









































































































































































































































Автор: Клюев В.В. Шелихов Г.С. Филинов М.В.
Теги: техника и технические науки в целом машиностроение неразрушающий контроль
ISBN: 5-217-03337-1
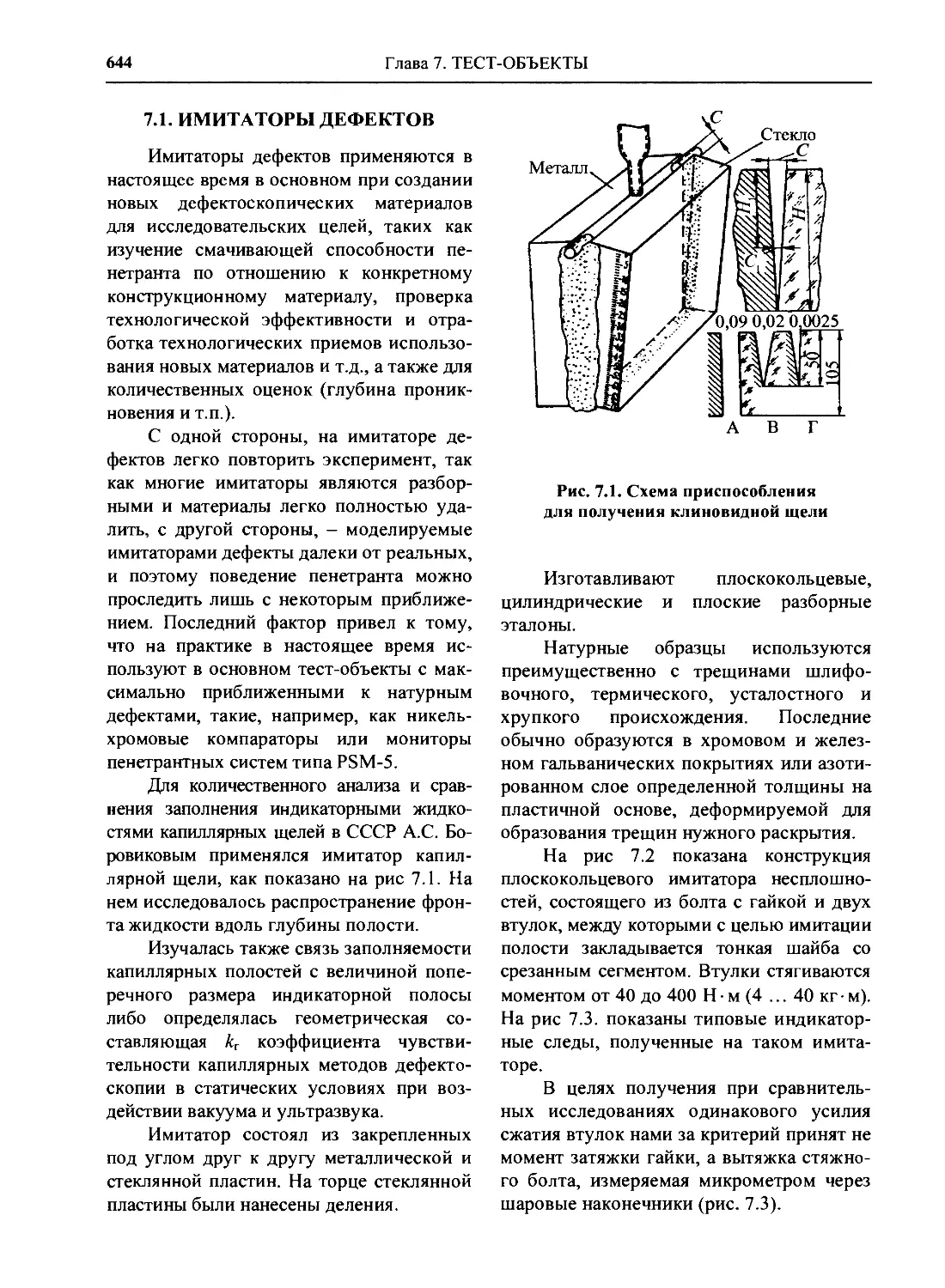
Год: 2006



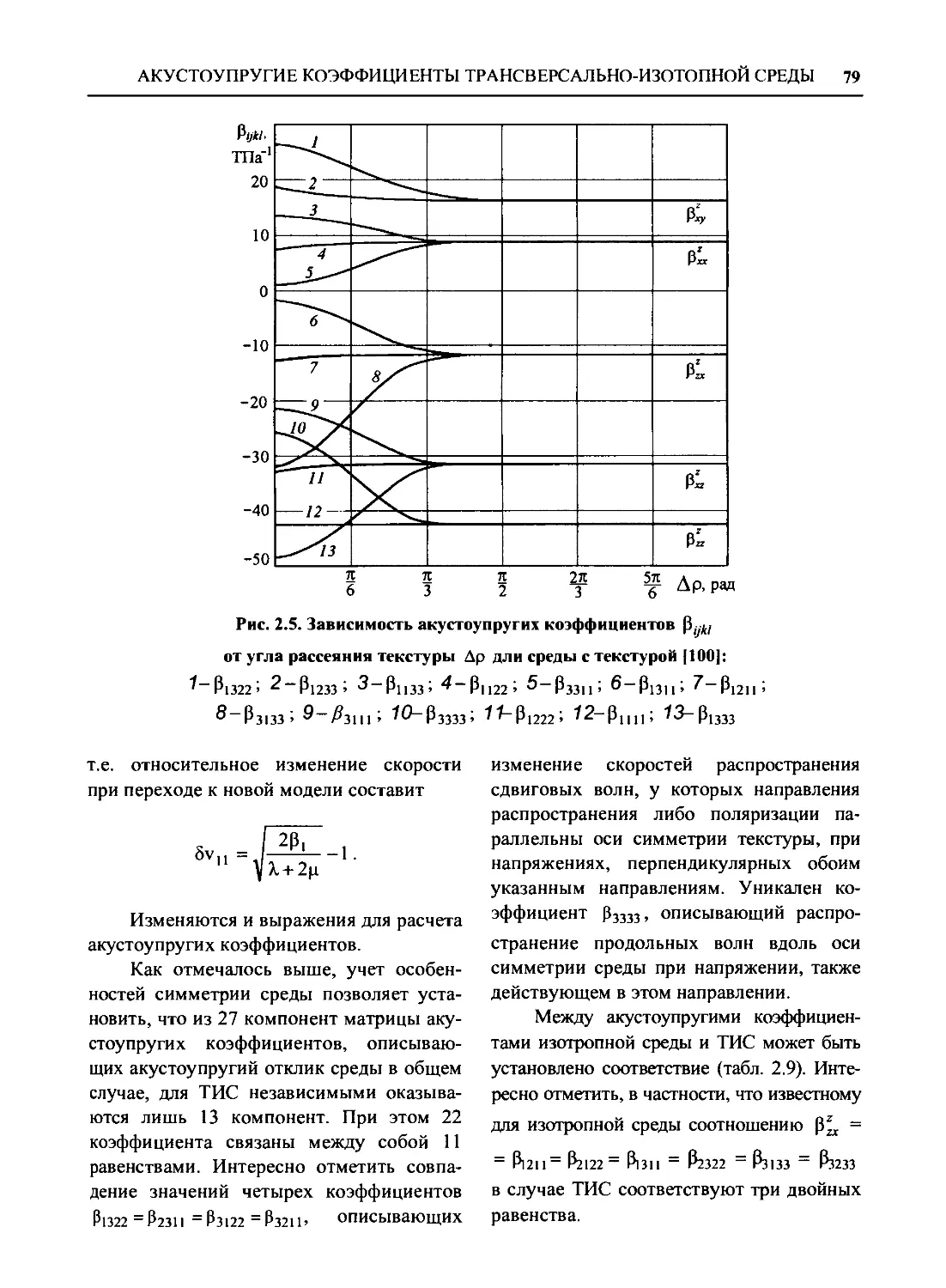
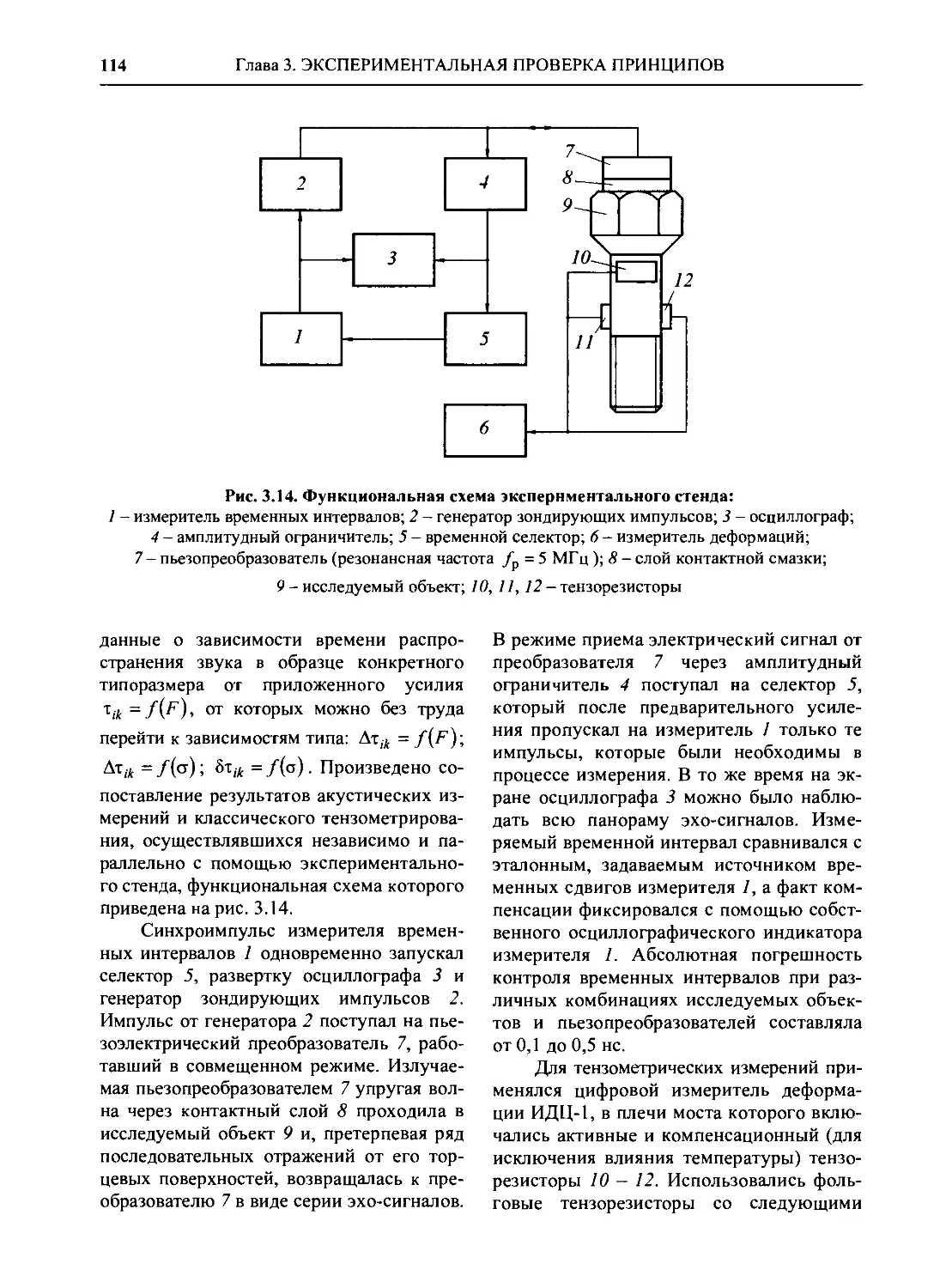
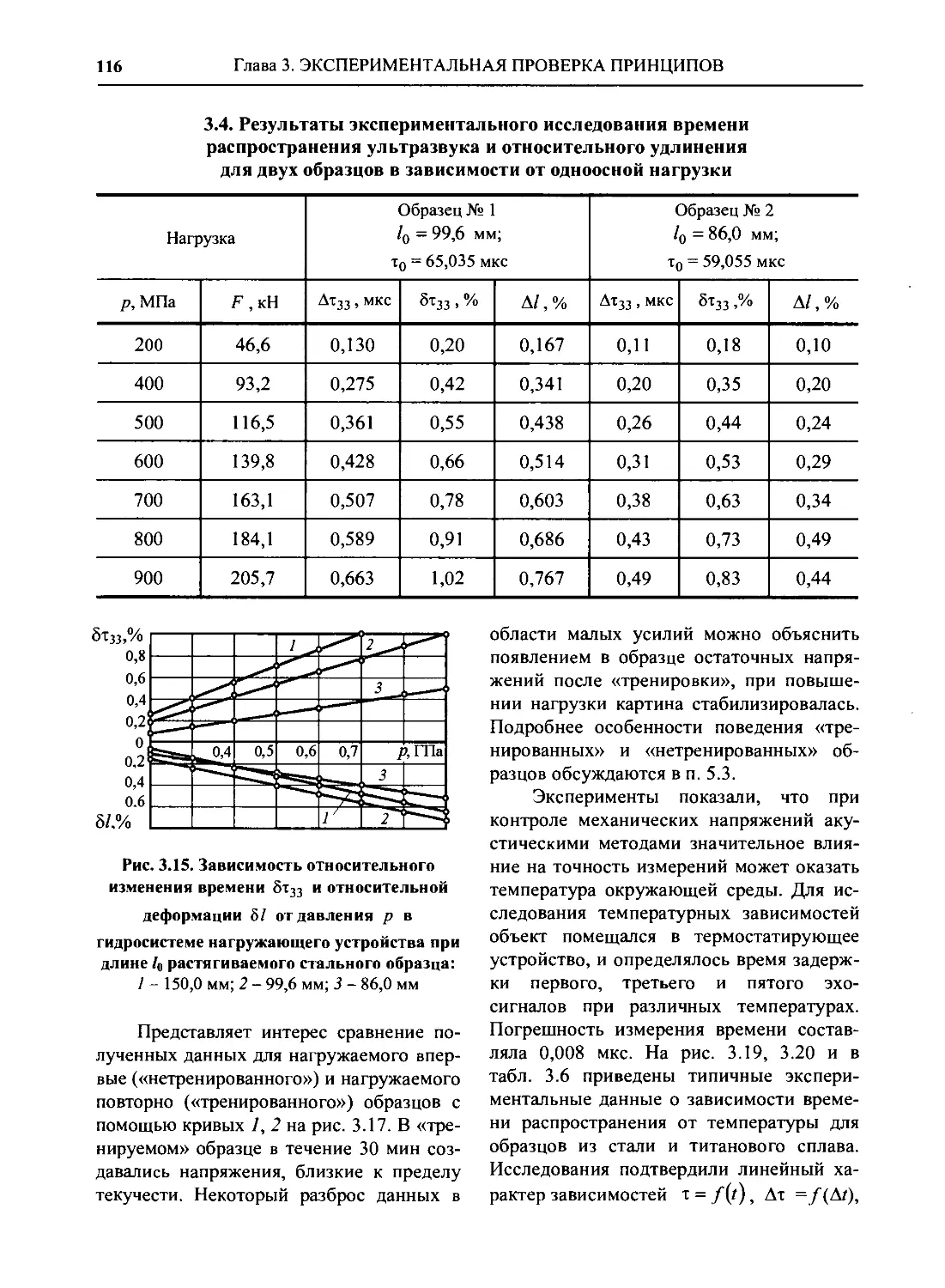
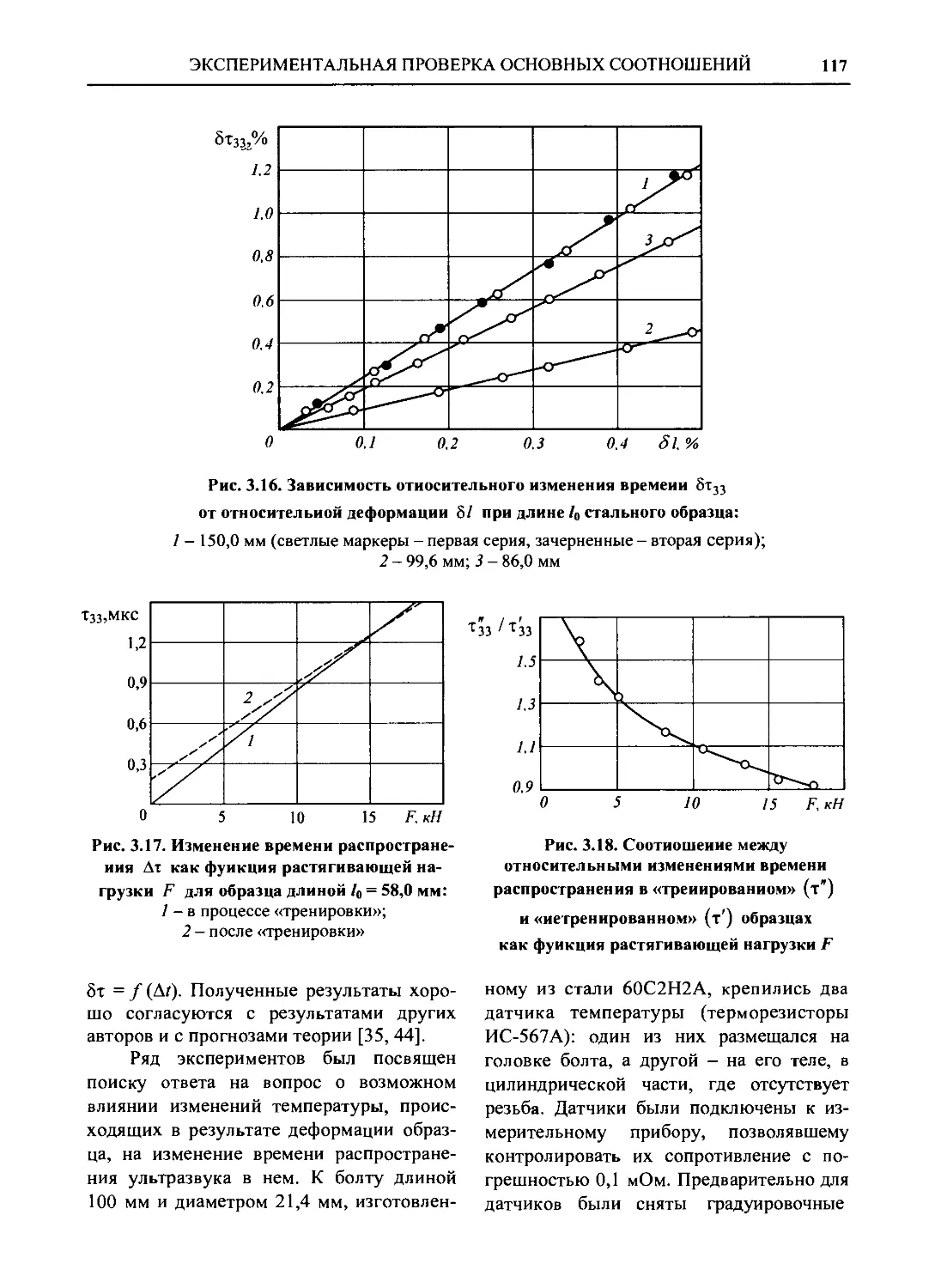
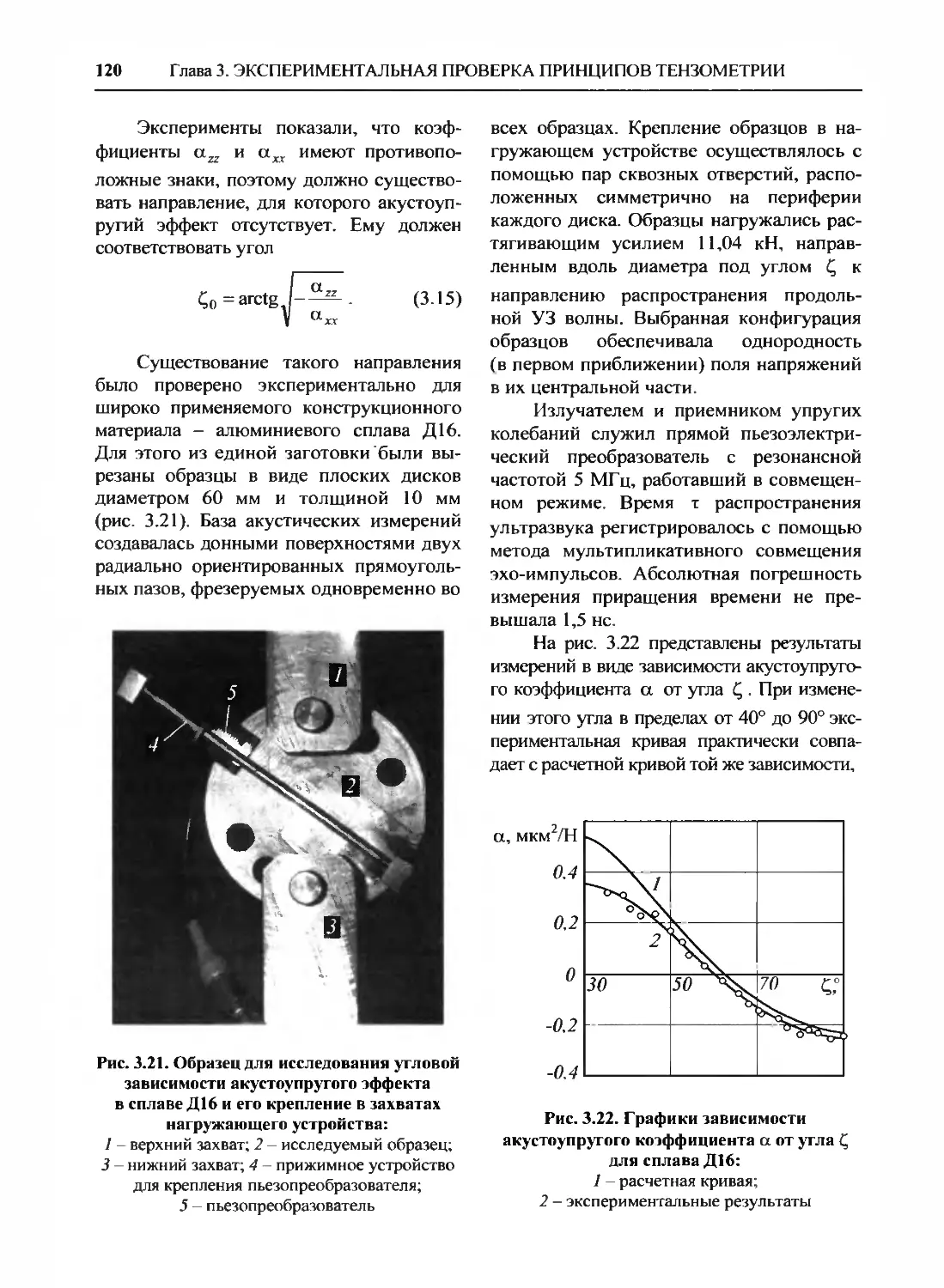
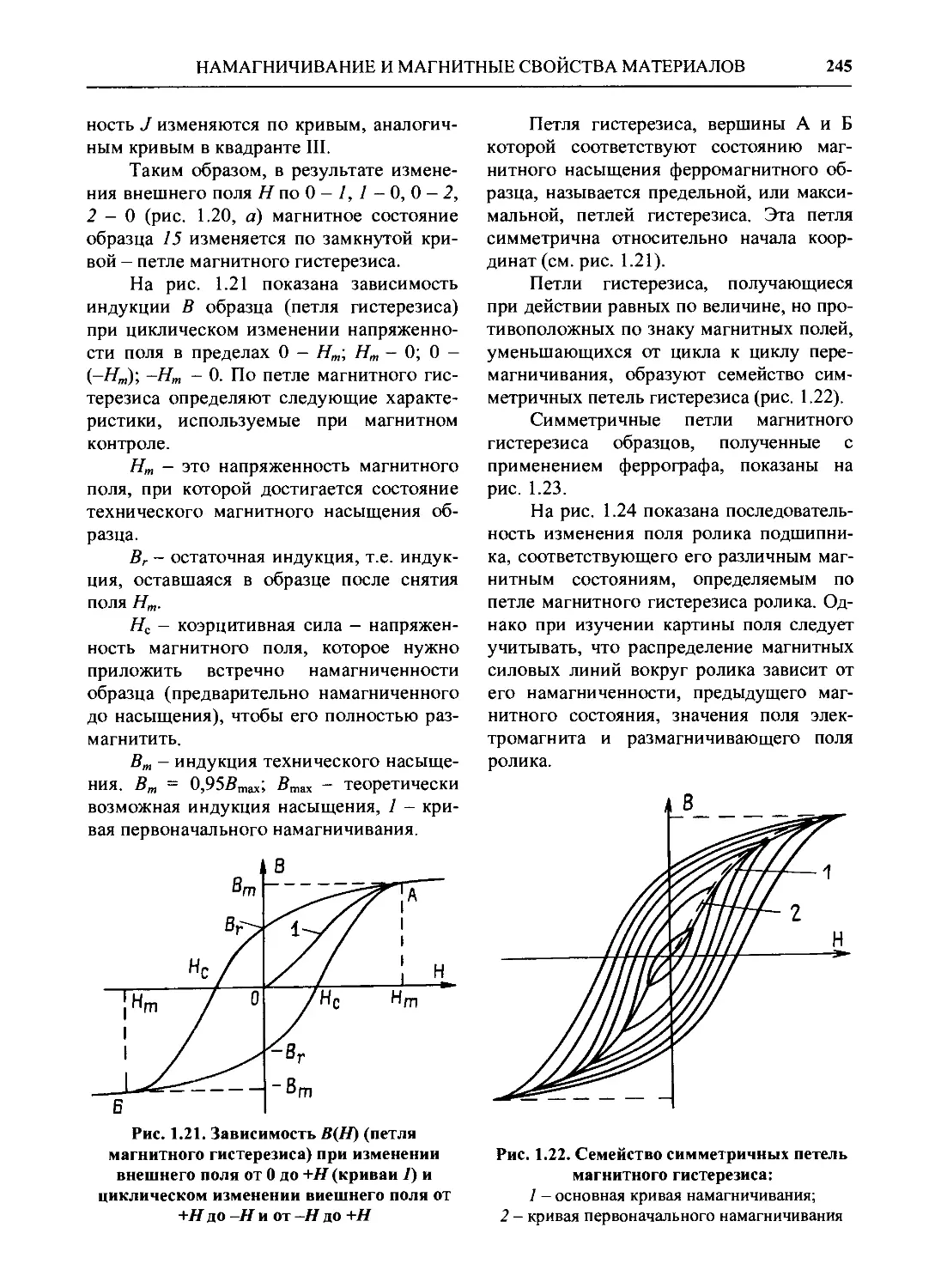
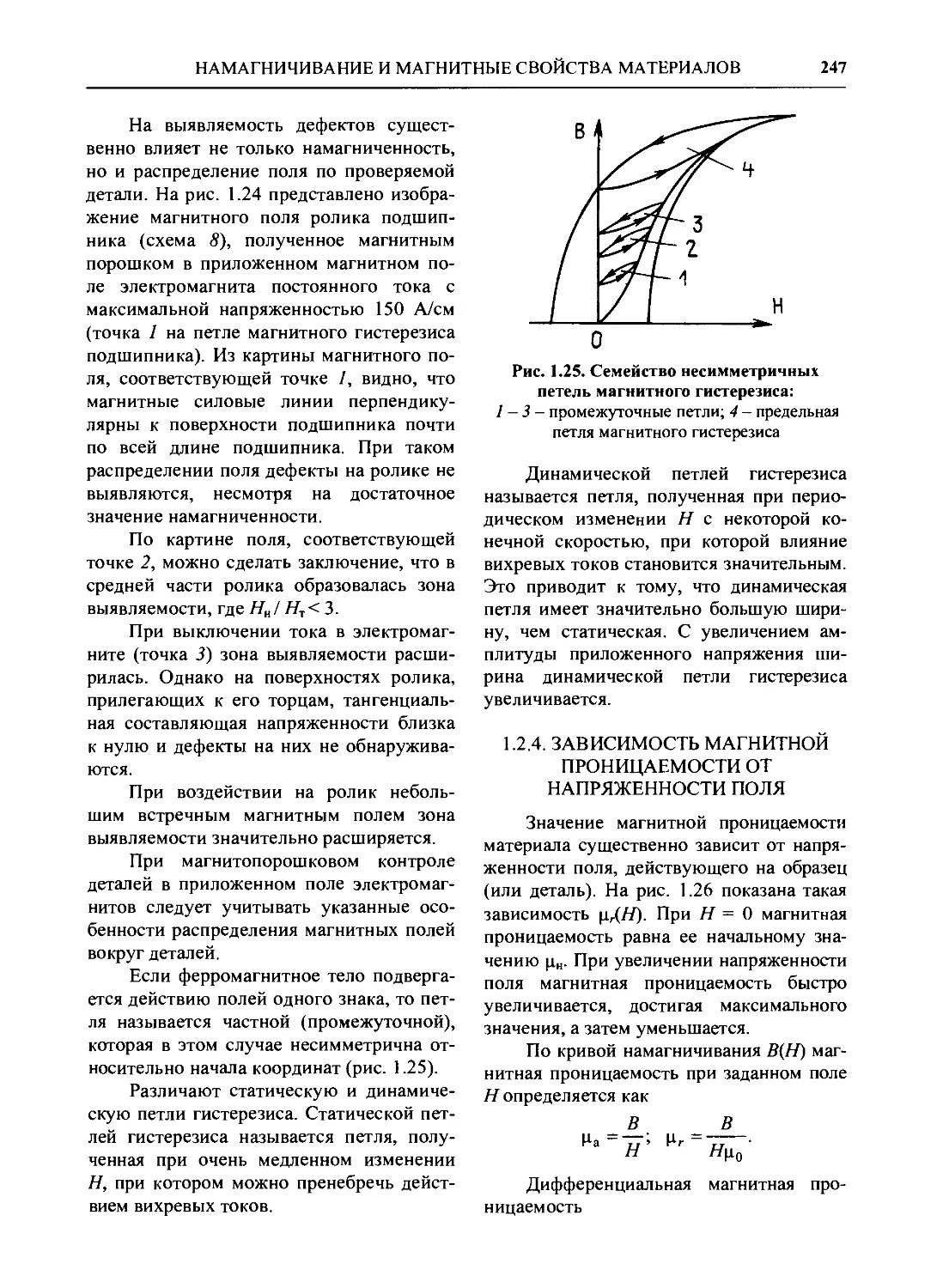
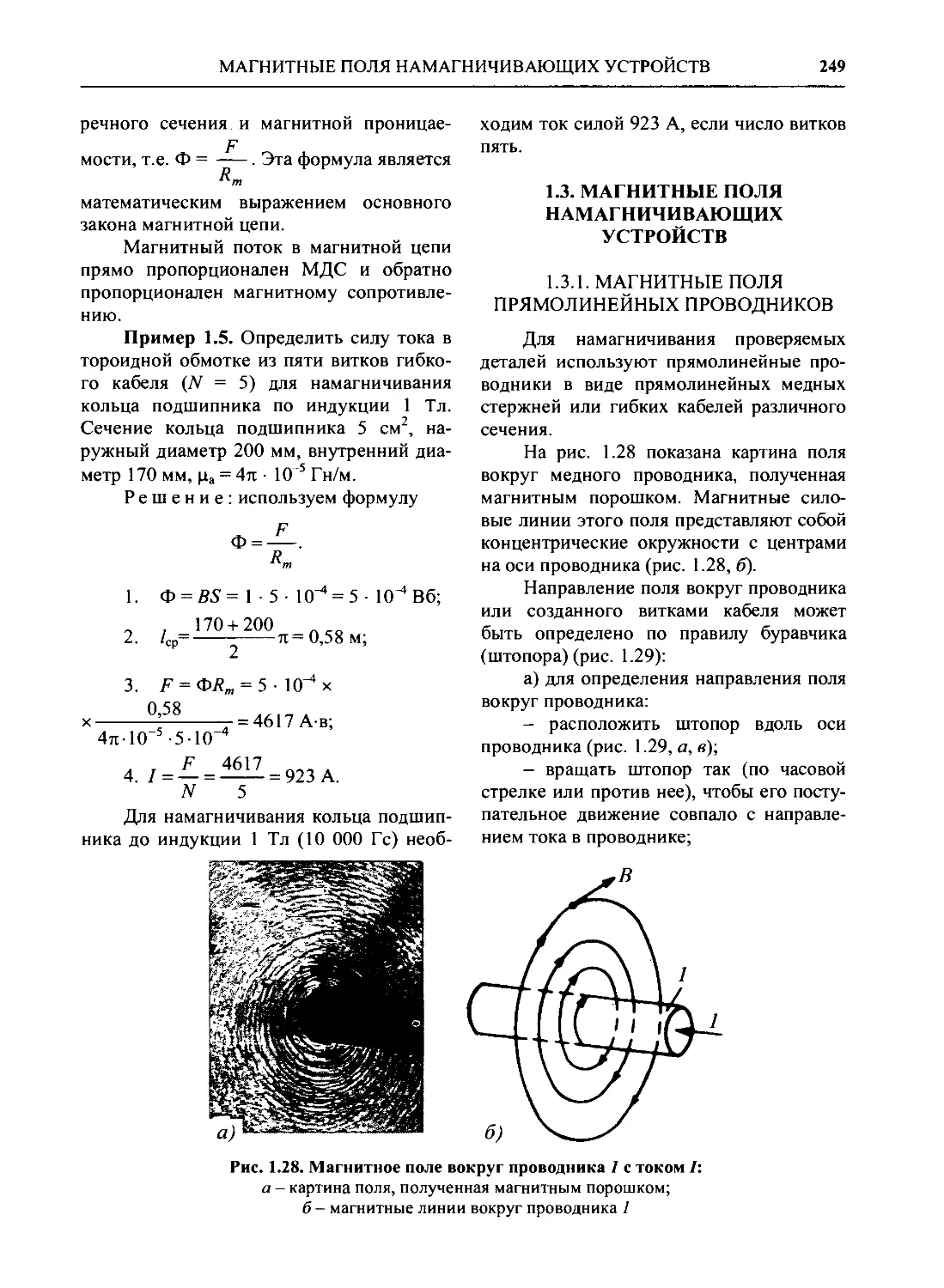
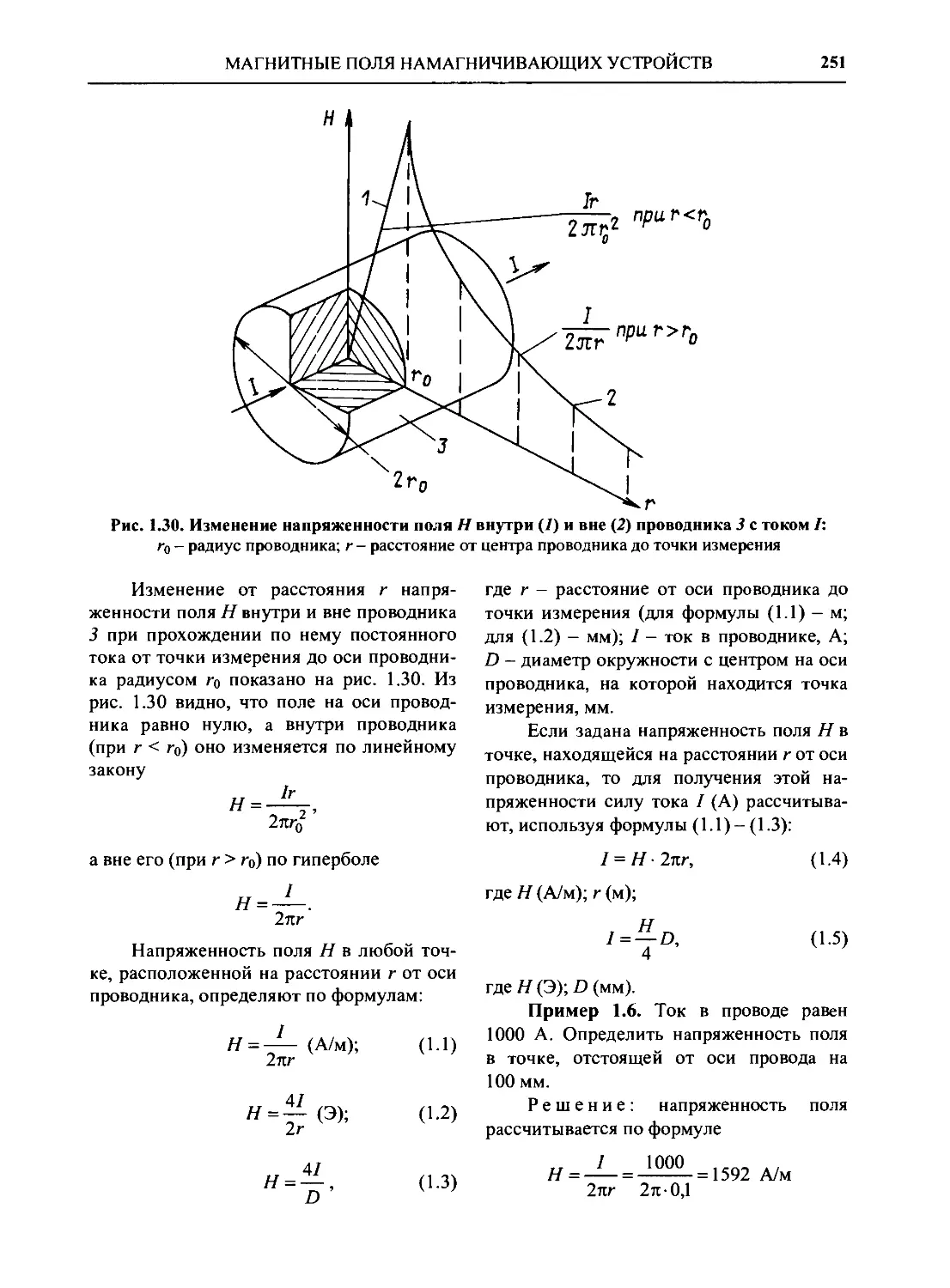
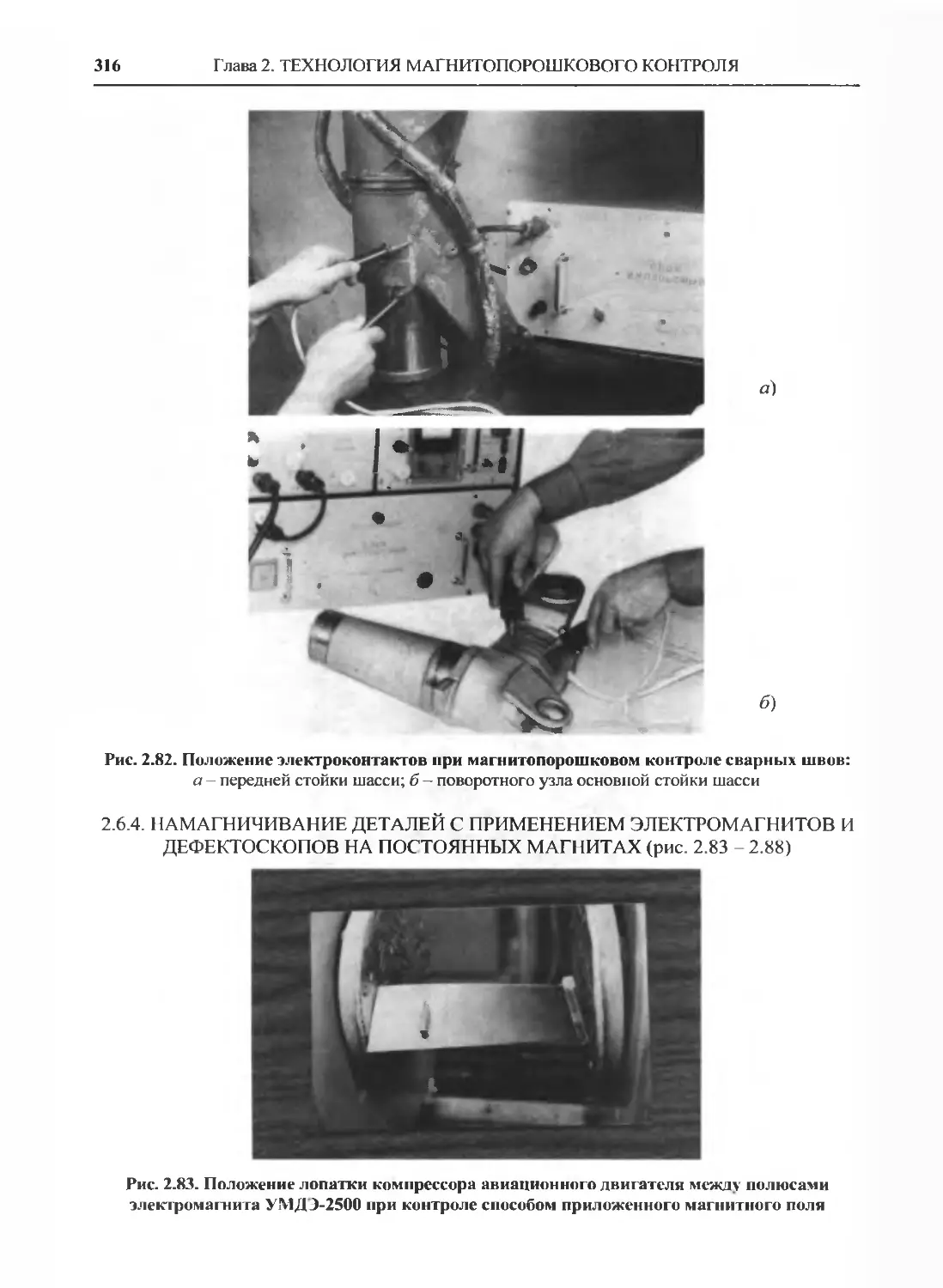
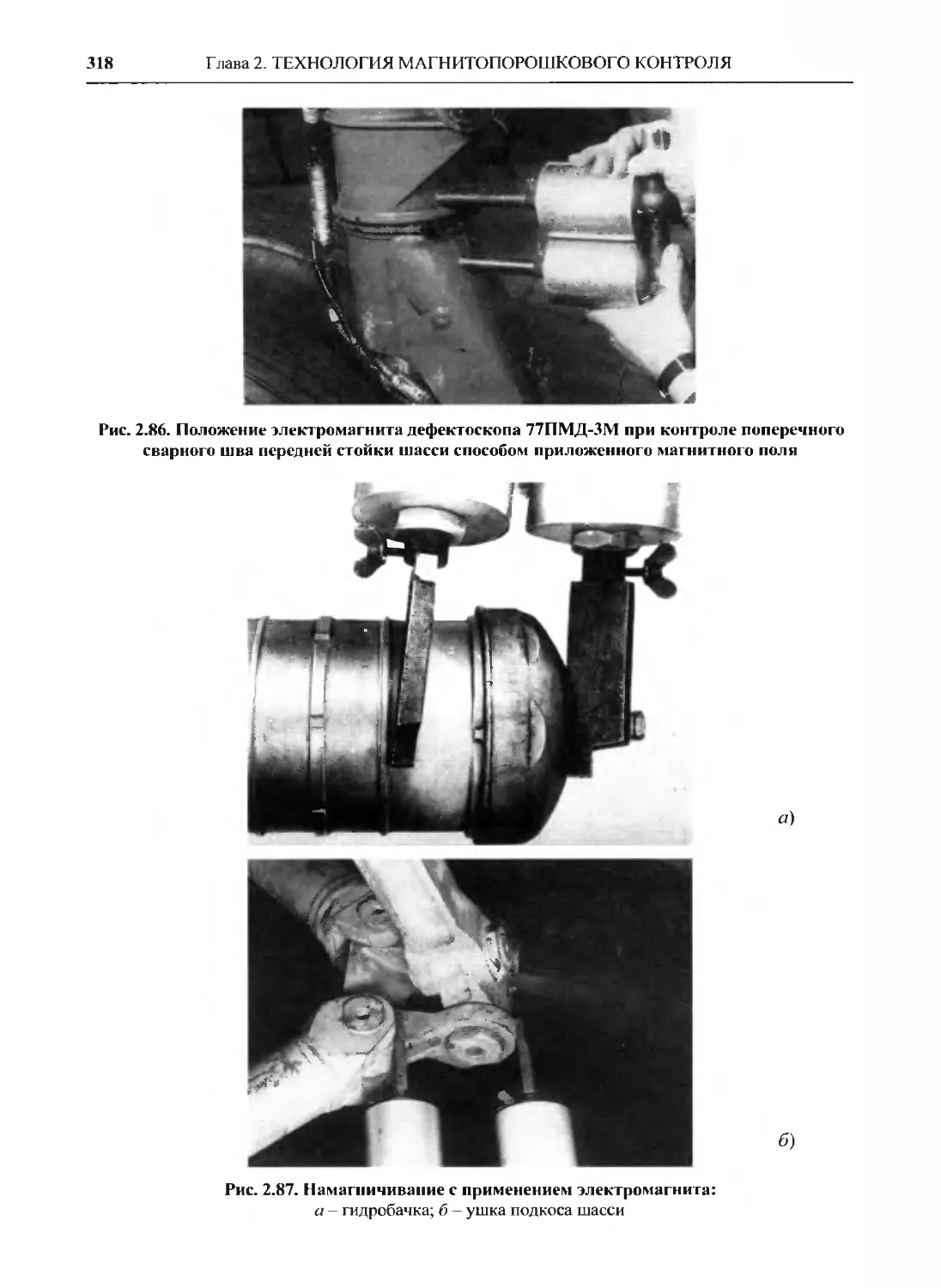
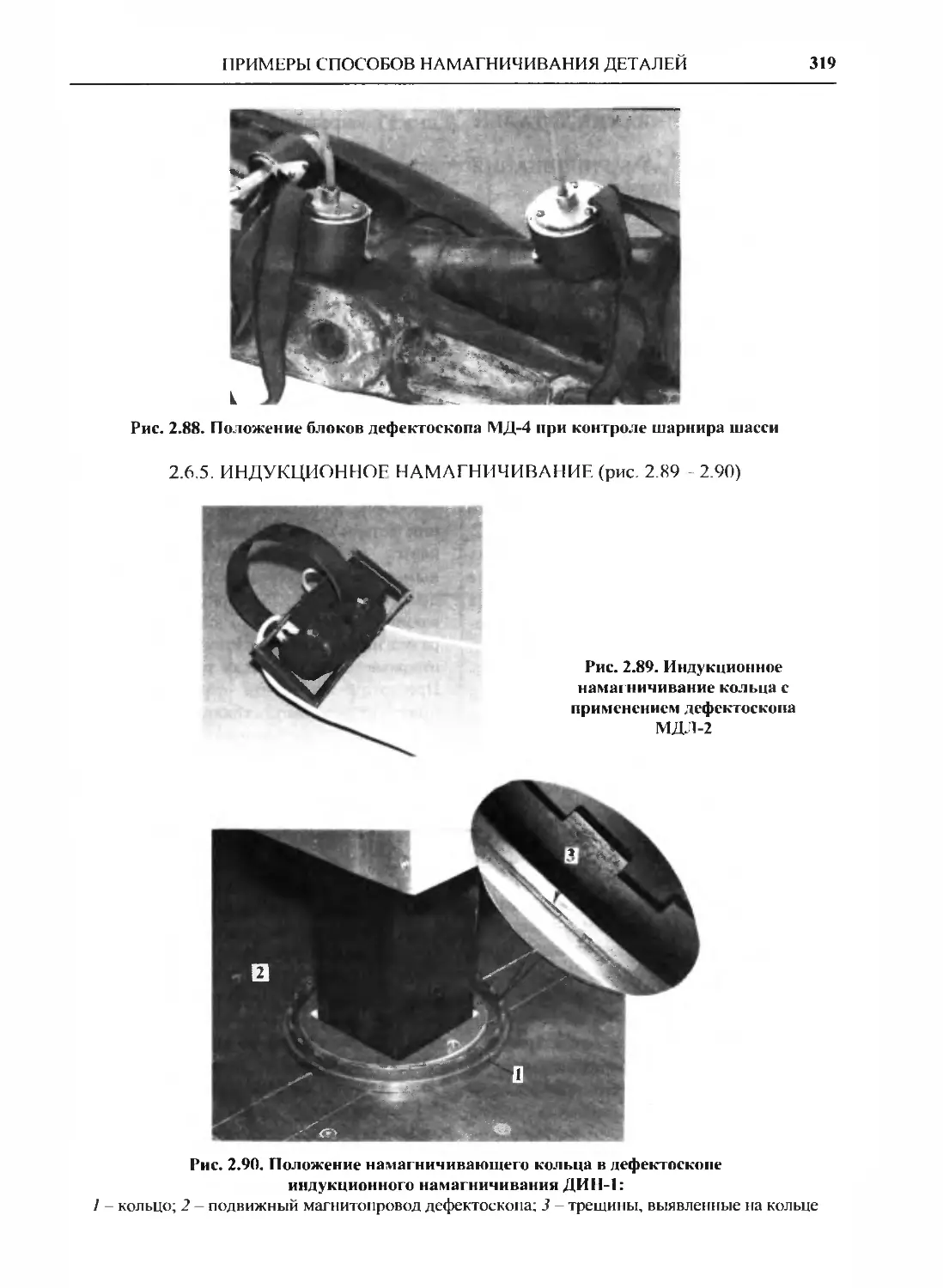
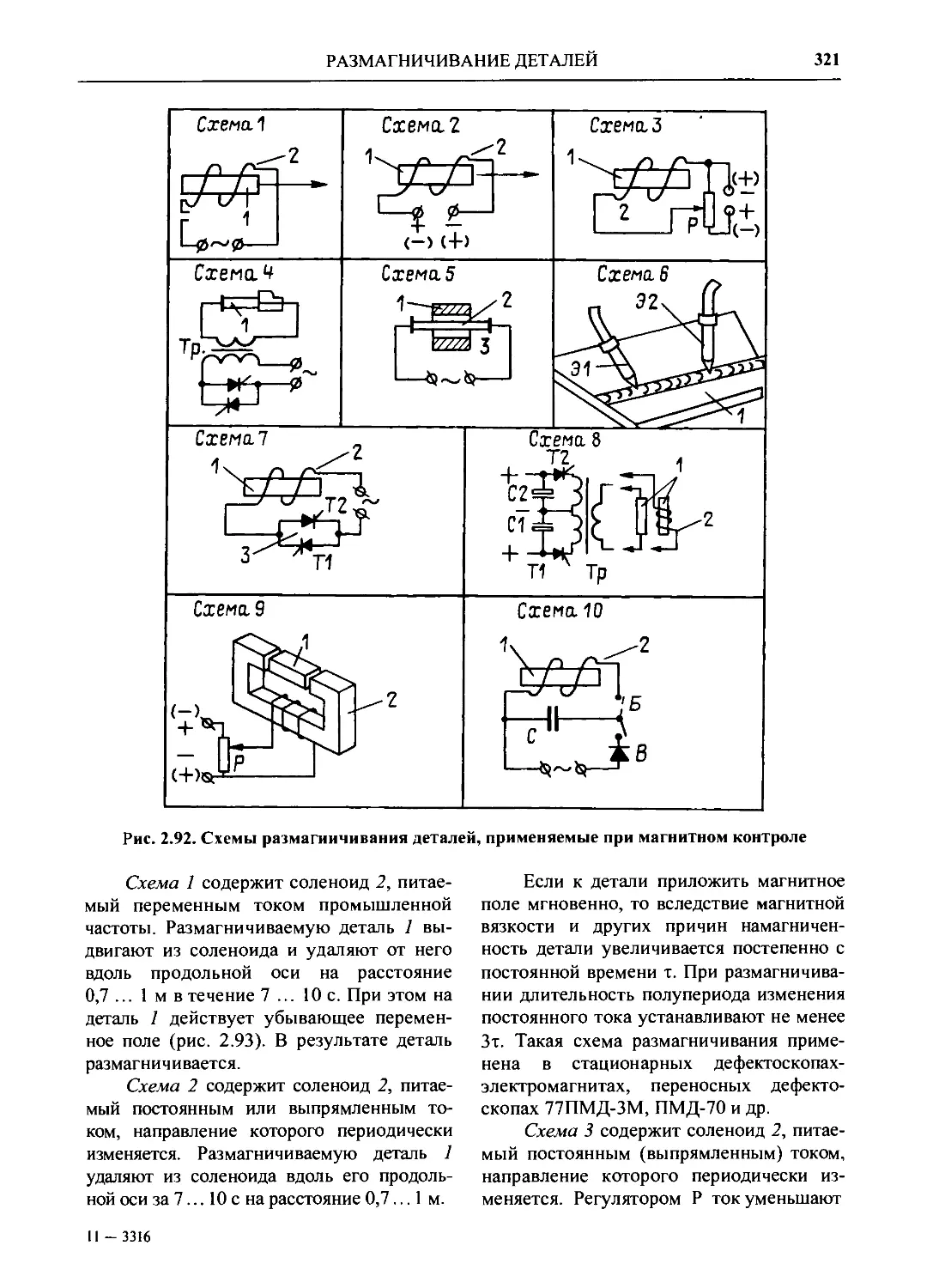
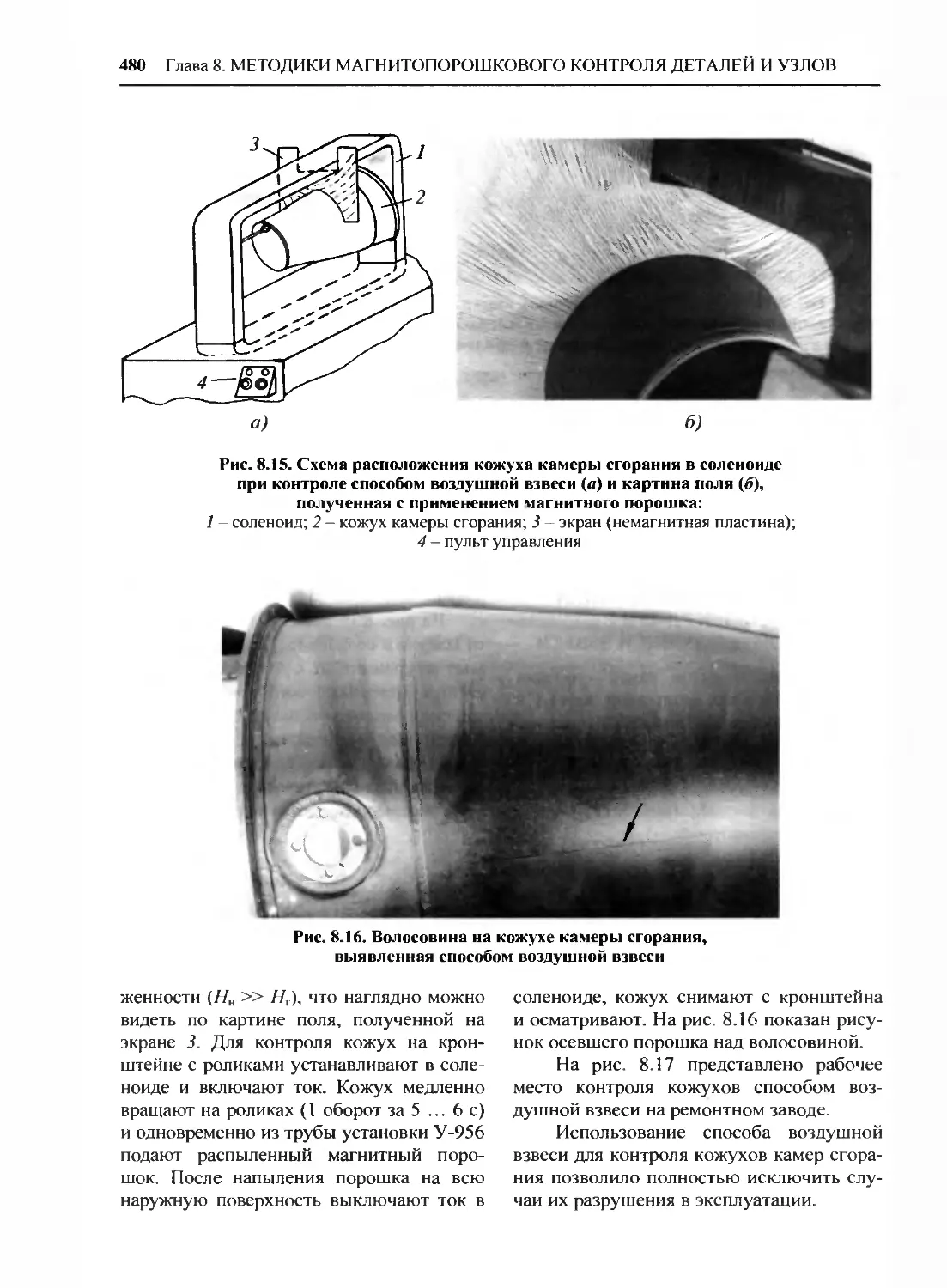
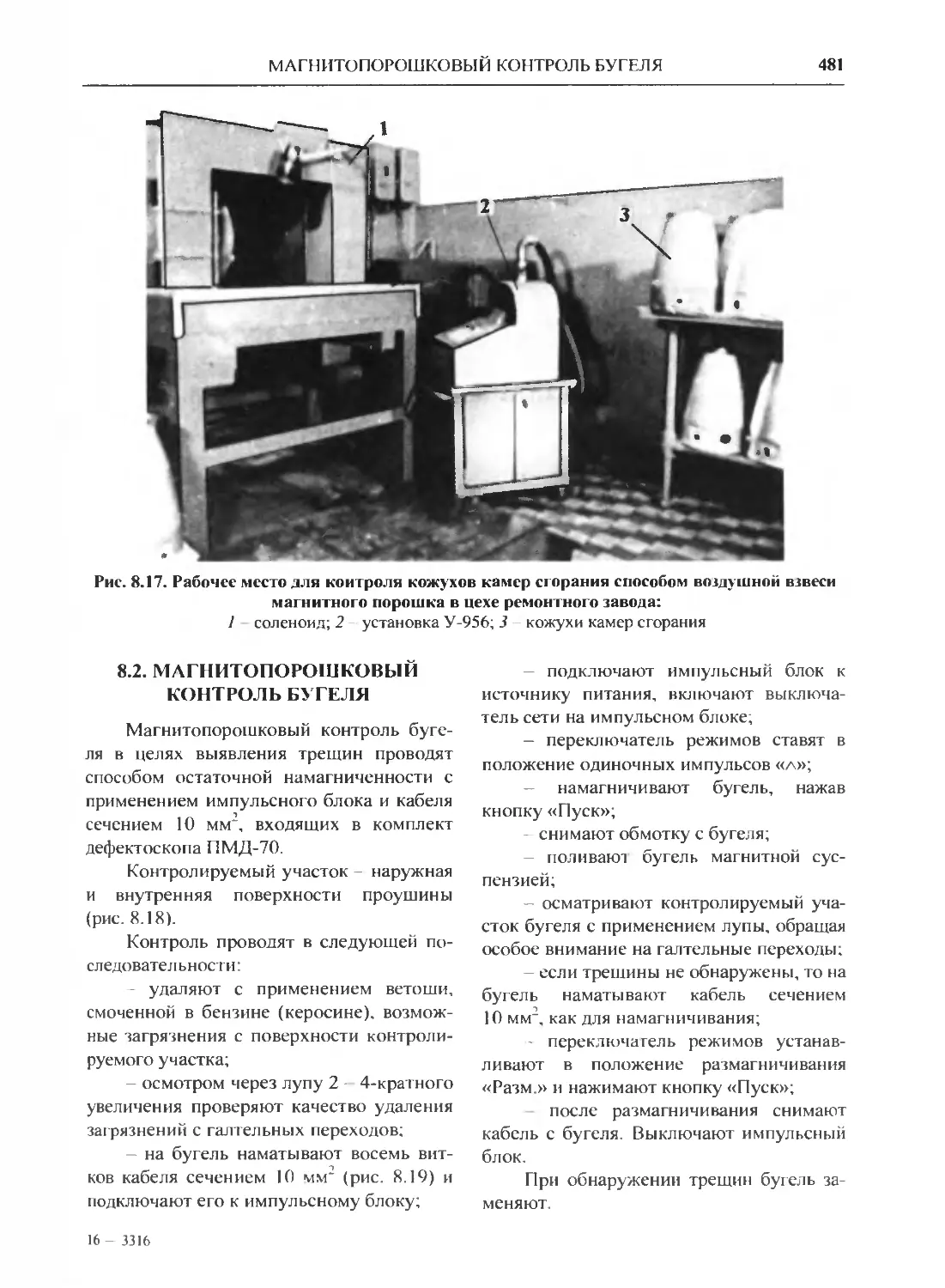
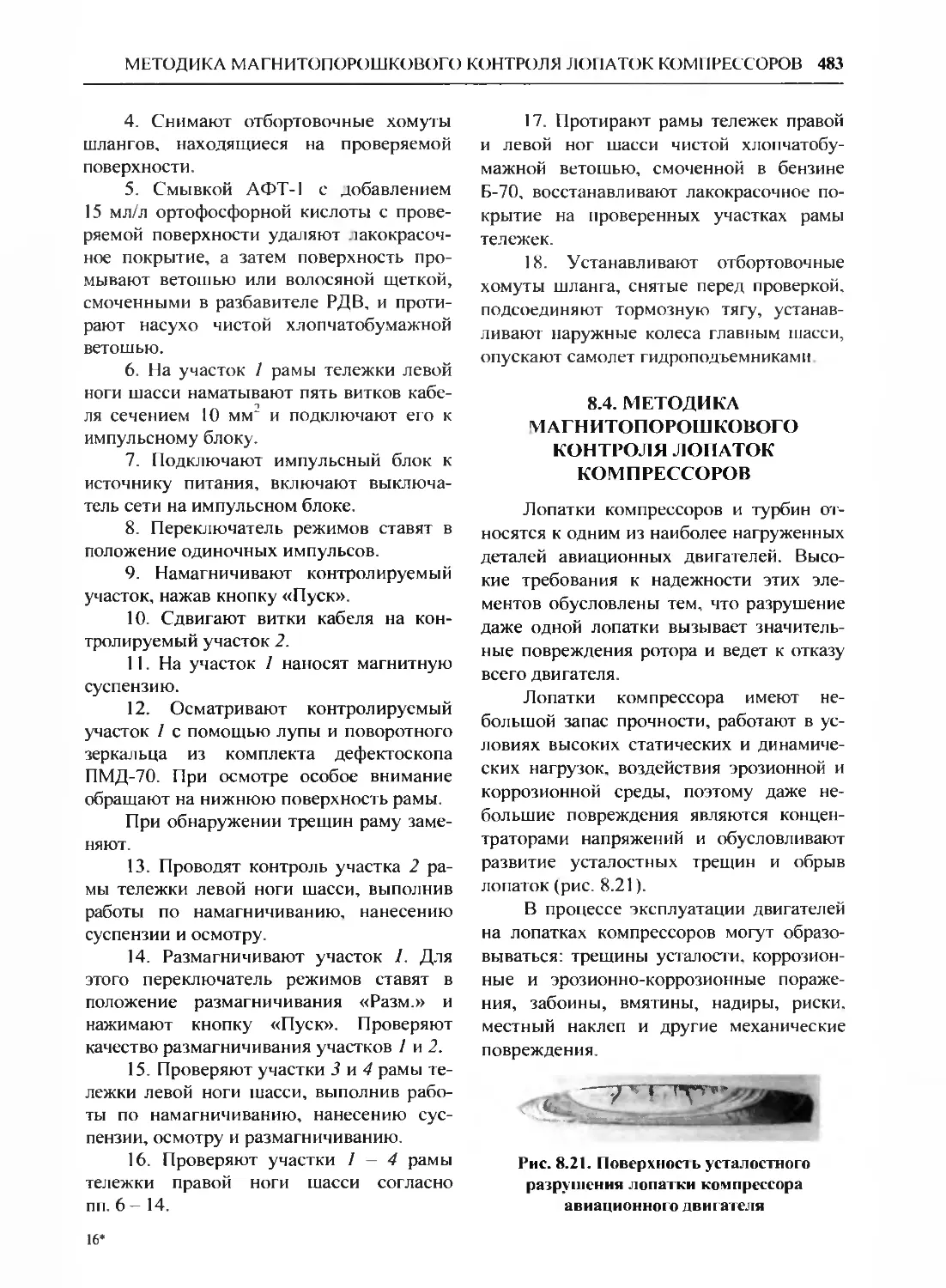
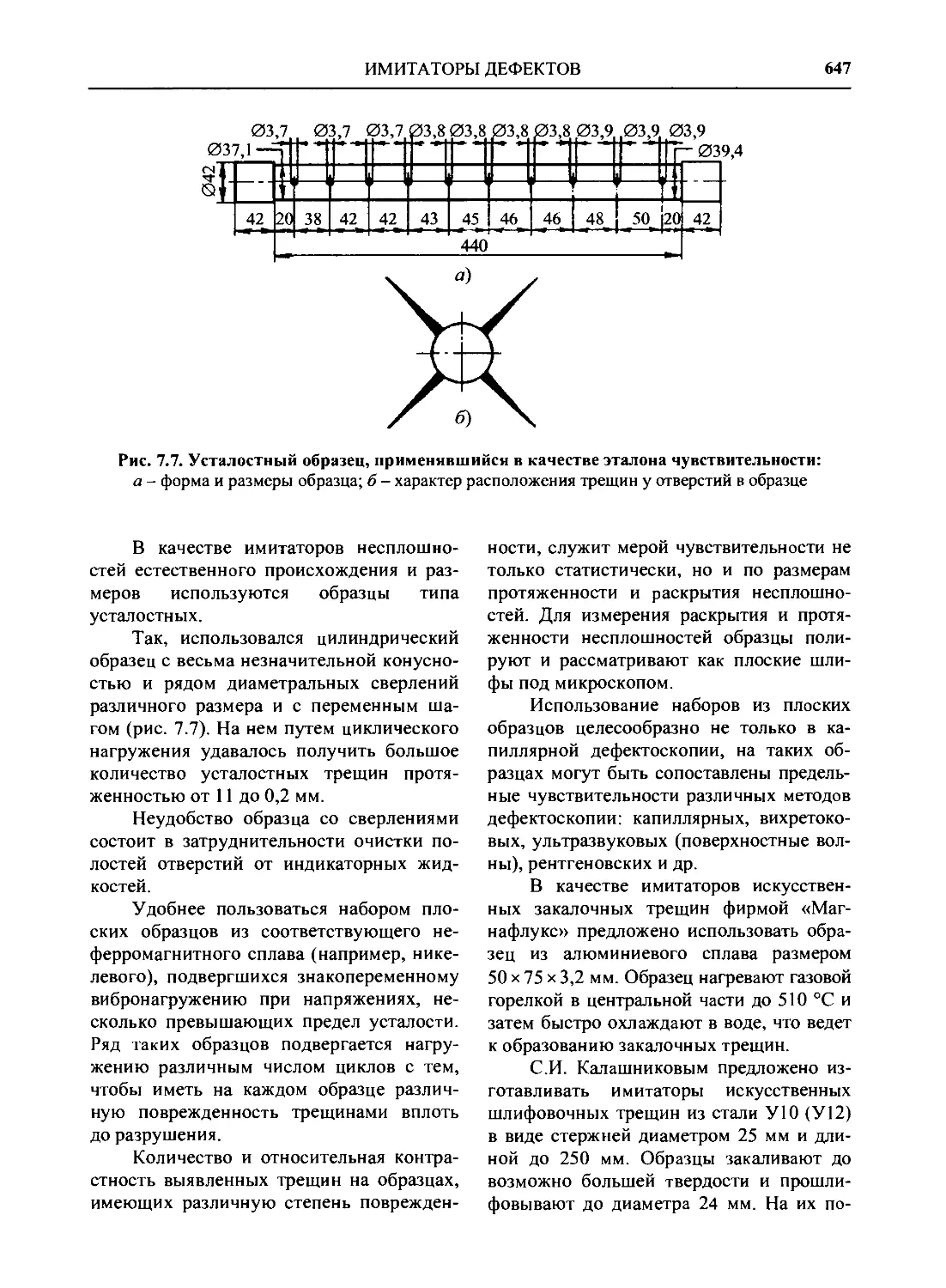
Текст
НЕРАЗРУШАЮЩИИ
КОНТРОЛЬ
ТОМ
СПРАВОЧНИК
НЕРАЗРУШАЮЩИЙ
КОНТРОЛЬ
Справочник в 8 томах
под редакцией чл.-корр. РАН
В.В. КЛЮЕВА
Том 4
Издание 2-е, переработанное и исправленное
В.А. Анисимов, Б.И. Каторгин, А.Н. Куценко,
В.П. Малахов, А.С. Рудаков, В.К. Чванов
АКУСТИЧЕСКАЯ ТЕНЗОМЕТРИЯ
Книга 1
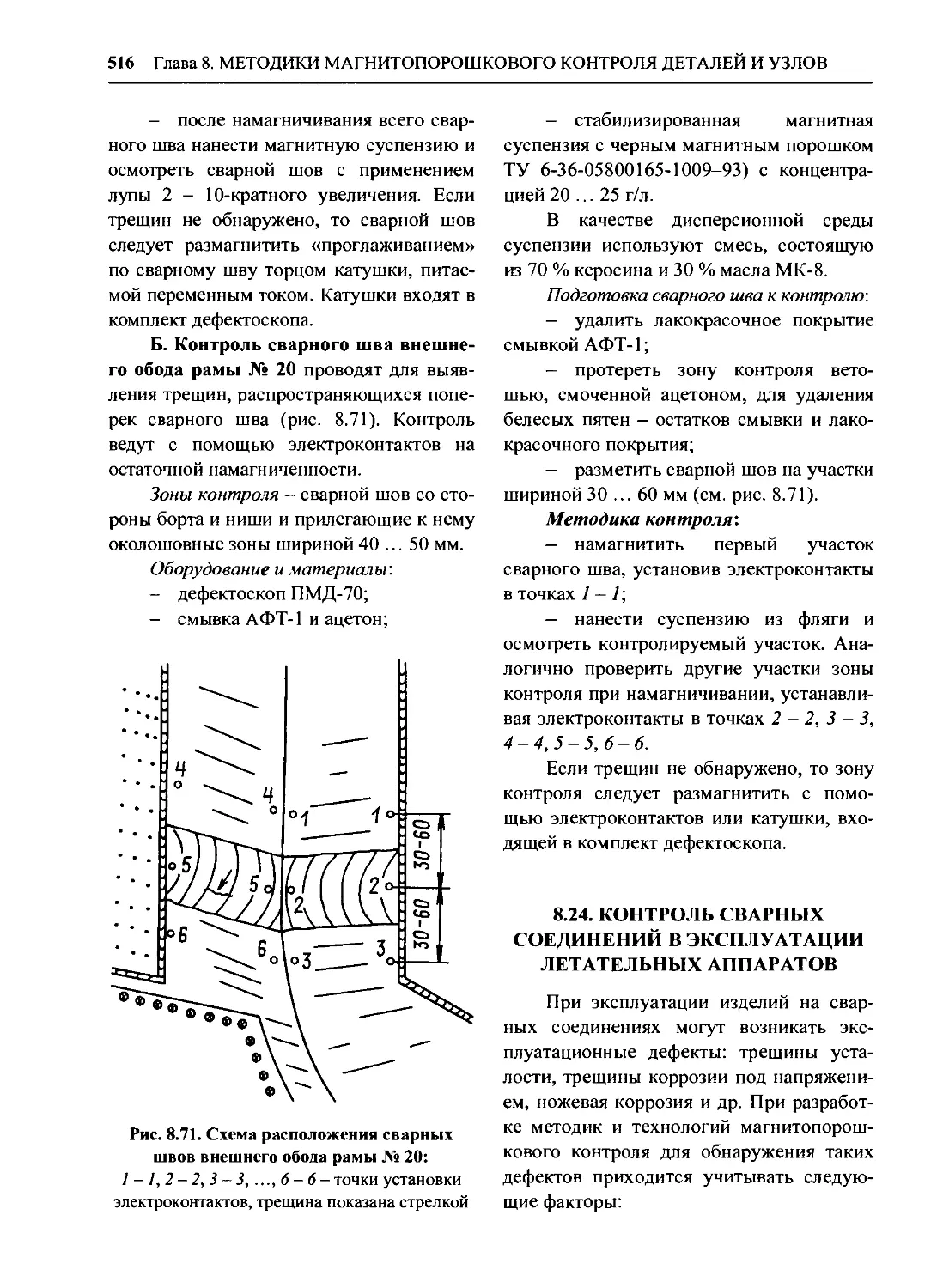
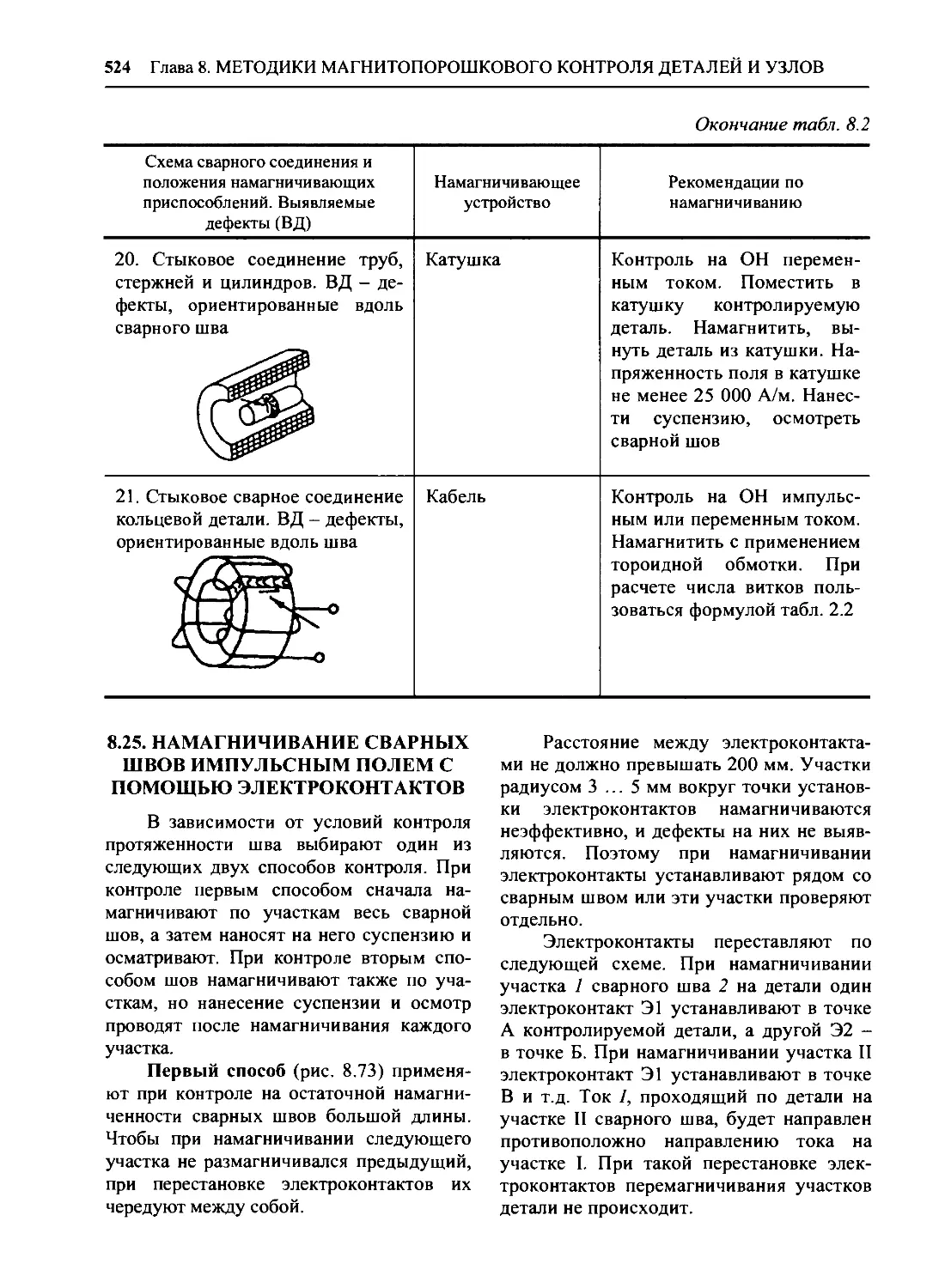
Г.С. Шелихов
МАГНИТОПОРОШКОВЫЙ МЕТОД КОНТРОЛЯ
Книга 2
М.В. Филинов
КАПИЛЛЯРНЫЙ КОНТРОЛЬ
Книга 3
1
МОСКВА "МАШИНОСТРОЕНИЕ" 2006
УДК[681.2+620](035)
ББК 30.82
Н54
Неразрушающий контроль: Справочник: В 8 т. / Под общ. ред. В.В. Клюева.
Н54 Т. 4: В 3 кн. Кн. 1. В.А. Анисимов, Б.И. Каторгин, А.Н. Куценко и др.
Акустическая тензометрия. Кн. 2. Г.С. Шелихов. Магнитопорошковый метод контроля.
Кн. 3. М.В. Филинов. Капиллярный контроль. - 2-е изд., испр. - М.:
Машиностроение, 2006. - 736 с: ил.
ISBN 5-217-03337-1 (т. 4. кн. 1, кн. 2, кн. 3)
ISBN 5-217-03185-9
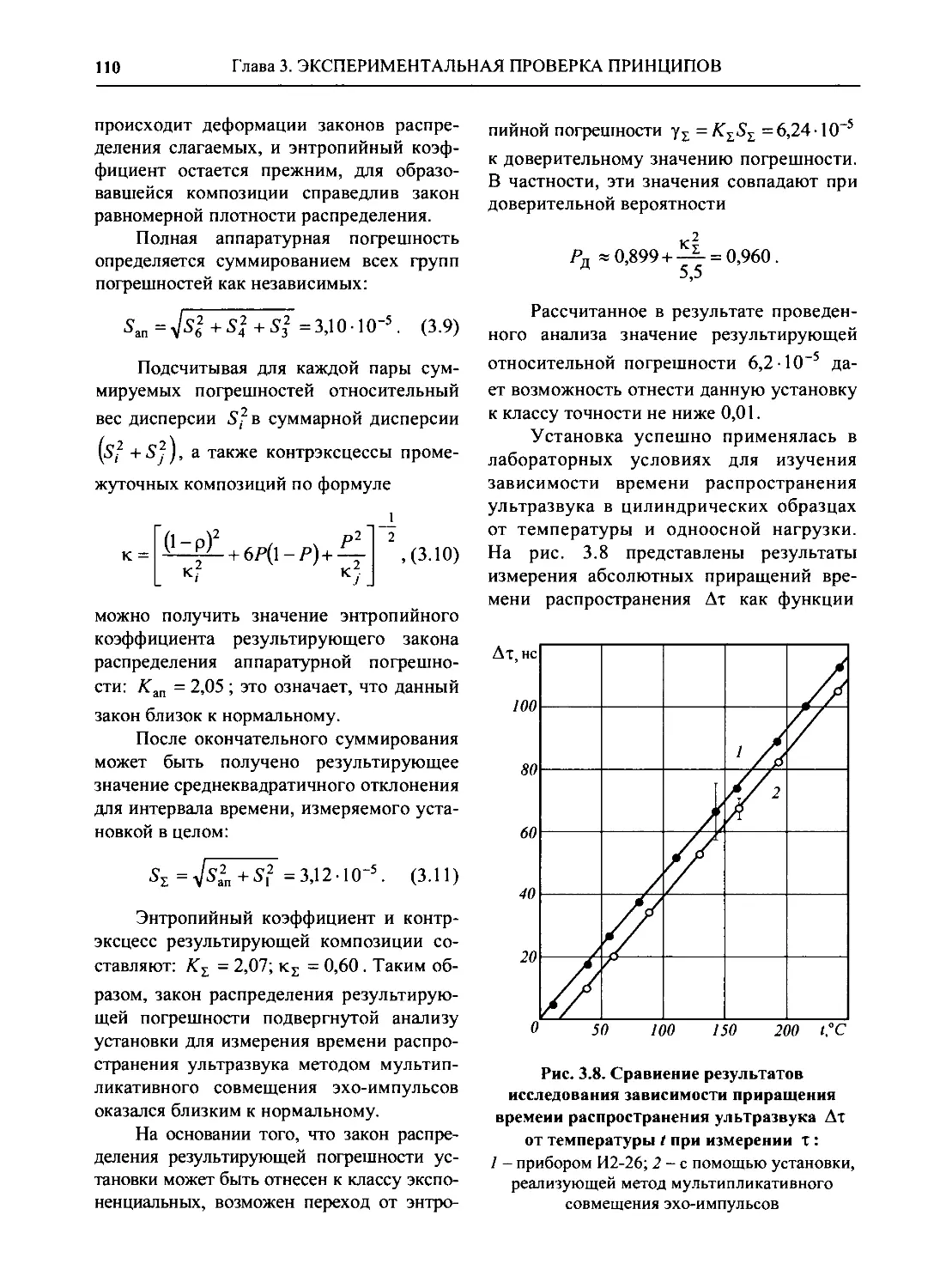
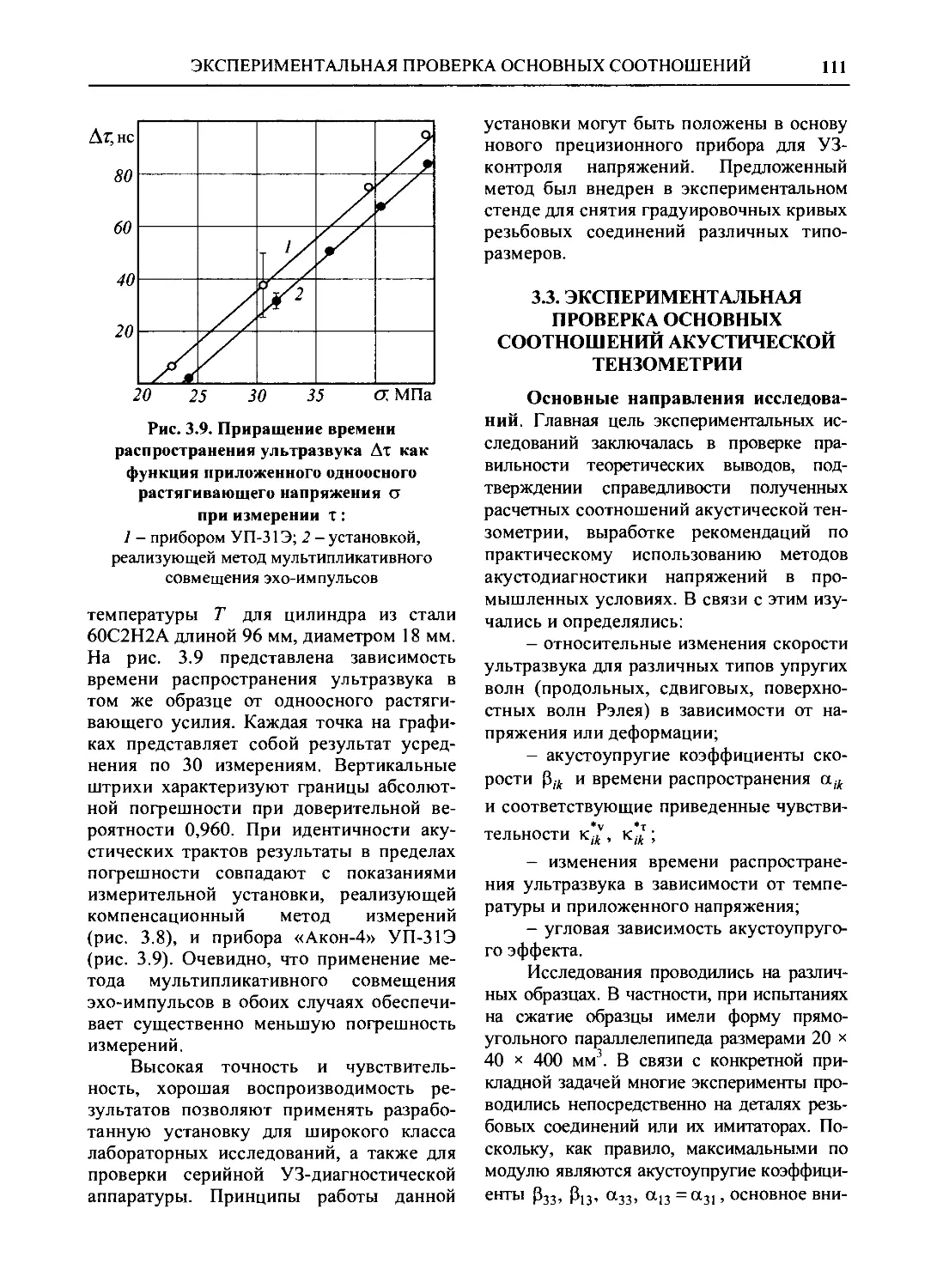
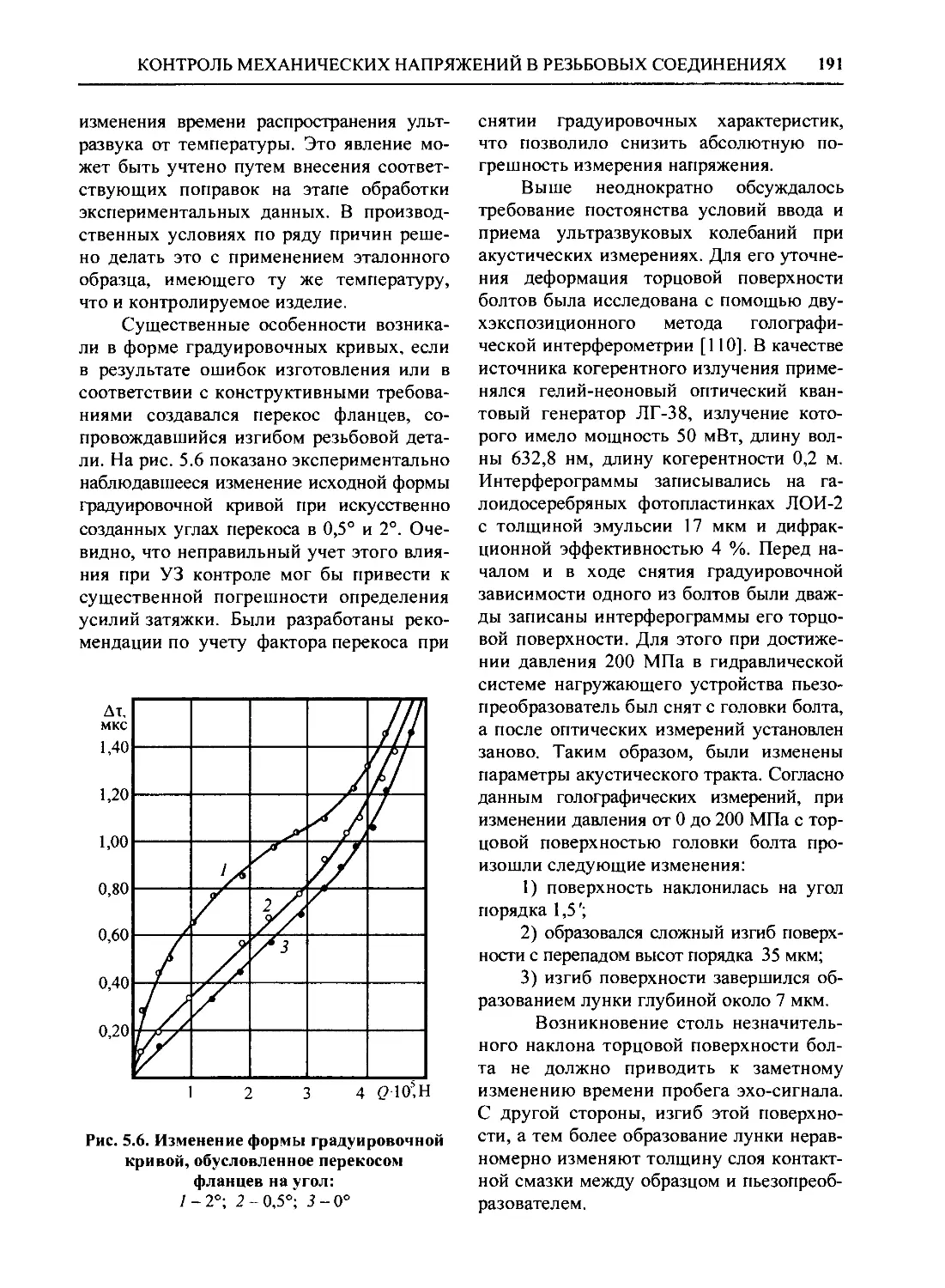
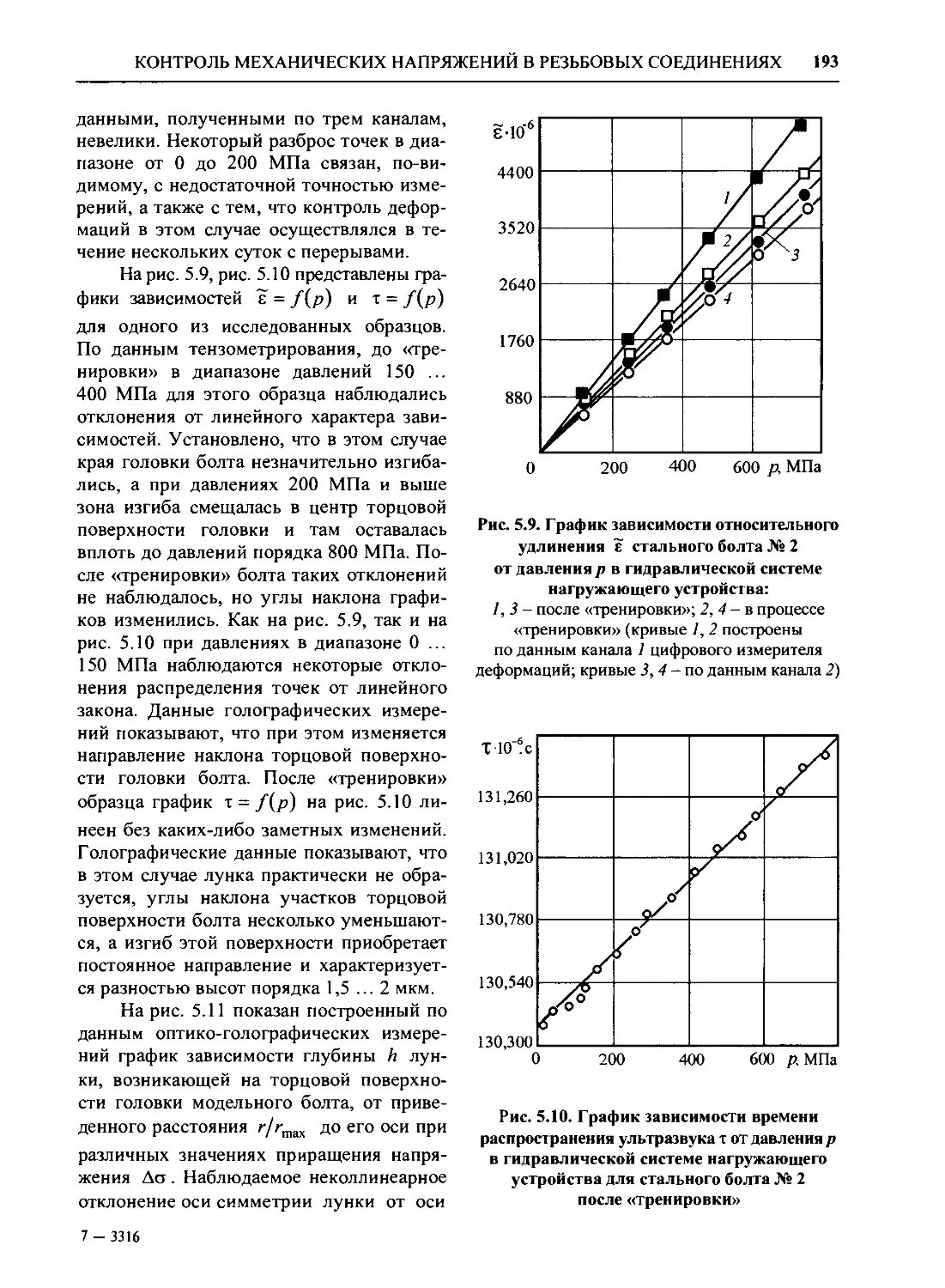
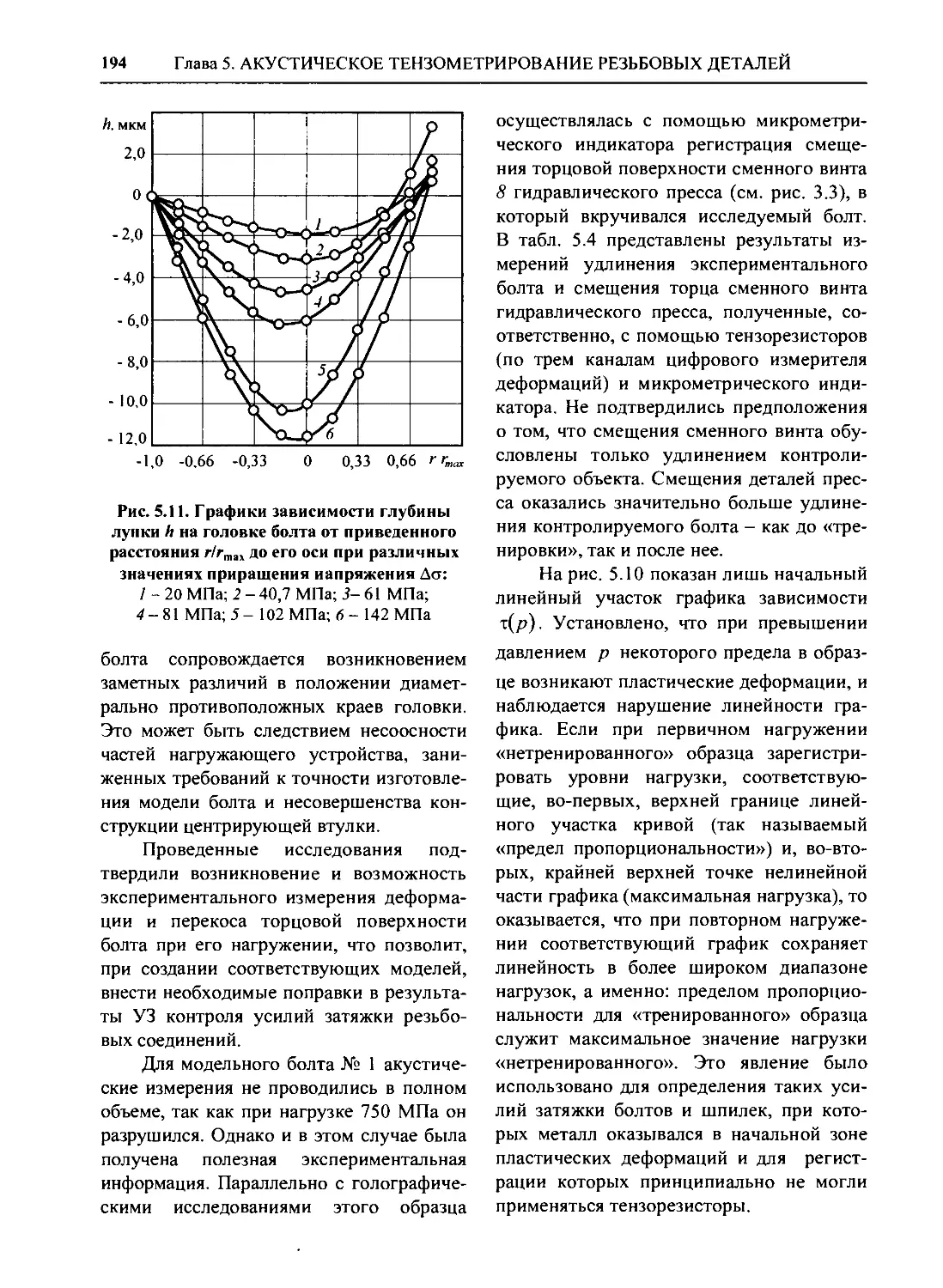
В первой книге рассмотрен метод ультразвуковой диагностики затяжки разъемных
соединений жидкостных ракетных двигателей космических аппаратов в процессе монтажа и испытаний.
Изложены основы матричной теории акустоупругого эффекта, экспериментально проверены
основные соотношения, описаны методы акустических измерений. Значительное внимание
уделено метрологическим проблемам и конкретным методикам производственного контроля.
Приведенные методы внедрены в производство в ОАО НПО «Энергомаш» им. В.П. Глушко.
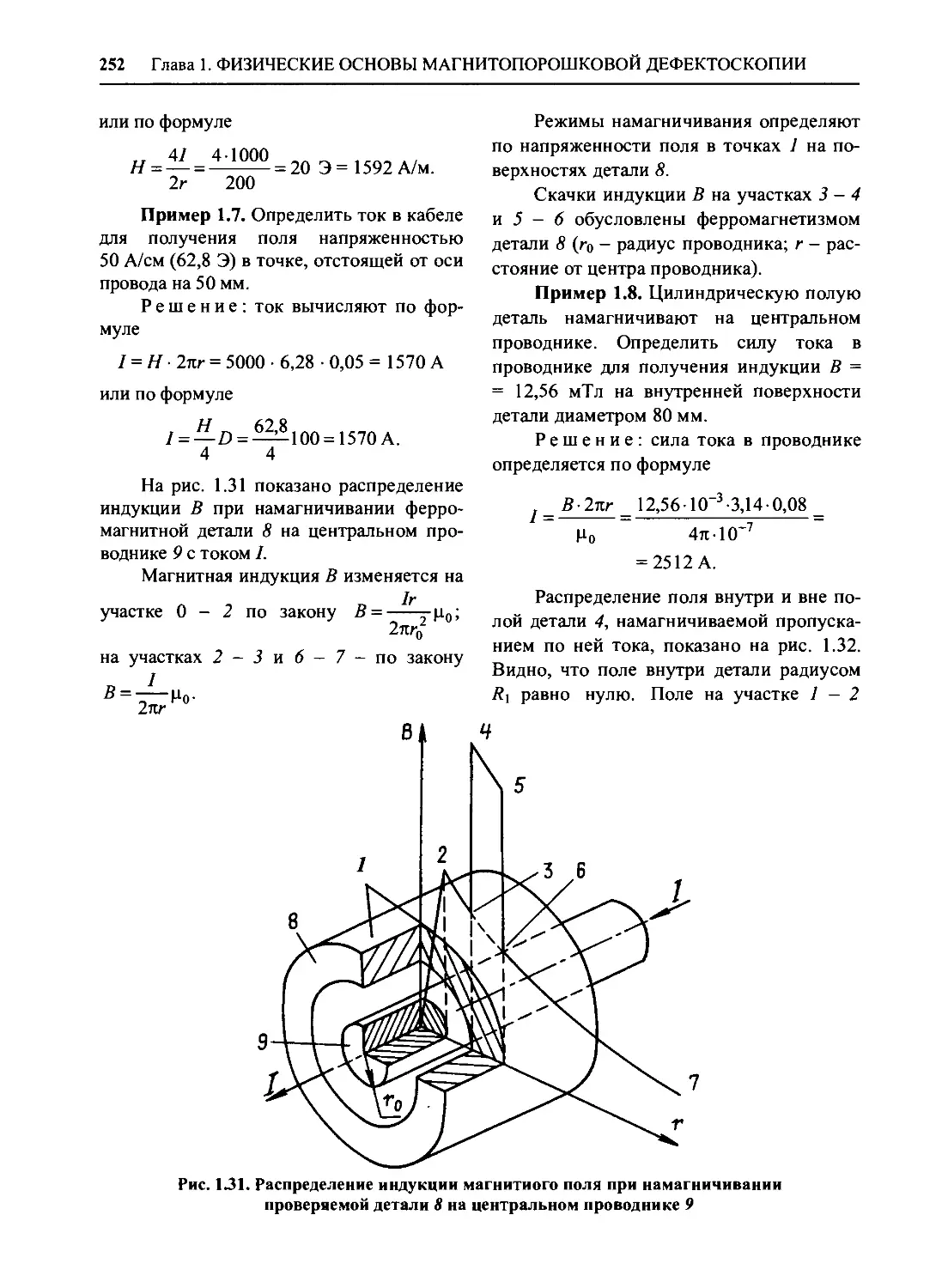
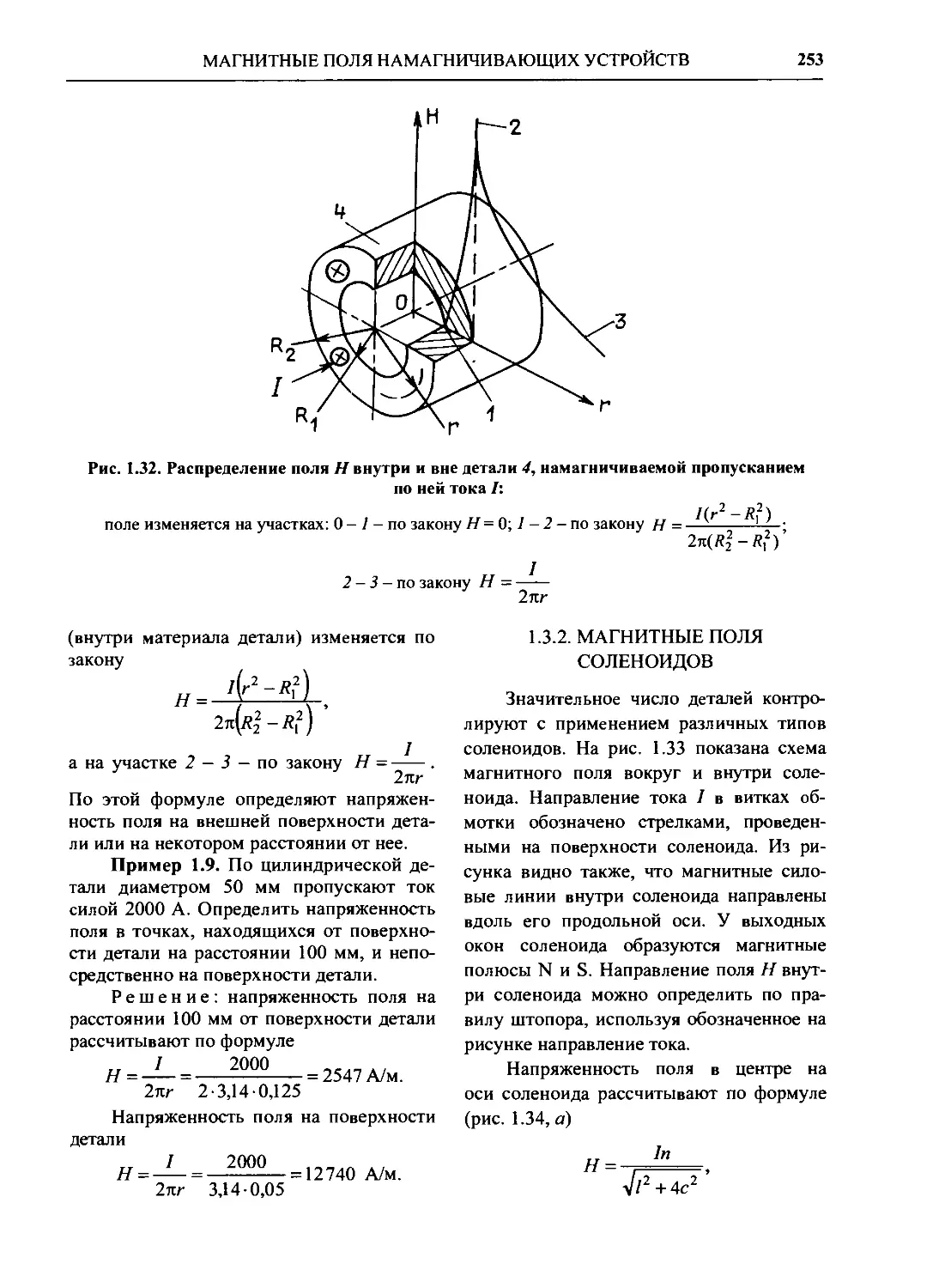
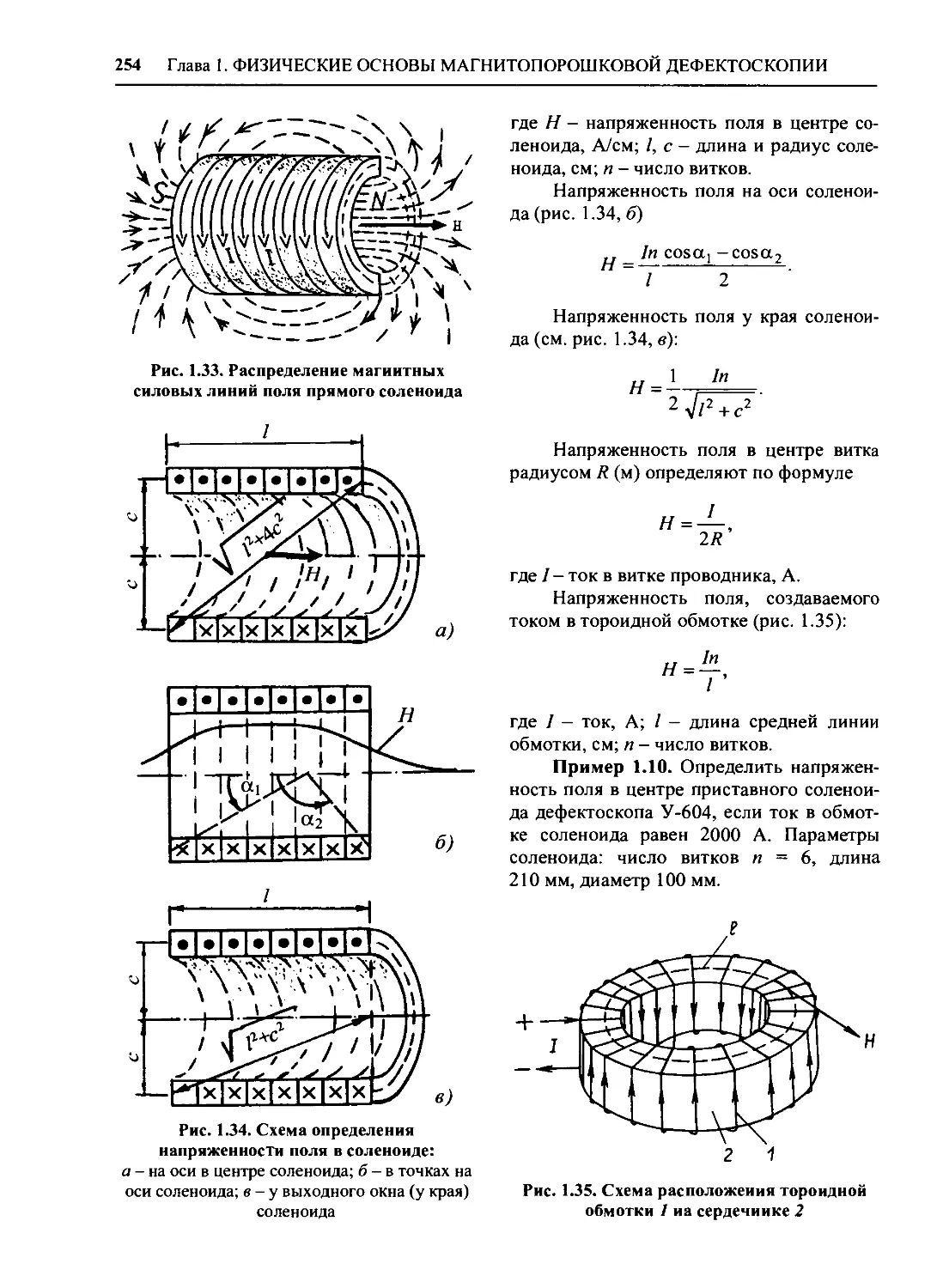
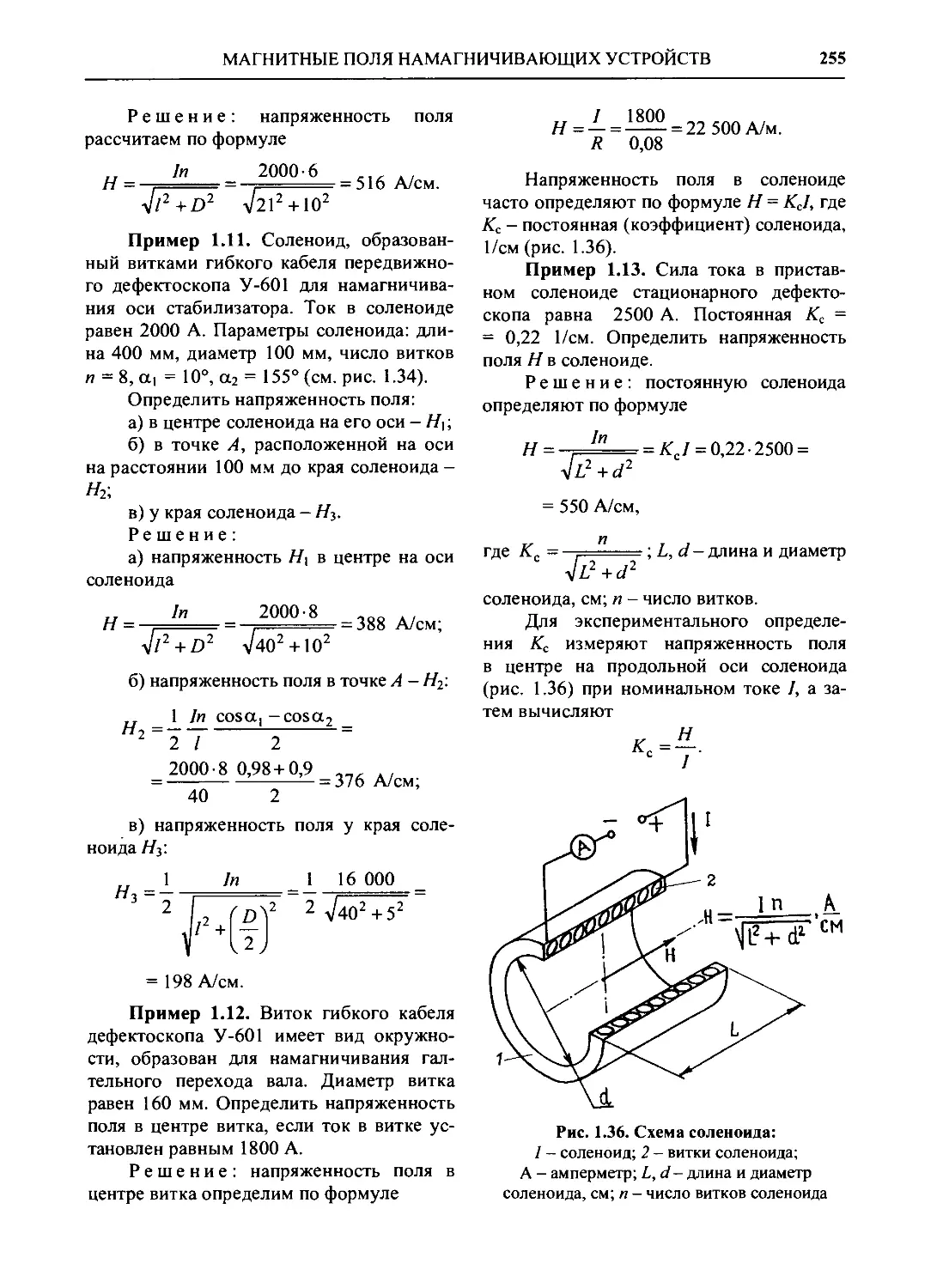
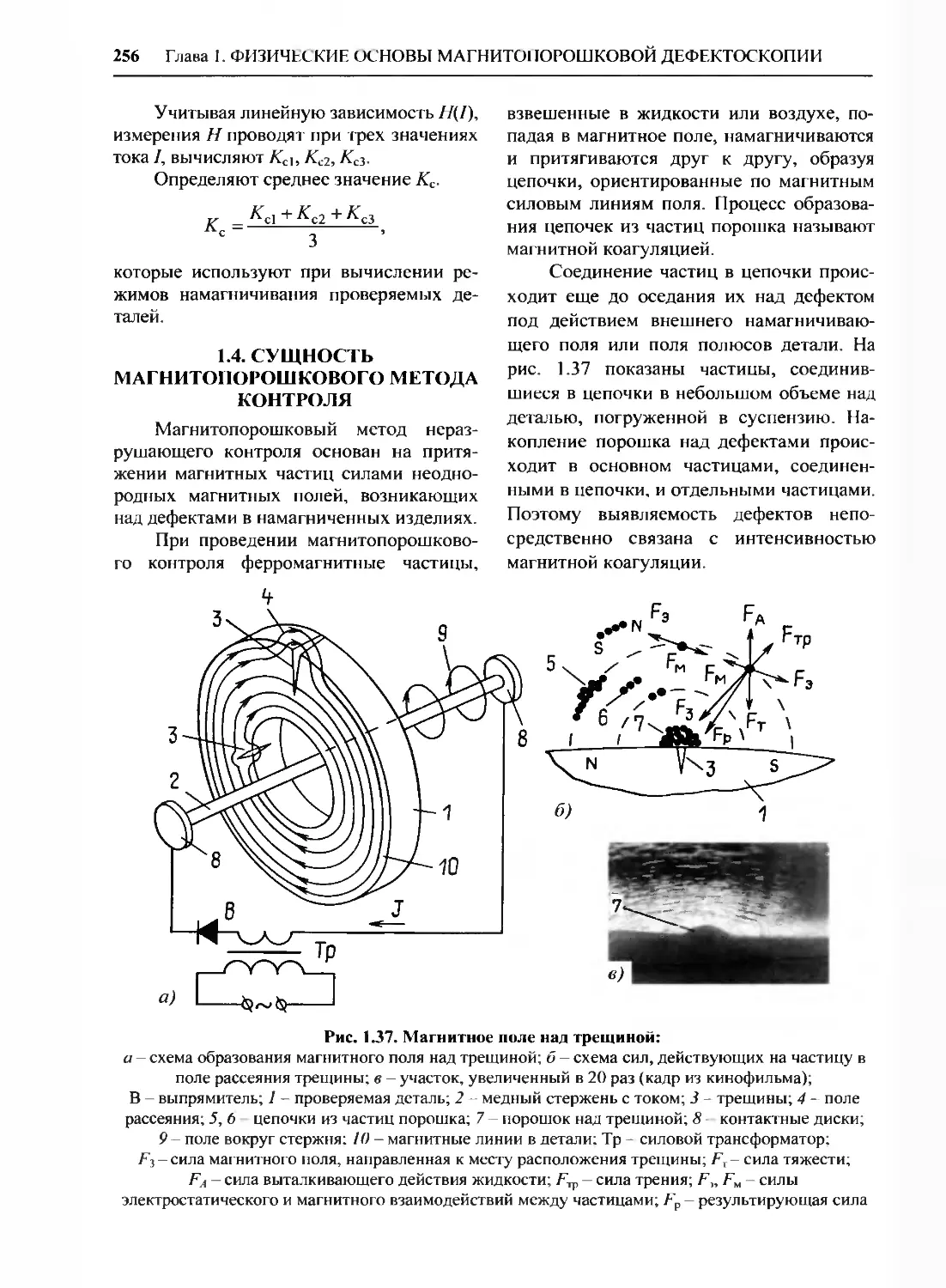
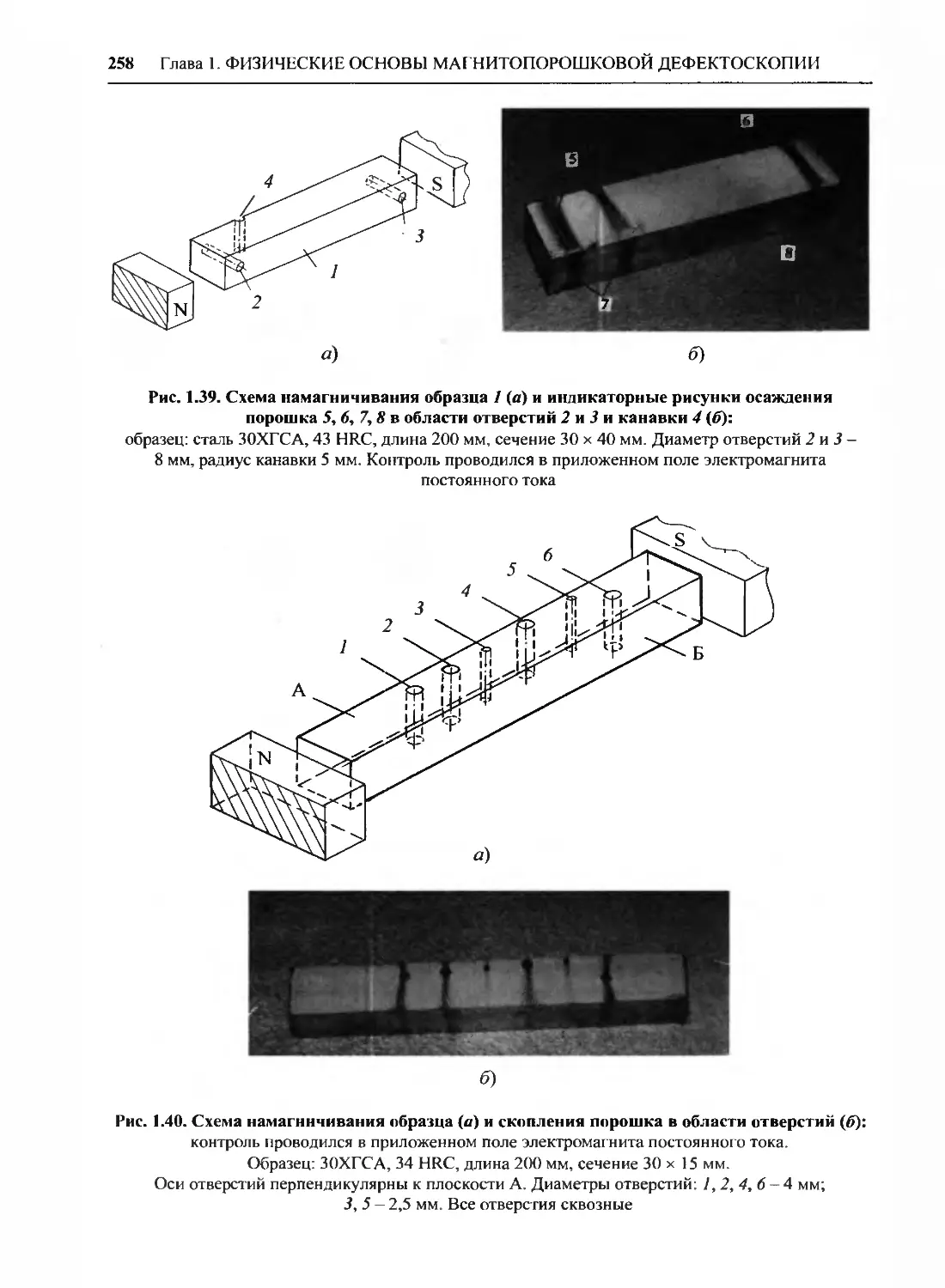
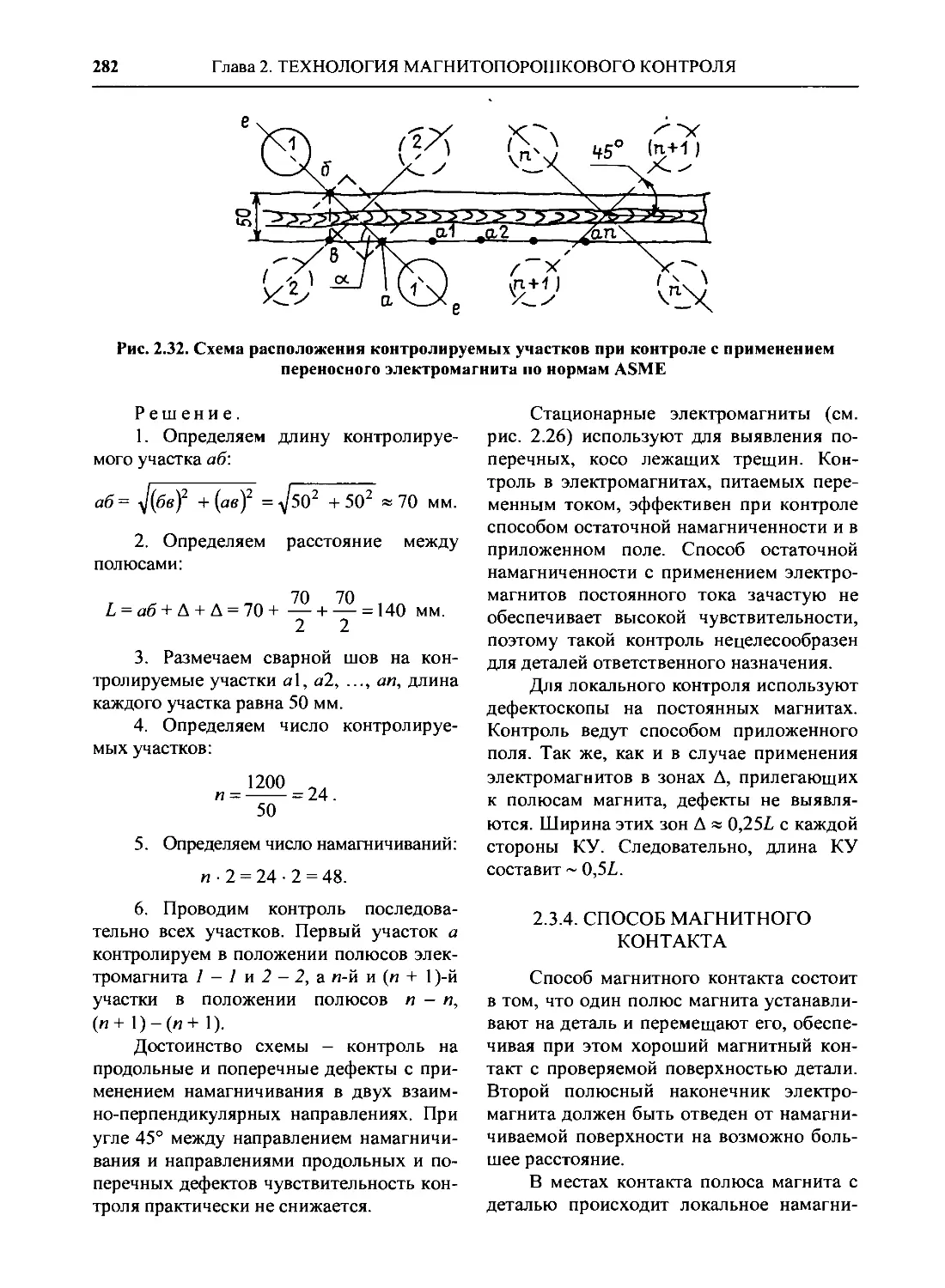
Во второй книге описаны технологические операции магнитопорошкового контроля.
Приведены методики контроля конкретных деталей, расшифровки индикаторных рисунков дефектов,
образуемых осаждением порошка над различными дефектами. Рассмотрены схемы и
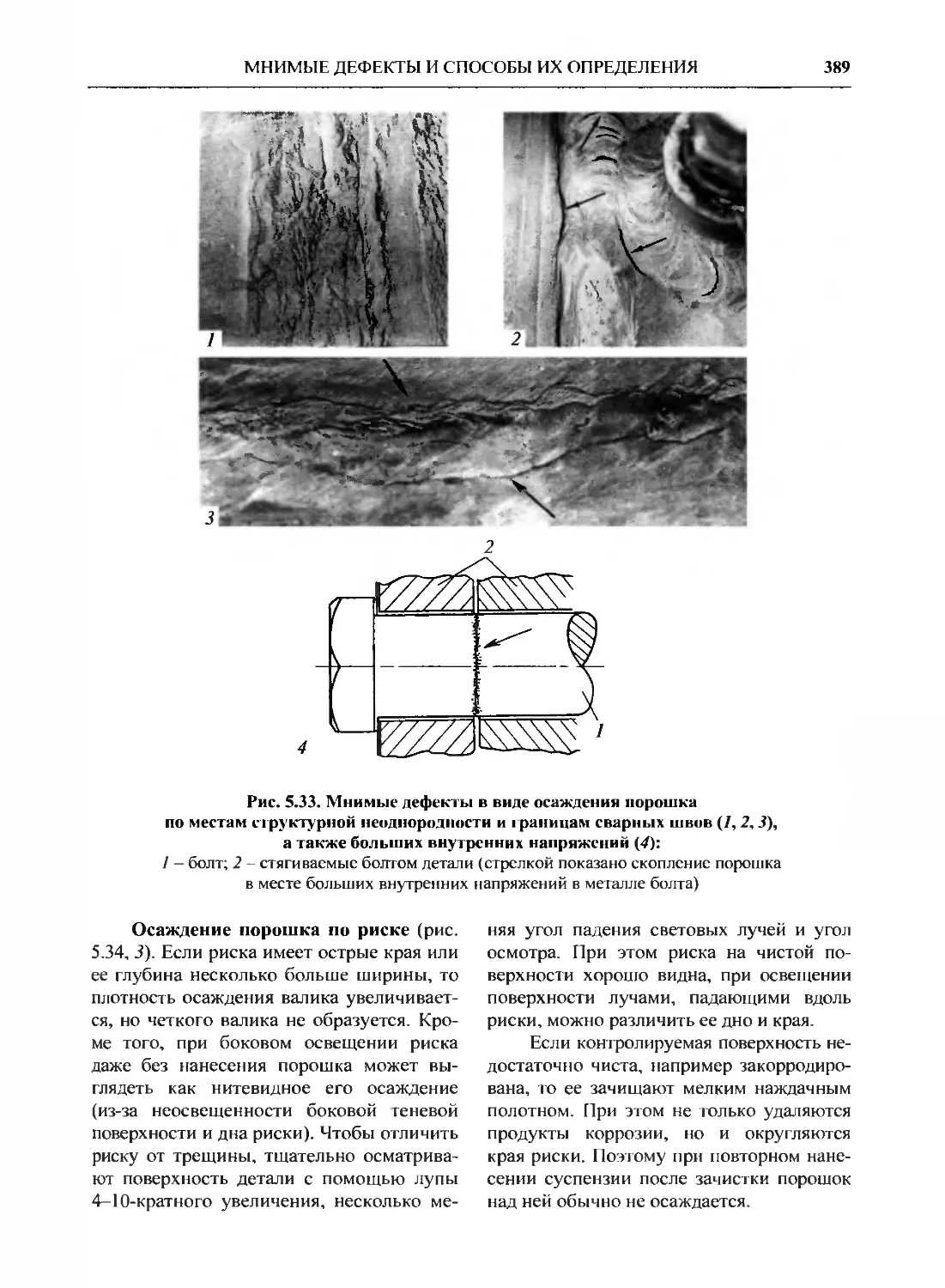
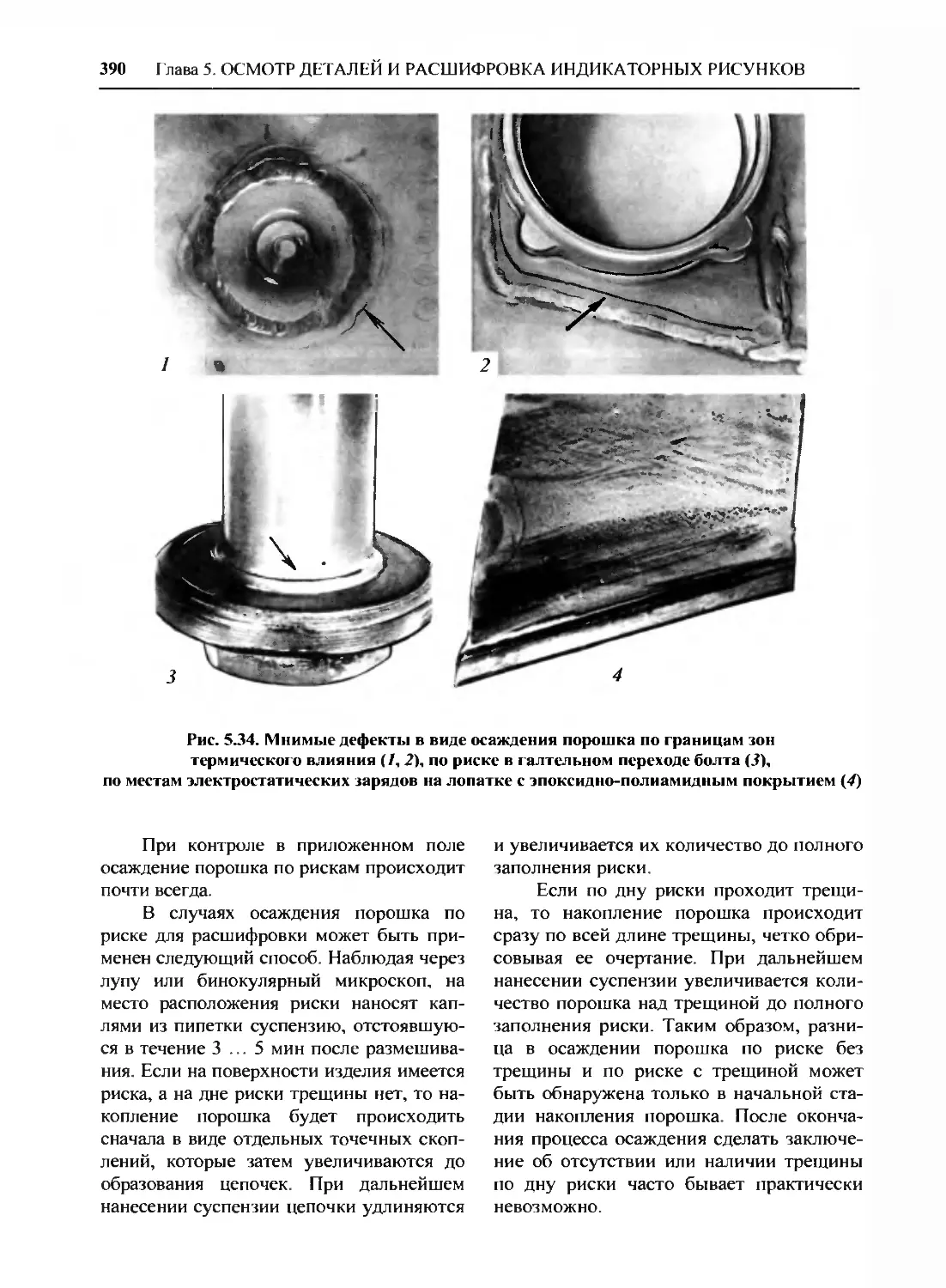
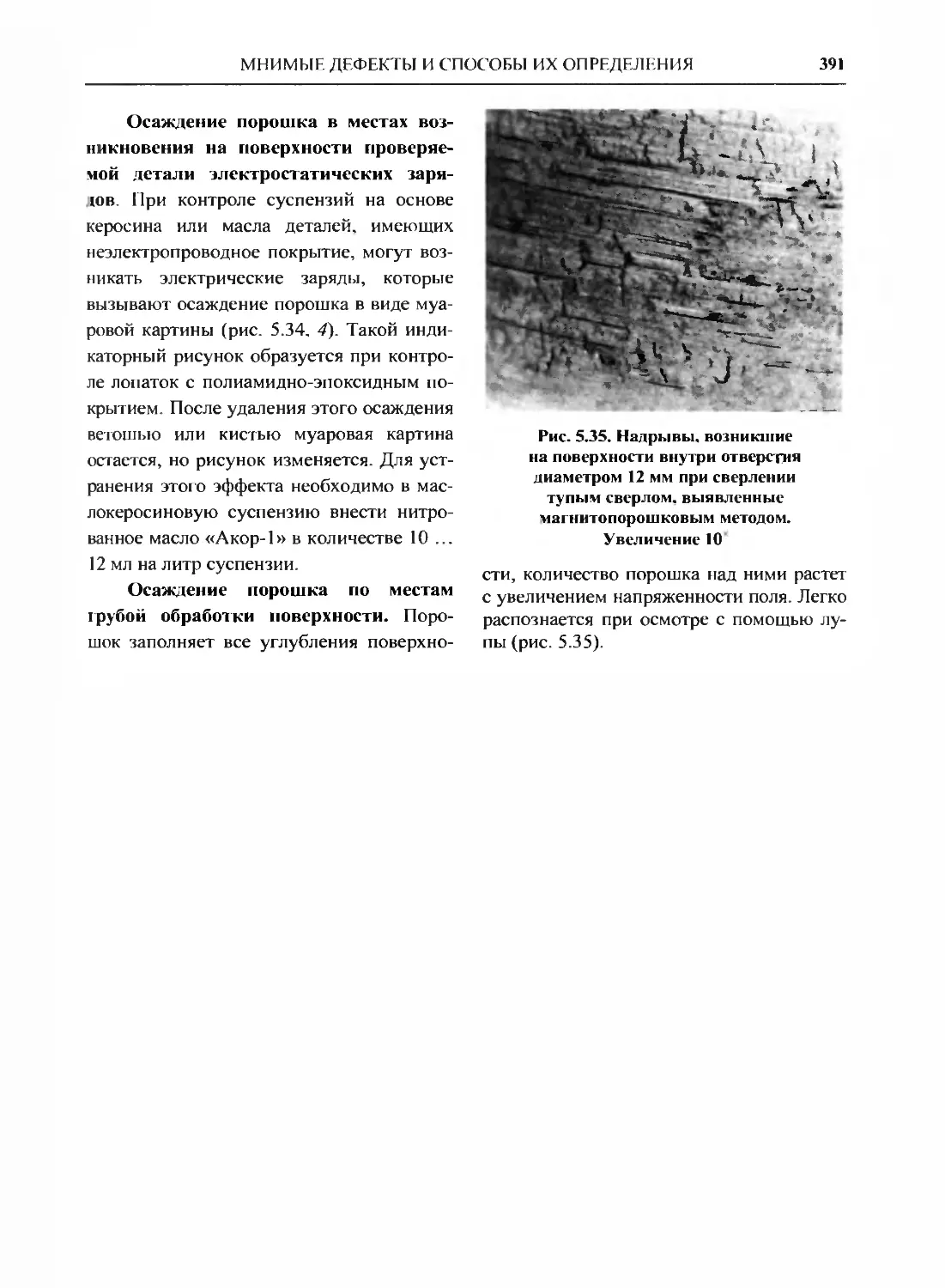
фотографии индикаторных рисунков мнимых дефектов и даны способы их расшифровки. Указаны
области применения и технические характеристики дефектоскопов и приборов. Приведены
примеры расчетов режимов намагничивания деталей, соответствующие требованиям стандарта
по магнитопорошковой дефектоскопии.
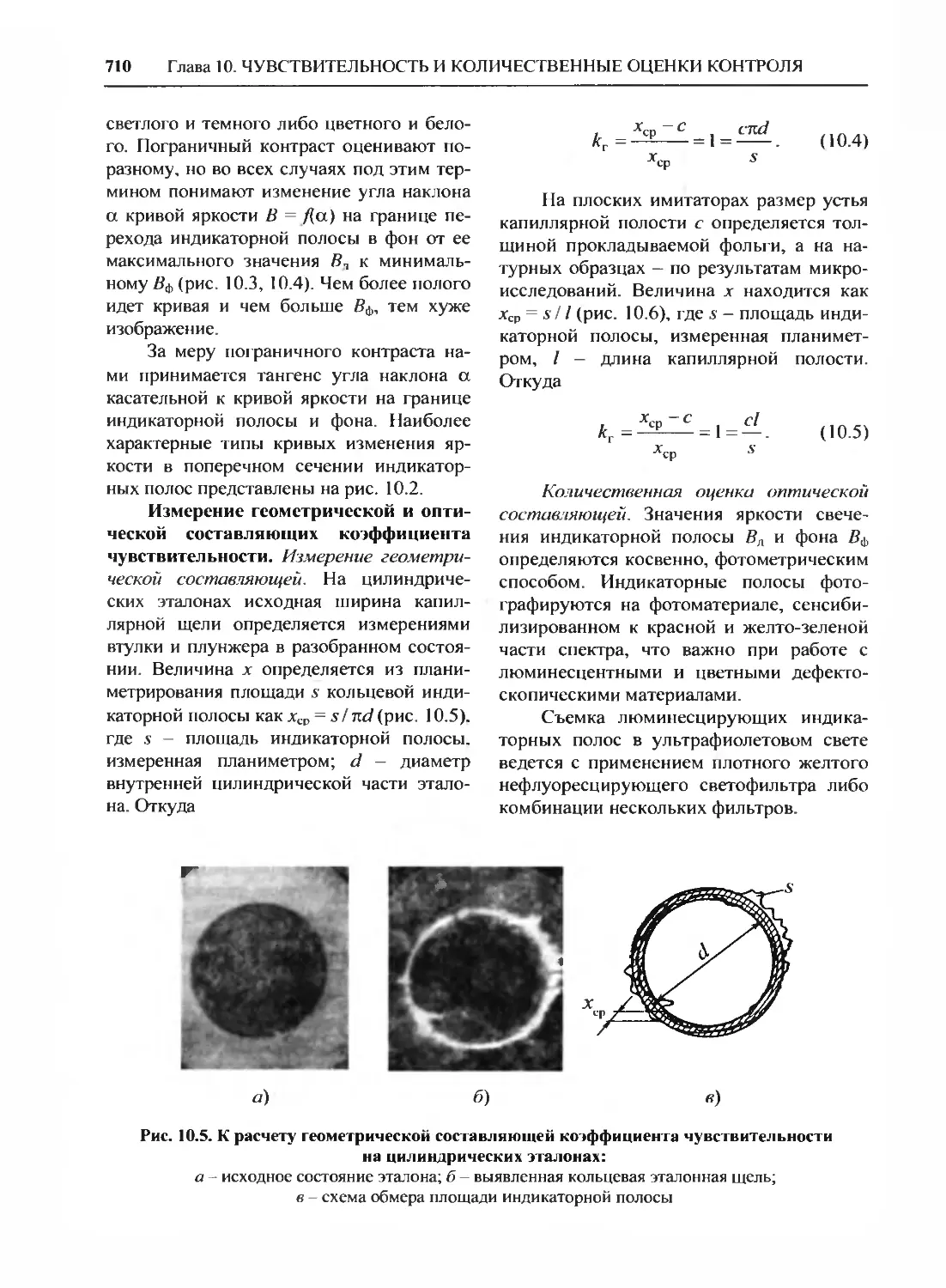
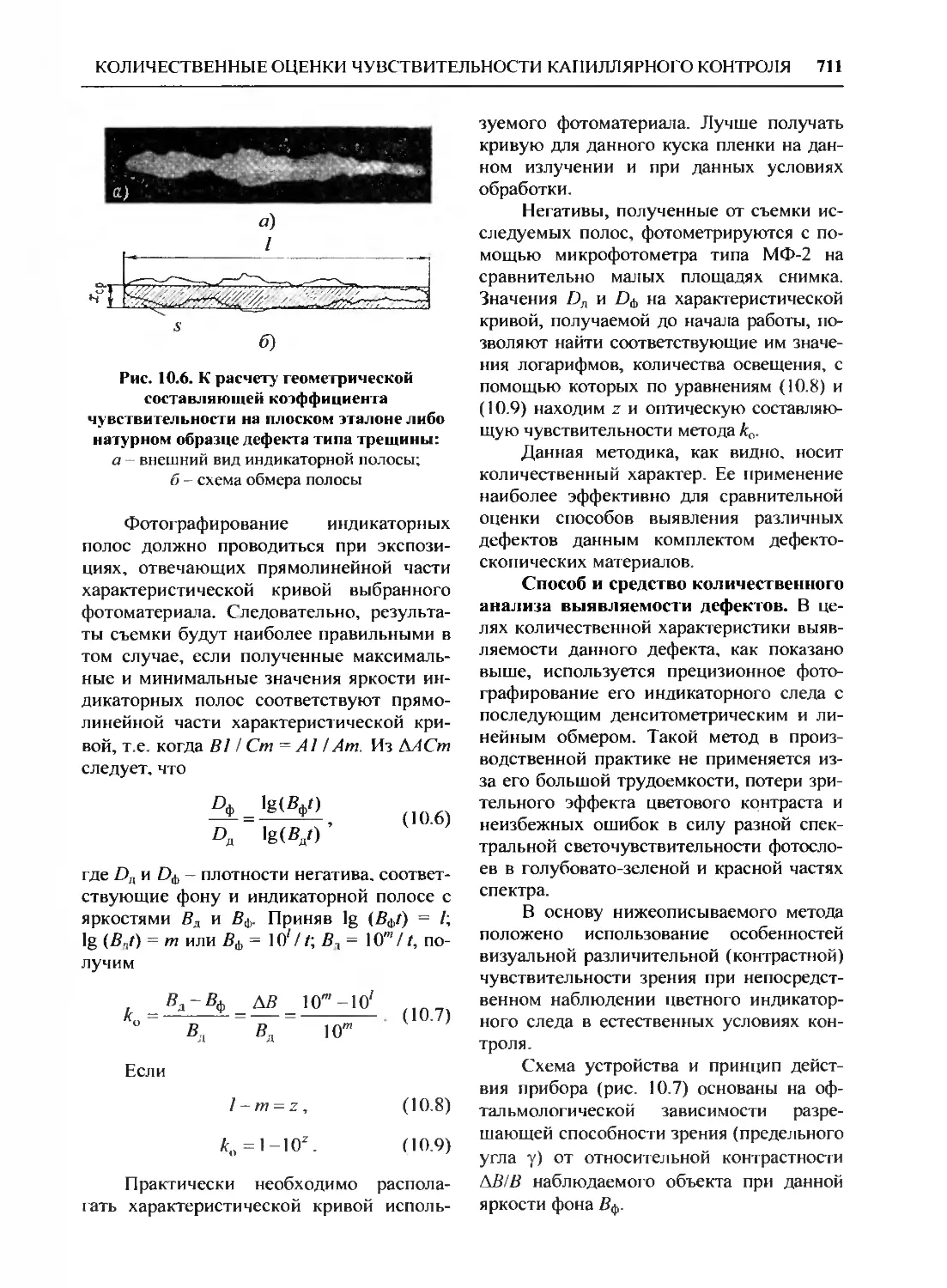
В третьей книге рассмотрены общие вопросы капиллярного метода контроля:
терминология; физика капиллярных явлений; классификация, назначение, свойства и характеристики
дефектоскопических материалов капиллярного контроля; классификация, назначение и
рекомендации по использованию тест-объектов. Приведены сведения об источниках
ультрафиолетового излучения для люминесцентного капиллярного контроля. Описана технология
капиллярного контроля промышленных изделий. Освещены вопросы компьютерного количественного
анализа результатов капиллярного контроля.
Для специалистов промышленности, работников служб контроля, эксплуатации и ремонта, а
также для специалистов, обслуживающих медицинскую и таможенную технику, может быть
полезен преподавателям и студентам вузов.
УДК[681.2+620](035)
ББК 30.82
ISBN 5-217-03337-1 (т. 4. кн. 1, кн. 2, кн. 3) © НИИИН МНПО «Спектр», 2006
ISBN 5-217-03185-9 © «Издательство «МАШРШОСТЮЕНИЕ», 2006
ОГЛАВЛЕНИЕ
Книга 1
АКУСТИЧЕСКАЯ
ТЕНЗОМЕТРИЯ (В.А. Анисимов,
Б.И. Каторгин, А.Н. Куценко, В.П.
Малахов, А.С. Рудаков, В.К. Чванов) 12
ОБОЗНАЧЕНИЯ 12
Введение. АКУСТИЧЕСКАЯ
ТЕНЗОМЕТРИЯ - НОВЫЙ
ПРОГРЕССИВНЫЙ МЕТОД НЕРАЗРУШАЮ-
ЩЕГО КОНТРОЛЯ 15
Глава 1. ИСТОРИЯ И
СОВРЕМЕННОЕ СОСТОЯНИЕ
ИССЛЕДОВАНИЙ В
ОБЛАСТИ
УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
НАПРЯЖЕНИЙ В
ЭЛЕМЕНТАХ КОНСТРУКЦИЙ 17
Глава 2. МАТРИЧНАЯ
МЕТОДОЛОГИЯ В ТЕОРИИ
АКУСТОУПРУГОГО
ЭФФЕКТА 29
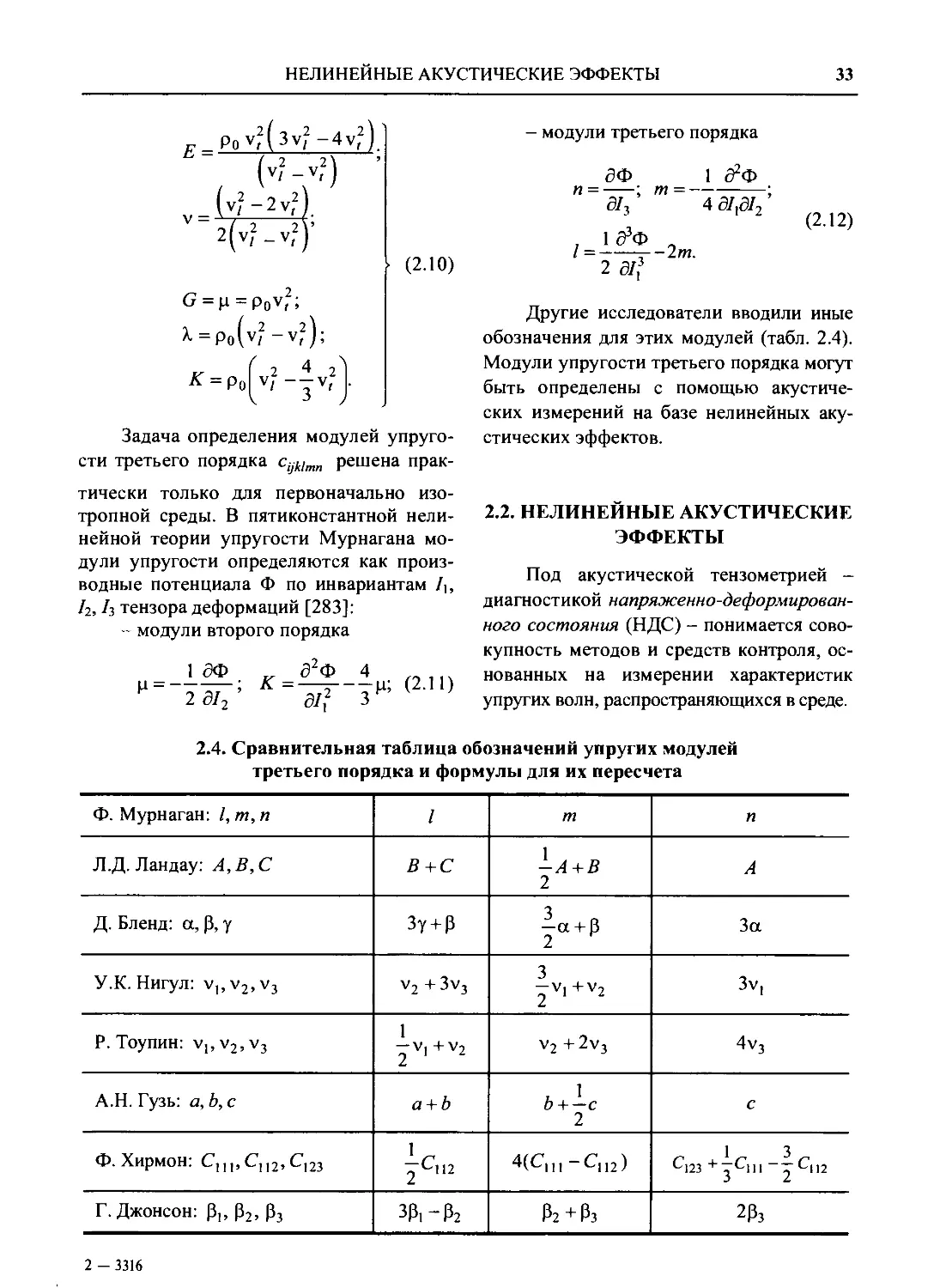
2.1. Упругие свойства среды и
их характеристики 29
2.2. Нелинейные акустические
эффекты 33
2.3. Основные положения
теории акустоупругого эффекта.. 35
2.4. Акустическая диагностика
напряженно-деформированного состояния. Основные
задачи 39
2.5. Основные матрицы
теории акустоупругости 40
2.6. Матрицы акустоупругих
коэффициентов одноосно-
напряженного состояния 43
2.7. Основные уравнения
акустодиагностики 45
2.8. Матрица акустоупругих
коэффициентов скорости, ее
структура. Идентификация
элементов для случая нор-
мальныхнапряжений 47
2.9. Влияние сдвиговых
деформаций (напряжений) на
скорость объемных волн 48
2.10. Матрица акустоупругих
коэффициентов скорости при
наклонном прозвучивании .... 52
2.11. Связь между акустоуп-
ругими коэффициентами
фазовой и групповой скоростей
ультразвуковых волн 57
2.12. Акустоупругие
коэффициенты поверхностных волн
Рэлея 59
2.13. Использование матрицы
акустоупругих
коэффициентов для решения задач
акустической тензометрии 65
2.14. Упругие волны в среде
при наличии деформации
кручения 67
2.15. Матрица чувствительно-
стей акустического
тензометра 70
2.16. Акустоупругие
коэффициенты трансверсально-изо-
тропной среды 72
2.17. Влияние внешних
воздействий на результаты
измерений в акустической
тензометрии 81
2.17.1. Постановка задачи 81
2.17.2. Влияние температуры.
Матрицы
термоакустических
коэффициентов скорости и
времени распространения 82
2.17.3. Чувствительность
акустического тензометра
к изменению
температуры 84
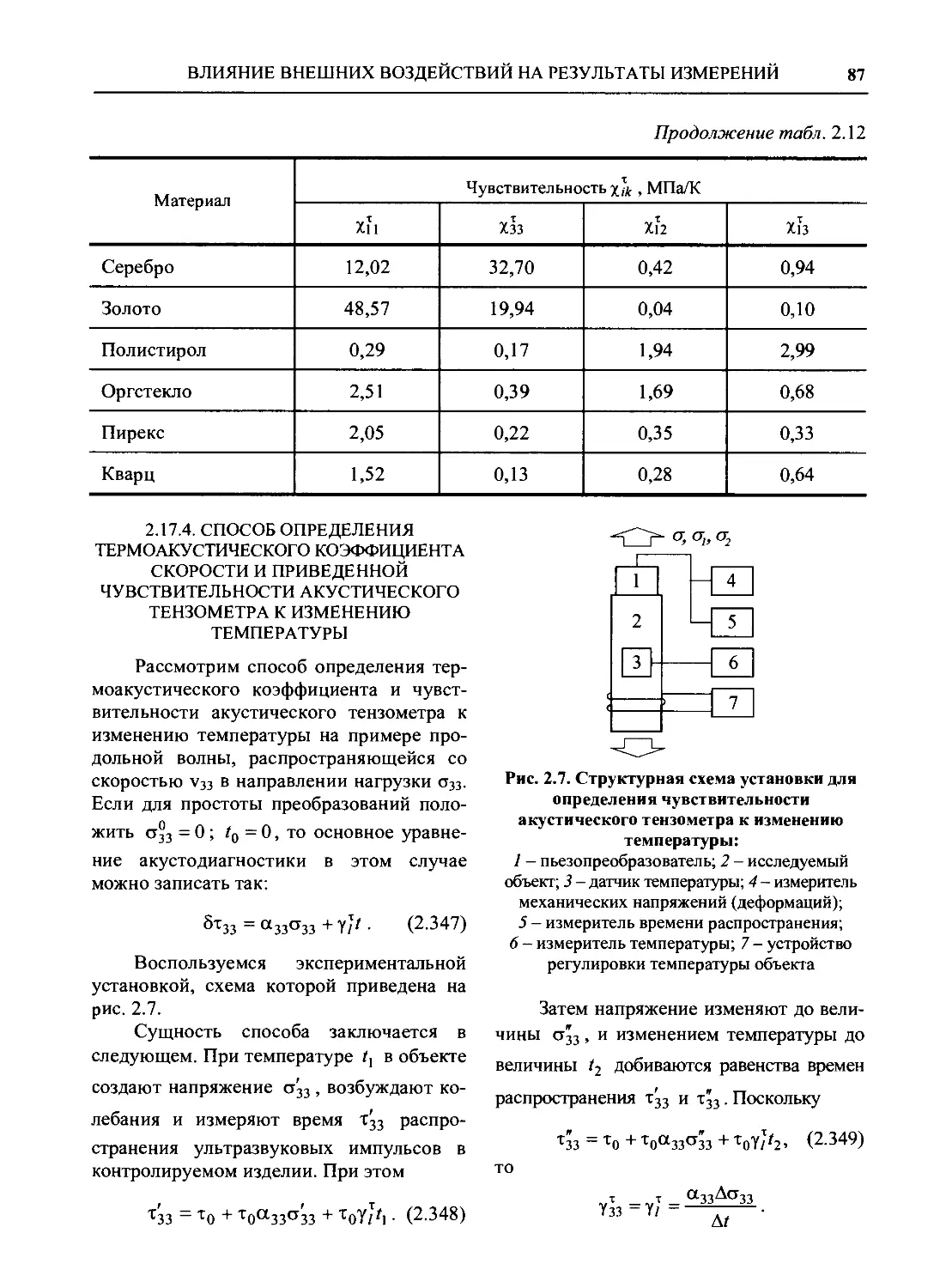
2.17.4. Способ определения
термоакустического
коэффициента
скорости и приведенной
чувствительности
акустического тензометра к
изменению
температуры 87
2.17.5. Влияние магнитного
поля. Матрицы магни-
тоакустических
коэффициентов скорости и
времени
распространения и связь между
ними 88
4
ОГЛАВЛЕНИЕ
2.17.6 Влияние
электрического поля. Матрицы
электроакустических
коэффициентов скорости и
времени
распространения и связь между ними 93
2.17.7. Полная система
уравнений акустической
тензометрии при
наличии внешних
воздействий 98
Глава 3.
ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА
ПРИНЦИПОВ АКУСТИЧЕСКОЙ
ТЕНЗОМЕТРИИ 101
3.1. Базовый
экспериментальный стенд 101
3.2. Метод
мультипликативного совмещения
эхо-импульсов 103
3.2.1. Идея метода.
Функциональная схема 103
3.2.2. Определение
метрологических
характеристик
экспериментальной установки,
реализующей метод
мультипликативного
совмещения эхо-импульсов 107
3.3. Экспериментальная
проверка основных соотношений
акустической тензометрии .... 111
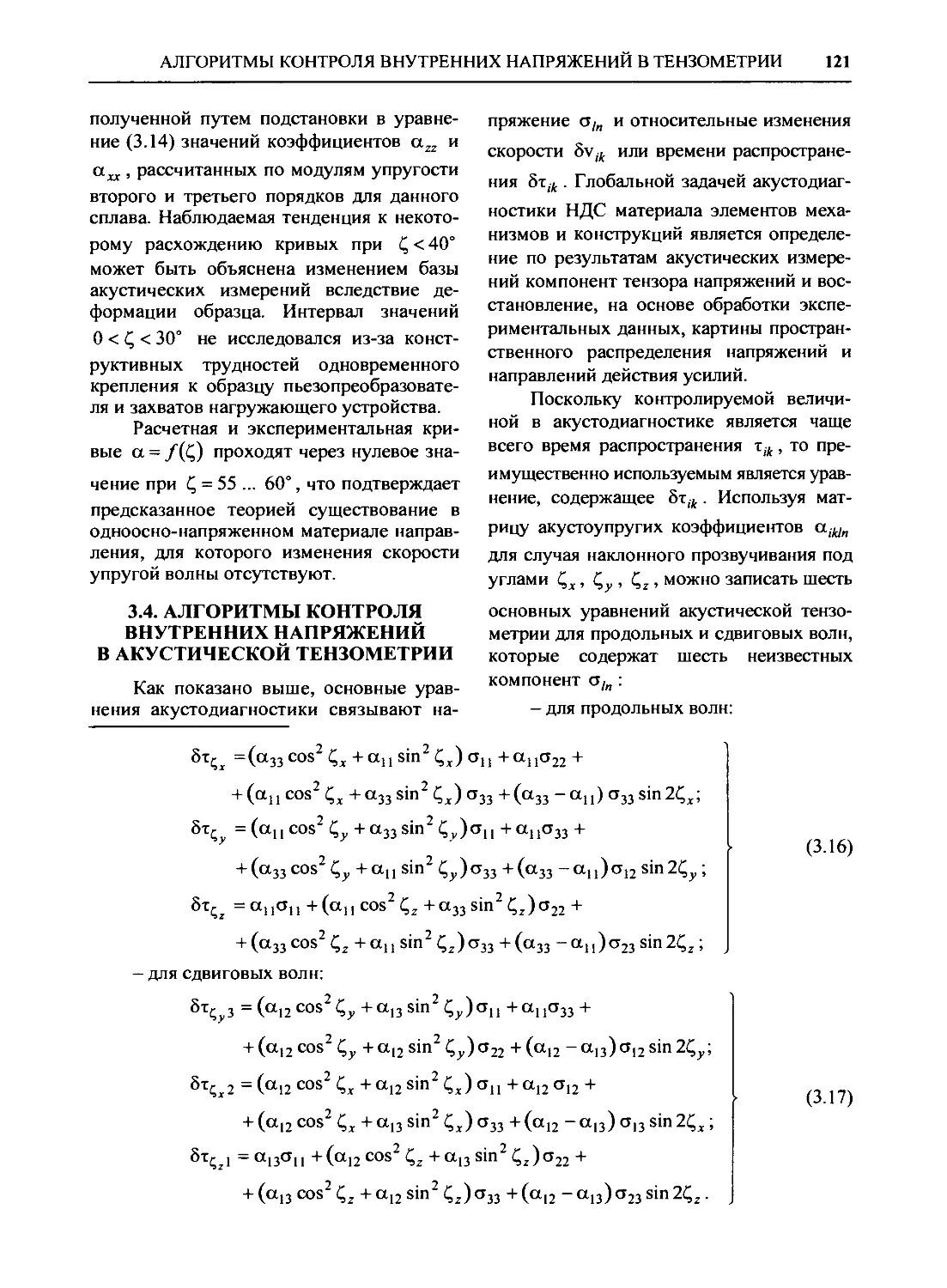
3.4. Алгоритмы контроля
внутренних напряжений в
акустической тензометрии .... 121
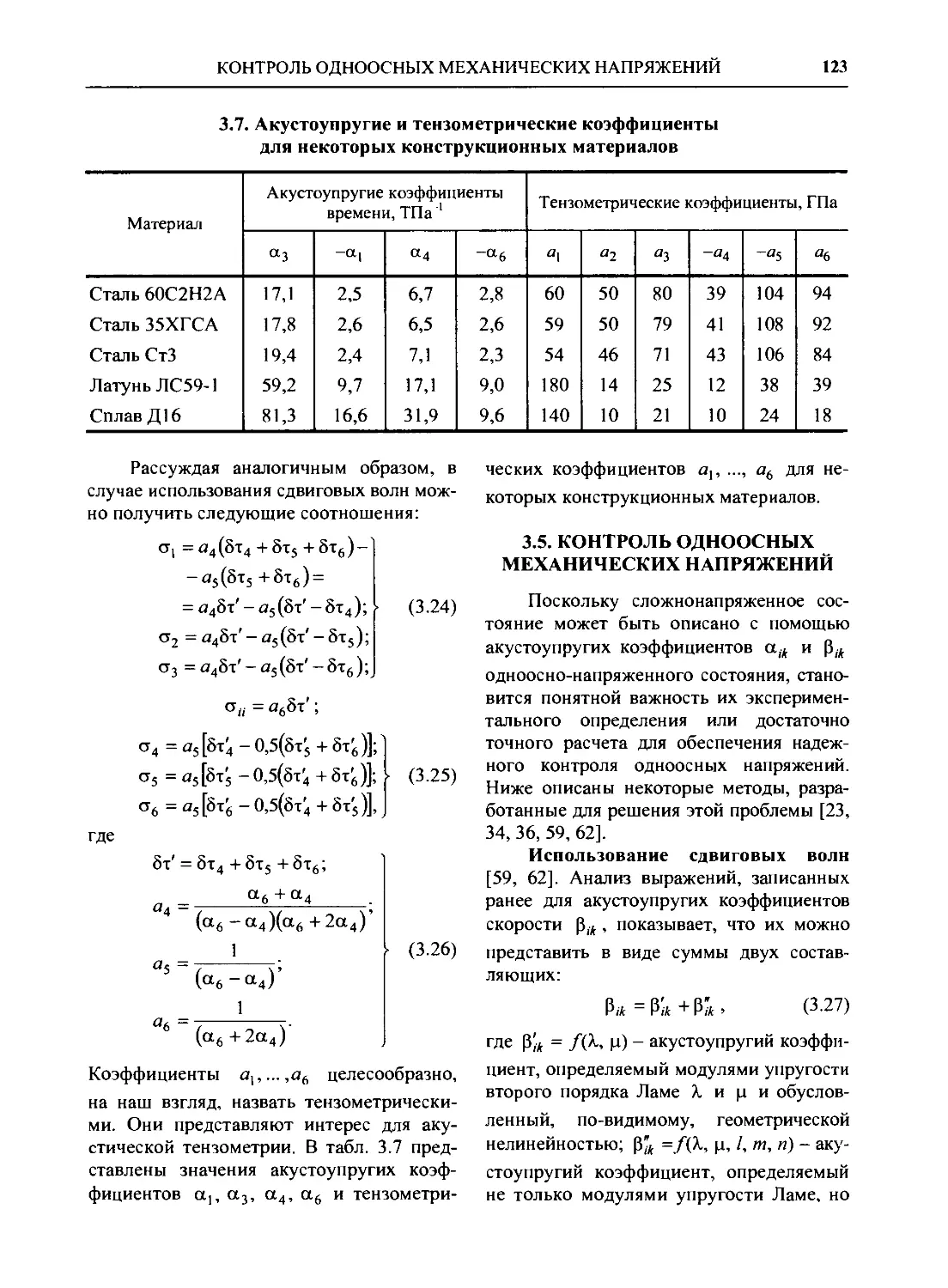
3.5. Контроль одноосных
механических напряжений .... 123
3.6. Способы определения
направления компенсации
акустоупругого эффекта 126
Глава 4. ОСНОВЫ
МЕТРОЛОГИИ АКУСТИЧЕСКОЙ
ТЕНЗОМЕТРИИ 129
4.1. Классификация и
обоснование технических
характеристик аппаратуры акустической
тензометрии 129
4.2. Ультразвуковые
преобразователи установок для
исследования механических
напряжений 131
4.2.1. Контактные
преобразователи 131
4.2.2. Бесконтактные
преобразователи 133
4.2.3. Поляризационные
характеристики
преобразователей 133
4.2.4. Комбинированные
контактно-бесконтактные
акустические блоки .... 134
4.3. Электронные блоки
измерительных акустических
приборов неразрушающего
контроля 134
4.3.1. Аналоговые схемы 134
4.3.2. Цифровые импульсные
схемы 140
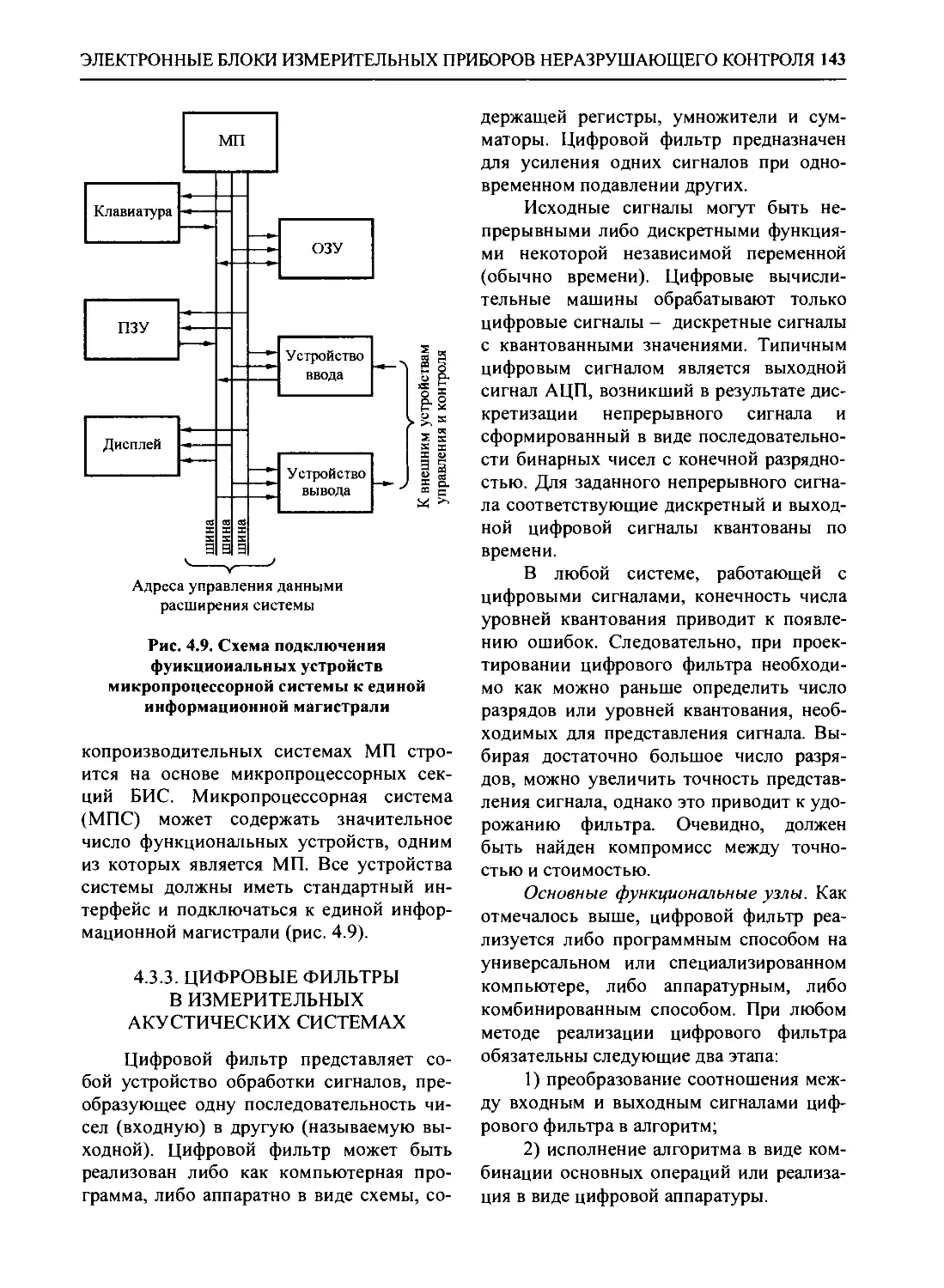
4.3.3. Цифровые фильтры в
измерительных
акустических системах 143
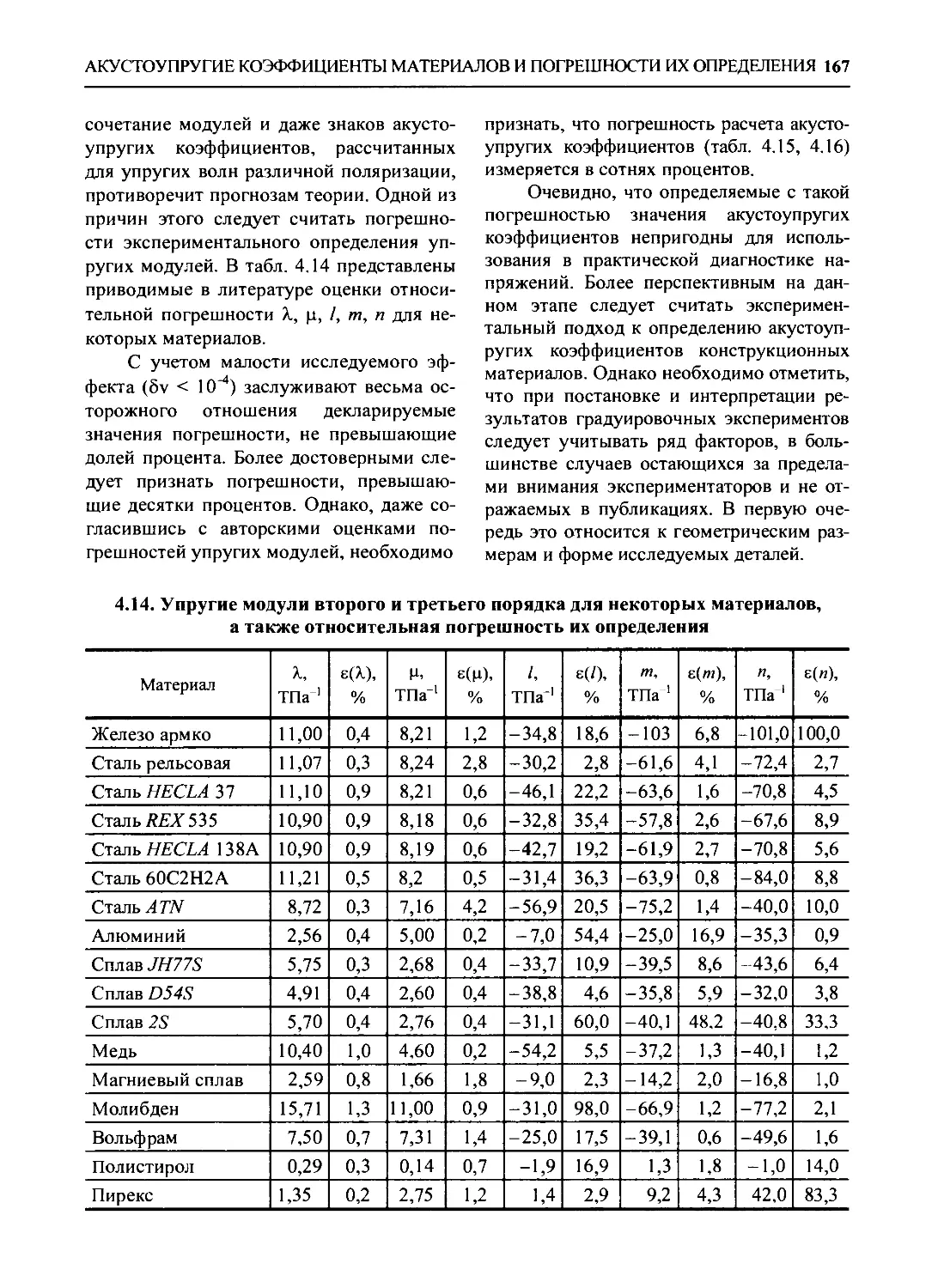
4.4. Погрешность
акустоупругого тензометрического
метода 146
4.5. Факторы, влияющие на
погрешность акустоупругих
компенсационных тензодат-
чиков 155
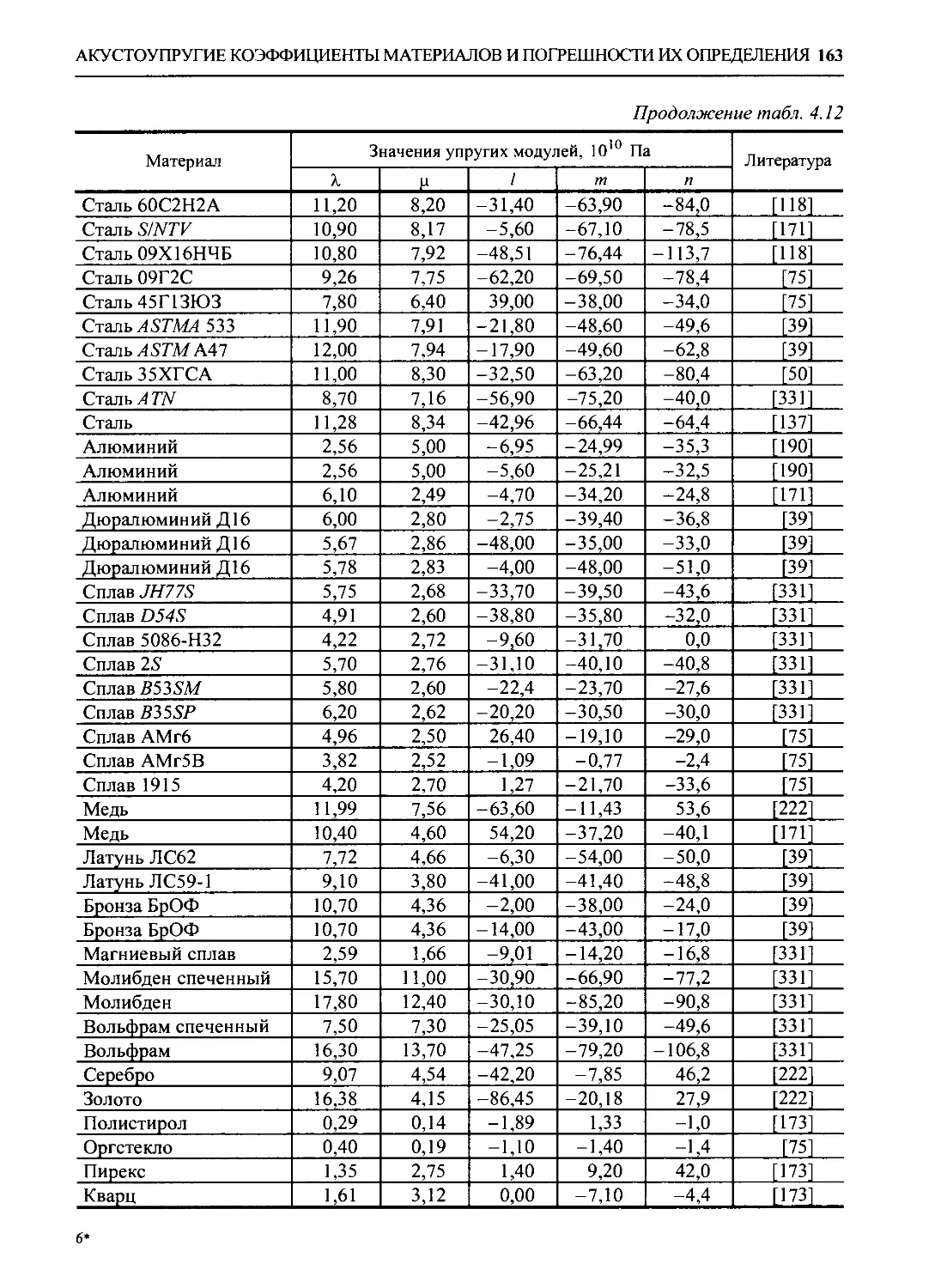
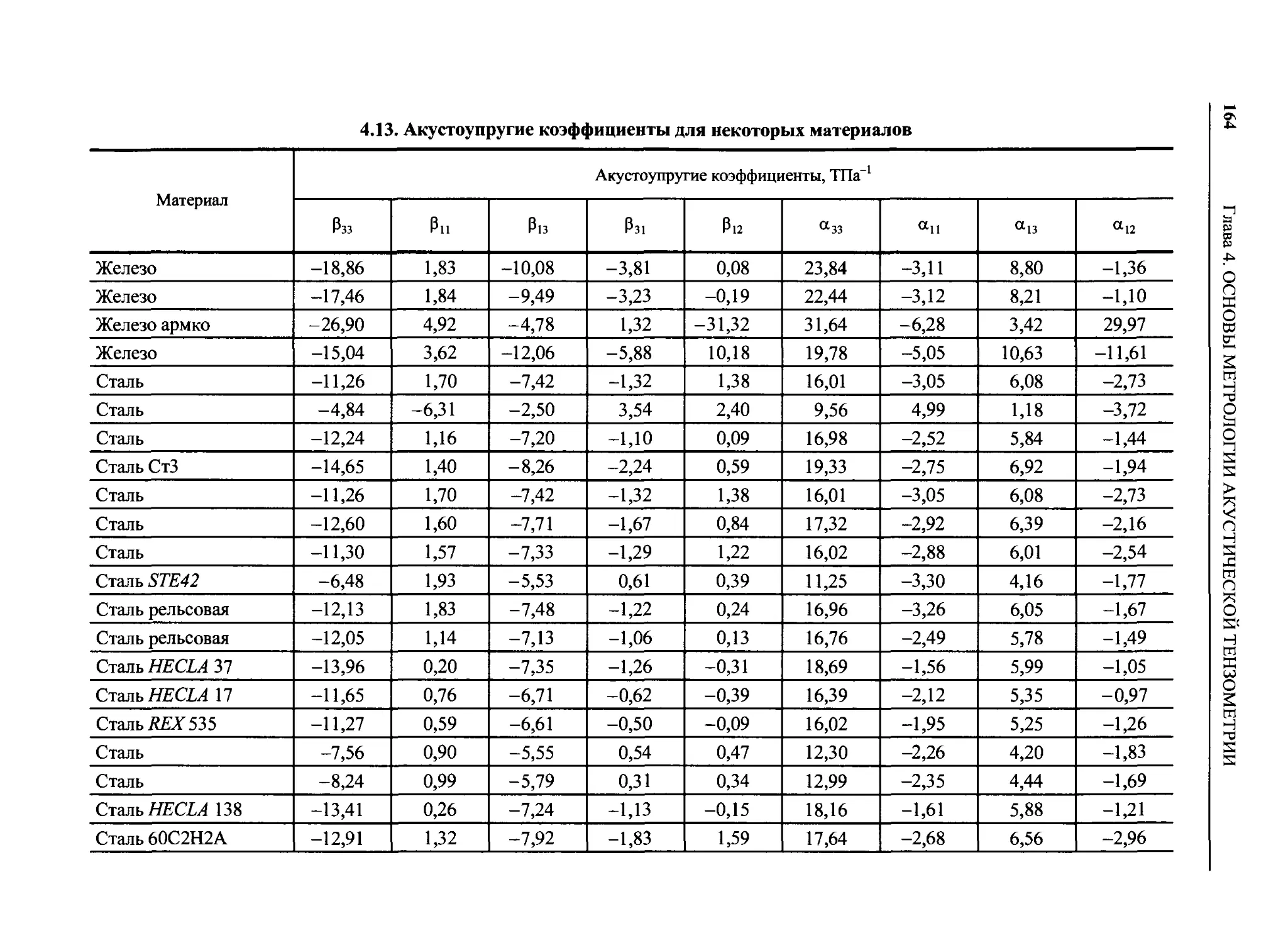
4.6. Акустоупругие
коэффициенты конструкционных
материалов и погрешности их
определения 162
4.7. Влияние точности
измерения угла компенсации на
погрешность
тензометрического метода 169
4.8. Измерение напряжений в
образцах ограниченных
размеров 170
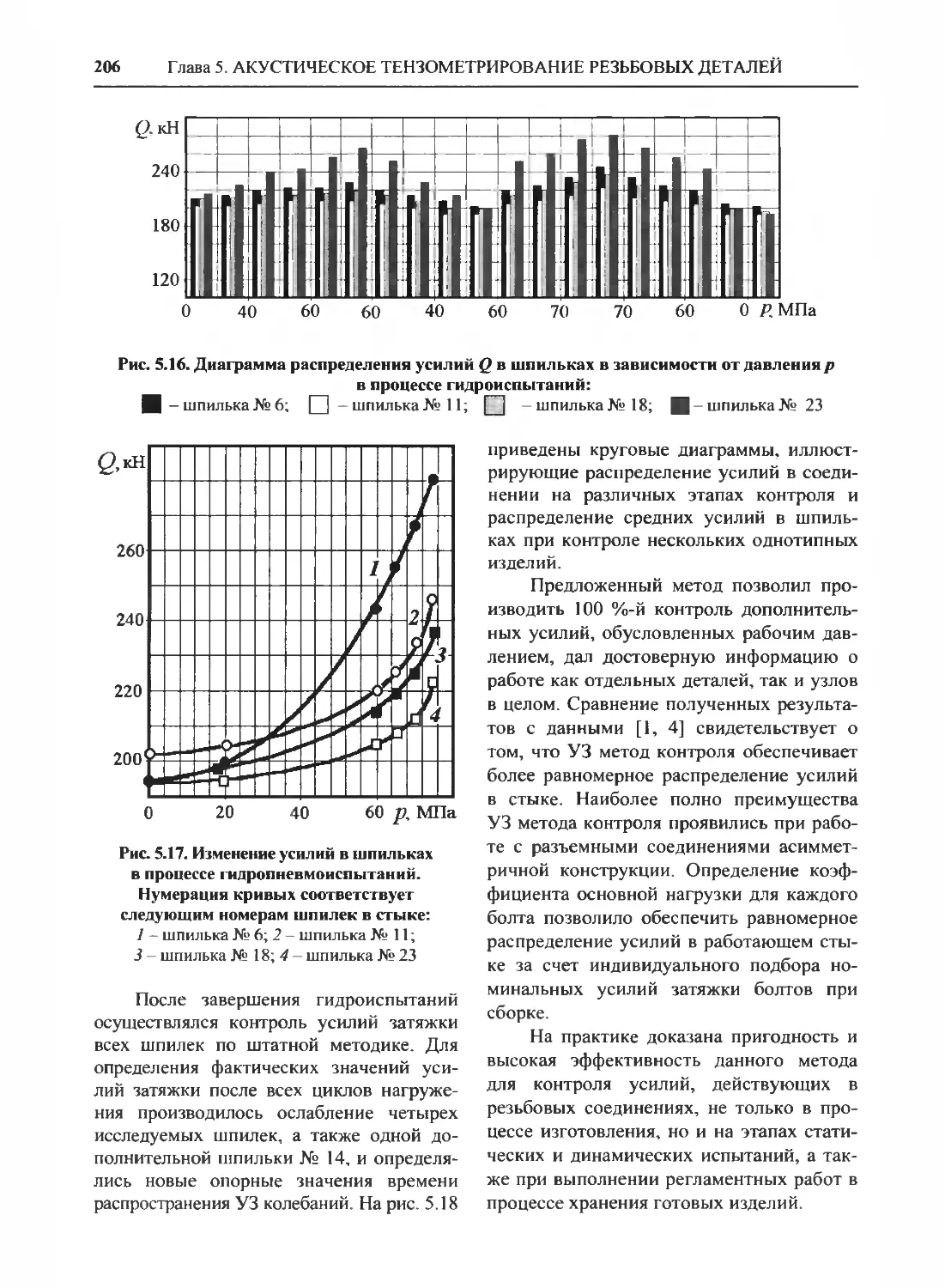
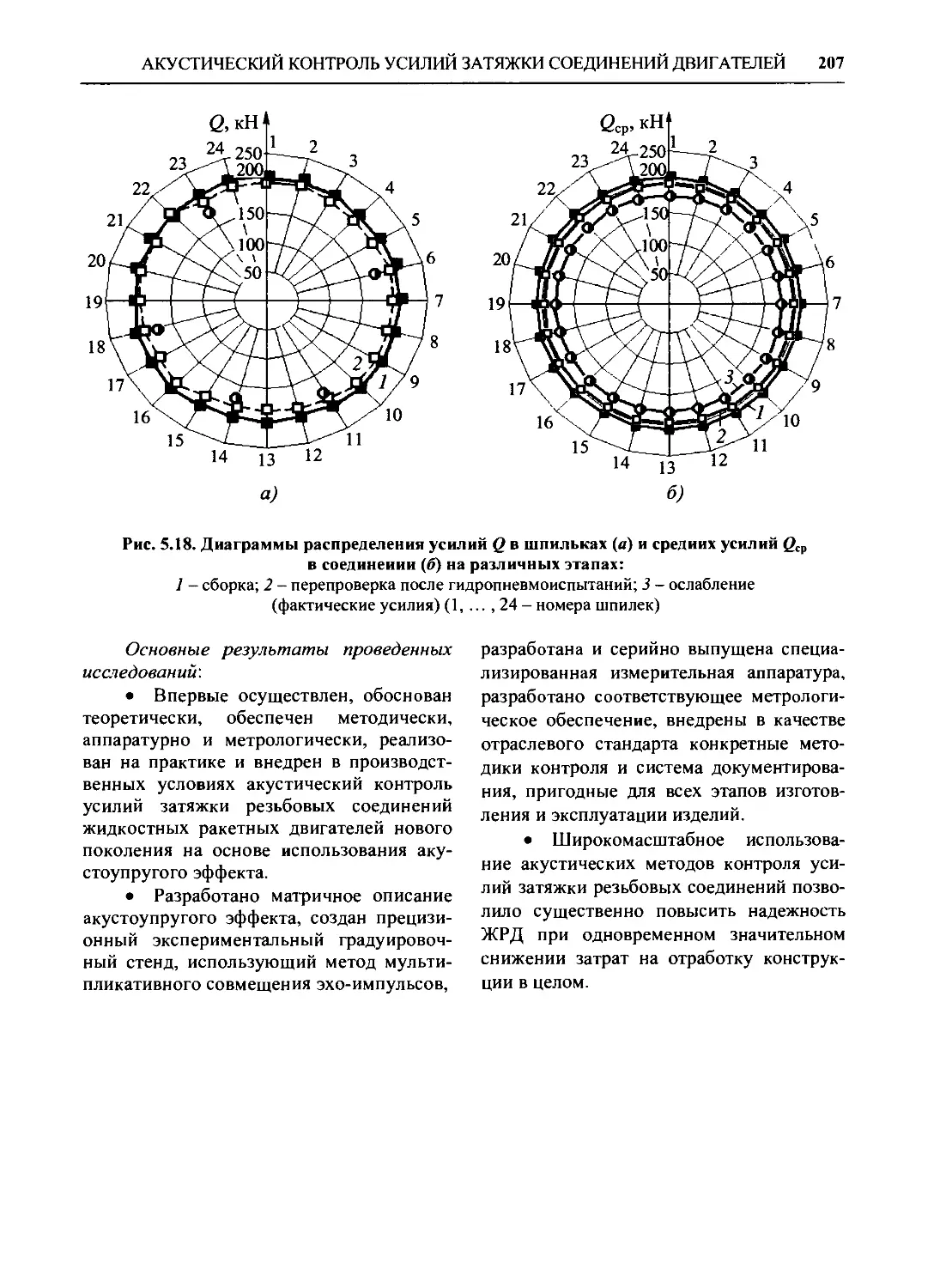
Глава 5. АКУСТИЧЕСКОЕ ТЕН-
ЗОМЕТРИРОВАНИЕ
РЕЗЬБОВЫХ ДЕТАЛЕЙ
РАЗЪЕМНЫХ СОЕДИНЕНИЙ... 179
5.1. Методы контроля
механических напряжений в
резьбовых соединениях.
