18 1,50 0,20 0,50 3,50 0,15 0,20 1,50 0,12 3,30 0,50-0,90 0,01-0,15 сор 0,10—0,40 1,00—2,00 2,0 0,03-0,15 0,20—0,80 0,07—0,30 1 ,00—2,00 2,0 0,03-0,15 0,15-0,50 0,15 0 ,40 2 ,00 0,03-0,12 0,05-0,15 2,0—1 ,0 0,01-0,10 0 ,02-0,10 2,0 0,25 0,50 3,00 0,18 1,00 0,35 3,00 0,18 0,80 0,20 0,50 2,50 0,15 0,20 0,50 0,15 0,12 0,50—0,90 0,04-0,15 0,10-0,40 1,00-2,00 2,0 0,03-0,15 0,20—0 ,80 0,07—0,30 1,00—2,00 2,0 0,03—0,15 0,15-0,50 0,15 0,40 2,00 0,03-0,12 0,05-0,15 0,01—0,10 0,02—0,10 2,0 0,25 0,50 3,00 0,18 1,00 0,35 3,00 0,18 0,80 0,20 0,50 2 ,50 0,15 С,2П 0,15 0,12
342
ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО
Продолжение
Серии тепловозов
Э-ЭЛ ТЭ, да д
Наименование зазора, допуска и узла допускаемый раз-। мер при выпуске из 1 периодических ремонтов предельный размер, требующий смены детали или исправления при осмотрах и между ремонтами допускаемый размер при выпуске из периодических ремонтов предельный размер, требующий смены детали или исправления при осмотрах и между ремонтами допускаемый размер при выпуске из периодических ремонтов предельный размер, требующий смены детали или исправления при осмотрах и между ремонтами
Зазор между плунжером масленого насоса и корпусом Зазор между эксцентриком вала и хомутом плунжера насоса Боковой зазор между зубьями шестерён, измеряемый по свинцовой выжимке . , Главный генератор Зазор междужелезного пространства: под главными полюсами то же тепловозов Да под дополнительными полюсами то же тепловозов Да Зазор между щёткодержателем и рабочей поверхностью коллектора .... Выработка рабочей поверхности коллектора под щётками Биение коллектора, измеренное по неизношенной рабочей поверхности . . Глубина про дорожи вания изоляции между пластинами коллектора Сопротивление изоляции обмотки якоря и катушек полюсов в холодном состоянии в мегомах .... Давление на щётку в кг . . Возбудитель и вспомогательный генератор Зазор междужелезного пространства: под главными полюсами под дополнительными полюсами Зазор между щёткодержателем и рабочей поверхностью коллектора . . . Выработка рабочей поверхности коллектора под щётками Биение коллектора, измеренное по неизношенной рабочей поверхности . . . Глубина п родорожи вания изоляции между пластинами коллектора Давление на щётку в кг 1 Сопротивление изоляции обмотки якоря и катушек полюсов в холодном состоянии в мегомах .... Вентиля 0,15-0,50 4,75-5,25 10,50-11 ,50 3,8—4,2 0,3 0,15 1,5-1,0 2,0 1,50-1,80 4.5-5,5 5,5—6,5 3,0-4,5 0.3 0,15 1,5-1 ,0 1,5-1,8 1 ,5 тор холодил 0,60 Элект рообору 0,5 0,20 0,5 0,5 0,2 0,5 1 ,0 0,01-0,10 0,01-0,12 >ника двигат давание 3,80-4,20 4,10-4,55 6,60—7,40 8,45—9,35 2,8-3,2 0,3 0,15 1,2-1,0 2,0 0,80—0,90 1 .ч-2.2 0,9-1,1 1,4-1,6 1,6-2,4 0,3 0,15 1,2-1,0 1,0-1,1 1,5 0,15 0,18 еля 0,5 0,20 0,5 0,5 0,2 0,5 1,0 0,01-0,10 0,01-0,12 6,75-7,45 8,70-9,60 2,9-3,1 0,3 0,15 1,6-1,3 2,0 1,25-1,50 1,7-2.1* ~273—2Т~ 3,0-3,6 0,3 0,15 1,2-1,0 1,0-1,2 1,5 0,15 0,18 0,5 0,20 0,5 0,5 0,2 0,5 1,0
* Числитель относится к стороне возбудителя, знаменатель—к стороне вспомогательного генератора.
Тяговые электродвигатели Зазор между железного пространства: под главными полюсами то же тепловозов Да под дополнительными полюсами то же тепловозов Да : Выработка коллектора под щётками Биение коллектора, измеренное по неизношенной рабочей поверхности . . Зазор между щёткодержателем и рабочей поверхностью коллектора .... Г лубина п род о рожи вания изоляции между пластинами коллектора ; Давление на щетку в кг . . Сопротивление изоляции обмотки якоря и катушек полюсов в холодном состоянии в мегомах . . . Бандажи Толщина бандажей движущих колёсных пар при ' их последней обточке . . То же поддерживающих . . Разность диаметров бандажей по кругу катания у движущих колёсных пар 1 тепловоза Разность диаметров бандажей по кругу катания у I одной колёсной пары . . . Разность расстояний между 1 внутренними гранями бан- | дажей в одной колёсной 1 паре । Овальность или эксцентричность бандажа по кругу катания (после обточки) Отклонение от альбомного профиля бандажа после обточки по толщине гребня । То же по полотну 1 Максимальная толщина прокладки под перетягиваемый бандаж Припуск для натяга бандажа при посадке и перетяжке на 1 000 мм диаметра обода Колёсные центры Уменьшение толщины обода Уменьшение ширины обода Овальность обода по кругу при смене и перетяжке бандажей движущих колёсных пар То же поддерживающих колёсных пар Глубина износа внутренней торцевой поверхности ступицы центра Наименование зазора, допуска и узла
4,50-5,60 5,50—6,50 0,4 0,15 4,0—5,0 1 ,5—0,8 2,75—3 ,о0 1 ,5 43 40 12 1 1 0,5 0,5 0,5 1,0-1,5 3 5 0,5 0,3 4,0 допускаемый размер при выпуске из периодических ремонтов Э-ЭЛ 1 Серии тепловозов 1
III II 1 III 1 i IS 11 1 1I g "с 1 1 1 I 5 2 предельный размер, требующий смены детали или исправления при осмотрах и между ремонтами
i 2,50-3,00 3,0—3,40 3,75-4,25 3,6—4,0 0.4 0,15 2,0—4,0 1,5-1,2 3,00-4,00 ; 1,5 tC 43 12 1 i 1 ! 0,5 0,5 0,5 1,0—1,5 3 5 0,5 4,0 допускаемый размер при выпуске из периодических ремонтов тэ, да !
предельный размер, требующий смены детали или исправления при осмотрах и между ремонтами
о о о | II |] 1 | 11 1 1 1сл 11 1 linlgOillll
се | <i Сл - - Си о о СО Ю Си о - 1 III I ос о II 1 1 1 -° -° 1 1 1 1 Ъ 1 1 1 1 1 1 иЪ "сл и К •°- °° .°5 Сл О СО СС 05 О О1 Сл допускаемый размер при выпуске из периодических ремонтов
111 III 111 1 1 IS 11 1 1 о 1 g ”o 1 1 1 1 предельный размер, требующий смены детали или исправления при осмотрах и между ремонтами
ОРГАНИЗАЦИЯ РЕМОНТА ТЕПЛОВОЗОВ
344
ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО
Продолжение
Наименование зазора, допуска и узла Серии тепловозов
Э-ЭЛ ТЭ. да дб
допускаемый раз- | мер при выпуске из периодических ремонтов предельный размер, требующий смены детали или исправления при осмотрах и между ремонтами допускаемый размер при выпуске из периодических ремонтов предельный размер, требующий смены детали или исправления при осмотрах и между ремонтами допускаемый размер при выпуске из1 периодических ремонтов 1 , предельный раз-. мер, требующий смены детали или ; исправления при осмотрах и между ремонтами
Оси Износ шеек против альбомного размера по диаметру осевой шейки движущей колёсной пары или моторно-осевой шейки на. То же шейки подде рживаю-щей колёсной пары на . . Овальность, конусность и волнистость осевых шеек движущих и поддерживающих колёсных пар . . То же моторно-осевых шеек Эксцентричность осевой шейки относительно центра оси То же моторно-осевой шейки Зубчатые колёса и шестерни Толщина зубьев колеса, измеренная по делительной окружности ..... То же шестерни Боковой зазор между зубьями колеса и шестерни . . Разница боковых зазоров в зубчатых передачах одной и той же колёсной пары . Буксы движущих осей, их направляющие и подшипники Местная выработка буксовых направляющих по ширине и толщине .... Отступление от альбомных размеров между поперечными центрами букс . . . Суммарный зазор с обеих сторон буксы между наличниками и лицами буксовых направляющих вдоль оси тепловоза . . . То же тепловозов ТЭ2 . . Суммарный зазор с обеих сторон буксы между наличниками и лицами буксовых направлящих поперёк оси То же для тепловозов ТЭ2 Суммарный поперечный разбег оси по отношению к раме тепловоза или тележки То же для тепловозов ТЭ2 Запас для натяга подбуксовых струнок Минимальная толщина буксового наличника Зааор между верхней частью буксы и рамой . . . Зазор между буксой и буксовой стрункой Рессорное подвешивание Отклонение величины прогиба рессор под установленной нагрузкой в процентах 6 6 0,3 0,3 0,3 0,15 9,9 12,0 0,30—6,0 0,2 0,5 -2 +3 1,0-4,0 35,5* 2-3 3,5 12 7 0,8 0,8 0,8 9,5 11,5 6,5 0,5 6,0 40* 4 1 6 0,3 0,3 0,3 0,15 1 \5 12,5 0,40-6,0 0,5 — 2 +3 1,0-4 ,0 1,0-4,0 5,5—10,0 6,0—10,0 6,0-10,0 3,6-6,5 2,5 3,0 66-45 59-79 6,0 7 0,8 0,8 0,8 12,0 12,0 6,5 6,0 6,0 14,0 14,0 13,0 8,0 1 2,5 30 90 О Сл 5 115 11° 1Т 1 ° +15 1 Т Л? 55 55 1 —. о 1—‘ g «и W Ю СП С5 О О Ь- со СО С0 о 'о о ° ° 7 0/ 0,8 0,8 13,5 13,5 6,5 6,0 14,0 13,0 -
* В числителе—для 2-й, 3-й и 4-й и в знаменателе— для 1-й и 5-й движущих осей.
ОРГАНИЗАЦИЯ РЕМОНТА ТЕПЛОВОЗОВ
345
Продолжение
Э-ЭЛ Серии Tt ТЭ пловозов . да д и
Наименование зазора, допуска и узла допускаемый размер при выпуске из периодических ремонтов предельный размер, требующий смены детали или исправления при осмотрах и между ремонтами допускаемый размер при выпуске из периодических ремонтов предельный размер, требующий смены детали или исправления при осмотрах и между ремонтами 1 допускаемый размер при выпуске из периодических i ремонтов предельный раз- I мер, требующий । смены детали или । исправления при осмотрах и между 1 ремонтами
Несимметричность посадки хомута относительно центров отверстий в верхнем листе рессоры Несимметричность концов отдельных листов рессоры относительно хомута . . Износ балансира Буферные стержни Износ буферного стержня по диаметру не более . . Зазор между буферным стержнем и стаканом . . Опоры кузова Величина зазора между пятой и подпятником по диаметру Износ толщины диска пяты То же подпятника 4,0 3,0 2,0 8,0 3,0 ill г । । 4,0 3,0 1,0 8,0 18 1,5- 2,30 5 ,О 5,0 5,0 10 20 6,0 6,0 6,0 4,0 3,0 1,0 8,0 18 3,0—4,50 6,0 5,0 5,0 10 20 5,0 7 ,0 6,0
ПЕРЕЧЕНЬ ПОДШИПНИКОВ КАЧЕНИЯ, УСТАНОВЛЕННЫХ НА ТЕПЛОВОЗАХ ТЭ 1 И ТЭ2
Условное обозна- Количество подшипников на тепловозах
Механизмы и узлы Тип подшипника чение подшипника по ОСТ ТЭ1 ТЭЗ
На валу главного генератора На валу тягового электродвигателя со стороны шестерни То же со стороны коллектора На валу двухмашинного агрегата На валу привода двухмашинного агрегата На валу мотора вспомогательного топливного насоса На валу мотора калорифера Редуктор вентилятора холодильника двигателя на ведущем валу (горизонтальном) То же на ведомом валу (вертикальном) Втулка ведомого вала Муфта включения вентилятора РоликовыЙ раднальный двухрядный сферический самоустанав-ливающийся Роликовый радиальный однорядный То же Шариковый радиальный однорядный самоустанавливающийся Шариковый радиальный двухрядный сферический самоустанавливающийся Шариковый радиальный однорядный самоустанавливающийся . . Шариковый радиальный однорядный самоустанавливающийся . . Конический роликовый Шариковый радиальный однорядный Шариковый радиальный однорядный То же Роликовый радиальный однорядный То же Шариковый радиальный однорядный Роликовый радиальный однорядный Шариковый радиальный однорядный 3620 32424 62417 311 309 1611 302 201 7909 312 314 312 2307 2218 220 2218 211 1 6 6 1 1 1 2 2 2 1 1 2 2 8 8 2 2 4 4 2 2 '2 2 2 2
346
ТЕПЛОВОЗНОЕ ХОЗЯЙСТВО
Продолжение
Механизмы и узлы Тип подшипника У слов ное обозначение подшипника по ОСТ Количество подшипников на тепловозах
ТЭ1 ТЭ2
Вал муфты включения Отводка включения муфты Натяжной шкив привода вентилятора Вал подпятника вентилятора нижний То же верхний Вентилятор охлаждения тяговых электродвигателей передней тележки То же задней тележки Вал компрессора Вал водяного насоса Привод регулятора Корпус привода регулятора Тяга Тяга промежуточная Шток Двухвильчатый рычаг Рычаг Золотниковая часть регулятора На осях рычагов грузов Картер топливного насоса Верхний корпус регулятора Привод скоростемера: а) червячный редуктор б) промежуточный редуктор Верхний привод скоростемера Шариковый радиальный двухрядный сферический самоустанавли-вающийся Шариковый радиальный одноряд-ный То же То же То же * Шариковый радиальный двухрядный сферический самоустанав-ливающийся То же » » Шариковый радиальный однорядный То же Шариковый радиальный однорядный Игольчатый »> » » » » Шариковый, однорядный радиальный То же Игольчатый » » Шариковый радиальный однорядный То же » 1610 215 207 312 314 1306 1610 1306 1610 313 405 80203 94704 94701 94701 94701 94701 94701 7 4 94702 94705 94702 205 204 204 2 1 1 2 1 1 2 1 1 2 2 1 1 2 2 2 4 2 4 1 2 2 2 2 4 4 2 4 4 2 4 4 4 8 4 8 2 : 8 8 ! 4
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Г. С. Рылеев, П. К. Крюгер, В.Н. Каза к о в и Б. И. В и л ь к е в и ч. Эксплуатация тепловозов и тепловозное хозяйство. Трапсжелдориздат, М., 1951.
2. Нормы технологического проектирования и
технико-экономические и моторвагонные депо. 1953.
показатели, локомотивные Изд. Главтранспроект МПС,
3. Правила текущего ремонта тепловозов, Трапсжелдориздат, М., 1952.
ВАГОННОЕ ХОЗЯЙСТВО
ОБЩИЕ СВЕДЕНИЯ
В 1933 г. вагонный парк, все сооружения -и устройства вагонных депо и пунктов технического осмотра были выделены из хозяйства тяги и подвижного состава; на железных дорогах были организованы вагонные службы, в ведение которых перешло вагонное хозяйство со всем обслуживающим персоналом для содержания и ремонта вагонов.
Вагонное хозяйство железнодорожного транспорта в своём составе имеет: вагонный парк, предназначенный для обеспечения грузовых и пассажирских перевозок, сооружения и устройства для текущего содержания и ремонта вагонов.
-Вагонный парк состоит из грузовых вагонов, имеющих единую нумерацию, и пассажирских вагонов, которые нумеруются каждой дорогой самостоятельно и порядком, не зависящим от других дорог.
Характеристики основных типов вагонов см. в ТСЖ, том 6, раздел «Вагоны».
Инвентарный вагонный парк состоит из вагонов грузового и пассажирского парка, приписанных к данной дороге и составляющих её инвентарь.
Наличный вагонный парк состоит из вагонов, находящихся в данное время на дороге в эксплоатации, в ремонте, в запасе, в хозяйственном движении и т. д.
Рабочий вагонный парк состоит из вагонов, находящихся в эксплоатации на дороге.
Вагоны допускают к следованию лишь после осмотра и признания их годными для включения в поезда.
Предупреждение появления каких-либо неисправностей вагонов должно быть главным в работе лиц, ответственных за содержание вагонного парка в технически исправном состоянии.
При осмотре вагонов проверяют:
а) износ и состояние отдельных частей и деталей и соответствие их установленным размерам, обеспечивающим безопасность движения;
б) наличие и исправность действия тормозных, сцепных и ударных устройств.
При обнаружении на станции во время осмотра вагонов неисправных частей эти части ремонтируют или заменяют на месте, в противном случае неисправные вагоны направляют на ремонтные пункты.
При следовании поезда поездной вагонный мастер обязан обеспечить безопасность следо
вания вагонов, своевременно устранять неисправности вагонов, заблаговременно извещать пункты осмотра о необходимом безотце-почном ремонте, который он не может осуществить своими силами.
Ответственность за качество выполненного ремонта и безопасность следования вагонов в поездах лежит как на работниках, непосредственно осуществляющих осмотр и ремонт вагонов, так и на начальниках заводов, вагонных участков, депо и пунктов технического осмотра и инспекторах-приёмщиках МПС.
Кроме осмотра и текущего ремонта, вагоны через определённые сроки службы направляют в капитальный, средний и годовой ремонт.
В табл. 1 указано количество лет, по истечении которых вагоны поступают в соответствующий ремонт.
Таблица 1
Сроки периодических ремонтов вагонов
Тип вагонов
Ремонт
Пассажирские
I Жёсткие, почтовые, багажные, котлы ДНО....................... 9
I Служебные, специальные (динамометрические, путеизме-рит ели, санитарно-врачебные, клубы и пр.)............... 8
Мягкие, мягко-жесткие, рестораны, СВПС ................... 6
Цельнометаллические на заво-!
' дах............................ —
1 То же в депо................... —
Грузовые
Все типы и осности с хребтовой балкой и мало используемые в движении ( восстановительных и пожарных депо, весовых мастерских, кладовых, поверочных платформ) .
Все остальные без хребтовой балки, снегоочистители, снегоуборочные машины . . . .
* Ремонт чередуется: через год—в депо, затем через год — на заводе и т. д.
348
ВАГОННОЕ ХОЗЯЙСТВО
Отличительной характеристикой капитального ремонта вагонов является: обязательное вскрытие всех без исключения узлов конструкции кузова, восстановление изоляции стен, пола и потолка; нанесение защитных покрытий на детали кузова и рамы.
Капитальный и средний ремонт пассажирских вагонов производят на вагоноремонтных заводах.
Средний ремонт вагонов предназначен для поддержания в исправном состоянии основной материальной части вагона путём осмотра и ремонта узлов и деталей, подвергающихся в эксплоатации наибольшему износу. При среднем ремонте также создаётся достаточный запас на износ частей вагона в эксплоатации.
Годовой ремонт предназначен для поддержания в исправном состоянии наиболее изнашиваемых деталей грузовых и пассажирских вагонов и для профилактических работ, необходимых для предупреждения ненормальных износов и неисправностей частей вагонов в эксплоатации.
При годовом ремонте также соблюдаются допуски износов, чтобы обеспечить исправную работу вагонов.
Капитальный ремонт грузовых вагонов производится на вагоноремонтных заводах и частично в вагонных депо.
Средний ремонт грузовых вагонов и годовой грузовых и пассажирских вагонов производится в вагонных депо.
ЛИНЕЙНОЕ ВАГОННОЕ ХОЗЯЙСТВО
СООРУЖЕНИЯ И УСТРОЙСТВА ВАГОННОГО ХОЗЯЙСТВА
Основные сооружения вагонного хозяйства и их назначение определены ПТЭ, а условия их размещения на дороге и станции — Техническими условиями проектирования железных дорог и станций.
Размещение сооружений вагонного хозяйства на дороге должно при минимальных затратах на строительство и последующую их эксплоатацию обеспечивать ремонт вагонов, запасных частей и бесперебойную и безаварийную эксплоатацию вагонного парка.
Вагонные депо для ремонта грузовых вагонов предназначены для выполнения среднего, годового и текущего ремонта грузовых вагонов, изготовления и ремонта за пасных частей для нужд депо и для пунктов технического осмотра, прикреплённых к данному депо, а также ремонта оборудования для линейного хозяйства.
Депо размещают на станциях: сортировочных, массовой подготовки порожняка под погрузку и на станциях массовой погрузки или выгрузки.
Размещение депо на площадке не должно приводить к пересечению деповскими путями главных путей станции или подаче вагонов через слабо развитые и загруженные горловины.
Подача вагонов для ремонта в депо и вывод отремонтированных вагонов на станцию должны быть удобными.
Выбранная для строительства депо площадка не должна требовать работ по укреплению земляного полотна, свайных оснований, сооружения мостов и производства крупных земляных работ. Возможность получения энергии, воды и подключение к линии канализации без больших дополнительных работ составляет основное требование, предъявляемое к выбранной площадке.
Общая стоимость работ по освоению площадки не должна превышать 15% стоимости всего объекта.
Депо для ремонта пассажирских вагонов предназначено для выполнения годового и текущего ремонта, а также для ремонта колёсных пар и других частей вагонов для нужд депо и пунктов технического осмотра, при
креплённых к этому депо, и ремонта оборудования для линейных производственных единиц. Все работы по ремонту электрооборудования вагонов и зарядке аккумуляторных батарей производятся также в депо.
Депо для ремонта пассажирских вагонов размещают в пунктах формирования пассажирских поездов с числом приписанных вагонов более 400 и в пунктах оборота большого количества пассажирских поездов дальнего следования. Размещение депо на площадке определяется теми же условиями, что и размещение депо для ремонта грузовых вагонов.
Ремонтные пункты для текущего ремонта вагонов предназначены исключительно для выполнения текущего отцепочного ремонта вагонов на путях станций, специально для этого выделенных, что позволяет усовершенствовать технику выполнения ремонта вагонов и ускорить их оборот.
Для пунктов текущего ремонта выделяются или строятся 2—3 крайних пути с условием, чтобы при сортировке вагоны, требующие текущего ремонта, непосредственно поступали на пути ремонтного пункта без дополнительных маневровых работ.
Пункты технического осмотра (ПТО) предназначены для:
а) технического осмотра всех вагонов как в формируемых на данной станции поездах, так и транзитных и подаваемых под погрузку;
б) текущего безотцепочного ремонта вагонов, выполняемого на путях станции, а также экипировки вагонов пассажирских поездов.
Пункты технического осмотра размещают на станциях с погрузкой и выгрузкой более 100 вагонов и на станциях с основными и оборотными паровозными депо. На станциях с параллельно расположенными парками ПТО размещаются центрально по отношению к паркам, а на станциях с последовательно расположенными парками ПТО проектируются вблизи горловины. При растянутых и крупных станциях допускается сооружение двух и более ПТО.
Контрольные пункты автотормозов предназначены для осмотра, испытания действия и ремонта автоматических тормозов в поездах,
ЛИНЕЙНОЕ ВАГОННОЕ ХОЗЯЙСТВО
349
зарядки тормозной сети поездов и производства ремонта воздухораспределителей и других частей автотормозного оборудования.
Компрессорные служат для осмотра и испытания действия автоматических тормозов в поездах и зарядки тормозной сети поездов.
Компрессорные устраивают на станциях с основным и оборотным депо паровозов, на станциях с большим количеством формируемых поездов и сортировочных станциях. Здание компрессорной располагают центрально по отношению к приёмо-отправочным паркам. Здание для ремонта тормозных приборов и компрессорной контрольного пункта при последовательном расположении приёмоотправочных парков должно быть расположено центрально по отношению к паркам.
Промывочно-пропарочные станции предназначены для очистки, промывки, пропарки и других операций по подготовке цистерн для погрузки наливных грузов.
Их целесообразно размещать в районе заводов по переработке наливных продуктов с тем, чтобы мощные энергетические источники завода удовлетворяли потребности и пропарочной станции.
Вагонные колёсные мастерские сооружаются для ремонта колёсных пар со сменой элементов и полного их освидетельствования.
Контрольные пункты автосцепки производят ремонт автосцепного оборудования вагонов. Размещают их при вагонных депо отдельными цехами.
Концепропиточные и регенерационные пункты — в них приготовляют вагонные смазки и подбивочные материалы, восстанавливают (регенерируют) смазки и выдают смазочные материалы поездным бригадам.
Концепропиточные и регенерационные пункты размещают около вагонных депо или ла станциях с большим расходом подбивочных и смазочных материалов. Расположение их центрально по отношению к приёмо-отправочным паркам станции.
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО СОДЕРЖАНИЯ И РЕМОНТА ВАГОНОВ}
В ЭКСПЛОАТАЦИИ;
Текущее содержание грузовых (вагонов
Основы организации текущего содержания и ремонта вагонов установлены приказами НКПС № 68/Ц и 83/Ц (1936 г.), МПС№ 175/Ц (1949 г.) и 176/ЦЗ (1953 г.), а также «Технологическим процессом осмотра товарных поездов и текущего ремонта вагонов» 1949 г.
Осмотр и текущий ремонт вагонов производят в пунктах массовой погрузки, выгрузки и подготовки вагонов под погрузку, на сортировочных и участковых станциях и в крупных пунктах формирования порожняковых составов, направляемых для массовой погрузки угля, руды, нефтепродуктов, леса и хлеба.
Для пунктов массовой погрузки, выгрузки и подготовки под погрузку состав ремонтных бригад и количество рабочих определяют исходя из следующих норм, отнесённых к составу в 75 вагонов (в 2-осном исчислении) в течение 1 часа:
Осмотрщики............................1—2 чел.
Станционные смазчики .................. 2 »
Слесаря ............................... б »
Слесаря-автоматчики.................... 2 »
Столяры ............................... 5 »
Кровельщики............................ 1 >
Подсобные рабочие ..................... 2 »
При подготовке под погрузку в смену от 100 до 200 вагонов применяется коэфи-циепт 0,5; при подготовке до 40 вагонов в смену в состав бригады входят 1 — 2 чел. и от 40 до 100 вагонов—3—4 чел.
Выполненный ремонт проверяется теми же осмотрщиками, которые результаты проверки отмечают в натурных книжках. Эти записи служат основанием для оплаты ремонтным бригадам за выполненную работу.
Дежурный по станции письменным уведомлением подтверждает сдачу вагонов после осмотра и ремонта.
На сортировочных горочных станциях осмотр поездов и ремонт вагонов производят в парках прибытия, формирования и отправления.
В парке прибытия поезд осматривают две бригады с двух концов н с обеих его сторон.
Бригада состоит из двух осмотрщиков ваго нов, одного осмотрщика-пролазчика н осмотрщика-автоматчика. Одна бригада при подходе поезда принимает его сходу, что даёт возможность обнаружить ползуны-выбоины на колёсах и нагрев букс.
Осмотрщик-автоматчик проверяет тормозное оборудование.
О забракованных по техническим неисправностям вагонах сообщается дежурному по парку, чтобы при роспуске с горки эти вагоны были отсортированы на специально выделенные пути для крупного текущего ремонта, перегруза, отправки в депо или на вагоноремонтный завод.
Вагоны в парке прибытия не ремонтируют.
Время осмотра на состав длиной 75 2-осных вагонов устанавливается 15 мин.
В парке формирования вагоны осматривают до вывода их в парк отправления. Ответственность за пропуск неисправных вагонов, требующих отцепочного ремонта, в парк отправления несёт осмотрщик.
В парке формирования производят замену неисправных деталей вагонов и мелкий текущий ремонт, например: буферных стержней, стаканов, деталей автосцепки, а также упряжных крюков и рессор. Этим устраняется необходимость растаскивания состава в парке отправления.
В парке формирования вагоны осматривают два осмотрщика, ремонт вагонов выполняется бригадой слесарей в составе 4 чел.
Для устройства пункта текущего ремонта вагонов с большим объёмом работ в парке формирования выделяют 1 — 2 специальных пути, которые оснащаются необходимыми подъёмными, транспортными и другими механизмами. На этих путях размещают электросварочные аппараты, прокладывают сеть сжатого воздуха, оборудуют стеллажи для запасных частей. Весь ремонт деталей в этом случае выполняют в депо.
Количество вагонов, поступающих в текущий ремонт на сортировочные станции, составляет около 2% от вагонов, проходящих
350
ВАГОННОЕ ХОЗЯЙСТВО
все операции на данной станции: транзит, включая переработку, погрузку и выгрузку. Если на этой станции или в этом узле имеется депо, то туда направляются вагоны только с тяжёлым ремонтом, требующим простоя более 3,5 часа. Количество таких вагонов составляет 15% от общего количества отцепленных для текущего ремонта, а 85% вагонов поступает для ремонта на ремонтный пункт парка формирования. Из этого количества вагоны, требующие ремонта ходовых частей, составляют 45-у58%, ударно-упряжных приборов и автосцепки— 144-16%, кузовов — 4 -4- 9%, рам 10 4- 24% и прочих узлов — 9 4- 11%.
Приказом МПС № 343/ЦЗ от 20/V 1952 г. установлены сроки простоя неисправных вагонов для станций и депо: в ожидании подачи — б час. (цистерн 3 часа), в ожидании ремонта —3 часа и в ремонте 3,5 часа.
В зависимости от количества вагонов, поступающих для ремонта, и условий размещения устройств на станции пункты текущего ремонта сооружают с одним или двумя ремонтными путями. При двух путях и более онн специализируются: на одном ремонтируются вагоны, требующие большего объёма работ н простоя, на других путях, требующие меньшего объёма.
Такая специализация способствует снижению простоев вагонов в текущем ремонте.
Расширение номенклатуры текущего ремонта вагонов на специально выделенных путях, а также механизация работ улучшает организацию и технику ремонта.
В парке отправления производят: контрольный осмотр поездов двумя бригадами с двух сторон поезда, а также мелкий безот-цепочный ремонт вагонов, проверку выполненного ремонта, подготовку и пробу автотормозов, после чего поезд сдаётся поездным вагонным мастерам.
Работой осмотрщиков и ремонтных бригад руководит сменный мастер или старший осмотрщик вагонов, подчинённый начальнику пункта технического осмотра.
Состав ремонтной бригады в парке отправления
Для осмотра и текущего ремонта выделяются бригады и отдельные работники: старшие осмотрщики—1, осмотрщики—4, осмотрщики-автоматчики—-4, станционные смазчики —4, слесаря—16, слесаря-автоматчикн—-12, столяры— 2, кровельщики — 2, рабочие по смазке трущихся частей—2, подсобные |рабочие—4 О готовности поезда осмотрщики вагонов сообщают дежурному по парку и делают запись в книге предъявлений ВУ-14 у дежурного по парку. Аналогичная книга ведётся на пункте технического осмотра.
Осмотр, ремонт и испытание автотормозов производят под руководством осмотрщиков-автоматчиков две бригады слесарей по 6 чел. в каждой.
На участковых станциях поезд осматривается двумя бригадами, в составе каждой имеется два осмотрщика.
Состав бригад для осмотра поездов и ремонта вагонов приведён в габл. 2 и 2а.
Таблица 2
Состав бригад дли осмотра поездов на участковых станциях
Количество работаю щих в смену
Наименование профессий
укрупнённого текущего ремонта вагонов
осмотра вагонов на безопасное следование
Старшие осмотрщики .... 1
Осмотрщики................. 4
» автоматчики . . 4
» пролазчики . . 2
Станционные смазчики . . 4
Слесаря................... 16
Слесаря-автоматчи ки ... 12
Столяры ................... 2
Кровельщики.................. 2
Рабочие по смазке трущихся частей .................... 2
Рабочие по подноске запасных частей и материалов . 2
При расчёте контингентов рабочей силы на сортировочных горочных и безгорочных станциях, а также и участковых с укрупнённым ремонтом вагонов в зависимости от объёмов работ применяются коэфициепты: 0,5--при отправлении в смену до 12 поездов, 1,0— от 12 до 25 поездов, 1,5—от 25 до 30 поездов и 2—свыше 30 поездов.
Таблица 2а
Состав бригад для осмотра и ремонта вагонов в поездах на сортировочных безгорочных станциях
Наименование профессий В парках
прибытия формирования и отправления
Старшие осмотршики .... 1
Осмотрщики 4 4
Осмотрщики-автоматчики . 2 4
» пролазчики . . 2 —
Станционные смазчики . . . — 4
Слесаря — 16
Слесаря-автоматчики .... — 12
Столяры — -
Кровельщики —
Рабочие по смазке трущих-ся частей — 2
Рабочие по подноске запасных частей и материалов . - 4
Продолжительность ремонта вагонов
Время на осмотр и ремонт вагонов до прицепки поездного локомотива устанавливается по табл. 3. На поезд выделяется две бригады. Время указано на осмотр состава из 75 2-осных вагонов.
Пробу автотормозов на станциях перед затяжными и крутыми уклонами производят за 15 мин. во время стоянки поезда.
Продолжительность осмотра и ремонта вагонов на участковых станциях должна быть
ЛИНЕЙНОЕ ВАГОННОЕ ХОЗЯЙСТВО
351
Таблица 3
Продолжительность осмотра н безотцепочного ремонта вагонов одного поезда
Вид ремонта Норма в мин.
Осмотр и ремонт в местах массовой погрузки, выгрузки и подготовки вагонов под погрузку при подаче вагонов группами: до 10 вагонов » 20 » » 30 » » 40 » » 60 » » 75 » » 100 » Осмотр вагонов в парках прибытия Осмотр и ремонт вагонов в парках отправления Там же проба тормозов поездным паровозом 25 30 35 40 45 60 75 15 35 10
не более времени стоянки, установленного по графику.
Потребность в рабочей силе. Количество рабочей силы для пунктов технического осмотра
' Крс—3,5 КПк,
где 3,5—число рабочих смен;
N — количество рабочей силы, предусматриваемой установленным технологическим процессом для всех ПТО, расположенных во всех парках станции;
Пк—коэфициент, учитывающий объём работы станции, принимают: при отправлении до 30 поездов в смену— 1.0; до 40 — 1,5 и свыше 40 — 2,0.
Потребное количество рабочей силы на текущий отцепочный ремонт вагонов, выполняемый в депо и на специально выделенных путях станций, указано на стр. 354.
Потребность в рабочей силе для участка пли вагонной службы дороги в целом
.. {Крп + Кр9) 204 вок
1 000,
I де NH — затрата рабочей силы в чел.-час. на 1 000 вагоно-осе-км;
Крп— число рабочих, занятых на текущем ремонте в поездах;
Крд — то же в депо и на ремонтных путях; 204—количество часов работы в месяц одного рабочего;
ВОК — пробег вагонов в вагоно-осе-км.
Техническое содержание грузовых вагонов в пути следования
На обязанности поездных вагонных мастеров лежат:
тщательный осмотр вагонов при приёмке поезда на станции;
проверка правильности сцепления вагонов, достаточности тормозов в поезде;
наблюдение в пути следования за состоя
нием вагонов, за правильной работой автотормозов и автосцепки;
своевременное сообщение ПТО о необходимости производства ремонта вагонов на станции;
на промежуточных станциях — осмотр вагонов, смена подбивки, заливка смазки, осмотр прицепляемых вагонов и пр.;
сдача поезда для дальнейшего следования другому поездному мастеру или в конечных пунктах старшему осмотрщику вагонов.
Поездной вагонный мастер отвечает за техническое состояние принятого и обслуживаемого им поезда и за правильный уход^за ним в пути.
Потребность в поездных мастерах определяется в зависимости от объёма работы и норм выработки при строгом соблюдении нормальных условий работы, недопущении простоев и сверхурочной работы при 204 час. поездной работы в месяц.
Месячная норма выработки в поездо-км
Т
Н = 2// -----~---
11 в — Т J-T
1 ПС "Г i п
где 2/7 —двойное плечо обслуживания;
Тм — часы работы в месяц;
Тпс— время на приём и сдачу поезда за оборот;
Тп — время нахождения поезда в пути за оборот.
Количество поездных мастеров
М = ~тг-п в
где ЦА — заданный месячный пробег в. поездо-км.
Обработка составов по методу старшего осмотрщика А. Т. Щебликина
Зародившееся на ст. Красный Лиман Северо-Донецкой ж. д. движение по высококачественному и скоростному техническому осмотру и текущему ремонту вагонов в поездах приобрело широкое распространение по. всей сети железных дорог.
Эта инициатива, проявленная старшим осмотрщиком А. Т. Щебликиным, ныне лауреатом Сталинской премии, стала методом, системой работы большого количества ПТО. железнодорожной сети.
Метод работы А. Т. Щебликина приказом Министерства путей сообщения № 89/ЦЗ от 16 февраля 1952 г. преподан как обязательный: на всех пунктах технического осмотра сети. Состоит он главным образом в усовершенствовании методов планирования работы смены и существенном улучшении техники и организации осмотра и текущего ремонта вагонов.
Смена т. Щебликина состояла из двух бригад. В ней было занято 68 чел., работа производилась в парке отправления ст. Красный Лиман Северо-Донецкой ж. д.
Информация о техническом состоянии вагонов и объёмах предстоящего ремонта поступала к т. Щебликину от осмотрщиков вагонов, работающих в парках формирования станции, а по транзитным поездам, прибывавшим непосредственно в парк отправления,— от поездных вагонных мастеров.
352
ВАГОННОЕ ХОЗЯЙСТВО
Предварительная информация даёт возможность уверенно планировать расстановку рабочей силы, технических средств и материалов в зависимости от реально сложившихся условий работы станции. >,
Тов. Щебликин внёс коренную поправку в технологию осмотра составов, заключающуюся в том, что при одновременном осмотре двух поездов он производит осмотр первого поезда так, как это предусмотрено технологическим процессом, двумя бригадами с головы и хвоста к середине состава, а второй состав осматривается уже от середины к голове и хвосту. Это даёт возможность выполнить работу по осмотру состава за 8 — 13 мин. и произвести приёмку работ, выполненных бригадами слесарей, за 12 — 17 мин.
Объём ремонтных работ в составах, как правило, всегда различен, следовательно, одна группа рабочих может быть не загружена, другая перегружена. Тов. Щебликин учёл это и, не изменяя специализации ремонтных бригад, организовал широкую взаимопомощь по ликвидации создающихся трудностей при ремонте вагонов.
Слесаря-автоматчики оказывают помощь рабочим, занимающимся регулировкой рычажной передачи, станционные смазчики выполняют слесарные работы по смене буксовых крышек, креплению болтов и пр.
График скоростной обработки поезда, предусматривающий уплотнение работ и внедрение лучших стахановских приёмов выполнения отдельных, наиболее часто повторяющихся операций, даёт значительную экономию в использовании рабочей силы.
Последовательность операций даёт возможность при замене подшипника 4-осного вагона довести общую затрату до 12 чел.-мин. при норме 22 чел.-мин.
Смена рессоры 2-осного гружёного вагона .выполняется с экономией до 12 чел.-мин.
При смене буксы гружёного 4-осного вагона экономится более 60 чел.-мин., воздухораспределителя — 8 чел.-мин.
В бригаде т. Щебликина широко применяют новые механизмы и устройства, гидравлические домкраты, станок для механической пригонки подшипников, принудительную подачу смазки в парки, радио-телефонную связь и другие механизмы и приспособления.
Всё это дало возможность смене, которой руководил А. Т. Щебликин, ликвидировать брак и задержки поездов. Решающий результат в работе смен, работающих по методу т. Щебликина, это—безопасное следование поездов без задержек и отцепок вагонов по техническим неисправностям.
Техническое содержание пассажирских вагонов
Пассажирские вагоны подвергают осмотру, текущему ремонту и экипировке ие только на конечных станциях, но и на промежуточных по пути следования.
Технологический процесс подготовки состава состоит из осмотра состава, текущего отцепочного и безотцепочного ремонта вагонов, уборки, наружной обмывки вагонов, снабжения топливом, водой и подзарядки аккумуляторных батарей вагонов-электростанций.
Пассажирские вагоны осматривают на путях прибытия и отправления поездов и на путях парков технических станций.
Текущий ремонт вагонов производят без отцепки от поездов на путях отправления станций, на парковых путях отстоя составов и в экипировочных депо.
Отцепочиый ремонт пассажирских вагонов производят в вагонном депо и на специально выделенных путях станций.
Наружную обмывку вагонов производят стационарными моечными машинами, устанавливаемыми на путях у входа на техническую станцию или парковые пути отстоя составов, или вручную на путях отстоя составов.
Экипировка составов. Вагоны снабжают топливом со складов, находящихся вблизи парков отстоя пассажирских составов или путей отправления поездов.
Водой вагоны снабжают от водоразборных колонок, устанавливаемых на междупутьях в парке отстоя или на путях отправления поездов.
Аккумуляторные батареи вагонов электростанций заряжают от установок, имеющихся в вагонных депо, или специальных подзарядных мастерских, расположенных в парках технических станций.
Во время длительных стоянок поезда освещаются от специальных установок, расположенных в парках приёма и отправления поездов и в парках отстоя составов.
Все пассажирские поезда проходят осмотр и обработку в объёме, который определяется длиной рейса, графиком следования поезда, типом станции, количеством и типом вагонов, имеющихся в поезде.
Транзитные поезда обрабатывают в течение 7—25 мин. в зависимости от того, какие технические операции выполняются на данной станции (набор воды, чистка топки паровоза, смена локомотива, перемена головной части поезда на хвостовую и т. д.).
Технический осмотр вагонов с обеих сторон поезда производят сходу при подходе поезда к пункту технического осмотра, обычно расположенному вблизи пассажирского здания. Вагоны снабжают водой и топливом только на тех станциях, где осуществляется технический осмотр пассажирского поезда.
Обработка состава дальнего следования на станциях формирования производится на путях прибытия поездов, технических парков и путях отправления поездов.
Осмотр на путях прибытия поездов. Прибывающий поезд осмотрщики вагонов встречают сходу. При остановке поезда они осматривают вагоны, начиная с хвостовой части поезда.
, Осмотрщики-автоматчики справляются у машиниста о действии автотормозов и при его заявке о неудовлетворительной работе производят пробу их от поездного локомотива.
Поездные мастера принимают участие в осмотре вагонов поезда вместе с осмотрщиками вагонов. Внутренний осмотр вагонов производят после высадки пассажиров.
!-.< На вагоны, требующие отцепочного ремонта, даётся дежурному по станции письменное извещение.
ЛИНЕЙНОЕ ВАГОННОЕ ХОЗЯЙСТВО
353
Технический осмотр вагонов на путях прибытия поездов является предварительным, наиболее тщательный производится в техническом парке.
Обработка состава на путях технического парка. Состав после высадки пассажиров направляется на пути технического парка, где и ведут очистку, ремонт и экипировку вагонов.
В осмотре состава участвуют от 2 до 4 осмотрщиков, производящих наружный осмотр вагонов, 2 осмотрщика-пролазчика, 1—2 осмотрщика-автоматчика, 1—2 осмотрщика по внутреннему осмотру вагонов и 1 электромонтёр по освещению вагонов.
Осмотрщики вагонов выдают наряды на исключение из состава вагонов, требующих периодического или текущего отцепочного ремонта. После того как будут выполнены очистка и осмотр вагонов, сдано бельё, получено топливо, состав переформировывают. Все вагоны, требующие длительного ремонта или дезинфекции, из состава исключаются и взамен ставятся здоровые и годные для следования в пассажирских поездах.
Сформированный состав подаётся в отстойный парк, пути которого имеют все необходимые для текущего безотцепочного ремонта вагонов устройства. На этих путях выполняют работы по внутреннему ремонту вагонов — исправление окон, дверей, подъёмных спинок.
Наружный ремонт выполняют главным образом по смене пружин, рессор, частей упряжного аппарата, крюков и автосцепки, буферных стаканов, проверяют постановку гаек, шплинтов, крепление деталей, смену неисправных деталей тормоза, стоп-кранов, устраняют утечки воздуха, заменяют неисправные резиновые соединительные рукава.
Производится чистка коллектора динамо-машины, притирка щёток, замена перегоревших предохранителей и другие работы, которые по времени укладываются в график простоя состава на этих путях и доступны выполнению средствами, имеющимися в отстойном парке.
За время стоянки состава до подачи его под посадку пассажиров производится подзарядка аккумуляторных батарей вагонов-электростанций.
Внутренняя уборка вагонов. Во всех составах дальнего следования после каждого рейса производится полная влажная уборка, включающая мойку полов, скамеек для сидения, полок, протирку окон, плафонов, дезинфекция плевательниц, умывальных чаш, унитазов и пр.
В составах местного и пригородного сообщения с небольшим пробегом чередуются частичная и полная влажная уборка.
На тех станциях, где имеется стационарная моечная установка, все составы дальних и местных поездов после каждого рейса обмывают этой машиной; пригородные составы обмывают один раз в сутки.
Окончательная наружная обмывка и протирка вагонов производятся в парке отстоя после выполнения ремонта.
На тех станциях, где нет стационарных моечных установок, вся наружная обмывка
23 Том 7
вагонов выполняется на путях технического парка.
После окончания всех ремонтных и экипировочных работ за 2 часа до отправления поезда состав принимается поездными вагонными мастерами.
Осмотр состава на путях отправления. Поданный состав осматривается осмотрщиками, проба автоматических тормозов производится от поездного локомотива.
Обработка состава дальнего следования на станциях оборота. Состав обрабатывают в той же последовательности, что и на станциях формирования, только с меньшим объёмом ремонтных работ. Поездная бригада в пункте оборота не меняется и поезда не сдаёт до возвращения в пункт формирования.
Обработка состава местного поезда на станциях формирования и оборота, а также пригородных поездов в части осмотра и ремонта ничем существенным не отличается от обработки составов дальних поездов, за исключением того, что объём ремонтных работ в этих вагонах значительно меньше объёма ремонтных работ в вагонах, курсирующих в поездах дальнего следования.
Затраты времени на обработку вагонов указаны в табл. 4.
Та блица 4
Затраты времени иа обработку вагонов одного состава в мин.
Операции
Технический осмотр: по прибытии состава . . » отправлении » . . . в парке . ............
Проба автотормозов . . Удаление мусора и шлака из вагона ............
Очистка ходовых частей от грязи, льда и снега Санитарный осмотр . . . Сдача или приёмка белья Сдача или приёмка состава проводниками . . . .
Снабжение вагонов топливом .................
Снабжение вагонов водой Ремонт внутренний . . .
» наружный . . . .
» электроосвещения и подзарядка аккумуляторов .............
Уборка внутренняя . . . » наружная . . . .
Для составов
пригородного 1 о о X <U S дальнего
7-10 15 15
7—10 15 15
20-25 30
5—7 7-10 8-10
5-10 10-15 15-20
15—20 15-20 20-30
10-15 20-30 30—40
— 5-10 20-30
5 10—20 20-30
20-30 20—30 30—40
5—10 10—20 20—40
30—60 40—60 80-100
30-60 40-60 80—100
30-60 40—60 80-100
25—60 40—60 80—100
25-60 40—60 80-100
! Текущий отцепочный ремонт пассажирских ваюнов выполняется в вагонных депо или на специально выделенных путях станций, оборудованных необходимыми устройствами.
Вагоны, обращающиеся в особо дальних поездах-Москва — Владивосток — Хабаровск, Москва—Алма-Ата и других,—после рейса поднимают для выкатки тележек и колёсных пар.
Вагоны, поступающие в текущий отцепоч-пый ремонт из составов местных и пригородных поездов, поднимают только в том случае.
354
ВАГОННОЕ ХОЗЯЙСТВО
если необходимо сменить колёсную пару или если ремонт тележек требует подъёмки вагона. При ремонте вагонов устраняют не только неисправности, послужившие причиной отцепки вагонов, но и все другие дефекты, обнаруженные в процессе ремонта вагона.
Чаще всего это связано с заменой или ремонтом рессор, подшипников, букс, наличников буксовых лап, перекоса и других неисправностей дверей и оконных рам, исправлением системы отопления, освещения и вентиляции.
Простой вагона в текущем отцепочном ремонте установлен 8 час. На некоторых станциях имеются пункты технического осмотра, которые обслуживают только пассажирские поезда.
Потребность в рабочей силе в смену на осмотр и ремонт вагонов: старший осмотрщик—1, осмотрщиков —2, осмотрщиков-про-лазчиков—2, осмотрщик-автоматчик—1, станционных смазчиков — 2, слесарей — 7 и слесарей-автоматчиков — 3.
Поездных вагонных мастеров поезда (дальнего и местного) при продолжительности рейса до 12 час. требуется 2, свыше 12 час.—4, поездных электромонтёров требуется при продолжительности рейса до 18 час. — 1, свыше 18 час. — 2.
Количество поездных мастеров или электромонтёров равно
Kpc^^OpNi,
где Ор—количество составов, работающих с данной продолжительностью рейса;
Nl — количество поездных мастеров или электромонтёров на 1 поезд при данной продолжительности рейса.
Рабочая сила для экипировки и отопления пассажирских вагонов принимается по табл. 5.
Таблица 5
Затраты рабочей силы для экипировки и отопления пассажирских вагонов
Наименование рабочих Затраты рабочей силы
Рабочие по уборке вагонов в поездах дальнего и местного сообщения на 1 вагон ... 4 чел.-часа
То же пригородного сообщения на 1 вагон................... 2 »
Рабочие по снабжению водой н топливом на пункт........ 12 чел.
Истопники вагонов в парках отстоя на 4 вагона........... 1 »
Кочегар вагоновцентрального парового отопления на 1 вагон 1 »
Производственные расходы по обслуживанию и текущему ремонту пассажирских вагонов в процентах к общей сумме эксплоа-тационных затрат (без амортизационных исчислений) составляют:
Текущий ремонт пассажирских вагонов .... 0,4
Содержание поездных мастеров.......... 0,1
Обслуживание и экипировка вагонов на стан-
циях ................................. 0,6
Осмотр пассажирских и грузовых вагонов . . 1,5
НОРМАТИВЫ для ПРОЕКТИРОВАНИЯ СООРУЖЕНИЙ И УСТРОЙСТВ ВАГОННОГО» ХОЗЯЙСТВА
Сооружения и устройства для ремонта грузовых вагонов
Количество вагонов, ежегодно поступающих в ремонт, определяют с учётом сроков, установленных для периодических видов ремонта, а количество вагонов, поступающих в текущий отв,елочный ремонт, определяют путём анализа (табл. 6 и 7).
Таблица 6
Поступление вагонов в отцепочный ремонт в % от парка
Виды ремонта Вагоны с рамами
с хребтовыми балками без хребтовых балок
Капитальный 12,5 16,5
Средний 12,5 16,5
Годовой 75,0 67,0
Таблица 7
Поступление вагонов в текущий отцепочный ремонт в % от количества вагонов, проходящих операцию-
Наименование операций Сортировочные станции Участковые станции
От транзита с переработкой 0,6 0,04
» » без переработки 0,2 о,оз
При грузовых операциях. . 1,2 0,8
Текущий ремонт вагонов выполняется! главным образом на путях станции и в депо.
При наличии на станции пункта текущего ремонта вагонов на выделенных путях подача в депо составит 15% от приведённых расчётных данных.
Трудоёмкость ремонта грузовых вагонов и расход рабочей силы определены из условий прогрессивного повышения производительности труда, широкой механизации всех трудоёмких процессов и внедрения поточных методов ремонта в сборочных цехах депо> (табл. 8 — 16).
Вагонное депо ремонтирует запасные части не только для своей потребности, но и для-пункта технического осмотра.
Расход станко-агрегато-часов на эти нужды принимается в размере 15—20% от основных затрат станко-агрегато-часов в депо.
Распределение станков по их наименованиям производится в % от общего числа станков:
Токарные станки ... 40
Сверлильные станки . . 30
Болторезные и гайкорезные ..............20
Поперечно- строгальные 8
Фрезерные............. 2
ЛИНЕЙНОЕ ВАГОННОЕ ХОЗЯЙСТВО
355
Трудоёмкость ремонта одного грузового вагона в чел.-час.
Таблица 8
Норма на эемонт
4- осный крытый О_ осный крытый 2-о сная п латформа
Наименование работ капитальный средний годовой 1 текущий капитальный 1 5S годовой текущий капитальный средний годовой текущий
Слесарные 147 58 35 7,5 101 32 17 3,0 94 30 16 2,9
Столярно-плотницкие . . . 96 39 18 4 *0 28 14 42 14 7,5 1,8
Кровельные 16 8 4 0,5 12 6 .) 0,5
Малярные 12 8 4 1 9 6 4 0,5 6 4 2 0,2
Сварочные 16 10 6 1 13 8 3 0,9 11 7 2,5 0'7
Кузнечные и рессорные . . 27 19 7 1,3 17 II к 1,3 16 11 5 1,3
Станочные 40 26 12,5 3 28 10,5 8 2,2 25 14 8 2,0
Прочие 8 6 3,5 0,2 5 3,5 4 0,1 гг 3 3
Подсобные 8 6 4 5 4 3 1,0 5 4 2 1,1
Примечани е. Дл учёта выпо лненш хозя Лственных ра бот в депо э та нор ма уве ли-
чивается на 15%.
Таблица 9
Средний расход рабочей силы на одну поясную тележку при капитальном и среднем ремонте грузового вагона
Наименование работ Норма в чел.-час.
По сборочному цеху
Слесарные 10,6
Клепальные По вспомогательным отделениям депо 3,3
Разборка комплектов, снятых с те-
лежки ...... 1 ,40
Кузнечные по правке деталей .... 0,56
Электросварочные 0,60
Станочные Слесарно-пригоночные и сборка де- 0,98
талей в комплекты Пригоночные и сборочные по ремонту 1,50
букс 1 ,80
Заливка подшипников 3,20
Таблица 10
Средний расход рабочей силы на капитальный и средний ремонт деталей автотормоза
Наименование работ Норма в чел.-час. на вагон
2-осный крытый 4-осный крытый
Слесарные по разборке, ремонту и сборке 9,00 9,00
Слесарные по установке воздухораспределителя и всей арматуры 0,60 0,75
Испытание тормозных приборов 1 ,25 1,25
Станочные 2,0 2,25
Таблица 11
Коэфициенты перевода одного вида ремонта в другой в зависимости от трудоёмкости
Осность вагона Вид ремонта Грузовые вагоны
1 простой ваго-. нов в ремонте I в днях трудоёмкость в чел.- час. I крытый 2-осный крытый 4-осный
капитальный । средний годовой | 1 1 текущий ка питаль-ный средний годовой 1 текущий
Капитальный .... 4 270 1,00 2,44 4,5 22,4 0,73 1,5 2,88 12,8
Средний 115 0,43 1 ,(Ю 1,94 9,6 0,31 0,64 1 ,24 5,5
Годовой 1 60 0,22 0.52 1 ,00 5,0 0,16 0,33 0,64 2,86
Текущий 0,5 12 0,045 0,09 0,20 • 1,00 0,03 0,07 0,13 0,57
4 Капитальный .... 5 370 1,37 3,22 6,1 31 ,0 1,00 2,06 3,94 17,6
Средний 3 180 0,67 1,71 3 ,00 15,00 0,4 ] ,00 1 ,92 8,6
Годовой 1 94 0,35 0,82 1,57 7,85 0,25 0,52 1,00 4,5
Текущий 0,5 21 0,078 0,183 0,35 1,75 0,057 0,117 0,22 1,00
Примечание . За единицу трудоёмкости принят капитальный ремонт 2-осного кры-
того грузового вагона.
Коэфициенты показывают, сколько вагонов по трудоёмкости приравнивается к капи-
тальному ремонту 2-осного грузового крытого вагона.
23*
356
ВАГОННОЕ ХОЗЯЙСТВО
Таблица 12
Расход станко-агрегато-часов на ремонт грузового вагона
Рем онт вагонов
Наименование ный I JS 5 I >5 О зХ X н ный >х X >х о ЩИЙ 5S 4- 2 НИЙ зХ О аз ЩИЙ
S ,0 П X J3 Q Kt о
оборудов ания С с; Л «5 ф О. Я о * с t: Л 4) П о * Св я <u а ЕХ с ф
Л Н 1. X ь и *- * ь ь* ь
4- осного крытого 2- ОСНОГО крытого -осной платформы
Станки токарные 13,6 8,4 3,4 1,0 10,8 6,0 2,6 0,82 9, 5,2 2,6 0,74
» сверлильные . . 7,2 4,8 1,8 0,4 4,9 3,0 1,2 0,24 4, i 2,4 1 ,2 0,18
» строгальные .... 2,9 1,6 0,6 од 1,6 1,0 0,4 0,08 1, 0,8 0,4 0,06
» фрезерные 3,0 2,0 1.5 0,5 2,4 1,5 1,о 0,5 2, 1,0 1,0 0,5
Станки болторезные и гай-
корезные 4,8 3,2 1,2 0,3 3,2 2,0 0,8 0,16 3, ь 1,6 0,8 0,12
Станки колесно-токарные . 4,5 3,0 1,5 2,0 0,3 2,5 1,5 0,8 0,2 2, 1,5 О.8 0,2
» шеечные 3 2,0 0,3 1,6 1 ,0 1 ,о 0,2 1, 1 ,0 1.0 0,2
Машины электросварочные 16 10,0 6,0 1,0 13,0 8,0 3,0 0,9 11, 0 7,0 2,5 0.6
Молоты 18,0 2,0 1,0 0,2 14,0 I ,5 1,0 0,2 13, 9 1,5 1,0 0,2
Прочее оборудование . . . 1,0 1,0 0,5 0,1 1,0 0,5 0,2 — 1, 9 0,5 0,2 —-
Таблица 15
Таблица 13
Расход станко-часов на капитальный и средний ремонт деталей автотормоза
Наименование работ Ремонт одного крытого вагона
2-осного 4-осного
Труборезные, трубонарезные и трубогибочные , . . Прессовые Насадка рукавов и закрепление хомутиков Поитирка кранов Шлифовальные . Притирка на сверлильном станке 0,75 0,25 0,25 0,26 0,32 0,20 0,92 0,30 0,25 0,26 0,32 0,20
Таблица 14
Вес деталей в кг , снимаемых с одного ремонтируемого вагона и проходящих обработку в кузнечном цехе
Крытый вагон
Вес деталей в кг, снимаемых с одного ремонтируемого вагона, проходящих выварку в выварочной ванне
Вид ремонта Крытый вагон
2-осный 4-осный
Капитальный, средний и годовой Текущий 600 90 1 120 170
Примечание. Вековое количество деталей, проходящих выварку, дано без веса . колёсных пар. Простой грузовых вагонов в ремонте для расчёта деповских сооружений и устройств принимается поданным табл. 16.
Таблица 16
Простой грузовых вагонов в ремонте
Виды простоя
Простой в часах
Вид ремонта
Капитальный .... 28
Средний ......... 28
Годовой .......... —
Текущий........... —
2-осный-нормальный
S ч i<U ? «5 С „ X ф а. Ид 4> К S ь
207 10
130 8
30 1,2
290 9
150 4
40 1,0
I I
Капитальный ремонт . . . ........
Средний » ... ........
Годовой » ...............1
Текущий » ...............'
В ожидании подачи в ремонт вагонов I
То же цистерн...................I
В ожидании начала годового ремонта { То же среднего и капитал >ного . То же текущего .........
В ожидании взвешивания тары вагонов .............................
32-40 16-24
8
3,5
6
3
5
24
3
3
Основные размеры вагонного депо — размер стойл для ремонта различных вагонов, размер между осями путей сборочного цеха, размеры проходов, высота производственных помещений — определены из практики эксплоатации вагонных депо, из проектов, составленных в последние годы, и условий ме
ханизации ремонта вагонов и принимаются по табл. 17 и фиг. 1 и i.
Размеры производственных помещений для ремонта грузовых вагонов приведены в табл. 18—20.
Деревообделочный цех и лесосушилка принимаются из расчёта обеспечения потребности в ремонте вагонов 1—2 участков производительностью 6 000 я3 в год по типовому проекту.
ЛИНЕЙНОЕ ВАГОННОЕ ХОЗЯЙСТВО
357
Фиг. I. Схема для определения наименьшей высоты колёсно-тележечного цеха (кран 5 тп)
240----------------------------
Фиг. 2. Схема для определения основных размеров сборочного цеха депо
Таблица'18
Таблица 17
Длина стойл для ремонта грузовых вагонов в м
Для 4-осного грузового вагона с выкаткой двух тележек и четырёх колёсных пар
15
для 4-осного грузового Гвагона с выкаткой ной тележки и двух колёсных пар
од-
Сборочный цех депо для ремснта'грузсЕых вагонов
Наименование размера Расстояние в м
Между осями смежных ремонтных путей От продольной стенки до оси крайнего пути Проходов для рабочих между вагонами От поперечной стены до первого вагона 7,0 3 1.5 3
Таблица 19
15
22.5-
Для 4-осного грузового вагона с выкаткой ной тележки и одной колёсной пары
ОД-
Для 4-осного грузового вагона с выкаткой ной тележки
од-
f9
Высота производственных помещений депо для ремонта грузовых вагонов
Наименование цеха или отделения Высота в м
Сборочный цех1 (до головки подкранового пути) Тележечное1 и колёсное отделения (до головки подкранового пути) Ремонтные отделения депо (до затяжки фермы) Кузнечно-рессорное отделение . . 6,5 5,0—5,5 3,5-4,0 5,0
Кран грузоподъёмностью 5 т.
Таблица 20
15
frl
Для 4-осного грузового вагона без выкатки лежек
те*
Площади ремонтных отделений депо для ремонта грузовых вагонов
Наименование отделений
I Средняя
I норма в мй
Для 2-осного грузового вагона с выкаткой двух колёсных пар
Для 2-осного грузового вагона с выкаткой одной колёсной пары
Для 2-осного грузового вагона без выкатки колёсных пар
Колёсно-токарное ..............
Бандажно-выварочное............
Тележечное.....................
Роликовых подшипников и букс. . Механическое и слесарно-заготовительное . ...................
Кузнечно-рессорное.............
Сварочное................. . .
Автотормозное .................
Заливочное ....................
Столярно-плотницкое ...........
Кровельное.....................
Инструментально-ремонтное . . . . Ремонт автосцепки .............
Компрессорная..................
Кладовая.......................
Краскотёрка....................
Ремонтно-хозяйственное.........
Прочие.........................
275
125
370
175
205
250
60
50
150
50
50
15)
50
100
25
50
210
П р и м е ч а н и е. Для депо, производственная программа которого определена в размере 2 000 вагонов, приведённых к среднему ремонту в год.
358
ВАГОННОЕ ХОЗЯЙСТВО
Технико-экономические показатели депо для ремонта грузовых вагонов
Выпуск продукции на одного рабочего в год (приведено к среднему ремонту)............................ 8 ,5-9
вагонов
Энерговооружённость на одного работающего ............................2.5—3 кет
Общая кубатура зданий на один приведённый средний ремонт............ 17 — 20 м3
Нормы расхода материалов и запасных частей приведены в табл. 21—23.
Технологические схемы депо для ремонта грузовых вагонов
Вагонные депо для ремонта грузовых вагонов строят по трём технологическим схемам: депо со сборочным цехом на 4 пути (фиг. 3), депо с двумя сборочными цехами по два пути (фиг. 4), депо со сборочным цехом на три пути (фиг. 5). Это депо предназначено для среднего и годового ремонта по поточной системе и текущего ремонта вагонов по стационарной системе.
Разрезы по сборочному и кузнечному цеху, колесно-тележечному и колёсному парку представлены на фиг. 6 и 7.
Таблица 21
Нормы расхода кислород! и карбида для газовой сварки и резки
Расход кис io- I Расход кар-рода в лГ 1 бида в кг
кры того вагона
Виды ремонта 2-осного нормального 4-осного большегрузного с 1 X о S о О Q-u ‘ О о СЧ х х 1 4-осного больше-1 грузного
Капитальный . . Средний Годовой Текущий . . . . 4.5 2,5 0,45 на 1 млн. вагоно-осе-км 7,0 4,5 0,8 4,0 5,0 3,0 0,5 9,0 5,0 1,4 5,0
Приме ч а н и е. Н; 1 л 13 ацетилена
требуется: карбида 4 кг, кислорода при сварке 1,2 м3, а при резке 4, ) м3.
Для постановки вагонэв на ремонтные позиции применён пульсирующий конвейер, разработанный Проектным бюро ЦУМЗ, представленный на фиг. 8а и 86.
Таблица 22
Нормы расхода запасных частей на ремонт грузовых вагонов в депо и на специально выделенных путях станций
Ремонт вагонов 5
2-осных 4-осных х ?
Единица
Наименование запасных частей измерения 3 >Х о -г 5Х О X 5 х 5
1 х х ш 5 едн М О Г1 I П дов >. е; й
Г", О
* и у ь Н —
Буксы с крышками шт. 3 0,8 0,2 0,3
Вкладыши буксовые » 1 0,4 0,1 — 0,25
Крышки буксовые » — 1 ,п 0,45 —— .— 1,1
Подшипники » 4 2,5 0,5 1,5 0,25 0,4
Коренные рессорные листы » 2 1 ,5 0,7 — —.
Рессоры подвесные 12 —13-листовые » 0,5 0,5 0,25 — .— 1
Рессоры эллиптические » — -— — 0,3 0,2 1
Пружины буферные 2-осных вагонов » 1,0 1 ,0 0,5 — — 1 ,0
То же 4-осных вагонов » — — 0,1 0,02 —
Головин крюков в сквозной упряжи » 0,8 0,6 0,1 — — 0,2
Стяжки винтовые объединённого типа »> 1.5 0,5 0,15 — 0,4
Балки шкворневые » — — — 0,02 0,004 0,005
Болты буксовые » —— — 1,5 0,4 0,15
Пояса верхние » — — — 0,01 0,007 —
» нижние » — — — 0,01 0,007 —
» средние » — — — 0,1 0,06 .—
Пружины спиральные компл. — — — 1,5 0,5 0,45
Аппараты фрикционные ШТ. 0,4 0,1 0,01 0,1 0,01 0,1
Головки с механизмом » 0,2 0,1 0,01 о,1 0,01 0,15
Клинья тягового хомута » 2 0,3 0,05 0,3 0,05 0,2
» фрикционного аппарата )> 0,3 0,1 0,01 0,1 0,01 0,02
। Башмаки тормозных колодок » — — — 0,4 0,1 0,1
Колодки тормозные » 8 8 4 8 4 70
Воздухораспределители » 0,1 0,02 0,005 0,02 0,005 0,01
Кольца прокладочные » 1,5 3 3 3 3 25
Краны кондукторские; » 0,1 0,03 0,02 0,03 0,02 0,15
» концевые » 0,4 0,2 0,1 0,2 0,1 0,1
» разобщительные » 0.2 0,1 0,07 ОД 0,02 0,15
Рукава тормозные » 1 ,5 1,0 0,3 1,0 0,5 0,7
Бандажи и цельнокатанные колёса » На все виды ремонта 4,0
Оси » » » » »> 0,99
Центры )> » > » » 0,35
Поковка для крытых вагонов . кг 30 17 7 25 11 20
В том числе из новых заготовок металла .... » 15 8 4 12 6 8
Стальное литьё для крытых вагонов » 0,5 0,2 — 8 0,4 о
Чугунное литьё для крытых вагонов » 24 6 3 6,5 3,5 9
Нормы расхода основных материалов на ремонт грузовых вагонов в депо и на специально выделенных путях станций
Наименование материалов Единица измерения Ремонт вагонов Текущий ремонт на 1 млн. вагоно-осе-км
крытых платформ цистерн
2-осных 4-осных 2-осных 4-осных 2-осных 4-осных
к апи-тальный i j средний годовой 1 средний [ годовой капитальный i „ 1 средний годовой с редкий годовой средний годовой средний годовой
Рядовой прокат всего 130 28 181 28 2G0 65 14 57 8 66 10 66 9,7 95
В том числе железо кровельное чёрное . » 120 75 15 167 22,0 2 о ,5 0,3 0,5 0,3 1,8 1 1,8 0,3 50
Качественный прокат—сталь рессорная . » - G - 1.1 — — 6 — 1,0 — 7 — 1 ,о 20
» 5 4 0,5 5 0,5 5 4 0,5 5 0,5 4 0,5 5 0,5 2
» 8 6 2,5 о 1 0,5 0,5 0,5 0,5 0,5 0,3 0,1 0,2 0,05 10
] 1роволока электросварочная » 3 4,5 1 ,5 6,5 2 8 4 1,5 6,5 2 8 2 15 3 33
Шурупы, болты, гайки, заклёпки и )> 40 21,7 6,9 34 11,4 28,4 20,6 6,2 33,3 7,9 15,92 5,11 18,32 6,11 60,2
Баббит БИК ось типа I * 7,16 7,16 7,16 - 7,16 7,16 7,16 - 7,16 7,16 — — 20
» » » II » 8,06 8,66 8,66 — — 8,66 8,66 8,66 — __ 8,66 8,66 — — 20
. » 111 » — __ — 26,83 26,83 - — — 26,83 26,83 — — 26,83 26,83 20
Олифа » 13 8 3,5 15 5,5 6 4 2 7 ,4 2,5 5,3 2 7,6 2,5 6
Краски чёргые 19 13 G 25 9 10 7 3 14 4 8 3 15 4 10
11нлсм азерналы хвойные Л(3 2,88 1 ,5 0,3 1,9 0,45 1,6 1 ,02 0,18 1,2 о,з 0,2 0,03 0,06 0,01 1}8Э
» твердолиственные .... » 0,42 0,3 0,1 0,2 0 ,2 0,03 о,1 0,02 0,1 0,1 0,1
1 T-irm-л пясхола хвойных пиломатериалов указана вчерне при 33% отходов.
П о им еч а ния. i • пирка м
2 Норма расхода баббита указана для полной залиекл всех подшипников.
3 При получении новых подшипников, залитых баббитом, по нормам запасных частей неооходимо I типа—О,75 кг, на оси II типа-1,3 и III типа-2,013 кг.
пользоваться нормами
на
баббит: на оси
ЛИНЕЙНОЕ ВАГОННОЕ хозяйство 359
360
ВАГОННОЕ ХОЗЯЙСТВО
7—вагоноремонтный
Фиг. 3. План депо для ремонта’’грузовых вагонов со сборочным цехом на 4 пути:7 7—вагоноремонтный цех; 2—компрессорное отделение; 3—автотормозное отделение; 4—кровельное отделение; 5 — заготовительное отделение; 6—кладовая; 7—столярно-плотницкое отделение; 8 — малярног отделение; 9—слесарно-механическое отделение; 10—инструментальная и раздаточная; 77 —сварочное отделение; 72—генераторное отделение; 13—газогенераторное отделение; 74 — вентиляторное отделение; 75 — отделение ремонта автосцепки; 16 — кузница и рессорная; 77—заливочное отделение; 18—Ш-х ремонта тележек и колёсных пар; 19—парк колёсных пар и тележек; 20—санитарно-бытовы? помещения
СООРУЖЕНИЯ ДЛЯ РЕМОНТА ПАССАЖИРСКИХ ВАГОНОВ
Количество вагонов, ежегодно поступающих в ремонт, определяют с учётом сроков, установленных для периодических видов ремонта, а количество вагонов, поступающих в текущий отделочный ремонт, определяют анализом отчётных данных. При этом анализе прежде всего учитывается пробег вагонов, после которого получается наибольший допускаемый прокат колёс и другие неисправности вагонов.
Для примерного расчёта принимается пробег между текущими отделочными ремонтами:
для вагонов поездов дальнего с.
. 1едования4С—50тыс. км
» » пригородных и местных поездов 100—120 » >
В объём текущего рем монт вагонов с подъёмкой после каждого рейса транссибирских поездов. Эти работы должны учитываться отдельно и при расчёте мощности деп монтных стойлах соответственно вается.
В вагонных депо некоторое количество сажирских вагонов, нейшем будет передан дл: норемонтным заводам, п<
юнта не входит ре-а выкаткой тележек
о потребность в ре-увеличи-
всё ещё выполняется среднего ремонта пас-Этст ремонт в даль-
I выполнения ваго-юэтому приводимые-
Фиг. 4. План депо для ремонта 'грузовых вагонов с двумя сборочными цехами. (Реконструкция депо типа ВРП' 1935 г.): 1 — малярный цех; 2 — вагоносборочный цех; 3 — выварочная; 4—бандажная;т5—колёсный цех; 6 — сварочная; 7 — слесарно-комплектовочная; 8 — компрессорная; 9 — автоматная; Ю — малярная; 11 — крсвельная; 12 — столярная; 13 — служебные помещения
ЛИНЕЙНОЕ ВАГОННОЕ ХОЗЯЙСТВО
СО СП
CO
ND
Фиг. 5. План депо со сборочным цехом на три пути: 7 — вагоноремонтный цех: 2—малярный цех: 3—колёсно-тележечное отделение; 4—заливочное отделец’ле; 5—нузц^чно-ре^г.прмпе отделение: б —отделение ремонта автосцепки; 7 — электро- н газосварочное отделение; 8 — газогенераторная; 9 — кладовая запчастей; 10-мехйммчргцлё и гпргярмп-ялгптпнитрльчпр птлрЛрмия; // —Г'н>лнрно-плптпиикоп отдялепие; 7 7 ... пт пр прнир и ля ре монта во л и-ковых букс; 13 — кровельное отделение; 14 — автотормозное отделение: 15 — инструментальное отделение; 76 — инструментально-раздаточная кладовая; 77 — парк колёсных пар и тележек; 18 — бытовые и служебные помещения (на 1-м и 2-м этаже); 19 — площадка для осмотра деталей после мойки; 20 — складочная площадка; 21— разборка тележек; 22 — участок слесарей по ремонту оборудования
ВАГОННОЕ ХОЗЯЙСТВО
ЛИНЕЙНОЕ ВАГОННОЕ ХОЗЯЙСТВО
363
Фиг. 6. Разрез по кузнечному и столярно-плотницкому цехам
Фиг. 7. Разрез по колёсному парку и колёсно-тележечному цеху
Фиг. 8а. Схема конвейера для ремонта вагонов пульсирующего типа
нормы по трудоёмкости и расходу станко-агрегато-часов для этих видов ремонта даются лишь для сравнительных расчётов.
Нормы трудоёмкости ремонта пассажирских вагонов и расхода станко-агрегато-ча-сов (табл. 24—27) учитывают выполнение работ при высоком их качестве.
Для межпоездного ремонта вагонов, приписанных к данному депо, общие станко-часы увеличиваются на 25%.
Размеры сборочного цеха приведены в габл. 28.
Таблица 24
Простой вагонов в ремонте в час.
Вагоны жёсткие
Вид ремонта
4-осные 2-осные
Средний 128 96
Годовой 48 32
| Текущий 1 Годовой цельнометалличе- 4 4
1 ских вагонов 64 —
364
ВАГОННОЕ ХОЗЯЙСТВО
Вид по Д
Фиг. Яб. Электролебёдка пульсирующего конвейера: 7—электромотор; 2—ведущий в 1Л; 3—шестерёнча-тый редуктор; 4 —барабаны; 5—фрикционная муфга; 6—рычажный механизм; 7—ленточный тормоз
Т а о л и ц а 25
Трудоёмкость ремонта одного жёсткогс пассажирского вагона в чел •час.
Ремонт вагона
средний 1 годовой текущий *
Наименование работ о о я о 2-осного 4-осного цмв о о X о о 2-осного 4-осного ЦМВ 4-осного 2-осного
Слесарные Столярно-плотницкие Кровельные, Малярные Сварочные Кузнечно-рессорные Обойные, зеркальные, стекольные, замочные Электроремонтные Ремонт электрооборудования вагона-электро-станции Станочные Вентиляционные, никелировочные Прочие 322 390 70 220 26 47 72 30 40 66 5 10 130 160 30 100 11 20 30 13 20 2S 3 124 52 10 56 14 16 31 8 38 37 12 2 91 42 14 32 10 14 17 6 38 27 9 63,5 29 8 24 6 8 5 4 14,5 3 21 4,5 0,9 1 1 4 2 1 4 4,0 1,8 16,5 3,5 0,9 1 1 А 0,5 3 3 1,2 11 ,4 1,8 0,3 : 0,3 | ; : 0,5 ! 1,7 ;
ся Примечание. Для выполнения хозяйственных работ в депо эта на 15% от основных затрат чел.-час. в депо. норма увеличивает-
Т а б л и ц а 26>
Коэфициенты перевода одного вида ремонта пассажирских вагонов i другой
Ремонт жестких вагонов |
Осность вагона Простой ва- 2-осны: 4-осных ।
Вид ремонта гонов в ремонте в днях Трудоемкость в чел.-час. средний годовой 1 текущий 1 ГОДОВОЙ -текущий
2 Средний Годовой Текущий 12 4 0,5 550 165 18 1,0 0,3 0,04 3,34 1,0 0,11 30,6 9,2 1,0 1,83 0,55 0,06 1 16,0 I 5,0 0,55
4 Годовой Текущий 6 0,5 300 33 0,55 0,06 1,82 0,2 16,7 1,83 1,0 0,11 9,1 1,0
ЛИНЕЙНОЕ ВАГОННОЕ ХОЗЯЙСТВО
365
Таблица 27
Расход станко-агрегато-часов на ремонт одного пассажирского вагона
Наименование оборудования Ремонт вагонов
средний годовой текущий
4-осного । жёсткого 2-осного о о 4-осного жёсткого . 2-осного 4-осного ЦМВ 4-осного жёсткого 2-осного
Станки токарные 24 10 14 9 5 1,4 1 0,6
» сверлильные 13 7 5 3 0,7 0,4 0,5 0,3
» строгальные 7,5 4 4 3 2 0,3 0,1
» болторезные 5,5 2 3 2 1 0,3 0,1 0,1
» фрезерные 5,5 2 3 2 1 0,2 0,1 0,5 —
» колёснотокарные 7,0 3 4 4 2 0,5 Г),3
» шеечные 3,5 2 2 2 1 0,5 0,5 0,3
Электросварочное оборудование 15 8 10 8 4,5 0,8 0,8 0,3
Молоты 7 3 4 4 2,5 0,4 0,4 0,2
Прочие 4 2 4 1 - 0,8 0,8 0,3
Таблица 28
Сборочный цех депо для ремонта пассажирских вагонов
Наименование размера Величина размера в м
1 Между осями смежных ремонтных путей 1 От продольной стенки до оси крайнего пути Проходов для рабочих между вагонами Поперечной стенки до первого вагона 1 5 1,5 3
По табл. 29—32 определяют размеры цехов и стойл, необходимые для ремонта пассажирских вагонов.
Таблица 29
Высота производственных помещений депо
Наименование цеха или отделения
Высота в м
На фиг. 1, 9, 10 представлены схемы, по которым определяют основные размеры сборочного и колёсного цехов.
Сборочный цех (до головки подкранового пути) ...............
Отделение ремонта тележек и колёсных пар (до головки подкранового пути) .................
Кузнечно-рессорное отделение . .
Ремонтное отделение (до затяжки ферм) ..................... ,
5,0—5,5 5,0
3,5-4,0
гц
Примечание. Сборочный цех без крана не проектируется.Малярный цех проектируют в пролёте сборочного.
Таблица 30
Площади ремонтных отделений для депо пассажирских вагонов
Наименование отделений
Площадь в мг
Фиг. 9. Схема для определения 'основных размеров сборочного цеха пассажирского депо
Фиг. 10. Схема для определения наименьшей высоты колёсного цеха
Колёснотокарное ..............
Бандажно-выварочное...........
Тележечное....................
Роликовых подшипников.........
Сварочное ....................
Кузнечно-рессорное............
С.1есарно-механическое........
Автотормозное.................
Автосцепки....................
Кровельно-жестяницкое ........
Ремонт приборов отопления . . . Столярное ....................
Эяектроремонтное, кладовая и пропиточная ...................
Аккумуляторная, агрегатная, зарядная ........................
Обойное ......................
Никелировочное ...............
Зеркальное ...................
Заливочное ...................
Замочное и ремонт фильтров . . . Краскотёрочное и стекольное . . Инструментально-раздаточная кладовая ........................
Компрессорная ................
Кладовая .....................
Прочие отделения..............
275 125 350
175 100 250
205
75 150
'0
50 185
140
165
40 75
25 50
50 40
75
50 90
95
366
ВАГОННОЕ ХОЗЯЙСТВО
Таблица 31
Длина стойл депо для ремонта пассажирских вагонов ___
Продолжение табл. 31
Для 2-осного пассажирского вагона длиной 14 м при выкатке 1 колёсной пары
Для 4-осного пассажирского вагона длиной
25 м с выкаткой 2 тележек и 4 колёсных пар
Для 4-осного пассажирского вагона длиной 25 м с выкаткой 1 тележки и 2 колёсных пар
Для 2-осного пассажирского вагона длиной 14 м без выкатки колёсных пар
К5
для 4-осного пассажирского вагона длиной
25 м с выкаткой 1 тележки и 1 колёсной пары
Л.5-
Для 4-осного пассажирского вагона длиной 25 м с выкаткой 1 тележки
30,у
Для 4-осного пассажирского вагона длиной 25 м без выкатки тележки
Для 4-осного пассажирского вагона длиной
20,2 м с выкаткой 2 тележек и 4 колёсных пар
40
12
Для 4-осного пассажирского вагона длиной
20,2 м с выкаткой 1 тележки и 2 колёсных пар
7/
Таблица 32.
Площадь на единицу оборудования
Наименование оборудования Площадь в м'л
Колёсно-токарный станок .... 80
Шеечнонакатной станок 60
Горн бандажный 50
Площадка для испытания цефек-
тоскопом колёсных пар 30
Металлорежущий станок 15-18
Шлифовально-заточный ста 4ок 8—10
Деревообделочный станок .... 30—35
Кузнечный молот 25
Печь к кузнечному молоту .... 20
» рессорная 25-35
» заливочного отделени? . . . 15-20
Горн кузнечный на 1 огонь .... 15
» » на 2 огня .... 25
Плита правильная 8-10
» рессорная 10-12
Пресс рессорный 12
Насос к рессорному прессу . . . 8
Станок для завивки ушек рессор 5
Электросварочный аппарат .... 8-10
Швейная, закроечная и другие
машины 6—8
Компрессор 4.5-Л18 15-20
Слесарный верстак на 2 тисков . 10—12
Столярный верстак 12-15
Стенд для ремонта дверей 10-15
22
Съём продукции с единицы оборудования
Для 4-осного пассажирского вагона длиной
20,2 м с выкаткой 1 тележки и 1 колёсной пары
Для 4-осного пассажирского вагона длиной 20,2 м с выкаткой 1 тележки
Для 4-осного пассажирского вагона длиной 20,2 м без выкатки тележек
Для 2-осного пассажирского вагона длиной 14 м при выкатке 2 колёсных пар
Приводимые данные пэ съёму продукции со станков, молотов, прессов и другого оборудования являются средними (табл. 33).
Таблица 33-
Съём продукции с единиды оборудования
Наименование машин, аппаратов и устройств Измеритель Съём (в среднем) в одну смену (8 час.) Расход станко-агрегато-часов на измеритель
Колёсно-токарный станок нового типа . . . То же старого типа Шеечношлифовальный старого типа .... Шеечнонакатной нового типа Карусельный для бандажей Карусельный для центров кол. пара » » » » '» » бандаж центр 10 0,8 3 2,7 12 0,66 15 0,53 12 0,66 16 0,5
ЛИНЕЙНОЕ ВАГОННОЕ ХОЗЯЙСТВО
367-
Продолжение табл. 33
Наименование машин, аппаратов и устройств Измеритель ' Съём (в среднем) в одну смену (8 час.) Расход станко-агрегато-часов на измеритель
Карусельный универ- бандаж
сальный 14 0,57
или центр 16 0,5
Колёсный пресс . . . кол. пара 24 0,33
Осеотрезной станок ось 16 0,5
Осечистовой » » 15 0,53
Осеобдирочный » . , . » 12 0,66
Электрогорн для банда- бандаж
жей 18 0,44
Кузнечный молот пневматический:
50 кг пг в год 10.0 0,8
75 » » » 20,0 0,4
150» » » 35,0 0,23
250 » » » 50,0 0,16
350 » » » 75,0 0,106
Эксцентриковый пресс:
50 пг » » 50,0 0,16
70 » » » 75,0 0,106
100 » » » 100,0 0,08
Фрикционный пресс:
50 пг » » 40,0 0,2
70 » » » 60,0 0,13
100» » > 100,0 0,08
Пресс для снятия рес-
сорных хомутов . . рессора 150 0,053
Пресс для обжатия рес-
сорных хомутов . . . » 150 0,053
Станок для загибки рес-
сорных ушек .... коренной лист 250 0,032
Токарный станок . . . пг в год 45 0,18
4-сторонний строгаль-
ный по дереву , . . м3 15 (',53
Электродомкраты 25-пг время подъёмки гружёного 4-осного вагона в мин. 6,4
Г идропневматические
домкраты 25-пг . . . То же 14
Гидравлические домкраты для смены подшип-
ников время на смену подшипника в мин. 6
То же рессор То же рессоры 1 9 —
Таблица 34
Нормы расхода основных запасных частей (в шт.) на ремонт пассажирских вагонов в вагонных депо
Наименование запасных частей Ремонт вагонов
средний годовой
2-и 3-ос-ных о о X о 2-и 3-ос- I ных о о I о текущий на 1 млн. вагоно-осе-км
Нормы расхода запасных частей и материалов на ремонт пассажирских вагонов приведены в табл. 34 — 36.
Технологические схемы депо для ремонта пассажирских вагонов
Депо для ремонта пассажирских вагонов в прошлом строили по технологической схеме, представленной на фиг. И.
В настоящее время для выполнения годового и текущего ремонта депо строят по развитой технологической схеме, приведённой на фиг. 12.
Средний ремонт вагонов, который в дальнейшем будет производиться на вагоноремонтных заводах, при проектировании не учитывается.
Пассажирские технические станции
В комплекс всех устройств пассажирской технической станции входят:
Буксы с крышками . . Крышки буксовые . . . Подшипники, залитые баббитом ...........
Рессора Галахова . . .
» Брауна . . . . Рессоры подвесные для тележек ............
Рессоры для 2 -и 3-осных вагонов ........
Пружины буферные . .
» тележки Пульмана ..............
Пружины Фетте ....
» тройного подвешивания .........
Пружины безбалансир-ных тележек.........
Пружины ЦВТК .... Головки крюков .... Стяжки объединённого типа................
Стаканы буферные . . . Стержни » ...
Балансиры тележек:
Пульмана ..........
Фетте .............
Буксовые челюсти тележек:
Пульмана ..........
Фетте .............
тр ойного подвешивания ...............
ЦВТК...............
Шкворневые пятники и подпятники тележек . Головки автосцепки . . Фрикционные аппараты Колодки тормозные . . Башмаки ............
Прокладные резиновые кольца .............
Концевые краны .... Кондукторские стоп-краны ..............
Междувагонные злек-тросоединения ....
Бандажи ............
Оси ................
Центры колёсные . . Поковка в кг........
Чугунное литьё в кг . Стальное литьё в кг .
0,8 1,0 0,25 0,5 0,3
1/1, 1,8 0,8 1,8 1,8
1/1,с 1,8 1 1 1,5
0.15 - 0,15 0,15
— 0,15 — 0,15 0,15
— 0,15 — 0,1 0,15
0,20 - 0,1 - 0,3
0,5 0,5 0,3 0,3 0,5
2 — 2 1,5
— 4 - 2 1,5
— 2 - 1 1
2 - 1 1
4 — 2 1
0,5 0,5 0,1 0,1 0,1
0,5 0,5 0,150,15 0,5
0,3 о,з 0,1 0,1
0,5 0,5 0,3 0,3 0,05
0,8 — 0,05
— 0,8 — 0,2 —
4 - 0,5 0,5
— 5 — 1 1
5 -- 0,8 1
— 5 — 0,1 0,1
0,3 — 0,03 0,05
0,1 — 0,02 0,3
3,05 — 0,03 0,3
8 16 4 8 128
4 3 0,1 0,2 0,01
3 3 3 3 10
0,2 0,2 0,2 0,2 0,10
0,5 0,5 0,3 0,3 0,15
2 2 10,05,0,05 0,2
На все виды 4,0
ремонта
'о же 0,99
» 0,35
75 1 .70 125 165 35
30 | .50 10 |55 2,5
ю I 40 [4,5 [20 6,0
депо, предназначенное для выполнения годового и текущего ремонта пассажирских вагонов с подъёмкой и выкаткой тележек;
депо для текущего ремонта, осмотра и-экипировки пассажирских вагонов в полном составе;
стационарная машина для наружной обмывки пассажирских вагонов;
ангар для дезинфекции и дезинсекции пассажирских вагонов;
кладовые;
мусоросжигательные печи и прочие устройства.
Операции по техническому осмотру и ремонту пассажирских вагонов на станциях
368
ВАГОННОЕ ХОЗЯЙСТВО
Фиг. 11. План депо для ремонта пассажирских вагонов (постройки до 1940 г.): 1 — отделение по обточке 1 колёсных пар; 2 — выварочное отделение; 3 —заливочное отделение; 4 — электросварочное отделение; 5 — кузнечное отделение; б— слесарно-механическое отделение; 7 — отделение по ремонту автотормозов; б—кладовая запасных частей н материалов; 9 — стекольно-покрасочное отделение; 10—столярное отделение; 11—компрессорная; 72-электромашинное отделение; 13 — аккумуляторное отделение; 14 — сборочный цех; 75 — бытовые помещения; 76 — обойное отделение; 77 — инструментальная
Таблица 35
НормьГрасхода основных’запасных частей н материалов на ремонт цельнометаллических 4-осных пассажирских вагонов в депо
Наименование запасных частей и материалов Единица измерения Ремонт на 1 млн. вагоно-осе-км
годовой текущий
Буксы стальные ЦМВ с
крышками шт. 0,4 0,1
Буксы стальные бесчелю-
стных тележек » 0,01 0,005
Пружины буксовые ЦМВ . о 2,5 3,5
Шпинтоны для бесчелюст-
ных тележек » 0,25 0,25
Подвески люлечные .... >> 0,5 0,1
Башмаки тормозные ЦМВ » 0,2 0,01
Колодки тормозные .... » 16 160
Триангели » .... 0,25 0,25
Балансиры тележек ЦМВ » 0,1 0,05
Замки дверные » 1 0,5
Буферные комплекты . . . » 0,2 0,03
Цилиндры тормозные . . . » 0,05 —
Рядовой прокат кг 47 21
Сталь рессорная » 20 4
Железо* оцинкованное кро-
вельное » 10 3
Трубы газовые » 29 14
Гвозди » 1 0,05
Электроды » 25 20
Метизы » 33,5 20,8
Баббит » 27,12 20
Провода м 44,5 11,5
Олифа кг 38,0 3,6
Белила 6 1
Стекло м2 16,5 20
Краски тёртые кг 44 8
Эмали и фиксоли 60 2,5
Фанера л<2 5,15 0,05
Карбид кальция кг 9,5 0,6
Кислота аккумуляторная . » 100 120
Унитазы шт. 0,3 0,5
Чаши умывальные .... »> 0,5 0,5
Зеркала ма 3 0,05
Шар ико-ролико подшип-
ники .... шт. 5,8 2,9
формирования выполняют в такой последовательности.
Осмотрщики вагонов осматривают ходовые части вагонов во время подхода поезда к платформе и стоянки его у платформы. Такой осмотр является предварительным.
В техническом парке весь состав пропускается через стационарную моечную машину, затем производится тщательный осмотр вагонов, отцепляются вагоны, требующие крупного ремонта и дезинфекции. Производится формирование состава, после чего он подаётся в экипировочное депо.
Пассажирские вагоны, обращающиеся в поездах транссибирского сообщения, в экипировочном депо проходят ремонт с подъёмкой и выкаткой тележек. Вагонам других поездов производят осмотр и ремонт без подъёмки. В экипировочном депо выполняют все работы по осмотру и ремонту ходовых частей, внутреннему убранству и уборке вагона.
Простой вагонов в экипировочном депо без подъёмки вагонов — 4 часа, с подъёмкой и выкаткой тележек — 8 час.
Снабжение вагонов водой ведётся параллельно ремонтным и уборочным работам, набор топлива производится до подачи вагонов в экипировочное депо. Снабжение вагонов постельными принадлежностями осуществляется или в экипировочном депо или на путях отстоя перед подачей состава под посадку пассажиров. Зарядка аккумуляторных батарей производится в экипировочном депо во время ремонта вагонов. Дозарядка отдельных батарей может производиться и в парке отстоя пассажирских составов.
Технологическая схема вагонного хозяйства пассажирской технической станции представлена на фиг. 13.
Пассажирские вагоны (составы) после каждого рейса очищаются от грязи и пыли. Для наружной обмывки используют стационарную моечиую машину, (фиг. 14).
Машина состоит из восьми барабанов, установленных по четыре с каждой стороны пути, по которому маневровым паровозом проталкиваются пассажирские вагоны. Обмывка производится струёй воды, после чего вращающиеся щётки снимают наслоения грязи.
Скорость прохождения состава 3—5 км/час, т. е. состав в 12 вагонов пройдёт обмывку за 6 мин. Управляет машиной один человек. Расход воды на состав 5—10 м3. При ручной обработке на эту работу необходимо затратить до 250 чел.-мин.
Том 7
Фиг. 12. План депо для ремонта пассажирских вагонов (по стройки 1950 г.): 1 — вагоноремонтный цех; 2-столярный^цех; 3 -обойная; 4 — стекольно-малярная; 5 — кладовая; 6 — механический и слесарно-комплектовочный цехи; 7 — сварочный цех; 8— кузнечно-рессорный цех; 9 — выварочная; 10 — тележечно-колёсный цех; 7 7—никелировочный цех; 72—заливочная; 13 — кровельная-жестяницкая; 14—ремонт автотормозов; 15 — ремонт замков и фильтров; 7(5 —инструментальная; 17 — ремонт приборов отопления: 18 — электромашинная; 19 — кладовая при аккумуляторной; 20—пропиточная; 21 — аккумуляторная; 22 — агрегатная; 23 — зарядная; 24 — санитарно-бытовые помещения
ЛИНЕЙНОЕ ВАГОННОЕ ХОЗЯЙСТВО
00
О
Нормы расхода основных материалов на ремонт пассажирских вагонов в депо
Таблица 36
Наименование материалов 1 Единица изме- I рения | Ремонт вагонов 1 Текущий ремонт на | 1 млн. вагоно-осе-км
Жёстких Мягких Почтовых Багажных
2- и 3-осных 4-осных 2- и 3-осных 4-осных 2- и 3-осных 4-осных 2- и 3-осных 4-осных
средний годовой средний годовой средний годовой средний годовой средний 1 годовой „ 1 1 средний ! годовой средний годовой средний годовой
Рядовой и качественный прокат В том числе: а) кровельное железо . . б) сталь рессорная .... Трубы Гвозди Электроды Шурупы. ' винты. болты. гайки, заклёпки и шплинты Баббит БК: кг » » » » » » » »> » м шт. кг >> м2 » » кг » » » » М* » кг шт. » 330 112 45 47,5 12 18 26,9 8.8 74 25 18 7,6 2,5 10 10,4 8,8 561 155 45 94 15 35 43 17,6 28,83 47 5 50 20 23 20 20 55 0,5 20 15 0,3 2,8 1,2 20 1 J о,6 119 45 30 14,3 3,5 15 14,3 17,6 28,83 4 0,5 19,5 10 16,5 2 5 22 0,3 11 3 0,1 0,42 0,1 9 6,8 0,6 0,2 325 112 45 47,5 15 18 16,9 8,8 13,2 39,2 3 27 10 8,5 15 10 33 о,з 15 10 1,5 2,1 1,0 15 10,5 0,6 0,3 73 25 18 9,5 2,5 10 10,9 8,8 561 155 45 94 20 35 43 17,6 28,83 51 5 35 12 21,0 20 20 40 0,5 20 12 2 2,8 1,4 20 15 1,0 0,5 120 45 30 14,4 3,5 15 13,6 17,6 28,83 8 1 16 7 16,5 3 5 19 0,3 13 3 1,5 0,44 0,1 9 6,75 0,6 0,3 320 102 45 14,25 8 18 26,6 8,8 55 17 20 6,65 2.5 10 9,3 8,8 535 155 45 64 18 35 39 17,6 28,83 60,5 3 35 12 7 10 7 37 0,3 18 14 0,5 3,0 1,2 20 15 0.6 0,2 116 43 30 9,5 3.5 15 12 17,6 28,83 7,5 0,35 16 8 4,4 5 19 0,3 10 0,2 0,44 0,09 9 6,75 0.1 0,1 320 102 45 4,25 5 18 17,1 8,8 63,3 25 18,3 2,85 ~И) 8,3 8,8 521 155 45 64 12 35 34 17,6 28,83 31 2 °8 3 35 0,3 16 6 2,9 1 ,о .0 15 113 43 30 4,75 3,5 15 10,3 17,6 28,83 о7з5 14 2 20 0,3 10 3 0,42 0,07 9 6,8 33 16 14 1,5 20 20,5 20 20 20 8.5 12 "Г 15 0,2 0,45 0.05 8 4 0,6 0,1
на осях I типа » » II » » » III » Провода Плафоны Олифа Белила тёртые Стекло оконное Линкруста Линолеум Краски тёртые » сухие Эмали и фиксоли Лаки масляные » спиртовые Пиломатериалы хвойных пород То же твёрдых пород . . . Карбид кальция Кислород Унитазы фаянсовые .... Чаши умывальные .... 13,2 20,2 1 *5 2,0 30 0,3 14 1,6 0,8 15 И»,5 13,2 1,6 0,2 1 13 0,3 8 *2 0,33 0,07
13,2 28,3 3 36 14,6 8,5 10 45 0,4 15 14 2 1 15 10,5 ivi 13,2 1,9 1 .35 14,5 7 5,8 17 0,3 8 2 0,41 0,09 7 0,1 13,2 4,1 0,35 11 5 5,8 2 5 13 0,3 8 2 1 0,45 0,08 7 5 0,4 0,1 13,2 27,6 2 25 10 4,3 7 5 33 0,3 14 10 0,3 2,1 1 15 10 5 0,6 0,2 13,2 2.94 0,3 11 5 2,3 3 13 0,3 8 2 0,1 0,45 0,08 7 5 0,4 0.1
ВАГОННОЕ ХОЗЯЙСТВО
ЛИНЕЙНОЕ -ВАГОННОЕ ХОЗЯЙСТВО
371
Технико-экономические показатели основных цехов и ремонтных отделений дзпо
Вагоносборочный цех. Площадь цеха на одно слоило для ремонта грузовых вагонов-170—225 м2, пассажирских — 280—320 лг.
Выпуск с одного стойла в год в приведённых единицах к среднему ремонту 4-осных грузовых вагонов 170—200. То же в приведённых единицах годового ремонта 4-осных жёстких пассажирских вагонов 75—85.
Колёсно-тележечный цех. Расход станко-часов на ремонт одной колёсной пары — 2,7. Съём колёсных пар с 1 м2 рабочей площади в год—15- 20, тележек —7—8. Выпуск колёсных пар на 1 производственного рабочего в год- -1 000.
Расход электроэнергии па одну колёсную пару — 30 квт-ч. Продолжительность выварки — 30 мин. Продолжительность обмывки — 5 мин. -I
Поступление тележек в ремонт: при среднем ремонте вагонов — 100%|(При годовом ремонте вагонов — 50%, поясн!ые тележки при среднем и годовом ремонте 100%, при текущем ремонте вагонов—10%.
Обточка колёсных пар грузовых вагонов: при среднем ремонте вагонов — 75%, то же при годовом — 37,5, то же при текущем—4.
Накатка шеек: при среднем ремонте вагонов — 100%, при годовом — 62%, при текущем — 7%.
Приняты для расчёта колёсные и шеечные станки новых типов Краматорского завода тяжёлого станкостроения и завода «Красный пролетарий».
Кузнечное отделение. Расход металла иа 1 т готовой поковки — 1,135 m. Съём с 1 м2 производственной площади в смену поковки— 1,0 т. Выпуск новой поковки на одного производственного рабочего в год — 35,0 т. Расход энергии на 1 т поковки — 200 квт-ч. Расход условного топлива на 1 т пррдукции 0,25 т.
Затрата чел.-час. производственного рабочего на 1 т продукции — 60 чел.-час.
В вагонном хозяйстве впервые на транспорте в больших количествах внедрён газопрессовый станок.
На этом станке можно сваривать детали сечением до 4 500 мм2, упряжные крюки, буферные стержни диаметром до 75 мм и другие детали.
Расход кислорода и ацетилена колеблется в зависимости от свариваемых деталей и применяемых горелок. При сварке упряжных крюков расход ацетилена — 3 500 л/час, кислорода — 3 800 л!час.
После сварки необходимо подвергнуть деталь термообработке.
Производительность станка СГП-1 при сварке упряжных крюков — 10 шт. в час.
Рессорное отделение. Расход металла в т па 1 т: новых рессор—1,17, ремонтируемых-^ 0,1, новых пружин — 1,20.
Съём с 1 л2 производственной площади в год — 2,7 tn; выпуск па одного производственного рабочего в год —73 т; расход энергии на 1 т продукции — 80 квт-ч; р.аехбд условного топлива на 1 т продукции —-0,2 т; затрата чел.-час. производственного рабочего на 1 т продукции — ЗЬ''чел.-час.
24*
372
ВАГОННОЕ ХОЗЯЙСТВО
то
Фиг. 14. Стационарная установка для наружной обмывки пассажирских вагонов
Для разборки, обжима хомутов и статического испытания рессор применяют специальные прессы.
Особый пресс применяют для динамического испытания ремонтируемых и вновь изготовляемых вагонных рессор и пружин. Характеристика этого пресса: производительность—160 рессор в смену при механизированной подаче рессор на стол пресса, наибольшая мощность—30 m, наибольший ход при статическом испытании—550 мм, колебательный ход при динамическом испытании регулируется от 25 до 150 мм, число колебаний при динамическом испытании добО в мин.
Нагрев рессорных листов для гибки, закалки и отпуска их производится в специальных печах.5
Механический цех. Расход станко-часов на 1 т готовых изделий— 45 станко-час.; расход чел.-час. производственных рабочих на 1 т готовых изделий — 45 чел.-час.; выпуск готовых изделий на одного производственного рабочего — 50 т в год.
Затраты станко-часов на ремонт инструмента и расход инструментов в механическом цехе приведены в табл. 37—40.
Цех для ремонта автосцепок. Расход чел.-час. на ремонт автосцепки одного вагона:
ЛИНЕЙНОЕ ВАГОННОЕ ХОЗЯЙСТВО
373
Таблица 37
Расход инструментов
Тип инструмента Расход инструментов на 1 станок в кг в год
новых при работе в 3 смены ремонтируемых
Режущий 120 9~
Измерительный 7 4
Крепёжно-зажимной . . . 40 18
Приспособления 30 12
Штампы на 1 кг поковки . 30 80
Таблица 38
Количество инструментов, изготовляемых в депо
Наименование инструмента Расход инструментов в % к общему количеству
покупных изготовляемых в депо
Режущий 50 50
Измерительный 60 40
Крепёжно-зажимной .... 50 50
Приспособления 10 90
Штампы 50 50
Ремонт инструментов . . . 100
Заточка » ... 100
Т а б л и ц а 39
Расход станко-час. и чел.-час. на изготовление 1 т инструмента
Тип инструмента Расход
станко-час. чел.-час.
Режущий 2 000 300
Измерительный 8 000 3 600
Крепёжно-зажимной . . . 1 800 360
Приспособления 2 000 800
Штампы на 1 т поковки 200 100
Таблица 40
Расход времени иа ремонт пневматического инструмента
Наименование инструмента Вид ремонта Расход вре-
мени станоч- ных в час. слесарных
Сверлильная машина Капиталь- 32 15
Рубильный и клепальный молоток ный То же 27 12
Сверлильная машина Текущий 12 10
Рубильный и клепальный молоток » 7 8
Инструменты всех типов Промывка . _ 4
То же Осмотр —
» Испытание — 1,5
капитальный — 10, средний — 7, годовой — 5 и текущий — 2.
Расход станко-агрегато-час. иа ремонт автосцепки на один вагон: при капитальном—6, среднем -- 4, годовом —2,5 и текущем — 1,5.
