

































































































































































































Похожие



Текст
55
Г52
Б. А. ГЛАГОВСКИЙ. И.Б. МОСКОВЕНКО
НИЗКОЧАСТОТНЫЕ
АКУСТИЧЕСКИЕ
МЕТОДЫ КОНТРОЛЯ
В МАШИНОСТРОЕНИИ
ПРЕДИСЛОВИЕ
В последние годы в практике промышленных предприятий
и исследовательских лабораторий широкое распространение полу-
чили различные неразрушающие методы контроля продукции.
Большое место среди этих методов контроля занимают акустиче-
ские. Хорошо зарекомендовали себя, например, многочисленные
акустические дефектоскопы, серийный выпуск которых налажен
у нас в стране и за рубежом. Однако целый ряд изделий, в том
числе изготовленных из новых конструкционных и инструмен-
тальных материалов, не поддается контролю с помощью упомяну-
тых приборов.
Мало разработаны как теоретически, так и экспериментально
методы контроля частот колебаний малогабаритных и миниатюр-
ных изделий, применяемые в прецизионном машиностроении
и приборостроении, хотя необходимость в методах и сред-
ствах контроля частот колебаний велика. Практически отсут-
ствуют работы по оценке метрологических характеристик при-
боров подобного типа, хотя необходимость в этом весьма
велика.
В течение последних 10—15 лет в лаборатории автоматизации
Всесоюзного научно-исследовательского института абразивов и
шлифования были разработаны основы проектирования методов
контроля частот колебаний, приборы, реализующие эти методы.
Большое количество этих приборов внедрено на многих машино-
строительных предприятиях (подшипниковой, автомобильной, ин-
струментальной и других отраслей промышленности). Все эти
исследования (как теоретические, так и экспериментальные),
результаты которых приведены в книге, выполнены под руковод-
ством д-ра техн, наук Б. А. Глаговского и канд. техн, наук
И. Б. Московенко. Теоретические основы резонансного метода
контроля малогабаритных изделий разработаны институтом со-
вместно с ЛЭТИ им. В. И. Ульянова (Ленина) под руководством
канд. техн, наук Е. Д. Пигулевского.
В книге использованы результаты исследований, выполненных
канд. техн, наук Е. Г. Шелачевой, научными сотрудниками
Л. Я. Славиной и Э. С. Евсиович.
1 *
3
Конструкции рассмотренных в книге приборов создавались
при активном участии В. В. Богданова, Г. И. Пшедетского,
В. А. Хапилова и др.
При работе над книгой нас консультировали ведущие спе-
циалисты ВНИИАШа. Всем перечисленным специалистам равно
как и другим товарищам, оказавшим нам помощь в подготовке
рукописи, мы выражаем свою благодарность.
Предлагаемая книга является, по-видимому, первой попыткой
создания книг в области расчета, проектирования и эксплуата-
ции приборов, использующих низкочастотные акустические ме-
тоды и, конечно, не свободна от недостатков.
Пожелания и замечания просим присылать по адресу: 191065,
Ленинград, Д-65, ул. Дзержинского, 10, ЛО издательства «Ма-
шиностроение».
ВВЕДЕНИЕ
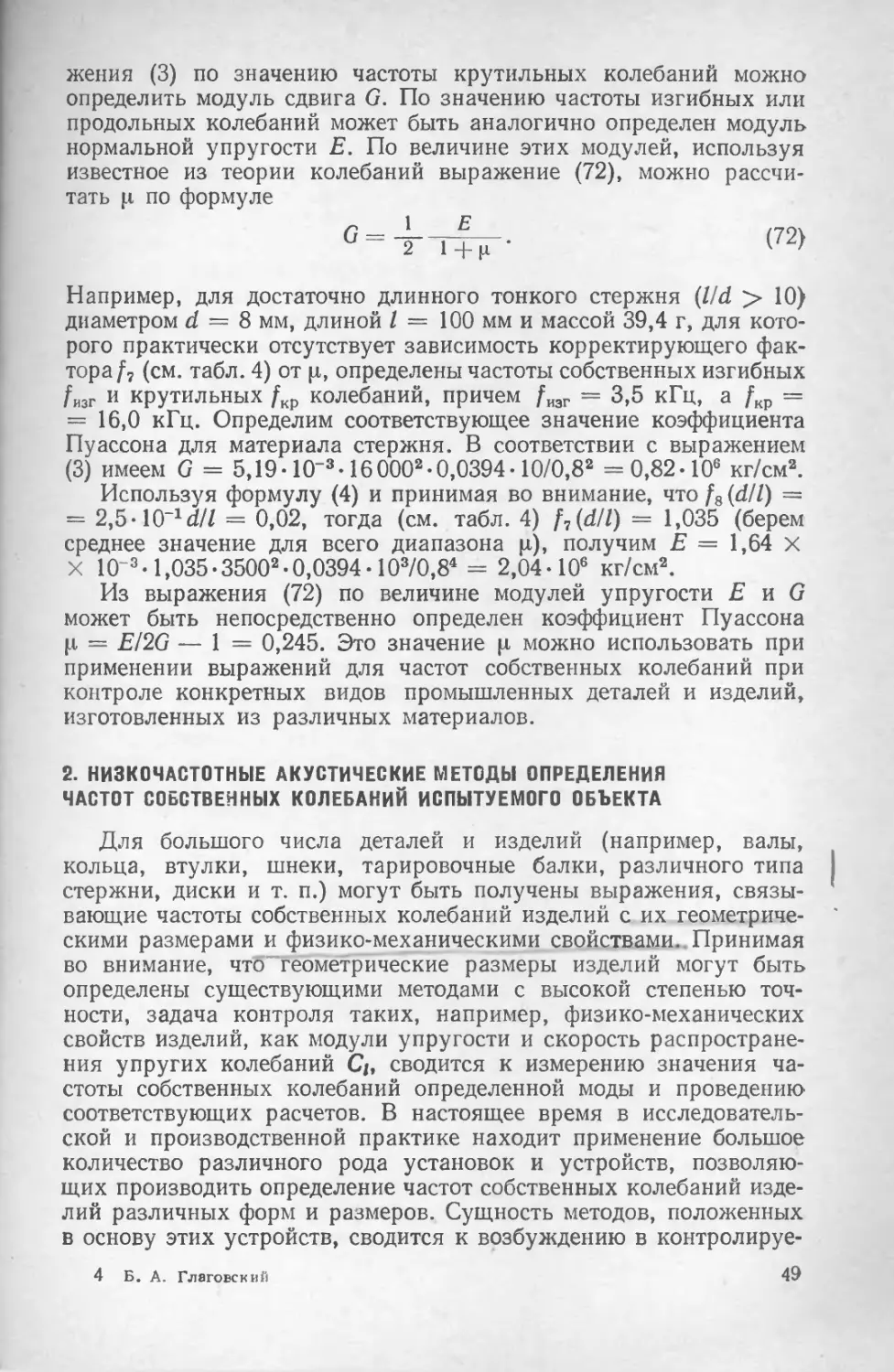
При расчете, проектировании, испытаниях и эксплуатации
станков, машин, приборов, инженерных сооружений необходимо
знание их частот собственных колебаний. Особенно важно зна-
ние этого параметра при лабораторном и промышленном исследо-
вании этих конструкций (их узлов и элементов), подвергаю-
щихся динамическим воздействиям (от вибрационных до ударных
и взрывных). Частота собственных колебаний является расчет-
ным параметром при определении модулей упругости конструк-
ционных материалов, применяемых в машиностроении, при про-
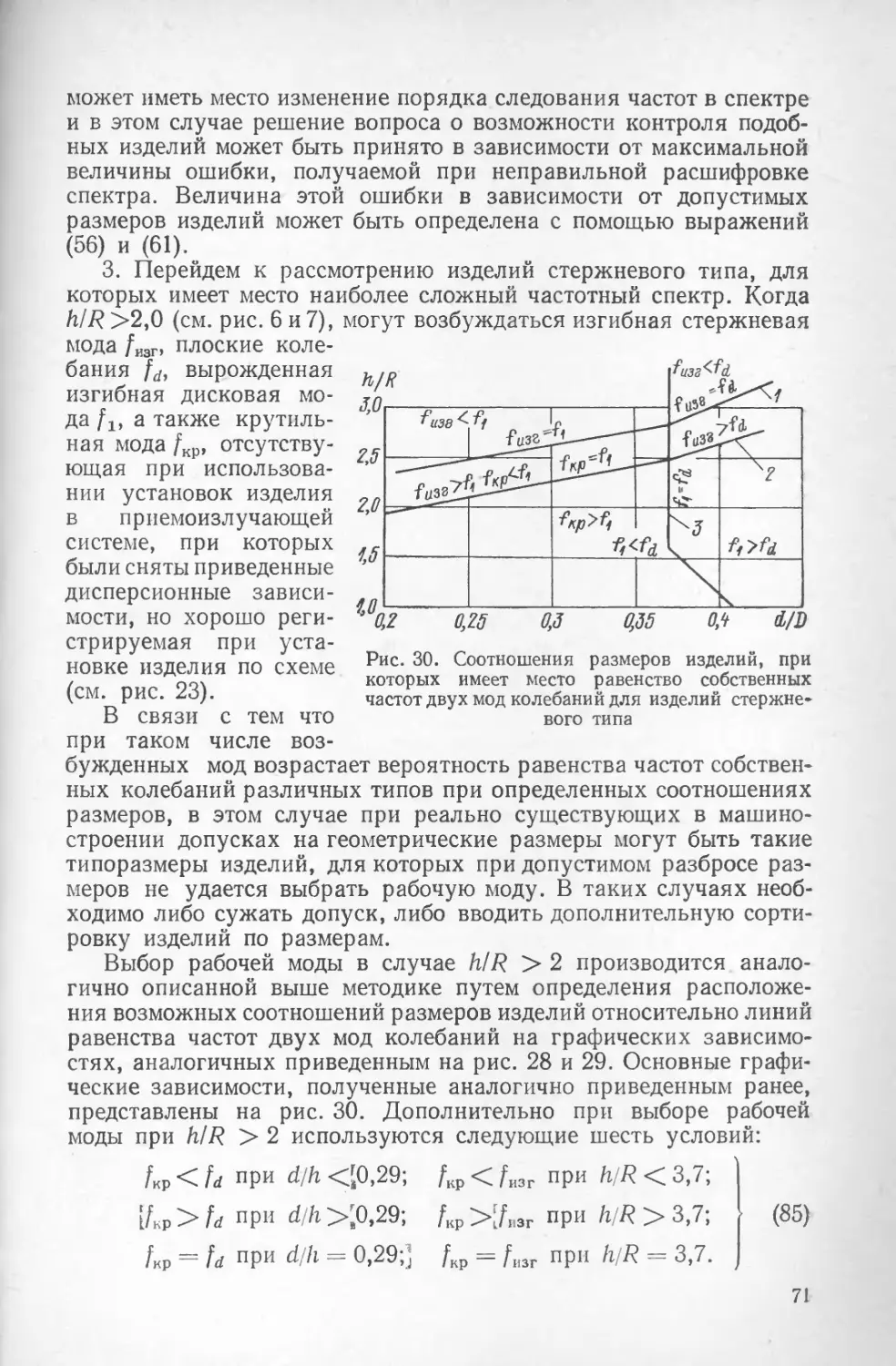
ектировании чувствительных (упругих) элементов измерительных
приборов, разработке эластомеров, приборов для определения
коэффициентов заделки и др. [7, 22, 41, 44, 53, 78, 80]. Измерение
этих параметров представляет собой важную техническую проб-
лему. Известны статические и динамические методы определения
частот собственных колебаний различных конструкций (станков,
приборов и др.).
В последние годы наибольшее распространение получили дина-
мические методы, имеющие большую точность и разрешающую
способность, чем статические. Динамические методы определения
частот собственных колебаний можно разделить на две большие
группы по способу возбуждения колебаний в объектах измере-
ния: методы, использующие вынужденные и свободные колебания.
Каждый из перечисленных методов, в свою очередь, в зависимости
от частоты внешнего воздействия может быть условно разделен
на низкочастотный и высокочастотный.
На рис. 1 показана принятая нами схема классификации
методов определения частот собственных колебаний (схема пред-
ставляет собой один из возможных вариантов классификации).
В настоящей работе будут рассмотрены низкочастотные аку-
стические методы с использованием как свободных, так и вы-
нужденных колебаний. Расширение практического применения
этих методов в промышленности определяется успехами, достигну-
тыми в области исследования колебательных процессов в изде-
лиях различных форм и размеров, в результате чего стало возмож-
ным производить расчеты колебаний в изделиях, представляющих
собой переходные случаи от диска к стержню, причем как при
5
наличии внутреннего центрального отверстия, так и без него.
Именно такую форму имеет большое число изделий в машино-
строении, таких как втулки, кольца, оси, абразивные и алмазные
круги, цилиндрические заготовки режущих инструментов из
новых сверхтвердых материалов и т. п.
К ряду подобных изделий предъявляются весьма жесткие
требования по их физико-механическим свойствам, которые
далеко не всегда могут быть обеспечены существующей техноло-
Рис. 1. Схема классификации методов определения частот собственных колебаний
гией их изготовления. Именно для контроля таких изделий могут
быть успешно использованы акустические методы, позволяющие
определять упругие параметры различных изделий, по значению
которых, например, может быть оценена идентичность изделий
по их механическим характеристикам, а также определены проч-
ностные свойства изделий, обнаружены дефекты изделий в виде
трещин, раковин, посторонних включений, расслоений и т. п.
Использование теоретических положений может быть положено
в основу разработок методов и средств контроля конкретных видов
изделий.
Приведенные в книге описания некоторых нашедших наиболее
широкое распространение в промышленности приборов, реали-
зующих низкочастотные акустические методы, позволяют для
решения ряда конкретных задач производить выбор уже выпускае-
мой в настоящее время аппаратуры.
ГЛАВА I
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ
НИЗКОЧАСТОТНЫХ АКУСТИЧЕСКИХ
МЕТОДОВ КОНТРОЛЯ
На качество различного рода деталей и изделий, как правило,
большое влияние оказывают физико-механические свойства ис-
пользованного для их изготовления материала, причем в ходе
технологического процесса изготовления изделия эти свойства
могут претерпевать существенные изменения. Поэтому важную
роль при оценке качества многочисленных деталей машинострое-
ния играют методы определения физико-механических свойств
в готовом изделии. При этом одним из основных требований яв-
ляется недопустимость нарушения прочности и целостности кон-
тролируемого изделия и изменения его свойств в процессе кон-
троля.
Этим требованиям хорошо удовлетворяют ультразвуковые
методы контроля, которые находят в последние годы широкое
распространение в машиностроении для целей контроля качества
изделий и дефектоскопии [561. Однако применение этих методов
для контроля изделий с плохим качеством поверхности резко
усложняется в связи с трудностями, связанными с введением
в изделие высокочастотных ультразвуковых колебаний. Кроме
того, при контроле изделий малых размеров возникают дополни-
тельные трудности, связанные с многократными отражениями
сигнала и краевыми эффектами. В этих случаях большую помощь
оказывают низкочастотные акустические методы, также позволя-
ющие определить физико-механические свойства материала по
упругим параметрам среды. Эти методы, применявшиеся еще
в прошлом веке, находят широкое распространение в практике
лабораторных исследований упругих свойств материалов, причем
измерения проводятся обычно на специально изготовленных
образцах простой формы (длинные стержни, тонкие диски).
Успехи, достигнутые в области теории колебаний в последние
годы, позволили применять эти методы для испытания конкретных
изделий и деталей, представляющих собой, как правило, тела
более сложной формы. Низкочастотные акустические методы кон-
троля используют связь частот собственных колебаний изделия,
определяемых в процессе контроля, с их физико-механическими
характеристиками, и одной из основных задач при применении
этих методов является установление вида этой связи для реаль-
7
ных изделий. Для изделий в виде длинных стержней, тонких
пластин, мембран и т. п. такая связь может быть установлена на
основании известных работ по теории колебаний. Однако реальные
детали и изделия, используемые в машиностроении, представляют
собой, как правило, тела конечных размеров в виде коротких
стержней, толстых круглых пластин и цилиндров с отверстием.
В первом разделе настоящей главы приводятся результаты ряда
работ по исследованию колебательных процессов тел конечных
размеров, которые могут быть использованы при практическом
применении низкочастотных акустических методов для контроля
конкретных деталей и изделий.
1. СВЯЗЬ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ ИСПЫТУЕМОГО ОБЪЕКТА
С ЧАСТОТАМИ ЕГО СОБСТВЕННЫХ КОЛЕБАНИЙ
К параметрам, подлежащим определению с помощью акусти-
ческих методов в первую очередь относятся такие упругие ха-
рактеристики среды, как модуль нормальной упругости и свя-
занная с ним скорость распространения упругих колебаний.
Как известно, частота собственных колебаний любого изо-
тропного тела может быть в общем виде представлена как
f = F (a, р) Cb (1)
где F (а, р) — коэффициент формы, зависящий от геометрических
размеров тела, его формы и коэффициента Пуассона; Ct =
= ]/ £7р — параметр, представляющий собой скорость распро-
странения упругих колебаний в бесконечно длинном стержне,
материал которого аналогичен материалу рассматриваемого тела;
Е — модуль нормальной упругости; р — плотность материала.
Таким образом, зная для конкретного изделия коэффициент
формы F (а, р), можно без труда по частоте собственных колеба-
ний определить (рассчитать) требуемый параметр.
Однако задача усложняется тем, что для любого твердого тела
может быть определено несколько частот собственных колебаний,
соответствующих различным типам колебаний (продольным, из-
гибным и т. п.), иначе говоря, различным модам колебаний.
Набор этих частот образует частотный (резонансный) спектр
изделия, и при определении частоты собственных колебаний
необходимо производить выбор подлежащей регистрации моды
колебаний и ее опознавание в частотном спектре. При разработке
методики контроля изделий конкретных размеров и формы сле-
дует решить две основные задачи: расшифровку частотного спектра
или выделение из него колебаний определенного типа и определе-
ние коэффициента формы. Для изделий простой формы удается
решить задачу выделения из этого спектра конкретного типа коле-
баний путем определенного расположения опор и приемоизлуча-
ющей системы относительно контролируемого> изделия. В том
8
случае когда подобное выделение колебаний конкретного типа
произвести не удается, приходится решать задачу опознавания
составляющих частотного спектра, о чем будет сказано ниже.
Вторую задачу целесообразно рассмотреть применительно
к конкретным формам и размерам изделий.
Определение коэффициентов формы в случае контроля изделий,
имеющих форму стержня, может быть произведено на основании
известных работ по общей теории колебаний [27, 47, 51, 52,
31, 75].
Ниже в удобном для практического использования виде
приведены выражения [66], позволяющие определить динамиче-
ские упругие модули по значению частоты собственных про-
дольных, крутильных и изгибных колебаний стержня. Эти виды
колебаний наиболее часто используются при измерениях на
практике.
При возбуждении в стержне круглого сечения продольных
колебаний может быть использовано выражение
Enp = 5,19.10-37W^pP//d2, (2)
где /пр — частота собственных продольных колебаний в Гц;
Епр — динамический модуль упругости, определенный по зна-
чению этой частоты (Е — модуль), в кг/см2; Р — масса испытуе-
мого тела в кг; I — длина стержня в см; d — диаметр стержня
в см; Md = f2 (dll, р) (табл. 2).
Для таких же стержней при возбуждении крутильных колеба-
ний получено выражение
GKP = 5,19- 10-3f2KpW, (3)
где /кр — частота собственных крутильных колебаний в Гц;
GKP —• динамический модуль упругости, определенный по зна-
чению этой частоты, в кг/см2 (G-модуль).
При возбуждении в стержне изгибных колебаний выражение
для определения упругого модуля имеет вид
Еизг = l,64.10-37^I3rW4, (4)
где /изг — частота собственных изгибных колебаний в Гц; Ензг —
динамический модуль упругости, определенный по значению
этой частоты, в кг/см2; Td = f7 (dll, р) (табл. 4), причем f8 (dll) =
= 2,5-10’Ш.
Для стержней квадратного сечения в случае продольных коле-
баний можно использовать выражение
Епр = 4,08 • 10"задрР//а2, (5}
где а — размер квадрата в см; Ма = (all, р) (табл. 1).
9
Таблица 1
Значения корректирующих факторов для различных ah
all
0,10 0,12 0,14 0,16 0,18 0,20 0,22 0,24
0,1 1,000 1,000 1,000 1,000 1,000 1,000 1,001 1,001
0,2 1,000 1,001 1,001 1,001 1,002 1,002 1,003 1,003
0,3 1,001 1,002 1,003 1,004 1,005 1,006 1,007 1,008
0,4 1,002 1,004 1,006 1,008 1,010 1,013 1,016 1,019
0,5 1,005 1,008 1,012 1,016 1,020 1,024 1,029 1,034
0,6 1,010 1,015 1,021 1,027 1,033 1,040 1,047 1,055
0,7 1,016 1,023 1,031 1,040 1,049 1,059 1,070 1,081
0,8 1,027 1,038 1,050 1,063 1,076 1,090 1,104 1,118
0,9 1,053 1,068 1,084 1,100 1,117 1,134 1,153 1,171
1,0 1,100 1,120 1,140 1,160 1,180 1,200 1,220 1,240
1,1 1,210 1,220 1,240 1,260 1,280 1,300 1,320 1,340
1,2 1,380 1,380 1,390 1,400 1,410 1,420 1,440 1,460
1,3 1,580 1,570 1,570 1,570 1,570 1,580 1,590 1,600
1,4 1,810 1,790 1,770 1,770 1,760 1,760 1,770 1,780
1,5 2,070 2,030 2,010 1,990 1,980 1,980 1,970 1,970
1,6 2,350 2,300 2,270 2,240 2,230 2,210 2,200 2,190
1,7 2,640 2,600 2,560 2,530 2,500 2,470 2,450 2,430
1,8 2,950 2,900 2,850 2,810 2,760 2,730 2,700 2,680
1,9 3,280 3,220 3,170 3,120 3,080 3,030 2,990 2,950
2,0 3,630 3,570 3,510 3,450 3,390 3,340 3,290 3,240
м-
a/l
0,26 0,28 0,30 0,32 0,34 0,40 0,45
0,1 1,001 1,001 1,002 1,002 1,002 1,002 1,003
0,2 1,004 1,004 1,005 1,006 1,007 1,010 1,015
0,3 1,009 1,011 1,013 1,016 1,018 1,027 1,037
0,4 1,022 1,026 1,030 1,034 1,038 1,052 1,066
0,5 1,040 1,046 1,052 1,058 1,064 1,086 1,106
0,6 1,063 1,071 1,080 1,089 1,099 1,129 1.154
0,7 1,093 1,104 1,116 1,128 1,141 1,180 1,212
0,8 1,133 1,148 1,163 1,179 1,194 1,242 1,283
0,9 1,189 1,208 1,225 1,243 1,261 1,315 1,360
1,0 1,260 1,280 1,300 1,320 1,340 1,400 1,450
1,1 1,360 1,380 1,400 1,420 1,440 1,500 1,550
1,2 1,480 1,500 1,520 1,540 1,560 1,620 1,670
1,3 1,610 1,630 1,650 1,670 1,690 1,750 1,810
1,4 1,790 1,800 1,810 1,820 1,830 1,880 1,930
1,5 1,970 1,980 1,980 1,990 2,000 2,030 2,070
1,6 2,180 2,180 2,180 2,180 2,180 2,210 2,240
1,7 2,410 2,400 2,400 2,400 2,390 2,400 2,420
1,8 2,660 2,640 2,630 2,620 2,610 2,600 2,600
1,9 2,920 2,900 2,880 2,860 2,840 2,810 2,800
2,0 3,200 3,170 3,140 3,120 3,100 1 3,040 3,010
10
Таблица 2
Значения корректирующих факторов f2 для различных d/l
d/l м-
0,10 0,14 0,18 0,22 0,26 0,30 0,34 0,40
0,1 1,000 1,000 1,000 1,001 1,001 1,001 1,001 1,001
0,2 1,000 1,000 1,001 1,002 1,002 1,003 1,004 1,006
0,3 1,000 1,001 1,002 1,004 1,005 1,007 1,011 1,015
0,4 1,001 1,002 1,004 1,006 1,010 1,014 1,020 1,027
0,5 1,002 1,004 1,007 1,011 1,017 1,023 1,031 1,042
0,6 1,003 1,006 1,011 1,018 1,026 1,036 1,046 1,064
0,7 1,006 1,010 1,017 1,027 1,038 1,050 1,065 1,090
0,8 1,009 1,016 1,025 1,037 1,052 1,070 1,090 1,122
0,9 1,012 1,023 1,037 1,054 1,074 1,096 1,120 1,161
1,0 1,019 1,030 1,055 1,077 1,103 1,130 1,158 1,204
1,1 1,040 1,060 1,080 1,110 1,140 1,170 1,200 1,260
1,2 1,080 1,100 1,130 1,160 1,190 1,220 1,260 1,320
1,3 1,180 1,190 1,210 1,230 1,260 1,290 1,330 1,390
1,4 1,340 1,320 1,320 1,330 1,350 1,380 1,410 1,460
1,5 1,520 1,470 1,440 1,440 1,460 1,480 1,500 1,540
1,6 1,720 1,640 1,610 1,590 1,590 1,600 1,610 1,650
1,7 1,920 1,850 1,800 1,760 1,740 1,730 1,740 1,760
1,8 2,160 2,070 2,010 1,950 1,900 1,880 1,870 1,870
1,9 2,400 2,300 2,220 2,140 2,080 2,030 2,000 1,990
2,0 2,660 2,550 2,450 2,350 2,280 2,210 2,170 2.140
Таблица 3
Значения корректирующих факторов /3 и /5
для различных /4 и /6
К (а/1) ft W)
0,14 0,16 0,18 0,20 0,22 0,24 0,26 0,28 0,30
0,01 1,008 1,008 1,009 1,009 1,009 1,009 1,009 1,009 1,009
0,02 1,033 1,034 1,034 1,035 1,035 1,035 1,036 1,036 1,037
0,03 1,074 1,075 1,076 1,077 1,078 1,079 1,080 1,081 1,082
0,04 1,131 1,132 1,134 1,136 1,137 1,139 1,141 1,142 1,144
0,05 1,202 1,204 1,207 1,210 1,212 1,215 1,217 1,220 1,222
0,06 1,287 1,291 1,294 1,298 1,302 1,305 1,309 1,313 1,316
0,07 1,386 1,391 1,396 1,401 1,406 1,410 1,416 1,420 1,425
0,08 1,498 1,504 1,510 1,517 1,523 1,529 1,536 1,542 1,549
0,09 1,622 1,630 1,638 1,646 1,654 1,662 1,669 1,678 1,686
0,10 1,758 1,768 1,778 1,787 1,797 1,807 1,817 1,827 1,837
0,11 1,906 1,918 1,930 1,942 1,954 1,965 1,977 1,989 2,001
0,12 2,066 2,080 2,094 2,108 2,122 2,136 2,150 2,164 2,179
0,13 2,238 2,254 2,270 2,287 2,303 2,320 2,336 2,353 2,369
0,14 2,421 2,440 2,459 2,478 2,497 2,516 2,535 2,554 2,574
0,15 2,616 2,637 2,659 2,681 2,703 2,725 2,747 2,769 2,791
0,16 2,822 2,846 2,871 2,896 2,921 2,946 2,971 2,996 3,021
0,17 3,039 3,067 3,095 3,123 3,151 3,179 3,208 3,236 3,264
0,18 3,268 3,300 3,331 3,362 3,394 3,426 3,457 3,486 3,521
0,19 3,509 3,544 3,579 3,614 3,649 3,684 3,720 3,755 3,791
0,20 3,761 3,800 3,839 3,877 3,916 3,956 3,995 I 4,034 4,074
0,25 5,194 5,255 5,317 5,378 5,440 5,502 5,564 5,626 5,689
0,30 6,920 7,009 7,098 7,188 7,278 7,368 7,459 7,549 7,640
11
Для таких же стержней при крутильных колебаниях выражение
для G-модуля имеет вид
GKp = 4,08-10’3/3 pPZ/a2. (6)
При изгибных колебаниях таких стержней обычно используют
выражение
£изг =9,64-10"4 Tafl3rPl*lo\ (7)
где Та = /3 (all, р) (см. в табл. 3), причем /4 (all) = 2,89-10'W/.
Таблица 4
Значения корректирующих факторов /7 для различных /8
IdH) ц
0,14 0,16 0,18 0,20 0,22 0,24 0,26 0,28 0,30
0,01 1,008 1,008 1,009 1,009 1,009 1,009 1,009 1,009 1,009
0,02 1,033 1,033 1,034 1,034 1,035 1,035 1,035 1,036 1,036
0,03 1,074 1,075 1,075 1,076 1,077 1,078 1,079 1,080 1,081
0,04 1,130 1,131 1,133 1,134 1,136 1,138 1,140 1,141 1,143
0,05 1,200 1,203 1,205 1,208 1,210 1,213 1,215 1,218 1,220
0,06 1,285 1,288 1,292 1,295 1,299 1,303 1,306 1,310 1,314
0,07 1,382 1,387 1,392 1,397 1,402 1,407 1,412 1,416 1,421
0,08 1,493 1,499 1,506 1,512 1,518 1,524 1,531 1,537 1,544
0,09 1,616 1,624 1,632 1,640 1,648 1,656 1,663 1,671 1,679
0,10 1,751 1,761 1,771 1,781 1,790 1,800 1,809 1,819 1,829
0,11 1,898 1,910 1,921 1,933 1,945 1,956 1,968 1,979 1,992
0,12 2,056 2,070 2,084 2,098 2,112 2,126 2,139 2,153 2,167
0,13 2,226 2,243 2,259 2,275 2,291 2,307 2,324 2,340 2,356
0,14 2,408 2,426 2,445 2,464 2,488 2,502 2,520 2,539 2,558
0,15 2,601 2,622 2,643 2,665 2,686 2,708 2,730 2,751 2,773
0,16 2,804 2,829 2,853 2,878 2,902 2,927 2,951 2,976 3,000
0,17 3,020 3,047 3,075 3,103 3,130 3,158 3,186 3,214 3,242
0,18 3,247 3,277 3,308 3,339 3,370 3,402 3,433 3,464 3,495
0,19 3,484 3,519 3,553 3,588 3,623 3,658 3,692 3,727 3,762
0,20 3,734 3,772 3,810 3,849 3,887 3,926 3,965 4,003 4,042
0,25 5,152 5,212 5,272 5,333 5,394 5,455 5,516 5,578 5,639
0,30 6,858 6,945 7,033 7,122 7,211 7,300 7,389 7,478 7,567
Для стержней прямоугольного сечения при продольных колеба-
ниях используем формулу
£пр = 4Д8 - 10-3AWnp7W, (8)
где а, b — меньшая и большая стороны прямоугольника в см
соответственно; M,b—f1(all, р) см. в табл. 1.
Для таких же стержней при крутильных колебаниях можно
использовать выражение
GKp = 4,08.10-Wp^M, (9)
где W = (a/b + bla)l^alb — 2,52a2/b2 + 0,2kW).
12
При изгибных колебаниях, когда колебания стержня проис-
ходят в направлении а, можно использовать формулу
£изг = 9,64 - 10-47Xr£/W, (10)
где Та = f3 (all, р) (см. табл. 3), причем f4 = (all) — 2,89- 10'W/.
Если колебания происходят в направлении b выражение (10)
принимает вид
£изг = 9,64 • 10-4T^3r£/W, (11)
где Th = (&//, р) (табл. 3), причем (6//) = 2,89-Ю"1^//.
При необходимости определения коэффициентов формы в _виде,
представленном в выражении (1), следует в уравнения (2)—(11)
подставить вместо значения массы стержня его выражение через
плотность и геометрические размеры. Тогда, учитывая, что Е =
= 2 (1 + р) G, эти уравнения легко приводятся к виду (1).
В качестве примера использования выражений, приведенных
в табл; 2—11, и корректирующих факторов (табл. 1—4) рассмот-
рим колебания стального круглого валика (стержня) длиной I =
= 100 мм и диаметром d = 20 мм. Подобные детали находят
широкое применение в изделиях машиностроения, причем часто
эти детали в процессе работы подвержены различным динамиче-
ским нагрузкам. В этом случае для оценки работоспособности
подобных деталей важно знать их упругие характеристики и
частотные свойства.
Полагаем, что частота основного тона собственных изгибных
колебаний стержня f = 7,9 кГц. В этом случае для определения
динамического модуля упругости Е можно воспользоваться вы- X
ражением (4). Как следует из табл. 4 для рассматриваемого случая Vs-
соотношения d/l = 0,2, влияние величины коэффициента Пуассона
на корректирующий фактор Td незначительно. Поэтому при расче-
тах можно воспользоваться табличным значением коэффициента
Пуассона для стали р = 0,28.
Для определения массы стержня также воспользуемся таб-
личным значением плотности для стали р— 7,85 г/см3, при этом
масса (кг) стержня будет
Р = р/л d210"3/4 = 0,246.
«
Из табл. 4 видно, что для р = 0,28 и соотношения размеров
dll = 0,2, принимая во внимание f8 (d/l) = 2,5-10“M/Z = 0,05,
определяем корректирующий фактор Td = 1,218. Подставляя
все полученные данные в выражение (4), с учетом размерностей,
входящих в выражения параметров, получаем
£изг = 1,64-10"3-1,218-79002-0,246-103/24 =
= 1,92-10е кг/см2.
В ряде случаев удобно использовать для оценки свойств изде-
лия величину скорости распространения упругих продольных
13
колебаний в стержне Ct = VЕ/р. В этом случае отсутствует
необходимость дополнительного определения объемной массы или
массы изделия, что упрощает процесс контроля. В то же время
величина Cz тесно связана с прочностными и другими физико-
механическими характеристиками контролируемых изделий.
Для определения величины Ct удобнее привести выражение (4)
к виду, приведенному в уравнении (1), для чего следует подста-
вить в (5) значение массы в виде Р = pZitd2/4
ЕПР = 1,64 • 10"3Т^зг pZ Z3/d*. (12)
После преобразования с учетом размерностей входящих в вы-
ражение (12) величин, получим
/изг = 4 Ch . (13)
где Ci — скорость распространения упругих продольных коле-
баний в стержне в см/с.
Для рассматриваемого случая, учитывая что Td = 1,218,
имеем Ct = Kl,2l8/6j92 7900-102/2 = 4,90- 10б см/с.
Таким образом, выражения (2)—(11) могут быть использованы
как непосредственно для определения модулей упругости по
частотам собственных колебаний, так и для определения скорости
распространения упругих колебаний, а также для расчета частот
собственных колебаний по известным геометрическим размерам
тела и физико-механическим характеристикам материала.
Из рассмотренного выше следует, что эти выражения не пред-
ставляет особого труда привести при необходимости к виду,
аналогичному уравнению (1). Так, из выражения (13) для изгиб-
ных колебаний круглого стержня коэффициент формы может
быть записан в виде
гр, х 1/ 0,792 d /1ЛЧ
F(a, ц) = \/ —d—-р, (14)
где Td — корректирующий фактор, значения которого в зави-
симости от отношения dll приведены в табл. 4.
Когда подлежит контролю партия изделий определенных
размеров и формы, причем не ожидается значительного изменения
коэффициента Пуассона, коэффициент формы может быть получен
в численном виде. Так, в рассматриваемом случае при необходи-
мости контроля стальных круглых стержней (валиков) длиной
100 мм и диаметром 20 мм [как следует из выражения (14)1
F (а, р) = 0,01612 и, следовательно, выражение для частот соб-
ственных колебаний /изг = 0,01612Cz. В таком виде оно может
быть легко использовано для определения значения Cz по изме-
ренному значению частоты собственных изгибных колебаний при
контроле партии изделий одинаковых размеров и формы.
14
Не составляет труда при необходимости использования коле-
баний другого типа, а также при контроле стержней квадратного
и прямоугольного сечения произвести аналогичные преобразова-
ния выражений (2)—(11) применительно к конкретным задачам.
При решении задачи выделения из частотного спектра конкретного
вида колебаний необходимо также знать картину распределения
смещений отдельных частиц изделия, позволяющую находить на
поверхности изделия области, в которых смещения при выбран-
ном типе колебаний отсутствуют (так называемые узлы колеба-
ний), а также области, в которых амплитуда колебаний изделия
максимальна — это так называемые пучности колебаний.
При изгибных колебаниях основного тона имеются две узловые
плоскости колебаний, расположенные на расстоянии 0,224/ от
конца стержня, где / — длина стержня. Соответственно пучности
колебаний расположены на концах и посередине стержня. Здесь
и в дальнейшем указаны расположения узлов и пучностей коле-
баний для свободных колебаний, когда можно пренебречь влия-
нием приемоизлучающей системы на процесс колебаний тела.
Для случая основного тона продольных и крутильных колебаний
имеется одна узловая плоскость, расположенная посередине
стержня, а пучности колебаний расположены на его концах.
Для определения коэффициентов формы при контроле изделий,
имеющих форму тонкой круглой пластинки, могут быть исполь-
зованы результаты, приведенные в работе [69], в которой полу-
чены решения для случая двух нижних мод колебаний дисков,
представляющие наибольший практический интерес, так как при
использовании низких резонансных частот облегчается их иден-
тификация. В работе [3] приведены результаты практического
использования указанных мод колебаний для оценки таких упру-
гих параметров материала как модуль нормальной упругости
и коэффициент Пуассона. При этом выражения для частот соб-
ственных колебаний могут быть представлены в виде:
(15)
2 £>
где — частота собственных изгибных колебаний с двумя взаим-
но перпендикулярными узловыми диаметрами; f2 — частота соб-
ственных изгибных колебаний с одной узловой окружностью;
D — наружный диаметр диска; сох и со2 — безразмерные коэф-
фициенты, зависящие от р и отношения высоты диска к его диа-
метру h/D, причем при одних и тех же значениях h/D и р значе-
ния со2 всегда больше соответствующих значений 04.
Значения коэффициентов coj, определенные в работе [3] для
конкретных значений h/D и р, приведены в табл. 5. В работе [31
использованы следующие обозначения коэффициентов и частот:
fi-fn (2); fz-fn (0); ©х-Л» (2); (0).
15
Таблица 5
Зависимость йц от ц и h/D
h/D Коэффициент Пуассона ц
0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 0,50
0,06 0,0656 0,0645 0,0634 0,0625 0,0616 0,0607 0,0599 0,0592 0,0584 0,0578
0,08 0,0865 0,0850 0,0836 0,0824 0,0811 0,0800 0,0789 0,0779 0,0770 0,0760
0,10 0,1067 0,1049 0,1031 0,1015 0,1000 0,0986 0,0973 0,0960 0,0948 0,0937
0,12 0,1261 0,1239 0,1219 0,1200 0,1182 0,1165 0,1148 0,1133 0,1119 0,1105
0,14* 0,1446 0,1421 0,1397 0,1375 0,1354 0,1335 0,1316 0,1298 0,1281 0,1265
0,16 0,1622 0,1594 0,1567 0,1542 0,1518 0,1496 0,1474 0,1455 0,1435 0,1417
0,18 0,1789 0,1757 0,1728 0,1700 0,1674 0,1649 0,1625 0,1602 0,1581 0,1561
0,20 0,1946 0,1911 0,1880 0,1849 0,1820 0,1793 0,1767 0,1742 0,1718 0,1696
0,22 0,2095 0,2058 0,2022 0,1989 0,1958 0,1928 0,1900 0,1873 0,1847 0,1823
0,24 0,2234 0,2194 0,2157 0,2121 0,2087 0,2055 0,2025 0,1996 0,1968 0,1942
0,26 0,2366 0,2323 0,2283 0,2245 0,2209 0,2175 0,2142 0,2111 0,2082 0,2053
0,28 0,2489 0,2444 0,2401 0,2361 0,2323 0,2286 0,2252 0,2219 0,2188 0,2158
0,30 0,2604 0,2557 0,2512 0,2470 0,2430 0,2391 0,2355 0,2321 0,2287 0,2256
В качестве примера использования выражения (15) и кор-
ректирующих факторов, приведенных в табл. 5 и 6, рассмот-
рим колебания алюминиевой круглой пластины диаметром D =
= 30 мм и толщиной h = 1,8 мм. Подобные пластины могут быть
использованы при тарировке акустических ванн избыточного
давления, предназначенных для снятия заусениц на мелких дета-
лях, например в часовой и ювелирной промышленности. В этом
случае важно знать частоты собственных колебаний пластин
с целью исключения возникновения при тарировке паразитных
резонансных явлений. При расчете полагаем, что модуль нормаль-
ной упругости, коэффициент Пуассона и плотность для материала
известны и соответственно равны: Е = 7,05-1011 дин/см2; р =
= 0,32; р = 2,65 г/см3.
Для определения низшей частоты собственных изгибных
колебаний пластины воспользуемся выражением (15). Значение
коэффициента сох может быть определено по отношению h/D =
= 1,8/30 = 0,06 из табл. 5. Для коэффициента Пуассона 0,32
имеем сох = 0,0605. Подставляя полученные значения в (15),
получим = 0,0605/3 К7,05- 10п/2,65 = 10 430 Гц.
Для определения частоты собственных изгибных колебаний f2
можно воспользоваться приведенным в табл. 6 отношением
равным (в нашем случае) 1,70. При этом f2 =1,70 f± = 17 750 Гц.
При необходимости из табл. 6 может быть также определен кор-
ректирующий фактор со2. Здесь со2 = ~ 0,0605-1,70 =
= 0,1030.
При применении акустических методов контроля для оценки
свойств различных деталей и изделий в машиностроении часто
возникает обратная задача определения неизвестных упругих
характеристик изделия по определенному значению частоты
собственных колебаний. В качестве примера рассмотрим случай
определения упругих модулей металлокерамики -по результатам
16
Таблица 6
Значения коэффициентов Пуассона в зависимости от отношения второй
и первой частот изгибных колебаний и соотношения
между толщиной и диаметром образца
h/D Отношение f2/J\ — ®2/®i.
1,35 1,40 1,45 1,50 1,55 1,60 1,65
0,06 0,064 0,113 0,157 0,200 0,241 0,279
0,08 — 0,068 0,116 0,162 0,205 0,245 0,283
0,10 0,073 0,122 0,166 0,209 0,250 0,290
0,12 0,079 0,128 0,173 0,216 0,257 0,297
0,14 — 0,086 0,135 0,181 0,224 0,265 0,305
0,16 — 0,093 0,143 0,189 0,233 0,275 0,314
0,18 — 0,101 0,151 0,197 0,242 0,284 0,322
0,20 — 0,109 0,159 0,206 0,251 0,293 0,331
0,22 0,066 0,117 0,166 0,214 0,259 0,301 0,340
0,24 0,073 0,125 0,174 0,222 0,267 0,310 0,349
0,26 0,080 0,133 0,183 0,230 0,275 0,318 0,358
0,28 0,086 0,140 0,191 0,239 0,283 0,326 0,366
0,30 0,093 0,146 0,198 0.245 0,290 0,333 0,374
Отношение = <o2/(di
h/D 1,70 1,75 1,80 1,85 1,90 1,95
0,06 0,315 0,348 0,380 0,410 0,439 0,464
0,08 0,320 0,353 0,385 0,417 0,444 0,469
0,10 0,326 0,360 0,392 0,425 0,451 0,476
0,12 0,334 0,368 0,400 0,432 0,459 0,484
0,14 0,342 0,376 0,408 0,438 0,467 0,493
0,16 0,351 0,384 0,417 0,448 0,477 —-
0,18 0,360 0,394 0,427 0,459 0,488 —
0,20 0,370 0,404 0,437 0,469 0,498
0,22 0,379 0,414 0,448 0,479 — ——
0,24 0,388 0,423 0,458 0,489 — —
0,26 0,397 0,432 0,467 0,499 — —
0,28 0,406 0,441 0,476 — — —
0,30 0,414 0,450 0,484 — — —
измерения двух низших частот собственных изгибных колебаний
на образце в виде диска диаметром D = 20 мм и толщиной 1г =
= 2 мм. В результате определения частот собственных колебаний
резонансным методом были получены значения = 25,4, f2 =
= 39,4 кГц. По отношениям f2/fi = 39,4/25,4 = 1,55 и h/D =
= 0,1 в табл. 6 находим значение коэффициента Пуассона р =
= 0,209. Затем по отношению h/D и значению р в табл. 5 находим
значение Oj = 0,1012. По имеющимся данным с помощью (15)
может быть определено значение С/ = fiD/coi = 25 400-2/0,1012 =
= 5,02• 105 см/с. J, jl------------- -____
2 Б. А. Глаговский .JL, J*ayKO»a
!?’ ” !'кк ' палке:-i.
При необходимости определения модуля упругости Е следует
дополнительно определить плотность материала пластины. Так,
при плотности материала р = 2,5 г/см3 модуль упругости Е =
= Cjp = (5,02-105)2 2,5 = 6,30-1011 дин/см2 = 6,42-10® кг/см2.
Если коэффициент Пуассона контролируемых изделий известен
и может изменяться лишь незначительно, табл. 6 может быть
использована для предвари-
тельного расчета Тогда
Таблица 7
Частоты собственных изгибных колебаний
алюминиевых пластин диаметром 200 мм
с различным соотношением размеров, Гц
h/D d/D — const
0 0,25 0,50
0,05 1263 1198 1017
0,10 2494 2342 1988
0,15 3617 3333 2809
0,20 4484 4193 3484
0,25 5376 4926 4040
0,30 6050 5495 4444
h/D — const
d/D 0,05 0,15 0,25
0 1263 3604 5375
0,1 1245 3552 5263
0,2 1212 3425 5051
0,3 1161 3252 4762
0,4 1098 3044 4405
0,5 1026 2809 4024
0,6 943 2554 3584
0,7 861 2278 3077
0,8 775 1921 2389
при практических измере-
ниях частот собственных
колебаний сравнение расчет-
ного отношения f2ffi с отно-
шением, полученным при
измерении, позволяет допол-
нительно судить о правиль-
ности произведенного опреде-
ления частот. При проведе-
нии практических измерений
необходимо решать задачу
правильного опознавания
соответствующих частот в ре-
зонансном спектре. При этом
следует учитывать, что при
возбуждении низшей изгиб-
ной моды колебаний сплош-
ного диска имеют место два
взаимно перпендикулярных
узловых диаметра, а пучности
колебаний располагаются на
диаметрах, составляющих
угол 45° с узловыми. В случае
возбуждения более высоко-
частотной изгибной моды ко-
лебаний f 2 имеет место узло-
вая окружность с диаме-
тром, равным 0,68 от диаметра образца, а пучности колебаний
расположены в центре диска и на его периферии.
Определение коэффициента формы изделий, имеющих форму
круглой пластины с центральным осевым отверстием, является
более сложной задачей. Однако решение этой задачи представляет
наибольший интерес, так как многие детали и изделия имеют
подобную форму. Причем в ряде случаев именно упругие свойства
в значительной степени определяют качество этих изделий. В пер-
вую очередь, к таким изделиям относятся различного рода втулки,
кольца, вкладыши и тому подобные детали, изготовленные из
ситаллов, керсилов и других специальных конструкционных
материалов. К изделиям подобного типа относятся также абразив-
ные, алмазные и эльборовые круги, широко применяемые в маши-
18
построении для обработки целого ряда ответственных деталей
и изделий из жаропрочных конструкционных материалов.
При применении акустического метода дня контроля изделий
подобной формы обычно используют самую низкочастотную со-
ставляющую спектра, соответствующую изгибным колебаниям
с двумя узловыми диаметрами. Как известно из классической тео-
рии упругости, такие колебания для случая тонкой круглой
пластины без отверстия могут быть описаны, например, формулой
Тимошенко [52]
f _ 5,25 h -if Е
71 л/3 V р(1-р2) ’
где — частота низших изгибных колебаний с двумя узловыми
диаметрами в Гц; h — высота (толщина) пластины в см; D — диа-
метр пластины в см; Е — модуль нормальной упругости в дин/см2;
р — плотность в г/см3.
При наличии в пластине центрального осевого отверстия
процесс колебаний усложняется и для его описания выраже-
ние (16) необходимо скорректировать. Мак-Мастером был пред-
ложен следующий поправочный коэффициент, нашедший практи-
ческое применение при контроле тонких пластин с малым отвер-
стием [37]:
где d — диаметр отверстия в пластине, тогда (16) принимает вид
f 5,25 /i Г . / d \21 *1 f 1 i/E
— \d.j J У У v (18)
Как следует из выражения (18), коэффициент формы
В таком виде (19) весьма удобно для практического применения
и в связи с этим представляет интерес рассмотрение погрешностей,
возникающих при его применении при описании процесса низко-
частотных изгибных колебаний пластин с осевым отверстием в ши-
роком диапазоне изменения соотношений их размеров. Подобная
работа была проведена (А. Дикнеем и др.) экспериментально для
случая колебания алюминиевых круглых пластин. Для исследо-
вания возможности применения выражения (18) на практике
было проведено шесть серий опытов с алюминиевыми круглыми
пластинами с наружным диаметром 200 мм. Особое внимание
уделялось однородности материала, из которого изготовлялись
диски, например, плотность используемого материала изменялась
в пределах 0,2% при среднем значении р = 2,722 г/см3. Были
определены статический £ст и динамический Един модули нор-
мальной упругости и коэффициент Пуассона.
2*
19
Статический модуль определялся испытанием на изгиб, его
значение равно £ст = 7,08 -1011 дин/см2; динамический модуль —
по частоте собственных колебаний на прямоугольных образцах
размером 100x18,3x4,9 мм. Его значение составляет Един =
= 7,14-1011 дин/см2. Коэффициент Пуассона, определенный по
частотам собственных колебаний, составил 0,301. Измерение
частот собственных колебаний дисков производилось с помощью
прибора типа «Гриндо Соник», описание которого приведено
в гл. III. Всего было изготовлено и испытано 45 пластин. В каждой
из трех первых серий опытов отношение диаметров пластин d/D
оставалось постоянным: dJD = 0,00; dJD = 0,25; ds/D = 0,50.
Отношение толщины пластины к ее диаметру h/D изменялось от
0,05 до 0,30 с шагом 0,05. В каждой из последующих трех серий
отношение h/D оставалось постоянным: ht/D = 0,05; hJD = 0,15;
h3/D = 0,25, а отношение d/D менялось от 0 до 0,8 с шагом 0,1.
При этом, как указывалось выше, наружный диаметр пластин
оставался постоянным и равным 200 мм.
Результаты проведенных измерений частот приведены в табл. 7,
причем была получена воспроизводимость результатов измерений
не хуже 1%. Приведенные в табл. 7 результаты позволяют про-
анализировать погрешности, возникающие при использовании
выражения (18) применительно к колебаниям пластин с различ-
ными соотношениями h/D и d/D. Наиболее удобно рассмотреть
отдельно влияние h/D и d/D. Действительно, для пластин из одного
материала (Е, р и ц постоянны) с одинаковыми внутренним и
внешним диаметрами уравнение (18) может быть записано как
функция отношения h/D:
(20)
где
js _ 5,25 Г. __/ d \2 "I 1Е
7 J г p(i—и2)-
Величина будет постоянной для всех рассматриваемых
пластин, имеющих одинаковые отношения d/D. Следовательно,
зная собственную частоту одного круга, можно сосчитать частоту
других кругов, имеющих разные толщины, но одинаковое соот-
ношение d/D. Например, по известной частоте пластины, имеющей
d/D = 0 и h/D = 0,05, можно вычислить, используя выраже-
ние (20), частоту любой другой пластины из табл. 7, имеющей
d/D = 0. Для пластины с d/D = 0 и h/D =0,10 имеем =
= 1263/0,05-0,10 - 2526 Гц.
Сравнивая полученный расчетный результат с приведенным
в таблице экспериментально определенным значением / = 2494 Гц,
получаем отличие на 1,3%. Результаты подобного сравнения
приведены в табл. 8 для первой серии опытов. В качестве исход-
ных частот для расчетов взяты экспериментально определенные
20
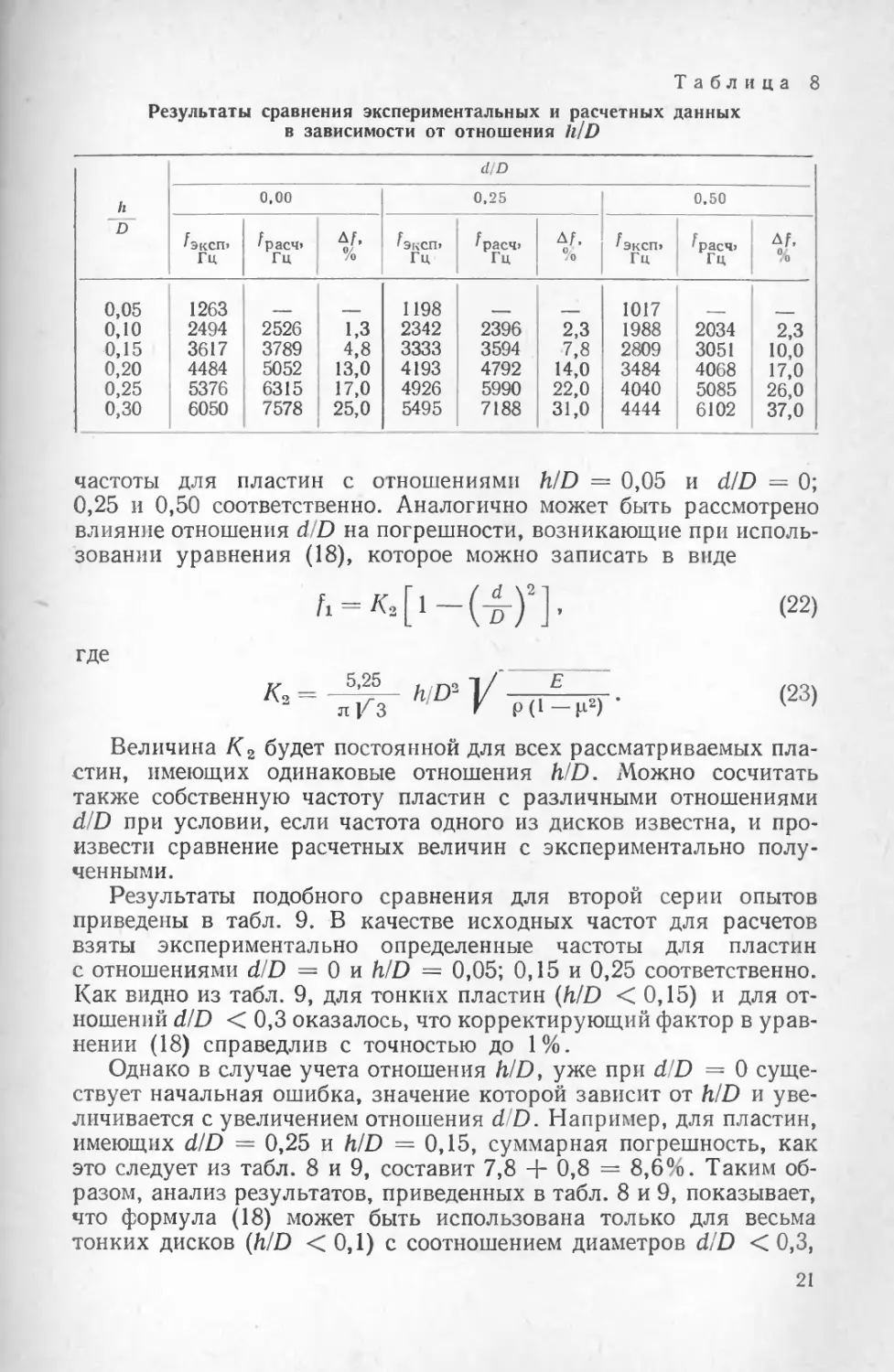
Таблица 8
Результаты сравнения экспериментальных и расчетных данных
в зависимости от отношения h/D
h D d/D
0,00 0,25 0,50
f Эксп» Гц f расч» Гц ДА % fэксп» Гц f расч» Гц ДА % ^эксп» Гц f расч» Гц ДА %
0,05 1263 - -- - 1198 - - 1017
0,10 2494 2526 1,3 2342 2396 2,3 1988 2034 2,3
0,15 3617 3789 4,8 3333 3594 7,8 2809 3051 10,0
0,20 4484 5052 13,0 4193 4792 14,0 3484 4068 17,0
0,25 5376 6315 17,0 4926 5990 22,0 4040 5085 26,0
0,30 6050 7578 25,0 5495 7188 31,0 4444 6102 37,0
частоты для пластин с отношениями h/D = 0,05 и d/D = 0;
0,25 и 0,50 соответственно. Аналогично может быть рассмотрено
влияние отношения d D на погрешности, возникающие при исполь-
зовании уравнения (18), которое можно записать в виде
где
к=[ 1—(4)2
(22)
(23)
Величина К2 будет постоянной для всех рассматриваемых пла-
стин, имеющих одинаковые отношения h/D. Можно сосчитать
также собственную частоту пластин с различными отношениями
d/D при условии, если частота одного из дисков известна, и про-
извести сравнение расчетных величин с экспериментально полу-
ченными.