Преимущества акустической
тензометрии 179
5.2. Принципы акустической
тензометрии разъемных
соединений 184
5.3. Контроль механических
напряжений в резьбовых
соединениях 187
ОГЛАВЛЕНИЕ
5
5.4. Контроль усилий затяжки
резьбовых соединений в
промышленных условиях 195
5.5. Акустический контроль
усилий затяжки разъемных
соединений жидкостных ракетных
двигателей нового поколения 200
ЗАКЛЮЧЕНИЕ 208
СПИСОК ЛИТЕРАТУРЫ 209
Книга 2
МАГНИТОПОРОШКОВЫЙ
МЕТОД КОНТРОЛЯ
(Г.С. Шелихов) 227
ВВЕДЕНИЕ 227
Глава 1. ФИЗИЧЕСКИЕ
ОСНОВЫ МАГНИТОПОРОШ-
КОВОЙ
ДЕФЕКТОСКОПИИ 229
1.1. Определения, единицы
измерения магнитных
величин, применяемых при
магнитном контроле 229
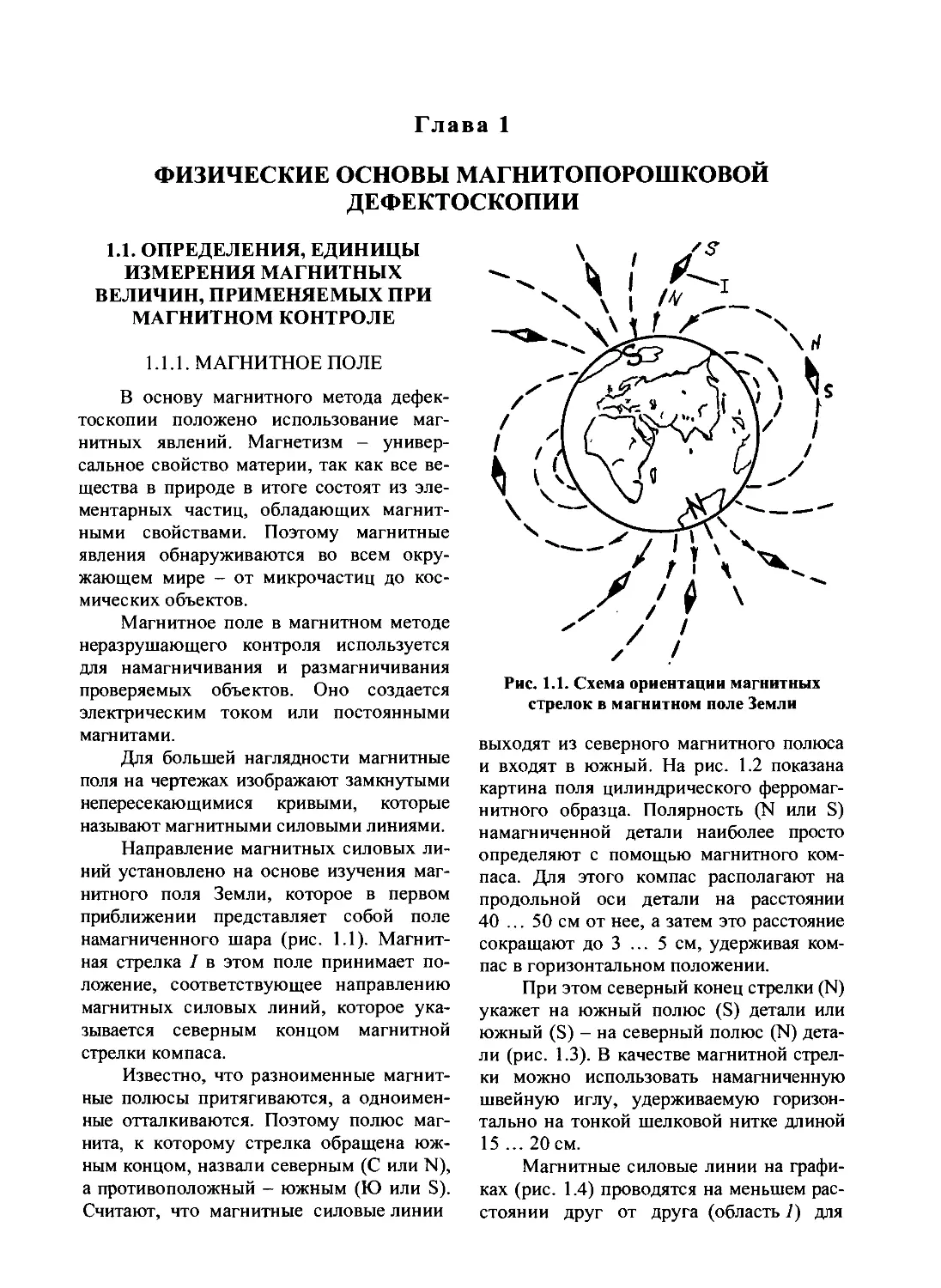
1.1.1. Магнитное поле 229
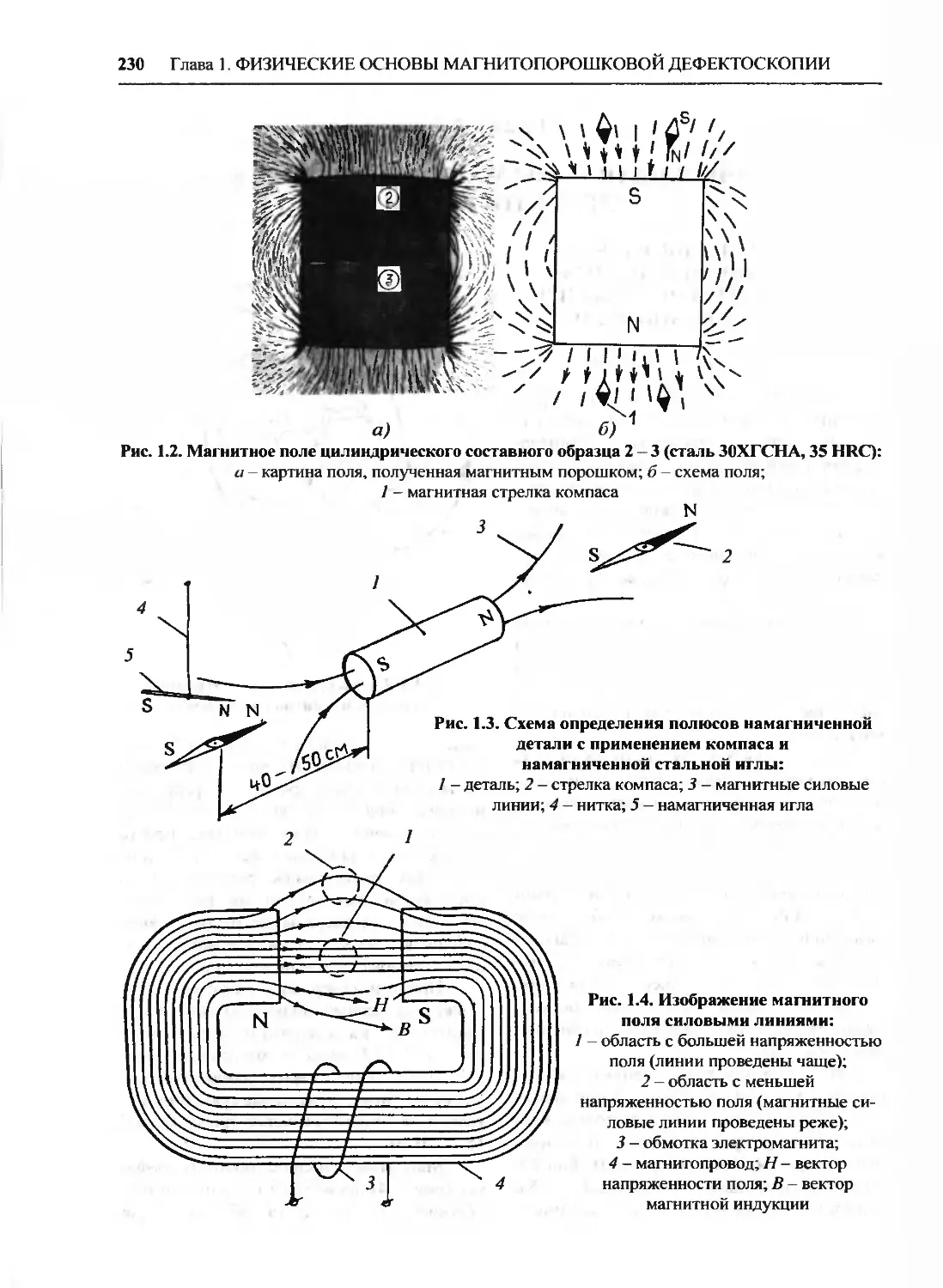
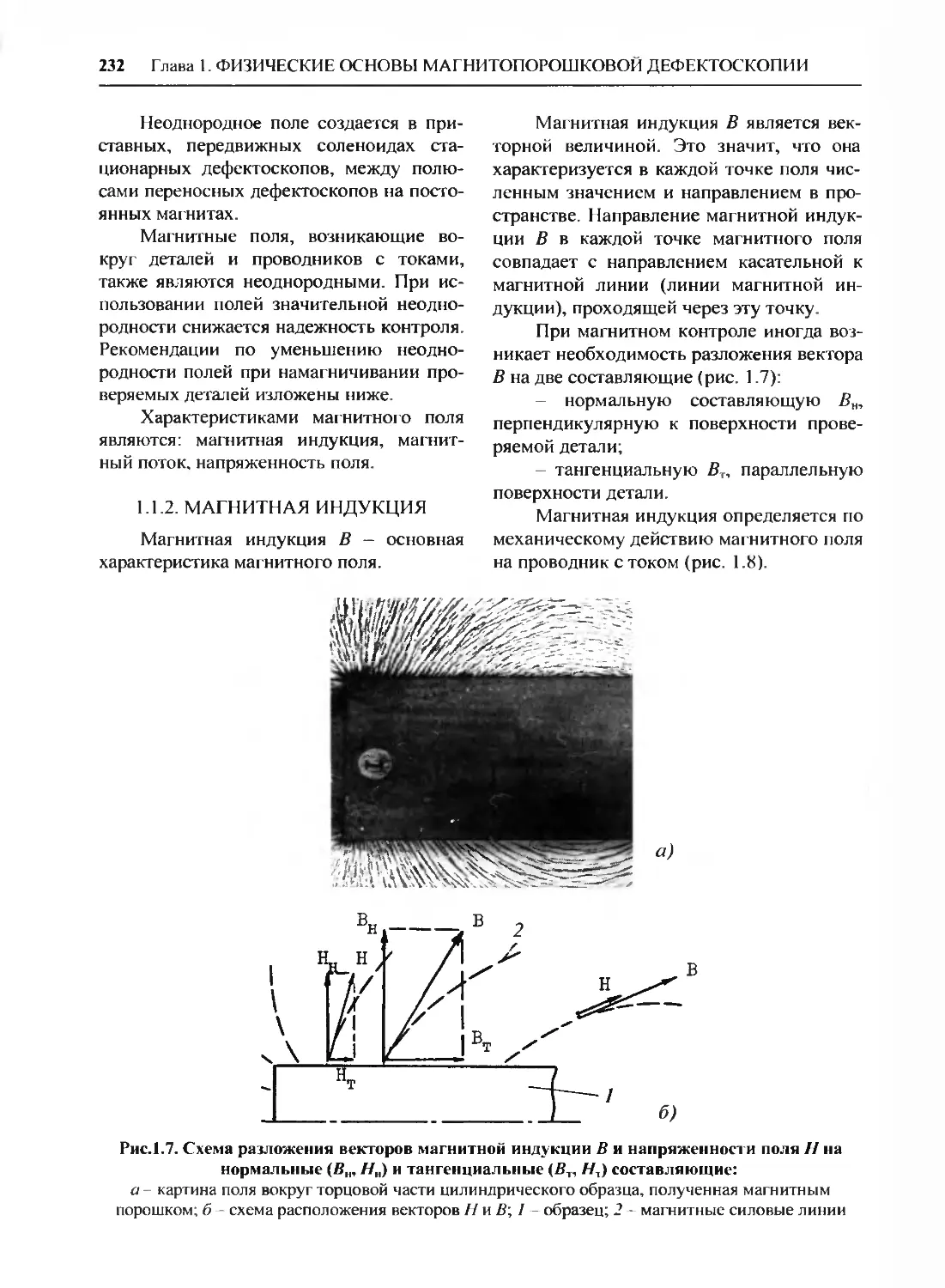
1.1.2. Магнитная индукция ... 232
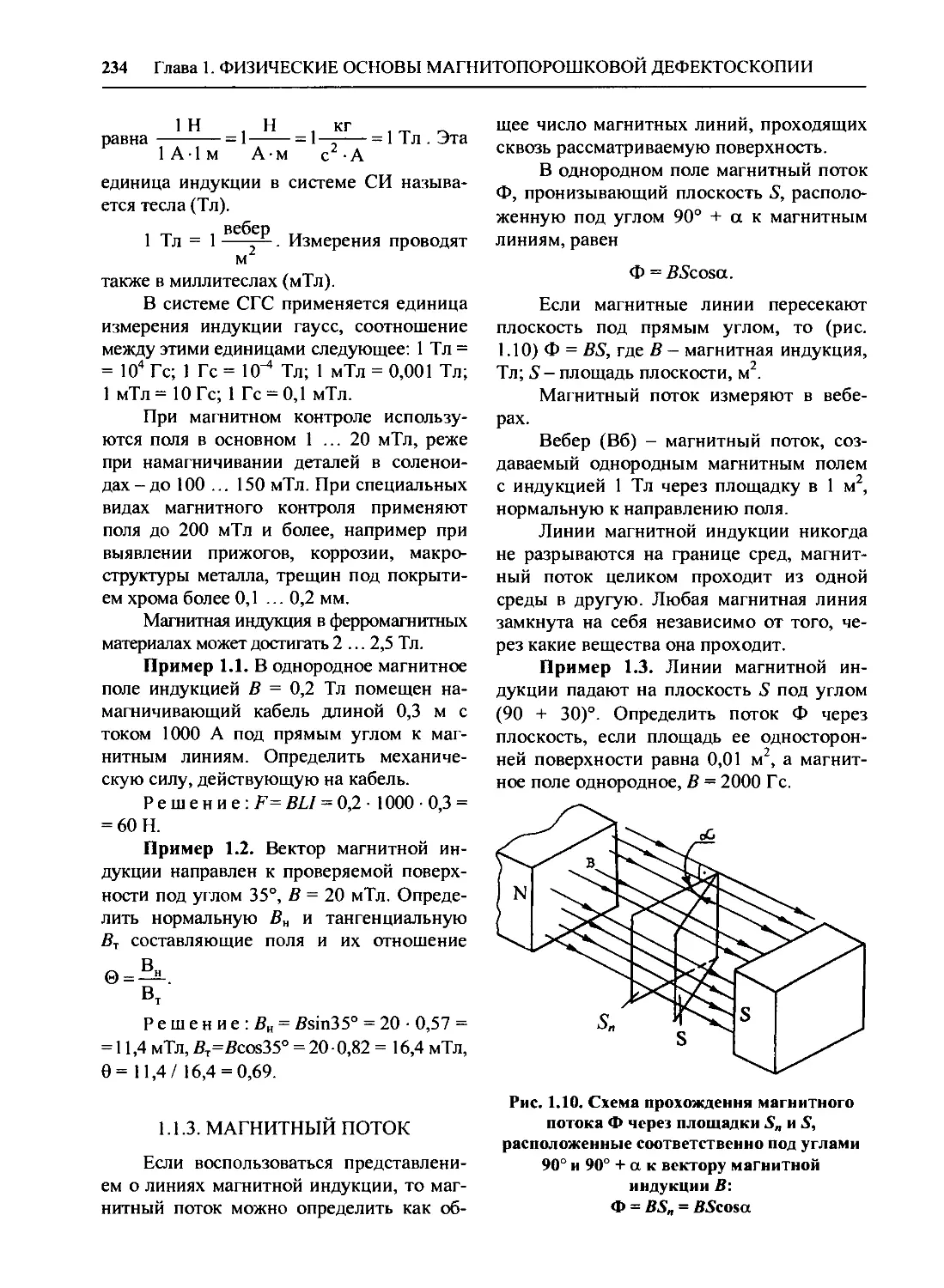
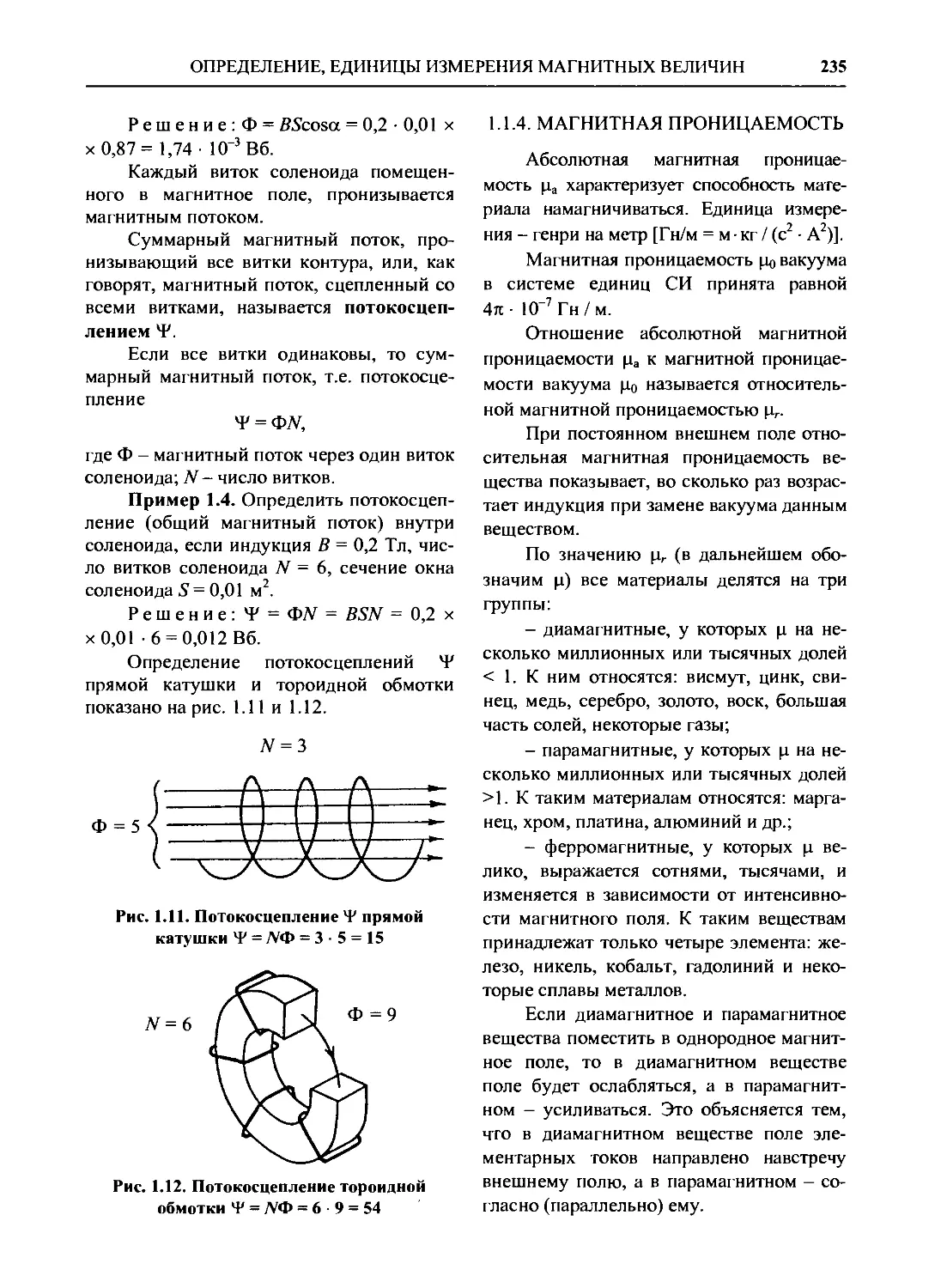
1.1.3. Магнитный поток 234
1.1.4. Магнитная
проницаемость 235
1.1.5. Напряженность
магнитного поля 236
1.1.6. Магнитный момент
витка (амперовский
магнитный момент)... 237
1.1.7. Магнитная масса
(магнитный заряд,
количество магнетизма) 237
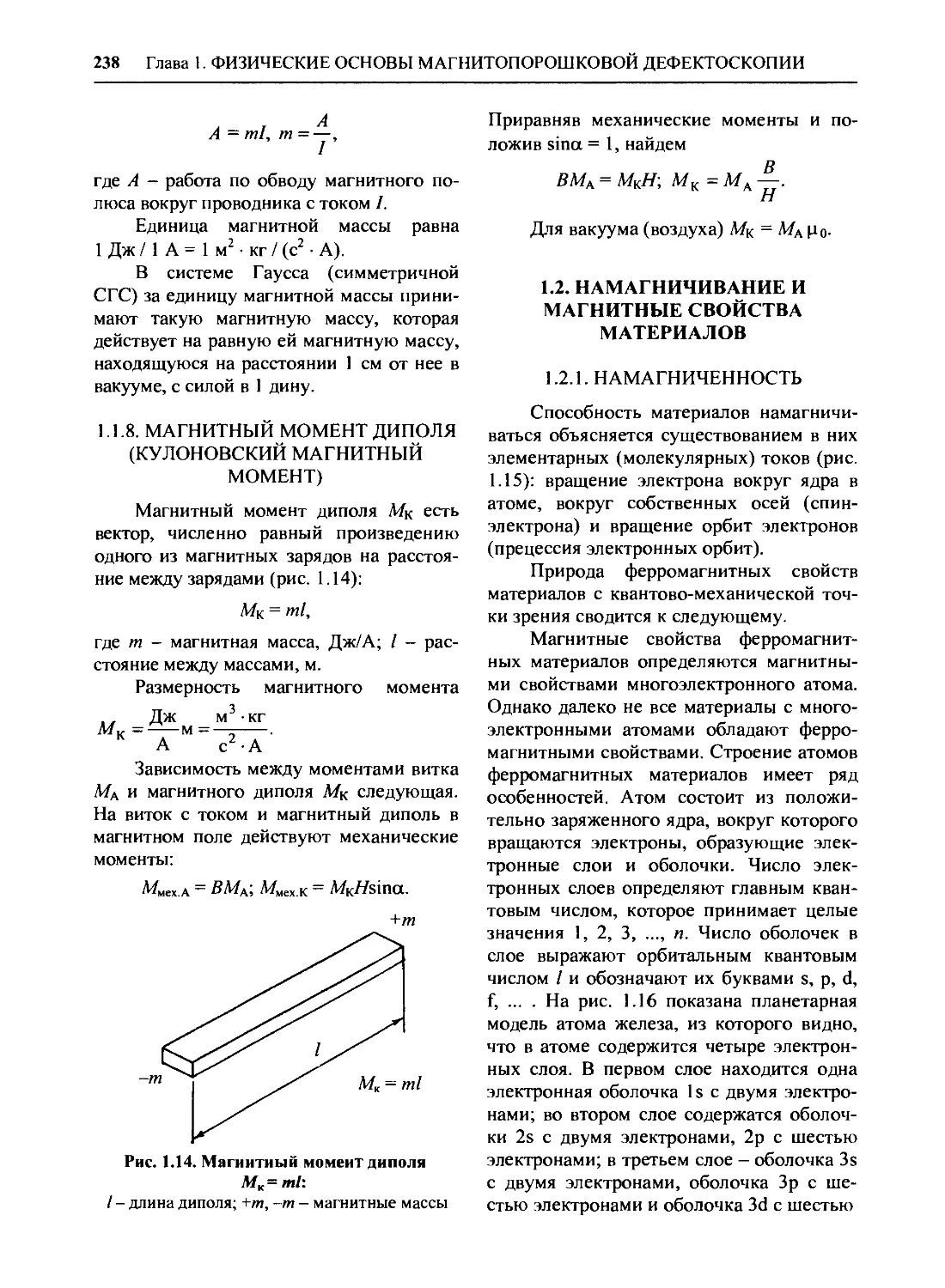
1.1.8. Магнитный момент
диполя (кулоновский
магнитный момент).... 238
1.2. Намагничивание и
магнитные свойства материалов 238
1.2.1. Намагниченность 238
1.2.2. Кривая
первоначального намагничивания 242
1.2.3. Циклическое перемаг-
ничивание 243
1.2.4. Зависимость
магнитной проницаемости от
напряженности поля ... 247
1.2.5. Магнитодвижущая
сила, магнитное
сопротивление 248
1.3. Магнитные поля
намагничивающих устройств 249
1.3.1. Магнитные поля
прямолинейных
проводников 249
1.3.2. Магнитные поля
соленоидов 253
1.4. Сущность магнитопорош-
кового метода контроля 256
Глава 2. ТЕХНОЛОГИЯ МАГНИ-
ТОПОРОШКОВОГО
КОНТРОЛЯ 262
2.1. Способы магнитопорош-
кового контроля 262
2.2. Подготовка детали к
контролю 264
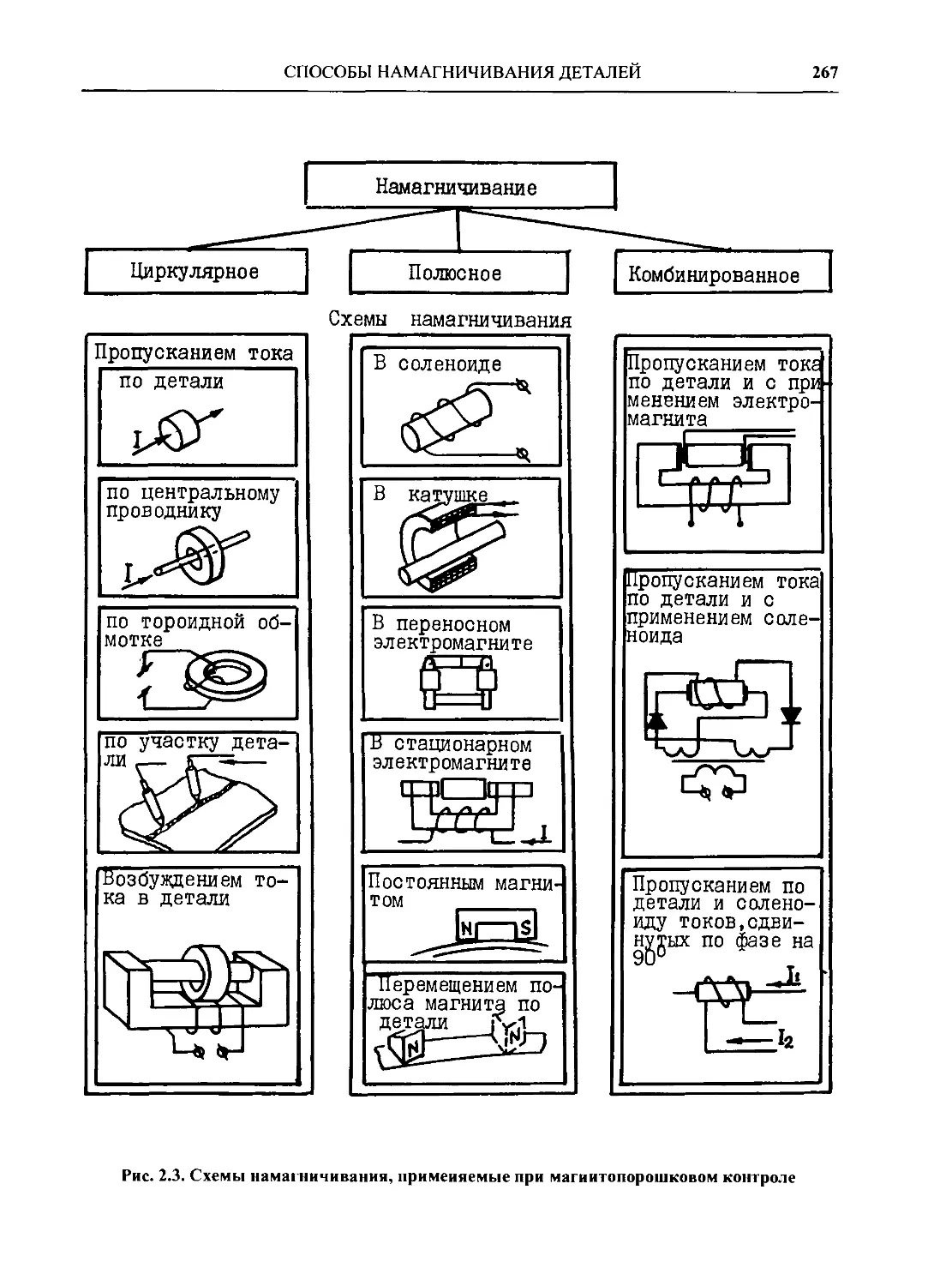
2.3. Способы намагничивания
деталей 266
2.3.1. Циркулярное
намагничивание 266
2.3.2. Индукционное
намагничивание 274
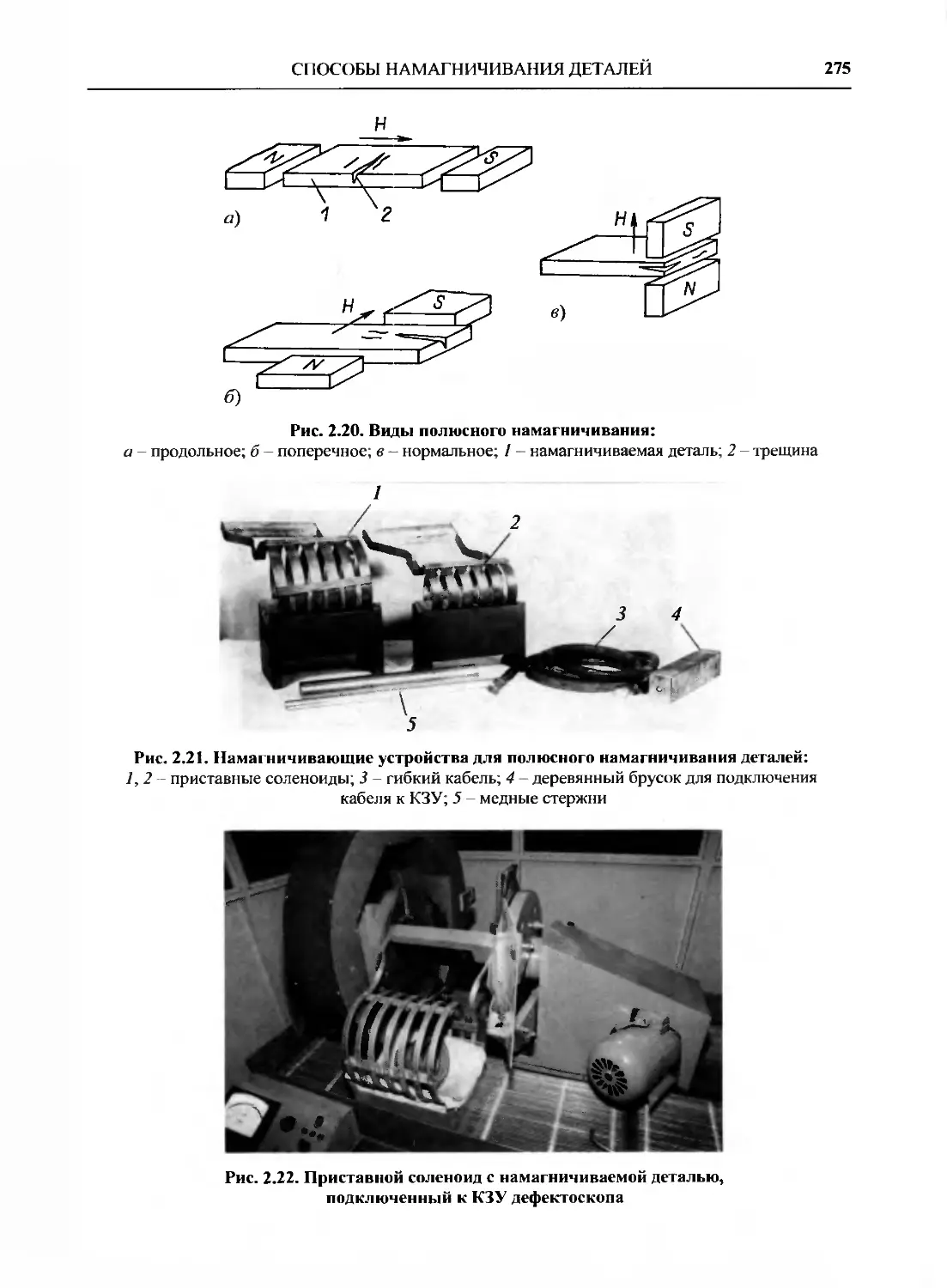
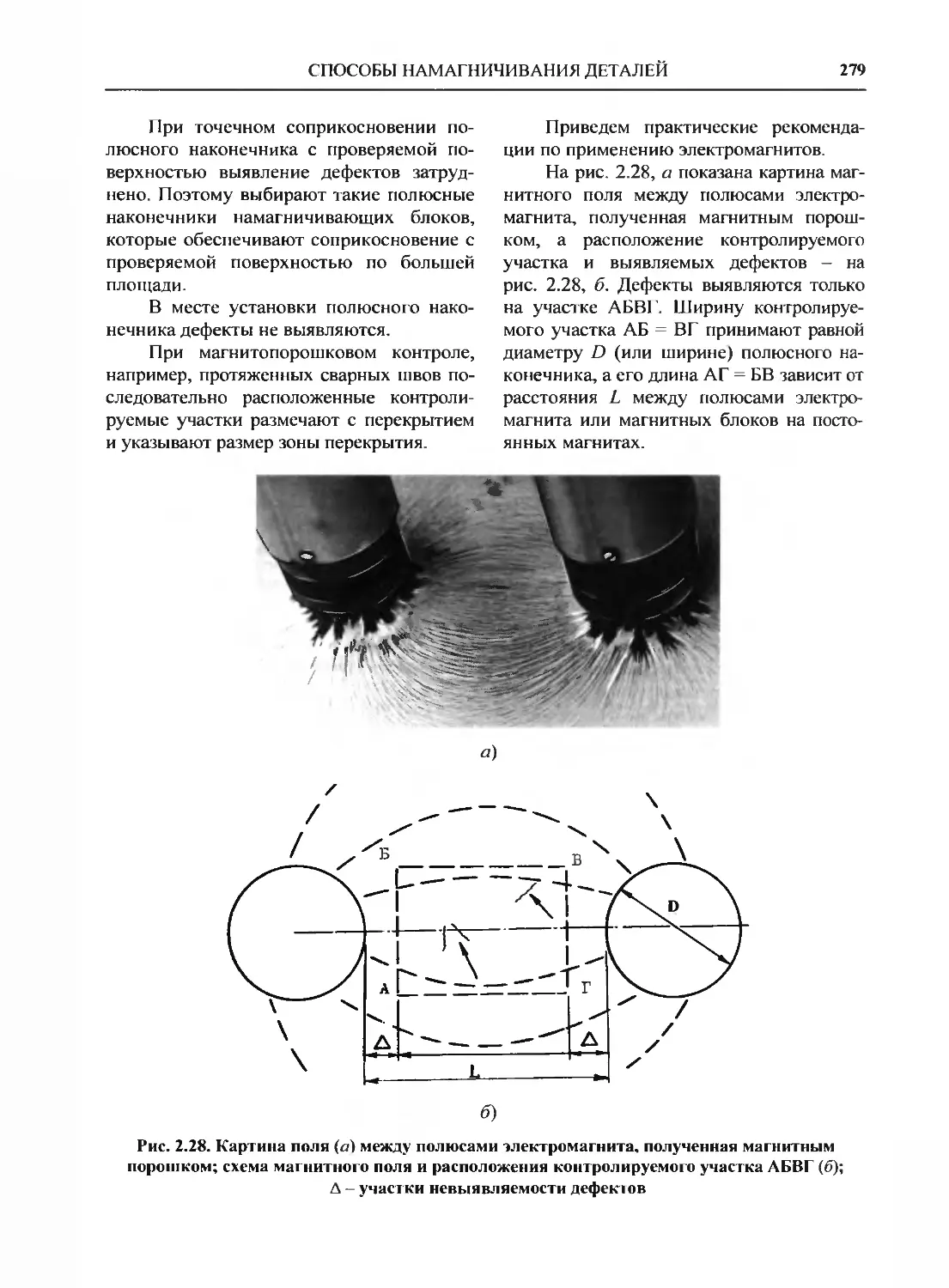
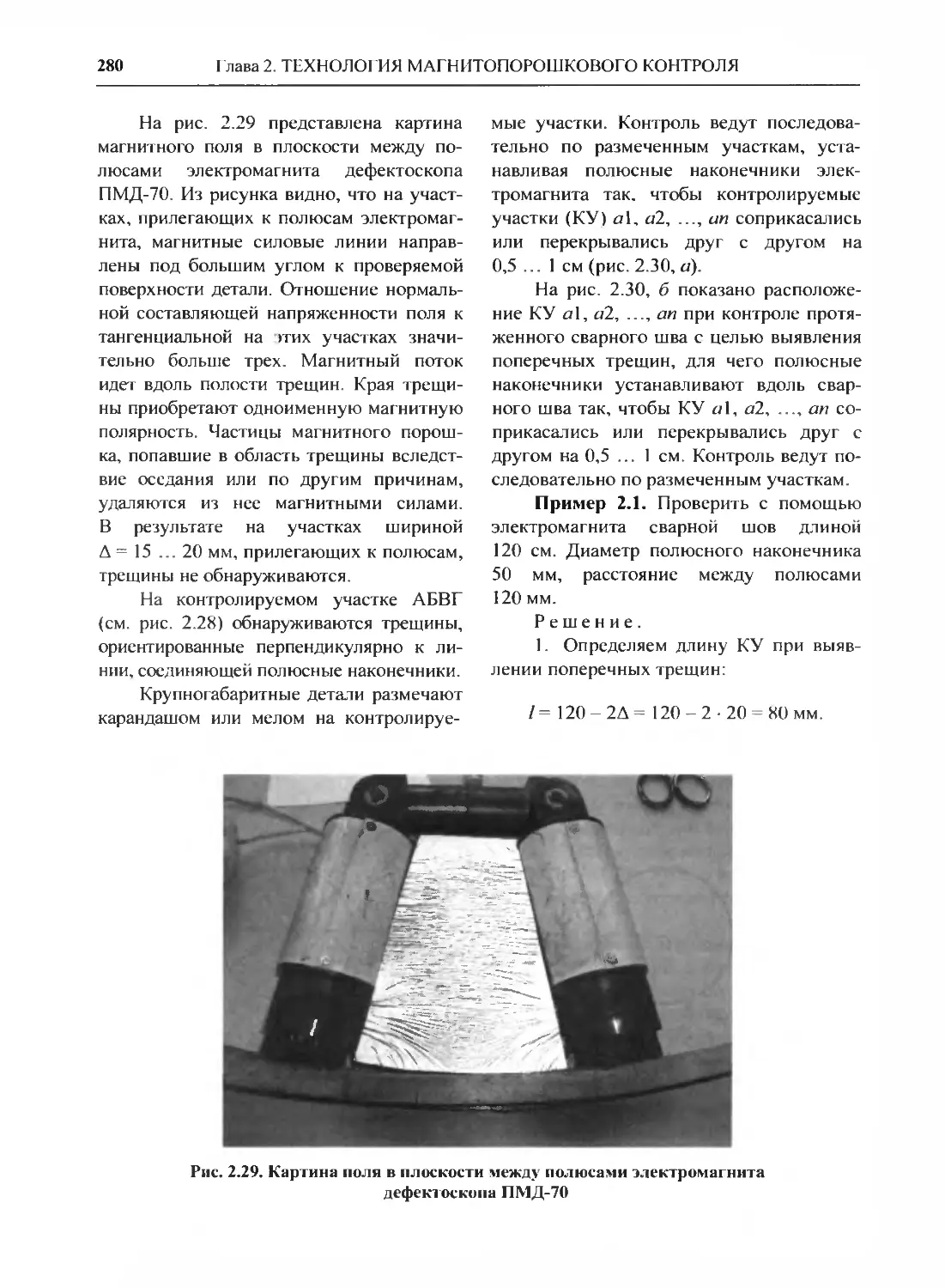
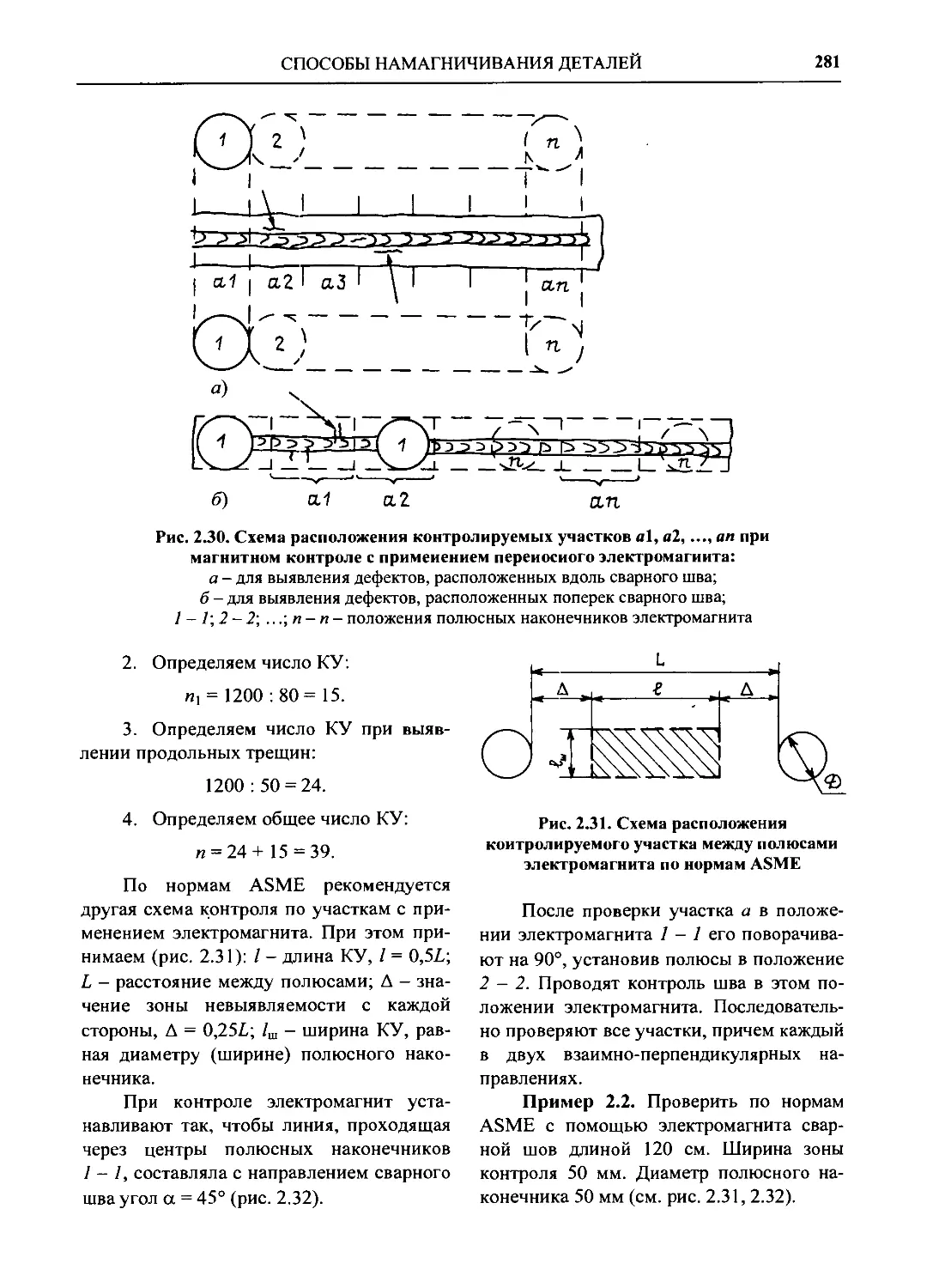
2.3.3. Полюсное
намагничивание 274
2.3.4. Способ магнитного
контакта 282
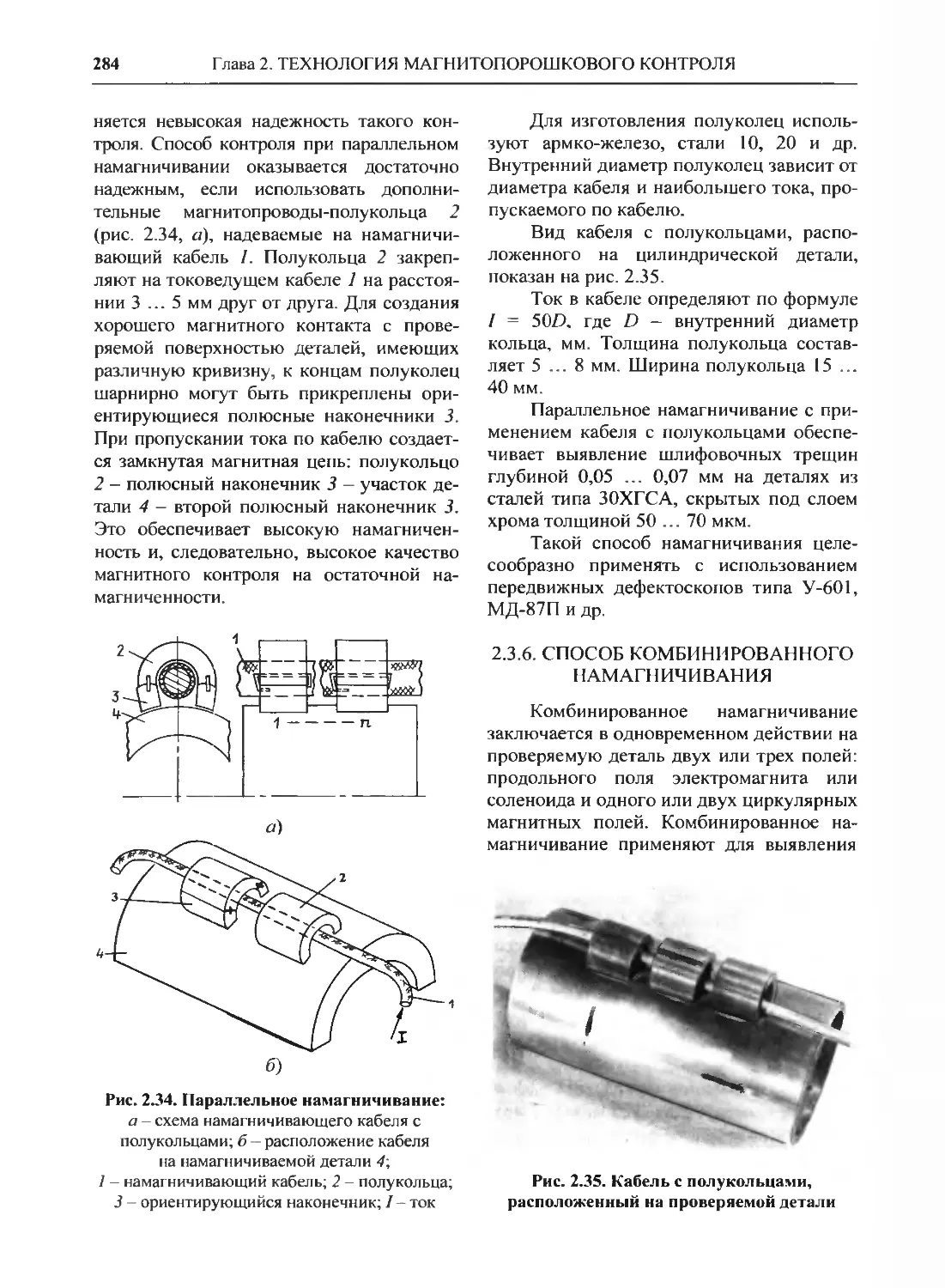
2.3.5. Параллельное
намагничивание 283
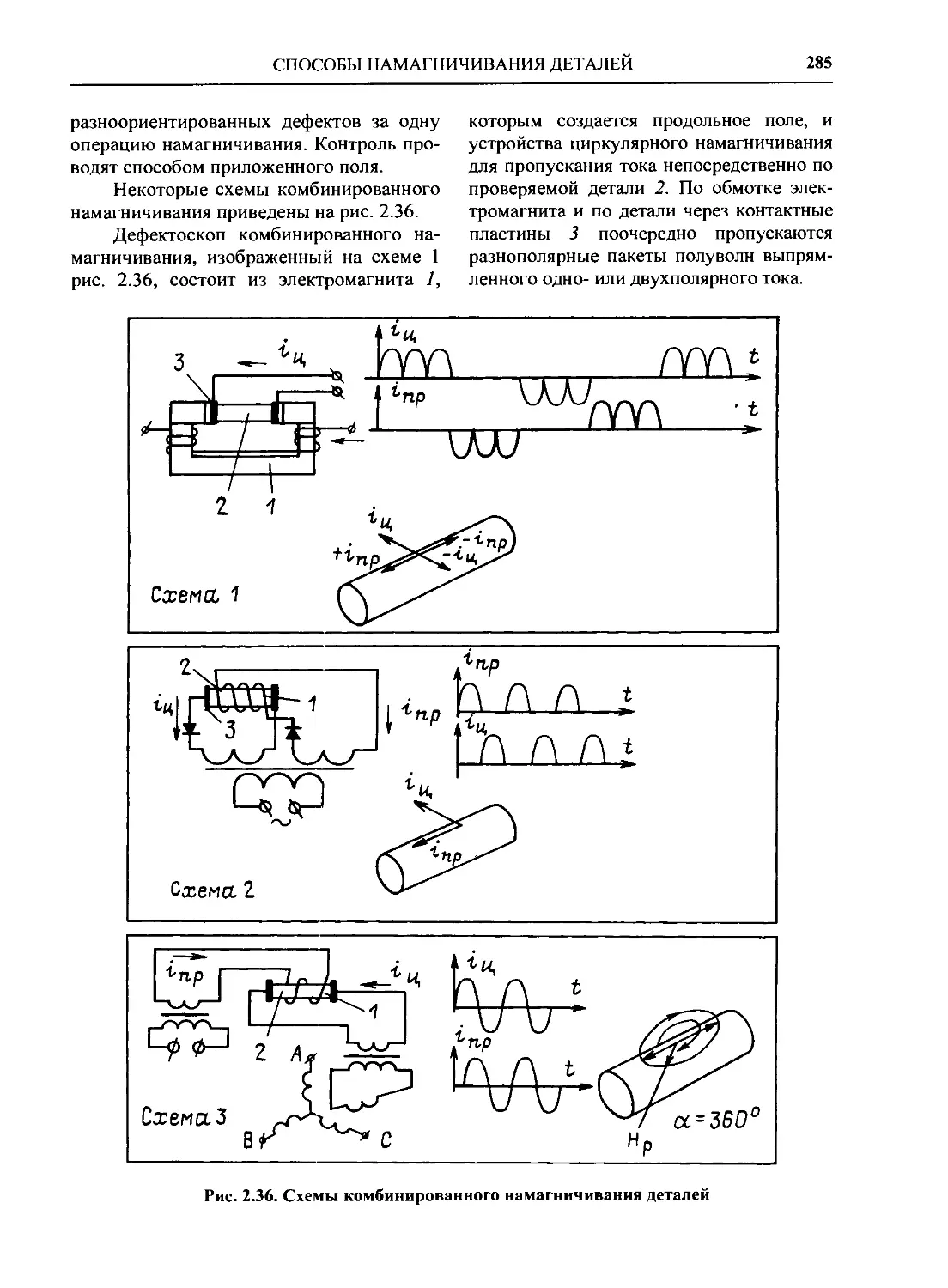
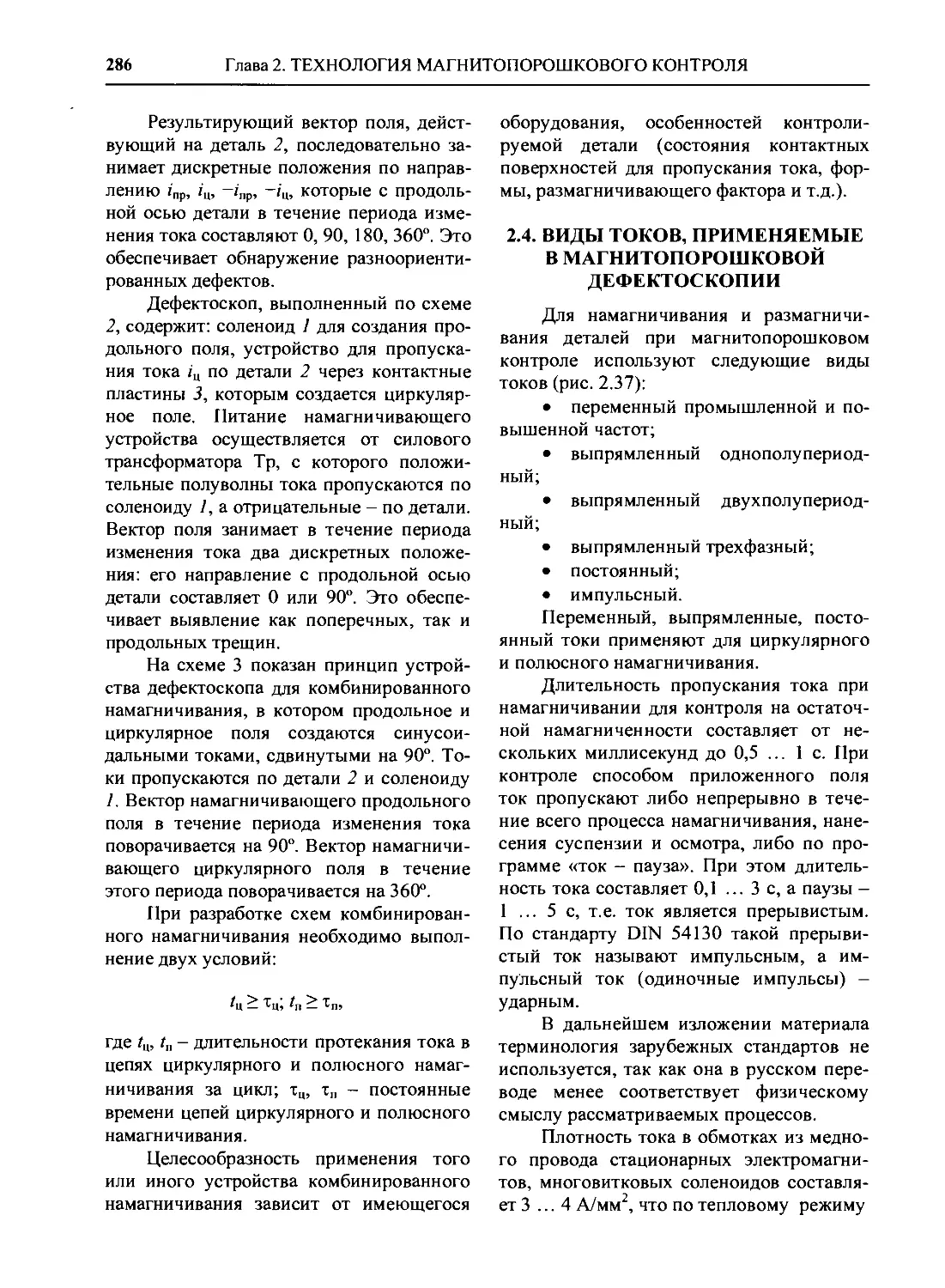
2.3.6. Способ
комбинированного
намагничивания 284
2.4. Виды токов, применяемые
в магнитопорошковой
дефектоскопии 286
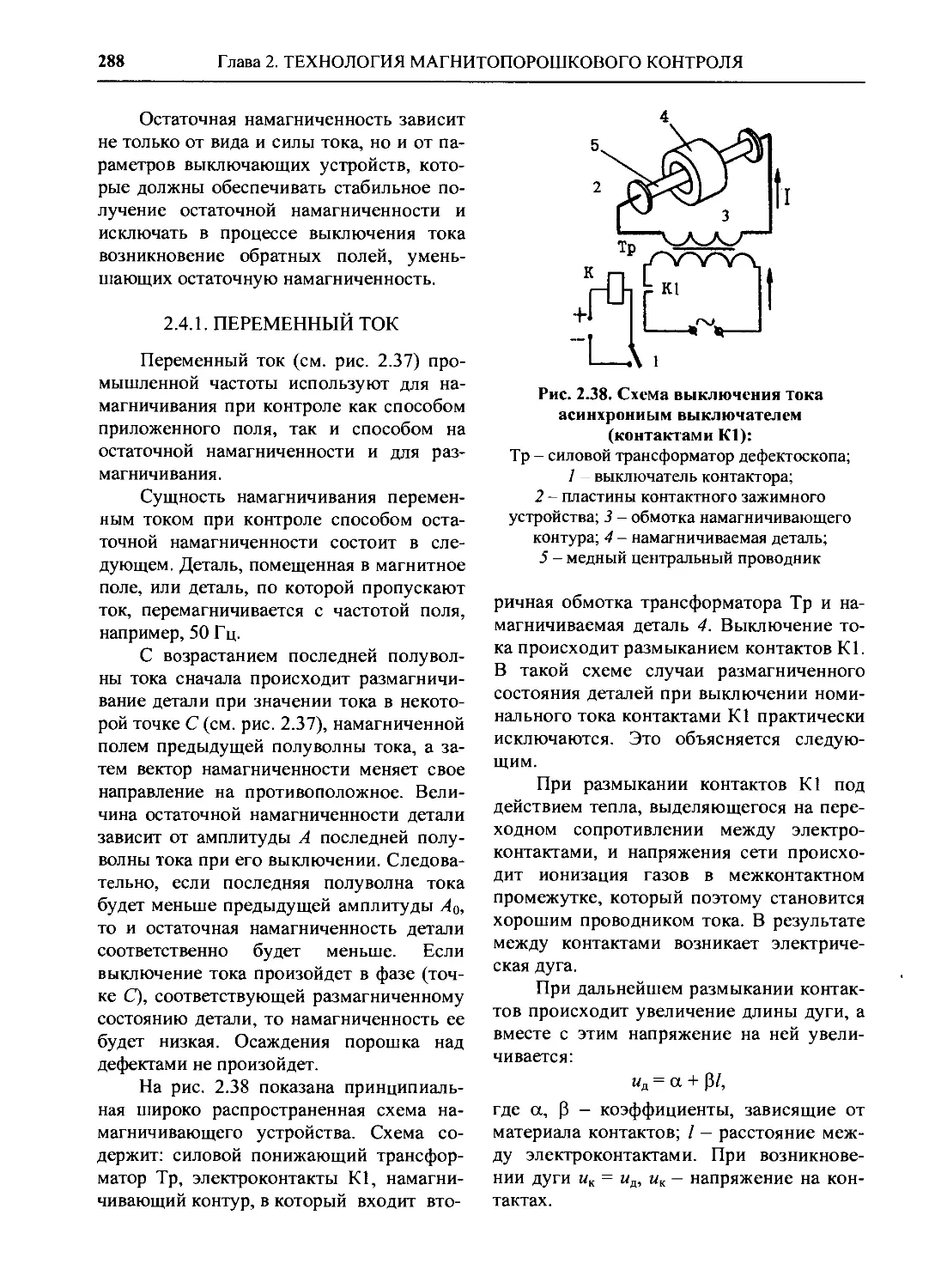
2.4.1. Переменный ток 288
2.4.2. Выпрямленные и
постоянный токи 291
2.4.3. Импульсный ток 292
2.5. Определение режимов
намагничивания деталей при
магнитопорошковом контроле 292
2.5.1. Способ определения
режима
намагничивания по выявлению
известных дефектов на
деталях 293
2.5.2. Способ определения
режима
намагничивания по выявлению
искусственных дефектов
на деталях 293
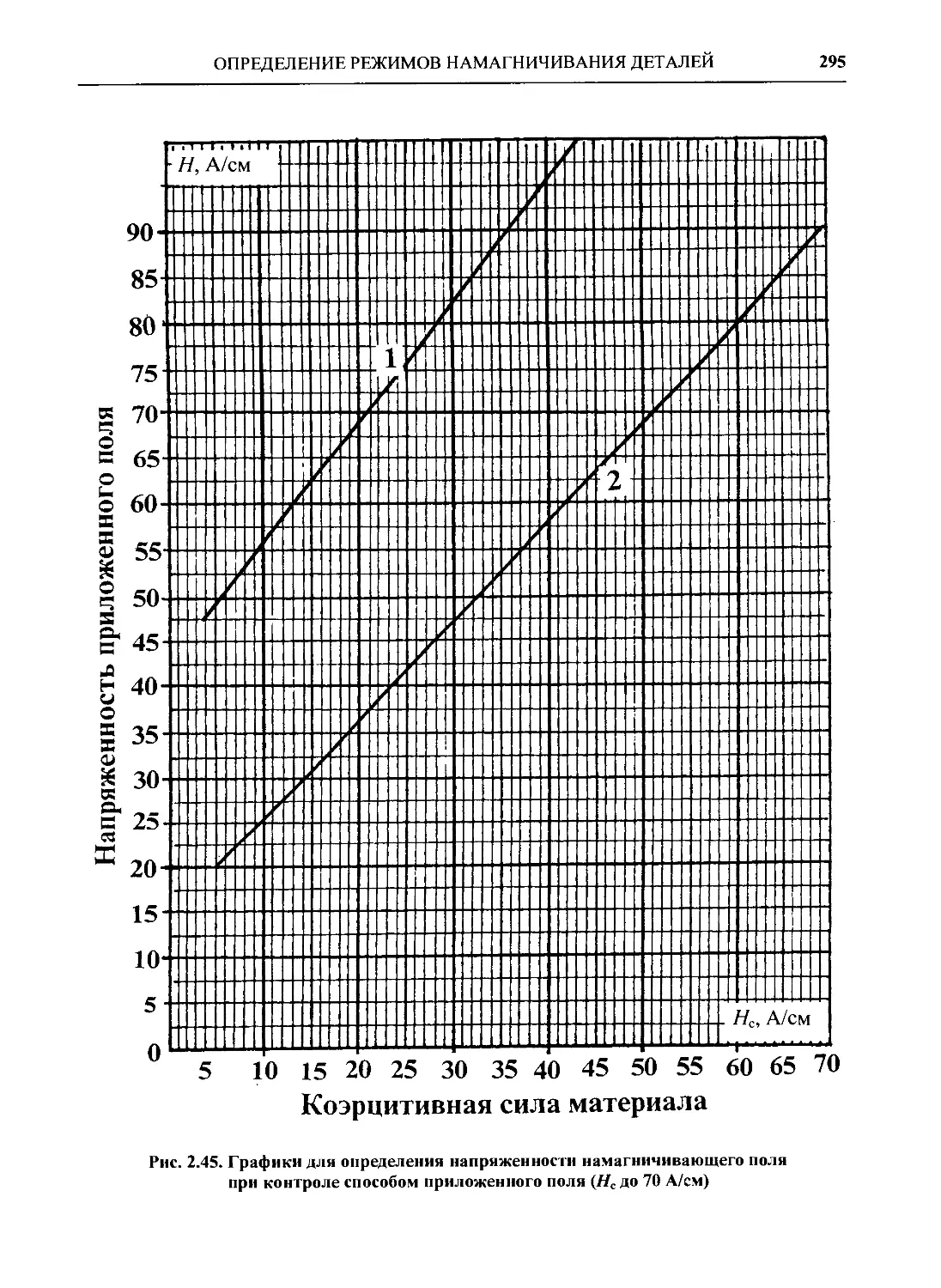
2.5.3. Определение
напряженности
намагничивающего поля при
контроле способом
приложенного поля 293
6
ОГЛАВЛЕНИЕ
2.5.4. Определение тока
циркулярного и
продольного намагничивания
деталей 294
2.5.5. Определение тока
циркулярного
намагничивания деталей в виде
пластин 298
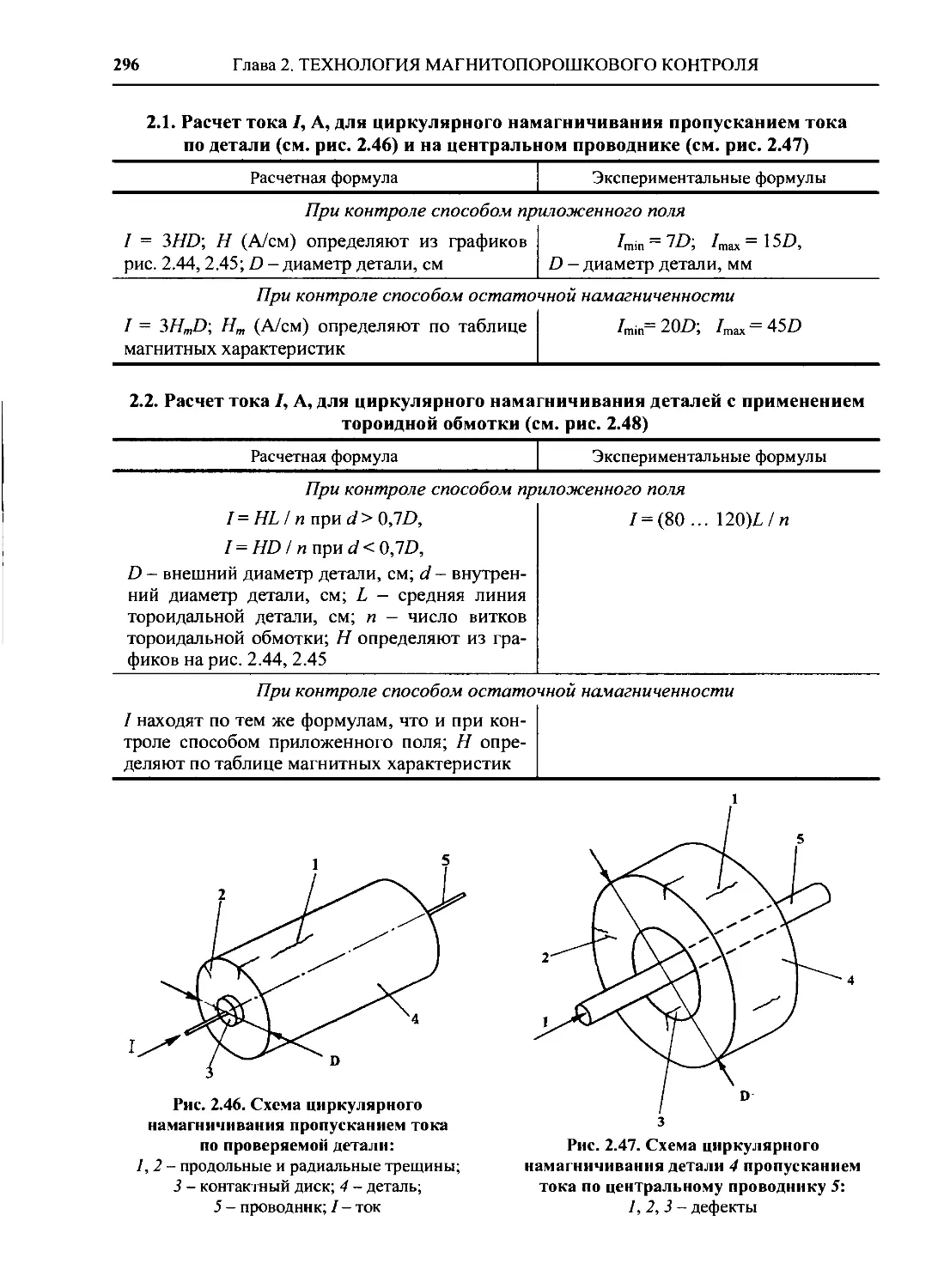
2.5.6. Определение тока
циркулярного
намагничивания деталей
сложного сечения 298
2.5.7. Определение тока
циркулярного
намагничивания пропусканием
его по детали или
центральному проводнику
согласно нормам
Американского общества
неразрушающего
контроля (ASNT) 299
2.5.8. Определение тока
циркулярного
намагничивания, пропускаемого
по детали или
центральному проводнику
согласно нормам ASME 299
2.5.9. Определение тока
циркулярного
намагничивания с применением
электроконтактов
согласно нормам ASME 300
2.5.10. Определение
напряженности поля в
соленоидах и катушках .... 300
2.5.11. Определение режима
намагничивания
деталей в соленоидах с
учетом удлинения детали
согласно нормам ASME 300
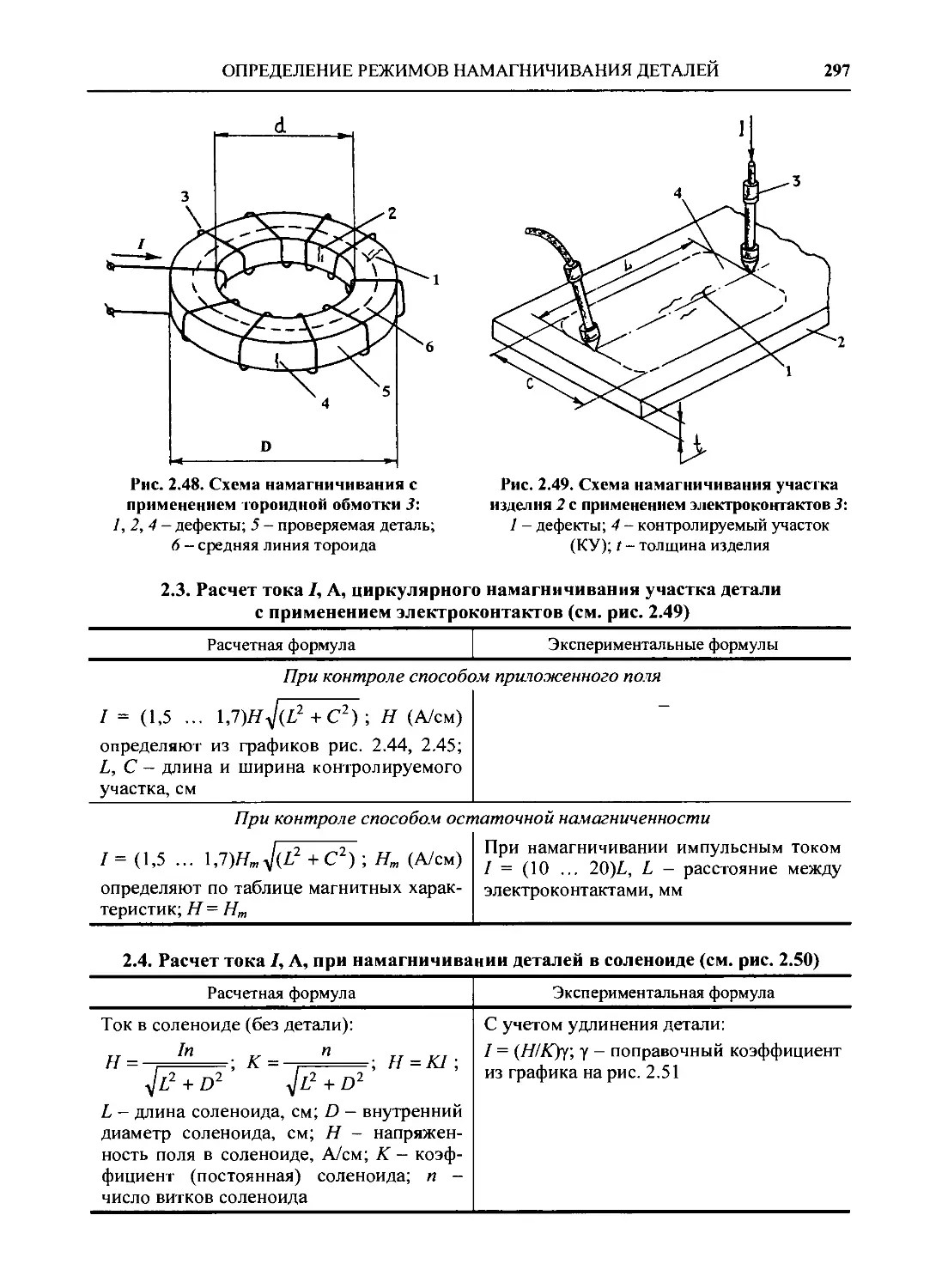
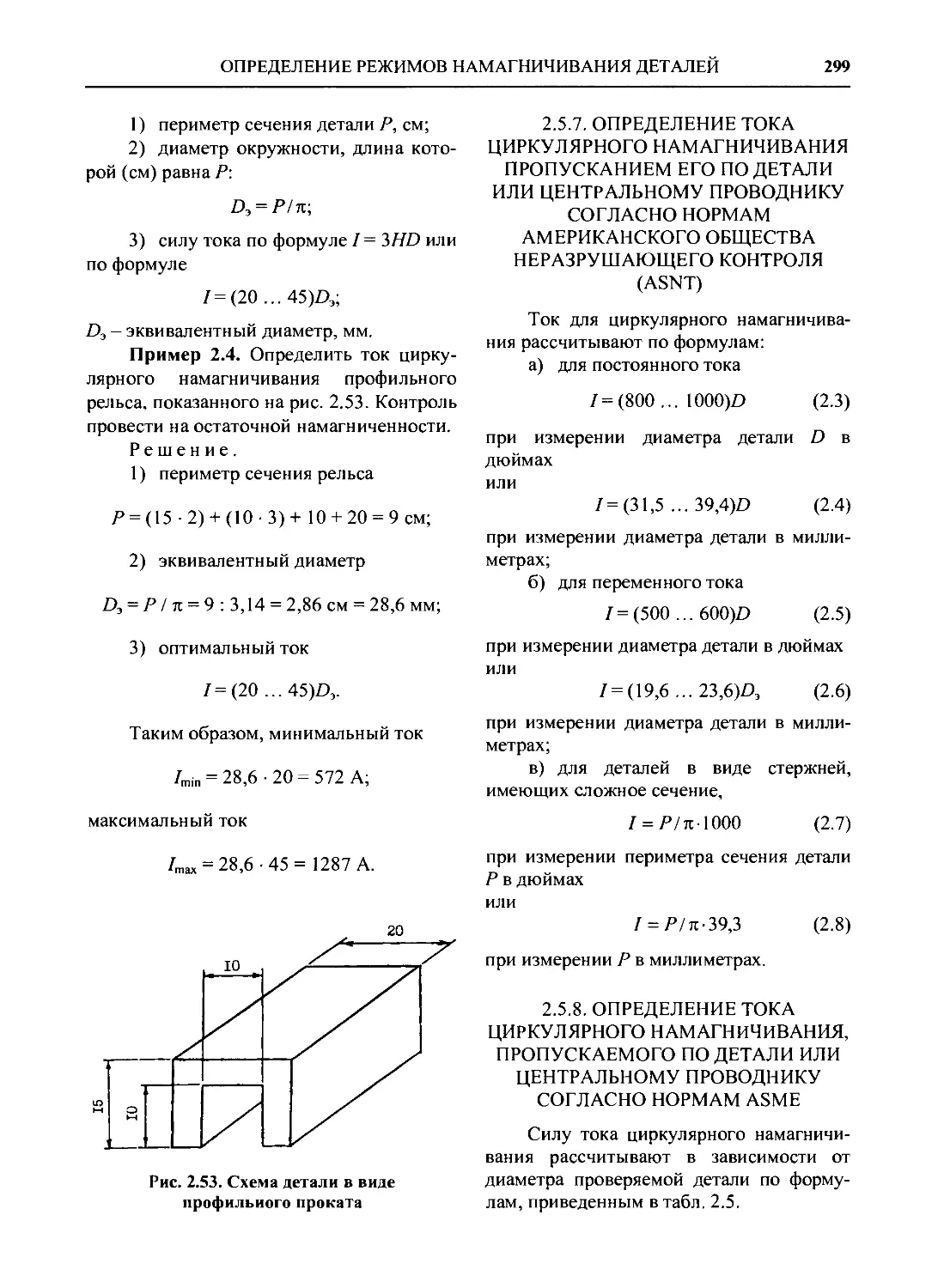
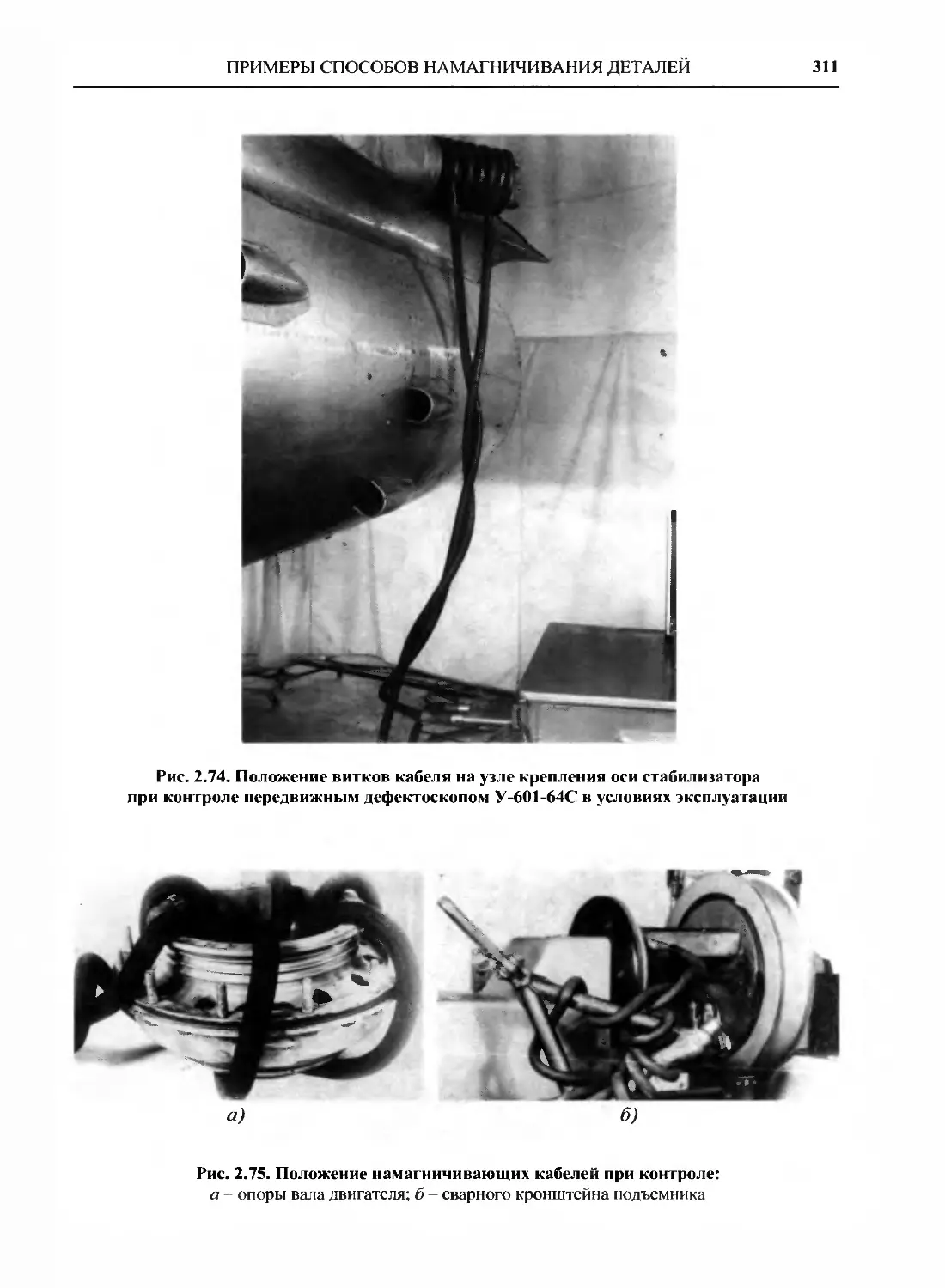
2.6. Примеры способов
намагничивания деталей при
эксплуатации, ремонте и
изготовлении 301
2.6.1. Циркулярное
намагничивание деталей 301
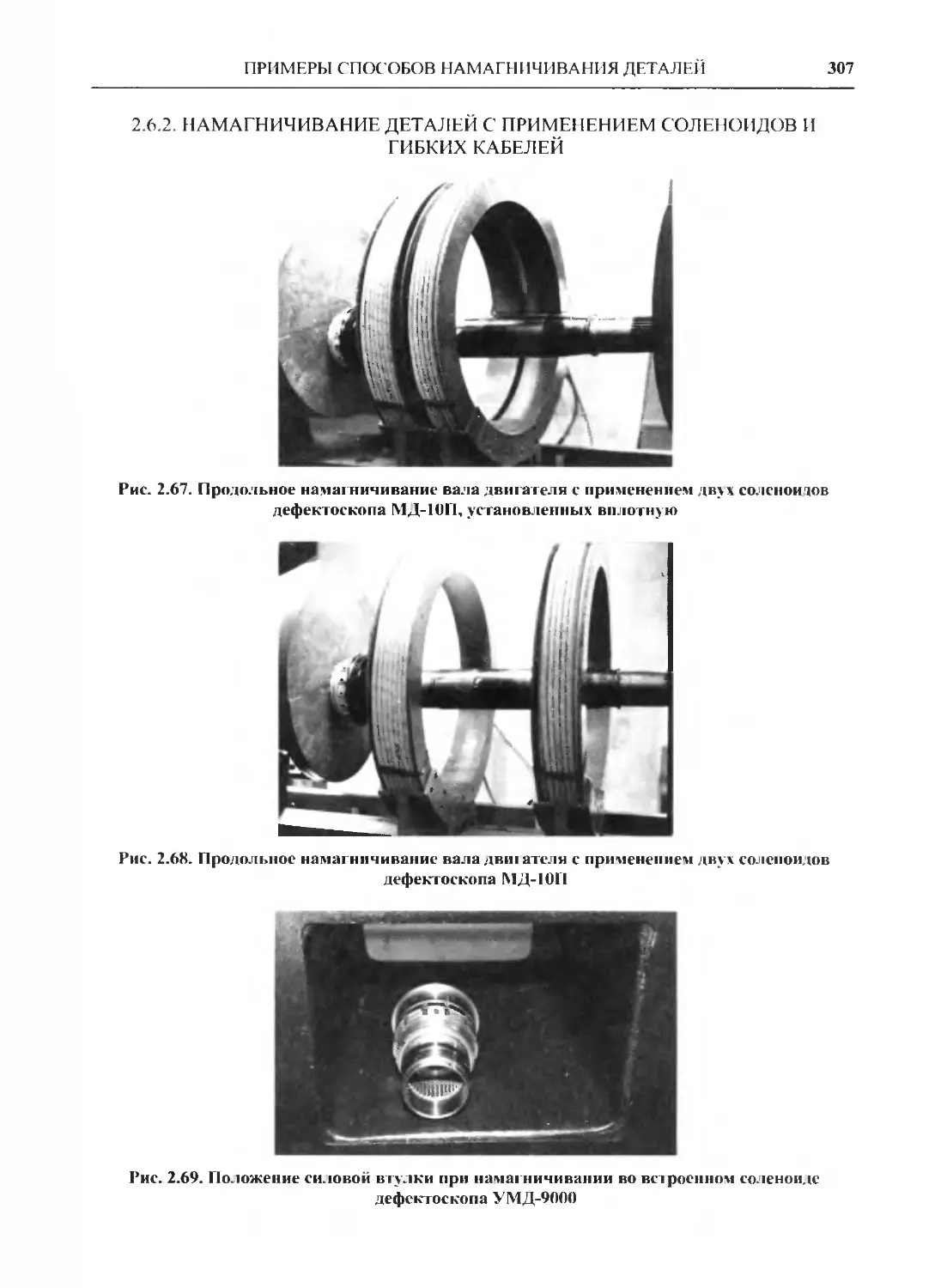
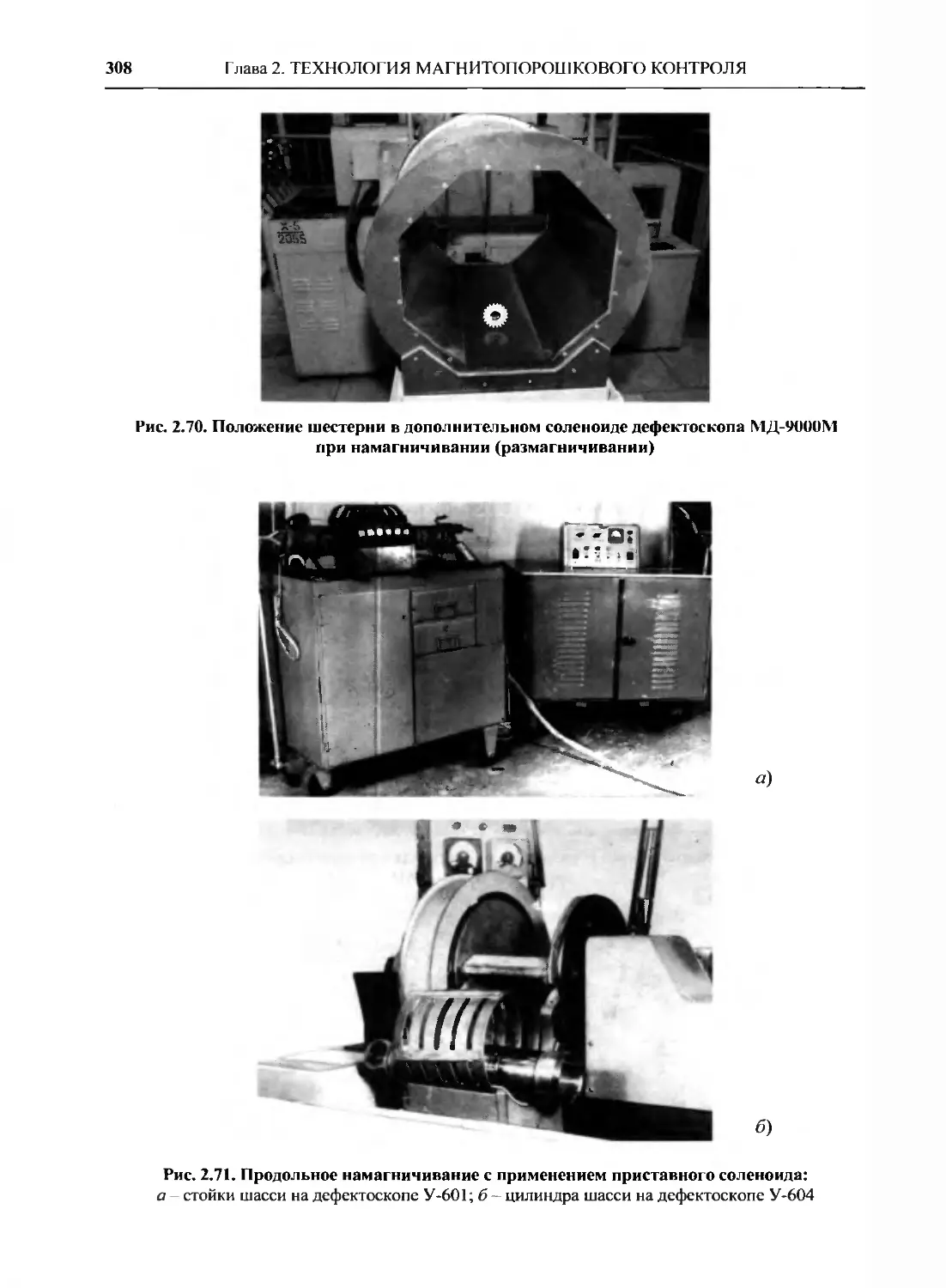
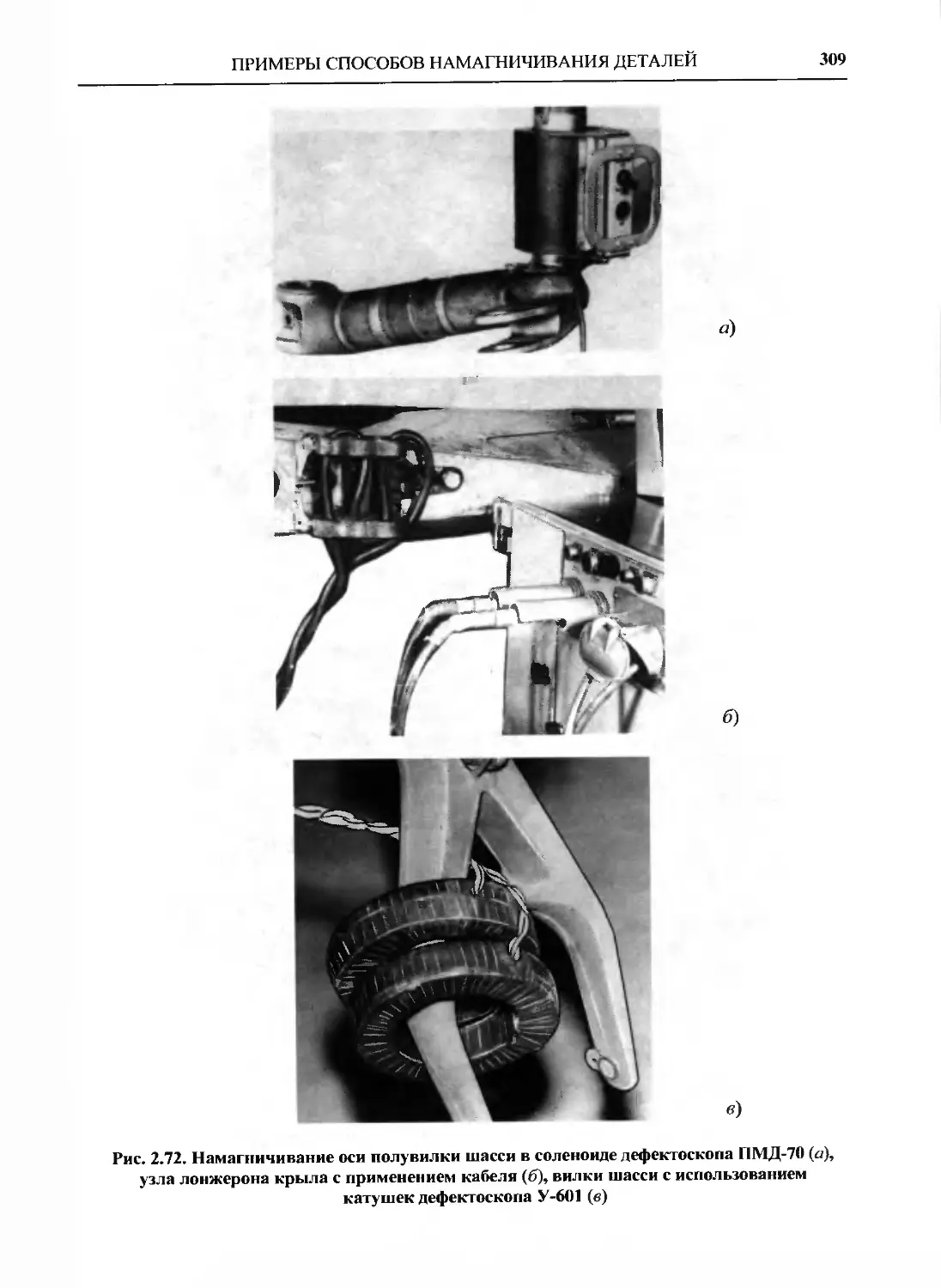
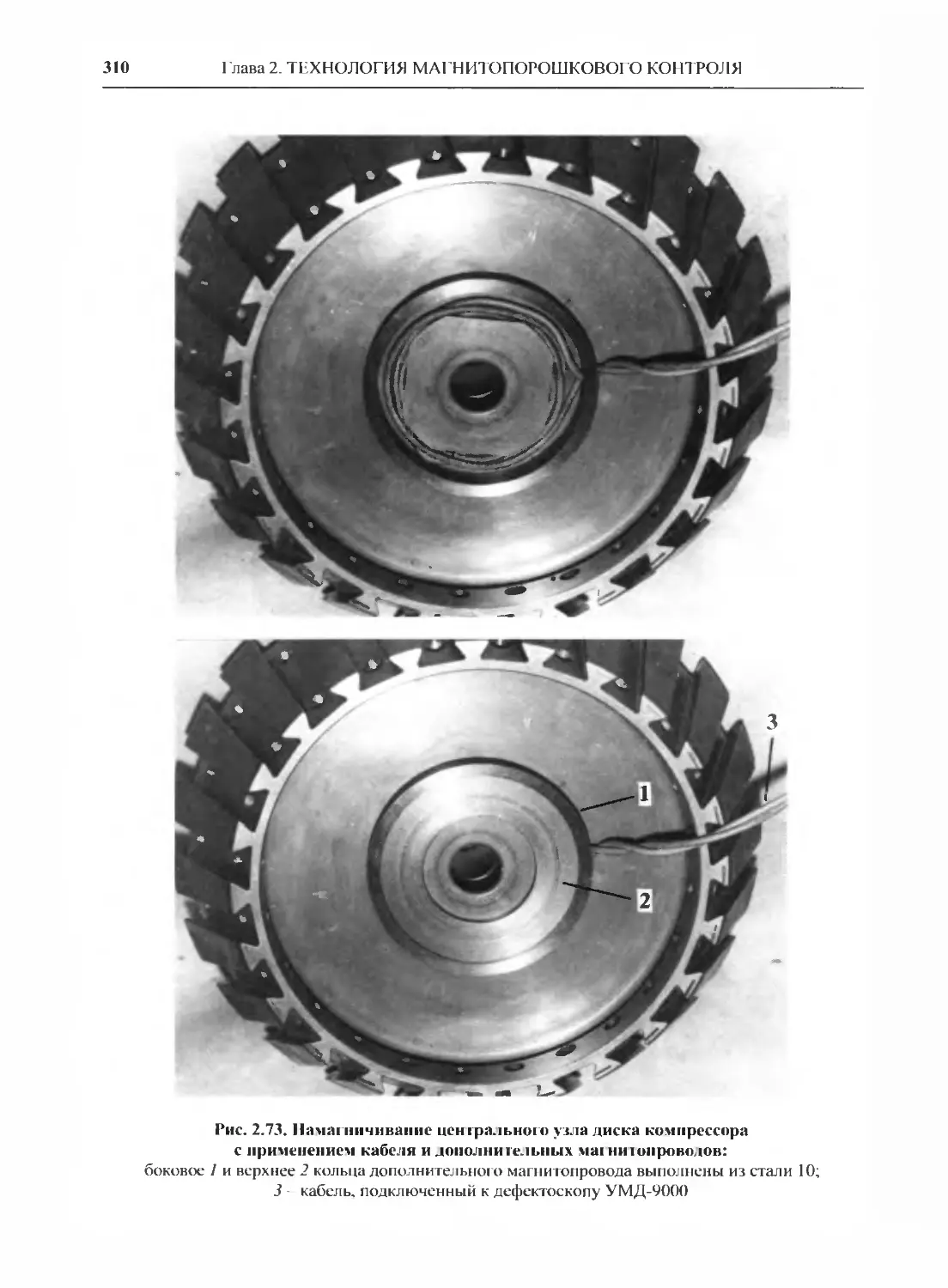
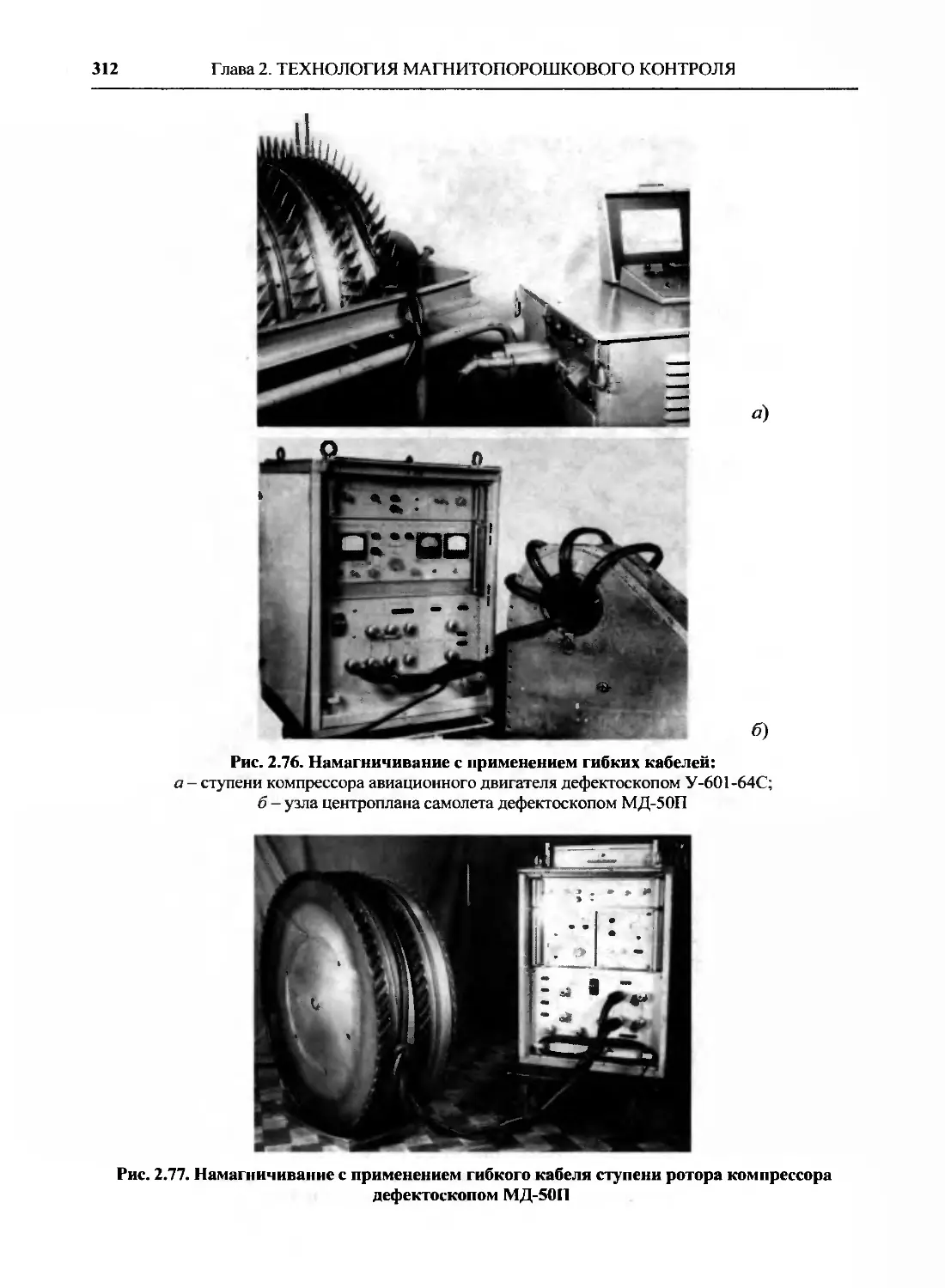
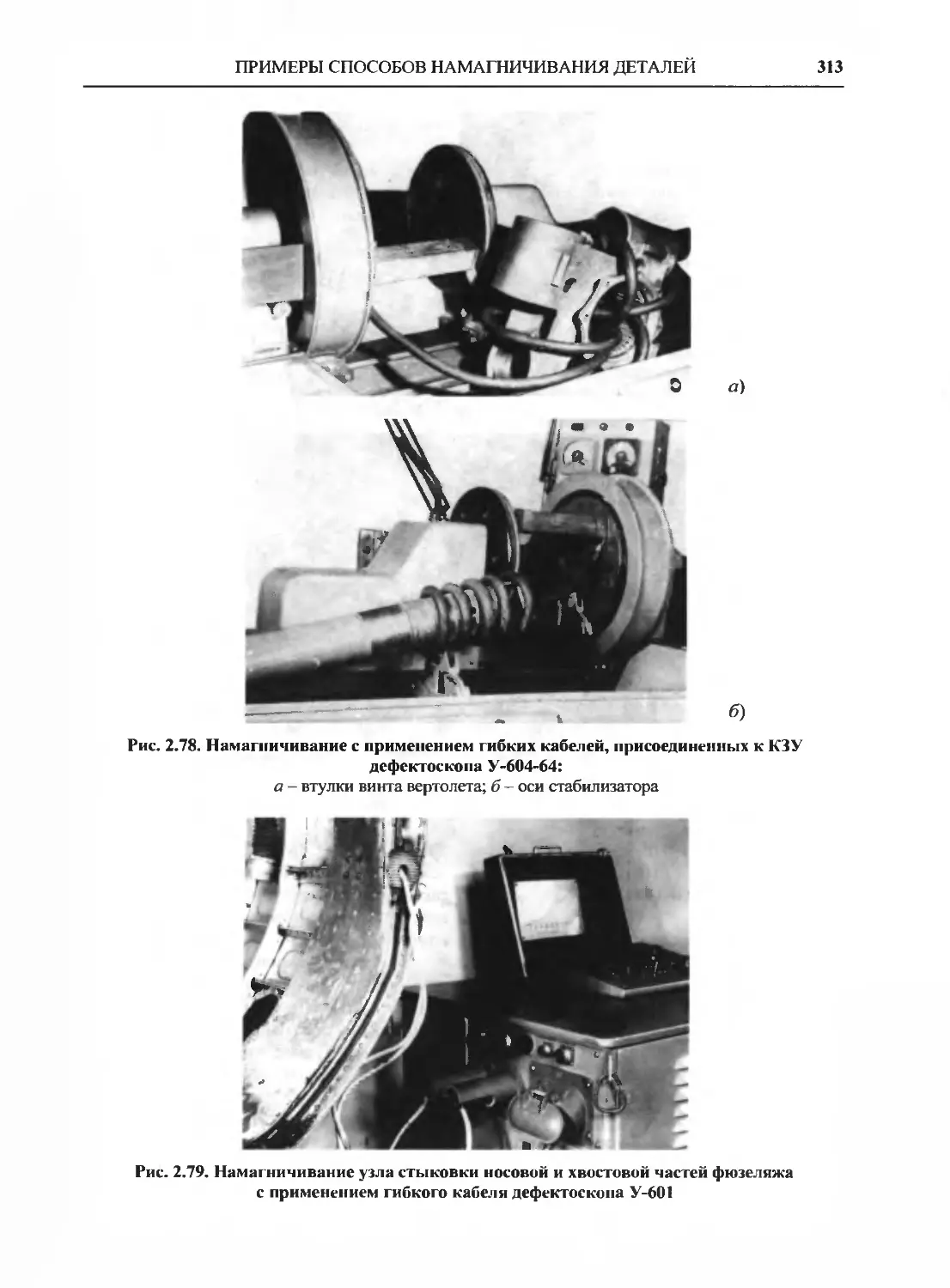
2.6.2. Намагничивание
деталей с применением
соленоидов и гибких
кабелей 307
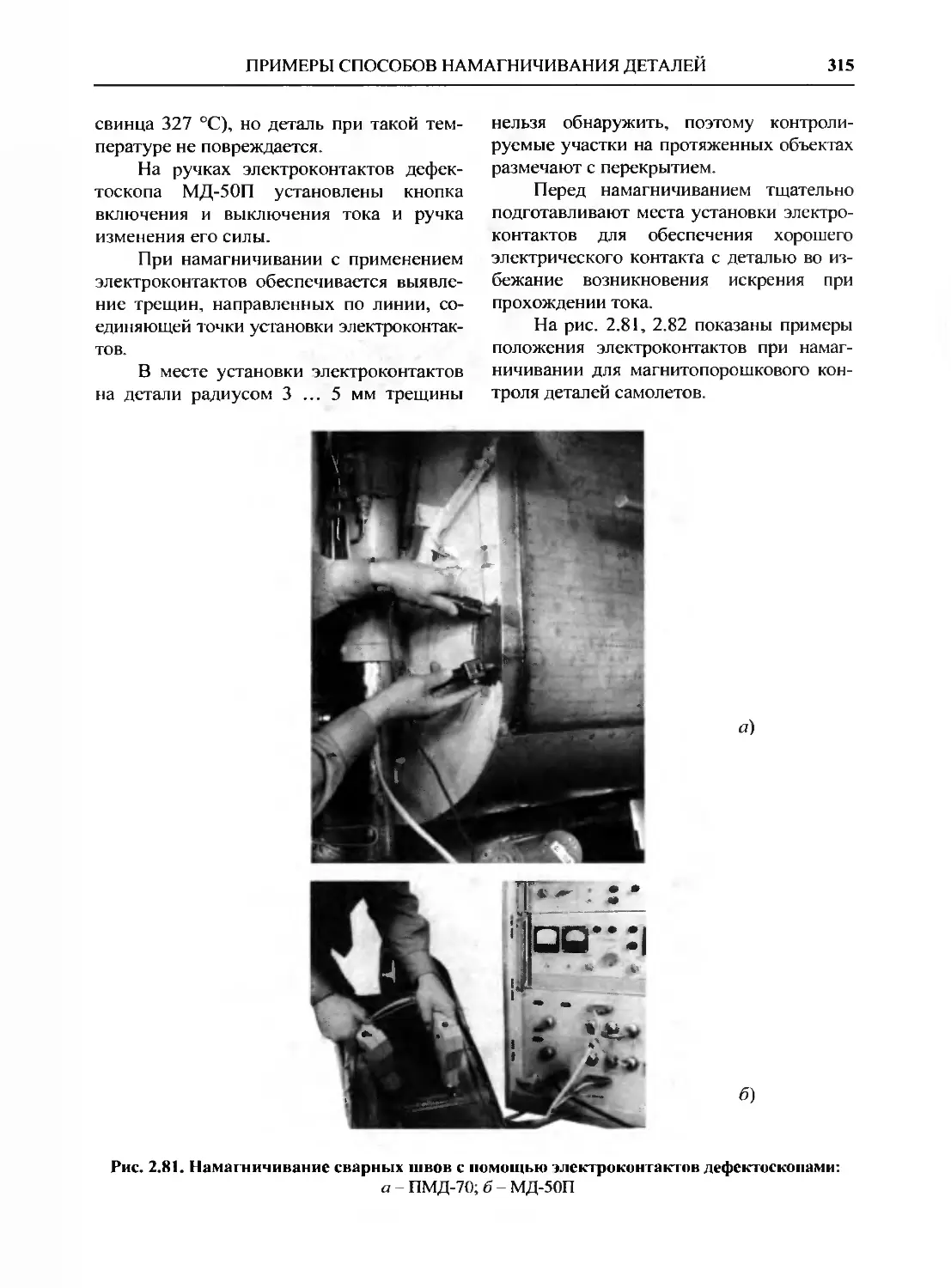
2.6.3. Намагничивание
деталей с применением
электроконтактов 314
2.6.4. Намагничивание
деталей с применением
электромагнитов и
дефектоскопов на
постоянных магнитах 316
2.6.5. Индукционное
намагничивание 319
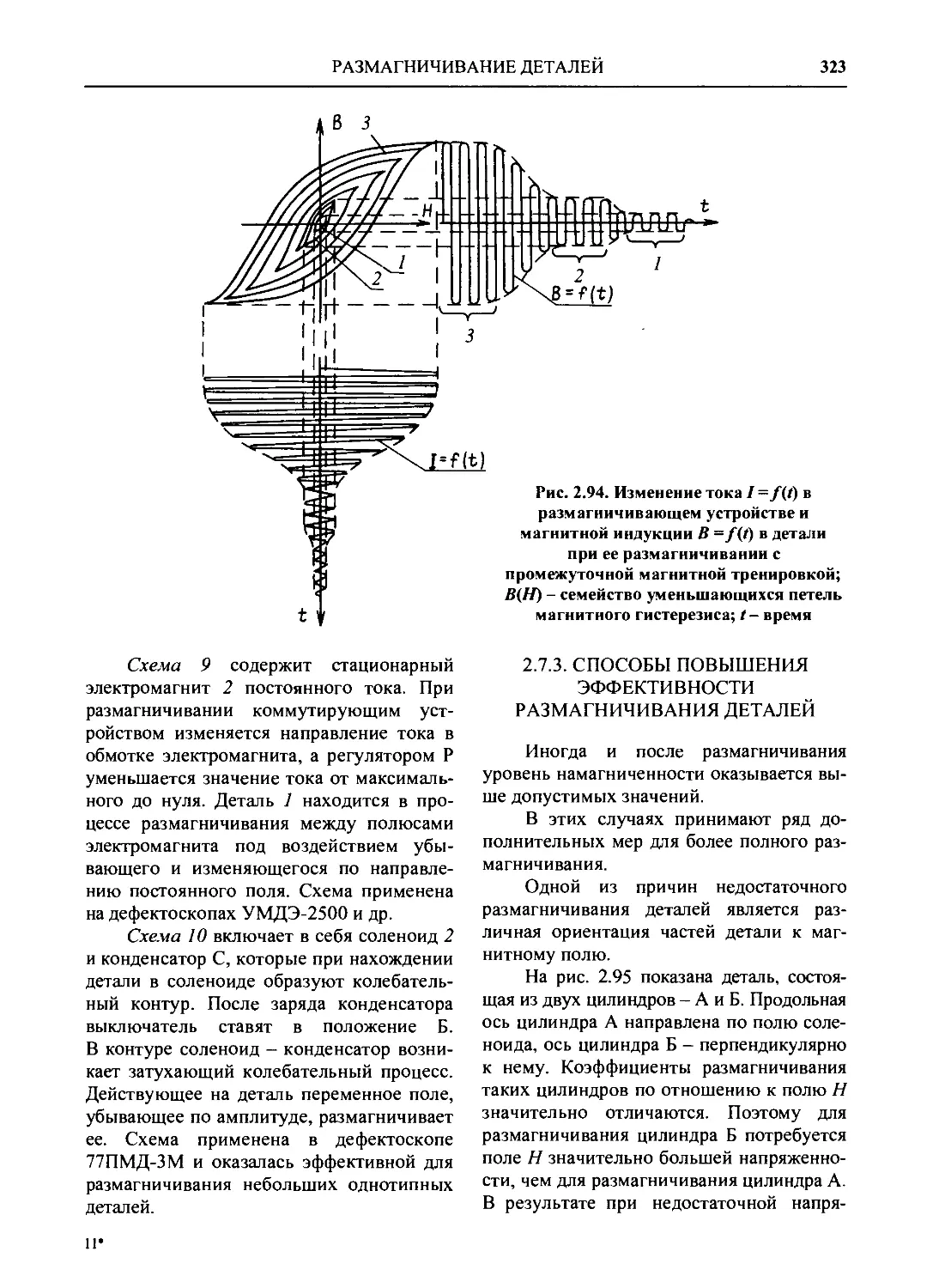
2.7. Размагничивание деталей 320
2.7.1. Способы размагничи-
ваниядеталей 320
2.7.2. Схемы размагничива-
ниядеталей 320
2.7.3. Способы повышения
эффективности
размагничивания деталей 323
Глава 3. ФАКТОРЫ,
ВЛИЯЮЩИЕ НА
ЧУВСТВИТЕЛЬНОСТЬ МАГНИТОПО-
РОШКОВОГО КОНТРОЛЯ 325
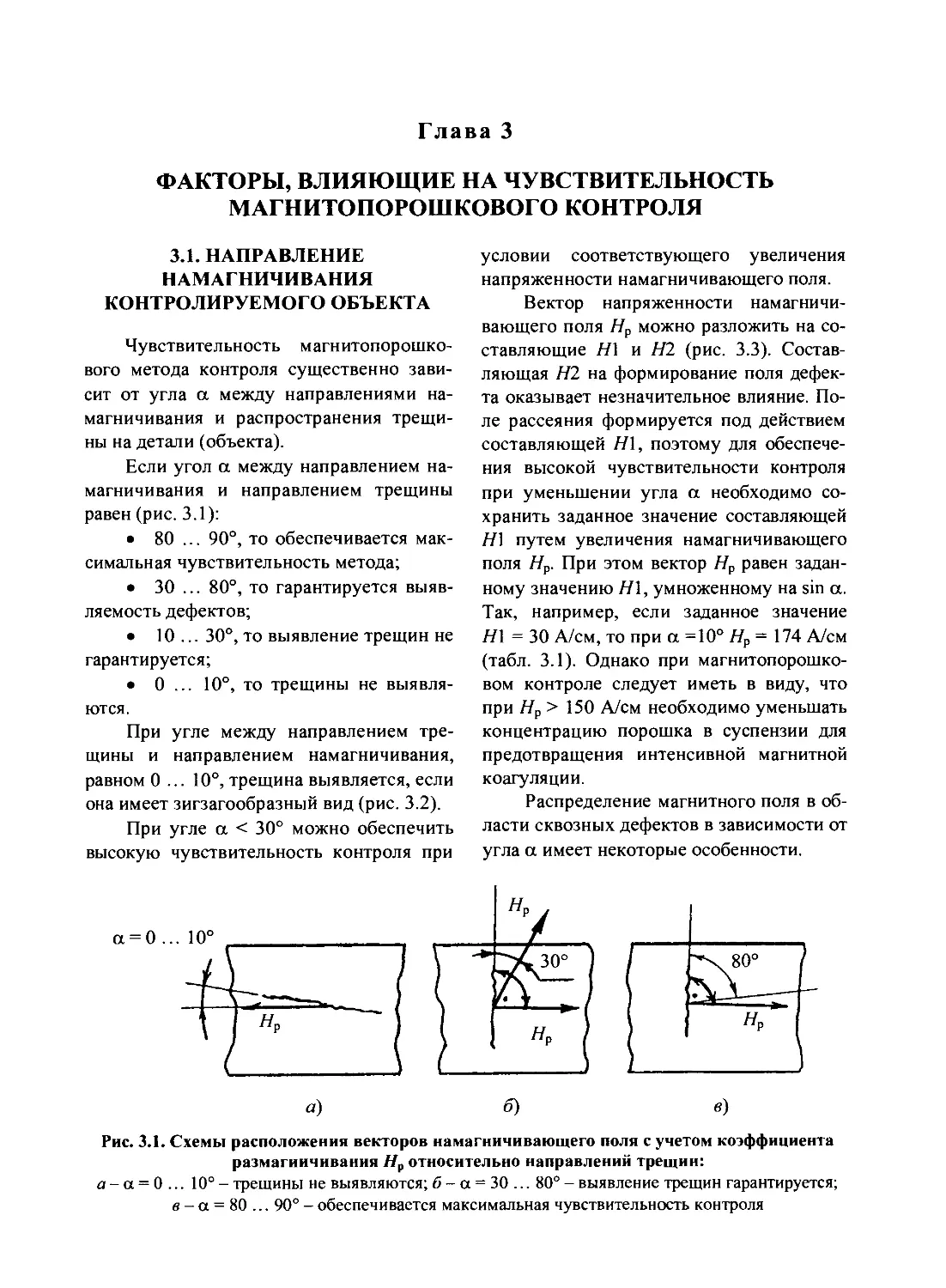
3.1. Направление
намагничивания контролируемого
объекта 325
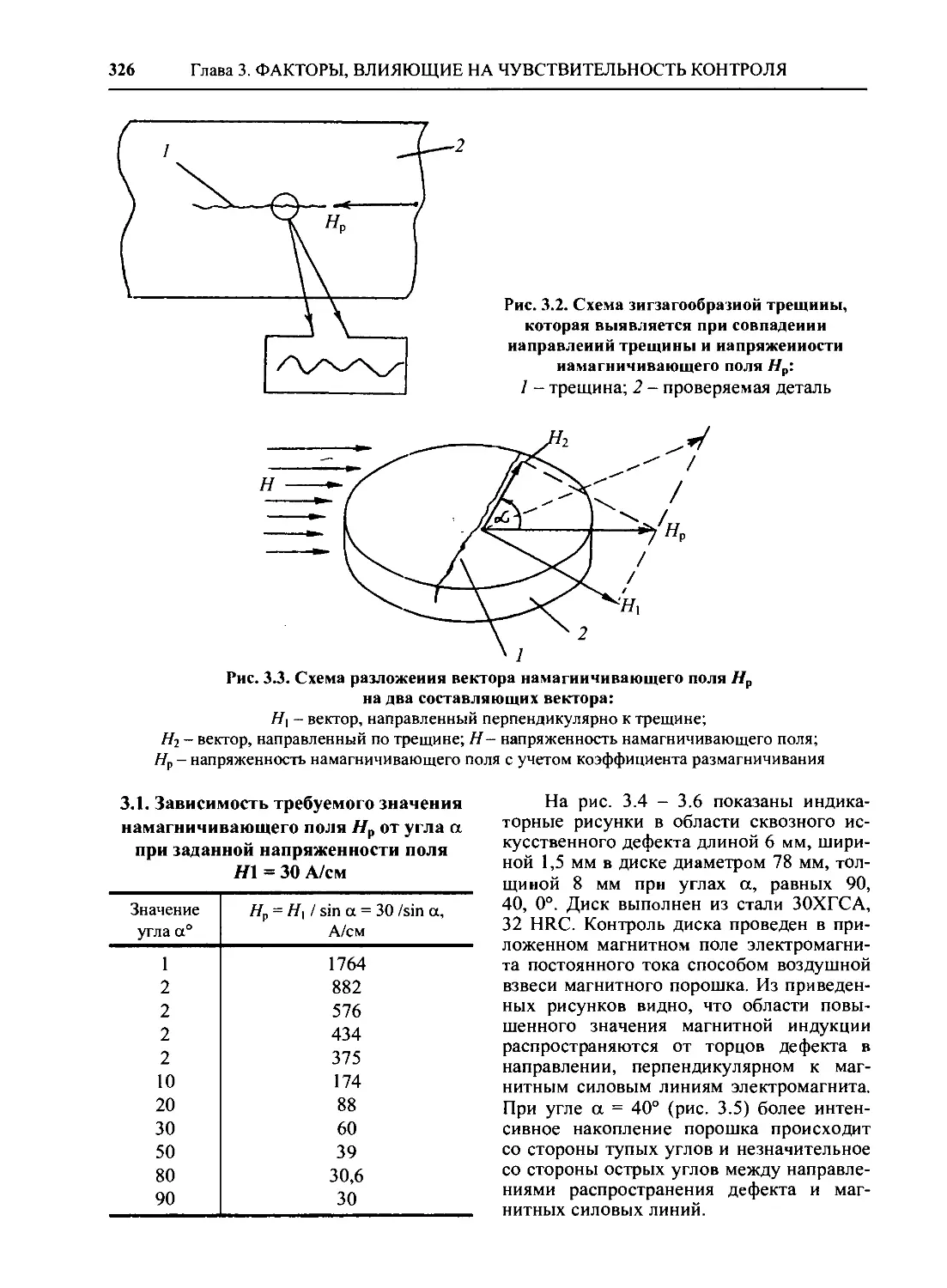
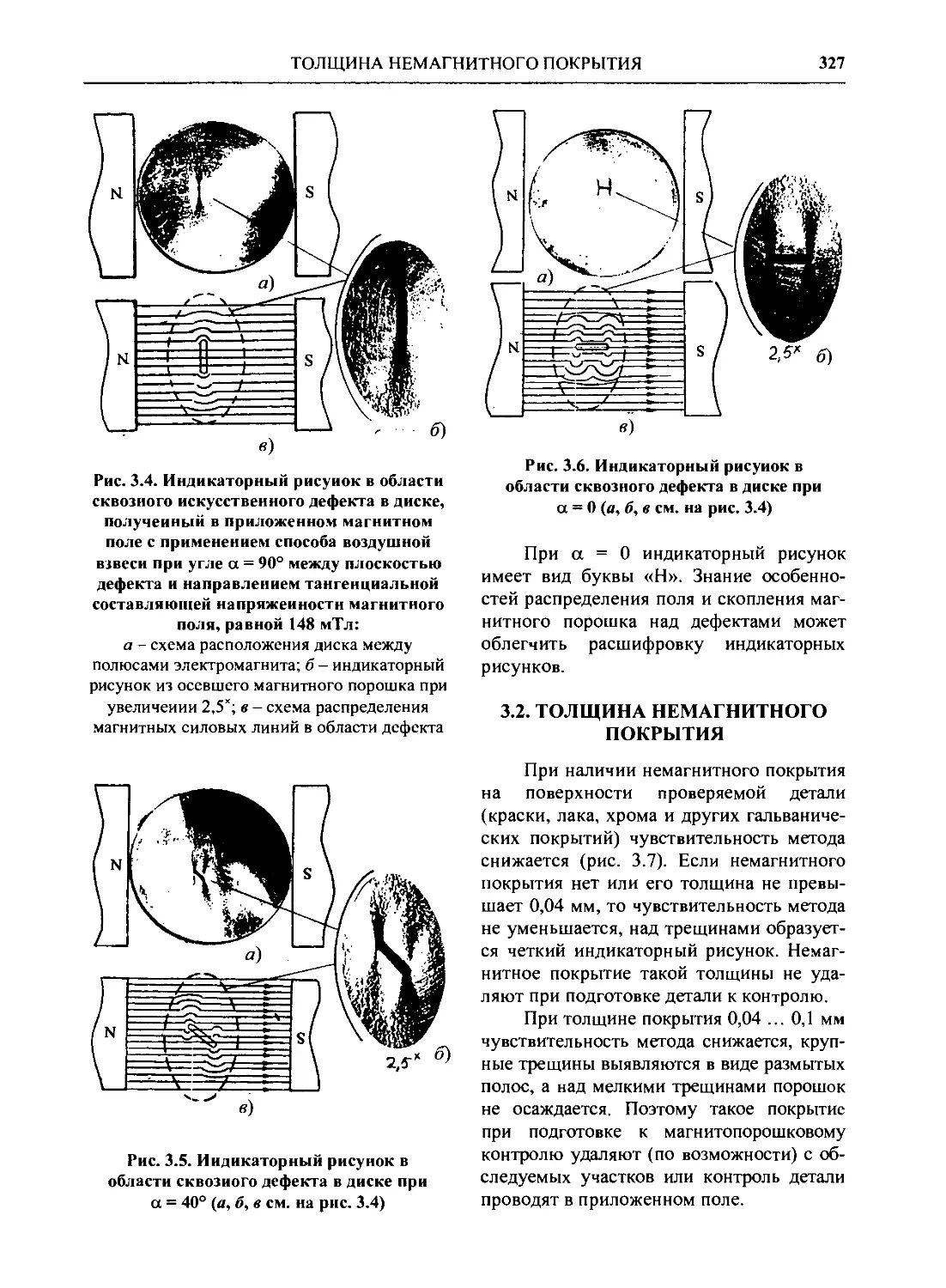
3.2. Толщина немагнитного
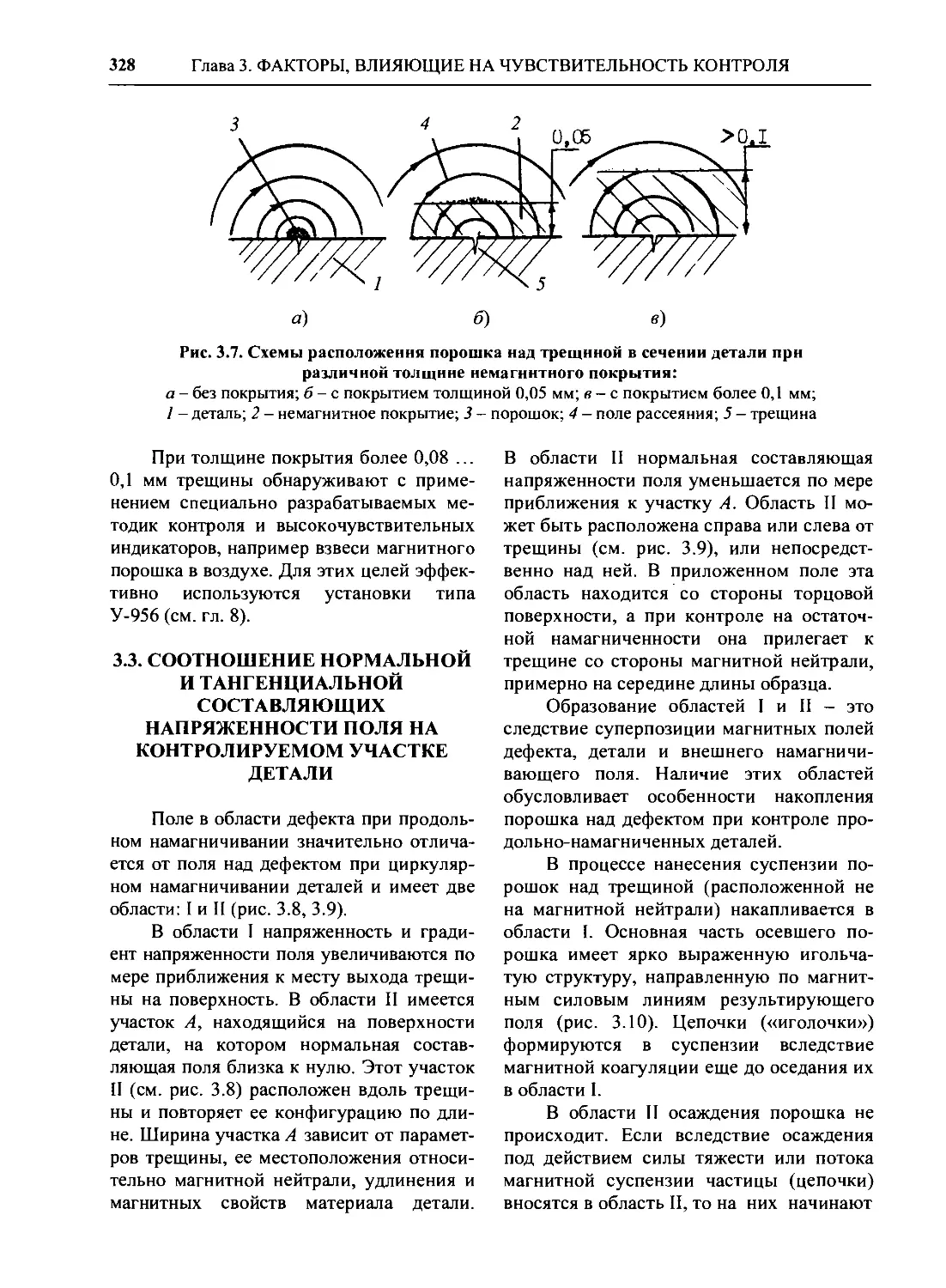
покрытия 327
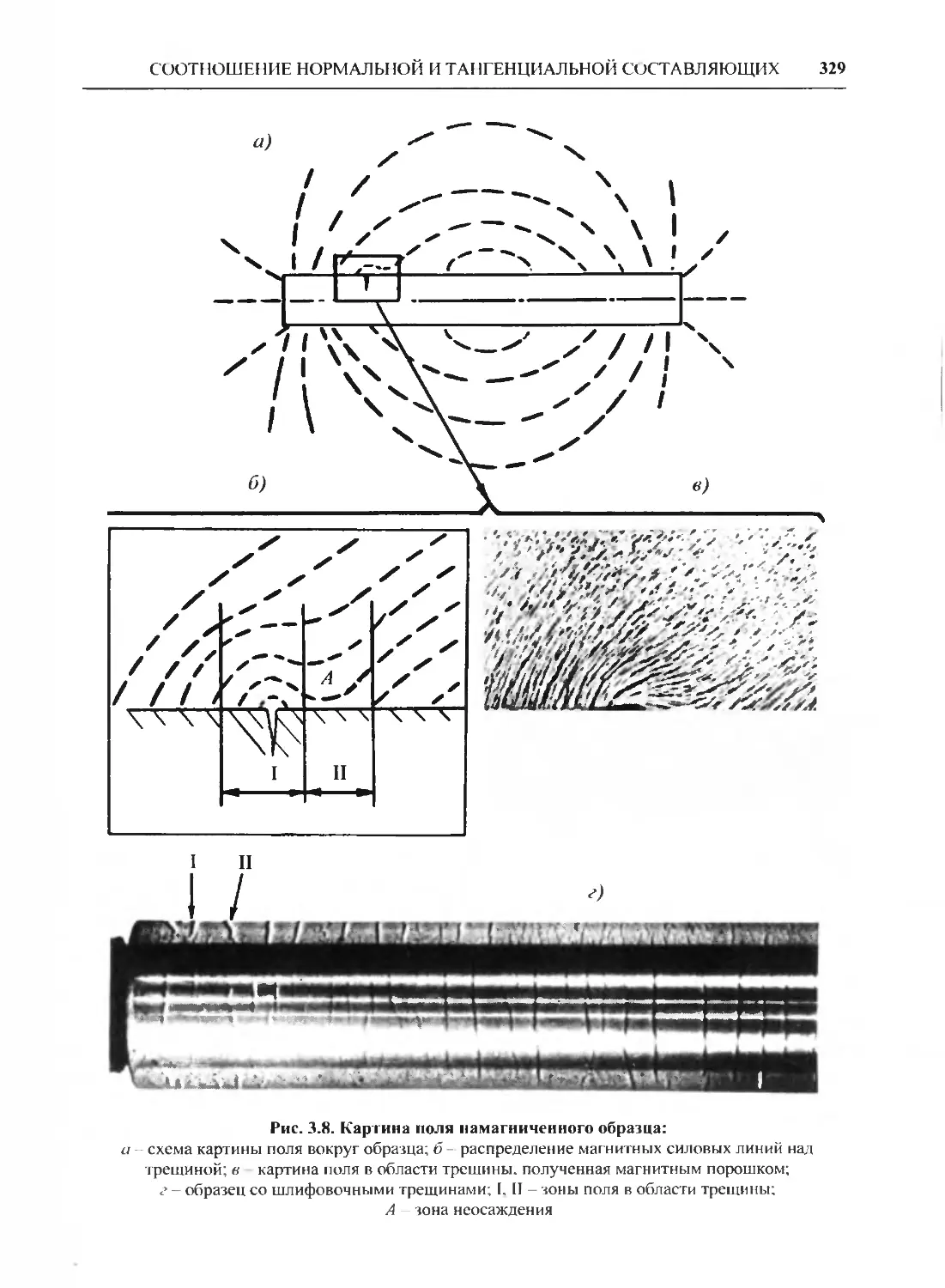
3.3. Соотношение нормальной и
тангенциальной составляющих
напряженности поля на
контролируемом участке детали 328
3.4. Скорость уменьшения
намагничивающего поля 334
3.5. Форма детали 337
Глава 4. МАГНИТНЫЕ
ИНДИКАТОРЫ 342
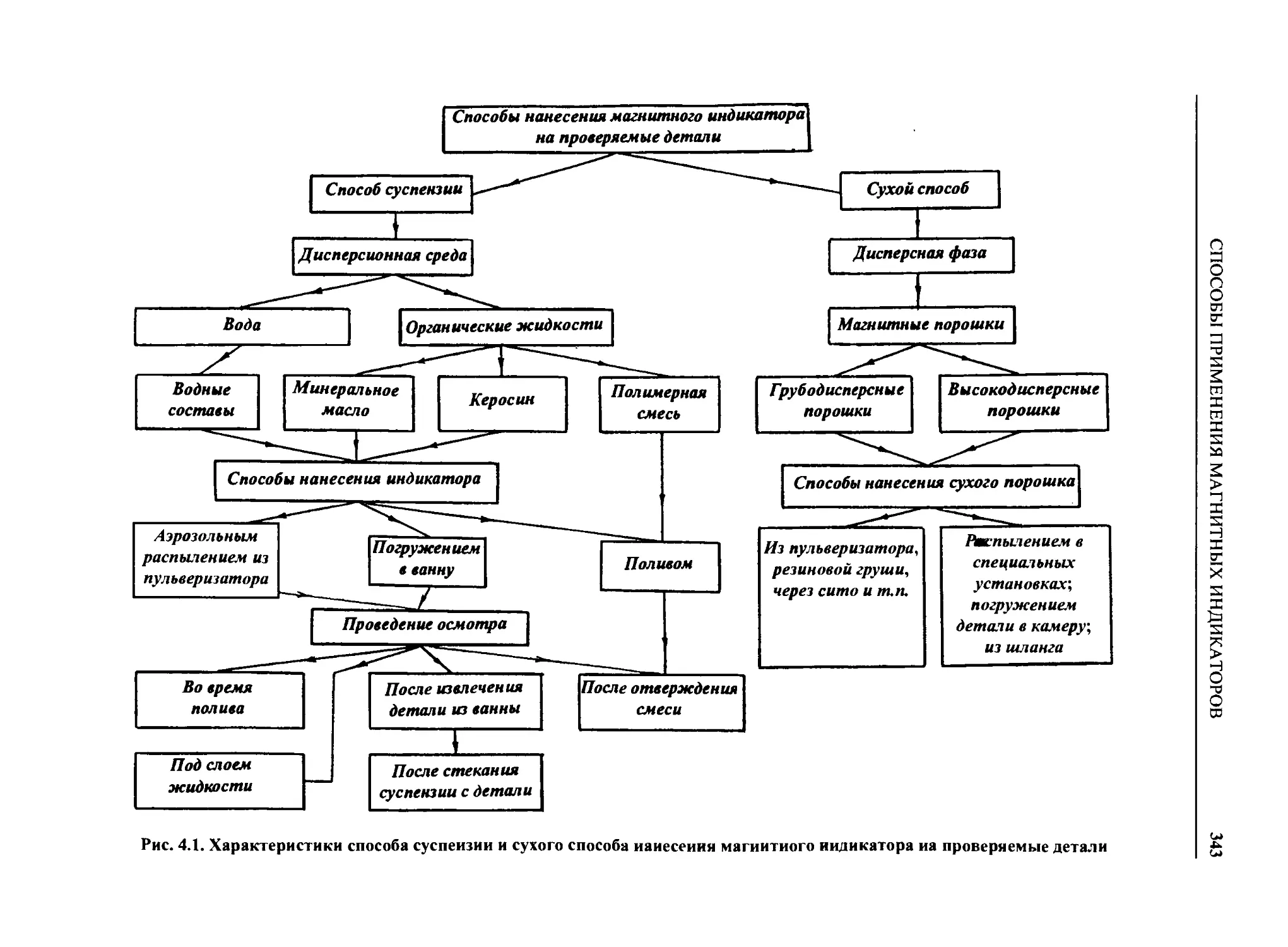
4.1. Способы применения
магнитных индикаторов при
магнитопорошковом контроле 342
4.2. Магнитные порошки,
пасты и суспензии 346
4.3. Устройства для
определения чувствительности
порошков и суспензий 349
4.4. Дефектограммы 353
4.5. Магнитная коагуляция
порошков при проведении
магнитопорошкового контроля 354
Глава 5. ОСМОТР ДЕТАЛЕЙ И
РАСШИФРОВКА
ИНДИКАТОРНЫХ РИСУНКОВ... 362
5.1. Основные требования к
осмотру деталей 362
5.2. Расшифровка
индикаторных рисунков 362
ОГЛАВЛЕНИЕ
7
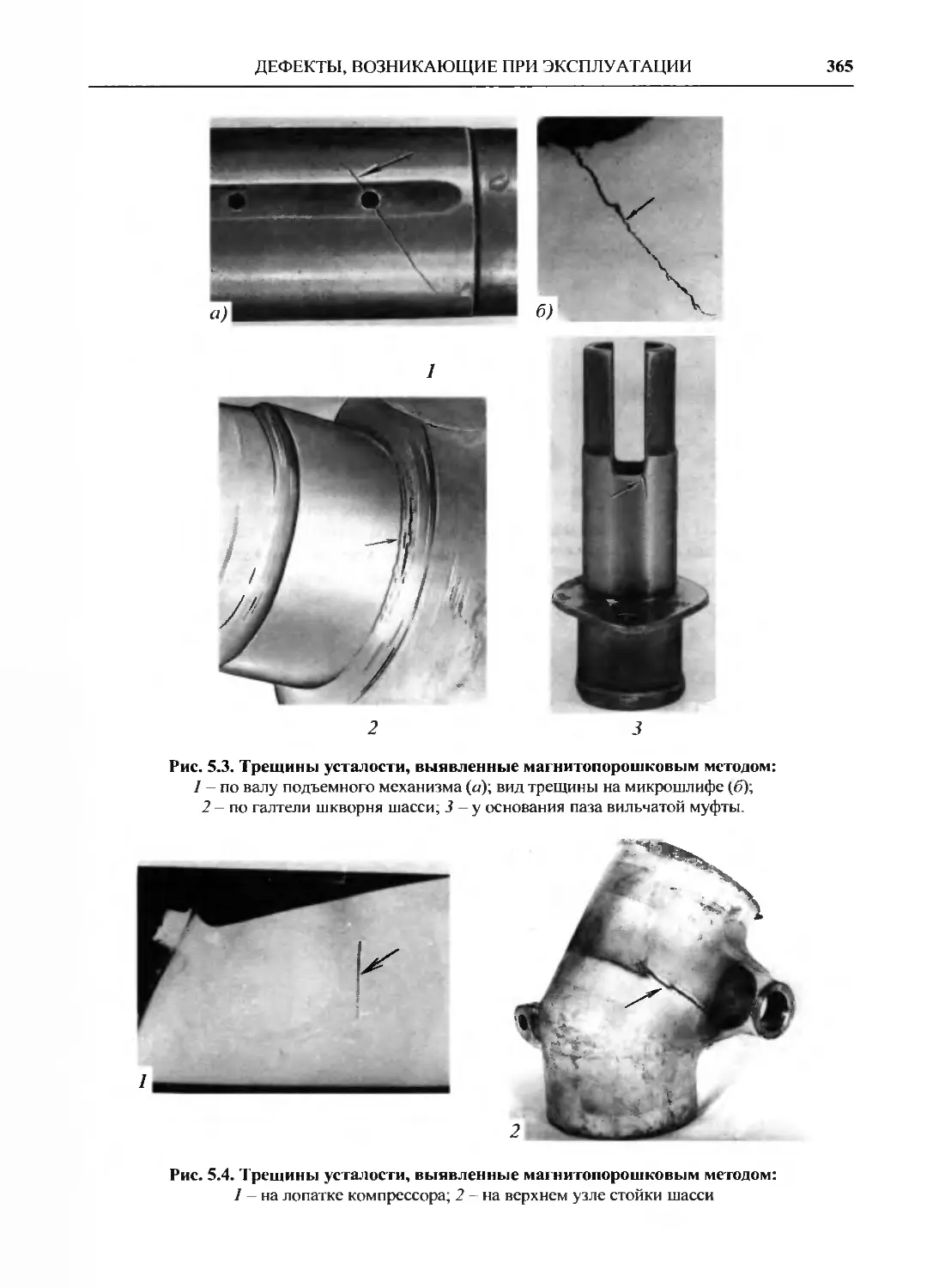
5.3. Дефекты, возникающие
при эксплуатации, ремонте и
обнаруживаемые при магни-
топорошковом контроле 363
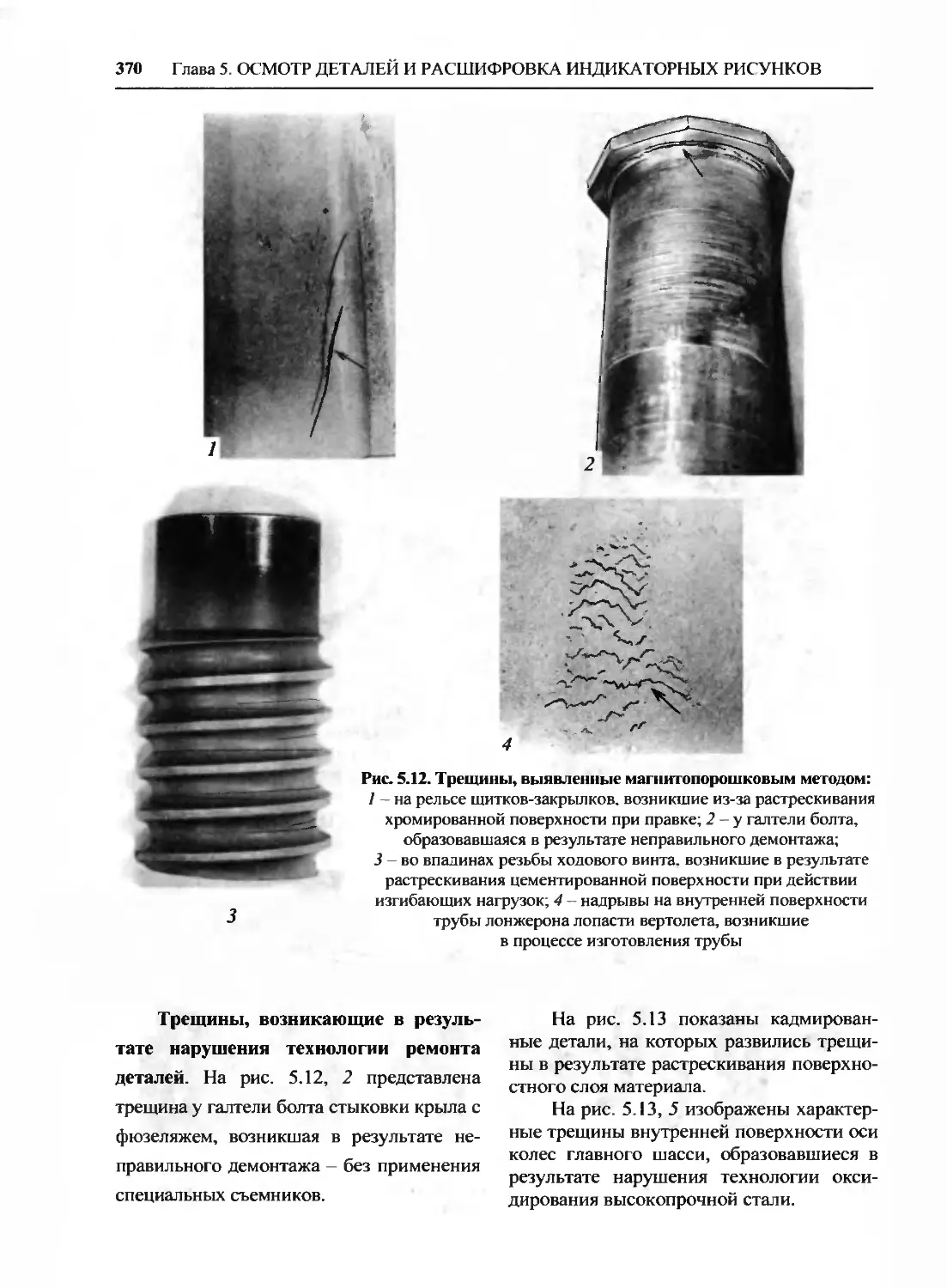
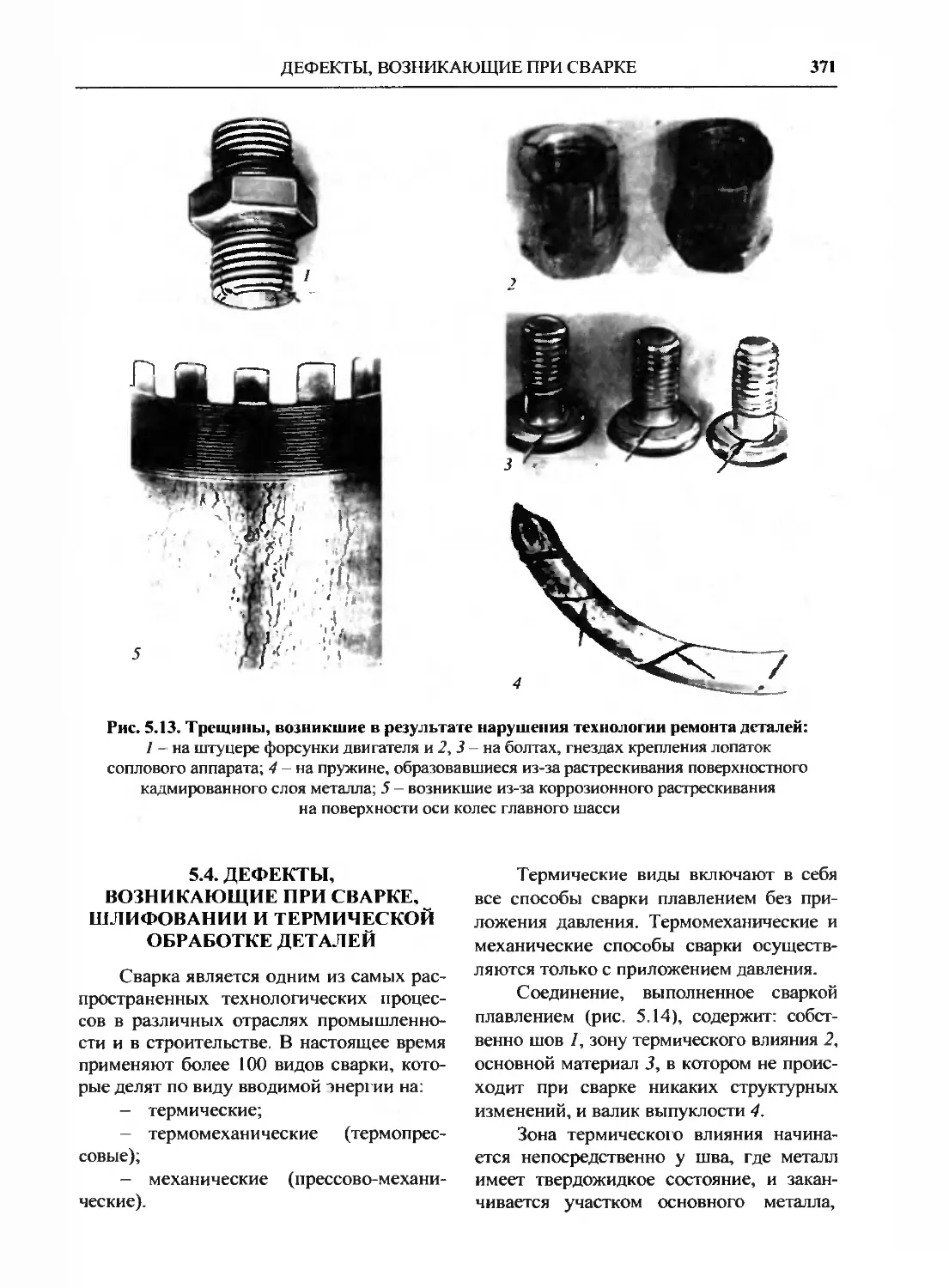
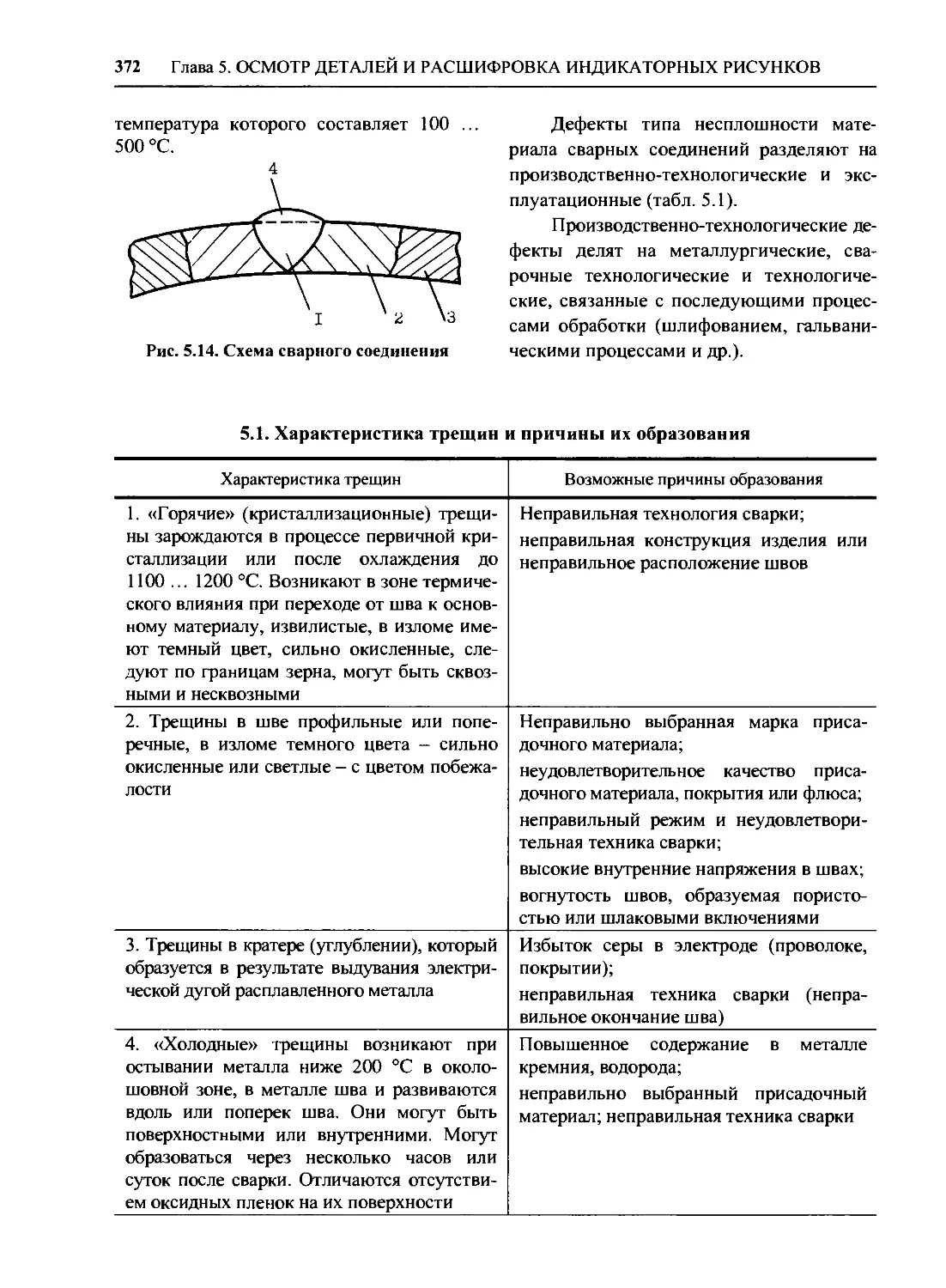
5.4. Дефекты, возникающие
при сварке, шлифовании и
термической обработке
деталей 371
5.5. Дефекты
металлургического происхождения 378
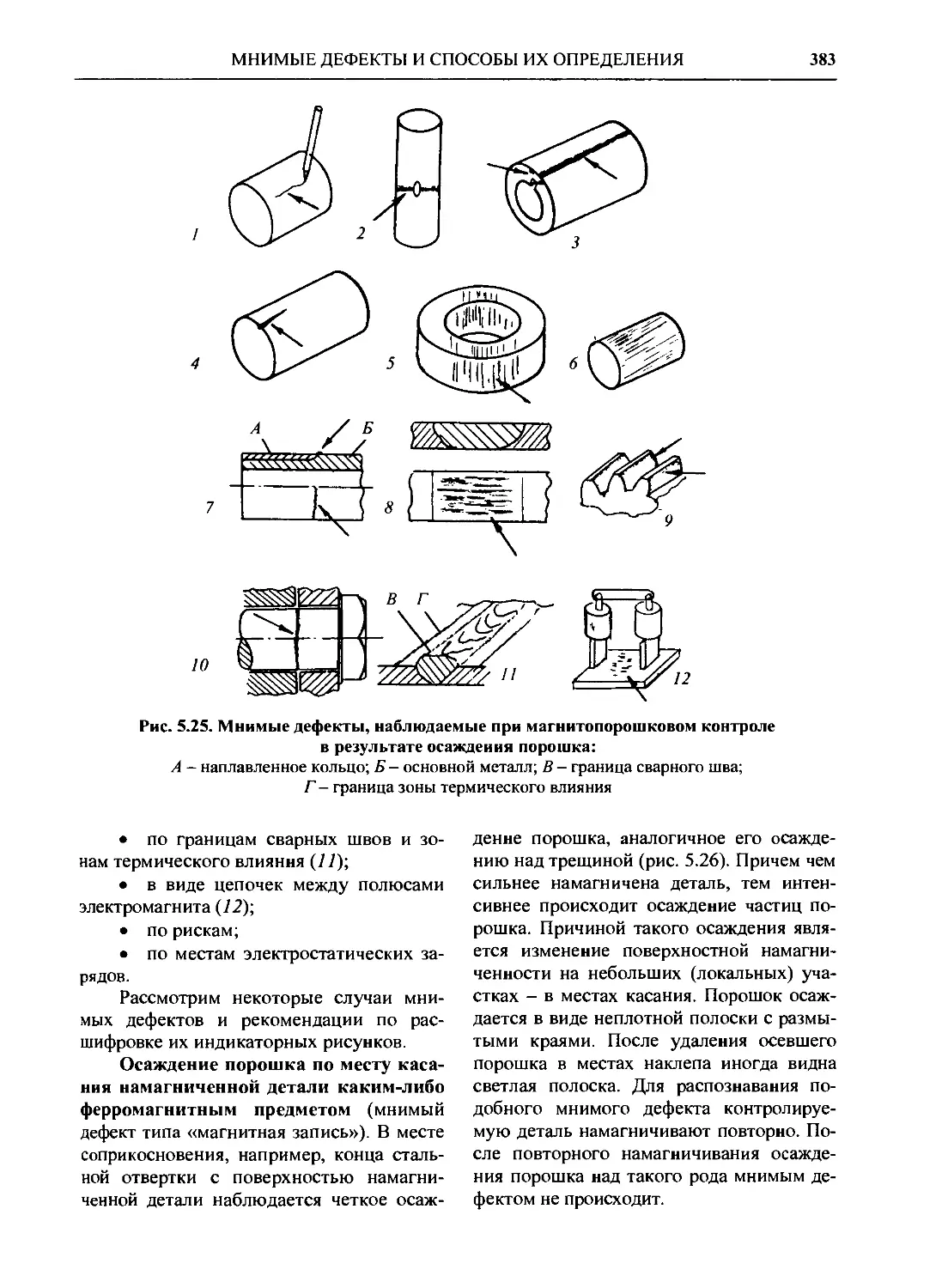
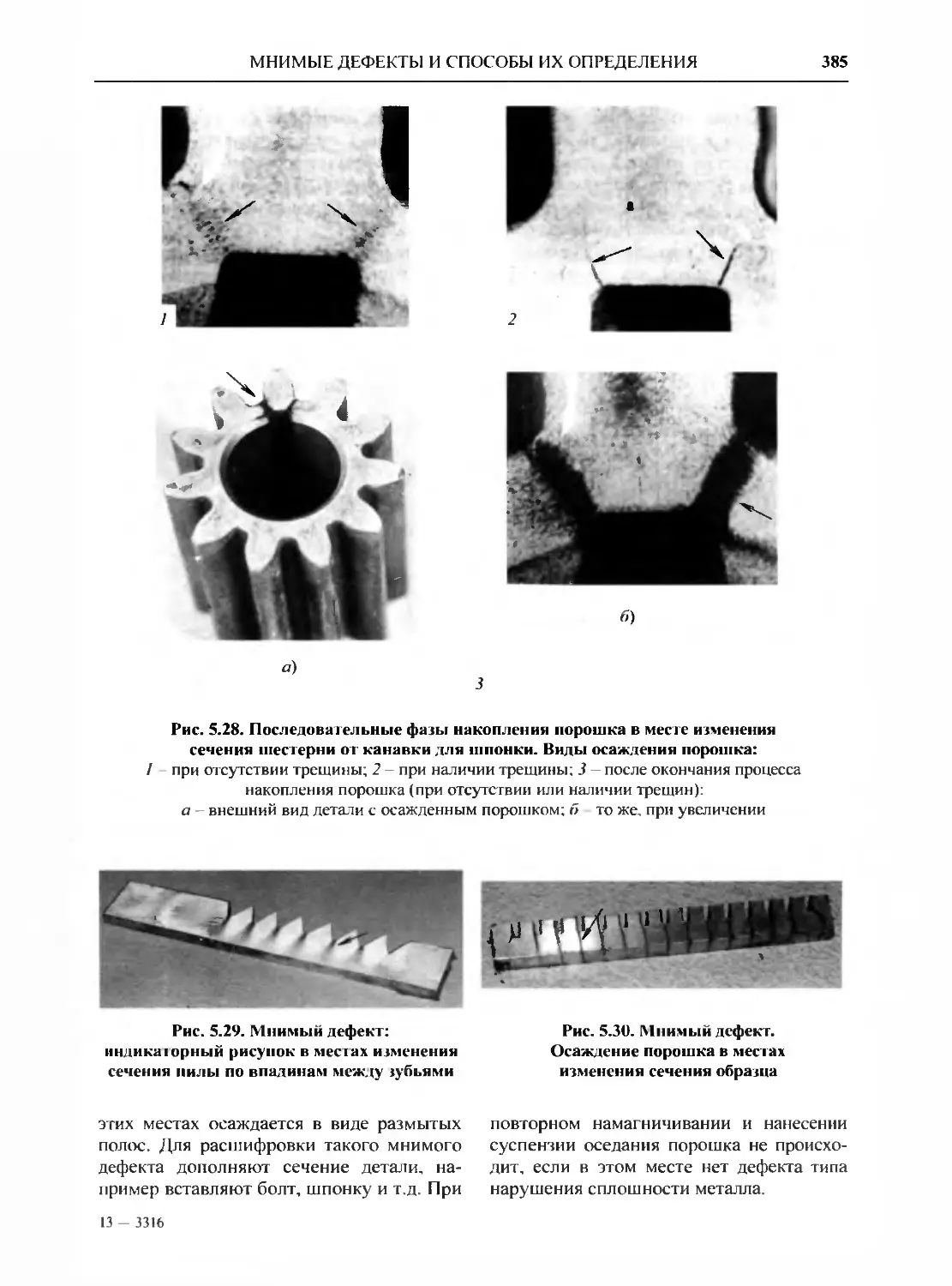
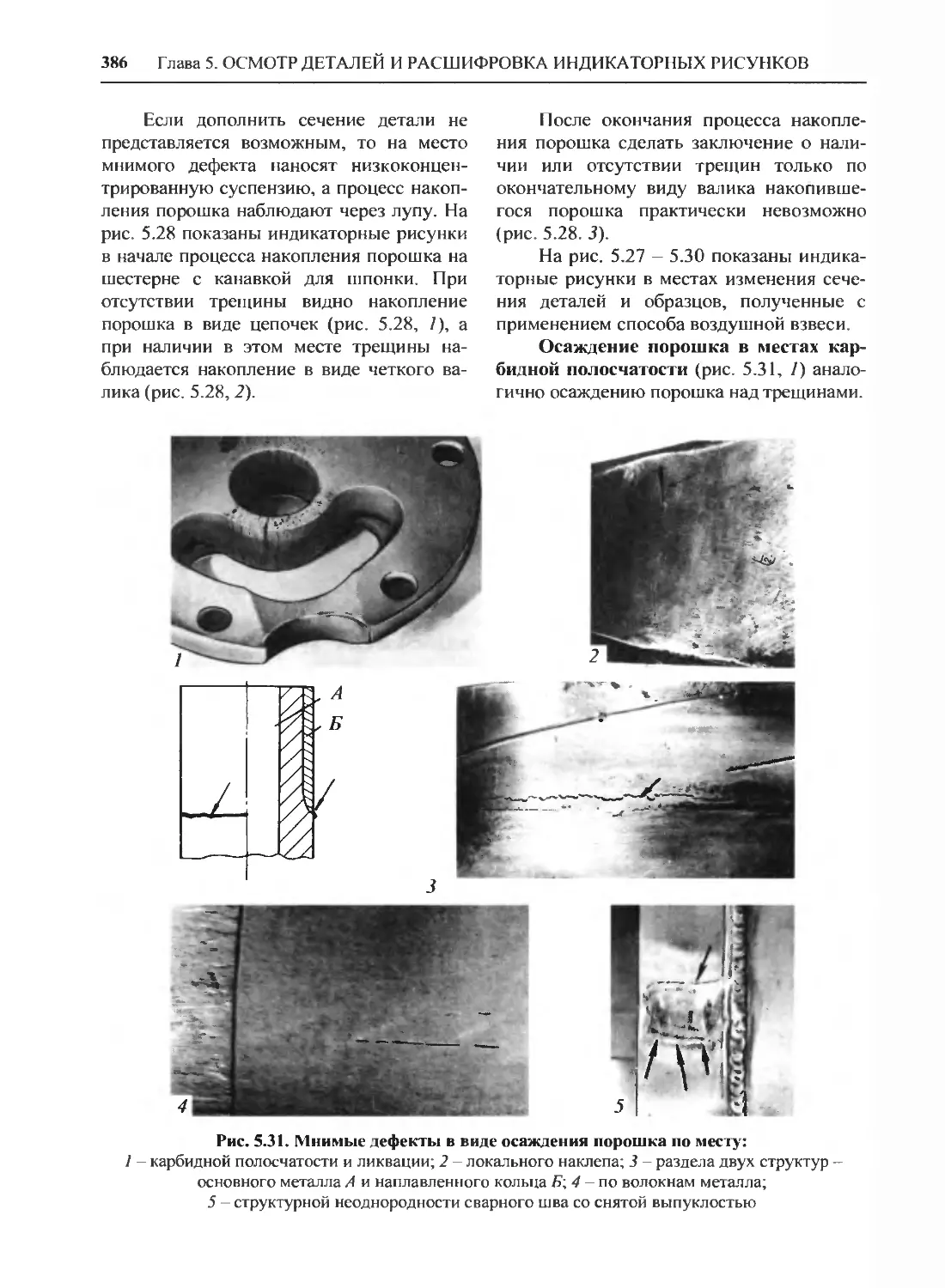
5.6. Мнимые дефекты и
способы их определения 382
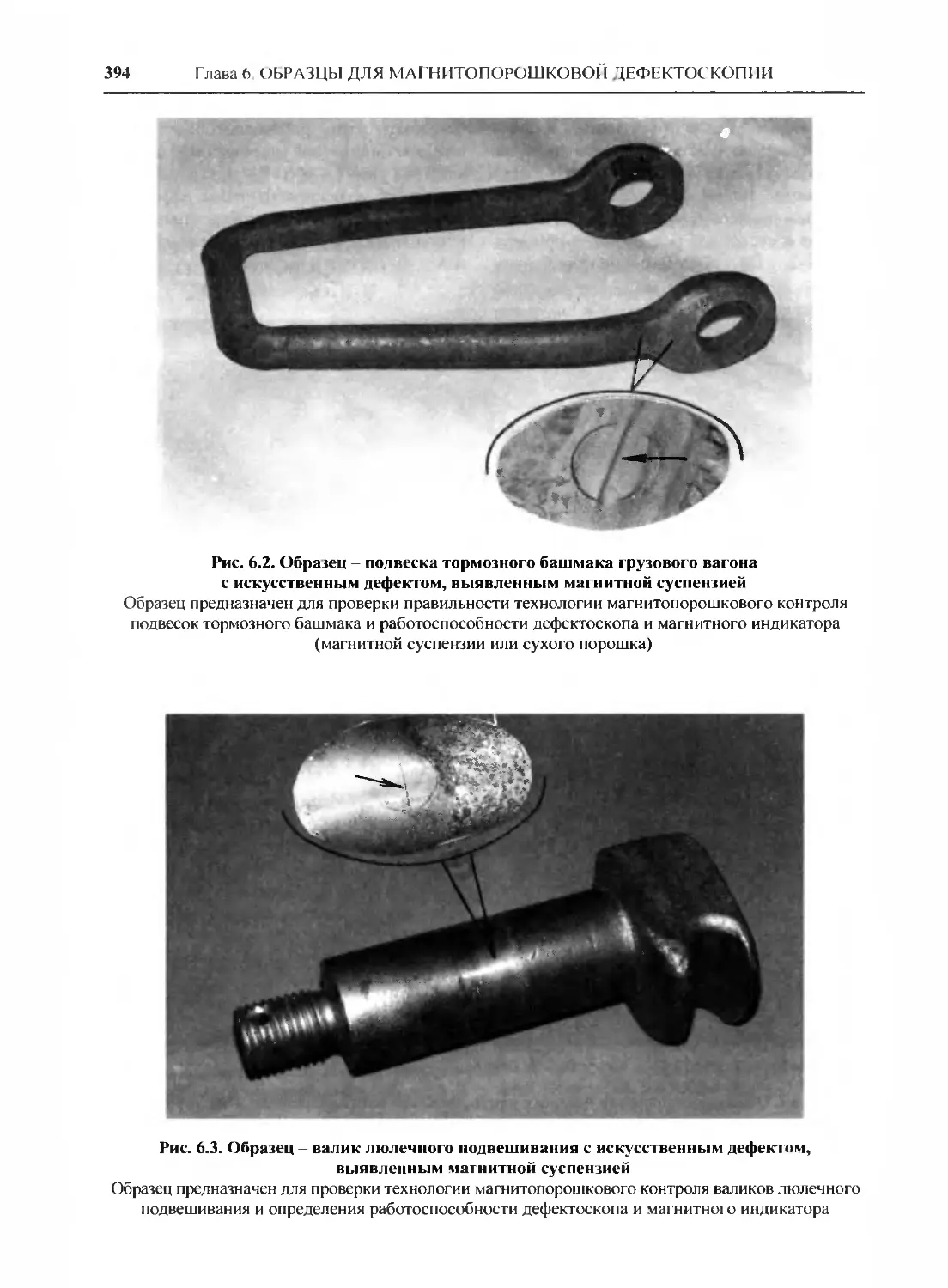
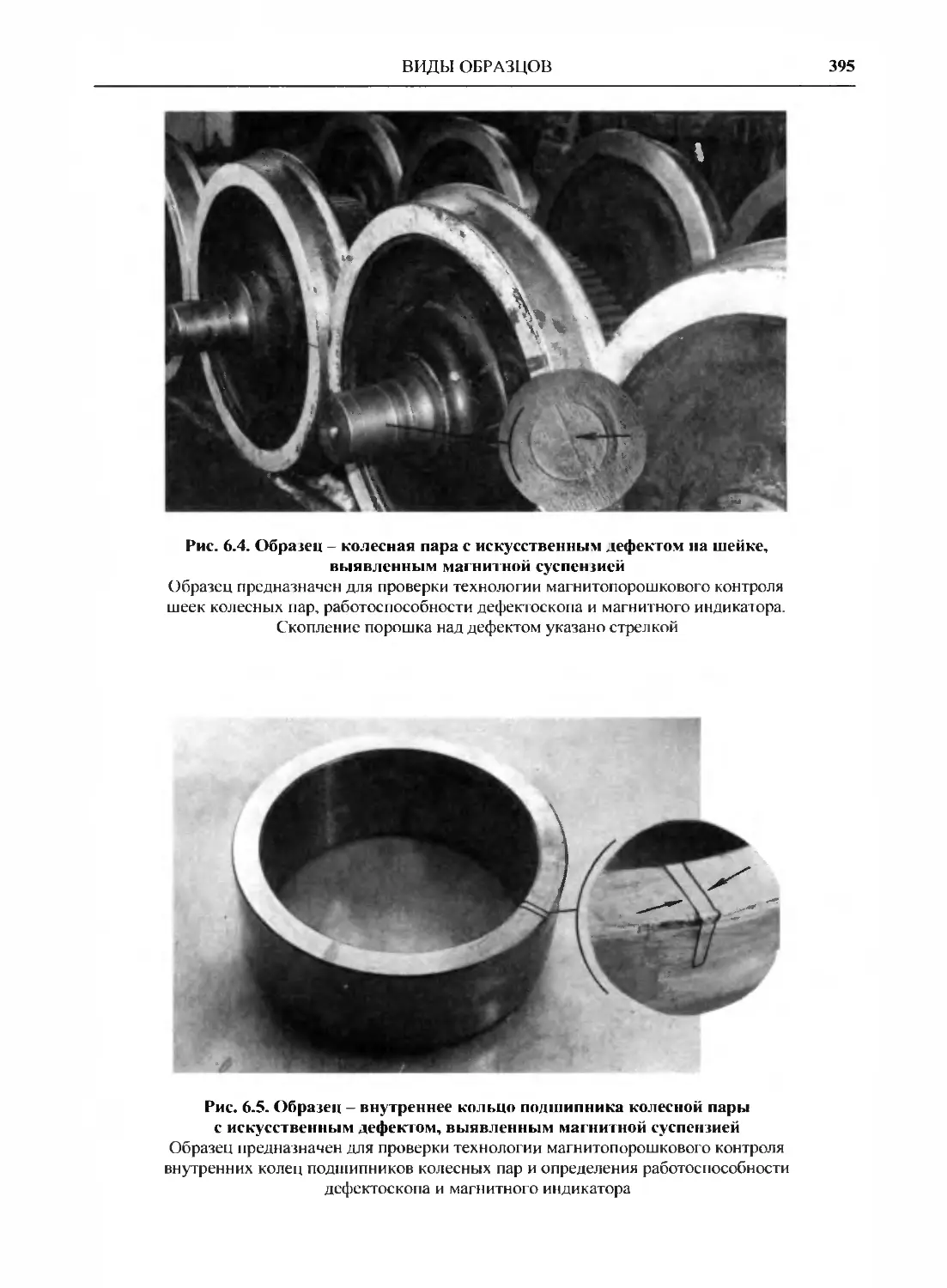
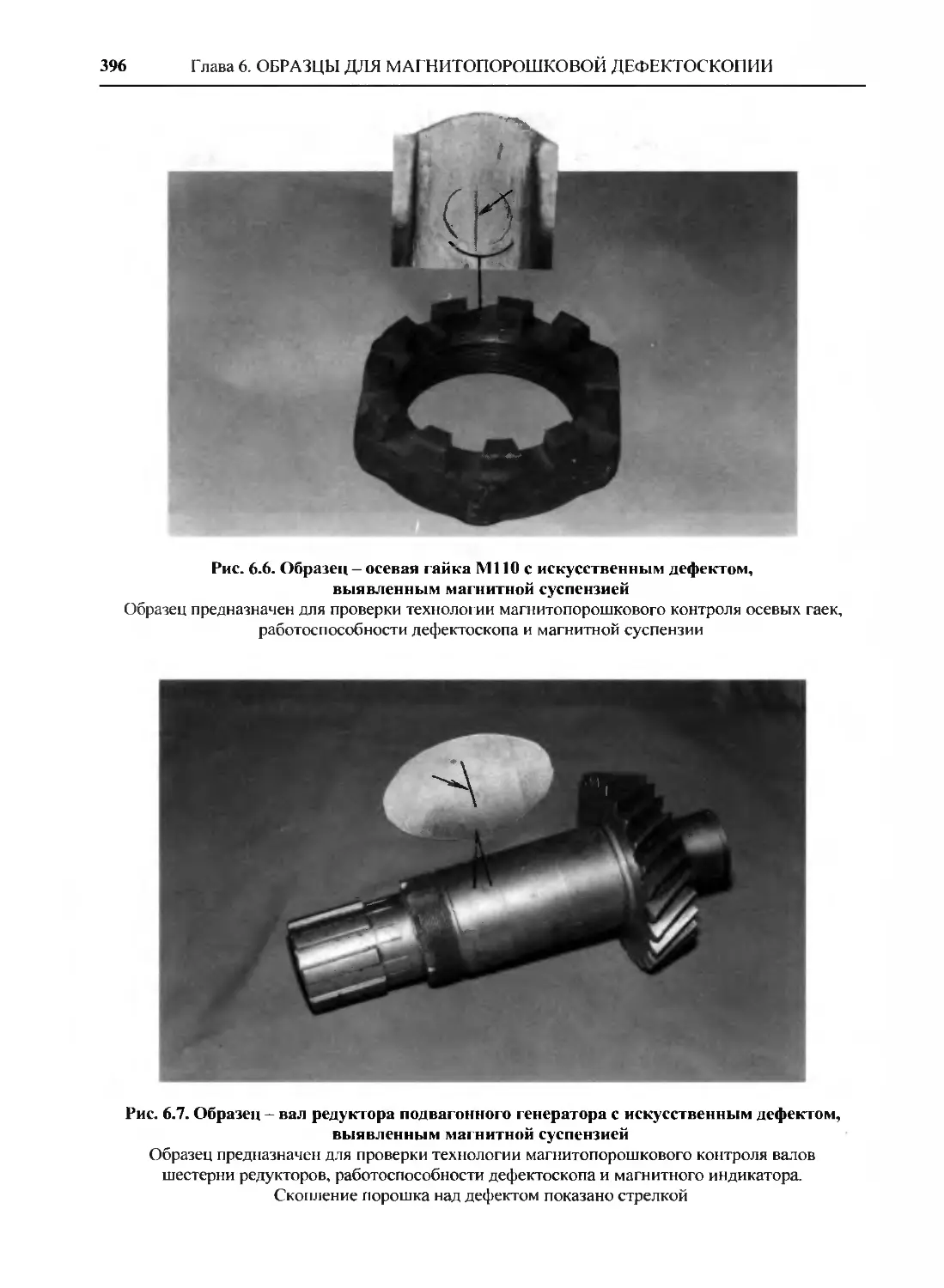
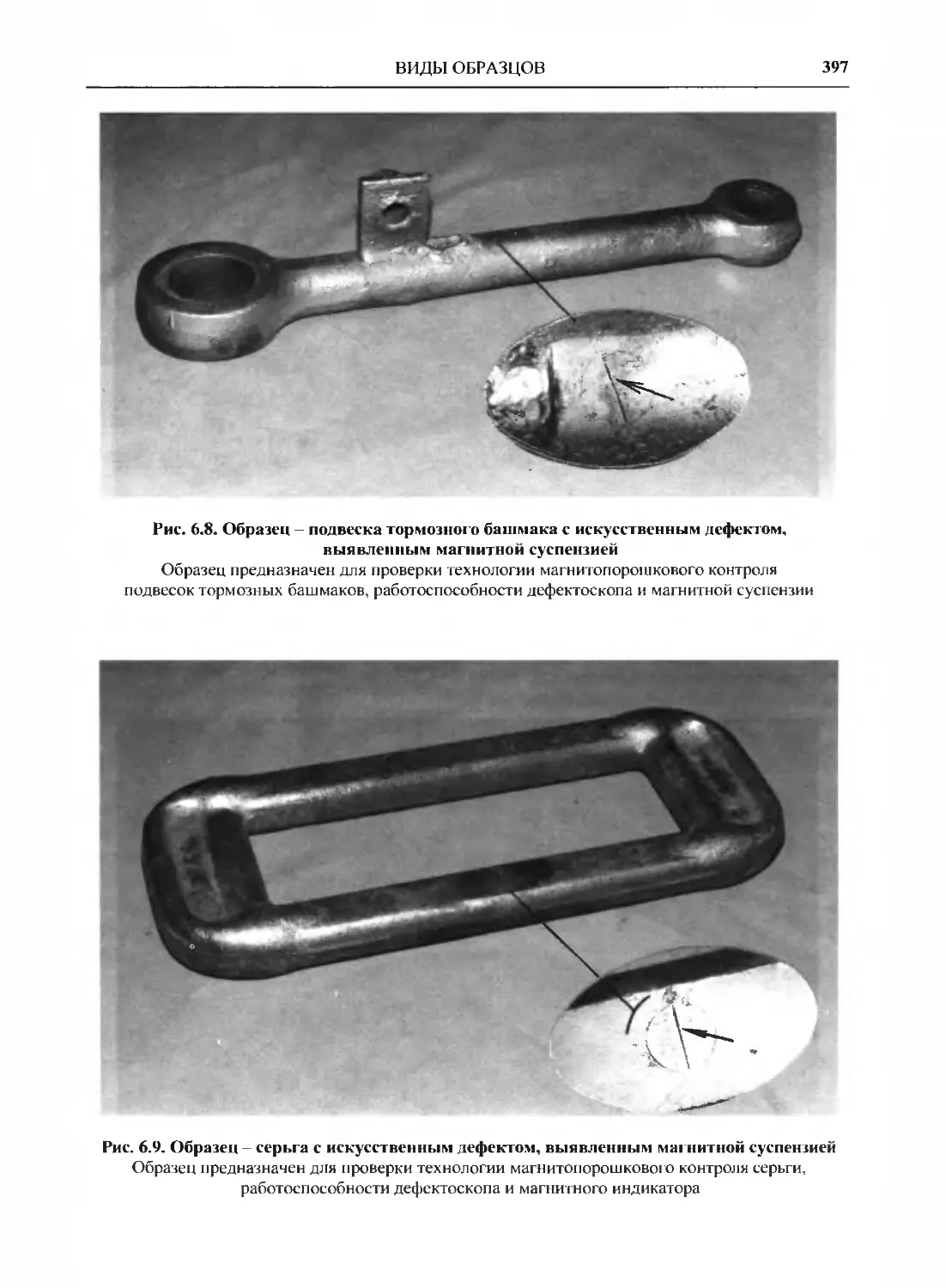
Глава 6. ОБРАЗЦЫ ДЛЯ МАГ-
НИТОПОРОШКОВОЙ
ДЕФЕКТОСКОПИИ 392
6.1. Виды образцов,
применяемых для магнитопорошко-
вой дефектоскопии 392
6.2. Образцы-детали с
искусственными дефектами 399
6.3. Образец для магнитопо-
рошковой дефектоскопии МО-1 400
6.4. Образец для магнитопо-
рошковой дефектоскопии МО-2 402
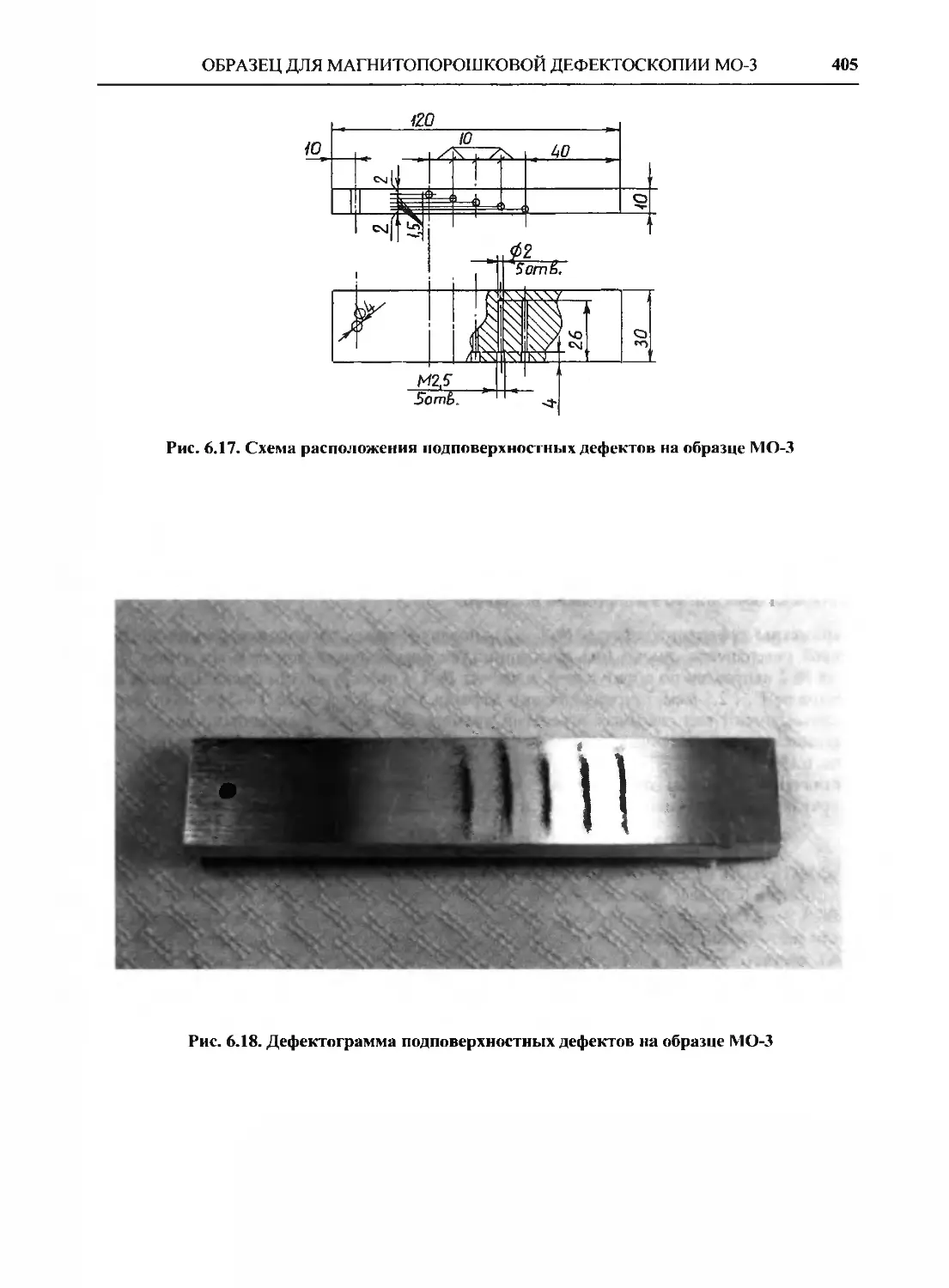
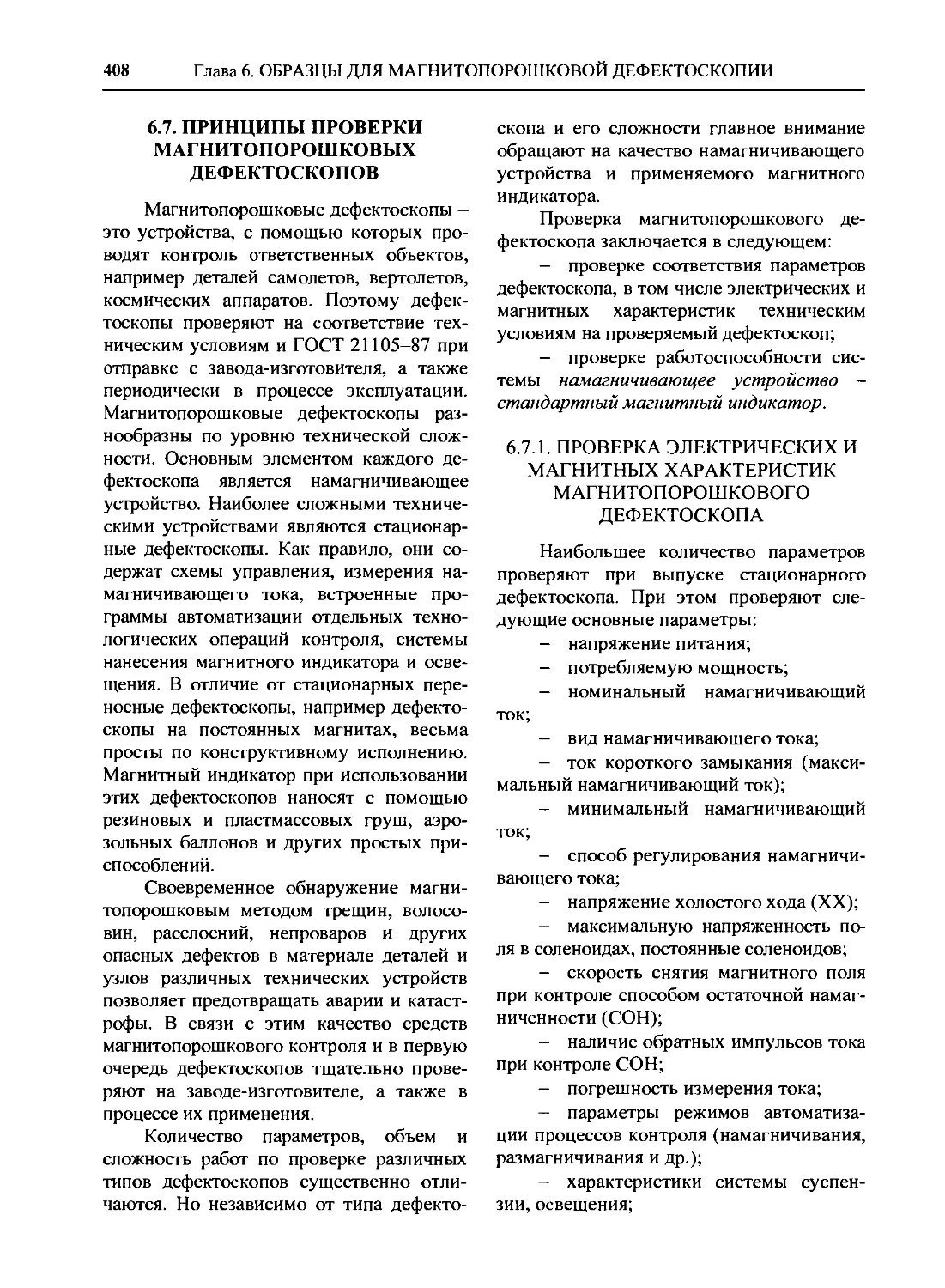
6.5. Образец для магнитопо-
рошковой дефектоскопии МО-3 404
6.6. Образец для магнитопо-
рошковой дефектоскопии МО-4 406
6.7. Принципы проверки маг-
нитопорошковых
дефектоскопов 408
6.7.1. Проверка
электрических и магнитных
характеристик магнито-
порошкового
дефектоскопа 408
6.7.2. Проверка
работоспособности системы
намагничивающее
устройство - магнитный
индикатор 409
Глава 7. ДЕФЕКТОСКОПЫ И
ПРИБОРЫ ДЛЯ МАГНИ-
ТОПОРОШКОВОГО
КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ 412
7.1. Общая характеристика
дефектоскопов для магнито-
порошкового контроля
деталей и узлов 412
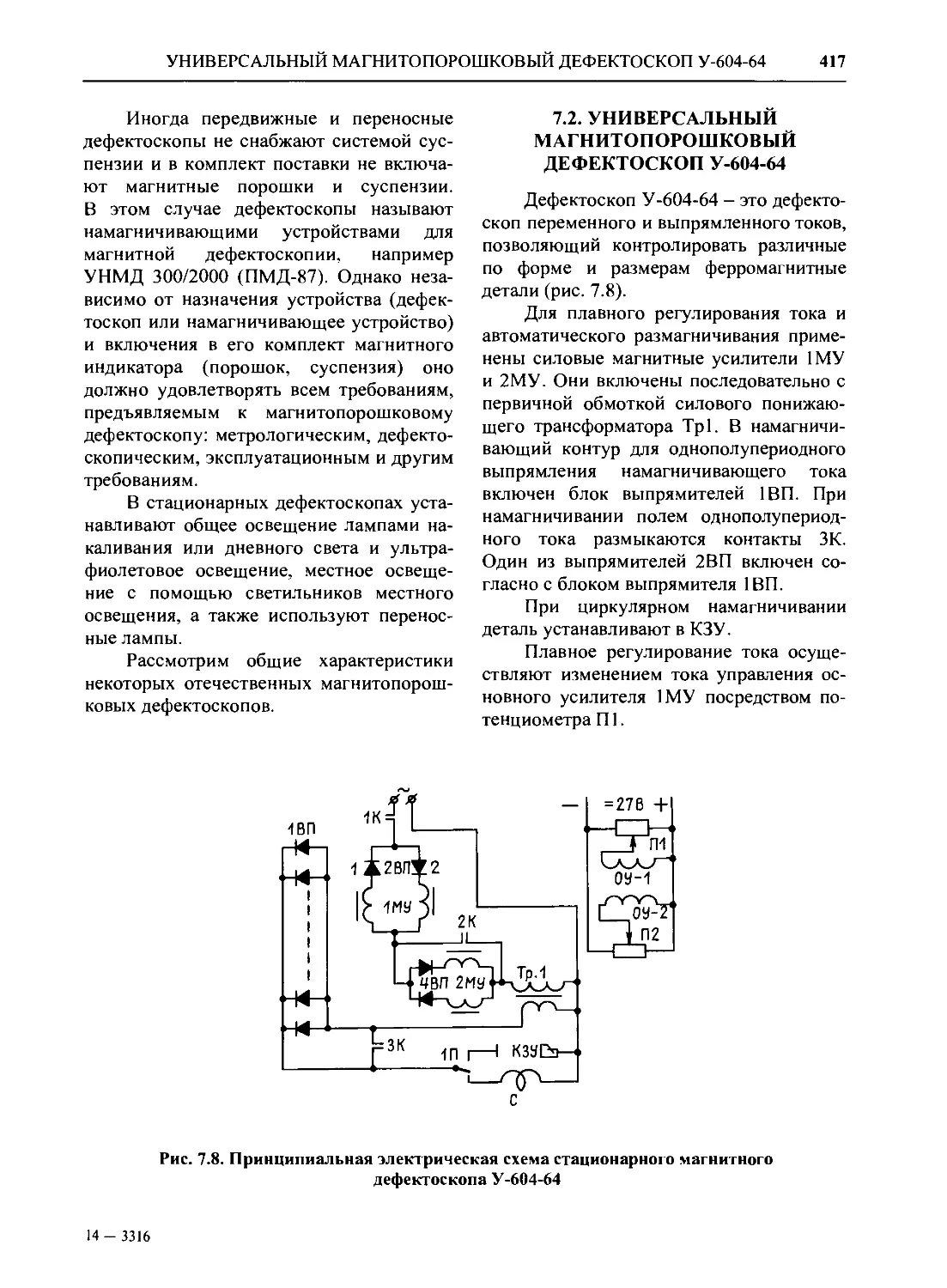
7.2. Универсальный магнито-
порошковый дефектоскоп
У-604-64 417
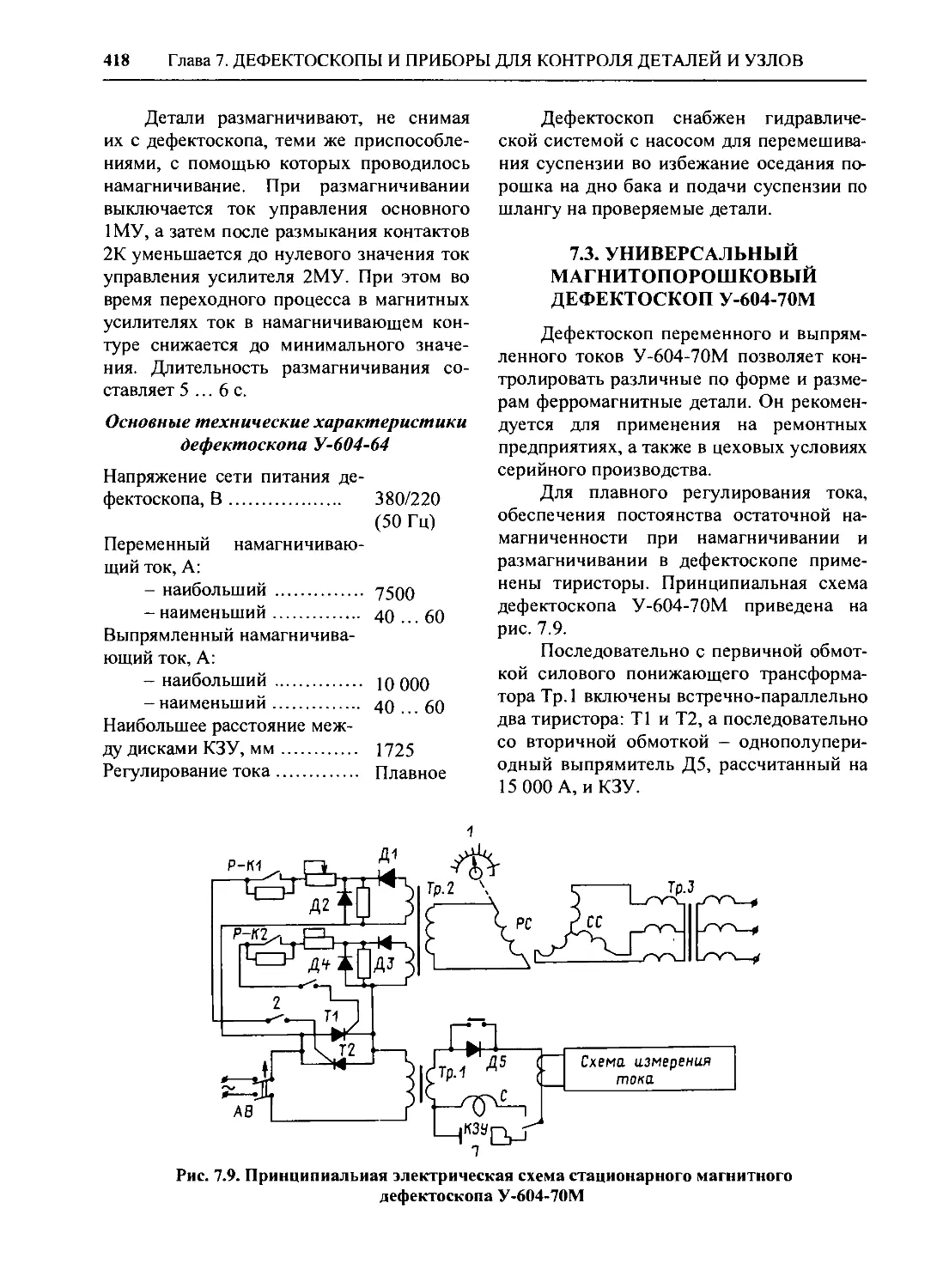
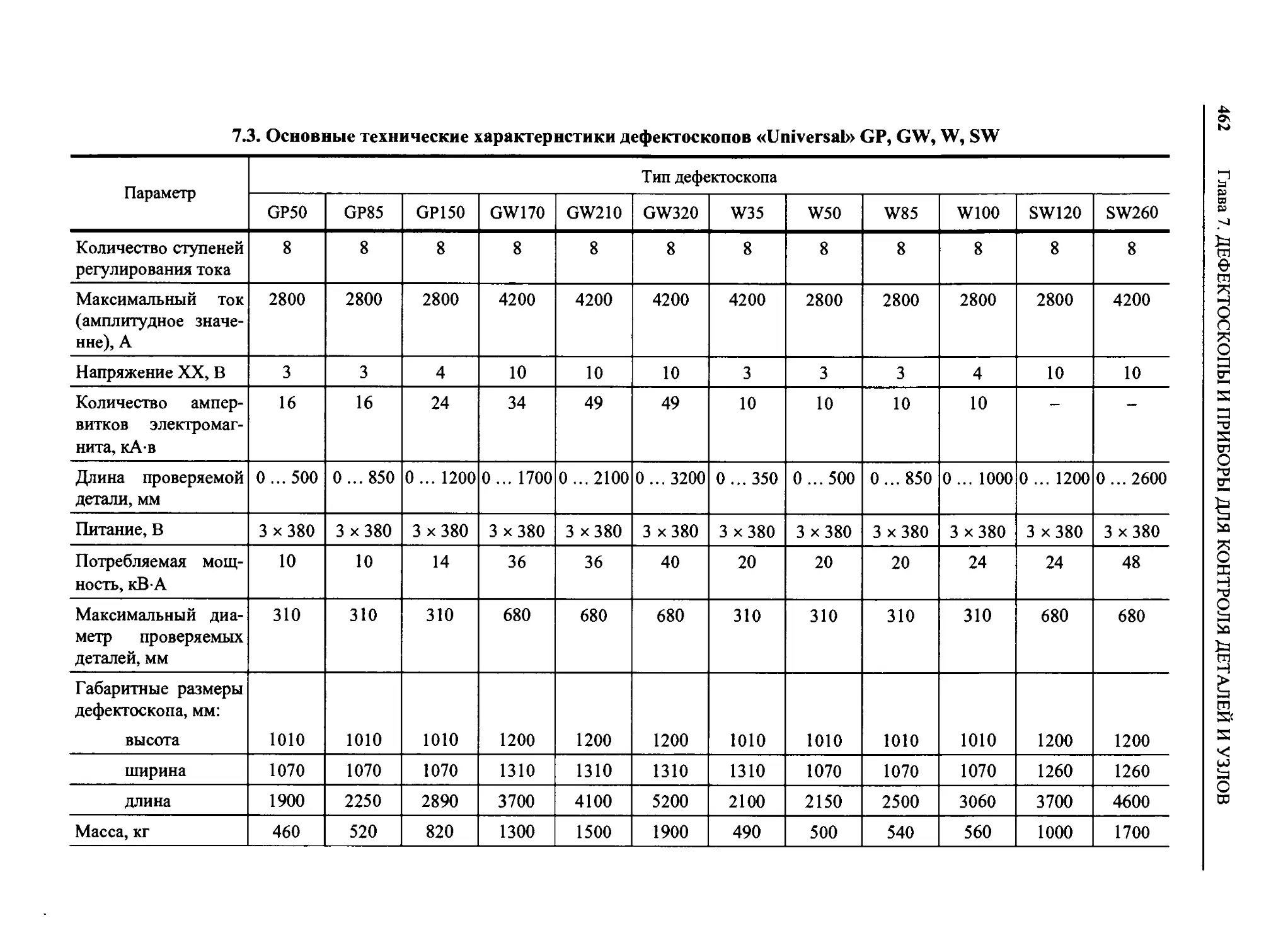
7.3. Универсальный магнито-
порошковый дефектоскоп
У-604-70М 418
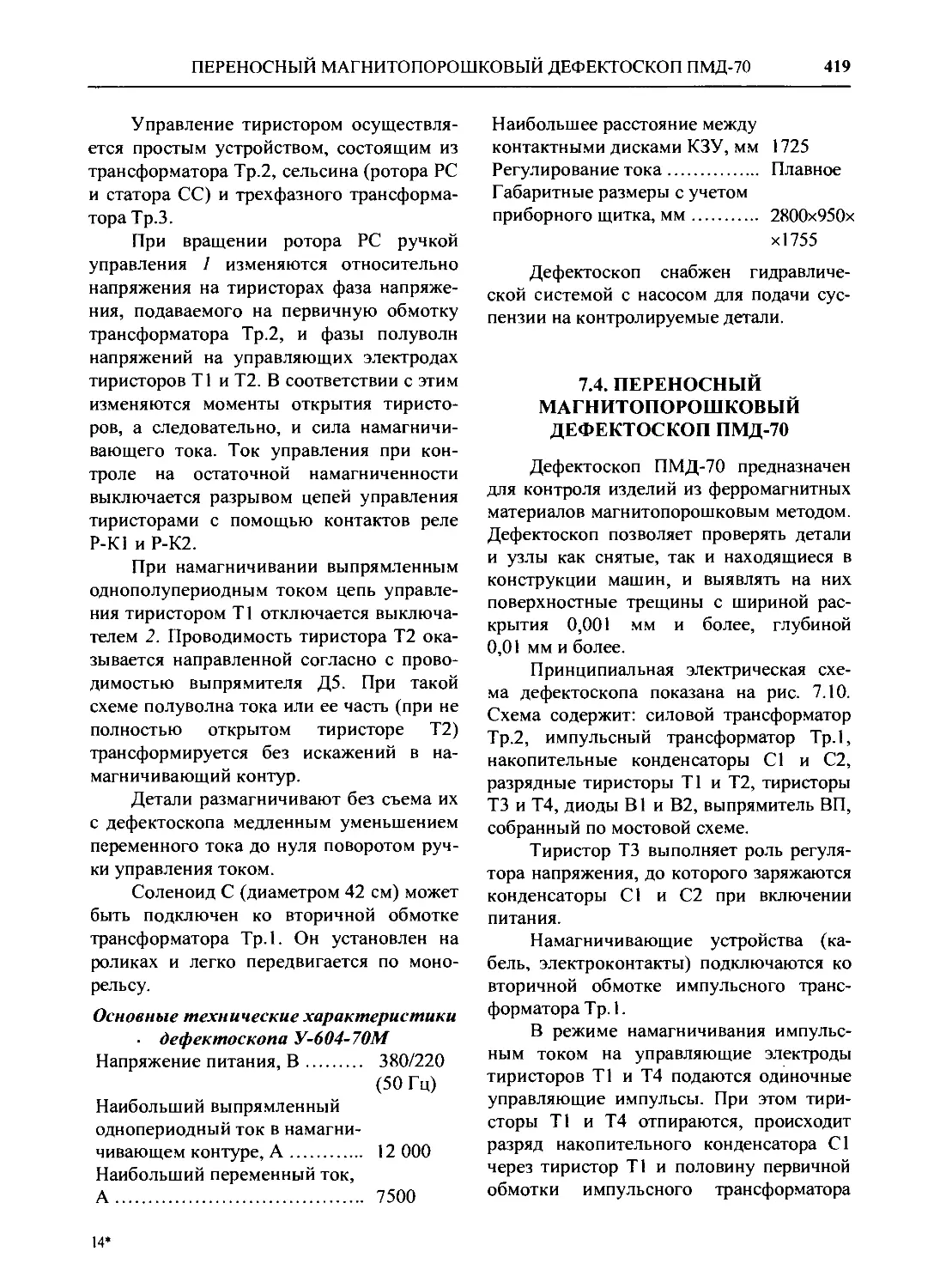
7.4. Переносный магнитопорош-
ковый дефектоскоп ПМД-70 .... 419
7.5. Стационарный магнито-
порошковый дефектоскоп
МД1-УАР 420
7.6. Стационарный магнито-
порошковый дефектоскоп
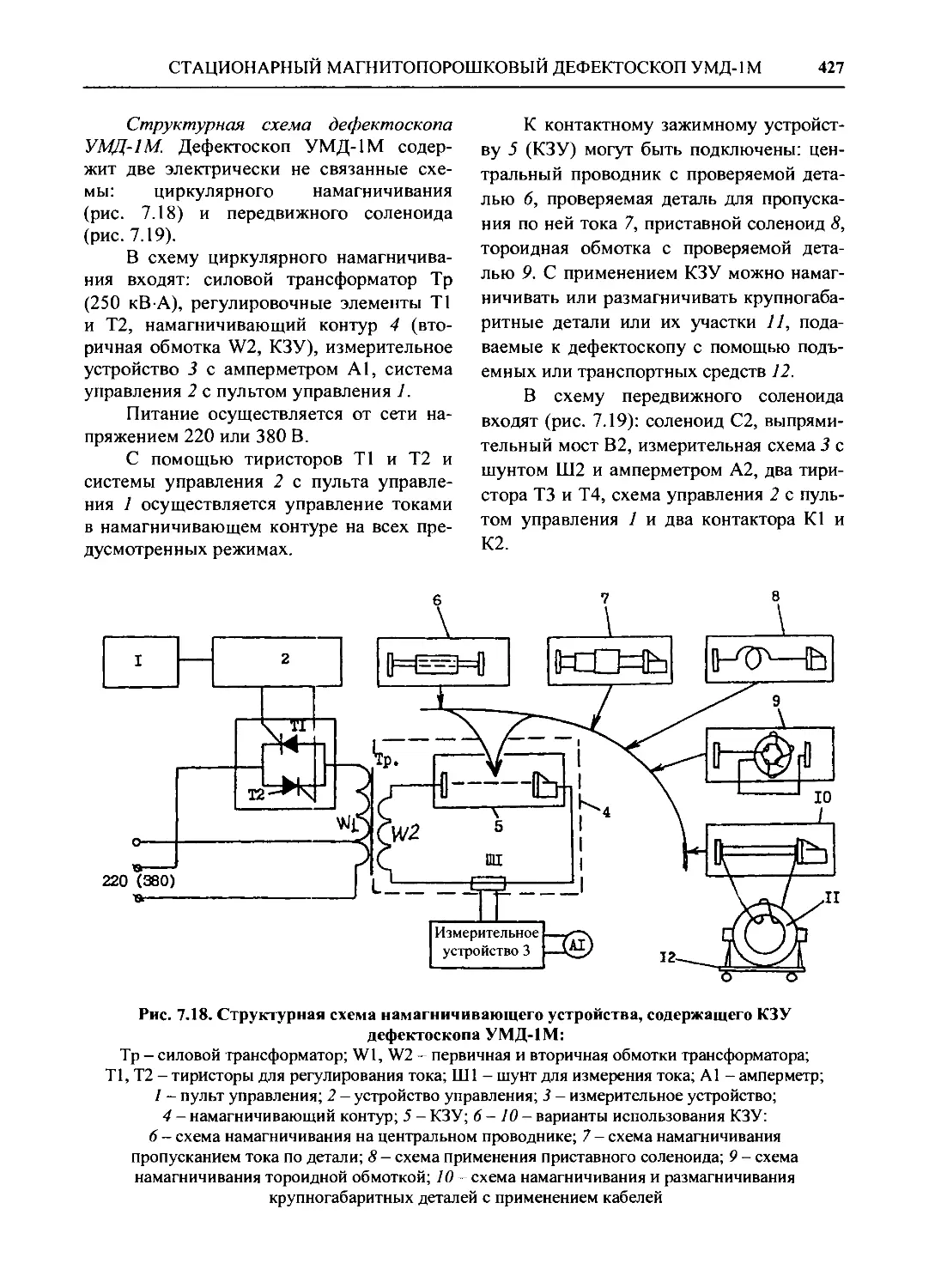
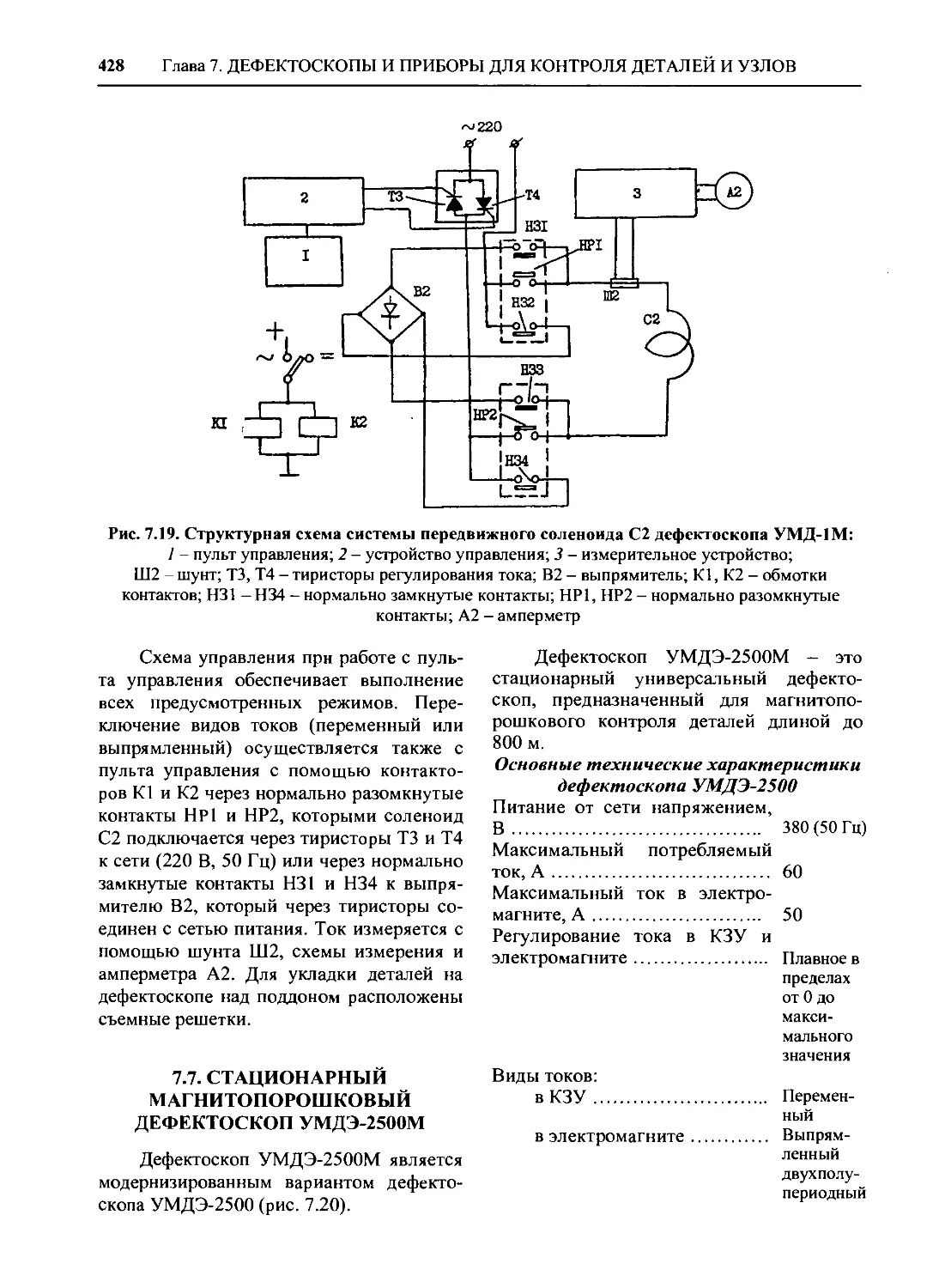
УМД-1М 425
7.7 Стационарный магнитопо-
рошковый дефектоскоп
УМДЭ-2500М 428
7.8. Стационарный магнито-
порошковый дефектоскоп
УМД-9000М 432
7.9. Стационарный магнито-
порошковый индукционный
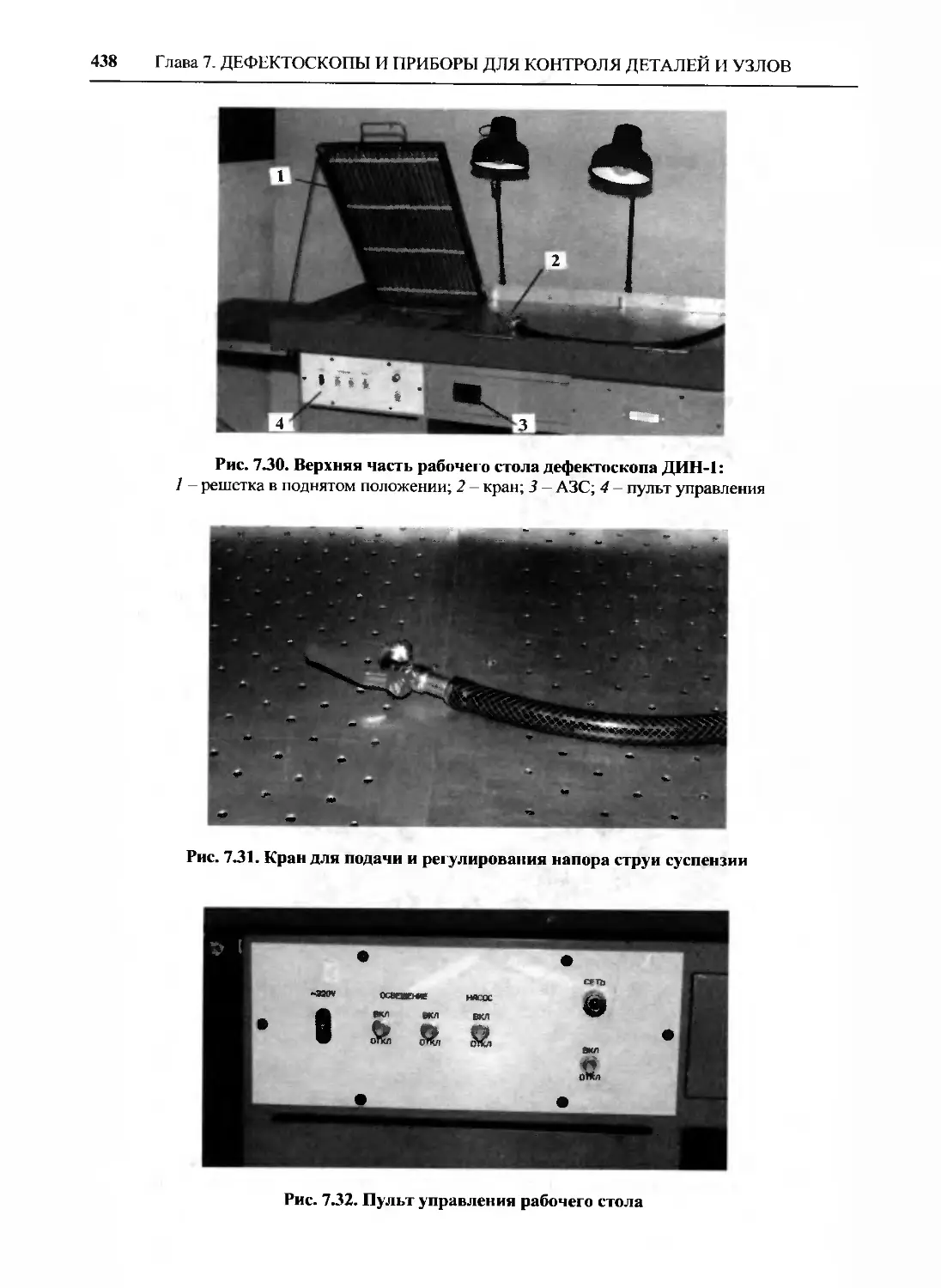
дефектоскоп ДИН-1 435
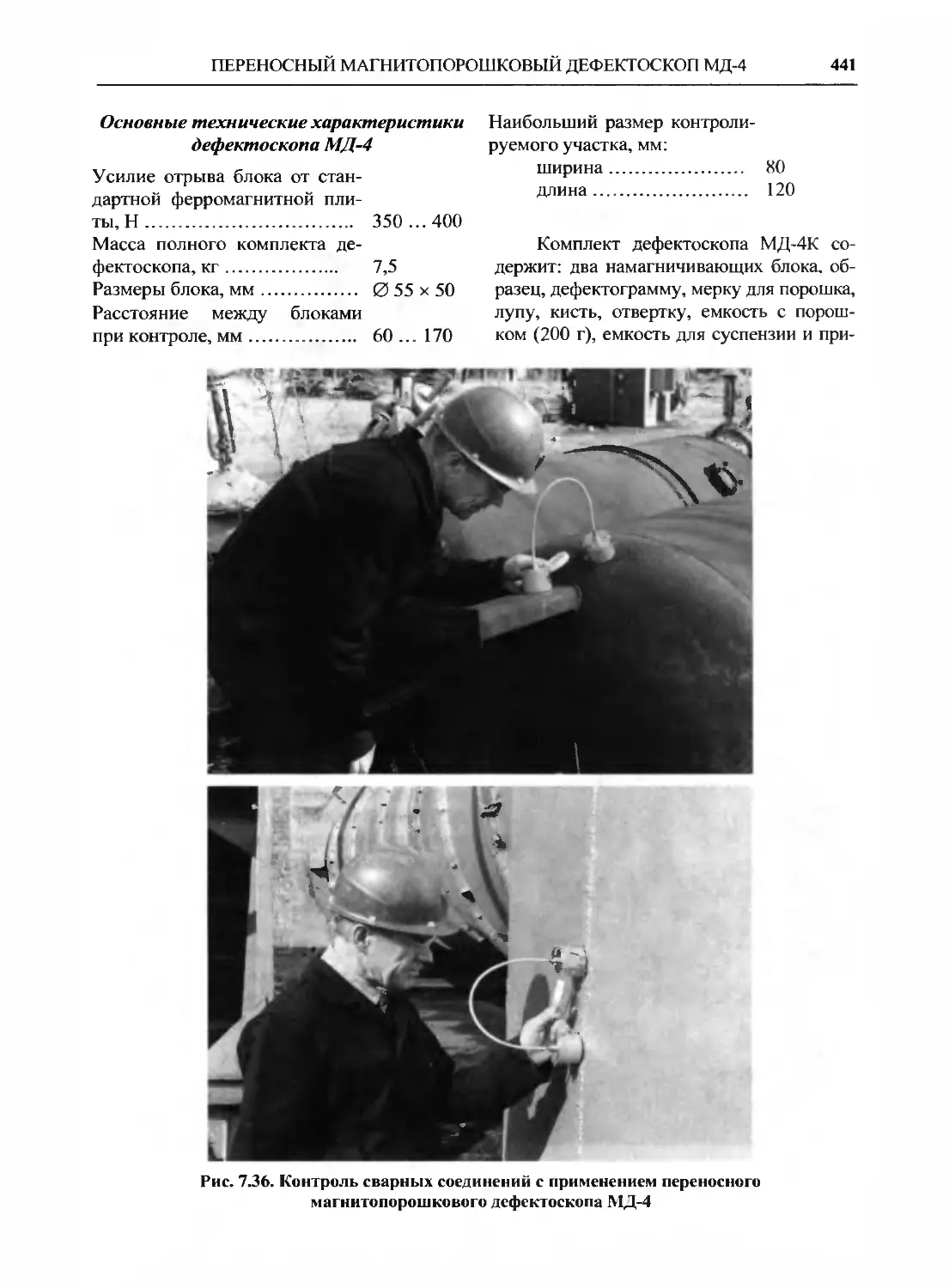
7.10. Переносный магнитопо-
рошковый дефектоскоп МД-4 440
7.11. Переносный магнитопо-
рошковый дефектоскоп МД-6 442
7.12. Переносный магнитопо-