По отдельным видам ремонта автосцепки трудоёмкость принимают в следующих размерах:
механическая обработка головки автосцепки — 110 чел.-мин., в том числе: строжка малого и большого зубьев — 60 чел.-мин.; фрезерование перемычки и боковых поверхностей хвостовика — 20 чел.-мин.;
ремонт головки электросваркой — 100 чел.-мин., в том числе наплавка поверхности малого и большого зубьев — 40 чел.-мин.;
наплавка перемычки и торца хвостовика — 35 чел.-мин., ремонт замков — 75,5 чел.-мин., в том числе: сверление отверстия и нарезка резьбы для постановки шипа — 4,5 чел.-мин.; фрезерование зацепной поверхности замка — 25 чел.-мин.; ремонт замкодержателя — 44 чел.-мин.; ремонт подъёмников замка— 26 чел.-мин.; ремонт валика — 59 чел.-мин., ремонт собачек •— 27,5 чел.-мин.
Отделение для заливки подшипников
Данные ио расчёту отделения для заливки подшипников приведены в табл. 41—43.
Таблица 41
Расход баббита на заливку одного подшипника при получении новых подшипников по установленной норме
Гии подшипника На ось типа I » » » II.. » » » III ...... Для вагонов СВПС . < . . Норма полной заливки подшипников в кг при средней толщине слоя наплавки 4.0 мм 1,075 1 ,з > ,013 4,16
Пр имечание. Угар и механические отходы приняты в размере 4%.
Таблица 42
Сменяемость подшипников у вагонов
1 Вид ремонта Вагоны
пассажирские грузовые
2-осные 4-осные 2-осные|4-осные
! Капитальный . . . ' Средний , Годовой Текущий 100 25 25 0,8 100 22,5 12,5 0,6 100 50 12,5 0 ,1 100 18,7 3,13 0,2
Расход на заливку кальциевым баббитом одного подшипника 2-осного вагона 0,3 чел.-часа, 4-осного — 0,4 чел.-часа.
Вагонные подшипники заливают кальциевым баббитом, содержащим кальция 0,85— 1,15% и натрия 0,6—0,9%.
Эти компоненты в значительной степени определяют сроки службы подшипника.
nt) SS
m F-f
Стена
ВАГОННОЕ ХОЗЯЙСТВО
ЛИНЕЙНОЕ ВАГОННОЕ ХОЗЯЙСТВО
375
Таблица 43
Расход чел.-час. на заливку подшипников кальциевым баба итом на 1 ремонтируемый вагон
Вагоны
Виды ремонта пассажирские грузовые
2-осный 4-осный 2-осный|4-осный
Капитальный . . . 1,2 2,83 1,2 0,6 3,2
Средний (),3 0,72 0,59
Годовой 0,3 0,4 0,15 0,1
Текущий 0..3 0,32 0,10 0,26
В практике вагонного хозяйства приходится выполнять следующие работы.
1. Подогрев старых подшипников для подплавления баббита и удаления его.
2. Подогрев форм перед заливкой их.
3. Расплавление баббита и заливка форм подшипника.
Все эти операции производятся в печи, работающей на твёрдом топливе, изображённой на фиг. 15.
Трестом «Электропечь» разработана кон сгрукция электрической печи, показанная на фиг. 16.
Рабочая ёмкость плавильного тигля — 50 кг. Время плавления—30 мин.
Фиг.' 16. Общий виц электрической печи для заливки подшипников: 1 —каркас; 2 футеровка; 5—тигель-дозатор; 4 — вращающийся под; 5—механизм привода: 6—вентиляционная система; 7-дверца; 8 — форма; 9 — асбестовый затвор; 10—крышка; 11 — механизм подъема крыш; 12 — мешалка; 13— установка термопары; 14 — нагреватель нижней зоны; 75 — нагреватель верхней зоны; 16 — вывод нагревателя; 17—вывод нагревателя; 18 — дозирующая ручка
376
ВАГОННОЕ ХОЗЯЙСТВО
фиг. 17 и 18. Схема (пример устройства) пункта текущего ремонта вагонов: путл Д£ /—2—3 ремонтные; № 4 для выставки отремонтированных вагонов; путь Л®*57для подачн вагонов в ремонт; тупик № 6 для стоянки мотовоза или паровоза
ЛИНЕЙНОЕ ВАГОННОЕ ХОЗЯЙСТВО
377
ПУНКТЫ ТЕКУЩЕГО РЕМОНТА ГРУЗОВЫХ ВАГОНОВ
Пункты текущего ремонта на специально выделенных путях станций строят на крупных сортировочных станциях, если на этих станциях нет депо и подача вагонов в действующее депо сопряжена с большими трудностями и приводит к значительным простоям вагонов. Пункты строят по техноло-1ическим схемам. Примерные схемы^ показаны па фиг. 17 и 18.
Линии электросварки и сжатого воздуха подведены ко всем ремонтным позициям.
Для ремонта колёсных пар, рессор, подшипников и других деталей строят заготовительные цехи при наличии затруднений транспортировки деталей из складов или депо.
11ункты текущего ремонта лучше всего размещать вдоль крайних путей парка формирования, так как расположение их между пучками путей осложняет работу станции.
Мостовые или козловые краны должны иметь грузоподъёмность а т. Пролёт для мостовых кранов принимается 11 —15—18—21 м, для козловых — 9,3—11 —15—18 м.
Обслуживание козловых кранов сложнее, чем мостовых, но зато снижает стоимость всех работ по ремонтному пункту на 15%.
Для подъёмки гружёных вагонов применяют электрические или пневмо-гидравличе-ci'.ne домкраты 25 т.
При наличии на станции депо подача вагонов организуется по схеме, изображённой ил^фиг. 19.
ление снизу кнопочное, мощность электромотора для передвижения груза —1,3 кет.
На колоннах, сделанных из старогодных рельсов, монтируют все провода и тросы для передвижения тележки, а кроме того, устанавливают светильники и прокладывают линию для электросварки.
Существующая система освещения переносится на колонны транспортировочной линии.
ПУНКТЫ ТЕХНИЧЕСКОГО ОСМОТРА
В настоящее время широко применяют разработанные и утверждённые МПС проекты для строительства пунктов^ технического осмотра следующих типов.
1. Пункт технического осмотра с укрупнённым ремонтом вагонов для парков отправления сортировочных станций на 50 чел. при условии, что на этой станции нет вагонного депо или что оно настолько удалено и транспортная связь с ним затруднена, что целесообразнее при этом ПТО иметь более крупные ремонтные отделения. Технологическая схема и общий вид представлены на фиг. 20.
2. Пункт технического осмотра на 50 чел., работающих в смену, при условии, что на этой станции имеется депо, представлен нафиг. 21.
3. Пункт технического осмотра на 50 чел. с резервом поездных вагонных мастеров представлен на фиг. 22.
4. Пункты технического осмотра на станциях массовой погрузки, выгрузки и подго-
Фиг, 19. Схема подачи неисправных вагонов в депо ления неисправных вагонов; /// — вагонное
ПУНКТ для текущего
БЕЗОТЦЕПОЧНОГО РЕМОНТА (ВАГОНОВ в парках отправления станций
Время для осмотра и ремонта вагонов в парке отправления установлено 35 мин.
Наибольшие трудности при ремонте вагонов вызывает организация надёжного транспорта запасных частей, материалов и механизмов вдоль осматриваемого состава.
Электрифицированная подвесная транспортировочная линия обеспечивает быструю переброску (со стеллажей) необходимых для замены на вагонах деталей. Линия устраивается по длине всего состава через одно междупутье.
Грузоподъёмность тележки — 0,5 т, скорость передвижения — 3—5 км/час, управ-
из различных парков станции: / — // — пути накоплено; IV — пункт текущего ремонта вагонов
тонки вагонов под^погрузку с количеством одновременно работающих в смену 20 чел. также строят в четырёх вариантах; для станций, удалённых от депо, по проекту, изображённому на фиг. 23; для станций, где имеется депо, по проекту, представленному на фиг. 24 и с резервом поездных вагонных мастеров для этих же станций по проектам, представленным на фиг. 25 и 26.
На ПТО но безопасности следования, в парках прибытия и в парках формирования сортировочных станций с количеством работающих в смену 10 чел. пункты технического осмотра строятся по проекту, приведённому на фиг. 27 и 28.
Техническое оснащение ПТО указано в табл. 44.
Потребность в других механизмах и инструментах указана в табл. 45 и 46.
378
ВАГОННОЕ ХОЗЯПСТВО
Фиг. 20. Здание пункта технического осмотра на 50 чел. (удалённого от депо): 1—мастерские; 2—кузница; 3-—инструментальная кладовая; 4 — санитарные и бытовые помещения; 5~контора; б—кабинет начальника; 7 —комната принятия пищи; 8—комната осмотрщиков и ремонтных бригад; 9~котельная; 10—сушилка
Фиг. 21. Здание пункта технического осмотра на 50 чел.: 1 — комната осмотрщиков и ремонтных бригад; 2—комната принятия пищи; 3 — кабинет начальника ПТО; 4— контора ПТО; 5 — сушилка; —санитарно’бытовые помещения; 7J—мастерские; 8 — инструментальная кладовая
Таблица 44
Техническое оснащение пунктов технического осмотра
Наименование оборудования ПТО на 10 чел. ПТО на 20 чел. ПТО на 50 чел.
удалённый от депо на станциях, где имеется депо удалённый от депо на станциях, где имеется де по совмещённый с резервом поездных ва-гонных мастеров
Токарно-винторезный станок . 1 1 1
Болторезный станок — 1 — 1 1 1
Вертикально-сверлильный станок . . — 1 1 1 1 1
Песочное точило — 1 1
Точильный станок 1 1 1 1 1 1
Горн кузнечный — 1 — 1 1 1
Верстак столярный —. 1 1 1 1 1
» слесарный 1 1 1 1 1 1
Гидропневматические домкраты грузоподъёмностью 25 m ......... 2 4 4 4 4 4
Гидравлические домкраты грузоподъёмностью 25 m ............ 2 4 4 4 4 4
То же для смены рессор 2 3 3 4 4 4
» » » » подшипников . . . . 3 1 5 к 6 R 6
» » » раздвижки вагонов .... 2 1 2 - 3 3 3
ЛИНЕЙНОЕ ВАГОННОЕ ХОЗЯЙСТВО
379
План 1 этажа
23.73'
938 —-------------—
Ю80
План 2 этажа
Фиг. 22. Здание пункта технического осмотра на 50 чел. с резервом поездных вагонных мастеров: / — кузница; 2 — инструментальная кладовая ПТО; 3 — кладовая инструментальная ПВМ; 4 — зарядная; 5 — мастерская; 6 - комната осмотрщиков и ремонтных бригад; 7 — сушилка; 8 — комната начальника ПТО; У —контора ПВМ; 10 — комната поездных вагонных мастеров; 7 7— комната принятия пищи; 72 - санитарно-бытовые помещения; 13 — комната истопника; 14 — склад топлива; 75—котельная
Количество механизмов и приспособлений для ПТО
Таблица 45
ПТО сортировочных станций ПТО на станциях
1 —. — . - _ _ '
Наименование Папк участковых с укрупнённым ремонтом промежуточных
формирования । отправления на 1 бригаду
в сего на 1 бригаду в сего
Гидравлический домкрат: для смены рессор для смены подшипников грузоподъёмностью 25 т 2 4 6 2 (на парк) 4 6 2 (на парк) 3 1
Домкрат для раздвигания вагонов _! 2 » » 2 » » 1
Реечный домкрат Винтовой домкрат-тумбочка для удержания колёсной пары при смене подшипника Домкрат для устранения перекоса кузова Приспособление для подвешивания надрессорного бруса 1 4 2 (на парк) 4 3 2 2 (на парк) 1 о
Приспособление для стягивания рычажной передачи . . . • • . Домкрат-тумбочка для смены рессорных валиков Струбцина для стягивания буксовых лап 1 1 1 2 2 (на парк) 2 2 2 (на парк) 1
1{люч-трещётка для буксовых тележечных болтов о 4 » » 4 » » 1
То же для колоночных болтов тележек . 9 4 » » 4 » » 1
То же для отвёртывания буферных стержней 0 4 » » 4 » » ' 1
Трёхрожковый торцевой ключ Тележки для перевозки деталей и запчастей 1 ; 3 2 » » 3 2 » » 1 1
380
ВАГОННОЕ ХОЗЯЙСТВО
21.97
Фиг. 23. Здание пункта технического осмотра на 20 чел.: 7 — мастерская; 2—комната осмотрщиков и ремонтных бригад; 3—кузница; 4 — инструментальная кладовая; 5 — контора ПТО; 6—комната принятия пищи; 7 —сушилка; 8 — санитарнобытовые помещения
Фиг. 24. Здание пункта технического осмотра на 20 чел. (тип вблизи депо): 1 — мастерская; 2 — комната осмотрщиков и ремонтных бригад; 3—инструментальная кладовая; 4 —контора ПТО; 5 — комната принятия пищи; 6 — сушилка; 7 — санитарно-бытовые помещения
Фиг. 25. Здание пункта технического осмотра на 20 чел. с резервом ПВМ (тип, удалённый от депо): 7—инструментальная кладовая ПВМ; 2-комната ПВМ; 3— контора ПТО; 4 — комната осмотрщиков и ремонтных бригад; 5—мужской гардероб ПТО: 6—гардероб ПВМ; 7 —мастерская; 5 —кузница: Р —инструментальная кладовая ПТО; 10 — бытовые помещения; 77 —сушилка; 72—женский ; гардероб;
7J—зарядная; 14—комната принятия пищи: 75—котельная
25,02
Фиг. 26. Здание пункта технического осмотра на 20 чел. с резервом ПВМ (тип вблизи депо): 7—мастерские; 2—инструментальная ПТО; 3—зарядная; 4 — комната принятия пищи; 5~ комната осмотрщиков и ремонтных бригад; б—бытовые помещения; 7 —сушилка; 8 — контора;
0— комната ПВМ; 10—инструментальная ПВМ
ЛИНЕЙНОЕ ВАГОННОЕ ХОЗЯЙСТВО
381
Таблица 46
Количество инструмента и сигнальных принадлежностей для ПТО
ПТО парков сортировочных станций ПТО на станциях
Наименование прибытия вс формирования его отправления на 1 бригаду участковых с укрупнённым ремонтом на 1 бригаду про межуточных всего
Штихмас для измерения расстояния между внутренними гранями бандажей Штихмас для измерения базы тележек грузовых вагонов Толщиномер для измерения толщины бандажей Шаблон абсолютный для измерения проката бандажей и толщины гребня . . . Шаблон браковочный для чугунных колёс Шаблон для измерения вертикального подреза гребня Шаблон для измерения толщины буртика шейки оси Шаблон для измерения радиуса галтелей шейки • Шаблон комбинированный для проверки автосцепки Ломик для проверки действия предохранителя от саморасцепа Прибор для измерения расстояния от оси автосцепки до головки рельса Шаблон для проверки кулака 2-звенной цепи Лупа Зеркало Метры металлические Кронциркуль Штангенциркуль для измерения диаметра осевых шеек (без снятия буксы) . Фонари сигнальные для ограждения поездов (составов) Переносные сигнальные диски Башмаки тормозные . . . 1 1 2 6 6 2 2 2 3 1 1 10 10 12 12 2 6 6 2 1 1 1 3 2 3 о 2 1 1 1 4 4 4 4 1 4 4 4 1 (на парк) 1 » » 2 6 2 6 2 2 3 3 2 (на парк) 1 10 10 12 12 2 6 6 4 1 (на парк) 1 » » 2 6 2 6 2 2 3 3 2 (на парк) 1 10 10 12 12 4 4 4 1 1 2 3 2 3 2 2 2 2 1 1 4 4 4 4 1 4 4 2
Примечания. 1. Одной бригадой считать 2 группы ремонтников, одновременно работающих по ремонту состава поезда с головы и хвоста.
2. Пункты массовой погрузки, выгрузки и подготовки под погрузку обеспечиваются подъёмными механизмами и инструментом в тех же количествах, что и ПТО парков отправления.
г-— S.S —| 1 п г \1 1 1 Ч Р I ч1 П • ТМ/1 г J Ъчм j и 1 и гг Фиг. 27. Здание пункта технического осмотра на 10 чел.: 7 —мастерская; 2—комната осмотрщиков и ремонтных бригад; J— инструментальная кладовая; 4 — комната старшего осмотрщика; 5 —сушилка; б— санитарно-бытовые помещения □ nU ' 1 <У 7 6 II щ i □ 2 § з 4 ~TL J - С4 С- ГЛ—Л ' 1^1,.. v-^l , 1StS2 Фиг. 28. Здание пункта технического осмотра на 10 чел. с резервом ПВМ: 7 — зарядная; 2 — комната ПВМ; 3 — комната нарядчика; 4 — сушилка; 5 — бытовые помещения; 6 — комната осмотрщиков и ремонтных бригад; 7 —инструментальная; 8 — мастерская
382
ВАГОННОЕ ХОЗЯЙСТВО
КОНТРОЛЬНЫЕ ПУНКТЫ АВТОТОРМОЗОВ
Такие пункты строят преимущественно на крупных сортировочных станциях с большим объёмом работ по ремонту воздухораспределителей и других деталей тормозного оборудования. При последовательном расположении приёмо-отправочных парков здание контрольного пункта автотормозов размещают центрально по отношению к паркам (фиг. 29).
Если на станции имеется депо с крупным цехом по ремонту автотормозных деталей, то автоконтрольного пункта в виде отдельно стоящего здания не строят.
Компрессорная проектируется в отдельном здании, если па данной станции нет депо или оно находится на большом расстоянии от парков станции, где испытывают автоматические тормоза вагонов. Если на данной станции имеется депо, а в другом парке — компрессорная, то необходимо проверить возможность усиления существующих компрессорных, заменяя компрессоры более мощными или устанавливая дополнительные агрегаты. Схема и план компрессорной представлены на фиг. 30 и 31.
Воздухопроводы от компрессорных выполняются с подземной и надземной прокладкой (уклон труб в сторону движения сжатого воздуха 0,003—0,005).
Средняя трудоёмкость ремонта деталей автотормозов в автоконтрольном пункте на одну пару поездов 1,5 чел.-часа.
Трудоёмкость по ремонту деталей автотормозов для нужд линии принимается в размере 50% от основных затрат автоконтрольного пункта.
Расход воздуха определяют с учётом испытания автоматических тормозов 2—3 поездов одновременно в течение 10 мин.
Объём тормозной системы грузового вагона: 4-осного тормозного 75 —78 л, нетормозного—7,4 л, 2-осиого тормозного—42 л, нетормозного—4,1 л; продолжительность испытания автоматических тормозов — 8—10 мин.; давление воздуха при зарядке 5,0 — 5,2 ат; расчётное количество тормозных вагонов в составе из 4-осных — 100%, из 2-осных — 80%; потери в тормозной сети состава — 0,2 ат!мин; потери в разводящей сети от компрессоров до места потребления до 10% общего расхода сжатого воздуха.
Расход сжатого воздуха на один вагон
Молотки клепальные . . . 0,6—0,9 м3 Пневматические поддержки 0,5 Сверлильные машинки . . . 0,45-1 .0 зр Рубильные молотки ... . 0,7 лг
Гидропневматический домкрат системы Шайдурова расходует 2,5 ж3 свободного воздуха. Следовательно, для подъёма одного конца вагона двумя домкратами необходимо 5,0 ж3 воздуха.
Освидетельствование воздушных резервуаров производят в сроки: промывку и очистку не реже чем через 6 месяцев; наружный осмотр не реже одного раза в год (выполняется дорожным инспектором по котлонадзору); внутренний осмотр не реже одного раза в три года (ведёт дорожный инспектор по котлонадзору).
Гидравлическое испытание производится не реже одного раза в 6 лет давлением, превышающим рабочее давление на 50%.
Перед укладкой трубы подвергаются гидравлическому испытанию на 25 ат.
СМАЗОЧНОЕ ХОЗЯЙСТВО
Смена подбивки при капитальном, среднем и годовом ремонте производится полностью — 100%, при текущем отцепочном — 25%.
Часть вагонов с подшипниками скольжения, обращающихся на сети железных дорог, оборудована польстерами и часть подбивочны-ми концами.
Расход смазок приведён в табл. 47—49.
Свойства вагонных осевых масел указаны в табл. 50.
Состав подбивочных концов по весу в %: хлопчатобумажные концы — 66, хлопчатобумажный утиль — 20, влага—8, жиры—2, вещества, образующие золу, — 2, прочие—2.
Состав польстерного шнура по весу в %: шерсть — 50, хлопчатобумажная пряжа —50.
Просушка подбивочных концов и поль-стеров: температура сушки — 50—60°С, допустимое содержание влаги — 8%, продолжительность сушки —3—4 часа.
Температура нагрева масел для пропитки до °C: северное масло — 60, зимнее масло — 70, летнее масло — 80. Давление пара при нагреве масел не выше 3 ат.
Таблица 47
Расход смазочных и подбивочных материалов на один вагон
Наименование материалов Ремонт грузовых вагонов Ремонт пассажирских вагонов
капитальный , средний и годовой ( ' i текущий на ; 1 1 млн. ваго-\ j но-осе-км средний и годовой текущий на 1 млн. ваго-н о-осе-км
2-осные 4-осные 2-осные 3-осные 4-осные
Смазка на заливку букс и пропитку концов в кг . Концы обтирочные в кг Концы подбивочные в кг Польстерные щётки в шт Польстеры со щётками в шт. . . . Подбивочные валики в шт 11 0,5 0,6 1 40 1 4,3 1 2 На ЗЭС 450 9.3 1 I г букс 18 7ВЫХ КОНЦО 27 2 3 в — один в 40 4 3,1 3 алик 500 10 9,3 0,5
ЛИНЕЙНОЕ ВАГОННОЕ ХОЗЯЙСТВО
383
Фиг. 29. Схема контрольного пункта автотормозов: 1 — компрессорная; 2 — мастерская; 3 — контора; 4 -- кладовая;
5 — санитарно-бытовые помещения
Сжатый : воздух 5 сеть
-----Трубопровод сжатого воздуха
-----Всасывающий трубопровод (атмосферный воздух}
-----Водопровод
—о— сливной трубопровод от баков и теплая вода от компрессоров
Задвижка или вентиль
э Обратный клепан
ь—-ш- Предохранительный клапан
Фиг. 30. Схема компрессорной
3530----Ч------3960
Фиг. 31. План компрессорной: 7-компрессоры КВ-20; 2—электромоторы 40 квт\ 3—висциновые фильтры; 4 -воздушные резервуары; 5 — баки для воды; б — верстак слесарный; 7— маслоотделитель;
8 — термометры; 9 —манометры; 10—печь
- 2800 ~
384
ВАГОННОЕ ХОЗЯЙСТВО
Таблица 48
Расход автотормозных смазок на 1 вагон в кг
Виды ремонта
Периодический ремонт автотормозов Ревизия автотормозов ......
Текущий ремонт на 1 млн. вагоно-осе-км .................
Тормозная 4-а Прожировочный состав
№ 12 № 40
капитальный средний ГОДОВОЙ ремонт
2-осные | 4-осные | 2-осные | 4-осные 2-осные 4-осные
0,05 0,07 0,015 0,015 0,030 0,05
0,025 0,045 — —• 0,02 0,04
260 5 24
Примечание. На 1 000 воротников тормозных цилиндров установлена норма для всех типов и для всех видов ремонта вагонов 75 кг прожировочного состава № 12.
Таблица 49
Расход смазочных и подбнвочных материалов для эксплоатационных нужд
Наименование материалов и виды расхода Единица измерения Норма
Расход смазки поездными мастерами кг!10 000 вагона-осе-км 4
Расход смазки при сплошной заливке букс кг!поезд 60
Расход смазки при подготовке вагона под погрузку То же при перезаправке букс грузовых и пассажирских вагонов кг/вагон 0,7-1,4
сезонной смазкой 2-осный вагон 8
Расход польстерных щёток при подготовке вагонов под погрузку . шт. на 2-осный вагон 0,004
То же при перезаправке букс сезонной смазкой То же 0,05
Расход подбнвочных концов при подготовке вагона под погрузку . кг/2-осный вагон 0,02
То же при перезаправке букс сезонной смазкой То же 0,50
На 1 пассажирский вагон приписного парка кг в год 12
Примем ание. Разрешается создавать запас смазки на б' не более чем на 15 суток. суток, подбнвочных материалов
Таблица 50
Свойства вагонных осевых масел
Физико-химические свойства Наименование масел осевых северное С
летнее Л зимнее 3
Вязкость по Энглеру при + 50°С 5,0—7,0 3,0-3,5 2,0 — 2,2
Температура вспышки по Бренкену не ниже °C . . 135 130 125
Температура застывания не выше °C -15 -40 -55
Содержание механических примесей в % не более 0,07 0,05 0,04
Содержание воды в % не более 0,4 0,3 0,1
Водорастворимых кислот и щелочей . . Отсутствие
Продолжительность операции очистки смазки подогревом: подогрев смазки до 60— 80 °C —3—4 часа, выдерживание температуры — 1 час, отстой смазки — 5—6 час.
Количество осадков-отходов после очистки —• 3,5—5% по весу смазки.
Пропитка подбнвочных концов: на пропитку 1 кг концов требуется не менее 4 кг смазки. Продолжительность пропитки при атмосферном давлении — 6 час., при давлении 4—5 ат—2 часа. Регенерация восстанавливает подбивки 50%, польстеров — 40%.
В состав грязных подбнвочных концов входят в %: смазочные продукты — 55, годные концы —-20, песок—10, прочие примеси — 15.
Продолжительность очистки и регенерации в мин.: стирка в барабане — 50—60, промывка — 30—40, отжимка на центрифуге—15—20, сушка в шкафу — 180—240, трепание и сортировка — 30—40.
Существуют три схемы организации смазочного хозяйства на пунктах технического осмотра:
№ Ёмкость ре- К оличество работающих
Схема фигуры зервуара в т в смену чел.
I — 36-г 50 10
II 35 1504-300 20
III 37 До 500 50
На фиг. 32 и 33 показаны применительно к схеме I план размещения резервуаров для осевых масел, план и разрез концепропиточной, а на фиг. 34 применительно к схеме II— план и разрезы концепропиточной и регенерационной; на фиг. 37 представлен общий вид маслоразбор.чой колонки.
ПОДГОТОВКА ЦИСТЕРН К НАЛИВУ
Пропарочные станции
При проектировании пропарочных станций объём работ по очистке цистерн определяется по данным табл. 51—59.
25 Том 7
При объеме резервуаров
Фиг. 32. План размещения резервуаров дляосевых масел
/ — ящик для пропитанных концов и польстерных щёток; 2—ящик для грязных концов и польстерных щёток; 3—ларь для обтирочных материалов; 4—стол раздатчика; 5 — настенный шкаф; 6—весы настольные; 7—бак; 8 — маслоловушка; 9—выжимной бачок; 10—ручной насос; //—резервуар для масел
по 13
по 41/
Фиг. 33. План и разрез концепропн-точной
Ю — ЯЩИК для грязных концов и польстеров; //—ящик для песка; 12 — ящик для негодных концов и польстеров; 13 — стол раздатчика; 14—весы настольные; 15—настенный шкаф; 16—табурет; 17—стеллаж для чистых концов; 18— ларь для чистых польстеров; 19 — раздаточный бак для пропитанных концов (слева) и польстеров; 20— ручной насос БКФ-4; 21—сушильный шкаф; 22—стол для разборки и трёпки концов; 23—бак для пропитки польстерных щёток; 24 — бак для пропитки концов; 25—фильтр; 25—бак для отстоя смазки
Фиг. 34. План и разрезы концепропиточной и* регенерационной: А—концепропиточная и регенерационная; Б—кладовая; В—котельная; /—бак для отстоя свежей смазки; 2—бак для отстоя регенерируемой смазки; 3—фильтр для очистки свежен смазки; 4—филыр для очистки регенерируемой смазки; 5—бак для пропитки концов; 6—бак для пропитки польстерных щёток; 7—стол для разборки и трёпки концов; 8— сушильный шкаф; 9— моечный бак с двумя отделениями; 10—воздушный пресс для отжима смазки; 11—ручной насос БКФ-4; 13 — раздаточный бак для пропитанных концов; 14 — раздаточный бак для пропитанных польстеров; 15—ящик для грязных концов и польстеров; /5—ящик для негодных концов и польстеров; /7—стол раздатчика; 18—весы настольные; 19 — настенный шкаф; 20—табурет; 21—стеллаж для чистых концов; 22—ларь для чистых польстеров; 23—паровой котёл; 24—конденсатный бак; 25—Ц.Б. насос с электромотором; 25—установка пневматической подачн смазки
ЛИНЕЙНОЕ ВАГОННОЕ ХОЗЯЙСТВО
00 СП
Сброс конденсата
возврат конденсата
в котельную
воздух 5 атмосфер
-Осевое масло
воздух о атмосферу
Фиг. 3G. Схема устройства смазочного хозяйства с пневматической подачей смазки
Условные обозначения
осевое масло —исжатый воздух
пао —с*э—- вентиль запорный
конденсат —о— конденсационный горшок
386 ВАГОННОЕ ХОЗЯЙСТВО
вар от котельной П7П или постороннего источника Г
Условные обозначения
— маслопровод воздухопровод
— паропровод вентиль запорный
— конденсатопровод конденсационный горшок
Возврат конденсата
Воздух от станционного Воздухопровода
Фиг. 35. Схема устройства смазочного хозяйства: 5—цистерна; 5—выжимной масленый резервуар; 20—ручной насос БКФ-4; 23— бак для пропитки польстеров; 24—бак для пропиткн^концов; 26—бак для отстоя смазкн: 27—воздушный кран; 28—клапан максимального давления; 29— воздуховлагоотде-литель; 30—сушильный шка(Ь
ftapjp котельной
Суапрый воздух
Сброс конденсата
Фиг. 67. Общий вид маслоразборной колонки; F—обратный маслопровод; Д — напорный маслопровод; Е—раздаточная’ труба; Ж—маслёнка
1—бак для отстоя свежей смазкн; 2—бак для отстоя регенерируемой смазки; з—фильтр регенерируемой смазки; 4—фильтр для свежей смазки; 5—масленый резервуар пневматической установки; 6—воздухораспределительный клапан;* 7—клапан максимального давления; 8—бак для пропитки концов; 9—бак для пропитки польстерных щёток; Ю—моечный бак; 11—воздушный пресс для отжима смазки; 12—сушильный шкаф; 13 — полуавтоматическая маслоразборная колонка;
14—ручной насос; 15—выжимной бак
Таблица 51 Порядок об работки цистерн и подготовки их к наливу
25* Остаток Подлежит наливу Бензины авиационный, этили рованный,нефтя ной, ароматиче ский и высокоок тановые компоненты J Топливо Т-1 Бензины автомобильный, этилированный Растворители и бензин неэтилированный Лигроин Керосин Топливо дизельное, масло соляровое । Сырьё для пиро-лиза Нефти сырые Топливо мотор-Тное Мазуты Масла Гудроны, полугудроны, битумы жидкие, пек жидкий, битум марок I—II Масла зелёные и бурые Мылонафт, асидол-мылонафт, асидол масляный, асидол-50 Контакт Лаколь пиро- i полимерный
тракторный осветительный I группы 11 группы III группы осевые
Бензин авиационный, этилированный, нефтяной, ароматический, высокооктановые компоненты ' Топливо Т-1 Бензин автомобильный, этилированный Растворители и бензин неэтилированный Лигроин Керосин тракторный ... » осветительный Топливо дизельное, масло соляровое Сырьё для пиролиза • Нефти сырые Топливо моторное Мазуты Масла I группы » II » » III » » осевые Гудроны, полугудроны, битумы жидкие, пек жидкий, битум марок I —II . . . . Масло зелёное и бурое Мылонафт, асидол-мылонафт, асидол масляный, асидол-50 Контакт Лаколь пирополимериый Примечание. 0—налиЕ 4—зачистка не требуется (остаток 1 1 4 1 3 3 2 2 0 0 0 0 0 0 0 0 0 0 0 0 0 воспрещён, не более 3 с 1 2 1 3 4 3 4 0 0 0 0 2 0 0 0 0 0 0 0 0 м). 1 1 4 1 3 3 2 2 0 0 0 0 0 0 0 0 0 0 0 0 0 удалить 1 1 3 2 4 4 3 2 0 0 0 0 0 0 0 0 0 0 0 0 0 остаток 1 1 3 1 4 4 3 2 0 0 0 0 0 0 0 0 0 0 0 0 0 С, П 1 1 2 1 3 4 3 2 4 4 3 0 1 2 2 0 3 3 3 3 зопа 1 1 2 1 3 4 3 4 4 4 4 0 1 2 2 2 0 4 4 3 3 риТ1 1 1 2 1 2 3 3 3 4 4 3 3 1 2 2 3 0 4 4 0 3 и npoi 1 1 1 0 1 3 1 1 4 4 3 3 1 1 2 2 4 4 4 3 3 герет 1 1 1 0 1 1 1 1 4 4 3 3 О 1 2 4 3 2 2 гь н 1 1 1 0 1 1 1 1 4 4 4 4 0 1 2 4 4 4 4 3 3 icyx 0 0 0 0 0 1 1 1 4 4 3 4 0 1 1 3 4 4 3 2 2 о, 2 0 0 0 0 0 1 1 1 4 4 4 4 2 3 3 4 4 4 4 3 3 —УД 0 0 0 0 0 1 1 1 4 4 4 4 о 3 3 3 4 4 4 3 3 али 0 0 0 0 0 1 1 1 4 4 4 4 1 1 3 3 4 4 4 3 3 гь о 0 0 0 0 0 1 1 1 4 4 4 4 1 1 3 4 4 4 4 2 2 стат 0 0 0 0 0 0 0 0 0 3 0 3 0 0 0 0 4 0 0 0 0 ок и проте 0 0 0 0 0 1 1 1 4 4 3 3 1 1 2 2 4 4 3 3 3 теть, 3- 0 0 0 0 0 0 0 0 3 3 3 3 0 1 2 3 3 2 4 2 2 -удалить 0 0 0 0 0 0 0 0 3 3 3 3 0 1 2 3 3 2 2 2 2 ОСТЕ 0 0 0 0 0 0 0 0 3 3 3 3 0 1 2 3 3 2 2 4 4 ггок,
ЛИНЕЙНОЕ ВАГОННОЕ ХОЗЯЙСТВО 3gJ
388
ВАГОННОЕ ХОЗЯЙСТВО
Таблица 52
Средние данные поступления цистерн в обработку в % от количества цистерн, подаваемых под налив
Виды нефтепродуктов Подлежит Без обработки
пропарке холодной обработке
Бензины авиационные . . 100
Остальные светлые продукты 30 60 10
Тёмные нефтепродукты (без сырой нефти) 10 50 40
Масла 30 30 40
Прочие нефтепродукты . . 30 30 40
Таблица 53
Продолжительность обработки цистерн
Способ обработки цистерн Норма на обработку группы цистерн в мин.
S о 0) зимой по поясам
1 II III
Холодная очистка . , Промывка и пропарка из-под нефтепродук- 40 55 50 45
тов средней вязкости То же высокой вязко- 120 150 140 130
ст и . . 230 275 260 245
Таблица 54
Трудоёмкость очистки одной цистерны
Наименование обработки Норма чел.-мин. на цистерну
4-осную 2-осную
Холодная очистка из-под тёмных нефтепродуктов под тёмные 28 20
То же из-под светлых под светлые 26 20
Горйчая обработка из-под тёмных нефтепродуктов средней вязкости под светлые или из-под светлых под светлые высоких сортов 104 70
Из-под тёмных нефтепродуктов высокой вязкости под светлые и для ремонта • . 158 110
То же под светлые высокого качества 224 160
Таблица 55
Расход пара в кг на 1 цистерну
Наименование обработки Осность цистерн При наружной температуре в °C
— 20 + 15
Из-под тёмных нефтепродуктов Из-под светлых нефтепродуктов Из-под битума » » химикатов 4 4 200 120 150 90 480 380 145 80 50 30 315 230
Таблица 56
Расход воды» сжатого воздуха, нефтерастворителей и обтирочных материалов на обработку 1 цистерны
Наименование Единица измерения1' | Холодная очистка Промывка и пропарка из-под светлых нефтепродуктов под светлые Из-под тёмных нефтепродуктов
Вода ж3 3/2 5/3
Воздух высокого давле-
ния )> 4 4
Растворители: летом кг 15 30
зимой » — 20 40
Обтирочные материалы » 0,4 0,4 0,4
В том числе:
старые » 0,3 0,3 о’?
новые » 0,1 0,1 0,1
Воздух низкого давле-
ния для дегазации . . — —. 40-кратныи
Примечание. В чи обмен к объёму цистерны :лителе — для
4-осной цистерны, в знаменателе—для 2-осной.
Таблица 57
Основные размеры депо очистки цистерн
Наименование Норма в м
Пролёт депо Высота до затяжки фермы Количество путей Расстояние между осями путей » от стены до оси крайнего пути . Высота эстакады от головки рельса до рабочей площадки (настила) 15 7 2 6,5 4,25 3,5
Таблица 58
Размеры открытой эстакады для обработки цистерн
Наименование Норма в м
Высота эстакады от головки рельса до рабочей площадки (настила) Ширина междупутья 3,5 6,5
Таблица 59
Среднее количество нефтепродуктов, поступающих в нефтеловушку
Наименование нефтепродуктов Норма в ма на 1 цистерну
летом зимой
1 2-осная 1 1 4-осная 2-осная СЗ ж Q о 4
Нефтепродукты средней вязкости Нефтепродукты высокой вязкости за исключением битума и смол . . . П р и м е ч а сливаемых остап для 4-осной—15 0,065 0,13 ние. ков в к 0, 2-ос 0,093 0,186 вреднее г из одь чой—75 0,13 0,26 коли 1ОЙ ЦИС’ 0,186 0,372 чество герны:
ЛИНЕЙНОЕ ВАГОННОЕ ХОЗЯЙСТВО
389
Все требования к качеству обработки цистерн, приёмке продукта и прочие условия определены ГОСТ 1510-50.
Применение сушки цистерн исключает операцию по ручному удалению влаги, что особенно важно для налива высококачественных продуктов.
Подогретым воздухом выпаривается около 35 кг влаги.
Расход тепла на осушку одной 4-осной цистерны в зимний период составляет до 250 000 ккал [час.
Давление пара у калориферов принимается 5 ста.
Установка для сушки цистерн (фиг. 38) состоит из центробежного вентилятора произ-
Фиг. 38. Установка для сушки цистерн: /—вентилятор; 2 — калорифер; 3—воздухопровод; 4—шланг;
5 — электроталь
водительностью 32 000 м^часс. электродвигателем мощностью 25 кет, калорифера с поверхностью нагрева 47,02 .и* 2, напорного воздухопровода диаметром 700 мм, гибкого шланга диаметром 300 мм и электротали грузоподъёмностью 500 кг.
Вентиляторы и калориферы монтируются под эстакадой пропарочной станции, одна установка рассчитана на единовременную осушку пяти 4-осных цистерн. Осушка производится после окончания всех операций по пропарке и очистке цистерн.
Технологические схемы пропарочных станций
Пропарочная станция открытого типа (фиг. 39) имеет следующие основные сооружения: эстакаду для промывки цистерн из-под тёмных нефтепродуктов под светлые, из-под светлых под светлые, тупик, где обрабатывают цистерны исключительно нз-под битума. Эстакады, где обрабатывают цистерны из-под тёмных и светлых нефтепродуктов, оборудованы специальными вентиляторными установками для дегазации, на консолях монтируют вновь изготовленные приборы для промывки цистерн. После пропарки и промывки цистерн все остатки спускаются в лоток, откуда самотёком поступают в нефтеловушку. Здесь нефтяные остатки отделяются и направляются в ёмкости, а вода насосами подаётся на фильтровую площадку. После очистки вода возвращается в бойлерную и используется вторично для промывки цистерн. Подогретая
вода из аккумуляторов подаётся на эстакаду сжатым воздухом. Паровые котлы, компрессоры, аккумуляторы и насосы установлены в одном блоке зданий. Для санитарных, бытовых и служебно-технических целей имеется хорошо оборудованное помещение. Вакуум-установки и приборы для промывки цистерн описаны на стр. 396 и 397.
На фиг. 40 показана схема пропарочной станции с закрытым цехом для обработки цистер н.
В тех случаях, когда требуется произвести обработку цистерн под налив в пунктах, где не имеется пропарочной станции, применяют передвижной пропарочный пункт, всё оборудование и устройство которого смонтированы в грузовых вагонах.
Передвижной пропарочный пункт состоит из паровоза, снабжающего установку паром и горячей водой; двух цистерн для горячей воды; тендера, используемого для фильтрации воды; цистерны-пефтеуловителя; вакуум-сбор-ников, размещённых на двух платформах; машинного отделения в крытом вагоне;? полимерного хозяйства, мастерских; склада съёмного оборудования и электростанции, размещённых в крытых вагонах. > «
Суточная производительность поезда 500 цистер н.
При наличии в пункте налива электроэнергии, воды и канализации количество вагонов в поезде соответственно уменьшится.
ВАГОНО-КОЛЕСНЫЕ МАСТЕРСКИЕ
Вагоно-колёсные^ мастерские дорожного типа предназначены для формирования колёсных пар из новых элементов, для ремонта колёсных пар со сменой центров или цельно-катанных колёс, осей и бандажей. Эти колёсные мастерские чаще всего размещаются на дорогах, где нет вагоноремонтных заводов. Характеристика ремонта указана в табл. 60.
Таблица 60
Ремонт колёсных пар в %
Наименование операций
Ремонт
Вываривание колёсных пар Наплавка электросваркой буртиков осей ..........
То же обода колеса . . . . То же гребней бандажей . Обточка бандажей по профилю ....................
Обточка и накатка шеек Перетяжка бандажей . . .
100
20
15
100
100
15
100
20
2
15
75
100
8
80 40
8 8
1 1
10 10
37,5 4
62,5 7
4 8
Сменяемость элементов колёсных пар принимается при всех видах ремонтов одинаковой и определяется пробегом.
Норма сменяемости на 1 000 000 вагоно-осе-км пробега пассажирских и грузовых вагонов: бандажи и цельнокатанные колёса— 4,5, оси — 0,99, центры — 0,35.
Средний расхс д чел.-час. на ремонт одной колёсной пары -- 4,5.
Ремонтный тупик~
\J9 ,. Iff/5
Пропарка битумных цистерн
-----Пор
_____вора _____воздух _____канонизаций
.++++. Силовой кабель .____ нефтепровод
—х— Задор
1 — пропарочно-промывочная эстакада; 2 —нефтеловушка; 3 — котельно-компрессорная; 4 —фильтровая площадка; 5 — алектроподстанция; 6 —площадка нефтесборных резервуаров; 7—насосная нефтяная; 8 — насосная водяная; 9—гараж; 10—регенерационная; 11 — склад материалов; 12 — бытовой корпус; 13—водяной резервуар; 14—диспетчерская и курилка промывальщиков; 15 — уборная; 16—об-
Фиг. 39. Схема пропарочной станции открытого типа щежитие промывальщиков; 17 • аккумуляторная
растворителя; 18 — погреб-овощехранилище; 19 — кладовая мастеров-промывальщиков; 20—механическая мастерская; 2/, 22 и 23 -резервуар для сбора нефтеостатков; 24 — цистерна для растворителя; 25 — цистерна для сбора бензина; 26 —выгребная яма; 27 —будка сторожевая; 28 — пожарный резервуар для воды
390 ВАГОННОЕ ХОЗЯЙСТВО
Фиг. 40. Схема пропарочной станции с закрытым цехом для обработки цистерн: 7 — цех очистки цистерн; 2—открытая' эстакада;'.2—насосная Л« 7; 4—насосная Л? 2; 5 — хранилище для бензина (цистерна); б — насосная нефтерастворите лей: 7 — хранилище нефтерастворителей; 8 — регенерационная; 9—открытая эстакада для битумных цистерн; 10 — хранилище битума; 11 — хранилище спецлродуктов; 12 — пункт технического осмотра; 13 — стрелочная будка; 14— стрелочная будка; 15 — сторожевая будка; 16—теплопневматическая станция; 17 — склад угля; 18—водонапорная башня; Ю— водоёмные резервуары; 20—камера переключения; 21 — насосная; 22 — резервуар ёмкости; 23—песколовка; 24—хранилище нефти
ЛИНЕЙНОЕ ВАГОННОЕ ХОЗЯЙСТВО
391
Расход станко-часов — 4,4 чел.-час.
Площади: цеха на единицу основного оборудования — 100 л2, парка на одну колёсную пару — 2,8—4 м2, склада на один бандаж—0,25 м2, один центр — 0,5 м2 и ось в штабеле 0,15 м2.
Расход воды на одну колёсную пару — 0,03м3, а пара—0,92 т.
Расход станко-часов на новое формирование одной колёсной пары: станок колёсно-токарный — 0,8, шеечный — 0,53, карусельный — 2,32, осевой — 1,69, пресс гидравлический — 0,33, горн бандажный — 0,88.
Технологическая схема колёсных мастерских представлена на фиг. 41.
В колёсных мастерских применяют электрические нагреватели для бандажей: индукционного типа системы Новицкого, тепловой горн системы Савельева.
Оба горна обеспечивают выполнение операций нагрева бандажей для надевания их на центр и нагревание бандажей при снятии их с центра.
3-фазный индукционный горн системы Новицкого имеет мощность 45 кет, время нагрева бандажа 15 мин.
Расход энергии на нагрев 1 бандажа — 11 квт-ч.
Электрогорн системы Савельева работает от электросети напряжением 220—380 в через понижающий трансформатор СТ-32 мощностью 32 кет, время нагрева бандажа 15 мин. В эксплоатации горн системы Савельева создаёт трудности из-за перегорания нагревательных элементов. Горн системы Новицкого более надёжен в работе.
Автомат для наплавки гребней бандажей, изображённый на фиг. 42, разработан Институтом электросварки им. акад. Патона.
Автомат, передвигаясь по торцу бандажа, производит наплавку подрезанного гребня бандажа одновременно двумя дугами, это вызывается тем, что металл бандажа, содержащий углерод от 0,5 до 0,85%, при сварке или наплавке склонен к образованию трещин; чтобы избежать этого, производят второй дугой переплавку металла, наплавленного первой дугой.
Наплавка производится под флюсом на постоянном токе проволокой диаметром 2 мм.
Сила тока первой дуги 180—200 а, второй — 260 — 280 а при напряжении 26—38 в. Скорость передвижения автомата по бандажу составляет 24 м/час.
РЕМОНТ РОЛИКОВЫХ подшипников
Допуски при обработке осей в и: диаметр шейки оси — 0,08 для нового изготовления и 0,15 при ремонте и после перешлифовки; овальность, конусность или волнистость шейки — 0,02; биение шейки оси — 0,02 -у 0,3 при новом изготовлении и при ремонте; диаметр предподступичной части при новом изготовлении + 0,2+0,12, при ремонте и после перешлифовки + 0,2 + 0,06; диаметр цилиндрической части буксы при ремонте+0,12+ + 0,02; овальность, конусность внутренней цилиндрической части—0,04 прионовом изготовлении и 0,1 при ремонте.
392
ВАГОННОЕ ХОЗЯЙСТВО
Фиг. 42. Схема станка наплавки гребней бандажей автоматом системы Института электросварки им.акад. Патона: 7—двухдуговой автомат; 2—колёсная пара; 5—крепление обратного кабеля; 4 — консольный кран
Натяг на посадку роликоподшипников принимается 0,04 4- 0,07, натяг иа посадку уплотняющего воротника 0,08-?0,2 при новом изготовлении и 0,04-4-0,2 при ремонте. Радиальный зазор 0,12 н-0,17 при новом изготов-лении^и 0,12—0,35 при^ремонте.
Аксиальный зазор 0,3 -у 0,8.
Полная ревизия букс производится один раз в год при периодическом ремонте вагона — годовом, среднем или капитальном. Одновременно производится полное освидетельствование колёсных пар.
ЛИНЕЙНОЕ ВАГОННОЕ ХОЗЯЙСТВО
393
При полной ревизии производится демонтаж роликовой буксы, проверяются и демонтируются детали буксы и роликоподшипников, а также полностью заменяется смазка.
Промежуточная ревизия выполняется через 6 месяцев без выкатки колёсных пар из-под вагона и без демонтажа букс.
Бывшие в эксплоатации роликовые подшипники до монтажа вываривают в ванне с водой при t = 70—80°С в течение 2 час. После протирки вторично промывают в ванне с керосином, затем в ванне, в которой имеется смесь 92% авиационного бензина и 8% трансформаторного масла. Новые подшипники промывают в ванне с бензином. Протирка концами не допускается.
Смазка для роликовых подшипников применяется № 1 —13 по ГОСТ 1631-42: цвет — от светложёлтого до тёмнокоричневого; температура каплепадения — не ниже 120°С; пенетрация по Ричардсону при 25°С—175— 210; воды — не более 0,75%; свободных щелочей в пересчёте на NaOH не более 0,2%; свободные кислоты и механические примеси отсутствуют.
Отделение для ремонта роликовых букс при депо для ремонта грузовых вагонов представлено на фиг. 5.
Демонтаж и выварка букс производятся в специальной моечной машине, установленной в тележечном цехе.
Очистка подшипников производится в промывочном отделении. Подготовленные подшипники и буксы после осмотра и измерения их подаются уже иа монтажные площадки непосредственно в отделении роликовых букс.
Организация ремонта роликовых букс в пассажирских депо требует уже болееразвитых устройств. На фиг. 43 представлен цех для ремонта роликовых букс при пассажирском вагонном депо.
Обработка колёсных пар по кругу катания производится на колёсных станках без демонтажа букс.
ДЕРЕВООБДЕЛОЧНЫЕ МАСТЕРСКИЕ
Деревообделочные мастерские в линейном хозяйстве организуют только в том случае, если на дорогу поступает не полуфабрикат, а сырьё. Схема мастерской приведена на фиг. 44. Расход станко-часов указан в табл. 61.
Таблица 61
Расход станко-часов на обработку пиломатериалов на один ремонтируемый!вагон
Виды вагонов Виды ремонта
1 капитальный средний i годовой текущий i
Грузовые Крытый 2-осный . . 11,5 6 1,2 0,125
Платформа 2-осная 6,8 4,0 0 ,8 0,07
Крытый 4-осный . . 14,6 8 2 0,1
Пассажирские Жёсткий 2-осный . . 12,4 2,2 0,19
» 4-осный . . — 18,8 2,2 0,2
Норма расхода станко-часов на 1 л»3 продукции деревообделочных мастерских: 4-сторонний строгальный станок — 0,7, циркульная пила — 0,55, торцевая пила — 0,60, фуговочный станок — 0,20, рейсмусовый — 0,20, вертикально-сверлильный — 0,40, ленточная пила — 0,15 и прочего оборудования — 1,2.
Фиг. -13. Цех для ремонта букс*с роликовыми подшипниками: 7 отделение для ремонта букс; 2— выварочная ванна; 3 подготовительное отделение; 4--место для букс; 5—монтажное отделение; 6 — отделение для промывки подшипников; 7 — отделение для осмотра и консервации подшипников; 8 — кладовые для хранения подшипников и смазки
394
ВАГОННОЕ ХОЗЯЙСТВО
Таблица 62
Продолжительность воздушной естественной сушки в сутках
Толщина досок в мм
25 | 40
Район Апрель, май, сентябрь, октябрь Июнь, август Апрель, май, сентябрь, I октябрь Июнь, август
Средняя Азия .... Юг УССР, Азово-Черноморский район, Центральное 10—12 6—8 12—14 8—12
Поволжье Северная часть УССР. Курская и Воронежская области, Башкирия.Западная 12—15 9—10 18—20 15—18
и Восточная Сибирь 30—35 10—12 40—45 20—25
Процентное соотношение типов станков в деревообделочных мастерских: 4-сторонние строгальные станки — 12, рейсмусовые— 6, фуговочные— 10, фрезерные — 8, сверлильные—12, цепнодолбёжные—8, шипорезные—8, круглопильные станки для продольной распиловки — 8, торцевые пилы — 18, ленточные пилы — 10.
Трудоёмкость обработки пиломатериалов в чел.-час.: станочники—4,0, подсобные на станках — 1,5, столяры-разметчики — 0,5, маляры — 0,5.
Расход пара на сушку 1 м3 пиломатериалов в сушилке с естественной циркуляцией в кг/м3: хвойных пород 800 -У 1 200, твёрдых 1 500 4- 1 800, то же с принудительной циркуляцией — 900 4- 950.
Расход электроэнергии на 1 .и3 для хвойных пород — 25 4- 18 квт-ч, а в сушилке с принудительной циркуляцией для твёрдых пород — 50 квт-ч.
Продолжительность сушки в сушилке указана в табл. 62 и 62а.
Выпуск готовых изделий и полуфабрикатов в м3 на 1 работающего в год — от 130 до 150. Выпуск продукции с 1 м2 площади мастерских в год — 3—3,5 м3.
Расход электроэнергии на 1 м3 обработки — 70 квт)ч.
МАСТЕРСКИЕ ПО РЕМОНТУ ЭЛЕКТРООБОРУДОВАНИЯ ВАГОНОВ
Станции с большим количеством пассажирских вагонов (приписанных к данной станции или имеющих оборот) имеют мастерские для ремонта электрооборудования вагонов. В состав электромастерских входят отделения;
электромашинное — площадью 80—100 м2, в котором ремонтируют динамомашины и распределительные щиты;
пропиточное — площадью 25 — 30 м2, где производится пропитка якорей после ремонта и их сушка;
аккумуляторное — площадью 50 — 601м2, здесь выполняются все работы по ремонту
ЛИНЕЙНОЕ ВАГОННОЕ ХОЗЯЙСТВО
395
Таблица 62а
Продолжительность сушки пиломатериалов в днях
Порода древесины ; Толщина пиломатериалов в мм
16—25 32—40 50-60 65—75 80-120
Доски
Ель 2,5—3,0 3,5-4,5 5,5-6,8 8,2-10,0 11,0-20,0
Сосна 2,7—3,0 3,8—4,8 6,0-7,5 9,0—10,8 12,0—22,0
Лиственница 4,6-6 ,7 10,2—12,8 16,0—20,0 24,0-29,0 32,0—58,0
Дуб 8.3-11,7 18,0—22,5 28,0—35,0 42,0—50,0 56,0-100
Брусья
Ель 2,0-2,4 2,8 -3,5 4,4-5,4 6,5-8,0 8,8-16,0
Сосна 2,2-2,4 3,4—5,8 4,8-6,0 7,2-8,6 9,6-17,0
Лиственница 3,7-5,4 8,2—10,2 12,8-16,0 19,2—23,0 25,6-46,0
Дуб 6,6—9 .4 14,4 -18,0 22,4-28.0 24,0-40.0 45,0-80,0
аккумуляторов и приготовлению кислот для заливки батарей;
агрегатное — площадью 25—30 л2. В этом помещении устанавливают ртутный выпрямитель, от которого подаётся постоянный ток в зарядное отделение, здесь же осуществляется зарядка батарей аккумуляторов. Площадь зарядной 25—30 л2;
кладовая — площадью 25—30 л2.
Трудоёмкость ремонта электрооборудования вагонов принимается по табл. 63 и 64.
Технологическая схема мастерских для ремонта электрооборудования вагонов представлена на фиг. 45.
СПЕЦИАЛЬНОЕ ОБОРУДОВАНИЕ ПРИ РЕМОНТЕ ВАГОНОВ
Домкраты
В вагонных депо и пунктах текущего ремонта вагонов на станциях широко применяются механизированные подъёмники следующих типов (табл. 65).
1. Электродомкрат стационарного типа системы Гуленко—Гора-Кулаева. Можно поднять сразу весь вагон четырьмя домкратами или двумя домкратами поднять одну сторону сто.
Таблица 63
Расход чел.-час. иа ремонт 1 вагона-электростанции
Вид оборудования Ремонт электрооборудования
капитальный средний
Динамомашина 60 50
Распределительные щиты 10 6
Аккумуляторы 30 27
Таблица 64
Расход станко-часов иа ремонт электрооборудования 1 вагона-электростанции
Вид оборудования Ремонт электрооборудования
капитальный сре дний
Динамомашина и распределительный щнт Аккумуляторы 13,0 2,0 8,0 2,0
Ш4
Фиг. 45. Технологическая схема мастерских для ремонта электрооборудования вагонов: 7—пропиточно-сушильное отделение; 2 — электромашинное отделение; 3—агрегатное; 4—кладовая; 5—гардероб; 6—дистилляторное; 7 —- аккумуляторное; 8—моечное; 9— зарядное; 70—водопроводная
396
ВАГОННОЕ ХОЗЯЙСТВО
Таблица 65
Характеристики домкратов, применяемых в линейном вагонном хозяйстве
Элементы характеристики 1 Единица измерения Тип домкрата I
электрический стационарный передвижной пневмогидравлический гидравлический
ДЛЯ п ОдЪёмК! жире 4 грузовых ких вагоно и пасса-в с ручным насосом для сме-1 ны рес-I сор Мельникова— Ушака— Новикова для смены подшипников
Грузоподъёмность' т 12,5 25 ос 25 25 10 10
Мощность электромотора . кет 3,6 7 - ,3 — — — —
Ход подъёмной каретки . . мм 680 1 025 — — — — —
Высота первоначальная . . » 820 775 800 750 750 770 300
» с выдвинутым плунжером » 1 240 1 280 1 020 486
Наибольший подъём вагона » 680 1 025 — 490 530 250 —
Время подъёма мин. 3,4 6,4 5 — — — —
Вес кг 1 200 1 700 240 153 130 23 10
Управление всеми домкратами произво-дится из одного распределительного щита.
2. Электродом крат передвижного типа системы ЦНИИ-ЦУМЗ.
3. Пневмо-гидравлический переносный домкрат системы Шайдурова предназначен для подъёмки вагонов в пунктах, где имеется возможность получения сжатого воздуха.
Есть также изменённая конструкция. Вес этого домкрата меньше веса домкрата системы Шайдурова, высота подъёма на 40 мм больше. Подъёмным механизмом является уже не цилиндр, а плунжер, на конце которого имеется предохранительная гайка.
4. Гидравлический домкрат с ручным насосом.
5. Гидравлический домкрат для смены рессор у всех 2-осных вагонов.
6. Гидравлический домкрат системы Мельникова — Ушака —Новикова для смены подшипников.
Важным конструктивным усовершенствованием в этом домкрате так же, как и во всех других гидравлических домкратах, является предохранительная гайка, защищающая рабочего от произвольного опускания вагона в случае прорыва манжет; возможность травмы рук во время работы его внутри буксы этим полностью исключается.
7. Гидравлический домкрат для раздвижки вагонов используется в случаях, когда в уже сформированных составах обнаруживают вагоны с неисправностями автосцепного оборудования, ударных приборов, упряжи и пр.
Вес домкрата — 39 кг, горизонтальное усилие — 10 т, первоначальная длина — 1 100 мм, длина с выдвинутыми плунжерами— 1 800 мм, величина разжатия вагонов — 700 о.
Электрошпиль-конвейер
Предложенный Проектным бюро ЦУМЗ электрошпиль-конвейер (фиг. 8а и 86) предназначается для передвижения вагонов при ремонте в вагонных депо и механизированных пунктах текущего ремонта.
Конструкция конвейера состоит из двухбарабанной фрикционной лебёдки с электро
двигателем, тягового органа, выполненного, в виде двух кареток, перемещаемых по. направляющей шине, прикрепляемой к шпалам ремонтных путей и зачаленным к ним стальным канатом (тросом), навитым на барабаны лебёдки, и системы блоков, направляющих трос.
Конвейер снабжён концевыми выключателями, автоматически выключающими электродвигатель при подходе каретки к крайним положениям.
Конвейер имеет следующую техническую характеристику: максимальная скорость перемещения вагонов —10 м/мин, тяговое усилие — 4,0 т, электродвигатель типа Д-7, W=10 кет, п ~ 735 об/мин., диаметр барабана лебёдки — 450 juju, диаметр троса —21,5 мм, каиатоёмкость барабана — 250 м, полезная длина барабана — 450 мм, длина перемещения вагонов — 350 м.
Максимальная скорость конвейера (10 м/мин) обеспечивает передвижку вагонов на полную длину конвейера (120 л) за 12 мин.
Тяговое усилие на крюке 4 т позволяет передвигать по тракционным путям как одиночные гружёные вагоны, так и группы порожних вагонов до 10 шт.
Вакуум-устаиовки и приборы для очистки цистерн от нефтепродуктов
Вакуум-установка предназначена для механизированной откачки продукта из цистерны (фиг. 46). Работа установки сводится к созданию вакуума в специальных баках и трубопроводах. Конец трубы опускается в котёл цистерны, имеющей нефтяные остатки, которые втягиваются в трубопровод, а затем поступают в бак, где они накапливаются со всех очищаемых цистерн данной группы.
В перерыв работы пропарочной станции нефтепродукты откачивают или сливают в общий бак.
Откачка 1 т вязкого мазута производится за 5 мин. (при ручной работе на это потребовалось бы 2 чел.-часа).
ЛИНЕЙНОЕ ВАГОННОЕ ХОЗЯЙСТВО
397
Фиг. 46 . Вакуумная установка: 7—вакуум-насосы; 2—флорентийские сосуды; 3—вакуум-аппараты; 4—предохранительный клапан; 5—кабина управления; б—трубопровод откачиваемых остатков
Кроме остатков вязкого продукта, при помощи вакуум-насоса можно откачивать также и горячую воду после промывки цистерны.
Прибор для промывки цистерн
Прибор (фиг. 47) представляет алюминиевую трубу с головкой, состоящей из 2 частей, на каждой из которой имеется по три наконечника. Вращение головки осуществляется цевочной передачей с верха котла. По трубе подаётся вода и через 6 наконечников она сильной струёй напором до 50 м смывает со стенок котла нефтяные остатки.
Прибор для осмотра котла
Прибор предназначен для освидетельствования котла цистерны после обработки её на пропарочной станции. Осматривая цистерну этим прибором сверху, можно установить, не спускаясь внутрь цистерны, отвечает ли очистка котла цистерны установленным требованиям.
Проверка осуществляется следующим образом: прибор, подвешенный на консоли эстакады, опускается в цистерну; через низковольтный трансформатор включается система освещения; оптическая часть прибора так построена, что поворотом верхней муфты имеется возможность установить нужную по глазу яркость, а поворотом всей трубы охватить осмотром всю внутреннюю сферу котла , Вес прибора 8—12 кг.
Моечный аппарат
Для обмывки отдельных вагонов, местных поездов или’даже проходящих поездов на промежуточных станциях применяют передвижной аппарат.
Аппарат состоит из двух баков, находящихся один внутри другого, в одном баке ёмкостью до 40 л находится вода, она подаётся по трубе (на конце которой укреплена щётка) на обмываемую поверхность вагона.
Во втором баке находится 10 л щелочного раствора, который подаётся в специальный пульверизатор. Вода и щелочной раствор находятся под давлением сжатого воздуха 2— 3 ат. Обмывка осуществляется двумя рабочими: первый рабочий пульверизатором наносит на поверхность вагона щелочной раствор, второй, идя за ним, обмывает вагон, протирая его щётками.
Применение этого аппарата почти втрое сокращает затрату рабочей силы по сравнению с ручной обработкой.
Уборочная машина
Уборочная машина имеет пылесос для очистки ковров, дорожек и диванов, котёл для горячей воды, щётки для мытья полов и диванов в жёстких вагонах, пульверизатор с раствором для дезинфекции вагона. Машина имеет аккумуляторную батарею и мотор.
Механизированный инструмент
Клепальный молоток. Техническая ха рактеристика:
Наибольший диаметр обрабатываемой заклёпки.................... 28 мм
Работа удара....................4,5 кгм
Эффективная мощность удара . . 0.96 л. с.
Номинальный ход ударника ... 192 мм
Число ударов..................1 000 в мин.
Длина ударника ................ 115 мм
Диаметр ударника ............... 30 »
Вес ударника...................0,58 кг
Расход свободного воздуха .... 0.9 м3}мин
Рабочее давление..............5—6 ат
Диаметр шланга в свету........ 13 мм
Длина молотка (без рабочего инструмента) .................... 465 »
Вес молотка (без рабочего инструмента) .......................... 9 кг
При применении пневматического инструмента поддержание рабочего давления сжатого воздуха в сети имеет решающее значение (табл. 66).
Влияние зазора между хвостовиком и буксой на мощность удара и расход воздуха указано в табл. 67.
398
ВАГОННОЕ ХОЗЯЙСТВО
Фиг. 47. Прибор для промывки цистерн: "7 — труба корпуса; 2 —труба корпуса соединительная; 3 — труба корпуса верхняя; 4 — коллектор; 5 — муфта с ограждением; 6—малая шестерня; 7—малая коническая шестерня; 8—большая коническая шестерня; 9 — стержень передачи; /^--соединительная муфта; 77 — скоба; 72 — втулка к скобе; 13—втулка скобы нижняя; 14 — подшипник оси; 15 — ось; 16— ручка; 77 — ось ручки; 18 ~~ ручка; 19 и 20 — переходная муфта; 21 — верхняя муфта корпуса; 22 —шейка; 23—уплотнительное кольцо; 24—закидка большая; 25—державка закидки малая; 26—закидка большая; 27—закидка малая; 28 — винт закидки; 29 — трубка медная; 30 — головки водяной магистрали; 31 — головка трубы паровой магистрали
Таблица 66
Показатели работы пневматического молотка в зависимости от давления сжатого воздуха
Давление воздуха в ат Работа удара в % Число ударов Производительность в % Расход воздуха в %
5,5 100 100 100 100
5,0 82 95 78 89
4,5 64 90 57 81
4,0 52 85 44 72
3,5 40 80 32 62
Таблица 67
Влияние зазора между хвостовиком и буксой на мощность удара
Зазор между хвостовиком и буксой в мм Мощность удара в % Увеличение расхода воздуха в %
0.05 100 100
0,10 99,5 101
0,25 97 106
0,50 89 122
Электрическая сверлильная машинка по металлу. Техническая характеристика её следующая:
Наибольший диаметр сверления . 20 мм
Число оборотов шпинделя .... 350 в мин. Внутренний конус шпинделя Мор-» зе ......................... 2
Тип двигателя.................универсальный
коллекторный однофазный
Напряжение.................... 220 или 120 в
Мощность...................... 0,360 кет
Число оборотов ........... . 12 000 в мин.
Режим работы.................повторный крат-
ковременный (ПКР-60%)
Род тока .....................постоянный и
переменный
Высота........................... 510 мм
Ширина............................ не »
Расстояние между концами ручек 395 »
Расстояние от центра шпинделя до наружной стенки корпуса (подход дрели ).............. 58 »
Вес........................... 8,2 кг
Электросверлилки по дереву. Электросвер-лилкн по дереву применяют с направляющими стойками в том случае, когда приходится сверлить доски и стойки, собранные в пакеты, и без направляющих стоек, когда приходится сверлить отдельные стойки, доскн и когда есть уверенность, что перекос сверла не будет допущен. Техническая характеристика:
Наибольший диаметр сверления ... 26 мм
Наибольшая глубина сверления ... 350 мм
Электродвигатель.................ПКР-40%
Потребляемая мощность ........... 0.6 кет
Число оборотов................... 2 750 в мин.
Род тока ......................... 3-фазный
Напряжение....................... 220, 127 в
Число оборотов шпинделя.......... 500 в мин.
Габариты в мм (без стоек): длина ............................ 395
ширина .......................... 210
высота .......................... 280
Габариты в мм (со стойками): длина............................. 880
ширина . ........................ 210
высота........................... 280
Вес...............................11-16,5 кг
Пневматические реверсивные машинки для отвёртывания и завёртывания гаек имеются трёх типов: для гаек] г/8—от 7/8 до 1" и до 13/4". Вес этих машинок колеблется от 5 до 18 кг. Время на операцию сокращается в 4—10 раз.
Электроключ для гаек. На массовых сборочных работах можно применять для завёртывания гаек н болтов электрический ключ. Техническая характеристика следующая;
ЛИНЕЙНОЕ ВАГОННОЕ ХОЗЯЙСТВО
399
Тип электродвигателя ...........
Род тока................... . .
Напряжение....................
Сила тока ....................
Частота.......................
Потребляемая мощность.........
Режим работы..................
Число оборотов двигателя в мин . Передаточное число редуктора .
Число оборотов шпинделя ....
Время для завёртывания болта диаметром 16 мм ..............
Габариты в мм’. длина .........................
ширина.....................
высота.....................
Вес...........................
универсальный коллекторный однофазный 220 в
1,35 а
50 пер/сек.
275 вт ПК р-6 0%
12 000-8 000
16 750-540
1,0 сек.
445
120 95
4,3 кг
Электроотвёртка. Для завинчивания шурупа или виита применяют электрическую отвёртку. Техническая характеристика следующая:
Род тока........................ переменный
трёхфазный
Частота номинальная в пер/сек. 200
Напряжение .......................... 36 в
Мощность (потребляемая) .... 200 вт
Режим работы .....................длительный с
переменной нагрузкой
Число оборотов отвёртки в мин. 760
Число ударов в мин. .......... 3 040
Шпиндель......................с внутренним
шестигранником 6 мм
Выключатель....................двухполюсный
курковый
Габариты в мм (без отвёртки): диаметр.......................... 72
ширина.......................... 140
длина........................... 320
Вес ................................ 2.2 «г
Электроножницы. Механизированные ножницы дают возможность резки железа толщиной от 1,2 до 2,7 мм. Вес ножниц от 3 до 10,8 кг. Затрачиваемое время сокращается в 3—4 раза. Техническая характеристика их следующая:
Тип двигателя ................ универсальный
коллекторный однофазный
Род тока ........................переменный и
постоянный
Напряжение......................... 220 в
Сила тока.......................... 1,7 а
Частота ...................... 50 пер/сек.
Потребляемая мощность ............. 370 вт
Режим работы..................... ПКР-60%
Число оборотов *.............. 7 000—12 000
в мин.
Передаточное число редуктора . . 7,15
Число ходов ..................1 650—970 в мин.
Производительность............ 2 м/мин
Максимальная толщина:
сталь........................... 2,7 мм
алюминий........................ 4.0 »
медь............................ 3,5 »
Габариты в мм:
длина .......................... 390
ширина ......................... 165
высота.......................... 244
В«с........................... 10,8 кг
Электропила. Для отрезки части доски при ремонте пола, борта платформы, вагонной обшивки или стойки целесообразнее всего применить ручной инструмент-электропилу. Диаметр полотна этой пилы колеблется от 185 до 250 мм, глубина резания до 60 мм. Вес пилы от 8 до 14 кг. Техническая характеристика следующая:’
Род тока....................... переменный
трёхфазный
Частота тока................... 50 пер/сек.
Соединение обмоток при получе-
нии с завода-изготовителя . . . «Звезда» Напряжение..................... 220 в
Мощность двигателя на валу . . 0,8 кет
Число оборотов двигателя .... 2 750 в мин.
Режим работы ..................повторно-кратко-
временный
Число оборотов пильного диска . 2 750 в мин. Диаметр пильного диска......... 250 мм
Наибольшая глубина пропила . . 60 »
Длина.............................. 449 »
Ширина......................... 270 »
Высота ........................ 282 »
Вес............................ 14 кг
Производительность при резке древесины средней твёрдости в м‘1час:
вдоль волокон.............. 5
поперёк волокон ........... 7
Зачистные машинки. Для зачистки сваренных или наплавленных мест целесообразно применить переносные электрические или пневматические зачистные машннки (табл. 68).
Таблица 68
Техническая характеристика зачистных машинок
Элементы характеристики Модели
И- 66' И-82
Род тока Переменный
Частота (номинальная) в пер/сек 200 200
Напряжение (номинальное) в в 36 36
Мощность (потребляемая) в вт ........... 800 200
Режим работы Длительный при пе-
ременной нагрузке
Диаметр абразивного кру-га в мм .......... 175 50
Вес в кг 6,2 1,8
Шлифовальные машинки. Механизацию работ по шлифовке и полировке деревянных сидений в цельнометаллических вагонах (снятие старой окраски, подготовка для окраски наружных поверхностей вагонов и др.) осуществляют пневматическими или электрическими шлифовальными и полировальными машинками. Эти машинки применяют для работ по дереву и по металлу.
Полировальные машинки имеют запас полировочного материала, который автоматически подаётся на изделие. Техническая характеристика следующая:
Наибольший диаметр шлифовального круга............................... 125 мм
Число оборотов шпинделя при холостом ходе....................... 4 500 в мин.
Мощность двигателя ................0,3 л. с.
Давление воздуха.................... 5,6 ат
Расход воздуха ................... 1 м‘/мин
Направление вращения .............. правое
Габариты в мм: в ысота.......................... 255
длина.............................. 405
ширина ............................ 240
Вес................................. 5 кг
Преобразователь частоты. Во многих электрических машинках применяется повышенная частота — 200 пер/сек. и пониженное напряже
400
ВАГОННОЕ ХОЗЯЙСТВО
ние 36 в. В таких случаях следует устанавливать специальные преобразователи тока. Техническая характеристика преобразователя:
Род тока .........................
Напряжение в в: первичное , , . . » ...............
вторичное .....................
Частота тока в пер/сек.: первичная .........................
вторичная .....................
Число оборотов вала (синхронное) в мин.............................
Мощность (потребляемая) в кет . . . » (отдаваемая) в ква ....
Режим работы................. ...
Габариты в мм: диаметр ...........................
ширина ........................
длина .........................
Вес...............................
переменный трёхфазный
380/220
36
50
200
3 000
4,85
3,5 длительный
330
350
640
66 кг
ДЕФЕКТОСКОПЫ В ВАГОННОМ ХОЗЯЙСТВЕ
Магнитный метод испытания шлифованных или накатанных специальными роликами поверхностей шеек вагонных осей, грубо обработанных (не обточенных) поверхностей средней части оси, упряжных крюков и средних поясов тележек основан на вытеснении потока силовых линий трещинами, края которых обладают свойствами, присущими магнитным полюсам. Частицы железного по
рошка, находясь в жидкости во взвешенном состоянии или в сухом виде, концентрируются в местах наибольшей плотности силовых линий, т. е. по граням трещины, тёмное скопление этих частиц порошка указывает на наличие дефекта и форму порока.
Ширина дефекта при испытании магнит-
ным методом при перпендикулярном ?его направлении к полю может быть обнаружена до 10-4 мм, трещины размером 10~3 мм определяются устойчиво.
При применении порошка в смеси с жидкостью размер зёрен определяется просеиванием его через сито, имеющее 2 000—2 500 отверстий на 1 см2, при применении порошка в сухом виде величина зёрен больше, так
как просеивается он через сито, имеющее 500 отверстий на 1 см2. Для резкого проявления дефекта и особенно на грубо обрабатываемых деталях (средняя часть вагонной оси) к порошку добавляется 15—20% окиси цинка или 10—15% двуокиси титана, и тогда порошок приобретает яркий серый цвет.
В качестве жидкости применяют трансформаторное масло вязкостью от 1,8
Фиг. 48. Прибор для определения чувствительности магнитного порошка
до 2,3° по Энглеру при 50°С. На 1 л масла размешивается 200 г железного порошка.
Чувствительность магнитного порошка может быть проверена специальным прибором, изображённым на фиг. 48, получившим рас
пространение в машиностроительной промышленности.
Прибор состоит из электромагнита 1, штатива 2, линейки для отсчёта глубины погружения электромагнита в разведённый порошок 3 и сосуда 4.
Количество порошка, оседающего на электромагните при погружении его на одинаковое время и на одну и ту же глубину при той же силе тока, и будет характеризовать чувствительность магнитного порошка.
Дефектоскопия шеек вагонных осей производится прибором, изображённым на фиг. 49.
Этот прибор состоит из двух катушек по 1 100 витков в каждой, намотанных проводом D = 0,8 мм. Путём переключений катушки можно соединить параллельно и последовательно для работы при напряжении 110 и 220 в.
В настоящее время этот дефектоскоп почти во всех пунктах работает непосредственно от сети переменного тока напряжением 220 в, при этом напряжении прибор может находиться беспрерывно не более 30 мин.
Освидетельствование шейки дефектоскопом производится при последовательном выполнении следующих операций.
1. На шейку оси надевается дефектоскоп, включается рубильник н выключатель самого дефектоскопа, затем свободная часть шейки поливается трансформаторным маслом, в котором размешан железный порошок.
2. После осмотра колёсную пару перекатывают и обливают поверхность шейки, которая была прежде внизу, причём положение дефектоскопа не изменяется.
3. Затем дефектоскоп передвигается к ступице и все операции по поливке жидкостью и осмотру повторяются.
4. После осмотра всей шейки дефектоскоп, находящийся под током, снимается с шейки, удаляется на 0,5 м и выключается, чем полностью обеспечивается размагничивание шейки.
При работе дефектоскопа на переменном токе намагничивание шейки оси производится непрерывно и одновременно с поливкой жидкостью и осмотром шейки; при работе на постоянном токе используется только остаточный магнетизм. Прибор надевают иа шейку оси, медленно доводят до колеса и так же медленно снимавэт его, после чего уже производится поливка активной жидкостью и осмотр шейки.
Дефектоскопия средней необработанной части вагонных осей производится прибором, изображённым на фиг. 50.
Дефектоскоп состоит из трансформатора 2, понижающего напряжение с 220 до 3 в и мощностью 2,4 ква. Обмотка трансформатора со стороны высокого напряжения имеет 252 витка, выполненных проводом ПБД £>=2,1 мм, со стороны низкого напряжения обмотка имеет четыре витка, выполненных из шинной меди, разъёмного трёхвиткового соленоида 1. Витки этого соленоида разрезаны по диаметру и соединены с одной стороны шарниром,с другой— с помощью ножей, входящих в губки. Соленоид соединён с низковольтной обмоткой трансформатора и предназначается для намагничивания вагонных осей в средней части.
ЛИНЕЙНОЕ ВАГОННОЕ ХОЗЯЙСТВО
401
Для подъёмки соленоида из нерабочего положения на высоту, требующуюся для проверки колёсных пар, применяется подъёмник с винтовой подачей 3.
Соленоид и трансформатор смонтированы на тележке 4, которая предназначена для перемещения аппаратуры вдоль испытываемой
оси соленоидом, через который пропускается ток 800 а. Имея в виду, что поле соленоида намагничивает ось только на расстоянии 150 мм от краёв соленоида, приходится тележку с установленным соленоидом передвигать вдоль оси.
Вблизи ступицы проверка оси произво-
8иЗ по в
ю
Схема соединения секций соленоида
Штепсельные гнезда
Фиг. 49. Дефектоскоп для определения пороков в шейках вагонных осей системы Колесникова—Матвеева: 1 — секция соленоида; 2— каркас ящика; 3 - боковая стенка; 4—внутренний цилиндр; 5 — ручка; 6 — панель1’ для клемм; 7 —клемма; 8 — пластинка со схемой соединения; 9—изолирующая подкладка; 10 — штепсельное гнездо для стандартной вилки 110 а и 220 в; 11—стандартные штепсельные вилки 100 а, 220 в; 72 — шнур осветительный 1,5 Л.к!: 13 — рубильник; 14 — защитный кожух для рубильника; 15 — сетка; 76—упор; 77 — пластина с указанием напряжения
оси. На этой же тележке установлен щиток с рубильником, включающим трансформатор и сеть напряжением 220 в.
Вагонные оси перед испытанием тщательно и насухо протираются, создаётся поверхность, к которой не могут прилипать частицы сухого магнитного порошка. После того как ось очищена посредством распылителя, имеющего сетку с числом отверстий 500 на 1 см2, иа ось наносят тонкий слой порошка серого цвета. ' Затем j производится намагничивание
26 Том. 7
дится перемещением дефектоскопа от ступицы к середине оси.
Скопление сухого магнитного порошка не является окончательным признаком наличия дефекта; только повторная проверка после зачистки дефектного места до металлического блеска и испытания этого места магнитным порошком, разведённым в керосине, дадут возможность окончательно определить дефектность оси.
Непрерывная раоота трансформатора не
402
ВАГОННОЕ ХОЗЯЙСТВО
должна превышать 5 мин., иначе это приведёт к значительному перегреву обмоток и возможности их порчи.
Дефектоскопия средних поясов тележек и упряжных крюков грузовых и пассажир-
ских вагонов производится одним прибором.
Прибор состоит из катушки,
и тем же
по НВ
Крышка снята
* а и т
- 865 ---
- 880----
имеющей 500 витков, выполненных проводом 0=1,35 мм. Включение катушки производится непосредственно в сеть переменного тока напряжением 220 в.
При обнаружении дефектных мест производятся повторные проверки, и только после этого следует окончательно устанавливать дефектность пояса. Дефекты, обнаруженные
Фиг. 50. Общий вид дефектоскопа для обнаружения пороков в средней части вагонной оси системы-Колесникова—Матвеева: 7 —соленоид (показан в двух положениях: рабочем и нерабочем); 2- трансформатор: 3 — подъёмник; 4—тележка: 5—винт; б—гайка; 7 — шайба; 8 и 9— провода; 70 и 7 7--кабельные наконечники; 72-болт; 13—гайка; 14 и 75—шайбы
Подготовка поясов к испытанию производится путём очистки пескоструйным аппаратом, после чего очищенные места в зоне изгиба пояса опыливаются сухим магнитным порошком и затем включается рубильник дефектоскопа. Под действием магнитного поля частицы порошка переместятся к прибору и задержатся только в дефектных местах.
прибором в поясах тележек, чаще всего находятся в местах изгиба пояса.
Вагонная упряжь перед испытанием должна быть очищена от грязи, окалины и коррозии металлическими щётками и протёрта1 насухо.
После того как крюк будет введён в отверстие дефектоскопа, наносится слой мел
ЛИНЕЙНОЕ ВАГОННОЕ ХОЗЯЙСТВО
403
кого магнитного порошка и затем прерывным включением и выключением рубильника производится намагничивание детали. Порошок при перемещении прибора будет притягиваться к нему и сосредоточится только в местах дефектов.
При сварке крюков проверяются места свар ок и подогрева.
Дефекты упряжных крюков чаще всего образуются в зеве крюка, вблизи мест приварки головки хвостовика и вблизи мест вытяжки штанги; детали с обнаруженными трещинами независимо от их размера изымаются из эксплоатации.
Непровар ласок —дефекты кузнечной сварки, непровар в контактной сварке, перегрев металла, надрывы и плёны, а также поры, раковины, черновины и трещины в наплавке обнаруживаются прибором.
Крюки с такими дефектами не разрешается ставить на вагоны.
Дефектоскопия подступичиой части вагонной оси производится на установке (фиг. 51), предложенной А. Н. Колесниковым и А. Н. Матвеевым.
Установка состоит из следующих основных элементов;
1) стойки с коллекторами, предназначенными для установки колёсной пары на цент рах и для включения оси в электрическую цепь генератора постоянного тока;
2) зонда, установленного на колонне,имеющего 4 контакта для работы попарно у одной и У другой ступицы без поворачивания всей конструкции.
Перемещением зонда создаётся возможность подвести пару контактов к самому краю ступицы, проводами эти устройства соединены с усилителем;
3) мотор-генератора 1 000 а — 6 в;
4) усилительного устройства.
Применение указанных дефектоскопов в колёсных цехах заводов и в дорожных колёсных мастерских позволит в значительной мере сократить изломы осей в подступичной части.
Дефектоскопия бандажей производится прибором системы инж. Потупина. Прибор со-। тоит из усилительно-генераторного блока п искательного устройства.
Питание усилителя и генератора производится от сети переменного тока через кено-'.ронный выпрямитель.
Переменное магнитное поле, создаваемое контурной катушкой, замыкается через бандаж и создаёт магнитную цепь этого поля.
Обе половины магнитного поля наводят в приёмной катушке взаимоуничтожающиеся электродвижущие силы, в этом случае сигнала нет. При наличии дефекта магнитное поле контурной катушки изменяется, нару-
Фиг. 51. Общий вид установки для определения по-роков в подступичной части вагонной оси системы Колесникова — Матвеева
шается компенсация приёмной катушки, зарождается э. д. с., которая подаётся на вход усилителя, и в динамике появляется сильный звук. Стрелка индикаторного прибора отклонится, что служит признаком наличия дефекта.
Дефектоскоп является переносным прибором, дающим возможность проверять бандажи в сформированной колёсной паре и отдельно новые и снятые с центров.
ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ
Все образцовые и рабочие меры и контроль’ но-измерительные приборы по утверждённому Комитетом по делам мер и измерительных приборов списку, находящиеся в эксплоатации, подлежат обязательной государственной проверке и клеймению (табл. 69 и 70).
Таблица 6Й
Сроки обязательной
проверки мер и контрольно-измерительных приборов
Наименование мер и контрольно-измерительных приборов Сроки государственной проверки периодической местными силами
Складные меры, измерительные линейки (усадочные меры, рулетки) Зубомерные инструменты Индикаторы Микрометры, микрометрические штихмасы, штан-генинструменты с точностью отсчёта от 0,02 до 0,5 мм При выпуске из производства или ремонта Один раз в 2 года То же » Один раз в год То же Один раз в 6 месяцев То же
26*
404
ВАГОННОЕ ХОЗЯЙСТВО
Продолжение табл. 69
Наименование мер и контрольно-измерительных приборов Сроки проверки
государственной периодической местными силами
Проволочки для измерения среднего диаметра резьбы Термометры ртутные, жидкостные, технические и лабораторные Термоэлектрические пирометры и термопары Манометры пружинные всех назначений (в том числе самопишущие к колёсным прессам) и вакуумметры Водомеры, водомеры скоростные, поршневые, дисковые и ротационные газомеры и воздухомеры; газомеры и воздухомеры с крыльчаткой и ротационные Приборы Бринеля Приборы Роквелла Бруски твёрдости Тахометры ручные и стационарные Счётчики оборотов Хронометры и секундомеры Весы равноплечие обыкновенные Весы неравноплечие стационарные и передвижные всех назначений Гири технические 2-го класса обыкновенные Магазины электрических сопротивлений, электрической ёмкости и индуктивности Амперметры, миллиамперметры, микроамперметры Вольтметры, милливольтметры Электрические счётчики постоянного и переменного тока номинальной мощности до 5 кет (бытовые) Электрические счётчики переменного тока однофазные и трёхфазные, активной и реактивной энергии, непосредственного включения и для включения с измерительными трансформаторами номинальной мощностью свыше 5 кет Ваттметры технические Омметры и мегомметры Фарадометры Измерительные трансформаторы тока и напряжения Отдельные и добавочные сопротивления и шунты Один раз в 2 года При выпуске из производства и ремонта Один раз в 2 года Один раз в год Один раз в 2 года То же » При выпуске из производства Один раз в 2 года То же » » » Один раз в 6 месяцев При выпуске из производства и ремонта Один раз в 2 года То же Один раз в 5 лет Один раз в 2 года То же » При выпуске из производства и ремонта Один раз в 4 года Один раз в 2 года Од ин раз в год То же » Один раз в 3 месяца Один раз в год Один раз в 6 месяцев То же При выпуске из производства Один раз в год То же » Один раз в 6 месяцев То же Один раз в год То же » » Один раз в 2,5 года Один раз в год То же » » Один раз в 2 года Один раз в год
Таблица 70
Сроки проверки колёсных шаблонов
Наименование шаблона Способ проверки Сроки проверки
Шаблон с движком для обмера подрезанного гребня Шаблон с подвижной скобой для обмера диаметра колеса и его овальности Абсолютный шаблон Браковочный шаблон для чугунных колёс Толщиномер бандажа Шаблон для измерения толщины буртика оси Максимальный шаблон Шаблон для измерения радиусов гал-г тели Шаблон с подвижной скобой для измерения расстояния между внутренними торцевыми гранями бандажей колёсных пар Примечание. При ции инструмент с отклонение При помощи штангенциркуля При помощи специально изготовленных эталонов со шкалой 900, 950 и 1 050 мм, при помощи штангенциркуля При помощи контршаблона То же При помощи штангенциркуля То же При помощи контршаблона То же При помощи специально изготовленных эталонов со шкалой 1 435, 1 437, 1 441 и 1 443 мм проверке всех шаблонов бракуется й показаний от номинальных разме Один раз в год Один раз в 3 месяца Один раз в 3 месяца Один раз в год Один раз в 6 месяцев Один раз в год Один раз в 3 месяца Один раз в 6 месяцев Один раз в 3 месяца и изымается из зксплоата-ров 0,2 мм.
ВАГОННОЕ ЛИНЕЙНОЕ ХОЗЯЙСТВО
405
Таблица 7J
Сроки проверки шаблонов и калибров, применяемых при ремонте тормозных приборов
Наименование измерительного инструмента Способ проверки Сроки периодической проверки
1 Калибры цилиндрические, гладкие для проверки воздухораспределителей автотормозов Резьбовые калибры для проверки резьбовых соединений магистралей Шаблоны для проверки пружин Калибры для проверки головок и штуцеров соединительных рукавов автотормозов Микрометром По предельным контрольным калибрам Штангенциркулем Микрометром или штангенциркулем Один раз в 6 месяцев То же »
Таблица 72
Периодичность ремонта элементов зданий
Наименование конструк-
тивных элементов зданий
Единица Принимается для всех зданий Наименование конструк- Единица Принимается для всех зданий
измерен ия % износа периодичность ре-, монта i в годах ! тивных элементов зданий измерения % износа| 1 периодичность ремонта в годах
Фундаменты бутовые ленточные ...............
Стены кирпичные . . . . Перекрытия деревянные » по металлическим балкам.........
Кровля железная . . . . » из рулонного материала ..............
Полы дощатые..........
» асфальтовые . . . .
Проёмы оконные .......
»> дверные..........
Ворота сборочных цехов
Примечание.
100
100
100
100
1С0
100
100
100
100
100
100
Взносы носятся к текущему ремонту.
50
50
100
100
20
30
50
25
60
40
30
30
25
25
15
5
25
25
Депо с деревянными фонарями ...............
Депо с металлическими фонарями .............
Дымовые кирпичные трубы ...................
Дымовые металлические трубы ................
Подкрановые пути . . . . Нагревательные печи . . Паро- и воздухопроводы Отопление .............
Вентиляция ............
Освещение .............
100
100
100
30
10
»
20
15
10
20
100 »
100 пог.
м
100 пог. м 1 000 руб.
1 000 »
конструктивных элементов менее указанных
в
100
30
40
20
20
25
30
10
15
20
20
таблице от-
Все остальные приборы и шаблоны должны подвергаться обязательной периодической проверке и клеймению местными силами и средствами вагонного хозяйства.
Контрольная проверка этих приборов и шаблонов производится приёмщиками вагонов. Контроль за своевременной проверкой и оформлением документации осуществляется начальником хозяйственной единицы.
Шаблоны, применяемые при ремонте автосцепки в вагонных депо, должны подвергаться следующим проверкам:
а) обыкновенному осмотру—один раз в три месяца с проверкой, нет ли у шаблонов забоин, погнутостей, короблений и других дефектов. Такие шаблоны должны быть заменены исправными. Одновременно проверяется комплектность шаблонов;
б) полному осмотру — один раз в год с проверкой размеров по чертежам альбома автосцепки, инструкции № ЦВ/1501 и приказа МПС № 233/ЦЗ.
Результаты полного осмотра должны быть занесены в шнуровую книгу.
Сроки проверки шаблонов и калибров, применяемых при ремонте тормозных приборов, приведены в табл. 71.
Шаблоны или калибры бракуются, если их измерительные размеры выходят за пределы, установленные инструкцией ЦВ № 1473 по периодическому ремонту и ревизии автотормозов.
РЕМОНТ ЗДАНИЙ
Периодичность капитального ремонта конструктивных элементов зданий и степень их износов устанавливают по табл. 72.
Потребность в материалах на 100 л3 здания депо н на 1 000 руб. стоимости работ определяется по данным табл. 73.
РЕМОНТ ОБОРУДОВАНИЯ
Оборудование дорожных ремонтно-механических цехов — мастерских определяется из расчёта потребных станко-часов для выполнения ремонта оборудования и годового фонда станко-часов. В зависимости от наличия прикреплённого для обслуживания станочного парка по табл. 74 устанавливается потребность в оборудовании ремонтно-механических цехов.
Всё оборудование разделено на трн группы по ремонтным циклам.
406
ВАГОННОЕ ХОЗЯЙСТВО
Таблица 73
Потребность в материалах для ремонта здания депо
Наименование материалов Единица измерения Потребность в ма'
териалах для монта капитального текущего -с на 1 000 7 руб.
на 100 М3 на 1 000 руб.
Прокат чёрных
металлов . . . кг 1,04 26,3 15,0
Гвозди » 0,16 3,3 2,0
Трубы газовые . » 0,33 9,2 4,5
Кабельные изде-
лия пог. м 0,36 8,5 4,0
Лесные материа-
л ы 0,05 1,2 0,8
Цемент кг 2,8 66,9 35,0
Толь, рубероид, 0,7
пергамин . . . рулон 0,11 2,7
Стекло м2 0,08 2,0 1,1
Радиаторы чу-
гунные » 0,001 0,03 0,01 0,07
Трубы ребристые » 0,008 0,2
Таблица 74
Потребность в оборудовании ремонтно-механических цехов
Наименование оборудования
Количество единиц оборудования на дороге
Всего станков в % к оборудованию на дороге ...........
В том числе в шт.: токарных..................
расточных..............
сверлильных ...........
фрезерных..............
строгальных ...........
долбёжных .............
круглошлифовальных . . . внутришлифовальных . . . плоскошлифовальных . . . зуборезных.............
обрезных...............
настольно-сверлильных . . центровальных .........
болторезных............
Электросварочный аппарат . . Автогенный аппарат........
150 300
500
800
6,7 5,8 4,7
1
I I
I
I
! i
Первая группа — ремонтный цикл в 36 месяцев: ремонтируют через каждые 4 месяца заточные и шлифовальные станки, а также поршневые и центробежные насосы и вентиляторы.
Вторая группа—-ремонтный цикл 60 месяцев: через каждые 6 месяцев ремонтируют токарные, револьверные, сверлильные, поперечнострогальные, фрезерные, деревообрабатывающие, болторезные и гайкорезные станки, краны, компрессоры, электродомкраты и прочее оборудование.
Третья группа—ремонтный цикл 72 месяца: ремонтируют колёсно-токарные, карусельные, колёсные прессы.
Ремонтный цикл — время работы оборудования от одного капитального ремонта до другого.
Ремонтный период — время работы оборудования между малым, средним и капитальным ремонтом.
Сроки ремонта устанавливают в зависимости от сложности.
При работе оборудования в одну смену продолжительность цикла увеличивается в 1,8 раза, при переходе на три смены продолжительность цикла уменьшается в 2 раза.
Данные по трудоёмкости ремонта оборудования приведены в табл. 75—79.
Таблица 75
Затраты на выполнение ремонта одной условной единицы оборудования
Наименование ремонта Количество ремонтов в цикле Затраты в чел.-час.
на один ремонт на весь цикл
слесарных станочных слесарных станочных
Для оборудования 1 и III групп
Плановый осмотр . . 9 2,4 1 ,6 21,6 14,4
Малый ремонт . . . 6 6 4 36 24
Средний » ... 2 18 12 36 24
Капитальный ремонт 1 36 24 36 24
Для оборудования II руппы
Плановый осмотр . . 10 2.4 1,6 24 16
Малый ремонт . . . 8 6 4 48 32
Средний » ... 1 18 12 18 12
Капитальный ремонт 1 36 24 36 24
Таблица 76
Расход материалов в кг на 100 условных ремонтных единиц
Наименование материалов J плановый; осмотр Виды ремонтов
>s 3 е; я ! средний 1 капи- 1 тальный |
Чугунное литьё . го 90 30;) 600
Стальное » 1 3 10 20
Поковки 15 -15 150 300
Сталь углероди-
стая специаль-
ная 25 77) 250 500
Сталь легирован-
ная 10 30 50 100
Сталь прокатная 2,5 7,5 25 50
» листовая . 9 С) 20 40
Баббит и его за-
менители . . . 0,5 1,"’ 5 10
Бронза и её за-
менители . . . 5 15,0 30 100
Покупные детали 15 50 100
Электрометаллизация применяется для восстановления изношенных деталей. Такой способ восстановления деталей позволяет увеличить их износоустойчивость, сократить расход дефицитных материалов и уменьшить стоимость ремонта оборудования.
ВАГОННОЕ ЛИНЕЙНОЕ ХОЗЯЙСТВО
407
Таблица 77
Нормы расхода баббита на заливку подшипников машин
I
Наименование машин Нормы расхода баббита в кг на машину
БК БН
све- © В ТОМ
жего си числе
CQ свежего
Автомобили ГАЗ-А . . .
» ЗИС-5 . . .
Тракторы СХТЗ . . . .
» ЧТЗС-60 . . . Мотовоз типа МЗ/2 . . Грузовая дрезина АГМ
Компрессор типа 400-2к
» » 300-2к
» » ВБ-8 .
» >/ КВ-200
1,65 0,99
— 4,75 3,20
— 2,7 2,0
__ 18,5 14,0
5.50
7,4* —
7,8**
5,5**
1
6,4**
^5
4,25**
Да
* Баббит марки Б-16.
** В числителе для капитального, в знаменателе для текущего ремонта.
Таблица 78
Распределение оборудования по группам сложности
Наименование оборудования
Станки:
колёсно-токарные КЗТС . . . . » старого типа.
шеечнонакатные, «Красный пролетарий» ..................
шеечнонакатные, 'старотипные . карусельные ...............
токарные ....... ..........
фрезерные .................
поперечнострогальные ......
вертикальносвер л ильные до
20 мм .............
то же до 50 мм ......... осевые . с.................
болторезные ........... . .
Молот пневматический .......
Электродомкраты 25-т . ...
Компрессоры до 5,5 м3 . ... .
Группа сложности
I
26 18—22
I 1- 16
3
9
6
« I
Хромирование. Изделия для повышения износостойкости и для наращивания изношенных или заниженных по размеру деталей хромируют. Хромирование деталей защищает также от коррозии.
Режимы хромирования выбирают по
табл. 80.
Детали, подлежащие хромированию, предварительно подвергают чистовой обработке шлифованием или полированием. Это даёт более надёжное связывание хрома с основным металлом.
Нормы точности обработки деталей и сборки станков
Поступающее из ремонта оборудование проверяется по соответствующим условиям на точность сборки, на точность ремонта и мощность станка.
Таблица 79
Простой оборудования в ремонте в сутках
Наименование оборудования и группа сложности Продолжительность простоя в сутках при ремонте
мелком среднем £ л -С с; S СО сз © if. I
Станки: колёснотокарные гр. РС-25 шеечнонакатные гр. РС-16 карусельные гр. РС-17 токарные крупные гр. РС-10 поперечнострогальные гр. РС-5 болторезные гр. РС-3 . Молот пневматический гр. РС-9 Компрессоры гр. РС-6 6,5 4.2 4.2 2,5 1,2 0.7 2.2 1,5 19,5 12.8 12,8 7,5 3,8 2.5 6,8 4,5 . 39 25,5 25,5 15,0 7,5 4,5 13,5 9,0
I До 5
11 5-20
III Выше 25
IV —
Таблица 80
Режимы хромирования
Плотность тока в а/дм2 Толщина слоя хрома в мм Детаяи
40 0,1 -0,12 Инструмент ) Шпиндели. । шейки валов,ва-
35—40 0,05-0,1 1 лики и прочие ' детали, работаю-
20-30 0,03 1 щие с динамиче-I ской нагрузкой и J с нагревом
75—100 0,25 Прессовые и плотные соединения, гнёзда ша-ри коподшипни-ков и Т. Д.
Техника безопасности
При ремонте вагонов в депо, осмотре и ремонте их в парках станций, при промывке цистерн на пропарочных станциях необходимо руководствоваться специальными инструкциями по технике безопасности при ремонте вагонов.
НОРМЫ САНИТАРНО-ТЕХНИЧЕСКИЕ И ПРОТИВОПОЖАРНЫЕ
Нормы по водоснабжению см. настоящий том, раздел «Водоснабжение», стр. 495 и 496. ;.*г Нормы по отоплению и освещению см. ТС/К, том 2, стр. 330—334 и том 3, стр. 279 — 287. 290, 299 и 356-371.
Водопроводные сети, обслуживающие противопожарные нужды, должны быть кольцевыми, к отдельно стоящим зданиям допускается прокладка тупиковых линий длиной ие более 200 м.
Нормы противопожарные и санитарно-технические принимают по действующим ГОСТ, нормам и правилам.
Диаметр труб^противопожарного водопровода принимается не’менее 100 мм.
408
ВАГОННОЕ ХОЗЯЙСТВО
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ВАГОНОРЕМОНТНЫХ ЗАВОДАХ
S е
ОСНОВЫ ОРГАНИЗАЦИИ РЕМОНТА ВАГОНОВ
Вагоноремонтные заводы предназначены для выполнения крупного ремонта вагонов, основной характеристикой которого являются котельные, сварочные и слесарные работы прн ремонте металлических конструкций вагонов (балки, рамы, фермы, несущие элементы кузова, котлы цистерн), термоизоляционные, деревообделочные и слесарные работы — при ремонте кузовов и внутреннего оборудования пассажирских, изотермических и других специальных вагонов.
На вагоноремонтных заводах изготовляются по заказам железных дорог запасные части для вагонов и производится капитальный ремонт механического оборудования вагонного хозяйства железных дорог.
Характер производства на большинстве вагоноремонтных заводов) серийный, а при изготовлении отдельных деталей вагонов — крупносерийный и массовый.
Организации серийного производства способствовала проведённая за последние годы специализация вагоноремонтных заводов для ремонта относительно однотипных вагонов.
По своему назначению специализированные вагоноремонтные заводы разделяются на выполняющие:
капитальный ремонт 4-осных грузовых вагонов;
капитальный ремонт 2-осных грузовых вагонов;
капитальный, а также ’ средний ремонт цистерн и изотермических вагонов;
капитальный и средний ремонт пассажирских вагонов.
Общие сведения о вагонном хозяйстве, характеристики капитального, среднего и годового ремонта, а также сроки периодических ремонтов пассажирских и грузовых вагонов приведены в табл. 1 на стр. 347 настоящего тома.
Технологическая схема расположения цехов вагоноремонтного завода приведена на фиг. 1.
СООРУЖЕНИЯ И УСТРОЙСТВА ВАГОНОРЕМОНТНОГО ЗАВОДА
Сооружения и устройства вагоноремонтного завода по своему назначению, технологии и организации производства делят на три основные группы:
1) для ремонта вагонов и их деталей;
2) для изготовления запасных частей и деталей вагонов;
3) для обеспечения завода энергией, топливом, инструментом, сырьём, материалами и полуфабрикатами, ремонта и содержания сооружений, устройств и оборудования завода, обслуживания завода железнодорожным и автомобильным транспортом,
В состав основных сооружений и устройств вагоноремонтного завода входят:
а) подъездной и парковые пути для при-
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ВАГОНОРЕМОНТНЫХ ЗАВОДАХ
409
ёмки вагонов на завод, подачи их в вагоносборочный цех и к складам и отправления на станцию железной дороги; в районе путей приёма вагона сооружается здание с устройствами для подготовки вагонов к ремонту, их очистки и санитарной обработки и предварительной разборки;
б) главный вагоноремонтный корпус, в котором размещаются оборудование и устройства для ремонта вагонов и их частей,тележек, колёсных пар и рессор, т. е. корпус для размещения вагоносборочного, тележечного, колёсного и рессорного цехов;
в) здания с оборудованием и устройствами для изготовления запасных частей и деталей вагонов, т. е. для чугунолитейного, кузнечнопрессового и механического цехов; мартеновское и бессемеровское стальное литьё запасных частей для вагонов имеется только на отдельных вагоноремонтных заводах;
г) деревообделочное хозяйство в составе склада пиломатериалов, лесосушилки, деревообделочного цеха со складом готовых полуфабрикатов, заготовок и деталей вагонов; на некоторых^заводах по условиям снабжения
На каждом заводе предусматривается инструментальный цех.
На некоторых вагоноремонтных заводах для снабжения производства кислородом сооружаются кислородные станции районного значения.
Сооружения, устройства и оборудование размещены на территориях существующих вагоноремонтных заводов различно:
на специализированных заводах с серийным производством — по поточным линиям и путём группировки в отдельных помещениях с расстановкой по технологическому процессу ремонта вагонов и их деталей;
на заводах с мелкосерийным и единичным видами производства — по цеховому признаку, а также путём группировки в отдельных помещениях.