Результаты подобного сравнения для второй серии опытов
приведены в табл. 9. В качестве исходных частот для расчетов
взяты экспериментально определенные частоты для пластин
с отношениями d/D = 0 и h/D = 0,05; 0,15 и 0,25 соответственно.
Как видно из табл. 9, для тонких пластин (h/D < 0,15) и для от-
ношений d/D < 0,3 оказалось, что корректирующий фактор в урав-
нении (18) справедлив с точностью до 1%.
Однако в случае учета отношения h/D, уже при d/D = 0 суще-
ствует начальная ошибка, значение которой зависит от h/D и уве-
личивается с увеличением отношения d D. Например, для пластин,
имеющих d/D = 0,25 и h/D = 0,15, суммарная погрешность, как
это следует из табл. 8 и 9, составит 7,8 + 0,8 — 8,6%. Таким об-
разом, анализ результатов, приведенных в табл. 8 и 9, показывает,
что формула (18) может быть использована только для весьма
тонких дисков (h/D < 0,1) с соотношением диаметров d/D < 0,3,
21
Таблица 9
Результаты сравнения экспериментальных и расчетных данных
в зависимости от отношения d/D
d D h/D
0,05 0,15 0,25
^эксп» Гц ^расч» Гц АЛ % ^Эксп» Гц ^расч» Гц АЛ % Эксп, Гц ^расч» Гц АЛ %
0 1236 3604 — - - 5375
0,1 1245 1250 0,4 3552 3568 0,4 5263 5321 1,1
0,2 1212 1212 0,0 3425 3460 1,1 5051 5160 2,1
0,3 1161 1149 — 1,1 3252 3280 0,8 4762 4891 2,7
0,4 1098 1061 —3,4 3044 3027 —0,5 4405 4515 2,5
0,5 1026 947 —7,7 2809 2703 —3,8 4024 4031 0,02
0,6 943 808 — 14,3 2554 2307 — 10 3584 3440 —4,1
Таблица 10
Результаты сравнения^экспериментальных и расчетных данных
в зависимости от отношений h/D и d/D
h/D ^эксп, Гц ^расч, Гц А/, % ^Эксп» Гц расч» Гц А/, % Эксп> Гц ^расч> Гц АЛ %
0,00 0,25 0,50
0,05 1263 1272 0,72 1198 1196 0,20 1017 1020 0,35
0,10 2494 2485 0,38 2342 2331 0,49 1988 1975 0,64
0,15 3617 3584 0,93 3333 3349 0,49 2809 2807 0,07
0,20 4484 4537 1,18 4193 4218 0,59 3484 3484 0,00
0,25 5376 5345 0,59 4926 4929 0,07 4010 4038 0,72
0,30 6050 6044 0,10 5495 5516 0,38 4438 4443 0,13
h/D
d/D 0,05 0,15 0,25
0,0 1263 1272 0,72 3604 3584 0,57 5376 5345 0,59
0,1 1245 1259 1,13 3552 3544 0,23 5263 5273 0,20
0,2 1212 1222 0,82 3425 3430 0,14 5051 5071 0,39
0,3 1161 1165 0,36 3252 3256 0,13 4762 4768 0,12
0,4 1098 1096 0,21 3044 3043 0,04 4405 4403 0,05
0,5 1026 1020 0,55 2809 2807 0,07 4024 4010 0,34
0,6 943 944 0,15 2554 2557 0,12 3584 3594 0,27
0,7 861 868 0,76 2278 2279 0,01 3077 3100 0,73
0,8 775 781 0,74 1921 1917 0,22 2389 2381 0,33
22
причем, при условии, что погрешности порядка 3°о допустимы.
Данные табл. 8 и 9 при необходимости могут быть использованы
также для практической оценки ожидаемой погрешности в случае
использования выражения (18) при испытании круглых пластин
с отверстием конкретных размеров.
С целью получения выражения, позволяющего описывать
с достаточной степенью точности процесс колебаний пластин
с центральным отверстием в более широком диапазоне изменения
их размеров, А. Дикней и др. провели исследования, результаты
которых приводятся ниже [631. Эти результаты в настоящее
время находят широкое практическое применение при определении
упругих модулей различных материалов с помощью упомянутых
приборов типа «Гриндо Соник».
Используя методы размерного анализа, авторы предложили
выражение для частот собственных изгибных колебаний пластин
с отверстием в виде
(24>
где А = — р2; F (h/D, d/D) — коэффициент формы, завися-
щий от отношений d/D и h/D и не зависящий от р.
Как будет показано далее, в общем случае не удается выде-
лить из коэффициента формы F (а, р), приведенного в выражении
(1), коэффициент, зависящий только от геометрических размеров
и не зависящий от р.
Допущение о независимости коэффициента F (h/D, d/D) от р
приводит к дополнительным систематическим погрешностям
в случае применения выражения (24) при контроле изделий из
материалов с различными значениями коэффициента Пуассона.
Однако подобное допущение позволяет сравнительно просто по-
лучить выражение для коэффициента формы, которое может быть
использовано для выполнения практических расчетов.
Действительно, как следует из выражения (24), для данного
материала и постоянного значения наружного диаметра пла-
стины/), собственную частоту можно представить как линейную
функцию коэффициента формы F (h/D, d/D):
А = (25)
где
Для алюминиевых пластин диаметром 200 мм, результаты из-
мерения которых приведены в табл. 8 и 9, имеем
Ki = Kl-0,3012 V 7,1Л1;^11 4г = 24 430. (27)
23
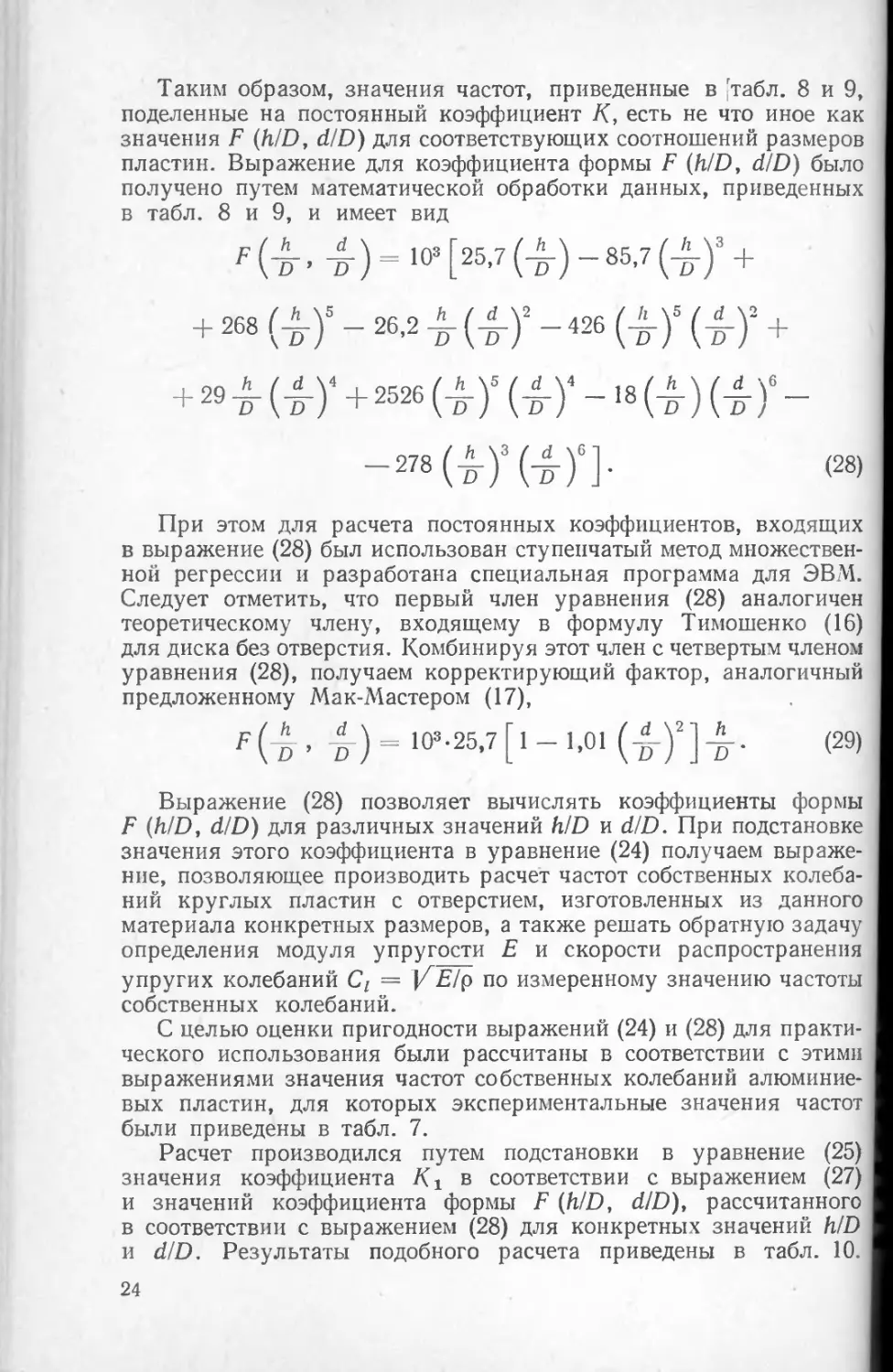
Таким образом, значения частот, приведенные в гтабл. 8 и 9,
поделенные на постоянный коэффициент К, есть не что иное как
значения F (h/D, d/D) &ля соответствующих соотношений размеров
пластин. Выражение для коэффициента формы F (h/D, d/D) было
получено путем математической обработки данных, приведенных
в табл. 8 и 9, и имеет вид
4) = 108[25>7(4)
/ h \з
\ D )
-85,7
При этом для расчета постоянных коэффициентов, входящих
в выражение (28) был использован ступенчатый метод множествен-
ной регрессии и разработана специальная программа для ЭВМ.
Следует отметить, что первый член уравнения (28) аналогичен
теоретическому члену, входящему в формулу Тимошенко (16)
для диска без отверстия. Комбинируя этот член с четвертым членом
уравнения (28), получаем корректирующий фактор, аналогичный
предложенному Мак-Мастером (17),
= Ю3-25.7 [1 — 1,01 (4)2]4- (29)
Выражение (28) позволяет вычислять коэффициенты формы
F (h/D, d/D) для различных значений h/D и d/D. При подстановке
значения этого коэффициента в уравнение (24) получаем выраже-
ние, позволяющее производить расчет частот собственных колеба-
ний круглых пластин с отверстием, изготовленных из данного
материала конкретных размеров, а также решать обратную задачу
определения модуля упругости Е и скорости распространения
упругих колебаний Cz = ]/£/р по измеренному значению частоты
собственных колебаний.
С целью оценки пригодности выражений (24) и (28) для практи-
ческого использования были рассчитаны в соответствии с этими
выражениями значения частот собственных колебаний алюминие-
вых пластин, для которых экспериментальные значения частот
были приведены в табл. 7.
Расчет производился путем подстановки в уравнение (25)
значения коэффициента в соответствии с выражением (27)
и значений коэффициента формы F (h/D, d/D), рассчитанного
в соответствии с выражением (28) для конкретных значений h/D
и d/D. Результаты подобного расчета приведены в табл. 10.
24
Здесь же для сравнения приведены экспериментально определен-
ные значения частот собственных колебаний, взятых из табл. 7,
а также различие экспериментальных и расчетных данных в про-
центах.
Полученные выражения (24) и (28) дают удовлетворительные
результаты при определении частоты собственных изгибных коле-
баний круглых пластин с осевым отверстием, имеющих соотно-
шения размеров в пределах h/D = 0,05-т-0,3 и d/D = 0-^0,8,
т. е. могут быть использованы при расчете частот колебаний широ-
кие диапазоны типоразмеров изделий, включая сравнительно
толстые пластины с большими диаметрами отверстий.
Следует отметить, что приведенные результаты получены
для случая алюминиевых дисков, однако в дальнейшем эти ре-
зультаты были использованы авторами также для определения
коэффициентов формы изделий из абразивных материалов. При
этом коэффициент Л, входящий в выражение (24), принимался
равным 0,998, что соответствует значению р, = 0,05. Несмотря
на принятое [63 ] допущение о независимости коэффициента формы
F (h/D, d/D) от ft и явно заниженное его значение, принятое при
расчетах для абразивных изделий, окончательные результаты
позволяют обеспечить достаточную точность при практическом
их применении в случае контроля с помощью приборов типа
«Гриндо Соник» твердости абразивных кругов по величине модуля
упругости Е.
При подобном контроле для определения модуля упругости Е
используется выражение вида
4-1012 ’
(30)
где Е — модуль упругости в кН/мм2; D — наружный диаметр
круга в мм; — частота собственных изгибных колебаний круга
с двумя узловыми диаметрами в Гц; Р — коэффициент формы,
зависящий от отношений D/h и d/D, значения которого приведены
в приложении 1. Выражение (30) может быть переписано для
частот в виде, аналогичном выражению (1),
fl = Twi-c‘' (31)
где D — диаметр круга в см; Cz = V Е/р — скорость распростра-
нения упругих колебаний в см/с; Е — модуль упругости
в дин/см2; р — плотность в г/см3.
Таким образом, входящий в выражение (1) коэффициент
формы F (а, р) = 2/|ЛР 1/D.
Значения коэффициента Р (см. в приложении 1) были рассчи-
таны для отношений D/h в пределах от 3,3 до 25 и для отношений
d/D в пределах от нуля до 0,7. В качестве примера использования
выражений (30) и (31) ниже приводятся результаты определения
25
значений скорости распространения упругих колебаний Ct и мо-
дуля упругости Е по измеренному значению частоты собственных
изгибных колебаний керамического абразивного круга с разме-
рами в мм: D = 200, h = 25, d = 80; р = 2,2 г/см3, а значение
f = 2660 Гц.
Принимая во внимание, что отношение D/h = 8, a d/D = 0,4,.
находим по таблице приложения 1 значение коэффициента Р —
= 353. Подставляя имеющиеся данные в выражение (31), получим
Ct — 2660 ]/353-20/2 — 5,0-105 см/с, отсюда
Е = С?р = (5,0-106)2 2,2 = 5,5-1011 дин/см2.
Из рассмотренных выше уравнений следует, что в основу
полученных выражений была положена математическая обра-
ботка экспериментальных данных, и это несколько ограничивает
возможности использования полученных выражений. Кроме того,
эти выражения описывают только изгибные колебания с двумя
узловыми диаметрами. Успехи, достигнутые в последние годы
в области теории колебаний, а также широкое использование
ЭВМ в решении инженерных задач, создают возможность полу-
чения необходимых для практических расчетов выражений путем
рассмотрения более общих уравнений теории колебаний.
В работе [50] приведены результаты подобного рассмотрения
для случая свободных колебаний изделий в виде круглых пластин
(дисков) с отверстием, в результате которого могут быть получены
выражения для частот собственных колебаний как для случая
двух низших изгибных мод колебаний (мода с двумя узловыми
диаметрами и мода с одной узловой окружностью, когда колебания
происходят в плоскости, перпендикулярной плоскости пластины),
так и для контурных колебаний, когда отдельные частицы изделия
колеблются в плоскости диска \ В дальнейшем этот вид колебаний
будем для простоты называть плоскими колебаниями. Последний
вид колебаний представляет значительный интерес для практи-
ческого использования ввиду практической независимости частот
собственных колебаний от высоты круга, размера наиболее сильно
изменяющегося в реальных изделиях.
В технической литературе отсутствуют указания о практиче-
ском использовании при акустических измерениях этого вида
колебаний, что, вероятно, связано со сложностью возбуждения
таких колебаний в образцах в виде сплошного диска, а также со
сравнительно высокими значениями частот собственных колебаний.
Наличие отверстия в значительной мере улучшает условия воз-
буждения и значительно уменьшает частоту собственных колеба-
ний пластины, что делает весьма перспективным практическое
использование подобных видов колебаний при контроле изделий
в виде круглых пластин с отверстием.
1 Исследования выполнены Л. Я. Славиной.
26
Выражения для низших частот собственных изгибных коле-
баний, когда колебания происходят в плоскости, перпендику-
лярной плоскости диска, могут быть получены путем решения
уравнения Миндлина для изгибных колебаний диска с учетом
инерции вращения и перерезывающей силы [69] при удовлетво-
рении граничных условий на двух цилиндрических поверхностях
(наружной и внутренней). Уравнение в этом случае имеет вид
А . /1 . 1 \ д2 Дш , 1 d^w , ph d2i$)
\ vl vl J dt2 * ф’4 di* 1 D dt2
причем
= К P(l —p2) 1 = V
= 0, (32)
где G — E/[2 (1 + p)] — модуль сдвига (G — модуль); H = [(0,87+
+ 1,12) (1 + p)]2 — коэффициент, выражающий влияние неод-
нородности распределения сдвиговых напряжений по толщине
пластины; D = Eh3/[12 (1 — ц2)] — постоянная пластины; h — вы-
сота пластины; t — время; Д — оператор Лапласа. Решение урав-
нения (32) может быть произведено в цилиндрических координа-
тах, ход решения приведен в приложении 2.
Для случая свободной пластины с отверстием можно записать
граничные условия для двух цилиндрических поверхностей в виде:
Мг-0
Qr = 0
= 0
При Г = и г — R2\ 1
при Г = 7?! и Г = Т?2; >
при г = 7?! и г = R2, j
(33)
где МГ — изгибающий момент, 7ИГ,Ф — момент кручения, Qr —
перерезывающая сила, 7?ъ Т?2 — наружный радиус пластины
и радиус отверстия соответственно.
При подстановке в уравнения граничных условий (33) выраже-
ний Мп Qr и А4Г1ф [691, с учетом решений уравнения (32) может
быть получена система из шести линейных уравнений с шестью
неизвестными. Приравнивая к нулю определитель этой системы,
можно получить характеристическое уравнение для определения
частот собственных колебаний, представляющее собой определи-
тель шестого порядка, члены которого содержат функции Бесселя
первого и второго рода от действительного и мнимого аргумента.
Расчет корней этого уравнения может быть произведен с помощью
ЭВМ для конкретных видов изгибных колебаний, а также различ-
ных значений размеров тела и коэффициента Пуассона.
При этом может быть получено выражение для частот соб-
ственных колебаний в виде
f 1/
' ('г) - 2л/?! F р ’
(34)
где п — число узловых диаметров; f (и) — частота собственных
колебаний с соответствующим числом диаметров; со(п) — безраз-
27
мерный параметр, зависящий от числа узловых диаметров, соот-
ношений размеров h/Rly R2/Ri — d/D и р, R± и R2 — наружный
радиус пластины и радиус отверстия соответственно.
В табл. 11 приведены параметры полученные для различ-
ных соотношений размеров, и р при п = 2. Подстановка этих зна-
чений в выражение (34) позволяет получить зависимость для низ-
О)
шеи частоты собственных изгиб-
ных колебаний с двумя узловыми
диаметрами.
В табл. 12 приведены значения
со (п) при п = 0, соответствующего
более высокочастотным изгибным
колебаниям с одной узловой
окружностью. Данные, приведен-
ные в табл. 11 и 12, получены в ре-
зультате расчета корней характе-
ристического уравнения с помощью
ЭВМ «Минск-22».
Формула (34) может быть пере-
писана для каждого из видов ко-
лебаний в более удобном для прак-
тического использования виде:
(35)
(36)
Рис. 2. Сравнение эксперименталь-
ных и расчетных значений коэф- A = Ci\
фициента cof.
X — экспериментальные значения при q.,
d/D = 0,2; Д — экспериментальные Д — —(J,
значения при d/D = 0,4; / — расчет " U
на ЭВМ при d/D = 0,2; 2 — расчет
на эвм при d/D = 0,4 где — частота собственных из-
гибных колебаний с двумя узло-
выми диаметрами (п=2); /2 — частота собственных изгибных коле-
баний одной узловой окружности (п = 0); сох = со(2)/л; со2 =
= (0(0)/л — безразмерные параметры, зависящие от соотношения
размеров h/R, d/D и р, которые могут быть получены с исполь-
зованием данных табл. 11 и 12 соответственно.
В работе [50] приведено сравнение значений коэффициента 04,
рассчитанных с помощью ЭВМ для случая р = 0,2 со значениями,
определенными экспериментально на абразивных кругах, и пока-
зано хорошее согласование расчетных данных с результатами
эксперимента для случая h/R < 0,6. Сравнительные данные при-
ведены на рис. 2.
При возбуждении колебаний моды /д два узловых диаметра
расположены под углом 90° относительно друг друга, а пучности
колебаний расположены на диаметрах, составляющих угол 45°
по отношению к узловым; при возбуждении колебаний моды f2
узловая окружность при малых диаметрах отверстия имеет диа-
метр, равный 0,68 от диаметра пластины, аналогично случаю
28
Таблица 11
Безразмерный параметр (о(П) при п = 2
h/R. 1 R^JRi
0,010 0,200 0,400 0,600 0,800 0,990
0,2500 0,3993 0,3829 |Л = 0,0000 0,3383 0,2839 0,2332 0,1923
0,5000 0,7122 0,6845 0,6074 0,5134 0,4262 0,3552
0,7500 0,9327 0,8977 0,7975 0,6776 0,5679 0,4785
1,0000 1,0874 1,0461 0,9266 0,7889 0,6657 0,5659
0,2500 0,3848 0,3704 р = 0,1000 0,3303 0,2798 0,2314 0,1914
0,5000 0,6869 0,6626 0,5929 0,5054 0,4220 0,3529
0,7500 0,9084 0,8694 0,7786 0,6666 0,5616 0,4747
1,0000 1,0504 1,0139 0,9050 0,7759 0,6578 0,5608
0,2500 0,3727 0,3601 р = 0,2000 0,3243 0,2776 0,2313 0,1921
0,5000 0,6657 0,6443 0,5816 0,5004 0,4207 0,3532
0,7500 0,8729 0,8456 0,7634 0,6589 0,5584 0,4738
1,0000 1,0186 0,9865 0,8874 0,7663 0,6530 0,5586
0,2500 0,3627 0,3518 |Л = 0,3000 0,3200 0,2770 0,2329 0,1944
0,5000 0,6479 0,6292 0,5732 0,4981 0,4220 0,3560
0,7500 0,8494 0,8256 0,7516 0,6543 0,5582 0,4757
1,0000 0,9912 0,9632 0,8733 0,7599 0,6514 0,5593
0,2500 0,3545 0,3452 р = 0,4000 0,3173 0,2782 0,2362 0,1984
0,5000 0,6330 0,6169 0,5673 0,4983 0,4260 0,3614
0,7500 0,8297 0,8090 0,7428 0,6528 0,6510 0,4806
1,0000 0,8679 0,9437 0,8624 0,7564 0,6525 0,5629
0,2500 0,3479 И 0,3401 = 0,5000 0,3161 0,2811 0,2416 0,2045
0,5000 0,6208 0,6071 0,5638 0,5011 0,4328 0,3699
0,7500 0,8131 0,7995 0,7366 0,6538 0,5668 0,4885
1,0000 0,9481 0,9274 0,8544 0,7558 0,6567 0,5696
29
Таблица 12
Безразмерный параметр ю(/г) при п = О
R2/«i
0,010 0,200 0,400 0,600 0,800 0,990
0,1000 0,2350 0,2320 н = 0,0000 0,2465 0,3085 0,4982 1,0001
0,2500 0,5531 0,5452 0,5713 0,6695 0,8687 1,0043
0,5000 0,9438 0,9262 0,9324 0,9818 1,0332 1,0048
0,7500 1,1908 1,1623 1,1298 1,1098 1,0755 1,0049
1,0000 1,3501 1,3108 1,2402 1,1688 1,0916 1,0050
0,1000 0,2439 0,2377 р= 0,1000 0,2501 0,3096 0,4985 1,0001
0,2500 0,5730 0,5580 0,5770 0,6717 0,8694 1,0043
0,5000 0,9742 0,9464 0,9415 0,9853 1,0341 1,0048
0,7500 1,2266 1,1873 1,1414 1,1140 1,0764 1,0050
1,0000 1,3899 1,3395 1,2536 1,1734 1,0925 1,0050
0,1000 0,2548 0,2442 |Л = 0,2000 0,2530 0,3107 0,4989 1,0001
0,2500 0,5969 0,5726 0,5832 0,6741 0,8700 1,0043
0,5000 1,0099 0,9691 0,9513 0,9888 1,0348 1,0048
0,7500 1,2677 1,2148 1,1535 1,1183 1,0772 1,0049
1,0000 1,4344 1,3709 1,2676 1,1782 1,0934 1,0050
0,1000 0,2684 0,2520 ц = 0,3000 0,2561 0,3120 0,4993 1,0587
0,2500 0,6264 0,5896 0,5901 0,6767 0,8707 1,0042
0,5000 1,0524 0,9949 0,9618 0,9925 1,0356 1,0048
0,7500 1,3151 1,2454 1,1664 1,1226 1,0781 1,0050
1,0000 1,4841 1,4052 1,2823 1,1829 1,0942 1,0050
0,1000 0,2856 0,2610 р = 0,4000 0,2596 0,3133 0,4997 1,0049
0,2500 0,6630 0,6094 0,5976 0,6793 0,8713 1,0050
0,5000 1,1037 1,0243 0,9731 0,9964 1,0365 1,0050
0,7500 1,3701 1,2796 1,1801 1,1272 1,0790 1,0050
1,0000 1,5395 1,4429 1,2978 1,1878 1,0951 1,0050
0,1000 0,3081 0,2718 и = 0,5000 0,2634 0,3148 0,5001 1,0049
0,2500 0,7102 0,6327 0,6058 0,6821 0,8719 1,0050
0,5000 1,1665 1,0580 0,9852 1,0004 1,0373 1,0050
0.7500 1,4343 1,3178 1,1945 1,1318 1,0798 1,0050
1,0000 1,6006 1,4839 1,3139 1,1828 1,0961 1,0050
к
*
колебаний сплошного диска, а при увеличении диаметра отверстия
узловая окружность смещается к краю диска. Максимальное
значение амплитуды колебаний имеет место у внутреннего края
кольцевой пластины.
Выражения для низшей частоты плоских колебаний могут
быть получены на основании рассмотрения уравнения плоских
колебаний диска [31 ], расчет которого для сплошного диска
произведен в работе [72], при удовлетворении граничных условий
на двух цилиндрических поверхностях (наружной и внутренней).
Уравнение плоских колебаний для тонкой пластинки удобно вы-
разить через поверхностное расширение Д, а вращение Q может
быть представлено в виде [311:
V72 а _ Р О И2) д2 Д ф V72O_ 2р (1 р) d2Q
v А ~ Е di* ' * Е dt* ’
Решение этих уравнений может быть произведено в полярных
координатах. Выражения для Д, Q и ход решения приведен в при-
ложении 3. Для свободной пластины с отверстием можно записать
граничные условия для двух цилиндрических поверхностей
в виде:
Т = 0 при г == /?!, г = /?2;
5 = 0 при г = г = /?2, t (38)
где Т и S — упругие усилия по окружности г = const; Rr и R2 -
наружный радиус пластины и радиус отверстия соответственно.
При подстановке в уравнения граничных условий (38) выраже-
ний Т и S [31 ], с учетом решений уравнений (37) может быть
получена система из четырех однородных уравнений. Приравни-
вая к нулю определитель этой системы, можно получить характе-
ристическое уравнение для определения частот собственных
колебаний, представляющее собой определитель четвертого по-
рядка, члены которого содержат функции Бесселя первого и
второго рода от действительного аргумента. Расчет корней этого
уравнения может быть произведен с помощью ЭВМ для конкрет-
ных видов плоских колебаний, а также различных значений раз-
меров тела и коэффициента Пуассона. При этом может быть полу-
чено выражение для частоты собственных колебаний в виде
/«> - 1 /¥ (39>
где — безразмерный параметр, зависящий от числа узловых
диаметров, соотношений размеров h/Rly R2/Ri = d/D и р.
В табл. 13 приведены значения параметра Х(П), полученные
для различных значений соотношений размеров при п = 2.
Подстановка этих значений в уравнение (39) позволяет получить
зависимость для низшей частоты собственных плоских колебаний
с двумя узловыми диаметрами. Данные, приведенные в табл. 13,
получены в результате расчета корней характеристического урав-
нения с помощью ЭВМ «Минск-22».
31
Выражение (39) может быть переписано в более удобном
практического использования виде
где fd — частота собственных плоских колебаний с двумя узло
выми диаметрами (п = 2); X = Х(П)/л d/D — безразмерный пара
метр, зависящий от соотношения размеров d/D
может быть получен с использованием данных,
в табл. 13; d — диаметр отверстия круга.
и р,
который
приведенных
Рис. 3. Зависимость коэф-
фициента X от отношения d/D
Таблица 13
Безразмерный параметр при п = 2
ц d/D
0,01 0,20 0,40 0,60 0,80
0,0 1,6506 1,2520 0,7806 0,4439 0,1842
0,1 1,5766 1,2206 0,7723 0,4420 0,1851
0,2 1,5115 1,1912 0,7641 0,4401 0,1854
0,3 1,4538 1,1635 0,7562 0,4383 0,1861
0,4 1,4021 1,1376 0,7485 0,4365 0,1856
0,5 1,3555 1,1131 0,7410 0,4347 0,1856
На рис^З в графическом виде представлена зависимость коэф-
фициента X от отношения d/D, рассчитанная для р = 0,2 [50].
Из приведенной зависимости следует, что в диапазоне отношений
d/D = 0,34-0,6 частота fd не зависит от толщины пластины h,
мало зависит от наружного диаметра диска с отверстием и опреде-
ляется в основном диаметром отверстия. В этом случае рассмотрен-
ная мода колебаний весьма перспективна для практического при-
менения, так как при ее использовании возможно производить
учет только одного размера изделия, а колебания двух других
размеров не оказывают существенного влияния на fd.
В работе [50] приведено сравнение значений коэффициента
К — Х(Л)/2л, рассчитанных с помощью ЭВМ для [случая р = 0,2
со значениями, определенными экспериментально на абразивных
кругах.
Результаты сравнения приведены на рис. 4. На этом же рисунке
приведены значения А/ для сплошного диска [72], а также круго-
вого кольца, рассчитанные по формуле [50],
X' - 0,493
1 — d/D
(\+d!D)* ’
(41)
32
Эта формула получена из выражения
VCi
= -R-’
(42)
где fn==2 — известное выражение для частоты собственных изгиб-
ных колебаний в плоскости кругового кольца вида [52]
— 1 1/ п2(1 —и2) -1/' Е_
п 2л V Ar* 1 + п2 Гр’
(43)
Рис. 4. Сравнение экспериментальных
и расчетных значений коэффициента V:
О — экспериментальные значения; А —
расчетные значения для кольца [51]; * —
расчетные значения для сплошного диска
[72]; — — результаты расчета на ЭВМ
где fn — частота собственных изгибных колебаний в плоскости
кольца; g — ускорение силы тяжести; J — момент инерции сече-
ния кольца; А — площадь сече-
ния кольца; г — средний ра-
диус кольца; п — число волн
по окружности.
При п = 2 имеют место пло-
ские колебания кольца с двумя
узловыми диаметрами.
Формула (41) получена при
преобразовании выражения (43)
для колебаний кольца с прямо-
угольным сечением (диск с боль-
шим отверстием) и двумя узло-
выми диаметрами п = 2. Из
рис. 4 видно, что полученные
расчетные значения хорошо со-
впадают как с известными тео-
ретическими значениями (в пре-
дельных случаях), так и с экспе-
риментальными. Кроме того,
экспериментальная проверка независимости частоты fd от высот
диска с отверстием, проведенная в широком диапазоне измене-
ния размеров (h/R = 0,04-4-5,00), подтверждает пригодность
выражения (40) для использования при контроле изделий в виде
диска с отверстием практически любых высот.
Таким образом, выражение (39) с учетом данных, приведенных
в табл. 13, может быть использовано при решении практических
задач при контроле цилиндрических изделий с отверстием в широ-
ком диапазоне изменения их высот и диаметров отверстий, вклю-
чая и случай кольцевых пластин, например, колец подшипников,
кольцевых чувствительных (упругих) элементов преобразователей
и т. п. Следует отметить, что данные, приведенные в табл. 13,
показывают слабую зависимость выражения (39) для случая п = 2
от коэффициента Пуассона при больших диаметрах отверстия, что
позволяет использовать выражения для частот собственных пло-
ских колебаний кольцевых пластин с двумя узловыми диаметрами
независимо от вида применяемого материала кольца.
3 Б. Д- Глаговакий
33
При решении задачи выделения из частотного спектра ’коле-1
баний подобного типа следует учитывать, что два узловых дна-1
метра расположены под углом 90° относительно друг друга]
а пучности колебаний расположены на диаметрах, составляю!
щих 45° с узловыми, причем колебания происходят в плоскости
пластины в радиальном направлении. I
В качестве примера использования выражений (34) и (39)
для расчета частоты собственных изгибных и плоских колебаний
круглых пластин с осевым отверстием произведем расчет частот-
ного спектра, рассмотренного ранее, абразивного круга (D =
= 200 мм, h = 25 мм, d — 80 мм) со скоростью распространения
в нем упругих колебаний
С/ = 5,0-10& см/с.
Для самой низкочастотной изгибной моды колебаний с двумя
узловыми диаметрами, используя (34), получим
(44)
Учитывая, что для абразивных кругов на керамических связ-
ках р = 0,2, а также что Rr = D/2, У£7р = Ch R2IR± = d/D =
~ 0,4, h/Ri = 0,25 и, определяя из табл. 11 <й(2), после подста-
новки в уравнение (44) получим
A=-^pcz = 0,00516cz.
(45)
Следовательно, для моды колебаний при испытании абра-
зивных кругов указанных размеров коэффициент формы будет
F (а, р) = 0,00516.
Из выражения (45) следует, что для данного конкретного круга
/г= 0,00516-5-105 = 2580 Гц.
Для изгибнои моды колебаний с одной узловой окружностью
из формулы (34) имеем
в
^ = А°> = -2Йг1^Т-
(46)
Определяя из табл. 12 со(0)
(46), получим
и подставляя
необходимые
данные
/2=4^с'=°>00926-
(47)
Следовательно, для моды колебаний /2 ПРИ испытании абра
зивных кругов указанных
следует, что для данного
X 10’ = 4630 Гц.
(47)
размеров F (а, р) = 0,00926. Из
конкретного круга /2 = 0,00926-
34
Для плоских колебаний с двумя узловыми диаметрами из (39)
находим ___
Определяя из табл. 13 Л(П=2> и подставляя необходимые дан-
ные в (48), получим
А/ = ^Cz = 0,01218C, (49)
Следовательно, для моды колебаний fd при испытании абразив-
ных кругов указанных размеров F (а, р) = 0,01218. Из выра-
жения (49) следует, что
для данного конкретного
круга fd = 0,01218-5-105=
= 6090 Гц.
Таким образом, с по-
мощью выражений (34) и
(39), а также данных из
табл. 11—13 могут быть
определены низкочастот-
Рис. 5. Спектр частот собственных колеба-
ний шлифовального круга ПП 200 X 25 X 80
ные составляющие спектра
частот колебаний тел в форме круглых пластин (дисков) с осевым
отверстием. Частотный спектр рассмотренного круга представ-
лен на рис. 5.
В табл. 11—13 представлены значения коэффициентов для
отношений h/R и d/D, изменяющихся с большим шагом. При не-
обходимости проведения инженерных расчетов для широкого
диапазона изменения соотношений размеров более подробные
таблицы, аналогичные приведенной в приложении 1, могут быть
получены путем решения с помощью ЭВМ приведенных в приложе-
ниях 2 и 3 соответствующих выражений для коэффициентов
h/R и d/D. Отличие значения частот собственных изгибных коле-
баний с двумя узловыми диаметрами, определенных с помощью
выражения (34) и ранее с помощью выражения (31), на одних
и тех же кругах, составляет 3%, что свидетельствует о хорошем
согласовании данных, полученных по различным методикам,
разработанным разными авторами.
Полученные выше выражения могут быть использованы при
определении частот собственных колебаний изделий, имеющих
форму диска с отверстием, соотношения размеров которого не
превышают d/D = 0,84-0,9 и h/D = 0,34-0,4. Однако на прак-
тике в машиностроении находит применение большое количество
деталей и изделий в виде толстых дисков и цилиндров с отвер-
стием с соотношениями размеров, значительно превышающими
указанные. Это прежде всего различные втулки, вкладыши,
твердосплавные вставки, заготовки режущих инструментов из
искусственных сверхтвердых материалов, малогабаритные абра-
зивные круги и т. п.
3*
35
Необходимость в акустическом контроле упругих, прочностных
и других физико-механических характеристик подобных изделии
возникает достаточно часто. Это связано с трудностями техноло-
гического характера, возникающими при изготовлении подобны);
изделий и приводящими к значительному разбросу свойств изде-
лии внутри производственных партий. Соотношения размеров
подобных изделий находятся, как правило, в пределах h/D =
= 0,2-3,0, a d/D = 0,24-0,5.
Для таких изделий получение общих аналитических зависи-
мостей (34), (39) в настоящее время не представляется возможным
в связи со сложностью колебательного процесса, происходящего
в этих изделиях и представляющего собой с точки зрения теории
колебаний переходный случай от диска к стержню, усложненный
наличием отверстия. В то же время при разработке низкочастот-
ных акустических методов контроля таких изделий необходимо
получение более полной информации об их частотном спектре
в связи с тем, что в этом случае выделение какого-то предпочти-
тельного вида колебаний весьма затруднено и требуется произ-
водить расшифровку всего резонансного спектра или его части.
Задача получения необходимых выражений для описания коле-
бательного процесса подобных изделий может быть решена путем
анализа спектра и обработки экспериментальных данных, получен-
ных на реальных изделиях.
Колебания изделий, представляющих собой переходный случай
от диска к стержню, удобно рассмотреть на примере анализа
частотного спектра малогабаритных абразивных кругов на кера-
мических связках в связи с тем, что для этих изделий задача
акустического контроля решалась применительно к широкой
номенклатуре типоразмеров, для которых имеют место соотноше-
ния размеров в пределах h/R = 0,244-5,33 и d/D = 0,194-0,42.
Эти соотношения практически полностью перекрывают соотноше-
ния для реально используемых в машиностроении деталей и изде-
лий, представляющих собой переходный случай от диска
к стержню. Полученные результаты, как будет показано в конце
раздела, могут быть использованы при испытании аналогичных
изделии из керамических и других материалов с близкими физико-
механическими свойствами.
Необходимые исходные данные, использованные при состав-
лении выражений для частот собственных колебаний, были полу-
чены путем снятия так называемых дисперсионных зависимостей,
т. е. зависимостей частоты от геометрических размеров изделий,
проведенного на образцах, вырезанных из реальных абразивных
изделий. С целью исключения влияния рецептурных и технологи-
ческих характеристик абразивных изделий на исследуемые диспер-
сионные зависимости и выявления влияния только геометрических
размеров эксперименты проводились на образцах, вырезанных из
одного абразивного бруска, специально изготовленного из ма-
териала Э9А зернистостью № 5 на керамической связке и
36
имеющего твердость СМ2 по шкале, принятой для абразивных
изделий.
Измерения скоростей распространения упругих колебаний
в материале бруска, выполненные импульсно-фазовым методом на
ультразвуковом измерителе скорости типа УЗИС-6, дали следу-
ющие результаты: Спрод = 4,75- 10б см/с и Спопер = 2,80- 10б см/с,
где Спрод и Спопег — скорости распространения продольных и
поперечных упругих колебаний в бесконечной среде. Причем,
как известно [29]:
р ____ ~\f F (1 — и) . /слч
ьпрод — у +и)(1 — 2р) ’ к
СПопер == VG/P > (5 О
где Е — модуль нормальной упругости (модуль Юнга); G — модуль
сдвига; р — плотность материала среды; р = (E/2G) — 1 — коэф-
фициент Пуассона.
Коэффициент Пуассона, определенный по значениям Спрод
и Спопер, в соответствии с известной зависимостью (52), получен-
ной из выражений (50) и (51), составил 0,23
1 - 4- (C//CJ2
И= 1 — (С//С/)2 • (52)
С целью охвата всего многообразия типоразмеров инструментов
было проведено шесть серий экспериментов на образцах с различ-
ными соотношениями размеров h/R и d/D и при этом были иссле-
дованы следующие зависимости.
I. Зависимость собственных частот от отношения h/R при
постоянном отношении d/D. Дисперсионная зависимость снималась
при изменении высоты h образца при постоянном наружном и
внутреннем диаметрах образца. Были исследованы диапазоны
изменения размеров образца:
1) d/D = 0,270 = const (отношение h/R изменялось от 4 до
0,24); начальные размеры образца в мм: D = 13,7; d = 3,7;
h = 27,5; конечные размеры образца в мм: D — 13,7, d = 3,7,
h = 1,75;
2) d/D = 0,187 = const (отношение h/R изменялось от 1,59
до 0,214); начальные размеры образца в мм: D = 15,0, d = 2,8,
h = 11,6; конечные размеры образца в мм: D = 15,0, d = 2,8,
h = 1,6;
3) d/D — 0,428 = const (отношение h/R изменялось от 1,6
до 0,184); начальные размеры образца в мм: D = 15,2, d = 2,8,
h = 12,2; конечные размеры образца в мм: D = 15,2, d — 2,8,
h = 1,4.
II. Также исследовались зависимости собственных частот от
отношения d/D при постоянном отношении h/R. Дисперсионная
37
зависимость снималась при изменении диаметра отверстия npifl
постоянных наружном диаметре и высоте образца. Были иссле-1
дованы следующие диапазоны изменения размеров образца:!
1) h/R ~ 0,504 = const (отношение d/D изменялось от 0,1341
до 0,42); начальные размеры образца в мм: D = 23,8, d = 3,2,1
h = 6,0; конечные размеры образца в мм: D = 23,8, d = 10,0,1
h = 6,0; I
2) h/R = 0,143 = const (отношение d/D изменялось от 0,1181
до 0,42); начальные размеры образца в мм: D = 23,8, d = 2,8,1
h = 1,6; конечные размеры образца в мм: D = 23,8, d — 10,0,1
h = 1,6. I
В результате исследования были получены дисперсионные!
зависимости, аналогичные приведенным на рис. 6 и 7. На этих!
рисунках представлены результаты, полученные на одном и том же!
образце при двух различных его закреплениях в приемоизлуча-1
ющей системе измерительной установки. Вид закреплений по-1
казан на рисунках (подробное описание установки и методики!
снятия дисперсионных зависимостей приведены в п. 4). Из при-1
веденных зависимостей легко выбрать экспериментально полу-|
ченные точки, относящиеся к колебаниям определенного вида!
(определенным модам колебаний). Математическая обработка этих!
результатов с применением ЭВМ позволила получить полуэмпи-|
рические выражения для описания восьми самых нижних состав-
ляющих частотного спектра изделий с указанными выше соотно-
шениями размеров. Из восьми видов низкочастотных колеба-
ний [62] практическое применение находят пять. Причем, изгиб-
ные колебания /изг и крутильные колебания /кр возбуждаются
в образцах стержневого типа при отношениях h/R, превышающих'
1,6 для изгибных и 2,0 для крутильных колебаний. Следует отме-
тить, что частоты собственных изгибных и крутильных колебаний
изделий в рассматриваемом диапазоне соотношений их размеров
не зависят от диаметра отверстия d.
Дисковые моды изгибных колебаний с двумя узловыми диа-
метрами /1 и с узловой окружностью f2 возбуждаются в образ-
цах дискового типа, когда отношение h/R не превышает вели-
чины 1,6 и 1,2 соответственно.
Изгибная мода колебаний с двумя узловыми диаметрами
возбуждается и при h/R > 1,6, однако характер зависимости
ее от геометрических размеров меняется. Плоские колебания
(в работе [26] они названы аксиально-симметричными) возбуждаются
во всем диапазоне изменения размеров, причем зависимость
частот собственных колебаний этой моды от высоты изделия h
отсутствует.
Приведем выражения для указанных пяти мод колебаний.
1. Крутильная мода колебаний
г 0,318 п
fKp = Cl- (53)
38
Г,кГц
20 } J 5 7 ~9 tf 13 <5 /7 h,MM
Рис. 6. Дисперсионная зависимость при постоянных D = 12,5 мм и
d — 2,9 мм (закрепление по диаметру):
О — экспериментальные значения; — экспериментальные значения (ампли-
туда колебаний мала); —— — расчетные зависимости; — изгибные колеба-
ния дисков с двумя узловыми диаметрами; f2 — изгибные колебания дисков
с узловой окружностью; fnpp — вырожденные продольные колебания; f j —
аксиально-симметричные (плоские) колебания; fII3r — изгибные колебания
стержней; /2изг — изгибные колебания стержней (вторая мода)
J 5 7 9 11 1д 15 17 мм
Рис. 7. Дисперсионная зависимость при постоянных D = 12,5 мм и d =
= 2,9 мм (закрепление по высоте):
О — экспериментальные значения; о — экспериментальные значения (амплитуда
колебаний мала); -... — расчетные значения; — изгибные колебания дисков
с двумя узловыми диаметрами; fz — изгибные колебания дисков с узловой окруж-
ностью; fnp — продольные колебания; /Прр — вырожденные продольные колеба-
ния; — аксиально-симметричные (плоские) колебания; f Dlt h— аксиально-сим-
метричные колебания (вторая мода); f пзг — изгибные колебания стержней
39
2. Стержневая мода изгибных колебаний
изг
0,0572
] aDh
где а — безразмерный коэффициент, представленный в графиче
ском виде на рис. 8.
Аналитическое выражение коэффициента а,
полученное путем
аппроксимации экспериментальной зависимости, имеет вид
а = 0,0402е0’554^ — 0,0514.
Рис. 8. Зависимость коэффициента а от
отношения h/R
3. Дисковые моды изгибных колебании:
h = -%-Ct при h/R <1,6;
A=-g-Cz при 1г/R> 1,6;
£0-2^/
D
где со1? х и со2— безразмерные коэффициенты,
в графическом виде на рис. 9—11.
представленные
Аналитические выражения коэффициентов соп х и со2, полу
ченные путем аппроксимации приведенных на рис. 9—11 завися
мостей, имеют вид:
(ох = о)2 = е(
,1 |^еа14-М/Я+а» 1П
где а1У а2, а3 и а4 — численные
для различных отношений d/D
для расчета сох п со2
коэффициенты,
приведены в
значения
табл. 14
которых
отдельно
х = — 0,45M/D 4-0,416.
40
to, (h/R)
1 — d/D = 0,19; 2 — d/D = 0,27; 3 — d/D = 0,35; 4—
d/D = 0,42
Рис. 10. Зависимость коэффициента x от
отношения dlD
(jdzth/R)
1 _ d/D = 0,19; 2 — d/D = 0,23; 3 — d/D = 0,27
41
Таблица 14
to
Коэффициенты а дли расчета значений ©! и w2
d/D Для Wj Для со2
01 а2 аз °2 а3
0,19 0,20 0,21 0,22 0,23 0,24 0,25 0,26 0,27 0,28 0,29 0,30 0,31 0,32 0,33 0,34 0,35 0,36 0,37 0,38 0,39 0,40 0,41 0,42 3,1856910 3,1872700 3,2220310 3,2325390 3,2832060 3,2654610 3,2366180 3,2025820 3,1831210 3,1806590 3,2135950 3,2230340 3,2202350 3,2212630 3,2054590 3,1887140 3,2074690 3,1767850 3,1257390 3,0882490 3,0432540 3,0322640 3,0339730 3,0504710 0,8792261 0,8963630 0,9543488 1,0012980 1,0909540 1,0917820 1,0597480 1,0394260 1,0284520 1,0343630 1,0752410 1,1142590 1,1348240 1,1538960 1,1470790 1,1398930 1,1872710 1,1645540 1,1135970 1,0948120 1,0529970 1,0646150 1,0816830 1,1286910 1,8961910 1,8812160 1,9174180 1,9531870 2,0362040 2,0160590 1,9417350 1,9009390 1,8557390 1,8157720 1,8133880 1,8309470 1,8300670 1,8333330 1,7998060 1,7591280 1,7966390 1,7421080 1,6690870 1,6596060 1,5903300 1,5710260 1,5464600 1,5713910 0,2186469 0,2119567 0,2172317 0,2302480 0,2499197 0,2469630 0,2239992 0,2171593 0,2034683 0,1882600 0,1793269 0,1855371 0,1867460 0,1866417 0,1771078 0,1643790 0,1734975 0,1587292 0,1408431 0,1430241 0,1255174 0,1199999 0,1092445 0,1143725 4,1074110 4,0773420 3,9978620 3,9218930 3,8923760 3,9221090 3,7863430 3,9902790 3,9896380 4,0780340 4,0693420 4,0425130 4,1421790 4,1923940 4,1768410 4,2399550 4,3160540 4,2911480 4,2811320 4,3409100 4,4338040 4,4825040 4,5291210 4,5972420 0,9578011 0,9443765 0,8424791 0,7441600 0,7190897 0,7677153 0,5979194 0,9011509 0,9164187 1,0342610 1,0222490 0,9762751 1,1235410 1,1918560 1,1616430 1,2443560 1,3613440 1,3095200 1,3041350 1,3857380 1,5122360 1,5774050 1,6384280 1,7266990 2,4664300 2,4591160 2,3225040 2,1808540 2,1436440 2,1971090 1,9781480 2,3313050 2,3428430 2,4758050 2,4446720 2,3655140 2,5324860 2,5831400 2,5158330 2,5867640 2,7123970 2,6149960 2,6027400 2,6723500 2,7983420 2,8463510 2,8870260 2,9548300 0,3136450 0,3157460 0,2781144 0,2380348 0,2288921 0,2409147 0,1880961 0,2746378 0,2760013 0,3074078 0,2979967 0,2726383 0,3143282 0,3235964 0,3005295 0,3144753 0,3458315 0,3133112 0,3111779 0,3254823 0,3515953 0,3601254 0,3663406 0,3782559
4. Колебания в плоскости изделия:
А, - 4 с->
(61)
где % — безразмерный коэффициент. Аналитическое выражение
коэффициента X, полученное путем аппроксимации (рис. 12)
экспериментальной зависимости, имеет вид
X = 0,093 - 0,425 - ~ 2,65
. (62) лда;
Графические зависимости для д^ддд______________—1---------
безразмерных коэффициентов, при- ’ /
веденных на рис. 8—12, представ- 0fi85-----------jr----------
лены только в той области отно- дС80__________/______________
шений h/R и d/D, где данный вид ' /
колебаний возбуждается. Выход /J/77J--------f----------------
за пределы графика значений h/R пппп )
и d/D реального изделия свиде- 0,070 ~Т
тельствует о том, что амплитуда __________L__________________
колебаний данной моды значи- ’ (
тельно меньше, чем амплитуда °>060 —1------------------------
колебаний остальных рассматри- _________/____________________
ваемых мод, составляющих частот- ' _______I Г
ный спектр, и, следовательно, на 0,10 0,15 Ц20 0J5 0,30 0,35 O^Od/D
практике может не учитываться.
Применение приведенных выраже- Рис* 12, .Зависнмостъ коэффициен-
ний для практических расчетов та от отношения d/D
может быть рассмотрено на при-
мере расчета частотного спектра реальных абразивных кругов.
Представляет интерес рассмотреть два варианта: колебания
круга в виде диска (£) > h) и в виде стержня (h > D),
В качестве первого варианта берется абразивный круг
65x15x20 с номинальными размерами, имеющий известную ПП
твердость и, следовательно, известную однозначно связанную
с твердостью скорость распространения упругих колебаний Cz.
Для расчетов принимается Cz = 5*105 см/с, что соответствует
границе твердостей СМ2—С1.
Таким образом, для расчета имеем: D = 65 мм = 6,5 см;
R = D/2 = 3,25 см; h = 15 мм = 1,5 см; h/R = 1,5/3,25 =
= 0,462; d = 20 мм = 2,0 см; d/D = 2,0/6,5 = 0,308.
Произведем расчет частот собственных колебаний различных
мод с помощью выражений (53)—(62). Крутильная мода /кр не
рассчитывается, так как h/R < 2 и, следовательно, этот вид коле-
баний в частотном спектре отсутствует.
Изгибная стержневая мода /кзг не рассчитывается, поскольку
h/R< 1,6, и этот вид колебаний в частотном спектре также отсут-
ствует.
43
Для частоты собственных изгибных колебаний с двумя узловые
диаметрами fr в соответствии с выражением (56) и значени
<ох = 0,182 (см. рис. 9) получим:
А =-2121 cz = 0,028Cz; А = 0,028-5-105= 14,0 кГц. (Е
Для частоты собственных изгибных колебаний с узловой окру,
ностью f2 в соответствии с выражением (58) и значением со2
= 0,265 (см. рис. 11) получим:
А =-2121Q = 0,041 Cz; А = 0,041 -5-Ю6 = 20,5 кГц. (5
Следует отметить, что для со2 приведены значения для d/D
< 0,27, поэтому следует ожидать либо отсутствия в спектр^
либо весьма слабого возбуждения этого вида колебаний ввиду вы
хода значения d/D за пределы области соотношения размеров
для которых приведены значения со2 (см. рис. 11).
Для частоты собственных плоских колебаний fd в соответ
ствии с выражением (61) и значением Z = 0,0893 (см. рис. 12
определим:
fd = °оп93 Ci = 0,045Cz; fd = 0,045• 5• 105 = 22,5 кГц. (65
Таким образом, для рассмотренного круга в низкочастотно]
области частотный спектр будет иметь вид, приведенный д
рис. 13.
fyO 20,5 22,5 АкГц
Рис. 13. Спектр частот собственных колебаний шлифовального
круга ПП 65 X 15 X 20
В качестве второго варианта взят абразивный круг ПП 30 X
X 32x10 с номинальными размерами той же характеристики, что
и в первом варианте, и имеющий соответственно Cz= 5* 105 см/с.