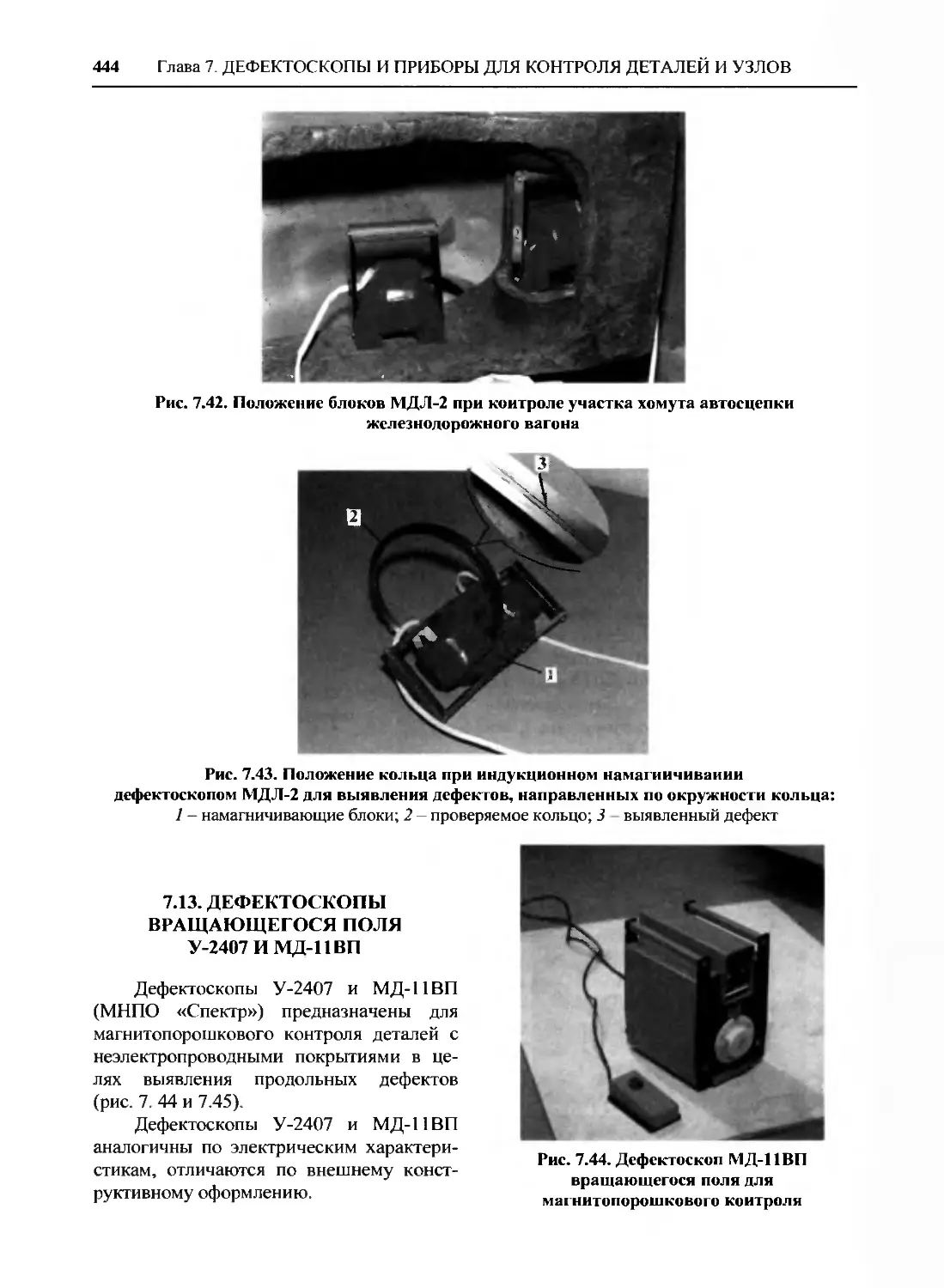
рошковый дефектоскоп МДЛ-2 443
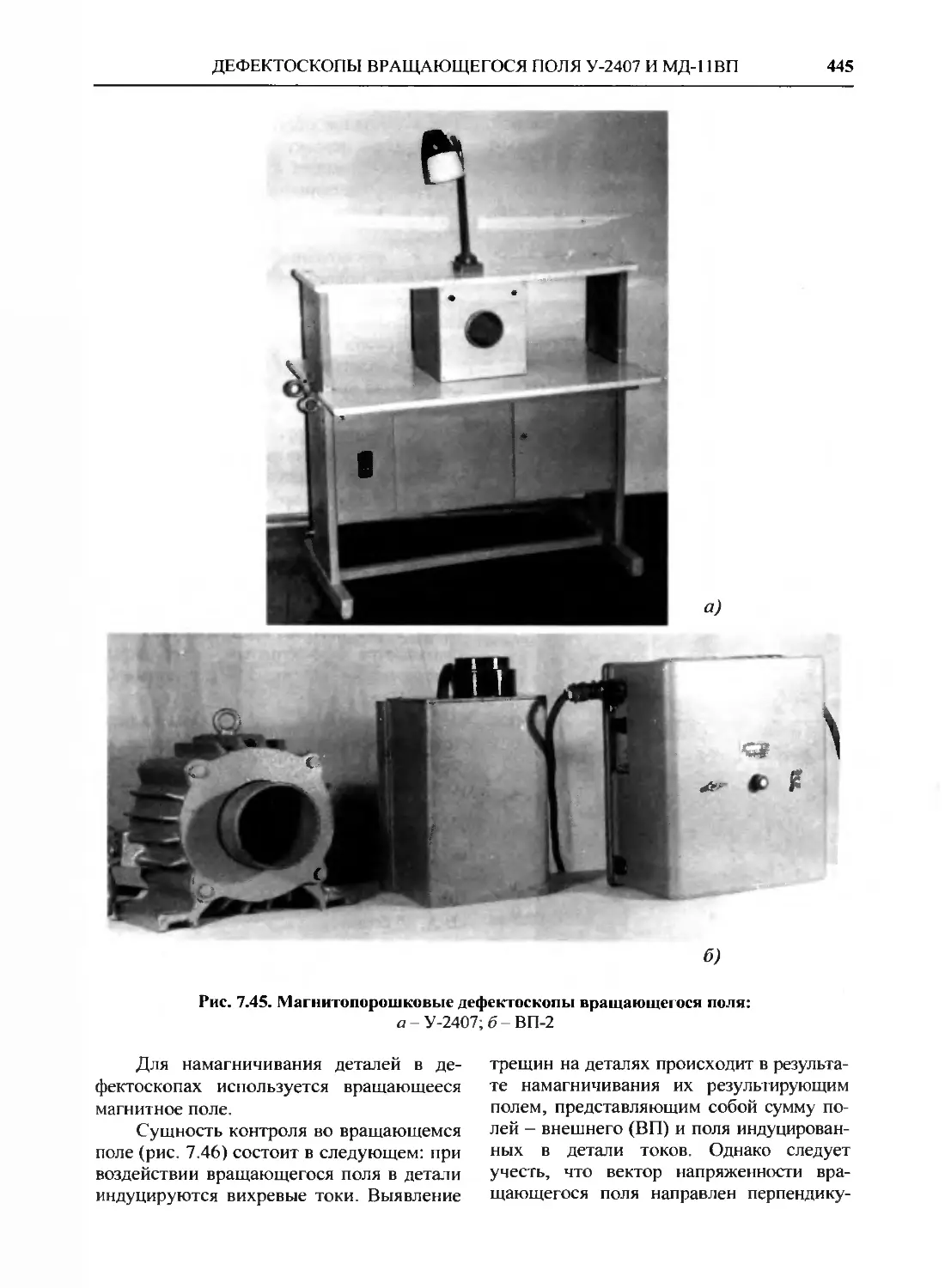
7.13. Дефектоскопы
вращающегося поля У-2407 и МД-11ВП ... 444
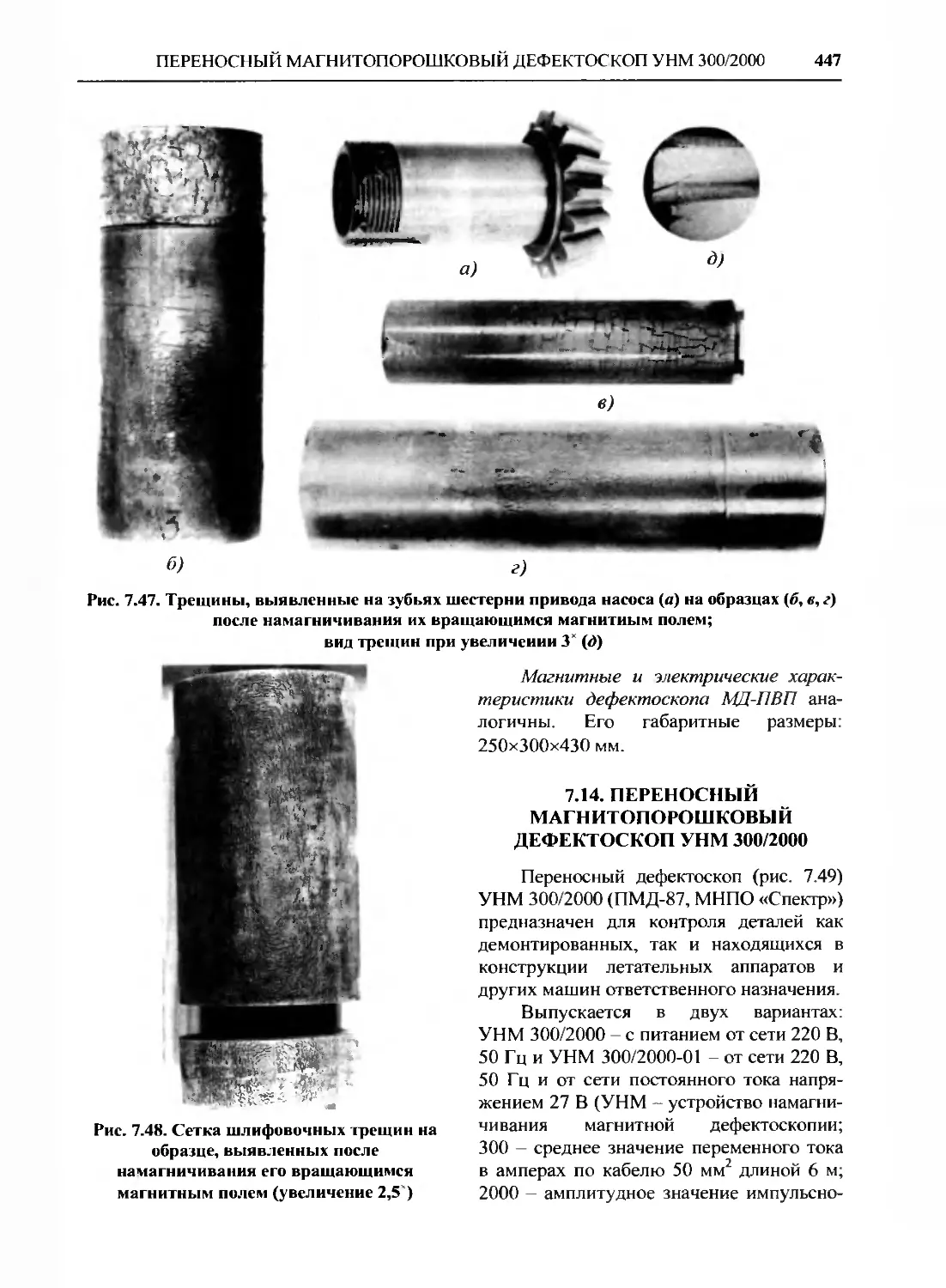
7.14. Переносный магнитопо-
рошковый дефектоскоп УНМ
300/2000 447
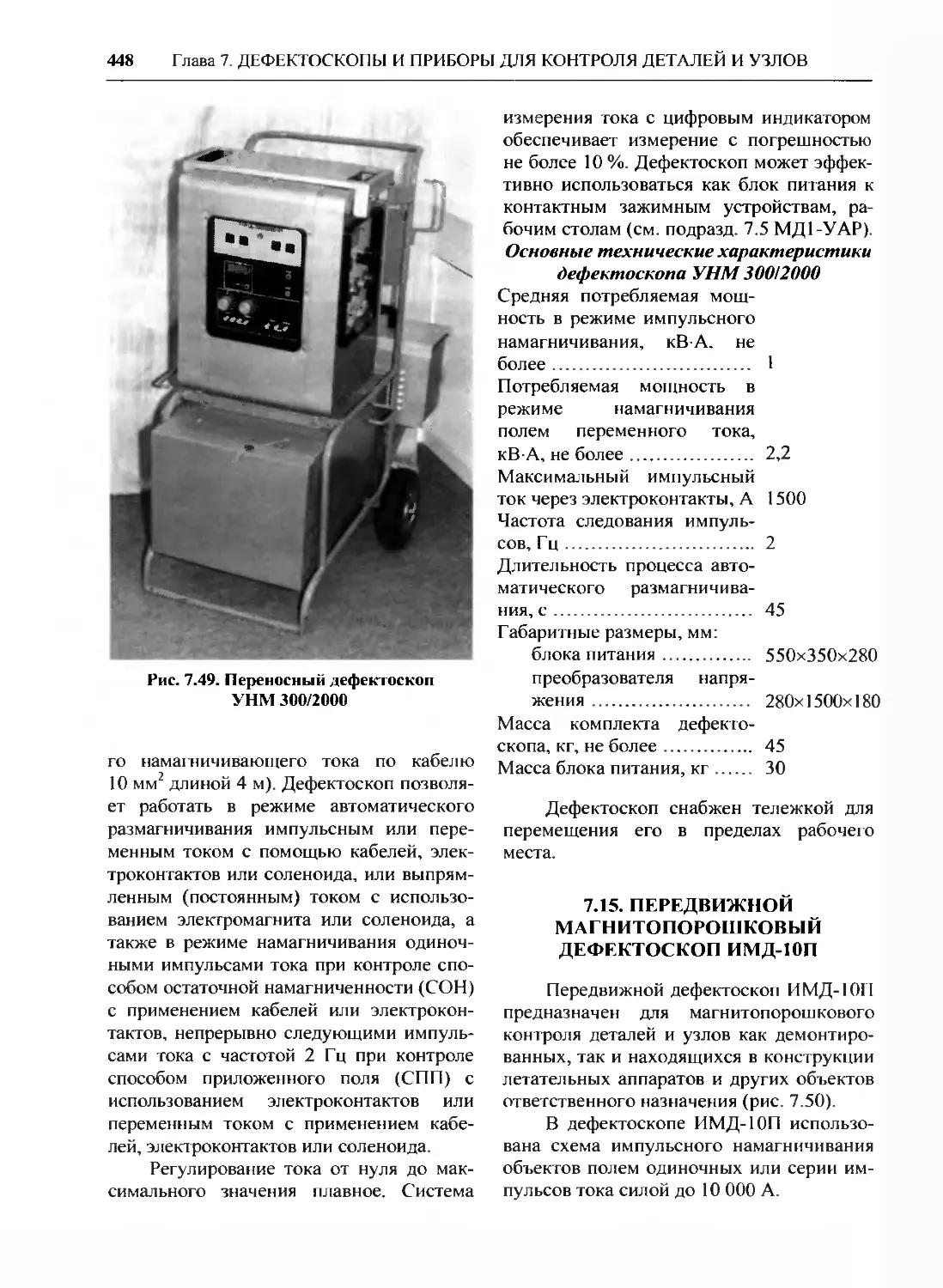
7.15. Передвижной магнито-
порошковый дефектоскоп
ИМД-10П 448
7.16. Устройство
намагничивающее на постоянных
магнитах УН-5 450
7.17. Переносные магнитопо-
рошковые дефектоскопы
ДМЭ-22Ц, ДМЭ-23Ц, ДМЦ-
21П,МПК-УНЛ-10Ц 450
7.18. Прибор ПКМС-2М 451
7.19. Тест-образец ТО-1 452
7.20. Прибор для контроля
качества суспензий МФ-1 ОСП 453
7.21. Облучатель
ультрафиолетовый переносный КД-З-ЗЛ 454
7.22. Облучатель
ультрафиолетовый УФО-3-500 454
7.23. Магнитометр МФ-23И ... 455
7.24. Магнитометр МФ-23ИМ 455
7.25. Прибор МФ-24ФМ 456
8
ОГЛАВЛЕНИЕ
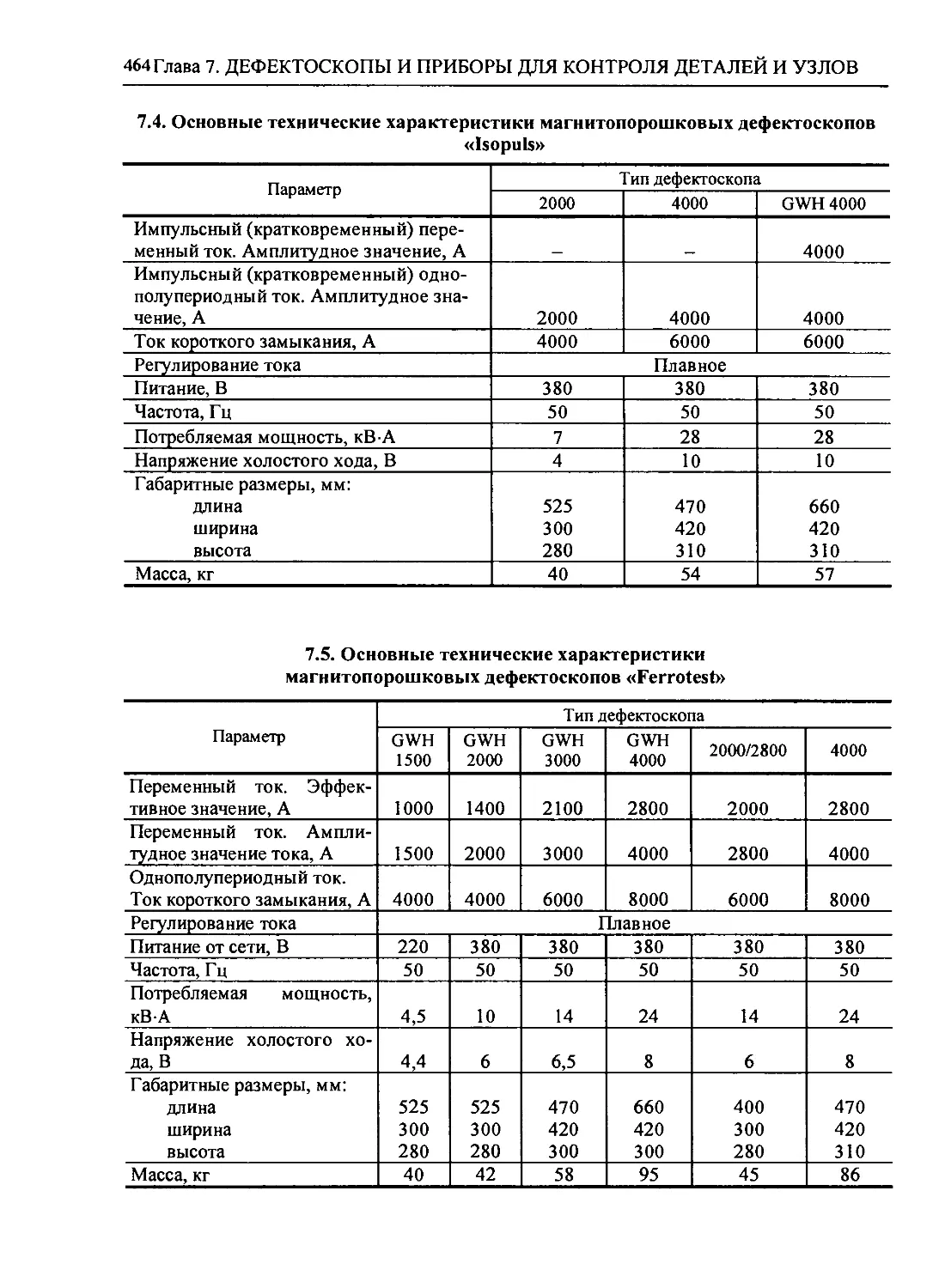
7.26. Зарубежные магнитопо-
рошковые дефектоскопы 457
Глава 8. МЕТОДИКИ МАГНИ-
ТОПОРОШКОВОГО
КОНТРОЛЯ ДЕТАЛЕЙ И
УЗЛОВ 471
8.1. Магнитопорошковый
контроль деталей с применением
способа воздушной взвеси 471
8.1.1. Принцип работы и
схема установки У-956 471
8.1.2. Методика контроля
хромированных
деталей способом
воздушной взвеси 474
8.1.3. Методика
обнаружения подповерхностных
дефектов и прижогов
на деталях способом
воздушной взвеси 478
8.1.4. Методика контроля
кожухов камер сгорания
двигателей РД-45 и
ВК-1 способом
воздушной взвеси 479
8.2. Магнитопорошковый
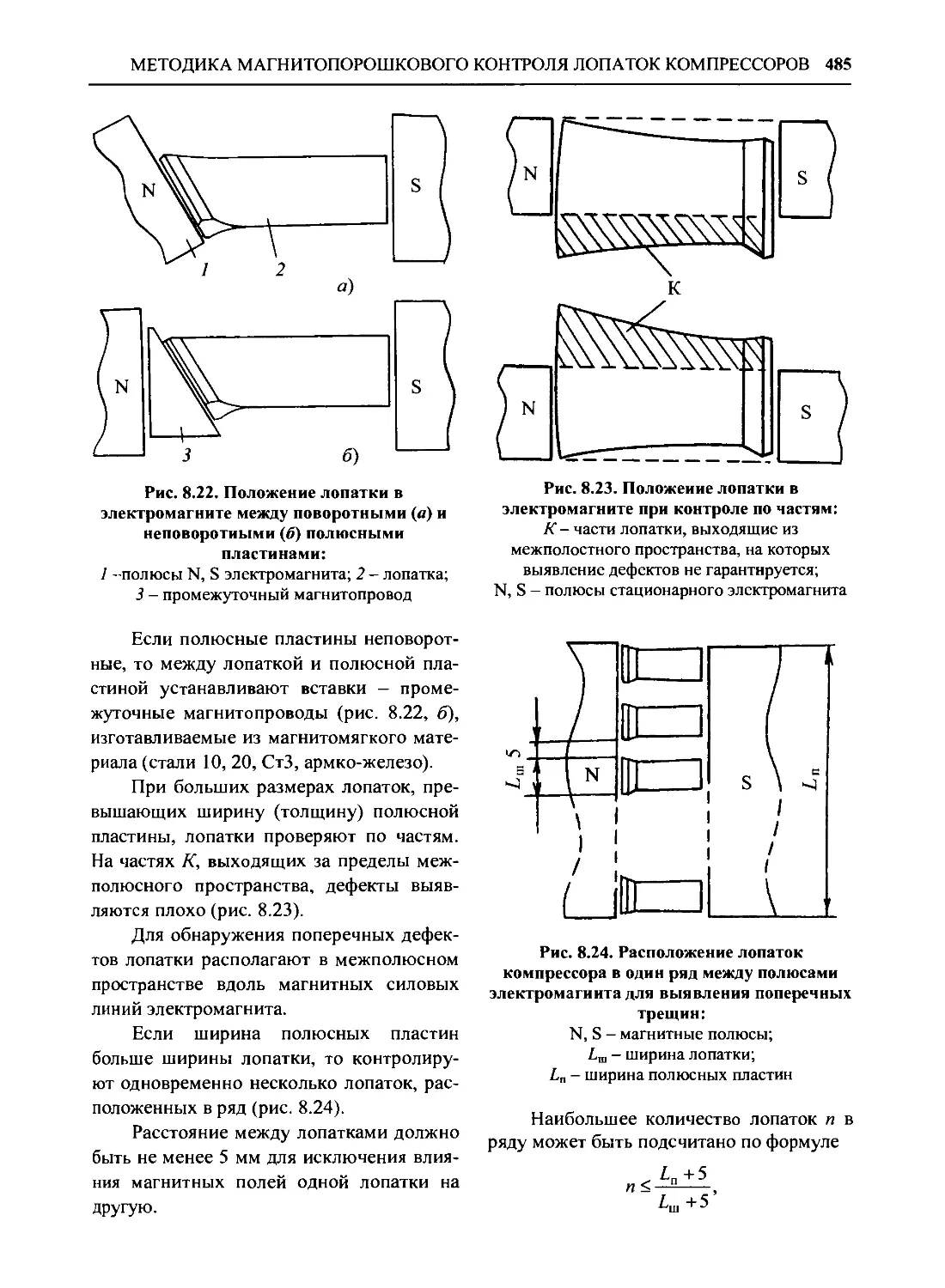
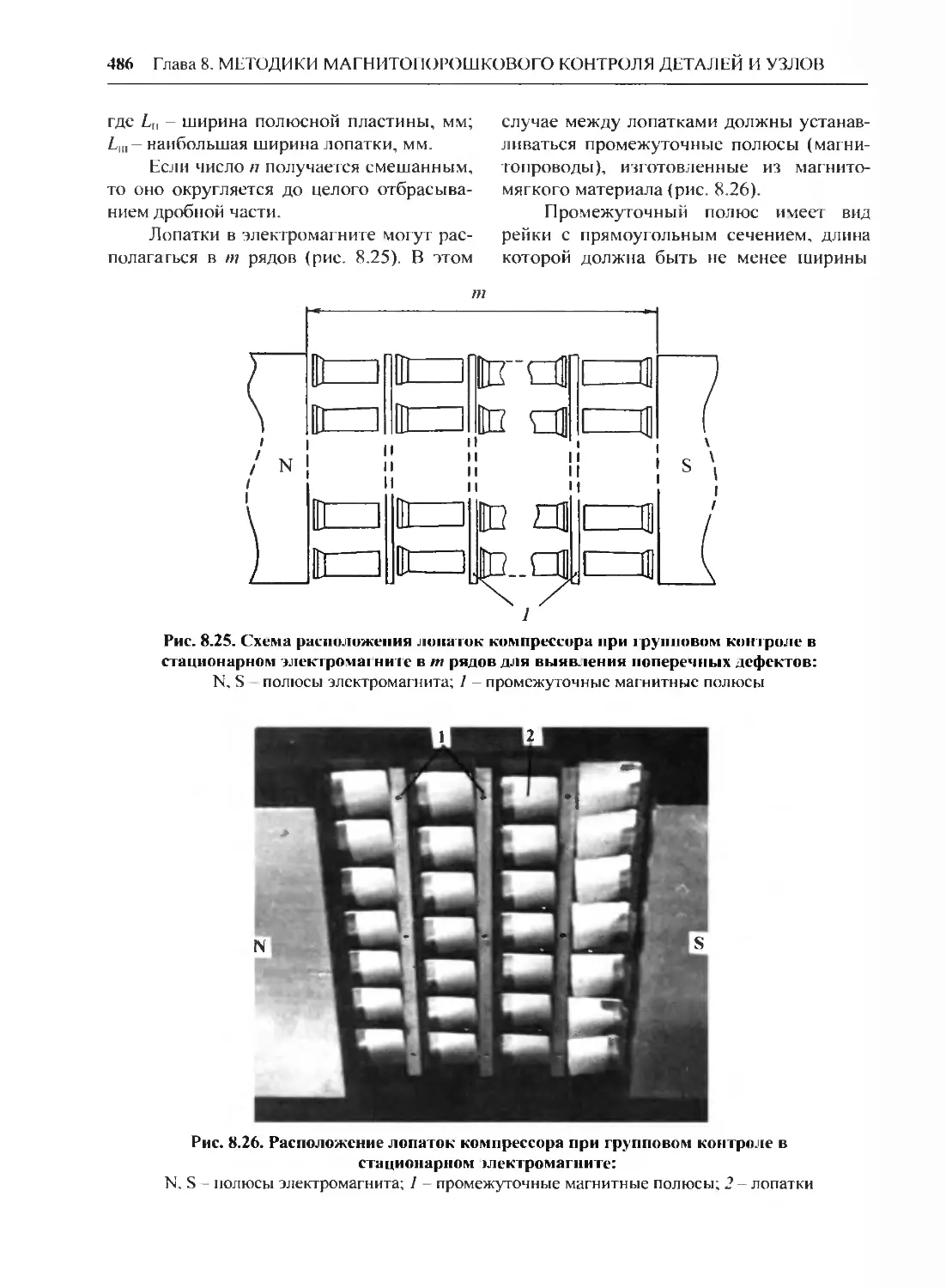
контроль бугеля 481
8.3. Магнитопорошковый
контроль рам тележек шасси
самолета 482
8.4. Методика магнитопорош-
кового контроля лопаток
компрессоров 483
8.4.1. Способы установления
лопаток в
электромагните 484
8.4.2. Рекомендации по
установлению лопаток
между полюсами
стационарного
электромагнита 484
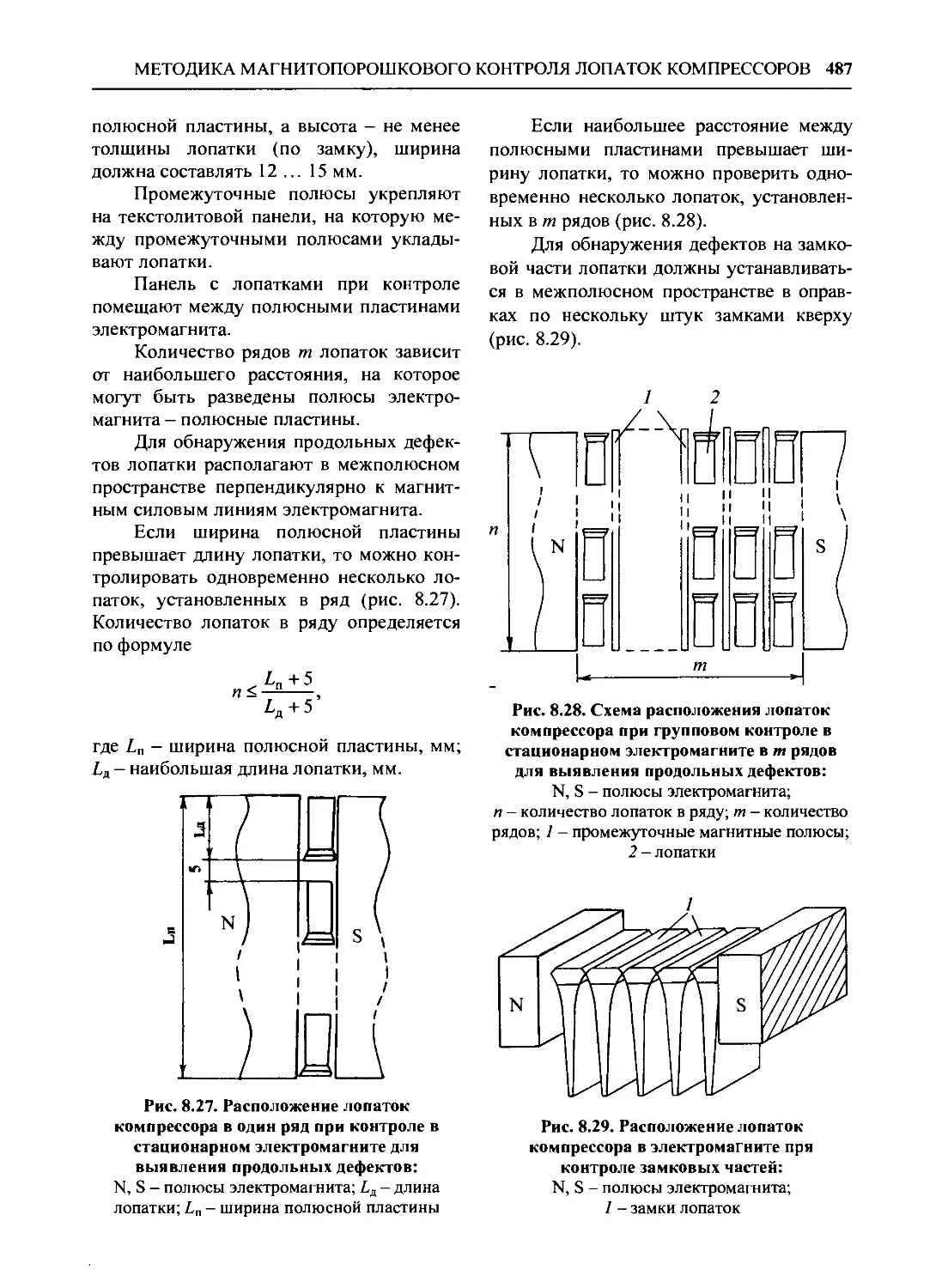
8.4.3. Общие рекомендации
по выбору режимов
намагничивания
лопаток компрессоров 488
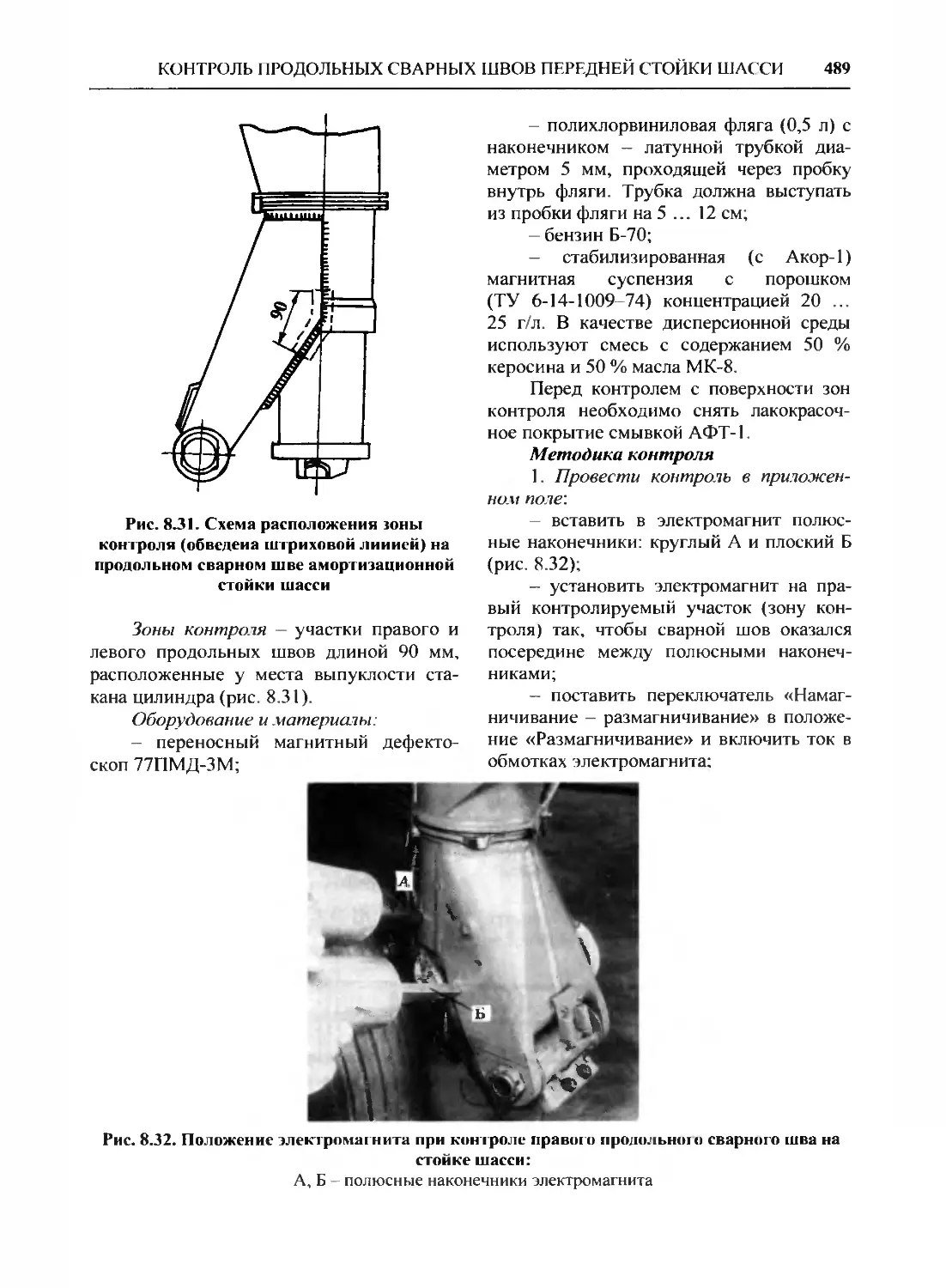
8.5. Контроль продольных
сварных швов
амортизационной стойки шасси 488
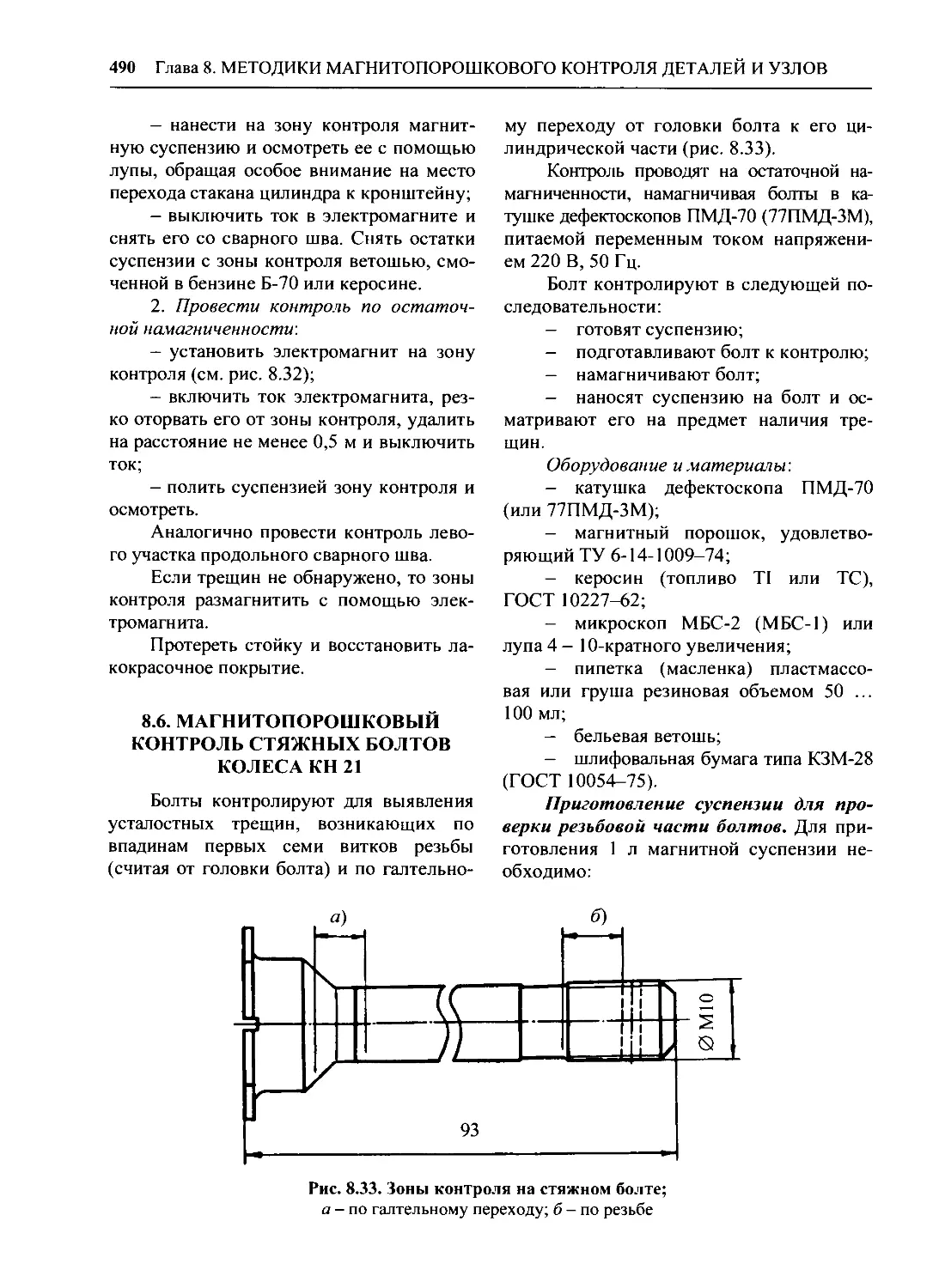
8.6. Магнитопорошковый
контроль стяжных болтов колеса
КН21 490
8.7. Контроль шлицев валов
воздушных винтов в
аэродромных условиях 492
8.8. Магнитопорошковый
контроль ходовых винтов
подъемников закрылок в
аэродромных условиях 494
8.9. Магнитопорошковый
контроль крайних витков
пружины мембраны ограничителя 495
8.10. Магнитопорошковый
контроль цилиндров
амортизаторов главных ног шасси
самолета 496
8.11. Магнитопорошковый
контроль штанги разворота шасси
самолета 498
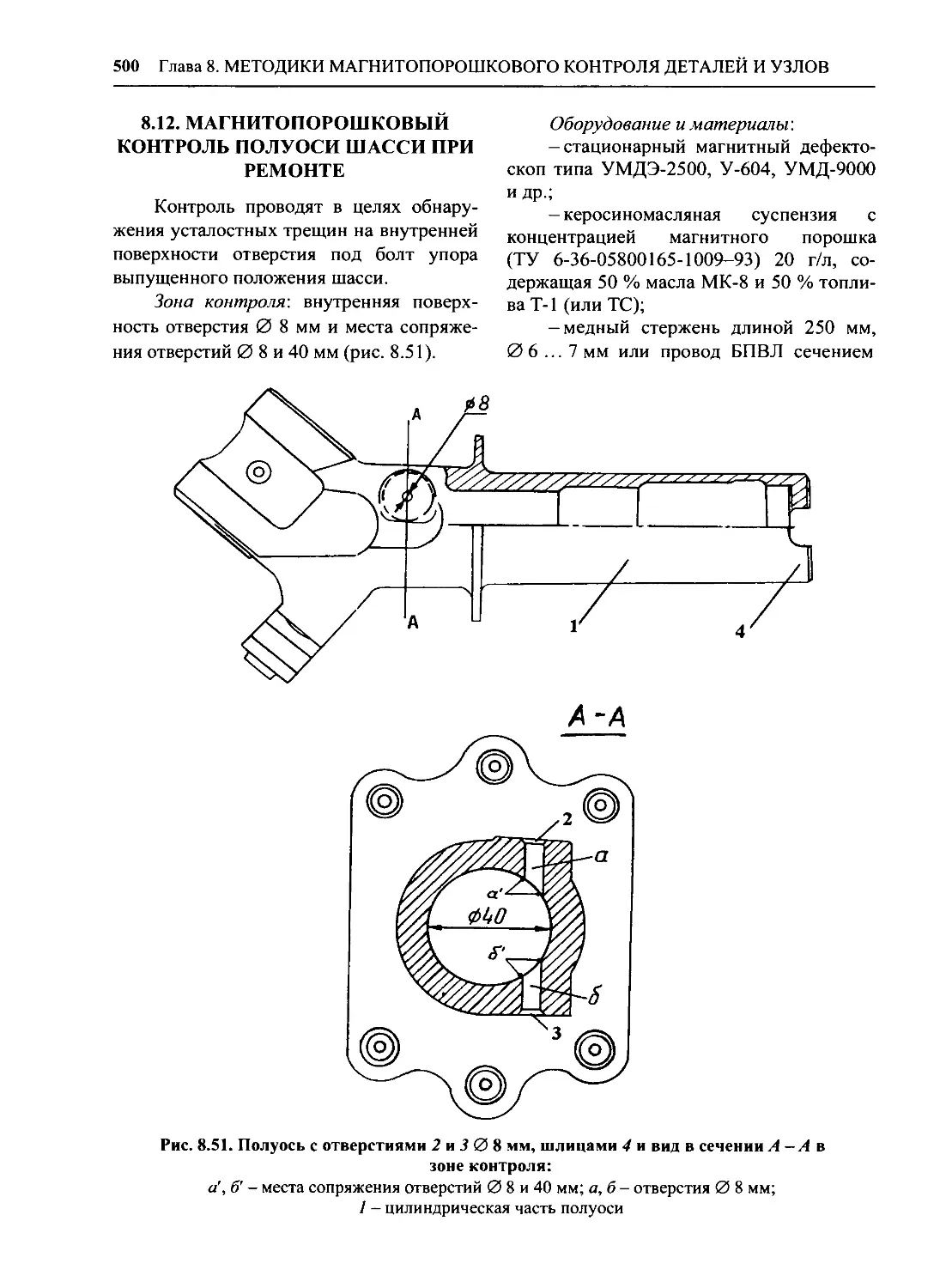
8.12. Магнитопорошковый
контроль полуоси шасси при
ремонте 500
8.13. Магнитопорошковый
контроль подкосов крепления
двигателя 502
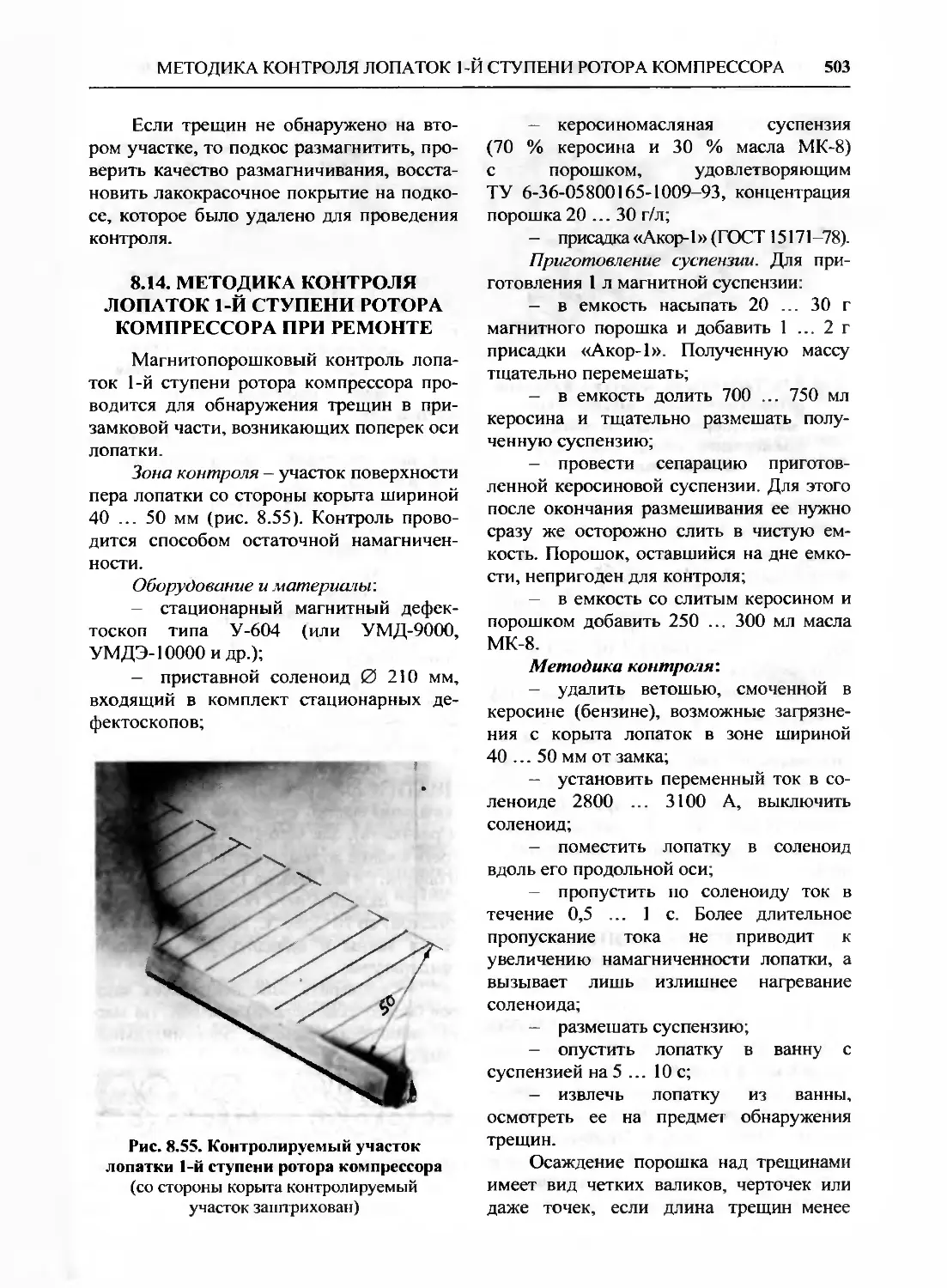
8.14. Методика контроля
лопаток 1-й ступени ротора
компрессора при ремонте 503
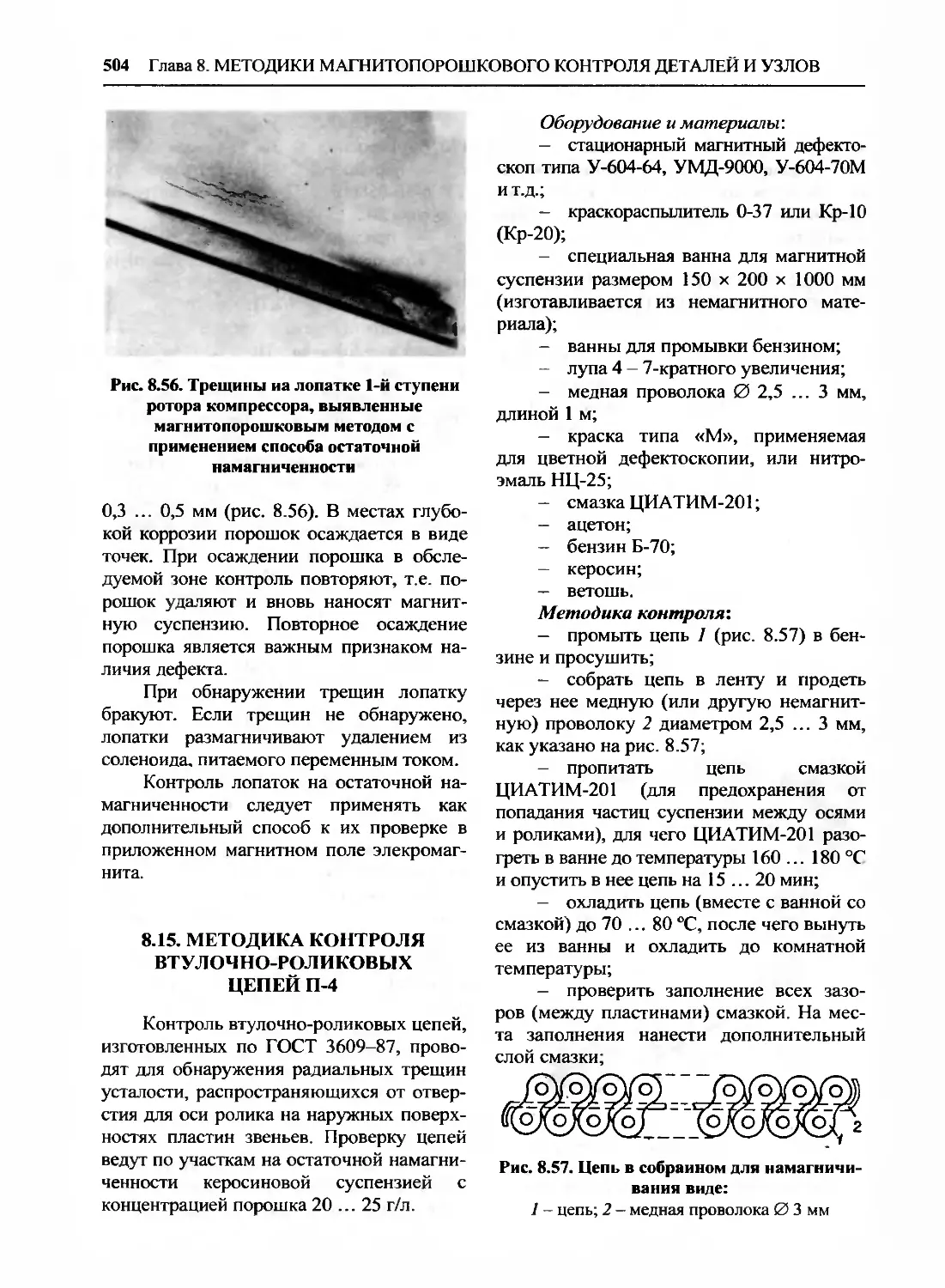
8.15. Методика контроля вту-
лочно-роликовых цепей П-4 ... 504
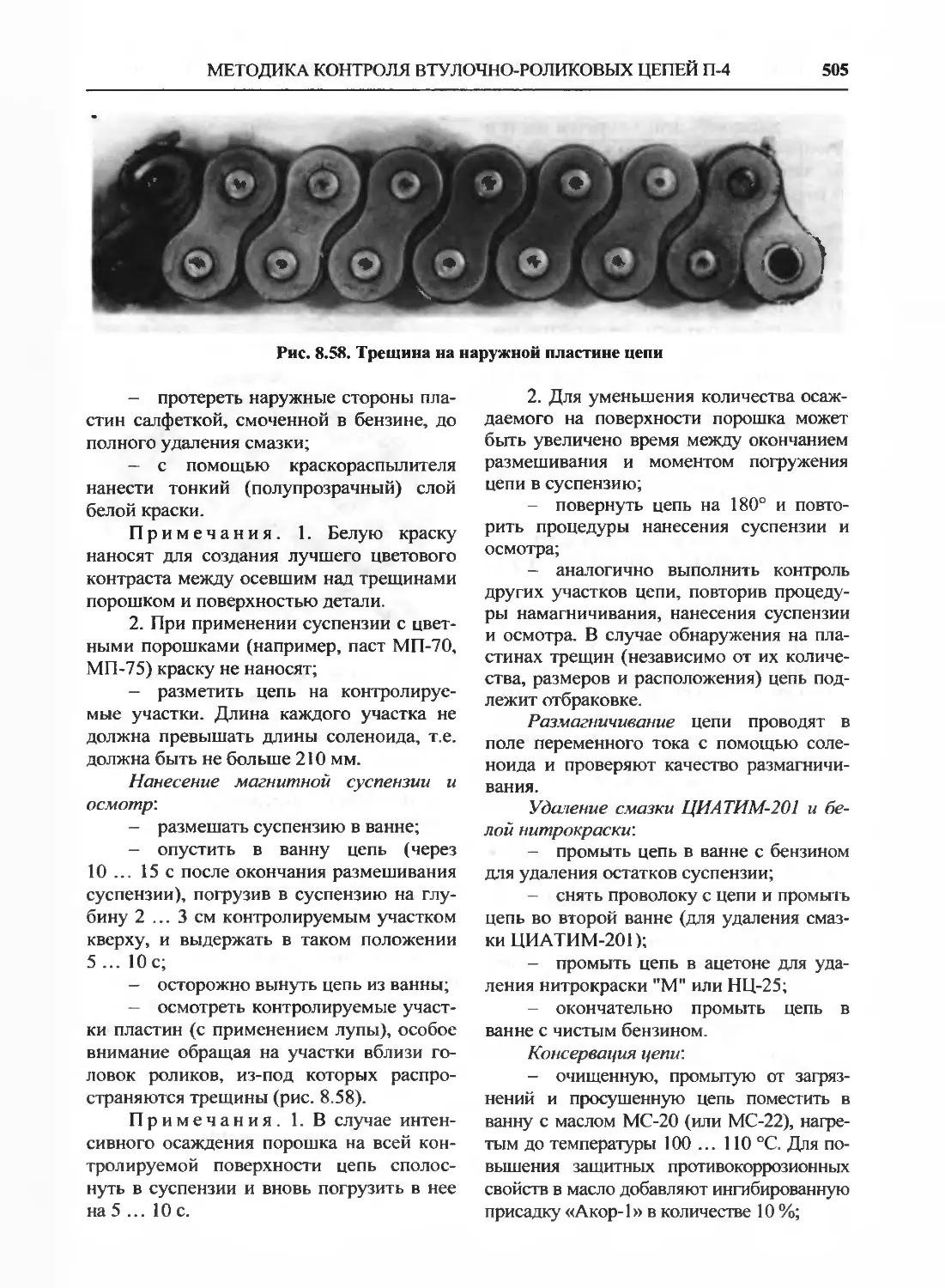
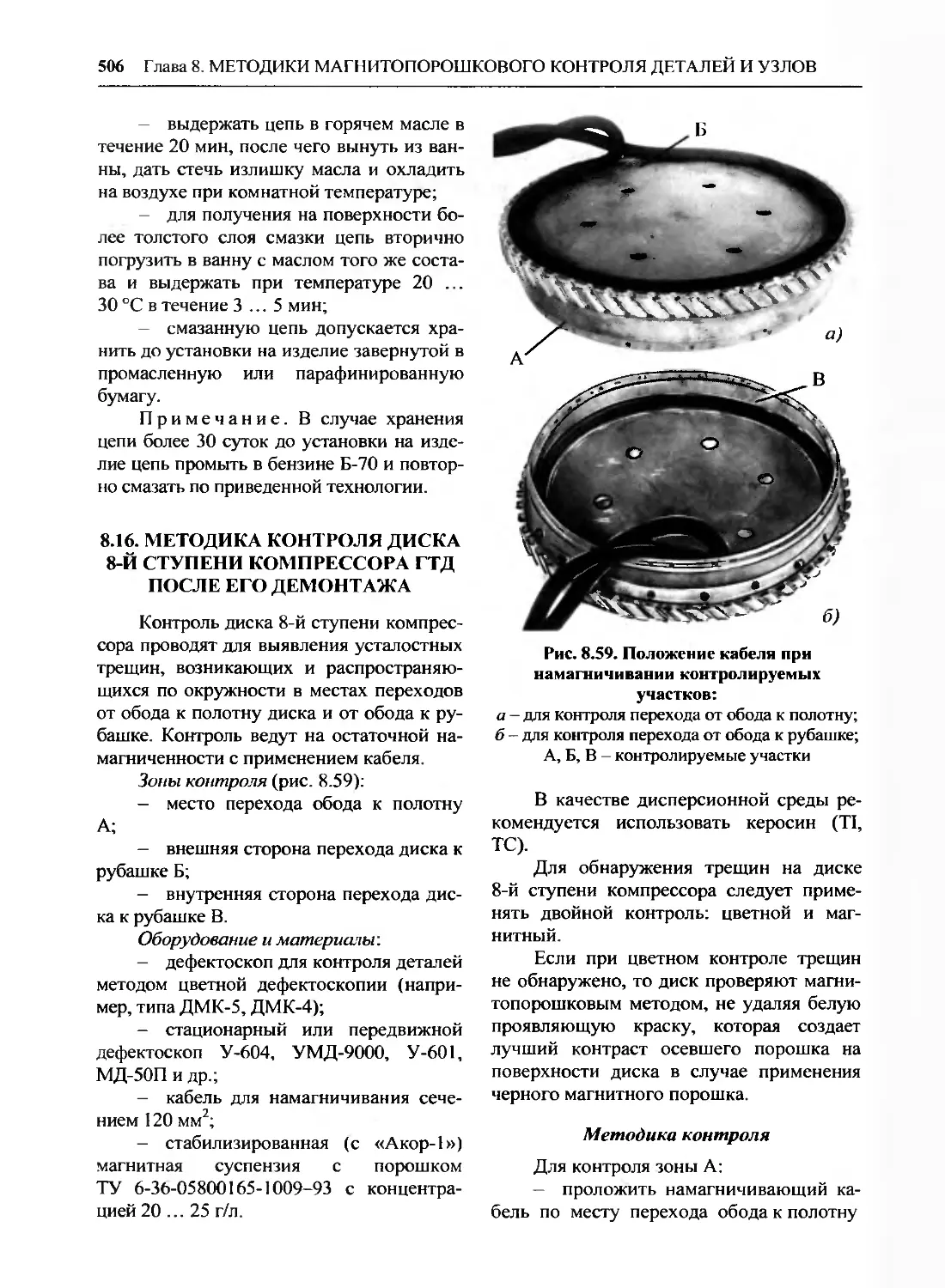
8.16. Методика контроля диска
8-й ступени компрессора ГДТ
после его демонтажа 506
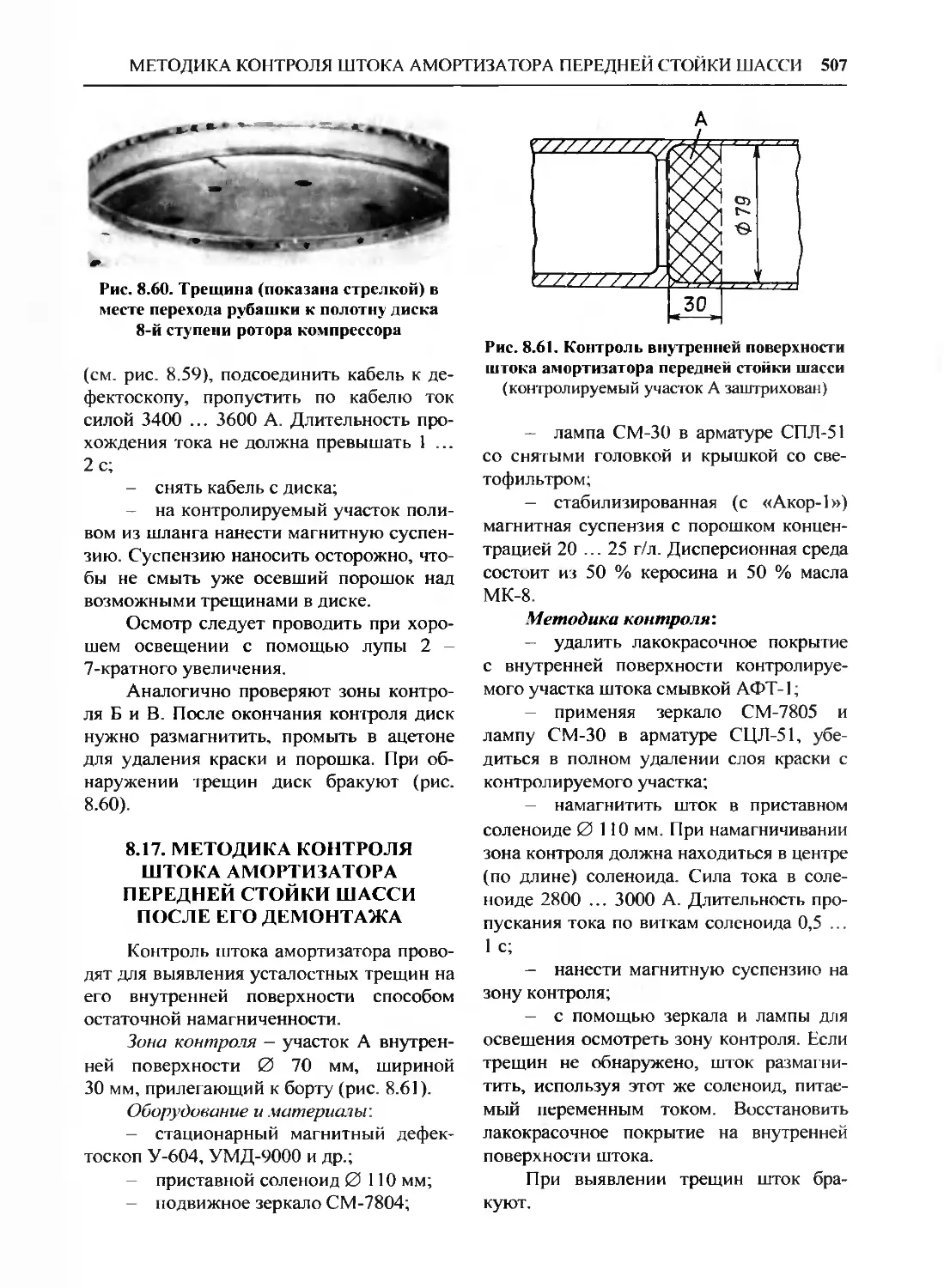
8.17. Методика контроля
штока амортизатора передней
стойки шасси после его
демонтажа 507
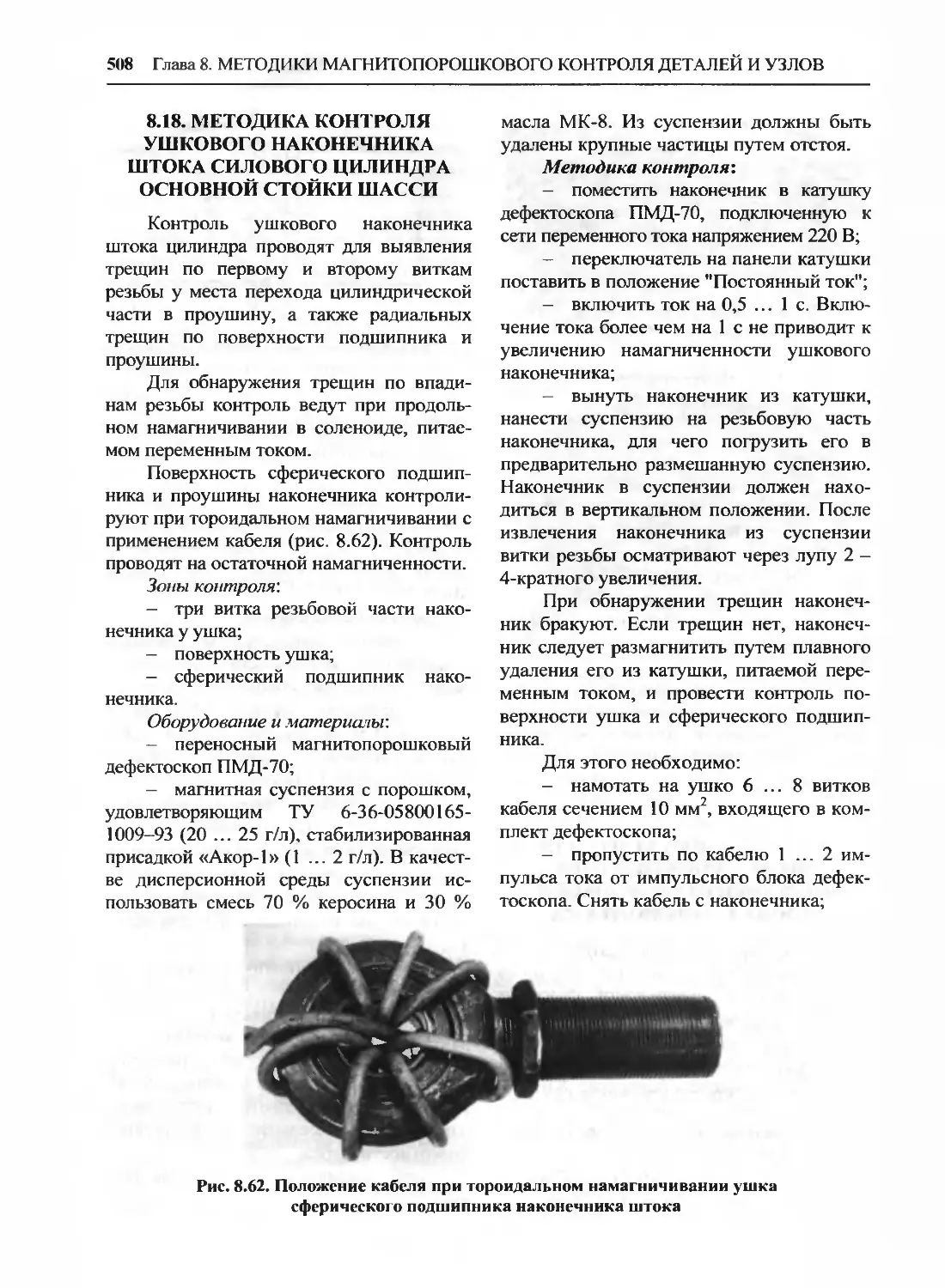
8.18. Методика контроля уш-
кового наконечника штока
силового цилиндра основной
стойки шасси 508
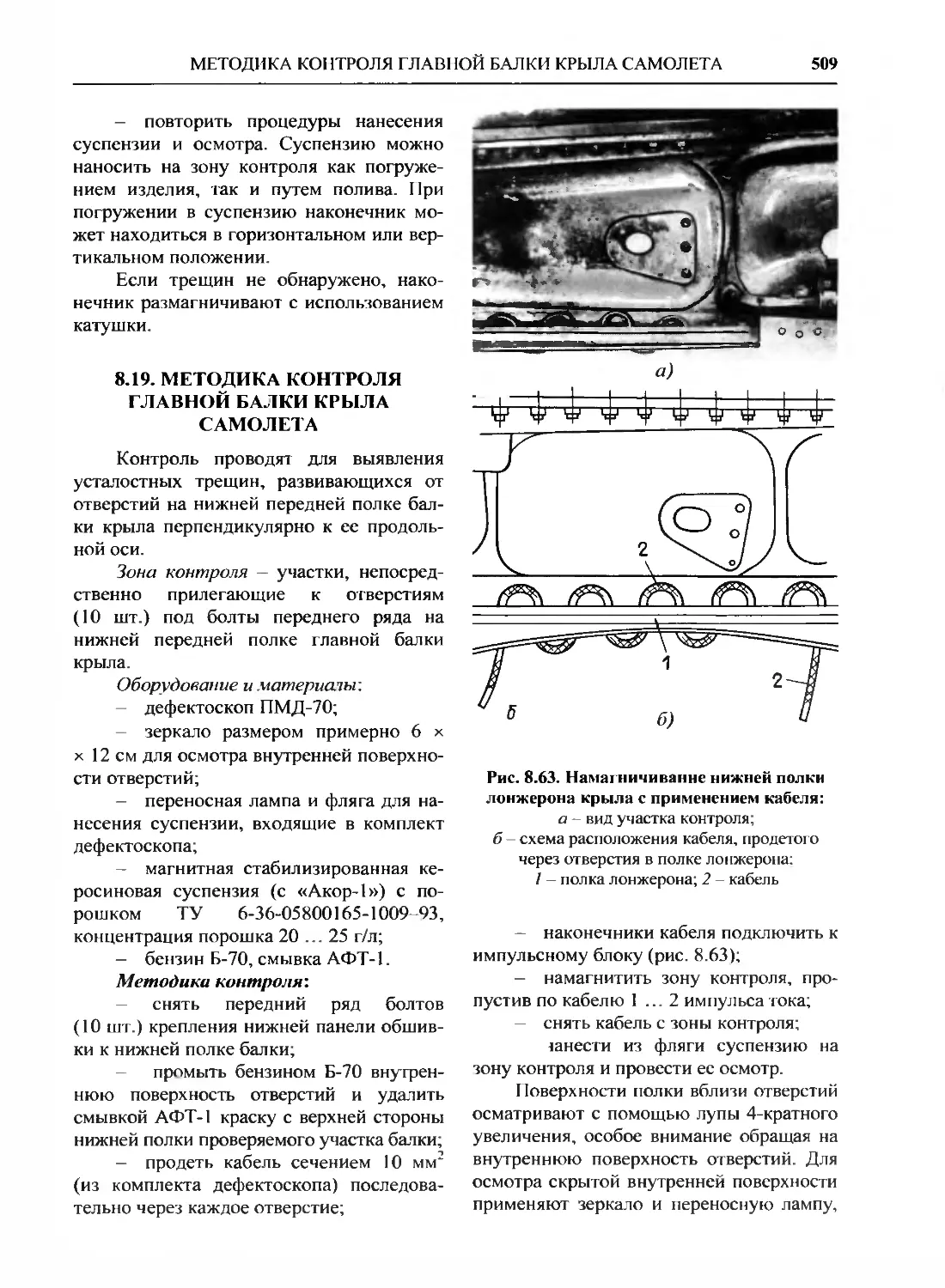
8.19. Методика контроля
главной балки крыла самолета .... 509
8.20. Методика контроля узла
крепления обода шпангоута №
13 к поперечной балке
фюзеляжа 510
8.21. Методика контроля
болтов 511
8.22. Методика контроля
балансира руля высоты самолета 513
8.23. Методика контроля
сварных швов с применением
электроконтактов
дефектоскопов ПМД-70 и МД-50П ... 514
ОГЛАВЛЕНИЕ
9
8.24. Контроль сварных
соединений в эксплуатации
летательных аппаратов 516
8.25. Намагничивание
сварных швов импульсным полем
с помощью электроконтактов 524
8.26. Способы контроля и
схемы намагничивания
деталей авиационной техники в
эксплуатации и ремонте 526
8.27. Особенности контроля
изделий с применением
электромагнита переменного тока 532
Глава 9. ТЕХНИКА
БЕЗОПАСНОСТИ ПРИ МАГНИТО-
ПОРОШКОВОМ
КОНТРОЛЕ 535
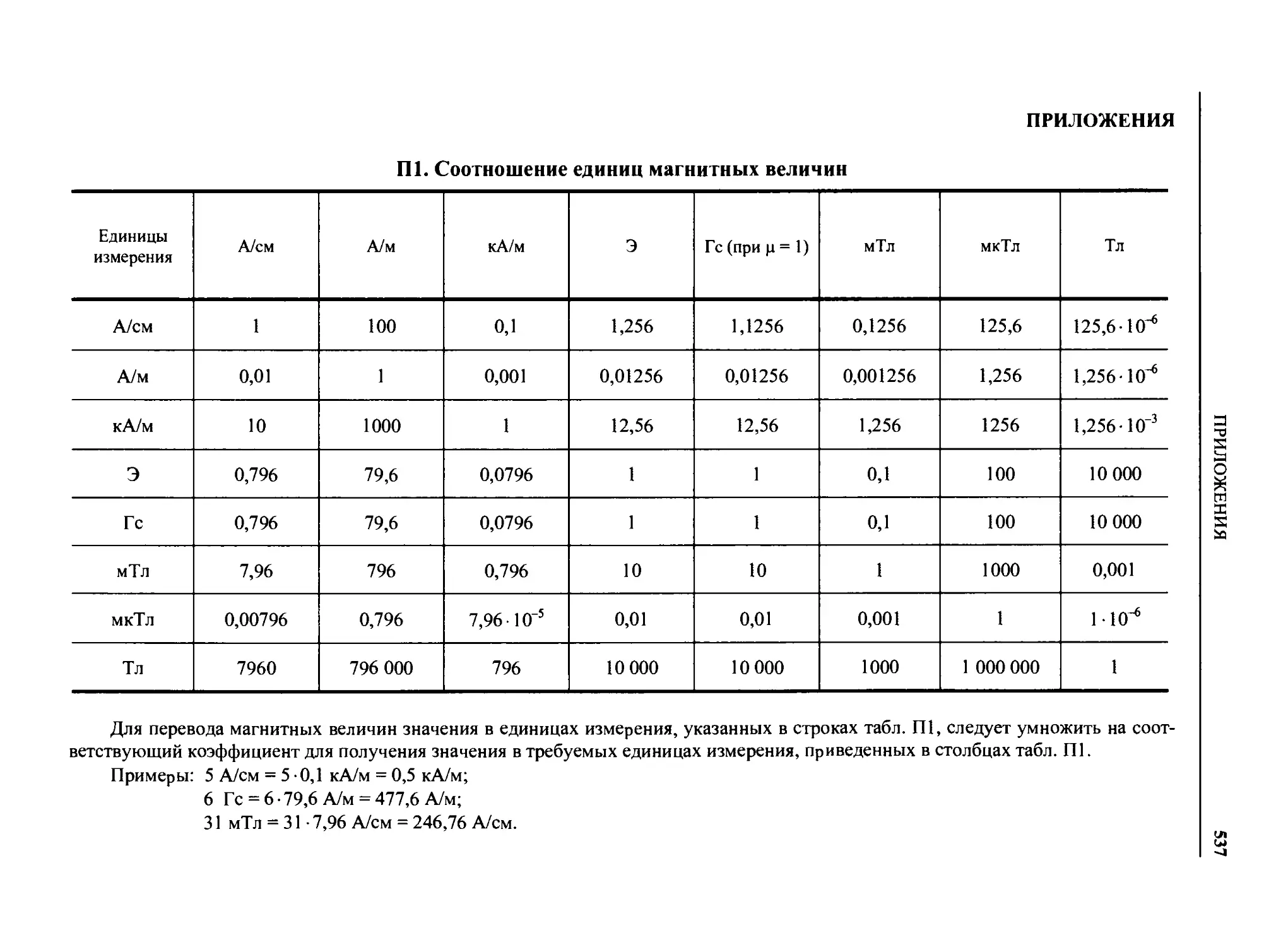
ПРИЛОЖЕНИЯ 537
Ш. Соотношение единиц
магнитных величин 537
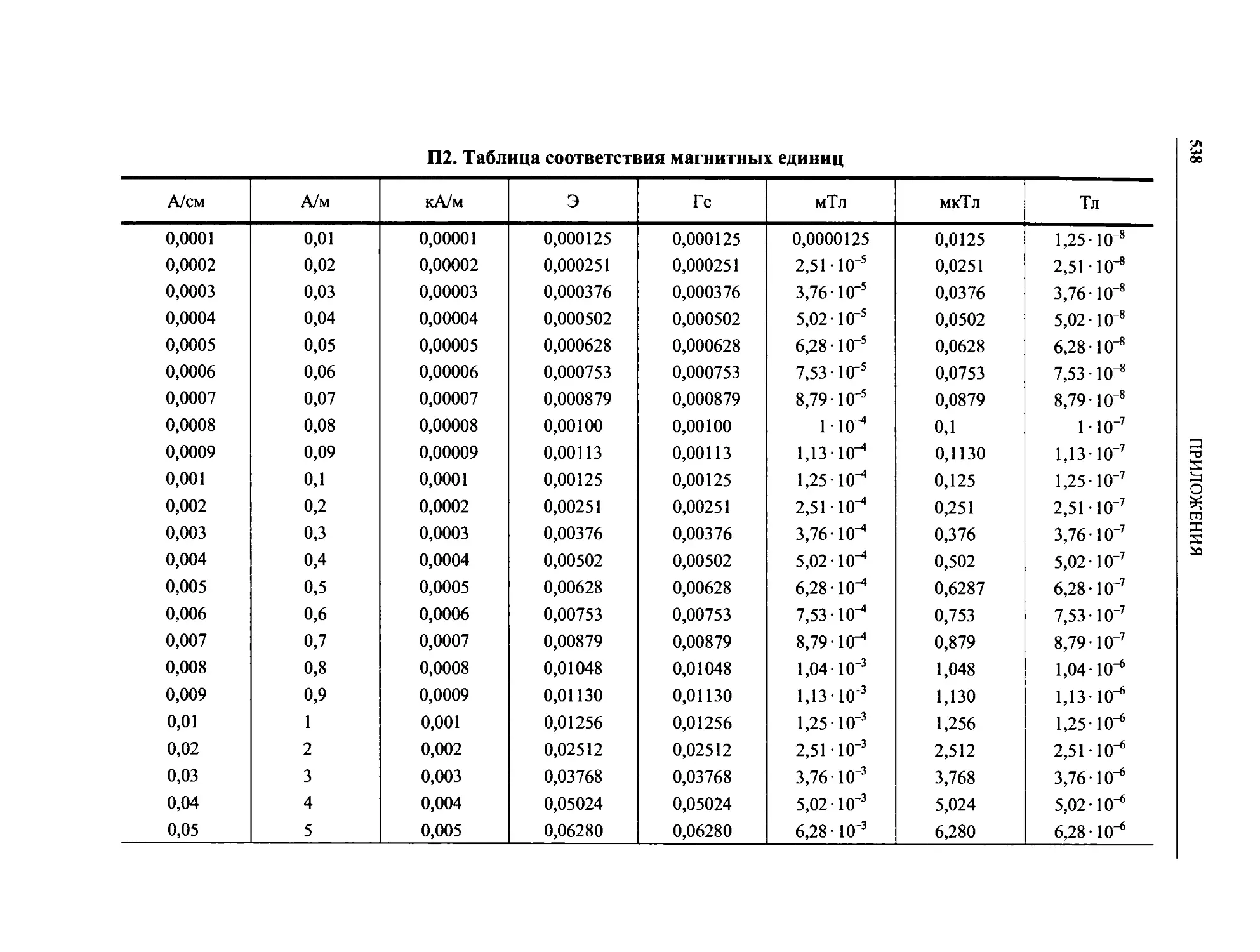
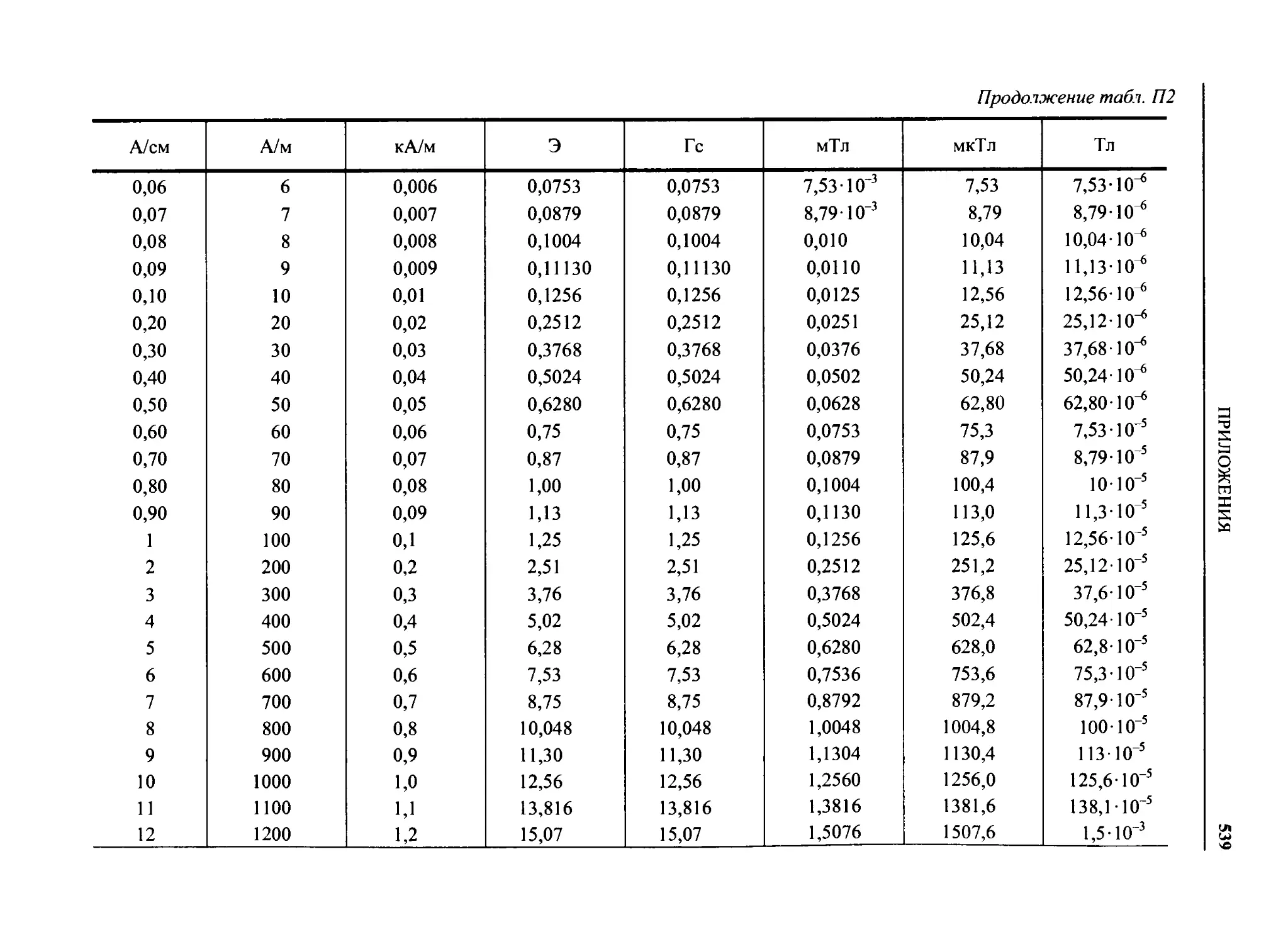
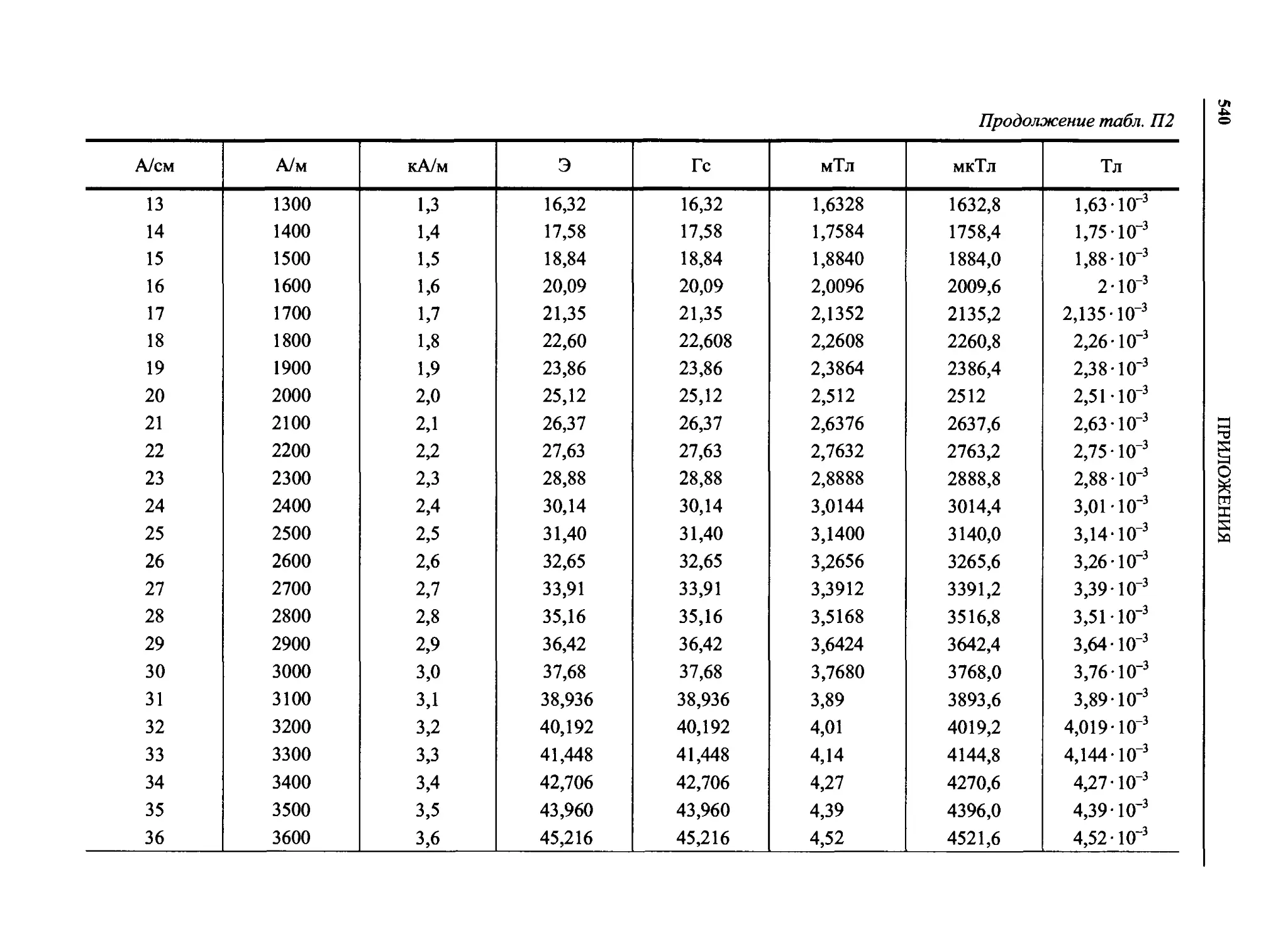
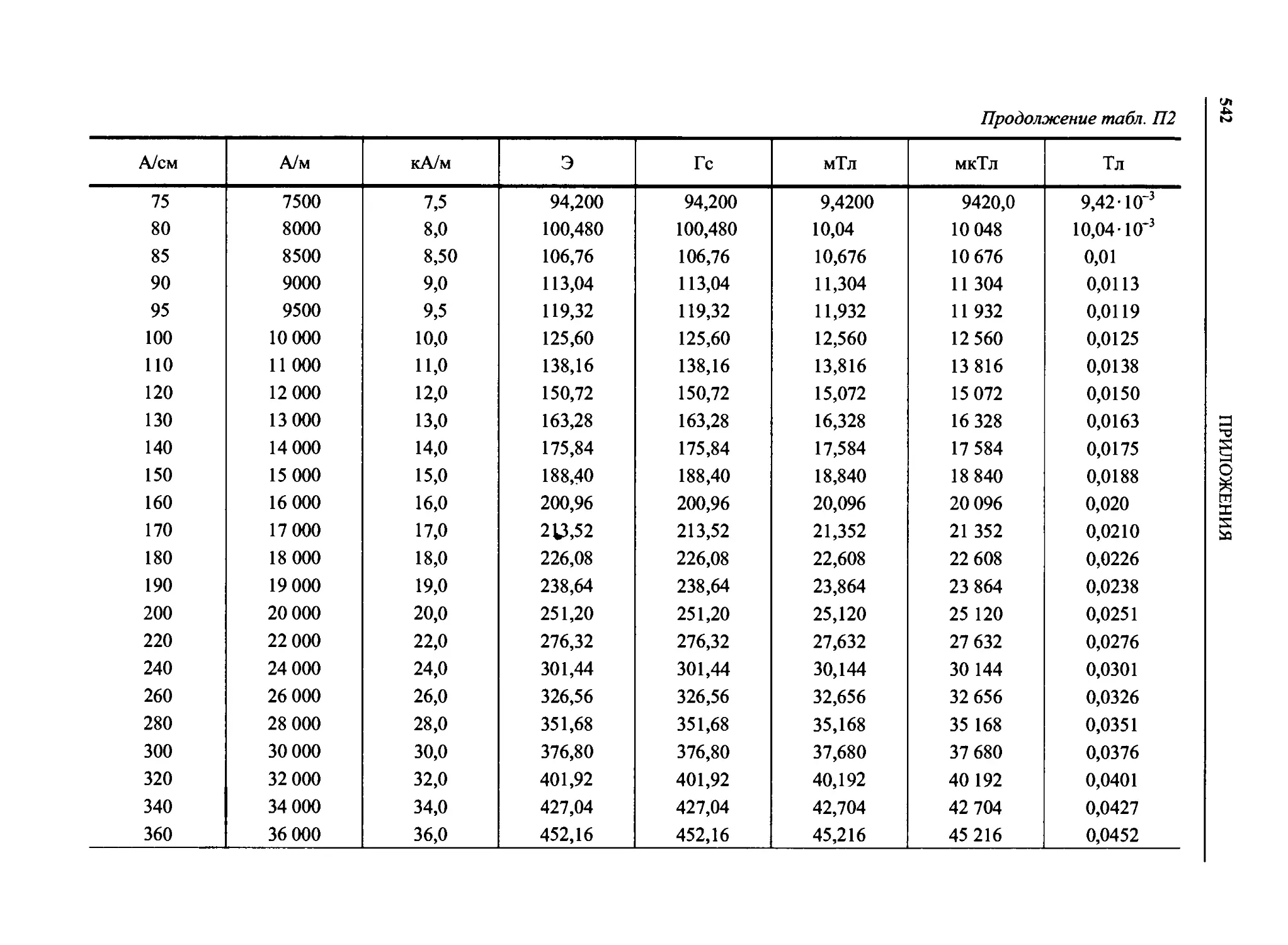
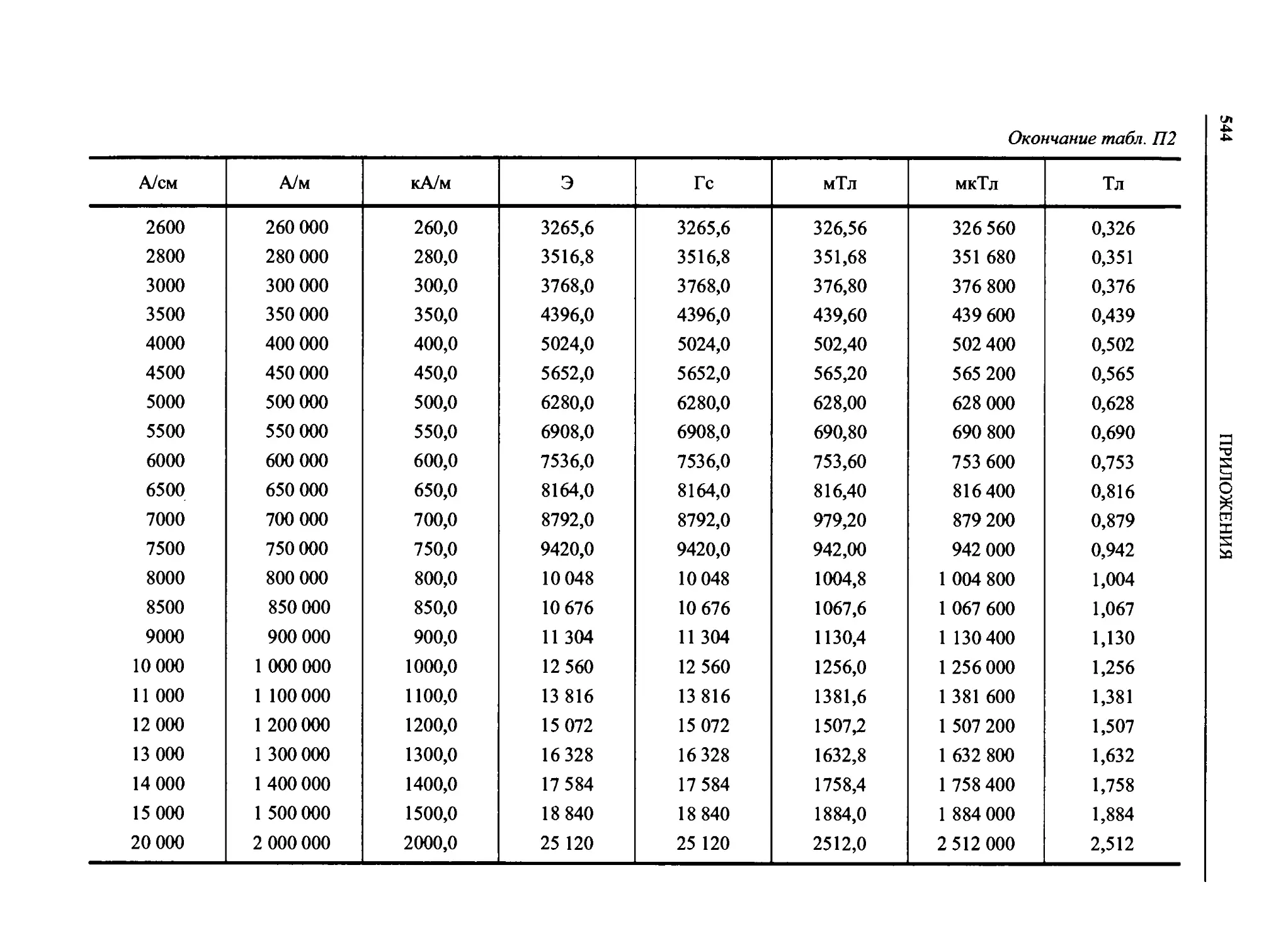
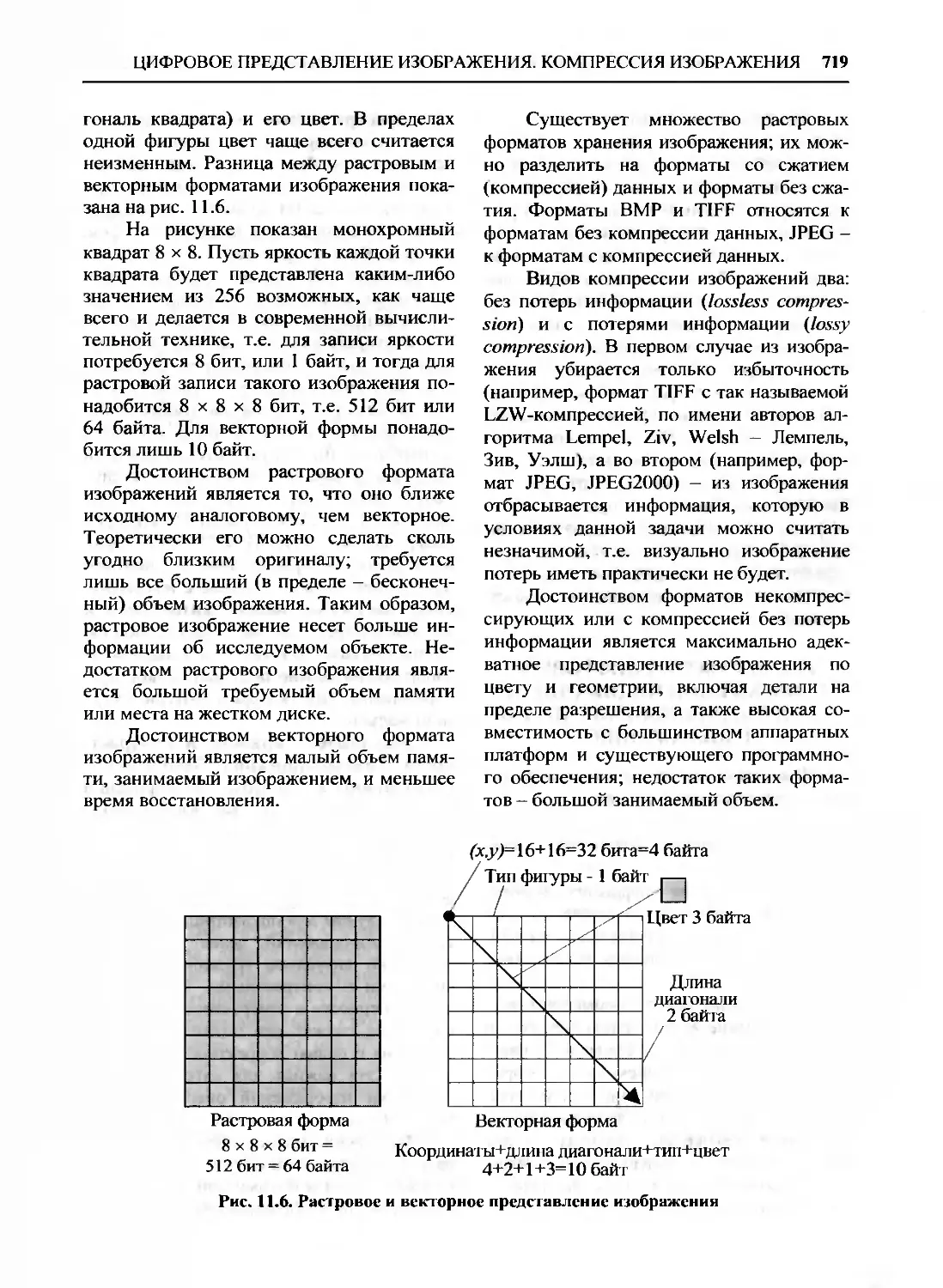
П2. Таблицы соответствия
магнитных единиц 538
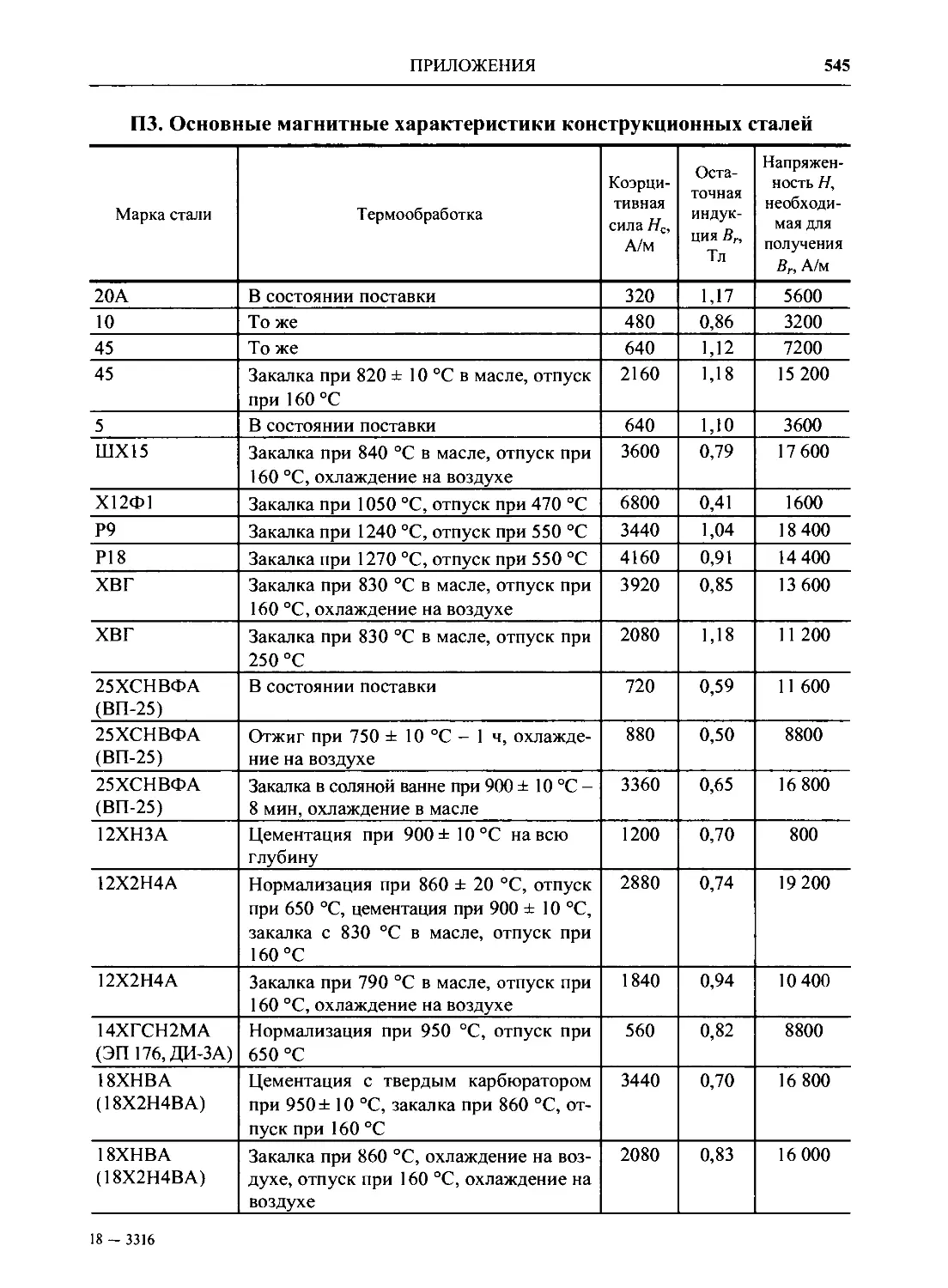
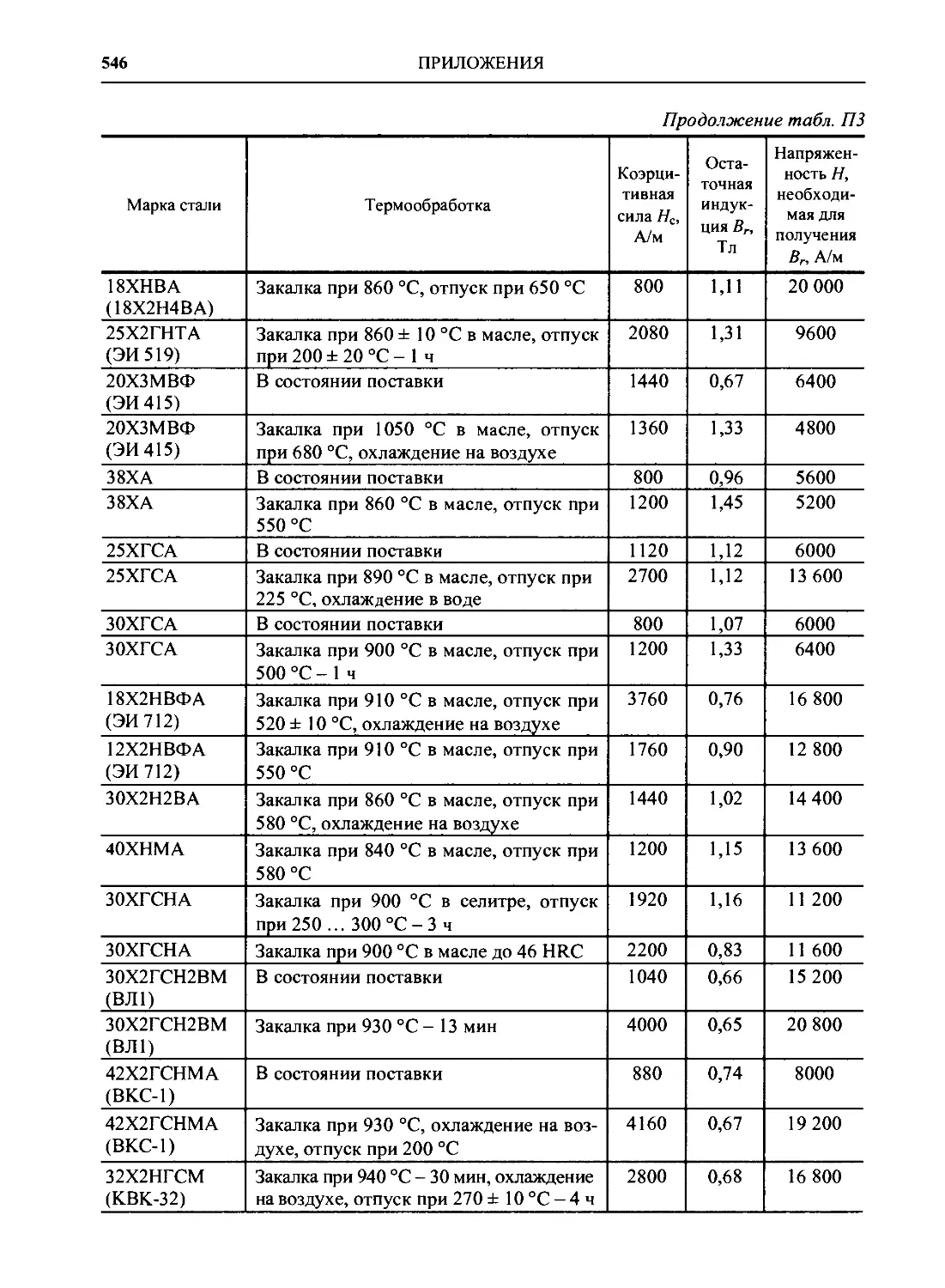
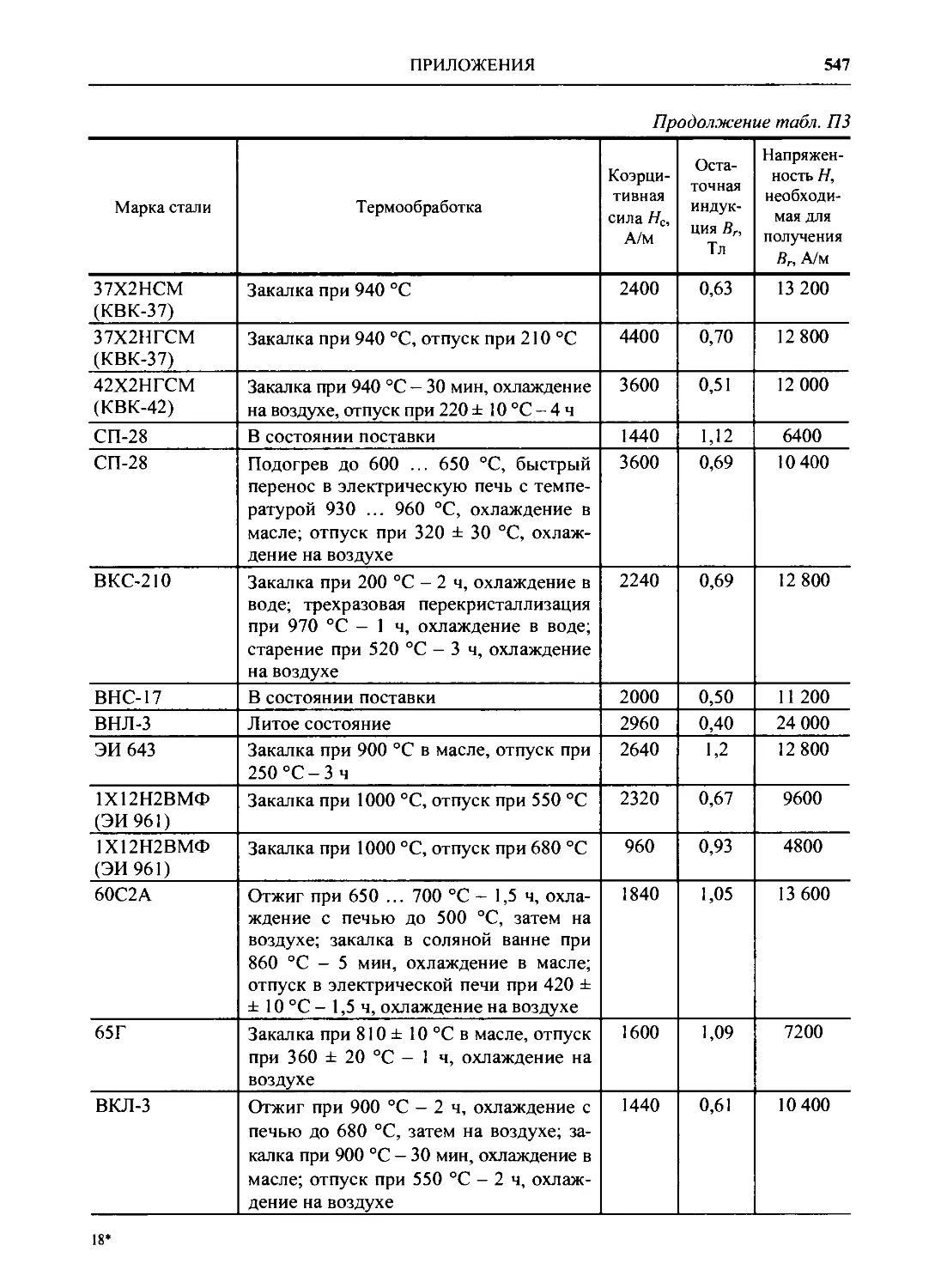
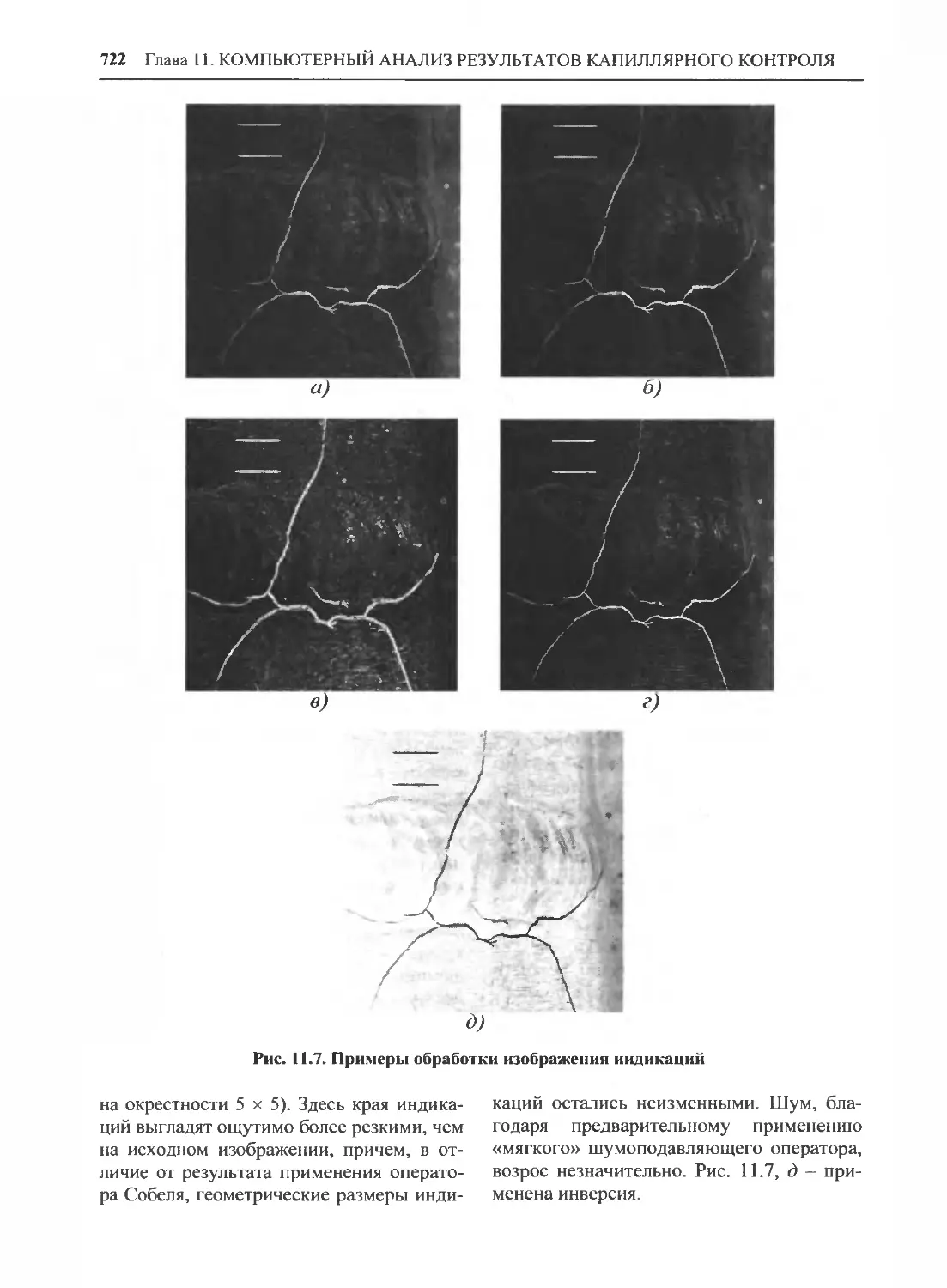
ПЗ. Основные магнитные
характеристики конструкционных
сталей 545
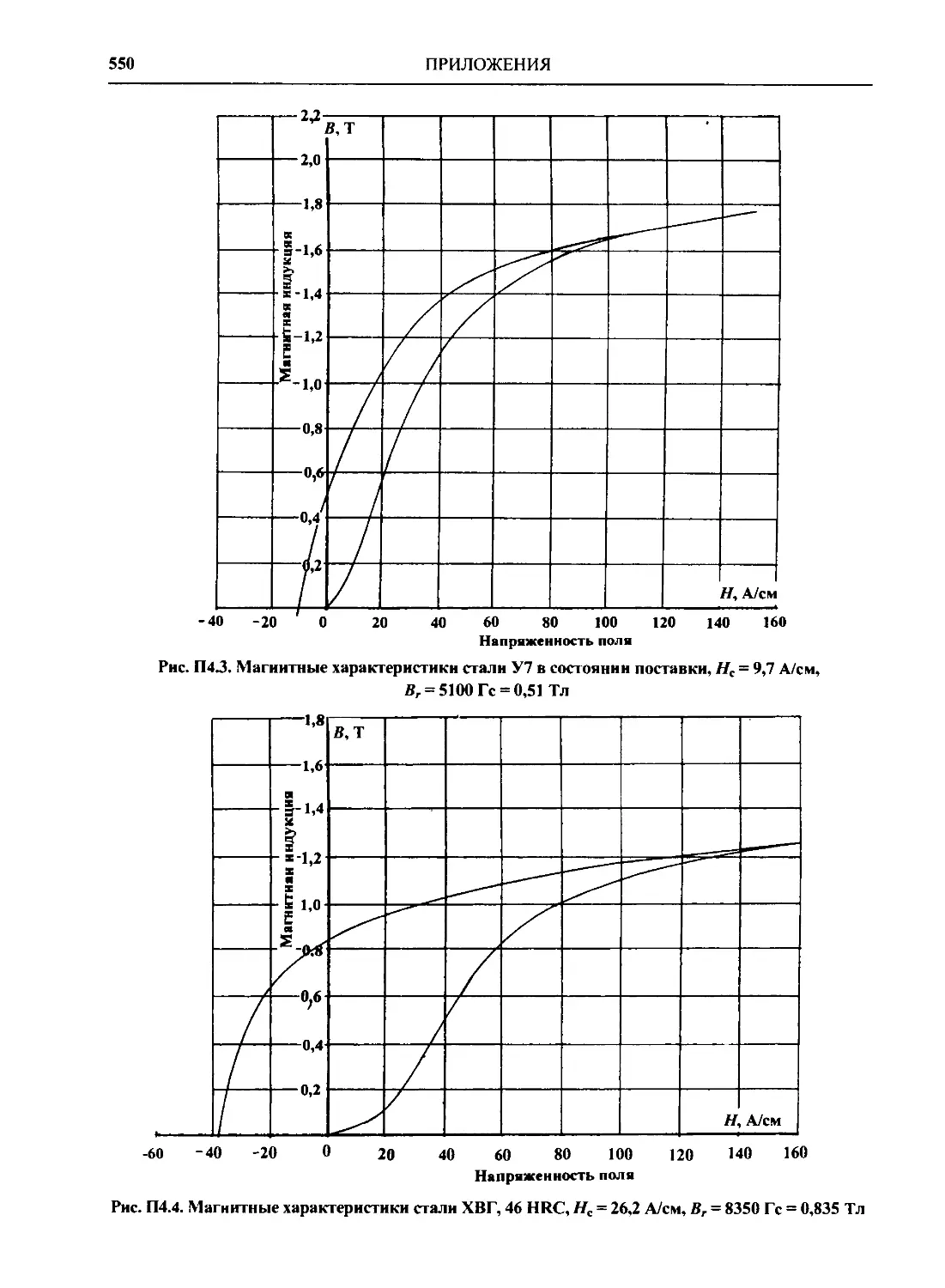
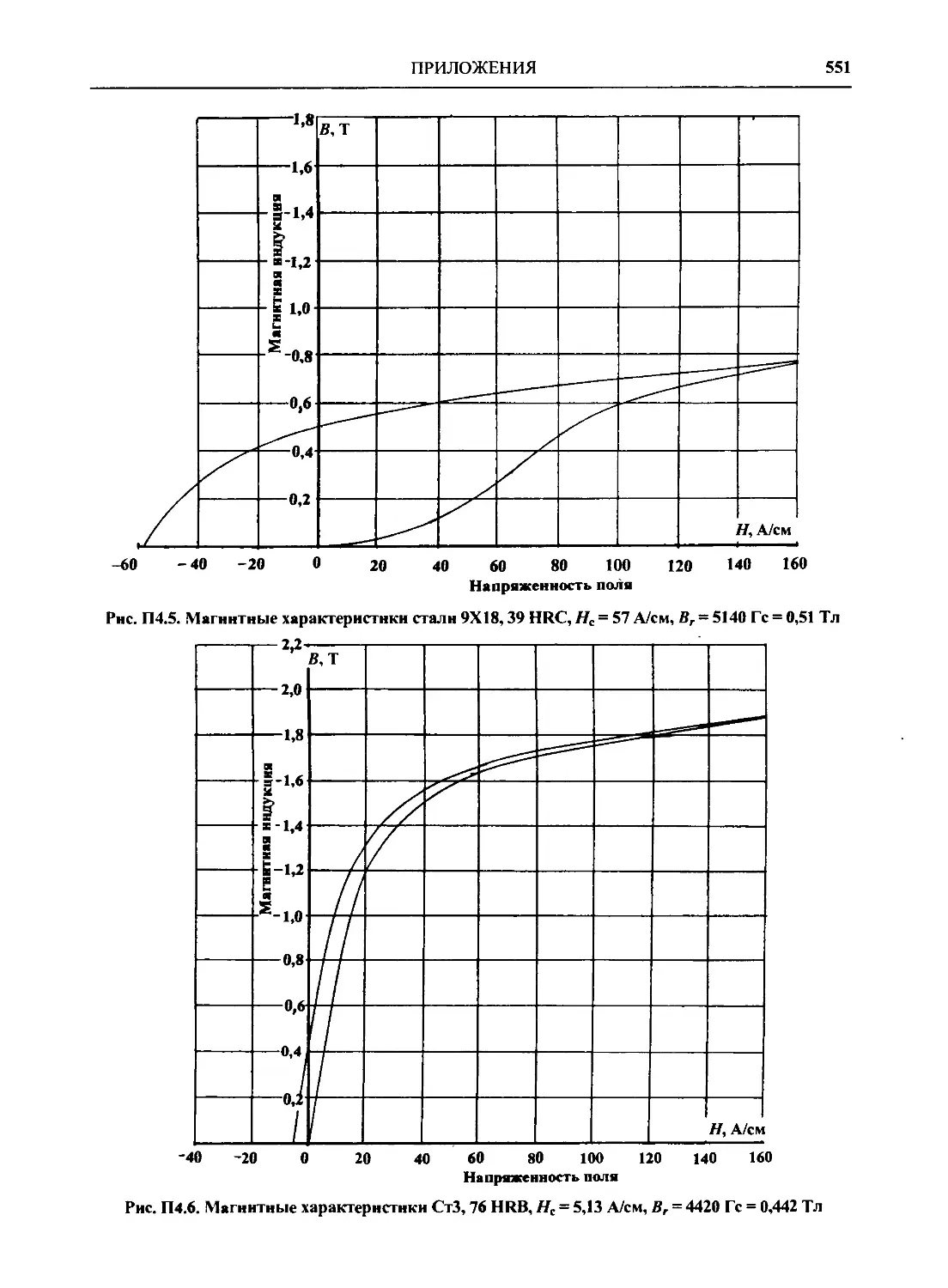
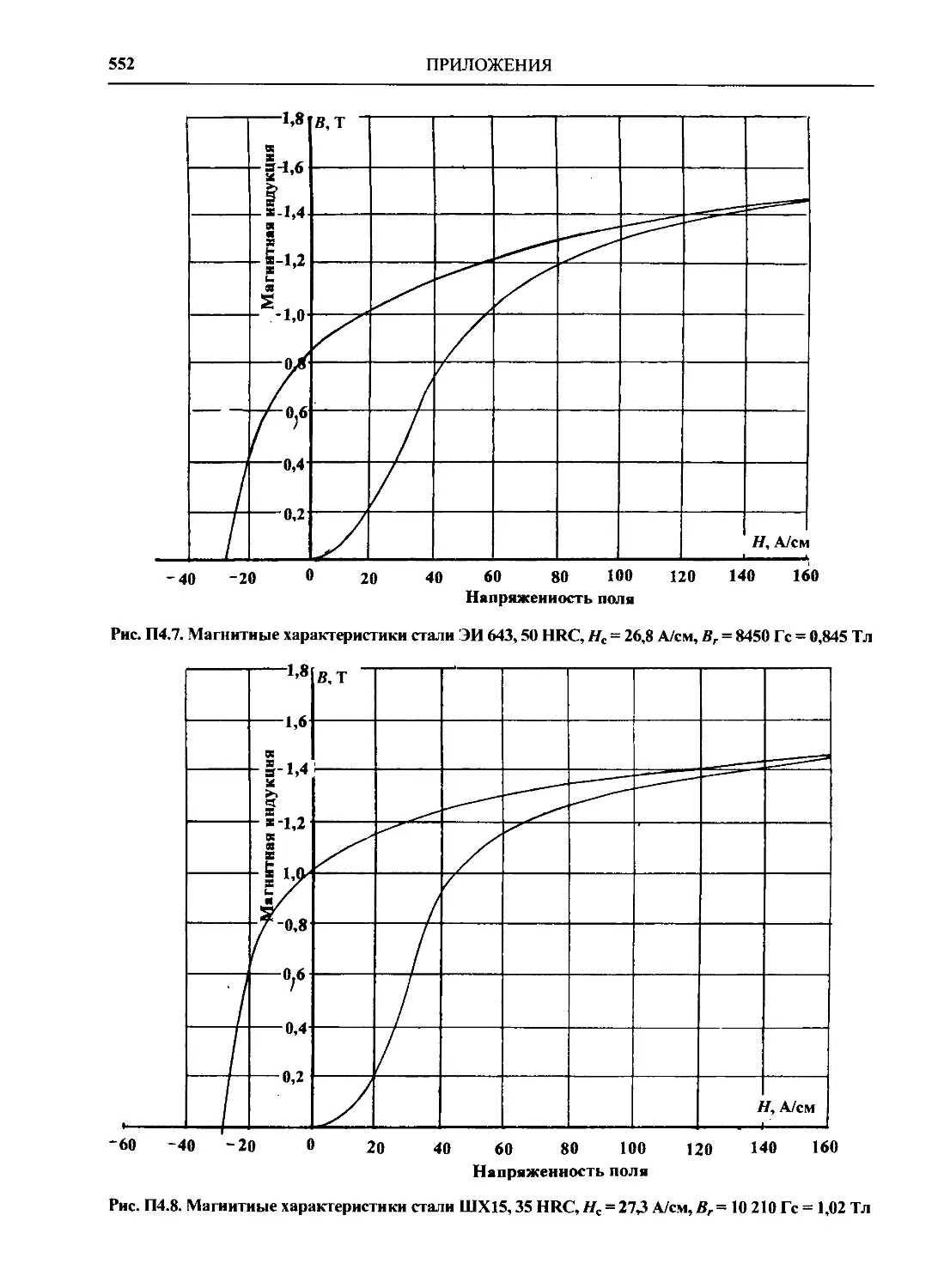
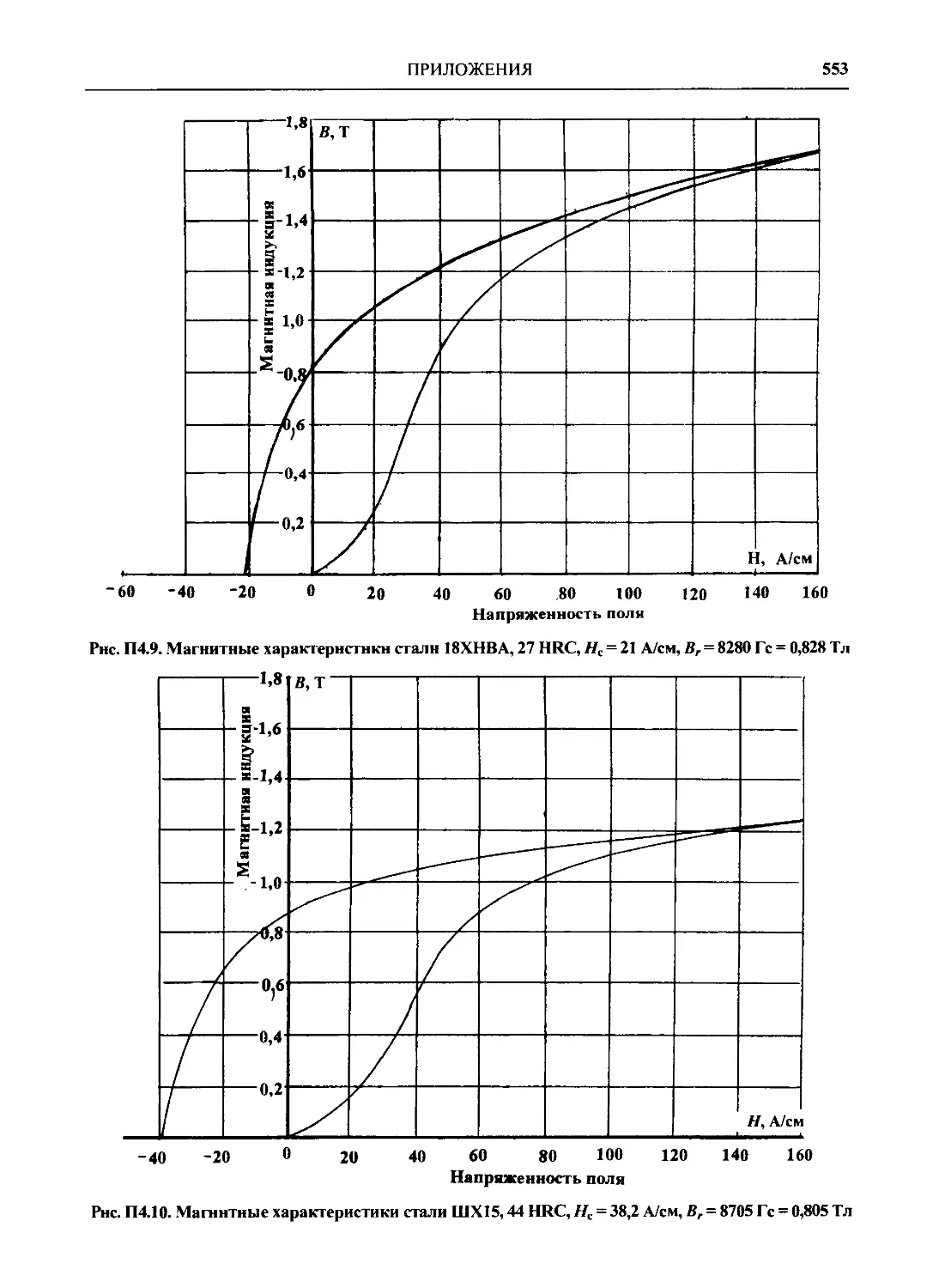
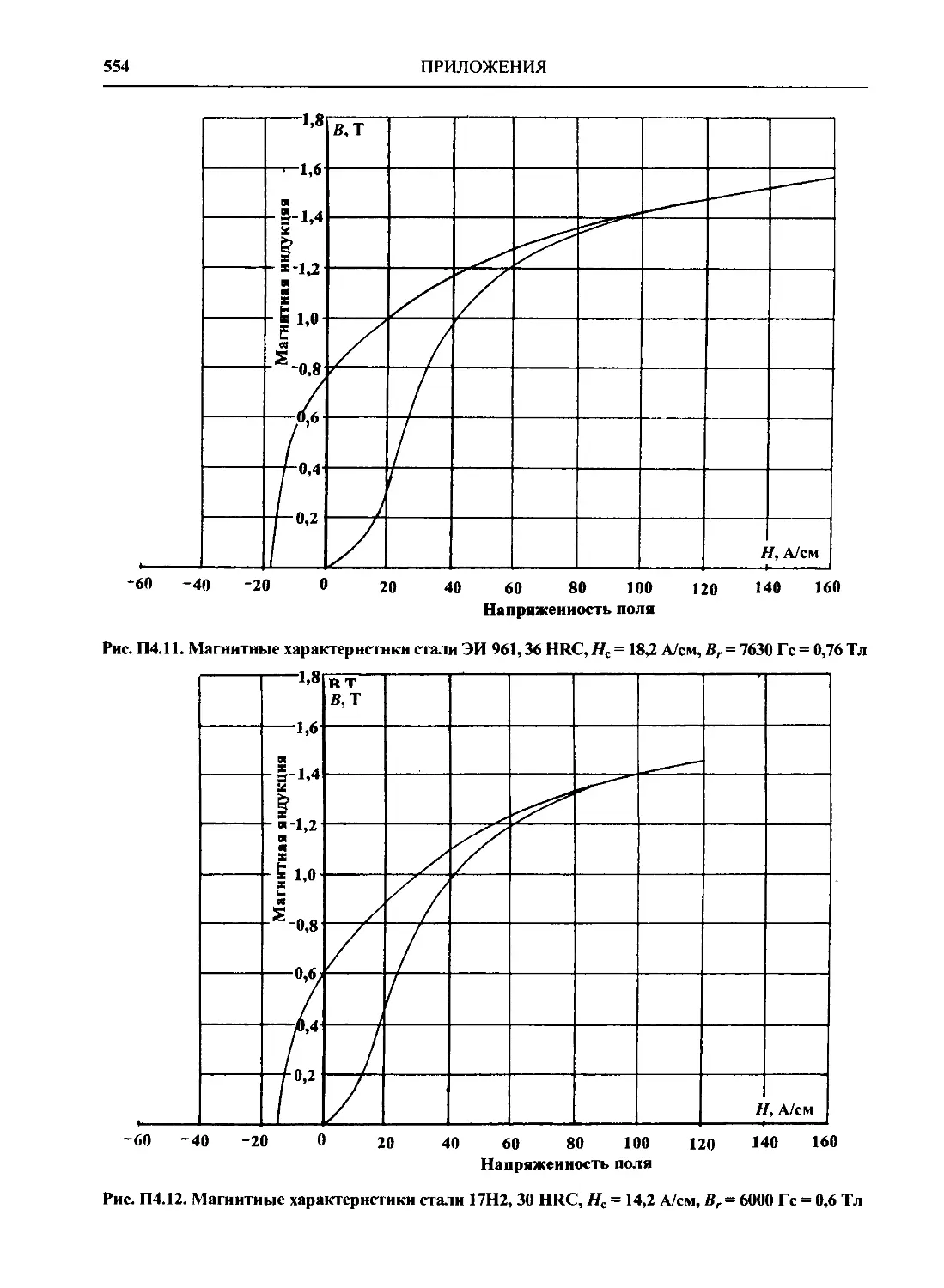
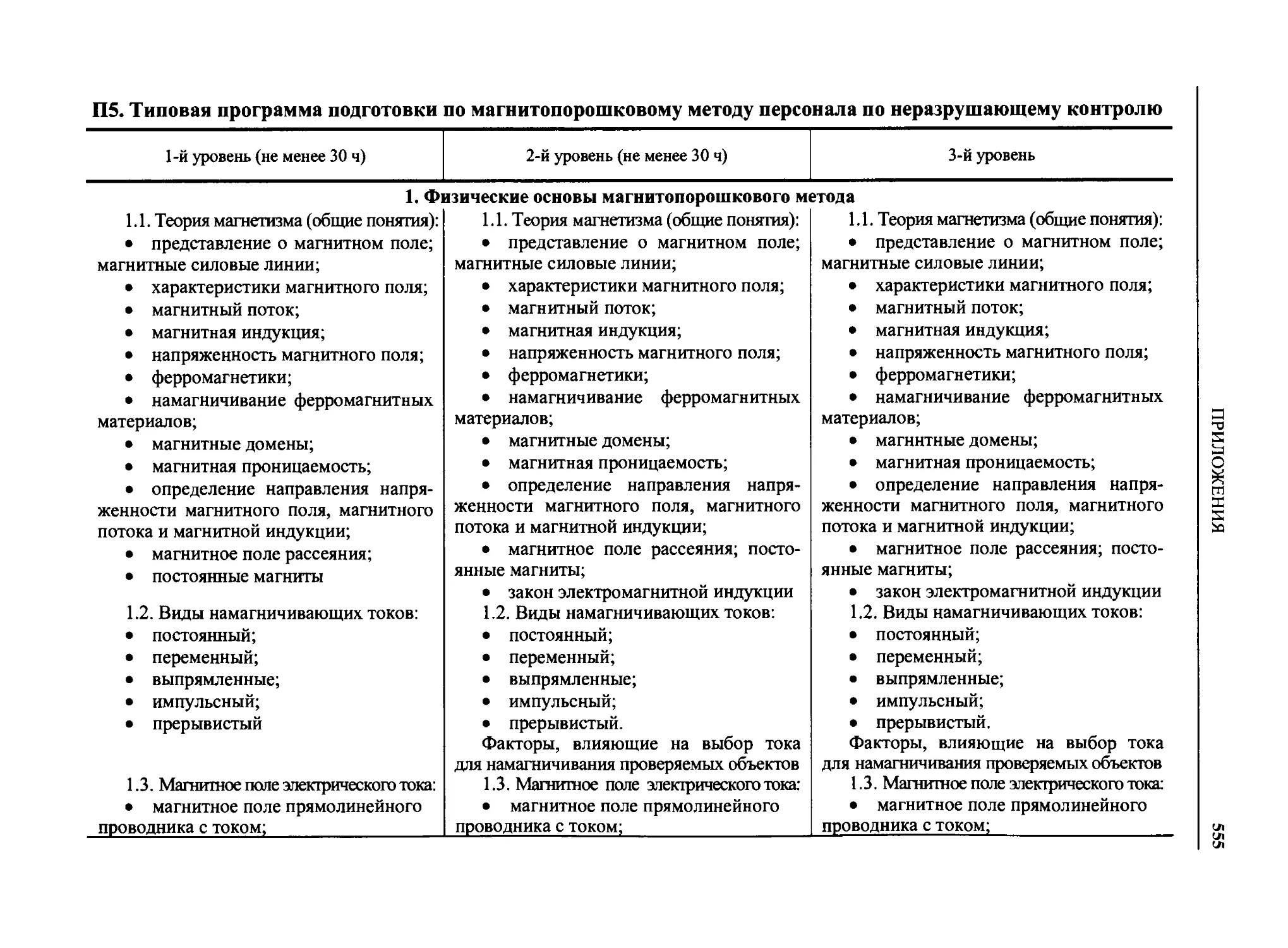
П4. Магнитные характеристики
сталей, петли магнитного
гистерезиса 549
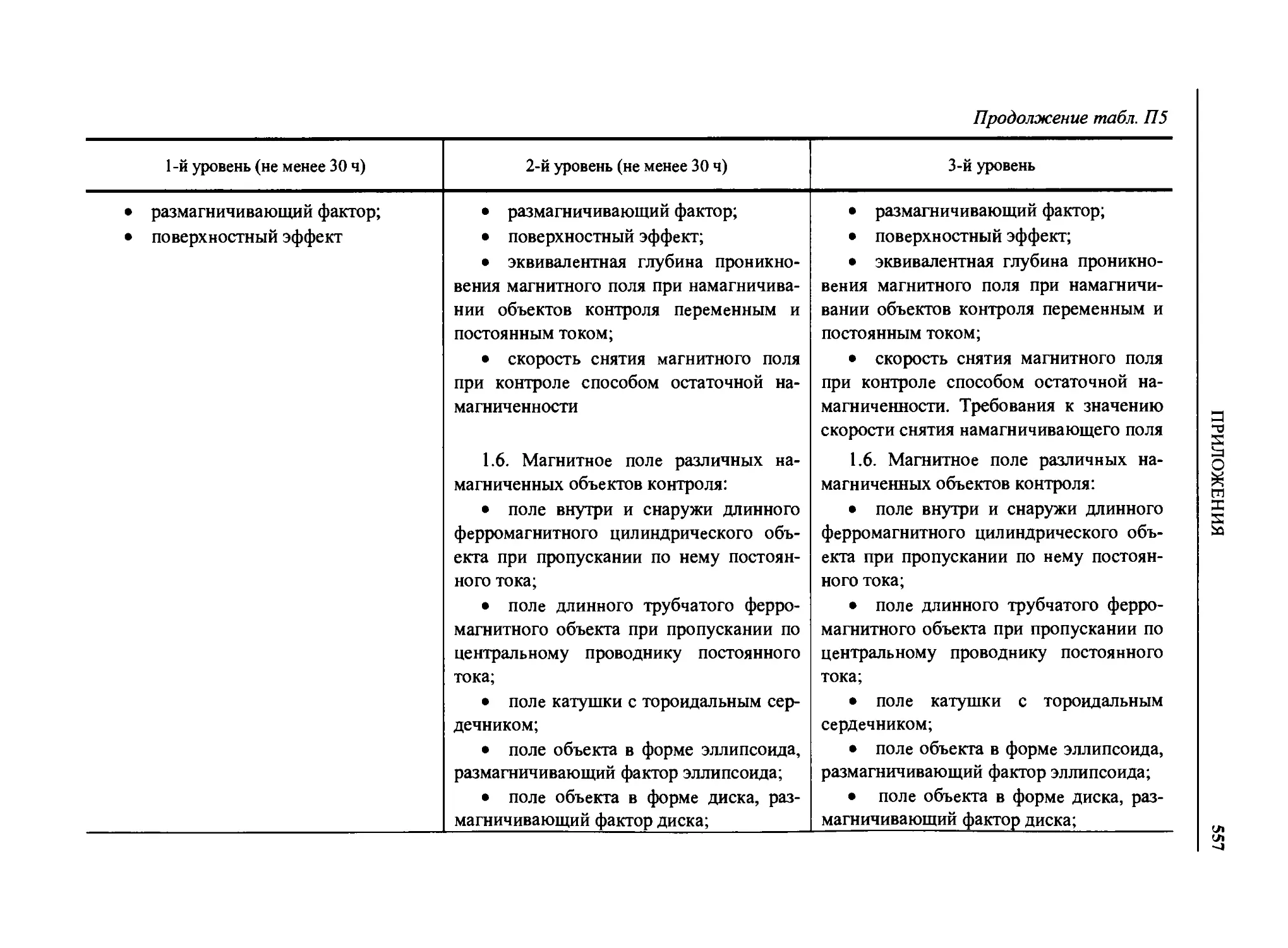
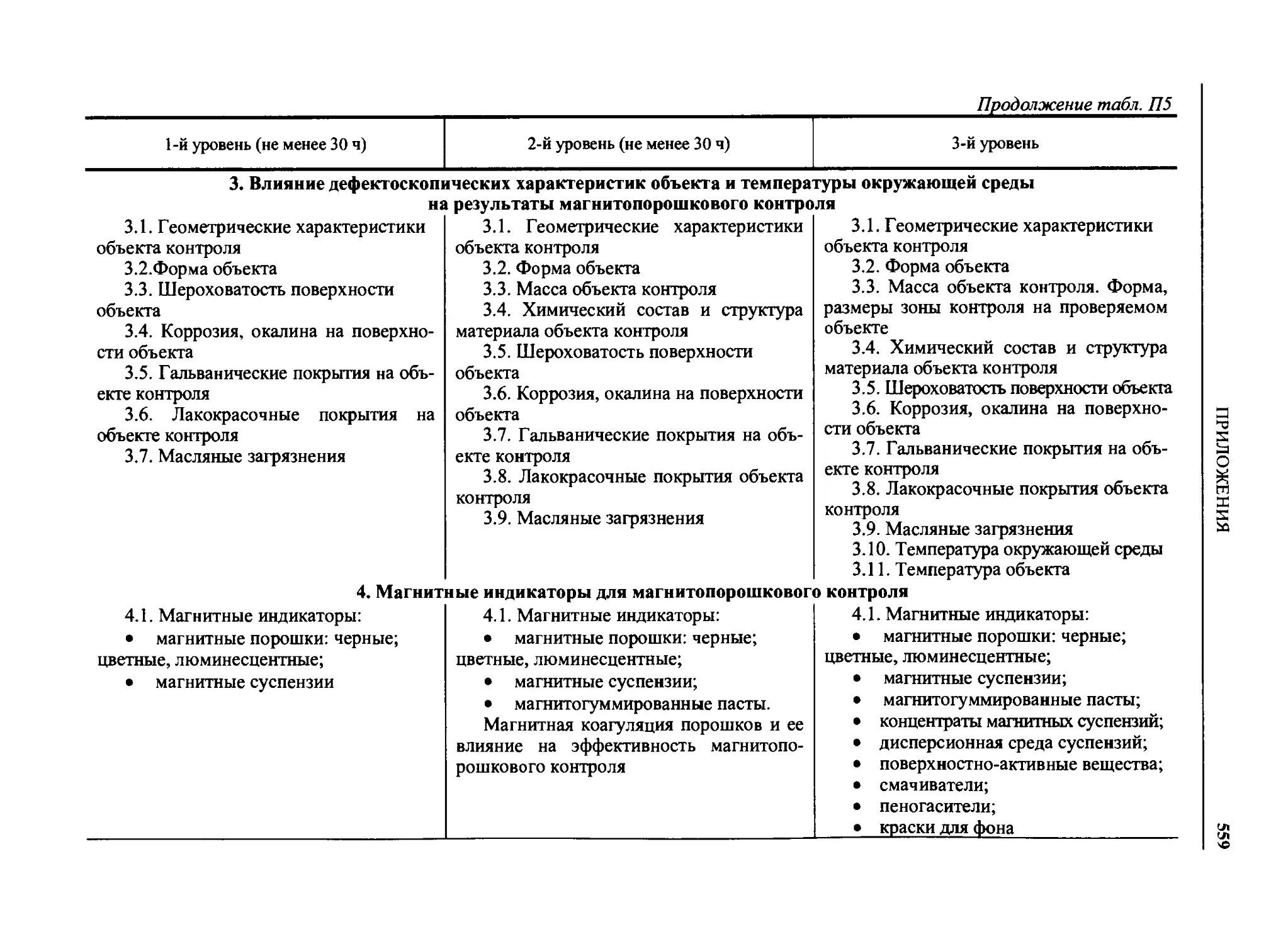
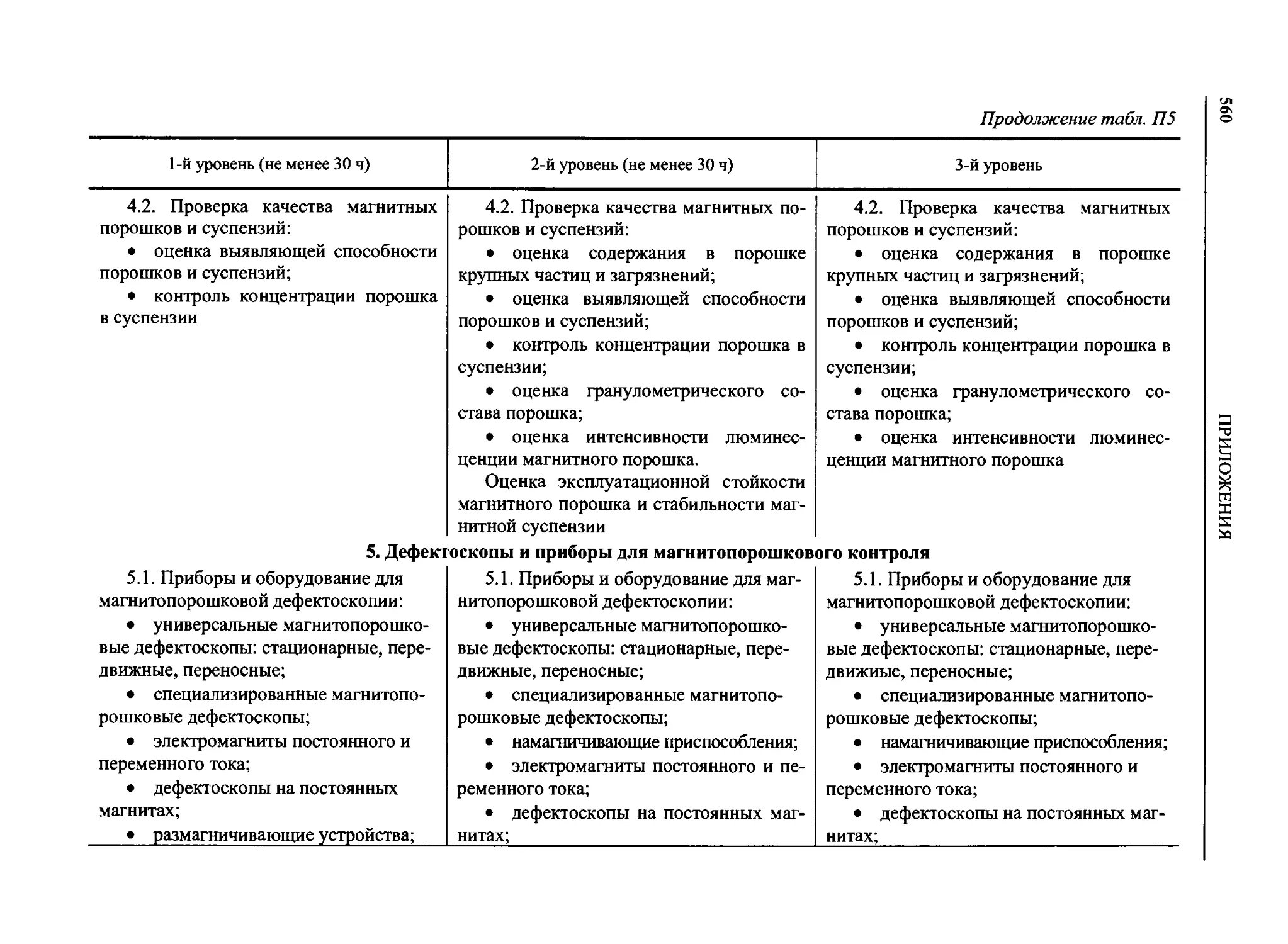
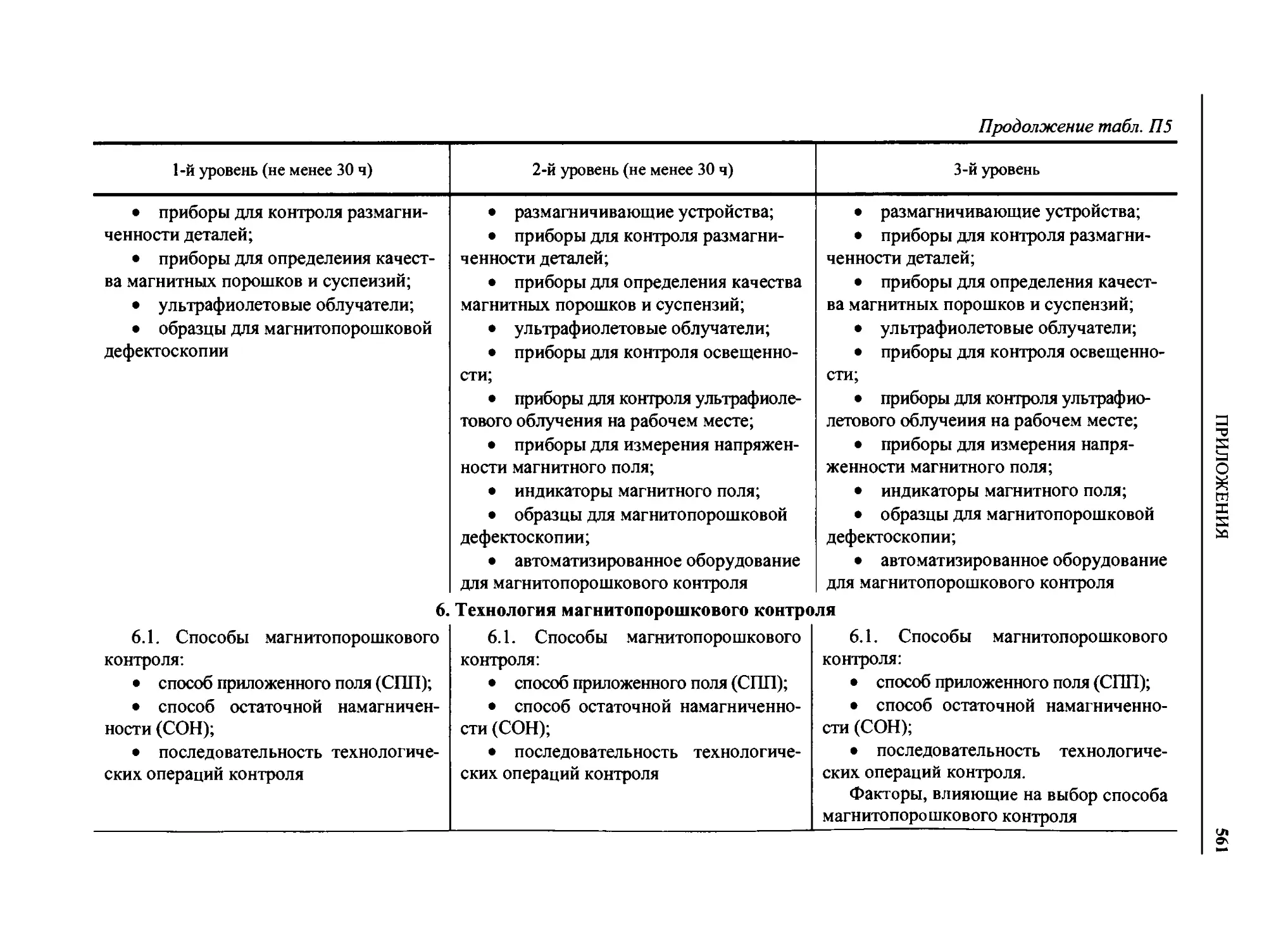
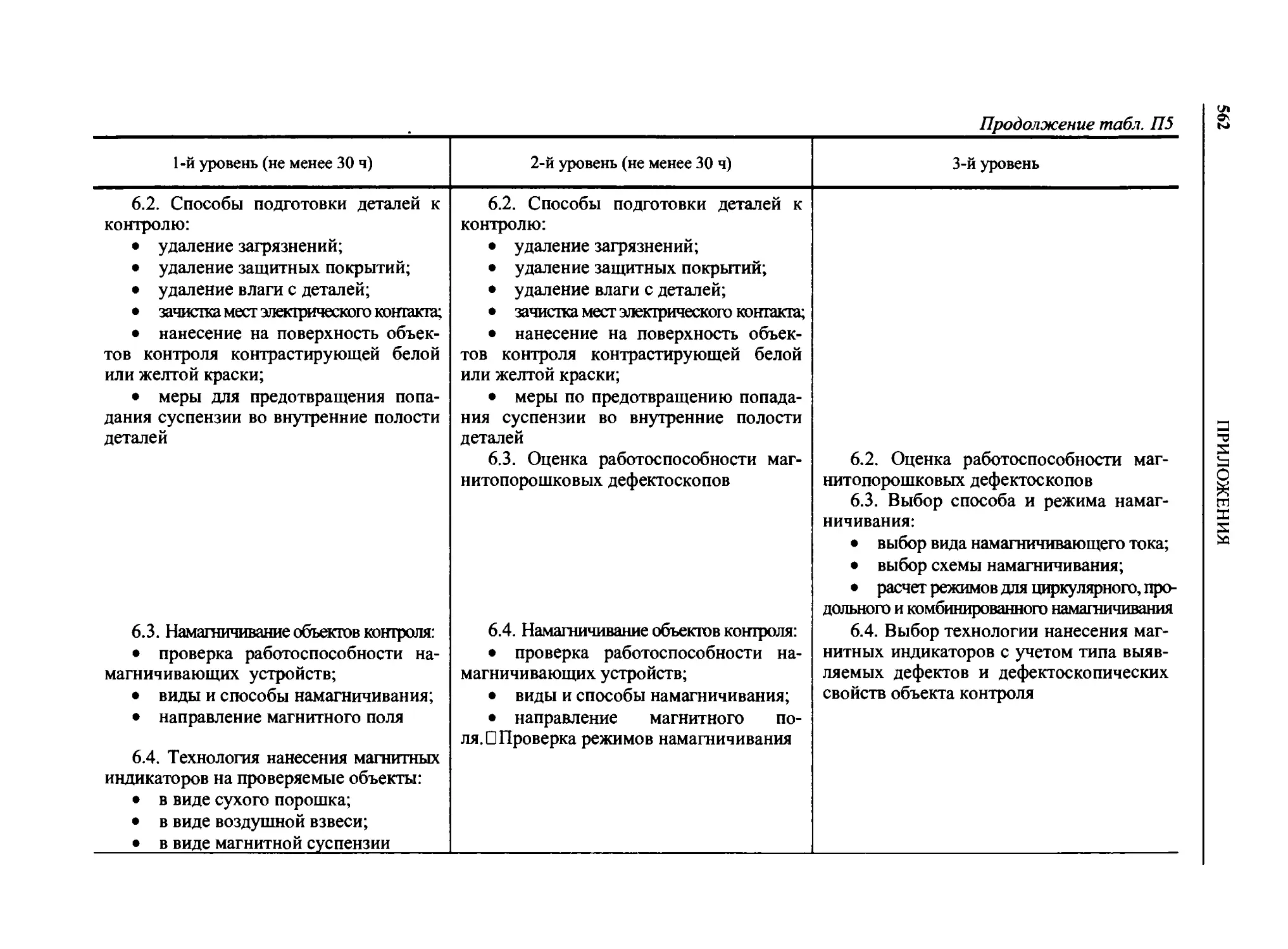
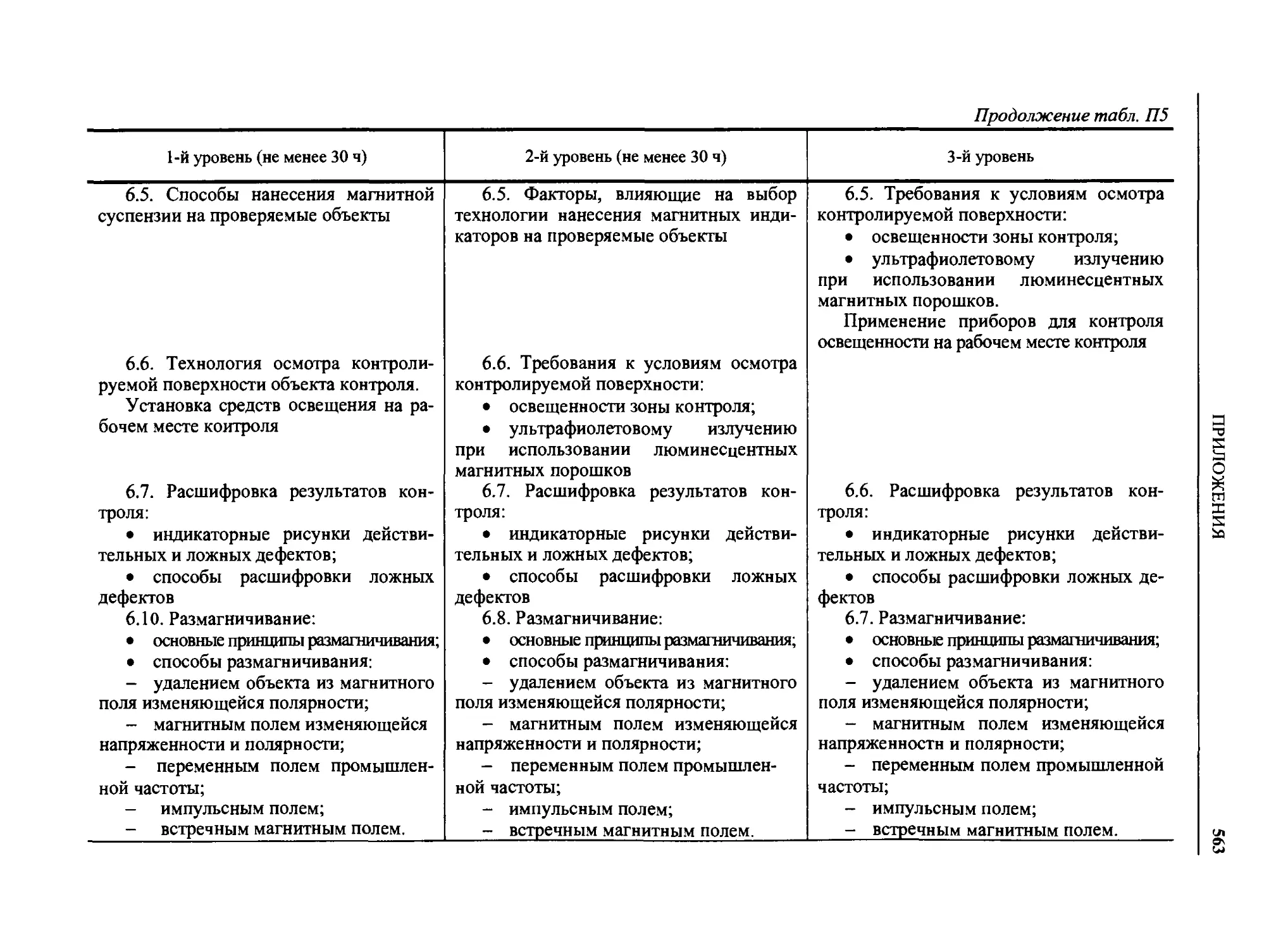
П5. Типовая программа
подготовки по магнитопорошковому
методу персонала по неразру-
щающему контролю 555
СПИСОК ЛИТЕРАТУРЫ 565
Книга 3
КАПИЛЛЯРНЫЙ КОНТРОЛЬ
(М.В. Филинов) 567
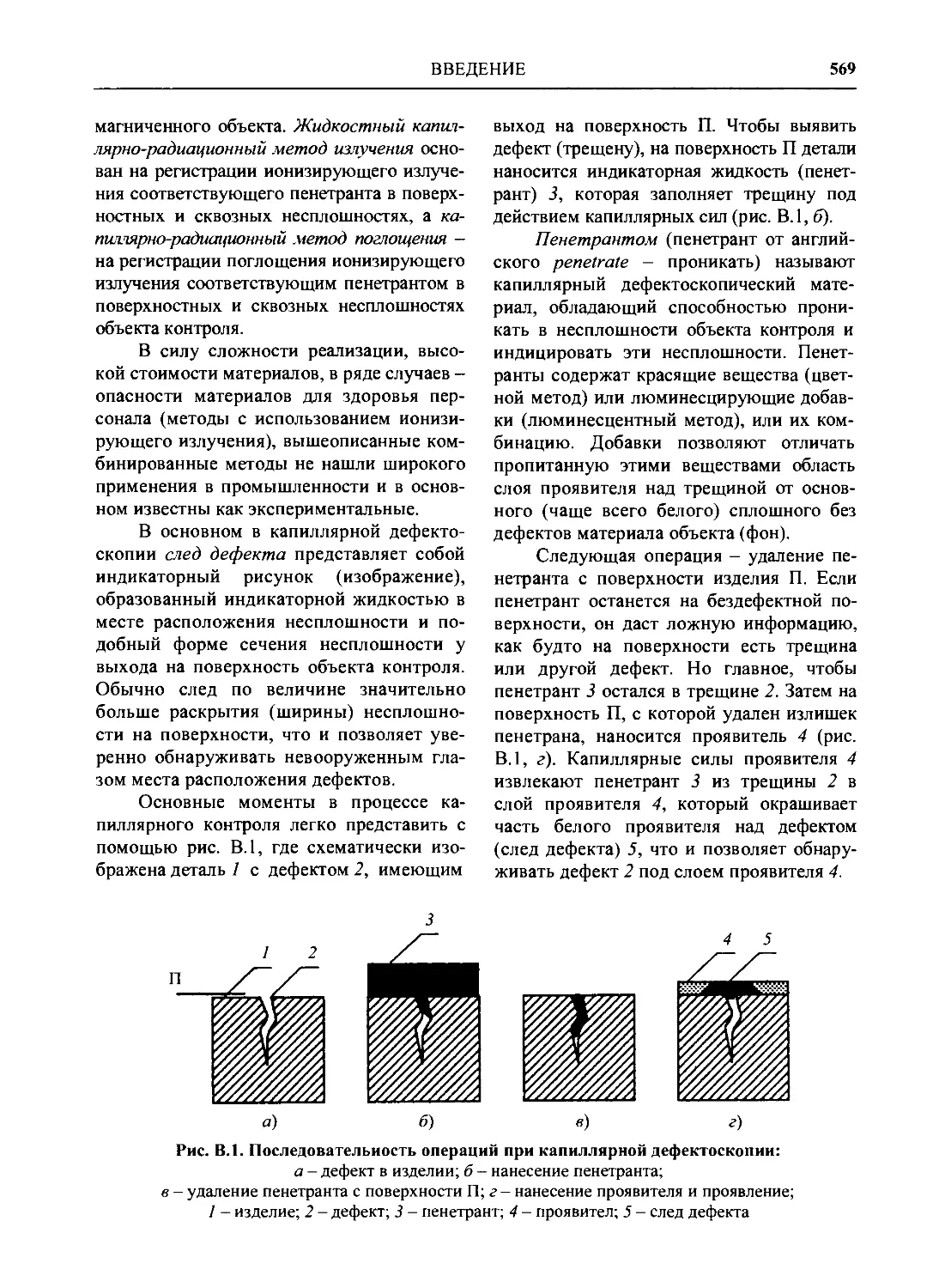
ВВЕДЕНИЕ 567
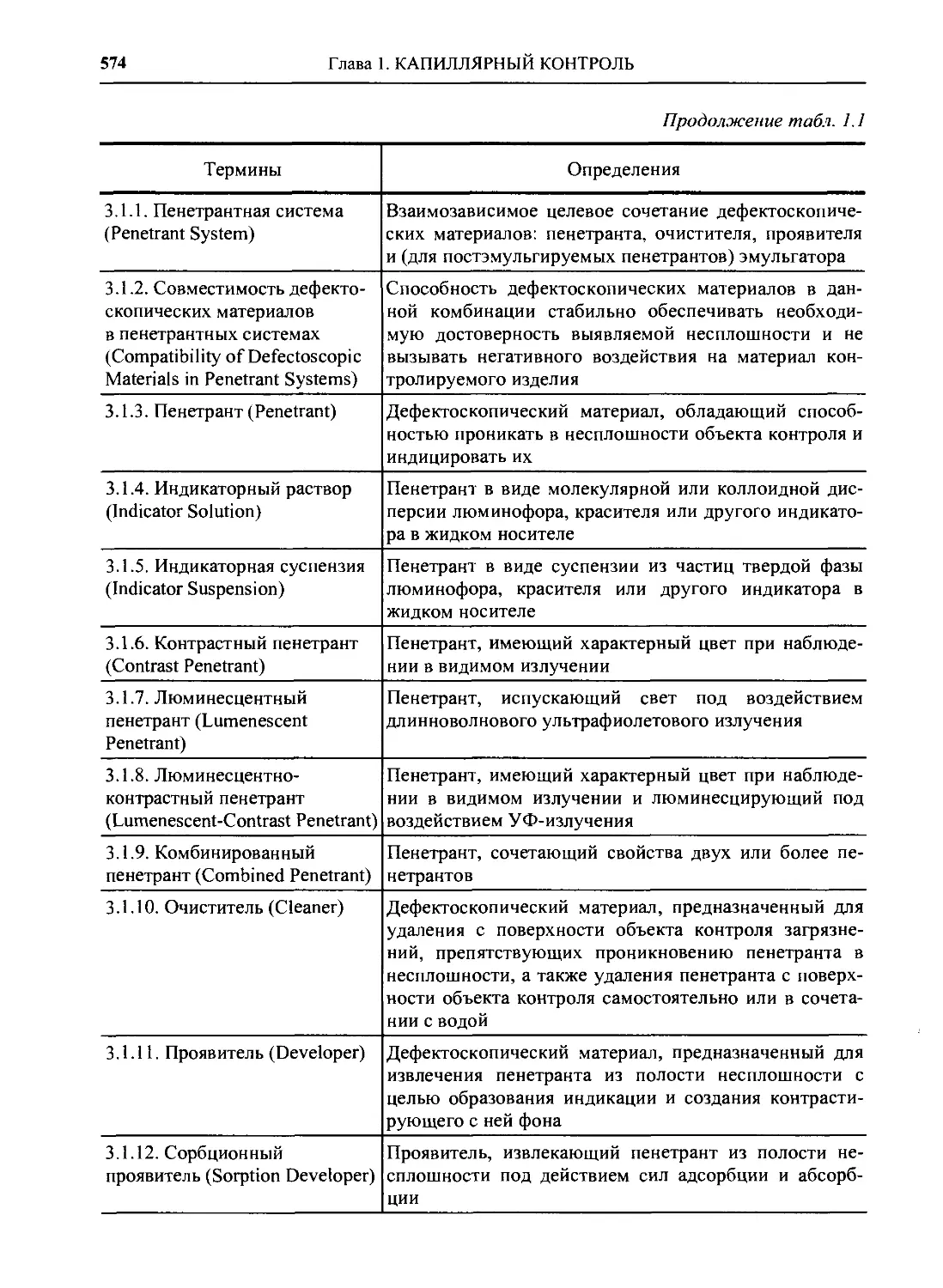
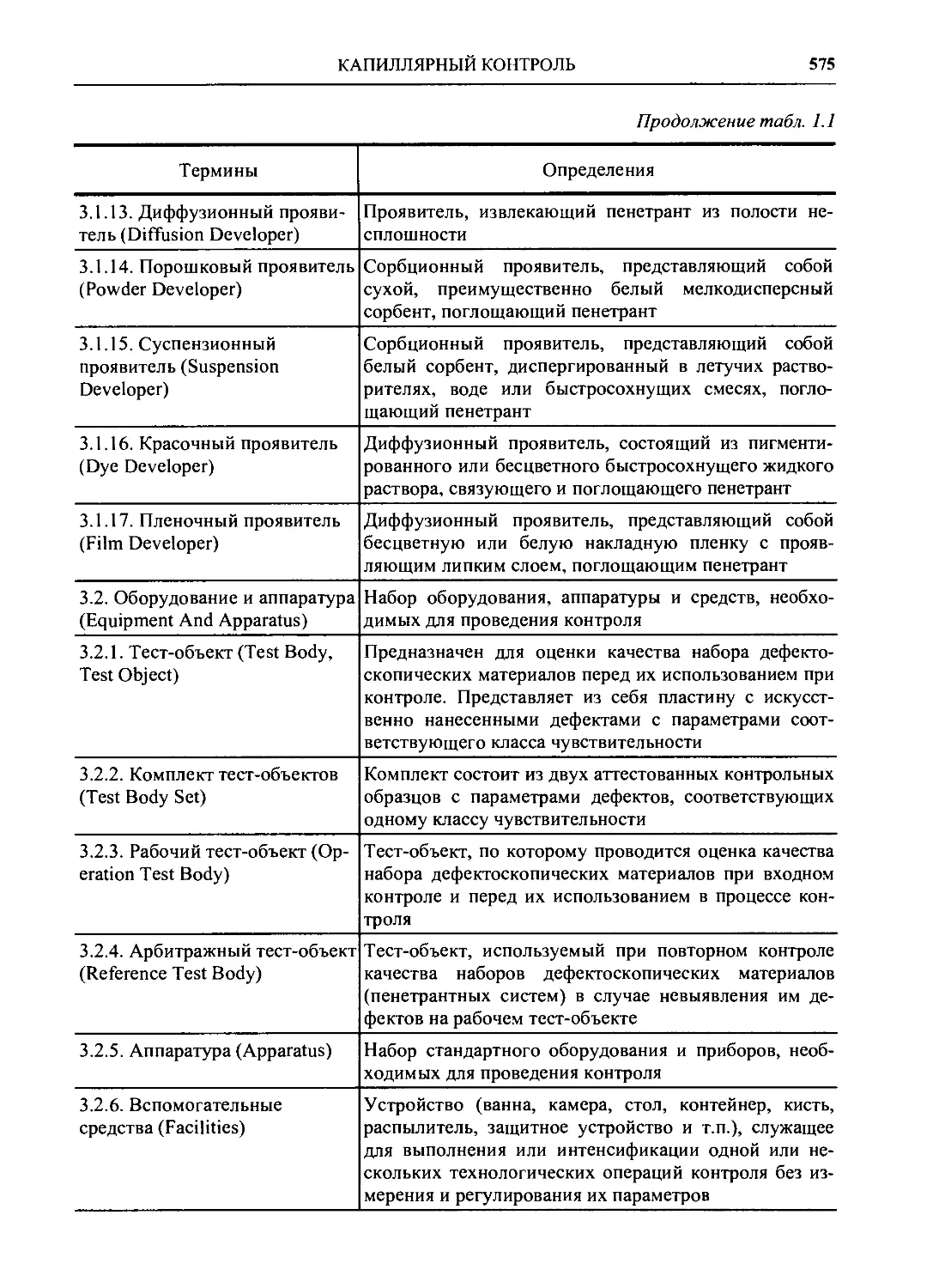
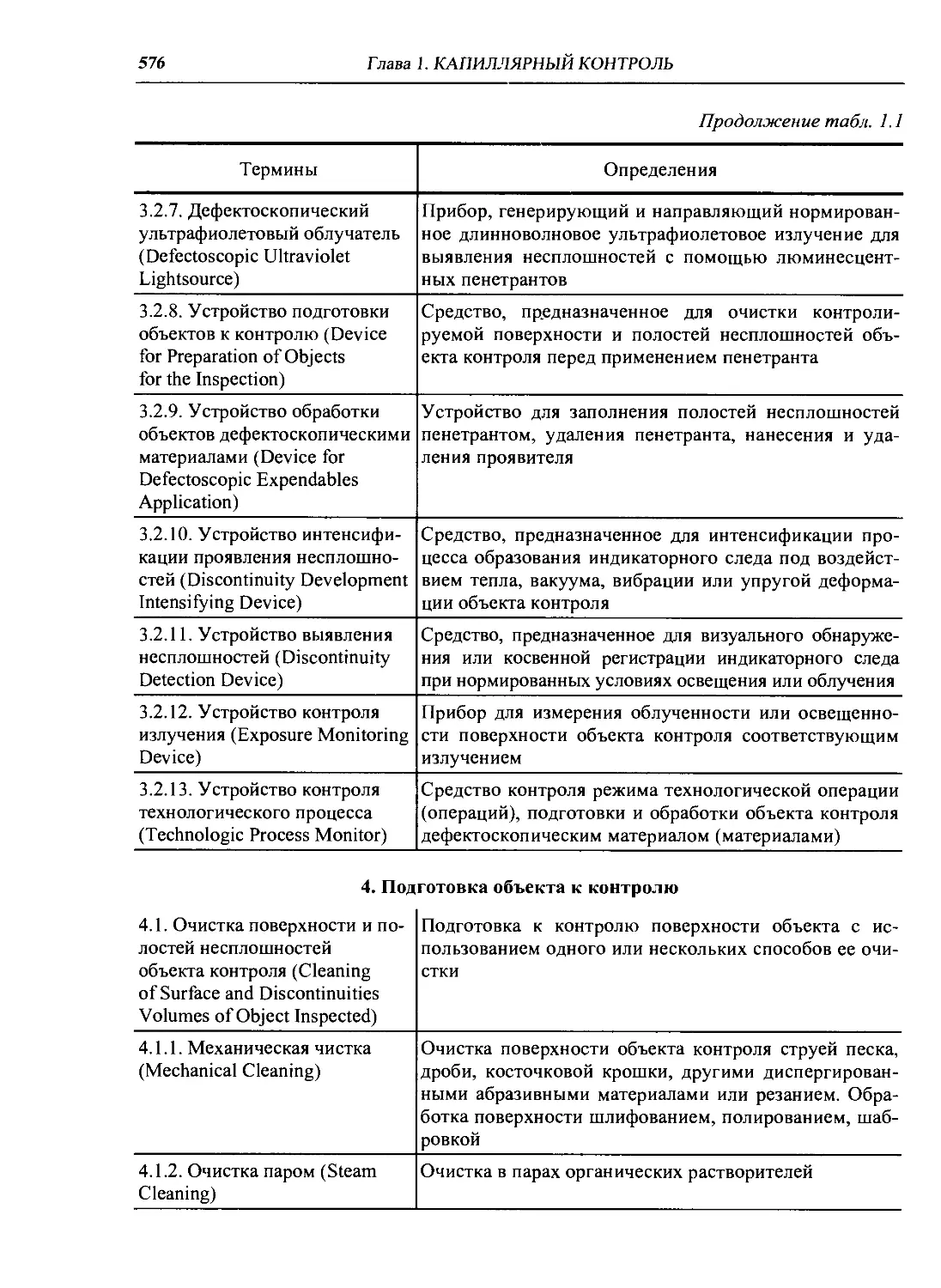
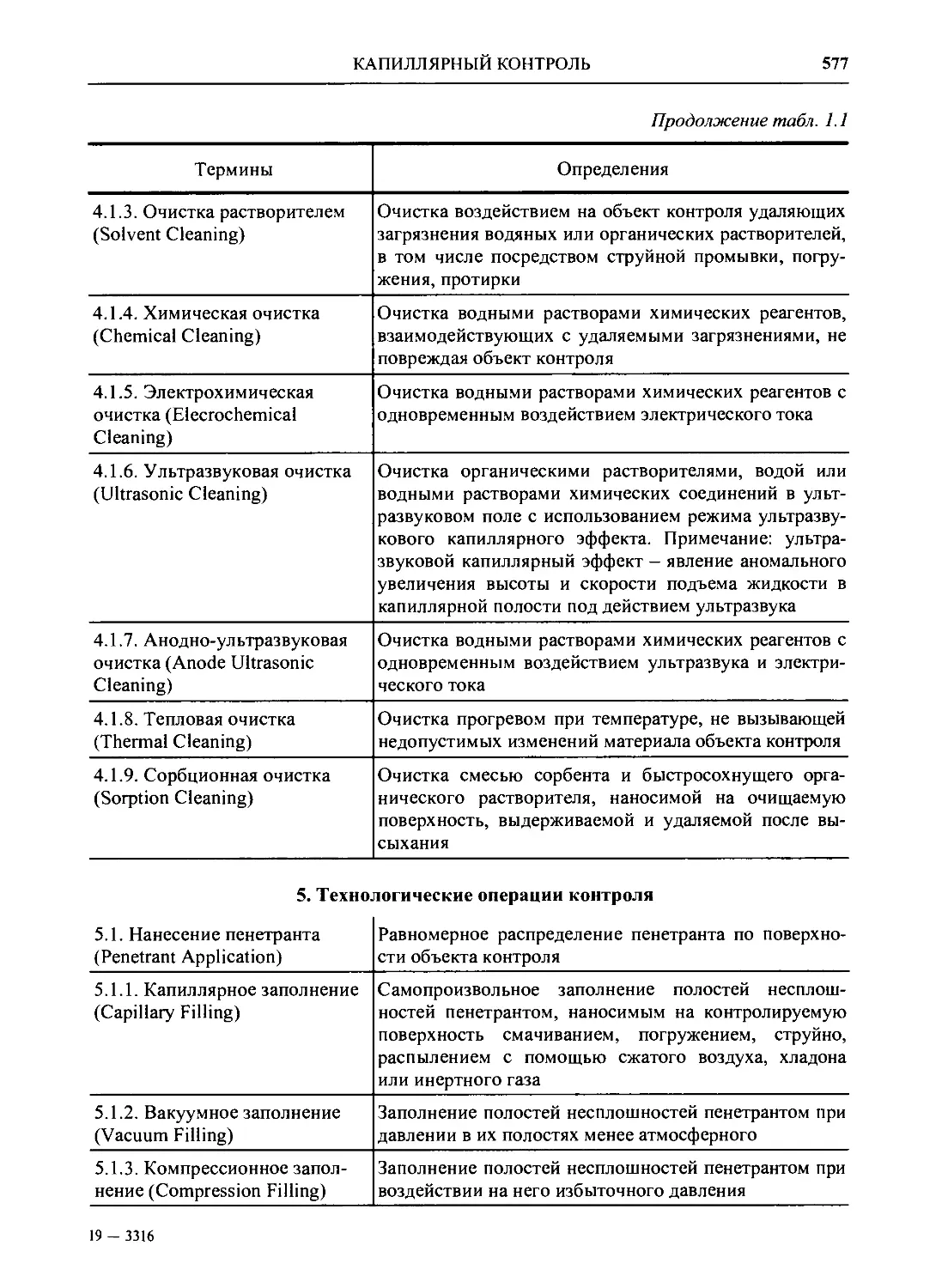
Глава 1. КАПИЛЛЯРНЫЙ
КОНТРОЛЬ - ОСНОВНЫЕ
ПОНЯТИЯ, ТЕРМИНЫ И
ОПРЕДЕЛЕНИЯ 571
Глава 2. ИСТОРИЯ ИЗУЧЕНИЯ
КАПИЛЛЯРНЫХ
ЯВЛЕНИЙ И КАПИЛЛЯРНОГО
КОНТРОЛЯ В РОССИИ .... 580
2.1. История изучения
капиллярных явлений 580
2.2. История развития
люминесцентной и контрастной
(цветной) дефектоскопии в
России 591
Глава 3. ФИЗИКА
КАПИЛЛЯРНОГО КОНТРОЛЯ 596
3.1. Смачивание и
поверхностное натяжение 596
3.2. Адгезия и когезия 598
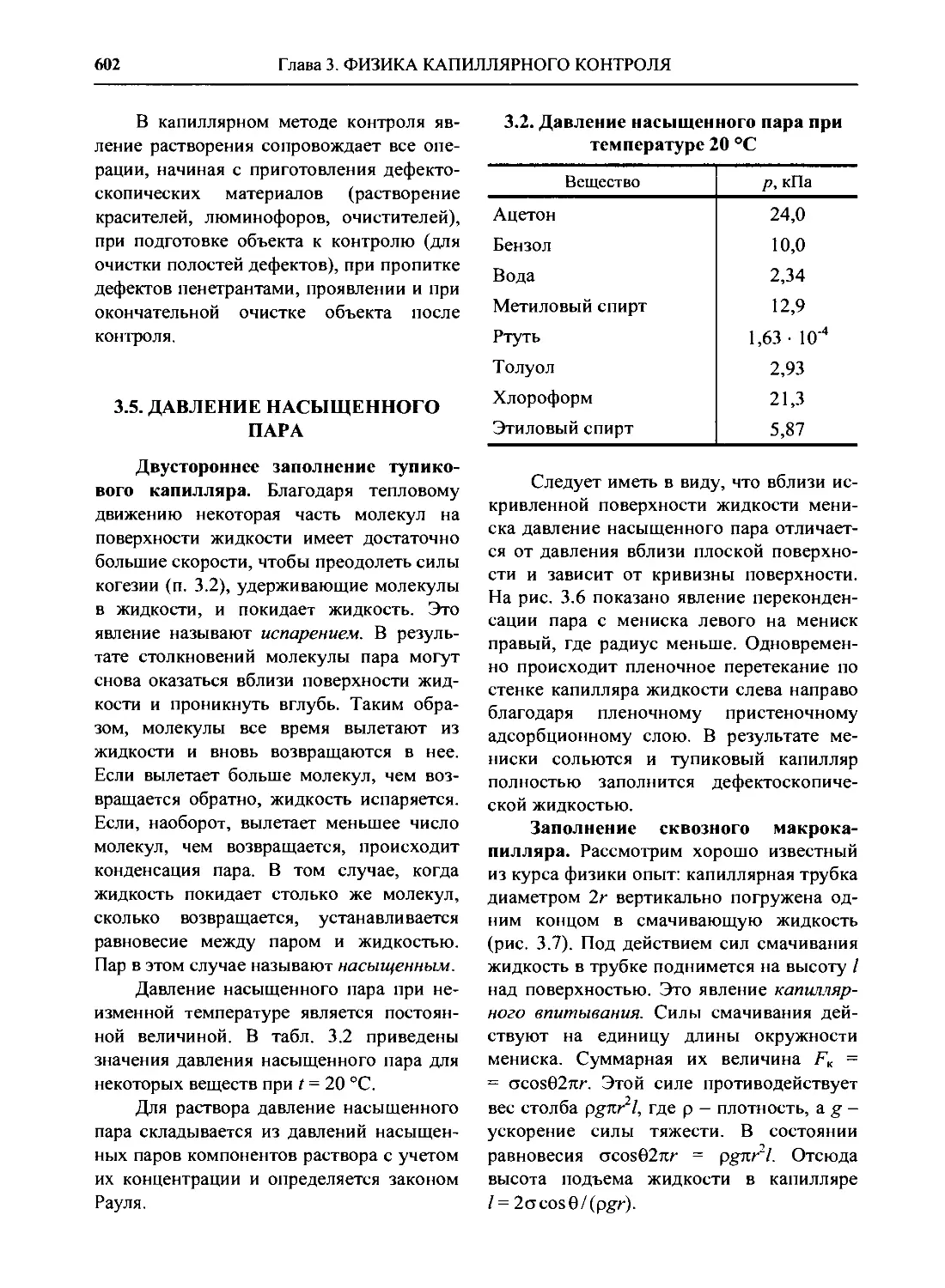
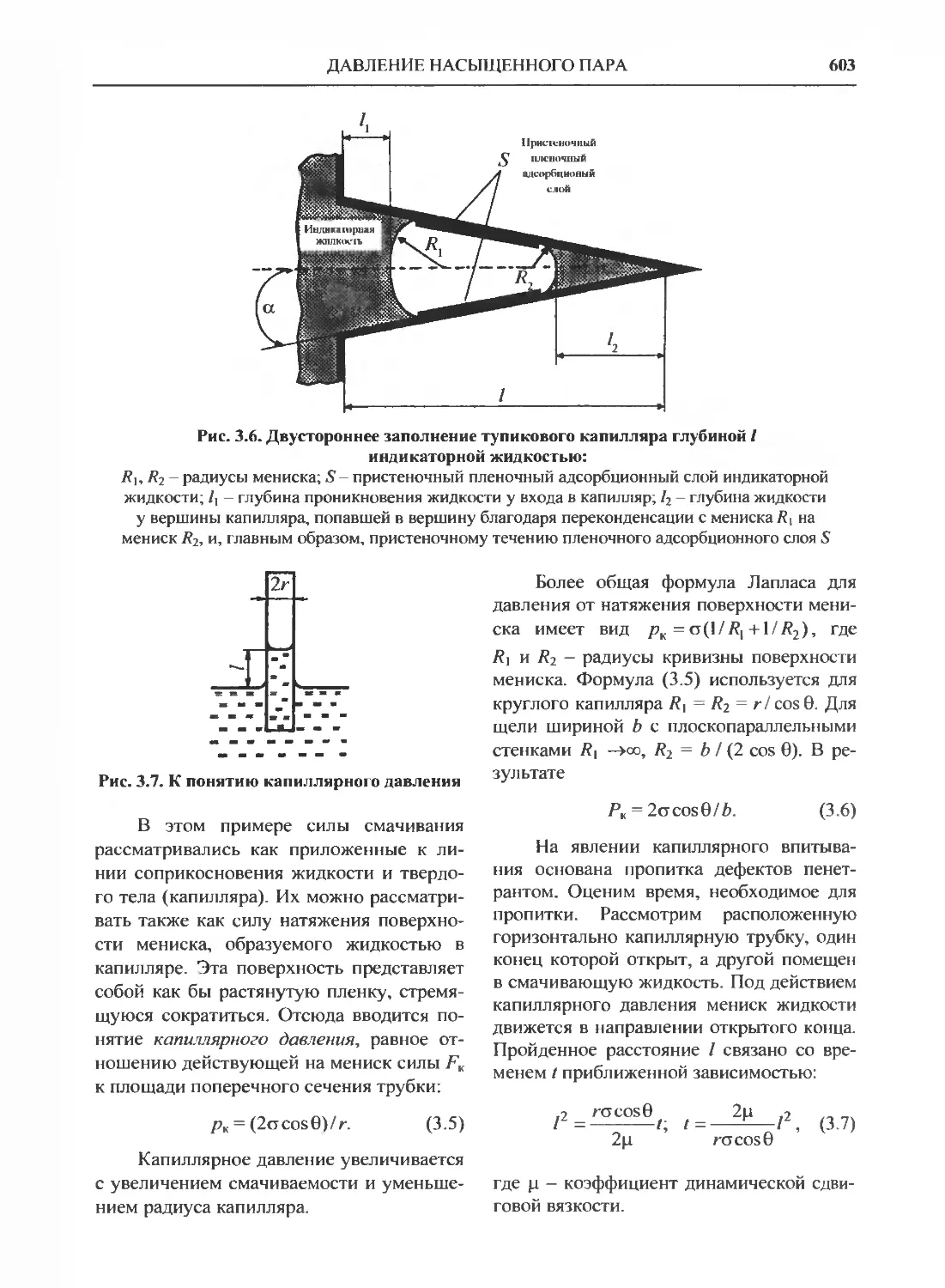
3.3. Явление капиллярности.
Капиллярное давление 599
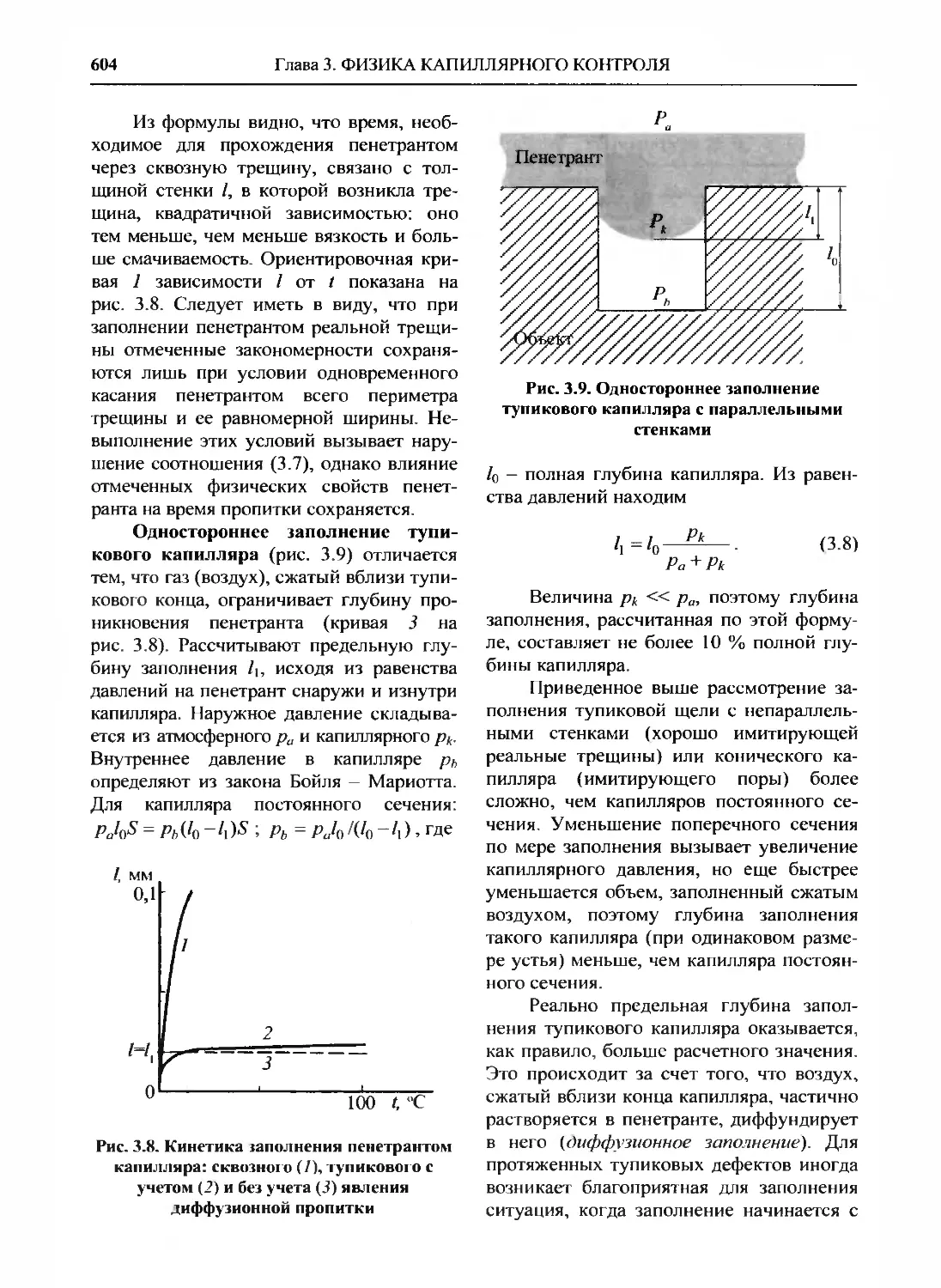
3.4. Растворение 601
3.5. Давление насыщенного
пара 602
3.6. Диффузия 605
3.7. Сорбционные явления.
Сорбция и адсорбция 605
3.8. Образование
многофазных сред 606
3.9. Поверхностно-активные
вещества (ПАВ) 606
3.10. Ультразвуковой
капиллярный эффект и
акустическая кавитация 607
3.11. Взаимодействие
«жидкость - жидкость» в
капилляре 608
3.12. Размерный эффект
вязкости 609
3.13. Люминесценция 609
Глава 4. ЗАКОНЫ МИГРАЦИИ
ДЕФЕКТОСКОПИЧЕСКИХ МАТЕРИАЛОВ В
ДЕФЕКТЕ 610
4.1. Гидродинамика
заполнения сквозного капилляра 610
4.2. Гидродинамика
заполнения тупикового капилляра .... 610
4.3. Гидродинамика
проявления сорбционным
проявителем 611
4.4. Особенности проявления
суспензионными
проявителями 612
Глава 5. СРЕДСТВА
КАПИЛЛЯРНОГО КОНТРОЛЯ
(ДЕФЕКТОСКОПИЧЕСКИЕ
МАТЕРИАЛЫ) 613
5.1. Пенетранты 614
5.2. Очиститель от пенетранта
(очиститель) 616
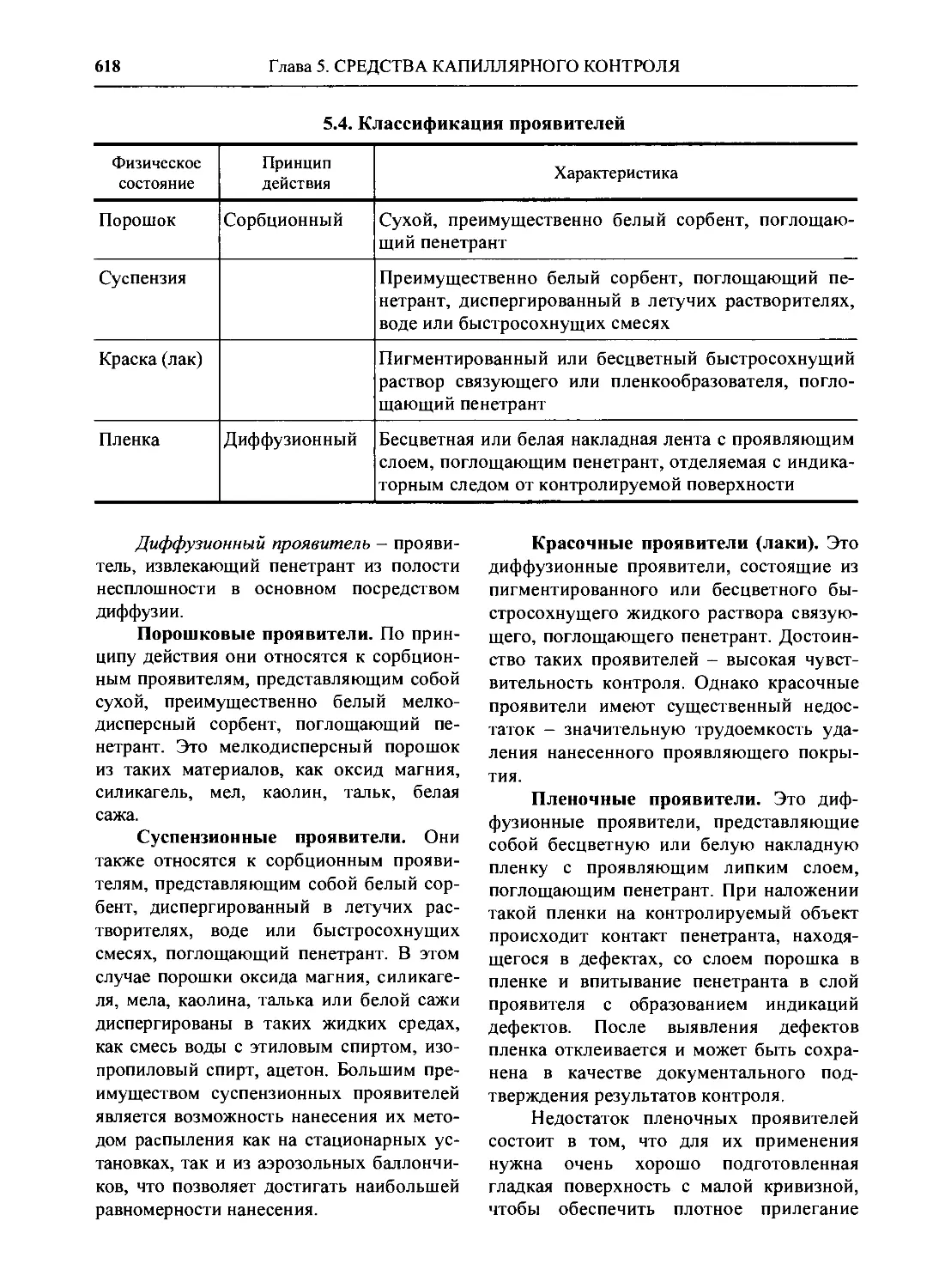
5.3. Проявитель пенетранта
(проявитель) 617
5.4. Эмульгаторы 619
10
ОГЛАВЛЕНИЕ
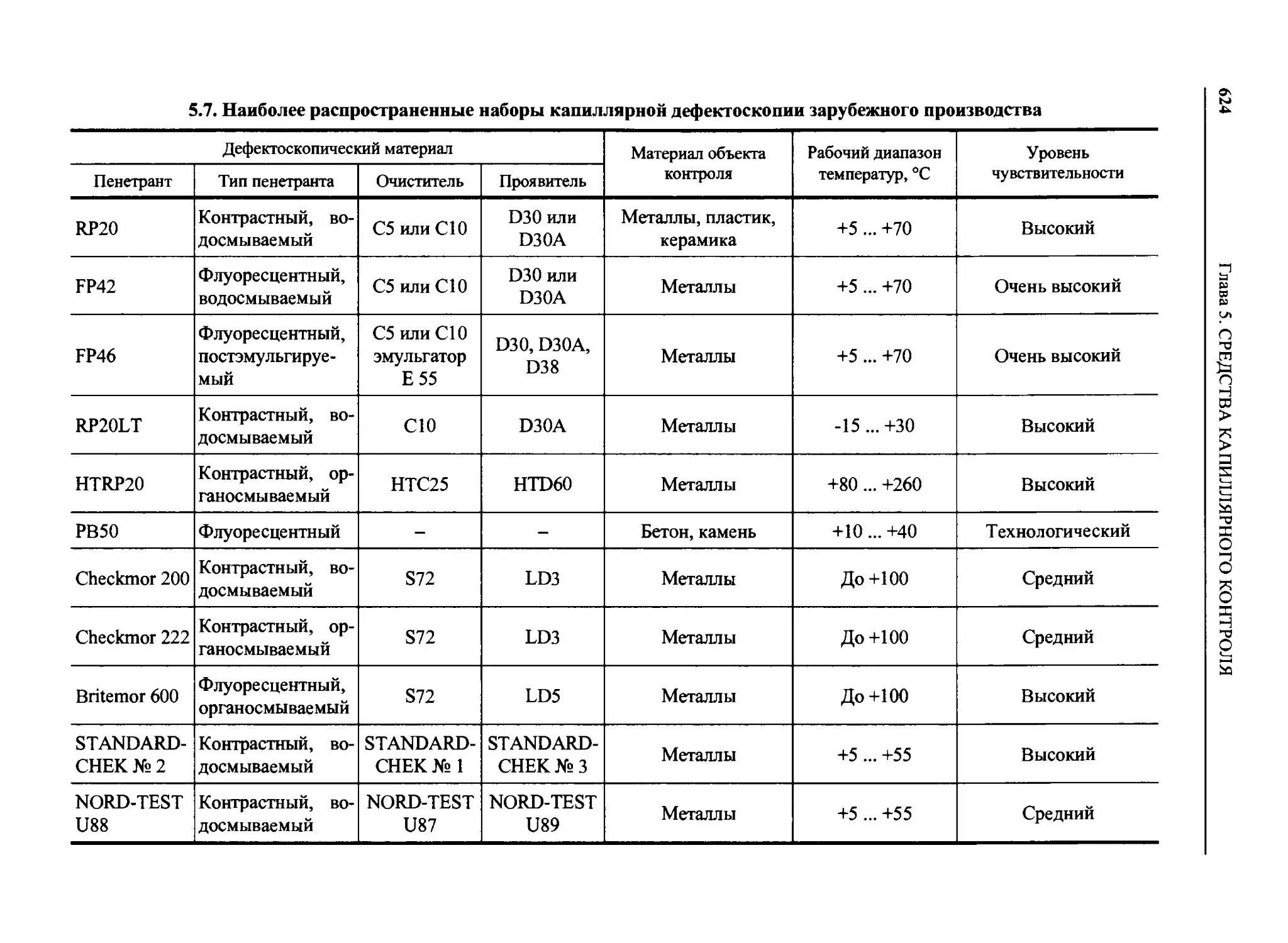
5.5. Наборы
дефектоскопических материалов 620
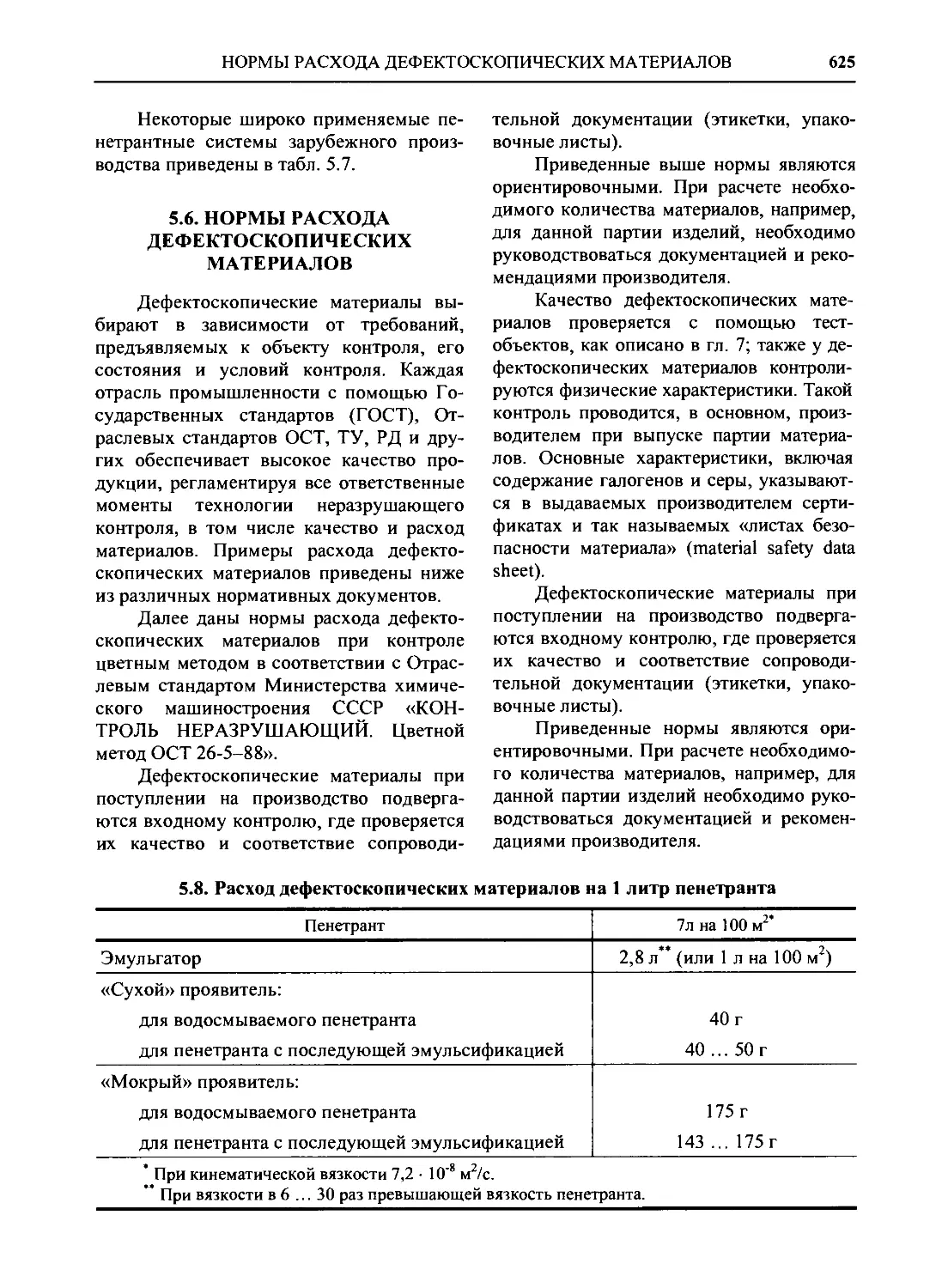
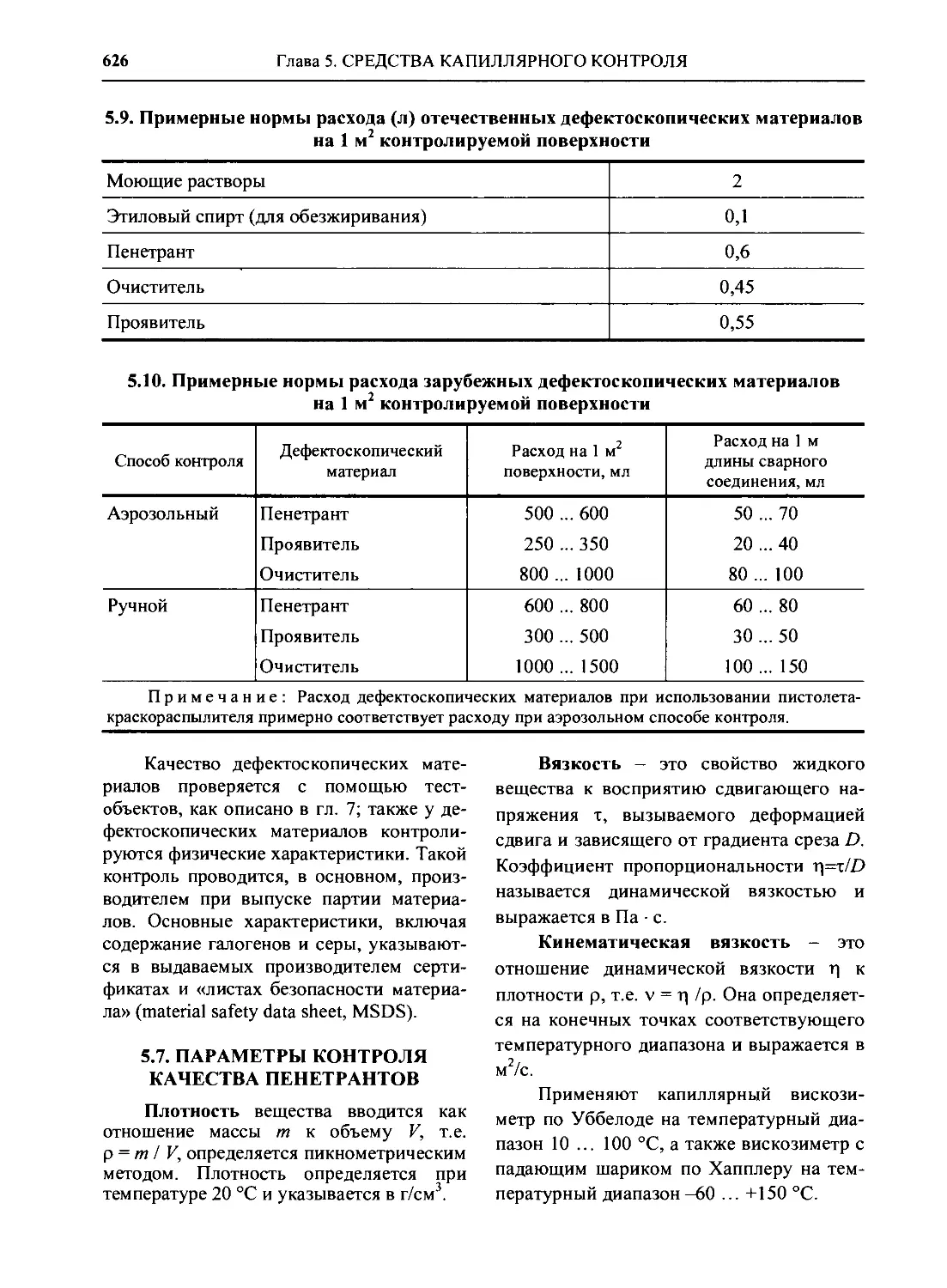
5.6. Нормы расхода
дефектоскопических материалов 625
5.7. Параметры контроля
качества пенетрантов 626
Глава 6. ОБОРУДОВАНИЕ
КАПИЛЛЯРНОГО
КОНТРОЛЯ 631
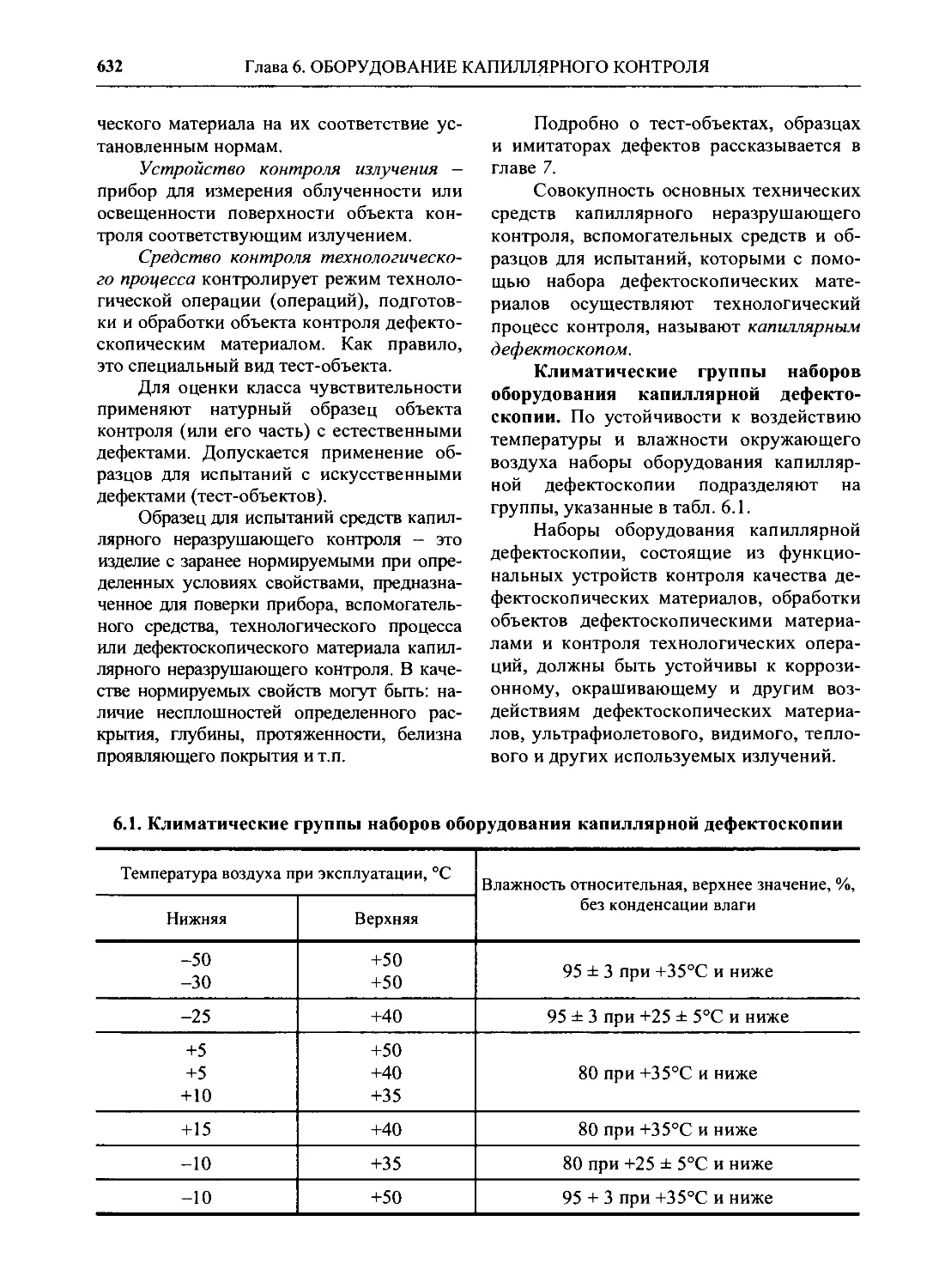
6.1. Общие технические
требования к оборудованию
капиллярной дефектоскопии 631
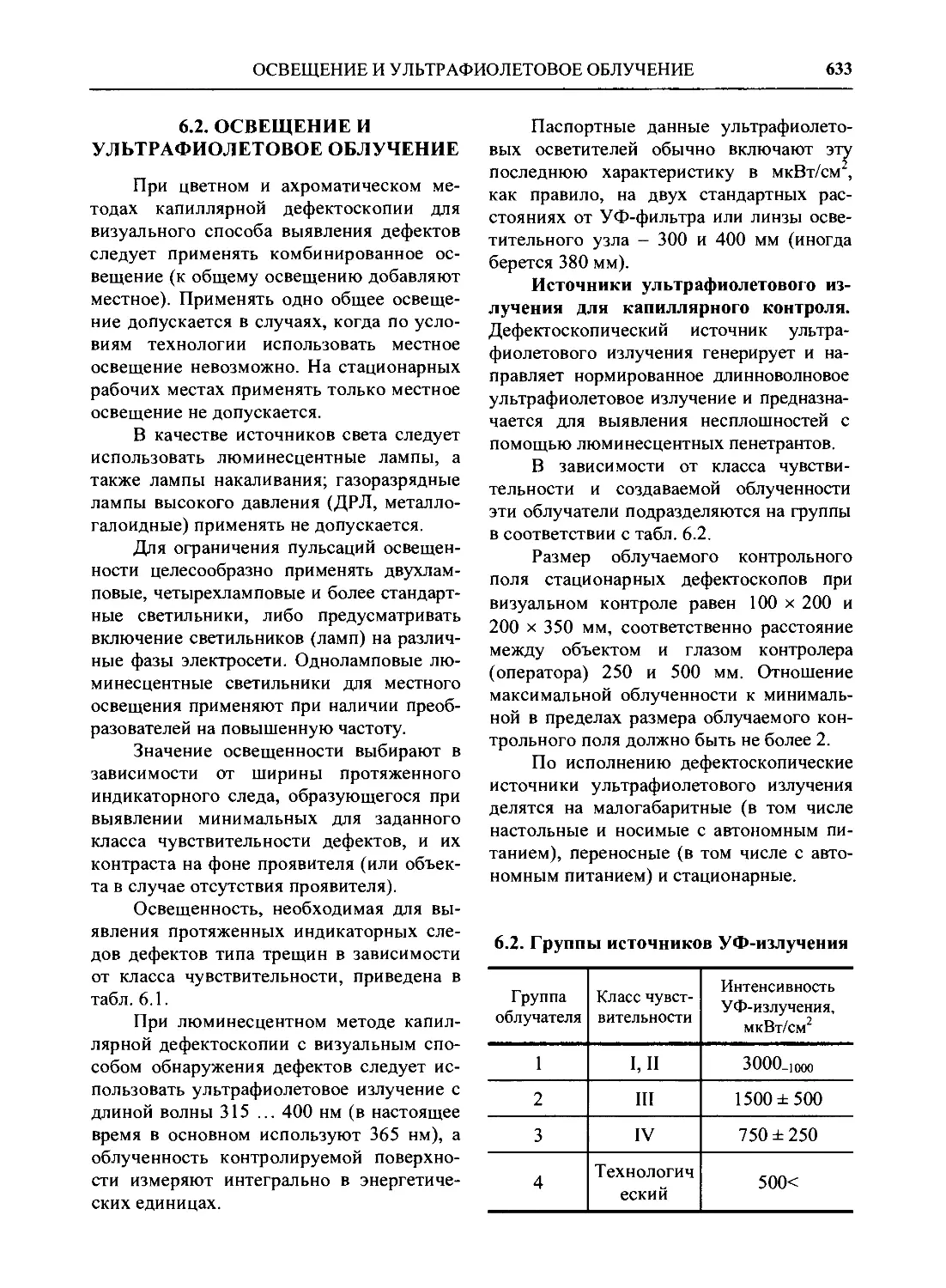
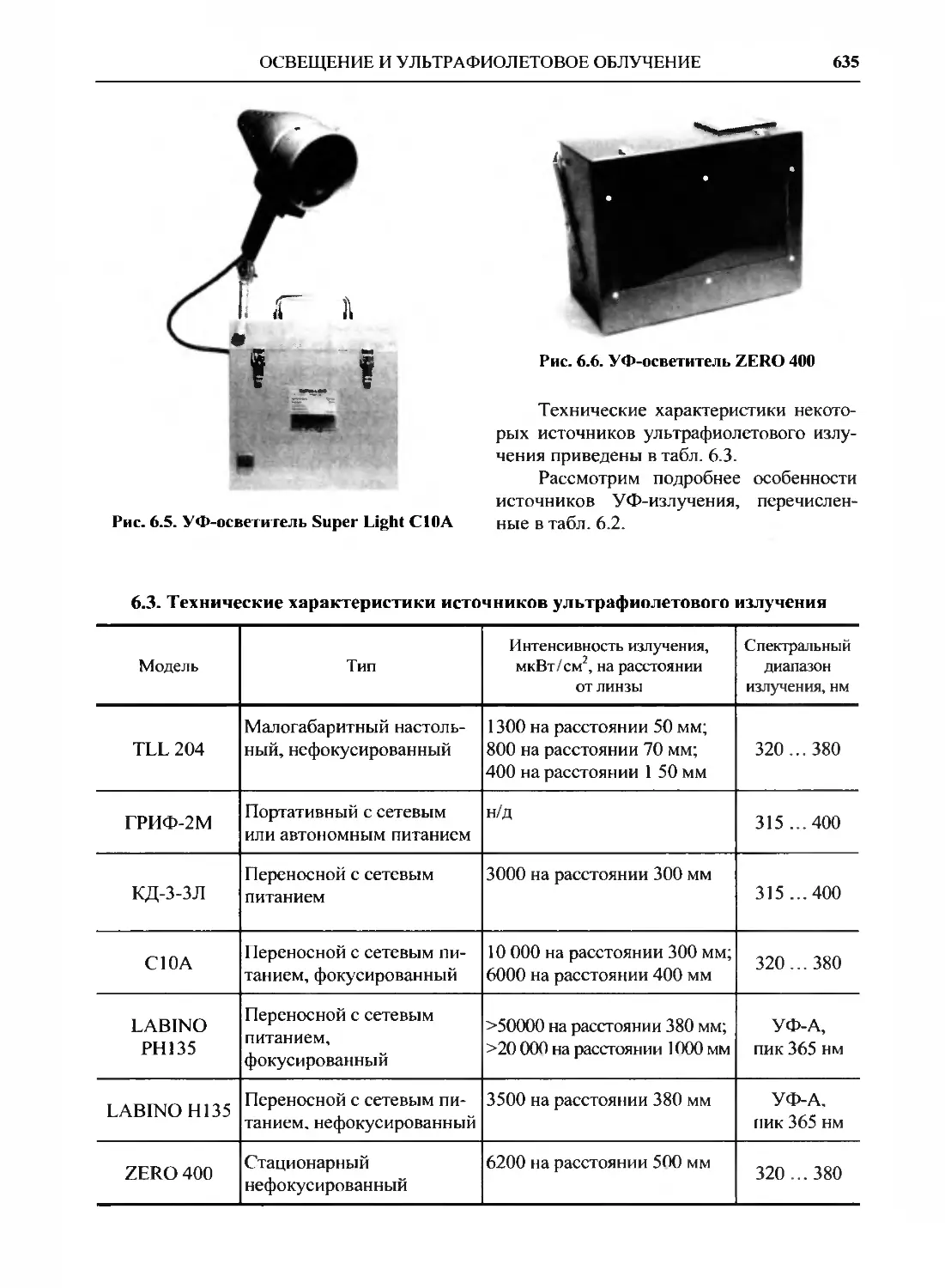
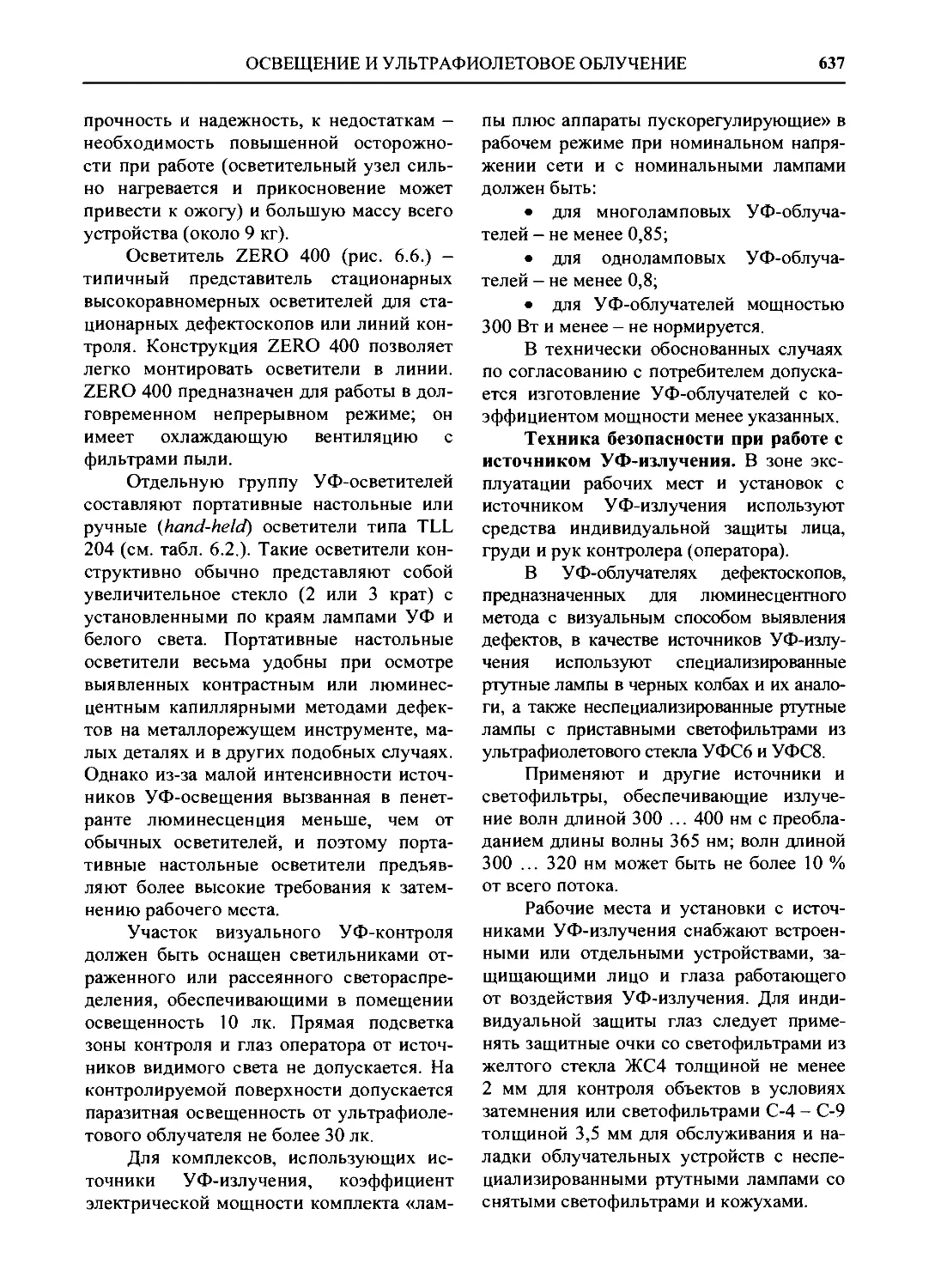
6.2. Освещение и
ультрафиолетовое облучение 633
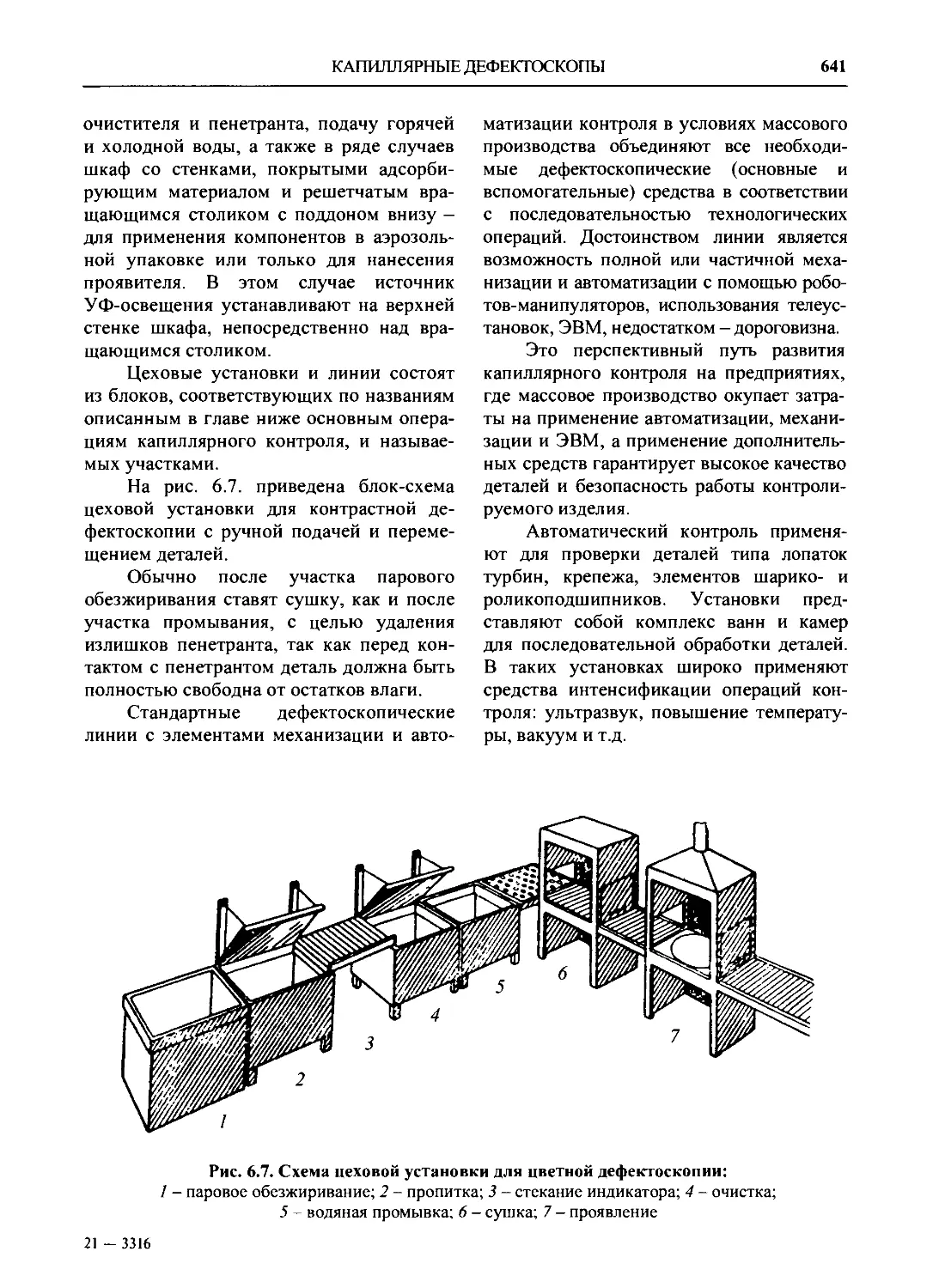
6.3. Капиллярные
дефектоскопы. Дефектоскопические
установки и линии
автоматизированного контроля 640
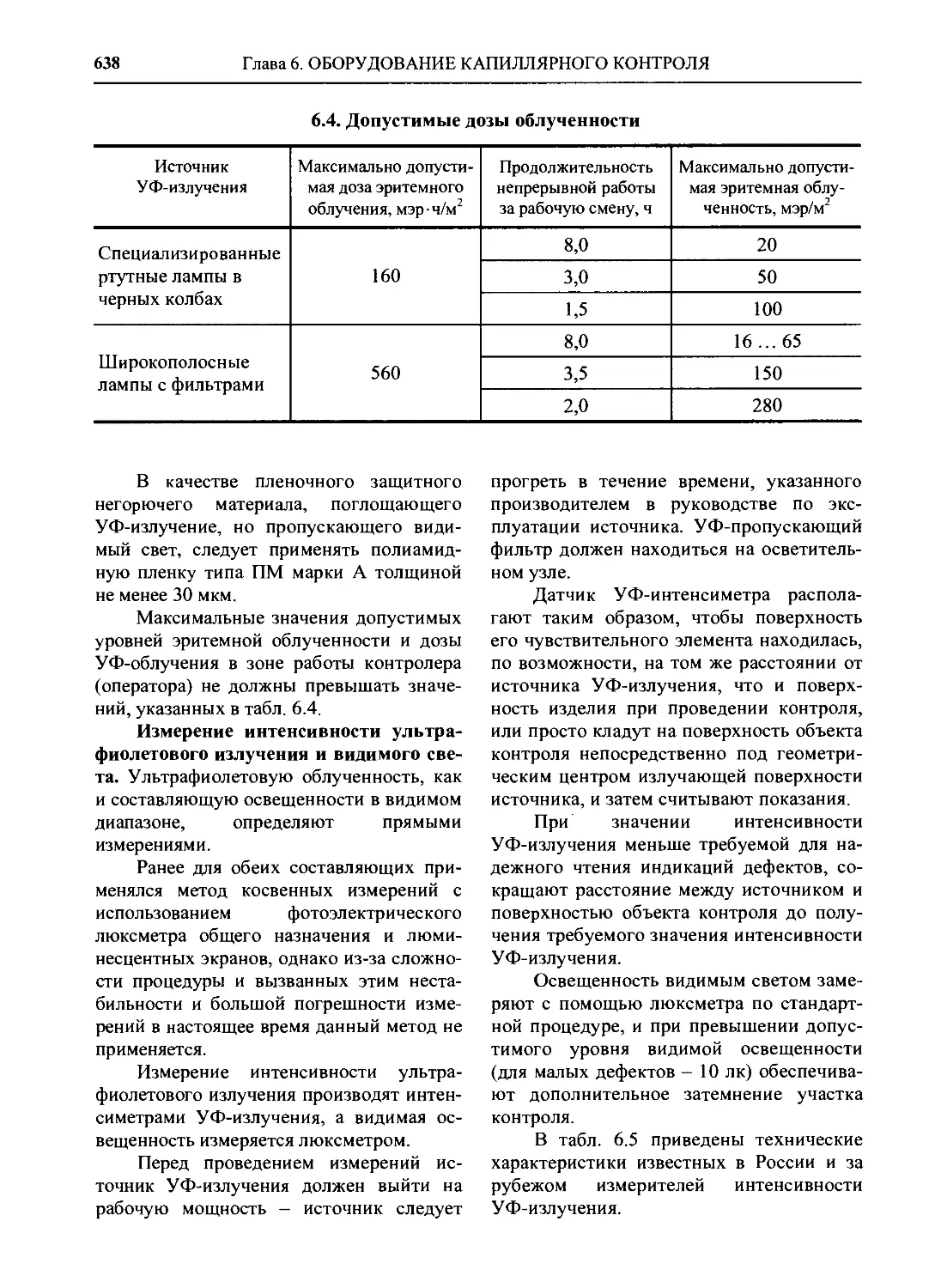
6.4. Ультразвуковые
установки для интенсификации
процессов капиллярного контроля 642
Глава 7. ТЕСТ-ОБЪЕКТЫ 643
7.1. Имитаторы дефектов 644
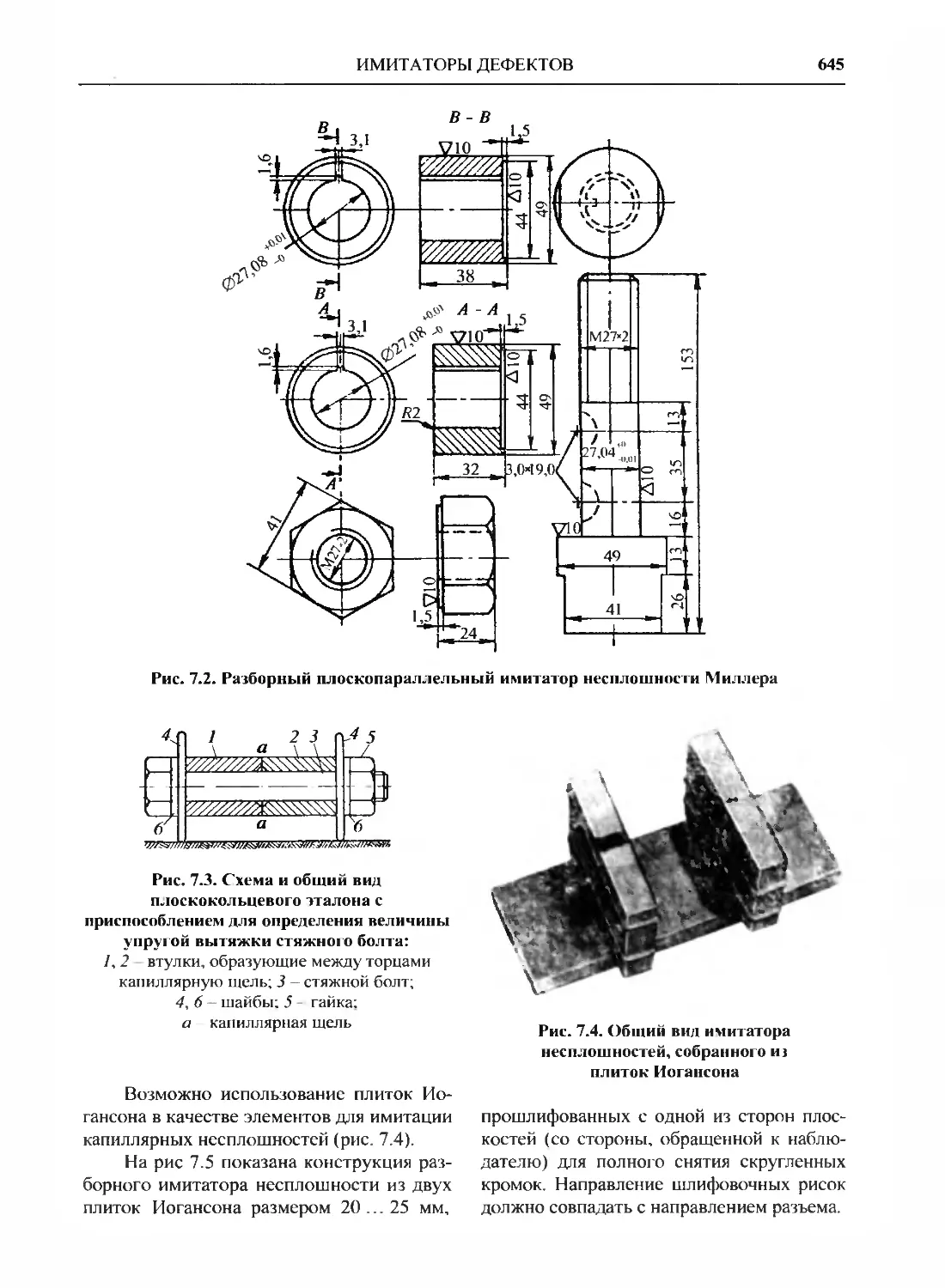
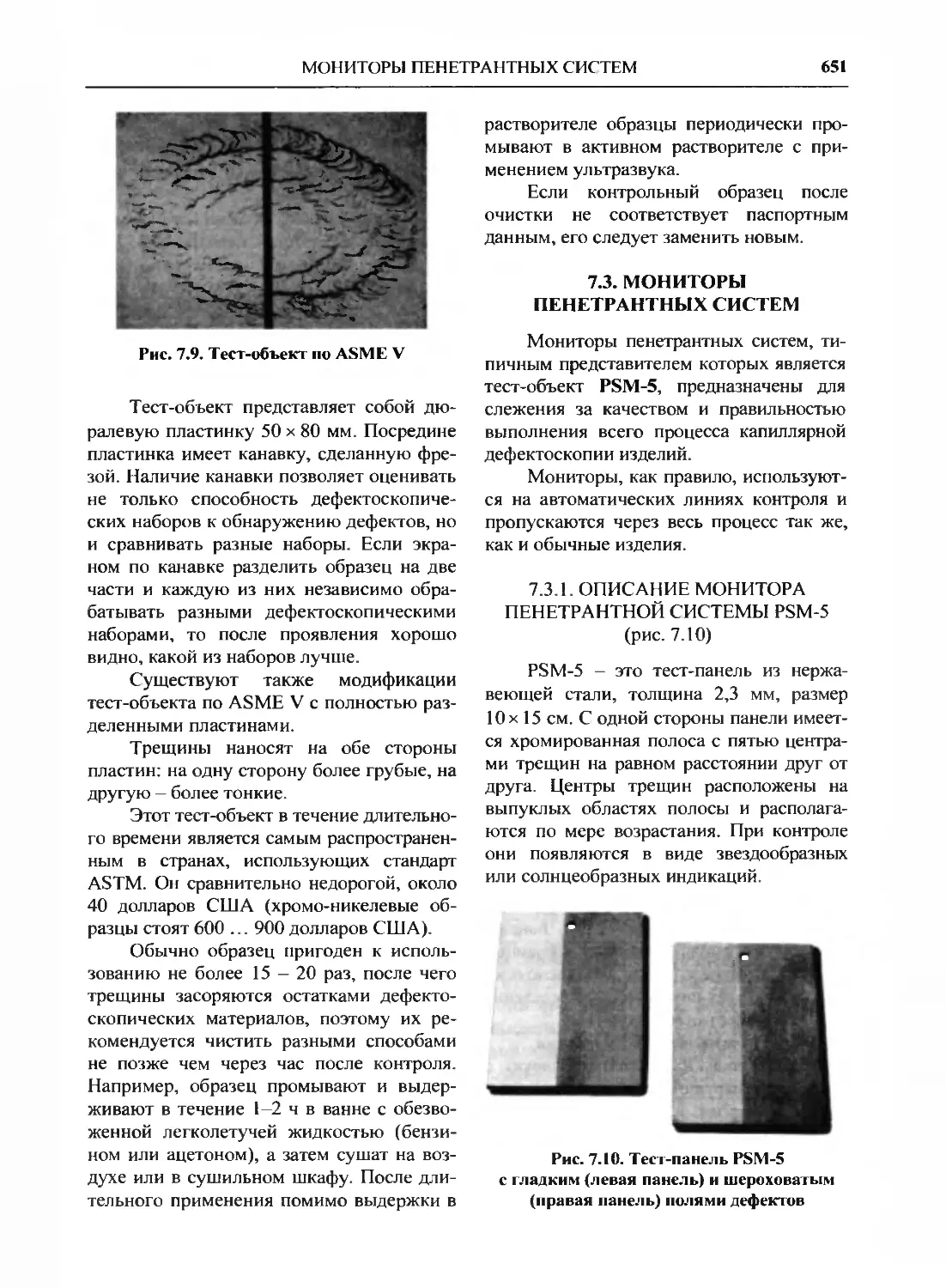
7.2. Компараторы 648
7.2.1. Описание набора тест-
панелей по JIS Z 2343 648
7.2.2. Работа с тест-панелями
noJISZ2343 648
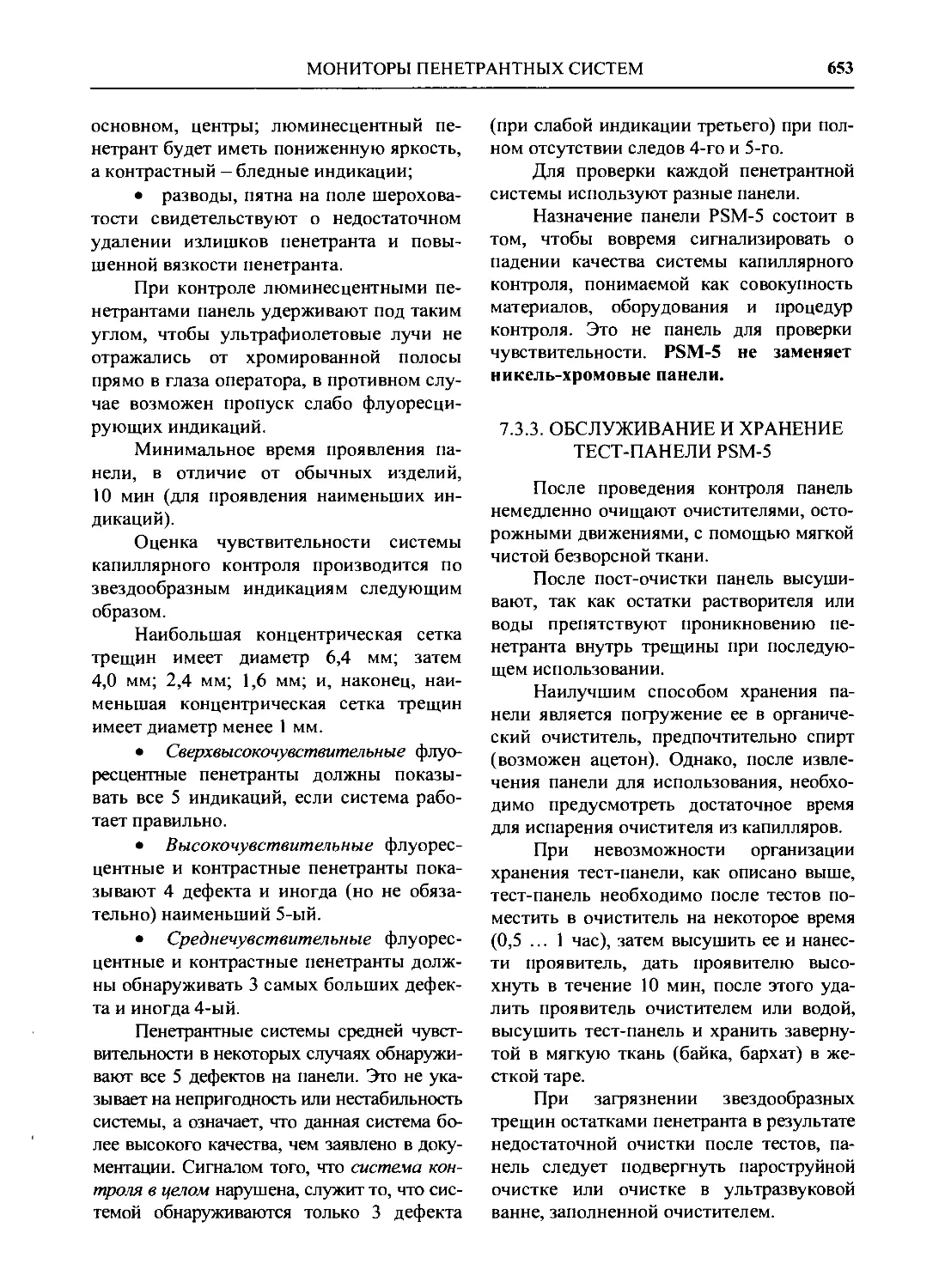
7.3. Мониторы пенетрантных
систем 651
7.3.1. Описание монитора
пенетрантной системы
PSM-5 651
7.3.2. Работа с тест-панелью
PSM-5 652
7.3.3. Обслуживание и
хранение тест-панели
PSM-5 653
7.4. Отечественные тест-
объекты 654
Глава 8. ТЕХНОЛОГИЯ
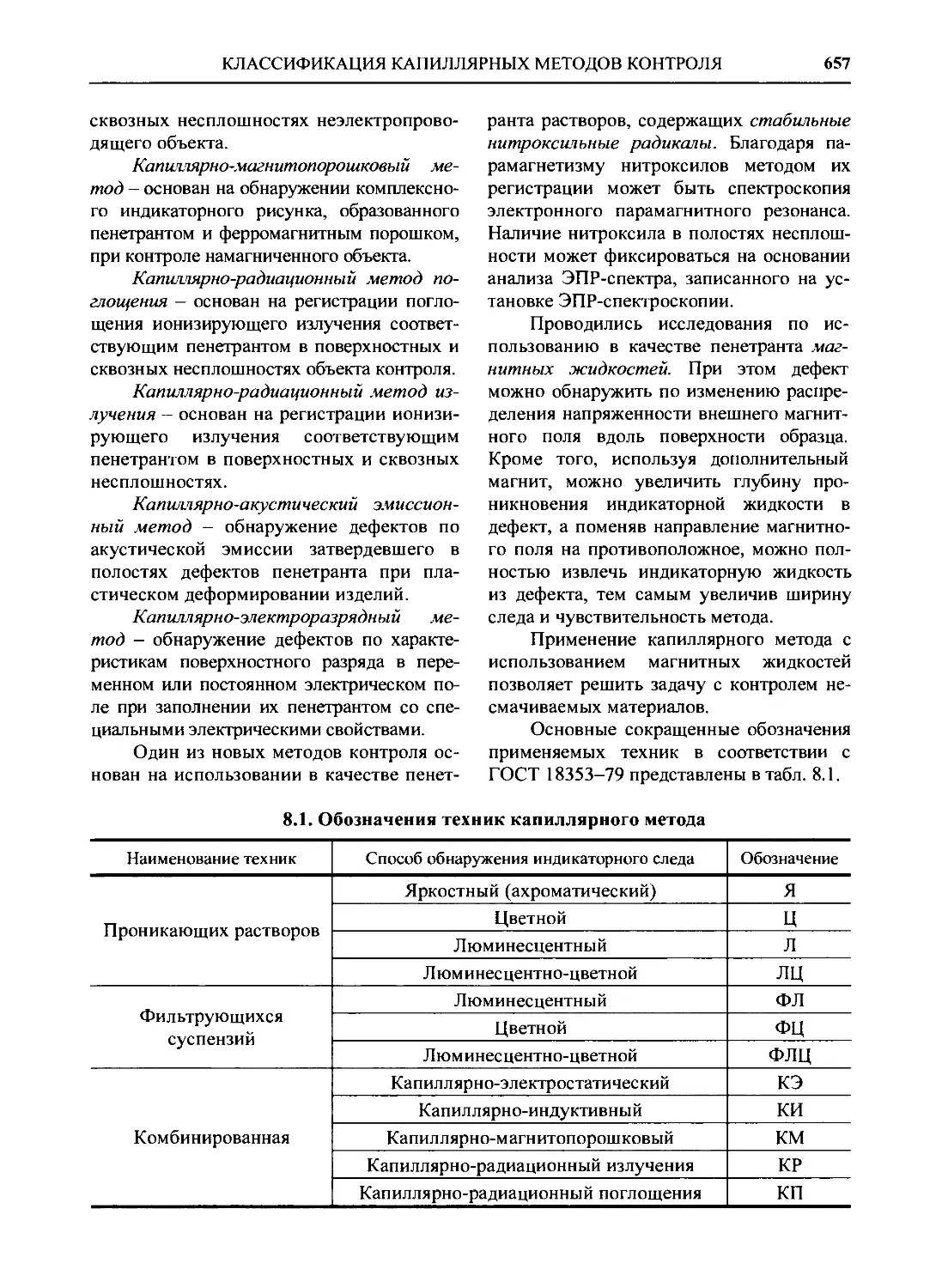
КАПИЛЛЯРНОГО КОНТРОЛЯ.... 656
8.1. Классификация
капиллярных методов контроля.