Примерами наиболее распространённого группового размещения являются:
1) вагоносборочные цехи с отделениями для ремонта деталей вагонов, размещёнными соответственно технологическому процессу ремонта вагонов (фиг. 2);
Фиг. 2.'Схема группового размещения цехов: 7 — вагоносборочное отделение; 2 — тележечный цех; 3 — колёсный цех; 4 — инспекторская площадка; 5—концепропиточная; 6 — ремонтная кузница; 7—упряжное отделение; в—сварочное отделение; 9 —механическое отделение; 70—машинный зал; 7 7—слесарное отделение; 72—дверное отделение; 13—кладовая запасных частей; 74 — метизная кладовая; 15 — инструментальная кладовая)и мастерская; 16 — кладовая малярных материалов; 77 — бытовые помещения;
18 — рессорный цех
их лесоматериалами имеется лесопильное хозяйство;
д) энергетическое хозяйство с оборудованием и устройствами для приёма электроэнергии, выработки пара, сжатого воздуха, для водоснабжения завода.
На некоторых вагоноремонтных заводах по условиям энергоснабжения имеются самостоятельные тепловые электрические станции.
Для ремонта и содержания в исправном состоянии всех сооружений, устройств и оборудования на заводах имеются ремонтномеханический, электроремонтный и ремонтно-строительный цехи.
2) специальные цехи для ремонта тележек вагонов, колёсных пар, рессор, размещённые в одном корпусе с вагоносборочным цехом. В этом случае в заготовительных цехах завода — литейных, кузнечно-прессовых, механических и деревообделочных — детали вагонов не ремонтируют, а изготовляют только новые запасные части и полуфабрикаты.
При реконструкции и постройке новых заводов сооружения, устройства и оборудование для ремонта вагонов и изготовления запасных частей размещаются как по поточным линиям, так и путём группировки по технологическому процессу в отдельных здания» и общих корпусах.
410
ВАГОННОЕ ХОЗЯЙСТВО
СИСТЕМЫ РЕМОНТА ВАГОНОВ
На существующих вагоноремонтных заводах ремонт вагонов организован либо по системе поточных линий, либо по системе периодического использования сквозных и тупиковых путей, иногда называемой «стационарной».
Но и при периодической системе ремонт вагона организуется на трёх основных группах путей,специализированных: 1) для разборки вагона, подъёмки и ремонта ходовых частей и рамы вагона, 2) для ремонта кузовов, 3)для окраски вагонов.
Периодичность загрузки ремонтных путей определяется ритмом производства вагоно-сборочного цеха.
Поточная система ремонта вагонов
Весь технологический процесс ремонта вагона, от момента подачи его в вагоноремонтный цех до выхода на парковые пути завода (в отремонтированном виде), разделяется на отдельные операции, распределяемые по позициям поточной линии.
Операции технологического процесса (см. стр. 447) по позициям потока подразделяют таким образом, чтобы они выполнялись одновременно как в последовательном порядке, так и параллельно для сокращения времени ремонта вагона.
В процессе ремонта вагон передвигается по позициям потока через определённые промежутки времени, продолжительность которых называется ритмом.
На каждую линию потока должны предварительно подбираться вагоны с относительно одинаковым объёмом ремонта. На каждой линии потока выделяются так называемые «уравнительные позиции».
Основными показателями, характеризующими поточную линию, являются количество позиций, ритм потока, общий простой вагона на линии потока.
Для 4-осных грузовых вагонов при капитальном ремонте обычно принимают 4-часовой ритм с 7-ю или 8-ю позициями (в зависимости от типа вагона). Общий простой на линии потока — от 3,5 до 4,5 дней.
Для 2-осных грузовых вагонов ритм принимается также равным 4 часам с количеством позиций от 6 до 8. Общий простой вагонов — от 3 до 4 дней.
Для пассажирских вагонов (с деревянным кузовом) капитального ремонта ритм 1—• 2 дня, количество позиций — от 6 до 8. Общий простой (без учёта малярных работ) — 12—14 дней.
Поточные линии ремонта грузовых и пассажирских вагонов, как правило, включают позиции разборки, уравнительного ремонта, ремонтных и сборочных работ, причём ритм на этих позициях берётся различный; влияние разницы в ритмах на общую работу парка устраняется количеством стойл на позициях. (Подробно о поточной системе и технологии ремонта вагонов см. раздел «Технология ремонта вагонов».)
Качество ремонта проверяется по позициям потока; вагон должен считаться готовым к передаче на другую позицию только после выполнения всех работ.
При поточном ремонте вагонов большое значение имеет предварительная подготовка их перед постановкой на линии потока вагоносборочного цеха. Часть вагонов поступает в ремонт со значительным износом или повреждениями деталей и узлов, устранение которых не может быть выполнено за время ритма потока. Устранение таких неисправностей у отдельных вагонов следует производить до подачи их на линию потока на специальных путях вагоносборочного цеха или путём выделения специальных уравнительных позиций на линии потока.
Каждая позиция линии потока оборудована специальными устройствами и приспособлениями для выполнения операций технологического процесса. Следовательно, поточный метод создаёт условия для более полного и производительного использования рабочей силы и средств производства.
Продолжительность производственного процесса уменьшается, так как специализированная техническая оснастка позиций даёт возможность выполнять ремонтные работы высокопроизводительно, т. е. в более короткие сроки и с наименьшими затратами рабочего времени.
Контроль за качеством ремонтных работ на каждой позиции обеспечивает своевременное выявление и предупреждение брака, этим самым уменьшаются потери производства по браку и улучшается качество ремонта вагонов в целом.
Выполнение работ на каждой позиции в установленный период времени (ритм потока) при контроле за качеством их выполнения улучшает технологическую и производственную дисциплину.
Сокращение продолжительности производственного процесса, снижение трудоёмкости работ, улучшение их качества и сокращение потерь рабочего времени характеризуют поточный метод как высокопроизводительную форму организации производства ремонта вагонов.
Поточно-узловая система ремонта вагонов
Основные положения заключаются в следующем:
1) выполнение ремонта организуется в трёх направлениях — разборка вагона по узлам, ремонт узлов по потоку в ремонтных отделениях вагоносборочного цеха, ремонт вагона и сборка отремонтированных узлов на поточных линиях.
Вагон разбирают не по деталям, а по узлам, требующим ремонта, или снимают с вагона отдельные комплекты деталей, составляющие тот или иной узел;
2) снятые с. вагона неисправные узлы и комплекты ремонтируются отдельно от вагонов в ремонтных отделениях по потоку;
3) отремонтированные узлы и комплекты ставятся на вагоны (на позициях поточных линий вагоносборочного цеха).
Таким образом при поточно-узловом методе принципы организации работы по потоку используются не только для ремонта вагона, но и для ремонта и сборки отдельных узлов и комплектов деталей вагона.
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ВАГОНОРЕМОНТНЫХ ЗАВОДАХ
411
Большое применение поточно-узловой метод получил при капитальном ремонте 2-осных грузовых вагонов.
Конструкция 2-осного крытого нормального вагона даёт возможность осуществить съёмку с вагона, ремонт и последующую сборку следующих узлов: крыша (опалубка, бруски и кровля), торцевые стены, боковые стены (с люковыми стойками и люками), двери, колёсные пары с комплектами букс и подшипников.
Конструкции 4-осных пассажирских и грузовых вагонов позволяют осуществить узловой и комплектный метод разборки, ремонта и сборки люлечного подвешивания, надрессорных балок тележек, комплекта поясов с колонками и подрессорными балочками тележек грузовых вагонов.
Узловому комплектному ремонту обяза-юльно подвергаются котлы отопления, автосцепка и ударно-тяговые приборы.
Узловой и комплектный метод ремонта применяется не только при поточной, но и при других системах ремонта вагонов; этот метод намного сокращает время ремонта вагона и повышает пропускную способность ремонтных путей вагоиосборочиого цеха; он требует обязательной механизации трудоёмких работ.
Узловой и комплектный ремонт деталей •.агонов особенно эффективен, если производство организовано на основах взаимо-:аменяемости деталей вагонов.
В связи с тем, что при этом методе значи-ельная часть работ переносится с ремонтных путей в ремонтные отделения вагоносбороч-юго цеха, площади ремонтных отделений возрастают относительно площади, занятой ремонтными путями и поточными линиями •• вагоносборочном цехе.
Обозначим через:
Пр — простой вагона в ремонте на линии потока;
П— количество позиций ремонта на линии потока;
Р — ритм потока;
т — число вагонов на каждой позиции потока;
С,, — количество рабочих смен за сутки;
Ч — продолжительность смены.
Простой вагона в ремонте на линии по-1 ока
Пр= ПР.
Производительность линии потока за утки:
тСмЧП тСмЧ Р= —ггр - = >
де Р — ритм потока, равный -j=j- .
Стационарная система ремонта
При такой системе ремонт вагонов выполняют на нескольких группах путей (фиг. 3).
Потребное количество стойл:
КПр
где Пр — простой вагона в ремонте на путях вагоносборочного цеха;
К — программа ремонта вагонов;
Т — период времени, соответствующий программе ремонта вагонов.
Фиг. 3. Схема организации ремонта пассажирских вагонов при стационарной системе: 7—цех ремонта ходовых частей; 2—цех ремонта кузовов; 5-—малярный цех; 4—мастерские для ремонта деталей тележек; 5—мастерские для ремонта деталей кузовов и внутреннего оборудования
Для заводов, ремонтирующих пассажир-ские вагоны, обозначим через:
IIj — простой вагонов на путях подъёмки и ремонта ходовых частей;
//2 — простой вагонов на путях ремонта кузовов;
Па — простой вагонов в малярном отделении вагоносборочного цеха.
Соответственно количество стойл на группах путей равно:
Обозначим через т количество стойл на одном ремонтном пути в каждой группе путей. Тогда количество путей в каждой группе будет соответственно равно:
_ N, _ N3
U1 = ~тг ’ т2 ’ — тз
Период действия г определяется прежде всего работой первой группы путей для подъёмки и ремонта ходовых частей.
Наибольший период загрузки путей и худшая ритмичность будет при fj— fllt а наименьший период будет при лучшей рит-
П1 мпчности, если г, = — . и1
Тогда периодичность работы остальных групп путей будет равна:
/7 о б. = 'i ;
Н з П з
Ез = б! /71 - Г2
412
ВАГОННОЕ ХОЗЯЙСТВО
При этом методе расчёта предполагается, что загрузка ремонтных путей производится постановкой вагонов в один приём на всю длину пути. В действительности программа работ пассажирского вагоносборочного цеха, которая выполняется при капитальном и среднем ремонте вагонов, разнообразна. Учитывая эти особенности, вносят соответствующие исправления, выражающиеся в увеличении объёма маневровых работ при постановке вагонов на путях вагоносборочного цеха.
Характеристики стационарной системы ремонта вагонов приведены в табл. 1.
Таблица 1
Пр1 — простой вагона в ремонте (принятого' за приведённую единицу);
/2 — длина рабочего стойла вагона (приводимого к приведённой единице);
11р2 — простой в ремонте вагона (приводимого к приведённой единице).
Таблица 1
Переводные коэфициенты
Ремонт
Тип вагона
5S , 2 х 5 с g « 5
S X
Приведённая единица измерения
Расчётные характеристики стационарной системы капитального ремонта 4-осиых пассажирских вагонов
Периодичность работы в сутках при одновременной загрузке подъёмочного цеха
2 4
путей путей
Пассажирский: жёсткий 4-осный ...........
жёсткий 2-осный ..........
мягкий 4-осный СВПС .........
1 0,7 0,27
4-осный серийный вагон при капитальном ремонте
Подъёмочный Кузовной . . Малярный
4
6
4
2
4
4
3 800
9 800
6 800
1,5
4,5
3,0
Грузовой: крытый 4-осный 1 » 2-осный 0,66
Полувагон 4-осный ...... 1
Полувагон 2-осный ........0,66
Платформа 4-осная .......... 1
Платформа 2-осная ........0,66
4-осныЙ крытый вагон
РАСЧЁТ ПРОИЗВОДИТЕЛЬНОСТИ ЦЕХОВ
Расчёты производительности вагоноремонтного цеха при разнообразной программе работ значительно упрощаются, если расчёт вести на мощность, приведённую к какому-либо типу и виду ремонта вагона.
Для сравнения мощностей цехов, имеющих различную номенклатуру ремонтируемых вагонов, и уменьшения расчётной работы при одновременном обеспечении достаточной точности производительность вагоноремонтного цеха определяют по сокращённой номенклатуре вагонов как по типу, так и по виду их ремонта.
При расчёте приведённой мощности принимается за единицу для грузовых вагонов 4-осный крытый грузовой вагон капитального ремонта, а для пассажирских вагонов — 4-осный жёсткий 20,2-лг вагон капитального ремонта.
Вагоны других типов и видов ремонта могут быть приведены к указанным вагонам путём использования переводных коэфи-циентов (табл. 1а).
Рассчитанная мощность цеха в этих случаях называется мощностью в приведённых единицах.
Для любых типов и видов ремонта вагонов формула перевода
п " 12Г1р2 где п — величина
Zx —длина рабочего стойла вагона (принятого за приведённую единицу);
выражается:
1аП Da или П = ~г~п—' »
переводного коэфициента;
Цистерна 4-осная
» 2-осная
Изотерми ческий 4-осный . . .
Изотерми ческий 2-осный . ., .
1 0,66
4-осная цистерна
4-осныЙ изотермический ва-
— гон
Мощность в приведённых единицах рассчитывается также по переводным коэфи-циентам, определяемым исходя из затрат рабочей силы (трудоёмкости) на ремонт определённых типов вагона.
Расчёт производительности вагоносборочного цеха при двух и трёх сменах
При увеличении сменности работ потцеху в целом или на отдельных участках производительность работы цеха соответственно увеличится (в сравнении с производительностью при односменной работе).
Коэфициент, учитывающий увеличение производительности, в обобщённом виде находят по формуле
к= ЬПР
Пр + Прм (& — 1) ’
где К — коэфициент увеличения производительности в сравнении с производительностью при односменной работе;
Ь — величина, выражающая сменность;
Пр — общий простой вагона в ремонте при работе в одну смену;
Нрм — простой вагона на стойлах для малярных работ.
Коэфициент Л' определяют с учётом того, что при увеличении сменности работы сбо
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ВАГОНОРЕМОНТНЫХ ЗАВОДАХ
413
рочного цеха продолжительность операций окраски и сушки вагонов остаётся без изменений, т. е. простой вагона на малярных работах не изменяется при увеличении сменности на других работах. Это положение вытекает из технологического процесса окраски вагонов и затрачиваемого времени на сушку (сменность работ не может сократить времени сушки).
Обозначим производительность цеха при работе в одну смену через а с повышен ной сменностью — через А2.
Коэфициент увеличения сменности работ будет равен
Производительность цеха при односменной работе
ФВ
N1~nTpK + Прм -
де Ф— количество стойл;
В — рабочее время (за месяц, год) в днях или часах;
Прк— простой вагона в ремонте на работах, не связанных с окраской и сушкой вагона (в днях или часах);
Ирм — простой вагона в ремонте на работах по окраске и сушке вагона (в днях или часах).
Производительность цеха при работе с повышенной сменностью
ФВ ФВЬ
Л'2 = Прк ~ ~ II рк + Ы1рм •
~Ь^+ пРя
откуда
ФВЬ . ФВ______________
К Прк + Ы1рм : Прк + Прм “
ФВЬ (Прк + Прм)
ФВ (Прк + Ы1рм) ’
|де b—величина сменности
Обозначив общий простой вагона в ремонте через Пр и зная, что Пр= Прк+ Прм, по-JI учим
_ ______ЬПр___________
К = (Пр - Прм) + ЬПрм ~
_ ЬПР
~ Пр + Прм(Ь—\) •
Влияние увеличения сменности на величину простоя вагона в ремонте, взятую при работе в одну смену, выражается следующей формулой:
Пр—Прм , „ Пр\— Прм+ ЬПрм Нрц~----1--- +Прм= I =
_ Пр+Прм(Ь—\)
- ь
(де 11 рн— общий простой вагона в ремонте при новой сменности работ.
Пример. В вагоиосборочном цехе при работе в одну смену ремонт 4-осного пассажирского жёсткого вагона продолжается 22 рабочих дня, в том числе малярные работы 8 дней.
При переходе на двухсменную работу коэфициент увеличения мощности К будет равняться
к = »пр___________ _ ___2^22_____ 46
Л np + npM(b-V) 22 + 8(2-1)
т е. мощность цеха увеличится иа 46%.
Для примера простой в капитальном ремонте 4-осного жёсткого пассажирского вагона при переходе цеха на двухсменную работу составит
ЛРн.2_1+^О = 15дней,
где 22 — простой при работе в одну смену;
8 — простой на малярных работах;
2 — коэфициент сменности.
ПЛАНИРОВАНИЕ И ПОДГОТОВКА ПРОИЗВОДСТВА
Основными этапами планирования работы вагоноремонтного завода в целом и каждого цеха являются:
разработка годового техпромфинплана;
разработка квартального техпромфинплана с отражением в нём всех плановых показателей работы цеха по месяцам планируемого квартала;
ежедневное оперативное производственное планирование работы цехов, руководство и контроль за выполнением производственных заданий по ежемесячным планам работы завода.
Специфическими элементами подготовки производства для вагоноремонтных заводов являются:
ежемесячные совещания представителей дорог и вагоноремонтного завода по вопросам составления плана ремонта вагонов, колёсных пар, изготовления запасных частей на следующий месяц;
предварительное (до постановки на ремонтные стойла) определение объёма ремонтных работ на вагонах и составление сметы-описи ремонта вагона, заготовки запасных частей и материалов;
разборка вагона и использование снятых при разборке деталей вагона.
При стационарной системе ремонта вагонов основными элементами планирования служат месячный и суточный планы ремонта вагонов, графики установки и выпуска вагонов по группам специализированных путей, по дням планируемого месяца с учётом ритмичной и равномерной по объёму работ загрузки вагоносборочного цеха, суточные оперативные поузловые графики ремонта вагонов и оперативные задания начальникам отдельных участков и ремонтных отделений, мастерам и бригадирам.
Оперативное планирование. Задачи оперативного планирования:
ежесуточное планирование работы основных цехов завода с учётом потребностей, возникших за текущий рабочий день и в течение ближайших дней;
планирование пополнения запаса деталей вагонов в центральном складе;
планирование изготовления деталей по описям ремонта вагонов;
корректировка суточных графиков и составление суточного плана для всех основных цехов завода;
контроль выполнения суточных графиков работы цехов;
контроль выполнения суточных оперативных планов и заданий в цехах;
контроль движения деталей и полуфабрикатов по заготовительным цехам и складам.
414
ВАГОННОЕ ХОЗЯЙСТВО
Для выполнения перечисленных заданий на вагоноремонтном заводе имеются диспетчерская группа при производственном отделе завода и диспетчера в цехах, центральный склад запаса вагонных деталей и материалов, бюро описи.
При поточной и поточно-узловой системе ремонта вагонов основными элементами оперативного планирования работы вагоносборочных цехов являются: составление месячного и суточного плана ремонта вагонов и графика постановки вагонов на поток в соответствии с ритмом потока, а также обеспечение позиций потока требуемыми запасными частями и материалами.
Планирование работы заготовительных цехов. Основными элементами оперативного планирования работы заготовительных цехов являются график работы на планируемый месяц, суточный оперативный план работы и сменное оперативное задание.
График работы составляется на основании: месячного плана изготовления запасных частей для линии;
потребности в запасных частях для ремонта вагонов в сборочном цехе завода;
потребности в запасных частях для пополнения запаса в центральном складе;
наличия деталей и полуфабрикатов, полученных в порядке кооперации и требующих обработки в заготовительных цехах;
технологических процессов изготовления деталей;
производительности оборудования заготовительных цехов;
графика постановки оборудования в ремонт.
Графики работы заготовительных цехов составляются производственным отделом завода и передаются начальникам соответствующих цехов не позже 26—28-го числа месяца, предыдущего планируемому.
Диспетчерская группа производственного отдела во исполнение принятых решений заводского совещания даёт необходимые указания цеховым диспетчерам и осуществляет через них контроль за работой цехов и выполнением заданий.
Приёмка вагонов в ремонт и их учёт
Передача вагонов от дороги заводу осуществляется постоянным представителем дороги, примыкающей к заводу, в соответствии с установленным планом ремонта вагонов и нормами наличия вагонов в ожидании ремонта.
Представитель дороги, передающий вагоны на завод для ремонта, обязан представить на каждый состав список с указанием номеров вагонов, осности, типа, вида ремонта, а на повреждённые вагоны дополнительную характеристику повреждения. Кроме списков, на каждый вагон должны быть сопроводительные листы формы ВУ-26, а на повреждённые, кроме того, технический акт формы ВУ-25.
В случае отсутствия в сопроводительных документах перечня на дополнительные работы, как-то: повреждения, ненормально-изношенные и отсутствующие детали, состав
ляется дополнительный акт за подписью представителя вагонного участка, сдающего вагон,, и представителя завода.
Вагоны, поступившие для ремонта, считаются за заводом только с момента подписания акта приёмки представителем завода и представителем прилегающего к заводу вагонного участка.
На каждую принятую партию вагонов составляется акт приёмки в двух экземплярах (один для дороги, другой для завода).
Если вид ремонта вагона должен быть определён комиссией в составе начальника вагонного участка, главного инженера завода и инспектора МПС, то в акте о приёмке вагонов делается соответствующая отметка.
Принятые вагоны заносятся в журнал учёта вагонов, ожидающих ремонта.
Если при ремонте изменяется номер или дорога приписки вагона, то в журнале учёта в графе «Примечание» делается об этом отметка.
Журнал учёта заполняется мастером по приёмке и сдаче вагонов на основании сопроводительных документов, дополнительных, записей и актов передачи вагонов.
Мастер по приёмке вагонов в журнале учёта делает отметки о дате выхода из ремонта и виде произведённого ремонта.
Если по решению комиссии вагон исключается из инвентаря, то в журнале делается, против номера вагона соответствующая запись, а на вагоне делается масляной краской отметка — с правой стороны номера вагона на одном швеллере рамы; при этом номер одной из сторон закрашивается.
Для систематического и наглядного учёта расстановки вагонов в парковых путях завода, а также в вагоносборочном цехе в бюро описи и транспортном отделе устанавливаются доски учёта расстановки вагонов.
Вагоны, вышедшие из ремонта и переданные в эксплоатацию, с учёта на доске снимаются, а вышедшие из ремонта, но не переданные в эксплоатацию, числятся на особом учёте. На доске для этого выделяется специальная линия.
Разборка вагонов. Разборка вагонов производится в цехах разборки или отделениях разборки, входящих в состав вагоносборочных цехов.
Для разборки вагонов отводятся специальные разборочные стойла, оборудованные устройствами и приспособлениями для производительного и в то же время безопасного производства разборочных работ.
За время простоя вагона на путях перед разборкой составляется опись ремонтных работ, выписываются рабочие карточки, требования на материалы и оформляется заказ деталей.
Бригады по разборке вагонов руководствуются предварительно составленной описью на ремонт и правилами ремонта вагонов.
После разборки вагона вторично проверяется состояние деталей и делаются дополнительные записи в описи ремонта.
Снятые с вагонов детали рассортировываются на 4 группы: 1) годные детали, подлежащие постановке на вагон без исправления; 2) детали, подлежащие ремонту; 3) де
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ВАГОНОРЕМОНТНЫХ ЗАВОДАХ
415
гали, подлежащие переделке на другие детали или изделия; 4) совершенно не годные к использованию или переделке детали (брак).
На крупных ответственных деталях делают условные отметки краской в соответствии с. тем, как деталь будет использована. Мелкие детали при рассортировке кладутся в отдельные ящики в зависимости от их дальнейшего ремонта, одновременно определяют и способ исправления детали (перековкой, сваркой, наплавкой и т. д.).
Не годные для дальнейшего использования детали подают на специальные площадки утилизационного цеха.
Сдача и переработка деталей, снимаемых при разборке вагонов, производятся следующим порядком. Детали, годные для дальнейшего использования без всякого ремонта, сдаются в кладовые ремонтно-сборочного цеха по приёмо-сдаточным ведомостям в день их снятия; металлические детали, подлежащие ремонту, сдаются по приёмо-сдаточным ведомостям соответствующим цехам или отделениям для ремонта; детали (кроме крепёжных изделий), которые не могут быть отремонтированы в соответствии с действующими правилами ремонта и инструкциями, сдаются но приёмо-сдаточным ведомостям в заготовительные цехи (кузнечный, механический, деревообделочный) или в утилизационный цех для переработки на другие детали.
Ремонтные отделения или цехи после ремонта старогодных деталей передают отремонтированные детали в кладовую по приёмосдаточной ведомости.
Сдача негодных деталей в лом может производиться только после осмотра их комиссиями в составе начальника производственного отдела или его заместителя (председатель комиссии), инспектора-приёмщика МПС, начальника утилизационного цеха, с составлением соответствующего акта.
Все крепёжные изделия, снимаемые при разборке пассажирских и грузовых вагонов, ремонтируются бригадами отделения или цеха разборки вагонов и сдаются по приёмо-сдаточным ведомостям в кладовые материально-технического снабжения.
Деревянные детали, снимаемые при разборке кузовов пассажирских и грузовых вагонов, переделываются в отделении разборки вагонов и сдаются по приёмо-сдаточным ведомостям столярному отделению ремонтно-сборочного цеха для дальнейшего использования при ремонте вагонов.
Опись вагона и составление сметы-описи. Для описи вагона и составления сметы-описи, являющейся основным документом для низовою планирования и учёта затрат на ремонт вагона, на заводе имеется бюро описи, подчинённое начальнику производственного отдела или начальнику цеха разборки. На бюро описи возлагаются следующие функции:
приёмка вагонов, следующих в ремон;, or дороги или от проводников и агентов, сдающих отдельные вагоны;
контроль за поступлением на завод вагонов в полном соответствии с планом, согласованным на заводских съездах, а также в соответствии с установленными нормами остатка неисправных вагонов;
проверка поступающей с вагонами документации — сопроводительных листков и технических актов, котловых книг и составление акта в случаях расхождения;
участие в комиссиях по приёмке и осмотру вагонов;
составление описи ремонта вагонов; составление комплектовочных ведомостей; выписка требований иа материалы и детали вагонов;
выписка рабочих условий на ремонт вагонов;
разметка вагонов для выполнения разборочных работ;
контроль за соблюдением технологического процесса и правил разборки деталей и частей вагонов;
контроль за правильной рассортировкой, материала и деталей, снятых с вагонов при разборке;
составление смет на ремонтируемые вагоны;
участие в комиссиях по оформлению, исключения вагонов из инвентаря.
Штат бюро описи состоит из мастеров по описи, расценщиков, инспектора по выпуску и сдаче вагонов, техников-сметчиков, техника.
Бюро описи имеет взаимоотношения с отделами и производственными цехами, указанные в табл. 2.
Бюро описи составляет следующие документы по ремонту вагонов: акт приёмки вагонов, акт осмотра вагонов, акт определения ремонта, опись ремонта, комплектовочную ведомость, внутризаводской паспорт (заполнение отдельных разделов паспорта), карточку
Таблица 2:
Взаимоотношения бюро описи с отделами и цехами
Бюро описи даёт Бюро описи получает
П роизводственному
1$, отделу
Сведения о приёмке вагонов и их оформлении
i Сведения об оформлении по сдаче вагонов
Описи на ремонт вагонов
Комплектовочные ведомости на вагоны
Составленные сметы на ремонт единичных вагонов
' Предложения об исклю-I чении вагонов из инвентаря
| Сведения о произведён-
I ной описи вагонов, I поставленных на раз-! борочные пу!И, с указанием номеров вагонов и х типа
От производственного отдела
Протоколы заводских съездов
Копии нарядов МПС на отправку вагонов в ремонт на завод
Сведения о направлении на завод отдельных групп или единичных вагонов
Распоряжения о приёмке и оформлении вагонов, прибывающих в ремонт
Типовые комплектовочные ведомости по узлам
Документацию, приёмосдаточные ведомости, котловые книги и т. д.
Распоряжения о составлении смет на ремонт! вагонов
Копию наряда транспортному цеху о постановке вагонов на разборочные пути
Сроки хранения документации на выпущенные вагоны
ВАГОННОЕ ХОЗЯЙСТВО
416
Продолжение табл. 2
Бюро описи даёт Бюро описи получает
Отделу главного технолога От отдела главного технолога
Сведения об основных ненормально изнашиваемых деталях, требующих изменения или усиления конструкции Требования о разработке более совершенного инструмента или приспособлений, применяемых при разборке вагонов Замечания, касающиеся бережной разборки вагонов, сохранения материала, частей вагона и деталей Техническую документацию, касающуюся конструкции вагонов Правила ремонта вагонов, технические условия, альбомы на переработку изделий, не годных к постановке на вагон Правила и приёмы выполнения разборочных работ Перечень и чертежи инструмента и приспособлений, применяемых при разборке вагонов Технологический график разборки вагонов Допуски на износ деталей Эскизы условных обозначений , применяемых при разборке вагонов Изменения или временные правила, касающиеся конструкции вагонов и отдельных деталей Нормы расхода материала и запасных частей на единицу вагона Перечень узлов, подлежащих комплектовке (с указанием входящих в узел деталей)
Плановому отделу От планового отдела
Сметы на ремонт одиночных вагонов Ценники на материалы и запасные части
Производственным цехам От производственных цехов (вагоносборочных)
Рабочие условия на производство работ согласно описи . Требования на выдачу готовых деталей Комплектовочные ведомости Замечания о дополнительной описи, необходимость в которой обнаружена в процессе работ Заполненные по готовности котловые книги
Главному материальному складу и кладовым От главного материального склада и кладовых
Требования !на выдачу материалов То же на выдачу деталей и узлов
Отделу труда и зарплаты От отдела труда и зарплаты
— Нормы и расценки на 1 работы
разборки, приёмо-сдаточную ведомость, рабочее условие, требование иа материалы.
Акт приёмки вагонов составляется представителем завода—инспектором по выпуску с участием инспектора-приёмщика ЦВ МПС. Акт приёмки сверяется с данными описи недостающих частей по сопроводительному листу ф. № ВУ-26.
Акт осмотра вагонов служит дополнением к акту приёмки и является разрешением на выписку’ и выдачу дополнительно сверх
установленных норм материалов и запасных частей.
Акт определения ремонта вагона или группы вагонов составляется комиссией под председательством главного инженера завода с участием инспектора-приёмщика ЦВ МПС и служит для вынесения комиссионного определения необходимости замены отдельных важнейших узлов или деталей.
Опись ремонта составляется мастерами-описчиками по закреплённым за ними узлам вагона (на каждый вагон отдельно).
Техническая смета-опись имеет два раздела:
Для создания однотипности смет-описей и соблюдения в них правильных названий требуемых ремонтных работ, а также для облегчения работы мастера-описчика на заводах применяются типовые сметы-описи, разработанные для определённых типов вагонов.
В типовых сметах-описях по каждой группе работ, узлу вагона или позиции потока дай максимально полный перечень ремонтных работ, которые могут иметь место при ремонте вагона.
Комплектовочные ведомости составляются в двух экземплярах по узлам вагона и передаются в комплектовочную кладовую и соответствующим цехам. В комплектовочных ведомостях указывается количество деталей, подлежащих замене новыми, переданных в ремонт, остающихся на вагоне без ремонта и годных, переданных в комплектовочную кладовую.
Карточка разборки составляется в целях контроля за разборкой и сохранностью деталей.
Расценщик бюро описи на основании данных карточки выписывает рабочие карточки (условия) разборочным бригадам.
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ВАГОНОРЕМОНТНЫХ ЗАВОДАХ
417
Приёмо-сдаточная ведомость является контрольным документом при сортировке деталей, снятых с вагонов, и должна сличаться с карточкой разборки.
Приёмо-сдаточная ведомость является окончательным документом по определению годности деталей, кроме того, она служит первичным и основным документом на выплату премии за сохранность годных деталей.
Рабочая карточка (условие) — документ, выдаваемый рабочим на производство работ, служит также платёжным документом.
Требование на материалы служит документом на право получения материалов и запасных частей на основании описи ремонта вагона.
Рабочая карточка заполняется в двух экземплярах. Один экземпляр хранится у мастера работ, другой передаётся бригадиру или рабочему-исполнителю. По исполнении работ оба экземпляра рабочей карточки заполняются, подписываются и передаются в бухгалтерию для начисления заработной платы.
Внутризаводской паспорт ремонта пассажирского вагона. На заводах, ремонтирующих пассажирские вагоны, на каждый вагон независимо от вида ремонта заводится внутризаводской паспорт, служащий для оформления сдачи и приёмки операций и узлов вагона в процессе его ремонта, а также учёта всех конструктивных изменений, сделанных в вагоне.
Внутризаводской паспорт пассажирского вагона состоит из следующих разделов: техническая характеристика вагона; перечень операций ремонта по раме и кузову (подлежащих приёмке мастером и сдаче <)ТК инспектору МПС);
перечень операций ремонта по ходовым частям вагонов (подлежащих приёмке мастером и сдаче ОТК инспектору МПС);
перечень работ, выполненных в ремонтных отделениях сборочного цеха при ремонте деталей и узлов внутреннего оборудования ва->она, электрического освещения и малярных работ (подлежащих приёмке ОТК и сдаче инспектору МПС);
перечень конструктивных изменений, произведённых при ремонте вагона;
перечень дефектов, обнаруженных инспектором МПС при приёмке вагона;
данные результатов обкатки вагона.
Внутризаводской паспорт ремонта пассажирского вагона вручается начальником ОТК начальнику вагоносборочного цеха при постановке вагона в ремонт.
В процессе ремонта вагона начальники и мастера цехов, а также инспекторы ОТК и МПС заполняют соответствующие разделы внутризаводского паспорта ремонта и расписываются в приёмке и сдаче операций и >злов пассажирского вагона.
Кроме этого инспектор МПС записывает свои замечания во внутризаводской паспорт и заверяет личной подписью.
После возвращения пассажирского вагона с обкатки все обнаруженные дефекты ответственным лицом по обкатке записываются и паспорт ремонта вагона.
Выполнение записанного ремонта вагона заверяется подписью мастера.
27 Том 7
В случае повторной обкатки вагона делаются соответствующие записи в паспорте ремонта с указанием причины повторной обкатки, заверенной подписями начальника вагоносборочного цеха и начальника ОТК. Разрешение на повторную обкатку вагона скрепляется личной подписью главного инженера или заместителя начальника завода по вагонам (на паровозо-вагоноремонтных заводах).
Перечень работ, произведённых на вагоне по модернизации узлов и дополнительным работам, заполняется начальником бюро МПС* И подтвеРждается -Дпнсью инспектора
По окончании ремонта и сдачи вагона заполненный внутризаводской паспорт ремонта пассажирского вагона передаётся в отдел технического контроля для хранения.
НОРМЫ ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ ВАГОНОРЕМОНТНЫХ
ЗАВОДОВ
В табл. 3—25 приведены основные расчётные нормы и показатели производительности, принятые для технологического проектирования, подбора основного оборудования и определения основных размеров зданий вагоноремонтных заводов.
Таблица 3
Нормы простоя вагонов в ремонте (в сутках при односменной работе), утверждённые на 1952 г.
Вид ремонта Тип вагона Норма простоя
Грузовые вагоны
Капитальный 4-осный крытый .... » полувагон . . . 2-осный крытый .... 2-осная платформа . . . » цистерна .... 4-осная цистерна .... 2- и 4-осные изотермические 4,5 4,5 4 4 4 5 10
Пассажирские вагоны
Капитальный 4-осный жесткий .... »> мягкий и вагон-ресторан 4-осный почтовый и багажный 2-осный почтовый и багажный 2-осный жёсткий .... 22 26 20 16 16
Средний 4-осный жёсткий .... 4-осный мягкий и вагон-ресторан 4-осный почтовый и ба-гажный 2-осный почтовый и ба-гажный 2-осный жёсткий .... 16 18 15 12 12
Годовой 4-осный жёсткий .... » мягкий и вагон- ресторан ........ 4-осный почтовый и багажный ........ 2-осный почтовый и ба-гажный 2-осный жёсткий .... 6 6 6 5 4
418
ВАГОННОЕ ХОЗЯЙСТВО
Т аблица 4
Продолжение табл. 4*
Нормы производственных площадей заводов, ремонтирующих пассажирские вагоны
Наименование площади Единица измерения Норма
Наименование площади
Норма
Депо для обмывки вагонов
На одно стойло 225
Вагоноремонтный цех
Площадь на 1 ремонтное стойло в 225
вагоноремонтном цехе Площадь ремонтных отделений м1
(от площади, занятой стойлами вагоноремонтного цеха) % 80
Площадь кладовых (от площади,
занятой стойлами вагоноремонтного цеха) % 7
Распределение площади ремонт-
ных отделений (от общей площади): %
кузнечное 7
сварочное % 3
слесарно-станочное % 7
гарнитурное % 3
котельно-трубное % 12
листоправное /0 12
кровельное % 4
жестянщиков % 3 ,□
заточное % 4
отделение ремонта унитазов . % 1,5
никелировочное % 3,5
автотормозное • • . . % 3 ,5
столярное % 20
лакировочное . . , % 3
обойное /о 9
электромонтажное /о 2»
краскотёрка % 2
Процентное распределение пло-
щади кладовых (от общей вспомогательной площади):
кладовая запасных частей и материалов инструментально-раздаточная % 50
О/ /о
кладовая 15
раздаточная кладовая красок % 10
кладовая для мягкой мебели . % 25
Малярный цех
Hal стойло для малярных работ 1 " 220
Тележечный цех
Площадь тележечного цеха на одно расчётное стойло В том числе: м* 160
ремонтно-комплектовочное от-
деление » 60
Процентное распределение площа-
ди ремонтно-комплектовочного отделения:
слесарно-механическое отде-
ление /о 50
заливочное отделение кладовая для хранения запас- % % 30
ных частей 20
Рессорно-пружинный цех
Производственная площадь цеха
на 1 т ремонтируемых рессор и пружин м1 0,3
Колёсный цех
Общая площадь на единицу основного оборудования Площадь парка, приходящаяся на м1 100
одну колёсную пару:
сдвоенная в «ёлку» » 2,8
нормальная » 4
Площадь склада, приходящаяся на одну деталь колёсной пары: бандажи ......................
центры ....................
оси в штабеле..............
Механический цех
0,25 0,5
0,15
Производственная площадь цеха! | на один станок.................| At* | 20
Деревообделочный цех
Производственная площадь цеха на единицу основного оборудования: раскройное оборудование . . . 4-сторонние строгальные стан- 80
ки » 100
грунтовочные машины » 60
прочее оборудование » 50
в среднем на один станок . . . » 70
Примечания. 1. Норма площади дана с учётом возможности обмывки цельнометаллических вагонов.
2. Норма 225 м* предусматривает организацию цеха в пролёте 18 м при двух ремонтных путях. При организации цеха в пролёте 24 м и при трёх ремонтных путях норма может быть сокращена до 215 л<’.
3. При организации цеха в самостоятельном здании или пролёте площадь на 1 стойло малярного цеха может быть сокращена до 185 ма.
4. Нормой предусмотрены необходимые проезды, проходы и складочные места.
5. При организации ремонта электрооборудования вагонов-электростанций норма на один комплект оборудования принимается равной 2 м*.
Таблица 5
Нормы производственных площадей цехов, ремонтирующих грузовые вагоны
Наименование площади Единица измерения Норма
Депо обмывки вагонов
Площадь на одно стойло Цех разборки вагонов Площадь иа одно стойло (4>-осного м* 135
крытого вагона) Площадь отделения утилизации » 170
отходов Вспомогательная площадь—склад » 80
отходов (навес) Цех подготовки вагонов » 100
Площадь на одно стойло Вагоносборочный цех ма 180
Площадь на одно ремонтное стойло Площадь ремонтных отделений-цеха (от площади для ремонтных м* 180
и малярных работ) Площадь кладовых (от площади /о 20
для ремонтных и малярных работ) % 3
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ВАГОНОРЕМОНТНЫХ ЗАВОДАХ
419
Таблица б
Продолжение табл. 5
Наименование площади Единица измерения Норма
Распределение площади ремонтных отделений: отделение ремонта дверей . . . /о 45
автотормозное отделение . . . % ^0
отделение ремонта воздухопровода о/ /о 20
краскотёрка /о 10
Распределение площади кладовых: инструментально-р аздаточн ая кладовая % 60
кладовая красок % 40
Цех ремонта запасных частей Площадь цеха РЗЧ на 1 вагон (4-осный крытый) годового выпуска 0,34
В том числе: ремонтные отделения » 0,24
центральная кладовая запасных частей » 0,1
Распределение площади ремонтных отделений: ремонтная кузница О/ /о 36
сварочное слесарно-упряжное слесарно-станочное ..... Распределение площади центральной кладовой: для запасных частей . . ... % о/ /о о/ /0 % 28 18 70
для метизов % 30
Тележечный цех Общая площадь цеха на одно расчётное стойло для ремонта тележек м* 120
Рессорно-пружинный цех Производственная площадь цеха на 1 гл ремонтируемых рессор и пружин м* 0,275
Колёсный цех Общая площадь цеха на единицу основного оборудования м* 100
Площадь парка на одну колёсную пару: сдвоенная в «ёлку» ....... » 2,8
нормальная » 4
Площадь склада на одну деталь колёсной пары: бандажи » 0,25
центры » 0,5
оси в штабеле » 0,15
Механический цех Производственная площадь цеха на один станок м* 18
Деревообделочный цех Производственная площадь цеха на единицу основного оборудования: раскройное оборудование . . . м* 80
4-сторонние строгальные станки 100
грунтовочные машины » 60
прочее оборудование » 50
в среднем на’ одни станок . . . » 70
Нормы для расчёта оборудования колёсного цеха
Наименование Единица измерения Заводы, ремонтирующие вагоны
пассажирские грузовые
Сменяемость элементов кол ёсных пар для нужд завода и линии: Для завода Смена осей % 10 10
» бандажей .... % 5 9,4
» центров % 1,25
» цельпокатанных колёс % 56,3 2,5
Перетяжка бандажей . % 10 10
Для линии Смена осей % 4,25 15
» бандажей .... о/ 7,5 30
» центров % 1,9 20
» цельнокатанных колёс % 3.1 10
Перетяжка бандажей . % — —
Расход станко-часов на ремонт одной колёсной пары: для программы завода ст.-час. 4 2,6
» » линии » 2,5* 4 ,4**
в среднем » 3 3
• Для годовой программы цеха — ремонт 12 000 колёсных пар, в том числе 8 400 колёсных пар для линии.
• • Для цеха с годовой программой ремонта 25 000 колёсных пар, в том числе 5 000 колёсных пар для линии.
Таблица 7
Нормы для расчёта оборудования механического цеха
Наименование станка
Заводы, ремонтирующие вагоны
Процентное соотношение станков по типам
Центровальный ................
Токарно-винторезный ..........
Болторезный и гайконарезной . . Поперечнострогальный .........
Продольнострогальный .........
Долбёжный.....................
Горизонтально-фрезерный.......
Вертикально-фрезерный ........
Вертикальное вер л ильный.....
Прочие........................
33
10
6
6
6
6
6
15
6
3 38
7 7
3
3
7
29
3
Процентное соотношение станков по основным размерам
Примечания. 1. Норма для определения площади тележечного цеха дана при условии исключения складирования тележек в цехе в ожидании ремонта и после ремонта. Она предусматривает организацию прн цехе специального парка тележек.
2. Под основным оборудованием подразумеваются станки, горны и электросварочные агрегаты.
Токарный с высотой центров: до 200 мм...................
» 300 » ............
300 мм и выше..............
Вертикальносверлильный диаметром: 50 мм.......................
35 »> ....................
25 » .....................
18 » ....................
27*
420
ВАГОННОЕ ХОЗЯЙСТВО
Таблица 8
Норма расхода станко-часов на ремонт узлов и деталей вагонов в вагоноремонтных цехах
Наименование оборудования Вид ремонта
капитальный средний капитальный капитальный средний
4-осного вагона оборудования вагона-электростанции
пассажирского грузового
Станки: токарные тока рно-б ан дажиров очные вертикальносверлильные поперечнострогальные болторезные , Молот пневматический 8,0 6,0 0,5 1,5 5,0 6,0 4,0 0,5 1,5 4,0 2,5 2,0 0,5 1,0 1,5 18 2 1 1 1 ЬЭ 00 1
Таблица И
Таблица 9
Нормы расхода станко-часов на механическую обработку одной тонны новых металлических вагонных деталей в механическом цехе
Наименование станков 1 Ремонт вагонов
грузовых пассажирских
Центровальные 0,7 2,4
Токарные 8,8 13,2
Болто- и гайконарезные 1.6 4,0
Поперечнострогальные . . . 1,6 2,4
Горизонтальнофрезерные . 0,7 2,4
Вертикальнофрёзерные . . 1,6 2,4
Вертикальносверлильные . 6,6 6,0
Долбёжные 0,7 2 4
Продольнострогальные . 2,4
Прочие 0,7 2',4
Таблица 10
Нормы для расчёта оборудования деревообделочного цеха (процентное соотношение станков по типам)
Нормы расхода станко-часов на обработку 1 м3 новых деревянных деталей в деревообделочном цехе
Наименование оборудования Ремонт вагонов
грузовых пассажирских
Пилы: циркульные торцевые ленточные Станки: 4-сторонние строгальные фуговочные рейсмусовочные вертикальносверлильные цепнодолбёжные фрезерные с шипорезной рамкой горизонтальносверлильные шипорезные Грунтовочные машины . . . 0,55 0,60 0,15 0,70 0,20 0,20 0,40 0,30 0,30 0,60 2.0 1,1 0,5 1,1 1,0 0,5 0,6 0,6 1,2 0,3 0,5 0,6
Таблица 12
Наименование станка
Заводы, ремонтирующие вагоны
03 6
о О.<1> и
Q X S
СЗ v X Е X о О.-а и ®
(Пила циркульная ............
I » торцевая ................
I » ленточная , .............
|'4 4-сторонний строгальный фуговочный...................
рейсмусовочный , . . . . вертикальносверлильный горизонтальносверлильный ..............
цепнодолбёжный........
шипорезный............
фрезерный.............
овочная машина..........
Станок
»
»
»
Грунт
20
11
5
11
10
5
6
3
6
5
6
12
18
5
5
10
8
8
Примечания. 1. Станок для заделки сучков из-за малой загрузки его принимается в количестве 1 шт. без расчёта, с обслуживанием его рабочим, занятым разметкой и ручной обработкой деталей — карнизов, фрамуг и др.
2. В норму включают расход станко-часов как по станочному, так и по раскройному отделениям в цехе.
для заделки
Нормы расхода станко-часов на ремонт одной тонны рессор и одной тонны пружин в рессорно-пружинном цехе
Наименов ание Ремонт 4-осного вагона
оборудования пассажирского грузового
ремонт рессор
Пневматический молот 1 50 кг Пресс для снятия хомутов » для обжатия хому- Пресс для испытания рес-сор Станок для гибки рессор-ных листов • • о ,з 2,1 2,1 0,6 1,1 0,5 2,6 2,6 1,6 1,0
Ремонт пружин
Станок для завивки пру- Пресс для испытания пру-жин 3,2 2,8 3,6 4,0
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ВАГОНОРЕМОНТНЫХ ЗАВОДАХ
421
Таблица 13
Нормы расхода станко-часов на ремонт одной тележки в тележечном цехе
Наименование станков Тележка вагона
пассажирского грузового
Токарные 2,5 0,3
Поперечнострогальные . . 2,5 —
Вертикальносверлильные . 1,5 0,7
Болторезные 1,5 —
Таблица 14
Нормы расхода воды, пара, кислорода и сжатого воздуха на заводах, ремонтирующих грузовые вагоиы
Наименование расхода
S о.
I ф
S 5 к «MS Us I
Расход на обмывку одного вагона: воды..........................
пара........................
Расход на ремонт одного 4-осного крытого вагона:
холодной воды ................
сжатого воздуха...............
кислорода ....................
Расход на ремонт одной тележки: холодной воды .................
сжатого воздуха..............
пара.........................
Расход на одну тонну ремонтируемых рессор и пружин: в оды..........................
сжатого воздуха .............
М3 кг
ма » »>
мэ »
кг
Расход на одну колёсную пару: воды............................ М3
сжатого воздуха............. »
пара........................... кг
Расход воды для приготовления
эмульсии на один станок .... м3/год
1,5
250
0,1
500
30
0,1
30
100
5
20
0,03
20
5
П римечанне. Норма предусматривает расходы воды и пара при условии обмывки тележки моечной машиной.
Таблица 16
Нормы расхода воды, пара, кислорода и сжатого , воздуха на заводах, ремонтирующих пассажирские вагоны (4-осные жёсткие)
Наименование расхода Единица измерения Норма расхода
Депо обмывки вагонов Расход на один вагон: холодной воды м3 2,5
пара кг 350
Вагоноремонтный цех
Расход на один вагон: холодной воды м3 9
сжатого воздуха » 700
кислорода » 20
пара кг 900
Малярный цех Расход на один вагон холодной воды м3 1
Тележечный цех Расход на одну тележку: воды м3 0,2
I сжатого воздуха » 300
пара кг 350
Рессорно-пружинный цех Расход на одну тонну ремонтируемых рессор и пружин: воды для производственных целей м3 5
сжатого воздуха » 20
Колёсный цех Расход на одну колёсную пару: ВОДЫ м3 0,03
сжатого воздуха » 25
пара кг 20
Механический цех Годовой расход воды для приготовления эмульсии на один станок-потребитель м3/год 5
Примечание. Расход кислорода на 1 вагон, равный 20 м3, дан с учётом ремонта тележек и деталей.
Таблица 15
Расход станко-часов на ремонт одной колёсной пары в колёсном цехе
Наименование оборудования Заводы, ремонтирующие вагоны
пассажирские грузовые
Станки:
колёсно-токарные .... 0,80 0,80
шеечные 0,65 0,65
карусельные 0,45 0,40
осевые колёсно-токарные для вырезки колец и проверки 0,20 0,25
ободов 0,20 0,15
завальцовочные 0,05 0,05
гибочные 0 ,05 0,05
Вандажные горны 0,15 0,30
1 идравлические прессы . . 0.35 0,25
Электросварочные агрегаты 0,05 0,10
Таблица 17
Нормы трудоёмкости в чел.-час. ремонта пассажирских вагонов на заводах
Наименование работ (ремонт 4-осного жёсткого вагона) Вид ремонта
капитальный средний
Вагоноремонтный цех Подъём и спуск вагона . . 8 8
Отделение кузова от рамы 16 —
Правильно-клепальные работы по раме 24 16
Ремонт автосцепки и ударных приборов 8 8
Ремонт барьеров, переходных площадок и пр. . . 32 24
Ремонт автотормозов и рычажной передачи . . . . 16 16
Ремонт наружной обшивки 80 68
Кровельные работы . . . . 64 44
Жестяницко-медницкие работы 16 8
Электросварочные работы 8 4
422
ВАГОННОЕ ХОЗЯЙСТВО
Продолжение табл. 17
Таблица 18
Наименование работ (ремонт 4-осного жёсткого вагона) Вид ремонта
капитальный средний
Газосварочные работы • . 4 3
Ремонт котлов отопления . — —
» ВОДЯНОГО » 48 36
Ремонт водопровода • . . 24 16
» баков уборных . . ——
Наружная обмывка . . . .
Ремонт пола уборных , . . 8 8
Электромонтажные работы 36 16
Ремонт замков и ручек . . 8 20
Никелировочные работы .
Ремонтно-кузнечные работы __ —
Станочные работы —
Ремонт кузова вагона • . . 304 196
» дверей ....... 32 32
» окон . . 36 32
» мебели 96 75
Лакировка и мастиковка
окон —.
Стекольные работы . . . .
Обойные » , . . . 24 12
Регулировка центров . . . 8 8
Малярный цех
Наружная окраска . . . . 64 56
Окраска крыши 8 8
Внутренняя окраска . . . 212 170
Трафареты и надписи . . . 8 8
Окраска низа и рамы ва-
гона 8 8
Тележечный цех
Разборка, ремонт и сборка
тележки 26
Ремонт и комплектовка
узлов 10
Станочные работы . . . . * 6
Сварочные » . . . . 5
Переливка подшипников . 2
Окраска тележки 1
Примечание. Рабочие депо обмывки
относятся к категориям вспомогательной рабочей силы. На обмывку ходовых частей и кузова вагона как при капитальном, так и при среднем ремонте норма 12 чел.-час.
Укрупнённые нормы трудоёмкости в человеко-часах
Наименование работ Заводы, ремонтирующие вагоны
пассажирские гру зовые
Капитальный ремонт 4-осного вагона
Разборка . . . — 28
Подготовка к ремонту на потоке 52
Ремонтно-сборочные рабо-ты 150
Ремонтные работы 900 —
Малярные » 300 10
Ремонт узлов и деталей . . 600 50
Ремонт тележек 100 50
Средний ремонт 4-осного пассажирского вагона
Ремонтные работы 650 —
Малярные работы 250 —
Ремонт узлов и деталей 400 —•
Ремонт тележек 100 —
Отдельные работы
Ремонт одного комплекта оборудования вагона-электростанции (динамо-машины, распределительного щита и батареи аккумуляторов) 200
Ремонт рессор и пружин в рессорно-пружинном цехе (на одну тонну) 38 23
Ремонт одной колёсной пары в колёсном цехе . . . 4,7 4,0
Механическая обработка одной тонны новых металлических вагонных деталей в механическом цехе 46* 24*
Механическая обработка одного кубометра новых деревянных деталей в деревообделочном цехе . . . 16,5 6,5
* В норму обработка метизов не входит.
Таблица 19
Высота цехов и грузоподъёмность краиов вагоноремонтного завода длн капитального ремонта
4-осных грузовых вагонов ___________ __________________
Наименование цехов Ширина пролёта в м Крановые средства Высота над уровнем пола в м
наименование грузоподъёмность в т до головки подкранового рельса до затяжки фермы
Разборки вагонов Подготовки вагонов Вагоносборочный Ремонта запасных частей 18 18 18 24 24 18 18 24 24 i24 18 12 + 18 (Отделение горячей обработки) 12 + 18 (Отделение холодной обработки) Подвесная кран-балка . . Мостовой кран То же » » » » » » Электрокран-балка ...... Подвесная кран-балка . ,. . Без крана То же 0,5 5,0 10,0 5,0 10,0 5,0 10,0 5,0 10,0 1.0 0,5 6,2 6,2 6,2 6,3 6,5 6,6 6,6 6,7 5,0 6,5 8,1 8,3 8,1 8,4 8,4 8,7 8,4 8,8 6,2 6,0 5,5 4,5
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ВАГОНОРЕМОНТНЫХ ЗАВОДАХ
423
Продолжение табл. 19
Наименование цехов Ширина пролёта в м Крановые средства Высота над уровнем пола в м
наименование грузоподъёмность в т до головки подкранового рельса до затяжки фермы
Тележечный Рессорно-пружинный Колёсный Механический Деревообделочный Депо обмывки вагонов П р и м е ч а кратами—5,0 т, б) 15 и 18 12 15 и 18 18 и 21 15 18 15 + 21 15 ние. Грузоподъё при подъёмке мо< Мостовой кран Подвесная кран-балка . . . Т о же Мостовой кран Электрокран-балка . . . . Подвесная кран-балка . . . Без крана с верхним расположением трубопроводов пневматического транспорта С нижним расположением трубопроводов пневматического транспорта . . . Без крана мность кранов принимается: /говым краном—10,0 т. 5,0 0,5 0,5 5,0 1,0 0,5 а) при под 5,5 6,3 5,5 ъёмке ваго 7,4 5,5 6,0 8,2 6,7 6,0 5,0/4,5 6,0 -I0B дом-
Таблица 20
Высота цехов и грузоподъёмность кранов (Вагоноремонтный завод для капитального и среднего ремонта жёстких 4-осных вагонов)
Наименование цехов Ширина пролёта в м Крановые средства Высота над уровнем пола в м
наименование грузоподъёмность в m до головки подкранового рельса до затяжки фермы
Вагоноремонтный: а) Помещение ремонтных стойл б) Ремонтные отделения Малярный Тележечный Рессорно-пружинный Колёсный Механический Деревообделочный Депо обмывки вагонов П р и м е ч вагонов домкрато том —Юти мос 2. В случа определяется в сс 3. В числи в знаменателе — 18 18 24 24 9 + 15 18 6+15 (Отделение горячей обработки) 6 + 15 (Отделение холодной обработки) 18 и 24 15 и 18 12 15 и 18 15 18 и 21 15 18 15 + 21 15 а н и я. 1. Грузог м—5 m и мостовыл* товым краном 20/ е применения спе ответствии с их теле — при верхи три нижнем. Мостовой кран То же » » Электрокран-балка .... Подвесная кран-балка . . . Без крана То же » Мостовой кран Подвесная кран-балка . . . То же Электрокран-балка с кабиной Мостовой кран Электрокран-балка .... Подвесная кран-балка . . . Без крана с верхним расположением трубопроводов пневматического транспорта Без крана (с нижним расположением трубопроводов пневматического транспорта) Без крана юдъёмчость кранов принима краном—10 т; при подъёмке 5 т. циальных кабин для окраски сонструкцией. ем расположении трубопровод 10,0 24,5 10,0 20/5 1,0 0,5 10,0 0,5 0,5 2,0 5,0 1,0 0,5 »тся: при пассажире и сушки в а пневматг 6,9 6,9 7,0 7,1 5,0 6,0 6,0 6,3 5,5 подъёмке чих вагоно агонов выс ческого тр 9,0 9,2 9,1 9,4 6,2 6,0 5,5 4,5 6,2 8,1 5,5 6,0 7,2 8,2 6,7 6,0 5,0/4,5 6,0 грузовых в домкра- ота цеха анспорта,
424
ВАГОННОЕ ХОЗЯЙСТВО
Таблица 21
Расход основных материалов и запасных частей на капитальный ремонт грузовых вагонов (по нормам для заводского ремонта вагонов на 1953 г.)
Наименование материалов и запасных частей Единица измерения Крытые Платформы Цистерны Изотермические Полувагоны Гон- долы Хопперы
2-осные 4-осные 2-осные 4-осные 2-осные 1 4-осные 2-осные 4-осные 2-осные 4-осные 4-осные 4-осные
Балки и швеллеры до № 18 То же свыше №18 • Железо мелкосортное (в том числе для болтов, гаек» заклёпок) Железо средне-крупносортное . Катанка (в том числе для шплинтов) Железо листовое от 1 до 3 мм То же свыше 3 мм ...... Железо кровельное (чёрное) . . Заготовка кузнечная Сталь конструкционная сортовая углеродистая Сталь рессорно-пружинная легированная марки 55-С2 . . Чугунное литьё вчерне .... Стальное » » .... Бронзовое литьё при осях типа 11 вчерне То же при осях типа III вчерне Трубы газовые чёрные Гвозди Проволока электросварочная н электродная В том числе качественные электроды Шурупы по дереву Металл на болты с гайками . . » » гайки » »> заклёпки » » шплинты Баббит БНК свежий для под-1 шипниковых осей II типа . . | То же осей III типа |Олифа j В том числе натуральная олифа Белила тёртые 1 Шевелин при толщине 12 мм Обшивка (деревянная) Половой настил и воинские доски Борты (деревянные) Брусья хвойных пород Лесоматериал твёрдых пород . Краски тёртые — всего .... Сода каустическая Карбид кальция Керосин Концы буксовые Бандажи Колёса цельнокатанные .... Оси Центры Смазка на заливку и пропитку концов Смазка № 4-а Прожировочный состав Ха 12 . То же № 40 кг » » » » » » » » » » » » » » » » » » » л» JW3 » » » » кг » » » шт. » » » кг » » » 18 81 100 290 1 52 ПО 125 30 18 40 320 59,9 2,4 5 9 8 4 2,3 45 5,7 12,6 0.8 5.2 18 0,5 0,3 0,7 1,95 1,8 0,45 0,6 19 0,85 3,6 5 0,6 0,3 0,1 0,2 0,05 И 0,075 0,02 0,04 40 15 гео 397 а 60 180 230 10 2 63 350 444 6,24 12 30 18 6 0,3 78 7,7 22 1,3 16,1 38 1 0,3 1,2 3,6 2,65 0,25 45 1,7 6,6 10 4,5 0,4 0,35 0,25 0,2 40 0,07 0,07 0,04 20 92 130 320 2 25 160 2 25 18 40 320 61,9 2,4 5 0,5 8 4 0,6 32 9,2 22 0,8 5,2 6 0,3 1,о 0,6 0,2 10 0,85 3,6 5 0,6 0,3 0,1 0,2 0,05 11 0,075 0,02 0,04 25 5 100 490 3,5 40 230 1,5 10 2 63 350 444 6,24 12 0,5 14 6 1,0 55 9,2 12 1,8 16,1 12 0,3 1,5 1,0 18 1,7 5.9 10 4,5 0,4 0,35 0,25 0,2 40 0,07 0,07 0,04 18 75 85 193 2 20 180 10 30 18 89 332 67,9 2,4 9 0,4 16 5 0,1 50 0,8 19 1,2 5.2 10 0,35 650* 0,2 1,6 0,2 16 1,25 7,6 6 0,6 0,3 0,1 0,2 0,05 11 0,05 0,02 0,03 30 11 105 260 4 44 330 16 20 2 7> 350 444 6,24 15 0,4 28 8 0,1 23,6 3,2 26,4 1,8 16,1 15 0,35 940* 0,1 0,2 24 2,55 11,6 15 4,5 0,4 0,35 0,25 0,2 40 0,05 0,02 0,07 25 90 152 282 3 40 125 105 30 18 50 314 81,6 2,4 8 35 12 5 6 60 3 20 2 5,2 37 1 22,5 200 2,5 1,5 3,8 0,85 24 0,9 4,4 7 0,6 0.3 0,1 0,2 0,05 18 0,075 0,02 0,04 30 10 175 424 3 55 165 163 20 2 73 365 444 6,24 14 25 18 6 8 67 6,7 22 2,3 16,1 55 2 34 250 2,5 1,5 3,4 0,6 35 1,86 7,6 15 4,5 0,4 0,35 0,25 0,2 40 0,09 0,03 0,03 18 30 85 275 2 14 120 2 15 18 36 320 59,9 2,4 5 2 8 4 0,1 32 9,2 22 1,8 5,2 8 0,3 0,7 0,82 0,2 0,3 12 0,85 3,6 5 0,6 0,3 0,1 0,2 0,05 И 0,075 0,02 0,04 25 115 430 4 30 500 2 20 2 58 350 444 6,24 12 1,5 25 8 27 4,2 28 1,8 16,1 18 0,3 1,3 0,2 26 1,7 5,9 16 4,5 0,4 0,35 0,25 0,2 40 0,07 0,07 0,04 30 5 120 456 4 30 693 2 10 2 78 350 444 6,24 12 0,2 28 8 53 6,4 10,6 2 16,1 18 0,3 2,0 26 1,7 5,9 16 4,5 0,4 0,35 0,25 0,2 40 0,07 0,07 0,04 25 10 145 520 4 30 330 2 10 2 78 350 444 6,24 12 0,5 18 8 69 8,4 16 1,6 16,1 21 0,3 1,2 0,8 26 1,7 5,9 10 4,5 0,4 0,35 0,25 0,2 40 0,07 0,07 0,04
• Для цистерн-термосов.
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ВАГОНОРЕМОНТНЫХ ЗАВОДАХ
425
Таблица 22'
Расход основных материалов на ремонт жёстких, мягких, почтовых и багажных пассажирских вагонов (по нормам для заводского ремонта на 1953 г.)
Наименование материалов Единица измерения Капитальный ремонт 2-осного i вагона Обычный 4-осный тсс цмв
капитальны й рем онт средний р емонт годовой ремонт капитальны и ремонт средний ремонт годовой ремонт средний ремонт годовой ремонт
Балки и швеллеры до № 18 . . кг 15 45 15 1 45 15 5
То же свыше № 1 8 Железо мелкосортное (включая » 20 30 15 И) 30 15 10 — —
изготовление болтов, гаек, заклёпок) 115 310 174 73 280 170 73 143 35
Железо средне-, крупносортное Катанка (включая изготовление > 137 280 110 70 280 ПО 70 100 80
шплинтов) » о 10 R 10 5 2 12 6
Железо листовое от 1 до 3 мм 260 750 225 45 750 200 45 120 30
То же свыше 3 мм > 65 300 110 40 300 120 40 80 20
Железо кровельное (чёрное) . . 280 550 220 80 550 180 80 —— —
Заготовка,;кузнечная Сталь рессорно-пружинная уг- » 16 30 30 — 30 30 — 36 —
леродистая » 17 10 6 — 2 2 — 4 3
1о же легированная марки 55-С2 Сталь конструкционная листо- > 123 235 139 75 243 143 75 270 234 236
вая углеродистая Железо ouHHKOBaHHoej кровель- » — — — — -• — — 300 35
ное > 30 60 30 10 60 30 10 10
То же листовое » 5 10 1 10 5 1 — —•
Чугунное литьё вчерне 750 1400 850 350 1 400 850 350 500 300
Стальное литьё вчерне > 15 400 230 90 400 230 90 230 90
Литьё бронзовое вчерне .... » 2 3,2 3,2 1,2 14,3 3,2 3,2 1.2 3,2 1.2
Трубы газовые чёрные » 167 417 94 417 94 38 184 74
Стальные бесшовные трубы ] . . — — — — — 37,3 28 ,9
Тонкостенные трубы » — — — — — —— — 22 17,7
Гвозди проволочные » 20 30 15 3,5 15 50 25 7 2 1
Проволока электросварочная . » 15 60 35 60 35 15 55 35
в том числе ^электроды каче-
ственные 7 24 17 7 24 17 7 22 20
Шурупы по дереву Баббнт БНК (свежий) для под- 14 30 13 3 Зэ 14,08 18 14,08 6 14,08 30 20
шипников осей II типа .... » 8,8 14,08 14,08 14,08 —
То же осей III типа » 21,7 21 ,7 21,7 21,7 21,7 21,7 21,7 21,7
Припой оловянистый всего . . Провод установочный ПРГ до » 0,25 0,5 0,2 0,1 0,6 0,25 0,15 2Д 0,85
10 мм* для вагонов электростанций м 12,8 20 6,5 0,5 20 6,5 0,5 30 15
То же свыше 10 мм1 » 38,4 60 21 1 60 21 1 27 10
Цемент кг 20 40 25 10 40 25 10 25 10
Олифа—всего > 50 80 60 19 ,5 80 50 30 50 38
в том числе натуральная оли- 0,3
фа 1,5 2 1 2 о 1 b 2
Белила тёртые . . » 14,7 35 25 10 35 20 10 22 14
Шевелин толщиной 12,5 мм . . м* 50 120 15 — 120 30 — — ——
Линкруст » — —— —* — 80 20 10 — ——
Линолеум Краски тёртые—всего 30 50 35 5 120 50 15 25 15
к г 50 75 55 1 67 50 30 80 42
Эмали и фиксоли—всего .... » 20 25 20 11 j<_> 20 13 90 66
Лаки масляные 21,5 27 24 6,5 29 24 12,5 14 о
Лаки пентафталиевые—всего . . — —• — — — — — 55 2 b
Пиломатериалы хвойных пород м* 5,2 8,8 4 0 ,4а з ,Ь 0,45 0,25
То же твё'рдых пород 1,8 2,7 1 ,2 0,1 2,7 1.2 0,1 0,15 0,06
Фанера ножевая (шпон дубо- 50 2,83
вый) Деревоплита м2 Л13 — — — — 0,43
Картон водонепроницаемый . . Картон для оклейки кг » 2 3 2 3 32 8 4
Резина листовая » 4 10 8 6 10 8 4 10 5
Картон асбестовый 40 60 40 10 60 40 20 40 20
Сода каустическая » 13 20 13,3 5,3 20 13,3 5,3 13 Ь ,з
Сода кальцинированная .... » 3 4 4 1,5 4 4 2 6 4 9,5
Карбид кальция » 16 23,о 16 7 23,5 16 7 20
Брезент технический шириной 72 см м 2,9 21,5 13,5 4,8 21,5 13,5 4,8 22 8
Мешковина шириной И 0 см . . » 15 30 12 3 100 40 5 12 6
Ткани хлопчатобумажные—всего Сукно техническое шноиной > 4,5 7,2 5,4 1,8 7,2 5,4 2,65 1,8 0,85 12,3 6,6 ‘ 0,85
*19 0 см 2,65 2,65 2,65 0,85 2,65 4
Керосин кг 12 16 12 6 16 12 6 16 10 7
Уайтспирит »
426
ВАГОННОЕ ХОЗЯЙСТВО
Таблица 23
Расход основных материалов иа ремонт 4-осных мягких пассажирских вагонов (по нормам
для заводского ремонта вагонов в 1953 г.)
Наименование материалов Единица измерения Обычные тсс С В ПС
капитальный ремонт средний ремонт годовой ремонт капитальный ремонт средний ремонт ГОДОВОЙ ремонт капитальный ремонт средний ремонт ГОДОВОЙ ремонт
Балки и швеллеры до Ns 1 8 . . кг 45 15 45 15 30 15
То же свыше № 1 8 Железо мелкосортное (включая металл на болты, гайки и за- » 30 15 10 30 15 10 30 15 10
клёпки) > 320 145 73 360 141 73 320 190 73
Железо средне-, крупносортное > 270 100 70 330 L0O 7J 335 160 70
Катанка (включая шплинты) > 10 5 2 10 5 2 10 5 2
Железо листовое от 1 до 3 мм > 750 220 45 750 190 45 325 140 45
То же свыше 3 мм > 330 ПО 40 350 110 40 360 110 40
Железо кровельное (чёрное) . . » 550 180 80 550 180 80 100 80 80
Заготовка кузнечная Сталь рессорно-пружинная (уг- > 30 30 — 30 30 — 30 30 -"
леродистая То же легированная марки > 10 6 — 2 2
55-С2 > 235 139 75 243 143 75 260 145 75
Железо оцинкованное листовое > 10 5 1 10 5 1 10 5 1
То же кровельное . . , > 60 30 10 60 30 10 470 120 30
Жесть белая > 2,2 1.3 0,3 2,2 1.3 0,3 2 1 0,7
Чугунное лнтьё вчерне .... > 1 400 850 350 1 400 850 350 950 550 350
Стальное литьё вчерне > 400 230 90 400 230 90 800 450 120
Бронзовое литьё вчерне .... 3,2 3,2 1,2 3,2 3,2 1.2 70 36 12
Трубы газовые чёрные » 417 94 38 417 94 38 417 У4 38
Гвозди проволочные > 50 25 3,5 50 25 7 40 20 8
Проволока электросварочная в том числе электроды каче- » 60 35 15 60 35 15 60 35 15
ственные > 24 17 7 24 17 7 24 17 7
Шурупы по дереву Баббит БНК (свежнй) для под- > 40 18 3 40 20 6 30 15 5
шипников осей II типа .... > 14,08 14,08 14,08 14,98 14,08 14,08 — — —
То же осей III типа > 21,7 21,7 21,7 21,7 21,7 21,7 21,7 21,7 21,7
Припой оловянистый—всего . . > 0,6 0,25 0,1 0,6 0,25 0,15 3 2,3 1
Провод установочный ТПРФ . м 130 30 6 170 35 10 — — —-
Провод звонковой Провод установочный ПРГ до 10 мм* (для вагонов-электро- » — — — 0,9 0,4 0,1 0,9 0,4 0,1
станций) Провод установочный ПРГ от 16 мм* (для вагонов-электро- > 20 6,5 0.5 20 6,5 0,5 600 200 60
станций) . » 60 21 1 60 21 1 55 30 10
«Цемент кг 45 25 10 40 25 10 55 40 20
Олифа ... - в том числе натуральная оли- » 45 35 16 45 35 21 65 50 35
фа » 1 1 0,3 2 2 1 2 2 1
Белила тёртые > 15,7 12 7 15 10 10 30 20 10
Руберойд м* — — — — — — 260 70 10
Шевелин толщиной 12,5 мм . . » 120 15 — 120 30 — — — —
Линкруст » 80 20 3 80 20 10 190 80 20
Линолеум » 80 20 5 80 30 10 90 30 15
Краски тёртые—-всего кг 50 40 19 50 40 20 59 50 40
Эмали и фиксоли—всего .... » 25 20 13 15 20 13 12 11 6
Лаки масляные—всего » 21,5 16 5 21,5 16 8,5 61 51 40,5
Пиломатерналы хвойных пород м3 7,8 3,4 0,6 7,8 3,4 0,6 7,8 3,4 0,6
То же твёрдых пород > 3,0 1,4 0,1 3,0 1,4 0,1 3,0 1 Л 0,1
То же из ясеня нли тика . . . » — — — — — 1,5 0,25 0,05
То же ольховые » — — — — —• 1,6 0,3 0,1
Картон водонепроницаемый . . кг 3 2 1 3 •> 1 3 Z 1
Картон для оклейки » 32 8 1,2 32 8 4 76 32 8
Резина листовая > 10 8 6 10 8 4 10 8 4
Картон асбестовый » 60 40 10 60 40 20 60 40 20
Сода каустическая > 20 13,3 5,3 20 13,3 5,3 10 7 5,3
Сода кальцинированная .... » 4 4 1,5 4 4 2 4 4 2
Карбид кальция Брезент технический шириной » 23,5 16 7 23,5 16 7 23,5 16 7
72 см м 21,5 13,5 4,8 21,5 13,5 4,8 82,5 24 7,8
Мешковина шириной 110 см . . 100 40 10 100 40 25 265 100 20
Парусина Ткани хлопчатобумажные—-все- » — — — 30 15 7 30 15 7
го > 143,2 63,4 19,8 143,2 63,4 19,8 45,8 23 9
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ВАГОНОРЕМОНТНЫХ ЗАВОДАХ
427
Продолжение табл. 23
Наименование
материалов
Серпянка (при оклейке линкрустом) .......................
Сукно техническое шириной
19 0 см....................
Г обелен Клеёнка 110 см
потолочная шириной _ . или линкруст .......
i Войлок технический .........
Концы подбивочиые •
Керосин j...........
Колёса цельиокатаниые
Оси ’...............
Единица измерения Обычные ТСС СВПС
капитальный ремонт средний ремонт годовой ремонт капитальный ремонт средний ремонт ГОДОВОЙ ремонт капитальный ремонт средний ремонт ГО ДОВОЙ ремонт
м 80 20 3 80 20 10 154 50 —
» 2,65 2,65 0,85 2,65 2,65 0,84 3 3 1
» — — — — — — 60 30 5
м2 50 25 3 60 30 10 25 10 5
кг 1,75 1,0 0,5 200 40 10 700 100 15
» 3,1 3,1 3,1 3,1 3,1 3,1 3,7 3,7 3,7
» 16 12 6 16 12 6 30 20 10
4,5 4 4,5 4 2 4,5 4 2
» 0,85 0,25 0,15 0,7 0,4 0,2 0,7 0,4 0,2
Т абл иц а 2
Расход проката чёрных металлов и метизов иа изготовление основных вагонных запасных частей в кг (по нормам на 195 3 г.)
Наименование изделия Железо сортовое Лист толщиной сталь конструкционная Заклёпки Шплинты Кузнечная заготовка Катанка
мелкий ср едне-крупный 1—3 мм св. 3 мм
Запасные части, грузовых вагонов Буксовый болт с гайками 4,05 0,015
Коленчатый болт с гайками — 10,3 — — — — 0,038 — —
Болт аппаратный 0,35 7,57 — — — — — — —
Валики рессорные грузового вагона: нормального 0,8 — — — —
20-гп — 1,55 — — — — — — —
25-т цистерны — 1,6 — — — — — —— —
мариупольской цистерны — 2,2 — — — — — — —
Валики подвески тормозного башмака 4-осного вагона на тележку: с пятью пружинными комплектами 4,4 —
с комбинированным комплектом — 5,3 —• — — — — —
Вкладыш буксы нормального грузового вагона — 3,8 — — — — — — —
Гайка корончатая 1%" — 1,23 — — — — — — —
Тоже, 1у4* —. 0,43 — — — —— — — —
Головка крюка сквозной упряжи — — — — — — — 32 —
Крюк тяговый сквозной упряжи с хвостовиком: коротким 66,2 32 —
длинным — 78,6 —. — —— —— — 32 —
Крюк тяговый несквозной упряжи 50-ni вагона — 1,8 — — — — 0,05 46 —
Крышка буксовая на ось типа: I 0,93 0,5 1,4 1,75 0,49 0,141 0,007
III 0,93 0,55 1,85 2,4 0,49 0,153 0,007 — —
Муфта аппаратная тягового крюка: длинная — 14,2 —
короткая — — — —— — — 9,5 —
Подвеска тормозная башмаков 4-осного вагона — 4,2 .— — — — — •— —
Пружины буферные усиленного типа — — —. — 16,9 — — —• —
Пружины тележек 4-осного вагона — —- — 13,63 — — —
Рессоры: 12-листовые 4,81 66,17 — — — 0,03
13-листовые 5,15 —. 74,2 — — — 0,08
хоппера 5,25 — — 91,0 — — — 0,1
4-осных вагонов (эллиптические) — 8,1 — — 46,5 — — —- 0,08
Листы коренные: 12-листовые 10.3 — — —
13-листовые — — — — 10,9 — — — —
хоппера — — — 12,7
428
ВАГОННОЕ ХОЗЯПСТВО
Продолжение табл. 24'
Наименование изделия Вид заготовки Заклёпки Шплинты Кузнечная заготовка Катанка
прокат лист толщиной сталь конструкционная
мелкий средне-крупн. 1—3 мм св. 3 мм
Серьга рессорная грузового вагона: 1,5
нормального —— — — — — — — —
20-т ....................... 2,3 — — — — — —
25-т цистерны — 2,3 — — — — — — —
мариупольской цистерны — 2,8 •—• — — — — — —
Стяжка винтовая объединённого типа Стержень буферный: — 50,27 — — — — — 30,2 0,05
усиленный — ьо — — — — 0,03 —
50-т вагона 1,0 — — — — 0,03 43,58
Триангель 2-осного вагона Хвостовик упряжного крюка: 6,54 23 — — — — 0,12 — 0,25
длинный 17,8 — — — — — — —
короткий Хомуты рессор: — 7,25 5,15 — — — — — — —
12-листовой — — — — .— •— —
13-листовой — 4,81 •— — — -— — — —
хоппера 5,25 — — — —. —
мариупольской цистерны — 7,5 — — — — — — —
Запасные части для пассажирских вагонов Болты натяжные с гайками тележек тройного
подвешивания 11,0 — — — 0,042 — —
14-м вагона 1,2 — — — — — 14,5 —
Крюки шарнирные (с гайками) — — — — — — 38,0
Челюсти буксовые тележек завода им. Егорова Крышки буксовые тележек: — 9,6 — — — — — — —
тройного подвешивания 1,22 — 2,75 0,18 0,034 0,007 — —
Пульмана и Егорова Стержень буферный с гайками для вагона: 0,2 0,88 1,0 1,3 — 0,32 — 0,008 0,03 — 0,13
без автосцепки —- — — —— 41 —
с автосцепкой — 1,0 —. — — — 0,04 56 —
цельнометаллического 0,7 9,3 —— —— 29,7 — — 83,3 —
свпс Рессоры эллиптические: — 23,0 — — — — — 58,8 —
Брауна. 6-листовые 3,25 29,5 2,6 — 262 — — — 0,15
Галахова, 7-листовые Рессоры подвесные тележек тройного подве- 2,0 38,2 — — 289 — — — 0,15
шивания: 12-листовые 4,95 75,3 0,08
13-листовые 5,29 —. — 79,2 —. —. —- 0,08
14-листовые Рессоры подвесные 14-м вагона: — 5,5 — — 84,7 — — — 0,10
9-листовые — 3,7 — 81,2 — — 0,04
10-листовые 4,0 — — 89 — — — 0,004
11-листовые Пружины тележек: 4,3 — — 93 — — — 0,05
Пульмана —— — — .— 31,3 —
Фетте 13,9 —
Таблица 25
Расход вспомогательных материалов
Наименование материалов Единица измерения Норма расхода Наименование материалов Единица измерения Норма расхода
По механическим цехам Краска кг 0.2
Наждачная бумага лист 150
Тряпки и концы . кг 18 Очёс кг 6
Сшивки для ремней шт. 10
Олеонафт Минеральное масло кг » 25 30 По горячим цехам
Тавот » 5 Смазочные материалы кг 75
Варёное масло » 2 Графит » 3 на 1 т
Керосин » 10 литья
Бензин » 1 Керосин кг 15
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ВАГОНОРЕМОНТНЫХ ЗАВОДАХ
429
ЦЕХИ ДЛЯ РЕМОНТА ГРУЗОВЫХ ВАГОНОВ
Цех или отделение разборки вагонов
Цех (отделение) предназначен для разборки деревянных частей и кровли, утилизации отдельных деталей и составления описи на ремонт вагонов.
Вагоны поступают в цех очищенные от мусора (особенно после перевозки живности). Дезинфекция и обмывка кузовов вагонов производятся на путях станций силами и средствами железных дорог (на новых заводах предусматривается постройка специальных обмывочно-разборочных цехов или отделений).
В цехе разборки вагоны обрабатывают на разборочных площадках.
В составе цеха разборки имеются отделения:
разборочное — для разборки деревянных деталей, снятия кровли и осмотра;
утилизации деревянных деталей — для переработки снимаемых дефектных деревянных деталей (обшивка, пол и др.);
утилизации кровли — для переработки кровельного железа;
метизное — для переработки снимаемых дефектных метизных изделий (восстановление резьбы болтов, правка гвоздей и др.).
В основное оборудование цеха входят: электроподъёмные площадки, площадки для кровельных работ (передвижные), пресс-нож-ницы фрикционные, рычажные ножницы, продольная циркульная пила, поперечная пила и болторезный станок.
На некоторых заводах разборка вагонов организована в вагоноремонтном корпусе, в отделении сборочного цеха.
Вагоносборочный цех
Цех предназначается для капитального ремонта грузовых вагонов, за исключением операций, выполняемых в разборочном и тележечном цехах. Для ремонта отдельных деталей вагонов в составе цеха имеются ремонтные отделения, а для работ по правке ку-юва и рамы, а также для предварительного ремонта вагонов с тяжёлым объёмом работ в цехе имеется специальное отделение тяжёлого ремонта, стойла которых оборудованы правильным стендом. При значительном объёме работ отделение для предварительного ремонта вагонов выделяется в специальный цех подготовки вагонов.
В цехе производятся правйльные работы (по раме и кузову) и постановка недостающих основных частей вагонов (стойки, раскосы, потолочные дуги, куски продольных и поперечных балок рамы, различные заплаты и т. д.), с тем чтобы вагоны поступали в вагоносборочный цех с одинаковым объёмом работ.
В зависимости от программы работ на некоторых заводах в одном здании вагоноремонтного корпуса организованы два вагоио-сборочных цеха, специализированных для ремонта вагонов определённых типов.
Детали, снятые с вагонов, ремонтируют в ремонтных отделениях, а новые запасные
части изготовляют в заготовительных цехах завода.
Снабжение позиций потока запасными частями осуществляется через кладовую запасных частей, которая входит в состав ва-гоносборочпого цеха (на крупных заводах — через центральную кладовую завода).
Окраска кузова вагонов производится ручным способом, а ходовых частей — пульверизатором, сушка естественная.
Подъёмка вагонов и постановка их на тележки производится электрифицированными домкратами или мостовыми кранами.
Тележки для ремонта подаются в тележечный цех.
Вагоны па потоке передвигаются при помощи кабестанов.
Съём и постановка автосцепки, фрикционных аппаратов, тормозных цилиндров производится специальными передвижными подъёмниками. Детали вагонов по цеху транспортируют при помощи мостового крана, электрокар.
В состав цеха входят отделения:
сборочное — для сборки металлических частей рамы, кузова и упряжи, а также ремонта кузова, окраски и сушки вагонов;
тяжёлого ремонта — для ремонта вагонов с тяжёлым объёмом работ перед постановкой на поток;
ремонтная кузница — для ремонта металлических деталей вагонов (упряжи, тормозных передач);
электросварочное — для ремонта автосцепки, фрикционных аппаратов, ударных приборов, тормозных тяг, а также для нормализации автосцепок после сварки;
станочное — для механической обработки деталей;
слесарно-упряжное — для ремонта автосцепки, фрикционных аппаратов, тормозных тяг, деталей ручного тормоза, люков полувагонов, а также для испытания автосцепки и комплектовки деталей вагонов;
слесарно-плотницкое — для ремонта и сборки новых вагонных дверей и бортов платформ, а также гарнитуры и бортов;
автотормозное — для ремонта воздухораспределителей, тормозных цилиндров, резервуаров, концевых кранов, воздуходувок, а также испытания автотормозов;
кровельное— для заготовки листов кровли, постановки кровли на вагоны, изготовления и постановки печных разделок;
краскотёрочное — для приготовления красок;
кладовая запасных частей и раздаточная инструментальная — для хранения запасных частей грузовых вагонов, обеспечения инструментом всех отделений, входящих в состав вагоноремонтного цеха.
На ряде заводов ремонтные отделения выделяют в самостоятельный цех ремонта запасных частей (РЗЧ).
Основное оборудование вагоносборочного цеха. Сборочное отделение — механизированные подъёмные площадки, тележки подъёмные для тормозного цилиндра и установки фрикционного аппарата, рычажные ножницы для кровельных работ, электросварочные аппараты, электрогорны для нагрева заклёпок.
430
ВАГОННОЕ ХОЗЯЙСТВО
Отделение тяжёлого ремонта — правильный стенд, правйльные приспособления, передвижные домкраты, ацетиленовые аппараты, электрогорны, электросварочные аппараты.
Ремонтная кузница — пневматический молот, нагревательная печь, горн круглый, горны на два огня, наковальни, правйльная плита.
Слесари о-у пряжное отделение — пресс для испытания упряжи, стенд для испытания автосцепки, нормализацион-ная печь для автосцепки, правйльная плита.
Станочное отделение — станки токарные, вертикально-сверлильные, поперечнострогальные, заточные и песочное точило.
Электросварочное отделение — электросварочные аппараты с реакторами, сварочный генератор, плиты для электросварочных работ.
Автотормозное отделение — стол для испытания воздухопровода, прибор для насадки резиновых рукавов, станки для притирки клапанов и золотников, сверлильный, токарный, трубогибочный, труборезный, трубонарезной, стол для разборки.
Кровельное отделение — ножницы ручные, кантмашина ручная, правйльная плита, стол для проолифовки железа, камера для сушки.
Слесари о-п лотницкое отделение — торцевой круглопильный станок, ленточная пила, песочное точило, правйльная плита, стол для сборки дверей, стол для сборки бортов.
Краскотёрочное отделени е— краскотёрочные машины, мраморная плита, баки для краски, стол для приготовления колера, десятичные весы.
Транспортное оборудование — мостовой кран грузоподъёмностью 5 т, кран-балки грузоподъёмностью 1,5 т, тележки для перевозки дверей, люков гондол, пятников, тормозных цилиндров, досок пола, крановые захваты для люков гондол, электрокары, электрифицированные домкраты, домкраты реечные грузоподъёмностью 5 т, столы для грузов к электрокарам и кабестаны С непрерывным тросом.
Тележечный цех.
В этом цехе ремонтируют тележки 4-осных грузовых вагонов.
В состав тележечного цеха входят отделения и участки мойки, разборки тележек и их осмотра, ремонта и комплектовки боковых поясов, надрессорных брусьев, пружин и других деталей, ремонта и комплектовки деталей тормоза, ремонта и комплектовки букс, электросварки, сборки.
Очистка и обмывка тележек и их деталей производятся моечной машиной.
Выполнение разборочных и сборочных работ организовано по поточному методу.
Организация работ при поточном методе ремонта тележек. Поточная линия включает 7 позиций:
1) разборка тележек, выкатка колёсных пар, съёмка букс, триангелей и рычажной передачи;
2) выварка и очистка тележек;
3) полная разборка тележки (после выварки);
4) ремонт деталей тележки;
5) постановка подшипников и букс;
6) сборка тележек с постановкой рычажной передачи;
7) окраска тележек, заправка букс и сдача тележек инспектору-приёмщику МПС.
Простой тележки в ремонте 8 час.
Тележки подаются на разборочную площадку тележечного цеха, где производится съёмка буксовых болтов, выкатка колёсных пар, снятие букс, триангелей, тормозных рычагов и тяг. Рама тележки поступает в выварочное отделение на обмывку, откуда — на площадку для окончательной разборки.
Снятые неисправные шкворневые балки и подрессорные брусья поступают на соответствующие рабочие места для ремонта; боковые пояса рамы тележки подаются к пескоструйной установке для очистки, после чего-проверяются дефектоскопом.
Все прочие детали поступают в цех ремонта запасных частей.
Тележки собирают в соответствии с технологическим процессом сборки, описание которого дано в разделе «Технология ремонта вагонов».
Основное производственное и подъёмно-транспортиое оборудование —электросварочные аппараты (с реакторами), электрогорны (для заклёпок), наждачные круги с гибким шлангом, магнитные приборы для испытания поясов, выварочвое устройство (моечная машина или комплект ванн), стенд для сборки поясов, сверлильный станок, плита для сварочных работ, кондукторы разного назначения (клёпка подрессорных брусьев, комплектовка триангелей и др.), мостовой кран грузоподъёмностью 5 т (с крановым захватом для тележек), электрокары.
Цех ремонта запасных частей (РЗЧ)
Цех предназначен для ремонта, обработк» и восстановления вагонных деталей.
В состав цеха входят следующие отделения:
инспекторская площадка, — откуда детали, снятые с ремонтируемых вагонов, передаются иа выварку или очистку на моечной машине. После выварки и обмывки детали поступают на инспекторскую площадку для осмотра и определения необходимого ремонта;
кузнечное — правка и ремонт деталей в горячем состоянии на плитах, наковальне и под молотом; на стыковой сварочной машине сваривают струнки триангеля, тормозные тяги, колончатые и буксовые болты и другие детали;
отделение по ремонту автосцепки — ремонт всех деталей автосцепки, разборка, ремонт и сборка фрикционных аппаратов (е применением специального пневматического-пресса), электросварка деталей автосцепки (в кабине);
электросварочное — электросварка и наплавка ремонтируемых деталей, а также сварка вновь изготовляемых отдельных деталей;
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ВАГОНОРЕМОНТНЫХ ЗАВОДАХ
431
механическое — механическая обработка деталей после электронаплавки, обработка болтов;
отделение по ремонту люков и дверей — ремонт люков н дверей с применением специальных кондукторов для сборки дверей и пресса для правки люков.
Основное оборудование — станки токарные, сверлильные, поперечно-строгальные, болторезные, плита разметочная, наждачное точило, передвижной обдирочный шлифовальный станок с гибким валом, пневматические молоты, нагревательные печи, стыковая сварочная машина, плиты пра-вйльные, электросварочные трансформаторы, стенд для сборки автосцепки, пресс пневматический для сжатия фрикционных аппаратов, пресс для испытания упряжн, трианге-лей и тормозных тяг, пресс-ножннцы, кондукторы разного назначения (комплектовка трнангелей н др.), консольные краны с пневматическими подъёмниками грузоподъёмностью 0,5 т, консольно-поворотные краны грузоподъёмностью 0,5 т, тельферы грузоподъёмностью 0,5 т.
Нормы технологического проектирования приведены в табл. 26.
Таблица 26
Расход станко-часов на ремонт узлов и деталей, снятых в вагоносборочном цехе с ремонтируемых вагонов
(На одни 4-осный грузовой вагон капитального ремонта без тележек)
Наименование оборудования Норма в станко-часах
Станки: токарный сверлильный поперечнострогальный болторезный Молот пневматический Трансформатор электросварочный Постов газосаарочных Поковок на вагон 2,5 2,0 0,5 1,0 1,5 6,0 2 поста 480 кг
ЦЕХИ ДЛЯ РЕМОНТА ПАССАЖИРСКИХ ВАГОНОВ
Разборочный цех
Разборка прибывающих в ремонт пассажирских вагонов производится в самостоятельном разборочном цехе или разборочном отделении вагоносборочного цеха.
В разборочном цехе (нлн отделении) производят снятие и разборку следующих частей вагонов:
а) стальной обшнвкн (наружной) кузовов вагонов;
б) суфле, барьеров, переходных площадок, поручней;
в) кровли, дефлекторов, флюгарок;
г) котлов и труб отопления;
д) водяных баков, водопроводных труб, унитазов, умывальных чаш;
е) электрооборудования, электропроводки;
ж) арматуры (ручки, замкн, вентиляторы, вешалкн, багажные сетки и таблички);
з) мебели, полок, столиков, оконных рам, карнизов, дверей (внутренних н наружных);
и) негодной деревянной обшивки стен и крыши, верхнего и нижнего пола;
к) автоматического и ручного тормоза;.
л) ударных и упряжных приборов (для отдельных заводов);
м) деталей тележек (для отдельных заводов). Разборочный цех (нлн отделение) обеспечен необходимым инструментом, приспособлениями и обустройствами для разборки вагонов, которые закрепляются за специализированными бригадами.
При разборочном цехе организовано отделение по утилизации снимаемых с вагонов1 деталей и материалов.
Каждый поступающий на разборочную площадку вагон осматривается мастером-описчиком, который затем размечает детали1 по признакам годности и составляет опись ремонта, разборки и отъёмки деталей.
Снятые с вагона детали рабочие бригады сортируют согласно разметке и предъявляют мастеру-описчику и работнику ОТК, которые их осматривают, сличают с описью и определяют пригодность. Этот осмотр одновременно1 является приёмкой работ от разборщиков и оформляется приёмо-сдаточной ведомостью.
Все снятые детали сортируются .на 4 группы:
1) годные, подлежащие постановке на вагон без исправления;
2) подлежащие ремонту;
3) подлежащие переделке;
4) совершенно негодные — брак.
Вагоносборочный цех
Ремонт вагонов в вагоносборочных цехах организуют по следующим основным группам:
I — ремонт и сборка тележек и ходовых, частей;
II — ремонт рамы н кузова вагона;
III — сборка вагона;
IV — окраска вагона.
В зависимости от объёма заданной программы для выполнения указанных выше работ могут быть организованы самостоятельные цехи (тележечный, рамио-кузовной, сборочный, малярный) или отделения (тележечное,, рамно-кузовное, сборочное, малярное) вагоносборочного цеха.
Листоправно-обшивочное отделение — очистка старой металлической обшивки от краски и ржавчины, грунтовка обшнвкн; заготовка новой и ремонт старой обшивки; ремонт и изготовление углов, кожухов, па-рованов, водоотливов, подоконных карнизов, внутренних подоконных щитков, щёчек; штапов; навеска наружной металлической1 обшивки, постановка углов, штапов; постановка металлической обшивки и всех её деталей на вагоны.
Основное оборудование отде л е и н я—выварочный бак, бак для обмывки, консольный кран илн кран-балка (для обслуживания баков), стол для проолн-фовкн, правйльно-разметочные плиты, ножницы гильотинные, пресс дыропробивной,.
432
ВАГОННОЕ ХОЗЯЙСТВО
вальцы правйльные, правйльные плиты, плита для правки штабиков, сверлильный станок, электросварочная шовная машина, кбзлы для разборки и кондукторы для сборки дверей, наждачное точило.
Кровельное отделение —заготовка металла и покрытие крыши; постановка дефлекторов, колпачков; изоляция котельного отделения, самоварных ниш, разделок дымовых труб, места расширителя котла, отверстий потолочных вентиляторов, свечных фонарей; постановка розеток на трубы отопления и водопровода; постановка кожухов печен сухого отопления; изготовление розеток на шайбы дефлекторов, изготовление флюгарок, воронок, конусов, разделок дымовых труб и другие кровельные работы.
Основное оборудовани е—вальцы правйльные, ножницы рычажно-гильотинные, пресс для пробивки дыр и резки железа, ножницы маховые, гибочная машина, станок для фальцов, вертикальносверлильный станок, плиты правйльные, точило песочное.
Паяльно-жестяницкое отделение — изготовление, ремонт и постановка свечных фонарей с трубками, пепельниц, подоконных коробок с трубками, порогов, фановых труб; изготовление поддонов водяных баков туалетных комнат.
Основное оборудование — ножницы рычажные, пресс дыропробивной, вальцовочный станок, давильно-раскатный станок, гибочный станок, ножницы для резки по кругу, пресс для штамповки, вальцовочная машина, зиг-машина, печь круглая.
Отделение отопления и водопроводов — постановка поддона котла отопления, котла отопления с расширителем, насосов, коробки для воды; заготовка труб, сборка узлов сети отопления, сборка всей сети отопления, постановка арматуры, постановка кипятильников, душевых колонок; испытание сети отопления; заготовка труб и сборка сети водопровода; постановка умывальных раковин, унитазов, баков для воды, арматуры.
Основное оборудование — станок для гибки труб, станок для нарезки труб, труборезный станок, стенд для испытания труб, кузнечный горн.
Котельно-сварочное отделение — изготовление и ремонт котлов водяного отопления с расширителями, сварных грязевиков, сварных поддонов, коробок для воды, расширителей калориферов, паровых котлов, а также наливных воронок, дымовых труб печей сухого отопления, плит, баков для воды, овальных труб отопления; изготовление настила пола котельного отделения и другие котельносварочные работы.
Основное оборудование — фальцовочный станок, сверлильный станок, правйльные и разметочные плиты, гидравлический пресс, ручной для испытания котлов, пресс-ножницы, электросварочный аппарат, фасонные плиты для гибки, кузнечные горны, пневматические поддержки, наждачное точило, песочное точило.
Барьерно - гарнитурное отделение (или бригада) — ремонт переходных площадок и постановка их с деталями, барьеров, поручней, лестниц, скоб; постановка крюков сигнальных фонарей.
Основное оборудование — сверлильный станок, болторезный станок, плиты правйльные, горны кузнечные.
Автотормозное отделение — ремонт и испытание приборов автотормоза в автоматной; ремонт и сборка воздушных магистралей, тормозных цилиндров, запасных резервуаров, воздухораспределителей, концевых кранов, соединительных рукавов; сборка рычажной передачи, ручного тормоза и стоп-кранов; испытание тормоза на вагоне и сдача его инспектору МПС.
Основное оборудование — станки труборезный, трубозагибочный, трубонарезной, для притирки кранов, для насадки рукавов, сверлильный, для сборки труб, для закрепления хомутиков, столы для сборки патентованных частей тормоза, для разборки и ремонта тормозных частей, для сборки труб; испытательный стенд, плиты проверочные, ванна для окраски тормозных приборов, пресс гидравлический, ванны для обмывки и для прожировки манжет, приспособление для шлифовки и притирки втулок, станок (стенд) для испытания рукавов.
Столярное отделение по внутреннему оборудованию — ремонт на месте и постановка диванов, сидений, полок, рундуков, зонтовых и багажных полок, раскладок по стенам, потолку, нишам, спальных мест, подоконных столиков, откидных сидений, защитных решёток, а также надтрубных досок сети отопления, полочек для графина, инвентарных рамок, рамок для объявлений,ящиков для жалоб, ящиков для бумаг туалетных комнат и крышек унитазов, платяных крючков, фартучных крючков, номеров мест, часовых крючков, ручек и скоб для влезания на багажные полки и спальные места.
Столярно-дверное отделение (или бригада) — ремонт тамбурных, ширмовых и внутренних дверей вагона; пригонка, навеска наружных дверей вагонов н привеска внутренних дверей.
Столярно-рамное отделение (или бригада)— ремонт н перечистка оконных рам с масти-ковкой, остеклением и постановкой всей арматуры; ремонт оконных карнизов, наличников, междурамных, прижимных и наружных коробок; пригонка и сборка оконных рам по всему вагону.
Основное оборудование (для столярного отделения по внутреннему оборудованию, столярно-дверному и столярно-рамному отделениям) — станки фрезерный, токарный, строгальный рейсмусовый, шипорезный, шлифовальный, сверлильный (вертикальный), сверлильный (горизонтальный), фуговочный, ленточная пила, циркульная пила, клееварка, песочное точило.
Слесарно-замочное отделение (или бригада) — ремонт и изготовление замков всех типов, штребелей, личин, ручек, оконной арматуры, прутков занавесок. Сборка потолочных вентиляторов, ветряков, зонтовых и багажных полок, решёток ограждения, арматуры самоварника и внутреннего убранства и др.; ремонт петель полок, дверей, откидных пальцев спальных мест, подхватов, шарниров мягких спинок, петель спальных мест, кронштейнов спальных полок н другие мелко-слесарные работы.
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ВАГОНОРЕМОНТНЫХ ЗАВОДАХ
433
Основное оборудование — станки сверлильный, токарный, пресс-нож-иицы с дыропробивным устройством, пресс для штамповки, кузнечный горн, ручные ножницы, ручной пресс, наждачное точило, разметочная плита, правйльная плита.
Никелировочно-хромировочное отделение— очистка и полировка деталей, меднение, никелировка и хромирование.
Основное оборудование — ванны для обезжиривания щёлоком, травления кислотным раствором, нейтрализации, горячей воды, холодной, обезжиривания (плоская) венской известью, для меднения д никелирования, полировочный станок, низковольтный агрегат.
Обойное отделение — оклейка стен линкрустом, пола и панелей — линолеумом, обтягивание потолка и стен клеёнкой и дерматином; изоляция котельного отделения листовым асбестом, труб отопления — листовым асбестом, мешковиной и клеёнкой; обивка кузова л дверей мешковиной или оклейка картоном; ремонт и изготовление мягких диванов, обивка стульев мягких и жёстких и их ремонт, пошивка суфле, штор.
Основное оборудование — машины волосотрепальная, швейно-шорная, швейная, петельная, закроечная, стиральная, чан замочный, центрифуга, пылесос, шкаф сушильный, каток паровой, дезинфекционная камера, песочное точило. Прачечную размещают иногда вне отделения. Чехлы также могут стирать в банно-прачечных предприятиях.
Электроотделение — ремонт и сборка подвагонной магистрали, концевых коробок, ввода в вагон, междувагоииых соединений, монтаж осветительной проводки с установкой шайб под плафоны, розеток под выключатели и штепсельные розетки, сигнализационной и телефонной линии, радиосети; ремонт подвагонных динамомашин, распределительных щитов, аккумуляторных батарей; постановка аккумуляторных ящиков, аккумуляторов, динамомашин, распределительных щитов.
Основное оборудованием аккумуляторном отделении — баки разного назначения, ванны для промывки пластин, шкаф для сушки пластин, выварочные баки для медных деталей, водородный аппарат, ванны для разведения электролита, печь, лудильная ванна, ртутный выпрямитель или электроагрегат для зарядки аккумуляторов, измерительная аппаратура;
в электромонтажном отделении — станки давильный, труборезный, трубозагибочный, ручной пресс, рычажные ножницы, шкаф для инструмента;
в электромашинном отделении — станки сверлильный, настольный сверлильный, токарный для изолировки секций, карусельный для намотки катушек, приводная ножовка, пресс для коллекторов, столовые ножницы, пресс для секций, балансировочный станок, сушильная печь, высокочастотный агрегат, однофазный трансформатор, мотор-генератор, приводной шунтовой двигатель, стенд для испытания машин, камера для продувки, плита для заварки, плита для разметки, наждачное точило, баки разного назначения.
28 Том 7
Зеркальное отделение—ремонт зеркал, снятых с вагонов, и изготовление новых; ремонтоконных стёкол (изготовление фацета, снятие нагара и др.).
Основное оборудование — ванна для травления, ванна для наводки, ванна для обмывки, станки полировочный, шлифовальный, столы полировочный, шлифовальный.
Рамно-кузовной цех или отделение
Этот цех или отделение организуется при вагоносборочном цехе для ремонта вагонных рам и кузовов вагонов. Здесь организуются следующие специализированные участки.
Отделение кузова от рамы вагона и опуск кузова нарам у. На этом участке ведутся работы:
а) отделение кузова от рамы вагона и выкатка рамы и тележек;
б) ремонт и смеиа нижних обвязочных и подпольных брусьев кузова, постановка нижнего пола;
в) опуск кузова на отремонтированную раму вагона.
Для выполнения вышеуказанных работ на первой позиции выделяются стойла, оборудованные стендами для отделения кузова от рамы, с комплектом электрифицированных домкратов и стойла для ремонта рам вагонов, также оборудованные комплектом электрифицированных домкратов; при наличии мостовых кранов домкраты на рамных стойлах не обязательны.