Исходные данные для расчета: D = 3,0 см; h = 3,2 см; d =
= 1,0 см; R — D/2 = 1,5; h/R = 3,2/1,5 = 2,13; d/D = 1/3 = 0,333.
Аналогично первому варианту произведем расчет частот соб-
ственных колебаний. Для частоты собственных крутильных
колебаний /кр в соответствии с выражением (53) получим:
АР = ^-Ct = 0,099Cz; /=КР = 0,099-5-105 = 49,4 кГц. (66)
О
44
Для частоты собственных изгибных стержневых колебаний /изг
в соответствии с выражением (54) и значением а = 0,021
(см. рис. 8) находим:
А,зг = —ct = 0,127CZ; Д,зг = 0,127.5-10* = 63,5 кГц.
(67)
Для частоты собственных изгибных колебаний с двумя узло-
выми диаметрами учитывая, что h!R >1,6, в соответствии
с выражением (57) и значением х = 0,266 (см. рис. 10) определим:
A = Ct = 0,088Cz; A = 0,088 -5 -105 = 44,0 кГц. (68)
Изгибная мода f2 с узловой окружностью не рассчитывается,
так как h/R> 1,2, и, следовательно, этот вид колебаний в частот-
ном спектре отсутствует.
Для частоты собственных плоских колебаний fd в соответ-
ствии с выражением (61) и значением X = 0,0912 (см. рис. 12)
имеем:
А =-^-Cz = 0,091CZ; А = 0,091.5.10* = 45,6 кГц. (69)
Таким образом, для рассмотренного круга в низкочастотной
области частотный спектр будет иметь вид, показанный на рис. 14.
_лИ________________________________Л_
44,0 4ft 6 63,5 ?,кГц
Рис. 14. Спектр частот собственных колебаний шлифовального
круга ПП 30 X 32 X 10
Соотношения частот в резонансном спектре зависят только
от коэффициентов формы F (а, р), входящих в формулы (63)—
(69), не зависят от Ch величина которой обычно служит мерой
оценки свойств контролируемого изделия. Например, для рас-
смотренного во втором варианте круга ПП 30x32x10 могут
быть определены отношения значений частот fd, /кр и /изр к зна-
чению самой низкой в спектре частоты fx. Действительно, как
видно из выражений (66)—(69), коэффициенты формы F (а, р)
для частот /кр, Д13Г, и fd в случае кругов данного типоразмера
соответственно равны 0,099, 0,127, 0,088 и 0,091 и, следовательно,
отношения частот равны отношению соответствующих коэффи-
циентов формы и не зависят от свойств изделий, определяемых Cz.
45
В нашем случае имеем: fd!fr = 0,091 Cz/0,088Cz — 1,03; fKJf1 =
= 0,099CZ/0,088CZ - 1,12; = 0,127Cz/0,088Cz = 1,45.
Независимость отношений составляющих частотного спектра
от Cz может быть использована для опознавания мод колебаний
в спектре, т. е. для расшифровки спектра. В связи с тем, что вы-
ражения для безразмерных коэффициентов а, (1)ь со2, х и л были
определены из экспериментальных данных на образцах из абра-
зивного материала на керамической связке с ц = 0,23, представ-
ляет интерес рассмотреть возможность применения этих резуль-
татов для анализа частотных спектров изделий из других мате-
риалов с отличным от указанного значением коэффициента
Пуассона.
Выражения (53)—(62) используются на практике для решения
следующих задач: 1) определения отношений частот собственных
колебаний, составляющих частотный спектр изделия, необходи-
мых при расшифровке этого спектра; 2) определения величины Cz
по значению частоты собственных колебаний соответствующей
моды; 3) введения поправки на отклонение размеров контроли-
руемого изделия от номинальных при производственном контроле.
В гл. III приводятся данные рассмотрения максимального
значения погрешности при использовании выражений (53)—(62)
для описания колебательных процессов в изделиях со значениями
коэффициента Пуассона в пределах от 0,15 до 0,30. Из анализа
полученных при этом данных следует, что максимальная систе-
матическая погрешность при решении первой задачи составляет
6%. Поскольку отношения частот используются только для рас-
познавания мод колебаний и на их основании не делается никаких
количественных выводов, то такая погрешность является вполне
допустимой.
При решении второй задачи максимальная систематическая
погрешность составляет 4°о. Однако величина Cz обычно исполь-
зуется для оценки каких-то определенных свойств изделии,
которые определяются по значению Cz с помощью специально
разрабатываемых градуировочных зависимостей. При составлении
этих зависимостей систематическая погрешность может быть
учтена, в результате чего будет практически исключено ее влияние
на результаты контроля.
При решении третьей задачи максимальная систематическая
погрешность не превышает 1%, причем, при использовании кру-
тильной моды колебаний эта погрешность полностью отсутствует.
Таким образом, приведенные выше выражения (53)—(62) могут
быть использованы при решении практических задач контроля
применительно к изделиям из различных материалов со значе-
ниями коэффициента Пуассона, лежащими в пределах 0,15—
0,30. Формулы (56) и (58) совпадают с выражениями (35) и (36)
с достаточной степенью точности для круглых пластин, имеющих
Л//?<0,6, и, следовательно, в этом случае значения со! и со3,
46
входящие в выражения (56) и (58), могут быть определены из
табл. И и 12 расчетным путем для различных значений коэф-
фициента Пуассона.
Аналогично могут быть определены значения коэффициента X,,
входящие в выражение (61), при использовании данных, приве-
денных в табл. 13.
Учитывая, что частота собственных крутильных колебаний (53)
практически не зависит от диаметра отверстия, а зависимость/кр—
от коэффициента Пуассона для изделий в форме круглого стержня
без отверстия известна [52] и может быть описана формулой (70),
частота крутильной моды колебаний может быть также рассчи-
тана для цилиндрических изделий с центральным осевым отвер-
стием независимо от вида применяемого материала
f = _____ 1
кр 2/i/2(l+p)
(70)
Частота собственных изгибных колебаний стержневого типа
/изг, определяемая выражением (54), также практически не за-
висит от диаметра отверстия и, следовательно, может быть опре-
делена с помощью выражения (4), где частота /изг с учетом необ-
ходимых преобразований может быть представлена в виде
/пзг^ j/” 10г (7 Г)
гДе /изг — частота в Гц; Td = /7 (d/R р) — корректирующий
фактор (см. табл. 4), причем /8 (d/l) = 2,5-10"1 d/h\ duh — диа-
метр и длина стержня в см; Ct — скорость распространения
упругих колебаний в см/с. Используя выражение (71) и опреде-
ляя корректирующий фактор Td для соответствующего значения
коэффициента Пуассона по табл. 4, можно рассчитать значение/изг
независимо от вида применяемого материала.
Таким образом, при разработке низкочастотных акустических
методов контроля изделий из материалов с отличными от 0,23
значениями коэффициента Пуассона, необходимые выражения для
частот собственных колебаний могут быть получены расчетным
методом для изделий в форме диска с h/R < 0,6. Для изделий
в форме стержня с h/R > 0,6 также основные выражения (/кр,
fd, /изг) могут быть получены расчетным путем.
В настоящее время отсутствуют данные, позволяющие при
решении практических задач с достаточной точностью определять
расчетным путем коэффициенты формы в диапазоне соотношения
размеров изделий 0,6 <h/R <1,6. И тогда определение может
быть осуществлено экспериментальным путем с помощью построе-
ния и анализа соответствующих дисперсионных зависимостей.
Подробнее остановимся на вопросе определения коэффициента
Пуассона, значение которого необходимо для оценки возможности
использования приведенных выше выражений для частот собствен-
47
ных колебаний. Для ряда материалов значения коэффициентом
Пуассона определены [29, 33] и приведены для некоторых мате-
риалов в табл. 15. Здесь же дополнительно даны значения модулей
нормальной упругости Е и сдвига G. Эти данные позволяют оце-
нить возможность использования выражений для частот собствен-
ных колебаний при решении практических задач акустического
контроля изделий из соответствующих материалов, а также позво-
ляют определять ориентировочные ожидаемые значения частот
для конкретных видов изделий.
Таблица 15
Значения коэффициентов упругости
некоторых материалов
Материал Модуль нормальной упругости £• 1011 дн/см2 Модуль сдвига G- 1011 дн/см2 Коэффициент Пуассона Ц
Сталь 19,5—21,5 8,0—8,5 0,24—0,28
Чугун белый 11,5—15,5 4,5 0,23—0,27
Сварочное железо 15,5—19,5 7,5 0,28
Медь 10,5—12,0 4,0—4,5 0,31—0,35
Латунь 9,0—10,0 3,5 0,32—0,42
Бронза марганцовистая 11,0 4,0 0,35
Алюминий 7,0 2,5 0,32—0,36
Свинец 1,6—1,7 0,5 0,42—0,45
Цинк катаный 8,4 3,1 0,27
Стекло 5,0—8,0 2,1 0,18—0,32
При необходимости контроля изделий из материала, для кото-
рого величина р неизвестна, или с целью достижения необходимой
точности контроля р может быть определена экспериментально,
например, с помощью ультразвуковых измерителей скорости [56]
путем определения скоростей распространения продольных и попе-
речных ультразвуковых колебаний в образцах и расчета в соот-
ветствии с выражением (52).
Таким образом, с помощью прибора УЗИС-6 определялся р на
образцах из абразивных материалов, использованных при полу-
чении дисперсионных зависимостей (см. рис. 6, 7). При отсутствии
подобной аппаратуры р может быть определен непосредственно
из результатов определения частот собственных колебаний на
образцах в форме дисков и стержней. Определение р на образцах
в форме дисков показано ранее на примере использования выра-
жения (15) и табл. 5 и 6 для определения Cz металлокерамиче-
ского диска. Более подробно методика определения р на дисковых
образцах приведена в работе [3].
Аналогично для стержневых образцов р можно определить,
например, по значению частот собственных изгибных и крутиль-
ных колебаний одного и того же стержня. Действительно, из выра-
48
жения (3) по значению частоты крутильных колебаний можно
определить модуль сдвига G. По значению частоты изгибных или
продольных колебаний может быть аналогично определен модуль
нормальной упругости Е. По величине этих модулей, используя
известное из теории колебаний выражение (72), можно рассчи-
тать р по формуле
°-4-гт>г- (72>
Например, для достаточно длинного тонкого стержня (lid > Ю)
диаметром d = 8 мм, длиной I — 100 мм и массой 39,4 г, для кото-
рого практически отсутствует зависимость корректирующего фак-
тора f7 (см. табл. 4) от р, определены частоты собственных изгибных
/иЗГ и крутильных fKp колебаний, причем /иэг = 3,5 кГц, а /кр =
= 16,0 кГц. Определим соответствующее значение коэффициента
Пуассона для материала стержня. В соответствии с выражением
(3) имеем G = 5,19-10"3-16 0002-0,0394 • 10/0,82 = 0,82-106 кг/см2.
Используя формулу (4) и принимая во внимание, что fs (d/l) =
= 2,5- 10-1d// = 0,02, тогда (см. табл. 4) f7(dll) = 1,035 (берем
среднее значение для всего диапазона р), получим Е = 1,64 х
X 10"3-1,035-35002-0,0394• 103/0,84 = 2,04-106 кг/см2.
Из выражения (72) по величине модулей упругости Е и G
может быть непосредственно определен коэффициент Пуассона
р = E/2G — 1 = 0,245. Это значение р можно использовать при
применении выражений для частот собственных колебаний при
контроле конкретных видов промышленных деталей и изделий,
изготовленных из различных материалов.
2. НИЗКОЧАСТОТНЫЕ АКУСТИЧЕСКИЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ
ЧАСТОТ СОБСТВЕННЫХ КОЛЕБАНИЙ ИСПЫТУЕМОГО ОБЪЕКТА
Для большого числа деталей и изделий (например, валы,
кольца, втулки, шнеки, тарировочные балки, различного типа
стержни, диски и т. п.) могут быть получены выражения, связы-
вающие частоты собственных колебаний изделий с их геометриче-
скими размерами и физико-механическими свойствами.. Принимая
во внимание, что геометрические размеры изделий могут быть
определены существующими методами с высокой степенью точ-
ности, задача контроля таких, например, физико-механических
свойств изделий, как модули упругости и скорость распростране-
ния упругих колебаний Q, сводится к измерению значения ча-
стоты собственных колебаний определенной моды и проведению
соответствующих расчетов. В настоящее время в исследователь-
ской и производственной практике находит применение большое
количество различного рода установок и устройств, позволяю-
щих производить определение частот собственных колебаний изде-
лий различных форм и размеров. Сущность методов, положенных
в основу этих устройств, сводится к возбуждению в контролируе-
4 Б. А. Глаговский
49
Рис. 15. Блок-схема метода свободных
колебаний
к
3
мом объекте колебаний, частота которых совпадает с частотой
собственных колебаний (при этом имеет место максимальная ам-
плитуда колебаний по сравнению с колебаниями других частот),
и регистрации значения этой частоты.
По способу возбуждения и регистрации колебаний в изделии,
как это отмечено во введении, эти методы могут быть подразделены
на методы свободных и вынужденных колебаний. В связи с тем,
что выражения для частот собственных колебаний получены без
учета влияния на контролируемый объект присоединенных эле-
ментов типа опор приемоизлучающей системы, желательно в про-
цессе контроля свести это влияние к минимуму, что обычно дости-
гается путем расположения
опор в местах узлов колебаний
и уменьшения связи контролй-
руемого объекта с возбудителем
и приемником колебаний.
Наиболее полно эти условия
могут быть реализованы при
применении метода свободных
колебаний, когда в момент про-
ведения измерения частоты связь испытуемого объекта с возбу-
дителем колебаний может вообще отсутствовать.
Сущность метода свободных колебаний заключается в воздей-
ствии на испытуемое изделие какой-либо силы, обеспечивающей
возбуждение в нем колебаний в широком диапазоне частот, и реги-
страции колебаний после снятия возбуждающей силы и устано-
вления собственных колебаний изделия. В качестве подобной вы-
нуждающей силы наиболее широкое применение находит механи-
ческий удар, позволяющий возбуждать в изделии механические
колебания в достаточно широком диапазоне частот.
На рис. 15 представлена блок-схема устройства, реализующего
метод свободных колебаний. Работа подобного устройства заклю-
чается в следующем: при нанесении с помощью ударника 1 удара
по испытуемому изделию 2 в последнем возникают механические
колебания в широком диапазоне частот, которые воспринимаются
и преобразуются в электрические приемником 3, усиливаются
усилителем-синхронизатором 4 и после окончания переходного
процесса поступают на измеритель частоты 5, показания которого
соответствуют значению частоты собственных колебаний изделия.
Усилитель-синхронизатор 4 обеспечивает попадание сигнала на
измеритель частоты 5 только после окончания переходного про-
цесса и установления собственных колебаний изделия.
При использовании в устройстве бесконтактных приемников
колебаний, например микрофона, электромагнитного или элек-
тростатического датчика удается при использовании метода сво-
бодных колебаний практически полностью исключить влияние
приемоизлучающей системы на испытуемый объект. Располагая
контролируемое изделие на опорах таким образом, чтобы опоры
50
контактировали с изделием в местах узлов колебаний соответству-
ющей моды, можно также свести к минимуму влияние опор на
частоту собственных колебаний данной моды.
Основную сложность реализации данного метода представляет
кратковременность колебательного процесса, во время которого
следует производить измерения. Отечественной и зарубежной ра-
диотехнической промышленностью выпускаются измерительные
и регистрирующие приборы, позволяющие решать подобные за-
дачи. При этом особо важную роль приобретает выбор оптималь-
ного ударного воздействия, обеспечивающего возбуждение в кон-
кретном изделии колебаний в необходимом диапазоне частот
с минимальными искажениями, а также определение времени
переходного процесса, необходимого для правильного выбора
времени отсечки, обеспечивающей минимальную погрешность из-
мерений при одновременном сохранении максимально возможного
времени для проведения измерения с помощью измерителей ча-
стоты. Успехи, достигнутые в области анализа процессов, возни-
кающих при ударе, позволяют решать две последние задачи при-
менительно к конкретным видам изделий. Методика определения
параметров ударного воздействия и переходного процесса, необ-
ходимая при проектировании контрольно-измерительной аппара-
туры и разработке методик контроля конкретных изделий, при-
ведена в гл. II.
Метод свободных колебаний находит применение при контроле
изделий достаточно больших размеров с высокой добротностью,
имеющих такую форму, когда путем определенного расположе-
ния изделия относительно опор и приемоизлучающей системы
удается выделить из резонансного спектра какой-либо один вид
колебаний, амплитуда колебаний которого после окончания пере-
ходного процесса значительно превосходит амплитуду других
мод колебаний, составляющих частотный спектр изделия. Однако
часто при необходимости контроля целого ряда деталей и изде-
лий возникает задача определения физико-механических свойств
малогабаритных изделий, причем, как правило, форма этих
изделий представляет собой переходный случай от диска к стержню.
При этом амплитуды колебаний различных типов, составляющих
частотный спектр, становятся соизмеримыми независимо от рас-
положения изделия относительно приемоизлучающей системы и
опор. Кроме того, ввиду соизмеримости размеров и массы изделия
с размерами и массой приемоизлучающей системы и опор не уда-
ется обеспечить надежный контакт изделия с опорами только
в области узлов колебаний выбранной моды без внесения суще-
ственных искажений в частотный спектр. В этих условиях не уда-
ется выделить из частотного спектра какой-либо один вид колеба-
ний, амплитуда которых после окончания переходного процесса
значительно превосходила бы амплитуду других мод колебаний,
составляющих частотный спектр, и была бы достаточна для
срабатывания частотомерного устройства.
4*
51
В этих случаях для измерения частот собственных колебаний
находит применение метод вынужденных колебаний. Этот метод,
наиболее ранний из известных методов определения частот соб-
ственных колебаний, находит применение в различных установках
для исследования упругих параметров материалов и имеет на
практике целый ряд разновидностей, отличающихся в основном
способами возбуждения и приема колебаний в изделии. Сущность
метода вынужденных колебаний заключается в том, что в изделии
возбуждаются с помощью внешнего источника колебания, ча-
стота которых может изменяться. Эту частоту изменяют до тех
пор, пока она не совпадет с частотой собственных колебаний изде-
лия. В этом случае наступает так называемое явление резонанса,
Рис. 16. Блок-схема метода вынужденных
колебаний
характеризующееся, в пер-
вую очередь, значитель-
ным увеличением ампли-
туды колебаний изделия.
Поэтому методы вынужден-
ных колебаний называют
также резонансными мето-
дами или звуковыми мето-
дами, так как наиболее широкое распространение эти методы
нашли в установках для измерения частот собственных колебаний
в звуковом диапазоне (20 Гц—20 кГц). На рис. 16 представлена
блок-схема устройства, реализующего в общем виде метод выну-
жденных колебаний. Работа подобного устройства заключается
в следующем: генератор /, частота которого может изменяться,
создает электрические колебания, которые преобразуются в меха-
нические излучателем 2 и передаются контролируемому изделию 3,
механические колебания изделия принимаются и преобразуются
в электрические приемником 4, усиливаются усилителем 5 и
поступают на индикатор резонанса 6. Частота генератора 1 изме-
няется до тех пор, пока индикатор 6 не зафиксирует наступление
резонанса. При этом частота собственных колебаний изделия сов-
падает с частотой вынужденных колебаний и может быть опреде-
лена по отсчетному лимбу генератора /.
При использовании метода вынужденных колебаний чаще
всего используются контактные датчики, что связано с использо-
ванием, как правило, меньших амплитуд колебаний, возбуждае-
мых в изделии, по сравнению с амплитудами колебаний, возни-
кающих при ударе. Однако в ряде установок, предназначенных
для исследования упругих свойств металлических образцов, ис-
пользуются бесконтактные датчики, например, электромагнит-
ного или электростатического типа. С целью уменьшения влияния
приемоизлучающей системы на объект контроля обычно осуще-
ствляют контакт с изделием через тонкие иглы или нити или
используют слабо контактирующие с изделием датчики.
Аналогично методу свободных колебаний для уменьшения влия-
ния опор на частоту собственных колебаний выбранного вида
52
-опоры могут помещаться в местах расположения узлов колебаний
изделия. Кроме того (о чем сказано дальше), для внесения мини-
мальных искажений в частотный спектр изделия и обеспечения
возможности регистрации нескольких составляющих частотного
спектра может быть использована специальная приемоизлучающая
система, состоящая из двух пьезодатчиков, снабженных куполо-
образными насадками. Сравнение двух рассмотренных методов
показывает, что с точки зрения создания промышленных быстро-
действующих методов и средств контроля качества, выпускаемых
в промышленности деталей и изделий, наиболее перспективно
применение при контроле изделий, для которых удается обеспе-
чить выделение из частотного спектра колебаний определенной
моды, метода свободных колебаний. Устройства, реализующие
этот метод, просты и надежны в эксплуатации и при необходимости
легко поддаются автоматизации. В том случае, когда надежное
выделение выбранной моды колебаний из частотного спектра изде-
лия не удается осуществить путем определенного расположения
изделия относительно опор и приемоизлучающей системы, сле-
дует использовать метод вынужденных колебаний для регистра-
ции составляющих спектра с последующей его расшифровкой,
методика которой приведена ниже.
3. МЕТОДИКА РАСШИФРОВКИ ЧАСТОТНЫХ СПЕКТРОВ ИЗДЕЛИЙ
Приведенные ранее выражения для частот собственных коле-
баний позволяют определять упругие параметры контролируе-
мого изделия по значению частоты собственных колебаний в том
случае, когда известно, какому виду колебаний соответствует
данная частота и, следовательно, какое из выражений (получен-
ное в начале этой главы) может быть применено для определения
коэффициента формы. Поэтому весьма важной задачей становится
расшифровка частотного спектра изделий, т. е. определение, ка-
кому виду колебаний соответствует каждая из составляющих
спектра, регистрируемых при контроле.
Для изделий в форме стержней и дисков, в том числе дисков
с отверстием достаточно больших размеров удается, как правило,
выделить из частотного спектра определенные виды колебаний
путем соответствующего расположения изделия относительно
опор и приемоизлучающей системы. При расположении опор
в местах узлов колебаний изделия последние оказывают мини-
мальное влияние на колебания выбранной моды и в то же время
оказывают демпфирующее влияние на колебания других видов,
не имеющих в области установки опор узлов колебаний. В резуль-
тате удается добиться такого положения, при котором амплитуда
колебаний выбранной моды в заданном диапазоне частот макси-
мальна, что, в свою очередь, позволяет выбрать такую чувстви-
тельность приемного тракта, при которой будет регистрироваться
только частота выбранной моды колебаний.
53
Наилучшие условия для приема колебаний выбранной моды
будут при расположении приемника вблизи пучности колебаний,
однако следует учитывать при применении контактных приемни-
ков, что наибольшие искажения в процесс колебаний вносят
элементы, контактирующие с изделием в области пучности коле-
баний. Поэтому иногда при применении контактных приемников
[3] осуществляют поиск частоты собственных колебаний выбран-
ной моды, помещая приемник в пучность колебаний, а затем точно
измеряют значение частоты при помещении приемника вблизи
узла колебаний, компенсируя при этом уменьшение амплитуды
принимаемых колебаний увеличением чувствительности прием-
Рис. 17. Схема расположения
стержня на ножевых опорах
при использовании изгибных
колебаний
Рис. 18. Схема расположения стержня
при использовании продольных и кру-
тильных колебаний
ного тракта. Наилучшие условия, обеспечивающие выделение
выбранной моды колебаний и определение ее собственной частоты,
могут быть достигнуты при использовании метода свободных коле-
баний, когда во время измерения после нанесения удара по изде-
лию отсутствует контакт изделия с возбудителем колебаний.
Рассмотрим наиболее часто применяемые при контроле различ-
ных видов изделий взаимные расположения изделия, опор и при-
емоизлучающей системы, обеспечивающие выделение колебаний
выбранной моды. В случае контроля изделий стержневого типа
наиболее просто удается выделить изгибные колебания /изг. Это
достигается путем установки стержня на две ножевые опоры, рас-
положенные на расстоянии 0,224/ от его концов (рис. 17). Воз-
будитель 1 располагается в области пучности колебаний в сере-
дине стержня, приемник колебаний 2, воспринимающий попереч-
ные колебания, располагается на конце стержня, где также имеет
место пучность колебаний. При использовании для контроля про-
дольных /пР и крутильных /кр колебаний следует закреплять
стержень в середине, а возбудитель колебаний 1 и приемник 2
располагать на концах стержня (рис. 18).
В случае контроля изделий в виде тонкой круглой пластины
обычно используются низкочастотные изгибные колебания. Са-
мой низкой частотой обладают колебания /\ с двумя узловыми диа-
54
метрами, расположенными под углом 90° относительно друг друга.
Для выделения этого типа колебаний может быть использована
крестовина из двух ножевых опор. Возбудитель колебаний 1 и
приемник 2 следует располагать вблизи края пластины на диа-
метрах, сдвинутых относительно узловых на 45° (рис. 19). В ра-
боте [3] приведена методика выделения изгибных колебании тон-
ких круглых пластин малых размеров, пригодная также при про-
ведении испытаний при повышенных температурах до 900 —
950° С. При контроле изделий, представляющих собой диски с цен-
тральным отверстием, чаще всего используют изгибные колебания
с двумя узловыми диаметрами и пло-
ские колебания диска с двумя узловыми
диаметрами fd. При использовании из-
гибных колебаний могут быть приме-
нены опоры и условия испытания, ана-
логичные случаю контроля диска без
отверстия (рис. 19).
Представляет интерес пластмассо-
вый конус из синтетического материала
с четырьмя ребрами, расположенными
под углом 45° по отношению друг
к другу, применяемый в ряде выпускае-
мых зарубежными фирмами устройств
в качестве опоры (рис. 20). При уста- Рис 19 Схема расположения
новке диска на конусе ребра создают объекта контроля в форме
опору в четырех точках круга, располо- тонкой круглой пластины
женных на узловых диаметрах выбран-
ной моды колебаний /\. При этом сильно демпфируются наиболее
близко расположенные в частотном спектре изгибные колебания
с одной узловой окружностью /2, так как для колебании этого
типа пучность колебаний расположена как раз у внутреннего края
диска. Возбудитель 1 и приемник 2 колебаний располагаются
вблизи края диска на диаметрах, составляющих угол 45° с узло-
выми.
При использовании плоских колебаний диска с отверстием
в случае контроля изделий достаточно больших размеров наи-
лучшие условия для выделения подобных колебаний могут быть
получены при использовании ударного метода возбуждения коле-
баний. В этом случае изделие устанавливается вертикально на
плоской опоре и ударником 1 наносится удар по периферии диска
в области, расположенной на диаметре, составляющем угол 45°
с диаметром, проходящем через точку опоры диска (рис. 21). Прием
колебаний может быть произведен, например, микрофоном 2,
расположенным на продолжении одного из диаметров, составляю-
щих угол 45 ’ с диаметром, проходящим через точку опоры изделия.
При использовании метода вынужденных колебаний для кон-
троля колец малого размера может быть использована методика,
приведенная в работе [19], когда кольцо зажимается игольчатыми
55
опорами в местах узловых диаметров, а возбуждение и съем коле-
баний производится в местах пучностей колебаний с помощью
датчиков, снабженных иглами, обеспечивающими малые искаже-
ния колебательного процесса. Все описанные выше способы взаим-
ного расположения изделия, опор, возбудителя и приемника коле-
баний создают наилучшие условия для выделения выбранного для
регистрации типа колебаний.
Следует остановиться также и на задаче выбора полосы частот,
в пределах которой следует
производить поиск частоты собствен-
ных колебаний, так как выбор не-
обоснованно широкой полосы частот
уменьшает помехозащищенность ап-
паратуры и может привести к оши-
Рис. 20. Установка диска
с отверстием при изгиб-
ных колебаниях с двумя
узловыми диаметрами
Рис. 21. Установка диска с от-
верстием при плоских колеба-
ниях с двумя узловыми диа-
метрами
бочному отсчету за счет регистрации, например, гармонических
составляющих спектра, резонансных частот приемоизлучающей
системы и опор и т. д.
Необходимая при контроле полоса может быть определена из
приведенных в первом разделе данной главы выражений для ча-
стот собственных колебаний, причем наибольший интерес пред-
ставляет нижняя граница диапазона частот, поскольку, как пра-
вило, выбирают для регистрации самые низкочастотные составля-
ющие частотного спектра. Нижняя граница диапазона может быть
определена путем подстановки в соответствующее выражение для
частоты собственных колебаний минимально возможного значе-
ния Cz, определяемого технологией изготовления изделий, и ми-
нимального значения коэффициента формы, определяемого допу-
сками на размеры изделия.
В качестве примера определим нижнюю границу частотного
диапазона, необходимого при контроле шлифовальных кругов
56
ПП 200x25x80, частотный спектр для которых был определен
ранее для круга с номинальными размерами (см. рис. 5). Как
видно из рисунка, самой низкочастотной составляющей спектра
является мода изгибных колебаний с двумя узловыми диаметрами,
частота собственных колебаний которыхможет быть определена
с помощью выражения (44) или (31). Эта мода может быть принята
в качестве рабочей, и ее выделение из спектра при измерении может
быть осуществлено при расположении круга относительно опор,
возбудителя и приемника способом (см. рис. 19 или 20).
На практике реальные изделия имеют отклонения размеров
от номинальных. Для данного типоразмера круга могут быть
приняты следующие допустимые значения размеров: D = 1974-
4-205 мм, h = 244-27 мм и d = 80 4-81 мм. При этом, как это сле-
дует из выражения (44), наименьшее значение частоты будет при
минимальной высоте йт1п и максимальном диаметре Dmax круга.
Учитывая слабое влияние на частоту относительно отношения
d/D при расчете нижней границы диапазона, оно может быть
принято номинальным. Таким образом, для расчета имеем: Dmax =
= 205 мм, /imln = 24 мм и d/D = 80/200 = 0,4. Технологически
возможные значения скорости распространения упругих колеба-
ний С/ при контроле кругов различных твердостей могут быть
приняты в пределах (3,74-5,9) 105 см/с, и, следовательно, мини-
мальное значение (Cz)mln = 3,7-105 см/с. Используя приведенные
значения параметров, с помощью выражения (31) или (44) может
быть получено искомое значение границы частотного диапазона
mln. Однако при использовании более общего выражения (44)
требуется предварительно рассчитать таблицу коэффициентов (о<2),
входящих в выражение (44), для значений h/R и d/D, взятых с мень-
шим шагом, чем они приведены в табл. 11. Этот расчет может быть
выполнен с применением ЭВМ в соответствии с выражениями,
приведенными в приложении 2, для соответствующего значения
коэффициента Пуассона р, который, например, для абразивных
изделий может быть принят равным 0,2. При этом будет получена
таблица, аналогичная таблице коэффициентов Р (см. приложение 1),
пригодная для расчета частот изделий из конкретных материалов.
Приложение 1 рекомендуется авторами для определения частот
абразивных кругов и может быть использовано в данном примере
при определении f х min с помощью выражения (31).
Из таблицы приложения 1 для Dmax/hmin = 205/24 = 8,55 и
d/jD=0,4 находим значение Р=397. Подставляя полученные данные
в выражение (31), получим mln = 2/]/397 • 1/20,5 • 3,7 - 105 =
= 1,8 кГц.
Таким образом, при разработке методики контроля конкретного
вида изделий — шлифовальных кругов ПП 200x25x80 — сле-
дует установить изделие иа опоры и располагать возбудитель и
приемник колебаний способом (см. рис. 19 или 20), а поиск резо-
нанса производить от частоты 1,8 кГц.
57
Рассмотренные выше способы выделения колебаний выбран-
ного типа пригодны только для изделий достаточно больших раз-
меров. При малогабаритных изделиях, когда размеры и масса
приемоизлучающей системы соизмеримы с размерами и массой
контролируемых изделий, а также в случае контроля изделий,
представляющих собой переходный случай от диска к стержню
или еще более сложную форму, подобные методы непригодны,
поскольку при возбуждении колебаний в необходимом при кон-
троле диапазоне частот регистрируется несколько близко распо-
ложенных составляющих резонансного спектра, в том числе,
составляющие, определяемые приемоизлучающей системой.
В этом случае возникает задача распознавания каждой из соста-
вляющих спектра. Эта задача может быть решена при использова-
нии такого способа возбуждения и регистрации колебаний, при
котором удается зафиксировать частотный спектр изделия с мини-
мальными искажениями, причем в том частотном диапазоне, где
имеются аналитические выражения для частот собственных коле-
баний, составляющих частотный спектр. В связи с тем что подоб-
ные выражения обычно могут быть получены для случая свобод-
ных колебаний, возбуждение и регистрация колебаний должны
производиться в условиях, максимально приближенных к сво-
бодным.
Как правило, при подобном способе контроля используются
самые низкочастотные составляющие спектра. Так, для наиболее
часто встречающихся в машиностроении деталей, представляю-
щих собой переходный случай от диска к стержню, подчас услож-
ненный наличием осевого отверстия, для анализа и расшифровки
спектра могут быть использованы выражения (53)—(62), приведен-
ные выше и описывающие пять самых низкочастотных составляю-
щих спектра. Из выражений (53)—(62) следует, что соотношения
частот, составляющих частотный спектр данного конкретного из-
делия, не зависят от скорости распространения упругих колеба-
ний Cz, а определяются только геометрическими размерами изде-
лия и коэффициентом Пуассона материала изделия р. Влияние
коэффициента Пуассона на соотношение составляющих частот-
ного спектра несущественно, и, следовательно, это соотношение
практически определяется геометрическими размерами изделия,
которые с необходимой степенью точности могут быть определены
существующими стандартными методами.
Таким образом, при необходимости расшифровки частотного
спектра реального изделия следует измерить его размеры и опре-
делить коэффициенты формы, входящие в выражения для частот
собственных колебаний. Тогда эти выражения примут вид fn =
= knCit где kn — числовое значение коэффициента формы соот-
ветствующего вида колебаний изделия п. Частота собственных
колебаний, для которой kn минимально, является самой низкоча-
стотной составляющей спектра. Затем следуют частоты собствен-
ных колебаний различных типов соответственно увеличению зна-
58
чения kn и становится ясно, какому типу колебаний соответствуют
первая, вторая и т. д. частоты, составляющие спектр. Поясним
изложенные на примере расшифровки частотного спектра кера-
мической втулки с наружным диаметром D = 4 мм, высотой
h = 6 мм и диаметром отверстия d = 1,5 мм.
Произведем расчет частот собственных колебаний изделия
в соответствии с выражениями (53)—(62):
/кр = с‘ = °’53ОС'; (73)
0,0572
изг — ,/- - = 0,584С/,
Ко.040-0,6-0,4
(74)
A = -^-Cz = 0,610Cz; (75)
Q = 0,618Q.
V, 1 и
(76)
Мода f2FHe рассчитывается, так как при имеющем место в данном
случае отношении h/R = 3 эта мода не возбуждается. Соответ-
ственно, частота определяется выражением (57). Ввиду того
что определение частот произведено для одного и того же изде-
лия, в выражения (73)—(76) входит одно и то же значение Cz
и, следовательно, полученные значения коэффициентов формы
позволяют определить порядок следования частот собственных
колебаний в спектре. В рассматриваемом случае первой составляю-
щей спектра является /кр, второй—/изг, третьей—f± и четвертой—fd.
Рис. 22. Частотный спектр керамической втулки
Выражения (73)—(76) могут быть также использованы для
проверки правильности регистрации частотного спектра при прак-
тических измерениях, так как они позволяют определить соотно-
шения частот в спектре, например, отношение частот спектра
«ли Г /"ичг 0,o84t?/ 1 1 Л fd
к самой низкой, в нашем случае f- = 1,10; =
F /кр и.ооис/ /кр
0.618С/ 1 17. Л _ 0,610С/ и
0,530С/ ’ ’ fKP 0,530С/ ’
Из представленного на рис. 22 частотного спектра данного
изделия видно, что частота /кр значительно ниже всех других
составляющих спектра, а частоты и fd имеют близкие значения.
При проведении измерения частот собственных колебаний изде-
лия должен быть получен спектр, аналогичный расчетному. При
59
Рис. 23. Установка изделия, обеспечиваю-
щая регистрацию наибольшего числа со-
ставляющих частотного спектра
тически при любом закреплении
этом также могут быть определены отношения второй, третьей и
т. д. частот к самой нижней частоте в спектре. Эти отношения
при правильно выполненных измерениях должны совпадать с рас-
четными. Принимая во внимание погрешности, возникающие при
измерениях, а также неучитываемое влияние на эти отношения
коэффициента Пуассона, можно считать удовлетворительным
совпадение расчетных и практически полученных отношений с точ-
ностью не хуже 5—8%. Если при измерениях одна или несколько
составляющих спектра не будут зарегистрированы или будет за-
регистрирован в качестве составляющей спектра какой-либо лож-
ный сигнал, соотношение частот нарушится и отношения частот
будут существенно отличать-
ся от расчетных. Это будет
свидетельствовать о необхо-
димости проведения повтор-
ных измерений с исключе-
нием возможных ошибок.
При расшифровке частот-
ного спектра изделий, пред-
ставляющих переходный слу-
чай от диска к стержню, сле-
дует учитывать, что, несмотря
на возможность регистрации
всех видов колебаний прак-
образца в приемоизлучающей
системе, амплитуда некоторых видов колебаний существенно
зависит от способа закрепления, что может быть использовано
дополнительно при расшифровке спектра. На рис. 23 предста-
влен способ установки цилиндрического образца с осевым отвер-
стием в приемоизлучающей системе, представляющей собой пьезо-
датчики с полусферическими насадками, при котором удовлетво-
рительно фиксируется наибольшее количество составляющих
спектра. Подобная приемоизлучающая система используется при
снятии дисперсионных зависимостей и будет описана в следующей
главе. При закреплении, показанном на этом рисунке, для образ-
цов стержневого типа при h/R > 1,6 хорошо фиксируются изгиб-
ные /изг, плоские fd, крутильные /кр и вырожденные дисковые
изгибные колебания. При таком же закреплении на диско-
вых образцах фиксируются изгибные дисковые моды колеба-
ний fi и f2.
На рис. 24 представлен способ установки образца, обеспечи-
вающий регистрацию тех же мод колебаний, что и в предыдущем
случае, исключая крутильные колебания fKP для образцов стерж-
невого типа. Уменьшение амплитуды крутильных колебаний при
таком закреплении связано с наличием узла колебаний посере-
дине стержневого образца (см. рис. 18).
На рис. 25 представлен способ установки образца в форме
диска с малым отверстием, обеспечивающий наилучшие условия
60
для регистрации изгибной дисковой моды колебаний с одной узло-
вой окружностью f2 по сравнению с колебаниями других типов.
Таким образом, производя измерения частот собственных коле-
баний при двух закреплениях и сравнивая полученные спектры,
можно получить дополнительную информацию для опознавания
крутильных fKP и изгибных /2 мод колебаний. Так, при расшифровке
Рис. 24. Установка изделия, исключающая регистрацию
крутильных колебаний
спектра должна значительно
Рис. 25. Установка изделия, обеспе-
чивающая регистрацию изгибных
дисковых колебаний с одной узло-
вой окружностью
спектра колебаний керамической втулки (см. рис. 22) возможно
произвести измерения при двух способах установки изделия
(рис. 23 и 24, б). При установке способом, показанным на рис. 23,
будет зафиксирован спектр, представленный на рис. 22, а при
установке изделия способом, показанным на рис. 24, амплитуда
колебаний первой составляющей
уменьшиться по сравнению с пер-
вым случаем. Это будет дополни-
тельно свидетельствовать о том,
что первая измеренная в спектре
частота представляет собой /кр.
Аналогично для дисковых об-
разцов с малым отверстием возмо-
жно провести измерение при двух
способах установки изделия, пока-
занных на рис. 24, а и 25, а, б. При
этом при втором способе установки
изделия амплитуда изгибных
колебаний f2 значительно возра-
стает по отношению к другим составляющим спектра в срав-
нении со спектром, полученным при первом способе, показанном
на рис. 24. Используя приведенные выше соображения, возможно
для изделия конкретной формы и размеров произвести расшифровку
резонансного спектра, т. е. определить, какому виду колебаний
соответствует каждая из измеренных частот и, следовательно,
какое из выражений, определяющих частоты собственных колеба-
ний, должно быть использовано для расчета величины Cz по зна-
чению измеренной частоты. Такая задача может, например, воз-
никать при необходимости определения скорости распространения
61
упругих колебаний Ct или упругих модулей материала изделия,
физико-механические свойства которого подлежат исследованию.
Ниже в качестве примера приводится решение подобной задачи
при исследовании свойств двух шлифовальных кругов типа
ПП 65 X 15x20 и ПП 30х32х 10 на керамической связке» первый
из которых представляет собой образец дискового, а второй —
стержневого типа. В результате измерения размеров первого круга
были получены следующие данные: D = 65,7 мм = 6,57 см;
R = DI2 = 3,28 см; h = 15,3 мм = 1,53 см; h/R = 1,53/3,28 =
= 0,466; d = 20,2 мм = 2,02 см; d/D = 2,02/6,57 = 0,307.
Рис. 26. Частотный спектр шлифовального круга ПП 65 X
X 15 X 20
Произведем расчет частот собственных колебаний круга в соот-
ветствии с выражениями (53)—(62).
Частота крутильной моды /кр не рассчитывается, так как воз-
буждение этого вида колебаний происходит при h/R > 2.
Частота изгибной моды /изг не рассчитывается, так как воз-
буждение этого вида колебаний происходит при h/R > 1,6.
Для частоты изгибной моды в соответствии с выражением
(56) и, принимая во внимание, что для указанных отношений
h/R и d/D 04 = 0,184, имеем fL = (0,184/6,57) Cz = 0,028Cz.
Для частоты изгибной моды /2 в соответствии с выражением
(58) и, принимая во внимание, что для указанных отношений h/R
и d/D со2 = 0,265, имеем f2 — (0,265/6,57) Cz = 0,040Cz.
Для частоты плоских колебаний fd в соответствии с выражением
(61) и, принимая во внимание, что для указанного отношения
d/D X = 0,0893, имеем fd = (0,0893/2,02) Cz = 0,044Cz.
Таким образом, частотный спектр для данного круга будет
иметь вид, показанный на рис. 26.
Найдем расчетные отношения частот, составляющих спектр,
к самой низкой частоте в спектре fr: (f2/fi)pac4 = 0,040/0,028 =
= 1,44; (fdlЛ)раСЧ = 0,044/0,028 = 1,57.
Для того чтобы перейти к практическим измерениям, необхо-
димо установить нижнюю границу частотного диапазона, в пре-
делах которого необходимо производить поиск частот, составляю-
щих спектр.
Минимальное технологически возможное значение Cz для
кругов подобного типа может быть принято Cz mln = 3,7 • 105 см/с.
Тогда для нижней границы диапазона имеем FH = mln =
= 0,028CZmln = 0,028-3,7-IO5 = 10,3 кГц.
62
Практическое определение частот собственных колебаний было
произведено с помощью измерителя резонансных характеристик
типа «Звук 1М», основанного на использовании метода вынужден-
ных колебаний, приемоизлучающая система которого состоит из
двух пьезоэлектрических датчиков, между полусферическими
насадками которых устанавливается контролируемое изделие без
применения специальных опор. Подробное описание этого прибора
приведено в гл. III. Для осуществления регистрации всех трех
составляющих спектра следует использовать установку круга
в приемоизлучающей системе (см. рис. 24), а поиск частот про-
изводить от частоты 10,3 кГц. При этом были зарегистрированы
следующие три нижние частоты: 13,9; 20,9 и 22,3 кГц, которые
согласно спектру, показанному на рис. 26, соответствуют модам
колебаний f19 f2 и fd. Для проверки правильности регистрации
спектра определим отношения полученных значений частот к наи-
меньшему и сравним их с расчетными отношениями: f2/f1 =
= 20,9/13,9 = 1,50; = 22,3/13,9 = 1,60.
Отличие полученных отношений от расчетных не превышает 5%,
что свидетельствует о правильности расшифровки спектра, следо-
вательно, для данного круга можно записать: /\ = 0,028Cz =
= 13,9 кГц; f2 = 0,040Cz = 20,9 кГц; fd = 0,044Cz = 22,3 кГц.
Из приведенных значений частот без труда может быть определено
значение Cz.
При проведении измерений установка круга в приемоизлучаю-
щей системе выполнена по схеме рис. 24. В этом случае колебания
датчиков происходят в плоскости круга. Поэтому следует ожидать
минимальных искажений, вносимых приемоизлучающей системой,
при измерении плоских колебаний fd. Кроме того, отсутствие влия-
ния на частоту этой моды высоты круга исключает дополнитель-
ную погрешность при расчете Cz за счет ошибки, вносимой при
измерении высоты круга. Таким образом, целесообразно опреде-
лить Cz по значению частоты fd, тогда Cz = 22300/0,044 =
— 5,07 • 10б см/с. Аналогично может быть решена задача для вто-
рого круга ПП 30х32х 10. В результате измерения размеров вто-
рого круга были получены следующие данные: D = 30,2 мм =
= 3,02 см; R = D/2 = 1,51 см; h = 32,2 мм = 3,22 см; h/R =
= 3,22/1,51 = 2,12; d = 10,2 мм = 1,02 см; d/D = 1,02/3,02 =
= 0,338.
Произведем расчет частот собственных колебаний круга в соот-
ветствии с выражениями (53)—(62). Для частоты крутильной моды
/кр в соответствии с выражением (53) имеем fKP= (0,318/3,22) Cz=
= 0,099Cz.
Для частоты изгибной моды /изг в соответствии с выражением
(54) и, принимая во внимание, что для указанного отношения
h/R а = 0,021, определим /изг = (0,0572/]z 0,021 -3,02-3,22) Cz =
= 0,127Cz.
Для частоты изгибной моды в соответствии с выражением (57)
(h/R > 1,6), принимая во внимание, что для указанных отношений
63
d/D x = 0,264, получим fx = (0,264/3,02) Cz = 0,087Cz. Частота
изгибной моды f2 не рассчитывается, так как возбуждение этого
вида колебаний происходит при h/R < 1,2.
Для частоты плоских колебаний fd (в соответствии с выраже-
нием (61) и при % = 0,0915) имеем fd = (0,0915/1,02) Cz =
= 0,090Cz.
Таким образом, частотный спектр для данного круга будет
иметь вид, показанный на рис. 27. Найдем расчетные отноше-
ния частот, составляющих спектр, к самой низкой частоте в
• * л А /1 AUV Л V/ А А CUI iLJv A jfl А а А XX vAlVll А JL* у AX X^CAlVAXz II Алаа лХХ/ ХА CAXz X XZ А ДА
спектре Л: = (0,090/0,087) Cz = 1,03; (fKP/f1)расч =
= (0,099/0,087) Cz = 1,14; (fn3r/fi)Pac4 = (0,127/0,087) Ct = 1,46.
^d ?кр
?изг
Рис. 27. Частотный спектр шлифовального круга ПП 30 X
X 32 X 10
Принимая минимальное технологически возможное значение
Ci nlln = 3,7 -105 см/с для нижней границы частотного диапазона,
имеем /;н = mln = 0,087-3,7-105 = 32,2 • кГц. Практическое
определение частот так же, как и для первого круга, было произве-
дено с помощью прибора «Звук 1М», причем для осуществления
регистрации всех четырех составляющих спектра следует исполь-
зовать установку круга в приемоизлучающей системе, приведен-
ную на рис. 23, а поиск частот производить от частоты 32,2 кГц.
При этом были зарегистрированы четыре нижние частоты (42,7;
44,0; 47,7 и 60,3 кГц), которые согласно спектру (рис. 27) соот-
ветствуют модам колебаний f19 fd, fKP и Д13Г. Отношения полу-
ченных значений частот к наименьшему будут равны: fd/f1 =
*lvnnJDlA О n а 41 ЧЗГа Г1X1 4LclVlwl IX П dlllVlCAlDLiJdVl у v/jaAj * dlJAljDl. I dl 1
= 44,0/42,7 = 1,03; fKP/f. = 47,7/42,7 = 1,12; /изг//1 = 60,3/42,7 =
= 1,41.
Отличие полученных отношений от расчетных не превышает
5%, что свидетельствует о правильности расшифровки спектра.
В связи с наличием в спектре данного круга частоты fKP возможно
произвести дополнительную проверку правильности проведенной
расшифровки спектра.
Для этого было выполнено дополнительное измерение частот
при установке круга в приемоизлучающей системе (см. рис. 24).
При этом в спектре практически полностью отсутствовала третья
частота 47,7 кГц. Это свидетельствует о том, что эта частота пред-
ставляет собой /кр. Следовательно, дополнительная проверка под-
твердила достоверность полученных ранее результатов, так как
в спектре (рис. 27) действительная третья частота представляет
собой /кр. Таким образом, для данного круга можно записать:
VVVVIl I КР* А *’***,-“AV* v/V/р/ 1 /J^vAZA ДСПНИЛ ЛХр/ 1 d luU/IiIlU OQUilVCl 1 AJ •
ft = 0,087Cz = 42,7 кГц; fd= 0,090Cz = 44,0 кГц; /кр= 0,099Cz =
= 47,7 кГц; /изг = 0,127Cz = 60,3 кГц.
64
В связи с преимуществами использования для расчета Ct
моды fd, указанными в предыдущем примере, определим Cz по
значению частоты fd. тогда Ct = 44000/0,090 = 4,89- 10б см/с.
Подобное определение Ct с проведением расшифровки спектра для
каждого конкретного изделия возможно производить практиче-
ски для любого изделия, имеющего форму цилиндра или диска
с отверстием, описание частотного спектра которого может быть
произведено с помощью выражений, аналогичных выражениям
(53)—(62). При необходимости испытаний изделий более сложной
формы необходимо предварительно получить подобные выражения,
например, путем снятия и анализа дисперсионных зависимостей
для допустимых для данного типа изделия пределов изменения его
размеров.
Однако проведение подобной расшифровки спектра при опре-
делении Ct для каждого конкретного изделия является весьма
трудоемкой задачей. Такая расшифровка может производиться
в исследовательской практике и не может быть рекомендована
для применения при разработке высокопроизводительных произ-
водственных методов контроля без создания специальных элек-
тронных вычислительных устройств. С целью уменьшения тру-
доемкости и обеспечения возможности проведения быстродей-
ствующего контроля в условиях производства может быть про-
изведен выбор условий проведения испытаний и составлена
таблица поправочных коэффициентов, позволяющие без проведения
специальных вычислений опознавать частоту собственных колеба-
ний определенного типа в спектре и производить определение Cz
для конкретного типоразмера изделий, имеющего определенные
допуски на отклонение геометрических размеров изделия от номи-
нальных.
Можно показать, что для большинства типоразмеров деталей
и изделий, подлежащих контролю, при допустимых изменениях
геометрических размеров удается также выбирать частотный
диапазон, моду колебаний и способ установки изделия в приемо-
излучающей системе, при которых обеспечивается надежная реги-
страция одной и той же моды колебаний на изделиях различных
допустимых размеров и технологических характеристик. Одно-
временно возможно для допустимого разброса размеров изделия
составить таблицу коэффициентов, пользуясь которой можно
легко определить частоту собственных колебаний изделия, имею-
щего такое же значение Cz как контролируемое, но с номинальными
размерами, для которого заранее определено значение коэффи-
циента формы, и, следовательно, не составляет труда определить
значение Cz.
Как видно из дисперсионных зависимостей, приведенных на
рис. 6 и 7, при изменении геометрических размеров изделия меня-
ется соотношение частот, составляющих спектр, причем при этом
может измениться также порядок следования в спектре частот
собственных колебаний различных типов. Так при высоте образца,
5 Б. А. Глаговский 65
для которого представлена дисперсионная зависимость, при
h = 4,4 мм имеет место равенство частот изгибных дисковых коле-
баний f2 и плоских колебаний fd. При размерах образца, больших
чем 4,4 мм, частота fd в представленном спектре будет второй после
частоты /1э a f2 — третьей. При размерах образца, меньших чем
4,4 мм, порядок следования частот изменится: второй в спектре
будет частота f2> а третьей—fd. Таким образом, например, при но-
минальной высоте образца 4,5 мм и допустимом отклонении этого
размера =*=0,5 мм не удается однозначно определить порядок сле-
дования частот в спектре без дополнительного измерения размеров
образца. Аналогично, при размерах образца h= 14,3 мм имеет место
равенство частоты изгибных стержневых колебаний /изг и плоских
колебаний fd. Соответственно происходит изменение порядка
следования частот в спектре при допустимых изменениях высоты
образца вблизи указанного значения.
Следует учитывать, что приведенные дисперсионные зависи-
мости получены при изменении только одного размера образца
при постоянстве двух других размеров (D = 12,5 мм, d = 2,9 мм).
На реальных изделиях могут изменяться в определенных допу-
стимых пределах все три размера. При этом значительно увели-
чивается вероятность изменения порядка следования частот соб-
ственных колебаний, составляющих спектр, при контроле изде-
лий, имеющих различные размеры в допустимых пределах.
Однако для большинства деталей и изделий в машиностроении
при существующих допусках на размеры удается подобрать также
частотный диапазон, моду колебаний и способ установки изделия
в приемоизлучающей системе, при которых порядок следования
частоты выбранной моды колебаний в спектре не изменяется при
всех допустимых колебаниях размеров и технологических харак-
теристик изделий. Выбор подобных условий проведения испыта-
ний для цилиндрических изделий с центральным осевым отвер-
стием, частотный спектр которых описывается выражениями (53)—
(62), может быть произведен с помощью указанных выражений.
Аналогичная методика может быть использована для изделий дру-
гих форм и размеров при получении для них выражений, описы-
вающих частотные составляющие спектра путем, например, сня-
тия и анализа дисперсионных зависимостей в области допустимых
значений их размеров. В основу выбора условий проведения испы-
таний закладывается требование отсутствия возможности равен-
ства частоты собственных колебаний выбранной моды и какой-
либо другой частоты, составляющей спектр, при всех допустимых
колебаниях размеров изделий.
Изделия, низкочастотные составляющие спектра которых опи-
сываются выражениями (53)—(62), представляют собой переходный
случай от диска к стержню. Поэтому, как следует из дисперсион-
ных зависимостей (см. рис. 6 и 7), снятых в широком диапазоне
изменения образца, целесообразно при анализе возможных частот-
ных спектров изделий рассмотреть отдельно три группы изделий:
66
диски (n <jD); переходный случай от диска к стержню (h D);
стержни (h > D). Анализ дисперсионных зависимостей, снятых
при получении выражений (53)—(62), показывает, что по харак-
теру частотного спектра целесообразно определить границы этих
групп следующим образом: h/R с 0,7; 0,7 < h/R < 2,0; h/R >
>2,0.
Рассмотрим каждую группу.