Обозначения методов 656
8.2. Процесс капиллярного
контроля. Общие замечания 658
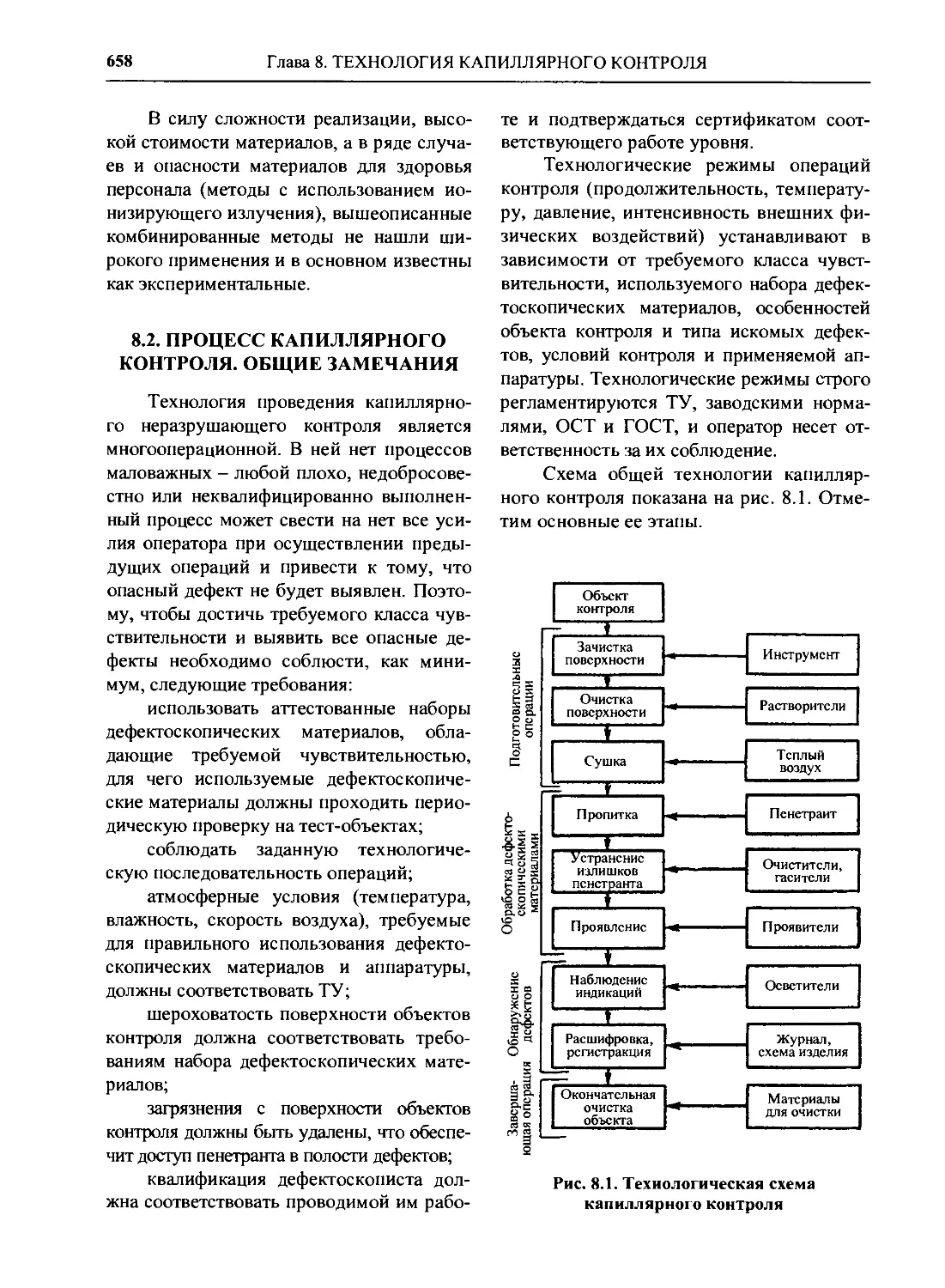
8.3. Основные стадии
капиллярного контроля 660
8.3.1. Подготовка
поверхности и очистка 660
8.3.2. Нанесение пенетранта.
Контакт с пенетрантом.
Методы
интенсификации контакта 668
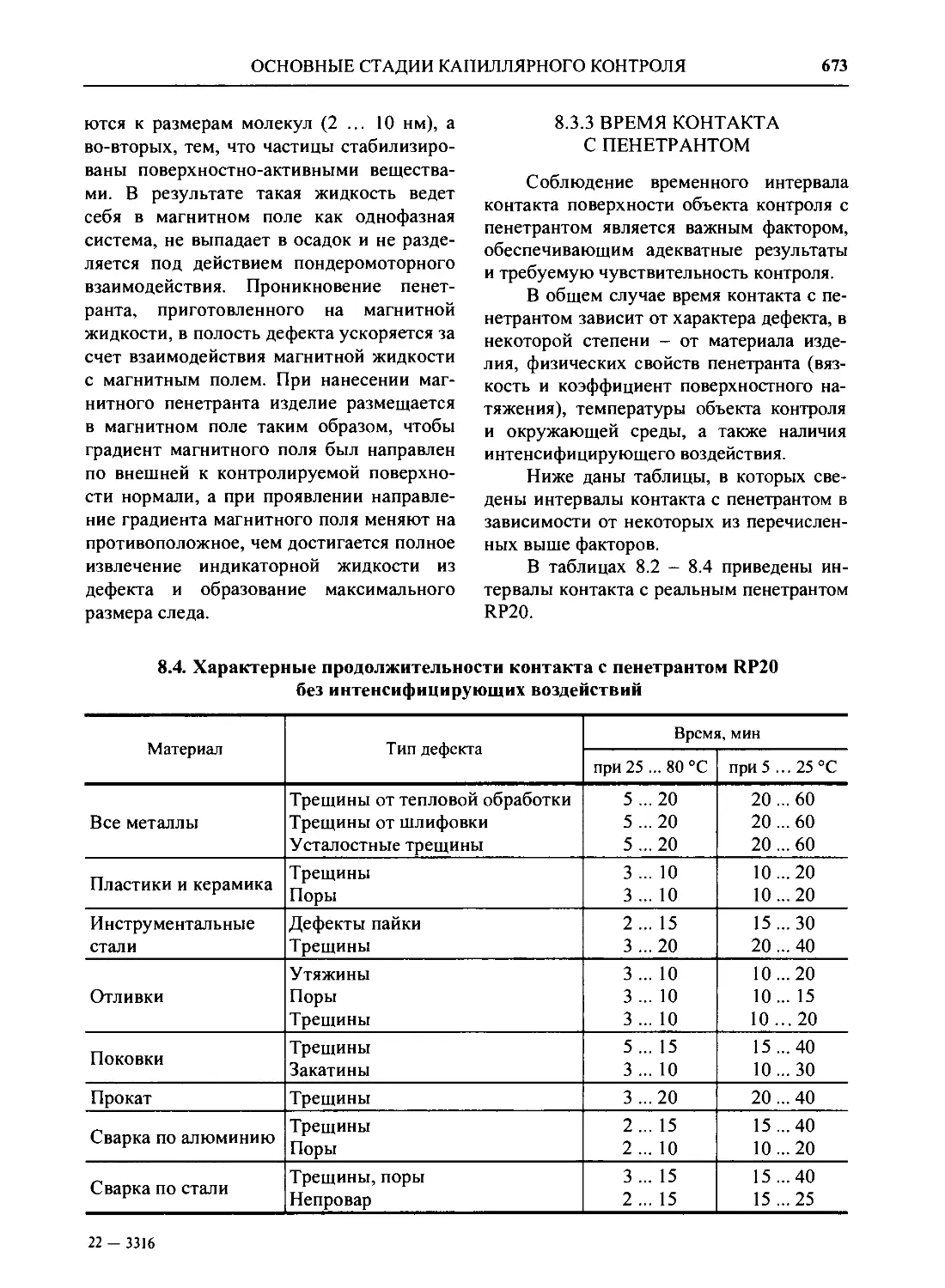
8.3.3. Время контакта с
пенетрантом 673
8.4. Удаление излишков
пенетранта с поверхности
объекта контроля 674
8.5. Проявление 676
8.6. Оценка
производительности капиллярного контроля ... 681
Глава 9. НАБЛЮДЕНИЕ,
ДОКУМЕНТИРОВАНИЕ И
ИНТЕРПРЕТАЦИЯ
РЕЗУЛЬТАТОВ КАПИЛЛЯРНОГО
КОНТРОЛЯ 685
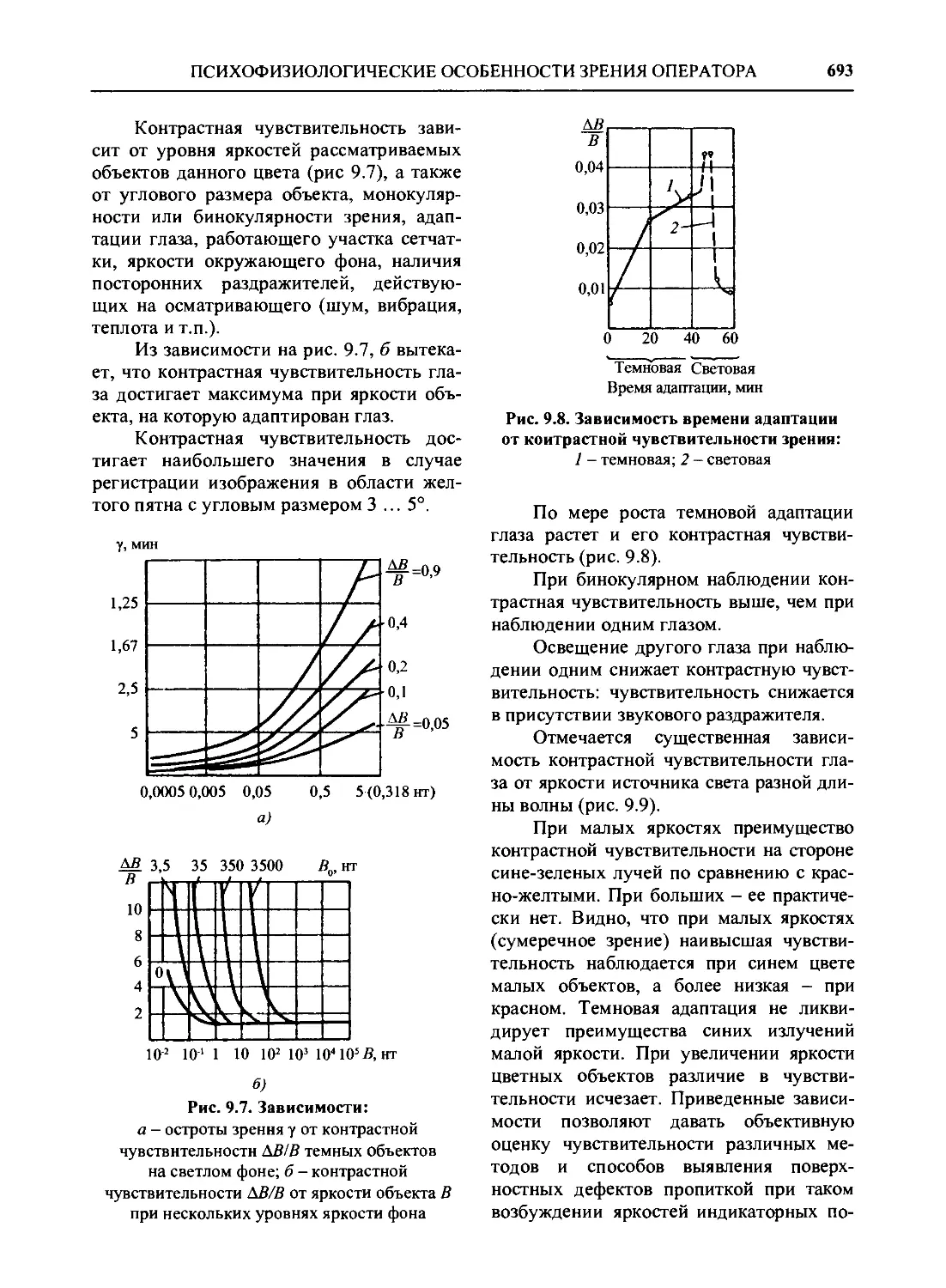
9.1. Общие замечания.
Методы наблюдения индикаций ... 685
9.2. Психофизиологические
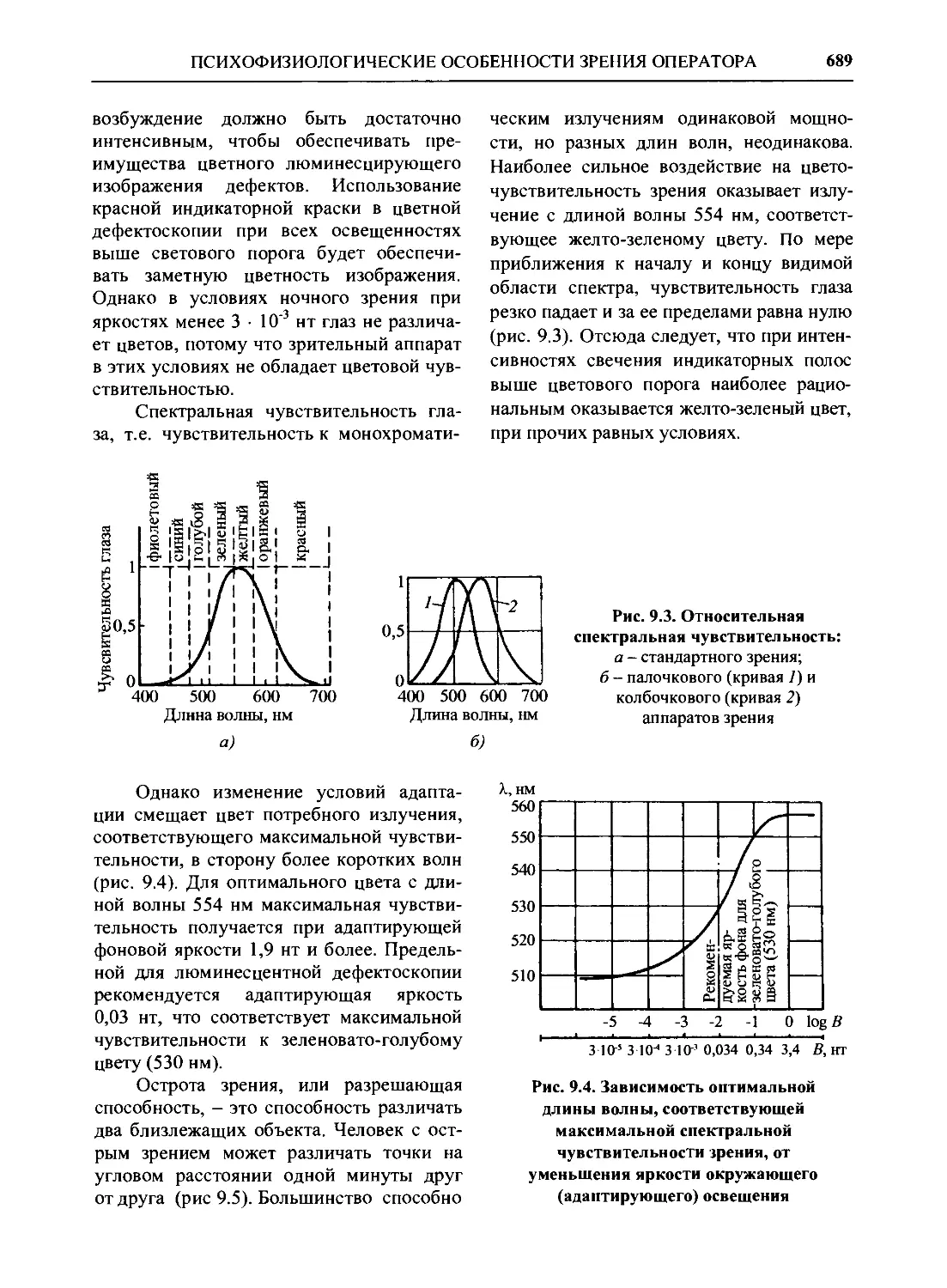
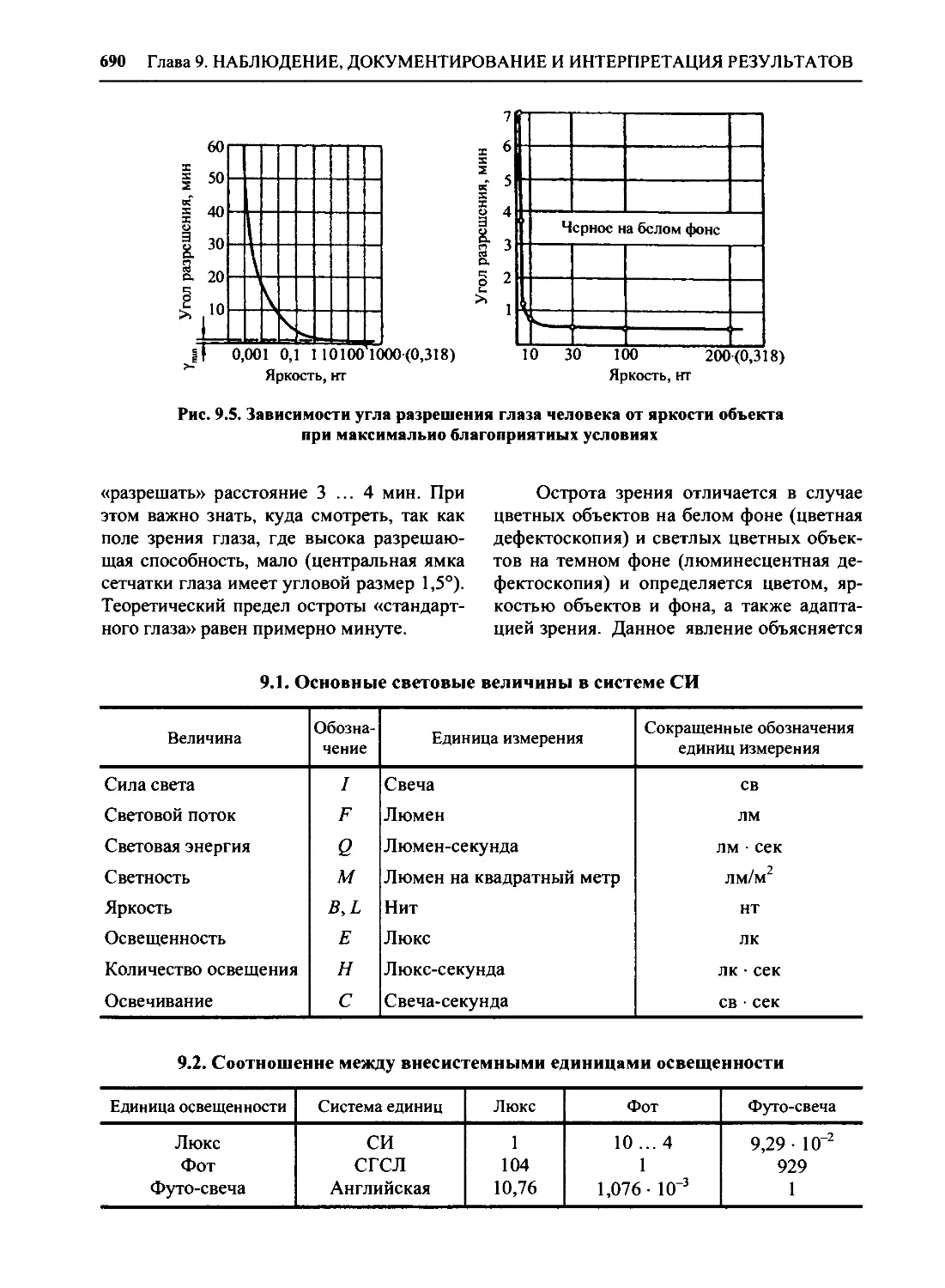
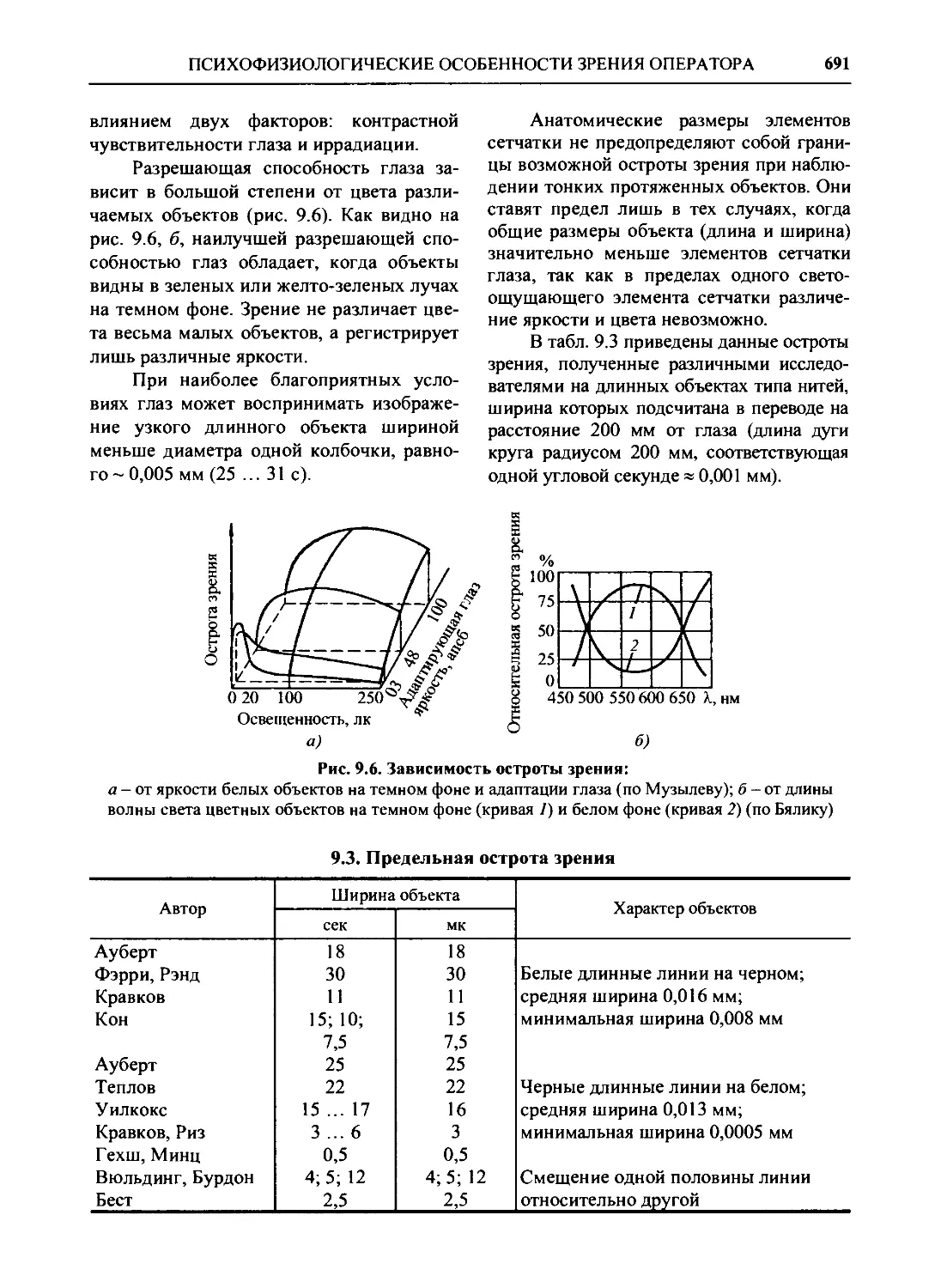
особенности зрения оператора 687
9.3. Факторы, влияющие на
надежность интерпретации
индикаций 696
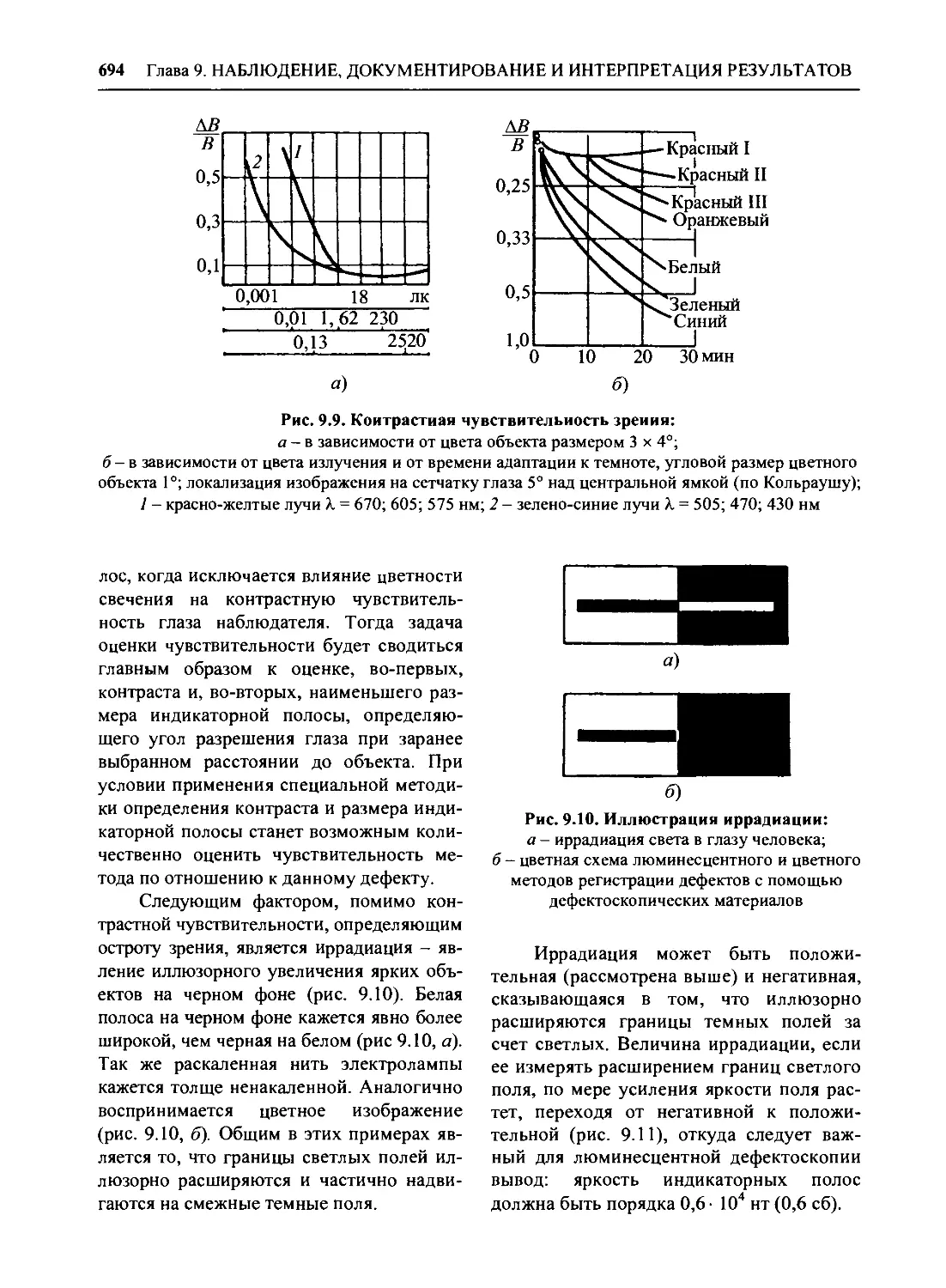
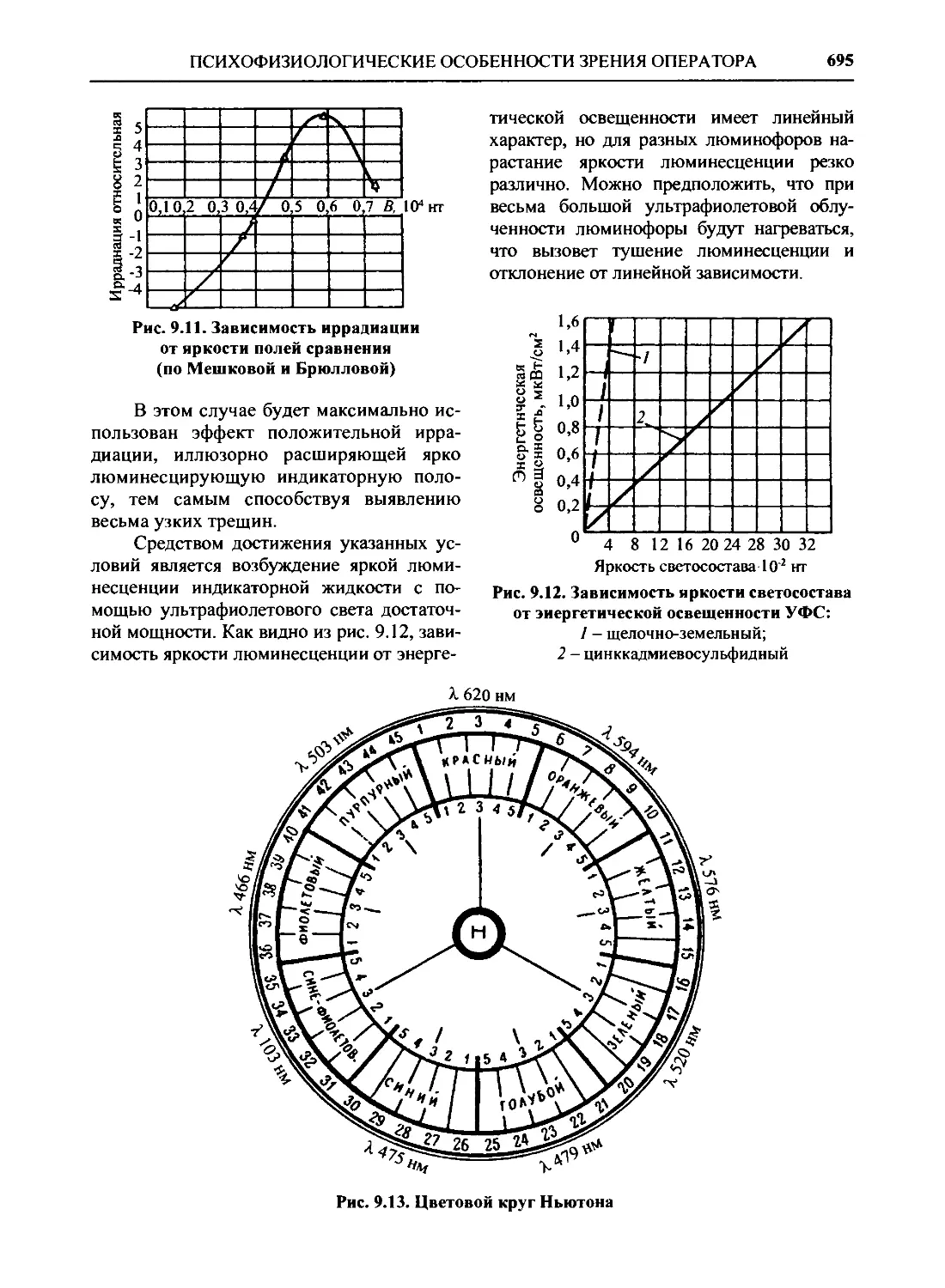
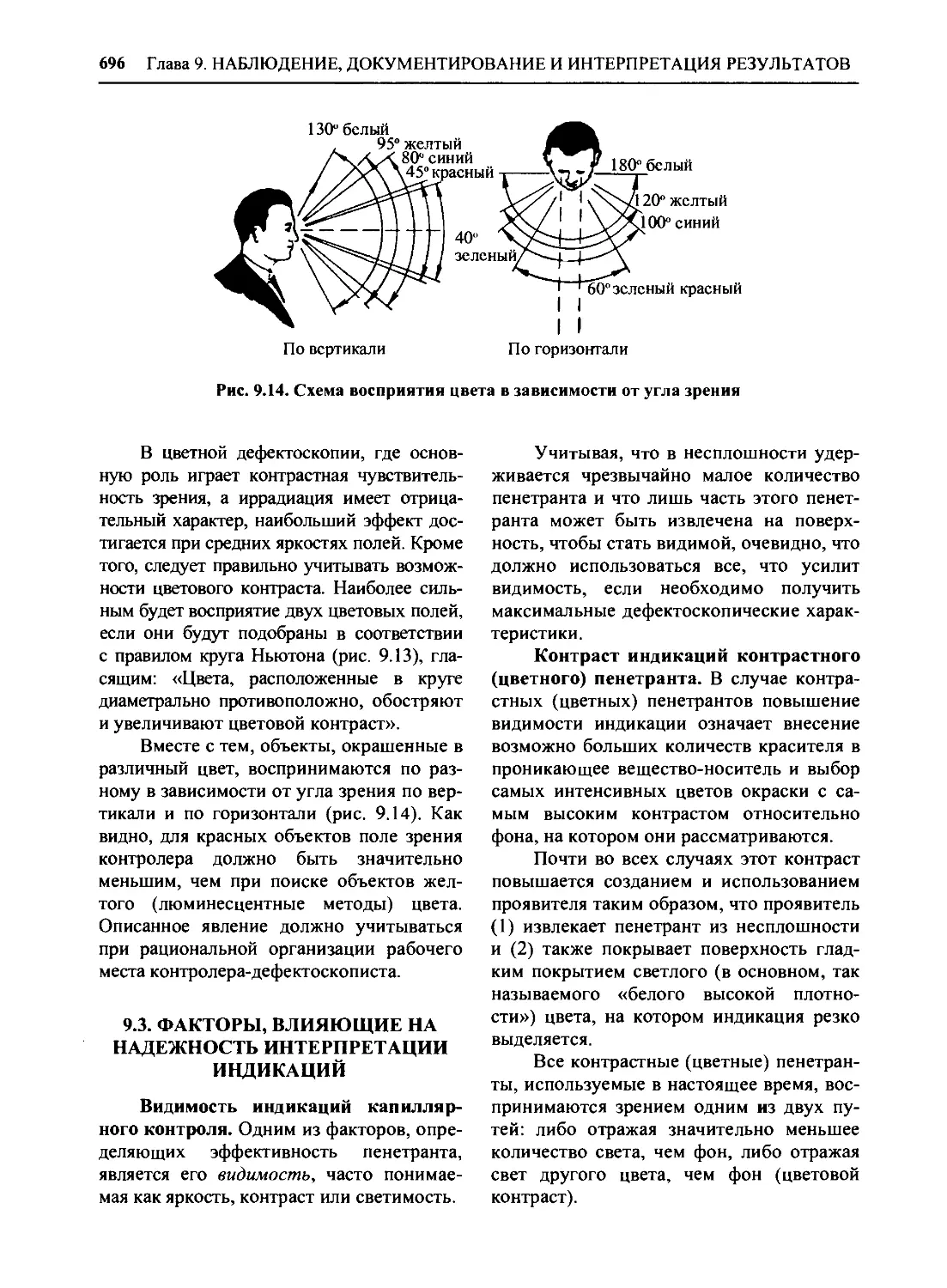
9.4. Интерпретация
результатов капиллярного контроля ... 698
9.5. Наблюдение и
интерпретация некоторых характерных
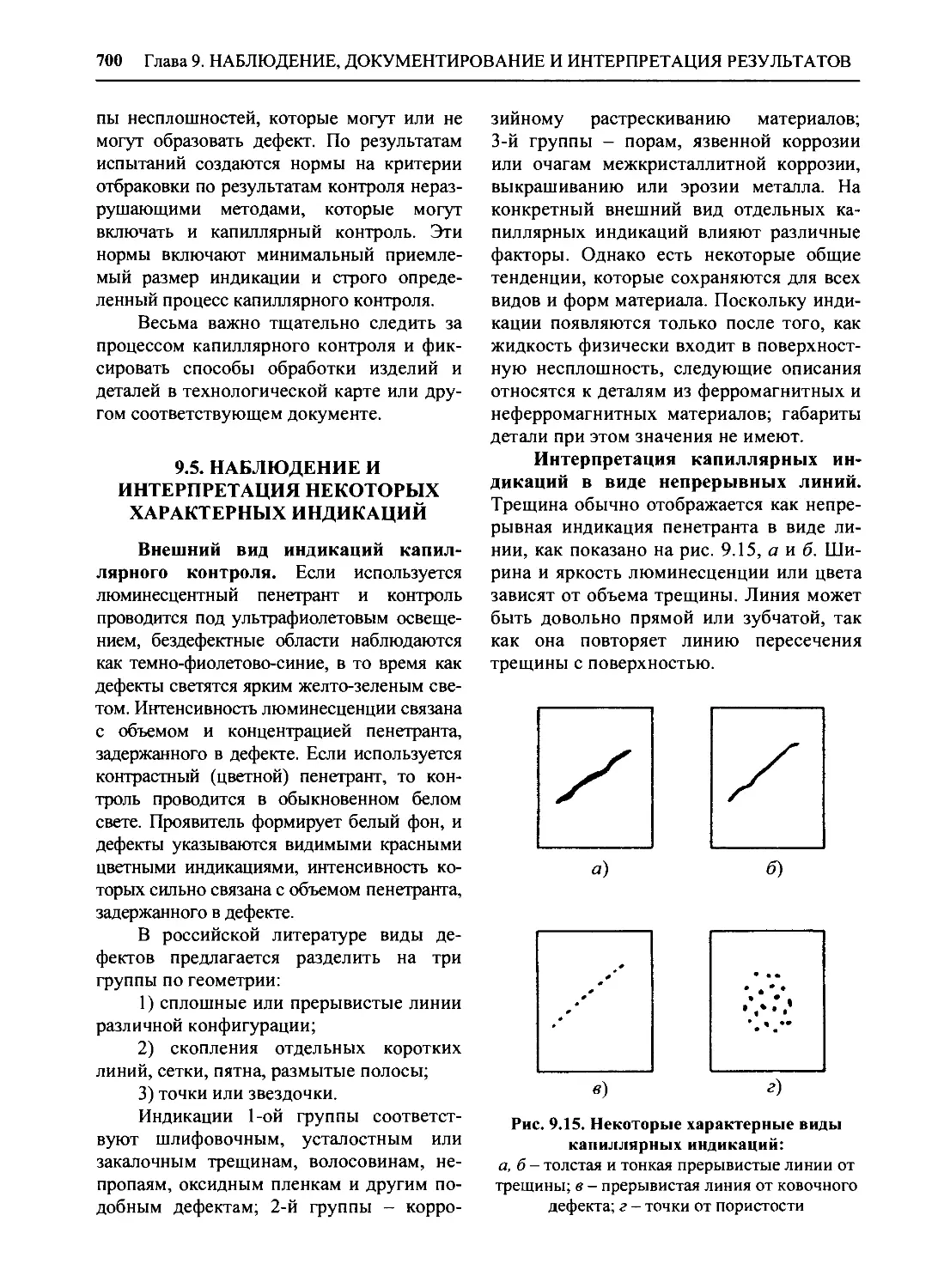
индикаций 700
9.6. Ложные (нерелевантные)
индикации 702
Глава 10. ЧУВСТВИТЕЛЬНОСТЬ
И КОЛИЧЕСТВЕННЫЕ
ОЦЕНКИ
КАПИЛЛЯРНОГО КОНТРОЛЯ 704
10.1. Чувствительность
капиллярного контроля 704
10.2. Количественные оценки
чувствительности
капиллярного контроля 708
Глава 11. КОМПЬЮТЕРНЫЙ
АНАЛИЗ РЕЗУЛЬТАТОВ
КАПИЛЛЯРНОГО
КОНТРОЛЯ 714
11.1. Общие замечания.
Методы регистрации индикаций
капиллярного контроля 714
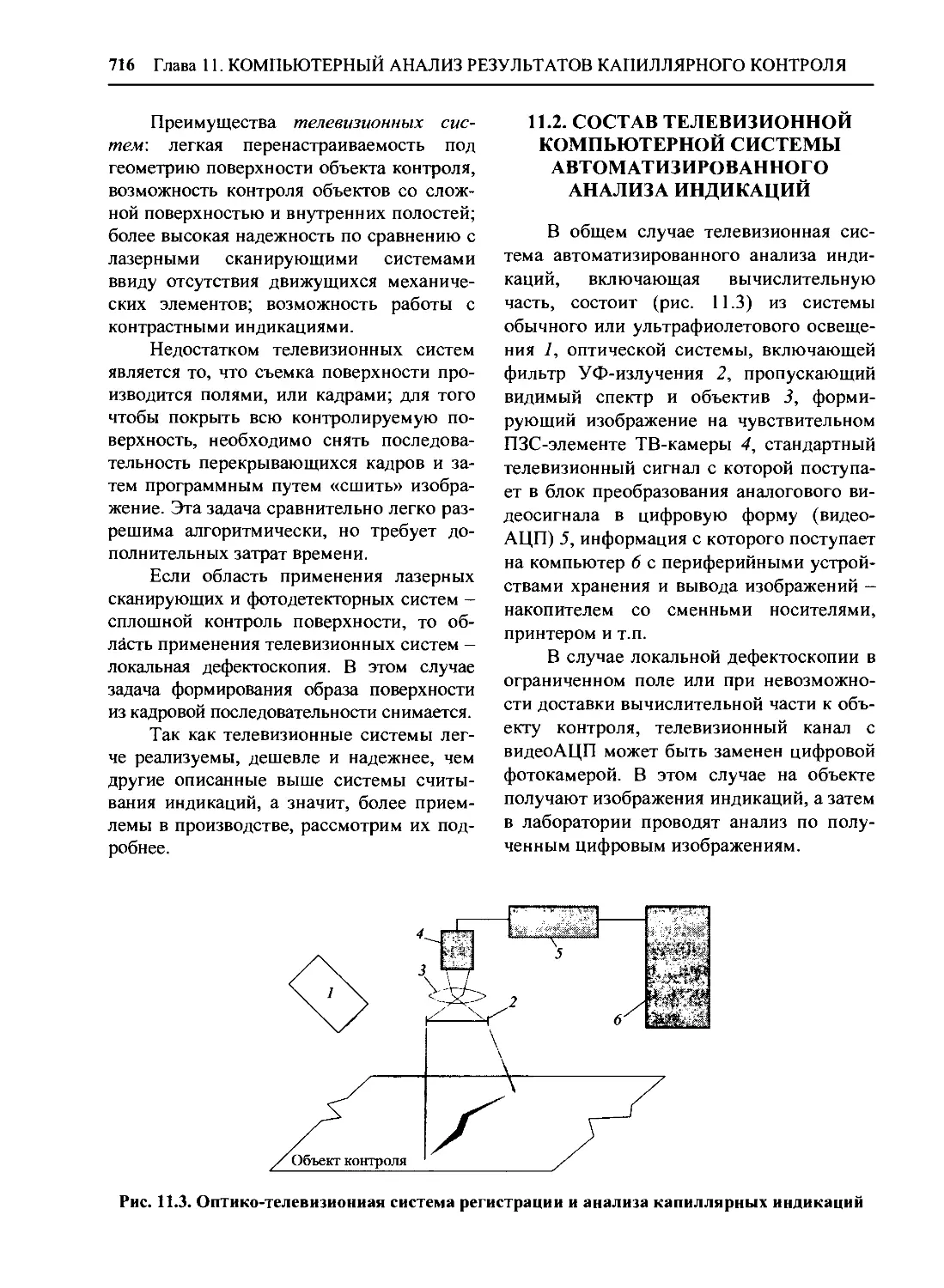
11.2. Состав телевизионной
компьютерной системы
автоматизированного анализа
индикаций 716
ОГЛАВЛЕНИЕ
11
11.3. Цифровое представление
изображения. Компрессия
изображения 717
11.4. Обработка цифровых
изображений индикаций и
количественный анализ по
изображению 720
11.5. Количественный анализ
индикаций капиллярного
контроля с использованием
программного пакета SPECTR
MERA 723
Глава 12. ТЕХНИКА
БЕЗОПАСНОСТИ ПРИ
КАПИЛЛЯРНОМ КОНТРОЛЕ 729
Глава 13. СТАНДАРТЫ,
ПЕРСОНАЛ 733
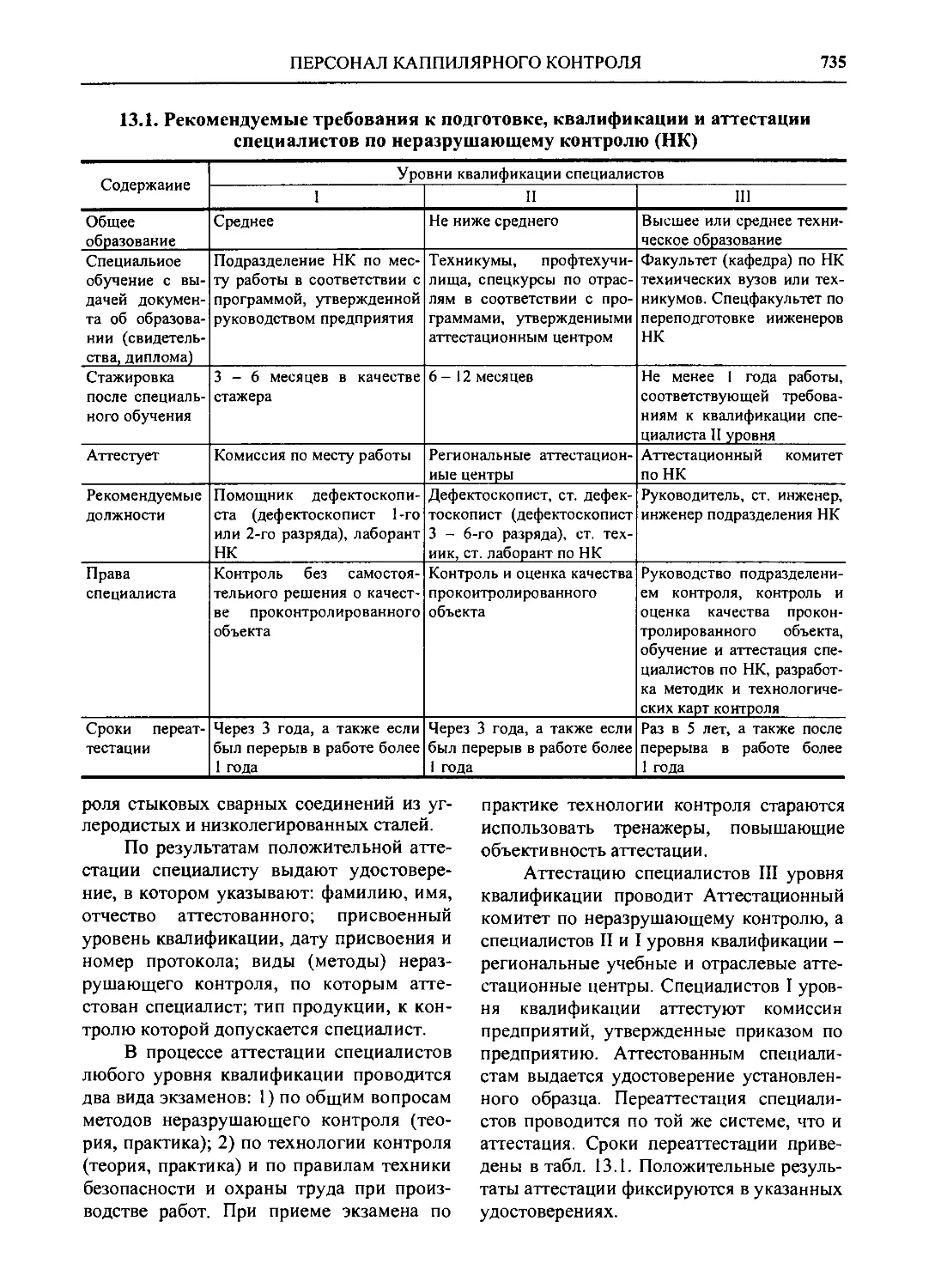
13.1. Стандарты в
капиллярном контроле 733
13.2. Персонал капиллярного
контроля 734
СПИСОК ЛИТЕРАТУРЫ 736
Книга 1
АКУСТИЧЕСКАЯ ТЕНЗОМЕТРИЯ
ОБОЗНАЧЕНИЯ
а, - тензометрические коэффициенты;
cfjkl - адиабатические модули
упругости второго порядка;
сда ~~ изотермические модули
упругости второго порядка;
cfjkimn ~ адиабатические модули
упругости третьего порядка;
cJikimn ~ изотермические модули
упругости третьего порядка;
Z), - компоненты вектора
электрической индукции;
В( - компоненты вектора магнитной
индукции;
Е - модуль упругости (Юнга);
Еу - лагранжев тензор конечных
деформаций;
Ej - компоненты вектора
напряженности электрического поля;
е1кы ~ матрица квадратичных
электроупругих коэффициентов времени;
elkin ~ матрица квадратичных
электроупругих коэффициентов скорости;
etj - компоненты тензора деформаций;
F — свободная энергия, рассчитанная
на единицу массы;
/ - частота ультразвуковых
колебаний;
fn — резонансная частота
продольных колебаний;
/к - резонансная частота
крутильных колебаний;
G - модуль сдвига;
Gjk - градиент тензора деформаций;
g - ускорение свободного падения;
Hj - компоненты вектора
напряженности магнитного поля;
Кып ~ матрица квадратичных магни-
тоупругих коэффициентов скорости;
hjkln - матрица квадратичных магни-
тоупругих коэффициентов времени;
h - шаг резьбы;
/] - инварианта тензора деформаций;
12 - инварианта тензора деформаций;
13 — инварианта тензора деформаций;
J — энтальпия, рассчитанная на
единицу массы;
j - плотность электрического тока;
К - модуль всестороннего сжатия;
Kji - тензор напряжений Коши;
кк — волновое число;
Lik — тензор напряжений Пиола -
Кирхгофа (тензор псевдонапряжений Ла-
гранжа);
/0 — длина недеформированного
образца;
/ - модуль упругости третьего
порядка Мурнагана;
т - модуль упругости третьего
порядка Мурнагана;
п — модуль упругости третьего
порядка Мурнагана;
пт - компоненты вектора волновой
нормали;
р - гидростатическое давление;
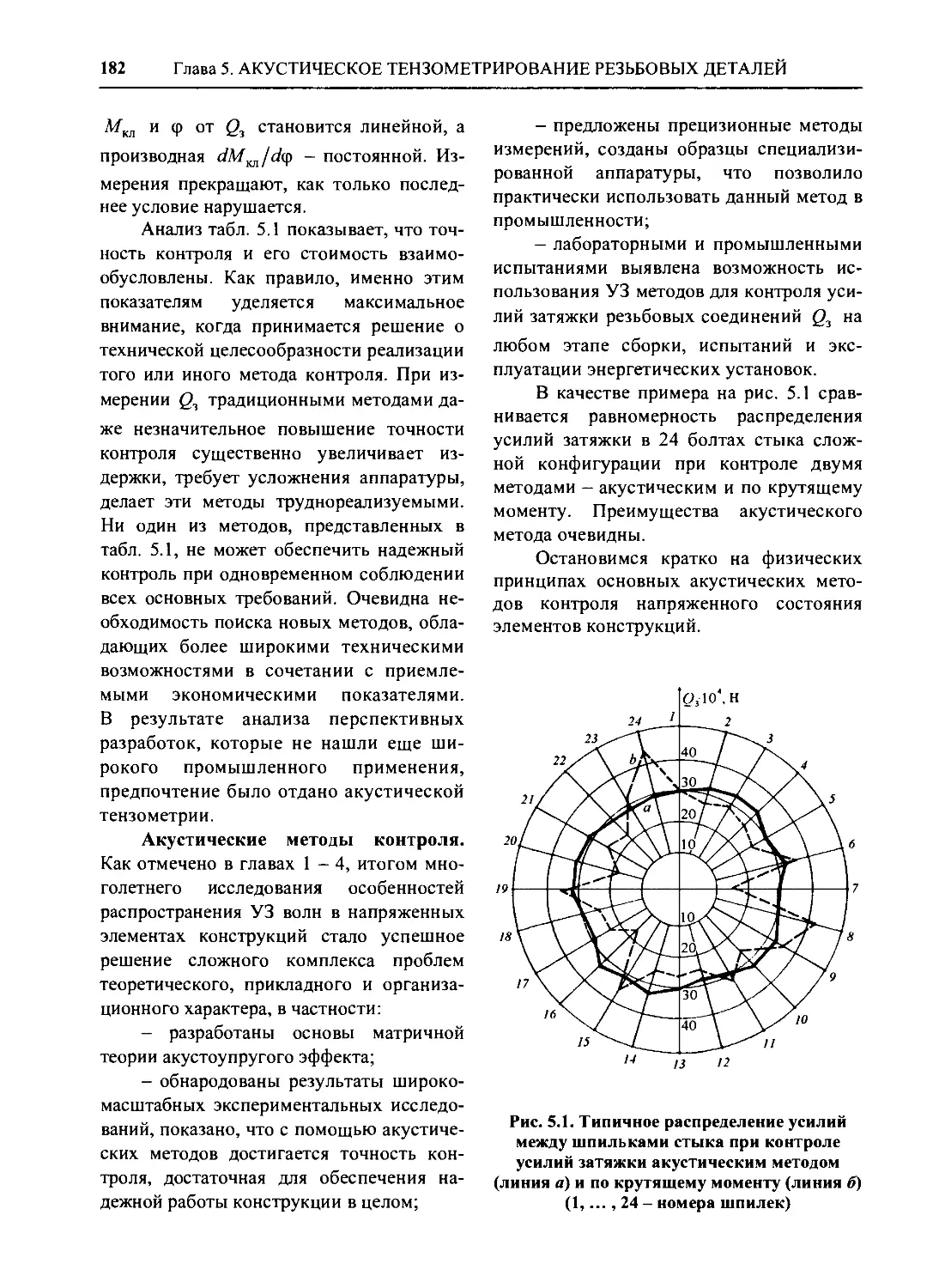
£?3 - усилие затяжки;
гш ~ матРИ11а акустоупругих
коэффициентов волн Рэлея;
ОБОЗНАЧЕНИЯ
13
S — энтропия системы;
Т - абсолютная температура среды;
Ту — тензор напряжений Коши;
U — внутренняя энергия,
рассчитанная на единицу массы;
Ur — амплитуда смещения;
Uj — компоненты вектора
деформации (смещения);
v7 - скорость продольных волн;
v, — скорость сдвиговых волн;
v — фазовая скорость волны;
vR — скорость волн Рэлея;
vik - матрица скоростей
распространения ультразвуковых (УЗ) волн;
v^. — матрица скоростей
распространения УЗ волн для ненапряженного
состояния;
\zjk - матрица скоростей
распространения УЗ волн для одноосно-напряжен-
ного состояния (нагрузка приложена вдоль
оси OZ);
vxik - матрица скоростей
распространения УЗ волн для одноосно-напряжен-
ного состояния (нагрузка приложена вдоль
оси ОХ);
\yik - матрица скоростей
распространения УЗ волн для одноосно-напряжен-
ного состояния (нагрузка приложена вдоль
оси ОТ);
Xj — лагранжевы координаты;
Xj - эйлеровы координаты;
а - коэффициент объемного
теплового расширения;
ajk — матрица акустоупругих
коэффициентов времени распространения УЗ
волн для одноосно-напряженного
состояния;
aikl„ - матрица изотермических
линейных акустоупругих коэффициентов
времени распространения УЗ волн;
ajk - тензор температурных
коэффициентов линейного расширения;
P,t - матрица акустоупругих
коэффициентов скорости распространения УЗ
волн для одноосно-напряженного
состояния;
Р/йи _ матрица изотермических
линейных акустоупругих коэффициентов
скорости распространения УЗ волн;
Р//Ыпш/ _ матрица изотермических
квадратичных акустоупругих
коэффициентов скорости;
Р" - акустоупругий коэффициент
групповой скорости;
Pv - акустоупругий коэффициент
фазовой скорости;
Р, - упругие модули второго
порядка для поликристаллического агрегата;
Р* - упругие модули второго
порядка для кристаллита;
Р' — акустоупругие коэффициенты
скорости продольных волн для
гидростатического сжатия;
Р' - акустоупругие коэффициенты
скорости сдвиговых волн для
гидростатического сжатия;
у - угол сдвига;
у\ - матрица термоакустических
коэффициентов скорости;
у)к — матрица термоакустических
коэффициентов времени;
у • - упругие модули третьего порядка
для поликристаллического агрегата;
у* - упругие модули третьего
порядка для кристаллита;
А - относительное изменение объема;
Д///0 - относительное удлинение
образца;
Дт - приращение времени
распространения ультразвука;
Av/Vt - матрица абсолютного
изменения скорости упругих волн;
Axik - матрица абсолютного
изменения времени распространения упругих
волн;
b\ik - матрица относительного
изменения скорости УЗ волн;
14
ОБОЗНАЧЕНИЯ
5xjk - матрица относительного
изменения времени распространения УЗ волн;
5 rs - символ Кронекера;
К!т ~ символ Кронекера;
5уя - относительное изменение
скорости волн Рэлея;
s - относительное удлинение;
е - абсолютная электрическая
проницаемость;
Еук - кососимметричный тензор
Леей - Чевиты;
С,х — угол прозвучивания, лежащий в
координатной плоскости х\Ох2;
С,у - угол прозвучивания, лежащий в
координатной плоскости хъОх2,
С,2 - угол прозвучивания, лежащий в
координатной плоскости х2Оху,
£ - угол, при котором акустоупру-
гий эффект отсутствует (реперное
направление);
r\ik - приведенная чувствительность
акустического тензометра к изменению
температуры по скорости;
T]jkx - приведенная чувствительность
акустического тензометра к изменению
температуры по времени распространения;
0 - угол нутации; угол поворота,
рассчитанный на единицу длины; угол
между направлением распространения
волны и направлением поляризации (угол
располяризации);
kv - чувствительность
акустического тензометра по скорости упругой волны;
кт - чувствительность акустического
тензометра по времени распространения
упругой волны;
к/ш — матрица чувствительности
акустического тензометра по скорости;
K]kin ~ матрица чувствительности
акустического тензометра по времени
распространения;
Kjkin ~ матрица приведенной
чувствительности акустического тензометра по
скорости;
Kikin ~ матрица приведенной
чувствительности акустического тензометра по
времени распространения;
Kjkfn ~ матрица приведенной
чувствительности акустического тензометра по
скорости для волн Рэлея;
Kjk?n ~ матрица приведенной
чувствительности акустического тензометра по
времени распространения для волн Рэлея;
X - модуль упругости Ламе; длина
волны;
Х.0 - коэффициент податливости;
Xjj - относительные деформации;
ц - модуль упругости Ламе;
\ха — абсолютная магнитная
проницаемость;
ц, цт - коэффициенты трения;
v - коэффициент Пуассона;
Ъ, - параметр деформационного
упрочнения;
р0 - плотность среды в недеформи-
рованном состоянии;
р - плотность среды в
деформированном состоянии;
рэл - объемная плотность
электрических зарядов;
£ — потенциал Гиббса, рассчитанный
на единицу массы;
о,у - тензор напряжений;
о^ - тензор начальных напряжений;
т. — касательное напряжение;
Ф - потенциал Мурнагана,
рассчитанный на единицу массы;
Ф - угол прецессии;
Ч* - потенциал Гельмгольца,
рассчитанный на единицу массы;
\]i - угол чистого вращения;
Q - частота прецессии;
оэ - циклическая частота УЗ-колебаний.
Введение
АКУСТИЧЕСКАЯ ТЕНЗОМЕТРИЯ - НОВЫЙ
ПРОГРЕССИВНЫЙ МЕТОД
НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
Проблема контроля механических
напряжений в элементах конструкций
является актуальной для многих отраслей
промышленности, в частности,
космической, авиационной, энергетической,
химической, автомобильной. Острота
проблемы обусловила разработку
многочисленных методов неразрушающего контроля —
механических, акустических,
электрических, магнитных, оптических,
рентгеновских, нейтронно-дифракционных и др.
Естественно, не существует
универсального метода, пригодного в любых
условиях - при наличии определенных
достоинств каждый из перечисленных методов
обладает и рядом недостатков.
Во многих случаях одним из
наиболее перспективных направлений решения
проблемы контроля
напряженно-деформированного состояния может считаться
акустическая тензометрия. Этим
термином принято обозначать совокупность
методов и средств контроля напряжений,
основанных на измерении характеристик
упругих волн, распространяющихся в
среде. Преимущества акустической
тензометрии: достаточно высокая точность
контроля, относительная простота реализации,
физическая наглядность, экологическая
безвредность, гибкость применения на
различных стадиях производства,
хранения, эксплуатации и ремонта изделий,
возможность автоматизации процесса
контроля, пригодность для использования
на начальных стадиях пластической
деформации, сравнительная дешевизна.
Основной задачей акустодиагностики
напряженно-деформированного состояния
(НДС) является определение по
результатам акустических измерений компонент
тензоров напряжений (деформаций) и
восстановление, на основе обработки
экспериментальных данных, картины
пространственного распределения напряжений и
направлений действия усилий.
В основу методов акустической
тензометрии может быть положена
зависимость от механических напряжений
различных параметров упругой волны:
амплитуды, частоты, скорости, направления
поляризации. Подобные зависимости
известны в нелинейной акустике и являются
следствием таких явлений, как нелинейное
взаимодействие упругих волн, рефракция
звука, модуляция звука звуком, акустоуп-
ругость. Главным фактором, влияющим на
изменение характеристик ультразвуковых
(УЗ) волн, является изменение
межатомных расстояний, т.е. в конечном счете,
деформация объектов контроля. Пересчет
между полями деформаций и напряжений
требует знания вида соответствующих
функциональных зависимостей. Кроме
того, на распространение УЗ волн влияют
и иные внешние физические поля
(тепловое, электромагнитное), структурная
анизотропия материала, его предыстория,
геометрия объекта и состояние
ограничивающих поверхностей, наличие зон
пластических деформаций и т.д.
Из соображений практической
осуществимости измерений в
производственных условиях, а также в связи с наличием
определенной аппаратурной и
методической преемственности по отношению к
традиционным УЗ методам неразрушаю-
16
Введение. АКУСТИЧЕСКАЯ ТЕНЗОМЕТРИЯ
щего контроля наиболее перспективным
для целей акустической тензометрии
представляется акустоупругий эффект.
Его суть может быть сформулирована
следующим образом: в напряженной среде
скорость распространения упругих волн
зависит от напряжений (деформаций),
типа поляризации волны и взаимной
ориентации волнового вектора и направлений
действия усилий.
Внедрение методов акустической
тензометрии в практику неразрушающего
контроля для решения конкретной
технической проблемы — определения
напряжений и усилий затяжки разъемных
соединений жидкостных ракетных двигателей
космических аппаратов нового поколения
потребовало разработки:
• основ инженерной теории акусто-
упругости на базе матричной методологии
при максимально допустимом упрощении
расчетных соотношений;
• прецизионных методов измерения
времени распространения ультразвука,
обеспечивающих относительную
погрешность Ю5 ... КГ6;
• экспериментального стенда для
исследования акустоупругого эффекта в
различных конструкционных материалах и
влияния внешних воздействий
(температурных, электромагнитных полей) на
скорость распространения УЗ колебаний;
• основ методологии и метрологии;
• портативной диагностической
аппаратуры для контроля в
производственных условиях, позволяющей проводить
измерения скорости УЗ волн в диапазоне
2500 ... 6000 м/с на частотах 2,5; 5,0;
10 МГц и времени распространения в
пределах 6 ... 1600 мкс с погрешностью
0,01 мкс для образцов длиной от 20 до
500 мм, что дало возможность измерять
изменение величины механических
напряжений в диапазоне 100 ... 500 МПа с
погрешностью 10 ... 30 МПа;
• разработки конкретных методик
контроля и внедрения их в
промышленных условиях.
Перспективность методов
акустической тензометрии базируется на
многообразии типов УЗ волн (продольных,
сдвиговых, поверхностных и т.д.), что
позволяет в отличие от других физических
методов определять не только интегральные
и локальные поверхностные, но и
интегральные объемные напряжения.
Глава 1
ИСТОРИЯ И СОВРЕМЕННОЕ СОСТОЯНИЕ
ИССЛЕДОВАНИЙ В ОБЛАСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
НАПРЯЖЕНИЙ В ЭЛЕМЕНТАХ КОНСТРУКЦИЙ
Первые попытки теоретического
анализа влияния напряжений на скорость
распространения упругих волн в веществе
обнаруживаются в работах Ж. Лагранжа
[258], О. Коши [163], П. Душе [1,80].
Предложенные модели были достаточно
простыми, а ограниченные
экспериментальные возможности науки того времени не
позволяли уточнить их по результатам
измерений приемлемой точности.
Возрождение интереса к данной
проблеме стало возможным в 1920 - 1930-е гг.,
когда техника физического эксперимента
достигла уровня, обеспечивавшего
корректное измерение малых нелинейных
акустических эффектов. Стимулом к
дальнейшей разработке соответствующих
теоретических представлений оказался
интерес к определению упругих констант
высших порядков для кристаллов и
поликристаллических материалов.
Классический пример анализа проблемы, не
утративший своего значения до сегодняшнего
дня, содержится в трудах Ф. Мурнагана
[283], который развил Лагранжеву модель
с целью прогнозирования взаимодействия
напряжений с конечными деформациями и
доказал принципиальную возможность
расчета изменений скорости упругой
волны по известным значениям напряжений и
упругих модулей второго и третьего
порядка. Первые попытки
экспериментального определения упругих модулей
материала при статическом нагружении
образцов были осуществлены в 1938 г. Ф. Бир-
чем [152].
В фундаментальных работах Л. Брил-
люэна [160], Л.Д. Ландау и Е.М. Лифшица
[94], В.В. Новожилова [108] было
показано, что линейная теория упругости,
успешно применявшаяся ранее для
моделирования поведения многих материалов и
конструкций, не могла адекватно описать
распространение упругой волны в
деформируемом материале.
Опираясь на работы Мурнагана,
М. Био пришел к выводу о том, что
условия распространения упругих волн при
отсутствии и наличии начальных
напряжений в среде принципиально отличаются
[151]. Сравнивая две упомянутые модели,
он показал, что вторая не может быть
описана простой подстановкой в уравнения
классической теории первой значений
упругих модулей, зависящих от напряжения.
Существенный вклад в изучение
проблемы внесли своими работами Р. Грин и
Р. Ривлин [196, 197], предложившие в
тензорных обозначениях вариант
теоретического описания малых упругих
деформаций изотропного твердого тела,
наложенных на известную однородную
предварительную деформацию, без конкретизации
вида функциональной связи между
энергией и деформацией.
Вехой, на долгие годы определившей
направление дальнейших исследований
волновых процессов в напряженных
объектах, стали работы Д. Хьюза и Дж. Келли
[220, 221], в которых на основании теории
конечных деформаций Мурнагана были
получены выражения для скоростей
упругих волн в изотропных твердых телах,
подвергнутых гидростатическому или
одноосному сжатию. Было показано, что
для описания поведения материала в этих
условиях необходимо рассматривать
упругие константы как второго, так и третьего
порядков. Экспериментально наблюдалась
зависимость скорости продольных и
сдвиговых волн от приложенного напряжения
в полистироле, железе и стекле. По
результатам измерений были рассчитаны
18 Глава 1. ИСТОРИЯ И СОВРЕМЕННОЕ СОСТОЯНИЕ ИССЛЕДОВАНИЙ
значения упругих модулей для названных
материалов.
Не менее важными по своим
последствиям событиями оказались
экспериментальное открытие Р. Бергманом и Р. Шах-
бендером [144] явления двойного
преломления сдвиговой акустической волны в
напряженном материале, а также
обнаружение Р. Бенсоном и В. Раэлсоном [143]
вращения плоскости поляризации волны,
вызванного напряжениями.
Дальнейшее теоретическое
исследование проблемы связано с именами Р. То-
упина и Б. Бернштейна [353], Р. Тэрстона
и К. Браггера [343], М. Хейеса и Р. Ривли-
на [204], М. Рейнольдса [307]. Благодаря
их усилиям были получены общие
соотношения, принципиально позволявшие
рассчитать упругие модули третьего
порядка (УМТП) по зависимости скорости
ультразвуковых волн от статических
напряжений для кристаллов произвольных
групп симметрии. Было доказано, что по
вызванной изменением напряжения
вариации скорости объемных и
поверхностных ультразвуковых волн можно
определять УМТП изотропных материалов;
представлены соответствующие формулы
для кубических кристаллов и изотропных
материалов в условиях гидростатической
и одноосной нагрузки.
Появление термина «акустоупру-
гость» с распространением его на любые
типы упругих волн, введение понятия аку-
стоупругих коэффициентов [143, 144],
накопление разнообразной
экспериментальной информации, создание первых
теоретических моделей [204, 220, 221, 343,
353], попытки анализа потенциальных
возможностей акустоупругого эффекта
как основы нового метода неразрушаю-
щей диагностики напряжений — вот
признаки, по которым можно судить об
окончании начального, поискового этапа
исследований явления акустоупругости и о
переходе к исследованиям прикладным.
Классическими ныне считаются
работы Р.Смита [330,331], Д. Крекрафта [170,
172, 173], Б. Рэтклиффа [306] в которых
обобщен накопленный к середине 1960-х
годов опыт теоретических и
экспериментальных исследований, впервые
продемонстрирована возможность
практического использования явления
акустоупругости в технике как физической основы
метода диагностики, обладающего
приемлемой точностью. Были экспериментально
измерены обусловленные приложенной
нагрузкой изменения скорости
продольных и сдвиговых волн частотного
диапазона 1 ... 10 МГц в стали, алюминии, меди
и некоторых других материалах;
вычислены УМТП поликристаллических
конструкционных материалов; предприняты
первые попытки измерения остаточных
напряжений в изогнутом бруске и
деформированном диске. Главным
достоинством этих работ следует признать
детальный анализ трудностей, возникающих при
ультразвуковом контроле напряжений, и
реалистическую оценку перспектив
развития нового метода диагностики.
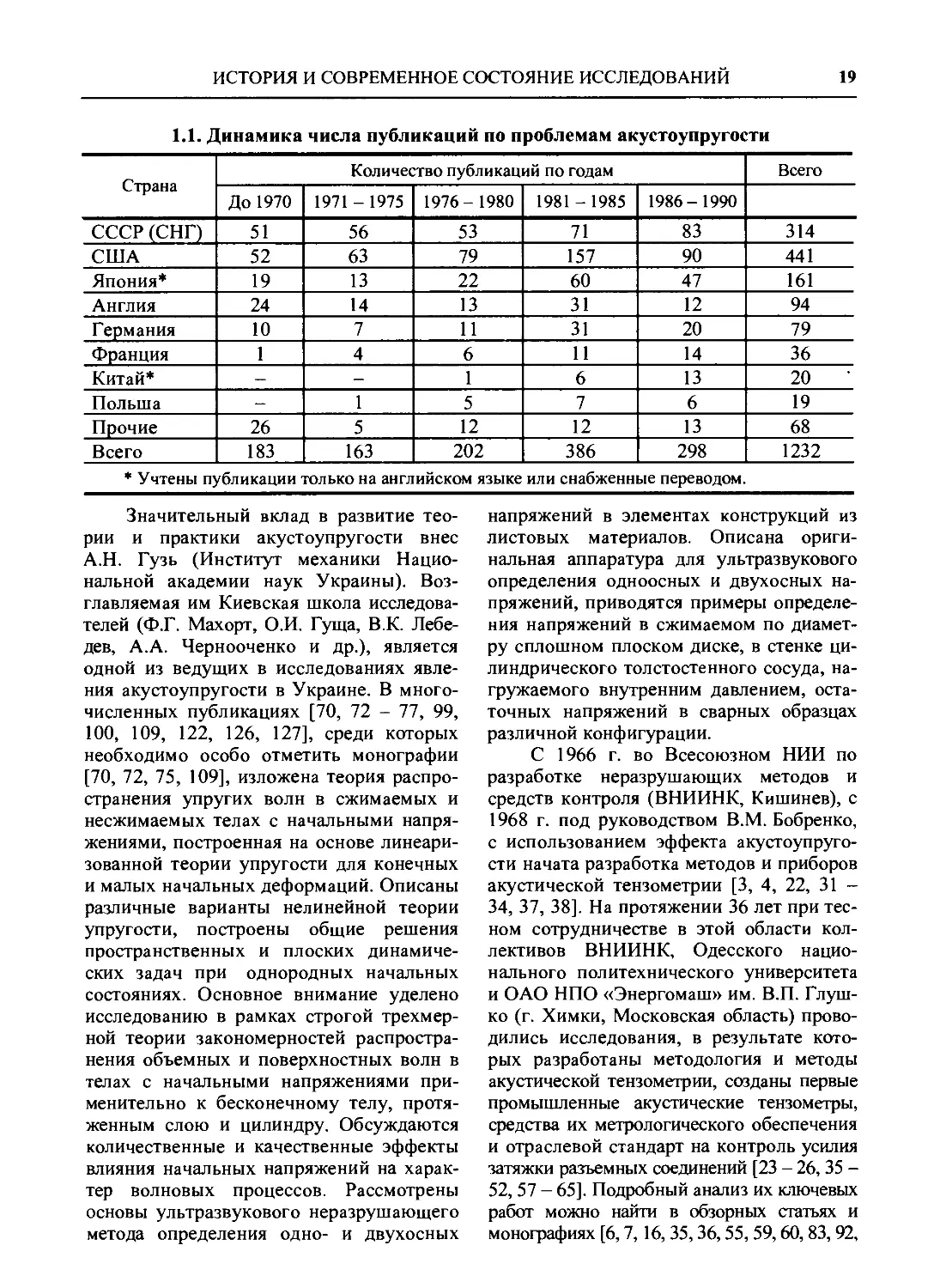
Последующие три десятилетия были
отмечены постоянным возрастанием
интереса к методам акустодиагностики
напряжений во всех промышленно развитых
странах, о чем свидетельствует динамика
числа публикаций (табл. 1.1). Наиболее
масштабные исследования проблемы были
организованы в СССР, США и Японии.
Общее число публикаций по данной
тематике превышает 1500. С целью разумного
ограничения объема библиографии
дальнейшее обсуждение ограничено ссылками
лишь на самые интересные, чаще других
цитируемые источники.
Важный вклад в изучение общих
вопросов нелинейной теории упругости и, в
частности, проблем распространения
упругих волн в анизотропных телах, внесли
своими трудами Ф.И. Федоров [124],
В.Е. Лямов [96], А.Н. Лурье [95], Л.К. За-
рембо [78, 79], В.А. Красильников [85],
В.Т. Гринченко [69].
ИСТОРИЯ И СОВРЕМЕННОЕ СОСТОЯНИЕ ИССЛЕДОВАНИЙ
19
1.1. Динамика числа публикаций по проблемам акустоупругости
Страна
СССР (СНГ)
США
Япония*
Англия
Германия
Франция
Китай*
Польша
Прочие
Всего
Количество публикаций по годам
До 1970
51
52
19
24
10
1
—
-
26
183
1971-1975
56
63
13
14
7
4
-
1
5
163
1976-1980
53
79
22
13
11
6
1
5
12
202
1981-1985
71
157
60
31
31
11
6
7
12
386
1986-1990
83
90
47
12
20
14
13
6
13
298
Всего
314
441
161
94
79
36
20
19
68
1232
* Учтены публикации только на английском языке или снабженные переводом.
Значительный вклад в развитие
теории и практики акустоупругости внес
А.Н. Гузь (Институт механики
Национальной академии наук Украины).
Возглавляемая им Киевская школа
исследователей (Ф.Г. Махорт, О.И. Гуща, В.К.
Лебедев, А.А. Чернооченко и др.), является
одной из ведущих в исследованиях
явления акустоупругости в Украине. В
многочисленных публикациях [70, 72 - 77, 99,
100, 109, 122, 126, 127], среди которых
необходимо особо отметить монографии
[70, 72, 75, 109], изложена теория
распространения упругих волн в сжимаемых и
несжимаемых телах с начальными
напряжениями, построенная на основе
линеаризованной теории упругости для конечных
и малых начальных деформаций. Описаны
различные варианты нелинейной теории
упругости, построены общие решения
пространственных и плоских
динамических задач при однородных начальных
состояниях. Основное внимание уделено
исследованию в рамках строгой
трехмерной теории закономерностей
распространения объемных и поверхностных волн в
телах с начальными напряжениями
применительно к бесконечному телу,
протяженным слою и цилиндру. Обсуждаются
количественные и качественные эффекты
влияния начальных напряжений на
характер волновых процессов. Рассмотрены
основы ультразвукового неразрушающего
метода определения одно- и двухосных
напряжении в элементах конструкций из
листовых материалов. Описана
оригинальная аппаратура для ультразвукового
определения одноосных и двухосных
напряжений, приводятся примеры
определения напряжений в сжимаемом по
диаметру сплошном плоском диске, в стенке
цилиндрического толстостенного сосуда,
нагружаемого внутренним давлением,
остаточных напряжений в сварных образцах
различной конфигурации.
С 1966 г. во Всесоюзном НИИ по
разработке неразрушающих методов и
средств контроля (ВНИИНК, Кишинев), с
1968 г. под руководством В.М. Бобренко,
с использованием эффекта
акустоупругости начата разработка методов и приборов
акустической тензометрии [3, 4, 22, 31 -
34, 37, 38]. На протяжении 36 лет при
тесном сотрудничестве в этой области
коллективов ВНИИНК, Одесского
национального политехнического университета
и ОАО НПО «Энергомаш» им. В.П. Глуш-
ко (г. Химки, Московская область)
проводились исследования, в результате
которых разработаны методология и методы
акустической тензометрии, созданы первые
промышленные акустические тензометры,
средства их метрологического обеспечения
и отраслевой стандарт на контроль усилия
затяжки разъемных соединений [23 - 26,35 -
52,57 - 65]. Подробный анализ их ключевых
работ можно найти в обзорных статьях и
монографиях [6,7,16,35,36,55,59,60,83,92,
20 Глава 1. ИСТОРИЯ И СОВРЕМЕННОЕ СОСТОЯНИЕ ИССЛЕДОВАНИЙ
93], в которых, в частности, рассмотрены
физические принципы акустической
тензометрии [36, 108], методы и устройства
[36, 60], современное состояние проблемы
[16], использование поверхностных волн
Рэлея [93], методы контроля усилий
затяжки резьбовых соединений [5, 6, 34, 54,
83, 92]. По результатам исследований в
2004 г. в диссертационном совете ЗАО
«НИИИН МНПО «Спектр» В.М. Бобренко
защищена докторская диссертация.
Группой исследователей под
руководством В.В. Кошевого и И.М. Романишина
в Физико-механическом институте НАН
Украины (г. Львов) поставлена и успешно
решена задача томографической
реконструкции пространственного распределения
компонент тензорного поля напряжений
при неоднородном
напряженно-деформированном состоянии вещества [5, 68, 365,
255, 359, 309]. Особое внимание уделено
разработке методов ультразвуковой
вычислительной томографии, пригодных для
диагностики напряженного состояния
толстолистовых изделий при одностороннем
доступе к ним. Исследования доведены до
этапа создания экспериментального образца
ультразвукового томографа UST-2000, при
помощи которого исследованы реальные
пространственные распределения физико-
механических характеристик материала и
компонент тензорного поля напряжений.
Исследовано влияние на результаты
томографии некоторых факторов,
ограничивающих возможности метода
(дискретность сканирования по углу, конечность
размеров электроакустических
преобразователей и т.п.). Экспериментально
получены томографические изображения не-
однородностей в образцах со сварным
соединением; с неоднородностью,
искусственно наведенной вследствие локального
нагрева; с запрессованным
цилиндрическим концентратором напряжений.
Ряд теоретических работ по
нелинейной акустодиагностике опубликован
эстонскими учеными. У.К. Нигул, Ю.К. Энгельб-
рехт и А.А. Равасоо (Институт
кибернетики АН Эстонии, Таллинн) исследовали
возможности аналитического
прогнозирования эволюции формы нестационарных
одномерных продольных волн
деформации при прохождении их в нелинейном
упругом слое и в вязкоупругой среде. В их
трудах обоснована возможность учета
искажения формы импульсов при
интерпретации экспериментальных данных в
акустодиагностике, теоретически
исследован процесс распространения одномерной
волны в твердой среде с неоднородной
предварительной деформацией [106, 112,
113, 128]. Важные результаты получены
Х.К. Абеном и А.Е. Пуро при
теоретическом исследовании явления акустоупруго-
сти с точки зрения применимости его для
решения задач томографической
реконструкции трехмерных полей напряжений [1,2,111].
Интересные результаты по
применению ультразвуковых волн для контроля
прочностных свойств конструкционных
материалов получены А.А. Ботаки,
В.Л. Ульяновым, А.В. Шарко
(Ленинградский государственный университет) [66].
Особого внимания заслуживает
работа группы С.С. Секояна (ВНИИФТРИ,
Иркутск), направленная на определение
упругих модулей третьего порядка
различных материалов по результатам
ультразвуковых измерений и на оценку
напряженного состояния конструкционных
материалов с помощью резонансных
акустических методов [117, 118, 121].
Следует упомянуть также работы
Б.А. Конюхова, Н.Е. Никитиной и др.
(Нижегородский филиал Института
машиноведения РАН), посвященные
использованию нелинейного взаимодействия
упругих волн для контроля напряжений в
условиях структурной неоднородности
материала [84, 101, 107]. Необходимо
отметить, что этой группой разработаны
несколько вариантов методики
диагностирования деталей машин и определения
дисперсии внутренних напряжений
акустическим методом.
В США исследования в области не-
разрушающего контроля субсидируют как
минимум пять правительственных
организаций: Национальная организация содей-
ИСТОРИЯ И СОВРЕМЕННОЕ СОСТОЯНИЕ ИССЛЕДОВАНИИ 21
ствия развитию науки (National Science
Foundation); министерство обороны;
Национальное аэрокосмическое агентство
(NASA); министерство энергетики;
министерство транспорта. На дотации или по
контрактам этих организаций выполняют
исследовательские работы многие высшие
учебные заведения и Национальное бюро
стандартов. Самостоятельные работы
ведутся в исследовательском центре NASA в
Лэнгли, на военно-воздушной базе Райт-
Паттерсон и в ряде других организаций.
Существует национальная программа
развития количественных методов неразру-
шающей диагностики «Quantitative
Nondestructive Evaluation». Инициаторами и
координаторами этой программы являются
военное ведомство (Defense Advanced
Research Projects Agency / Air Force Wright
Aeronautical Laboratories, Material
Laboratories - DARPA/AFWAL, AFML) и
исследовательский институт электроэнергетики
(Electric Power Research Institute - EPRI).
В течение последних двадцати лет в
рамках этой программы ежегодно проводятся
конференции, на которых до 15 %
докладов посвящены явлению акустоупругости
и акустическим методам контроля
напряжений. В табл. 1.2 содержатся данные об
основных исследовательских
организациях США.
Ведущей организацией в
исследовании явления акустоупругости является
Стэнфордский университет (Калифорния).
Группой исследователей под
руководством профессора Г. Кино опубликовано
более 50 работ, посвященных, главным
образом, изучению двумерного
распределения остаточных напряжений в листах
алюминиевого проката [134, 157, 222, 226,
1.2. Крупнейшие исследовательские организации США
Организация
Stanford University
University of California
National Bureau
of Standards
NASA Langley
Research Center
University of Houston
Iova State University
Cornell University
Vanderbilt University
Naval Research
Laboratory
University
of Oklahoma
Batelle Pacific
Northwest Laboratory
Carnegie Mellon
University
Ведущие
ученые
G.S. Kino
G.C. Johnson,
G.T. Mase
R.B. King,
CM. Fortunko
N.N. Hsu
J.S. Heyman,
J.H. Cantrell
K. Salama
R.B. Thompson
Y.-H. Pao,
W. Sachse
P.J. Noronha
A.V. Clark,
R.B. Mignogna
D.E. Bray,
D.M. Egle
T.J. Harrington,
B.P. Hildebrand
C.-S. Man,
W.Y. Lu,
R. Paroni
Дата первой
публикации
1971
1979
1982
1974
1977
1967
1973
1972
1973
1983
1976
1978
1983
22 Глава 1. ИСТОРИЯ И СОВРЕМЕННОЕ СОСТОЯНИЕ ИССЛЕДОВАНИЙ
247, 248, 277]. Описаны результаты
экспериментов по сканированию образцов с
помощью электромагнито-акустических
датчиков, возбуждающих сдвиговые и
поверхностные ультразвуковые волны. Время
распространения ультразвука по толщине
образца регистрируется методом двойного
импульса. Существенное внимание уделено
акустическим измерениям при пластической
деформации материала, влиянию
структурной анизотропии. Разработанная методика
применялась для анализа напряженного
состояния протяженных деталей с
концентраторами напряжений, а также остаточных
напряжений в сварных швах трубопроводов.
Следует отметить, что около 30 %
американских специалистов по акустоупру-
гости и многие зарубежные исследователи
либо являются выпускниками Стэнфорд-
ского университета, либо проходили там
стажировку, о чем свидетельствуют
совместные публикации и общая тематическая
направленность работ. Так например,
работающий в Калифорнийском университете
(г. Беркли) Г. Джонсон, защитивший в
1979 г. в Стэнфорде диссертацию по
проблемам акустоупругости, опубликовал ряд
работ, посвященных гистерезисным
явлениям в акустоупругости при переходе к
пластическим деформациям, а также
соотношению акустоупругих свойств
поликристалла и составляющих его кристаллитов
[174, 179, 233 - 241,272, 277,280].
Работающие в Национальном бюро
стандартов Р. Кинг и С. Фортунко, также
выпускники Стэнфорда, с 1982 г.
опубликовали более 10 работ по проблеме
измерения остаточных напряжений в
алюминиевом прокате с помощью
электромагнито-акустических датчиков, возбуждающих
сдвиговую волну, которая способна
распространяться под скользящими углами к
поверхности листа [244 - 246].
Из числа иностранных стажеров
Стэнфорда упомянем группу сотрудников
Тель-Авивского университета (К. Джесс-
би, Д. Сэлтон и др.), опубликовавших
несколько статей об измерении остаточных
напряжений в алюминии и стали с помощью
поверхностных акустических волн [231].
В Национальном бюро стандартов,
кроме упоминавшихся выше выпускников
Стэнфорда, работает также группа Н. Сью
[153, 219]. Ими опубликовано лишь
несколько статей, но эти статьи чрезвычайно
активно цитируются и по актуальности и
популярности уступают, пожалуй, только
работам Д. Крекрафта (Великобритания).
В 1979 г. появились первые сообщения
об изучении эффекта акустоупругости в
двух тесно связанных между собой
организациях - исследовательском центре NASA
в Лэнгли и университете г. Хьюстона.
Руководят работами, соответственно, Дж. Хей-
ман и К. Салама. С помощью продольных и
сдвиговых волн исследуются приложенные
и остаточные напряжения в цилиндрических
и плоских образцах из различных сталей и
алюминиевых сплавов [135, 138, 139, 161,
162, 165, 207, 284, 312, 313]. Имеется
несколько статей и патентов, посвященных
разработке ультразвуковых методов
измерения усилий затяжки болтов [206, 208].
Большое внимание уделяется изучению
взаимосвязи акустоупругого эффекта с тепловыми и
магнитными явлениями в образце.
Рассматривается возможность использования для
контроля напряжений температурной
зависимости скорости звука, причем не только в
статистическом, но и в динамическом
режиме, т.е. при импульсном нагреве образца.
Чрезвычайно высокую активность
проявляют исследовательские группы Р.
Томпсона (университет штата Айова) [261, 262,
340 - 342, 360, 361] и Й. Пао - В. Саше
(Корнеллский университет) [193, 242, 243,
299 - 302]. Усилия обеих групп
направлены на измерение остаточных напряжений,
поэтому они исследуют одни и те же
проблемы - влияние структуры образца на
значение акустоупругих коэффициентов,
влияние предыстории образца на
начальные значения скорости звука и т.п.
Примерно в том же русле лежат
работы, проводимые П. Норонхой в
университете Вандербилта [289, 290] и группой
А. Кларка - Р. Миньоны в Naval Research
Laboratory [129, 167 - 169, 176]. Внимание
привлекают в первом случае - интересный
анализ погрешности измерений, во втором -
экспериментальная процедура, которую
можно назвать квазитомографией и в
которой регистрируется время прихода в
изучаемую точку образца сдвиговых волн,
ИСТОРИЯ И СОВРЕМЕННОЕ СОСТОЯНИЕ ИССЛЕДОВАНИЙ 23
последовательно вводимых с различных
направлений.
Выделяются своей оригинальностью
работы группы Д. Эгла - Д. Брея
(университет Оклахомы) [158, 159, 181, 182, 263],
посвященные ультразвуковому измерению
продольных напряжений в металлических
деталях большого размера (рельсы,
полосы, листы), а также остаточных
напряжений в сварных швах и в наклепанном
рабочем участке рельса.
Заслуживает внимания также работа,
проводимая в Тихоокеанской
северо-западной лаборатории (Б. Хилдебранд и
Т. Харрингтон) [210, 211]. В этом случае
речь идет о разработке системы
ультразвуковой компьютерной томографии для
измерения трехмерных полей остаточных
напряжений в зоне сварных швов.
Несколько позже других
исследовательских групп приступили к работе над
проблемами акустоупругости Ч.-С. Ман,
В. Лю и Р. Парони (Университет Карнеги).
В их публикациях рассматривается
оригинальная микромеханическая модель
распространения упругих волн в напряженном ор-
тотропном поликристаллическом агрегате,
состоящем из кубических кристаллитов
[266 - 268, 303]. Обсуждается возможность
разграничения влияния текстурной
анизотропии и анизотропии, обусловленной
действием внешней нагрузки, на двойное
лучепреломление ультразвуковых волн.
Кроме перечисленных, имеются еще
около 150 публикаций, подготовленных в
разные годы сотрудниками более 30
других исследовательских центров США.
Приведем лишь некоторые характерные
названия организаций:
- Los Alamos National Laboratory;
- EPRI Research Center;
- John Hopkins University;
- Southwest Research Institute;
- Bethlehem Steel Corporation;
- Westinghouse Research Laboratory;
- General Dynamics Corporation;
- Douglas Aircraft Company;
- Bennett Weapons Laboratory;
- Large Caliber Weapon Systems
Laboratory;
- Armament Research and Development
Center;
- US Army Electronics, Technology
and Devices Laboratory;
- US Army Armaments, Munitions and
Chemical Command;
- US Air Force Institute of Technology;
- US Army Tank Automotive Research
and Development Command.
Следует отметить общую для
большинства стран Запада тенденцию:
фундаментальные исследования проблем
акустоупругости выполняются, как правило,
высшими учебными заведениями и
государственными лабораториями. Результаты
их довольно широко освещаются в
монографиях, журнальных статьях, в
материалах конференций и симпозиумов.
Разработкой же прикладных вопросов
занимаются обычно авиационные корпорации
либо военные лаборатории; результаты их
работы публикуются значительно менее
широко, и отличаются эти публикации
меньшей информативностью.
В Японии (табл. 1.3) ультразвуковые
методы контроля качества продукции
являются предметом особой заботы. Усилия
по координации их развития
предпринимаются как правительством, так и
промышленными предприятиями и ведущими
университетами. Первые японские
публикации по данной проблематике относятся
к 1953 - 1955 гг. [296, 338]. Активные
исследования акустоупругого эффекта
ведутся в 6 крупнейших вузах и в
лабораториях многих частных фирм. Среди вузов
ведущее место длительное время занимал
университет г. Киото. Школа
исследователей, возглавляемая Т. Токуокой и Ю.
Ивашимицу, достигла значительных
успехов в теоретическом описании эффекта
акустоупругости [229, 253, 254, 282, 297,
349-351].
В университете г. Осака X. Фукуока с
группой ассистентов проводит
широкомасштабные экспериментальные
исследования акустоупругих свойств
конструкционных материалов, изучает, в какой мере
влияют на результаты эксперимента
непостоянство температуры, структурная
анизотропия и некоторые другие факторы,
разрабатывает аппаратуру и методики
контроля остаточных напряжений [187,
188, 190-192,212,214-217,292,348].
24 Глава 1. ИСТОРИЯ И СОВРЕМЕННОЕ СОСТОЯНИЕ ИССЛЕДОВАНИЙ
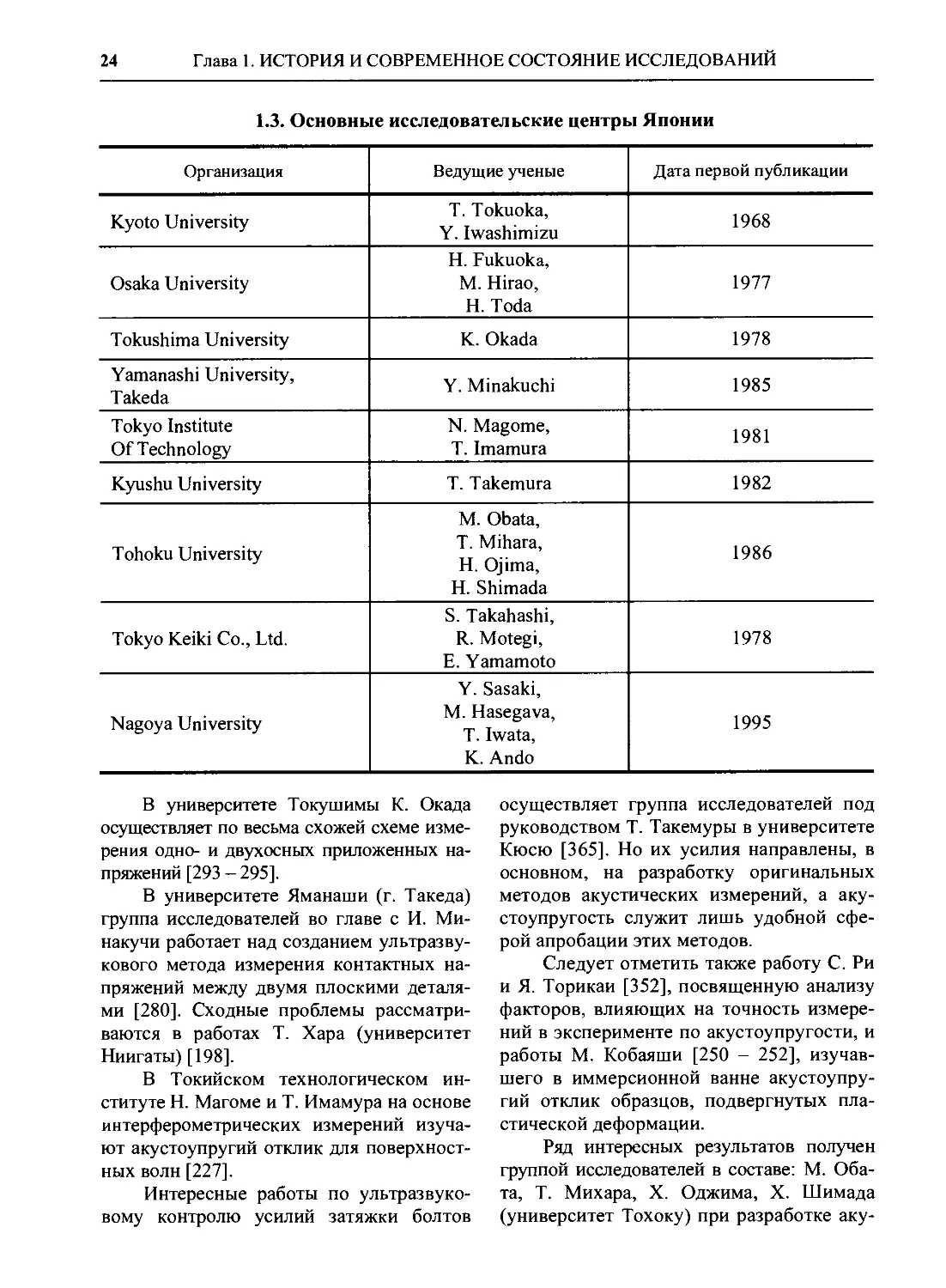
1.3. Основные исследовательские центры Японии
Организация
Kyoto University
Osaka University
Tokushima University
Yamanashi University,
Takeda
Tokyo Institute
Of Technology
Kyushu University
Tohoku University
Tokyo Keiki Co., Ltd.
Nagoya University
Ведущие ученые
Т. Tokuoka,
Y. Iwashimizu
H. Fukuoka,
M. Hirao,
H. Toda
K. Okada
Y. Minakuchi
N. Magome,
T. Imamura
T. Takemura
M. Obata,
T. Mihara,
H. Ojima,
H. Shimada
S. Takahashi,
R. Motegi,
E. Yamamoto
Y. Sasaki,
M. Hasegava,
T. Iwata,
K. Ando
Дата первой публикации
1968
1977
1978
1985
1981
1982
1986
1978
1995
В университете Токушимы К. Окада
осуществляет по весьма схожей схеме
измерения одно- и двухосных приложенных
напряжений [293 - 295].
В университете Яманаши (г. Такеда)
группа исследователей во главе с И. Ми-
накучи работает над созданием
ультразвукового метода измерения контактных
напряжений между двумя плоскими
деталями [280]. Сходные проблемы
рассматриваются в работах Т. Хара (университет
Ниигаты) [198].
В Токийском технологическом
институте Н. Магоме и Т. Имамура на основе
интерферометрических измерений
изучают акустоупругий отклик для
поверхностных волн [227].
Интересные работы по
ультразвуковому контролю усилий затяжки болтов
осуществляет группа исследователей под
руководством Т. Такемуры в университете
Кюсю [365]. Но их усилия направлены, в
основном, на разработку оригинальных
методов акустических измерений, а аку-
стоупругость служит лишь удобной
сферой апробации этих методов.
Следует отметить также работу С. Ри
и Я. Торикаи [352], посвященную анализу
факторов, влияющих на точность
измерений в эксперименте по акустоупругости, и
работы М. Кобаяши [250 - 252],
изучавшего в иммерсионной ванне
акустоупругий отклик образцов, подвергнутых
пластической деформации.
Ряд интересных результатов получен
группой исследователей в составе: М. Оба-
та, Т. Михара, X. Оджима, X. Шимада
(университет Тохоку) при разработке аку-
ИСТОРИЯ И СОВРЕМЕННОЕ СОСТОЯНИЕ ИССЛЕДОВАНИИ 25
стического микроскопа, позволяющего
измерять градиенты напряжений без
использования акустоупругих
коэффициентов [335].
Разработке ультразвуковых методов
контроля напряжений в стальных и
алюминиевых образцах, в частности, в болтах,
посвящена деятельность
исследовательской группы С. Такахаши, Р. Мотеги,
Е. Ямамото (Tokyo Keiki Co., Ltd.) [336,
337, 363].
В последние годы в Японии появился
еще один центр изучения явления акусто-
упругости. В университете г. Нагоя группа
исследователей под руководством М. Ха-
сегавы, Ю. Сасаки и Т. Иваты весьма
активно исследует особенности
распространения упругих волн в напряженной
древесине [132, 133, 199, 314, 315]. В
Технологическом институте того же города К. Ка-
вашима с ассистентами изучает
ультразвуковые методы контроля усилий
затяжки болтов [278, 366].
Из других азиатских стран
необходимо упомянуть Индию, Израиль и Китай.
Индийские ученые традиционно
публикуют значительное количество
теоретических работ, посвященных
распространению упругих волн в среде с напряжениями
[285, 327]. О работе исследовательской
группы Тель-Авивского университета уже
говорилось выше.
Большое число появившихся в
последние годы публикаций свидетельствует
об активном интересе к проблемам аку-
стоупругости в Китае [265, 304, 357, 362],
однако, во многих случаях языковой барьер
не позволяет объективно оценить характер и
уровень проводимых исследований.
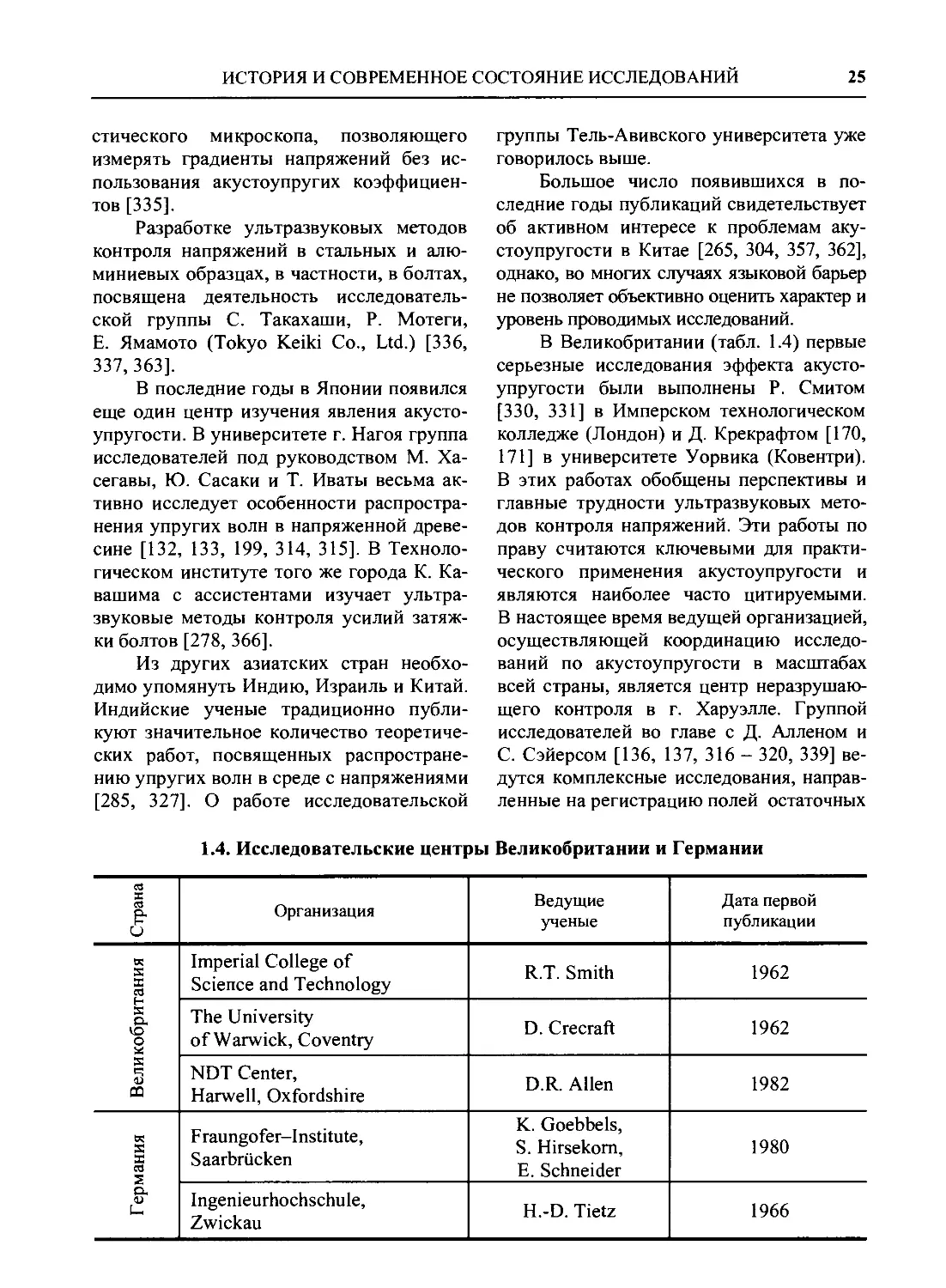
В Великобритании (табл. 1.4) первые
серьезные исследования эффекта акусто-
упругости были выполнены Р. Смитом
[330, 331] в Имперском технологическом
колледже (Лондон) и Д. Крекрафтом [170,
171] в университете Уорвика (Ковентри).
В этих работах обобщены перспективы и
главные трудности ультразвуковых
методов контроля напряжений. Эти работы по
праву считаются ключевыми для
практического применения акустоупругости и
являются наиболее часто цитируемыми.
В настоящее время ведущей организацией,
осуществляющей координацию
исследований по акустоупругости в масштабах
всей страны, является центр неразрушаю-
щего контроля в г. Харуэлле. Группой
исследователей во главе с Д. Алленом и
С. Сэйерсом [136, 137, 316 - 320, 339]
ведутся комплексные исследования,
направленные на регистрацию полей остаточных
1.4. Исследовательские центры Великобритании и Германии
Страна
ания
кобрит
Вели
иания
Tepi
Организация
Imperial College of
Science and Technology
The University
of Warwick, Coventry
NDT Center,
Harwell, Oxfordshire
Fraungofer-Institute,
Saarbrucken
Ingenieurhochschule,
Zwickau
Ведущие
ученые
R.T. Smith
D. Crecraft
D.R. Allen
K. Goebbels,
S. Hirsekorn,
E. Schneider
H.-D. Tietz
Дата первой
публикации
1962
1962
1982
1980
1966
26 Глава 1. ИСТОРИЯ И СОВРЕМЕННОЕ СОСТОЯНИЕ ИССЛЕДОВАНИЙ
напряжений в образцах типа стальной
плиты с трещиной. Учитывается
структурная неоднородность
поликристаллического материала. Для возбуждения
продольных и сдвиговых волн используются
как пьезоэлектрические, так и электромаг-
нито-акустические датчики. Разработан
метод измерения времени
распространения ультразвука в детали, основанный на
цифровой обработке принимаемых
сигналов встроенной в установку ЭВМ по
алгоритму быстрого преобразования Фурье.
Некоторые частные вопросы акустоупру-
гости изучаются в университете г. Гулля, в
государственной сталелитейной
корпорации, в лаборатории ядерных исследований
г. Беркли и ряде других организаций.
В Германии имеется, по-видимому,
наилучшим образом скоординированная и
наиболее эффективная на Западе
программа развития и автоматизации средств
неразрушающей диагностики.
Практически все исследования по акустоупругости
сосредоточены в ведущем центре
изучения проблем неразрушающего контроля —
в институте Фраунгофера (г. Саарбрюк-
кен). Здесь под руководством Е. Шнейдера
и К. Геббельса изучается влияние
микроструктуры вещества на характер типичных
зависимостей акустоупругости. Большое
внимание уделяется исследованию
частотной зависимости скорости
распространения и поглощения ультразвука в
деформированных поликристаллических
материалах [195, 218, 286, 322 - 325].
Некоторые прикладные и смежные с акустоупру-
гостью проблемы решаются в
лабораториях известной приборостроительной фирмы
Крауткремера, однако, публикации носят
скорее рекламный, чем научный характер.
Возможности акустических методов
диагностики напряжений в сравнении с
другими методами рассматриваются в работах
В. Хока [169, 200 - 203] (г. Аахен).
Прикладными исследованиями акустоупругости
длительное время занимался Х.-Д. Титц в
Высшей инженерной школе г. Цвиккау.
В его работах содержится, в частности,
интересный анализ чувствительности
методов акустической тензометрии [344,
345].
Необходимо отметить наличие
достаточно тесного сотрудничества между
учеными Великобритании и Германии в
рамках специальных комиссий и программ
Европейского союза [287, 288].
Во Франции исследования в области
акустоупругости связаны, в первую
очередь, с именем М. Сореля (Центр
промышленной механики, г. Сент-Этьен) [332 -
334]. Эти работы посвящены регистрации
изменений времени распространения
продольной ультразвуковой волны в болтах
при их затяжке. Рассматривается влияние
температуры и других факторов на
результаты измерений. Существует ряд
разрозненных работ других французских
исследователей [142, 164, 175, 305, 310, 367],
предложивших, в частности,
оригинальный метод регистрации наведенной
анизотропии по изменению формы
ультразвуковых импульсов под действием
приложенного напряжения.
В Италии регулярные исследования
методов акустодиагностики напряжений
начались с середины 1990-х г. под
руководством М. Гола и Т. Берутти
(Политехнический институт г. Турина).
Рассматривается микроскопическая модель явления
акустоупругости в алюминиевых сплавах,
обсуждаются вопросы контактного и
бесконтактного возбуждения объемных и
поверхностных упругих волн в
исследуемом материале [130, 145 - 149, 355].
Отдельные проблемы
акустоупругости исследовались в научных центрах
Дании [141], Нидерландов [230], Чехии
[259], Греции [275], Финляндии [271],
Румынии [311], Беларуси [81], но число
публикаций по ним невелико.
В Польше масштабные исследования
ультразвуковых методов измерения
напряжений с учетом влияния пластической
деформации и структурной анизотропии
ИСТОРИЯ И СОВРЕМЕННОЕ СОСТОЯНИЕ ИССЛЕДОВАНИИ 27
материала были организованы в
Институте фундаментальных технологических
исследований (г. Варшава) под
руководством Ю. Депутата [177, 178, 183]. В
высших учебных заведениях Варшавы и
Кракова 3. Веселовски и С. Козаковски
изучали возможности применения ультразвука
для измерения остаточных напряжений в
чугунных отливках [67, 256].
Обобщая информацию литературных
источников, можно сделать следующие
выводы.
1) Исследованиям подвергаются, в
основном, листовые материалы. В
некоторых случаях рассматриваются аксиально
симметричные колебания в
цилиндрических стержнях.
2) Установлен линейный (в первом
приближении) характер зависимости
относительного изменения времени
распространения объемных и поверхностных
ультразвуковых волн от приложенного
напряжения.
3) Для получения
удовлетворительных экспериментальных результатов
относительная погрешность измерения
времени распространения ультразвуковых
волн не должна превышать 5 • 10-5. В
связи с этим наибольшей популярностью
среди исследователей пользуется метод
совмещения эхоимпульсов (pulse-echo-
overlap method). Второе место по
распространенности занимает метод синхроколь-
ца, а именно, те его разновидности, где
повторный запуск схемы осуществляется
строго определенной частью принятого
импульса. В подавляющем большинстве
случаев опытные экспериментаторы
предпочитают работать с недетектированными
сигналами.
4) Установлены и активно изучаются
факторы, влияющие на результат
эксперимента по акустоупругости: структурная
анизотропия материала образца,
нестабильность температуры и т.п.
5) Построены теоретические модели,
удовлетворительно описывающие акусто-
упругий эффект в безграничной
изотропной упругой среде, подвергнутой
деформации. Предпринимаются активные
попытки учесть в теоретических моделях
структурную анизотропию и
пластическую деформацию материала образца.
6) Доказано, что, используя
сравнительно простые теоретические модели и
достаточно точные методы измерения
относительных изменений скорости
ультразвука, можно в лабораторных условиях, на
образцах простой конфигурации
осуществить надежное определение одноосных
упругих напряжений, напряжений,
превосходящих предел текучести, а также
остаточных напряжений, обусловленных
одноосной пластической деформацией.
7) Показано, что при использовании
разработанных методов для исследования
полей напряжений в промышленных
образцах возникает множество
дополнительных проблем, для решения которых
необходимо проведение кропотливых
исследований, в том числе значительного
количества экспериментов на образцах
различной конфигурации, из разных
материалов, при различных напряженных
состояниях.
Время покажет, является ли
универсальным ультразвуковой метод измерения
напряжений, переживающий период
становления. Сегодня можно с уверенностью
утверждать только то, что в определенных
технических ситуациях его применение
уже приносит немалые выгоды. Однако, в
каждом конкретном случае его
применению должно предшествовать детальное
лабораторное исследование, призванное
ответить, в первую очередь, на вопросы:
достижима ли соответствующая точность
измерений, все ли источники
погрешностей приняты во внимание?
Результаты акустоупругих измерений
отдельных экспериментаторов часто не
совпадают с прогнозами теории и с
результатами работы других
исследователей. Вопреки распространенному мнению
об ошибках оператора как главном
источнике низкой воспроизводимости
результатов диагностики следует принимать во
внимание такие важные факторы, как:
28 Глава 1. ИСТОРИЯ И СОВРЕМЕННОЕ СОСТОЯНИЕ ИССЛЕДОВАНИЙ
-неопределенности измерений,
обусловленные неадекватностью
эксперимента и его теоретического базиса;
- неопределенности, обусловленные
влиянием окружающей среды;
-неопределенности, связанные с
недостаточным знанием поведения
материалов, особенно при очень медленных
процессах (релаксация внутренних
напряжений в нагруженных объектах, зоны
микропластичности на контактных
поверхностях, усталостная ползучесть и т.п.);
-неопределенности, связанные с
неполнотой применяемых измерительных
процедур. Однако, не следует полностью
сбрасывать со счетов и человеческий
фактор, в связи с чем особую важность
приобретает автоматизация процедур
акустической диагностики.
Размышляя о перспективах развития
технических средств акустодиагностики,
ведущие специалисты Западной Европы
называют следующие основные
направления, весьма близкие, впрочем, для всех
ультразвуковых методов неразрушающего
контроля:
1) использование многоэлементных
(матричных) электроакустических
преобразователей;
2) компьютерный анализ принятых
сигналов с целью извлечения
максимальной информации о времени их прихода,
частотном составе, амплитудных и
фазовых соотношениях внутри импульса и т.п.;
3) объединение измерительной
информации со всей доступной априорно
информацией об объекте (геометрия,
свойства материала и т.п.);
4) разработка способов
интерпретации всей системы полученных данных с
точки зрения обеспечения безотказной
работы элементов конструкций.
Таково, в общих чертах, состояние
исследований в области ультразвукового
контроля напряжений.
Глава 2
МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ
АКУСТОУПРУГОГО ЭФФЕКТА
2.1. УПРУГИЕ СВОЙСТВА СРЕДЫ И
ИХ ХАРАКТЕРИСТИКИ
При рассмотрении вопросов,
связанных с распространением волн в
деформированных твердых телах, представлений
линейной теории упругости оказывается
недостаточно. Объясняется это, в первую
очередь тем, что деформация представляет
собой нелинейное явление, поскольку
тензор деформации выражается в общем
случае нелинейно через производные
соответствующих проекций векторов
деформации по координатам. Поэтому выбор
последних при анализе имеет
первостепенное значение.
Упругие свойства среды
характеризуются модулями упругости,
связывающими компоненты тензоров напряжений
о,у и деформаций е,у . Малая частица
среды рассматривается как
термодинамическая система с макроскопически
однородным по объему распределением средних
значений физических величин. Процесс
деформирования считается достаточно
медленным, так что в каждый момент
времени успевает установиться состояние
термодинамического равновесия. В этом
случае его можно считать обратимым и
использовать для описания
соответствующие теоретические соотношения. При
этом удобно использовать следующие
термодинамические потенциалы,
рассчитанные на единицу массы:
- внутреннюю энергию U и
энтальпию J для адиабатических процессов
(энтропия среды S постоянна);
- свободную энергию F и потенциал
Гиббса £ для изотермических процессов
(температура Т среды постоянна);
- потенциалы Гельмгольца Ч* и Мур-
нагана Ф.
Искомая зависимость между ст,у и е,у
устанавливается с помощью обобщенного
закона Гука
Оу =
д(р0Ц)
Ье„
S L
д(ро^)
де„
(2.1)
Здесь р0 - плотность среды в недеформи-
рованном состоянии (свободные индексы
i,j принимают значения 1,2, 3).
В феноменологической теории
упругости для установления явной формы
закона Гука используются разложения U
или F в ряд Тейлора вблизи состояния, в
котором деформации равны нулю:
Pot/ (ey,s)=PoU (0,S)+P0
du{Q,s)
deti
еу +JPo
d2u(0,s)
деудеы
ецеы +
+ TPo
о
d3UJ0,S)
деудек,дет„
eijeklemn +■
Js
p0F(e(/,r)=Po^(o,r)+p0
dFJO.T)
delt
eij +yPo
d2F(0,S)
деудек1
eijeki +
+ 7P0
о
d*F(0,T)
деудек1детп
eijeklemn + - •
(2.2)
(2.3)
30 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
В выражениях (2.2) и (2.3) по дважды
повторяющимся (так называемым немым)
индексам производится суммирование в
пределах от 1 до 3.
Принято использовать следующие
термины и обозначения тензоров:
- адиабатических модулей упругости
второго порядка
Ро
82U(0,S)
деудек,
= с,
ijkl
(2.4)
-is
- адиабатических модулей упругости
третьего порядка
Ро
d3u{0,s)
деудеыдет„
= с}
ijklmn
(2.5)
- изотермических модулей упругости
второго порядка
Ро
d2F(0, Т)
двудек1
-с;
ijkl
(2.6)
- изотермических модулей упругости
третьего порядка
Ро
d3F{0,T)
де:,деиде„
ijklmn
(2.7)
На практике различия между
адиабатическими и изотермическими модулями
невелики, поэтому индексы S и Т часто
опускаются.
Количество компонент тензора с^ы -
модулей упругости второго порядка (или
просто модулей упругости) -
анизотропного материала зависит от его структуры.
Анизотропное тело, лишенное всякой
симметрии в отношении упругих свойств,
характеризуется 21 модулем. Наличие
симметрии сокращает число модулей. Так,
например, у кристаллов моноклинной
системы их 13, ромбической системы - 9 и
т.д. Наиболее простая ситуация
наблюдается для изотропной среды - она
характеризуется двумя модулями упругости, в
качестве которых используют: модули
Ламе X и ц; модуль Юнга Е; модуль
сдвига G; модуль всестороннего сжатия К
и коэффициент Пуассона v, равный
отношению относительного поперечного
сжатия к относительному продольному
удлинению.
Физический смысл модулей
упругости выявляется при рассмотрении
основных элементарных типов напряженного
состояния — одностороннего нормального
напряжения, чистого сдвига и
всестороннего нормального напряжения. При этом
напряжение ст оказывается равным
произведению соответствующего модуля на
величину деформации:
Ее;
Gy = x;
КА.
(2.8)
В выражении (2.8) использованы
следующие обозначения:
- модуль продольной упругости
(Юнга) Е - равен отношению нормального
напряжения а к относительному
удлинению е и характеризует способность
материала сопротивляться деформации
растяжения (сжатия);
- модуль сдвига G - равен
отношению касательного напряжения т,
действующего по двум ортогональным
площадкам, к углу сдвига у , определяющему
искажение прямого угла между
плоскостями, по которым действуют касательные
напряжения, и характеризует способность
материала сопротивляться изменению
формы при сохранении объема;
- модуль всестороннего сжатия К —
равен отношению нормального
напряжения а при гидростатическом давлении к
относительному изменению объема Д и
характеризует способность
сопротивляться изменению объема без изменения формы.
В табл. 2.1 приведены формулы,
связывающие между собой наиболее
употребительные пары упругих модулей
изотропного тела.
УПРУГИЕ СВОЙСТВА СРЕДЫ И ИХ ХАРАКТЕРИСТИКИ
31
2.1. Формулы, связывающие наиболее употребительные пары
упругих модулей второго порядка изотропного тела
Пары
упругих
модулей
Е
Е
Q
К
д
X
И
Е,м
Е
V
Е
Q. Е
2(1 +v)
г Е
3(l-2v)
с Е
2(l+v)
, _ Ev
(l-2v)(l+v)
Е
Ц 2(l+v)
Е, G
Е
v=-l + A
2G
Е
G
г- EG
3 {3G-E)
G
G (E-2G)
(3G-E)
К, G
Е- 9KG
(зк + g)
3K+2G
v ~2(3a:+g)
Е- 9KG
{ЗК + G)
к
G
X=K--G
3
H = G
X, ц
E _ (ЗА+2ц)ц
(Я.+п)
% ~2 (А.+ц)
£_(з*+2ц)ц
G = ii
K=X+^-
3
G-u.
\j yi
X
2.2. Значения упругих модулей второго порядка
для некоторых материалов
Материал
Чугун
Сталь
Железо
Медь прокатная
Латунь
холоднотянутая
Алюминий
катаный
Бронза
Модуль продольной
упругости Е
1(Г4 кгс/мм2
1,15 ... 1,6
2,0... 2,2
1,6... 2,0
1,1
0,91 ...0,99
0,69
1,1
ГПа
113 ... 157
196...216
157... 196
108
89...97
67
108
Модуль сдвига G
10~3 кгс/мм2
4,5
8,1...8,5
7,7
4,0
3,5... 3,7
2,6 ...2,7
4,0
ГПа
19,9
7,9
8,3
3,9
3,4... 3,6
2,5 ... 2,6
3,9
Коэффициент
Пуассона V
0,23 ...0,27
0,24... 0,28
0,28
0,31 ...0,34
0,32... 0,42
0,32... 0,36
0,35
32 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
В табл. 2.2 приведены значения
модулей Е, G, v для некоторых материалов.
Они изменяются в зависимости от
химического состава материала, его
предварительной обработки (термическая, прокат,
ковка) и внешних условий, прежде всего
температуры. Однако, в интервале
температур от -100 до +100 °С такими
изменениями можно пренебречь.
Как видно из табл. 2.3, большинство
конструкционных материалов являются
разномодульными, т.е. имеют различные
модули упругости при растяжении (индекс
«+») и сжатии (индекс «-»). Разномодуль-
ность материала вносит специфические
особенности, которые должны быть
учтены при обработке экспериментально
полученных результатов.
Существует несколько методов
измерения модулей второго порядка:
— статический;
— динамический;
— акустический.
При статических испытаниях в
образце создается определенное
напряженное состояние. Так, модуль Юнга Е
определяют при испытаниях образца на
растяжение, модуль сдвига G - на кручение,
модуль К - на всестороннее сжатие.
Фиксируются приложенные усилия и
возникающие деформации. Соответствующие
модули вычисляются с помощью
соотношений (2.8).
Динамический метод основан на
зависимостях между модулями упругости Е,
G и резонансными частотами продольных
/п и крутильных /к колебаний образца:
^4/oPo/nV; G = 4/02p0/KV. (2-9)
Здесь /0 — длина недеформированного
образца; g — ускорение свободного падения.
В акустическом методе используются
зависимости между скоростями
продольных v, и сдвиговых vr волн и модулями
упругости:
2.3. Модули упругости второго порядка для некоторых материалов,
измеренные при растяжении и сжатии
Материал
Сталь 40
Сталь У8
Сталь
12Х18Н9Т
Чугун
СЧ 12-28
Бронза
Бр.С-30
Силумин
АЛ2
Модуль
продольной
упругости
(Юнга)
Е + ,
ГПа
206
205
201
91
26
67
Е~,
ГПа
212
214
212
122
29
73
Коэффициент
разномодуль-
ности
Е+
Е~
0,97
0,96
0,95
0,75
0,9
0,91
7се
и
н
+
>
1,41
1,37
1,89
2,42
13,5
5,07
'се
с
Н
'>
1,32
13,60
1,69
2,21
11,4
5,34
tg
2,9
4,4
5,5
33,3
11,3
9,7
Коэффициент
v +
0,29
0,28
0,38
0,22
0,35
0,34
Пуассона
V
0,28
0,29
0,36
0,27
0,33
0,39
+
>
1,04
0,97
1,06
0,81
1,06
0,87
+
>_
3,5
3,6
5,3
22,7
5,7
14,7
НЕЛИНЕЙНЫЕ АКУСТИЧЕСКИЕ ЭФФЕКТЫ
33
Роу?(зу/2-4у/2);
(v?-2v?^
V =
WJ
(2.10)
G = n = p0v2;
^ = Po(v/2-v2);
^ = Po(v2-^v,2|.
Задача определения модулей
упругости третьего порядка cijklmn решена
практически только для первоначально
изотропной среды. В пятиконстантной
нелинейной теории упругости Мурнагана
модули упругости определяются как
производные потенциала Ф по инвариантам /ь
1г, h тензора деформаций [283]:
- модули второго порядка
1 ЭФ д2Ф 4
ц = ; К =— ц; (2.11)
2 Ыг а/,2 3И'
модули третьего порядка
дФ 1 д*Ф
п= ; т =
5/, 4 дЩ2
/ =
з
l^O
2 е/,3
(2.12)
-2/и.
Другие исследователи вводили иные
обозначения для этих модулей (табл. 2.4).
Модули упругости третьего порядка могут
быть определены с помощью
акустических измерений на базе нелинейных
акустических эффектов.
2.2. НЕЛИНЕЙНЫЕ АКУСТИЧЕСКИЕ
ЭФФЕКТЫ
Под акустической тензометрией -
диагностикой
напряженно-деформированного состояния (НДС) - понимается
совокупность методов и средств контроля,
основанных на измерении характеристик
упругих волн, распространяющихся в среде.
2.4. Сравнительная таблица обозначений упругих модулей
третьего порядка и формулы для их пересчета
Ф. Мурнаган: /, т, п
Л.Д.Ландау: А,В,С
Д. Бленд: а, В, у
У.К. Нигул: v,,v2,v3
Р. Тоупин: Vj, v2, v3
А.Н. Гузь: а, Ь, с
Ф. Хирмон: СП1,С112,С123
Г.Джонсон: р„ В2, В3
/
В+С
Зу + р
v2 + 3v3
1
—v, +v2
2 ' 2
а + Ь
- Ч12
ЗР,-Р2
т
-А+В
2
3
-а + В
2
3
-v,+v2
v2 + 2v3
, 1
b + — с
2
4(Cm-C112)
P2+P3
n
A
За
3v,
4v3
с
с +ic -lc
2p3
2-3316
34 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
В основу диагностики может быть
положена зависимость от механических
напряжений различных параметров,
описывающих упругую волну: амплитуды,
частоты, скорости, направления
распространения и поляризации. Подобные
зависимости известны в нелинейной акустике
и являются следствием таких явлений, как
нелинейное взаимодействие упругих волн,
рефракция звука, модуляция звука звуком,
акустоупругость. Рассмотрим кратко
эффекты, вызванные нелинейной
упругостью твердого тела.
Нелинейное взаимодействие
упругих волн (комбинационное рассеяние
звука на звуке) заключается в том, что
происходит передача энергии от
взаимодействующих волн в волну комбинационной
частоты. Такое взаимодействие,
возможное на всех типах волн, достаточно
подробно рассматривалось во многих
теоретических и экспериментальных работах.
Эффект обусловлен не только нелинейной
упругостью твердого тела, но и наличием
в реальной структуре дислокаций,
точечных дефектов, микротрещин, остаточных
напряжений. Исследования, направленные
на установление связи между амплитудой
генерируемых гармоник и нагрузкой,
действующей на тело, показали, что
амплитуда зависит не только от величины
нагрузки, но также от продолжительности
внешнего воздействия и его направления.
Таким образом, по результатам измерений
параметров генерируемых гармоник
принципиально можно определять как
состояние структуры материала, так и величину
действующей на него нагрузки.
Необходимо отметить, что амплитуда гармоник,
обусловленных дислокациями,
оказывается намного больше, чем гармоник,
обусловленных упругой нелинейностью.
Рефракция звука. При наличии
сдвиговых напряжений вектор плотности
потока энергии не совпадает по
направлению с волновым вектором. Тангенс угла
отклонения потока энергии от
направления распространения упругой волны
определяется только сдвиговыми
напряжениями и может служить для
регистрации последних в экспериментах с
высокими квазигидростатическими давлениями.
Модуляция звука звуком.
Распространение волн в средах с периодически
изменяющимися параметрами
сопровождается изменениями фазы и амплитуды
волны с частотой изменения параметров.
В частности, подобная модуляция
наблюдается под действием переменных
упругих полей, причем ее степень
определяется нелинейными свойствами среды и
величиной внутренних напряжений.
Взаимодействие УЗ волн с внутренними
упругими полями наблюдалось как на
объемных (продольных, сдвиговых) волнах, так
и на поверхностных волнах Рэлея, и
использовалось для исследования изменений
акустических свойств металлов при
квазистатических и динамических внешних
нагрузках, для оценки величины
напряжений и определения констант упругости
третьего порядка.
Рассмотренные выше нелинейные
эффекты практически не вышли за рамки
лабораторных исследований. Их
применение для целей неразрушающего контроля
(НК) сдерживается рядом трудностей:
- сложностью ввода УЗ волн и
регистрации волн комбинационной частоты;
- необходимостью определения
непосредственных причин, вызвавших
генерацию гармоник;
- сложностью экспериментальных
установок и требованием выполнения ряда
специфических условий, которые трудно
осуществить при производственном контроле.
Акустоупругость. Из соображений
практической осуществимости измерений
в производственных условиях, а также в
связи с наличием определенной аппара-
ОСНОВНЫЕ ПОЛОЖЕНИЯ ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА 35
турнои и методической преемственности
по отношению к традиционным УЗ
методам НК наиболее перспективным для
целей акустической тензометрии
представляется акустоупругий эффект, суть
которого может быть сформулирована
следующим образом:
• при изменении
напряженно-деформированного состояния твердого тела
скорость распространяющихся в нем упругих
волн зависит от напряжений
(деформаций), типа поляризации волны и взаимной
ориентации волнового вектора и
направлений действия усилий.
2.3. ОСНОВНЫЕ ПОЛОЖЕНИЯ
ТЕОРИИ АКУСТОУПРУГОГО
ЭФФЕКТА*
Сравнительный анализ
существующих теоретических моделей явления аку-
стоупругости показывает, что при выводе
зависимости скорости УЗ волн от
напряжения обычно используется следующая
схема:
1) задается вид смещения,
определяется тензор деформации и находится его
связь с тензором напряжений;
2) выводится уравнение движения, и
с учетом различных условий, в том числе
граничных, получается
характеристическое уравнение;
3) на основании решения
характеристического уравнения определяется
зависимость скорости упругих волн от
напряжения.
Несмотря на то, что все
теоретические модели опираются на нелинейную
В данном параграфе и далее наряду с
буквенными индексами х, у, z обозначающими
проекции величин на координатные оси,
используются их цифровые эквиваленты 1, 2, 3.
Например, q_ = а33; Нх = Я,; Е =Е2-
теорию упругости, единого подхода к
решению проблемы не существует.
Конечные результаты различных авторов могут
отличаться вследствие несовпадения
гипотез и упрощений, принятых на
отдельных этапах анализа. Характерным
примером может служить теория
распространения УЗ волн в среде, подвергнутой
действию одноосной или гидростатической
нагрузки, которая разработана Д. Хьюзом и
Дж. Келли [221] в предположении чисто
упругой деформации и Г. Джонсоном
[234] - с учетом возможности
пластической деформации. Остановимся несколько
подробнее на результатах этих работ,
используя авторские обозначения.
В работе [221] анализируется
распространение упругих волн в первоначально
изотропной безграничной среде при
наличии статической упругой деформации.
Предполагается, что смещение точки при
деформации пропорционально начальной
координате, а смещения му (X),
обусловленные звуковой волной, малы.
Результирующее смещение может быть
представлено в виде:
xJ=AJXj+Uj(x);
Uj(x)«Aj-\.
(2.13)
Тензор деформации записывается в
виде суммы двух слагаемых,
характеризующих статическую нагрузку и звуковую
волну, соответственно:
Ers=-{A2R-\)brs+-ARA
dxs дхг)
(2.14)
Аналогично представляется и эйле-
ровский тензор напряжений:
2*
36 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
А*
Тп = T^+crsti-^ = T° + {[X+2{l-X-m)(x1 +Х2 +Х3)+2{Х+m)(xR +ХТ)-
ОХ:
-2цА'я]б„5<|.+[|1 + (Я.-ц+т)(дГ1 +Х2 +X3)+2Vl{xr +Xs +X,)]x
х(5г,б,;-бгЛ,) + 0,5«(б^ + б^)^}^.
(2.15)
где 5га и 5££
символы Кронекера,
определяемые следующим образом:
ь„=К =
1, г = s;
О, г * s;
(2.16)
Скорости распространения упругих
волн определяются в результате решения
дисперсионного уравнения
det\c„tiNrN, - v2sJ = 0 (2.18)
=
s;
Si
&i
PovL
к
к
=x +
К
К
К
2ц--2-
ЗА
(2.17)
и могут окончательно быть
представленными в виде:
- в случае одноосной нагрузки о,
приложенной вдоль одной из осей
p0v^ = А+2ц-^-
21+Х + (X+tl)(4w+4X + 10ц)
Ц
21- — (ш+А+2ц)
Ц
PovL^-^|
Ро^,=Ц-^
PovL=M-^
/я + + 4Х +4u
4ц
ю н на +2ц
4ц
/и -(а +ц)—
и J
(2.19)
- в случае гидростатического
давления р
Povf0 = Х +2ц - JL(6/ + 4m +1Х +10ц);
P0V20 =Ц -^(3/и -0,5и + ЗА +6ц).
(2.20)
В формулах (2.19), (2.20) нижний
индекс «1» обозначает продольные волны,
«2» - сдвиговые. Второй индекс х,у, z в
формулах (2.19) указывает направление
нагрузки; индекс «0» — в формулах (2.20)
указывает на наличие гидростатического
давления.
Выражения (2.19), (2.20) позволяют ется, что к моменту прохождения упругой
рассчитать изменения скорости ультра- волны упругопластическая деформация
звуковых волн в зависимости от нагрузки,
если известны соответствующие упругие
константы, а деформация упруга.
В работах Г. Джонсона [234 - 237]
рассматриваются три состояния среды:
начальное ненагруженное, деформированное
(при воздействии конечной
упруго-пластической деформации в отсутствие
звуковых возмущений) и текущее (при
наложении на конечную деформацию бесконечно
малого звукового возмущения). Эти
состояния характеризуются
радиус-векторами Х(ХА ), x\Xj) и х*\£*}■ Предполага-
ОСНОВНЫЕ ПОЛОЖЕНИЯ ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА 37
достигает статического равновесия, так
что
x,=xfcA). (2.21)
Лагранжев тензор деформации
представляется в виде
^лв
^лв
+ F„ R
jA rkB Kkj ■
(2.26)
Е -I
7^-Ч=^~5'Л
дх,- дх
~дХ.
Распространение волны считается
процессом чисто упругим, поэтому при
переходе от текущего к конечному
состоянию тензор пластической деформации
и параметр % не изменяются. Раскладывая
в ряд выражение
(2.22)
а тензор напряжений Коши
дх- дх: д*¥
7,*=Р— J—^-^-, (2.23)
9 vdxA дхв дЕАВ
где *¥\ЕАВ, ЕАВ , ^J - свободная энергия
деформации, рассчитанная на единицу
объема недеформированного тела; ЕАВ -
общая деформация; ЕАВ - пластическая
деформация; ЕАВ =ЕАВ -ЕАВ - упругая
деформация; £, - параметр
деформационного упрочнения.
Поскольку наложение на конечные
деформации бесконечно малых
возмущений, обусловленных плоской упругой
волной, не вызывает пластических
деформаций, то для текущего состояния
х- =xi+ui(XA,t). (2.24)
Тензор деформации в текущем
состоянии
+ Fja Fu&v ^T + FjA FkB^it — +
Po
dV
dE
AB
и осуществляя линеаризацию по ы,,
можно получить уравнение движения для
бесконечно малых возмущений в
предварительно деформированной упругопластиче-
ской среде:
где
J5_
8Х:
-ijkl
(с,ш+ТиЬк№
dxt
■■ри,, (2.27)
PFiAFjB FkCFID
д2х¥
dEAB8ECD
. (2.28)
dxv
dut dut
+ fjA ПВ "T~T °Ai
axj дхк
дх:
(2.25)
Поскольку тензор деформации,
обусловленной распространением звуковой
волны, имеет вид
1
eik =:
ди
ydXj
к+^Л
dx,,
то выражение (2.25) можно записать
иначе:
Уравнение (2.27) совпадает по форме
с уравнением для малых смещений,
наложенных на большие упругие деформации.
Отличие состоит в том, что тензоры
упругой жесткости Сщ и напряжений Ту
являются функциями не только упругих, но
и пластических деформаций.
Если деформация однородна, т.е.
. Ту = const во всем деформированном
объеме, а возмущение представляет собой
плоскую волну
Uj = Ujexp[ik{nmxm- v/)],(2.29)
где v — фазовая скорость, к - волновое
число, пт — компоненты единичного
вектора, определяющего направление
распространения, то вычисление скоростей
сводится к определению компонент тензоров
cikl и Ту. В частности, в случае усилий,
действующих в направлении оси Ох,,
получаются следующие уравнения для
определения скоростей волн,
распространяющихся в этом направлении:
38 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
p0vf =Я.21[2а1(А.21 + в)+2а2(я.?+е)+(зр1+р2)(2Я.2+в)в +
+ (3р3 +2р2)(2^2 + Е1п)Е1и -р2£22^3];
р0у2 = я.2{2а1е + а2(^22 + 2£1/1)+зр1е2+р2[^22е + (£;1)2+е2-^2^з]+
+ \,5^[х\(Е1и+Е,22)+2(Е,п)2)\,
Pov2 = X]{2а,6 + а2(А.2 + 2£,',)+ 3р,92 + р2[А.2 6 + (е'п)2+ 92 -Е[2Е[Ъ]+
+ 1,5Р3[4к+^зз)+2(£1/1)2]}.
Здесь А.1Д2,Л.3 ~~ относительные деформации малы, и возможна линеариза-
деформации вдоль главных осей; пия путем представления относительных
0 =е'мм =Е[Х+Е122 +Е'гъ - упругая дила- удлинений по главным направлениям К,
тация; а,, а2, р,, Р2, р3-упругие модули, через компоненты общей деформации с
зависящие также от параметра % и пла- последующим отбрасыванием всех сла-
стической деформации. гаемых втоРого и высших nWK0B как ™>
Выражения (2.30) - (2.32) нелинейны об1«ей' так и по Упругой деформации,
как для упругой, так и для общей деформа- в этом случае уравнения (2.30) - (2.32)
ции. Имеется, однако, ряд задач, в которых упрощаются:
pov2=2[(a1+a2)(l + 4£1'1)+(a1+3pi+p2)0+(a2+3p2+3p3)£1'1] ; (2.33)
р0 v2 = a2(l + 2£,'1 +2£22)+(2a, +р2)в + l(4a2 + ЗР3К, +| р3£22 ; (2.34)
p0v32 =a2(l + 2£1'1 +2^3)+(2a, +р2)9 +|(4а2 +3p3Wi +|р3^зз • (2-35)
В упругой области коэффициенты как константы, а общая и упругая дефор-
сц, a2, P], Р2, рз могут рассматриваться мации совпадают. В этом случае
р0 v2 =2[a, +а2 +(а, +3р, + Р2)0 + (4а, +5а2 +2р2 + 3р3)яи]; (2.36)
p0v2 =а2 +(2а, +Р2)б +i(8a2 +3p3)£„ + j(4a2 +3 рз)£22; (2.37)
роу2=а2+(2а1+р2)0+1(8а2+ЗРз)£11+^(4а2+ЗРз)£3з- (2-38)
АКУСТИЧЕСКАЯ ДИАГНОСТИКА
39
Если перейти от а,,а2, Р|, Р2, Рз
(см. табл. 2.1 и табл. 2.4) к модулям
упругости Ламе X, ц и Мурнагана /, т, и, то
соотношения (2.36) - (2.38) совпадут с
выражениями, полученными Хьюзом и
Келли[221].
Следует отметить, что реальные
конструкционные материалы не
соответствуют модели первоначально изотропной
среды. Однако многочисленные попытки
теоретического учета начальной
анизотропии встречаются с серьезными
затруднениями и пока не могут считаться
успешными.
2.4. АКУСТИЧЕСКАЯ ДИАГНОСТИКА
НАПРЯЖЕННО-
ДЕФОРМИРОВАННОГО СОСТОЯНИЯ.
ОСНОВНЫЕ ЗАДАЧИ
При практической реализации аку-
стодиагностики НДС возникает ряд
трудностей, обусловленных малостью
используемых акустических эффектов,
сложностью в общем случае НДС, влиянием
внешних факторов, отсутствием надежной
портативной аппаратуры, методик
контроля и соответствующего
метрологического обеспечения. Это сдерживает
широкое использование акустических методов
контроля механических напряжений в
промышленности.
Выделим два основных класса задач
акустодиагностики. Прямые задачи
предусматривают, что по результатам
акустических измерений и известным значениям
действующих напряжений определяются
упругие характеристики среды, в
частности упругие модули второго и третьего
порядков, рассматриваемые в нелинейной
пятиконстантной теории упругости. Этот
класс задач представляет большой интерес
для акустики и физики твердого тела.
Однако основной для акустодиагностики
НДС является обратная задача -
определение по результатам акустических
измерений компонент тензоров напряжений и
воссоздание, на основе обработки
экспериментальных данных, картины
пространственного распределения напряжений и
направлений действия усилий. Этот класс
задач составляет объект исследования
акустической тензометрии.
Главным фактором, влияющим на
изменение характеристик
распространения УЗ волн, является сопровождаемое
напряжениями изменение межатомных
расстояний и упругих модулей, т.е. в
конечном счете - деформация объекта контроля.
Пересчет между полями деформаций и
напряжений требует знания вида
соответствующих функциональных зависимостей,
причем существенное влияние на
получаемый результат оказывает степень
линеаризации используемых соотношений.
Широко практикуемое в подобных
случаях применение линейного закона
Гука не всегда может удовлетворить
исследователя по ряду причин. Кроме того,
на распространение УЗ волн влияют не
только деформации, но и иные физические
поля (температурное, электромагнитное,
радиационное), структурная анизотропия
материала, его предыстория, геометрия
объекта и состояние ограничивающих
поверхностей, наличие зон пластических
деформаций и т.д. Для строгого решения
обратной задачи, по-видимому,
необходимо анализировать результаты совместных
измерений, например, учитывать
температурную и деформационную зависимости
скорости и затухания, а также дисперсию
скорости УЗ волн различной поляризации.
Одной из причин, сдерживающих
практическое использование методов
акустической тензометрии, является
сложность математического описания процесса
распространения упругих волн в среде при
40 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
наличии внешних воздействии,
недоступного, как правило, инженеру-практику.
Использование конечных результатов в
практике НК осложняется не только их
громоздкостью, но зачастую
несопоставимостью, вызванной использованием
разных моделей среды и форм упругого
потенциала, различной степенью
приближений, отсутствием единых обозначений и
терминологии.
Из вышеизложенного вытекает
необходимость разработки основ инженерной
теории акустоу пру гости, цель которой
состоит в максимально допустимом
упрощении расчетных соотношений
акустической тензометрии с учетом малости
используемых эффектов и наведенной (или
естественной) анизотропии, а также в их
использовании для количественного
анализа явлений в практике неразрушающих
испытаний.
Подробное описание перечисленных
задач на основе матричной методологии
разрабатывалось на протяжении трех
десятилетий [35, 36, 42, 46, 49, 55]. Его суть
основывается:
- на введении матриц скоростей vik ,
относительных изменений скорости 8vjk
и времени 8т,А распространения УЗ-волн;
- на установлении зависимостей 8v/yt
и 8xjk от величин, характеризующих
внешние воздействия (механические
напряжения а/я, изменение температуры
AT , магнитное Hj и электрическое Ej
поля);
- на определении вида
коэффициентов, связывающих искомые величины.
При этом в качестве
основополагающих были выбраны характеристики одно-
осно-напряженного состояния среды.
Сложное напряженное состояние
описывается с их помощью, и результат
оказывается в принципе не зависящим от
исходных модельных представлений.
Первоначально ставилась задача разработки
удобного «языка» и описания с его
помощью известной научной информации.
Путь к ее решению в определенной мере
был подсказан способами получения
уравнений связи в теории
пьезоэлектрических и пьезомагнитных сред.
В дальнейшем оказалось, что
предлагаемое описание обладает рядом
преимуществ, из которых отметим в первую
очередь следующие:
- стандартный метод постановки
задачи;
- возможность получения ряда
принципиально новых результатов;
- указание (в некоторых случаях) на
способ решения задачи.
Полученные соотношения позволяют
решать как прямую, так и обратную
задачи акустодиагностики. Ниже излагаются
последовательно основные достигнутые
результаты.
2.5. ОСНОВНЫЕ МАТРИЦЫ ТЕОРИИ
АКУСТОУПРУГОСТИ
В качестве исходных моделей
рассматриваются идеально упругая,
первоначально изотропная безграничная среда, в
которой анизотропия может быть
наведена в результате любых внешних
воздействий, и монохроматические волны.
Основная задача заключается в
нахождении поправок к скорости и
поляризации упругих волн, нелинейных по
деформации.
Свяжем со средой лагранжеву Xt и
эйлерову х{ системы координат и
предположим, что они являются однородными
и при преобразованиях остаются
ортогональными, что дает возможность
использовать декартовы тензоры, не делая разли-
ОСНОВНЫЕ МАТРИЦЫ ТЕОРИИ АКУСТОУПРУГОСТИ
41
чия между ковариантными и контравари-
антными компонентами.
Как будет показано в дальнейшем, рас-
поляризация волн под действием
механических напряжений невелика, что позволяет
считать углы между направлением
распространения и направлением поляризации для
продольных и сдвиговых волн практически
равными, соответственно, 0 и я/2 .
Кроме того, будем предполагать, что
принцип суперпозиции выполняется.
Покажем, что такая ситуация имеет место,
если деформация описывается уравнением
вида
(2.39)
xi ~Xi +^ijXj
В этом случае лагранжев тензор
конечных деформаций имеет вид:
дк/ дх,
8Xi Щ
\
*и
У
)
I
2
(D А
A F
В С
В^
С
G
где
А = Xl2(l + Xu)+X2l(l + Xi3)+X3]X32; £> = 0 + ^-ii)2 + ^22i -^3i ~Н
В =Xl3(l + Xu)+X3](\ + X3i)+X2]X23; F = V + ^2i) +X]2+X\2-l;
С = А,2з(1 + ^-22)"*" ^"32 V "*" ^"Зз)"*" ^12^-13' ^ = 0 "*" ^33 ) + Я.]з + А.33 —1.
(2.40)
Ограничимся случаем, когда
величинами Х2у можно пренебречь по сравнению
с единицей. Такая постановка как раз и
соответствует нахождению поправок к
скорости и поляризации ультразвука,
линейных по деформации. Тогда тензор
деформации запишется следующим образом:
Ч
2А.,, ^12+^21 ^"13+^31
^21+^12 2/^2 ^23+^32
^Agj+^з Х32 + Х23 2X33 J
■ (2.41)
При этом компоненты Ху имеют
смысл соответствующих относительных
деформаций. Очевидно, Et можно
представить в виде суммы четырех слагаемых:
Е, = At + А2 + Л3 + Л4 , (2.42)
где
Л,=
(Хи 0
о х22
о о
о >
о
^-зз)
л2 =
j Л
~{xl2+x2i) о
— (А.,2 +^2i)
л3 =
о
о о
-(А.13+Я.31) 0
)
1 л
о -(я.13+я.31)
л.
о
о
0 -(*.23+A.32)
—(Х23 + Х32)
0
т.е. деформированное состояния тела в
случае малых деформаций определяется
тремя нормальными и тремя сдвиговыми
деформациями. Аналогичную форму
приобретают тензоры напряжений Коши К у
и упругой жесткости сш„ . Следовательно,
результирующее влияние сложного на-
42 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
пряженного состояния тела на упругие
волны можно получить, суммируя
поправки, обусловленные каждой из трех
сдвиговых и каждой из трех нормальных
деформаций.
Последний факт позволяет построить
следующую процедуру решения задачи:
- выяснение влияния одноосных
напряжений и обобщение результатов на
случай действия главных напряжений;
- выяснение влияние сдвиговых
напряжений и обобщение результатов на
случай сложнонапряженного состояния;
- рассмотрение случая, когда прозву-
чивание осуществляется под углом к эй-
леровским координатным осям.
При этом необходимо найти
зависимости между тензорами деформации и
напряжения, получить уравнение
движения и матричное характеристическое
уравнение, определить зависимости
скорости упругих волн от деформаций
(напряжений).
В качестве возможных направлений
усложнения моделей можно указать
следующие:
- переход от характеристик
гармонического процесса к оценкам более общего
волнового движения;
- учет свойств границ как составного
элемента модели идеально упругого тела,
в частности, исследование акустоупругого
эффекта в условиях волноводного
распространения;
- учет физических свойств среды
(анизотропия, диссипативность процессов
распространения, многомодульность среды).
В направлении каждой из
координатных осей xt могут распространяться три
независимые объемные волны -
продольная и две сдвиговые с разными
скоростями и взаимно ортогональными
поляризациями, причем множество скоростей
удобно представить в виде матрицы v jk .
Индекс «г» характеризует направление
распространения волны, индекс «Ь> -
направление поляризации.
Наиболее простой вид матрица v,*
будет иметь для ненапряженного
состояния (\ik) и для одноосно-напряженного,
когда нагрузка приложена вдоль одной из
осей OZ, OX, OY:
\,, i = k;
v,, i*k;
v*
vz
Vx,
V
*y
Vv*v
v*
vz
xz
zzy
Vzr
XX J
\
vz
(2.43)
(2.44)
(2.45)
(2.46)
Обозначения скоростей в матрицах
(2.45), (2.46) приведены к (2.44), v; и v, -
скорости продольных и сдвиговых волн в
недеформированной среде.
Для целей акустической тензометрии
оказывается удобным введение
следующих матриц:
A \ik - матрица абсолютного
изменения скорости распространения упругих
волн;
8v/Vt - матрица относительного
изменения скорости этих волн;
Дт,£- матрица абсолютного
изменения времени распространения;
bxik- матрица относительного
изменения времени распространения.
Очевидно:
8v/t =
Av,
i=*;
Av,
(2.47)
i Фк.
МАТРИЦЫ АКУСТОУПРУГИХ КОЭФФИЦИЕНТОВ
43
В простейшем случае одноосного порядка малости 8v;/-8t/71 пренебречь, то
растяжения (сжатия) между относитель- (2.49) упростится:
ными изменениями скорости и времени
имеет место соотношение
8v,* ~Eik-&\
(2.50)
8v + 6v8t
A/
/n
-8т .
(2.48)
Здесь А///0 - относительное удлинение
образца,
5v =
_(v~vo)_Av . s._(t-t0)_At
5t = -
lo
lo
нулевые индексы относятся к недеформи-
рованному состоянию. Обобщая (2.48),
можно записать
5\ik+5\ijdTJk
= £л-5тл. (2.49)
Из (2.49) следует, что матрицы 8v(i и
8x//t в общем случае не являются
симметричными. Если величинами второго
2.6. МАТРИЦЫ АКУСТОУПРУГИХ
КОЭФФИЦИЕНТОВ ОДНООСНО-
НАПРЯЖЕННОГО СОСТОЯНИЯ
Из работ Хьюза и Келли [221] следует,
что в случае одноосных напряжений
относительные изменения скорости 8v и
времени распространения 8т пропорциональны
напряжениям. Коэффициенты
пропорциональности а и Р могут быть названы,
соответственно, акустоупругими
коэффициентами времени и скорости. Они не совпадают
для различных типов волн. В табл. 2.5
приведены формулы для их расчета в пятикон-
стантной теории упругости для случая,
когда нагрузка приложена в направлении оси
OZ. Первый индекс обозначает направление
распространения волны, второй -
направление поляризации.
2.5. Формулы для расчета акустоупругих коэффициентов
скорости и времени распространения
через модули упругости второго и третьего порядков
Акустоупругие коэффициенты скорости
Акустоупругие коэффициенты времени
к =
4Х2
15Х + 10|д + ^-+2
1+2т +
2(3?, + 2ц)(А. + 2ц)
2Хт
И )
а,
IX2
9А. + 6ц + -^- + 2
1 + 2т +
2~Кт
И )
2(ЗА. + 2ц)(Я. + 2ц)
Р»=-
2Х + -(Х + т)-1
2(3^ + 2ц) (А.+ 2ц)
уу
\Х vv
2Х + -(Х + 2т)-21
Ц
2(3?i + 2n)(?i + 2u)
а.
2X + (x + [i) m
в = , \ = в
2ц(ЗА. + 2ц)
ух
аг
Х + (Х +ц) т
2ц(3?. + 2ц) у
^. + 2ц +т +
4У_ = |
2ц(ЗХ.+2ц)
>г
2{Х+2\х)+т-
4(Х.+ц)
+ т +-
Pzx=-
2ц(з>. + 2ц)
Хп
а„ =■
2ц(ЗХ. + 2ц)
4ц
; O-zy = O-yz
W
44 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
Анализ соотношений, приведенных в
табл. 2.5, показывает:
- при известных значениях X и ц
модули упругости третьего порядка /, т, п
могут быть определены по результатам трех
независимых акустических измерений;
- акустоупругие коэффициенты aik и
Р,А могут рассматриваться в пятикон-
стантной теории как обобщенные модули
упругости, использование которых
целесообразно в акустической тензометрии.
Введем в рассмотрение матрицы аку-
стоупругих коэффициентов скорости для
одноосно-напряженного состояния,
имеющие по пять независимых компонент:
fPxx К Рх/
Р* = К Рхг Р= ; (2-51)
JPzx Pzx Pzz /
р* =
к =
XZ
\rxz
'Рхх
Pzx
*У
р=
Рху
р
Рх
Pz
Рх
XX J
Pzx
р
(2.52)
(2.53)
XX J
Компоненты матриц (2.52), (2.53)
приведены к обозначениям (2.51),
соответствующим приложению нагрузки вдоль
оси 02.
В случае одноосных напряжений,
например а22, матрица относительного
изменения скорости может быть
представлена в виде:
8vi=Pias. (2.54)
В дальнейшем задача была решена
для случая, когда действуют нормальные
напряжения, на основе принципа
суперпозиции напряжений. Относительное
изменение скорости распространения при этом
описывается выражением
Svtt =Р£<тя +К°уу + Р*°= • (2-55)
Уравнение (2.55) можно записать
подробно для всех девяти волн,
распространение которых возможно вдоль эйле-
ровских координатных осей:
5v„ = P^cj^ + p„(ow + a„);
SV„, = Рхх(<*х* + <*zz) + PzzVyy;
8v22 = P^ (ar^ + Oyy) + Pzzazz;
5vx>> = PzxCTxr + Pxz0>y + Prv°zz;
8vxz = Pzx^xx + VxyVyy + P«CTzz; \ (2-56)
5v^ = p^a^ + p^a^, + p^a^;
§V = Pxj^xx + Pzx°W + Pxz^zz;
Sv« = P„cjxx + p^aw + р„стг2;
SVzv = Pxy^xx + Pxz<*>y + P«CT«-
лить стгг ,аш , a.
XX ' >y ' .
Уравнения (2.56) позволяют опреде-
по результатам трех
акустических измерений, наиболее
удобных по условиям контроля.
В случае гидростатического давления
р относительное изменение скорости
определяется соотношением:
5ул=Э£р,
(2.57)
гдер^ - матрица акустоупругих
коэффициентов при гидростатическом сжатии:
К
Pf Pf Pf
Pf Pf Pf
pf pf Pf
(Pf, i = k;
Ipf, i*k.
(2.58)
Диагональные элементы pf=Pzz+2Pxx
играют роль акустоупругих
коэффициентов продольных волн при
гидростатическом нагружении, а недиагональные
Pf = Р^ + Р^ + Ри - ту же роль для
сдвиговых волн.
Связь между матрицами
акустоупругих коэффициентов скорости и времени
распространения определяется
соотношением
а*=4*-Р*. (2.59)
ОСНОВНЫЕ УРАВНЕНИЯ АКУСТОДИАГНОСТИКИ
45
причем компоненты матрицы Aik
характеризуют вид деформации:
1
н
V
V
-1
V
V
-1
V
V
-1
(2.60)
)
Здесь Е - модуль Юнга; v - коэффициент
Пуассона.
Из сказанного ясно, что матрицы
акустоупругих коэффициентов времени
распространения для одноосно-напряжен-
ного состояния будут иметь по четыре
несовпадающих компоненты о„, а2, аху,
а„ =а
Kzx '
a'i =
аг
ху
Va*z
а
а,
а,
а*
а
<**
ху
а
а
а
а
а
а
а
а,
XZ
zz J
\
ху
XX J
\
ХУ
(2.61)
(2.62)
(2.63)
Отметим, что plt можно представить
в виде двух слагаемых, одно из которых
определяется только константами
упругости второго порядка X, п., а другое
зависит также и от констант упругости
третьего порядка 1,т,п и обусловлено, в
основном, физической нелинейностью среды.
Сопоставление значений Р,А и ajk
для некоторых конструкционных
материалов показывает, что Pzz, (3^, р^, а^, аху,
как правило, отрицательны, р^,., Р^ -
положительны. Наибольшими по модулю
являются коэффициенты Pzr, Pxz, azz,axz,
что предопределяет преимущественное
использование на практике продольных
волн, распространяющихся в направлении
усилия, и сдвиговых,
распространяющихся в направлении, перпендикулярном
усилию, и поляризованных в направлении
усилия (или наоборот). Кроме того,
относительно большое значение имеет
суммарный коэффициент р^ - р^ =аху - а^,
используемый при определении величины
акустической анизотропии. Представляет
особый интерес тот факт, что при
одноосном напряжении акустоупругие
коэффициенты оказываются максимальными в
тех случаях, когда совпадают направления
вектора внешней силы, волнового вектора
и вектора колебательной скорости.
Минимальными акустоупругие коэффициенты
будут тогда, когда вектор силы
перпендикулярен одновременно как волновому
вектору, так и вектору колебательной
скорости. Заметим также, что
2ц
2.7. ОСНОВНЫЕ УРАВНЕНИЯ
АКУСТОДИАГНОСТИКИ
На основании самых общих
физических соображений, подкрепляемых
экспериментальными данными, можно
предположить, что
to*=f(<:b,TlEJ,HJ), (2.64)
где ст/л - компоненты тензора
напряжений; Т — абсолютная температура среды;
Ej и Hj — компоненты векторов
напряженности электрического и магнитного
полей.
Выбирая перечисленные величины в
качестве независимых переменных, можно
записать выражение для полного
дифференциала 8v ik :
46 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
d(8v,*) =
(д 5v,
fo,
In )
da,„ +
(д2Ы
T.Hj.Ej
\
dT
( xl
dT+ -
2
дН,дНп)
d//,dtf„
ai„.T.Ej
(2.65)
ik
дЕ,дЕ„
dE,dE„ +
Чп-Щ
^In^mj J
dc/„dom; +
Введем ряд обозначений и терминов:
dSv
л
ik
до
Ра
/и У
5а
/и )
ikln '
*i*/n
(2.66)
Г, Н:
где P,Wn , аШп - матрицы четвертого ранга
изотермических линейных акустоупругих
коэффициентов скорости и времени;
5Г
Y*. (2-67)
<*/„. Яу , £у
где у ik - матрица второго ранга
термоакустических коэффициентов скорости;
f 525v,
8Н,дН„
= Кы, (2-68)
°Ы-Т, Ej
где hjkln — матрица четвертого ранга
квадратичных магнитоупругих коэффициентов
скорости;
= е,
|«Я ■■
(2.69)
ст/„, Г, Ну
где еШп - матрица четвертого ранга
квадратичных электроупругих коэффициентов
скорости;
525v
ik
8anldamj J
= рш„ту,(2.70)
где P,w„my - матрица шестого ранга
изотермических квадратичных акустоупругих
коэффициентов скорости.
Используя (2.66) - (2.70), перепишем
(2.65) в виде:
d(8vtt) = Paz-dOft, + Y,*d7" + hiklndH,dH„ +
+ eikin^i^n + Р/иит/dCT^do^. . (2.71)
Предполагая компоненты матриц
(2.66) - (2.70) постоянными для данной
среды, проинтегрируем (2.71) в линейном
приближении:
8ул = Ра/До*, -а£)+у,*ДГ +
+ hiklnHlHn + eiklnEIEn>
(2.72)
где aln - тензор начальных напряжении.
Аналогичное выражение можно
записать для относительного изменения
времени распространения:
8т* = aiki„ (о/и - о;" )+ ylk*T-
+ hlklnHlHn + elktnElEn>
(2.73)
где у^ - матрица термоакустических
коэффициентов, h]kln и е]ш - матрицы маг-
нито- и электроакустических
коэффициентов времени распространения.
При отсутствии внешних тепловых и
электромагнитных воздействий:
5v,*=P,*/n(o-,„-o-?„); (2.74)
8тл=«йй|(о/я- <*/„)• (2-75)
Если начальное состояние можно
считать ненапряженным (о°ы « аы ), то
8vft=Pa№lo/„; (2.76)
8тй = а,ш о,„. (2.77)
Задача заключается теперь в том,
чтобы на основании выбранных
модельных и феноменологических представлений
определить компоненты матриц р/Ии и
ajkln . Естественно начать эту процедуру с
матрицы акустоупругих коэффициентов
скорости.
МАТРИЦА АКУСТОУПРУГИХ КОЭФФИЦИЕНТОВ СКОРОСТИ
47
2.8. МАТРИЦА АКУСТОУПРУГИХ
КОЭФФИЦИЕНТОВ СКОРОСТИ, ЕЕ
СТРУКТУРА. ИДЕНТИФИКАЦИЯ
ЭЛЕМЕНТОВ ДЛЯ СЛУЧАЯ
НОРМАЛЬНЫХ НАПРЯЖЕНИЙ
Изобразим матрицу акустоупругих
коэффициентов схематически следующим
образом:
'/ Т
U 71
P/i/и _
(2.78)
Ее части содержат, соответственно:
Ln - 9 элементов, характеризующих
влияние нормальных напряжений на
скорость продольных (longitudinal) волн
(i = k; / = л);
Тп - 18 элементов, характеризующих
влияние нормальных напряжений на
скорость сдвиговых (transversal) волн
(i*k; / = «);
LT — 18 элементов, характеризующих
влияние сдвиговых напряжений на
скорость продольных волн (i = к; 1*п);
Тх - 36 элементов, характеризующих
влияние сдвиговых напряжений на
скорость сдвиговых волн (i*k; I *■ п).
Таким образом, матрица (3Ши
содержит 81 элемент и является симметричной
по индексам / и п (в силу симметрии
тензора напряжений а1п ) и несимметричной
по индексам / и к. Будем наряду с
индексами i, к, I, n использовать двойные
греческие индексы в соответствии со
следующей схемой сопоставления:
11<-»1; 22<->2; 33<->3
ik<H>a:{ 23<->4; 13<->5; 12<->6
32<->7; 31<->8; 21<^9
11<->1; 22<->2; 33<->3;
/и<->Р:] 23<->4; 32<->4; 13<->5;
31<->5; 12<-»6; 21<-^6.
(2.79)
Идентификация элементов матрицы
может быть выполнена на основании
выражений (2.51) - (2.54), (2.56):
Р.ш = Рй22 = &тз = & =&=£*&;
(2.80)
Pi 122 = Р2211 = Pi 133 = Р2233 = Рз311 = Рз322 =
Таким образом,
X Рхх К '
L„= Р„ Ри Рх
<Рдгдг Рхх Pzz /
(2.81)
(2.82)
Аналогично для сдвиговых волн, с
учетом того, что
5V =6V • 8vz = 8vz • 8vz = 8vz
"vxy uy yx ' u,jz "тyz > wvzx "vry >
можно получить элементы матрицы Т„ :
Pl233 = Р2133 =Р2311 =Рз211 = Pi 322 =
= Рз122=Р^=Р^=Рху; (2.83)
Pl333 = P2333 =Р2111 = РзШ =Pl222 =
= Рз222=Р«=Р^г^Рх2; (2.84)
Рз133 = Рз233 = Pl211 = Pl311 = Р2122 =
= P2322=PL=PzJ-Pzx- (2.85)
Таким образом, матрица Т„ может
быть представлена в виде:
Т =
% Pzx Pzx К P*z Р*^
Pzx К Р„ Р« К Р„
К К К Р= Р» Р
yrxz vxz
(2.86)
*У J
Номера строк матриц (2.82) и (2.86)
соответствуют значениям индекса а = 1, 2, 3,
а номера столбцов - значениям индекса
Р=1,2,3ир = 4,...,9.
48 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
2.9. ВЛИЯНИЕ СДВИГОВЫХ
ДЕФОРМАЦИЙ (НАПРЯЖЕНИЙ)
НА СКОРОСТЬ ОБЪЕМНЫХ ВОЛН
Рассмотрим влияние сдвиговых
деформаций на скорость упругих волн,
сохранив в матрице (2.42) одну
недиагональную компоненту Ху, например, Хи = X .
При этом деформация будет описываться
уравнениями:
Xi = Л. 1 + КЛ-2 \ -^?=2' ^з==3* (^*° ' /
Представим градиент деформации и
тензор деформации в матричной форме:
(\
0
0
V
X
1
0
°1
0
1
J
Eik=~
X
&
О
N
0
0
0
J
г
1
7
V
0
X
0
X 0
0 0
0 0
(2.88)
Свободная энергия Гельмгольца
определяется следующим образом:
РоУ = а,/,2 + а2/2 + р,/,3 + рЛ/2 + р3/3, (2.89)
где 1ь1г,1ъ - инварианты тензора
деформаций:
/,=£„; I2=EikEik; 1Ъ=ЕШЕЩЕ^. (2.90)
Учитывая (2.89) и (2.90), можно
получить выражение для тензора
напряжений Пиола - Кирхгофа (тензора
псевдонапряжений Лагранжа):
Lik =Рот— =2aiEll8ik +2a2Eik +
dEik
+3№fl?,ik + V2(2El!Eik+ (2.91)
)+ЩЕуЕк].
Пренебрегая величинами X2 , можно
положить Ец , ЕтпЕтп , Е^Ещ равными
нулю. Тогда:
(2.92)
Тензор напряжений Коши
Кр=-?-СлО,кЬш. (2.93)
Поскольку при деформации сдвига
плотность среды совпадает с ее
плотностью в недеформированном состоянии
р = р0,то
Kj, * 2a2GjtGlkEik * 2а2£у/. (2.94)
Уравнение движения недеформиро-
ванной среды имеет вид
Ь*К*^£%Г,'<■*'■ (2-95)
где и ■ — компоненты вектора деформации
(смещения); cijkl — тензор упругой
жесткости.
Пусть в среде распространяется
монохроматическая волна, смещение в
которой описывается выражением
ur = Ur ехр [% (птхт - v?)], (2.96)
где к^ - волновое число; пт -
компоненты вектора волновой нормали; Ur —
амплитуда смещения; v — фазовая скорость
волны.
Используя (2.96), можно получить из
уравнения движения (2.93) матричное
уравнение Кристоффеля:
[(ciJkl +Ka8Jk )и,и,-ру28д }ик=0. (2.97)
Тензор упругой жесткости должен
удовлетворять условию
cijkl = cjikl = cijlk = cklij (2-98)
и определяться следующим образом:
82у¥
Cijkl=?GiaGjbGkcGld-
SEabdEcd
= GiaGjbGkcGld
8L
(2.99)
ab
дЕ
cd
'■2a2Eik.
He составляет труда найти
(dLab/dEcd), используя выражение (2.91):
ВЛИЯНИЕ СДВИГОВЫХ ДЕФОРМАЦИИ НА СКОРОСТЬ ОБЪЕМНЫХ ВОЛН 49
3L
аЬ
ЗЕ.
= 2a,babbcd +a2(8flC5M + 8вАс)+6|31£,/8в68и, +2^Eab5cd + Ell{bacbbd + 8ad6bc)]^
cd
+ 2 РзК(8«5м+SaAc)+£a*(Sic8M +8ftAc)]-
(2.100)
Полагая £„ = 0, получим выражение
для (dLab/8Ecd), необходимое для
вычисления djkf.
dL_c
BE
^ab
cd
=2a,6aftoa/+a2(8ee5M+badbbc)+
+2^{Eab6cd+Ecd5ab)+ (2.101)
+fasbdEac+5bcEad).
Рассмотрим распространение
упругих волн вдоль принципиальных
направлений — эйлеровских координатных осей.
1. Волны распространяются вдоль
оси Ох\. В этом случае и, = и, = и, = 1;
АГП = 0, и уравнение Кристоффеля (2.97)
принимает вид
(с1М-р0У%)ик =0. (2.102)
Для его решения необходимо
предварительно вычислить ряд компонент
тензора cijkl, воспользовавшись соотношением
(2.101)
c\jk\ = 2a\G\aGjaGkcG\c + ^2^P\aGjbGkaG\b +)
+ GlaGjbGkbGla)+ 2Р2(би£1у + 5„£tl) +
'< IX *<■ _1_ X U I
(2.103)
^Рз(8.
■k\E\j
b\jE\k)
Найдем интересующие нас величины
4jk\ ■
cmi = 2a,GlaGIflGlcGl£.+
+a2(GlflGliGlaGli +
+ С1аС16ада). (2.104)
Нетрудно убедиться в том, что
4
«1.(2.105)
G\aG\aG\cG\c a
Тогда
,+й2
cim*2(a,+a2). (2.106)
Запишем выражение для с1121:
с, 121 =2a,GlaGlaG2cG2c + a2(GleGlftG2flGlft +
+ GlaG1AG2ftG2a)+2p2£21 +
+ 2-Рз(£21+£.2)-
(2.107)
Поскольку
GlaGlaG2eGle*^2=2£12, (2.108)
то
qui =[4(a1 + a2)+2p2+3p3l£12
2(ai+a2)+p2+-p3
А..
(2.109)
Аналогично могут быть найдены
с1131 = 2a\G\aG3cGic +
+ a2GlaGlbG3aGlb + (2.110)
+ a2GlaGibG3aGlb =0;
4221
= 2alGlaG2aG2cGlc +
+ a2GiaG2bG2aGlb +
+ a2GloG2aG24Gla = a2
(2.111)
(2.112)
c1231 = 2a\G\aG2aG3cG\c +
+ a2GlaG2bG3aGlb +
+ a2GloG26G3AGla = 0;
c133i = 2a,GlaG3aG3cGlc + \
+ a2GlaG3iG3aG16 + (2.113)
+ a2GlaG3bG3bGla = a2.
Уравнение Кристоффеля (2.97)
сводится в рассматриваемом случае к
определителю третьего порядка:
2(a,+a2)-p0v2
И121
0
4121
a2-p0v2
0
a
= 0.
2-Pov
(2.114)
50 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
Из (2.114) следует
[2(a,+a2)-p0v2J(a2-pov2)2
"сп21(а2-Роу2)=°-
Щ,
4121
(2а, + ota)
Щ, 0
= й (м„ г/, tg 9, 0) ,(2.124)
(2.115)
Поскольку г1 я А2, вторым слагае-
1121
мым в (2.115) можно пренебречь, тогда
^(a,+a2)-p0v2](a2-p0v2)2 =0.(2.116)
Из (2.116) следует, что в
рассматриваемом приближении скорости волн
оказываются такими же, как у продольных
(v,) и сдвиговых (v,) в недеформирован-
ной среде:
e /2(a,+a2)_ 1{Х + 2ц)
Ро V Ро
V/*
а2 _ _И_
V Ро V Ро
Строгое решение имеет вид
; (2.117)
(2.118)
Pov, =0,5
2а, +3а2 +
+ дД2а, +a2)2 + 4c
2
1121
p0v2=0,5
2а, +3а2
-V(2oI+a2)2+4c1212I]
(2.119)
(2.120)
(2.121)
где 0 — угол между направлением
распространения волны и направлением
поляризации (угол располяризации).
Второй корень (2.120) соответствует
квазисдвиговой волне, компоненты
вектора поляризации которой удовлетворяют
уравнению
[2(a,+a2)-p0v2JW,+с,,2,м2=0. (2.125)
Из (2.125) следует, что вектор поляризации в
этом случае имеет такие компоненты:
ы(-м2 tg9,H2, 0) . (2.126)
Третий корень (2.121) соответствует
чисто сдвиговой волне с вектором
поляризации и (О, 0, м3), перпендикулярным
плоскости сдвига.
2. Звук распространяется вдоль оси
Ох2. В этом случае п1, = п1 = п2 = 1,
А"22 = 0 , и уравнение Кристоффеля имеет
вид
U,*2-Pov2o7.jt/, =0. (2.127)
Получим выражение для вычисления
c2jk2 '■
c2jk2=G2aGjbGkcG2d
dL.
'ab
8Е.
cd
= 2axG2aGJbGkcG2c +
+a2GlaGjbGkaG2b +a2G2aGjbGkbG2a +
+2P28>i8*2^2i +2p2Sy28*i£i2 +
Pov3 =a2-
Первый корень уравнения
Кристоффеля (2.119) соответствует
квазипродольной волне. Компоненты вектора ее
поляризации определяются из условия
cii2iui+(a2-Pov2)»2 =°- (2.122)
Отсюда следует, что
3 3
+-Рз8*25/1£21 + 2Рз£/* +
3
+ -Рз§/2&*1£21 •
(2.128)
щ =-
4121
1121
(a2-p0v2) ' (2a,+a2)
щ. (2.123)
Таким образом, вектор поляризации
имеет компоненты
Из (2.128) находим интересующие нас
компоненты тензора упругой жесткости
с2112=а2; (2.129)
с2П2 =[4(а,+а2)+ (2.130)
+ 2р2+ЗРз]£12=с,,21;
с2222 =2(а,+а2); (2.131)
ВЛИЯНИЕ СДВИГОВЫХ ДЕФОРМАЦИИ НА СКОРОСТЬ ОБЪЕМНЫХ ВОЛН 51
L2232
L2332
= 0;
= 0;
u2321
= 0.
(2 Л 32)
(2ЛЗЗ)
(2 Л 34)
u3133
В этом случае уравнение Кристоффе-
ля (2.97) приводит к определителю
«2-PnV2 С2121 = С1121 °
c2i2i = c,i2i 2(a,+a2)-p0v2 0 =0.
0 0 O2-p0V~
(2Л35)
Из сопоставления выражений (2Л14)
и (2Л 35) следует, что и в этом случае в
среде распространяются три волны:
квазипродольная с вектором поляризации
u(u2tgd, и2, О), квазисдвиговая с
вектором поляризации й(щ, -w,tg9, 0) и
чисто сдвиговая с вектором поляризации
м(0, 0, иъ), перпендикулярным плоскости
сдвига.
3. Если волны распространяются
перпендикулярно плоскости сдвига
вдоль оси Oxi, то в этом случае
и,- = И; = и3 = 1; ЛГзз = 0; уравнение Кри-
стоффеля принимает вид:
U,*3-P0v25,J{/*=0. (2.136)
Выражение для c3yVt3 записывается
по аналогии с предыдущими случаями:
СЗДЗ = 2a\G3aGjbGkcG3c +
+ a2G3aGJbGb,G3b+ (2Л37)
3
= a2G3aGjbGkbGia + ^3Е kj .
Опуская преобразования, можно
записать компоненты тензора упругой
жесткости:
сзпз=а2; (2.138)
:0; (2.140)
с3223=а2; (2.141)
с3233=0; (2.142)
с3333=0. (2.143)
Уравнение Кристоффеля (2.97)
сводится в этом случае к определителю
-Pov2 c3123 0
с3123 a2~Pov2 ° =0-
0 0 2(a!+a2)-p0v
(2.144)
Его анализ приводит к следующим
результатам:
— вдоль оси Ох 3 распространяется
чисто продольная волна, имеющая
обычную скорость
_ /2(a1+a2).
(2.145)
Ро
- две другие волны имеют различные
скорости:
|EIi3=/(£l2) (2.,4б)
V Ро
и векторы поляризации й(и,, и},0);
й(и2, -и2,0), т.е. они являются чисто
сдвиговыми, поляризованными под
углами ±45° к оси Ох1. Для этих волн
относительное изменение скорости составляет
5v =
"1,2
:+1С
3123
= +
1 + -
4д
2 а-,
'12-
(2.147)
Используя линейный закон Гука для
установления связи между Е12 и а12,
запишем окончательно
5v = ±
1 и
— + —}
2 ц 8ц2
'12
(2.148)
%12з=|2а2+-р3|£21; (2.139)
= ±Тт(4^ + ")а12-
8ц
52 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
Из вышеизложенного следует, что в
отличие от главных напряжений,
вызывающих изменение скорости объемных
волн, сдвиговые напряжения приводят к
располяризации и появлению
квазиобъемных волн. Оценим угол располяризации 9.
Учитывая выражения (2.124), (2.109),
можно получить
tg0 =
[4(а1+а2) + 2р2+3р3]
(2а,+а2)
Ц(^ + 2Ц)
ЕХ2 =
(2.149)
J12-
Расчет для таких конструкционных
материалов, как стали 60С2Н2А, 35ХГСА,
СтЗ, латунь ЛС59-1, алюминиевый сплав
Д16, показывает, что 9 лежит в пределах
от 0,2° до 1,1°. При полученных углах
располяризации квазиобъемная волна
распадается на две волны с отношением
амплитуд, равным tg 9 , и отношением ин-
тенсивностей, равным tg29 (для стали
60С2Н2А tg20 «3-10^).
Следовательно, квазиобъемная
волна в рассматриваемом случае может
считаться практически обычной объемной, а
среда - в среднем изотропной
(квазиизотропной). Наведенная сдвиговыми
деформациями анизотропия не приводит к
приобретению средой свойств каких-либо
сингоний кристаллов.
Поскольку сдвиговые напряжения
не влияют на скорости квазиобъемных
волн, то в рассматриваемом приближении
компоненты частей Lx и Тх матрицы
Рй/Л равны нулю.
Lr =
(0
0
1°
0
0
0
0]
0
oj
Го ... ол
о ... о
о ... о
V
= (3///я, -/*«; (2.150)
= Рдй,. 1фп ;i'*M2.151)
На первый взгляд, создается
впечатление, что акустические измерения не
дают возможности определить сдвиговые
напряжения. Однако, это не так. Во-
первых, возможность определения
касательных напряжений связана с
использованием сдвиговых волн, поляризованных
не в координатных плоскостях, а под
углами ±45°. Изменение скорости таких
волн может быть записано в терминах
акустоупругих коэффициентов:
5у = ±(р,2-(Уа12. (2.152)
Вторая возможность связана с
наклонным прозвучиванием объекта контроля.
2.10. МАТРИЦА АКУСТОУПРУГИХ
КОЭФФИЦИЕНТОВ СКОРОСТИ
ПРИ НАКЛОННОМ
ПРОЗВУЧИВАНИИ
В реальных условиях контроля не
всегда возможно прозвучивание объекта
вдоль выбранных координатных осей.
Поэтому желательно получить соотношения,
описывающие относительное изменение
скорости распространения упругих волн
при их наклонном вводе в среду и
позволяющие найти компоненты тензора
напряжений (или деформации) в исходной
системе отсчета. При этом немаловажно
суметь отделить результаты, относящиеся
к контролируемым объектам, от того, что
привнесено в общем-то случайным
выбором координатной системы.
Воспользуемся тем свойством
тензора напряжений, что при переходе от орто-
нормированного базиса <?, к такому же
базису е? он изменяется по закону
°1*=У1гУп'п°1п, (2-153)
где у/- / = ёг е/ - матрица перехода от
стандартного базиса к новому.
Положение новых координатных
осей Охг (новых направлений прозвучи-
вания) определяют углами Эйлера:
-нутации 9 = ё3лёу; 0<9<я;
МАТРИЦА АКУСТОУПРУГИХ КОЭФФИЦИЕНТОВ СКОРОСТИ
53
- прецессии ф между осью Охг и
прямой пересечения плоскостей ххОхг и
xvOxT (отсчитывается от Охх к Ох2 )■
Единичный вектор этой прямой
е,х ev
sin0
= ех cos ф + е2 sin ф ;
0<ф<2л; (2.154)
- чистого вращения у между
векторами й и ёг; 0<у<2тг.
Матрица перехода от старого
базиса к новому в общем случае будет иметь
вид
Y/7
ГЪ\ Yi2 Yi3^
Y21 Y22 Y23
\Уъ\ Y32 Узз.
(2.155)
где
у,, = cos ф cos у - sin ф sin у cos 0;
у,2 = sin ф cos у - cos ф sin 0 sin у;
у,з = sin у sin 0;
72, =-со5ф8П1ф-зтфсозу cos0;
722 =со80со8у-5тф5ту;
723 =-cos у sin 9;
731 =sinфsin0;
732 =-С08ф8т9;
7 зз =cos0.
Матрица относительного изменения
скорости в новом базисе, с учетом (2.153),
запишется в виде
Sv,*' =P/*«,e«,' =P/*7h'Y«YB^fa • (2-156)
В этом выражении величина
P,*'/vY/7Y«'« = Pflk», (2Л5?)
может рассматриваться как матрица аку-
стоупругих коэффициентов для
наклонного прозвучивания по отношению к
старому базису.
Учитывая инвариантность матрицы
В.и относительно преобразований
координат и независимость скорости упругих
волн от сдвиговых напряжений, получим
Р,"*'/и =P/*Tl'7l7Yr« +P/%2'2'Y27Y2'« + РлП'З'Y37Ъп •
(2.158)
Последнее соотношение позволяет
определить все компоненты матрицы
Pi'k'ln ■
Из полученных выражений следует,
что некоторые элементы матриц Lt иГ,
становятся отличными от нуля.
Следовательно, прозвучивание вдоль
координатных осей нового базиса позволяет
определить касательные напряжения
относительно старого базиса (и наоборот).
Элементы первого столбца матрицы р/№
могут быть записаны через функции углов
Эйлера 0, ф, у :
(cos ф sin у + sin ф cos у cosGf +sin ф sin 0
(cos 0 cos ф cos у - sin ф sin у у +cos ф sin 9
Pith = Pzz(<x^cosy-sinysiny cos9f + p^
PiT22 = Pzz (sin ф cos у+cos ф sin у sin 0^ + p
Рггзз = Pzz si"2 V sin2 9 + Pxj (cos2 у sin2 9 + cos2 9j;
Ргпз =Pzz(cosфcosy-sinфsiny sin0jsiny sin0 + РХ|.[(-со8ф8ту-8тфсо8у cos0)x
xcosy sin0 + sn^sin0cos0]=p1T31;
Pri'23 =P2Z(sin9cosy + cos9siny sinGjsiny sinG + Pj^ [(cos6cos9cosy-sin9siny)x
x cos у sin 9 - cos ф cos 9 sin 9j = p1T32 ;
P1T12 = Pzz(cos9cosy-SH^siny cos9)(sh^cosy+cosysiny зтЭ^+Р^Д-созфвту-
-БШфСОЗу COS0)(«^COSy COS0-sinysiny) -втфвт 0СО8ф|=Р,.,.21 .
(2.159)
54 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
Очевидно, анализ этих выражений в
общем виде затруднителен. В
акустической тензометрии может оказаться более
удобным прозвучивание под углами
С,х, С,у, С,г, лежащими в одной из
координатных плоскостей. Рассмотрим
подробнее ситуацию, когда упругая волна
вводится в исследуемую среду под углом
С,хех\Ох2- В этом случае 0 = -^;
Ф =я/2 ; у = -л /2 , и матрица перехода к
новому базису упрощается:
'cos^ 0 sin^
О 1 О
У/7 =
■sinC,x О cos С,
(2.160)
xj
Запишем части матрицы р *°л :
^ У,
IT
w^
2'2'
Р„
Pzz
р»
З'З'
W,
w<
4 )
11
22,
33
(2.161)
^=(3zzcos4,+P«sin4,
^2=p22sin4,+P„cos4,
»r3=P=sin4,+P»cos2^
WA = pzz cos2 C,x + рта sin2 Qx
j^x —
2'3' 1'3' 1'2' 3'2' ЗТ 2Т
'£/, t/3 t/5 C/6 t/4 U^
\bzx p^ pxz ря p^ p^
^ £/2 C/4 U6 U5 U3 Ц j
11
22,
33
где
где
t/^P^cos Cx+PxzSin2^;
^2 = Рлу sin2 С* + Pxz cos4x ;
t^PzjCos^+PxzSin2^;
^4=P«sin2Cx+Pi2cos2(;;t;
f/5=PZJCcos2^+p^sin2^;
^б=РхуС082^+Р«5т2^-
(2.162)
&
IT
о
Pzz-Рд
2-2-
0
-sin 2^ 0
З'З'
Pzz-Рл
-sin 2C,}
23; 32
13; 31
12; 21
(2.163)
<x _
2'3'
f °
2,
о
ГЗ'
0
z2
0
VT
0
z3
0
3'2*
0
-z3
0
З'Г
0
-z2
0
2'1'
0 ^
-z,
о j
23; 32
13; 31
12; 21
(2.164)
где
Z^O^-pJsii^;
Z2=0,5(pzx-P;tz)sin2Cx;
Z3=0^(p„-pjg,)sin2^.
Для удобства пользования указаны
индексы: i'k' -столбцов и In -строк.
Проанализируем акустоупругие
коэффициенты скорости, представляющие
наибольший интерес.
1) Рассмотрим коэффициент
Pi
= Pecos4,+P«sin4,. (2-165)
Поскольку величины Р2г и р^,.
всегда имеют разные знаки, то существует
МАТРИЦА АКУСТОУПРУГИХ КОЭФФИЦИЕНТОВ СКОРОСТИ
55
угол С,0 , при котором р, = 0, и акустоуп-
ругий эффект отсутствует. Он
определяется из условия:
Со = arctE
Pz
Рх
(2.166)
Направление, определяемое углом
£0 , может рассматриваться как реперное,
позволяющее определить невозмущенное
значение скорости волны v0, так как в этом
направлении скорость распространения
постоянна и не зависит от напряжения.
2) Рассмотрим также коэффициент
р2=±0,5(рв-р„)8т2^. (2.167)
Если ^ =7i/4, то р2 =±0,5 (р„ -р„).
Так как касательные напряжения
действуют всегда попарно, относительное
изменение скорости определяется величиной
2р2 =±( Pzz -р^ ). При этом происходит
усиление акустоупругого эффекта на
продольных волнах, поскольку &z — Pb > ftz •
3) Рассмотрим коэффициент,
определяющий изменение скорости сдвиговых
волн:
p3=p„cos2£t +P^-:-2'
sin C,x
Поскольку величины Рхг и р^ всегда
имеют разные знаки, то существует угол
^01, при котором Р з = 0, и скорость
сдвиговых волн от напряжения не зависит.
Угол определяется из условия
Со, =arctg —■
(2.168)
Угол Coi определяет первое реперное
направление для сдвиговых волн.
4) Интерес представляет также
коэффициент
p4=Pzvcos4x+P^sin2C,- (2.169)
Величины Р^ и р также имеют
различные знаки. Следовательно, имеется
еще одно реперное направление для
сдвиговых волн, определяемое условием:
з02
= arctg
(2.170)
5) Могут быть также определены
следующие комбинации величин:
p5=pzxcos2C,+P,zsin2CJC; (2.171)
К =pzxsin4;c+PJCZcos4JC. (2.172)
Так как р„-рх
= 0,5 ц-1, то
Ps=Pz.+t-cos4x;
2ц
PWzx+T-sin2^-
2ц
(2.173)
(2.174)
Угловая зависимость некоторых
нормированных акустоупругих коэффициентов
Р для стали 60С2Н2А показана на рис. 2.1.
Для некоторых конструкционных
материалов в табл. 2.6 приведены значения
углов ввода £o>£oi>£o2> при которых
отсутствуют изменения скорости УЗ волн
в одноосно-напряженном веществе.
Очевидно, акустоупругий эффект
не будет наблюдаться также и при углах
ввода (я-Со), (rc-CoiX (я-Сог)-
6) К интересным результатам
приводит рассмотрение коэффициента
P6=±0,5(p„-pv)sin2^. (2.175)
Если С, = V4, то 2p6=±(p„-pJ.
Как известно, для большинства
конструкционных материалов
Ik-MHPU. (2-176)
т.е. должно наблюдаться усиление
акустоупругого эффекта для данной волны по
сравнению с волной, характеризуемой
скоростью v .
56 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
0/ «/
8
6
4
2
О
-2
7
2
I
2
л
6
О 10 20 30 40 50 60 70
с>°
Рис. 2.1. Графики угловой зависимости
нормированных акустоупругих
коэффициентов для стали 60С2Н2А:
/-
р« J
;2-
а,
;3-
pj
Р»
а,
V а^У
;б-
к)
2.6. Значения углов (в градусах) ввода,
при которых в одноосно-напряженном
материале не наблюдается изменений
скорости распространения ультразвука
Материал
Сталь
60С2Н2А
Сталь
35ХГСА
Сталь
СтЗ
Латунь
ЛС59-1
СплавД16
Продольные
волны
Со>°
73
73
73
70
67
Сдвиговые
волны
Soi >°
66,6
68,7
71,0
62,4
69,4
^02 »°
52
51
44
51
3
7) К аналогичным выводам можно
прийти и при рассмотрении коэффициента
p7=±0,5(pxz-p^)sin2(;x.(2.177)
Если С,х =п/4 ,то
2p7=±(p„-pJ. (2.178)
Поскольку коэффициент р^
является максимальным по модулю из всех
акустоупругих коэффициентов сдвиговых
волн, то в данном случае должно
наблюдаться максимальное усиление акустоуп-
ругого эффекта для сдвиговых волн, так
как |PIZ-P^,|>| p„|.
8) Наконец, интерес может
представлять коэффициент
Р8=±0,5( Pzx-Pxz)sin2Cx =
= ±0,25u-'sin2c;x. (2.179)
При С,х = л/4 справедливо соотношение:
1
Р8=±
4ц
Полученные результаты позволяют
составить комбинированную матрицу
акустоупругих коэффициентов р^/п для
углов ввода C,j. При этом предполагается,
что продольные волны поляризованы и
распространяются в направлениях,
определяемых этими углами, а сдвиговые
поляризованы либо в соответствующих
координатных плоскостях, либо
перпендикулярно им и перпендикулярно
соответствующим направлениям. Запишем части
этой матрицы:
LaJ =
Qx
Qx
Р»
Qi
h
Q3
Q*
Pxx
^z
Pxxl
Qs
Q6J
и
22
33
(2.180)
где
a=(PBcos4,+P„sin4,);
Qi = ( Pzz sin2 C,x + p„ cos2 C,x);
Qi=( P„cos2^+Pssin4y);
Qa = ( Pzzcos2 Cy + P« sin2 £>y);
ft=(Pxtcos2(;z+p2Zsin2(;z);
e6=(pxxsin2(;z + pzzcos2(;z).
СВЯЗЬ МЕЖДУ АКУСТОУПРУГИМИ КОЭФФИЦИЕНТАМИ
57
/«/ =
С* Сд, Cz
'О О К3^
к, о о
^0 К2 О
23; 32 (2.181)
31; 13
12:21
где
Т^*=
^i=0.5(pe-P„)sin2^;
K2=0,5(p22-pxx)sin2^;
F3=0,5(p2Z-pXI)sin2Cz.
(^з ^jraz cx2 czroz c,z\ с,ухоу
—1 ^З °5 Pre Prz —11
—2 Pvk. Rtz ^V ^ ^2
Prz ^ —б "8 ^O Pry,
(2.182)
11
22
33
где
si=PxyCos C+pz;csin C;
H2=P2Xcos2^+PxySin2(;>,;
H3=p^cos2<;x+PxZsin4x;
E4=p,Bcos2CI+Prtsin4Jt;
H5=Pzxcos2<;;c+P;t3,sin2Cx;
s6 =Рду cos4x+Pzx sjn4x;
S7=PJCZcos2Cz+Pztsin2(;z;
S8=Pzxcos4z+PxzSin2<;2;
H^p^cos^+p^sin2^;
Sio = Pz* cos4z + p^ sin4z;
H11=pxzcos2C+pz;tsin2(; ;
S12=PzxCOS4v+PxzSin2C.
Суг Qxxaz c,x2 c,zyoz <;zi ^
' л " О ЛГ. N< О л
7< =
где
0 N2 ^з
N,
О О
О №
23; 32
13; 31
12; 21
(2.183)
tf,=0.5(p„-pjsin2<;,;
ЛГ2=0,5(р„-р„)ип2£х;
^3=0,5(pz;c-p;o,)sin2CJt;
7V4=0,5(pzx-pxz)sin2Cz;
tf5=0,5(p„-pjsin2<;,;
iV6=0,5(p„-p„)sin2^.
В выражениях (2.182), (2.183),
например, индекс C,v3 означает, что речь
идет о сдвиговой волне,
распространяющейся в направлении, определяемом
углом С,у и поляризованной вдоль оси Охъ.
Индекс L,xXOZ означает, что сдвиговая
волна, поляризованная в плоскости ххОхъ,
распространяется в направлении,
определяемом углом С,х .
К аналогичным результатам можно
прийти, используя схему решения,
изложенную в п. 2.9.
2.11. СВЯЗЬ МЕЖДУ
АКУСТОУПРУГИМИ
КОЭФФИЦИЕНТАМИ ФАЗОВОЙ И
ГРУППОВОЙ СКОРОСТЕЙ
УЛЬТРАЗВУКОВЫХ ВОЛН
Поскольку реальные объекты имеют
конечные размеры, обладают структурной
анизотропией и дисперсионными
свойствами, необходимо различать акустоупру-
гие коэффициенты фазовой и и групповой
и скоростей ультразвуковых волн.
Обозначим их для одноосно-напряженного
состояния pv и Р" (индексы / и к
опустим для краткости и не будем
конкретизировать, о каком типе волн идет речь) и
покажем, что они могут заметно
отличаться, а потому замена одного коэффициента
другим может привести к ошибкам в
определении напряжений. Воспользуемся
известным соотношением между
групповой и фазовой скоростями:
и « v
1
со dv^
v да>
(2.184)
58 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
записав его для двух состояний образца -
нагруженного и ненагруженного:
и д\
и-со-—= v;
V ОСО
Ип-СО-
"о ^о
'о
9со
(2.185)
Величины и и v могут быть
представлены через невозмущенные значения и0, v0
и соответствующие изменения скорости
6м и 5v . Тогда
и0Ь к-ю-
= v0 5v
(1 + 8и) 5v 9v0
(l + 5v) dco 5co
(2.186)
Поскольку Ъи «1; 5v «1, можно
считать, что
1 + 8и
1.
l + 8v
Тогда выражение (2.186) упрощается:
&Ж^8¥ + ЛГ^_^У (2.,87)
v0 ^9со dco
Подстановка 8w = p"o и 8v=pvo в
это выражение приводит к соотношению,
связывающему искомые акустоупругие
коэффициенты:
' Sv 5v0
Vn VnO
dco 9oa
В общем случае исследование этого
выражения затруднительно,
целесообразно рассмотреть частные случаи,
представляющие практический интерес:
1) если дисперсия упругих волн
отсутствует, то
dv _dvp=0
да д со
Тогда, естественно, и0 = v0, и = v и
P" = PV; (2.189)
2) если дисперсия появляется в
процессе нагружения объекта контроля, то
Sco
= 0;
dv
dco
*0;
p» = pv+_co_ а^ (2190)
v0aoo)
Если при этом закон дисперсии
можно считать линейным, то
dv
8(0
= а = const;
P" = (3V +
ДСО
v0c
(2.191)
3) если дисперсия существует до и
после нагружения, то возможны два
варианта:
а) дисперсия не изменяется при на-
гружении, тогда
^0=-^.; р« = р*+Х (2.192)
д со д со и0
б) дисперсия зависит от нагрузки.
В этом случае связь между Р" и pv
определяется соотношением (2.188). При
линейной аппроксимации закона дисперсии
dvo.
dco
— ао;
dco
получим
.(2.188) p» = pvZo. + _L(a_ao)
со =
а\„
t "о
со
"о J
v0 ст
193)
Можно считать, что при
относительно небольших изменениях нагрузки
реализуется случай (2.192). При обработке
экспериментальных данных о зависимости
скоростей и и v от частоты волны и
размеров стержневидных образцов было
установлено, что только геометрическая
дисперсия в отсутствие нагрузки может
изменять отношение v0/m0 для продольных
волн в пределах от 1,0 до 1,97. Если же
учитывать влияние структурной диспер-
АКУСТОУПРУГИЕ КОЭФФИЦИЕНТЫ ПОВЕРХНОСТНЫХ ВОЛН РЭЛЕЯ 59
сии и зависимость ее от напряжения, то
разница между (3м и pv возрастет еще
больше. В связи с этим необоснованная
замена одного коэффициента другим
может привести к 100-процентной
погрешности при измерении напряжения. Вместе
с тем, несовпадение этих коэффициентов,
при соответствующей аппаратурной
реализации, может позволить определять вклад
в акустоупругий эффект таких факторов,
как приложенные и остаточные
напряжения, температурные градиенты и т.п.
2.12. АКУСТОУПРУГИЕ
КОЭФФИЦИЕНТЫ
ПОВЕРХНОСТНЫХ ВОЛН РЭЛЕЯ
Под поверхностными подразумевают
упругие волны, распространяющиеся вдоль
свободной поверхности твердого тела (или
вдоль границы твердого тела с другими
средами) и затухающие при удалении от
границ. Различают два класса таких волн:
- с вертикальной поляризацией
(вектор колебательного смещения расположен
в плоскости, перпендикулярной границе,
т.е. в вертикальной плоскости);
- с горизонтальной поляризацией
(вектор смещения параллелен границе и
перпендикулярен направлению
распространения).
В последнее время поверхностные
акустические волны начинают находить
применение для определения
поверхностных напряжений. Наиболее широко
используются волны Рэлея, которые можно
рассматривать как суперпозицию двух
неоднородных волн - продольной и
поперечной, распространяющихся вдоль
границы полупространства с одинаковыми
скоростями и быстро затухающих с
глубиной. На границе полупространства эти
волны взаимно компенсируют
создаваемые ими напряжения. Их энергия
локализована в поверхностном слое толщиной от
одной до двух длин волн. При этом
частицы среды в волне движутся по эллипсам,
большая полуось которых
перпендикулярна границе раздела, а малая -
параллельна направлению распространения
волны. Фазовая скорость волн Рэлея равна
групповой и определяется из уравнения:
г|6-8г|4+8(3-2£2)Г|2-
-16 (1 - ^2) = 0, (2.194)
где
Считая зависимость коэффициента
Пуассона v от напряжения
незначительной, запишем для скорости волн Рэлея
приближенную формулу:
(0,87 + l,12v)
R (1 + v) ' '
\R e[0,87 v,, 0,96 v,].
В случае ненапряженного состояния
среды можно записать аналогичное
выражение:
(0,87 +1,12v)
v*o= ' . ' 4o = ^v,0. (2.196)
(1 + v)
Относительное изменение скорости
волн Рэлея в напряженном образце
составляет
5vfi = (Y*~V*o)=5v,. (2.197)
Пусть нагрузка приложена вдоль оси
OZ и создает напряжение aZ2. Тогда
вдоль поверхностей, ограничивающих
тело, могут распространяться такие волны
Рэлея:
- в плоскости XOY - со скоростями
- в плоскости ZOY - со скоростями
- в плоскости ZOX - со скоростями
В (2.195) и (2.196) v, зависит от
направлений приложения усилия, распро-
60 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
странения волны и ее поляризации. При
этом возможны три следующих случая:
а) волна распространяется параллельно
оси усилия и поляризована
перпендикулярно ей:
V/=Vzx=V^ =
1+о,
т+—+4(ц+Х)
4ц
Зц£0
т + + 4(Х + ц)
4ц
6АГ0ц
(2.198)
:Р=Р=:
(2.199)
б) волна распространяется
перпендикулярно к оси нагрузки и поляризована
вдоль нее:
V, = Vyz = Ухг =
А. + 2ц +w +
l + o.