Ремонт рамы вагона. На этом участке производят следующие работы:
а) очистку рамы от грязи и ржавчины;
б) правку и ремонт рамы;
в) клепальные работы по раме;
г) сварочные работы;
д) разборку, сборку и регулировку шпрен-гелей;
е) постановку косоуров;
ж) разборку и сборку ударно-упряжных приборов.
Отремонтированная рама вагона с собранными ударно-упряжными приборами сдаётся ОТК и инспектору МПС, а затем их окрашивают и подкатывают под кузов, отремонтированный по низу.
Ремонт кузова вагона. На этом участке выполняются следующие работы: а) разборка и ремонт обрешётки кузова; б) покрытие мест соединений брусьев и стоек рамы суперобмазкой;
в) постановка внутренней и наружной обшивки и изоляции;
г) постановка внутренней обшивки и перегородок;
д) ремонт нижнего и верхнего пола;
е) сборка опалубки крыши, потолка, разделка отверстий на крыше вагона с постановкой дефлекторных шайб;
ж) постановка штапиков и наружных кузовных карнизов;
з) изготовление и постановка подоконных щитов;
и) постановка изоляции котельных и печных отделений и мест под трубы отопления;
к) окраска подполья, грунтовка кузова и опалубки крыши.
434
ВАГОННОЕ ХОЗЯЙСТВО
Ремонт кузова должен быть разбит на два цикла работ, а именно:
Первый цикл — ремонт низа кузова на стенде. После окончания ремонта кузова вагон опускается на отремонтированную раму и выводится из-под стенда.
Второй цикл — ремонт остальной части кузова вне стенда.
Отремонтированный кузов сдаётся ОТК и инспектору МПС.
В рамно-кузовном цехе организуется участок по заготовке обшивочных досок по размерам в централизованном порядке. Для этого на участке устанавливаются стационарные или передвижные пилы.
Новые обработанные обшивочные и половые доски рамно-кузовной цех получает по требованию из центральной кладовой, а старые — от разборочного цеха.
Заготовка новых элементов кузова (брусьев и стоек) производится до поступления вагона на ремонтную позицию в деревообделочном цехе (или на заготовительном участке рамно-кузовного цеха) в зависимости от наличия оборудования.
Специализированные бригады в цехе или отделении организуются по принципу узкой специализации ие более 3—6 человек.
Отремонтированные кузов и рама на ходовых частях после приёмки инспектором МПС передаются в вагоносборочный цех.
Ремонтно-комплектовочный цех или отделение
В ремонтно-комплектовочном цехе (отделении) ремонтируют детали, комплектуют их по узлам и собирают узлы для ремонтируемых вагонов.
В цехе (отделении) организуют следующие специализированные отделения (бригады) по ремонту запасных частей, комплектовке деталей по узлам и сборке узлов:
кузнечное — ремонт упряжи, ударных приборов, деталей ходовых частей, тормоза, элементов рамы и др.;
электросварочное — наплавка деталей, заварка трещин, стыковая сварка, газорезочные работы;
механическое — механическая обработка деталей;
отделение ремонта автосцепки — ремонт и проверка головок автосцепки, фрикционных аппаратов расцепного привода;
отделение ремонта подшипников —выплавка и заливка подшипников баббитом, пригонка их по эталонам шейкн;
концепропиточное — пропитка подбивоч-ных концов и валиков;
слесарно-комплектовочное отделение —ремонт деталей и комплектовка букс, люлеч-ного подвешивания, триангелей, тормозных рычагов, ударных приборов, стяжек и др.
Основное оборудование: для выполнения кузнечных работ — паровой и пневматический молот, механизированные ножницы, машина для стыковой электросварки, электросварочный аппарат для дуговой сварки, горны кузнечные, нагревательная печь, правильные плиты, наковальни, точило наждачное, пресс для испытания упряжи;
для выполнения механической обработки— станки токарно-винторезный, револьверный,
сверлильный, вертикальный, поперечно строгальный, универсально-фрезерный, долбёжный, болторезный, песочное точило, разметочная плита, механическая ножовка;
для выполнения сварочных работ — сварочные трансформаторы для дуговой сварки, ацетиленовые станции (или аппараты), кислородные станции;
для изготовления электродов — шаровая мельница, сушильный шкаф, станок для резки и правки проволоки, станок для обмазки электродов, печи по заливке подшипников, для выплавки и плавки баббита, стол для комплектовки форм, стол для разборки форм, стенд для заливки, пресс Бринеля, весы: для ремонта автосцепки—механизированный ручной инструмент, электросварочный аппарат, пресс для сжатия пружины фрикционного аппарата;
для слесарно-комплектовочных работ — верстаки слесарные, приспособления для комплектовки отдельных узлов, механизированный ручной инструмент, правйльные плиты, кузнечный горн.
Тележечный цех
В тележечном цехе (отделении вагоносборочного цеха) выполняют следующие работы:
Разборка тележек: тележки разбирают в тележечном цехе (отделении) строго по разметке мастера бюро описи после их подачи из рамно-кузовного цеха (отделения); ходовые части 2-осных вагонов разбираются в рамно-кузовном цехе (отделении), откуда подаются в тележечный цех, Очистка деталей: разобранные детали ходовых частей, за исключением деревянных, подаются на площадку для дальнейшего направления их в выварочные ванны или моечную машину. Колёсные пары очищают непосредственно в ваннах колёсного цеха. Детали узлов тележек буксового, тормозного и люлечного подвешивания после выварки и очистки отсылают в ремонтно-комплектовочный цех.
Сборка тележек: собранные ремонтно-комплектовочным цехом детали в узлы (буксовый, рычажная передача, люлечное подвешивание) поступают в тележечный цех уже испытанными. Указанные детали и узлы в тележечный цех подаются перед началом сборки тележек транспортными бригадами.
Проверка центров: опуск вагона на тележки, монтаж ходовых частей 2-, 3-осных вагонов и проверка центров производятся рабочими тележечного цеха (отделения) в сборочном цехе.
Обкатка вагонов ведётся специальной обкаточной бригадой.
Приёмка тележек: собранные тележки перед подкаткой под вагоны проверяются ОТК и принимаются инспектором-приёмщиком МПС. Результаты осмотра и приёмки заносятся во внутризаводской паспорт вагона.
Основное оборудование — моечная машина, мостовой кран, передвижные домкраты, сварочные трансформаторы, консольные поворотные краны (для съёмки и постановки надрессорных брусьев).
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ВАГОНОРЕМОНТНЫХ ЗАВОДАХ
435
Малярный цех или отделение
Здесь выполняются все работы по внутренней и наружной окраске с нанесением всех знаков и надписей.
Основное оборудование — краскотёрки, месила, бегуны, сита, грохот для просеивания сухих красок, передвижные площадки для выполнения работ по наружной окраске вагона, плиты (гранитные или мраморные), баки разного назначения, приспособления для механизации отдельных операций подготовки вагона к окраске (снятие старой краски, шлифовка, расчистка и др.) и по окраске вагона (пульверизационные установки, бескомпрессорная окраска).
ОСНОВНЫЕ ЗАГОТОВИТЕЛЬНЫЕ И ПОДСОБНЫЕ ЦЕХИ
ВАГОНОРЕМОНТНЫХ ЗАВОДОВ
Колёсный цех
В колёсном цехе производится ремонт и обработка колёсных пар со сменой и без смены их элементов.
Ремонт выполняется на следующих основных участках (отделениях) цеха:
выварочное — выварка и очистка колёсных пар в специальных ваннах или на моечной машине;
сварочное — ручная сварка деталей колёсных пар; автоматическая сварка по наплавке гребней, бандажей и ободов центров;
бандажное — нагрев бандажей для съёма иди насадки, проверка ободов центров, вырезка укрепляющих колец, заготовка новых колец, вальцовка колец;
заготовительное •— обработка новых и старогодных элементов колёсных пар (осей, центров, бандажей);
прессовое — распрессовка и запрессовка колёсных пар;
обточки — обработка колёсной пары по профилю бандажа, обработка шеек.
Транспортировка колёсных пар и их элементов производится с помощью мостовых кранов, кран-балок, монорельсов и железнодорожного пути широкой колеи.
Основное оборудование це-х а—колёсно-токарные станки (диаметр обработки 780 — 1 220 мм, расстояние между кругами катания 1 580 мм), карусельные многорезцовые станки (диаметр планшайбы 1 400 мм), карусельный полуавтомат для обработки колёсных центров вагонов (диаметр планшайбы 1 550 мм, диаметр обработки 1 100 мм), токарные многорезцовые станки для обработки вагонных осей, высота центров 400—500 мм, расстояние между центрами 2 800—3 000 мм), токарно-накаточные станки для обточки и накаткн шеек осей (высота центров 320 мм, расстояние между центрами 2 000 мм), станок для завальцовки укрепляющих колец (максимальный диаметр колёсной пары 1 200 мм), станок для гибки укрепляющих колец, гидравлический пресс для рас-прессовки колёсных пар, гидравлический пресс для запрессовки колёсных пар, станок для наплавки бандажей, электросва
рочные трансформаторы, электрические или газовые горны для нагрева бандажей, дефектоскопы для проверки средней части оси, дефектоскопы для проверки шеек осей, дефектоскоп для проверки бандажей, моечная камера или моечная машина.
Подготовка всего производственного процесса ремонта колёсных пар осуществляется в отстойном парке колёсного цеха.
В отстойном парке производятся:
1) приёмка колёсных пар из ремонтносборочного цеха и разгрузка поступающих с линии для ремонта; осмотр и предварительное определение объёма требуемого ремонта поступивших в парк колёсных пар;
2) учёт исправных и требующих ремонта колёсных пар, а также новых и старогодных элементов;
3) хранение ожидающих ремонта и отремонтированных колёсных пар, новых и старогодных элементов:
4) транспортировка колёсных пар и их элементов в выварочное отделение для очистки, а затем в цех;
5) погрузка отремонтированных колёсных пар.
Колёсный парк распределяется на четыре участка:
рабочий отстойный парк, предназначенный для хранения отсортированных колёсных пар, ожидающих ремонта;
резервный отстойный парк, предназначенный для хранения неотсортированных колёс ных пар, а также для отстоя их при массовом поступлении, когда количество их превышает объём специализированных путей рабочего парка, выделенных для определённого вида ремонта колёсных пар;
парк готовой продукции — для хранения отремонтированных колёсных пар;
склад новых и старогодных элементов.
Участки колёсного парка обслуживаются транспортно-подъёмными средствами и обустройствами (эстакады с мостовыми кранами, железнодорожные краны, тележки и т. д.).
Для равномерной загрузки оборудования по объёму ремонтных работ и подборки старогодных элементов при колёсном цехе создаётся резервный и рабочий колёсный парк, ёмкость которого определяется программой работ колёсного цеха.
Неснижаемый запас элементов колёсных пар устанавливается не менее месячного расхода.
В основу планирования производства цеха взяты полная загрузка оборудования и сохранение принципа поточности в ремонте колёсных пар.
На каждые сутки начальник цеха совместно с мастером парка намечает сменно-суточный план работы за 8 час. до начала суток.
Сменно-суточный план работы составляется на основании заданного объёма работы, потребности колёсных пар для сборочного цеха, потребности колёсных пар (по типам) для дорог.
Для выполнения сменно-суточного плана учитывается загрузка станочного оборудования, обеспеченность новыми элементами колёсных пар, рациональное использование старогодных элементов и увязка обработки отдельных элементов каждой смены с послс-
28*
43G
ВАГОННОЕ ХОЗЯЙСТВО
дующей для создания общего потока движения элементов и колёсных пар в цехе.
Составленный сменно-суточный план доводится до сведения мастеров и бригадиров цеха.
Перед началом работы за 15—20 мин. мастера проводят планёрное совещание своей смены, где доводят до сведения всех станочников о сменном задании.
На основании полученного сменного задания о подаче колёсных пар с определённым объёмом ремонта и по типам мастер колёсного парка обеспечивает подачу колёсных пар в выварочное отделение. Подача элементов производится с расчётом, чтобы к началу смены в цех было подано не менее 30% всех элементов колёсных пар сменного задания; остальные подаются в течение смены.
В условиях зимнего времени подача элементов (до начала их обработки) производится не менее как за 3—5 час., для чего на промежуточных складских площадках в цехе запас элементов должен быть создан больше, чем в летнее время, примерно на 50%.
Кузнечный цех
Кузнечный цех главным образом предназначается для изготовления новых поковок как для нужд завода, так и для линии в объёме, установленном планом.
Ввиду разнохарактерной номенклатуры деталей производство поковки производится на молотах свободной ковки с применением штамповки в подкладных штампах.
Оборудование цеха. В связи с широкой номенклатурой деталей и объёмом ремонта вагонов количество оборудования имеет большие колебания по заводам.
В зависимости от номенклатуры изделий, программы работ и характера производства основное оборудование кузнечного цеха состоит из различных паровых молотов с весом падающих частей от 0,5 до 2 т. пневматических молотов 0,25—0,4 т, горизонтальноковочных машин, кривошипных прессов до 300 т, фрикционных прессов 100 т, гайко-делочных машин и пресс-ножниц.
। _ Производительность кузнечного оборудования приведена в табл. 27.
Рессорно-пружинный цех
Рессорно-пружинный цех производит изготовление и ремонт рессор и пружин для нужд ремонта вагонов на заводе и для нужд линии.
На ряде заводов рессорно-пружинный цех входит в состав кузнечно-прессового цеха как отделение.
Основное оборудование цеха — прессы для снятия хомутов, гибочные станки, прессы для обжимки хомутов, прессы для статического и динамического испытания рессор, навивочные станки, пресс для обрезки, сверлильные станки, правйльные плиты, нагревательные печи, дефектоскопы, ножницы.
Производительность оборудования рессорно-пружинного цеха приведена в табл. 28.
Таблица 28
Производительность оборудования рессорно-пружинного цеха
Наименование оборудования
Производительность оборудования в шт./час
Пресс для снятия хомутов . . 20
Гибочный станок 60
Плита рессорная для припа-
совки листов вручную .... 10
Пресс для обжимки хомутов . 20
» »> испытания рессор 10
» » » пружин . 30
Плита для ремонта пружин
вручную 30
Инструментальный цех
Цех выполняет следующие работы:
а) изготовление и ремонт специального инструмента — режущего, измерительного и вспомогательного, а также приспособлений, металлических моделей, кокилей, штампов и пр.;
б) ремонт всего нормального инструмента;
в) ремонт пневматического инструмента;
г) переточка всех видов режущего инструмента.
Таблица 27
Производительность кузнечного оборудования при двухсменной работе
Молоты Пресс эксцентриковый Пресс фрикционный Горизонтально-ковочная машина Нагревательные устройства Расход топлива в кг!час
вес падающих частей] молота в т производительность в mfeod мощность । в т производительность в т/год мощность в т производительность в т/год размер в дм производительность в ml год Печь к молоту 1 т » » » 0,4 т ....... » » » 0,3 т » » кривошипному прессу 300 т . .... • Печь к горизонтально-ковочной машине Печь к гайкоковочной машине . Печь отжигательная Горн к фрикционному прессу . . Круглый горн Двухогневой кузнечный горн . 53 35 22 53 25 25 40 18 14,5 10
0,15 0,25 0,35 0 ,50 0,75 1,0 1,5 2,0 80 150 280 350 450 560 900 30 50 100 150 200 325 260 260 350 350 370 370 30 50 100 160 300 135 190 270 310 310 1 1,5 2 3 4 60 270 270 475 900
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ВАГОНОРЕМОНТНЫХ ЗАВОДАХ
437
В зависимости от объёма работ инструментальный цех имеет отделения и участки: станочное, слесарное, заточки инструмента, ремонта пневматического инструмента, термическое, инструментально-раздаточные кладовые, кладовые.
Основное оборудование — токарно-винторезные станки, токарно-затыловочные, универсально-фрезерные, горизонтальнофрезерные, вертикально-фрезерные, поперечнострогальные, вертикально-сверлильные, круглошлифовальные, внутришлифовальные, плоскошлифовальныс, универсально-заточные, станок для заточки свёрл, станок для анодномеханической заточки, настольно-сверлильный станок, опиловочный станок, ножовочная пила, точильный станок для точки пил и ножей, установка для электроискрового упрочнения (КЭИ-1), прошивочный станок, печи для термической обработки, ванны разного назначения (для термической обработки), пресс Ьринеля, пресс Роквелла.
Ориентировочные данные для расчёта трудоёмкости в инструментальном цехе приведены в табл. 29.
Таблица 29
Расход станко-часов в инструментальном цехе
Затрата
3 атрата слесарных
станко- чел.-час.
Наименование инструмента часов на про-
на 1 т грамму в %
от станоч-
ных работ
Режущий 850 10
Измерительный 3 700 50
Вспомогательный 2 170 60
Приспособления 2 000 40
Штампы кузнечные для сво-
бодной ковки 90 25
Штампы для горячей штам-
повки 180 35
Штампы для холодной
штамповки 900 50
Металлические модели . . . 600 .0
Деревообрабатывающий . . 1 950 100
Восстанавливаемый .... 1 120 15
Пневматический 3 000 50
Нормы для расчёта потребности в инструменте приведены в табл. 30, удельный вес станков — в табл. 31, данные для расчёта программы термического отделения —в табл. 32.
Таблица 30
Нормы для расчёта годовой потребности в инструменте (при 3-сменной работе оборудования)
Наименование инструмента Единица измерения Нормы \ ъ кг |
Режущий Основной металлорежущий станок 110
Измерительный То же 20
Вспомогательный )> 50
Приспособления Штампы кузнечные для свобод- » 100
ной ковки т 6
Штампы для горячей штамповки Штампы для холодной штам- » 15
повки » 8
Металлические модели »> 1
Кокили » 12
Деревообрабатывающий .... Деревообрабатывающий станок 45
Восстанавливаемый Основной металлорежущий станок 65
Пневматический Пневматический аппарат 1,5
Таблица 31
Нормы по удельному весу станков
Наименование станков Соотношение станочных работ в %
Токарные, револьверные и расточные ‘ . Токарно-затыловочные Строгальные Долбёжные Фрезерные • Сверлильные Шлифовальные Заточные 30,4 2,3 7,2 1,2 15,2 9,7 21 ,2 12,8
Таблица 32
Данные для расчёта годовой программы термического отделения
Наименование видов обрабатываемых изделий Количество изделий, подвергающихся термообработке, в %|
Всего Отжиг Цементация Подогрев Закалка Отпуск высокий Отпуск низкий
Режущий инструмент 95 50 60 100 60 40
Измерительный инструмент .... 70 30 20 — 100 — 100
Вспомогательный (крепёжно-зажимной) 12 10 15 — 100 60 40
Приспособления 2 10 10 — 100 60 40
Штампы холодной штамповки . 40 100 — — 100 80 2J
Штампы горячей штамповки и свободной ковки 200 100 — — 100 80 20
Восстанавливаемый инструмент . 65 10 — — 100 — —
Пневматический инструмент . . . 90 10 10 — 100 60 40
Цокили 50 100 — — 100 80 20
Запасные части для ремонта вагонов 5 50 100 100
Запасные части для ремонта обо-! рудования 80 - 10 - 100 — 100
438
ВАГОННОЕ ХОЗЯЙСТВО
Ремонтно-механический цех
Ремонтно-механический цех выполняет следующие работы: капитальный ремонт и модернизацию всего оборудования и трубопроводов завода; изготовление запасных частей для оборудования; изготовление приспособлений и ограждений по технике безопасности.
Ремонт печей выполняется бригадами кузнечного и литейного цехов, поковку и литьё Для изготовления запасных частей оборудования цех получает от заготовительных цехов завода. Горячекотельные и кузнечные работы выполняются в соответствующих отделениях других цехов.
Термическая обработка деталей ремонтируемого оборудования выполняется в термическом отделении инструментального цеха.
В составе цеха обычно имеются отделения и участки работы: разборочное, слесарносборочное, механическое, жестяницко-трубо-проводное, кладовая.
Крупное оборудование ремонтируется на месте его установки.
Основное оборудование — станки токарно-винторезные, горизонтальнорасточные, продольно строгальные, поперечно-строгальные, универсально фрезерные, вертикально-фрезерные, зубофрезерные, долбёжные, вертикально-сверлильные, радиальносверлильные, кругло шлифовальные, обдирочно-шлифовальные переносные, вертикальносверлильные настольные, ножницы ручные, станок для гибки и отрезки труб, электросварочные машины, мостовой кран грузоподъёмностью 5 т.
Расчёт потребного количества основного оборудования производится по укрупнённым нормативам на 1 000 РЕ, (табл. 33—37). Трудоёмкость условной ремонтной единицы РЕ) дана на стр. 406 в табл. 75.
Таблица 33
Ремонтоёмкость оборудования
Наименование цеха Единица измерения Норма на единицу в PEj
Вагоноремонтный и его отделения Ремонта запасных частей (РЗЧ) Тележечный Механический Колёсный Инструментальный с термическим отделением Кузнечный и рессорно-пружинный Литейный Неучтённые производства (без РМЦ), модернизация и изготовление устройств техники безопасности, а также ремонт оборудования РМЦ Производственное оборудование . . . % от ремонтоёмко-сти механического цеха, РЗЧ и колёсного цеха Производственное оборудование . . . То же » » Станок Кузнечнопрессовое оборудование . . . 1 000 tn О/ /а 4,3 15 4,0 4,0 4,0 7,5 3,2 3,5 5,7 22 15
Таблица 34
Ремонтоёмкость печей
Наименование цеха Единица измерения Норма I на единицу в РЕ3
Литейный Кузнечный Электроплавильная печь Вагранка Отжигательная печь, площадь пода 4 м2 . . Камерное сушило 5,Ох хЗ,2 м ......... Сушильный шкаф . . . Нагревательная и отжигательная печи .... 3,0 Л,0 5,0 1,6 0,5 5,0
Рессорно-пружинное отделение Термическое Нагревательная печь Электропечь сопротив- 3,0
отделение ления Электропечь ПН-31 . . Электропечь ВЦ-22 | Масляный бак Угольная печь, площадь пода 2 м2 . . . . 1 ,0 2,0 2,0 1,0 4,0
Табл и ца 35
Ремонтоёмкость трубопроводов
Наименование цехов Норматив на 1 000 м в РЕа
Цехи холодной обработки металлов (вагоноремонтный и вспомогательные цехи) Цехи горячей обработки металлов (литейный, кузнечно-рессорный, термический, жестяницко-медницкий) Пожарное депо, заводоуправление, проходные, конторы, бытовые и пр. Лаборатория, гараж, ацетиленовая и кислородная станции, столовая . . . Внешние сети по территории завода (площадь в га) ............ 2,6 3,5 3,о 4,0 18,0
Т а б л и ц а 36
Нормативы по расчёту оборудования
Наименование об орудования Механизмы Печи Трубопроводы
норма
на 1 000 РЕх на 1 000 ре2 на 1 000 РЕа
Токарные, револьверные и карусельные станки . . 5,3 0,45 0,25
Расточные станки . . 0,3 .— 0,1 1
Продольно-строгальные станки .... 0,45
Поперечно-строгальные станки .... 0,5 0,4 0,15
Универсально- и горизонтально-фрезерные 0,65
Вертикально-фрезер-ные станки . „ . . . 0,3 — 0,1
Зуборезные станки . 0,75 — —
Долбёжные станки . 0,2 — —
Сверлильные станки 1,2 0,5 0,2
Болторезные станки — — 0,1
Шлифовальные станки • 0,8 - -
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА НА ВАГОНОРЕМОНТНЫХ ЗАВОДАХ
439
Таблица 37
Нормативы иа расход материалов (в тоннах иа год)
( Наименование 1 Мех аниз-мы Печи Трубопроводы
норма
на 1 000 PEi на 1 000 ре2 на 1 000 РЕ,
। Литьё чёрное ! (чугун, сталь) ! Литьё цветное ‘ Поковки . . . . 1 Катаный металл ; Метизы । Трубы разные и ! фитинги . . . . • Прочее (свинец, баббит) .... 44,0 3,0 25,0 35,5 1 ,5 1 ,0 30,0 20,0 45 ,0 3,0 3,0 о,1 0,2 0,2 8,6 0,1
Электроремонтный цех (отделение)
Электроремонтный цех предназначен для ремонта заводского электрооборудования и электроаппаратуры. Состав цеха и нормы для расчёта площади приведены в табл. 38.
Потребность в оборудовании может быть определена (в условных ремонтных единицах электрооборудования) по указанным ниже нормативам Гипротяжмаша в зависимости от объёма ремонтных работ электроцеха (табл. 39, 40).
Таблица 38
Нормы для расчёта площади (в условных ремонтных единицах электрооборудования)
I Норма
Наименование участка на 1 000
I ЭРЕ
Разборочно-сборочный ......... 8
Промывочный......................... 2
Слесарно-механический............... 10
Обмоточный.......................... 10
Пропиточно-сушильный.............. 3,5
[ Ремонт точных приборов ......... 7
[ Испытательная станция........... 3
Склад материалов и склад деталей, ожидающих ремонта................. 7,5
Таблица 39
Нормы годовой ремонтоёмкости на основное электрооборудование
Наименование Норма । на 1 квгп ] в ЭРЕ 1
Электродвигатели станков и прочего оборудования Трансформаторы с внешними силовыми сетями и с арматурой . Сталеплавильная печь Электроосвещение 0,8 0,043 0,Г2 3 ,0
Литейный цех
Основные данные производства чугунного, стального и бронзового литья в литейных цехах вагоноремонтных заводов могут быть определены по нормам, указанным в табл. 41 — 45 (по данным проектов новых и опыта действующих вагоноремонтных заводов).
Таблица 40
Нормы для определения количества основного оборудования1
Наименование оборудования Но рма
и основные размеры на 1 иии ЭРЕ
I Ванна для промывки деталей 1,5х
х 1 ,0 м ................ 0,2
' Вертикально-сверлильный (настоль-
; ный) 0 6 мм ............. 0,4
I То же 0 18 мм ................. 0,2
I Точильный станок 0 300 мм..... 0,2
; Электродрель 0 12 мм .......... 0,2
I Электродрель 0 20 »> 0,2
, Обмоточный станок ............ 0<2
: Станок для статической балансировки
роторов........................ 0,2
Козлы для намотки роторов ........ 0,4
Прецизионный токарный станок 90 х
х400 мм ............... 0,2
Контрольный электроизмерительный
щит (число панелей)...... 0,4
Пресс (для контроля манометров). 0,2
Вакуум-насос 0,8 м3......... 0,2
Пропиточный бак h <= 1,2 М; 0 0,8 м 0,2
Ручная таль-кошка Q = 0,5 т . . . . 0,2
Бак для лака, объём 1 м3 ...... . 0,2
ЭлектросушильныЙ шкаф 1,2x0,8 м . 0,2
Разметочная плита 1,0x1,0 м .... 0,2
Испытательный стенд для электро-
двигателя 3-фазного тока....... 0,2
Нагрузочная динамомашина........ 0,2
Реостат нагрузочный до 220 a .... 0,2
Распределительный щит с приборами до 4 панелей..................... 0,2
Прибор для испытания прочности изоляции и трансформаторного масла . 0,2
1 По данным Гипротяжмаша.
Таблица 41
Съём литья с 1 м общей формовочно-заливочной площади
Съём в т/год
Лит' ё
Вид форм
Чугунное Металлические формы (на
стенде) 16
» Песчаные формы (машинная
формовка) 9
» Песчаные формы (ручная
формовка) 6
Стальное Песчаные формы (машинная
формовка) 8
» Песчаные формы (ручная
формовка) 5
Таблица 42
Расход сжатого воздуха в литейных цехах
Наименование потребителей Давление воздуха в amu Расход сжатого воздуха на единицу по каталогу в м31час
Пневматическая формовочная машина Пневматическая трамбовка . . Пневматическое зубило . . . Пневматический подъёмник . Пескоструйный сопловой аппарат Пневматическое сопло .... 6-7 6-7 6—7 6-7 3-4 3-4 8,0 42,0 42,0 8,0 180,0 36,0
440
ВАГОННОЕ ХОЗЯЙСТВО
Таблица 43
Производительность основного литейного оборудования
Наименование оборудования
Производительность в mjuac
Стальное литьё
Пневматическая формовочная машина 20 форм в час Очистной барабан. Первичная очистка литья весом до 50 кг, за исключе-
нием колонок тележки и разного 0,6
фасонного литья
То же вторичная очистка 0,9
Камера для очистки литья с сопло- 0,6
вым аппаратом — первичная очистка
То же вторичная очистка и,8
Обдирочно-шлифовальный станок — 0,3
зачистка литья весом до 20 кг
То же передвижной—зачистка литья
весом свыше 20 кг 0,15
Пневматическое зубило — обрубка
литья весом свыше 10 кг 0,20
То же выбивка стержней —
Ручное зубило — обрубка литья ве сом
до 10 кг 0,08
Электросварочный трансформатор
(заварка 20% литья) 0,5
Чугунное литьё
Стенд для заливки тормозных колодок .............................
Очистной барабан — очистка литья весом до 50 кг за исключением тормозных колодок ..................
Камера — очистка литья весом свыше 50 «а............................
Обдирочно-шлифовальный станок — зачистка литья весом до 20 кг
То же передвижной — зачистка литья весом свыше 20 кг ....... ...
Пневматическое зубило — обрубка литья весом свыше 10 «г..........
Ручное зубило — обрубка литья весом до 10 кг.....................
Электросварочный трансформатор — заварка литья....................
Смешивающие бегуны—приготовление облицовочных и стержневых составов для всех видов литья ........
Землеразрыхлитель ленточный передвижной — переработка всех составов .............................
Землесеялка передвижная — просев свежих формовочных материалов . Шаровая мельница — размол каменного угля и 50% глины............
56 шт.
0,8
0,8
0,4
0,25
0,4
0,1
0,6
1,0
4,0
1,5
О, 75
Продолжение табл. 44
Наименование материалов Годовой расход в %
1 1 стальное литьё 1 чугунное литьё бронзовое литьё
Ферросилиций доменный 1,0
» 45% 0,8 .—
Ферромарганец 1,0 .—
Алюминий 0,1 — —
Лом чугунный — 36.0 —
» стальной 59,6 10,0 —
Возвратный материал (лит-
ники, прибыли, брак) . . Бронза паспортная . . . . 35,0 14,0 30,0
— — 37,7
Лом бронзы — 30.0
Медь -— 0,45
Медь фосфористая — — 1 ,о
Олово — 0,05
Цинк — — 0,8
Топливо и электроды
Кокс для плавки — 14% от метал-лоза-валки 40% от жидкого металла
Электроды для плавки (в %
от жидкого металла) . . . 2,2 — —
Дрова для растопки и разогрева в % от веса ме-
таллозавалки 0,3 2,0 0,5
Флюсы и огнеупорные материалы (в % от жидкого металла)
Руда 1,0 —
Известь металлургическая 0,5 — —
Плавиковый шпат 0,05 — —
Известняк я 4,0
Динасовый кирпич 4,0 — —
Шамотный кирпич 5,0 3,0 3,0
Ковшевой кирпич 1,0 — —
Сифонный кирпич 1,5 —
Глйна огнеупорная 0,5 1,5 1,0
Песок кварцевый 3,0 з,о 2,0
Таблица 45
Таблица 44
Расход материалов на литьё
Наименование материалов Годовой расход в %
<D О X X Ч £ о чугунное литьё бронзо- 1 вое литьё
Выход ГОДНОГО литья .... 60 80 65
Возвратный материал (литники, прибыли, брак) . . 35 14 30
Угар 5 6 5
Шихтовые материалы Чугун литейный 28,0
» передельный .... 3,5 10,0
» зеркальный — 1,0 —
Состав формовочных смесей и нормы их расхода
Наименование формовочных составов ! Расход формовочной смеси в т на 1 т литья Состав смеси В %
горелая । земля I 4> S S *5 ffl £ О С глин а прочие примеси |
Стальное литьё
Состав для ручной и машинной формовки: облицовочный (20%) . наполнительный (80%) Состав для стержней . . 1,0 4,0 0,5 20,0 95 67,5 2,0 94,0 12,0 3,0 3,0 0,5 3,0
Чугунное литьё
Состав для ручной формовки : облицовочный (20%) . наполнительный (80%) Состав для стержней . . 1,0 4,0 0,5 45,0 95,0 40,0 2,0 94,0 10,0 3,0 3,0 5,0 3,0
Бронзовое литьё
Состав для ручной формовки (единый) .... Состав для стержней . . 6,0 о.б 90,0 6,0 90,0 2,0 8,0 2,0 2,0
ТУ, ТЕХНОЛОГИЯ И СПРАВОЧНЫЕ ДАННЫЕ ПО РЕМОНТУ ВАГОНОВ
441
ТУ, ТЕХНОЛОГИЯ И СПРАВОЧНЫЕ
ДАННЫЕ ПО РЕМОНТУ ВАГОНОВ
ДОПУСКИ ПРИ РЕМОНТЕ ВАГОНОВ
В табл. 1—5 приведены допуски при ремонте грузовых и пассажирских вагонов.
Таблица 1
Допуски при ремонте грузовых вагонов
Наименование допуска Альбомные размеры или технические 5 Допуски при ремонте в мм
S о капитальном I сред-| нем
Тележки
Износ рабочих поверхностей пятников и подпятников Разработка у поясов отверстий для колончатых и буксовых болтов Размеры поясов тележек: верхний средний нижний Допу стимое уменьшение толщины поясов в местах изгиба не более Износ вкладышей скользунов Глубина залегания вкладыша скользуна в коробке . Разработка у колонки тележки отверстия для валика тормозного башмака Разность по высоте пружин и рессор в одном комплекте Разность диаметров по кругу катания у двух колёсных пар: у двухосных вагонов . . в одной тележки четырёхосного вагона •> разных тележек четырёхосного вагона . . . Разница расстояний между центрами осей (по базе) у одной тележки: поясной литой Местные зазоры между опорой буксы и рамой литой тележки Местные зазоры в местах прилегания колонок и букс к поясам тележки . Суммарный зазор между на-шчниками шкворневой балки и колонками поясной балки или направляющими рамы литой тележки: вдоль вагона не более . . » » » менее . . поперёк вагона не более » в » менее Зазор между боковыми скользунами (в сумме с обеих сторон) у всех типов вагонов, кроме хопперов То же у хопперов Допускается постановка в коробку скользуна подкладок или прострожка вкладыша скользуна . . 150x35 150x40 150x16 45 2 6 12 2 2 1 1 8 1 11 3 16±4 34-8 До 3 » з 146x32 146x37 146x14 0,5 До 5 Не ме -нее 35 До 2 » 5 35 10 20 2 1 1 12 3 14 3 16±4 6 4-12 До 5 До 3 в 3 146x32 146x37 146x14 0,5 До 5 Не менее 35 До 2 » 5 35 10 20 2 1 1 12 3 14 3 16±4 64-12 До 5
Буксы и подшипники Разбег подшипника по шейке оси: для осей I и II типов . . в » III типа .... 24-4 64-8 24-4 64-8 24- 6 4- 4 8
Продолжение табл. 1
Наименование допуска Допускается выработка пазов буксы по ширине . Зазор между наружно? стенкой паза пылевог шайбы в верхней части буксы и предподступич-ной частью оси не менее Зазор между болтами и буксой у поясной тележки . Зазор между подшипником и вкладышем вдоль шейки оси Отклонения от альбомного размера зазора между вкладышем и передним упором буксы Буксовые лапы Выработка ветвей буксовых лап по толщине и ширине не более Допускаемые отклонения установки буксовых лап на раме вагона: по угольнику в поперечном и продольном направлении к раме . . . по расстоянию между центрами лап с двух сторон вагона (по базе) по расстоянию между центрами лап по диагонали между серединой просвета буксовой лапы и серединой расстояния между рессорными кронштейнами Суммарный зазор между буксой и буксовой лапой вдоль оси вагона: у двухосных вагонов грузоподъёмностью до 20 т постройки заводов СССР у двухосных вагонов 20-т на осях 111 типа .... у двухосных 25-гп хопперов и цистерн Рессорное подвешивание Допускаемая разработка отверстий в рессорной серьге . . . . • Допускаемый износ рессорного валика по диаметру Допускаемый износ тела серьги по толщине около отверстия для валика . . Общий зазор между валиком и серьгой Разработка отверстия рессорного кронштейна для валика Ударные приборы и упряжь Зазор между буферным стержнем и горловиной стакана Разность высот центров буферов на одном буферном брусе ... Разность высот центров буферов с противоположных концов вагона .... 9 сл Альбомные ° । 1 ° ! 1 1 5 5 1 I 1 i ! 1 „ „ | размеры или сл сд — с о технические . условия Допуски при ремонте в мм
капиталь- ном До 2 10 Не более 5 2 До 2 о До 2 в 5 » 8 в 3 12 25 16 2 1 2 До 3 в 2 4 До 15 в 25 среднем До 2 10 Не более 5 2 До 2 3 До 2 В 5 в 8 в 3 1-’ 25 16 2 1 2 До;з » 2 6 До 15 в 25
442
ВАГОННОЕ ХОЗЯЙСТВО
Продолжение табл. 1
Наименование допуска Г" Ф £ 5 S £ 5 X 2 3 в: $ Q У s 5 4> s ta Допуски при ремонте в мм
капитальном среднем
л * ж 5 х «X- W Ф U. ь о
Расстояние от заплечика крюка сквозной упряжи до буферного бруса (до наружной грани направ- Не меж не бо
ляющей крюка) Расстояние между шайбами упряжной пружины и предохранительными трубка- 50 »е 46 и лее 60
ми Зазор между соединительной муфтой и хвостови- 45 45±1 45±1
ком крюка Зазор между квадратной частью крюка сквозной упряжи и направляющей 2 До 2 До 2
крюка Рама вагона Прогиб металлических швеллерных брусьев и хребтовых балок в вертикальном направлении: 6 в 7 В 7
у двухосных вагонов . . — 15 15
: у четырёхосных вагонов . Прогиб буферных и поперечных брусьев в горизонтальном направлении: 25 25
у двухосных вагонов . . — 10 10
у четырёхосных вагонов . Допускается постановка стальных подкладок между шкворневой балкой рамы вагона и пят- 10 10
ником Глубина протёртости хребтовой балки в месте расположения ударно-тяго- До Ю До 10
вого аппарата автосцепки Кузов и крыша Размеры досок пола по тол- щине: у новых досок нижнего в 3 в 3
пола не менее у остальных исправных 43 48 48
досок не менее . . . . верхнего настила двойно- го пола изотермических 48 44 44
вагонов не менее . . . . Размеры досок пола по ширине во всех случаях не 48 35 35
менее Уменьшение размера исправной деревянной стой- 120 120 120
ки по толщине и ширине Местные выбоины деревянных люковых стоек по на- До 5 До 5
ружной грани глубиной . Местные несквозные зазоры — в 10 в 10
в соединениях досок пола Уширение кузова крытого До 2 До 2
вагона внутри Перекрытие дверного обвязочного бруса верхней направляющей планкой + 11 » 15 в 15
не мен!>ше Местные зазоры между бор- 33 30 30
тами и полом платформы Уширение боковых стен 5 До 5 До 5
гондол в верхней части . Изгиб верхней обвязки полувагона и хоппера на в 30 в 30
1 пог. м Наименьшая толщина металлического порога изо- в 3 в 3
термического вагона . . . Подлежат усилению котлы цистерн с нижним листом толщиной в местах край- 6 3 3
них опор — Менее 8 Менее 8 ;
Продолжение табл. 1
Наименование допуска Альбомные i размеры или i технические i условия Допуски при ремонте в мм
капитальном среднем
Исправление деревянной дуги и фрамуг крыши при прогибе Постановка деревянных прокладок между лежнями и опорными угольниками цистерн толщиной не менее -- До 35 16 До 35 16
Т а б л и ц а 2
Допуски при годовом ремонте грузовых вагонов
Паи менование допуска
Допус кив мм
не не
более менее
Разность баз боковых рам тележек, измеренная по кернам на поясах Зазоры между шкворневой балкой и колонками тележек в сумме с обеих сторон вдоль вагона ....
Тоже поперёк вагона............
Зазор между скользунами в сумме с обеих сторон ................
То же в хопперах ..............
Разница расстояний между центрами лап и рессорных кронштейнов вдоль вагона ..........
То же по диагонали.............
Толщина буксовых лап не меньше Зазор между валиком и серьгой рессорного подвешивания ....
Выработка валика или отверстия серьги (по диаметру) ..........
Зазор между буферным стержнем и стаканом в горловине (по диаметру) ........................
Разница в высоте центров одного вагона с одной стороны .....
То же с противоположных концов Расстояние от шайбы упряжной пружины до предохранительной трубки (гильзы) аппаратного болта .........................
Расстояние заплечика крюка до буферного бруса или крюковой шайбы..........................
Отверстие для крюка в буферном брусе или направляющей крюка Прогиб швеллерных брусьев и хребтовых балок в вертикальной плоскости у двухосных вагонов То же у четырёхосных вагонов Прогиб в горизонтальной плоскости буферных брусьев между буферными стаканами .............
Повреждения гнилью по всей ширине бруса рамы допускаются на глубину ....................
иа протяжении.................
। Повреждения досок пола механические и от гнили допускаются на глубину ........................
Перекос кузова ................
Зазор между дверью н стойкой . . Перекрытие верхней части двери зонтом илн направляющей планкой ...........................
Кромки закрытого люка должны отстоять от ближайших стоек и верхнего обвязочного бруса . . перекрывать люковое отверстие быть утоплены .................
15
16
18
20
5
10
4
2
18
15
35
45
65
70x70
30 ;
60 •
25
10
200
46
10
25
12
10
25
19
15
ТУ, ТЕХНОЛОГИЯ и СПРАВОЧНЫЕ ДАННЫЕ НО РЕМОНТУ ВАГОНОВ
443
Таблица 3
Допуски при ремонте пассажирских вагонов
Наименование допуска Альбомные размеры или технические условия Допуски в мм при ремонте
капитальном среднем годовом
Тележки
Постановка прокладки в месте наложения подрессорной планки толщиной не больше (в случае помятия или усыхания деревянного под-рессорного бруса) . . .
Разность расстояний ! между серединами че-I люстей (по базе для < двух сторон одной те-! лежки) не больше . . . | Отклонение от номи-I нального размера расстояния между серединами челюстей вдоль 1 оси колёсной пары не больше ...............
Разность этих расстояний с обоих концов тележек не больше ....
' Разность расстояний I между серединами че-! люстей по диагонали не 1 больше .............
Отклонение рабочих граней всех буксовых челюстей каждой стороны тележки от общей плоскости не больше . .
Отклонение лиц буксовых челюстей (попар-, но—правые и левые) для одной колёсной пары от плоскости, перпендику-, лярной продольной оси тележки, не более
Отклонение буксовых челюстей (попарно внутрь тележки) от вертикальной плоскости рамы тележки не более
Зазоры между лицами челюстей и корпусом буксы (в сумме) не бо-: лее: вдоль оси ............
! поперёк оси ........
! Зазор между буксами ; и челюстями у вагонов ; транссибирских поездов вдоль оси не более . .
То же поперёк оси . .
Допускаемая выработка в балансирах ....
Допускаемая постановка прокладок между челюстями или буксовыми лицами и рамой в тележках тройного подвешивания и безбалан-сирных шириной, равной привалочной плос-| кости, И ТОЛЩИНОЙ . .
Разработка отверстий । для валиков и болтов ' люлечного подвешива-! ния не более........
Суммарный зазор в шарнирах не более . . .
До 5 До 5 До 5
2 2 2
2 2
2 2 2
5 5 5
1 1 1
0,5 0,5 0,5
1 1 1
3 3 4
2 2 *
3 3 3
2 2 2
До 3 До 3 До з
До 3 До 3 До з
— — 2
2 2 3
Продолжение табл. 3
Наименование допуска Альбомные размеры или технические УСЛОВИЯ Допуски в мм при ремонте
капитальном среднем годовом i
Зазор между каждым из боковых скользунов верхнего люлечного бруса и соответствующим ему скользуном поперечной балки не более 2 2 2 2
Износ скользунов не более — — 5 5
Износ тела натяжного болта без исправления не более 1 2 2
Износ цапф люлечных балок (по диаметру) не более — 2
Постановка под шкворневые пятники и подпятники цельнометаллических прокладок толщиной не более . . 5 5 5
Износ шкворневых ПЯТНИКОВ, ПОДПЯТНИКОВ и скользунов не более. . — — — 5
Зазор между пятником и буртом подпятника должен быть альбомных размеров с допуском не более (плюсовой допуск не ограничивается) . . ~-2 Q —2 -2
Зазор между выступающими частями рамы вагона и частями тележки для вагонов и тележек всех типов: по концам тележки не менее 75 75 75 75
по середине тележки не менее 50 50 50 50
Зазор между балансиром и рамой тележки, а также между буксой и рамой у безбалансир-ных тележек не менее 35 35 35 35
Подкладки под сколь-зуны толщиной не более (допускается постановка двух подкладок) .... — — . . 24-3
Зазор между скользу-нами: с каждой стороны тележки 24-4 24-4 2-г4 24-4
суммарный зазор одной тележки не более 4-6 6 6 6
Зазор между продольным брусом или продольным листом рамы тележки и листами эллиптической рессоры не меньше 5 5 5 5
Разность высот концов одной тележки от головки рельса (после опускания вагона) не более: поперёк вагона .... 10 10 10 10
вдоль вагона 15 15 15 15
Прогиб в вертикальном и горизонтальном направлениях продольных и поперечных балок рамы тележки, а также надрессорных брусьев не более - 10 10 10
444
ВАГОННОЕ ХОЗЯЙСТВО
Продолжение табл. 3
Наименование допуска « S <3? «25 О-Х в aSg о s « Допуски в мм при ремонте
, о = 5 h X h 1 среднем 1 ГОДОВОМ
Ю - S
.Q X
Г- О. О
Допускаются про- дольные трещины в деревянных брусьях рамы: односторонние глубиной До Ч 4 ТОЛЩИНЫ
двусторонние глубиной До Ч ТОЛЩИНЫ
Допускается постановка, при усыхании продольных деревянных брусьев рамы тележек Фетте и Пульмана , металлических прокладок в поддоны толщиной . . До 5 До 5 До 5
Буксовые лапы двух- и трёхосных вагонов Разность расстояний между центрами лап не более: по сторонам вагона . 2 2 2 2
по диагонали » 5 5 5 5
Подшипники Износ тела подшипника без исправления не больше 2 2 2
Разбег подшипников вдоль шейки оси: на осях I —II типов . 24-3 2-8*3 24-3 24-4
» » III типа . . . 6 6 6 6
Рессоры Разность фабричных стрел крайних секций эллиптических рессор в свободном состоянии не более 10 10 10 10
То же отдельных . . . 5 5 5 5
Изно с наконечников рессор системы Галахова не больше 2 2 2
Зазор между наконечником и сухарём, а также между концами наконечников верхней и нижней половин рессор Галахова не больше . . 2 2 2
Разработка отверстий в серьгах рессор не больше 2 2 2
Износ подве сного рессорного болта по диаметру не более .... 1 1 1
Разработка отверстий для валиков (в рессорных кронштейнах) не больше 2 2 2
Разность расстояний между центрами отверстий рессорных державок и нижней полкой швеллера (по одной рессоре) не больше .... 3 3 3 3
Ударные приборы Высота оси буфера над головкой рельса . . 10604- 10604- 10604- 10604-
Разность высоты центров буферов от головки рельсов не более: на одном буферном брусе 4-1115 15 4-1115 15 -г-1115 15 4-1115 15
на разных буферных брусьях (как вдоль, так и по диагонали вагона) 25 25 25 25
Продолжение табл. 3
Наименование допуска Допуски в мм при ремонте
о. 0) X I S
К СО
Ь
, о S * Е £ х Ь среднем 1 годовом
г >»
о ю X А < S щ
5 *
<и <п
Зазор между буферным стержнем и стенкой отверстия буферного стакана не больше . . . 2 9 4 6
Рама вагона Допускаемый без исправления прогиб буферных, шкворневых и поперечных балок не больше: по горизонтали .... 10 15 15
» вертикали — 10 10 10
Допускаемый без исправления вертикальный прогиб продольных металлических балок не больше: по середине вагона . • 20 30 30
по концам » . . — 15 25 25
Допускаемый без исправления вертикальный прогиб у четырёхосных трёхтамбурных вагонов не более: в средней части вагона 40 40 50
по концам вагона . . — 20 25 30
Пр огиб продольных балок рамы вагона по горизонтали не более 10 20 20
Допускаемый без исправления прогиб при деревянных боковых брусьях не более: по середине вагона . . 50 50
» концам » . . - 35 35
Кузов Допускается наращивание стоек в количестве 25% 50% Не
Ширина досок пола не менее 120 120 120 ограничено 120
Допускается постановка обшивки под покрытие шириной (в чистых размерах вместе с гребнем) 60—70—75 — 80 — 90 — 100 — 105 — 110 мм
Крыша Допускаются местные вы пучины кровельного железа не более .... 10 10 10
Окна Допускается износ оконных рам по толщине брусков не более — 2 4 4
ТУ, ТЕХНОЛОГИЯ и СПРАВОЧНЫЕ ДАННЫЕ ПО РЕМОНТУ ВАГОНОВ
445
Таблица 4
Допуски в миллиметрах при ремонте цельнометаллических вагонов
j Наименование допуска Ремонт
годовой средний
Тележки Износ буксовых шпинто-нов по диаметру не более . 3 3
Износ буксового шпинто-: на, допускаемый иля ремонта электросваркой с последующим отжигом и механической обработкой, не более 10 10
Отклонения в размерах при измерении расстояний середин просветов между шпинтонами не более: вдоль и поперёк оси тележки 2 2
по диагонали тележки . . 5 о
Отклонение шпинтона от перпендикулярности к раме тележки (считая от нижней цилиндрической части шейки хвостовика шпинтона) не более 1 1
Отклонение по ширине кольцевого зазора между телом шпинтона и кромкой отверстия в крыле буксы не менее 6 6
Разность по высоте одной пары пружин бесчелюстной тележки, находящейся под нагрузкой кузова, не более 4 4
Зазор между рамой бесчелюстной тележки и потолком буксы под нагрузкой кузова не менее .... 38 42
Отклонение от альбомного размера диаметра отверстия резинового амортизатора бесчелюстных тележек не более 4 2
Допускаются к постановке амортизаторы (при условии применения прокладки толщиной 5 мм из морозоустойчивой резины) с высотой не менее 42 42
Износ шеек подлюлечных балок (по диаметру) не более 2 2
Износ люлечной подвески в отверстии (по диаметру) не более 2 2
Износ шеек подлюлечных болтов и люлечных подвесок в отверстиях, допускаемый для ремонта сваркой (с обязательным подогревом перед наплавкой) не более 5 5
Износ втулок люлечных подвесок по диаметру не более (при большом износе втулки заменяются новыми) 2 2
Износ валиков люлечного подвешивания по диаметру не более 2 1
Износ валиков (по диаметру), допускаемый для ремонта путём электронаплавки с обязательным подогревом и последующей механиче ской обработкой не более 5 г
Правка изогнутых подрессорных брусьев Допу с кается
в нагретом
состоянии
Продолжение табл. 4
Наименование допуска Ремонт
годовой средний
Ремонт трещин в подрессорных брусьях Износ тела полушкворня не более Износ скользунов не более Постановка под скользу-ны стальных подкладок . . Рессоры и пружины Наружная пружина челюстной тележки котлового и некотлового концов вагона: число витков рабочих . . » » полное . . высота пружины в свободном состоянии тележки котлового конца то же тележки некотлового конца Внутренняя пружина челюстной тележки котлового и некотлового концов вагона: число витков рабочих . . » » полное . . . высота пружины в свободном состоянии . . . Пружина бесчелюстной тележки котлового и некотлового концов вагона: число витков рабочих . . » » полное . . высота пружины в свободном состоянии При группировке пружин по фабричной высоте: высота пружин I группы тележки котлового конца То же 11 группы высота пружин I группы тележки не котлов о го конца то же 11 группы Рессоры системы Галахова пассажирского жёсткого вагона (в тележках котлового и некотлового концов вагона): число рядов в рессоре » листов » » высота рессоры в свободном состоянии: в тележках котлового конца то же некотлового конца Рессоры системы Галахова пассажирского мягкого вагона (в тележках котлового и некотлового концов вагона): число рядов в рессоре . . » листов » » высота рессоры котлового конца со стороны купе .... то же со стороны кори-дора в тележках некотлового конца со стороны купе то же со стороны кори-Дора Допускается заварка с постановкой усиливающих накладок 2 5 Допуск более 2 щино 4,8 (5,3 305_^| 4-5 2» А 6,5 8 ЗОО.^ 4,4 5,9 306 ±1 3124-310 3104-308 3084-306 3064-303 5 7 400±Ю 386±10 5 -7 400±10 400±10 400±10 386±10 2 2 ается не шт. тол- й 4 мм 4,8 6,3 305-Й 299„2^з 6,5 8 300_^| 4,4 5,9 +6 306 з 3124-310 3104-308 3084-306 3064-303 5 7 400±10 386±10 5 *7 400± 10 400±10 400±10 386+10
446
ВАГОННОЕ ХОЗЯЙСТВО
Продолжение табл. 4-
Наименование допуска Ремонт Наименование допуска Ремонт
годовой средний годовой средний
Рессоры системы Галахова в почтовом вагоне (в тележках котлового и некотлового концов вагона): число рядов в рессоре . . » листов » » высота рессоры в свободном состоянии Рессоры системы Галахова в багажном вагоне (в тележках котлового и не-котлового концов вагона): число рядов в рессоре . . »> листов » » высота рессоры в свободном состоянии: в тележке котлового конца то же некотлового конца Для регулировки центров вагона допускается постановка рессор с высотой больше указанной в таблице 5 7 355 ±10 5 8 370± 10 362±Ю 5 7 355±10 8 370±10 362± 10 Ударные приборы Выработка на буферных стаканах на глубину не более Выработка в буферных стержнях на глубину не более Выработка , допускаемая для ремонта наплавкой (с последующей механической обработкой до альбомных размеров), не более: буферный стержень . . . » стакан Допускаемый для ремонта наплавкой износ «.тарелок буферных стержней не более: по заклёпкам в средней части 8 5 5 10 3 6 3 6
Таблица 5>
Предельные размеры подшипников, допускаемые при выпуске пассажирских вагонов из ремонта
Наименование деталей ходовых частей Тип тележек А льбом-ные размеры Предельные размеры । Эскизы
капи- . тальный ремонт средний ремонт годовой осмотр
Подшипник объединённый Фетте, Пульмана, безба-лансирной и ЦВТК О/ СЬ О» д JL 1 1 II II со <О S m g 1.+ S.L+L+н- 207 65,5 123 17 17 207 65,5 123 17 17 207 65,5 123 17 17 — б 1 3 -»Н 2
! 1
j --
... _ .
ч-Т LJ~~ -* а ——
Подшипник тележки 3-го подвешивания 3-го подвешивания типов курорт- ного и С + । । + + । S И § 2’ 2 Il II II II II и Q «О 40 ₽□ 247 88 156 135 22 15 247 88 156 135 22 15 247 88 156 135 22 15 у t е - -4-
-чяШ- 1 V j & Illi
а
Подшипник двухосного 14-лг вагона (стальной литой) а=208 в = 118“2 д=21±1 207 116 18 207 116 18 207 116 18 - 1
* Л. 1 । t о _1
ТУ, ТЕХНОЛОГИЯ и СПРАВОЧНЫЕ ДАННЫЕ ПО РЕМОНТУ ВАГОНОВ
447
ТЕХНОЛОГИЯ РЕМОНТА ВАГОНОВ
Поточный метод ремонта вагонов
Весь производственный цикл ремонта вагона разбивается на позиции, через которые проходит вагон при ремонте по линии потока.
За каждой позицией закреплён определённый объём ремонтных работ. Работы на всех позициях выполняются в установленный (одинаковый для всех позиций) период времени (ритм), после истечения которого вагон передвигается на новую позицию. В связи с тем, что объём ремонтных работ на вагонах различный, в начале потока выделяются уравнительные позиции, на которых выполняются работы с таким расчётом, чтобы все вагоны при поступлении на основные позиции потока имели примерно одинаковый объём ремонтных работ. Техническая оснастка позиций приведена в табл. 6.
Работы выполняются узкоспециализированными бригадами.
Поточный метод заводского капитального ремонта вагонов
На фиг. 1 приведена принципиальная схема поточного ремонта грузовых вагонов.
В крупных вагоносборочных цехах работа по ремонту вагонов производится на семи позициях, распределённых между тремя ремонтными отделениями (цехами):
1) разборочно-утилизационное отделение— I позиция; простой вагона на позиции — 4 часа;
2) отделение или цех подготовки вагонов-11 и III позиции; простой вагона в отделении 8—12 час. в зависимости от объёма ремонтных работ на вагоне;
3) сборочное отделение (цех) — IV, V, VI и VII позиции; простой вагона на каждой позиции 4 часа.
Общий простой вагона в ремонте составляет 32 часа.
График работ показан на фиг. 2 (вклейка)
Капитальный ремонт четырёхосных платформ и полувагонов
Схема поточного метода ремонта такая же, как и на фиг. 1.
1-я позиция — разборка деревянных частей (выполняется при необходимости).
2-я позиция — разборка металлических частей (дефектных); правка рамы; постановка недостающих металлических частей.
3-я позиция — подъёмка вагона; постановка латок в местах установки фрикционного аппарата; ремонт подпятниковых мест; опускание вагона; клепальные и сва
рочные работы по раме и каркасу; сборка рычажной передачи.
4-я позиция — постановка ударных приборов; постановка автосцепки.
5-я позиция — крепление деревянных деталей. Настил пола; постановка бортов, платформ. Испытание тормозного оборудования; кровельные работы (тормозные будки); первая окраска.
6-я позиция — малярные работы (окончание); постановка трафаретов; сдача инспектору МПС.
Поточно-узловой метод заводского капитального ремонта
На фиг. 3 изображена схема поточноузлового метода заводского ремонта двухосных крытых вагонов.
Технология заводского ремонта двухосных крытых вагонов приведена в табл. 7.
Для постановки на вагон в готовом виде-собирают: осевые балочки; аппаратные балоч-ки; боковую стену вагона; лобовую стену вагона; боковой швеллер рамы вагона с деталями; крышу вагона с кровлей и печной разделкой; двери вагона.
Рабочие места сборки узлов оборудованы, кондукторами, приспособлениями, транспортными и подъёмными средствами для выполнения работ.
Отдельные детали и части узлов подаются-на позиции сборки в готовом виде (отремонтированные или новые, причём отдельные-крепления также производятся до подачи детали или части на позицию сборки узла).
Работы по подготовке узлов и отдельных, деталей к сборке выполняются в ремонтных, отделениях сборочного цеха.
Ремонт цистерн
Схема поточного метода заводского ремонта: двухосных цистерн (фиг. 4) с отъёмкой.
котла от рамы
Линия потока рам
1-я позиция — отъёмка котла, газорезочные и разборочные работы.
2-я позиция — подъёмка рамы, правильные и подгоночные работы.
3-я позиция —• клепальные и электросварочные работы.
4-я позиция — сборочные работы,, опускание рамы на колёсные пары и посадка котла.
Линия потока котлов
1-я позиция — газорезочные, пригоночные и правильные работы.
I П ZZ7 77 7 0 И7 И7
4 ч. 4 ч. 4.ч 4 ч. 4 ч. 4 4
Фиг. 1. Схема поточного метода ремонта четырёхосных грузовых вагонов
448
ВАГОННОЕ ХОЗЯЙСТВО
Позиции потопа
Ритм-b часа
Фиг. 3. Схема поточно-узлового метода ремонта двухосных крытых вагонов
Фиг. 4. Схема поточного метода ремонта двухосных цистерн. Количество1 рабочих мест на позициях Линин котлов в 2 раза больше, чем на позициях линии рам
Фиг. 5. Схема поточного метода капитального ремонта четырёхосных цистерн
ТУ, ТЕХНОЛОГИЯ и СПРАВОЧНЫЕ ДАННЫЕ ПО РЕМОНТУ ВАГОНОВ
449
Таблица 6
Техническая оснастка при поточном методе ремонта четырёхосных крытых грузовых вагонов
Позиции и содержание работ на них Основная техническая оснастка
Разборка деревянных деталей кузова Специальная площадка на уровне пола вагона. Площадка оборудована путями для транспортировки снятых деталей
Разборка металлических деталей Правйльные работы по раме и кузову Стенды для правки вертикальных и горизонтальных прогибов. Автогенные аппараты для резки и нагрева металлических частей вагона
Постановка недостающих элементов рамы и кузова с прихваткой их (стойки, раскосы, буферные брусья, потолочные ду! и, фрамуги) Разборка ударных приборов и автосцепки, подъёмка вагона, смена тележек, опуск вагона; постановка недостающих металлических деталей кузова Передвижные подъёмники для постановки пятников. Электронагреватели для нагрева заклёпок. Воздушные колонки для питания клепальных молотков, сверлильных машинок и пневматических поддержек. Сверлильный станок для сверловки латок, требующих разметки по месту
Клепальные и св арочные работы; сборка рычажной передачи тормоза Специальная площадка с установленными на ней сварочными трансформаторами. От площадки сварочный ток идёт по троллеям, проведённым вдоль 3, 4 и 5-й позиций. Подвесные люльки для клепальных работ по верху кузова. Двухступенчатые перед-вижные площадки для сварщиков, клепальщиков и слесарей. Приспособления для съёмки и навески дверей. Передвижные подъёмники для установки на вагон тормозных цилиндров
Постановка ударных приборов, автосцепки; сборка магистрали автотормоза; набор деревянных деталей кузова (без креплений); навеска дверей Передвижные подъёмники для установки фрикционных аппаратов на вагон. Захваты-подъёмники для установки головок автосцепки и буферных комплектов. Приспособления для сжатия и распорки обшивки и половых досок при сборке вагона
Крепление деревянных деталей; постановка несъёмного оборудования; испытание и сдача тормоза Специальные электро- подъёмные площадки для работы по кузову (подъём и опускание на любую высоту производится рабочим* с места кнопочного управления). Площадки оборудованы колонками для подключения быстроходных лёгких сверлильных машинок (для сверловки отверстий по кузову)
Кровельные работы. Первая окраска Окончание малярных работ и сдача вагона заводскому инспектору МПС Стационарная эстакада (кровельный стенд) на уровне крыши вагона с установленным на ней оборудованием и приспособлениями для выполнения подготовительных работ (механические роликовые ножницы, кровельные верстаки, зажимы и др.)
29 том 7
Таблица 7
Технология работ прн поточно-узловом методе
Позиция I потока и , содержание работ । Основные элементы технологии работ
Разборка деревянн ых частей вагона Разбираются боковые, лобовые стены и настил пола. Крыша вагона отделяется от кузова; при помощи кран-балки она снимается с вагона, устанавливается на тумбы и разбирается
Разборка металлических деталей Разбираются также аппаратные i и осевые брусья, подлежащие за- । мене металлическими. Произво- | дится отъёмка деталей рамы ваго- . на, подлежащих ремонту или смене. Разбираются ударно-упряжные приборы. Правятся детали рамы, | не подлежащие отъёмке. Разбира- ' ются ходовые части | 1
Сборка рамы, ходовых частей и постановка лобовых стен 1 В раму вагона монтируются 1 заранее заготовленные лобовые | стены с буферными брусьями, узел 1 аппаратных и осевых балок, ставятся нижние усиливающие косынки буферных брусьев, нижние косынки аппаратных балок и другие детали крепления рамы. Устанавливаются буксовые лапы. Вагон опускается на колёсные пары
Постановка боковых стен вагона На обвязочных угольниках рамы крепятся дверные пороги. Ставятся дверные стойки. При помощи крана устанавливаются 4 узла заранее заготовленных боковых стен вагона
Постановка крыши При помощи крана на кузов вагона устанавливается заранее заготовленная крыша. Кузов, дверные просветы проверяются на отсутствие перекоса. Устанавливаются дверные усиливающие косынки, окончательно закрепляется крыша, устанавливаются дверные рельсы
Постановка дверей ударных и упряжных приборов, деталей автотормоза Двери устанавливаются при помощи крана, после чего крепят верхние направляющие дверные планки. Производится сборка автотормоза и постановка ударных и упряжных приборов, диагональных брусьев и подпольных досок
Кровельные работы. Постановка пола Отделочные работы, постановка трафаретов, вторая окраска крыши Крыша кроется кровельным грунтованным железом (на специальном кровельном стенде типа эстакады). Имеются характерные примеры заготовки всего каркаса крыши с обшнвкой, постоянной печной разделкой и кровлей на специальных стендах, и затем сборки этого узла на позициях потока. Укладывается пол; в углах вагона крепятся уплотняющие угольники, на дверных порогах металлические полосы; кладут штабики; ставят наддверные бруски, поворотные колобашки, верхний ряд люковой обшивки. Закрепляют болтами угловые стойки и ставят вертикальные уплотняющие штабики. Первая окраска крыши
450
ВАГОННОЕ ХОЗЯЙСТВО
2-я позиция — клепальные и электросварочные работы, гидравлические испытания котла.
Общая линия потока
5-я позиция.— сборочные работы после посадки котла на раму, вторичное гидравлическое испытание котла и сдача инспекции.
6-я позиция — малярные работы, постановка трафаретов.
Для окончания ремонтных работ, предусмотренных на 2-й позиции, рамы с большим объёмом работ проходят уравнительную позицию (между 2-й и 3-й основными позициями).
Ритм работы на всех позициях установлен 4 часа.
Позиции потока рам обслуживаются мостовыми кранами. При выполнении работ применяются приспособления и механизированный ручной инструмент.
На участке вне поточной линии установлено оборудование для подготовки и сборки отдельных узлов рамы: кондуктор для сборки поперечных тормозных балок малотоннажной цистерны; стенд для сборки тормозных узлов малотоннажной цистерны; кондуктор для сборки узла поперечной балки для модернизации 25-/п цистерны; кондуктор для сборки узла средней диафрагмы 25-/П цистерны; кондуктор для сборки узла буксовой лапы 25-да цистерны.
Обе позиции линии потока котлов обслуживаются мостовым краном. Каждое стойло оборудовано специальным стендом для вращения котла при ремонте. Стойла второй позиции оборудованы устройством для налива и слива воды.
Схема поточного метода заводского капитального ремонта четырёхосных цистерн без отъёма котла от рамы (фиг. 5)
Производственный процесс ремонта распределён по шести позициям:
1-я позиция — подъёмка вагона; выкатка тележек; опускание вагона на временные тележки; газорезочные и разборочные работы по раме и котлу;
2-я позиция — правйльные и пригоночные работы по котлу и раме;
3-я позиция — клепальные и электросварочные работы по котлу и раме;
4-я позиция.— сборочные работы и опускание рамы на отремонтированные тележки;
5-я позиция — окончание сборочных работ; гидравлическое испытание котла; сдача цистерны инспекции;
6-я позиция — малярные работы и постановка трафаретов.
Ритм работ на всех позициях 4 часа.
Заводской капитальный ремонт четырёхосных пассажирских вагонов
Пример организации поточного ремонта на 6 позициях вагоносборочного цеха с ритмом 16 час. и двух позициях в малярном цехе:
1-я позиция — выполняются работы по разборке вагона: снимаются дефлекторы,
суфле с приборами, откидные площадки с кронштейнами, поручни, наружная железная» обшивка; раскрывается крыша; разбираются-отопление, водопровод, уборные; разбирается электрооборудование и снимается электропроводка; разбирается внутреннее убранство.
Позиция оборудована кран-балкой для выемки котлов отопления и транспортировки тяжёлых деталей. Для наружных работ по-кузову и крыше применяются передвижные площадки.
2-я позиция — выполняются работы, связанные с подъёмкой и опусканием вагона и ремонтом рамы; отделение кузова от рамы и выкатка рамы, подъёмка рамы и выкатка тележек; ремонт рамы и кузова; опускание рамы на тележки и опускание кузова на раму.
На этой же позиции выполняются работы по обшивке стен котельного отделения листовым асбестом и кровельным железом и покрытие пола рифлёным железом. Здесь же осуществляется установка котла отопления, а также ударных и упряжных приборов.
Позиция оборудована специальными механизированными стендами для отделения кузова от рамы и электродомкратами для подъёмки вагона. Для постановки котлов, отопления, ударных и упряжных приборов, применяется кран-балка. Выкатка и подкатка рамы производится при помощи электрошпиля.
3-я позиция — заканчиваются работы по кузову и производится оборудование котельного отделения.
4-я позиция (ритм 16 час.)— ставится наружная железная обшивка кузова; заканчивается сборка отопления; ставятся двери, ремонтируется мебель; очищается и грунтуется наружная металлическая обшивка.
5-я позиция — ставятся окна; производятся электромонтажные работы по освещению; ставится мелкое внутреннее оборудование; испытывается автотормоз; выполняются работы по внутренней и наружной окраске вагона.
Позиции 3, 4, 5 оборудованы передвижными площадками для наружных работ по-кузову. Площадки применяются ручные и механизированные с кнопочным управлением.
6-я позиция.— выполняются кровельные работы; устанавливаются дефлекторы, воронки; ставится суфле, выполняются работы по внутренней и наружной окраске.
Позиция оборудована стационарным стендом для кровельных и малярных работ. Стенд имеет площадки разного уровня; на верхней площадке (на уровне крыши) установлены верстаки, здесь же заготовляют кровельное железо.
7-я и 8-я позиции — заканчиваются все работы по окраске вагона; ставятся трафареты и надписи.
7-я и 8-я позиции.— расположены в отдельном малярном цехе.
Стационарный метод ремонта пассажирских вагонов
вагоны ремонтируют в трёх отделениях (цехах): подъёмки, кузовных и отделочных работ, малярном.
ТУ. ТЕХНОЛОГИЯ и СПРАВОЧНЫЕ ДАННЫЕ ПО РЕМОНТУ ВАГОНОВ
451
Вагон последовательно проходит эти отделения.
Организация работ в указанных отделениях (сборочного цеха) производится на стационарных стойлах.
Передвижка вагона из одного отделения в другое и выполнение операций ремонта (последовательность и параллельность их) осуществляются по графику (фиг. 6).
Ремонт цельнометаллических вагонов
Новый цельнометаллический пассажирский вагон длиной 23,6 м имеет некоторые особенности, отличающие его от пассажирского вагона с деревянным кузовом.
Кузов цельнометаллического вагона состоит из стального сварного каркаса, покрытого снаружи листовой сталью, и представляет собой прочную несущую конструкцию.
Впервые в этом вагоне применены принудительная вентиляция, столярные плиты, новый тип изоляции, более совершенная арматура и улучшено внутреннее оборудование.
Технологический процесс годового ремонта пассажирского цельнометаллического вагона
Разборка вагона
Вынуть шкворни и отнять тормозные тяги.
Поднять вагон, выкатить тележки.
Разобрать переходные устройства.
Разобрать ударно-буферные приборы и автосцепку.
Разобрать тормоз и рычажную передачу.
Разобрать электрооборудование и вентиляционные устройства и очистить последние.
Очистить раму вагона.
Разобрать отопление.
Разобрать водопровод в уборных.
Снять замки.
Разобрать неисправную мебель и оконные рамы.
Вымыть раствором соды мебель, стены, потолок, кузов и крышу вагона; промыть раствором соды, очистить от коррозии.
Ремонт и сборка вагона
Отремонтировать тележки.
Отремонтировать ходовую раму вагона.
Выправить вмятины кузова.
Отнять, проверить и поставить на место пятники и скользуны.
Собрать ударио-буферные приборы и автосцепку.
Собрать переходные устройства.
Собрать тормоз и рычажную передачу.
Поднять вагон, подкатить тележки и опустить иа них вагон.
Поставить шкворни.
Собрать отопление.
Собрать водопровод.
Собрать вентиляционную установку.
Собрать электрооборудование.
Отремонтировать линолеум пола и подоконных столиков.
Собрать мебель.
Поставить розетки по трубам отопления,
дефлекторы, кожух расширителя, трубы отопления.
Отремонтировать двери.
Поставить столики подоконные, потолочные вентиляторы и прочее внутреннее убранство.
Собрать оконные рамы.
Поставить и проверить замки.
Произвести наружную окраску вагона. Произвести внутреннюю окраску вагона. Нанести трафареты и надписи.
Обкатать и сдать вагон.
Средний ремонт цельнометаллических пассажирских вагонов (ЦМВ) на вагоноремонтном заводе
Пример поточного среднего ремонта цельнометаллических пассажирских вагонов на шести позициях:
1-я п о з и ц и я—разборка деталей вагонов.
2-я позиция—подъёмка, ремонт тележек, тормозов, ударно-тяговых приборов. Опускание вагонов на отремонтированные тележки. Ремонт рамы и кузова.
3-я позиция — ремонт и сборка деталей вагонов; подготовительные работы для окраски.
4-я позиция — ремонт и сборка деталей вагонов; подготовительные малярные работы.
5-я позиция — сборка деталей электроосвещения, арматуры и гарнитуры. Наружные и внутренние малярные работы.
6-я позиция—-малярные работы.
Ритм для 1, 2, 3, 4, 5-й позиций установлен 2 дня при двухсменной работе.
Общий простой вагона в среднем ремонте составляет 14 рабочих дней (при двухсменной работе), из которых один день принимается на обкатку и сдачу вагона.
Ниже указаны основные работы по позициям.
1-я позиция
Отъёмка динамомашины, распределительного щита, аккумуляторной батареи, калорифера, фильтров и вентиляторного агрегата.
Разборка переходных устройств и отъёмка рамки упругих площадок.
Отъёмка ударных приборов, поручней, облицовка потолков в коридоре, тамбурах н туалетных. Разборка водопровода, отъёмка баков, умывальных чаш и унитазов. Отъёмка тамбурных и внутренних дверей, арматуры внутреннего убранства, средних багажных полок, столиков, диванов, рундуков и откидных сндений.
Промывка и очистка котла и сети отопления; отъёмка кипятильника.
Разборка узлов сети отопления.
Отъёмка вентиляционных жалюзи, потолочных вентиляторов.
Разборка пола в туалетных.
Отъёмка подоконных панелей, облицовка стен и изоляции, оконных рам с оконными коробками.
Вскрытие линолеума и отъёмка деревянных плит пола в коридоре.
Отъёмка электроарматуры внутри вагона.
Наружная и внутренняя промывка вагона.
29*
452
ВАГОННОЕ ХОЗЯЙСТВО
2-я позиция
Подъёмка вагона. Передача тележек для ремонта в тележечный цех. Разборка автосцепки, автоматического и ручного тормоза. Котельные, и сварочные работы по кузову и раме.
Сверление отверстий для стока воды. Очистка от ржавчины металлической обшивки стен, потолка, пола по вскрытым местам внутри кузова. Окраска за два раза очищенных от ржавчины мест. Сборка ударных приборов, автосцепки, автоматического и ручного тормоза. Установка переходных устройств. Подкатка тележек и опускание вагона.
Окраска нижнего пола и подвагонного оборудования. Установка калорифера.
3-я позиция
Установка оконных коробок и рам. Укладка изоляции по вскрытым местам внутри кузова, установка облицовки стен и пола. Перечистка перегородок стен.
Укладка метлахских плиток в туалетных. Сборка узлов сети отопления и соединение их с калорифером.
Установка водяных баков и сборка водопроводной сети.
Отдельные операции подготовки к наружным малярным работам.
4-я позиция
Продолжение работ по перечистке перегородок стен. Установка потолочных вентиляторов и жалюзи, вентиляторного агрегата и фильтров. Установка умывальных чаш и унитазов. Внутренние малярные работы. Наружные малярные работы. Мастиковка стен, перегородок (за два раза) и шлифовка их. Установка рундуков, диванов, облицовка потолка, подоконных столиков, сидений и раскладки.
5-я позиция
Установка тамбурных, внутренних дверей и зеркал. Установка распределительного и группового щитов электроосвещения, аккумуляторной батареи, динамомашины и натяжного прибора.
Ремонт электросети и установка электроарматуры. Установка внутренней арматуры и гарнитуры вагона. Внутренние малярные работы. Наружные малярные работы.
6-я позиция
Внутренние и наружные малярные работы.
РЕМОНТ КОЛЁСНЫХ ПАР
Виды и сроки осмотров колёсных пар приведены в табл. 8, дефекты колёсных пар и способы их устранения указаны в табл. 9, размеры бандажей и ободов — в табл. 10, наименьшие размеры—в табл. И, допускаемые отклонения при их ремонте и формировании — в тйбл. 12, размеры центров и безбандажных колёс — в табл. 13, размеры колёсных центров, допускаемых к формированию, — в 4абл. 14.
Очистка колёсных пар
Выварка производится в 2,5—3%-ном растворе каустической соды с последующей промывкой колёсных пар из брандспойта или в обмывочном баке при температуре 70—80°.
Таблица 8
Виды и сроки осмотров колёсных лар
Виды осмотров Сроки осмотров
Осмотр колёсных пар, работающих под вагонами, находящимися в эксплоатации На станциях при Сформировании и перед отправлением поездов; на станциях технического осмотра, предусмотренных графиком движения поездов; на станциях расформирования поездов; в пунктах массовой погрузки и выгрузки; на станциях прибытия поездов
Обыкновенное освидетельствование (без постановки клейм) При всякой подкатке колёсных пар под вагоны, выходящие из текущего или годового ремонта, при условии, что остающийся срок службы колёсной пары до следующего полного периодического освидетельствования равен нли больше срока службы вагона до следующего периодического ремонта
Полное освидетельствование колёсных пар с постановкой клейм Периодически, по истечении срока; для всех типов колёсных пар, работающих под пассажирскими вагонами, через 2 года; для колёсных пар со старотипны-ми осями, работающих под грузовыми вагонами (кроме осей ТС, ПС и Д), через 3 года; для колёсных пар со стандартными осями типов I, II, III, III усиленный и осями ТС, ПС и Д через 4 года
! Досрочно независимо от времени предыдущего полного освидетельствования: для всех колёсных пар при смене оси, бандажа, центра или колеса; при необходимости вырубок продольных волосовин на оси; при перетяжке бандажа во время смены укрепляющего кольца; при подкатке колёсных пар под вагоны, выходящие из капитального и среднего ремонта
Допускается подкатка под вагоны, выходя- щие из капитального или среднего ремонта, а также под вагоны новой постройки колёсных пар, находящихся в оборотном запасе, у которых со времени полного освидетельствования прошло не больше б месяцев
Расформирование колёсной пары и исключение её из инвентаря 1 После крушений (у повреждённых вагонов). В случае необходимости смены оси и двух центров: оси, одного центра и двух бандажей; оси и одного безбандажного колеса; оси и одного чугунного колеса
ТУ, ТЕХНОЛОГИЯ и СПРАВОЧНЫЕ ДАННЫЕ ПО РЕМОНТУ ВАГОНОВ
453
Таблица 9
Дефекты колёсных пар и способы их устранения
Наименование дефектов Допускаемая величина (у колёсных пар, подкатываемых под вагоны) Технические указания по проверке и устранению дефектов
Трещины поперечные и наклонные Не допускаются в любой части оси, независимо от размеров и количества Шейки, предподступичные и средняя части оси испытываются дефектоскопом
Трещины продольные на средней необ-точенной части оси Допускается продольная трещина длиной не больше 25 мм на средней необтачиваемой части оси Продольные трещины, плёны, раковины, накаты и наковки в чёрной части оси удаляют продольными вырубками крейцмесселем, причём глубина вырубок не должна превышать 3 мм от чертёжного размера оси и 7 мм— от чёрной поверхности оси; вырубка должна протекать плавно с длиной перехода от поверхности оси до основания вырубки не меньше пятикратной её глубины. Общая суммарная длина всех вырубок, имеющихся старых и вновь произведённых, не должна превышать 1 200 мм, причём вырубки глубиной до 1 мм не учитываются. Количество вырубок в любом поперечном сечении чёрной части оси не более трёх, не включая в это число вырубки глубиной ДО 1 мм. Продольные вырубки на осях колёсных пар разрешается осуществлять только на заводах, в дорожных колёсных мастерских и ремонтных пунктах, которым разрешено производство полного освидетельствования. Производить вырубки на оси у колёсной пары, находящейся под вагоном, запрещается
Риски на шейке и предподступ ичной части оси Риски не допускаются, за исключением продольных волосовин на окончательно обточенной под ступичной и предподступичной частях оси длиной не больше 25 мм в количестве не больше трёх в одном сечении, а на поверхности шейки — пяти длиной не больше 10 мм каждая и не более трёх в одном сечении. На окончательно обточенных частях оси допускаются так называемые темно-вины или светловины, но без признаков расслоения металла Риски и задиры выводятся обточкой с последующей шлифовкой шеек
Задиры на предпод-ступичной части шейки оси Не допускаются
Протёртые места в средней части оси Колёсные пары с осями, имеющими протёртые места глубиной 2 мм и менее, допускаются к работе без проточки оси При глубине протёртого места более 2 мм ось должна быть проточена, чтобы переходы от протёртого места к остальной части оси сделать плавными
Буртики для клейм, имеющиеся на средней части у некоторых импортных осей Не допускаются При ремонте колёсных пар в колёсных мастерских и на заводах буртики обтачивают без подрезов в уровень с поверхностью средней части оси Клейма, имеющиеся на буртике, переносят до обточки на торец шейки с отметкой об этом в цеховом журнале
Конусность, овальность и волнистость шеек Не допускаются конусность, овальность и волнистость шеек осей более 0,4 мм у осей, не требующих ремонта, и более 0,2 мм у осей, подвергающихся обточке
Накат остроконечный или вертикальный подрез гребня бандажа Не допускается вертикальный подрез гребня высотой более 18 мм\ остроконечный накат гребня не зависит от его толщины и высоты подреза Вертикальный подрез гребня бандажа проверяют специальным шаблоном. Подрез устраняется обточкой бандажа
Трещины в бандаже или ободе, диске, спице, ступице колеса или колёсного центра Не допускаются Продольные трещины и плёны на поверхности катания бандажных и цельно-катанных колёс должны быть удалены обточкой до полного их исчезновения; продольные трещины или плёны на боковых торцевых гранях обода допускается вырубать (согласно ОСТ)
454
ВАГОННОЕ ХОЗЯЙСТВО
Продолжение табл. 9
Наименование дефектов Допускаемая величина (у колёсных пар, подкатываемых под вагоны) Технические указания по проверке и устранению дефектов
Раковины, плены, выщербины на поверхности катания Не допускаются: выщербины глубиной больше 3 мм у бандажей толщиной до 30 мм и глубиной больше 10 мм у цельнокатанных колёс и бандажей толщиной свыше 30 мм, выщербина или раковина глубиной больше 10 мм У чугунных колёс; расслоение или трещина в выщербине, идущие в глубь металла; поперечная или продольная трещина на колесе. Выщербины длиной больше 25 мм незави-мо от глубины не допускаются Раковины, выбоииы. ползуны, выщербины и местное раздавливание^у стальных цельнокатанных колёс и бандажей устраняются обточкой
Ослабление бандажей Не допускается Прочность насадки бандажа определяется по чистоте звука при ударе ручным молотком по бандажу, а также по совпадению контрольных рисок на бандаже и центре колеса. Если при сдвиге контрольных рисок звук при ударе по бандажу получается чистый и укрепляющее кольцо сидит в выточке плотно, то допускается постановка новых контрольных рисок на ободе колёсного центра против рисок, имеющихся на бандаже. Старые риски на ободе центра зачекани-вают
Ослабление в канавке укрепляющего кольца бандажа Не допускается Колёсная пара должна быть выкачена, ослабшее кольцо заменено, если оно неисправно, или укреплено путём обжима буртика бандажа роликами на завальцовечном станке, пневматическим молотком, а при отсутствии их кувалдой через гладилку. Слабина стыка не допускается. Постановка в пассажирские поезда вагонов с ослаблением кольца, укрепляющего бандаж, не допускается. Дребезжание кольца указывает на его ослабление
Сдвиг или ослабление ступицы колеса на оси Не допускается Основным показателем ослабления колеса на оси служит изменение расстояния между внутренними гранями бандажей колёсной пары; выступившая ржавчина у ступицы и сдвиг контрольной черты (полосы); трещина краски по всему периметру, в месте прилегания ступицы к подступичной части оси, указывает на необходимость более тщательного осмотра данной колёсной пары. При наличии признаков ослабления колёсная пара должна быть поставлена на пресс и опробована на сдвиг ступицы от середины оси к концу давлением, равным наибольшему запрессовочному давлению для соответствующего диаметра подступичной части оси
Овальность по кругу катания бандажа Не допускается овальность по кругу катания (измеряемая как разность наибольшего и наименьшего диаметров) у бандажных и цельнокатанных колёс, превышающая 1 мм Колёсные пары, имеющие большую овальность, должны быть обточены. Чугунные колёса, имеющие овальность больше 2 мм, подлежат замене
Для требуемого раствора на 1 м3 воды загружается в бак 25—30 кг сухого каустика. Количество жидкого каустика соответственно увеличивается.
Для очистки химическим способом применяют обмазку (мастику) следующего состава (в %): кальцинированной соды — 16, негашёной извести — 18, мела — 21, воды — 36, мазута — 9 или кальцинированной соды— 30, мазута — 5, негашёной извести — 20, воды — 45.
Для приготовления мастики в баке гасится и разводится известь, в другом баке разводится до тестообразного состояния сода. Общее количество воды на гашение и разведение извести и соды должно соответствовать количеству, указанному в рецепте. После этого растворы смешивают и добавляют мазут. Если мастика окажется жидкой, в неё добавляют небольшое количество мела (до двух весовых частей), после чего смесь доводят до необходимой густоты.
ТУ, ТЕХНОЛОГИЯ и СПРАВОЧНЫЕ ДАННЫЕ ПО РЕМОНТУ ВАГОНОВ
455
Таблица 10
Размеры в мм бандажей и ободов, с которыми разрешается выпускать колёсные пары из ремонта
Наименование размера Величина размера Наименование размера Величина размера
Нормальный Наибольший Наименьший Н ор-маль-ный Наибольший Наименьший
Ширина бандажа или обо-
да цельнокатанного ко- Ширина прижимного бур-
леса 130 136 126 тика (ленты) 10 13 6***
Высота гребня 28 28,5 27 Ширина упорного буртика
1олщина гребня на рас- (в бандаже) у основания 25 25 15
стоянии 18мм от вершины: Диаметр по кругу катания 1 050 1 । >70 __
при обточке поверхности 950 970
катания 33 33 32 Разница диаметров бан-
без обточки 33 33 30 дажных и цельнокатан- 1
у чугунных колёс .... 34 34 30 ных колёс по кругу ка-
Ширина места для обода тания у одной колёсной
(в бандаже) 88 90 82 ,0 пары — 2*
Ширина выточки (в банда- То же колёс чугунных . . 3*4: .. 1
же) 11 13 10,5 ;
* Не подвергавшейся обточке; после обточки 1 мм.
* * У колёсной пары, бывшей в эксплоатации; нового формирования —2 мм.
* ** У новых бандажей не менее 8 мм.
Наименьшие размеры в миллиметрах вагонных колёсных пар
Таблица 11
Наименование размера Ремонт текущий с отцепкой от поезда Осмотр вагонов в поездах
капитальный и средний годовой
Толщина бандажа или обода цельнокатанного колеса за вычетом проката и выбоин: у пассажирских вагонов в транссибирских поездах то же в поездах дальнего следования и ВСП то же местного и пригородного сообщения у грузовых двухосных вагонов » » четырёхосных вагонов .... Равномерный прокат: у пассажирских вагонов транссибирских поездов то же поездов дальнего следования .... ю же местного и пригородного сообщения у грузовых вагонов у колёс чугунных Выбоины (ползуны) бандажа или цельнока- танного колеса: в пассажирском поезде дальнего следова- го же в пригородных и местных поездах . н грузовых поездах v колёс чугунных 50/40 40/30 35/25 40/35 40/35 3 3 4 4 50/40 40/30 37/25 25/25 30/25 4 4 5 5 1 Нс более 47/37 36/26 31/25 22/20 25/23 5 6 7 8 8 1 1 2 выбоин 45/35 35/25 30/25 22/19 25/22 7 7 8 9 9 2 2 2 По длине вы-
Толщина гребня, измеренная на расстоянии 18 мм от вершины гребня: у цельнокатанного колеса и бандажей . . При обточке длиной п При обточке о 60 мм От 33 до 25 боины не бо лее 75 мм От 33 до 22
v колёс чугунных от 33 до 32; без обточки от 33 до 30 От 34 до 30 от 33 до 32; без обточки от 33 до 27 От 34 до 27 От 34 до 2 7 От 34 до 25
Толщина буртиков шеек всех осей, измеренная на высоте 5 мм от поверхности шейки То же у осей ТЦ Радиус галтелей: передней галтели — у стандартных осей, осей типов ТС, ПС, Д, М-36 у остальных осей задней галтели всех осей предподступичной части у стандартных осей и осей типов ТС, ПС, Д, М-36 . . . остальных осей 10 7 Бывших д^ Для осей, бь ДЛ 7 5 Не более 3 От 10 до 3 в работе от 2 1Я новых осей вших в работе я новых осей i Не менее 20 5 3 0 до 10; 20 от 40 до 20, 0 5 3
Примечания. 1. Вагоны грузового парка, поставленные в пассажирские поезда, приравниваются в отношении проката и толщины гребня к вагонам соответствующих пассажирских поездов; вагоны пассажирского парка, поставленные в грузовые поезда, приравниваются в отношении проката и толщины гребня к вагонам грузового парка.
2. В числителе — размер бандажа, в знаменателе — размер цельнокатанного колеса.
3. При отправке вагонов в очередной рейс с пунктов первоначального формирования прокат бандажей должен обеспечивать возвращение вагонов в депо приписки.
456
ВАГОННОЕ ХОЗЯЙСТВО
Таблица 12
Допускаемые отклонения при ремонте и формировании колёсной пары
Наименование элементов колёсной пары Допускаемое отклонение в мм Наименование элементов колёсной пары Допускаемое отклонение в мм
Ось Разность между наимень- Не более 1 Бандаж Овальность Не более 0,5
шим и наибольшим диамет- Волнистость и конусность » » 0,2
рами конуса подступичной Отступление от профиля » » 0,5
части оси Волнистость подступич- Не допускается при обточке по полотну То же по высоте гребня » » 1
ной части Разность расстояний меж- » » 2
Конусность подступич- Не больше 0,15 на ду внутренними гранями
ной части оси всю длину при уело- бандажей и нельнокатанны-
Овальность подступичной вин, что больший диаметр обращён к середине оси ми колёсами в разных точках колёсной пары То же чугунных колёс » » 3
Не более 0,05 Ширина бандажа Не менее 1 28 1
части оси Конусность шейки оси » » 0,2 При полном и | обыкновенном осви- 1
Овальность шейки оси » » 0.2 детельствовании не ;
Разница диаметров шеек » » 10 для допускается ширина 1
Разница по длине шеек колёсных пар, бывших в работе । То же не более 5 бандажа менее 126 } Измерение произ- ; водится вне мест
оси Центр Овальность отверстий в 1 Не более 0,05 Овальность по кругу катания Разность диаметров бандажных и чугунных колёс расположения клейм : Не более 0,5 | » » 1 ।
ступице I То же, включая оваль- » » 2
Конусность отверстия в » » 0,1 на ность
ступице Разность толщины стенок всю длину ! Не больше 10 | Сборка
ступицы Разность толщины обода » » 5 I Разность расстояний меж- » » 3
Овальность обода » » 0,5 1 ду серединами шеек и кру-
Конусность обода » » 0,2 гом катания
Таблица 13
Размеры (в мм) центров и безбандажных колёс, с которыми
разрешается выпуск колёсных пар из ремонта.
Типы центров или колёс Дл-э какого типа оси Обод или круг катания Ступица **’ толщина на расстоянии 10 мм от внутреннего края
диаметр нормаль-1 ная । ширина длина
нормальный наибольший наимень- 1 ший о 1С _ х R се 3 х а наименьшая нормальная ' наибольшая J3 X (U S к Я S я 3 я а наибольшая наименьшая
Колёса цельнокатан-ные С-1, С-2, С-3 1 050 1 070 130 135 126 200 210 190 Не огра- 34
То же С-Зу, М-6, М-7, М-32, М-36 С-3, С-Зу 950 970 130 135 126 190 200 180 ничивает-ся 34 !
Центры катаные . . С-З, С-Зу 800 803 794 88 90 82 180 192 175 .— 4о ;
То же С-1, С-2 900 903 894 88 90 82 200 205 190 40
Центры 9-елицевые стальные литые . . С-З, С-Зу 800 803 794 88 90 82 190 200 180 40 |
То же 8-спицевые стальные литые . . С-1 , С-2 900 903 894 88 90 82 200 205 190 в; ;
Центры 11-спицевые С-З, С-Зу, 900 903 894 88 90 82 200 205 190 — 45
Колёса чугунные диаметром 970 мм М-6, М-7, М-32, М-36 С-1 , С-2 970 972,5 967,5 140 142 130 185 190 185 — 1 51
То же диаметром 900 мм С-З, С-Зу 900 902,5* ** *** 897,5 140 142 130** 185 190 185 50
Центры чугунные дисковые С-1 , С-2 900 903 894 88 90 82 200 205 190 51
То же С-З , С-Зу 800 803 794 88 90 82 200 205 190 _— 5,->
Центры кованые спицевые С-1 , С-2 900 903 894 88 90 82 203 205 190 30
* Допуск по диаметру для каждого номера колеса +0,5 мм или по длине окружности 1,6 мм.
** С учётом откола 5 мм.
*** Указанные минимальные размеры толщины стенки ступицы относятся к центрам и колёсам, подлежащим формированию и переформированию. Толщина стенки ступицы измеряется с учётом минимальной длины её.
ТУ, ТЕХНОЛОГИЯ и СПРАВОЧНЫЕ ДАННЫЕ ПО РЕМОНТУ ВАГОНОВ
457
Таблица 14
Размеры колёсных центров, допускаемых к формированию
Диаметр в мм
I
Типы центров |
I
I
® = о -а X х
я S х 3
S.s
л ±
х 3
Примечание
Катаные 8- и 9-спицевые литые и кованые . . ...................
Катаные 11-спицевые литые . . . Стальные и чугунные ...........
8- и 9-спицевые литые, а дисковые—катаные ..................
11-спицевые, а дисковые—-катаные
900
800
900
900
800
При ремонте колёсной пары
При новом формировании колёсной пары
Мастику наносят ровным слоем толщиной около 1 мм; после того как краска на оси колёсной пары размягчится, её промывают струёй горячей воды.
Очистка песком производится пескоструйным аппаратом.
Давление в воздушной магистрали 5—6am. Диаметр выходного отверстия сопла 5—6 мм.
Химическую очистку и очистку песком разрешается производить только в вагонных депо, на заводах и ВК.М очистку ведут путём выварки.
Бандажные работы
Съём бандажей. Негодные бандажи снижают после нагрева их в горне до 200—250°С или резкой автогеном, с предварительной выбивкой или вырезкой крепительного кольца.
Насадка бандажей. Температура нагрева не выше 320°, причём нагрев обязателен равномерный по всей окружности бандажа.
Внутренний диаметр бандажа должен быть меньше наружного диаметра обода на 1,0— 1,5 мм на 1 м диаметра (натяг).
Поэтому натяг для бандажа внутренним диаметром 900 мм должен быть от 0,9 до 1,35 мм, а для бандажа диаметром 800 мм— от 0,8 до 1,2 мм.
Прокладочная сталь для перетяжки ослабших бандажей по ширине должна быть равна ширине обода (допускается уменьшение, но не больше 5 мм), наибольшая толщина 1,5 мм.
Допускается постановка прокладки из четырёх частей, причём при укладке за-юр между отдельными частями не должен превышать 10 мм.
К насадке на колёсные центры допускаются бандажи, размеры которых приведены в 1абл. 15.
Таблица 15
Размеры бандажей в мм
Наименование измерений
Наимень-ш ие
Толщина бандажа . . .
Ширина »
Ширина места для обода в бандаже . . . .
Ширина прижимного
I буртика ...........
) Ширина упорного бур-। тика ..............
__
136 126**
90 82
13 6***
25 15
I
* В чистом виде после обточки.
** Для новых бандажей 128 мм.
*** Ширина прижимного буртика нового бандажа должна быть не менее 8 мм (после обжатия) .
ПРЕССОВЫЕ РАБОТЫ
Ниже, в табл. 16—19, приводятся данные для определения величин натягов и давления' при запрессовке.
РЕМОНТ ТЕЛЕЖЕК
Допуски на размеры деталей и монтажные размеры сборки узлов тележек должны соответствовать данным, указанным в главах «Допуски при ремонте пассажирских вагонов» (стр. 443) и «Допуски при ремонте грузовых вагонов» (стр. 441).
Ремонт тележек пассажирских вагонов
Вес вагонов брутто в зависимости от типов-тележек допускается: на тележках Фетте, балансирных и безбаланс ирных (на осях
Величины натягов прн формировании вагонных колёсных пар
Тип колёсного центра или колеса Для осей I типа Для осей 1 I типа
без бандажей с бандажами без бандажей с бандажами
8-спицевый литой центр Дисковый стальной центр ... Цельнокатанные колёса 1 050 мм То же 950 мм 11-спицевый литой центр 0,104-0,13 0,114-0,14 44.4 ??? । । 0,124-0,15 0,124-0,15 i ; £
Таблица 16
। Для осей 111 типа
1 без бан-; дажей с бандажами
-
0 ,174-0,20
0,144-0,i7
0,144-0,17
0,104-0,13 0,164-0,19
458
ВАГОННОЕ ХОЗЯЙСТВО
типа II),— 56 да; на тележках усиленных безбалансирных и тройного подвешивания (салонная на осях типа III) — 64 т; на тележках Пульмана — 51 т; на тележках
Давление при
бывш. Сибирского типа, с одинарным рессорным подвешиванием — 37 т, на тележках ЦМВ—72 т.
Проверка тележек. Основные требования,
Таблица 17 запрессовке
Номинальный диаметр ступицы в мм Давление при запрессовке в т
стальных колёс, цельнокатанных и бандажных с надетыми бандажами стальных центров без бандажей чугунных и бандажных колёс с чугунными центрами (с надетыми бандажами)
135 454-65 354-50
145 504-75 404-60
155 554-80 454-65
165 604-90 504-70 45 4-70
178—18'2 65-7-95 504-75 1 Насадка на оси чугун-
190 70-7-105 554-85 г ных центров без банда-
' жей запрещается
Таблица 18
Максимально допустимые давления при распрессовке колёсных пар (рекомендуемые ЦНИИ МПС)
Диаметр шеек в мм Давление в т Диаметр шеек в мм Давление । Диаметр в т 1 шеек в мм Давление 1 Диаметр в т шеек в мм Давление в т
60 60 X 00 оо оо С: — to со '-J От .|. .|. .[. .|. .|. .|. 00 X СО X X оо оо ОО О ►-» 00 160 170 180 190 200 210 220 994-100 1014-102 1034-104 1054-106 1074-108 1094-110 1114-112 230 240 250 260 270 280 290 I 1134-114 1154-116 1174-118 1194-120 1214-122 1234-124 1254-126 300 1274-128 310 ' 1294-130 320 И 1314-132 335 1 1334-147 350 ! - 360 — 370 j _ 380 390 405 410
Таблица 19 Характеристика кривой диаграмм запрессовки
Удовлетворительная диаграмма. Кривая диаграммы имеет выпуклость наружу, плавный подъём без скачков, высота в пределах требуемого давления. Такая форма кривой указывает на хорошую обработку сопряжённых поверхностей оси и отверстия ступицы, на правильно выбранный натяг Неудовлетворительная диаграмма. Кривая нарастания давления обращена выпуклостью внутрь и, кроме того, значительно короче нормальной длины диаграммы (нет 85% по длине от теоретической длины диаграммы). Диаграмма указывает на неудовлетворительную обработку сопрягаемых по-
Неудовлетвооительная пиагоам- верхностей и наличие прямых конусов
——1 ма. Форма правильная, но высота ниже предела требуемого давле-ния. Это говорит о слабой посадке колеса и недостаточном запрес-совочном усилии. Диаграмма указывает на неправильно выбранный натяг — Неудовлетворительная диаграмма. Кривая диаграммы коротка и имеет резкий подъём. Это указывает на возможность задира сопрягаемых поверхностей оси или колёсного центра, который мог произойти вследствие перекоса оси при её установке на прессе. Возможно наличие неправильного выполнения фаски на внутреннем торце ступицы центра
Неудовлетворительная диаграмма. Форма кривой правильная, но высота выше предела требуемого давления. Тугая посапка. Заппес-
совочное усилие велико. Диаграм-ма говорит о неправильно выбран-ном натяге (большой натяг) или несоблюдении нормальных уело-вий при запрессовке (недостаточная смазка, обводнённая смазка, засорение масла, возможное по-падани е в масло керосина или другого минерального масла) Удовлетворительная диаграмма. Скачок давления в начале кривой диаграммы указывает на имевший-ся перекос оси или центра в момент установки на прессе, что при-вело к небольшому дополнительному усилию в начале запрессовки
Удовлетворительная диаграмма. В конце запрессовки имеется небольшое падение давления, но в пределах существующих допусков длина кривых на диаграммах не должна быть меньше 85% теоретической длины, которая определяется по следующей формуле L—(l~ r+а— к)1.
Неудовлетворительная диаграмма. В конце имеется значительное падение давления. Диаграмма указывает на неправильную обработку оси или центра с нали-чием обратного конуса на сопрягаемых поверхностях оси или центра. Возможно наличие волнистости обработки где а — подступичная часть оси, выходящая из ступицы центра (колеса); 1 z' Jj Л — запрессовочный конус; > i — длина ступицы; ; г — фаска на задней грани г. 1 —1 ступицы; [Уу,х..,,А х> i — передаточное число инди-I катора
ТУ, ТЕХНОЛОГИЯ и СПРАВОЧНЫЕ ДАННЫЕ ПО РЕМОНТУ ВАГОНОВ
459
предъявляемые к отремонтированной и собранной тележке при её проверке: равенство расстояний между челюстями каждого буксового выреза; расположение граней буксовых челюстей в одной вертикальной продольной плоскости; параллельность каждой пары буксовых челюстей между собой и перпендикулярность их продольным брусьям рамы; расположение противоположных лиц буксовых челюстей одной колёсной пары в одной вертикальной плоскости, перпендикулярной продольной оси тележки; равенство расстояний между серединами направляющих буксовых лап с расстояниями между серединами шеек подкатываемых колёсных пар; равенство расстояний между серединами смежных челюстей одной стороны тележки с таким же -расстоянием другой её стороны; равенство расстояний по двум диагоналям между серединами смежных челюстей.
Все указанные условия являются общими для всех пассажирских тележек.
Перед проверкой раму тележки устанавливают горизонтально по уровню.
Центры просветов буксовых лап тележки определяют по специальным шаблонам, устанавливаемым в просвете буксовых лап.
Расстояние между центрами проверяется ттихмасом в продольном, поперечном направлениях и по диагонали. Расстояния в каждом направлении должны быть равны.
Допускаются отклонения; в продольном и поперечном направлениях не больше 2 мм, по диагонали не больше 5 мм (для тележек па роликовых буксах отклонение по диагонали не больше 4 мм).
Нахождение в одной плоскости ветвей буксовых лап (в продольном направлении с одной и другой стороны тележки) проверяют при помощи длинной металлической линейки, которую прижимают одновременно ко всем четырём ветвям буксовых лап последовательно с одной, а затем с другой стороны тележки.
Правильность установки буксовых лап по отношению к продольным брусьям (листам) рамы тележки (в поперечном и продольном направлениях буксовые лапы должны быть -перпендикулярны продольным брусьям) проверяют линейкой и угольником.
Неправильное положение буксовых лап сстраняют при помощи струбцины или домкрата, причём у тележек цельнометаллических вагонов предварительно подогревают деформированные места.
Ширину челюстей и наличников по всей высоте (ширина должна быть одинаковой) проверяют штангенциркулем или специальным шаблоном, имеющим вырезы, соответствующие максимальной и минимальной ширине челюсти или наличника.
Допускаемая величина отклонения ширины челюсти от номинального размера составляет + 0—1 мм.
Перпендикулярность челюстей и наличников (в продольном и поперечном направлениях тележки) плоскости, проходящей через середины обоих продольных брусьев (листов) рамы, проверяют аналогично установке буксовых лап. Величина просветов между полками угольника и челюстью или наличником допускается не более 0,5 мм.