1. При h/R < 0,7 наиболее характерными модами колебаний
являются изгибные дисковые колебания f г и f2 и плоские колеба-
ния fd- При закреплении изделия
(см. рис. 24) амплитуда плоских
колебаний значительно превосхо-
дит амплитуду изгибных дисковых
колебаний и поэтому является
предпочтительной для регистра-
ции. Однако при определенных
соотношениях размеров могут быть
равны собственные частоты коле-
баний мод f2 и fd. В этом случае
при практических измерениях на
изделиях, имеющих допустимый
разброс размеров, дающих соотно-
шения размеров, близких к ука-
Рис. 28. Соотношения размеров
изделий, при которых = fd
занным, может происходить изменение порядка следования частот
в спектре и, следовательно, возможно получение ошибочного от-
счета. Такие соотношения размеров изделий найдем из равенства
= fd-
(77)
Подставляя в выражение (77) выражения (36) и (40), получаем
со2 = X (D/d). (78)
Из выражения (78), используя выражения (59) и (62) или зави-
симости, приведенные на рис. 11 и 12, можно найти, при каких
соотношениях размеров имеет место равенство (77). Результаты
графического решения выражения (78) приведены на рис. 28.
Зная допустимый разброс геометрических размеров изделия, воз-
можно определить ожидаемый порядок следования частот, соот-
ветствующих модам f2 и fd, в спектре при контроле изделий во
всем допустимом диапазоне изменения их размеров.
Если все возможные соотношения размеров испытуемых изде-
лий лежат выше полученной линии f2 = fd, то значения частот
f 2 для всех изделий будут выше значений частот fd и, следовательно,
изменения порядка следования этих частот в спектрах при кон-
троле подобных изделий не будет. В этом случае в качестве рабо-
чей 1 моды может быть выбрана мода fd. Учитывая, что в этом
х Рабочей модой в дальнейшем будем называть моду колебаний, по частоте
которой производится оценка свойств контролируемого изделия.
5*
67
диапазоне размеров < fdt частота fd в спектре будет второй
после При этом при измерениях следует применять закрепле-
ние изделия в приемоизлучающей системе (см. рис. 24) и учиты-
вать, что амплитуда колебаний fd при таком закреплении в дан-
ном диапазоне размеров больше, чем
Когда все возможные соотношения размеров испытуемых изде-
лий лежат ниже линии f2 = fd (см. рис. 28), в качестве рабочей
моды колебаний может быть выбрана также мода fd9 однако, при-
нимая во внимание, что f2 < fd и < fd, частота fd в спектре
будет третьей. Установку изделия в приемоизлучающей системе
следует применять ту же, что и в предыдущем случае, и учитывать,
что амплитуда колебаний fd (частота которых в спектре будет треть-
ей) больше, чем амплитуда колебаний мод fr и f2.
Если возможные соотношения испытуемых изделий лежат по
разные стороны линии f2 = fd, возможно при испытаниях изделий
изменение порядка следования частот /2 и fd в спектре в зависи-
мости от размеров контролируемых изделий. В этом случае нельзя
использовать в качестве рабочих мод f2 и fd из-за возможного оши-
бочного опознания моды. В этом случае приходится в качестве
рабочей выбирать изгибную дисковую моду f19 несмотря на то что
для надежной регистрации колебаний этой моды необходимо уве-
личить амплитуду возбуждающих колебаний или чувствительность
приемного тракта по сравнению со случаем регистрации в каче-
стве рабочей моды fd. Изделия в приемоизлучающей системе уста-
навливаются так же, как показано на рис. 24, а регистрируемая
частота будет первой в частотном спектре.
Особо следует выделить случай испытаний изделий с малым
отверстием, для которых может быть применен способ установки
изделия в приемоизлучающей системе (см. рис. 25), где хорошо
регистрируется изгибная мода колебаний /2, имеющая при такой
установке значительно большую амплитуду колебаний в спектре,
чем колебания других видов. Она может быть рекомендована
для подобных изделий в качестве рабочей. При использовании
зависимости, приведенной на рис. 28, а также аналогичных за-
висимостей, приведенных далее, анализ расположения всех воз-
можных соотношений размеров относительно линий равенства
частот двух мод колебаний может быть с достаточной для практики
точностью заменен на проверку расположения двух точек, соот-
ветствующих минимальным и максимальным соотношениям раз-
меров, относительно указанной линии. Координаты этих точек
могут быть записаны в следующем виде:
(Л//?)т1п = ^тщ/^тах» (^)т!п “ ^mln/^maxi (79)
(Л//?)тах = ^тах/^пИп» (d//5)max = ^тах/Т^тт» (^0)
где ^тш» 7)mln = 2/?mln, dmln — минимально допустимые размеры
изделий; /гтах, £)тах = 2/?тах, dmax — максимально допустимые
размеры изделий. Нанося эти две точки на соответствующий график
68
и определяя их взаимное расположение относительно линии равен-
ства частот двух мод колебаний, можно определить порядок сле-
дования частот этих мод колебаний в спектре.
При использовании математических методов и ЭВМ при решении
задачи выбора условий проведения испытаний более удобно
вместо использования графических зависимостей производить
расчет и сравнение частот колебаний двух соответствующих мод»
имеющих максимальное и минимальное значения частот при допу-
стимых изменениях размеров. Для всех соотношений размеров
условие /2 > fdt соответствующее расположению двух указанных
выше точек, определяемых выраже-
ниями (79) и (80), выше линии f2 =
= fd, приведенной на рис. 28, может
быть записано в виде
(02 [(^Z^)min, W^Omlnl
Z^max
___ X [(ф7))т1п] > q
^mln
Условие f 2 < fd, соответствующее
расположению точек, определяемых
выражениями (79) и (80), ниже линии
f2*= fd9 может быть записано в виде
Рис. 29. Соотношения размеров
изделий, при которых = fd
02 [(W) max» (d/D)max)
•^mln
X [(t//D)max]
(^max
<0.
(82)
Условие, при котором возможные соотношения размеров могут
лежать по разные стороны линии /2 — fd> можно записать как:
<02 [(/l//?) mln, ((//£>) mln]_[(^Д0т1п] q. 1
Алах ^min ’ /пПч
- - (83)
(02 [(h/R) max, (d/D) max] b I (d/D) max] q
£>mln ^max
Выражения (81)—(83) можно использовать наряду с графиче-
ской зависимостью (см. рис. 28) для анализа возможного спектра
реальных изделий, а также для введения в ЭВМ.
2. Теперь перейдем к рассмотрению частотных спектров изде-
лий, представляющих собой переходный случай от диска к стержню.
Когда 0,7 < h/R < 2,0, наиболее характерными модами явля-
ются плоские колебания fd и изгибные дисковые колебания flt
амплитуда которых значительно меньше, чем при плоских коле-
баниях. В этом случае за рабочую моду колебаний принимаются
плоские колебания, а порядок следования в спектре соответствую-
щей им частоты fd может быть определен с помощью графической
зависимости /\ = fd (рис. 29), полученной аналогично зави-
симости, приведенной на рис. 28. В рассматриваемом диапазоне
69
изменения отношения h/R меняется характер зависимости частоты
от соотношения размеров изделий. Если при значениях h/R <
< 1,6 эта частота в основном определяется отношением h/R при
сравнительно малой зависимости от отношения d/D и описывается
выражением (56), то при h/R > 1,6 эта частота определяется прак-
тически только отношением d/D и описывается выражением (57).
В связи с этим для изделий со значениями h/R > 1,6 при равен-
стве частот и fd в соответствии с выражениями (57) и (61)
получим
n = (D/d)l. (84)
Решение этого уравнения с использованием выражений (60) и
(62) или зависимостей, приведенных на рис. 10 и 12, дает только
одно значение d/D = 0,37, при* котором имеет место равенство
ft= поэтому зависимости, приведенные на рис. 29, удобно
записать в аналитическом виде отдельно для случая h/R > 1,6
и h/R < 1,6. Если h/R > 1,6 и (d/D)max < 0,37, будет для всех
изделий выполняться условие < fd и частота fd будет в спектре
второй.
Когда h/R > 1,6 и (d/jD)mln > 0,37, будет для всех изделий
выполняться условие fr > fd и частота будет в спектре первой.
При h/R > 1,6 и (d/£>)max > 0,37, a (d/Z))mln < 0,37 возможно
изменение порядка следования частот в спектре. Однако, учиты-
вая одинаковый характер зависимости частот и fd в этом диа-
пазоне размеров от их соотношения, возможно с достаточной для
практики степенью точности производить измерения в этом слу-
чае по любому из резонансов, предварительно оценив с помощью
выражений 57 и 61 величину максимально возможной ошибки
в зависимости от величины допуска на размеры изделия D и d.
При h/R с 1,6 и при выполнении соотношения
[(ft/^)mln* (^/^Omin]______[(^/£Q]mln
^max ^min
будет для всех изделий выполняться условие > fd и частота
fd будет в спектре первой.
Если h/R 1,6 при выполнении соотношения
[(^/^)гпау* (^/^)max]______[(d/D) max]
Dmin ^max
будет для всех изделий выполняться условие fd > и частота fd
будет в спектре второй.
Если h/R <• 1,6 при выполнении соотношений:
Qi [(h/R) min* (d/D) mln I x [(d/D) min] < q.
Птах dmln ’
<01IWR) max, (d/H)max] [(d/D) max] 0
^min dmax
70
может иметь место изменение порядка следования частот в спектре
и в этом случае решение вопроса о возможности контроля подоб-
ных изделий может быть принято в зависимости от максимальной
величины ошибки, получаемой при неправильной расшифровке
спектра. Величина этой ошибки в зависимости от допустимых
размеров изделий может быть определена с помощью выражений
(56) и (61).
3. Перейдем к рассмотрению изделий стержневого типа, для
которых имеет место наиболее сложный частотный спектр. Когда
h/R >2,0 (см. рис. 6 и 7), могут возбуждаться изгибная стержневая
мода /изг, плоские коле-
бания fd, вырожденная
изгибная дисковая мо-
да /\, а также крутиль-
ная мода /кр, отсутству-
ющая при использова-
нии установок изделия
в приемоизлучающей
системе, при которых
были сняты приведенные
дисперсионные зависи-
мости, но хорошо реги-
Рис. 30. Соотношения размеров изделий, при
которых имеет место равенство собственных
частот двух мод колебаний для изделий стержне-
вого типа
стрируемая при уста-
новке изделия по схеме
(см. рис. 23).
В связи с тем что
при таком числе воз-
бужденных мод возрастает вероятность равенства частот собствен-
ных колебаний различных типов при определенных соотношениях
размеров, в этом случае при реально существующих в машино-
строении допусках на геометрические размеры могут быть такие
типоразмеры изделий, для которых при допустимом разбросе раз-
меров не удается выбрать рабочую моду. В таких случаях необ-
ходимо либо сужать допуск, либо вводить дополнительную сорти-
ровку изделий по размерам.
Выбор рабочей моды в случае h/R > 2 производится анало-
гично описанной выше методике путем определения расположе-
ния возможных соотношений размеров изделий относительно линий
равенства частот двух мод колебаний на графических зависимо-
стях, аналогичных приведенным на рис. 28 и 29. Основные графи-
ческие зависимости, полученные аналогично приведенным ранее,
представлены на рис. 30. Дополнительно при выборе рабочей
моды при h/R > 2 используются следующие шесть условий:
/кр <fd при d/h <0,29; /кр С /изг при h/R <3,7;
[/кр >fd при d/h >'0,29; /КР: >[/изг при h/R > 3,7; ' (85)
/кр =fa при d/h = 0,29;] /кр f изг при h/R = 3,7. .
71
При выборе рабочей моды на зависимости, показанные на
рис. 30, наносятся точки, имеющие координаты, определяемые
выражениями (79) и (80) для данного изделия, и по их располо-
жению судят о возможности изменения порядка следования частот
в спектре и выбирают при возможности рабочую моду, для кото-
рой хотя бы при одном из способов установки изделия в приемо-
излучающей системе (см. рис. 23 и 24) сохраняется порядок ее
следования в спектре.
Методику подобного выбора условий проведения испытании
поясним на конкретном примере. Рассмотрим случай акусти-
ческого контроля качества втулок, изготовленных из белого
чугуна, имеющих форму цилиндра с осевым отверстием с разме-
рами (мм): D = 40, h = 63, d = 16. Допустимые размеры изделий
могут лежать в следующих пределах (мм): D = 39,2 4-40,8, h =
= 62,8 4-63,2, d = 16,0 4-16,1. При этом минимальные и макси-
мальные соотношения размеров для подобных изделий в соот-
ветствии с выражениями (79) и (80) составляют: (h/R)m{n =
= 62,8/20,4 = 3,08; (d/D)mln = 16,0/40,8 = 0,392; (W)max =
= 63,2/19,6 = 3,22; (d/D)max = 16,1/39,2 = 0,410.
Нанося полученные точки на графические зависимости, при-
веденные на рис. 30, получаем, что обе точки лежат выше линий
1 и 2 и справа от линии 3 и не расположены по разные стороны ни
одной из этих линий, что свидетельствует об отсутствии изменения
порядка следования частот в спектре при контроле изделий во
всем допустимом диапазоне размеров. В этом случае контроль
может производиться по любой из частот, составляющих спектр
/кр» /изг, fi или fd. Однако для этого необходимо знать порядок
их следования в спектре. Обе найденные точки лежат в зоне выше
линии 1 (fI13r= fd), и, следовательно, /изг < fd. В то же время
обе точки лежат в зоне справа от линии 3 (/\ = fd), тогда fd <
< /\. Кроме того, обе точки лежат в зоне выше линии 2 (/кр =
= fi)t отсюда /кр < /\. Последнее условие недостаточно для опре-
деления положения /кр относительно /нзг и fd. Сравним положение
в спектре частоты fKP и частоты /изг, наиболее низкой из трех рас-
смотренных частот. Для этого воспользуемся приведенным ранее
условием равенства /изг и fKP при h/R = 3,7.
Все возможные значения h/R могут лежать в пределах от
(Л/7?)га1п = 3,08 до (h/R)mSx = 3,22, и, следовательно, для всех
значений h/R < 3,7. При этом, как это следует из выражений
(33), fKP <fH5p. Таким образом, для всех рассмотренных четырех
низкочастотных составляющих спектра при всех допустимых
значениях размеров имеет место следующее соотношение: /кр <
< /изг<Л/</1- Из этого следует, что первой в спектре будет ча-
стота fKp, второй—/изг, третьей—fd и четвертой—Хотя в качестве
рабочей моды может быть выбрана любая из указанных частот,
с точки зрения проведения измерений удобно фиксировать первую
самую низкую частоту. При установке изделия в приемоизлучаю-
щей системе (см. рис. 23) этой частотой будет /кр, а при установке,
72
показанной на рис. 24, этой частотой будет /изг. С точки зрения
обработки полученных результатов целесообразнее из этих двух
частот использовать /кр, так как эта частота в соответствии с вы-
ражением (53) зависит только от одного размера — высоты й,
которая может быть легко определена и учтена при нахождении
значения С/ по величине fKP.
Для ряда изделий в машиностроении устанавливаются наибо-
лее жесткие допуски на диаметр отверстия. В этом случае может
оказаться целесообразным проводить измерение частоты fd, кото-
рая в основном определяется диаметром отверстия d. При этом
может оказаться возможным обеспечить требуемую точность кон-
троля без учета и введения поправки на допустимое отклонение
размеров изделия от номинальных. Аналогично двум предыдущим
случаям для рассмотренного (h/R > 2) могут быть получены в ана-
литическом виде зависимости, приведенные на рис. 30, которые
также могут быть использованы как для анализа спектра наряду
с графическими зависимостями, так и для введения в вычисли-
тельные устройства. Подобные выражения для случая h/R > 2
приведены в приложении 4, в котором представлено техническое
задание на разработку программы, позволяющей получить с по-
мощью ЭВМ все необходимые данные для проведения испытаний
конкретных видов изделий, представляющих собой цилиндры и
диски с осевым отверстием. Таким образом, графические зависи-
мости, приведенные на рис. 28—30, или соответствующие им ана-
литические выражения могут быть использованы при выборе
рабочей моды колебаний в случае необходимости обеспечения про-
изводительного контроля большинства деталей и изделий машино-
строения, имеющих цилиндрическую или дисковую форму при
наличии осевого отверстия, частотный спектр которых может
быть описан выражениями (53)—(62).
Помимо выбора рабочей моды весьма важным вопросом при
определении условий проведения испытаний является определение
нижней границы частотного диапазона, в котором необходимо
производить поиск выбранной для регистрации частоты. Выбор
необоснованно высокого значения граничной частоты может при-
вести к тому, что при значительных колебаниях свойств контро-
лируемых изделий значение частоты собственных колебаний рабо-
чей моды окажется ниже граничного значения и эта частота не
будет зарегистрирована, что приведет к ошибочному опознаванию
другой составляющей частотного спектра в качестве частоты ра-
бочей моды. Выбор необоснованно низкого значения граничной
частоты приводит к увеличению времени контроля, уменьшает
помехозащищенность аппаратуры и увеличивает вероятность реги-
страции ложных сигналов, определяемых, например, резонанс-
ными свойствами приемоизлучающей системы в качестве частоты
рабочей моды. Когда частота рабочей моды колебаний первая
в спектре и, следовательно, самая низкочастотная, граничная
частота может быть определена путем подстановки в соответствую-
73
щее для этой частоты выражение допустимых размеров изделий,
для которых значение коэффициента формы и технологически воз-
можное значение Cz nlln минимальны.
При выборе в качестве рабочей моды крутильных колебаний и
при условии, что их частота в спектре имеет самое низкое значение,
из выражения (53) может быть определено значение граничной ча-
стоты
/кр = (0,318/Лтах) Cz (86)
Н 111111
Аналогично при выборе других мод колебаний в качестве ра-
бочих и при условии, что они в частотном спектре будут первые,
граничные частоты могут быть определены соответственно из выра-
жений (54), (56)—(58) или (61). При этом получим:
0,0572
/изгн —
I а (^max/^mln) ^max7)min
(87)
<01 (ftmin/₽max) при h/R
£>гпах
_ X (dmax/Omax) гпрц
^тах
(89)
^2 (fomln/^max)
^max
h (^max/^max)
T^max
(90)
mln *
(91)
mln >
Если в качестве рабочей моды выбраны колебания, собственная
частота которых является в спектре второй или третьей частотой,
то нижняя граница диапазона определяется по минимально воз-
можному значению частоты, расположенной в спектре первой.
На практике для диапазона соотношений размеров h/R > 2,
как правило, в качестве рабочей моды выбирают колебания, ча-
стота которых в спектре первая. Поэтому выбор второй или тре-
тьей составляющей спектра в качестве частоты рабочей моды про-
изводят при h/R < 2, а при этих соотношениях размеров здесь
самой низкочастотной составляющей является частота /\. Таким
образом, определение граничной частоты при выборе в качестве
рабочих второй или третьей составляющих спектра может быть
произведено с помощью выражений (88) при h/R < 1,6 или (89)
при h/R > 1,6.
Для рассмотренного нами примера контроля втулок из белого
чугуна при выборе в качестве рабочей моды крутильных колеба-
ний и технологически возможном диапазоне изменения Ci =
= (5,0-105) 4-(5,8-105) см/с граничная частота может быть опре-
делена из выражения (86) /крн = (0,318/6,32) 5,0-105 = 25,2 кГц.
Зная нижнюю границу частотного диапазона и порядок следования
74
частоты выбранной моды колебаний в спектре, может быть опре-
делена соответствующая частота собственных колебаний изделий,
по значению которой с помощью выражений (53)—(62) может быть
рассчитано значение Cz, обычно связанное со свойствами изделий,
подлежащими определению в процессе контроля. Однако такое
определение Cz может быть произведено, когда известен коэффи-
циент формы F (а, р) для данного изделия.
В связи с тем, что контролю подлежат изделия различных допу-
стимых размеров, с целью упрощения методики контроля заранее
определяют значение коэффициента формы для изделия с номиналь-
ными размерами и составляют таблицу поправок, позволяющих
определять частоту собственных колебаний изделия с такими же
свойствами, что и для измеренного изделия, но имеющего номи-
нальные размеры. Эту частоту получают путем умножения частоты
собственных колебаний, определенной на реальном изделии, на
поправочный коэффициент, указанный в таблице поправок для
конкретных размеров изделия, которые должны быть измерены
в процессе контроля.
Такими размерами являются: высота h при выборе в качестве
рабочей моды крутильных fKP колебаний; наружный диаметр D
и высота h при изгибных стержневых /изг и дисковых /\ (h/R <
< 1,6), f2 колебаниях; наружный диаметр D и диаметр отверстия d
при плоских fd и вырожденных изгибных дисковых (h/R > 1,6)
колебаниях. Следует указать, что необходимость введения по-
правки определяется в зависимости от требуемой точности кон-
троля и величины допусков на размеры. Для ряда изделий, имею-
щих малые допуски на размеры, при необходимой точности кон-
троля введения подобных поправок не требуется.
Поправочные коэффициенты Л, входящие в таблицы поправок,
могут быть получены с помощью выражений (53)—(62) в виде
А = fn/f, (92)
где fn — частота рабочей моды собственных колебаний изделия
с номинальными размерами; f — частота рабочей моды собствен-
ных колебаний изделия с отклонением размеров от номинальных,
указанных в таблице поправок.
При составлении подобной таблицы выбирают шаг изменения
размеров изделий в их допустимых пределах в соответствии с точ-
ностью контроля. В качестве примера произведем расчет таблицы
поправок для приведенного выше случая контроля втулок из
белого чугуна. Как было сказано, в качестве рабочей моды в этом
случае могут быть использованы крутильные колебания /кр.
В этом случае таблица поправок рассчитывается в зависимости
от высоты изделия h, которая для данных изделий может изме-
няться в пределах h = 62,84-63,2 мм. В соответствии с выраже-
ниями (92) и (53) получаем выражение для определения поправоч-
ных коэффициентов: А = (0,318Cz/ftn) : (0,318Cz/h) = й/6,30, где
75
hn — номинальная высота изделия; h — высота изделия, для ко-
торого определяется поправочный коэффициент (в см).
Определим величину коэффициента А для минимально и макси-
мально допустимых значений высот. Для высоты h = 62,8 имеем
А = 0,998, для высоты h = 63,2 имеем А = 1,003. Из полученных
данных видно, что при необходимости обеспечения точности кон-
троля порядка 1—2% введения поправки при контроле подобных
изделий не требуется. При достижении более высокой точности
контроля необходимо вводить поправку на высоту изделия и,
следовательно, должна быть рассчитана таблица подобных попра-
вок. Поправочные коэффициенты?!, рассчитанные для всех воз-
можных значений высот рассматриваемых изделий с шагом 0,1 мм,
следующие:
h . . . 62,8 62,9 63,0 63,1 63,2
А . . . 0,998 0,999 1,000 1,001 1,003
Умножая значение частоты собственных крутильных колеба-
ний, измеренной на изделии, на коэффициент А для значения
высоты, равной высоте испытанного изделия, получим значение
частоты /кр для изделия с такими же свойствами, что и испытанное,
но с номинальными размерами (мм): D = 40, h = 63, d = 16.
Для такого изделия с номинальными размерами в соответствии
с выражением (53) имеем
/°кр = (0,318/6,3)CZ = 0,0528Cz.
Производя деление частоты /кр, определенной с учетом попра-
вочного коэффициента А, на полученный коэффициент формы
F (я, ц) = 0,0528, можно вычислить для испытанного образца
значение Cz, по которому может производиться оценка свойств
изделия Ci = /£рЛ/0,0528. Таким образом, для конкретного вида
изделий — втулок из белого чугуна с размерами (мм): D = 40±0*8,
h = 63±0’2, d — 16+0,1 — получены все необходимые условия
для производственного контроля подобных изделий, которые за-
пишем ниже.
Контролируемое изделие устанавливается в приемоизлучаю-
щей системе способом, показанным на рис. 23, и производится
увеличение частоты возбуждающих колебаний от нижней границы
диапазона /н = 25,2 кГц до первого срабатывания индикатора
резонанса вынуждающих и собственных колебаний изделия. Зна-
чение полученной частоты является частотой собственных крутиль-
ных колебаний изделия /кр. Затем измеряется высота изделия й,
определяется поправочный коэффициент А. Измеренное значение
fKP умножается на определенный коэффициент А. При этом полу-
чаем значение частоты, приведенное к номинальному размеру
/2Р. Разделив это значение на коэффициент формы F (а, р,), полу-
чаем значение Cz для контролируемого изделия.
Следует отметить, что в том случае, когда по величине Cz
производится косвенная оценка каких-либо свойств изделий, на-
76
пример их твердости, корреляционно связанной с Cz, нет необхо-
димости при контроле конкретного вида изделий в определении
Cz, а оценка свойств изделия может производиться непосредственно
по значению частоты собственных колебаний изделия, приведенной
к номинальному значению /°, представляющему собой значение
Сь умноженное на постоянный для данных размеров изделия коэф-
фициент формы F (а, р). Обычно подобные условия проведения
испытаний записываются в виде так называемых градуировочных
таблиц, которые используются при контроле конкретных типо-
размеров изделий.
Для упрощения процесса составления подобных градуировоч-
ных таблиц, а также для обеспечения возможности оперативного
решения задачи контроля изделий различных типоразмеров может
быть составлена специальная программа, позволяющая получать
градуировочные таблицы с помощью ЭВМ. Алгоритм решения за-
дачи получения подобной градуировочной таблицы, на основании
которой разрабатывается программа для ЭВМ, представляет собой
аналитическую запись изложенной выше методики определения
условий проведения испытаний конкретных видов изделий.
В приложении 4 приведен подобный алгоритм в форме техни-
ческого задания на разработку программы для ЭВМ, позволяю-
щей получать градуировочные таблицы для контроля изделий
в виде цилиндров и дисков с осевым отверстием, составляющие
частотного спектра которых описываются выражениями (53)—
(62). На основании этого алгоритма может быть при необходимости
разработана программа для определенного типа ЭВМ, позволяю-
щая получать градуировочные таблицы для конкретных видов
изделий. Подобная программа, составленная применительно к ЭВМ
«Минск-22» и «Минск-32», применяется (например, во Всесоюзном
научно-исследовательском институте абразивов и шлифования)
для получения непосредственно в виде, пригодном для использо-
вания градуировочных таблиц, для контроля абразивных кругов
любого типоразмера диаметром от 3 до 100 мм \ Время на полу-
чение одной таблицы не превышает 30 с. В качестве исходных дан-
ных в машину вводятся: наружный диаметр круга D; диаметр
отверстия d; высота h, а также допустимые отклонения этих раз-
меров от номинальных. Более подробно описание программы и
получаемых с ее помощью градуировочных таблиц приведено
в гл. III.
4. МЕТОДИКА И АППАРАТУРА ДЛЯ ИССЛЕДОВАНИЯ
ЧАСТОТНЫХ СПЕКТРОВ ИЗДЕЛИЙ
Как следует из приведенных выше материалов, при опознава-
нии составляющих частотного спектра и последующем определе-
нии значения скорости распространения упругих колебаний Cz
на реальных изделиях, необходимо знать зависимости частот
1 Программы составлены М. И. Лерманом.
77
собственных колебаний изделия, составляющих спектр, от его
размеров.
Для большого числа деталей и изделий могут быть использованы
подобные зависимости. Однако (как было показано) эти зависимо-
сти имеют определенные ограничения применения как по геоме-
трическим размерам и форме, так и по физико-механическим ха-
рактеристикам изделий. Поэтому в ряде случаев при необходимо-
сти контроля отдельных видов изделия может возникать задача
определения указанных зависимостей в допустимом диапазоне
изменения размеров и формы изделий. Подобная задача решалась,
например, применительно к изделиям, представляющим собой
переходный случай от цилиндра с осевым отверстием к диску,
в результате чего были получены выражения (53)—(62), описы-
вающие составляющие частотного спектра подобных изделий.
Когда не удается на основании известных работ по теории коле-
баний произвести расчет частотного спектра изделия в заданном
диапазоне частот, возникает задача экспериментального иссле-
дования этого спектра. При этом основной сложностью при про-
ведении подобного рода исследований является опознавание вида
колебаний, которому соответствует каждая из составляющих
частотного спектра. Распознавание колебаний чаще всего осуще-
ствляется путем установления расположения на поверхности
изделия узлов колебаний так называемых узловых линий, которые
могут быть получены, например, с помощью фигур Хладни [37],
когда поверхность изделия посыпают мелким песком или порош-
ком и возбуждают в изделии колебания достаточно большой ам-
плитуды. В момент равенства частоты возбуждающих колебаний
и частоты собственных колебаний изделия соответствующей моды
возникает явление резонанса, при этом амплитуда колебаний
изделия резко возрастает и на его поверхности визуально могут
наблюдаться узловые линии, по которым можно судить о виде воз-
буждаемых колебаний. Однако этот метод применим только для
изделий больших размеров, в которых могут быть возбуждены
колебания достаточно большой амплитуды.
В случае исследования изделий малых размеров для определе-
ния местоположения узловых линий на поверхности изделия
могут быть применены установки, позволяющие определять не
только частоту, но и фазу наблюдаемых колебаний поверхности
изделия. Наблюдение фазы колебаний позволяет находить узлы
колебаний по перевороту фазы сигнала, принимаемого датчиком,
на 180° вблизи узловых точек. На рис. 31 приведена блок-схема
подобной установки, представляющей собой комплект радиоизме-
рительной аппаратуры для прецизионного измерения резонанс-
ных частот вынужденных колебаний изделий, с фазовой регистра-
цией резонанса и особой системой возбудителя и приемника коле-
баний.
Работа подобной установки заключается в следующем: гене-
ратор электрических колебаний 1 возбуждает широкополосный
78
Рис. 31. Блок-схема установки
для снятия дисперсионных за-
висимостей с фазово-измеритель-
ным устройством
сильно задемпфированный пьезодатчик 2, который преобразует
электрические колебания в механические и передает их иссле-
дуемому образцу 3, закрепляемому в различных точках, опре-
деляемых экспериментально по ходу поиска характера моды.
Колебания образца принимаются сильно задемпфированным
пьезоприемником 4, преобразуются в электрические и поступают
на вход усилителя 8. Нормальные и тангенциальные составляю-
щие смещений поверхности образца могут быть точка за точкой
сняты игольчатым пьезоприемником 6, который может быть
подключен на вход усилителя 8
вместо приемника 4 с помощью пере-
ключателя 7. Сигнал, усиленный
усилителем 3, поступает на два блока
регистрации резонанса — амплитуд-
ный блок 11 и фазовый блок 5, на
который одновременно подается опор-
ный сигнал с генератора 1. В момент
совпадения частоты вынуждающих
колебаний с частотой собственных
колебаний образца наступает резо-
нанс, при котором амплитуда коле-
баний, воспринимаемых приемником,
резко возрастает, что и будет заре-
гистрировано амплитудным блоком,
а сдвиг фаз между сигналами на излучателе и приемнике стано-
вится равным нулю или 180°, о чем свидетельствуют показания
фазового регистратора.
Амплитудный регистратор позволяет дополнительно оценить
относительную амплитуду колебаний различных мод при резо-
нансе, а также добротность колебаний образца на этих модах.
Фазовый регистратор является основным, так как, во-первых,
позволяет при регистрации резонанса отфильтровать высшие
гармонические составляющие, возникающие из-за нелинейных
искажений в приемоизлучающей системе, во-вторых, позволяет
регистрировать узлы колебаний и тем самым определять характер
моды колебаний. Частота вынуждающих колебаний, в момент
резонанса равная частоте собственных колебаний образца, с вы-
сокой степенью точности измеряется электронно-счетным часто-
томером 9. Установка включает в себя осциллограф 10, позволяю-
щий наблюдать визуально сигнал после усилителя 8, а также
качественно оценивать сдвиг фаз на излучателе и приемнике по
наблюдаемым на экране осциллографа фигурам Лиссажу.
Особые требования предъявляются к приемоизлучающей си-
стеме. Основными из них, наряду с необходимой чувствительно-
стью и помехозащищенностью, являются также требования широ-
кополосности и отсутствия собственных резонансов системы в ра-
бочей полосе частот и сведение к минимуму нелинейных искаже-
ний, возникающих в преобразователях.
79
С целью удовлетворения этих требований в установке исполь-
зуются специальные пьезоголовки, в которых активными элемен-
тами являются пьезопластины из пьезокерамики типа ЦТС-19.
Полезная используемая форма колебаний — колебания по тол-
щине пластины. При этом толщины активных элементов выбраны
настолько малыми, что первый резонанс пластины на колеба-
ниях по толщине лежит значительно выше рабочей полосы частот.
Радиальные размеры пластины также уменьшены до пределов,
Рис. 32. Конструкция пьезо-
электрического излучателя
определяемых получением необхо-
димой чувствительности, с целью
исключения попадания в рабочую
полосу частот минимальных собст-
венных частот радиальных, изгиб-
ных и контурных колебаний пла-
стины.
Рис. 33. Конструкция аку-
стического элемента пьезо-
электрического приемника
Для расширения полосы пропускания пьезоголовок, а также
исключения влияния собственных резонансов системы на про-
водимые измерения, активные элементы пьезоголовок механи-
чески демпфировались путем вплавления в свинцово-компаунд-
ный демпфер. Контактные насадки на пьезоголовки для связи
последних с исследуемыми образцами подбирались эксперимен-
тально. Наилучшие результаты были получены со свинцовыми
конусными насадками, однако наибольшее применение нашли
стальные полусферические насадки, поскольку свинец сильно
изнашивается при измерениях. Для расширения полосы пропу-
скания пьезоголовка-излучатель и пьезоголовка-приемник отли-
чаются как по размерам активного пьезоэлемента, так и по кон-
струкции демпфера.
На рис. 32 приведена конструкция пьезоэлектрического излу-
чателя, состоящего из корпуса 4 с накидной крышкой 3, в кото-
рый вставлен акустический элемент, включающий в себя пьезо-
пластину 6, заключенную в демпферы из свинцовой резины 5,
80
стальную переходную насадку 7, осуществляющую контакт пьезо-
головки с контролируемым образцом, и электроды 7, осуществ-
ляющие электрические контакты. Акустический элемент меха-
нически развязан с корпусом с помощью виброизолирующей
шайбы 2.
На рис. 33 изображен акустический элемент пьезоприемника,
состоящий из пьезопластины 3, впаянной в свинцовый компаунд
4, демпфера из свинцовой резины 2, стальной переходной насадки 1
и электродов 5. Подобный элемент помещается в корпус анало-
гично излучателю, изображенному на рис. 32. При исследовании
расположения узловых линий на поверхности образца приемник
вместо стальной полусферической насадки снабжается конической
насадкой с медной иглой, с помощью которой удается последова-
тельно точка за точкой просмотреть распределение амплитуды
и фазы смещений на поверхности образца. С помощью подобной
установки можно производить построение дисперсионных зави-
симостей на реальных образцах по следующей методике. Из ма-
териала изделия, подлежащего контролю, изготавливают образец,
имеющий максимально допустимые для изделия размеры. Затем
с помощью описанной установки, изменяя частоту возбужда-
ющих колебаний, находят резонансные частоты образца. Для
каждой из полученных частот производят опознавание вида воз-
буждаемых в образце колебаний по картине расположения узло-
вых линий на поверхности образца. Для получения достоверных
данных о моде приходится контролировать каждую точку поверх-
ности исследуемого образца под несколькими углами наклона
иглы щупа-приемника при нескольких способах закрепления
образца. При этом по показаниям фазового регистратора строится
эпюра колебаний поверхности образца и по этой эпюре опреде-
ляется характер моды.
Затем изменяют размер образца, влияние которого на частотный
спектр подлежит исследованию, и производят аналогичное опре-
деление резонансных частот и их опознавание. Частоты, для
которых эпюры колебаний поверхности образца носят одинако-
вый характер, присущи одним и тем же модам колебаний. Снимая
подобным образом дисперсионные зависимости от всех размеров
изделий, которые могут изменяться на реальных изделиях, в до-
пустимых пределах, и анализируя эти зависимости, можно полу-
чить необходимые для расшифровки спектра зависимости. При-
меняя подобную методику опознавания мод колебаний, можно
ограничить исследования сравнительно небольшим количеством
измерений, проведенных с большим шагом изменения размеров
образца. Подобные исследования следует проводить на однород-
ных по свойствам образцах, т. к. любые неоднородности материала
могут существенно исказить его частотный спектр. Поэтому в ряде
случаев бывает целесообразно проводить подобные исследования
на оптически прозрачных материалах, имеющих упругие свойства,
аналогичные материалу подлежащих контролю изделий.
6 Б. А. Глаговокий
81
На рис. 34 в качестве примера приведена дисперсионная
зависимость, полученная на цилиндрических образцах из опти-
ческого стекла с коэффициентом Пуассона р = 0,18, снятая в ди-
апазоне изменения отношения высоты к диаметру образца h/D =
= 1,0 4-2,2. На рисунке штрихпунктирной линией указана область
частот, в пределах которой проводилось исследование частотного
спектра, составляющая 20% от частоты основной продольной
моды колебаний, обозначенной нулем. Индексы a, s и k у осталь-
Рис. 34. Дисперсионная зависимость цилиндрического об-
разца из оптического стекла
ных мод обозначают характер моды: антисимметричная, симметрич-
ная и контурная моды соответственно. В верхней части рисунка
изображено распределение узлов осевых компонентов на торцах
и радиальных компонентов — на образующих. Эти рисунки
позволяют легко опознавать моды при фазовой индикации. Из
приведенной на рис. 34 дисперсионной зависимости следует, что
наиболее сложный частотный спектр имеет место в области пере-
хода от стержня к диску, когда h/D 1,0.
Проведение подобного рода исследований частотных спектров
с помощью описанной установки позволяет производить измере-
ние с сравнительно большим шагом изменения размеров, что
уменьшает количество необходимых измерений. Однако измере-
ния подобного рода являются весьма трудоемкими и требуют
высокой квалификации оператора, поэтому такая методика может
быть использована в основном при тщательном исследовании
изделий сложной конфигурации, когда изменение размеров изде-
лия при условии сохранения его формы является трудоемкой
задачей.
82
Для изделий более простой формы, например, цилиндриче-
ских изделий и дисков как при наличии осевого отверстия, так
и без отверстия, может быть применена методика, позволяющая
за счет уменьшения шага изменения размеров и соответствующего
увеличения количества измерений производить идентификацию
составляющих частотного спектра без проведения анализа распре-
деления смещений по поверхности образца. При этом существенно
понижаются требования к квалификации оператора, проводящего
измерения.
Основные положения методики состоят в следующем: в образце,
имеющем максимально допустимые для изделия размеры, изго-
товленном из того же материала, что и подлежащие контролю
изделия, возбуждают колебания, частоту которых изменяют
в широком диапазоне частот. При этом регистрируют все наблю-
даемые резонансные частоты образца. Полученные значения
частот наносят на график, по оси абсцисс которого отложен раз-
мер образца, зависимость от изменения которого исследуется,
а по оси ординат—значения резонансных частот образца. После
этого изменяют размер изделия, значение которого отложено по
оси абсцисс, и в образце снова возбуждают колебания в том же
диапазоне частот и аналогично регистрируют все резонансные
частоты. Подобное изменение размера образца производится во
всем исследуемом диапазоне размеров. При этом используется
один и тот же способ установки изделия в приемоизлучающей
системе. Если выбран достаточно малый шаг изменения размера,
обычно принимаемый равным 0,1 мм, то отдельные точки на
графике образуют линии, каждая из которых соответствует
какой-либо одной моде колебаний, причем при применении подоб-
ной методики происходит графическое усреднение результатов
измерения и не составляет труда выявить на подобных зависи-
мостях и исключить из рассмотрения выпадающие точки, опреде-
ляемые случайными погрешностями при измерениях. Обычно
при исследовании цилиндрических изделий с отверстием снимают
подобные зависимости при изменении двух размеров образца,
например, высоты h и диаметра отверстия d, оставляя один раз-
мер, например, диаметр изделия, постоянным. При этом по оси
абсцисс могут быть отложены непосредственно отношения d/D,
h/D или h/R, входящие в выражения для частоты собственных
колебаний. Подобные зависимости снимают при нескольких видах
установки образца в приемоизлучающей системе, так как некото-
рые моды колебаний лучше выделяются при определенном виде
установки, например, крутильные колебания лучше всего на
подобных образцах выделяются при способе установки, показан-
ном на рис. 23.
Измерение резонансных частот образца, по значению которых
производится построение дисперсионных зависимостей, может
быть произведено с помощью установки, блок-схема которой
приведена на рис. 35, работающей следующим образом: генера-
6*
83
тор 1 создает электрические колебания, частота которых может
плавно перестраиваться в широком диапазоне. В качестве такого
генератора может быть использован, например, стандартный
генератор типа ГЗ-7А с диапазоном изменения частот 20 Гц —
10 мГц. Для обеспечения удобства работы и повышения точности
измерений частота генератора обычно измеряется цифровым часто-
томером 7, в качестве которого может быть использован, напри-
мер, стандартный электронно-счетный частотомер 43-32. Электри-
ческие колебания, создаваемые генератором /, поступают на
специальный пьезоэлектриче-
ский преобразователь 2, кото-
рый преобразует их в меха-
нические колебания и пере-
дает испытуемому образцу 3.
Механические колебания об-
разца принимаются анало-
гичным пьезоэлектрическим
преобразователем 4, преобра-
зуются в электрические
колебания, усиливаются уси-
лителем 5, имеющим коэф-
фициент усиления порядка
10 тысяч во всей исследуемой
полосе частот колебаний об-
Рис. 35. Блок-схема установки для снятия разца, и поступают на ампли-
дисперсионных зависимостей тудный индикатор резонанса
6, в качестве которого может
быть использован, например, электронно-оптический индикатор—
лампа типа 6Е1П или 6ЕЗП, обладающая малой инерционностью.
В качестве амплитудного индикатора может также использоваться
стандартный электронный осциллограф, позволяющий одновре-
менно наблюдать форму принятого сигнала. Кроме того, при
условии подачи на осциллограф дополнительно опорного сигнала
с генератора 1 возможно качественно фиксировать сдвиг фазы
между сигналами на излучателе и приемнике по фигурам Лис-
сажу.
При работе с установкой следует обращать внимание на пра-
вильный выбор амплитуды колебаний генератора, подаваемых на
излучатель 2. При малой амплитуде подаваемого сигнала резо-
нансные частоты могут быть вообще не зафиксированы, при доста-
точно больших сигналах могут фиксироваться посторонние ре-
зонансы, определяемые приемоизлучающей системой, условиями
крепления образца и т. п., искажающие частотный спектр и за-
трудняющие его расшифровку. Обычно при исследовании изделий
в форме цилиндров и дисков, в том числе при наличии осевого
отверстия, предварительно производят измерение резонансных
частот при двух-трех значениях выходного сигнала генератора
и выбирают такое его значение, при котором в исследуемом диапа-
84
Рис. 36. Конструкция пьезо-
электрического датчика
зоне частот наблюдается от трех до восьми составляющих частот-
ного спектра. В этом случае следует ожидать, что полученные
составляющие спектра могут быть описаны с помощью выраже-
ний (53)—(62). Для большинства деталей и изделий, используе-
мых в машиностроении, для оценки свойств которых может быть
использована описанная установка, амплитуда выходного напря-
жения генератора может выбираться в пределах от долей вольта
до первых десятков вольт. Исследуемый диапазон частот, в кото-
ром следует проводить поиск резонансных частот, может быть
предварительно ориентировочно опре-
делен с помощью выражений для частот
собственных колебаний, известных для
аналогичных изделий, путем подста-
новки предполагаемых возможных зна-
чений скорости распространения упру-
гих колебаний Cz. Так, например, для
изделий в виде цилиндров и дисков
с отверстием для этой цели могут быть
использованы выражения (53)—(62).
Особо важным вопросом при прове-
дении измерений значений частот, необ-
ходимых для построения дисперсионных
зависимостей, является обеспечение ми-
нимальных искажений частотного спек-
тра, вносимых приемоизлучающей си-
стемой или другими контактирующими
с [изделием в процессе измерений эле-
ментами. Решение этой задачи при ис-
пользовании описываемой установки
достигается путем применения специальной приемоизлучающеи
системы, состоящей из двух оппозитно расположенных идентич-
ных пьезоэлектрических датчиков, снабженных куполообразными
насадками, между которыми без применения специальных опор
зажимается при измерении образец одним из способов, показанных
в верхней части рисунка 35, II, III. Причем установка образца
способом, обозначенным /, предусматривает два возможных ва-
рианта закрепления: за край изделия и за его середину, анало-
гично способам, показанным на рис. 23 и 24.
На рис. 36 приведена конструкция пьезоэлектрических датчи-
ков, используемых в этой установке. Датчик состоит из корпуса
со стальным донышком 4, изготовленным в виде полусферы, к ко-
торому притирается чувствительный элемент 3 из пьезокерамикн
ЦТС-19 диаметром 10 мм и толщиной 1 мм. В качестве контактной
смазки используется касторовое масло. Пьезопластина демпфи-
руется картонной прокладкой 2, пропитанной также касторовым
маслом, которая прижимается к пластине деталью /, являющейся
одновременно электрическим контактом. Вторым электрическим
контактом является корпус датчика.
85
С помощью подобной установки были построены дисперсион-
ные зависимости, в результате обработки которых получены вы-
ражения (53)—(62), описывающие частотный спектр изделий,
имеющих форму цилиндров и дисков с осевым отверстием, изго-
товленных из материала, имеющего коэффициент Пуассона р»
порядка 0,23. Подобные дисперсионные зависимости сняты при
изменении высоты образца h при постоянных D = 12,5 мм и
d = 2,9 мм (см. рис. 6, 7). Причем дисперсионная зависимость
снята при закреплении образца по диаметру за его середину
(см. рис. 6), а также при закреплении образца по высоте (см.
рис. 7). Диаметр экспериментальных точек, нанесенных на рисун-
ках, несет качественную информацию об амплитуде колебаний
при резонансе. Точкам, обозначенным окружностью большого
диаметра, соответствует значительно большая амплитуда колеба-
ний, чем точкам, обозначенным малыми окружностями.
Из сравнения этих двух рисунков видно, что в зависимости
от установки образца в приемоизлучающей системе лучше фикси-
руются те или иные моды колебаний, составляющих частотный
спектр образца. Так, при закреплении образца по диаметру хо-
рошо регистрируются плоские колебания fd, в то же время про-
дольные колебания /пр при выбранном режиме измерений не фик-
сируются. При переходе к закреплению образца по высоте картина
меняется. В обоих из представленных способов установки образца
при выбранном режиме измерений практически полностью отсут-
ствуют в регистрируемом спектре крутильные колебания. Однако
эти колебания могут быть хорошо зарегистрированы при приме-
нении установки образца по диаметру при закреплении его за
край (см. рис. 23). При снятии дисперсионных зависимостей не-
обходимо производить измерения при нескольких способах уста-
новки образца в приемоизлучающей системе, а затем производить
анализ всех полученных зависимостей.
Для сравнения в виде сплошных линий (см. рис. 6, 7) нане-
сены зависимости, определяемые выражениями для частот соб-
ственных колебаний. Эти выражения получены в результате мате-
матической обработки дисперсионных зависимостей, снятых для
различных диапазонов изменения размеров и при различных
способах установки образца. Представленные на рисунках за-
висимости для f19 f2, fd и /иЗГ могут быть рассчитаны также с по-
мощью приведенных ранее выражений (54)—(62). Сравнение этих
зависимостей с экспериментальными точками показывает удовле-
творительное согласование данных, рассчитанных с помощью вы-
ражений (54)—(62), с практически получаемыми результатами.
Таким образом, представленные материалы позволяют произво-
дить опознавание в частотном спектре реальных изделий частоты
колебаний определенного вида, для которых известны зависи-
мости, связывающие эти частоты со скоростью распространения
упругих колебаний С/, обычно используемой для оценки свойств
изделий.
86
Подобные зависимости приведены выше для форм и размеров
изделий, наиболее распространенных в 'машиностроении. В том
случае, когда такие зависимости или аналогичные (известные из
литературы) не могут быть использованы с достаточной степенью
точности для описания частот собственных колебаний подлежащих
контролю изделий, подобные зависимости могут быть определены
в результате обработки экспериментальных данных, полученных
при использовании описанных методик. Измерение частот соб-
ственных колебаний реальных изделий может производиться как
с помощью установок, аналогичных описанным установкам для
снятия дисперсионных зависимостей, так и с помощью специальной
аппаратуры, создаваемой для контроля конкретных видов изделий.
ГЛАВА II
ОСНОВЫ КОНСТРУИРОВАНИЯ
ПРИБОРОВ ПРОМЫШЛЕННОГО КОНТРОЛЯ
При использовании низкочастотных акустических методов
для промышленного контроля различных деталей и изделий
необходимо создание специальной контрольно-измерительной аппа*
ратуры, позволяющей возбуждать в контролируемом изделии
механические колебания в необходимом диапазоне частот, реги-
стрировать и опознавать составляющие частотного спектра и опре-
делять частоту собственных колебаний моды, выбранной для
данного конкретного вида изделия. Основным требованием, предъ-
являемым к подобной аппаратуре, является внесение минимальных
искажений в регистрируемый колебательный процесс. В этом
случае возможно использование с минимальными погрешностями
приведенных в гл. I зависимостей для частот собственных колеба-
ний, так как все эти зависимости получены для случая свободных
колебаний, когда не учитывается влияние вынуждающей колеба-
ния силы и контактирующих с изделием элементов. Последние
требования наилучшим образом удовлетворяются при использова-
нии устройств, реализующих метод свободных колебаний.
Однако до последнего времени этот метод не находил широ-
кого применения в используемых на практике устройствах, что
связано, в первую очередь, со следующими трудностями: после
нанесения удара по изделию колебания в нем быстро затухают
и необходимо измерять частоту колебаний в течение непродолжи-
тельного промежутка времени, причем амплитуда колебаний
непрерывно изменяется во времени. Успехи, достигнутые в послед-
ние годы в области создания высоконадежных электронно-счетных
частотомерных устройств, позволяют решать эту задачу типовыми
средствами.
Другой трудностью, возникающей при использовании удар-
ного метода возбуждения колебания, особенно при испытании
изделий с большим акустическим затуханием, когда удается
регистрировать только небольшое число периодов колебаний,
является непосредственное влияние переходного процесса, воз-
никающего после нанесения удара, на результаты измерения.
При неправильном выборе параметров удара и момента начала
измерений погрешности при измерениях могут достигать значи-
тельной величины и препятствовать применению метода свободных
88
колебаний на практике. Успехи, достигнутые в области анализа
процессов, возникающих при ударном воздействии, позволяют
заранее определять оптимальные условия проведений испытаний
применительно к конкретным видам контролируемых изделий.
Однако для контроля целого ряда изделий, в частности, мало-
габаритных, продолжает использоваться метод вынужденных коле-
баний, позволяющий, используя сравнительно простые электрон-
ные устройства, регистрировать и анализировать сложный частот-
ный спектр изделия. В этом случае особые требования предъяв-
ляются к элементам приемоизлучающей системы, контактирующим
с изделием, и к взаимному расположению этих элементов.
Весьма важным вопросом при конструировании приборов
акустического контроля является также рациональный выбор
частотного диапазона аппаратуры, позволяющего регистрировать
необходимые составляющие частотного спектра при всех возмож-
ных изменениях характеристик и размеров изделий, с одновре-
менным обеспечением надежности и помехозащищенности устрой-
ства. Вопросы конструирования электронных узлов аппаратуры,
предназначенных для создания, усиления, анализа и определения
частоты электрических сигналов, освещены в специальной литера-
туре. В данной главе основное внимание уделяется вопросам,
не нашедшим достаточного освещения в имеющихся опубликован-
ных работах и являющихся весьма важными при разработке
технических требований, предъявляемых к приборам, реализу-
ющим акустические методы контроля.
Это, в первую очередь, вопросы определения параметров коле-
бательного процесса, возникающего в изделии при возбуждении
в нем колебаний с помощью удара, решение которых необходимо
при конструировании приборов, использующих метод свободных
колебаний. Для удобства пользования теоретические материалы,
необходимые для решения этих вопросов, вынесены в отдельный
параграф этой главы. Здесь же рассмотрены вопросы определе-
ния некоторых специфических параметров контрольно-измери-
тельной аппаратуры и приведены в качестве примера описания
типовых узлов, используемых в настоящее время в приборах,
предназначенных для акустического контроля различных про-
мышленных изделий.
5. ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ ПРОЦЕССА КОЛЕБАНИЙ
ПРИ УДАРНО-ДИНАМИЧЕСКОМ ВОЗДЕЙСТВИИ
В контрольно-измерительной аппаратуре, использующей метод
свободных колебаний, обычно производят возбуждение колебаний
в изделии с помощью удара. При этом необходимо обеспечить
такие параметры удара и ударного устройства, при которых
в изделии будут наилучшим образом возбуждаться колебания
в необходимом для измерения частотном диапазоне. Определение
таких параметров применительно к контролю конкретных видов
89
изделий может быть произведено в результате рассмотрения воз-
никающего при ударе колебательного процесса. При использова-
нии метода свободных колебаний колебательный процесс в объекте
контроля, вызванный внешним воздействием (ударом), может
быть представлен графиком (рис. 37) [13].
Весь процесс может быть разбит на три участка: 1 — вынуж-
денные колебания, вызванные внешним воздействием (ударом);
2 — переходный процесс (режим) от вынужденных колебаний
объекта контроля к его собственным колебаниям; 3 — установив-
Рис. 37. Модель колебательного процесса в объекте кон-
троля при ударе
шиеся колебания, как правило, затухающие по экспоненциаль-
ному закону синусоидальные колебания вида [1, 52]
у (/) = Ae~nt sin (со/ + ср). (93)
Под временем переходного процесса 1 при решении упомяну-
той задачи принимается время
ТП=ТВ + ТН. (94)
где Тв представляет собой длительность внешнего ударного воз-
действия. В дальнейшем будем полагать
Та=Т. . (95)
При разработке и эксплуатации аппаратуры низкочастотного
акустического контроля необходимо знание величины Тп, так как
в противном случае электронная система аппаратуры посчитает Тп
в качестве одного из участков Ту (рис. 37), что, учитывая краткость
колебательного процесса, приведет к резкому увеличению по-
грешности результата измерения. Первой и основной частью
решаемой задачи будет являться выбор оптимальной формы и
длительности внешнего (ударного) воздействия, так как выбор
этих параметров влияет на получаемую в объекте контроля ампли-
туду собственных колебаний и, следовательно, позволяет приме-
1 Анализу переходного процесса, играющего важную роль в задачах выбора
и расчета электронных устройств низкочастотных акустических приборов, посвя-
щен специальный раздел настоящей главы.
90
нять в приборах измерительные элементы (в том числе и электрон-
ные) необходимой чувствительности и разрешающей способности.
Большое внимание вопросам рациональной аппроксимации
ударного воздействия уделено в книге Г. С. Батуева и др., спе-
циально посвященной исследованию ударных процессов [4 ], и в мо-
нографии В. С. Пеллинца [43]. Учитывая важность вопроса
определения рациональной формы импульса (сигнала) при рас-
чете и выборе приборов низкочастотного акустического метода
контроля, приведем в книге краткие результаты исследований,
посвященных этому вопросу и выполненных нами в период с 1955
по 1965 г., в последующие годы и по настоящее время решен и
решается ряд инженерных задач с использованием выбранной
в результате этих исследований формы импульса.
До самого последнего времени практически все теоретические
(большинство практических) задачи в области ударных процессов
решались путем аппроксимации ударных воздействий класси-
ческими функциями. Рассмотрим наиболее употребительные клас-
сические сигналы, применяемые для аппроксимации ударных
воздействий.
Синусоида (точнее, ее половина волны) является одной из
самых классических функций. Общеизвестны выражения этой
функции вида:
У (t) = a sin со/; (96)
у (/) = a sin (со/ + <р). (97)
Важное значение этой функции состоит в том, что в виде сину-
соидальных функций могут быть представлены практически все
функции при их разложении в ряд Фурье (указанные фукции
должны удовлетворять условиям Дирихле).