4ц
З^о
(2.200)
5V/? = 8v, = 5v = 5vxz «
X + 2\i + m +
~л
Xn
4^
, „ °Z2=PxZ°ZZ;
6ца:0
(2.201)
в) волна распространяется и
поляризована перпендикулярно к оси нагрузки:
V = V = V =
I ху v ух
|Ро
1 + о\
(Х + ц)н
2Х. + ^ ^—-т
ЗцК0
(2.202)
5V/? = Sv, = Sv^ = bvyx *
Х +
2ц
2Х + л Шп-т
6\iK0
°ZZ=P
xy°zz-
(2.203)
Установим вид матрицы акустоуп-
ругих коэффициентов волн Рэлея. В
рассматриваемом случае матрица скоростей
рэлеевских волн будет иметь вид:
Л2=А
0
•ух
- ху
о
(2.204)
Учитывая, что \ху= vyx, vAr=v^, vzx= v^,
ее написание можно упростить
( 0 - - ^
уГ=А
V V
ху
V
V и
0
о
(2.205)
Следовательно, матрица акустоупру-
гих коэффициентов в случае, когда
нагрузка приложена вдоль оси OZ , будет
иметь вид
№ =
0 Р^ Р„
Рху 0 р„
Pzx Р„ 0
(2.206)
Путем аналогичных рассуждений
можно получить матрицы для случаев,
когда усилие приложено вдоль оси ОХ
либо вдоль оси OY . Они будут иметь вид:
PS
R,X
Pf/ =
' 0
К
{к
{ °
Р«
1рст
р»
0
Р^
Р^
0
р„
Pzx
р^
0
к
Р=
0
(2.207)
(2.208)
Относительное изменение скорости
волн Рэлея может быть определено на
основании соотношения:
АКУСТОУПРУГИЕ КОЭФФИЦИЕНТЫ ПОВЕРХНОСТНЫХ ВОЛН РЭЛЕЯ 61
§v£ = р£*о„ + pf/c22 + p*zo33 • (2.209)
В развернутом виде уравнения могут
быть представлены следующим образом:
- для поверхностных волн,
распространяющихся в плоскости XOY
8vf3 =P„a„ + P^a22 +P,za33; (2.210)
8va=Mii +P=«22 +Р««зз; С2-211)
- для поверхностных волн,
распространяющихся в плоскости ZOX
§vf2 =P„o„ + Pxza22 +Р^о33; (2.212)
8v32 = Р*/*11 + P;tzCT22 +PzxCT33; (2.213)
- для поверхностных волн,
распространяющихся в плоскости ZOY
8v£ = Р„ а,, + р^ а22 + р,, а33; (2.214)
8v^1=PI2a11+p2Xa22+p^a33. (2.215)
Очевидно, нет смысла записывать
полную матрицу акустоупругих
коэффициентов, а достаточно знать часть ее для
'Р= К Pzx К К Р«1
rikln = Pxy Pzx Pxz Pxz Pjty Pzx
fxz p^ p^ p,, p„ p„,
(2.216)
Суммирование по столбцам дает,
соответственно, относительные изменения
скорости 8v,3, 8v23, 5v12, 8v32, ov3],
5v2]. В обобщенной записи
8vft=r№a/n. (2.217)
В выражении (2.217) i Ф к ,
суммирование ведется по / = и от 1 до 3.
Отметим, что матрица у^\п
отличается от матрицы Тп только порядком
столбцов, поскольку в матрице rikln
последовательные пары столбцов соответствуют
плоскостям XOY , ZOX , ZOY .
Анализ выражений (2.210) - (2.214)
показывает, что в случае сложнонапря-
женного состояния для определения а,,,
ст22, а33 необходимо выполнять прозву-
чивание в двух плоскостях. Обычно
поверхностные волны используют для
определения плоских напряжений. При этом
слагаемые, содержащие р^, в (2.210) -
(2.215) обращаются в нуль, и можно
пользоваться любой парой уравнений,
например (2.210), (2.211), которые в этом случае
приобретают более простой вид:
8vf3=P„°n+PJO-°22; (2.218)
8У2Л3=Р^а11+Рио22. (2.219)
Отметим симметричность уравнений
(2.218) и (2.219), а также тот факт, что
относительные изменения скорости рэле-
евских волн выражаются через самые
малые по модулю акустоупругие
коэффициенты Р^ и р„.
Пусть направление прозвучивания
составляет угол £ = С, с осью OY и угол
С,х =С, + Зп/2 с осью ОХ . Запишем часть
матрицы акустоупругих коэффициентов
для поверхностных волн,
распространяющихся в плоскости XOY :
гхог,с, _
PZIsin4 + P^cos4 Р^шЧ + Р^созЧ
Р^созЧ + Р^пЧ P^cos^ + PxySin2?
P*z Pxz
р«
PJ..O
№
(2.220)
62 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
В общем случае наклонного прозву-
чивания
§<з = Чз = (р^ cos2 С + Р„ sin2 С) а,, +
+ (pzrcos2C + P,),sin2ga22+PX2a33.
(2.221)
В случае плосконапряженного
состояния уравнение (2.221) упрощается:
Чз =5<з =(pxvCos2C + PZIsin2c)au +
+ (p2_vcos2C + P„sin2ga22.
(2.222)
Поскольку знаки р и рет
различны, то в случае действия одноосных
нагрузок (а22=0 либо ап=0) возможны
направления, в которых акустоупругий
эффект отсутствует. Им соответствуют
углы, определяемые выражениями:
<;, = arctg -
^-; (2.223)
<;2= arctg -**-. (2.224)
Эти формулы совпадают с
полученными ранее выражениями для сдвиговых
волн (2.167). В общем случае
плосконапряженного состояния акустоупругий
эффект отсутствует (т.е. 8v£ 3 = 8v£ з=0)
при условии
(P,v COs2 С + Pzx sin2 С) = _022_=atr\
(p^cos^ + p^sin2^) °i
В частных случаях
(2.225)
^ = 0; 5v23=0
и С = -; 5vl3 = o
получаем, соответственно:
Ё^ = _^22_. Р^ = _^22_ (2.226)
Рис. 2.2. Зависимость и
результаты решения уравнения (2.225)
На рис. 2.2 показана зависимость
Q = ^(^). Очевидно, что решение
уравнения (2.225) относительно угла С, сводится
к построению горизонтальной прямой на
уровне (- а22 /а, ]) и определению
абсциссы точки пересечения этой прямой с
графиком fi(<^).
Если компоненты ап и о22 тензора
напряжений имеют противоположные
знаки, то построенная прямая располагается в
положительной полуплоскости, и угол
определяется однозначно в интервале
^,<С^2-
Когда знаки <ти и а22 совпадают,
прямая расположена в отрицательной
полуплоскости. Она может не пересечься с
кривой Q(^) при условии
fi, <
'22
<^2,
где
О, <
*У
&1 =
*У
Соотношение (2.225) определяет, при
каком условии для поверхностной
акустической волны Рэлея (ПАВР),
распространяющейся под любым углом к
главным осям, акустоупругий эффект не
наблюдается, т.е. относительное изменение
скорости равно нулю.
АКУСТОУПРУГИЕ КОЭФФИЦИЕНТЫ ПОВЕРХНОСТНЫХ ВОЛН РЭЛЕЯ 63
Таким образом, выражения (2.225) -
(2.226) позволяют определить, при каких
условиях в напряженном образце может
быть измерено невозмущенное значение
скорости ПАВР.
Обычно при использовании
поверхностных волн база прозвучивания остается
фиксированной (d = const). Тогда для
ненапряженного и напряженного
состояний можно записать
y/R(>iRo=d; \RiR=d.
Найдем разность между рэлеевскими
скоростями Уд и \R0:
>R VR0
d (% ~ Чо)
LR0
1Я0
= -v„5tb a-vpnSt.
'R"lR
J?0l
Отсюда следует, что
6уя*-5тя; ад«-|Зя; (2.227)
т.е. относительное изменение времени
распространения 8zR описывается теми
же акустоупругими коэффициентами, что
и относительное изменение скорости 8vR ,
но взятыми с противоположными знаками.
Следовательно:
гШп = ~rikln - ~rikJn' ^Xik = ~riklrPln ■ (2.228)
В развернутой форме:
8ti3=-P=OM-M22; (2-229)
8ти=-Рч-Оц-Р«022; (2.230)
Чз=Чз=-(Р^о5Ч + Ри8т2с)аи-
-(p«cos4 + P^sin2c)o22.
На рис. 2.3 приведена зависимость
нормированных акустоупругих
коэффициентов pf,?/ P^, р*'^/ Р„ от угла
прозвучивания L, для стали 60С2Н2А, а в
табл. 2.7 содержатся значения
акустоупругих коэффициентов поверхностных волн и
0,8
0,6
0,4
0,2
0
-0,2
-0,4
-0,6
-0,8
-1,0
Рис. 2.3. Зависимость нормированных
акустоупругих коэффициентов Р, / P//t
поверхностных ультразвуковых волн Рэлея
от угла прозвучивания С для стали
60С2Н2А:
15
2\
30
\у
45\
\б0
75
с>°
/■
р« р«
•;2-
ху
значения углов ввода, при которых
отсутствует акустоупругий эффект, для
некоторых конструкционных материалов.
Естественно, если база
прозвучивания деформируется, то aR = aik, и в
(2.229), (2.230) Р^ и р^ нужно заменить,
соответственно, на -аа и -ап. Если
положить Z?! = Р^ ; B2=$xv, то
полученные результаты совпадают с результатами
Д. Хассона, С. Беннета, Г. Кино [222]:
5v, =В,ап+Р2а22; (2.231)
8v3=52a,1+P1a22. (2.232)
64 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
2.7. Акустоупругие коэффициенты ПАВР и значения углов ввода,
при которых отсутствует акустоупругий эффект,
для некоторых конструкционных материалов
Материал
Сталь 60С2Н2А
Сталь 35ХГСА
Сталь СтЗ
Латунь ЛС59-1
СплавД16
Акустоупругие
коэффициенты
скорости и времени
распространения
рэлеевских волн при
фиксированной базе
прозвучивания,
ТПа-1
Р!=Р*у
1,5
1,2
1,0
5,6
5,1
"P|f =-P„
1,9
1,6
2,6
7,4
18,6
Углы ввода,
при которых
отсутствует
акустоупругий
эффект, °
С,
48
49
56
49
62
С2
42
41
34
41
28
Акустоупругие
коэффициенты
времени
распространения
при переменной
базе прозвучивания,
ТПа"1
-<*х=-а*у
2,5
2,6
2,7
9,7
16,6
«|f = <*xz
6,7
6,5
7,1
17,1
31,9
Формулы для относительного
изменения времени распространения
рэлеевских волн совпадают с полученными
А.Н. Гузем [70], если принять
К полученной форме записи можно
привести и результаты А. Твердохлебова
[354]:
§v«l = P«£CTii + Рм>сты> 5 (2.233)
го одноосного напряжения а^, (<з2г = 0)
на основании формул:
8т-,
Vzx '
к=-
123
. (2.237)
где
SvRb = Ря»Оц + Рщсты,, (2.234)
Psi=u-2[u^0(v) + /F,(v) +
+mFm{v) + nFn{y)\ (2.235)
Ри,=ц-2[йС0(у)+/С/(у)+
+ /wGm(v)+«G„(v)], (2.236)
Прямая задача акустической
тензометрии - определение обобщенных
модулей упругости поверхностных волн Рэлея
(акустоупругих коэффициентов) - может
быть решена при использовании известно-
Может быть рекомендована
следующая процедура решения обратной задачи -
измерения напряжений с помощью
поверхностных волн Рэлея. Измеряются
относительные изменения времени
распространения ультразвуковых волн вдоль
координатных осей ОХ и OY :
от
13
-PzxOn-P»^; (2-238)
6т23=-Р^а11-(32Ха22. (2.239)
Решая систему уравнений (2.238),
(2.239) относительно напряжений, можно
получить
а,, =
Рх
5т-,, --
n"te-pU 23 fe-&)
гбт13; (2.240)
ИСПОЛЬЗОВАНИЕ МАТРИЦЫ АКУСТОУПРУГИХ КОЭФФИЦИЕНТОВ 65
'22
(pL-pU
8т
23-
(2.241)
Невозмущенное значение времени
распространения т0 можно определить,
найдя направление £0, в котором акусто-
упругий эффект отсутствует.
Обозначим повторяющиеся дробные
сомножители в (2.240), (2.241):
К
приведены значения этих коэффициентов
для некоторых материалов.
Если используются акустоупругие
коэффициенты времени аа и а^, то
можно по аналогии ввести в рассмотрение
тензометрические коэффициенты ад и <z10:
а,,=а98т:13+а108т23; (2.243)
а22 = а98г22 + <я108т13» (2.244)
где
<V
а.
к-а?у)
а7 =
«8
(pL-pU'
Pzx
(pL-pU
(2.242)
av
aio = -
(«L-a?y)
(2.245)
и назовем их тензометрическими
коэффициентами поверхностных волн. В табл. 2.8
В табл. 2.8 приводятся также
значения тензометрических коэффициентов
Од, Я|0 для некоторых конструкционных
материалов.
2.8. Тензометрические коэффициенты ПАВР
для некоторых конструкционных материалов
Материал
Сталь 60С2Н2А
Сталь 35ХГСА
Сталь СтЗ
Латунь ЛС59-1
Алюминиевый сплав Д16
Тензометрические коэффициенты
при фиксированной базе
прозвучивания, х 1(Г12 Па"1
а7
1,40
1,40
0,45
0,3
0,06
«8
1,10
1,10
0,2
0,2
0,016
Тензометрические коэффициенты
при переменной базе
прозвучивания, * 10~'2 Па-1
а9
0,20
0,2
0,2
0,01
0,03
аю
2,0
2,3
0,4
0,4
0,03
2.13. ИСПОЛЬЗОВАНИЕ МАТРИЦЫ
АКУСТОУПРУГИХ КОЭФФИЦИЕНТОВ
ДЛЯ РЕШЕНИЯ ЗАДАЧ
АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ
Наиболее важным вопросом при
оценке характеристик контролируемого
объекта на этапе разработки методики
контроля является оценка характера НДС.
Во многих случаях достаточно знать
направления действия усилии, а также
минимальные и максимальные их значения.
Решение обратной задачи акустической
тензометрии упрощается в тех случаях,
когда имеются априорные сведения о
характере НДС. Рассмотрим некоторые
особенности уравнений акустоупругости
применительно к различным напряженным
состояниям, соответствующим
классификации Я.Ю. Фридмана и Д. Мейза.
3 - 3316
66 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
Линейное одноосное растяжение
(сжатие). В этом случае тензор
напряжений имеет вид:
'О О 0Л
<*/„ =
0 0 0, (2.246)
,0 0 о,
причем о > 0 для растяжения и а < 0 для
сжатия.
В данном случае для определения
напряжений можно использовать любые
объемные волны и любое направления
прозвучивания вдоль одной из
координатных осей. Учитывая величину акустоупру-
гих коэффициентов, целесообразно
использовать следующие уравнения:
Sv22 = Ри°;
5vxy- 5v*z=(Pxy-P*z) О;
или
fozz =«22°;
5т,
St,
5т
У*
5т ^ =о^о.
(2.247)
Плоское одноименное двухосное
растяжение (о^, >0; аа >0) или
сжатие (a <0; ая <0). В этом случае
целесообразно использовать следующие
системы уравнений:
5vw=PXIo2Z+p2Zo>y;
^zz=^xx^yy+^zz^zz>
&УУ =axra2Z+a2zV;
8zzz =axt°w +azz°zz>
(2.248)
либо
8улу = P«°xx + P«°xy + Pxy°2z
8v*z = Pz*°x* + Pxy0^ + Pxz°zz
5V = P*z°"x* + PxyCyy + Pzx°zz
8vz* = P*z°"*v + P*y0*y + Pzx^y
8V = Рду°хг + p^o^ + p^o^,
8vry = PxyOxr + Pxz°yy + VzyVyy
5V =Pzx°>y+P.Iz0zz;
Sv2y=p^ow,+pzxozr;
:a^(^zz+ow);
бт
(2.249)
У*
8txz =a-xyCyy+a-xzayy
Плоское разноименное двухосное
состояние (например, a < 0; azz > 0).
В этом случае можно также
воспользоваться уравнениями (2.248), (2.249).
Объемное одноименное трехосное
растяжение (сжатие). В этом случае
тензор напряжений имеет вид
0"/и =
0 0
0
0
"УУ
0
(2.250)
^zz J
Основные уравнения акустоупруго-
сти могут быть получены как из основных
уравнений акустической тензометрии, так
и с помощью принципа суперпозиции
напряжений. При этом могут быть
использованы:
- либо любые три уравнения для
продольных волн:
8v*r = Pzz°« + $xx(Vyy + azz);
8v»> = $xx(Pxx + <> yy) + $zz° yy>
5vzz = Р„(о„ +ада) + p^a^;
St** = ano„ + a^ (Oyy + czz);
biyy =axt(oxx+ozz) + azzaw,;
5xzz = a„ (o„ + ow) + аион;
- либо любые три уравнения для
сдвиговых волн:
8тлу = «xz(°xx + <*«-)+ a^zz;
8t*z = axz(°xx + Ozz)+ V-xyGyy>
8t,„ = 8t,
(2.251)
•yx
*xy>
8 V = arc°xx + a« (°>y + °zz );
бт^ = 5т^.
(2.252)
УПРУГИЕ ВОЛНЫ В СРЕДЕ ПРИ НАЛИЧИИ ДЕФОРМАЦИИ КРУЧЕНИЯ 67
Интерес представляет случай
равномерного гидростатического сжатия
(растяжения), когда aik =6jkp, т.е.
о и = Оуу = с22=р.В этом случае:
5у„ = 8V>y = 5vzz = (ps + 2fl„)p = p> ;
8-t;« = Sijy = 8ти = (az2 + 2a .Jp = a'pp ;
8%. = 8V = Sv,
= 6v.
■■(&„ + &„+ &v)p = Ppp;
5тлу = 8 V = 8т*
= 8t.
= 5v>2
P'pp;
8V =
= 8vzy =
--^zy =
= {<*-xz+a-zx + a.xy)p = a'pp,
(2.253)
где PpiPp ap;a'p - акустоупругие
коэффициенты при гидростатическом давлении
для продольных (/) и сдвиговых (/) волн.
Для объемного разноименного
состояния, например, если о^ < 0; а^ < 0; cszz > 0,
можно воспользоваться уравнениями
(2.251), (2.252).
Плоское напряженное состояние.
Рассмотрим плоское напряженное
состояние, описываемое тензором напряжений
2.14. УПРУГИЕ ВОЛНЫ В СРЕДЕ ПРИ
НАЛИЧИИ ДЕФОРМАЦИИ КРУЧЕНИЯ
Рассмотрим первоначально
изотропную среду в случае, когда деформация
определяется выражениями
(2.256)
Решая эту систему уравнений
относительно Xi и Х2 , получим:
*1
х2
*3
= Х] +
= Х2-
= *з-
BJC j Л 2 »
- Вл j .л 2 i
- В A^Xj
^1=:1 + в2*?
х2 =
Л^2 + В ДГ)ЛГз
1 + 0
2^2
Предположим, что выполняется
условие 0х3«1, и слагаемым 02х| можно
пренебречь (0 - угол поворота,
рассчитанный на единицу длины). В таком
приближении Лагранжев тензор деформации
имеет вид
ГО 0 вХ2
0 0 -QX,
Е>*2
о,„ =
0
*У
°УУ
0
аг,
■дХ,
о
(2.257)
(2.254)
0
0 0,
В этом случае прозвучивание вдоль
координатных осей позволяет определить
только нормальные напряжения о^, о^ .
Касательные напряжения аху можно
определить только при косом прозвучива-
нии, в частности, под углом а^, = л/4 .
Тогда при использовании продольных
волн:
8тхт=а2гСТхс+аххСТ>у;
а тензор напряжений Коши
' 0 0
Ту * 2\iEv =
0
у№2
0
pQX2s
0
(2.258)
УУ лаг да
+ azzc;(y;
После громоздких преобразований
можно получить уравнение для каждой из
компонент вектора смещения й:
дсцИ _
etc
8^=я/4 = 0,5(ae +axx)(axx +<*„,) +
+ (aZ2-axx)axy.
(2.255)
Аналогичные соотношения можно
получить и при использовании сдвиговых
волн.
Р«2
5с,
аы
дх,
uk,i+c'
аыик.и + Тц и2л ;
5с/31/
pw3 =—гш-и1г,+с,
дХ;
4,1
Ш1"к,Н + Тц "з./z '
(2.259)
где запятая между индексами означает
частное дифференцирование по перемен-
3»
68 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
ной х с индексами, указанными после сдвиговые колебания взаимно независи-
запятой, например, мы. Тогда для сдвиговых волн можно
пренебречь слагаемыми, содержащими щ, а
"l,;; ="
dxjdxj
для продольных - слагаемыми с ы, и и2 .
Уравнения движения (2.262) упро-
Пусть звуковые волны распростра- стятся и примут вид:
няются вдоль оси Ох-,. Тогда в уравнениях
рм, =цм133-Л/,м2з;
(2.259) сохраняются только производные
по хъ. Кроме того Тъъ = 0, поэтому: Р «2 = И м2,зз ~ м\ «из5
Р«з = мзмз,зз-
(2.263)
OXj
асПкЪ
ри2 =—^-икъ+сшъикгг;
дсЯкЪ
ри3 =—^-икъ+сшъикъъ.
ОХ:
Введем обозначения:
Л/, =Х — и + m и;
1 4
М2 =Х + 2\х + ш;
Мъ=1 + 2ц.
Проще других поддается анализу
третье уравнение, описывающее продоль-
(2.260) ную волну. Из него следует, что на
скорость этой волны
Р V Р
(2.261)
рассмотренная деформация не влияет.
Первые два уравнения системы
(2.263) описывают сдвиговые волны, из
них вытекает дисперсионное уравнение
Вычислив соответствующие
производные dCjjuldXj, получим следующие
уравнения для компонент смещения:
р щ = -Mfi и2,з + ц щ зз + М2в *2мз,зз >
рм2 = М^щ з + иы233 - M2Qx1u333;
р м3 = М3 8 м3 зз + {Щ x2—mxl )ви2 33 -
(рсо2-ц*2) -ikMfi
/Ш,9 (рсо2-ц*2)
= 0. (2.264)
Его корни:
(М2
з-Ч
гх2)0м,
зз •
«1.2 = •
U2
1±
Mfi
к»
1г 11-1- М19
*v0,A:
'■±^'
2pv0,Aj
pv0,£
= vo^±^-L2
(2.262)
Решение уравнений (2.262) невоз- где v0, = |—
2Pv0,
(2.265)
невозмущенное значение
можно без упрощающих предположений. V Р
Будем считать, что при распространении скорости сдвиговых волн,
упругих волн вдоль оси Ох3 продольные и Представим векторы смещения в виде:
и, = / {Ах ехр [/' (со,/ — fcc3 )] + А2 ехр [/ (со2/ - кхъ ) ]};
"г = j\ A\ ехР
/ co,/-fcc3 --
+ А2 ехр
со2/ - fcc3 н—
(2.266)
(2.267)
УПРУГИЕ ВОЛНЫ В СРЕДЕ ПРИ НАЛИЧИИ ДЕФОРМАЦИИ КРУЧЕНИЯ 69
Пусть при г = О и д:3=0 в образец входят волны, для которых и, = А и и2 = 0. Тогда
А,=А2=А/2,
Pvo/
Если М, < 0, то плоскость
поляризации вращается по направлению
закручивания, если Мх > 0, то вращение
происходит в противоположном направлении.
Расстояние вдоль оси Охъ, на
протяжении которого вектор поляризации
делает один полный оборот, определяется
выражением
2лц 2лц
Х,=-
|л/,|е ,
Для алюминия:
Зи
4
. (2.269)
0
А/, = -68 ГПа; X, = — м;
(о1=7,7-103в рад/с.
Кручение и изгиб прямого бруса
Определение напряженного состояния
бруса в виде длинного цилиндра имеет
большое практическое значение,
поскольку такой брус является основным
элементом многих механизмов и конструкций.
При этом точное определение
напряженного состояния наталкивается на
серьезные математические трудности.
Основными уравнениями служат уравнение
равновесия
ы, + й2 = — \i ехр[/((О)/-кхъ)]+jexp
+ — ^j ехр[/(со2/-fcc3)] + jexp
т.е. возникают две волны одинаковой
амплитуды А/2, поляризованные по кругу -
одна левополяризованная, другая - право-
поляризованная .
Результатом их суперпозиции будет
линейно поляризованная волна, вектор
поляризации которой прецессирует с
частотой
O = (01_(1)9=ilL§.. (2.268)
i|a>,/-fac3--
;| со2/-Ьсз + —
8Х:
= 0;
(2.270)
и уравнение Бельтрами - Мичела (влияние
массовых сил не учитывается)
До,* +-
1
до,.
= 0. (2.271)
(1 + у) dxtdxk
Граничные условия должны быть
однородными на боковой поверхности
цилиндра:
Рк =<ьи,. (2.272)
Следуя Сен-Венану, рассмотрим
случай, когда в брусе имеет место
упрощенное состояние, описываемое априори
тензором напряжений
a,* =
0
0
0
у*
(2.273)
а система нагрузок сводится к главному
вектору и главному моменту:
Пусть их составляющие связаны с
напряжениями о,* в сечении х3 = /
следующими соотношениями:
s
Mx=-\x2aa&S;
P=fo
М-
= fan dS;
Щ = \{*гаа -x\azy)dS-
(2.274)
70 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
Применяя принцип Сен-Венана,
согласно которому все системы нагрузок,
статически эквивалентные векторам F и
М , вызывают в некотором сечении х^=1
одинаковые поля напряжений и
деформаций, можно разбить задачу на несколько
более простых случаев. Так, если сила F3
является единственной причиной
деформации, то имеет место осевое растяжение
бруса; действие только моментов Мх и
Мг приводит к изгибу бруса парами сил;
действие сил Ft и F2 - к изгибу
поперечными силами.
Рассмотрим кручение бруса - случай,
когда единственной причиной
деформации является момент М3. При этом
отличными от нуля будут компоненты
тензора напряжения 0^=0^= —\&х2 и
cyz = czy = ~^х\ > гл-е 6 - так называемая
крутка — угол закручивания на единицу
длины бруса.
Поскольку деформация кручения не
приводит к изменению скоростей упругих
волн, распространяющихся в направлении
координатных осей xi,, прозвучивание в
этих направлениях не позволяет
определить искомые компоненты тензора
напряжений.
Рассмотрим цилиндрический вал
длины L с радиусом R, ось симметрии
которого совпадает с осью OZ и который
находится под действием пары сил в
торцевом сечении. Предположим, что
осуществляется его прозвучивание
продольными волнами под углом С, к оси
симметрии, причем
_ R
Q = arcsin
5Чзз = (azz - 0<V sin 2С • (2-275)
л/я1^
Тогда относительное изменение
времени распространения этих волн позволит
определить среднее значение о вдоль
акустического пути:
Поскольку
. ,_ 2RL
sin 2 ц
°* =
{R2+L2y
Цв ]xxaxx=m2^R2+L2,
V^7
(2.276)
то
5433=/f3/-(azz-a«)
Ц0
V*1^
(2.277)
Подставляя значение ц0 из
выражения (2.277) в формулы для а^ и aw ,
получим искомые величины:
8^33*2,(2.278)
5х?рззх,. (2.279)
. «*<
" RJi<a„
. - ¥ +
>*Y
-a»)
?У
* R'Lia^-a^)
Полученные результаты нуждаются в
экспериментальной проверке.
2.15. МАТРИЦЫ
ЧУВСТВИТЕЛЬНОСТЕЙ
АКУСТИЧЕСКОГО ТЕНЗОМЕТРА
Рассмотрим понятие чувствительности
акустического тензометра как отношение
изменения показания прибора
(измеряемой величины) к изменению
контролируемой величины. Введем понятия
чувствительности по скорости kv и по времени
распространения кт упругой волны:
к =
д\
да
; кт =
дг
да
(2.280)
На линейном участке зависимостей
v = /J(a) и т = f2(o) можно записать
v0=|P|v0.
(2.281)
dv
до
=
v-v0
O--a0
=
5v
с-о-0
МАТРИЦА ЧУВСТВИТЕЛЬНОСТЕЙ АКУСТОУПРУГОГО ТЕНЗОМЕТРА 71
к =
дт
да
=
т-т0
0-Оо
=
5т
о-о0
т0 = | а | т,
о-
(2.282)
Поскольку значения v0; т0; а; Р
зависят от типа упругих волн, то ку и кт
также должны отличаться для различных
типов волн. Поэтому можно ввести
понятие о матрицах чувствительности
акустического тензометра по скорости Кд/п и
времени распространения Kjkln
i„ i [IP/fc/Jvw;
ilP/*Jvo,;
V'"
Pjk ln\ v0
Vn =•
Kjkln —\ajkln T0
la7*/nlT0/i
\ajkln\X0t>
j = k;
j*k;
(2.283)
j = k;
j*k.
(2.284)
Знак модуля использован в связи
с тем, что по физическому смыслу
KJktn >®> K]kin >0> a акустоупругие
коэффициенты рд ы и ад д, могут быть как
положительными, так и отрицательными.
Из соотношения (2.281) следует, что
чувствительность акустического тензометра
по скорости является функцией
физических свойств материала. В соотношение
(2.284) входят величины т0/ и т0,,
зависящие от акустического пути, т.е. от
размеров контролируемого объекта.
На наш взгляд, удобнее ввести в
рассмотрение матрицы приведенной
чувствительности ПО СКОРОСТИ Кд/„ И ПО
времени распространения Кд/л , нормируя
Кд;„ и Кд/п , соответственно, по
значениям vn и тп
Kjkln ~
Kjkln
Kjkln
^jkln
= Рд/Я ; (2.285)
= \aJkl„ . (2.286)
Следовательно, модули акустоупругих
коэффициентов рд/я , aJkln приобретают
метрологический смысл приведенных чув-
ствительностей акустического тензометра
по скорости и по времени
распространения упругих волн.
Полученные результаты можно
распространить и на случай поверхностных
волн Рэлея:
Kjkln -\rjkln\
Kjkln -\rjkln\
(2.287)
(2.288)
где rsjkln, Гд/„ - акустоупругие
коэффициенты этих волн. Заметим, что при
неизменной базе прозвучивания rL„ = -/*L„ , и
следовательно к
•\R
jkln
Cjkln
Поскольку элементы матриц ai;„ ,
Рд/п и гш выражаются через
акустоупругие коэффициенты одноосно-напряжен-
ного состояния Од и Рд , то и элементы
матриц (2.282) - (2.286) могут быть
выражены через чувствительности
акустического тензометра для одноосно-напря-
женного состояния Кду, Кд , причем
k'HpJ; (2.289)
Kjk ~ J ajk J
(2.290)
Матрица (2.287) будет иметь пять
независимых компонент:
*у *у *у #у *у Фу *у *у *V
к11 =К22; К33^ К12 =К21' К13 ~к23> К31 = К32'
(2.291)
а матрица (2.288) - четыре независимых
компоненты:
к11-к22; К33^ K12_K2|i К13-К31 _К23 _К32-
(2.292)
Для большинства конструкционных
материалов наибольшими значениями от-
72 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
личаются приведенные чувствительности
К33' кзз; кп; к^з = kJ] , что
предопределяет преимущественное использование на
практике продольных волн,
распространяющихся в направлении усилия, и
сдвиговых, распространяющихся в
направлении, перпендикулярном усилию, и
поляризованных в направлении усилия (а
также наоборот - при использовании матриц
2.16. АКУСТОУПРУГИЕ
КОЭФФИЦИЕНТЫ
ТРАНСВЕРСАЛЬНО-ИЗОТРОПНОЙ
СРЕДЫ
Основное уравнение линейной
теории акустоупругости связывает акустоуп-
ругий отклик среды произвольной
симметрии с напряжениями, существующими
в ней. Рассмотрение частных случаев -
изотропной, трансверсально-изотропной,
ортотропной сред - приводит к изменению
значений акустоупругих коэффициентов в
каждом из них, а также к различным
представлениям этих величин через модули
упругости среды.
Квазиизотропная модель среды
предполагает отсутствие выделенных
направлений в материале, так как кристаллиты
считаются случайно распределенными по
ориентациям. Большинство
конструкционных материалов на практике не ведут
себя изотропно вследствие того, что
обладают некоторой текстурой, возникшей во
время обработки и являющейся
следствием деформации, кристаллизации и ряда
других процессов. В таких материалах,
находящихся в напряженном состоянии,
анизотропия упругих свойств является
следствием двух эффектов: упругой
деформации и наличия текстуры. Это
приводит к тому, что, во-первых, приходится
использовать более пяти модулей
упругости для описания состояния среды, во-
вторых, скорости распространяющихся в
такой среде волн зависят от их
поляризации даже в отсутствие напряжений.
Изменяются симметрия и конкретные значения
акустоупругих коэффициентов.
Оказывается невозможным представление
напряженного состояния среды через акустоуп-
ругие коэффициенты ее одноосно
напряженного состояния, как это было сделано
в изотропном случае.
Простейшим вариантом текстуры
является текстура аксиальная, которая
возникает в поликристаллических
металлических материалах при пластическом
деформировании в результате процессов
протяжки либо одноосного растяжения.
В таком материале ориентация любого
кристаллита может быть получена из
исходной ориентации одного из них путем
вращения кристаллита на неограниченные
углы вокруг определенного
кристаллографического направления.
Для трансверсально-изотропной
среды (ТИС) плотность энергии деформации
может быть записана, в соответствии с
работами Г. Джонсона [233], в виде:
РоФ = Р,/,2 + р2/2 + р3 V, + Р4-/.2 +
+Р5^2 + Ч\1\ + lihh + Уз'з +
+ у4/,2У, +Y5Vi2 +УбЛ*2 +Y7-A3 +
+ ysJlK2+y9I2Ji, (2.293)
где р(, у- - упругие модули второго и
третьего порядка для
поликристаллического агрегата, /, = Екк , /2 = 0,5(ЕуЕу —
-Е^Ец), /3 = det(Ey) - инварианты
тензора деформации, У, = £3з, К2 = Е\2 + Е^ъ.
Определение упругих модулей
поликристаллического агрегата основывается
на процедуре усреднения упругих
модулей отдельного кристаллита по всем
возможным в данной среде ориентациям
кристаллитов. Такое усреднение может
осуществляться на основе различных
предположений о распределении деформаций и
напряжений по объему среды. Для
вычисления упругих модулей среды удобно
использовать подход, развитый Джонсоном
[233] на основе предположения Войта о
АКУСТОУПРУГИЕ КОЭФФИЦИЕНТЫ ТРАНСВЕРСАЛЬНО-ИЗОТОПНОИ СРЕДЫ 73
том, что в поликристаллическом объекте
деформация всех кристаллитов одинакова
и не зависит от их ориентации по
отношению к направлению действующей силы.
Компоненты тензоров упругой жесткости
агрегата могут быть найдены усреднением
компонент тензоров упругой жесткости
отдельных кристаллитов. Для
осуществления этого целесообразно вначале
рассмотреть плотность энергии деформации
отдельного кристаллита, после этого, на
основании сделанного предположения о
характере распределения кристаллитов по
ориентациям, записать плотность энергии
деформации кристаллита как функцию
деформации агрегата, а затем вычислять
плотность энергии деформации
поликристалла как среднее от плотности энергии
деформации отдельных кристаллитов с
весом-функцией распределения
кристаллитов по ориентациям.
Для кубического кристалла
плотность энергии упругой деформации может
быть выражена через его упругие модули:
Poo* = (3;/12+p;/2+p;j2 +
+ YiA3+y*2A/2+73/3 +
+ y\l\Ji + 1*sJl + Ч*ькъ . (2.294)
где Р*, у* — упругие модули второго
и третьего порядка для кристаллита,
J2 = Е'^22 + ^22-^ЗЭ + Ei3EU ' ^3 = ^1*1^22^33 >
Кг = Е^Е^Е^ ■ Знак * обозначает
принадлежность к системе координат
кристаллита.
Ориентация отдельного кристаллита
по отношению к поликристаллическому
образцу описывается матрицей перехода
от системы координат кристаллита к
системе координат образца. В качестве осей
системы координат кристаллита
выбираются кристаллографические направления
[100] - Хи [010] - Х2, [001] - Х3, а в
качестве осей агрегата - оси х\, х2, *3, такие,
что ось дг3 совпадает с осью текстуры, а
оси X) и Хг лежат в изотропной плоскости,
перпендикулярной оси текстуры.
Относительное расположение систем координат
кристаллита и агрегата определяется
углами Эйлера. Совмещение двух
координатных систем происходит при
последовательных поворотах: на угол \|/ вокруг оси
Хт,; на угол 9 вокруг оси Х2, уже
расположенной в плоскости х\Ох2, и, наконец, на
угол ф вокруг уже совпадающих осей jc3 и
Х3. На рис. 2.4 показаны
последовательные стадии совмещения координатных
систем, причем ось кристаллита,
относительно которой происходит вращение,
показана в виде светлой (контурной)
стрелки, а штриховкой отмечена
ортогональная этой оси плоскость, в которой
происходит поворот остальных осей
кристаллита на один из углов Эйлера.
Матрица ортогонального преобразования имеет
вид
'(,=0 02 ft. (2-295)
Рис. 2.4. Последовательные стадии совмещения систем координат кристаллита и агрегата
74 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
где
0 =
0г =
& =
СОвф sirup О
- sirup cos<p О
О 0 1
cosG 0 - sinB
О 1 О
sin0 0 cosG
cosy sini|/ О
- siny cosy 0
О 0 1
Компоненты тензоров упругой
жесткости материала при Еу = 0 находятся из
условий:
_д2(РоФ).
cijkl ~ '
cijklmn
дЕудЕи
д3(РоФ)
дЕудЕы8Ет
(2.298)
Тогда деформация в осях агрегата
составляет Еу = 1!к1^Еы, и выражение (2.294)
приобретает вид:
р0Ф* =р;/,2 +&12+&ТдиЕдЕы +
+ Y^i3+y2V2+Y3/3 +
+ Wijklb
mn
+ Wijhkhihmhn )EyEklEm„, (2.296)
гДе Tijki = hihjhkhi + hihjhkhi + hfajhkhi ■
Плотность энергии деформации
поликристалла, на основании
предположения Войта, записывается так:
Роф = jPo&nigWg>
где g - представляет ориентацию (ф, 0, у)
кристаллита. Подставляя р0Ф* из (2.296)
и вводя обозначения
Kijklmn = j'li'ljhkhlhmhn^iS^g ,
можно получить
Роф=р;/2+р;/2+&KijklEyEkl+у;/,3 +
+ У2/1^2+Уз/3+(74^у*/8 mn
Для ТИС с идеальной текстурой
выражения модулей упругости агрегата через
модули упругости кристаллита были
получены Джонсоном [233]. Для этого в
выражении (2.297) величины Кук1 и КукЫп
определялись как
2к
Kyki = _|Ч*Мф)<1ф;
о
2л
Kijkimn = [hihjhkhihmh»^)^.
а функция распределения кристаллитов по
ориентациям ю(ф) в изотропной
плоскости считалась постоянной и равной \2п) ,
в соответствии с условием
2л
Гсо(ф)ёф = 1.
о
Тогда, используя (2.298), можно
выразить модули упругости ТИС через
упругие модули кристаллита. Например, для
сП11 справедливо соотношение:
^iiii =2Э, =2эг+2э;аг1111.
откуда
Р,=р;+р;л:1Ш. (2.299)
" 1b^ijklmnpijEklEmn
(2.297)
Скорость плоских волн,
распространяющихся в главных направлениях,
определяется из уравнения Кристоффеля.
В частности, для скорости vn можно
записать:
АКУСТОУПРУГИЕ КОЭФФИЦИЕНТЫ ТРАНСВЕРСАЛЬНО-ИЗОТОПНОЙ СРЕДЫ 75
Povfi=2p1+(lOp,+6yI)EII +
+ (2р1-р2+6у,-2у2)£22 +
+ (2р1-р2+р3+6у1-
-2у2+2у4)Е3з- (2-300)
Линейный закон Гука для ТИС может
быть записан в виде:
Sxx =2p,£u +(2p, -р2)Я22 +р3£3зГ
522=2р|£22+(2р1-р2)£п+р3£зз;
5зз=(2Р,-Р2+Рз)(^.+^22) +
+ 2(р1+р3+р4)£зз.
(2.301)
где SLL- диагональные компоненты
тензора напряжений Пиола-Кирхгофа.
Выражая 5vn в виде
2v0n
решая систему уравнений (2.301)
относительно деформаций и подставляя
полученные значения £,,, Е21, Еъъ в (2.300),
можно определить:
8v.
1
;{Ца/11-дл:11-£1и)511 +
4р,р2С<
+{axMxx-AKxx-LxxB)S22 +
+[p2(2p1-p2+p3)(/:11+Lu)+
+ MxxA3]s3i},
откуда следует:
Рим
АХМХХ~ВКХХ
UxA.
Pi 122 _
4р,р2С
АХМХХ -BLXX -KnA
(2.302)
(2.303)
(2.304)
Ризз =
4р,р2С
P2(2p,-p2+p3)(/:i1+L11) + M„J43
4р,р2С
Здесь
ки=(10р1+бУ1);
Lxx=(2Px-P2+6yx-2y2);
Мхх={2$х-$2+$ъ+6-1х-2ч2+2Ул);
А = (2р, -р2 +р3)2 -2(2Р, -р2)(Р, +р3 +р4);
Ах =[2р,С + (4р, -р2)2?](2р, -р2+РзГ';
^з=Р2(Р2-4Р,);
5 = 4р|(р1+р3+Р4)-(2р1-Р2+Рз)2;
С = 2(2р, -р2 +р3)2 -2(4р, -р2)(р, +рз +р4>
Для остальных акустоупругих
коэффициентов выражения получаются
аналогично и в общем виде выглядят так:
'и\\
Amij-bkij-lua
2P2Cp0Voi/
; (2.306)
4J22
(2.305)
AXMU-BLU-KUA. (2307)
2р2Ср0У0Л/
о p2(2p1-p2+p3)(/:/y+L/y)+M/^3
vim ~ ZT~Z 2 '
2P2Cpovo/y
(2.308)
где Кu, Lu, Мц -коэффициенты при
Ехх, Е22, Е33 в выражениях для
скоростей Уц .
Количество акустоупругих
коэффициентов в общем случае при действии
нормальных напряжений равно 27. Для
ТИС количество независимых
коэффициентов равно 13, в то время как акустоуп-
ругий отклик квазиизотропной среды
описывался пятью коэффициентами. Значения
конкретных акустоупругих
коэффициентов существенно зависят от того, какое из
кристаллографических направлений
оказывается параллельным оси текстуры.
Таким образом, наличие даже простейшего
типа текстуры приводит к значительному
увеличению количества акустоупругих
коэффициентов, необходимых для
описания распространения УЗ-волн в среде, а
также усложняет расчетные выражения
для этих коэффициентов.
76 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
В табл. 2.9 представлены
рассчитанные по (2.306) - (2.308) значения
акустоупругих коэффициентов для изотропной
среды (ИС), а также для идеальной ТИС с
двумя вариантами текстуры: [100] и [111].
В последнем столбце приводится значение
относительной разности акустоупругих
коэффициентов, рассчитанных в рамках
модели ИС и модели ТИС с текстурой
[111]. Эта величина представляет особый
интерес, когда оцениваются необходимые
поправки при переходе от одной модели
среды к другой. Полученные результаты
согласуются с выводами Джонсона [233].
2.9. Значения акустоупругих коэффициентов для изотропной
и идеальных трансверсально-изотропных сред
Обозначения
акустоупругих
коэффициентов
Pi in = P2222
Рзззз
Pi 122 = Р22П
Pi 133 = р2233
РзЗП = Рз322
Pl322= Р2ЗП =
= Рз122= Рз211
Pl233 = P2133
РзШ - Р3222
Pl222= P21II
Р1333 = Ргззз
Pl211 = P2I22
Pl311 =Р2322
Рз133 = Рз233
Значения акустоупругих коэффициентов, ТПа '
Для изотропной среды
PL =-42,3
PL =9,8
PL. =16,3
PL =-30,7
PL = -п,б
Для трансверсально-
изотропных сред с
идеальной текстурой
[100]
-42,4
-26,6
8,5
11,6
2,5
24,0
17,0
-21,4
-31,0
-48,4
-11,6
-3,7
-30,7
[111]
-47,6
-34,0
9,6
14,8
5,3
20,3
24,3
-8,4
-34,8
-56,6
-16,0
11,8
-36,6
Относительная
разность, %
12,5
-19,6
-2,1
51,0
-45,9
24,5
49,1
-72,6
13,4
84,4
37,9
-201,7
215,1
АКУСТОУПРУГИЕ КОЭФФИЦИЕНТЫ ТРАНСВЕРСАЛЬНО-ИЗОТОПНОЙ СРЕДЫ 77
Существующие поликристаллические
материалы с аксиальной текстурой
соответствуют модели идеальной ТИС лишь с
той или иной степенью приближения.
Четкая текстура, близкая к идеальной,
обнаруживается только в образцах,
исследуемых на разрыв, т.е. при напряжениях,
близких к пределу прочности материала.
В реальных конструкциях режимы нагру-
жения деталей не столь экстремальны.
Например, затяжка болтов производится
при существенно меньших напряжениях, в
идеале близких лишь к пределу текучести.
Текстура, образующаяся при таких
напряжениях, оказывается гораздо менее четкой
и характеризуется достаточно большим
углом рассеяния. Поэтому для
корректного теоретического описания реальной тек-
стурированной среды необходимо
рассмотреть модель ТИС с текстурой,
обладающей рассеянием, и проанализировать
зависимость между значениями акустоуп-
ругих коэффициентов и углом рассеяния
текстуры. Как показано выше, акустоуп-
ругие коэффициенты идеальной ТИС
выражаются через ее упругие модули с
помощью формул (2.306) - (2.308).
Очевидно, чтобы получить аналогичные
выражения для ТИС с рассеянием текстуры,
необходимо вначале установить, как ее
упругие модули соотносятся с углом
рассеяния текстуры.
Рассеяние текстуры приводит к тому,
что углы if и 9 не остаются
фиксированными, а изменяются определенным
образом от кристаллита к кристаллиту. Это
изменение удобно описывать функцией
распределения ориентации кристаллитов
со(у,9). При этом плотность энергии
деформации агрегата с рассеянной
текстурой по-прежнему связана с модулями
упругости ТИС формулой (2.293), а
величины Ktjkl и Кук1тп определяются из
соотношений:
ж 2я
^/ = ff^«(^6)sined¥d9;
о о
л 2л
Куй™ = J \Цитп o>(i|/,e)sinedyde.
о о
(2.309)
Рассмотрим простейший случай
равномерного распределения кристаллитов
по ориентациям в пределах угла рассеяния
текстуры:
ю( 0) = JC0' v6^'^]; ве[е„е2];
щъ |о, ye[Vl,¥2]; ee[e„e2].
(2.310)
На основании (2.309) и (2.310) для
модулей упругости среды с рассеянием
можно записать:
р. = jJpi.(v,9)co(v)/,0)sinedYde;
в, у,
e2vf2
y, = J jY,(\|/,e)co(\|/,e)sined\)/de,
9lVl
(2.311)
где P,(y, в) - модуль упругости
идеальной ТИС. Ориентация кристаллитов
учитывается в (2.311) посредством двух
комбинаций из компонент матрицы (2.295):
A = sin29cos29 + sin2ycos2\|/sin40; |
В = sin2 \|/cos2\|/cos28sin49. J
(2.312)
Нормируя функцию распределения
кристаллитов (2.310):
л 2я 92V2
J Jco(\j/, 0 )sin0 dv|/ d0 = J [со sinO d\|/ d0 = 1,
0 0 в, f!
можно получить следующее выражение:
yxj — . y*~.j l~J/
(\|/2 -\|/,)(COS0! -COS02)
Зависимость со от угла рассеяния
текстуры связана с переменными предель-
78 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
ными значениями углов 0,2, ¥i 2 •
Интегрирование выражений (2.311) позволяет
установить явный вид зависимости модулей
упругости ТИС от угла рассеяния текстуры.
Рассмотрим в качестве примера
процедуру установления вида такой
зависимости для модуля PJ. Подстановка в
(2.311) значения
р,М)=р;+1р;(1+зл)
позволяет определить
p,=pr+^p;+|p>JpsinedVde.
62V2
•JJ-
9, vi
(2.314)
После интегрирования это выражение
преобразуется к виду
8 8(\|/2 - Vi )(cosO, - cos02)
J cos30| -cos392 cos50, -cos502
[ 3 3 +
(У2-У1) sin(4\|/2)-sin(4yi)'
8
cos0, -cos02 -2
COS5©! -COS502 *
32
cos39, -cos30^
(2.315)
В результате подстановки значений
012=012(Ар); \|/|2 = v|/, 2(Ap) можно
получить
1 ' 8 8
x^LA-LB+f^-Lcyi-2LA+LB)\,
(2.316)
где
L. =cos [0,(Ap)] + cos[0,(Ap)]cos[02(Ap)] +
+ cos2[02(Ap)];
LB =cos4[91(Ap)]+cos3[01(Ap)]x
xcos[02(Ap)] + ... + cos4[02(Ap)];
_ sin[4v|/2(Ap)]-sin[4\);1(Ap)]
lc -
32 [v2(Ap) -Ч/,( Ар)]
Остальные коэффициенты
выражаются аналогично. Результаты необходимо
подставить в (2.306) - (2.308). Расчеты
целесообразно производить при
равномерном увеличении значения Ар. В
случае текстуры [100] выражения для 912 и
\|/, 2 выглядят так:
ei,2=eo±-AP; Vi,2 =Ч'о±-гАР.
где 0О, \|/0 - значения величин для
материала с идеальной текстурой.
Для среды с текстурой [111]
выражения приобретают вид:
01>2=0о±1дР;
\|/, = arcsin
cosG^cosOq l
sin0n
\)/2 = arcsin
cos02 - cos0o 1
sin0n
VI.
1
V2
Результаты расчета приведены на
рис. 2.5, 2.6 в виде графиков зависимости
акустоупругих коэффициентов от угла
рассеяния текстуры.
Следует отметить, что переход от
модели изотропной среды (ИС) к транс-
версально изотропной сопровождается
изменением расчетных выражений для ее
упругих модулей и всех величин,
выражаемых через них. Это отражается, в
частности, и на соотношениях,
определяющих скорость распространения волн в
ненапряженной среде. Так, например,
скорость V] [ в изотропной модели и в модели
ТИС определяется соответственно
выражениями:
уИС-
X + 2\i
тис
Ро
/2ft
Ро
АКУСТОУПРУГИЕ КОЭФФИЦИЕНТЫ ТРАНСВЕРСАЛЬНО-ИЗОТОПНОЙ СРЕДЫ 79
Р/,*л
ТПа"1
20
10
0
-10
-20
-30
-40
-50
У
4
<Г^
"" 7
9
" УУ Ч
~^12
7
8/^~
\ I
с п 2п
1 2 Т
р;
PL
PL
PL
PL
^ Ар, рад
Рис. 2.5. Зависимость акустоупругих коэффициентов P,.w
от угла рассеяния текстуры Др для среды с текстурой [100]:
^— Р1322^ 2-Pi233i 3-(31133; 4-рп22; 5-рззп; 6-р13п; 7-Р12п;
8-Рзш; 9-/?з,„; ^о-Рзззз; ^Pi222; *2-рШ1; *з-р1333
т.е. относительное изменение скорости
при переходе к новой модели составит
«v„ =
2Р,
\ + 2\i
Изменяются и выражения для расчета
акустоупругих коэффициентов.
Как отмечалось выше, учет
особенностей симметрии среды позволяет
установить, что из 27 компонент матрицы
акустоупругих коэффициентов,
описывающих акустоупругий отклик среды в общем
случае, для ТИС независимыми
оказываются лишь 13 компонент. При этом 22
коэффициента связаны между собой 11
равенствами. Интересно отметить
совпадение значений четырех коэффициентов
01322 =02311 =Р3122 =Р3211> ОПИСЫВаЮЩИХ
изменение скоростей распространения
сдвиговых волн, у которых направления
распространения либо поляризации
параллельны оси симметрии текстуры, при
напряжениях, перпендикулярных обоим
указанным направлениям. Уникален
коэффициент Р3333, описывающий
распространение продольных волн вдоль оси
симметрии среды при напряжении, также
действующем в этом направлении.
Между акустоупругими
коэффициентами изотропной среды и ТИС может быть
установлено соответствие (табл. 2.9).
Интересно отметить, в частности, что известному
для изотропной среды соотношению Р^ =
= Pl211= P2122= Pl31l = Р2322 = РзПЗ = Рз233
в случае ТИС соответствуют три двойных
равенства.
80 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
Pi/*/,
ТПа"1
20
10
0
-10
-20
-30
-40
-50
1
2
"4 \
5
9/
'iN
12^
43
^^2^~^,
б\
10 у
р;
PL
PL
PL
PL
тс
2
Ш
3
5я
1-Р
1233
^ Ар, рад
Рис. 2.6. Зависимость акустоупругих коэффициентов Р; w
от угла рассеяния текстуры Ар для среды с текстурой [111]:
; 2-Р1322; 3-ршз; 4-р1122 ; 5-рззц; 6-р1311; 7-рзш ; 8-Pi2n
9-Рз.зз; W-pi222; ?1-Р3333; Г2-р1Ш; 73-р1333
Значения акустоупругих
коэффициентов зависят от текстуры. Их отклонение
от значений, соответствующих
изотропной модели, оказывается меньшим в
случае текстуры [100]. Большинство
коэффициентов сохраняет в модели ТИС свой
знак, за исключением коэффициента р1311
в случае текстуры [111], который изменяет
знак на противоположный при Др = 29, Г.
Наибольшие по модулю значения
имеют коэффициенты Р1333 , рШ1 = р2222 >
Р3133, р3333. На практике для диагностики
напряжений с минимальной
погрешностью целесообразно регистрировать
изменения скорости продольных волн,
распространяющихся в направлении действия
напряжения, перпендикулярного оси
симметрии материала. Для измерения
акустической анизотропии выгодно
использование коэффициента (Р1233- Pi333),
принимающего наибольшее значение (для
сравнения: в изотропной среде эта роль
отводилась коэффициенту р^, -p*z).
При переходе от модели ИС к модели
ТИС максимальные изменения значений
наблюдаются у коэффициентов Рпц,
Рзш> Рвзз > Рзвз> описывающих
относительные изменения скоростей сдвиговых
волн, у которых направления
распространения либо поляризации совпадают с осью
симметрии материала. Меньше других
чувствительны к смене модели значения
акустоупругих коэффициентов,
описывающих изменения скорости продольных
и сдвиговых волн, распространяющихся в
изотропной плоскости х\Ох2 при
нормальных напряжениях, действующих в
той же плоскости (Pi2n, Рц22, Р1222 >
ВЛИЯНИЕ ВНЕШНИХ ВОЗДЕЙСТВИЙ НА РЕЗУЛЬТАТЫ ИЗМЕРЕНИЙ 81
РШ1). Для текстуры [111] минимальное
изменение претерпевает коэффициент
Pi 122» соответствующий случаю взаимной
ортогональности волнового вектора,
направления действия напряжения и оси
анизотропии.
Установлено, что основное
изменение акустоупругих коэффициентов
происходит при увеличении угла рассеяния
текстуры от нуля до я/3. При превышении
этого значения акустоупругие
коэффициенты отличаются от изотропных значений
не более, чем на 5 %. Определение
напряжения с погрешностью менее 10 %
возможно при погрешности определения аку-
стоупругого коэффициента до 7 % [19 -
21]. Поэтому акустоупругий отклик ТИС с
углом рассеяния текстуры, превышающим
я/3, с достаточной для инженерной
практики точностью может быть описан аку-
стоупругими коэффициентами ИС.
Для проверки полученных
результатов необходимо экспериментально
определить акустоупругие коэффициенты
образцов, подвергнутых одноосным
пластическим деформациям различной степени.
Образцы должны быть исследованы как
кристаллографическими методами, с
целью определения угла рассеяния текстуры
и реального распределения кристаллитов
по ориентациям в его пределах, так и
акустическими методами, с целью измерения
акустоупругих коэффициентов реальных
материалов с различными углами
рассеяния текстуры.
2.17. ВЛИЯНИЕ ВНЕШНИХ
ВОЗДЕЙСТВИЙ НА РЕЗУЛЬТАТЫ
ИЗМЕРЕНИЙ В АКУСТИЧЕСКОЙ
ТЕНЗОМЕТРИИ
2.17.1. ПОСТАНОВКА ЗАДАЧИ
Анализ влияния внешних
воздействий в акустодиагностике НДС
представляет интерес с двух точек зрения: во-первых,
эти воздействия могут рассматриваться
как источник дополнительных помех,
которые необходимо устранять, во-вторых, с
их помощью возможно получение
дополнительной информации, позволяющей при
определенных условиях приблизиться к
решению основной задачи - определению
компонент тензора напряжения.
Изучение влияния таких внешних
воздействий, как температурное,
магнитное и электрическое поля на
распространение упругих волн в среде отражено в
многочисленных публикациях [35, 36, 44,
55, 72]. Подойдем к решению этой
проблемы на основе матричного описания,
опираясь на уравнения
8vft = Рдаи (oh - о°„ )+ fik A t +
+ hlkinHiHn + eJkinEiEn +■■■;
Ч* = «,*/„ (о*, - о?и )+ JI A * + „ ,. 0.
(z.3 lo)
+ hlklr,HlHn + eMnElEn +-•
Задача сводится к установлению
компонент следующих матриц:
— термоакустических коэффициентов
скорости и времени распространения
ультразвука^ , ■& ;
— квадратичных магнитоакустических
коэффициентов скорости и времени
распространения hlln, ЩкЫ;
— квадратичных электроакустических
коэффициентов скорости и времени
распространения ejkln , е]ш .
На основе полученных соотношений
следует проанализировать возможности
использования дополнительных полей для
решения задач акустической тензометрии.
Ограничимся практически важным
случаем, когда в результате внешних
воздействий проводящая среда становится
анизотропной, но при этом не приобретает
свойств кристаллов. Дискретностью
строения поликристаллического твердого тела
и моментом инерции объема кристаллита
будем пренебрегать, считая среду в
среднем изотропной (квазиизотропной).
Формально эти ограничения сводятся к
требованию того, чтобы базис векторов
смещений был ортонормированным, а углы у и
82 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
0, образуемые волновым вектором с
векторами потока энергии и смещения,
принимали значения у« 0 для продольных
волн и 9 « я/2 для сдвиговых волн.
2.17.2. ВЛИЯНИЕ ТЕМПЕРАТУРЫ.
МАТРИЦЫ ТЕРМОАКУСТИЧЕСКИХ
КОЭФФИЦИЕНТОВ СКОРОСТИ И
ВРЕМЕНИ РАСПРОСТРАНЕНИЯ
И СВЯЗЬ МЕЖДУ НИМИ
Исходные уравнения могут быть
записаны в виде:
8ул=Г£Д/, (2.319)
5т<* = У,*А/
(2.320)
Изменение температуры At приводит
к относительному изменению объема
объекта:
v-vn
3V-.
-&- = £„■ =аД/. (2.321)
Здесь V0 - объем при начальной
температуре, а - коэффициент объемного
теплового расширения, Еи — сумма
диагональных элементов тензора деформации.
В первоначально изотропном теле
нагревание приводит к гидростатическому
расширению, при этом скорости
продольных и сдвиговых волн изменяются.
Относительное изменение скорости
продольных волн описывается выражением:
7А. + 10ц + 6/ + 4ю „
ov, = £,,. =
6(/ + 2ц)
(7А. + 10ц + 6/ + 4т)(ЗА, + 2ц)
2(/ + 2ц)3(ЗА. + 2ц)
Еп =
= $'рКЕ„=р'рКаА1, (2.322)
2
где K = (X + — \i) - коэффициент
всестороннего сжатия, р' =(33з+2Р|1 - акусто-
упругий коэффициент продольных волн
для гидростатического сжатия.
С другой стороны, то же изменение
скорости можно представить в виде:
5v, = yj At.
(2.323)
Сравнивая (2.322) и (2.323), легко
получить выражение для
термоакустического коэффициента скорости продольных
волн:
У,
-аКК
(2.324)
Относительное изменение скорости
сдвиговых волн составляет
ЗА. + 6ц + Ът - и/2 _
Sv, = . Е„ =
6ц
(ЗА, + 6ц + Ът - И/2ХЗА, + 2ц)
2цЗ(ЗА. + 2ц)
Е„ =
= РрКЕ„=%К<Ш,
(2.325)
где Рр =Pi2+Pi3+P3i - акустоупругий
коэффициент скорости сдвиговых волн
для гидростатического сжатия.
С другой стороны, ту же величину
можно представить в виде
5v, = y,vA/. (2.326)
Сравнивая (2.325) и (2.326), можно
получить выражение для
термоакустического коэффициента скорости сдвиговых
волн
Y,v=oKp;. (2.327)
Обобщая (2.322) и (2.325), можно
записать соотношение, определяющее
компоненты матрицы термоакустических
коэффициентов скорости объемных волн:
oKpi; / = *;
Ул='
аЩ;
i*k.
(2.328)
Из (2.326) следует, что
температурная зависимость скорости объемных волн
является следствием нелинейного
акустического эффекта - акустоу пру гости.
Очевидно:
У/ Ур _Pl2+Pl3+P3l
У/
Pi
Р33+2р,
(2.329)
ВЛИЯНИЕ ВНЕШНИХ ВОЗДЕЙСТВИЙ НА РЕЗУЛЬТАТЫ ИЗМЕРЕНИЙ 83
2.10. Термоакустические коэффициенты для некоторых материалов
Материал
Сталь 60С2Н2А
Сталь 35ХГСА
Сталь СтЗ
Латунь ЛС 59-1
СплавД16
Коэффициент объемного
теплового расширения, 10"61С1
а
48,0
30,0
35,1
55,2
71,4
Термоакустические
коэффициенты
скорости,
1(Г5 К"1
-Y/V
8,3
5,2
7,0
23,6
21,7
"Y,v
6,7
4,1
5,9
14,3
24,6
Y,v
Y/V
0,8
0,78
0,84
0,6
1,14
Термоакустические
коэффициенты
времени распространения,
Ю-5 К-1
-Y/1
9,9
6,2
8,2
25,4
24,1
-Y,1
6,7
4,1
5,9
14,3
24,6
Акустоупругие коэффициенты
для случая гидростатического
сжатия, ТПа~'
-р;
8,4
8,3
10,0
22,3
49,9
-к
10,5
10,6
11,9
36,9
43,8
Поскольку а >0; К >0; $'р <0; $'р <0,
то yj < 0 и yrv < 0, т.е. с увеличением
температуры скорости объемных волн
уменьшаются. В табл. 2.10 приведены
значения у], у/ и их отношение для
некоторых конструкционных материалов.
Как правило, y,v < \у]\. Расчетные
значения величин достаточно хорошо
совпадают с экспериментальными данными.
Заметим, что поскольку а и К могут быть
измерены с высокой точностью, изучение
температурной зависимости скорости
позволяет определить р' и (3^ с точностью
большей, чем тензометрические измерения.
Может быть установлена связь между
термоакустическими коэффициентами
скорости 7й и времени распространения у£ .
8ул*Ял-8тл.
Воспользуемся соотношением для
относительного изменения скорости, записав его
в виде
■т х- (2.330)
Здесь £jk - тензор деформации,
обусловленной полем температуры:
4=4Д/; (2.331)
а^ - тензор температурных
коэффициентов линейного расширения.
Учитывая (2.319), (2.320), (2.330),
(2.331), можно получить
lik =a-ik-1ik
(2.332)
Для первоначально изотропной
среды а^ = (а/3 )bik , поэтому
Г*=у8л-у£. (2.333)
84 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
Тогда
Ул
a(}-*Uj = f-yi; ' = *;
-Y,v; i*k.
(2.334)
Значения у}, для некоторых
материалов также приведены в табл. 2.10.
Различие между у? и yj достигает 20 %.
2.17.3. ЧУВСТВИТЕЛЬНОСТЬ
АКУСТИЧЕСКОГО ТЕНЗОМЕТРА
К ИЗМЕНЕНИЮ ТЕМПЕРАТУРЫ
Введем понятие приведенной
чувствительности акустического тензометра к
изменению температуры по скорости:
л* - —
Vn
5v,
дТ
Для линейного участка зависимости
vi* = f(T) можно записать:
Ли =
1
v0
Av*
АГ
8v„
А7"
= У* • (2-335)
Учитывая (2.328), получим:
Л* =
ак|р'|;
= *;
аА:Рр|; i*k.
(2.336)
Аналогично можно ввести понятие
приведенной чувствительности
акустического тензометра к изменению
температуры по времени распространения:
•т 1
л*= —
Si и
дТ
(2.337)
Для линейного участка зависимости
xik=f(T) можно записать:
AT
=
AT
•х 1
л,* =—
Учитывая (2.333), получим
1
Л,*
а
-Kti
i = k;
а\к$'р ; /**.
Таким образом, термоакустические
коэффициенты скорости приобретают
метрологический смысл чувствительно-
стей акустического тензометра к
изменению температуры.
Одного и того же изменения
скорости 8\ik можно добиться либо
изменением напряжения Аст/„, либо изменением
температуры AT . Тогда будет
выполняться соотношение:
|Ршп^/„| = |у,*Аг|. (2.340)
Учитывая (2.340) и (2.335), получим
к2п\Ас1п\ = г{ДАТ\. (2.341)
Отсюда следует:
*v _ *v
Л,* - Kikln
Ограничимся одноосно-напряженным
)Я
Тогда:
Act
Ас
In
AT
(2.342)
состоянием, при котором Аст^, = Аст33
Л,* - кшп
AT
Р.з
Л
Pl3
Рззу
Act
зз
АГ
'Рп Р.2
Pl2 Pll
,Р31 Р31
(2.343)
Очевидно, можно ввести в
рассмотрение матрицу
Xik
Аа
зз
AT
компоненты которой будут показывать,
какое изменение напряжения вызывает
такое же относительное изменение
скорости, как и изменение температуры на 1 К:
уЬ . (2.338) %1=аК
(К
Рн
к
Pl2
р;
[Рз,
р;
Pl2
р;
Рп
р;
Рз.
р;
Р.з
р;
Р.з
к
Рзз
\
J
. (2.344)
(2.339) Повторяя рассуждения для случая,
когда измеряемой величиной является
время распространения, получим:
ВЛИЯНИЕ ВНЕШНИХ ВОЗДЕЙСТВИЙ НА РЕЗУЛЬТАТЫ ИЗМЕРЕНИЙ 85
Час ~ кШп
Да,,
AT
(2.345)
Для случая Аа1п = Ао33 запишем по
аналогии с (2.340):
Xtk -
(
Аа33
AT
I
= а
1
«и
V
(х к
чЗ
«12
щ
«13
^р;
«12
«пчЗ PJ
«13
«33
щ
«13
^р;
«13
\
6-«)
J
(2.346)
В табл. 2.11, 2.12 приведены компоненты матриц х,* > xjt ДЛЯ некоторых
конструкционных материалов.
2.11. Термоакустическая чувствительность некоторых материалов
по скорости распространения ультразвука
Материал
Сталь СтЗ
Сталь рельсовая
Сталь 60С2Н2А
Сталь 45Г13ЮЗ
Сталь ATN
Железо армко
Алюминий
СплавД16
Медь
Латунь
Бронза
Магний
Молибден
Вольфрам
Хп
48,66
28,72
40,60
10,86
457,57
20,87
221,09
2,80
10,48
8,15
3,73
25,85
40,15
19,68
Чувствительность %Jk
Хзз
4,63
4,27
4,09
32,58
11,12
3,82
4,12
0,96
24,46
2,40
1,04
2,21
3,03
1,92
vv
Х13
6,89
6,87
5,29
8,25
24,85
6,49
4,62
4,15
5,47
3,95
9,15
3,20
3,13
1,40
, МПа/К
Хз1
26,00
42,93
23,23
27,51
67,29
42,47
110,88
8,26
1969,45
9,09
46,24
12,64
14,46
5,52
Xl2
95,35
257,56
26,13
14,57
33,24
153,79
22,18
30,51
29,54
75,46
8,97
22,22
38,57
11,03
86 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
Продолжение табл. 2.11
Материал
Серебро
Золото
Полистирол
Оргстекло
Пирекс
Кварц
Чувствительность % Jk , МПа/К
Хи
7,13
23,03
0,18
10,40
1,82
0,41
Хзз
11,88
189,37
0,10
0,51
0,22
0,09
Хп
1,20
0,15
3,61
0,48
0,31
0,33
Х31
0,57
0,05
1,97
3,01
0,37
0,48
Xl2
0,42
0,04
2,18
60,80
0,25
0,13
2.12. Термоакустическая чувствительность некоторых материалов
по времени распространения ультразвука
Материал
Сталь СтЗ
Сталь рельсовая
Сталь 60С2Н2А
Сталь 45Г13ЮЗ
Сталь ATN
Железо армко
Алюминий
Сплав Д16
Медь
Латунь
Бронза
Магний
Молибден
Вольфрам
Хи
29,49
19,30
24,73
7,14
153,14
18,21
74,11
2,81
7,36
7,90
4,47
13,93
15,19
44,02
Чувствительность х<* , МПа/К
Хзз
4,13
3,75
3,79
7,95
9,82
3,61
3,61
0,96
8,19
2,36
1,35
1,95
2,42
1,50
Xh
30,12
30,31
13,93
29,12
40,63
59,37
88,71
15,90
12,31
47,23
12,93
10,14
16,52
11,08
Xh
8,29
8,59
6,34
11,51
28,70
6,77
5,48
4,76
7,39
4,57
13,32
3,87
4,29
1,88
ВЛИЯНИЕ ВНЕШНИХ ВОЗДЕЙСТВИЙ НА РЕЗУЛЬТАТЫ ИЗМЕРЕНИЙ 87
Продолжение табл. 2.12
Материал
Серебро
Золото
Полистирол
Оргстекло
Пирекс
Кварц
Хи
12,02
48,57
0,29
2,51
2,05
1,52
Чувствительность X;i , МПа/К
Хзз
32,70
19,94
0,17
0,39
0,22
0,13
xh
0,42
0,04
1,94
1,69
0,35
0,28
Xh
0,94
0,10
2,99
0,68
0,33
0,64
2.17.4. СПОСОБ ОПРЕДЕЛЕНИЯ
ТЕРМОАКУСТИЧЕСКОГО КОЭФФИЦИЕНТА
СКОРОСТИ И ПРИВЕДЕННОЙ
ЧУВСТВИТЕЛЬНОСТИ АКУСТИЧЕСКОГО
ТЕНЗОМЕТРА К ИЗМЕНЕНИЮ
ТЕМПЕРАТУРЫ
Рассмотрим способ определения
термоакустического коэффициента и
чувствительности акустического тензометра к
изменению температуры на примере
продольной волны, распространяющейся со
скоростью v33 в направлении нагрузки о3з-
Если для простоты преобразований
положить стзз = 0; *о — 0 > то основное
уравнение акустодиагностики в этом случае
можно записать так:
5т3з=азз033+у/т;. (2.347)
Воспользуемся экспериментальной
установкой, схема которой приведена на
рис. 2.7.
Сущность способа заключается в
следующем. При температуре /, в объекте
создают напряжение ст33, возбуждают
колебания и измеряют время т33
распространения ультразвуковых импульсов в
контролируемом изделии. При этом
т33 = т0 + т0аз3а3з + Тоу/Г,. (2.348)
Рис. 2.7. Структурная схема установки для
определения чувствительности
акустического тензометра к изменению
температуры:
1 - пьезопреобразователь; 2 - исследуемый
объект; 3 - датчик температуры; 4 - измеритель
механических напряжений (деформаций);
5 - измеритель времени распространения;
б - измеритель температуры; 7 - устройство
регулировки температуры объекта
Затем напряжение изменяют до
величины а33 , и изменением температуры до
величины t2 добиваются равенства времен
распространения т33 и х"ъз. Поскольку
т^з = т0 + т0а33о^ + т0у?/2, (2.349)
то
„т _ ..т _ <*ззАрзз
г зз - У/ - — •
At
88 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
Термоакустический коэффициент
скорости Узз может быть найден из
соотношения (2.332):
Узз =a3r3-Y^=aL-^^. (2.350)
At
Следовательно, искомая
чувствительность акустического тензометра:
33
аззА<*зз
At
(2.351)
Для оценки погрешности, вносимой
изменением температуры в измерение
напряжения, интерес представляет величина:
f -
/С33 -
*33
«33
=
Астзз
At
(2.352)
Аналогичный результат можно
получить, если после определения о"33 , Ц , т33
фиксировать температуру t2 и менять
нагрузку до тех пор, пока Т33 не станет
равным х
33-
2.17.5. ВЛИЯНИЕ МАГНИТНОГО ПОЛЯ.
МАТРИЦЫ МАГНИТОАКУСТИЧЕСКИХ
КОЭФФИЦИЕНТОВ СКОРОСТИ
И ВРЕМЕНИ РАСПРОСТРАНЕНИЯ
И СВЯЗЬ МЕЖДУ НИМИ
Рассмотрим влияние магнитного поля
на распространение упругой волны в
предварительно изотропной среде.
Вызванное волной движение электрических
зарядов приводит к появлению
поперечного эффекта Холла. Задача сводится к
решению системы уравнений Максвелла
совместно с модифицированным
уравнением движения, учитывающим силу,
которая действует со стороны магнитного
поля на поперечный ток Холла. Запишем в
компонентной форме необходимые при
рассмотрении данной проблемы
уравнения Максвелла и уравнения связи:
t-ijk
дх,
дН,
' 8t '
3D,
дх,.
= Рэ
Цк " Омакро,, д( > дхк
(2.353)
(2.354)
В уравнениях (2.353), (2.354)
используются общепринятые обозначения
величин, характеризующих электрическое и
магнитное поля; zijk - кососимметричный
тензор Леви - Чевиты; по дважды
повторяющимся немым индексам производится
суммирование от 1 до 3.
Сила Лоренца, действующая на
электроны в единице объема среды, равна:
Fm=VaZijkJjHk- (2.355)
Плотность тока Холла определяется
выражением:
дик
Ji = ое,м - a\iaeIJk -^-(я,- + hj).
(2.356)
где и - вектор механического смещения,
ёэп и h - небольшие электрическое и
магнитное поля, возникающие за счет
изменения тока j во времени, причем:
де,
"-ijk '
&эл
дх.
Ф.|. (2-357)
dt
Если макроскопический ток
проводимости отсутствует, т.е. Д = 0; Омакро), = 0 ,
то
дНк п д ,
= 0; eiJk—(Hk+hk) = ji.
£,7J
ijk
дх.
дх,
Следовательно,
lijklt = ji- (2'358)
Кроме того:
ВЛИЯНИЕ ВНЕШНИХ ВОЗДЕЙСТВИЙ НА РЕЗУЛЬТАТЫ ИЗМЕРЕНИЙ 89
дН
^=0;
dhu
= 0;
де
^2-=0.(2.359)
8xl
дхк 8хк илк
Уравнения движения имеют вид
М=А
dt x dxdt
+ Я,
d2u
d2us
dt2 2(1 + v)
1
д dut
d2u,
dx\ (1 - 2v) dxt дхк
dxdt
dhv д2и
Ah=A-^- + AHv-—;
' dt y dxdt
= A^;
dt
(2.364)
(2.365)
(2.360)
Уравнения (2.356) — (2.360) являются
исходными для решения задачи.
После громоздких преобразований
можно получить следующие уравнения:
- уравнение, связывающее
производные /г, по координатам и по времени:
Ah=A^. (2.366)
dt
Уравнение движения (2.360)
упростится:
д2к
д2Н„
d\ 2 d\
Р—= Р^"М^-^ dx2
dt2dx
d2h.
dx2
r = A
dhj
dt
■Ну
+ #,
d duk
d dut
dxk dt ' dxk dt
(2.361)
A
(2.367)
В результате можно прийти к системе:
dhr d2h,
dt dt2
= 0;
где А = a\ia ;
d2H„
- уравнение движения для
продольных волн:
dhv d\ „ „„
у y- + AHv У-=<У,
у dxdt
dt dt2
d\
,d\
d2K
d2 duk
dt2 dxk
= pv,
d2 duk
dr2 dxk
-^,f+
dt dx dx dt
d2H„
2^. K'' *J> ■ >~a~x ^2 +^ &2
= 0.
+ ^2aHiHk^-^L-AH2^^;
dxk dt dxk dt
(2.362)
- уравнение движения для сдвиговых
волн:
d2u
(2.368)
В случае распространения
гармонической волны hx, hy им
пропорциональны ехр[/(со / - кх)].
В результате приходим к
характеристическому уравнению:
d\
Р^Т = rf-ZT-№ilkJk(Hj +hj). (2.363)
dt
dx,
Дальнейшее рассмотрение проведем
для частного случая. Пусть продольная
волна распространяется в направлении оси
ОХ, а вектор Н лежит в плоскости
XOY, образуя угол 9 с осью ОХ и угол
я
а„ = 0 с осью OY. Тогда соотношение
у 2
(2.363) можно записать в проекциях на
координатные оси ОХ, OY, OZ в виде
трех уравнений:
i
(оА + к2 0
0
0 i<aA + k2 АНука>
-liaHxk2 -\хаНук2 ikp((s>2-k2v2)
= 0
(2.369)
Из (2.369) следуют два уравнения:
iaA + k2 =0;
imA + k2 АНука>
-ЦаНук2 ikp(o)2-k2vj)
= 0
..(2.
370)
Циклическая частота ультразвуковых
колебаний при наличии поля:
90 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
со = со0 + со,,
(2.371)
где
со2 - ©о = м2 _ v/2^2 = 2со0со, + со2 .
Пренебрегая величинами,
содержащими cof, после преобразований можно
получить:
2л2
VaHfk
Л \
1 + г-
со,
где
(О0А;
2рсо0
А \
1 +
2 а2
тА
= со, + /со,,
ол у
2;,2
W*
2рсоо
со, = -
1 + -
Уд*2
4 ^ 2рсо0(1+4я4Г484)
со2^2
(2.372)
Относительное изменение скорости
продольных волн составляет
5v = v"~v' = M/2sin29
' v, 2ру2(1 + 4л4Г454)'
(2.378)
Для металлов 4я4Х.-454 «1,
следовательно, выражение (2.378) упрощается:
ц #2sin20 na#2cos2av
5v, = *=& = — у- . (2.379)
' 2(к + 2ц) 2(Х. + 2ц)
Рассмотрим частные случаи:
- волна распространяется в
направлении вектора напряженности поля
(0 = 0; а=л/2):
5V/=0;
(2.380)
(2.373)
»аНу2к4
- волна распространяется
перпендикулярно полю (0 = л/2; ау = 0):
2рсо0
•А \
1 +
<А2)
5V/ =
Ц„#2
2(>. + 2ц)
(2.381)
ца2л5 к тт2
in . л.л,-л,л"у ; (2.374)
2pv/^Чl + 4я,JГ,8,)
4
V2^«CT
(2.375)
Из сравнения (2.373) и (2.374)
следует, что
Повторяя рассуждения для сдвиговых
волн, можно получить выражение для
относительного изменения их скорости:
gV( = M/Wo = М^Ч (2 382)
2ц
2ц
ооГ2 « со!2
2 ;,2
и„я;*
-. (2.376)
СО, я СО, = - ллл
2рсо0(1 + 4л4АГ454)
Учитывая, что Ну =Н sin 0, скорость
продольных волн при наличии магнитного
поля выражается соотношением:
,н
со _ со0 + со,
= v,+
ЦаЯ25Ш20
' * t /T2pv,(l + 4;cW)'
(2.377)
что совпадает с выражением, приводимым
Алерсом [135].
Рассмотрим очевидные частные случаи:
- волна распространяется в
направлении вектора напряженности поля (0 = 0,
с^ = тс/2):
5v, =^-H2. (2.383)
2ц
- волна распространяется
перпендикулярно полю (0 = л/2 ; ау = 0):
5v, =0.
(2.384)
Обобщение полученных результатов
позволяет записать выражение для относи-
ВЛИЯНИЕ ВНЕШНИХ ВОЗДЕЙСТВИЙ НА РЕЗУЛЬТАТЫ ИЗМЕРЕНИЙ 91
тельного изменения скорости объемных
волн под влиянием магнитного поля в виде:
6v
*
hllnH,Hn. (2.385)
Учитывая векторный характер
магнитного поля, следует положить
"ikln ~ "iknl ■
Для определения компонент матрицы
магнитоакустических коэффициентов
скорости hjkln рассмотрим частный случай:
поле действует вдоль оси OZ. При этом
nikZZ
Н,=
8vtt
= *Г;
я„ = л
= WH
Я;
(2.386)
Найдем компоненты матрицы АД.
В соответствии с (2.380) - (2.384) можно
записать
/jv =0- Av = AV = ^
К=hl =
W
Но..
2ц'
Ку
-К, = К
h^=0.
; (2.387)
(2.388)
Следовательно, матрица
магнитоакустических коэффициентов для данного
случая имеет вид:
hlkZ=^
'(А. + 2д)4
0 0
(А. + 2ц)_| 0
и"1 о
. (2.389)
Аналогично для случаев, когда поле
приложено вдоль осей ОХ и OY , получим:
На
2
W =
На
Го и"1 ц"1 )
0 (^ + 2ц)_| 0
[о 0 (X + 2\i)-')
\х + 2\хУх 0 0 ^
И"* 0 ц-1
о о а + 2ц)-1
(2
5
.390)
Проанализируем теперь структуру
матрицы hjkln = /z^p , представив ее
схематически подобно тому, как это было
сделано для матрицы акустоупругих
коэффициентов Р,А/„:
АаР
^£,/=л ^Т,1=п
hv
"T,l*nJ
(2.391)
Поясним обозначения. Здесь hl!=n -
часть матрицы, характеризующая влияние
магнитного поля на продольные волны
при / = п . В соответствии с полученными
ранее результатами можно записать:
я1 111 _ я2222 _ ^3333 _ Л| |
■h>2
г'зз
= 0;
А, 122 - «2211 ~h\ 133 _ ^3311 _ "2233 _
= ^3322 = я11 ="22="11 = ™22 =
На
=«31з="зз =
2(А. + 2ц)'
(2.392)
Эту часть матрицы можно
представить следующим образом:
'0 1 О
*Z./-„
и*
2(>. + 2ц)
1
0
= «JyiL. (2.393)
Следующее обозначение Щ- Ып
относится к той части матрицы
магнитоакустических коэффициентов, которая
характеризует влияние магнитного поля на
сдвиговые волны при / = п . В силу
вышеизложенного, ее компоненты принимают
значения:
А,2и =h
1311 - ^2122 _ ^2322
Иа_.
2ц'
^3133 _ ^3233
(2.394)
"2311 = я3111 = ^3211 = "2111 = ^3122 =
= ^1222 = ^3222 = \ 322 = ^2333 =
= ^1233 = ^1333 = ''2133 = ^
(2.395)
и она может быть записана следующим
образом:
92 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
(О О
2ц
1 1
О О
1
0 0 0 0
: "ikLL,i*k •
(2.396)
В матрице h^ часть ti[j*„
характеризует влияние магнитного поля на
продольные волны в случае / Фп. В ней
обращаются в нуль все элементы, для
которых / = / или i = n, так как при этом 9 = 0,
ау=п/2, а остальные элементы равны
± 0,5ца (X + 2ц) _1. Следовательно,
nLJ*n ~
2(А. + 2ц)
1
0
0
-1
0
0
0
1
0
0
-1
0
0
0
1
0
0
-1
= н
JJln, i*k •
(2.397)
Наконец, в части "7\/*л матрицы han
все элементы обращаются в нуль, т.к. один
из индексов в произведении Н1Нп всегда
не равен i. Заметим, что
dim
2ц
= dim
2(Х. + 2ц)
= Z2/-2=dim[tf-2]. (2.398)
Для определения относительного
изменения скорости соответствующего типа
волн достаточно осуществить
суммирование по столбцам матриц А2,/=„> Щ-,ып-
Запишем эти выражения в развернутом
виде:
*»п = ^\_.Л"г+нЬ>
2(Я + 2ц)
8v
22
^ (Я,2+Яз2);
2(Я + 2ц)
5v„=—^_(Я,2+Я22);
'зз
2(Х. + 2ц)
(2.399)
6v12 = 8v13 = г^Я2
2ц
1 >
5v23=5v2!=-^;
2ц
5v3i = 5v
32
2ц
-Я
з-
(2.400)
Для оценки магнитоакустических
коэффициентов
hj =0,5(Я. + 2ц)"'цгИо; V =0>5H~VrHo
можно использовать следующие
экспериментальные данные:
Я,*
112 ГПа; ц =
цг=-^ = 500..
Тогда для сталей:
V
= (1,6 ...3,2)10"
= 82 ГПа;
.1000 .
18м2А"2 ,
А/=(3,8... 7,6)-10"18м2А"2 .
Для золота цг = 1, и расчетное
значение составляет hj =3,2-10~18 м2А~ . По
экспериментальным данным Алерса [135]
для золота hj =2,5-Ю-18 м2А"2 , что
хорошо согласуется с расчетным значением.
Заметим также, что
К.
и:
(Я, + 2ц)
(2.401)
Для сталей это отношение достигает 0,3,
для цветных металлов - около 0,2.
Связь между магнитоакустическими
коэффициентами времени
распространения h]kln и скорости tfkln может быть
установлена с помощью соотношения:
Ъи*,Н,Ня =E?k-hllnH,H„ . (2.402)
Здесь Eft - тензор деформации,
обусловленной магнитным полем.
Известно, что для пьезомагнитных
сред
ВЛИЯНИЕ ВНЕШНИХ ВОЗДЕЙСТВИЙ НА РЕЗУЛЬТАТЫ ИЗМЕРЕНИЙ 93
Ен =1 д Eik = 9я яя (2.403)
А 2дН,8Нп ' " Мп ' "
где Эда„ - тензор четвертого ранга
коэффициентов магнитострикции. В этом случае
Ьш=Ь*ь-Ьш- (2-404)
Если магнитострикция мала, то
А/и» *-А/и» • (2-405)
Рассмотрим случай, когда
напряжение ст,„ и магнитное поле Н приводят к
одинаковому относительному изменению
времени распространения:
18тй| = |a,.w„o,„| = | hJklnH,H„\. (2.406)
В общем случае анализ этого
выражения затруднителен. Рассмотрим
частные случаи:
1) пусть aik = о33; Н = Щ. Тогда
|8т*| = К°зэ| = |АГ"з| • (2.407)
Поскольку отличны от нуля только
К\ = Щ.г и Щ'\ = Щг ' то имеют
физический смысл два выражения:
|»33|
Я2
Y-a
2(Х + 2д)сс33
У-а
2(Х. + 2ц)ап
Уа
2ца12
Уа
2да13
/ = к = 3;
/ = к = 2;
i = 1; к = 2;
/ = 1; А = 3.
(2.410)
Н2
Уа
2(А. + 2д)ап
Уа
2да13
; i = /fc = l;2;
/ = 3; к = \; 2;
(2.408)
В табл. 2.13 приведены значения
отношения (Ja33|//f2) для некоторых
конструкционных материалов.
2.17.6. ВЛИЯНИЕ ЭЛЕКТРИЧЕСКОГО ПОЛЯ.
МАТРИЦЫ ЭЛЕКТРОАКУСТИЧЕСКИХ
КОЭФФИЦИЕНТОВ СКОРОСТИ И
ВРЕМЕНИ РАСПРОСТРАНЕНИЯ
И СВЯЗЬ МЕЖДУ НИМИ
Для диэлектрических сред проблема
может быть рассмотрена с
использованием общеизвестных аналогий между
магнитным и электрическим полями.
Относительное изменение скорости упругих волн
под действием электрического поля
можно записать:
8vik=eJkl„ElE„, (2.411)
где ejk!n - электроакустический
коэффициент скорости:
2) предположим, oik = ст33, Н = Я,.
Тогда
еШп = 1
2(к + 2ц)
■ = е,
2ц
/ = *;
i*k.
(2.412)
\Ы = \°-*Ы = \ФН(\- (2-409)
В этом случае отличны от нуля й£т = h*jx
и &22T = й33т, поэтому можно записать:
Поскольку, в отличие от магнитного
поля, электрическое поле является
центральным, то в частных случаях
справедливы следующие соотношения:
94 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
2.13. Упругомагнитная чувствительность некоторых материалов
а) для продольных волн:
- волна распространяется вдоль
вектора напряженности поля:
5v, = 0;
Материал
Сталь СтЗ
Сталь рельсовая
Сталь 60С2Н2А
Сталь 45Г13ЮЗ
Сталь ATN
Железо армко
Алюминий
СплавД16
Медь
Латунь
Бронза
Магний
Молибден
Вольфрам
Серебро
Золото
U2J
-V-a
2(X. + 2|i)an
200,90
137,97
262,21
46,69
129,74
87,00
4,17
0,21
0,22
0,29
0,38
0,82
1,19
5,69
0,51
0,65
, мкПам2/А2
ik
-V-a
2(Х. + 2н)а3з
28,11
26,78
40,23
51,99
8,32
17,27
0,20
0,07
0,24
0,09
0,11
0,11
0,19
0,19
1,38
0,27
~Va
2\ian
956,22
924,00
2234,02
866,25
193,57
537,71
25,13
2,39
2,85
8,36
2,12
2,96
8,16
12,30
0,53
0,69
-V-a
2ца13
263,31
261,80
1015,46
342,47
137,12
61,30
1,55
0,71
1,71
0,81
2,18
1,14
2,12
2,10
1,07
1,48
(2.415)
8v/ =-
-E2;
(2.413)
- волна распространяется
перпендикулярно полю:
2(Х + 2ц)
- волна распространяется
перпендикулярно полю:
5v/=0. (2.414)
б) для сдвиговых волн:
- волна распространяется вдоль
вектора напряженности поля:
6v, =^E2 .
2ц
(2.416)
При определении элементов матрицы
е]к1п целесообразно начать с рассмотрения
простого частного случая, когда поле
приложено вдоль оси OZ. При этом:
ВЛИЯНИЕ ВНЕШНИХ ВОЗДЕЙСТВИЙ НА РЕЗУЛЬТАТЫ ИЗМЕРЕНИЙ 95
&ул=е?Е1 (2.417)
Компоненты e^v можно определить,
используя (2.413) и (2.416). Очевидно,
еп=е22=0; е33 =0,5еа(1 + 2ц)-1; еп =
= е\г =е2\ = е23 = 0,5еац_|; вз,=е,2=0.
Следовательно,
О
,,-1
ц ' ц '
О и-1
О (А. + 2ц)-1
. (2.418)
Аналогично запишем матрицы e£v и
»>'-v
е-^' для электрических полей,
направленных, соответственно, вдоль осей ОХ и
OY:
'(А.+ 2(1)-'
О
О
О
,-1
-1
c,t —
О (Х + 2ц)
.-1 ..-1
-1
О
о
(2.419)
Проанализируем структуру матрицы
еуШп, записав ее схематически подобно
выражению (2.391):
еШп -
(eh-.„
\
(2.420)
еГ,1=п
V V
yeL,l*n eTJ*n)
В соответствии с (2.418) и (2.419),
часть е[1=п матрицы ejk!n,
характеризующая влияние электрического поля на
продольные волны при / = п , будет иметь
вид:
'\ 0 0\
eLA=n
2{Х + 2ц)
0 1 0
0 0 1
= е
JJLL ■
(2.421)
Очевидно, все элементы матрицы
el,i*n равны нулю, так как один из
индексов в произведении Е,Еп всегда не равен /.
Часть esT Ып матрицы е]Ып,
характеризующая действие электрического поля
на сдвиговые волны при I = п , может
быть записана в виде:
f\ 1 0
к77=п
2ц
0 1
1 О
1
о
'eikLL,i*k •
И, наконец, часть е
(2.422)
т ы„ матрицы
еШп , характеризующая действие
электрического поля на сдвиговые волны при
//и, запишется следующим образом:
*Т,Ып
2Ц
'О
1
О
О
-1
О
V
О
о
1
о
о
-1
1
о
о
-1
о
о
о
о
1
о
о
-1
1
о
о
-1
о
о
о
1
о
о
-1
о
cikln,i*k,l*n-
Заметим, что:
dim
2ц
= dim
2(А. + 2ц)
(2.423)
(2.424)
:Z,2F~2=dim[£-2].
Для определения относительного
изменения скорости соответствующего типа
волн достаточно осуществить
суммирование по столбцам матриц е[ 1=п , е^ Ып .
Запишем эти выражения в развернутом
виде:
5vn =
5v22 =
в„Е{
2(Х + 2ц)
e„Ei
2(Х. + 2ц)
> (2-425)
5v33 =
2(Х + 2ц)!
96 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
8v23=8v2l=^(£12+£22);
2ц
5v12=5v13=bL(£22+£32);
2ц
Sv31=5v32=^(£12+£32).
2ц
Заметим, что
V 7 V
g/ = Ц = hi
е] (Х + 2ц) А;
(2.426)
1) Пусть отличной от нуля является
только компонента тензора напряжений
а33, а вектор напряженности
электрического поля направлен вдоль оси OZ, т.е.
Е = ЕЪ. Тогда
8т,-,. = а* о,, = \е¥ Е\
Чк\ = !"•* «зз| = |е,* сз|- (2.433)
(2.427)
Поскольку отличны от нуля е|3т;
е\2 = е\ъ ~ е2\ ~ егг > т0 имеют
физический смысл три выражения:
Связь между электроакустическими
коэффициентами времени
распространения е]Ып и скорости е]ы„ может быть
установлена с помощью соотношения:
4/„£/£„=^-4/„£/£и- (2-428)
Здесь Efk — тензор деформации,
обусловленной электрическим полем.
Известно, что для пьезоэлектрических сред
El = -^-%гЕ,Ен = »*,£,£„ , (2.429)
f\ W
о33
2(А. + 2ц)а33
2ца12
2ца13
; / = А: = 3;
; I = 1; 2; * = 2;1;
; / = 1;3; к = Ъ\\.
-ik
2 дЕ,дЕ,
2) Пусть отличной от нуля является
только компонента тензора напряжений
о33, а вектор напряженности
электрического поля направлен вдоль оси ОХ , т.е.
Е = Ех. Тогда
где Э,Ии - тензор четвертого ранга
коэффициентов электрострикции.
Учитывая (2.429), легко получить
искомое соотношение:
4/„=3L-e,L- (2.430)
Если электрострикция мала, то
(2.431)
8т,
айо33 =|е;
х,т с-2
ik hl
Поскольку в данном случае отличны
от нуля е*\х;
t,2
с13
^31
е32 '
ТО
имеют смысл следующие выражения
Т V
eikln ~ eikln
Рассмотрим случай, когда
напряжение ст;„ и электрическое поле Е приводят
к одинаковому относительному
изменению времени распространения:
|\
'33
2(/\. + 2ц)ап
2ца12
2ца13
; i = k = l;
; г = 1; 2; к = 2;1;
; i = l;3; к = 3; 1.
8т,
а
Шии/л
4/п£/£„- (2-432)
В общем случае анализ этого
выражения затруднителен. Рассмотрим
частные случаи
В табл. 2.14 приведены значения
отношения (| °зз|/^2Ла для некотоРых
конструкционных материалов.
Полученные соотношения нуждаются
в экспериментальной проверке.
ВЛИЯНИЕ ВНЕШНИХ ВОЗДЕЙСТВИЙ НА РЕЗУЛЬТАТЫ ИЗМЕРЕНИЙ 97
2.14. Упругоэлектрическая чувствительность
некоторых материалов
Примечание: 1 Пам2/В2 = 1 Н/В2
Материал
Полистирол
Оргстекло
Пирекс
Кварц
-еа
2(Х + 2ц)ам
2,43
27,24
48,67
107,05
ПСТ"П , (Па-м2/В2)-10-12
1 Е к
-еа
2(Х + 2ц) а3
1,48
4,25
5,30
8,85
-е»
2ца12
9,89
143,76
20,63
51,54
-е„
2цав
15,23
58,22
19,84
117,96
В проводящих средах при отсутствии
электрического тока напряженность
электрического поля равна нулю. При
протекании тока / возникает собственное
магнитное поле, которое будет влиять на
изменение скорости упругих волн. Его
циркуляция определяется на основании
закона полного тока:
JHdJ = Inp = Jynp„d5=Ja£„dS.
L S S
Для проводника радиуса R и контура
радиуса г справедливы соотношения:
„2
КГ
Н2кг = —-/,
nR
2 ПР
: JW ,
откуда
H = -jr = H(r).
Если звуковой пучок имеет форму
цилиндра радиуса г, то среднее значение
Н по сечению пучка
H=-jr.
4
В случае, когда направление
распространения волны и направление тока
совпадают, возникает дополнительное
изменение скорости только для продольных
волн:
5v/ =
V-a
П _LVr72 -V J.2
2(А. + 2ц) ' 16
Если направление распространения
волны и направление тока взаимно
перпендикулярны, то дополнительное
изменение скорости должно иметь место
только для сдвиговых волн:
'2ц 16
Очевидно, в общем случае среднее
относительное изменение скорости,
обусловленное током проводимости
г2
8v/i =-77hMnJlJn-
Запишем в качестве примера
относительное изменение скорости продольной
волны, распространяющейся вдоль оси
ОХ , при совокупном воздействии
механических напряжений, температуры,
магнитного поля и тока проводимости:
4-3316
98 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
Sv„ =рвсти +р„(ст22 +a33)+aA$f Д/ +
V-a
2(А. + 2ц)
n;+Hi+—j-x
— hT -
16 '*'""
Для установления связи между
коэффициентами времени распространения и
скорости запишем соотношение
2 2
-^hlkinJiJn = Е'к --^hlinJiJn ■ (2.434)
Здесь Е\к - тензор деформации,
обусловленной протеканием электрического тока.
Эта деформация будет обусловлена, в
основном, тепловым действием тока, т.е.
4=уД>А*. (2-435)
Может быть записано уравнение
теплового баланса:
тс At, = I2R0tT = (nR2Jj2R0tr .
В этом выражении т — масса проводника,
с - его удельная теплоемкость, Rq -
омическое сопротивление, tT — время
протекания электрического тока, At, —
изменение температуры под действием тока
ap
уд
tT-
Зрс Т 16 2(Я. + 2ц)
16 2ц'
, i = k\
i*k.
2.17.7. ПОЛНАЯ СИСТЕМА
УРАВНЕНИЙ АКУСТИЧЕСКОЙ
ТЕНЗОМЕТРИИ ПРИ НАЛИЧИИ
ВНЕШНИХ ВОЗДЕЙСТВИЙ
Полученные выше результаты
позволяют записать в явном виде системы
уравнений, определяющих относительные
изменения скорости и времени
распространения упругих волн в проводящей
предварительно изотропной среде:
8vn =Рзз°11+Рп(°22+азз)+<*/:Р« At +
V-a
2(Х + 2ц)
( 2 Л
Hl+Hl + '—j1
16 ,
(2.437.1)
бу22=Рзз022+р,1(о,1+о3з)+аЛф^ Д/ +
2(А. + 2ц)
„2 ^
#2+#32+ —yf
16 j
At,
mc
(2.436)
(2.437.2)
5v33 =Рзза33 +P„(o„ +o22)+aK$,p At +
r i
Ия
С учетом (2.435), (2.436) можно
записать (2.434) в виде:
2(А. + 2ц)
.2 >*
Я,2+Я22+ —у!
■\
г2 _а(я/?2)У*о5 _г*
\ЬМп- Ътс 8ik \6h
(2.437.3)
5v12 =P310ll+Pl3°22+Pl2033+aA:Pp A' +
■> .
^иа
Полученное выражение можно
упростить, если рассматривать трубку тока.
Тогда
m = pSlnp; Л0=р -2L,
2ц
"2+^(/22+Уз2)
(2.437.4)
5v21 =р13о11+Рз1а22+р12а33+аА:р' Д/ +
где руд - удельное сопротивление среды.
Следовательно,
2ц
2 , Г
Hi +
16
iit+jl)
(2.437.5)
ВЛИЯНИЕ ВНЕШНИХ ВОЗДЕЙСТВИЙ НА РЕЗУЛЬТАТЫ ИЗМЕРЕНИЙ 99
6у13=Рз1о,1+р12о22+р,3Озз+аХр^ Д' + ^
8v3i=Pi30ll+Pl2022+P31°33+a*P/. А' + ^-
}' Л <_1_Но.
2ц
5v32 = р12011+Р|3022+Рз1°33+а/Ф/> А/ +
2ц
Sv23 = Pl2°l I + Р31°22 + Pl3c33 + аЩ А ' +
/ А . , .Ъ.
2Ц
*.2+£(/2+л2)
"2+£(/2+;2j
"э2+£(/?+;!)
*2+^(/2+л2)
; (2.437.6)
; (2.437.7)
; (2.437.8)
; (2.437.9)
5т11=а33о11+а11(о22+Озз)+а|--Л:р^ |Д/ +
пЯ Уд
Hi +
1Я Уа
'1133
2(Х + 2ц)
"з2 +
аРудг г" Ца
Зрс Т 16 2(Х + 2ц)
У,2;
(2.438.1)
5т22=а33022+ап(011+03з)+а Т-^Рр А' +
Н Уд
2(*. + 2ц)
^2211
я2 +
qH У-д
У2233~2^72^)
Я2 +
аРуд, г2 ца
Зрс 7 16 2(л. + 2ц)
Л2;
(2.438.2)
8тзз=аз3Оз3+а1|(о11+о22)+а[--^
Д/ +
Н Уд
2(л. + 2ц)
a3311
",2 +
73322
я| +
2(л. + 2ц)
5т12=а1з(011+022)+а12°33-аА:Рр А' +
5т21 =а1з(011+с22)+а12°33-аЛ:Рр А' +
5т1з=а1з(о11+о3з)+а12с22-аЛ"рр Д/ +
5т31 =а,з(о11+Озз)+а12о22-аА:РрД? +
8т32=а1з(а22+0Зз)+а12°11-а^Рр А' +
8т23=а1з(022+0Зз)+а12°11-аА:Рр А' +
'т
Зрс 16 2(Х + 2ц)
9
Уз2;
(2.438.3)
1211
V
2ц
пН Уд
^2122 ~~ТГ~
2ц
<\Н Уд
2ц
'3133 ""I-
2ц
пН У-а
^3233 ~ Т-
2ц
пН У-а
**2322 _ Т~~
2И.
^i2-——Gj+7'з2); (2.438.4)
1 16 2цу2 3/
^22-^^(/-.2+Уз2); (2.438.5)
Я,2~Тб2ц^,2+Уз2'; (2-4386)
2
Я32 - —Ь-(/2 + у|) (2.438.7)
3 16 2цV1 2/
#з2-— Ь.(/2+7-|); (2.438.8)
3 16 2//VI 2/
Я2 -—Ь-(у'2 + Уз2). (2.438.9)
2 16 2цу1 з;
4*
100 Глава 2. МАТРИЧНАЯ МЕТОДОЛОГИЯ В ТЕОРИИ АКУСТОУПРУГОГО ЭФФЕКТА
Анализ этих уравнений показывает,
что решение задачи об определении о,у
при наличии тепловых и
электромагнитных полей связано с преодолением
значительных вычислительных трудностей.
Напряжения <зм могут быть определены по
результатам трех любых акустических
измерений, удобных по условиям контроля.
При этом целесообразно в качестве
контролируемой величины использовать 5v,t,
а не 5т,А, так как в этом случае не нужно
знать компоненты тензора коэффициентов
магнитострикции. Если магнитострикция
мала, то уравнения (2.438) упрощаются:
5т, ,= а3зО,,+а,! (о22 + а33)-—^—(я| + Я32 )+
+ а|--Кр£ |Д/ +
аРуд, г\а
Зрс Т 32(Х + 2ц)
Jh
(2.439.1)
5т
22
:а33о22 + а„ (а,, + а33) - —^—- (я,2 + Я2 )+
2(Х + 2ц)
+ а(у-Кр;1дг +
ар
уд
tT-
л.
Зрс т 32(Х + 2ц)
Jh
(2.439.2)
5т
зз
= а33а33 + а„ (а,, + о22) - —^Ц—■ (я,2 + Н\ )+
+ a\j-K^yt +
2(к + 2ц)
аРУД/ __lV«_
Зрс г 32(Х. + 2ц)
л;
(2.439.3)
5т12 = а,3(о„ +о22)+а12а33 -аЩМ-^Н? ~^{jl + jl}, (2-439.4)
5т21 = 0,3(0,, + о22)+ а,2о33 -аЩAt-bj-Я2 -^(/? + Уз): (2.439.5)
5т13 =а,3(о„ +о33)+а,2о22 -а/Ср; Д'-^Я,2 -^(/2 +,f); (2.439.6)
5т3, =а,3(а„ +а33)+а12а22 -а/:р;Л/-^-Яз2 -Lik(/,2 +у|); (2.439.7)
5т32 =а,3(о22 +о3з)+а,2о„ -аЩМ-^Н* -^{jx + A}, (2-439.8)
2
5т23 = а13(о22 + о33)+ а,2о,, -аЩ А/-bj-Я2 --^(,-2 + _,|). (2.439.9)
Глава 3
ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА ПРИНЦИПОВ
АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ
При выводе основных уравнений и
расчетных соотношений акустической
тензометрии были использованы различного
рода упрощающие предположения. В
связи с этим актуальной становится
экспериментальная проверка применимости
полученных соотношений в неразрушающем
контроле напряжений.
В настоящее время исследователями
акустоупругого эффекта накоплен
обширный экспериментальный материал,
однако, зачастую результаты различных
авторов трудносопоставимы, а иногда и
противоречивы.
Первоочередной задачей можно
считать исследование зависимости скорости и
времени распространения ультразвука от
приложенного напряжения в образцах,
изготовленных из наиболее популярных
конструкционных материалов, и
определение на этой основе обобщенных
модулей упругости - акустоупругих
коэффициентов одноосно напряженного состояния
Рл и aik. Большой интерес представляет
также изучение соответствующих
температурных зависимостей.
Исследования акустоупругого
эффекта проводились по классической методике,
принятой при изучении напряженного
состояния другими методами, в первую
очередь — в фотоупругости. Прежде всего,
рассматривались случаи однородного
сжатия и растяжения материала, в некоторых
случаях условия эксперимента
диктовались прикладной проблемой -
необходимостью контроля механических
напряжений в деталях резьбовых соединений.
Были разработаны метод
мультипликативного совмещения эхо-импульсов для
измерения времени распространения
ультразвука [25], способы измерения
механических напряжений в изделии [24], контроля
механических напряжений [26] и
термоакустического коэффициента скорости
[23]. Планирование экспериментов и
обработка их результатов осуществлялись по
общепринятым методикам [10, 14, 18, 19,
35,36,60,97, ПО].
3.1. БАЗОВЫЙ
ЭКСПЕРИМЕНТАЛЬНЫЙ СТЕНД
При разработке стенда ставились
следующие задачи:
- должна быть обеспечена
возможность использования стенда как в
лабораторных, так и в производственных условиях;
- применяемая измерительная
аппаратура должна быть, как правило,
стандартной;
- относительная погрешность
определения акустоупругих коэффициентов од-
ноосно-напряженного состояния и
механических напряжений не должна
превышать 5 ... 10%;
- необходимо наличие устройств
стабилизации температуры образца и
контроля внутренних напряжений в нем
альтернативными ультразвуку методами;
- должны быть возможны
эксперименты на реальных объектах — деталях
резьбовых соединений или их имитаторах.
В соответствии с этим в состав
базового экспериментального стенда, структурная
схема которого показана на рис. 3.1, были
включены:
- установка 1 для измерения времени
распространения ультразвука методом
мультипликативного совмещения
эхо-импульсов [10, 25];
- цифровой измеритель деформации
2 (серийный прибор ИДЦ-1),
обеспечивавший совместно с тензорезисторами 8
измерение относительного осевого
удлинения образца 9;
102
Глава 3. ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА ПРИНЦИПОВ
Г"
1
i
L
10
9
2
,
3
8
1 <
7
6
5
L
Рис. 3.1. Структурная схема базового
экспериментального стенда:
/ - ультразвуковая измерительная установка;
2 - измеритель деформаций; 3 - измеритель
температуры; 4 - оптическая голографическая
установка; 5 - термостатирующее устройство;
6 - нагружающее устройство; 7 - датчик
температуры; 8 - тензорезисторы;
9 - исследуемый объект;
10 - пьезопреобразователь
- нагружающее устройство 6,
обеспечивавшее приложение к образцу
одноосной нагрузки;
- термостат 5, обеспечивавший
поддержание температуры образца постоянной
в пределах 0,1 °С, и комбинированный
измерительный прибор 3 (серийный
прибор Щ34), обеспечивавший совместно с
датчиком температуры 7 (терморезистор
ИС567А) контроль температуры образца с
погрешностью ±0,02 °С;
- оптическая голографическая
установка 4, предназначавшаяся для
исследования деформации торцовых поверхностей
исследуемого объекта 9.
Общий вид базового
экспериментального стенда показан на рис. 3.2.
Важной частью стенда является
нагружающее устройство. Нагружение
образцов производилось как на стандартных
универсальных машинах ГРМ-50, УМЭ-10Т,
«Instron», так и с помощью
гидравлического пресса оригинальной конструкции
(рис. 3.3), разработанного в КБ «Энерго-
маш».
Станина 2 пресса размещалась на
плите голографического стола /.
Растягивающее усилие прикладывалось к
исследуемому объекту 5 за счет нагнетания
масла ручным насосом в пространство
* • *
ч» "ffjfc. 'УШШ
■ *# - * т
Рис. 3.2. Общий вид базового экспериментального стенда
(термостат и голографическая установка в кадр не вошли)
МЕТОД МУЛЬТИПЛИКАТИВНОГО СОВМЕЩЕНИЯ ЭХО-ИМПУЛЬСОВ ЮЗ
Рис. 3.3. Эскиз гидравлического
нагружающего устройства:
/ - плита голографического стола; 2 — станина;
3 - цилиндр; 4 - центрирующая втулка; 5 -
исследуемый объект; 6 - отверстие для
нагнетания масла; 7 - поршень;
8 - сменный винт
между цилиндром 3 и поршнем 7 через
отверстие 6. Давление в системе
контролировалось по образцовому манометру
класса 0,4. Возможность работы с
исследуемыми объектами различных
типоразмеров обеспечивалась сменой винта 8.
Его возможные перекосы при деформации
контролировались тензодатчиками 4,
наклеенными под углами 120°. Устройство
позволяло создавать растягивающее
усилие до 400 кН. В качестве объектов
исследования могли использоваться болты или
шпильки с гайками диаметром до 40 мм и
длиной 40 ... 200 мм.
3.2. МЕТОД МУЛЬТИПЛИКАТИВНОГО
СОВМЕЩЕНИЯ ЭХО-ИМПУЛЬСОВ
3.2.1. ИДЕЯ МЕТОДА.
ФУНКЦИОНАЛЬНАЯ СХЕМА
В акустической тензометрии для
определения времени распространения
ультразвука в образцах могут быть
использованы различные методы акустических
измерений [35, 36, 60]. Выбор метода
обусловлен величиной относительной
погрешности, оперативностью контроля,
возможностью автоматизации процесса
измерения, а также рядом других факторов.
Как показало изучение метрологических
аспектов УЗ метода контроля одноосных
напряжений [9, 14, 19, 20, 22],
приемлемые с практической точки зрения
значения погрешности напряжения
обеспечиваются лишь в тех случаях, когда
относительная погрешность измерения времени
распространения ультразвука в
исследуемом объекте не превышает 5- 10~5.
Применение в экспериментальной
установке традиционных для современной
УЗ-дефектоскопии методов измерения,
основанных на использовании продетек-
тированных эхо-импульсов, с отсчетом
временных интервалов по точкам
фиксированного уровня на огибающих
эхо-сигналах, было признано нецелесообразным.
Анализ возможных путей повышения
точности акустических измерений показал,
что при наблюдении малых изменений
времени распространения в зависимости
от изменения физических свойств образца
наиболее перспективно (с
метрологической точки зрения) определять задержку
по отношению к определенному периоду
высокочастотного заполнения сигналов.
Известен ряд методов измерения,
основанных на этом принципе: интерферомет-
рические, автоциркуляции,
компенсационный, наложения и совмещения
эхо-импульсов. При сравнении по критериям
точности, возможности реализации с
применением стандартной аппаратуры и т.п.
(табл. 3.1) предпочтение было отдано
методу совмещения эхо-импульсов. Этот
метод заключается в сравнении
исследуемого временного интервала между эхо-
сигналами с плавно изменяемым
периодом непрерывного синусоидального
сигнала. Критерием равенства (или
кратности) сравниваемых величин служит попе-
риодное совмещение на экране
осциллографа эхо-сигналов, выделенных
посредством яркостной модуляции. Опробовано
несколько вариантов установки,
реализующей метод совмещения
эхо-импульсов. Классический вариант структурной
схемы такой установки приведен на
рис. 3.4.
104 Глава 3. ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА ПРИНЦИПОВ
3.1. Основные характеристики традиционных методов измерения
времени распространения ультразвука
Методы
измерений
грферен-
онные
я я
S
с
применением
непрерывных
колебаний
импульсные
Автоциркуляции
Компенсационный
Наложения
эхо-импульсов
Совмещения
эхо-импульсов
Относительная
погрешность
МО-5
3 1(Г5
11(Г7
11(Г6
11(Г7
МО-7
Потребность
в нестандартной
аппаратуре
Большинство
основных узлов
Стробирующий
усилитель
Генератор,
селектор
Селектор,
предварительный
усилитель
Генератор
Нет
Наличие методик
коррекции
погрешностей
Частично есть
Есть
Есть
Нет
Есть
Есть
Возможность работы в
эхо-импульсном режиме
Нет
Да
Да
Да
Да
Да
Оперативность
Высокая
Высокая
Высокая
Низкая
Высокая
Высокая
Чувствительность к
изменению
амплитуды
Низкая
Низкая
Высокая
Высокая
Низкая
Низкая
Возможность
автоматизации
Частичная
Частичная
Частичная
Частичная
Полная
Частичная
Синусоидальный сигнал генератора 1
поступает на вход делителя частоты 2,
выходной сигнал которого через линию
задержки 3, запускает генератор
зондирующих импульсов 4. Выходной сигнал
генератора 4 возбуждает пьезопреобразо-
ватель 7, акустически соединенный с
образцом 8 и работающий в совмещенном
режиме. Коэффициент деления частоты
выбирается таким, чтобы за время между
двумя последовательными запусками
генератора 4 происходило затухание всех
отраженных сигналов в образце.
Принятые преобразователем сигналы поступают
через диодный ограничитель 6 на вход Y
усилителя вертикального отклонения
осциллографа 5. На вход X
горизонтального отклонения осциллографа подается
синусоидальный сигнал генератора /. Ярко-
стная модуляция луча осциллографа
осуществляется с помощью генератора им-
1
'
2
3
4
L-
5
.
б
9
\
10
7
8
Рис. 3.4. Структурная схема установки,
реализующей классический метод
совмещения эхо-импульсов для измерения
времени распространения ультразвука:
- генератор синусоидального сигнала; 2 - делитель
частоты; 3 — линия задержки; 4 - генератор
зондирующих импульсов; 5 - осциллограф,
6 - диодный ограничитель;
7 - пьезопреобразователь; 8 - образец;
9 - частотомер; 10 - генератор импульсов
яркостной модуляции
МЕТОД МУЛЬТИПЛИКАТИВНОГО СОВМЕЩЕНИЯ ЭХО-ИМПУЛЬСОВ 105
пульсов 10, выходные сигналы которого
поступают на вход Z осциллографа.
В процессе работы с описанной
установкой был выявлен ряд недостатков
метода:
- точность измерений снижалась при
использовании образцов больших
продольных размеров;
- для протяженных образцов малых
поперечных размеров различия в
амплитуде эхо-сигналов, связанные с
затуханием ультразвука, и высокий уровень помех,
обусловленный отражением упругой
волны от боковой поверхности образца,
препятствовали однозначной идентификации
и точному совмещению эхо-сигналов с
номерами выше 2-3, что отрицательно
влияло как на точность, так и на
чувствительность измерений;
- не обеспечивалась достаточная
точность учета изменений фазы
эхо-импульсов при их многократном отражении
от поверхности пьезопреобразователя.
С целью устранения отмеченных
недостатков был предложен новый метод
измерения времени распространения
ультразвука - метод мультипликативного
совмещения эхо-импульсов,
отличающийся одновременным использованием в
измерениях нескольких (более двух)
последовательных эхо-сигналов [10, 14, 20, 25].
Он основан на определении интервала
времени между эхо-сигналами,
возникшими при многократном отражении в
образце исходного УЗ импульса, и
заключается в сравнении исследуемого интервала
с плавно изменяемым периодом
непрерывного синусоидального сигнала.
Критерием совпадения (или кратности)
сравниваемых величин служит попериодное
совмещение на экране осциллографа
соответствующих эхо-сигналов, выделенных с
помощью яркостной модуляции луча
осциллографа, за счет использования серии
из произвольного количества N
импульсов (N >2) с дальнейшей оценкой
времени распространения ультразвука по
усредненному значению временного интервала
между [N -1) одновременно
совмещаемыми эхо-сигналами.
На рис. 3.5 показана структурная
схема УЗ-установки, реализующей данный
метод измерений, а на рис. 3.6 -
временные диаграммы ее работы для случая N = 9.
Непрерывный сигнал генератора 1, период
которого измеряется частотомером 9,
используется для запуска через делитель
частоты 2 и линию задержки 3 генератора
зондирующих импульсов 4, для
управления разверткой осциллографа 5 и для
задания режима работы формирователя
серий импульсов 10. Выходной сигнал
генератора 4 возбуждает пьезоэлектрический
преобразователь 7, работающий в
совмещенном режиме. Коэффициент деления
частоты делителя 2 выбирается таким,
;
■
2
Ь
3
а
1
5
.
6
9
10
'
11
Т
7
8
|
1
1
1
1
1
12
14
Рис. 3.5. Структурная схема установки,
реализующей метод мультипликативного
совмещения эхо-импульсов:
1 - генератор синусоидального сигнала;
2 - делитель частоты; 3 - линия задержки;
4 - генератор зондирующих импульсов;
5 - осциллограф; 6,13 - диодные ограничители;
7 - пьезопреобразователь; 8 - образец;
9 - частотомер; 10 - формирователь серий
импульсов; 11 - генератор импульсов яркостной
модуляции; 12 - генератор зондирующих
импульсов; 13 - ограничитель; 14 - измеритель
временных интервалов (пунктиром отмечена
часть установки, реализующая альтернативный
метод измерений - компенсационный)
106
Глава 3. ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА ПРИНЦИПОВ
и„
lh
U,
Щ
и,
||П>" 11! I'' ■
^ПМПЛШШП
Рис. 3.6. Временные диаграммы установки, реализующей метод мультипликативного
совмещения эхо-импульсов для измерения времени распространения ультразвука
(индексы «а-е» соответствуют точкам, отмеченным на рис. 3.5)
чтобы за время между двумя
последовательными запусками генератора 4
происходило затухание всех отраженных
сигналов в образце. Принятые
преобразователем 7 сигналы поступают через диодный
ограничитель 6 на вход усилителя
вертикального отклонения осциллографа 5. На
вход горизонтального отклонения
осциллографа подается синусоидальный сигнал
генератора /. Если период синусоиды
равен интервалу времени между
последовательными эхо-сигналами, и коэффициент
деления частоты выбран, например,
равным 100, то генератор зондирующих
импульсов 4 срабатывает через каждые 100
периодов синусоиды, причем каждый из
этих 100 периодов обеспечивает
горизонтальную развертку на экране
осциллографа к строго определенному моменту:
первый - к появлению зондирующего
импульса, второй - к появлению первого
отраженного сигнала, третий - к
появлению второго отраженного сигнала и т. д.
За счет послесвечения экрана эхо-сигналы,
появляющиеся на различных ходах
развертки, выглядят попериодно
совмещенными (рис. 3.7, а).
Рис. 3.7. Типичные осциллограммы
мультипликативного совмещения
эхо-импульсов при TV = 9:
а - точное совмещение;
б - расхождение на 2 мкс
МЕТОД МУЛЬТИПЛИКАТИВНОГО СОВМЕЩЕНИЯ ЭХО-ИМПУЛЬСОВ 107
Сигналы, поступающие на вход
осциллографа после затухания всех эхо-
сигналов, вызывают появление на экране
лишь яркой горизонтальной линии. Для
того, чтобы эта линия, а также эхо-
сигналы, учет которых в данном
эксперименте не предусмотрен, не мешали
процессу измерений, применяется яркостная
модуляция луча осциллографа с помощью
серии подсвечивающих импульсов,
вырабатываемых генератором И под
управлением формирователя серий импульсов 10.
Его запуск осуществляется выходным
сигналом делителя частоты 2. Число
импульсов в серии задается с помощью
органов управления формирователя 10.
Период следования подсвечивающих
импульсов в серии совпадает с периодом
синусоидального сигнала генератора /.
Применение линии задержки 3 для плавной
регулировки момента запуска генератора
зондирующих сигналов 4 относительно
выходного сигнала делителя частоты в
пределах одного-двух периодов
управляющей синусоиды обеспечивает
смещение изображений эхо-импульсов в
среднюю часть линии развертки (в центр
экрана осциллографа), где скорость развертки
максимальна. Тем самым достигается
наиболее точное совмещение эхо-сигналов.
Для аппаратурной реализации метода
применялись следующие серийные
приборы: 1 — синтезатор частоты 46-31; 2 —
реверсивный счетчик Ф5264; 3 — генератор
импульсов Г5-56; 4 - УЗ дефектоскоп
УД-10П; 5 - осциллограф С1-99; 9 -
электронно-счетный частотомер 43-38; 10 —
реверсивный счетчик Ф5264; 11 —
генератор Г5-56.
Применение метода
мультипликативного совмещения эхо-импульсов
позволило:
- повысить достоверность измерений,
особенно в протяженных образцах, за счет
однозначной идентификации эхо-сигналов
на фоне помех путем контроля попадания
их в равноудаленные подсвеченные
участки развертки;
- обеспечить повышенную
чувствительность к малым изменениям времени
распространения ультразвука за счет учета
в измерениях эхо-сигналов с большими
порядковыми номерами, что позволило
надежно регистрировать относительное
изменение времени 3-10 ;
- повысить точность измерений за
счет усреднения интервалов времени
между несколькими последовательными
парами эхо-сигналов;
- устранить погрешность измерений,
обусловленную обращением фазы четных
эхо-сигналов по отношению к нечетным.
Показанные на рис. 3.5 блоки 12, 13,
14 при подключении к блокам 7 и 8
позволяют независимо осуществлять измерение
времени распространения
компенсационным методом, реализованным на базе
стандартного измерителя временных
интервалов И2-26 и заключающимся в
сравнении измеряемого интервала времени с
эталонным [102].
3.2.2. ОПРЕДЕЛЕНИЕ МЕТРОЛОГИЧЕСКИХ
ХАРАКТЕРИСТИК ЭКСПЕРИМЕНТАЛЬНОЙ
УСТАНОВКИ, РЕАЛИЗУЮЩЕЙ МЕТОД
МУЛЬТИПЛИКАТИВНОГО
СОВМЕЩЕНИЯ ЭХО-ИМПУЛЬСОВ
Известно, что метрологически
наиболее точно можно описать измерительное
устройство, установив закон
распределения его погрешности. Такую возможность
дает метод расчета погрешностей,
основанный на сочетании вероятностного и
информационного подходов. Форма
закона распределения определяется с позиций
теории вероятностей значением
контрэксцесса кис позиций теории информации
энтропийным коэффициентом К.
Погрешности измерительной
установки могут быть разделены на три группы:
- погрешности акустического тракта;
- погрешности визуального
совмещения эхо-импульсов оператором;
- погрешности измерения интервала
времени электронной аппаратурой.
Погрешности акустического тракта
существенно влияют лишь на результаты
108
Глава 3. ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА ПРИНЦИПОВ
абсолютных измерений времени
распространения ультразвука. В данном случае
проводятся разностные измерения, а
нагрузки на образец и диапазон температур
(15 ... 40 °С) таковы, что погрешности,
обусловленные дифракцией волн,
свойствами пьезопреобразователя и т.п.,
практически неизменны, так что в целом
погрешности акустического тракта можно
считать скомпенсированными.
Погрешность визуального попериод-
ного совмещения двух эхо-сигналов
опытным оператором не превышает 1 ... 2
градусов фазы высокочастотного заполнения.
Если рабочая частота лежит в диапазоне
5 ... 10 МГц, то абсолютная погрешность
оператора при измерении промежутка
времени в 50 мкс не превышает 0,6 ...
1,2 не, а относительная составляет порядка
3 • 10~5. Одновременное совмещение N эхо-
импульсов уменьшает эту погрешность в
раз. При N = 9 абсолютная
погрешность снижается до 0,2 ... 0,4 не, а
относительная до 1 • 10~5. Эта погрешность
аддитивна. В связи с тем, что она обусловлена
достаточно большим количеством
влияющих факторов, среди которых трудно
выделить преобладающий, ей можно
приписать нормальный закон распределения с
энтропийным коэффициентом К = 2,07 и
контрэксцессом к = 0,58. Среднеквадрати-
ческое отклонение этой погрешности
5, =3,3-Ю"6.
Вклад электронной аппаратуры в
погрешность измерения интервала времени
определяется следующими факторами:
- нестабильностью частоты
задающего генератора;
- нестабильностью уровней запуска
делителя частоты и генераторов;
- нестабильностью запуска и
синхронизации развертки осциллографа;
- погрешностью измерения периода
синусоиды электронным частотомером.
Паспортные значения
нестабильности частоты задающего генератора при
номинальном значении /н = 20 кГц
составляют: 7,5 -10 - за 15 мин работы;
2 • 10 3 - за 3 ч работы. Параболическая
аппроксимация приводит к следующей
зависимости нестабильности частоты е(/)
от времени V.
е(/) = 0,4510"4/0'414. (3.1)
Для промежутка времени
длительностью 0,5 с, определяемого режимом
работы частотомера (те = 104), относительная
погрешность задающего генератора
оказывается равной е(/) = 3,3 • 10~5, что
соответствует погрешности периода в
пределах 1,7-10-9 с. Среднеквадратическое
отклонение составляет S2 = 1,91 • 10~5.
Нестабильность уровней запуска
делителя частоты Ф5264 и генераторов
Г5-56 и УД-10П в паспортах не
приводится. Предельное значение суммарной
погрешности, вносимой этой
нестабильностью, можно оценить из следующих
соображений. Горизонтальное смещение луча
осциллографа при совмещении
эхо-импульсов описывается законом:
U . (2-тЛ
-sin
"■
(3.2)
где U — амплитуда синусоидального
сигнала на выходе задающего генератора; к -
коэффициент отклонения первого канала
осциллографа при использовании его в
качестве входного усилителя тракта
горизонтального отклонения; Тиш -
измеряемый период; п = ТКЗМ/Тзад- индекс
кратности измеряемого интервала времени и
периода задающего генератора; / - время.
Очевидно, что горизонтальное
перемещение луча происходит неравномерно, со
скоростью
U
кТи
-27WCOS
2imt
(3.3)
причем максимальное ее значение
vjnax =2imU(kTизм) достигается, когда
МЕТОД МУЛЬТИПЛИКАТИВНОГО СОВМЕЩЕНИЯ ЭХО-ИМПУЛЬСОВ 109
сигнал задающего генератора проходит
через нулевые мгновенные значения, т.е. в
окрестностях центра симметрии линии
развертки. Как отмечалось выше, именно
в эту область развертки сдвигаются
исследуемые сигналы.
Влияние суммарной нестабильности
уровней запуска Ат3 на результаты
измерений можно считать несущественной,
если случайные смещения изображения на
экране осциллографа не превышают
половины ширины линии луча А х :
Дт„ <
0,5 Ах
(3.4)
Для осциллографов типа С1-99
ширина луча составляет (в делениях шкалы
экрана) А х = 0,2 . Принимая во внимание
типичные для эксперимента значения
величин U = 10 В ; к = 0,02 В/дел; Гизм = 50 мкс
и учитывая нарушение
удовлетворительного качества изображения при п > 2 ,
получаем для относительной погрешности
момента запуска генератора зондирующих
импульсов следующие пределы:
1,7 10"5 <е4(т)<3,4 10-5. (3.5)
В качестве оценки может быть
принято максимальное значение.
Нестабильность запуска и
синхронизации развертки, согласно паспорту
осциллографа С1-99, не превышает 1 не,
следовательно, максимальная
относительная погрешность равна
е3(т) = 2 10-5.
Погрешность измерения периода
синусоиды частотомером типа 43-38
составляет, согласно паспорту,
,(т)=±
§0 +
т Т„
(3.6)
относительная по-
где 50=2,5 10"7
грешность по частоте внутреннего
кварцевого генератора; m = 104 - число
усредняемых интервалов (множитель периода);
83 = 0,03 - максимальное паспортное
значение относительной погрешности
уровня запуска частотомера при
соотношении «сигнал-шум» не менее 20 дБ;
^тает = 0Л мкс - период заполнения
(«метки времени»); Тизм « 50 мкс -
измеряемый период. Таким образом,
относительная погрешность измерения периода
частотомером составляет
е5(т) = 3,45-10"6. (3.7)
Она относится к погрешностям
квантования и является аддитивной.
Все перечисленные аппаратурные
погрешности имеют как не исключенную
систематическую, так и случайную
составляющие и, следовательно, могут быть
классифицированы как случайные
погрешности, принимающие любые
значения в указанных интервалах. По
происхождению и индивидуальным свойствам их
можно отнести к аддитивным
погрешностям, подчиняющимся закону
равномерной плотности распределения с
контрэксцессом к = 0,745 и энтропийным
коэффициентом К = 1,73.
Переходя от граничных значений
относительной погрешности к
среднеквадратичным отклонениям,получим
- для задающего генератора
S2 =1,91-Ю-5;
- для осциллографа S3 = 1,15 • 10~5;
- для генератора импульсов
S4= 1,96-10"5;
- для частотомера S5 = 1,99 • 10~5.
Выделяя группу жестко связанных
погрешностей S2 и S5, просуммируем их
с учетом коэффициента корреляции
р = +1:
S6 = \S2 + 2P5255 + S5 =
,-5
= S2+S5 =2,11-10 .
(3.8)
В связи с тем, что при суммировании
жестко коррелированных погрешностей не
по
Глава 3. ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА ПРИНЦИПОВ
происходит деформации законов
распределения слагаемых, и энтропийный
коэффициент остается прежним, для
образовавшейся композиции справедлив закон
равномерной плотности распределения.
Полная аппаратурная погрешность
определяется суммированием всех групп
погрешностей как независимых:
San = V56 + S42 + Si = 3,10 • 10"5. (3.9)
Подсчитывая для каждой пары
суммируемых погрешностей относительный
вес дисперсии 5? в суммарной дисперсии
(S? + SJ), а также контрэксцессы
промежуточных композиций по формуле
О-Р)2
+ 6Р(\-Р) + -
,(3.10)
можно получить значение энтропийного
коэффициента результирующего закона
распределения аппаратурной
погрешности: Кап = 2,05 ; это означает, что данный
закон близок к нормальному.
После окончательного суммирования
может быть получено результирующее
значение среднеквадратичного отклонения
для интервала времени, измеряемого
установкой в целом:
= лЙ
+ S? =3,12-10
-5
(3.11)
Энтропийный коэффициент и
контрэксцесс результирующей композиции
составляют: Къ = 2,07; kz = 0,60. Таким
образом, закон распределения
результирующей погрешности подвергнутой анализу
установки для измерения времени
распространения ультразвука методом
мультипликативного совмещения эхо-импульсов
оказался близким к нормальному.
На основании того, что закон
распределения результирующей погрешности
установки может быть отнесен к классу
экспоненциальных, возможен переход от
энтропийной погрешности yz=KTSz =6,24 Ю-5
к доверительному значению погрешности.
В частности, эти значения совпадают при
доверительной вероятности
Ри «0,899 + -^- = 0,960.
д 5,5
Рассчитанное в результате
проведенного анализа значение результирующей
относительной погрешности 6,2 Ю-5
дает возможность отнести данную установку
к классу точности не ниже 0,01.
Установка успешно применялась в
лабораторных условиях для изучения
зависимости времени распространения
ультразвука в цилиндрических образцах
от температуры и одноосной нагрузки.
На рис. 3.8 представлены результаты
измерения абсолютных приращений
времени распространения Ат как функции
Ах.
100
80
60
40
20
0
1 //
(/2
50
100
150
200 1°С
Рис. 3.8. Сравнение результатов
исследования зависимости приращения
времени распространения ультразвука Ат
от температуры I при измерении т :
/ - прибором И2-26; 2-е помощью установки,
реализующей метод мультипликативного
совмещения эхо-импульсов
ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА ОСНОВНЫХ СООТНОШЕНИЙ 111
Аг,нс
80
60
40
20
1/
Tj/2
20
25
30
35
СТМПа
Рис. 3.9. Приращение времени
распространения ультразвука Дт. как
функция приложенного одноосного
растягивающего напряжения а
при измерении т:
1 - прибором УП-31Э; 2 - установкой,
реализующей метод мультипликативного
совмещения эхо-импульсов
температуры Т для цилиндра из стали
60С2Н2А длиной 96 мм, диаметром 18 мм.
На рис. 3.9 представлена зависимость
времени распространения ультразвука в
том же образце от одноосного
растягивающего усилия. Каждая точка на
графиках представляет собой результат
усреднения по 30 измерениям. Вертикальные
штрихи характеризуют границы
абсолютной погрешности при доверительной
вероятности 0,960. При идентичности
акустических трактов результаты в пределах
погрешности совпадают с показаниями
измерительной установки, реализующей
компенсационный метод измерений
(рис. 3.8), и прибора «Акон-4» УП-31Э
(рис. 3.9). Очевидно, что применение
метода мультипликативного совмещения
эхо-импульсов в обоих случаях
обеспечивает существенно меньшую погрешность
измерений.
Высокая точность и
чувствительность, хорошая воспроизводимость
результатов позволяют применять
разработанную установку для широкого класса
лабораторных исследований, а также для
проверки серийной УЗ-диагностической
аппаратуры. Принципы работы данной
установки могут быть положены в основу
нового прецизионного прибора для УЗ-
контроля напряжений. Предложенный
метод был внедрен в экспериментальном
стенде для снятия градуировочных кривых
резьбовых соединений различных
типоразмеров.
3.3. ЭКСПЕРИМЕНТАЛЬНАЯ
ПРОВЕРКА ОСНОВНЫХ
СООТНОШЕНИЙ АКУСТИЧЕСКОЙ
ТЕНЗОМЕТРИИ
Основные направления
исследований. Главная цель экспериментальных
исследований заключалась в проверке
правильности теоретических выводов,
подтверждении справедливости полученных
расчетных соотношений акустической
тензометрии, выработке рекомендаций по
практическому использованию методов
акустодиагностики напряжений в
промышленных условиях. В связи с этим
изучались и определялись:
— относительные изменения скорости
ультразвука для различных типов упругих
волн (продольных, сдвиговых,
поверхностных волн Рэлея) в зависимости от
напряжения или деформации;
— акустоупругие коэффициенты
скорости prt и времени распространения а1к
и соответствующие приведенные чувстви-
*v *т
тельности Kik , Kik ;
— изменения времени
распространения ультразвука в зависимости от
температуры и приложенного напряжения;
— угловая зависимость акустоупруго-
го эффекта.
Исследования проводились на
различных образцах. В частности, при испытаниях
на сжатие образцы имели форму
прямоугольного параллелепипеда размерами 20 х
40 х 400 мм3. В связи с конкретной
прикладной задачей многие эксперименты
проводились непосредственно на деталях
резьбовых соединений или их имитаторах.
Поскольку, как правило, максимальными по
модулю являются акустоупругие
коэффициенты Р33, Pi3> OI33, СХ|3 =Ct3i ' основное вни"
112
Глава 3. ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА ПРИНЦИПОВ
8ил.Ю-
8,0
6,0
4,0
2,0
-2,0
/ 2
Z^~— 4
5 ~-
о;и,МПа
Рис. 3.10. Зависимость относительного
изменения 5vrt скорости упругих волн от
напряжения а/п для стали 45:
/ - 5узз ; 2 - Ъ\\г = 8v23; 3 - д\23
:8V
32 >
4 - 8v22 = 8v[,;
5 - 8v[2 = 8v21
Suik,w
30
20
10
0
-10
-20
/
2/
3
-^4
5
6
о. ,МПа
In'
Рис. 3.11. Зависимость относительного
измерения 5\ik скорости упругих волн от
напряжения ст,„ для алюминиевого
сплава Д16:
/- 8уз3;2- 8vf3 = 8vz23;3- 8\R ;
4 - 8v3, = 8уз2 ; 5 - bv\2 = 8v21 ;
6 - 8v22 = 8v[,
Svik,0~
-I
-2
V
4 \
4. \
4
4. \
"~~5
__._-;
\ ч
> ч
\ 4
4 -,t
\ X
\ 4
-9 -6
0
6 5110'
Рис. 3.12. Зависимость относительного
изменения скорости 5vrt от относительной
деформации 5/для рельсовой стали
[181,182]:
1- 8уз3;2- Svf3
= 5у|з;3-
8уз1 =8v
32'
4 - 8vf2 = 8v21; 5 - 8v22 = 8v*
мание уделялось изучению
распространения волн со скоростями v33, v13, v31 .
Остановимся кратко на некоторых
наиболее важных результатах.
Исследованы относительные
изменения скорости упругих волн в зависимости
от приложенных одноосных напряжений.
Подтвержден линейный характер
зависимости скорость-напряжение (деформация)
при сжатии и растяжении в упругой
области для материалов с различными
значениями предела текучести. Типичные
экспериментальные результаты приведены
на рис. 3.10 - 3.13. Они подтверждают
справедливость полученных выше
расчетных соотношений и находятся в хорошем
соответствии с результатами других
исследователей.
Определены приведенные
чувствительности акустического тензометра по
скорости к/ и по времени к,^, значения
которых совпадают, соответственно, с
модулями акустоупругих коэффициентов
скорости рл и времени распространения
ajlc одноосно напряженного состояния.
Содержащиеся в табл. 3.2 результаты
ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА ОСНОВНЫХ СООТНОШЕНИЙ 113
измерения этих величин для некоторых
конструкционных материалов
подтвердили правильность ранее высказанных
предположений:
- коэффициенты Р33, Рв> Рз1' ап> а12
являются, как правило, отрицательными,
коэффициенты Рм, р12, а33, а|3 для всех
материалов положительны;
— наибольшими по модулю
значениями отличаются коэффициенты р3з, Pi3,
а33, а13=а3|, наименьшие значения
характерны для коэффициентов Р,2, а]2.
Высокую практическую ценность
имеют результаты расчета и
табулирования указанных величин по
экспериментальным данным различных авторов.
Исследована зависимость времени
распространения ультразвука от
напряжения. С точки зрения практики, в частности,
при контроле напряжений в деталях
резьбовых соединений, интерес представляют
3.2. Приведенные чувствительности по скорости и времени
распространения ультразвука и упругие модули третьего порядка
некоторых конструкционных материалов
Материал
Железо
армко
Сталь
60С2Н2А
Сталь
50ХГСМ2Ф
Сталь
35ХГСА
Сталь
09X16Н4Б
Сталь СтЗ
Латунь
ЛС59-1
Сплав Д16
Алюминий
АО
Приведенная чувствительность, ТПа"'
*v
По скорости K/Vt
к33
49,9
12,8
15,4
14,1
20,7
12,2
32,0
69,0
61,8
k*v
5,0
1,3
1,5
1,7
1,6
1,5
5,0
11,6
8,1
k*v
K13
13,8
8,4
8,3
8,3
11,6
8,4
20,5
36,6
37,3
K,2
0,9
1,5
1,7
1,7
5,1
1,0
9,3
6,2
15,4
ic*v
K31
7,7
2,4
2,8
2,8
5,2
2,4
7,4
19,2
17,6
По времени к,^
*зз
54,1
17,6
19,7
18,4
25,6
16,2
41,7
82,0
76,4
к,1
6,4
2,6
2,5
2,9
3,0
2,8
8,4
16,0
13,2
K13
12,4
7,2
7,2
7,1
10,1
7,1
17,1
32,2
32,2
*х
к12
2,3
2,7
2,9
2,9
6,5
2,3
12,7
10,6
20,5
Упругие модули
третьего порядка,
104МПа
-/
43,0
31,4
41,0
32,5
60,5
36,0
41,0
5,6
15,0
-т
50,4
63,9
64,4
63,2
79,0
69,0
41,4
21,0
23,0
-п
79,3
84,0
74,8
80,4
116,0
82,0
48,8
32,0
45,0
Рис. 3.13. Зависимость относительного
изменения 5\R скорости волн Рэлея и
относительной деформации 8 от напряжения
а для алюминиевых сплавов:
/-В93-Т1;2-2В95-Т1;5-Д1Т;4-Д16Т
114
Глава 3. ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА ПРИНЦИПОВ
7-
8-
9~
•V'
10-
^
11
-i
12
и
Рис. 3.14. Функциональная схема экспериментального стенда:
1 - измеритель временных интервалов; 2 - генератор зондирующих импульсов; 3 - осциллограф;
4 - амплитудный ограничитель; 5 - временной селектор; б - измеритель деформаций;
7 - пьезопреобразователь (резонансная частота /_ = 5 МГц ); 8 - слой контактной смазки;
9 - исследуемый объект; 10,11,12 — тензорезисторы
данные о зависимости времени
распространения звука в образце конкретного
типоразмера от приложенного усилия
ijk =f(F), от которых можно без труда
перейти к зависимостям типа: Azjk = f(F);
Дт,А = /(а); 5т,А = /(а). Произведено
сопоставление результатов акустических
измерений и классического тензометрирова-
ния, осуществлявшихся независимо и
параллельно с помощью
экспериментального стенда, функциональная схема которого
приведена на рис. 3.14.
Синхроимпульс измерителя
временных интервалов / одновременно запускал
селектор 5, развертку осциллографа 3 и
генератор зондирующих импульсов 2.
Импульс от генератора 2 поступал на
пьезоэлектрический преобразователь 7,
работавший в совмещенном режиме.
Излучаемая пьезопреобразователем 7 упругая
волна через контактный слой 8 проходила в
исследуемый объект 9 и, претерпевая ряд
последовательных отражений от его
торцевых поверхностей, возвращалась к
преобразователю 7 в виде серии эхо-сигналов.
В режиме приема электрический сигнал от
преобразователя 7 через амплитудный
ограничитель 4 поступал на селектор 5,
который после предварительного
усиления пропускал на измеритель / только те
импульсы, которые были необходимы в
процессе измерения. В то же время на
экране осциллографа 3 можно было
наблюдать всю панораму эхо-сигналов.
Измеряемый временной интервал сравнивался с
эталонным, задаваемым источником
временных сдвигов измерителя 1, а факт
компенсации фиксировался с помощью
собственного осциллографического индикатора
измерителя 1. Абсолютная погрешность
контроля временных интервалов при
различных комбинациях исследуемых
объектов и пьезопреобразователей составляла
от 0,1 до 0,5 не.
Для тензометрических измерений
применялся цифровой измеритель
деформации ИДЦ-1, в плечи моста которого
включались активные и компенсационный (для
исключения влияния температуры)
тензорезисторы 10 — 12. Использовались
фольговые тензорезисторы со следующими
ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА ОСНОВНЫХ СООТНОШЕНИЙ 115
значениями коэффициента тензочувстви-
тельности К:
- 2ФКПА-20-100А (К = 2,1);
-2ФКПА-10-200В (К = 2,15);
- КФ5П1-3-100-В-12 (К = 2,1).
Сопротивление тензорезисторов
контролировалось с погрешностью ±0,01 Ом.
Относительное удлинение объекта
определялось с помощью соотношения
£=А/ = 2(£-Ч (3.12)
I К
где Е, Е0 — конечное и начальное
показания прибора ИДЦ-1. Такой подход
обеспечивал высокую точность контроля
относительной деформации исследуемых
объектов: если нагрузка, приложенная к
образцу, вызывала увеличение напряжений
в нем от 0,1 до 0,3 ГПа, то погрешность
измерения относительной деформации
уменьшалась от 2,5 до 1,2 %; если
напряжения превышали 0,3 ГПа, она составляла
3.3. Результаты экспериментального исследования времени
распространения ультразвука и относительного удлинения
образца (длина /0 =150 мм) в зависимости от нагрузки
Нагрузка
Р.
МПа
200
400
500
600
700
800
900
F,
кН
46,6
93,2
116,5
139,8
163,1
184,1
205,7
Первая
серия измерений
(т0 = 199,123 мкс)
Ат33,
МКС
0,482
1,139
1,453
1,742
2,117
2,385
2,665
8^зз.
%
0,24
0,57
0,73
0,88
1,06
1,20
1,34
А/',
%
0,10
0,24
0,34
0,41
0,51
0,59
0,67
Вторая
последовательная
серия измерений
(х0 =199,323 мкс)
Атзз,
мкс
0,530
1,143
1,458
2,771
0,97
2,483
2,620
8тзз.
%
0,27
0,57
0,73
0,89
1,05
1,25
1,331
А/",
%
0,13
0,28
0,35
0,43
0,50
0,59
0,70
5**33
бт'зз
1,12
1,00
1,00
1,01
0,99
1,04
0,98
51"
8/'
1,27
1,20
1,05
1,04
0,99
1,00
1,04
менее 1 % и при максимальных нагрузках
принимала значения не более 0,2 %.
Время распространения УЗ-импульса
определялось из выражения
т = т,-ти, (3.13)
где Т],т„ — время задержки 1-го и и-го
эхо-сигналов по отношению к
зондирующему импульсу.
На протяжении каждой серии
измерений колебания температуры
исследуемых образцов не превышали ±0,5 °С .
В качестве примера в табл. 3.3,
табл. 3.4, на рис. 3.15-3.18 представлены
результаты измерений для деталей
различных размеров. Анализ полученных
результатов показывает, что зависимости
5т33=/И; Дтзз =/(F); A/ = /(F) с
хорошей воспроизводимостью носят
линейный характер. Некоторые отклонения от
линейности зафиксированы при относительно
небольших нагрузках, когда погрешность
акустических измерений максимальна.
116 Глава 3. ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА ПРИНЦИПОВ
3.4. Результаты экспериментального исследования времени
распространения ультразвука и относительного удлинения
для двух образцов в зависимости от одноосной нагрузки
Нагрузка
р, МПа
200
400
500
600
700
800
900
F,kH
46,6
93,2
116,5
139,8
163,1
184,1
205,7
Образец № 1
/0 = 99,6 мм;
т0 = 65,035 мкс
Дт3з > мкс
0,130
0,275
0,361
0,428
0,507
0,589
0,663
5т33, %
0,20
0,42
0,55
0,66
0,78
0,91
1,02
А/, %
0,167
0,341
0,438
0,514
0,603
0,686
0,767
Образец № 2
/0 = 86,0 мм;
т0 = 59,055 мкс
Дт3з, мкс
0,11
0,20
0,26
0,31
0,38
0,43
0,49
бхзз,%
0,18
0,35
0,44
0,53
0,63
0,73
0,83
Л/, %
0,10
0,20
0,24
0,29
0,34
0,49
0,44
области малых усилий можно объяснить
появлением в образце остаточных
напряжений после «тренировки», при
повышении нагрузки картина стабилизировалась.
Подробнее особенности поведения
«тренированных» и «нетренированных»
образцов обсуждаются в п. 5.3.
Эксперименты показали, что при
контроле механических напряжений
акустическими методами значительное
влияние на точность измерений может оказать
температура окружающей среды. Для
исследования температурных зависимостей
объект помещался в термостатирующее
устройство, и определялось время
задержки первого, третьего и пятого эхо-
сигналов при различных температурах.
Погрешность измерения времени
составляла 0,008 мкс. На рис. 3.19, 3.20 и в
табл. 3.6 приведены типичные
экспериментальные данные о зависимости
времени распространения от температуры для
образцов из стали и титанового сплава.
Исследования подтвердили линейный
характер зависимостей х = /(/), Дт =/(Л/),
Рис. 3.15. Зависимость относительного
изменения времени 6x33 и относительной
деформации 5/ от давления р в
гидросистеме нагружающего устройства при
длине /о растягиваемого стального образца:
/ - 150,0 мм; 2 - 99,6 мм; 3 - 86,0 мм
Представляет интерес сравнение
полученных данных для нагружаемого
впервые («нетренированного») и нагружаемого
повторно («тренированного») образцов с
помощью кривых 1, 2 на рис. 3.17. В
«тренируемом» образце в течение 30 мин
создавались напряжения, близкие к пределу
текучести. Некоторый разброс данных в
ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА ОСНОВНЫХ СООТНОШЕНИИ 117
5т3з,%
1.2
1.0
0,8
0,6
0,4
0,2
О
==3
0,1
0,2
0.3
0.4
Sl,%
Рис. 3.16. Зависимость относительного изменения времени 5т3з
от относительной деформации 5/ при длине /0 стального образца:
1 - 150,0 мм (светлые маркеры - первая серия, зачерненные - вторая серия);
2 - 99,6 мм; 3 - 86,0 мм
т3з,мкс
1,2
0,9
0,6
0,3
0
У'?
У
у
У.
'
10
15
F.kH
Рис. 3.17. Изменение времени
распространения Ах как функция растягивающей
нагрузки F для образца длиной /0 = 58,0 мм:
/ - в процессе «тренировки»;
2 - после «тренировки»
8т =f(At). Полученные результаты
хорошо согласуются с результатами других
авторов и с прогнозами теории [35, 44].
Ряд экспериментов был посвящен
поиску ответа на вопрос о возможном
влиянии изменений температуры,
происходящих в результате деформации
образца, на изменение времени
распространения ультразвука в нем. К болту длиной
100 мм и диаметром 21,4 мм, изготовлен-
F, кН
Рис. 3.18. Соотношение между
относительными изменениями времени
распространения в «тренированном» (т")
и «нетренированном» (т') образцах
как функция растягивающей нагрузки F
ному из стали 60С2Н2А, крепились два
датчика температуры (терморезисторы
ИС-567А): один из них размещался на
головке болта, а другой - на его теле, в
цилиндрической части, где отсутствует
резьба. Датчики были подключены к
измерительному прибору, позволявшему
контролировать их сопротивление с
погрешностью 0,1 мОм. Предварительно для
датчиков были сняты градуировочные
118
Глава 3. ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА ПРИНЦИПОВ
Хзз,
МКС
200
199
198
119
118
117
1
2
О
10
20
30
40 ее
Рис. 3.19. Зависимость времени
распространения ультразвука т33 от температуры /:
/ - в стальном образце ( т0 = 199,06 мке при
/ = 0 °С); 2 - в образце из титанового сплава
(т0 = 117,92 мке )
характеристики R =/(7). Болт был
подвергнут воздействию ступенчато
возраставшей растягивающей нагрузки. При
каждом дискретном значении нагрузки
контролировалось сопротивление
датчиков, и с помощью градуировочных
характеристик определялась температура болта
в двух точках. В табл. 3.5 приведены
экспериментальные данные об изменениях
времени т распространения ультразвука,
вызванных непостоянством температуры
образца в процессе деформации.
Рис. 3.20. Зависимость относительного
изменения времени распространения
йтзз/тозз от температуры t:
1 - сталь 07Х16Н6-Ш; 2 - титановый сплав
Экспериментально установлено
следующее:
- при растяжении болта температура
его тела снижается, при сбросе нагрузки
температура поднимается примерно по
тому же закону, по какому возрастала в
процессе нагружения;
- температура головки болта
совпадает с температурой окружающей среды и
в процессе нагружения не изменяется;
- если растягивающая нагрузка
возрастает ступенчато, с короткими (менее
1 минуты) остановками на каждой
ступени, но без сброса давления, то
температура тела болта монотонно уменьшается;
- время стабилизации температуры
болта после любого изменения нагрузки
составляет 7 ... 10 мин.
Полученные результаты с
очевидностью доказывают, что систематическая
погрешность УЗ-методов контроля
напряжений, обусловленная изменением
температуры вследствие деформации образца,
3.5. Изменения времени распространения ультразвука,
вызванные колебаниями температуры в процессе деформации стального образца
Давление в гидравлической системе
нагружающего устройства р, ГПа
Изменение температуры образца А/, °С
Изменение времени распространения
ультразвука Дт, не
0,2
-0,18
1,3
0,4
-0,28
2,0
0,6
-0,44
3,0
0,8
-0,62
4,5
1,0
-0,80
6,0
ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА ОСНОВНЫХ СООТНОШЕНИЙ ТЕНЗОМЕТРИИ 119
пренебрежимо мала и может не
приниматься во внимание. Однако следует
заметить, что наличие градиента температуры
по длине болта может стать причиной
возникновения дополнительных
температурных напряжений.
Интересные результаты получены при
экспериментальном исследовании угловой
зависимости акустоупругого эффекта. Как
отмечалось выше, основной задачей
диагностики НДС является определение по
результатам акустических измерений
компонент тензора напряжений aik и его
главных осей и восстановление, на основе
обработки экспериментальных данных,
характера пространственного
распределения напряжений и направлений
действия усилий. Для решения этой задачи
необходимо знать компоненты матрицы
aik акустоупругих коэффициентов одно-
осно напряженного состояния,
связывающие относительное изменение 8xjk времени
распространения упругих волн
соответствующего типа с напряжением aik . Выбор
системы координат, связанной с
деформируемым объектом, произволен. Если
компоненты тензора напряжении определены
в одной системе координат, то на
основании закона преобразования они могут
быть найдены и в другой системе. В
частности, могут быть получены главные
значения тензора напряжений. Из-за
конструктивных особенностей объекта
контроля прозвучивание вдоль главных осей
может быть затруднено. Поэтому
представляет интерес исследование угловой
зависимости акустоупругого эффекта и
определение соответствующих акустоупругих
коэффициентов при наклонном вводе
ультразвука относительно направления
действия деформирующих сил. Теоретический
анализ проблемы для продольных волн
показал (см. гл. 2), что в случае
одноосного напряжения ozz акустоупругий
коэффициент времени а определяется
следующим выражением:
а = а22 cos2 ^ + axcsin2 С,, (3.14)
где С, - угол между направлением
распространения волны и осью OZ, вдоль
которой приложено усилие.
3.6. Типичные экспериментальные данные о зависимости времени
распространения ультразвука от температуры
Материал
Сталь
07Х16Р6-Ш
Титановый
сплав
Д7\К
33,8
36,8
45,3
51,5
20,9
28,3
36,1
40,0
Тзз>
МКС
199,949
200,091
200,208
200,356
118,197
118,289
118,391
119,446
Ат33,
МКС
0,949
1,091
1,208
1,356
0,247
0,389
0,491
0,546
Дт33
%
0,48
0,55
0,61
0,68
0,25
0,33
0,42
0,46
Термоакустический
коэффициент
Узт3, 10-5К-'
14,2
13,8
13,5
13,2
11,96
11,66
11,63
11,50
Приведенная
чувствительность
nS.io-'K-1
13,67
11,68
120 Глава 3. ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА ПРИНЦИПОВ ТЕНЗОМЕТРИИ
Эксперименты показали, что
коэффициенты a2Z и ахх имеют
противоположные знаки, поэтому должно
существовать направление, для которого акустоуп-
ругий эффект отсутствует. Ему должен
соответствовать угол
^о = arcte
а.
а,
(3.15)
Существование такого направления
было проверено экспериментально для
широко применяемого конструкционного
материала - алюминиевого сплава Д16.
Для этого из единой заготовки были
вырезаны образцы в виде плоских дисков
диаметром 60 мм и толщиной 10 мм
(рис. 3.21). База акустических измерений
создавалась донными поверхностями двух
радиально ориентированных
прямоугольных пазов, фрезеруемых одновременно во
Рис. 3.21. Образец для исследования угловой
зависимости акустоупругого эффекта
в сплаве Д16 и его крепление в захватах
нагружающего устройства:
1 - верхний захват; 2 - исследуемый образец;
3 - нижний захват; 4 - прижимное устройство
для крепления пьезопреобразователя;
5 - пьезопреобразователь
всех образцах. Крепление образцов в
нагружающем устройстве осуществлялось с
помощью пар сквозных отверстий,
расположенных симметрично на периферии
каждого диска. Образцы нагружались
растягивающим усилием 11,04 кН,
направленным вдоль диаметра под углом С, к
направлению распространения
продольной УЗ волны. Выбранная конфигурация
образцов обеспечивала однородность
(в первом приближении) поля напряжений
в их центральной части.
Излучателем и приемником упругих
колебаний служил прямой
пьезоэлектрический преобразователь с резонансной
частотой 5 МГц, работавший в
совмещенном режиме. Время х распространения
ультразвука регистрировалось с помощью
метода мультипликативного совмещения
эхо-импульсов. Абсолютная погрешность
измерения приращения времени не
превышала 1,5 не.
На рис. 3.22 представлены результаты
измерений в виде зависимости
акустоупругого коэффициента а от угла С,. При
изменении этого угла в пределах от 40° до 90°
экспериментальная кривая практически
совпадает с расчетной кривой той же зависимости,
а, мкм /Н
0,4
~-bJ\l
2*
30
50 *%s
70 £°
0,2
0
-0,2
-0,4
Рис. 3.22. Графики зависимости
акустоупругого коэффициента а от угла 1
для сплава Д16:
/ - расчетная кривая;
2 - экспериментальные результаты
АЛГОРИТМЫ КОНТРОЛЯ ВНУТРЕННИХ НАПРЯЖЕНИИ В ТЕНЗОМЕТРИИ Ш
полученной путем подстановки в уравне- пряжение аы и относительные изменения
ние (3.14) значений коэффициентов а„ и <-
v ' ^^ zz скорости ovjk или времени распростране-
агг, рассчитанных по модулям упругости _ „ _
** ния отik . Глобальной задачей акустодиаг-
второго и третьего порядков для данного
сплава. Наблюдаемая тенденция к некото- ностики НДС материала элементов меха-
г „ лп° низмов и конструкций является определе-
рому расхождению кривых при С < 40 V} F
ее е ние по результатам акустических измере-
может быть объяснена изменением базы „ „
акустических измерений вследствие де- нии компонент тензора напряжении и вое-
формации образца. Интервал значений становление, на основе обработки экспе-
0 < С < 30° не исследовался из-за конст- Риментальных данных, картины простран-
ственного распределения напряжений и
руктивных трудностей одновременного „
rj rJ К. направлении действия усилии,
крепления к образцу пьезопреобразовате- r J
ля и захватов нагружающего устройства.
Расчетная и экспериментальная кри-
Поскольку контролируемой
величиной в акустодиагностике является чаще
вые а = f(Q проходят через нулевое зна- всего вРемя распространения xik, то пре-
чение при С, = 55 ... 60°, что подтверждает
имущественно используемым является
уравнение, содержащее 8xik. Используя мат-
предсказанное теорией существование в
одноосно-напряженном материале направ- РИДУ акустоупругих коэффициентов aikln
ления, для которого изменения скорости для случая наклонного прозвучивания под
упругой волны отсутствуют. углами C,x,C,y,C,z, можно записать шесть
3.4. АЛГОРИТМЫ КОНТРОЛЯ
ВНУТРЕННИХ НАПРЯЖЕНИЙ
В АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ
Как показано выше, основные
уравнения акустодиагностики связывают на-
основных уравнении акустической
тензометрии для продольных и сдвиговых волн,
которые содержат шесть неизвестных
компонент а
In ■
для продольных волн:
5t^ =(a33 COs2 С* +аП Sin2 Сх) °11 + а11°22 +
+ (аи cos2 C,x + а33 sin2 С,х) ст33 +(а33 -а,,) а33 sin 2^;
ъ\у = (°Ч1 cos2 Ъу + азз sin2 ^) а,, + а, ^ +
+ (а33 cos2 L,y + ап sin2 C,y ) а33 + (а33 - а,,) а12 sin 2С,у;
8тСг = а„стц + (аи cos2 C,z +а33 sin2 C,z)a22 +
+ (а33 cos2 C,z + а„ sin2 Сг)стзз +(азз -ап)°23 sin2Cz;
для сдвиговых волн:
8%з = (ai2 cos2 Zy + «и sin2 С,у)ац +а,,а33 +
+ (а12 cos2 С,у + а12 sin2 С,у)о22 + (а12 -а13)а12 sin2C,y:
8тС,2 = (а,2 cos2 С,х + а,2 sin2 С,х) о„ + а12 о,2 +
+ (а12 cos2 С,х + а,3 sin2 С,х) а33 + (а12 -а13) а13 sin 2С,Х
8тСг, = а13аи +(а12 cos2 C,z + а13 sin2 C,z)a22 +
+ (а13 cos2 C,z + а|2 sin2 C,z)a3i + (а12 -а13)а23 sin2C,Z.
(3.16)
(3.17)
122 Глава 3. ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА ПРИНЦИПОВ ТЕНЗОМЕТРИИ
В уравнениях (3.17) индексы 3, 2, 1 координатных осей и определить относи-
при 8хак указывают направление поля- тельные изменения скорости продольных
волн 8т,, 8т2, 8х3. В соответствии с
ризации сдвиговых волн,
распространяющихся в направлениях, определяемых,
соответственно, углами Qv, C,x, C,z.
Анализ уравнений (3.16), (3.17) показывает,
что наиболее удобными для прозвучива-
ния являются углы C,i=0; я/4; я/2, что
дает возможность предложить процедуру
контроля компонент тензора а!п по
результатам акустических измерений.
Введем следующие обозначения:
а,
= а
22
;а,
а
зз
= а
3'
= а,
«23 =
а12 =а
21
= ал
= а„=а
132
4»
О,, = СТ,
а2з=о32=а4;
ст22 ~ СТ
2'
Стп = <т-и = а
JI3
31 :
J5>
о3з=а3;
Stu^St,;
8т22 = 8х2;
8х33 = 8х3;
8т2з=8т32
8т13=8т31
8х12=8х21
= 8х4;
-8т5;
= 5х6;
а12=а21=а6
8хС2=я/4=8т',;
5\х=к/4=^2'
8%=л/4=5тз;
8^г,=8т4;
8х^2=8х'5;
5^v3=5x6-
(3.18)
Процедура определения напряжений
ар (Р = 1, ..., 6 ) при использовании
продольных волн может быть следующей.
После выбора произвольной декартовой
координатной системы Оххх2хъ,
необходимо осуществить прозвучивание вдоль
(3.16), (3.18) может быть получена
система трех уравнений:
8Х[ = а3ст, + а,а2 + а,а3;
8х2 = а,а, + а3а2 + а,а3;
8х3 = оцет, + а1а2 + а3ст3.
(3.19)
Удобно ввести следующие
обозначения:
ач +а
(ct3-ai)(a3+2ai)
1
а2;
(3.20)
(a3-ai)
1
(а3+2а,)
Решая (3.19) с учетом обозначений
(3.20), легко получить:
a, = a, (Stj + 8х2 + 8х3) -
(3.21)
-а2(8х2+8х3) =
= а,8х — а2(8х — 8х,);
а 2 = ахЫ — а2 (8х — 8х2);
стз = ахЪх — а2 (8х — 8х3);
о- = cj] + а 2 + ст3 = я38т,
где 8х = 8х,+8х2+8х3. Для случая про-
звучивания под углами С,( = я/4 в трех
координатных плоскостях YOZ, XOZ , XOY
должны быть записаны три уравнения,
каждое из которых содержит одну
неизвестную (а4, а5 или а6):
8х] = aiCTi +0,5(а3 + а,)(а2 + а,) + (а3 -а,)а4;
8х2 = 0,5(а3 + а, )(о, + ст3) + а,ст2 + (а3 - а, )ст5;
8х3 =0,5(а3 +а,)(а2 +ox) + alo2 +(a3 -aja^
(3.22)
Решение этих уравнений с учетом
обозначений (3.20) может быть записано
в виде:
a4=a2[8x;-0,5(8x'2+8x3)];
a5 = а2 [8х'2 - 0,5(8х', + 6х3)];
ст6 = а2 [8х'3 - 0,5(8x'i + 8x'2)].
(3.23)
КОНТРОЛЬ ОДНООСНЫХ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ 123
3.7. Акустоупругие и тензометрические коэффициенты
для некоторых конструкционных материалов
Материал
Сталь 60С2Н2А
Сталь 35ХГСА
Сталь СтЗ
Латунь ЛС59-1
Сплав Д16
Акустоупругие коэффициенты
времени, ТПа '
а3
17,1
17,8
19,4
59,2
81,3
-«1
2,5
2,6
2,4
9,7
16,6
а4
6,7
6,5
7,1
17,1
31,9
-«6
2,8
2,6
2,3
9,0
9,6
Тензометрические коэффициенты, ГПа
а\
60
59
54
180
140
"2
50
50
46
14
10
аъ
80
79
71
25
21
-аА
39
41
43
12
10
-а5
104
108
106
38
24
аь
94
92
84
39
18
Рассуждая аналогичным образом, в
случае использования сдвиговых волн
можно получить следующие соотношения:
а, = а4(8т4+8т5+8т6)-
-а5(8т5+8т6) =
= а45т'-а5(от'-5т4);1 (3.24)
а2 = а48т'-а5(8т'-8т5);
а3 = я48т'-а5(8т'-8т6);
ст„ = а68т';
а4=а5[8т4-0,5(8^+8^)];
о5 = а5[8х'5 - 0,5(8т4 + 5х'6)]; \ (3.25)
а6=а5 [8т^-0,5(8т4+8т'5)],
где
8т' = 8т4 +8т5 +8т6;
(Хб + а4
ad =
а* =
аА =
(а6-а4)(а6 + 2а4)'
1
(а6-а4)'
1
(а6+2а4)'
(3.26)
Коэффициенты а,,... ,о6 целесообразно,
на наш взгляд, назвать тензометрически-
ми. Они представляют интерес для
акустической тензометрии. В табл. 3.7
представлены значения акустоупругих
коэффициентов а,, а3, а4, а6 и тензометри-
ческих коэффициентов о,, ..., аь для
некоторых конструкционных материалов.
3.5. КОНТРОЛЬ ОДНООСНЫХ
МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ
Поскольку сложнонапряженное
состояние может быть описано с помощью
акустоупругих коэффициентов aik и рл
одноосно-напряженного состояния,
становится понятной важность их
экспериментального определения или достаточно
точного расчета для обеспечения
надежного контроля одноосных напряжений.
Ниже описаны некоторые методы,
разработанные для решения этой проблемы [23,
34, 36, 59, 62].
Использование сдвиговых волн
[59, 62]. Анализ выражений, записанных
ранее для акустоупругих коэффициентов
скорости (3,А, показывает, что их можно
представить в виде суммы двух
составляющих:
P*=P*+Pi. (3-27)
где fi'ik = f(l, ц) - акустоупругий
коэффициент, определяемый модулями упругости
второго порядка Ламе X и ц и
обусловленный, по-видимому, геометрической
нелинейностью; fi"k =f(k, u, /, т, ri) -
акустоупругий коэффициент, определяемый
не только модулями упругости Ламе, но
124 Глава 3. ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА ПРИНЦИПОВ ТЕНЗОМЕТРИИ
и модулями третьего порядка Мурнагана
I, т, п.
Решающий вклад в $ik вносит
составляющая $"к, причем, как правило,
выполняется условие:
|р;,|>2|р;,|. (3.28)
Расчет акустоупругих
коэффициентов рл вызывает затруднения по
следующим причинам:
- величина P'jt принципиально
может быть рассчитана по известным
значениям X, ц, но определяется в различных
теориях по-разному;
- величина PJt в различных теориях
определяется уравнениями, имеющими
одинаковый вид для соответствующего
типа волн, но ее расчет требует знания
констант Мурнагана 1,т,п, которые, в
свою очередь, определяются по
результатам УЗ измерений, но для различных
теорий оказываются неодинаковыми за счет
несовпадения значений Р'(А.
Особый интерес представляет
разработка метода определения напряжений, не
связанного с обязательным знанием
констант упругости 1,т,п. Такая
возможность принципиально может
представиться, если измерять относительные
изменения скорости 8v31, 6v13 сдвиговых волн,
распространяющихся в направлении
деформации (OZ) и перпендикулярно ему
(ОХ) и поляризованных, соответственно,
перпендикулярно (ОХ) и параллельно
(OZ) деформирующей силе. Тогда,
используя (2.56), можно получить
5v31 -5v13 = —; а = 2u(5v31 -5v13).(3.29)
2ц
Метод дополнительной нагрузки
[23, 24]. С целью повышения точности
измерения одноосных напряжений за счет
устранения влияния температуры
исследуемого объекта был разработан метод
дополнительной нагрузки. Для реализации
этого метода может быть использована
установка, структурная схема которой
представлена на рис. 2.7. При начальном
значении температуры t\, регистрируемой
измерителем 6, к изделию 2, в котором
вследствие действия внешней нагрузки
уже имеется искомое напряжение ст,
прикладывают дополнительную нагрузку,
создающую в изделии дополнительное
напряжение а,, которое фиксируют
измерителем 4. С помощью измерителя
временных интервалов 5 регистрируют время
распространения т, УЗ импульса,
возбужденного преобразователем /:
т, =т0+т0а,(о + а,). (3.30)
Изменяя температуру объекта до
некоторого значения t2, можно добиться
равенства т2 = т, с помощью
дополнительной нагрузки а2:
Т2=т0+т0а2(о + ст2)-
(3.31)
В выражениях (3.30), (3.31) at и а2 -
акустоупругие коэффициенты времени
распространения при значениях
температуры t\ и t2, соответственно.
Предполагая температурную
зависимость акустоупругого коэффициента
линейной, можно записать
a = a0(l + y/),
(3.32)
где у - температурный коэффициент
акустоупругого коэффициента. Приравнивая
(3.30) и (3.31) и учитывая (3.32), получим
ст =
(l + Y/2)a2-0 + Y'i)—
У J
(/,-f2).(3.33)
Температурный коэффициент
акустоупругого коэффициента у должен быть
определен заранее на той же установке
[23]. Предложенный метод не требует
знания невозмущенного значения т0
времени распространения ультразвука в
ненапряженном образце.
КОНТРОЛЬ ОДНООСНЫХ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ 125
Для исключения необходимости
определения значения т0 можно
использовать также метод, основанный на
использовании дополнительной нагрузки
Act = ст2 - ст,, с измерением времени
распространения двух волн во взаимно
перпендикулярных направлениях. При
использовании продольных волн со
скоростями v33, у и можно получить:
Тзз=^з(1 + а3зст1);
^3=4,(1 + а33ст2);
*ii=T°i(1 + anCTi);
*ii=*n(l + c<n<*2)-
(3.34)
Решение системы (3.34)
относительно О], о2 приводит к выражениям:
ст, =
ст, =
(т„ -ТззКи"п -«1 -т'ц)тзза
ацаэз(*ззтГ1-Хи*'ц)
33 .
(3.35)
(т3з - т33 )^n<^i 1 Сти Ti 1 )тззазз
апазз(тззтп -тззтп)
ст, =-
(3.36)
При использовании сдвиговых волн
со скоростями v3) и v12 конечные
формулы выглядят так:
_ (т31 ~ т12)т12<х12 ~(т12 ~ х12 )x31tX31 .
а31а12(т31т12 ~ т31т12 )
(3.37)
_ (т31 ~т12)т12а12 ~(т12 ~ Т12 УТ31(Х31
а31а12(т31т12 х31т12)
(3.38)
Заметим, что не следует
одновременно использовать волны со скоростями v31
и v13, так как a3i = a13, и система
уравнений (3.34) становится несовместной.
Дифференциальный метод
измерения напряжений. Для того, чтобы
исключить необходимость измерения
невозмущенного значения v0 скорости, можно
воспользоваться дифференциальным
методом, определяя разность скоростей v33
и Vj| двух продольных волн,
распространяющихся во взаимно перпендикулярных
направлениях:
V33-Vn=(c3333-Cllll)«T.
Величина (с3з3з - с,,,,) = v0 (рзз - Р,,)
должна быть определена по эталонному
напряжению
L3333
с1111 -
'33
Таким образом, искомая величина
определится из выражения
ст =
узз - vi
(3.39)
V33-V11
Если использовать сдвиговые волны
со скоростями v31 и v13, то
ст = -
'31
'13
с3133 ~с
(3.40)
1311
'31
'13
Поскольку непосредственно
измеряемым параметром в акустической
тензометрии является время распространения,
то исходные уравнения можно записать
в виде:
т3з = ^з(1 + а33ст);
тп=т?,(1 + апст);
133
(3.41)
где х0 , z0 - размеры недеформированно-
го объекта в направлениях осей Ох и Oz,
соответственно. Решая систему (3.41)
относительно ст, можно получить:
Ti-iXn 1\\Z,
ст = -
L33A0
11Z0
Tllz0a33
•T33x0an
(3.42)
Выражение (3.42) упрощается, если
х0 = z0 . Тогда
126 Глава 3. ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА ПРИНЦИПОВ ТЕНЗОМЕТРИИ
а = -
l33 Ml
тпазз тззап
(3.43)
При использовании сдвиговых волн
со скоростями v3| и v12 выражения (3.42)
и (3.43) приобретают, соответственно,
следующий вид:
<т = -
T3I*0 T12z0
TnZnCli
" T-iiXitti
т31 ~т12
(3.44)
(3.45)
Т12а31 т31а12
Заметим, что при временных
измерениях нельзя одновременно использовать
волны со скоростями v31 и v13, так как
a3i = ап > и система уравнений,
аналогичная (3.41) становится несовместной.
3.6. СПОСОБЫ ОПРЕДЕЛЕНИЯ
НАПРАВЛЕНИЯ КОМПЕНСАЦИИ
АКУСТОУПРУГОГО ЭФФЕКТА
Одноосно-напряженное состояние.
В случаях, когда методы акустодиагно-
стики НДС применяются для
исследования непрерывно эксплуатируемых
объектов (мостов, опор ЛЭП и т.п.), серьезные
трудности вызывает определение
невозмущенных значений скорости v0 и
времени распространения т0 в
контролируемом объекте. Принципиальную
возможность определения v0, т0 дает прозвучи-
вание под углом к эйлеровским
координатным осям.
В п. 2.10 проанализирована угловая
зависимость акустоупругих
коэффициентов скорости упругих волн.
Целесообразно рассмотреть также акустоупругие
коэффициенты времени распространения
при наклонном вводе ультразвука в образец.
1) Удобно возобновить анализ с
рассмотрения коэффициента
а, = а33 cos2 С, + а,, sin2 С,. (3.46)
Поскольку коэффициенты а33 и аи
всегда имеют разные знаки, то существует
угол С,'0 > ПРИ котором а, = 0 , и изменения
времени распространения волны не
наблюдаются. Он определяется из условия:
Co=arctgl-^i.
а
а.
(3.47)
Направление, определяемое углом С,'0 ,
может рассматриваться как реперное,
позволяющее определить невозмущенное
значение т0, так как в этом направлении
время распространения продольных волн
(при неизменной базе прозвучивания)
постоянно и не зависит от напряжения.
Очевидно С,'0Ф С,0. Легко убедиться, что аку-
стоупругий эффект не будет наблюдаться
также при прозвучивании под углами
(n-Q); (я+q,); (2я-&).
2) Следует обратить внимание на
коэффициент
а2 =±0,5(azz-axt)sin2C. (3.48)
Если С, = я/4, то а2 = ±0,5(а33 -ап).
При этом должно наблюдаться усиление
акустоупругого эффекта на продольных
волнах, так как
|a33-an|>|a33|.
3) Изменение скорости сдвиговых
волн определяется коэффициентом
a3 =a13cos2^ + a12 sin2 С,. (3.49)
Величины а13 и а,2 всегда имеют
разные знаки, следовательно существует
угол С,'т , при котором а3 = 0, и
изменения времени распространения волны
отсутствуют. Это определяется из условия
C01=aretg/—!i
а,
а
(3.50)
12
Очевидно, что этот угол определяет
реперное направление для сдвиговых
волн, причем Cm ^ Coi; Q\ * Сог •
СПОСОБЫ ОПРЕДЕЛЕНИЯ НАПРАВЛЕНИЯ КОМПЕНСАЦИИ ЭФФЕКТА 127
4) Интерес представляет также
коэффициент
а4 =±0,5(a13-a12)sin2<;. (3.51)
Поскольку |сС|3-а12| >|а13|, то при
С, = тг/4 величина а4 достигает
максимального значения a4 =0,5(a13-a12). В
данном случае должно наблюдаться
максимальное усиление акустоупругого эффекта
для сдвиговых волн.
Графики угловой зависимости
некоторых нормированных акустоупругих
коэффициентов для стали 60С2Н2А
показаны на рис. 2.1 и рис. 3.23. Значения углов
ввода С,'0 и i£oi, при которых отсутствуют
изменения времени распространения
упругих волн, для некоторых материалов
приведены в табл. 2.6 и табл. 3.8.
Рис. 3.23. Угловая зависимость
нормированных акустоупругих
коэффициентов для стали 60С2Н2А:
1
А.
Рзз
4-
^L; 5-^3.
3.8. Значения углов ввода, при которых
в однооено-напряженном материале
не наблюдается изменений времени
распространения ультразвука
Материал
Сталь 60С2Н2А
Сталь 35ХГСА
Сталь СтЗ
Латунь ЛС59-1
Алюминиевый
сплав Д16
Углы ввода
для
продольных
волн
Г' °
69
69
69
68
64
для
сдвиговых
волн
г °
<э01 >
57
58
60
54
61
Плоское напряженное состояние.
Рассмотрим случай, когда отличными от
нуля являются компоненты а,, и о33
тензора напряжений. При прозвучивании под
углом С, к направлению оси OZ
относительное изменение скорости продольной
волны определяется выражением
v33 = (Рзз c°s2 С + Pi 1 sin2 с)ст3з +
+ (p33sin4 + PiiCos4)o„. (3.52)
Скорость волны не зависит от
напряжений, если она распространяется в
направлении компенсации £0,
удовлетворяющем условию 8v33 = 0, откуда следует:
P33cos4o+Piisin4o
(p33sin4o+Piic°s2
Со) °зз
= п.
(3.53)
Решая (3.53) относительно С,0,
получим
128 Глава 3. ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА ПРИНЦИПОВ ТЕНЗОМЕТРИИ
^0 = arcsin
(Ри-РззХоц-Озз)
= arcsin
1 + „BL
Рзз
(и-1)
ГРп
1Рзз
1
(3.54)
Достаточно рассмотреть угол Со > ле"
жащий в первом квадранте (0, я/2).
Учитывая ограничения, накладываемые на
подкоренное выражение (3.54), а именно:
Рп
\ + п-
0<-
J33
(и-1)
1Рзз
\
<1.
(3.55)
легко получить допустимые значения
отношения (ctj 1/стзз)= " •
- для одноименных напряжений
п>„ hi.
Рп
- для разноименных напряжений
„<п.—-Eli..
Рзз
- при и —» оо
^0 —> arcsin
Рп
(Pi 1-Рзз)
Анализ выражения (3.54) показывает,
что в случае плосконапряженного
состояния компенсация акустоупругого эффекта
может быть осуществлена при любых
углах прозвучивания, в частности, при
С0 = 0, т.е. в направлении действия
усилия Fz, что очень важно для практических
целей. На рис. 3.24 приведена зависимость
Со = f(n) для стали 60С2Н2А.
Главные напряжения. В случае
действия главных напряжений ст,,, ст22, о>зз
условие компенсации акустоупругого
эффекта имеет вид:
80
60
40
20
А
0
6 1
-20 -10 0и, и2 Ю 20 п
Рис. 3.24. Зависимость угла £0,
определяющего реперное направление
от соотношения л = Стц / ст3з
при плосконапряженном состоянии
образца из стали 60С2Н2А
'33
(p33cos2C0+Pnsin2Co)<*3
+ (РзЗ sin2 Со + Pi 1 cos2 Со )ст11 + Pi 1ст22 = °»
(3.56)
откуда после несложных алгебраических
преобразований получаем:
С,0 = arcsin
Рзз ОзЗ+Ри(аИ +ст22)
(Ри-РззХоц-азэ)
.(3.57)
Из выражения (3.57) следует:
1) ^0 = 0 при условии
(вп+вц) = п= Рзз .
ст33 Рц
2) С,0 = л/2 , если
РЗЗ (<*22+°Зз)'
3) при п -> оо
(3.58)
(3.59)
Сп —> arcsin.,
л,Р..-Рзз
График функции £0 = /(и) в этом
случае совпадает с графиком, показанным
на рис. 3.24, при условии
п= (СТП +<т22)
стзз
Глава 4
ОСНОВЫ МЕТРОЛОГИИ
АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ
4.1. КЛАССИФИКАЦИЯ
И ОБОСНОВАНИЕ ТЕХНИЧЕСКИХ
ХАРАКТЕРИСТИК АППАРАТУРЫ
АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ
Анализ известных методов измерения
скорости и времени распространения
ультразвука позволяет сформулировать
требования к измерительной аппаратуре
акустической тензометрии. УЗ аппаратура для
контроля напряжений состоит из блоков
двух основных типов: акустических и
электронных [35, 36].
Акустические блоки представляют
собой устройства (системы),
преобразующие электрические колебания в упругие, а
также осуществляющие обратное
преобразование. С их помощью в материале
исследуемого объекта возбуждают упругие
волны определенного типа и фиксируют
характеристики этих волн в процессе
распространения. По конструкции и
основным параметрам электроакустические
преобразователи, которые используются в
устройствах контроля напряжений,
аналогичны применяемым в УЗ дефектоскопии.
Однако к некоторым их характеристикам,
например, к ширине диаграммы
направленности и углу ввода, предъявляют
особые требования.
В большинстве случаев, особенно
при контроле деталей ограниченных
размеров, предпочтение отдается
преобразователям с минимальным углом раствора
диаграммы направленности.
Если преобразователь предназначен
для возбуждения сдвиговых волн, то к
нему предъявляют специфические
требования по характеру и степени поляризации
этих волн. Иногда по условиям контроля
выдвигается требование об отсутствии
между преобразователем и исследуемым
объектом любых слоев контактных (переходных)
веществ. В таких случаях возникают
вопросы о приемлемом методе возбуждения
и приема УЗ волн, а значит и о
конструктивных особенностях преобразователей.
Электронная часть аппаратуры
включает, во-первых, унифицированные блоки,
характерные для любого УЗ дефектоскопа
(усилитель, генератор УЗ колебаний,
формирователь внешних синхроимпульсов,
внутренний генератор синхроимпульсов,
схемы ВРЧ (АРУ), генератор развертки,
электронно-лучевой индикатор, блок
питания и т.д.), во-вторых, специфические
узлы, с помощью которых
осуществляются прецизионные измерения. Параметры
электронных блоков определяются,
главным образом, требуемым уровнем
погрешности измерений.
При обосновании пределов, за
которые не должны выходить погрешности
акустических измерений, следует
исходить из погрешности определения
контролируемой величины. Для большинства
сталей предел текучести от лежит в
диапазоне 220 ... 980 МПа. Для сплавов на основе
алюминия (например, Д16Т, Д1Т, В95Т),
если их подвергнуть специальной
термообработке, от составляет 245 ... 294 МПа, а
без термообработки - 120 МПа. На
начальном этапе исследований
предполагалось, что результаты контроля могут
считаться удовлетворительными, если
абсолютная погрешность определения
напряжения 9(a) не превышает 0o.i(o) = 0,1 ат.
Соответственно, предельную
относительную погрешность акустических измерений
оценивали с помощью выражений:
E0,i(8v*) = eo.i(CT)P*0 ,„ 1Ч
/ \ г С4-1)
E0,l(8Tft) = e0,l(°)P*-J
Расчетные значения е01 (8v/jt) для
сталей составляют (0,2 ... 4,0) • 10"4, для алю-
5-3316
130 Глава 4. ОСНОВЫ МЕТРОЛОГИИ АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ
миниевых сплавов (1,0 ... 4,0) -10 .
Впоследствии выяснилось, что к процедурам
контроля должны выдвигаться более
жесткие метрологические требования:
абсолютная погрешность измерений должна
быть на порядок меньше, чем 0О, (ст).
Результаты экспериментов, описанных в гл. 3,
и опыт разработки методик контроля
напряжений в производственных условиях
показали, что для практических целей
необходимо, чтобы относительная
погрешность акустических измерений не
превышала 5 • 10~5.
Приборы для контроля напряжений
могут быть отнесены, с одной стороны, к
специализированным акустическим
устройствам для прецизионных измерений
скорости или времени распространения
ультразвука, с другой стороны — к
специализированным ультразвуковым
дефектоскопам. В табл. 4.1 сопоставляются
основные технические характеристики
приборов для измерения скорости ультразвука
(лабораторные установки) и приборов для
контроля напряжений (серийные приборы
производственного контроля).
При разработке приборов
акустической тензометрии стандартный перечень
функциональных узлов УЗ дефектоскопа
должен быть дополнен рядом
специфических узлов, перечень которых зависит от
реализуемого метода акустических
измерений. На рис. 4.1 приведены
упрощенные структурные схемы устройств,
реализующих основные методы
акустической тензометрии. Аппаратно эти
приставки могут быть реализованы в виде
специализированных блоков (узлов).
Современная микросхемотехника позволяет
унифицировать специфическую часть
прибора и выделить ей определенный,
сравнительно небольшой объем
дефектоскопа. Это позволяет создать ряд
стандартных УЗ приборов, пригодных для решения
разнообразных задач неразрушающего
контроля материалов и конструкций.
4.1. Технические характеристики ультразвуковых приборов
Техническая характеристика
Частота ультразвука
Частотный диапазон, МГц
Частотная характеристика усилителя
Амплитуда выхода
генератора УЗК, В, не менее
Измеряемый параметр
Контролируемый параметр
Единицы измерения результатов
отсчета
Требования к автоматизации
измерений
Особые конструктивные требования
Требования к массе, кг, не более
Серийные приборы
для контроля напряжений
Фиксированная
0,5; 1,0; 2,5; 5,0; 10,0
Резонансная, полосовая
100... 200
т; Ат; Ат/т
о; р; Q
мкс; Па; Н
Наличие АРУ,
автоподстройки; автоматический выбор
пределов измерения;
документирование результатов;
вычислительные операции;
диалоговый режим
Автономность
(портативность, работа
в полевых условиях)
7 ... 9
Лабораторные
установки
Регулируемая плавно
0,02... 100
Широкополосная
5 ... 10
X; pv; т
V
м; кг-м-2-с-1;
мкс; м • с-1
Отсутствуют
Отсутствуют
Отсутствуют
ПРЕОБРАЗОВАТЕЛИ УСТАНОВОК ДЛЯ ИССЛЕДОВАНИЯ НАПРЯЖЕНИИ 131
От усилителя
дефектоскопа
Синхронизация
на дефектоскоп
Синхронизация
на дефектоскоп
г 1
Ч^Ь1
— 4
— 3
L» 5
6
1
5
От усилителя
дефектоскопа
а)
Синхронизация
от дефектоскопа
_1
б)
Синхронизация
6
1
4
н
5
7
—-
Ь
на
Д«
!
—
с
Ф1
SKI
>
в)
г)
Рис. 4.1. Структурные схемы специализированных блоков для измерения Ат,А либо bzjk
методами синхрокольца (в); наложения эхо-импульсов (б); счетно-импульсным (в);
двойного зондирующего импульса (г):
/ - формирователь; 2 - детектор; 3 - счетчик импульсов; 4 - схема «И»; 5 - цифровой измеритель
интервала (периода); б- генератор синусоидальных колебаний; 7- внешний генератор
синхронизации; 8 - триггер; 9 - формирователь интервала
Отметим некоторые особенности
конструирования отдельных узлов
дефектоскопа. При реализации методов
синхрокольца и наложения эхо-импульсов
генератор УЗ колебаний должен запускаться
синхроимпульсами с большой частотой
следования (fc > 100 кГц). Для
обеспечения достаточной интенсивности УЗ волн в
дефектоскопах обычно используется
генератор ударного возбуждения, который
может работать без снижения амплитуды
лишь на частотах до 5 ... 10 кГц.
Повышение частоты синхроимпульсов
предполагает усовершенствование схемы таких
генераторов.
При реализации методов
синхрокольца и счетно-импульсного в схеме
усилителя необходимо наличие устройства
для стробирования выбранных
эхо-сигналов и обеспечения определенного
уровня их амплитуды. Альтернативным
решением может быть установление
плавающего порога дискриминации, что
позволяет поддерживать порог срабатывания
схемы формирователей на постоянном
уровне и, следовательно, уменьшает
инструментальную погрешность
измерительного прибора.
4.2. УЛЬТРАЗВУКОВЫЕ
ПРЕОБРАЗОВАТЕЛИ УСТАНОВОК
ДЛЯ ИССЛЕДОВАНИЯ
МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ
При контроле напряжений
используются различные типы УЗ волн. Поэтому
требуются различные по конструкции
электроакустические преобразователи,
которые можно было бы подключать к
одной и той же электронной системе.
Преобразователи можно разделить на два
принципиально отличающихся типа -
контактные и бесконтактные [35, 36].
4.2.1. КОНТАКТНЫЕ ПРЕОБРАЗОВАТЕЛИ
Принцип действия большинства
современных контактных преобразователей
основан на прямом и обратном пьезоэлек-
5*
132 Глава 4. ОСНОВЫ МЕТРОЛОГИИ АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ
трическом эффекте. В качестве
материалов для таких преобразователей
используются кварц и различные типы пьезоке-
рамики. Целесообразно подробнее
остановиться на некоторых специфических
особенностях контактных
пьезоэлектрических преобразователей (ПЭП).
Преобразователи сдвиговых волн.
В этих преобразователях используют
кварцевые пластины 7-среза или
поляризованную особым образом пьезокера-
мику. Обычные размеры кварцевых
пластин: 5x5; 10x10; 10x20 мм. При
использовании таких преобразователей в
условиях, близких к идеальным (излучение
в безграничное полупространство), к их
конструкции не предъявляют особых
требований.
Преобразователи продольных волн.
Условия распространения продольных
волн при решении конкретных задач
исследования напряжений, например, в
шпильках, болтах, могут отличаться от
тех, которые наблюдаются при излучении
в безграничное полупространство. При
контроле напряжений в деталях
ограниченных поперечных размеров, сравнимых
с диаметром d пьезопластины, которая
размещается на торцовой поверхности
детали, небезразличен выбор соотношения
d/X (где X - длина волны).
Важными параметрами пьезопреоб-
разователей акустических тензометров
являются ширина диаграммы
направленности и угол ввода УЗ колебаний. Кроме
того, интерес представляют следующие
характеристики:
— fm — частота максимума
преобразования;
— А/т - полоса пропускания частот;
— к„— коэффициент преобразования.
Для серийно выпускаемых пьезопре-
образователей допустимый угол ввода не
превышает 2°. Расчеты показывают, что
для тензометров эта величина должна
составлять порядка 1 ... 1,5°.
Экспериментально установлено, что при контроле
напряжений в шпильках М64 (длиной
/ > 470 мм) и больших можно
использовать стандартные пьезопреобразователи,
которыми комплектуются серийные УЗ
дефектоскопы, с диаметром пластины до
18 мм и резонансной частотой 2,5 МГц
или выше. На рис. 4.2 приведены
типичные осциллограммы эхо-сигналов,
полученные с помощью различных пьезопре-
образователей при исследовании стальной
шпильки М42. Контроль деталей,
имеющих форму стержней диаметром менее
52 мм, с применением таких
преобразователей затруднен из-за существенного
усложнения волновой картины. При
использовании преобразователя с отношением
d/X < 8 появляются помехи в виде
дополнительных эхо-сигналов (см. рис. 4.2, а).
Их относительно высокая амплитуда
препятствует автоматизации процесса
измерений. При использовании
преобразователей с соотношением d/X > 30 помеховые
эхо-сигналы практически отсутствуют.
С целью оптимального выбора этого
соотношения при контроле шпилек (болтов)
малого диаметра (18 мм < d < 52 мм)
опробованы различные варианты
конструкций преобразователей.
1,
и
ilJlA .lL
а)
б)
Рис. 4.2. Осциллограммы эхо-сигналов
в шпильке М42 для ПЭП с различными
отношениями К = d/X :
а) К = 7 ( d = 18 мм; / = 2,5 МГц);
б) А>15(й? = 18мм; / = 5МГц)
ПРЕОБРАЗОВАТЕЛИ УСТАНОВОК ДЛЯ ИССЛЕДОВАНИЯ НАПРЯЖЕНИЙ 133
4.2. Расчетные значения углов
раскрытия диаграммы направленности
круглых пьезоэлементов
Диаметр
пьезоэлемента
d, мм
18
8
19
40
Частота
УЗК/
МГц
2,5
5,0
5,0
5,0
Угол раскрытия
диаграммы
направленности а, °
9,3
10,6
4,7
2,1
В табл. 4.2 приведены расчетные
значения углов раскрытия диаграммы
направленности а, полученные при
различных соотношениях диаметра d и
частоты / для круглых пьезоэлементов,
изготовленных из керамики ЦТС-19. В
акустических тензометрах целесообразно
использовать преобразователи, для которых
а < 5°. Из табл. 4.2 видно, что при
диаметре пластины 40 мм ширина главного
лепестка диаграммы направленности
минимальна. Однако столь протяженные
пластины крайне редко применяют в
преобразователях вследствие их
недостаточной механической прочности на изгиб, а
также из-за чрезмерно высоких значений
статической емкости, что затрудняет
согласование с генератором УЗК
дефектоскопа. Оптимальной, по-видимому,
является конструкция, содержащая
демпфированную пластину из керамики ЦТС-19
диаметром 10 ... 20 мм с резонансной
частотой 5 МГц.
4.2.2. БЕСКОНТАКТНЫЕ
ПPEOБPAЗOBAfEЛИ
В некоторых случаях при вводе или
приеме УЗ колебаний невозможно
применять контактную смазку. Бесконтактно
возбуждать и регистрировать продольные,
сдвиговые и поверхностные УЗ волны в
токопроводящих материалах позволяют
электромагнитоакустические (ЭМА)
преобразователи.
ЭМА-излучатель представляет собой
проволочную рамку, находящуюся во
внешнем магнитном поле и размещенную
вблизи поверхности образца. По рамке
протекает переменный ток, возбуждаемый
задающим генератором электрических
колебаний УЗ частоты. Под действием
переменного магнитного поля рамки с
током электроны вещества совершают
вынужденные колебания. При достаточно
больших значениях силы тока в рамке и
индукции магнитного поля, наряду с
электромагнитными возбуждаются также
упругие колебания. В зависимости от
взаимной ориентации магнитного момента рт
рамки и вектора магнитной индукции В
внешнего поля в образце возбуждаются
волны различных типов: если векторы рт
и В коллинеарны, то генерируется
сдвиговая волна; если рт и В ортогональны -
продольная.
ЭМА-приемник по конструкции
подобен ЭМА-излучателю. Распространение
упругой волны подразумевает вовлечение
в колебательный процесс частиц среды, в
том числе электронов. Колебания
электронов порождают переменное
электромагнитное поле, индуцирующее в ЭМА-
приемнике переменный электрический ток.
ЭМА-преобразователи могут быть
использованы совместно с
пьезоэлектрическими, от которых они отличаются
меньшей чувствительностью.
Использование бесконтактных преобразователей
создает предпосылки для разработки методов
и аппаратуры, позволяющих исследовать
напряжения, в том числе и поверхностные,
с большей точностью и
производительностью, чем контактными способами.
4.2.3. ПОЛЯРИЗАЦИОННЫЕ
ХАРАКТЕРИСТИКИ
ПРЕОБРАЗОВАТЕЛЕЙ
При исследовании напряжений с
помощью сдвиговых УЗ волн принципиально
важен характер поляризации последних.
Целесообразно рассмотреть некоторые
параметры поляризованных УЗК,
возбуждаемых преобразователями различных типов.
134 Глава 4. ОСНОВЫ МЕТРОЛОГИИ АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ
Полностью поляризованная волна
может быть описана четырьмя параметрами
Стокса. Основными из них являются
величины S, и S2, определяемые
амплитудами принятых сигналов при
параллельном U» и взаимно перпендикулярном U±
расположении плоскостей поляризации
излучателя и приемника
S^U^+Ul; S2=Ul-Uf. (4.2)
Отношение этих величин называют
степенью поляризации волны:
Sj {Un-Ul)
e"f-?» <43)
Для количественной оценки и
сравнения более удобной может оказаться
другая величина — модуль
поляризационного коэффициента, определяемый
соотношением:
p=E±M=£l. (4.4)
Экспериментально исследованные
кварцевые преобразователи имели
следующие значения Q и Р :
QK = 0,9992; Рк > 50 .
Аналогичные измерения,
выполненные для ЭМА-преобразователей, привели
к таким результатам:
£>э = 0,9950; Рэ = 20.
Степень поляризации волны,
излучаемой, например, ЭМА-преобразовате-
лем, может быть оценена
экспериментально следующим образом. На
противоположных торцовых поверхностях
цилиндрического образца соосно располагают
излучатель - исследуемый ЭМА-преобра-
зователь и приемник — кварцевую
пластину У-среза. Предполагается, что
излучатель генерирует поперечные колебания,
происходящие по закону у = у0 sin со t.
Тогда в образце должна распространяться
плоская волна, описываемая уравнением
y{x,t)=y0sm\(ot--^l (4.5)
Если плоскости поляризации
излучателя и приемника образуют угол у, то в
соответствии с законом Малюса
амплитуда сигнала на выходе приемника,
определяется соотношением:
U = ky0 cos2 у, (4.6)
где к - коэффициент пропорциональности.
Изменяя у в пределах от 0 до я/2 и
фиксируя изменение выходного сигнала
приемника, легко сопоставить максимальное
и минимальное значения U .
4.2.4. КОМБИНИРОВАННЫЕ
КОНТАКТНО-БЕСКОНТАКТНЫЕ
АКУСТИЧЕСКИЕ БЛОКИ
Измерение скорости (времени)
распространения волн Рэлея во многих
случаях оказывается затруднительным из-за
неопределенности или непостоянства базы
прозвучивания в силу проблематичности
определения точек ввода и вывода УЗ
колебаний на поверхности контролируемого
объекта. Применение
ЭМА-преобразователей может решить эту проблему. Однако
малость коэффициента преобразования
(низкая чувствительность) затрудняет
проведение измерений вследствие малого
значения отношения сигнал-шум. Для
улучшения упомянутых показателей
целесообразно использовать акустический блок,
состоящий из контактного наклонного
излучающего пьезопреобразователя и двух
приемных ЭМА-преобразователей.
4.3. ЭЛЕКТРОННЫЕ БЛОКИ
ИЗМЕРИТЕЛЬНЫХ
АКУСТИЧЕСКИХ ПРИБОРОВ
НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
4.3.1. АНАЛОГОВЫЕ СХЕМЫ
Интегральные стабилизаторы
напряжения. В источниках электропитания
находят применение два вида
интегральных стабилизаторов:
ЭЛЕКТРОННЫЕ БЛОКИ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ 135
- гибридные интегральные
стабилизаторы напряжения (ГИСН);
- полупроводниковые микросхемы
стабилизаторов, которые принято
называть просто интегральными
стабилизаторами напряжения (ИСН).
Гибридные интегральные
стабилизаторы выполняются с применением
бескорпусных интегральных микросхем и
полупроводниковых приборов,
размещенных на диэлектрической подложке, на
которую методами тонкопленочной или
толстопленочной технологии нанесены
резисторы и соединительные проводники. На
подложке размещаются также
необходимые дискретные элементы - бескорпусные
конденсаторы, переменные резисторы и
др. ГИСН выполняются в виде
законченных устройств на фиксированные уровни
выходных напряжений, например 5; 6; 9;
12; 15 В. С использованием мощных
бескорпусных транзисторов и маломощных
схем управления, выполненных по
гибридно-пленочной технологии,
изготовляются стабилизаторы, рассчитанные на
большие токи, например, до 5 А.
Электрические схемы ГИСН не
отличаются от привычных схем
стабилизаторов на дискретных полупроводниковых
приборах, а методы гибридно-пленочной
технологии в сочетании с идентичностью
процессов позволяют получать
стабилизаторы с лучшими параметрами, чем
полупроводниковые интегральные
стабилизаторы на одном кристалле. Номинальные
выходные напряжения и показатели
стабильности ГИСН можно подстроить с
погрешностью ±(0,05 ... 0,5)%. Однако
надежность ГИСН значительно ниже, а
стоимость значительно выше, чем ИСН.
Поэтому гибридные стабилизаторы
находят ограниченное применение, в
основном, в устройствах, которые
изготовляются малыми сериями.
Микросхемы ИСН имеют малую
массу и габариты, высокую надежность,
низкую стоимость, что обеспечивает им
широкое использование в РЭА.
Промышленность выпускает два вида ИСН: с
фиксированным выходным напряжением и
регулируемым выходным напряжением.
Интегральные стабилизаторы с
регулируемым выходным напряжением.
В микросхемах ИСН с регулируемым
выходом отсутствуют делитель напряжения
и элементы частотной коррекции, которые
необходимо подключать к микросхеме
извне, размещая их на печатной плате.
Среди таких ИСН наибольшее
распространение получили маломощные
микросхемы К142ЕН1, К142ЕН2 и
стабилизаторы средней мощности К142ЕНЗ и
К142ЕН4. При помощи интегральных
стабилизаторов К142ЕН5 можно увеличить
мощность до 25 Вт. При необходимости
дальнейшего повышения уровня рабочей
мощности стабилизатор умощняют
внешними транзисторами, рассчитанными на
большие токи (КТ817, КТ819, КТ827).
Уровень напряжения 12 В при токе до 2 А
можно получить, используя ИСН типа
КЛ42ЕН8. Следует помнить, что при
стабилизации больших токов необходимо
устанавливать ИСН на радиаторы.
Высоковольтные блоки питания.
Целесообразно рассмотреть как типовые,
так и перспективные структурные схемы
высоковольтных источников вторичного
электропитания. Типовая схема (рис. 4.3)
содержит преобразователь Пр,
трансформатор Тр, выпрямитель В, фильтр Ф и
стабилизатор С. Преобразователь необходим,
если используется автономный источник
питания (батареи или аккумулятор); он
должен содержать автогенератор Аг и
усилитель мощности УМ. Для уменьшения
Г Пр |
Рис. 4.3. Типовая структурная схема
высоковольтного блока питания
136 Глава 4. ОСНОВЫ МЕТРОЛОГИИ АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ
габаритов и массы преобразователя
целесообразно повышать (в разумных
пределах) частоту преобразования. При этом
для обеспечения заданной мощности в
нагрузке может потребоваться параллельное
включение транзисторов и диодов. В таком
варианте схемы высоковольтного питания
приходится использовать высоковольтные
элементы, прежде всего транзисторы и
конденсаторы. Максимальные напряжения
ограничены допустимым значением
напряжения на коллекторе транзистора, что
составляет для специальных
высоковольтных транзисторов порядка 200 ... 300 В.
Другим способом получения
высокого напряжения на нагрузке является
одновременное использование нескольких
типовых схем выпрямления, включенных в
многофазную структуру (рис. 4.4).
Система управления СУ в этом случае
обеспечивает переключение преобразователей со
сдвигом во времени. По выходу такие
преобразователи включены
последовательно, что позволяет получить
повышенное выходное напряжение, даже если
каждый преобразователь в отдельности
рассчитан на меньшее напряжение.
СУ
^BX
1
lip,
1
Пр2
Тр,
1р2
в,
в2
ф,
ф2
F| С4ых
1
L Пр„ — Тр„
ф„
J
Перспективным вариантом
дальнейшего повышения эффективности
высоковольтных источников питания
является использование вольтодобавочных
регуляторов (рис. 4.5). Выходная цепь блока
питания в этом случае разделяется на две
части: П\ и TIj, — одна из которых
подключается к стабилизатору ИС. Мощность
регулируемой части в этом случае можно
выбрать значительно меньше мощности,
отдаваемой в нагрузку, если только не
требуется плавной регулировки выходного
напряжения в значительных пределах.
При необходимости можно
использовать многофазное включение нескольких
регулируемых и нерегулируемых блоков
питания, соединяемых по выходу
последовательно — аналогично схеме,
показанной на рис. 4.4. При этом возможен
оптимальный выбор количества регулируемых
и нерегулируемых блоков в зависимости
от требуемых значений напряжения и тока
в нагрузке, предполагаемого диапазона
регулировки, а также наличия
транзисторов и диодов определенной мощности.
Энергетические характеристики
блоков питания можно повысить, используя
дискретное управление выходным
напряжением (рис. 4.6). Схема содержит
преобразовательные модули ПМ1-ПМ4,
устройство управления УУ, измерительный
орган И. Сигнал на выходе блока И несет
информацию о рассогласовании
выходного напряжения с опорным. С его помощью
формируются сигналы для управления
Рис. 4.4. Структурная схема
высоковольтного блока питания
с многофазной структурой
и„
ИС
111
п,
^вых
с/„
: ими:
:пм2_
л
л
X
ПМЗ
ПМ4
УУ
И
£4.
Рис. 4.5. Схема блока питания
с использованием вольтодобавочных
преобразователей
Рис. 4.6. Схема источника питания,
в котором осуществляется дискретное
управление выходным напряжением
ЭЛЕКТРОННЫЕ БЛОКИ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ 137
0Ubx
Пр
Ум
*^вых
Рис. 4.7. Простейшая схема
нестабилизированного источника питания
преобразователями ПМ1-ПМ4, которые
включены по входу параллельно, а по
выходу - последовательно. В таких системах
электропитания могут быть использованы
как простые дискретные схемы
управления преобразователями
(«включен-выключен»), так и более сложные, позволяющие
осуществлять плавную регулировку
выходного напряжения каждого из
преобразователей.
Если не требуется получить
высокостабильное или регулируемое выходное
напряжение высокой амплитуды, то
целесообразно строить блок питания по схеме,
показанной на рис. 4.7. После
преобразователя Пр (в простейшем случае его роль
может выполнять сеть переменного тока)
используется выпрямитель Ум, собранный
по схеме умножения напряжения.
Фильтрация выходного сигнала осуществляется
простейшими ЯС-фильтрами,
подключаемыми при необходимости на выходе
схемы. Роль регулятора выходного
напряжения может выполнять преобразователь.
В этом случае значительно уменьшаются
габариты трансформатора. Следует
отметить, что с помощью такой схемы можно
получить лишь сравнительно небольшой
ток в нагрузке.
Схема формирователя импульсов
для управления тиристорами.
Формирователь импульсов необходим для усиления
мощности сигналов управления до уровня,
определяемого характеристиками
используемых тиристоров. Известны
специализированные схемы
усилителей-формирователей, обеспечивающие формирование
импульсов с крутым фронтом для
надежного срабатывания тиристора, а также
гальваническую развязку между
низковольтной цепью управления (обычно
цифровой) и высоковольтной силовой цепью
тиристора. В этих схемах применяются
либо разделительные импульсные
трансформаторы, либо оптроны, либо
комбинации таких элементов. Использование
повышающих трансформаторов позволяет
при необходимости дополнительно
повысить амплитуду импульса. Применение
оптронов иногда связано с потребностью в
дополнительном источнике питания, зато
обеспечивает более надежную защиту
схем управления при авариях в выходных
тиристорных цепях, особенно если
используются оптоволоконные линии
передачи. Кроме того, трансформаторные
схемы возбуждения невозможны в
интегральном исполнении; они являются
мощными источниками электромагнитных
помех, и с их помощью сложно получить
импульсы управления большой (более 100 мкс)
длительности.
Если тиристор включается сигналом
от импульсного источника напряжения, то
средняя мощность Рср на переходе
«управляющий переход - катод
тиристора» составляет
где РИ — импульсная мощность на
переходе тиристора; ty - длительность импульса
управления; Ту - период импульса
управления.
Из (4.7) следует соотношение между
допустимыми мощностями на входе РИД0П
и выходе Рсрдоп формирователя:
Т
Р =Р — (4 8)
'идоп 'срдоп • Y^";
'у
Длительность импульса управления
зависит от тока включения тиристора, его
быстродействия и сопротивления
нагрузки. Если считать, что импульс начинается в
момент переключения тиристора (перехода
через ноль анодного напряжения), то его
длительность может быть определена так:
t >t,+ fe"*" , (4.9)
138 Глава 4. ОСНОВЫ МЕТРОЛОГИИ АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ
где /, - время включения тиристора; /вкл -
ток включения тиристора; RH -
сопротивление нагрузки; Uc - анодное напряжение;
сос - частота анодного напряжения. Если
рассчитанное значение / слишком
велико, то импульс открывания следует
подавать с задержкой по отношению к началу
полупериода анодного напряжения.
Схема трансформаторного
формирователя приведена на рис. 4.8. При
отсутствии входного импульса транзистор VT\
заперт. Входной импульс положительной
полярности открывает транзистор, и в
первичной обмотке трансформатора
возникает ток. Во вторичной обмотке за счет
явления взаимоиндукции наводится
импульс напряжения, который подается в
цепь управления тиристора. Диоды VD\ и
VD2 препятствуют возникновению
паразитных выбросов напряжения на обмотках
трансформатора, а диод VD3 —
протеканию обратного тока тиристора через цепь
управления. Так как импульсный
трансформатор передает импульсы одной
полярности, то его магнитопровод работает
по несимметричному частотному циклу.
Поэтому либо требуются специальные
магнитные материалы с малой остаточной
индукцией В, либо необходимо
использовать дополнительные обмотки подмагни-
чивания трансформатора. Кроме того,
можно использовать высокочастотное (с
частотой до 100 кГц) заполнение импульса
управления.
Рис. 4.8. Схема
трансформаторного формирователя
Для уменьшения времени
срабатывания тиристора можно использовать схемы
с формированием форсированного тока
управления либо усложнять форму
запускающего импульса в области вершины.
Для формирования форсированного тока
управления можно использовать разряд
конденсатора через ключевой элемент в
цепь управления; увеличить этот ток
можно с помощью многоступенчатых схем
разряда нескольких конденсаторов в одну
и ту же цепь управления.
Известна также разновидность
трансформаторной схемы управления, в
которой выходные импульсы формируются с
помощью транзисторного блокинг-генера-
тора, работающего в ждущем режиме. В
этом случае выходной трансформатор
должен иметь дополнительную обмотку
положительной обратной связи, что
обеспечивает очень быстрое открывание и
закрывание транзистора, т.е. формирование
прямоугольных импульсов с крутыми
фронтами и малой длительностью вершины.
Импульсные усилители
ультразвуковой частоты. Импульсные усилители
УЗ частоты (видеоусилители)
предназначены для усиления однополярных или
двуполярных импульсных сигналов,
частота повторения которых составляет от
десятков килогерц до нескольких мегагерц
при длительности порядка нескольких
микросекунд. Предъявляются особые
требования не только к компонентам
усилителя (прежде всего, к активным -
транзисторам или микросхемам), но и к его
схемотехническому построению.
Усилительные импульсные каскады работают либо в
классе «В» (для однополярных импульсов,
при этом обеспечивается высокий
коэффициент полезного действия), либо в
классе «А» (для двуполярных импульсных
сигналов). При выборе активных
компонентов прежде всего учитываются их
высокочастотные свойства. Целесообразно
использовать высокочастотные или
сверхвысокочастотные транзисторы, например,
кремниевые маломощные КТ301, КТ325,
Г337, КТ342, Г345, КТ357, КТ373, КТ3102
ЭЛЕКТРОННЫЕ БЛОКИ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ 139
и КТ3107 (комплементарные с
нормированным уровнем шумов), КТ3108 (мало-
шумящие), германиевые маломощные
ГТ320, ГТ329 (малошумные), кремниевые
средней мощности КТ602, КТ603, КТ606,
КТ607, КТ608, КТ610, КТ612, КТ616,
кремниевые большой мощности КТ904,
КТ905, КТ906, КТ917А.
Следует отметить возможность
использования на нижних частотах
упомянутого выше диапазона аналоговых
усилителей, выполненных в виде гибридных
интегральных микросхем, а также
твердотельных быстродействующих
интегральных операционных усилителей, например,
гибридных видеоусилителей серий К224,
МС1533, операционных усилителей серий
К544, К574. Такие гибридные микросхемы
содержат цепи нагрузки, смещения и
стабилизации рабочей точки усилительных
каскадов и обязательно используют
внешние цепи коррекции, которые позволяют
оптимальным образом подстроить
требуемую амплитудно-частотную или
импульсную характеристику при заданном
уровне шумов. Кроме того, такие цепи
обеспечивают устойчивый режим работы
каскадов усилителя.
Для расширения частотного
диапазона усиливаемых сигналов используются,
во-первых, специальные схемы включения
транзисторов (например, каскады по схеме
с ОБ, каскадное включение по схеме с ОЭ-
ОБ). При этом исключается влияние
паразитных параметров транзистора, прежде
всего емкости перехода коллектор-база, на
усилительные свойства всей схемы.
Дополнительно в таких схемах исключается
влияние изменения величины этой
емкости на свойства схемы при различных
амплитудах усиливаемого сигнала, что
связано с полным исключением эффекта
Миллера. Во-вторых, применяются
специальные пассивные корректирующие
схемы, включаемые в стандартные каскады
усиления, выполненные по схеме с ОЭ.
Можно осуществлять индуктивную
высокочастотную коррекцию в выходном или
промежуточном каскаде; коррекцию
входной проводимости транзисторного
каскада; низкочастотную емкостную
коррекцию; использовать каскады с
повышенным входным сопротивлением, а также
различные варианты частотно-зависимой
отрицательной обратной связи в
усилителях. Перечисленные способы могут быть
реализованы как по отдельности, так и
одновременно в различных комбинациях,
что открывает широкие возможности
оптимизации свойств разрабатываемых
каскадов.
При использовании индуктивной
высокочастотной коррекции
последовательно с активным сопротивлением нагрузки
включается корректирующая катушка.