Боковые грани челюстей или наличников (с каждой стороны тележки они должны находиться па одной прямой линии) проверяют путём прикладывания линейки к наружным боковым граням челюстей или наличников. При отсутствии просветов боковые грани находятся на одной прямой линии.
Допускаемая величина просветов, а также величина превышения боковой грани челюсти или наличника над гранями остальных челюстей или наличников не должна быть более + 0,5 и менее —0,5 мм.
Положение поверхностей каждой пары челюстей, установленных соответственно по обеим сторонам тележки (поверхности должны находиться вводной плоскости), проверяют прикладыванием линейки одновременно к поверхностям двух челюстей. При этом линейку продвигают сверху вниз по всей высоте челюстей. Допускаемая величина просвета не более 0,5 мм.
Проверку расстояний между серединами просветов челюстей или наличников (расстояния должны быть одинаковыми в продольном и поперечном направлениях и по диагоналям) осуществляют аналогично проверке расстояний между центрами просветов буксовых лап.
Если у проверяемой тележки установлены эллиптические рессоры, то центры просветов, накерненные на деревянных брусках, переносят при помощи угольника или отвеса на продольные брусья или листы рамы тележки.
Проверку расстояний между серединами челюстей или наличников (расстояния, измеренные в поперечном направлении тележки, должны быть одинаковыми вверху и внизу для каждой пары челюстей или наличников) производят следующим образом: при помощи циркуля и линейки находят центр челюсти или наличника; проводят через центр вертикальную линию и наносят па ней два керна (внизу и вверху) на одинаковом расстоянии от центра; измеряют штих-масом расстояние между верхними кернами и сравнивают с расстоянием между нижними кернами, причём допускаемая величина отклонений не должна превышать +0,5 мм.
Проверку соответствия расстояния между центрами челюстей или наличников, измеренного в поперечном направлении тележки, расстоянию между центрами буксовых направляющих (расстояния должны быть одинаковыми) производят следующим образом: при помощи циркуля и линейки находят центры буксовых направляющих пазов у букс, смонтированных на колёсной паре; измеряют штихмасом расстояние между центрами буксовых направляющих и сравнивают полученный размер с измеренным расстоянием между центрами челюстей или наличников.
Величина разности расстояния допускается не больше 1 мм.
Проверка установки букс на шейках колёсных пар. На потолке букс (снаружи) наносят точку — центр буксы. У буксы объединённого типа центр есть точка пересечения диагоналей, проведённых на потолке буксы из углов пазов для челюстей.
У буксы тележки тройного подвешивания центр — точка пересечения диагоналей гнезда
460
ВАГОННОЕ ХОЗЯЙСТВО
для рессорного хомута или диагоналей из углов пазов для челюстей.
На шейках колёсной пары устанавливают подшипники, вкладыши, Оуксы и штихма-сом проверяют расстояние между центрами букс. Расстояние должно быть равно для колёсных пар типа С-1 и С-2 2 114+1 лел«, для колёсных пар типа С-3 и С-4 2 036±1 мм.
При проверке этого расстояния обе буксы на шейках колёсных пар следует сдвинуть до упора сначала в одном направлении, а затем в другом, причём промеры производятся в обоих положениях.
Проверка бесчелюстной тележки цельнометаллического вагона. Для проверки рама тележки устанавливается (местами под шпинтоны) на 8 опор, выверенных в одной горизонтальной плоскости (рекомендуется иметь для этого постоянный стенд).
Зазор до 2 мм между опорой и поверхностью рамы (одинаковый по всей опоре)
Г( 1) Проплавка п толщиной
Ц---+ <2нп
Перекос до ОБ пп
Фиг. 7. Проверка бесчелюстной тележки цельнометаллического вагона
допускается оставлять без исправления (фиг. 7,с), при этом перекос опорной плоскости рамы под шпинтоном относительно горизонтали опор допускается до 0,6 мм в крайних точках привалочных плоскостей под шпинтон вдоль и поперёк оси тележки (фиг. 7,6).
Для устранения зазоров и перекосов, имеющих размеры более указанных выше пределов, а также для выравнивания плоско
стей под шпинтоны, на раме допускается постановка прокладок под шпинтоны. Прокладки должны подбираться по толщине от 6 до 12 мм с учётом расположения их в одной; горизонтальной плоскости и обеспечения расстояния между потолками букс и рамой тележки, установленного правилами ремонта. Допускается постановка клиновидных подкладок для устранения перекосов.
Все установленные шпинтоны должны быть перпендикулярны привалочным плоскостям прокладок рамы тележки и находиться в одной плоскости вдоль оси тележки (с каждой стороны рамы); проверка производится наложением линейки к цилиндрическим поверхностям (диаметром 80 мм) всех четырёх шпинтонов; зазоры между линейкой и шпинтоном допускаются не свыше 2 мм.
Проверка продольной и поперечной базы тележки производится между центрами каждой пары шпинтонов одного буксового места. Центр пары шпинтонов наносится на планке-с двумя отверстиями, надеваемой на цилиндрические хвостовики шпинтонов.
Измеряют (фиг. 7, в): а) расстояние между центрами шпинтонов одной стороны тележки, которое должно быть в пределах 2 700 + 5 мм; разность размеров двух сторон тележки не должна превышать 2 мм;
б) расстояние между центрами шпинтонов поперёк тележки, которое должно находиться в пределах 2 036т 2 мм; разница замеров по каждой паре шпинтонов поперёк тележки для одной колёсной пары не должна превышать 2 мм;
в) расстояние между центрами буксовых мест по диагонали; разница замеров допускается не свыше 5 мм.
По каждому буксовому месту проверяется: а) высота пружин; пружины должны подбираться по высоте под тарой с разницей, не превышающей установленную правилами ремонта;
б) отклонение конца шпинтона от перпендикулярности к опорной плоскости; отклонение должно быть не свыше 1 мм (фиг. 7,а);.
в) положение пружин; заедание пружины, на цилиндрической части шпинтона не допускается; пружина должна опираться на опорную плоскость шпинтона;
г) величина кольцевого зазора между телом шпинтона и кромкой отверстия в крыле буксы; зазор может быть неодинаковой величины по окружности, но не менее 6 мм (проверка зазоров производится после обкатки вагона).
После сборки люлечного места тележки проверяются:
а) зазоры между боковыми скользунами поперечных балок тележки и скользунами надрессорного бруса; зазоры должны быть в сумме не более 5 мм для каждой стороны тележки;
б) зазоры между боковыми скользунами по концам шкворневой балки (с одной её стороны); зазоры должны быть не более 2 мм;
в) зазоры вверху и внизу каждой пары скользунов; разница (клиновидность зазора)' не должна превышать 2 мм;
г) зазор между люлечной подвеской й кромкой выреза в средней поперечной балке рамы тележки должен быть не менее 5 мм с каждой, стороны.
ТУ, ТЕХНОЛОГИЯ и СПРАВОЧНЫЕ ДАННЫЕ ПО РЕМОНТУ ВАГОНОВ
461
Ремонт тележек грузовых вагонов
Разборка и сборка поясной тележки. .Рычажную передачу разобрать, буксовые и колоночные болты отнять.
Пояса верхние и нижние снять.
Надрессорные и подрессорные брусья установить на козлы, средний пояс снять.
Подшипники, вкладыши и буксы снять с шеек осн.
Средний пояс испытать дефектоскопом и поставить клейма.
Предохранительные устройства тормоза осмотреть и отремонтировать. Наплавленные места обработать.
Подшипники пришабрить, вкладыши, буксы собрать и установить на место.
Средний пояс, подрессорный брус, колонки пружины, надрессорный брус собрать.
Верхний, нижний пояса поставить и закрепить колоночные и буксовые болты.
Рычажную передачу собрать.
Электросварочные работы.
Тележку очистить, окрасить.
Разборка и сборка литой тележки. Рычажную передачу разобрать.
Боковины приподнять, колёсные пары выкатить, боковины опустить на козлы.
Вкладыши, подшипники вынуть, буксы снять.
Пружинный комплект разобрать.
Подшипники прошабрить.
Пружинный комплект собрать и поставить.
Поставить подшипники, вкладыши, надеть буксы, колёсные пары подкатить.
Рычажную передачу отремонтировать и собрать.
Домкраты подставить, тележку опустить на колёсные пары.
Тележку очистить.
Электросварочные работы.
Тележку окрасить.
РЕМОНТ ВАГОННЫХ РАМ
Допуски на размеры отдельных частей и на монтажные размеры сборки узлов рамы даны в разделах: «Допуски при ремонте грузовых вагонов» (стр. 441) и «Допуски при ремонте пассажирских вагонов» (стр. 443).
Правка рамы. Прогибы основных частей рамы, устраняемые в нагретом состоянии (без разборки рамы):
продольный вертикальный прогиб боковых швеллеров и хребтовых балок вагонов: четырёхосных крытых вагонов и цистерн клёпаной конструкции при прогибе до 150 мм;
то же сварной конструкции до 100 мм;
четырёхосных платформ, гондол и хопперов сварной конструкции 50 мм;
20-т крытых вагонов клёпаной конструкции с хребтовой балкой 80 мм;
двухосных платформ клёпаной конструкции с хребтовой балкой 100 мм;
двухосных платформ сварной конструкции с хребтовой балкой 80 мм;
двухосных крытых вагонов, платформ и цистерн без хребтовой балки 150 мм;
местные горизонтальные прогибы продольных швеллеров и хребтовых балок всех
типов при условии, что прогиб расположен на продольном швеллере между поперечными балками и поперечные балки не препятствуют выправлению;
местные прогибы в буферных брусьях, шкворневых и поперечных балках.
При правке должны соблюдаться основные условия:
место рамы, имеющее небольшой местный прогиб, выправляется в холодном состоянии только в тех случаях, если это не вызывает образования трещин.
При больших прогибах перед правкой место, подлежащее правке, и участки, расположенные рядом с ним, нагревают до красного каления.
При выправке больших прогибов, расположенных у узлов жёсткого крепления (препятствующих выправке), отдельные элементы узла крепления должны освобождаться для свободной выправки повреждённых элементов рамы.
Окончание правки определяют путём промера швеллеров и балок. При этом необходимо учитывать упругую деформацию после снятия домкратов (домкраты снимаются после полного охлаждения швеллеров), а для получения после полного охлаждения ровных выправленных поверхностей (при правке) нужно сделать обратный прогиб, равный для двухосных крытых вагонов 15-4-20 мм, для двухосных платформ — 20-;-25 мм и для четырёхосных вагонов — 25-уЗО мм.
Ремонт рамы сваркой. Основными работами при ремонте рамы сваркой являются заварка трещин, наплавка полок швеллеров в местах, поражённых коррозией, приварка латок, отрезка негодных частей и деталей, подлежащих замене или ремонту с отъёмкой от рамы, приварка частей и деталей рамы (новых или отремонтированных).
Проверка установки буксовых лап на рамах двухосных вагонов
Технологический процесс проверки установки буксовых лап двухосного вагона и допускаемые отклонения указаны в табл. 20 и 21.
Таблица 20
Допускаемые отклонения при проверке установки буксовых лап
Места отклонений Отклонения в мм
пассажирские вагоны грузовые вагоны не более
При проверке перпендикулярности к боковым продольным швеллерам 1
По расстоянию между центрами лап с двух сторон вагона (по базе вагона) . . Не более 2 5
По расстоянию между центрами лап на диагоналях вагона ... . Не более 5 8
Между серединами просветов буксовых лап и серединами расстояний между рессорными кронштейнами 1 3
462
ВАГОННОЕ ХОЗЯЙСТВО
Таблица 2t
Проверка правильности установки буксовых лап двухосных вагонов
Наименование операций
Эскизы пооперационных переходов
Технические условия
Проверка расстояний между рабочими гранями буксовых лап
До постановки на вагон буксовые лапы проходят выварку, производится необходимый ремонт, рихтовка лап на плите с проверкой по линейке.
Линейка прикладывается к буксовой лапе. Производится замер расстояний между внутренними рабочими гранями вверху и внизу лапы, отклонение от номиналь- ! ных размеров допускается не бо- j лее 1 мм
Проверка вертикальности । буксовых лап
Угольник прикладывается короткой стороной к продольному брусу рамы, а длинной стороной вдоль внутренней рабочей грани буксовой лапы, таким образом проверяется вертикальность внутренних рабочих граней всех четырёх лап. Все лапы должны быть строго вертикальны и зазоры между угольником и внутренней рабочей гранью лапы не допускаются
Проверка расстояний между серединами буксовых лап по базе
Соответственно расстоянию между внутренними рабочими гранями буксовых лап подбираются деревянные планки и вставляются между внутренними рабочими гранями лап внизу. На нижней 11 горизонтальной полке продольно-го швеллера и на планках нано- { сятся линии, делящие расстояние между внутренними рабочими гранями буксовых лап пополам. Штихмасом замеряется расстояние между серединами буксовых лап вверху (по кернам на линиях швеллера) и внизу. До- , пускается разность расстояний не более 2 мм для пассажирских и не более 5 мм для грузовых вагонов
Проверка расстояний между серединами внутренних рабочих граней буксовых лап вдоль оси колёсной пары
Штихмасом замеряется расстояние между серединами внутренних рабочих граней буксовых лап вдоль оси колёсной пары. Замеры производятся вверху и k внизу между соответственными i гранями каждой буксовой лапы. . Всего производится 8 измерений. Допускается разность расстояний не более 3 мм
Проверка расстояний между серединами буксовых лап по диагонали
На нижней горизонтальной полке продольного швеллера посредине расстояния между внутренними рабочими гранями буксовых лап наносятся керны (на одинаковом расстоянии от вертикальной полки швеллера). Штихмасом замеряется расстояние между кернами по диагонали. Разность расстояний допускается не более 5 мм для пассажирских и не бо- ! лее 8 мм для грузовых вагонов ।
РЕМОНТ РЕССОР И ПРУЖИН
Ремонту со сплошной термической обработкой подвергаются рессоры, имеющие хотя бы один из следующих недостатков:
стрела в свободном состоянии, уменьшенная или увеличенная против требуемой величины более 10%;
обратный прогиб по концам листов
зазоры (просветы) между листами в свободном состоянии более допускаемых;
поперечные и продольные трещины или изломы более чем в двух листах;
вмятины или вытертые места по толщине и ширине на глубину свыше 1,5 мм более чем в двух листах в подвесной рессоре или в полусекции эллиптической рессоры.
Ремонт рессор с частичной термической
ТУ, ТЕХНОЛОГИЯ И СПРАВОЧНЫЕ ДАННЫЕ ПО РЕМОНТУ ВАГОНОВ
463.
обработкой производится в случаях, если не более чем в двух листах подвесной рессоры или в полусекции эллиптической рессоры имеются одновременно или порознь следующие недостатки:
хорда не соответствует требуемым размерам;
поперечные и продольные трещины, надрывы или изломы;
вытертые места глубиной более 1,5 о.
Полной термической обработке подвергаются только листы, поставленные взамен дефектных.
Рессоры подвергаются ремонту без термической обработки, если имеются;
сдвиг листов в результате ослабления хомута или среза шпильки;
сдвиг хомута относительно вертикальной оси коренного листа или смещение хомута от середины рессоры более 2,5 мм;
зазоры между хомутом и листами более допускаемых;
ослабление, надрыв или трещина в хомуте;
сдвиг хомута секции относительно оси симметрии в эллиптических рессорах или неправильно посаженный хомут со смещением от центра рессоры более 5 мм;
трещины, надломы в накладках, наконечниках и сухарях эллиптических рессор, а также износы или коррозия, вызвавшие уменьшение толщины на 25% и более против альбомных размеров.
Освидетельствование рессор (без ремонта) производят, если у рессоры при осмотре не обнаружено дефектов, вызывающих разборку рессоры, и такая рессора подвергается контролю.
Технологические процессы ремонта рессор см. в томе 12 ТСЖ «Обработка металлов на жел езнодорожном транспорте».
Контроль размеров рессоры
Фабричная стрела — не более указанной в табл. 22 плюс 10% на усадку и допуски, а для рессор, не указанных в таблице, — не более альбомной плюс 10%.
Прилегание листов рессоры друг к другу должно быть плотное. Щуп шириной 20 мм и толщиной 0,5 мм не должен проходить между листами рессоры около хомута. Допускаются зазоры между листами, но не более 1 мм.
В двухъ- и трёхъярусных рессорах в свободном состоянии допускается по концам листов зазор до 10 мм с плавным переходом до 1 мм на расстоянии не более 200 мм от концов листов.
Щуп толщиной 0,3 мм и шириной 20 мм не должен проходить на глубину более 15 мм между хомутом и верхним (коренным) листом рессоры (под нагрузкой), а также и между хомутом и нижним листом (без нагрузки). В углах хомута щуп диаметром 0,5 мм может проходить, но не глубже 20 мм.
Зазор между хомутом и боками листов рессоры допускается таким, чтобы щуп толщиной 0,25 мм и шириной 20 мм не проходил на глубину более 15 мм.
Наборные листы относительно хомута в новых рессорах могут иметь смещение не более -j-5 мм. Отклонение шага раскладки листа от альбомного или расчётного допу
скается не более 5 лези, а отклонение центра хомута от центра расстояния между ушками или концами рессоры 6 мм.
Отклонение хомутов всех секций одной половины эллиптической рессоры от оси симметрии допускается не более 2 мм, т. е. смещение одного хомута относительно другого не должно быть более 4 мм.
Допускается возвышение одного хомута над другим (у эллиптических рессор) на 5 мм.
Разность стрел между крайними секциями одного комплекта эллиптических рессор пассажирских вагонов допускается не более 10 мм.
Допускаются на поверхности рессорных листов вытертые места не более 2 мм.
Для отверстий под болты и заклёпки наконечников допуск на износ и овальность не должен превышать 2 мм.
Допускаются отклонения для хомутов 75х 16 мм: новых + 2 мм по ширине и + 1,0 мм по толщине и старых +4 мм по ширине и ДО,5 мм по толщине; для хомутов 75 X (9,5— —12) мм или 90х(9,5—12) мм: новых±2 мм по ширине и 4 1,0 мм по толщине и старых --4 Aut по ширине и д^лжпо толщине.
Допускаются отклонения в ширине эллиптических рессор от альбомных размеров. 4-5 мм.
Для диаметра отверстия ушка отклонения, допускаются в пределах мм.
Испытание рессор и пружин иа прессе
Технические показатели при испытании статической нагрузкой приведены в табл. 22.
Порядок испытания:
замеряется стрела рессоры f в свободном, состоянии;
плавная нагрузка рессоры с доведением силы нажатия до требуемой величины (при испытании грузовых рессор на прессе Уварова производится нажатие до полного выпрямления рессоры);
нагрузка снимается и снова повторяется,, после чего (в нагруженном состоянии) измеряется стрела рессоры /у; определяется прогиб f—F;
нагрузка снимается и измеряется стрела-72 в свободном состоянии рессоры.
При испытании рессоры прогиб F=f—flt. под нагрузкой и остаточная деформация (просадка) рессоры f—f2 должны быть не более-указанного в табл. 22.
При повторном испытании вновь изготовленных или отремонтированных рессор оста„-точная деформация (просадка) под нагрузкой-не должна превышать 2 мм, а прогиб рессоры F=f—]\ не должен быть более указанного в табл. 22. Показатели для испытания пружин вагонов широкой колеи приведены; в табл. 23.
Для рессор, кроме системы Брауна н Клиффа, не приведённых в этой таблице,, нагрузка для статического испытания
,, 2 R„W
F- z .
где Р — искомая нагрузка в кг;
464
ВАГОННОЕ ХОЗЯЙСТВО
Re — допускаемое напряжение, равное 95 кг/мм3;
W — момент сопротивления всех листов рессоры в мм3;
I — половина длины рессоры в см.
Для рессор, не поименованных в таблице, величина прогиба
Е Ыг3 (3m+2n) ’
где Р — нагрузка на рессору в кг;
/ — половина длины рессоры, находящейся в выпрямленном состоянии, в см;
Е — модуль упругости, равный 2 050 000 кг) см3-,
а — ширина хомута в см;
b — ширина листа в см;
h-—толщина листа в см;
т — число коренных листов;
п — число листов ступенчатой части рессоры.
Для эллиптических рессор полученный прогиб умножается на 2. Остаточная деформация для рессор, не указанных в таблице, должна быть не более 3% от прогиба рессо-
/ — f2
ры плюс 3 мм, т. е. у_- ? 100 — 3 < 3%.
РЕМОНТ УПРЯЖНЫХ И УДАРНЫХ ПРИБОРОВ
В табл. 24 и 25 приведены данные о допусках'при ремонте упряжных и ударных приборов.
Ремонт частей упряжи
Если нужно удлинить или укоротить крюк сквозной упряжи, то работы производят с соблюдением следующих условий. Крюк можно удлинять до 50 мм путём протяжки
квадратной части на круглую диаметром 52 мм, причём длина остающейся квадратной части должна быть не менее 185 мм, укорочение стержня крюка до 25 мм может производиться подсадкой стержня до диаметра 58 мм, причём утолщение в месте подсадки должно иметь правильную цилиндрическую форму с плавным переходом от большего диаметра к меньшему. Если требуется укоротить крюк более чем на 25 мм, то стержень его разрубают между хвостовиком и прилегающим к нему местом сварки (вырубают старую сварку), после чего стержень вновь сваривают.
В случае обрыва или излома головки крюка сквозной упряжи последнюю отрубают от стержня вместе с квадратной частью и вместо отрубленной головки приваривают новую. Аналогично следует поступать при обрыве хвостовика по отверстию для чеки. Общее количество старых и новых сварок на всём крюке должно быть не более двух. Погнутые крюки могут выправляться с предварительным нагревом их до 800—850°С.
Наибольшее количество сварок в сквозной упряжи различного типа вагонов может быть:
для упряжи двух- и трёхосных вагонов, состоящих только из двух частей, соединённых муфтой, — не более шести (двух в соединении головок крюков со стержнем, двух в соединении хвостовых частей со стержнями и двух в средней части стержня на расстоянии не менее 0,5 м от места сварки);
для упряжи четырёхосных вагонов, состоящей из нескольких частей, соединённых муфтами и шарнирами, — не более восьми, при этом на каждом звене не должно быть более двух, за исключением штанг длиной более 10 м, на которые допускается три;
для двухаппаратной упряжи количество сварок не должно превышать девяти.
Таблица 22
Технические показатели для испытания рессор
Тип рессор Стрела Хорда Допуски по хорде Нагрузка в кг Прогиб под данной нагрузкой в мм Просадка (остаточная деформация) после первого нажатия в мм
в своб одном остоян ии
11-листовая грузового вагона 111 1 015 ±5. 8 800 81 5
То же переделанная из 10-листовой . . . 111 1 015 ±5 8 800 81 5
12-листовая грузового вагона 99 1 021 ±5 9 550 83 5
То же переделанная из 11-листовой . . . 99 1 021 ±5 9 550 83 5
13-листовая грузового вагона подъёмной силой 20 т . ... 103 1 019 ±5 10 600 80 5
13-листовая двухосных цистерн и полувагонов подъёмной СИЛОЙ 25/и 92 1 025 ±5 12 100 80 5
12-листовая подвесная 20,2-м вагона . . 117 1 130 i5 9 100 104 6
13-листовая » 20,2-лс » . . 108 1 133 ±5 9 850 105 6
14-листовая » 20,2-л« » . . 97 1 136 ±5 10 540 105 6
8-листовая двухосного пассажирского вагонов бывш. IV класса 240 1 500 ±7 — — —
9-листовая двухосного пассажирского 14-м вагона 176 1 540 ±7 4 500 217 9
Ю-листовая двухосного пассажирского 14-м вагона пригородного сообщения . 179 1 538 ±7 5 570 192 9
11-листовая двухосного пассажирского 14-м вагона дальнего сообщения . . . — 1 560 ±7 6 040 199 9
6-листовая 5-рядная Галахова •— — ±4 16 5UO 170 8
7-листовая 5-рядная Галахова — ±4 19 300 200 9
5-листовая 5-рядная Брауна 1 025 ±5 12 500 134 7
б-листовая 5-рядная Брауна — 1 025 — 1 500 147 7
30 Том 7
Таблица 23
Показатели для испытания пружин вагонов широкой колеи
Тип тележки Наименование пр ужин Поперечное сечение прутка Высота пружины в свободном состоянии Н в мм Средний диаметр пружины Оср в мм Число рабочих витков пр Максимальная статическая нагрузка при испытании в кг Прогиб при максимальной статической испытательной нагрузке в мм Высота пружин под максимальной статической нагрузкой в мм Допускаемые максимальные отклонения в мм
диаметр d в мм ширина и высота в мм отклонения от вертикальной оси зазор между конусом опорного витка и рабочим витком выход витка за наружный или внутренний диаметр пружины
Цилиндрическая наружная - 18x40 4-4 23012 185 2.75 2 000 63±6 167 5 7 4,0
Пульмана четырёхосного пасса- То же вторая - 16 х 36 4-4 23O_L2 147 3,2 1 740 45x5 185 5 6,5 3,25
жирского вагона д-4
» » третья — 15x23 230_2 114 4,5 1 580 50 ±5 180 5 4 2 5
» » внутренняя — 14x20 230X2 83 6,5 1 350 48±5 182 5 3 2,0
16x36 130 3,9 2 036 4,5 170 4,5 4 3
Фетте четырёхосного пассажирского Цилиндрическая наружная Цилиндрическая в нутре н- - 16x35 215Z1 130 3,5 1 975 45 170 4,5 4 3
вагона 15x28 ,,„+4 97
няя 21о_2 4,75 1 860 39 176 4,5 3 -
Бе збалансирная То же наружная 33 - + 6 3001з 116 6,45 6 300 50 -5 2-В 6 9 3
завода имени +6
Егорова » » внутренняя 19 — 281—3 62 11,0 2 500 50 .5 231 6 1,25 1,5
То же наружная для нор-
Сварная балансирная цвтк четырёхосного мальной и усиленной тележки То же внутренняя для нор- 33 - 9 17 247 -2,5 150 4,5 5 300 62 ± 185 5 3,5 3,5
пассажирского мальной тележки .... 16 — 210—2 57 9,5 1 450 39x4 171 4 1 1,5
вагона То же для усиленной те- +5
лежки 19 — 25О12,5 85 8,5 1 670 67±6 183 5 2 2
Безбалансир-
ная на ролико- Цилиндрическая наружная 20 — 24b 9 130 5,0 4 700 63,6 182,4 5 3,5 5
вых буксах
ТУ, ТЕХНОЛОГИЯ и СПРАВОЧНЫЕ ДАННЫЕ НО РЕМОНТУ ВАГОНОВ
Тип тележки Наименование пружин Поперечное сечение прутка Высота пружины в свободном состоянии Н в мм Средний диаметр пружины Dcp в мм
•о са. и <а ширина и высота в мм
Поясная Цилиндрическая наружная То же внутренняя 30 16 - 210±2 210^2 108 57
3-го подвешивания четырёхосного пассажирского вагона длиной 20,2 м Цилиндрическая 30 - 250 ^2 120
Двухосного 14-м пассажирского вагона дальнего следования, пригородного сообщения и бывш. IV класса Цилиндрическая 30 - 250^2 120
- Спиральная буферная коническая (изплоской стали) — 7 Х150 „0 252_ з —
Буферная цилиндрическая наружная 33 295±з 127
То же внутренняя 19 — 295±| 70
Буферная удлинённая (для вагона с автосцепкой) цилиндрическая наружная . 25 — 195±5 135
Го же внутренняя 1 16 - 235 ±5 89
- Спиральная упряжная коническая (из плоской ста-ли) 1 7x130 260+?" - 1
Упряжная (несквозной короткой упряжи) цилиндрическая наружная . . . 40 — 195^2 163
То же внутренняя 25 - 190±2 92
Продолжение табл. 23
Число рабочих витков пр Максимальная статическая нагрузка при испытании в кг Прогиб при максимальной статической испытательной нагрузке в мм Высота пружин под максимальной статической нагрузкой в мм Допускаемые максимальные отклонения в мм
отклонения от вертикальной оси зазор между конусом опорного витка и рабочим витком выход витка за наружный или внутренний диаметр пружины
4,5 9,5 4 860 1 070 1 30-39 - 4 4 2,5 1 3 1,5
21-34
5,5 4 450 52j_5 193 5 2,5 3
5,5 4 450 52^5 198 5 2,5 3
455 ВАГОННОЕ ХОЗЯЙСТВО
4,5 До полного обжатия КО 150 — —
6,0 G 105 69 235 6 3
11,0 2 080 60 235 0 1,5
4,0 2 575 65 130 ±5 4 4,5 3
7,5 1 180 95 140 5 3.5 2
1 4,75 До полного обжатия 13!) 130 -
2,75 9 030 42 153 4 4 4
4,75 4 400 42 145 4 2,5 2,5
ТУ, ТЕХНОЛОГИЯ и СПРАВОЧНЫЕ ДАННЫЕ ПО РЕМОНТУ ВАГОНОВ
467
Таблица 24
Наименьшие допускаемые размеры частей винтовой упряжи
Наименование частей упряжи Новая упряжь Ремонт
капитальный средний годовой текущий отцепочный безотце-ПОЧНЫЙ
Упряжной крюк (фиг. 8)
Головка размером а—б 68 66 6’ 60 57 57
» » в—г 46 41 42 41 41 41
I 125 для 120 115 1 10 105 105
» » ж з J 1937 г.
1 1 10 для НО 110 1С0 95 95
1 1912 г.
» » д—е ...... 60 58 58 56 55 55
Расстояние К—Л 38 36 35 30 29 29
Расстояние от заплечика крюка
до буферного бруса или шайбы 46 — 60 46 — 60 46- 60 46-65 46-- 70 46-75
Стержень в месте насадки муфты 58 57 57 57 56 56
Стержень в квадрате 60x60 58.'58 5/ х57 55x55 53x53 49x49
Стержень в остальной части . . . ГТ') .52 ГО 48 46 46
Расстояние от края отверстия для
чеки до конца стержня 34 34 33 31 30 —
Муфта
Толщина муфты 20,5 20 20 16 15 15
Расстояние от края отверстия для
чеки до конца муфты 35 32 32 30 30 28
Чека
Поперечное сечение 60x15 59x14 58 х 14 56x14 55x13 55x13
Винт стяжки
Внутренний диаметр 45 И 44 43 43 43
Наружный диаметр 53 32 51 51 51
Скоба стяжки
' В прямой части ... 30x30 29x30 29x30 29x30 29x29 28x28
В закруглении 45 х 35 41x35 44 х 35 40 х 34 88x33 37x33
В ушках 30x24 29 х 23 29 х 23 29 х 20 27x19 27x18
Серьга стяжки
В прямой части . ..... 45x16 45 х 16 41x15 44 х 15 43x15 43x15
В ушках 40x19 39x18 39 х 18 34x18 38 X 17 38x17
» » ............. . . 50x19 49x18 49x18 49x18 48x17 48x17
Гайки стяжки
Диаметр цапфы в скобе 40 39 37 36 35 35
» » » серьгах 44 43 42 41 40 40
Валик стяжки
Диаметр в середине 58 56 54 52 50 50
» » серьге 50 48 46 45 43 43
Примечания. 1. Размеры новых частей упряжи показаны без допусков.
2. При замене частей упряжи при текущем безотнепочном ремонте вновь поставленные части должны иметь размеры не менее указанных в графе «текущий отцепочный ремонт».
з
Фиг. 8. Головка упряжного крюка
Испытание упряжных приборов
При капитальном и среднем ремонте пассажирских и грузовых вагонов упряжь, независимо от её состояния, подвергают испытанию. При прочих видах отцепочного ремонта вагонов испытание упряжи обязательно только: при постановке на вагон отдельных деталей упряжи; при производстве сварки частей упряжи и прочих горячих работ; при отсутствии клейм испытания.
Упряжь можно подвергать испытанию как комплектами, так и отдельными частями.
Под комплектом упряжи понимается:
для сквозной — 2 стяжки и 2 крюка со стержнями и хвостовиками, соединённые муфтами и чеками;
для несквозной — 1 стяжка н 1 крюк с хвостовиком и гайкой.
Комплектное испытание упряжи произ водится при замене упряжи на вагоне и постановке новой; при капитальном и среднем ремонте пассажирских и грузовых вагонов и прочих видах отцепочного ремонта вагонов, если упряжь полностью разбирается, или когда отсутствуют или неясны клейма испытания.
Отдельные части упряжи испытывают при их изготовлении, а также при исправлении и ремонте вагонов.
Испытание комплекта и частей упряжи производится усилием в 30 т, причём: части упряжи устанавливаются на пресс и растягиваются; упряжь оставляют под давлением 30 т на 2—3 мин.; находящаяся под натяже-30*
468
ВАГОННОЕ ХОЗЯЙСТВО
Т а б л#и ц а 25
Допуски в миллиметрах при комплектовании винтовой стяжки и упряжи
Ре монг
Наименование
капитальный
средний
годовой
текущий
Винтовая стяжка
Разница расстояний а—б (фиг. 9) у серёг стяжки .......................................
Расстояние между внутренними гранями серёг (фиг. 10): отведённых наружу .........................
прижатых к галтелям...................
Сработка резьбы стяжных винтов.............
» » гаек ........................
Расстояние между ветвями скобы в прямой части (фиг. 11).............................
Слабина между гайкой и стяжным винтом не более.....................................
Зазор (по диаметру) между цапфами гаек и кривым валиком и серьгами не более...........
Поперечный разбег серёг и скоб по цапфам (для каждой стороны) не более .................
Отклонение оси винта от общей оси стяжки (в натянутом состоянии стяжки) ..............
Не более 2
Не более 175
Не менее 162
Не более 1
Не более 1
Не более 76 и не менее 72
1 2 2
2 2 4
Не более 2
Упряжь
Разница в диаметрах муфты и хвостовика стер-жня............................................... » » 2
Слабина чеки в дырах муфт: по продольному сечению ........................... » » 2
по поперечному » ............. » 1
Примечание. Разрешается подсадка отверстия серьги стяжки в горячем состоянии при температуре 800—850°С с последующей проверкой всех размеров.
нием упряжь остукивается ударами ручника весом 1 —1,25 кг (2 удара молотком наносятся по носку крюка в сторону растяжения, а
Фиг. 9. Серьга стяжки
Фиг. 10. Стяжка вагонная
Фиг. 11. Скоба стяжки
2 удара по сторонам сварки и по одному удару по серьгам и скобе у ушков) и осматривается.
На упряжь, выдержавшую испытание, наносятся клейма, причём если упряжные крюки не подвергались сварке, то клейма наносят только на одной стороне каждой головки крюка, а при сварке на обе стороны—в месте сварки головки и хвостовика со стержнем. Кроме того, клейма об испытании также наносят на гайку каждой стяжки. Каждое клеймо должно содержать присвоенный номер вагонного депо или завода и дату испытания упряжи /например /
н \ н н 27/ХП-39/ ’
Изготовленные или отремонтированные аппаратные пружины сквозной упряжи испытывают усилием 3 440 кг, наружную пружину несквозной упряжи 10 220 кг, а внутреннюю— 4 720 кг.
После второго нажатия пружины не должны иметь усадки.
РЕМОНТ КУЗОВА ВАГОНА
Допуски на размеры отдельных деталей и монтажные размеры сборки узлов кузова вагонов приведены на стр. 441 и 443.
Нормы влажности деревянных деталей при постановке на вагон
Грузовые вагоны. Для брусьев рамы, нижних и верхних обвязочных брусьев, стоек, брусьев для крепления котлов цистерн, обшивки стен и крыши, для досок пола, дуг, фрамуг, бортов платформ, а также для деталей несъёмного оборудования—не более 22%.
ТУ, ТЕХНОЛОГИЯ и СПРАВОЧНЫЕ ДАННЫЕ ПО РЕМОНТУ ВАГОНОВ
469
Для внутренней обшивки и деталей внутреннего оборудования изотермических вагонов—не более 18%.
Пассажирские вагоны. Для оконных и дверных стоек, тамбурных и концевых фрамуг — 18—22%, для верхних обвязок — 18—24%, для лиственничных брусьев нижней рамы и угловых стоек при составных конструкциях — 24—28% и при цельных конструкциях — до 30%.
Для деталей внутреннего оборудования, оконных рам, промежуточных фрамуг и дверей не более 12%, для внутренней обшивки не более 12%, для наружной — 15—18%.
Постановка стычной обшивки
Допускается стыкование: в опалубке крыши (не более двух стыков по длине, с расположением их по середине дуги в шахматном порядке); на боковых стенах двухосных вагонов под досками несъёмного оборудования; на щите тормозной площадки у вагонов с деревянной обрешёткой; при этом нижняя обшивка должна быть цельной.
У четырёхосных крытых вагонов обшивку можно стыковать только на шкворневых стойках кузова, с обязательной постановкой с внутренней стороны вагона металлических полос толщиной 3—4 мм для прикрепления обшивки к полкам шкворневых стоек.
Ремонт обвязочных брусьев и стоек пассажирских вагонов
Число сростов каждого обвязочного бруса одной стороны вагона должно быть: 1) у двух- и трёхосных вагонов не более 3 в верхнем брусе и 4 в нижнем брусе; у двух- и четырёхосных вагонов не более 4 в верхнем брусе и 5 в нижнем брусе.
Замки сростов должны быть тщательно пригнаны, прокрашены на олифе или промазаны суперобмазкой и скреплены с двух сторон железными планками на четырёх болтах. Толщина железных планок должна быть не меньше 6 мм, а ширина равна ширине сращиваемых частей. Крайние болты планок должны проходить за сростами.
Допускаются составные по сечению брусья нижней обвязки вагона.
Наращивание стоек разрешается при условии, что количество их не будет превышать 25% при капитальном и 50% при среднем ремонте от всех стоек каждой стороны вагона и наращиваемые стойки будут чередоваться через одну цельную стойку.
Применение суперобмазок
Деревянные детали пассажирских и изотермических вагонов при ремонте пропитывают диффузионным способом суперобмазкой; перечень деталей приведён в табл. 26.
Суперобмазки (табл. 27) применяют: экстрактную — для покрытия деталей, подвергающихся увлажнению от конденсирования водяных паров или воды, не стекающей с поверхности; битумную — для покрытия деталей, по которым вода стекает и может смыть покрытие из суперобмазки, битумную
Таблица 26
Детали пассажирских вагонов, покрываемые суперобмазкой
Наименование деталей
Суперобмазка
Брусья рамы: нижние обвязочные, продольные и поперечные . . . .
Брус рамы тамбура обвязочный лобовой ..... .................
Брусья рамы: поперечные (сквозные), подпольные и перегородочные (продольные и поперечные) ..........................
Стойки кузова: боковые оконные, боковые промежуточные, продольной и поперечной перегородки, угловые тамбурные, угловые кузовные и дверные стойки ............................
Рама под котлом отопления и печами сухого отопления .........
Пол нижний, верхний, прокладки между ними..................
Обшивка внутренняя и наружная
Битумная
Битумная
Экстрактная
Битумная
» Экстрактная
Примечания. 1. Болтовые отверстия и поверхности над угольниками покрываются битумной суперобмазкой с хромпиком.
2. Все остальные деревянные детали кузовов и рам пассажирских вагонов покрываются экстрактной суперобмазкой.
с хромпиком — для поверхностей, соприкасающихся с металлическими частями.
Антисептическую пасту можно применять во всех случаях.
Таблица 27
Состав суперобмазок
Наименован ие составных частей
Фтористый натрий . Экстракт сульфит-
ных щёлоков . . . Торфяная пыль . . . Вода.............
Нефтяной битум
(марки III). . . .
Зелёное масло . . . Хромпик калиевый . Каменноугольный
лак.............
Глиняный эмульгатор (водный раствор) ...........
х
45
21
4
30
39 48,8
В изотермических вагонах покрывают суперобмазкой: нижние обвязочные брусья (продольные и поперечные), балки пола (подпольные и сквозные) и продольные бруски между балками, стойки (дверные, угловые ji промежуточные), пол верхний и нижний, обшивку внутреннюю, фрамуги концевые и внутренние (против перегородок льдохранилищ).
Поверхности всех этих деталей покрываются битумной суперобмазкой, за исключением болтовых отверстий и поверхностей деталей под угольниками, которые покрываются битумной суперобмазкой с хромпиком.
470
ВАГОННОЕ ХОЗЯЙСТВО
Суперобмазка наносится на поверхность деталей кистями в холодном состоянии (без подогрева), причём можно обрабатывать древесину любой влажности. Суперобмазку на поверхность деталей следует наносить после полной механической обработки, т. е. когда вся подгонка деталей уже произведена. Рекомендуется наносить суперобмазку на детали при сборке кузова вагона в сборочном цехе.
Поверхности деталей никакой обработке олифой и масляными красками не должны подвергаться1 до нанесения суперобмазки.
Старые детали перед нанесением на них суперобмазки очищают от всяких покрытий (краска, лак, олифа и т. п.).
При изготовлении экстрактных суперобмазок экстракт сульфитных щёлоков распускается в подогретой воде (70—80°), налитой в бак. Содержимое перемешивают мешалкой до полного роспуска кусков экстракта (в таком виде смесь может храниться 10—15 дней). Затем в бак загружают все необходимые компоненты согласно рецептуре и перемешивают до получения однородной смеси. На этом процесс изготовления заканчивается.
, При изготовлении битумной суперобмазки в бачок закладывается размельчённый на куски нефтяной битум и заливается соответствующим количеством зелёного масла.
1 Содержимое в баке перемешивают, подогревая смесь до температуры не более 60°, после чего готовую смесь сливают в бак для приготовления суперобмазки. В остывшую до 30—40° массу добавляют антисептики (при изготовлении суперобмазки с хромпиком его вводят одновременно с антисептиком) и тщательно перемешивают; в таком виде его можно применять для работы. Густую суперобмазку можно разбавлять: экстрактную—водой, битумную—зелёным маслом.
РЕМОНТ ЭЛЕКТРООСВЕЩЕНИЯ ВАГОНОВ
Ремонт батарей
До разборки элементов батарея разряжается до 1,8 в на элемент. Элементы тщательно промываются дестиллированной водой до тех пор, пока кислота не потеряет своего действия.
Покоробленные пластины выправляют под прессом, а оторванные припаивают к планке (мостику). Пайка производится чистым свинцом на водородном пламени или дуговой сваркой угольным электродом.
Негодные пластины можно заменять бывшими в употреблении, но исправными.
Отремонтированная батарея заливается электролитом начальной плотностью 1,18, через 2 часа после заливки ставится на зарядку с последующей разрядкой 7,5-часовым разрядным током. После этого батарея подвергается контрольному заряду-разряду и в случае необеспечения 60% гарантированной ёмкости для данного типа заменяется другой.
Контрольный заряд-разряд должен вестись 7,5-часовым током. Поступающая в эксплоатацию аккумуляторная батарея должна иметь напряжение не ниже 52 в и плотность электролита по Боме не менее 25°. Разность плот
ностей между отдельными элементами не более 0,5°.
Характеристики свинцовых батарей приведены в табл. 28, а вагонных панцырных батарей типа 26ВП-400 (с цементированными положительными пластинами)—в табл. 29.
Таблица 28
Характеристики свинцовых батарей
Тип Ёмкость в а-ч Разрядные токи в а Зарядные токи в а
при 7,5-час. разрядке при 3-час. разрядке 3-час. наивысшая 7 ,5-час. нормальная 3-час. наивысшая 7,5-час. нормальная
Ж-ЗЗ IV ж-33 VI Ж-ЗЗ X 132 198 330 108 162 270 36 54 90 17,6 26,4 44 36 54 90 27 40,5 67,5
Таблица 29
Характеристики панцырных батарей 26ВП-400
Режим разряда Максимальный разрядный ток в а Номинальная ёмкость в а-ч Конечное разрядное напряжение в в
1О-часовой . . 40 400 1,80
7,5- » . . 50 375 1,80
5- » 70 350 1,75
3- » 100 300 1,70
Г После снятия пробок каждый элемент заполняется раствором аккумуляторной серной кислоты (ГОСТ 667-41) в дестиллированной воде плотностью 1,22—1,23 и только через 2—6 час. после этого батарея выключается на заряд.
Заряжается батарея двухступенчатым током. Зарядка начинается силой тока 36 а, которая поддерживается постоянной до достижения напряжения 2,4 в на зажимах большинства (свыше 80%) элементов батарей, после чего силу тока снижают до 18 а и продолжают зарядку до конца. Ориентировочная продолжительность зарядки на первой и второй ступенях около 30 час.
Признаки окончания заряда:
неизменяющееся напряжение 2,6 в и выше в течение последних 2 час. заряда;
неизменяющаяся плотность электролита 1,26—1,27; в течение последних 2 час. заряда сильное газовыделение.
Во время зарядки температура электролита должна быть не выше 40—43°С.
Плотность электролита заряженного аккумулятора равняется 1,26—1,27.
Если зарядка аккумулятора протекает нормально, но плотность электролита в конце заряда, установившись постоянной, немного отличается от значения 1,26—1,27, то плотность корректируют путём отсасывания электролита и добавления раствора
ТУ, ТЕХНОЛОГИЯ и СПРАВОЧНЫЕ ДАННЫЕ ПО РЕМОНТУ ВАГОНОВ
471
кислоты удельным весом 1,40. После корректировки зарядку продолжают около 30 мин. для лучшего перемешивания электролита.
Нормальный заряд, так же как и первый, производится в две ступени. Сила тока на первой ступени — 60 а, на второй — 30 а. Первая ступень заряда считается законченной, если напряжение на зажимах большинства элементов достигло значения 2,35—2,40 в.
Вторая ступень продолжается до установления постоянства напряжения и плотности электролита в течение часа.
Разряды батарей могут производиться любой силой тока, но не превышающей 200 а.
Полностью заряженную батарею пускают в заряд не позже 24 час. после окончания разряда во избежание сульфатации пластин.
Полная гарантированная ёмкость батарей получается после пятого разряда.
Чтобы привести все элементы батареи к одинаковому состоянию (по ёмкости, плотности кислоты и др.), батарее один раз в месяц даётся уравнительный заряд, который производится следующим образом: сначала дают батарее нормальный заряд, затем включают ток, оставляют её в покое на 1—2 часа. После этого вновь включают на заряд током J8 а на 1 час. Затем делается часовой перерыв и снова включают на заряд на 1 час и т. д. до тех пор, пока при одном из включений тока сразу же не будет наблюдаться обильное газовыделенне.
Сульфатацию можно устранить продолжительной зарядкой вначале до напряжения 2,4—2,5 в при силе тока 60 а, а затем током 18 а при напряжении 2,4—2,5 в на элемент.
Запущенные батареи (чтобы устранить сульфатацию) обрабатывают дестиллнрован-ной водой. Процесс заключается в следующем: электролит выливают из батареи, после чего её заливают дестиллированной водой и подвергают длительной зарядке током 18 а.
Если плотность электролита поднимается до 1,12, то электролит выливают, а элемент снова заливают дестиллированной водой и заряжают.
Операции продолжают до получения плотности ниже 1,12, после чего элементы заливают новым электролитом плотностью 1,22— 1,23 и заряжают первоначальным током, соблюдая условия уравнительного заряда.
Ремонт динамомашины
Нормальные диаметры коллекторов, выходящих из ремонта динамомашин:
Диаметр
Тип динамомашины шкивов в мм не менее
РД-2....................... 187
РЕГ-76..................... 123
РЕГ-117 ................... 130
Стон......................... 60
Сопротивление изоляции отремонтированной и предъявленной к сдаче динамомашины должно быть не менее 100 000 ом при температуре машины, близкой к рабочей. Электрическая прочность изоляции проверяется согласно ГОСТ 183-41 переменным током частотой 50 гц и напряжением не менее 1 500 в, а механическая .— вращением динамомашины в течение 5 мин. с числом оборотов для машины: РД-2 500 об/мин.; РЕГ-117 2000об/мин.
Диаметр шкивов в мм
1.55
180
130
105
отбитыми или
Нормальные диаметры машинных шкивов:
Тип динамо машины
РЕГ-76.................
РЕГ-117 ...............
РД - 2 . .•............
Стон...................
Шкивы динамомашнн с
выкрошенными ребордами заменяются новыми. У шкивов, не имеющих выпуклой поверхности, последняя восстанавливается на токарном станке; при этом диаметр шкива в средней своей части не должен быть меньше 126 мм.
Диаметры нормальных осевых шкивов:
Размеры
Тип вагона в мм
СВПС на тележках с колёсными парами
типа № 7 с динамомашиной Стона . . . 420
То же с динамомашиной Розенберга . . . 500
СВПС на тележках ЦВТК и безбалансир-
ных с динамомашиной Розенберга . . . 650
Электростанция — мягкие, жёсткие, мяг-
ко-жёсткие вагоны с динамомашиной Розенберга и РД-2.................. 650
Сечение проводов в мм2:
Подвагонная магистраль.............ПРГН-35
Главная цепь динамомашины.......... 25
Шунтовая цепь динамомашины......... 4
Магистральные провода распределительной сети........................... 1,5
Ответвления к лампам .................. 1,0
Арматурные провода ................... 0,75
Положительный провод междувагонного соединения.......................... 35
Ответвления от подвагонной магистрали к групповому распределительному щиту 16
В случае нетипового оборудования вагонов и поездов сечения проводов должны быть рассчитаны так, чтобы падение напряжения до самой отдалённой лампы при полной нагрузке магистралей не превышало 2,5 в.
Как в мягких, так и жёстких пассажирских вагонах, а также почтовых (за исключением кладовых) вся проводка (магистрали и ответвления) выполняется проводом Куло с медной жилой в латунной или железной освинцованной оболочке. В остальных вагонах провода должны быть проложены в стальных газовых трубках диаметром 12 мм. Все провода под вагоном прокладываются в трубках внутренним диаметром 19 мм.
Провода междувагонного соединения должны быть гибкими, марки ПРГН и заключены в брезентовую или кожаную защитную оболочку.
Для проводки внутри и снаружи осветительных арматур могут быть применены или гибкие провода с двумя слоями вулканизированной резины (ПРГН) или специальные арматурные провода.
В цельнометаллических вагонах сторона, на которой расположены купе, оборудуется проводом СРГ сечением 2х 2,5 тити2, все остальные группы — проводом ПРГ сечением: в проходах 2,5 мм2, под вагоном 1,5 тити2, в тамбурах 1 мм2.
Провод СРГ прокладывают под деревянными раскладками, провод ПРГ — в стальных трубах.
Проводка магистрали, аккумуляторной батареи и динамомашины (плюс и минус) выполняется проводом ПРГ-500 сечением 25 мм2; шунт и противошунт — сечением 6—4 мм2.
472
ВАГОННОЕ ХОЗЯЙСТВО
Предохранители
Распределительный щит:
на полюсе цепи динамомашины (РЕГ-117к) на 80 а;
на каждом полюсе цепи аккумуляторной батареи (РЕГ-117к и РД-2)— на 80 а;
па полюсе осветительной сети (РЕГ-117к и РД-2) — на 60 а;
на групповом щитке вагона (на одном полюсе каждой осветительной магистрали)— на 6 а;
на батарейном ящике (на одном из полюсов батарей)—на 100 а (вагонная станция) и 35 а (автономный вагон).
В случае нетипового оборудования при защите предохранителями руководствоваться следующими данными:
Добавочно включаемые ограничители заряда—реостаты—регулируются так, чтобы сила тока машины (при срабатывании ограничителя, при включённой сети освещения) могла устанавливаться в пределах от 35 до 100% полной силы тока машины.
Ограничитель заряда регулируют добавочными сопротивлениями в цепи напряжения включения и в цепи напряжения выключения.
Кроме того, ограничитель заряда можно регулировать изменением напряжения пружины.
При регулировании пружины необходимо следить за тем, чтобы давление контактного диска не было слишком малым (не менее 1,5 кг на все контакты при отсутствии тока в катушке).
Сечение проводов в мм 0,75 1 1,5 2,5 4,0 6,0 10,0 16,0 25,0 35,0 50,0
Нормальная сила тока плавкого предохранителя в а , 6 6 10 15 20 25 35 60 80 100 125
Регулировка автоматических приборов распределительных щитов динамомашин
Распределительный щит ДЩР-6 (для ди-иамомашины РД-2). Автоматический включатель-выключатель АВВ-1.
Автомат батареи из 26 свинцовых аккумуляторов должен включать машину при напряжении около 52 в; при меньшем напряжении автомат должен выключать машину, причём обратный ток в его толстой обмотке не должен превышать 10 а.
Шунтовая катушка, включённая в сеть постоянного тока напряжением 52 в, при отсутствии тока в толстой обмотке должна включать автоматический выключатель. При щелочной батарее включение этого автомата должно производиться при 55—56 в.
Сопротивление тонкой обмотки автомата должно быть не ниже 200 ом.
Автомат регулируется при помощи верхнего движка добавочного сопротивления на выключение при напряжении 53 в.
Помимо этого, можно регулировать также и перемещением неподвижных контактов (путём поворота шпилек, на которых укреплены эти контакты) и изменением натяжения пружины.
Ограничитель заряда типа 03-2. При выключенной сети освещения ограничитель заряда должен приходить в действие при 67— 68 в и включать в цепь возбуждения машины сопротивление, понижающее ток машины до 3—5 а.
При включённой сети освещения ограничитель заряда должен приходить в действие по достижении напряжения около 57—58 в и включать в цепь возбуждения машины сопротивление, достаточное для уменьшения силы тока машины до величины, потребляемой сетью освещения. При щелочной батарее ограничитель заряда приходит в действие при 59—60 в.
Распределительный щит ДЩР-7а (применяется для работы с динамомашиной РД-2, РД-2 А).
Реле обратного тока типа Р-15А-1. Напряжение включения реле регулируют изменением натяжения пружины специальным регулирующим винтом. Для увеличения напряжения, при котором включают реле, следует увеличить напряжение пружины, ввёртывая регулирующий винт в круглую гайку, на которой укреплена пружина.
Реле должно быть отрегулировано так, чтобы при последовательном соединении шунтовой катушки реле с добавочным сопротивлением, равным 45 ом, выключение и включение реле протекало нормально (чётко и быстро).
Реле напряжения типа Р-14Б-2. Реле регулируется подвёртыванием плунжера и стопорного винта. При вывёртывании плунжера или ввёртывании стопорного винта ток отпадания сердечника и включения контактов увеличивается.
При регулировании реле на щите нижний плунжер устанавливается таким образом, чтобы при включении ещё не нагретой катушки (20°С) последовательно с частью добавочного сопротивления, равного 34 ом, сердечник притягивался при напряжении 57 в. Стопорный винт устанавливается так, чтобы отпадание сердечника происходило при напряжении около 47 в. После установки стопорный винт надёжно закрепляется контргайкой.
Щит типа ДЩР-8А и реле обратного тока типа Р-15В-1. Главный контакт: разрыв 6—7 мм, притирание 2,5—3 мм. Вспомогательный контакт: разрыв 4—5 мм, притирание 6—7 мм. Разрыв главного контакта в момент касания вспомогательного контакта 1,5—3 мм. Включение при 51 в (в холодном состоянии), выключение при обратном токе не более 2,5 а. Регулируется изменением натяжения пружины.
ТУ, ТЕХНОЛОГИЯ и СПРАВОЧНЫЕ ДАННЫЕ НО РЕМОНТУ ВАГОНОВ
473
Щит типа ДЩР-8А и регулятор напряжения типа СРН-2Б-4. Разрыв между средним и левым контактом при замкнутом правом контакте 0,5—1 мм для вновь отрегулированных и 2,5 мм максимум после их износа. При изменении оборотов динамомашины от 450 до 1 800 и при включении рубильника напряжение на лампах около 53 в (при холодном состоянии обмотки регулятора). Регулировка выполняется изменением натяжения пружины. При выключенном рубильнике (перекинутом в нижнее положение), при полностью заряженной батарее (ток заряда не более 10 а) напряжение на машине 67 в. Это напряжение понижается по мере увеличения зарядного тока. Величина этого напряжения регулируется изменением положения движка на сопротивлении регулятора напряжения (Р6). Чем выше двнжок, тем ниже напряжение на машине.
Противошунт Ш-2. Его возбуждение регулируется перестановкой переключателя сопротивления регулятора напряжения (Р6) так, чтобы при выключенном рубильнике и полностью заряженной батарее ток батареи не превышал 12 а. Этот ток имеет максимальное значение на первом положении переключателя.
Сопротивление изоляции динамомашины не менее 1 мгом между обмоткой и корпусом при напряжении 100—500 в.
Между проводкой сети освещения и землёй — при напряжении 100—500 в: не менее 300 000 ом для всей внутренней проводки и не менее 100 000 ом для одной цепи.
Между аккумуляторной батареей и землёй — не менее 1 мгом.
Основные правила ремонта электросети
При капитальном ремонте полностью прокладывают новый провод, при среднем только неисправные части заменяют новым проводом. Для спусков к розеткам, выключателям, софитам используют старые, но годные провода требуемой длины. Осветительную арматуру при капитальном и среднем ремонте устанавливают никелированной или хромированной, а розетки и выключатели, если возможно, ремонтируют или заменяют новыми.
Газовые трубы, подвагонные магистрали и концевые коробки при этих двух видах ремонта осматривают, ослабевшее крепление восстанавливают или заменяют новым. При этом крышки или уплотняющие прокладки пополняют (если часть отсутствует) или же заменяют новыми.
ОКРАСКА ВАГОНОВ
Окраска грузовых вагонов
Капитальный и средний ремонт. Перед постановкой на вагон должны быть про-грунтованы: шпунты, гребни и четверти досок пола, бортов платформ, обшивки; места соединений и прилеганий деревянных частей; отверстия в стойках, брусьях и лежнях.
Металлические брусья рамы и металлический каркас кузова должны быть очищены
от ржавчины и за один раз окрашены (до постановки обшивки).
Кузов вагона снаружи должен быть про-шпатлёван и окрашен: при капитальном ремонте — снаружи два раза, внутри один раз; при среднем ремонте — снаружи один раз, внутри один раз.
Наружная обшивка изотермического вагона перед окраской должна быть загрунтована, подмазана по сучкам и задирам и за-шпатлёвана сплошь за один раз, а внутренняя обшивка загрунтована.
Стены внутри изотермического вагона окрашивать масляными красками, разведёнными на натуральной олифе или на оксоли.
Крыша вагона окрашивается с предварительной проолнфкой железа и промазкой суриком всех швов; при капитальном ремонте два раза, среднем — один раз.
Крыша может также окрашиваться железным суриком на натуральной олифе или оксоли или же краской АЛ-177.
Швеллеры и балки рамы, буферные брусья и все части, находящиеся ниже буферного бруса, после предварительной очистки их от ржавчины окрашивают в чёрный цвет за один раз.
Нефтяные и керосиновые цистерны окрашивают один раз после предварительной грунтовки.
Надписи и знаки наносятся густотёртыми белилами, разведёнными на натуральной олифе или на оксоли; на изотермических вагонах и цистернах для перевозки бензина — чёрной краской.
Годовой ремонт. ААалярные работы при годовом ремонте грузовых вагонов сводятся к окраске вновь поставленных деталей вагона. Окраска выполняется один раз. Деревянные детали должны быть предварительно загрунтованы; листы кровли покрыты олифой.
Окраска пассажирских вагонов при капитальном и среднем ремонте
Внутренняя окраска. Старую окраску потолка, стен, панелей и мебели очищают. Весь вагон грунтуют и шпатлюют: при капитальном ремонте два раза сплошь, при среднем ремонте — первую грунтовку и шпатлёвку допускают местами, а вторую производят сплошь. После второй шпатлёвки вагон красят один раз с зачисткой пемзой, затем выправляют шпатлёвкой и красят второй раз. Стены, панель, мебель и двери кроют один раз масляным лаком.
Стены и потолки, покрытые линкрустой, клеёнкой, линолеумом и тиснёной кожей, промывают и окрашивают установленным колером.
Котёл и все металлические части отопления в котельном отделении окрашивают в чёрный цвет, а трубы и батареи натирают графитом или закрашивают печным лаком.
Наружная окраска. При капитальном ремонте наружную окраску и шпатлёвку кузова и швеллеров удаляют, железную обшивку очищают от ржавчины и окалины, грунтуют, после чего три раза шпатлюют, шлифуют, покрывают два раза краской установленного колера и два раза фиксолью.
474
ВАГОННОЕ ХОЗЯЙСТВО
При среднем ремонте наружную окраску хорошо промывают (испорченные места расчищают), грунтуют, два раза шпатлюют, шлифуют, прокрашивают два раза соответствующим колером и покрывают один раз фиксолью или лаком.
Крышу вагона промазывают по швам и окрашивают суриком два раза.
Торцевые стенки вагонов, угольные ящики красят чёрной краской и покрывают лаком или фиксолью.
Рама вагона, тележки, все ходовые части вагона и части тормоза, упряжь, подвагонное оборудование также окрашивают в чёрный цвет.
Окраска пассажирских вагонов при годовом ремонте
Внутренняя окраска. Внутреннюю окраску промывают; повреждённые места окраски подправляют; при необходимости весь вагон окрашивают один раз.
Потолки вагонов при необходимости окрашивают также один раз.
Внутреннюю окраску стен, покрытых лин-крустой, и потолков вагонов транссибирского сообщения промывают и окрашивают один раз, в прочих вагонах окрашивают при необходимости. Клеёнчатую обивку потолков -И стен промывают.
Тамбуры при необходимости окрашивают внутри один раз.
Наружная окраска. Наружную окраску промывают, повреждённые места исправляют в колер окраски вагона. При необходимости производят полную окраску.
Крыши вагонов очищают. Очищенные от замазки швы грунтуют, промазывают, после чего крышу окрашивают суриком один раз.
Раму вагона, все ходовые части вагона, тормоза и упряжь окрашивают в чёрный цвет. Рамы вагонов и тележек при исправной краске протирают.
Очистка железной обшивки пассажирских вагонов (до окраски). При капитальном ремонте старую краску удаляют вываркой железа в специальных ваннах с горячим раствором каустической соды. После вываркн листы тщательно промывают горячей водой.
При среднем ремонте старую краску с листов обшивочного железа (не снятых с вагона) удаляют непосредственно на вагоне мастикой: 10 весовых частей каустической соды растворяют в 20 весовых частях воды; к раствору добавляют 3 весовых части нефти; полученный раствор смешивают с мелом до необходимой густоты.
Применение нитрокрасок для окраски вагонов
Нитрокраски отпускаются только в готовом виде в герметической укупорке. Перед употреблением краску следует перемешать, не допуская осадков на дне тары. Для доведения нитрокрасок и нитроэмали до рабочей консистенции их разводят специальными разжижителями, выпускаемыми заводами под соответствующими марками или номерами (РДВ, № 648, № 646, № 1001 л Др.).
Растворители и разбавители, входящие в нитрокраску, легко растворяют и разрушают плёнки масляных лаков и красок; нитрокраски свёртывают масляные лаки, олифы и краски. Поэтому окраска нитрокрасками по свеженанесённому слою масляной краски и смешивание их с масляными красками не допускается.
Вследствие быстрого испарения растворителей нитрокраски быстро схватываются и плохо растушёвываются, поэтому нанесение их кистью затруднено и окраску ими целесообразно производить распылением. Для механической окраски применяют аппараты компрессорного и бескомпрессорного распыления. Вся аппаратура должна быть герметичной, огне-взрывобезопасной и снабжена исправными манометрами и предохранительными клапанами; исправность аппаратуры необходимо регулярно проверять.
Технологический процесс наружной окраски кузова пассажирского вагона нитрокрасками приведён в табл. 30.
Изготовление и применение алюминиевой краски АЛ-177 на битумно-масляном лаке
Алюминиевую краску приготовляют перед началом работ следующим образом: в бачок по весу заливается лак № 177 вязкостью не ниже 19—25 сек. по вискозиметру ВЗ № 4 для окраски пульверизатором и 30—35 сек. по вискозиметру ВЗ № 4—при окраске кистью; затем туда же при помешивании добавляется постепенно алюминиевая пудра в количестве 10—20% (т. е. 80 ч. лака и 20 ч. пудры или 85 ч. лака и 15 ч. пудры).
Хорошо перемешанная алюминиевая пудра с лаком представляет собой готовую к употреблению краску. Краску заготовляют в количестве, которое может быть израсходовано в течение ближайших 8 час.
Неиспользованную краску употреблять на следующий день на верхний слой не разрешается; окраска должна производиться только свежеприготовленной краской.
Алюминиевая краска АЛ-177 на металлическую поверхность наносится или по слою старой краски или по грунту.
В качестве грунта применяют лак № 177. Краску АЛ-177 целесообразно наносить распылителем.
При нанесении кистью необходимо быстро растушевать покрытие (кисть должна быть из мягкого волоса).
Применение лака этиноль
Лак этиноль предназначается для разведения густотёртых красок при наружной окраске деревянной обшивки грузовых вагонов.
Технологический процесс окраски: очистка окрашиваемой поверхности от грязи, масляных пятен с зашлифовкой старой краски сухой пемзой или наждачной бумагой с последующей протиркой сухой ветошью.
Подмазка местами по сучкам, задирам и другим дефектам поверхности подмазочной массой на лаке этиноль; подмазочная масса изготовляется перед употреблением по следующей рецептуре: мел молотый 60% (весо-
ТУ, ТЕХНОЛОГИЯ и СПРАВОЧНЫЕ ДАННЫЕ ПО РЕМОНТУ ВАГОНОВ
475
Таблица 30
Технологический процесс наружной окраски кузова пассажирского вагона нитрокрасками
! Наименование операций Капитальный ремонт Средний ремонт Годовой ремонт
материал, инструмент сушка в час. материал, инструмент сушка в час. материал, инструме нт сушка в час. I
Очистка старой масляной краски Выварка и промывка в воде Ванна с каустиком Ванна с горячим раствором каустика, ванна с водой — - - -
Расчистка и протирка насухо Пемза, ведро с водой, ветошь Бачок с уайт-спиритом, ветошь Пемза,ведро с водой , ветошь Бачок с уайт-спиритом, ветошь — Пемза, ведро с водой —
Обезжиривание и протирка насухо — — —
Грунтовка всей поверхности вагона Грунт № 138 , распылитель с аппаратом 24 — — — —
Подгрунтовка зачищенных до металла мест и у шта-пиков — — Грунт № 138, распылитель с аппаратом 24 —
Подмазка местами 1-й раз Подмазочная масса на 1-й и 2-й слои, шпатели 8 Подмазочная масса на 1-й и 2-й слои, шпатели — — —
Подмазка всей поверхности 1-й раз Подмазочная масса на 1-й и 2-й слои, шпатели 24 — — — —
Подмазка местами 2-й раз — — Подмазочная масса на 1 -й и 2-й слои, стальные шпатели 24 — —
Подмазка всей поверхности 2-й раз Подмазочная масса на 1-й и 2-й слои, стальные шпатели 24 — — — —•
Шлифовка по подмазке Пемза, ведро с водой, ветошь — Пемза, ведро с водой, ветошь Подкрашь зелёная, распылитель — — —
Окраска под- крашью всей поверхности распылителем Подкрашь зелёная, распылитель 24 24 Подкрашь зелёная, распылитель 24
Зачистка насухо шкуркой Шкурка № 00 — Шкурка № 00 — Шкурка № 00 —
Шпатлёвка местами 1-й раз — — — — Шпатлёвка АШ-30, шпатель —
Окраска 1-м слоем нитроэмали Нитроэмаль ФСХ-14 по Т-907, распылитель с аппаратом 1 Нитроэмаль ФСХ-14 по Т-907, распылитель с аппаратом 1 Нитроэмаль ФСХ-14 по Т-907 распылитель с аппаратом
Шпатлёвка местами 2-й раз Нитрошпатлёвка АШ-30, шпатели 1 Нитрошпатлёвка АШ-30, шпатели 1 Нитрошпатлёвка АШ-30, шпатели —
Шлифовка насухо, удаление пыли Окраска 2-м слоем нитроэмали Шкурка № 00, кисть № 24 — Шкурка № 00, кисть Ns 24 — Шкурка № 00, кисть № 24 —
Нитроэмаль зелёная ФСХ-14 по Т-907, распылитель Нитроэмаль зелёная ФСХ-14 по Т-907, распылитель »/. Нитроэмаль зелёная ФСХ-14 по Т-907, распылитель
Окраска 3-м слоем нитроэмали То же 1 То же 1 То же —
Промывка и лёгкая полировка Полировочная вода; электродрель, тампон Полировочная вода, электродрель, тампон Полировочная вода, электродрель, тампон -
вых), сурик железный сухой 20% (весовых), лак этиноль 20% (весовых).
Подмазанные места шлифуются наждачной бумагой или сухим куском пемзы и протираются начисто.
Сначала покрывают первым слоем краски и сушат покрытия, после чего наносят слои краски и снова просушивают покрытия.
По окончании работ кисть, посуду и распылитель тщательно промывают хлорбензолом.
Краски на лаке этиноль сохнут в течение нескольких минут. Поэтому для получения гладкой поверхности целесообразно окраску вести методом распыления (пульверизатором); при окраске кистью необходимо быстро растушёвывать покрытие.
Резкий запах хлорбензола, присущий лаку этиноль и краскам на нём, исчезает с окра
шенной поверхности в зависимости от температуры и обмена воздуха в цехе в течение 6—25 дней.
Техника безопасности при применении заменителей олифы
Искусственные заменители олифы (нитрокраски, нитролаки, перхлорвиниловые лаки и эмали) и другие быстросохнущие лакокрасочные материалы являются пожароопасными и вредными для здоровья веществами (табл. 31).
Помещения для заготовки лакокрасочных материалов и для работ по окраске должны быть огнестойкими. Они должны быть изолированными, иметь непосредственный выход наружу, оборудованы механической приточно-вытяжной вентиляцией lh противопожарными устройствами.
ВАГОННОЕ ХОЗЯЙСТВО
476
Таблица 31
Токсические и огне-взрывоопасные свойства растворителей, применяемых при окраске и защитном покрытии вагонов хлорвиниловыми и нитроцеллюлозными красками, лаками и эмалями
Наименование веществ Предельно допустимая концентрация в мг/л воздуха Концентрация паров, вызывающая опасность вспышки, пределы взрываемости
объёмный о/ /о г/м1
Ксилол СвН4 .... 0,10 3,0-7,6 132—324
Толуол 0,10 1,3—7,0 —
Бензол 0,20 1,4-8,0 45—238
Пиробензол .... 0,20 — —
Хлорбензол .... 0,20 —
Сольвентнафта . . . 0,10 — —
Ацетон 0,50 2,89—13,0 —
Метнлацетат .... 0,10 4,1-14,0 127-481
Этилацетат .... 0,30 2,26—11,4 405
Бутилацетат .... 0,30 3,0-8,7 —
Амилацетат .... 0,10 2,2-10,0 119-541
Бутиловый спирт . 0,50 3,7-10,2 114-314
Этиловый спирт . . 1,50 3,5-19 67-364
Скипидар ...... 0,30 0,8 (нижний пре- 73,4-280
де л)
Бензин 0,50 2,5-4,8 —
Уайт-спирит .... 0,30 1,1-6,0 ——
Ацетиловый спирт . 0,05 5,5-21,0 73,4-280
Алюминиевая пудра Взрывоопасна.
Краски, лаки и растворители должны находиться в закрытой посуде. Остатки после работы сдаются для хранения в вытяжных шкафах в помещении заготовки красок.
К работам могут допускаться только рабочие, прошедшие предварительное медицинское освидетельствование, снабжённые спецодеждой и защитными приспособлениями, а также прошедшие инструктаж, обученные пожаротушению и оказанию первой помощи при отравлениях н несчастных случаях.
На производство окрасочных работ с применением искусственных заменителей натуральной олифы, нитрокрасок, перхлорвиниловых лаков н эмалей должно быть в каждом случае получено разрешение органов пожарной охраны и санитарии.
В малярных цехах у мест работы с растворителями должны производиться периодические (не реже одного раза в квартал) анализы воздуха на загрязнение парами применяемых растворителей.
РЕМОНТ РОЛИКОВЫХ БУКС
Ниже приводятся указания по демонтажу, подготовке к монтажу и монтажу роликовых подшипников, требования, предъявляемые к осям, роликовым буксам и роликовым подшипникам (табл. 32), а также нормы допусков и износов (табл. 33).
Все эти материалы составлены по временной инструкции ЦБ МПС от 17 марта 1953 г.
Демонтаж роликовых подшипников
1. Букса тщательно очищается от грязи и протирается насухо тряпками.
2. Удаляется проволочная вязка, отвёртываются болты крепления крепительной крышки. Крепительная крышка буксы снимается вместе со смотровой.
3. Смазка из крышки н передней части корпуса буксы удаляется.
4. Определяется надёжность постановки болтов стопорной планки и крепление торцевой гайки. В случае нарушения или ослабления соединений установить их причины для устранения при последующей сборке.
5. Вязальная проволока, связывающая болты стопорной планки, снимается, болты стопорной планки отвинчиваются и планка снимается.
6. Торцевая гайка отвёртывается и снимается.
7. Закрепительно-стяжная втулка выжимается из конусного отверстия внутреннего кольца переднего роликоподшипника.
Закрепительно-стяжную втулку снимают при помощи приспособления с гидропрессом. Для съёмки закрепительно-стяжной втулки при отсутствии гидропресса допускается применение стяжной втулки.
На резьбу закрепительно-стяжной втулки навинчивается стяжная втулка и при помощи ключа, надеваемого на головку стяжной втулки, последняя поворачивается по направлению часовой стрелки.
После выхода закрепительно-стяжной втулки из отверстия внутреннего кольца закрепительно-стяжная втулка снимается с шейки оси вместе со стяжной втулкой, при этом не допускается проворачивание вокруг шейки.
При поворачивании стяжной втулки после ослабления закрепительно-стяжной втулки последняя также может провернуться и повредить шейку осн.
8. На резьбовую часть шейки оси навинчивается предохранительный стакан № 2 во избежание повреждения резьбовой части при выемке переднего роликового подшипника из корпуса буксы.
9. Из корпуса буксы при помощи крючков вынимается внутреннее кольцо переднего роликоподшипника вместе с роликами (если передним стоит подшипник ЦКБ-530) или сферический роликоподшипник вместе с наружным и внутренним кольцами (если передним стоит подшипник ЦКБ-529).
10. Съёмка закрепительно-стяжной втулки заднего роликоподшипника с шейки оси производится аналогичным способом, как указано выше в п. 7.
11. Кран-балкой с шейки оси снимается корпус буксы.
12. Уплотняющий воротник с предподсту-пичной части оси снимается с помощью электросъёмника следующим порядком: на шейку оси надевается кожух из листовой стали, на уплотняющий воротник надевается электросъёмник, включается рубильник, воротник нагревается до достижения свободного вращения его на предподступичной части оси, после чего электросъёмник снимается вместе с уплотняют,им воротником. Рубильник выключается.
13. Из корпуса буксы вынимают имеющиеся в нём детали роликовых подшипников.
ТУ, ТЕХНОЛОГИЯ и СПРАВОЧНЫЕ ДАННЫЕ ПО РЕМОНТУ ВАГОНОВ
477
Таблица 32
Требования, предъявля емые к осям, роликовым буксам и роликовым подшипникам
Наименование дефектов Технические указания по проверке и устранению обнаруженных'
Допускаемые величины
дефектов
Осп колёсных nap
Поперечные риски на шейке Допускается на каждой шейке Шейка оси должна быть прове-
оси под роликовые подшипники оси не более о рисок глубиной не репа дефектоскопом и осмотрена
свыше 0,5 мм, шириной 0,;j мм и с помощью лупы. Недопускаемые
на расстоянии не ближе 100 мм от поперечные риски должны быть
торна предиодстспичной части оси выведены шлифовкой до ремонтных
и 90 мм для грузового вагона с одним подшипником размеров шейки оси
Продольные риски на шейке о-'И под роликовые подшипники Забоины на шейках оси под Допускаются яри глубине не свыше 1 мм и расположении не ближе 5t) мм от торца предиодступичной части оси Допускаются чуныс забоины глу- Заусеницы, сопровождающие продольные риски, должны быть удалены посредством зачистки наждачным полотном № 00 с маслом. Зачистка производится вдоль шейки, зачистка поперёк шейки воспрещается
Шейка оси тщательно проверяет-
роликовые подшипники биной не более 1,5 мм, площадью ся дефектоскопом и осматривается
до 50 мм2 на расстоянии не бли- с помощью лупы. Осматривается её
же 50 мм от торца предподстуинч- галтель, на которой не допускается
пой части осп никаких повреждений. Выступающие края забоины должны быть
сглажены слесарной пилой с мел-
коп (бархатной) насечкой заподлицо с поверхностью шейки и отпо-
лированы в продольном направления наждачным полотном № 00
с маслом
Риски на предподстуличных частях оси под уплотняющим воротником Продольные тупые риски глубиной более 0,5 мм не допускаются Допускаются тупые забоины
Забоины на предподступичных
частях осп под уплотняющим глубиной до 2 мм
воротником Корпусы букс
Сптовость:
на обработанных поверхностях Допускается не бо-tee 20% (сум-
марно) площади; густота ситовин не превышает 2 шт. на 1 см2, при
глубине до 1,;> мм и диаметре 2 мм
на лабиринтных проточках Мелкие раковины, засоры: на внутренней поверхности ци- Не допускается Раковины и засоры должны быть
Допускается 8 шт. диаметром
лпндра 5 мм, глубиной до -! мм, рассгоя- разделаны до чистого металла
нием между ними не менее ьО мм и не в одном сечении с округлением кромок
на потолочной поверхности Го же не более 3 шт.
внутреннего диаметра (до сопряжения малого вертикального ребра с цилиндрической его частью)
на лабиринтных проточках Не допускаехся
Рыхлость всех видов < »
роликовы в подшипники
Следы перегрева (цвет побежалости) и отпуска металла (изменение твёрдости) Не допускаются Не допускается Осматриваются. Проверяется на твёрдость по Роквеллу: R £ = 61 4- 65 для роликов, /?с = 58ч-62 для колец
Срыв заклёпок сепаратора
Ослабление заклёпок сепаратора Не допускаеття
Трещины на кольцах, роли- Не допу екаю гея Проверяются тщательным осмот-
ках и сепараторе ром с помощью лупы при рассеянном свете.
Выкрошиванпе металла; шелушение па беговых дорожках колец и роликов Не допускается Проверяется тщательным осмотром при рассеянном свете Проверяются осмотром при рас-
Поперечные грубые риски на Не допускаются
беговых дорожках колец сеянном свете
Коррозия на рабочих поверх- Дсп) скается Поверхность тщательно зачищают
костях не трогая основного металла
Кольцевые риски, задиры, вмятины и забоины на нерабо- Допускаются глубиной до 1),5 мм Выступающие края должны быть
зачищены и сглажены
чих поверхностях Закрепится ыю-стяжные втулки
Острые кромки и заусеницы по I Не допускаются 1 Кромки должны быть округлены
месту долевого разреза 1 и зачищены
478
ВАГОННОЕ ХОЗЯЙСТВО
Таблица 3 3-
Нормы допусков и износов для осей, роликовых букс и роликовых подшипников
Наименование размеров Допускаемые размеры в мм Технические указания по проверке размеров
для нового изготовления для планового ремонта
Оси колёсных пар
Диаметр шейки оси Овальность, конусность или волнистость шейки оси 135-0,0S 0,02 0,02 Конусность определяется разностью диаметров по концам цилиндрической части шейки. Овальность определяется разностью диаметров в одном и том же поперечном сечении шейки
Диаметр подступичной части оси Диаметр подступичной части оси после переточки Радиусы галтелей на осях колёсных пар Диаметр предподступичиой части оси Диаметр предподступичной части оси после перешлифовки 1S6-0,5 ,’?2 186--0,5 176 1С«4-0>2 165 4-0,06 1г. « г 4- 0,2 164,/5_|_ о,О6 1Д,-Н0,2 164 + 0,06 4-0,2 164 ,о+0>0б 1М,2.фо’,оС Радиусы всех галтелей должны соответствовать указанным иа чертежах для новых колёсных пар Применяются уплотняющие воротники с ремонтными размерами. Имеют маркировку «1 р»
Корпусы букс
Диаметр внутренней цилиндрической части буксы чт+0-10 300 4-0,02 300+0>02 Проверяется микрометрическим штихмасом или нутромером с индикатором с ценой деления 0,01 мм в двух взаимно перпендикулярных направлениях. -
Овальность внутренней цилиндрической части на всю длину отверстия не более Конусность внутренней цилиндрической части не более Эллиптичность и радиальное биение лабиринтных проточек: относительно внутренней цилиндрической части не более относительно сальника не более Торцевое биение относительно внутренней цилиндрической части: лабиринтных выступов не более заднего упора борта 0,04 0,04 0,4 0,3 0,3 0,12 0,10 0,06 0,4 0,3 0,3 0,12 Проверяется микроштихмасом с ценой деления 0,01 мм или нутромером в двух взаимно перпендикулярных направлениях и в двух местах по длине корпуса Проверяется контрольными приспособлениями или индикатором Проверяется лекальным угольником на просвет или иным при-с пособлением
Дистанционное кольцо
Наружный диаметр Ширина Непараллельпость торцевых поверхностей не свыше —0 17 300_0’г/ 28-0 ,085 0,06 27,5-0,125 0,10 -
Уплотняющий воротник
Внутренний диаметр нового То же ремонтного Эллиптичность по внутреннему диаметру воротника не более Ширина Износ диаметра по месту работы войлочного кольца 165+0,08 0,1 41+0,3 1Г,+0Д2 1б5+0,12 164 164.254-0,12 164,54-0,12 164,754-0,12 0,1 40,54-0,3 0,5 Измеряется штихмасом То же Проверяется шаблоном. Допускается наплавка для воссгановле- j иия требуемого размера | Измеряется микрометром. Допу- • скается наплавка с последующей 1 механической обработкой для восстановления требуемого размера 1
ТУ, ТЕХНОЛОГИЯ и СПРАВОЧНЫЕ ДАННЫЕ ПО РЕМОНТУ ВАГОНОВ
479
Продолжение табл. 33
Наименование размеров Допускаемые размеры в мм Технические указания по проверке размеров
для нового изготовления 1 1для плановогс 1 ремонта
Непараллельность торцевой части плоскости упора в предподсту-пичную часть оси 0,1 0,1 -
Неперпендикуляркость торцевой части поверхности посадочной о,1 0,1 —
Зазор между торцевой поверхностью уплотняющего воротника и посадочной поверхностью шейки оси (после насадки воротника на ось) при проверке лекальным угольником, а также между торцом предподступичной части оси и воротником Не допус <ается При замере щупом толщиной 0,05 мм по всей окружности зазора не должно быть
Уменьшение радиального зазора при посадке на шейку 0,05-0,07 0,05-0,07 —
Натяг на посадку уплотняющего воротника 0,08—0,2 0,04 -0,2 —
Радиальный зазор 0,12-0,17 0,12-0,35 Средний из четырёх измерений при вращении внутреннего кольца относительно наружного на 90°, у сферического роликоподшипника при этом ролик прижимается к среднему бурту
Разность радиальных зазоров парных подшипников в свободном состоянии при измерении на столе и после закрепления на шейке оси при установке в корпусе буксы сферического и цилиндрического роликоподшипников не более 0,03 0,03
Выход втулки после укрепления подшипника на шейке оси 28±2 23 Д
Допускается применение специального диска и пресса для выпрессовки заднего роликоподшипника из корпуса буксы.
После демонтажа корпус буксы и её детали вывариваются, промываются керосином, насухо вытираются тряпками и осматриваются для выявления неисправностей. Исправные части буксы смазываются и складываются на монтажную площадку.
Войлочное кольцо вынимается из буксы, промывается в трансформаторном масле при температуре +50° С.
Промывка, очистка и осмотр осей, корпусов, деталей буксы и роликовых подшипников производятся так же, как и при подготовке к монтажу.
Характеристика демонтажа роликовых подшипников записывается в журнал осмотра и ремонта роликовых подшипников.
Колёсная пара после демонтажа роликовых подшипников, выварки и обтирки подвергается полному освидетельствованию и проверке на соответствие размеров и технического состояния.
Полное освидетельствование колёсных пар производится в соответствии с инструкцией по освидетельствованию, формированию и ремонту вагонных колёсных пар.
Колёсные пары под роликовые подшипники, сформированные или отремонтированные на одних заводах или ремонтных пунктах и полученные для монтажа роликовых подшипников другими заводами или ремонтными пунктами, подвергаются полному освидетельствованию с постановкой соответствующих лейм.
Подготовка к монтажу
Очистка и осмотр подшипников и их деталей. Роликовые подшипники, бывшие в эксплоатации, очищаются от старой смазки путём выварки в отдельной ванне с чистой водой при температуре 80—90° С в течение 30 мин. Затем они сразу же протираются салфетками и снова промываются в ваннах с горячим маслом (трансформаторным или веретённым), после чего просушиваются.
Масляная ванна № 1 имеет температуру 90—95° С и № 2 105—110° С. Продолжительность нахождения подшипников в масляных ваннах до 5 мин. После промывки подшипники укладываются на сетки для стекания масла и остывания. После остывания подшипники промывают в бензине первого сорта с добавлением 6—8% трансформаторного масла. Для удаления'антикоррозийной смазки новые роликовые подшипники также тщательно промывают в бензине с добавлением 6—8% трансформаторного масла.
Дистанционные кольца и7 закрепительностяжные втулки, бывшие в эксплоатации, для очистки от старой смазки вываривают в ванне с водой и протирают. Для удаления смазки с резьбовой части закрепительностяжных втулок последние_промывают в бензине.
Применение концов для протирки роликовых подшипников не допускается: роликовые подшипники протирают салфетками.
Роликоподшипники и их детали осматривают для выявления трещин, сколов, забоин, вмятин и других неисправностей. При про
480
ВАГОННОЕ ХОЗЯЙСТВО
верке сферического подшипника внутреннее кольцо поворачивают по отношению к наружному на 90°. В случае необходимости можно вынуть по одному ролику с обеих сторон из сепараторов. После этого внутреннее кольцо проворачивают одной рукой, а другой придерживают сепаратор с роликами. Таким образом, можно проверить исправность беговой дорожки внутреннего кольца, не разбирая подшипника. Ролики вынимают из сепаратора (при повёрнутом наружном кольце) следующим порядком: один из роликов ставят против выемки в буртике внутреннего кольца, затем под наружную торцевую сторону ролика подводят медный инструмент, наподобие отвёртки, с помощью которого ролик поднимают на край выемки в буртике. Затем вторую медную отвёртку вставляют между сепаратором и задним торцом ролика и выдавливают последний из сепаратора. При этом ролик должен скользить по медной отвёртке, а не по острому краю отверстия в буртике внутреннего кольца, иначе на ролике могут появиться царапины.
При постановке роликов на место поступают следующим образом: выемку на буртике внутреннего кольца устанавливают против свободного гнезда сепаратора, на дорожку качения внутреннего кольца кладут стальную пластинку (Ст. 2) толщиной 0,4 мм и несколькими лёгкими ударами мелкой оправки ролик вводят по пластинке на своё место в сепараторе. После установки ролика пластинку убирают.
Роликоподшипники проверяют на лёгкость вращения. Подшипник должен легко провёртываться без заедания и торможения, не рекомендуется при этом допускать длительного вращения подшипника без смазки.
Осмотр закрепительно-стяжных втулок. Закрепительно-стяжные втулки осматривают для оценки состояния чистоты обработки в месте прилегания, отсутствия забоин, заусениц, вмятин и других дефектов.
Особое внимание должно быть обращено на состояние сопряжения посадочной поверхности закрепительно-стяжной втулки с торцом тонкого конца.
При отсутствии переходного радиуса втулка бракуется.
При наличии резкого перехода от посадочной поверхности к закруглению радиуса R = 60 мм производится доводка (вручную) указанного перехода наждачным полотном № 00 с маслом.
Кромки по месту разреза втулки должны быть округлены и зачищены от заусениц.
Комплектование подшипников. На шейку оси подбираются попарно подшипники по радиальному зазору. Разность радиальных зазоров у двух парных подшипников не должна превышать 0,03 мм.
При подборе подшипников производятся замеры радиальных зазоров.
Измерение радиальных зазоров. Радиальный зазор — это зазор между беговыми дорожками наружного, внутреннего колец и роликами.
Радиальные зазоры у цилиндрических роликовых подшипников могут определяться при помощи индикатора на специальном приспособлении — плите-люфтомере.
Внутреннее кольцо роликоподшипника неподвижно укрепляют на плите при помощи шайбы и сквозного болта. Штифт индикатора упирают во внешнюю поверхность наружного кольца ролика.
Разность показаний стрелки индикатора при перемещении наружного кольца на штифт индикатора и от него будет соответствовать радиальному зазору роликоподшипника.
Обычно измеряются радиальные зазоры щупом в верхней части роликоподшипника, между наружным кольцом и роликом.
При этом роликоподшипник ставят в рабочее положение, кладут ладонь руки на поверхность наружного кольца, а пальцы— на торцы роликов, следя за тем, чтобы ролики с сепараторами не принимали наклонного положения. Ролики слегка покачивают в поперечном направлении роликоподшипника. Для определения радиального зазора между роликами и наружным кольцом последовательно вставляют пластину щупа различной толщины. Не допускается перекатывание роликов под щупом.
Перед измерением радиальных зазоров разъёмные роликовые подшипники подбираются, а неразъёмные проверяются по номерам, нанесённым на внутреннем и наружном кольцах, при этом порядковый номер внутреннего кольца должен соответствовать порядковому номеру наружного кольца.
Замеренные величины радиальных зазоров пишут цветным карандашом на поверхности соответствующих наружных колец роликоподшипников. За величину радиального зазора принимается среднеарифметическое значение четырёх измерений с поворотом внутреннего кольца относительно наружного на 90°.
Роликоподшипники новые с радиальными зазорами менее 0,12 мм и бывшие в эксплоатации с зазором менее 0,35 мм к монтажу не допускаются.
Если монтаж роликовой буксы производится не сразу после подбора подшипников, а на следующие сутки, то подшипники необходимо смазать трансформаторным маслом и непосредственно перед монтажем промыть бензином с добавлением 6 — 8% трансформаторного масла.
Корпуса букс. Корпуса букс, предварительно вываренные, промытые в керосине и насухо вытертые, осматривают для выявления вмятин, забоин, заусениц, трещин и других дефектов на посадочной внутренней поверхности и поверхности упорного буртика, а также трещин на наружной поверхности корпуса. Выварка производится в воде с добавлением 2% соды.
Посадочная поверхность буксы проверяется микрометрическим штихмасом или нутромером с индикаторной головкой на соответствие чертёжным размерам и нормам износа. Шаблоном проверяется лабиринтная часть буксы.
Уплотняющие воротники. Уплотняющие воротники, предварительно промытые в керосине и вытертые, проверяются на отсутствие трещин, вмятин, забоин, заусениц и других неисправностей на посадочных поверхностях и на лабиринте.
У уплотняющего воротника лекальным угольником на просвет проверяется перпен
ТУ, ТЕХНОЛОГИЯ И СПРАВОЧНЫЕ ДАННЫЕ ПО РЕМОНТУ ВАГОНОВ
481
дикулярность торцевой поверхности посадочной в местах посадки уплотняющего воротника на предподступичную часть оси. Шаблоном проверяется лабиринт.
Производятся замеры на соответствие чертёжным размерам и техническим требованиям.
Разрешается применять отремонтированные уплотняющие воротники размерами н пределах допусков и износа, которые имеют соответствующую маркировку «1 р» и т. д.
Крепительные и смотровые крышки. Смотровые и крепительные крышки, предварительно вываренные, промытые в керосине и насухо вытертые, осматриваются на отсутствие вмятин, забоин, задиров, заусениц п других дефектов на фланцевой поверхности. Проверяется перпендикулярность бортика посадочной поверхности торцевой и соответствие чертёжным размерам.
Детали роликовых букс: гайки, стопорные планки и дистанционные кольца. Детали роликовых букс промывают в керосине и осматривают для выявления забоин, заусениц и других неисправностей, влияющих на работу узла, а также проверяют соответствие чертёжным размерам и требованиям по допускам ц нормам износа.
Оси колёсных пар. Места посадки роликовых подшипников и уплотняющего воротника, т. е. шейки оси, предподступичные части и упор для воротника, осматривают. Шейки оси проверяют дефектоскопом с последующим их размагничиванием.
Все замеченные недостатки на шейках и предподступичных частях оси, забоины, царапины и следы ржавления устраняют зачисткой наждачной шкуркой № 00 с маслом.
Шейки и предподступичные части оси промеряют микрометром на соответствие чертёжным размерам и допускам, установленным техническими условиями на оси в обработанном виде, и требованиям к роликовым колёсным парам.
Места посадки промыть бензином и протереть.
Монтаж роликовых подшипников
Ниже излагаются правила по установке на шейку оси колёсной пары одного сферического (заднего) роликоподшипника ЦКБ-529 и одного цилиндрического (переднего) роликоподшипника ЦКБ-530.
К монтажу допускаются детали и колёсные пары, имеющие температуру окружающей среды, что обеспечивается их нахождением в монтажном отделении в течение не менее суток.
1. Уплотняющие воротники для посадки их на предподступичную часть оси подбираются по натягу. Уплотняющие воротники с натягом менее 0,08 мм для новых и 0,04 мм для эксплоатационных и более 0,20 мм к монтажу не допускаются.
2. На предподступичную часть оси щипцами надевается уплотняющий воротник, предварительно нагретый в ванне с трансформаторным маслом или в электрошкафу до температуры 125—150° С .
При этом необходимо следить, чтобы воротник дошёл до упора в торец предподступичной части оси.
31 Том 7
На шейку оси надевается монтажная втулка № 1 (фиг. 12), торцом которой наносят по воротнику удары, постепенно усиливающиеся по мере его остывания, до получения чистого металлического звука. При нагревании уплотняющего воротника в электрошкафу предподступичная часть оси перед
Фиг. 12. Монтажная втулка № 1
насадкой воротника смазывается тонким слоем трансформаторного масла.
3. После полного остывания шейки оси и уплотняющего воротника лекальным угольником проверяется на просвет перпендикулярность торцевой поверхности уплотняющего воротника посадочной поверхности шейки оси. Лекальный угольник устанавливается на шейку оси н подводится к торцу уплотняющего воротника, щупом измеряется зазор между торцевой поверхностью уплотняющего воротника и угольником, при этом щуп 0,05 мм не должен проходить. Тем же щупом проверяется прилегание уплотняющего воротника к торцу предподступичной части оси (щуп не должен проходить), после чего приступают к монтажу подшипника.
Устанавливать подшипники до полного остывания шейки запрещается, так как при остывании диаметр шейки оси уменьшается, что неизбежно вызовет ослабление укреплённых на ней закрепительно-стяжных втулок.
4. Одновременно с насадкой уплотняющего воротника на ось производится подготовка к монтажу корпуса буксы.
Внутренняя шлифованная поверхность корпуса буксы смазывается тонким слоем трансформаторного масла.
Войлочное кольцо, предварительно пропитанное в смеси трансформаторного масла с 25% технического вазелина, плотно закладывается в соответствующую канавку лабиринтной части корпуса буксы. При этом оно должно выступать из канавки на 1,5—2 мм.
5. В корпус буксы, поставленной отверстием вверх, устанавливается задний сферический роликоподшипник ЦКБ-529 без закрепительно-стяжной втулки основанием конусного отверстия вверх. Предварительно со стороны, обращённой к уплотняющему воротнику, между роликами закладывается смазка.
Подшипники должны входить в цилиндрическую полость буксы без усилия и доходить до торца лабиринтной части корпуса
482
ВАГОННОЕ ХОЗЯЙСТВО
буксы (торцевая поверхность наружного кольца роликоподшипника соприкасается с поверхностью упорного борта буксы).
При установке роликоподшипника в буксу запрещается досылать его до рабочего места свободным падением под действием своего веса, так как это может привести к повреждению буксы и подшипников.
Допускается применение, монтажного диска для установки подшипников в буксу.
6. Уплотняющий воротник и лабиринтная часть корпуса буксы заполняются смазкой 1-13, после чего на шейку оси следует навинтить направляющий стакан.
7. Корпус буксы с помещённым в нём сферическим роликоподшипником осторожно надевается на шейку оси и устанавливается на место.
При посадке не следует допускать ударов по посадочной поверхности шейки оси.
8. В конусное отверстие внутреннего кольца роликоподшипника вставляется закрепи-тельно-стяжиая втулка заднего подшипника, предварительно покрытая с наружной и внутренней стороны тонким слоем трансформаторного масла.
9. Задний роликоподшипник устанавливается на место до упора внутреннего кольца роликоподшипника в торец уплотняющего воротника.
Установка роликоподшипника производится при помощи монтажной втулки № 2
Фиг. 13. Монтажная втулка № 2
(фиг. 13), навинчивающейся на нарезную часть шейки оси.
Лёгкими ударами монтажной втулки № 3 (фиг. 14). надеваемой на шейку оси после
Фиг. 14. Монтажная
снятия монтажной втулки № 2, закрепительностяжная втулка вводится в конусное отверстие внутреннего кольца до плотной посадки.
10. После установки роликоподшипника на шейку оси в свободном состоянии определяется радиальный зазор. Радиальный зазор измеряется щупом в нижней ча-
втулка № з сти подшипника, между
наружным кольцом и роликом. Величина зазора записывается мелом на корпусе буксы.
И. Роликоподшипник закрепляется на шейке оси. Закрепление роликоподшипника обеспечивается соответствующим натягом.
Натяг создаётся осевым перемещением закрепительно-стяжной втулки в конусное отверстие внутреннего кольца в направлении к упорному борту буксы.
Осевое перемещение осуществляется приспособлением с прессом для запрессовки закрепительно-стяжных втулок.
Впредь до получения приспособления для прессовой посадки закрепительно-стяжных
втулок натяг подшипника создаётся с помощью монтажной втулки 4 (фиг 15) и молотка весом 2 кг. Закрепительно-стяжную втулку досылают в коническое отверстие внутреннего кольца роликоподшипника. Первый удар молотком слабый, чтобы в самом начале закрепительно-стяжная втулка получила правильное направление, остальные 4—5 ударов сильные.
Осуществлять натяг непосредственным уда -ром молотка по торцу закрепительно-стяжнон втулки запрещается
12. После закрепления подшипника на шейке оси определяется натяг. Натяг роликоподшипника определяется разностью радиальных зазоров, измеренных у подшипника в свободном состоянии на шейке оси и после его закрепления на ней.
У подшипника, закреплённого на шейке, радиальный зазор всегда будет меньше, чем измеренный в свободном состоянии на шейке оси. Уменьшение радиального зазора происходит вследствие расширения внутреннего кольца.при продвижении закрепительно-стяжной втулки в его конусное отверстие. Уменьшение зазора должно быть в пределах от 0,05 до 0,07 мм. Наибольшего радиального зазора в 0,07 мм в целях уменьшения коэфи-циента концентрации напряжений в шейках осей следует по возможности избегать, ограничиваясь величиной 0,06 мм.
Радиальный зазор после закрепления роликоподшипника на шейке оси измеряется щупом в нижней части роликоподшипника, между наружным кольцом и роликом. При этом у цилиндрического роликоподшипника необходимо отвёрткой, изготовленной из меди, приподнять сепаратор. Измерение: радиальных зазоров в свободном состоянии на шейке оси и после его закрепления на ней производится под одним и тем же роликом.
13. У роликоподшипника, закреплённого на шейке, глубиномером^ измеряется вылет
ТУ, ТЕХНОЛОГИЯ и СПРАВОЧНЫЕ ДАННЫЕ ПО РЕМОНТУ ВАГОНОВ
4'83
закрепительно-стяжной втулки, который должен быть в пределах для новых подшипников 28±2 мм и для эксплоатационных—не менее 24 мм.
14. В буксу устанавливается дистанционное кольцо, которое должно доходить до упора в наружное кольцо сферического подшипника.
15. В задний роликоподшипник и в полость дистанционного кольца закладывается смазка 1-13. При этом для предотвращения попадания смазки на шейку оси на неё надевается предохранительная втулка. Смазка между роликами слегка вдавливается для лучшего проникновения её к задним торцам роликов.
16. В буксу устанавливается наружное кольцо переднего роликоподшипника ЦКБ-531.1 и доводится до упора в торец дистанционного кольца.
17. На нарезную часть шейки оси навинчивается направляющий стакан Ns 1 (фиг. 16),
Фиг. 16. Направляющий стакан № 1
после чего внутреннее кольцо вместе с роли-ками надевается на шейку оси (без закрепительно-стяжной втулки) до упора в торец закрепительно-стяжной втулки заднего роликоподшипника.
Основание конусного отверстия внутреннего кольца подшипника должно быть обращено в сторону торца шейки оси. Маркировку на торцах наружного и внутреннего колец ставят на одной стороне подшипника.
После установки подшипника на место с оси снимается направляющий стакан.
18. Предварительно покрытая снаружи и внутри тонким слоем трансформаторного масла закрепительно-стяжная втулка переднего роликоподшипника вводится в отверстие внутреннего кольца и при помощи монтажной втулки устанавливается на место.
19. Аналогичным способом, как указано выше в п. 10, определяется радиальный зазор и, как указано в п. 11, при помощи приспособления и гидропресса или монтажной втулки роликоподшипник закрепляется на шейке оси.
20. Натяг роликоподшипника и вылет закрепительно-стяжной втулки определяются аналогичным способом, как указано в пп. 12 и 13.
21. Разность радиальных зазоров у двухпарных подшипников, смонтированных на одной шейке оси, не должна превышать 0,03 мм.
22. После установки подшипников торцевая гайка навинчивается на нарезную часть
оси и туго затягивается ударами молотка весом 2 кг по концу гаечного ключа.
23. В торцевой паз оси устанавливается стопорная планка и закрепляется двумя болтами, ввинченными в торец шейки оси. Болты связываются вязальной проволокой, проходящей через раззенкованные счверстия в их головках.
Хвостовик планки должен входить в одну из прорезей коронки гайки, которая ставится в надлежащее положение только вращением в направлении завёртывания, т. е. по часовой стрелке.
Поворачивание гайки в обратном направлении, т. е. ослабление её затяжки, категорически запрещается. Плотность прилегания задней торцевой поверхности гайки к торцу закрепительно-стяжной втулки проверяется щупом 0,05 мм, который не должен входить в зазор.
24. В передний роликоподшипник закладывается смазка 1-13 так, чтобы было заполнено всё свободное пространство между роликами. Смазка руками вдавливается между роликами.
Две трети свободного пространства крепительной крышки с установленной на ней смотровой также заполняется указанной смазкой, после чего букса закрывается крепительной крышкой и прикрепляется к корпусу восемью болтами. Болты попарно связываются проволочной вязкой. Между торцом корпуса и фланцем крышки прокладывается пеньковый жгут, пропитанный олифой.
Затяжка всех болтов крышки должна быть равномерной. Болты смотровой крышки связываются проволокой, между смотровой и крепительной крышками прокладывается прокладка, пропитанная олифой.
25. Правильность сборки буксы подтверждена наличием зазора от 0,5 до 2 мм между фланцевой поверхностью крепительной крышки и торцевой поверхностью буксы.
26. По окончании монтажа буксы необходимо проверить лёгкость её вращения на шейке оси, которое должно быть совершенно свободным.
Затруднительное вращение буксы свидетельствует о том, что при монтаже была до-гущена неправильность. Причинами затруднительного вращения могут являться: излишнее трение войлочного кольца об уплотняющий воротник, чрезмерно тугая набивка буксы смазкой и, что особенно опасно, случайное попадание внутрь буксы посторонних тел (металлическая стружка, тряпки, песок и т. п.)„ Эти причины должны быть немедленно выяснены и устранены.
27. О произведённой полной ревизии букс производятся записи в журнале осмотра и ремонта.
28. Перед подкаткой колёсной пары под вагон после полной ревизии букс на крепительной крышке вверху белой масляной краской наносится маркировка о месте и времени начала эксплоатации колёсной пары под вагоном, а именно: месяц (римскими цифрами), две последние цифры года и условный присвоенный номер завода, ВКМ или вагонного депо. Аналогичная надпись набивается на торце ступицы правого колеса [примерное обозначение: XII—51 (383)].
31*
484
ВАГОННОЕ ХОЗЯЙСТВО
РЕМОНТ ТОРМОЗОВ
Тормоза пассажирских и грузовых вагонов подвергают периодическому ремонту и ревизии.
Периодический ремонт тормозов грузовых вагонов производят один раз в год и пассажирских вагонов два раза в год.
Ревизию тормозов грузовых вагонов производят через 6 месяцев после периодического ремонта, а пассажирских вагонов — через 3 месяца.