Прямоугольный импульс, аналитическое выражение которого
имеет вид
s(,)=!o
при t < т;
при />т,
(98)
также широко используется при описании ударного воздействия.
Экспоненциальный импульс
y(t) =
е~при t > 0;
0 при t < 0
(99)
является одним из наиболее часто применяющихся сигналов при
списании высокодинамических возмущений, в том числе и в удар-
ных процессах.
Представляет значительный интерес также и колоколообразный
импульс, так как он выражается функцией, широко применяемой
в теории вероятностей,
г/(/) = Ле-^|_то<,<+со. (100)
Этот импульс также применяется при описании ударных возму-
щений.
91
При описании ударов (например, падения шарика) применяется
широко известная при решении задач автоматического управле-
ния, импульсной радиотехники и ряда других ^-функция, от-
вечающая условию
-|-оо
J 6(x)<p(x)dx = <p(0). (101)
— с»
Как это следует из [40],
—оо
6 (х) ^0 = 0 и J 6 (х) dx = 1. (102>
Это свидетельствует о том, что ни одна классическая функция
не обладает подобными свойствами. Эту функцию можно считать
пределом непрерывной функции б (/, Р) при (3 —>оо [55].
В ряде случаев помимо б (/), обращающейся в нуль при всех
значениях t за исключением t = 0, применяют 6-функцию,
обращающуюся в нуль при всех t за исключением t = /0, которую
обозначают через б (t—/0). Одно из основных свойств этой
б-функции выражается следующим равенством:
—|—оо
J x(t)8(t—t0)dt = x(t0). (ЮЗ)
— со
Спектром б-функции является постоянная величина.
Симметричные треугольный импульс и трапецеидальный им-
пульс, математическое описание которых приведено, например,
в [12] значительно реже, но все же также применяются при опи-
сании ударных возмущений. Применяется также и параболиче-
ский импульс при аппроксимации ударных (взрывных) процес-
сов [46]. Практически этими функциями исчерпывается арсенал
классических функций, применяющихся для аппроксимации внеш-
него воздействия при описании процесса удара.
Современный математический аппарат (ряды и преобразова-
ния Фурье, преобразования Лапласа и др.) позволяет легко
оперировать этими функциями и решать, в частности, задачи
расчета и выбора приборов, использующих ударные методы воз-
буждения колебаний. Применение классических сигналов при
описании ударного возмущения (необходимого для определения
времени переходного процесса) неправомерно, так как при этом
существенно искажается результат определения упомянутого
параметра. Не останавливаясь подробно на критике классических
функций, используемых при решении задач в области разработки
и эксплуатации контрольно-измерительных приборов, приведем
несколько примеров, иллюстрирующих правомерность подобной
критики.
При изучении ударных процессов в подавляющем большинстве
случаев в качестве аппроксимирующей функции используется
экспонента. Использование этой функции, имеющей нулевое время
92
нарастания, т. е. бесконечно крутой фронт, приводит, во-первых,
к завышению результатов расчета (и эксперимента), так как
в действительности бесконечно крутые фронты не могут иметь
места, и, во-вторых, регистрирующая аппаратура в этом случае
будет выбрана (спроектирована) с излишним запасом, что при-
ведет к ее удорожанию (в ряде случаев, к понижению ее надеж-
ности). Применение в этих же случаях синусоиды приведет к обрат-
ному эффекту (т. е. занижению результатов расчета или анализа
экспериментов).
Небезынтересно привести пример из области проектирования
приборов, использующих метод падающего шарика (случай, прак-
тически аналогичный нашему, т. е. проектированию приборов
для низкочастотного акустического контроля с использованием
ударника). При решении технических задач в области расчета
упомянутых приборов Поллард [76], например, использовал
S-функцию для аппроксимации внешнего воздействия (удара
падающего шарика по объекту контроля). Реализация в приборе
этих расчетов привела к неоправданному практикой требованию
минимизации внешнего воздействия, что значительно усложнило
измерительную и регистрирующую аппаратуру, ограничило ее
технические возможности и привело к возрастанию результиру-
ющей погрешности измерения.
Приведенные примеры показывают, что применение класси-
ческих сигналов при решении ряда конкретных задач (достаточно
близких к рассматриваемым в книге случаям) приводит либо
к появлению дополнительных (трудно учитываемых) погреш-
ностей, либо к неоправданному завышению пределов измерения
аппаратуры. Очевидно, что использование импульсов (сигналов),
близких к реальным возмущающим (ударным) воздействиям, при-
вело бы к получению положительных результатов. Правомерность
критики классических сигналов подтверждается большим числом
исследований в области импульсной радиотехники, автоматиче-
ского управления, метрологии и других отраслей техники [6, 8,
15, 16, 18, 23, 24, 28, 54].
Сформулируем требования, которым должен отвечать импульс,
пригодный для оптимального описания (оптимальной аппрокси-
мации) ударного воздействия: 1) конечность времен нарастания
функции от нуля до максимального ее значения и спада этой
функции от максимума до нуля; 2) возможность изменения формы
импульса (сигнала) без изменения его максимальных амплитуд
и длительности; 3) наличие асимметрии (очевидно, что параметры
функции должны осуществлять нормированную вариацию пере-
численных ее характеристик); 4) импульс должен иметь макси-
мальную амплитуду; 5) он должен иметь минимальное время
нарастания (т. е. максимальный фронт нарастания); 6) импульс
должен иметь максимальную длительность. Условия (4)—(6)
свидетельствуют об экстремальности импульса, предназначенного
для аппроксимации ударного воздействия.
93
Математическая запись требований, предъявляемых к иско-
мому импульсу, будет иметь вид:
F (0 = Fi (0, Fi (0 > О, 0<U (104)
F(t) — F2(i), Гг(0<0, (105)
F (0 = О, F' (0 = 0, t > Т- (106)
Р (О = ^шах (0; (107)
т = /н + /сп; (108)
t* + U (109)
где t — время нарастания импульса от нуля до максимального
значения; tcn — время спада импульса от максимума до нуля.
Аналитическое выражение обобщенной формы ударного воз-
действия (типовой сигнал) может быть записано в виде
у (0 N sin т exp ( t) т tg ,
(НО)
где К = является тем основным параметром сигнала, кото-
рый позволяет изменять его форму без изменения амплитуды
и длительности, т. е. реализовать наличие асимметрии и
вводить в сигнал необходимую степень асимметрии. График
У(Ь)
Рис. 38. График типового сигнала
этой функции показан на рис. 38.
Вариацией К возможно полу-
чение широкого класса ударных
воздействий, практически лежа-
щих в пределах от синусоиды
до экспоненты.
Как это следует из графика
(рис. 38):
т = 4 + <сП; (Hi)
tH = T/(K+l). (112)
Обозначив К +1 = Ki, полу-
чим
tn= Т/Кг- (113)
На рис. 39 приведены классические ударные возмущения и
типовые воздействия. В приложении 5 приведены примеры наи-
более употребительных типов сигналов, применяемых в качестве
ударных возмущений при решении задач расчета, проектиро-
вания и эксплуатации приборов, реализующих низкочастотные
резонансные методы контроля. Рекомендации по выбору типо-
вых возмущений приведены также в [9, 12].
94
Исследования функции (ПО) позволяют получить необходимые
значения величин, используемых при инженерных расчетах:
а = arctg
(114)
max ______ _________tg (X_______
Sin (Я/Ki) ~~ Л
' л ехр „ . . .„-г
Ki tg (n/Ki)
(115)
Рис. 39. Импульсы, применяемые при описании ударных воз-
действий: а — полуволна синусоиды; б, в, г — импульсы:
прямоугольный, экспоненциальный, колоколообразный соот-
ветственно; д — б-функция; е, ж, з — импульсы: тре-
угольный, трапециевидный, параболический соответственно;
и — типовой сигнал
Абсцисса и ордината точки перегиба функции соответственно
равны:
^пер — 277/Сг,
(Н7)
Упер = N Sin (2JT/K1) ехр-----------------------------tg^n/Kt)' ’ (118)
95
Очевидно, что при К = 1 tH = tcn и эта функция вырож-
дается в синусоиду. Следовательно, дополнительными условиями,
налагаемыми на этот импульс, будут 1 и tH < /сп. Это послед-
нее условие не является обязательным, оно диктуется требова-
нием практики и, как правило, удовлетворяется автоматически.
Рис. 40. График зависимости Ап= f (К) (от до Л12)
При выполнении расчетов значение максимальной амплитуды
сигнала целесообразно принять равным 100, так как при этом
значения элементов сигнала будут выражаться в процентах по
отношению к Ктах. Для рационализации ряда расчетов целесооб-
разно кривую принятого сигнала спроектировать на отрезок 0—1,
введя замену t = vT, где v меняется в пределах этого отрезка.
Уравнение сигнала при этом будет иметь вид
У (f) = —: \ sin nv ехР -----------< > (119)
v 1 sin (л/Кх) r \ Ki J tg (п/Ki) ’ 4 7
что делает сигнал независимым от его длительности.
Решение рассматриваемых в книге задач требует знания коэф-
фициентов разложения типового сигнала функции (ПО) в ряд
96
Фурье (при решении задач, связанных с многократными перио-
дическими ударами) и его спектральной плотности (при решении
подавляющего числа задач в области низкочастотного акустиче-
ского контроля, связанных с однократным ударом по объекту
контроля).
Рис. 41. График зависимости Ап = f (К) (от Л18 до Л2о)
Расчет коэффициентов ряда Фурье для функции может быть
выполнен по формуле:
Л — ^тах________РУГ) ____—_____ 1 I ( 1\м \/
" л sin (л/KOXtg (л//^) /<! tg (л/К,) L 1 х
Х ехр tg (Л/Ki) J L tg« (Л/Ki) + (1 -Л)« tg« (Л/Ki) + (1 -n)«
(120)
Значения коэффициентов Ап (до значения п = 50) вычислены
на ЭЦВМ для наиболее распространенных функций, описывающих
ударные воздействия (для К, лежащих в пределах от 2 до 25)
в табл. 16.
Решение ряда задач проектирования акустических приборов
(определение параметров ударного воздействия, полосы пропу-
скания и др.) можно значительно рационализировать путем
использования графоаналитических зависимостей вида Ап =
= f (К) для различных значений п и 7(. На рис. 40—42 приведены
7 Б. А. Глаговский 97
указанные зависимости. В приложении 6 приведены примеры
разложения сигнала, описывающего ударное воздействие, в ряд
Фурье.
Значения спектральной плотности принятой нами функции»
описывающей ударное воздействие, определяются по формуле
л
П еХР Ki tg (п/Ki) ГХр tg (л/Ki) L \ tg (л/Kx)
— со2 4- л2 ) cos со — 2со———• sin со
1 tg (п/Ki)
2
~• (121)
5(<о) =
Л
tg (л/Кх)
+ (----------
\ tg (л Кх)
Л \ 2
tg (л/Кх) ) ~а2 +
Рис. 42. График зависимости An= f (К) от (Л21 до Л40)
Указанные значения S (со) для различных К вычислены на
ЭЦВМ. В табл. 17 приведены результаты этих вычислений. На
рис. 43 и 44 приведены графики спектральных плотностей для
функций с различными значениями параметра /С.
Для кратковременных ударов (аппроксимирующая функция
имеет большое значение параметра /С, например, /( > 10)выраже-
98
ние для определения спектральной плотности может быть суще-
ственно упрощено. Действительно, при возрастании параметра К'
> Л Л в Л г г * Л -
tg(nKi) *Л1; Ki tg (л/Кх) ’
тогда
ле [е—[ (/<2 — со2 + л2) cos со — 2соКх sin со] + К2 — со2 + л2}
5 (Л? — со2 + л2) + 4<в2К?
(122)
При Ki л значением л2 можно пренебречь, а множители е_/(*
будут очень малы, тогда упрощенная формула будет иметь вид
^T+w2? • <123>
При вычислении значений спектральных плотностей по асимп-
тотической формуле (123) шаг для со следует выбирать в зависи-
мости от значения Наиболее существенной является область
изменения со от 0 до2/Съ после чего шаг можно резко^увеличить
(в 5—10 раз). Для практических расчетов счет прекращают после
со 20/Cj. В промежутке от 0 до оо Sx (со) имеет один корень
<о = /Сх. Исследования выражений (122) и (123) показывают, что
7*
99
Таблица 16
Значения коэффициентов разложения типового сигнала в ряд Фурье
К
Л i ^2 Лз Л 4 лв
2 90,0328 20,9005 5,5112 2,2000 1,0957 0,6243
3 75,5726 37,7863 13,3363 5,8133 3,0037 1,7440
4 62,5605 44,3081 19,8692 9,5370 5,1511 3,0622
5 51,7913 45.3174 24,5327 12,9478 7,3388 4,4819
6 43,1118 43,7026 27,4561 15,8396 9,4353 5,9327
7 36,1682 40,9239 28,9720 18,1291 11,3459 7,3546
8 30,6074 37,7222 29,4341 19,8148 13,0093 8,6980
9 26,1307 34,4758 29,1511 20,9465 14,3945 9,9259
11 19,5323 28,4995 27,2702 21,8580 16,3203 11,9461
13 15,0491 23,5348 24,6233 21,5089 17,2463 13,3394
15 11,9001 19,5545 21,8610 20,4390 17,4071 14,1475
17 9,6198 16,3929 19,2722 19,0207 17,0411 14,4700
19 7,9233 13,8769 16,9618 17,4847 16,3452 14,4215
21 6,6309 11,8609 14,9485 15,9627 15,4652 14,1081
23 5,6260 10,2311 13,2136 14,5237 14,5012 13,6181
25 4,8303 8,9007 11,7251 13,1990 13,5190 13,0197
К Л п
Л у Л 8 л в Л ю ^11 Л 12
2 0,3894 0,2593 0,1813 0,1318 0,0988 0,0760
3 1,0998 0,7373 0,5180 0,3777 0,2838 0,2186
4 1,9584 1,3247 0,9364 0,6857 0,5169 0,3992
5 2,9136 1,9920 1,4184 1,0442 0,7902 0,6119
6 3,9277 2,7179 1,9516 1,4453 1,0986 0,8537
7 4,9654 3,4816 2,5233 1,8814 1,4347 1,1213
8 5,9944 4,2630 3,1208 2,3441 1,8003 1,4108
9 6,9866 5,0427 3,7312 2,8249 2,1832 1,7184
11 8,7749 6,5318 4,9943 3,8079 2,9819 2,3713
13 10,2144 7,8452 6,0814 4,7702 3,7892 3,0476
15 11,2670 8,9235 7,0854 5,6639 4,5672 3,7180
17 11,9490 9,7459 7,9235 6,4556 5,2864 4,3579
19 12,3079 10,3194 8,5834 7,1257 5,9262 • 4,9482
21 12,4030 10,6685 9,0682 7,6667 6,4743 5,4756
23 12,2942 10,8262 9,3917 8,0801 6,9258 5,9322
25 12,0352 10,8277 9,5730 8,3738 7,2815 6,3148
101
Продолжение таблицы 16
К
Л 13 л 14 Л15 Л io л и л 18
2 0,0597 0,0477 0,0388 0,0319 0,0266 0,0224
3 0,1720 0,1377 0,1120 0,0922 0,0769 0,0648
4 0,3146 0,2522 0,2053 0,1694 0,1413 0,1191
5 0,4833 0,3883 0,3165 0,2614 0,2183 0,1842
6 0,6761 0,5443 0,4445 0,3676 0,3074 0,2596
7 0,8907 0,7188 0,5881 0,4871 0,4079 0,3448
8 1,1245 0,9099 0,7461 0,6191 0,5191 0,4393
9 1,3747 1,1156 0,9170 0,7624 0,6403 0,5428
11 1,9125 1,5623 1,2911 1,0782 0,9090 0,7730
13 2,4804 2,0413 1,6972 1,4246 1,2061 1,0293
15 3,0059 2,5352 2,1220 1,7910 1,5236 1,3055
17 3,6189 3,0281 2,5527 2,1676 1,8534 1,5950
19 4,1531 3,5061 2,9780 2,5449 2,1878 1,8917
21 4,6456 3,9579 3,3879 2,9144 2,5198 2,1895
23 5,0878 4,3748 3,7746 3,2692 2,8433 2,4832
25 5,4741 4,7507 4,1317 3,6035 3,1529 2,7682
л п
к
Л 19 Л 20 Л 21 Л 22 Л 23 Л 24 Л 25
2 0,0190 0,0163 0,0141 0,0122 0,0107 0,0094 0,0083
3 0,0551 0,0472 0,0408 0,0355 0,0311 0,0273 0,0242
4 0,1013 0,0869 0,0751 0,0654 0,0572 0,0504 0,0446
5 0,1568 0,1346 0,1164 0,1013 0,0887 0,0781 0,0692
6 0,2212 0,1900 0,1644 0,1431 0,1254 0,1105 0,0978
7 0,2941 0,2528 0,2189 0,1907 0,1672 0,1474 0,1306
8 0,3752 0,3228 0,2797 0,2439 0,2140 0,1587 0,1672
9 0,4640 0,3962 0,3466 0,3024 0,2655 0,2342 0,2077
11 0,6625 0,5719 0,4970 0,4344 0,3819 0,3374 0,2996
13 0,8849 0,7660 0,6671 0,5843 0,5146 0,4554 0,4048
15 1,1262 0,9777 0,8537 0,7495 0,6619 0,5863 0,5220
17 1,3812 1,2030 1,0540 0,9271 0,8198 0,7282 0,6495
19 1,6447 1,4374 1,2626 1,1142 0,9877 0,8791 0,7856
21 1,9118 1,6771 1,4780 1,3081 1,1624 1,0371 0,9286
23 2,1780 1,9182 1,6962 1,5058 1,3420 1,2000 1,0768
25 2,4392 2,1570 1,9143 1,7048 1,5234 1,3659 1,2285
102
Таблица 17
Значения спектральных плотностей функции типового сигнала
(0 X К1 = 3 Кх = 4 К1 = б
S ((0) «х (со) S (со) Sx (со) S (со) Sx'Jto)
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 3,0 4,0 5,0 6,0 7,0 8,0 9,0 10,0 0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 0,5003 0,4956 0,4819 0,4594 0,4291 0,3291 0,3494 0,3025 0,2523 0,2002 0,1473 0,0949 0,0448 —0,0013 —0,0419 —0,0762 —0,1035 —0,1240 —0,1379 —0,1457 —0,1482 —0,0606 —0,0439 —0,0230 —0,0192 —0,0122 —0,0104 —0,0077 —0,0064 К1 0,1974 0,1937 0,1828 0,1657 0,1438 0,1187 0,0924 0,0668 0,0432 0,0229 0,0063 —0,0065 —0,0157 —0,0221 —0,0261 —0,0285 —0,0297 —0,0302 —0,0301 0,9489 0,9209 0,8422 0,7268 0,5923 0,4554 0,3283 0,2180 0,1270 0,5503 0,0491 —0,0408 —0,0701 —0,0905 —0,1040 —0,1123 —0,1168 —0,1185 —0,1182 —0,1165 —0,1139 —0,0759 —0,0492 —0,0337 —0,0243 —0,0182 —0,0142 —0,0113 —0,0092 = 6 0,0237 0,2302 0,2106 0,1817 0,1481 0,1139 0,0821 0,0545 0,0318 0,0138 0,0184 —0,0102 —0,0175 —0,0226 —0,0259 —0,0281 —0,0292 —0,0296 —0,0296 0,3590 0,3545 0,3412 0,3197 0,2910 0,2562 0,2169 0,1747 0,1314 0,0891 0,0496 0,0144 —0,0153 —0,0390 —0,0566 —0,0685 —0,0754 —0,0781 —0,0776 —0,0749 —0,0708 —0,0415 —0,0235 —0,0168 —0,0116 —0,0082 —0,0069 —0,0052 —0,0042 К1 0,1522 0,1490 0,1397 0,1252 0,1070 0,0867 0,0660 0,0465 0,0291 0,0146 0,0032 —0,0055 —0,0118 —0,0161 —0,0190 —0,0208 —0,0218 —0,0222 —0,0222 0,5337 0,5180 0,4737 0,4088 0,3332 0,2562 0,1847 0,1226 0,0714 0,0310 0,0311 —0,0229 —0,0394 —0,0509 —0,0585 —0,0632 —0,0657 —0,0667 —0,0665 —0,0656 —0,0640 —0,0427 —0,0277 —0,0190 —0,0136 —0,0102 —0,0080 —0,0064 —0,0052 = 7 0,1743 0,1691 0,1547 0,1135 0,1088 0,0836 0,0603 0,0400 0,0233 0,0101 0,0994 —0,0075 —0,0129 —0,0166 —0,0191 —0,0206 —0,0214 —0,0218 —0,0217 0,2629 0,2587 0,2464 0,2267 0,2008 0,1705 0,1374 0,1037 0,0712 0,0416 0,0162 —0,0046 —0,0204 —0,0317 —0,0389 —0 0430 —0,0448 —0,0449 —0,0441 —0,0428 —0,0414 —0,0263 —0,0167 —0,0112 —0,0079 —0,0058 —0,0045 —0,0036 —0,0030 Ki 0,1203 0,1176 0,1097 0,0975 0,0824 0,0659 0,0495 0,0343 0,0212 0,0103 0,0018 —0,0046 —0,0092 —0,0124 —0,0146 —0,0159 —0,0166 —0,0169 —0,0169 0,3416 0,3315 0,3032 0,2616 0,2132 0,1640 0,1182 0,0785 0,0457 0,0198 0,0191 —0,0147 —0,0252 —0,0326 —0,0374 —0,0404 —0,0420 —0,0427 —0,0426 —0,0420 —0,0410 —0,0273 —0,0177 —0,0121 —0,0087 —0,0066 —0,0051 —0,0041 —0,0039 = 8 0,1334 0,1295 0,1184 0,1022 0,0833 0,0640 0,0462 0,0306 0,0179 0,0077 0,0777 —0,0057 —0,0099 —0,0127 —0,0146 —0,0158 —0,0164 —0,0167 —0,0166
103
Продолжение таблицы 17
(О X /<1 Ki = 6 Ki = 7 Ki « 8
S (CD) Si (CD) S (co) s, (co) S (CD) Si (CD)
1,9 —0,0298 —0,0291 —0,0218 —0,0214 —0,0166 —0,0164
2,0 —0,0291 —0,0285 —0,0213 —0,0209 —0,0162 —0,0160
3,0 —0,0186 —0,0190 —0,0137 —0,0139 —0,0105 —0,0107
4,0 —0,0117 —0,0123 —0,0087 —0,0090 —0,0067 —0,0069
5,0 —0,0079 —0,0084 —0,0059 —0,0062 —0,0046 —0,0047
6,0 —0,0056 —0,0061 —0,0042 —0,0045 —0,0033 —0,0034
7,0 —0,0042 —0,0046 —0,0032 —0,0034 —0,0025 —0,0026
8,0 —0,0032 —0,0035 —0,0024 —0,0026 —0,0019 —0,0020
9,0 —0,0026 —0,0028 —0,0020 —0,0021 —0,0015 —0,0016
10,0 —0,0021 —0,0023 —0,0016 —0,0017 —0,0012 —0,0013
K1 = 9 K1 = = 10 K1 = = 12
0 0,0972 0,1054 0,0799 0,0854 0,0566 0,0593
0,1 0,0948 0,1023 0,0779 0,0829 0,0551 0,0576
0,2 0,0881 0,0936 0,0722 0,0758 0,0509 0,0526
0,3 0,0779 0,0808 0,0635 0,0654 0,0445 0,0454
0,4 0,0653 0,0658 0,0530 0,0533 0,0369 0,0370
0,5 0,0518 0,0506 0,0418 0,0410 0,0289 0,0285
0,6 0,0386 0,0365 0,0309 0,0295 0,0212 0,0205
0,7 0,0265 0,0242 0,0211 0,0196 0,0143 0,0136
0,8 0,0161 0,0141 0,0218 0,0114 0,0086 0,0079
0,9 0,0077 0,0061 0,0060 0,0050 0,0039 0,0034
1,0 0,0011 0,0727 0,0007 0,0636 0,0004 0,0307
1,1 —0,0038 —0,0045 —0,0032 —0,0037 —0,0023 —0,0026
1,2 —0,0074 —0,0078 —0,0060 —0,0063 —0,0043 —0,0044
1,3 —0,0099 —0,0100 —0,0080 —0,0081 —0,0056 —0,0057
1,4 —0,0115 —0,0116 —0,0094 —0,0094 —0,0065 —0,0065
1.5 —0,0126 —0,0120 —0,0102 —0,0101 —0,0070 —0,0070
1,6 —0,0131 —0,0130 —0,0106 —0,0105 —0,0073 —0,0073
1,7 —0,0133 —0,0132 —0,0108 —0,0107 —0,0074 —0,0074
1,8 —0,0133 —0,0131 —0,0107 —0,0106 —0,0074 —0,0074
1,9 —0,0131 —0,0129 —0,0106 —0,0105 —0,7322 —0,0073
2,0 —0,0128 —0,0126 —0,0103 —0,0102 —0,0072 —0,0071
3,0 —0,0084 —0,0084 —0,0068 —0,0068 —0,0047 —0,0047
4,0 —0,0054 —0,0055 —0,0044 —0,0044 —0,0030 —0,0031
5,0 —0,0036 —0,0037 —0,0030 —0,0030 —0,0021 —0,0021
6,0 —0,0026 —0,0027 —0,0021 —0,0022 —0,0015 —0,0015
7,0 —0,0020 —0,0020 —0,0016 —0,0016 —0,0011 —0,0011
8,0 —0,0015 —0,0016 —0,0012 —0,0013 —0,0009 —0,0009
9,0 —0,0012 —0,0012 —0,0010 —0,0010 —0,0007 —0,0007
10,0 —0,0010 —0,0010 —0,0008 —0,0008 —0,0006 —0,0006
в этом промежутке существуют два действительных корня <о =
= и (0= 0. В точке cd = 0 имеем St (cd) |тах и в точке
со == — Si (cd) |mln. Нарис. 45 показаны характер спектраль-
ной плотности и ее экстремальные значения.
При решении задач расчета приборов, использующих свобод-
ные колебания, практически достаточно, чтобы отношение ампли-
104
туд последнего члена к максимальной амплитуде не превышало
1 %, т. е.
ле (Л| — со2)
(/<? + СО2)2 = 0 0 J (! 24)
ле v 7
При значениях Кг < 10 (наиболее часто встречающийся в прак-
тике случай) следует применять формулу (123), при 10
более высокую точность дает
формула
„ . , ле (К( — to2 + л2)
_ ш2 + л2)2 + 4й)2К| *
(125)
В табл. 16 и 17 приведены
значения величин характери-
стик сигнала, его разложения
в ряд Фурье и спектральных
плотностей, выполненных для
целых К- В случае необходи-
мости применения дробных зна-
чений следует применять интер-
поляционные зависимости как для самой функции, так и для коэф-
фициентов ряда Фурье и выражений ее спектральной плотности.
Для типового сигнала, представленного выражением (119),
записывается:
f (V, /<1 + 6Л1) = Sin JIV ехр--1 — V ) . (126)
tg Kt + SKx
После выполнения ряда преобразований и вычислений это
выражение будет иметь вид
f (V, Кг + ЬКг) = f (V, Кг) {1 + 6Кг [<Рх (Кг) + v<pa (Кг) И. (127)
где
Л2 । Л2 ( Л2 л
К? + ТГ + Kf tg (п/Кг) Kt tg (п/Кг) ’
тт2 тг2
<Р2 (Кг) = Kt tg2 (л/КО *
Для вычисления коэффициентов разложения типового сигнала
в ряд Фурье, представим значения этих коэффициентов в виде:
т
ь^' = -4- f f (v> ^i) c°s dt< (128)
т
bmi+6Kt=4-1f (v« 7<t + wi)cos dt- (129)
0
10&
После преобразований этого выражения будет иметь место
следующее равенство:
*+« - [1 + «U(«,) + Vч>2(«,)] * +
оо
+ Мл (К,) 2 *?[<— 1)”+“+!- 1] ~ (130)
Л=1
Выражение для определения спектральной плотности при
изменении параметра на 4* 6Д4 после преобразований
будет иметь вид
S (со, Кг + 6/Q = S (со, 7Q {1 + (Ki) —
— <P2(Ki)
sin со
(D
COSCO
~(02"~
(131)
Приведем некоторые соображения по возможности оценки
погрешности аппроксимации записи реального удара принятой
функции, так как указанная погрешность может в ряде случаев
влиять на погрешность результатов измерений [12]. Если функ-
ция (в нашем случае — график записи удара по объекту контроля)
имеет вид, аналогичный при-
веденному на рис. 46, разби-
ваем ее на и участков.
Повышение точности ап-
проксимации требует увели-
чения числа участков или же
дополнительного задания, по
крайней мере, в некоторых
из точек значений первых
производных, что ведет либо
к повышению степени поли-
нома, либо к увеличению числа его членов. Пусть значения f (Z)
в точках 0, t19 /н, t2 и Т соответственно равны 0, аъ ан, аа и аг,
производные в точках 0 и /н равны f' (0) = К о и Г (Q = 0.
Условию f (0) = 0 удовлетворяет полином в виде:
a6t6 -J- + а2^2 + <ht = f
&aGt5 4- 5я5/4 4" 4я4/3 4~ 3a3f* 4~ 2а2/ 4" ai = Г (О-
(132)
Подставляя шесть условий в формулу (132), получим шесть
•уравнений для определения шести неизвестных. Если эти условия
совместны (ранг основной матрицы системы равен рангу расширен-
ной), то получим решение задачи. Одним из преимуществ приня-
того нами сигнала при аппроксимации реальных ударов является
то, что он отражает затухание сигналов, недостатком, — что он
106
содержит только три параметра (условие y't (tH) = 0 выполняется
автоматически). Этой функцией, применительно к реальным сиг-
налам, можно удовлетворить четырем условиям:
У (0) = 0; у (Г) = 0; у (Q = Утах и у' (tH) = 0. (133)
Эффективность аппроксимации на практике может быть уста-
новлена также графически.
Для увеличения точности аппроксимации можно ввести в урав-
нение нужное число параметров, введя их в показатель экспо-
ненты, так как иначе пришлось бы решать систему трансцендент-
ных уравнений вида
Ле₽' + pa, = а,. (134)
Построив график функции, удовлетворяющей приведенным
выше условиям, сравниваем его с сигналом, подлежащим анализу,
в результате чего получаем максимальное отклонение
Ду > 7(0-у (01- (135)
Рассмотрение большого числа сигналов показывает, что они
в ряде случаев сопровождаются колебаниями с некоторой часто-
той. В этом случае можно искать аппроксимирующую функцию
в виде
Аг sin cat + А2 sin 2cdZ + Л3 sin 3coZ +
Л45ш4(о£ -|- X5sin5coZ = f(t).
(136)
Выбором (o=л/Т удовлетворяем сразу двум условиям: f (0) = 0
и f (Т) = 0. Кроме того, f (/) должна иметь: а) в точке t = 0
производную заданной величины f (0) = /Со; в) в точке t = tH
максимум заданной величины f (tH) = М и f (t„) = 0, а ука-
занный максимум (М = Kniax) должен быть абсолютным на от-
резке Т. Для этого необходимо, чтобы в двух симметричных отно-
сительно tH точках (рис. 46): t = tx и t = t2; f (ti) = /\ nf (t2) =
= f2. Причем f (fH) > f f, f (ZH) > f 2 и f л f2.
Исследуемые ударные процессы при этом рассматриваются на
отрезке Т как график функций, симметричных на этом отрезке.
Если приведенные условия оказались совместными и мы нашли
решение системы из пяти уравнений, тогда, считая уравнение
(132) точной аппроксимацией реального сигнала, можно оценить
погрешность аппроксимации из выражения
t
j у (t) dt
kYa = —t------100%.
J f (0 <U
о
(137)
107
При использовании функции (ПО) для аппроксимации реаль-
ных записей ударов возможно также учесть влияние высокочастот-
ного фона и зубцов, имеющихся на реальных сигналах, путем
увеличения фронта нарастания (уменьшения времени нараста-
ния /н) указанной функции до величины а, что позволяет ввести
поправку в случае необходимости на возможные частотные иска-
жения, имевшие место при записи (регистрации) исследуемого
сигнала. Определен ряд характеристик типового сигнала, позво-
ляющих оценить с метрологических позиций необходимое число
Рис. 47. График зависимости Дп = f (п) при (/<! = 2-s-21)
суммируемых гармоник ряда Фурье. На рис. 47 и 48 показаны
зависимости вида Ап = f (п), где Ап — погрешность в передаче
максимальной амплитуды сигнала, ап — число просуммирован-
ных гармонических составляющих. Аналогичные зависимости
для случая представления типового сигнала выражением (119)
приведены в приложении 7.
Следует отметить, что применение функции (НО) при аппрокси-
мации ударных процессов позволяет существенно ускорить и
рационализировать решение ряда задач с применением ударных
воздействий. Так, например, спектральные плотности функций
для сигналов, имеющих различные значения параметра /<, заранее
вычислены и протабулированы. Таким образом, измерив время
нарастания сигнала до максимума время спада сигнала до
нуля tcn и максимальное его значение, получают необходимые
для расчетов значения его спектральной плотности и коэффициен-
тов разложения в ряд Фурье.
ао8
Существенную роль при расчете рассматриваемых в книге
задач акустического контроля играют как параметры удара
(точнее, функции, описывающие удар), так и конструктивные
элементы ударника. Варьируя этими величинами, можно для
конкретных типов объектов контроля добиться оптимальных
условий возбуждения колебаний с частотами, приближающимися
к ожидаемому диапазону частот собственных колебаний этих
объектов. Это особенно важно, например, при контроле изделий,
имеющих большую величину затухания колебаний, когда время,
Рис. 48. График зависимости Дп = f (п) при (Л\ = 2ч-7)
в течение которого нужно выполнить измерения, весьма мало,
и в то же самое время имеет место чрезвычайно быстрое затуха-
ние амплитуды колебательного процесса.
Рассмотрим вопросы расчета выбора ударника с позиций
обеспечения оптимальных условий возбуждения колебаний. За-
дачей ударника, как это уже было сказано, является введение
в объект контроля внешней силы, время действия которой пред-
ставляет собой продолжительность контакта между ударником
и объектом контроля. Расчет ударника распадается на выбор
оптимальной длительности ударного воздействия и расчет кон-
структивных параметров ударника. Выбор оптимальной длитель-
ности ударного воздействия производится исходя из следующего 1
1131:
Qi + QI = (^i + ехр — 2ула + ехр — 2л ctg +
л
+ 2ехр — л (ya 4~ ctg
(138)
1 Исследования выполнены Е. Г. Шелачевой под руководством проф.
Б. А. Глаговского.
109
Для ударных воздействий, используемых в низкочастотных
акустических приборах при а < 1, <7, и второй сомножитель
в формуле (138) представляет собой при заданном значении
функцию а, колеблющуюся вокруг единицы с очень малой по
сравнению с единицей амплитудой, поэтому интерес для исследо-
вания представляет лишь первый сомножитель правой части.
Исследуем его в качестве примера для весьма распространенного
в практике случая, когда
влиянием внутреннего тре-
ния в объекте контроля на
амплитуду колебаний можно
пренебречь (это ограничение
введено лишь для упроще-
ния вычислений). Пользуясь
выражениями, полученными
в [13], и введя обозначение
₽ = 1/а, (139)
после выполнения преобра-
зований получим
Исследование первой и второй производных правой части
по р показывает, что она имеет максимум при
р0 = 2 sin (jt/ZCx) (141)
или
TC.K/To = 2sin(jr//<1), (142)
где Тс к = 2л/р — период собственных колебаний объекта кон-
троля; То — оптимальная длительность ударного воздействия.
Это выражение служит для выбора оптимальной длительности
действия внешней силы (ударного воздействия) То.
На рис. 49 точки, соответствующие оптимальным значениям а,
а0 = [2 sin (n/TCi)]"1 (143)
соединены пунктирной линией, что позволяет сразу находить
фазовый угол при оптимальной длительности ударного воздей-
ствия, выбранной по формуле (142). При контроле изделий (объ-
ектов), представляющих собой системы с бесконечно большим
числом степеней свободы, дифференциальные уравнения которых
допускают решения в виде разложения по фундаментальным
функциям (например, изделий в форме стержней, дисков и др.)
все полученные выводы остаются справедливыми для каждой
ио
гармоники в отдельности. Во всех случаях Тп основного тона
будет максимальным и, следовательно, определяющим. При вы-
числении То также следует подставить в формулу (142) вместо Тс к
период основного тона, за исключением тех случаев, когда тре-
буется измерить частоту какой-либо высшей гармоники системы.
В ряде практических случаев использования низкочастотных
резонансных методов для контроля деталей объекты контроля
могут иметь форму стержней (оси, валы, различного типа инстру-
мент и т. п.), и тогда возможно решить задачу оптимизации пара-
метров ударного возбуждения (методический подход останется
тем же и при любых других формах объектов контроля)х.
Продольные колебания объекта при действии типового сигнала
в точке х = 0 описываются однородным дифференциальным урав-
нением для колебательного смещения и, при этом само внешнее
воздействие вводится в граничные условия. Задача решается для
упругопластического стержня (аналогично может быть решена
задача и для упруговязкого стержня).
Комплексная скорость распространения С* * 2 может быть
определена из^выражения:
С* = С, _]Ле.тас(1+>А), (144)
где ф — коэффициент рассеяния энергии; Е* — комплексный
модуль упругости; р — плотность.
Дифференциальное уравнение колебаний будет иметь вид
---C*-Jf- = O. (145)
dt2 дх2 ' '
Граничные условия в случае свободных концов
E*S~ = —F*(t), (146)
дх x=«o ' 7
где S — площадь поперечного сечения стержня;
, "= 0, (147)
дх Х=1 х '
где I — длина ^стержня, тогда
Е* (t) = - iN exp (g + (148)
где
£ = -^ctg^; (149)
Al Ai
= (150)
где N, T и — параметры типового сигнала.
х Возможно также изготовление специальных испытательных образцов из
различных иовых материалов, имеющих форму стержней.
2 Значком * обозначены комплексные величины.
111
Решение дифференциального уравнения (145) с учетом гра-
ничных условий (146) и (147) примет вид
INC* ch (т|*/С*) (I — х) ехр (£ 4- т]*7)
E*r]*S sh (т\*/С*) I
(151)
Дважды дифференцируя это выражение по /, получаем ком-
плексную форму колебательного ускорения
— 1'^* G — х) ехР (£ + П*0
С*р5 sh (т]*/С*) /
(152)
Для конца стержня, с которого снимается информация (х = /),
получим
U7*// л __ ch (т|*/С*) (Z — х) ехр (g + t)*Q n-q
4 C*pS U '
Пренебрегая рассеянием энергии и учитывая начальное усло-
вие W (I, 0) = 0, получаем выражение для амплитуды ускорения
в виде
OjJO oil ^l| L
№ia b — arctg (л/Ki)
2m a2 + b2
(154)
где
, / ла . л \ ла
a = — sh — ctg-^-)cos —
(155)
< i ( ла , л \ ла
fe = ch(_ ctg—Jsin—
(156)
и m — масса объекта, тогда условие резонанса примет вид
, / ла , л \ . ла .
Ch Ctg-^-J SH1-2- +
1 । л \ । /" ла 1 л \ . ла л "1 л »«— _ч
+ Ch tg КГ/ sh(”2~ctg XjJ ln^“ctg = °- (157)
112
Условие (157) будет условием резонанса для всех значений /С1(
кроме = 2 (синусоидальное возмущение) при —у, < 0.
С/Слг
Пусть ae одно из решений уравнения (157), тогда
Г _ с2 + d2 /, . л \
jw (/, /)_ _ da2 8m (а2 4- Ь2) 2е яа а2^Ь2 V actS К1)_ . О я L sin
+ (actg3-^-— 36ctg2-^- — За ctg+ b)
где
« / лее । л \ лее
‘ с = ch \ ~гctg ’к?)cos ~;
d = sh (-g- ctg sin .
(158)
(159)
(160)
При реальных значениях а, имеющих место в ударных акусти-
ческих приборах (a > 1), а —с, b d условие
d2w (I, t)
да2
а=а0
(161)
о
выполняется при
tg ла0
2
ла0
- (3 X -1) rte £
(162)
Значение величины а0 позволяет уточнить (в случае необ-
ходимости) значение То.
Для большинства практических случаев расчета и проектиро-
вания низкочастотных акустических приборов ударного действия
следует пользоваться уравнением (143), представляющим собой
«о = / (^1).
Вторая задача состоит в определении (выборе) основных
конструктивных параметров ударника. Если масса ударника
мала по сравнению с массой объекта контроля, то выражение
для импульса силы имеет вид
т
\ F (t) dt = mM" — v™) = m,v™ (1 + vi), (163)
О
где my — масса ударника; у”5 и vy2y—скорости ударника до
и после удара; т) = vy2 /vyly —коэффициент, характеризующий
способность деформируемого тела восстановить свою форму.
При чрезвычайно упругом ударе q —> 1.
8 Б. А. Глаговский
113
Очевидно, что длительность удара зависит от геометрии соуда-
ряющихся поверхностей и от их материалов [71]. Для объектов
контроля в форме стержней длительность удара можно определить
из выражения
Т = -~- р/2. (164)
где Cz — скорость продольной волны в стержне; р — отношение
массы ударника к массе стержня.
Значения сил, скоростей и других механических параметров
могут определяться экспериментально 1 в случае необходимости
разработки прецизионных лабораторных приборов. В этих слу-
чаях возможно создание модельных установок с набором мате-
риалов, из которых изготавливаются как объекты контроля, так
и ударники. По результатам этих экспериментов выполняемых,
как правило, с использованием высокочастотной тензометрической
и виброизмерительной аппаратуры, производится выбор как мате-
риалов, так и геометрических размеров ударника. При выполнении
измерений целесообразно учитывать ошибку от неточности уста-
новки датчика (датчик должен устанавливаться точно в пучности
колебаний). Пусть датчик установлен не в точке х = /, а в точ-
ках Xj = I — I и AZ/Z можно пренебречь по сравнению
с единицей.
В этом случае условие резонанаса будет иметь вид
д
да
Refa ch
( а + bi
ла Д/ [. f л \ ) п га «
-2~— (l — ctg7cr)Jj=0- <165>
Обозначим а = а0 + Да, где а0 — решение уравнения (157).
Да 1 и величинами (Да)2 и Да = Д/// можно пренебречь по
сравнению с а. Из (165) с учетом (157), разлагая W (хъ t) в ряд
по степеням Да вблизи а = а0 и ограничиваясь двумя членами
ряда, получим
[Ло (Ki) + А± (Кх) ctg (л/KJ +
Да _ ла0 / f л \ 4- А2 (KQ ctg2 (л/Kj)] (X///)2
а “ 2 \CLgKi/ а0 (Ki) + Ci (Ki) ctg (л/KJ + ’ Ubb)
+ о2 (Ki) ctg2 (л/Кх) +
+ о3 (Ki) ctg3 (л/Ki)
где
1 Например, ряд оригинальных способов измерения скоростей тел при ударе
приведен в [36, 48].
114
sh2
ла0
Я1 =------ft
sh2
ла0
~2~ ‘
cos ла0
Яа°. cfa JL
2 b Kr )
Лад
a2 = 2 cos 9
cos ла0
ла0 , л \
—— ct?--------I -
2 ь /(х )
лар
2
ла0
COS----- •
2
ла0
°з = —
14-2
X sh
ла0
2
ла0
2
(168)
ла0
2
ла0
sin 2
ch(^
COS ЛС/.0
rfrr_EL
2 lb Кг
2 Лао
2
1
(169)
ла0
cos—;
(170)
—) cos — Л,;
1 /
(171)
A
ла0
Sin
sh2
\ _ . 2 _л_ао_
2 g K, ) 2
Ла0 pfrr Я
2 lb Лх
ла0
2
(172)
io ( ла0 л
ch3 I — ct£ —
ла0 _ \ 2 _b
2 1Q / ла0 , л
5h2(-2"ctgx
ла0
ла0
sinV
ла0
~2~
лад
(173)
Из приведенных выражений следует, что всегда имеет место
с?(Да а) п
—> 0 и, следовательно, с ростом асимметрии ударного
возбуждения рассматриваемая погрешность увеличивается. К рас-
чету параметров ударника (бойка) при проектировании акусти-
ческих приборов, использующих методы свободных колебаний,
не предъявляется жестких требований.
Применительно к данной задаче возможны два варианта реше-
ния: по схеме соударения тел через упругий элемент и через
нелинейный элемент (например, безгистерезисного типа).
8*
В монографии [43] в качестве исходного уравнения движения
для первой схемы принимается выражение
(174)
интегрирование которого позволяет определить зависимость уско-
рения от времени и перейти к определению элементов соударя-
ющихся тел.
Для второй схемы [4] в соответствии с исследованиями может
быть использована формула Герца, устанавливающая связь между
упругим смятием а и кон- Таблица 18 тактным усилием Р при ста- Материалы, применяемые для изготовления ТИЧеском сжатии ударников (бойков) в акустических приборах П7^ ударно-динамического возбуждения а • U'4)
Материал Модуль нормальной упругости, кг/см2 Плотность, г/см3 В соответствии с гипо- тезой Герца пренебрегают силами инерции частиц, находящихся в удалении от точки контакта. Применение теории Гер- ца позволило решить за- дачу для плотного касания упругих тел 2/2-Н Р =ka 2п при п > 1, (176)
Сталь Медь Свинец Гетинакс Фибра Оргстекло Полистирол Резина . 2-Ю6 1-10° 0,2- 10е (1,0-И,7)10® 65-Ю3 28-Ю3 (12^-30)103 80 7,8—8,00 8,80—9,00 11,30—11,40 1,30—1,40 1,25 1,18 1,05—1,07 1,0
где ____________
h _ 2/г Е ~if (2п—1)1! 1 П77ч
R ~ 2n+l 1— р? V 2п\1 Л’ U ''
где А — коэффициент, зависящий от конфигурации тел в зоне
контакта. Это соотношение переходит в формулу Герца (175)
при п = 1.
Аналитическое решение уравнений, базирующихся на приве-
денных выше соотношениях, чрезвычайно сложно. Как правило,
для определения параметров ударника прибегают к более упро-
щенным инженерным решениям, использующим приведенные тео-
ретические положения. Так, использование уравнения (163)
позволяет, применив в качестве ударного воздействия (точнее,
его аппроксимации) типовой сигнал, определить значения пара-
метров ударника. Для ударника используют материалы, приве-
денные в табл. 18. Контролируемые изделия условно разбивают
на группы (по частотам их собственных колебаний). Например,
применительно к контролю деталей и элементов, имеющих форму
тела вращения, для грубых расчетов можно ограничиться груп-
пами: 500—3000 Гц; 3000—5000 Гц; 5000—8000 Гц: 8000—10 000 Гц.
116
Для более точных расчетов число групп может быть увеличено
до шести и более. Нами применялись, например, следующие
группы:
500 Гц — 1 кГц; 1 кГц — 2 кГц; 2 кГц — 4 кГц; 4 кГц —
6 кГц; 6 кГц — 8 кГц; 8 кГц — 10 кГц.
Расчет ведется на ЭЦВМ либо по граничным частотам групп,
либо по средней для каждой группы частоте.
В работе [70] приводится порядок расчета установок для
получения ударных импульсов большой амплитуды, используе-
мых для определения динамических характеристик силоизмери-
тельных систем. Описываемая авторами
установка позволяет получать ударные
импульсы с длительностью фронта
80 мкс. В этой же работе приводится
описание установок ударного типа, обе-
спечивающих получение ударных воз-
действий малой длительности с дли-
тельностью порядка 10 мкс. В этих
установках в качестве ударника исполь-
зуется стальной шар радиусом 50 мм.
Меняя в незначительных пределах параметры ударника и нако-
вальни, авторами получен достаточно широкий диапазон длитель-
ностей ударных воздействий, лежащий в пределах от 10 до 400 мкс.
В основе расчета ударников (в упомянутой работе) лежит
полученная экспериментально зависимость диаметра шара от
величины усилий, построенная с использованием формулы Герца.
Уравнения (141), (142) и (163) позволяют получить также упро-
щенную расчетную формулу для определения параметров удар-
ника, схема которого приведена на рис. 50, вида
Рис. 50. Схема для расчета
параметров ударника по фор-
муле (178)
[9,81 • 105(Е/р)]1/2 ’
(178)
где Е — модуль нормальной упругости, кгс /см2; р — плотность
материала ударника, г/см3; d — диаметр полусферы наконеч-
ника ударника, см; Т — длительность внешнего воздействия с;
L — длина ударника, см; х = L/dt |3 = my/mo— отношение массы
ударника к массе объекта контроля.
Задаваясь значениями х и |3 для конкретных материалов (т. е.
для определенных значений Е и р), определяют необходимые пара-
метры ударника (как правило, диаметр наконечника d, связанный
с остальными параметрами приведенными выше соотношениями).
Обычно эти расчеты проводятся с помощью ЭЦВМ. Так,
например, для контроля керамических дисков с отверстием и
толстостенных цилиндров получены с использованием ЭЦВМ по
разработанной во ВНИИАШе программе 1 следующие значения
диаметра полусферы:
* Программы для решения этих задач составлены С. М. Харитоновой.
117
а) масса объекта контроля порядка 5 кг—стальная полу-
сфера должна иметь диаметр порядка 15 мм; б) для объектов,
имеющих массу, в десять раз большую, это значение составляет
порядка 10 мм; в) в этом случае диаметр полусферы, выполненный
из органического стекла, должен быть равен примерно 20 мм
(длительность ударного воздействия для этих случаев лежит
в пределах от 50 мкс до 1000 мкс).
Программы, разработанные для расчета ударников, позволяют
определять параметры ударников практически для любых зна-
чений времени длительности ударного воздействия, описываемого
типовым сигналом [НО].
Выражения, приведенные в этом разделе, могут быть также
использованы при определении времени переходного процесса,
знание которого необходимо при определении параметров входных
устройств усилительного тракта. Это время может быть опреде-
лено, например, путем подстановки в правую часть уравнения
вынужденных колебаний изделия типового сигнала (110), описы-
вающего внешнее воздействие на изделие при ударе. Решение
этой задачи будет показано далее при определении основных пара-
метров усилительного тракта.
6. ОПРЕДЕЛЕНИЕ ЧАСТОТНОГО ДИАПАЗОНА
И СПОСОБА ВОЗБУЖДЕНИЯ КОЛЕБАНИЙ ИЗДЕЛИЯ
Одним из основных требований, предъявляемых к контрольно-
измерительной аппаратуре, является обеспечение возбуждения
механических колебаний контролируемого изделия в необходи-
мом диапазоне частот. Эта задача может решаться либо путем
непосредственного механического воздействия на изделие, напри-
мер путем нанесения по изделию удара, либо путем предваритель-
ного создания электрических колебаний, преобразования их
в механические и последующей их передачи контролируемому
изделию. Диапазон частот, в пределах которого должна изменяться
частота возбуждаемых колебаний, может быть определен для
конкретного вида изделий, если известны выражения для частот
собственных колебаний, составляющих спектр изделия и подле-
жащих регистрации в процессе контроля, допустимые минималь-
ные и максимальные размеры изделия, а также технологически
возможные минимальные и максимальные значения скоростей
распространения упругих колебаний Ct.
В том случае, когда опознавание моды колебаний, выбранной
в качестве рабочей, происходит за счет выделения ее из частот-
ного спектра путем определенного расположения изделия относи-
тельно опор и приемоизлучающей системы, определение час-
тотного диапазона производится с помощью выражения для
частоты собственных колебаний выбранной моды при подста-
новке в него минимальных и максимальных возможных значений
скорости распространения упругих колебаний Ct и размеров
изделий. Выражения для частот различных видов колебаний,
118
наиболее часто используемых при контроле изделий в машино-
строении, приведены в гл. I. При контроле рассмотренных нами
ранее шлифовальных кругов ПП 200x25x80, для которых в ка-
честве рабочих колебаний была выбрана мода изгибных дисковых
колебаний с двумя узловыми диаметрами /\, определение необ-
ходимого для испытаний частотного диапазона может быть про-
изведено с помощью выражений (31) или (44). Такая мода коле-
баний может выделяться из частотного спектра путем расположе-
ния круга относительно приемоизлучающей системы и опор
одним из способов, показанным ранее (см. рис. 19 и 20).
В гл. I произведено определение нижней границы частотного
диапазона /1н = А mm ПРИ контроле подобных кругов при допу-
стимых отклонениях размеров (мм): D = 1974-205; h = 24-^27;
d = 804-81 и технологически возможном изменении Ct в пределах
(3,74-5,9)105 см/с. Значение этой граничной частоты было полу-
чено равным /1я = 1,8 кГц. Аналогично может быть определена
верхняя граница диапазона путем подстановки в выражение (31)
соответствующих значений Dmln = 19,7 см, коэффициента Р =
= 301, определенного для отношений Dmin//iniax = 197/27 = 7,31
и d/D — 0,4 в соответствии с приложением 3, и CZrnax = 5,9 х
X 10® см/с, тогда f1B =Лп,ах = (2/|<301) (1/19,7) 5,9-10s = 3,5 кГц.
Таким образом, частотный диапазон, в пределах которого необ-
ходимо обеспечить возбуждение колебаний при контроле по
изгибной моде А шлифовальных кругов ПП 200x25x80, имеющих
допустимые отклонения размеров и значений CL в указанных
пределах, должен быть равен 1,8—3,5 кГц. Когда опознавание
моды колебаний (выбранной в качестве рабочей) выполняется
путем расшифровки частотного спектра, порядок следования
в котором выбранной моды заранее известен, определение частот-
ного диапазона производится по разному в зависимости от по-
рядка следования частоты выбранной рабочей моды в спектре.
Если частота рабочей моды колебаний по порядку следования
в спектре является первой, то частотный диапазон определяется
аналогично предыдущему случаю путем подстановки в выражение
для частоты рабочей моды колебаний минимальных и максималь-
ных возможных значений Ct и размеров изделий. Если же частота
рабочей моды колебаний по порядку следования в спектре является
второй или третьей, то нижняя граница диапазона определяется
путем такой же подстановки значений Cz и размеров в выражения
для той моды, частота собственных колебаний которой является
в спектре первой, а верхняя граница диапазона определяется
соответствующей подстановкой Cz и размеров в выражение для
частоты рабочей моды.
Для изделий в форме цилиндров и дисков с отверстием для
определения нижней границы диапазона могут быть непосред-
ственно использованы выражения (86)—(91), приведенные в третьем
разделе первой главы. Необходимо учитывать, что (как было
сказано ранее, при h/P < 1,6 в случае выбора в качестве рабочей
119
моды второй или третьей составляющей спектра) первой состав-
ляющей спектра для большинства подобных изделий является
частота изгибной дисковой моды колебаний fr. Поэтому при
h/R < 1,6 нижняя граница диапазона для подобных изделий
обычно определяется с помощью выражения (88). Верхняя гра-
ница диапазона для подобных изделий может быть определена
с помощью аналогичных выражений, которые могут быть легко
получены с помощью выражений (53)—(62) для максимально
возможной частоты рабочей моды колебаний.
В качестве примера определим частотный диапазон, необ-
ходимый для контроля рассмотренных ранее чугунных втулок
с допустимыми размерами (D = 39,24-40,8 мм, h = 62,84-63,2 мм,
d = 16,04-16,1 мм) и технологически возможными значениями
Ci = (5,04-5,8) 105 см/с. Причем будем считать, что в качестве
рабочей моды выбраны плоские колебания fdi частота которых
в спектре по порядку следования является третьей. Первой состав-
ляющей спектра является частота крутильных колебаний /кр.