Эффективная площадь усиления
транзистора возрастает, что может быть
использовано для увеличения не только полосы
пропускания, но и коэффициента
усиления. Такая схема коррекции амплитудно-
частотной характеристики каскада может
давать всплеск на высоких частотах (из-за
появления колебательного контура),
поэтому необходимо оптимальным образом
рассчитывать величину индуктивности.
Используя такую цепь коррекции в
промежуточном каскаде, одновременно с
повышением коэффициента усиления можно
компенсировать частотную
неравномерность входного сопротивления
следующего каскада.
Чтобы обеспечить возможно
больший коэффициент усиления, в
многокаскадных усилителях необходимо
использовать промежуточные звенья с
максимально большим входным сопротивлением,
или хотя бы компенсировать изменение
этого сопротивления в зависимости от
частоты. Для этого часто используется
схема параллельной компенсации входной
проводимости, в которой одна из ветвей
цепи смещения имеет комплексное
сопротивление и при этом обеспечивает
протекание постоянного тока (обычно эта ветвь
состоит из последовательно включенных
резистора и катушки). Такая же цепочка
может использоваться и при
последовательной коррекции, в этом случае она
140 Глава 4. ОСНОВЫ МЕТРОЛОГИИ АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ
включается перед входом промежуточного
каскада, образуя частотно-зависимый
делитель напряжения. В итоге можно
получить достаточно большие значения
входного сопротивления, однако при этом
уменьшается суммарный коэффициент
усиления, что приводит к необходимости
использования дополнительных каскадов.
Подобный результат получается и при
введении различных частотно-зависимых
обратных связей, включаемых по
известным методикам: частотный диапазон
расширяется за счет уменьшения
коэффициента усиления. Следует отметить
возможность использования полевых
высокочастотных транзисторов для
повышения входного сопротивления.
Перечисленные способы коррекции позволяют
уменьшить длительность фронтов
импульсных сигналов.
Еще один способ улучшения свойств
усилителей основан на применении
низкочастотной емкостной коррекции. В этом
случае необходимо обеспечить резистив-
но-емкостной характер нагрузки каскада.
Достаточно включить некоторую
комбинацию резисторов и конденсаторов либо
в цепь коллектора, либо в базовую цепь
следующего каскада. При такой
коррекции улучшается форма вершины
импульсов.
При разработке широкополосных
импульсных усилителей, особенно мало-
шумящих, необходимо оптимальным
образом выбирать положение рабочей точки
транзистора с учетом обеспечения
минимума шумов и максимума коэффициента
усиления.
4.3.2. ЦИФРОВЫЕ ИМПУЛЬСНЫЕ
СХЕМЫ
Схемы малой и средней
интеграции. Триггеры, мультивибраторы,
таймер, счетчик, дешифратор (например,
для ЖКИ). Наряду с дискретными
элементами, широкое применение получили
цифровые интегральные микросхемы
(ИМС) малой и средней степени
интеграции, содержащие десятки, сотни, тысячи, а
иногда и десятки тысяч компонентов.
Грамотное использование ИМС позволяет
значительно упростить разрабатываемое
устройство и увеличить его надежность.
По технологии изготовления ИМС
разделяют на устройства:
— транзисторно-транзисторной
логики (ТТЛ);
— транзисторно-транзисторной
логики с диодами Шотки (ТТЛШ);
— эмиттерно-связанной логики (ЭСЛ);
— логики на комплементарных
полевых транзисторах (КМОП) и другие.
Микросхемы серий К155, К555,
К1533, КР531 относятся к ИМС типа ТТЛ
и ТТЛШ. К типу ЭСЛ относятся
микросхемы серии К500; к типу КМОП —
микросхемы серий КМ64, К1564 и некоторые
другие.
Номенклатура выпускаемых ИМС
обширна. В устройствах автоматики и
вычислительной техники широко
применяются цифровые микросхемы серии К155.
Имеется свыше ста наименований
микросхем этой серии. При всех своих
преимуществах: высоком быстродействии,
обширной номенклатуре, хорошей
помехоустойчивости, — эти микросхемы
отличаются сравнительно большой потребляемой
мощностью. На смену им выпущены
микросхемы серии 555, принципиальное
отличие которых - использование
транзисторов с коллекторными переходами, за-
шунтированными диодами Шотки.
Транзисторы микросхем этой серии не входят в
насыщение, что существенно уменьшает
задержку выключения транзисторов. К
тому же они имеют значительно меньшие
размеры, что уменьшает емкость их р-п-
переходов. В результате при сохранении
быстродействия микросхем удалось
уменьшить потребляемую ими мощность
приблизительно в 4 - 5 раз.
Дальнейшее развитие устройств ТТЛ -
микросхемы серии К1533. Основное
эксплуатационное отличие их от ИМС серии
К555 - в 1,5-2 раза меньшая
потребляемая мощность при сохранении и
повышении быстродействия.
ЭЛЕКТРОННЫЕ БЛОКИ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ 141
Средняя задержка распространения
сигналов в элементах микросхем серий
К155, К555, КР1533 составляет 15 ... 20 не.
В случаях, когда требуется более высокое
быстродействие, используют микросхемы
серии КР531. Для сравнения в табл. 4.3
приведены значения основных параметров -
средней потребляемой мощности Рср и
средней задержки /зср распространения
сигналов в микросхемах ТТЛ указанных
серий, а также стандартные значения
входных /вх и выходных /вых токов и
нагрузочной способности указанных серий
микросхем. Стандартные выходные
уровни логической единицы составляют 2,4 ...
2,7 В, логического нуля - 0,36 ... 0,5 В.
Напряжение питания микросхем ТТЛ
составляет 5 В ±5 %; для серии КР1533
допуск на напряжение питания увеличен
до ±10%.
Микросхемы выпускают в
пластмассовых корпусах с 8, 14, 16, 20, 24, 28
выводами; температурный диапазон их
работоспособности -10 ... +70 °С. Часть
микросхем серий К155 и К555 выпускают в
керамических корпусах (их обозначение
КМ 155 и КМ555), температурный
диапазон работоспособности таких микросхем
-45 ... + 85°С.
4.3. Основные технические параметры
интегральных микросхем
различных серий
Параметр
Рср, мВт
'з ср ' нс
/в°х,мА
/вх, мА
/вь,х . мА
/вых, мА
Нагрузочная
способность
Серии ИМС
К155
10
20
1,6
0,04
16
0,4
10
К555
2
18
0,4
0,02
8
0,4
20
К1533
1,2
14
0,2
0,01
8
0,4
40
КР531
19
5
2
0,05
20
0,4
10
Цифровые микросхемы по своим
функциям делятся на два обширных
класса: комбинационные и последовательные.
К первому классу относятся микросхемы,
не имеющие внутренней памяти
(состояние выходов этих микросхем однозначно
определяется уровнями входных сигналов
в данный момент времени); ко второму -
микросхемы, состояние выходов которых
определяется не только уровнями входных
сигналов в данный момент времени, но и
последовательностью состояний в
предыдущие моменты времени из-за наличия
внутренней памяти.
К разновидности комбинационных
относятся простые логические
микросхемы (И, НЕ, ИЛИ, И-НЕ, ИЛИ-НЕ, И-ИЛИ-
НЕ), более сложные элементы -
дешифраторы, мультиплексоры, сумматоры по
модулю 2, полные сумматоры,
преобразователи кодов для семисегментных и
матричных индикаторов, шифраторы,
программируемые постоянные запоминающие
устройства, преобразователи двоично-
десятичного кода в двоичный и обратно,
однонаправленные и двунаправленные
буферные элементы, мажоритарные
клапаны, а также триггеры Шмитта (которые,
однако, имеют внутреннюю память и
могут быть отнесены к последовательным
микросхемам) и некоторые другие.
К последовательным микросхемам
относятся триггеры, счетчики,
сдвигающие регистры, оперативные
запоминающие устройства и некоторые другие
микросхемы.
Ждущие мультивибраторы нельзя
однозначно отнести ни к одному из
упомянутых классов, так как внутренняя
память этих микросхем помнит изменение
входных сигналов ограниченное время,
после чего состояние выходов
микросхемы ни от чего не зависит. То же самое
относится к генераторным схемам.
В аппаратуре с повышенными
требованиями к потребляемой мощности и
невысоким быстродействием целесообразно
применять ИМС, изготовленные по
КМОП технологии. Эти ИМС также де-
142 Глава 4. ОСНОВЫ МЕТРОЛОГИИ АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ
лятся на последовательные и
комбинационные. Примером их использования могут
служить устройства отображения
информации на жидкокристаллических
индикаторах (ЖКИ). ЖКИ требуют переменного
управляющего напряжения и практически
не потребляют энергию. Для управления
ими используют дешифратор К561ИД5
или счетчики К176ИЕЗ и К176ИЕ4.
Схемы большой интеграции
Микропроцессорные комплекты 580,
588, 589. Создание микропроцессорных
средств (МПС) открыло новые
возможности для совершенствования
измерительных акустических приборов. Успешность
внедрения МПС в измерительные
приборы различного назначения определяется в
основном их функциональными
возможностями и быстродействием. В настоящее
время МПС применяются в различных
устройствах цифровой обработки
сигналов, радиолокационных, оптимальных и
адаптивных системах радиоавтоматики.
Микропроцессор (МП) - программно-
управляемое устройство, предназначенное
для обработки цифровой информации и
управления процессом этой обработки,
выполненное в виде одной (или
нескольких) большой интегральной схемы (БИС).
Возможности однокристальных
микропроцессоров определяются уровнем
развития микроэлектронной технологии. Для
увеличения производительности
процессоров, иногда используют секционные
многокристальные микропроцессоры.
Многокристальные МП получаются в том
случае, когда производится разделение
логической схемы процессора на отдельные
функционально законченные части,
каждая из которых реализуется в виде
отдельной интегральной схемы.
Одним из перспективных
направлений развития МП стало создание
однокристальных микроконтроллеров.
Микроконтроллеры представляют собой приборы,
конструктивно выполненные в виде БИС и
включающие в себя все составные части
«голой» микроЭВМ: микропроцессор,
память программ и память данных, а также
программируемые интерфейсные схемы
для связи с внешней средой.
Использование микроконтроллеров в системах
управления обеспечивает достижение
исключительно высоких показателей
эффективности при столь низкой стоимости (во
многих применениях система может состоять
только из одной БИС микроконтроллера),
что в элементной базе для построения
информационно-измерительных и
управляющих систем микроконтроллерам, по-
видимому, нет разумной альтернативы. К
настоящему времени более двух третей
мирового рынка микропроцессорных
средств составляют именно
однокристальные микроконтроллеры.
Значительным достижением
микроэлектронной технологии явилось создание
аналоговых МП, предназначенных для
прямой обработки аналоговых и
цифровых сигналов. В структуре аналоговых
МП имеется несколько каналов аналого-
цифровых и цифро-аналоговых
преобразователей, а также цифровой процессор.
Аналоговые микропроцессоры выполняют
функции аналоговых схем, например,
производят генерацию колебаний,
модуляцию, смешение частот, фильтрацию,
кодирование и декодирование сигналов в
реальном масштабе времени и т.д. Они
значительно повышают
воспроизводимость и точность обработки аналоговых
сигналов, а также предоставляют широкие
функциональные возможности
программной «настройки» цифровой части
микропроцессора на различные алгоритмы
обработки аналоговых сигналов.
При проектировании систем
контроля и управления на основе МП
необходимо сначала выяснить и описать функции,
подлежащие выполнению в системе, а
затем согласовать их с возможностями тех
МП, которые могут быть использованы в
проектируемой системе. Микропроцессор
в зависимости от требований,
предъявляемых к системе, может быть устройством
однокристальным или одноплатным,
созданным на основе многокристального
комплекта микропроцессорных БИС. В высо-
ЭЛЕКТРОННЫЕ БЛОКИ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ HEPАЗРУШЛЮЩЕГО КОНТРОЛЯ 143
Клавиатура
МП
ПЗУ
Дисплей
шина
шина
шина
ОЗУ
Устройство
ввода
Устройство
вывода
J
Адреса управления данными
расширения системы
Рис. 4.9. Схема подключения
функциональных устройств
микропроцессорной системы к единой
информационной магистрали
непроизводительных системах МП
строится на основе микропроцессорных
секций БИС. Микропроцессорная система
(МПС) может содержать значительное
число функциональных устройств, одним
из которых является МП. Все устройства
системы должны иметь стандартный
интерфейс и подключаться к единой
информационной магистрали (рис. 4.9).
4.3.3. ЦИФРОВЫЕ ФИЛЬТРЫ
В ИЗМЕРИТЕЛЬНЫХ
АКУСТИЧЕСКИХ СИСТЕМАХ
Цифровой фильтр представляет
собой устройство обработки сигналов,
преобразующее одну последовательность
чисел (входную) в другую (называемую
выходной). Цифровой фильтр может быть
реализован либо как компьютерная
программа, либо аппаратно в виде схемы,
содержащей регистры, умножители и
сумматоры. Цифровой фильтр предназначен
для усиления одних сигналов при
одновременном подавлении других.
Исходные сигналы могут быть
непрерывными либо дискретными
функциями некоторой независимой переменной
(обычно времени). Цифровые
вычислительные машины обрабатывают только
цифровые сигналы - дискретные сигналы
с квантованными значениями. Типичным
цифровым сигналом является выходной
сигнал АЦП, возникший в результате
дискретизации непрерывного сигнала и
сформированный в виде
последовательности бинарных чисел с конечной
разрядностью. Для заданного непрерывного
сигнала соответствующие дискретный и
выходной цифровой сигналы квантованы по
времени.
В любой системе, работающей с
цифровыми сигналами, конечность числа
уровней квантования приводит к
появлению ошибок. Следовательно, при
проектировании цифрового фильтра
необходимо как можно раньше определить число
разрядов или уровней квантования,
необходимых для представления сигнала.
Выбирая достаточно большое число
разрядов, можно увеличить точность
представления сигнала, однако это приводит к
удорожанию фильтра. Очевидно, должен
быть найден компромисс между
точностью и стоимостью.
Основные функциональные узлы. Как
отмечалось выше, цифровой фильтр
реализуется либо программным способом на
универсальном или специализированном
компьютере, либо аппаратурным, либо
комбинированным способом. При любом
методе реализации цифрового фильтра
обязательны следующие два этапа:
1) преобразование соотношения
между входным и выходным сигналами
цифрового фильтра в алгоритм;
2) исполнение алгоритма в виде
комбинации основных операций или
реализация в виде цифровой аппаратуры.
144 Глава 4. ОСНОВЫ МЕТРОЛОГИИ АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ
Входной и выходной сигналы
фильтра являются цифровыми, так что в
устройстве циркулируют только двоичные коды.
Поскольку операция умножения отсчетов
цифрового сигнала на число иногда
выполняется неточно за счет округлений или
усечений произведений, в общем случае
цифровое устройство неточно реализует
заданную функцию, и выходной сигнал
отличается от точного решения. Следует
помнить, что в цифровом фильтре
погрешность выходного сигнала не зависит
от условий, в которых работает фильтр:
температуры, влажности и т.п. Кроме
того, эта погрешность контролируема - ее
можно уменьшить, увеличивая число
разрядов, используемых для представления
отсчетов цифровых сигналов. Именно
этим определяются основные
преимущества цифровых фильтров - высокая
точность обработки сигналов и стабильность
характеристик - по сравнению с
аналоговыми и дискретными фильтрами. Строго
говоря, цифровые фильтры представляют
собой нелинейные устройства, к которым
не следовало бы применять методы
анализа и синтеза линейных систем. Однако
число разрядов в кодах, циркулирующих в
цифровых фильтрах, как правило,
достаточно велико, чтобы сигналы могли
считаться приблизительно дискретными, а
фильтры - линейно дискретными.
Достоверность результатов измерений зависит
от соотношения сигнал-шум, параметров
помех, действующих в канале измерения,
разрядности применяемой аппаратуры
аналого-цифрового преобразования и
качества алгоритмов последующей
обработки результатов измерения. В настоящее
время основным способом повышения
достоверности результатов измерения
является построение новых алгоритмов
обработки цифровых отсчетов аналогового
сигнала (цифровая фильтрация,
спектральный анализ, адаптивные и
оптимальные методы обработки).
Методы цифровой фильтрации
основаны на несовпадении параметров
(частоты, фазы, амплитуды) полезного сигнала и
помехи. Реализация заданной
передаточной функции цифрового фильтра на
множестве отсчетов позволяет существенно
улучшить соотношение сигнал-шум в
измерительном тракте.
Широкое применение получили
частотно-избирательные устройства для
выделения информационных сигналов на
фоне аддитивных помех и шумов. Для
решения этих задач чаще других
используются активные ЛС-фильтры (ARC-
фильтры), отличающиеся от других
известных схемотехнических решений
наилучшими массогабаритными
показателями, возможностью интегрального
исполнения, простотой настройки и
оперативной перестройки параметров,
нечувствительностью к электромагнитным полям
и т.д. Самой сложной задачей при
проектировании таких устройств является
выбор структурной схемы фильтра; успех
ее решения зависит от квалификации,
опыта и интуиции разработчика. Выбор
осуществляется, как правило, на основе
известных схем; при этом не
гарантируется, что избранный вариант решения
оптимальным образом соответствует
техническому заданию.
С целью преодоления этих проблем
разработан способ преобразования
структурных и принципиальных схем ARC-
фильтров, позволяющий получить из
одной известной схемы фильтра полное
множество реализаций, имеющих
различную топологию, но выполняющих одну и
ту же схемную функцию. Способ основан
на нуллорном представлении активных
элементов Л/?С-фильтра - операционных
усилителей (ОУ) или транзисторов.
Нуллатор и норатор - это идеальные
вырожденные двухполюсные элементы
электрической цепи, которые не могут
быть по отдельности реализованы
физически. Нуллатор имеет ток и напряжение,
одновременно равные нулю, а у норатора
ток и напряжение принимают независимо
друг от друга произвольные значения [97].
В схемах замещения активных элементов
цепи они используются парами, причем
ЭЛЕКТРОННЫЕ БЛОКИ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ 145
количество нуллаторно-нораторных пар
не ограничивается. Идеальный
четырехполюсник, состоящий из нуллатора и но-
ратора, называют нуллором. При решении
задач синтеза активных цепей построение
нуллаторно-нораторной (нуллорной)
схемы замещения активных элементов
позволяет рассмотреть различные варианты
объединения нуллаторов и нораторов в
пары. Количество новых схемных
решений определяется числом активных
элементов в цепи и способом их соединения.
Как правило, используются идеальные
модели ОУ и транзисторов, и тогда все
получаемые схемы считаются
инвариантными. Если учитываются реальные
параметры активных элементов, то
характеристики получаемых фильтров могут
отличаться. Предпочтительный вариант
выбирают в зависимости от установленных
критериев оптимизации.
Разработанный способ применялся, в
частности, при проектировании
селективных /?С-фильтров для систем передачи
информации по протяженным каналам
связи. Частота квазирезонанса фильтра
составляла 15 кГц, эквивалентная
добротность — 10, коэффициент усиления на
частоте квазирезонанса — не менее 20 дБ. В
качестве исходной рассматривалась схема
селективного ЛЯС-фильтра на трех ОУ
(рис. 4.10, а). В результате анализа схемы
этого фильтра был установлен вид
передаточной функции, рассчитаны параметры
пассивных элементов и построена нуллор-
ная схема замещения. В результате
перебора всех возможных нуллорных
преобразований, сводящихся к различным
объединениям в пары нуллаторов и нораторов,
были получены 11 новых схем фильтров.
Для определения оптимальной
схемы все 12 Л7?С-фильтров (включая
исходный) были смоделированы на компьютере
с помощью пакета прикладных программ,
предназначенного для анализа аналоговых
схем. Пассивные элементы считались
идеальными, а роль каждого активного
элемента выполняла двухполюсная модель
ОУ типа К140УД8А. Амплитудно-частот-
-С
R4
DA1
R5
R3
С1
DA2
R6
I1
С2
чь-
DA3
Г
1
i
R4
DAI
R5
U„
а)
R3
-CD-
Rl
C2
R2
DA2
R6
I1
CI
I
DA3
1
Рис. 4.10. Схемы селективных
/l/JC-фильтров
ная характеристика (АЧХ), полученная в
результате моделирования исходной
схемы (рис. 4.11, штрих-пунктирная кривая),
с достаточной точностью соответствует
заданным параметрам фильтра: частоте
квазирезонанса и ширине полосы
пропускания.
АГ„,дБ
300 10' Ю" Ю5 106 /Гц
Рис. 4.11. АЧХ селективных Л/?С-фильтров
146 Глава 4. ОСНОВЫ МЕТРОЛОГИИ АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ
На основе анализа АЧХ всех схем
был выбран лучший вариант фильтра
(рис. 4.10, б), АЧХ которого (пунтирная
кривая на рис. 4.11) отличается
увеличенным значением коэффициента усиления на
частоте квазирезонанса (на 16 дБ) и
несколько меньшим в полосе затухания (на
частотах около 100 кГц). Выяснилось, что
новая схема ЛЛС-фильтра при том же
наборе применяемых элементов обладает
значительно лучшими характеристиками. Для
уточнения выводов показанные на рис. 4.10
схемы фильтров были дополнительно
исследованы: путем изменения параметров
некоторых пассивных элементов исходной
схемы было получено то же самое
усиление на частоте квазирезонанса, что и для
нового фильтра. Коэффициент усиления в
полосе затухания у исходной схемы с
новыми значениями параметров пассивных
элементов (сплошная кривая на рис. 4.11)
оказался приблизительно на 6 дБ больше,
а ширина полосы пропускания на уровне
-3 дБ в 2,5 раза больше.
Разработанная схема Л/?С-фильтра
(рис. 4.10, б) обладает лучшими
свойствами, поскольку в этой схеме отрицательные
обратные связи охватывают меньшее
число ОУ. В этом случае неидеальности ОУ в
петлевом усилении проявляются в
значительно меньшей степени.
Описанный подход к
проектированию активных цепей позволяет получать
оптимальные варианты схем,
соответствующие техническому заданию.
Опыт эксплуатации в лабораторных и
производственных условиях УЗ установок,
описанных в гл. 3, позволил выработать
общий принцип построения приборов
акустической тензометрии. Особое внимание
уделялось увеличению
производительности контроля путем минимизации
количества операций в процессе измерений.
Разработан ряд унифицированных
моноблочных дефектоскопов: УП-10Э, УП-11Э,
УП-20Э, УП-31Э, УП-31М1, УП-32Эп -
различающихся в основном габаритами и
применяемыми комплектующими.
4.4. ПОГРЕШНОСТЬ
АКУСТОУПРУГОГО
ТЕНЗОМЕТРИЧЕСКОГО МЕТОДА
Одним из важных факторов,
сдерживающих широкое применение методов
акустодиагностики напряжений, следует
считать недостаточно полное их
метрологическое обеспечение. В литературе
практически не освещены такие проблемы, как
определение погрешности,
чувствительности и других метрологических
характеристик акустических тензометров. Анализ
этих проблем достаточно сложен из-за
малости используемых эффектов, их
зависимости от свойств исследуемого
материала и внешних воздействий. Не
способствуют прояснению ситуации и
многообразие способов акустических измерений,
возможность их разнообразных
аппаратурных реализаций.
Представляется целесообразным
выделить в этом комплексе проблем
несколько ключевых пунктов:
- во-первых, проанализировать
методическую погрешность УЗ контроля (на
примере одноосно напряженного
состояния материала), т.е. установить, к какой
погрешности приводит линеаризация
основного расчетного соотношения, а затем
определить, с какой точностью
необходимо измерять отдельные акустические и
механические параметры, чтобы
обеспечить заданный уровень погрешности
механических напряжений;
- во-вторых, рассмотреть
структурную схему акустического тензометра как
измерительной установки,
проанализировать его функцию преобразования и, не
касаясь особенностей конкретной
аппаратурной реализации, установить факторы,
влияющие на его чувствительность;
- в-третьих, проанализировать
проблемы, возникающие при табулировании
значений акустоупругих коэффициентов и
чувствительностей конструкционных
материалов;
- в-четвертых, рассмотреть
метрологические проблемы, связанные с опреде-
ПОГРЕШНОСТЬ АКУСТОУПРУГОГО ТЕНЗОМЕТРИЧЕСКОГО МЕТОДА 147
лением и использованием реперного
направления;
- в-пятых, проанализировать
специфические проблемы, возникающие при
исследовании напряжений в образцах
ограниченных размеров.
Одной из насущных проблем
современной отраслевой науки является
составление аттестационных паспортов
стандартных методов измерений. Наиболее
сложной частью этой работы остается
анализ погрешности в тех случаях, когда
интересующая экспериментатора
величина не может быть измерена
непосредственно, и возникает необходимость
измерения других величин, связанных с
интересующей некоторой функциональной
зависимостью. Такие погрешности не
могут быть определены ни при обработке
обширных статистических выборок, ни в
результате сколь угодно тщательного
исследования средств измерений. Их анализ
требует либо разработки математической
модели изучаемого явления, либо
имитационного моделирования исследуемого
объекта. Воспользуемся разработанной
матричной теорией (см. гл. 2) для анализа
методической погрешности при УЗ
контроле напряжений.
Как отмечалось выше, в теории аку-
стоупругости связь между скоростью v
упругой волны определенной поляризации
и одноосным напряжением о
описывается следующим соотношением (индексы
опущены для краткости записи):
v2=v^(l + 2(3a). (4.10)
Разлагая радикал -J(l + 2^a) в ряд
Маклорена, обычно ограничиваются
двумя слагаемыми, что приводит к записи
основного соотношения в удобном для
анализа линейном приближении:
v«v0(l + Pa) или ov«Pa. (4.11)
Ограничивая разложение не двумя, а
тремя слагаемыми, можно записать
основное соотношение в более строгом
квадратичном приближении:
1 + Ро-
Р2а^
или
5v * Pa ■
PV
(4.12)
Очевидно, что использование
выражений (4.11), (4.12) позволяет определить
лишь приближенные значения
напряжения, соответственно:
5v
(4.13)
a2=-[l-V0-25v)], (4.14)
Р
которые отличаются от истинного
значения, определяемого по выражению (4.10):
5v , .
a = —(Sv + 2).
2Р
(4.15)
Относительная погрешность при
использовании приближенных уравнений
(4.12), (4.13) составляет:
е,(о) = -
5v
(5v + 2)
(4.16)
E2(a) =
-[l-V(l-25v)]-l
a 5v(5v + 2)
(4.17)
Экспериментально установлено, что
для большинства конструкционных
материалов при упругой деформации
относительные изменения 8v скорости
распространения ультразвука не превышают
1 • 10"Л На рис. 4.12 показана зависимость
обеих погрешностей от 8v в указанном
диапазоне. Любопытно, что при линейной
аппроксимации выражения (4.10)
результат измерения ст занижается, а при
квадратичной - завышается по сравнению с
истинным.
148 Глава 4. ОСНОВЫ МЕТРОЛОГИИ АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ
0,0000004
0,0000002
0
-0,002
-0,004
"----20
40
60
2^
80
-^/
/
&И0"6
^
Рис. 4.12. Зависимость относительной
погрешности напряжения е(а)
от относительного изменения скорости 6V
упругой волны при различных
аппроксимациях основного
расчетного соотношения:
/ - линейной;2 - параболической
(квадратичной)
Поскольку допустимой при УЗ
контроле напряжений признается погрешность
до 10%, можно считать, что линеаризация
основного расчетного соотношения аку-
стоупругости, безусловно, допустима во
всех встречающихся на практике случаях.
Очевидно, что сказанное выше полностью
справедливо и для соотношений,
связывающих напряжения ст и время
распространения т.
Ограничим дальнейший анализ
рассмотрением однородной деформации
первоначально изотропной среды. Если
нагрузка одноосна, то основное расчетное
соотношение акустоупругости после
линеаризации может быть записано в двух
модификациях:
5v = Ра;
8т = аа,
(4.18)
(4.19)
где о - искомые напряжения; 5v= (8/-
- 5т)т0 /т; 8т = (т - т0 )/т0 -
соответствующие компоненты матриц значений
относительных изменений скорости и
времени распространения ультразвука; а, (3 —
соответствующие компоненты матриц
акустоупругих коэффициентов.
Определение внутренних
напряжений по изменению времени
распространения УЗ волны в образце является
типичным примером косвенных измерений.
Точность таких измерений принято
оценивать в соответствии с правилом: если
некоторая величина функционально
зависит от ряда величин у = f(xx, х2, ...,хп),
то ее относительная погрешность
определяется выражением
г(у)-
Э(1п/)
е(*,)
(4.20)
где 0(х,) - абсолютная погрешность
прямого измерения параметра xt. В
соответствии с этим правилом для модификаций
(4.18) и (4.19) основной формулы были
получены выражения относительной
погрешности измерения напряжения:
<ви^а) + Щ^; (4.2!)
V (8т)
е(а) =
_ /2(r,92(5/) + [e2(t) + s2(t0)](8/+1)2"
"f W (8/-8т)2
(4.22)
Если предположить, что
систематические погрешности исключены, а
диапазон изменения каждого параметра в
формуле (4.22) определяется возможностями
отечественной серийно выпускаемой
аппаратуры (табл. 4.4), то е(а) может
принимать значения от 0,0012 до 73,50.
4.4. Пределы изменения параметров
в формулах (4.21) - (4.24)
Параметр
е(т)*е(т0)
0(5/)
|8/-8т|
s(F)
E(S)
Пределы
Нижний
1 107
2 -10 5
1 -Ю-5
1,00 Ю-3
5,0 10^
изменения
Верхний
0,5 ■ 10 4
2,0 • \0^
5,0 Ю-2
1,0 Ю"1
1,35 Ю-2
ПОГРЕШНОСТЬ АКУСТОУПРУГОГО ТЕНЗОМЕТРИЧЕСКОГО МЕТОДА 149
Е(а)
0,060
0,040
0,030
0,020
0,010
0,008
0,006
0,004
Л
2,
\
3-
5,
^8
к7
0,2 0,3 0,4 0,6 0,8 1,0 2,0 s(t)10s
Рис. 4.13. Зависимость относительной
погрешности напряжения s(o)
от погрешности измерения
времени е(т) при 6(5/) = 2 -10 ;
|5/ - 5т| = 7,53 • 10 и значениях е(Р) :
/ - 0,69; 2 - 0,39; 3 - 0,022; 4 - 0,012; 5 - 0,007;
6-0,004; 7-0,002; «-0,001
На рис. 4.13 представлена типичная
зависимость относительной погрешности
напряжения е(ст) от погрешности
измерения времени е(т) и акустоупругого
коэффициента е(Р).
Очевидно, что если поставлена
задача минимизации е(о) при фиксированных
значениях е(Р), |8/ - 8т| и Э(5/), то легко
указать границу, до которой
целесообразно уменьшать £(т). Также очевидно, что
зная коэффициент (3 с малой
погрешностью, но измеряя время распространения т
с недостаточной точностью,
экспериментатор получит большие значения е(а).
На рис. 4.14 показано, как влияет
на положение построенных кривых
изменение параметра |о7-8т|. На рис. 4.15,
4.16 показана зависимость е(ст)от других
параметров, входящих в (4.22). Наиболее
существенно на значение е(ст) влияют
знаменатель дроби 18/ - 8т | и
погрешность определения коэффициента еф).
Даже если допустить, что известно точное
значение (3, а измерения 8/ и т
выполнены с весьма малой относительной
погрешностью (например, 1 ■ 10~5), то
окажется, что е(о) «укладывается» в 10 %-е
пределы лишь тогда, когда 18/ - 8т |
превышает некоторое пороговое значение,
в данном случае 3,0 Ю-4. Если
допустимый уровень е(а) задан заранее, то
увеличение значения | 8/ - 8т | может
существенно смягчить требования к точности
е(а)
0,30
0,20
0,10
0,08
0,061=
0,04
l^-^&r
%^
0,4 0,6 0,8 1,0
2,0 3,0 4,0
e(v)-W
Рис. 4.14. Зависимость относительной
погрешности напряжения е(о)
от погрешности измерения
времени е(т) при 0(6/) = 2 -10' ;
| 6/ - 8т |= 4,4 • 10 4 и значениях е(0) :
/ - 0,124; 2 - 0,069; 5 - 0,039; 4 - 0,022;
5-0,012; 6-0,001
е(а)
0,040
0,030
0,020
0,010
0,008
0,006
0,004
0,003
/__
2^--
3
3 4
10
20
в(81)\0ъ
Рис. 4.15. Зависимость г(а) от 0(57)
при е(Р) = 2,12 10~3 ; е(т) = 8,3 10~5
и значениях |б/ - 5т|:
/- 0,03; 2- 0,020; J- 0,050
150 Глава 4. ОСНОВЫ МЕТРОЛОГИИ АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ
е(а)
0,010
0,008
0.006
0,004
1^
2Ух
/Уз
3 4
8 10
20 в(51)\0Г
Рис. 4.16. Зависимость г(а) от 6(5/)
при е(т) = 8,3 10~5 ; \Ы - 5т| = 2,8 10 3
и значениях еф):
/-0,069; 2 -0,012; 3-0,001
измерения т. Например, в табл. 4.5
представлены значения величин,
зарегистрированные в экспериментах с алюминиевым
стержнем (длина 180 мм, диаметр 10 мм) и
стальной шпилькой (М18х 145).
Если предположить, что для обоих
материалов акустоупругий коэффициент
определен с погрешностью е(Р) = 0,79, то
окажется, что уровень е(а) < 0,100 может
быть обеспечен при измерении времени
4.5. Результаты экспериментов
с образцами из различных материалов
Измеряемая
величина
Растягивающее
усилие F , Н
Напряжение
а,МПа
Относительное
удлинение 5/
Относительное
изменение
времени
распространения 8т
Алюминий
4600
57,5
1,03 103
2,66-10"3
Сталь
19 200
77,1
0,40-10'3
1,03-10"3
распространения с относительной
погрешностью: в алюминии - не выше 6 10;
в стали - не выше 2 • 10~5. Учитывая, что
15 /- 8т | определяется, в основном,
свойствами материала образца и нагрузкой,
можно сделать следующие выводы:
- во-первых, чем сильнее нагружен
образец, тем точнее может быть измерено
напряжение в нем при неизменной
точности измерения т;
- во-вторых, если несколько
образцов одной геометрии, но из различных
материалов подвергнуты одинаковой
нагрузке, то погрешность измерения
напряжения, возникшего в каждом из них, будет
строго индивидуальной, даже при
измерении т во всех образцах с одинаковой
относительной погрешностью.
Другим параметром, существенно
влияющим на уровень е(а), является
погрешность акустоупругого коэффициента.
Этот коэффициент может быть определен
как экспериментально, так и расчетным
путем, через упругие модули второго и
третьего порядка. Расчетный путь
выглядит, на первый взгляд, предпочтительным.
Однако для ограниченного круга
исследованных к настоящему времени
конструкционных материалов погрешность
измерения модулей достигает сотен процентов
[19 - 21]. Поэтому на данном этапе
использование расчетных значений акусто-
упругих коэффициентов не обеспечивает
удовлетворительной точности
определения напряжений и не может быть
рекомендовано для практического применения.
Более перспективным выглядит
экспериментальный подход к определению аку-
стоупругих коэффициентов.
В соответствии с правилом (4.20) из
формул (4.18), (4.19) получены выражения
для погрешности акустоупругого
коэффициента (в дальнейшем все величины,
измеряемые на этом предварительном этапе
эксперимента, обозначены индексом «»»):
в(а>4>0 + ^|Н (4.23)
ПОГРЕШНОСТЬ АКУСТОУПРУГОГО ТЕНЗОМЕТРИЧЕСКОГО МЕТОДА 151
E(p)^Ua.)+^^-I£2(T^ + £2(Tr)1(6/'+l):
V (8/.-8т.)
(4.24)
Отметим, что формула (4.18),
записанная применительно к условиям данного
этапа анализа в виде
1о«
а.т.
8/.
ta.-**)
lo»
(4.25)
содержит величину а., значение которой
не может быть получено в результате
прямого измерения. Учитывая, что при
одноосном растяжении напряжение а.
может быть выражено через
растягивающую силу F, и площадь поперечного
сечения образца S», можно переписать
(4.25) в виде
Р =
Stx0,
Лт.
5/.-
(т0. -т.)
v0»
(4.26)
Подобная подстановка приводит
к тому, что в формулах (4.23) и (4.24)
слагаемое £2(о») заменяется суммой
e2(F,) + e2(S.).
На рис. 4.17 показана зависимость
относительной погрешности акустоупру-
гого коэффициента е((3) от погрешности
измерения времени распространения е(х.)
и величины 18/, - 8т» | при минимальных
значениях e(F,), e(S»), 0(8/,). Как и в
случае на рис. 4.13, на каждой кривой
легко указать границу целесообразного
уменьшения е(т»). Необходимо также
отметить существенную и специфическую
зависимость е(р) от 18/, - 8т. |. При
фиксированном значении е(т.) большим
значениям этой разности соответствуют
меньшие значения е(р), и наоборот.
На рис. 4.18 показано, как влияет на
положение кривой 7 (см. рис. 4.17)
изменение каждого параметра в отдельности и
всех вместе в пределах, заданных табл. 4.4.
е(Р)
2,000
1,000
0,600
0,400
0,200
0,100
0,060
0,020
0,010
0,006
0,004
0,4 1 2 3 4 6 10 20 е(т,)\&
Рис. 4.17. Графики зависимости е(Р)
оте(т.) при Elnin(F.) = 0,001;
£и,.№) = 5-104;ви|.(в/.) = 2-10-5
и значениях |й/, — 5т,| :
/ - 0,00015; 2 - 0,00023; 3 - 0,00036
4 - 0,00057; 5 - 0,00088; 6 - 0,00138
7 - 0,00217; 8 - 0,00390; 9 - 0,00532
/0-0,00832
-.
„2-
-•/=
-6"
■3-
■>-,
■7-
- 10
+
У
/
/
<',
V ?
U-
/--
е(Р)
0,100
0,080
0,060
0,040
0,030
0,020
0,010
0,008
4
J -
2^
lyS
0,6 0,8 1
s(t,)W5
Рис. 4.18. Влияние различных параметров
на положение кривой 7 (см. рис. 4.17):
J - исходное положение; 2 - e(S.) = 1,4 ■ 10" ;
3- 0(5/.) = 6-10"5; 4-s(F.) = 0,l
152 Глава 4. ОСНОВЫ МЕТРОЛОГИИ АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ
0,010
0,008
0,006
0,005
'ч
V
к
0,4 0,6 0,8 1,0
2,0
3,0 4,0 фУ Ю"
Рис. 4.19. Зависимость е(Р) от e(S.)
при £(т,) = 8 10 5; |б/. -8т,|«2 10~3
и некоторых сочетаниях £(F„) и 9(6/*):
/- e(F.) = 0,l; 0(5/.) = 2 1О~5;
2 - e(F.) = 0,01; 9(5/.) = 2 • 10"4 ;
5- e(F.) = 0,01; 0(5/.) = 2• 10~5
0,100
0,080
0,060
0,050
'~>^2*
3 4
10
20 <^/J10"
Рис. 4.20. Зависимость е(р) от £(5.)
при £(т.) = 8 10 5; |8/.-8т,|*2 10~3
и некоторых сочетаниях z(S,) и e(F, ) :
У- 8(5.) = 5-КГ4; e(F.) = 0,04;
2- e(S.) = 0,014; e(F.) = 110~5;
5- s(S.) = 510"'; e(F.) = 110~5
Полезными для анализа могут оказаться
также графики на рис. 4.19 - 4.21,
иллюстрирующие зависимость е(Р) от е(5*),
e(F.) и 0(5/*) при фиксированных
значениях остальных параметров. Легко
убедиться, что наибольшее влияние на е((3)
оказывает погрешность измерения
нагружающего усилия е(/%).
Практическую ценность полученных
результатов можно проиллюстрировать
следующим примером. В эксперименте со
стальным образцом (диаметр 22,14 мм,
нагрузка до 100 кН) были
зафиксированы такие значения величин: 5т = 0,0021;
5 /= 0,0013. Предположим, что 0(5 /) =
= 0(5 /») = 5 • 10~5, и относительная
погрешность измерения времени
распространения импульса продольной УЗ
волны в образце составляет е(т)«е(т.) =
= (0,03 мкс)/ (30 мкс)= 1 • 10~3. Выбирая
на рис. 4.17 соответствующую кривую
(| 5/.-5т. |« 8 10^*), находим, что
погрешность определения р* не может быть
меньше 160 %. Если учесть, что всегда
е(а) > е(Р), становится ясно, что
измерения с такой погрешностью
нецелесообразны. Определим, какое значение е(т.)
может обеспечить определение а с
погрешностью, например, не выше 10 %
(е(ст)<0,100). По рис. 4.13, рис. 4.14
находим, что интересующие нас значения
е(о) достигаются в том случае, если
е(Р) < 0,070 . Возвращаясь к выбранной
ранее кривой на рис. 4.17, находим,
что для достижения такого значения е((3)
0,005
зо 40 ф;)лоъ
Рис. 4.21. Зависимость £((5) от £(F.)
при е(т.) = 8 10 5; |8/. -5т.|»2 10 3
и некоторых сочетаниях 9(8/,) и £(£,):
J - 9(5/.) = 2 10~4; е(5.) = 510"4;
2- 9(5/.) = 2 10~5; е(5.) = 0,014 ;
3- 9(5/.) = 2 10~5; е(5.) = 510"4
ПОГРЕШНОСТЬ АКУСТОУПРУГОГО ТЕНЗОМЕТРИЧЕСКОГО МЕТОДА 153
необходимо измерять время
распространения с погрешностью е(т«) < 5 ■ 10~5, т.е.
при измерении интервала в 30 мкс
абсолютная погрешность не должна
превышать 1,5 не.
Необходимо подчеркнуть, что
полученные числовые результаты справедливы
лишь для строго определенного сочетания
параметров в формулах (4.22) и (4.24).
Изменение каждого параметра, как было
показано, вызывает более или менее
существенное перемещение всех кривых.
Графики, показанные на рис. 4.17, -
не единственно возможная форма
представления результатов расчета по
формуле (4.24). В таком виде информацию о
зависимости s(P) от других параметров
удобно использовать для выбора средств
измерения т в эксперименте с образцом
конкретного типоразмера и материала.
Если же исследователь располагает
аттестованной установкой, пригодной для
измерения т в различных образцах, то
удобнее представить ту же информацию в
виде, показанном на рис. 4.22.
0,040
0,030
0,020
0,010
0,008
0,006
0,004
0,003
0,002
0,001
V
\^2
N^J
1?
8 10
20 \81,-8т,\\(Уь
Рис. 4.22. Зависимость еф) от |б7. —8т.
npn£Bta(F.) = l 10-3;Emi„(5.) = 5 10"4 :
B(S/,) = 2 • 10~5 и значениях £(т.) :
1- 5 10"4;2- 210"4;5- 8,3 10~5;
4- 1,4-10"5; 5- 510~6
Анализ погрешностей может быть
продолжен в различных направлениях.
Например, типичной является ситуация,
когда один и тот же прибор для измерения
т применяется в предварительном и
основном экспериментах, т.е. сначала
используется совместно с прессом для
определения р, а затем самостоятельно для
измерения ст. В таких условиях
корректным будет вопрос о влиянии
единственного непостоянного параметра
предварительного эксперимента e(F,) на
результирующую погрешность основного
эксперимента е(ст). Если, к примеру, для
измерения времени распространения в
стальном образце (длина 201,4 мм, диаметр
22,14 мм) применяется дефектоскоп ДУК-
66П с приставкой УИВР-ПМ, то
величиной 0(8/) по сравнению с е(х) можно
пренебречь. Считая e(S») = 110~3, можно
заполнить табл. 4.6, которая позволяет
обосновать требования к применяемому
устройству для нагружения образцов.
В табл. 4.7 представлен один из
возможных вариантов задания интервалов, в
пределах которых можно произвольно
выбирать значение каждого параметра,
будучи уверенным, что результирующая
погрешность е(а) не превысит
некоторого заранее заданного значения. При этом
в скобках указаны предельные значения
4.6. Зависимость относительной
погрешности измерения напряжения
от погрешности измерения усилия
в предварительном эксперименте
e(F.),%
0,1
0,3
1,0
3,2
10,0
32,0
е(Р), %
3,7
3,7
3,8
4,8
10,6
32,0
6(a), %
5,2
5,2
5,3
6,1
п,з
32,0
154 Глава 4. ОСНОВЫ МЕТРОЛОГИИ АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ
4.7. Вариант задания допустимых значений параметров в (4.22)
Заданный
уровень
6(a),
не более
0,010
0,050
0,100
£тах(Р)
3,79-10"3
(б,78-10-3)
3,871-10"*
(5,0 Ю-4)
6,923-Ю-2
Допустимые значения параметров
ЕтахС*)
1,39 10"3
(з,19-10~4)
8,32-10"5
(5,0-Ю-4)
3,2-10"4
(5,0-Ю"4)
етах(§/.)
6,32-10"3
(2,0 • 10"4 )
2,0 10"4
2,0-10"4
|5/. -5т.| .
1 • "'mm
7,53-10"3
(2,92 Ю-3)
7,53 10"3
(4,4010"*)
7,53-10"3
(4,40-Ю"4)
параметров, которыми можно
пользоваться, лишь специально подбирая значения
других входящих в формулу величин.
Аналогичная табл. 4.8 может быть
построена и для е(Р).
При рассмотрении формул (4.21) и
(4.23) были выполнены аналогичные
расчеты и построения. На рис. 4.23
представлена типичная зависимость погрешности
определения напряжения г(а) от
погрешности измерения времени е(т) и
относительного приращения времени 5т при
фиксированном значении погрешности
коэффициента е(а).
На рис. 4.24 показаны расчетные
кривые зависимости е(а) от 8т*, е(т*) при
фиксированных значениях £(/*",), е(5.).
Если диапазон изменения параметров
задан так же, как и в предыдущем случае
(см. табл. 4.4), погрешности напряжения и
акустоупругого коэффициента по-прежнему
изменяются в весьма широком диапазоне -
от десятых долей до тысячи процентов.
4.8. Вариант задания допустимых значений параметров в (4.23)
Заданный
уровень
е(Р).
не более
0,010
0,050
0,100
Допустимые значения параметров
е™ах(&)
1,87-10"3
(6,98-10"3)
1,350-10"2
3,61-10 3
(1,350-10"2)
Етах(^)
6,31-Ю-3
1,585-10 2
(3,981-10"2)
1,585-10"2
(3,981-10 2)
е-» (д/.)
20-10"*
20-10"*
20-10"*
бтахЫ
20-104
2010"*
(50-10"*)
5-10"5
(510"*)
|Д/.-Дт.| .
1 Imin
5,000-10"2
2,04-10"2
(3,194-10"2)
2,17-10"3
(8,3210 3)
ФАКТОРЫ, ВЛИЯЮЩИЕ НА ПОГРЕШНОСТЬ ТЕНЗОДАТЧИКОВ 155
е(а)
0.200
0.100
0.060
0.040
0.020
0.010
ОМОН
0.006
у
У
у
s^
^
=
у^1
2.
^
3^
4^,
-—*^5
^ б
6 8 10
20 30 c(t,)W5
Рис. 4.23. Зависимость относительной
погрешности определения напряжения е(о)
от погрешности измерения времени е(т)
при фиксированном значении погрешности
акустоупругого коэффициента Е(а) = 0,1000
и значениях относительного приращения
времени 5т:
/- 8,8-Ю"4;^ 1,4-10 3 ; 3 - 2,210"3;
4- 3,410"3;5- 5,310~3;6- 8,4-Ю-3;
7- 1,3-Ю 3 ; «— 2 Ю-2 ; 9-3,1-Ю"2;
10- 5 10"2
е(а)
0,300
0,200
0,100
0,080
0,060
0,040
0,030
0,020
0,010
0,008
0,006
i
\ (
> i
\ 1
y/l
0 2
Т А
0 3
3
0 е(г
4 .
5
■""б
V10"5
Рис. 4.24. Зависимость е(а) от е(т.)
при e(F.) = 1-10"3; e(S.) = 7 10 3
и значениях 5т,:
/- 8,810"4;2- 2,2 10 3; 3- 5,3-10"3;
4- 1,3-Ю-2; J- 3,210"2;6- 5-Ю"2
Возвращаясь к конкретным
примерам, упоминавшимся выше, легко
убедиться, что в эксперименте с
алюминиевым стержнем и стальной шпилькой
применение акустоупругого коэффициента
а позволяет обеспечить 10 %-й уровень
е(ст) при значениях е(т), соответственно,
2,0 • 10"4 и 8 • 10~5, в то время как
использование коэффициента (3 в тех же
условиях требовало снижения максимальных
уровней этой погрешности до 6 -10-5 и
2-Ю-5. В эксперименте со стальным
стержнем переход к коэффициенту а при
тех же исходных данных приводит к
значению е(ст) = 62 % (напомним, для (J
было 160 %). При последующем ограничении
уровня е(ст) значением 0,100 оказывается,
что использование коэффициента а
позволяет повысить предельно допустимое
значение погрешности измерения времени
с 5 -10-5 до 20 • 10~5, т.е. дает возможность
измерять промежуток времени в 30 мкс
с погрешностью не в 1,5 не, а в 6 не, что
существенно проще реализовать.
Таким образом, можно считать
доказанным, что применение акустоупругого
коэффициента а при тех же условиях
позволяет достигнуть более высоких
метрологических характеристик УЗ контроля
напряжений по сравнению с применением
коэффициента р. Предложенный подход к
анализу погрешностей может быть
полезен при выборе средств измерения и
планировании экспериментов в области
акустической тензометрии.
4.5. ФАКТОРЫ, ВЛИЯЮЩИЕ НА
ПОГРЕШНОСТЬ АКУСТОУПРУГИХ
КОМПЕНСАЦИОННЫХ
ТЕНЗОДАТЧИКОВ
С точки зрения информационно-
измерительной техники акустический
тензометр можно рассматривать как
измерительную установку, работающую в
статическом режиме по схеме прямого преобра-
156 Глава 4. ОСНОВЫ МЕТРОЛОГИИ АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ
зования и состоящую из канала передачи
информации и устройства для измерения
времени распространения УЗ волн.
При таком подходе структура канала
передачи информации зависит от того, в
какой форме - (4.18) или (4.19) записано
основное расчетное соотношение акусто-
упругости, выполняющее в данном случае
роль статической характеристики
преобразования. Как отмечалось выше, при
теоретическом анализе проблем акустоупру-
гости принципиально важно разделять
изменения времени распространения,
обусловленные, с одной стороны, изменением
скорости упругой волны в материале, с
другой, - изменением геометрических
размеров деформированного образца. В этом
случае удобно считать, что канал передачи
информации образован двумя
последовательно включенными измерительными
преобразователями Пр1 и Пр2 (рис. 4.25),
причем для первичного Пр1 входным
сигналом является механическое напряжение,
а выходным - скорость распространения
волны в напряженном материале.
Вторичный же преобразователь Пр2
трансформирует информацию о скорости в
информацию о времени распространения
ультразвука с учетом деформации образца.
Реально измеряемой в эксперименте
физической величиной является, как
правило, время распространения УЗ-сигнала.
Поэтому на практике удобнее считать, что
обе функции объединены в одном
первичном преобразователе (штриховая линия на
рис. 4.25). Такой подход представляется
вполне оправданным, если не возникает
необходимость учета дисперсии упругих
волн в образце, но эта проблема
заслуживает обстоятельного анализа и будет
рассмотрена подробнее в п. 4.8.
I 1
i i
Рис. 4.25. Структурная схема
канала передачи информации
акустического тензометра
Независимо от выбранной схемы
канала передачи информации, важнейшей
особенностью акустических тензометров,
отличающей их от большинства
применяемых в современной технике
измерительных установок, следует считать то,
что в качестве первичного измерительного
преобразователя они используют
исследуемый образец. Строго говоря, роль
первичного преобразователя играет материал
образца, и одним из важнейших следует
считать вопрос о чувствительности такого
преобразователя, т.е. об упругоакустиче-
ской чувствительности материала образца
при различных поляризациях и
направлениях распространения упругих волн в нем.
Пренебрежение квадратичными
слагаемыми в основном расчетном
соотношении (4.10) приводит к погрешности не
более 0,5 %. С точки зрения теории
измерений соотношение (4.10) есть не что
иное, как статическая функция
преобразования первичного измерительного
преобразователя акустического тензометра, и
эту функцию с хорошим приближением
можно считать линейной.
Чувствительность преобразователя в этом случае не
зависит от значений входного сигнала и
равна первой производной функции
преобразования по входному сигналу, т.е.
совпадает с модулем соответствующего
акустоупругого коэффициента,
умноженным на невозмущенное значение скорости
или времени распространения.
Поскольку компоненты матриц аку-
стоупругих коэффициентов
конструкционного материала могут быть выражены
через его упругие модули второго и
третьего порядков, целесообразно
использовать это для оценки чувствительности
различных конструкционных материалов.
Матрицы второго ранга к*^ и K/Vtv
имеют, соответственно, четыре и пять
независимых элементов, которые могут быть
выражены через модули упругости Ламе и
Мурнагана следующим образом:
ФАКТОРЫ, ВЛИЯЮЩИЕ НА ПОГРЕШНОСТЬ ТЕНЗОДАТЧИКОВ 157
2Хг
9А. + 6ц + + 2
/
1 + 2т +
^зз
2Хт
"22
2(ЗХ. + 2ц)(Х. + 2ц)
2Я.+ -(*, +2т)-2/
И
2(3>, + 2ц)(^ + 2ц)
(4.27)
(4.28)
к12 - к21 _
X + (X + ц) т
2ц
2ц(ЗХ + 2ц)
; (4.29)
к13 _ К31 _к23 _к32 -
2(^ + 2|i) + m +
Хп
4ц~
2ц(ЗА. + 2ц)
^зз
43Г
15А. + 10ц + —- + 2
1 + 2т +
(4.30)
2Хтл
«у _ »у _
к11 _ к22 _
к12 _К21 _
2(3^ + 2ц)(Я. + 2ц)
2Х + -(Х + т)-1
Ц
2(3?. + 2ц)(>ь + 2ц)
2X + (X + v) m
2ц
2ц(ЗА. + 2ц)
(4.31)
; (4.32)
; (4.33)
к13 _ К23 _
X + 2\i + m +
Хп
4ц~
2ц(3^ + 2ц)
(4.34)
*-32
4(^ + ц) + т +
Хп
4ц
2ц(ЗЛ + 2ц)
. (4.35)
Известны аналогичные формулы и
для случая гидростатического сжатия
материала.
5Х + 6ц + 4т + 6/
>'
-pt
2(ЗА. + 2ц)(^ + 2ц)
3^ + 4u + 3m--
2
2ц(ЗХ. + 2ц)
кр1 — к^ + 2к
33 '
41 »
кр1 _к1
+ к,, +к,
(4.36)
(4.37)
(4.38)
(4.39)
В табл. 4.9 содержатся расчетные
значения приведенных чувствительностей
к^ и Kfc для некоторых материалов при
различных сочетаниях направлений
распространения и поляризации волны в
условиях одноосной нагрузки, действующей
вдоль оси OZ.
Максимальные значения
чувствительности наблюдаются при совпадении
направления колебательной скорости с
направлением действия нагрузки. При
прочих равных условиях приведенные
чувствительности оказываются выше у
материалов с относительно низким
пределом текучести. Чувствительность к*Ах по
времени распространения для
большинства материалов в 1,2-3 раза выше, чем
чувствительность по скорости к,^ (при
тех же направлениях распространения и
поляризации). Однако, для некоторых
материалов, таких как стали 45Г13ЮЗ и
ATN, алюминиевые сплавы, молибден,
вольфрам, это утверждение несправедливо
в части, касающейся сдвиговых волн.
По-видимому, основной причиной
этого следует считать погрешность
определения упругих модулей материалов и,
158 Глава 4. ОСНОВЫ МЕТРОЛОГИИ АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ
4.9. Приведенная упругоакустическая чувствительность некоторых материалов
Материал
Сталь СтЗ
Сталь рельсовая
Сталь 60С2Н2А
Сталь 45Г13ЮЗ
Сталь A TN
Алюминий
Дюралюминий
Медь
Латунь
Бронза
Магний
Молибден
Вольфрам
Серебро
Золото
Полистирол
Оргстекло
Приведенная чувствительность к'1к, ТПа '
по скорости
k*v
кзз
14,7
12,1
12,9
2,7
28,8
16,1
60,5
5,1
33,7
19,7
70,0
5,3
9,2
5,7
0,9
1580
338
ic*v
1,4
1,8
1,3
8,1
0,7
0,3
20,8
11,9
9,9
5,5
6,0
0,4
0,9
9,5
7,4
889
16,7
k*v
8,3
7,5
7,9
6,0
11,1
9,6
36,0
10,8
19,1
936
40,3
3,7
5,5
10,1
6,7
429
227
k*v
K3I
2,2
1,2
1,8
1,8
4,1
0,4
18,1
0,03
8,3
1,9
10,2
0,8
1,4
21,1
18,8
786
36,3
K*V
К.,2
0,6
0,2
1,6
3,4
8,3
2,0
4,9
2,0
1,0
9,8
5,8
0,3
0,7
28,9
25,6
710
1,8
по времени
кзз
19,3
17,0
17,6
8,8
34,3
24,6
73,8
13,2
41,9
28,2
93,1
8,8
14,7
2,5
9,5
1313
534
кМ
2,7
3,3
2,7
9,8
2,2
1,2
25,3
14,7
12,5
8,5
13,0
1,4
0,5
6,8
3,9
799
83,3
<1
6,9
6,0
6,6
4,3
9,6
8,1
31,4
8,0
16,5
6,6
33,3
2,7
4,1
21,9
10,2
519
160
К|2
1,9
1,7
3,0
1,7
6,8
0,5
9,4
4,8
1,6
6,8
12,8
0,7
0,7
26,2
22,1
799
64,8
как следствие, — погрешность расчета
значений чувствительности. Рассмотрим эту
проблему несколько подробнее на
примере одноосно напряженного состояния и
гидростатического сжатия материала.
По известному правилу определения
погрешности косвенных измерений может
быть получено выражение, связывающее
относительную погрешность
чувствительности с погрешностью упругих модулей:
ф)4Л|ьм
дк
Зц
Це(и)
дк
dl
ls(l)
дк
dm
те(т)
. (4.40)
Последовательная подстановка вы- мента матриц к*Ат и к,* . Соответствую-
ражений (4.27) - (4.39) в (4.40) позволяет щие производные содержатся в табл. 4.10 и
рассчитать погрешность для каждого эле- 4.11, где приняты следующие обозначения:
Ах = Я, = ЪХ + 2ц;
А2 = В2 = X + 2ц;
Аъ = В3 = X + ц;
Л4=.е4=3>. + 4ц;
ФАКТОРЫ, ВЛИЯЮЩИЕ НА ПОГРЕШНОСТЬ ТЕНЗОДАТЧИКОВ 159
Аъ = X + 21;
\ =Х+2т;
А1 = 5Х + 61;
As = 4ц + бот - и ;
И J
+ А5 ;
В5=1 + 2т;
В6=1-2Х;
B-j = п - dm - 8ц ;
В% = X + т;
2
В9 =1,5 +—{2Х + т);
Л,0 =4,5 +—(X + т);
Ап =1,5 + — \— + т);
В]0 = 5S, + — В8 + 2б5;
Ви =4" (5ц2 -2Х2 -2Хт);
А12 = А% + 6ц + Am ;
л13 = 2(>.-1)+-Л;
^14 _ ^1^2 +
(Х + т)
А\А2 ~ АцА^ ;
Ai5=—AlA2A6+4AiAu;
2ц
Л16 =—-Л,+-(?, + ц)Л4 + 2Л4(А.-ц);
л,7 =-y( А* ~Ът~\ \~2тА\;
^18 -2Д(
2Л3 +
AtwO
4ц-
4ц J
/4|9 = АХА2А]0 — АцАс);
^20 = ^1^2^п —4А3А<);
Хп)
2ц.
512 =4£,0 ;
б13 =
3^2w
2522-6/В3-2цВ5;
Я14=-В8(М?4+12цЯз)-8ЯзЯ8;
$КП о 2 ^ г» г»
Я16 = —- Я3 +16532 + 82? + 2тВл ;
В]7 = — Bi+2BA 2X-m + - + —
ц V 2 2ц
Я18 = ВХВ2 ;
ВХ9 = ВхВ2Вд - В4ВХ0 ;
в20 = вхв2вх, - s3si2;
^23
24 =
^21 -
^22 =
= (Л,
= 4Л3Л
а, = —
1 2
л8 .
4.
42'
-А4)АХ2 ;
12 -~ЬАХА2 ;
1
ВХВ2
#21 = fi9B18 - fi4B10 + #13 ^
#22 = Sl 1#18 ~ S3#12 + fi14 i
В23=4В3-2Х;
S24 = 515 + S16 + #17 >
1
a, =-
2ц5,
160 Глава 4. ОСНОВЫ МЕТРОЛОГИИ АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ
4.10. Производные элементов матрицы к,Ат по упругим модулям
Производные
д
дк
д
д»
д
31
д
дт
д
дп
Одноосная нагрузка
кГз
2а2Л,9
2ах2А20
2а,
4а, Л3
0
к;;
2а\Аы
4а,2Л,5
2а,
2Х.а,
0
К12
Агх
4ц
«2^16
0
а2
А2Х
4ц
<1
А2\
4ц
а2А\Ъ
0
а2
ка2
1ц"
Гидростатическая нагрузка
**;
а\А2Ъ
4а?А24
6а,
4а,
0
V
ЗА,
4ц4,2
а\А\Ь
4
0
За2
1
4цЛ,
Производные
д
дк
д
Зц
5
dl
д
дт
д
дп
4.11. Производные
элементов матрицы к/АУ по упругим модулям
Одноосная нагрузка
k*v
кзз
2a\Bw
2а?В20
2а,
АахВъ
0
к;;
4а,Я13
4а,2Я,4
2а,
2ках
0
k*v
К13
а\\х.В1
«2*15
0
а2
ка2
1ц"
k;i
а|ц57
4щ6
0
а2
А,а2
1ц"
k*v
К12
«2^*7
«2*17
0
а2
ка2
1ц"
Гидростатическая нагрузка
Kpi
а\В2Х
а\Егг
ахВ2г
4а,
0
О
За^цВу
а2Я24
За2
0
1
4цЛ,
С помощью компьютера были
построены и проанализированы графики
зависимости всех компонент матриц к^ и
к,* от параметров, входящих в правую
часть выражения (4.40). В качестве
примера на рис. 4.26 показана зависимость
относительной погрешности расчетных
значений чувствительности е(к33) от
погрешностей упругих модулей для
рельсовой стали [182], аналогичной по составу и
свойствам отечественному сплаву М76.
Установлено, что результирующая
погрешность чувствительности
приблизительно в 3 раза превосходит средние
значения погрешности упругих модулей.
С учетом того, что для ограниченного
круга исследованных к настоящему
времени конструкционных материалов
значения упругих модулей приводятся в
литературе с погрешностью, достигающей 100 %,
можно ожидать, что реальные значения
чувствительности для этих материалов
могут в 2 — 3 раза отличаться от оценочных,
ФАКТОРЫ, ВЛИЯЮЩИЕ НА ПОГРЕШНОСТЬ ТЕНЗОДАТЧИКОВ 161
e(Mod),%
Рис. 4.26. Зависимость относительной
погрешности чувствительности е(кзз) от
погрешности упругих модулей для рельсовой
стали при уровне погрешности остальных
модулей 5 %; номерам кривых соответствуют
следующие независимые переменные:
1-е(к); 2- е(ц); 5-е(/); 4-е(т)
приведенных в табл. 4.9. Однако даже эти
значения, требующие уточнения,
позволяют оценить в первом приближении
пороговую чувствительность конкретного
акустического тензометра.
Действительно, в соответствии с
принятой моделью изменение одноосного
напряжения в образце от ст0 до ст
вызывает относительное изменение времени
распространения УЗ волны
**-*,
Oik
■aik(a-a0). (4.41)
4)i*
Учитывая связь между
соответствующими компонентами матриц акустоупру-
гих коэффициентов и чувствительности
а,ч.т
«*ll0i* '
к-J = |а
/*1 >
можно записать:
К* - %*I = к*Ч*К-сто1 • (4-42)
Результаты акустического контроля
напряжений можно считать достоверными
только в том случае, если наблюдаемое
изменение времени |тл-т0#| превосходит
абсолютную погрешность измерения времени:
|т„-т0Л|>9(т). (4.43)
Объединяя выражения (4.42) и (4.43),
получим диапазон напряжений, которые
могут быть зарегистрированы с помощью
данного ультразвукового прибора:
в(т)
Р-Ы**-
K.J.T,
(4.44)
* lo*
■°oli^-
Учитывая связь между абсолютной и
относительной погрешностями 9(х) = х0е(х)
и считая погрешность измерения времени
чисто инструментальной, можно прийти к
следующему заключению:
^, (4.45)
т.е. минимальное надежно регистрируемое
изменение напряжения, или пороговая
чувствительность акустического тензометра,
определяется отношением двух величин:
относительной погрешности г(т) измерения
времени ультразвуковым прибором и
приведенной упругоакустической
чувствительности к(£ материала исследуемой детали.
Очевидно, что пороговая
чувствительность тензометра различна при
использовании упругих волн разной
поляризации, распространяющихся в различных
направлениях по отношению к одноосной
нагрузке. Величина |ст-ст0|^ представляет
собой матрицу пороговых чувствительно-
стей для сочетания «конкретный
акустический тензометр - конкретный
конструкционный материал».
Аналогичные выражения могут быть
записаны и для скорости упругой волны:
i iv ^ £(v)
I U||fc »v
(4.46)
Заслуживает внимание то
обстоятельство, что скорость v УЗ волны обычно
определяется косвенным путем через время
распространения х и пройденный путь L.
При этом относительные погрешности
непосредственно измеряемых величин
суммируются:
e(v) = e(x)+e(Z,). (4.47)
Следовательно, пороговая
чувствительность того же тензометра в данном
случае составляет
>s(x)+e(L)
СГ— СУ.
Oil*
(4.48)
6- 3316
162 Глава 4. ОСНОВЫ МЕТРОЛОГИИ АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ
Сравнивая (4.48) и (4.45) и принимая
во внимание, что для большинства
материалов к/ < к1к (см. табл. 4.9),
необходимо признать, что для одной и той же
аппаратурной реализации тензометра
пороговые чувствительности |а-а0|;^ и
| а- а0| ^ могут отличаться в 2 - 3 раза.
Следовательно, при практической организации
акустического контроля напряжений
предпочтительно определять именно время, а не
скорость распространения упругой волны,
и это должно быть учтено как при
построении соответствующих теоретических
моделей, так и при разработке методик контроля.
4.6. АКУСТОУПРУГИЕ
КОЭФФИЦИЕНТЫ
КОНСТРУКЦИОННЫХ
МАТЕРИАЛОВ И ПОГРЕШНОСТИ
ИХ ОПРЕДЕЛЕНИЯ
Для широкого практического
применения акустических методов контроля
напряжении технический персонал
промышленных предприятий должен располагать
таблицами значений акустоупругих
коэффициентов или чувствительностей
конструкционных материалов, определенных с
помощью упругих волн различной поляризации.
К настоящему времени опубликовано
сравнительно мало результатов
экспериментального определения ajk и P(i . Для
оценки акустоупругих коэффициентов
могут быть использованы упругие константы
конструкционных материалов, значения
которых приведены в табл. 4.12.
Результаты подстановки этих значений в
выражения, связывающие <xik и P(7t с X, ц, /, т, п,
представлены в табл. 4.13.
Как и следовало ожидать, чем
пластичнее материал, тем больше по модулю
акустоупругие коэффициенты. Внимания
заслуживает несовпадение значений aik и
P//t, рассчитанных для одних и тех же
материалов по данным различных
исследователей. Кроме того, для многих материалов
4.12. Упругие модули второго
Материал
Железо
Железо
Железо армко
Железо
Сталь
Сталь
Сталь
Сталь СтЗ
Сталь
Сталь
Сталь
Сталь STE 42
Сталь рельсовая
Сталь рельсовая
Сталь HECLA 37
Сталь HECLA 17
Сталь ДЕТ 53 5
Сталь
Сталь
Сталь HECLA 138
и третьего порядка для некоторых материалов
Значения упругих модулей, 1010 Па
X
8,44
8,44
11,00
12,26
10,74
10,49
11,00
11,20
10,74
10,49
10,49
11,04
11,58
11,07
11,10
11,05
11,90
10,89
10,91
10,90
й
7,98
7,98
8,20
8,10
8,19
8,28
8,20
8,30
8,19
8,28
8,28
8,14
7,99
8,24
8,21
8,20
8,18
8,20
8,19
8,19
/
-28,39
-25,41
-34,80
-16,67
-20,65
-83,00
-30,20
-36,00
-20,65
-24,70
-21,70
-4,83
-24,80
-30,20
-46,10
-32,80
-32,75
-18,49
-19,64
-42,65
т
-68,67
-65,97
-103,00
-75,51
-60,00
-27,90
-61,60
-69,00
-60,00
-63,00
-60,00
-50,10
-62,30
-61,60
-63,60
-59,50
-57,80
-50,33
-52,02
-61,90
п
-83,7
-79,3
110,0
-149,1
-80,0
-60,0
-72,0
-82,0
-80,0
-80,0
-80,0
-63,9
-71,4
-72,4
-70,8
-66,8
-67,6
-65,2
-65,7
-70,8
Литература
П901
П901
Г1731
Г391
[2121
Г2161
Г391
Г751
Г2371
Г2161
[2161
[1951
[18Ц
[18Ц
[ЗЗЦ
[ЗЗЦ
ГИ31
П951
П951
[ЗЗЦ
АКУСТОУПРУГИЕ КОЭФФИЦИЕНТЫ МАТЕРИАЛОВ И ПОГРЕШНОСТИ ИХ ОПРЕДЕЛЕНИЯ 163
Продолжение табл. 4.12
Материал
Сталь 60С2Н2А
Сталь SINTV
Сталь 09X16НЧБ
Сталь 09Г2С
Сталь 45ПЗЮЗ
Сталь ASTMA 533
Сталь Л5ГМА47
Сталь 35ХГСА
Сталь ATN
Сталь
Алюминий
Алюминий
Алюминий
Дюралюминий Д16
Дюралюминий Д16
Дюралюминий Д16
Сплав JH77S
Сплав D54S
Сплав 5086-Н32
Сплав 25
Сплав B53SM
Сплав B35SP
Сплав АМгб
Сплав АМг5В
Сплав 1915
Медь
Медь
Латунь ЛС62
Латунь ЛС59-1
Бронза БрОФ
Бронза БрОФ
Магниевый сплав
Молибден спеченный
Молибден
Вольфрам спеченный
Вольфрам
Серебро
Золото
Полистирол
Оргстекло
Пирекс
Кварц
Значения упругих модулей, 1010 Па
X
11,20
10,90
10,80
9,26
7,80
11,90
12,00
11,00
8,70
11,28
2,56
2,56
6,10
6,00
5,67
5,78
5,75
4,91
4,22
5,70
5,80
6,20
4,96
3,82
4,20
11,99
10,40
7,72
9,10
10,70
10,70
2,59
15,70
17,80
7,50
16,30
9,07
16,38
0,29
0,40
1,35
1,61
И
8,20
8,17
7,92
7,75
6,40
7,91
7,94
8,30
7,16
8,34
5,00
5,00
2,49
2,80
2,86
2,83
2,68
2,60
2,72
2,76
2,60
2,62
2,50
2,52
2,70
7,56
4,60
4,66
3,80
4,36
4,36
1,66
11,00
12,40
7,30
13,70
4,54
4,15
0,14
0,19
2,75
3,12
1
-31,40
-5,60
-48,51
-62,20
39,00
-21,80
-17,90
-32,50
-56,90
-42,96
-6,95
-5,60
-4,70
-2,75
-48,00
-4,00
-33,70
-38,80
-9,60
-31,10
-22,4
-20,20
26,40
-1,09
1,27
-63,60
54,20
-6,30
-41,00
-2,00
-14,00
-9,01
-30,90
-30,10
-25,05
-47,25
-42,20
-86,45
-1,89
-1,10
1,40
0,00
т
-63,90
-67,10
-76,44
-69,50
-38,00
-48,60
-49,60
-63,20
-75,20
-66,44
-24,99
-25,21
-34,20
-39,40
-35,00
-48,00
-39,50
-35,80
-31,70
-40,10
-23,70
-30,50
-19,10
-0,77
-21,70
-11,43
-37,20
-54,00
-41,40
-38,00
-43,00
-14,20
-66,90
-85,20
-39,10
-79,20
-7,85
-20,18
1,33
-1,40
9,20
-7,10
и
-84,0
-78,5
-113,7
-78,4
-34,0
-49,6
-62,8
-80,4
-40,0
-64,4
-35,3
-32,5
-24,8
-36,8
-33,0
-51,0
-43,6
-32,0
0,0
-40,8
-27,6
-30,0
-29,0
-2,4
-33,6
53,6
-40,1
-50,0
-48,8
-24,0
-17,0
-16,8
-77,2
-90,8
-49,6
-106,8
46,2
27,9
-1,0
-1,4
42,0
-4,4
Литература
[118]
[17Ц
[П81
[751
Г751
[391
[391
[501
[ЗЗЦ
[1371
Г1901
[1901
П7Ц
[391
[391
[391
[ЗЗЦ
[ЗЗЦ
[ЗЗЦ
ГЗЗЦ
гззп
[ЗЗЦ
[751
[751
[751
[2221
[1711
[391
[391
[391
Г391
[ЗЗЦ
ГЗЗЦ
[ЗЗЦ
[ЗЗЦ
[ЗЗЦ
[2221
[2221
[1731
Г751
Г1731
Г1731
б*
Материал
Железо
Железо
Железо армко
Железо
Сталь
Сталь
Сталь
Сталь СтЗ
Сталь
Сталь
Сталь
Сталь STE42
Сталь рельсовая
Сталь рельсовая
Сталь HECLA 37
Сталь HECLA 17
Сталь REX 535
Сталь
Сталь
Сталь HECLA 138
Сталь 60С2Н2А
4.13
Рзз
-18,86
-17,46
-26,90
-15,04
-11,26
-4,84
-12,24
-14,65
-11,26
-12,60
-11,30
-6,48
-12,13
-12,05
-13,96
-11,65
-11,27
-7,56
-8,24
-13,41
-12,91
. Акустоупругие коэффициенты для некоторых материалов
Рн
1,83
1,84
4,92
3,62
1,70
-6,31
1,16
1,40
1,70
1,60
1,57
1,93
1,83
1,14
0,20
0,76
0,59
0,90
0,99
0,26
1,32
Р13
-10,08
-9,49
-4,78
-12,06
-7,42
-2,50
-7,20
-8,26
-7,42
-7,71
-7,33
-5,53
-7,48
-7,13
-7,35
-6,71
-6,61
-5,55
-5,79
-7,24
-7,92
Акустоупругие коэффищ
Рз,
-3,81
-3,23
1,32
-5,88
-1,32
3,54
-1,10
-2,24
-1,32
-1,67
-1,29
0,61
-1,22
-1,06
-1,26
-0,62
-0,50
0,54
0,31
-1,13
-1,83
Р>2
0,08
-0,19
-31,32
10,18
1,38
2,40
0,09
0,59
1,38
0,84
1,22
0,39
0,24
0,13
-0,31
-0,39
-0,09
0,47
0,34
-0,15
1,59
[енты, ТПа '
а зз
23,84
22,44
31,64
19,78
16,01
9,56
16,98
19,33
16,01
17,32
16,02
11,25
16,96
16,76
18,69
16,39
16,02
12,30
12,99
18,16
17,64
ап
-3,11
-3,12
-6,28
-5,05
-3,05
4,99
-2,52
-2,75
-3,05
-2,92
-2,88
-3,30
-3,26
-2,49
-1,56
-2,12
-1,95
-2,26
-2,35
-1,61
-2,68
а13
8,80
8,21
3,42
10,63
6,08
1,18
5,84
6,92
6,08
6,39
6,01
4,16
6,05
5,78
5,99
5,35
5,25
4,20
4,44
5,88
6,56
«12
-1,36
-1,10
29,97
-11,61
-2,73
-3,72
-1,44
-1,94
-2,73
-2,16
-2,54
-1,77
-1,67
-1,49
-1,05
-0,97
-1,26
-1,83
-1,69
-1,21
-2,96
Продолжение табл. 4.13
Материал
Сталь SINTV
Сталь 09X16Н4Б
Сталь 09Г2С
Сталь 45Г13ЮЗ
Сталь ASTMA533
Сталь ASTMAA1
Сталь 35ХГСА
Сталь ATN
Сталь
Алюминий (| | прокат)
Алюминий (-L прокат)
Алюминий
Дюралюминий Д16
Дюралюминий Д16
Дюралюминий Д16
Сплав JH77S
Сплав D54S
Сплав 5086-Н32
Сплав 2S
Сплав B53SM
Рзз
-12,51
-20,22
-22,11
-2,70
-7,05
-6,99
-12,66
-28,79
-14,07
-16,08
-15,77
-59,15
- 60,52
- 68,55
-81,70
- 80,02
- 87,97
-64,64
- 77,56
- 37,47
Рп
3,56
1,51
-0,82
8,07
0,67
1,03
1,07
0,70
0,64
-0,26
0,39
20,14
20,76
-0,46
26,86
10,83
4,82
14,07
11,25
2,39
Pl3
-8,24
-11,59
-10,16
-5,99
-4,85
-5,52
-7,56
-11,11
-7,15
-9,58
-9,51
-33,04
-35,95
-30,74
-48,09
-42,72
-39,37
- 22,38
-40,00
-23,90
Акустоупругие коэффициенты, ТПа '
Рз.
-2,12
-5,28
-3,71
1,82
1,47
0,78
-1,53
-4,13
-1,15
0,42
0,49
-12,96
-18,09
-13,26
-30,42
-24,07
-20,14
-4,00
-21,88
-4,67
Рп
0,34
4,75
-0,30
-3,43
-1,26
0,64
1,01
-8,34
-1,58
-1,95
-3,25
-3,12
4,86
2,21
13,84
14,50
0,57
- 40,77
8,83
7,90
«33
17,27
25,12
27,18
8,83
11,91
11,83
17,34
34,27
18,73
24,63
24,32
73,97
73,84
94,92
81,67
93,93
102,46
78,74
91,11
51,77
«И
-4,92
-2,92
-0,56
-9,76
-2,13
-2,49
-2,41
-2,20
-1,98
-1,18
-1,84
-25,40
-25,30
-31,30
-
-15,58
- 9,56
-18,35
-15,81
-7,32
«13
6,88
10,18
8,78
4,31
3,39
4,06
6,22
9,61
5,81
8,14
8,06
27,78
31,41
43,65
-
37,98
34,63
18,10
35,44
18,97
«12
-1,70
-6,17
-1,08
1,74
-0,20
-2,09
-2,34
6,84
0,24
0,51
1,80
-2,14
-9,40
-18,28
-
-19,24
-5,31
36,48
-13,40
-12,84
Материал
Сплав B53SP
Сплав АМгб
Сплав АМг5В
Сплав 1915
Медь
Медь
Латунь ЛС62
Латунь ЛС59-1
Бронза БРОФ
Бронза БРОФ
Магниевый сплав
Молибден спеченный
Молибден
Вольфрам спеченный
Вольфрам
Серебро
Золото
Полистирол
Оргстекло
Пирекс
Кварц
Рзз
-50,09
-9,20
32,74
-29,85
з,п
-5,10
- 33,69
-32,81
-13,87
-19,74
- 70,05
-5,30
-5,96
-9,20
-4,94
5,72
-0,93
1579,93
-337,6
82,6
8,99
Рп
9,13
22,49
-9,13
11,63
-6,39
11,87
9,92
з,п
5,50
5,53
5,99
0,41
0,93
-0,93
-0,15
-9,53
-7,35
- 888,74
16,66
-9,90
-0,45
Р.З
-29,46
-23,67
8,63
-25,89
4,78
-10,83
-19,05
-20,33
-9,36
-9,55
-40,31
-3,73
-3,88
-5,49
-3,22
10,13
6,72
429,24
-226,87
40,37
0,26
Акустоупругие коэффициенты, ТПа '
Рз.
-10,38
-3,67
328,48
-7,37
311,39
0,04
-8,32
-7,17
2,11
1,91
-10,19
0,81
0,16
1,36
0,43
921,14
218,77
786,38
36,29
458,55
116,29
Pl2
6,08
14,33
-6,48
13,20
-13,56
1,99
-1,00
8,76
-5,04
-9,84
5,77
-0,30
-0,53
-0,71
0,25
-28,90
-25,58
709,85
-1,80
-47,23
-10,11
«33
64,21
24,21
-17,50
44,04
1,95
13,17
41,87
42,54
22,33
28,20
93,14
8,81
9,07
14,66
7,81
2,54
9,54
1312,85
534,13
-66,99
4,71
Продолжение
аи
-14,09
-27,48
4,54
-15,95
4,84
-14,67
-12,48
-6,54
-8,51
-8,54
-13,02
-1,45
-1,85
-0,46
-0,63
6,78
3,92
798,68
- 83,28
7,33
-1,89
«13
24,50
18,68
-13,23
21,57
-6,33
8,04
16,50
16,90
6,35
6,55
33,28
2,70
2,96
4,11
2,44
-12,88
-10,15
-519,30
160,24
-42,94
-2,59
'табл. 4.13
<х12
-11,04
-19,32
1,89
-17,52
12,00
-4,78
-1,55
-12,19
2,04
6,84
-12,81
-0,73
-0,39
-0,68
-1,03
26,15
22,14
-799,9
-64,83
44,66
7,78
АКУСТОУПРУГИЕ КОЭФФИЦИЕНТЫ МАТЕРИАЛОВ И ПОГРЕШНОСТИ ИХ ОПРЕДЕЛЕНИЯ 167
сочетание модулей и даже знаков акусто-
упругих коэффициентов, рассчитанных
для упругих волн различной поляризации,
противоречит прогнозам теории. Одной из
причин этого следует считать
погрешности экспериментального определения
упругих модулей. В табл. 4.14 представлены
приводимые в литературе оценки
относительной погрешности X, ц, /, т, п для
некоторых материалов.
С учетом малости исследуемого
эффекта (6v < 10 ) заслуживают весьма
осторожного отношения декларируемые
значения погрешности, не превышающие
долей процента. Более достоверными
следует признать погрешности,
превышающие десятки процентов. Однако, даже
согласившись с авторскими оценками
погрешностей упругих модулей, необходимо
признать, что погрешность расчета акусто-
упругих коэффициентов (табл. 4.15, 4.16)
измеряется в сотнях процентов.
Очевидно, что определяемые с такой
погрешностью значения акустоупругих
коэффициентов непригодны для
использования в практической диагностике
напряжений. Более перспективным на
данном этапе следует считать
экспериментальный подход к определению
акустоупругих коэффициентов конструкционных
материалов. Однако необходимо отметить,
что при постановке и интерпретации
результатов градуировочных экспериментов
следует учитывать ряд факторов, в
большинстве случаев остающихся за
пределами внимания экспериментаторов и не
отражаемых в публикациях. В первую
очередь это относится к геометрическим
размерам и форме исследуемых деталей.
4.14. Упругие модули второго и третьего порядка для некоторых материалов,
а также относительная погрешность их определения
Материал
Железо армко
Сталь рельсовая
Сталь HECLA 37
Сталь REX 535
Сталь HECLA 138A
Сталь 60С2Н2А
Сталь ATN
Алюминий
Сплав JH77S
Сплав D54S
Сплав 2S
Медь
Магниевый сплав
Молибден
Вольфрам
Полистирол
Пирекс
ТПа '
11,00
11,07
11,10
10,90
10,90
11,21
8,72
2,56
5,75
4,91
5,70
10,40
2,59
15,71
7,50
0,29
1,35
е(Х),
%
0,4
0,3
0,9
0,9
0,9
0,5
0,3
0,4
0,3
0,4
0,4
1,0
0,8
1,3
0,7
0,3
0,2
и,
ТПа"1
8,21
8,24
8,21
8,18
8,19
8,2
7,16
5,00
2,68
2,60
2,76
4,60
1,66
11,00
7,31
0,14
2,75
е(й),
%
1,2
2,8
0,6
0,6
0,6
0,5
4,2
0,2
0,4
0,4
0,4
0,2
1,8
0,9
1,4
0,7
1,2
ТПа'1
-34,8
-30,2
-46,1
-32,8
-42,7
-31,4
-56,9
-7,0
-33,7
-38,8
-31,1
-54,2
-9,0
-31,0
-25,0
-1,9
1,4
%
18,6
2,8
22,2
35,4
19,2
36,3
20,5
54,4
10,9
4,6
60,0
5,5
2,3
98,0
17,5
16,9
2,9
т,
ТПа"1
-103
-61,6
-63,6
-57,8
-61,9
-63,9
-75,2
-25,0
-39,5
-35,8
-40,1
-37,2
-14,2
-66,9
-39,1
1,3
9,2
8(ОТ),
%
6,8
4,1
1,6
2,6
2,7
0,8
1,4
16,9
8,6
5,9
48,2
1,3
2,0
1,2
0,6
1,8
4,3
п,
ТПа '
-101,0
-72,4
-70,8
-67,6
-70,8
-84,0
-40,0
-35,3
-43,6
-32,0
-40,8
-40,1
-16,8
-77,2
-49,6
-1,0
42,0
%
100,0
2,7
4,5
8,9
5,6
8,8
10,0
0,9
6,4
3,8
33,3
1,2
1,0
2,1
1,6
14,0
83,3
168 Глава 4. ОСНОВЫ МЕТРОЛОГИИ АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ
4.15. Акустоупругие коэффициенты времени для некоторых материалов
и относительная погрешность их определения
Материал
Железо армко
Сталь рельсовая
Сталь HECLA 37
Сталь REX 535
Сталь HECLA 138A
Сталь 60С2Н2А
Сталь ATN
Алюминий
Сплав JH11S
Сплав D54S
Сплав 2S
Медь
Магниевый сплав
Молибден
Вольфрам
Полистирол
Пирекс
«зз.
ТПа '
31,64
16,76
18,69
16,02
18,16
17,64
34,27
24,63
93,93
102,46
91,11
13,17
93,14
8,81
14,66
-1312,85
-66,99
е(«зз).
%
7,95
6,40
14,18
28,96
15,47
4,86
13,60
24,36
9,20
5,99
51,88
4,23
3,28
13,36
14,59
21,04
34,03
«и.
ТПа '
-6,28
-2,49
-1,56
-1,95
-1,61
-2,68
-2,20
-1,18
-15,58
-9,56
-15,81
-14,67
-13,02
-1,45
-0,46
798,68
7,33
е(«п).
%
13,75
13,59
67,22
80,14
61,64
30,89
79,57
165,65
20,89
22,75
109,81
2,88
8,17
80,47
162,91
13,03
51,20
«13.
ТПа '
3,42
5,78
5,99
5,25
5,88
6,56
9,61
8,14
37,98
34,63
35,44
8,04
33,28
2,70
4,11
-519,30
-42,94
е(«п).
%
135,51
6,11
15,41
31,43
17,01
5,32
15,76
29,48
8,28
6,37
46,51
3,04
3,21
3,63
18,85
17,89
29,25
«12.
ТПа '
29,97
-1,49
-1,05
-1,26
-1,21
-2,96
6,84
0,51
-19,24
-5,31
-13,40
-4,78
-12,81
-0,73
-0,68
-799,91
44,66
е(а12),
%
53,16
32,24
96,80
146,31
93,99
36,19
24,68
473,48
23,83
49,99
169,82
5,37
10,60
20,32
115,37
14,06
113,22
4.16. Акустоупругие коэффициенты скорости для некоторых материалов
и относительная погрешность их определения
Материал
Железо армко
Сталь рельсовая
Сталь HECLA Ъ1
Сталь/?£А'535
Сталь HECLA 138Л
Сталь 60С2Н2А
Сталь ATN
Алюминий
Сплав JH77S
Сплав D54S
Сплав 2S
Медь
Магниевый сплав
Молибден
Вольфрам
Полистирол
Пирекс
Рзз.
ТПа '
-26,9
-12,1
-14,0
-п,з
-13,4
-12,9
-28,8
-16,1
-80,0
-88,0
-77,6
-5,1
-70,1
-5,3
-9,2
1580
82,6
<Рзз),
%
9,4
9,2
9,0
1,2
1,0
6,6
6,5
7,3
0,8
7,0
0,9
0,8
4,6
2,2
3,3
7,5
7,6
Рп,
ТПа '
4,9
1,1
0,2
0,6
0,3
1,3
0,7
-0,3
10,8
4,8
п,з
11,9
6,0
0,4
-0,9
-889
-9,9
е(Рп),
%
17
24
533
263
388
63
246
744
30
45
154
4
14
281
81
12
38
Р,з,
ТПа"'
-4,8
-7,1
-7,4
-6,6
-7,2
-7,9
-11,1
-9,6
-42,7
-39,4
-40,0
-10,8
-40,3
-3,7
-5,5
429
40,4
е(Р,з),
%
97,0
7,3
12,5
24,9
13,8
4,1
15,4
24,9
7,2
5,4
41,1
1,5
4,1
2,7
14,3
21,6
31,1
Рз>,
ТПа '
1,3
-1,1
-1,3
-0,5
-1,1
-1,8
-4,1
0,4
-24,1
-20,1
-21,9
0,0
-10,2
0,8
1,4
786
58,6
е(Рз.).
%
351
47
73
331
88
18
42
573
13
11
75
447
16
11
57
12
22
Р.2,
ТПа '
-31,32
0,13
-0,31
-0,09
-0,15
1,59
-8,34
-1,95
14,50
0,57
8,83
1,99
5,77
-0,30
-0,71
710
-47,23
е(Р12),
%
50
341
326
1949
769
67
20
122
31
462
257
13
22
48
111
16
107
ВЛИЯНИЕ ТОЧНОСТИ ИЗМЕРЕНИЯ УГЛА КОМПЕНСАЦИИ НА ПОГРЕШНОСТЬ 169
4.7. ВЛИЯНИЕ ТОЧНОСТИ
ИЗМЕРЕНИЯ УГЛА КОМПЕНСАЦИИ
НА ПОГРЕШНОСТЬ
ТЕНЗОМЕТРИЧЕСКОГО МЕТОДА
Если при УЗ-контроле одноосных
напряжений используется невозмущенное
значение скорости или времени
распространения, измеренное в реперном
направлении, то возможны следующие
источники дополнительной погрешности:
а) ошибка в определении реперного
направления;
б) погрешность экспериментального
определения акустоупругих
коэффициентов а или р, связанная с зависимостью
от угла С, между направлением нагрузки и
волновым вектором.
Проанализируем поочередно
названные ситуации. Пусть для измерения
одноосного напряжения с, действующего в
направлении оси OZ, используется
продольная волна, распространяющаяся в том
же направлении:
' *»(^, (4.49)
Рзз Рзз v0
где vo — невозмущенное значение скорости,
измеренное при распространении
продольной волны под углом С,0 = arctg-y/—Рзз/Рп
к направлению действия нагрузки. Если
при выборе реперного направления С,0
допущена ошибка ср, т.е. если волна
распространяется под углом (£0 + ф) к
направлению нагрузки, то в качестве v0
будет использовано возмущенное значение
скорости v'0, которое связано с v0
следующим соотношением:
Vn-V,,
= РФ<*
или
^ = 1 + РЧ)о,(4.50)
где
Рф=РззС082(Со+ф)+Рп8т2(^0+ф).
В этом случае будет определено
«ложное» значение напряжения
а,= 1 (v-vq)
(4.52)
J33
С учетом выражений (4.49), (4.50),
(4.52) относительная погрешность
определения напряжения составит:
г(а) =
а-ст
ч л
■1
Vvo J „
v-v„
„УУ0
5v
(1 + Р>)
5v
Рф
р33(1 + рфа) Рзз
(4.53)
На рис. 4.27 показана зависимость
е(ст) от ошибки ф в определении реперного
направления для конкретного материала.
Заслуживает внимания несимметричный
характер кривой: при одинаковых по
модулю отклонениях ф завышенный
результат измерения а оказывается ближе к
истинному, чем заниженный.
Обнаруженная зависимость а и р от
угла С, может внести погрешность в
результаты определения акустоупругих
коэффициентов в связи с возможными
перекосами пьезопреобразователя и
неточностями в определении направлений нагру-
жения и распространения волн.
Зависимость относительной погрешности,
например, акустоупругого коэффициента
е(Р) от погрешности измерения угла e(Q,
может быть установлена следующим
выражением:
Ф) =
a(inp)
ее
«&)=
(4.51)
Фп-Рзз)
Рзз cos2 С+ Рп sin2 С
е(С). (4.54)
170 Глава 4. ОСНОВЫ МЕТРОЛОГИИ АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ
Е((Т), % ^"^
0 -у*—
-ю -/-
-20 -/-
-30 -L
-40 \ LA I I I
-30 -20 -10 0 10 ф, °
Рис. 4.27. Зависимость относительной
погрешности напряжения t(a) от ошибки
ф определения реперного направления
для стали 60С2Н2А
90° 80° 70° 60°
Рис. 4.28. Графики относительной
погрешности сф) от угла £
при относительной погрешности e(Q :
/ - 100 %; 2-10 %; 3 - 1 %; 4 - 0,1 %
Выражение (4.55) удобно
анализировать, рассматривая в качестве
независимой переменной угол С, и задавая е(й,) как
параметр. Соответствующие графики
приведены на рис. 4.28. Очевидно, что
погрешность е((3) может изменяться в
широких пределах, причем ее значения
минимальны для углов, близких к 0 и к 90°, и
асимптотически стремятся к
бесконечности при С, —> С,0, т.е. при р —> 0.
Таким образом, относительная
погрешность определения акустоупругого
коэффициента времени распространения
ультразвука при прочих равных условиях
зависит от взаимной ориентации
направлений прозвучивания и действия нагрузки,
причем значения погрешности
минимальны при коллинеарности или
перпендикулярности этих направлений и могут
существенно возрастать, если колебания
распространяются в направлении, для
которого акустоупругий эффект выражен
слабо или отсутствует.
4.8. ИЗМЕРЕНИЕ НАПРЯЖЕНИЙ
В ОБРАЗЦАХ ОГРАНИЧЕННЫХ
РАЗМЕРОВ
Применение явления акустоупруго-
сти для решения прикладных задач
диагностики НДС элементов конструкций до
настоящего времени базировалось на
экспериментальном установлении
корреляционных зависимостей между временем
распространения упругой волны и
механическими напряжениями в образцах
конкретных типоразмеров. Успех такого
подхода во многом определялся объемом
накопленной экспериментальной
информации, поэтому были проведены
многочисленные измерения упругих модулей
третьего порядка (УМТП) и акустоупру-
гих коэффициентов для разнообразных
элементов конструкций, изготовленных из
различных материалов. Сопоставление
экспериментальных данных выявило
существенное несовпадение значений УМТП
и акустоупругих коэффициентов для раз-
ИЗМЕРЕНИЕ НАПРЯЖЕНИЙ В ОБРАЗЦАХ ОГРАНИЧЕННЫХ РАЗМЕРОВ 171
нообразных элементов конструкций,
изготовленных из одних и тех же материалов,
что послужило некоторым исследователям
основанием для вывода о невозможности
использования таких данных для
однозначной интерпретации выводов теории
упругости.
Практически все известные на
сегодняшний день теоретические описания
явления акустоупругости, в том числе
рассмотренные выше, оперируют
понятием плоской гармонической волны строго
определенной поляризации,
распространяющейся в безграничной, первоначально
изотропной (трансверсально изотропной,
ортотропной) бездисперсионной среде.
Взаимодействием волны с боковой
поверхностью образца пренебрегают, при
анализе импульсных сигналов их
длительность считается достаточно большой и
применяется математический аппарат,
разработанный для описания непрерывных
колебаний. Подобная модель справедлива
лишь при некоторых вполне
определенных условиях, которые часто не
выполняются при экспериментальном
исследовании явления акустоупругости.
Малость наблюдаемых эффектов
диктует необходимость повышения
нагрузок и искусственного увеличения
протяженности акустического пути.
Расширение диапазона механических напряжений
при ограниченных возможностях
нагружающих устройств требует уменьшения
поперечных размеров образцов.
Одновременно растут их продольные размеры.
При измерениях используются
эхо-сигналы, претерпевшие возможно большее
число отражений. В этих условиях
невозможно пренебрегать влиянием боковой
поверхности образца на характер
волновых процессов, анализ которых
существенно усложняется.
Наиболее важными в данном случае
проявлениями волноводных свойств
образца следует считать искажение плоского
фронта и дисперсию скорости УЗ волны.
В п. 2.11 обсуждалась необходимость
различать фазовую и групповую скорости
волны и были введены два типа акустоуп-
ругих коэффициентов.
На рис. 4.29 приведены
осциллограммы эхо-сигналов в стальных
цилиндрах различных диаметров высотой 70 мм,
изготовленных из одного прутка (рабочая
частота 5 МГц). Очевидно, что при
радиусах цилиндров 10 мм, 8 мм и (в несколько
меньшей степени) 6 мм исходный сигнал
преобразуется в нерегулярную
последовательность импульсов, и это существенно
затрудняет измерение времени его
распространения. В образцах радиусом 4 мм и
2 мм структура колебательного процесса
упрощается, последовательность
эхо-импульсов приобретает более регулярный
характер, что позволяет измерять время
групповой задержки сигнала. Результаты
этих измерений зависят от геометрии
образца и дают возможность лишь
качественно сравнить напряженное состояние
образцов идентичных размеров, т.е. не
могут быть прямо связаны с выводами
классической теории упругости,
использующей понятия фазовой скорости и фазовой
задержки сигнала.
Рис. 4.29. Осциллограммы эхо-сигналов
при радиусе образца Я:
а-2 мм; 6-4 мм; в-6 мм;г- 8 мм; д- 10 мм
172 Глава 4. ОСНОВЫ МЕТРОЛОГИИ АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ
Все теоретические модели явления
акустоупругости оперируют понятием
фазовой скорости (в направлении нормали
к волновому фронту) и связанными с ним
понятиями динамических упругих
модулей различных порядков. Однако,
достаточно точное измерение фазовой
скорости v возможно только в том случае, если
геометрия образца определенным образом
согласуется с рабочей частотой, методом
измерений, характеристиками излучателя
и приемника и т.п. Фактически
измеряемые в эхо-импульсном эксперименте
естественная и истинная скорости ультразвука
оказываются по физической сущности
значительно более близкими к групповой
скорости, и для соотнесения теории с
экспериментальными результатами в
последние следует вносить некоторую поправку.
Вопрос о том, какая именно скорость
звука измеряется в каждом конкретном
случае, приобретает особую важность при
попытках использования теоретически
рассчитанных акустоупругих
коэффициентов. Как показано выше (см. п. 2.11),
коэффициенты, рассчитанные для фазовой
и групповой скоростей, в общем случае
могут существенно отличаться, и замена
одних другими может привести к ошибкам
в определении напряжений.
Имеются основания предполагать,
что при относительно небольших
изменениях нагрузки связь акустоупругих
коэффициентов описывается выражением
(2.192). Известно, что изменение частоты
колебаний в пределах от 0,1 до 1 МГц и
диаметра стального стержня в пределах от
1 мм до 8 мм в отсутствии нагрузки может
менять отношение (v0/m0) в пределах
1,02 ... 1,97. В общем случае расхождение
между величинами и и v, а значит, и
между Р" и pv, может быть гораздо
значительнее, вплоть до несовпадения знаков.
При определенных условиях
необоснованная замена коэффициента pv на
коэффициент р" может привести к
ошибке измерения напряжений, превышающей
100 %. Взаимный пересчет фазовой и
групповой задержек в принципе
возможен, но требует обширной
дополнительной информации.
К настоящему времени проблема
распространения колебаний в волноводах
проанализирована теоретически наиболее
подробно для случая электромагнитных
колебаний. Непосредственное применение
полученных результатов в акустике (или
хотя бы установление достаточно близких
аналогий) затруднено наличием таких
специфических явлений, как частичное
взаимное преобразование продольных и
сдвиговых волн при их отражении на
границе твердого волновода. Проблема
распространения импульсов в среде с
дисперсией остается аналитически в общем виде
нерешенной.
Время прихода импульса,
экспериментально определяемое по некоторым
характерным элементам осциллограммы,
например, по точке заданного уровня на
переднем фронте или максимуму
определенного полупериода, зависит от
искажения импульса, и степень этого искажения
должна быть рассчитана по параметрам
исходного волнового пакета и
пройденному расстоянию с учетом закона
дисперсии. Волноводы относятся к числу
систем с выраженной дисперсией, и
искажение сигнала может оказаться
нетривиальным.
С помощью преобразования Фурье
импульсный сигнал может быть
представлен в виде некоторого набора
гармонических составляющих, для каждой из
которых решение задачи о распространении в
волноводе несколько упрощается. В свою
очередь, каждое гармоническое
возмущение можно рассматривать как
суперпозицию множества колебательных мод,
характеризуемых индивидуальными
значениями фазовой и групповой скоростей и
распространяющихся по волноводу без
искажения амплитудных распределений
смещений и напряжений, определяемых
порядковыми номерами соответствующих
корней дисперсионного уравнения. Труд-
ИЗМЕРЕНИЕ НАПРЯЖЕНИИ В ОБРАЗЦАХ ОГРАНИЧЕННЫХ РАЗМЕРОВ 173
ность практического осуществления
такого подхода состоит в том, что
публикуемые экспериментальные данные, как
правило, не дают достаточного материала для
проведения подобных расчетов.
Аксиально-симметричные колебания
в сплошном ненапряженном
цилиндрическом волноводе со свободной
поверхностью описываются дисперсионным
уравнением Похгаммера — Кри [69]:
Rk^k,klJl(klR)J0{klR)-0,5kl(kf+k^)j]{klR)jl(klR)+0,25R{kf-k^)j0(k,R)Jl(klR) = 0.
Это уравнение может быть решено
относительно волнового числа к0 при
фиксированной циклической частоте со.
Каждый корень определит фазовую скорость и
характерное распределение смещений по
сечению волновода для отдельной
колебательной моды.
По мере приближения рабочей
частоты со к частоте отсечки соо некоторой
моды фазовая скорость последней
устремляется к бесконечности, а волновое число к0 -
к нулю. Уравнение (4.44) редуцируется
к виду:
coR
К
co0R
conR
Ч J
'v^
vv/y
J,
' coR
Vv(7
= 0, (4.56)
что дает возможность оценить на каждой
частоте количество мод с
действительными значениями волнового числа.
Результаты численного решения
уравнения (4.56) для стального цилиндра
представлены на рис. 4.30 в виде семейства
кривых зависимости частоты отсечки /0
колебательных мод от радиуса R образца.
Очевидно, что в типичных для
экспериментов по акустоупругости условиях
измерений, когда радиус образца составляет
около 10 мм, а рабочая частота близка к
5 МГц, количество мод, формирующих
результирующий сигнал, достигает 20.
При анализе осесимметричных
колебаний в изотропном упругом цилинд-
(4.55)
ре, подвергнутом одноосной нагрузке,
дисперсионное уравнение существенно
усложняется и принимает вид [74 - 76]:
сЦ-.| = 0, (/,7 = 1,2); (4.57)
где
а - аН /?2
0,2
%+Ъ2^
•41 J
xJ0(^2R)+2^2RJ^2R); (4.58)
/о, МГц
6,0
4,0
3,0
2,0
1,0
0,8
0,6
0,4
0J
0,2
-S\
\/\
\
^
V
щ
лта;
^S
1
^
^
/^
-?4
W0
n:
\ 4s
JN
JO
3 4 6 8 10
20 Я мм
Рис. 4.30. Зависимость частоты отсечки
мод /о от радиуса образца R. Нумерация
кривых соответствует очередности
корней уравнения (4.56)
174 Глава 4. ОСНОВЫ МЕТРОЛОГИИ АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ
°12 V a\\J
xJ0£iR)+2^RJl£iR); (4.59)
#21
£22
1 +
Хък j
1 + -*
"кък j
^RJ^R); (4.60)
^RJ^R); (4.61)
th =
an+Gu
-k2Xi ~1J ' ^"' -^
(4.62)
V
a13 + G13
P«2 ,.2л2 ^13 + РзУ р2
V al 1^-1
-A:2A.'
-2>
C=M!
^2,3 -C + sjC -CXC2
(an+Gnf GUX] + p\
(4.63)
(4.64)
a\\Gn
anX\
Дзз^з + Ръ
4
я,3Х.2з
С,
рю
аик]
I Pw2(Gi3^3+«i^2). (465)
2 anGi3A.,X.3
^13^1+Рз_л ,2.
а,,*.2,
^з* .
С2 =
рсо
G13A.2
а3зЯ,3+/>з ^2^2.
GUX\
ст^ 2w
ЗАГп д
i_0 \
,0 ЛСТКЛГ
ЪК
о у
(4.66)
*,=*+^И/+<т5,)-
(2/ - 2w + и) - (2ю - и)—
^; (4.67)
ЗК„
G^=n-
(2/
.+
71-
2
гтЯ
«)
Л-
ста:а:
З^о
21
к,
зкп
0-Х+-ц;
4ц
'кк
Х)=-
v
~0 Л
J J
+ 1.
(4.68)
(4.69)
(4.70)
В табл. 4.17 показаны результаты
численного решения уравнения (4.57) для
двух фиксированных значений частоты,
соответствующих резонансной частоте
излучающего пьезопреобразователя и
экспериментально установленной верхней
граничной частоте спектра эхо-импульса.
Представлены первые 30 действительных
корней уравнения (4.57) для трех режимов
нагружения стального цилиндра диаметром
18 мм: свободного состояния, сжатия
(усилие 50 кН) и растяжения (усилие 500 кН).
Каждое значение к0 представляет собой
волновое число, определяющее фазовую
скорость распространения отдельной
колебательной моды вдоль оси волновода.
Изменение к0 с нагрузкой сложным
образом зависит от частоты и порядкового
номера корня. Тем не менее, очевидно, что
влияние нагрузки убывает с ростом
порядкового номера, достигая минимума при
номерах корней 18-25. Общей
тенденцией является уменьшение к0 при сжатии
образца. В большинстве случаев к0
возрастает при растяжении
Учитывая, что свыше 90 % энергии
импульса переносится первыми десятью
модами, следует обратить особое
внимание на существенное, до 20 %, изменение
к0, а значит и фазовой скорости, низших
мод, причем для разных частот это
изменение имеет различные знаки.
Для анализа распространения УЗ
импульса в твердом цилиндрическом
волноводе предложена следующая модель.
Исходное импульсное возмущение, генери-
ИЗМЕРЕНИЕ НАПРЯЖЕНИЙ В ОБРАЗЦАХ ОГРАНИЧЕННЫХ РАЗМЕРОВ 175
4.17.
Порядковый номер
корня
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
Результаты численного решения дисперсионного
Волновое число к0,м '
При частоте/= 5 МГц
Растяжение
1678
2098
2574
2889
3267
3624
3665
3966
4230
4386
4496
4673
4824
4941
5044
5143
5227
5290
5337
5376
5404
5742
6192
6603
6976
7315
7627
7913
8176
8419
Без нагрузки
1148
1850
2292
2686
2988
3371
3645
3718
4003
4237
4381
4494
4647
4779
4884
4977
5061
5131
5184
5220
5269
5736
6192
6603
6676
7316
7627
7913
8176
8420
Сжатие
1072
1825
2263
2268
2963
3345
3645
3691
3981
4218
4370
4479
4630
4763
4869
4960
5044
5114
5168
5203
5263
5736
6192
6603
6976
7316
7627
7913
8176
8420
При
Растяжение
1183
1592
2391
2883
3297
3643
3855
4216
4559
4580
4859
5155
5287
5387
5562
5722
5849
5957
6063
6160
6240
6307
6369
6422
6693
7156
7590
7991
8361
8703
уравнения (4.57)
частоте/ = 6 МГц
Без нагрузки
1343
1837
2538
2962
3388
3673
3890
4245
4560
4587
4845
5080
5255
5358
5649
5769
5871
5966
6053
6126
6183
6224
6680
7153
7590
7991
8361
8704
9318
9595
Сжатие
1117
1775
2499
2932
3366
3662
3861
4214
4534
4583
4818
5056
5238
5344
5484
5629
5750
5852
5946
6033
6107
6166
6208
6679
7153
7590
7991
8361
8704
9022
руемое при ударном возбуждении пьезо-
преобразователя, считается плоской
волной и аппроксимируется стандартным
образом:
О
Ф(') =
Лехр(-ЙГ) + -
cosco/.
(Dt2+E).
(4.71)
Для импульсов, излучаемых одним из
применявшихся пьезопреобразователей,
экспериментально определенные значения
параметров аппроксимации составили:
/1 = 0,979 В; £ = 210l2c-2; C= 3313 В/с;
D= 1,25-1010 с~2; £ = 0,005;
со =3,41-10* с-1.
Спектр исходного импульса может
быть вычислен с помощью
преобразования Фурье:
g(<a)= JtfOe-^'d/. (4.72)
ОО
Для каждой гармоники волновые
уравнения записываются в традиционной форме:
176 Глава 4. ОСНОВЫ МЕТРОЛОГИИ АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ
У2Ф =
1 д2Ф
v2 dt2 ''
1 я*ц>
V2^=— —5-, (4.73)
v? аг
вых чисел радиального резонанса к/т и кт,
определяемых из соотношений:
где Ф и Ч* - скалярный и векторный
потенциалы, соответственно.
После перехода к цилиндрическим
координатам и разделения переменных
решение уравнений (4.73) может быть
представлено в виде:
к2 +к2 -
К1т + к0т -
к2 +к2 -
СО
Vv/
со
(4.75)
Ф = £^Л(*/тг)ехр(-Дот^РСЛ0');
т=\
п
Ч* = ZC'»-/o(^m'')exp(- jk0mz)exp(jm).
m=l
(4.74)
Коэффициенты Ат и Ст
определяются амплитудным распределением
исходного возмущения и зависят от волно-
1
Выбор пар значений к/т и к0т; к,т и
к0т неоднозначен. Каждой паре
соответствует особая мода колебаний,
характеризуемая собственным амплитудным
распределением и скоростью
распространения. Значения к1т, к0т и к1т могут быть
найдены в результате решения
дисперсионного уравнения (4.57). Коэффициенты
Ат и Ст определяются в результате
представления каждой гармоники в виде
суммы колебательных мод с помощью
разложения в ряд Фурье — Бесселя:
С =
J\ UОт ) 0
2
•A KJOm ) ,
IV ф(<
|'норм ^ V
'норм' z "> ' ■
■0)j0{jo^
т'норм
)d,
норм
г„™,„ Ч* (к
'норм
норм
;z = 0; t = 6)jQ(j0mr )drt
'норм
(4.76)
где г■ м = r/R ,j0m - корень порядка т функции Бесселя J0.
норм
Знание индивидуальных значений
к0т и фазовых скоростей позволяет
просуммировать моды для каждой
гармоники в произвольном сечении,
находящемся на расстоянии z от излучателя, в
соответствии с выражениями (4.74).
Суммирование необходимо выполнять в
отдельных точках вдоль радиуса волновода, так
как результирующее амплитудное
распределение отличается от исходного в силу
несовпадения скоростей распространения мод.
Затем в каждой точке сечения может
быть осуществлено восстановление
формы упругой волны по ее спектру:
Ф'{г,г)~ Jg(p(co) e^'dco;
Знание распределений скалярного и
векторного потенциалов позволяет
рассчитать распределения по сечению
волновода смещений и напряжений,
обусловленных упругой волной (выражения
линеаризованы):
«, =
<V
5Ф д2Ч>
— + ;
dr drdz
дФ д2У
dz дг2
V г dr
1 е^
г dr
duz
2л
Ч"М = у- J^He^'dco.
+ 2ц—г-;
dr
(4.77)
диг
dz dr
(4.78)
Выходной сигнал приемного пьезо-
преобразователя можно считать пропор-
ИЗМЕРЕНИЕ НАПРЯЖЕНИЙ В ОБРАЗЦАХ ОГРАНИЧЕННЫХ РАЗМЕРОВ 177
циональным усредненному по сечению
волновода мгновенному значению
нормального напряжения в УЗ-волне:
u(t) = -Y— \o2r(r,t)rdr, (4.79)
ПР О
где гпр - радиус преобразователя; Y
определяется параметрами преобразователя.
Компьютерные расчеты по
предложенной модели, выполненные при анализе
конкретных экспериментальных данных,
показали, что если диаметр и длина
цилиндрического образца изменяются,
соответственно в пределах от 14 до 24 мм и от
60 до 200 мм, то не должно наблюдаться
существенного искажения формы
исходного волнового пакета, генерируемого
прямым совмещенным пьезопреобразова-
телем ударного возбуждения с
резонансной частотой, близкой к 5 МГц, и
апертурой, совпадающей с торцовой
поверхностью исследуемого образца. Исходный
волновой пакет в этом случае
расщепляется на серию импульсов, близких по форме,
но отличающихся амплитудой. Возникает
фазовый сдвиг принимаемого сигнала по
сравнению с безграничной средой. Эти
выводы совпадают с экспериментально
наблюдаемыми явлениями. По
результатам компьютерного моделирования могут
быть определены поправки ко времени
распространения ультразвука, знак и
величина которых зависят от нагружающего
усилия, длины и диаметра образца. С
помощью этих поправок результаты
экспериментального исследования явления аку-
стоупругости в образце ограниченных
размеров могут быть соотнесены с
прогнозами и выводами теории.
На рис. 4.31 приведен фрагмент
построенной по результатам компьютерного
моделирования номограммы, которая
позволяет оперативно учитывать влияние
волноводных свойств образца на
результаты измерения времени распространения
ультразвука. Полученные с помощью
данной номограммы поправки были
использованы для уточнения экспериментально
определенных значений акустоупругих
коэффициентов (табл. 4.18). Очевидно, что
d.MM
18
20
22'
23
1, мм
180
160 /
440
120
100
80
60
20
Arg-мкс
60
40
20
0
-20
-40
-60
[-80
Рис. 4.31. Фрагмент номограммы
для определения поправки Дтв ко времени
распространения ультразвукового импульса
в волноводе в зависимости от диаметра d
и длины / цилиндрического образца; частота
волны 5 МГц; растягивающее усилие
F= 181,1 кН
разброс значений акустоупругого
коэффициента azz, связанный с различием
геометрических размеров образцов, существенно
уменьшился.
Таким образом, с помощью
предложенной модели результаты
экспериментального исследования явления акустоуп-
ругости в образцах ограниченных
размеров могут быть соотнесены с прогнозами
и выводами теории, что позволяет
однозначно интерпретировать данные акусто-
диагностики напряжений с позиций
теории упругости.
В заключение отметим, что учет
дисперсионных эффектов при
распространении УЗ-волн в исследуемых элементах
конструкций существенно усложняет
анализ чувствительности и других
метрологических характеристик акустического
тензометра. В частности, в структурной
схеме канала передачи информации
тензометра дополнительно появляется
последовательно включенный блок,
выполняющий преобразование «фазовая задержка -
групповая задержка». Функция передачи
при этом не только теряет свойство
линейности, она становится
неаналитической. Анализ такой функции может быть
выполнен лишь численными методами.
178 Глава 4. ОСНОВЫ МЕТРОЛОГИИ АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ
4.18. Значения акустоупругого коэффициента а^, ТПа '
для деталей различных типоразмеров
Размеры образца, мм
Диаметр
14,0
18,0
18,0
18,0
18,0
22,0
22,0
24,0
Длина
60,0
58,0
64,0
96,0
145,0
86,0
100,0
108,0
ои. (без поправок)
Сталь 60С2Н2А
22,6 ±1,8
39.8 ±2,7
27.9 ±1,7
29.2 ± 1,2
24,6 ±0,6
32,8 ±1,3
26.3 ±1,1
18,5 ±0,6
Сплав Д16
89.7 ± 3,0
63,4 ±1,9
84.1 ±2,6
76.2 ±3,0
72.8 ±3,0
а^ (с внесением поправок)
Сталь 60С2Н2А
26,7
27,1
26,4
26,8
26,9
26,6
27,0
26,3
Сплав Д16
76,8
75,3
76,1
75,9
75,2
Выводы:
• Основные расчетные
соотношения теории акустоупругости могут быть
линеаризованы во всех встречающихся на
практике ситуациях.
• При неизменной точности
измерения времени распространения точность
определения механических напряжений в
исследуемом объекте растет с
увеличением нагрузки.
• При измерении одинакового
механического напряжения одним и тем же
акустическим тензометром в
конгруэнтных образцах из различных материалов
погрешность измерения строго
индивидуальна.
• Методами матричной теории
акустоупругости показано, с какой точностью
необходимо измерять отдельные
акустические и механические параметры для
обеспечения заданного уровня
погрешности механических напряжений.
• Пороговая чувствительность
акустического тензометра определяется
отношением двух величин: относительной
погрешности акустических измерений и
приведенной упругоакустической
чувствительности материала контролируемого
объекта. Приведенные чувствительности
материала по времени и скорости
распространения не совпадают; они могут быть
рассчитаны по значениям упругих
модулей второго и третьего порядков, при этом
погрешность искомой величины
приблизительно в 3 раза превосходит
погрешности исходных данных.
• Наибольшие значения чувстви-
тельностей (акустоупругих
коэффициентов) наблюдаются при использовании
упругих волн, у которых направление
колебательной скорости совпадает с
направлением вектора действующей силы. При
этом их значения, определяемые по
результатам экспериментов различных
авторов, могут различаться на сотни
процентов, что приводит к необходимости
дополнительных мероприятий по уточнению
этих величин в каждом конкретном случае.
• С метрологических позиций
предпочтение следует отдавать расчетным
соотношениям и измерительным
процедурам, в которых фигурирует не скорость, а
время распространения упругой волны.
• Условия распространения упругих
волн в объектах конечных размеров
существенно отличаются от предполагаемых
классической теорией акустоупругости
условий безграничной среды.
Необоснованная взаимная замена акустоупругих
коэффициентов фазовой и групповой
скоростей ультразвука может привести к
значительным погрешностям в определении
напряжений. Предложенная компьютерная
модель позволяет учесть волноводные
свойства образцов и уменьшить разброс
результатов до 3 ... 5 %.
Глава 5
АКУСТИЧЕСКОЕ ТЕНЗОМЕТРИРОВАНИЕ РЕЗЬБОВЫХ
ДЕТАЛЕЙ РАЗЪЕМНЫХ СОЕДИНЕНИЙ
5.1. МЕТОДЫ КОНТРОЛЯ
МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ
В РЕЗЬБОВЫХ СОЕДИНЕНИЯХ.
ПРЕИМУЩЕСТВА АКУСТИЧЕСКОЙ
ТЕНЗОМЕТРИИ
Резьбовые соединения составляют в
среднем до 70 % от общего количества
соединений в современных конструкциях.
Важнейшей технической проблемой
остается обеспечение оптимального усилия
при затяжке болтов (шпилек). В
простейших ситуациях для этих целей достаточно
применения примитивных устройств,
например, динамометрических ключей.
Однако, во многих случаях - при креплении
узлов и элементов в судостроении,
автомобилестроении, авиационной технике,
при сборке фланцевых соединений
энергетических установок на тепловых и
атомных электрических станциях, в
космических летательных аппаратах — контроль
напряжений связан с большими
трудностями.
Основной причиной разрушения
резьбовых деталей является
невозможность получения достоверных сведений о
величине усилий, действующих на эти
детали во время монтажа и эксплуатации,
так как отсутствуют методы
экспериментального определения этих усилий.
Зачастую у резьбовой детали свободным
является только один торец, поверхность
которого считается не подверженной
деформации, что не позволяет применить ни
один из известных физических методов
определения напряжений
(электротензометрию, рентгеновскую тензометрию,
методы магнитоупругости, фотоупругих
покрытий и т.д.). При исследованиях на
моделях и в редких случаях на практике
используют специально изготовленные
тензометрические болты. Однако в
производственных условиях, когда требуется
контроль 100 % продукции, этот метод
оказывается неприемлемым. В последнее
время появились новые, достаточно
точные методы инженерных расчетов,
принципиально позволяющие в некоторых
несложных ситуациях определять
напряжения аналитически, но без
экспериментальных исследований окончательно
решить эту проблему в общей постановке,
по-видимому, невозможно.
Обеспечение надежного контроля
усилий затяжки Q3 резьбовых
соединений в диапазоне напряжений от 10 до
1500 МПа во многом зависит от
успешности разработки экономичных и простых в
эксплуатации методов НК. Современное
развитие УЗ-техники позволяет считать,
что такую задачу можно решить методами
акустической тензометрии. Основное
преимущество этих методов заключается
в возможности установки первичного
датчика (пьезопреобразователя) на неде-
формированную поверхность (торец)
резьбовой детали. Такой возможностью
не обладает больше ни один из известных
физических методов. Однако выбор в
пользу методов акустодиагностики
напряжений не столь прост и однозначен,
так как во внимание должен быть принят
ряд факторов: назначение и тип
конструкции, особые требования к ее надежности,
качество изготовления и технические
условия эксплуатации, окружающие
условия, квалификация обслуживающего
персонала, а также экономические аспекты
проблемы.
Традиционные методы контроля.
Для правильного технико-экономического
обоснования выбора в пользу того или
иного метода следует рассмотреть
достоинства и недостатки наиболее
распространенных традиционных методов
контроля усилий затяжки. Все они являются
косвенными и могут быть разбиты на
четыре группы (табл. 5.1).
5.1. Основные характеристики традиционных методов контроля усилий затяжки резьбовых соединений
Метод контроля
i $
Контро
деформа!
тензометри-
рованием
по
удлинению болта
индикаторными шайбами
По углу поворота
гайки
По вращающему
моменту
Комбинированные
тролируемый
параметр
AR
М
М
Ф
^кл
Чел
Ф
Лф
Расчетные соотношения
а-г
360 (Х0 +X.i)
о м™
УЗ А
«ср
2
tgacosP + ц^
4cosp-ntga;
3
W-4)
_пМш{Мх-М2)
3 Ш,
грешность,
%
1
5
10
20
30
15
сительная
стоимость
20
15
15
3,0
1,5
4,5
Достоинства
метода
Высокая
точность
измерений
Простота,
экономичность,
оперативность
Простота,
экономичность,
оперативность
Высокая
точность
контроля
Основные недостатки метода
Конструктивные и
технологические трудности, зависимость
Q3 от Х0, локальный характер
информации, высокая
себестоимость, трудоемкость.
Точность зависит от усилий,
числа затяжек, длины болтов.
Трудно определить начало
отсчета угла поворота гайки.
Невысокая точность,
зависимость М^ от |д т, влияние
перекоса торца гайки, влияние
скручивающих и изгибающих
усилий.
Необходимость измерения
нескольких величин, низкая
производительность.
Здесь Л.1, Xq - коэффициенты податливости стягиваемых деталей и болта; Д/ - разность базы измерения; ф - угол поворота гайки; h - шаг
резьбы; 2р и a - углы профиля и подъема витка резьбы гайки; Mw, M\, М2- моменты крутящий, завинчивания и отвинчивания; ц, щ -
коэффициенты трения в резьбе и на торце гайки; ДЛ - изменение сопротивления тензорезистора; <4Р - средний диаметр резьбы; D, d0 - диаметры,
ограничивающие поверхность трения на торце гайки.
За единицу принята стоимость сборки соединения гаечным ключом.
Примечания: 1. Контроль деформации должен проводиться строго в упругой зоне деформаций. При приближении к пределу текучести
погрешность значительно возрастает. 2. При контроле по углу поворота должен быть большой ср и малый h. Также очень сложно точно
определить Х[ и Хо- 3. При контроле по вращающему моменту для стабилизации момента необходимо применять специальные смазки, резьбовые детали
должны быть выполнены с большой точностью, например для исключения разброса величины момента трения по торцу гайки.
МЕТОДЫ КОНТРОЛЯ МЕХАНИЧЕСКИХ НАПРЯЖЕНИИ В РЕЗЬБОВЫХ СОЕДИНЕНИЯХ 181
Методы, основанные на контроле
деформации. При известном
коэффициенте податливости А,0 контролируемого
изделия определение Q3 сводится к
нахождению разности Д/ значений базы
измерения до и после затяжки:
б, = А/До- (5Л)
Если в качестве базы используется
тело болта, и возможен свободный доступ
к его торцам, то контролю подлежит
изменение его длины. В противном случае
тело болта препарируют, в него помещают
встроенные индикаторы (тензорезисторы
либо металлические стержни с
известными физико-механическими свойствами).
Иногда для определения усилий затяжки
контролируют деформацию шайб
специальной конструкции (концентрических,
индикаторных колец, пневмотензошайб).
Могут быть использованы также
специальные покрытия головки болта, цвет
которых изменяется при изменении
напряжения. Изучаются возможности контроля
осевых усилий по деформации торцовой
поверхности головки болта с помощью
наклеенных на нее тензодатчиков или с
применением методов оптической
голографии.
Методы, основанные на контроле
угла поворота гайки. Гайка
наворачивается на болт до тех пор, пока не будут
выбраны зазоры в соединении, и она не
будет плотно прилегать к сопрягаемой
детали. Затем гайку проворачивают на угол ср ,
соответствующий необходимой
деформации и обеспечивающий заданное усилие
затяжки, величина которого определяется
из соотношения
h
G,=-
ф
(5.2)
360° (k0+A.,)
где Хо и А.| - коэффициенты податливости
стягиваемых деталей и болта,
соответственно; h - шаг резьбы.
Методы, основанные на контроле
крутящего момента. В этом случае
контролируется крутящий момент М^,
передаваемый ключом на гайку, а усилие
затяжки определяется из соотношения
&=-
М.
2
tgacosP + u
cosp- wtga
rrf
73 Л
Dl
■do )
(5.3)
Здесь a - угол подъема витка резьбы
гайки, ц и ц, - коэффициенты трения в
резьбе и на торце гайки, соответственно,
2(3 - угол профиля резьбы, dcv - ее
средний диаметр, D и do - диаметры,
ограничивающие поверхность трения на торце гайки.
Комбинированные методы. В
некоторых случаях хорошие результаты могут
быть получены при одновременном
использовании нескольких дополняющих
друг друга методов. Так, например, для
устранения погрешности за счет угла
обжатия гайку затягивают вначале
предельным ключом, настроенным на крутящий
момент ниже предела заедания, а потом
доворачивают на определенный угол ср,
по которому и судят о величине Q3. Для
снижения погрешностей, обусловленных
трением, определяют усилие затяжки Q3
по моментам завинчивания Мх и
отвинчивания М2 с помощью выражения
пМш{Мх-М2)
бз
Mxh
(5.4)
К категории комбинированных
относится, в частности, градиентный метод,
основанный на непрерывном измерении
отношения приращения прикладываемого
момента ДМ,^ к приращению Дф угла
поворота гайки. Как только усилие
затяжки превысит некоторую величину,
соответствующую обжатию стыка, зависимость
182 Глава 5. АКУСТИЧЕСКОЕ ТЕНЗОМЕТРИРОВАНИЕ РЕЗЬБОВЫХ ДЕТАЛЕЙ
Мкл и ф от Q3 становится линейной, а
производная dM^/dy - постоянной.
Измерения прекращают, как только
последнее условие нарушается.
Анализ табл. 5.1 показывает, что
точность контроля и его стоимость
взаимообусловлены. Как правило, именно этим
показателям уделяется максимальное
внимание, когда принимается решение о
технической целесообразности реализации
того или иного метода контроля. При
измерении Q, традиционными методами
даже незначительное повышение точности
контроля существенно увеличивает
издержки, требует усложнения аппаратуры,
делает эти методы труднореализуемыми.
Ни один из методов, представленных в
табл. 5.1, не может обеспечить надежный
контроль при одновременном соблюдении
всех основных требований. Очевидна
необходимость поиска новых методов,
обладающих более широкими техническими
возможностями в сочетании с
приемлемыми экономическими показателями.
В результате анализа перспективных
разработок, которые не нашли еще
широкого промышленного применения,
предпочтение было отдано акустической
тензометрии.
Акустические методы контроля.
Как отмечено в главах 1-4, итогом
многолетнего исследования особенностей
распространения УЗ волн в напряженных
элементах конструкций стало успешное
решение сложного комплекса проблем
теоретического, прикладного и
организационного характера, в частности:
- разработаны основы матричной
теории акустоупругого эффекта;
- обнародованы результаты
широкомасштабных экспериментальных
исследований, показано, что с помощью
акустических методов достигается точность
контроля, достаточная для обеспечения
надежной работы конструкции в целом;
— предложены прецизионные методы
измерений, созданы образцы
специализированной аппаратуры, что позволило
практически использовать данный метод в
промышленности;
- лабораторными и промышленными
испытаниями выявлена возможность
использования УЗ методов для контроля
усилий затяжки резьбовых соединений Q3 на
любом этапе сборки, испытаний и
эксплуатации энергетических установок.
В качестве примера на рис. 5.1
сравнивается равномерность распределения
усилий затяжки в 24 болтах стыка
сложной конфигурации при контроле двумя
методами - акустическим и по крутящему
моменту. Преимущества акустического
метода очевидны.
Остановимся кратко на физических
принципах основных акустических
методов контроля напряженного состояния
элементов конструкций.
Рис. 5.1. Типичное распределение усилий
между шпильками стыка при контроле
усилий затяжки акустическим методом
(линия а) и по крутящему моменту (линия б)
(1,..., 24 - номера шпилек)
МЕТОДЫ КОНТРОЛЯ МЕХАНИЧЕСКИХ НАПРЯЖЕНИИ В РЕЗЬБОВЫХ СОЕДИНЕНИЯХ 183
Эхо-импульсные методы контроля.
Пьезодатчик устанавливается на головку
болта. Измеряется время распространения
УЗ импульса, многократно отраженного от
торцовых поверхностей контролируемого
изделия, в ненапряженном х0 и
напряженном х состояниях. Основное
расчетное соотношение принимает вид
ЕАх
ст = -
х0(1-р£)
(5.5)
Регистрация абсолютных изменений
времени распространения Дт = х - т0, при
наличии соответствующих градуировоч-
ных зависимостей, позволяет определить
усредненное по длине болта значение
напряжения а. В предварительном
эксперименте должен быть определен
постоянный для данного материала
коэффициент пропорциональности Е/{\ - р\Е). Если
длина исследуемых болтов составляет
25 ... 500 мм, и используются пьезопреоб-
разователи диаметром от 3 мм до
нескольких сантиметров с резонансными
частотами 2,5 ... 10 МГц, то погрешность
контроля напряжений, по данным авторов, не
превышает нескольких процентов.
Формула (5.5) справедлива для
случая, когда напряжение однородно вдоль
всего акустического пути. Однако
импульс, распространяющийся вдоль оси
болта, проходит через области с
различными напряжениями. Измеряемое
значение Ат/т0 связано со средним по длине
болта напряжением аа, которое всегда
несколько меньше, чем напряжение,
реально действующее в гладкой части болта.
Неравномерность распределения
напряжения может быть учтена с помощью
коэффициента к, рассчитываемого в
соответствии с выражением
'о + 'р
v р ;
(5.6)
где / - общая длина болта, /0 и /р - длины
гладкого и нарезного участков, do и
dp - их диаметры. Тогда выражение (5.5)
приобретает вид:
ЕАх
т0*(1-р£)
(5.7)
Усилие затяжки рассчитывается по
формуле:
п - ndo „ _ ndo
Уз =~~Га
ЕАх
4 АхоО-РЯ)'
(5.8)
Такой подход к определению Q3 является
в настоящее время наиболее
распространенным [31 - 65].
Резонансный метод. Основан на
определении изменения А/ собственной
частоты /0 колебаний болта при его
деформации в результате действия
приложенной нагрузки. Разработкой и
совершенствованием этого метода занимаются,
в основном, японские и американские
ученые [123]. Основное расчетное
соотношение имеет вид
о =
EAf
/оФЕ-\У
(5.9)
Погрешность диагностики
напряжения при таких измерениях может быть
снижена до 5 %. Разработаны
микропроцессорные приборы, пригодные для
проведения измерений в производственных
условиях в реальном масштабе времени.
Анализ расчетных соотношений
акустической тензометрии показал, что для
их практического использования
необходимо знание:
- физико-механических свойств
материала исследуемого объекта;
- геометрических размеров болта
(шпильки);
- параметров резьбы и резьбового
соединения в целом;
184 Глава 5. АКУСТИЧЕСКОЕ ТЕНЗОМЕТРИРОВАНИЕ РЕЗЬБОВЫХ ДЕТАЛЕЙ
- внешних условии, в которых
проводятся измерения.
В настоящее время сложились два
подхода к использованию ультразвука для
контроля Q3, отличающиеся способом
учета перечисленных факторов.
1) Для каждого конкретного
резьбового соединения в лабораторных
условиях, максимально приближенных к
реальным эксплуатационным, проводят
предварительную градуировку, т.е. определяют
экспериментально зависимость
абсолютного Ат или относительного 8т
изменения времени распространения УЗ волны
конкретной поляризации в образце от
приложенного усилия. Затем в
производственных условиях, контролируя
изменение т в деталях реального объекта, с
помощью полученных ранее градуировоч-
ных зависимостей определяют значения
напряжения ст:
о =
Е Ат _ Ат
*(1-Р£)т0 ~ К '
(5.10)
Коэффициент К имеет смысл аку-
стоупругого коэффициента времени для
детали данного типоразмера. Усилие
затяжки рассчитывается по формуле,
аналогичной выражению (5.8). Основным
достоинством такого подхода является
простота реализации, недостатком -
необходимость многократных повторных
градуировок при смене типоразмера
резьбовых деталей, при изменениях в
конструкции резьбового соединения и в
условиях измерений. Точность определения
усилия затяжки зависит от идентичности
акустических трактов при контроле и
градуировке.
2) Об усилии затяжки судят по
величине напряжения, возникающего в
гладкой части болта. Для некоторого и-го
типоразмера деталей с помощью
выражения (5.6) рассчитывают коэффициент
неравномерности распределения
напряжения кп и путем градуировки определяют
зависимость (Дт/т0)и =f(Q3)- При
контроле Q3 в деталях из того же материала,
но другого, ю-го типоразмера,
зависимость (Ат/т0)ш = /(0,) устанавливают
расчетным путем:
fAr]
т
Ат
1оу
(5.11)
При этом значительно ускоряется
подготовка к проведению УЗ контроля, но может
понизиться точность определения Q3.
5.2. ПРИНЦИПЫ АКУСТИЧЕСКОЙ
ТЕНЗОМЕТРИИ РАЗЪЕМНЫХ
СОЕДИНЕНИЙ
Резьбовые детали в реальных
конструкциях подвергаются неоднородному
одноосному растяжению, изгибу из-за
коробления фланцев и кручению вследствие
схода резьбы. Задача акустической
тензометрии заключается в определении осевых
растягивающих усилий, возникающих в
процессе затяжки и отнесенных к гладкой
части детали, представляющей собой
цилиндр диаметром 8 ... 160 мм и длиной
50 ... 1500 мм. Как правило, доступным
для ввода и вывода ультразвука является
один из торцов образца. Предыстория
материала в большинстве случаев
неизвестна. Важнейшими проблемами являются
оценка ожидаемой погрешности, учет
влияния внешних воздействий и
геометрии объекта, выбор типа волн и частоты
ультразвука, выбор метода акустических
измерений. В общем случае
использование методов акустической тензометрии
затруднено из-за малости акустоупругого
эффекта. Для обеспечения
удовлетворительных метрологических характеристик
процедуры контроля напряжений
необходимо измерять время распространения
с относительной погрешностью порядка
ПРИНЦИПЫ АКУСТИЧЕСКОЙ ТЕНЗОМЕТРИИ РАЗЪЕМНЫХ СОЕДИНЕНИЙ 185
5 • 10" , что требует, как правило,
использования специальной прецизионной
аппаратуры.
Изложенный в гл. 4 подход к
определению погрешностей контроля
напряжений справедлив только в случае
корректного исключения систематических
погрешностей. Необходимо учитывать
влияние таких факторов:
- дисперсии, дифракции, затухания
УЗ волн в материале контролируемого
объекта;
- задержки и искажений импульса в
контактных слоях;
- искажений сигнала из-за
несовершенства геометрии торцовых
поверхностей образца и др.
Даже в лабораторных условиях
подобный учет трудновыполним, а в
производственных зачастую невозможен. Для
уменьшения влияния систематических
погрешностей на результаты измерений,
можно ввести условие идентичности
акустических трактов при градуировке и
контроле и использовать для определения Q3
зависимость типа Дт = /(ст). Однако эти
меры могут оказаться недостаточными,
следует внимательно оценивать
метрологические возможности УЗ методов
контроля в каждой конкретной ситуации.
Если корректное введение поправок на
волноводные свойства образцов (см. п. 4.8)
по тем или иным причинам затруднено,
рекомендуется исключать хотя бы
наиболее грубые составляющие
систематической погрешности, обусловленной
геометрической дисперсией. Для этого
достаточно выполнения условия X < 0,ld, что во
многих ситуациях обеспечивается
использованием диапазона частот 2,5 ... 10 МГц
(X — длина УЗ волны; d - средний
диаметр болта).
Геометрия резьбовой детали
предполагает прозвучивание продольными или
сдвиговыми волнами в направлении
усилия. Отношение диаметра болта к его
длине не должно превышать 0,6. В
противном случае возможно наличие в теле
болта неоднородных напряжений,
искажающих линейную зависимость Ат/т0 от
напряжения.
Существенное влияние на результаты
контроля может оказать изменение
температуры детали. Как следует из п. 2.17, при
измерении напряжений с погрешностью
50 МПа и более можно не учитывать
изменения температуры в пределах 5 К. При
необходимости учета изменений
температуры можно пользоваться для
определения напряжений соотношением:
£(1-рЯ)
Ах
■ухАТ
*(1-Р£)
Ат
-(а-уу)дг
(5.12)
где а - температурный коэффициент
объемного расширения; ут -
термоакустический коэффициент времени
распространения; yv — термоакустический коэффициент
скорости.
Использование результатов
измерения времени распространения УЗ
колебаний, полученных до приложения
нагрузки и при ее воздействии, позволяет
компенсировать отсутствие информации о
предыстории материала, остаточных
напряжениях, влиянии переходного
контактного слоя, значении угла ввода,
некотором отклонении отражающих граней от
плоскостности, параллельности и т.п. и
считать справедливой для УЗ волны
любой поляризации линейную зависимость
foft = aiklr,aln ■
В тех случаях, когда возникает
необходимость учета неоднородности
напряжений вдоль акустического пути,
напряжения в гладкой части резьбовой
детали могут быть оценены с помощью
соотношения:
186 Глава 5. АКУСТИЧЕСКОЕ ТЕНЗОМЕТРИРОВАНИЕ РЕЗЬБОВЫХ ДЕТАЛЕЙ
J33
Axi3E(2ah + /0) _
т0ЛО + £Рзз) "
AinE(2ah + l0)
Vo(1 + £p3i) '
(5.13)
где а - конструктивный коэффициент;
И, 10 - высота резьбы и фланца.
Коэффициент К в (5.10) чувствителен
к изменению параметров резьбовых
соединений. Так, изменение длины рабочей
части болта на 5 % приводит к изменению
коэффициента К на 5... 10 %.
Идентичность условий проведения
градуировки и контроля может
нарушаться из-за разброса геометрических
размеров деталей, отклонения
физико-механических свойств материала от партии к
партии, непостоянства условий изготовления
деталей и т.д. Изучение влияния этих
факторов (табл. 5.2.) позволило
сформулировать требования к конструкции и сделать
вывод о том, что УЗ контроль усилий
затяжки разъемных соединений с требуемой
точностью может быть осуществлен в
промышленных условиях [83].
5.2. Влияние различных факторов на точность акустических измерений напряжения
Фактор
Шероховатость поверхности, через
которую вводят ультразвук
Шероховатость поверхности,
отражающей сигнал
Выпуклая или тисненая маркировка
на отражающей поверхности
Непараллельность торцов болта
Непараллельность торцов в
результате изгиба
Поверхность под датчиком вогнутая
или выпуклая (хорда под датчиком)
Выпуклая или тисненая маркировка
под датчиком
Изменения в составе материала от
партии к партии
Снятие и повторная установка
датчика в процессе затяжки болта
Количественная
оценка
2,5 мкм
5 мкм
-
менее Г
2°
1,6 мм
-
-
-
Погрешность,
вносимая в
измерения а
± 1%
-
-
±2%
±5%
-
-
±5%
±4%
Примечание
-
Ошибка мала, ею
пренебрегают
Ошибка мала, ею
пренебрегают
Возникает в процессе
изготовления
-
Уровень сигнала
недостаточен, проводить
измерения невозможно
Сигнал отсутствует
-
-
КОНТРОЛЬ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ В РЕЗЬБОВЫХ СОЕДИНЕНИЯХ 187
5.3. КОНТРОЛЬ МЕХАНИЧЕСКИХ
НАПРЯЖЕНИЙ В РЕЗЬБОВЫХ
СОЕДИНЕНИЯХ
При экспериментальном
исследовании УЗ методов контроля напряжений в
деталях резьбовых соединений
необходимо располагать достаточно точной
информацией о напряженном состоянии
исследуемых объектов, полученной
параллельно независимыми альтернативными
методами. Наиболее достоверными и
информативными можно считать данные об
изменении размеров нагружаемых образцов,
полученные с помощью тензорезисторов,
наклеенных на их боковую поверхность и
подсоединенных к специализированному
прибору - цифровому измерителю
деформаций. Следует особо подчеркнуть
полную взаимную независимость результатов
УЗ и тензометрических измерений,
проводимых одновременно на одном и том же
образце.
Результаты электротензометрирова-
ния оказываются достаточно точными
только при соблюдении некоторых
условий, среди которых главное -
правильность крепления первичных датчиков к
контролируемому объекту. Опишем
кратко процедуру подготовки образцов к
экспериментам. Боковую поверхность
каждого образца тщательно очищали и на ее
гладкую часть наносили тонкий слой клея
БФ-2. Через 15 ... 20 мин после его
высыхания на предварительно отмеченные
места приклеивали тензорезисторы. Под их
электрические выводы подклеивали
конденсаторную бумагу. Через 1,5 ... 2 ч,
после первичной полимеризации клея, всю
боковую поверхность образца, на которой
размещались тензорезисторы, покрывали
сплошным слоем того же клея для
гидроизоляции, после чего в комнатных
условиях в течение 1 ... 2 сут происходила
естественная полимеризация. Затем образец
помещали в термостат и при температуре
70 °С проводили горячую полимеризацию
клея в течение 8 ч. После этого термостат
выключали, и образец охлаждали вместе с
ним до комнатной температуры в течение
12 ... 16 ч. Затем его опять подвергали
нагреву до 100 °С, при этой температуре в
течение 8 ч завершали полимеризацию
клея, после чего образец остужали до
комнатной температуры.
Качество клеевого слоя определяли
путем измерения сопротивления изоляции
между решеткой тензорезистора и
материалом образца. Приемлемыми считались
значения этой величины в диапазоне 50 ...
100 МОм. Затем с помощью омметра
проверяли целостность решеток датчиков и
отсутствие коротких замыканий. При
подключении тензорезисторов к
цифровому измерителю деформации повторно
проверяли качество их соединения с
образцом и фиксировали нулевую точку
каждого из них.
Подготовленный таким образом
объект устанавливали в гидравлический
пресс. К его свободной торцовой
поверхности через тонкий слой эпоксидной
смолы без отвердителя с постоянным усилием
прижимали прямой демпфированный
пьезоэлектрический датчик, работавший в
совмещенном режиме (резонансная
частота 2,5; 5 либо 10 МГц). При проведении
каждой серии экспериментов условия
ввода и приема УЗ колебаний не изменялись,
т.е. акустический тракт измерительной
системы оставался постоянным. Контроль
качества пьезопреобразователей
осуществляли путем измерения их параметров с
электрической стороны.
После установки преобразователя и
подключения тензодатчиков образец
подвергали нагружению в результате подачи
ступенчато регулируемого давления в
гидравлическую систему пресса, и
снимали зависимости времени распространения
УЗ импульса и относительного удлинения
образца от растягивающих усилий.
188 Глава 5. АКУСТИЧЕСКОЕ ТЕНЗОМЕТРИРОВАНИЕ РЕЗЬБОВЫХ ДЕТАЛЕЙ
Как отмечено в гл. 3, для повышения
достоверности результатов УЗ измерения
осуществлялись при поочередном
подключении кабеля пьезопреобразователя к
двум частям лабораторной установки, с
помощью которых было реализовано
измерение времени распространения
ультразвука в образце методами
мультипликативного совмещения эхо-импульсов и
компенсационным (рис. 3.5). Поскольку
первый из этих методов достаточно
подробно рассмотрен в п. 3.2, следует
остановиться лишь на некоторых особенностях
реализации второго. Перед началом
измерений на экране осциллографического
индикатора изучали последовательность
эхо-импульсов, среди которых выбирали
пару импульсов для использования в
данном эксперименте. Как правило, это были
первый и какой-либо последующий эхо-
сигнал с нечетным порядковым номером и
достаточной амплитудой. Затем на
осциллограммах этих эхо-сигналов выбирали
точки отсчета (например, точки
некоторого уровня), после чего для ненагруженно-
го образца определяли время задержки
второго выбранного сигнала по
отношению к первому и фиксировали начальные
показания измерителя деформаций по
всем используемым каналам.
Впоследствии каждый образец подвергали нагрузке
32 раза, регулируя давление в
гидравлической системе от 0 до 1 ГПа ступенями
через 200 МПа. При каждом дискретном
значении давления вновь регистрировали
время относительной задержки двух эхо-
импульсов и показания электрического
тензометра. В ходе обработки результатов
эксперимента образцы были
сгруппированы по исходным значениям времени
распространения так, чтобы различия этой
величины в пределах группы не
превышали 0,005 мкс. Типичные результаты такой
классификации представлены в табл. 5.3.
5.3. Время распространения УЗ импульса в шпильках одного типоразмера
при различных давлениях в гидросистеме
Время распространения т. , мкс, при давлении в гидросистеме р , МПа
0
74,720
74,775
74,79910,001
74,792 + 0,004
74,78210,012
74,78510,004
74,784
74,78010,004
74,80510,002
74,80210,002
200
74,841
74,892
74,91310,001
74,90610,004
74,89510,012
74,90510,004
74,914
74,89610,004
74,29110,002
74,29110,002
400
74,955
75,004
75,02210,001
75,01310,004
75,01210,012
75,02210,004
75,036
75,01410,004
75,03310,002
75,13310,002
600
75,066
75,114
75,13310,001
75,12510,004
75,11810,012
75,13610,004
75,153
75,13110,004
75,14810,002
75,14810,004
800
75,184
75,229
75,24510,001
75,23510,004
75,23110,012
75,25110,004
75,266
75,24410,004
75,26010,002
75,26110,003
1000
75,296
75,339
75,35510,001
75,348 + 0,004
75,34510,012
75,35810,004
75,831
75,35310,004
75,36910,002
75,37010,003
КОНТРОЛЬ МЕХАНИЧЕСКИХ НАПРЯЖЕНИИ В РЕЗЬБОВЫХ СОЕДИНЕНИЯХ 189
X, МКС
75,200
75,100
75,000
74,900
74,800
ЯУ
/
///
/у
'2/
'3
У
Лт, мкс
0,500
0.400
0,300
0,200
0,100
2//
V1
*з—
200
400
600 800дМПа
200
400 600 800 /лМПа
Рис. 5.2. Типичные графики зависимости
времени распространения т от давления р
в гидравлической системе нагружающего
устройства для трех резьбовых деталей
одного типоразмера
Рис. 5.3. Типичные графики зависимости
абсолютного изменения времени
распространения Ах от давления/;
в гидравлической системе нагружающего
устройства для трех резьбовых деталей
одного типоразмера
На рис. 5.2, рис. 5.3 представлены
графики зависимости времени
распространения УЗ волны т =f(p) и
абсолютного изменения этого времени Дт = /(/?) от
давления р в гидравлической системе
нагружающего устройства. Как и
ожидалось, они носят линейный характер.
Следует отметить, что условия нагружения
каждого образца в эксперименте
максимально приближены к условиям его
работы в реальной конструкции. От
зависимостей типа At = f(p) нетрудно перейти к
градуировочным кривым типа Дт = f(F).
На рис. 5.4 показаны типичные
экспериментальные графики зависимости
приращения времени распространения УЗ
импульса в образцах 1 - 5 от приложенного
растягивающего усилия. Параметры
каждой кривой зависят от многих факторов,
в первую очередь от материала и
типоразмера образца. Такие кривые, получившие
Дт,
МКС
2,50
2,00
1,50
1,00
0,50
Л
А
а-*
£
'£•
•
/ >
/у
#
;>
" 5
/
У/
/
у'
5 010,Н
Рис. 5.4. Типичные графики зависимости
приращения Ат времени распространения
ультразвука от усилия Q для резьбовых
деталей различных типоразмеров:
/-болт М18х 145; 2-болт М18х75;
3 - шпилька М20 х 120; 4 - шпилька М22 х 90;
5 - шпилька М27 х 120
190 Глава 5. АКУСТИЧЕСКОЕ ТЕНЗОМЕТРИРОВАНИЕ РЕЗЬБОВЫХ ДЕТАЛЕЙ
название градуировочных, как правило,
строятся экспериментально для каждого
типоразмера болтов (шпилек) и
конкретной конструкции соединения.
Использование такого подхода в
промышленности требует, во-первых,
создания соответствующей измерительной
аппаратуры; во-вторых, разработки
методики измерений, обеспечивающей
необходимую точность результатов контроля.
Эксперименты подтвердили, что
проектируемая аппаратура должна допускать
измерение временных интервалов между
УЗ эхо-сигналами, которые
распространяются со скоростями в диапазоне от
2500 до 6500 м/с. В некоторых
экспериментах обнаружилось, что затухание
ультразвука, превышающее 0,3 дБ/см (на
частоте 5 МГц), существенно затрудняет
УЗ измерения. Дополнительные
эксперименты установили связь затухания с
особенностями структуры применяемых
сплавов, прежде всего с величиной
(балльностью) зерна (по шкалам ГОСТ 5639-82). К
примеру, диффузное рассеяние
ультразвука на границах зерен одной из марок
жаропрочной стали при балльности 2
сделало УЗ контроль невозможным, но при
балльности 8 в том же сплаве
наблюдались отраженные УЗ импульсы,
количество и амплитуда которых оказались
достаточными для успешного проведения
контроля [7]. Эмпирически установлено нормальное
условие контроля, связывающее длину УЗ
волны X в материале образца и средний
размер зерна Z)cp:
\>9Dcp. (5.14)
Многочисленные эксперименты
показали, что если параметр шероховатости
Ra торцовых поверхностей образца не
превышает 2,5 мкм, отклонение торцовых
поверхностей образца от
перпендикулярности оси и параллельности составляет не
более 0,1 мм, а отклонение каждой
торцовой поверхности от плоскостности
находится в пределах 0,02 мм, то может
успешно осуществляться контроль
напряженного состояния образцов диаметром 18
мм и выше с соотношением длины и
диаметра до 6:1.
Экспериментально доказано, что УЗ
метод контроля можно применять для
определения усилия затяжки болтов меньшего
диаметра (до М8 включительно) при
выполнении следующих условий:
1) отклонение от
перпендикулярности торцов образца относительно оси
резьбы и отклонение их от параллельности
не должно превышать 0,05 мм;
2) следует обеспечить плоскостность
торцовых поверхностей болтов (по
прилеганию на краску) не менее 80 %;
3) для возбуждения и приема УЗ
сигналов необходимо применять
специализированные пьезопреобразователи,
изготовленные по методике Н.781 [7] или
подобные им по основным характеристикам.
В ходе экспериментов подтвердились
теоретические прогнозы о влиянии на
результаты измерений ряда внешних
факторов. Определенное влияние на форму
градуировочных кривых оказывало
непостоянство температуры. На рис. 5.5 показана
типичная экспериментальная зависимость
Дг, мкс
0,16
0,12
0,08
0,04
О у
о/
So
JfO
уС
>
ОТО
I
О 9?
/
4,0 8,0 12,0 16,0 20,0 t,°C
Рис. 5.5. Типичные результаты
экспериментального исследования
зависимости изменения времени
распространения Ах ультразвука в детали от
температуры t (болт М27 х 2,
материал -жаропрочная сталь)
КОНТРОЛЬ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ В РЕЗЬБОВЫХ СОЕДИНЕНИЯХ 191
изменения времени распространения
ультразвука от температуры. Это явление
может быть учтено путем внесения
соответствующих поправок на этапе обработки
экспериментальных данных. В
производственных условиях по ряду причин
решено делать это с применением эталонного
образца, имеющего ту же температуру,
что и контролируемое изделие.
Существенные особенности
возникали в форме градуировочных кривых, если
в результате ошибок изготовления или в
соответствии с конструктивными
требованиями создавался перекос фланцев,
сопровождавшийся изгибом резьбовой
детали. На рис. 5.6 показано экспериментально
наблюдавшееся изменение исходной формы
градуировочной кривой при искусственно
созданных углах перекоса в 0,5° и 2°.
Очевидно, что неправильный учет этого
влияния при УЗ контроле мог бы привести к
существенной погрешности определения
усилий затяжки. Были разработаны
рекомендации по учету фактора перекоса при
12 3 4 (?105,Н
Рис. 5.6. Изменение формы градуировочной
кривой, обусловленное перекосом
фланцев на угол:
1-2°; 2-0,5°; 5-0°
снятии градуировочных характеристик,
что позволило снизить абсолютную
погрешность измерения напряжения.
Выше неоднократно обсуждалось
требование постоянства условий ввода и
приема ультразвуковых колебаний при
акустических измерениях. Для его
уточнения деформация торцовой поверхности
болтов была исследована с помощью дву-
хэкспозиционного метода голографи-
ческой интерферометрии [110]. В качестве
источника когерентного излучения
применялся гелий-неоновый оптический
квантовый генератор ЛГ-38, излучение
которого имело мощность 50 мВт, длину
волны 632,8 нм, длину когерентности 0,2 м.
Интерферограммы записывались на га-
лоидосеребряных фотопластинках ЛОИ-2
с толщиной эмульсии 17 мкм и
дифракционной эффективностью 4 %. Перед
началом и в ходе снятия градуировочной
зависимости одного из болтов были
дважды записаны интерферограммы его
торцовой поверхности. Для этого при
достижении давления 200 МПа в гидравлической
системе нагружающего устройства пьезо-
преобразователь был снят с головки болта,
а после оптических измерений установлен
заново. Таким образом, были изменены
параметры акустического тракта. Согласно
данным голографических измерений, при
изменении давления от 0 до 200 МПа с
торцовой поверхностью головки болта
произошли следующие изменения:
1) поверхность наклонилась на угол
порядка 1,5';
2) образовался сложный изгиб
поверхности с перепадом высот порядка 35 мкм;
3) изгиб поверхности завершился
образованием лунки глубиной около 7 мкм.
Возникновение столь
незначительного наклона торцовой поверхности
болта не должно приводить к заметному
изменению времени пробега эхо-сигнала.
С другой стороны, изгиб этой
поверхности, а тем более образование лунки
неравномерно изменяют толщину слоя
контактной смазки между образцом и пьезопреоб-
разователем.
192 Глава 5. АКУСТИЧЕСКОЕ ТЕНЗОМЕТРИРОВАНИЕ РЕЗЬБОВЫХ ДЕТАЛЕЙ
Скорость распространения ультразвука в
этом слое значительно ниже, чем в
материале деталей резьбового соединения,
поэтому изменения времени
распространения, вызванные этим фактором, могут
быть существенными. Известно,
например, что после шлифования торцовой
поверхности образца толщина контактного
слоя может колебаться в пределах от
20 до 60 мкм. В результате изгиба
поверхности перепад высот составляет порядка
35 мкм. Можно ожидать, что в связи с
этим толщина контактного слоя составит
150 ... 200 мкм. Простые расчеты
показывают, что это может вызвать изменения во
времени распространения УЗ импульса,
например, при использовании 1-го и 5-го
эхо-сигналов, порядка 1 ... 1,5 мкс.
Анализ экспериментальных
данных. Эксперименты показали, что если
образец неоднократно подвергают действию
нагрузки, то построенные для него в
различных циклах нагружения графики,
аналогичные показанным на рис. 5.3, рис. 5.6 и
других, совпадают лишь начиная со
второго цикла. Для «нетренированного», т.е.
никогда ранее не подвергавшегося
действию нагрузок образца кривые,
построенные в первом цикле нагружения,
отличаются формой и наклоном от идентичных
между собой кривых, построенных во всех
последующих циклах для того же образца,
уже ставшего «тренированным». Как
отмечалось в п. 3.3, для того, чтобы образец
можно было считать «тренированным»,
необходимо в течение приблизительно
30 мин создавать в нем напряжения,
близкие к пределу текучести. Все
обсуждаемые ниже экспериментальные результаты
относятся к «тренированным» образцам,
если это не оговорено дополнительно.
На рис. 5.7 и рис. 5.8 представлены
графики зависимости относительной
деформации е = f(p) и времени
распространения ультразвука т = /(р) в
модельном болте от давления р в
гидравлической системе нагружающего устройства.
Относительная деформация в данном
случае линейно зависит от р; отличия между
8-10"
2500
2000
1500
1000
500
2
\W3
200
400 р, МПа
Рис. 5.7. График зависимости
относительного удлинения ? модельного
болта от давления р в гидравлической
системе нагружающего устройства (номера
кривых соответствуют нумерации каналов
цифрового измерителя деформаций)
Т, мкс
130,000
129.000
128,000
127,000
126,000
/
У
200
400 р, МПа
Рис. 5.8. График зависимости времени
распространения ультразвука т
в модельном болте от давления р
в гидравлической системе
нагружающего устройства
КОНТРОЛЬ МЕХАНИЧЕСКИХ НАПРЯЖЕНИИ В РЕЗЬБОВЫХ СОЕДИНЕНИЯХ 193
данными, полученными по трем каналам,
невелики. Некоторый разброс точек в
диапазоне от 0 до 200 МПа связан,
по-видимому, с недостаточной точностью
измерений, а также с тем, что контроль
деформаций в этом случае осуществлялся в
течение нескольких суток с перерывами.
На рис. 5.9, рис. 5.10 представлены
графики зависимостей ? = f(p) и т = f(p)
для одного из исследованных образцов.
По данным тензометрирования, до
«тренировки» в диапазоне давлений 150 ...
400 МПа для этого образца наблюдались
отклонения от линейного характера
зависимостей. Установлено, что в этом случае
края головки болта незначительно
изгибались, а при давлениях 200 МПа и выше
зона изгиба смещалась в центр торцовой
поверхности головки и там оставалась
вплоть до давлений порядка 800 МПа.
После «тренировки» болта таких отклонений
не наблюдалось, но углы наклона
графиков изменились. Как на рис. 5.9, так и на
рис. 5.10 при давлениях в диапазоне 0 ...
150 МПа наблюдаются некоторые
отклонения распределения точек от линейного
закона. Данные голографических
измерений показывают, что при этом изменяется
направление наклона торцовой
поверхности головки болта. После «тренировки»
образца график ъ = /(р) на рис. 5.10
линеен без каких-либо заметных изменений.
Голографические данные показывают, что
в этом случае лунка практически не
образуется, углы наклона участков торцовой
поверхности болта несколько
уменьшаются, а изгиб этой поверхности приобретает
постоянное направление и
характеризуется разностью высот порядка 1,5 ... 2 мкм.
На рис. 5.11 показан построенный по
данным оптико-голографических
измерений график зависимости глубины h
лунки, возникающей на торцовой
поверхности головки модельного болта, от
приведенного расстояния г/гтах до его оси при
различных значениях приращения
напряжения Да. Наблюдаемое неколлинеарное
отклонение оси симметрии лунки от оси
8-10°
4400
3520
2640
1760
880
1/
d
№'
$
У-s
200 400 600 р, МПа
Рис. 5.9. График зависимости относительного
удлинения £ стального болта № 2
от давления р в гидравлической системе
нагружающего устройства:
1,3 — после «тренировки»; 2,4 -в процессе
«тренировки» (кривые /, 2 построены
по данным канала / цифрового измерителя
деформаций; кривые 3,4 — по данным канала 2)
Т 10".с
131,260
131,020
130,780
130,540
130,300
^
7
А.
v
0 200 400 600 р МПа
Рис. 5.10. График зависимости времени
распространения ультразвука т от давления р
в гидравлической системе нагружающего
устройства для стального болта № 2
после «тренировки»
7-3316
194 Глава 5. АКУСТИЧЕСКОЕ ТЕНЗОМЕТРИРОВАНИЕ РЕЗЬБОВЫХ ДЕТАЛЕЙ
-1,0 -0,66 -0,33 0 0,33 0,66 ггтш
Рис. 5.11. Графики зависимости глубины
лунки h на головке болта от приведенного
расстояния Игтях до его оси при различных
значениях приращения напряжения Да:
/ - 20 МПа; 2 - 40,7 МПа; 3- 61 МПа;
4-81 МПа; 5- 102 МПа; б- 142 МПа
болта сопровождается возникновением
заметных различий в положении
диаметрально противоположных краев головки.
Это может быть следствием несоосности
частей нагружающего устройства,
заниженных требований к точности
изготовления модели болта и несовершенства
конструкции центрирующей втулки.
Проведенные исследования
подтвердили возникновение и возможность
экспериментального измерения
деформации и перекоса торцовой поверхности
болта при его нагружении, что позволит,
при создании соответствующих моделей,
внести необходимые поправки в
результаты УЗ контроля усилий затяжки
резьбовых соединений.
Для модельного болта № 1
акустические измерения не проводились в полном
объеме, так как при нагрузке 750 МПа он
разрушился. Однако и в этом случае была
получена полезная экспериментальная
информация. Параллельно с голографиче-
скими исследованиями этого образца
осуществлялась с помощью
микрометрического индикатора регистрация
смещения торцовой поверхности сменного винта
8 гидравлического пресса (см. рис. 3.3), в
который вкручивался исследуемый болт.
В табл. 5.4 представлены результаты
измерений удлинения экспериментального
болта и смещения торца сменного винта
гидравлического пресса, полученные,
соответственно, с помощью тензорезисторов
(по трем каналам цифрового измерителя
деформаций) и микрометрического
индикатора. Не подтвердились предположения
о том, что смещения сменного винта
обусловлены только удлинением
контролируемого объекта. Смещения деталей
пресса оказались значительно больше
удлинения контролируемого болта - как до
«тренировки», так и после нее.
На рис. 5.10 показан лишь начальный
линейный участок графика зависимости
х(р). Установлено, что при превышении
давлением р некоторого предела в
образце возникают пластические деформации, и
наблюдается нарушение линейности
графика. Если при первичном нагружении
«нетренированного» образца
зарегистрировать уровни нагрузки,
соответствующие, во-первых, верхней границе
линейного участка кривой (так называемый
«предел пропорциональности») и,
во-вторых, крайней верхней точке нелинейной
части графика (максимальная нагрузка), то
оказывается, что при повторном
нагружении соответствующий график сохраняет
линейность в более широком диапазоне
нагрузок, а именно: пределом
пропорциональности для «тренированного» образца
служит максимальное значение нагрузки
«нетренированного». Это явление было
использовано для определения таких
усилий затяжки болтов и шпилек, при
которых металл оказывался в начальной зоне
пластических деформаций и для
регистрации которых принципиально не могли
применяться тензорезисторы.
КОНТРОЛЬ УСИЛИЙ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ 195
5.4. Удлинение экспериментального болта и смещение торца сменного винта
гидравлического пресса
Нагрузка Ар,
1
я
со
о
о.
S
X
н
о
К
со
о
о.
X
X
4>
§■
о
о
с
У1Па
30
50
60
100
150
200
350
450
30
60
100
150
200
250
300
350
400
450
500
550
600
700
Удлинение экспериментального болта, мкм
Д/,
24,8
46,0
50,5
105,7
124,2
176,5
304,3
381,6
15,6
32,2
71,1
110,3
162,8
202,2
268,5
292,4
343,9
386,2
436,6
478,1
514,9
606,8
Д/2
6,4
45,0
42,3
94,7
133,3
185,8
331,0
426,6
7,4
36,9
86,4
123,2
172,9
228,1
286,0
325,4
375,1
429,4
467,1
521,3
564,5
666,6
Д/,
25,7
44,1
61,6
75,4
149,9
191,3
338,3
440,4
15,6
36,8
69,8
121,3
165,5
202,2
263,8
304,3
350,3
404,6
456,0
496,4
549,0
657,4
A/z
19,0
45,0
51,5
91,9
135,8
184,5
324,5
416,2
12,9
36,2
76,0
118,3
167,1
210,8
272,8
307,4
356,4
406,7
453,3
498,6
542,8
643,6
и
s
Я в rf -
1 О. i 1
u S S 5
О
Ч.
52
135
95
130
260
332
524
628
88
163
257
338
422
504
567
625
713
783
846
915
977
1116
Д/j; - Д/м , МКМ
33,0
90,0
43,5
38,1
124,2
147,5
199,5
211,8
75,1
126,8
181,0
219,7
254,9
293,2
294,2
317,6
356,6
376,3
392,7
416,4
434,2
472,4
Примечание: Д/^ =
д/, + д/2 + д/3
5.4. КОНТРОЛЬ УСИЛИЙ ЗАТЯЖКИ
РЕЗЬБОВЫХ СОЕДИНЕНИЙ
В ПРОМЫШЛЕННЫХ УСЛОВИЯХ
Для достижения приемлемых по
точности и оперативности результатов
контроля усилий затяжки резьбовых
соединений в условиях сборочного цеха или
испытательного полигона необходимо
располагать специализированной
измерительной аппаратурой, характеристики
которой отвечают достаточно жестким
требованиям. Анализ метрологических
аспектов акустической тензометрии
применительно к резьбовым соединениям показал,
что время распространения ультразвука в
контролируемых объектах наиболее
целесообразно измерять в эхо-импульсном
режиме. Аппаратура должна обеспечивать
измерение временных интервалов между эхо-
импульсами длительностью до 500 мкс с
абсолютной погрешностью не более 0,1 мкс.
На различных этапах
исследовательских и опытно-конструкторских работ
применялись ультразвуковые
измерительные приборы, разработанные
сотрудниками НИИНК (г. Кишинев) [37, 38, 55, 56].
При решении некоторых частных задач в
энергетике и судостроении необходимую
точность контроля напряжений обеспечил
7*
196 Глава 5. АКУСТИЧЕСКОЕ ТЕНЗОМЕТРИРОВАНИЕ РЕЗЬБОВЫХ ДЕТАЛЕЙ
прибор УП-20Э, в котором реализован
счетно-импульсный метод измерений.
Более высокие результаты были получены с
помощью специализированного прибора
УП-31Э («Акон-4»), позволяющего
регистрировать изменения времени
распространения УЗ колебаний в металлическом
образце, вызванные изменением
механических напряжений в нем на 100 ... 500 МПа.
Прибор может применяться в
малоканальных установках механизированного и
автоматизированного контроля; его
конструкция обеспечивает высокую
ремонтопригодность и легкость модернизации [37, 38].
Более эффективен прибор УП-32ЭП, в
котором имеются микропроцессорные блоки
[38,55,55].
Значительное внимание было
уделено метрологическому обеспечению
измерительной аппаратуры. В дополнение к
методике определения пределов
систематической и случайной составляющих
допускаемой основной погрешности
измерений был разработан авторами и аттестован
«Белорусским центром метрологии и
стандартизации» комплект стандартных
образцов «КМВР 1-0». Образцы
моделируют изменение времени распространения
УЗ волны в деталях резьбовых соединений,
обусловленное действием механических
напряжений. Комплект состоит из 12
цилиндрических образцов, форма и размеры
которых показаны на рис. 5.12 и в табл. 5.5.
Рис. 5.12. Аттестованный комплект
стандартных образцов КМВР 1-0
5.5. Продольный размер и номинальные
значения времени распространения
ультразвука в стандартных образцах
комплекта КМВР 1-0
№
1
2
3
4
5
6
7
8
9
10
11
12
Обозначение
образца
МВР1-0-1
МВР1-0-2
МВР 1-0-3
МВР 1-0-4
МВР 1-0-5
МВР 1-0-6
МВР 1-0-7
МВР1-0-8
МВР 1-0-9
МВР1-0-10
МВР1-0-11
МВР1-0-12
Высота
образца,
мм
30-0,05
зоз^05
33 ± 0,05
45 ± 0,05
150_о,о5
j 503+0,005
153 ±0,05
165 ±0,05
зоо_0,05
зоо,з+0-05
303 ±0,05
315+о,05
Номинальное
значение времени
распространения
ультразвука, мкс
10,00
10,10
11,00
15,00
50,00
50,10
51,00
55,00
100,00
100,10
101,00
105,00
Поперечные размеры образцов
экспериментально подобраны таким образом,
чтобы условия излучения и приема
ультразвука пьезопреобразователями «ПРИЗ-Д1»
были близки к условиям безграничной среды.
Основной метрологической
характеристикой образцов является время
распространения продольной волны между
торцами, измеренное в эхо-импульсном
режиме на частоте 5 МГц. К дополнительным
метрологическим характеристикам
образцов относятся диаметр, высота,
шероховатость торцовых поверхностей, отклонение
торцов от параллельности и плоскостности.
КОНТРОЛЬ УСИЛИЙ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ 197
Проверка работоспособности и
настройка измерительной аппаратуры
осуществляются при установке преобразователя
последовательно на каждый из выбранной
группы образцов. Применение образцов
комплекта в различных сочетаниях
позволяет измерить приращение времени
распространения ультразвука в 0,1 мкс; 1 мкс
и 5 мкс при исходных значениях времени
10 мкс; 30 мкс и 100 мкс. Образцы
изготовлены из стали 60С2Н2А (пригодна
также сталь 65Г) с коэффициентом затухания
ультразвука не более 4 дБ/см.
Боковые отражения и трансформация
волн вследствие волноводных эффектов
могут быть частично устранены путем
нарезки резьбы с шагом 0,5 ... 1 мм на
боковой поверхности образцов.
Полученные результаты в сочетании
с данными работ Ф. Роллинса [308],
Дж. Бикфорда [150] и ряда других авторов
позволили сделать вывод о том, что
требования, предъявляемые к измерительной
аппаратуре и образцам, могут быть
выполнены в производственных условиях.
На основании этого разработана
методика УЗ контроля усилий затяжки
резьбовых соединений, предусматривающая:
1) построение градуировочных
зависимостей для произвольного соединения;
2) непосредственный контроль
усилий затяжки в процессе сборки изделия;
3) обработку результатов измерения;
4) выработку решения о продолжении
или прекращении процедуры контроля;
5) документирование результатов.
Многочисленные эксперименты на
резьбовых соединениях различных
размеров и конструкций подтвердили высокий
эффект применения разработанной
методики ультразвукового контроля усилий
затяжки при сборке изделий.
Впоследствии было доказано, что
данная методика может успешно
применяться также для контроля фактических
усилий в резьбовых деталях при хранении
и эксплуатации изделий, а также для
определения коэффициента основной
нагрузки в разъемном соединении при
испытаниях. В соответствии с методикой, гра-
дуировочные зависимости снимаются в
лабораторных условиях, с применением
описанного в п. 3.1 экспериментального
стенда, для конкретного типа
измерительных приборов и УЗ датчиков, заданных
типоразмеров резьбовых деталей, с учетом
конструктивных особенностей стыков.
Фактически в подавляющем большинстве
случаев целью градуировки является
вычисление коэффициента
пропорциональности К, связывающего нагрузку и
изменение времени распространения
ультразвука при линейной аппроксимации с
помощью уравнения (5.10) начального
участка той или иной кривой на рис. 5.4.
Для градуировки используют группу
из (т + 1) не бывших в употреблении
образцов каждого типоразмера (шпильки в
комплекте с гайками и шайбами, болты в
комплекте с шайбами, т = 5). Один из
образцов считается эталонным и
используется только для контроля стабильности
условий эксперимента. Время
распространения ультразвука в нем хэ контролируют
перед началом измерений и периодически
по мере их выполнения. Если отклонение
тэ от первоначального значения не
превышает 0,03 мкс (погрешность прибора
УП-31Э), то условия эксперимента
считают постоянными. В противном случае в
результаты измерений необходимо
вносить соответствующие поправки. Для
каждого образца, кроме эталонного,
определяют время распространения УЗ волны т
при изменении нагрузки Q от 0 до
значения, превышающего в 1,25 раза номиналь-
ное £?ном » шагами через 0,25gHOM, с 30-
минутной выдержкой на каждом шаге.
Затем для каждого образца рассчитывают
приращение времени распространения
Ат„ , соответствующее нагрузке Q„:
4=T»-Ti. (5-15)
где п = 2, ... , 6 - порядковый номер шага
нагружения. Несложная статистическая
обработка позволяет определить
усредненное значение коэффициента
пропорциональности
198 Глава 5. АКУСТИЧЕСКОЕ ТЕНЗОМЕТРИРОВАНИЕ РЕЗЬБОВЫХ ДЕТАЛЕЙ
АГ =
/=1
ЕКе?)
.л=2
Ife-2)
i=2 ln=2
(5.16)
где i = \, ... ,т - порядковый номер
образца в группе. Результаты измерений и
расчетов заносят в протокол градуировки.
Учитывая трудоемкость и
продолжительность процедур построения градуиро-
вочных кривых, которые приходится
повторять для различных резьбовых деталей,
целесообразно рассмотреть следующие
вопросы:
- можно ли градуировочную кривую,
полученную для одного изделия из серии
(назовем его условно головным),
использовать для остальных изделий данного
типоразмера?
- можно ли градуировочную кривую,
полученную для изделий одного
типоразмера, использовать для изделий другого
типоразмера?
- при каких условиях
градуировочную кривую, полученную для изделий
определенного типоразмера из одного
материала, можно использовать для изделий
из другого материала?
Используя (5.7) и (5.10), можно
записать акустоупругий коэффициент времени
распространения для изделия данного
типоразмера в виде:
К =
т0а /а
/2а
\0к
Г , \2
'о+'р
\dPJ
, (5Л7)
где / - полная длина контролируемого
объекта.
Для случая, когда продольная волна
распространяется в направлении действия
усилия, (5.17) может быть записано в виде:
азз _ ^зз
v0/ /2
4>+'р
^0_
В
33
(5.18)
Из (5.18) следует критерий подобия
градуировочных кривых
^з_=о|з^_ =
'33
\п,а
(5.19)
о/"-зз
где штрих означает принадлежность к
одному материалу, два штриха - к другому.
В случае использования сдвиговых
волн интерес представляет величина
а,
'о/
I2
13
/о+'р
Kd,j
= В
13
(5.20)
а критерий подобия будет иметь вид
В
13 _ a13 v0/
513 v0(a13
idem.
(5.21)
Анализ приведенных в табл. 5.6
значении v
0/' v0n a33'
a
13, Въъ, 513 для
некоторых сталей показывает, что можно
ожидать хорошего подобия
градуировочных графиков, особенно при
использовании сдвиговых волн.
Если резьбовые изделия выполнены
из одного и того же материала, то
установление критерия подобия упрощается,
выражение (5.19) может быть записано в виде:
в*
'02 + 'р2
\dp2J
'01 + 'pi
"01
Л. (5.22)
Соотношение (5.22) было
подвергнуто экспериментальной проверке.
Типичные экспериментальные данные
приведены в табл. 5.7 для четырех серий болтов и
одной серии шпилек. Критерий подобия
рассчитывался по головному изделию
каждой серии (столбцы ГИС для Дт^/Дт,;
Да,/Да); #зз/^зз) И П° пеРвомУ болту
первой серии (столбцы ПБС). Анализ
табл. 5.7 приводит к следующим выводам:
- градуировочные кривые могут быть
непосредственно использованы только для
изделий данного типоразмера;
- градуировочные кривые,
полученные для одного типоразмера, в принципе
можно использовать для изделий другого
типоразмера, если допустима погрешность
порядка 20 %;
КОНТРОЛЬ УСИЛИЙ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ 199
5.6. Исходные данные и результаты вычисления критерия подобия
Материал
Сталь 60С2Н2А
Сталь 50ХГСМ2Ф
Сталь 35ХГСА
Сплав 20X1 М1Ф1Тр
Сталь СтЗ
Сталь 45
Невозмущенные
значения
скорости
v0/,
м/с
5972
5920
5902
5905
5173
5894
v0,.
м/с
3255
3205
3213
3203
3262
3262
Акустоупругие
коэффициенты
«33.
ТПа"1
17,6
19,7
17,8
16,8
19,4
18,5
«13.
ТПа"1
6,7
7,2
6,5
6,5
7,1
6,9
Bik, ППа ' м"1 с
Язз
2,93
3,32
3,12
2,85
3,25
3,14
5,з
2,21
2,25
2,21
2,03
2,18
2,12
в*
в;к
В"ъъ
В'ъ
0,94
1,06
0,98
0,91
0,95
1
В"п
В'п
1,01
1,06
0,995
0,96
1,03
1
Примечание: Нормировка осуществлялась по стали 45.
5."
г. Типичные
Серия
О
5
S
с
а
т
II
III
IV
V
мм
58,1
58,1
57,9
57,9
99,8
100,2
101,2
95,5
95,6
95,6
150,0
145,3
144,9
148,8
83,1
86,0
83,1
80,6
результаты'
мм
18,2
18,0
18,0
18,2
34,0
34,2
32,0
34,2
34,0
32,6
49,7
48,2
48,2
48,5
21,0
23,0
21,6
23,6
мм
29,8
29,9
30,0
29,6
45,5
44,7
44,7
39,8
39,8
40,3
100,3
97,1
96,7
100,3
32,7
57,0
61,5
57,7
жспериментального определения критерия подобия
мм
17,3
17,2
17,1
17,2
21,5
21,5
21,5
17,5
17,5
17,4
18,0
18,0
18,0
18,0
21,2
21,2
21,0
21,1
мм
17,9
17,9
17,9
18,0
20,4
20,4
20,4
17,9
17,8
17,8
17,3
17,3
17,3
17,3
21,9
21,9
22,0
21,9
Ах,
At,
ГИС
1
1,016
1,186
1,186
1
1,13
1,18
1
1,023
0,98
1
0,92
0,98
1,15
1
1,19
1,27
0,98
ПБС
-
-
-
-
0,8
0,9
0,94
1,21
1,24
1,20
1,9
1,76
1,87
2,19
0,52
0,62
0,66
0,51
До^
Да,
ГИС
1
0,988
0,977
0,988
1
1
1
1
0,989
0,989
1
1
1
1
1
1
0,98
0,99
ПБС
-
-
-
-
1,54
1,54
1,54
1,023
1,035
1,012
1,04
1,04
1,04
1,04
1,50
1,50
1,47
1,49
в;,
В'гъ
ГИС
1
0,99
1,05
1,16
1
1,13
1,18
1
1,01
0,96
1
0,92
0,98
1,15
1
1,04
1,2
0,85
ПБС
-
-
-
-
0,91
1,02
1,07
0,73
0,74
0,70
1,01
0,93
0,99
1,16
0,65
0,58
0,78
0,67
- условия распространения звука в
болтах и шпильках различны, поэтому для
них градуировка должна производиться
раздельно.
Контроль усилий затяжки
непосредственно в процессе сборки изделия
происходит аналогично процедуре градуировки.
Последовательность затяжки соединения
определяется конструкторской
документацией. Время распространения
ультразвука в каждом образце контролируют в
ненагруженном состоянии и по мере
затяжки. В качестве результата фиксируют
показания измерительного прибора при
условии, что в течение 5-7
последовательных отсчетов разброс показаний не
превышает 0,03 мкс. Для каждого образца
вычисляют изменение времени распростра-
200 Глава 5. АКУСТИЧЕСКОЕ ТЕНЗОМЕТРИРОВАНИЕ РЕЗЬБОВЫХ ДЕТАЛЕЙ
нения ультразвука, обусловленное
изменением напряженного состояния
Дт/ = Т, - Т0/ • (5-23)
С помощью градуировочной
характеристики определяют усилие затяжки
каждого образца. Эталонный образец
используется так же, как и на предыдущем этапе
измерений.
Для компьютерной обработки
экспериментальных данных разработано
специальное программное обеспечение,
позволяющее оформить протокол градуировки с
соответствующими графиками и
инструкционную карту контроля, которая
содержит сведения о конструктивных
особенностях соединения и об усилии затяжки
каждой резьбовой детали. Предусмотрено
накопление и длительное хранение
информации на внешних носителях, что
рассчитано на создание в перспективе
соответствующих баз данных. Ведется работа
по полной автоматизации процесса сбора
и обработки измерительной информации,
однако даже при использовании
компьютера в диалоговом режиме существенно
повысились оперативность и надежность
контроля.
Важным преимуществом
разработанной методики перед другими, не
использующими ультразвук, является активный
характер процедуры контроля. Это
означает, что данная методика позволяет не
только количественно оценить, как
затянута каждая резьбовая пара, но также дает
оперативную и достоверную информацию
о том, что именно следует изменить для
приближения усилия затяжки к
оптимальному значению.
5.5. АКУСТИЧЕСКИЙ КОНТРОЛЬ
УСИЛИЙ ЗАТЯЖКИ РАЗЪЕМНЫХ
СОЕДИНЕНИЙ ЖИДКОСТНЫХ
РАКЕТНЫХ ДВИГАТЕЛЕЙ
НОВОГО ПОКОЛЕНИЯ
С началом коммерциализации
космоса и расширением круга задач, решаемых
с помощью ракетно-космической техники
в различных областях науки, техники,
обороны, народного хозяйства, все более
острыми становятся вопросы повышения
надежности конструкций и снижения
удельной стоимости полезного груза,
выводимого в космос. Жидкостные ракетные
двигатели (ЖРД) являются основой
силовых установок большинства современных
космических ракет. Если учесть, что по
доле в общей стоимости разработки и по
товарным ценам затраты на двигатель
составляют 20 ... 40 % стоимости ракеты, то
снижение затрат на разработку ЖРД и
уменьшение эксплуатационных расходов
оказываются весьма актуальными задачами.
Один из основных путей экономии
средств состоит в сокращении количества
двигателей и отдельных агрегатов,
выделяемых на экспериментальную отработку
конструкции и на доведение ее до
требуемого уровня надежности. При этом
каждый экземпляр двигателя (агрегата)
должен допускать многоразовые испытания,
т.е. обладать достаточным ресурсом.
Решение о каждом последующем испытании
принимается в результате анализа
состояния двигателя или агрегата после
предыдущего испытания на основании
информации, получаемой в результате
параметрической диагностики и исследований
методами неразрушающего контроля (НК).
Сокращение материальной части,
выделяемой для экспериментальных
работ, сопровождается все более широким
применением новых конструкционных
материалов. Высоколегированные стали
и сплавы, работающие при давлениях до
1 ГПа и температурах до 1000 °С, весьма
чувствительны к отступлениям от
технологии сварки, пайки, термообработки,
режимов нанесения покрытий и т.п., что
существенно повышает роль методов НК в
процессе изготовления узлов и агрегатов
современных ЖРД.
При создании
кислородно-керосиновых двигателей РД-170, РД-171, РД-120
для ракет-носителей нового поколения
«Зенит», «Энергия» и
ракетно-космической системы (РКС) «Энергия-Буран» в
АКУСТИЧЕСКИЙ КОНТРОЛЬ УСИЛИЙ ЗАТЯЖКИ СОЕДИНЕНИЙ ДВИГАТЕЛЕЙ 201
Научно-производственном объединении
энергетического машиностроения имени
акад. В.П. Глушко впервые была
поставлена задача обеспечения, при высокой
энергетической эффективности ЖРД,
пятикратного запаса по ресурсу и числу
включений сверх полетного ресурса двигателя.
Это означало, что, с учетом двух
контрольно-технологических испытаний
(основного и резервного), каждый двигатель
должен был иметь семикратный запас по
ресурсу и числу включений без съема его
со стенда. Последнее требование означало
увеличение времени работы двигателя
сверх полетного минимум в 7 раз,
увеличение количества воздействий переходных
режимов (запуска и останова) также в 7 раз
без учета гарантийного запаса. Ранее, для
двигателей одноразового применения, эти
запасы составляли не более 2 - 2,5
полетных ресурсов. Таким образом, в случае
многократного полетного использования
(например, для РД-170) требуемое
гарантированное время работы каждого
экземпляра двигателя оказалось на порядок
большим, чем привычное для ЖРД
однократного применения.
Для успешного решения
поставленной задачи необходимо было выполнить
следующие технические требования:
— разгрузить от осевых и радиальных
нагрузок подшипники роторов турбона-
сосных и бустерных насосных агрегатов,
что, в свою очередь, означало создание
высокоэффективной системы
авторазгрузки подшипников на переходных и
стационарных режимах работы двигателя и
обеспечение высокоточной балансировки
роторных частот;
— создать высокоэффективную
систему охлаждения внутренней огневой
стенки камеры, ограничивающую
максимальную температуру в наиболее
напряженных местах (включая критическое
сечение камеры сгорания) значениями не
выше 600 °С;
— создать эффективные
теплозащитные покрытия для трактов
высокотемпературного генераторного газа, включая
ротор и статор турбины;
- ввести разъемные соединения,
позволяющие производить замену или
ремонт узлов и агрегатов на любой стадии
создания и производства двигателя;
— создать надежные
взаимозаменяемые уплотнения разъемных соединений
кислородных и высокотемпературных
трактов;
— создать высокоинформативную
безынерционную систему измерений с
максимально возможным спектром частот,
что означало, в частности,
конструирование бесполостных датчиков, в которых
чувствительный элемент расположен
практически непосредственно в рабочей
среде, и при этом исключаются
трубопроводы, соединяющие рабочую полость с
чувствительным элементом датчика;
— разработать систему технического
диагностирования, основанную на
измерении параметров и применении методов НК;
- разработать методику межпусковой
обработки изделий, предусматривающую
очистку внутренних полостей двигателя
от остатков компонентов топлива и
продуктов его сгорания с целью создания
условий для последующего запуска без
разборки двигателя;
- применить высокопрочные стали и
легированные сплавы (в основном на
никелевой основе), создать надежные
технологии высокопрочной пайки и сварки,
обеспечивающие долговечность швов.
Следует отметить, что первоначально
для двигателя РД-170, предназначенного
для первой ступени ракеты «Энергия» и
РКС «Энергия-Буран», необходимо было,
кроме гарантированного запаса по ресурсу
и числу включений, обеспечить
10-кратное полетное использование. Задача
усложнилась в середине 90-х годов, когда
была начата разработка двигателя РД-180
для серии американских ракет «Атлас», а
позднее двигателей РД-191 для
российских ракет семейства «Ангара». В
дальнейшем коммерческая ситуация на рынке
продиктовала еще более жесткие условия:
потребовалось сократить количество
двигателей, выделяемых на эксперименталь-
202 Глава 5. АКУСТИЧЕСКОЕ ТЕНЗОМЕТРИРОВАНИЕ РЕЗЬБОВЫХ ДЕТАЛЕЙ
ные цели, до 10 экземпляров. Если
двигатель РД-171 был доведен до требуемого
уровня надежности после 170 испытаний
60 двигателей, то для отработки РД-180
было проведено 100 испытаний лишь
10 экземпляров двигателя. Это стало
возможным благодаря тому, что
значительный объем мероприятий, определяющих
состояние материальной части, был
перенесен на стадию изготовления агрегатов и
на диагностические процедуры,
осуществляемые на всех технологических стадиях и
между испытаниями.
На рис. 5.13 показана структурная
схема системы контроля усилий затяжки
резьбовых соединений энергетических
установок космических аппаратов.
Подсистема 1 (испытательный стенд,
роль которого в промышленных условиях
играет исследуемая энергетическая
установка) обеспечивает проведение
испытаний объекта контроля 1.1 при нагружении
в широком диапазоне усилий и
температур. Сигналы от первичных
преобразователей информации 1.2 (пьезопреобразова-
телей, тензорезисторов, терморезисторов,
фотоприемников и т. п.) поступают через
устройство сопряжения 1.3 на аналоговый
мультиплексор и далее - на вход
устройства первичной обработки сигналов 2.5
измерительной подсистемы 2. Основной
частью подсистемы 2 является
акустический тензометр 2.4, действие которого
базируется на акустоупругом эффекте.
Рис. 5.13. Структурная схема системы контроля:
/ - испытательный стенд: 1.1 - объект контроля; 1.2 - первичные преобразователи информации;
1.3 - устройство сопряжения с преобразователями; 1.4 — формирователь условий эксперимента;
1.5 - формирователь акустических тест-сигналов; 1.6 - формирователь механических нагрузок;
1.7 - формирователь внешних воздействий;
2 - измерительный стенд: 2.1 - измеритель статических напряжений; 2.2 - измеритель условий
эксперимента; 2.3 - блок АЦП и портов ввода компьютера; 2.4 - акустический тензометр;
2.5 - аналоговый мультиплексор и устройства обработки сигналов первичных преобразователей;
3 - стенд управления: 3.1 - блок синхронизации акустического тензометра; 3.2 - блок эталонов
акустического тензометра; 3.3 - блок портов вывода компьютера; 3.4 - блок управления
формированием воздействий; 3.5 - блок управления устройством первичной обработки;
4 - вычислительный стенд: 4.1 - устройство отображения; 4.2 - компьютер; 4.3 - программно-
алгоритмическое обеспечение (алгоритмы: формирования тест-сигналов; первичной обработки
сигналов преобразователей; идентификации упруго-напряженного состояния объекта;
оценки погрешностей и поправок; математическая модель упруго-напряженного состояния
объекта; программа управления экспериментом)
АКУСТИЧЕСКИЙ КОНТРОЛЬ УСИЛИЙ ЗАТЯЖКИ СОЕДИНЕНИЙ ДВИГАТЕЛЕЙ 203
Преобразованные измерительными
блоками 2.1, 2.2, 2.4 сигналы поступают
через блок аналого-цифровых
преобразователей и портов ввода 2.3 в компьютер
4.2, где записываются в память и
обрабатываются с использованием средств
программно-алгоритмического обеспечения 4.3.
Результаты выводятся на устройство
отображения 4.1.
Функции компьютера 4.2
заключаются также в управлении экспериментом и
его условиями через блок управления
формированием воздействий 3.4
подсистемы управления 3, а также блоки
формирователя условий эксперимента 1.4,
формирователя акустических тест-сигналов 1.5
и формирователя механических нагрузок 1.6.
Разумеется, нормальное
функционирование системы контроля подразумевает
разработку пакета прикладных программ.
Исходя из общего назначения
системы контроля - повышения эффективности
и надежности контроля НДС элементов
резьбовых соединений, - можно
сформулировать основные ее задачи следующим
образом:
- управление ходом экспериментов и
процессом контроля;
- автоматическая обработка
экспериментальных данных (по ряду
экспериментов в реальном масштабе времени).
Необходимо отметить, что
информация, снимаемая с первичных
преобразователей, имеет разнообразную физическую
природу, причем, как правило, априорная
информация о поведении объекта
контроля в тех или иных ситуациях не является
полной, а длительность протекания
рассматриваемых физических процессов
невелика. Эксперименты зачастую
оказываются трудновоспроизводимыми, а потеря
информации может быть связана не
только с дополнительными затратами, но и с
материальным ущербом. Естественно, это
ужесточает требования к подсистемам,
управляющим процессом сбора
информации, особенно к тем элементам системы
контроля, которые связаны с
преобразованием и регистрацией сигналов, а также их
правильной интерпретацией. Вопросы
организации проектирования и
исследования таких элементов приобретают особую
актуальность.
На этапе системного анализа
экспериментов следует рассмотреть также
вопросы, связанные со спецификой
исследования свойств материалов и измерения их
физико-механических характеристик в
широком диапазоне напряжений и
температур на образцах различных
типоразмеров. Для экспериментов подобного рода
характерны некоторые особенности,
которые обязательно должны быть учтены при
разработке системы контроля, а именно:
- длительность процессов подготовки
образцов и наладки экспериментального
оборудования, затруднительность
автоматизации многих подготовительных
операций, в частности установки датчиков;
- относительно небольшое число и
достаточно широкий диапазон изменения
параметров, измеряемых в ходе
эксперимента;
- разнообразие форм представления
информации (аналоговые и дискретные
электрические сигналы, механические
перемещения, голограммы);
- существенные различия в объемах
экспериментальной информации и
глубине ее обработки, не всегда выполняемой в
реальном масштабе времени;
- наличие заранее заданной
программы эксперимента (изменение усилий,
температуры).
Методы НК, наряду с методами
параметрической диагностики, сыграли
важную роль в отработке кислородно-
керосиновых двигателей нового
поколения РД-170, Р Д-171, РД-120, РД-180.
Дальнейшее развитие и
совершенствование этих методов может рассматриваться
как одно из ключевых условий
успешности работ по созданию новых двигателей,
в частности, РД-191.
Разработанная методика легла в
основу отраслевого стандарта и ТУ
«Контроль усилия затяжки резьбовых
соединений акустическим методом». Кроме мето-
204 Глава 5. АКУСТИЧЕСКОЕ ТЕНЗОМЕТРИРОВАНИЕ РЕЗЬБОВЫХ ДЕТАЛЕЙ
дики проведения градуировки и контроля
усилий затяжки стандарт определяет
требования к конструкции применяемых
деталей и контрольных образцов,
регламентирует порядок обработки результатов
измерений, правила оформления
конструкторской и технологической
документации. Учтены также требования
безопасности персонала. Техническими
условиями конкретизированы требования на
проведение акустического контроля усилий
затяжки по отношению к определенным
изделиям, приводятся перечни
подлежащих контролю соединений.
Успешное применение метода УЗ
тензометрии в рамках сравнительно узкой
проблемы измерения усилий затяжки
резьбы при сборке конструкций позволило
перейти к новому этапу исследований -
определению коэффициента основной
нагрузки соединения в процессе
эксплуатации. Теоретически применение
ультразвука вполне обоснованно как при
статических, так и при динамических испытаниях.
Однако до настоящего времени
возможность подобных измерений в
динамическом режиме не подтверждена
экспериментально из-за отсутствия в изделии
встроенных УЗ преобразователей.
Поэтому эксперимент был ограничен
гидростатическими испытаниями натурных
соединений и их имитаторов.
Главным объектом исследования стал
один из стыков сложной конфигурации,
отличавшийся тем, что даже после
тщательно выполненного УЗ контроля усилий
затяжки он часто «раскрывался» при
подаче на него рабочего давления. На рис. 5.14
показаны результаты УЗ измерений в
отдельных болтах этого стыка. При
значениях рабочего давления ниже 30 МПа
дополнительная нагрузка и полное усилие в
болтах изменялись линейно. При более
высоких давлениях наблюдалось
существенное отклонение от линейного закона,
хотя классической теорией это не
предусмотрено. В качестве одной из возможных
причин наблюдавшегося явления
рассматривалась недостаточная жесткость
фланцевого соединения, приводившая к изгибу
фланцев и их рычажному взаимодействию
из-за непрерывного смещения зоны
контакта от внутреннего радиуса фланца к
внешнему вследствие упругих изгибных
деформаций стягиваемых деталей. Для
проверки возникшего предположения
жесткость стыка была увеличена с помощью
наваренных бандажных колец. Рычажное
взаимодействие фланцев существенно
уменьшилось. В дальнейших
экспериментах было исследовано соединение с
«окном», уменьшавшим локальную жесткость
фланца. Не вызывает сомнения, что
рычажное взаимодействие в зоне «окна»
проявлялось значительно сильнее, чем на
других участках стыка.
Аналогичные результаты были
получены ранее на моделях при исследовании
другими методами. Но только УЗ метод
позволил изучать реальные объекты в
процессе монтажа и гидроиспытаний,
причем была получена наглядная картина
работы соединения в целом. Это оказалось
особенно важным, так как выяснилось, что
локальная жесткость отдельных участков
реального стыка неодинакова.
Было предложено учитывать такие
различия жесткости с помощью
коэффициента основной нагрузки х,
определяемого акустическим методом:
х"тГ- <5'24)
где т3, тд - время распространения
ультразвука после приложения основной Q3 и
дополнительной Qn нагрузки,
соответственно; К - коэффициент
пропорциональности, определяемый выражением (5.16).
На рис. 5.14 воспроизведен верхний
участок градуировочной характеристики
болтов стыка. Начало координатных осей
помещено в точку, соответствующую
номинальному значению Q3. Кривые 2 — 4
иллюстрируют для стыков различной
жесткости дополнительные изменения
времени распространения ультразвука в
затянутых болтах, обусловленные подачей
АКУСТИЧЕСКИЙ КОНТРОЛЬ УСИЛИЙ ЗАТЯЖКИ СОЕДИНЕНИЙ ДВИГАТЕЛЕЙ 205
Ol Qm бд2 Qa
Рис. 5.14. Нагрузочные кривые для стыков
различной жесткости:
/ - продолжение градуировочной кривой
отдельного болта; 2 - кривая для нежесткого
стыка; 3 - кривая для стыка с «окном»;
4 - кривая для жесткого стыка; 5 - расчетная
нагрузочная кривая при % = 0,1;
б - расчетная линия раскрытия стыка
во внутренний объем конструкции
рабочего давления р. Значения давления, при
которых стыки раскрываются, определены
точками, где касательные к кривым 2-4
параллельны линии раскрытия 5,
рассчитанной по классической теории. Для
расчета текущих значений дополнительной
нагрузки Qa проводится вспомогательная
ось абсцисс, являющаяся продолжением
соответствующей оси градуировочной
характеристики. Несложные геометрические
построения позволяют перейти от
текущих значений р к значениям Qa.
Очевидно, что при одних и тех же значениях
рабочего давления дополнительная нагрузка
на болт в жестком стыке существенно
меньше, а нагрузочная кривая проходит
ближе к расчетной кривой 5.
В качестве примера остановимся
кратко на некоторых результатах
экспериментов по акустическому контролю
усилий затяжки шпилек крепления
смесительной головки к корпусу газогенератора ЖРД
в процессе гидропневмоиспытаний.
Внешний вид исследуемого соединения показан
на рис. 5.15. Четыре УЗ преобразователя
Рис. 5.15. Внешний вид шпилек крепления
смесительной головки к корпусу
газогенератора жидкостного
ракетного двигателя РД-191
одновременно устанавливались на
шпильки с порядковыми номерами 6; 11; 18; 23 и
подключались к УЗ прибору УП-31Э через
высокочастотный переключатель.
Выполнялись два цикла гидравлического нагру-
жения объекта испытаний: сначала
давление в рабочей полости ступенчато
увеличивалось до 65 МПа, затем уменьшалось
до нуля, далее вновь увеличивалось до
75 МПа и окончательно снижалось до
нулевого значения. На каждой ступени гид-
ронагружения производились замеры
времени распространения УЗ колебаний в
исследуемых шпильках и определялось
действующее в них осевое усилие. На рис. 5.16
приведена диаграмма распределения
усилий в шпильках в процессе гидроиспытаний.
На рис. 5.17 показано, как
изменялись дополнительные усилия Q в
исследуемых шпильках в зависимости от
давления р на последнем этапе
гидропневмоиспытаний. Для исключения
дополнительных приращений вследствие возможных
пластических деформаций шпилек, график
построен в порядке, обратном
хронологическому: началу координат соответствует
конец гидроиспытаний (давление
сброшено до нуля), наиболее удаленные от начала
осей точки соответствуют максимальному
давлению 75 МПа.
206 Глава 5. АКУСТИЧЕСКОЕ ТЕНЗОМЕТРИРОВАНИЕ РЕЗЬБОВЫХ ДЕТАЛЕЙ
0 40 60 60 40
60
70 70 60 0 Р, МПа
Рис. S.16. Диаграмма распределения усилий Q в шпильках в зависимости от давления/!
в процессе гидроиспытаний:
|-шпилька №6; ]- шпилька № 11; | | -шпилька №18; | -шпилька №23
2,кН
1А(\
200^"*
if
—J- 2~L
/ Jw
3 , 'j' •$
/,*>'& Л
0
20
40
60 p, МПа
Рис. 5.17. Изменение усилий в шпильках
в процессе гидропневмоиспытаний.
Нумерация кривых соответствует
следующим номерам шпилек в стыке:
1 - шпилька № 6; 2 - шпилька №11;
3 - шпилька № 18; 4 - шпилька № 23
После завершения гидроиспытаний
осуществлялся контроль усилий затяжки
всех шпилек по штатной методике. Для
определения фактических значений
усилий затяжки после всех циклов нагруже-
ния производилось ослабление четырех
исследуемых шпилек, а также одной
дополнительной шпильки № 14, и
определялись новые опорные значения времени
распространения УЗ колебаний. На рис. 5.18
приведены круговые диаграммы,
иллюстрирующие распределение усилий в
соединении на различных этапах контроля и
распределение средних усилий в
шпильках при контроле нескольких однотипных
изделий.
Предложенный метод позволил
производить 100 %-й контроль
дополнительных усилий, обусловленных рабочим
давлением, дал достоверную информацию о
работе как отдельных деталей, так и узлов
в целом. Сравнение полученных
результатов с данными [1, 4] свидетельствует о
том, что УЗ метод контроля обеспечивает
более равномерное распределение усилий
в стыке. Наиболее полно преимущества
УЗ метода контроля проявились при
работе с разъемными соединениями
асимметричной конструкции. Определение
коэффициента основной нагрузки для каждого
болта позволило обеспечить равномерное
распределение усилий в работающем
стыке за счет индивидуального подбора
номинальных усилий затяжки болтов при
сборке.
На практике доказана пригодность и
высокая эффективность данного метода
для контроля усилий, действующих в
резьбовых соединениях, не только в
процессе изготовления, но и на этапах
статических и динамических испытаний, а
также при выполнении регламентных работ в
процессе хранения готовых изделий.
АКУСТИЧЕСКИЙ КОНТРОЛЬ УСИЛИЙ ЗАТЯЖКИ СОЕДИНЕНИЙ ДВИГАТЕЛЕЙ 207
Основные результаты проведенных
исследований:
• Впервые осуществлен, обоснован
теоретически, обеспечен методически,
аппаратурно и метрологически,
реализован на практике и внедрен в
производственных условиях акустический контроль
усилий затяжки резьбовых соединений
жидкостных ракетных двигателей нового
поколения на основе использования аку-
стоупругого эффекта.
• Разработано матричное описание
акустоупругого эффекта, создан
прецизионный экспериментальный градуировоч-
ный стенд, использующий метод
мультипликативного совмещения эхо-импульсов,
разработана и серийно выпущена
специализированная измерительная аппаратура,
разработано соответствующее
метрологическое обеспечение, внедрены в качестве
отраслевого стандарта конкретные
методики контроля и система
документирования, пригодные для всех этапов
изготовления и эксплуатации изделий.
• Широкомасштабное
использование акустических методов контроля
усилий затяжки резьбовых соединений
позволило существенно повысить надежность
ЖРД при одновременном значительном
снижении затрат на отработку
конструкции в целом.
Рис. 5.18. Диаграммы распределения усилий Q в шпильках (а) и средних усилии Qcp
в соединении (б) на различных этапах:
1 - сборка; 2 - перепроверка после гидропневмоиспытаний; 3 - ослабление
(фактические усилия) (1, ... , 24 - номера шпилек)
ЗАКЛЮЧЕНИЕ
Перспективность акустической
тензометрии базируется на многообразии
ультразвуковых волн (продольных,
сдвиговых, поверхностных), что позволяет, в
отличие от других физических методов
НК, определять не только интегральные и
локальные поверхностные, но и
интегральные объемные напряжения.
Остановимся на ряде проблем,
стоящих перед этим направлением неразру-
шающего контроля материалов:
- исследование распространения
звуковых волн в телах при наличии
сложных деформаций (изгиба, кручения,
неоднородных и поверхностных деформаций);
- разработка инженерной теории
акустоупругости для анизотропных сред;
- разработка специализированной
измерительной аппаратуры, в частности,
на основе использования методов
быстрого преобразования Фурье и гомоморфного
анализа;
- использование для целей
тензометрии многоэлементных (матричных)
электроакустических преобразователей, а
также преобразователей, встроенных в
изделие;
- разработка алгоритмов
компьютерного анализа принимаемых сигналов с
целью извлечения максимальной
информации о времени их распространения,
частотном составе, амплитудных и фазовых
соотношениях внутри импульса и т.п.;
- экспериментальное определение
модулей упругости и акустоупругих
коэффициентов для конструкционных
материалов, изучение влияния предыстории
материала на эти величины;
- экспериментальное исследование
внешних воздействий, в первую очередь
электромагнитного поля, на изменение
скорости упругих волн;
- создание методик исследования,
объединяющих измерительную
информацию со всей доступной априорно
информацией об объекте контроля (геометрия,
свойства материала и т.д.);
- выработка подходов и способов
интерпретации всей совокупности
конструкторской информации и
экспериментальных данных для обеспечения
безотказной работы конструкций в целом и их
наиболее ответственных элементов.
Решение перечисленных проблем
позволит перейти к разработке принципов
построения и созданию компьютерных
акустических томографов,
обеспечивающих получение полной картины
пространственного распределения напряжений в
объектах контроля, аналогичной картине
изохром и изоклин, получаемой в
интегральной фотоупругости.
СПИСОК ЛИТЕРАТУРЫ
1. Абен Х.К. Интегральная
фотоупругость. Таллинн: Валгус, 1975. 218 с.
2. Абен Х.К., Пуро А.Е.
Интегральная акустоупругость - акустическая
томография трехмерных полей напряжений //
Акустический журнал. 1991. Т. 37. № 6.
С. 1061-1067.
3. Авербух И.И., Бобренко В.М.,
Кушкулей Л.М. Зависимость скорости
волн Рэлея от напряженного состояния
твердого тела // Проблемы неразрушаю-
щего контроля. - Кишинев: Штиинца,
1973.300 с.
4. Авербух И.И., Бобренко В.М.,
Кушкулей Л.М. Оценка упругих и
пластических деформаций с помощью
поверхностных волн // Дефектоскопия. 1971.
№6. С. 112-114.
5. Автоматизована ультразвукова
томограф1чна система для визначення ска-
лярних i тензорних характеристик ма-
тер1алу в об'ем1 виробу / З.Т. Назарчук,
В.В. Кошовий, G.B. Кривш, О.С. Левиць-
кий, А.Б. Лозинський, I.M. Романишин //
М1жнародна конф. «Автоматика-2001»,
10-14 вересня 2001, Одеса, ОНПУ. Т. 1.
С. 166-167.
6. Акустический контроль усилий
затяжки разъемных соединений жидкостных
ракетных двигателей нового поколения /
В.А. Анисимов, Б.И. Каторгин, А.Н. Куцен-
ко, В.П. Малахов, А.С. Рудаков, В.К.
Иванов // Контроль. Диагностика. 2002. № 4.
С. 13-25.
7. Акустический контроль усилий
затяжки разъемных соединений
энергетических установок в процессе сборки и
регламентных работ / В.А. Адриан, В.А.
Анисимов, В.М. Бобренко, А.Н. Куценко, А.С.
Рудаков, А.С. Шереметиков // Деп. в Укр-
НИИНТИ 04.11.87. № 3074 -Ук 87. Киев,
1987. 37 С. (Реферат: Дефектоскопия.
1988. № 6. С. 95).
8. Андрианова И.С., Куценко Л.Г.,
Мельничук Л.П. Оценка суммарной
погрешности акустического измерительного
комплекса // Акустика и ультразвуковая
техника: Респ. межвед. науч.-техн. сб.
Киев: Техника, 1987. Вып. 22. С. 54 - 57.
9. Анисимов В.А. Выбор рабочей
частоты при изучении явления акустоуп-
ругости // Акустика и ультразвуковая
техника: Респ. межвед. науч.-техн. сб. Киев:
Техника, 1987. Вып. 22. С. 47-49.
10. Анисимов В.А.
Экспериментальный стенд для исследования явления аку-
стоупругости // Акустика и ультразвуковая
техника: Респ. межвед. науч.-техн. сб.
Киев: Техника, 1988. Вып. 23. С. 37-40.
11. Анисимов В.О., Козлов Д.М.,
Куценко A.M. Акустопружш коефвденти
акЫально текстурованого середовища з
довшьним кутом розаювання текстури //
Матер1али 1УПжнародно1 науковоК конф.
«Наука i осв1та», (Кш'в, 1997).
12. Анисимов В.А., Козлов Д.М.,
Куценко А.Н. Акустоупругие
коэффициенты идеальной трансверсально
изотропной среды // Тр. Одесск. политехи, ун-та.
1996. №2. С. 42-44.
13. Анисимов В.А., Козлов Д.М.,
Куценко A.M. Вплив кута розаювання
текстури на акустопружш коефщенти
акс1ально текстурованого середовища //
Матер1али науково-техшчноТ конф. «Ф1зичш
методи та засоби контролю матер1ашв та
Bnpo6iB ЛЕОТЕСТ-98» (Славське, Льв1вськоТ
обл., 22-27.02.1998). Ки'т-Льв1в, 1998.
С. 63 - 64.
14. Анисимов В.А., Куценко А.Н.
Некоторые практические аспекты акусто-
диагностики
напряженно-деформированного состояния элементов конструкций //
Тр. Таллиннск. политехи, ин-та. 1987.
Вып. 640. С. 90 - 99.
15. Анисимов В.А., Куценко А.Н.
Определение квадратичных акустоупру-
гих коэффициентов скорости объемных
волн // Акустика и ультразвуковая
техника: Респ. межвед. науч.-техн. сб. Киев:
Техника, 1992. Вып. 27. С. 23 - 27.
16. Анисимов В.А., Куценко А.Н.
Современное состояние исследований в
области ультразвукового контроля
напряженно-деформированного состояния эле-
210
СПИСОК ЛИТЕРАТУРЫ
ментов конструкций (по материалам
зарубежной печати). Киев: 1987. 29 с. Деп. в
УкрНИИНТИ 18.09.87. № 2585-Ук78
(Реферат: Дефектоскопия. 1988. № 6. С. 95).
17. Анисимов В.А., Куценко А.Н.
Ультразвуковая диагностика
напряженного состояния элементов конструкций
космических аппаратов // Матер1али нау-
ково-техшчно1 конф. «Ф1зичн1 методи та
засоби контролю матер1ал1в та вироб1в
ЛЕОТЕСТ-98» (Славське, Льв1вськоУ обл.,
22-27.02.1998). КиТв-Лынв, 1998. С. 61-62.
18. Анисимов В.А., Куценко А.Н.,
Латьев Б.В. Угловая зависимость акусто-
упругого эффекта в алюминиевом сплаве
Д16 // Акустика и ультразвуковая техника:
Респ. межвед. науч.-техн. сб. Киев:
Техника, 1990. Вып. 25. С. 44-47.
19. Анисимов В.А., Куценко А.Н.,
Шереметиков А.С. Анализ методической
погрешности при ультразвуковом
контроле одноосно-напряженного состояния
элементов конструкций. Киев, 1987. 26 с.
Деп. в УкрНИИНТИ 12.07.86. № 2585-
Ук86 (Реферат: Дефектоскопия. 1987. № 6.
С. 93 - 94).
20. Анисимов В.А., Куценко А.Н.,
Шереметиков А.С. Проблемы
метрологического обеспечения ультразвукового
метода контроля механических
напряжений // Дефектоскопия. 1989. № 9. С. 77 - 80.
21. Анисимов В.А. Рудаков А.С,
Шереметиков А.С. К вопросу о
необходимой точности измерений при
ультразвуковом контроле напряжений // Акустика и
ультразвуковая техника: Респ. межвед.
науч.-техн. сб. Киев: Техника, 1985. Вып. 20.
С. 93-96.
22. А.с. 322718 СССР, МКИ G 01
N 29/00. Способ измерения скорости
поверхностных волн / В.М. Бобренко, И.И. Авер-
бух, Г.А. Буденков // Бюл. 1971. № 36.
23. А.с. 1465716 СССР, МКИ G 01 Н
5/06/ G 01 N 29/00. Способ определения
термоакустического коэффициента скорости
ультразвуковых колебаний в изделии /
В.М. Бобренко, СВ. Бобренко, А.Н.
Куценко//Бюл. 1989. № 10.
24. А.с. 1564529 СССР, МКИ G 01
N 29/04. Ультразвуковой способ
измерения механических напряжений в изделии /
А.Н. Куценко, В.М. Бобренко, В.А.
Анисимов, А.С. Шереметиков, СВ. Бобренко,
А.С. Рудаков, В.А. Адриан// Бюл. 1990. № 18.