Воздухораспределители и другие приборы воздушного тормоза, снятые с вагонов, ремонтируют в мастерских автоконтрольных пунктов или ремонтных заводов. Все ремонтные работы разделяются на две основные технологические группы:
1. Чистка и смазка.
2. Устранение неплотностей, нарушающих нормальную работу рабочих органов — поршней, диафрагм, клапанов и др.
Ремонт механических устройств тормоза и резервуаров выражается в устранении повреждений и износов.
После ремонта тормоза подвергают испытаниям; сначала испытывают отдельные детали и узлы, а затем весь тормоз в собранном виде на вагоне.
В разделе «Паровозное хозяйство» (стр. 236—238) приведены указания по ремонту и испытаниям тормозных устройств на тендерах паровозов, которые являются одинаковыми с тормозными устройствами вагонов, поэтому ниже приводятся данные по ремонту, не вошедшие в указанный раздел.
ПЕРИОДИЧЕСКИЙ РЕМОНТ
Тормозные цилиндры. Тормозные цилиндры вскрывают и подвергают внутреннему осмотру.
На внутренней поверхности цилиндра около задней крышки осматривают и прочищают перепускную канавку, размеры которой должны быть: длина 51 ±2 мм, ширина 3,2 ±0,2 мм и глубина 1,6±0,2 мм.
Кожаные воротники должны быть вновь прожированы, и толщина их в местах прилегания к поверхности цилиндра менее 2,5 мм не допускается.
Отпускные пружины должны соответствовать размерам, указанным в табл. 34.
Таблица 34
Отпускные пружины тормозных цилиндров
Тормозные цилиндры о. , С S Д' с- P.Q “ « ь £ а 2 S о СХв 2 X <2 2 т х и = о в e(s ч а Число витков (рабочих) Диаметр проволоки в мм Наружный днамето пружины в мм Высота в свободном СОСТОЯНИИ в мм
С нормальным ходом поршия 8 10 12 14 21 19 19 19 8 9 9 9 116 116 109 109 800—830 800—830 800—830 800—830
С укороченным ходом поршня 8 10 12 14 15 15 15 15 8 9 9 9 109 116 109 109 670—700 670—700 670—700 670—700
При осадке более 30 мм (высота менее 770 мм для поршня с нормальным ходом или менее 640 мм для поршня с укороченным ходом) пружину заменяют новой. Распорное кольцо поршня должно плотно прижимать воротник к стенкам цилиндра, зазор в замке кольца должен быть не менее 14 мм.
Характеристика распорных колец воротников тормозных цилиндров приведена в табл. 35.
Таблица 35
Распорные кольца воротников тормозных цилиндров
Диаметр горизонтальных тормозных цилиндров в дюймах Наружный диаметр кольца в мм Диаметр п роволоки в мм Размер зазора в замке кольца в мм
8 198,5 6,5 17,5
10 249,0 8,0 17,5
12 300,0 9,0 17,5
14 351 ,0 9,5 17,5
При сборке внутренние стенки цилиндра и воротник смазывают специальной тормозной смазкой.
Плотность тормозного цилиндра проверяют при испытании тормоза на вагоне по техническим условиям на приёмку тормозного оборудования.
Рычажная передача. Детали рычажной передачи — изогнутые, изношенные, поломанные и с испорченной резьбой исправляют или заменяют новыми. Производят проверку плеч рычагов в соответствии с установленными схемами рычажных передач.
Овальность отверстий в тягах, рычагах, подвесках и башмаках более 3 мм не допускается.
При большей овальности в отверстия впрессовывают втулки для валика с номинальным диаметром или же разработанные отверстия заваривают и рассверливают по номинальному диаметру.
Износ шарнирных валиков и цапф триангелей должен быть не более 2 мм, а общий зазор в шарнирных соединениях не более 5 мм по диаметру. Валики и цапфы с износом, превышающим 2 мм, должны быть отремонтированы путём наварки, с последующей обработкой.
Подвески башмаков тележек грузовых вагонов тщательно осматривают.
Старые подвески заменяют новыми в том случае, если диаметр изношенных круглых подвесок менее 20 мм, если в подвесках, усиленных в углах, вертикальный размер менее 22 мм или горизонтальный размер менее 20 мм.
Тормозные колодки с клиновым креплением толщиной менее 20 мм и болтовым креплением менее 40 мм заменяют новыми. Колодки не должны выступать за наружные кромки бандажей.
При среднем и капитальном ремонте вагонов рычажную передачу автоматического и ручного тормозов полностью разбирают.
РЕМОНТ ТОРМОЗОВ
485
Все части рычажной передачи подвергают осмотру и ремонту с выполнением всех требований, указанных для годового ремонта, с учётом следующих положений:
1. Овальность отверстий более 2 мм не допускается.
2. Износ шарнирных валиков и цапф триангелей должен быть не более 1 мм, поэтому общий зазор в шарнирных соединениях должен быть не более 3 мм по диаметру.
3. Тормозные винты, у которых нарезка изношена по диаметру более 1 мм, подлежат замене или ремонту.
4. Тормозные колодки должны заменяться новыми.
Воздухопровод. Перед установкой на вагоны трубы остукивают лёгкими ударами молотка и продувают сжатым воздухом.
Газовую резьбу воздухопроводных труб и соединительных частей проверяют по калибрам.
Торцевая поверхность муфт и контргаек должна быть ровной и иметь фаски.
Воздухопровод, подвески рукавов, тормозные приборы и ответвления воздухопровода прочно укрепляют.
Все соединения воздухопровода плотно привёртываются с постановкой контргаек.
Пылеловки устанавливают отростком вертикально вверх или под углом вверх. Сетки в магистральных штуцерах тормозных приборов очищают.
Воздухопровод располагается на расстоянии 250—300 мм от средней линии вагона. Концы труб должны выходить за буферный брус так, чтобы расстояние между буферным брусом и квадратом ручки крана было в пределах 80—120 мм для пробкового крана и 120—160 мм для крана системы Матросова.
Муфты, тройники, пылеловки, концевые угольники, концевые, разобщительные и стоп-краны должны быть плотно навёрнуты на трубы.
Все трубы воздухопровода должны быть снаружи окрашены.
Концевые, разобщительные и стоп-краны, соединительные рукава и выпускные клапаны должны быть установлены из числа заранее отремонтированных н принятых, удовлетворяющих техническим требованиям.
В концевых кранах контрольные отверстия должны быть свободны для прохода воздуха и иметь диаметр 5 мм в кранах системы Матросова и 6 мм в пробковых.
Патрубки стоп-кранов должны иметь 12 отверстий диаметром 6 мм каждое и в корпусе крана клапанного типа 7 отверстий диаметром по 7 мм или 6 отверстий по 8 мм.
Скородействующие тройные клапаны и воздухораспределители. Размеры ответственных деталей и калиброванных отверстий у скородействующих тройных клапанов и воздухораспределителей должны соответствовать приведённым в табл. 36—41.
Таблица 36
Размеры калиброванных отверстий скородействующих тройных клапанов Вестингауза
Условный номер тройного клапана Для какого диаметра тормозного цилиндра, в дюймах Диаметр отверстий в мм В тройных клапанах выпуска Клеймо на корпусе Окраска фланца корпуса
в ускорительном поршне в атмосферной пробке до 1936 г. с 1936 г.
размеры канавок в мм диаметр отверстий во втулках главного поршня и золотника в мм
во втулке на главном поршне глубина
ширинах
216 8 1 ,6 3,0 1,8x1,0 1,9x1 ,0 2,0 216 Желтая
217 10 1,9 4,0 2,1X1 ,1 2,3x1 ,2 2,5 217 Чёрная
218 12 2,2 4,7 2,6x1,4 2,6X1 ,4 3,0 218 Красная
219 14 2,5 5,5 2,1x1,1* 2,1X1,1* 3,5 219 Зелёная
* В тройном клапане усл. № 219 делается по две канавки
Т абли ц а 37
Пружины скородействующих тройных клапанов Вестингауза
Наименование пружины Материал Высота в свободном состоянии Наружный диаметр пружины Диаметр проволоки Число рабочих витков
в мм
Пружина упорного стержня (первых выпусков) Бронза 82 ,5 16,0 2,00 13
То же новая Сталь 78,0 16,0 1,80 16
11ружина нижнего ускорительного клапана (первых выпусков) » 38,0 50 ,8 3,75 4
То же новая > 38,0 50,8 3,50 2,5
Пружина верхнего ускорительного клапана (первых выпусков) Бронза 45 ,0 13,5 2,00 9
То же новая Сталь 45,0 13 ,5 1,80 9
! 1ружина пробки > 28,0 20 ,6 4,00 3
486
ВАГОННОЕ ХОЗЯЙСТВО
Таблица 38
Диаметры калиброванных отверстий воздухораспределителей серии К системы Казанцева в мм
Диаметр тормозных цилиндров в дюймах
Наименование деталей 8 10 1 2 14
Обратиопитательный клапан Пробка выпускного отверстия . . Клапан скачка (отверстие для наполнения тормозного цилиндра) Втулка запорного клапана: отверстие из магистрали к запасному ре-зервуару отверстие к камере постоянного давления Канал от магистрали к питательному клана-ну Жестяная диафрагма, укладываемая между фланцами корпусов 0,8 1,3 1,1 1 ,25 1,0 3,0 1,25 0,9 1,5 1,3 1 ,25 1,0 3,0 1,25 1,0 1,8 1,5 1,25 1,0 3,0 1,25 1 2,1 1,7 1,25 1,0 3,0 1 ,25
Таблица 39
Пружины воздухораспределителя серии К системы Казанцева
Наименование пружины Материал Высота в свободн ом состоянии 1Наружный диаметр пружины Диаметр проволоки i Число рабочих витков
в мм
Пружина тормозного клапана первых выпусков Бронза 30 15,5 1,5 13
То же новая . . Пружина за- Сталь 30 14,5 1,0 13
порного клапана » 30 11,0 1,0 9
Таблица 40
Диаметры калиброванных отверстий в воздухораспределителе системы Матросова в мм
Наименование детали Номинальный размер диаметра Допуск в эксплоатации по диаметру
Втулка магистрального +0,06
поршня 0,8 —0,04
То же золотника ..... 0,8 +0,06 —0,04
Главный золотник .... 0,7 +0,05
Цилиндр главного поршня Главный золотник (для за- 1,0 ±0,2
рядки запасного резервуара) 1,0 +0,1 —0,05
Пружины воздухорас
Время торможения, отпуска и зарядки, давления в тормозном цилиндре в собранном приборе показывает, насколько испытываемый прибор соответствует установленным техническим нормам (см. стр. 235, 236).
Ревизия тормозов. Детали тормоза с вагона не снимают, состояние и действие их проверяют на месте.
Обнаруженные неисправности устраняют. Тормозные колодки толщиной менее 30 мм при болтовом креплении и менее 12 мм при клиновом креплении заменяют.
Колодки не должны выступать за наружные кромки бандажей. Ход поршня тормозного цилиндра должен быть в пределах 75—150 мм для тормозов Казанцева и Матросова и 130—160 мм для тормоза Вестингауза.
Запас свободной резьбы у гайки винта ручного тормоза в заторможенном состоянии должен быть не менее 75 мм.
Плотность воздухопровода проверяют после зарядки его сжатым воздухом до 6,0 ат при выключенном воздухораспределителе. Плотность считается достаточной, если давление в воздухопроводе снижается не более 0,1 ат в течение 5 минут.
После окончания подготовительных работ и устранения неисправностей тормозную сеть при включённом воздухораспределителе заряжают сжатым воздухом до давления 5,0 ат и производят проверку и испытание тормоза на вагоне в целом.
Т а б л и ц а 41 еделителя Матросова
Наименование пружин Материал Высота в свободном состоянии Наружный диаметр пружины Диаметр проволоки Число рабочих витков
в мм
Большая режимная пружина первых вы-
пусков Малая режимная пружина первых выпус- Сталь 80±1 63 6,0 3,5
Ков » 78 + 1 43 6,0 5
Большая режимная пружина новая . . . э 75 + 1 68 7 ,0 4
Малая режимная пружина новая Пружина магистрального золотника пер- » 77—1 42 6,0 7
вых выпусков Пружина магистрального золотника но- » 25 10 1 ,о 7
вая Пружина уравнительного золотника пер- » 25—1 10 1,2 7
вых выпусков Пружина уравнительного золотника но- » 18 17 1,6 3
вая Бронза 18—1 17 2,0 2
То же Сталь оцинкованная 18—1 17 1,5 3
РЕМОНТ АВТОСЦЕПНОГО УСТРОЙСТВА
487
Проверяют чувствительность тройного клапана Вестингауза, для чего после зарядки до 5,0 ат давление в магистрали понижают па 0,3 ат, при этом должна произойти ступень торможения. Затем давление в магистрали повышают на 0,2 ат и тормоз должен отпустить.
Краном машиниста понижают давление ь магистрали на 0,4—0,5 ат и установленное давление в магистрали для грузовых вагонов поддерживают в течение 10 минут. При испытании пассажирских тормозов ручка крана машиниста Вестингауза должна в течение 10 минут находиться в положении перекрытии. За это время тормоз не должен отпустить. Затем, не производя отпуска, давление воздуха в магистрали снижают до нуля.
При снижении давления в магистрали до
нуля давление в тормозном цилиндре должно быть не ниже 3,3 ат. Утечки, наблюдаемые по манометру, установленному на тормозном цилиндре при тормозах Казанцева и Вестингауза или на запасном резервуаре при тормозе Матросова, не должны вызывать падения давления при тормозах Казанцева и Вестингауза более 0, lam в 2 минуты и при тормозе Матросова 0,2 ат в 1 минуту.
Испытание воздухораспределителя Матросова производят на гружёном режиме.
При повышении давления в магистрали (для тормоза Вестингауза до 4,5 ат и для тормозов Казанцева и Матросова до 4,9 ат) должен произойти полный отпуск; при этом поршень тормозного цилиндра перемещается в своё крайнее отпускное положение и все колодки отходят от бандажей.
РЕМОНТ АВТОСЦЕПНОГО УСТРОЙСТВА
ОСНОВНЫЕ ТРЕГОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К АВТОСЦЕПНОМУ УСТРОЙСТВУ
Капитальный, средний и годовой ремонт вагонов; капитальный, средний и подъёмочный ремонт паровозов и электровозов; капитальный, средний, I и II периодический ремонт тепловозов
Установка автосцепки. Высота оси автосцепки над головками рельсов при выпуске подвижного состава из ремонта указана в табл. 42.
Таблица 42
Высота оси автосцепки вад головками рельсов
Тип подвижного состава Виды ремонта
капитальный и средний регонт годовой и подъёмочный ремонт
не более не менее не более не менее
Грузовые вагоны Пассажирские саго- 1 080 1 020 1 080 1 000
н ы 1 080 1 040 1 080 1 030
Электровагоны . . . Локомотивы и тен- 1 167 1 120 1 167 1 по
деры 1 С70 1 020* 1 070 1 010*
• При полной нагрузке.
Разность высот автосцепки по концам ва-онов не должна превышать 15 мм, у электро-агонов 10 мм; при годовом ремонте грузовых загонов допускается до 25 мм.
Провисание головы автосцепки относительно опоры на балочку (измерение по оси автосцепки) не допускается более 5 мм, отклонение вверх — более 10 мм. Зазор в буферном брусе и в розетке над хвостовиком автосцепки должен быть не менее 20 мм.
Расстояние от упора головы автосцепки io ударной поверхности розетки не. должно быть менее 65 мм (при полностью вдвинутом положении для выборки люфтов, но без сжатия поглощающего аппарата) и более 90 мм
(при полностью выдвинутом положении автосцепки при тех же условиях).
Буфера грузовых и пассажирских вагонов и локомотивов при полном их сжатии (определяется подсчётом) должны иметь расстояние от линии зацепления до тарелок буферов не менее 80 мм и не более 110 мм.
Вылет буферов пассажирских вагонов в свободном состоянии за линию зацепления автосцепки вперёд должен быть не менее 55 мм и не более 75 мм.
Для грузовых вагонов буфера в свободном состоянии должны отстоять от линии зацепления в сторону буферного бруса на 20— 30 мм, для пассажирских локомотивов 15— 20 мм.
Расстояние от оси автосцепки до боковой грани проёма в рамке упругой площадки должно быть не менее 390 мм.
Расстояние от нижней кромки буферного бруса до конца рукоятки расцепного рычага должно быть не более 400 мм (от оси буфера 550 мм).
Автосцепка. В автосцепке при выпуске из указанных видов ремонта подвижного состава не допускаются:
трещины и изгибы в корпусе и деталях механизма;
износы или неисправности зева, контура зацепления и механизма, обнаруживаемые проверочными шаблонами;
износ стенок хвостовика на глубину более 3 мм от литейной поверхности или изгиб его; перемычка отверстия (для клина) хвостовика автосцепки толщиной менее 48 мм—для капитального и среднего ремонта локомотивов и менее 46 мм — для всех остальных видов ремонта вагонов и локомотивов;
скругление и отколы нижней кромки тяговой поверхности большого зуба (снижающие надёжность зацепления предохранительного зуба кулака двухзвенной переходной цепи); замок автосцепки с рабочей частью без станочной обработки после наплавки; замок автосцепки, отстоящий от наружной вертикальной кромки малого зуба более чем на 8 мм или менее чем на 3 мм; замок, уходящий от кромки малого зуба при нажатии на него (при проверке шаблоном действия предохранителя замка) менее чем иа 7 мм
488
ВАГОННОЕ ХОЗЯЙСТВО
или более чем на 18 лои; собачки образца 1935 и 1938 гг. (подлежат изъятию); перекрытие полочки верхним плечом собачки менее: 8 мм для капитального и среднего ремонта и 6 мм для всех остальных плановых видов ремонта подвижного состава; валик подъёмника, не закреплённый от выпадания, заедающий при вращении, или закреплённый нетиповым способом; валик подъёмника без зачистки выступа на противовесе заподлицо с дуговой фаской и по тому же радиусу, считая по торцу противовеса; ухо автосцепки с отломанным или изношенным буртиком или шейкой шириной по горизонтали менее 53 мм.
Автосцепка типа 1935 г. должна иметь усилитель хвостовика.
Поглощающий аппарат. Не допускаются: поглощающий аппарат, не прилегающий основанием к задним упорным угольникам и (через переднюю упорную плиту) к передним упорным угольникам; установка шестигранного аппарата грузовых вагонов (Ш-1-Т) на пассажирских, почтовых, багажных вагонах и тендерах пассажирских паровозов; трещины, выпучины, толщина стенок рабочей части горловины фрикционной части пассажирского аппарата ЦНИИ-Н6 и шестигранного аппарата менее 14 мм и аппараты с толщиной стенок клиньев менее 17 мм; при выпуске из капитального ремонта с износом стенок рабочей части корпуса аппарата более 2 мм или толщиной стенок менее 18 мм; основание корпуса аппарата в направлении расстояния между стенками хребтовых балок размером менее 315 мм или более 320 мм; качка конуса аппарата (при общей длине собранного аппарата 568—574 мм); упорная плита с неровными боковыми поверхностями толщиной менее 52 мм и с размером в направлении расстояния между стенками хребтовых балок менее 315 мм или более 320 мм.
Цилиндрические поглощающие аппараты подлежат изъятию.
Тяговый хомут, клин тягового хомута и поддерживающие болты. Не допускаются: трещины в любой части тягового хомута; износы и незаверенные вырубки по толщине тяговых полос и толщине вертикальных планок головной части хомута на глубину более 3 мм в капитальном и среднем ремонте локомотивов и вагонов и в остальных видах планового ремонта подвижного состава па глубину более 4 мм; износы и незаверенные вырубки на любых остальных поверхностях глубиной более 5 мм, износы и вырубки указанных размеров с резкими (неплавными) переходами к нелой поверхности; длина хомута от передней кромки отверстия для клина до задней упорной поверхности более 780 мм; отсутствие предохранительного буртика на проушине тягового хомута; трещины клина тягового хомута, изгиб более 3 мм, ширина изношенного клипа с учётом износа с обеих сторон менее 91 мм для капитального ремонта и менее 89 мм для остальных видов ремонта вагонов и локомотивов; клии, отремонтированный наплавкой; толщина клина менее 30 мм с учётом износов на боковых гранях; болт, поддерживающий клин с износом более 1 мм при выпуске из капитального ремонта и'более 2 мм из остальных видов ре
монта; болт со слабой нарезкой, без гайки, запорной шайбы и шплинта и с длинной нарезкой, выходящей на рабочую часть болта, располагаемую между проушинами хомута; болты, отремонтированные наплавкой.
Упорные угольники. Не допускаются: расстояние между упорными поверхностями передних и задних упорных угольников более 625 или менее 622 мм; расстояние между боковыми гранями упорных поверхностей (в направлении между стенками хребтовых балок) у передних упорных угольников менее 205 мм или более 220 мм и у задних — менее 165 мм или более 220 мм; ослабшие заклёпки упорных угольников или их сдвиг; угольники с трещинами, отколами, попарно отстоящие на неодинаковом расстоянии от буферного бруса и между собой; угольники, имеющие перекос или непараллельность упорных плоскостей более 3 мм; коробчатые упорные угольники, не приклёпанные к верхнему и нижнему листам, перекрывающим хребтовую балку (с расстоянием между стенками 500 мм).
Поддерживающие и верхние ограничительные планки. Не допускаются: поддерживающие фрикционный аппарат и хомут планки с поперечными трещинами, сваренные поперёк встык, с износом более 4 мм, укреплённые болтами диаметром менее 7/8", без второй гайки на болтах, без шплинтов, со слабой нарезкой; неправильно поставленная поддерживающая планка, когда расстояние от плоскости буферного бруса до её передней кромки менее 530 мм или до задней кромки — более 860 мм, отсутствие ограничительной планки или скобы над передней частью тягового хомута (предупреждающей подъём тягового хомута и провисание автосцепки), если расстояние от продольной оси горизонтально расположенной автосцепки до верхнего перекрытия будет более 155 мм и над задней частью хомута, если по конструкции вагона не имеется перекрытия в этом месте; ограничительная планка или скоба на хребтовой балке или другое ограничительное устройство против поднятия тягового хомута и провисания головы автосцепки, отстоящие от верхней поверхности тягового хомута более чем на 15 мм и по горизонтали от упорных плоскостей передних упорных угольников менее чем на 30 или более чем на 100 мм; ограничительная планка или скоба с поперечными трещинами, изгибами, ослабшими заклёпками или с трещинами в местах приварки.
Ударная центрирующая розетка (с маятниковыми подвесками). Не. допускаются: ударная розетка с трещинами, отколами, с ослабшими заклёпками, укреплённая болтами без шплинтов в натяг, или без забитой резьбы против ослабления болтов; корпус розетки со срезанной упорной частью, не укреплённой на величину среза подваркой или вваркой вставок между рёбрами; центрирующая ба-лочка с трещинами, с износом более 3 мм, заедающая и препятствующая перемещению автосцепки из среднего положения в крайнее; балочка с боковыми выступами-ограничителями высотой менее 40 мм; маятниковые подвески с трещинами, имеющие расстояние между опорными частями мепее 168 мм, более 175 мм, попарно неодинаковой длины, диаметром менее 22 мм
РЕМОНТ АВТОСЦЕПНОГО УСТРОЙСТВА
489'
Паровозная розетка. Не допускаются: розетки с трещинами и заваренными трещинами, с износом отверстия для валика более 3 мм, с износом опорных поверхностей для головы автосцепки более 5 мм; болты, крепящие розетку, с нарезкой, недостаточной для натяга гаек, слабой нарезкой, без шплинтов или со шплинтами, не проходящими через прорезы корончатых гаек; лапчатые болты нецельноштампованные, с ослабшими заклёпками, изношенной нарезкой или диаметром менее 50 мм; болты с трещинами нли заваренными трещинами; трещины валика паровозной розетки, изгиб валика более 2 жж; диаметр изношенного валика менее 72 жж — для капитального и среднего ремонта и менее 70 жж для подъёмочного ремонта паровозов; валик паровозной розетки, не закреплённый или закреплённый нетиповым способом, просевшие пружины розетки, не возвращающие автосцепку из крайнего положения в среднее, и изношенные стаканы пружин.
Расцепной привод. Не допускаются: рычаг расцепного привода с изгибом, не вызванным обходом частей на буферном брусе, диаметром стержня менее 28 жж, с трещинами, без ограничителя против продольного перемещения более 50 мм, не входящий в паз кронштейна плоской частью и не удерживающийся в положении постановки механизма авто-сиепки для работы на буфер, с плечом рычага, соединяемого с цепью, до отверстия менее 190 мм и более 200 мм, с рукояткой длиной менее 300 мм; цепь с незаваренными звеньями и надрывами, с диаметром прутка звена менее 7 и более 9 мм, соединительным звеном со стороны валика подъёмника в свету менее 35 и более 45 мм, шириной более 18 жж, со сваркой звена, обращённой в сторону сгенки головы автосцепки; кронштейн и державка с незаваренными трещинами, изгибами, с ослабшими болтами или укреплённые приваркой; расстояние от центра отверстия в плече расцепного рычага, соединяемого с цепью, до продольной оси вагона менее 150 или более 190 жж; неотрегулированная пень расцепного привода
Хребтовая балка (в месте расположения аптосцепиого устройства). Не допускаются: трещины, протёртости стенки хребтовой балки глубиной более 3 жж при выпуске из капитального и среднего ремонта и более 5 мм при выпуске из остальных видов ремонта; хребтовая балка с расстоянием между стенками 500 мм, не перекрытая сверху над задними упорными угольниками планкой, а снизу в этом же месте также планкой или связью другого вида, предусмотренной установочным чертежом; направляющие скобы около упорных угольников хребтовых балок с расстоянием 500 жж между стенками, приваренные, с ослабшими заклёпками, приклёпанные менее чем четырьмя заклёпками каждая, погнутые, без рёбер жёсткости; отсутствие дополнительных направляющих скоб у передних упорных угольников, поставленных встык к первым для удлинения направления до 320 мм (считая от упорной поверхности переднего упорного угольника); не допускается хребтовая балка, имеющая выступающие части, препятствующие постановке поглощающего аппарата с направля
ющими рёбрами или мешающие продольному перемещению тягового хомута и поглощающего аппарата вперёд не менее чем на 90 мм' и перемещению хомута назад не менее чем на 45 мм.
Буферный брус (в месте расположения автосцепного устройства). Не допускается: окно для хвостовика автосцепки шириной менее 240 мм; для буферного бруса тендера паровоза ФД первого выпуска шириной менее 210 мм и с неснятыми фасками по-боковым граням окна; верхняя кромка окна,, опускающаяся за кромку проёма в ударной розетке; отсутствие вставки между стенками хребтовой балки при составном буферном-брусе для обеспечения упора розетки; буферный брус без упорных подкосов под розетку при расстоянии между стенками хребтовых балок 500 мм; нижний армировочный лист буферного бруса с неправильным вырезом, когда расстояние от плоскости буферного бруса до кромки выреза в листе более 100 жж, буферный брус без усиливающего нижнюю полку угольника или специального крепления и с расстоянием от плоскости буферного бруса до максимально-удалённой кромки этого крепления более 100 мм; нижний армировочный лист буферного бруса с вырезом менее 220 мм по ширине в направлении между стенками хребтовой балки.
Текущий отцепочный ремонт вагонов, промывочный ремонт паровозов, периодический ремонт электровозов и периодический осмотр тепловозов
Высота оси автосцепки над головками
рельсов указана в табл. 43.
Таблица 43
Высота оси автосцепки над головками рельсов
Тип подвижного состава Высота в мм
1 не более не менее в состоянии
порожнем груженом
Г рузовые вагоны двухосные . . . Грузовые вагоны 1 080 990 950 950
четырёхосные . . Пассажирские ваго- 1 080 970
980
мы 1 080 1 020
Электровагоны . . . Локомотивы и теп- 1 167 1 087 1 031
деры 1 070 — 9S0
Не допускается: разность между высотами автосцепок по концам грузовых вагонов более 25 жж (из расчёта горизонтального расположения автосцепки); провисание головы автосцепки более 10 мм; паровозная автосцепка без предохранительной скобы; автосиепка, имеющая трещины или неисправности механизма, обнаруживаемые внешним осмотром и проверкой комбинированным шаблоном и шаблоном с вырезом 35 мм; валик подъёмника, не закреплённый от выпадения или закреплённый неразрешённым способом^, поглощающий аппарат, не прилегающий
490
ВАГОННОЕ ХОЗЯЙСТВО
к упорным угольникам (в сумме к задним и передним) более 10 мм; пассажирский поглощающий аппарат системы ЦНИЙ-Н6 с изломанными угловыми пружинами — при неплотном его прилегании к упорным угольникам; трещины в стенке горловины поглощающих аппаратов грузовых и пассажирских вагонов; трещины в тяговом хомуте; нетиповое крепление клина тягового хомута; трещины или излом (обнаруживаемые осту-киванием или щупом) клина тягового хомута; клин, отремонтированный сваркой; незакреплённый валик паровозной розетки; розетки или упорные угольники с ослабшими заклёпками; неправильно поставленные маятниковые подвески — широкими головками вниз; центрирующая балочка, не зацепленная за нижнюю часть корпуса розетки; оборванная или неотрегулированная по правилам плановых видов ремонта цепь расцепного привода.
Основные особенности и условия ремонта деталей автосцепного устройства. Ремонт деталей автосцепного устройства в основном заключается в восстановлении размеров, иногда в заварке после вырубки (в допускаемых местах) трещин, правке (в горячем состоянии) главным образом деталей механизма (собачек, замкодержателей) и механической обработке восстановленных наплавкой деталей.
При ремонте корпуса автосцепки применяется электродуговая сварка толстооб-мазанными электродами марки Э-42 (ГОСТ 2523-44) или газовая сварка.
Не допускаются к ремонту корпуса автосцепок образца 1935 г., имеющие трещины, и образца 1938 г., если трещина после вырубки уменьшает рабочее сечение элемента корпуса более чем на 25%.
Не допускается заварка трещин в тяговых полосах тяговых хомутов. Не допускается наплавка изношенных клиньев тягового хомута и заварка в нём трещин.
Не допускается ремонт сваркой деталей поглощаюндих аппаратов, кроме восстановления размеров основания корпуса поглощаю-
РЕМОНТ ДВУХЗВЕННЫХ
Проверка двухзвенной цепи. Проверка двухзвенных цепей, находящихся на локомотивах, производится раз в три месяца. Через год двухзвенная цепь подвергается периодическому освидетельствованию и испытанию усилием 30 т.
Двухзвенные цепи не допускаются в экс-плоатации, если:
шейка кулака диаметром менее 43 мм, износ кулака цепи (предельный, определяемый браковочным шаблоном);
толщина тела среднего звена цепи в местах износа (в закруглённых частях, в направлении приложения тягового усилия) менее 35 мм для сварных звеньев и менее 40 мм— для цельноштампованных;
толщина тела крайнего звена менее 40 мм и ширина его в свету менее 65 мм;
расстояние от кромки вставки среднего звена до внутренней тяговой поверхности звена менее 63 мм;
щего аппарата ЦНИИ-Н6 (пассажирского). Не допускается заварка трещин маятниковых подвесок.
Исправление расширенного зева или погнутого хвостовика автосцепки допускается только в горячем состоянии при нагреве до 850—900°С.
По исправлении корпус снова нагревают до вышеуказанной температуры и медленно охлаждают в среде неподвижного воздуха.
Все детали, подлежащие после осмотра и проверки ремонту, восстанавливаются до альбомных размеров, с проверкой установленными шаблонами.
Осмотр, проверка и ремонт без применения установленных шаблонов запрещаются во избежание нарушения взаимосцепления и нарушения безопасности движения.
Ремонт деталей автосцепного устройства производится в депо — в контрольных пунктах по ремонту автосцепки и на заводах — в специальны?; цехах.
Каждая отремонтированная детальи собранная автосцепка должна быть заклеймена клеймом пункта ремонта. Клеймение производится в присутствии приёмщика МПС.
Контрольные пункты по ремонту автосцепки должны иметь следующее оснащение:
1. Электросварочные и газосварочные агрегаты.
2. Печь для нагрева и термической обработки деталей автосцепки.
3. Стеллажи, стенды и верстаки для осмотра и ремонта автосцепки и других деталей автосцепного устройства.
4. Оборудование и приспособления для механической обработки деталей: станки— фрезерный, токарный, поперечнострогальный, сверлильный, наждачные точила, наждачные круги и приспособления.
4. Подъёмно-транспортные средства.
5. Шкафы для хранения шаблонов.
6. Склад комплектных и отдельных деталей.
7. Контрольные пункты и цехи для ремонта автосцепки должны быть хорошо освещены и снабжены переносными лампами.
ПЕРЕХОДНЫХ ЦЕПЕЙ
расстояние от нижнего шипа рукоятки до оси шейки кулака менее 135 и более 150 мм;
зацепление опорной поверхности верхнего шипа рукоятки кулака (при постановке в зев автосцепки) за кромку большого зуба менее 8 мм;
кулак цепи без предохранительного зуба или зуб с трещинами или неправильной приваркой;
расстояние между верхним шипом рукоятки и зацепной частью предохранительного зуба кулака менее 300 мм;
расстояние при натянутом состоянии цепи между крайними тяговыми поверхностями среднего и крайнего звеньев менее 360 мм или более 400 мм;
трещины в местах приварки рукоятки кулака, косая или смещённая приварка;
трещины в любой части цепи;
рукоятка с приварными шипами;
РЕМОНТ ДВУХЗВЕННЫХ ПЕРЕХОДНЫХ ЦЕПЕЙ
491
кулак цепи без удлинения носка (по приказу № 437/ЦЗ от 29/V1 1950 г.);
отсутствует клеймо на вставке среднего звена о периодическом освидетельствовании или просрочено освидетельствование.
Условия и техника ремонта двухзвенных переходных цепей. При ремонте двухзвенных цепей разрешается:
приваривать рукоятку к кулаку и наплавлять верхний шип рукоятки кулака;
вается электро- или газосваркой указанными электродами без предварительного подогрева.
Наплавочные работы должны быть без кратеров и подрезов материала цепи.
Для повышения плотности наплавленного металла в процессе наплавки изношенных мест производят проковку фасонной оправкой или молотком со сферическим бойком.
После окончания сварочных работ по наплавке кулака или звеньев цепь подвер-
1'Фиг. 17. Удлинение носка кулака двухзвенной цепи электронаплавкой
удлинять носок кулака наплавкой по шаблону (см. приказ № 437/ЦЗ);
приваривать предохранительный зуб к кулаку;
наплавлять изношенные места в звеньях цепи, на шейке и поверхностях кулака;
восстанавливать до альбомного (74 ±2 мм) внутренний поперечный (в свету) размер крайнего звена цепи путём его раздачи в го-
рячем состоянии.
Сварочные работы по приварке рукоятки, наплавке верхнего шипа рукоятки и наплавке носка кулака производятся электро-дуговой сваркой электродами марки Э-42 по ГОСТ 2523-44 или газовой сваркой с присадкой прутков стальной проволоки марок ! или II по ГОСТ 2246-43.
~ Приварку предохранительного зуба к кулаку разрешается производить так же, но при электродуговой сварке производится предварительный подогрев места сварки до 300— 400°, а при газовой — после приварки зуба место сварки должно быть нагрето газовой горелкой до 900° и охлаждено на воздухе.
Наплавка до альбомных размеров изношенных мест звеньев и шейки кулака цепи производится путём наплавки только газовой сваркой с присадкой стальной проволоки марок I и II по ГОСТ 2246-43 и с предварительным нагревом до температуры 600—650°.
При необходимости, раздача звена (по ширине в свету) до альбомного (74 12 мм) размера делается до наплавки изношенных поверхностей при предварительном нагреве цепи до температуры 600—650°.
Для производства наплавочных работ среднего звена вставка предварительно удаляется механическим путём и затем снова ввари-
гается термической обработке путём нагрева всей цепи в печи до температуры 850—900°С; выдержки при этой температуре в печи в те-
фиг. 1 8. Шаблон для проверки удлинения носка кулака
чение 30 мин.; закалки в воде температурой 15—20° и последующего отпуска в печи до 620—650°С и медленным охлаждением на воздухе при температуре не ниже 12°С.
Термообработка двухзвенной цепи после приварки рукоятки, предохранительного
492
ВАГОННОЕ ХОЗЯЙСТВО
зуба, наплавки носка кулака или наплавки шипа рукоятки не производится.
Отремонтированные цепи проверяют по размерам и испытывают на растяжение усилием 30 т, рукоятку цепи — усилием 5 m; затем ставят клеймо пункта ремонта в присутствии приёмщика МПС. Фамилии сварщика, производившего ремонт, с указанием соответствующего клейма, и ответственных лиц,
принимавших отремонтированные цепи, записывают в книгу регистрации ответственных сварочных работ ремонтного пункта.
Указания по удлинению носка кулака.
Наплавку и зачистку носка кулака производят заподлицо с плоскостью а (фиг. 17)
Длина носка после наплавки должна удовлетворять шаблону с зазором не более 2 мм (фиг. 18).
КОНТРОЛЬНЫЙ ПУНКТ АВТОСЦЕПКИ
Фиг. 1 9. Контрольный пункт автосцепки (по типовому проекту вагонного депо): 1—печь для нормализации; ^--площадка для автосцепок в ожидании нормализации; 3'—стенд вращающийся для сварочных работ по корпусу автосцепки; 3—стеллаж для деталей; 4 — электросварочный аппарат; 5—площадка для укладки автосцепок^до ремонта; б—стенд для разборки автосцепок; 7—площадка для корпусов автосцепок после разборки; 8 — площадка для корпусов автосцепок, требующих механической обработки; 9 — площадка для корпусов автосцепок после механической обработки; 10—кран-балка с нижним управлением; 11—стеид для сборки автосцепок; 12 — площадка для готовых автосцепок; 13— фрикционные аппараты;
14 — станок для обработки отверстий и перемычки хвостовика; 15—поперечнострогальный станок; 16—шкаф для шаблонов; 17—верстак слесарный с двумя тисками; 18—контрольный стол; 19—точило наждачное; 20—стеид для сборки фрикционных аппаратов; 21— стеллаж для деталей
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Белавенцев Н. В., Дергалёв В. М. Формирование и ремонт вагонных колёсных пар. Трансжелдориздат, М. 1952.
2. Васильев И. П. Окраска вагонов. Трансжелдориздат, М. 1951.
3. Временные правила годового ремонта цельнометаллических вагонов железных дорог Союза ССР. Трансжелдориздат, М. 1950.
4. Инструкция по освидетельствованию, формиро-ЦВ ванию и ремонту вагонных колесных пар. -
Трансжелдориздат, М. 1946.
б. Инструкция по ремонту и содержанию автосцеп-ЦВ
ного устройства вагонов, —-Q-j • Трансжелдориздат, М. 1946.
б. Инструкция по периодическому ремонту и ревизии автоматических тормозов пассажирских цв _
и товарных вагонов, Трансжелдориздат,
М. 1945.
7. Никифоров Ю. Н. Обработка древесины для ремонта вагонов. Трансжелдориздат, М. 1949.
8. Передовые методы работы на железнодорожных заводах. Трансжелдориздат, М. 1948.
9. Нормы технологического проектирования и технико-экономические показатели, локомотивные и моторвагонные депо. Изд. Главтранспроекта МПС, 1953.
10. Правила капитального ремонта грузовых вагонов железных дорог СССР. Трансжелдориздат, М. 1950.
И. Правила среднего ремонта вагонов грузового парка железных дорог СССР/Трансжелдориздат, М. 1951.
12. Правила годового ремонта вагонов товарного парка. Трансжелдориздат, М. 1947.
13. Правила среднего ремонта вагонов пассажирского парка. Трансжелдориздат, М. 1946.
14. Правила капитального ремонта вагонов пассажирского парка. Трансжелдориздат, М. 1946.
15. Правила технической эксплуатации железных дорог Союза ССР. Трансжелдориздат, М. 1952.
16. Скиба И. Ф. Поточный метод ремонта вагонов на заводах. Трансжелдориздат, М. 1950.
17. Технические условия и технологические процессы на производство сварочных работ при ремой-ЦВ
те вагонов. о-ГподЪ • Трансжелдориздат, М. 1949.
18. Технические указания по ремонту и испытанию винтовой упряжи. Трансжелдориздат, М. 1944.
19. Технические указания по технологическому процессу насадки и съёмки бандажей. Трансжелдориздат, М. 1 948.
20. Технические указания по заделке сучков в деталях грузовых и пассажирских вагонов. Трансжелдориздат, М. 1950.
21. Технологический процесс и организация поточного ремонта вагонных колёсных пар в дорожных вагонных колёсных мастерских. Трансжелдориздат, М. 1949.
22. Чесноков А.М. Руководство по эксплуатации пассажирского цельнометаллического вагона. Изд-во Минтрансмаш, М. 1950.
ВОДОСНАБЖЕНИЕ
ПРОЕКТИРОВАНИЕ ЖЕЛЕЗНОДОРОЖНОГО ВОДОСНАБЖЕНИЯ
РАЗМЕЩЕНИЕ ПУНКТОВ
водоснабжения
Основные пункты водоснабжения при паровой тяге размещают с учётом пропуска грузового поезда установленного веса при заданной серии паровоза (с расходом воды между пунктами набора не более 80% полной ёмкости четырёхосных тендеров и 85% шестиосных тендеров).
При размещении пунктов набора воды паровозами учитывают наличие источников, обеспечивающих надёжность водоснабжения, а также качество воды в них.
На фиг. 1 приведена схема размещения пунктов водоснабжения на участке.
ОСНОВНЫЕ ЭЛЕМЕНТЫ И СХЕМЫ
ЖЕЛЕЗНОДОРОЖНОГО^ВОДОСНАБЖЕНИЯ
Основными элементами водоснабжения являются: а) источник водоснабжения; б) водозаборные сооружения; в) насосные станции; г) нагнетательные трубопроводы; д) водонапорные сооружения; е) разводящие сети с водоразборными кранами; ж) сооружения для обработки воды и з) внутренний водопровод.
Одна из схем водоснабжения дана на фнг. 2.
На фиг. 3 показана схема раздельного водоснабжения на станции с основным депо, причём для технических нужд источником является река, а для хозяйственно-питьевых потребностей—артезианские скважины. На
Ст 1 Ст. 2 Рзд t Ст.З
Расстояние между остан, пункт. 21 20 20 17 25 28 23 ' 20 15 30 35
Расстояние между пункт. йодоснаЬ 61 70 58 65
виртуальное расствяние Туда. гз 30 20 20 18 25 1в,5 25 15 25 30
Обратно 20 15 20 15 2/3 34 30 15 15 40 40
S <8 3 Паровоз серииФД вес поезда 2500г Между останов пинкташ Тода 8.05 10.50 700 7.00 6,30 в, 75 6,47 8.75 5,25 8.75 10,50
06р. — 7,00 . 5,25 7,00 5925 15.05 11,90 10,50 , 5,25 5.25 14,00 14,00
межоу лиуктими ооойснаб. Туда 25.55 22,05 20,47 19.25
Ир. 19,25 32,20 21,00 28,00
Паровоз серии Су Вес поезда ВООгн между, ОстО-наа. пунктами. Туда. —— 3,45 U, 50 3,00 3.00 2.70 3.75 глв 3.75 2.25 3,75 4,50
06р. 3,00 2,25 3,00 2,25 6,45 5,1'0 4,50 2,25 2.25 6.00' ' 6.00
Между в Туда — 10,95 9,45 8,78 8,25
06р. 8,25 13,80 9,00 12,00
Фиг. 1. Схема размещения пунктов водоснабжения
Необходимые расходы воды паровозом определяют тяговыми расчётами или опытными поездками или же по виртуальным расстояниям. На приведённой схеме (фиг. 1) расходы определены по виртуальным расстояниям. Виртуальным расстоянием называется длина прямого горизонтального участка пути, на котором расход воды равен расходу иа данном перегоне с учётом подъёмов, уклонов и кривых.
станции расположен водоумягчитель для технической воды. В качестве водонапорных сооружений в связи с соответствующим рельефом приняты заземлённые резервуары. На фиг. 4 изображена схема водоснабжения промежуточной станции с общим поверхностным источником, но раздельными разводящими сетями и напорными сооружениями.
Для станций, вблизи которых нет местных и достаточно надёжных источников, соору-
494
ВОДОСНАБЖЕНИЕ
Насосная станция
Водонапорная 1 Пашня
Фиг. 2. Схема железнодорожного водоснабжения
J ''^'ВсасьЛающия линия Водозаборные ^БерегоВой. сооружения колодец
5
ной, боды
Клуб
'^одоумягчитель
— трубопровод для технической воды ----трубопровод для хозяйственно-питьевой воды
j/zF-1
канализационный. коллектор
^ажирское здание
□□Or
ГК
100,0
! Напорные железобетонные I резервуары питьевой воды
Ж Территория^ /к ! рабочего ""°! §
! посёлка.
! ’„О
• □ о
! Напорные шелезоПетон-г. i п \/ше резер/б/ары »m«whU
□ j iF
5з >5} » са
Напорные трубопроводы
Фиг. 3. Схема раздельного водоснабжения станции
-----------техническая сеть -----------хозуйственно-питьевая сеть
----------- канализация
Фиг. 4. Схема водоснабжения промежуточной стан” ции с общим источником и раздельными разводя" щими сетями
ПРОЕКТИРОВАНИЕ ЖЕЛЕЗНОДОРОЖНОГО ВОДОСНАБЖЕНИЯ
495
жают продольные водопроводы (фиг. 5), обеспечивающие несколько пунктов из одного источника с достаточным дебитом.
Суточный расход воды в м3 на поездные нужды на станции определяют также по виртуальным расстояниям
РАСЧЁТНЫЕ СРОКИ
ПРОЕКТИРОВАНИЯ
Водопроводные сооружения, последующее расширение которых вызывает значительные трудности и требует больших дополнительных капиталовложений (водозаборные и гидротехнические сооружения), проектируют по потребностям десятого года эксплоатации. Остальные водопроводные сооружения проектируют на удовлетворение водой на пятый год эксплоатации с учётом возможности их дальнейшего расширения.
Qn — пе <!; (L,t LH)Z + пп qn (L4 L^)n,
где пг и пп— число пар поездов грузовых и пассажирских в сутки;
qs и q — расход воды на 1 виртуальный километр грузовым и пассажирским поездами в л<3;
Жел.бет резервуары
220,0
Ст. А
210,0
Железобетонные резервуары
Зольный.
•’л.
^Напори разводят,.
Насосная станция
Водонапорная башня
то,о
too,о
180,0
Насосная ап. переначи!
О 190,0
200,0
Ст В
Централы/ Олдсум станц. ж ел. бет резервуары;-' нолуумягчённой боды
Центр, насоеная станищя lu. П подъёма
Водозаборные сооружения
Железобетонные резервуары—
насосная станция перекачки ~
е /^Водонапорная ’ 4 башня
Фиг. 5. Схема продольного водопровода
\ 0т 200,0
Видона пирная башня 'ел. бет. резервуары умягчённой боды 120,0 Очистные
сооружения
L,, и LH — виртуальные расстояния в чётном и нечётном направлениях соответственно для грузовых и пассажирских поездов в км. Виртуальная длина участка
к
РАСХОДЫ ВОДЬГНА СТАНЦИИ
Поездные^расходьГ воды
Поездные расходы воды на тягу пассажирских и грузовых поездов определяют для проектируемых железных дорог тяговыми расчётами или по виртуальным расстояниям. Для действующих железных дорог, кроме того, расход определяют опытными поездками.
Расход воды из тендера паровоза на основании тяговых расчётов подсчитывают по формулам, приведённым в ТСЖ, т. 6, стр. 932.
где L — длина отдельного прямого горизонтального участка;
L,„ Lc — длина прямых участков с подъёмом (п) и спуском (с);
ап,ас, ан—водяные виртуальные коэфициенты для подъёма, спуска-и кривой;
LK— длина отдельной кривой.
Длину участков определяют с учётом профиля пути.
Значения водяных виртуальных коэфици-ентов приведены: для подъёма—в табл. 1 и для-спуска—в табл. 2.
Таблица 1
Водяные виртуальные коэфициенты для подъёма
‘п в •/., 0 1 2 3 4 5 G 7 8 9 10 И 12
“п 1 ,00 1,17 1,34 1,53 1,73 1,95 2,19 2,42 2,6) 2,96 3,24 3,52 3,82
Продолжение табл. V
>п В 13 14 15 16 17 18 19 20 21 22 23 24
4,13 4,44 4,78 5,14 5,55 6,00 6,54 7,14 7,76 8,43 9,17 9,95
496
ВОДОСНАБЖЕНИЕ
Таблица 2
Водяные виртуальные коэфициенты для спуска
'у в ° lav 0 -1 —2 ~3 -4 -5 -6 -7 -8 -9 -10 -11 -12
«У 1,00 0,80 0,61 0,42 0,22 0,04 0,05 0,05 0 ,С6 0,07 0,07 0,С8 0, 8
Продолжение табл. 2
1У в °/оо -13 -14 -15 -16 -17 -13 -19 —20 -21 -22 -23 -24
аУ 0,09 0,09 0,10 0,10 0,11 0,11 0,12 0,12 0,13 0,13 0,14 0,14
Значение ак находят по приведённым уклонам. В зависимости от профиля приведённый уклон (в пределах кривой) определяют по формулам: для подъёма
для спуска
•где 1п и ic — действительные уклоны в пределах кривой;
iK—фиктивный уклон от кривой.
Величина i/: зависит от кривой и равна
13а к ’
где а — центральный угол кривой в градусах;
к —длина кривой в метрах.
Пользуясь приведёнными уклонами, по табл. 1 или 2 находят аК.
Ориентировочные нормы расхода воды на тягу поездов по данным Главного управления локомотивного хозяйства МПС для различных районов СССР приведены в табл. 3.
Расходы воды на производственные потребности
Расход воды на промывку паровоза
•где I — длина тяговых плеч в км-,
N—среднее число пар поездов в сутки;
L — межпромывочный пробег паровоза в км;
q — расход воды на одну промывку.
Расход воды на потребности депо определяют по числу стойл.
Число паровозных стойл устанавливают на основе графика оборота паровозов.
Число маневровых паровозов зависит от объёма маневровой работы, размеров и технического оснащения станции.
Остальные потребности определяют по фактическому состоянию с учётом развития iHa перспективу.
При определении суточного расхода коэ-фициент неравномерности принимают равным единице.
Расход воды на хозяйственно-питьевые нужды
Расход воды на хозяйственно-питьевые нужды определяют по нормам и числу по* требителей на 5-й и 10-й год эксплоатации. Неравномерность водопотребления учитывается коэфициентами неравномерности.
Расчётное число жителей существующих железнодорожных посёлков принимают для первой очереди водопровода (на 5-й год эксплоатации) равным 1,3, для второй очереди (на 10-й год) — равным 1,7 от числа жителей в момент пуска водопровода. Для новостроек число жителей принимают в соответствии с числом рабочих и служащих на железнодорожной станции по планам её развития с учётом коэфициента семейности и работников, обслуживающих железнодорожников и их семейства. В посёлках, в которых намечено большое строительство, число жителей определяют, как и для новостроек, с учётом существующего населения.
Кроме расхода воды для населения посёлка, необходимо учитывать и расход воды на хозяйственно-питьевые потребности в пассажирском здании, депо и других производственных и общественно-бытовых зданиях.
Нормы водопотребления
При определении расхода воды иа станции пользуются нормами водопотребления отдельными потребителями, приведёнными в табл. 4.
Расчётные расходы воды
Среднесуточный расход воды необходим для определения ёмкости водохранилищ, среднего числа часов работы агрегатов, эксплоатацион-ных расходов и себестоимости воды. По максимальному суточному расходу вычисляют ёмкость водонапорных резервуаров, рассчитывают водозаборные сооружения, оборудование, водоводы и станции обработки воды, а по максимальным часовым расходам определяют секундные расходы, необходимые для расчёта разводящей сети.
ПРОЕКТИРОВАНИЕ ЖЕЛЕЗНОДОРОЖНОГО ВОДОСНАБЖЕНИЯ
497
Юга Кавказа и Средней Азин Европейской части СССР Дальнего Востока, Сибири. Урала Допоги и Севера 1 | •< о О | 40 О Серия паровоза ; i X оЗ г ф 41 23 23 26 28 51 23 23 44 23 23 26 28 51 23 23 44 23 23 26 28 51 23 М КОСТ ь дера в л к ь н m CD С <ГЗ СО > ф с с О CJ П = 0,85 0,8) 0,8) 0,8) 0,80 0,80 0,85 0,80 0,80 0,85 0,84 0,8) 0,8) 0,80 0,80 0,85 0,8) 0,8) 0,85 0,8) 0,8J 0,80 0,80 0,85 0,8 ) 0,8) тен-м3 к оЗ I со 1> о с 37,4 18,4 18,4 21,2 2),0 22,4 43,3 18,4 18,4 37,4 18,4 18,4 21,2 2) ,0 22,4 43,3 18,4 18,4 37 ,4 18,4 18,4 21 ,2 22,4 43,3 18,4 18,4 Расх сто^ 6)0 233 “185 170 “108 16) 115 212 ~2и4 155 “ПТ 145 727 212 “204 155 ТТб J12 127 Но эд воды шие в в 700 Расход 242 179 Расхс 220 ”196 Расхо J22O 196 рмы рас паровоз Ирг. ки !0 ) 21 5 89Д воды в 258 458 д воды 235 Тм - - J6) Ц воды 235 ‘184 хода во ом на 1 лометра тег 1 (0) 226 8К4 210 87?5 220 96’74 J76 113 эеменно 266 "163 226 77 180 "102 200 ”1бб 160 “12 5 времен _242 18”) 205 “182 185 99 ~5 165 ’) if 180 1/ времен} ’ 180 Ды вирт. 1\ х межд ь) при 1 200 24J) 76 ,7 220 83,7 233 91’,0 J94 “103 привил сери 218 81 188 98 21J J76 711 то прин сер 2 (и 200 “92 J_75 77 191 717 о прин сер 1,поме"Р у пункт весе по 1 5» 280 133,5 259 ТТд 240 767 253 83,8 220 ~9Т тается а и Е 263 ‘ 143 236 78 20) 4 92 260 1 JU имается ии Е в* 24 1 755 213 8675 200 ”92“ 207 102 тмастся ии Е (числит ами вод >зда в л 1 8)0 310 120,5“ 280 65,7 260 7)77 275 77,1 налогич 290 129 754 /2“ 220 ~84 250 77" аналог К80 134 229 8ОТ5 J20 84“ 225 94~1 аналог ель) и н оснабж 2 000 330 113 291 63,3 _27О 6772 297 773 ным па 320 717 265 ТТ _240 Тб- 270 “/8 ичным ЗЮ “120 _240 77“ 24) 243 87,2 ичным Табл аибольи ^ния (зн 2 500 380 98Т 320 57,5 300 бПз 330 бТТз эовозу 350 107 299 63 __29Э “б”з“ 300 тг 1аровозу 315 778 261 70,5 290 ТГ _270 78,5 шровоз^ и ц а 3 лее рас-амена- 3 000 4)0 93,5 346 53,2 375 160 315 58 330 113 _284 64 ,9‘
Гом 7
498
ВОДОСНАБЖЕНИЕ
Таблица 4
Нормы потребления воды
Виды потребления
Производственные (технические) нужды
На поездные паровозы при коммерческом графике и при массовых перевозках.............
На поддержание паровозов в горячем состоянии в основном депо и на конечных станциях; на каждый прибывающий паровоз:
а) серий СО, Л, Э, Е и менее мощных . . . . .
6) серий ФД, ИС и СОК ...................
На поддержание паровозов в горячем состоянии в пунктах оборота; на каждый прибывающий паровоз:
а) серий ФД, ИС и СО к...................
б) серий Э, Е, Л, СО и менее мощных ....
На маневровый паровоз в сутки (на 1 паровоз):
а) серий Э, Щ и Е .......................
б) менее мощных серий ...................
На промывку и наполнение водой после промывки паровозных котлов (на 1 паровоз):
а) серий ФД и ИС.........................
б) для остальных серий...................
На производственные потребности депо; на одно действующее стойло в сутки ...........
На работу силовых установок:
а) паровые котлы Шухова, Добрина, Лешапеля на 1 ма поверхности нагрева за 1 час работы .....................................
То же паровозные, локомобильные и другие более мощные..............................
б) двигатели внутреннего сгорания на 1 л. с.
за 1 час работы .......................
в) компрессоры на охлаждение их на 1 л. с. затрачиваемой мощности за 1 час работы
Промывка и дезинфекция грузовых вагонов после перевозки скота, птиц и животных продуктов:
а) на 1 двухосный вагон .................
б) » 1 четырёхосный вагон................
Обмывка локомотивов, моторвагонов и пассажирских вагонов:
а) на 1 паровоз .........................
б) » 1 электровоз или вагон..............
Охлаждение агрегатов ртутного выпрямителя в час.:
а) на 100 а выпрямленного тока...........
б) на ртутный насос (на каждый ртутный выпрямитель) .............................
Промывочно-пропарочная станция для промывки одной цистерны..........................
Гаражи автомашины в сутки на 1 машину:
а) легковую..............................
б) грузовую..............................
Хозяйственно-питьевые нужды
Пассажирские здания в сутки .............
Заправка вагонов пассажирских составов на один вагон:
а) для бачков уборных....................
б) » отопления ..........................
в) » обмывки вагонов.....................
Для домов отдыха поездных бригад на хозяйственно-питьевые потребности, кроме душей:
а) на одну кровать в сутки при наличии уборных с промывкой ..........................
б) при наличии уборных без промывки ....
Производственные здания (депо, мастерские и др.); на 1 рабочего в смену, на хозяйственнопитьевые надобности:
а) при наличии уборных с промывкой.......
б) при наличии уборных без промывки ....
На души в домах отдыха поездных бригад и производственных цехах; на 1 человека, пользующегося душем, в сутки...................
Вольница: иа одну койку в сутки (при наличии водолечения расход воды резко возрастает)
Нормы потреб- ления в м8 Коэфициент неравномерности
суточный часовой
По тяговым расчётам или виртуальным расстояниям и по спецуказаниям
3 4* Равномерно при максимальном суточном количестве поездов, предположенном к обращению на расчётный год эксплоатации
3*
2*
30
20
30
20
5 1 1
0,030 1 Равномерно за пе-
0,040* риод работы
0,015—0,030
0,025 -0,050 — То же
0,50-0,55 1 1 Ш А
0,80-0,85 Г 1 • •
1,50 0,40 } 1 » »
0,10 1 1
0,06 1 1
3,0* — —
0,30*
0,50* — —
5-25 1 1,5
0,30
0,15 } 1 По графику движе-
0,40* ния поездов
0,035 1 1,5
0,025* — —
0,025 1 1,5—3 (за. период
работы смены)
0,012* — —
0,040 1,15 1,5 (за период рабо-
ты смены)
0.250 1,15 2,5
ПРОЕКТИРОВАНИЕ ЖЕЛЕЗНОДОРОЖНОГО ВОДОСНАБЖЕНИЯ
499'
Продолжение табл. 4
Виды потребления
Амбулатория, приёмный покой, поликлиника; на одно посещение в сутки...................
Детские сады и ясли — на 1 ребёнка .......
Столовая и буфет--на одного посетителя в сутки .................................... ...
Прачечная — на 1 кг сухого белья в сутки . .
Баня — на одного моющегося в сутки........
На нужды населения — на 1 жителя в сутки: а) при наличии водопровода, но отсутствии канализации ................................
б) то же при частичной канализации .......
в) то же при полной канализации в зависимости от степени благоустройства ............
На одну голову домашнего скота в сутки:
а) крупного скота ........................
б) свиней ................................
в) мелкого скота..........................
На 1 голову перевозимого за сутки скота (на станциях с водопоем) .......................
Поливка зелёных насаждений: а) поливка газонов на 1 м 2................
б) поливка цветников на 1 ms ..............
Станции обработки воды на промывку, считая в процентах от их производительности ........
Нормы потреб- ления в м3 Коэфициент неравномерности
суточный часовой
0,015 1,15 1.5
0,05-0,075 — 3
0,015-0,025 1,15 1,5
0,030-0,060 1,15 Равномерно за период работы
0,150-0,200 1 ,15 То же
0,04—0,06 1,4 1,8
0,06—0,09 1,35 1,5
0,09 — 0,15 0,06 1 1,3-1,15 1,35
0,03 У 0 ,015 J 1,4 —
35% от но,:м, 1,0 Равномерно в тече-
указанных в предыдущем пункте ние времени водопоя
0,0025—0,001 —
0,004-0,008 — —
8—15% в зависимости от типа установки и качества воды. Уточняется на месте — —
Примечания. 1. Выбор норм, указанных в таблице, зависит от климатических условий, благоустройства и других факторов.
2. Нормы, отмеченные звёздочкой (♦), приведены по данным Отдела водоснабжения Главного управления паровозного хозяйства МПС.
3. Расход воды на тепловые электростанции может быть принят 250—500 л!сутки на 1 кегп-ч выработанной электроэнергии.
Расход воды на газогенераторные установки 2,5— 7 л на I кг топлива.
4. В таблице даны среднесуточные расходы. Для определения максимальных суточных и максимальных часовых расходов приведены коэфициенты неравномерности.
5. При кольцевой езде расход воды на стоянке паровозами в горячем состоянии принимается только в оборотных депо и пунктах оборота паровозов.
6. При обороте воды нормы расхода свежей воды на силовые установки уменьшаются на 80 - 90%.
7. Большие нормы на хозяйственно-питьевые нужды принимаются для крупных станций и наиболее густо заполненных вокзалов.
8. В горячих цехах норма расхода воды увеличивается на 40%.
9. В конторах расход воды на 1 служащего в рабочий день принимается 0,010 м*.
10. Нормы расхода воды на нужды населения пересматриваются в сторону увеличения [2].
Секундный расход для гидроколонок 1 000 IV ,
? = ~Гёо~ л!сек’
где IV — объём воды, необходимый для пополнения тендера, в м3;
t — время пополнения тендера в мин.
Необходимое время пополнения тендера водой приведено в табл. 5.
При двойной тяге на линиях первой категории производительность гидроколонок определяют исходя из времени набора воды обоими паровозами за время, указанное в табл. 5, а на остальных линиях исходя из удвоенного времени набора воды, но не более 20 мин.
Секундный расход промывного крана в депо рассчитывают по расходу на промывку одного паровоза и времени промывки. При большом числе промываемых паровозов одновременное гь действия кранов принимают от 10 до 20% общего числа кранов.
Производительность кранов для заправки пассажирских вагонов находят исходя из
Таблица 5
Время пополнения тендеров водой в минутах
Наименование пункта набора воды Для магистральных линий
I категории II и III категорий
Главные или приёмо-отправочные пути промежуточных станций с основным водоснабжением .... Главные или приёмо-отправочные пути для пассажирских поездов при проходе ими станции без отцепки паровоза Приёмо-отправочные пути для грузовых поездов при проходе ими станции без отцепки паровоза и экипировочные пути Пути на выходе из депо (для пополнения израсходованной воды во время стоянки паровоза в горячем состоянии) 5 5 15 2 8 8 15 3
32*
•500
водоснабжение
‘продолжительности заправки: для поездов курьерских 10 — 15, скорых 15 — 20 и пассажирских 20 — 30 мин.
Число одновременно действующих кранов принимают не более 2 — 3.
Производительность водоразборных колонок для населения равна 0,5 — 0,8 л{сек. При расчёте принимают одновременно действующими все краны.
Максимальный секундный расход в посёлке принимают в расчётах равным среднесекундному в часы наибольшего водопотребления.
Противопожарные требования
Железнодорожное водоснабжение должно обеспечить подачу воды на пожаротушение в соответствии с нормами [20] и [26].
ИСТОЧНИКИ ВОДОСНАБЖЕНИЯ
ВЫБОР ИСТОЧНИКОВ ВОДОСНАБЖЕНИЯ
В качестве источников водоснабжения используют поверхностные и подземные воды.
Источники водоснабжения выбирают на основании технико-экономических расчётов, причём при равных условиях предпочтение отдаётся подземным водам.
Дебит источника должен обеспечить подачу необходимого количества воды для удовлетворения всех потребностей станции в течение года.
Определение дебита источника приведено ® разделе «Эксплоатация железнодорожного водоснабжения)' (стр. 539—544). На основании химического и бактериологического анализа и оценки санитарных условий окружающей местности и места водозабора устанавливают доброкачественность воды. Обычно производят не менее четырёх анализов за год — весной, летом, осенью и зимой.
Для открытого водоёма пробы для анализа должны браться в месте намечаемого водозабора. При подземных источниках пробы воды берут из горизонта, где намечен водозабор. При нескольких скважинах пробы берутся из каждой скважины в отдельности.
ЗОНЫ САНИТАРНОЙ ОХРАНЫ
При всех водоснабжениях, использующих для хозяйственно-питьевых потребностей как •открытые водоёмы, так и подземные источники, устанавливают зоны санитарной охраны, состоящие из трёх поясов.
Зона строгого режима включает: источник е месте забора воды для водопровода; все основные водопроводные сооружения — насосные станции, очистные сооружения, установки для хлорирования,запасные и напорные резервуары чистой воды; основные, подающие воду водоводы.
Зона ограничений включает: водный источник, питающий данный водопровод; бассейн питания — притоки, другие водные источники, грунтовые воды, имеющие или могущие иметь влияние на качественный или количественный состав воды источника; окружающие их территории с населёнными местами, предприятиями, зданиями, сооруже-•ниями, устройствами и пр., оказывающими на источник определённое воздействие. При установлении этой зоны учитывают самоочистную способность источника, возможность непосредственного и непрямого загрязнения, дислокацию, характер и размер загрязнений, рельеф местности заселённость и др.
В зону наблюдений входят населённые места, железнодорожные станции, пристани, промпредприятия, расположенные на территории, смежной с зоной ограничения. В этой зоне ведут учёт инфекционных заболеваний, которые могут распространяться через водопровод, и обязательно производят эпидемиологическое обследование каждого отдельного случая таких заболеваний. ,
ВОДОХРАНИЛИЩА
При недостаточном дебите поверхностного источника, не обеспечивающего в отдельные сезоны или годы потребного расхода воды, сток регулируют устройством специальных водохранилищ.
При подсчёте ёмкости водохранилищ, кроме непосредственных расходов на водоснабжение, учитывают потери воды на испарение, фильтрацию, а также мёртвый объём, заиление и льдообразование. Обычно максимальный расход, получающийся при регулировании стока, не превышает нормальный (средний многолетний) расход реки.
Регулирование стока подразделяют: на сезонное, когда перераспределяют естественный сток в пределах годичного периода, и на многолетнее, при котором перераспределение естественного стока производят в многолетний период. Необходимую ёмкость водохранилищ вычисляют по гидрометрическим данным за многолетний промежуток времени исходя из определённой повторяемости или обеспеченности. Обеспеченность выражается в процентах и показывает число лет из столетнего периода, когда средний сток за каждый год не опускается ниже расчётного. В железнодорожном водоснабжении обеспеченность принимают равной 97%.
ВОДОЗАБОРЫ ИЗ ПОВЕРХНОСТНЫХ
источников
Требования к водозаборам и выбор места их расположения. Водозаборные сооружения должны обеспечивать надёжность и бесперебойность работы. Располагать водозаборы необходимо по течению выше населённых мест. При водозаборе из рек наиболее удобным местом является вогнутый устойчивый берег с большими глубинами.
Водоприёмные отверстия оголовка должны располагаться не ближе 3 — 10 м от берега при глубине воды в межень не менее 1,5 — 2,5 м (0,5 — 1,25 м от дна водоёма и поверхности воды) и иметь решётки с суммарной площадью отверстий в 2,5 раза больше сечения
no fiB
Фиг. 6. Водозабор берегового типа: 7—всасывающие трубы; 2—промывная труба; .3-приёмный клапан с сеткой; 4—водоструйный эжектор; 5 — приёмные окна
ИСТОЧНИКИ ВОДОСНАБЖЕНИЯ
502
ВОДОСНАБЖЕНИЕ
ВиЗ со стороны ёхоЗа Шы
гвн __________
Не менее 0.20м
Фиг. 7. Оголовок водозабора руслового типа на сваях
Направление течения
Фиг. 8. Ряжевый оголовок
источники водоснабжения
503
труб. При недостаточной глубине реки и невозможности её углубления в месте забора воды необходимо устраивать водоподъёмные плотины. Верх оголовка располагают на 0,20 — 0,25 м ниже нижней кромки льда при ледоставе. Водозаборные сооружения должны иметь двойные самотёчные и всасывающие линии и береговой колодец с перегородкой. Вместо самотёчных линий иногда устраивают одну галерею. Диаметры труб определяют по скорости движения воды в них (0,6—• 0,8 м/сек) при одновременной работе двух
берегового колодца. При грунтах, допу скающих забивку свай, оголовок устраивают-на сваях (фиг. 7). При твёрдых грунтах оголовок и промежуточные опоры применяют ряжевые (фиг. 8). Недостатком свайного и ряжевого оголовков является стеснение русла и нарушение гидрологического режима реки. Для уменьшения стеснения живого сечения устраивают водозабор островного типа с самотёчными трубами, уложенными по дну (фиг. 9). Концы труб укрепляют на деревянной или бетонной подушке. Показанная на
линий с проверкой пропуска расчётного расхода, воды по одной линии с соответствующим увеличением скорости.
Самотёчные и всасывающие линии укладывают из стальных труб на сварке. При наличии проходной галереи допускают укладку всасывающих линий из чугунных фланцевых труб.
Береговые колодцы устраивают из камня, бетона или железобетона. Внутренние размеры колодца определяют типом и размером устанавливаемого оборудования.
(.Водозаборы из рек, озёр и водохранилищ. Водозаборы бывают береговые и русловые. Выбор типа зависит от гидрологического режима водоёма (глубины, колебаний горизонтов, ледовых условий, твёрдого стока), топографии местности, требований к качеству воды и др.
Береговой тип водозабора (фиг. 6) применяют при крутых берегах и достаточной глубине. Он представляет собой бетонный, каменный или из другого материала колодец, вода в который попадает через специальные окна с решётками, устроенные в передней стенке. Из колодца вода забирается по всасывающим трубам.
Русловой тип применяют при пологих берегах. Водозабор этого типа состоит из оголовка, самотёчных и всасывающих линий и
фигуре третья самотёчная труба позволяет в отдельные периоды забирать более чистую воду из верхних горизонтов. При незначительных колебаниях горизонтов третья самотёчная труба не требуется.
В тяжёлых геологических условиях для уменьшения заглубления труб вместо самотёчных линий устраивают сифоны (фиг. 10).
Ямин
J Станция
Bepwoto колодеих
, ! ' Воздухопровод н /анУУм ”асосУ
sss& Всась'вающщ ЛП'-ЧИ
Фиг. 10. Водозабор с сифоном
Береговые колодцы (фиг. 11) устраивают для уменьшения длины всасывающих линий, удобства осмотра и ремонта приёмного клапана и сетки, предупреждения попадания посторонних предметов и наносов в насосы. Верх колодца располагают на 0,5 м выше гребня волны при наивысшем горизонте и дно на 1,0 м ниже низа самотёчных труб. В колодце должны быть предусмотрены устройство для промывки самотёчных труб и водоструйный
504
водоснабжение
ПО АВ
-шег
Водоструйный, эжектор “ по СП Тяжи 20Ф19 мм ЫжЙ1г Ла— * а^оо й=200 yfcxzw .= ей йжНд Самотечная ^Чрч-^»~рд j K9W- Промывная _Р\ з. L. с. fex HF^4y\ е=эЖ\Х i-200 |Lffib-z-T=^5 § |: -. > d=200 _ 1 / \ В cac bi дающая C~150 Ось колодца -ов ZZ/7 -J
Фиг. 11. Береговой колодец
источники водоснабжения
505'
эжектор для удаления попадающего в колодец песка и ила.
Концы самотёчных труб имеют раструб с решёткой, повёрнутый в реках вниз по течению
Часто водозаборы из озёр и водохранилищ применяют тех же типов, что и из рек; раструбы в этих случаях не поворачивают. При плотинах водозаборы делают общими с водосбросными, водоспускными и другими сооружениями.
Особенностью озёр и водохранилищ является различное качество воды по глубине, в силу чего для забора воды с различных глубин концы самотёчных труб иногда устраивают подъёмными (фиг. 12). Концы труб поднимают лебёдками, установленными на бере-iy или на специальном помосте.
Водозаборы в особых условиях. К особым условиям устройства водозаборов относят водозаборы на реках малой глубины, для захвата подрусловых вод, на горных реках и др.
шей и сквозных прорезей (фиг. 13), обеспечивающих нормальные глубины в месте устройства водоприёмника. При достаточной водопроницаемости грунта ложа рек забор
Насосная ПруСы станция
Фиг. 13. Схема устройства подводныхТ прорезей при недостаточной глубине реки
нодрусловых вод осуществляется путём уст-ройства галерей из дырчатых бетонных или железобетонных труб (фиг. 14) или другого
ПЗ АЗ
План по CD
Фиг. 12. Водозабор с подвижными концами самотёчных труб
Забор воды из рек малой глубины может осуществляться путём устройства водоподъёмной плотины, расположенной ниже водоприёмника, или путём устройства приёмных ков-
материала или водозаборов шахтного, трубчатого и других типов, приведённых ниже.
Один из типов водозабора из горных рек, имеющих большие скорости и неустой-
ВОДОСНАБЖЕНИЕ
506
чивое русло при значительном количестве наносов, представлен на фиг. 15. Он состоит из донной плотины с каналом внутри.
где q—секундный расход воды в м?/сек\ v—допускаемая скорость движения воды в трубах 0,6—0,8 м/сек.
Вода через решётку и отверстия в теле плотины попадает в канал и отводится в песко-
с отверстиями. 8*3см
Фиг. 14. Пэдрусловый водосбор
воды сбрасывается. Пескогравиеловка периодически очищается. Донная плотина обеспечивает минимальное стеснение русла н залпа? воды с наименьшим количеством наносов.
•Фиг. 15. Водозабор из горных рек: 7 — приёмные решётки; 2 — пескогравиеловка; 3 — входное окно в пескогравиеловку; 4 —приёмные колодцы; 5—щиты;
6 — самотёчные трубы; 7—спускная труба
Расчёт самотёчных и всасывающих линий. Расчёт самотёчных и всасывающих линий сводится к определению диаметра труб D и потерь напора h.
Диаметр трубы
О-Т/’-’л.,
Г r.v
Потери напора в самотёчной и всасывающей трубах равны
й — he + hw,
где he — потери напора по длине трубы в м\ hw — местные потери напора в м.
а2
he = 0,0014822 ~^зз L м
и
= м>
где L — длина линии в м;
; — коэфициенты местных сопротивлений на пути движения воды (вход в трубу, приёмная решётка, клапан, сужение или расширение, повороты, задвижки и т. п.);
g— ускорение силы тяжести, равное 9,81 м/сек2.
Ниже приведены значения коэфициентов сопротивлений для различных случаев;
Вход в трубу.................£«=0,5
» » » с раструбом . . . £=0,05—0,20
Выход из трубы ..............£ = ],0
Тройник в направлении прохо-
да ............. ..........£ = 1,0
То же в направлении ответвления : = 1,5
Клапан обратный .............£=3 — 5
» приёмный................£ = 5—16
Колена 90J стандартные (в за-
висимости от диаметра) . . . £==0,16 -0,40 Конические патрубки стандарт-
ные сходящиеся.............£=0,16-0,20
То же, расходящиеся . . . £==0,20 — 0,60
Потери напора в приёмной решётке при расчёте принимаются равными 5 — 10 см.
ИСТОЧНИКИ ВОДОСНАБЖЕНИЯ
507
Коэфициенты сопротивлений для конических патрубков приведены для скоростей в
меньшем сечении.
Отметка воды в береговом колодце
На фиг. 17 показан распространённый фильтр, применяемый на железнодорожном
транспорте.
Конструкция фильтров зависит от литоло-
(he + Ь^самот м,
гического состава водоносного горизонта: при очень мелкозернистом песке с преоб-
ладанием частиц диаметром 0,05 — 0,25 мм
где Чист — наинизшая отметка уровня воды в источнике в м;
(he + hw)caMom — потери напора в самотёчной линии в м.
•Отметка оси насоса в насосной станции
Чнас — W/г + Нее — (he + hw)ec м>
принимают гравийные фильтры с дырчатым, щелистым, трубчато-проволочным или корзинчатым каркасом с двухслойной или трёхслойной обсыпкой (фиг. 18);
при мелкозернистом песке с преобладанием частиц диаметром 0,25 — 0,5 мм используют
где
Нвс — допускаемая высота всасывания иасоса в м;
(hehw)ec — потери напора во всасывающей линии в м.
ВОДОЗАБОРЫ ИЗ ПОДЗЕМНЫХ ИСТОЧНИКОВ
Устройства для захвата подземных'Гвод делят на скважины (трубчатые колодцы), шахтные колодцы, горизонтальные водосборы и каптажи для захвата ключей.
Скважины (трубчатые колодцы). Скважины состоят из оголовка 4, колонны обсадных груб 3, фильтра 2 и отстойника 1 Скважины в крепких породах-известняках, гранитах,
(фиг. 16).
гравийные фильтры с теми же каркасами и однослойной или двухслойной обсыпкой;
при среднезернистом песке с преоб-ладаниемчастиц диаметром 0,5 — 1,0 мм применяются сетчатые фильтры галунного плетения из нержавеющей стали;
при крупнозернистом песке с преобладанием частиц диаметром 1 — 2 мм — щелистые и каркасно-
Насос.
П—Ддигатель
--------
У Устье
Статич уродень деды
Рабочий уровень воды
•-.? .И'
Задай
Обсадная труда
Заман
Сальная
Стат. урод.
"Э
Отстойник-'
I-1—Деревянная j пробка
Фиг. 17. Установка сетчатого фильтра
Фиг. 18. Корзинчатый фильтр
Фиг. 16. Схема устройства трубчатого колодца
песчаниках и т. п.—могут Убыть без фильтра, а иногда и без обсадных труб.
Для удобства бурения скважины устраивают телескопического типа. Минимальный диаметр обсадных труб определяют типом фильтра и оборудования для забора и подъёма воды из скважины.
Против водоносного слоя, каптируемого скважиной, ставят фильтр. По конструкции фильтры делят на щелистые с прямоугольными или круглыми отверстиями, сетчатые, гравийные и фильтры малого входного сопро-1 ивления.
стержневые фильтры с проволочной обмоткой;
при гравии с преобладанием частиц диаметром 2 —-10 мм применяют дырчатые, щелистые и каркасно-стержневые фильтры.
Наружный диаметр фильтра
.________Q____
“0 ~ 10 800 r.lpv ’
где d$—наружный диаметр фильтра в м;
Q—-расчётная производительность колодца в м3/час;
508
водоснабжение
I — длина рабочей части фильтра в м;
р—коэфициент скважности (пористость) фильтровой сетки;
v — допустимая скорость притока воды к скважине, принимаемая по ГОСТ 1872-42.
Внутренний диаметр последней колонны обсадных труб принимается на 50 — 100 мм больше наружного диаметра фильтра.
Ниже фильтра ставят отстойник для улавливания попадающих через фильтр взвешенных частиц.
В устойчивых породах в ряде случаев фильтров не устраивают.
Оголовок скважины (фиг. 19) должен обеспечивать герметичность её устья для предупреждения возможности загрязнения воды.
Фиг. 19. Устройство оголовка трубчатого колодца
При значительных расходах воды и небольшом дебите устраивают несколько скважин, располагаемых перпендикулярно направлению подземного потока. Расстояние между скважинами равняется двойному радиусу кривой депрессии, определяемому расчётом или опытным путём. Радиус кривой депрессии представляет собой наибольшее расстояние от скважины, при котором откачка воды из неё влияет на положение уровня подземных вод. Число запасных скважин должно быть не менее 20% общего их количества.
Производительность скважин определяют пробными откачками или путём расчёта.
При ненапорных водах производительность скважины рассчитывают по формулам:
а) для совершенной скважины
Q = 1,37
kS (2Н — S)
б) для несовершенной скважины
h
при
Q = 1,37 kS
I <
/ / -7 S I \
+ ~~ ll _ I • g r g 3r 2RJ
h
при I > g-
При "напорных 'водах производительность равна:
ДЛЯ
совершенной скважины kSh'
Q = 2,73 — й-lg7
для несовершенной скважины
при I < у
Q - 2,73 -
kSl , 4-
Q = 2,73
kSl
1 / 4h \ 4/i •
2Л lg 2 ~ А)~ lg R
В формулах принято:
Q — дебит скважины в м3/cynic — коэфициент фильтрации в м]сут-, S — снижение уровня воды при откачке в я;
II — превышение статического горизонта над водоупором в м;
R — радиус депрессии в л;
г — радиус фильтра в л;
/ — длина фильтра в я;
/1 — пре:ышение динамического горизонта над водоупором для ненапорных вод,
и мощность во до н ос ного слоя для напорных вод в л;
А — параметр, определяемый по графику фиг. 20.
Коэфиниент фильтрации и радиус депрессии можно принимать по табл. 6 (ориентировочно).
Фиг. 20. График для определения параметра А
Таблица &
Коэфициент фильтрации и радиус депрессии
Наименование пород Коэфициент фильтрации в м/сут Радиус депрессии воды в м
напорной ненапорной
Песок: пылеватый . . . мелкозернистый среднезернистый крупнозернистый ...... Гравий ....... Галечник ..... 0,5—1 1-5 5-20 20-50 50-150 100-300 150-250 250-400 400—600 600-800 800—1 000 100-150 150-200 200—300 200—400 400—500
ИСТОЧНИКИ ВОДОСНАБЖЕНИЯ
509
Шахтные колодцы. Шахтные колодцы могут быть кирпичными, бетонными, железобетонными и Деревянными; их строят, как правило, опускным способом. Общий вид шахтного колодца показан на фиг. 21. Питание их
происходит через стенки и днище, для чего в днище ставят обратный фильтр.
Для предупреждения попадания в колодец поверхностных вод через разрыхлённый грунт вокруг верхней части колодца устраивают глиня-
•Фиг. 21. Шахтный колодец
Фиг. 22. График для определения параметра 11
ный «замок». Верх колодца должен возвышаться над поверхностью земли не менее чем на 0,7 м. Для отвода воды устраивают площадку со скатом от колодца.
Дебит одиночного шахтного колодца находят по формулам:
при поступлении воды через дно
Q = 4kSr
для значительной мощности водоносного пла ста и
6,28 kSr
1,57+2 arc tg~ + 1,18 ~ lg ~
для незначительной мощности водонос кого пласта.
Прн поступлении воды через дно и стенки
, 2,8е
Q = 2,28 kS \ ь ' — г
где е — превышение динамического уровня воды в колодце над дном в л;
Л — превышение динамического уровня воды над водоупором в л;
Б—параметр, принимаемый из графика фиг. 22.
Остальные величины те же, что и ранее.
В случае недостаточности дебита устраивают несколько колодцев.
Водосборы из трубчатых и шахтных колодцев. В зависимости от положения динамического горизонта, производительности, кон-трукции, количества и расстояния между колодцами, а также инженерно-геологических условий грунтов различают водосборы само-1ёчные, сифонные, всасывающие, с эрлифтами, : центробежными и штанговыми насосами.
Самотёчные водосборы (фиг. 23) устраивают при незначительной глубине расположения динамического горизонта (до 5 л). В этом случае отдельные колодцы соединяют со сборным
Фиг. 23. Схема самотёчного водосбора: 1,2,3 и 4—колодцы; 5 — трубопровод; б — сборный колодец;
7 —насосная станция
колодцем или резервуаром трубами, уложенными с уклоном; вода по ним движется самотёком. При глубине динамического горизонта от 5 до Ю м устраивают сифонные водосборы (фиг. 24). Трубы укладывают с подъёмом по движению воды 0,005 — 0,002. Длина сифона
Фиг. 24. Схема сифонного водосбора: 7 —водоносный слой; 2 — водонепроницаемый слой; 3 — шахтные колодцы; 4-сифонный трубопровод; 5 —всасывающий трубопровод; 6 — промывочный трубопровод; 7 —насосная станция; 8 — напорный трубопровод от насосной станции
не должна превышать 500 м. При глубине динамического уровня не более 8 — 10 м и небольшом расстоянии, когда всасывающие трубы от насосов можно опустить непосредственно в скважины или колодцы, применяют всасывающие водосборы.
При значительной глубине залегания динамического горизонта в трубчатых колодцах (более 10 л) воду откачивают глубоководными подъёмниками — эрлифтами, поднимающими её при помощи сжатого воздуха, центробежными или штанговыми насосами.
Горизонтальные водосборы. Горизонтальный водосбор (фиг. 25) представляет собой
Фиг. 25. Схема горизонтального водосбора: 7—водоносный слой; 2—водонепроницаемый слой; 3—горизонтальный водосбор (дырчатые трубы); 4-смотро-вые колодцы; 5—сборный колодец
510
ВОДОСНАБЖЕНИЕ
галерею, расположенную перпендикулярно направлению потока. Вдоль галереи размещают смотровые и водосборные колодцы. Горизонтальные водосборы осуществляются в виде дренажа из дырчатых металлических, керамиковых, бетонных или деревянных труб диаметром 150 — 600 мм или в виде проходимых галерей и штолен или же песчаногравелистых и щебёнчатых призм. Для предупреждения выноса частиц песка вокруг галереи устанавливают обратный фильтр (фиг. 26).
Фиг. 26. Бетонная водосборная галерея с фильтром
Галереи укладывают прямолинейно с небольшим уклоном. Для лучшего осмотра и очистки труб через 50 — 100 м ставят смотровые колодцы.
Расчёт горизонтальных водосборов ведут по формулам:
а) при основании водосбора, расположенном на водоупоре,
№—
Q = kL 2^
б) при основании водосбора, расположенном выше водоупора (при глубоком залегании водоупора),
4 - , ШГ
где L — длина водосбора в м;
Н—мощность водоносного пласта в м; Н2 — глубина воды в водосборе в м;
Hi — глубина погружения дна водосбора относительно статического горизонта в м;
R — радиус действия водосбора в .м, определяемый по формуле R = = 2S0 / (где So — величина понижения уровня подземных вод у наружной стенки водосбора от статического горизонта);
" Hi
а — коэфициент, равный у +
г—радиус водосбора в м; при поперечном сечении водосбора, близком к квадрату, гх 1,2 с, где с—половина ширины водосбора.
Остальные величины те же, что и приведённые ранее.
Каптаж ключей. При восходящих ключах каптаж устраивают в виде колодца с фильтрующим днищем по типу шахтного, при этом верхние грунты над ключом снимают. При нисходящем ключе устраивают приёмную ка
меру-павильон с водонепроницаемыми стен" ками.
Захват инфильтрационных вод. Инфильтрационные воды в зависимости от нх дебита, и глубины залегания захватывают при помощи шахтных колодцев или горизонтальных водосборов (описанных выше), располагаемых вдоль берега реки. При береговой инфильтрации учитывают заиление берегов и дна реки, уменьшающее инфильтрацию.
НАСОСНЫЕ СТАНЦИИ
Оборудование насосных станций
Насосные станции основных пунктов водоснабжения должны иметь рабочее и резервное насосно-силовое оборудование.
Мощность резервного агрегата принимается при двойном оборудовании равной рабочему, при большем числе — равной наиболее мощному рабочему агрегату.
Расчётное число часов работы агрегатов принимается:
а) для электрических и паровых 23 часа в сутки,
б) для нефтемоторных до 22 часов в сутки в зависимости от мощности.
Трубопроводы и арматура насосных станций
В пределах здания насосные станции оборудуют основными всасывающими и нагорными трубопроводами, сливной или промывной трубой, внутренним хозяйственным и противопожарным водопроводом, а также в зависимости от типа оборудования паро- и нефтепроводами.
В насосных станциях шахтного типа трубопроводы располагают над полом на высоте не менее 2,0 м и по стенам.
Каналы для прокладки труб принимают размерами не менее указанных в табл. 7.
Таблица 7
Каналы для прокладки труб
Диаметр трубопровода в мм Глубина канала в см Ширина канала в см
100 60 60
125 65 65
150— 200 70 70
250—000 80 80
Дно канала должно иметь уклон в пониженное место, откуда воду удаляют ручными или приводными насосами.
В местах ввода труб устраивают колодцы размерами, обеспечивающими установку фасонных частей и задвижек и их обслуживание.
Всасывающие трубопроводы укладывают с подъёмом в сторону агрегатов для того, чтобы в них не могли образовываться воздушные мешки.
Желательно, чтобы каждый центробежный насос имел свою всасывающую линию.
Удаление воздуха из всасывающего трубопровода и насоса производят при диаметре труб до 300 мм путём заливки водой из напорной линии. Для этого на конце всасывающей
ИСТОЧНИКИ ВОДОСНАБЖЕНИЯ
51 £
линии устанавливают клапан с приёмной сеткой. При диаметре труб более 300 мм заливку осуществляют посредством вакуум-насосов. В этом случае приёмный клапан заменяют патрубком с сеткой.
У каждого насоса на всасывающем патрубке устанавливают вакуумметр, а на напорном — манометр.
Для выпуска воды из напорных водоводов устраивают сливной трубопровод диаметром не менее 100 мм с отводом воды в пониженное место, поглощающий колодец или источник (с соблюдением санитарных требований). Места пролегания труб в стенках шахт и фундамент должны заделываться по типу сальника.
Здания насосных станций
При определении размеров здания исходят из габаритов устанавливаемых агрегатов и следующих расстояний: от неподвижных частей агрегата до стен и других конструкций со стороны, не требующей обслуживания, 0,8 м, со стороны обслуживания и между неподвижными частями или ограждениями двух агрегатов 1,0 м; от движущихся частей агрегата до стен, а также между щитом управления и агрегатом 1,2 м; между движущимися частями агрегатов со стороны обслуживания 1,5 м; от торца центробежного насоса на 0,2 м более длины вала насоса; между боковой или задней стенкой вертикального котла и стеной здания 0,8 м; между котлами 1,0 м; перед фронтом вертикального котла до стены или оборудования 2,0 м; при других типах котлов расстояние до стены должно обеспечивать выемку труб.
Высоту помещения насосной станции принимают в соответствии с установленным оборудованием, но не менее 3,5 м, высоту подсобных помещений—не менее 3,0 м.
Полы в машинном зале насосных станций настилают из метлахских плиток или делают бетонными, а в котельной — бетонными или кирпичными.
В насосных станциях необходимо преду сматривать подъёмные приспособления в виде треноги с талями, балки с блоками или мостового крана.
Каждая насосная станция должна иметь телефон и сигнализацию, связывающую её с водонапорной башней. Схему устройства сигнализации Трегера см. ТСЖ, т. 8, стр. 887.
РАСЧЕТ ОБОРУДОВАНИЯ НАСОСНЫХ СТАНЦИЙ
Мощность двигателя, приводящего в действие насос, равна
Q„ Н 1 000 QH И
Nds~ 3 600-75 т(Л т~ 270rwr„, т'
где N,j,, — потребная мощность двигателя в л. с.-,
Qh — расчётная производительность насоса в мг1час-,
[I — полный гидродинамический напор в м вод. ст.;
Yi«> \п—к. п. д. насоса и передачи;
т — коэфициент увеличения мощности на случай перегрузок.
Полный гидродинамический напор насосов.
И = Нг + hec + hH,
где Нг — геометрическая высота подъёма воды от наинизшего горизонта в водосборном колодце или источнике до верха воды в баке водонапорной башни в м;
hec, hH — потери напора во всасывающей и нагнетательной линиях (с учётом местных сопротивлений) в м.
К. п. д. насосов принимают с учётом заводских характеристик. При ориентировочных расчётах он составляет для приводных паровых насосов — 0,7 — 0,85, центробежных: новых типов — 0,6 — 0,8 и старых типов — 0,5 — 0,65.
К. п. д. передачи для одинарной ремённой или зубчатой равен 0,90 — 0,95; для двойной ремённой (трансмиссия) 0,85 — 0,90 и для непосредственной передачи (с упругой муфтой) приблизительно 1,00.
Коэфициент запаса т принимают в зависимости от мощности на валу насоса:
Мощность в л. с. т
До 1.....................2,00
1-2 ................... 1,50
2-5 ..................... 1,20
5-10.................... 1,15
Свыше 10 .............1,Ю
При паровых установках с прямодействующими насосами поверхность нагрева парового-котла и рабочее давление пара в котле определяют специальными расчётами или по приближённой формуле
Производительность насосов QH определяют где исходя из максимального расчётного суточного расхода воды на станции и числа часов работы насосов по формуле
Q-cym I Quo.,с ,
Qh = f-----Г- --- м3!час,
1 ‘пож
где Qcym— расчётный наибольший суточный расход воды на станции в л«3;
<2пож— запас воды на нужды пожаротушения в л3;
t — число часов работы насосов в сутки;
1ВОж — время восстановления пожарного запаса в часах.
Nэф — полезная мощность насоса в поднятой воде в л. с.;
W — расход пара насосом на 1 л. с. в час, принимаемый равным примерно: для паровых насосов, работающих без расширения пара,— 40 кг/час и для тандем-насосов— 30 кг!час\
Z —паропроизводительность котла,принимаемая для вертикальных котлов 25 кг!час и горизонтальных водотрубных котлов — 30 — 35 кг!час\ при дровяном отоплении паропроизводительность котла принимается на 10% ниже.
-512
ВОДОСНАБЖЕНИЕ
Полезная мощность насоса в поднятой воде
QH И 1 000 QH Н
N3$ “ 3 600 "• 75 270 с-
Значения отдельных величин те же, что и в формуле для определения мощности двигателя.
Потребное давление пара в котле
Р = к ,/ /7 ат, Dn
.где к — коэфициент увеличения мощности на преодоление трения и пр., принимаемый равным 1,25;
De и Dn — диаметры водяного и парового цилиндров насоса в см;
И — полная высота подъёма воды в ат;
Рг—потери давления в паропроводе и противодавление в цилиндре в ат (принимается в среднем 0,5 ат).
Поверхность нагрева подогревателя питательной воды
где g— количество питательной воды, протекающей через подогреватель, в л)час;
t? и Ц — температура воды при входе и выходе воды в подогревателе;
к—коэфициент теплопередачи через стенки труб, принимаемый от 500 до 700 ккал/м3 час;
tn — температура пара, поступающего в подогреватель.
Высота дымовытяжной трубы определяется расчётом и для вертикальных котлов принимается не менее 15 м.
При усилении тяги путём установки дымовытяжного конуса, работающего выхлопным паром, высота трубы может быть снижена до 1 м над коньком крыши. Примерные размеры конуса могут быть приняты в соответствии с табл. 8.
Таблица 8
Размеры конуса
Расход топлива котельной установкой
-------кг/час> < п ку
где X и ~)п„-—теплосодержание соответственно пара при рабочем давлении в котле и питательной воды в ккал на 1 кг;
D — расход пара котлом в час в кг;
— теплотворная способность топлива в ккал)кг;
— к. п. д. котельной установки.
>ку
Насосы подбирают по необходимой производительности QH и высоте подъёма Н из каталогов. Центробежные насосы подбирают по характеристикам с учётом характеристики трубопровода (сети), возможности параллельной работы насосов и т. п.
Допустимую высоту всасывания насосов принимают по данным завода-изготовителя. В случае отсутствия указанных данных высота всасывания не должна превышать для поршневых насосов 6,0 м, для тихоходных и нормальных центробежных 5—5,5 м. При центробежных насосах высота всасывания ограничивается опасностью возникновения явления кавитации (см. ТСЖ, том 2, раздел «Насосы»).
При подъёме воды эрлифтом определяют: расход воздуха при атмосферном давлении на 1 .и3 поднятой воды
ft
Wo =----------лСТщГ-’‘3 «а 1 Л3воды;
23 т, э 1g
полный расход воздуха
W = 1,1 W0Qn, м3/час;
пусковое давление воздуха
= 0,10 (Я — Ло + 2) ат;
рабочее давление воздуха у скважины
Р., = 0,10 (Н — ft + 5) ат;
рабочее давление воздуха у компрессора
Рк = Р2 + S Р; ат,
где h — высота подачи воды из скважины в м (расстояние от динамического горизонта до уровня излива);
т(,— к. п. д. эрлифта, зависящий от к;
к — коэфициент погружения форсунки,
Н равный ;
ft0—глубина расположения статического уровня воды в скважине (от уровня излива) в м;
Н — глубина погружения форсунки в скважину (от уровня излива) в м;
Q — расход воды из скважины в м-'/час; пэ — число одновременно действующих эрлифтных установок;
И Р1 —потери давления в воздухопроводе.
К. п. д. эрлифта (без компрессора и двигателя, приводящего его в действие) можно ориентировочно принимать по табл. 9.
К. п. д. всей эрлифтной установки невысок.
Таблица 9
Коэфициент полезного действия эрлифтов
н к ‘ 4,0 3,3 2,9 2,5 2,2 2,6 1,3 1,7 1.3
0,6-1 0,63 0,60 0 ,59 0,56 0.52 0,47 0,43 0,35
При большом отклонении между статическим и динамическим уровнями устанавливают дополнительную форсунку.
ИСТОЧНИКИ ВОДОСНАБЖЕНИЯ
513
Таблица 10
Примерные диаметры водоподъемных и воздушных труб
Расположение труб Внутри Рядом
Производительность в ма{час Диаметр водоподъёмной трубы (условный) 15-20 20-30 35-50 60-80 90-140 12-15 15-20 25-40
в мм 75 100 125 150 200 65 76 100
Диаметр воздушной трубы (условный) в мм 25-32 25-38 32-38 38-50 38-65 19-25 25—32 32-38
Минимальный диаметр обсадной трубы в мм 146,1 168,3 219,1 219,1 273 168,8 219,1 219,1
л. с,
Потребная мощность двигателя для приведения в действие компрессора
Nt д
t№Ni — индикаторная мощность вл. с.;
т)к — механический к. п.д. компрессора около 0,85;
— к. п.д. передачи.
IFSnPi
Ni ~ 60-75 Л- с-'
где I — число всасывающих сторон поршней компрессора;
F—площадь поршня в см2;
S — ход поршия в м;
п — число оборотов в мин.;
Pl~ среднее индикаторное давление в ат.
Мощность на валу компрессора
N^N9WkPk л. с.,
гдеА0— удельная мощность на валу компрессора, отнесённая к 1 ат и 1 мя воздуха, в мин.;
WK — производительность компрессора в мя/мин;
Рк — рабочее давление компрессора в ат.
Удельная мощность Nt может приниматься для одноступенчатого компрессора от 1,3 до 1,6 л. с. и для двухступенчатого от 1,0 до 1,3 л. с.
Диаметр водоподъёмных труб принимают с учётом скорости движения эмульсии у форсунки 3 — 3,5 м/сек и при изливе 6 — 8 м/сек. При выходе за эти пределы применяют ступенчатые водоподъёмные трубы.
Диаметр воздушных труб
(?1У0 • 10
(Я — h + 10) 0,785у
где v—скорость движения воздуха, принимаемая от 9 до 12, в м/сек.
Остальные величины те же, что и выше.
Ориентировочно диаметры водоподъёмных н воздушных труб могут быть приняты по табл. 10.
Потери напора в воздухопроводе
12,5 №1 Pi = -------- ат,
(dp
где р—коэфициент сопротивления трубопровода, определяемый по табл. 11;
g—вес проходящего по трубе воздуха в кг/час;
j —объёмный вес воздуха при данном давлении и температуре в кг/м2;
*3 Том 7
I — длина трубопровода в м; dp — расчётный диаметр трубы в м.
Таблица 11
Коэфициент сопротивления трубопровода
, в кг/час.. 10 25 40 100 250 400 1 000 4 000
₽ 2,03 1,78 1,66 1,45 1,26 1,18 1,03 0,84
Объём ресивера в зависимости от производительности компрессора
Wp = 2,2 VW,
где IV — производительность компрессора в мя/мин.
Расход воды иа охлаждение компрессора принимают по табл. 12.
Таблица 12
Расход воды иа охлаждение компрессора
Конечное давление воздуха в ат 3 5 6 9
Количество охлаждающей воды в % от всасываемого воздуха . . 0,15 0,18 0,20 0,40
АВТОМАТИЗАЦИЯ НАСОСНЫХ СТАНЦИЙ
В настоящее время на железнодорожном транспорте осуществляется автоматизация насосных станций с электрическим рабочим и резервным оборудованием.
На фиг. 27 приведена схема автоматического управления одним насосным агрегатом с короткозамкнутым асинхронным электромотором при постоянно залитой водой всасывающей линией. Схема построена на слаботочной аппаратуре, работающей на постоянном токе напряжением 24 в.
Импульс на включение и выключение агрегата подаётся от уровня воды в водонапорном сооружении (или от давления в водоводе). Замыкание контакта РУ-2 при нижнем уровне воды в резервуаре далее замыкает цепь реле ПРУ и последнее своим контактом ПРУ-2 через замкнутые контакты аварийного реле АР-1 и реле залива насоса РЗ-2 включает промежуточное реле ПР и контрольное реле времени РВ. Реле ПР замыкает свой контакт ПР-2 и включает катушку контактора. Последний включает мотор. Сработавшее через установленное время реле времени РВ включит свой повторитель ПРВ, который отключит реле времени контактом ПРВ-i и будет себя
514
ВОДОСНАБЖЕНИЕ
поддерживать контактом ПРВ-2. Одновременно замкнётся контакт ПРВ-4 в цепи аварийного реле АР и сигнальной лампы ЛА — «авария агрегата». Если к этому воемени насос не начал работать и нет движения воды (нет протока), то контакт РПТ-1 останется замкнутым и через него сработает аварийное реле АР, отключив контактом АР-1 всю пусковую автоматическую аппаратуру. Реле АР будет удерживаться своим контактом АР-2.
Схемой предусмотрена подача сигналов «Качай», «Довольно», «Агрегат работает» и «Авария агрегата».
Полуавтоматический пуск и остановку
осуществляют кнопкой 1П, а ручной пуск и остановку—кнопкой 2П. Прн ручном управлении переключатели ставят в положение ручного управления.
Схема предусматривает пуск и остановку иасоса с открытой задвижкой. В качестве запорного устройства устанавливают обратный клапан с противоударными устройствами в виде воздушного колпака или обратный клапан с замедленной посадкой.
На фнг. 28 показана более сложная схема автоматического управления насосной станцией, имеющей вакуум-насосы, центробеж ные насосы и приводную задвижк;. на водоводе.
Фиг. 27. Схема автоматического управления?насосным агрегатом с короткозамкнутым мотором. Обозначения: РЗ-2—реле контроля залнва; РМ-1 и РМ‘-7—реле максимальной защиты; 1П—кнопка пуска и остановки при полуавтоматическом управлении; 277—кнопка пуска и остановки прн ручном управлении; Д — кнопка деблокировки аварийного реле
Распределительны ячейка
_____________Ячейка А
Ячейка ЫМения реостата
Схема йклпчения сильноточной аппаратуры
Главные цепи мотороб
Ступенчатое йыйейение реостата
Фиг. 28. Схема автоматического управления насосной станцией, имеющей вакуум-насос, центробежный насос и приводную задвижку
ИСТОЧНИКИ ВОДОСНАБЖЕНИЯ
515
Схема построена на электромагнитных геле с двумя тройниковыми контактами типа АРЭ, телефонных типа РПН и термических реле времени с одним нормально разомкнутым контактом. Её собирают в виде трёх типов ячеек: ячейки А — распределительной, устанавливаемой для двух агрегатов, ячейки Б — управления у каждого агрегата н ячейки В — выведения реостата, размещаемой у мотора, имеющего фазовый ротор. При короткозамкнутых моторах ячейку В не ставят.
Схема работает на переменном гоке о г трансформатора или на постоянном от выпрямителя.
В качестве основной электрической релейной аппаратуры при, автоматизации железнодорожных насосных станций применяют реле типа АРЭ, КДР, телефонные типа РПН, гермогруппы и МТР. Первые три типа реле работают по электромагнитному принципу, а два последних — термические с использованием свойства биметаллической пластинки (изгиба при нагреве). В качестве датчика используют надёжно работающий контактный прибор сигнализации системы Трегера, а в некоторых случаях—датчики специальной конструкции. Для защиты агрегатов и водоводов применяют контрольную и защитную аппаратуру. В качестве контрольного реле может быть использован контактный манометр типа МЭ, замыкающий свои контакты при рабочем давлении. Контроль и защиту подшипников производят при помощи термических элементов с биметаллическими пластинками.