0 318 *
В соответствии с выражением (86) имеем /кРн = 5,0 • 105 =
= 25,2 кГц.
Для получения выражения для определения верхней границы
диапазона, необходимо в выражение для частоты рабочей моды fd
(61) подставить такие значения размеров и Cz, чтобы получить
максимально возможное значение частоты
Т / ^min \
\ D /
£ __ \ ^тш /
dmin Zmax*
Для =,39*2 = 0,408 из графической зависимости (см.
рис. 12) имеем Z = 0,093. Подставляя все необходимые значения
в выражение для fdB, получим
fdB = 5,8.105 = 148,0 кГц.
Таким образом, частотный диапазон, в пределах которого
необходимо обеспечить возбуждение колебаний при контроле
по третьей в спектре моде колебаний fd чугунных втулок, имеющих
допустимые значения С, и размеров в указанных пределах, должен
быть равен 25—148 кГц. Подобным образом могут быть опреде-
лены частотные диапазоны, необходимые для контроля различных
изделий. Очевидно, что в том случае, когда контрольно-измери-
тельная аппаратура предназначается для контроля гаммы типо-
размеров изделий, частотный диапазон выбирается таким образом,
чтобы он перекрывал все частотные диапазоны, необходимые для
контроля отдельных видов изделий. Например, аппаратура,
предназначенная для контроля шлифовальных кругов диаметро^м
от 3 до 100 мм, должна иметь частотный диапазон в пределах
5—500 кГц.
120
При разработке контрольно-измерительной аппаратуры необ-
ходимо создавать устройства, обеспечивающие возбуждение коле-
баний в изделии в требуемом диапазоне частот. Наиболее просто
колебания могут быть возбуждены в изделии при использовании
метода свободных колебаний. В этом случае по изделию наносится
удар, в результате которого в изделии возникают колебания в ши-
роком диапазоне частот. Выбирая определенные параметры удар-
ника, как было показано выше, можно обеспечить возбуждение
колебаний в изделии в необходимом диапазоне частот. Наиболее
широкое распространение в приборах ударно-динамического воз-
Рис. 51. Молоток со сменными бойками конструкции
ВНИИАШ
буждения находят ударники молоткового типа со сменными эле-
ментами (бойками), обеспечивающими необходимые амплитуду
и длительность удара.
Во ВНИИАШе спроектировано ударное устройство (молоток) х,
специально предназначенное для использования в низкочастотных
акустических приборах (рис. 51). Ударное устройство состоит
из корпуса 5, один конец которого имеет форму усеченного конуса,
рукоятки 6 и сменного бойка 2 (см., например, сменный боек /).
Боек 2 присоединяется к корпусу 5 с помощью накидной гайки 3
и двух конических вкладышей 4. Этот молоток используется,
например, в акустических приборах типа «Звук-202».
Возбуждение колебаний с помощью удара находит примене-
ние, как правило, при контроле изделий, для которых опознава-
ние колебаний определенного вида производится путем их выде-
ления из спектра за счет определенного расположения изделия
относительно опор и приемоизлучающей системы. При этом для
изделий стержневого типа в качестве рабочей моды обычно исполь-
зуются изгибные Д13Г или продольные fnp колебания, а для изде-
лий, представляющих собой диски и диски с отверстием, — изгиб-
ные колебания с двумя узловыми диаметрами или плоские
колебания fd. Однако несмотря на очевидные преимущетва удар-
1 Конструкция ударного устройства разработана В. А. Хапиловым.
121
Рис. 52. Схема 2?С-генератора в ламповом
исполнении
ного метода возбуждения колебаний, для целого ряда изделий
этот метод не применим в связи с тем, что не удается выделить
из частотного спектра какую-либо предпочтительную моду колеба-
ний и приходится производить регистрацию нескольких состав-
ляющих спектра с последующей их расшифровкой. Одновременная
регистрация нескольких составляющих спектра при ударном
воздействии является весьма трудоемкой задачей и в настоящее
время отсутствуют устройства, позволяющие решать эту задачу
в условиях производствен-
ного контроля.
В этом случае исполь-
зуется метод вынужденных
колебаний, при котором
создаются электрические
колебания определенной
частоты, которые затем
преобразуются в механи-
ческие и передаются испы-
туемому изделию. Частота
этих колебаний может
плавно перестраиваться
в необходимом диапазоне
частот. Задача создания
гармонических электриче-
ских колебаний решается
с помощью различного
рода генераторов, основы проектирования которых подробно
изложены в специальной литературе.
Наиболее широкое распространение в схемах контрольно-
измерительной аппаратуры, реализующей метод вынужденных
колебаний, находят генераторы, выполненные по реостатно-
емкостной схеме с фазирующей цепью в виде Г-образного четырех-
полюсника, включенного в цепь положительной обратной связи.
Для повышения устойчивости частоты в схему обычно вводят спе-
циальную отрицательную обратную связь. В качестве нелиней-
ного элемента в цепи отрицательной обратной связи, являюще-
гося автоматическим регулятором амплитуды, используют тер-
мистор.
В качестве примера на рис. 52 представлена принципиальная
схема подобного генератора, выполненного на лампах Л1-6Ж1П
и Л2-6П14П. Генераторы, выполненные по схеме такого типа,
позволяют получать электрические колебания в широком диапа-
зоне частот от десятков герц до 500—600 кГц с амплитудой коле-
баний до 15—20 вольт. Обычно при необходимости перекрытия
с помощью одного прибора достаточно широкого диапазона ис-
пользуют многодиапазонные генераторы. Переключение диапазо-
нов осуществляется ступенчатым переключением элементов цепи
положительной обратной связи.
122
На рис. 53 приведена аналогичная схема генератора, выпол-
ненная на транзисторах Т1, Т2 и ТЗ типа КТ301А. Еще одной
разновидностью генераторов, реализующих метод вынужденных
колебаний, позволяющей производить быстрое определение ча-
стоты собственных колебаний изделия без перестройки вручную
частоты колебаний генератора, являются устройства, представ-
ляющие собой усилитель, охваченный положительной обратной
связью, в цепь которой в качестве активного элемента, определя-
ющего частоту генерации,
включена непосредственно
приемоизлучающая систе-
ма с контролируемым изде-
лием. При этом условие
возбуждения электриче-
ских колебаний выпол-
няется для частоты, равной
частоте собственных коле-
баний изделий, когда сдвиг
фазы между сигналами на
излучателе и приемнике
равен нулю. При исполь-
зовании подобных уст-
ройств после установки
Рис. 53. Схема /?С-генератора в полупро-
контролируемого изделия водниковом исполнении
в приемоизлучающей си-
стеме при наличии достаточно глубокой обратной связи возникают
незатухающие колебания с частотой, равной частоте собственных
колебаний изделия. Эти колебания могут быть измерены обычным
частотомерным устройством.
Электрические колебания, создаваемые указанными генера-
торами, должны быть преобразованы в механические колебания
изделия. Это достигается с помощью специальных электронно-
механических преобразователей, рассмотрение которых приведено
в следующем разделе. Согласование таких преобразователей с вы-
ходными цепями подобных генераторов осуществляется обычно
с помощью усилителей мощности при применении, например,
электродинамических и электромагнитных преобразователей или
с помощью катодных или эммиторных повторителей при приме-
нении, например, пьезоэлектрических преобразователей.
7. ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ И ВЫБОР ЭЛЕМЕНТОВ
ПРИЕМОИЗЛУЧАЮЩЕЙ СИСТЕМЫ И ОПОР
Основными задачами, выполняемыми приемоизлучающей си-
стемой, являются возбуждение и прием механических колебаний
изделия. Кроме того, совместно с опорами, на которых распола-
гается изделие при контроле, приемоизлучающая система обеспе-
чивает наилучшие условия возбуждения и приема выбранных для
123
регистрации типов колебаний с одновременным ослаблением
сигналов, создаваемых колебаниями других типов.
Возбуждение и прием колебаний изделия во всех случаях,
кроме рассмотренного случая возбуждения колебаний ударом,
требует применения электромеханических преобразователей, прин-
цип действия которых может быть основан на различных методах
преобразования электрических колебаний в механические и
обратно. В контрольно-измерительных устройствах, использу-
ющих низкочастотные акустические методы контроля, наиболее
часто находят практическое применение преобразователи, дей-
ствие которых основано на применении пьезоэлектрических,
электродинамических и электромагнитных способов преобразова-
ния. В исследовательской практике в ряде случаев используется
электростатический способ, позволяющий обеспечивать бескон-
тактные возбуждение и прием колебаний. Однако трудности,
связанные с обеспечением надежной помехозащищенности устрой-
ства в сочетании с простой сменой контролируемого изделия на
измерительной позиции, препятствуют применению этого метода
в устройствах производственного контроля.
В тех случаях, когда в изделии возбуждаются колебания до-
статочно большой амплитуды, например при нанесении по изде-
лию удара, для приема колебаний могут быть использованы стан-
дартные микрофоны различного типа [61], при выборе которых
следует учитывать необходимость обеспечения достаточной чув-
ствительности микрофона в заданной полосе частот. Кроме того,
с точки зрения уменьшения влияния на процесс измерения посто-
ронних шумов, желательно использовать микрофоны, имеющие
явно выраженную диаграмму направленности. При необходимости
регистрации колебаний с частотами, не превышающими 15 кГц,
в некоторых устройствах успешно используется обычный электро-
динамический микрофон типа МД-59, являющийся достаточно
чувствительным и широкополосным устройством, хотя он и не
обладает направленностью приема сигнала на низких частотах.
Измерения, проведенные на дисках с осевым отверстием наруж-
ного диаметра 200—500 мм, изготовленных из различных мате-
риалов, показывают, что при нанесении по изделию удара с по-
мощью бойка, аналогичного приведенному на рис. 51, на выходе
подобного микрофона возникает сигнал напряжением 3,0—3,5 мВ
при установке микрофона на расстоянии порядка 5 мм от поверх-
ности изделия. После нанесения удара по кругу напряжение на
микрофоне падает до 1 мВ за время, превышающее, по крайней
мере, 300 мс, что является вполне достаточным для проведения
качественных измерений.
В тех случаях, когда амплитуда колебаний изделия является
недостаточной для регистрации ее с помощью бесконтактного
микрофона, а также в случае возможного влияния на работу
устройства посторонних шумов, воспринимаемых микрофоном,
чаще всего в качестве приемников колебаний используются пьезо-
124
электрические преобразователи в виде адаптерных головок,
чувствительных элементов звукоснимателей и специальных уст-
ройств (см. рис. 33 и 36). На рис. 54 приведена фотография
малогабаритного пьезодатчика, изготовленного в одном корпусе
с входным усилительным каскадом, с контактирующим элементом
Рис. 54. Пьезодатчик совместно с входным усилитель-
ным каскадом
в виде иглы. Подобный пьезодатчик используется в бельгийском
приборе типа «Гриндо соник». В целом ряде устройств пьезодат-
чики используются также в качестве преобразователей, пред-
назначенных для возбуждения колебаний в изделии. В качестве
примера подобных преобразователей могут служить пьезодатчики,
Рис. 55. Приемоизлучающая система с пьезоэлектрическими преобра-
зователями
показанные ранее на рис. 32 и 36, причем пьезодатчик, представ-
ленный на рис. 36 может служить как излучателем, так и прием-
ником колебаний.
На рис. 55 приведена фотография приемоизлучающей системы
с контролируемым изделием в виде стержня, где для излучателя
и приемника колебаний использованы идентичные пьезодатчики.
Колебания от пьезодатчика передаются изделию и воспринимаются
с него с помощью тонких соединительных проволок или игл.
Подобная система используется в западногерманском приборе
типа «Эластомат 1024».
125
В качестве чувствительных элементов пьезодатчиков обычно
используются пластины из пьезокерамики, работающие, как пра-
вило, вдали от резонансных частот. Основным преимуществом
пьезопреобразователей, обеспечивающим их широкое применение
при низкочастотных акустических методах контроля, является
возможность возбуждения и приема колебаний практически в лю-
бом диапазоне частот, необходимом для контроля реальных’дета-
лей и изделий, применяемых в машиностроении.
В том случае, когда контролю подлежат изделия из материа-
лов, обладающих магнитными свойствами, для возбуждения и
Рис. 56. Приемоизлучающая система с электромагнитными преобра-
зователями
приема колебаний могут быть использованы электромагнитные
преобразователи, представляющие собой постоянные магниты
с неподвижной катушкой. При подаче переменного напряжения
на подобную катушку преобразователя-излучателя на постоянное
поле магнита накладывается переменное магнитное поле катушки,
котерое возбуждает механические колебания в изделии, облада-
ющем магнитными свойствами и расположенном вблизи преобра-
зователя. В то же время механические колебания изделия приво-
дят к изменению магнитного поля в системе преобразователя-
приемника, в результате чего в катушке приемника возникает
переменный ток, амплитуда которого пропорциональна амплитуде
механических колебаний. Основным преимуществом применения
подобных преобразователей является возможность бесконтактного
возбуждения и приема колебаний изделия. В качестве примера
на рис. 56 приведена фотография приемоизлучающей системы
с контролируемым изделием в форме стержня, где в качестве
излучателя и приемника колебаний использованы идентичные
электромагнитные датчики. Подобная система также используется
в упомянутых выше приборах «Эластомат 1024».
Помимо указанных видов преобразователей в ряде устройств
находят применение электродинамические преобразователи, позво-
ляющие возбуждать в изделиях, изготовленных из металлических
и неметаллических материалов, колебания достаточно большой
126
амплитуды в диапазоне частот до 12—15 кГц. Подобные преобра-
зователи представляют собой постоянный магнит, в поле которого
помещена катушка, к которой прикреплены игла, штырь или
какой-либо иной контактирующий элемент, передающий механи-
ческие колебания изделию или воспринимающий от него колеба-
ния. В качестве подобных преобразователей обычно используют
колебательные системы стандартных малогабаритных громко-
говорителей. При подаче переменного напряжения на катушку,
она совершает механические колебания в поле постоянного ма-
гнита, которые через контактирующий элемент передаются изде-
Рис. 57. Приемоизлучающая система с электродинамическими
преобразователями
лию. При приеме колебания изделия через контактирующий эле-
мент передаются катушке, совершающей колебания в поле по-
стоянного магнита. При этом в катушке приемника протекает
ток, амплитуда которого пропорциональна амплитуде механиче-
ских колебаний.
Наиболее часто подобные преобразователи используются в ка-
честве излучателей колебаний, так как они позволяют получать
достаточно высокую их амплитуду. На рис. 57 в качестве примера
приведена фотография приемоизлучающей системы, где в качестве
излучателя использован подобный электродинамический преоб-
разователь. Эта система используется в отечественном приборе
типа ИРЧ-1.
При опознавании частоты собственных колебаний выбранной
моды путем ее выделения из спектра за счет определенного рас-
положения изделия относительно опор и приемоизлучающей си-
стемы необходимо осуществлять правильные выбор расположения
и типа опор, на которых устанавливается изделие при контроле,
а также расположение относительно изделия и опор излучателя
и приемника колебаний. Ранее представлены примеры располо-
жения изделия относительно различного типа опор, излучателя
и приемника (см. рис. 17—21), обеспечивающие наилучшие усло-
127
вия выделения из спектра наиболее часто используемых типов
колебаний применительно к контролю изделий конкретных видов.
При этом весьма важно определить влияние на результат измере-
ния изменения местоположения элементов приемоизлучающей
системы и опор относительно положений, показанных на рис. 17—
21, а также влияние параметров материала, из которого изгото-
влены опоры. Наиболее часто опознавание выбранной моды коле-
баний путем ее выделения из спектра осуществляется в случае
контроля изделий, имеющих форму стержней и дисков с отвер-
стием. Поэтому рассмотрим влияние указанных параметров на
процесс измерения на примере колебаний изделий в виде бруска
(стержня) квадратного сечения и диска с осевым отверстием.
Как правило, при определении частоты собственных изгибных
колебаний образца в форме бруска (стержня) со свободными
концами принято располагать опоры в узлах колебаний (как
это было показано на рис. 17), поскольку при таком расположении
опоры не вносят существенных изменений в форму колебаний
и, следовательно, не оказывают влияния на частоту собственных
колебаний стержня. Для основного тона изгибных колебаний узлы
расположены на расстоянии 0,224/ от концов стержня. На прак-
тике при установке стержня на измерительную позицию это
расстояние приближенно заменяется расстоянием 7/4, а кроме
того, имеет место погрешность установки, в результате которой
действительное положение опор отклоняется от номинального.
Для вычисления изменения частоты, обусловленного этими откло-
нениями, следует установить зависимость частоты собственных
колебаний от положения опор для общего случая колебаний
бруска со свободными концами на двух опорах. Для простоты
будем считать опоры расположенными симметрично относительно
середины бруска1. Выведем для этого случая уравнение частоты
основного тона [17].
Обозначим перемещение упругой линии стержня по отношению
к статическому положению:
оо
при О < х < С Zi(x, t) = 2j Xnt (x) (0;
n=l
(179)
oo
при C < x < 4 Z2(x, t)= 2 Xn,(x)<|„(0, (180)
n=l
где C — координата левой опоры.
В силу симметрии формы колебаний относительно середины
стержня достаточно рассмотреть левую его половину 0 < х <
< 1/2. В дальнейшем для упрощения обозначений будем вместо ХП1
1 Исследования выполнены канд. техн, наук Шелачевой Е. Г. под руковод-
ством д-ра техн, наук Б. А. Глаговского.
128
и Хп.2 применять обозначения Хх и Х2. Па левом конце стержня
должны удовлетворяться условия равенства нулю моментов и
перерезывающих сил X" (0) = 0; Х“ (0) = 0, что выполняется,
если принять
Xi (х) = cos Lnx + ch Lnx + Cn (sin Ln x 4- sh Lnx), (181)
где Cn — постоянная, тогда обозначим
X2 (x) = Dni cos Lnx 4- Dn, ch Lnx + Dn, slnLnx + Z\sh Lnx, (182)
где Dn„ Dn,, Dnt, Dnt — постоянные.
В силу симметрии формы колебаний и равновесия перерезы-
вающих сил в точке х = 1/2 имеют место условия:
Х2(//2) = 0; (183)
ХГ (Z/2) =0, (184)
которые выполняются, когда
-р— = - cth Ln - = ctg Ln ~. (185)
n3
В точке опоры должны выполняться условия непрерывности
перемещения, угла поворота поперечного сечения и момента:
(186)
(187)
(188)
Из условий (186) и (188) имеем:
____ cos LnC | Cn sin LnC
n* cos LnC cos Ln (1/2) + sin LnC sin Ln (1/2)
sin Ln (1/2);
(189)
ch LnC + Cn sh LnC
sh LnC sh (Lnl/2) — ch LnC ch (L„//2) S“ Ln
(190)
Для случая жестких опор, кроме условий (186)—(188), имеет
место условие отсутствия перемещения в точке опоры:
Хх (С) = Х2 (С) = 0, (191)
отсюда, учитывая выражение (181), получим постоянную С„ для
этого случая. Обозначив ее Сп жестк, имеем
пжестк
cos LnC + ch LnC
sin LnC + sh LnC
(192)
9 Б. А. Глаговский
129
В общем же случае как жестких, так и гибких опор постоян-
ная Сп определяется из условия (187), куда следует подставить
выражения (181)—(184), (189), (190), после чего получим
т 1
sin Ln —
г =__________
г 1
cos Ln —
&
sh LnC sh Ln ch LnC ch Ln 4
sh LnC sh Ln ch LnC ch Ln~ \ —
n -- (cos LnC cos Ln-!— + sin LnC sin Ц
т-гтттгтт
2 * —
Для жестких опор выражения (192) и (193) можно приравнять
I
n 2
— ch Ln-^-
cos LnC cos Ln-^~ + sin LnC sin Ln
& £
(193)
жестк»
т. e.
. Lnl
sm^-
ch LnC ch Ln -------sh LnC sh Ln
A*
cos (sh LnC sh Ln -------------ch LnC ch Ln । —
cos Ln -%— cos LnC + sin Ln 1 sin LnC
£
— sh Ln 4>-
— ch Ln -- (cos LnC cos Ln ;
2 \ z
cos LnC + ch LnC
2 /
j_\
2 )
I
+ sin LnC sin Ln
(194)
2
что является уравнением частоты основного тона для случая
жестких опор.
Результаты решения этого уравнения, проведенного графиче-
ским способом для
ЩЪ)2
24
20
/5
0,2 0,4 0,6 £
Рис. 58. Решение урав-
нения частоты основ-
ного тона для случая
жестких опор
п = 1 (основной тон), изображены сплошной
линией на рис. 58, где по оси абсцисс отло-
жено отношение расстояния между опорами
к длине бруска. Крестами обозначены точки,
соответствующие тем значениям С, для кото-
рых находилось решение
g = 1 — 2(C/Z). (195)
Те же расчетные точки использованы
для построения графика зависимости отно-
сительной погрешности частоты основного
тона собственных колебаний от величины
относительного отклонения положения опор-
ных стоек от узлового (рис. 59).
Из данного графика следует, что переме-
щение опорных стоек из узлового положе-
концов стержня (ДС7С < 0), так и в напра-
0), уменьшает частоту собственных
ния как в сторону
влении его середины (ДС7С
колебаний. При перемещении концов опорных стоек в сторону
130
концов это объясняется увеличением пролета балки, при пере-
мещении же опорных стоек в направлении середины стержня —
увеличением влияния свешивающихся концов. График позволяет
определить допустимую погрешность установки опорных стоек,
при которой погрешность определения частоты не превысит
заданной определенной вели-
чины.
Например, при перемещении
опор от узлового положения
на расстояние 10% С, что для
бруска длиной 100 мм составит
2,24 мм по направлению к кон-
цам бруска, относительная по-
грешность определения частоты
составит A/V/i = •—-7,6%. При
таком же перемещении опор
по направлению к середине
стержня погрешность опреде-
ления частоты составит всего
1,8%. Таким образом, измери-
тельная позиция должна
обеспечивать
-60 -40 -20 0 20 40 60Ьс/С?/о
Рис. 59. Зависимость погрешности
определения частоты собственных ко-
лебаний от положения опорных стоек
малость отклонений
опорных стоек от заданного положения в направлении концов
бруска.
В направлении же середины стержня допустимы довольно
значительные отклонения. При замене расстояния С = 0,224/
на С = 0,250/ ДС7С = 16,5%, при этом = —2%.
В тех случаях, когда требуется точность определения частоты
выше 2%, следует устанавливать опорные стойки на расстоянии
0,224/ (а не 0,25/) от концов стержня или учитывать вычисленную
систематическую ошибку.
Так, например, при заданной допустимой погрешности опре-
деления частоты Д/1/fi = 2,5% возможно перемещение опорных
стоек не более 5% в направлении к концам бруска и не более 15%
в направлении к его середине. При допустимой погрешности
= 1% эти величины заменяются соответственно на 2°Ь С
и 9% С.
Рассмотрим влияние гибкости опор на значение частоты соб-
ственных колебаний изделия в виде бруска квадратного сечения.
В случае гибкой опоры ее прогиб является функцией опорной
реакции R
Z (С) = (С),
(196)
где величина £ называется коэффициентом податливости опоры.
Так как при колебаниях бруска реакция в точке опоры равна
скачку перерезывающей силы, то имеем
R (С) = EJ
/ fflZi(C)
\ дх3
дЧг (С) \ _ Z^C) = _ Z2(C)
дх3 )— £ — £
• (197)
9*
131
Пользуясь этим условием, а также соотношениями, получен-
ными в начале рассматриваемой задачи, можно получить два
варианта уравнения частоты для случая гибких опор. Из уравне-
ния (197) следует
Xi (С) - Х2 (С) = -
Xi (С)
(198)
Подставляя в эту формулу выражения (181) и (182) для Хх (х),
Х2 (х), получим:
sin Ln С (1 — DnJ + sh LnC (1 — Dni) — cos LnC (Cn — Dnz) +
4" ch LnC (Cn — Dn4) —
cos LnC + ch LnC + Cn (sin LnC + sh LnC)
. (199)
^EJLn
Комбинируя выражения (186) и (188), с учетом (182), получаем
вспомогательные формулы:
Dni = 1 + (С„ - Dn,) tg LnC; (200)
D„, = 1 + (C„ —PnJthL„C.
(201)
Подставляя их в формулы (199) и (187), получим систему урав-
нений для определения Dn3 и ОП4:
Un3 ип4 = Сп Сп
cos LnC ch LnC cos LnC ch LnC
cos LnC + ch LnC + Cn (sin LnC + sh LnC)
| __ Cn | Cn
cos LnC ch LnC cos LnC ‘ ch LnCл ’
(202)
отсюда
Dnt = (1 +
cos LnC sin LnC + sh LnC \ r
2 ) n
cos LnC cos LnC + ch LnC
2 tEJL^ ’
ch LnC sin LnC + sh LnC \
~2 ) n'
(203)
ch LnC cos LnC + ch LnC
“2
(204)
132
Пользуясь формулами (200) и (201), получаем:
sin LnC sin LnC + sh LnC
^EJLn
sin LnC cos LnC + ch LnC
2
ZEJLl
(205)
«2
sh LnC sin LnC + sh LnC
2
LEJLn
sh LnC cos LnC + ch LnC
2
Отсюда, пользуясь соотношениями (185),
валентных уравнения частоты для случая
получаем
гибких опор:
Два
ЭКВИ-
cos LnC sin LnC + sh LnC
2 £EJL3n )
cos LnC cos Ln C 4- ch LnC
2
Сп -
ZEJLn
sin LnC sin LnC + sh LnC
2 tpjti
sin LnC cos LnC 4- ch LnC
2
(207)
lEJLn
2
n 2
n
t,EJLl
ch LnC sin LnC + sh LnC >
th Ln 4
2 t.EJl?n )
ch LnC cos LnC + ch LnC
”2
t,EJLn
sh LnC sin LnC 4" sh LnC
~2
sh LnC cos LnC 4~ ch LnC
2
Сп -
(208)
^EJL^
(208) не
где Сп определяется формулой (193). Формулы (207) и
распространяются на случай абсолютно жестких опор
так как при этом в правых частях этих формул возникают неопре-
деленности типа оо/оо.
Когда величина LEJLn настолько велика, что величины chLnC,
а тем более sh LnC, sin LnC, cos LnC в сравнении с ней можно
считать пренебрежимо малыми, из уравнения (207) и (208) получаем:
lim
3 tg L„ 4" = ~ lim
! thL„4 = C„, (209)
т. е. в пределе получается уравнение частоты стержня со свобод-
ными концами. Отсюда следует, что в этом случае гибкие опоры
133
не изменяют формы колебаний и не вносят погрешности в опре-
деление частоты до n-го тона, где бы они не были установлены.
Требования, которым должны удовлетворять опорные стойки
для того, чтобы величину QEJLn (в данной задаче для п = 1)-
можно было считать бесконечно большой («бесконечно гибкая»
опора) можно установить путем нижеследующего подсчета.
Для выполнения предельного перехода (209) при п = 1 прак-
тически достаточно, как видно из (207) и (208), выполнения ус-
ловий:
££JL3 > - (sin LiC + sh LiC) < c-^1C(shoL1C+° ; (210)
ZEJL3 > (cos Lfi + ch £/?) < eh L1C (c^£1C + °, (211)
^6
так как С <1/2, то для стержня со свободными концами Ь±С <
< L^l/2 = 4,73/2 = 2,365. Поэтому при выполнении условий
(210), (211) тем более выполняются условия малости попарных
произведений sh LXC, sin LTC и cos LrC (меньших ch LXC) на
sin LjC + sh LyC и cos LrC + ch Ь±С, входящих в правые части
выражений (207) и (208). При этом ch LjC < ch 2,365 = 5,37.
Считая опорный элемент стойкой, работающей только на сжа-
тие, имеем [42]
(212)
где /оп, Son, £оп — длина опорной стойки, площадь ее попереч-
ного сечения, перпендикулярного продольной оси бруска, и модуль
упругости материала опорной стойки (все размеры выражаем
в см). При этом должно выполняться условие
^EJLl = „Zo" EJL3 » = 17,1
£ОП*->ОП
ИЛИ
^ОП-^ОП XZ EJL3 _ EJ (Ь^)3 __ 4,733 EJ EJ
Ion 17,1 “ 17,1/3 “ 17,1 Р — /з •
Выражение левой части этого неравенства показывает, что
для уменьшения влияния опорных стоек на величину частоты
основного тона стержня они должны быть широкими в направ-
лении их продольной оси, тонкими и низкими. Так, например,
для абразивных брусков на керамической связке, имеющих тех-
нологически возможное значение модуля упругости Е < 2 х
X 105 кг/см2, длину не менее 10 см и поперечные размеры, не
превышающие 0,8 см, имеем 6,05£У//3 < 6,05-2-10б-0,84/12 х
X 1/103 кг/см = 44 кг/см1, поэтому условие отсутствия влияния
1 Для брусков длиной менее 10 см величина 6,05 EJ/I3 того же порядка.
134
гибкой опоры на частоту собственных колебаний для подобных
абразивных брусков примет вид
<g; 40 кг/см,
т. е.
Боп 40Zon/*Son кг/см .
(213)
На практике при определении частоты собственных колебаний
изделий в виде брусков опорные стойки часто представляют собой
вертикальные пластины, для которых обычно выполняется
/оп/5оп > Ю см-1. Тогда для удовлетворения условию (213)
величина модуля упругости опорной стойки должна быть менее
40 кг/см2. Этому условию удовлетворяет, например, резина (Е =
= 54-10 кг/см2).
Представляет интерес рассмотреть влияние положения прием-
ного датчика на значение частоты собственных изгибных колеба-
ний изделия в форме бруска. Обычно при подобной системе кон-
троля применяется датчик с упругим поджатием, помещаемый
под изделием и фактически представляющий собой упругую
опору. Степень упругости поджатия зависит от конструкции
приемоизлучающей системы. Уравнения частоты основного тона
бруска в случае, когда он установлен на опорах, расположенных
в узлах колебаний, и концы его свободны, могут быть записаны
для различных конструкций датчика в следующем виде [58].
Для абсолютно жесткой конструкции датчика (£ = 0)
tgL„Z = thL„/. (214)
Для бесконечно гибкой конструкции датчика (£ = оо)
cos Lnl ch Lnl = 1. (215)
Для конструкции датчика с упругостью поджатия t
cos Lnl sh Lnl — sin Ln I ch Lnl = tEJLn (cos Lnl ch Lnl — 1). (216)
При выводе этих уравнений использовалось условие пропор-
циональности прогиба упругого элемента датчика опорной реак-
ции в точке контакта датчика с бруском. Через С здесь обозначен
коэффициент податливости конструкции датчика. Из выражений
(214) — (216) видно, что наиболее выгодными с точки зрения точ-
ности определения частоты являются случаи абсолютно жесткого
или бесконечно упругого поджатия датчика, так как в этих случаях
коэффициенты EnZ определяются без учета упругости поджатия
(£ = 0 или £ = оо). Чтобы выяснить, при каких соотношениях
величины £ с параметрами Е, J, I бруска, частота которого под-
лежит определению, можно практически считать поджатие абсо-
135
лютно жестким или бесконечно упругим, производилось решение
уравнений частоты при различных значениях величины ^EJ/l3
(решение уравнений было выполнено на электронной вычислитель-
ной машине «Минск-22»). Результаты решения представлены
в табл. 19, проанализировав которые можно сделать следующие
выводы.
1. При определении частоты собственных колебаний стержня
нельзя считать датчик абсолютно жесткой опорой даже при
[?£J//3] = о.
2. Датчик можно считать
абсолютно упругой опорой при I
> 10 (217)
Таблица 19
Результаты решения уравнения
частоты изгибных колебаний стержня
основного тона
1ЕЛ1г LQl Ltl L2l
0,00 3,927 7,069 10,210
0,05 2,848 4,928 7,896
0,10 2,455 4,827 7,874
0,15 2,236 4,794 7,867
0,20 2,089 4,778 7,863
0,50 1,674 4,749 7,857
1,00 1,411 4,740 7,855
5,00 0,945 4,732 7,854
10,00 0,795 4,731 7,853
50,00 0,539 4,730 7,853
100,00 0,447 4,730 7,853
сю 0,000 4,730 7,853
Этому условию удовлетво-
ряет датчик на резиновой по-
душке, что легко установить
путем элементарного подсчета,
считая упругий элемент датчика
стойкой, работающей на сжатие
(также как и в случае упругих
опор).
3. В случаях, когда оба
конца бруска свободны, собст-
венному значению £0/ (при
отсутствии датчика равному
нулю) при наличии последнего
соответствует частота /0 </\,
точное значение которой может быть определено по табл. 19
при известной величине tEJIl3 из соотношения /0 (LqIILiI)\
причем LqI < 3,927.
Более сложной задачей является исследование влияния на
процесс измерений условий закрепления изделия, имеющего
форму диска с отверстием. Для подобного изделия влияние усло-
вий заделки или опирания на частоту собственных колебаний
может быть исследовано как путем составления и точного решения
уравнений частоты, так и приближенно энергетическим методом,
подобным предложенному в [68] для случая опертой системы.
Для опертого диска составление и точное решение уравнений
частоты представляет собой весьма нелегкую задачу. Поэтому,
учитывая хорошее совпадение вычислений на основе точного и
энергетического методов, установленное при рассмотрении коле-
баний стержня, можно рекомендовать для этого случая примене-
ние приближенного энергетического метода.
Наиболее часто при контроле изделий в виде дисков с осевым
отверстием используют установки изделия на опорах (см. рис. 19
или 20). В этом случае оценка свойств изделия производится
по частоте собственных изгибных колебаний с двумя узловыми
136
диаметрами Рассмотрим изменение этой частоты при малом
радиальном перемещении одной из опор, которую при этом будем
считать абсолютно жесткой и перемещение опоры настолько мало,
что обусловленное им изменение формы колебаний можно не учи-
тывать при расчете, а вызванное им изменение энергии системы
является величиной второго порядка малости по 'сравнению с изме-
нением потенциальной энергии рассматриваемой опоры. Согласно
[68] имеем
6(og, _6V — 6Г
<0g2 “ W ’
(218)
где V и W — максимальные значения жотенциальной и кинетиче-
ской энергии системы, соответствующие отсутствию узловых
окружностей (т = 0) и наличию двух узловых диаметров (п = 2)
со 02 — круговая частота, соответствующая частоте изгибных ко-
лебаний диска /х.
В рассматриваемом случае, точечной опоры 6 W = 0, в силу
принятых допущений, и, следовательно:
cog, “ W 1
(219)
&>=—/? (a, <pi) 6соо2 (а, ср) = — R {a, epi)
г = а | 6г |, (220)
где <рх — угловая координата опоры; R (а, <рг) — реакция в точке
опоры; ^02 — амплитудное по времени значение члена ряда,
соответствующее т = 0, п = 2 (через dw^ldt, d2w02/dt2 обозна-
чим также амплитудные значения скорости и ускорения, соот-
ветствующие т = 1, п = 2). В этом случае получим:
[ д ^202- г dr Дер =
J dt2 1
ь
а
= — ph (соО2)2 j [®02 (г, ipj]2 г dr,
ь
fl? 1 f f Г.^.Ф).12^^ф==
2 J J L of J
b —л
а л
= у рй (со02)2 j j [соо2 (г, ср)]2 г dr dtp.
b —л
137
Подставляя значения R и W в выражения (219) и (220) с учетом
использования ударного воздействия, получим [11]
дсоО2 1_ дсоб-з (eJP cos2(pL+ еоГ sin 2фг)2
(0q2 2 ?
J feo-V cos + ЕоГ sin 2cp)2 dip
— л
а \
f R2 (SB2r) г dr d/?2^02r)
\ д I ar r=a
x —---------a--------------------• (221)
j R'z (502r) r dr
b
Примем (условно) ф2 = 0, тогда
too? = 2а_ [е^]2
С002 Я [еЖ+[^Т
__________[^02Д^1 (^02fl) --SwjbRl (-^020 "~Ь 2/?1 (*Sq2q) -2/?о (S02b)J_________
а- {[Я2 (S02a) 1а - Я1 (W) /?з (So2«)} - & {[R2 (S026)J2 - R± (SQ2b) R3 (SQ2b)} X
(±F R, Ы-Rt(SMo) I & I .. 0.
(222)
Если первоначальной причиной колебаний круга было сосре-
доточенное возмущение, приложенное в точке с координатами г',
ф', тогда [17]
л
е<*> = —-----------------J 6 (ср — ср,) cos 2<р dtp х
л j I/?2(S02r)prdr
b
X j (S0.,r) 6 (r — r') dr —
b
= а2л(а~ь) R2 (S^r') cos 2cp', (223)
j' [/?2 (S02r)]Srdr
b
отсюда следует, что при ф' = —л/4 и ф' = ±3 л/4 ей’ = О,
следовательно, согласно (222), 6соО2 = 0. Наибольшую величину
изменение частоты будет иметь при ф' = 0,ф' = ±л/2; ф' = л.
Таким образом, исследование влияния небольшого перемеще-
ния опоры на частоту собственных колебаний круга, проведенное
с помощью энергетического метода, позволяет сделать следующие
выводы: Если точка приложения ударного возбуждения лежит
на диаметре круга, расположенном под углом 45° к опорным узло-
138
вым диаметрам, то небольшое радиальное перемещение одной
или нескольких опор не создает погрешности определения модуля
упругости по частоте собственных колебаний круга.
При угловом отклонении точки приложения ударного возбу-
ждения от положения (указанного в п. 1) радиальное перемещение
опоры вызовет погрешность определения модуля упругости,
которая будет максимальной, когда точка приложения ударного
возбуждения займет положение на одном из опорных диаметров.
Физический смысл последнего явления состоит в том, что такое
положение точки приложения возбуждения наименее благоприятно
для возбуждения рассматриваемой моды колебаний и наиболее
благоприятно для возбуждения обертонов.
При равном угловом перемещении двух, трех или четырех
опор (фх = 0, ф2 = зт/2, фз = л, ф4 = 3/2зт) погрешность опре-
деления частоты собственных колебаний увеличивается соответ-
ственно в 2—4 раза. Таким образом, из рассмотренного видно, что
существенное влияние на результат измерения оказывают места
расположения опор и их вид, причем это влияние минимально
при применении гибких опор. Из приведенных фотографий
(см. рис. 55—57) различного рода приемоизлучающих систем видно,
что на практике достигают уменьшения указанного влияния путем
применения опор в виде тонких гибких нитей (см. рис. 55 и 56)
или стоек, к которым прикреплены узкие резиновые прокладки
(см. рис. 57). Причем, измерительные платы на которых установ-
лены опоры и приемоизлучающая система, снабжены микрометри-
ческими подачами, позволяющими производить в зависимости
от вида контролируемого изделия точную установку опор, излу-
чателя и приемника колебаний относительно изделий.
При контроле изделий в форме дисков с отверстием хорошие
результаты могут быть получены при использовании установки
изделий (см. рис. 20), когда в качестве опоры используется конус
с четырьмя ребрами, изготовленный из резиноподобного пласти-
ческого материала, обладающего большой гибкостью. Фотогра-
фия подобного конуса, используемого при контроле изделий
упомянутым бельгийским приборохМ типа «Гриндо соник», при-
ведена на рис. 60.
Все вышеизложенное относится к случаю, когда опознавание
выбранной моды колебаний осуществляется путем ее выделения
из спектра за счет определенного расположения изделия относи-
тельно приемоизлучающей системы и опор. Когда подобный спо-
соб опознавания является непригодным, приходится произво-
дить расшифровку частотного спектра и опознавание частоты
собственных колебаний выбранной моды по порядку ее следова-
ния в спектре. При этом основной задачей приемоизлучающей
системы является обеспечение регистрации составляющих спек-
тра с минимальными искажениями. Принимая во внимание, что
для расшифровки спектра обычно применяются выражения типа
(53)—(62), полученные для свободных колебаний, приемоизлу-
139
чающая система должна обеспечивать условия проведения испы-
таний, близкие к свободным колебаниям изделия.
Хорошие результаты могут быть получены при использовании
приемоизлучающей системы, состоящей из двух идентичных
пьезодатчиков с куполообразными насадками, между которыми
без применения каких-либо специальных опор устанавливается
объект контроля. На рис. 61 представлены наиболее распростра-
ненные виды установки изделия в зависимости от его формы
и размеров, причем установка, обозначенная цифрой 31И, может
Рис. 60. Коническая опора, используемая при контроле ди-
сков с отверстиями
быть использована также и для изделий без отверстия и включает
в себя два возможных варианта закрепления за середину и за
край изделия (см. рис. 23 и 24).
Приведенные варианты охватывают все основные формы изде-
лий, применяемых в промышленности и имеющих переходную
форму от диска к стержню, для которых может быть использована
подобная методика контроля. Это прежде всего различные втулки
(изделия 3—«З1), стержни (изделия 3й) и кольца различных раз-
меров (изделия 31И—3V). В качестве пьезоэлектрических излуча-
теля и приемника колебаний, применяемых в подобной си-
стеме, могут быть использованы, например, одинаковые датчики
(см. рис. 36). Куполообразные элементы 4, контактирующие с изде-
лием, обеспечивают надежные передачу и прием колебаний и ока-
зывают слабое влияние на колебательный процесс. Пьезокерами-
ческая пластина 3, изготовленная из пьезокерамики типа ЦТС-19,
имеющая толщину 1 мм и диаметр 10 мм, обеспечивает достаточно
высокую чувствительность датчиков как в режиме излучения,
140
. 61. Различные варианты установки изделий
между двумя пьезодатчиками
так и в режиме приема. Высокая собственная резонансная ча-
стота пластины в сочетании с демпфированием ее с помощью
картонной прокладки 2, пропитанной касторовым маслом, обла-
дающим большим акустическим затуханием, обеспечивает до-
статочно хорошую частотную характеристику приемоизлучаю-
щей системы в диапа-
зоне частот от единиц
до 500—600 кГц. Для
обеспечения акустиче-
ского контакта пьезо-
пластины с контактиру-
ющим с изделием эле-
ментом пластина прити-
рается к шлифованной
поверхности донышка
элемента с помощью ка-
пли касторового масла.
Обычно закрепление
изделия в подобной при-
емоизлучающей системе
осуществляется с по-
мощью пружинного при-
жима, обеспечивающего
прижим в зависимости
от веса и размеров изде-
лий от единиц граммов дб 4—5 кг, причем с целью приближения
условий испытания к свободным желательно выбирать минималь-
ные значения усилия прижима, обеспечивающие достаточную чув-
ствительность приемника колебаний. Подобная приемоизлучающая
система используется, например, в акустических приборах типа
«Звук-1». Эти приборы используются для акустического контроля
малогабаритных изделий, они запатентованы авторами книги
в ведущих капиталистических странах.
8. ОПРЕДЕЛЕНИЕ ОСНОВНЫХ ПАРАМЕТРОВ
И ВЫБОР СХЕМЫ УСИЛИТЕЛЬНОГО УСТРОЙСТВА
Усилительные устройства, входящие в состав контрольно-
измерительной аппаратуры, использующей низкочастотные аку-
стические методы контроля, должны обеспечивать усиление по-
лезных сигналов, воспринимаемых приемником колебаний, и
совместно с индикатором обеспечивать достаточную чувствитель-
ность для его срабатывания. Одним из основных параметров та-
кого усилительного устройства является полоса пропускания,
которая должна обеспечивать регистрацию частоты собственных
колебаний выбранной рабочей моды, а также при необходимости
частоты тех мод колебаний, которые служат для расшифровки
частотного спектра. Определение границ полосы пропускания
141
может быть произведено аналогично методике определения необ-
ходимого для контроля частотного диапазона возбуждения коле-
баний. Так, например, нижние границы диапазона при контроле
изделий, колебания которых описываются выражениями (53)—
(62), могут быть произведены с помощью выражений (86)—(91).
При использовании в контрольно-измерительной аппаратуре
метода свободных колебаний, когда опознавание выбранной моды
колебаний осуществляется путем выделения ее из спектра за счет
определенного расположения изделия относительно приемоизлу-
чающей системы и опор, а возбуждение колебаний в изделии про-
изводится ударом, становится весьма важным выделение из всего
спектра частот, возникающих при ударе, колебаний выбранной
моды. При этом необходимо исключить попадание на индикатор,
в качестве которого обычно используется частотомерное устрой-
ство, с одной стороны, колебаний, возникающих за счет переход-
ного процесса при ударе и искажающих результат измерения,
и, с другой стороны, всех видов собственных колебаний изделия,
кроме колебаний рабочей моды. Для решения первой задачи при
контроле конкретных видов изделий необходимо знать время
переходного процесса, которое существенно зависит от вида и
материала контролируемого изделия, а также параметров удара
и самого ударника.
Для определения времени переходного процесса объект кон-
троля обычно схематизируют механической системой с одной
степенью свободы. Известно, что в настоящее время отсутствует
общепринятая гипотеза распространения волн для целого ряда
веществ. Если для анизотропно-упругих веществ установлены
определенные соотношения между напряжением и деформацией
[11], то для многофазных и сыпучих, упругопластичных и вязко-
упругих подобных соотношений до настоящего времени не уста-
новлено. Несмотря на то что в последние годы появился ряд
исследований в области изучения природы потерь в веществах
всех перечисленных типов, принятые исследователями упрощен-
ные модели далеко не всегда подтверждаются экспериментально.
Ниже приводится решение этой задачи для различных соотно-
шений Т1Т^К, где Т — длительность ударного воздействия,
Тс к — период собственных колебаний объекта контроля1. Урав-
нение вынужденных колебаний принимается в виде [13]
m 4- k (и + iv) х* = Г (0, (224)
где х* — комплексное перемещение, m и k — соответственно масса
и жесткость объекта контроля, тогда
1 — т2/4 V
1 4-т2/4 ’ и 1 +72/4
1 Методика определения времени переходного процесса остается без изме-
нения и при принятии иных вариантов.
142
где 7 — коэффициент внутреннего трения; f* (t) — функция, дей-
ствительная часть которой Ref*(Z) = у (/) в соответствии с урав-
нением (110).
Уравнение (224) для промежутка времени 0< / с Т приводится
к виду
Re х* = х (t) = (Д cos -у- £ — Л2 sin у Ч X
X ехр
71 Tit
, /<1 tg (л /(1) “ Т tg (л/Ki) .
+ (Bi cos pt — B2 sin pt) exp----y- pt. (225)
где
(227)
p = у k m = 2л/ск = 2л/7\к; (228)
В1=-Л1ехрЛ11^яЛ1);
A = A ~2 77 (A + A ct£ к?) exP tg (л kj '
Решение’при t > T имеет вид
л\ (t) = [Qj cos p (t — T) — Q-2 sin p (t — T)J X
X exp — p (t — T) = у q] X
X sin [p (/ — T) — <p] exp —p (t — T), (230)
где ф = arctg(Qi/Q2);
(231)
= (£?! cos pT — B2 sin pT) exp — (?/2) pT -f-
+ Вг exp — л ctg (n/KJ;
Q2 = (B^inpT + ВгСозрУ) exp —
— (t/2) pT + B2 exp — nctg (n/KJ.
143
Известно, что arctg х является многозначной функцией, обла-
дающей свойством arctg (х + л) = arctg х. Анализ показывает,
что для получения значения Тп (см. рис. 37) целесообразно при-
нять главное значение arctg (Qi/Q2)» которое обозначим через
arctg (QJQJ, в интервале Ос х <• л, и пользоваться формулами:
ф = arctg (Q1/Q2) при Qx < 0; (233)
Ф = arctg (Qx/Q2) + л при Qx > 0. (234)
Из уравнений (230) и (231) следует, что, пользуясь выражением
(232), можно найти фазовый угол ф, однозначно определяющий
время
Тп = ф/р,
(235)
где р определяется из (228).
Рассмотрим численный пример, иллюстрирующий изложен-
ные теоретические положения. Расчет показывает [13], что с точ-
ностью до величин второго порядка малости относительно коэф-
фициента внутреннего трения у, обозначив
а = Т/Тс к,
(236)
получим
— ^1
cos 2ла + ехр — л ctg
Qi
<2 2 “
sin 2ла
А,
, л у
ctg--------——
ь Л1 2
(237)
2
Л1 sin 2ла
Для подавляющего большинства материалов, из которых изго-
товлены объекты контроля, при имеющих место в практике удар-
ных воздействиях, для которых < 7, выполняется следующее
соотношение:
у/2 cctg л/ТСх. (238)
В силу этого соотношения величиной у/2 в выражении (237)
можно пренебречь. После выполнения ряда преобразований полу-
чаем
<21 ____
<2г
л I х Л / 1
cos 2ла + ехр — л ctg ---------( -----:—о 1Г.
r Ki \2ос s-in 2л//<!
sin 2ла
- п । / 1 * л \
sm 2ла + ( --—5--------a tg )
\2а81п2л/Л1 Ki /
. (239)
X (cos 2ла + ехр — л ctg л/Кх)
Из этого выражения видно, что отношение Qx/Q2> а следова-
тельно, и фазовый угол ф полностью определяются, отношением
144
TITZ K и величиной т. е. параметрами ударного воздействия
и отношением длительности воздействия к периоду собственных
колебаний объекта контроля.
Вид зависимости фазового угла ф от а показан на рис. 49
при различных значениях параметра /<х (при = 5 функция
arctg?Qi/Q2 терпит разрыв при а, близком к единице, что видно
из графика).
Использование настоящей методики предполагает знание ми-
нимальной частоты собственных колебаний объекта контроля,
определяемой, как правило, расчетным путем с помощью выраже-
ний для частот собственных колебаний. В том случае, когда
рабочая мода колебаний является самой низкой в спектре, ука-
занная минимальная частота собственных колебаний совпадает
с нижней границей частотного диапазона и может быть определена
с помощью выражений (86)—(91).
Для определения времени переходного процесса в каждом
конкретном случае выбирается величина и вычисляется зна-
чение Тс.к = 2л/р. Затем с помощью зависимостей (см. рис. 49)
определяется величина а и соответствующее ей значение функ-
ции ф. Разделив полученное значение ср на величину круговой
частоты р = 2л/, где f — частота собственных колебаний изделия,
можно получить значение времени переходного процесса Тп.
Рассмотрим в качестве примера определение времени переход-
ного процесса при контроле стальным ударником (/Сх == 4) кера-
мического объекта, имеющего форму диска с наружным и внутрен-
ним диаметрами, равными соответственно 500 мм и 305 мм (объект
II—III группы контроля).
Полагаем, что у этого объекта f = 1540 Гц и, следовательно,
р = 2л/ = 9700 Гц. Значение То может быть определено следу-
ющим образом:
т — Тс-к---------------!_____= 0 46• 10“3 с*
1 ° 2 sin (л/Кх) “ 2f sin (л/Ki) ’
q - - <M6-10_2 =072
7C K “ 0,64-IO'3 U’ *
В соответствии с графиком рис. 49 определяем величину <р =
= рТп = 3,6, откуда Тп = <р/р = 3,6/9700 = 0,37- 10"3 с.
Для второго примера используем рассмотренный на стр. 74
случай контроля втулок из белого чугуна с размерами (мм):
D = 40, h = 63, d = 16.
При выборе в качестве рабочей моды крутильных колебаний
граничная частота колебаний для этого объекта /кРн = 25,2 кГц;
р =’2л/ = 158 000 Гц. Для этого случая = 3:
у________________2 3» 10~6С’ а = — 2’3-Ю 6 = q g 1
1 ° 2f sin (nlKr) 2,6 1U C’ TC.K 3,8.10-6
10 Б. А. Глагсвский
145
В соответствии с графиком ф = рТп = 4,2, отсюда Тп =
= ф/р = 4,2/158 000 = 25,2 - 10"G с.
Полученное значение времени переходного процесса Тп по-
зволяет произвести выбор схемы, обеспечивающей исключение
попадания на индикатор колебаний, определяемых переходным
процессом. Это может быть достигнуто, например, с помощью
временной отсечки, запирающей входные цепи усилителя или
индикатора на время Тп, или с помощью выбора соответству-
ющей полосы пропускания усилителя, исключающих прохожде-
ние обычно низкочастотных составляющих, определяемых пере-
ходным процессом.
Решение второй задачи: исключение попадания на индикатор
всех видов собственных колебаний изделия, кроме колебаний
рабочей моды, может быть достигнуто путем выбора минимально
допустимой полосы пропускания усилительного устройства, обес-
печивающей регистрацию всех возможных частот собственных
колебаний рабочей моды при допустимых изменениях размеров
изделий и технологически возможных колебаниях скорости рас-
пространения упругих колебаний Cz. Использование выбранной
таким образом полосы пропускания в сочетании с установкой
изделия относительно приемоизлучающей системы и опор, обес-
печивающей наилучшие условия выделения колебаний рабочей
моды, позволяет, как правило, на реальных изделиях исключить
регистрацию колебаний посторонних мод индикаторным устрой-
ством.
Другим способом решения такой задачи (применяемым в не-
которых зарубежных устройствах) является выбор достаточно
большой временной отсечки, при которой к моменту открывания
входных цепей широкополосного устройства амплитуда всех
колебаний (кроме основного тона), в том числе и колебаний, опре-
деляемых переходным процессом, возникающим при ударе, до-
стигла величины ниже порога срабатывания индикаторного уст-
ройства. Применение подобной схемы контроля существенно уве-
личивает требования к чувствительности и помехозащищенности
входных цепей и ограничивает возможности выбора различных
мод колебаний в качестве рабочих. Так, например, в широко
используемых за рубежом приборах типа «Гриндо Соник» оказы-
вается невозможной работа с бесконтактным микрофоном в поме-
щениях с обычным уровнем шумов, что приводит к необходимости
использования контактного приемника с встроенным входным
каскадом (см. рис. 54).
^Обычно при использовании как полосовых, таки широкополос-
ных усилительных устройств сигнал с приемника усиливается
предварительным усилителем. На рис. 62 приведена схема подоб-
ного усилителя, собранная на транзисторах типа МП39Б и пред-
назначенная для усиления сигнала микрофона в полосе частот
100 Гц— 15 кГц, с коэффициентом усиления порядка 40. Пред-
варительный усилитель может быть конструктивно выполнен
146
+J08
Рис. 62. Схема усиления виг-
нала микрофона
совместно с приемником колебаний, как это имеет место в пьезо-
щупе (см. рис. 54).
На рис. 63 в качестве примера приведена схема активного поло-
сового фильтра, используемого в приборах типа «Звук 202».
Схема собрана на транзисторах МП13 (Т/, ТЗ, Т5, Т7) и МП116
(Т2, Т4, Тб, Т8) с коэффициентом
усиления порядка 1,5—2. Нижняя
и верхняя граница частотного диапа-
зона определяются значениями емко-
стей конденсаторов С1—С8. Обычно
при контроле изделий разных типо-
размеров, для которых требуются
различные полосы пропускания, эти
конденсаторы переключаются с по-
мощью специального переключателя.
При использовании ударного ме-
тода возбуждения колебаний, как
правило, необходимо обеспечить за-
пуск индикаторного частотомерного
устройства непосредственно после
нанесения удара по кругу. В этом
случае может быть использован син-
хронизатор, вырабатывающий импульс запуска при достижении
определенного уровня сигнала на приемнике колебаний. Пример
подобной схемы, выполненной на транзисторах МП42А (Т1—ТЗ)
и П416Б (Т4), приведен на рис. 64.