25. А.с. 1578634 СССР, МКИ G 01
N 29/00. Способ измерения времени
распространения ультразвука / В.А. Анисимов,
А.Н. Куценко, А.С. Рудаков, А.С
Шереметиков // Бюл. 1990. № 26.
26. А.с. 1769117 СССР, МКИ G 01
N 29/04. Ультразвуковой способ контроля
одноосных механических напряжений /
В.А. Анисимов, В.М. Бобренко, А.Н.
Куценко, А.С. Рудаков, А.С. Шереметиков //
Бюл. 1992. №38.
27. Биргер И.А., Иосилевич Г.Б.
Резьбовые и фланцевые соединения. М.:
Машиностроение, 1990. 365 с.
28. Биргер И.А., Иосилевич Г.Б.
Резьбовые соединения. М.:
Машиностроение, 1973.256 с.
29. Биргер И.А., Шор Б.Ф.,
Иосилевич Г.Б. Расчет на прочность деталей
машин. М.: Машиностроение, 1993. 640 с.
30. Бленд Д. Нелинейная
динамическая теория упругости. М.: Мир, 1972.
163 с.
31. Бобренко В.М. Принципы
разработки ультразвуковых методов
производственного контроля напряжений в деталях
металлических конструкций // Тез. докл.
Всесоюз. конф. «Неразрушающий контроль
материалов, изделий и сварных
соединений» (Москва, 1974). М., 1974. С. 113 - 114.
32. Бобренко В.М. Ультразвуковые
методы и устройства для контроля
механических напряжений // Дефектоскопия.
1983. №12. С. 8-13.
33. Бобренко В.М., Авербух И.И.
Исследование напряжений с
использованием ЭМА-преобразователей //
Дефектоскопия. 1971. № 3. С. 131 - 134.
34. Бобренко В.М., Авербух И.И.,
Чичугов А.А. Ультразвуковой метод
измерения напряжений в деталях резьбовых
соединений // Дефектоскопия. 1974. № 1.
С. 72 - 80.
35. Бобренко В.М., Вангели М.С.,
Куценко А.Н. Акустическая тензометрия.
Кишинев: Штиинца, 1991. 204 с.
СПИСОК ЛИТЕРАТУРЫ
211
36. Бобренко В.М., Вангели М.С.,
Куценко А.Н. Акустические методы
контроля напряженного состояния материала
деталей машин. Кишинев: Штиинца, 1981.
148 с.
37. Бобренко В.М., Дворник В.Г.,
Детков А.Ю. Ультразвуковой прибор
АКОН (УП-31Э) для контроля
механических напряжений // Научно-технические
достижения. Кишинев: ВНИИНК, 1985.
Вып. 4. С. 87 - 89.
38. Бобренко В.М., Дворник В.Г.,
Шарапановский В.Д. Акустические
тензометры // Сб. докл. Межд. конф. «Де-
фектоскопия-89» (Пловдив, Болгария,
24 - 26 окт. 1989) Пловдив, 1989. Т. 2.
С. 265 - 269.
39. Бобренко В.М., Кривега Т.И.,
Куценко А.Н. Зависимость акустоупругих
коэффициентов одноосно- напряженного
состояния от модулей Ламе и Мурнагана //
Акустика и ультразвуковая техника: Респ.
межвед. науч.-техн. сб. Киев: Техника,
1985. Вып. 20. С. 96-99.
40. Бобренко В.М., Куценко А.Н.
Акустическая тензометрия — физические
принципы и область применения // Тез.
докл. II Всесоюз. конф. «Неразрушающие
физические методы и средства контроля»
(Минск, 1981). Минск, 1981. Ч. 2. Секц. А.
С. 229-231.
41. Бобренко В.М., Куценко А.Н.
Акустоупругие коэффициенты
поверхностных волн Рэлея // Акустика и
ультразвуковая техника: Респ. межвед. науч.-техн.
сб. Киев: Техника, 1992. Вып. 27. С. 14-20.
42. Бобренко В.М., Куценко А.Н.
Вопросы методологии акустической
тензометрии // Тез. докл. Всесоюз. совещания
«Методы и средства тензометрии и их
использование в народном хозяйстве».
Кишинев, 1976. С. 108.
43. Бобренко В.М., Куценко А.Н.
Коэффициенты линейной теории акусто-
упругости // Акустика и ультразвуковая
техника: Респ. межвед. науч.-техн. сб.
Киев: Техника, 1986. Вып. 21. С. 44-47.
44. Бобренко В.М., Куценко А.Н.
Магнито- и термоакустические
коэффициенты скорости объемных ультразвуковых
волн в квазиизотропной среде // Акустика
и ультразвуковая техника: Респ. межвед.
науч.-техн. сб. Киев: Техника, 1986. Вып. 21.
С. 36-40.
45. Бобренко В.М., Куценко А.Н.
Матричная методология в теории акусто-
упругого эффекта // Тез. докл. 14 Всесоюз.
конф. по акустоэлектронике и физической
акустике твердого тела (Кишинев, 1989).
Кишинев, 1989. Ч. 2. С. 98.
46. Бобренко В.М., Куценко А.Н.
Матричная теория акустоупругости в
приложении к задачам тензометрии //
Дефектоскопия. 1988. № 8. С. 21 -28.
47. Бобренко В.М., Куценко А.Н.
Методологические принципы
акустической тензометрии // Акустика и
ультразвуковая техника: Респ. межвед. науч.-
техн. сб. Киев: Техника, 1987. Вып. 22.
С. 42-46.
48. Бобренко В.М., Куценко А.Н.
Применение методов акустической
тензометрии в неразрушающем контроле // Тез.
докл. 18 Коллоквиума ЦЗЛ «Новое в
развитии металлографических, физических и
механических методов контроля качества».
ЦНИИТЭИ, Минчермет. М., 1976. С. 26.
49. Бобренко В.М., Куценко А.Н.
Расчетные соотношения методов
акустической тензометрии // Дефектоскопия.
1982. №6. С. 27-31.
50. Бобренко В.М., Куценко А.Н.,
Лесников В.П. Акустоупругие
коэффициенты объемных ультразвуковых волн в
первоначально изотропной среде //
Акустика и ультразвуковая техника: Респ.
межвед. науч.-техн. сб.. Киев: Техника,
1988. Вып. 23. С. 40-50.
51. Бобренко В.М., Куценко А.Н.,
Лесников В.П. Акустоупругие
коэффициенты объемных ультразвуковых волн при
наклонном прозвучивании //
Дефектоскопия. 1987. № 12. С. 3-6.
52. Бобренко В.М., Куценко А.Н.,
Лесников В.П. Упругие волны при
наличии деформации сдвига // Прикладная
механика. 1990. Т. 26. № 1. С. 77 - 82.
53. Бобренко В.М., Куценко А.Н.,
Лесников В.П. Уравнение для скорости
упругих волн, распространяющихся в пер-
212
СПИСОК ЛИТЕРАТУРЫ
воначально изотропной среде под углом к
координатным осям. 4.1: Нормальные
напряжения. 4.2: Сдвиговые напряжения.
Кишинев, 1986. 15 с. Деп. в МолдНИИН-
ТИ 20.06.86, № 667-М86 (Реферат:
Дефектоскопия. 1987. № 5. С. 96).
54. Бобренко В.М., Куценко А.Н.,
Лесников В.П. Уравнение для скорости
упругих волн в первоначально изотропной
среде при наличии сдвиговых
напряжений. Кишинев, 1986. 9 с. Деп. в МолдНИ-
ИНТИ 20.06.86. № 666-М86. (Реферат:
Дефектоскопия. 1987. № 5. С. 95).
55. Бобренко В.М., Куценко А.Н.,
Малахов В.П. Акустический контроль
механических напряжений. Одесса: Astro-
print, 1997.272 с.
56. Бобренко В.М., Куценко А.Н.,
Рудаков А.С. Акустическая тензометрия //
Контроль. Диагностика. М.:
Машиностроение, 2001. № 4. С. 23 - 39.
57. Бобренко В.М., Куценко А.Н.,
Рудаков А.С. Акустическая тензометрия -
новое направление в неразрушающих
испытаниях материалов // Дефектоскопия.
1989. №4. С. 93-94.
58. Бобренко В.М., Куценко А.Н.,
Рудаков А.С. Методологические
принципы акустической тензометрии разъемных
соединений // Акустика и ультразвуковая
техника: Респ. межвед. науч.-техн. сб.
Киев: Техника, 1991. Вып. 26. С. 26 - 30.
59. Бобренко В.М., Куценко А.Н.
Шереметиков А.С. Акустическая
тензометрия. 1. Физические основы //
Дефектоскопия. 1980. №2. С. 72-87.
60. Бобренко В.М., Куценко А.Н.,
Шереметиков А.С. Акустическая
тензометрия. 2. Методы и устройства //
Дефектоскопия. 1980. № 12. С. 59 - 75.
61. Бобренко В.М., Куценко А.Н.,
Шереметиков А.С. Матрица акустоупру-
гих коэффициентов и возможность ее
использования в тензометрии // Тез. докл.
9 Всесоюз. науч.-техн. конф. «Неразру-
шающие физические методы и средства
контроля» (Минск, 1981). Минск, 1981. Ч. 2.
Секц. А. С. 37-38.
62. Бобренко В.М., Куценко А.Н.,
Шереметиков А.С. О методе определения
одноосных механических напряжений //
Акустика и ультразвуковая техника: Респ.
межвед. науч.-техн. сб. Киев: Техника, 1980.
Вып. 15. С. 84-86.
63. Бобренко В.М., Куценко А.Н.,
Шереметиков А.С. Общий вид уравнений
акустоупругости для главных напряжений //
Дефектоскопия. 1982. № 6. С. 23 - 27.
64. Бобренко В.М., Куценко А.Н.,
Шереметиков А.С. Оценка влияния
некоторых факторов на точность измерения
напряжений в твердых телах методом
акустоупругости // Акустика и
ультразвуковая техника: Респ. межвед. науч.-техн. сб.
Киев: Техника, 1980. Вып. 17. С. 25 - 28.
65. Бобренко В.М., Рудаков А.С.
Исследование усилий в резьбовых
соединениях акустическим тензометрированием //
Дефектоскопия. 1986. № 7. С. 11 - 14.
66. Ботаки А.А., Ульянов В.Л., Шар-
ко А.В. Ультразвуковой контроль
прочностных свойств конструкционных
материалов. М.: Машиностроение, 1983. 78 с.
67. Весоловский 3. Динамические
задачи нелинейной теории упругости. Киев:
Наукова думка, 1981. 216 с.
68. Визначення просторового роз-
подшу ф1зико-механ1чних характеристик
матер1алу методами ультразвуковоУ об-
числювальноТ томографГ1 / З.Т. Назарчук,
В.В. Кошовий, СВ. Кривш, I.M. Романи-
шин // Метода та прилади контролю якосп.
2000. Вип. 5. С. 7-10.
69. Гринченко В.Т., Мелешко В.В.
Гармонические колебания и волны в
упругих телах. Киев: Наук, думка, 1981. 284 с.
70. Гузь А.Н. Упругие волны в телах
с начальными напряжениями. Киев: Наук.
думка, 1986. Т. 1: Общие вопросы. 373 с.
Т. 2: Закономерности распространения. 536 с.
71. Гуща О.И., Махорт Ф.Г.
Акустический способ определения двухосных
остаточных напряжений // Прикладная
механика. 1976. Т. 12. № 10. С. 32 - 36.
72. Гузь А.Н., Махорт Ф.Г. Акусто-
электромагнитоупругость. Киев: Наук,
думка, 1988.286 с.
73. Гузь А.Н. Махорт Ф.Г. Об
описании влияния конечных деформаций на
скорости распространения упругих волн //
Докл. АН СССР. 1971. Т. 198. № 2.
С. 316-318.
СПИСОК ЛИТЕРАТУРЫ
213
74. Гузь А.Н., Махорт Ф.Г.
Физические основы ультразвукового неразру-
шающего метода определения напряжений
в твердых телах // Прикладная механика.
2000. Т. 36. № 9. С. 3 - 34.
75. Гузь А.Н., Махорт Ф.Г., Гуща О.И.
Введение в акустоу пру гость. Киев: Наук,
думка, 1977. 152 с.
76. Гузь А.Н., Махорт Ф.Г., Гуща О.И.
Определение напряжений в твердых телах
ультразвуковым методом // Неразрушаю-
щий контроль материалов и элементов
конструкций / Под. ред. А.Н. Гузя. Киев:
Наук, думка, 1981. С. 115 - 146.
77. Гуща О.И., Махорт Ф.Г., Чер-
нооченко А.А. Применение акустоупру-
гости объемных и поверхностных волн
для определения напряжений // Мат-лы
3 Всесоюз. симп. «Технологические
остаточные напряжения» (Москва, 1988).
С. 134-138.
78. Зарембо Л.К., Красильников В.А.
Нелинейные явления при
распространении упругих волн в твердых телах //
Успехи физических наук. 1970. Т. 102. № 4.
С. 549-586.
79. Зарембо Л.К., Шкловская-Кор-
ди В.В. Применение методов нелинейной
акустики для исследования остаточных
внутренних напряжений твердых тел //
Сб: Прикладная акустика. Таганрог, 1974.
С. 34-41.
80. К теории определения начальных
напряжений по результатам
ультразвуковых измерений / А.Н. Гузь, Ф.Г. Махорт,
О.И. Гуща, В.К. Лебедев // Прикладная
механика. 1971. Т. 7. № 6. С. 110-113.
81. Коновалов Е.Г., Поветьев Я.Г.
Метод измерения остаточных напряжений
по измерению скорости ультразвука в
материале // Докл. АН БССР. 1968. Т. 12. № 4.
С. 324-326.
82. Контроль усилий затяжки
разъемных соединений и особенности нераз-
рушающего контроля ЖРД нового
поколения / Б.И. Каторгин, А.Н.Куценко, А.С.
Рудаков, В.К. Иванов // Сборник трудов
ОАО НПО «Энергомаш». М., 2002. Т. 20.
С. 184-197.
83. Контроль усилий затяжки
резьбовых соединений / В.М. Бобренко, А.Н. Ку-
ценко, А.С. Рудаков, А.С. Шереметиков //
Дефектоскопия. 1985. № 5. С. 33-40.
84. Конюхов Б.А. Использование
нелинейных взаимодействий ультразвуковых
волн в задачах оценки неоднородных
упругих напряжений // Дефектоскопия. 1988.
№5. С. 3-6.
85. Красильников В.А., Крылов В.В.
Введение в физическую акустику. М.:
Наука, 1984.400 с.
86. Криштал М.А., Костин В.И.,
Слоневский Ю.Н. Измерение модулей
упругости третьего порядка с помощью
волн Рэлея // Дефектоскопия. 1987. № 6.
С. 19-24.
87. Куценко А.Н. Матрица акусто-
упругих коэффициентов скорости и
времени распространения объемных волн при
наклонном прозвучивании // Акустика и
ультразвуковая техника: Респ. межвед.
науч.-техн. сб. Киев: Техника, 1991. Вып.
26. С. 30-36.
88. Куценко А.Н. Матрица чувстви-
тельностей акустического тензометра //
Тр. ученых Одесск. политехи, ун-та. 1995.
№1.С. 122-124.
89. Куценко А.Н., Анисимов В.А.
Ультразвуковой контроль напряженного
состояния элементов конструкций
космических аппаратов // Сучасш технологи' в аеро-
косм1чному комплексе Marepiara III М1ж-
народноТ науково-практично!' конференцн,
1997. С. 101-103.
90. Куценко A.M., Аннцмов B.O.
Акустична тензометр1я - реальний шлях
до технжи без катастроф // Тези доповщей
4 УкраУнсько!' конференцш з
автоматичного управлшня АВТОМАТИКА-97. Чер-
каси, 1997.
91. Куценко А.Н., Анисимов В.А.,
Козлов Д.М. Акустоупругие
компенсационные тензодатчики в системах
управления эксплуатационными режимами
уникальных технических конструкций // Тези
доповщей 4 Укра'шськоУ конференцш з
автоматичного управлшня
АВТОМАТИКА-97. Черкаси, 1997.
92. Куценко А.Н., Рудаков А.С.
Проблемы акустической тензометрии //
Материалы IX ежегодного Международно-
214
СПИСОК ЛИТЕРАТУРЫ
го семинара-выставки «Современные
методы и средства неразрушающего контроля
и технической диагностики» (10 - 14 сент.
2001, Ялта). Киев: Украинский
информационный центр «Наука. Техника.
Технология», 2001. С. 12-13.
93. Куценко А.Н., Шереметиков
А.С., Анисимов В.А. Контроль
напряжений с помощью поверхностных волн Рэ-
лея. Киев, 1989. 56 С. Деп. в УкрНИИНТИ
21.10.89. № 2359-Ук89. (Реферат:
Дефектоскопия. 1990. № 7. С. 95).
94. Ландау Л.Д., Лифшиц Е.М.
Теория упругости. М.: Наука, 1987. 246 с.
95. Лурье А.Н. Нелинейная теория
упругости. М.: Наука, 1980. 512 с.
96. Лямов В.Е. Поляризационные
эффекты и анизотропия взаимодействия
акустических волн в кристаллах. М.: МГУ,
1983. 223 с.
97. Малахов В.П. Электронные цепи
непрерывного и импульсного действия.
Киев-Одесса: Лыбидь, 1991. 254 с.
98. Махорт Ф.Г. К теории
распространения поверхностных волн в упругом
теле с начальными деформациями //
Прикладная механика. 1971. № 2. С. 34 - 40.
99. Махорт Ф.Г., Гуща О.И. Основы
теории определения трехосных
напряжений ультразвуковым методом // Прикл.
механика. 1987. Т.23. № 1. С. 18-23.
100. Махорт Ф.Г., Гуща О.И., Чер-
нооченко А.А. К теории акустоупругости
поверхностных волн Рэлея // Прикл.
механика. 1990. Т. 26. №4. С. 35-41.
101. Методика. Техническая
диагностика. Определение напряжений в
элементах конструкций акустическим методом.
Горький: ВНИИНМАШ, 1977. 32 с.
102. Метрологические проблемы
акустодиагностики механических
напряжений / А.Н. Куценко, В.А. Анисимов,
А.С. Рудаков, А.С. Шереметиков // Сб.
докл. Междунар. конф. «Дефектоскопия-
89» (Пловдив, Болгария, 24 - 26 окт.
1989). Пловдив, 1989. Т. 2. С. 183 - 187.
103. Метрологическое обеспечение
метода совмещения эхо-импульсов при
измерении малых приращений времени
распространения ультразвука / И.С.
Андрианова, В.А. Анисимов, А.Н. Куценко,
Л.П. Мельничук // Акустика и
ультразвуковая техника: Респ. межвед. науч.-техн.
сб. Киев: Техника, 1989. Вып. 24. С. 42-46.
104. Неразрушающий контроль и
диагностика / В.В. Клюев, Ф.Р. Соснин,
В.Н. Филинов и др. М.: Машиностроение,
1995.488 с.
105. Неразрушающий контроль.
Россия 1900 - 2000 гг.: Справочник / В.В.
Клюев, Ф.Р. Соснин, СВ. Румянцев и др. М.:
Машиностроение, 2001. 612 с.
106. Нигул У.К. Нелинейная акусто-
диагностика (одномерные задачи). Л.:
Судостроение, 1981. 252 с.
107. Никитин К.Е. Определение
модулей упругости третьего порядка
методом поверхностных волн // Прикл.
механика. 1985. №3. С. 127-131.
108. Новожилов В.В. Основы
нелинейной теории упругости. М.: ОГИЗ, 1948.
212 с.
109. Основы ультразвукового
неразрушающего метода определения
напряжений в твердых телах / А.Н. Гузь,
Ф.Г. Махорт, О.И. Гуща, В.К. Лебедев.
Киев: Наук, думка, 1974. 108 с.
ПО. Применение ультразвука и
оптической голографии для исследования
напряженного состояния резьбового
соединения / В.А. Анисимов, А.Н. Куценко,
Н.В. Мартыновская, В.В. Тищенко, А.С.
Шереметиков // Акустика и ультразвуковая
техника: Респ. межвед. науч.-техн. сб.
Киев: Техника, 1989. Вып. 24. С. 46 - 49.
111. Пуро А.Е. Акустическая
томография поверхностных напряжений //
Акустический журнал. 1996. Т. 42. № 1.
С. 112-115.
112. Равасоо А.А. Нелинейная аку-
стодиагностика плоского неоднородно
деформированного состояния среды //
Проблемы нелинейной акустодиагностики / Под
ред. Н.Д. Векслера. Таллинн: Валгус,
1986. С. 103-110.
113. Равасоо А.А. Одномерные
волны в среде с неоднородной
предварительной деформацией // Вопросы нелинейной
механики сплошной среды: Сб. науч. тр.
Таллинн: Валгус, 1985. С. 161 - 171.
СПИСОК ЛИТЕРАТУРЫ
215
114. Распространение упругих волн
в твердом теле в случае нелинейной
упругой модели сплошной среды / Г.Н. Савин,
Л.А. Лукашев, Е.М. Лыско, СВ. Веремеенко,
СМ. Вожевская // Прикладная механика.
1970. Т. 6. №2. С. 38-42.
115. Рудаков А.С., Шереметиков А.С.
Некоторые особенности акустического
метода контроля резьбовых соединений //
Акустика и ультразвуковая техника: Респ.
межвед. науч.-техн. сб. Киев: Техника,
1984. Вып. 19. С. 39-41.
116. Связь между акустоупругими
коэффициентами фазовой и групповой
скорости / В.А. Анисимов, В.М. Бобренко,
А.Н. Куценко, А.С. Рудаков // Акустика и
ультразвуковая техника: Респ. межвед.
науч.-техн. сб. Киев: Техника, 1984. Вып. 19.
С. 39-41.
117. Секоян С.С. Исследование
влияния статических напряжений на скорость
распространения упругих волн в стали и
определение модулей упругости третьего
порядка // Упругость и неупругость. М.:
МГУ, 1971. Вып. 1. С. 268 - 269.
118. Секоян С. С. О вычислении
констант упругости третьего порядка по
результатам ультразвуковых измерений //
Акуст. журн. 1970. Т. 16. № 3. С. 453-457.
119. Секоян С.С, Еремеев А.И.
Измерение констант упругости третьего
порядка для стали ультразвуковым
методом // Измерительная техника. 1966. № 7.
С. 25-30.
120. Секоян С.С, Субботина Е.К.,
Авербух И.И. Влияние термической
обработки на константы упругости
третьего порядка стали марки ЭП-56 // Тр.
ВНИИФТРИ. Исследование в области
высоких давлений М.: ВНИИФТРИ, 1971. Т. 5.
С. 211-220.
121. Субботина Е.К., Секоян С.С
Критерий гиперупругости Трусделла и
характеристики акустоупругости
некоторых конструкционных материалов // Прикл.
механика. 1984. Т. 20. № 2. С. 80 - 84.
122. Ультразвуковой неразрушаю-
щий метод измерения напряжений в
сварных конструкциях / Б.У. Патон, В.Н. Тру-
фяков, О.И. Гуща, А.Н. Гузь, Ф.Г. Махорт //
Диагностика и прогнозирование
разрушения сварных конструкций. 1986. Вып. 2.
С. 13-19.
123. Ультразвуковое устройство для
контроля затяжки болтов // Пуранто эндзиня
(Plant Eng.). 1991. Т. 23. №11. С. 136-137.
124. Федоров Ф.И. Теория упругих
волн в кристаллах. М.: Наука, 1965. 360 с.
125. Фридман Я.К. Механические
свойства металлов. М.: Машиностроение,
1974. Т. 1: Деформация и разрушение. 472 с.
126. Чернооченко А.А. Изучение
возможности применения поверхностных
акустических волн для оценки свойств и
напряженно-деформированного состояния
конструкционных материалов и их
сварных соединений // Автом. сварка. 1988.
№5. С. 25-28.
127. Чернооченко А.А., Махорт Ф.Г.,
Гуща О.И. Применение теории акустоуп-
ругих поверхностных волн для
определения напряжений в твердых телах //
Прикл. механика. 1991. Т. 27. № 1. С. 44-49.
128. Энгельбрехт Ю.К., Нигул У.К.
Нелинейные волны деформации. М.:
Наука, 1981. 256 с.
129. A comparison of several
ultrasonic techniques for absolute stress
determination in the presence of texture / A.V. Clark,
J.C. Moulder, R.B. Mignogna, P.P. Delsanto //
Solid Mechanics Research for Quantitative
NDE / Eds. J.D. Achenbach, Y.S. Rajapakse.
Boston: Martins Nijhoff Publishers, 1987.
P. 345 - 360.
130. A microscopic model for acousto-
elasticity / T. Berruti, P.P. Delsanto, M.M.
Gola, M. Scalerandi // 15 Conference of
material testing in metallurgy (EUROMAT'94),
30 maggio-1 giugno, 1994, Balatonszeplak,
Ungheria.
131. Acoustic Measurements of Stress
Fields and Microstructure / G.S. Kino, D.M. Bar-
net, N. Grayeli, G. Herrmann, J.B. Hunter,
D.B. Ilic, G.C. Johnson et al. // Journ. of Non-
destruct. Eval. 1980. Vol. 1. № 1. P. 67 - 77.
132. Acoustoelastic effect of wood /
Y. Sasaki, T. Iwata, K. Kuraya, K. Ando //
J. Jpn. Wood Res. Soc. (Mokuzai Gakkaishi),
1995. Vol. 41. P. 1173 -1175.
216
СПИСОК ЛИТЕРАТУРЫ
133. Acoustoelastic effect of wood I.
Effect of compressive stress on the velocity
of ultrasonic longitudinal waves parallel to
the longitudinal direction of the wood / Y.
Sasaki, T. Iwata, K. Kuraya, K. Ando // J. Jpn.
Wood Res. Soc. (Mokuzai Gakkaishi). 1997.
Vol.43. P. 227-234.
134. Acoustoelastic imaging of stress
fields / G. Kino, J.B. Hunter, G.C. Johnson et
al. // Journ. Appl. Phys. 1979. Vol. 50. № 4.
P. 2607-2613.
135. Alers G.A., Manzanares A. Use
of surface skimming SH-waves to measure
thermal and residual stresses in installed
railroad rails // Rev. Progr. Quant. NDE, 1990.
Vol. 9B. P. 1757-1764.
136. Allen D.R., Langman R. The Use
of Ultrasonic SH Waves to Measure Residual
Stresses in Textured Materials // AERE
Report 11573. London, 1985. 22 p.
137. Allen D.R., Sayers CM. The
Measurement of Residual Stress in Textured
Steel Using an Ultrasonic Velocity
Combinations Technique // Ultrasonics. 1984.Vol. 22.
№2. P. 179-188.
138. Allison S.G., Heyman J.S. Effect
of prestrain upon Acoustoelastic Properties of
Carbon Steels // Ultrasonic Symposium
Proceedings, Dallas, Tex., Nov. 1984. Vol. 2.
New York. 1984. P. 997 - 1002.
139. Allison S.G., Heyman J.S., Sa-
lama K. Ultrasonic characterization of
plastic deformation in metals // Review of
Progress in Quantitative NDE. 1986. Vol. 5B.
P. 1565-1572.
140. Allison S.G., Heyman G.S., Sa-
lama K. Ultrasonic measurement of residual
deformation stress in thin metal plates using
surface acoustic waves // Ultrason. Symp. Proceed.
(Atlanta, Ga, 31 Oct. - 2 Nov., 1983). New
York. 1983. Vol. 2. P. 995 - 999.
141. Bach F., Askegaard V. General
Stress-velocity expression in acoustoelasticity //
Experimental Mechanics. 1979. Vol. 19. № 2.
P. 65-75.
142. Ben Mariem J., Hamdi J.M.A.
Une methode d'elements finis de surface pour
le couplage elasto-acoustique // Revue d'Acous-
tique. 1985. №72. P. 9-36.
143. Benson R., Raelson V.
Acoustoelasticity//Product Engineering. 1959. Vol. 30.
№ 29. P. 56 - 59.
144. Bergman R.H., Shahbender R.A.
Effect of Statically Applied Stress on the
Velocity of Propagation of ultrasonic
Waves // Journ. Appl. Phys. 1958. Vol. 29.
P. 1736-1738.
145. Berruti Т., Gola M.M.
Acoustoelastic effect in different metallic materials //
XXV AIAS National Conference,
International Conference on Material Engineering,
Gallipoli-Lecce, 4-7 Settembre, 1996.
146. Berruti Т., Gola M.M.
Acoustoelastic determination of stresses in steel using
Rayleigh ultrasonic waves // 7 Int.
Symposium Nondestructive Characterization of
Materials, Giugno 1995, Praga. Vol. 210-213.
P. 171-178.
147. Berruti Т., Gola M.M. Dispositivi
di misura deU'effetto acustoelastico in acciaio
con onde di Rayleigh // XXIV Convegno
AIAS, 27-30 Settembre 1995, Parma.
148. Berrutti Т., Gola M.M. Misura
deU'effetto acustoelastico in acciaio con onde
di Rayleigh // 8 Congresso Nazionale
dell'Associazione Italiana Prove non distrut-
tive (AIPnD). Torino, 17-19 Ottobre 1995.
149. Berruti T„ Gola M.M„ Briggs G.A.D.
Acoustoelastic measurements on aluminium
alloy by means of a contact and a non contact
(LFB acoustic microscopy) technique //
Journal of Acoustic Society of Ame-rica. 1998.
Vol. 103. №3. P. 1370-1376.
150. Bickford J.H. Ultrasonic Preload
Measurement // Machine Design. 1980. Vol. 52.
№ 2. P. 94 - 96.
151. Biot M.A. The influence of initial
stress on elastic waves // Journ. Appl. Phys.
1940. Vol. 11. P. 522-530.
152. Birch F. The Effect of Pressure
upon the Elastic Parameters of Isotropic
Solids According to Murnaghan's Theory of
Finite Strain // Journ. Appl. Phys. 1938. Vol. 9.
P. 279-288.
153. Blessing G.V., Hsu N.N.,
Proctor T.M. Ultrasonic-Shear-Wave
Measurement of Known Residual Stress in Aluminum //
СПИСОК ЛИТЕРАТУРЫ
217
Experimental Mechanics. 1984. Vol. 24. № 9.
P. 218-222.
154. Bobrenko V.M., Koutsenko A.N.
Acoustic Elasticity Coefficients of
Ultrasonic Waves and their Application in Non-
Destructive Testing. // IUTAM Symposium
Nonlinear Deformation Waves. Abstracts.
Tallinn, 1982. P. 38.
155. Bobrenko V.M., Koutsenko A.N.
Akustische Dennungsmessung. Trend und
Probleme // 6 Int. Wissenschaftliche con-
ferenz (Zwickau, 1989). Zwickau, 1989. Bd. 1.
S. 12-16.
156. Bobrenko V.M., Koutsenko
A.N., Rudakov A.S. The Acoustoelasticity
and Problems of the Acoustic Strain-Gauging
in the Non-Destructive Testing. // Proceed.
10 World Conference on Non-Destructive
Testing (Moscow, 22 - 28 Aug. 1982).
Moscow, 1982. Vol. 2. P. 171-178.
157. Bonilla L.L., Keller J.B. Acoustoe-
lastic effect and wave propagation in
heterogeneous weakly anisotropic materials //
Journ. Mech. Phys. Solids. 1985. Vol. 33. № 3.
P. 241-261.
158. Bray D.E., Egle D.M. Ultrasonic
studies of anisotropy in cold-worked layer of
used rail // Metal Science. 1981. Vol. 15. № 6.
P. 574-581.
159. Bray D.E., Leon-Salamanca T.
Zero-force Travel-Time Parameters for
Ultrasonic Head Waves in Railroad Rail //
Materials Evaluation. 1985. Vol. 43. № 7.
P. 854-858.
160. Brillouin L. Les tenseurs en me-
chanique et en elasticite. Paris: Masson et Cle,
1949.
161. Cantrell J.H., Qian M. Scanning
Electron Acoustic Microscope of Indentation
Induced Cracks and Residual Stress in
Ceramics // Appl. Phys. Lett., 1990. Vol. 57. № 18.
P. 1870-1872.
162. Cantrell J.H., Salama K. Acousto-
elastic Characterization of Materials // Intern.
Mat. Review. 1991. Vol. 36. P. 125 - 145.
163. Cauchy A.-L. Sur Pequilibre et le
mouvement interieus des corps considers
comme des masses continues // Ex. de Math.
1829. Vol. 4. P. 293-319.
164. Chatellier J.Y., Touratier M.
A new method for determining acoustoelastic
constants and plane stresses in textured thin
plates // Journ. Acoust. Soc. Am. 1988. Vol. 83.
№ l.P. 109-118.
165. Chern E.J., Heyman J.S., Can-
rell J.H. Determination of material stress
from the temperature dependence of the
acoustical natural velocity // Ultrason. Symp.
Proceed. Chicago: 1981. Vol. 1. P. 960-963.
166. Clark A.V., Mignogna R.B.
A comparison of two theories of
acoustoelasticity // Ultrasonics. 1983. Vol. 21. № 5.
P. 217-226.
167. Clark A.V., Mignogna R.B.
Characterization of Residual Stress and
Texture in Cast Steel Railroad Wheels //
Ultrasonics. 1986. Vol. 24. № 5. P. 281 - 289.
168. Clark A.V., Mignogna R.B. The
Use of Off axis SH-waves to Map out Three
Dimensional Stresses in Orthotropic Plates //
Rev. Progr. Quant. NDE. 1985. Vol. 4B.
P. 1095-1107.
169. Comparison of different methods
to determine residual stress nondestructively /
V. Hauk, E. Schneider, P. Stutje, W. Theiner //
New procedure of Nondestructive testing
roclamation. Germany-U.S. Workshop, Fra-
ungopher Institute, Saarbriicken, Aug. 30 -
Sept. 3, 1982. P. 561-574.
170. Crecraft D.I. The Measurement of
Applied and Residual Stresses in Metals
Using Ultrasonic Waves // Journ. of Sound and
Vibration. 1967. Vol. 5. № 1. P. 173 - 192.
171. Crecraft D.I. Ultrasonic
Measurement of Stresses // Ultrasonics. 1968.
Vol. 6. №2. P. 117-121.
172. Crecraft D. Ultrasonic
measurement of stress // Ultrasonic testing / Ed. J. Szil-
lard. New York: Willey, 1982. P. 437 - 458.
173. Crecraft D. Ultrasonic wave
velocities in stressed nickel steels // Nature.
1962. Vol. 195. P. 1193-1196.
174. Cunningham В., Holt A.C.,
Johnson G.C. Sensitivity of an ultrasonic
technique for axial stress determination //
Review of progress in quantitative NDE.
1987. Vol. 7B. P. 1405- 1412.
218
СПИСОК ЛИТЕРАТУРЫ
175. Daami Т., Touratiee M., Castex L.
Effect of plastic deformation on the acoustoe-
lastic response of some materials // Exp.
Mech. 1987. Vol. 27. № 4. P. 333 - 337.
176. Delsanto P., Mignogna R., Clark A.
Ultrasonic texture and stress measurements in
anisotropic polycrystalline aggregates // Journ.
Acoust. Soc. Amer. 1990. Vol. 87. № 1.
P. 215-224.
177. Deputat J. Application of the
acoustoelastic effect in measurement of
residual stress // Arch. Acoust. 1990. Vol. 15.
№1-2. P. 69 - 92.
178. Deputat J., Kwaszczynska-Kli-
mek A., Szelazek J. Monitoring of residual
stress in railroad wheels with ultrasound //
Proceed. 12 World Conf. on NDT.
(Amsterdam, 1989). Amsterdam, 1989. Vol. 2.
P. 974-976.
179. Dike J.J., Johnson G.C. Residual
Stress Determination Using Acoustoelasticity //
Journ. Appl. Mech. 1990 (March). Vol. 57.
P. 12-17.
180. Duhem P. Sur la propagation des
ondes dans un milieu par fakement e'lastique
affecte' de deformations finies // C.R. Acad.
Sci. Paris. 1903. Vol. 136. P. 1379- 1381.
181. Egle D.M., Bray D.E. Application
of the Acoustic-Elastic Effect to Rail Stress
Measurement // US Dep. Commer. Nat. Bur.
Stand. Spec. Publ. 1980. № 596. P. 213 - 225.
182. Egle D.M., Bray D.E.
Measurement of acoustoelastic and third-order elastic
constants for rail steel // Journ. Acoust. Soc.
Amer. 1976. Vol. 60. № 3. P. 741 - 714.
183. Experiences in Ultrasonic
Measurements of Residual Rail Stress / J. Deputat,
J. Szelazek, A. Kwaszczynska, A. Miemik //
Int. Conf. on Residual Stress in Rails: Effects
of Rail Integrity and Railroad Economics
(3-4 Apr. 1990, Krakow, Poland).
184. Flavin J.N. Surface waves in pre-
stressed Money material // Journ. Mech. and
Appl. Math. 1963. Vol. 16. № 4. P. 441 -449.
185. Flavin J.N. Thermo-elastic Rey-
leigh waves in a prestressed medium //
Proceed. Cambridge Philos. Society. 1962. Vol. 58.
№3. P. 532-538.
186. Fleisher L., Weigelt P., Michel B.
Akustoelastischer Effect - Anwendung von
Rayleigh-Oberflochenwellen auf die zerstorung-
sfreie Messung von Spannungen und RiBausb-
reitungsphahomenen // FMC-Ser. Inst. Mech.
Acad. Wiss., DDR. 1982. № 3: Rept. Karl-
Marx Stadt. Semin. Fest Korpermech. und
Bruchmech. 1981/1982. II. Vorlesung. exp.
Fragen. S. 72 - 88.
187. Fukuoka H. Development of
acoustoelasticity in Japan // Nondestructive
Characterization of Materials V / Ed. T. Kishi,
T. Saito, C. Ruud, R.E. Green. - Iketani
Science and Technology Foundation, Tokyo,
Japan, 1993. P. 181 -192.
188. Fukuoka H. Introduction to
acoustoelasticity // Fundamentals and applications of
acoustoelasticity / Ed. H. Fukuoka. Tokyo:
OHM-Sha, 1993. P. 1 - 13.
189. Fukuoka H., Toda H. Preliminary
experiment on acoustoelasticity for stress
analysis // Archives of Mechanics. 1977. Vol. 29.
№ 5. P. 673 - 686.
190. Fukuoka H., Toda H., Hiraka-
wa K. Acoustoelastic Analysis of Residual
Stress in the Rim Part of Railroad Wheel //
Trans. Jpn. Soc. Mech. Eng. 1984. Vol. 50A.
№453A. P. 945-952.
191. Fukuoka H., Toda H., Hirao K.
Nondestructive Assessment of Residual Stress
in Railroad Rim by Acoustoelasticity // Trans.
oftheASME. 1985. Vol. 107.№3. P.281 -288.
192. Fundamentals and applications of
acoustoelasticity / Ed. H. Fukuoka. Tokyo:
OHM-Sha, 1993.
193. Gamer U., Pao Y.-H. Propagation
of ultrasonic Waves in Plastically Prede-
formed Bodies // Zeitschrift fur angevandte
Mathematik und Mechanik. 1986. Bd. 66.
№4. S. T139-T140.
194. Gerhart G.R. Rayleigh wave
velocity for a stress-induced slightly anisotro-
pyc solid // Journ. Acoust. Soc. Am. 1976.
Vol. 60. №5. P. 1085-1087.
195. Goebbels K., Hirsekorn S. A new
ultrasonic method for stress determination in
textured materials // NDT Int. 1984. Vol. 17.
№5. P. 837-841.
196. Green R.E. Ultrasonic
measurement of residual stress // US Dep. Commer.
Nat. Bur. Stand. Spec. Publ. 1980. № 596.
P. 173- 177.
СПИСОК ЛИТЕРАТУРЫ
219
197. Green RE„ Rivlin R.S., Shield RT.
General theory of small elastic deformations
superposed on finite elastic deformations //
Proceed. Royal Soc. Lond. Ser. A. 1952.
Vol. 211. № 1104. P. 128- 154.
198. Нага Т. Ultrasonic techniques for
the measurement of the contact stress //
Journ. Adhes. Soc. Japan. 1987. Vol. 23. № 10.
P. 400 - 406.
199. Hasegawa M., Sasaki Y., Iwata T.
Acoustoelastic effect of wood III. Effect of
applied stresses on the velocity of ultrasonic
waves, propagating normal to the direction of
the applied stress // Journ. of Wood Sci.
2000. Vol. 46. P. 102-108.
200. Hauk V. Nondestructive Methods
of Measurement of Residual Stress // Adv.
Surface Treat. Oxford, 1987. Vol. 23. P. 251 - 302.
201. Hauk V. Structural and Residual
Stress Analysis by Nondestructive Methods.
Amsterdam: Elsevier Sci. B.V., 1997.
202. Hauk V. Techniques for
determination of residual stress - international state
of art // Non-Destruct. Test.: Proc. 4 Eur. Conf.
London. 1987. Vol. 3. P. 1580- 1592.
203. Hauk V., Holler P., Macherauch E.
Measuring techniques of residual stresses -
present situation and future aims // Residual
Stresses Sci. And Technol. 1987. P. 231 -242.
204. Hayes M., Rivlin R.S.
Propagation of a plane wave in anisotropic elastic
material subjected to pure homogeneous
deformation // Arch. Ration. Mech. and
Analysis. 1961. Vol. 8. №1.P. 15-22.
205. Hayes M., Rivlin R.S. Surface
waves in deformed elastic material // Arch.
Ration. Mech. and Analysis. 1961. Vol. 8. N° 5.
P. 358-380.
206. Heyman J.S. A SW Ultrasonic
Bolt-Strain Monitor // Experimental
Mechanics. 1977. Vol. 17. №5. P. 183-187.
207. Heyman J.S., Allison S.C., Sala-
ma K. Effects of carbon content on stress and
temperature dependence of ultrasonic
velocity in steels // Proceed. Symp. «NDE:
Applications to materials processing».
Philadelphia, 1983. P. 177 - 184.
208. Heyman J.S., Chern E.J.
Ultrasonic Measurement of Axial Stress //
Proceed. ASTM Symp. on Ultrasonic
Measurements of Stress. (USA. Langley, 1981). Journ.
of Testing and Evaluation. 1982. Vol. 10.
№5. P. 202-211.
209. Hiki Y., Cranato A.V. Anhar-
monicity in Noble Metals: Higher Order
Elastic Constants // Physical Review. 1966.
Vol. 144. №2. P. 411-419.
210. Hildebrand B.P., Harrington T.J.
Mapping Material Stress With Ultrasonic
Tomography // Materials Evaluation. 1981.
Vol. 39. № 4. P. 383 - 390.
211. Hildebrand B.P., Harrington TJ.
Ultrasonic Tomography for Mapping
Residual Stress // US Dep. Commer. Nat. Bur.
Stand. Spec. Publ. 1980. № 596. P. 179-192.
212. Hirao M., Fukuoka H., Hori K.
Acoustoelastic effect of Rayleigh surface
wave in isotropic material // Trans. ASME:
Journ. Appl. Mech. 1981. Vol. 48. № 3.
P. 119-124.
213. Hirao M., Miura G., Fukuoka H.
Acoustoelastic Effect of Thickness
Oscillations // Trans. ASME: Journ. Appl.
Mechanics. 1981. Vol. 48. №4. P. 966-967.
214. Hirao M., Ogi H., Fukuoka H.
Advanced ultrasonic method for measuring
rail axial stresses with electromagnetic
acoustic transducer // Res. Nondestr. Eval. 1994.
Vol. 5. P. 211-223.
215. Hirao M., Ogi H., Fukuoka H.
Resonance EMAT System for Acoustoelastic
Stress Evaluation in Sheet Metals // Rev. Sci.
Instrum. 1993. Vol. 64. P. 3198-3205.
216. Hirao M., Pao Y.-H. Dependence
of acoustoelastic birefringence on plastic
strains in a beam // Journ. Acoust. Soc. Amer.
1985. Vol. 77. № 5. P. 1659 - 1665.
217. Hirao M., Tomizava A.,
Fukuoka H. Nonlinear Resonance Interaction of
Ultrasonic Waves under Applied Stress // Joum.
Appl. Phys. 1984. Vol. 56. № 1. P. 235 - 237.
218. Hirsekorn S., Schneider E.
Characterization of Rolling Texture by Ultrasonic
Dispersion Measurement // Nonestructive
Characterization of Materials / Ed. P. Holler,
V. Hauk, G. Dobmann, С Ruud, R. Green.
Berlin: Springer, 1989. P. 289 - 295.
219. Hsu N.N. Acoustical
Birefringence and the Use of Ultrasonic Waves for
Experimental Stress Analysis // Experimental
Mechanics. 1974. Vol. 14. № 5. P. 169-176.
220
СПИСОК ЛИТЕРАТУРЫ
220. Hughes D.S., Blankenship E.B.,
Minis R.L. Variation of Elastic Moduli and
Wave Velocity with Pressure and
Temperature in Plastic // Journ. Appl. Phys. 1950. Vol.
21. №4. P. 294-297.
221. Hughes D.S., Kelley J.L. Second-
Order Elastic Deformation of Solids // Physical
Review. 1953. Vol. 92. № 5. P. 1145 - 1147.
222. Husson D., Bennett S.D., Kino G.S.
Measurement of Stress with Surface Waves //
Materials Evaluation. 1985. Vol. 43. P. 92 -101.
223. Husson D., Bennett S.D., Kino G.S.
Measurement of Surface Stresses Using
Rayleigh Waves // Proceed. 1982 IEEE
Ultrasonics Symposium / ed. B.R. McAvoy. New
York. 1982. P. 889-892.
224. Husson D., Bennett S.D., Kino G.S.
Reyleigh wave measurement of surface
residual stresses // Rev. Progr. Quant. Nonde-
struct. Eval. Proc. 10 Annu. Rev. (Santa Cruz,
Calif. Aug. 7-12, 1983). New York;
London, 1984. Vol. 3B. P. 1293 - 1303.
225. Husson D., Bennett S.D., Kino G.S.
Reyleigh wave measurement of surface
stresses in stainless steel piping // Non-
destruct. Meth. Mater. Prop. Determinat.
Proceed. Symp. Hershey. Apr. 6-8, 1983. New
York; London, 1984. P. 365 - 375.
226. Husson D., Kino G.S. A
perturbation theory for acousto-elastic effects // Journ.
Appl. Phys. 1982. Vol. 53. № 11.
P. 1250-1258.
227. Imamura T. Non-contact
Ultrasonic velocity Measurement of Plastics by
Sing-Around Method: Stress Effect and Anis-
otropy // Bull, of NRLM. 1985. Vol. 34. № 3.
P. 35-37.
228. Iwashimizu Y. The Reyleigh wave
in a finitely deformed isotropic elastic
material // Journ. Acoustical Society of America.
1978. Vol. 64. №3. P. 910-916.
229. Iwashimizu Y. Theory of acousto-
elasticity // Acoustoelasticity / ed. H. Fukuoka
Tokyo: JSNDI, 1994. P. 2 - 18. (in Japanese).
230. Janssen M. Evaluation of an
applied plane-stress tensor distribution using
ultrasonic shear waves // Experimental
Mechanics. 1988. Vol. 28. № 3. P. 226-231.
231. Jassby K., Kishoni D.
Experimental technique for measurement of stress-
acoustic coefficient of Rayleigh waves //
Experimental Mechanics. 1983. Vol. 23. № 1.
P. 74-81.
232. Jassby K., Saltoun D. Use of
Ultrasonic Rayleigh waves for the measurement
of Applied Biaxial Surface Stresses in
Aluminium 7024-7351 Alloy // Mater. Eval.
1982. Vol. 40. №2. P. 198-205.
233. Johnson G.C. Acostoelastic
Response of Polycrystalline Aggregate with
Orthotropic Texture // Trans. ASME: Journ.
Appl. Mech. 1985. Vol. 52. P. 659 - 664.
234. Johnson G.C. Acoustoelastic
Theory for Elastic-Plastic materials // Journ. Acoust.
Soc. Amer. 1981. Vol. 70. № 2. P. 591 - 595.
235. Johnson G.C. The effect of plastic
deformation on the acoutoelastic response of
metals // Trans. ASME: Journ. Appl. Mech.
1983. Vol. 50. № 4A. P. 689 - 691.
236. Johnson G.C, Dike J.J. Complete
evaluation of residual stress states using
acoustoelasticity // Review of progress in quantitative
NDE. 1987. Vol. 7 B. P. 1391 - 1398.
237. Johnson G.C, Holt A.C An
ultrasonic method for determining axial stress
in bolts // Journ. Test. Eval. 1986. Vol. 14.
№5. P. 253-259.
238. Johnson G.C, Holt A.C,
Cunningham B. An Ultrasonic Method for
Determining Axial Stress in Bolts // Journ.
Test. And Evaluate. 1986. Vol. 14. № 5.
P. 253-260.
239. Johnson G.C, Mase G.T.
Acoustoelasticity in transversly isotropic materials //
Journ. Acoust. Soc. Amer. 1984. Vol.75. №
6. P. 1741-1748.
240. Johnson G.C, Shringer W.C
A comparison of measured and predicted
second- and third-order elastic constants of a
textured aggregate // Int. J. Solids Structures,
1989. Vol. 25. P. 609-619.
241. Johnson G.C, Wong Т.Е.,
Chen S.E. The role of texture development
and dislocations in acoustoelasticity during
plane deformation // Review of progress in
quantitative NDE. 1987. Vol. 6B. P. 1505 - 1514.
242. Kim K.Y., Sachse W.
Determination of all elastic constants of transversely
isotropic media with a cusp around the
symmetry axis from elastic pulses propagating in
СПИСОК ЛИТЕРАТУРЫ
221
two principal directions // Physical Review B.
1993. Vol. 47. № 17. P. 10993 - 11000.
243. Kim K.Y., Sribar R., Sachse W.
Analytical and optimization procedures for
determination of all elastic constants of
anisotropic solids from group velocity data
measured in symmetry planes // Jour. Appl. Phys.
1995. Vol. 77. № 11. P. 5589 - 5600.
244. King R.B., Fortunko CM. Acous-
toelastic evaluation of arbitrary plane residual
stress in non-homogeneous anisotropic plates //
Ultrasonics. 1983. Vol. 21. № 6. P. 256-259.
245. King R.B., Fortunko CM.
Evaluation of Residual Stress and Material
Texture Using Ultrasonic Velocity Measurements
with Electromagnetic Acoustic Transducers //
Ultrasonic Symp. Proceed. San Diego, Calif,
Oct. 27 - 29, 1982. Vol. 2. New York, 1983.
P. 885-888.
246. King R.B., Fortunko CM. Surface
residual Stress Evaluation Using Horizontally
Polarized Shear Waves // Journ. Appl. Phys.
1984. Vol. 55. № 11. P. 3978 - 3983.
247. Kino G.S. Acoustoelasticity //
Elastic Waves and Nondestructive Testing of
Materials. Ed. Y.-H. Pao. New York: American
Society of Mechanical Engineers, 1978. Vol.
29. P. 129-139.
248. Kino G.S., Barnet D.M., Grayely N.
Acoustic Measurements of Stress Fields and
Microstructure // Journal of Nondestructive
Evaluation. 1980. Vol. 1. № 1. P. 67-77.
249. Kino G.S., Husson.D., Bennett S.D.
Measurement of Stress // New Proced. Non-
destr. Test. Proc. Germ.-U.S. Workshop
Fraunhofer-Inst. Saarbrucken, Aug. 30 - Sept. 3,
1982. Berlin e.a., 1983. P. 521 - 537.
250. Kobayashi M. Theoretical study
of acoustoelastic effects caused by plastic
anisotropy growth // Int. Journ. of Plasticity.
1987. Vol. 3.№ 1. P. 1-20.
251. Kobayashi M. Theoretical Study
of Influence of Plastic Deformation upon
Acoustoelastic Effect // Bull. JSME. 1986.
Vol. 29. № 252. P. 1651 - 1659.
252. Kobayashi M., Murakati H.,
Kayaba T. Numerical and experimental studies
on plastically induced acoustoelastic effects //
Proceed. 6 Int. Congr. Exp. Mech. Portland,
1988. Vol. 1. P. 416-421.
253. Kobori O., Iwashimizu Y. Effects
of stress and temperature on ultrasonic
velocities // Trans. Jap. Soc. Mech. Eng. 1988.
Vol. 54A. № 498. P. 245 - 250.
254. Kobori O., Iwashimizu Y. Effects
of stress and temperature on ultrasonic
velocity // Elastic Waves and Ultrasonic
Nondestructive Evaluation / Eds., S.K. Datta, J.D.
Ac-henbach, Y.S. Rajapakse. Amsterdam:
Elsevier, 1990.-P. 339-343.
255. Koshovy V., Krivin E., Romany-
shyn I. Tomographic restoring of tensor
stress field // Proceed 2 Int. Conf. on
Computer Methods and Inverse Problems in
Nondestructive Testing and Diagnostics, 20 - 23 Oct.
1998, Minsk. P. 273-278.
256. Kozakowski S. Effect of internal
stresses in castings due to the changes in
ultrasonic wave velocities // Proc. 3 Eur. Conf.
Nondestruct. Test., Florence, Oct. 1984. Vol. 4.
P. 296-302.
257. Kutsenko A.N., Rudakov A.S.
Problems of acoustique strain measurement //
8 European Conference on Non Destructive
Testing. Barcelona (Spain), 17-21 June 2002.
Abstracts books. P. 228.
258. Lagrange J.L. Mechanique anali-
tique. Paris, 1788.
259. Landa M., Plecek J. Ultrasonic
techniques for non-destructive evaluation of
internal stresses // Proc. 15 World Conf. on
NDT, Roma, 15-21 Oct. 2000.
260. Lee D.A., Crone R.L. Stubbs D.A.
Transverse stresses in plane and cylindrical
Rayleigh waves // J. Acoustical Society of
America. 1984. Vol. 75. № 3. P. 661 - 664.
261. Lee S.S., Smith J.F., Thompson R.B.
Absolute Acoustoelastic Measurement of
Stress in Textured Plate with Arbitrary Stress
Orientation // Review of progress in
quantitative NDE. 1986. Vol. 5B. P. 1423 - 1430.
262. Lee S.S., Smith J.F., Thomson R.B.
Evaluation of the Absolute Acoustoelastic
Stress Measurement Technique // Rev. Progr.
Quant. NDE. 1985. Vol. 4B. P. 1061 - 1069.
263. Leon-Salamanca Т., Bray D.E.
Ultrasonic measurement of residual stress in
steels using critically refracted longitudinal
waves (LCr) // Proceed. 1990 SEM Spring
Conf. on Experimental Mechanics. SEM:
Bethel, Ct., 1990. P. 271-278.
222
СПИСОК ЛИТЕРАТУРЫ
264. Ljamov V.B. Surface elastic-wave
velocity and second-harmonic generation in
an elastically nonlinear medium // Journ. App.
Phys. 1972. Vol. 43. № 3. P. 256 - 262.
265. Lu W.-Y., Man C.-S.
Measurement of stress in textured and plastically
deformed bodies on a new acoustoelastic theory
// Proceed. 6 Int. Conf. Exp. Mech. 1988. Vol.
2. P. 1238-1243.
266. Man C.-S., Lu W.Y.
Measurement of Stress Using Ultrasonic Techniques
Based on a New Acoustoelastic Theory //
Pressure Vessel Technology. (Proceed. 6 Int.
Conf., Beijing, China, 11-15 Sept. 1988) /
Eds. Liu Cengdian, R.W. Nichols. Pergamon,
1988. Vol. 2. P. 979-988.
267. Man C.-S., Paroni R. Explicit
formulae showing the effects of texture on
acoustoelastic coefficients // Review of
Progress in quantitative Nondestructive
Evaluation / Eds. D.O. Thompson, D.E. Chimenti -
New York: Plenum Press, 1997. Vol. 16.
P. 1683-1690.
268. Man C.-S., Paroni R. On the
Separation of Stress-Induced and Texture-
Induced Birefringence in Acoustoelasticity //
Journal of Elasticity. 1996. Vol. 45. № 2.
P. 91-116.
269. Martin B.G. Rayleigh wave
velocity, stress and preferred grain
orientation in aluminium // Non-destructive
testing. 1974. Vol. 7. № 4. P. 199 - 203.
270. Martin B.G. The Measurement of
Surface and Near-Surface Stress in
Aluminum Alloys Using Ultrasonic Rayleigh
Waves // Materials Evaluation. 1974. Vol. 32.
№11. P. 229-234.
271. Marttinen Т., Luukkala M. An
acojustic Noncontacting Instrument to
Measure Tension in a Moving Paper Web //
Proceed. 1985 IEEE Ultrasonics Symp. (San
Francisko, CA, 16 - 18 Oct. 1985).
272. Mase G.T. Acoustoelasticity using
surface waves in slightly anisotropic
materials // Review of progress in quantitative
NDE. 1987. Vol. 7B. P. 1349-1356.
273. Mase G.T., Johnson G.C. An
acoustoelastic theory for surface waves in
anisotropic media // ASME: Journ. Appl.
Mech. 1987. Vol. 54. P. 127 - 130.
274. Mase G.T., Wong Т.Е.,
Johnson G.C. Acoustoelasticity in layerd
composites // Trans. ASME: Journ. Eng. Mater, and
Technol. 1990. Vol. 112. № 3. P. 266 - 270.
275. Massalas C.V. Some
observations on the propagation of elastic waves in
the presence of initial stress // Jour, of Sound
and Vibration. 1988. Vol. 25. № 1. P. 187 - 190.
276. McKannan E.G. Ultrasonic
Measurement of Stress in Aluminium //
Nondestructive Testing: Trends and Techniques.
Proceed. 2 Technology Status and Trends
Symposium. NASA Special Publication
№5082. 1967. P. 43-54.
277. Measurement of Stress Field in
Metals / G.S. Kino, J.B. Hunter, G.C.
Johnson, A.R. Selfridge, D.M. Barnett, G. Hermann,
C.R. Steele // Ultrasonic Materials
Characterization: US Nat. Bur.Stand. Spec. Publ.
1980. №596. P. 193-200.
278. Measurement of temperature-
dependence of acoustoelastic birefringence
with digital zero-crossing method / I. Fujii,
K. Kawashima, T. Ito, Y. Sugiyama //
Proceed. Intern. Symp. on Nondestructive
Testing and Stress-Strain Measurement
(FENDT'92), 12-14 Oct. 1992, Tokyo.
Vol. 1. P. 319-324.
279. Meitzler A.H., Fitch A.H.
Acoustoelastic Effect in Vitreous Silica, Pyrex, and
T-40 Glass // J. Applied Physics. 1969. Vol.
40. №4. P. 1614-1621.
280. Minakuchi Y., Yoshimine K.
Contact Pressure Measurement by Means of
Ultrasonic Waves // Bull. JSME. 1985. Vol. 28.
№235. P. 40-45.
281. Mott G., Tsao M.C.
Acoustoelastic effects in two structural steels // Non-
destruct. Meth. Mater. Prop. Determinat.,
Proceed. Symp. (Hershey, Apr. 6-8, 1983)
New.York, London, 1984. P. 377 - 392.
282. Murao M., Iwashimizu Y.
Measurement of Acoustic-Elastic Effect by
Spectrum Analysis of Ultrasonic Waves // Journ.
Soc. Mater. Sci. Jap. 1985. Vol. 34. № 387.
P. 1472-1477.
283. Murnaghan F.D. Finite
deformation of the elastic solid. New York: Dower
Publ., 1951. 140 p.
СПИСОК ЛИТЕРАТУРЫ
223
284. Namkung M., Heyman J.S.
Residual Stress Characterization With a
Magnetic Ultrasonic Techniques // Ultrasonic
Symposium Proceedings, (Dallas, Tex., Nov.
1984) New York. 1984. Vol. 2. P. 950 - 954.
285. Narayanan S., Shanbhag R.L.
Acoustoelasticity of a Damped Sandwich
Panel Backed by a Cavity // Journ. of Sound and
Vibration. 1981. Vol. 78. №4. P. 453-473.
286. Nondestructive detection and
analysis of stress states with polarized ultrasonic
Waves / E. Schneider, H. Pitsch, S. Hirsekorn,
K. Goebbels / Review of progress in
quantitative NDE. 1984. Vol. 4B. P. 1079 - 1088.
287. Nondestructive Determination of
residual Stresses in Steel / D.R. Allen, I. Alt-
peter, K. Goebbels et al. Luxemburg. 1985.
98 p.
288. Nondestructive determination of
residual stresses in steel / D. Allen, I. Altpe-
ter, K. Goebbels, C. Sayers, E. Schneider,
M. Silk, W. Theiner // Commission of the
European Communities, Report EVR 9293
DE/EN. Contract № 7210 - GA/120. 1985.
127 p.
289. Noronha P.J., Chapman J.R.,
Wert J.J. Residual Stress Measurement and
Analysis Using Ultrasonic Techniques //
Journ. of Test, and Evaluat. 1973. Vol. 1. № 3.
P. 209-214.
290. Noronha P.J., Wert J.J. An
Ultrasonic Technique for the Measurement of
Residual Stress // Journ. of Test, and
Evaluation. 1975. Vol. 3. № 2. P. 147 - 152.
291. Notch J.S. Bolt Preload
Measurements Using Ultrasonic Methods // Engineering
Journal. 1985. Vol. 22. № 2. P. 98 - 103.
292. Ogi H., Suzuki N., Hirao M.
Non-contact Ultrasonic Spectroscopy on
Deforming Polycrystalline Copper: Dislocation
Damping and Acoustoelasticity //
Metallurgical and materials transactions A. 1998.
Vol. 29A. № 12. P. 2987 - 2993.
293. Okada K. Acoustoelastic
Properties of Rolled Plate. Effects of large
deformation and stress Determination // Jap. Journ.
Appl. Phys. 1984. Vol. 23. Suppl. 1. P. 89 - 91.
294. Okada K. On a hysteresis property in
acoustoelastic effect // Jap. Journ. Appl. Phys.
1982. Vol. 21.Supl. №21-3. P. 126- 128.
295. Okada K. Two-dimensional
Acoustoelasticity Using Pulse Echo Overlap
Technique // Jap. Journ. Appl. Phys. 1983. Suppl.
№ 22-3. P. 57 - 59.
296. Oshima Nobunori. Elastic waves
under heavy loading // Proc. 5 Jap. Nat. Congr.
Appl. Mech., Tokyo. 1955. P. 493 - 496.
297. Oze H., Iwashimizu Y. On
Acoustic-Elastic Measurement of the Difference of
Principal Stresses // Trans: Jap. Soc. Mech.
Eng. 1986. Vol. 52A. № 475. P. 752 - 759.
298. Pantermuchl J., Birring A.S.
Ultrasonic procedure for measuring bolt-up and
long-term relaxation stresses in steel studs //
Mater. Evaluat. 1988. Vol. 46. № 6. P. 708 - 711.
299. Pao Y.-H. Theory of
acoustoelasticity and acoustoplasticity // Solid
Mechanics Research for Quantitative
Non-Destructive Evaluation / Eds. J.D. Achenbach, Y. Ra-
japakse. Boston: Martins Nijhoff Publ., 1987.
P. 257-273.
300. Pao Y.-H., Camer U.
Acoustoelastic Waves in Orthotropic Media // Journ.
Acoust. Soc. Amer. 1985. Vol. 77. № 3.
P. 806-813.
301. Pao Y.-H., Hirao M.
Acoustoelastic Birefringence of Plastically
Deformed Solids // Rev. Progr. Quant. NDE. 1985.
Vol.4B. P. 1071 -1077.
302. Pao Y.-H., Sachse W., Fukuoka H.
Acoustoelasticity and Ultrasonic
Measurement of Residual Stress // Physical Acoustics:
Principles and Methods / Eds. W.P. Mason
and R.N. Thurston. New York: Academic
Press. 1984. Vol. 17. P. 61 - 143.
303. Paroni R., Man C.-S. Constitutive
equations of elastic polycrystalline materials //
Arch. Rational Mech. Anal.. 1999. Vol. 150.
P. 153-177.
304. Peng Xiang, Anderson W.L. A
numerical analysis for inferring residual
stress in metal using ultrasound and
temperature gradient // Journ. Jianjin Univ. 1988.
№3. P. 100-107.
305. Piazzoli G., Ohayon R. Methodes
de calcul elastoacoustique de structures
immergees et applications // Revue d'Acous-
tique. 1985. №72. P. 53-75.
306. Ratcliffe B.J. A review of the
techniques using ultrasonic waves for the
224
СПИСОК ЛИТЕРАТУРЫ
measurement of stress within materials // Brit.
Journ. NDT. 1969. Vol. 11. № 3. P. 38 - 58.
307. Reynolds M.B. The determination
of the elastic constants of metals by the
ultrasonic pulse technique // Trans. Amer. Soc. for
Metals. 1953. Vol. 45. P. 839-861.
308. Rollins F.R. Ultrasonic Analysis
of Bolt Preloads // International Advances in
NDT. 1977. Vol. 5. P. 229 - 253.
309. Romanyshyn I. Tomography of
stress tensor field by acoustic elasticity // Non-
destr. Test. EvaL 2000. Vol. 15. P. 361 - 371.
310. Rouge J., Robert A., Le Corre Y.
Acoustic polarimetry and the acoustoelastic
effect // Proceed. 1 Intern. Symp. on
Ultrasonic Material Characterization (NBS). 1978.
P. 227-232.
311. Rusu C, Mastu A. Dispozitim
tensometric de masurare si urmarire in timp a
evolutiei fortei de intindere din tiranti //
2 Symp. Anat. Tensometr. Particip. Int., Cluj-
Nupoca. 1980. Vol. 1. P. 339 - 346.
312. Salama K. Relationship Between
Temperature Dependence of Ultrasonic
Velocity and Stress // Review Progr. Quant.
NDE / Eds. D.O. Thompson, D.E. Chimenti.
New-York: Plenum Press. 1985. Vol. 4B.
P. 1109-1119.
313. Salama K., Wang J.J. The use of
Temperature Dependence of Ultrasonic
Velocity to Measure Applied and Residual
Stresses // «New Proceed. Nondestruct. Test.
Proc. Germ.-US Workshop Fraungofer Inst.,
Saar-briicken 1982.» Berlin. 1983. P. 539-550.
314. Sasaki Y., Hasegawa M.
Ultrasonic Measurement of Applied Stresses in
Wood by Acoustoelastic Birefringence
Method // Proceed. 12 Intern. Symp. on NDT
of wood (13 - 15 Sept. 2000). NDT Net.
March 2001. Vol. 6. № 3.
315. Sasaki Y., Iwata Т., Ando K.
Acoustoelastic effect of wood II. Effect of
compressive stress on the velocity of
ultrasonic longitudinal waves parallel to the
transverse direction of the wood // Journal of
Wood Science. 1998. Vol. 44. P. 21 - 27.
316. Sayers CM. Stress-induced
ultrasonic wave velocity anisotropy in fractured
rock // Ultrasonics. 1988. Vol. 26. № 6.
P. 311 -318.
317. Sayers CM. Texture Independent
Determination of Residual Stress in Polycrys-
talline Aggregates Using Rayleigh Wa-ves //
Journ. Phys. D. Appl. Phys. 1984. Vol. 17. P.
L179-L184.
318. Sayers CM. Ultrasonic
determination of texture and residual stress in poly-
crystalline metals // Solid Mechanics
Research for Quantitative Non-Destructive
Evaluation / Eds. J.D. Achenbach and Y. Raja-
pakse. Boston: Martins Nijhoff Publishers,
1987. P. 319-333.
319. Sayers CM. Ultrasonic velocities
in anisotropic polycrystalline aggregates //
Journ. Phys. D, 1982. Vol. 15. P. 2157-2167.
320. Sayers СМ., Allen D.R. The
influence of stress on the principal polarisation
directions of ultrasonic shear waves in
textured steel plates // Journ. Phys. D. 1984.
Vol. 17. P. 1399-1413.
321. Schneider E., Goebbels K. Stress
measurements with time-of-flight-indepen-
dent ultrasonic methods // Revue Cethedec,
1980. Vol. 17. №2. P. 155-169.
322. Schneider E., Herzer R., Brucke D.
Automatizer Bestimmung oberflachen-naher
Spannungszustande in Walzen mittels Ultra-
schallverfahren // Vortrage und Plakatbe-
richte, DGZSP-Jahrestagung. 1989. Berlin:
DGZSP, 1990. S. 419 -426.
323. Schneider E., Pitsch H., Hirse-
korn S. Nondestructive Detection and
Analysis of Stress States With Polarized Ultrasonic
Waves // Rev. Progr. Quant. NDE. 1985.
Vol.4B. P. 1079-1088.
324. Schneider E., Pitsch H., Hirse-
korn S. Nondestructive Detection and
Analysis of Stress States With Polarized Ultrasonic
Waves // Archives of Mechanics. 1985. Vol. 37.
№ 6. P. 679 - 699.
325. Schneider E., Repplinger W.
Bestimmung der Lastspannungen in Schraubem
mittels Ultraschallverfahren // FKM-Fer-
schungsheft No. 147. Forschun-gskuratorium
Maschinenbau e.V., Frankfurt. 1990.
326. Seeger A., Buch O. Die experi-
mentelle Ermittlung der elastischen Konstan-
ten hoherer Ordnung // Naturfascher. 1960.
Vol. 115. S. 1056-1067.
СПИСОК ЛИТЕРАТУРЫ
225
327. Sidhu R.S., Singh S.J. On the
Existence of Quasi-S Waves in a Prestressed
Elastic Solid // Journ. Acoust. Soc. Amer.
1985. Vol. 78. № 2. P. 803 - 804.
328. Silk M.G. Relationships between
metalurgical texture and ultrasonic
propagation // Metal Science. 1981. Vol. 15. № 11.
P. 559-565.
329. Smith J.F., Greiner J.D. Stress
Measurement and Bolt Tensioning by
Ultrasonic Methods // Journ. metals. 1980. Vol.
32. № 7. P. 34 - 36.
330. Smith R.T. Stress-induced Aniso-
tropy in Solids - the Acoustoelastic Effect //
Ultrasonics. 1963. Vol. 1. № 3. P. 135 - 147.
331. Smith R.T., Stern R.,
Stephens R.W. Third-order Elastic Moduli of
Polycrystalline Metals from Ultrasonic
Velocity Measurements // Journ. Acoust. Soc. Amer.
1966. Vol. 40. № 5. P. 1002 - 1008.
332. Sorel M. Mesure des precharges
dans les assemblages boullones par methode
ultrasonore // 4 Collog. int. meth. contr.
nondestruct. (Grenoble, 1979). Grenoble. 1979.
P. 120-129.
333. Sorel M., Aubert J., Brand A.
Mesure par le methode ultrasonore de la
tension de serrage dans les assemblages
boullones // Rev. Acoust. 1983. Vol. 16.
P. 183-190.
334. Sorel M., Aubert J., Brand A.
Pour un serrage de precision utilisez les
ultrasons // Mesures regulation automatisme.
1982. №6/7. P. 41-49.
335. Stress Measurement by Line-
Focus-Beam Acoustic Microscope - Effect of
Stress Gradient / H. Ojima, M. Obata, T. Mi-
hara, H. Shimada // Journ. NDI. 1988. Vol. 37.
№ 8. P. 655 - 659.
336. Takahashi S., Motegi R. Stress
dependency on ultrasonic wave propagation
velocity. Part 1: Analysis by the Eulerian
viewpoint of ultrasonic wave velocity in the
uniformly deformed isotropic solid // Journ.
of Material Science. 1987. Vol. 22. № 5.
P. 1850-1856.
337. Takahashi S., Motegi R. Stress
dependency on ultrasonic wave propagation
velocity. Part 2: Third order elastic constants
of steels // Journ. of Materials Science. 1987.
Vol. 22. №5. P. 1857-1863.
338. Takizava E.I., Kuo H.L. On the
Ultrasonic Birefringence in a Rheological
Body under Initial Stress // Acustica. 1970.
Vol. 23. P. 27 - 30.
339. The use of ultrasonics to measure
residual stress / D.R. Allen, W.H.B. Cooper,
CM. Sayers, M.G. Silk // Research
Techniques in NDT. London: Academic Press.,
1982. Vol. 6. P. 152-209.
340. Thomson R.B., Lee S.S., Smith J.F.
Angular Dependence of Ultrasonic Wave
Propagation in a Stressed Orthorhombic
Continuum: Theory and Application to the
Measurement of Stress and Texture // Journ.
Acoust. Soc. Amer. 1986. Vol. 80. № 3.
P. 921 -932.
341. Thompson R.B., Lu W.-Y.,
Clark A.V. Ultrasonic Methods // Handbook
of Measurement of Residual stresses: SEM
Monograph on Techniques for Residual
Stress Measurement / Eds. J. Lu, M.R. James.
Society for Experimental Mechanics, 1997.
P. 149-178.
342. Thompson R.B., Smith J.F.,
Lee S.S. Effects of plastic deformation on the
interference of stress and texture from the
velocities of ultrasonic plate mode // Review
of Progress in quantitative Nondestructive
Evaluation. New York: Plenum Press, 1990.
Vol. 9B. P. 1773-1780.
343. Thurston R., Brugger K. Third
order elastic constants and velocity of small
amplitude elastic waves in homogeneously
stressed media // Phys. Rev. 1964. Vol. 133.
№64A. P. 1604-1610.
344. Tietz H.-D. Entwicklungstendenzen
der Messung von Eigenspannungen // Feinge-
ratetechnik. 1984. Bd. 33. № 6. S. 264 - 267.
345. Tietz H.-D. Ultraschall-Meptechnik.
Berlin: VEB Verlag Technik, 1974. 208 S.
346. Tietz H.-D. Ultrasonic
Measurement of Stresses / Proceed. 10 World
Conference on Non-Destructive Testing (Moscow,
Aug. 1982). 1982. Vol. 7. P. 242-250.
347. Tietz H.-D., Weigt D. Spannungs-
und EigenspannungsmeBverfahren mit Ultra-
schall // Feingeratetechnik. 1979. Bd. 28.
№ U.S. 501 -503.
8-3316
226
СПИСОК ЛИТЕРАТУРЫ
348. Toda H., Fukuoka H., Aoki Y.
R-value Acoustoelastic Analysis of Residual
Stress in a Seam Welded Plate // Jap. Journ.
Appl. Phys. 1984. Vol. 23. Suppl. 1. P. 86 - 88.
349. Tokuoka Т., Iwashimizu Y. Acou-
st\ca\ birefringence of uHtasomc waves \n
deformed isotropic elastic materials // Int.
Journ. of Solids and Structures. 1968. Vol. 4.
№3. P. 383-389.
350. Tokuoka Т., Iwashimizu Y. Acou-
stoelasticity // Science of Machine (Jpn.)
1975.Vol.27. P. 860-864.
351. Tokuoka Т., Morikawa K. Acou-
stoelasticity in Weakly Anisotropic Mono-
clinic Elastic Materials // Wave Motion.
1986. Vol. 8. №1. P. 65-77.
352. Torikai Y., Ri H. Ultrasonic
Method for Measurement of Stress and Aniso-
tropy in Metals // Proceed. 15 Jap. Nat. Congr
Appl. Mech. 1965. Vol. 3-1. P. 209-213.
353. Toupin R.A., Bernstein B. Sound
waves in deformed perfectly elastic materials.
The acoustoelastic effect // Journ. Acoust.
Soc. Amer. 1961. Vol. 33. P. 216-225.
354. Tverdokhlebov A. On the
acoustoelastic effect. // Journ. Acoust. Soc Amer.
1983. Vol. 73. № 6. P. 2006 - 2012.
355. Ultrasonic Assessment of Residual
Stresses in the Rim of Railway Solid Wheels /
M. Gori, M. Gerto, G. Patelli, L. Aruta //
Proceed. ECNDT'98, Copenhagen, 26 - 29 May,
1998. NDT net June 1998. Vol. 3. № 7.
356. Ultrasonic Computerized
Tomography in Material Technical Diagnostics /
V. Koshovy, Ye. Krivin, Z. Nazarchuk,
I. Romanyshyn, V. Sitalo, V. Tykhyy //
Proceed. 15 World Conf. on NDT, Roma, 15-21
Oct. 2000. ID 189. 7 p.
357. Ultrasonic measurement of stress
in weakly anisotropic thin sheets / Chi-Sing
Man, Lu Wei Yang, Gu Qun, Tang Wenliang //
Journ. Acoust. Soc. Amer. 1992. Vol. 91.
№5. P. 2643-2653.
358. Ultrasonic time intervalometer for
quantitative studies of surface properties in
solids / K.M. Jassby, R. Aharon, A. Aharoni,
D. Longman // Ultrason. Int. 83 Conf.
Proceed. (Halifax, 12 - 14 July, 1983). Borough
Green, Sevenoaks. 1983. P. 207 - 213.
359. Ultrasonic Tomography
Technologies for NDT and Monitoring of Material
Degradation / Z. Nazarchuk, V. Koshovy, E.
Krivin, I. Romanyshyn // Proceed, of the Joint
EC-IAEA Specialist Meeting, 10-12 March
\999, Petten, NetV\er\ai\ds / Eds. \J. von Esl-
off, L.M. Davies, P. Trampus. Luxemburg,
1999. P. 78-89.
360. Wormley S.J., Thompson R.B.
Development of a broadband instrument for
the ultrasonic measurement of stress //
Review of Progress in quantitative
Nondestructive Evaluation. New York: Plenum Press,
1989. Vol. 8A. P. 1119-1125.
361. Wormley S.J., Thompson R.B.,
Li J. Analysis of semi-automatic system for
the ultrasonic measurement of texture //
Review of progress in quantitative NDE. 1988.
Vol. 7B. P. 1639-1646.
362. Wu K., Lin S. Improvement of an
ultrasonic method for measuring stress in bolt //
Journ. Huazhong Univ. Sci. and Technol.
1988. Vol. 16. № l.P. 171 -176.
363. Yamamoto E., Motegi R. Direct
Stress Measurement by ultrasound // Proceed. 9
World Conf. on Non-Destructive Testing.
Melborn: 1979. Vol. 4. P. 71 - 74a.
364. Yamamoto E., Motegi R.
Measurement of bolt tension by ultrasonic
techniques // Bull. Mar. Eng. Soc. Japan. 1979.
Vol. 7. №3. P. 228-233.
365. Yap B.C., Shiro S., Takemura T.
Local Acoustoelasticity in Pollymethylmetha-
crylate by Brillouin Scattering // Journ. Appl.
Phys. 1983. Vol. 54. № 9. P. 5456 - 5459.
366. Yasui H., Kawashima K.
Acoustoelastic measurement of bolt axial load with
velocity ratio method // Proceed. 15 World
Conf. on NDT, Roma, 15-21 Oct. 2000.
367. Zarembowitch A., Khalifa E. Po-
larimetrie acoustique ultrasonore. Application
l'acousto-elasticimetrie // Revue Phys. Appl.
1985. Vol. 20. P. 359-363.
368. Zeiger A., Jassby K.M.
Measurement of Acoustoelastic Coefficients of
Rayleigh Waves in Steel Alloys // Journ. of
Non-destruct. Evaluation. 1982. Vol. 2. № 3.
P. 115-124.
Книга 2
МАГНИТОПОРОШКОВЫЙ МЕТОД КОНТРОЛЯ
ВВЕДЕНИЕ
Магнитопорошковый метод
дефектоскопии основан на притяжении магнитных
частиц силами неоднородных магнитных
полей, возникающих над дефектами. По
скоплениям магнитного порошка
определяют наличие дефектов, их протяженность
и положение на проверяемой детали.
Этот метод нашел применение в
авиации, на железнодорожном транспорте,
в химическом машиностроении, при
контроле крупногабаритных конструкций,
магистральных трубопроводов, объектов
под водой, в судостроении,
автомобильной и многих других отраслях
промышленности. Широкое использование магни-
топорошкового метода объясняется его
высокой чувствительностью,
наглядностью результатов и высокой
производительностью контроля. При правильной
технологии этим методом выявляют
трещины усталости и другие дефекты в
начальной стадии их появления, когда
обнаружить их без специальных средств
трудно или невозможно. Так, применение
магнитной суспензии со стандартным черным
порошком позволяет надежно находить
поверхностные микротрещины шириной
раскрытия от 0,001 мм и более, глубиной
0,01 мм и более.
На выявляемость дефектов
оказывают влияние многие факторы, связанные со
свойствами объекта и принятой
технологией контроля. К таким факторам
относятся: магнитные свойства и структурные
неоднородности материала,
шероховатость, форма объекта, его габаритные
размеры, масса, наличие покрытий, их
толщина и свойства, вид тока, а также
значение параметров технологии контроля:
напряженности поля или силы тока, схемы
намагничивания, способа контроля и др.
Разработано и опубликовано
достаточное количество методик, методических
пособий, технологических рекомендаций
по магнитопорошковому контролю.
Однако в большинстве литературных
источников описывается контроль одного объекта
или вида техники.
В данной книге представлен
материал по всем технологическим процессам
магнитопорошкового контроля, который
может быть использован при разработке
технологии магнитопорошкового
контроля любого вида техники.
Физические основы
магнитопорошкового метода изложены в объеме,
необходимом для понимания физических
процессов, протекающих при выполнении
технологических операций контроля
проверяемых объектов.
В пособии рассматриваются основные
технологические процессы
магнитопорошкового контроля. Наглядно представлен
материал по определению режимов,
способов и приемов намагничивания изделий с
применением стационарных, передвижных
и переносных дефектоскопов.
Книга хорошо иллюстрирована,
приведено более 300 схем и фотографий,
снятых при разработке методик контроля
различных изделий.
Представлены технические
характеристики типовых магнитопорошковых
дефектоскопов, выпуск которых освоен
отечественными предприятиями.
Приведены индикаторные рисунки
над дефектами различного типа и
мнимыми дефектами, даны рекомендации по их
8*
228
ВВЕДЕНИЕ
расшифровке. Один из разделов книги
посвящен исследованию магнитной
коагуляции порошков и влиянию этого явления
на эффективность контроля.
Изложены методики магнитопорош-
кового контроля некоторых деталей
авиационной техники, которые могут быть
использованы в качестве прототипов при
разработке технологий магнитопорошко-
вого контроля других объектов. Описаны
методики магнитопорошкового контроля с
применением способа воздушной взвеси
контроля деталей.
В качестве примеров
рассматриваются образцы-детали с дефектами и образцы,
изготовленные в виде пластин или дисков
с искусственными дефектами.
В приложение входят: таблица
соответствия магнитных единиц,
магнитные характеристики материалов,
облегчающие определение режимов
намагничивания, программы подготовки
специалистов I - III уровней по магнитным методам
контроля.
Книга написана на основе
многолетнего опыта работы автора в области маг-
нитопорошковой дефектоскопии
авиационной, железнодорожной и других видов
техники.
Издание рассчитано на специалистов,
занимающихся магнитопорошковым
методом контроля и может быть
использовано как справочное пособие при подготовке
специалистов по магнитопорошковому
методу I - III уровней международной
классификации в неразрушающем
контроле.
Глава 1
ФИЗИЧЕСКИЕ ОСНОВЫ МАГНИТОПОРОШКОВОИ
ДЕФЕКТОСКОПИИ
1.1. ОПРЕДЕЛЕНИЯ, ЕДИНИЦЫ
ИЗМЕРЕНИЯ МАГНИТНЫХ
ВЕЛИЧИН, ПРИМЕНЯЕМЫХ ПРИ
МАГНИТНОМ КОНТРОЛЕ
1.1.1. МАГНИТНОЕ ПОЛЕ
В основу магнитного метода
дефектоскопии положено использование
магнитных явлений. Магнетизм -
универсальное свойство материи, так как все
вещества в природе в итоге состоят из
элементарных частиц, обладающих
магнитными свойствами. Поэтому магнитные
явления обнаруживаются во всем
окружающем мире - от микрочастиц до
космических объектов.
Магнитное поле в магнитном методе
неразрушающего контроля используется
для намагничивания и размагничивания
проверяемых объектов. Оно создается
электрическим током или постоянными
магнитами.
Для большей наглядности магнитные
поля на чертежах изображают замкнутыми
непересекающимися кривыми, которые
называют магнитными силовыми линиями.
Направление магнитных силовых
линий установлено на основе изучения
магнитного поля Земли, которое в первом
приближении представляет собой поле
намагниченного шара (рис. 1.1).
Магнитная стрелка / в этом поле принимает
положение, соответствующее направлению
магнитных силовых линий, которое
указывается северным концом магнитной
стрелки компаса.
Известно, что разноименные
магнитные полюсы притягиваются, а
одноименные отталкиваются. Поэтому полюс
магнита, к которому стрелка обращена
южным концом, назвали северным (С или N),
а противоположный - южным (Ю или S).
Считают, что магнитные силовые линии
Рис. 1.1. Схема ориентации магнитных
стрелок в магнитном поле Земли
выходят из северного магнитного полюса
и входят в южный. На рис. 1.2 показана
картина поля цилиндрического
ферромагнитного образца. Полярность (N или S)
намагниченной детали наиболее просто
определяют с помощью магнитного
компаса. Для этого компас располагают на
продольной оси детали на расстоянии
40 ... 50 см от нее, а затем это расстояние
сокращают до 3 ... 5 см, удерживая
компас в горизонтальном положении.
При этом северный конец стрелки (N)
укажет на южный полюс (S) детали или
южный (S) - на северный полюс (N)
детали (рис. 1.3). В качестве магнитной
стрелки можно использовать намагниченную
швейную иглу, удерживаемую
горизонтально на тонкой шелковой нитке длиной
15 ...20 см.
Магнитные силовые линии на
графиках (рис. 1.4) проводятся на меньшем
расстоянии друг от друга (область 1) для
230 Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ
^
а) б)
Рис. 1.2. Магнитное поле цилиндрического составного образца 2-3 (сталь ЗОХГСНА, 35
а - картина поля, полученная магнитным порошком; б - схема поля;
1 - магнитная стрелка компаса
N
HRC):
Рис. 1.3. Схема определения полюсов намагниченной
детали с применением компаса и
намагниченной стальной иглы:
/ - деталь; 2 - стрелка компаса; 3 - магнитные силовые
линии; 4 - нитка; 5 - намагниченная игла
Рис. 1.4. Изображение магнитного
поля силовыми линиями:
/ - область с большей напряженностью
поля (линии проведены чаще);
2 - область с меньшей
напряженностью поля (магнитные
силовые линии проведены реже);
3 - обмотка электромагнита;
4 - магнитопровод; Н- вектор
напряженности поля; В - вектор
магнитной индукции
ОПРЕДЕЛЕНИЕ, ЕДИНИЦЫ ИЗМЕРЕНИЯ МАГНИТНЫХ ВЕЛИЧИН 231
изображения более сильного поля и
реже - для изображения более слабого поля
(область 2). В любой точке магнитной
силовой линии векторы индукции В и
напряженности Н направлены по
касательной, проведенной через данную точку
силовой линии.
Магнитными силовыми линиями
показывают однородность магнитного поля.
Однородное поле графически
изображают параллельными линиями,
проведенными с одинаковой плотностью.
Примером однородного поля является поле в
средней части межполюсного
пространства электромагнита при небольшом
расстоянии между полюсами (рис. 1.5). В ка-
-<—^-
ждои точке однородного поля векторы
магнитной индукции имеют одинаковое
направление и равные абсолютные
значения, т.е. В\ = В2 = ... = В„.
Неоднородное поле графически
изображают линиями, которые в разных
областях имеют различное направление и
проведены с разной плотностью. Пример
неоднородного поля - поле у боковых
поверхностей полюсов электромагнита
(рис. 1.6). В разных точках неоднородного
магнитного поля векторы магнитной
индукции различны либо по величине, либо
по направлению, либо по величине и
направлению.
N
в
ft
Вл
а) б)
Рис. 1.5. Однородное магнитное поле в средней части межполюсного пространства
электромагнита:
а - схема; б - картина поля, полученная магнитным порошком;
В\ = В2 = ■■.= В„- векторы магнитной индукции; N, S - полюсы электромагнита;
1 - магнитные силовые линии
а) б)
Рис. 1.6. Неоднородное магнитное поле у боковой поверхности полюсов электромагнита:
а - схема; б - картина поля, полученная магнитным порошком;
В\, Вг- векторы магнитной индукции; N, S - полюсы электромагнита
232 Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ МАГНИТОПОРОШКОВОИ ДЕФЕКТОСКОПИИ
Неоднородное поле создается в
приставных, передвижных соленоидах
стационарных дефектоскопов, между
полюсами переносных дефектоскопов на
постоянных магнитах.
Магнитные поля, возникающие
вокруг деталей и проводников с токами,
также являются неоднородными. При
использовании полей значительной
неоднородности снижается надежность контроля.
Рекомендации по уменьшению
неоднородности полей при намагничивании
проверяемых деталей изложены ниже.
Характеристиками магнитного поля
являются: магнитная индукция,
магнитный поток, напряженность поля.
1.1.2. МАГНИТНАЯ ИНДУКЦИЯ
Магнитная индукция В - основная
характеристика магнитного поля.
Магнитная индукция В является
векторной величиной. Это значит, что она
характеризуется в каждой точке поля
численным значением и направлением в
пространстве. Направление магнитной
индукции В в каждой точке магнитного поля
совпадает с направлением касательной к
магнитной линии (линии магнитной
индукции), проходящей через эту точку.
При магнитном контроле иногда
возникает необходимость разложения вектора
В на две составляющие (рис. 1.7):
- нормальную составляющую В„,
перпендикулярную к поверхности
проверяемой детали;
- тангенциальную Вт, параллельную
поверхности детали.
Магнитная индукция определяется по
механическому действию магнитного поля
на проводник с током (рис. 1.8).
Рис.1.7. Схема разложения векторов магнитной индукции В и напряженности поля Н на
нормальные (в„, //,,) и тангенциальные (в,, //,) составляющие:
а - картина поля вокруг торцовой части цилиндрического образца, полученная магнитным
порошком; б - схема расположения векторов Н и В; I - образец; 2 - магнитные силовые линии
ОПРЕДЕЛЕНИЕ, ЕДИНИЦЫ ИЗМЕРЕНИЯ МАГНИТНЫХ ВЕЛИЧИН 233
а) б)
Рис. 1.8. Картина поля проводника с током /, находящегося в магнитном поле электромагнита:
а - схема распределения магнитных силовых линий вокруг проводника;
б - картина поля, полученная с помощью магнитного порошка;
F— сила, действующая на проводник с током
На рис. 1.8 показан проводник с
током, который направлен за плоскость
чертежа. Магнитное поле тока слева от
проводника вычитается, а справа
складывается с магнитным полем магнита, поэтому
справа от проводника образуется более
сильное поле, чем слева. Картина поля
вокруг проводника с током, находящегося
в магнитном поле, показана на рис. 1.8, б.
На проводник 1 действует сила F,
направление которой определяют по
правилу левой руки (рис. 1.9): если ладонь
левой руки поместить в магнитное поле так,
чтобы она была направлена навстречу
вектору магнитной индукции (магнитным
линиям) и четыре вытянутых пальца ее
указывали направление тока в
проводнике, то отставленный большой палец
покажет направление действия механической
силы на проводник с током.
Сила F (Н), действующая на
проводник 1 с током /, равна
F = BLI,
где L - длина проводника, м; / - сила тока,
А (см. рис. 1.9). Отсюда
Рис. 1.9. Схема, поясняющая правило левой
руки, для определения направления
механической силы F, действующей на
проводник / с током /:
2,3 - полюсы магнита; L - длина проводника,
находящегося в магнитном поле; В - магнитная
индукция; 4 - источник тока;
5 - соединительный провод
В = —,
IL
положив в этой формуле F = 1 Н; / = 1 А;
L = 1 м, получим, что 1 единица индукции
234 Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ МАГНИТОПОРОШКОВОИ ДЕФЕКТОСКОПИИ
равна = 1 = 1—т = 1 Тл . Эта
1А-1 м Ам с А
единица индукции в системе СИ
называется тесла (Тл).
всбсо
1 Тл = 1 —y~ . Измерения проводят
м
также в миллитеслах (мТл).
В системе СГС применяется единица
измерения индукции гаусс, соотношение
между этими единицами следующее: 1 Тл =
= 104 Гс; 1 Гс = 10" Тл; 1 мТл = 0,001 Тл;
1 мТл=10Гс; 1 Гс = 0,1 мТл.
При магнитном контроле
используются поля в основном 1 ... 20 мТл, реже
при намагничивании деталей в
соленоидах-до 100 ... 150 мТл. При специальных
видах магнитного контроля применяют
поля до 200 мТл и более, например при
выявлении прижогов, коррозии,
макроструктуры металла, трещин под
покрытием хрома более 0,1 ... 0,2 мм.
Магнитная индукция в ферромагнитных
материалах может достигать 2 ... 2,5 Тл.
Пример 1.1. В однородное магнитное
поле индукцией В = 0,2 Тл помещен
намагничивающий кабель длиной 0,3 м с
током 1000 А под прямым углом к
магнитным линиям. Определить
механическую силу, действующую на кабель.
Р е ш е н и е : F= BLI = 0,2 • 1000 ■ 0,3 =
= 60Н.
Пример 1.2. Вектор магнитной
индукции направлен к проверяемой
поверхности под углом 35°, В = 20 мТл.
Определить нормальную Вн и тангенциальную
Вт составляющие поля и их отношение
вт
Решение: Ви = Bsin35° = 20 • 0,57 =
= 11,4 мТл, BT=Bcos35° = 20 • 0,82 = 16,4 мТл,
0=11,4/16,4 = 0,69.
1.1.3. МАГНИТНЫЙ ПОТОК
Если воспользоваться
представлением о линиях магнитной индукции, то
магнитный поток можно определить как
общее число магнитных линий, проходящих
сквозь рассматриваемую поверхность.
В однородном поле магнитный поток
Ф, пронизывающий плоскость S,
расположенную под углом 90° + а к магнитным
линиям, равен
Ф = BScosa.
Если магнитные линии пересекают
плоскость под прямым углом, то (рис.
1.10) Ф = BS, где В — магнитная индукция,
Тл; 5 — площадь плоскости, м .
Магнитный поток измеряют в вебе-
рах.
Вебер (Вб) - магнитный поток,
создаваемый однородным магнитным полем
с индукцией 1 Тл через площадку в 1 м2,
нормальную к направлению поля.
Линии магнитной индукции никогда
не разрываются на границе сред,
магнитный поток целиком проходит из одной
среды в другую. Любая магнитная линия
замкнута на себя независимо от того,
через какие вещества она проходит.
Пример 1.3. Линии магнитной
индукции падают на плоскость S под углом
(90 + 30)°. Определить поток Ф через
плоскость, если площадь ее
односторонней поверхности равна 0,01 м , а
магнитное поле однородное, В = 2000 Гс.
Рис. 1.10. Схема прохождения магнитного
потока Ф через площадки S„ и S,
расположенные соответственно под углами
90° и 90° + а к вектору магнитной
индукции В:
Ф = ВЯ„ = BScosa
ОПРЕДЕЛЕНИЕ, ЕДИНИЦЫ ИЗМЕРЕНИЯ МАГНИТНЫХ ВЕЛИЧИН 235
Решение:Ф = BScosa = 0,2 • 0,01 х
х 0,87 =1,74- 10~3Вб.
Каждый виток соленоида
помещенного в магнитное поле, пронизывается
магнитным потоком.
Суммарный магнитный поток,
пронизывающий все витки контура, или, как
говорят, магнитный поток, сцепленный со
всеми витками, называется потокосцеп-
лением Ч/.
Если все витки одинаковы, то
суммарный магнитный поток, т.е. потокосце-
пление
V = <t>N,
где Ф - магнитный поток через один виток
соленоида; N— число витков.
Пример 1.4. Определить потокосцеп-
ление (общий магнитный поток) внутри
соленоида, если индукция В = 0,2 Тл,
число витков соленоида N = 6, сечение окна
соленоида 5 = 0,01 м2.
Решение:Ч' = ФЛг = BSN = 0,2 х
х0,01 • 6 = 0,012 Вб.
Определение потокосцеплений Ч*
прямой катушки и тороидной обмотки
показано на рис. 1.11 и 1.12.
-mm
Рис. 1.11. Потокосцепление Ч* прямой
катушки Ч* = Л'Ф = 3-5 = 15
Рис. 1.12. Потокосцепление тороидной
обмотки 4* = Л'Ф = 6 9 = 54
1.1.4. МАГНИТНАЯ ПРОНИЦАЕМОСТЬ
Абсолютная магнитная
проницаемость ца характеризует способность
материала намагничиваться. Единица
измерения - генри на метр [Гн/м = м • кг / (с2 • А2)].
Магнитная проницаемость (i0 вакуума
в системе единиц СИ принята равной
4л- 10"7Гн/м.
Отношение абсолютной магнитной
проницаемости ца к магнитной
проницаемости вакуума ц0 называется
относительной магнитной проницаемостью цг.
При постоянном внешнем поле
относительная магнитная проницаемость
вещества показывает, во сколько раз
возрастает индукция при замене вакуума данным
веществом.
По значению \ir (в дальнейшем
обозначим ц) все материалы делятся на три
группы:
- диамагнитные, у которых д на
несколько миллионных или тысячных долей
< 1. К ним относятся: висмут, цинк,
свинец, медь, серебро, золото, воск, большая
часть солей, некоторые газы;
- парамагнитные, у которых д на
несколько миллионных или тысячных долей
>1. К таким материалам относятся:
марганец, хром, платина, алюминий и др.;
- ферромагнитные, у которых д
велико, выражается сотнями, тысячами, и
изменяется в зависимости от
интенсивности магнитного поля. К таким веществам
принадлежат только четыре элемента:
железо, никель, кобальт, гадолиний и
некоторые сплавы металлов.
Если диамагнитное и парамагнитное
вещества поместить в однородное
магнитное поле, то в диамагнитном веществе
поле будет ослабляться, а в
парамагнитном - усиливаться. Это объясняется тем,
что в диамагнитном веществе поле
элементарных токов направлено навстречу
внешнему полю, а в парамагнитном -
согласно (параллельно) ему.
236 Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ
1.1. Значения относительной магнитной проницаемости некоторых материалов
Парамагнитные
Воздух
Олово
Алюминий
Платина
Марганец
Палладий
Ц
1,0000003
1,000001
1,000023
1,000364
1,0037
1,00069
Диамагнитные
Висмут
Графит
Сурьма
Серебро
Медь
Ртуть
Цинк
М
0,999825
0,999895
0,999937
0,999981
0,999991
0,999975
0,999981
Ферромагнитные
Армко-железо
Пермаллой
Ст. Э1ААБ
Листовая
электротехническая
сталь
Никель
Кобальт
Чугун
И
7000
75 000
15 400
14 400
1120
174
620
На диамагнитные вещества действует
сила, выталкивающая их из
неоднородного магнитного поля. Парамагнитные
вещества втягиваются в неоднородное
магнитное поле. В табл. 1.1 приведены значения
относительной магнитной проницаемости
некоторых материалов.
Из табл. 1.1 видно, что значения
относительной магнитной проницаемости
диамагнитных и парамагнитных
материалов очень мало отличаются от единицы,
поэтому для практики принимают их
магнитную проницаемость равной единице.
Магнитопорошковый контроль применим
только для деталей из ферромагнитных
материалов, имеющих ц > 40 (ГОСТ
21105-87).
1.1.5. НАПРЯЖЕННОСТЬ МАГНИТНОГО
ПОЛЯ
Как было отмечено, величина и
направление магнитного поля могут быть
охарактеризованы магнитной индукцией В.
Однако магнитная индукция зависит от
свойств среды. Это обстоятельство
усложняет технические расчеты магнитных
процессов. Поэтому введена вспомогательная
расчетная величина, которая не зависит от
магнитных свойств среды, а учитывает
только влияние на интенсивность поля
значения токов, взаимное расположение
магнитов и проводников с токами.
Эта вспомогательная расчетная
величина называется напряженностью
магнитного поля и обозначается Н.
Напряженность поля Н - величина
векторная. Вектор Н в однородной среде
имеет одинаковое направление с вектором
магнитной индукции В (см. рис. 1.7).
Вектор Н можно разложить на две
составляющие: нормальную //„,
перпендикулярную к поверхности детали, и
тангенциальную Нт, параллельную поверхности
проверяемой детали. Соотношение этих
составляющих, как будет показано ниже,
влияет на чувствительность магнитопо-
рошкового метода.
Численное значение напряженности
магнитного поля Н определяют по формуле
Из этой формулы можно установить
размерность напряженности поля Н
# =
В
Тл
кг/(с -А)
На
Гн/м м-кг/(с
•А2)
= А/м,
1 А/м - это напряженность такого
магнитного поля, индукция которого в
вакууме равна 4л-10-7 Тл.
ОПРЕДЕЛЕНИЕ, ЕДИНИЦЫ ИЗМЕРЕНИЯ МАГНИТНЫХ ВЕЛИЧИН 237
Напряженность поля измеряют также в
эрстедах (Э), амперах на сантиметр (А/см),
килоамперах на метр (кА/м). Соотношение
между этими величинами следующее:
1 А/см= 100 А/м;
1 А/см = 0,1 кА/м;
1 А/см = 1,256 Э;
1 Э = 0,796 А/см;
1 Э = 79,6 А/м;
1 Э = 0,0796 кА/м;
1 кА/м = 10 А/см;
1 кА/м= 12,56 Э;
1 кА/м= 1000 А/м.
Приведем значения напряженности
некоторых магнитных полей.
Напряженность поля Земли в районе
Москвы составляет 0,45 Э. Напряженность
поля для намагничивания деталей из
конструкционных сталей составляет (100 ...
200) А/см, на полюсах постоянного
магнита-(1000... 2000) А/см.
Напряженность поля в соленоидах и
других намагничивающих устройствах
для магнитной дефектоскопии можно
рассчитать по формулам и определить с
помощью приборов, например МФ-23И,
МПУ-1.МФ-23ИМ.
Напряженность поля указывается в
технологических картах, методиках
магнитного контроля.
1.1.6. МАГНИТНЫЙ МОМЕНТ ВИТКА
(АМПЕРОВСКИЙ МАГНИТНЫЙ
МОМЕНТ)
Магнитным моментом А/А контура с
током называется величина, равная
произведению силы тока / на площадь S,
ограниченную контуром МА= IS (рис. 1.13).
Единицей магнитного момента
является ампер-квадратный метр (А • м2). Это
магнитный момент контура, по которому
течет ток силой 1 А и который
ограничивает площадь, равную 1 м .
Магнитный момент электрона
(магнетон Бора) равен 0,927 • 10~23 Дж / Тл, так
как 1 Дж = 1 м2 • кг/с2, а 1 Тл = 1 кг / (с2 -А),
то 1 Дж / Тл = 1 А м2.
Рис. 1.13. Магнитный момент контура
(витка проводника) с током:
S - площадь, охваченная витком; / - ток
Л/д = 57 - магнитный момент
1.1.7. МАГНИТНАЯ МАССА
(МАГНИТНЫЙ ЗАРЯД, КОЛИЧЕСТВО
МАГНЕТИЗМА)
Опытами установлено, что
одноименные магнитные полюсы магнита
отталкиваются друг от друга, а
разноименные притягиваются. До создания теории
магнитного поля взаимодействие полюсов
магнита объясняли наличием особого
вещества - магнетизма. В дальнейшем, с
развитием науки, было доказано, что
магнетизма как некоторого вещества не
существует. Источником магнитных полей
являются электрические токи. Поэтому при
делении постоянного магнита на части в
каждой из них элементарные токи вновь
создают результирующее магнитное поле,
характерное для обычного магнита. В
природе нет магнитных масс как некоторого
магнитного вещества, а поэтому они
являются фиктивными массами,
существующими условно. Магнитную массу (или
магнитный заряд) рассматривают только
как некоторую математическую величину,
не имеющую физического содержания.
Единицу магнитной массы (заряда) т
можно рассчитать по формуле
238 Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ МАГНИТОПОРОШКОВОИ ДЕФЕКТОСКОПИИ
А = ml, т=—,
/
где А — работа по обводу магнитного
полюса вокруг проводника с током /.
Единица магнитной массы равна
1 Дж /1 А = 1 м2 • кг / (с2 • А).
В системе Гаусса (симметричной
СГС) за единицу магнитной массы
принимают такую магнитную массу, которая
действует на равную ей магнитную массу,
находящуюся на расстоянии 1 см от нее в
вакууме, с силой в 1 дину.
1.1.8. МАГНИТНЫЙ МОМЕНТ ДИПОЛЯ
(КУЛОНОВСКИЙ МАГНИТНЫЙ
МОМЕНТ)
Магнитный момент диполя Мк есть
вектор, численно равный произведению
одного из магнитных зарядов на
расстояние между зарядами (рис. 1.14):
Мк = ml,
где т - магнитная масса, Дж/А; / -
расстояние между массами, м.
Размерность магнитного момента
Зависимость между моментами витка
МА и магнитного диполя А/к следующая.
На виток с током и магнитный диполь в
магнитном поле действуют механические
моменты:
М.ех.А = ВМА; МмехК = MK#sina.
+т
~т ^ Мк = т1
Рис. 1.14. Магнитный момент диполя
Мк= ml:
I - длина диполя; +т, -т - магнитные массы
Приравняв механические моменты и
положив sina = 1, найдем
ВМА = МКН; МК=МА^-.
Для вакуума (воздуха) Мк = МА ц0-
1.2. НАМАГНИЧИВАНИЕ И
МАГНИТНЫЕ СВОЙСТВА
МАТЕРИАЛОВ
1.2.1. НАМАГНИЧЕННОСТЬ
Способность материалов
намагничиваться объясняется существованием в них
элементарных (молекулярных) токов (рис.
1.15): вращение электрона вокруг ядра в
атоме, вокруг собственных осей (спин-
электрона) и вращение орбит электронов
(прецессия электронных орбит).
Природа ферромагнитных свойств
материалов с квантово-механической
точки зрения сводится к следующему.
Магнитные свойства
ферромагнитных материалов определяются
магнитными свойствами многоэлектронного атома.
Однако далеко не все материалы с
многоэлектронными атомами обладают
ферромагнитными свойствами. Строение атомов
ферромагнитных материалов имеет ряд
особенностей. Атом состоит из
положительно заряженного ядра, вокруг которого
вращаются электроны, образующие
электронные слои и оболочки. Число
электронных слоев определяют главным
квантовым числом, которое принимает целые
значения 1, 2, 3, ..., п. Число оболочек в
слое выражают орбитальным квантовым
числом / и обозначают их буквами s, p, d,
f, ... . На рис. 1.16 показана планетарная
модель атома железа, из которого видно,
что в атоме содержится четыре
электронных слоя. В первом слое находится одна
электронная оболочка Is с двумя
электронами; во втором слое содержатся
оболочки 2s с двумя электронами, 2р с шестью
электронами; в третьем слое - оболочка 3s
с двумя электронами, оболочка Зр с
шестью электронами и оболочка 3d с шестью
НАМАГНИЧИВАНИЕ И МАГНИТНЫЕ СВОЙСТВА МАТЕРИАЛОВ 239
5 |В ^
а) б) в)
Рис. 1.15. Виды молекулярных (элементарных) токов:
а - движение электрона / вокруг ядра 4; б - вращение электрона вокруг своей оси;
в - прецессия электронной орбиты; 2 — направление тока; 3 — направление движения и
7 - направление вращения электрона; 5 - электронная орбита; б - плоскость электронной орбиты;
8 — траектория прецессионного движения электронной орбиты; В — индукция магнитного поля
Рис. 1.16. Схема расположения электронных слоев и оболочек в атоме железа:
в обозначениях Is2, 2р6,... цифры 1, 2,... обозначают номера электронных слоев;
буквы s, p, d, f,... - электронные оболочки; цифры над буквами указывают количество электронов
в электронной оболочке
240 Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ
электронами; в последнем (валентном),
четвертом слое - одна оболочка 4s с двумя
электронами. Число электронов в
оболочке принято указывать цифрой над буквой,
обозначающей электронную оболочку:
1 s2,2р6 и т.д.
С орбитальным движением
электронов вокруг ядра связано возникновение
орбитальных магнитных моментов.
Возникают также магнитные моменты от
прецессионного движения орбит электронов.
Численное выражение этих двух видов
магнитных моментов оказывается
незначительным и не влияет на магнитные
свойства ферромагнитных материалов.
Кроме того, электроны обладают
существенными спиновыми магнитными
моментами. Спин (англ. вращение)
означает собственный момент количества
движения микрочастицы, имеющей
квантовую природу. Для объяснения
физической сущности магнитных свойств
материалов в первом приближении принято
считать, что электрон вращается вокруг
собственной оси как частица (см. рис.
1.16). Установлено, что спиновое
движение является причиной возникновения
значительного спинового магнитного
момента электрона.
В электронных оболочках
направления спиновых магнитных моментов
электронов друг относительно друга могут
быть только параллельными (согласными)
или встречно-направленными. Если
магнитные моменты электронов направлены
параллельно и навстречу друг другу, то
происходит компенсация их магнитных
моментов. Результирующее магнитное
поле в этом случае будет равно нулю. Так,
в электронных оболочках Is, 2s, 2p, 3s, Зр,
4s атома железа (см. рис. 1.16) спиновые
магнитные моменты полностью
компенсируются, так как количество электронов с
одним направлением спиновых магнитных
моментов в каждой оболочке равно
количеству электронов с противоположным
направлением магнитных моментов. В
оболочке 3d вращается шесть электронов, из
них пять электронов с параллельным
направлением магнитных моментов и один
электрон с антипараллельным, т.е. с
противоположно направленным магнитным
моментом. В этой оболочке четыре
спиновых магнитных момента электронов
оказываются параллельно направленными и
нескомпенсированными. Результирующий
магнитный момент атома железа
определяется этими четырьмя
нескомпенсированными спиновыми магнитными
моментами.
Наличие в атомах нескомпенсиро-
ванных спиновых моментов электронов -
одно из условий возникновения
ферромагнетизма в материалах. Однако это
условие является необходимым, но
недостаточным. Так, в атомах некоторых
немагнитных элементов также имеются
избыточные электроны, магнитные моменты
которых нескомпенсированы. Например, в
атомах немагнитного марганца пять
избыточных электронов, в атомах кобальта -
три, хрома - четыре.
Вторым условием возникновения
ферромагнетизма является обменное
взаимодействие электронов соседних
атомов, которое порождается
электростатическими силами. Электростатическое
взаимодействие между электронами соседних
атомов возникает тогда, когда происходит
непрерывный обмен электронами
внешних оболочек соседних атомов. Это
взаимодействие называют обменным. Энергию
обменного взаимодействия характеризуют
константой обменного взаимодействия А,
которую называют обменным интегралом.
Величину энергии обменного
взаимодействия для двух атомов приближенно
определяют по формуле [8]
^o6M = -2s,s2^cos(p,
где si, s2 - результирующие спиновые
магнитные моменты атомов; ф - угол
между векторами спинов; А — обменный
интеграл.
При ф = 0 спиновые магнитные
моменты ориентированы параллельно, что
характеризует ферромагнитные свойства.
НАМАГНИЧИВАНИЕ И МАГНИТНЫЕ СВОЙСТВА МАТЕРИАЛОВ 241
Знак обменного интеграла
определяет характер ориентации спиновых
магнитных моментов. При положительном знаке
интеграла А ориентация спинов
оказывается параллельной, материал приобретает
ферромагнитные свойства.
Обменное взаимодействие близко к
нулю для атомов, находящихся на
относительно больших расстояниях друг от
друга, и увеличивается с уменьшением этого
расстояния. Однако при сокращении этого
расстояния до значения менее некоторого
критического электростатические силы
опять становятся близкими к нулю и
ферромагнитные свойства теряются.
Критические атомные расстояния зависят от
расстояний между атомами и диаметра орбит,
на которых нет компенсации спиновых
магнитных моментов электронов. В
ферромагнитных материалах межатомное
расстояние должно быть в 1,5 раза больше
диаметра нескомпенсированной орбиты.
Например, это условие не выполняется
относительно атомов марганца, поэтому
марганец является немагнитным
элементом. Незначительным смещением атомов
марганца в их кристаллической решетке
добиваются получения марганца с
ферромагнитными свойствами, например в
материалах для постоянных магнитов
(сплаве серебра с марганцем и алюминием).
Вследствие взаимодействия
спиновых и орбитальных магнитных моментов в
материале возникает большое число
областей со спонтанной намагниченностью,
которые называют доменами. Вид
доменов в тонкой ферромагнитной пленке,
наблюдаемых под микроскопом в
поляризованном свете, показан на рис. 1.17. На рис.
1.17, б представлено распределение
доменов на пленке, расположенной на трещине
в образце, а на рис. 1.17, а - на образце без
повреждений. Видно, что магнитное поле
над дефектом вносит существенное
изменение в распределение доменов. Способ
индикации магнитных полей по
распределению доменов на ферромагнитной
пленке может быть использован для проверки
эталонных образцов, а также и для
обнаружения дефектов.
Рис. 1.17. Распределение доменов в тонкой
ферромагнитной пленке:
а - при напряженности поля Н = 0;
б - при действии на пленку поля рассеяния в
области шлифовочной трещины шириной
раскрытия 3 мкм. Пленка положена на место
расположения трещины
Линейные размеры домена
составляют около 1 ... 10 мкм. Внутри домена
миллионы магнитных моментов атомов
ориентированы параллельно друг другу.
Каждый домен намагничен до насыщения.
В итоге образуется результирующее
магнитное поле домена.
В размагниченном материале
магнитные поля доменов направлены хаотично и
компенсируют друг друга так, что
результирующее поле всех доменов в детали
практически равно нулю (рис. 1.18, а).
242 Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ
V
ч
-"Н=0
о) б) в)
Рис. 1.18. Схема расположения доменов в области 2 образца:
а - образец размагничен, Н = 0; б - образец расположен в магнитном поле, Н * 0;
в - намагничивающее поле снято, Н = 0; / - образец
Намагничивание ферромагнитных
материалов под действием внешнего поля
объясняется тем, что направление полей
отдельных областей (доменов)
устанавливается по направлению внешнего поля, их
магнитные поля при этом суммируются.
В результате образуется сильное поле
намагниченной детали (рис. 1.18, б). После
снятия намагничивающего поля векторы
полей некоторых доменов под
воздействием внутренних напряжений в металле и
из-за других причин отклоняются от
направления намагниченного состояния,
деталь приходит в состояние остаточной
намагниченности (рис. 1.18, в).
Следовательно, намагниченность J —
это степень согласованной ориентировки
магнитных полей доменов в металле,
иначе, это индукция, создаваемая
элементарными токами.
Поскольку элементарные токи
обладают магнитными моментами, то
намагниченность определяют как отношение
суммарного магнитного момента тела к
его объему V:
J =
Мл
Намагниченность J измеряется в
амперах на метр (А / м).
Намагниченность J проверяемой
детали зависит от напряженности поля Н,
действующего на эту деталь.
Материалы теряют ферромагнитные
свойства, если энергия теплового
движения превышает значение обменной
энергии. Это происходит при температуре,
которую называют точкой Кюри. Чем
больше обменная энергия,
характеризуемая обменным интегралом, тем должна
быть выше точка Кюри. Точка Кюри
для железа равна 753 °С, для кобальта —
1127 °С, для никеля - 358 °С, для
гадолиния - 16 °С. При снижении значений этого
параметра магнитные свойства
материалов восстанавливаются.
1.2.2. КРИВАЯ ПЕРВОНАЧАЛЬНОГО
НАМАГНИЧИВАНИЯ
Индукцию В результирующего поля в
детали определяют по известной формуле
при F-»0.
В = ц0#+ VmJ-
НАМАГНИЧИВАНИЕ И МАГНИТНЫЕ СВОЙСТВА МАТЕРИАЛОВ 243
BrM.0H+ju,0d
Рис. 1.19. Зависимость магнитной индукции В и намагниченности /от напряженности
намагничивающего поля Н
Из приведенной формулы видно, что
индукция в детали представляет сумму
двух составляющих; при этом цо Н
определяется внешним полем Н,
намагниченность J также зависит от Н.
На рис. 1.19 показаны зависимости
ц0 J, В и цо И ферромагнитного материала
от напряженности внешнего поля. Кривая
J(H) показывает, что при относительно
слабых полях намагниченность растет
весьма быстро (участок аб). Затем рост
замедляется (участок бв), после чего
снижается, кривая J(H) переходит в прямую
линию вд, имеющую малый наклон к
горизонтальной оси ОН. А индукция В
изменяется по линии вг. При этом величина
Цо/ постепенно приближается к своему
предельному значению цо/m-
Составляющая цо// изменяется пропорционально
напряженности поля Н. На рис. 1.19 эта
зависимость показана прямой линией ое.
Чтобы получить кривую зависимости
магнитной индукции В от напряженности
внешнего поля, необходимо сложить
соответствующие ординаты кривых Цо# и
Uo/. Эта зависимость изображается кривой
В(Н), называемой кривой первоначального
намагничивания. В отличие от
намагниченности магнитная индукция В растет до
тех пор, пока растет Н, так как при
прекращении роста намагниченности
величина Цо// продолжает увеличиваться
пропорционально Н. Максимальное значение
индукции в материале равно Вт.
1.2.3. ЦИКЛИЧЕСКОЕ
ПЕРЕМАГНИЧИВАНИЕ
Циклическое перемагничивание имеет
место при намагничивании детали
переменным или периодически изменяющимся
по направлению постоянным полем.
На рис. 1.20 показана полная
магнитная характеристика образца - петля
гистерезиса и схема ее получения. На образец
15, изготовленный в виде тороида,
намотана обмотка 14 для его намагничивания.
Ток в обмотке 14 регулируют
потенциометром R, а направление тока изменяют
переключателем П.
В исходном состоянии образец
размагничен. Ток в обмотке 14 увеличивают
потенциометром R (прямая 0 - 8 на рис.
1.20, б). Напряженность поля,
создаваемого этим током в обмотке 14, изменяется по
прямой 0 - / (рис. 1.20, а). При этом
индукция В и намагниченность J в образце
15 будут увеличиваться по кривым
первоначального намагничивания 16 и 17 до
точек 16' и 17', соответствующим
магнитному насыщению, при котором все
магнитные поля доменов направлены по
внешнему полю (см. рис. 1.18, б).
При уменьшении тока по прямой 8 -
9 напряженность поля уменьшается по / -
0 (рис. 1.20, а). При этом индукция В и
намагниченность J уменьшаются до
значения Вг.
244 Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ МАГНИТОПОРОШКОВОИ ДЕФЕКТОСКОПИИ
Рис. 1.20. Магнитная характеристика образца и схема ее получения:
• зависимость индукции В и намагниченности J от напряженности поля Я, действующего на
образец 15; б - изменение тока / в обмотке для намагничивания 14;
в — схема намагничивания образца 15
При увеличении тока в
отрицательном направлении по 9 — 10 напряженность
поля также увеличивается в
отрицательном направлении по 0 — 2, перемагничивая
образец 75.
В точке 6 индукция В = 0, так как
до/ = ДоЯ, т.е. В = до/ + (-До/У) = 0.
Напряженность поля, соответствующая точке
6, называется коэрцитивной силой НсВ по
индукции.
В точке 4 намагниченность J = 0, а
Л=ДоЯ.
Напряженность поля,
соответствующая точке 4, называется коэрцитивной
силой Hcj по намагниченности. Значения
Нсв и Hcj близки. При магнитном
контроле используют коэрцитивную силу
НсВ = Нс.
При дальнейшем увеличении
напряженности поля до точки 2 индукция В и
намагниченность J достигают наибольших
отрицательных значений -Вт и -Jm (точки
16" и 17"), соответствующих магнитному
насыщению -Вт образца 15. При
уменьшении тока по прямой 10 — 11 индукция В
и намагниченность J примут значения,
соответствующие -Вг. При увеличении
тока по 11 - 12 индукция В и намагничен-
НАМАГНИЧИВАНИЕ И МАГНИТНЫЕ СВОЙСТВА МАТЕРИАЛОВ 245
ность J изменяются по кривым,
аналогичным кривым в квадранте III.
Таким образом, в результате
изменения внешнего поля Н по 0 - 1,1 - 0, 0 - 2,
2-0 (рис. 1.20, а) магнитное состояние
образца 15 изменяется по замкнутой
кривой - петле магнитного гистерезиса.
На рис. 1.21 показана зависимость
индукции В образца (петля гистерезиса)
при циклическом изменении
напряженности поля в пределах 0 - Нт; Нт - 0; 0 —
(-//„); -Нт - 0. По петле магнитного
гистерезиса определяют следующие
характеристики, используемые при магнитном
контроле.
Нт - это напряженность магнитного
поля, при которой достигается состояние
технического магнитного насыщения
образца.
Вг - остаточная индукция, т.е.
индукция, оставшаяся в образце после снятия
поля Нт.
Нс - коэрцитивная сила -
напряженность магнитного поля, которое нужно
приложить встречно намагниченности
образца (предварительно намагниченного
до насыщения), чтобы его полностью
размагнитить.
Вт - индукция технического
насыщения. Вт = 0,95£тах; Втах - теоретически
возможная индукция насыщения, 1 -
кривая первоначального намагничивания.
+ 9
Рис. 1.21. Зависимость В(Н) (петля
магнитного гистерезиса) при изменении
внешнего поля от 0 до +Н (кривая 7) и
циклическом изменении внешнего поля от
+Н до -Н и от -Н до +Н
Петля гистерезиса, вершины А и Б
которой соответствуют состоянию
магнитного насыщения ферромагнитного
образца, называется предельной, или
максимальной, петлей гистерезиса. Эта петля
симметрична относительно начала
координат (см. рис. 1.21).
Петли гистерезиса, получающиеся
при действии равных по величине, но
противоположных по знаку магнитных полей,
уменьшающихся от цикла к циклу пере-
магничивания, образуют семейство
симметричных петель гистерезиса (рис. 1.22).
Симметричные петли магнитного
гистерезиса образцов, полученные с
применением феррографа, показаны на
рис. 1.23.
На рис. 1.24 показана
последовательность изменения поля ролика
подшипника, соответствующего его различным
магнитным состояниям, определяемым по
петле магнитного гистерезиса ролика.
Однако при изучении картины поля следует
учитывать, что распределение магнитных
силовых линий вокруг ролика зависит от
его намагниченности, предыдущего
магнитного состояния, значения поля
электромагнита и размагничивающего поля
ролика.
Рис. 1.22. Семейство симметричных петель
магнитного гистерезиса:
/ - основная кривая намагничивания;
2 - кривая первоначального намагничивания
246 Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ МАГНИТОПОРОШКОВОИ ДЕФЕКТОСКОПИИ
HFUBlHiHiJfed
Рис. 1.23. Семейство симметричных петель гистерезиса стальных образцов, полученных с
применением феррографа
Рис. 1.24. Магнитное поле ролика подшипника при его различных магнитных состояниях,
соответствующих точкам У ... 7 на петле магнитного гистерезиса ролика:
8 - схема расположения ролика между полюсами электромагнита; 9 - ролик (длина 50 мм,
диаметр 30 мм); 10 - экран (картон) для получения картины поля
НАМАГНИЧИВАНИЕ И МАГНИТНЫЕ СВОЙСТВА МАТЕРИАЛОВ 247
На выявляемость дефектов
существенно влияет не только намагниченность,
но и распределение поля по проверяемой
детали. На рис. 1.24 представлено
изображение магнитного поля ролика
подшипника (схема 8), полученное магнитным
порошком в приложенном магнитном
поле электромагнита постоянного тока с
максимальной напряженностью 150 А/см
(точка 1 на петле магнитного гистерезиса
подшипника). Из картины магнитного
поля, соответствующей точке 1, видно, что
магнитные силовые линии
перпендикулярны к поверхности подшипника почти
по всей длине подшипника. При таком
распределении поля дефекты на ролике не
выявляются, несмотря на достаточное
значение намагниченности.
По картине поля, соответствующей
точке 2, можно сделать заключение, что в
средней части ролика образовалась зона
выявляемое™, где Н„ I Нт < 3.
При выключении тока в
электромагните (точка 3) зона выявляемое™
расширилась. Однако на поверхностях ролика,
прилегающих к его торцам,
тангенциальная составляющая напряженности близка
к нулю и дефекты на них не
обнаруживаются.
При воздействии на ролик
небольшим встречным магнитным полем зона
выявляемое™ значительно расширяется.
При магнитопорошковом контроле
деталей в приложенном поле
электромагнитов следует учитывать указанные
особенности распределения магнитных полей
вокруг деталей.
Если ферромагнитное тело
подвергается действию полей одного знака, то
петля называется частной (промежуточной),
которая в этом случае несимметрична
относительно начала координат (рис. 1.25).
Различают статическую и
динамическую петли гистерезиса. Статической
петлей гистерезиса называется петля,
полученная при очень медленном изменении
Н, при котором можно пренебречь
действием вихревых токов.
Рис. 1.25. Семейство несимметричных
петель магнитного гистерезиса:
1 - 3 - промежуточные петли; 4 - предельная
петля магнитного гистерезиса
Динамической петлей гистерезиса
называется петля, полученная при
периодическом изменении Н с некоторой
конечной скоростью, при которой влияние
вихревых токов становится значительным.
Это приводит к тому, что динамическая
петля имеет значительно большую
ширину, чем статическая. С увеличением
амплитуды приложенного напряжения
ширина динамической петли гистерезиса
увеличивается.
1.2.4. ЗАВИСИМОСТЬ МАГНИТНОЙ
ПРОНИЦАЕМОСТИ ОТ
НАПРЯЖЕННОСТИ ПОЛЯ
Значение магнитной проницаемости
материала существенно зависит от
напряженности поля, действующего на образец
(или деталь). На рис. 1.26 показана такая
зависимость \хг{Н). При Н = 0 магнитная
проницаемость равна ее начальному
значению цн. При увеличении напряженности
поля магнитная проницаемость быстро
увеличивается, достигая максимального
значения, а затем уменьшается.
По кривой намагничивания В(Н)
магнитная проницаемость при заданном поле
Н определяется как
В В
^ н г #ц0
Дифференциальная магнитная
проницаемость
248 Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ
Bi
/*-н
В
/
//
/
bV
//
7
/
А
/к,
ЛН j
X '
/\|
|\
I
I
I
I
I
L
дВ
i
и .- HRlH и —
^ГА" ., и.
S*-0n1
н
«А<т
и Н1
Рис. 1.26. Зависимость магнитной проницаемости цг от напряженности поля //,
действующего на образец:
ц</ - дифференциальная магнитная проницаемость; цн - начальная магнитная проницаемость;
/ - касательная в точке А к кривой В(Н)
V-d
АД
АН
при АН -> О
М</
d8
dtf'
1.2.5. МАГНИТОДВИЖУЩАЯ СИЛА,
МАГНИТНОЕ СОПРОТИВЛЕНИЕ
Магнитодвижущая
(намагничивающая) сила F - величина, которая
характеризует намагничивающее действие
электрического тока. Если магнитный контур
замкнут, то магнитодвижущая сила (МДС)
равна F = IN, т.е. произведению тока / в
обмотке на ее число витков (рис. 1.27).
Единица измерения МДС - ампер-виток.
Если линии магнитной индукции
замыкаются только через ферромагнитный
сердечник 1, то магнитный поток равен
Рис. 1.27. Схема замкнутой магнитной цепи:
1 - магнитопровод; 2 - обмотка, содержащая
N витков; / - ток в обмотке; /ср - длина средней
линии в магнитопроводе
Эту формулу записывают иначе:
N1 F
Ф =
/cp/(uaS) /ср/(ца5)'
Ф = -
N1
Icp/i^S)
где F - магнитодвижущая сила (МДС), Ав;
/ср — длина средней линии магнитопровода,
м; S- сечение магнитопровода, м2.
Величина lcp/(y.aS) определяет
магнитное сопротивление Rm, т.е. Rm =
= /ср/(ца5), отсюда следует, что
магнитное сопротивление среды прямо
пропорционально длине магнитопровода,
обратно пропорционально его площади попе-
МАГНИТНЫЕ ПОЛЯ НАМАГНИЧИВАЮЩИХ УСТРОЙСТВ 249
речного сечения и магнитной проницае-
F
мости, т.е. Ф = . Эта формула является
Rm
математическим выражением основного
закона магнитной цепи.
Магнитный поток в магнитной цепи
прямо пропорционален МДС и обратно
пропорционален магнитному
сопротивлению.
Пример 1.5. Определить силу тока в
тороидной обмотке из пяти витков
гибкого кабеля (N = 5) для намагничивания
кольца подшипника по индукции 1 Тл.
Сечение кольца подшипника 5 см2,
наружный диаметр 200 мм, внутренний
диаметр 170 мм, ца = 4л • 10~5 Гн/м.
Решение: используем формулу
F
Ф = -
R.
1.
2.
3.
Ф = Я5 = 1 -5- \0~* =
, 170 + 200 „со
/ср= л = 0,58
^ = ФЯШ = 5- КГ4 х
0^58 ___„.
4л-10"5-510"4 *"'
4.
/=F=4617=923A.
N 5
5-
м;
КГ4
Вб;
Для намагничивания кольца
подшипника до индукции 1 Тл (10 000 Гс)
необходим ток силой 923 А, если число витков
пять.
1.3. МАГНИТНЫЕ ПОЛЯ
НАМАГНИЧИВАЮЩИХ
УСТРОЙСТВ
1.3.1. МАГНИТНЫЕ ПОЛЯ
ПРЯМОЛИНЕЙНЫХ ПРОВОДНИКОВ
Для намагничивания проверяемых
деталей используют прямолинейные
проводники в виде прямолинейных медных
стержней или гибких кабелей различного
сечения.
На рис. 1.28 показана картина поля
вокруг медного проводника, полученная
магнитным порошком. Магнитные
силовые линии этого поля представляют собой
концентрические окружности с центрами
на оси проводника (рис. 1.28, б).
Направление поля вокруг проводника
или созданного витками кабеля может
быть определено по правилу буравчика
(штопора) (рис. 1.29):
а) для определения направления поля
вокруг проводника:
- расположить штопор вдоль оси
проводника (рис. 1.29, а, в);
— вращать штопор так (по часовой
стрелке или против нее), чтобы его
поступательное движение совпало с
направлением тока в проводнике;
Рис. 1.28. Магнитное поле вокруг проводника / с током /:
а — картина поля, полученная магнитным порошком;
б — магнитные линии вокруг проводника /
250 Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ МАГНИТОПОРОШКОВОИ ДЕФЕКТОСКОПИИ
Поле
Ток
Рис. 1.29. Правило штопора для определения направления поля вокруг проводников и
направления тока в проводниках по известному направлению поля:
/ - проводники; 2 - виток проводника; 3 - соленоид; 4 - штопор; 5 - проверяемая деталь
- направление вращения ручки
штопора указывает направление поля;
б) для определения направления тока
в проводнике необходимо:
- расположить штопор вдоль
проводника (рис. 1.29, б, в);
- вращать ручку штопора в
направлении поля (векторов В и Н) вокруг
проводника;
- поступательное движение штопора
укажет направление тока в проводнике.
Векторы напряженности поля Н и
магнитной индукции В в вакууме
(воздухе) по направлению совпадают.
Направление поля вокруг провода
обмотки соленоида также определяют по
правилу штопора (рис. 1.29, д);
в) для определения направления поля
внутри соленоида необходимо (рис. 1.29, е):
- штопор расположить вдоль
продольной оси соленоида;
- вращать ручку штопора в
направлении тока (на рис. 1.29, ё) - против
часовой стрелки;
- направление поступательного
движения штопора укажет направление поля.
На рис. 1.29, е показаны направления
векторов В и Н.
МАГНИТНЫЕ ПОЛЯ НАМАГНИЧИВАЮЩИХ УСТРОЙСТВ 251
-1—, приг<гп
2яр2 ^ °
Рис. 1.30. Изменение напряженности поля Н внутри (/) и вне (2) проводника 3 с током /:
/"о - радиус проводника; г - расстояние от центра проводника до точки измерения
Изменение от расстояния г
напряженности поля Я внутри и вне проводника
3 при прохождении по нему постоянного
тока от точки измерения до оси
проводника радиусом г0 показано на рис. 1.30. Из
рис. 1.30 видно, что поле на оси
проводника равно нулю, а внутри проводника
(при г < г0) оно изменяется по линейному
закону
"-А-
а вне его (при г > г0) по гиперболе
/
Я = -
2 яг
Напряженность поля Я в любой
точке, расположенной на расстоянии г от оси
проводника, определяют по формулам:
Н
I
2пг
(А/м);
4/
"=— О);
2г
# =
4/
D
(1.1)
(1.2)
(1.3)
где г - расстояние от оси проводника до
точки измерения (для формулы (1.1) - м;
для (1.2) - мм); / - ток в проводнике, А;
D - диаметр окружности с центром на оси
проводника, на которой находится точка
измерения, мм.
Если задана напряженность поля Н в
точке, находящейся на расстоянии г от оси
проводника, то для получения этой
напряженности силу тока / (А)
рассчитывают, используя формулы (1.1) - (1.3):
/ = Я-2яг, (1.4)
где Н (А/м); г (м);
"т*
(1.5)
где#(Э);£>(мм).
Пример 1.6. Ток в проводе равен
1000 А. Определить напряженность поля
в точке, отстоящей от оси провода на
100 мм.
Решение: напряженность поля
рассчитывается по формуле
Я=-
1000
2пг ~ 2л-0,1
=1592 А/м
252 Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ
или по формуле
41 4-1000
Я= — = -
2г
200
= 20 Э=1592А/м.
Пример 1.7. Определить ток в кабеле
для получения поля напряженностью
50 А/см (62,8 Э) в точке, отстоящей от оси
провода на 50 мм.
Решение: ток вычисляют по
формуле
1 = Н-2пг= 5000 • 6,28 • 0,05 = 1570 А
или по формуле
/=^.£)=621100 = 1570А.
4 4
На рис. 1.31 показано распределение
индукции В при намагничивании
ферромагнитной детали 8 на центральном
проводнике 9 с током /.
Магнитная индукция В изменяется на
Режимы намагничивания определяют
по напряженности поля в точках 1 на
поверхностях детали 8.
Скачки индукции В на участках 3 — 4
и 5 - 6 обусловлены ферромагнетизмом
детали 8 (г0 - радиус проводника; г -
расстояние от центра проводника).
Пример 1.8. Цилиндрическую полую
деталь намагничивают на центральном
проводнике. Определить силу тока в
проводнике для получения индукции В =
= 12,56 мТл на внутренней поверхности
детали диаметром 80 мм.
Решение: сила тока в проводнике
определяется по формуле
/ =
В-2пг 12,56-10 -3,14-0,08
Но
471-10"
= 2512 А.
участке 0 - 2 по закону В =
1г
2пгп
-ио;
на участках 2 - 3 и 6
2кг
7 - по закону
Распределение поля внутри и вне
полой детали 4, намагничиваемой
пропусканием по ней тока, показано на рис. 1.32.
Видно, что поле внутри детали радиусом
R\ равно нулю. Поле на участке 1-2
Рис. 1.31. Распределение индукции магнитного поля при намагничивании
проверяемой детали 8 на центральном проводнике 9
МАГНИТНЫЕ ПОЛЯ НАМАГНИЧИВАЮЩИХ УСТРОЙСТВ 253
Рис. 1.32. Распределение поля Н внутри и вне детали 4, намагничиваемой пропусканием
по ней тока /:
поле изменяется на участках: 0 - 1 - по закону Н = 0; I -2 -по закону # =
2-3-по закону Н =
2 яг
2я(Л2-Я2)'
(внутри материала детали) изменяется по
закону
2k(r22-R?)
а на участке 2 — 3
по закону Н = .
2пг
По этой формуле определяют
напряженность поля на внешней поверхности
детали или на некотором расстоянии от нее.
Пример 1.9. По цилиндрической
детали диаметром 50 мм пропускают ток
силой 2000 А. Определить напряженность
поля в точках, находящихся от
поверхности детали на расстоянии 100 мм, и
непосредственно на поверхности детали.
Решение: напряженность поля на
расстоянии 100 мм от поверхности детали
рассчитывают по формуле
/ 2000
Я =-
■ = 2547А/м.
2кг 2-3,14 0,125
Напряженность поля на поверхности
детали
/ _ 2000
2%r ~ 3,14 0,05
Н
=12740 А/м.
1.3.2. МАГНИТНЫЕ ПОЛЯ
СОЛЕНОИДОВ
Значительное число деталей
контролируют с применением различных типов
соленоидов. На рис. 1.33 показана схема
магнитного поля вокруг и внутри
соленоида. Направление тока / в витках
обмотки обозначено стрелками,
проведенными на поверхности соленоида. Из
рисунка видно также, что магнитные
силовые линии внутри соленоида направлены
вдоль его продольной оси. У выходных
окон соленоида образуются магнитные
полюсы N и S. Направление поля Н
внутри соленоида можно определить по
правилу штопора, используя обозначенное на
рисунке направление тока.
Напряженность поля в центре на
оси соленоида рассчитывают по формуле
(рис. 1.34, а)
Н
In
¥1
4с'
254 Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ МАГНИТОПОРОШКОВОИ ДЕФЕКТОСКОПИИ
ы
I 4 \ Ч ^гггЪ"
Рис. 1.33. Распределение магнитных
силовых линий поля прямого соленоида
■M.I.M.M.
I I I I | ; '
:|х|х|х|х|х1х|хч
-i
нзззз*ш
■~l-i
ч|>«!
б)
Рис. 1.34. Схема определения
напряженности поля в соленоиде:
а - на оси в центре соленоида; б - в точках на
оси соленоида; в - у выходного окна (у края)
соленоида
где Н — напряженность поля в центре
соленоида, А/см; I, с — длина и радиус
соленоида, см; и — число витков.
Напряженность поля на оси
соленоида (рис. 1.34, б)
In coscx.
-coscx-,
/
Напряженность поля у края
соленоида (см. рис. 1.34, в):
нЛ
In
2#^
Напряженность поля в центре витка
радиусом R (м) определяют по формуле
Н=-
2R
где /-ток в витке проводника, А.
Напряженность поля, создаваемого
током в тороидной обмотке (рис. 1.35):
Н =
Ы_
I '
где / — ток, А; / — длина средней линии
обмотки, см; и - число витков.
Пример 1.10. Определить
напряженность поля в центре приставного
соленоида дефектоскопа У-604, если ток в
обмотке соленоида равен 2000 А. Параметры
соленоида: число витков и = 6, длина
210 мм, диаметр 100 мм.
Рис. 1.35. Схема расположения тороидной
обмотки / на сердечнике 2
МАГНИТНЫЕ ПОЛЯ НАМАГНИЧИВАЮЩИХ УСТРОЙСТВ 255
Решение: напряженность поля
рассчитаем по формуле
In 2000-6
Н
4l2+D2 V212 +102
= 516 А/см.
Пример 1.11. Соленоид,
образованный витками гибкого кабеля
передвижного дефектоскопа У-601 для
намагничивания оси стабилизатора. Ток в соленоиде
равен 2000 А. Параметры соленоида:
длина 400 мм, диаметр 100 мм, число витков
и = 8, а, = 10°, а2 = 155° (см. рис. 1.34).
Определить напряженность поля:
а) в центре соленоида на его оси - Н\\
б) в точке А, расположенной на оси
на расстоянии 100 мм до края соленоида -
Я2;
в) у края соленоида - Щ.
Решение:
а) напряженность //, в центре на оси
соленоида
Н =
In
2000-8
Jl2+D2 V402+102
= 388 А/см;
б) напряженность поля в точке А - Н2:
1 In cosa, -cosa2
Н-, =
2 / 2
2000-8 0,98 + 0,9
40
= 376 А/см;
в) напряженность поля у края
соленоида Ну.
Я3 =
1
In
1 16 000
/2 +
D
Ч^У
2 л/402 + f
= 198 А/см.
Пример 1.12. Виток гибкого кабеля
дефектоскопа У-601 имеет вид
окружности, образован для намагничивания гал-
тельного перехода вала. Диаметр витка
равен 160 мм. Определить напряженность
поля в центре витка, если ток в витке
установлен равным 1800 А.
Решение: напряженность поля в
центре витка определим по формуле
Н
1_
R
1800
0,08
= 22 500А/м.
Напряженность поля в соленоиде
часто определяют по формуле Н = KJ, где
Кс — постоянная (коэффициент) соленоида,
1/см (рис. 1.36).
Пример 1.13. Сила тока в
приставном соленоиде стационарного
дефектоскопа равна 2500 А. Постоянная Кс =
= 0,22 1/см. Определить напряженность
поля Н в соленоиде.
Решение: постоянную соленоида
определяют по формуле
Н ■
In
4L2+d2
= 550 А/см,
KJ = 0,22 -2500 =
где Кс
h2+d2
; L, d- длина и диаметр
соленоида, см; п - число витков.
Для экспериментального
определения Кс измеряют напряженность поля
в центре на продольной оси соленоида
(рис. 1.36) при номинальном токе /, а
затем вычисляют
Н
*,=-
/
Рис. 1.36. Схема соленоида:
/ - соленоид; 2 - витки соленоида;
А - амперметр; L, d - длина и диаметр
соленоида, см; п - число витков соленоида
256 Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ МАГНИТОПОРОШКОВОИ ДЕФЕКТОСКОПИИ
Учитывая линейную зависимость Я(/),
измерения Н проводят при трех значениях
тока /, вычисляют Кс], КС2, К&.
Определяют среднее значение Кс.
К,.
Кс\ + ^с2 + ^сЗ
которые используют при вычислении
режимов намагничивания проверяемых
деталей.
1.4. СУЩНОСТЬ
МАГНИТОПОРОШКОВОГО МЕТОДА
КОНТРОЛЯ
Магнитопорошковый метод нераз-
рушающего контроля основан на
притяжении магнитных частиц силами
неоднородных магнитных полей, возникающих
над дефектами в намагниченных изделиях.
При проведении магнитопорошково-
го контроля ферромагнитные частицы,
взвешенные в жидкости или воздухе,
попадая в магнитное поле, намагничиваются
и притягиваются друг к другу, образуя
цепочки, ориентированные по магнитным
силовым линиям поля. Процесс
образования цепочек из частиц порошка называют
магнитной коагуляцией.
Соединение частиц в цепочки
происходит еще до оседания их над дефектом
под действием внешнего
намагничивающего поля или поля полюсов детали. На
рис. 1.37 показаны частицы,
соединившиеся в цепочки в небольшом объеме над
деталью, погруженной в суспензию.
Накопление порошка над дефектами
происходит в основном частицами,
соединенными в цепочки, и отдельными частицами.
Поэтому выявляемость дефектов
непосредственно связана с интенсивностью
магнитной коагуляции.
-ф/^»ф
Рис. 1.37. Магнитное поле над трещиной:
а - схема образования магнитного поля над трещиной; б - схема сил, действующих на частицу в
поле рассеяния трещины; в - участок, увеличенный в 20 раз (кадр из кинофильма);
В - выпрямитель; / - проверяемая деталь; 2 - медный стержень с током; 3 - трещины; 4 - поле
рассеяния; 5,6- цепочки из частиц порошка; 7 - порошок над трещиной; 8 - контактные диски;
9 - поле вокруг стержня; 10 - магнитные линии в детали; Тр - силовой трансформатор;
F} — сила магнитного поля, направленная к месту расположения трещины; FT- сила тяжести;
FA - сила выталкивающего действия жидкости; Fw - сила трения; F„ FM - силы
электростатического и магнитного взаимодействий между частицами; Fp - результирующая сила
СУЩНОСТЬ МАГНИТОПОРОШКОВОГО МЕТОДА КОНТРОЛЯ 257
Наличие и протяженность
индикаторных рисунков, полученных в
результате воздействия полями в области
дефектов, регистрируют визуально, в том числе
с помощью оптических приборов, а также
автоматическими устройствами обработки
изображения.
Если по центральному проводнику 2,
проходящему через полую деталь 1,
пропустить электрический ток /, то
возникший магнитный поток замыкается по
детали (рис. 1.37). В местах трещин он
выходит за пределы детали, образуя
неоднородное магнитное поле рассеяния 4 и
местные магнитные полюсы N и S. Под
действием поля этих полюсов частицы
притягиваются и накапливаются над трещиной.
Причина образования поля над
дефектом - высокие значения магнитных
сопротивлений в дефекте (как воздушном
промежутке) и под дефектом. Под
дефектом индукция В имеет большее, а
магнитная проницаемость меньшее значения, чем
в прилегающих к трещине областях
материала. Области увеличенного значения
индукции В под дефектами на темплетах,
выявляемые магнитным порошком,
показаны на рис. 1.38. Обтекая область
высокого магнитного сопротивления,
магнитный поток образует магнитные поля
рассеяния над дефектами на поверхности его
расположения, например на внешней
поверхности образца (детали), а также с
противоположной стороны, т.е. на внутренней
его поверхности. На рис. 1.39 - 1.41
показано скопление порошка от отверстий в
местах увеличенного значения индукции.
На рис. 1.41 показан образец с двумя
надрезами (искусственными дефектами),
выполненными под углами 45 и 90° к
боковой поверхности 180 х 8 мм. Образец
контролировали способом воздушной
взвеси магнитного порошка. Из
приведенного рисунка видно, что области
увеличенного значения магнитной индукции
расположены под донной частью обоих
надрезов.
Рис. 1.38. Области 7, 8, 9 увеличенного
значения индукции В под дефектом на
темплетах:
а - схема расположения области А;
б, в, г - области А, визуализированные
магнитным порошком от дефектов;
/ - поле рассеяния; 2 - дефект; 3 - темплет;
4 - надрез глубиной 1,0 мм; 5 - надрез
глубиной 0,5 мм; 6 - надрез на пластине;
А - область увеличенного значения индукции
На рис. 1.42 показана картина
магнитного поля образца размером 170 х 80 х
х 10 мм, в котором выполнен имитатор
дефекта - надрез (22 х 10 мм) под углом
55° к боковой поверхности 170 х 10 мм.
Картина магнитного поля, полученная
магнитным порошком при контроле
образца в приложенном магнитном поле
постоянного электромагнита, имеет
следующие особенности.
9-3316
258 Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ МАГНИТОПОРОШКОВОИ ДЕФЕКТОСКОПИИ
а) б)
Рис. 1.39. Схема намагничивания образца 1 (а) и индикаторные рисунки осаждения
порошка 5, 6, 7, 8 в области отверстий 2 и 3 и канавки 4 (б):
образец: сталь ЗОХГСА, 43 HRC, длина 200 мм, сечение 30 х 40 мм. Диаметр отверстий 2 и 3 -
8 мм, радиус канавки 5 мм. Контроль проводился в приложенном поле электромагнита
постоянного тока
Рис. 1.40. Схема намагничивания образца (а) и скопления порошка в области отверстий (б):
контроль проводился в приложенном поле электромагнита постоянного тока.
Образец: ЗОХГСА, 34 HRC, длина 200 мм, сечение 30 х 15 мм.
Оси отверстий перпендикулярны к плоскости А. Диаметры отверстий: 1, 2,4,6 -А мм;
3,5- 2,5 мм. Все отверстия сквозные
СУЩНОСТЬ МАГНИТОПОРОШКОВОГО МЕТОДА КОНТРОЛЯ 259
Рис. 1.41. Области увеличенных значений
магнитной индукции вокруг искусственных
дефектов (надрезов) в пластине размером
180 х 40 х 8 мм (сталь У7, 37 HRC),
визуализированных способом воздушной
взвеси магнитного порошка:
а - образец с дефектами; б - схема магнитных
линий в образце;
/ - надрез, выполненный под углом 45° к
поверхности образца; 2 - надрез, выполненный
под прямым углом к поверхности образца;
3,4 - области увеличенного значения
магнитной индукции
Над надрезом образуются три
области: Аь Б, А2. При контроле в области Б
происходит накопление порошка. В
областях А, и А2 нормальная составляющая
поля равна нулю, осаждения порошка в
них не происходит. Частицы порошка,
попавшие в области А] и А2, не достигают
поверхности образца и удаляются из них
магнитными силами. В областях А| и А2
образуются зоны неосаждения порошка.
Зоны 3 и 4 повышенного значения
магнитной индукции расположены в
угловых частях дна дефекта.
Линии магнитной индукции в
надрезе проходят перпендикулярно к его
граням, т.е. по линиям наименьшего
магнитного сопротивления.
9*
6)
Рис. 1.42. Картина магнитного поля и схема
распределения магнитных линий в области
выреза / в пластине 2 размером 170 х 80 х
х 10 мм (сталь 30ХГСА, 35 HRC) в
приложенном поле напряженностью 15 мТ:
а - картина магнитного поля, полученная
магнитным порошком; б - схема
распределения магнитных линий в области
выреза (размером 22 х 10 мм);
3 - области увеличенного значения магнитной
индукции в пластине; А,, А2 - зоны
неосаждения порошка; Б - зона накопления
порошка
При расположении дефекта ближе к
одному из торцов образца картина
магнитного поля над дефектом изменяется.
Эти особенности распределения поля
учитывают при проведении магнитопорош-
кового контроля ответственных деталей.
Для обнаружения несплошности на
поверхности детали наносят магнитный
порошок, взвешенный в воздухе (сухим
способом) или в жидкости (способом
суспензии). На частицу в поле рассеяния
будут действовать силы: магнитного поля Fj
(см. рис. 1.37, б), направленная в область
наибольшей плотности магнитных сило-
260 Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ МАГНИТОПОРОШКОВОИ ДЕФЕКТОСКОПИИ
вых линии, т.е. к месту расположения
трещины; тяжести FT; выталкивающего
действия жидкости FA; трения FTp; силы
электростатического F3 и магнитного FM
взаимодействий, возникающие между
частицами. В магнитном поле частицы
намагничиваются и соединяются в цепочки 5
и 6. Под действием результирующей силы
Fp частицы притягиваются к трещине и
накапливаются над ней. Ширина полоски
(валика) из осевшего порошка
значительно больше ширины раскрытия трещины.
По этому осаждению - индикаторному
рисунку определяют наличие дефектов.
На рис. 1.43 - 1.44 показаны как примеры
дефекты, выявленные магнитопорошко-
вым методом.
Минимальные размеры трещин,
выявляемые магнитопорошковым методом,
показаны на рис. 1.45: глубина 0,01 мм,
ширина 0,001 мм, длина 0,5 мм.
Рис. 1.44. Трещины на внутренней
поверхности шестерни редуктора
воздушного винта вертолета, выявленные
магнитопорошковым методом
0,001
Рис. 1.43. Трещины усталости, выявленные
магнитопорошковым методом:
а - по галтельному переходу заливной
горловины; б-на главной балке крыла
Рис. 1.45. Минимальные размеры трещин,
выявляемые магнитопорошковым методом:
ширина раскрытия 0,001 мм;
глубина 0,01 мм
Из изложенного следует, что в поле
дефекта происходят следующие
физические процессы:
- намагничивание ферромагнитных
частиц и соединение их в цепочки с
ориентацией по магнитным силовым линиям
поля в области дефекта;
- движение образующихся
цепочечных структур, а также отдельных частиц к
месту расположения дефектов;
- накопление ферромагнитных
частиц над дефектами.
По виду осевшего порошка судят о
характере несплошности и принимают
решение об отбраковке детали.
СУЩНОСТЬ МАГНИТОПОРОШКОВОГО МЕТОДА КОНТРОЛЯ
261
Магнитопорошковый метод
применяется для контроля:
- деталей и узлов, бывших в
эксплуатации, при ремонте и обслуживании
техники различного назначения;
- деталей и узлов, изготовленных или
восстановленных при ремонте;
- деталей на промежуточных стадиях
изготовления (литья, ковки, штамповки и
т.д.);
— элементов строительных
конструкций, протяженных объектов - труб,
трубопроводов различного назначения;
- объектов под водой и др.
Для решения этих задач разработаны
оборудование, приборы, средства,
способы, методические материалы.
Глава 2
ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
2.1. СПОСОБЫ
МАГНИТОПОРОШКОВОГО
КОНТРОЛЯ
В зависимости от магнитных свойств
материала, формы и размеров
контролируемой детали, наличия на ней
немагнитного покрытия применяют два способа
контроля:
• контроль на остаточной
намагниченности;
• контроль в приложенном поле.
Контроль на остаточной
намагниченности заключается в последовательном
выполнении следующих технологических
операций (рис. 2.1):
• подготовке детали к контролю;
• намагничивании детали;
• нанесении на поверхность детали
магнитного индикатора (суспензии или
сухого порошка);
• осмотре детали;
• расшифровке индикаторного
рисунка (скоплений магнитного порошка) и
определении соответствия детали
техническим условиям или нормам на
отбраковку;
• размагничивании и контроле
размагниченности;
• удалении с детали остатков
магнитного индикатора.
Особенность контроля способом
приложенного магнитного поля состоит в
том, что технологические операции:
намагничивание, нанесение на поверхность
детали магнитного индикатора, осмотр
или часть осмотра детали — выполняют
одновременно (см. рис. 2.1).
Контроль способом приложенного
магнитного поля проводят в следующих
случаях:
• деталь выполнена из магнитомяг-
кого материала с коэрцитивной силой
Яс < 9,5 А/см (12 Э; 0,95 кАУм), например
из сталей СтЗ, 10, 20 и др.;
• деталь имеет сложную форму или
малое удлинение (отношение длины
детали к ее диаметру), поэтому ее не удается
намагнитить до достаточно высокой
остаточной намагниченности;
• деталь контролируют для
обнаружения подповерхностных дефектов на
глубине более 0,01 мм или дефектов,
скрытых под слоем немагнитного
покрытия (хрома, цинка, краски толщиной более
0,03 ... 0,05 мм);
• деталь имеет большой диаметр, а
мощность дефектоскопа недостаточна для
ее намагничивания. Например, для
намагничивания детали до индукции В\
требуется напряженность поля 200 Э, а в
приложенном поле это же значение индукции
достигается при намагничивающем поле
60 Э (рис. 2.2).
Если цилиндрическую полую деталь
с внешним диаметром 100 мм
намагничивают на центральном проводнике, то
для получения поля Н = 200 Э на ее
внешней поверхности необходим ток
Н 200
/,= — £ = 100 = 5000 А, а для
4 4
образования поля 60 Э требуется ток
/2 = —100 = 1500А, т.е. для контроля в
приложенном поле нужен в 3,8 раза
меньший ток, чем для контроля на
остаточной намагниченности;
• деталь крупногабаритная, поэтому
ее небольшие участки контролируют с
помощью переносных электромагнитов
или с применением дефектоскопов на
постоянных магнитах;
• деталь контролируют с
использованием электромагнитов постоянного
тока.
СПОСОБЫ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
263
СПОСОБЫ
магнитопороихкоВого контроля
На остаточной
намагниченности.
Технологические
операции
=с
ПодготоВа
детали к
контролю
Намагничивание
Нанесение
суспензии.
_L
Осмотр,
определение
соотВетстВ.ТУ
Размагничивание, контроль
размагниченности
±
В приложенном
поле
X
Технологические операции
ПодготоВка.
детали к
контролю
Намагничивание
•
>
Нанесение
суспензии
Осмотр,
определение
соотВетст-
Вия ту
РазмагничиВа-
ние, контроль
размагниченности
1
Рис. 2.1. Последовательность выполнения технологических операций при контроле деталей
магнитопорошковыми способами
40 Н, 80
200 3
Рис. 2.2. Основная кривая намагничивания
материала детали и размагничивающая
часть петли гистерезиса:
/ — основная кривая намагничивания;
2 - размагничивающая часть петли
Контроль в приложенном поле не
всегда обеспечивает более высокую
чувствительность, чем контроль на
остаточной намагниченности. Это объясняется
тем, что при контроле в приложенном
поле деталей, изготовленных из сталей с
ярко выраженной текстурой, порошок
осаждается: по волокнам металла, в местах
структурной неоднородности, по следам
грубой обработки поверхности, по рискам,
в местах резкого изменения геометрии
проверяемой поверхности, а также
вследствие возможного неблагоприятного
направления магнитного протока в детали.
264
Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
Все перечисленные факторы при выборе
способа приложенного поля требуют
анализа и соответствующего их учета.
Контроль способом остаточной
намагниченности проводят в следующих
случаях:
• деталь выполнена из магнито-
твердого материала, имеющего
коэрцитивную силу Нс > 9,5 А/см;
• контроль проводят для выявления
поверхностных дефектов (трещин,
волосовин и др.);
• намагничивающее устройство
позволяет создать поле с напряженностью,
близкой к Нт.
Контроль на остаточной
намагниченности имеет ряд существенных
достоинств:
• возможность установки
проверяемой детали в любое удобное
положение для хорошего освещения поверхности
и осмотра невооруженным глазом, с
применением луп, микроскопов и других
оптических приборов;
• возможность нанесения суспензии
как поливом, так и погружением
одновременно нескольких деталей в ванну с
суспензией;
• простоту расшифровки осаждений
порошка, так как при контроле способом
остаточной намагниченности порошок в
меньшей степени оседает по рискам,
наклепу, местам грубой обработки
поверхности;
• меньшую возможность перегрева
деталей в местах их контакта с дисками
зажимного устройства дефектоскопа, так
как ток пропускают кратковременно
(0,0015 ...2 с);
• обеспечение зачастую более
высокой производительности контроля.
Поэтому использование способа
контроля на остаточной намагниченности
предпочтительнее, если нет ограничений
на его применение.
Способ контроля указывают в
технологических картах, методиках,
рекомендациях по магнитопорошковому контролю.
2.2. ПОДГОТОВКА ДЕТАЛИ
К КОНТРОЛЮ
Подготовительные работы проводят
для обеспечения эффективности контроля.
Для их проведения могут потребоваться
следующие материалы и приспособления:
• моющие средства, растворители
(бензин, керосин, ацетон и др., смывки
СД-1,АФТ-1идр.);
• волосяные щетки, кисти, мелкая
наждачная бумага, скребки, напильники,
хлопчатобумажная ветошь, смазка типа
ЦИАТИМ;
• ванночки, поддоны, резиновые
груши;
• белая нитрокраска, например
краска для цветной дефектоскопии, НЦ-11
и др.;
• краскораспылитель, лупы 2 — 4-
кратного увеличения, микроскоп типа
МБС-2;
• лампа местного освещения.
Типовой перечень подготовительных
работ включает в себя следующие
операции.
Демонтажно-монтажные работы.
При выполнении магнитного контроля
деталей в конструкции машин проводят
демонтажные работы в целях обеспечения
доступа для намагничивания, осмотра
проверяемого участка детали.
Демонтажно-монтажные работы иногда значительно
превышают объем работ непосредственно
по магнитопорошковому контролю.
Удаление загрязнений. С
контролируемой поверхности удаляют масляную
пленку, смазку, продукты коррозии,
нагара, заполимеризованные загрязнения и т.п.
С прецизионных деталей (золотников,
шестерен и т.п.) загрязнения удаляют
путем промывки их с помощью жестких
щеток, деревянных и пластмассовых
скребков, лопаточек и растворителей (бензина,
ацетона, смывок и др.). При удалении
загрязнений с таких деталей не
рекомендуется применять металлические предметы
во избежание возникновения царапин на
проверяемых поверхностях.
ПОДГОТОВКА ДЕТАЛИ К КОНТРОЛЮ
265
При удалении загрязнений из пазов,
отверстий, внутренних полостей
применяют бельевую ветошь. После протирки
небельевой ворсистой ветошью на детали
остается большое количество ворсинок, на
которых задерживаются магнитные
частицы суспензии, что затрудняет
расшифровку индикаторного рисунка.
Удаление влаги. Это необходимо,
если проверку проводят с применением
органической суспензии (на основе масла,
керосина и др.). Влагу с детали удаляют
струей сухого воздуха.
Небольшие участки детали
протирают сухой ветошью.
Предотвращение попадания влаги во
внутренние полости деталей и изделий.
Если попадание суспензии во внутренние
полости не допускается, то отверстия
закрывают густой смазкой, пробками,
особенно, если контроль осуществляется в
условиях эксплуатации.
Удачение лакокрасочного покрытия.
Лакокрасочное покрытие толщиной более
0,03 ... 0,04 мм удаляют смывками. Для
удаления лакокрасочного покрытия, а
также загрязнений при ремонте
применяют опескоструивание, если оно
допускается технологией ремонта. Наличие
лакокрасочного покрытия толщиной более
0,03 мм уменьшает чувствительность
контроля.
Нанесение на поверхность детали
белой краски. При контроле деталей с
темной поверхностью и применении
черного магнитного порошка для увеличения
контраста на деталь наносят из
краскораспылителя слой белой нитрокраски
(толщиной 4 ... 10 мкм), т.е. слой получается
полупрозрачным и поверхность детали
видна. Нанесение слоя краски облегчает
также контроль деталей с грубо
обработанными поверхностями.
При контроле ответственных деталей
толщину слоя нанесенной краски
проверяют с помощью инструментальных
средств (толщиномеров), кроме того, на
рабочем месте устанавливают деталь с
правильно нанесенным слоем белой
краски для наглядного сравнения при
окрашивании других деталей. При использовании
цветного или люминесцентного
магнитного порошка детали не окрашивают.
Зачистка мест электрического
контакта. Если деталь намагничивают
пропусканием по ней тока, то особенно
тщательно удаляют загрязнения, смазку с мест
электрических контактов детали и дисков
зажимного контактного устройства
дефектоскопа.
При пропускании тока по участку
детали с помощью электроконтактов их
наконечники зачищают наждачной бумагой
и тщательно удаляют загрязнения с мест
установки электроконтактов на детали.
Снятие электростатических зарядов
с проверяемой детали. Эмалевое
покрытие деталей, например лопаток двигателя,
воздухосборников, а также
неэлектропроводные оксидные и другие покрытия часто
электризуются. При использовании сухого
магнитного порошка или органической
суспензии в местах электростатических
зарядов происходит осаждение
магнитного порошка, что затрудняет анализ
индикаторного рисунка. Для снятия
электростатических зарядов бывает достаточно
протереть перед контролем поверхность
эмалевого покрытия влажной ветошью.
Добавление в керосиновую или
масляную суспензию присадки «Акор-1» в
количестве 5 ... 10 г/л значительно
повышает ее электропроводность. При
контроле такой суспензией электростатические
заряды снимаются и не возникают.
При контроле небольшого участка
крупногабаритного объекта загрязнения и
краску удаляют с зоны, ширина и длина
которой на 10 ... 15 мм больше ширины и
длины контролируемого участка с каждой
стороны. Если, например, проверяют
сварной шов и прилегающие к нему
участки общей шириной 30 мм, то
загрязнения удаляют с зоны шириной 30 + 2
(10 ... 15) мм.
Необходимость и объем
подготовительных работ зависят от особенностей
проверяемых деталей и технологических
процессов, следующих за магнитным
контролем.
266
Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
В ряде случаев проводят
подготовительные работы, которые не вошли в
представленный список и связаны
исключительно с особенностями проверяемого
объекта. Особые требования, например,
предъявляются к подготовке деталей к
контролю при расследовании летных
происшествий.
Детали, поступающие на контроль и
подготовленные для проверки,
укладывают в сортовики, на подставки, стеллажи и
аккуратно располагают на столе
дефектоскопа. Не допускают беспорядочного
размещения деталей как перед контролем, так
и после его проведения.
2.3. СПОСОБЫ НАМАГНИЧИВАНИЯ
ДЕТАЛЕЙ
При магнитопорошковом контроле
деталей применяют циркулярное,
полюсное (продольное, поперечное, нормальное)
и комбинированное намагничивания.
Существует большое число схем
намагничивания, некоторые из которых
приведены на рис. 2.3.
2.3.1. ЦИРКУЛЯРНОЕ
НАМАГНИЧИВАНИЕ
Циркулярное намагничивание
проводят:
• пропусканием тока
непосредственно по детали (рис. 2.4, 2.5);
• пропусканием тока по
центральному проводнику, который продевают
через полую деталь (рис. 2.6, 2.7);
• с применением тороидной
обмотки (рис. 2.8, 2.9);
• пропусканием тока по участку
детали с применением электроконтактов
(рис. 2.10);
• возбуждением индукционного
тока в детали (рис. 2.11).
Циркулярное намагничивание - это
такое намагничивание, при котором
магнитный поток весь свой путь проходит в
проверяемой детали. При циркулярном
намагничивании цилиндрических деталей
магнитные линии представляют собой
концентрические окружности.
На рис. 2.12 показана схема
циркулярного намагничивания сплошной
цилиндрической детали 1 пропусканием по
ней тока /. Ток подводится к детали с
помощью контактных дисков 4. Питание
осуществляется от силового
трансформатора Тр через однополупериодный
выпрямитель ВП. В разрезе детали 1 и на
торцовой поверхности 6 показаны линии
магнитной индукции 5, которые имеют вид
концентрических окружностей с центрами
на оси детали. На цилиндрической
поверхности стрелками 7 показано
направление намагниченности в поверхностном
слое, которое с направлением продольных
трещин составляет прямой угол.
Магнитные линии в сечении детали и
на ее торцовой поверхности также
пересекают трещины 3 под прямым углом.
Такой способ намагничивания
эффективен для выявления продольных и
радиальных трещин соответственно на
цилиндрической и торцовых
поверхностях.
На рис. 2.13 показана схема
циркулярного намагничивания детали 1 на
центральном проводнике 2, к которому ток
подводится от силового трансформатора
Тр через двухполупериодный
выпрямитель ВП и контактные диски 4.
В разрезе детали видно, что
магнитные силовые линии внутри детали, вокруг
и по всей длине центрального проводника
2 представляют собой концентрические
окружности с центрами на оси проводника
2 (на рис. 2.13 они показаны штриховыми
линиями). Линии магнитной индукции по
сечению детали и на торцовых
поверхностях также имеют вид концентрических
окружностей. Магнитный поток из детали
не выходит, он полностью замыкается
внутри детали, исключая области трещин.
Стрелками показано направление
намагниченности в поверхностном слое на
внешней и внутренней поверхностях
детали, которое с направлением трещин
составляет прямой угол.
СПОСОБЫ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ
267
Пропусканием тока
по детали
i£f
по центральному
проводнику
по тороидной
обмотке
Возбуадением то-
ка в детали
ГС*
Схемы намагничивания
В соленоиде
В кат
В переносном
электромагните
В
В стационарном
электромагните
Постоянным
магнитом
Перемещением по-
люса магнита по
У,
детали jV.1
Пропусканием токг
по детали и с при}-
менением электро^
магнита
7JS
^Й=
Пропусканием тока
по детали и с
применением
соленоида
Пропусканием по
детали и
соленоиду
токов,сдвинутых по фазе на
h
Рис. 2.3. Схемы намагничивания, применяемые при магнитопорошковом контроле
268
Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
Рис. 2.4. Циркулярное намагничивание передней стойки шасси на дефектоскопе > -6(14-70
L,
17
. |*>№
[
1 1
W^
/1 \ 1
а Д^ 2
L
Г4!
з
1 1
" „1
Рис. 2.5. Циркулярное намагничивание качалки управления на дефектоскопе У-604-70:
/ - качалка управления; 2 - подвижная контактная бабка; 3 - контактный диск
J3F
Iff Дзг-1
—1 BSiiiiiiiiii'iiiiiii'iiiiiPP1
JwL__!^
<лк
—. ' L
jSi £kf~
1р«|Ш
х з ~ \
<4 Щ,
i A
Г
Of
1 |##|
Рис. 2.6. Циркулярное намагничивание на центральном проводнике пружины:
1 - контактные диски дефектоскопа; 2 - медный стержень; 3 - пружина
СПОСОБЫ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ
269
Рис. 2.7. Циркулярное намагничивание на центральном проводнике:
а - цилиндра стойки шасси; б - проушин верхнего узла стойки шасси
Рис. 2.8. Намагничивание зубчатого колеса тороидной обмоткой на дефектоскопе МД-77:
/ - зубчатое колесо; 2 - тороидная обмотка; 5 - деревянный брусок
270 Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
*\ 'Of
й\. -l3 ьи*
A §в==§
Рис. 2.9. Циркулярное намагничивание цапфы воздушного винта с
применением тороидной обмотки:
цапфа; 2 - гибкий кабель; 3 - деревянный брусок; 4 - контактные диски контактного
зажимного устройства (КЗУ) дефектоскопа
Рис. 2.10. Положение электроконтактов при намагничивании:
галтельного перехода рычага шасси; б - сварного шва топливного бака самолета;
1,2 - электроконтакты
СПОСОБЫ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ
271
Ю
в)
Рис. 2.11. Схемы индукционного
намагничивания детали в открытой (а) и
закрытой (б, в) магнитных цепях:
1 - соленоид; 2 - сменный магнитопровод;
3 - проверяемая деталь с центральным
отверстием; 4 - витки соленоида;
5 - магнитопровод; 6 - электромагнит;
7 - обмотка; 8 - деталь без центрального
отверстия; 9, 70-вставки-магнитопроводы;
DQ, Д, - диаметры соленоида и детали.
Стрелками показаны трещины
Рис. 2.12. Циркулярное намагничивание
цилиндрической детали пропусканием
по ней тока /:
/ - деталь; 2 - поле рассеяния; 3 - трещина;
4 - контактные диски дефектоскопа;
5,6- магнитные линии соответственно в
сечении детали и на торцовой поверхности;
7 - направление намагниченности в
поверхностном слое детали;
ВП - блок выпрямителя
Рис. 2.13. Циркулярное намагничивание
детали / пропусканием тока по
центральному проводнику 2:
3 - трещина; 4 - контактные диски
дефектоскопа; 5,6- магнитные линии
соответственно в сечении и на торцовой
поверхности детали; 7- магнитные силовые
линии (показаны штриховыми линиями)
внутри детали вокруг проводника 2;
8 - поле рассеяния;
Тр - силовой трансформатор
272
Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
Такая схема эффективна для
обнаружения продольных трещин на внешней и
внутренней поверхностях, а радиальных -
на торцовых поверхностях детали.
При намагничивании центральный
проводник располагают в центре
отверстия намагничиваемой детали (рис. 2.14),
чем обеспечивают достаточно
равномерное распределение поля и высокую
надежность контроля.
Рис. 2.14. Картины поля, полученные
магнитным порошком при намагничивании
кольца подшипника / на центральном
проводнике 2:
а - при симметричном расположении
проводника относительно кольца;
б - при асимметричном расположении
проводника
Если при намагничивании
центральный проводник асимметрично
расположить в отверстии детали, то поле
распределится крайне неравномерно, особенно
на внутренней поверхности детали
(рис. 2.14, б). При этом возникают
магнитные полюсы и нормальная
составляющая напряженности //„ имеет большую
величину, что снижает эффективность
магнитного контроля, особенно в
приложенном поле.
Центрируют проводник с помощью
втулок из токонепроводящего материала
различной конструкции (рис. 2.15).
Втулки в виде конуса используют для
намагничивания деталей с различными диаметрами
центральных отверстий. Угол а
образующей с осью конуса делают не
превышающим 10 ... 15°, для того чтобы детали не
скатывались по втулке. Выполняют втулки
также по диаметру каждой детали или
ступенчатые для контроля деталей с
внутренними отверстиями разных диаметров.
Если диаметр центрального
отверстия невелик, то деталь намагничивают
без центрирующих втулок. При этом цен-
Рис. 2.15. Схемы втулок / для
центрирования намагничиваемых
деталей 2 на центральном проводнике J:
а - конусная втулка; б - цилиндрическая
втулка для одной детали; в - ступенчатая
втулка для нескольких размеров деталей;
г - деталь на намагничивающем стержне с
трубкой 4 из токонепроводящего материала
СПОСОБЫ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ 273
тральный проводник покрывают тонким
слоем электроизоляционного материала
или надевают на него резиновую либо
пластмассовую трубку (рис. 2.15, г).
При циркулярном намагничивании
деталей сложной формы возникают
рассеянные магнитные потоки, образуются на
детали магнитные полюсы (рис. 2.16).
В некоторых случаях возникающие
размагничивающие поля оказывают
существенное влияние на эффективность
контроля. Этот фактор учитывают при выборе
схем и режимов намагничивания.
При намагничивании с помощью то-
роидной обмотки магнитные линии в
детали также имеют вид концентрических
окружностей. Такое намагничивание
применяют для выявления радиальных
трещин на торцовых поверхностях, а также
трещин, расположенных вдоль
образующей детали, имеющей вид кольца или то-
роида. Использование такой схемы
позволяет уменьшить ток вследствие увеличения
числа витков при сохранении заданного
значения намагничивающего поля.
Намагничивание локальных участков
деталей в конструкции, особенно деталей
с односторонним подходом,
крупногабаритных объектов, строительных
конструкций проводят по схеме циркулярного
намагничивания пропусканием тока по
контролируемому участку с помощью
специальных зажимов или
электроконтактов (см. рис. 2.10, 2.17). Магнитные линии
в этом случае представляют собой
концентрические окружности с центрами в точках
установки наконечников 2 (см. рис. 2.17)
электроконтактов 3 (в точках ввода тока).
Ширина и длина контролируемого участка
зависит от расстояния между
электроконтактами, силы тока между ними и
параметров материала детали. Эта взаимосвязь
используется при расчете силы тока,
пропускаемого по участку детали.
а)
Рис. 2.16. Картина рассеянных магнитных
потоков, возникающих при циркулярном
намагничивании детали сложной формы:
/ - намагничиваемая деталь;
2 - центральный проводник с током.
Картина магнитного поля получена
магнитным порошком
Рис. 2.17. Картина поля на поверхности
детали при намагничивании пропусканием
по ней тока с применением
электроконтактов:
а - картина поля, полученная магнитным
порошком; б - схема поля; / - проверяемая
деталь; 2 - наконечники электроконтактов 3;
4 - магнитные линии на поверхности детали;
5 - расположение выявляемых дефектов
274
Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
При намагничивании пропусканием
тока по участку детали выявляются
дефекты, направленные по линии, соединяющей
точки установки электроконтактов. На
рис. 2.17 расположение выявляемых
дефектов показано прямыми стрелками.
2.3.2. ИНДУКЦИОННОЕ
НАМАГНИЧИВАНИЕ
Индукционное намагничивание
заключается в возбуждении в проверяемой
детали индукционного тока. Схемы
индукционного намагничивания показаны на
рис. 2.11, 2.18. Проверяемую деталь / (см.
рис. 2.18) надевают на магнитопровод 2,
вставляют в намагничивающее
устройство. При прохождении переменного тока по
обмотке устройства на деталь действует
переменный поток Ф. В результате в
детали 1 возбуждается индукционный ток, как
в короткозамкнутом витке, и возникает
вокруг детали 1 магнитное поле Н.
Индукционное намагничивание
применяют для выявления кольцевых
дефектов, расположенных на торцовых,
внутренней и внешней поверхностях детали.
Рис. 2.18. Схема устройства для
индукционного намагничивания детали:
/ - деталь; 2 - магнитопровод;
Ф - магнитный поток; Н - магнитное поле
индуцированного тока/
2.3.3. ПОЛЮСНОЕ
НАМАГНИЧИВАНИЕ
При полюсном намагничивании
магнитный поток одну часть пути проходит в
детали, другую - по воздуху. На детали
образуются магнитные полюсы (рис. 2.19).
Из рисунка видно, что линии магнитной
индукции - замкнутые линии, которые
часть пути проходят внутри болта, а
другую часть пути - вне болта.
Полюсное намагничивание называют:
• продольным, если
намагничивающее поле Н направлено вдоль
продольной оси детали (рис. 2.20, а);
• поперечным, если
намагничивающее поле Н направлено
перпендикулярно к продольной оси проверяемой
детали (рис. 2.20, б);
• нормальным, если
намагничивающее поле Н направлено
перпендикулярно к плоскости детали (рис. 2.20, в).
Полюсное намагничивание проводят:
• в приставных соленоидах
стационарных дефектоскопов (рис. 2.21, 2.22);
• с применением гибкого кабеля
(рис. 2.23);
• в катушках дефектоскопа УМД
300/2000 (рис. 2.24);
• дефектоскопами на постоянных
магнитах (рис. 2.25);
• в переносных и стационарных
электромагнитах (рис. 2.26).
Рис. 2.19. Линии магнитной индукции в
сечении и вокруг полюсно-намагниченного
болта
СПОСОБЫ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ
275
а) 1 2
б)
^^
Рис. 2.20. Виды полюсного намагничивания:
а - продольное; б - поперечное; в - нормальное; / - намагничиваемая деталь; 2 - трещина
Рис. 2.21. Намагничивающие устройства для полюсного намагничивания деталей:
1,2 - приставные соленоиды; 3 - гибкий кабель; 4 - деревянный брусок для подключения
кабеля к КЗУ; 5 - медные стержни
Рис. 2.22. Приставной соленоид с намагничиваемой деталью,
подключенный к КЗУ дефектоскопа
276
Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
□Q":t
Рис. 2.23. Положение гибкого кабеля на стойке шасси для намагничивания,
подключенного к дефектоскопу МД-50П
Рис. 2.24. Катушки передвижного дефектоскопа УМД 300/2000,
установленные для группового контроля стопорных планок
Рис.2.25. Контроль сварного шва емкости с применением переносного дефектоскопа
на постоянных магнитах
СПОСОБЫ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ
277
Рис. 2.26. Полюсное намагничивание в переносных и стационарных электромагнитах:
а - положение качалки в электромагните при выявлении трещин (показаны стрелкой);
б - лопатка компрессора, установленная между полюсами стационарного электромагнита
для контроля способом воздушной взвеси магнитного порошка;
1 - камера для воздушной взвеси; 2,3 - верхняя и боковая панели камеры;
4 — отверстие для подачи воздушной взвеси порошка; 5 - полюсы электромагнита; б - лопатка
Для полюсного намагничивания при
ограниченных подходах к проверяемому
участку может оказаться эффективным
способ магнитного контакта (см. подразд. 2.3.4).
Эффективным и распространенным
является продольное намагничивание в
соленоидах, электромагнитах и других
устройствах, которые используют для
обнаружения усталостных трещин, трещин от
однократно приложенной большой нагрузки
и других дефектов, направленных
перпендикулярно к продольной оси детали.
Соленоиды могут быть образованы
витками кабеля, медной шиной или боль-
278
Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
шим числом витков обмоточного провода.
Обычно их включают в комплект
стационарных, передвижных, переносных
дефектоскопов. Нашли применение также
соленоиды, выполненные в виде отдельных
намагничивающих устройств.
На рис. 2.27 показан соленоид 1,
образованный витками кабеля, в котором
помещена контролируемая деталь 2. По
направлению тока, определенному по
правилу штопора, устанавливают
направление полей вокруг кабеля (рис. 2.27, А),
которые образуют результирующее поле
соленоида. Направление результирующего
поля также можно определить по правилу
штопора (рис. 2.27, Б): вращение ручки
штопора по часовой стрелке (по
направлению тока) покажет направление поля,
совпадающее с поступательным движением
штопора. Поле в соленоиде направлено
вдоль его продольной оси.
На проверяемой детали 2 (см. рис. 2.27)
выявляются трещины, расположенные
перпендикулярно к ее продольной оси.
Если длина детали намного
превышает длину соленоида, то предварительно
ее размечают карандашом или мелом на
контролируемые участки. При выборе
длины контролируемого участка
учитывают:
Рис. 2.27. Соленоид, образованный витками
кабеля (поле Н внутри соленоида
направлено вдоль его оси):
А - схема определения направления поля
вокруг провода по правилу буравчика;
Б - схема определения направления поля
внутри соленоида по правилу буравчика;
/ - соленоид; 2 - проверяемая деталь
• быстрое убывание напряженности
поля при удалении от соленоида;
• параметры соленоида и силу тока
в нем;
• магнитные свойства материала
детали.
Переносные электромагниты
используют для контроля небольших
участков крупногабаритных деталей или
деталей в конструкции.
Электромагниты, выполненные в
виде ярма, применяют для магнитопорошко-
вого контроля: сварных швов труб
трубопроводного транспорта, строительных
конструкций, деталей автомобилей,
железнодорожных вагонов, локомотивов,
бурильных установок и других объектов.
В авиации электромагнитами
проверяют: стойки шасси, лонжероны, узлы
подвески стабилизатора и другие силовые
элементы летательного аппарата.
Для работы электромагнита
требуется электропитание, подвод которого
иногда затруднен или невозможен, например
на взрывоопасных объектах. В этих
случаях магнитопорошковый контроль ведут с
помощью намагничивающих устройств
(дефектоскопов), в которых в качестве
намагничивающих элементов используют
высококоэрцитивные постоянные
магниты. К таким устройствам относятся
дефектоскопы (намагничивающие устройства)
типа МД-4, МД-6, УН-5 и другие, а также
зарубежные дефектоскопы на постоянных
магнитах.
Применение электромагнитов и
дефектоскопов на постоянных магнитах
имеет ряд существенных особенностей.
На участках, прилегающих к
полюсным наконечникам в межполюсном
пространстве, дефекты не выявляются.
При нерациональном взаимном
положении намагничивающих блоков на
контролируемой поверхности сложной
формы дефекты не обнаруживаются.
Поэтому указывают рациональное
положение блоков на проверяемой поверхности.
СПОСОБЫ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ
279
При точечном соприкосновении
полюсного наконечника с проверяемой
поверхностью выявление дефектов
затруднено. Поэтому выбирают такие полюсные
наконечники намагничивающих блоков,
которые обеспечивают соприкосновение с
проверяемой поверхностью по большей
площади.
В месте установки полюсного
наконечника дефекты не выявляются.
При магнитопорошковом контроле,
например, протяженных сварных швов
последовательно расположенные
контролируемые участки размечают с перекрытием
и указывают размер зоны перекрытия.
Приведем практические
рекомендации по применению электромагнитов.
На рис. 2.28, а показана картина
магнитного поля между полюсами
электромагнита, полученная магнитным
порошком, а расположение контролируемого
участка и выявляемых дефектов - на
рис. 2.28, б. Дефекты выявляются только
на участке АБВГ. Ширину
контролируемого участка АБ = ВГ принимают равной
диаметру D (или ширине) полюсного
наконечника, а его длина АГ = БВ зависит от
расстояния L между полюсами
электромагнита или магнитных блоков на
постоянных магнитах.
а)
б)
Рис. 2.28. Картина поля (а) между полюсами электромагнита, полученная магнитным
порошком; схема магнитного поля и расположения контролируемого участка АБВГ (б);
Д - участки невыявляемости дефектов
280
Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
На рис. 2.29 представлена картина
магнитного поля в плоскости между
полюсами электромагнита дефектоскопа
ПМД-70. Из рисунка видно, что на
участках, прилегающих к полюсам
электромагнита, магнитные силовые линии
направлены под большим углом к проверяемой
поверхности детали. Отношение
нормальной составляющей напряженности поля к
тангенциальной на этих участках
значительно больше трех. Магнитный поток
идет вдоль полости трещин. Края
трещины приобретают одноименную магнитную
полярность. Частицы магнитного
порошка, попавшие в область трещины
вследствие оседания или по другим причинам,
удаляются из нее магнитными силами.
В результате на участках шириной
А = 15 ... 20 мм, прилегающих к полюсам,
трещины не обнаруживаются.
На контролируемом участке АБВГ
(см. рис. 2.28) обнаруживаются трещины,
ориентированные перпендикулярно к
линии, соединяющей полюсные наконечники.
Крупногабаритные детали размечают
карандашом или мелом на
контролируемые участки. Контроль ведут
последовательно по размеченным участкам,
устанавливая полюсные наконечники
электромагнита так, чтобы контролируемые
участки (КУ) а\, я2, ..., an соприкасались
или перекрывались друг с другом на
0,5 ... 1 см (рис. 2.30, а).
На рис. 2.30, б показано
расположение КУ а\, <я2, ..., an при контроле
протяженного сварного шва с целью выявления
поперечных трещин, для чего полюсные
наконечники устанавливают вдоль
сварного шва так, чтобы КУ а\, я2, ..., an
соприкасались или перекрывались друг с
другом на 0,5 ... 1 см. Контроль ведут
последовательно по размеченным участкам.
Пример 2.1. Проверить с помощью
электромагнита сварной шов длиной
120 см. Диаметр полюсного наконечника
50 мм, расстояние между полюсами
120 мм.
Решение.
1. Определяем длину КУ при
выявлении поперечных трещин:
/ = 120 - 2А = 120 - 2 • 20 = 80 мм.
Рис. 2.29. Картина поля в плоскости между полюсами электромагнита
дефектоскопа ПМД-70
СПОСОБЫ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ
281
ех
4^
an
| а,1 | a2i аЗ I \ I Г
se::v"
(0#^ЭЬ^
N L !.гГТ>"
.L_ iJLZT
б)
а*
a2
an
Рис. 2.30. Схема расположения контролируемых участков а\, al,..., an при
магнитном контроле с применением переносного электромагнита:
а - для выявления дефектов, расположенных вдоль сварного шва;
б - для выявления дефектов, расположенных поперек сварного шва;
1 — 1; 2 ~ 2; ...; п — п- положения полюсных наконечников электромагнита
2. Определяем число КУ:
/?! = 1200: 80 =15.
3. Определяем число КУ при
выявлении продольных трещин:
1200 : 50 = 24.
4. Определяем общее число КУ:
и = 24+15=39.
По нормам ASME рекомендуется
другая схема контроля по участкам с
применением электромагнита. При этом
принимаем (рис. 2.31): / - длина КУ, / = 0,5L;
L - расстояние между полюсами; А -
значение зоны невыявляемости с каждой
стороны, Д = 0,25/,; /ш - ширина КУ,
равная диаметру (ширине) полюсного
наконечника.
При контроле электромагнит
устанавливают так, чтобы линия, проходящая
через центры полюсных наконечников
/ - /, составляла с направлением сварного
шва угол a = 45° (рис. 2.32).
Рис. 2.31. Схема расположения
контролируемого участка между полюсами
электромагнита по нормам ASME
После проверки участка а в
положении электромагнита 1 — 1 его
поворачивают на 90°, установив полюсы в положение
2-2. Проводят контроль шва в этом
положении электромагнита.
Последовательно проверяют все участки, причем каждый
в двух взаимно-перпендикулярных
направлениях.
Пример 2.2. Проверить по нормам
ASME с помощью электромагнита
сварной шов длиной 120 см. Ширина зоны
контроля 50 мм. Диаметр полюсного
наконечника 50 мм (см. рис. 2.31, 2.32).
282
Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
Рис. 2.32. Схема расположения контролируемых участков при контроле с применением
переносного электромагнита по нормам ASME
Решение.
1. Определяем длину
контролируемого участка аб:
аб = yj(6e)2 +(ав)2 = -у/502 +502 * 70 мм.
2. Определяем расстояние между
полюсами:
70 70
L = аб + А + А = 70 + — + — = 140 мм.
2 2
3. Размечаем сварной шов на
контролируемые участки а\, а.2, ..., an, длина
каждого участка равна 50 мм.
4. Определяем число
контролируемых участков:
1200 „„
п = = 24 .
50
5. Определяем число намагничиваний:
п ■ 2 = 24 ■ 2 = 48.
6. Проводим контроль
последовательно всех участков. Первый участок а
контролируем в положении полюсов
электромагнита 1 — 1 w 2 — 2, а и-й и (и + 1 )-й
участки в положении полюсов п - п,
(и+1)-(и+1).
Достоинство схемы - контроль на
продольные и поперечные дефекты с
применением намагничивания в двух
взаимно-перпендикулярных направлениях. При
угле 45° между направлением
намагничивания и направлениями продольных и
поперечных дефектов чувствительность
контроля практически не снижается.
Стационарные электромагниты (см.
рис. 2.26) используют для выявления
поперечных, косо лежащих трещин.
Контроль в электромагнитах, питаемых
переменным током, эффективен при контроле
способом остаточной намагниченности и в
приложенном поле. Способ остаточной
намагниченности с применением
электромагнитов постоянного тока зачастую не
обеспечивает высокой чувствительности,
поэтому такой контроль нецелесообразен
для деталей ответственного назначения.
Для локального контроля используют
дефектоскопы на постоянных магнитах.
Контроль ведут способом приложенного
поля. Так же, как и в случае применения
электромагнитов в зонах А, прилегающих
к полюсам магнита, дефекты не
выявляются. Ширина этих зон А и 0,25L с каждой
стороны КУ. Следовательно, длина КУ
составит ~ 0,5L.
23 А. СПОСОБ МАГНИТНОГО
КОНТАКТА
Способ магнитного контакта состоит
в том, что один полюс магнита
устанавливают на деталь и перемещают его,
обеспечивая при этом хороший магнитный
контакт с проверяемой поверхностью детали.
Второй полюсный наконечник
электромагнита должен быть отведен от
намагничиваемой поверхности на возможно
большее расстояние.
В местах контакта полюса магнита с
деталью происходит локальное намагни-
СПОСОБЫ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ
283
чивание ее поверхностного слоя. При этом
ширина эффективно намагниченной зоны
оказывается практически равной ширине
зоны контакта детали с полюсным
наконечником или несколько больше ее, а
длина равна расстоянию между
начальным и конечным положениями полюсного
наконечника магнита (электромагнита).
Этот способ применяют для
обнаружения трещин, ориентированных
перпендикулярно к направлению перемещения
полюсного наконечника (рис. 2.33). Ранее
наведенная намагниченность в
поверхностном слое детали практически не
оказывает влияния на выявляемость дефектов
при его намагничивании в другом
направлении. Поэтому при контроле деталей по
участкам или последовательном
намагничивании детали в двух или более
направлениях промежуточное размагничивание
не проводят.
При выявлении трещин на плоских
поверхностях деталей полюсный
наконечник устанавливают на расстоянии 2 ... 3 см
от контролируемого участка, затем
передвигают его по поверхности и
заканчивают перемещение на удалении 2 ... 3 см от
этого участка. После этого снимают
магнит и наносят, как обычно, магнитную
суспензию. При контроле удобно
использовать подковообразные, стержневые
магниты или переносные электромагниты
постоянного тока, к которым
изготавливают долотцеобразные полюсные
наконечники.
В ряде случаев оказывается
целесообразным применение способа магнитного
контакта с использованием постоянных
магнитов, переносных электромагнитов
для контроля небольших (локальных)
участков.
Способ магнитного контакта
эффективен при следующих условиях:
напряженность поля на полюсном наконечнике
должна быть не менее 1000 А/см;
коэрцитивная сила материала проверяемой
детали - не менее 20 А/см.
а)
6 7 8
б)
Рис. 2.33. Способ магнитного контакта:
а - схема намагничивания образца:
/ - образец; 2 - контролируемая зона;
3 - полюсный наконечник магнита;
4 - линия начального положения;
5 - линия конечного положения полюсного
наконечника магнита; А - расстояние между
начальным и конечным положениями
полюсного наконечника;
6 - выявленные трещины после
намагничивания перемещением полюса
магнита в направлениях:
6,8- вдоль образующей;
7 - перпендикулярно к образующей образца
2.3.5. ПАРАЛЛЕЛЬНОЕ
НАМАГНИЧИВАНИЕ
Параллельное намагничивание - одна
из схем полюсного намагничивания. По
ней намагничивание проводят с
применением гибкого кабеля, который
располагают на поверхности детали. При этом
магнитный поток большую часть своего пути
проходит по воздуху, а меньшую - по
детали. В этом случае действует
значительное размагничивающее поле. Этим объяс-
284
Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
няется невысокая надежность такого
контроля. Способ контроля при параллельном
намагничивании оказывается достаточно
надежным, если использовать
дополнительные магнитопроводы-полукольца 2
(рис. 2.34, а), надеваемые на
намагничивающий кабель /. Полукольца 2
закрепляют на токоведущем кабеле 1 на
расстоянии 3 ... 5 мм друг от друга. Для создания
хорошего магнитного контакта с
проверяемой поверхностью деталей, имеющих
различную кривизну, к концам полуколец
шарнирно могут быть прикреплены
ориентирующиеся полюсные наконечники 3.
При пропускании тока по кабелю
создается замкнутая магнитная цепь: полукольцо
2 - полюсный наконечник 3 - участок
детали 4 - второй полюсный наконечник 3.
Это обеспечивает высокую
намагниченность и, следовательно, высокое качество
магнитного контроля на остаточной
намагниченности.
Рис. 2.34. Параллельное намагничивание:
а - схема намагничивающего кабеля с
полукольцами; б - расположение кабеля
на намагничиваемой детали 4;
1 - намагничивающий кабель; 2 - полукольца;
5 - ориентирующийся наконечник; / - ток
Для изготовления полуколец
используют армко-железо, стали 10, 20 и др.
Внутренний диаметр полуколец зависит от
диаметра кабеля и наибольшего тока,
пропускаемого по кабелю.
Вид кабеля с полукольцами,
расположенного на цилиндрической детали,
показан на рис. 2.35.
Ток в кабеле определяют по формуле
/ = 50Д где D - внутренний диаметр
кольца, мм. Толщина полукольца
составляет 5 ... 8 мм. Ширина полукольца 15 ...
40 мм.
Параллельное намагничивание с
применением кабеля с полукольцами
обеспечивает выявление шлифовочных трещин
глубиной 0,05 ... 0,07 мм на деталях из
сталей типа 30ХГСА, скрытых под слоем
хрома толщиной 50 ... 70 мкм.
Такой способ намагничивания
целесообразно применять с использованием
передвижных дефектоскопов типа У-601,
МД-87П и др.
2.3.6. СПОСОБ КОМБИНИРОВАННОГО
НАМАГНИЧИВАНИЯ
Комбинированное намагничивание
заключается в одновременном действии на
проверяемую деталь двух или трех полей:
продольного поля электромагнита или
соленоида и одного или двух циркулярных
магнитных полей. Комбинированное
намагничивание применяют для выявления
Рис. 2.35. Кабель с полукольцами,
расположенный на проверяемой детали
СПОСОБЫ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ
285
разноориентированных дефектов за одну
операцию намагничивания. Контроль
проводят способом приложенного поля.
Некоторые схемы комбинированного
намагничивания приведены на рис. 2.36.
Дефектоскоп комбинированного
намагничивания, изображенный на схеме 1
рис. 2.36, состоит из электромагнита 1,
которым создается продольное поле, и
устройства циркулярного намагничивания
для пропускания тока непосредственно по
проверяемой детали 2. По обмотке
электромагнита и по детали через контактные
пластины 3 поочередно пропускаются
разнополярные пакеты полуволн
выпрямленного одно- или двухполярного тока.
_-Ч
j?^
1 = 1
.000.
'Пр
TJJ7
ЯП
Ш7
OQQ.
2 -I
Схема 1
tSfcJ
I ЫР X
ftp
Г\ Г\ Г\
L-S, 8^
Г\ Г\ Л f
'И,
Схема 2
п£-
пр
шз
= 360°
Рис. 2.36. Схемы комбинированного намагничивания деталей
286
Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
Результирующий вектор поля,
действующий на деталь 2, последовательно
занимает дискретные положения по
направлению /пр, /'„, -гпр, —/ц, которые с
продольной осью детали в течение периода
изменения тока составляют 0, 90, 180, 360°. Это
обеспечивает обнаружение разноориенти-
рованных дефектов.
Дефектоскоп, выполненный по схеме
2, содержит: соленоид 1 для создания
продольного поля, устройство для
пропускания тока /ц по детали 2 через контактные
пластины 3, которым создается
циркулярное поле. Питание намагничивающего
устройства осуществляется от силового
трансформатора Тр, с которого
положительные полуволны тока пропускаются по
соленоиду 1, а отрицательные - по детали.
Вектор поля занимает в течение периода
изменения тока два дискретных
положения: его направление с продольной осью
детали составляет 0 или 90°. Это
обеспечивает выявление как поперечных, так и
продольных трещин.
На схеме 3 показан принцип
устройства дефектоскопа для комбинированного
намагничивания, в котором продольное и
циркулярное поля создаются
синусоидальными токами, сдвинутыми на 90°.
Токи пропускаются по детали 2 и соленоиду
/. Вектор намагничивающего продольного
поля в течение периода изменения тока
поворачивается на 90°. Вектор
намагничивающего циркулярного поля в течение
этого периода поворачивается на 360°.
При разработке схем
комбинированного намагничивания необходимо
выполнение двух условий:
?ц > тц; tn > т„,
где /ц, t„ — длительности протекания тока в
цепях циркулярного и полюсного
намагничивания за цикл; тц, тп - постоянные
времени цепей циркулярного и полюсного
намагничивания.
Целесообразность применения того
или иного устройства комбинированного
намагничивания зависит от имеющегося
оборудования, особенностей
контролируемой детали (состояния контактных
поверхностей для пропускания тока,
формы, размагничивающего фактора и т.д.).
2.4. ВИДЫ ТОКОВ, ПРИМЕНЯЕМЫЕ
В МАГНИТОПОРОШКОВОЙ
ДЕФЕКТОСКОПИИ
Для намагничивания и
размагничивания деталей при магнитопорошковом
контроле используют следующие виды
токов (рис. 2.37):
• переменный промышленной и
повышенной частот;
• выпрямленный однополупериод-
ный;
• выпрямленный двухполупериод-
ный;
• выпрямленный трехфазный;
• постоянный;
• импульсный.
Переменный, выпрямленные,
постоянный токи применяют для циркулярного
и полюсного намагничивания.
Длительность пропускания тока при
намагничивании для контроля на
остаточной намагниченности составляет от
нескольких миллисекунд до 0,5 ... 1 с. При
контроле способом приложенного поля
ток пропускают либо непрерывно в
течение всего процесса намагничивания,
нанесения суспензии и осмотра, либо по
программе «ток - пауза». При этом
длительность тока составляет 0,1 ... 3 с, а паузы —
1 ... 5 с, т.е. ток является прерывистым.
По стандарту DIN 54130 такой
прерывистый ток называют импульсным, а
импульсный ток (одиночные импульсы) —
ударным.
В дальнейшем изложении материала
терминология зарубежных стандартов не
используется, так как она в русском
переводе менее соответствует физическому
смыслу рассматриваемых процессов.
Плотность тока в обмотках из
медного провода стационарных
электромагнитов, многовитковых соленоидов
составляет 3 ... 4 А/мм2, что по тепловому режиму
ВИДЫ ТОКОВ, ПРИМЕНЯЕМЫЕ В МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ 287
Вид тока
Переменный
Выпрямленный однопо-
лупериодный
Выпрямленный двухпо-
лупериодный
Выпрямленный
трехфазный
Схемы получения тока и
намагничивания деталей
Графическое
изображение тока
Я
си\
Постоянный
Импульсный
1 П ^1
/т
А Л Л
п
Рис.2.37. Схемы получения тока для намагничивания деталей
позволяет применять их без ограничения
времени включенного состояния. Если
обмотка изготовлена из алюминиевого
провода, то плотность тока в ней
уменьшают до 1,5 ... 2,5 А/мм .
Соленоиды, выполненные из витков
медной шины, и гибкие намагничивающие
кабели рассчитывают на
повторно-кратковременный режим работы с
повышенной плотностью тока (15
более).
20 А/мм и
При контроле способом остаточной
намагниченности измеряют амплитудное
значение тока, так как остаточная
намагниченность определяется амплитудой
тока. При контроле способом приложенного
поля накопление порошка над дефектом
определяется эффективным значением
тока.
Погрешность измерения тока не
более ±10 % не препятствует высокой
эффективности контроля.
288
Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
Остаточная намагниченность зависит
не только от вида и силы тока, но и от
параметров выключающих устройств,
которые должны обеспечивать стабильное
получение остаточной намагниченности и
исключать в процессе выключения тока
возникновение обратных полей,
уменьшающих остаточную намагниченность.
2.4.1. ПЕРЕМЕННЫЙ ТОК
Переменный ток (см. рис. 2.37)
промышленной частоты используют для
намагничивания при контроле как способом
приложенного поля, так и способом на
остаточной намагниченности и для
размагничивания.
Сущность намагничивания
переменным током при контроле способом
остаточной намагниченности состоит в
следующем. Деталь, помещенная в магнитное
поле, или деталь, по которой пропускают
ток, перемагничивается с частотой поля,
например, 50 Гц.
С возрастанием последней
полуволны тока сначала происходит
размагничивание детали при значении тока в
некоторой точке С (см. рис. 2.37), намагниченной
полем предыдущей полуволны тока, а
затем вектор намагниченности меняет свое
направление на противоположное.
Величина остаточной намагниченности детали
зависит от амплитуды А последней
полуволны тока при его выключении.
Следовательно, если последняя полуволна тока
будет меньше предыдущей амплитуды Aq,
то и остаточная намагниченность детали
соответственно будет меньше. Если
выключение тока произойдет в фазе
(точке С), соответствующей размагниченному
состоянию детали, то намагниченность ее
будет низкая. Осаждения порошка над
дефектами не произойдет.
На рис. 2.38 показана
принципиальная широко распространенная схема
намагничивающего устройства. Схема
содержит: силовой понижающий
трансформатор Тр, электроконтакты К1,
намагничивающий контур, в который входит вто-
Щ\ J
+ I—,~*—I
Рис. 2.38. Схема выключения тока
асинхронным выключателем
(контактами К1):
Тр - силовой трансформатор дефектоскопа;
/ - выключатель контактора;
2 - пластины контактного зажимного
устройства; 3 - обмотка намагничивающего
контура; 4 - намагничиваемая деталь;
5 - медный центральный проводник
ричная обмотка трансформатора Тр и
намагничиваемая деталь 4. Выключение
тока происходит размыканием контактов К1.
В такой схеме случаи размагниченного
состояния деталей при выключении
номинального тока контактами К1 практически
исключаются. Это объясняется
следующим.
При размыкании контактов К1 под
действием тепла, выделяющегося на
переходном сопротивлении между
электроконтактами, и напряжения сети
происходит ионизация газов в межконтактном
промежутке, который поэтому становится
хорошим проводником тока. В результате
между контактами возникает
электрическая дуга.
При дальнейшем размыкании
контактов происходит увеличение длины дуги, а
вместе с этим напряжение на ней
увеличивается:
Ид = а + р7,
где а, (3 — коэффициенты, зависящие от
материала контактов; / — расстояние
между электроконтактами. При
возникновении дуги ик = ид, ик — напряжение на
контактах.
ВИДЫ ТОКОВ, ПРИМЕНЯЕМЫЕ В МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ 289
Если принять среднюю скорость
размыкания контактов постоянной, то чем
меньше ф0 (фаза начала размыкания
контактов, отсчитываемая от начала
полупериода), тем на большее расстояние
разомкнутся контакты в интервале
180° ... фо, следовательно, тем больше
будет Ид. Так как мгновенное значение
напряжения на первичной обмотке
трансформатора ыТр = и\ - иа (hi - напряжение
на клеммах сети питания), то амплитуда
последней полуволны тока будет зависеть
от интенсивности электрической дуги, т.е.
от величины падения на ней напряжения.
При номинальном токе
межконтактный промежуток значительно
ионизируется, падение напряжения на дуге
становится незначительным (ыд = 0), поэтому
снижения ыТр не происходит, последняя
полуволна тока не уменьшается при любой ф.
Остаточная намагниченность
практически соответствует максимальной
амплитуде переменного тока.
При токе меньше номинального из-за
недостаточной ионизации межконтактного
промежутка напряжение ид становится
значительным. Это приводит к
уменьшению мТр, амплитуды последней полуволны
тока и остаточной намагниченности
детали, которая, как показывает опыт,
снижается до (0,5 ... 0,6)Л, Л -
намагниченность, соответствующая установившемуся
амплитудному значению тока.
При больших скоростях размыкания
контактов, при которых электрическая
дуга не возникает, величина остаточной
намагниченности носит случайный
характер при одной и той же амплитуде тока А0
перед выключением.
Для получения стабильного значения
остаточной намагниченности необходимо
выключать переменный ток в момент его
перехода через нуль. Это достигается,
например, применением тиристорных схем
выключения тока.
Поле, создаваемое переменным
током вследствие скин-эффекта,
распространяется преимущественно в
поверхностном слое детали, поэтому его
применение эффективно для выявления
поверхностных дефектов. Глубину проникновения
h переменного тока в стальную деталь
ориентировочно можно определить по
известной формуле h = -7=, где/- часто-
if
та поля. Так, глубина проникновения
переменного поля частотой 50 Гц
составляет 2,4 мм, а поля частотой 400 Гц -
0,8 мм.
От частоты переменного поля зависят
распределение нормальной составляющей
поля и отношение 0 нормальной к
тангенциальной составляющей поля. Участок
детали, на котором 9 < 3 (это одно из
условий надежного выявления дефектов), с
повышением частоты намагничивающего
поля увеличивается (рис. 2.39, 2.40).
При контроле в поле частотой 400 Гц
трещины на поверхности образца
обнаруживаются даже вблизи его торцов. Опыт
контроля показал, что малогабаритные
детали (массой несколько десятков
граммов) сложной формы могут эффективно
контролироваться в поле частотой 400 Гц.
Н„,А/оы
Рис. 2.39. Распределение нормальной
составляющей Н„ напряженности поля по
длине образца / при различной частоте
намагничивающего поля
10-3316
290
Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
а)
б)
в)
Рис. 2.40. Картины поля цилиндрического образца, полученные магнитным порошком:
а - в постоянном поле; б - в переменном поле частотой 50 Гц;
в — в переменном поле частотой 400 Гц
ВИДЫ ТОКОВ, ПРИМЕНЯЕМЫЕ В МАГНИТОПОРОШКОВОИ ДЕФЕКТОСКОПИИ 291
Переменный ток более эффективен
по сравнению с постоянным для контроля
деталей с малым удлинением как в
приложенном поле, так и способом
остаточной намагниченности. Увеличение
частоты поля приводит к уменьшению
размагничивающего поля и улучшению
выявляемое™ дефектов на деталях сложной
формы, с удлинением 1 ... 2 и менее.
Недостатком переменного тока при
контроле в приложенном поле является
нагрев деталей вследствие действия
вихревых токов.
2.4.2. ВЫПРЯМЛЕННЫЕ И
ПОСТОЯННЫЙ ТОКИ
Выпрямленные токи, полученные
выпрямлением переменного тока
промышленной частоты, имеют постоянную
составляющую (А — амплитуда
переменного тока):
• выпрямленный однополупериод-
ный - 0,3 А;
• выпрямленный двухполупериод-
ный-0,63 А;
• выпрямленный трехфазный -0,8 А.
Выпрямленные токи и постоянный
ток создают поля, которые глубоко
проникают в металл, поэтому они более
эффективны для выявления
подповерхностных дефектов.
В постоянном поле детали
намагничиваются по всему сечению, поэтому
возникают сильные размагничивающие поля,
затрудняющие выявление дефектов. На
рис. 2.41 показана картина магнитного поля
пластины, находящейся между полюсами
стационарного электромагнита
постоянного тока. Из рисунка видно, что магнитные
линии направлены к поверхности пластины
под углом, близким к прямому.
На рис. 2.42 и 2.43 показаны картины
поля шара и образца, намагниченных в
постоянном поле электромагнита, для
которых характерны большие значения
нормальной составляющей напряженности
поля.
При такой картине полей выявление
дефектов затруднено. Поэтому при
продольном намагничивании деталей в
постоянном поле используют методические
приемы, уменьшающие влияние этого
фактора. Рекомендации учета
размагничивающего фактора приведены в гл. 3.
Нагрев детали и намагничивающего
устройства меньше при использовании
выпрямленного однополупериодного тока,
чем других выпрямленных и переменного
токов.
Рис. 2.41. Картина поля образца (сталь ЗОХГСА, размеры 170 х 25 х 15 мм), находящегося
в межполюсном пространстве стационарного электромагнита, после выключения
тока в его обмотках
ю*
292
Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
а)
б)
Рис. 2.42. Магнитное поле шара:
а - схема при контроле способом остаточной намагниченности;
б - картина, полученная магнитным порошком;
1 - сечение шара; 2 - магнитные силовые линии
Рис. 2.43. Картина поля вокруг образца (сталь ЗОХГСА, 35 HRC, размеры 170 х 25 х 15 мм)
на остаточной намагниченности, полученная магнитным порошком
2.4.3. ИМПУЛЬСНЫЙ ТОК
Импульсный ток - одиночные
импульсы малой длительности, например
полученные с применением
дефектоскопов МПД-70, МД-50П, МД-87П и др.
Импульсный ток эффективен для контроля
способом остаточной намагниченности с
применением кабелей, электроконтактов и
других устройств, имеющих относительно
небольшие индуктивные сопротивления.
Импульсный ток применяют для
обследования небольших участков
крупногабаритных деталей в конструкции и
деталей с малым удлинением, в том числе < 1.
2.5. ОПРЕДЕЛЕНИЕ РЕЖИМОВ
НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ
ПРИ МАГНИТОПОРОШКОВОМ
КОНТРОЛЕ
При назначении режима
намагничивания указывают:
• силу тока, пропускаемого по
детали, центральному проводнику или
намагничивающему устройству (соленоиду,
кабелю или обмотке электромагнита и др.);
ОПРЕДЕЛЕНИЕ РЕЖИМОВ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ 293
• напряженность поля в
намагничивающем устройстве или на поверхности
проверяемой детали;
• схему намагничивания,
указывающую направление поля или тока в детали;
• способ контроля: на остаточной
намагниченности или в приложенном поле.
Силу тока (напряженность поля),
обеспечивающую требуемую
чувствительность контроля, определяют:
а) по выявлению искусственных
дефектов, нанесенных на проверяемую деталь;
б) по выявлению эксплуатационных,
технологических дефектов на
проверяемой детали, используемой в качестве
контрольного образца;
в) по закону полного тока, законам и
формулам, известным в электротехнике;
г) по экспериментально выведенным
формулам;
д) по графикам, номограммам;
е) по значению удельной магнитной
энергии (в книге не излагается).
Первые два способа (а, б) позволяют
определить оптимальный режим
намагничивания любых деталей, в том числе
сложной формы.
Способами (в — е) можно установить
достаточно точно режимы
намагничивания лишь деталей относительно простых
форм.
Режимы намагничивания деталей
сложной формы (такими являются
большинство деталей), определенные одним из
способов (в - е), считаются
приблизительными и для практического применения
требуют экспериментального уточнения
или определения.
2.5.1. СПОСОБ ОПРЕДЕЛЕНИЯ
РЕЖИМА НАМАГНИЧИВАНИЯ
ПО ВЫЯВЛЕНИЮ ИЗВЕСТНЫХ
ДЕФЕКТОВ НА ДЕТАЛЯХ
Способ заключается в том, что из
проверяемых деталей выбирают одну с
мелкими дефектами, возникшими при
эксплуатации или в процессе
производства. Эту деталь контролируют по
различным схемам намагничивания и значениям
тока, добиваясь четкого выявления
дефектов. Схему намагничивания и силу тока,
при которых достигается наилучшее
выявление дефектов, принимают за
оптимальные. Этот способ определения
режимов намагничивания является самым
достоверным и надежным, так как позволяет
учесть все факторы, в том числе состав
магнитного индикатора, способ его
нанесения, условия осмотра, освещения и т.п.,
влияющие на чувствительность контроля.
Применение способа эффективно для
проверки и уточнения режимов,
определенных расчетным путем.
2.5.2. СПОСОБ ОПРЕДЕЛЕНИЯ
РЕЖИМА НАМАГНИЧИВАНИЯ
ПО ВЫЯВЛЕНИЮ ИСКУССТВЕННЫХ
ДЕФЕКТОВ НА ДЕТАЛЯХ
Если нет возможности найти деталь с
мелкими эксплуатационными или
производственными дефектами, то на деталь
наносят искусственные мелкие дефекты,
обычно невидимые невооруженным
глазом и через лупу.
Деталь контролируют по различным
режимам намагничивания и добиваются
четкого выявления искусственных
дефектов. Режим, соответствующий четкому
обнаружению искусственных дефектов,
принимают за оптимальный.
Этот способ приходится применять
также при составлении заключений об
эффективности методик магнитопорошко-
вого контроля деталей, разрушившихся в
процессе эксплуатации летательного
аппарата или другого объекта.
2.5.3. ОПРЕДЕЛЕНИЕ
НАПРЯЖЕННОСТИ
НАМАГНИЧИВАЮЩЕГО ПОЛЯ
ПРИ КОНТРОЛЕ СПОСОБОМ
ПРИЛОЖЕННОГО ПОЛЯ
Для определения необходимой
напряженности приложенного магнитного
поля при контроле объекта необходимо:
294
Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
1) установить марку материала
проверяемого объекта по технической
документации на его изготовление;
2) определить значение
коэрцитивной силы Яс материала объекта, используя
справочники по магнитным свойствам
сталей;
3) по графикам рис. 2.44 или 2.45 на
основе полученного значения
коэрцитивной силы Яс определить:
• минимальное значение
напряженности магнитного поля #mjn как ординату
точки на прямой 2 с абсциссой Яс;
максимальное значение Н„
равное ординате точки на прямой / с
абсциссой Яс;
4) выбрать значение напряженности
приложенного поля, находящееся в
диапазоне от #mjn до Ятах, исходя из конкретных
задач контроля и особенностей
проверяемого объекта;
5) уточнить значение выбранной
напряженности приложенного поля
применительно к конкретному объекту
экспериментально.