Заполнение водой всасывающей линии и насоса обеспечивается установкой вакуум-насосов, промежуточного резервуара’^ шаровым клапаном по схеме фиг. 29 или при помощи
постоянно открытого вентиля’1' па заливной трубе. Контроль заполнения и выпуска попадающего во всасывающую трубу воздуха осуществляют при помощи реле залива РЗ, аналогичного воздушному вантузу, но с дополнительным контактным устройством.
При автоматическом управлении постоянный контроль агрегата и главным образом подшипников позволяет своевременно его отключать и этим локализовать аварию.
НАПОРНЫЕ ВОДОВОДЫ
Напорные водоводы укладывают преимущественно из чугунных и стальных труб.
Напорных водоводов для основных пунктов водоснабжения принимают, как правило, два; при небольшой длине число их принимают с учётом пропуска всего расчётного расхода воды по каждой нитке. Прн длине водовода свыше одного-полутора километров между двумя нитками устраивают переключения (фиг. 30), допускающие отключение любого
Насосная Водонапорная'
станция башня
Т X)
Фиг. 30. Схема напорных водоводов с переключениями
аварийного участка. Расстояние между переключениями принимают на основании технико-экономических расчётов; оно колеблется от 500 до 1 000 м.
В экономически оправданных случаях водовод может быть уложен в одну (нитку; при этом на территории станции предусматривается устройство запасных резервуаров ёмкостью не менее двухсуточного расхода воды.
Диаметр водоводов определяют на основании технико-экономических расчётов.Скорость движения воды в водоводе должна быть не менее 0,5 м/сек и не более 3,0 м/сек.
Водоводы укладывают в отдельных траншеях, расстояние между которыми определяется специальными требованиями, связанными с опасностью размыва при аварии с одной из ниток водовода и удобством ремонта. ..
На водоводе для выпуска воздуха в повышенных точках профилей устанавливают воздушные вантузы; в пониженных точках устраивают грязевые выпуски для промывки и опорожнения водовода.
В водоводе возможно возникновение гидравлических ударов. Наибольшая величина повышения давления в м вод. ст. при гидравлическом ударе
где а—скорость распространения ударной волны в м/сек;
va — начальная скорость движения воды в трубе в м/сек;
g — ускорение силы тяжести в м/сек2.
Величина а зависит от материала, диаметра и толщины стенки труб. Для чугунных или стальных труб опа часто колеблется от 1 100 до 1 300 м/сек.
При сокращении длины трубопровода, увеличении его сопротивления и увеличении времени закрытия задвижки гидравлический удар снижается.
Установкой специальных обратных клапанов с замедленной посадкой, а также предохранительных клапанов и воздушных колпаков предупреждают возникновение гидравлического удара.
33*
'516
ВОДОСНАБЖЕНИЕ
ВОДОНАПОРНЫЕ СООРУЖЕНИЯ
Полезную ёмкость водонапорных резервуаров определяют с учётом расхода воды в часы перерыва в работе насосной станции, максимального расхода в водопроводной сети и тушения пожара. Согласно проекту технических условий проектирования железных дорог в пунктах набора воды паровозами ёмкость резервуаров должна быть при суточном расходе воды до 2 000 л1 не менее Ча, от 2 000 до 3 600 м3-1/1а и свыше 3 600 м3-г/и с прибавлением запаса воды на пожаротушение.
Общая ёмкость резервуаров при всех условиях должна быть не менее 120 м3 на линиях I категории и 80 м3 на остальных линиях. При двух рассредоточенных резервуарах ёмкость каждого принимается не менее 80 м *.
Для отдельных хозяйственно-питьевых во-доснабженнй ёмкость резервуара определяют по графику колебания часовых расходов и работы насосной станции.
На фиг. 31 изображены интегральные кривые расхода воды (линия aKbcd) и подачи насоса (линии tmlcn не — d) одной из станций.
Фиг. 31 . Интегральные кривые расхода воды на станции и подачи насосов^
При этом ёмкость башни должна быть равна сумме отрезков с — g и f —• b, т. е. в данном случае 14,5% суточного расхода.
Водонапорные сооружения устраивают трёх типов: заземлённые резервуары, расположенные на естественной или искусственной возвышенности, водонапорные башни и пневматические герметически закрытые резервуары, в которых вода находится под давлением сжатого воздуха.
Типы водонапорных сооружений при отсутствии специальных указаний выбирают на основании технико-экономических расчётов. При равных условиях предпочтение отдаётся заземлённым резервуарам.
Регулирующая ёмкость на станции должна предусматриваться не менее чем в двух баках или в двух самостоятельных водонапорных сооружениях (на случай отключения одного из баков при ремонте).
Водонапорные сооружения оборудуют напорной, разводящей, спускной и переливной трубами. Напорная и разводящая трубы иногда заменяются одной напорно-разво-дящей.
Сливную трубу обычно отводят с уклоном в сторону пониженного места. На конце трубы имеется сетка или клапан, предупреждающие попадание в неё предметов и животных. Присоединять сливную линию к канализации воспрещается.
Заземлённые резервуары
На фиг. 32 показан круглый ^кирпичный заземлённый резервуар ёмкостью 150jh’c железобетонным днищем и куполом, а на фиг. 33— типовой круглый железобетонный резервуар.
Фиг. 32. Кирпичный заземлённый резервуар/
Фиг. 33. Железобетонный заземлённый резервуар
Ёмкость таких резервуаров может быть от 50 до 1 250 м3 и более. При ббльших ёмкостях резервуары устраивают прямоугольными е
ИСТОЧНИКИ ВОДОСНАБЖЕНИЯ
517
промежуточными стойками. Схема оборудования резервуаров трубопроводами показана на фиг. 34.
Фиг. 34. Схема оборудования резервуаров трубопроводами
К резервуарам подведены напорные, разводящие, переливная и грязевая трубы, на которых установлены задвижки.
В заземлённых резервуарах устраивают естественную вентиляцию, а для возможности внутреннего осмотра, очистки и ремонта — специальный лаз.
Водонапорные башни
В водонапорной башне устанавливается два резервуара или один с разделением на два отделения цилиндрической внутренней стенкой.
Типовыми ёмкостями резервуаров (баков) являются 80, 120, 160, 200, 250, 300, 400 и более.
На фиг. 35 приведена кирпичная водонапорная башня с железобетонным баком ёмкостью 250 м3, разделённым цилиндрической стенкой на два отделения.
На фиг. 36 показана водонапорная башня на железобетонных колоннах с железобетонным баком, а на фиг. 37— кирпичная башня с металлическим баком.
Из металлических башен распространённым типом является башня конструкции Шухова (фиг. 38).
На фиг. 39 представлена цельнометаллическая бесшатровая неотапливаемая водонапорная башня ёмкостью 200 м3 системы А. А. Рожновского.
Для предохранения трубопроводов и баков от разрушения при осадке башнн или от температурных удлинений устанавливают компенсаторы илн сальники (фиг. 40).
Пневматические установки
Пневматические установки по принципу действия делят на установки с постоянным и переменным давлением. Постоянство давления воздуха в герметически закрытом водяном резервуаре достигается непрерывным его пополнением при разборе воды.
Фиг. 35. Кирпичная водонапорная башня с железобетонным баком
Установка с переменным давлением схематически показана на фиг. 41. Вода в резервуаре находится под давлением сжатого воздуха и при разборе вытесняется в сеть. Одновременно уменьшается и давление воздуха за счёт увеличения его объёма. В период работы насоса вода, подаваемая в резервуар, сжимает находящийся в нём воздух до первоначального давления.
СИ t—»• 00
Фиг. 36. Водонапорная башня на железобетонных колоннах
7—нагнетательная труба; 2—разводящая труба; 3—сливная труба; 4—грязевая груба; 5—сальники;
6—дымовая труба; 7—печь
водоснабжение
источники водоснабжения
519
На подводящей трубе устанавливают запорный клапан с поплавковым устройством, перекрывающий трубу при верхнем и нижнем допустимых горизонтах воды.
Одним из конструктивных решений пневматической установки с переменным^давле-
Фиг. 40. Сальник для пропуска трубы через дно бака
Фиг. 41. Схема пневматического водонапорного сооружения переменного давления: 1 — нижний уровень воды; //—верхний уровень воды
нием является гидроаккумулятор (фиг. 42) системы А. А. Рожновского.
В настоящее время гидроаккумуляторы не строят.
Недостатками пневматического водоснабжения являются: колебание давлений в разводящей сети и водоводе; необходимость создания большей ёмкости резервуаров (водяного
Фиг. 42. Схема гидроаккумулятора системы А. А. Рожновског''
и воздушного), чем при башнях; необходимость увеличения установочной мощности насосного оборудования и снижение его к. п. д. за счёт колебания давлений, более сложная эксплоатация, чем при водонапорных башнях.
УСКОРИТЕЛИ НАБОРА ВОДЫ ПАРОВОЗАМИ
При малых диаметрах труб (150 — 200 мм) и невысоких водонапорных башнях на существующих пунктах водоснабжения строят ускорители набора воды паровозами.
Наибольшее распространение получили башни-ускорители ёмкостью 40 — 60 м3.
На фиг. 43 приведена деревянная башня-ускоритель с баком ёмкостью 60 м3.
Фиг. 43. Деревянная башня-ускоритель
В последние годы появились металлические неотапливаемые башни-ускорители конструкции А. А. Рожновского (фиг. 44).
Такие башни устанавливаются с целью ускорения набора воды паровозами в экономически оправданных случаях.
Полезная ёмкость составляет 40 м3. Полная высота башни 12 м, а полезный расчётный напор 6 м.
Располагать башню-ускоритель следует по возможности ближе к паровозным гидроколонкам и на возвышенных местах.
Следует отметить, что в зимнее время, и особенно в районах с суровыми зимами, а также при небольшом количестве обменов воды в башне в течение суток такие башни должны быть утеплены и работа их должна систематически контролироваться.
В этом случае для предупреждения обрушения льда устраиваются специальные льдо-удержатели.
Лёд одновременно является теплоизолирующим материалом. Во избежание чрезмерного льдонамерзания в башне должен быть обеспечен достаточный водообмен.
520
ВОДОСНАБЖЕНИЕ
Количество необходимых обменов воды в башне за сутки
24 Л —- ।
G ^2
Т = к -----т~ час.,
*8— м
где Г —время нахождения" башни; без водообмена до начала образования внутри башни льда в часах;
fi — начальная температура’] воды, поступающей в башню;
t2— конечная температура' воды-, (принимается равной 4-0,1° CV
fs — средняя температура воды;
Ц— температура наружного воздуха (среднедлительная за 5 — 10 ! суток); к—коэфициент (для башни без изоляции равен 77,5).
Фиг. 44. Башня-ускоритель’конструкции А. А.[Рож-новского: 1—цилиндрическийбак; 2—лаз; 3—иапорно-разводящий стояк; 4—запорный клапан; 5—поплавок; 6-сливная труба; 7—грязевая труба; 8—камера обслуживания;.®—направляющий патрубок; 70—теплоизоляция
Количество действительных обменов воды в башне определяется по формуле
Q
Л1 " Q
где Q — общее количество воды, прошедшее через башню за сутки, в л3;
q — полезный объём воды в башне (40 л3).
Если пг>п, теплоизоляцию делать не следует.
В средней и северной полосах Союза ССР ускорители должны отепляться во избежа
ние чрезмерного льдонамерзания. В 1950 г. ЦНИИ МПС разработан ускоритель башенного типа с баком ёмкостью 40 м3 н общей высотой 10 м
РАЗВОДЯЩАЯ СЕТЬ
Требования к разводящей сети
Разводящую сеть делят на тупиковую, когда к потребителям вода подводится с одной стороны, и кольцевую — при двустороннем подводе воды. Кольцевая сеть в большей мере гарантирует бесперебойность водоснабжения, меньше подвержена гидравлическим ударам и замерзанию. Сеть может быть разводящей при питании её только из водонапорного сооружения и напорно-разводящей, если она получает питание из водонапорного сооружения и водовода. Применение кольцевой или тупиковой сети определяется Техническими условиями проектирования железных дорог.
Диаметры труб разводящей сети и высота расположения водонапорных резервуаров (или наименьшее давление в пневматических резервуарах) определяют по гидравлическому или технико-экономическому расчёту.
В посёлках линии сети должны итти параллельно стенам зданий, но не ближе 5 л и не далее 50 м от них. Укладка водопроводных и канализационных труб водной траншее не допускается. Расстояние между осями этих труб в горизонтальном направлении должно быть не менее 2,0 м при нетронутом грунте. При пересечении водопроводной трубы с другими трубами кратчайшее вертикальное расстояние должно быть не менее 0,15 м.
При пересечении канализационных труб последние должны располагаться под водопроводными.
Водоразборные колонки устанавливают на сети с таким расчётом, чтобы наибольшее расстояние от них до обслуживаемых зданий не превышало 150 — 200 м.
Трасса сети и задвижки на сети устанавливают таким образом, чтобы при выключении одного из участков на ремонт не прекращалось водоснабжение зданий и других потребителей, не допускающих по своей работе перерыва в подаче воды, и выключалось одновременно минимальное число гидрантов и водоразборных колонок.
Диаметр труб к гидрантам должен сыть не менее 100 мм.
Все запорные, водоразборные и пожарные краны помещают в колодцах.
Расчётные расходы воды и напоры
Гидравлический расчёт разводящей сети производят на пропуск расчётного расхода воды в часы максимального водопотребления, при этом сеть проверяется также на пропуск противопожарного расхода.
Основными потребителями воды на станции являются гидроколонки (паровозы), произ водственные, общественные и жилые здания.
Производительность гидроколонок определяют исходя из необходимости пополнения тендера паровоза за время, не превышающее указанное в табл. 5.
ИСТОЧНИКИ ВОДОСНАБЖЕНИЯ
521
Расчёт разводящей сети ведётся с учётом одновременного действия гидроколонок и других потребителей в зависимости от местных условий, причём количество одновременно действующих гидроколонок принимается: на приёмо-отправочных путях (в том числе и главных) две гидроколонки для разных направлений (при двойной тяге число одновременно действующих гидроколонок удваивается); на деповских путях линий I и II категорий не менее двух гидроколонок в месте экипировки паровозов и одной на выходе из депо, а на остальных линиях — не менее одной в месте экипировки н одной на выходе из депо.
При расчёте водопроводной сети и мощности насосных агрегатов на противопожарный расход воды должна учитываться одновременно и подача воды на хозяйственнопитьевые и технические нужды посёлка и станции; при этом расход воды на поездные нужды может приниматься в размере 50% потребного. Свободные напоры в разводящей сети принимают для гидроколонок, депо и вагоноремонтных пунктов от уровня головки рельса, а для остальных потребителей — от уровня земли не менее указанных ниже-у гидроколонок —5,0, у депо и вагоноремонтных пунктов — 10,0, у зданий с внутренними хозяйственными водопроводами четырёхэтажных — 20, трёхэтажных — 16, двухэтажных — 12, одноэтажных — 8 м.
Свободный напор у наружных водоразборных кранов 10,0 м.
При значительных расходах из гидроколонок расчёт необходимо вести с учётом их коэфициента сопротивления, так как в некоторых случаях указанный свободный напор 5,0 м может быть недостаточен. По данным ЦНИИ, коэфициент сопротивления гидроколонок нормального типа без сетки равен 5,6, а с сеткой—8,9—9,6 м.
Расчёт разводящей сети
Наиболее распространённой при гидравлическом расчёте водопроводов из чугунных и стальных труб является формула Павловского
й = 0,0014822-^-, где’'h— потери напора по длине в м;
Q — секундный расход в ма/сек\
L — длина трубопровода в м;
D — внутренний диаметр труб в м.
Формула учитывает нормальное загрязнение труб, находящихся некоторое время в эксплоатации (коэфициент шероховатости 0,012).
Указанная формула может быть представлена в виде
h — ALQ2, или h = sQ2, где А — удельное сопротивление, равное 0,0014822 _ р5,33 ’
s — удельное сопротивление участка длиной L м, или модуль потери напора данного участка, равный AL.
Удельное сопротивление зависит только от материала н диаметра труб и приведено для чугунных и стальных труб в табл. 13.
Таблица 13
Удельное сопротивление труб
D в м л 0,0014822 D в м _ 0,00148 2 2 А О5,33 для Q в м3/сек
О5.33 для Q в м3/сек
0,050 12 900 0,250 2,41
0,075 1 4S0 0,300 0,911
0,100 319,4 0,350 0,401
0,125 97,2 0,400 0,196
0,150 36,7 0,450 0,105
0,200 7,92 0,500 0,0598
Величина потерь напора на местные сопротивления учитывается введением коэфициента 1,05 — 1,10 в зависимости от количества фасонных частей и арматуры на трубопроводе.
Для удобства пользования формулой по ней составлены таблицы, приведённые в курсах водоснабжения. В таблицах в зависимости от секундного расхода приведены потери' напора на 100 м трубопровода и скорости, для труб разных диаметров. Помимо таблиц,, при расчёте трубопроводов можно пользоваться графиком, приведённым на фиг. 45.
Расчёт разветвлённой сети. Расчёт может вестись по среднему гидравлическому уклону или по методу назначения скоростей.
Перед расчётом на схеме сети намечают точки, где имеют место расходы, указывают их величины и потребные пьезометрические отметки, затем выбирают магистраль и ответвления. В качестве магистрали принимают линию с наименьшим средним гидравлическим' уклоном, обычно идущей к наиболее удалённой точке с наибольшей пьезометрической отметкой. Остальные участки рассчитывают, как ответвления.
По разности отметок дна бака водонапорной башни и свободного напора в конце магистрали определяют средний гидравлический уклон
где 1С„ — средний гидравлический уклон,-
Но— располагаемый иапор в м;
L — длина магистрали в м.
По среднему гидравлическому уклону и расходам, пользуясь таблицами, находят диаметры отдельных участков и по ним свободные напоры в узловых точках и в конце магистрали. Диаметры труб подбирают с таким расчётом, чтобы полностью использовать располагаемый напор.
Диаметры ответвлений рассчитывают аналогично магистрали, причём вместо высоты башни используют пьезометрические отметки в начальных (для ответвления) узловых;точ-ках.
Расчёт ведут при разных высотах оашни в выбирают наиболее экономичный варианте наименьшими строительными и эксплоатацион-ными расходами.
При расчёте по методу назначения скоростей задают скорости движения воды в трубах в пределах 0,5 — 1,5 м/сек. По заданным расходам на отдельных участках н скорости
522
ВОДОСНАБЖЕНИЕ
по таблице принимают диаметры труб. После получения диаметров проверяют потери напора и высоту водонапорной башни.
Расчёт кольцевой сети. При расчёте вновь проектируемой кольцевой сети для каждого участка неизвестными являются диаметр и расход, т. е. общее число неизвестных равно двойному числу участков. Число возможных
составляющих кольцо участках равна нулю (считая условно положительными потери напора на участках, где вода движется по часовой стрелке, и отрицательными—против часовой стрелки): £й = 0.
Общее число уравнений меньше, чем число неизвестных, и задача расчёта кольцевой сети является неопределённой. Вследствие этого
Фиг. 45. График для расчёта
трубопроводов
уравнений определяют из условия, что сумма линейных и узловых расходов для данного узла равна нулю:
S? + Q = О,
где q — линейные расходы в подходящих к узлу трубопроводах:
Q — узловой расход, отбираемый из сети в данной точке.
Для каждого замкнутого контура или кольца алгебраическая сумма потерь напора на всех
в практике проектирования кольцевая сеть рассчитывается методом постепенного приближения различными практическими приёмами. Порядок расчёта следующий:
определяют путевые и сосредоточенные расходы и «прикладывают» их в узлах;
распределяют транзитные расходы по отдельным участкам с соблюдением равенства — ? + Q = 0. При этом учитывают расположение отдельных крупных потребителей, к которым вода должна подаваться кратчайшими
ИСТОЧНИКИ ВОДОСНАБЖЕНИЯ
523
«утями, а также примерное равенство транзитных расходов по основным параллельным магистралям.
На основании намеченных расходов q отдельных участков по среднему гидравлическому уклону нлн по экономическим скоростям определяют нх диаметры.
По расходам н диаметрам находят потери напора h для всех участков и проверяют для всех колец соблюдение равенства Ц й= 0. Потери напора удобнее всего считать по формуле h = SQ2, где S не зависят от расхода, и могут быть сразу вычислены.
При относительно произвольном первоначальном распределении расходов в большинстве колец 2 л ф 0, но S Д h, где Д h — невязка. Перераспределяют расходы воды по отдельным ветвям сети с соблюдением условия v; д + Q = 0 путём переброски увязочных расходов Д с одних ветвей на другие. Увязку сети выполняют последовательно несколько раз до тех пор, пока невязка по кольцу будет сведена примерно до 0,3 — 0,5 м.
Величину увязочного расхода Д q для каждого кольца находят из равенства
_____Д ___ 2^(Sq)l ’
где S и q — сопротивление и расход участков, составляющих кольцо.
Увязка обычно происходит после незначительного числа повторных операций (2—3).
Укладка водопроводных линий
Укладку и испытание водопроводных линий производят согласно Техническим указаниям на укладку, монтаж и приёмку водо ^проводных линий железнодорожного водоснабжения, введённым в действие приказом МПС № 477/ЦЗ от 11/VII 1946 г. и Инструкции И-144-50 по заделке раструбов чугунных водопроводных труб Министерства строительства предприятий тяжёлой индустрии, Строй-издат, 1950 г.
Колодцы
В местах установки задвижек, выпусков воздушных вантузов, водоразборных и пожарных кранов н другой арматуры на водопроводных линиях устанавливают специальные колодцы. Колодцы могут устраиваться бетонными из колец (фиг. 46), кирпичными (фиг.47) или деревянными (фиг. 48). Типы и размеры колодцев определяют количеством, видом и размерами размещаемых в них фасонных частей и арматуры. Наименьшие расстояния от труб и фасонных частей до стенок и дна колодца показаны на фиг. 49. Отверстия в стенках колодцев для пропуска труб должны иметь размеры не менее диаметра фланца или раструба укладываемой трубы.
Водоразборные краиы и арматура сети
Для отключения отдельных участков сети на ней устанавливают задвижки. Наиболее распространены в настоящее время задвижки, представленные на фиг. 50 и 51.
Обратные клапаны (фиг. 52) ставят на водопроводной сети в тех местах, где движение
воды допускается только в одном направлении. Такого же типа клапаны устанавливают и на насосной станции. В повышенных точках
Фиг. 46. Бетонный смотровой колодец
Фиг. 47. Кирпичный смотровой колодец
водопроводных линий ставят воздушные вантузы для выпуска скапливающегося воздуха (фиг. 53). В пониженных точках, где возможно скопление осадков, ставят выпуски (фиг. 54).
524
водоснабжение
Гидравлические колонки устанавливают на специальном фундаменте в междупутьях в местах набора воды паровозами. Наиболее распространённым является нормальный тип гидроколонки диаметром 200 мм, изображён-
Фиг. 52. Обратный клапан
фиг. 48. Деревянный смотровой колодец
[1л о и
Фиг. 49. Рекомендуемые расстояния от труб и фасонных частей до стенок и пола колодца
Фиг. 50. Конструкция водопроводной параллельной задвижки: 1 — невыдвижной шпиндель; 2 — распирающий клин;
3—диски
Фиг. 51. Конструкция водопроводной задвижки: 1 — шпиндель; 2 — запорный клин; 3—бронзовые кольца; 4—бронзовые щёки корпуса
Фиг. 54. Выпуск: а—раструбный, б—фланцевый
ный на фиг. 55. Гидроколонка состоит из вращающегося стояка с хоботом, постамента и запорной задвижки. В нормальном положении хобот располагают и закрепляют вдоль пути. На выливном отверстии хобота устанавливают сетку или насадку с направляющим-устройством, предохраняющим от сильного-разбрызгивания воды при наборе. После окон-
Фиг. 55. Гидроколонка: 7—стояк;"1?2—чугунная опора (постамент); .3—задвижка; 4—воздушный колпак; 5—опорное колено; б—сальник; 7 —подводящая труба; 8—выливной хобот; 9—воронка (в последних типах воронка заменена струенаправляющей насадкой); 70—устройство для опорожнения стояка; 7 7—печь; 12— штанга; 13— шариковая опора стояка; 74—противовес; 75—сигнальный фонарь; 1б—рукоятка для поворота гидроколонки
Фиг. 57. График для перевода мутности воды в прозрачность
источники водоснабжения
Фиг. 56. Водоразборная колонка
Си to
526
ВОДОСНАБЖЕНИЕ
чания набора воду из стояка выпускают в колодец и далее в канализацию или в поглощающий колодец.
Водоразборные колонки для набора воды населением весьма разнообразны. На фиг. 56 показан один из типов колонки.
Пожарные краны (гидранты) делят иа> надземные и подземные. Конструкция их. различна. На многих станциях установлены: гидранты московского типа. В депо для промывки паровозов ставят особые краны-гидранты, размещающиеся в колодцах.
СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ ВОДЫ
ХАРАКТЕРИСТИКА ПРИРОДНЫХ ВОД
Природные воды содержат в большем или меньшем количестве минеральные и органические примеси и газы. Примеси могут быть в виде:
механических загрязнений — плавающие, осаждающиеся и взвешенные вещества;
коллоидных загрязнений — органические вещества растительного происхождения, крем-некислота, окись железа, мельчайшие частицы глины и т. д. Крупность частиц колеблется от 0,1 до 0,001 микрона;
растворённых веществ — главным образом соли и некоторые органические соединения, попадающие в водоём с промышленными стоками (фенолы, крезолы и др.).
Из газов в воде наиболее часто встречаются кислород и углекислота, реже сероводород.
Растворимость газов в воде с повышением температуры уменьшается.
В природных водах содержатся соли кислот: угольной (Н2СО3), соляной (НС1), серной (H2SO4), кремневой (H2SiO3); в меньших количествах встречаются соли гуминовой, азотной, азотистой кислот и др. Количество содержащихся в воде солей различно. Общее содержание в воде солей кальция и магния называется общей жёсткостью воды.
Содержание всех кальциевых и магниевых солей в воде выражают в мг-экв в соответствии с их эквивалентными весами.
Жёсткость воды делят на карбонатную (временную), некарбонатную (постоянную). Карбонатная жёсткость обусловлена содержанием в воде двууглекислых солей кальция и магния [Са (НСО3)2 и Mg(HCOs)2]. Некарбонатная — содержанием прочих солей кальция и магния (сульфаты CaSO4, MgSO4), хлориды СаС12, MgCl2, силикаты CaSiO3, MgSiO3, нитраты, фосфаты и т. д. Сумма карбонатной и некарбонатной жёсткости даёт общую жёсткость воды.
Жёсткость воды согласно ГОСТ 6055-51 выражается в миллиграмм-эквивалентах на литр. Один миллиграмм-эквивалент жёсткости отвечает содержанию 20,04 мг/л Са 2+ или же 12,16 мг/л Mg 2+.
Для измерения малых жёсткостей принимается тысячная доля миллиграмм-эквивалента—микрограмм-эквивалент на литр воды.
Одному градусу (немецкому) соответствует 0,357 мг-экв]л, для пересчёта мг-экв/л в градусы служит коэфициент 2,8:
мг-экв]л х 2,8 = градусу.
Количество вещества, выраженное в мг]л, разделённое на эквивалентный вес, равно мг-экв/л, т. е.:
Для пересчёта количества вещества, выраженного в мг-экв ]л, в мг]л следует количество мг-экв] л умножить на эквивалентный вес данного вещества:
мг]л = мг-экв]л X экв вес.
Некоторые растворённые в воде вещества обусловливают щёлочность воды. Щёлочность характеризуется содержанием гидратов [NaOH, Са(ОН)2], карбонатов (Na2CO3, MgCO3, CaCOj, бикарбонатов [Са(НСО3)2, Mg(HCO3)2, NaHCO3] и выражается в мг-экв/л.
Для правильной оценки природных вод должно быть проведено несколько анализов в разное время года, так как количество и-характер растворённых и взвешенных веществ, жёсткость и т. д. колеблются в зависимости от времени года, наличия осадков, паводка и пр.
Средняя жёсткость воды большинства рек. СССР колеблется в пределах от 3 до 6 мг-экв]л.
Механические примеси в больших количествах делают воду не пригодной для хозяйственно-питьевых и технических потребностей.
Коллоидные вещества могут обусловливать наличие не оседающей при продолжительном отстаивании мути или характерную болотную окраску вод. Наличие этих примесей значительно ухудшает качество воды.
Газообразные примесн, растворённые в во’ де (О„, СО2 и H2S), служат одной из причин коррозии металла и появления неприятного запаха (H2S).
Растворённые соли действуют различно: некоторые из них (MgCl2, NaCl, MgSO4) обусловливают коррозию металла, другие способствуют вспениванию котловой воды (Na2SO4, NaHCO3, Na2CO3), третьи образуют накипь и т. д.
Весьма важным показателем качества воды является её стабильность, т. е. свойство воды сохранять в сети, резервуарах и т. д. постоянство своего химического состава. Нестабильная вода приводит к зарастанию-труб.
В воде, кроме механических примесей, солей и газов, имеются в том или ином количестве бактерии. В поверхностных водах количество бактерий может быть значительным.
Глубоко залегающие подземные воды в бактериальном отношении наиболее чисты. Характерным показателем опасности загрязнения воды болезнетворными бактериями является наличие в ней так называемой кишечной палочки. Обнаружение этой палочки в объёме воды, меньшем 300 см3, свидетельствует о возможном загрязнении и заражении воды возбудителями желудочно-кишечных инфекций. Такая вода в необработанном виде для питья не пригодна.
СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ ВОДЫ
527
ТРЕБОВАНИЯ К ВОДЕ ДЛЯ ХОЗЯЙСТВЕННО-ПИТЬЕВЫХ ПОТРЕБНОСТЕЙ
Вода для хозяйственно-питьевых нужд должна удовлетворять требованиям, предусмотренным ГОСТ 2874-45.
Запах и привкус при температуре 20°С (определение по шкале запахов и привкусов) не более 2 баллов; общее количество бактерий при посеве 1 см3 неразбавленной воды (при стандартных методах исследования) не более 100; количество воды, в котором обнаружены кишечные палочки, должно быть не менее 300 см3.
Содержание отдельных Не.более элементов
Свинец (РЬ).................0.1 мг/л
Мышьяк (As),................ 0,05 »
Фтор (F) ................... 1 »
Медь (Си)...................3 »
Фенолсодержащие соединения . . 0,001 »
Вода не должна содержать следов других ядовитых веществ (ртути, шестивалентного хрома, бария и др.).
Для водопроводов, имеющих устройства для осветления, обезжелезивания или умягчения воды: мутность в среднем за год не более 1 мг/л (в отдельных определениях не более 2 мг/л), прозрачность выше 100 см по «кресту»; цветность в среднем за год не более 15° (в отдельных определениях не более 35°); содержание остаточного активного хлора в наиболее удалённых точках водоразбора (наружного или внутреннего) примерно 0,1 мг/л-, содержание железа (Fe) и марганца (Мп) в сумме не более 0,3, в том числе закисного железа не более 0,2 мг/л-, обшая жёсткость не более 40°, что соответствует 14,3 мг-экв/л; активная реакция pH в пределах 6,5 — 9,5; вода при хранении её в стеклянном сосуде в количестве 1 л в течение 24 час. ие должна давать осадка на дне сосуда.
Примерное значение прозрачности воды по мутности может быть определено по графику (фиг. 57).
Хлорирование воды должно предусматриваться на всех пунктах водоснабжения с поверхностными источниками.
Вода, предназначенная для технических целей на железнодорожном транспорте (питание паровозов), не должна содержать примесей, вредно влияющих па котлы и арматуру. Для основных пунктов водоснабжения вода должна удовлетворять требованиям Технических условий на проектирование железных дорог.
При непригодности воды в необработанном виде устраивают станции обработки (осветление, умягчение и пр.). Остаточная жёсткость воды после умягчения по содово-известковому методу должна быть не более 1,5—2,5 мг-экв]л, а по известково-катионито-юму—в пределах 0,4—0,7 лг-экв/л.
обработка воды для хозяйственнопитьевых ПОТРЕБНОСТЕЙ
Наиболее часто встречающимися процессами при обработке воды из поверхностных источников для хозяйственно-питьевых целей
являются её осветление путём отстаивания или-отстаивания с коагуляцией, фильтрование и обеззараживание. Отстаивание производится для удаления грубой взвеси. Введение коагуляции позволяет освободиться от более мелкой взвеси (а частично и бактерий) и обесцветить воду. Окончательное устранение бактерий происходит в результате обеззараживания воды.
Коагуляция
Коагуляция — процесс свёртывания вещества, находящегося в коллоидальном состоянии. Наиболее употребительным коагулянтом является сернокислый алюминий (глинозём) Al2 (SO4)3 • 18Н2О, а также железный купорос FeSO4-7H2O.
При введении в воду коагулянт вступает в соединение с находящимися в воде двууглекислыми солями кальция и магния, превращаясь в коллоидальную гидроокись алюминия (или железа), которая затем переходит в водную окись. Образующиеся хлопья водной окиси оседают и, обладая сорбционными свойствами, увлекают с собой из воды взвешенные и коллоидальные вещества.
На процесс коагуляции при осветлении воды влияют: температура воды; солевой состав; содержание органических веществ; pH воды; содержание и характер взвешенных веществ; характер и продолжительность перемешивания и доза коагулянта.
При низких температурах процесс хлопье-образования замедляется. Реакция обычно требует определённой величины щёлочности. При осветлении мягких вод добавляют известь или редко соду (подщелачивание). Наличие органических веществ в воде требует увеличения дозы коагулянта. Величина pH влияет на процесс коагуляции. При большом содержании взвешенных веществ расход коагулянта увеличивается. Перемешивание ускоряет процесс коагуляции. Доза коагулянта влияет на крупность хлопьев и их способность задерживать взвесь и гуминовые вещества.
Оптимальные дозы устанавливают в результате опытного коагулирования. При проектировании дозы продажного коагулянта могут быть приняты в пределах от 120 до 180 мг/л в зависимости от качества воды.
Коагулянт вводится в воду в виде 5—1С%-ного раствора, заготовляемого в специальных баках. Коагулянт обычно растворяют в дырчатом бачке, расположенном внутри растворного. Число растворных баков принимают не менее двух.
Для ускорения растворения коагулянта последний перемешивают при помощи сжатого воздуха, пропеллерной мешалкой или подогревают мятым паром до 40—50°С. Сжатый воздух подаётся через сеть дырчатых труб, уложенных на дне бака. Раствор коагулянта вводится, как правило, в смеситель. При большом количестве крупной взвеси и достаточной ёмкости отстойника (горизонтального) иногда вводят коагулянт во вторую половину отстойника.
Дозирование коагулянта может производиться различными дозаторами, шестерёнчатыми или плунжерными насосами, а также
528
ВОДОСНАБЖЕНИЕ
шайбовыми дозаторами, сифонными и др. При дозировании коагулянта вся аппаратура, арматура, краны и др. должны быть кислотоупорными.
В практике применяют различные типы смесителей.
Ершовый смеситель (фиг. 58) с вертикальной осью вихря. Смеситель имеет 4—5
Фиг. 58. Ершовый смеситель: 7—подающая труба; 2—отводящая труба
перегородок, расположенных под углом 45°. Потеря напора в каждой щели
и2
й “ ~2g
где а—коэфициент сопротивления; при движении по «ершу» а = 2,0, при движении воды «против ерша» а = 3,0;
v[—скорость движения воды в щели 0,4— 0,6 м/сек.
Дырчатый смеситель имеет перегородки с отверстиями (фиг. 59). Диаметр отверстий120—100 мм.
Фиг. 59. Дырчатый смеситель: 7—подающая труба; 2—отводящая труба
Потери напора в каждой перегородке о2
где v —скорость движения воды в отверстиях примерно 1,0 м/сек',
<р—коэфициент, зависящий от толщины стенки и равный 0,62—0,70.
Число перегородок должно быть не менее 3.
Механические, пропеллерные или другого типа смесители не создают значительных потерь напора, но требуют дополнительной энергии.
Для обеспечения лучшего хлопьеобразо-вания перед отстойником устраивают камеру реакции. В этой камере образующиеся хлопья
укрупняются, что далее обусловливает лучшее осаждение взвеси. Камеры реакции могут быть с перегородками с горизонтальным или вертикальным движением воды, тангенциальные, с мешалками и вихревые.
Тангенциальные камеры реакции наиболее распространены в железнодорожном водоснабжении. Иногда их совмещают с центральной трубой отстойника. Вращательное движение в тангенциальной камере реакции создают за счёт больших скоростей при выходе воды из сопел, расположенных по касательной к окружности.
Скорость выхода воды из сопла принимается 2—3,5 м/сек. Потери напора в сопле
. rj'2 м'
где v — скорость движения воды в сопле в м/сек-,
р. — коэфициент расхода насадки.
В нижней части камеры устроен гаситель вращательного движения. Ёмкость камеры равняется 15—20-минутному расходу воды.
Камеры перегородочного типа применяют при больших производительностях. Продолжительность пребывания воды в них равна 15—30 мин., а скорость движения воды 0,2— 0,4 м/сек.
В камерах с мешалками (лопастных) перемешивание производят при помощи лопастей, приводимых в движение моторами. Лопасти выполняют с вертикальной или горизонтальной осью. Ёмкость камеры принимают равной 20—30-минутному расходу воды.
Вихревые камеры представляют собой конически расходящийся резервуар, в который воду вместе с реагентом подводят снизу. Вода движется вверх, скорость ввода воды в нижнем сечении 0,7—0,8 м/сек и в нерхнем сечении 5—8 мм!сек. Перед камерой необходима установка воздухоотделителя со скоростью движения воды не более 40 мм/сек. После вихревой камеры скорость не должна быть более 0,4 м/сек. Реагенты при умягчении воды подводят раздельно непосредственно в коническую часть камеры.
Отстаивание воды
Мутные воды с большим количеством взвеси (3 000—5 000 мг/л и более) требуют предварительного отстаивания; в качестве предварительных отстойников в большинстве случаев используют ковши-отстойники, копаные котлованы, соединённые каналом с рекой. Время пребывания воды в ковше-отстойнике в зависимости от характера взвеси принимают равным примерно часу.
Естественное отстаивание (без коагуляции) применяют на ряде пунктов железнодорожного водоснабжения. Ёстественное отстаивание без коагуляции редко даёт хороший эффект осветления.
Отстойники делят на вертикальные и горизонтальные. В вертикальных вода движется снизу вверх со скоростью около 0,5— 0,75 мм/сек. В горизонтальных движение в основном горизонтальное со скоростью от 2—3 до 30—40 мм/сек в зависимости от крупности частиц, от отношения длины отстойника к глубине и т. д.
СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ ВОДЫ
529
Вода в вертикальный отстойник подводится по центральной трубе.
На фиг. 60 показана конструкция вертикального отстойника с центральной трубой, используемой в качестве камеры реакции тангенциального типа. Отстойники строятся железобетонными или металлическими круглыми и реже прямоугольными в плане. Время пребывания воды в отстойнике принимают около 2—2,5 часа в зависимости от характера взвеси.
Принимаемое при расчётах время отстаивания является теоретическим, соответствующим равномерному движению воды сплошь по всему сечению отстойника. В действительности скорости по сечению отстойника неодинаковы. Отношение фактического времени пребывания воды в отстойнике к теоретическому называется коэфициентом использования отстойника (объёмным) т10тст = .
те оpern
Значение коэфициента использования зависит от отношения диаметра к высоте цилиндри-
0,02 к центру. В первом случае при открытии задвижки осадок удаляется по спускной трубе; во втором случае его смывают брандспойтом.
Площадь сечения и высота отстойника равны
г Q Q
F — ------ — — ;
<р1 V ’
И = 3,6 vT,
где /•' — площадь сечения отстойника в
//—высота отстойника, равная 5—6 м;
Q — производительность одного отстойника в мх1час;
т( — коэфициент использования отстойника;
c'j — действительная скорость движения воды в отстойнике (не более 1,5— 1,7 мм/сск);
о—расчётная скорость движения воды в отстойнике, равная 0,5—0,75 мм!сек-, Т — время пребывания воды в отстойнике в часах.
Фиг. 60. Вертикальные оилойнпки с камерами реакции
ческой части отстойника, конструкции устройств для ввода и отбора воды, распределения температур воды, поступающей и находящейся в отстойнике, и др. и для современных вертикальных отстойников доходит до 0,5—0,6.
Вертикальные отстойники должны иметь отношение диаметра к высоте не более 1,5. При большем отношении целесообразно обеспечивать более равномерный отбор воды при помощи дополнительных кольцевых и радиальных желобов.
Скорость движения воды в центральной трубе принимают равной 100—150 м/час. 1 (ентральная труба не доходит до дна на 0,1 — (>,25 глубины отстойника.
Для сбора и удаления осадков в отстойниках при умягчении реагентным методом устраивают коническое днище с углом конусности до 45°. Обычно при обработке питьевых вод отстойник углубляют на 0,2 м с уклоном дна
Площадь центральной трубы
где v —скорость движения воды в центральной трубе в мм) сек.
Осветлители
В последние годы на станциях обработки воды на железнодорожном транспорте получают большое распространение осветлители. Работа их основана на принципе суспензионной сепарации, когда осветление осуществляется при пропуске воды через осадок, находящийся во взвешенном состоянии.
На фиг. 61 показана одна из ранее выполненных конструкций конических осветлителей с углом конусности до 45°.
530
ВОДОСНАБЖЕНИЕ
На фиг. 62 представлен осветлитель с дырчатым дном круглой формы с вынесенным шламоотделителем.
Фиг. 61. Осветлитель с кониче-
ским дном
НО СВ
Фиг. 62. Осветлитель с дырчатым дном и вынесенным шламоотделителем; 1 — резервуар; 2 — желоба; 3—центральная труба; 4—дырчатое дно; 5 — воздухоотделитель; 6—карман; 7—поддренажное пространство; S—шламоуплотнител ь; 9—приемник;
10—сборный жёлоб
Постоянный уровень осадка в осветлителе поддерживают путём непрерывного отведения его избытка.
Допустимая вертикальная скорость зависит ог оптимальной толщины взвешенного осадка и его свойств, в свою очередь зависящих
от качества исходной воды, метода обработки, температурного режима. Скорость эту определяют по следующей формуле:
v = Kj к2 Y h мм/сек,
где v — расчётная скорость в верхней плоскости взвешенного осадка в мм/сек;
— коэфициент при известково-содовом методе обработки без подогрева, равный единице; с коагуляцией—1,1, пр» осветлении с коагуляцией—0,70;
к2 — козфициент, зависящий от качества исходной воды; для подземных и поверхностных вод мало загрязнённых принимают 1,04-1,1 и для сильно загрязнённых—0,604-0,80;
h — высота взвешенного осадка в м.
Если магнезиальная жёсткость (для случая умягчения) составляет от общей жёсткости 10, 25 и 50%, то к2 следует брать соответственно до 0,85; 0,75 и 0,60.
При угле конусности до 20° расчётную скорость увеличивают на 20%.
Слой взвешенного осадка при умягчении, воды принимается 3—3,5 м, при осветлении— 1,5—2,5 м и во всех случаях — не менее 1,5 м.
Высоту слоя воды над взвешенным осадком принимают 1,5—2,5 м.
Если в воде перед осветлителем имеется воздух, то устанавливают воздухоотделитель или расширяют верхний конец подающей трубы до размеров, обеспечивающих скорость не более 50 мм/сек.
Площадь отверстий в дырчатом дне цилиндрического осветлителя
Q
отв — 3tQ.V1 м2'
где Foma — площадь отверстий в м2;
Q — количество обрабатываемой воды в м3/час;
— скорость движения воды в отверстиях в мм/сек.
Диаметр отверстий для тяжёлых осадков, равняется 25—40 мм, а для лёгких—15—25 мм. Скорость движения воды в отверстиях при-осветлении 10 см/сек, обесцвечивании 3 — 5 см/сек и умягчении 20 см/сек.
Междудонное пространство принимается 0,8—1,2 м. Воду подводят по радиальным-дырчатым трубам.
Осадок из осветлителя отводится в специальные шламоуплотнители.
Фильтрация
Фильтрацией называется метод освобождения воды от взвеси путём пропуска её через слой фильтрующего материала. Обычно в качестве такого материала используют кварцевый песок, редко антрацитовую загрузку или мраморную крошку. Одновременно на фильтрах вода освобождается от значительной части бактерий. Фильтры ранее строили медленные, работающие после обычного отстаивания, а в настоящее время исключительно-скорые — после отстаивания с коагуляцией.
Медленные фильтры представляют собой бассейны, по дну которых уложен дренаж, над ним слой гравия толщиной 0,25—
СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ ВОДЫ
531
0,5 м и выше слой песка 1 —1,25 м. Скорость фильтрации 0,1-—0,2 м!час. Для нормальной работы фильтр должен созреть, т. е. на поверхности песка должна образоваться «биологическая плёнка»; на это требуется 1—2
потоком воды. В некоторых случаях для экономии промывной воды используется сжатый воздух; ранее использовались механические грабли. Интенсивность промывки обычно 5—6 л!сек на 1 поверхности фильтра
Фиг. 63. Открытые скорые фильтры: 7—подводящая труба; 2 — отводящая труба; 3 — промывная труба; 4—спускная труба; 5—промывной жёлоб; 6—песок; 7—гравий; S—дренаж
Зревохранит клапан
Паевой промывши!
Мы
Спуск 1-го фильтрата
Фиг. 64. Скорые напорные фильтры
ОтШ осветлённой Мы
1-2,0 2,5-5\
цемент / д=20мм
бетон 1-3 6
JHL
суток. Через 1—2 месяца фильтр необходимо очищать путём снятия верхнего слоя песка.
Скорые фильтры дают хороший эффект осветления при небольшой их площади. Скорость фильтрации от 5 до 7 м1час. Фильтры требуют регенерации (очистки песка) примерно!—2 раза в сутки. Промывка производится путём взрыхления песка обратным
Ограничитель промывки
Спуск промывной. Мы
при наличии мешалок и 10—16 л!сек на 1 м2 для безмешалочных фильтров.
Скорые фильтры бывают открытыми и напорными. Открытые фильтры (фиг. 63) устраивают железобетонными (квадратные или прямоугольные), напорные — металлическими (круглые в плане) (фиг. 64).
Площадь открытых фильтров принимают 15—25 м2, а на крупных станциях значительно больше; напорные фильтры изготовляют диаметром от 1,34 до 3,00 м для незначительных давлений.
Основные элементы всех фильтров—корпус, дренаж, поддерживающие слои загрузки и фильтрующий слой, устройства для подвода
34*
532
ВОДОСНАБЖЕНИЕ
фильтруемой (или умягчаемой) и промывной воды, регулятор скорости фильтрации, устройства для отведения промывной воды и приборы управления.
Загрузочные слои, служащие для поддержания фильтрующего слоя, имеют толщину 500—600 мм и состоят из отдельных слоёв гравия различного размера от 1 до 20 мм для напорных и от 1 до 64 мм для открытых фильтров. Фильтрующий слой состоит из кварцевого песка с зёрнами эффективным размером 0,40—0,60 мм и коэфициен-том однородности 1,5—1,7. Высота слоя песка около 700 мм.
Процесс работы фильтра состоит из периода фильтрации и периода промывки. Число
ются под углом 45° к вертикали в шахматном порядке с шагом отверстий около 75 мм. Интенсивность верхней промывки 2,5—3,2 л!сек на 1 м2. Расход воды на промывку фильтров составляет -х. 5% их производительности.
Дренаж фильтров служит для сбора профильтрованной воды и главным образом для равномерного распределения промывной воды в песке; его подразделяют на дренаж большого и малого сопротивления. Наиболее распространённым является дренаж большого сопротивления из перфорированных труб и для напорных фильтров — дренажная система из дырчатых труб с колпачками. На фиг. 65 показана конструкция трубчатого дренажа, состоящего из центральной трубы (коллектора) и боковых
фильтров в установке должно быть не менее Двух.
Интенсивность промывки должна обеспечивать подъём фильтрующего слоя песка во время промывки на 40—-50%. Продолжительность промывки примерно 5 мин. Расход воды на промывку
Fw-5 -60
Q = ~ j qqq — 0,3Fw М',
где F — площадь фильтра в м2;
w — расчётная интенсивность промывки в л)сек на 1 м2.
В последнее время фильтры больших размеров оборудуют верхней промывкой.
Верхняя промывка осуществляется системой дырчатых труб, расположенных па расстоянии 50 мм над поверхностью фильтрующего слоя; отверстия в трубах располага-
Фиг. 65. Конструкция трубчатого дренажа
труб диаметром 50 — 100 мм, располагаемых на расстоянии 150—300 мм, с отверстиями 6—12 мм через 150—200 мм. Дренаж осуществляется на основе гидравлического расчёта, сводящегося к определению размеров отверстий, пропускающих расчётный расход промывной воды с допустимой (не более 5%) неравномерностью по отдельным отверстиям.
Дренаж малого сопротивления (применяется редко) состоит из поставленных на ребро досок толщиной 25 мм, поверх которых укладывают для обеспечения более равномерного распределения промывной воды слой гравия толщиной не менее 600 мм.
Потеря напора в таком дренаже вместе с загрузкой при интенсивности 10 л/сек на 1 м2 менее 1 м.
Для равномерного распределения воды под фильтром оставляют междудонное пространство высотой до 0,8 м.
В настоящее время внедряются фильтры с дренажем, позволяющим отказаться от загрузки гравия. Подачу фильтруемой воды и отвод промывной воды в открытых фильтрах производят при помощи желобов, а в напорных — посредством воронки пли особых устройств. Желоба обеспечивают равномерное распределение воды, не допуская размыва
СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ ВОДЫ
533
песка. Расстояние в свету между желобами должно быть не более 2,2 .ч ине менее 1,4л. Скорость движения воды в желобах не должна превосходить 0,6 м/сек.
Потеря напора в фильтре при работе зависит от характеристики и толщины слоя песка, скорости фильтрации, условий коагулирования и др. Наименьшие потери в фильтре —
менее 1 —1,3 м. При малом слое воды и увеличенных потерях напора в песке фильтра может образовываться вакуум, нарушающий нормальную работу фильтра. Потери напора в фильтре колеблются от 0,7 (чистый фильтр) до 2,5—3 м (загрязнённый фильтр).
Конструкция одного из напорных фильтров показана на фиг. 64.
Бани, для раствора, хлорной извести В.вЗВ; \!=6В0л.
Дозирующий Вачон 30x60 Воронка для хлорной воды
ПО АВ
§
ЗатВорный Вак
Хлоратор Ремеснииного/
Сырая Вода Xаирная Вода.
Баллоне жио
1 лором
- 35и
Промежуточный.
Шкаф Зия инструментов Хлорная Воза резиноВ. шлака
хранения противогазов
Фиг. 66. Устройства для хлорирования воды
хлооной извеегью и газообразным хлором
пшле его промывки; в процессе работы в связи с загрязнением песка потери увеличиваются. Поддержание постоянных скоростей фильтрации достигается установкой регуляторов скорости фильтрации на отводящей трубе.
Для преодоления потерь напора в фильтре уровень воды над песком должен быть не
ОБЕЗЗАРАЖИВАНИЕ ВОДЫ
Наиболее распространённым способом обеззараживания воды является хлорирование, основанное на окисляющем действии кислорода, выделяющегося при воздействии хлора на воду:
С12 + Н2О = 2НС1 + О.
534
ВОДОСНАБЖЕНИЕ
Кислород окисляет органические вещества и убивает бактерии.
Нормальную дозу хлора определяют испытанием, доза для фильтрованной воды составляет до 0,5 мг/л, для нефильтрованной— до 1—2 мг[л активного хлора.
Воду хлорируют хлорной известью или жидким хлором.
Хлорная известь содержит до 30 — 35% активного хлора. Устройства для хлорирования хлорной известью и газообразным хлором приведены на фиг. 66.
Хлорная известь затворяется в тесто в затворном бачке и разводится до рабочего раствора определённой крепости в двух расходных баках. Дозировку производят через бачок и кран аналогично дозировке коагулянта.
На фиг. 67 приведён хлоратор системы И. П. Овчинкина, а на фиг. 68]—хлоратор си-
Фиг. f67. Хлоратор системы И. П. Овчинкина: 1— измерительная трубка; 2—шкала; 3—резервуар для измерительной жидкости; 4—предохранительный сосуд; 5 и б —капилляры; 7—всасывающие стеклянные трубки; 8 — резиновый шланг; 9, 10, 11, 72, 16 — зажимы; 14 — воздушные стеклянные трубки;
15—вакуумная трубка
стемы Лебедева, нашедшие широкое применение на транспорте.
Хлорирование хлорной известью сравнительно просто. Недостатками этого способа являются громоздкость устройства, загрязнение труб осадками хлорной извести, а также неудобства в гигиеническом отношении.
Хлорирование газообразным хлором позволяет более точно дозировать хлор. Общая компоновка устройств для хлорирования воды хлорной известью и газообразным хлором приведена на фиг. 66.
^На фиг. 69 приведён хлоратор системы Б. М. Ремесницкого для хлорного газа, состоящий из редукционного клапана, фильтра, измерителя количества хлора, обратного клапана, редукционного клапана для воды и смесителя.
Хлоратор устанавливают в отдельном изолированном помещении, имеющем вентиляцию. Минимальное время контакта хлора с водой
Фиг. 68. Хлоратор системы Лебедева: 1—питающий сосуд; 2 —предохранительный сосуд; 3—всасывающая труба; 4 — зажим для регулирования расхода; 5—резиновый шланг к всасывающей трубе насоса; б—вакуумная трубка
Фиг. 69. Хлоратор системы Б. М. Ремесницкого; 1 — мраморная доска; 2 — редукционный клапан; б—регулирующий кран; 4—манометр низкого давления; 5—манометр; б —измеритель расхода хлора; 7 —предохранитель к измерителю; 8 — фильтр; 9—обратный клапан; 10- смеситель; 7 7 —редукционный клапан для воды; 72 —фильтр для воды; 13—манометр; 7 4—запорный кран для воды; 15—-запорный вентиль для хлора
около 30 мин. и может быть снижено при хорошем перемешивании воды с хлором (например в центробежном насосе)
СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ ВОДЫ
535
Хлор, помимо обеззараживания воды, снижает содержание органических веществ, обесцвечивает воду, богатую гуминовыми вещест-вами.
Иногда применяют двойное хлорирование. Первая доза хлора вводится в необработанную воду или после её отстоя, вторая — в фильтрованную воду. Двойное хлорирование при относительно небольших дозах хлора даёт удовлетворительный эффект и может привести к экономии коагулянта. Хлорированная вода должна содержать остаточный хлор в количестве 0,1—0,2 мг]л. При большой величине остаточного хлора воду дехлорируют гипосульфитом.
СПЕЦИАЛЬНЫЕ СЛУЧАИ ОБРАБОТКИ ВОДЫ
Удаление 'из ’воды железа. Содержание железа в воде даже в небольшом количестве (более 0,2 мг/л) делает воду не пригодной для питьевых и технических целей. В воде железо встречается в виде двууглекислого Fe(HCO3)2, сернокислого FeSO4, гуминовокислого и в виде других соединений. Ему может сопутствовать марганец.
Двууглекислое железо нестойко, легко теряет углекислоту и поэтому удаляется из воды легко при насыщении её воздухом и последующем отстаивании и фильтрации.
Сернокислое и гуминовокислое железо устраняют известкованием воды, так как аэрация для этого недостаточна. После известкования воду отстаивают. Схема установки для обезжелезивания воды приведена на фиг. 70. Аэрацию воды производят на градирнях или в брызгальных бассейнах. В отстойни-
Фиг. 70. Схема устройства для удаления из воды железа
ках вода находится примерно 1 час. Фильтры имеют загрузку песком с диаметром зёрен 0,5—1,0 жж и толщиной слоя 0,6—0,7 ж. Скорость фильтрации 3—4м/час.
Для обезжелезивания применяют также закрытые напорные фильтры.
Удаление из воды свободной углекислоты. Свободную углекислоту удаляют механическим или химическим путём. Механическое удаление производят путём аэрации на гра-дионях, дождеванием, разбрызгиванием через
сопла и разбрызгиванием при вакууме. Наи* лучшие результаты из механических способов даёт дегазация на градирнях, заполненных коксом, и разбрызгивание при вакууме с подогревом, одна из схем которого приведена на фиг. 71.
Пар и гол t°=SO°
Регулятор уридин Воды
Теплообменник
Пар
Конденсат
Soda., освобождённая от газа
Вануумнисос Добавочная бода Конденсат
р=0Да1а t=60°
Насос для питания котла
ПараВой. трубопровод
Резервуар Трубопровод для воды
Фиг. 71. Схема действия вакуум-кот ла для дегазации воды
Химическое удаление углекислоты производят фильтрацией через фильтры с мраморной крошкой крупностью 3—5 жж со скоростью до 5 м/час.
Удаление из воды сероводорода. Удаление сероводорода из воды может производиться химически путём связывания серы металлом, окисления сероводорода с выделением коллоидной серы и механически — путём выветривания сероводорода в окружающий воздух. При этом для получения необходимого эффекта высота фонтанов для разбрызгивания воды или градирни должна быть достаточно большой (5—6 м и выше).
УМЯГЧЕНИЕ ВОДЫ
При значительной " жёсткости воды, предназначенной для питания паровозных котлов, необходимо производить её умягчение, т. е. устранить катионы Са и Mg.
Наиболее распространёнными на железнодорожном транспорте являются методы умягчения—известково-содовый, катионитовый и комбинированный.
Известково-содовый (реагентный) метод. При этом методе двууглекислый кальций и все соли магния переводятся в осадок известью. Одновременно нейтрализуется свободная углекислота и удаляется железо и частично к ремнекиелота:
Са (ПСО3)2 + Са (ОН)2 = 2СаСО3 + 2Н2О;
Mg (НСО3)2 + Са (ОН)2 = MgCO3 +
+ CaCOs + 2Н2О;
MgCO3 + Са ЮН)2 = Mg (ОН)2 + СаСО.,:
MgSO4 + Са (ОН)2 = Mg (ОН)2 + CaSO4;
MgCl2 + Са (ОН)2 = Mg (ОН)2 + СаС12;
СО2’+ Са (ОН)2 = СаСО3 + Н2О.
536
ВОДОСНАБЖЕНИЕ
Все остальные соли кальция [кроме Са (НСО3)2] в воде переводятся в осадок содой:
CaSO4 4- Na2CO3 = СаСО3 + Na2SO4;
СаС12 + Na2CO3 =[СаСО3 +[2NaCl.
Количество необходимых при этом реагентов равно: извести
СаО = 28ЖК + l,4MgO + 1,27СО2 мг/л;
соды
Na2CO3 = 53ЖН мг/л,
где Жк — карбонатная жёсткость в мг-экв/л;
Жн — некарбонатная жёсткость ъмг-эке/л;
MgO — количество окиси магния в мг/л;
СО2 — количество свободной углекислоты в мг/л.
Для ускорения процесса умягчения и снижения остаточной жёсткости реагенты дозируют с незначительным избытком против теоретического расхода (для извести на 0,4 мг-экв/л и соды на 1 мг-экв/л).
В зависимости от качества продажной извести содержание окиси кальция СаО в ней составляет от 40 до 85%. Количество соды в продажном продукте около 96%.
железнодорожного водоснабжения работают без подогрева.
Основным типом водоумягчителей, работающих по известково-содовому методу на транспорте, являются водоумягчители с вертикальными отстойниками и осветлителями (фиг. 72).
Основными элементами водоумягчителя являются: распределитель воды, дозаторы известкового молока, содового раствора и коагулянта, устройства для приготовления, подачи и дозирования реагентов, смеситель, камера реакции, отстойники, фильтры, резервуары умягчённой воды и вспомогательные баки, трубопроводы, насосы и др. Распределитель воды и дозаторы реагентов в последних конструкциях объединены в одно устройство — пропорциональный дозатор. Дозирование реагентов в нём ведут от поплавка, положение которого зависит от расхода подаваемой на обработку воды. Известковый раствор дозируется через шайбу, а содовый—через гибкий шланг, связанный с поплавком. Известь гасят в специальных устройствах или, при небольшом количестве, вручную в ящиках-сцежах. Известковое тесто поступает в известковую мешалку, где при добавлении воды превращается в известковое молоко; последнее насосом подаётся в дозатор. Соду растворяют в мешалках и подают в дозатор; приготовление и дозирование раствора коагулянта осуществляют аналогично при-
Фиг. 72. Схема работы известково-содового водоумягчителя: 1— известковая сцежа; 2 —известковые творила; 3 —гидравлическая мешалка; 4—бак содового раствора; 5 — бак раствора коагулянта; 6 — дозатор; 7—смеситель; 8—камера реакции; S—осветлитель; 70--шламоуплотнитель;
17—циркуляционный насос
Услобные обозначения линии.:
----- обрабатываемая боба, ----- собственные нужды -----— известковое молока —---- раствор соды
—'—'— раствор коагулянта.
—х—х— перепуск шлама
-------- дренажные
...... пар
При значительном содержании органических веществ и для получения лучшего эффекта умягчения воды последнюю коагулируют небольшими дозами коагулянта.
Остаточная жёсткость при умягчении воды на холоде 1,5—2 мг-экв/л, а при предварительном подогреве до 80—85° она может быть снижена до 0,4—0,7 мг-экв/л. Водоумягчители
ведённому в пункте «Обработка воды для хозяйственно-питьевых потребностей» (стр. 527).
Обрабатываемая вода вместе с реагентами подаётся в смеситель, откуда после перемешивания поступает в камеру реакции и отстойник или осветлитель. Умягчённая вода может пропускаться через кварцевые фильтры для окон. нательного осветления.
СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ ВОДЫ
537
При использовании новейших конструкций осветлителей фильтры могут отсутствовать.
Известково-содовый метод обычно используют при высокой жёсткости воды (выше 8—10 мг-экв/л) н отсутствии необходимости глубокого умягчения.
За последние годы широкое применение для интенсификации процесса умягчения и улучшения качества воды получил метод осветления с фильтрацией через слой шлама, получивший название суспензионной сепарации. Кроме того, большой интерес представляет использование вихревых реакторов. В вихревых реакторах вода подводится тангенциально с большой скоростью в нижнюю коническую часть аппарата. В результате сильного вих-реобразования имеет место ускорение процесса умягчения. Образующиеся при обработке воды частицы СаСО3 выделяются в виде плотных окатанных зёрен. Вихревые реакторы применяют при умягчении на холоде прозрачной воды с преобладанием солей кальция; известь при этом должна подаваться в виде прозрачного раствора. При большой мутно-п'И и малой жёсткости воды вихревые реакторы могут работать без загрузки контактной массой, в остальных случаях их предварительно загружают контактной массой — кварцевым песком или мраморной крошкой с диаметром зёрен 0,25 мм. Толщина слоя загрузки около 1,5—2 м. Скорость ввода воды в реактор не менее 1,0 м/сек, а скорость её движения в плоскости сборных желобов 50—60 мм/сек. Время пребывания воды в реакторе 10—15 мин.
Для предупреждения забивания подводящих труб осадками ставят решётки, а реагенты вводят тангенциально по специальному трубопроводу. Реакторы имеют угол конусности не более 20°.
Хороший эффект в эксплоатации даёт осветлитель типа ЦНИИ (фиг. 73), автор Кургаев Е. Ф.
Работа этого осветлителя основана на принципе суспензионной сепарации. Особенностью конструкции является удачное расположение отдельных элементов сооружения по одной вертикальной оси, что обусловливает высокий гидравлический, а следовательно, и технологический эффект работы сооружения, а также наличие окон на шламоотводящей трубе, позволяющих регулировать уровень шлама. Шлам отводится непрерывно в шламоуплотнитель. Осветлитель типа ЦНИИ обеспечивает весьма хорошее осветление воды.
Катионитовый метод умягчения. Катионито-вый метод умягчения основан на реакциях ионного обмена.
Катионитами называют вещества, способные заменять свои катионы на катионы растворённых в воде солей жёсткости. Катиониты делят на естественные, представляющие собой, например, алюмосиликаты натрия, и искусственные, получаемые в настоящее время при обработке некоторых углей (сульфоугли) серной кислотой.
К естественным катионитам относят глаукониты (глауконитовый песок). В качестве искусственных, помимо сульфоуглей, в настоящее время используют катиониты—синтетические смолы (вофатиты, эспатиты и др.) разных марок.
На железнодорожном транспорте катионитовый метод умягчения может осуществляться по одной из схем:
1. Na-катионирование с предварительным известкованием.
2. Н—Na-последовательное катиониро-вание.
3. Частичное катионирование (катиониро-вание-смешение).
Реакции умягчения при Na- катиониро-вании протекают следующим образом:
2 Na кат Са (НСО3)2 Са кат2 + 2 NaHCO3;
2 Na кат Mg (НСО3)2 Mg кат2 + 2NaHCO3;
2 Na кат + CaSO4 Са кат2 -р Na2SO4;
2 Na кат + MgSO4 pt Mg кат2 + Na2SO4.
Здесь под «кат» понимают сложный (кроме Na) комплекс Na-катионита. Реакции обратимы и могут протекать в обоих направлениях. В результате умягчения в воду переходят хорошо растворимые натриевые соли.
Фиг. 73. Осветлитель типа ЦНИИ: 7 —осветлитель^ 2- шламоуплотнитель; 3 — распределитель; 4 — воздухоотделитель; 5 — камера реакции; 6— устройство для отвода шлама; 7 -- сборный жёлоб; 8 — верхняя-дренажная решётка
Na-катионирование (фиг. 74) обеспечивает глубокое умягчение до 0,02—0,4 мг-экв/л и применимо для осветлённой воды преимущественно с некарбонатной жёсткостью. При значительной карбонатной жёсткости при этом методе повышается щёлочность воды на величину, равную карбонатной жёсткости исходной воды, что вредно сказывается на работе-
538
ВОДОСНАБЖЕНИЕ
паровозного котла. Поэтому Na-катиониро-ваиие в чистом виде на железнодорожном транспорте не применяют.
Для снижения щёлочности умягчённой воды и снижения величины сухого остатка перед Na-катионированием воды иногда производят её известкование. Известкованием снимается основная часть карбонатной жёсткости, а некарбонатная удаляется катионитами.
В этом случае умягчение Na-катионито-,вым методом осуществляют по комбинированной схеме: известкование, осветление,
Фиг. 74. Схема кагионитового метода умягчения воды
фильтрация через катионит (для воды из поверхностных источников при значительной карбонатной жёсткости). Введение в схему коагуляции способствует удалению из воды органических веществ. При значительной карбонатной и некарбонатной жёсткости иногда применяют известково-содовый метод с последующим доумягчением воды катионитами.
Ёмкость поглощения катионита, т. е. количество солей жёсткости в г-же иоиов, поглощаемое 1 м3 катионита при умягчении воды, различна и колеблется в пределах от 125 до 350 г-акв/м3.
Ёмкость поглощения катионитов непостоянна и меняется в зависимости от. жёсткости и общего солесодержания в воде; величины pH воды; конструкции фильтров; крупности зёрен катионитов; условий регенерации (регенерация поваренной солью, регенерация серной кислотой).
Регенерацию Na-катионита после использования его обменной способности производят поваренной солью:
Са кат2 + 2 NaCl —> 2 Na кат + СаС12;
Mg кат3 + 2NaCl2Na кат 4 MgCl2.
Н-катионирование основано на обмене катиона водорода Н-катионита на катионы Са и Mg солей жёсткости в воде.
Реакция происходит следующим образом:
2 Н кат + Са (НСО3).^Са кат2 +2Н2О +2СО2;
2 Н кат + Mg (HCO3)2;±Mg кат2+2Н2О+2СО2;
2 Н кат ф- CaSO4 ;.± Са кат2 -j- H2SO4;
2 Н кат + MgCl2 Mg кат2 + 2НС1 и т. д.
Под «кат» понимают весь комплекс соединений Н-катионитового материала (исклю
чая катион водорода). Н-катионирование снижает солевой состав воды.
Снижение жёсткости обусловлено заменой ионами водорода эквивалентного количества ионов кальция и магния.
Регенерация Н-катионита производится раствором серией кислоты (крепостью примерно 1,5%).
При Н-катионировании выделяющийся углекислый газ должен быть удалён в дегазаторе.
Н—Na-последовательное катионирование. Н—Na-катионирование последовательное даёт глубокое умягчение; исключается значительная щёлочность и кислотность обработанной воды.
При последовательном Н—Na-катионировании часть воды попадает на Н-катионитовые фильтры, затем смешивается с остальной частью сырой воды и идёт на Na-катионитовые фильтры.
Кислота, содержащаяся в Н-катиониро-ванной воде, нейтрализуется при смешении. Остаточная жёсткость смешанной воды снимается Na-катионитами.
Перед Na-катионированием из воды должна быть выделена углекислота, образовавшаяся при Н-катионировании и нейтрализации. Соотношения количества Н-катионируе-мой и сырой воды определяется намечаемой щёлочностью смеси.
Частичное катионирование (катионирова-иие-смешение). Для экономии реагентов на железнодорожном транспорте находит применение метод, основанный на смешении части воды, обработанной на Na-катионито-вых фильтрах, и сырой необработанной. Этот метод даёт возможность использовать для до-умягчения воды в паровозном котле щёлочь, получаемую при обработке частиводына катионитовых фильтрах. Схема установки приведена на фиг. 75.
Фиг. 75. Схема умягчения воды по способу катиони-рование-смешение: 7—катионитовый фильтр; 2 —резервуар для смешения сырой и умягчённой воды; 3—трубопровод для подачи сырой воды; 4—задвижки для регулирования отсечки сырой воды; 5 — трубопровод для забора умягчённой воды
Отсечку па фильтры устанавливают в зависимости от качества воды. Количество воды, пропускаемое через катиониты, рассчитывается таким образом, чтобы образующаяся при Na-катионировакии щёлочность обеспечила выпадение в котле накипе-образователей, поступивших сюда с необработанной водой, главным образом в виде шлама.
Вода, подаваемая на катионитовые фильтры, должна содержать не более 5—10 «щ/л
СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ ВОДЫ
539
взвешенных веществ, поэтому при использовании поверхностных источников перед кати-онированием её осветляют.
Основными элементами катионитовых установок являются катионитовые фильтры (фиг. 76). как правило, напорные. В нижней
жёсткости 3,5—7 мг-экв1л и до 5 м]час при жёсткости более 7 мг-экв/л.
Регенерация состоит из взрыхления (промывки), спуска воды, напуска регенерационного раствора поваренной соли (или кислоты) и отмывки.
Фиг. 7G. Катионитовый фильтр: 7—подвод сырой волы; 2—отвод умягчённой воды; 3 — подвод промывной воды; 4—подвод соляного раствора; 5—отвод воздуха; 6 — шайбовый водомер; 7- дроссельный клапан; 8—поплавок; 9- слой,.катионита; 10 — поддерживающий слой;
Н — от 3,4 до 4,2 ле; Ь* — от 1,1 до 1,8 At;
Л — от 0,35 до 0,75 At; b — от 0,4 до 0,75 At;
А — от 1 ,7 до 4,1 м; dx — от 51 до 1 50 мм: d^ — от 27,5 до 76,5 мм; d^ —12,5 мм; .
D — ОТ 1 ДО 3 At.
части фильтра устраивают трубчатый дренаж с колпачками, поверх которого располагают поддерживающий слой и слой катионита. В новейших конструкциях напорных фильтров, загруженных катионитами, поддерживающие слои отсутствуют. Высота загрузки катионита от 1,5 до 3 м. Над загрузкой должна быть «водяная подушка» толщиной 0,4— 0,5 высоты загрузки.
Н-катионитовые фильтры имеют кислотоупорную изоляцию; все детали из нержавеющей стали.
Диаметр изготовляемых в настоящее время фильтров 1 030, 1 525, 2 000, 2 400 и 3 060 мм.
Система трубопроводов и задвижек для обслуживания фильтров показана на фиг. 77. Компоновка узла фильтра может быть различной.
Процесс работы фильтра включает умягчение и регенерацию. Скорость фильтрации при умягчении принимают 15—-20 м/час при жёсткости до 3,5 мг-экв/л, 10 м/час при
При катионитовых фильтрах необходимы устройства для приготовления регенерацион-
Фиг. 77.Схема оборудования катионитового фильтра: 7 _фИЛЬТр; 2—с о ле растворитель: 3 —бак промывной воды; 4- подвод сырой воды; 5—отвод умягчённой воды; 6 — подвод раствора соли для регенерации; 7—промывной трубопровод; 8—отвод в канализацию
пых растворов, баки для умягчённой воды и повторного использования промывных вод
Фиг. 78. Устройство для удаления изводы углекислоты: 7—трубопровод для подачи воды на обработку; 2—труба для отвода обработанной воды; 3~вентилятор; 4—трубопровод для отвода воздуха и углекислого газа; 5—устройство для равномерного распределения воды; 6 — заполнение из досок, расположенных в шахматном порядке, для разбрызгивания воды; 7—гидравлический затвор
водоснабжение
Фиг. 79. Солерастворитель: D = 670— 1525 мм Hi = 700 — 740 »
Н2 = 1 550 - 2 050 » А = 575 — 1 775 »
С - 700 - 1 200 »
СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ ВОДЫ
541
а также устройства для удаления углекислоты (после Н-катионитовых фильтров). На фиг. 78 показан один из типов дегазаторов, используемых для удаления углекислого газа.
Соль растворяют в солерастворителях или в баках мокрого хранения соли. Солераство-рители (фиг. 79) изготовляют диаметром 670-:-1 525 л.м'на давление до 6 ат. В нижней части они имеют дренаж и кварцевую загрузку. После каждого растворения соли солераство-ритель промывают обратным потоком воды, интенсивность которого 10 л/сек на 1 я2.
Раствор кислоты приготовляют в специальных баках или цистернах, которые должны быть кислотоупорными.
Расчёт катионитовой установки. Пусть <7—количество умягчаемой воды в м3/ час, //<„— жёсткость умягчаемой воды общая в мг-экв/л', t — продолжительность межрегенерационпо-го периода в час.;
е — ёмкость поглощения катионита в г-экв на 1 л3 катионита;
р — удельный расход воды на отмывку катионита— 4—5 ма на 1 м3 катионита.
Тогда
врасч ~ С —р/К,,.
В соответствии со стандартом или по конструктивным соображениям выбирают диаметр фильтра D, принимают высоту слоя катионита Н. Тогда полезная ёмкость поглощения загрузки фильтра г-экв
D2
Е = qt Жо ~ Срасч~- И,
откуда
r.D2 врасчН =
Проверяют скорость V. Если v мала или велика, изменяют t или Н. Окончательно устанавливают принимаемые величины, увязывая их со стандартом фильтров н данными эксплоатации. При четырёх рабочих фильтрах —1 резервный, при пяти и более рабочих фильтрах — 2 резервных.
Ёмкость баков для регенерационных растворов
mWE6
wp = ~ioo
где Е — ёмкость поглощения всей загрузки фильтра в г-экв',
т—-число регенераций, на которое заряжается бак;
б— удельный расход реагента в граммах на 1 г-экв снятой жёсткости: соль NaCl, 6 = 200 г; 100%-ная кислота H2SO4, б — 75 г;
b — концентрация исходного реагента: соль NaCl,&=100%; крепкая H2SO4, b = 65—93% в зависимости от сорта;
Ь4 — концентрация регенерационного раствора: для раствора соли NaCl lh= 10%;
для раствора кислоты HoS04 % = - 1,0-1,5%;
> — удельный вес раствора, равный 1,0.
Ёмкость бака для взрыхления катионита (па две регенерации)
W6=0,12IFte л3,
где 1 — интенсивность взрыхления в л/сек на
1 л2; для сульфоугля—3—3,5 л/сек на
1 я2; для остальных — 5 л/сек на
1 я2;
F — площадь фильтра в я2;
t„ — продолжительность взрыхления 10—15 мин.
ЭКСПЛОАТАЦИЯ ЖЕЛЕЗНОДОРОЖНОГО ВОДОСНАБЖЕНИЯ
НАБЛЮДЕНИЕ ЗА ИСТОЧНИКАМИ
ВОДОСНАБЖЕНИЯ, ИХ ИСПЫТАНИЕ
ИОПРЕДЕЛЕНИЕ ДЕБИТА
Большинство источников водоснабжения нуждается в постоянном или периодическом наблюдении за их режимом, дебитом и качеством воды.
Источники водоснабжения с недостаточно надёжным дебитом периодически проверяют, особенно в критический период года, когда водоотдача из источника бывает наименьшей.
Источники, дебит которых в критический период во много раз превышает суточную потребность станции в воде, не испытывают. В таких источниках наблюдают за уровнями, качеством воды и изменениями русла.
Реки. За реками ведут периодическое наблюдение: в различные периоды года замеряют уровни воды, определяют степени заиления, размыва, изменения русла, отметок ледостава и максимальной толщины льда.
Определение расхода реки. Расход реки определяют по площади живого сечения потока и средней скорости движения воды, измеряемой гидрометрическими приборами, а при отсутствии их—поплавком.
При измерении скорости поплавком расход реки
Qрек= к Fср vcp м2]сек,
где к — коэфициент перевода средней поверхностной скорости на среднюю по всему живому сечению, который принимают: при заросшем русле 0,55, покрытом камнями 0,64, покрытом гравием 0,71, песчаном и глинистом 0,7-1;
Еср — средняя площадь живого сечения потока между створами в л2',
vcp — средняя поверхностная скорость течения воды на участке между створами, измеряемая в м/сек.
542
водоснабжение
Определение средней площади Fcp сечения реки. Для определения средней площади живого сечения измеряют площади сечения реки в трёх местах: F., — в створе водозабора; 1\—выше водозабора на 10—30 м и Fa—ниже на 10 — 30 м.
Площадь каждого из этих сечений определяют замерами глубин реки перпендикулярно течению через равные промежутки и подсчитывают по формуле
/ h„ \ bh„
Fi — a j ft + ftj + ft2 -|- ...“p о "I 4“ 2 m2 >
где а — расстояние между промерами в м;
ft hn— глубина реки в местах промеров в м;
Ь — оставшееся расстояние от последнего промера до уреза воды меньше а в м.
Расстояние между промерами а зависит от ширины реки. При ширине реки более 25 м величину а принимают равной 4,«, при меньшей ширине —2 м.
Аналогичным методом находят площади сечения Fa и Fa.
Средняя площадь сечения
Определение средней скорости течения воды иер в реке. Прежде всего определяютповерх-ностную скорость потока реки. Эта скорость ипов замеряется в 3 — 5 точках реки между крайними вехами, установленными при определении живого сечения реки.
Замеры скоростей воды реки повторяют 4—5 раз, после чего берут средние арифметические величины.
Для замеров каждой из скоростей (уг, у2, v3 и т. д.) выше верхней вехи пускают поплавок и замечают время прохождения его мимо верхней и нижней вех. По расстоянию между вехами I м и времени прохождения поплавка t скорость по
сек. определяют поверхностную формуле
= -у- м]сек.
поверхностная скорость течения
+ у» + Ня + • • • + vn
Средняя реки
vnoe =----------------------м/сек.
Средняя скорость по всему сечению ^ср — ^пов'
Ручьи. Наблюдения за режимом и состоянием ручьёв, озёр, прудов и колодцев ведут аналогично наблюдениям за реками.
Расход ручья подсчитывают снятием поперечного сечения ручья и измерением скорости течения, замерами посредством мерного сосуда и замерами при помощи калиброванного водослива.
Дебит ручья определяют замерами живого сечения и скорости. При этом расстояния а берут не более 0,5 —1,0 м.
При определении дебита ручья калиброванным водосливом выбирают место с водо
непроницаемым дном. Здесь ручей перегораживают деревянным щитом с вырезом водослива. При дебите ручья, ориентировочно равном Q = 5 — 25 л/сек, ширина в водосливах должна быть равной 0,25 м, при дебите Q = 25-4-150 л<сек b — 0,50 м\ при более значительном Q ширину берут Ъ =1,0 м.
Площадь сечения ручья перед запрудой должна быть в 5—6 раз больше площади сечения перелива воды через водослив, а горизонт воды ниже запруды должен быть ниже водослива не менее 2ft, где ft — высота слоя воды на водосливе.
Нижний край прямоугольного и трапецеидального водослива должен быть строго горизонтальным. Высота слоя воды на водосливе ft измеряется при помощи метра или рейки.
Расход Q по замерам при испытании подсчитывают по формулам, соответствующим принятому профилю водослива, а именно: при водосливе прямоугольного профиля (фиг. 80) по формуле Q = 0,018bft 4^ треугольной формы (фиг. 81) Q=0,014ft2y /г.апри водосливе формы трапеции (фиг. 82) Q = =0,0186bft / ft; значения 6 и ft показаны на
Фиг. 80. Прямоугольный водослив
Фиг. 81 . Треугольный водослив
Фиг. 82. Трапецоидальный водослив
этих'же фигурах, расход через водослив Q выражают в л!сек.
Для точных определений дебита замеры делают многократно и берут средние значения.
Пруды и озёра. При определении дебита прудов и озёр последние в зависимости от питания делят на трн группы:
пруды и озёра, питающиеся за счёт поступления весенних вод;
пруды и озёра, получающие питание за счёт подземных вод с достаточным дебитом;
пруды и озёра с недостаточным дебитом, частично питающиеся родниками.
Пруды, собирающие весенние и паводковые воды, испытанию не подвергаются, но
ЭКСПЛОАТАЦИЯ ЖЕЛЕЗНОДОРОЖНОГО ВОДОСНАБЖЕНИЯ
необходимы соответствующие записи горизонта воды, полного объёма и полезного запаса воды, а также мёртвого объёма с учётом заиливания.
Водоотдачу таких прудов определяют водохозяйственными расчётами.
Данными для составления такого расчёта служат: площадь водосбора, количество выпадающих осадков, топография местности, фильтрация почвы, величина испарения и ряд других факторов.
Пруды и озёра, питание которых главным образом происходит за счёт подземных источников с достаточной водоотдачей, испытывают замером дебита, водосливом на плотине при установившемся уровне воды в пруде. Откачку воды из водоёма во время испытания прекращают. При невозможности остановки агрегатов учитывают их производительность.
Пруды и озёра, питающиеся подземными родниками, дебит которых менее производительности насосов, испытывают при помощи насосов. Дебит таких прудов и озёр определяют как разность между объёмом воды, поданной насосом за определённый промежуток времени Z, и объёмом пруда между уровнями воды при начале и конце качки Wnpyda за то же время t в мин.
п нас wnpyda)bo 3/
Q пруда~'---------------м3/час.
Замер горизонта воды в пруде производят после прекращения перелива через водослив плотины.
Для точного определения дебита источника последний испытывают насосом с производительностью, отрегулированной таким образом, что уровень воды остаётся без изменения. В этом случае W нас равно дебиту источника при данном уровне. Изменяя производительность насоса, можно определить дебит родников при различных понижениях.
Максимальным дебитом пруда или озера для существующих условий работы будет та производительность насоса, которая получается при минимально допустимом уровне воды в источнике без срыва и обнажения всасывающего клапана.
Обратную проверку дебита источника можно провести замером времени заполнения пруда после остановки насоса. Так как объём пруда на каждом уровне воды определён при откачке, то дебит можно проверить по формуле
П _____ пруда • 60
Qпруда— ' -и {час.
Грунтовые колодцы. Дебит грунтовых колодцев определяют откачкой насосами. При э:ом могут быть два случая: когда дебит грунтового колодца превышает производительность имеющихся для откачки насосов и когда он меньше производительности имеющихся насосов.
В первом случае включают в работу насосы и при установившемся уровне воды в колодце замеряют наинизший уровень, достигнутый при откачке, и соответствующий ему дебит.
Максимальный дебит колодца в этом случае находят по удельному дебиту.
Во втором случае, когда производительность насосов выше дебита колодца, определение дебита производится в следующем порядке.
Перед началом испытания отмечают уровень воды в колодце и замечают время начала, откачки. После пуска насоса производят замеры уровней воды через каждые 20 мин. По мере понижения уровня дебит колодца, возрастает. Поэтому он должен быть подсчи тан для двух понижений по формуле
„ ( WHac - Wkox ) 60
Qkoa=----------1------- лг’час,
где QK0Jl—дебит колодца при данном понижении в м° {час,
Wнас — объём воды, поданной насосом при откачке, в ж3 за время /;
W кол объём колодца между начальным
и конечным уровнями воды в м3 за то же время J;
t— продолжительность откачки в мин.
Наибольший дебит колодца будет при максимально допустимом понижении уровня воды в нём. Если при такой производительности насоса уровень воды в колодце устанавливается наинизшим и не снижается, следовательно,, дебит колодца определён верно.
Скважины. В скважинах определяют следующие положения уровня воды: статический — в период бездействия колодца или скважины, рабочий, или динамический, — в момент откачки воды.
Положение рабочего уровня меняется в зависимости от объёма откачки воды из скважины.
Воду откачивают с трёх разных динамических горизонтов, соответствующих максимальной производительности данной установки, — 75—80% этой производительности и-50—60% той же производительности.
Дебит определяют в следующем порядке:
1) перед пуском в работу оборудования1 замеряют статический уровень воды в скважине;
2) включают в работу оборудование на. максимально возможную (без срыва) производительность с периодическими замерами динамических уровней;
3) по достижении установившегося динамического уровня отмечают время и производят длительную откачку с замером поданной воды, при этом проверяют постоянство динамического уровня.
Делением объёма поданной воды ИД на-время откачки t1 определяют дебит скважины, при данном динамическом горизонте:
ИД 60 о, Q;ac = —Д“” м3/час.
Аналогично определяют дебит при двух других понижениях горизонта.
На основании полученных данных находят удельный дебит скважины делением часовой производительности на величину понижения
Q.iac ч .
от статического уровня qvd = —.~ - м3/ час.
,1пон
При наличии ненапорных вод в скважинах и тщательности всех замеров результаты
544
ВОДОСНАБЖЕНИЕ
должны быть равны для всех понижений (дебит скважины растёт по закону прямой линии или имеет отклонения в пределах 10%).
При напорных водах результаты для разных уровней будут различны (дебит скважины возрастёт по закону кривой линии).
Если на пункте водоснабжения имеется несколько скважин или колодцев, то дебит определяют при работе каждой скважины или колодца в отдельности и при одновременной работе всех скважин или колодцев или же отдельной группы их.
При наличии взаимного влияния и одновременной работе всех или группы скважин или колодцев дебит их будет меньше суммарного, полученного при испытаниях по каждой скважине или колодцу в отдельности. Поэтому общий дебит источника пункта водоснабжения определяют с учётом фактической эксплоата-ции скважин или колодцев.
ИСПЫТАНИЕ САМОТЕЧНЫХ И ВСАСЫВАЮЩИХ ЛИНИЙ
При испытании самотёчных линий при данном горизонте воды в источнике определяют степень засорённости самотёчных линий и оголовков водоприёмника, а также их пропускную способность.
Пропускную способность самотёчных линий определяют откачкой воды из берегового колодца насосной установкой. При этом могут быть два случая: когда производительность насосов менее пропускной способности самотёчных линий и когда производительность насосов более пропускной способности самотёчных линий.
В первом случае откачку воды ведут насосами с максимальной производительностью. Величину понижения уровня в колодце при этой производительности отмечают в ведомости испытания и указывают, что дальнейшего понижения достигнуть не удалось.
Во втором случае при откачке иасосом уровень воды в водоприёмном колодце понижают до обнажения выливного конца самотёчной линии. Уменьшив производительность насоса до величины, при которой уровень воды в колодце опустится на максимально допустимую величину и не будет изменяться, продолжают откачку и замеряют производительность насоса. Эта производительность будет равна пропускной способности самотёчной линии при данном уровне воды в источнике Q^aK.
Далее устанавливают степень засорённости линии, для чего определяют теоретическую пропускную способность самотёчной линии по разности отметок в источнике и колодце hH—1гк м, длине линии /ми диаметру самотёчной линии d мм. Полезный напор за вычетом потерь на вход и выход воды из трубы будет равен Л,(аг м . Так как в таблицах потери напора указывают обычно на 100 м длины, то, разделив h„ot на I м и умножив на 100, получим потери напора на 100 м длины, т. е.
Для этих потерь по таблицам расчётов водопроводных труб для d самотёчной линии находим теоретическую пропускную способность трубы Цтеор л/сек или м3/час.
Сравнивая теоретически подсчитанную пропускную способность самотёчной линии Qmeop ms/час с фактически полученной Q<paKm м3/ час, судят о степени засорённости самотёчной линии
Qmeop QaaKrn
к _ ------------------.
Ч.теор
При выяснении причин и определении места засорения самотёчных линий наблюдается несколько случаев: 1) самотёчная линия с открытым оголовком без фильтра и колодца в голове; 2) самотёчная линия с фильтром и с каменной наброской в оголовке; 3) самотёчная линия с оголовком, доступным для наблюдения, или с оголовком в виде речного колодца с фильтром.
В первом случае полученная засорённость относится полностью к самотёчной линии.
При конструкции самотёчной линии (без речного колодца) с каменной наброской в оголовке уменьшение производительности может произойти от засорения фильтра илн самой линии.
При самотёчных линиях с речными колодцами, доступными для наблюдения, причину уменьшения производительности выясняют наблюдением за состоянием уровней воды в речном и береговом колодцах.
Если при обнажении выливиого конца самотёчной трубы в береговом колодце уровень в речном колодце сохраняется, то это служит признаком засорения трубы.
Если же уровень в речном колодце резко понизится и даже обнажится устье самотёчной трубы, то причину засорения нужно искать в фильтре колодца.
В случае значительного понижения уровня воды в речном колодце также происходит обнажение выливного конца самотёчной линии в береговом колодце. Следовательно, засорены фильтры и труба. В этом случае за отметку источника принимают уровень воды в речном колодце. Разность между уровнями воды в береговом и речном колодцах во время работы самотёчной линии показывает величину располагаемого напора, по которому и определяют степень засорённости самотёчной линии.
Данные результатов испытаний самотёчных линий заносятся в ведомости.
Восстановление нормальной пропускной способности самотёчной линии производят путём регулярной промывки и очистки фильтра оголовка.
Для определения состояния и пропускной способности всасывающие линии проверяют. Для этого всасывающий трубопровод заполняют водой из напорного трубопровода. При этом краники иа всасывающем патрубке насоса для выпуска воздуха держат открытыми. Линию заливают до появления из краников воды ровной струёй. Затем закрывают заливной вентиль. При исправном состоянии линии течь воды из краников прекращается. Но если вода продолжает вытекать из краников под напором, то это свидетельствует о неисправности и наличии в ней воздушных «мешков».
ЭКСПЛОАТАЦИИ ЖЕЛЕЗНОДОРОЖНОГО ВОДОСНАБЖЕНИЯ
545
Проверку исправности всасывающего клапана производят заливкой всасывающей трубы; если вода вытекает, то это свидетельствует о неисправности клапана, а включённый в это время вакуумметр показывает разрежение, равное геометрической высоте всасывания; если же показание вакуумметра будет меньше, значит имеются пропуски во всасывающей линии или в сальниках насоса. Пропуски воздуха сопровождаются дрожанием стрелки манометра на насосе, шумом и ударом воды в насосе.
Чтобы определить пропускную способность всасывающей линии, выявляют теоретически все потери во всасывающей линии при фактической производительности насоса, затем данные суммируют с геометрической высотой всасывания.
Полученная величина служит теоретической высотой всасывания насоса прн фактической его производительности.
Показания вакуумметра при работе насоса с этой производительностью и исправном состоянии линии должны быть близкими к теоретической полной высоте всасывания.
При работе насоса тщательно отмечают показания вакуумметра, и если они незначительно отличаются от теоретических, то всасывающая линия работает нормально, в противном же случае ищут причину отклонения.
Чаще всего причиной повышения вакуума является неисправность всасывающего клапана с сеткой вследствие засорения сетки или слишком большого веса самого клапана. Некоторые причины, указывающие па повышение вакуума при увеличении открытия задвижки центробежного насоса, свидетельствуют о местном или общем засорении линии. Быстрое возрастание вакуума при малом открытии и затем резкое уменьшение его свидетельствуют о затруднительном поднятии клапана.
КОНТРОЛЬНЫЕ ИСПЫТАНИЯ
И ОПРЕДЕЛЕНИЕ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ЭКСПЛОАТИРУЕМЫХ НАПОРНЫХ ЛИНИЙ
Определение утечки воды посредством водомеров. По водомеру, установленному в насосной станции, определяется количество воды, поданной насосом при нормальном рабочем давлении, а по второму водомеру, устанавливаемому в конце напорной линии,—количество воды, поступившее в водонапорные сооружения. Разность показаний водомеров показывает размер утечки из водовода. Оба водомера должны быть предварительно проверены на правильность показаний.
Определение утечек по падению уровня воды в баке или стояке. Определение наличия и размеров утечки этим способом производится в тех случаях, когда напорная линия имеет включение в дно бака.
Перед испытанием тщательно проверяется плотность закрытия задвижек, напорная линия отключается от насоса.
Задвижки на разводящем трубопроводе в башне закрывают, чтобы полностью прекратить расход воды нз бака в разводящую сеть.
35 Том 7
После того как расход нз бака прекращён и напорная линия соединена с баком, замечают время и положение уровня воды в баке.
Затем в течение 1,5—2 час. наблюдают за уровнем воды в баке и за показанием манометра, установленного на напорной линии в здании водокачки.
Если напорная линия исправна и не имеет утечек, то уровень воды в баке и стрелка манометра остаются в положении, зафиксированном в начале испытания.
Подсчёт утечки по падению уровня воды в баке сводится к определению объёма воды, которая вытекла из бака за время испытания.
Определение утечек воды по баку как разность поданной насосом и поступившей в бак при отключении бака от разводящей сети. Если утечка превышает 3%, необходимо немедленно принимать меры к её устранению.
Определение пропускной способности и степени засорённости напорной линии. Пропускную способность напорной линии определяют замером воды, поданной за определённый промежуток времени силовым оборудованием при наибольшем допускаемом давлении или скорости.
Воду замеряют водомером или по баку водонапорной башни.
Перед испытанием определяют теоретическую пропускную способность напорной линии по максимально допустимому давлению и скорости. Меньшая из полученных величин является теоретически допустимой пропускной способностью напорной линии.
Если пропускная способность ограничивается скоростью, то по расчётным таблицам находят теоретическое давление в трубопроводе, а затем по допустимому давлению определяют пропускную способность напорной линии.
Перед началом испытания для определения давления в напорной линии устанавливают проверенные манометры — один на насосе, а второй на напорной линии за последней задвижкой перед выходом линии из насосной станции.
Первый манометр показывает давление насоса с учётом всех сопротивлений в пределах насосной станции, а второй -- манометрическое давление только в напорной линии (геометрическая высота подачн плюс потерн в напорной линии).
По второму манометру производят замеры давления в напорной линии прн испытании.
После проведения указанных подготовительных работ включают насосы, доведя давление в напорной линии до максимально допустимого, и замеряют количество поданной воды IV ,и3 за определённый промежуток времени t час. Пропускная способность напорной
W
линии при этом равна Q=—^~ м3[час.
Лля получения правильных результатов необходимо производить замеры при испытаниях лишь при установившемся постоянном режиме работы агрегатов.
Полученную при испытаниях пропускную способность напорной линии сравнивают с теоретически подсчитанной.
Если отклонения незначительны, в пределах до 10%, то состояние труб считают нормальным. Уменьшение производительности при
546
водоснабжение
максимальном расчётном давлении свидетельствует о засорённости линии или неисправности в арматуре и контрольных приборах на линии (задвижках, обратных клапанах, вантузах, водомерах и т. п.).
Если имеющимися агрегатами невозможно достичь максимально допустимого давления или скорости в напорной линии, то испытание производится на наибольшую производительность насосов О.факт, при этом давление в линии замеряют по манометру, после чего по замеренному фактическому давлению Нф вычисляют теоретическую пропускную способность линии Qmeop по таблицам расчёта водопроводных труб.
По данным <3ф„кт и QmeOp вычисляют коэфициент к возможного использования пропускной способности линии по формуле
Цфакт
K=-Q------>
Чтеор затем по максимально допустимому давлению Ндоп подсчитывают максимальную теоретическую пропускную способность линии QT .
Умножая подсчитанную теоретическую пропускную способность на вычисленный выше коэфициент к, получают максимально возможную пропускную способность линии с учётом засорения QMaKC = Q-p к.
Если производительности Qфaкm и Qmeop одинаковы, то линия не засорена и к равен 1.
КОНТРОЛЬНЫЕ ИСПЫТАНИЯ РАЗВОДЯЩЕЙ СЕТИ и гидроколонок
Испытание разводящей сети. Испытание разводящей сети производят для выявления её пропускной способности, засорённости, неисправности трубопроводов, места, рода и степени повреждений, герметичности трубопроводов, размера утечки воды, непроизводительных трат воды потребителями, неисправности приборов и внутренней сети.
Для определения места утечки сеть, начиная от водонапорной башни, разбивают на участки; используя установленные на сети задвижки, производят испытание сети по участкам, начиная с первого, подключая по одному пос; сдующе.му участку.
Испытание сети необходимо проводить в часы наименьшего водоразбора в течение 1—3 час. в сутки, разбив испытание на несколько суток.
Степень засорения труб определяют на основании замеров манометрического давления по концам испытываемого участка сети и измерения расхода воды, пропускаемого участком при данных давлениях.
Расход воды ь л/сек замеряют водомером или расходомером (в любом месте этого участ ка).
Разность давления по манометрам даёт нам потерю давления Нпрак м на испытываемом участке сети. Сравнивая эту величину с теоретической величиной потерь Нтеор м, полученной по таблицам для данного расхода Q л/сек, судят о степени засорения трубо-п ровода.
Испытание и определение производительности гидроколоиок. Результаты осмотра технического состояния гидроколонки записывают в журнале испытаний. Затем определяют производительность гидрэколонки по объёму воды, поданной в тендер паровоза за время t. Во время начала налива воды в тендер замеряют верхний уровень воды в баке водонапорной башни, а во время наполнения тендера нижний уровень.
По наполнении тендера водой уровень её замеряют в обоих люках, а по градуировке тендеров определяют количество воды W№, набранное в тендер за t мин.
Производительность гидроколонки
IV
Q = —j— .и3/мин.
Определённая таким образом производительность гидроколонки будет соответствовать замеренному при испытаниях уровню воды в баке водонапорной башни.
При совпадении разбора воды из нескольких гидроколонок или точек недопотребления необходимо испытания гидроколонок производить с учётом реальной возможности одновременного их действия.
При подключении напорной линии в разводящую сеть испытания гндроколоьок необходимо производить как в момент работы агрегатов насосной ставши, так и в момент их бездействия.
Все замеры и результаты испытаний гидроколонки заносятся в журнал контрольных испытаний.
ОПЫТ РАБОТЫ ПЕРЕДОВИКОВ ЖЕЛЕЗНОДОРОЖНОГО ВОДОСНАБЖЕНИЯ
Экономия топлива на водокачках
Одним из способов экономии топлива яв ляется изоляция поверхностей паровых котлов и паропроводов. Перед нанесением изоляции поверхности предварительно очищаются золой или песком от масла, грязи и ржавчины.
Для прочности изоляция наносится на горячие поверхности.
Полная и исправная изоляция котла, паропроводов, а также обдувка кипятильных труб от сажи и изгари может дать экономию от 6 до 10% топлива.
Расчёт теплоизоляции рекомендуется производить по следующим формулам.
Потеря тепла неизолированного котла
7% = 898 FK кал/час,
где Тк — общие теплопотери котла в кал/час;
FK— поверхность котла в я2, равная 0,785 DK (4Як + Рк);
DIC—наружный диаметр котла в я;
IIк—высота цилиндрической части котла в м.
Потеря тепла изолированного котла 15ЕК
тк.из- 0,0167 + Ъазог кал 1час’ где Ъизол—толщина изоляции котла в мм.
ЭКСПЛОАТАЦИИ ЖЕЛЕЗНОДОРОЖНОГО ВОДОСНАБЖЕНИЯ
547
Процент экономии топлива от применения изоляции будет равен
100 (Тк Тк из)
щ /о-
1 К
Оиз —
Экономия энергии при работе по двум напорным линиям
Во многих пунктах водоснабжения имеются резервные напорные линии.
Экономия энергии при работе по двум напорным линиям получается за счёт уменьшения напора при сохранении постоянной производительности насосов.
Предположим, что производительность насосной станции равна 40 л[сек, или 144 ма1час. Имеются две напорные линии диаметром по 200 мм, длиной по 3 000 м каждая. Геометрическая высота подъёма воды равна 30 м.
При работе по одной напорной линии напор опоеделяется по расчётным таблицам 100 i = = 1,26 м.
Полный напор будет составлять 3 000
Н =30+ 1,26 • 1,1 = 71,5 м.
При работе по двум напорным линиям будет производиться расход, равный 40 : 2=20 л/сек, тогда потери будут 1001 = 0,318 м.
Полный напор
3 000
Н==30 + 10(Г 0,318 • 1,1 = 40,5 л.
Сравнение этих двух величин показывает, что при работе по двум напорным линиям насос будет развивать напор меньше на величину
71,5 — 40,5
71,5 ~ Ю0=43%.
При этом необходимо учитывать, что с понижением скоростей до 0,5 м)сек в напорном трубопроводе могут образовываться отложения. Для предотвращения этого следует риодически прокачивать воду только по ной линии.
'о-
пе-сд-
Экономия топлива на нефтемоторных установках
Инж. Рознатовский предложил использование тепла отходящих газов от двигателей внутреннего сгорания.
Фиг. 83. Схема водоподогревателя: 7 — двигатель; 2—выхлопная труба; 3—водоподогреватель; 4—трубопроводы охлаждающей воды; 5—трубопровод, отводящий подогретую воду в аккумулятор; 6-аккумулятор подогретой воды; 7—трубопровод» подводящий подогретую воду в сеть отопления
На выхлопной трубе двигателя устанавливается водоподогреватель, схема которого показана на фиг. 83.
Подогретая газами вода из водоподогревателя поступает в аккумулятор, а оттуда — в сеть отопления.
Размеры подогревателей в зависимости от мощности двигателя показаны в табл. 14.
Таблица 14
Размеры подогревателя
Диаметр Мощность 7,.1Х,1ОП. двигателя ной трубы в л. с. „ им
Диаметр подогревателя в мм
Длина цилиндрической части водоподогревателя в мм
250
250
900
1 400
1 500
2 000
2 400
Меры но предупреждению появления и гашению гидравлических ударов
Практика эксплоатации водопроводов показала, что наибольшие гидравлические удары вызывают:
обратные клапаны типа «Захлопка» (особенно установленные на напорных водоводах в насосных станциях) в случаях нарушения правильного режима остановки агрегатов;
поршневые насосы при запуске, работе и особенно во время остановки при длинных напорных линиях и отсутствии достаточной ёмкости воздушных колпаков на напорных линиях;
поплавковые клапаны Сокольникова, Мо-лявкина и др., устанавливаемые в водонапорных башнях и гидроаккумуляторах;
задвижки клапанного типа, закрываемые по току воды, и др.
Для предупреждения возникновения гидравлических ударов при центробежных насосах необходимо:
а) запуск центробежных насосов производить на закрытую задвижку на напорной линии с последующим немедленным открытием её;
б) остановку насосов производить также с предварительным закрытием задвижки на напорной линии.
Закрытие задвижки первые 2/s хода может быть быстрым с последующим замедлением его.
При наличии на напорной линии обратного клапана внезапная остановка насоса, как правило, вызывает гидравлический удар. Сила гидравлического удара будет тем больше, чем больше скорость движения воды в трубопроводе, предшествующая прекращению подачи воды, и чем больше длина трубопровода. Гидравлический удар может достигать разрушительной для водовода силы.
Наиболее эффективным средством борьбы с гидравлическим ударом в таких случаях является установка за клапаном (по ходу движения воды) в непосредственной близости от него воздушного колпака (фиг, 84).
35*
548
ВОДОСНАБЖЕНИЕ
Ёмкость колпака определяется в такой последовател ьности.
По формулам
/'max = Р« + уо
V gw0
Pmin — Ро
V gwo
находят максимальное и минимальное давление воздуха в колпаке, задаваясь мак симально допустимым давлением в трубопро воде в зависимости от его состояния.