+308
Рис. 63. Схема полосового фильтра
При использовании в контрольно-измерительной аппаратуре
метода вынужденных колебаний обычно применяют широкополос-
ные усилительные устройства, полоса пропускания которых
выбирается в зависимости от типоразмеров контролируемых изде-
лий и способа опознавания частоты рабочей моды колебаний по
методике, аналогичной методике выбора частотного диапазона
возбуждения колебаний (см. гл. II).
В качестве примера на рис. 65 приведена схема усилителя,
выполненного на лампах 6Н23П и 6Ф4П, предназначенного для
10*
147
+30В
Рис. 64. Схема синхронизации
о
Рис. 65. Схема усиления сигнала пьезоприемника (ламповый
вариант
Рис. 66. Схема усиления сигнала пьезоприемника
(транзисторный вариант)
148
усиления сигнала с пьезодатчика, аналогичного изображенному
на^рис. 36. Усилитель позволяет получать коэффициент усиления
порядка 10 000 в полосе частот от единиц до 500—600 кГц.
На рис. 66 приведена схема усилителя, выполненного на транзи-
сторах МП37Б, обеспечивающего коэффициент усиления порядка
2000 в полосе частот от единиц до 50—60 кГц и предназначенного
для усиления сигнала аналогичного пьезодатчика.
+2008
&
Рис. 67. Схема амплитудного индика-
тора резонанса с электронно-оптиче-
ским преобразователем
9. ВЫБОР СИСТЕМ ИНДИКАЦИИ
Индикаторные устройства, входящие в состав контрольно-
измерительной аппаратуры, использующей низкочастотные аку-
стические методы, должны обеспечивать либо непосредственное
считывание измеренного значения частоты собственных колеба-
ний, либо показывать момент ее совпадения с частотой вынужда-
ющих колебаний, значение которой может быть считано с отсчет-
ного лимба генератора или за-
мерено каким-либо другим спо-
собом.
При использовании метода
свободных колебаний обычно
применяют различного рода ча-
стотомерные устройства, позво-
ляющие определять частоты
колебаний изделия, возникаю-
щих в результате удара и сво-
бодно затухающих в изделии.
В качестве подобного частото-
мерного устройства может быть,
например, использован стан-
дартный электронно-счетный
частотомер типа 43-32. В том
случае когда амплитуда колебаний, принятых микрофоном
и усиленных усилителем, после нанесения удара по объекту
контроля имеет достаточную величину для срабатывания частото-
мера в течение времени, превышающего 0,1 с, возможно с помощью
указанного частотомера производить непосредственно измерение
частоты с достаточной для практики степенью точности.
При быстром затухании колебаний возможно производить
измерение времени десяти периодов колебаний, которое без труда
может быть пересчитано в значение частоты. При использовании
метода вынужденных колебаний могут быть использованы раз-
личные индикаторные устройства, работа которых основана на
том явлении, что в момент совпадения частоты собственных коле-
баний изделия с частотой вынуждающих колебаний амплитуда
колебаний изделия, воспринимаемых приемником, максимальна
и сдвиг фаз между сигналами на излучателе и приемнике равен
нулю или 180°.
149
В качестве подобных индикаторов могут быть использованы
электронные осциллографы различных типов, позволяющие оце-
нивать амплитуду сигнала по вертикальному отклонению луча
на экране, а сдвиг фазы между двумя сигналами—по известной
методике по фигурам Лиссажу. Помимо использования в качестве
индикатора электронных осциллографов, в различных устрой-
ствах акустического контроля используются специальные ампли-
тудные и фазовые индикаторы.
Рпс. 68. Схема амплитудного инди- Рис. 69. Схема фазового индика-
катора резонанса со стрелочным тора резонанса
прибором
В качестве примера на рис. 67 приведена схема амплитудного
индикатора с электронно-оптическим преобразователем-лам-
пой 6ЕЗП, позволяющая фиксировать момент наступления резо-
нанса по закрытию глазка лампы.
На рис. 68 приведена схема амплитудного индикатора, пред-
ставляющего собой простейшую схему вольтметра со стрелочным
прибором, показывающим величину амплитуды подаваемого на
вход сигнала.
На рис. 69 приведена схема фазового индикатора, выполнен-
ного на лампах 6Х2П, представляющего собой фазометр на трех
диодах со стрелочным индикатором, позволяющим фиксировать
сдвиг фазы на нуль или 180° между сигналами, подаваемыми па
входы 1 и 2, соответственно по максимуму или минимуму показа-
ний стрелочного индикатора.
ГЛАВА Ш
РЕЗУЛЬТАТЫ ПРИМЕНЕНИЯ
НИЗКОЧАСТОТНЫХ АКУСТИЧЕСКИХ МЕТОДОВ
И ПЕРСПЕКТИВЫ ИХ ИСПОЛЬЗОВАНИЯ
В настоящее время низкочастотные акустические методы на-
ходят применение, в первую очередь, при определении модулей
упругости материалов, из которых изготовляются различного
рода детали и изделия. Причем обычно изготовляют из данного
материала образцы удобной для испытания формы и используют
при измерении различного рода установки, собранные в основном
из стандартных приборов.
Достижения в области создания специализированной аппара-
туры для акустического контроля и разработки методик проведе-
ния измерений изделий различной формы позволили использовать
низкочастотные акустические методы для контроля различных
деталей и изделий непосредственно в производственных условиях.
Наиболее широкое промышленное применение эти методы находят
при производстве подшипников [34], огнеупоров [5], абразивных
изделий [35, 57], изделий из твердого сплава [26, 30] и других
сверхтвердых материалов, а также в строительной технике и дру-
гих отраслях промышленности.
В этой главе приведены краткие сведения о некоторых выпу-
скаемых отечественной промышленностью и зарубежными фир-
мами устройствах, которые могут быть использованы при произ-
водственном контроле различных деталей и изделий машинострое-
ния, а также приведены примеры использования низкочастотных
акустических методов и полученные при этом результаты.
10. АППАРАТУРА ПРОМЫШЛЕННОГО,, КОНТРОЛЯ
В настоящее время в нашей стране и за рубежом выпускаются
специальные устройства, позволяющие производить контроль
различного рода изделий по частотам их собственных колебаний,
принцип действия которых основан на использовании как метода
свободных, так и метода вынужденных колебаний. Причем в по-
следнее время метод свободных колебаний находит все более
широкое применение.
Опытным заводом Всесоюзного научно-исследовательского
института абразивов и шлифования выпускается прибор типа
«Звук 202», предназначенный для определения частот собственных
151
колебаний изделий в виде дисков и колец различной высоты диаме-
тром 200—1100 мм с осевым отверстием, имеющих частоты соб-
ственных колебаний в пределах 0,1—10 кГц. В приборе реализо-
ван метод свободных колебаний с возбуждением колебаний в изде-
лии с помощью удара. Обычно при контроле подобных изделий
в качестве рабочей моды используются плоские колебания fd,
частота которых не зависит от высоты изделия, что значительно
упрощает при обработке результатов измерения введение по-
правки на отклонение геометрических размеров изделия от номи-
нальных. Для выделения колебаний рабочей моды fd (см. гл. 1)
нужно применять способ установки изделия при контроле, пока-
Рис. 70. Блок-схема прибора «Звук 202»
занный на рис. 21, а рабочий частотный диапазон выбирать в соот-
ветствии с выражением (40) и методикой, изложенной в п. 6.
На рис. 70 приведена функциональная схема прибора, обес-
печивающая указанные условия проведения испытаний. Работа
прибора заключается в следующем: при нанесении удара удар-
ником 1 по цилиндрической поверхности изделия 2 в нем возни-
кают механические колебания, которые воспринимаются и пре-
образуются в электрический сигнал микрофоном 3. Электриче-
ский сигнал усиливается усилителем 4 и подается на перестраивае-
мый фильтр 5, с помощью которого отсекается время переходного
процесса и выделяются из сигнала собственные колебания круга fd.
Частота выделенных колебаний измеряется с помощью частото-
мера 7. Для обеспечения запуска частотомера служит синхрони-
затор 6, который вырабатывает импульс запуска.
При контроле круг устанавливается непосредственно на полу
или столе без применения каких-либо специальных опор. Тонкие
диски и кольца можно придерживать вручную в области узла
колебаний А. При этом удар наносится по цилиндрической по-
верхности в одной из зон пучности колебаний В, расположенной
на диаметрах, составляющих угол 45° с диаметром, проходящим
через точку опоры изделия. Микрофон располагается также
в одной из зон В на расстоянии порядка 5 мм от поверхности
изделия.
Общий вид прибора «Звук 202» приведен на рис. 71. В каче-
стве ударника 1 используется молоток со сменными бойками
(рис. 51). Оптимальные параметры бойка в зависимости от типа
152
контролируемого изделия могут быть определены по методике,
изложенной в п. 5. В качестве приемника колебаний 2 исполь-
зуется стандартный микрофон типа МД-59, в качестве частото-
мера — стандартный электронно-счетный частотомер типа 43-32.
Предусилитель 4 выполнен по схеме, приведенной на рис. 62,
а фильтр 5— по схеме рис. 63.
На выходе фильтра включен оконечный усилитель, сигнал
с которого поступает на вход частотомера. Синхронизатор вы-
полнен по схеме рис. 64.
Рис. 71. Общий вид прибора «Звук 202»
Работа электронной схемы устройства может быть рассмотрена
с помощью временных диаграмм, приведенных на рис. 72. На вы-
ходе полосового фильтра напряжение сигнала имеет вид, приведен-
ный на рис. 72, а. Это напряжение одновременно поступает на
вход частотомера и в схему синхронизатора. За обозначен мо-
мент времени возникновения сигнала на выходе фильтра, нижняя
граничная частота которого выбрана таким образом, чтобы коле-
бания, возникающие во время переходного процесса, заведомо
не попали на вход частотомера.
В схеме синхронизатора сигнал детектируется (рис. 72, б)
и из него вырабатывается прямоугольный импульс длительностью
(£2—^i)» закрывающий вход синхронизатора до момента уменьше-
ния амплитуды колебаний менее определенной величины ил
(рис. 72, в). Это исключает ложные срабатывания прибора в про-
цессе измерения частоты. После дифференцирования прямо-
угольного импульса отрицательный импульс (рис. 72, г) подается
на ждущий мультивибратор, который вырабатывает отрицатель-
ный импульс длительностью 200 мкс и амплитудой не менее 5 В
(рис. 72, д). Задним фронтом этого импульса производится запуск
частотомера.
153
Прибор «Звук 202» предусматривает работу в двух режимах:
1) при измерении частоты колебаний, когда время «звучания»
круга превышает время (t2 — ?i) = 0,1 с; 2) при измерении
времени 10 периодов колебаний при контроле изделий с большим
акустическим затуханием. Эти режимы работы задаются соответ-
ствующим положением ручек управления частотомера. В первом
режиме обеспечивается точность отсчета частоты =±=0,01 кГц,
Рис. 72. Временные [диаграммы
работы прибора «Звук 202»
во втором режиме =*=0,1 мс.
В связи с тем, что основное
применение прибор «Звук 202»
находит для производственного
контроля абразивных кругов диа-
метром 250—1100 мм, частотный
диапазон выпускаемых приборов
выбран в соответствии с имеющи-
мися в наличии типоразмерами
кругов и перекрывается с по-
мощью пяти диапазонов, предна-
значенных для контроля конкрет-
ных типоразмеров кругов: 0,90—
1,72 кГц (1), 1,40—2,80 кГц (2),
2,23—4,44 кГц(З), 3,58—7,11 кГц
(4), 5,60—10,4 кГц (5).
Учитывая, что частота плоских
колебаний /^определяется в основ-
ном диаметром отверстия d, а диа-
пазон технологически возможного
изменения скорости распростране-
ния упругих колебаний Cz для
абразивных изделий имеет широ-
кие пределы (3,8—5,9) 105 см/с,
перекрывающие значения скоро-
стей для основных видов материа-
лов, применяемых в машинострое-
нии, с помощью прибора «Звук 202»
могут контролироваться без пере-
стройки частотных диапазонов диски и цилиндры с осевым
отверстием, имеющим диаметр d в диапазонах порядка 300 мм (1),
200 мм (2), 125 мм (3), 75 мм (4), 30 мм (5).
Анализ выражения (40) показывает, что при реально возможных
допусках на геометрические размеры изделия изменение значения
частоты fd за счет отклонения реальных размеров изделия от но-
минальных, по крайней мере, меньше 1 % и может, как правило,
не учитываться. Однако при необходимости определение поправки
на отклонение геометрических размеров изделия от номинальных
может быть без труда произведено с помощью выражения (40).
Использование в приборах «Звук 202» полосовых усилителей
и описанной схемы синхронизации обеспечивает хорошую помехо-
154
защищенность устройства, позволяющую производить работу
с прибором непосредственно в производственных условиях. При-
бор «Звук 202» при необходимости может быть использован для
определения частот собственных колебаний других типов путем
применения соответствующего способа установки изделия отно-
сительно приемоизлучающей системы и опор и выбора частотного
диапазона соответственно возможному значению частоты собствен-
ных колебаний подлежащей регистрации моды. Так, например,
в случае использования в качестве рабочей моды изгибных коле-
баний с двумя узловыми диаметрами следует использовать
установку изделия при контроле, приведенную на рис. 20, и
выбирать соответствующий частотный диапазон, который может
быть определен с помощью выражений (31) или (35).
Из зарубежных приборов, использующих аналогичный метод
контроля, наибольшее распространение при производственных
испытаниях получил выпускаемый бельгийской фирмой «Лемменс
электроника» прибор типа «Гриндо Соник» [63]. Приборы подоб-
ного типа используются на ведущих зарубежных машинострои-
тельных фирмах для подбора шлифовальных кругов на операции
шлифования и на абразивных фирмах для контроля выпускае-
мой продукции. Прибор позволяет определять частоту собствен-
ных изгибных колебаний с двумя узловыми диаметрами на
дисках с отверстием с наружным диаметром порядка 50—100 мм
и выше, а также частоту собственных изгибных колебаний стерж-
ней /изг- Возбуждение колебаний производится ударом, при
этом при контроле дисков с отверстием используется установка
изделия, показанная на рис. 20, а при контроле стержней—уста-
новка, показанная на рис. 17. В качестве ударника обычно при-
меняются отвертки различных размеров с полистироловой ручкой.
Прием колебаний осуществляется пьезоэлектрическим датчиком,
снабженным контактным элементом в виде иглы. Датчик, фотогра-
фия которого приведена на рис. 54, выполнен в одном корпусе
с предусилителем. При контроле изделий в форме дисков с отвер-
стием используется специальная опорная система, представля-
ющая собой конус с четырьмя ребрами, выполненный из резино-
подобного пластического материала (см. рис. 60). Удар наносится
по плоской поверхности изделия в области, расположенной вблизи
его периферии, на диаметрах, составляющих 45° с диаметрами,
проходящими через точки опоры изделия.
Работа электрической схемы прибора может быть рассмотрена
с помощью блок-схемы рис. 73. Колебания, воспринимаемые
пьезодатчиком /, усиливаются широкополосным усилителем 2,
анализируются схемой контроля сигнала 7 и поступают на блок
решения S. Если величина сигнала превышает допустимую мини-
мальную величину, схема 7 дает сигнал на проведение контроля
и включает лампу «контроль» на передней панели прибора, после
чего сигнал с усилителя 2 поступает на блок решения S, который
анализирует амплитуду сигнала, изменяющуюся во времени.
155
Когда амплитуда затухающих колебаний достигнет определенной
величины, для которой заранее известно, что все виды колебаний,
кроме основного тона, практически отсутствуют, схема 8 дает
сигнал на открытие главного селектора 4, на который одновре-
менно подаются колебания, усиленные усилителем 2 и сформи-
рованные ограничителем 3. При этом колебания проходят на
счетчик импульсов 5, который в момент прихода первого импульса
дает сигнал селектору 9 о начале счета импульсов, создаваемых
кварцевым генератором 11, главным счетчиком 10. Счетчик им-
пульсов 5 отсчитывает 8 сформированных из сигнала импульсов
и в момент окончания восьмого импульса выдает сигнал селектору 9
об окончании счета им-
пульсов генератора 11.
Результат счета в цифро-
вом виде фиксируется
на индикаторе 6 в тече-
ние времени индикации,
задаваемого с помощью
потенциометра, распо-
ложенного на задней
стенке прибора. Блок 12
управляет работой схе-
мы и приводит ее в ис-
ходное состояние после окончания указанного времени индика-
ции. В связи с тем, что частота кварцевого генератора известна,
полученное на индикаторе число пропорционально частоте пода-
ваемого на вход сигнала и может быть легко пересчитано в зна-
чение частоты.
Подобная схема контроля с широкополосным усилителем и
низким уровнем сигнала, при котором производится измерение
частоты, исключает возможность применения бесконтактных дат-
чиков при обычном уровне шумов в помещении. Хотя в комплект
прибора входит микрофон, рекомендуемый для использования
особенно при контроле стержней, работа с ним возможна только
в помещениях с низким уровнем шума.
Общий вид прибора типа «Гриндо Соник» представлен на
рис. 74. В состав прибора может входить дополнительный блок-
селектор (нижний блок), позволяющий производить обнаружение
в партии изделий, имеющих частоту собственных колебаний, ле-
жащую в определенном диапазоне. Требуемые верхние и нижние
предельные значения диапазона вводятся вручную с помощью
переключателей на передней панели селектора и показываются
на механическом счетчике. При попадании измеренного значения
частоты в заданный диапазон зажигается средняя индикаторная
лампочка и включается звуковой сигнал. В том случае, когда изме-
ренное значение частоты выходит за пределы диапазона, загорается
верхняя или нижняя лампочка в зависимости от того, выше или
ниже заданного диапазона лежит частота измеренного сигнала.
В связи с тем, что частота собственных колебаний f19 как
видно из выражений (31) и (35), существенно зависит от высоты
диска и его наружного диаметра, обычно при допустимых измене-
ниях размеров изделия, а также при контроле изделий различных
типоразмеров для достижения необходимой точности контроля
требуется введение поправок на геометрические размеры. К при-
бору прикладывается справочник с поправочными коэффициен-
тами, позволяющими учитывать размеры изделия. Учитывая,
что наряде случаев удобнее для оценки свойств изделия исполь-
зовать непосредственно модуль упругости £, в этом справочнике
Рис. 74. Общий вид прибора типа «Гриндо Соник»
приводятся коэффициенты двух типов: Р — когда при расчете
модуля £ известна непосредственно плотность материала изделия р,
и М — когда при расчете модуля известна масса тела т.
Коэффициент Р может быть использован для расчета £ с по-
мощью выражения (30). В приложении 1 приведены значения
коэффициента Р для определенного диапазона отношений D/h
и d/D. Коэффициенты Р могут быть использованы также и для
определения скорости распространения упругих колебаний С,
по измеренному значению частоты В этом случае следует
воспользоваться выражением (31), приведенным в первой главе.
Для упрощения расчетов, необходимых для определения мо-
дуля £, к прибору прилагается специальная счетная линейка
(см. рис. 75). Использование справочника и счетной линейки
позволяет рационализировать проведение расчетов модуля £ по
измеренному значению частоты и известным размерам изделия,
плотности его материала или массе изделия.
Наряду с устройствами, использующими метод свободных
колебаний, для контроля целого ряда деталей и изделий приме-
няют устройства, использующие метод вынужденных колебаний.
157
Это прежде всего малогабаритные изделия и изделия с большим
затуханием колебаний.
Для контроля малогабаритных изделий опытным заводом
Всесоюзного научно-исследовательского института абразивов и
шлифования выпускается прибор типа «Звук 1М». Прибор пред-
назначен для определения частот собственных колебаний цилин-
дров и дисков диаметром от 3 до 100 мм, а также стержней длиной
Рис. 75. Счетная линейка, прилагаемая к прибору типа «Гриндо Соник»
от 50 до 250 мм в диапазоне частот 5—500 кГц. При контроле
изделий в форме цилиндров и дисков с отверстием прибор позво-
ляет обнаруживать собственные частоты различных мод колеба-
ний, описываемых выражениями (53)—(62). При этом использу-
ются способы установки изделия в приемоизлучающей системе
(см. рис. 23—25).
В качестве приемоизлучающей системы в приборе исполь-
зуется описанная ранее система, состоящая из двух идентичных
пьезоэлектрических датчиков (см. рис. 36)1.
Работа прибора может быть рассмотрена с помощью блок-
схемы, рис. 76. Генератор 1 создает электрические колебания,
частота которых может плавно перестраиваться в необходимом
диапазоне. Электрические колебания преобразуются в механиче-
ские пьезопреобразователем 2 и передаются контролируемому
изделию 3. Колебания изделия воспринимаются и преобразуются
1 Авт. свид. № 167057, 226918.
158
в электрические аналогичным пьезопреобразователем 4, усили-
ваются усилителем 5 и поступают на амплитудный 7 и фазовый б
индикаторы резонанса. На фазовый индикатор одновременно
подается опорный сигнал с генератора. В момент совпадения
частоты вынуждающих колебаний с частотой собственных коле-
баний изделия имеет место резонанс, при котором резко возра-
стает амплитуда колебаний изделия и сдвиг фазы между сиг-
налами на пьезопреобразователях становится равным нулю
или 180°.
При контроле изменяют частоту генератора до срабатывания
индикаторов 6 или 7, а затем
ждающих колебаний с отсчет-
ного лимба генератора.
В приборе «Звук 1М» ис-
пользуется схема /?С-гене-
ратора, аналогичная схеме
рис. 52. Частотный диапазон
генератора перекрывается
с помощью пяти поддиапазо-
считывают значение частоты выку-
Рис. 76. Блок-схема прибора «Звук 1М»
пов и может плавно пере-
страиваться ручкой «частота».
Погрешность градуировки
отсчетного лимба не превышает 2%. В схеме генератора преду-
смотрена расстройка частоты в пределах 3% и плавная регули-
ровка выходного напряжения 0—15 В. Усилитель прибора собран
по схеме рис. 65 и обеспечивает необходимое усиление сигнала
во всем частотном диапазоне генератора. Амплитудный индикатор
собран по схеме рис. 67 и позволяет обнаруживать резонанс по
максимальному закрытию сектора электронно-оптического
глазка 6ЕЗП. Фазовый индикатор резонанса собран по схеме
рис. 69 и позволяет фиксировать момент наступления резонанса
всегда по минимальному показанию стрелочного прибора, для
чего в схеме предусмотрен фазоинвертор, обеспечивающий в слу-
чае необходимости дополнительный сдвиг фазы опорного напря-
жения генератора на 180° путем включения специального тум-
блера.
Общий вид прибора «Звук 1М»1 представлен на рис. 772.
Приемоизлучающая система смонтирована в виде измерительной
стойки, в которой предусмотрено вертикальное передвижение
с фиксацией в любом положении верхнего пьезопреобразователя,
необходимое для обеспечения контроля изделий различных раз-
меров. Закрепление изделия при контроле в соответствующем
положении достигается с помощью подпружиненного нижнего
1 В настоящее время выпускается прибор «Звук 107», конструкция которого
приведена на рис. 78, представляющий собой улучшенный модернизированный
вариант прибора «Звук 1М».
2 Патент США № 3499318, патент Великобритании № 1153241.
159
пьезопреобразователя. При контроле конкретных видов изделий
с помощью прибора выполняется предварительная подготовка
специальных градуировочных таблиц (методику составления таб-
лиц см. в п. 3).
Одной из модификаций прибора «Звук 1М» является прибор
«Звук 106», выполненный в транзисторном варианте, позволя-
ющий контролировать изделия в форме стержней длиной 50—
250 мм, цилиндров и дисков диаметром 50—100 мм, имеющих
частоты собственных колебаний в диапазоне 4—36 кГц. Блок-
схема прибора отличается от блок-схемы рис. 76 отсутствием
Рис. 77. Общий вид прибора «Звук 1М»
блока фазового индикатора 6, и работа прибора аналогична работе
прибора «Звук 1М». В качестве генератора используется схема,
приведенная на рис. 53. Частотный диапазон генератора пере-
ключается с помощью двух поддиапазонов. Выходное^ напряже-
ние генератора может плавно регулироваться в пределах 0—2 В.
Усилитель прибора собран по схеме, приведенной на рис. 66, и
обеспечивает коэффициент усиления порядка 2000. Амплитудный
индикатор резонанса представляет собой схему простейшего вольт-
метра с индикацией с помощью стрелочного прибора. Электрон-
ная схема прибора размещена внутри измерительной стойки,
аналогичной стойке прибора «Звук 1М».
Воронежским заводом «Приборремонт» выпускается прибор
типа ИРЧ-1 [5], предназначенный для контроля частот собствен-
ных колебаний изделий в форме стержней в диапазоне 0,2—
20 кГц. Погрешность измерения частоты не превышает 2%. В ка-
честве рабочей моды колебаний при работе с этим прибором обычно
используются изгибные колебания /изг и, соответственно, исполь-
зуется способ установки изделия при контроле, приведенный
на рис. 17. Частота собственных колебаний подобного типа может
16Э
быть описана выражениями (4), (7), (11). В качестве излучателя
и приемника колебаний используются электродинамические пре-
образователи с контактными элементами, имеющими игольчатый
наконечник. Конструкция приемоизлучающей системы прибора
Рис. 78. Общий вид прибора «Звук 107»
с опорами выполнена в виде отдельной платы (см. рис. 57). Работа
электронного блока прибора может быть рассмотрена с помощью
блок-схемы рис. 79. Общий вид этого блока приведен на рис. 80,
где электрические колебания, создаваемые генератором 69 с по-
мощью преобразователя 4 преобра-
зуются в механические и передаются
изделию 3. Колебания изделия при-
нимаются и преобразуются преобра-
зователем 2 в электрические, усили-
ваются усилителем 1 и поступают
на индикатор 5, в качестве которого
использована схема с электронно-
лучевой трубкой. На второй вход
схемы подается сигнал с генера-
тора 6. При этом резонанс фикси-
руется по моменту появления эллипса
на экране трубки и более точно—
Рис. 79. Блок-схема прибора
ИРЧ-1
по максимальному вертикальному отклонению луча.
Этот прибор находит основное применение при производствен-
ном контроле различного рода изделий из огнеупорных материа-
лов, однако, он может быть также успешно использован для кон-
троля различного рода изделий стержневого типа из других
материалов. Аналогичного типа приборы выпускаются институтом
11 Б. А. Глаговский
161
строительства и архитектуры АН Латвийской ССР [2]. Эти
приборы типа ИЧЗ-5 и ИЧЗ-6 позволяют определять частоты
собственных изгибных колебаний образцов стержневого типа
длиной от 16 до 125 см с поперечными размерами до 10—20 см
в диапазоне частот 0,3—11 кГц и используются в основном в строи-
тельной индустрии. Помимо указанных приборов целый ряд орга-
низаций изготавливает для собственных нужд в единственных
экземплярах различного рода приборы и установки, предназна-
ченные для испытания конкретных видов изделий и образцов по
частотам собственных коле-
баний.
Одним из первых зару-
бежных акустических прибо-
ров, использующих метод
вынужденных колебаний для
контроля изделий в условиях
производства, можно считать
прибор типа «Соник компара-
тор», выпускающийся с 50-х
годов американской фирмой
«Сатурн электроник ком-
пани» [37]. До настоящего
времени эти приборы исполь-
Рис. 8о. Общий вид электронного блока зуются на ведущих машино-
прибора ИРЧ-1 строительных фирмах для
оценки свойств шлифоваль-
ных кругов и их подбора на операции шлифования. В на-
стоящее время эти приборы вытесняются приборами типа
«Гриндо Соник», позволяющими получать те же параметры
изделия, используя более простую и надежную методику конт-
роля. Приборы типа «Соник компаратор» предназначены для
определения частот собственных изгибных колебаний дисков
и дисков с осевым отверстием диаметром 75—500 мм, а также
круглых и прямоугольных стержней, изготовленных из раз-
личных материалов. Опознавание частоты выбранной моды
колебаний производится путем выделения ее из спектра за счет
определенного расположения изделия относительно приемоизлу-
чающей системы и опор. При контроле изделий в форме дисков
и дисков с осевым отверстием в качестве рабочей моды исполь-
зуются изгибные колебания с двумя узловыми диаметрами f\ и,
соответственно, установка изделия относительно приемоизлуча-
ющей системы и опор (см. рис. 19). При контроле изделий в форме
стержней используются изгибные колебания /изг и установка
изделия, показанная на рис. 17.
При работе с прибором «Соник компаратор» для учета геоме-
трических размеров изделия обычно используется приближенное
выражение (22) при контроле тонких дисков с отверстием. Однако
лучшие результаты, особенно в случае контроля изделий большой
162
В качестве излучателя
>////П111!!1!1Н1.Щ
Рис. 81. Общий вид при-
бора «Соник компара-
тор»
модуля нормальной
толщины, могут быть получены при использовании выражений
(35) или (31). При контроле стержней могут быть использованы
соответствующие выражения (см. гл. I).
Блок-схема прибора «Соник компаратор» практически не
отличается от блок-схемы прибора ИРЧ-1, приведенной на рис. 79.
Общий вид прибора приведен на рис. 81.
колебаний используется электродинамиче-
ский излучатель с контактным элементом
в виде иглы, а в качестве приемника
колебаний используется микрофон. Пере-
стройка частоты генератора осуществ-
ляется вручную в диапазоне 0,1—10 кГц,
в качестве индикатора использована элек-
тронно-лучевая трубка. Дополнительно
в приборе предусмотрен вольтметр, изме-
ряющий амплитуду принимаемых колеба-
ний, который может быть также использо-
ван в качестве амплитудного индикатора
резонанса. Приборы типа «Соник компа-
ратор» нашли наиболее широкое распро-
странение при производственном контроле
шлифовальных кругов. Однако эти при-
боры используются также для контроля
изделий из других материалов.
Помимо специализированных акусти-
ческих приборов рядом зарубежных фирм
выпускаются приборы более широкого
применения, которые могут быть исполь-
зованы как для исследования свойств раз-
личных материалов, так и для производ-
ственного контроля конкретных видов
изделий при разработке соответствующих
методик контроля.
Известная датская фирма «Брюль и
Къер» выпускает комплекты аппара-
туры, предназначенные для измерения
упругости материала изделий, определение которого произво-
дится по частотам собственных колебании образцов, изгото-
вленных из этого материала. Комплект аппаратуры [23] состоит
из прибора, воспроизводящего колебания изгиба типа 3930 и
измерительного комплекта для измерения модуля Юнга типа 3325,
выполненного в виде стойки, в которую вмонтированы генератор
на биениях типа 1014, микрофонный усилитель типа 2603 и само-
писец типа 2305. Прибор типа 3930 имеет электромагнитные
вибратор и вибродатчик и может быть при необходимости вмонти-
рован в испытательную камеру, позволяющую производить изме-
рения в диапазоне температур от —100 С до +200 С. Испытанию
подлежат образцы стержневого типа в виде полос. Электромагнит-
11 * 163
ные преобразователи обеспечивают бесконтактные возбуждение
и прием колебаний в образцах из материалов, обладающих магнит-
ными свойствами. При необходимости испытания образцов из нема-
гнитных материалов на образцы в зоне расположения преобра-
зователей наклеивают тонкие пластинки из магнитного материала.
Из известных выпускаемых в настоящее время зарубежными
фирмами приборов подобного типа наиболее высокими техни-
ческими характеристиками, позволяющими проводить различного
рода испытания материалов и изделий, обладают, по имеющимся
у нас данным, приборы типа «Эластомат 1.024» [65], выпускаемые
западногерманской фирмой «Институт Ферстера». Прибор пред-
назначен для измерения и записи модуля нормальной упругости Е
и модуля сдвига G, определяемых по значению собственных ча-
стот продольных, изгибных или крутильных колебаний изделия,
лежащих в пределах 0,1—100 кГц, а также для определения декре-
мента затухания. Этот прибор можно применять для испытания
различных деталей и изделий, в которых могут быть возбуждены
механические колебания, изготовленных, например, из металлов,
керамических материалов, силикатных стекол, пластмасс, дре-
весных материалов и т. п. Для дисковых, цилиндрических и
трубообразных изделий, а также для изделий стержневого типа
квадратного и прямоугольного сечения при определении упругих
модулей могут быть использованы известные выражения для
частот собственных колебаний, аналогичные выражениям, приве-
денным в п. 1. Когда представляет интерес изменение упругих
свойств изделия в зависимости от температуры, времени и т. п., или
в сравнении с изделием, принятым за эталон, с помощью этого
прибора можно испытывать различные объекты (например, го-
товые детали сложной конфигурации). Длина испытуемых изде-
лий может составлять от нескольких сантиметров до нескольких
метров.
В качестве стандартных испытуемых образцов стержневого
типа используются стержни диаметром 10 мм и длиной 150 мм,
либо стержни диаметром 8—20 мм и длиной 100—200 мм. При испы-
тании деталей других размеров и формы фирма поставляет по
запросу дополнительные специальные приспособления, не входя-
щие в комплект прибора.
Прибор в комплекте с дополнительной поставляемой фирмой
оснасткой позволяет полностью автоматически измерять и реги-
стрировать все данные испытуемого объекта. Благодаря возмож-
ности цифрового и аналогового вывода всех измеряемых величин
к прибору можно подключить записывающие или печатающие
устройства или электронные вычислительные машины. Прибор
также позволяет измерять отношение резонансных частот двух
испытуемых объектов. При этом при одинаковых условиях воз-
буждения колебаний можно при проведении испытаний исключить
влияние мешающих факторов таких, например, как температура
помещения, старение образцов и т. п.
164
В случае возбуждения в одном образце продольных, а в другом
крутильных колебаний из такого отношения можно легко вычис-
лить коэффициент Пуассона. Прибор позволяет при применении
специальных нагревательных устройств, поставляемых фирмой
по запросу, производить измерения при температурах от —190° С
до +1000° С с одновременной записью на самописце изменения
температуры и упругих модулей образца. Прибор снабжен семи-
значным цифровым устройством, обеспечивающим показание всех
величин, измеряемых прибором. К ним относятся значения^модуля
упругости, частоты, дли-
тельности периода и отно-
шение частот, а также ре-
в)
Рис. 82. Блок-схемы различных режимов из-
мерения прибора «Эластомат 1.024»
зультаты измерения ча-
стоты и числа колебаний
при определении затуха-
ния и цифровое значение
температуры. Определение
указанных величин произ-
водится по результатам
измерения с помощью спе-
циальных программ, зало-
женных в блок программи-
рования.
Измерение частот соб-
ственных колебаний изде-
лий производится методом
вынужденных колебаний.
При этом работа может
проводиться в трех режи-
мах, блок-схемы которых
приведены на рис. 82.
На рис. 82, а приведена обычная схема измерения, аналогичная
схемам рассмотренных ранее приборов, использующих метод
вынужденных колебаний. При этом электрические колебания,
создаваемые генератором /, усиливаются усилителем мощности 2
и поступают на систему возбуждения 3, где преобразуются
в механические и передаются исследуемому образцу 4. Колебания
образца принимаются и преобразуются в электрические системой
приема 5, усиливаются усилителем 6 и поступают на показыва-
ющее устройство 7, которое показывает величину частоты колеба-
ний и позволяет наблюдать колебания на электронно-лучевой
трубке. Момент совпадения частоты собственных и вынуждающих
колебаний определяется по максимальному значению амплитуды
на экране трубки.
На рис. 82, б приведена схема измерения в режиме самовозбу-
ждения, когда приемоизлучающая система с испытуемым изделием
включается в цепь положительной обратной связи усилителя 2.
При этом с помощью фазовращателя и регулятора амплитуды 8
165
подбираются условия, обеспечивающие возбуждение колебаний
на соответствующей собственной частоте колебаний изделия.
В этом случае показывающее устройство измеряет частоту коле-
баний, возникающих в образованном контуре, равную частоте
собственных колебаний изделия.
На рис. 82, в приведена схема измерения в режиме автопод-
стройки частоты генератора к частоте собственных колебаний
изделия. В этом случае регуля-
тор частоты 8 изменяет частоту
Рис. 83. Общий вид электронного
блока прибора «Эластомат 1.024»
ханием колебаний. Возбуждение
1енератора до тех пор, пока
сдвиг фаз между сигналами,
подаваемыми на излучатель 3
и принимаемыми приемником 5,
не будет равен 0 или 180°, что
свидетельствует о наступлении
резонанса, при котором имеет
место равенство собственной ча-
стоты колебаний изделия и ча-
стоты вынуждающих колебаний,
которая измеряется при этом
показывающим устройством 8.
Два последних способа пред-
назначены прежде всего для
условий автоматического кон-
троля, когда, например, в ре-
зультате изменения параметров
окружающей среды смещается
резонансная частота объекта
контроля. Возбуждение колеба-
ний в режиме самовозбуждения
применяется для испытания и
контроля изделий с малым зату-
колебаний в режиме автопод-
стройки применяется для контроля изделий с большим затуханием.
Возбуждение и прием колебаний может производиться как
с помощью бесконтактных электромагнитных преобразователей
в случае контроля изделий из материалов, обладающих магнит-
ными свойствами, так и с помощью пьезопреобразователей, кон-
такт которых с изделием осуществляется через тонкую соедини-
тельную проволоку. Общий вид приемоизлучающих систем,
использующих пьезоэлектрические и электромагнитные преобра-
зователи, приведен на рис. 55 и 56 соответственно. Общий вид
основного электронного блока прибора показан на рис. 83.
На рис. 84 приведено температурное устройство, позволя-
ющее производить испытание образцов стержневого типа в диа-
пазоне температур от —190° С до +200° С. На рис. 85 представ-
лена специальная печь, предназначенная для испытания стерж-
невых образцов с максимальным диаметром 15 мм и длиной
166
Рис. 84. Устройство для испытания изделий при темпера-
турах от—190 до +200° С
Рис. 85. Устройство для испытания изделий
при температурах до +1000° С
167
100—170 мм при температурах до 1000° С. Время разогрева печи до
максимальной температуры составляет порядка двух часов. Кроме
указанных температурных устройств с прибором может постав-
ляться устройство, аналогичное приведенному на рис. 84, по-
зволяющее проводить сравнительные испытания двух образцов
с одновременным измерением модулей упругости и затухания
материалов, из которых они изготовлены. Подобные температур-
ные устройства в сочетании’с основным блоком прибора позволяют
исследовать целый ряд важных физико-механических характери-
стик материалов, используемых в машиностроении.
Приведенные выше сведения о некоторых контрольно-изме-
рительных устройствах, использующих низкочастотные акусти-
ческие методы контроля для определения физико-механических
характеристик реальных изделий, показывают возможность в на-
стоящее время осуществления в производственных условиях
акустического контроля целого ряда изделий и деталей машино-
строения.
11.РЕЗУЛЬТАТЫ ИСПОЛЬЗОВАНИЯ ПРИБОРОВ
Изложенные в предыдущих параграфах материалы показывают,
каким образом и с помощью какой аппаратуры могут быть опре-
делены частоты собственных колебаний изделий различных форм
и размеров. Как следует из приведенных в гл. I выражений, по
значению частоты собственных колебаний изделия, зная его гео-
метрические размеры, может быть определена такая характери-
стика материала изделия, как скорость распространения упру-
гих колебаний = У^Е/р. Когда плотность р известна или
может быть определена известными методами, не составляет труда
по известному значению Cz определить модуль нормальной упру-
гости материала £, который для целого ряда изделий характери-
зует те свойства, знание которых позволяет правильно их исполь-
зовать и эксплуатировать.
Однако в ряде случаев непосредственно сама величина
позволяет производить оценку различных свойств изделия и опре-
делять предысторию его изготовления, т. е. выявлять изделия,
изготовленные с нарушением технологии. К таким свойствам,
в первую очередь, относятся различного рода прочностные и
стойкостные характеристики, а также свойства, характеризующие
состав материала изделия и наличие в нем дефектов. В качестве
примера на рис. 86—90 приведены зависимости, связывающие
значения С/ и Е с некоторыми свойствами изделий, знание которых
необходимо для их правильного последующего использования.
Эти зависимости положены в основу производственного акусти-
ческого контроля ряда деталей и изделий, используемых в маши-
ностроении.
На рис. 86 представлена зависимость модуля упругости, опре-
деленного акустическим методом, образцов, изготовленных из
168
твердого сплава типа WC—Со, от содержания кобальта [26, 30].
С изменением содержания кобальта [30] изменяется износостой-
кость изделий, изготовленных из этого материала. Таким образом,
с помощью акустических методов
контроля можно оценивать свойства
различного рода изделий из твердых
сплавов и прогнозировать последую-
щее их поведение в работе.
На рис. 87 приведена полученная
авторами зависимость, связывающая
величину износа по задней грани h3
резца, изготовленного из искусст-
венного сверхтвердого материала
«Эльбора-Р», непосредственно со ско-
ростью распространения упругих
колебаний Ch определенной акусти-
ческим методом в заготовках резца,
Рис. 86. Зависимость модуля уп-
ругости твердого сплава от его
состава
имеющих форму цилиндра малых
размеров. Следует отметить, что при
использовании акустического метода
контроля подобных изделий допол-
нительно можно производить отбраковку изделий с внутренними
дефектами по искажению частотного
спектра и появлению в нем низко-
частотных составляющих.
На рис. 88 представлена зависи-
мость прочности на разрыв изделий
из серого чугуна от скорости рас-
пространения в них упругих коле-
баний С/. По оси абсцисс отложено
отношение значения скорости Q
к скорости распространения упругих
колебаний в эталонном изделии,
выполненном из стали С/. Поэтому
зависимость, приведенная на рис. 88,
полученная высокочастотным акусти-
ческим методом, может быть непо-
средственно использована при приме-
нении низкочастотного акустического
метода. При этом значение С? на эта-
Рис. 87. Зависимость износа реЗ'
па из композиционного мате-
риала от скорости распростране-
ния упругих колебаний
лонном изделии определяется также
низкочастотным методом.
Таким образом, приведенная за-
лий из серого чугуна может
по прочности в зависимости
висимость показывает, что для изде-
производиться разбраковка изделий
от значения параметра Q.
J Патент ФРГ № 1074290.
169
На рис. 89 приведена зависимость твердости абразивных изде-
лий в принятых для подобных изделий единицах от скорости
распространения в них упругих колебаний Ch полученная для
Рис. 88. Зависимости прочности изде-
лий из чугуна от скорости распро-
странения упругих колебаний
твердости С2, выраженной в
изделий, изготовленных на ке-
рамических связках. Как изве-
стно, твердость является одной
из важных характеристик абра-
зивного инструмента, определя-
ющей его поведение в работе.
Таким образом, эта зависимость
свидетельствует о возможности
прогнозирования поведения
в работе абразивного инстру-
мента по значению скорости Q.
На рис. 90 приведена зависи-
мость, подтверждающая сделан-
ный вывод. Зависимость пока-
зывает связь относительной
стойкости шлифовальных кру-
гов ПП 20 X 25 X 6 рецептурной
количестве изделий, обрабаты-
ваемых одним кругом, с операцией одновременной обработки
роликовой дорожки и донышка колец карданных подшипников
от параметра Сь определен-
ного на этих кругах низко-
частотным акустическим ме-
тодом с использованием вы-
нужденных колебаний [34].
Приведенные зависимости
показывают широкие возмож-
ности использования низко-
частотных акустических ме-
тодов для оценки весьма ва-
жных свойств различных
деталей и изделий, применяе-
мых в машиностроении.
В качестве примера широ-
кого промышленного исполь-
Рис. 89. Зависимость твердости абразив-
ных изделий на керамических связках от
зования низкочастотных аку-
стических методов может
быть рассмотрено применение
в подшипниковой промыш-
ленности приборов типа
«Звук 1x4» и «Звук 202» для
на операции шлифования. В
скорости распространения упругих коле-
баний
подбора абразивных инструментов
настоящее время на большинстве
отечественных подшипниковых заводов осуществляется подбор на
операцию шлифования целого ряда типоразмеров кругов диамет-
ром от 7 до 600 мм с помощью приборов типа «Звук 1М» и «Звук 202».
170
Рис. 90. Зависимость стойкости абразив-
ного инструмента от скорости распростра-
нения упругих колебаний
Предварительно для данной конкретной операции выбирается
с помощью таблиц перевода показаний прибора в твердость или
путем проведения специальных испытаний диапазон показаний
прибора для данного типоразмера круга и данной операции, обес-
печивающей необходимый режим работы. Затем из производствен-
ной партии отбирают круги, показания прибора для которых
укладываются в заданный диапазон, и используют их на опера-
ции. Остальные круги могут быть использованы на других опе-
рациях или забракованы.
При контроле кругов, диаметром свыше 100 мм, в качестве
рабочей моды выбраны плоские колебания fd, причем опознавание
этой моды производится пу-
тем ее выделения из спектра
за счет определенного распо-
ложения изделия относи-
тельно приемоизлучающей
системы. Для определения
частоты собственных колеба-
ний кругов диаметром свыше
200 мм используется прибор
типа «Звук 202», действие
которого основано на методе
свободных колебаний. При
этом используется способ
установки изделия, приведен-
ный на рис. 21. При необхо-
димости определения по зна-
чению частоты fd скорости Cz
и соответствующей ей твер-
дости используется специальная градуировочная табл. 20, состав-
ленная с помощью выражения (40), для основных видов выпускае-
мых типоразмеров инструментов. В этой же таблице для контроля
конкретных типоразмеров кругов указаны номера частотных
диапазонов прибора. Допустимые отклонения размеров кругов от
номинальных для кругов диаметром свыше 100 мм не оказывают
существенного влияния на значение fd и при контроле могут не
учитываться. Время контроля одного круга не превышает 20 с.
Круги диаметром 100—200 мм контролируются с помощью при-
бора «Звук 1М», использующего при работе метод вынужденных
колебаний. При этом используется установка круга в приемо-
излучающей системе, показанная на рис. 24. Для перевода пока-
заний прибора в Cz и твердость используется градуировочная
таблица, аналогичная табл. 20.
При контроле кругов диаметром менее 100 мм опознавание
частоты рабочей моды колебаний осуществляется путем расшиф-
ровки частотного спектра изделия по методике (см. п. 3) с исполь-
зованием специальных градуировочных таблиц, разрабатываемых
для конкретных типоразмеров кругов по методике, рассмотрен-
171
Таблица 20
Частота (кГц) — твердость для кругов диаметром 250—1100 мм
Диаметр отвер- стия круга, Диаметр наруж- ный, мм Твердость Диа- пазо- ны
М2 । М3 СМ1 СМ2 С1 С2 СТ1 СТ2 стз
мм в 1 J к L м N О Р Q
32 250 6,49—7,09 7,09—7,62 7,62—8,13 8,13—8,55 8,55—8,94 8,94—9,29 9,29—9,58 9,58—9,81 9,81—10,0 5
76 250 4,44—4,84 4,84—5,21 5,21—5,55 5,55—5,85 5,85—6,12 6,12—6,35 6,35—6,56 6,56—6,73 6,73—6,86 4
76 300 4,13—4,51 4,51—4,86 4,86—5,17 5,17—5,45 5,45—5,70 5,70—5,91 5,91—6,11 6,11—6,26 6,26—6,40 4
76 350 3,84—4,18 4,18—4,51 4,51—4,80 4,80—5,05 5,05—5,28 5,28—5,48 5,48—5,66 5,66—5,81 5,81—5,93 4
127 250 2,72—2,96 2,96—3,19 3,19—3,40 3,40—3,58 3,58—3,74 3,74—3,88 3,88—4,01 4,01—4,12 4,12—4,20 3
127 300, 350 2,76—3,02 3,02—3,26 3,26—3,46 3,46—3,64 3,64—3,81 3,81—3,96 3,96—4,10 4,10—4,20 4,20—4,28 3
127 400 2,68—2,94 2,94—3,16 3,16—3,36 3,36—3,54 3,54—3,70 3,70—3,85 3,85—3,98 3,98—4,08 4,08—4,17 3
127 450 2,58—2,82 2,82—3,04 3,04—3,22 3,22—3,40 3,40—3,56 3,56—3,69 3,69—3,81 3,81—3,91 3,91—3,98 3
203 400 1,70—1,86 1,86—2,00 2,00—2,12 2,12—2,24 2,24—2,34 2,34—2,44 2,44—2,51 2,51—2,58 2,58—2,62 2
203 450, 500 1,73—1,90 1,90—2,04 2,04—2,17 2,17—2,29 2,29—2,39 2,39—2,48 2,48—2,56 2,56—2,63 2,63—2,69 2
305 500 1,04—1,14 1,14—1,22 1,22—1,30 1,30—1,37 1,37—1,43 1,43—1,49 1,49—1,54 1,54—1,58 1,58—1,61 1
305 600 1,13—1,24 1,24—1,33 1,33—1,42 1,42—1,50 1,50—1,57 1,57—1,62 1,62—1,67 1,67—1,72 1,72—1,75 1
305 750 1,15—1,26 1,26—1,36 1,36—1,45 1,45—1,53 1,53—1,60 1,60—1,66 1,66—1,71 1,71—1,75 1,75—1,79 1
305 900 1,13—1,24 1,24—1,33 1,33—1,42 1,42—1,50 1,50—1,57 1,57—1,62 1,62—1,67 1,67—1,72 1,72—1,75 1
305 1060 1,10—1,20 1,20—1,29 1,29—1,37 1,37—1,45 1,45—1,52 1,52—1,58 1,58—1,63 1,63—1,67 1,67—1,70 1
305 1100 1,07—1,17 1,17—1,26 1,26—1,34 1,34—1,41 1,41—1,47 1,47—1,53 1,53—1,58 1,58—1,62 1,62—1,65 1
Ci = V Е/р км/с 3,79—4,13 4,13—4,45 4,45—4,75 4,75—5,00 5,00-5,22 5,22—5,42 5,42—5,61 5,61—5,76 5,76—5,87
Таблица 21
Градуировочная таблица для контроля кругов ПП 20X25X6
fty)' tb L н - «3 Вращать ручку «частота» вправо от деления 48 кГц до первого резонанса Умножить показания прибора на А & Значения А
h, мм 23,9 24,0 24,1 24,2 24,3 24,4 24,5 24,6 24,7 24,8 24,9 25,0 25,1 25,2 25,3 25,4
А 0,96 0,96 0,96 0,97 0,97 0,98 0,98 0,98 0,99 0,99 1,00 1,00 1,00 1,01 1,01 1,02
/г, мм 25,5 25,6 25,7 25,8 25,9 26,0 26,1 26,2 26,3 26,4 26,5 26,6 26,7 26,8 26,9 27,0
А 1,02 1,02 1,03 1,03 1,04 1,04 1,04 1,05 1,05 1,05 1,06 1,06 1,07 1,07 1,08 1,08
Значения твердостей
Твердость М2 М3 СМ1 СМ2 С1 С2 СТ1 СТ2 СТЗ
С/, км/с 3,79—4,13 4,13—4,45 4,45—4,75 4,75—5,00 5,00—5,22 5,22—5,42 5,42—5,61 5,61—5,76 5,76—5,87
Частота, кГц 48,2—52,5 52,5—56,7 56,7—60,5 60,5—63,6 63,6—66,5 66,5—69,1 69,1—71,3 71,3—73,3 73,3—74,7
Таблица 22
Градуировочная таблица для контроля кругов ПП 6X10X2
?изг Гр Воашать ручку «частота» вппаво от деления 105 кГц до пепвого пезонанса
г — — —** — 1 Умножить показания прибора на А Значения А
йф3
D, мм h, мм
9,5 9,6 9,7 9,3 9,9 10,0 10,1 10,2 10,3 10,4 10,5 10,6 10,7 10,8 10,9 11,0
5,5 5,6 5,7 5,8 5,9 6,0 6,1 6,2 6,3 6,4 6,5 0,97 0,96 0,95 0,94 0,94 0,93 0,92 0,91 0,91 0,90 0,90 0,98 0,97 0,96 0,96 0,95 0,94 0,94 0,93 0,92 0,92 0,91 0,99 0,99 0,97 0,97 0,96 0,96 0,95 0,94 0,94 0,93 0,92 1,01 1,00 1,00 0,98 0,98 0,97 0,97 0,96 0,95 0,94 0,94 1,03 1,02 1,01 1,00 0,99 0,98 0,98 0,97 0,96 0,96 0,95 1,05 1,03 1,02 1,02 1,00 1,00 0,99 0,98 0,98 0,97 0,97 1,06 1,05 1,04 1,03 1,02 1,01 1,01 1,00 0,99 0,99 0,98 1,08 1,07 1,06 1,05 1,04 1,02 1,02 1,01 1,01 1,00 0,99 1,09 1,08 1,08 1,07 1,06 1,05 1,03 1,02 1,02 1,01 1,00 Ml 1,10 1,09 1,09 1,07 1,06 1,06 1,04 1,03 1,03 1,02 1,13 1,12 1,11 1,10 1,08 1,08 1,07 1,05 1,05 1,04 1,04 1,15 1,13 1,12 1,12 1,11 1,10 1,08 1,08 1,06 1,06 1,05 1,16 1,15 1,14 1,13 1,12 1,11 1,10 1,10 1,08 1,07 1,06 1,18 1,17 1,16 1,14 1,14 1,13 1,11 1,11 1,09 1,08 1,07 1,19 1,18 1,17 1,16 1,15 1,14 1,13 1,12 1,11 1,09 1,09 1,21 1,20 1,19 1,18 1,16 1,16 1,14 1,13 1,13 1,12 1,10
Значения твердостей
Твердость М2 М3 СМ1 СМ2 С1 С2 СТ1 СТ2 СТЗ
С/, км/с 3,79—4,13 4,13—4,45 4,45—4,75 4,75—5,00 5,00—5,22 5,22—5,42 5,42—5,61 5,61—5,76 5,76—5,87
Частота, кГц 125,5—137 137—147,5 147,5—157 157—165,5 165,5—173 173—180 180—185,5 185,5—191 191—194,5
Таблица 23
сл
Градуировочная таблица для контроля кругов ПП 12X4X3
3 Вращать ручку «частота» вправо от деления 65 кГц до первого резонанса . Умножить показания прибора на А
1 Z } Значения А
h £), мм
мм
11,5 11,6 11,7 11,8 11,9 12,0 12,1 12,2 12,3 12,4 12,5 12,6 12,7 12,8 12,9 13,0 13,1 13,2 13,3 13,4 13,5
3,5 1,00 1,01 1,02 1,04 1,04 1,05 1,07 1,09 1,10 1,12 1,13 1,15 1,16 1,17 1,18 1,20 1,21 1,23 1,24 1,26 1,27
3,6 0,99 1,00 1 ,01 1,02 1,04 1,05 1,07 1,08 1,09 1,11 1,12 1,14 1,15 1,16 1,18 1,19 1,20 1,22 1,24 1,25 1,27
3,7 0,98 0,99 1,00 1,01 1,03 1,04 1,05 1,06 1,08 1,09 1,10 1,12 1,13 1,14 1,15 1,16 1,18 1,19 1,20 1,22 1,23
3,8 0,97 0,98 0,99 1,00 1,01 1,02 1,04 1,05 1,06 1,07 1,09 1,10 1,12 1,13 1,14 1,16 1,16 1,18 1,19 1,21 1,22
3,9 0,95 0,97 0,98 0,99 1,00 1,01 1,02 1,04 1,05 1,06 1,07 1,09 1,10 1,11 1,13 1,14 1,15 1,16 1,17 1,18 1,20
4,0 0,94 0,96 0,97 0,98 0,99 1,00 1,01 1,02 1,04 1,05 1,06 1,07 1,08 1,10 1,11 1,12 1,14 1,16 1,17 1,18 1,19
4,1 0,94 0,95 0,96 0,97 0,99 1,00 1,00 1,01 1,02 1,03 1,05 1,06 1,07 1,09 1,09 1,10 1,12 1,14 1,15 1,16 1,18
4,2 0,93 0,94 0,95 0,96 0,98 0,99 1,00 1,01 1,02 1,03 1,04 1,05 1,06 1,07 1,09 1,10 1,11 1,12 1,14 1,15 1,16
4,3 0,93 0,94 0,94 0,95 0,97 0,98 0,99 1,00 1,01 1,02 1,04 1,04 1,06 1,07 1,09 1,09 1,10 1,12 1,13 1,14 1,16
4,4 0,91 0,92 0,94 0,94 0,95 0,96 0,98 0,99 1,00 1,01 1,02 1,03 1,05 1,05 1,06 1,07 1,09 1,10 1,11 1,12 1,14
4,5 0,90 0,91 0,92 0,93 0,94 0,95 0,97 0,98 0,99 1,00 1,01 1,02 1,03 1,05 1,06 1,07 1,08 1,09 1,11 1,12 1,13
Значения твердостей
Твердость М2 М3 СМ1 СМ2 С1 С2 СТ1 СТ2 СТЗ
С/, км/с 3,79—4,13 4,13—4,45 4,45—4,75 4,75—5,00 5,00—5,22 5,22—5,42 5,42—5,61 5,61—5,76 5,76—5,87
Частота, кГ1 .1 62,3—67,9 67,9—73,3 73,3—78,2 78,2—82,2 82,2—85,9 85,9—89,3 89,3—92,2 92,2—94,7 94,7—96,6 1
Таблица 24
Градуировочная таблица для контроля кругов ПП 20X6X4
ф *1 ———-—-———-—— ——— — J Вращать ручку «частота» вправо от деления 54,5ткГц’гдо первого резонанса Умножить показания прибора на А
ill
. 1
Значения А
h, мм D, мм
19,5 19,6 19,7 19,8 19,9 20,0 20,1 20,2 20,3 20,4 20,5 20,6 20,7 20,8 20,9 21,0 21,1 21,2 21,3 21,4 21,5
5,5 5,6 5,7 5,8 5,9 6,0 6,1 6,2 6,3 6,4 6,5 1,02 1,01 1,00 0,99 0,97 0,97 0,95 0,95 0,94 0,93 0,92 1,03 1,02 1,01 1,00 0,99 0,98 0,97 0,96 0,95 0,94 0,94 1,04 1,04 1,02 1,01 1,00 0,99 0,98 0,98 0,96 0,96 0,95 1,06 1,05 1,04 1,03 1,02 1,00 1,00 0,99 0,98 0,97 0,96 1,08 1,06 1,06 1,05 1,04 1,02 1,02 1,00 1,00 0,99 0,98 1,09 1,09 1,07 1,06 1,05 1,04 1,03 1,02 1,01 1,00 0,99 1,12 1,10 1,09 1,08 1,07 1,06 1,04 1,04 1,03 1,02 1,00 1,13 1,12 1,11 1,10 1,09 1,08 1,06 1,06 1,04 1,04 1,02 1,15 1,13 1,12 1,11 1,10 1,09 1,08 1,07 1,06 1,05 1,04 1,18 1,15 1,15 1,13 1,12 1,11 1,09 1,09 1,07 1,06 1,06 1,18 1,17 1,16 1,15 1,13 1,13 1,12 1,10 1,09 1,08 1,07
Значения твердостей
Твердость М2 М3 СМ1 СМ2 С1 С2 СТ1 СТ2 СТЗ
С/, км/с 3,79—4,13 4,13—4,45 4,45—4,75 4,75—5,00 5,00—5,22 5,22—5,42 5,42—5,61 5,61—5,76 5,76—5,87
Частота, кГц 61,0—66,5 66,5—71,6 71,6—76,5 76,5—80,5 80,5—84,0 84,0—87,3 87,3—90,3 90,3—92,7 92,7—94,5
Таблица 25
ю
Градуировочная таблица для контроля кругов ПП 10X10X3
л
Глагонский
Вращать ручку «частота» вправо от деления 90 кГц до второго резонанса
Умножить показания прибора на А
Значения А
d, мм D, мм
9,5 9,6 9,7 9,8 9,9 10,0 10,1 10,2 10,3 10,4 10,5 10,6 10,7 10,8 10,9 11,0 и,1 11,2 11,3 11,4 11,5
3,0 0,99 0,99 0,99 0,99 1,00 1,00 1,00 1,01 1,01 1,01 1,02 1,02 1,03 1,03 1,03 1,03 1,04 1,04 1,05 1,05 1,06
3,1 1,01 1,01 1,01 1,02 1,02 1,02 1,02 1,03 1,03 1,04 1,04 1,05 1,05 1,05 1,06 1,06 1,06 1,06 1,07 1,07 1,08
3,2 1,03 1,03 1,04 1,04 1,05 1,05 1,05 1,05 1,06 1,06 1,06 1,07 1,07 1,08 1,08 1,08 1,08 1,08 1,09 1,09 1,09
3,3 1,06 1,06 1,07 1,07 1,07 1,08 1,08 1,08 1,08 1,08 1,08 1,09 1,09 1,09 1,10 1,10 1,10 1.11 1>Н 1.11 1,12
Значения твердостей
Твердость М2 М3 СМ1 СМ2 С1 С2 СТ1 СТ2 СТЗ
С/, км/с 3,79—4,13 4,13—4,45 4,45—4,75 4,75—5,00 5,00—5,22 5,22—5,42 5,42—5,61 5,61—5,76 5,76—5,87
Частота, кГц 112—122 122—132 132—141 141 — 148 148—155 155-161 161—166 166—171 171—174
ной там же. Разработка подобных таблиц осуществляется на ЭВМ
по специальной программе, причем ЭВМ выдает таблицу в виде,
пригодном для ее практического применения (табл. 21—25).
Способы установки объектов контроля приведены в градуировоч-
ных таблицах, там же даны значения поправочных коэффициентов
для учета отклонения размеров круга от номинальных, а также
перевод частоты собственных колебаний рабочей моды в твер-
дость. Время контроля одного круга с учетом измерения его
размеров и введения поправки не превышает 60 с.
При поставке приборов «Звук 1М» в комплект включаются
градуировочные таблицы, типоразмеры которых указываются
при заказе прибора. При этом указываются номинальные раз-
меры круга и допустимые их отклонения. Несмотря на сравни-
тельно невысокую производительность контроля кругов при-
бором «Звук 1М», их внедрение в производство является экономи-
чески оправданным, что объясняется низкой стоимостью шлифо-
вального круга по сравнению с высокой стоимостью обрабаты-
ваемых им деталей. Операция шлифования, как правило, является
финишной, а попадание на операцию круга со свойствами, от-
личными от заданных, приводит к появлению неисправимого
брака. Ориентировочная сумма годового экономического эффекта
из расчета на один прибор в зависимости от операций, на которых
производится подбор кругов, составляет 10—20 тыс. руб.
12. АНАЛИЗ ПОГРЕШНОСТИ ПРИ ИСПОЛЬЗОВАНИИ АППАРАТУРЫ
ПРОМЫШЛЕННОГО КОНТРОЛЯ
” Для оценки свойств различных изделий, как правило, может
быть использована скорость распространения упругих колебаний
изделий, определяемая низкочастотными акустическими методами
контроля.
Представляет интерес рассмотреть основные составляющие
погрешности при подобном определении параметра Q.
Как следует из выражения (1), относительная погрешность
определения Ct имеет вид
ДС/ _ Af
Cl f
Д/7 (а, ц)
F (а, И) ’
(240)
где А/// — относительная погрешность измерения частоты соб-
ственных колебаний; А/7 (а, р)//7 (а, р) — относительная погреш-
ность определения коэффициента формы кругов.
Ошибка Д/7/ связана с характеристиками отдельных электрон-
ных блоков используемой контрольно-измерительной аппаратуры,
конструкцией приемоизлучающей системы и ошибками за счет
оператора, производящего измерения. Оценка этого вида погреш-
ности может быть произведена общепринятыми способами и обычно
не превышает 2%.
178
Относительная погрешность коэффициента формы может быть,
в свою очередь, представлена в виде
ДГ (а, р) _ ДГН (а, р)
F (а, р) “ Гн (а, р)
ДГР (а, р)
Гр (а, р) ’
(241)
где AFH (a, p)/FH (я, Н) — относительная погрешность определе-
ния коэффициента формы изделия номинальных размеров, опре-
деляемая неучитываемым обычно при контроле коэффициентом
Пуассона, носящая, как правило, систематический характер для
изделий одного вида; AFp (a, \F)/FV (а, р) — относительная по-
грешность определения коэффициента формы изделия, определяе-
мая случайными погрешностями, возникающими при измерении
размеров изделия. Относительная погрешность AF (a, \i)IF (а, р)
является специфической погрешностью, присущей низкочастот-
ным акустическим методам контроля, и может определяться для
конкретных видов изделий и типов выбранных колебаний с по-
мощью выражений для частот собственных колебаний.
Так, например, в случае контроля дисков с отверстием и вы-
бора в качестве рабочей моды плоских колебаний fd может быть
использовано выражение (39) и значения коэффициента X, входя-
щие в это выражение, приведенные в табл. 13 для различных зна-
чений коэффициента Пуассона р. Из выражения (39) и табл. 13
видно, что при контроле изделий, для которых отношение разме-
ров d/D = 0,2, относительная ошибка при изменении коэффи-
циента Пуассона р в пределах 0,2—0,3 будет составлять У*1* =
= = 2,3%. Для изделий, имеющих d/D = 0,4 будет
ДГн(а, р) 0,7641 —0,7562 i по/ п
составлять F - =-----------0 7641--- = Для изделии,
л/n пс ’ ДГн(а, р) 0,4401 —0,4383 п 1П/
имеющих d'D = 0,6 составит р-£- ----= 0,4%.
Таким образом, относительная погрешность, определяемая ко-
эффициентом Пуассона, значение которого обычно незначитель-
но, изменяется для конкретного вида материала, из которого
изготовлено изделие, носит систематический характер (умень-
шается с увеличением отверстия диска) и может быть учтена
при составлении градуировочных таблиц.
Относительная погрешность AFp (a, p)/Fp (я, р), связанная
с размерами контролируемого изделия, носит случайный характер
и определяется в том случае, когда поправка на отклонение раз-
меров тела от номинальных не вводится, допусками на это откло-
нение. В случае введения подобной поправки на отклонение раз-
меров указанная погрешность определяется инструментальной
погрешностью измерительного инструмента. Эта погрешность
может быть определена как
ДГр (а, р) _ Гр.н (а, р)—Гр (а, р)
Гр (а, р)
(242)
ГР.Н («, р)
12*
179
Таблица 26
Расчет погрешностей
за счет отклонений размеров
кругов от номинальных
D, мм d, мм дг, % Р, мм d, мм дг, %
125 32 51 1,55 0,65 350 127 203 0,47 0,23
150 32 51 1,52 0,68 400 127 203 0,59 0,64
175 32 51 76 1,81 1,16 0,41 450 127 203 0,82 0,26
500 203 0,22
32 1,71 305 1,91
200 51 76 1,22 0,53 600 305 0,47
750 305 0,18
32 76 127 1,49 0,75 0,71
250 900 305 0,33
1060 305 0,48
76 127 1,11 0,32
300 1100 305 0,50
где F? н(д, pi) — коэффициент формы для изделий с номинальными
размерами или коэффициент формы, определенный по значению
измеренных размеров изделия; Fp (а, р) — истинное значение
коэффициента формы контролируемого изделия.
Значения указанной погрешности, рассчитанной с использо-
ванием выражения (40) и зависимости Х(см. рис. 3) для конкретных
типоразмеров абразивных кругов, когда поправка на отклонение
размеров кругов от номиналь-
ных не вводится, приведены
в табл. 26. Из таблицы вид-
но, что в случае необходимости
обеспечения контроля параме-
тра Cz для данных конкретных
видов изделий с точностью, на-
пример, порядка 5%, введение
поправки на размеры не тре-
буется.
Аналогичные исследования
погрешности AT7 (a, [i)/F (а, р),
проведенные для изделий, ча-
стоты собственных колебаний
которых описываются выраже-
ниями (53)—(62), для случая
возможного неучитываемого
изменения значений коэффи-
циента Пуассона материала
в пределах р = 0,15 ч-0,30 и
введения поправки на отклоне-
ние размеров изделия от номи-
нальных, показывают: ^макси-
мальная погрешность определе-
ния параметра Ct в этом случае
не превышает4%; 2) максималь-
ная погрешность при введении
поправки на реально существу-
ющие в машиностроении откло-
нения размеров изделия от номинальных не превышает 1 %;
3) максимальная погрешность при определении отношений соб-
ственных частот двух мод колебаний, необходимых при расшиф-
ровке спектра реальных изделий, не превышает 6%. Эти данные
свидетельствуют о том, что на основании экспериментальных дан-
ных выражения (53)—(62), с достаточной для практических целей
точностью, могут быть использованы при контроле изделий соот-
ветствующих форм и размеров, изготовленных из материалов,
имеющих коэффициент Пуассона в пределах р = 0,15-4-0,30.
Такой диапазон перекрывает практически все возможные значе-
ния р для основных видов материалов, используемых в машино-
строении. Приведенная методика определения основных состав-
180
ляющих погрешности при измерении параметра Ct может быть
использована в случае оценки возможной погрешности контроля
при разработке акустических методов испытаний конкретных
видов изделий.
В связи с тем что в последние годы создана контрольно-изме-
рительная аппаратура, позволяющая использовать низкочастот-
ные акустические методы для производственного контроля раз-
личного рода деталей и изделий, а также в результате успехов,
достигнутых в области исследования колебательных процессов,
возникающих при подобном контроле, оказывается возможным
расширение областей применения этих методов для производ-
ственного контроля выпускаемой и применяемой в машинострое-
нии продукции. Одним из основных направлений, обеспечива-
ющих расширение областей применения этих методов, является
разработка методик контроля изделий конкретных видов и уста-
новление зависимостей их свойств, аналогичных приведенным
на рис. 87—90, от акустических параметров, определяемых
в процессе контроля.
В связи с тем что для ряда изделий, таких, например, как мало-
габаритные абразивные инструменты, используемые в подшипни-
ковой промышленности, является эффективным проведение сто-
процентного контроля, вторым перспективным направлением
является создание различного рода автоматических устройств,
предназначенных для быстродействующей разбраковки и сорти-
ровки конкретных видов изделий, таких, например, как кольца
подшипников, заготовки режущих инструментов, шлифовальные
круги и т. п. Еще одним важным направлением, обеспечивающим
расширение областей применения низкочастотных акустических
методов в машиностроении, является разработка методик кон-
троля изделий сложной формы и составных изделии. Подобные
работы проводятся и за рубежом. Так, например, прибор типа
«Гриндо Соник» находит применение для оценки качества сварки
деталей штоков двигателей по частотам их собственных колебаний.
Все перечисленные направления работ предусматривают раз-
работку методов, позволяющих определять интегральные усред-
ненные по изделию свойства, кроме случаев искажения частот-
ного спектра в результате наличия в изделии существенных де-
фектов. В последнее время появились предпосылки возможности
использования низкочастотных акустических методов для оценки
степени неоднородности свойств изделий. Поэтому представляет
интерес развитие работ в направлении создания методик и раз-
работки аппаратуры, позволяющих с помощью указанных методов
определять также и степень неоднородности контролируемых
изделий.
ПРИЛОЖЕНИЕ 1
ЗНАЧЕНИЯ КОЭФФИЦИЕНТА ФОРМЫ Р
d/D D/h
3,30 3,50 3,70 3,90 4,10 4,30 4,50 4,70 4,90 5,10 5,30
0,00 64,6 69,9 75,3 80,9 86,7 92,8 99,1 106 113 120 127
0,05 65,1 70,4 75,8 81,4 87,3 93,4 99,7 106 113 121 128
0,10 66,6 72,0 77,4 83,1 89,0 95,2 102 108 115 123 130
0,15 69,2 74,6 80,2 85,9 91,9 98,2 105 112 119 126 134
0,20 72,9 78,4 84,1 90,0 96,1 103 109 116 124 132 140
0,25 77,7 83,3 89,2 95,3 102 108 115 123 130 139 147
0,30 83,7 89,5 95,6 102 109 116 123 131 139 147 156
0,35 90,9 97,1 104 ПО 117 124 132 140 149 158 167
0,40 99,4 106 113 120 127 135 143 152 161 170 180
0,45 109 116 124 131 139 147 156 165 175 185 196
0,50 120 126 134 144 153 162 172 181 192 203 214
0,55 133 142 151 160 170 180 190 201 212 223 236
0,60 147 159 169 180 191 201 213 224 236 249 262
0,65 165 180 193 205 218 230 242 255 268 281 295
0,70 190 210 227 242 256 270 283 297 311 326 341
D/h
d/D 5,50 5,70 5,90 6,10 6,30 6,50 6,70 6,90 7,10 7,30 7,50
0,00 135 143 152 160 169 178 188 198 208 218 229
0,05 136 144 152 161 170 179 189 199 209 219 230
0,10 138 146 155 164 173 182 192 202 212 223 234
0,15 142 151 159 168 178 187 197 208 218 229 240
0,20 148 157 166 175 185 195 205 216 227 238 249
0,25 156 165 174 184 194 204 215 226 238 249 261
0,30 165 175 184 195 205 216 227 239 251 263 276
0,35 177 187 197 ‘ 208 219 231 243 255 268 281 294
0,40 190 201 212 224 235 248 261 274 287 301 315
0,45 207 218 230 242 255 268 282 296 310 325 340
0,50 226 238 251 264 277 291 306 321 337 353 369
0,55 248 261 275 289 304 319 335 351 368 385 402
0,60 276 290 304 320 335 352 369 386 404 423 442
0,65 310 325 341 358 375 392 410 429 449 469 489
0,70 357 373 390 408 426 445 464 485 505 527 549
182
Продолжение таблицы 1
d/D D/h
7,70 7,90 8,10 8,30 8,50 8,70 8,90 9,10 9,30 9,50 9,70
0,00 240 251 263 275 287 299 312 325 338 352 366
0,05 241 253 264 276 288 301 314 327 340 354 368
0,10 245 257 269 281 293 306 319 332 346 360 374
0,15 252 264 276 288 301 314 327 341 355 369 384
0,20 261 274 286 299 312 326 339 354 368 383 398
0,25 274 286 300 313 327 341 355 370 385 400 416
£0,30 289 303 316 330 345 360 375 390 406 422 439
0,35 308 322 337 352 367 383 399 415 432 449 467
0,40 330 345 361 377 393 410 427 444 462 480 499
0,45 356 372 389 406 423 441 459 478 497 517 537
0,50 386 403 421 439 458 477 497 517 538 559 580
0,55 421 439 458 478 498 519 540 562 584 606 629
0,60 461 481 502 523 545 567 590 613 637 661 686
0,65 510 532 554 577 601 625 649 674 700 726 753
0,70 572 595 620 644 670 696 722 750 777 806 835
D/h
d/D 9,90 10,10 10,30 10,50 10,70 10,90 11,10 11,30 11,50 pi,70 11,90
0,00 380 395 410 425 440 456 472 488 505 521 538
0,05 382 397 412 427 442 458 474 491 507 524 541
0,10 388 403 418 434 449 465 482 498 515 532 550
0,15 399 414 429 445 461 478 494 511 529 546 564
0,20 413 429 445 461 478 495 512 530 548 566 585
0,25 432 449 465 482 500 517 536 554 573 592 611
0,30 456 473 491 509 527 546 565 584 604 624 644
0,35 484 503 521 540 560 580 600 620 641 662 684
0/0 518 538 557 578 598 619 641 663 685 707 730
0,45 557 578 599 621 643 666 688 712 736 760 784
0,50 602 624 647 670 694 718 743 768 794 820 846
0,55 653 677 702 727 752 778 805 832 859 887 916
0,60 712 738 764 791 819 847 876 905 934 965 995
0,65 781 809 838 867 897 927 958 989 1020 1050 1090
0,70 865 895 926 958 990 1020 1060 1090 1130 1160 1200
183
Продолжение таблицы 1
d/D D/h
12,10 12,30 12,50 12,70 12,90 13,10 13,30 13,50 13,70 13,90 14,10
0,00 556 574 592 610 629 647 667 686 706 726 746
0,05 559 577 595 613 632 651 670 690 710 730 750
0,10 568 586 604 623 642 661 681 700 721 741 762
0,15 582 601 620 639 658 678 698 719 739 760 782
0,20 603 623 642 662 682 702 723 744 766 787 809
0,25 631 651 671 692 713 734 756 778 800 823 846
0,30 665 686 707 729 751 774 796 820 843 867 891
0,35 706 728 751 774 797 821 845 870 895 920 946
0,40 754 778 802 826 851 877 903 929 955 982 1010
0,45 809 835 861 887 914 941 969 997 1020 1050 1080
0,50 873 900 928 956 985 1010 1040 1070 1100 1140 1170
0,55 945 974 1000 1030 1070 1100 1130 1160 1190 1230 1260
0,60 1030 1060 1090 1120 1160 1190 1230 1260 1300 1330 1370
0,65 1120 1160 1190 1230 1260 1300 1340 1370 1410 1450 1490
0,70 1230 1270 1310 1350 1390 1430 1470 1510 1550 1590 1630
D/h
d/D 14,30 14,50 14,70 14,90 15,10 15,30 15,50 15,70 15,90 16,10 16,30
0,00 767 788 809 831 852 874 897 920 943 966 989
0,05 771 792 813 835 857 879 902 924 947 971 995
0,10 783 804 826 848 870 893 916 939 962 986 1010
0,15 803 825 847 870 893 916 939 963 987 1010 1040
0,20 832 855 877 901 924 948 973 997 1020 1050 1070
0,25 869 893 917 941 966 991 1020 1040 1070 1090 1120
0,30 916 941 966 991 1020 1040 1070 1100 1120 1150 1180
0,35 972 998 1020 1050 1080 1110 1140 1160 1190 1220 1250
0,40 1040 1070 1090 1120 1150 1180 1210 1240 1270 1300 1340
0,45 1110 1140 1170 1200 1240 1270 1300 1330 1370 1400 1430
0,50 1200 1230 1260 1300 1330 1360 1400 1430 1470 1510 1540
0,55 1300 1330 1370 1400 1440 1470 1510 1550 1590 1630 1670
0,60 1400 1440 1480 1520 1560 1600 1640 1680 1720 1760 1800
0,65 1530 1570 1610 1650 1700 1740 1780 1830 1870 1920 1960
0,70 1680 1720 1770 1810 1860 1900 1950 2000 2050 2100 2150
184
Продолжение таблицы 1
d/D D/h
16,50 J6.70 16,90 17,10 17,30 17,50 17,70 17,90 18,10 18,30 18,50
0,00 1010 1040 1060 1090 1110 1140 1160 1190 1210 1240 1270
0,05 1020 1040 1070 1090 1120 1140 1170 1190 1220 1250 1270
0,10 1030 1060 1080 1110 ИЗО 1160 1190 1210 1240 1270 1290
0,15 1060 1090 1110 1140 1160 1190 1220 1240 1270 1300 1330
0,20 1100 1120 1150 1180 1210 1230 1260 1290 1320 1350 1370
0,25 1150 1180 1200 1230 1260 1290 1320 1350 1380 1410 1440
0,30 1210 1240 1270 1300 1330 1360 1390 1420 1450 1480 1510
0,35 1280 1310 1340 1370 1410 1440 1470 1500 1540 1570 1600
0,40 1370 1400 1430 1470 1500 1530 1570 1600 1640 1670 17101
0,45 1470 1500 1540 1570 1610 1640 1680 1720 1760 1790 1830
0,50 1580 1620 1650 1690 1730 1770 1810 1850 1890 1930 1970
0,55 1710 1750 1790 1830 1870 1910 1950 2000 2040 2080 2130
0,60 1850 1890 1930 1980 2020 2070 2120 2160 2210 2260 2300
0,65 2010 2060 2100 2150 2200 2250 2300 2350 2400 2450 2500
0,70 2200 2250 2300 2350 2400 2460 2510 2570 2620 2680 2730
D/h
d/D 18,70 18,90 19,10 19,30 19,50 19,70 19,90 20,10 20,30 20,50 20,70
0,00 1290 1320 1350 1380 1410 1430 1460 1490 1520 1550 1580
0,05 1300 1330 1360 1390 1410 1440 1470 1500 1530 1560 1590
0,10 1320 1350 1380 1410 1440 1460 1490 1520 1550 1580 1610
0,15 1360 1380 1410 1440 1470 1500 1530 1560 1590 1620 1660
0,20 1400 1430 1460 1490 1520 1550 1590 1620 1650 1680 1710
0,25 1470 1500 1530 1560 1590 1620 1660 1690 1720 1760 1790
0,30 1540 1580 1610 1640 1680 1710 1740 1780 1810 1850 1890
0,35 1640 1670 1710 1740 1780 1810 1850 1890 1920 1960 2000
0,40 1750 1780 1820 1860 1900 1930 1970 2010 2050 2090 2130
0,45 1870 1910 1950 1990 2030 2070 2110 2160 2200 2240 2280
0,50 2010 2060 2100 2140 2190 2230 2270 2320 2370 2410 2460
0,55 2170 2220 2270 2310 2360 2410 2450 2500 2550 2600 2650
0,60 2350 2400 2450 2500 2550 2600 2660 2710 2760 2810 2870
0,65 2560 2610 2660 2720 2770 2830 2880 2940 3000 3050 3110
0,70 2790 2850 2910 2970 3030 3090 3150 3210 3270 3330 3400
185
Продолжение таблицы 1
d/D D/h
20,90 21,10 21,30 21,50 21,70 21,90 22,10 22,30 22,50 22,70 22,90
0,00 1610 1640 1670 1700 1740 1770 1800 1830 1860 1900 1930
0,05 1620 1650 1680 1710 1750 1780 1810 1840 1870 1910 1940
0,10 1650 1680 1710 1740 1770 1800 1840 1870 1900 1940 1970
0,15 1690 1720 1750 1780 1820 1850 1880 1920 1950 1990 2020
0,20 1750 1780 1810 1850 1880 1920 1950 1990 2020 2060 2090
0,25 1820 1860 1890 1930 1970 2000 2040 2070 2110 2150 2190
0,30 1920 I960 1990 2030 2070 2110 2140 2180 2220 2260 2300
0,35 2040 2080 2110 2150 2190 2230 2270 2310 2360 2400 2440
0,40 2170 2210 2260 2300 2340 2380 2420 2470 2510 2560 2600
0,45 2330 2370 2420 2460 2510 2550 2600 2640 2690 2740 2790
0,50 2500 2550 2600 2650 2700 2750 2790 2840 2900 2950 3000
0,55 2700 2750 2800 2860 2910 2960 ЗОЮ 3070 3120 3180 3230
0,60 2920 2980 3030 3090 3150 3200 3260 3320 3380 3440 3500
0,65 3170 3230 3290 3350 3410 3470 3540 3600 3660 3730 3790
0,70 3460 3530 3590 3660 3720 3790 3860 3930 3990 4060 4130
D/h
d/D 23,10 23,30 23,50 23,70 23,90 24,10 24,30 24,50 24,70 24,90 25,00
0,00 1960 2000 2030 2070 2100 2140 2170 2210 2240 2280 2300
0,05 1970 2010 2040 2080 2110 2150 2180 2220 2250 2290 2310
0,10 2010 2040 2070 2110 2140 2180 2220 2250 2290 2330 2340
0,15 2060 2090 2130 2160 2200 2240 2270 2310 2350 2390 2400
0,20 2130 2170 2200 2240 2280 2320 2350 2390 2430 2470 2490
0,25 2220 2260 2300 2340 2380 2420 2460 2500 2540 2580 2600
0,30 2340 2380 2420 2460 2500 2550 2590 2630 2670 2720 2740
0,35 2480 2520 2570 2610 2650 2700 2740 2790 2830 2880 2900
0,40 2650 2690 2740 2780 2830 2880 2920 2970 3020 3070 3090
0,45 2840 2880 2930 2980 3030 3080 3130 3180 3240 3290 3310
0,50 3050 3100 3150 3210 3260 3310 3370 3420 3480 3540 3560
0,55 3290 3340 3400 3460 3520 3570 3630 3690 3750 3810 3840
0,60 3560 3620 3680 3740 3800 3860 3930 3990 4060 4120 4150
0,65 3860 3920 3990 4060 4120 4190 4260 4330 4400 4470 4500
0,70 4210 4280 4350 4420 4490 4570 4640 4720 4790 4870 4910
186
ПРИЛОЖЕНИЕ 2
РАСЧЕТ СОБСТВЕННЫХ ЧАСТОТ ПРИ ИЗГИБНЫХ
КОЛЕБАНИЯХ ДИСКОВ С ОТВЕРСТИЯМИ
Уравнение движения пластины с поправкой на инерцию вращения и дефор-
мацию сдвига при изгибных колебаниях имеет вид
* а / 1 . 1 \ д2 Аки . 1 д*ш , ph d2w
AAw — I —Н- H--) —ч,9— "Г о—9------чтд- “Г ТГ ' ' = и
\ vi vl / d/2 vfvl dt* D dt2
Где w — смещение элемента пластины от положения равновесия; Е — модуль
Юнга; р — плотность; р — коэффициент Пуассона; G = El[2 (1 + р,)] — модуль
сдвига; h — высота пластины; t — время; D = Eh3/[12 (I — р,2)] — постоянная
пластины; А — оператор Лапласа.
Н = [(0,87 + 1,12р)/(1 + р}]2 — коэффициент, выражающий влияние не-
однородности распределения сдвиговых напряжений по толщине пластины, тогда
— КЕ/[р (1—р-2)]; v2 = Кнв/р.
Решение уравнения (1) произведено в цилиндрических координатах (г, Ф,
z). Введем функции (г, Ф, t) и w2 (г, Ф, t) такие, что уравнение (1) будет экви-
валентно:
)___£L^L = 0; (2)
дЮ1-^1(Ю1_а))_^г^. = 0; (3)
^-^41?=°' <4)
Предполагая гармоническую зависимость от времени с круговой частотой со
пропуская ее в дальнейших выражениях, получим решения уравнений (1)—(4)
для w, wx, w2 в виде:
w (г, Ф) = [AnJn(ar)—FnYn (ar) + BnIn (₽0 + ЕпКп (₽0] cos (пФ + о); (5)
, Я а -------- /И г / \ I г"1 а ---------Ш
(г, Ф) = Ап —— Jn (ar) + Fn —-5—
ОС ОС
Уп (аг) 4“
+ Р2^т (₽') + Еп К" (₽0] cos («ф + • (6)
(г, Ф) = \Сп1п (Уг) + DnKn (yr)] sin (пФ + v), (7)
где введены обозначения:
12Я
h2 G ’
рсо2
(10
где Jrt, Уп—функции Бесселя 1 и 2-го рода п-го порядка от действительного
аргумента; 1п, Кп — функции Бесселя 1 и 2-го рода п-го порядка от мнимого
187
аргумента; n = О, 1, 2 ... — число узловых диаметров; v — произвольный угол;
Ап, Вп, Сп, Dn, Еп, Еп — произвольные постоянные, значения которых опре-
деляются граничными условиями.
Рассматриваем только один вид граничных условий: свободная пластинка,
т. е. границы при r= и r= R2, где Rr — наружный радиус пластины и
— радиус отверстия в пластине, свободны, что означает следующее:
Мг = 0 '
Qr = o ,
= о
при г = R1, r = R2,
(12)
где Мг — изгибающий момент; Л4Гф — момент кручения,
щая сила.
Выражения для моментов и сил имеют следующий вид:
Qr — перерезываю-
. 1 \
~дГ + )
. / 1 d2w2 1 dw2 \) ,
дгдФ ^Т2~д^~ Я ’
D (1 —р) ( / 1 д2и)! 1 дш! \ ,
~2 V \~ дгдФ ~
dwz , 1 d2wz d2wz).
~дГ±Т2"дФ2 dr2) ’
Qr = HGh
dw dun
dr dr
(13)
(14)
(15)
Подставляя выражения (5)—(7) в выражения (13)—(15) и (12), получаем
систему из шести линейных однородных уравнений с шестью неизвестными:
An,Bn,Cn,Dn, Еп, Fn. Приравнивая к нулю определитель этой системы, получаем
характеристическое уравнение
I о17.1= 0, (16)
где aij—члены определителя (i = 1,2, ..., 6;/= 1,2......6), которые примут вид:
ап=Ап2 Jn (aRj) — 2Ап (аВ,) Jn_x (aRx) + A (aRj)2 Jn-2 (aRi)—
— ApnJn (aRi) + A (p + 1) (aRi) Jn~i (aRi) — Лрп2/П (aRi) + AnJn (aRi)'.
«12 = Bn2In (₽RX) - 2Bn(PRi) In-i (PRi) + В (PRX)2 In-2 (PRi) -
- Вцп1п (PRi) + В (p + 1) (pRj) In-! (PRi) - Bpn2/n (PRi) + BnIn (PRi);
«13 = (1 — p) n (yRi) In-i (?Ri) — (1 — p) n2In (yRi) — (1 — p) nln (yRi);
«u = (1 — P)«[— (tRi) Kn-i (?Ri) — nKn (yRi) — Kn (yRi)]J
n15 =Bn2R n (pR^ + 2Bn (PRi) R„_! (PRi) + В (pRr)2 K„_2 (PR,) -
- BnpKn (PRi) - В (p + 1) (PRX) Kn-i (PRi)-Bpn2R„ (PRi) + BnKn (PRi);
«16=Лп2Уп (aRj) - 2An (aRx) F„_! (aRj) + A (aRi)2 Г„_2 (aRj) -
— (a^i) 4" A (p -} 1) (a^i) n-i (a^i)
— A[m2Yn (a7?i) 4- AnYn (a/?i);
188
a2i = 2/M [tiJn (a/?i) — (a#i) Jn-i (a#i) + Jn (a₽i)];
«22 = 2/1B [nln (PflJ -(№№-1 (P^i) + (№i)];
fl23 - - 2n/rt (yT?!) - 2n2/n (yZ?i) - (V*?i)2 /n-2 + 2/1 (Y/?i) In-i (?/?i);
a24 = -2nKn (?7?i) - 2n2Kn (yRj) - (?/?i)2 Kn-2 (?/?i)-2/i (yfli) Kn-i (?/?i);
«25 = 2nB [nKn (Ptfi) + (Pfli) Kn-i (РЯ1) + Kn (P^i)];
«26 = 2nA [nYn (aRt) — (a/^) Kn-i (a^i) + Yn (afli)];
n31 = —nJn (aRi) -j- (a/?i) Jn-i (&Ri) H- AnJn (ccRi)—A (a/?i) Jn-i (a,Ri)>
a32 = (₽7?x) /л_х (Р/?0 - nln (p/?i) + Bnln (p/?i) - В (p/?i) /«_! (Ptfi);
«зз = — nIn (v#i); «34 = — n^n
«35 = - nKn (p/?x) - (P/?x) Kn^ (РЯО + BnKn (p7?x) + В (Ш Kn_x (₽/?,);
«Зе = — пуп (aRi) + (aRi) Уп_г (atfi) + 4nKn(a/?i)—
-Л(а/?1)Гя_1(а/?1). (17)
Выражения для ац при i = 4, 5, 6, у = 1,2, 3, ..., 6 аналогичны выраже-
ниям (17) и отличаются от них тем, что R± заменено на R2. В выражениях (17)
использованы следующие обозначения:
Таким образом, характеристическое уравнение (16) содержит функции Бес-
селя от аргументов aRх; a/?2; p/?f, Р/?2’» Т^Г> Т^2» причем а, Р, у связаны выра-
жениями (8), (9), (11), содержащими круговую частоту (D. Учитывая последнее
обстоятельство, можно выразить Р и у через ос, тогда при заданном отношении
R2/Ri все аргументы функций Бесселя будут определяться через aRl и уравне-
ния (16) при заданных pi и h/R1 содержит только одно неизвестное oc/?t, относи-
тельно которого и может быть решено.
Корни (a/^jjn уравнения (16) определяют собственные частоты задачи сол
в соответствии с выражениями (17):
_ ©(„j/E/p
“п------rT~
(19)
где через соЛ обозначена функция от h/Rf, (ос/?^; pi; Я2/Яъ определяемая выра-
жением
- 1/п 1/^ (а^1)4пЯ
Ю(П) |/ Я |/ R 2(1 —ц2)(1+р) ’
где
Н (1 - и) (aR^ + 2(a«!)2 + 12Я (1 - р) (Rjh)2
R 4(1-И2)
Расчет собственных частот двух низших мод изгибных колебаний, соответ-
ствующих первым корням уравнения (16) при п = 0 (мода с одной узловой окруж-
ностью при отсутствии узловых диаметров) и при и = 2 (мода с двумя узловыми
диаметрами при отсутствии узловых окружностей), может быть произведен на
ЭВМ. Порядок расчета следующий: при заданных значениях n; h/R^ R2lRi> И
перебираем значения aRlt начиная от значения aRr =0,1, пока не будет найден
корень (aRi)n уравнения (16). Далее находим соЛ в соответствии с выражением (20).
189
ПРИЛОЖЕНИЕ 3
РАСЧЕТ СОБСТВЕННЫХ ЧАСТОТ КОНТУРНЫХ КОЛЕБАНИЙ
ДИСКОВ С ОТВЕРСТИЯМИ
Уравнение контурных колебаний для тонкой пластинки через поверхностное
расширение Д и вращение Q может быть представлено в виде [31]:
V2A = P(l-p) E 02Д . 0/2 ’ (1)
V2Q = 2p(l + p) E 02Q dt2 ’ (2)
где р — плотность; Е — модуль Юнга; р — коэффициент Пуассона.
Выражения для Д и Q в полярных координатах имеют вид:
л _ ди _1_ и _1_ 1 dV on _ , V _L .
dr 1 г 1 г d® ’ dr + г г d® ’
где и — смещение в направлении радиус-вектора; V — смещение в направле-
нии, перпендикулярном радиус-вектору.
Упругие усилия по окружности г = const имеют вид:
_ 2Eh Г dv ( и 1 0V \ "1 . п
1 — р,2 L dr ‘ \ г + г 30 / J ’
Eh Г0У ___Г_ _1_0и"
1 + р. _ dr г г d® _
Положим
v — vn cos п ® cos tot;
V = ип sinn 0 cos at, ,
где unt Vn — функции r; co — круговая частота.
Введем обозначения:
р(1-Н2)<оа. fi2_2p(l + p)W2
а - Е ’ Р - е
(4)
(5)
(6)
тогда после подстановки выражений (5) в уравнения (1), (2) получим решения для
смещений ип, Vn в следующем виде:
d.Jn(ar) с dYn (ar) пВ пр Yn (М.
п dr 1 dr г г
Уп =—пА *------------пС Гп(аг) — В — F » (8)
г dr dr dr
где Jn, Уп — функции Бесселя первого и второго рода; А, С, В, F — произволь-
ные постоянные, определяемые граничными условиями.
Для свободного диска радиусом г = Rrc отверстием г = R2 граничные усло-
вия определяются отсутствием напряжений на границах г = и г = R2*
Т = 01
S = 0 j
при г = Ri, г = R2.
(9)
190
Подставив выражения (3), (4) в (9), получаем систему четырех однородных
уравнений, определитель которой имеет вид
I аи\ = 0, (10)
где i = 1, 2, 3, 4; / = I, 2, 3, 4.
Члены определителя:
«п = (н — D (a/?i) J'n (a/?i) — [(а/?1)2 - (1—и) п2] Jn («^1);
«12 = (н - О («Я1) Y'n (а^1) - [(“Я1)2 — (1 — м) «2J Yn (аЯ1);
«13 = п (1 - Ц) (₽/?!) J’n (₽/?!) - п (1 - и) Jn (₽??!);
а14 =n (1 — и) (₽/?i) Y'n (₽Rj) - п (1 - и) Уп (₽/?,);
«21 = — 2п (aZ?i) j'n (a.Rx) + 2nJn (aR^
«22 = — 2« (a/?i) Yn (a/?i) + 2nYn (a/?i);
«23 = 2 R1) С (№1) + [(P«i)2 - 2«2] Jn (₽*i);
«24 = 2 (₽^1) Yn (№1) + [(№1)2 - 2«2] Yn (₽*1).
Штрихом обозначены производные функций Бесселя по аргументам (p/?i)
соответственно. Выражения для членов a3j и а4/- получаются из аналогичных вы-
ражений для членов аг; и а2/- путем замены аТ?2 — (а^1) Я 2^1» P#i->
₽Я2 = (№1) RJRv
Из выражения (6) следует, что через можно выразить р/?х и частоту
. on К2 / (<х/?1) 1/ Е _
колебании со: P/?i = — (aTM; (о =------> . . • I/ —. Тогда урав-
/1- [X tfiKl-p.2' Р
нение (10) содержит только одно неизвестное aR^ а корни этого уравнения (a/^Jn
определяют частоты собственных колебаний соп. Обозначим:
(ос/?1)п
(11)
—
тогда
Ч>п = kn/Rl VЕ/р.
(12)
Значение Ли, определяемое первым корнем при п = 2, дает самую низкую частоту
контурных колебаний. Расчет кл может быть произведен с помощью ЭВМ.
ПРИЛОЖЕНИЕ 4
ТЕХНИЧЕСКОЕ ЗАДАНИЕ
НА ПРОГРАММИРОВАНИЕ И ПРОВЕДЕНИЕ РАСЧЕТА НА ЭВМ
J I. Цель работы: составить градуировочные таблицы для контроля изделий,
имеющих форму цилиндров и дисков с осевым отверстием, частотный спектр ко-
торых описывается выражениями (53)—(62). Эта задача включает в себя: а) вы-
бор рабочей моды колебаний; б) расчет поправки на отклонение геометрических
191
размеров от номинальных; в) нахождение нижней границы, с которой начинается
поиск резонанса; г) определение коэффициента формы для рабочей моды колеба-
ний при номинальных размерах изделия.
II. Исходные данные: размеры изделия (см): h — высота, d — внутренний
диаметр, D—внешний диаметр. Минимальные размеры изделия: Hlllin, ^min> Dmin-
Максимальные размеры изделия: Ятах» ^max, L>max-
III. Вывести на печать: а) выбранную рабочую моду с номером резонанса;
б) таблицу поправок на отклонение геометрических размеров от номинальных;
в) нижнюю границу, с которой осуществляется поиск резонанса; г) коэффициент
формы для изделия с номинальными размерами.
IV. Выбрать рабочую моду.
1. Определить:
(h/R) mln — h,nin /Rmax; (А/R) max — h max/R mi n ", (d/D)
mln —^min/^maxl
(d/D) щах —dmax/Dmin^ (d//l)mln —^mln/^max',
(d//l)max — ^max/^mlnJ R = D/2.
2. При h/R < 0,7:
a) d = 0,4 cm, 0,5 cm1 — за рабочую моду принимается /2; поиск резо-
нанса осуществляется с нижней границы диапазона по 1-му резонансу;
б) d = 0,5 см, h 0,5 см1 — за рабочую моду принимается f2; поиск резо-
нанса осуществляется с нижней границы диапазона по 1-му резонансу;
в) если
о2 [(h/R) min, (d/D) min ] im min] < q
Dmax ^min
И
O>2 [(fo/R)max> (d/D) max] _ [(d/D) max] л
Dmin dmax
за рабочую моду диапазона принимается f^ Поиск резонанса осуществляется
с нижней границы диапазона по 1-му резонансу;
г) если
о2 [(h/R) max, (d/D) max ] X [(d/D) max] q
Dmin dniax
за рабочую моду принимается fd. Поиск резонанса осуществляется
с нижней границы диапазона по 3-му резонансу;
д) если
о2 [(h/R) min > (d/D) min]
Dmax
X [ (d/D) min] Q
dmin
за рабочую моду принимается fd. Поиск резонанса осуществляется с нижней гра-
ницы диапазона по 2-му резонансу.
х При этих размерах изделия хорошо фиксируется изгибная дисковая мода
колебаний /2 ПРИ применении датчиков с полусферическими насадками диа-
метром 8 мм.
192
«
3. При 0,7 <J h/R 2,0 за рабочую моду принимается а поиск резонанса
осуществляется следующим образом:
а) если h/R > 1,6 и d/D < 0,37, то поиск резонанса осуществляется с ниж-
ней границы диапазона по 2-му резонансу;
б) если h/R^ 1»6 и
«I im max» (<Z/D)max] [ W^Omax] < g
Z^min ^max
поиск резонанса осуществляется с нижней границы диапазона по 2-му резонансу;
в) если h/R > 1,6 и d/D 0,37, то поиск резонанса осуществляется с ниж-
ней границы по 1-му резонансу;
г) если h/R 1,6 и
<&i[(h/R) mln» (t//D)minl_ X [(d Z))mln] g
Z^max ^min
поиск резонанса осуществляется с нижней границы диапазона по 1-му резонансу.
4. При h/R > 2:
если
X [((//D)max] 0,0572
Drain Ка Uft7/?)max] Dmmftmax
х [(<i/Z)) min] ——
Z^niax I a [ (h/ R) min] Z)max^min
то возможны следующие случаи:
x[(d/D)max] 0,318 А
1) если ' --------------> 0, а
Z-Anin Я-max
X [(d/Z))min] 0,318
Z^max ^mln
то рабочую моду выбрать нельзя;
2) если (h/Z?)min 3,7 или (h//?)min < 3,7 < (h/Z?)max, то рабочую моду
выбрать нельзя;
3) если (Ш)тах^ 3,7; (d/D)min > 0,37; (d/h)min 0,29, то рабочую моду
выбрать нельзя;
4) если (h/R)miai <£ 3,7; (d/D)min < 0,37 < (d/D)max; (d/Л) min S== 0,29 или
(d//i)mln <5 0,29 <• (d/ft)max, то рабочую моду выбрать нельзя;
5) если (h/R)max sg 3,7; (d/£>)max Ss 0,37; то за рабочую моду принима-
ется /кР;
6) если (h//?)max^3,7; (d,D)mln^ 0,37; (d/ft)max ==£0,29, то за рабочую
моду принимается /кр;
7) если (hlR)max ==£ 3,7; (d/D)mln < 0,37 < (d/D)max; (d/h)max =sS 0,29, то за
рабочую моду принимается /кР;
13 Б. А. Глаговский
193
8) если (h/R)max 3,7; (d/D)min 0,37; (d//i)mln <5 0,29 <3 (d/h)mSx, то ра-
бочую моду выбрать нельзя;
х [(d/D)mln]___________0,0572________
Dmax т/- r/t.77^ Z ^0, то за рабочую МО
таХ у а[(ад)тт] Dmaxhmln г j
ду принимается /изН
в) если
х [(d/D)тах]
Dniin
_________0,0572________
1 a[(h/R) max] ^min^max
^0 и d/D > 0,37, то за
рабочую моду принимается
г) еслиХ^^^тах^ — 0,0572 ---- <с0 и d/D> 0,37, то за рабо-
min Г а [W^?)max] ^mln^max
чую моду принимается fd-
Во всех случаях поиск резонанса осуществляется с нижней границы диапа-
зона по 1-му резонансу.
V. Составить таблицу поправок, используя формулы частот:
: _ 0,318 _ 0,0572
кр — l С/; /изг — у— С/;
п V a (h/R) Dh
fd-^cr,
fi = д//?) Cl для h/R sg 1,6;
, x (d/D) „ ln _
fi = J Ci для h/R > 1,6;
a (h/R), K(d/D), coj (h/R), x (d/D), co2 (h/R) заданы в виде аналитических выра-
жений (55), (59), (60), (62); С/ = const.
По формуле частоты рабочей моды определить поправку на отклонение гео-
метрических размеров от номинальных Д = fn/f, fn — частота рабочей моды
колебаний образца с номинальными размерами; f — частота рабочей моды коле-
баний образца с отклонениями от номинальных размеров. Геометрические раз-
меры образца изменяются от Dmm, dmin, /imin ДО Dmax, dmax» ^max с шагом 0,01.
Для и при h/R 1,6 поправка определяется на отклонение только по h и R,
отношение же d/D надо считать номинальным.
VI. Определить нижнюю границу диапазона.
Рабочая частота является первым снизу резонансом:
/крн—
0,318(7/
mln .
/imax '
194
0.0572С/ ,
f ’ *min
/ изгн —
' a (^max/^mln) ^max^min
fdH =
(dmax/^max) ^mln
dmax
<01 (ftmln/flmax) Qmln для
T^max
X (dmax/Dmax) ^/mln
lfI 7)ma\
для h/R > 1,6.
Рабочая частота является вторым или третьим резонансом:
(^mln/^max) ^/mln
/1 =-------------------для h/R<Z 1,6;
н ь>тах
X (dmax ^7)max) ^/т1п
/1 = ---------~ДЛЯ h/R >1,6.
VII. Определить коэффициент формы.
Коэффициент формы определяется путем подстановки в формулу частот, соот-
ветствующую рабочей моде, номинальных размеров изделия. При этом С/ = 1.
ПРИЛОЖЕНИЕ 5
ПРИМЕРЫ ТИПОВЫХ СИГНАЛОВ
С РАЗЛИЧНЫМИ ЗНАЧЕНИЯМИ ПАРАМЕТРА #
Рис. 1. Типовые сигналы при Т = 2, при-
меняемые в качестве ударных возмущений
при решении практических задач
13*
195
ПРИЛОЖЕНИЕ 6
РАЗЛОЖЕНИЕ В РЯД ФУРЬЕ ТИПОВОГО СИГНАЛА
С РАЗЛИЧНЫМИ ПАРАМЕТРАМИ ТИК
Рис. 1. Разложение вряд
Фурье типового сигнала
при Т = 2, К = 2
У
100
80
при 7=2, К = 3
Т=30,к=2
60
УО
20
О
~?0
Рис. 3. Разложение в ряд Фурье типового сигнала при Т =
= 30, К = 2
196
Рис. 6. Разложение в ряд Фурье типового сигнала при Т = 30, К = 49
197
Рис. 7. Разложение в ряд Фурье типового сигнала при Т = 100, К — 89
ПРИЛОЖЕНИЕ]?
ЗАВИСИМОСТИ Дп = f(n)J ПРИ> РАЗЛИЧИ ЫХ
ЗНАЧЕНИЯХ ПАРАМЕТРА V
199
200
Рис. 5. График зависимости при О = 0,104
СПИСОК ЛИТЕРАТУРЫ
1. Андронов А. А., Витт А. А., Хамкин С. Э. Теория колебаний. М., Физ-
матгиз, 1959. 915 с.
2. Балодис А. А., Спинцис И. А. Аппаратура для определения упругих и не-
упругих характеристик строительных материалов акустическими методами. —
В кн.: Неразрушающие методы испытания материала под ред. проф. Ю. А. Ни-
лендера, М., ГСИ, 1962. 176 с.
3. Баранов В. М. Определение констант упругости образцов материалов,
имеющих форму диска. —«Заводская лаборатория», 1972, № 9, с. 1120—1124.
4. Батуев Г. С. Инженерные методы исследования ударных процессов. М.,
«Машиностроение», 1969, 248 с.
5. Блувштейн М. Н., Сенявин Н. К-> Зыкова 3. К* Прибор для контроля
свойств огнеупоров звуковым методом.—«Огнеупоры», 1969, № 4, с. 11—16.
6. Вавилов А. А., Солодовников А. И. Экспериментальное определение ча-
стотных характеристик автоматических систем. Госэнергоиздат, 1963. 252 с.
7. Васильева Р. В. Аппаратура для вибрационных исследований (обзор). —
В кн.: Аппаратура для измерения параметров вибраций. ЛДНТП, 1967,
с. 5—28.
8. Вашны Е. Динамика измерительных цепей. М., «Энергия», 1969. 287 с.
9. Гельфанд И. М., Шилов Г.Е. Обобщенные функции и действия над ними.
М., Физматгиз, 1969. 439 с.
10. Глаговский Б. А. Полиномиальная аппроксимация некоторых асим-
метричных сигналов для обработки результатов измерений. — «Метрология»,
1972, № 12, с. 67—72.
11. Глаговский Б. А., Чофнус Е. Г. Метод расчета частотно-амплитудных
характеристик абразивного круга при ударном воздействии. (Труды ВНИИАШ,
№ 2), М., «Машиностроение», 1965, с. 67—72.
12. Глаговский Б. А. Таблицы и графики для расчетов реакции линейных
систем на импульсное возбуждение. Новосибирск, «Наука», 1971. 192 с.
13. Глаговский Б. А., Чофнус Е. Г. К вопросу контроля частот собственных
колебаний конструкций. — «Измерительная техника», 1966, № 3, с. 38—44.
14. Гольдсмит В. Удар при средних скоростях. —В кн.: Физика быстро-
протекающих процессов. Т. II, М., «Мир», 1971. 352 с.
15. Голямина И. П., Романенко Е. В. Установка для определения упругих
постоянных твердых тел. — «Приборы и техника эксперимента», 1958, № 5,
вып. 90, с. 90—94.
16. Гордое А. Н., Азиров А. М. Точность измерительных преобразователей.
Л., «Энергия», 1975. 256 с.
17. ГоренбургЛ. И., Шелачева Е. Г., Манунин В. П. Разработка конструкции
механизма ударно-динамического возбуждения колебаний в стержнях. (Труды
ВНИИАШ, № 8), М., «Машиностроение», 1968, с. 89—97.
18. Гренандер У. Случайные процессы и статистические выводы. М., Изд-во
иностр, лит., 1961. 167 с.
19. Дуровкин В. Р. Определение модуля упругости на кольцевых образ-
цах. «Заводская лаборатория», 1969, № 2, с. 218—219.
202
ОГЛАВЛЕНИЕ
Предисловие...................................................... 3
Введение......................................................... 5
Глава I. Теоретические основы низкочастотных акустических методов
контроля ........................................................ 7
1. Связь физико-механических свойств испытуемого объекта с ча-
стотами его собственных колебаний........................... 8
2. Низкочастотные акустические методы определения частот соб-
ственных колебаний испытуемого объекта..................... 49
3. Методика расшифровки частотных спектров изделий........ 53
4. Методика и аппаратура для исследования частотных спектров
изделий.................................................... 77
Глава II. Основы конструирования приборов промышленного контроля 88
5. Определение параметров процесса колебаний при ударно-дина-
мическом воздействии....................................... 89
6. Определение частотного диапазона и способа возбуждения коле-
баний изделия............................................ 118
7. Определение параметров и выбор элементов приемоизлучающей
системы и опор ........................................... 123
8. Определение основных параметров и выбор схем усилительного
устройства ............................................... 141
9. Выбор систем индикации................................ 149
Глава III. Результаты применения низкочастотных акустических мето-
дов и перспективы их использования.................. 151
10. Аппаратура промышленного контроля ..................... —
11. Результаты использования приборов.................... 168
12. Анализ погрешности при использовании аппаратуры промыш-
ленного контроля......................................... 178
Приложение 1. Значения коэффициента формы Р ................... 182
Приложение 2. Расчет собственных частот при изгибных колебаниях
дисков с отверстиями .......................................... 187
Приложение 3. Расчет собственных частот контурных колебаний дисков
с отверстиями.................................................. 190
Приложение 4. Техническое задание на программирование и проведение
расчета на ЭВМ........................................... 191
Приложение 5. Примеры типовых сигналов с различными значениями
параметра К .................... 195
Приложение 6. Разложение в ряд Фурье типового сигнала с различными
параметрами Т и К................................ 196
Приложение 7. Зависимости Ап = /(п) при различных значениях пара-
метра v........................................................ 199
Список литературы............................................. 202