Фиг. 84. Воздушный колпак: 1 — корпус колпака; 2 — 3- напорные трубопроводы; 4—водомерное стекле; 5 — манометр; б—предохранительный клапан; 7—спускной кран;
8 - верхний кран
В этих формулах:
Ртах—максимально допустимое абсолютное давление в трубопроводе в кг/м2;
Pmin — минимальное абсолютное давление воздуха в колпаке в кг/м2;
Ро — гидростатическое абсолютное давление в колпаке в кг)»?-,
у, — скорость движения воды в трубопроводе в м;
'I — удельный вес 1 м- воды в кг, равный 1 000;
/ — длина напорного трубопровода в м; / — сечение трубопровода в м2;
g— ускорение силы тяжести, равное 9,81;
IV 0—объём воздуха в колпаке в начальный момент при гидростатическом давлении (полезная ёмкость колпака при гидростатическом давлении) в л<3. р
Далее по формуле И''тах = IV 0 „—— опре-“min деляют максимальный объём воздуха при минимальном давлении Pmin в колпаке. Это и будет полный обьём колпака.
При поршневых (паровых и приводных) насосах необходимо запуск и остановку насоса производить при открытой задвижке на напорной линии.
Запуск насоса производить путём постепенного открытия вентиля на паропроводе, для равномерного увеличения числа ходов без рывков.
Остановку насоса производить также путём медленного закрытия вентиля на паропроводе, особенно при длинных напорных линиях свыше 1 000 м.
При длине напорной линии свыше 800— 1 000 м, в особенности при подключении её к тупиковой разводящей сети, на ней должен быть установлен воздушный колпак.
На каждую напорную линию устанавливается самостоятельный колпак, полезная ёмкость которого определяется по формуле
^0
W ____________1_______
Но %gf ''max Но ____।
Но + н тах
где п0 — необходимый полезный объём воздуха в колпаке при гидростатическом давлении в лг’;
q — производительность насосов в Л13/сек;
1Н—длина напорной линии в м;
f — площадь поперечного сечения напорной линии в м2;
Но — абсолютное гидростатическое давление в колпаке в м, оно равно 11сгп+ + 10,33 — гидростатическому давлению над уровнем воды в колпаке плюс нормальное атмосферное давление, равное 10,33 м;
//тах — наибольшее абсолютное гидродинамическое давление воздуха в колпаке, которое может быть допущено с учётом перегрузки двигателя:
Нтах ~ (Нст + h-н) к + Ю,33 м,
где hH — потери напора в м;
к— коэфициент перегрузки, допускаемой котлом или двигателем; в первом случае к = 1,25, во втором к = 1,1.
Полный объём колпака принимается на 15—20% больше.
Гидравлические удары разрушительной силы иногда вызывают задвижки клапанного типа, особенно закрываемые по ходу воды, поплавковые клапаны, применяемые в водонапорных резервуарах башен и гидроаккумуляторов. В таких случаях следует заменять клапанные задвижки на задвижки Лудло или московского типа, а поплавковые клапаны применять конструкции 1952 г., выпускаемые конторой «Стройводпневматика».
МЕТОДЫ ЭКСПЛОАТАЦИИ' ГИДРОКОЛОНОК
Передовые коллективы железных дорог в последние годы отказались от отопления гидроколонок в зимнее время, обеспечивая бесперебойную их работу.
Для этого необходимы: исправно действующее устройство для выпуска воды из стояка гидроколонки после набора воды паровозом, исправное состояние канализации, обеспечивающей отвод воды из колодцев без подпора в стояке гидроколонки, достаточно хорошо набитый сальник, не пропускающий воду из стояка и в то же время допускающий свобод
ЭКСПЛОАТАЦИЯ ЖЕЛЕЗНОДОРОЖНОГО ВОДОСНАБЖЕНИЯ
549
ное вращение гидроколонки, хорошо отеплённый люк колодца, а в суровых климатических условиях также и поверхность фундамента па высоту до 40 см с перекрытием дымовытяжных окон в постаменте.
Этот метод не может быть рекомендован для водоснабжения в условиях вечной мерзлоты, а также для водопроводов, уложенных в слое промерзания, в особо суровых климатических условиях с температурой воды, поступающей в гидроколонку, близкой к нулю, — 0,5—0,6°С.
ИСПЫТАНИЕ МЕХАНИЧЕСКОГО ОБОРУДОВАНИЯ
Испытание механического оборудования насосных станций производят для выявления его технического состояния, определения максимальной производительности насосов в условиях наивыгоднейшего режима работы всех агрегатов водоснабжения данного пункта, определения мощности оборудования, расхода топлива и электроэнергии в различных условиях.
Полученные при испытании результаты сравнивают с заводскими показателями, что даёт возможность судить о состоянии оборудования, и принимают необходимые меры по улучшению его использования и состояния.
Каждый агрегат насосной станции испытывают в отдельности, затем совместно, если это допустимо по условиям эксплоатации и техническому состоянию оборудования и трубопроводов.
Продолжительность испытания каждого агрегата при установившемся режиме должна быть не менее 2 час.
Все данные испытаний записывают в ведомость или журнал испытаний.
Производительность насосов определяют по баку башни, счётчику оборотов или водомеру. Правильность показаний водомера должна быть проверена по баку водонапорной башни.
При наличии нескольких напорных линий испытание каждого агрегата производят отдельно: по одной, двум или нескольким линиям, об этом должна быть сделана отметка в ведомости и акте испытаний:
при расположении манометра выше оси насоса показание манометра следует увеличивать на величину расстояния по вертикали от оси прибора до оси насоса;
при расположении манометра ниже оси насоса показание его уменьшают на соответствующую величину;
при расположении вакуумметра выше оси насоса показание уменьшают на величину разности в отметках;
при расположении вакуумметра ниже оси насоса показание увеличивают на соответствующую величину;
перед снятием показаний вакуумметра необходимо предварительно заполнить водой соединительную трубку, выпуская воздух через трёхходовой краник, а при построении рабочей характеристики насоса требуется суммировать манометрическую высоту напора и вакуумметрическую высоту всасывания, после чего по сумме этих величин строят для каждой производительности характеристику.
При расположении насосных станций в горных районах необходимо снижать высоту всасывания в зависимости от барометрического давления (см. том 2 ТСЖ, раздел «Насосы»),
Вопросы испытания паровых котлов, локомобилей, насосов, двигателей, компрессоров см. в соответствующих томах ТСЖ.
ВНУТРИ КОТЛОВАЯ ОБРАБОТКА БОДЫ ДЛЯ ПАРОВОЗОВ
Под котельной накипью понимают всякие отложения на поверхности нагрева, выделившиеся из воды или образовавшиеся под её действием. В это понятие входят не только минеральные образования, которые принято называть накипью, но и прикипевший шлам, а также отложение продуктов коррозии и осадки, получившиеся путём коагуляции или седиментации коллоидных веществ.
СТРУКТУРА И ВИДЫ НАКИПИ
Структура накипи в значительной степени зависит от условий, при которых протекают рост и образование накипеотложений, и от качества питательных и котловых вод.
По химическому составу различают 6 групп таких отложений:
1) чистая гипсовая накипь, содержащая не менее 90% CaSO4; это твёрдая, плотная с перпендикулярно растущими к поверхности нагрева кристаллами накипь;
2) богатая гипсом накипь, содержащая от 50 до 9С% CaSO4; это твёрдая, плотная, но с менее чётко выраженным направлением кристаллов накипь;
3) чисто карбонатная накипь с содержанием не менее 90% СаСО3, которая может кристаллизоваться в зависимости от условий; структура этой накипи чрезвычайно разнообразна: от аморфного порошкообразного налёта до плотного котельного камня;
4) смешанные виды накипи, состоящие из смеси гипса, карбоната кальция и карбоната магния (CaSO4, СаСО3, MgCO3). Структура этих накипей зависит от содержания того или иного компонента и от условий накипеобра-зования;
5) силикатные накипи с содержанием SiO2 больше 20—25%. Силикатные накипи, как правило, бывают аморфными и в то же время наименее теплопроводными;
6) котельный шлам •—осадок, выпадающий в толще котловой воды и состоящий из карбоната кальция, гидроокиси магния с примесями силикатов и органических веществ. Это наиболее желательная форма накипе-отложения в котлах низкого и среднего давления.
В табл. 15 приведены значения коэ''ициен-та теплопроводности для различных накипеотложений.
550
ВОДОСНАБЖЕНИЕ
Таблица I1"
Коэфициенты теплопроводности
Тип отложений
Коэфициент теплопроводности в ккал/м час °C
Накипь, загрязнённая маслом . » силикатная ...............
» гипсовая ..............
Карбонат кальция (аморфный) » » ........................
0,1 0,07-0,2 0,2-2,0 0,2—1,0 0,5-5,0
ОБРАЗОВАНИЕ НАКИПИ
При питании паровозных котлов жёсткой водой в ней имеется значительное количество растворённых солей, органических и взвешенных веществ, которые при работе котла с течением времени достигают такой концентрации, когда наступает предел растворимости и раствор делается перенасыщенным. Вещества, концентрация которых достигла предела растворимости, при дальнейшем ее увеличении начинают выпадать в виде накипи на поверхности нагрева котлов илн в виде шлама в толще котловой воды в зависимости от физико-химических процессов, протекающих в паровозных котлах.
Всякая диссоциированная в растворе соль начинает выпадать из него тогда, когда для данных условий произведение величины концентрации ионов этой соли достигает некоторой величины, определяемой для каждой пары ионов главным образом температурой.
Эта величина и определяет предел растворимости данной соли при данной температуре.
Если, например, выразить концентрацию ионов кальция, сульфатного иона и карбонатного иона соответственно через [Ca+2][SOj2j и (СО^2) , то котловая вода будет насыщена раствором гипса при условии, что
[Ca+2]|sO;2] = LCaSO..
а для насыщенного раствора карбоната кальция при условии, что
[Са][СО3] ='ЛсаСО.' .
Величины ^caso^n ^Сасо называют величинами произведения растворимости этих солей.
Если в котловой воде растворённые вещества или солесодержание достигли такой величины, т. е. концентрация ионов Са + 2 и SO~2 такая, что их произведение равно произведению растворимости, то в котле будет протекать процесс накипеобразования.
Если же в котловой воде достигли концентрации ионов Са+2 и СО;2 до такой величины, когда произведение их равно произведению растворимости, то в котле будет протекать процесс шламообразования.
Базируясь на этих закономерностях, можно добиться более илн менее полного предупреждения накипеобразования.
Для образования накипи необходимо достижение соответствующей данным условиям
величины произведения растворимости сульфатных нонов и ионов кальция по формуле
гг а. 91 LCaSO.
[са+ ’
Чтобы мог образоваться карбонатный шлам, необходимо достижение величины произведения растворимости ионов кальция и карбонатного иона по уравнению
Отсюда следует, что накипь не будет образовываться в котлах в том случае, если ^СаСО, ^CaSO, [со;2] < | so;2] ’
а Для этого необходимо, чтобы концентрация СО~32 была больше определённой величины, а именно:
[co-fl>[so7]^.
Для смещения химического равновесия, обеспечивающего выпадение Са+2 по возможности в виде СаСО3, было предложено вводить в котлы вначале кальцинированную соду (Na2CO3), а затем каустическую (NaOH) или тринатрийфосфат (Na3PO4).
Избыток щелочей должен быть тем больше, чем выше концентрация SO;2 в котловой воде. Тогда насыщение раствора СаСО3 будет достигнуто при значительно меньших концентрациях Са + 2, чем CaSO4, и Са+2 ц результате выпадает в виде СаСО3, предупредив выпадение гипса, и при этом не в форме твёрдой накипи, а в виде шлама.
Растворимость солей зависит от температуры и имеет различную величину для различных веществ.
Значения растворимости накипеобразова-телей в воде приведены в табл. 16.
Таблица 16
Растворимость накипеобразователей в воде
Накипеобразова-тели Химическая формула Температура в ° С Растворимость безводного вещест-ва в г{л
Бикарбонат кальция Са(НСО,), 15 1,89
Сульфат кальция
(гипс) CaSOa-2HaO 18 2,02
То же . , CaSO,.2HzO 100 0,65
Магний сернокислый MgSO,.7HaO 20 338
Кальций хлористый CaCI2-6H.O 20 ~610
Магний хлористый . MgCls.6HaO 20 -»-470
Магний углекислый MgCO, 20 0,084
Т о же MgCO, 100 0,062
Кальций углекислый CaCO3 20 0,031
То же CaCOD 100 0,037
Из табл. 16 видно, что растворимость сульфата кальция (гипса) и силикатов кальция и магния с повышением температуры резко понижается. Этим обстоятельством объясняется
ВНУТРИКОТЛОВАЯ ОБРАБОТКА ВОДЫ ДЛЯ ПАРОВОЗОВ
551
то, что гипс и Силикаты кальция и магния отлагаются главным образом на наиболее горячих местах поверхности нагрева котла (на потолке и стенках огневой коробки). Углекислый кальций, обладая положительным термическим коэфициентом растворимости, отлагается в виде накипи на менее нагретых поверхностях нагрева котла или в толще котловой воды.
Таким образом, основными причинами, приводящими к образованию накипи, следует считать кристаллизационный процесс, который характеризуется выделением твёрдой фазы из перенасыщенного раствора. Его результатом является образование отложений, состоящих главным образом из труднорастворимых солей щёлочноземельных металлов (кальция и магния), а именно тех из них, которые обладают склонностью кристаллизоваться на поверхности нагрева в виде CaSO4, <2аСО3, MgC03 и т. д.
Кроме кристаллизационных процессов, накипь может образоваться вследствие вторичных процессов накипеобразования, а также осаждения и налипания шлама. Изменение состава и строения уже образовавшейся накипи может, кроме того, происходить за счёт процессов, протекавших между отдельными компонентами накипи или между накипью и окислами металлов.
Отложившаяся накипь тем твёрже и тем крепче держится на поверхности нагрева котла, чем выше содержание в последней гипса и кремниевой кислоты.
Наоборот, накипь бывает мягче и более рыхлой, если в ней преобладают карбонаты.
ВЛИЯНИЕ ОТДЕЛЬНЫХ КОМПОНЕНТОВ ЩЕЛОЧНЫХ АНТИНАКИПИНОВ НА СОЛИ
НАКИПЕОБРАЗОВАТЕЛЕЙ
Многолетняя практика борьбы с накипе-образованием в паровозных котлах показала, что наиболее эффективным антинакипином является четверная противонакипная смесь, состоящая из каустической и кальцинированной соды, тринатрийфосфата, а также органического коллоида в виде сульфитцеллюлозного щёлока.
Едкий натр, или каустическая сода (NaOH), применяется в паровозных котлах для осаждения магниевых солей некарбонатной жёсткости, карбонатных накипеобразователей и поддержания необходимой щёлочности котловой воды.
Едкий натр выпускается заводами химической промышленности в соответствии с ГОСТ 2263-43 в твёрдом и жидком виде (табл. 17).
Едкий натр твёрдый упаковывают в же лезные барабаны весом нетто от 100 до 200 кг, а жидкий доставляют потребителям в цистернах.
Для осаждения кальциевых солей некарбонатной жёсткости, поддержания необходимой щёлочности котловой воды, предотвращения возможного образования гипсовой и силикатной накипи в паровозных котлах вторым компонентом щелочных антинакипинов служит кальцинированная сода (Na3CO3).
Таблица 17
Содержание едкого натра в соединениях
Содержание Едкий натр твёрдый в % Едкий
компонентов сорт А сорт Б натр жидкий
NaOH не менее .... Na2COa не более . . . NaCl не более 95 3,0 1,5 92 4,0 3,75 610 г/л 2% 3,75%
Кальцинированная сода выпускается заводами химической промышленности в соответствии с ГОСТ 5106-49. Она представляет собой белый порошок, растворимый в воде: при растворении может допускаться лёгкая муть. Потеря при прокаливании в двойном тигле не более 4%.
Содержание Na2CO3 не менее 98%, NaCl не более 1% и NaaSO4 не более 0,1%.
Кальцинированную соду упаковывают в бумажные мешки.
Для осаждения кальциевых и магниевых солей как некарбонатной, так и карбонатной жёсткости питательных вод, а также для создания условий подвижности и текучести шлама третьим, наиболее эффективным средством в борьбе с накипеобразованием в паровозных котлах является тринатрийфосфат.
Тринатрийфосфат выпускается заводами химической промышленности в соответствии с ГОСТ 201-41 (табл. 18).
Таблица 18
Содержание составных частей тринатрийфосфата в %
Наименование частей
Na,PO112HJO не менее . . Хлоридов в пересчёте на СИ не более............
Сульфатов в пересчёте на SO, не более...........
Нерастворимого остатка не более .................
1-й сорт 2-й сорт 3-й сорт
95 92 88
0,3 0,5 1,0
0,8 1,2 1,6
0,2 0,5 0,5
Тринатрийфосфат упаковывают в бочкн до 250 кг (нетто) и бумажные мешки до 40—50 кг (нетто).
При вводе в котлы тринатрийфосфата ионы кальция и магния в котловой воде связываются с фосфатными ионами в фосфаты кальция и магния, образуя при этом весьма малорастворимые соли кальция и магния.
Фосфаты накипеобразователей, обладая положительными коэфициентами растворимости и будучи труднорастворимыми в воде, выпадают в толще котловой воды в виде мелкодисперсного шлама, вызывая склонность к вспениванию и уносу котловой воды с паром.
Тринатрийфосфат, являясь одним из активных средств в борьбе с накипеобразованием, образует па поверхности нагрева котла фосфатную плёнку, которая предохраняет котельный металл от коррозии.
552
водоснабжение
Четвёртым компонентом противонакипной смеси служит органический коллоид в виде сульфитцеллюлозного щёлока. Это вещество, являясь стабилизатором, несколько увеличивает эффективность антина кипной щёлоч-ной смеси и предохраняет металл от каустической хрупкости.
Наряду с этим органический коллоид связывает присутствующий в питательной воде кислород, уменьшая этим коррозию металла.
Сульфитцеллюлозный экстракт представляет собой твёрдую однородную массу тёмного цвета, полностью растворимую в воде. Экстракт по своему составу должен удовлетворять следующим требованиям ТУНХХП 1263-45.
Содержание влаги не более 35—50%, таннидов не менее 18%, содержание нерастворимых в воде веществ не более 4%, кислотная ёмкость 0,5 — 2,0 мг/л.
Твёрдый сульфитцеллюлозный экстракт упаковывают в деревянные ящики, выложенные внутри бумагой.
Вес упакованного ящика 45—50 кг (нетто). Жидкий сульфитцеллюлозный щёлок перевозят в цистернах.
Осаждение некарбонатных накипеобразо-вателей (соли некарбонатной жёсткости) при внутрикотловой обработке воды в шлам осуществляется по следующим реакциям:
CaSO4 + Na2CO3 = Na2SO4 + СаСО3;
СаС12+ Na2CO3 = 2NaCl +СаСО3;
MgSO4 + 2 NaOH = Na2SO4 + Mg (OH)2 ;
MgCL + 2 NaOH = 2 NaCl + Mg (OH)2;
3CaSO4 + 2Na3PO4 = 3 Na2SO4 ф- Ca3 (PO4)2;
3 MgSO4 + 2 Na3PO4 = 3 Na2SO4 + Mg3 (PO4)a.
Таким образом, для осаждения кальциевых солей некарбонатной жёсткости расходуется карбонатная составляющая щёлочности, т. е. кальцинированная сода (Na„CO3), а для осаждения магниевых солей некарбонатной жёсткости—гидратная составляющая щёлочности, т. е. едкий натр (NaOH), при условии, что накипеобразователи осаждаются в шлам в виде СаСО3 и Mg(OH)2.
При введении в паровозные котлы едкого натра для более полного осаждения магния необходим некоторый избыток, обеспечивающий высокое значение pH котловой воды (pH > 9).
Кроме того, для предупреждения образования силикатной накипи необходимо поддерживать в котловой воде отношение концентрации едкого натра и кремнекислоты в пределах - аР— = 0,8 4-1,0. В условиях высокой SiO2
щёлочности котловой воды коллоидная крем-некислота переходит в ионное состояние (ионы SiO~j), благодаря этому уменьшается образование силикатной накипи даже при большом содержании кремнекислоты в котловой воде.
Тринатрийфосфат осаждает кальциевые и магниевые соли некарбонатной жёсткости, при этом фосфаты накипеобразователей выпадают в шлам.
Осаждение карбонатных накипеобразователей, т. е. солей карбонатной жёсткости, в шлам при внутрикотловой обработке воды осуществляется следующим образом:
Са [НСО3]2 + 2 NaOH = Na2CO3 ф-+ Н2Оф-СаСО3.
Сода (Na2CO3), попадая в паровозный котёл, подвергается гидролизу, образуя едкий натр по формуле
Na2CO3 ф- HaO^±NaOH ф- СО2.
При дозировке тринатрийфосфата последний реагирует также и с солями карбонатной жёсткости: j
ЗСа [НСО3]2 + 2Na3PQ4 = 6NaHCO3’+ + Са31РО4]2.
Образующийся при этом бикарбонат натрия под влиянием давления и температуры в паровозном котле подвергается разложению и гидролизу с образованием кальцинированной соды и едкого натра:
2NaHCO3-> Na3CO3 ф- Н3СО;
Н2СО3->Н2О+ фСО2;
Na2CO3 ф- Н2О = 2 NaOH ф- Н2О + ф СО2.
Катионы магния могут осаждаться в шлам как в виде двойной соли xMgCO3-y Mg(OH)2, так и в виде гидроокиси магния Mg(OH)2;
при осаждении двууглекислого магния при внутрикотловой обработке воды в шлам в. виде двойной соли MgCO3-Mg (ОН)2, а именно:
2Mg(HCO3)a + 6NaOH = MgCO3-Mg (ОН)3 ф-+4 Н2О + 3Na,CO3;
^гидролитическое расщепление углекислого натрия даёт опять израсходованное количество едкого натра, т. е. 6NaOH, а именно:
3Na2CO3 + ЗН2О = 6NaOH ф- ф ЗСО2.
При осаждении двууглекислого магния при внутрикотловой обработке воды в шлам в виде гидроокиси магния Mg(OH)2 будем иметь соответственно реакции осаждения двууглекислого магния и восстановления израсходованного едкого натра:
Mg (НСО3)2 + 4NaOH = Mg (ОН)2 + + 2Na3CO3 + 2Н3О;
2N а2СО3 ф- 2Н2О = 4NaOH ф- 2 ф СО2.
На основании рассмотренного в данном разделе влияния отдельных щелочных анти-накипинов на соли накипеобразователей следует сделать следующие выводы:
щелочные антинакипины при внутрикотловой обработке воды расходуются лишь на осаждение солей некарбонатной жёсткости;
карбонатные накипеобразователи для своего осаждения в шлам в конечном счёте осадительных веществ не расходуют, так как временно израсходованный для осаждения их едкий натр в дальнейшем восстанавливается из углекислого натрия;
ВНУТРИКОТЛОВАЯ ОБРАБОТКА ВОДЫ ДЛЯ ПАРОВОЗОВ
553
составляющими общей щёлочности котловой воды должны являться карбонатная и гидратная щёлочности, необходимые первая для осаждения в шлам катионов кальция, вторая— катионов магния.
Ниже, в табл. 19, даётся ориентировочная шкала, в которой природные воды распределены по общей жёсткости, но в то же время в ней учитываются остальные показатели качества природных вод, влияющие на состояние паровозного котла.
Распределение это, конечно, условно, так как точного соответствия между отдельными показателями качества природных вод не имеется.
Воды щелочные и с большим количеством взвешенных и органических веществ данной шкалой не охвачены и подлежат рассмотрению отдельно в каждом конкретном случае.
Пользуясь данной таблицей, необходимо на основе полных анализов проверить качество природных вод по отдельным тяговым плечам, что даст возможность установить оптимальные нормы дозировок антинакипинов для различных серий паровозов.
Предварительные нормы качества котловых вод по различным сериям паровозов представлены в табл. 20.
Ввиду широкого диапазона качества питательных вод в нормах предусматривается щёлочность котловой воды от минимальной до максимальной величины 9—И мг-экв[л.
При применении химических пеногасителей и отсутствии коррозии котельного металла приведённые нормы качества котловых вод могут быть повышены на 25 — 35%.
НОРМЫ ДОЗИРОВОК ЩЕЛОЧНЫХ АНТИНАКИПИНОВ
Щелочные антинакипины для внутрикот-ловой обработки воды в указанных выше дозировках применяют в жидком виде.
При применении антинакипинов в виде брикетов дозировки устанавливают в соответствии с качеством воды и технологией изготовления брикетов.
Касаясь при этом вопроса об оптимальных дозировках антинакипина, следует отметить, что теоретически наиболее правильным с точки зрения борьбы с накипью является дозирование щелочных антинакипинов не по общей жёсткости воды, так как соли карбонатной жёсткости, как выше было показано, для своего осаждения в шлам щелочных реагентов не требуют, а по стехиометрическому расчёту на некарбонатную жёсткость питательной воды.
Щелочные антинакипины, т. е. NaOH или Na2CO3, рассчитывают по формуле
I А + р \
А' = ( + "Тод—
где А — количество щелочных антинакипинов, необходимых для осаждения накипеобразователей в шлам, в а/т;
Нн —некарбонатная жёсткость питательной воды в мг-экв/л-,
А—норма щёлочности котловой воды, при которой обеспечивается поддержание котлов в чистом состоянии, в мг-дКв!л-,
р — % продувки паровозных котлов;
Шкала природных вод
Таблица 19
Жёсткость воды
Качество воды 1 Очень I ; мягкая 1 1 1 Мягкая 1 1 Средней I жёстко- ) сти « о 1 О Ч/ 2 х н ffl X о S о «о «и и CSS 5 Жёсткая Очень жёсткая । 1 Весьма жёсткая
Жёсткость общая в мг-экв]д ........... 9 4 6 8 10 12 Выше 12
w некарбонатная в мг-экв/л 0,5 1 .0 1,5 2,0 2,5 3,0 » 3,0
Содержание сульфатиона в мг-экв!л 0,5 1,0 1,5 2,0 2,5 3,0 » 3,0
» хлориона в мг-экв/л ......... 0,5 1 ,0 1,5 2,0 2,5 3,0 »> 3,0
» сухого остатка в мг[л 160 250 350 450 650 850 » 1 200
Нормы качества котловых вод
Таблица 20
Серии паровозов По сухому остатку мг/л По щёлочности мг-экв!л По жёсткости мг-э кв} л По содержанию масла мг[л
общ. гидр.
Л, Еа> м 2 300-г 2 500 До 9 До5,4 Не выше 0,2 Не нормируются
ФД, ИС 2 500-г 3 000 » 9 » 5, 4 То же » »
СО, Еа > ф- к> т- э' у 3 0003 500 » 9 » 5 ,4 » » »
С, СУ , ЭВ/И,СОК 3 500-г- 4 000 » 10 » 6,0 » До 5
сум, сов 3 ООО-т-4 500 » 9 » 5,4 » » 5
Шп , ш°/и 5 500-гб 000 » 11 » 6,6 » Не 1 ормируются
Ов/И 7 000-г7 000 » 11 »> 6,6 » » »
Примечание. Жест кость котловог воды в мг-экв!л — 0,1 - 0,2.
554
ВОДОСНАБЖЕНИЕ
к — коэфициент стехиометрического расчёта компонентов щелочных анти-накипинов на 1 мг-экв/л, равный для NaOH —40 и для Na2CO3—53.
Допустим, что питательная вода на тяговом плече имеет некарбонатную средневзвешенную жёсткость 1,07 мг-экв/л, средневзвешенную общую жёсткость 5,35 мг-экв/л. Норма щёлочности котловой воды 3,57 мг-экв/л, продувка паровозных котлов 6%.
/ 3,57-6\
Xi= ^1,07Д- |0о ) 40,0 —
= (1,07 + 0,214) 40,0= 51,4 г/т NaOH
/ 3,57-6\ „
или X а = 11,07+—jog— 53,0 =
=.(1,07 + 0,24) 53,0 = 68 г/т Na2CO3.
Для создания условий подвижности и текучести шлама, кроме щелочных антинакипи-нов NaOH или NaaCO3, необходимо вводить в котёл ещё тринатрийфосфат Na3PO4-12H2O в количестве 6 г на 1 т/мг-экв/л общей жёсткости питательной воды. Тогда количество тринатрийфосфата, необходимого на 1 т испарённой воды, составит 5,35х6 = 32,1 г.
Общая дозировка антинакипинов иа 1 т испарённой воды данного качества в случае применения каустика и фосфата составит 83,5 г/т, а в случае применения соды и фосфата — 100 г/т.
При дозировке щелочных антинакипинов составные части их принимают: на 1 мг-экв/л общей средневзвешенной некарбонатной жёсткости воды каустической соды — 300 г/м3, тринатрийфосфата 20 г/м3, а кальцинированной соды 20 г/м3 на 1 мг-экв/л жёсткости (табл. 21).
Таблица 21
Дозировки щелочных антинакипинов
Наименование составляющих Жёсткость общая мг-экв 1л 2 | 4 | 6 | 8 | 10 | 12
Жёсткость некарбонатная мг-экв/л
0,5 + 0 1,5 2 , о| 2 ,б| 3,0
Каустическая сода в г/т Кальцинированная сода 15 30 45 60 75 90
в г/т .......... 10 20 30 40 50 60
Тринатрийфосфат в г/т 10 20 30 40 50 60
Органический коллоид . 5 5 5 5 5 5
Выводом из всего изложенного выше является следующее.
При установлении норм дозировок антииа-кипинов, обеспечивающих содержание паровозных котлов в чистом состоянии, следует учитывать не только необходимость борьбы с накипью в котле, но и необходимость борьбы с бросанием и вспениванием воды. Для этого в каждом депо должны быть выделены опытные паровозы, по которым и проверяют качество котловых вод.
При каждом изменении дозировок проводят предварительные специальные тепло
химические испытания или эксплоатацион-ные наблюдения на специально выделенных опытных паровозах.
На тех же опытных паровозах необходимо корректировать дозировки антинакипинов в зависимости от сухого остатка и щёлочности котловых вод, состояния котельного хозяйства, качества котловых вод, меняющегося вместе с временами года, режима продувки, а также качества и количества набираемой в каждом пункте воды:
для мягких вод с общей жёсткостью до 4 мг-экв/л и некарбонатной до 1 мг-экв/л с незначительным содержанием хлоридов и сульфатов надлежит применять тройную антина-кипную смесь, состоящую из каустической соды, тринатрийфосфата и органического коллоида;
для вод со средней и повышенной жёсткостью 8 мг-экв/л и постоянной жёсткостью 2 мг-экв/л, с повышенным содержанием хлоридов и сульфатов применяют четверную антииакипиую смесь, состоящую из каустической седы, тринатрийфосфата с незначительным количеством кальцинированной соды и органического коллоида;
для вод с общей жёсткостью 8 мг-экв/л и выше, при постоянной жёсткости 2—3 мг-экв/л, со значительным содержанием хлоридов и сульфатов применяют четверную аитинакип-ную смесь, состоящую из каустической соды, тринатрийфосфата, большого количества кальцинированной соды и органического коллоида.
Кальцинированную соду при этих условиях используют во избежание образования гипсовой накипи. При этом количество дозируемой соды должно быть тем более, чем выше содержание сульфатов и кремнекислоты в питательной воде.
МЕРОПРИЯТИЯ ПО БОРЬБЕ С ВСПЕНИВАНИЕМ И УНОСОМ КОТЛОВОЙ ВОДЫ С ПАРОМ
При работе паровозного парка с большими форсировками, значительной технической скоростью, в особенности при снабжении водой повышенного солевого состава, качество котловых вод быстро достигает того предела, за которым наступает вспенивание и унос котловой воды с паром, вызывающие увлажнение пара.
Бросанию и вспениванию способствуют высокие удельные паронапряжения зеркала испарения, а также незначительная высота парового пространства в барабане котлов.
Основной причиной вспенивания и пенистого переброса котловой воды являются присутствующие в ней в значительном количестве растворённые соли, щёлочи, шлам, коллоиды, а также взвешенные и органические вещества, образование которых неизбежно при питании паровозных котлов жёсткой не-умягчённой водой при внутрикотловой обработке её антинакипинами.
Вспенивание и унос котловой воды с паром ведёт к понижению температуры перегрева пара (с 380 до 320°), недоиспользованию мощности паровой машины, снижению тех
ВНУТРИКОТЛОВАЯ ОБРАБОТКА ВОДЫ ДЛЯ ПАРОВОЗОВ
555
нической скорости, забивке элементов пароперегревателей, выработке поршневых и золотниковых колец, выплавлению контрольных пробок, а иногда к порче паровозов в пути следования. Кроме этого, увлажнение пара ведёт к значительному перерасходу топлива, поскольку на каждые 10° снижения перегрева пара перерасходуется 1% топлива.
На протяжении последних пяти лет были организованы большие экспериментальные работы по борьбе со вспениванием и уносом котловой воды с паром.
Найден эффективный химический пеногаситель — химическое соединение из класса полиамидов — стеароилгексаметилендиамид.
Пеногаситель является высокомолекулярным поверхностно активным органическим веществом. Теория его действия на вспенивание и бросание воды в котле ещё не разработана, однако основные процессы, происходящие при его введении в котёл, уже можно наметить.
Адсорбируясь в плёнках воды, образующих мельчайшие пузырьки пены, пеногаситель понижает поверхностное натяжение и прочность этих плёнок, что способствует увеличению размеров этих пузырьков. Кроме того, он служит как бы смазкой облегчающих растяжение плёнок, образующих паровые пузырьки. Наконец, он уменьшает гидрофильность поверхностей нагрева, на которых образуется пар, что также ведёт к укрупнению паровых пузырьков. В результате всего этого вспенивание и бросание воды прекращаются, и мы наблюдаем в котле нормальный процесс парообразования.
Обычно пеногаситель изготовляют из стеарина и гексаметилендиамина.
Стеарин представляет собой смесь жирных кислот—стеариновой и пальмитиновой.
Для приготовления химического пеногасителя применяют дестилляционный технический стеарин в соответствии с ОСТ 517 НКПП или саломас по ОСТ 439 НКПП.
Гексаметилендиамин представляет собой кристаллическое вещество, расплавляющееся при температуре 41°С. Это вещество энергично взаимодействует с влагой и углекислотой воздуха; поэтому его хранят в герметически закрытых бидонах.
Приготовление химического пеногасителя осуществляется путём варки в специальном бачке при температуре 150 — 160° в течение 3 час. одной части гексаметилендиамина и четырёх с половиной частей стеарина.
По окончании варки из расплавленного тиамида приготовляют порошкообразный химический пеногаситель.
Химический пеногаситель вводят в котёл паровоза в основном и оборотном депо через специальный прибор-воронку, установленный на инжекторе, во время подкачки воды в котёл. Для этого установленное количество пеногасителя предварительно смешивают 0,1 —0,2 л холодной воды, заливают в воронку прибора питания котла пеногасителем. Во время работы инжектора открытием крапа прибора суспензированный раствор пеногасителя вводят в закачиваемую в котёл воду. Дозировку химического пеногасителя (диамида) на 1 т испарённой воды паровозами устанавливают в количестве 0,2 — 0,5 г;
в дальнейшем она корректируется испыта ниями на опытных паровозах.
Длительное вдыхание паров гексаметилендиамина вызывает головные боли, а попадание его на кожу — болезненные раны. Особенно опасно попадание гексаметилендиамина в глаза, в результате чего возможна потеря зрения. Поэтому весь обслуживающий персонал, имеющий дело с приготовлением и применением химических пеногасителей, должен быть тщательно проинструктирован о технике безопасности и правилах их применения.
Внедрение химических пеногасителей в депо дорог Южно-Донецкой, Севере-Донецкой, Сталинской и других дало положительные результаты, облегчило труд и улучшило безопасность работы паровозных бригад.
Если раньше машинисты депо Красноармейское, Ясиноватая, Иловайское, Пологи и других вынуждены были работать без видимого уровня воды в водомерном стекле и не могли использовать мощности паровой машины, то применение химических пеногасителей даёт возможность поддерживать уровень воды в водомерном стекле 5 — 6 см при максимальной форсировке котла и установленной технической скорости.
ПРОДУВКА ПАРОВОЗНЫХ КОТЛОВ
Движение машинистов-пятисотников, резко поднявшее провозную способность советского железнодорожного транспорта, требует наиболее полного использования парово* за и, в частности, его котла, т. е. дальнейшего повышения форсировок. Кроме того, отечественное паровозостроение оснащает железнодорожный транспорт новыми, всё более мощными паровозами. Основные характеристики котлов (поверхность нагрева и колосниковых решёток, напряжённость зеркала испарения воды и парового пространства) и рост форсировок требуют дальнейшего улучшения качества питательных и котловых вод и выдаваемого пара.
При наличии на сети железных дорог большого диапазона качества питательных вод по отдельным пунктам водоснабжения, многосерийности паровозного парка и специфических условий эксплоатации последнего нормы качества котловых вод для различных серий паровозов уточняются в каждом депо.
На основе проведённых испытаний установлено, что оптимальный процент продувки котлов связан в основном с величиной сухого остатка котловой воды и шлама.
Величина процента продувки должна быть такой, чтобы сухой остаток котловой воды не превосходил определённых норм, которые для различных серий паровозов при расчётных форсировках колеблются в пределах от 2 300 до 7 000 мг!л. В этих же пределах величина сухого остатка должна быть тем менее, чем выше мощность данной серии паровоза. Большое влияние на величину этих норм оказывают форсировка котла и уровень воды в котле. Зависимость между величиной форсировки, количеством сухого остатка и уровнем воды в стекле, выше которого начинается бросание и вспенивание воды в котле и загрязнение
556
ВОДОСНАБЖЕНИЕ
пара, для паровоза серии Л приведена в табл. 22.
Таблица 22
Зависимость количества сухого остатка от уровня воды в стекле
Уровень воды в котле по стеклу
I Форсировка
10—11 см I 1 —2 см
[Сухой остаток воды в котле в K2/-Vf2 час в мг!л
1 800 1 800 80
1 900 1 900 70
2 400 2 800 60
2 800 3 800 50
Оптимальный процент продувки устанавливают в каждом паровозном депо путём теплохимических испытаний на опытных паровозах и определения предельных сухих остатков в пробах котловой воды, замеров влажности пара калориметром, а также анализа проб конденсатов, отбираемых при поездках, посредством тщательного наблюдения за состоянием котла по накипи.
На основе проведённых теплохимических испытаний на опытных паровозах по депо сети железных дорог установлено, что продувку паровозных котлов необходимо производить в соответствии с установленными нормами качества котловых вод по сухому остатку и шламосодержанию.
Продувку паровых котлов для большинства депо сети железных дорог необходимо производить при минимальной форсировке и пониженной скорости, т. е. когда кипение воды «успокаивается», а циркуляция становится менее интенсивной и когда шлам, находящийся во взвешенном состоянии, начинает укрупняться, оседать и сползать к продувочным кранам.
Продувку паровозных котлов по солесо-держанию и шламу целесообразно производить частыми, но мелкими дозами, попеременно открывая продувочные краны на 1 — 2 сек. для удаления 1 •— 2 см воды по водомерному стеклу. Выдувать при этом необходимо не более 2 — 6% котловой воды в зависимости от качества питательных вод и серий паровозов.
Продувку паровозных котлов необходимо производить комбинированным способом до 60% на стоянке и до 40% на ходу. Котлы на ходу следует продувать при минимальной форсировке, а на стоянке через 10 — 15 мин. по прибытии поезда, пока шлам не успел уплотниться.
На железнодорожном транспорте ежедневно промывают большое количество паровозных котлов. Однако практика заливки антинакипинов в паровозные котлы показала, что часто значительно преувеличивают нормы заливки антинакипинов в котлы паровозов после промывки. Во избежание этого на паровоз, выходящий из промывки, необходимо заливать непосредственно в котёл лишь такое количество щелочных антинакипинов, которое было бы достаточно для предотвращения накипеобразования.
Отсюда задача начальников дорожных химико-технических лабораторий обеспечить
на паровозах, выходящих из промывки, мень* шую заливку антинакипинов и не продувать паровозные котлы первые 3 — 4 поездки согласно расчёту, приведённому выше. Есть основания полагать, что на тяговых плечах с мягкими водами продувку паровозных котлов можно резко сократить, обеспечив только спуск и удаление накопившегося в котлах шлама.
Если учесть, что на сети железных дорог ежедневно промывается значительное количество паровозных котлов, то рациональной заливкой антинакипинов и технически обоснованной продувкой паровозных котлов можно сэкономить большое количество топлива, воды и антинакипинов при одновременном улучшении состояния котельного хозяйства.
Пользуясь преподанными нормами качества котловых вод, произведены примерные расчёты продувки паровозных котлов по сухому остатку и по шламу в зависимости от качества питательных вод и серий паровозов. Расчёты приведены в табл. 23.
Таблица 23
Примерные расчёты продувки паровозных котлов (в %)
Серии паровозов, характер продувки Качество^питатель-ных вод по шкале
> Очень ‘мягкие Мягкие Средней жёсткости Повышенной жёсткости Жёсткие * м X 0) о 5- X О %
Л и Еа по шламу . . . 3,2 6,4 9,8 13,5 17,3 21,5
То же по сухому остатку 3,4 4,8 6,2 9,3 15,5 24,0
ФД и ИС по шламу . . 3,0 5,3 8,1 10,5 14,3 17,5
То же по сухому остатку 3,1 4,4 5,7 8,6 14,0 22,0
СО и СОК по шламу . . 2,2 4,5 6,8 9,4 12,0 14,5
То же по сухому остатку 2,6 3,7 4,7 7,0 11,0 17,5
Э м и ЭР по шламу . . . 1,9 3,9 6,0 8,1 10,4 12,5
То же по сухому остатку 2,2 3,2 4,0 6,0 9,6 14,5
С и СУ по шламу . . . 1,7 3,5 5,2 7,1 9,0 11,0
То же по сухому остатку 2,0 2,7 3,5 5,1 8,4 12,5
Ша и Щп по шламу . . 1,4 2,8 4,2 6,4 8,1 8,9
То же по сухому остатку Паровозы остальных се- 1,6 2,3 2,1 2,8 3,1 4,1 4,2 6,6 5,3 10,0 6,4
рий по шламу .... 1,0
То же по сухому остатку 1,1 1,5 1,95 2,9 4,7 5,4
Из приведённых расчётов видно, что продувка паровозных котлов на природных мягких водах жёсткостью ниже 1 мг-экв/л или на умягчённых водах лимитируется соле-содержанисм.
С увеличением общей жёсткости воды от 2 мг-экв/л до 10 мг-экв/л продувка паровозных котлов лимитируется шламом.
При жёсткости воды от 10 мг-экв/л и выше, а также при солевом составе по сухому остатку 850 мг/л и выше продувка паровозных котлов лимитируется солесодержанием.
ВНУТРИКОТЛОВАЯ обработка воды для паровозов
557
КРАТНОСТЬ УПАРИВАНИЯ КОТЛОВЫХ ВОД
Под кратностью упаривания котловых вод принято понимать отношение содержания в котловой воде солей и шлама к их содержанию в питательной воде.
В практике железнодорожного транспорта концентрацию котловой воды определяют по содержанию в ней хлориона. Если в питательной воде хлориона содержится 0,5 мг-;->кв]л пли 1 мг-энв/л, а в котловой воде их концентрация достигла 5 лг-акв/.г или 10 мг-экв[л, то кратность упаривания составляет 10.
По концентрации хлориона в котловой воде судят об увеличении или нарастании общего солесодержания или шламосодержания в котловой воде.
Количество шлама, эквивалентное 1 тонно-мг-ькв) л солей жёсткости, зависит от соотношения катионов кальция и магния в природной воде и составляет 42 — 45 г.
Отсюда возможное шламосодержание питательной воды может быть выражено зависимостью
— S • Ж0,
где Sl/t — возможное шламосодержание питательной воды;
S — количество шлама, приходящегося на 1 т-мг-зкв/л солей жёсткости (42 — 45 г);
Жо — общая жёсткость природной воды в мг-экв/л.
Зная норму качества котловых вод по сухому остатку п накопление в котловой воде шлама Аш (который надлежит на 8—12% держать меньше сухого остатка), определим кратность упаривания котловых вод по следующей формуле:
К у — Аш : SM,
где Ку— кратность упаривания котловых вод;
Аш — нормы качества котловых вод по шламу.
Величина сухого остатка котловой воды
§сух ~ Аеп (Жк * 45) мг]л,
где Ат — сухой остаток питательной воды в мг[л;
Жк — жёсткость карбонатная в мг-экв!л.
Бикарбонаты питательной воды, попадая в паровозный котёл, под влиянием давления и температуры превращаются в шлам и не могут увеличивать сухого остатка котловых вод. Следовательно, чтобы определить сухой остаток питательной воды, поступившей в котёл, необходимо из сухого остатка природной воды вычесть произведение величины карбонатной жёсткости мг-зкв/л на 45 г.
Величина потребной продувки паровозных котлов в %
р=НЬ- 1оо>
где Р — величина продувки котла в % от количества испарённой воды котлом;
a — средневзвешенная величина сухого остатка или шлама в питательной воде в мг]л-,
А — максимально допустимое содержание сухого остатка или шлама в котловой воде в мг/л.
Величину потребной продувки котла возможно определить и по кратности упаривания котловой воды, используя формулу
~ Ку - I ’
где Ку — кратность упаривания котловой воды.
Тогда процент продувки котла при общей жёсткости воды 3,9 мг-экв/л составит:
для паровозов серий Л и Еа—9%;
для паровозов серий ФД и ИС — 7,2%;
для паровозов серий С и Су—5%.
Ниже приводится примерный расчёт кратности упаривания котловых вод с учётом применения химического пеногасителя, норм качества котловых вод, качества питательных вод и серин паровозов (табл. 24).
С применением химических пеногасителей кратность упаривания котловых вод соответственно может быть увеличена.
Таблица 24
Кратность упаривания котловых вод
Серии паровозов
Средневзвешенная сч ю Д’ 1
общая жёсткость - СТ) ф 2
питательной воды по тяговому плечу в мг-экв[л а Щ Д. ИС э, со’< П S О с 3 с X Е -а с 2 S И 2 х о Г,
ч е и СТ) и а О и й
10,0 5,0 6,0 7,0 8,0 9,0 11,0 13,0
9,0 5,5 6,7 7,7 8,9 10,0 12,2 14,5
8,6 5,8 7,0 8,1 9,3 10,4 12,7 15.0
8,3 6,0 7,3 8,4 9,6 10,8 13,2 15,7
7,8 6,4 7,7 9,0 10,3 11,5 14,0 16,6
7,5 6.7 8,0 9,4 10,6 12,0 14,6 17,4
7,2 7,0 8,4 9,8 11,1 12,5 15,3 18,0
6,8 7,4 8,8 10,3 11,7 13,3 16,0 19,0
6,5 7,7 9,2 10,7 12,3 13,9 16,8 20,0
6,1 8,2 9,8 11,5 13,1 14,6 18,0 21,2
5,7 8,8 10,5 12,3 14,0 15,8 19,2 23,0
5,4 9,3 11,0 13.0 14,8 16,7 20,2 24,0
5,0 10,0 12,0 14,0 16,0 18,0 22,0 26,0
^>7 10,5 12,8 15,0 17,0 19,2 23,2 27,6
4,3 И ,6 14,0 16,3 18,6 21,0 25,3 30,0
3,9 12,6 15,4 18,0 20,4 23,0 28,0 33,0
3,6 13,8 16,7 19,5 22,0 25,0 20,2 36,0
3,2 15,7 18,7 22 ,0 25,0 28,С 34,0 40,0
; 2,8 17,9 21,4 25,0 28,6 32,( 19,0 46,0
2,5 20,0 24,0 27,0 32,0 36,0 44,0 52,0
2,2 23,0 27,4 32,0 36,2 41,0 50,0 59,0
1,8 '26,0 33,4 39,0 44,5 50,0 60,0 70,0
558
водоснабжение
КОРРОЗИЯ ПАРОВОЗНЫХ КОТЛОВ И СПОСОБЫ БОРЬБЫ С НЕЙ
Коррозия металла в паровозных котлах затрудняет в ряде депо нормальную эксплоа-тацию паровозного парка. Из-за коррозионных повреждений значительно повышается объём котельного ремонта, увеличиваются простои в ремонте, а в ряде случаев имеют место порчи паровозов в пути и бросание поездов.
Развитие коррозионных повреждений в паровозных котлах является следствием одновременного действия на металл ряда факторов. Наибольшее влияние оказывают кислород и углекислота, вводимые в котёл вместе с питательной водой. Активность этих газов по отношению к металлу повышается в присутствии значительных количеств хлоридов и сульфатов, накапливающихся в котловой воде; более вредными оказываются хлориды, способствующие разрушению защитной окисной плёнки. С разрушением этой плёнки возникает электрохимическая неоднородность поверхности и в присутствии кислорода на ней развиваются местные электрохимические элементы, работа которых и приводит к коррозионным повреждениям.
Разрушение защитной плёнки на металле легче происходит на поверхности, подвергающейся значительным напряжениям; особенно вредными оказываются изгибающие напряжения. Поэтому в паровозных котлах корродируют прежде всего участки, где возникает концентрация напряжения, а именно: топочные листы у обвязочного кольца, загибы огневых решёток, дымогарные трубы вблизи конца питательных труб, связи, в особенности около углов топок и у кипятильных труб, и т. п.
Более интенсивная коррозия, наблюдаемая в котлах мощных паровозов, обусловливается тем, что на отдельных участках этих котлов возникают более значительные напряжения; в них вводится большее количество воды, содержащей вредные примеси, охлаждающей отдельные участки котла и создающей значительные перепады температур (в особенности на трубах). Эти обстоятельства обязывают не только повысить уход за котлами мощных паровозов, но и вводить на них современные, более эффективные методы борьбы с коррозией.
Основным в деле борьбы с котельной кор
розией является метод подогрева и деаэрация питательной воды. Мощные паровозы следует оснащать устройствами, позволяющими подогревать воду как до введения её в котёл, так и в самом котле (путём её распыления).
При проектировании котлов должны быть приняты во внимание необходимость упрочнения деталей (углов топки, загибов огневых решёток и др.), разрушающихся вследствие коррозии металла под напряжением. Следует применить для котлов и топок паровозов современную котлостроительную, успокоенную кремнием сталь с несколько повышенным содержанием углерода; она является более коррозионно-стойкой, чем обычная. В котлы, эксплуатирующиеся на участках с очень агрессивными водами, целесообразно ставить трубы из низколегированной стали типа НЛ-2. Хорошие результаты в отношении повышения стойкости связей даёт, как это выявлено опытами химической лаборатории Южно-Донецкой ж. д., их термохромирование.
На участках, где воды имеют низкую постоянную жёсткость при высокой временной жёсткости и где коррозия развивается в значительной степени вследствие воздействия углекислоты на деформируемый металл (трубы), целесообразно известковать воду на умягчи-тельных установках.
Улучшение водного режима котлов путём повышения щёлочности котловой воды и снижения содержания в ней растворимых солей (посредством правильного регулирования продувок) является одним из основных доступных мероприятий по борьбе с котельной коррозией. Повышение щёлочности должно достигаться путём присадок в питательную воду тринатрийфосфата и каустической соды.
Хорошие результаты в деле борьбы с коррозией паровозных котлов даёт внутрикотло-вая обработка воды хромпиком, нитритом натрия и особенно их смесью. Эти реагенты способствуют восстановлению защитной окисной плёнки и тем самым предотвращают развитие коррозии. Хромпик и его смеси могут применяться только в тех случаях, когда слой накипи на топке и трубах не превышает 0,2 мм.
ПОДГОТОВКА ХОЗЯЙСТВА ВОДОСНАБЖЕНИЯ К РАБОТЕ В ЗИМНИХ УСЛОВИЯХ
организация подготовки сооружений водоснабжения к зиме
Полное завершение подготовки каждого пункта водоснабжения к зиме должно быть закончено на дорогах Урало-Сибирского, Дальневосточного, Приволжского направлений, а также Кировской, Северной, Печорской и Туркестано-Сибирской ж. д. до 1 октября, на остальных — до 1 ноября.
При подготовке источников водоснабжения к зиме необходимо:
расчистить ключи и ручьи, углубить перекаты на мелких речках и очистить грунтовые колодцы;
заготовить снегозадержательные щиты и утепляющие материалы.
С наступлением первых заморозков и при ледоставе обязательному утеплению подлежат: перекаты на речках, где есть угроза промерзания их, ручьи, ключи, мелкие пруды и озёра, все поверхностные источники в районе водозабора, если слой воды над верхом самотёчных линий или галерей не превышает величины льдообразования для данного района.
Ручьи и ключи с большим дебитом и скоростями, не вызывающими никаких опасений за их бесперебойную работу, не отепляют. Утепление производят утолщённым снего вым покровом, создаваемым установкой снего-
подготовка хозяйства водоснабжения к работе в зимних условиях 559
задержательных щитов, ветвей хвойных деревьев или простым набрасыванием снега. При малых снегопадах применяют тонкие камышовые, соломенные или фашинные маты.
Ключи при наличии каптажных сооружений утепляют по каптажным устройствам соломой, камышом, хвоей и прочими теплоизолирующими материалами. При отсутствии постоянных каптажных устройств над ключами устраивают временные деревянные чехлы, по которым укладывается утеплитель.
За источниками водоснабжения, подверженными промерзанию, а также резко меняющими горизонт, наблюдают и полученные результаты записывают в журнал. На малых речках и ручьях, имеющих перекаты, подверженные промерзанию, наблюдения за их режимом ведут не только в районе водозабора, но и по руслу речки или ручья.
В прудах малой ёмкости большая сработка горизонта воды может вызвать обвал льда, сокращение доступа воды в район водозабора и промерзание пруда. Для предотвращения этого в малоёмких прудах после ледостава устанавливают льдоудержательные сваи диаметром 100 — 155 мм на расстоянии 2—4 м одна от другой и смораживают с массой льда. Верхний конец сваи должен находиться выше поверхности льда.
Меры по обеспечению водоснабжения при резком падении горизонта воды в источниках могут быть следующие: опускание всасывающего клапана; прокладка временной всасывающей линии непосредственно в источник; устройство временных запруд (на ручьях и мелких речках); вырубка каналов во льду на перекатах речек с последующим их утеплением, расчистка ключей, имеющихся в руслах ручьёв, прудов и речек; перекачка воды из источника в береговой колодец; ступенчатая перекачка по руслу реки.
ПОДГОТОВКА ВОДОЗАБОРНЫХ УСТРОЙСТВ К ЭКСПЛОАТАЦИИ В ЗИМНИХ УСЛОВИЯХ
При подготовке водозаборных сооружений к зиме производят: проверку и ремонт речных и береговых водозаборных колодцев, всасывающих и самотёчных линий и галерей; очистку водоприёмных колодцев и самотёчных галерей от ила; промывку всасывающих и самотёчных линий, очистку всасывающих клапанов (промывка должна производиться до очистки береговых и речных колодцев); переборку или промывку каменной наброски грубых фильтров речных колодцев.
Колодцы отепляют малотеплопроводными материалами, древесными опилками, камышом, торфом, соломой, хвоей, сухим мхом и пр. Утепление колодца навозом по санитарным условиям не допускается.
Всасывающие трубы, проложенные выше глубины промерзания грунта, обваловывают землёй, шлаком или нзгарью.
МЕХАНИЧЕСКАЯ ОЧИСТКА РЕШЁТОК И ОБРАТНАЯ ПРОМЫВКА
Механическую очистку решёток от донного льда и шуги производят при помощи скребков или багров.
Более эффективной мерой борьбы с обмерзанием водоприёмников является обратная промывка самотёчных линий. Самотёчные трубы промывают поочерёдно.
В период льдообразования промывку повторяют через каждые 2 — 4 часа продолжительностью по 10 — 20 мин. до ледостава.
ОБОГРЕВ РЕШЁТОК ВОДОПРИЁМНИКОВ
Установившийся режим подводного льдообразования начинается при переохлаждении воды до температуры минус 0,03°. Для предупреждения льдообразования на решётке водозабора достаточно повысить температуру стержней решёток от минус 0,03° до плюс 0,01°. При этих условиях частицы льда не будут прилипать к металлическим стержням, что предохранит их от обмерзания. Однако ледяная взвесь—шуга—всё же будет поступать в самотёчные трубы. Чтобы предотвратить забивку труб шугой, применяют более интенсивный обогрев (см. ниже).
Электрообогрев решёток
Часовой расход] тепла
№час'= О.час • 1 000'Д/ ккал/час, где' Quae — часовая производительность насосной станпии в ms;
St — температура подогреваемой воды, равная [(+0,01°)— (—0,03°)] = 0,04° С.
Мощность, которую необходимо подвести к решёткам для обеспечения расчётного теплового потока,
W„nc
iV =860 квт>
где Wtl„c— часовой расход тепла в ккал/час', 860'—коэфициент для перевода тепла в электрическую мощность.
Электрический ток принимают напряжением, равным 50 -- 150 в.
Для достижения необходимого омического сопротивления при указанном напряжении тока присоединение решёток к шинам производят группами. Каждую группу решёток соединяют с другой последовательно.
Омическое сопротивление всей решётки
L
R = Ск-р- ом,
где С—удельное сопротивление стали при температуре воды 0°, равное 0,1;
к — согласно предложению проф. Альберта, коэфициент увеличения омического сопротивления решётки принимают равным 8;
L — общая длина стержня решётки в м;
F — поперечное сечение всех стержней в ммг.
Необходимую силу тока 1р с учётом падения напряжения, питающего решётку кабеля, равного 10%, определяют по формуле
v — 0,1 о
!р = /? а’
560
ВОДОСНАБЖЕНИЕ
где v — расчётное напряжение в в;
R — омическое сопротивление решётки в ом.
Сечение подводящего кабеля)
• 100
F1 = ----Т7-------ММ2 >
v1 2 ек, где Ьг— длина кабеля в м; N — мощность тока в вт; v — напряжение в в;
е — падение напряжения в %;
— проводимость меди («4 = 0,57).
Парообогрев
От парового котла укладывают трубу диаметром до 25 мм, путём регулирования вентиля достигают пропуска такого количества пара или воды, которое необходимо для эффективной борьбы с шугой и донным льдом.
Ориентировочный расход пара на 1 .и3 поступающей воды равен 0,15 кг.
Расход тепла складывается из потерь тепла в подводящих паропроводах и полезного расхода тепла непосредственно на подогрев воды W2, следовательно, U7 = IFi-l- W''2.
Расчёт ведут отдельно для подводной и надводной частей трубопровода по следующей формуле:
U7:t = k_(/i — / ккал/час,
где к— коэфициент теплопередачи на 1 пог. м трубопровода в ккал/м час° С;
t,—температура пара, соответствующая его давлению;
t2 — температура наружного воздуха. Для периода образования шуги проф. Альберг рекомендует принимать ti = — 15°;
/—длина паропровода в м.
Коэфициент к определяют по формулам:
1) для изолированных труб, уложенных по поверхности земли,
1 _ 1 . ,____J_____
к 2пКиз n d а2л dU3
где/-из-коэфициент теплопроводности изоляции асбестом, равный 0,18 ккал/м час°С;
dU3— диаметр по изоляции в м;
d — наружный диаметр паропровода в м;
а—коэфициент теплопередачи, равный 35 ккал 1м час°С-,
2) неизолированных труб, уложенных по поверхности земли,
к = -ай = 110 d\
3) неизолированных труб, уложенных под водой,
к х 3 000 d.
Величину W2 определяют из условий подогрева всей воды
Ц72 = Q • 1 000 (fx — t2) ккал/час,
где Q — расход воды в м3/час;
^1 — расчётная температура переохлаждённой воды, принимаемая равной+0,03°;
/2— температура, до которой необходимо довести всю поступающую воду, принимаемая равной ф- 0,01°.
Сечение паропровода определяется допу стпмой скоростью движения пара
117 „ V • 104 „
/ = 1 3 600 С см ’
где Ц72—расход тепла в кал/час,
V — удельный объём 1 кг пара;
i—теплосодержание 1 кг пара, равное 650 кал/кг-,
С—скорость пара в м/сек.
Весовой расход пара определяется по формуле
Г g = -г- кг/час,
где W' — расход тепла на подогрев в кал/час, i — теплосодержание 1 кг пара, равное 650 кал/кг.
В табл. 25 даны величины расхода пара на подогрев воды, потребляемой в пределах от 500 до 10 000 м3/сутки.
Таблица 25
Расход пара на подогрев воды
Расход воды Q Коэфициент тепловой отдачи к Расход тепла на подогрев воды, поступающей к решёткам, IV кал/час Весовой расход пара g = —— кг/час _ ' Средняя скорость пара С м/сек Потери давления пара на всей длине паропровода в м , Площадь отверстий выхода 1 пара в см Количество отверстий Диаметр паропровода в дм
м* /сутки и е sr "з- для надводной части труб 1 1 для подводной части труб теплопотери IVj кал/час расход тепла на подогрев W, кал/час St St II S: О <L> и для надводной части для подводной части
в надводной части труб /=60 м ! в подводной I части труб I /=-15 м |
500 22,70 1,18 0,98 11 900 2 260 909 15 069 23,20 4,41 1,04 0,23 0,13 20 ч.
1 000 45,45 1,18 0,98 11 900 2 260 1 818 15 978 24,60 — — — — —
2 000 90,90 1,18 0,98 И 900 2 260 3 640 17 800 27,40 5,79 2,39 0,25 0,5 64 ч.
3 000 136,30 1,18 0,98 11 900 2 260 5 458 19618 30,20 —- — — 3/.
4 000 182,00 1,23 0,91 12 400 2 105 7 280 21 785 33,50 4,93 2,41 0,224 0,98 126 1
6 000 272,60 1,23 0,91 12 400 2 105 10 916 25 421 39,20 __ — — — —* 1
8 000 360,40 1,23 0,91 12 400 2 105 14 560 29 065 44,75 — — — 1
10 000 455,00 1,23 0,91 12 400 2 105 18 200 32 705 50,30 8,30 5,56 0,272 2,49 317 1
ПОДГОТОВКА ХОЗЯЙСТВА ВОДОСНАБЖЕНИЯ К РАБОТЕ В ЗИМНИХ УСЛОВИЯХ 561
Подогрев поступающей воды должен быть не менее чем на + 0,04°С с тем, чтобы иметь полную гарантию бесперебойной работы водозабора, что особенно необходимо для железнодорожного транспорта.
В тех случаях, когда забор воды осуществляется непосредственно из источника всасывающими линиями, обогрев может производиться паром при входе воды во всасывающую линию.
Паропровод подводится непосредственно к всасывающему клапану, у которого он оканчивается четырьмя насадками, расположенными вокруг оградительной сетки.
Водообогрев
Горячая вода по изолированному трубопроводу подаётся к месту водозабора и выпускается в воду непосредственно у решёток через просверленные в трубках отвер-с гия.
Тепловые расчёты, а также конструктивное оформление водоподогрева принципиально не отличаются от парообогрева.
Расход тепла
W = -J- Г2,
( кЪ \
1 000 Q — t’2) V— е 1 000<?/),
где Q — расход горячей воды в мг/час;
t\ — начальная температура горячей воды;
/2 — температура наружной среды;
к — коэфициент теплоотдачи; к = 0,98;
Л —длина трубопровода горячей воды в м", е— основание логарифма;
1172 определяется, как и при парообогреве.
ПОДГОТОВКА ПЛОТИН к ЗИМЕ
При подготовке плотин к зиме исправляют: земляные откосы, дамбы, береговые откосы у плотины, береговые устои и быки, водоспуски или водосливы, особенно в их понурой, водобойной и сливной частях, гребень плотин, его наращивание до установленного горизонта; устраняют просачивание воды у подошвы плотины с низовой стороны; заменяют сгнившие и повреждённые деревянные части плотин, ликвидируют оползни.
Для выполнения перечисленных работ рекомендуется заделать: щели в деревянных конструкциях и проконопатить паклей; трещины в каменных и бетонных конструкциях—цементным раствором; трещины в земляных насыпях—песчано-глинистым грунтом. Последний укладывают тонкими слоями и тщательно утрамбовывают. В местах сопряжения насыпи с устоями водослива трещины надо тщательно заделать мятой глиной с соломой, при этом небольшими частями и не сразу на нею длину стенки; вымоины исправляют заброской гравелистым грунтом с примесью глины; вымоины, образовавшиеся ниже сливного пола, заполняют крупным камнем; в деревянных водоспусках с ряжевыми устоями и быками в случае осадки грунта в ряжевых ящиках производится пополнение вымытого
грунта. Лучшим грунтом для этого исправления является гравелистый с примесью глины и песка.
При наличии ледяного покрова и колебаний температуры лёд скалывают на ширину до 0,75 м от очертания частей соору жения, чтобы образующимся швом компенсировать расширение или подвижку льда.
ПОДГОТОВКА НАСОСНЫХ СТАНЦИЙ К ЗИМНЕЙ РАБОТЕ
Для подготовки насосных станций к работе в зимних условиях:
ремонтируют насосно-силовое оборудова ние;
штукатурят и белят потолки и стены помещения, застекляют и вставляют зимние рамы;
проверяют и исправляют все отопительные и осветительные приборы и вентиляцию;
проверяют состояние разделок дымовых труб и паровых котлов;
осматривают и исправляют кровлю, водоотводные желоба и водосточные трубы;
подготавливают склады для хранения зимнего запаса топлива, керосина для освещения, смазочных, набивочных и прокладочных материалов.
Для бесперебойной работы зимой необходимо на каждом пункте водоснабжения иметь неснижаемый запас деталей установленного оборудования.
ПОДГОТОВКА ТРУБОПРОВОДОВ
К ЭКСПЛОАТАЦИИ
в зимних условиях
До наступления зимы осматривают колодцы на водопроводной сети, задвижки, клапаны, вантузы, грязевики, пожарные гидранты и другие приборы, проверяют исправность их действия, плотность соединений с трубопроводами, а также исправность люков (крышек) на колодцах. Все замеченные неисправности немедленно устраняют.
В районах с суровым климатом, кроме наружных люков (крышек), в колодцах устанавливают внутренние крышки на расстоянии 0,5 — 0,75 м от верхних. Промежуток между ними засыпают утепляющим материалом слоем не менее 300 мм (опилками, сухими листьями, торфом, соломой). Производить засыпку люков навозом по санитарным условиям не разрешается.
Во избежание замерзания воды в напорных трубах необходимо строго выполнять мероприятия в отношении предохранения напорных трубопроводов от замерзания.
В районах вечной мерзлоты подача и подогрев воды по напорным линиям производятся непрерывно.
В случаях длительной остановки воду из трубопровода выпускают. Перед началом подачи напорный трубопровод заполняют тёплой водой.
Трубопроводы, проложенные под железными и шоссейными дорогами, кюветами, переездами, на эстакадах и пр., внимательно осматривают и, в случае необходимости, утепляют.
36 Том 7
562
водоснабжение
Особенно следует обращать внимание на то, чтобы не было промоин, обнажающих или уменьшающих заглубление труб.
В случае обнаружения мест с недостаточной глубиной заложения труб эти места должны быть обвалованы дополнительной засыпкой грунтом, торфом или шлаком.
Включаемые в работу в зимнее время трубопроводы подогревают пропуском по ним непрерывного потока воды до тех пор, пока температура выходящей воды будет не ниже 0,1’С.
Трубопроводы, уложенные для работы только в летнее время и не предохранённые, от замерзания, должны быть отключены от сети и полностью освобождены от воды; концы их заглушают фланцами.
Вода, выпущенная из выключаемого трубопровода в колодец, не оборудованный стоком, должна быть удалена из колодца до наступления морозов.
УСТРАНЕНИЕ ПОСЛЕДСТВИЙ ЗАМЕРЗАНИЯ ВОДОПРОВОДНОЙ СЕТИ
При замерзании воды в трубопроводе следует выключить из работы замёрзший участок и немедленно отогреть.
Отогревание замёрзших частей трубопроводов производят горячей водой, паром давлением до 4 ат или электрическим током.
При отогревании жаровнями и кострами необходимо принимать меры предосторожности против разрыва труб, фасонных частей и приборов от чрезмерно быстрого и неравномерного накаливания.
Воду или пар подают от передвижных котлов, устанавливаемых на месте, при помощи гибкого шланга диаметром 19 — 25 мм, длиной 15 — 20 м, снабжённого специальным наконечником. Свободный конец шланга присоединяют к паровому или водогрейному котлу, а конец шланга с наконечником вводят в замёрзший трубопровод через специально устанавливаемые в нём отверстия.
Подача горячей воды в шланг осуществляется при помощи насоса.
После прогрева трубопровода до полного растаивания льда в трубопровод пускают поток воды из исправно действующего участка сети. По выравнивании температур входящей и выходящей воды восстановленный участок сети включают в работу.
Отогревание трубопроводов электрическим током производится при помощи: электрических передвижных трансформаторов типа СТЭ-22 мощностью 11,7 ква и СТЭ-32 мощностью 27,6 ква; электрического агрегата постоянного тока типа САК-28-1 с керосиновым двигателем внутреннего сгорания.
Отогреваемый участок трубопровода включают в цепь вторичной обмотки трансформатора переменного тока. Силу тока подбирают с таким расчётом, чтобы происходило выделение тепла в количестве, достаточном для отогревания труб.
ЛИТЕРАТУРА
1. Абрамов С. К., Биндеман Н. Н. и Семёнов М. П. Водозаборы подземных вод. Госстройиздат, М., 1947.
2. Азерьер С. X. Водоснабжение на железнодорожном транспорте. Трансжелдориздат, М., 1952.
Примерная сила тока, обеспечивающая отогревание труб, указывается в табл. 26.
Таблица 26
Сила тока для отогревания труб в а
Материал труб Диаметр труб в мм Допускаемая сила тока
Чугун 50- 75 100-125 125-150 300—400 400-500 500-600
Сталь 1 38—50 50-65 300—400 450—600
Напряжение при этом принимают 60 — 65 в, т. е. в пределах норм, допускаемых техникой безопасности.
ПОДГОТОВКА к ЗИМЕ ВОДОНАПОРНЫХ БАШЕН, ГИДРОКОЛОНОК И КРАНОВ
При подготовке к зиме водонапорных башен обычных конструкций должны быть: остеклены рамы, отеплены двери, исправлены печи, дымовытяжные трубы и разделка; промыты баки, сменена набивка сальников задвижек и компенсаторов; заготовлен необходимый запас топлива, материалов и арматуры для водонапорной сети данного пункта водоснабжения; исправлены переливные трубы и водоотводящие канавы; проверены и исправлены сигнализация и автоматические клапаны; исправлены вентиляционные каналы или трубы, земляная подсыпка заземлённых резервуаров; утеплены соломой люки заземлённых резервуаров и камера переключений; исправлена земляная обсыпка оснований гидроаккумуляторов и башен колонок.
За 2 — 3 дня до утепления фундамента гидроколонки тщательно проверяют работу сальника и задвижки, а также прочность соединительной муфты штанги задвижки. При наличии пропусков сальник гидроколонки и задвижки набивают заново.
Шахты фундамента гидроколонки, канализация и поглощающий колодец должны быть очищены от грязи, отремонтированы и отеплены. Канализация и поглощающий колодец должны работать безупречно.
Паровозные гидроколонки отапливают при температуре ниже 10°С.
Наружные краны (надземные) утепляют после проверки исправности устройств для спуска воды из стояка и исправности водоотводных устройств.
С наступлением зимы эксплоатациоиный персонал пункта водоснабжения обязан ежедневно осматривать водопроводную сеть, гид-роколоики и все надземные водоразборные краны и в случае утечки воды, повреждения задвижек, кранов или отепления принимать меры к немедленному устранению обнаруженных неисправностей.
и источники
3. А н Д р и я ш е в М. М. Техника расчёта водо водов и водопроводных сетей. Изд-во Министерства коммунального хозяйства РСФСР, М.— Л., 1949.
4. Аронов С. Н. Определение глубины заложения водоводов. Стройиздат, М., 1950.
ПОДГОТОВКА ХОЗЯЙСТВА ВОДОСНАБЖЕНИЯ К РАБОТЕ В ЗИМНИХ УСЛОВИЯХ 553
5. Гениев Н. Н. Таблицы для гидравлического расчёта водопроводов. Стройиздат, М., 1948.
6. Гениев Н. Н., Абрамов Н. Н. и Павлов В. И. Водоснабжение. Стройиздат, М., 1950.
7. Гончаров С. Ф. и Коротков Г. П. Автоматизация насосных станций железнодорожного водоснабжения. Труды ВНИИ железнодорожного транспорта, вып. 41. Трансжелдор-издат, М., 1950.
8. Ереснов Н. В., Бондарь Ф. И., Семёнов С. И. и Суров И. Е. Речные водозаборные сооружения. Госстройиздат, М.—Л., 1951.
9. Инструкция И-144-50 по заделке раструбов чугунных водопроводных труб. Министерство строительства предприятий тяжёлой индустрии. Стройиздат, М., 1950.
10. Каменский Г. Н. Гидрогеологические исследования и разведка источников водоснабжения. Госгеолиздат, М. -J1., 1947.
11. Клячко В. А. Технологический анализ воды и его применение при проектировании очистных сооружений. Стройиздат, М., 1948.
12. Клячко В. А. и Кастальский А. А. Очистка воды для промышленного водоснабжения. Стройиздат, М., 1950.
i3. Кирсанов М. В. Экономический расчёт водопроводных сетей. Изд. Министерства коммунального хозяйства РСФСР, М.—Л., 1949.
14. Кострикин Ю. М. Борьба с накипеобразо-ванием в паровых котлах. В кн.: Водоподготовка, масляное хозяйство и контроль качества топлива на электростанциях. Госэнергоиздат, М.-Л., 1947.
15. Кур гаев Е. Ф. Руководство по эксплуатации известково-содовых водоумягчительных установок. Трансжелдориздат, М., 1950.
16. Лобачёв В. Г. Противопожарное водоснабжение. Изд. Министерства коммунального хозяйства РСФСР, М.-Л., 1950.
17. Минц Д. М. и Ш у б е р т С. А. Фильтры АКХ и расчёты промывки скорых фильтров. Изд. Министерства коммунального хозяйства РСФСР, М.-Л. 1951.
18. Москвин Г. Н. Эксплуатация железнодорожного водоснабжения. Трансжелдориздат, М., 1951.
19. Плотников Н. А., Богомолов Г. В. и Каменский Г. Н. Классификация ресурсов подземных вод для целей водоснабжения и методика их подсчёта. Госгеолиздат, М.—Л., 1946.
20. Противопожарные нормы строительного проектирования промышленных предприятий и населенных мест. Стройиздат, М., 1952.
21. Борьба с коррозией металлов на железнодорожном транспорте. Трансжелдориздат, М., 1952.
22. Суслов М. П. Автоматизация насосных установок. Изд. Министерства коммунального хозяйства РСФСР, М.-Л., 1951.
23. Суреньянц Я. С. Водяные скважины. Изд. Министерства коммунального хозяйства РСФСР, М. - Л., 1949.
24. Сурин А. А. Гидравлический удар в водопроводах и борьба с ним. Трансжелдориздат, М., 1946.
25. Тебенихин Е. Ф. Контроль водообработки на железнодорожном транспорте. Трансжелдориздат, М.» 1947.
26. Указания по применению противопожарных норм строительного проектирования предприятий и населённых мест на железнодорожном транспорте. М., 1951 .
27. Фридман В. И. Внутрикотловая обработка воды в паровозных котлах. В кн.: Водоподготовка и водный режим в промышленных котельных. Госэнергоиздат, М., 1950.
28. Шпееров А. И., Спышнов П. А., Свешников И. П. Санитарно-техническое оборудование зданий. Стройиздат, М., 1949.
29. Указания по проектированию сборных систем промывной воды для скорых фильтров. ВОДГЕО, М., 1952.
36*
АЛФАВИТНЫЙ УКАЗАТЕЛЬ
При пользовании настоящим указателем следует иметь в виду, что каждое название упоминается один раз и, как правило, не повторяется в перестановке слов.
В указателе упоминается в начале (за редким исключением) основное слово, а потом его определение, например: «Втулки золотниковые», а не «Золотниковые втулки».
В большинстве случаев, когда формула, определение, способ и пр. носят название по фамилии учёного, инженера, стахановца, в указателе приводится лишь фамилия (без сопровождающего термина), например: «Сыромятников С. П.», а не «Сыромятникова С. П. метод» и не «Метод Сыромятникова С. П.»
А
Агафонов А. Н. 213 Антинакипины 26, 551
—, дозировка 553 Антошин Н. К. Ю Аппарат моечный 397 Асеев С. Д. 213
Б
Баки 109
Башни водонапорные 517
Блинов И. П. 10, 47
Богданов С. А. 10
Бородин А. П. 10
Бригады для ремонта вагонов 350
------- паровозов 32
— паровозные 17, 18, 22
Буксы паровозные 255, 257
— роликовые вагонные 476 Бункер 125
Бюро описи вагонов 415
В
Вагон-бункер 125
Вакуум-установка для очистки цистерн 396
Ванна выварочная 101
Васильев Г. П. 10
Введенский В. А. 10
Виды ремонта вагонов 345
----- паровозов 212
Вода 510, 526, 527, 528
Водоводы напорные 515
Водозаборы из поверхностных источников 500
-----подземных источников 507
Водосборы горизонтальные 509
Водоснабжение 493
Водохранилище 500 Воздухораспределитель Ма.
тросова 235
Воронка-бункер 125 Воскресенский Б. Д. Ю Вспенивание воды 554 Втулка ^золотниковая 252
Г
Габариты вагонных депо 293 — паровозных депо 73 85 — тепловозных депо 293,
Гарантии на ответственные части паровозов 229, 230, 231
Гирский Н. Е. 10
Гидроаккумулятор 519
Гидроколонки 524, 548
Голенков В. И. 213
График оборота паровозов
—технологического процесса подъёмочного ремонта паровозов 38
— промывочного ремонта паровозов 38
—ремонта паровозов в депо 35, 36
—экипировки паровозов
28, 29
Д
Демчинский К- Д. 10
Депо вагонные 348
— заправки 180
— паровозные 9, 12, 73
— , оборудование 93
— , освещение 90
Депо, отопление 90
—, размеры зданий 85
— разоборудования 171
— тепловозное 293
— экипировочное 149
Дефектоскоп 223, 400
Домкрат 395
Дымосос переносный ПО
Дышло 242
Допуски при ремонте ваго-
нов 441, 443, 445
---— колёсных пар вагонов 456
-------арматуры и гарнитуры паровоза 274
------- конденсационного оборудования 284
--- — паровозного котла 272
— — — тепловозов 337
-------углеподатчика 287
-------экипажной части 279
Е
Егорченко В. Ф. 10
Езда кольцевая 50
— плечевая 49
— подменная 21
— спаренная 20
— строенная 20
— турная 21, 52
— эстафетная 22
Ераков Л. А. 10
3
Заводы вагоноремонтные
408
— паровозоремонтные 163
— тепловозоремонтные 314
Запас деталей вагонов 358, 367, 424
АЛФАВИТНЫЙ УКАЗАТЕЛЬ
565
Запас деталей паровозов 33
Заправка паровозов огневая 109
— паровая (безогневая) 111 — тепловозов 309 Заусайлов И. А. 10
Захват инфильтрационных вод 502
Здание вагонных депо — паровозных депо 73 — тепловозных депо 293 Знаменский Д. Н. 289 Золотники 251
Зоны санитарной охраны 500
И
Иванов' А. И. 47
Игнатов А. Н. 10
Инжектор 232
Инструктаж поездной 23
Исключение паровозов из инвентаря 16
Использование паровозов
Испытание воздухораспределителя 235
— крана машиниста 234 — насоса водопитательного
233
— паро-воздушного насоса 234
— пресс-маслёнки 233
— рычажной передачи тормоза 237
— самотёчных и всасывающих линий 544
— тормозов 238
— тройного клапана 236
— турбины газососа 238
— — воздушных вентиляторов 238
— — электроосвещения 238 Источники ' водоснабжения 500
К
Каганович Л. М. 10
Камера для обмывки пресс-маслёнок 101
Канава смотровая 149
Каптаж ключей 510
Карпинский И. К- 10
Карташев Н. И. 10
Кладовые для смазочных материалов 25
Клапан тройной 236
Коагуляция 519
Колесников А. Н. 403
Колёсные пары вагонные 452
--- паровозные 224
Колодцы 499, 515
Колонки 109
Колонны паровозные 52
Контроль качества ремонта 38
— магнитный 223, 228, 400
Конус форсовой 241 Компрессорная 349
Коробка дымовая 26
Коррозия паровозных котлов 558
Котёл паровозный 218
Коэфициент выполнения весовой нормы поездов 47
Кран водоразборный 523
— машиниста 234
— углеподъёмный 126
Красковский В. Ф. 289
Кратность упаривания котловой воды 557
Кривонос П. Ф. 10
Кривошип 248]
Кургаев Е. Ф. 537
Л
Лапчинский Н. Д. 10
Леви А. М. 10
Ленин В. И. 289 "
Лешедко В. М. 10
Линии водопроводные 523
Лунин Н. А. 10, 24
М
Манометр котловой 231
Маслов Е. И. 289
Мастерские вагоно-колёсные 389
— деревообделочные 393
— по ремонту электроосвещения 394
Материалы для ремонта грузовых вагонов 359, 424, 425, 426, 427
— пассажирских ва-
гонов 370
— паровозов 211
Матвеев А. Н. 403*
Машина моечная 102, 368
— уборочная 397
— паровая паровоза 218
— углеподатчика 233
Машинист паровоза 17
Машинка для отвёртывания гаек 398
— зачистная 399
— шлифовальная 399
Мельников П. И. 101
Методы повышения исполь» зования паровозов 41
Механизм кулисный 252
Милейко И. С. 213
Молоток клепальный 397
Мокршицкий.'Е. И. 10
Н
Накипь 541
Накладки буксовые 259
Наконечники 109
Налив цистерн 384
Наличники буксовые 259
Насос паро-воздушный 234
— поршневой водопитательный 233
— промывочный 107
Неисправности бандажей 224
— колёсных пар 225
— пальцев кривошипов 226
Никольский Л. В. 10
Нольтейн Е. Е. 10
Номенклатура периодического осмотра ответственных частей паровоза 215
Нормативы для проектирования сооружений и устройств вагонного хозяйства 354
Нормы трудоёмкости ремонта вагонов 359, 420, 421
— затраты рабочей силы на ремонт паровозов 42
— потребления воды 496
— пробегов паровозов 213
— расхода воды 497
----материалов при ремонте вагонов 358, 359, 382, 424, 425, 426
---------- паровозов 211
О
Обеззараживание воды 533 Обмывка паровоза 27, 145 Оборот вагона 347 — паровоза 41, 56, 69 Обследование котла 220
Обслуживание паровозов бригадами 19
— паровозного парка 16
— поездов паровозами 48
Обтирка паровозов 27
Овчинкин И. М. 534
Окраска вагона 473
Опись-смета 205
Определение потребности в стойлах 84
Осветлители 529
Освидетельствование автотормозов 221
— колёсных пар 221
— котлов 218
Осмотр автотормозного оборудования 216
— котла вагона 397
— паровозов контрольнотехнический 214
— наружный котла 218
— оборудования на паровозах с конденсацией пара 217
— пассажирских вагонов 352
— периодический паровозов 214
Организация вагонного хозяйства 345
— паровозного хозяйства 9
— тепловозного хозяйства 289
Отделение цехов вагонных депо 371, 373
Отдых паровозных бригад 18
Отстаивание воды 528
Очистка цистерн 396
566
АЛФАВИТНЫЙ УКАЗАТЕЛЬ
П
Павловский А. А. 10
Папавин А. П. 10, 24, 213, 214
Параллель 246
Парк вагонный 347
— паровозный 13, 14
Паро-водоиагреватель 112
Паросмеситель 108
Пары колёсные вагонные 452
-----паровозные 221
Паспорт паровоза 39
Передача тормоза рычажная 237
Передача паровозов 16
Пересылка паровозов 16
Периодичность ремонта 30
Песок 136
Петров В. Г. 213
Петров Н. П. 10
Петухов С. М. 10
Печи пескосушильпые 137, 309
Поворот паровоза 26
Показатели работы паровозов 41
— технико-экономические вагонных депо 371
Планирование внутрицеховое 206
— производства на вагоноремонтных заводах 413
—-------- паровозоремонтных
заводах 203
— — — тепловозоремонтных заводах 290, 331
— ремонта паровозов в депо 39
-----тепловозов в депо 331
Плечо тяговое 49
Площадка инспекторская 173
Площади цехов вагонных депо 357, 365
— паровозных депо 89, 90, 92
— тепловозных депо 296
Подвеска золотниковая 251
Подвешивание рессорное 262 Подготовка водоснабжения к зиме 559
— цистерн к наливу 384
Подшипники буксовые 259
— роликовые 391, 476
Поршень 244, 247
Потребность паровозного парка 54
— паровозов для поездной работы 53
------- ремонта 31
— рабочей силы Для ремонта паровозов 41
Прибор для испытания плотности насосиков пресс-маслёнок 101
Приборы измерительные 403
Пробег паровоза 46, 47, 212
Продувка паровозных котлов 26, 547
Промывка*’паровозных котлов тёплая 103
— — — холодная 106
Промывка цистерн 397
Продолжительность ремонта вагонов 350, 417
---- паровозов 31
---- тепловозов 316, 317
Пространства вредные 249
Пружины вагонные 462
Пункты контрольные автотормозов 349, 382
— автосцепки 349, 492
— коицепропиточные н регенерационные 349
— технического осмотра вагонов 348, 377
— текущего ремонта вагонов 348, 377
Р
Работа паровоза полезная 46
Размещение деповского хозяйства 156
— паровозоремонтных заводов 164
Разбеги буксовых подшипников 260
— дышловых подшипников 246
Рама вагона 461
— паровозная буксовая 257
---- листовая 254
— тепловоза 325
Расчёт потребности в паровозах 53
----в стойлах паровозного депо 73
— программы ремонта вагонов 412
-------паровозов 39
— — — тепловозов 330
Ревизия автотормозногообо-рудоваиия 216, 486
Резерв паровозного парка 14
— паровозов дороги 15
---- депо 15
----переходящий горячий 15
Резервуары заземлённые 517
Ремесницкий Б. М. 534
Ремонт автосцепного устройства 487
— вагонов грузовых 447
— — деповской 348
— — заводской 163, 408
— — капитальный 447
— — пассажирских 450
---- средний 451
— зданий вагонного депо 405
— двухзвеиных переходных цепей 490
— кузова вагона 468
— оборудования вагонного депо 405
— паровозов 29, 30
— подъёмочный 29
— • промывочный 29
— пружин вагонных 462
— рамы вагона 461
— рессор вагонных 462
Ремонт роликовых подшипников 391, 476
— служебный 29, 30
— средний 212
— тележек вагонных 457
— тепловозов 321, 329
— тормозов 484
— упряжных и ударных приборов 464
— цистерн 447
— электроосвещения вагонов 470
Рожновский А. А. 517, 519
С
Связь между измерителем использования паровозного и вагонного парка 48
----- оборотом паровоза и оборотом вагона 48
Себестоимость продукции паровозоремонтных заводов 207
Сеть разводящая 520
Система ремонта вагонов 410, 411
Скважина 507
Склады 113, 173
— топливные 24, 113, 115 Скоростемер 239
Служба паровозного хозяйства 10
Смазочное хозяйство вагонных депо 382
----- паровозных депо 142 Сменяемость основных деталей и частей паровозов 210
— топочных частей 187
Снабжение паровозов водой 26
-----песком 25
----- смазкой 25
----- топливом 24
Содержание вагонов грузовых 349, 351
-----пассажирских 352
— паровозного парка 16, 252
Сооружения водонапорные 516
— для ремонта грузовых вагонов 354
--------- пассажирских вагонов 360
Специализация стойл паровозного депо 73
Способы обслуживания паровозов бригадами 19 -----поездов паровозами 48 Сроки гарантийные для паровозных деталей 230 — периодического осмотра ответственных частей паровоза 215
— ремонта вагонов 347
— хранения углей 114
Станции насосные 510, 511, 505
АЛФАВИТНЫЙ УКАЗАТЕЛЬ
567
Станции промывочно-пропарочные 349, 384, 389
Стойла депо для ремонта вагонов 357, 366
---------- паровозов 73
------- — тепловозов 293, 296
Структура паровозного хозяйства 10
Сушинский Б. Б. 10
Сушила барабанные 137
Сушка песка 137
Сыромятников С. П. 10
Т
Таласов А. Т. 124
Таранов-Белозеров В. И. 10
Тележка вагонная 457, 461 — двухосная тендерная 268, 270
— передняя 264, 267
— трёхосная тендерная 271
Теплообменники 108
Технология ремонта вагонов 354
----- паровозов 212
— — тепловозов 321
Топка котла паровоза 240
Топливо 113
Транспортёры 129
Треугольники поворотные 156
Трубопроводы 109
Трудоёмкость ремонта' вагонов грузовых 345, 355 ------пассажирских 364
----- паровозов 181
Турбина воздушного вентилятора тендера-конденсатора 238
—- газососа 238
Турбогенератор электроосвещения 238
Тяга эксцентриковая 250
У
Уборка вагонов 353
Углепогрузчик 127
Углеподатчик 233
Углеснабжение паровозов 119
Удаление железа из воды 535
Умягчение воды 535
У нос котловой воды с паром 554
Ускорители набора воды паровозами 519
Условия труда паровозных бригад 18
Упряжь вагонная 464
Устройство для разгрузки углей 115
----- экипировки паровозов 113
Ф
Фильтрация воды 530
Фильтры 108, 507, Ы0
Фролов А. Н. 10
Ц
Цех арматурный 190
— аппаратный 317
— вагоносборочный 371, 429, 431
— вагоноремонтный 429
— дизельный 314
— заготовительный 33
— инструментальный 436
— колёсно-тележечный 371
— колёсный 191, 317, 435
— котельный 183
— кузнечный 196, 436
— литейный 196 , 439
— малярный 314, 434
— механический 194, 317
372
— разборочный 171, 431
— рамно-кузовной 433
— ремонта запасных частей вагонов 430
— ремонтно-комплектовочный 434
— ремоитно-механический 201, 438
— рессорно-пружинный 436
— тележечный 314, 430, 434
Цех тендерный 188
— тепловозосборочный 314
— электромашинный 317
— электрооборудования 438
Цикличность ремонта 33
Ч
Чесноков Д. С. 289
Чирков А. В. 10
Чистка дымовой коробки 26
— паровой топки 26
Ш
Шлакоуборка крановая 134
— монорельсовая 130
— скиповая 131
— скипово-скреперная 134
Шланги 109
Штанге Д. А. 10
щ
Щебликин А. Т. 351
Э
Экипировка паровозов 24, 27, НЗ
— при кольцевой езде 157
— пассажирских вагонов 352, 354
— тепловозов 304
Экономия топлива на водокачках 544
Эксплоатация паровозов 13 — железнодорожного водоснабжения 541
Электрогорн 93, 391
Электроключ для гаек 398
Электроножницы 399
Электроосвещение вагонов 470
Электроотвёртка 399
Электропила 399
Электросверлилка по дереву 398
Электрошпиль-конвейер 396
Эстакада 120
Техн, редактор Д. Л4. Юдзон Переплёт худ. Б. В. Шварца
Сдано в набор 10/IX 1952 г.
Редактирование тома закончено 17/Ш 1953 г.
Подписано к печати 22/V 1953 г.
Бумага 70хЮ8‘/1в«18»5 бумажных—
50,69 печатных листа (3 вклейки) Учёгно-издательскнх 74,2 л.
ЖДИЗ 76526. Зак. 184
Т 01534. Тираж 15 000 экз.
1-я тип. Трансжелдориздата МПС
Опечатки в 7 томе ТСЖ
Страница Колонка Строка Напечатано Должно быть напечатано
99 Табл. 12 графа 3 4 снизу 1 7.5
1 06 Табл. 19 графа 2 I » 22 32
1 10 4 » мм вод. ст. при мм вод. ст.;
127 1аол. / графа S 16 » 2890 6890
175 Левая 19 сверху ллс-юо, ЛДС-1000, / “нар в “вн ~
244 » 1 1 снизу Я нар ~ Пвн
244 » 4 » Пнар = ~ а' е е Пнар ~ ^вн = 2~ + а>
24 4 » 1 » Пнар “ 2 + а’ пвн Y + Ul‘ ^нар ~ + ai пвн=: + а*
248 Правая 8 » н и
25 6 » 6 » О и Ог О. и О.
258 » 16 » О и О О, И Оа
260 > 4 > К,. К.„ Koi, Коя
269 » 3 сверху OnOt Оi и О,
307 35 > па дизельного топлива в и дизельного топлива иа
321 Левая 1 1 » ТЭ5 ТЭ2
410 » 9 снизу парка потока
553 Табл. 20 графа 2 2 > 7000+7000 6000 + 7000
554 Левая 31 сверху 300 г/м* 30 г/м*
557 Правая 22 > с учётом без учёта
Опечатки в 6 томе ТСЖ
На стр. 116 и в табл. 26—30 числа оборотов следует считать не в минуту, а в секунду.
Зак. 184
ti а и ме но вини? операций.
I Первые ситки I Вторые сутки I Третьи сутки, 1 I 1-я сменок 2-я смена. 1-я смена. 12-я смена. 1-я смена 2-я смена
№ по иа Разоорочно -утилизационный цех (отделение) | 1 I позиция 1 РчзВвруц еередяиных деталей, стъёмка гревли. и металлический арматуры |
1 Отнять i.piS-w. г«<> псдрамкана,очистить опалубку от клямерави гвоздей, очистить кар- | от гдозьей, снять негодные и старотипные детали, печей --- [
2 Отнять негодную обшивки о полудни, снять негодные вкладыши виг и фрамуг
3 Отвернуть гайки болтов, соединяющих обшивку со стойками и раскосами кузова i врубить болты с неотвёртыВающимися гайками и расклёпанными концами , j Выбить и собрать болты t ' -L
4 Отнять игловые Вертикальные игольника назови Ь i
5 Отнять воинские воски £ 1
Б Отнять требующую замены боковую и лобовую обшивки 1 1
7 Срезать боковую обшивку по шкворневые стойким, при наличии повреждённой обшивки под ! игольниками М _j__l
8 Отнять дверной порог, предваритрлыю отвернуть гайки болтов срубить заклёпки Л1
Q Отвернуть гайки болтов по боковым швеллерам рамы, ору вить неподвающиеся отвёртыванию ! | гайки и выбить болты «1 . _ .. ....
10 Отнять половые игольники _1_
11 Отнять пол но шквоонебой вилке, а затем го всему вагони Е_ 1 _л_ _|_ L
t2 Уложить пол на площадки очистить от грязи и отнять цапки, пола 4
13 Рассортировать обшивку ну зова и пола годные к использованию доски уложить в стеллажи j для переработки Негодные доски обшивки и пола погрузить В тележки и отправить в склад । техснаба ‘
/4 Собрать болты, гайки и другие мелкие металлические детали и отправить В метизное отде- 1 ленив цеха на переработку 1 1
15 Сдать вагон инспектору DTK । _i_
IL позиция
1 Очистить вагон о/п ржавчины и грязи на специально выделенном пути —-- . _
2 Отнять ударные приборы и болты, поддерживащие планки фрикционного аппарата и поста- 1 вить два буферных ставала со стержнями (по диаганали вагона) = 3
3 Срезать негодные стойки, раскосные планки боковой 'фермы, косынки, Верхний обвязочный 1 | брус и другие элементы кузова, требущие замеры или ремонта с отъёмкой . - . .. .
4 Срубить и выбить заклепки, отнять раскосные планки, негодные стойки, верхний обвязоч- 1 1 ' ный брус и другие элементы кузова, требующие замены; произвести зачистки мест под сварки “ г<
5 Врезать негодный буферный брус, поперечные Валки, армировочные листы, усиливающие | । ] планки под буферные стаканы и другие элементы рамы, требующие замены или ремонта с 1 i отъёмкой " j'1
в Срубить и выбить заклёпки, отнять негодный буферный брус, поперечные балки, армировоч- 1 1 j ные листы, усиливающие планки под буферные стаканы и другие элементы рамы, требующие 1 । замены или ремонта с отъёмкой; произвести зачистки мест под сварки *= t
7 Разделать под сварки трещины, а также края пробоин, мест стыкования ВстаВок I 6
Ш позиция | |
8 Произвести местный. ногреВ и правку стоек, раскосных стоек, верхнего обвязочного вру- 1 са и других элементов кцзова. поедающихся правке на месте =
S Поставить, пригнать и прихватить электросваркой или на болты стойки,раскосные стойки, 1 верхний объвязочный брус а другие элементы кцзоВа 1
10 Произвести местный нагрев и правку буферного бруса, поперечных балок, армировочных 111 1 листов, хребтовой балки, боковых швеллеров и других элементов рамы и заварить трещи- С“ ны электросваркой _ II 1 тт 1 I I 1 1
iro вагона
и Снять двери и передать В дверное отделение 1 1 к 1 1
12 доставить, пригнать, приварить или прихватить на болтах буферный брус, поперечные । | балки,армировочные листы,усиливающие планки под буферные стамны и другие элементы рамы i !
/,? Подготовить сцепление вагонов, подлежащих маневровым работам . _1_ . .
rt Сдать вагон инспектору ОТК и оформить документы
138 позиция i Подъёмка загона, смена тележек, спуск Вагона, клепальные и сварочные работы
1 Поднять вагон, установить на тумбы и выкатить тележки - -
2 Снять голодна автосцепки и фрикционные аппараты, отВернув при этом дВа болта,укреп лающие планкц фрикционного аппарата -|
3 Отнять повреждённые или приварные пятники, зачистить места для постановки новых пятников ]1
4 Прогнать комплект усиления пятниковых мест шкворневых балок и укрепить детали |! временными болтами для сверловки новых отверстии и райберовки старых, проезде- ] сти сверловку и райберовку -• । 1
5 Приклепать усиление пятниковых мест шкворневых балок
В Поставить и закрепить новые пятники и скользуны |{ Ц
7 Отнять упорные угольники автосцепки при их замене или при постановке накладок В В j d м встал цетан одни фракционного аппарата _pi!
8 Пригнать и закрепить временными болтами для клёпки накладку на хребтовую бал - 1 J ку в местах постановки фрикционного аппарата, упорные угольники автосцепки и [ м произвести клепку I
9 При новом оборудование автосцепкой пригнать и прихватить электросваркой (для J ij 1 сверловки) розетки автосцепки, задние упорные угольники, а на вагонах с хребтовой бал- 1 I, 1 кой 500мм-направляющие скобьг, установить и укрепить временными болтами (для J- Н | клёпки) угольник жёсткости под розетки,упорные подкосы, нижние и верхние планки N [' связи; произвести сверловку J_ V i- J- 4-
10 При новом оборудовании автосцепкой на вагонах с расстоянием между хребтовыми 1 балками 327мм приклепать задние упорные угольники, розетки автосцепки,угольни- ,i i ки жёсткости пив розетки; на вагонах с хребтовой балкой 500мм приклепать задние i J упорные угольнику, розетки автосцепки, игольники жёсткости под розетки, упорные । 1 подкосы, направляющие скобы, нижние и верхние планки связи 1 -|-
11 Приклепать или приварить буферный брус и усиливающие планки буферного бруса f Ц
12 Приклепать или приварить детали рамы и детали каркаса кузова, стойки, раскосы, i । ! обвязку, косынки, латки, накладки и т.д. j_
13 Поставить и закрепить дверной рельс, зонт,косоуры, поручни сцепщика, направляющие L кронштейны двери.,.кронштейны тормозного цилиндра и т.д. - d
/4 Установить, приклепать или приварить рамки люка (загрузочные) J |
15 /6* Подкатить тележку, опустить вагон.отоегцлиоовать зазоры между скользунами. . 1
Дни простоя вагона в
1 2 3 5 в 7 8 S
ть тележки
м
"•ормоз —
'отность
арнитцрц
арнитцрц —
—
ть железною об-
новые мн
Дни и раскопы кцзо-
летомта рамы опустить ю
'вкц Застрогать низов
i8ku и изоляцию крыши
г оконные рамы и де-
ь тамбурные ввери
ль дверною арматуру
'U ить обвязку мебели — 1'
\на месте
ть котёл и детали
ать водопровод
полочные вентилято-матуру, отремонти-
и проверить детали
-чные фонари и их детали
< собрать —
: il /h 0 U — i
ч8ке
таллические части
Фиг. 2. График капитального ремонта 4-осного жёсткого пассажирскс
1
2
3
4
5_ 5_ 7
8
^позиция
________________Слесарные и столярные работы
Собрать автосцепку или упряжь и ударные приборы (поставить головки автосцепки фрикционные аппараты, поддерживающие планки, закрепить болты, поставить ком'плек ты буферных стаканов и стержней и закрепить)________________________
Разобрать и собрать рычажную передачу (снять и поставить тормозной цилиндр тормозные тяги и горизонтальные рычаги) _______________________________________
Уложить половые Воски,сжать их, поставить угольники пола, поставить и укрепить Онладыши дверных стоек, поставить боковую и лобовую обшивку стен кузова сжать её и укрепить для сверловки______________________________________
Поставить и укрепить Вкладыши потолочных вдг, карнизы, люни крыши ' собрать опа-лубки и укрепить гвоздями_________ ______________
Навесить и пригнать вбери_______________________________
Окрасить швеллеры рамы и стойки кузова под обшивку стен____________________
Разобрать В°3^ШНЬ,е пОи^°Рь'(Воздухораспределитель,рабочую камеру снять маги-
СВать вагон инспектору ВТК и оформить документы____________________________
1
2.
3
4_
5
1 г_ з в
5
Wпозиция
________________ Столярные работы
Просверлить отверстия в обшивке стен кузова и в пилу по хребтовой балке поставить оолты, навернуть гайки и закрепить____________________________
Собрать воинское оборудование и закрепить
Поставить тормозные приборы и собрать воздушную магистраль, испытать, отрегу-лирооать сВтотормоз у сдать инспектору ВТК___________________
Окрасить опалубку и места под трафареты_____
Сдать сасон инспектору ВТК и оформить документы
\Т1 позиция
Кровельные, малярные работы и сдача
Покрыть крышу кровельным железом______________
Окрасить кузов, крышу, рамы вагона и тележки_
Нанести трафареты_____________________________
СВать вагон инспектору ВТК и оформить документы Сдать вагон инспектору Цв МПС
Примечание во Вторые смены вторых и третьих суток производится подготовка производства цеха: зарядка столярных стеллажей,зарядка слесарных стеллажей,проверка и ремонт инструмента, приспособлений и оборудования,уборка цеха, маневровые работы
Фиг. 6. График капитального ремонта 4-осного крытого грузового вагона
№ по пор. ~т_
2 3 6
5 6
7 8
9 10 11
12
Наименование работ
13
/4
15
16
17
18
19
20
21
22
23
26
26
27
28
29
30
31
32
33
30
35
36
37
38
Поднять вагон, выкатить тележки Разобрать, отремонтировать и собра, Подкатить тележки, опустить вагон Отнять детали речного тормоза Отнять детали автормоза__________
Собрать и отрегулировать ручной д Собрать автотормоз и проверить пл Отнять ударно-тяговые приборы иг Собрать ударно-тяговые приборы и г\ Отремонтировать рамы тележек Отремонтировать рами вагона_____
Разобрать,отремонтировать и собра шибки и ее детали ___
Отнять угольные ящики, поставить Отремонтировать обшивки, брусья, сто ба, сменить изоляцию .
Отделить нузов от рамы вагона, после Сменить настил пола.его изоляцию и обил Отремонтировать фрамуги, брусья, обиш Разобрать, отремонтировать и собрат, тали оконных просветов__________
Разобрать, отремонтировать и собрат-и их детали______________________
Разобрать, отремонтировать и собрат Снять и поставить кровлю и её де тал Отнять подъёмные спинки, перечисти Отремонтировать и собрать мебель Разобрать, отремонтировать и собра-отопления_______________________
Разобрать, отремонтировать и собр Отнять пальцы, багажные полки, пот, ры.дешальные крючки,ручки и всю ар. ровать и поставить наместо______
Разобрать, отремонтировать, собрать электроосвещения________________
Разобрать, отремонтировать и собрать св. Исправить потолочные вентиляторы и Снять, отремонтировать и поставить п Настелить на пол линолеум_______'
Загрунтовать низов по деревянной обш‘ Окрасить кузов снаружи__________;
Окрасить крышу__________________
Окрасить кузов внутри вагона____
Зашпаклевать и окрасить наружные ме. Поставить трафареты_____________
Сдать вагон инспектору МПС_____
ТСЖ Том 7