2.5.4. ОПРЕДЕЛЕНИЕ ТОКА
ЦИРКУЛЯРНОГО И ПРОДОЛЬНОГО
НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ
Расчетные формулы силы тока в
соответствии с выбранной схемой
намагничивания деталей приведены на рис. 2.46 -
2.50 и в табл. 2.1 -2.5.
70ГТТГТ-*
65
60
55
§ 50
о
45
ч 4а
Я, А/см
= 35
30
в 25
I 20
а.
£ 15
X
10
Нс, А/см
2 3 4 5 6 7 8 9 10 11 12 13 и 15 16
Коэрцитивная сила материала
Рис. 2.44. Графики для определения напряженности магнитного поля при контроле
способом приложенного поля (Нс до 16 А/см)
ОПРЕДЕЛЕНИЕ РЕЖИМОВ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ 295
90
85
80
75
70
65
60
55
50
45
05
Ч
О
с
о
и
о
S
X
%
о
ч
S
о.
с
л
н
о
X
X
к
&<
с 25
сз
К 20'
40
35
30
15
10
0
7ТТТТ7Т7ТП
- J-I Л /гчч - _..-- __
/7,/\/СМ
. 1
,.::::::::::::::::::::_.__: /
' 7<? -
,. <!
...._..... _,?.--
\А
——
; .±.Л*. _
) --- --^-j1-
; i
\.±._v .. ,
... 1 /_ /.
:±!+:т:::: : : X - У
. р£.
у
ИЧИЧЧ M11I11I1 1111Н1Щ11111
::п;2::т;тт:-;;я:т:::т:
::;?!::::::::::::::::::::::::::::::
/ ,
> /
__,<.i -- -
? L
г
J
, Не. А/см
с'
10 15 20 25 30 35 40 45 50 55 60 65 70
Коэрцитивная сила материала
Рис. 2.45. Графики для определения напряженности намагничивающего поля
при контроле способом приложенного поля (Нс до 70 А/ем)
296
Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
2.1. Расчет тока /, А, для циркулярного намагничивания пропусканием тока
по детали (см. рис. 2.46) и на центральном проводнике (см. рис. 2.47)
Расчетная формула
Экспериментальные формулы
При контроле способом приложенного поля
I = 3HD; Н (А/см) определяют из графиков
рис. 2.44,2.45; D - диаметр детали, см
D - диаметр детали, мм
При контроле способом остаточной намагниченности
I = ЪН„0; Нт (А/см) определяют по таблице
магнитных характеристик
/min=20£>; /max=45D
2.2. Расчет тока /, А, для циркулярного намагничивания деталей с применением
тороидной обмотки (см. рис. 2.48)
Расчетная формула
Экспериментальные формулы
При контроле способом приложенного поля
I = НЫп при d>0,7D,
I = HD/nnpHd<0,7D,
D - внешний диаметр детали, см; d -
внутренний диаметр детали, см; L — средняя линия
тороидальной детали, см; п — число витков
тороидальной обмотки; Н определяют из
графиков на рис. 2.44, 2.45
/=(80... 120)/- In
При контроле способом остаточной намагниченности
I находят по тем же формулам, что и при
контроле способом приложенного поля; Н
определяют по таблице магнитных характеристик
Рис. 2.46. Схема циркулярного
намагничивания пропусканием тока
по проверяемой детали:
1,2 - продольные и радиальные трещины;
3 - контактный диск; 4 - деталь;
5 - проводник; / - ток
Рис. 2.47. Схема циркулярного
намагничивания детали 4 пропусканием
тока по центральному проводнику 5:
/, 2, 3 - дефекты
ОПРЕДЕЛЕНИЕ РЕЖИМОВ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ 297
Рис. 2.48. Схема намагничивания с
применением тороидной обмотки 3:
1,2,4 - дефекты; 5 - проверяемая деталь;
б - средняя линия тороида
Рис. 2.49. Схема намагничивания участка
изделия 2 с применением электроконтактов 3:
1 - дефекты; 4 - контролируемый участок
(КУ); / - толщина изделия
2.3. Расчет тока /, А, циркулярного намагничивания участка детали
с применением электроконтактов (см. рис. 2.49)
Расчетная формула
Экспериментальные формулы
При контроле способом приложенного поля
I = (1,5 ... l,7)Hyl(L2 +C2); Я (АУсм)
определяют из графиков рис. 2.44, 2.45;
L, С - длина и ширина контролируемого
участка, см
При контроле способом остаточной намагниченности
I = (1,5 ... \,7)HmJ(L2+C2);Hm (АУсм)
определяют по таблице магнитных
характеристик; Н = Нт
При намагничивании импульсным током
/ = (10 ... 20)/,, L - расстояние между
электроконтактами, мм
2.4. Расчет тока /, А, при намагничивании деталей в соленоиде (см. рис. 2.50)
Расчетная формула
Экспериментальная формула
Ток в соленоиде (без детали):
In „ п
Н =
&
К
JL2+D2
Н =К1;
+ D2
L - длина соленоида, см; D - внутренний
диаметр соленоида, см; Н -
напряженность поля в соленоиде, А/см; К —
коэффициент (постоянная) соленоида; п -
число витков соленоида
С учетом удлинения детали:
/ = (И/КУу; у - поправочный коэффициент
из графика на рис. 2.51
298 Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
Рис. 2.50. Схема намагничивания детали 3
в соленоиде 4:
1 - трещины; 2 - обмотка соленоида;
L,D- длина и диаметр соленоида;
/, d— длина и диаметр детали; п — число витков
4.5
3.5
к
t
1.5
0.5
> - ---
, з __ :: _ _ _
-t-
. :i_ _ :
:з _:
. _ с _ ::
>
.__ s _ _ ~ _ _
N ~
~: ^: :~
% -- - -
■^ ^
"" "*- ■*. fc
"" '— — ■_
1 2 3 4 5 6 7 8 9 10 11 12
Удлинение детали lid
Рис. 2.51. График для определения
поправочного коэффициента у
2.5.5. ОПРЕДЕЛЕНИЕ ТОКА
ЦИРКУЛЯРНОГО НАМАГНИЧИВАНИЯ
ДЕТАЛЕЙ В ВИДЕ ПЛАСТИН
Ток циркулярного намагничивания
деталей в виде пластин (рис. 2.52)
определяют по формуле
1 = 2На при а/6 > 10 (2.1)
или по формуле
/ = 2Н(а + Ъ) при alb < 10 , (2.2)
Рис. 2.52. Схема детали, имеющей вид
пластины
где a, b — ширина и высота сечения
пластины, см; Н = Нт - напряженность поля
при контроле на остаточной
намагниченности, А/см; Н = Нпп - напряженность
поля при контроле способом
приложенного поля, А/см, определяют по графикам
рис. 2.44, 2.45.
Пример 2.3. Определить ток
циркулярного намагничивания пластины
сечением 40 х 10 мм, длиной 60 мм; Нс = 30 А/см,
Нт = 180 А/см для контроля способом
остаточной намагниченности и в приложенном
поле.
Решение.
1. Рассчитаем отношение alb :
- = — =4-
~ь ~ Тс7 ~ '
4 < 10, поэтому используем формулу
/ = 2Н(а + Ь).
2. Определим ток для контроля на
остаточной намагниченности:
1=2Н(а + Ь) = 2- 180(4+ 1)= 1800 А.
3. Напряженность поля для
контроля в приложенном поле (из графиков на
рис. 2.45).
#n.nmin = 47,5 А/см;
Я„.птах = 82,5 А/см;
/min = 47,5-5 = 237A;
/тах = 82,5(4+1) = 412А.
2.5.6. ОПРЕДЕЛЕНИЕ ТОКА
ЦИРКУЛЯРНОГО НАМАГНИЧИВАНИЯ
ДЕТАЛЕЙ СЛОЖНОГО СЕЧЕНИЯ
Для расчета силы тока циркулярного
намагничивания детали сложного сечения
вычисляют:
ОПРЕДЕЛЕНИЕ РЕЖИМОВ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ 299
1) периметр сечения детали Р, см;
2) диаметр окружности, длина
которой (см) равна Р:
D„ = P/k;
3) силу тока по формуле / = 3HD или
по формуле
/=(20...45)D3;
Д, — эквивалентный диаметр, мм.
Пример 2.4. Определить ток
циркулярного намагничивания профильного
рельса, показанного на рис. 2.53. Контроль
провести на остаточной намагниченности.
Решение.
1) периметр сечения рельса
Р = (15 ■ 2) + (10 • 3) + 10 + 20 = 9 см;
2) эквивалентный диаметр
/), = Р / it = 9 : 3,14 = 2,86 см = 28,6 мм;
3) оптимальный ток
/=(20 ...45)А-
Таким образом, минимальный ток
/mi„ = 28,6 ■ 20 = 572 А;
максимальный ток
/тах = 28,6 • 45 = 1287 А.
2.5.7. ОПРЕДЕЛЕНИЕ ТОКА
ЦИРКУЛЯРНОГО НАМАГНИЧИВАНИЯ
ПРОПУСКАНИЕМ ЕГО ПО ДЕТАЛИ
ИЛИ ЦЕНТРАЛЬНОМУ ПРОВОДНИКУ
СОГЛАСНО НОРМАМ
АМЕРИКАНСКОГО ОБЩЕСТВА
НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
(ASNT)
Ток для циркулярного
намагничивания рассчитывают по формулам:
а) для постоянного тока
/=(800... 1000)/)
(2.3)
при измерении диаметра детали D в
дюймах
или
/=(31,5 ... 39,4)/) (2.4)
при измерении диаметра детали в
миллиметрах;
б) для переменного тока
/=(500 ... 600)/)
(2.5)
при измерении диаметра детали в дюймах
или
/=(19,6...23,6)£>э (2.6)
при измерении диаметра детали в
миллиметрах;
в) для деталей в виде стержней,
имеющих сложное сечение,
/ = />/7t-1000
(2.7)
Рис. 2.53. Схема детали в виде
профильного проката
при измерении периметра сечения детали
Р в дюймах
или
1 = Р1 к -39,3 (2.8)
при измерении Р в миллиметрах.
2.5.8. ОПРЕДЕЛЕНИЕ ТОКА
ЦИРКУЛЯРНОГО НАМАГНИЧИВАНИЯ,
ПРОПУСКАЕМОГО ПО ДЕТАЛИ ИЛИ
ЦЕНТРАЛЬНОМУ ПРОВОДНИКУ
СОГЛАСНО НОРМАМ ASME
Силу тока циркулярного
намагничивания рассчитывают в зависимости от
диаметра проверяемой детали по
формулам, приведенным в табл. 2.5.
300
Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
2.5. Расчет силы тока циркулярного
намагничивания в зависимости от
диаметра детали
Диаметр детали, мм
< 125
125...250
250... 380
>380
Формула
/=(28...35)£>
/=(20...38)£>
/=(12...20)D
/=(4... 13)£>
2.5.9. ОПРЕДЕЛЕНИЕ ТОКА
ЦИРКУЛЯРНОГО НАМАГНИЧИВАНИЯ
С ПРИМЕНЕНИЕМ
ЭЛЕКТРОКОНТАКТОВ СОГЛАСНО
НОРМАМ ASME
Ток между электроконтактами
устанавливают в зависимости от толщины
проверяемой детали по формулам:
а) при толщине детали (листа)
< 20 мм:
'min — 3,5L ;
'max = 4,3£ ;
(2.9)
(2.10)
б) при толщине детали (листа)
> 20 мм:
'min ~~ 4L '
/„
■ 5L,
(2.11)
(2.12)
где L - расстояние между
электроконтактами, которое рекомендуется выдерживать
в пределах от 80 до 200 мм.
Пример 2.5. Определить ток
циркулярного намагничивания с применением
электроконтактов при контроле листов
толщиной 18 и 25 мм. Расстояние между
электроконтактами 120 и 170 мм.
Решение:
1) сила тока для намагничивания
листа толщиной 18 мм:
• /max = 4,3- 120 = 516 А;
• /mi„ = 3,5- 120 = 420 А;
2) сила тока для намагничивания
листа толщиной 25 мм:
• /тах = 5- 170 = 850 А;
• /min = 4-170 = 680 А.
2.5.10. ОПРЕДЕЛЕНИЕ
НАПРЯЖЕННОСТИ ПОЛЯ В
СОЛЕНОИДАХ И КАТУШКАХ
Напряженность поля в соленоидах и
катушках вычисляют по формулам,
которые приведены в подразд. 2.5.4.
2.5.11. ОПРЕДЕЛЕНИЕ РЕЖИМА
НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ В
СОЛЕНОИДАХ С УЧЕТОМ
УДЛИНЕНИЯ ДЕТАЛИ СОГЛАСНО
НОРМАМ ASME
Ток в соленоидах рассчитывают по
формулам для МДС:
а) при удлинении детали / / d > 4
F = nl =
35000
lld + 2
(2.13)
где F — МДС; /, d - длина и диаметр
проверяемой детали, мм;
б) при удлинении детали 2 < / / d < 4
45000
F = nl=-
lld
(2.14)
Пример 2.6. Определить ток в
соленоиде для намагничивания оси длиной
200 мм, диаметром 15 мм в целях
обнаружения поперечных трещин усталости.
Соленоид имеет 6 витков медной шины.
Решение:
1) находим удлинение детали
lid =200/15 = 13 >4;
2) рассчитываем МДС по формуле
(2.13):
, 35000 35000
ш = = = 2330 Ав;
lld + 2 13+2
3) определяем ток в соленоиде
2330
п 6
1 = П±.
■■ 400 А.
Пример 2.7. Определить ток в
соленоиде, имеющем 6 витков, для
намагничивания детали длиной 200 мм, диаметром
65 мм.
ПРИМЕРЫ СПОСОБОВ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ
301
Решение:
1) находим удлинение детали:
1 200 1 1 Л
— = = 3; 3<4;
d 65
2) рассчитываем МДС:
w/ = 45000=1500() А.в.
3) определяем ток в обмотке
соленоида:
/=«/ = 15000=2500А
п 6
2.6. ПРИМЕРЫ СПОСОБОВ
НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ ПРИ
ЭКСПЛУАТАЦИИ, РЕМОНТЕ И
ИЗГОТОВЛЕНИИ
Примеры способов намагничивания
деталей при эксплуатации, ремонте и
изготовлении приведены на рис. 2.54 - 2.90.
2.6.1. ЦИРКУЛЯРНОЕ НАМАГНИЧИВАНИЕ ДЕТАЛЕЙ
Рис. 2.54. Циркулярное намагничивание на стационарном дефектоскопе У-604
монорельса щитков-закрылков самолета:
/ - люнеты; 2 - монорельс; 3 - контактные диски КЗУ
Рис. 2.55. Циркулярное намагничивание в КЗУ стационарного дефектоскопа
оси стабилизатора
302
Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
Рис. 2.56. Циркулярное намагничивание на стационарном дефектоскопе:
а - шатуна двигателя; б - коленчатого вала
Рис. 2.57. Циркулярное намагничивание шестерни авиационного двигателя
пропусканием по ней тока:
1 - контактные диски дефектоскопа; 2 - свинцовые контактные пластины
ПРИМЕРЫ СПОСОБОВ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ
303
Рис. 2.58. Циркулярное намагничивание шестерни на центральном проводнике
(медном стержне) на дефектоскопе УМДЭ-10000М
Рис. 2.59. Циркулярное намагничивание втулки на медном стержне
на дефектоскопе УМДЭ-10000М
304
Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
Рис. 2.60. Циркулярное намагничивание на центральном проводнике:
а - шарнира стойки шасси; 6 - одновременно двух шестерен двигателя
Рис. 2.61. Циркулярное намагничивание шестерни на центральном проводнике
дефектоскопа УМДЭ-2500М
ПРИМЕРЫ СПОСОБОВ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ 305
Рис. 2.62. Циркулярное намагничивание шестерни на центральном проводнике
дефектоскопа УМД-1М
Рис. 2.63. Циркулярное намагничивание на центральном проводнике
проушины втулки винта вертолета
Рис. 2.64. Циркулярное намагничивание шатуна двигателя с применением кабеля
306
Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
Рис. 2.65. Циркулярное намагничивание одновременно двух цилиндров i
.66. Циркулярное намагничивание носка нервюры крыла
ПРИМЕРЫ СПОСОБОВ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ
307
2.6.2. НАМАГНИЧИВАНИЕ ДЕТАЛЕЙ С ПРИМЕНЕНИЕМ СОЛЕНОИДОВ И
ГИБКИХ КАБЕЛЕЙ
Рис. 2.67. Продольное намагничивание вала двигателя с применением двух соленоидов
дефектоскопа МД-10П, установленных вплотную
Рис. 2.68. Продольное намагничивание вала двигателя с применением двух соленоидов
дефектоскопа МД-10П
Рис. 2.69. Положение силовой втулки при намагничивании во встроенном соленоиде
дефектоскопа УМД-9000
308
Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
Рис. 2.70. Положение шестерни в дополнительном соленоиде дефектоскопа МД-9000М
при намагничивании (размагничивании)
а)
б)
Рис. 2.71. Продольное намагничивание с применением приставного соленоида:
а - стойки шасси на дефектоскопе У-601; б - цилиндра шасси на дефектоскопе У-604
ПРИМЕРЫ СПОСОБОВ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ 309
а)
б)
в)
Рис. 2.72. Намагничивание оси полувилки шасси в соленоиде дефектоскопа ПМД-70 (а),
узла лонжерона крыла с применением кабеля (б), вилки шасси с использованием
катушек дефектоскопа У-601 (в)
310
Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
Рис. 2.73. Намагничивание центрального узла диска компрессора
с применением кабеля и дополнительных магнитопроводов:
боковое / и верхнее 2 кольца дополнительного магнитопровода выполнены из стали 10;
3 - кабель, подключенный к дефектоскопу УМД-9000
ПРИМЕРЫ СПОСОБОВ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ
311
Рис. 2.74. Положение витков кабеля на узле крепления оси стабилизатора
при контроле передвижным дефектоскопом У-601-64С в условиях эксплуатации
Рис. 2.75. Положение намагничивающих кабелей при контроле:
а - опоры вала двигателя; б - сварного кронштейна подъемника
312
Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
а)
б)
Рис. 2.76. Намагничивание с применением гибких кабелей:
а - ступени компрессора авиационного двигателя дефектоскопом У-601-64С;
б - узла центроплана самолета дефектоскопом МД-50П
Рис. 2.77. Намагничивание с применением гибкого кабеля ступени ротора компрессора
дефектоскопом МД-50П
ПРИМЕРЫ СПОСОБОВ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ
313
О а)
6)
Рис. 2.78. Намагничивание с применением гибких кабелей, присоединенных к КЗУ
дефектоскопа У-604-64:
а - втулки винта вертолета; б - оси стабилизатора
Рис. 2.79. Намагничивание узла стыковки носовой и хвостовой частей фюзеляжа
с применением гибкого кабеля дефектоскопа У-601
314
Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
а)
б)
Рис. 2.80. Намагничивание с применением кабелей:
а - вилки шасси; б - узлов стыковки носовой и хвостовой частей фюзеляжа
2.6.3. НАМАГНИЧИВАНИЕ ДЕТАЛЕЙ
С ПРИМЕНЕНИЕМ
ЭЛ ЕКТРОКОНТАКТОВ
Электроконтакты - это устройства, с
помощью которых электрический ток
вводится в изделие для намагничивания в
целях выявления дефектов магнитопо-
рошковым методом.
Применение электроконтактов
необходимо при ограниченном одностороннем
подходе к проверяемой детали,
находящейся в конструкции.
Электроконтакты входят в комплект
отечественных дефектоскопов типа
ПМД-70, МД-50П, УНМ-300/2000,
УНМ-2000/6000 (МД-87). Во многих
зарубежных намагничивающих устройствах
также предусмотрена возможность
намагничивания объектов с помощью
электроконтактов.
Сила тока, пропускаемого по
изделию, обычно не превышает 2000 ... 2500 А.
При большем токе возникает опасность
повреждения детали в местах ввода тока.
Рекомендуемое расстояние между
электроконтактами обычно составляет
50 ... 250 мм.
Электроконтакты снабжены
сменными свинцовыми наконечниками. При
плохом контакте наконечника с деталью
свинец плавится (температура плавления
ПРИМЕРЫ СПОСОБОВ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ
315
свинца 327 °С), но деталь при такой
температуре не повреждается.
На ручках электроконтактов
дефектоскопа МД-50П установлены кнопка
включения и выключения тока и ручка
изменения его силы.
При намагничивании с применением
электроконтактов обеспечивается
выявление трещин, направленных по линии,
соединяющей точки установки
электроконтактов.
В месте установки электроконтактов
на детали радиусом 3 ... 5 мм трещины
нельзя обнаружить, поэтому
контролируемые участки на протяженных объектах
размечают с перекрытием.
Перед намагничиванием тщательно
подготавливают места установки
электроконтактов для обеспечения хорошего
электрического контакта с деталью во
избежание возникновения искрения при
прохождении тока.
На рис. 2.81, 2.82 показаны примеры
положения электроконтактов при
намагничивании для магнитопорошкового
контроля деталей самолетов.
а)
о)
Рис. 2.81. Намагничивание сварных швов с помощью электроконтактов дефектоскопами:
а-ПМД-70;б-МД-50П
316
Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
а)
б)
Рис. 2.82. Положение электроконтактов при магнитопорошковом контроле сварных швов:
а - передней стойки шасси; б - поворотного узла основной стойки шасси
2.6.4. НАМАГНИЧИВАНИЕ ДЕТАЛЕЙ С ПРИМЕНЕНИЕМ ЭЛЕКТРОМАГНИТОВ И
ДЕФЕКТОСКОПОВ НА ПОСТОЯННЫХ МАГНИТАХ (рис. 2.83 - 2.88)
Рис. 2.83. Положение лопатки компрессора авиационного двигателя между полюсами
электромагнита УМДЭ-2500 при контроле способом приложенного магнитного поля
ПРИМЕРЫ СПОСОБОВ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ
317
а)
б)
Рис. 2.84. Намагничивание с применением удлинителя:
намагничивание поводка муфты; б - вид трещин, выявленных при таком способе
намагничивания; / - полюсные наконечники; 2 - муфта;
3 - удлинитель - ферромагнитный цилиндр из стали СтЗ
Рис. 2.85. Положение электромагнита на сварном шве шпангоута № 13 при
контроле способом приложенного магнитного поля:
1,2- полюсные наконечники
318
Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
Рис. 2.86. Положение электромагнита дефектоскопа 77ПМД-ЗМ при контроле поперечного
сварного шва передней стойки шасси способом приложенного магнитного поля
а)
6)
Рис. 2.87. Намагничивание с применением электромагнита:
а - гидробачка; б - ушка подкоса шасси
ПРИМЕРЫ СПОСОБОВ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ
319
•
J&L ч
^^ИК;
к W **-**-<
"-—■
'
^ИИШШь--^^^^ЯИиИИпИИ^^^^иЧИ1 ИВ1*':г
Рис. 2.88. Положение блоков дефектоскопа МД-4 при контроле шарнира шасси
2.6.5. ИНДУКЦИОННОЕ НАМАГНИЧИВАНИЕ (рис. 2.89 - 2.90)
Рис. 2.89. Индукционное
намагничивание кольца с
применением дефектоскопа
МДЛ-2
Рис. 2.90. Положение намагничивающего кольца в дефектоскопе
индукционного намагничивания ДИН-1:
/ - кольцо; 2 - подвижный магнитопровод дефектоскопа; 3 - трещины, выявленные на кольце
320 Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
2.7. РАЗМАГНИЧИВАНИЕ ДЕТАЛЕЙ
2.7.1. СПОСОБЫ РАЗМАГНИЧИВАНИЯ
ДЕТАЛЕЙ
Кроме намагничивания при
магнитном контроле детали могут
намагничиваться при электродуговой сварке, при
случайном контакте с постоянным
магнитом или электромагнитом, при близком
нахождении аппарата от места грозового
разряда. Детали, подвергающиеся
вибрациям или знакопеременным нагрузкам,
могут также намагнититься даже в слабом
магнитном поле, например в магнитном
поле Земли. При вибрациях ослабляются
силы трения между доменами и
облегчается их ориентация в направлении внешнего
поля, т.е. облегчается намагничивание.
Магнитные поля неразмагниченных
деталей могут вызвать нежелательные
последствия: нарушение правильного хода
часов; значительные погрешности в
показаниях компаса на летательном аппарате.
В зазорах золотниковых пар из-за
накопления ферромагнитных продуктов износа
деталей может произойти их
заклинивание. При механической обработке плохо
размагниченных заготовок стружка
прилипает к резцу и снижает чистоту
обработки поверхности детали. При
электродуговой сварке неразмагниченных деталей
дуга отклоняется магнитным полем, что
снижает качество сварного шва.
Учитывая возможность
нежелательных последствий, детали тщательно
размагничивают и проверяют качество их
размагничивания.
Поскольку все детали находятся в
магнитном поле Земли, то полного
размагничивания достичь не представляется
возможным. Детали размагничивают до
уровня, при котором остаточная
намагниченность не нарушает нормальной работы
приборов, агрегатов, не оказывает влияния
на технологический процесс.
Применяют следующие способы
размагничивания деталей:
1) нагреванием детали до точки Кюри;
2) однократным приложением
встречной намагниченности детали магнитного
поля такой напряженности, после
уменьшения которой до нуля деталь
оказывается практически размагниченной;
3) воздействием на деталь полем
уменьшающейся амплитуды от
максимального значения до нуля при
одновременном периодическом изменении его
полярности.
Первые два способа размагничивания
при магнитном контроле не применяются.
В основу большинства схем
размагничивания положен третий из названных
способов, сущность которого состоит в
следующем.
При периодическом перемагничива-
нии детали ее магнитное состояние
изменяется по уменьшающимся
симметричным петлям гистерезиса (рис. 2.91). При
достижении напряженности
размагничивающего поля нулевого значения процесс
размагничивания заканчивается, деталь
оказывается практически размагниченной.
При этом магнитная структура детали
приходит в такое состояние, при котором
магнитные поля доменов направлены
хаотично и компенсируют друг друга.
Рис. 2.91. Изменение магнитной индукции в
детали при размагничивании убывающим
переменным полем
2.7.2. СХЕМЫ РАЗМАГНИЧИВАНИЯ
ДЕТАЛЕЙ
На рис. 2.92 приведены некоторые
схемы размагничивания деталей.
РАЗМАГНИЧИВАНИЕ ДЕТАЛЕЙ
321
Схема. 1
Схема1*
Схема!
(-) (4-)
Схема 5
1
bv?d 3
*г
Схема. 9
(+>Bt
Схема. 3
Схема. 6
Схема 8
Т2
Схема 10
Рис. 2.92. Схемы размагничивания деталей, применяемые при магнитном контроле
Схема 1 содержит соленоид 2,
питаемый переменным током промышленной
частоты. Размагничиваемую деталь /
выдвигают из соленоида и удаляют от него
вдоль продольной оси на расстояние
0,7 ... 1 м в течение 7 ... 10 с. При этом на
деталь / действует убывающее
переменное поле (рис. 2.93). В результате деталь
размагничивается.
Схема 2 содержит соленоид 2,
питаемый постоянным или выпрямленным
током, направление которого периодически
изменяется. Размагничиваемую деталь 1
удаляют из соленоида вдоль его
продольной оси за 7... 10 с на расстояние 0,7... 1 м.
Если к детали приложить магнитное
поле мгновенно, то вследствие магнитной
вязкости и других причин
намагниченность детали увеличивается постепенно с
постоянной времени т. При
размагничивании длительность полупериода изменения
постоянного тока устанавливают не менее
Зт. Такая схема размагничивания
применена в стационарных дефектоскопах-
электромагнитах, переносных
дефектоскопах 77ПМД-ЗМ, ПМД-70 и др.
Схема 3 содержит соленоид 2,
питаемый постоянным (выпрямленным) током,
направление которого периодически
изменяется. Регулятором Р ток уменьшают
11 -3316
322
Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
„^
Рис. 2.93. Изменение напряженности магнитного поля в зависимости от
расстояния до соленоида /:
2,2''- положения детали соответственно перед и после размагничивания;
V- направление перемещения детали 2 вдоль продольной оси соленоида
от максимального значения до нуля.
Деталь 1 при размагничивании находится
под воздействием убывающего,
периодически изменяющегося магнитного поля.
Это обеспечивает размагничивание без
перемещения детали.
Принцип работы регулятора
выбирают в зависимости от назначения
дефектоскопа.
Схемы 4, 5, 7 применяют в
стационарных и передвижных дефектоскопах.
Переменный, убывающий по амплитуде
ток пропускают либо по детали (схема 4),
либо по центральному проводнику (схема
5), либо используют соленоид (схема 7).
Силу тока регулируют с помощью
тиристоров Tl, T2 и схем управления 3,
изменяющих ток по заданной программе. В
частности, для повышения качества
размагничивания ток изменяют по закону / =/(0,
проиллюстрированному на рис. 2.94. В
результате образуются несколько циклов
промежуточной магнитной тренировки, на
рис. 2.94 показано три цикла: первый,
второй и третий. На этом же рисунке
показано изменение индукции по закону В =/(/).
Такая программа изменения тока
использована в стационарных дефектоскопах
У-604 и передвижных У-601.
Схема 6. Размагничивание
осуществляется пропусканием тока по участку
детали. При этом ток автоматически
изменяется по направлению, и его амплитуда
уменьшается до нулевого значения. Схема
использована в дефектоскопах ПМД-70,
ПМД-87, МД-50П и др.
Схема 8 содержит импульсный
трансформатор Тр и две батареи
конденсаторов. В качестве разрядных элементов
установлены тиристоры Т1 и Т2. При
разряде конденсатора С1 возникает импульс
тока во вторичной цепи трансформатора и
в подключенной к нему детали 1 или
намагничивающем устройстве 2. При
разряде конденсатора С2 в намагничивающем
контуре с деталью 1 возникает импульс
тока противоположного направления.
В это время конденсатор С1 заряжается.
Напряжение заряда конденсаторов от
цикла к циклу снижается до нуля
специальной схемой, которая на рис. 2.93 не
показана. Следовательно, импульсы тока
также уменьшаются до нулевого значения.
В результате деталь оказывается под
воздействием разнополярного убывающего
импульсного поля.
Размагничивание с применением этой
схемы получается качественным, если
деталь при контроле была намагничена
полем импульсного тока. Схема
использована в дефектоскопах ПМД-70, МД-87,
МД-50П и др.
РАЗМАГНИЧИВАНИЕ ДЕТАЛЕЙ 323
Рис. 2.94. Изменение тока / =/(/) в
размагничивающем устройстве и
магнитной индукции В =/(/) в детали
при ее размагничивании с
промежуточной магнитной тренировкой;
В(Н) - семейство уменьшающихся петель
магнитного гистерезиса; /- время
2.7.3. СПОСОБЫ ПОВЫШЕНИЯ
ЭФФЕКТИВНОСТИ
РАЗМАГНИЧИВАНИЯ ДЕТАЛЕЙ
Иногда и после размагничивания
уровень намагниченности оказывается
выше допустимых значений.
В этих случаях принимают ряд
дополнительных мер для более полного
размагничивания.
Одной из причин недостаточного
размагничивания деталей является
различная ориентация частей детали к
магнитному полю.
На рис. 2.95 показана деталь,
состоящая из двух цилиндров - А и Б. Продольная
ось цилиндра А направлена по полю
соленоида, ось цилиндра Б - перпендикулярно
к нему. Коэффициенты размагничивания
таких цилиндров по отношению к полю Н
значительно отличаются. Поэтому для
размагничивания цилиндра Б потребуется
поле Н значительно большей
напряженности, чем для размагничивания цилиндра А.
В результате при недостаточной напря-
Схема 9 содержит стационарный
электромагнит 2 постоянного тока. При
размагничивании коммутирующим
устройством изменяется направление тока в
обмотке электромагнита, а регулятором Р
уменьшается значение тока от
максимального до нуля. Деталь 1 находится в
процессе размагничивания между полюсами
электромагнита под воздействием
убывающего и изменяющегося по
направлению постоянного поля. Схема применена
на дефектоскопах УМДЭ-2500 и др.
Схема 10 включает в себя соленоид 2
и конденсатор С, которые при нахождении
детали в соленоиде образуют
колебательный контур. После заряда конденсатора
выключатель ставят в положение Б.
В контуре соленоид - конденсатор
возникает затухающий колебательный процесс.
Действующее на деталь переменное поле,
убывающее по амплитуде, размагничивает
ее. Схема применена в дефектоскопе
77ПМД-ЗМ и оказалась эффективной для
размагничивания небольших однотипных
деталей.
11*
324
Глава 2. ТЕХНОЛОГИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
Рис. 2.95. Схемы расположения в соленоиде
детали, состоящей из двух цилиндров — А и Б:
/ - соленоид; Н - напряженность переменного
поля соленоида; V- направление перемещения
детали при размагничивании
женности поля цилиндр Б окажется плохо
размагниченным. В дальнейшем магнитным
полем цилиндра Б намагнитится цилиндр А,
хотя в процессе размагничивания его
остаточная намагниченность была уменьшена
до требуемого значения. В целом после
размагничивания такая деталь будет плохо
размагниченной, т.е. с высоким значением
остаточной намагниченности.
Для наиболее полного
размагничивания деталей сложной формы:
• увеличивают напряженность поля
соленоида в 2 - 4 раза;
• при удалении детали из соленоида
вращают ее в различных плоскостях таким
образом, чтобы отдельные участки (части)
детали в определенные моменты времени
были направлены вдоль вектора
напряженности размагничивающего поля;
• при автоматическом снижении
переменного тока в соленоиде деталь (не
извлекая из соленоида) вращают в
различных плоскостях так, чтобы отдельные
участки детали в определенные моменты
времени были направлены по полю
соленоида.
Для размагничивания детали
сложной формы с вращением и при
одновременном удалении ее из соленоида (или
при одновременном уменьшении
переменного тока в соленоиде) требуется
напряженность размагничивающего поля, в
2 — 4 раза меньшая, чем для
размагничивания без вращения.
Другие рекомендации по повышению
качества (полноты) размагничивания
приведены в табл. 2.6.
2.6. Рекомендации по повышению качества размагничивания деталей
Факторы, снижающие качество
(полноту) размагничивания
Большие размеры и сложная
форма детали
Малое удлинение детали
Быстрая перемена направления
поля при перемагничивании
Совпадение продольной оси
детали с направлением магнитного
поля Земли
Размагничиваемая деталь близко
расположена к установкам,
генерирующим магнитные поля
Быстрое снижение амплитуды
размагничивающего поля
Плохой магнитный контакт
размагничиваемой детали с
полюсами электромагнита
Номер схемы
на рис. 2.92
7
1,2,3,7,8
2,3,9
1,2,3,7,8
1, 2, 3, 7, 8, 9
1-9
9
Способ повышения качества
размагничивания
Размагничивание детали по участкам с
применением кабеля, наматываемого на
недостаточно размагниченные части детали
Укладка коротких деталей в цепочки
торцовыми поверхностями друг к другу,
размещение короткой детали между двумя
длинными стержнями
Снизить скорость перемагничивания
Установка продольной оси детали в
направлении восток - запад
Удаление детали от установок,
генерирующих магнитные поля
Уменьшить скорость снижения амплитуды
размагничивающего поля, особенно при
малых его значениях
Увеличить ток в электромагните,
улучшить магнитный контакт детали и
полюсных наконечников
Глава 3
ФАКТОРЫ, ВЛИЯЮЩИЕ НА ЧУВСТВИТЕЛЬНОСТЬ
МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
3.1. НАПРАВЛЕНИЕ
НАМАГНИЧИВАНИЯ
КОНТРОЛИРУЕМОГО ОБЪЕКТА
Чувствительность магнитопорошко-
вого метода контроля существенно
зависит от угла а между направлениями
намагничивания и распространения
трещины на детали (объекта).
Если угол а между направлением
намагничивания и направлением трещины
равен (рис. 3.1):
• 80 ... 90°, то обеспечивается
максимальная чувствительность метода;
• 30 ... 80°, то гарантируется выяв-
ляемость дефектов;
• 10... 30°, то выявление трещин не
гарантируется;
• 0 ... 10°, то трещины не
выявляются.
При угле между направлением
трещины и направлением намагничивания,
равном 0 ... 10°, трещина выявляется, если
она имеет зигзагообразный вид (рис. 3.2).
При угле а < 30° можно обеспечить
высокую чувствительность контроля при
а = 0... 10'
условии соответствующего увеличения
напряженности намагничивающего поля.
Вектор напряженности
намагничивающего поля Нр можно разложить на
составляющие Н\ и HI (рис. 3.3).
Составляющая #2 на формирование поля
дефекта оказывает незначительное влияние.
Поле рассеяния формируется под действием
составляющей Ш, поэтому для
обеспечения высокой чувствительности контроля
при уменьшении угла а необходимо
сохранить заданное значение составляющей
Н\ путем увеличения намагничивающего
поля //р. При этом вектор Нр равен
заданному значению HI, умноженному на sin a.
Так, например, если заданное значение
#1 = 30 А/см, то при а =10° Яр = 174 А/см
(табл. 3.1). Однако при магнитопорошко-
вом контроле следует иметь в виду, что
при Нр > 150 А/см необходимо уменьшать
концентрацию порошка в суспензии для
предотвращения интенсивной магнитной
коагуляции.
Распределение магнитного поля в
области сквозных дефектов в зависимости от
угла а имеет некоторые особенности.
а)
6)
«)
Рис. 3.1. Схемы расположения векторов намагничивающего поля с учетом коэффициента
размагничивания Hf относительно направлений трещин:
а - а = 0 ... 10° - трещины не выявляются; б - а = 30 ... 80° - выявление трещин гарантируется;
в - а = 80 ... 90° - обеспечивается максимальная чувствительность контроля
326 Глава 3. ФАКТОРЫ, ВЛИЯЮЩИЕ НА ЧУВСТВИТЕЛЬНОСТЬ КОНТРОЛЯ
Рис. 3.2. Схема зигзагообразной трещины,
которая выявляется при совпадении
направлений трещины и напряженности
намагничивающего поля Нр:
1 — трещина; 2 — проверяемая деталь
If ^S^v
^ /
"7 цр
/
/
Рис. 3.3. Схема разложения вектора намагничивающего поля //р
на два составляющих вектора:
//, - вектор, направленный перпендикулярно к трещине;
#2 - вектор, направленный по трещине; Я- напряженность намагничивающего поля;
Яр - напряженность намагничивающего поля с учетом коэффициента размагничивания
3.1. Зависимость требуемого значения
намагничивающего поля Яр от угла а
при заданной напряженности поля
HI = 30 А/см
Значение
угла а°
1
2
2
2
2
10
20
30
50
80
90
яр = я,/
sin а = 30 /sin а,
А/см
1764
882
576
434
375
174
88
60
39
30,6
30
На рис. 3.4 - 3.6 показаны
индикаторные рисунки в области сквозного
искусственного дефекта длиной 6 мм,
шириной 1,5 мм в диске диаметром 78 мм,
толщиной 8 мм при углах а, равных 90,
40, 0°. Диск выполнен из стали 30ХГСА,
32 HRC. Контроль диска проведен в
приложенном магнитном поле
электромагнита постоянного тока способом воздушной
взвеси магнитного порошка. Из
приведенных рисунков видно, что области
повышенного значения магнитной индукции
распространяются от торцов дефекта в
направлении, перпендикулярном к
магнитным силовым линиям электромагнита.
При угле а = 40° (рис. 3.5) более
интенсивное накопление порошка происходит
со стороны тупых углов и незначительное
со стороны острых углов между
направлениями распространения дефекта и
магнитных силовых линий.
ТОЛЩИНА НЕМАГНИТНОГО ПОКРЫТИЯ
327
Рис. 3.4. Индикаторный рисунок в области
сквозного искусственного дефекта в диске,
полученный в приложенном магнитном
поле с применением способа воздушной
взвеси при угле а = 90° между плоскостью
дефекта и направлением тангенциальной
составляющей напряженности магнитного
поля, равной 148 мТл:
а - схема расположения диска между
полюсами электромагнита; б - индикаторный
рисунок из осевшего магнитного порошка при
увеличении 2,5х; в - схема распределения
магнитных силовых линий в области дефекта
Рис. 3.5. Индикаторный рисунок в
области сквозного дефекта в диске при
а = 40° (я, б, в см. на рис. 3.4)
Рис. 3.6. Индикаторный рисунок в
области сквозного дефекта в диске при
а = 0 (я, б, в см. на рис. 3.4)
При а = 0 индикаторный рисунок
имеет вид буквы «Н». Знание
особенностей распределения поля и скопления
магнитного порошка над дефектами может
облегчить расшифровку индикаторных
рисунков.
3.2. ТОЛЩИНА НЕМАГНИТНОГО
ПОКРЫТИЯ
При наличии немагнитного покрытия
на поверхности проверяемой детали
(краски, лака, хрома и других
гальванических покрытий) чувствительность метода
снижается (рис. 3.7). Если немагнитного
покрытия нет или его толщина не
превышает 0,04 мм, то чувствительность метода
не уменьшается, над трещинами
образуется четкий индикаторный рисунок.
Немагнитное покрытие такой толщины не
удаляют при подготовке детали к контролю.
При толщине покрытия 0,04 ... 0,1 мм
чувствительность метода снижается,
крупные трещины выявляются в виде размытых
полос, а над мелкими трещинами порошок
не осаждается. Поэтому такое покрытие
при подготовке к магнитопорошковому
контролю удаляют (по возможности) с
обследуемых участков или контроль детали
проводят в приложенном поле.
328 Глава 3. ФАКТОРЫ, ВЛИЯЮЩИЕ НА ЧУВСТВИТЕЛЬНОСТЬ КОНТРОЛЯ
а)
б)
в)
Рис. 3.7. Схемы расположения порошка над трещиной в сечении детали при
различной толщине немагнитного покрытия:
а - без покрытия; б - с покрытием толщиной 0,05 мм; в - с покрытием более 0,1 мм;
/ - деталь; 2 - немагнитное покрытие; 3 - порошок; 4 - поле рассеяния; 5 - трещина
При толщине покрытия более 0,08 ...
0,1 мм трещины обнаруживают с
применением специально разрабатываемых
методик контроля и высокочувствительных
индикаторов, например взвеси магнитного
порошка в воздухе. Для этих целей
эффективно используются установки типа
У-956 (см. гл. 8).
3.3. СООТНОШЕНИЕ НОРМАЛЬНОЙ
И ТАНГЕНЦИАЛЬНОЙ
СОСТАВЛЯЮЩИХ
НАПРЯЖЕННОСТИ ПОЛЯ НА
КОНТРОЛИРУЕМОМ УЧАСТКЕ
ДЕТАЛИ
Поле в области дефекта при
продольном намагничивании значительно
отличается от поля над дефектом при
циркулярном намагничивании деталей и имеет две
области: I и II (рис. 3.8, 3.9).
В области I напряженность и
градиент напряженности поля увеличиваются по
мере приближения к месту выхода
трещины на поверхность. В области II имеется
участок А, находящийся на поверхности
детали, на котором нормальная
составляющая поля близка к нулю. Этот участок
II (см. рис. 3.8) расположен вдоль
трещины и повторяет ее конфигурацию по
длине. Ширина участка А зависит от
параметров трещины, ее местоположения
относительно магнитной нейтрали, удлинения и
магнитных свойств материала детали.
В области II нормальная составляющая
напряженности поля уменьшается по мере
приближения к участку А. Область II
может быть расположена справа или слева от
трещины (см. рис. 3.9), или
непосредственно над ней. В приложенном поле эта
область находится со стороны торцовой
поверхности, а при контроле на
остаточной намагниченности она прилегает к
трещине со стороны магнитной нейтрали,
примерно на середине длины образца.
Образование областей I и II - это
следствие суперпозиции магнитных полей
дефекта, детали и внешнего
намагничивающего поля. Наличие этих областей
обусловливает особенности накопления
порошка над дефектом при контроле
продольно-намагниченных деталей.
В процессе нанесения суспензии
порошок над трещиной (расположенной не
на магнитной нейтрали) накапливается в
области I. Основная часть осевшего
порошка имеет ярко выраженную
игольчатую структуру, направленную по
магнитным силовым линиям результирующего
поля (рис. 3.10). Цепочки («иголочки»)
формируются в суспензии вследствие
магнитной коагуляции еще до оседания их
в области I.
В области II осаждения порошка не
происходит. Если вследствие осаждения
под действием силы тяжести или потока
магнитной суспензии частицы (цепочки)
вносятся в область II, то на них начинают
СООТНОШЕНИЕ НОРМАЛЬНОЙ И ТАНГЕНЦИАЛЬНОЙ СОСТАВЛЯЮЩИХ 329
/ / / *
\\\\
У
у
' У
У
У
1 Г\
i
У
У
У
у
ч ч ч
II
У
У
У У
У
\\\
*<Ж1ЯШ£#А
I II
■•»■■• - - . -* ч
Рис. 3.8. Картина поля намагниченного образца:
а - схема картины поля вокруг образца; б - распределение магнитных силовых линий над
трещиной; в ~ картина поля в области трещины, полученная магнитным порошком;
г- образец со шлифовочными трещинами; I, II - зоны поля в области трещины;
А - зона неосаждения
330 Глава 3. ФАКТОРЫ, ВЛИЯЮЩИЕ НА ЧУВСТВИТЕЛЬНОСТЬ КОНТРОЛЯ
—Hi—3 !—~+s~
Рис. 3.9. Схема распределения частиц порошка в области трещины
продольно-намагниченной детали в приложенном поле и на остаточной намагниченности:
а - картина поля вокруг детали в приложенном поле;
а'- схема расположения частиц в области трещины в приложенном поле;
б - картина поля вокруг детали на остаточной намагниченности;
б'- схема расположения частиц в области трещины на остаточной намагниченности;
1 - проверяемая деталь; 2 - трещина; 3 - соленоид; 4 - магнитные силовые линии;
5 - частицы порошка; А - зоны неосаждения; Л, П - левый и правый края трещины;
I, II - зоны расположения частиц порошка в области дефекта (трещины)
Рис. 3.10. Накопившийся порошок над искусственным дефектом (надрезом) в
цилиндрическом образце, находящемся в постоянном магнитном поле
(контроль проведен с применением воздушной взвеси магнитного порошка.
Осевший порошок имеет игольчатую структуру. Порошок осел на одном крае дефекта,
на другом образовалась зона неосаждения)
СООТНОШЕНИЕ НОРМАЛЬНОЙ И ТАНГЕНЦИАЛЬНОЙ СОСТАВЛЯЮЩИХ 331
воздействовать значительные магнитные
силы, которые удаляют частицы из
области II. Эти частицы оседают в области I или
на других прилегающих к области II
участках детали. Так как в зоне А порошок не
оседает, то эту зону назовем зоной
неосаждения.
В зависимости от режима
намагничивания и положения дефекта относительно
магнитной нейтрали изменяются
относительные размеры областей I и П. На
рис. 3.11 показаны схемы магнитных
полей над дефектами с одинаковыми
параметрами, расположенными на различных
расстояниях от магнитной нейтрали. Над
дефектом /, находящимся на магнитной
нейтрали, образуется поле с двумя
областями^.
Поле над дефектом, смещенным с
магнитной нейтрали 4, содержит одну
область А, расположенную со стороны торца
образца по отношению к расположению
дефекта. Структуры магнитных полей над
дефектами, находящимися на одинаковых
расстояниях по обе стороны от магнитной
нейтрали,аналогичны.
сфг^Щ-
Рис. 3.11. Схемы полей в области одинаковых дефектов, расположенных на
различном расстоянии от торцовых поверхностей детали 5, находящейся в
магнитном поле соленоида (или электромагнита):
/ - поля над дефектом, расположенным на магнитной нейтрали 4;
2 - полей над дефектами, расположенными слева от магнитной нейтрали;
3 - полей над дефектами, расположенными справа от магнитной нейтрали;
А - область с отрицательным градиентом - это область неосаждения магнитных частиц;
5 - проверяемая деталь; 6 - картина поля над надрезом, полученная магнитным порошком
332 Глава 3. ФАКТОРЫ, ВЛИЯЮЩИЕ НА ЧУВСТВИТЕЛЬНОСТЬ КОНТРОЛЯ
При выключении тока в
намагничивающем устройстве (соленоиде или
электромагните) картина поля в области
дефекта приобретает другой вид,
происходит перераспределение осевшего порошка
над дефектом. Полярность краев трещины
изменяется на противоположную. Область
II после снятия поля перемещается на
другую сторону трещины. При этом
наблюдается следующее чередование полюсов
детали и краев трещины: в приложенном
поле N - S' - N' - S; на остаточной
намагниченности N - N' - S' - S [N, S -
магнитные полюсы детали; N', S' - магнитные
полюсы краев трещины (см. рис. 3.9)].
Осаждение порошка после выключения
тока происходит на крае трещины Л, а над
краем трещины П порошок практически
не осаждается - образуется зона
неосаждения А.
Изменение картины поля над
дефектом при переходе к режиму остаточной
намагниченности является следствием
действия поля детали, которое возникает
не только при продольном
намагничивании, но и при циркулярном
намагничивании деталей сложной формы, кольцевых
деталей при несимметричном их
расположении на проводнике с током, при
намагничивании с помощью электромагнитов.
Во всех этих и других случаях при прочих
равных условиях чувствительность магни-
топорошкового метода контроля зависит
от расположения области II относительно
трещины, которое определяется
отношением нормальной //„ к тангенциальной Нт
составляющей поля.
Если отношение 9 = Нн I Нл > 3 (при
Ят = 0), то магнитный поток идет вдоль
полости трещины, магнитные силовые
линии одного края трещины не
замыкаются на втором ее крае. Соответствующая
картина поля ролика подшипника
колесной пары приведена на рис. 3.12, а, из
которого видно, что на участках
цилиндрической поверхности, прилегающих к
торцовым поверхностям ролика, Нт близка к
нулю, магнитные силовые линии
практически нормальны к поверхности на этих
участках. На рис. 3.12, б показана картина
поля в искусственном дефекте (надрезе),
полученная с помощью микрокиносъемок
при изучении кинетики накопления
порошка над трещинами, а на рис. 3.12, в -
схематичное изображение картины поля в
искусственном дефекте. Из приведенных
рисунков видно, что магнитный поток не
пересекает трещину, а проходит вдоль ее
полости. Края трещины имеют
одинаковые магнитные полюсы.
Если в качестве магнитного
индикатора используется магнитная суспензия,
то частицы из зоны А, расположенной над
трещиной, удаляются магнитными
силами, а с соседних участков они смываются
даже слабыми потоками жидкости. В
результате трещины не обнаруживаются.
Если в качестве магнитного
индикатора используется воздушная взвесь, то
под действием силы тяжести порошок
осаждается и покрывает всю
контролируемую поверхность детали, а зоны
неосаждения А над трещинами оказываются
непокрытыми порошком. Из них частицы
удаляются магнитными силами. В
результате при 8 > 3 (при Нт ~ 0) трещины можно
обнаружить по зонам неосаждения.
Сравним рис. 3.13, а и б. На первом рисунке
показаны трещины, выявленные способом
магнитной суспензии (0 < 3), а на втором -
эти же трещины, обнаруженные способом
воздушной взвеси (при 8 > 3). Над
трещинами находятся зоны неосаждения,
поэтому расположение трещин устанавливают
по неосаждению порошка.
Из-за отсутствия существенного
влияния на чувствительность метода
значения 8 = Н„ I Нт назовем его критерием
выявляемое™ 0 при полюсном
намагничивании. При 0 < 3 достигается высокая
чувствительность метода, а на участках,
где 0 > 3, осаждения порошка над
трещинами не происходит, следовательно, маг-
нитопорошковый контроль этих участков
становится неэффективным.
СООТНОШЕНИЕ НОРМАЛЬНОЙ И ТАНГЕНЦИАЛЬНОЙ СОСТАВЛЯЮЩИХ 333
//
I '/ ' '111 ,'/;/,/
и
i
'JhsWm
n
11
в)
11
Рис. 3.12. Распределение поля ролика подшипника колесной пары:
а - картина поля ролика, находящегося между полюсами электромагнита после включения
тока в его обмотках; б - картина поля в искусственном дефекте при Ят = 0 (кадр из кинофильма);
в - схема распределения силовых линий в дефекте;
1 - частицы порошка; 2 - магнитные силовые линии
Рис. 3.13. Шлифовочные трещины на образце:
а - выявленные способом магнитной суспензии (0 < 3); б - выявленные способом воздушной
взвеси магнитного порошка (при 8 > 3) - обнаружение трещин по зонам неосаждения
Уменьшения критерия до значения
0 < 3 достигают различными способами,
например:
• применением для намагничивания
переменного тока;
• применением импульсного поля
(ударного по терминологии ASME);
• использованием удлинителей (см.
подраздел 3.5).
Измерение критерия 9 может быть
проведено с применением магнитометра,
основанного на использовании датчика
Холла, например МФ-23И, МФ-23ИМ
и др.
334 Глава 3. ФАКТОРЫ, ВЛИЯЮЩИЕ НА ЧУВСТВИТЕЛЬНОСТЬ КОНТРОЛЯ
Таким образом, при выборе режимов
намагничивания способом приложенного
поля необходимо обеспечивать не только
заданное значение тангенциальной
составляющей поля, но и 9 < 3.
Приведенное описание магнитных
полей над дефектами при полюсном
намагничивании дано на основании
экспериментальных исследований кинетики
накопления порошка над дефектами.
Исследования проведены с применением
микрокиносъемок через микроскоп на
специально изготовленных установках.
3.4. СКОРОСТЬ УМЕНЬШЕНИЯ
НАМАГНИЧИВАЮЩЕГО ПОЛЯ
На выявляемость дефектов при
контроле способом продольной остаточной
намагниченности существенное влияние
оказывает скорость уменьшения
намагничивающего поля. Рассмотрим этот фактор
на примере намагничивания
цилиндрического образца длиной 500 мм, диаметром
65 мм.
При медленном уменьшении
намагничивающего поля тангенциальная
составляющая напряженности поля на
цилиндрической поверхности образца
монотонно уменьшается от значения
приложенного поля Нпп, изменяет знак и
достигает значения, соответствующего
остаточной намагниченности. Трещины на
средней части цилиндрической поверхности
выявляются слабо, а на участках,
прилегающих к торцовым поверхностям, не
выявляются даже крупные трещины;
картины поля в различных сечениях идентичны
по длине образца; вектор магнитной
индукции в сечении образца не меняет знака
(рис. 3.14, а, б, в).
При быстром уменьшении
намагничивающего поля тангенциальная
составляющая (направленная по продольной
оси образца) индукции в сечении образца
(на расстоянии d от цилиндрической
поверхности) изменяет знак, что можно
видеть по картине поля в сечении образца.
Направление магнитных силовых линий
на торцовой поверхности изменяется на
противоположное (см. рис. 3.14, а', б', в1).
В результате на расстоянии d от
цилиндрической поверхности на торце по
окружности образуется поле рассеяния. При
наложении экрана на торец образца и нанесении
магнитного порошка его осаждение,
вызванное полем рассеяния, принимает вид
кольца (см. рис. 3.14, а1). На рис. 3.14, б'
показаны образец сбоку и осаждение
порошка на экране, установленном по
диаметральной плоскости. На рис. 3.14, б', в'
видно изменение направления магнитных
силовых линий на противоположное.
Аналогичные картины поля наблюдаются в
сечениях по всей длине образца.
Тангенциальная составляющая напряженности Ят
на цилиндрической поверхности в средней
части образца при выключении тока в
соленоиде изменяет свой знак и достигает
значения, намного большего
напряженности приложенного поля. Затем она
уменьшается до значения соответствующего
остаточной намагниченности Нтом.
Значительное увеличение напряженности поля
при выключении тока в соленоиде можно
объяснить тем, что в образце
индуцируется ток, пропорциональный скорости
изменения магнитного потока. Массивный
образец в этом случае играет роль коротко-
замкнутого витка, в котором
индуцируется ток большой силы. Магнитное поле
этого тока вследствие скин-эффекта
концентрируется в поверхностном слое
образца и значительно намагничивает его.
Магнитный поток сильно намагниченного
поверхностного слоя замыкается на
внутренние слои. Образуется замкнутый
контур магнитного потока Ф3 с малым
размагничивающим фактором (рис. 3.15).
Вектор намагниченности слоя,
прилегающего к поверхностному слою
детали, меняет свое направление на
противоположное. Вокруг образца образуется
рассеянный поток Фц. Напряженность поля на
цилиндрической поверхности значительно
меньше напряженности поля в тех же
точках при намагничивании образца в
медленно убывающем поле.
у- ••-;-v
W
к
"'■•. 7**i<un цИ"
a)
#V
"j^^H ■IB
НИН I l^^B'K
o)
Рис. 3.14. Картины поля в сечениях составного образца после разъединения:
а, б, в- после медленного снятия поля; а', б', в'- после быстрого снятия поля; а, а'-вид сверху; б, б'- вид сбоку (в диаметральной плоскости);
в, в'- схемы поля (вид сбоку); </- расстояние по радиусу от поверхности образца до области изменения знака вектора магнитной индукции
336 Глава 3. ФАКТОРЫ, ВЛИЯЮЩИЕ НА ЧУВСТВИТЕЛЬНОСТЬ КОНТРОЛЯ
а)
6)
f>
*ч *
-. 1
А %.
*
' +**м
X
*
««4 4
ллтЫ
*»',
"**;
-;:-' '
% V
%•• •
Л
jl
5Й-**' Ш & \
# *
.« •*
«';
0)
Рис. 3.15. Распределение магнитных линий в образце и картины поля на
торцовых поверхностях:
а, а'- при медленном снятии поля; б, б' - при быстром снятии поля
Итак, при медленном уменьшении
поля в соленоиде вихревые токи в детали
практически не возникают, вектор
остаточной индукции в точках на цилиндрической
поверхности составляет с образующей
относительно большой угол (60 ... 90°). При
этом магнитный поток проходит вдоль
полости трещины. В результате трещины
не выявляются или выявляются плохо.
При намагничивании
цилиндрического образца в соленоиде с постоянным
полем и быстрым его уменьшением
возникают вихревые токи. Намагничивающее
поле соленоида, возбуждающее в образце
вихревые токи, симметрично
относительно его продольной оси. Поэтому
плоскости, в которых возникают вихревые токи,
перпендикулярны к продольной оси
образца, а векторы напряженности поля
вихревых токов параллельны его
цилиндрической поверхности. В результате вектор
индукции в рассматриваемой точке
составляет с плоскостью, проходящей вдоль
полости трещины, прямой угол или
близкий к нему, т.е. магнитный поток
пересекает трещины под углом, близким к пря-
ФОРМА ДЕТАЛИ
337
мому. Этот фактор также способствует
четкому выявлению дефектов. На рис. 3.16
показаны трещины на образце,
обнаруженные на остаточной намагниченности
при намагничивании постоянным полем
напряженностью 180 А/см с выключением
тока двумя способами. Видно, что при
быстром уменьшении поля трещины
выявляются четко. При медленном снятии
поля мелкие трещины не обнаружены.
Таким образом, для достижения
высокой чувствительности метода при
контроле на продольной остаточной
намагниченности:
• нецелесообразно применять
электромагнит постоянного тока, так как даже
при мгновенном выключении тока в его
обмотках магнитный поток уменьшается
медленно (до нескольких секунд) из-за
большой индуктивности обмоток и магни-
топровода;
• не следует намагничивать детали
проведением их через соленоид, питаемый
постоянным током, так как каждый
участок проверяемой детали будет
находиться под воздействием медленно
убывающего поля удаляющегося соленоида;
• рекомендуется использовать
намагничивающие устройства, которые
обеспечивают время уменьшения
магнитного поля от максимального значения до
нуля не более 5 мс (ГОСТ 21105-87, с. 3).
б)
Рис. 3.16. Шлифовочные трещины
на образце:
а - выявленные способом остаточной
намагниченности при быстром снятии поля;
б - то же, при медленном снятии поля
Вновь разрабатываемые дефектоскопы
должны удовлетворять этому требованию.
При этом вследствие действия скин-
эффекта и вызываемых им процессов в
металле поверхностный слой получает
высокую намагниченность вдоль
продольной оси образца. Это позволяет
проводить эффективный магнитопорошковый
контроль на остаточной намагниченности
деталей с малым удлинением.
3.5. ФОРМА ДЕТАЛИ
Индукция при полюсном
намагничивании (в приложенном поле) зависит от
значения напряженности
результирующего поля внутри детали, определяемой
формулой
Hi = He- NJ,
где Не - внешнее намагничивающее поле;
NJ - размагничивающее поле полюсов
детали; J - намагниченность; N -
коэффициент, называемый размагничивающим
фактором. Из приведенной формулы
видно, что чем больше N, тем меньше
напряженность поля Hj и, следовательно,
индукция в детали.
Размагничивающий фактор
определяют аналитически или экспериментально.
Каждой форме детали соответствует
определенное среднее значение N. Так,
например, для шара N = 0,333, для эллипсоида с
соотношением осей 2 фактор N = 0,73, для
целого кольца N = 0. Если N = 0, как для
целого кольца, то напряженность поля в
нем Н, = Не. Для разрезанного кольца
N±0, поэтому Н =Не-NJ.
Магнитная характеристика материала
(целого кольца) отличается от
характеристики разрезанного кольца на величину
размагничивающего поля Нр - NJ.
На рис. 3.17 показана кривая
намагничивания целого кольца ВЫ(Н).
Для получения характеристики ВЛ(Н)
разрезанного кольца сдвигают на
величину размагничивающего поля
соответствующие точки кривой Ви(Н). Отрезки Нр],
Hp2,Hpi, ..., пропорциональные размагни-
338 Глава 3. ФАКТОРЫ, ВЛИЯЮЩИЕ НА ЧУВСТВИТЕЛЬНОСТЬ КОНТРОЛЯ
Н, Нг
Рис. 3.17. Магнитные характеристики материала (целого кольца) и
летали (разрезанного кольца):
Яр, - размагничивающее поле; 5М, Вл - индукции целого и разрезанного колец
чивающему полю, заключены между осью
ординат и лучом ON, проведенным под
углом а:
tga = W = —L.
J
Для получения точки /' точку 1
сдвигают по горизонтали на величину Нр]. Для
получения точки 2' точку 2 сдвигают на
величину Яр2 и т.д. Соединив точки /', 2',
3', ..., получают кривую намагничивания
Ва(Н) детали - разрезанного кольца.
Из сравнения кривых ВМ(Н) и Ва(Н)
следует:
• для получения индукции В] в
разрезанном кольце нужно создать поле Н2,
которое больше Яь т.е. Н\ < Н2;
• при напряженности Н\ в целом
кольце индукция будет равна Si, а в
разрезанном - В2; причем В2< В\\
• для получения заданной индукции
в детали при полюсном намагничивании
необходимо увеличивать внешнее поле на
величину размагничивающего поля.
Действию размагничивающего
фактора можно дать следующее объяснение
(рис. 3.18, а). Магнитное поле детали А
направлено навстречу полю детали Б и
частично размагничивает ее, а магнитное
поле детали Б частично размагничивает
деталь А. На рис. 3.18, б показана
зависимость напряженности поля на торцовой
поверхности стержня из стали ЗОХГСНА
от количества намагниченных таких же
стержней, составленных рядом друг с
другом. Видно, что напряженность поля при
этом на первом стержне уменьшилась
более чем в 3 раза.
Полюсно-намагниченную деталь
большого диаметра можно мысленно
представить состоящей из большого числа
параллельных стержней (рис. 3.18, в),
которые размагничивают друг друга.
Следовательно, чем больше диаметр детали (при
неизменной длине), тем до меньшей
остаточной намагниченности намагнитится
деталь.
ФОРМА ДЕТАЛИ
339
Рис. 3.18. Действие размагничивающего фактора:
а - схема взаимного размагничивания двух полюсно-намагниченных деталей А и Б;
6 - зависимость напряженности на полюсе намагниченного стержня от количества
вместе составленных стержней; в - схема расположения воображаемых стержней
в толстой и тонкой деталях
Для уменьшения влияния
размагничивающего фактора используют
методические приемы:
• составляют однотипные детали в
цепочки торцовыми поверхностями друг к
другу (рис. 3.19);
• зажимают, например, с помощью
немагнитных струбцинок
контролируемую деталь между двумя стержнями,
которые в этом случае называют
удлинителями;
• намагничивают детали
переменным полем промышленной частоты;
• намагничивают детали
переменным полем повышенной частоты;
• намагничивают детали
импульсным полем.
При составлении деталей в цепочки
для намагничивания добиваются, чтобы
отношение общей длины цепочки к
диаметру было не менее 2 ... 5. Если форма
сечения детали сложная, то вместо
диаметра для расчета-удлинения используют
(S - сечение детали).
Эффективность магнитного контроля
деталей, составленных в цепочки,
достигается лишь в том случае, если детали при
этом охвачены общим магнитным
потоком. Такой случай распределения
магнитного поля показан на рис. 3.20, из
которого видно, что золотник и болт охвачены
общим магнитным потоком. В результате
на болте, включая резьбовую часть, и на
золотнике трещины выявляются хорошо.
Если между деталями нет хорошего
магнитного контакта и детали не охвачены
общим магнитным потоком, то выявляе-
мость трещин ухудшается. На рис. 3.20, б
показаны лопатка и ушковый болт,
составленные в цепочку. Отношение общей
длины этих деталей к среднему сечению
составляет
V?
>5.
Однако из рисунка видно, что детали
не охвачены общим магнитным потоком,
на резьбовой части болта и хвостовике
лопатки образовалось поле, в котором
тангенциальная составляющая близка к
нулю. В результате такого удлинения
трещины на этих частях детали не
выявляются.
340 Глава 3. ФАКТОРЫ, ВЛИЯЮЩИЕ НА ЧУВСТВИТЕЛЬНОСТЬ КОНТРОЛЯ
J '
о
1
Л Ч а) R 7 Я Ч б)
\ ? /ь /'/ / неправильно
ТТГ'
\
ш:
12 —\
в)
10 II
г)
правильно
Рис. 3.19. Схемы составления деталей с малым удлинением для намагничивания:
а - два болта, составленные головками друг к другу; б - втулка 2, помещенная между деталями
(удлинителями) 1,3; в- ролики 4 ... 9, составленные в цепочку; г - два ушковых болта,
составленные проушинами друг к другу (неправильно из-за точечного контакта);
е - ушковые болты, составленные торцовыми поверхностями друг к другу (правильно);
д, ж - втулки 10, имеющие приливы 12, составленные в цепочку с промежуточными
вставками-магнитопроводами 11; з - вставка-магнитопровод (в изометрии)
а)
о)
Рис. 3.20. Картины магнитного поля вокруг деталей, составленных в
цепочки для намагничивания:
а - детали, охваченные общим магнитным потоком;
б - детали, не охваченные общим магнитным потоком; на участках А и Б трещины не выявляются
ФОРМА ДЕТАЛИ
341
Нецелесообразно устанавливать
удлинитель только с одной стороны
намагничиваемой детали, так как в этом случае
возникает большая нормальная
составляющая напряженности поля. При этом
даже крупные дефекты не выявляются или
значительно ухудшается их выявляемость.
На рис. 3.21 показана картина поля
вильчатого болта, с одной стороны которого
присоединен удлинитель 2, при контроле в
приложенном поле двух соленоидов
ПМД-70.
Из картины поля видно, что
магнитные силовые линии вокруг болта
перпендикулярны к его цилиндрической
поверхности, а 9 значительно больше трех. При
таком распределении поля трещины не
выявляются. При использовании двух
удлинителей: 1 и 2 (рис. 3.21, б) картина
поля изменилась, магнитные силовые
линии направлены под небольшим углом к
образующей болта, а 9 стало значительно
меньше трех. Это обеспечивает уверенное
выявление трещин.
а)
б)
Рис. 3.21. Картины магнитных полей вокруг вильчатого болта в
приложенном поле двух соленоидов ПМД-70:
к болту присоединен один удлинитель; б - болт установлен между двумя удлинителями
Глава 4
МАГНИТНЫЕ ИНДИКАТОРЫ
4.1. СПОСОБЫ ПРИМЕНЕНИЯ
МАГНИТНЫХ ИНДИКАТОРОВ
ПРИ МАГНИТОПОРОШКОВОМ
КОНТРОЛЕ
Магнитные индикаторы — это
магнитные суспензии, порошки, полимери-
зующиеся смеси, применяемые для
обнаружения дефектов при магнитопорошко-
вом контроле.
Для магнитопорошковой
дефектоскопии используют:
- черный магнитный порошок
закиси-окиси железа ИезО^
- красно-бурый порошок гамма-
оксида железа у-РегОз;
- железный порошок типа ПКЖВ5-160,
ПКЖВ-71 (ГОСТ 9849-86);
- порошок карбонильного железа;
- ферритные порошки;
- порошок никеля.
Кроме этого, указанные порошки
применяют окрашенными или
соединенными с люминофором.
Магнитные индикаторы и способы их
нанесения на проверяемые детали
выбирают в зависимости от цели и условий
контроля. Некоторые общие сведения о
применении магнитных индикаторов
приведены на рис. 4.1.
Магнитные порошки на проверяемые
детали наносят:
- способом суспензии -
взвешенными в жидкости (воде, керосине,
минеральном масле) образующими суспензии;
- сухим способом — нанесением
сухого порошка с помощью пульверизатора,
качающегося сита, резиновых груш, сеток
и других устройств;
- способом воздушной взвеси -
распылением в специальных установках
высокодисперсного порошка в камерах;
- в полимеризующихся смесях.
Намагниченные детали поливают
магнитной суспензией или, особенно при
контроле способом остаточной
намагниченности, погружают их в ванну с
суспензией на 5 ... 8 с, осмотр проводят после
извлечения из суспензии.
При подъеме детали из ванны под
действием потоков стекающей суспензии
и сил поверхностного натяжения порошок,
накопившийся над трещинами, иногда
смывается. Для предотвращения этого
осмотр можно вести под тонким слоем
жидкости, не извлекая деталь из
суспензии.
Нанесение суспензии из груш,
бачков, фляг, пипеток и т.п. проводят при
обследовании деталей без разборки
изделия, а также при повторном контроле из-за
затруднений в расшифровке его
результатов.
Для контроля верхних поверхностей
конструкции целесообразно применять
суспензию на основе керосиномасляной
смеси: 70 % масла МК-8 (ГОСТ 6457-66)
и 30 % керосина или топлива реактивных
двигателей ТС (ГОСТ 10227-86). Вместо
МК-8 можно использовать
трансформаторное масло (ГОСТ 10121-76, ГОСТ 982-80).
Суспензию наносят из
пластмассовых фляжек с наконечниками. Для
стекающей с детали суспензии применяют
ванночку. Кроме того, возможно
аэрозольное нанесение суспензии на детали.
Для напыления на проверяемые
детали сухого порошка используют
следующие устройства и способы.
Грубодисперсный порошок (с
размером частиц 0,05 ... 2 мм) наносят с
помощью пульверизатора, резиновой груши,
качающегося сита. Применяют его для
обнаружения относительно крупных
поверхностных и подповерхностных
дефектов, контроля деталей с грубообработан-
ной поверхностью.
Способы нанесения магнитного индикатора^
на проверяемые детали
Способ суспензии
Дисперсионная среда
Вода
Органические жидкости
Водные
составы
Минеральное
масло
Керосин
Способы нанесения индикатора
Аэрозольным
распылением из
пульверизатора
Погружением
в ванну
Вовремя
полива
Под слоем
жидкости
После извлечения
детали из ванны
После стенания
суспензии с детали
Полимерная
смесь
Поливом
тора\
Сухой способ
Дисперсная фаза
Магнитные порошки
Грубодисперсные
порошки
Высокодисперсные
порошки
Способы нанесения сухого порошка
Из пульверизатора,
резиновой груши,
через сито и т.п.
Распылением в
специальных
установках;
погружением
детали в камеру;
из шланга
После отверждения
смеси
Рис. 4.1. Характеристики способа суспензии и сухого способа нанесения магнитного индикатора на проверяемые детали
344
Глава 4. МАГНИТНЫЕ ИНДИКАТОРЫ
Высокодисперсный сухой порошок
(с размерами частиц 0,5 ... 5 мкм) наносят
на деталь в виде воздушной взвеси,
получаемой распылением порошка в
специальных установках типа У-956. Применяют
его для обнаружения подповерхностных
дефектов, дефектов под слоем
немагнитного покрытия толщиной более 100 мкм,
макроструктуры и др.
Полимеризующиеся смеси наносят с
помощью шпателя, поливом, заливкой
смеси в проверяемые полости. Осмотр
отпечатка проводят после его снятия с детали.
Дисперсность частиц как меру
раздробленности оценивают поперечником
частиц а (для сферических частиц - это
диаметр d, для частиц формы куба с
закругленными гранями - ребро куба, для
удлиненных частиц зависит от
направления, в котором проводят измерения) или
дисперсностью
d
или удельной поверхностью, которая
представляет собой общую поверхность
частиц, приходящуюся на единицу объема
порошка.
Порошок, частицы которого имеют
одинаковые размеры (с некоторым
приближением), называется монодисперсным.
Порошок с частицами разного размера
называется полидисперсным.
Частицы порошка в суспензии имеют
свойство соединяться между собой с
образованием частиц-агрегатов; соединение
частиц происходит под действием
молекулярных сил, возникающих вследствие
большой поверхностной энергии.
От интенсивности образования
агрегатов зависит агрегативная устойчивость
суспензии. При интенсивном слипании
частиц с образованием более крупных
частиц-агрегатов происходит снижение, а
иногда полная потеря чувствительности
магнитной суспензии.
Для предотвращения соединения
мелких частиц в более крупные в
суспензию вводят поверхностно-активные
вещества (ПАВ), молекулы которых имеют
дипольное строение. Поэтому в результате
адсорбции таких молекул на частицах
порошка все они оказываются заряженными
электростатическими зарядами одного
знака. Электростатические силы
отталкивания не позволяют частицам сблизиться
на расстояния, на которых между ними
возникают значительные силы
притяжения. Суспензия в этом случае приобретает
агрегативную устойчивость, что
обеспечивает высокую чувствительность
контроля деталей.
Для обнаружения усталостных,
шлифовочных, термических трещин,
волосовин и других дефектов наиболее
эффективно применение порошков в
органических или водных суспензиях с
поперечником частиц 0,5 ... 10 мкм. При этом
обеспечивается выявление трещин как в
начальной стадии их возникновения
(шириной раскрытия 0,5 ... 1 мкм), так и
относительно крупных трещин с шириной
раскрытия 0,1 мм и более.
Рекомендации применить для
выявления трещин различных размеров
порошки с различной дисперсностью, по
опыту автора, являются не всегда
обязательными.
К важным параметрам магнитных
суспензий относятся вязкость и
концентрация порошка в суспензии.
Различают динамическую и
кинетическую вязкость.
Динамической вязкостью уд
называется величина, представляющая собой
отношение силы внутреннего трения,
действующей на поверхность слоя жидкости
при градиенте скорости, равном единице, к
площади этого слоя. Единица измерения -
ньютон-секунда на квадратный метр - это
динамическая вязкость такой жидкости, в
которой 1 м слоя испытывает силу в 1 Н
при градиенте скорости 1 м/с/м.
Размерность единицы динамической
вязкости можно выразить как
Н-с/м =кг/(м-с).
СПОСОБЫ ПРИМЕНЕНИЯ МАГНИТНЫХ ИНДИКАТОРОВ 345
В СГС за единицу вязкости принят
квадратный сантиметр на секунду [см /с],
называемый стоксом (Ст).
1 Ст= 100сСт= КГ*м2/с;
1 сСт = 0,01 Ст=10^м2/с.
Вязкость трансформаторного масла
равна 16- Ю-6м2/с при температуре 30 °С.
Для определения вязкости суспензии
рекомендуется применять вискозиметр
типа ВЗ-1 (рис. 4.2), ВЗ-246.
По ГОСТ 21105-87 вязкость
дисперсионной среды суспензии не должна
превышать 36 сСт (36- КГ6 м2/с). Нижний
предел вязкости суспензии стандартом не
установлен.
Значения вязкости керосиномасляной
смеси в зависимости от соотношения
керосина и масла МК-8 и от температуры
приведены в табл. 4.1.
Рис. 4.2. Вискозиметр ВЗ-1
4.1. Зависимость вязкости от соотношения
масла МК-8 и керосина Т-1 и от температуры
Содержание
масла и керосина, %
Масло-100
Масло - 75,
керосин - 25
Масло - 50,
керосин - 50
Керосин - 100
Кинематическая вязкость, сСт, при температуре, °С
20
27,2
8,7
4,0
1,28
30
16,2
6,4
3,1
1.11
40
11,2
3,1
2,5
0.98
50
8,1
2,1
2,2
0,88
В системе СИ эта единица называется
паскаль-секундой [Па с].
В системе СГС применяется единица
динамической вязкости дина-секунда на
квадратный сантиметр, называемая
пуазом (П).
1 Пас= 10 П;
1 П= 100 сП;
1 сП = 0,01 П.
Вязкость воды равна 1 сП (одному
сантипуазу).
Кинематическая вязкость - это
величина, равная отношению динамической
вязкости жидкости к ее плотности. Она
измеряется в квадратных метрах на
секунду. Вязкость 1м/с- это кинематическая
вязкость такой жидкости, динамическая
вязкость которой равна 1 Н • с/м2
плотностью 1 кг/м .
346
Глава 4. МАГНИТНЫЕ ИНДИКАТОРЫ
4.2. Типы суспензий и концентрация в них магнитного порошка
при контроле некоторых деталей
Контролируемая деталь
(зона, участок детали и условия контроля)
Силовые элементы конструкции (траверсы,
цилиндры, балки), детали двигателя (шестерни,
валы и т.п.) при контроле на остаточной
намагниченности
Места перехода головки болта к
цилиндрической части, галтельные переходы радиусом
R > (3 ... 5) мм на других деталях (контроль на
остаточной намагниченности)
Детали и узлы, контролируемые в конструкции
без демонтажа на остаточной намагниченности
Мелкая резьба (менее Ml2). При затруднениях
в расшифровке осаждения порошка
Различные детали, проверяемые в
приложенном поле электромагнита при //< 12 000 А/м
Различные детали, проверяемые в
приложенном поле электромагнита при Н > 12 000 А/м
Дисперсионная среда
суспензии
Масло, керосин,
смесь масла и
керосина, вода
Вода или керосин
Смесь 50 % керосина
и 50 % масла
Керосин, вода
Масло или смесь 50 %
керосина и 50 % масла
Масло МК-8 или
трансформаторное
Концентрация
порошка в
суспензии, г/л
20...25
10... 15
20...25
5 ... 7
5 ...6
3...5
При необходимости проведения маг-
нитопорошкового контроля в условиях
эксплуатации при отрицательных
температурах целесообразно использовать
керосиновую суспензию.
Концентрацию порошка в суспензии
измеряют в граммах порошка на литр
жидкости (дисперсионной среды).
В соответствии с требованиями
ГОСТ 21105-87 концентрация
нелюминесцентного порошка в суспензии при
контроле на остаточной намагниченности
должна быть 20 ± 5 г/л, а люминесцентно-
магнитного - 5 ± 1 г/л.
При контроле в приложенном поле
концентрацию нелюминесцентного
порошка снижают до 3 ... 5 г/л, люминес-
центно-магнитного - до 1 г/л.
Однако при выборе концентрации
порошка учитывают магнитные свойства
порошка, способ контроля, вязкость
дисперсионной среды. Рекомендации по
выбору концентрации порошка,
выпускаемого по ТУ 6-36-05800165-1009-93
приведены в табл. 4.2.
4.2. МАГНИТНЫЕ ПОРОШКИ,
ПАСТЫ И СУСПЕНЗИИ
Порошок магнитный черный
(ТУ 6-36-05800165-1009-93) представляет
собой мелко измельченную закись-окись
железа (Fe304), получается фильтрацией
шламовой жидкости с последующей
сушкой при температуре 400 ... 500 °С и
размолом. Размер основной массы частиц не
более 30 мкм. Выявляемость
(чувствительность) оценивается коэффициентом
чувствительности у = +1,0.
Паста магнитная КМ-К для
приготовления керосиновой (К), масляной (М) и
керосиномасляной (КМ) суспензий.
Предназначается для контроля деталей с
темной поверхностью. Паста представляет
МАГНИТНЫЕ ПОРОШКИ, ПАСТЫ И СУСПЕНЗИИ
347
собой густотертую смесь красного цвета
(К), состоящую из тонкодисперсного
оксида у-железа (46 ... 50 %), вазелина
(50 %) и ПАВ (2 %), невзрывоопасна,
непожароопасна.
Перед употреблением пасту разводят
в дисперсионной среде в концентрации
40 ± 10 г/л. В случаях, предусмотренных в
техдокументации (например, при контроле
резьбы, лопаток турбин и т.п.),
допускается снижение концентрации магнитной
пасты до 10 г/л.
В качестве дисперсионной среды
применяют осветительный керосин,
топливо для реактивных двигателей по
ГОСТ 10227-86 или трансформаторное
масло по ГОСТ 10121-76.
В табл. 4.3 приведены
характеристики магнитных индикаторов для магнито-
порошковой дефектоскопии. Составы под
номерами 1-7 выпускает фирма ООО
«Орион-М».
Флуоресцентный порошок «Диагма-2623»
и порошок ТУ 6-36-05800165-1009-93
могут быть использованы в керосиновых,
масляных или водных суспензиях,
флуоресцентный порошок «Диагма-1613» и
паста КМ-К - только в органических
суспензиях. Железный порошок целесообразно
применять в составе масляных суспензий.
Флуоресцентный порошок «Диагма-1613»
(светло-серый), порошки «Диагма-1111»,
«Диагма-1200» предназначены для
составления водных суспензий.
Важной характеристикой магнитных
порошков является их активность к
магнитному полю дефекта, которую определяют по
выявлению дефектов на образцах и с
применением приборов. По образцам можно
установить лишь качественную характеристику
выявляющей способности порошков.
Для эффективного использования
магнитных индикаторов необходима
количественная характеристика их чувствительности,
которая может быть определена, например,
с помощью прибора ПКМС-2.
В комплект прибора ПКМС-2 входит
образец с искусственным дефектом, поле
рассеяния над которым плавно
регулируется. Минимальное поле рассеяния,
которое обнаруживается порошком,
выпускаемым по ТУ 6-36-05800165-1009-93,
принято за единицу. Прибором определяется
минимальное поле рассеяния над
дефектом, которое выявляется данным
исследуемым порошком, а встроенным
микропроцессором вычисляется коэффициент
чувствительности порошка у.
Коэффициент у показывает, во
сколько раз минимальная напряженность
поля, необходимая для осаждения
исследуемого порошка над дефектом, больше
{меньше) напряженности поля над
дефектом, принятой за единицу.
По значению коэффициента
чувствительности у можно дать рекомендации по
рациональному применению магнитного
индикатора.
Магнитные индикаторы с
коэффициентом у > 1 более эффективны для
контроля на остаточной намагниченности.
Концентрацию в суспензии порошка с
коэффициентом у = 1,5 и более целесообразно
снижать до 5 г/л. Для контроля деталей в
приложенном магнитном поле
эффективно применение порошков с
коэффициентом чувствительности 0,5 ... 0,6.
Целесообразная вязкость дисперсионной среды и
другие параметры суспензии также
определяют по этому коэффициенту.
В процессе магнитопорошкового
контроля деталей происходит снижение
чувствительности суспензии из-за
загрязнений, вносимых с проверяемыми
деталями (особенно бывших в эксплуатации), а
также вследствие химических процессов,
происходящих на границе частица -
жидкость. Некоторая часть порошка
выносится с проверяемыми деталями, что
уменьшает концентрацию порошка в суспензии
и снижает ее чувствительность. Поэтому
суспензию в ваннах заменяют обычно по
установленным календарным срокам.
Определение коэффициента
чувствительности позволяет заменять суспензию по ее
техническому состоянию.
348 Глава 4. МАГНИТНЫЕ ИНДИКАТОРЫ
4.3. Характеристики магнитных индикаторов
для магнитопорошковой дефектоскопии
№ п/п
1
2
3
4
5
6
7
8
9
10
11
12
Марка индикатора
Флуоресцентный
порошок
«Диагма-2623»
Флуоресцентный
порошок
«Диагма-1613»
Флуоресцентный
порошок
«Диагма-1613»
Флуоресцентный
порошок
«Диагма-1111»
Порошок
«Диагма-1100»
«Диагма-1200»
Цветной порошок
«Диагма-0473»
Порошок
ИРЕА-6
Порошок ТУ 6-36-
05800165-1009-93
Паста КМ-К
Порошок
ферритовый
ТУ 6-09-3900-75
Железный
порошок ПЖВ-5
Дисперсионная среда
Вода,
керосин,
масло
Вода
Масло
Вода
Вода
Вода
Сухой
Керосин,
масло
Вода,
керосин,
масло
Керосин,
масло
Керосин
Масло
Дисперсность, мкм
3...5
2...
10
3...5
3...5
2...5
2...
20
20...
250
0,5...
30
0,5...
30
0,5...
30
5...
40
-
Цвет в дневном свете
Серый
Светлосерый
Зеленый
Светло-
зеленый
Черный
Красно-
кирпичный
Зеленый
Кирпичный
Черный
Кирпичный
Кирпичный
-
Цвет в УФ-свете
Желто-
зеленый
Желто-
зеленый
Желто-
зеленый
Желто-
зеленый
-
-
—
-
—
-
Добавки
—
«Диагма-
1000»
—
«Диагма-
1000»
«Диагма-
1000»
«Диагма-
1000»
-
«Акор-1»
—
-
—
-
Насыпная плотность,
г/см3
1,8
0,5
0,8
—
1,1
1,0
-
1,1
1,5
-
1,9
3,1
Удельный вес,
г/см3
6,5
1,8
2,9
—
2,5
2,0
-
3,3
4,2
-
4,3
7,0
Коэффициент
чувствительности,у
1,2...
1,3
—
—
1,0...
1,1
1,0
—
-
0,6
1,0
0,6
>2
>2
Рекомендуемая
концентрация, г/л
0,5...
5
15...
20
0,5 ...
5
15...
20
15...
20
25...
30
-
20...
25
20...
25
25...
30
5...
10
5 ...
10
УСТРОЙСТВА ДЛЯ ОПРЕДЕЛЕНИЯ ЧУВСТВИТЕЛЬНОСТИ ПОРОШКОВ И СУСПЕНЗИИ 349
Органическая суспензия (на основе
керосина, масла или их смеси) с черным
порошком ТУ 6-36-05800165-1009-93,
стабилизированная присадкой «Акор-1»
(ГОСТ 15171-78). Для ее приготовления в
порошок вносят присадку «Акор-1» (0,5 ...
5 % от массы порошка) и керосин
(ГОСТ 10227-86) или масло МК-8
(ГОСТ 6457-66), или трансформаторное
масло (ГОСТ 10121-76) в количестве,
необходимом для получения пастообразной
массы. Эту массу тщательно
размешивают, а затем, продолжая перемешивать,
вливают в жидкость (керосин, масло или
их смесь), количество которой определяют
исходя из рекомендованной концентрации
порошка. Для удаления крупных и
слипшихся частиц полученную суспензию
фильтруют. Для этого ее размешивают и
сразу же вливают в чистую емкость. На
дне остаются крупные частицы,
непригодные для контроля.
Водная суспензия с порошком
ТУ 6-36-05800165-1009-93. Для
приготовления 1 л суспензии в небольшом
количестве воды смешивают 25 г порошка
ТУ 6-36-05800165-1009-93, 14 ... 15 г
порошка «Диагма-1000». Содержимое
тщательно размешивают и вливают его в 1 л
кипяченой воды.
Проверяют качество суспензии.
«Диагма-1000» - порошок,
содержащий смачиватель, антивспениватель,
антикоррозионную добавку.
4.3. УСТРОЙСТВА ДЛЯ
ОПРЕДЕЛЕНИЯ
ЧУВСТВИТЕЛЬНОСТИ
ПОРОШКОВ И СУСПЕНЗИЙ
Чувствительность магнитопорошко-
вого метода существенно зависит от
качества магнитной суспензии, для оценки
которой применяют приборы,
контрольные образцы с искусственными
дефектами, детали с эксплуатационными или
производственными дефектами.
Прибор У-2498 предназначен для
количественной оценки чувствительности
магнитных индикаторов без
использования эталонных магнитных порошков.
Принцип работы прибора основан на
создании плавно убывающего поля
рассеяния над искусственным дефектом.
Прибор У-2498 состоит из контрольного
образца, регулятора тока, амперметра,
трансформатора, смонтированных в
корпусе прибора, и приспособлений для
нанесения суспензии и осмотра.
Контрольный образец (рис. 4.3)
состоит из двух призм 7 и 2,
пришлифованных друг к другу. В плоскости
соприкосновения призм просверлено отверстие 7
так, что его продольная ось направлена
под углом а к плоскости 3. Стык между
призмами / и 2 на плоскости 3 имитирует
трещину. В отверстие 7 продет кабель 6,
при протекании тока в котором создается
магнитное поле над искусственным
дефектом — стыком призм 1 и 2. Кабель 6
подсоединен ко вторичной обмотке
трансформатора Тр. Ток в кабеле
регулируют потенциометром 8 и измеряют
амперметром А.
Рис. 4.3. Схема прибора У-2498:
1,2 - призмы; 3 - рабочая поверхность;
4 - откидная линейка; 5 - валик из порошка
над дефектом; 6 - кабель; 7- отверстие для
кабеля; 8 - потенциометр; Тр - трансформатор;
А - амперметр
350
Глава 4. МАГНИТНЫЕ ИНДИКАТОРЫ
Исследуемый магнитный порошок
или суспензию наносят на поверхность 3.
При этом над искусственным дефектом
накапливается порошок в виде валика 5,
длину которого измеряют откидной
линейкой 4.
Чувствительность суспензии
оценивают по длине валика 5.
Основные технические характеристики
прибора У-2498
Напряжение сети питания, В ... 220(50 Гц)
Потребляемая мощность, Вт,
не более 50
Пределы регулирования тока в
намагничивающем контуре, А 0 ... 2
Длина искусственного дефекта, мм .... 100
Масса, кг 5
Габаритные размеры, мм .... 180x300x215
Прибор МФ-10СП предназначен для
количественной оценки чувствительности
магнитных индикаторных составов
(порошков, суспензий), применяемых при
магнитопорошковом контроле деталей и
изделий в различных отраслях
промышленности.
В основу принципа действия прибора
положено использование магнитного поля
рассеяния, равномерно убывающего по
длине искусственного дефекта в
контрольном образце (рис. 4.4). Образец
представляет собой две ферромагнитные пластины
/ и 2, пришлифованные друг к другу, на
стыке которых образуется искусственный
прямолинейный дефект 3. Снизу образца
на ферромагнитных сердечниках 4
расположены обмотки 5 (на рис. 4.4 показана
лишь одна обмотка). Изменением токов в
обмотках 5 ... 8 резисторами R1 ... R4
добиваются таких их значений, при
которых изменение поля рассеяния по длине
искусственного дефекта становится
линейным. Принципиальная электрическая
схема прибора МФ-10СП показана на
рис. 4.4, б.
При нанесении суспензии над
дефектом накапливается порошок, образуя
валик 9, по длине которого определяют
чувствительность суспензии или порошка.
Длина валика над искусственным
дефектом не должна быть менее 40 мм для
суспензий, предназначенных для контроля
деталей авиационной техники.
Основные технические характеристики
прибора МФ-10СП
Напряжение сети питания, В ... 220(50 Гц)
Наибольшая потребляемая
мощность, В • А 100
Длина искусственного дефекта, мм ... 140
Масса, кг 5
Габаритные размеры, мм .... 340 * 210 х 185
Рис. 4.4. Прибор МФ-10СП:
а - устройство образца; 6 - электрическая схема прибора; 1,2 - пластины;
3 — стык пластин (искусственный дефект); 4 - сердечник; 5 ... 8 - обмотки;
9 - валик из порошка исследуемой суспензии; Тр - трансформатор; А - амперметр;
R1 ... R4 - резисторы; R5, R6 - потенциометры грубой и точной установки тока
УСТРОЙСТВА ДЛЯ ОПРЕДЕЛЕНИЯ ЧУВСТВИТЕЛЬНОСТИ ПОРОШКОВ И СУСПЕНЗИЙ 351
Тест-образец ТО-1 предназначен для
определения правильности выбранного
режима намагничивания и качества
магнитного индикатора (магнитной суспензии
или сухого магнитного порошка) при маг-
нитопорошковом контроле локальных
участков крупногабаритных деталей и
деталей сложной формы.
Принцип работы образца основан на
выявлении на нем серии искусственных
дефектов магнитной суспензией.
Образец состоит из корпуса 1 и ручки
2 (рис. 4.5). Корпус имеет вид диска
диаметром 21 мм, толщиной 2,5 мм и
закреплен в цапфах ручки, в которых может
поворачиваться.
На каждой плоскости образца
имеются по две группы искусственных дефектов.
Направления групп дефектов взаимно-
перпендикулярны. В каждой группе
содержится по 5 параллельных дефектов,
образующих миру (на плоскости 3 -
дефекты А и Б, а на плоскости 4 - дефекты
В и Г). Дефекты видны только после
нанесения суспензии в магнитном поле и
накоплении над ними магнитного порошка
Рис. 4.5. Тест-образец ТО-1:
а - схема устройства; б - схема расположения
искусственных дефектов; 1,2 — корпус и ручка
образца соответственно; на плоскости 3 -
дефекты А и Б; на плоскости 4 - дефекты
В и Г; в - вид диска сбоку
(в случае хорошего качества суспензии и
при правильном намагничивании).
Над плоскостью 1 создаются поля
рассеяния дефектов, для обнаружения
которых требуется стандартная
чувствительность контроля.
Для выявления дефектов на
плоскости 2 требуются режим намагничивания и
состав суспензии, соответствующие более
высокой чувствительности контроля, так
как дефекты на стороне 2 закрыты более
толстой пластиной.
Работа с образцом ТО-1 состоит в
следующем. Корпус образца
устанавливают на контролируемый участок детали
плоскостью 1 или 2 кверху соответственно
выбранной чувствительности, создают
намагничивающее поле, наносят
магнитную суспензию на образец и осматривают
на нем индикаторный рисунок,
образуемый частицами магнитного порошка.
Оценка индикаторного рисунка
на образце ТО-1
Если на поверхности образца
образовались линии одной группы дефектов, то
это означает:
- намагничивающее поле и
суспензия выбраны правильно;
- на проверяемой детали будут
выявляться дефекты, ориентированные по
направлению искусственных дефектов или
под углом к ним до 45°.
Значительный фон из осевшего
порошка на образце - это признак высокой
концентрации порошка, или
недостаточной вязкости дисперсной среды
суспензии, или неправильно выбранного режима
намагничивания.
Четкого выявления искусственных
дефектов на образце добиваются
изменением намагничивающего поля и состава
суспензии. При этом на детали будут
выявляться дефекты, ориентированные по
направлению искусственных дефектов на
образце или под углом к ним до 45°.
Эталонный образец с постоянным
маг-нитом (эталон Fluxa-Testkorper)
(рис. 4.6) предназначен для определения
352
Глава 4. МАГНИТНЫЕ ИНДИКАТОРЫ
б)
Рис. 4.6. Эталонный образец (Karl Deutsch):
а - схема устройства; б - внешний вид образца;
1,2 - пластины; 3 - стык между пластинами -
искусственный дефект; 5 - постоянный магнит
качества магнитных суспензий. Образец
содержит призмы 1 и 2, пришлифованные
друг к другу. Стык 3 между призмами на
рабочей поверхности представляет собой
искусственный дефект. Под действием
поля магнита 5 призмы намагничиваются,
а над искусственном дефектом
накапливаются частицы порошка, образуя
индикаторную линию 4, по длине / которой
оценивают качество магнитной суспензии или
сухого порошка. Образец портативен, его
внешний вид показан на рис. 4.6, б.
Тест-образец (Berthold-Testkorper),
образец Бертхольда, предназначен для
определения правильности выбранного
режима намагничивания и качества магнитной
суспензии. Основной частью образца
является диск, состоящий из 4 ... 8 секторов,
каждый из которых имеет центральный угол
90 ... 45°. Секторы выполнены из магни-
томягкого материала. Стыки между
секторами на рабочей поверхности
представляют собой искусственные дефекты.
Поверхность секторов закрыта крышкой из
немагнитного материала, расстояние до
которой от поверхности секторов можно
изменять. Большее расстояние
соответствует большей чувствительности контроля.
Для проверки качества суспензии и
режима намагничивания образец
устанавливают на проверяемую деталь и создают
магнитное поле. При этом над
искусственным дефектом возникает поле
рассеяния, при нанесении суспензии над стыком
образуется индикаторная линия из
магнитного порошка, которая с вектором
поля составляет угол не менее 30°.
Режим, соответствующий получению
четкой индикаторной линии, принимают
за оптимальный.
По выявлению искусственного
дефекта можно сделать заключение о том,
что поле по отношению к дефекту
направлено под углом 30 ... 90°. Образец может
быть эффективно использован при
контроле способом приложенного поля.
Образец кольцевой (ASME)
предназначен для определения
работоспособности дефектоскопа и качества суспензии
(рис. 4.7). Образец представляет собой диск
толщиной 7/8" (22,2 мм). Он имеет
внешний диаметр 5" (127 мм), внутренний -
Рис. 4.7. Схема устройства
кольцевого образца (ASME):
/ - валик из порошка;
2 - центральный проводник; 3 - отверстия
ДЕФЕКТОГРАММЫ
353
1,25" (31,75 мм). Перпендикулярно к
плоскости диска на различном расстоянии
от внешней цилиндрической поверхности
просверлены 12 отверстий, каждое
диаметром 1,78 мм.
При пропускании тока / по
центральному проводнику 2 образуются поля
рассеяния, убывающие по мере увеличения
расстояния от отверстия до внешней
цилиндрической поверхности. При
нанесении на диск магнитной суспензии
магнитный порошок / скапливается над
отверстиями на цилиндрической поверхности,
образуя индикаторные линии. По числу
индикаторных линий оценивают качество
магнитной суспензии.
Комплект образцов со
шлифовочными трещинами предназначен для
проверки качества магнитной суспензии
перед началом работы, после заполнения
ванны дефектоскопа вновь
приготовленной суспензией, а также во всех случаях,
когда возникает подозрение в снижении
качества магнитной суспензии в процессе
магнитного контроля.
В комплект входит два образца: один
со светлой, а второй с темной
(оксидированной) поверхностью. Образцы имеют
цилиндрическую форму, диаметр образца
24 мм, длина с ручкой 170 мм. На
цилиндрических поверхностях образцов
нанесены шлифовочные трещины глубиной
0,01 ... 0,1 мм. Наиболее характерные
трещины обведены прямоугольником с
помощью электрографа.
Для определения качества суспензии
образцы намагничивают и наносят на них
магнитную суспензию. Индикаторный
рисунок выявленных трещин на
обведенном участке сравнивают с рисунком этих
же трещин, зафиксированным на дефекто-
грамме.
Если на образце не выявились мелкие
трещины, имеющиеся на дефектограмме,
то принимают меры по восстановлению
чувствительности суспензии.
4.4. ДЕФЕКТОГРАММЫ
Дефектограмма - отпечаток
индикаторного рисунка, его получают
различными способами, например,
- фотографированием;
- с помощью липкой ленты;
- с применением клеевой
суспензии, прозрачного лака и др.
Технология получения дефектограммы
с помощью липкой ленты
Для изготовления дефектограмм
необходимо выполнить следующие работы.
1. Промыть образец чистым
керосином, бензином или другим растворителем.
2. Намагнитить образец.
3. Нанести на образец тонкий слой
трансформаторного масла или масла
МК-8. Излишки масла удалить с
поверхности образца сухой чистой ветошью,
оставив на образце тонкий слой масла.
4. На поверхность образца
краскораспылителем нанести тонкий слой (5 ...
10 мкм) белой нитрокраски либо краски -
проявителя для цветной или
люминесцентной дефектоскопии. Через такой слой
краски просвечивается поверхность
образца. Подсушить слой краски в течение
10 ... 15 мин.
5. На образец нанести магнитную
суспензию и выявить имеющиеся на нем
дефекты.
6. При использовании суспензии на
водной основе образец высушить на
воздухе. В случае применения керосиномас-
ляной суспензии удалить ее следы
осторожным погружением образца в бензин,
так, чтобы не смыть индикаторный
рисунок дефектов. Затем также осторожно
извлечь образец, выдержать его на воздухе
до полного испарения бензина.
7. Для закрепления валиков
магнитного порошка, осевшего над дефектом, на
поверхность образца за 1 ... 3 с нанести из
краскораспылителя тонкий слой
нитрокраски, используемой при выполнении
п. 4, сушить слой краски 5 ... 10 мин.
8. На образец наложить липкую
ленту и осторожно прижать ее к поверхности
12- 3316
354
Глава 4. МАГНИТНЫЕ ИНДИКАТОРЫ
образца, не повреждая валики осевшего
магнитного порошка.
9. Снять с образца липкую ленту
вместе с ранее нанесенным слоем краски
индикаторным рисунком, образованным
над дефектами магнитным порошком.
Этот слепок и является дефектограммой.
10. Наложить дефектограмму на
лист белой бумаги, на котором указаны
тип и номер образца и дата изготовления
дефектограммы. Обрезать ножницами
лишнюю часть пленки и бумаги.
11. Для удобства применения
дефектограмму поместить между двумя
тонкими пластинами из органического стекла,
скрепленными винтами или другим
способом.
4.5. МАГНИТНАЯ КОАГУЛЯЦИЯ
ПОРОШКОВ ПРИ ПРОВЕДЕНИИ
МАГНИТОПОРОШКОВОГО
КОНТРОЛЯ
В 1960 - 1970 гг. исследователи маг-
нитопорошкового метода оптимальный
размер частиц магнитной суспензии
определяли в предположении, что частицы
порошка не взаимодействуют между
собой до момента их оседания над дефектом.
Однако, как оказалось, частицы
порошка в процессе контроля всегда
взаимодействуют друг с другом, образуя
цепочечные структуры, ориентированные по
магнитным силовым линиям (вектору Н).
Процесс образования цепочек из частиц
порошка называют магнитной
коагуляцией, которая оказывает существенное
влияние на эффективность магнитопорошково-
го контроля.
Исследования влияния магнитной
коагуляции на чувствительность магнито-
порошкового контроля проводились на
специально разработанной установке,
которая позволила:
• проводить через микроскоп
покадровую и непрерывную киносъемку
процессов магнитной коагуляции;
• фотографировать отдельные
картины расположения частиц над дефектами;
• исследовать кинетику магнитной
коагуляции в постоянном, переменном и
импульсных полях;
• по расположению частиц и
траекториям их движения наблюдать картину
поля в области дефекта;
• установить связь магнитной
коагуляции с выявляемостью дефектов.
В процессе контроля частицы до
оседания над дефектом подвергаются
действию магнитных полей: внешнего
намагничивающего, полюсов детали и поля
рассеяния. При контроле на остаточной
намагниченности, когда внешнее поле и
поле полюсов отсутствуют, на частицы,
прежде чем они осядут над дефектом,
действует поле рассеяния.
На рис. 4.8 - 4.15 приведены картины
магнитной коагуляции частиц при
различных концентрациях стандартного черного
порошка, напряженности поля и
длительности воздействия его на суспензию.
Длина цепочек существенно зависит от
напряженности магнитного поля. При
напряженности более 50 А/см цепочки
имеют вид длинных нитей. После снятия поля
картина приобретает вид
переплетающихся нитей, а после последующего
перемешивания суспензии отдельные части
цепочек соединяются разноименными
магнитными полюсами с образованием
конгломератов в виде хлопьев. В результате
выявляющая способность такой суспензии
значительно снижается. Контроль в
приложенном поле при интенсивной
магнитной коагуляции часто не позволяет
выявить даже крупные дефекты. При выборе
типа суспензии необходимо учитывать все
факторы, влияющие на интенсивность
магнитной коагуляции.
При проведении магнитопорошково-
го контроля ферромагнитные частицы,
взвешенные в жидкости или в воздухе,
попадая в магнитное поле,
намагничиваются и притягиваются друг к другу,
образуя цепочки, ориентированные по
магнитным силовым линиям поля.
МАГНИТНАЯ КОАГУЛЯЦИЯ ПОРОШКОВ
355
Соединение частиц в цепочки -
магнитная коагуляция - происходит под
действием внешнего намагничивающего поля
или поля полюсов детали. На рис. 4.8, б
показаны частицы, соединившиеся в
цепочки в небольшом объеме над деталью,
погруженной в суспензию, а на рис. 4.8, в -
цепочки непосредственно над трещиной.
Из приведенных рисунков, полученных с
помощью микрокиносъемок, следует, что
накопление порошка над дефектами
происходит как отдельными частицами, так и
частицами, соединенными в цепочки.
В результате этого над трещиной
образуется валик из осевшего порошка.
На цепочки и на отдельные частицы в
магнитном поле дефекта действуют
следующие силы:
• затягивающая сила поля дефекта F3\
• сила тяжести FT;
• сила выталкивающего действия
жидкости Fa\
• сила трения Fw;
• силы электростатического
отталкивания F3 и магнитного притяжения FM
между частицами.
-ооооооо—
оооо—ооо-
ооо оо
Рис. 4.8. Схема поля рассеяния и накопления порошка нал трещиной:
а - магнитные линии в детали при намагничивании на стержне; б - вид частиц в суспензии
(кадр из кинофильма, 10х); в - распределение частиц в области трещины (кадр из кинофильма, 10х);
г - схема сил, действующих на частицу; / - контролируемая деталь; 2 - медный стержень;
3 - магнитные силовые линии; 4 - поле рассеяния над трещиной; 5,6- цепочки из частиц;
7 - валик из порошка; / - ток в стержне
\1*
356
Глава 4. МАГНИТНЫЕ ИНДИКАТОРЫ
Под действием результирующей
силы происходит движение частиц к
дефекту. Кроме этих сил на частицы действуют
инерционные силы, связанные со
скоростью движения жидкости относительно
проверяемой поверхности детали. При
большой скорости движения жидкости
силы магнитного притяжения F-,
преодолеваются и порошок с дефекта смывается.
Согласно известной формуле
F ldH
F = ml
dx
сила магнитного притяжения цепочки
зависит от ее длины /, так как с удлинением
цепочки увеличиваются магнитные заряды
на ее торцовых поверхностях из-за
уменьшения размагничивающего фактора.
Относительное увеличение
магнитных зарядов от количества частиц в
цепочке в однородном магнитном поле
иллюстрируется кривой (рис. 4.9)
т„ | т0 =/(«),
где т0 - магнитные заряды одной
частицы; т„ - магнитные заряды на торцах
цепочки, состоящей из п частиц.
Эта зависимость получена
экспериментально на физической модели, в
которой частицы моделировались
ферромагнитными шариками. С увеличением
количества частиц в цепочке до 8 ... 10
магнитные заряды т увеличиваются в 1,5 —
1,8 раза, при дальнейшем увеличении п в
цепочке значения т практически не
изменяются.
тп/п
V
0,8
п
OOOZTDOa
ill-
6
Рис. 4.9. Зависимость относительного
увеличения магнитной массы (магнитных
зарядов) от количества частиц в цепочке:
а - схема расположения частиц в цепочке
Сила, действующая в поле дефекта на
цепочечные частицы, больше суммы сил,
действующих на эти же частицы, не
соединенные в цепочки.
Согласно закону Кулона для
магнитных масс изменение напряженности поля,
создаваемого ферромагнитной цепочкой, с
увеличением расстояния от нее вдоль
продольной оси может быть записано
формулой Кулона:
Я,=
2Рк,
Н2 =
2/>к,
X" X
где Н\, Н2 - напряженности полей,
создаваемых соответственно частицами 1 и 2;
Ас ' Рк ~ кулоновские магнитные
моменты частиц J и 2. Напряженность поля
прямо пропорциональна магнитному
моменту и обратно пропорциональна кубу
расстояния х. Сила Fn, действующая на
цепочку 1, вызванная внешним полем Не и
полем цепочки 2, согласно формуле
F = mldJL
dx
будет иметь вид
Fn=ml (He +Н2)' = mlH'e + mlH'2 =
Г2рк~'
■ ml
, 6^с3
= ™h—г~
Примем, что Не = const - поле
однородное, тогда первое слагаемое равно
нулю. Сила F\2 изменяется обратно
пропорционально четвертой степени расстояния.
Из формулы Кулона следует, что если
расстояние между цепочками увеличится
в 3 раза, то сила взаимодействия между
образовавшимися цепочками из частиц
уменьшится в 27 раз. Поэтому в процессе
магнитной коагуляции быстро достигается
положение частиц, при котором сферы
магнитного взаимодействия частиц не
пересекаются, т.е. силы их притяжения
становятся меньше сил сопротивления
движению частиц. На рис. 4.10 — 4.14
показаны картины цепочек в керосиновой
суспензии, образующихся в магнитном
поле напряженностью от 10 до 100 А/см
(увеличение 10х).
МАГНИТНАЯ КОАГУЛЯЦИЯ ПОРОШКОВ
357
а)
б)
Рис. 4.10. Картина образовавшихся цепочек из частиц порошка ТУ 6-14-1009-87
в керосиновой суспензии через 5 с после начала действия поля напряженностью 10 А/см:
а - с концентрацией в суспензии 2,5 г/л; б - то же, 5 г/л
а)
б)
Рис. 4.11. Картины распределения частей цепочек
после снятия поля и размешивания суспензии:
через 3 с после окончания размешивания суспензии; б - то же, через 10 с
а)
б)
Рис. 4.12. Картины образовавшихся цепочек в керосиновой суспензии
с концентрацией порошка ТУ 6-14-1009-87:
через 5 с после действия поля напряженностью 50 А/см; 6 - то же, через 5 с после снятия поля
358
Глава 4. МАГНИТНЫЕ ИНДИКАТОРЫ
а)
б)
Рис. 4.13. Картины образовавшихся цепочек в керосиновой суспензии
с концентрацией порошка ТУ 6-14-1009-87 10 г/л:
а - через 5 с после начала действия поля напряженностью 20 А/см; б - через 5 с после снятия поля
м„■*%
■мех-^А> MMex=PKHsmcc,
.3 .„ //„2
Рис. 4.14. Картина цепочек, образовавшихся
в керосиновой суспензии с порошком
ТУ 6-14-1009-87 при концентрации 5 г/л,
через 5 с после начала действия
поля напряженностью 100 А/см
Для определения сил притяжения в
поле дефекта или между частицами
(цепочками) с учетом магнитной коагуляции
формула
,dH
F = ml
dx
может быть преобразована из условия
равенства механических моментов,
создаваемых кулоновским Рк и амперовским РА
моментами:
где Рк - кулоновский момент, м -кг /(с А);
Маех — механический момент, Н • м; РА -
амперовский момент, Ам.
При увеличении напряженности поля
увеличиваются магнитные заряды т на
торцовых поверхностях цепочек и
радиусы сфер магнитного взаимодействия. Если
эти сферы оказываются
пересекающимися, то возникает магнитная коагуляция,
происходит соединение цепочек в более
длинные (рис. 4.15).
Возможность параллельного
соединения цепочек маловероятна, так как в
случае сближения цепочек одноименными
магнитными полюсами возникают
магнитные силы отталкивания, происходит их
взаимное смещение относительно друг
друга вдоль продольных осей из-за
значительной неоднородности поля по длине
цепочек и сосредоточения на их торцовых
поверхностях больших магнитостатиче-
ских зарядов. В результате цепочки
соединяются друг с другом торцовыми
поверхностями, т.е. встык.
Если принять sina = 1, то ВРА = Р^Н;
Рк ~ Р\(В1Н) = РА ц; для вакуума (воздуха)
Рк = РА Цо- Следовательно, расчетная
формула будет иметь вид
МАГНИТНАЯ КОАГУЛЯЦИЯ ПОРОШКОВ
359
а)
б)
Рис. 4.15. Картина поля между частицами
(моделируется шариками диаметром 4 мм):
а - в момент приложения поля; б - после
окончания процесса соединения частиц;
р - радиус сферы магнитного взаимодействия
частиц
г ,dH р
F = ml = Рк
dx K
dH_
dx
-РАЦв^-*уцоЛ^. (4Л)
ах ах
где ^v# = РА, так как РА =jv,j = £,H;j -
намагниченность, А/м; v - объем частицы
(цепочки); £ - магнитная восприимчивость
цепочки.
При количестве частиц в цепочке
8-10 можно принять для целей магнито-
порошкового контроля, что £, = £м (£м -
магнитная восприимчивость порошка).
Возможная при таком допущении
незначительная погрешность не окажет влияния
на результаты контроля.
Одновременно с силами
взаимодействия между частицами возникает вра-
А
А
-Ч£
*/ у Л I н
'/Уу
Рис. 4.16. Схема вращающего момента
под действием сил F:
1,2 - частицы порошка; р - угол между
вектором поля Н и линией, соединяющей
центры масс частиц (частицы моделируются
ферромагнитными шариками диаметром 4 мм)
щающий момент Мвр, действующий на
систему частица - частица или частица -
цепочка (рис. 4.16):
Мвр = /w/#sinp.
Под действием этого момента Мвр
(м2 • кг/с2 = Н • м) угол Р стремится к нулю
(р - угол между линией, соединяющей
частицы, и направлением вектора
внешнего поле Ие), В результате все цепочки
одновременно с их образованием
оказываются ориентированными по направлению
внешнего поля Не.
Магнитная коагуляция оказывает
существенное влияние на выявляемость
дефектов. При концентрации порошка
(ТУ 6-14-1009-87) в керосиновой
суспензии 20 г/л и напряженности Не = 100 ...
150 А/см происходит интенсивная
магнитная коагуляция, при которой основная
масса частиц соединяется в цепочки -
нити (см. рис. 4.10; 4.14).
После снятия поля цепочки в
результате различных скоростей оседания их
частей приобретают вид переплетающихся
нитей. При размешивании такой
суспензии части нитей соединяются
разноименными полюсами и образуют крупные
агрегаты - хлопья, комочки (см. рис. 4.11).
Интенсивная магнитная коагуляция
делает индикаторные рисунки нечеткими,
обусловливает значительный фон из
порошка, что затрудняет расшифровку
осаждений порошка - индикаторных рисунков,
360
Глава 4. МАГНИТНЫЕ ИНДИКАТОРЫ
поскольку порошок осаждается не только
над трещинами, но и над рисками, над
местами грубой обработки поверхности.
На рис. 4.17 показана схема полей
рассеяния над трещиной и риской. Если в
суспензии образуются цепочки длиной,
превышающей эффективный радиус сферы
действия поля рассеяния рп. р (рп р - расстояние
от места выхода трещины на поверхность
до точек над ней, в которых сила
магнитного притяжения равна силе сопротивления
движению частиц), то поле дефекта
действует только на часть 4 цепочки, а часть 5
находится практически вне поля рассеяния.
Такие цепочки под действием сил тяжести
выпадают на контролируемую поверхность
и создают значительный фон, мешающий
контролю. Длинные цепочки интенсивно
накапливаются над рисками, подрезами
сварных швов, так как согласно формуле
(4.1) сила в поле рассеяния малого
градиента, действующая на длинные цепочки,
оказывается значительной.
Короткие цепочки (длиной 0,01 ...
0,1 мм) позволяют получить четкий
рисунок над дефектами с большим градиентом
поля (усталостными, шлифовочными
трещинами, волосовинами и т.д.). Они слабо
осаждаются в полях малого градиента
(рисками, наклепом и др.). На рис. 4.18 и
4.19 показаны трещины на деталях,
выявленные при нормальной магнитной
коагуляции, и осаждение порошка по рискам
при интенсивной магнитной коагуляции.
Интенсивная коагуляция затрудняет
обнаружение дефектов.
Рис. 4.17. Схема расположения цепочек
из частиц порошка над трещиной и риской:
/ - трещина; 2 - риска; 3 - цепочка из частиц
порошка; 4 - часть цепочки в магнитном поле
рассеяния трещины; 5 - часть цепочки вне
поля рассеяния; Fp - результирующая сила;
F\,F2- составляющие результирующей силы
Рис. 4.18. Трещина по галтельному переходу
болта, выявленная суспензией:
а - с нормальной интенсивностью
магнитной коагуляции;
б - с высокой интенсивностью
магнитной коагуляции
Учитывая различную чувствительность
цепочек к полям с разными значениями
градиента поля, можно в зависимости от типа
выявляемых дефектов создать условия для
формирования цепочек определенной
длины, что позволит достигнуть высокой
чувствительности порошка к дефектам.
На интенсивность магнитной
коагуляции оказывают влияние следующие
факторы: концентрация порошка, его
дисперсность, магнитные характеристики,
предыдущее магнитное состояние
порошка, вязкость дисперсионной среды,
напряженность и градиент поля, длительность
его действия, автокоагуляция. Изменяя
параметры этих факторов или
соответственно учитывая их, можно добиться
оптимального состава магнитной суспензии
при проверке магнитопорошковым
методом конкретных объектов.
Например, для контроля деталей
способом остаточной намагниченности эффек-
МАГНИТНАЯ КОАГУЛЯЦИЯ ПОРОШКОВ
361
а)
в)
б)
г)
Рис. 4.19. Трещины, выявленные на лопатке компрессора магнитопорошковым методом:
а, б- при интенсивной магнитной коагуляции; в, г - при оптимальной магнитной коагуляции
тивнои является суспензия следующего
состава: дисперсионная среда - керосин или
керосиномасляная смесь; концентрация
порошка (ТУ 6-14-1009-87) - 15 ... 20 г/л;
содержание ПАВ «Акор-1» (ГОСТ 15171-78) -
0,3 ... 0,5 г/л. Приготовленную суспензию
подвергают сепарации для удаления
крупных и слипшихся частиц вследствие
автокоагуляции или других причин.
Если контроль проводят в
приложенном магнитном поле при напряженности до
100 А/см, то концентрацию порошка
рекомендуется уменьшить до 5 ... 7 г/л, а при
напряженности поля более 150 А/см
концентрацию устанавливают не более 3 г/л
(см. табл. 4.2).
Таким образом, магнитная коагуляция
играет двоякую роль: при оптимальной
интенсивности она повышает выявляемость
дефектов, так как сила поля дефекта,
действующая на цепочечную частицу, больше сил,
действующих на отдельные частицы; при
высокой же интенсивности магнитной
коагуляции выявляемость дефектов уменьшается
из-за низкой чувствительности длинных
цепочек к магнитным полям мелких дефектов и
значительного фона из частиц порошка,
образующегося на проверяемой поверхности.
Глава 5
ОСМОТР ДЕТАЛЕЙ И РАСШИФРОВКА
ИНДИКАТОРНЫХ РИСУНКОВ
5.1. ОСНОВНЫЕ ТРЕБОВАНИЯ
К ОСМОТРУ ДЕТАЛЕЙ
Осмотр деталей всегда проводят при
хорошем освещении. Согласно ГОСТ 21105-87
освещенность на рабочем месте должна
быть не менее 1000 лк. Для общего
освещения применяют лампы дневного света,
лампы накаливания. Для работы с магни-
топорошковым дефектоскопом лампы с
рефлекторами для местного освещения
устанавливают в помещении так, чтобы
они освещали контролируемую
поверхность детали, но при этом прямые лучи от
источника, а также лучи, отраженные от
зеркальных поверхностей детали, в том
числе от поверхности слоя суспензии,
нанесенной на деталь, не должны попадать в
глаза дефектоскописта.
Крупногабаритные детали, а также
детали в конструкции осматривают с
помощью переносной лампы.
При осмотре деталей применяют:
лупы 2-7-кратного увеличения, налобные
лупы, стереоскопические микроскопы,
осветительные и оптические приборы на
основе волоконной оптики.
Использование таких средств
расширяет возможности магнитопорошкового
метода: можно осматривать
труднодоступные для осмотра глазом участки -
внутренние поверхности глубоких
полостей, масляные отверстия, острые кромки,
пазы, галтельные переходы и т.д. Лупы
2-4-кратного увеличения при осмотре
ответственных деталей позволяют выявить
более мелкие дефекты, чем при осмотре
невооруженным глазом.
При использовании магнитных
люминесцентных порошков деталь освещают
ультрафиолетовым светом с помощью
ртутных ламп с фильтрами, которые
пропускают излучение с длиной волны 300 ...
400 нм. Спектр излучения ртутной лампы
имеет максимум при длине волны 365 нм.
Ртутная лампа содержит стеклянную
колбу, которая фокусирует излучение, и
резьбовой патрон. Применяют обычно
лампы мощностью 100 ... 400 Вт.
Коротковолновое излучение ртутной
лампы не воспринимается человеческим
глазом, поэтому его называют «черным
светом».
При облучении магнитного
люминесцентного порошка ультрафиолетовым
светом люминофор, соединенный с
частицами порошка, преобразует поглощенную
энергию ультрафиолетового излучения в
видимый свет оранжевого или желто-
зеленого диапазона спектра.
Яркость флуоресцентного излучения
определяется свойствами люминофора и
интенсивностью излучения источника
УФО.
Согласно ГОСТ 21105-87 УФ-облу-
ченность контролируемой поверхности
должна быть не менее 2000 мкВт/см .
Спецификацией Mil-Handbook-333
UUSAF (ASNT) рекомендуется
минимальная облученность контролируемой
поверхности 1500 мкВт/см2.
5.2. РАСШИФРОВКА
ИНДИКАТОРНЫХ РИСУНКОВ
При осмотре детали места с
осаждением магнитного порошка - магнитный
индикаторный рисунок анализируют в
целях определения характера дефекта и
принятия решения о пригодности детали к
дальнейшей эксплуатации.
Индикаторный рисунок из осевшего
порошка на дефектах различного
происхождения неодинаков. Он зависит от
характера, величины и глубины залегания
дефекта, поэтому иногда по форме
индикаторного рисунка можно установить
ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ 363
происхождение дефекта. На глубокозале-
гающих подповерхностных дефектах (в
пределах чувствительности метода)
осаждения имеют вид размытых полосок с
нерезкими, нечеткими границами.
Однако осаждения в виде размытых
полос характерны также для некоторого
типа мнимых дефектов.
В местах поверхностных дефектов,
представляющих собой разрыв
сплошности металла, порошок всегда осаждается в
виде резко очерченных линий. При этом
чем больше отношение высоты дефекта к
его ширине, тем интенсивнее осаждается и
удерживается порошок на поверхности
детали в месте расположения дефекта.
Однако с возрастанием этого отношения
более чем в 8-10 раз количество порошка
над дефектом не увеличивается.
При осмотре деталей, бывших в
эксплуатации, прежде всего обращают
внимание на те места, где наиболее вероятно
появление трещин усталости. Зубья
шестерен, шпоночные канавки и рабочие
консоли деталей осматривают у их основания.
Особое внимание уделяют осмотру мест
резких переходов в сечении, углов,
галтелей, зон у отверстий. Тщательно
осматривают изношенную рабочую поверхность.
Если наличие дефектов на деталях
вызывает сомнение (например, размыт
рисунок осаждения порошка), контроль
повторяют, намагничивая деталь
перпендикулярно к направлению предполагаемой
трещины, и проверяют, не указывает ли
такое осаждение на мнимый дефект.
В отдельных случаях после
многократного повторного осаждения
магнитного порошка и при затруднении в
расшифровке полученного рисунка для
определения причины, вызвавшей осаждение
порошка, целесообразно проведение
контрольных металлографических
исследований на шлифах, вырезанных поперек
предполагаемого дефекта.
Для облегчения расшифровки
индикаторных рисунков на рабочих местах у
магнитного дефектоскопа вывешивают
дефектограммы характерных дефектов, в
том числе и мнимых, выявленных при
контроле конкретных деталей.
После анализа индикаторных
рисунков и определения типа обнаруженного
дефекта принимают решение о допуске
детали к дальнейшей эксплуатации.
Нормы на отбраковку, установленные
конструктором, указываются в технологической
карте на магнитный контроль детали.
Однако существуют дефекты, которые не
допускаются на ответственных деталях
(например, деталях авиационной и
космической техники) независимо от
конструктивного назначения детали, в частности:
- трещины любого происхождения
(усталостные, шлифовочные, закалочные,
сварочные);
- флокены;
- волосовины и неметаллические
(шлаковые) включения, расположенные
под углом 30° и более к направлению
волокна;
- расслоения по неметаллическим
включениям;
- непровары в сварных
соединениях.
5.3. ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ
ПРИ ЭКСПЛУАТАЦИИ, РЕМОНТЕ
И ОБНАРУЖИВАЕМЫЕ
ПРИ МАГНИТОПОРОШКОВОМ
КОНТРОЛЕ
Трещины усталости
обнаруживаются на деталях, испытывающих в работе
многократные переменные нагрузки.
Причинами их возникновения могут
быть конструктивные недостатки
(например, наличие концентраторов напряжений -
резких переходов в сечении),
несоблюдение требований чертежа при производстве
или ремонте (надрезы, глубокие риски),
наличие на детали дефектов
металлургического происхождения (волосовин,
шлаковых включений, флокенов и т.д.) или
дефектов, возникающих при обработке
детали (шлифовочных, ковочных,
закалочных, сварочных трещин и т.д.).
364 Глава 5. ОСМОТР ДЕТАЛЕЙ И РАСШИФРОВКА ИНДИКАТОРНЫХ РИСУНКОВ
Чаще всего встречаются трещины
усталости поперечные или кольцевые,
развивающиеся перпендикулярно или под
углом к оси детали.
Трещины усталости являются
чрезвычайно опасными, так как, возникнув,
они постепенно развиваются и
углубляются внутрь детали по ее сечению, пока
ослабление последнего не приведет к
завершающему хрупкому разрушению детали.
Так, например, причиной усталостного
разрушения оси передней стойки шасси из
стали ЗОХГСНА, показанного на рис. 5.1,
были знакопеременные нагрузки при
взлете и посадке самолета. Трещина возникла
во впадине резьбы оси и постепенно
развивалась (см. зону а), а затем произошел
долом - полное разрушение оси.
На рис. 5.2, а изображен продольный
разрез болта с трещиной в галтельном
переходе, выявленной магнитопорошковым
методом, а на рис. 5.2, б - поверхность
разрушения болта, имеющего усталостный
характер.
При выявлении методом магнитного
порошка трещины усталости легко можно
отличить от других дефектов по месту
характерного их расположения на детали
и рисунку осевшего порошка. Как ранее
упоминалось, такие трещины возникают
преимущественно в ослабленных
(конструктивно или технологически) участках
Рис. 5.1. Поверхность усталостного
разрушения оси передней стойки шасси:
а - зона усталостного разрушения;
б - зона хрупкого разрушения (долома)
Рис. 5.2. Усталостное разрушение болта:
а - продольный разрез болта; б - поверхность
усталостного разрушения болта.
Стрелкой указана трещина, выявленная
магнитопорошковым методом
детали. Даже при слабом ее
намагничивании магнитный индикаторный рисунок
имеет вид резко очерченных плотных
линий из осевшего порошка.
Поперечные трещины хорошо
выявляются при продольном намагничивании
детали, а трещины, расположенные под
углом к оси детали, - при продольном и
циркулярном намагничивании.
Так как трещины усталости в
большинстве случаев являются поперечными
или располагаются под углом к оси детали
(рис. 5.3 - 5.5), то для надежного
выявления их при контроле деталей
ответственного назначения обязательно проводят
продольное и циркулярное
намагничивание и при осмотре обращают внимание на
места концентрации напряжений в детали.
На рис. 5.3, 2 стрелками показаны
трещины, обнаруженные на шкворне
подкрыльного колеса при продольном
намагничивании. Они расположены на галтели,
имеют прерывистый характер и
распространяются по окружности.
ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ
365
\
б)
Рис. 5.3. Трещины усталости, выявленные магнитопорошковым методом:
/ - по валу подъемного механизма (я); вид трещины на микрошлифе (б);
2 - по галтели шкворня шасси; 3 - у основания паза вильчатой муфты.
Рис. 5.4. Трещины усталости, выявленные магнитопорошковым методом:
/ - на лопатке компрессора; 2 - на верхнем узле стойки шасси
366 Глава 5. ОСМОТР ДЕТАЛЕЙ И РАСШИФРОВКА ИНДИКАТОРНЫХ РИСУНКОВ
•^••HW
ь," И
1 U"
ЦП
Рис. 5.5. Трещины на хомуте автосцепки
железнодорожного вагона, выявленные
магнитопорошковым методом
Трещины усталости, возникшие в
местах резких переходов в сечении, также
показаны на рис. 5.6.
Исследования деталей с такими
трещинами показывают, что в большинстве
случаев причиной появления трещин
является несоблюдение (уменьшение)
радиуса округления в месте перехода.
На шестернях трещины усталости
чаще всего образуются во впадинах и у
основания зубьев (рис. 5.6, 2, 3, 4; 5.7), они
хорошо выявляются при циркулярном
намагничивании на центральном проводнике.
На рис. 5.8, б показана трещина
усталости на главной балке крыла, возникшая
из-за наличия рисок в месте перехода от
полки к проушине.
Трещины усталости у отверстия для
смазки болта показаны на рис. 5.9. Такие
трещины хорошо выявляются при
продольном намагничивании детали.
Рис. 5.6. Трещины усталости,
возникшие в местах резких переходов в сечении:
/ - на кардане шасси в месте перехода от ушка к стойке; 2 - от острых углов для шлицев
соединительной муфты (а), вид трещины на микрошлифе (б); 3 - у оснований зубьев шестерни (а),
вид трещины на микрошлифе (б); 4 - на венце шестерни двигателя
ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ
367
Рис. 5.7. Трещины усталости, образовавшиеся во впадинах и у основания зубьев:
/ - на валу шлицевого соединения; 2 - на втулке шестерни управления; 3 - во впадинах резьбы;
4 - во впадинах зубьев сателлита редуктора
а)
б)
Рис. 5.8. Трещины усталости, выявленные
магнитопорошковым методом:
а - на внутренней поверхности шестерни редуктора
авиационного двигателя; б -на главной балке крыла,
возникшие из-за наличия глубоких рисок
368 Глава 5. ОСМОТР ДЕТАЛЕЙ И РАСШИФРОВКА ИНДИКАТОРНЫХ РИСУНКОВ
Рис. 5.9. Трещины усталости, выявленные магнитопорошковым методом:
1 - от шлицевого паза полуоси шасси; 2, 3, 5 - от смазочных отверстий болтов;
4 - по резьбе штуцера форсунки
Трещины на азотированных,
цементированных и хромированных
поверхностях деталей. При эксплуатации деталей с
азотированной и цементированной
поверхностями иногда происходит растрескивание
хрупкого поверхностного слоя. Трещины в
основном бывают двух типов:
- термические трещины на
поверхностях трения (рис. 5.10; 5.11);
- трещины, возникающие в хрупком
слое от ударов по детали, при правке
деталей, при действии изгибающих нагрузок
в эксплуатации (рис. 5.12).
В первом случае трещины по
внешнему виду похожи на шлифовочные и
образуются, когда трущиеся детали
работают при недостаточной смазке, в
результате чего поверхность их нагревается до
высокой температуры, или когда
происходит заедание либо частичное разрушение
одной детали, скользящей по поверхности
другой. Поэтому при ремонте двигателей
и самолетов особенно тщательно
проверяют изношенные трущиеся поверхности
деталей на наличие трещин.
ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ ПРИ ЭКСПЛУАТАЦИИ 369
Рис. 5.10. Трещины, выявленные
Mai ни гопорошковым методом:
1 - по гантельному переходу траверсы к
цилиндру амортизатора стойки шасси;
2-4 - на поверхностях трения шестерен и
тяги управления
Рис. 5.11. Термические трещины на поверхности трения шейки коленчатого вала легкового
автомобиля
370 Глава 5. ОСМОТР ДЕТАЛЕЙ И РАСШИФРОВКА ИНДИКАТОРНЫХ РИСУНКОВ
Рис. 5.12. Трещины, выявленные магнитопорошковым методом:
/ - на рельсе щитков-закрылков, возникшие из-за растрескивания
хромированной поверхности при правке; 2 - у галтели болта,
образовавшаяся в результате неправильного демонтажа;
3 - во впадинах резьбы ходового винта, возникшие в результате
растрескивания цементированной поверхности при действии
изгибающих нагрузок; 4 - надрывы на внутренней поверхности
трубы лонжерона лопасти вертолета, возникшие
в процессе изготовления трубы
Трещины, возникающие в
результате нарушения технологии ремонта
деталей. На рис. 5.12, 2 представлена
трещина у галтели болта стыковки крыла с
фюзеляжем, возникшая в результате
неправильного демонтажа - без применения
специальных съемников.
На рис. 5.13 показаны кадмирован-
ные детали, на которых развились
трещины в результате растрескивания
поверхностного слоя материала.
На рис. 5.13, 5 изображены
характерные трещины внутренней поверхности оси
колес главного шасси, образовавшиеся в
результате нарушения технологии
оксидирования высокопрочной стали.
ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ ПРИ СВАРКЕ
371
Рис. 5.13. Трещины, возникшие в результате нарушения технологии ремонта деталей:
/ - на штуцере форсунки двигателя и 2, 3 - на болтах, гнездах крепления лопаток
соплового аппарата; 4 - на пружине, образовавшиеся из-за растрескивания поверхностного
кадмированного слоя металла; 5 - возникшие из-за коррозионного растрескивания
на поверхности оси колес главного шасси
5.4. ДЕФЕКТЫ,
ВОЗНИКАЮЩИЕ ПРИ СВАРКЕ,
ШЛИФОВАНИИ И ТЕРМИЧЕСКОЙ
ОБРАБОТКЕ ДЕТАЛЕЙ
Сварка является одним из самых
распространенных технологических
процессов в различных отраслях
промышленности и в строительстве. В настоящее время
применяют более 100 видов сварки,
которые делят по виду вводимой энергии на:
- термические;
- термомеханические
(термопрессовые);
- механические (прессово-механи-
ческие).
Термические виды включают в себя
все способы сварки плавлением без
приложения давления. Термомеханические и
механические способы сварки
осуществляются только с приложением давления.
Соединение, выполненное сваркой
плавлением (рис. 5.14), содержит:
собственно шов 1, зону термического влияния 2,
основной материал 3, в котором не
происходит при сварке никаких структурных
изменений, и валик выпуклости 4.
Зона термического влияния
начинается непосредственно у шва, где металл
имеет твердожидкое состояние, и
заканчивается участком основного металла,
372 Глава 5. ОСМОТР ДЕТАЛЕЙ И РАСШИФРОВКА ИНДИКАТОРНЫХ РИСУНКОВ
Дефекты типа несплошности
материала сварных соединений разделяют на
производственно-технологические и
эксплуатационные (табл. 5.1).
Производственно-технологические
дефекты делят на металлургические,
сварочные технологические и
технологические, связанные с последующими
процессами обработки (шлифованием,
гальваническими процессами и др.).
5.1. Характеристика трещин и причины их образования
Характеристика трещин
1. «Горячие» (кристаллизационные)
трещины зарождаются в процессе первичной
кристаллизации или после охлаждения до
1100 ... 1200 °С. Возникают в зоне
термического влияния при переходе от шва к
основному материалу, извилистые, в изломе
имеют темный цвет, сильно окисленные,
следуют по границам зерна, могут быть
сквозными и несквозными
2. Трещины в шве профильные или
поперечные, в изломе темного цвета - сильно
окисленные или светлые - с цветом
побежалости
3. Трещины в кратере (углублении), который
образуется в результате выдувания
электрической дугой расплавленного металла
4. «Холодные» трещины возникают при
остывании металла ниже 200 °С в
околошовной зоне, в металле шва и развиваются
вдоль или поперек шва. Они могут быть
поверхностными или внутренними. Могут
образоваться через несколько часов или
суток после сварки. Отличаются
отсутствием оксидных пленок на их поверхности
Возможные причины образования
Неправильная технология сварки;
неправильная конструкция изделия или
неправильное расположение швов
Неправильно выбранная марка
присадочного материала;
неудовлетворительное качество
присадочного материала, покрытия или флюса;
неправильный режим и
неудовлетворительная техника сварки;
высокие внутренние напряжения в швах;
вогнутость швов, образуемая
пористостью или шлаковыми включениями
Избыток серы в электроде (проволоке,
покрытии);
неправильная техника сварки
(неправильное окончание шва)
Повышенное содержание в металле
кремния, водорода;
неправильно выбранный присадочный
материал; неправильная техника сварки
температура которого составляет 100
500 °С.
Рис. 5.14. Схема сварного соединения
ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ ПРИ СВАРКЕ
373
Характеристика трещин
5. Мелкие трещины (микротрещины) в шве
или надрывы в зоне термического влияния;
микротрещины на нетравленых шлифах
видны в виде микроскопических волосовин
темного цвета
6. Трещины, возникающие в процессе
термической обработки (закалки) сварных
деталей и узлов, могут иметь любое
направление; цвет излома зависит от условий
эксплуатации детали и времени, прошедшего
от момента появления трещины до
обнаружения
7. Трещины в сварных соединениях,
возникающие при правке изделий; эти трещины
могут иметь любое направление; в изломе
они светлые
Основные затруднения при
расшифровке индикаторного рисунка связаны с
тем, что при контроле сварных швов,
особенно когда ставится цель обнаружения
внутренних пороков, для чего
применяются более сильные поля намагничивания,
порошок часто оседает в неровностях
швов, в местах наплывов (натеков
наплавленного металла на поверхность
основного металла без сплавления между ними), а
также на границе резкого раздела двух
структур, наблюдаемой на деталях, не
подвергавшихся обработке после сварки.
Для облегчения распознавания
дефектов следует зачищать неровности шва,
а наплывы удалять запиливанием, если это
допускается технологией ремонта или
изготовления детали. В отдельных случаях
для более точного определения характера
дефекта проводят металлографические
исследования.
На рис. 5.15, 2; 5.16, 2; 5.17 показаны
трещины, которые проходят по границе
сварного шва, а на рис. 5.15, 1 — вдоль
шва. На рис. 5.17 видны мелкие трещины
в кратере и в конце сварного шва. Из
Продолжение табл. 5.1
Возможные причины образования
Неудовлетворительное качество
присадочного материала, флюса, покрытия
Неправильная технология термической
обработки;
неправильно сконструирована
конструкция изделия
Неправильная технология правки
изделия, коробление изделия
указанных трещин труднее всего
распознаются трещины, проходящие по границе
шва.
На рис. 5.15, 3 показаны трещины,
возникающие в зоне термического влияния
сварного шва. Такие трещины легко
распознаются. Они расположены по линии,
проходящей на расстоянии 7 ... 10 мм от
сварного шва, и повторяют его конфигурацию.
Длина трещин в зоне термического
влияния в основном не более 4 ... 5 мм.
Трещины возникают из-за плохого
качества сварных швов и недостаточной
конструктивной прочности детали. В
местах появления трещин швы, как правило,
бугристы, характеризуются недостаточно
правильным очертанием, местными
наплывами и резкими переходами к
основному материалу.
При контроле способом остаточной
намагниченности термически
обработанных деталей по границам швов в местах
наплывов может происходить осаждение
порошка при отсутствии там трещин. Для
установления причины осаждения
порошок удаляют и тщательно осматривают
374 Глава 5. ОСМОТР ДЕТАЛЕЙ И РАСШИФРОВКА ИНДИКАТОРНЫХ РИСУНКОВ
Рис. 5.15. Трещины, выявленные магнитопорошковым методом:
1,2 -по сварным швам; 3 - в зонах термического влияния
Рис. 5.16. Усталостные трещины на сварных швах:
/ - подкоса шасси; 2 - крепления проушин к цилиндру шасси;
3 - диска компрессора авиационного двигателя
ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ ПРИ СВАРКЕ
375
Рис. 5.17. Трещины, выявленные магнитопорошковым методом на сварных швах
место, где наблюдалось осаждение.
Наплыв обычно хорошо выявляется при
осмотре невооруженным глазом или через
лупу. Если перед повторным контролем
снять наплыв запиливанием, то в случае
отсутствия трещин порошок на
обследуемом участке не осядет.
Для надежного обнаружения трещин
с контролируемых участков удаляют
лакокрасочное покрытие и осматривают
швы с помощью лупы для определения
качества удаления покрытия.
Трещины, возникающие при сварке,
весьма опасные дефекты, так как в экс-
376 Глава 5. ОСМОТР ДЕТАЛЕЙ И РАСШИФРОВКА ИНДИКАТОРНЫХ РИСУНКОВ
плуатации могут развиться в трещины
усталости. Поэтому при изготовлении или
ремонте стальных деталей с применением
сварки швы проверяют магнитопорошко-
вым методом.
Непровар - отсутствие структурной
связи между объемами материала в
сварном шве. Непровары могут
образовываться по кромкам, по сечению и в корне шва,
а также при малых углах скоса кромок и
вследствие неполной очистки металла от
шлака, краски, масла, полимеризовавших-
ся и других загрязнений. Индикаторный
рисунок непровара при малой толщине
шва имеет вид прямой линии.
Шлифовочные трещины возникают
из-за повышенного неравномерного
местного нагрева шлифуемой поверхности
детали. Наиболее склонны к образованию
таких трещин цементированные,
азотированные и закаленные детали из
легированных и малоуглеродистых сталей.
В случае восстановления их поверхностей
хромированием с последующим
шлифованием хрома склонность к образованию
трещин еще более повышается. При
неправильно подобранных режимах шлифования
на поверхности хромированных деталей,
как правило, появляются шлифовочные
трещины. Причем очень часто
растрескивание хромового покрытия
распространяется в основной металл из-за хорошей сце-
пляемости хрома с поверхностью деталей и
значительных внутренних напряжений.
При магнитном контроле
шлифовочные трещины легко отличить от трещин
других видов: они тонкие, неглубокие (от
тысячных до десятых долей миллиметра) и,
как правило, располагаются на поверхности
группами в виде сетки или тонких линий
поперек направления шлифовки (рис. 5.18).
Шлифовочные трещины резко
снижают усталостную прочность деталей, их
ни в коем случае нельзя допускать в
местах концентрации напряжений: у
оснований зубьев шестерен, шлицев, у
отверстий, на поверхности галтелей, на обоймах
подшипников и т.д.
Для обнаружения шлифовочных
трещин под слоем хрома применяют
специальные методы магнитопорошкового
контроля: способ воздушной взвеси, с
применением экрана для осмотра под
слоем жидкости, у выходного окна соленоида
и др. (технология контроля этими
способами в книге не приводится).
Закалочные трещины возникают
главным образом при охлаждении деталей в
процессе закалки в результате действия
внутренних напряжений. Они могут
образовываться и после закалки на деталях,
длительное время не подвергавшихся отпуску,
уменьшающему внутренние напряжения.
Высокие и неравномерные
внутренние напряжения при недостаточной
жесткости детали вызывают ее коробление.
Если же в детали имеются ослабленные
сечения, то могут возникнуть и трещины.
Наиболее вероятно зарождение
закалочных трещин в местах с резким изменением
сечения, острых углах и подрезах.
Однако трещины при закалке нередко
могут появиться и на деталях простой
конфигурации (например, цилиндрической
формы) с хорошим состоянием
поверхности. В этом случае причинами их
образования могут быть дефекты материала
(волосовины, шлаковые включения, флокены),
ковочные трещины или несоблюдение
режимов термической обработки деталей.
Отличительным признаком
закалочных трещин является неопределенность их
направления на поверхности детали. При
магнитном контроле они хорошо
выявляются даже при слабом намагничивании, так
как материал закаленных деталей имеет
достаточно высокие значения остаточной
индукции и коэрцитивной силы. При
выявлении закалочных трещин отмечается
интенсивное, плотное осаждение порошка в
виде ломаных, извилистых линий, идущих
в различных направлениях. Четкие и
рельефные индикаторные рисунки,
получающиеся над закалочными трещинами,
позволяют отличить их от других дефектов.
Пример выявления наиболее типичных
закалочных трещин приведен на рис. 5.19.
ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ ПРИ СВАРКЕ
377
Рис. 5.18. Шлифовочные трещины, выявленные магнитопорошковым методом:
/ - на диске муфты сцепления; 2 -на кольце подшипника; 3 - на образце из стали У7 (63 HRC)
Рис. 5.19. Дефекты, выявленные магнитопорошковым методом:
1-3 - закалочные трещины на деталях; 4 - флокены
378 Глава 5. ОСМОТР ДЕТАЛЕЙ И РАСШИФРОВКА ИНДИКАТОРНЫХ РИСУНКОВ
Надрывы и трещины,
возникающие в результате деформации металла.
Обычно это неглубокие трещины,
образующиеся, например, при накатке резьбы,
изготовлении пружин. При холодной
штамповке деталей могут появиться
трещины в местах резких перегибов,
особенно когда пластические свойства материала
недостаточно высокие из-за дефектов
структуры.
5.5. ДЕФЕКТЫ
МЕТАЛЛУРГИЧЕСКОГО
ПРОИСХОЖДЕНИЯ
При горячей ковке или штамповке
полуфабрикатов и деталей трещины могут
возникнуть из-за литейных пороков в
исходном материале (усадочных раковин,
рыхлот, зональной ликвации) или
несоблюдения температурных режимов ковки
(штамповки) или протяжки.
Ковочные трещины при
металлографическом анализе на стальных деталях
легко можно отличить от закалочных
вследствие наблюдаемого
обезуглероживания стали по их границе. Ковочные и
штамповочные поверхностные трещины
выявляются магнитным методом так же
хорошо, как и закалочные, имеют вид
четких, рельефных линий самых
разнообразных направлений.
На рис. 5.12, 4 показаны мелкие
надрывы - закаты, выявленные на внутренней
поверхности трубы лонжерона лопасти
несущего винта вертолета. Этот дефект
возник из-за неудовлетворительной
технологии производства труб.
Флокены (рис. 5.19, 4) представляют
собой мелкие трещины длиной от 20 ...
30 мм разнообразных направлений,
залегающие преимущественно во внутренних,
более глубоких зонах стальных поковок
(глубже 60 мм). Происхождение флокенов
в настоящее время объясняют двумя
причинами:
- действием высокого давления
водорода, выделяющегося из стали при ее
охлаждении вследствие уменьшения
растворимости водорода с понижением
температуры;
- действием значительных
внутренних напряжений, обусловленных
неравномерностью фазовых превращений в
различных объемах стали в связи с
дендритной неоднородностью.
Флокены являются опасными
дефектами. Присутствие их в стали резко
отражается на ее механических свойствах,
особенно если направление действия сил
не совпадает с плоскостью залегания
флокенов. Так как флокены находятся внутри
поковки, то это сильно затрудняет их
выявление.
На деталях они могут быть
обнаружены магнитным методом только в том
случае, если выходят на поверхность или
залегают неглубоко. При магнитном
контроле флокены выявляются в виде
отдельных прямолинейных или искривленных
черточек длиной от 1 до 25 ... 30 мм,
расположенных в большинстве случаев
группами и имеющих разнообразные
направления. На рис. 5.19, 4 показан наиболее
типичный вид флокенов. На этом рисунке
видно, что флокены сосредоточены в
центральной части заготовки в виде
семейства тонких и коротких трещинок. В
периферийном слое имеется зона, в которой
флокены отсутствуют, так как из нее при
остывании заготовки водород успел
выделиться полностью, поэтому не было
причины для образования флокенов.
Волосовины - это тонкие нити
неметаллических включений или газовых
пузырей, вытянутых вдоль волокон металла
при его ковке, прокате или протяжке.
Типичным признаком волосовин
является их прямолинейность. При
магнитном контроле волосовины выявляются в
виде прямых параллельных линий
различной длины, расположенных вдоль волокон
в одиночку или группами. Если волокна
изогнуты, то волосовины следуют за
направлением волокна.
Крупные поверхностные волосовины
выявляются при остаточном
намагничивании. Для выявления мелких волосовин,
ДЕФЕКТЫ МЕТАЛЛУРГИЧЕСКОГО ПРОИСХОЖДЕНИЯ
379
имеющих малую высоту и залегающих
под поверхностью, требуется жесткий
режим намагничивания.
На некоторых деталях, работающих
на растяжение или изгиб, допускается
небольшое количество волосовин и
шлаковых включений, расположенных не кучно,
а в виде прерывистых черточек на
прямолинейных участках детали. В местах
концентрации напряжений (на галтелях,
острых углах, у масляных отверстий) их не
допускают.
Нормы допускаемых волосовин для
каждой конкретной детали указываются в
технологических картах магнитного
контроля.
Крупные волосовины, выходящие на
поверхность, являются опасными
дефектами, понижающими предел усталости;
детали с такими дефектами не
допускаются к эксплуатации. На рис. 5.20, 5.21
показаны волосовины, выходящие на
поверхность деталей. Все они прямолинейны и
расположены вдоль волокон.
Рис. 5.20. Дефекты, выявленные магнитопорошковым методом:
/ - трещина усталости по кольцевому сварному шву корпуса компрессора, возникшая из-за
непровара; 2 - волосовина на шатуне двигателя; 3 - трещина на цилиндре датчика обратной связи,
образовавшаяся из-за засоренности материала неметаллическими включениями
380 Глава 5. ОСМОТР ДЕТАЛЕЙ И РАСШИФРОВКА ИНДИКАТОРНЫХ РИСУНКОВ
ашцшмЬ
Рис. 5.21. Волосовины, выявленные магнитопорошковым методом:
/ - на кожухе камеры сгорания; 2 - на тяге поворота лопасти рулевого винта; 3 - на рессоре
подъемного механизма; 4 -на штоке катапультного сиденья; 5 - на оси горизонтального шарнира
Неметаллические (шлаковые)
включения представляют собой:
- выделившиеся продукты реакций
раскисления, протекающих в ванне и в
ковше и заканчивающихся в изложницах
при выплавке и разливке стали;
- шлаки, растворенные при высоких
температурах в металле и выделяющиеся
из него при понижении температуры в
виде включений MnO, FeO, FeS и др.;
- продукты, образовавшиеся от
случайно попавших в сталь механических
загрязнений.
Неметаллические включения могут
располагаться на поверхности деталей и
под ней. Опасными являются включения,
расположенные цепочками (рис. 5.22, б)
или сеткой по границе зерен, так как они
понижают пластические свойства и
приводят к появлению трещин вдоль таких
включений (цепочек) при обжиме слитков
стали.
Расслоения образуются при прокатке
слитков, внутри которых имеются пороки:
крупные усадочные раковины, большие
участки неметаллических включений или
плены, т.е. окисленные слои металла. При
прокатке включения, раковины, плены
раскатываются и образуют расслоения.
ДЕФЕКТЫ МЕТАЛЛУРГИЧЕСКОГО ПРОИСХОЖДЕНИЯ
381
■■■■ vvU- .■ «■■■'■■
*._>*.-
г ■
»■
"7 •
.«,■■- . - . - •*** •*
!
а)
3 б)
Рис. 5.22. Дефекты, выявленные магнитопорошковым методом:
/ - неметаллические включения; 2 - расслоение на ушке раскоса (а - индикаторный рисунок
на раскосе; б - разрез ушка в месте расслоения); 3 - неметаллические включения на втулке
(а - вид индикаторного рисунка; б - поперечный разрез, увеличение 25")
На рис. 5.22, 2 показана часть
внешнего раскоса гондолы, на котором
обнаружены небольшие расслоения в металле ушка.
Изображенные на поверхности
детали рис. 5.23 стресс-коррозионные
трещины возникают на наружных поверхностях
труб магистральных трубопроводов.
Магнитопорошковым методом можно
проверять отдельные локальные участки труб, к
которым обеспечен подход для контроля.
В отдельных случаях магнитопорош-
ковый метод позволяет обнаруживать
коррозионные повреждения. На рис. 5.23, б
показана труба, на внутренней
поверхности которой выявлены коррозионные
повреждения. Контроль проведен в
приложенном поле электромагнита с
применением способа воздушной взвеси
магнитного порошка.
382 Глава 5. ОСМОТР ДЕТАЛЕЙ И РАСШИФРОВКА ИНДИКАТОРНЫХ РИСУНКОВ
б)
Рис. 5.23. Стресс-коррозионные трещины,
выявленные магнитопорошковым методом (я)
и коррозионные поражения на внутренней
поверхности трубы, обнаруженные способом
воздушной взвеси магнитного порошка (6)
Магнитопорошковый метод
позволяет выявить локальные точечные
повреждения. На рис. 5.24 установлена пластина,
проверенная способом воздушной взвеси.
На индикаторном рисунке точечные
повреждения на пластине выявляются в виде
звездочек.
Рис. 5.24. Места точечных повреждений
(типа наклепа) на пластине в виде
звездочек, выявленные способом
воздушной взвеси магнитного порошка
5.6. МНИМЫЕ ДЕФЕКТЫ
И СПОСОБЫ ИХ ОПРЕДЕЛЕНИЯ
При магнитопорошковом контроле
может происходить осаждение магнитного
порошка на поверхности детали и при
отсутствии дефектов в этих местах. Это
связано с тем, что при намагничивании
деталей магнитные поля рассеяния возникают
в случаях изменения рельефа поверхности
(при грубой обработке поверхности,
нанесении рисок, царапин и т.д.) или сечения
детали, локального изменения магнитных
свойств металла изделия. Такие изменения
не снижают механические или
эксплуатационные свойства изделия.
Осаждения порошка на проверяемой
детали при отсутствии на ней
действительных дефектов назвали мнимыми или
ложными дефектами. Часто индикаторные
рисунки над действительными и мнимыми
дефектами отличаются незначительно.
Для их расшифровки требуется знание
характерных признаков мнимых дефектов
и применение методических приемов для
расшифровки осаждений магнитного
порошка.
Мнимые дефекты типа нарушения
сплошности металла могут наблюдаться в
следующих случаях (рис. 5.25):
• по месту касания намагниченной
поверхности каким-либо ферромагнитным
предметом (отверткой, другой деталью,
контровочной проволокой и др.). Это
мнимый дефект «магнитная запись» (7);
• в местах резкого изменения
сечения детали (2, 3);
• по месту локального наклепа (4);
• по местам ярко выраженной
текстуры металла, карбидной полосчатости и
ликвации (5);
• по волокнам металла (6);
• по месту раздела двух структур (7);
• по структурной неоднородности
сварного шва со снятой выпуклостью (8);
• на острых кромках деталей (9);
• по местам больших внутренних
напряжений (10);
МНИМЫЕ ДЕФЕКТЫ И СПОСОБЫ ИХ ОПРЕДЕЛЕНИЯ
383
10
Рис. 5.25. Мнимые дефекты, наблюдаемые при магнитопорошковом контроле
в результате осаждения порошка:
А - наплавленное кольцо; Б — основной металл; В - граница сварного шва;
Г- граница зоны термического влияния
• по границам сварных швов и
зонам термического влияния (11);
• в виде цепочек между полюсами
электромагнита (12);
• по рискам;
• по местам электростатических
зарядов.
Рассмотрим некоторые случаи
мнимых дефектов и рекомендации по
расшифровке их индикаторных рисунков.
Осаждение порошка по месту
касания намагниченной детали каким-либо
ферромагнитным предметом (мнимый
дефект типа «магнитная запись»). В месте
соприкосновения, например, конца
стальной отвертки с поверхностью
намагниченной детали наблюдается четкое
осаждение порошка, аналогичное его
осаждению над трещиной (рис. 5.26). Причем чем
сильнее намагничена деталь, тем
интенсивнее происходит осаждение частиц
порошка. Причиной такого осаждения
является изменение поверхностной
намагниченности на небольших (локальных)
участках — в местах касания. Порошок
осаждается в виде неплотной полоски с
размытыми краями. После удаления осевшего
порошка в местах наклепа иногда видна
светлая полоска. Для распознавания
подобного мнимого дефекта
контролируемую деталь намагничивают повторно.
После повторного намагничивания
осаждения порошка над такого рода мнимым
дефектом не происходит.
384 Глава 5. ОСМОТР ДЕТАЛЕЙ И РАСШИФРОВКА ИНДИКАТОРНЫХ РИСУНКОВ
Рис. 5.26. Мнимые дефекты -
осаждение магнитного порошка:
по месту касания намагниченной детали
ферромагнитным предметом;
2,3 -ъ местах уменьшенного сечения детали
из-за наличия впадин между зубьями шестерни
и отверстий в тяге
Осаждение порошка в местах
резкого изменения сечения детали. При
намагничивании в этих местах сильно
увеличивается магнитная индукция, что
приводит к образованию поля рассеяния
(рис. 5.26 - 5.30). Магнитный порошок в
3 4
Рис. 5.27. Мнимые дефекты-осаждение магнитного порошка:
/ - по месту касания канцелярской скрепкой поверхности внутреннего кольца подшипника
колесной пары железнодорожного вагона; 2 - в месте изменения сечения стопорной планки
из-за наличия отверстия; 3,4 -ъ местах изменения сечения образцов из-за наличия разрезов
МНИМЫЕ ДЕФЕКТЫ И СПОСОБЫ ИХ ОПРЕДЕЛЕНИЯ
385
б)
а)
Рис. 5.28. Последовательные фазы накопления порошка в месте изменения
сечения шестерни от канавки для шпонки. Виды осаждения порошка:
/ - при отсутствии трещины; 2 - при наличии трещины; 3 - после окончания процесса
накопления порошка (при отсутствии или наличии трещин):
а - внешний вид детали с осажденным порошком; б - то же, при увеличении
Рис. 5.29. Мнимый дефект:
индикаторный рисунок в местах изменения
сечения пилы по впадинам между зубьями
Рис. 5.30. Мнимый дефект.
Осаждение порошка в местах
изменения сечения образца
этих местах осаждается в виде размытых
полос. Для расшифровки такого мнимого
дефекта дополняют сечение детали,
например вставляют болт, шпонку и т.д. При
повторном намагничивании и нанесении
суспензии оседания порошка не
происходит, если в этом месте нет дефекта типа
нарушения сплошности металла.
13 - 3316
386 Глава 5. ОСМОТР ДЕТАЛЕЙ И РАСШИФРОВКА ИНДИКАТОРНЫХ РИСУНКОВ
Если дополнить сечение детали не
представляется возможным, то на место
мнимого дефекта наносят
низкоконцентрированную суспензию, а процесс
накопления порошка наблюдают через лупу. На
рис. 5.28 показаны индикаторные рисунки
в начале процесса накопления порошка на
шестерне с канавкой для шпонки. При
отсутствии трещины видно накопление
порошка в виде цепочек (рис. 5.28, /), а
при наличии в этом месте трещины
наблюдается накопление в виде четкого
валика (рис. 5.28, 2).
После окончания процесса
накопления порошка сделать заключение о
наличии или отсутствии трещин только по
окончательному виду валика
накопившегося порошка практически невозможно
(рис. 5.28. 3).
На рис. 5.27 - 5.30 показаны
индикаторные рисунки в местах изменения
сечения деталей и образцов, полученные с
применением способа воздушной взвеси.
Осаждение порошка в местах
карбидной полосчатости (рис. 5.31, 7)
аналогично осаждению порошка над трещинами.
Рис. 5.31. Мнимые дефекты в виде осаждения порошка по месту:
1 - карбидной полосчатости и ликвации; 2 - локального наклепа; 3 - раздела двух структур -
основного металла Л и наплавленного кольца Б; 4 -по волокнам металла;
5 - структурной неоднородности сварного шва со снятой выпуклостью
МНИМЫЕ ДЕФЕКТЫ И СПОСОБЫ ИХ ОПРЕДЕЛЕНИЯ
387
Для контроля применяют более
высокодисперсную суспензию пониженной
концентрации порошка. Дополнительно
проверяют детали с карбидной полосчатостью
другим методом дефектоскопии, например
капиллярным.
Осаждение порошка в местах
поверхностного наклепа и забоин (рис. 5.31, 2;
5.32, 2). В этих местах образуется
слабое размытое осаждение порошка.
Порошок слабо удерживается в месте
наклепа. В местах наклепа после снятия
осевшего порошка иногда видна светлая
полоска.
Забоины обычно видны при осмотре
невооруженным глазом или через лупу.
•mm
ш>
ъ?ЕШл
Рис. 5.32. Мнимые дефекты в виде осаждения порошка:
1 -по месту соединения двух структур штока А и приваренного наконечника Б;
2 - по локальному наклепу; 3, 4 - по кромкам зубьев шестерни;
5 - в виде цепочек при завышенной напряженности поля
388 Глава 5. ОСМОТР ДЕТАЛЕЙ И РАСШИФРОВКА ИНДИКАТОРНЫХ РИСУНКОВ
Осаждение порошка по границе
раздела участков с резко отличными
структурами (рис. 5.31, 3). Отличается от
других типов мнимых дефектов тем, что
имеет вид непрерывной линии по всей
границе раздела участков. При одном и
том же способе намагничивания
осаждение порошка происходит на всех таких же
деталях или таких же участках детали в
одних и тех же местах. Например, по
границе основного материала А и
наплавленного кольца Б вала порошок осаждается
по всей его окружности.
В месте приварки наконечника к
цилиндрической части оси происходит
осаждение порошка по окружности оси
(рис. 5.32, 7), которое не связано с
наличием дефектов.
Осаждение порошка по волокнам
металла (рис. 5.31, 4). Осаждение
происходит при контроле в приложенном
магнитном поле, а иногда и на остаточной
намагниченности. Интенсивность
осаждения порошка зависит не только от марки
стали, но и от номера плавки. Это
осаждение отличается характерной
направленностью по волокнам. Для уменьшения его
интенсивности снижают оптимальный ток
на 15 ... 20 %. Если не добиваются
нужного результата, то применяют другие
методы дефектоскопии (например, цветной).
Осаждение порошка на сварном
шве, выпуклость которого сошлифова-
на (рис. 5.31, 5). При сварке сталей ВНС-2
осаждение имеет вид неплотных пятен
различных форм и размеров с нечеткими
границами. Образуется при контроле в
приложенном поле. При контроле на
остаточной намагниченности накопление
порошка происходит лишь при натекании
суспензии с соседних участков.
Осаждение порошка по острым
кромкам, углам, ребрам выступающих
частей детали, на которых образуются
резко выраженные магнитные полюсы
(рис. 5.32, 7). Осаждение порошка имеет
нитевидную или игольчатую структуру.
Нити направлены по магнитным силовым
линиям полюсно-намагниченной детали.
Интенсивность такого осаждения всегда
выше при намагничивании постоянным
полем, чем переменным, и практически
отсутствует при использовании
импульсных полей.
Осаждение порошка по границам
незачищенных сварных швов (рис. 5.33).
Осаждение происходит вследствие
резкого перехода одной части поверхности шва
к другой. Для расшифровки такого типа
дефектов этот резкий переход (наплыв)
рекомендуется зашлифовать или запилить
(если это допускается технологией
изготовления или ремонта детали), после чего
вновь намагнитить и нанести магнитную
суспензию. Если при повторном
нанесении суспензии осаждения порошка не
происходит, то дефект отсутствует.
Осаждение порошка в виде
цепочек, ориентированных по магнитным
силовым линиям поля (рис. 5.32, 5).
Возникает обычно в приложенном
магнитном поле. Такое осаждение порошка
свидетельствует о чрезмерной
концентрации магнитной суспензии, высокой
напряженности поля или неправильно
выбранной вязкости дисперсионной среды
суспензии.
Осаждение порошка в местах
больших внутренних напряжений.
Имеет вид широкой (1 ... 2 мм) полосы (рис.
5.33, 4). Порошок слабо удерживается на
поверхности детали. Часто наблюдается
на болтах с большой наработкой.
Осаждение порошка по границам
зон термического влияния сварки (рис.
5.34, 7, 2). Осаждение происходит в
околошовной зоне, повторяя форму границы
сварного шва. Это осаждение имеет вид
размытых неплотных полосок. При
нанесении суспензии осевший порошок легко
смывается, но при натекании суспензии с
других участков контролируемой детали
порошок вновь накапливается в этой зоне.
Осаждение порошка может происходить
как в приложенном магнитном поле, так и
на остаточной намагниченности.
МНИМЫЕ ДЕФЕКТЫ И СПОСОБЫ ИХ ОПРЕДЕЛЕНИЯ
389
г^Ж^
Рис. 5.33. Мнимые дефекты в виде осаждения порошка
по местам структурной неоднородности и границам сварных швов (/, 2, 3),
а также больших внутренних напряжений (</):
/ - болт; 2 - стягиваемые болтом детали (стрелкой показано скопление порошка
в месте больших внутренних напряжений в металле болта)
Осаждение порошка по риске (рис.
5.34, 3). Если риска имеет острые края или
ее глубина несколько больше ширины, то
плотность осаждения валика
увеличивается, но четкого валика не образуется.
Кроме того, при боковом освещении риска
даже без нанесения порошка может
выглядеть как нитевидное его осаждение
(из-за неосвещенности боковой теневой
поверхности и дна риски). Чтобы отличить
риску от трещины, тщательно
осматривают поверхность детали с помощью лупы
4-10-кратного увеличения, несколько
меняя угол падения световых лучей и угол
осмотра. При этом риска на чистой
поверхности хорошо видна, при освещении
поверхности лучами, падающими вдоль
риски, можно различить ее дно и края.
Если контролируемая поверхность
недостаточно чиста, например закорродиро-
вана, то ее зачищают мелким наждачным
полотном. При этом не только удаляются
продукты коррозии, но и округляются
края риски. Поэтому при повторном
нанесении суспензии после зачистки порошок
над ней обычно не осаждается.
390 Глава 5. ОСМОТР ДЕТАЛЕЙ И РАСШИФРОВКА ИНДИКАТОРНЫХ РИСУНКОВ
Рис. 5.34. Мнимые дефекты в виде осаждения порошка по границам зон
термического влияния (7, 2), по риске в галтельном переходе болта (5),
по местам электростатических зарядов на лопатке с эпоксидно-полиамидным покрытием (4)
При контроле в приложенном поле
осаждение порошка по рискам происходит
почти всегда.
В случаях осаждения порошка по
риске для расшифровки может быть
применен следующий способ. Наблюдая через
лупу или бинокулярный микроскоп, на
место расположения риски наносят
каплями из пипетки суспензию,
отстоявшуюся в течение 3 ... 5 мин после
размешивания. Если на поверхности изделия имеется
риска, а на дне риски трещины нет, то
накопление порошка будет происходить
сначала в виде отдельных точечных
скоплений, которые затем увеличиваются до
образования цепочек. При дальнейшем
нанесении суспензии цепочки удлиняются
и увеличивается их количество до полного
заполнения риски.
Если по дну риски проходит
трещина, то накопление порошка происходит
сразу по всей длине трещины, четко
обрисовывая ее очертание. При дальнейшем
нанесении суспензии увеличивается
количество порошка над трещиной до полного
заполнения риски. Таким образом,
разница в осаждении порошка по риске без
трещины и по риске с трещиной может
быть обнаружена только в начальной
стадии накопления порошка. После
окончания процесса осаждения сделать
заключение об отсутствии или наличии трещины
по дну риски часто бывает практически
невозможно.
МНИМЫЕ ДЕФЕКТЫ И СПОСОБЫ ИХ ОПРЕДЕЛЕНИЯ
391
Осаждение порошка в местах
возникновения на поверхности
проверяемой детали электростатических
зарядов. При контроле суспензий на основе
керосина или масла деталей, имеющих
неэлектропроводное покрытие, могут
возникать электрические заряды, которые
вызывают осаждение порошка в виде
муаровой картины (рис. 5.34, 4). Такой
индикаторный рисунок образуется при
контроле лопаток с полиамидно-эпоксидным
покрытием. После удаления этого осаждения
ветошью или кистью муаровая картина
остается, но рисунок изменяется. Для
устранения этого эффекта необходимо в мас-
локеросиновую суспензию внести
нитрованное масло «Акор-1» в количестве 10 ...
12 мл на литр суспензии.
Осаждение порошка по местам
грубой обработки поверхности.
Порошок заполняет все углубления поверхно-
Рис. 5.35. Надрывы, возникшие
на поверхности внутри отверстия
диаметром 12 мм при сверлении
тупым сверлом, выявленные
магнитопорошковым методом.
Увеличение 10х
сти, количество порошка над ними растет
с увеличением напряженности поля. Легко
распознается при осмотре с помощью
лупы (рис. 5.35).
Глава 6
ОБРАЗЦЫ ДЛЯ МАГНИТОПОРОШКОВОИ ДЕФЕКТОСКОПИИ
6.1. ВИДЫ ОБРАЗЦОВ,
ПРИМЕНЯЕМЫХ ДЛЯ
МАГНИТОПОРОШКОВОИ
ДЕФЕКТОСКОПИИ
Для магнитопорошковой
дефектоскопии применяют следующие группы
образцов.
1. Образцы с искусственными
дефектами (имитаторами дефектов):
надрезами, отверстиями, зазорами, щелями,
которые могут быть заполнены
ферромагнитными вставками. Образцы выполняют
в виде пластин, дисков, тороидов или
другой формы.
2. Образцы со шлифовочными,
закалочными трещинами или другими
поверхностными дефектами.
3. Образцы-детали с
искусственными дефектами.
4. Образцы-детали с дефектами,
возникшими в эксплуатации, при
изготовлении или ремонте.
Образцы первой и второй групп
позволяют проверить только
работоспособность намагничивающего устройства и
магнитного индикатора (суспензии и
порошка). По этим образцам нельзя в общем
случае скорректировать или определить
значения каких-либо параметров
технологии проверяемого объекта. Невозможно
установить порог чувствительности
контроля конкретного проверяемого объекта.
Образцы первой группы имеют
существенное преимущество, которое
заключается в том, что дефекты могут быть
выполнены идентичными. Образцы для
дефектоскопов циркулярного
намагничивания выполняют в виде колец (тороидов)
с дефектами, направленными по
образующей или по радиусу образца. Для
проверки работоспособности дефектоскопов
индукционного намагничивания дефекты
ориентируют на образцах по окружности.
Для проверки дефектоскопов продольного
намагничивания образцы выполняют в
виде брусков или пластин. Обычно их
покрывают слоем хрома или никеля
небольшой толщины для предохранения от
коррозии и случайных механических
повреждений.
Образцы второй группы
изготавливают в виде тонких пластин, цилиндров.
Для получения трещин пластину
азотируют, а затем прикладывают к ней
изгибающую нагрузку до образования трещин в
азотированном слое. Для получения
шлифовочных трещин образцы покрывают
хромом, а затем их шлифуют по режимам,
вызывающим растрескивание хромового
покрытия. Следствием этого является
возникновение шлифовочных трещин в
основном материале образца. Получение
одинаковых трещин по этим технологиям
затруднительно.
С помощью образцов-деталей с
искусственными дефектами также
проверяют работоспособность намагничивающего
устройства и магнитного индикатора.
Если эти образцы-детали аналогичны
проверяемым, то они, кроме этого, позволяют
определять эффективность технологии
магнитопорошкового контроля таких
деталей. По выявляемое™ на образцах-
деталях искусственных дефектов
минимальных размеров устанавливают порог
чувствительности системы
намагничивающее устройство - магнитный
индикатор — технология контроля конкретного
объекта (проверяемой детали).
Образцы-детали с
эксплуатационными или технологическими дефектами
также предназначены для определения
работоспособности дефектоскопа и
правильности технологии магнитопорошкового
контроля конкретных деталей.
Образцы с искусственными
дефектами, например с отверстиями, используют
иногда для оценки качества порошка по
количеству выявленных отверстий в об-
ВИДЫ ОБРАЗЦОВ
393
разце. Однако более объективным
является определение чувствительности порошка
по его активности к измеряемому и
регулируемому полю над дефектом. Такой
принцип проверки чувствительности
порошков и суспензий реализован в приборе
ПКМС-2. По образцам целесообразно
оценивать лишь работоспособность
магнитного индикатора (порошка или
суспензии). На рис. 6.1 - 6.12 приведены
образцы-детали с искусственными дефектами
для определения эффективности магнито-
порошкового контроля конкретных
деталей.
Рис. 6.1. Образец - стопорная планка с искусственным плоскопараллельным дефектом
шириной 1 ... 3,5 мкм, выявленным магнитной суспензией
Образец предназначен для проверки технологии магнитопорошкового контроля стопорных планок,
а также для определения работоспособности дефектоскопа и магнитного индикатора.
Скопление порошка над дефектами показано стрелками
394 Глава 6. ОБРАЗЦЫ ДЛЯ МАГНИТОПОРОШКОВОИ ДЕФЕКТОСКОПИИ
Рис. 6.2. Образец - подвеска тормозного башмака грузового вагона
с искусственным дефектом, выявленным магнитной суспензией
Образец предназначен для проверки правильности технологии магнитопорошкового контроля
подвесок тормозного башмака и работоспособности дефектоскопа и магнитного индикатора
(магнитной суспензии или сухого порошка)
Рис. 6.3. Образец - валик люлечного подвешивания с искусственным дефектом,
выявленным магнитной суспензией
Образец предназначен для проверки технологии магнитопорошкового контроля валиков люлечного
подвешивания и определения работоспособности дефектоскопа и магнитного индикатора
ВИДЫ ОБРАЗЦОВ
395
Рис. 6.4. Образец - колесная пара с искусственным дефектом на шейке,
выявленным магнитной суспензией
Образец предназначен для проверки технологии магнитопорошкового контроля
шеек колесных пар, работоспособности дефектоскопа и магнитного индикатора.
Скопление порошка над дефектом указано стрелкой
Рис. 6.5. Образец - внутреннее кольцо подшипника колесной пары
с искусственным дефектом, выявленным магнитной суспензией
Образец предназначен для проверки технологии магнитопорошкового контроля
внутренних колец подшипников колесных пар и определения работоспособности
дефектоскопа и магнитного индикатора
396 Глава 6. ОБРАЗЦЫ ДЛЯ МАГНИТОПОРОШКОВОИ ДЕФЕКТОСКОПИИ
Рис. 6.6. Образец - осевая гайка MHO с искусственным дефектом,
выявленным магнитной суспензией
Образец предназначен для проверки технологии магнитопорошкового контроля осевых гаек,
работоспособности дефектоскопа и магнитной суспензии
Рис. 6.7. Образец - вал редуктора подвагонного генератора с искусственным дефектом,
выявленным магнитной суспензией
Образец предназначен для проверки технологии магнитопорошкового контроля валов
шестерни редукторов, работоспособности дефектоскопа и магнитного индикатора.
Скопление порошка над дефектом показано стрелкой
ВИДЫ ОБРАЗЦОВ
397
Рис. 6.8. Образец - подвеска тормозного башмака с искусственным дефектом,
выявленным магнитной суспензией
Образец предназначен для проверки технологии магнитопорошкового контроля
подвесок тормозных башмаков, работоспособности дефектоскопа и магнитной суспензии
Рис. 6.9. Образец - серьга с искусственным дефектом, выявленным магнитной суспензией
Образец предназначен для проверки технологии магнитопорошкового контроля серьги,
работоспособности дефектоскопа и магнитного индикатора
398 Глава 6. ОБРАЗЦЫ ДЛЯ МАГНИТОПОРОШКОВОИ ДЕФЕКТОСКОПИИ
Рис. 6.10. Образец - стяжной болт поглощающего аппарата с искусственным дефектом,
выявленным магнитной суспензией
Образец предназначен для проверки технологии магнитопорошкового контроля стяжных болтов,
работоспособности дефектоскопа и магнитной суспензии
Рис. 6.11. Образец- внутреннее кольцо подшипника колесной пары
с искусственными дефектами, выявленными магнитной суспензией
ОБРАЗЦЫ-ДЕТАЛИ С ИСКУССТВЕННЫМИ ДЕФЕКТАМИ
399
Рис. 6.12. Образец - внутреннее кольцо подшипника колесной пары с трещинами,
возникшими в эксплуатации
Каждый образец снабжают
паспортом. При проверке образец подвергается
контролю по технологии, указанной
в паспорте. Индикаторный рисунок,
полученный на образце, должен совпадать
с индикаторным рисунком на дефекто-
грамме.
В книге приведено описание
образцов первой группы с искусственными
дефектами и даны примеры образцов-
деталей с искусственными дефектами.
Такие сведения помогут правильно
выбрать образцы для магнитопорошкового
контроля конкретных объектов
(проверяемых деталей).
6.2. ОБРАЗЦЫ-ДЕТАЛИ С
ИСКУССТВЕННЫМИ ДЕФЕКТАМИ
В качестве образцов применяют
детали, забракованные по таким причинам как:
недопустимый износ, механические
повреждения, несоответствие геометрических
размеров техническим требованиям или
другим признакам. На таких деталях
выполняют искусственные дефекты типа
несплошности металла в местах вероятного
возникновения трещин (или других
дефектов) в условиях эксплуатации. В качестве
примеров приведены образцы-детали,
используемые при магнитопорошковом
контроле деталей железнодорожных вагонов.
400 Глава 6. ОБРАЗЦЫ ДЛЯ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ
6.3. ОБРАЗЕЦ ДЛЯ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ МО-1
ПАСПОРТ
ОБРАЗЦА ДЛЯ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ (МО-1)
Предприятие-владелец
Параметры образца: длина 180 мм,
ширина 150 мм,
толщина 10 мм.
Материал образца: СтЗ в состоянии поставки.
Параметры дефекта (дефектов): выполнено 3 дефекта.
Дефект № 1 - поверхностный, с плоскопараллельными стенками: ширина дефекта 1 ...
2,5 мкм, глубина 5 мм, длина 10 мм.
Дефекты № 2 и 3 - подповерхностные, в виде отверстий диаметром 10 мм с плоским
дном, в отверстия вставлены пробки из того же материала, из которого выполнен
образец. Расстояние от дна отверстия до рабочей поверхности дефекта № 2 - 0,2 мм,
№ 3 - 0,4 мм (рис. 6.13).
Образец покрыт хромом толщиной не более 5 мкм.
Назначение образца: определение работоспособности дефектоскопов и магнитной
суспензии в виде электромагнитов.
Технология контроля образца
Установить образец в электромагните так, чтобы дефекты № 1 - 3 находились в
межполюсном пространстве. Создать для выявления дефекта № 1 поле напряженностью
15 ... 30 А/см, а дефектов № 2 и 3 - поле напряженностью 25 ... 30 А/см. Установить
образец с наклоном продольной оси 5 ... 10° к горизонтальной плоскости. Нанести
магнитную суспензию и осмотреть образец в целях обнаружения дефектов.
Если на образце получен индикаторный рисунок, аналогичный показанному на де-
фектограмме (рис. 6.14), то дефектоскоп и магнитную суспензию считают
работоспособными.
ОБРАЗЕЦ ДЛЯ МАГНИТОПОРОШКОВОИ ДЕФЕКТОСКОПИИ МО-1 401
Рис. 6.13. Схема расположения искусственных дефектов на образце МО-1:
/ - поверхностный; 2,3 - подповерхностные дефекты
■
1
3
■к
Рис. 6.14. Дефектограмма дефектов на образце МО-1, выявленных магнитной суспензией:
1 - поверхностный дефект; 2,3 — подповерхностные дефекты
402 Глава 6. ОБРАЗЦЫ ДЛЯ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ
6.4. ОБРАЗЕЦ ДЛЯ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ МО-2
ПАСПОРТ
ОБРАЗЦА ДЛЯ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ (МО-2)
Предприятие-владелец
Параметры образца: длина 120 мм,
ширина 30 мм,
толщина 10 мм.
Материал образца: СтЗ в состоянии поставки.
Параметры дефекта: дефект выполнен с плоскопараллельными стенками. Ширина
дефекта 1 ... 2,5 мкм, глубина 5 мм, длина 10 мм (рис. 6.15).
Назначение образца: определение работоспособности дефектоскопа
(намагничивающего устройства) и магнитной суспензии.
Технология магнитопорошкового контроля образца
1. Контроль проводят способом приложенного магнитного поля напряженностью
15 ... 20 А/см, направленного вдоль продольной оси образца.
2. Образец установить с наклоном 5 ... 10° к горизонтальной плоскости.
3. На образец нанести магнитную суспензию.
4. Осмотреть образец в целях обнаружения дефекта. Осевший порошок над
дефектом образует прямую линию длиной 9 ... 10 мм.
Если на образце получен индикаторный рисунок, показанный на дефектограмме
(рис. 6.16), то намагничивающее устройство (дефектоскоп) и магнитную суспензию
считают работоспособными.
ОБРАЗЕЦ ДЛЯ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ МО-2 403
0/0
10Ш
■J-- -
50
|
■-$- - -
60
120
Рис. 6.15. Схема расположения искусственного дефекта на образце МО-2
Рис. 6.16. Дефектограмма дефекта на образце МО-2,
выявленного магнитной суспензией
404 Глава 6. ОБРАЗЦЫ ДЛЯ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ
6.5. ОБРАЗЕЦ ДЛЯ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ МО-3
ПАСПОРТ
ОБРАЗЦА ДЛЯ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ (МО-3)
Предприятие-владелец
Параметры образца: длина 120 мм,
ширина 30 мм,
толщина 10 мм.
Материал образца: СтЗ в состоянии поставки.
Параметры дефектов: дефекты выполнены в виде 5 отверстий диаметром 2 мм,
находящихся от рабочей поверхности образца на расстоянии 2,0; 3,5; 5,0; 6,5; 8,0 мм (рис. 6.17).
Покрытие образца: слой хрома толщиной не более 5 мкм.
Назначение образца: определение работоспособности дефектоскопа
(намагничивающего устройства) и магнитной суспензии.
Технология магнитопорошкового контроля образца
Контроль образца проводят способом приложенного магнитного поля. Поместить
образец в магнитное поле напряженностью 15 ... 20 А/см на поверхности образца,
направленное вдоль его продольной оси. Образец установить с наклоном 5 ... 10° к
горизонтальной плоскости. Нанести на образец суспензию и осмотреть рабочую поверхность
образца в целях обнаружения дефектов.
Если на образце получен индикаторный рисунок, показанный на дефектограмме
(рис. 6.18), то дефектоскоп (намагничивающее устройство) и магнитную суспензию
считают работоспособными.
ОБРАЗЕЦ ДЛЯ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ МО-3 405
5отЬ.
Рис. 6.17. Схема расположения подповерхностных дефектов на образце МО-3
Рис. 6.18. Дефектограмма подповерхностных дефектов на образце МО-3
406 Глава 6. ОБРАЗЦЫ ДЛЯ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ
6.6. ОБРАЗЕЦ ДЛЯ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ МО-4
ПАСПОРТ
ОБРАЗЦА ДЛЯ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ (МО-4)*
Предприятие-владелец
Параметры образца: диск диаметром 120 мм, толщиной 15 мм, с центральным
отверстием диаметром 60 мм.
Материал образца: СтЗ в состоянии поставки.
Параметры дефектов: дефекты № 1 и 2 - поверхностные, расположены на
цилиндрической поверхности, имеют вид двух линий, пересекающихся под прямым углом.
Дефект № 2 направлен по образующей, а дефект № 1 - по окружности диска. Ширина
дефектов по 1 ... 2,5 мкм, глубина каждого дефекта 5 мм. Дефекты № 3 - 11 -
подповерхностные, имеют вид сквозных отверстий диаметром 2 мм, направленных параллельно
оси диска и расположенных на различном расстоянии от цилиндрической поверхности
(рис. 6.19).
Назначение образца: определение работоспособности намагничивающих устройств
(циркулярного, индукционного намагничивания) и магнитной суспензии.
Технология магнитопорошкового контроля образца
1. Продеть через центральное отверстие медный стержень диаметром 20 ... 30 мм,
зажать его в КЗУ дефектоскопа. Пропустить по стержню переменный ток силой 1500 ...
1700 А 3 - 4 циклами (длительность пропускания тока 1 с, пауза 3 с). Одновременно
нанести магнитную суспензию на образец. Если при этом выявляется поверхностный
дефект, соответствующий дефектограмме (рис. 6.20, /), и происходит осаждение порошка
над первым отверстием (рис. 6.20, 3), то дефектоскоп и магнитную суспензию считают
работоспособными.
2. Поместить образец в межполюсное пространство дефектоскопа индукционного
намагничивания. Пропустить ток в течение не более 1 с. Вынуть образец и нанести на
цилиндрическую поверхность магнитную суспензию. Если над дефектом образуется
индикаторный рисунок из осевшего порошка, аналогичный рисунку на дефектограмме
(рис. 6.20, /), то дефектоскоп и суспензию считают работоспособными.
Выявление дефектов (3 - 11) используется на дефектоскопах циркулярного
намагничивания двухполупериодного или трехфазного выпрямленного тока.
Образец МО-4 - аналог образцов ASME, ASNT.
ОБРАЗЕЦ ДЛЯ МАГНИТОПОРОШКОВОИ ДЕФЕКТОСКОПИИ МО-4 407
1 У ЛУУЛ
S
15
Рис. 6.19. Схема расположения искусственных дефектов на образце МО-4:
/ и 2 - поверхностные; 3-11 — подповерхностные дефекты
'/
Рис. 6.20. Дефектограмма дефектов на образце МО-4:
1,2 - поверхностные дефекты; 3 - подповерхностный дефект
408 Глава 6. ОБРАЗЦЫ ДЛЯ МАГНИТОПОРОШКОВОИ ДЕФЕКТОСКОПИИ
6.7. ПРИНЦИПЫ ПРОВЕРКИ
МАГНИТОПОРОШКОВЫХ
ДЕФЕКТОСКОПОВ
Магнитопорошковые дефектоскопы -
это устройства, с помощью которых
проводят контроль ответственных объектов,
например деталей самолетов, вертолетов,
космических аппаратов. Поэтому
дефектоскопы проверяют на соответствие
техническим условиям и ГОСТ 21105-87 при
отправке с завода-изготовителя, а также
периодически в процессе эксплуатации.
Магнитопорошковые дефектоскопы
разнообразны по уровню технической
сложности. Основным элементом каждого
дефектоскопа является намагничивающее
устройство. Наиболее сложными
техническими устройствами являются
стационарные дефектоскопы. Как правило, они
содержат схемы управления, измерения
намагничивающего тока, встроенные
программы автоматизации отдельных
технологических операций контроля, системы
нанесения магнитного индикатора и
освещения. В отличие от стационарных
переносные дефектоскопы, например
дефектоскопы на постоянных магнитах, весьма
просты по конструктивному исполнению.
Магнитный индикатор при использовании
этих дефектоскопов наносят с помощью
резиновых и пластмассовых груш,
аэрозольных баллонов и других простых
приспособлений.
Своевременное обнаружение магни-
топорошковым методом трещин,
волосовин, расслоений, непроваров и других
опасных дефектов в материале деталей и
узлов различных технических устройств
позволяет предотвращать аварии и
катастрофы. В связи с этим качество средств
магнитопорошкового контроля и в первую
очередь дефектоскопов тщательно
проверяют на заводе-изготовителе, а также в
процессе их применения.
Количество параметров, объем и
сложность работ по проверке различных
типов дефектоскопов существенно
отличаются. Но независимо от типа
дефектоскопа и его сложности главное внимание
обращают на качество намагничивающего
устройства и применяемого магнитного
индикатора.
Проверка магнитопорошкового
дефектоскопа заключается в следующем:
- проверке соответствия параметров
дефектоскопа, в том числе электрических и
магнитных характеристик техническим
условиям на проверяемый дефектоскоп;
- проверке работоспособности
системы намагничивающее устройство -
стандартный магнитный индикатор.
6.7.1. ПРОВЕРКА ЭЛЕКТРИЧЕСКИХ И
МАГНИТНЫХ ХАРАКТЕРИСТИК
МАГНИТОПОРОШКОВОГО
ДЕФЕКТОСКОПА
Наибольшее количество параметров
проверяют при выпуске стационарного
дефектоскопа. При этом проверяют
следующие основные параметры:
- напряжение питания;
- потребляемую мощность;
- номинальный намагничивающий
ток;
- вид намагничивающего тока;
- ток короткого замыкания
(максимальный намагничивающий ток);
- минимальный намагничивающий
ток;
- способ регулирования
намагничивающего тока;
- напряжение холостого хода (XX);
- максимальную напряженность
поля в соленоидах, постоянные соленоидов;
- скорость снятия магнитного поля
при контроле способом остаточной
намагниченности (СОН);
- наличие обратных импульсов тока
при контроле СОН;
- погрешность измерения тока;
- параметры режимов
автоматизации процессов контроля (намагничивания,
размагничивания и др.);
- характеристики системы
суспензии, освещения;
ПРИНЦИПЫ ПРОВЕРКИ МАГНИТОПОРОШКОВЫХ ДЕФЕКТОСКОПОВ 409
- напряженность на полюсах
электромагнита (магнита) и между ними;
- расстояние между полюсами
магнита (длину контролируемого участка);
- силу отрыва электромагнита от
ферромагнитной плиты;
- предельные размеры и массу
деталей, которые могут проверяться в
контактном зажимном устройстве дефектоскопа;
- габаритные размеры и массу
дефектоскопа.
Конкретный перечень характеристик
определяется типом дефектоскопа. Для
определения и проверки электрических и
магнитных характеристик применяют
измерительные приборы с погрешностью не
более 5 %.
Для определения амплитудного
значения силы намагничивающего тока
используют стандартный измерительный
шунт и электронный осциллограф.
Номинальное значение тока, на который
рассчитан шунт, выбирают в пределах 0,5 ...
1,0 от амплитуды тока короткого
замыкания. Электронный осциллограф должен
позволять измерять падение напряжения
на шунте с погрешностью не более 5 %,
иметь схему ждущей развертки и экран с
послесвечением. Амплитудное значение
тока измеряют, потому что остаточная
индукция в проверяемой детали
пропорциональна амплитудному значению
напряженности намагничивающего поля.
Скорость снятия намагничивающего
поля, амплитуду возможных обратных
импульсов тока при контроле способом
остаточной намагниченности, асимметрию
прямых и обратных импульсов тока при
размагничивании, длительность импульсов тока
также определяют с применением
стандартного шунта и электронного осциллографа.
Для расчета погрешности
измерительной системы дефектоскопа
используют стандартный шунт и электронный
осциллограф или электронный измеритель
амплитудного значения измеряемого
напряжения с памятью измеренного
значения напряжения.
Временные характеристики:
длительность автоматического
размагничивания, длительность паузы в режиме ток -
пауза - определяют секундомером с
одновременным применением электронного
осциллографа.
Для измерения напряженности поля в
соленоидах и вычисления их
коэффициентов (постоянных соленоида) используют
магнитометры типа МФ-23И, МФ-23ИМ.
Измерения усилий зажатия деталей в
КЗУ и проверку других силовых
характеристик ведут с помощью
соответствующих динамометров и весов.
Существенной характеристикой
является качество размешивания порошка в
замкнутой системе магнитной суспензии
стационарных дефектоскопов. Порошок в
баке с суспензией должен быть полностью
размешан в течение не более 15 мин после
включения размешивающего устройства.
Концентрацию порошка в суспензии
определяют путем отстоя во взятой пробе
суспензии или с применением приборов
измерения концентрации порошка.
Вязкость суспензии определяют с
применением вискозиметров ВЗ-1, ВЗ-246 и др.
6.7.2. ПРОВЕРКА
РАБОТОСПОСОБНОСТИ СИСТЕМЫ
НАМАГНИЧИВАЮЩЕЕ УСТРОЙСТВО -
МАГНИТНЫЙ ИНДИКАТОР
Работоспособность
намагничивающего устройства и магнитного индикатора
оценивают с помощью эталонного
образца, например типа МО-1 - МО-4, и
высококачественного («стандартного»)
магнитного индикатора с искусственными
дефектами. О работоспособности этой
системы судят по выявляемое™
искусственного дефекта на образце. При этом
образец намагничивают по режиму,
указанному в его паспорте, наносят на образец
магнитный индикатор и осматривают.
Индикаторный рисунок на образце должен
полностью соответствовать дефектограм-
ме дефекта.
410 Глава 6. ОБРАЗЦЫ ДЛЯ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ
Эталонный образец - это изделие с
искусственными дефектами заданных
размеров и ориентации, изготовленное из
материала с определенными магнитными
свойствами, предназначенное для
проверки магнитопорошковых дефектоскопов
согласно ГОСТ 21105-87. Образец может
быть покрыт слоем никеля или хрома
толщиной 0,003 ... 0,005 мкм для
предотвращения коррозии. Для проверки
работоспособности намагничивающего
устройства тип образца выбирают с учетом
способов и схем намагничивания, на которые
рассчитан дефектоскоп, и расположения
отыскиваемых дефектов на глубине
(поверхностные или подповерхностные).
Например, образец МО-1 (см. рис. 6.13)
предназначен для оценки
работоспособности дефектоскопов с намагничивающим
устройством, имеющим электроконтакты
или электромагнит с ярмом. Образец
МО-1 представляет собой плоскую
стальную плиту с размерами 180 х 120 х 12 мм с
одним поверхностным и двумя
подповерхностными дефектами, которые
образованы запрессованными на разную
глубину вставками. Вставки и плита
изготовлены из одного и того же материала.
Эталонный образец МО-2 (см.
рис. 6.15) предназначен для оценки
работоспособности дефектоскопов полюсного
намагничивания с применением соленоида
или кабеля, намотанного на объект в виде
соленоида. Образец представляет собой
стальной брусок с размерами 120х30х 10 мм,
на котором выполнен один дефект в виде
плоской несплошности материала.
С помощью образцов МО-1 - МО-4,
выбрав из них подходящий, можно
проверять работоспособность дефектоскопов
любого типа.
Проверка заключается в
намагничивании эталонного образца по режиму,
указанному в паспорте, и в выявлении
стандартным порошком искусственного
дефекта на образце. Индикаторный рисунок
на образце должен полностью
соответствовать дефектограмме этого дефекта.
При проверке
намагничивающего устройства дефектоскопа в
качестве магнитного индикатора обычно
применяют черный магнитный порошок
ТУ 6-36-05800165-1009-93. Этот порошок
обладает к магнитному полю дефектов
высокой чувствительностью, принятой за
100 % (или за 1). Порошок перед
применением должен быть проверен на
соответствие требованиям технических условий.
Проверка дефектоскопа с помощью
образца дает возможность лишь оценить
его работоспособность.
Эта проверка не позволяет:
- оценить параметры реальных
дефектов реального объекта;
- «настроить» магнитопорошковый
дефектоскоп на какой-либо уровень
чувствительности контроля проверяемого
объекта;
- скорректировать или оценить
правильность выбора технологии
проверяемого объекта;
- считать параметры выявленного
дефекта на эталонном образце
чувствительностью дефектоскопа.
Магнитопорошковый дефектоскоп
нельзя характеризовать
чувствительностью или порогом чувствительности в
отрыве от конкретного проверяемого
объекта. Это объясняется тем, что эталонный
образец отличается от проверяемого
объекта по форме, магнитным свойствам
материала, шероховатости поверхности,
режимам намагничивания и другим
параметрам, от которых зависит
чувствительность контроля. Поэтому проверка
дефектоскопа по выявлению дефектов на
эталонном образце позволяет определить
лишь работоспособность дефектоскопа.
Порогом чувствительности может
характеризоваться система
намагничивающее устройство — магнитный
индикатор {порошок, суспензия) - технология
конкретного проверяемого объекта.
ПРИНЦИПЫ ПРОВЕРКИ МАГНИТОПОРОШКОВЫХ ДЕФЕКТОСКОПОВ 411
При проведении испытаний
дефектоскопа на заводе-изготовителе проверяют
все характеристики, указанные в
технических условиях, в том числе его
работоспособность по выявлению дефектов на
эталонном образце.
При периодической проверке
контролируют лишь характеристики дефектоскопа,
которые могут изменяться в процессе
эксплуатации и оказывать влияние на
эффективность магнитопорошкового контроля.
Во время эксплуатации в цеховых
условиях работоспособность
намагничивающего устройства и в целом
дефектоскопа проверяют перед началом каждой
рабочей смены, а в полевых условиях
перед каждым применением дефектоскопа.
При этом используют контрольные
образцы с искусственными дефектами, детали с
эксплуатационными, технологическими
дефектами или другими типами дефектов
несплошности материала.
Выполнение изложенных принципов
контроля качества магнитопорошковых
дефектоскопов позволяет обеспечивать их
постоянную работоспособность. Тем
самым поддерживаются условия для
эффективного магнитопорошкового контроля
деталей и узлов различных объектов.
Магнитопорошковый дефектоскоп -
намагничивающее устройство
для магнитопорошковой дефектоскопии
По существу магнитопорошковый
дефектоскоп является намагничивающим
устройством. Помимо намагничивания
проверяемых деталей многие, например,
стационарные дефектоскопы позволяют
выполнять также другие работы -
нанесение на поверхность деталей магнитного
индикатора и размагничивание деталей
после контроля. Однако намагничивание -
это основная функция. Поэтому понятие
«магнитопорошковый дефектоскоп» и
«намагничивающее устройство для
магнитопорошковой дефектоскопии» являются
синонимами.
Магнитопорошковые дефектоскопы
(намагничивающие устройства) нельзя
относить к средствам измерений, так как
они не удовлетворяют требованиям,
которые предъявляются к таким средствам.
Средство измерений - это техническое
средство, предназначенное для измерений,
имеющее нормированные
метрологические характеристики, воспроизводящее и
(или) хранящее единицу физической
величины, размер которой принимается
неизменным в течение известного интервала
времени. Но магнитопорошковые
дефектоскопы (намагничивающие
устройства) не имеют измерительного
назначения, не предназначены для
выполнения измерений. Поэтому они не
могут относиться к средствам измерений.
Магнитопорошковые дефектоскопы
не воспроизводят и не хранят никакой
единицы физической величины. Так что и
с этой точки зрения магнитопорошковые
дефектоскопы (намагничивающие
устройства) также нельзя считать средствами
измерений.
Измерительный прибор должен
определять количественное значение какого-
либо измеряемого параметра в каких-то
единицах физической величины.
Магнитопорошковые дефектоскопы никакой
параметр ни в каких единицах физической
величины не измеряют. У них нет шкапы или
цифрового индикатора, показывающего
или регистрирующего результат
измерений. Следовательно, и с этой точки зрения
магнитопорошковые дефектоскопы
средствами измерений также считать нельзя.
Отнесение магнитопорошковых
дефектоскопов (намагничивающих
устройств) к средствам измерений не
повышает, а снижает эффективность
магнитопорошкового контроля. При поверках
средств измерений должны определяться
их погрешности (систематические,
случайные, инструментальные и др.),
достоверность, сходимость, воспроизводимость
результатов измерений и другие
метрологические характеристики. Поскольку
магнитопорошковые дефектоскопы такими
характеристиками не обладают, то
поверка таких «средств измерений» может быть
только фиктивной. В то же время важные
специфические характеристики
дефектоскопов при этом не проверяются, что
может приводить к снижению достоверности
выявления дефектов.
В международных стандартах
магнитопорошковые дефектоскопы
(намагничивающие устройства) также к средствам
измерений не относятся.
Глава 7
ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ МАГНИТОПОРОШКОВОГО
КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
7.1. ОБЩАЯ ХАРАКТЕРИСТИКА
ДЕФЕКТОСКОПОВ ДЛЯ
МАГНИТОПОРОШКОВОГО
КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Магнитопорошковые дефектоскопы
подразделяют на: стационарные,
передвижные, переносные (в том числе
портативные).
Каждая из этих групп включает в
себя дефектоскопы:
- универсальные, рассчитанные на
контроль различных деталей по форме и
размерам (У-604, У-601, МДС-5);
- специализированные,
предназначенные для контроля одного типа детали.
По уровню автоматизации
дефектоскопы могут быть полностью
автоматизированные, включая определение наличия
дефектов и отбраковку деталей.
Некоторые фирмы работают над созданием таких
дефектоскопов-автоматов.
В настоящее время изготавливаются
магнитопорошковые дефектоскопы, в
которых автоматически выполняются лишь
отдельные технологические операции.
Например, в стационарном дефектоскопе
«Universal» (фирма Tiede, Германия)
автоматизированы: процессы поджатия
детали в контактном зажимном устройстве,
включение-выключение тока и насоса
полива суспензии. В дефектоскопах типа
УНМ 300/2000, УМДЭ-10000М
автоматизирован процесс размагничивания.
Питание дефектоскопов может
осуществляться в зависимости от типа,
назначения, условий применения:
- от трехфазной сети переменного
тока промышленной частоты
напряжением 220/380 В, 50 Гц;
- от однофазной сети переменного
тока напряжением 220 и 36 В, 50 Гц;
- от сети постоянного тока
напряжением 27 В (напряжение, принятое на
летательных аппаратах);
- от сети переменного тока
частотой 400 Гц.
Дефектоскопы на постоянных
магнитах электропитания не требуют.
Основные типы стационарных и
передвижных дефектоскопов содержат
следующие основные блоки и системы:
- силовой понижающий
трансформатор;
- намагничивающий контур;
- блок управления током;
- измерительную систему;
- системы суспензии и освещения.
Вторичная обмотка силового
трансформатора и подключенное к нему
контактное зажимное устройство образуют
намагничивающий контур (рис. 7.1). В
зависимости от вида тока в намагничивающий контур
включают одно-, двухполупериодный или
трехфазный выпрямитель.
Силовой блок может быть
встроенным в дефектоскоп или представлять
собой отдельное намагничивающее
устройство, например УМН 300/2000, которое
может подключаться к контактным
зажимным устройствам (КЗУ),
изготовленным применительно к проверяемым
деталям (рис. 7.2, б).
Контактное зажимное устройство
предназначено для циркулярного
намагничивания детали (см. рис. 7.1) и
подключения к нему намагничивающих устройств
(соленоида, гибкого кабеля и др.). КЗУ
состоит из неподвижного контактного
диска 1 и диска 2, укрепленного на
подвижной каретке (бабке), которая может с
помощью электропривода перемещаться
по монорельсу. Максимальное расстояние
между контактными дисками определяет
максимальную длину циркулярно
намагниченной детали. Контактные диски
соединены со вторичной обмоткой силового
трансформатора.
ОБЩАЯ ХАРАКТЕРИСТИКА ДЕФЕКТОСКОПОВ
413
Рис. 7.1. Контактное зажимное устройство дефектоскопа У-604-64 и светильники
местного освещения:
/ - неподвижный контактный диск; 2 - контактный диск, укрепленный на передвижной каретке
(бабке); 3 - токоподводящая шина; 4 - светильники местного освещения
6) W ~ ^ЧЯ^ГГ в)
Рис. 7.2. Магнитные дефектоскопы с вертикально расположенными
контактными зажимными устройствами:
а - дефектоскоп «Universal 50СУ» (Tiede); б - дефектоскоп «Isopuls-C» (Tiede);
в - дефектоскоп МДА-3 (Ремонтный завод гражданской авиации, Москва)
414 Глава 7. ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
КЗУ может располагаться
горизонтально (см. рис. 7.1) или вертикально
(см. рис. 7.2). В передвижном
дефектоскопе У-601 зажимное устройство выполнено
поворотным (рис. 7.3). Его можно
установить для работы в горизонтальное или
вертикальное положение. Перемещение
подвижного диска осуществляется вручную.
В дефектоскопах МДС-5, УМДЭ-2500 оба
контактных диска укреплены на
подвижных бабках, перемещающихся с помощью
электропривода.
Кроме того, в этих дефектоскопах
контактные диски могут приводиться во
вращение электроприводом, что позволяет
зажатую между ними деталь повернуть
вокруг продольной оси на 360° и
осмотреть всю поверхность детали без
перестановки в КЗУ.
В дефектоскопе МД-2П КЗУ
выполнено поворотным вокруг оси, по которой
может перемещаться подвижная
контактная головка (рис. 7.4).
Системы управления током в магни-
топорошковых дефектоскопах позволяют:
- включать и выключать ток в
намагничивающих устройствах;
- регулировать ток;
- изменять ток по программе при
размагничивании;
- выдерживать заданный ток при
намагничивании.
Глубина регулирования тока
определяется типом и назначением
дефектоскопа. В универсальных дефектоскопах она
близка к 100%, т.е. регулирование тока
предусматривается от 0 до максимального
значения. В специализированных
дефектоскопах регулирование тока
осуществляется до 50 % от максимального значения
или устройство регулирования тока не
устанавливают. В качестве регулирующих
устройств используют:
- тиристоры (рис. 7.5, а);
- автотрансформаторы (рис. 7.5, б);
- магнитные усилители (рис. 7.5, в);
- переключатель числа витков
первичной обмотки трансформатора (рис. 7.5, г).
Система измерения в современных
дефектоскопах обеспечивает измерение
токов (напряженностей полей) с
погрешностью не более ±10 %.
Системы регулирования и измерения
тока размещают в корпусе дефектоскопа
или в специальном приборном шкафе (в
приборной стойке) (рис. 7.6).
Рис. 7.3. Передвижной дефектоскоп У-601-С с поворотом КЗУ:
1,2 - контактные диски; 3 - штанга; 4 - каретка
ОБЩАЯ ХАРАКТЕРИСТИКА ДЕФЕКТОСКОПОВ
415
Рис. 7.4. Контактное зажимное устройство дефектоскопа МД-2П:
1 - контактные диски; 2 - направляющий вал; 3 - ручка перемещения подвижной контактной
головки; 4 - ручка-фиксатор; 5 - поворотные предохранительные пластины от продуктов искрения
в случае плохого контакта с пластинами дисков
г) д)
Рис. 7.5. Принципиальные схемы регулирования тока в магнитных
дефектоскопах с применением:
- тиристоров; б - автотрансформаторов; в - магнитных усилителей; г - переключением числа
витков первичной обмотки трансформатора; д - ток не регулируется
В стационарных и некоторых
передвижных дефектоскопах имеется
встроенная система суспензии, которая в общем
случае содержит: бак для суспензии,
насос, размешивающее устройство,
приспособления для полива (шланг с
раздаточным пистолетом, душевые наконечники и
др.), поддон, соединительные трубопро-
416 Глава 7. ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
воды, фильтры. Насос рассчитан на не- Поддон выполняют с достаточным на-
прерывную работу в течение не менее клоном для стекания суспензии в бак.
8 ч. На раздаточных наконечниках, пис- Емкость бака в стационарных дефекто-
толетах устанавливают краны для плав- скопах 30 ... 40 л, в передвижных - 5 ...
ного регулирования струи суспензии. 15 л (рис. 7.7).
Рис. 7.7. Гидравлические системы дефектоскопов:
а - дефектоскопа «Universal 85C»; б - передвижное гидравлическое устройство к передвижным
дефектоскопам; в - дефектоскопа «Universal 2 ЮС»; / - бак для суспензии; 2 - насос;
3 - раздаточные устройства для полива суспензией; 4 - ванны (поддон)
УНИВЕРСАЛЬНЫЙ МАГНИТОПОРОШКОВЫЙ ДЕФЕКТОСКОП У-604-64 417
Иногда передвижные и переносные
дефектоскопы не снабжают системой
суспензии и в комплект поставки не
включают магнитные порошки и суспензии.
В этом случае дефектоскопы называют
намагничивающими устройствами для
магнитной дефектоскопии, например
УНМД 300/2000 (ПМД-87). Однако
независимо от назначения устройства
(дефектоскоп или намагничивающее устройство)
и включения в его комплект магнитного
индикатора (порошок, суспензия) оно
должно удовлетворять всем требованиям,
предъявляемым к магнитопорошковому
дефектоскопу: метрологическим,
дефектоскопическим, эксплуатационным и другим
требованиям.
В стационарных дефектоскопах
устанавливают общее освещение лампами
накаливания или дневного света и
ультрафиолетовое освещение, местное
освещение с помощью светильников местного
освещения, а также используют
переносные лампы.
Рассмотрим общие характеристики
некоторых отечественных магнитопорош-
ковых дефектоскопов.
7.2. УНИВЕРСАЛЬНЫЙ
МАГНИТОПОРОШКОВЫЙ
ДЕФЕКТОСКОП У-604-64
Дефектоскоп У-604-64 - это
дефектоскоп переменного и выпрямленного токов,
позволяющий контролировать различные
по форме и размерам ферромагнитные
детали (рис. 7.8).
Для плавного регулирования тока и
автоматического размагничивания
применены силовые магнитные усилители 1МУ
и 2МУ. Они включены последовательно с
первичной обмоткой силового
понижающего трансформатора Tpl. В
намагничивающий контур для однополупериодного
выпрямления намагничивающего тока
включен блок выпрямителей 1ВП. При
намагничивании полем
однополупериодного тока размыкаются контакты ЗК.
Один из выпрямителей 2ВП включен
согласно с блоком выпрямителя 1ВП.
При циркулярном намагничивании
деталь устанавливают в КЗУ.
Плавное регулирование тока
осуществляют изменением тока управления
основного усилителя 1МУ посредством
потенциометра П1.
Рис. 7.8. Принципиальная электрическая схема стационарного магнитного
дефектоскопа У-604-64
14-3316
418 Глава 7. ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Детали размагничивают, не снимая
их с дефектоскопа, теми же
приспособлениями, с помощью которых проводилось
намагничивание. При размагничивании
выключается ток управления основного
1МУ, а затем после размыкания контактов
2К уменьшается до нулевого значения ток
управления усилителя 2МУ. При этом во
время переходного процесса в магнитных
усилителях ток в намагничивающем
контуре снижается до минимального
значения. Длительность размагничивания
составляет 5 ... 6 с.
Основные технические характеристики
дефектоскопа У-604-64
Напряжение сети питания
дефектоскопа, В 380/220
(50 Гц)
Переменный
намагничивающий ток, А:
- наибольший 7500
- наименьший 40 ... 60
Выпрямленный
намагничивающий ток, А:
-наибольший 10000
-наименьший 40 ... 60
Наибольшее расстояние
между дисками КЗУ, мм 1725
Регулирование тока Плавное
Дефектоскоп снабжен
гидравлической системой с насосом для
перемешивания суспензии во избежание оседания
порошка на дно бака и подачи суспензии по
шлангу на проверяемые детали.
7.3. УНИВЕРСАЛЬНЫЙ
МАГНИТОПОРОШКОВЫЙ
ДЕФЕКТОСКОП У-604-70М
Дефектоскоп переменного и
выпрямленного токов У-604-70М позволяет
контролировать различные по форме и
размерам ферромагнитные детали. Он
рекомендуется для применения на ремонтных
предприятиях, а также в цеховых условиях
серийного производства.
Для плавного регулирования тока,
обеспечения постоянства остаточной
намагниченности при намагничивании и
размагничивании в дефектоскопе
применены тиристоры. Принципиальная схема
дефектоскопа У-604-70М приведена на
рис. 7.9.
Последовательно с первичной
обмоткой силового понижающего
трансформатора Тр. 1 включены встречно-параллельно
два тиристора: Т1 и Т2, а последовательно
со вторичной обмоткой — однополупери-
одный выпрямитель Д5, рассчитанный на
15 000 А, и КЗУ.
г^Г)
Гр.2 \
То.З
7
Рис. 7.9. Принципиальная электрическая схема стационарного магнитного
дефектоскопа У-604-70М
ПЕРЕНОСНЫЙ МАГНИТОПОРОШКОВЫЙ ДЕФЕКТОСКОП ПМД-70 419
Управление тиристором
осуществляется простым устройством, состоящим из
трансформатора Тр.2, сельсина (ротора PC
и статора СС) и трехфазного
трансформатора Тр.З.
При вращении ротора PC ручкой
управления / изменяются относительно
напряжения на тиристорах фаза
напряжения, подаваемого на первичную обмотку
трансформатора Тр.2, и фазы полуволн
напряжений на управляющих электродах
тиристоров Т1 и Т2. В соответствии с этим
изменяются моменты открытия
тиристоров, а следовательно, и сила
намагничивающего тока. Ток управления при
контроле на остаточной намагниченности
выключается разрывом цепей управления
тиристорами с помощью контактов реле
Р-К1 и Р-К2.
При намагничивании выпрямленным
однополупериодным током цепь
управления тиристором Т1 отключается
выключателем 2. Проводимость тиристора Т2
оказывается направленной согласно с
проводимостью выпрямителя Д5. При такой
схеме полуволна тока или ее часть (при не
полностью открытом тиристоре Т2)
трансформируется без искажений в
намагничивающий контур.
Детали размагничивают без съема их
с дефектоскопа медленным уменьшением
переменного тока до нуля поворотом
ручки управления током.
Соленоид С (диаметром 42 см) может
быть подключен ко вторичной обмотке
трансформатора Тр.1. Он установлен на
роликах и легко передвигается по
монорельсу.
Основные технические характеристики
■ дефектоскопа У-604-70М
Напряжение питания, В 3 80/220
(50 Гц)
Наибольший выпрямленный
однопериодный ток в
намагничивающем контуре, А 12 000
Наибольший переменный ток,
А 7500
14*
Наибольшее расстояние между
контактными дисками КЗУ, мм 1725
Регулирование тока Плавное
Габаритные размеры с учетом
приборного щитка, мм 2800х950х
х1755
Дефектоскоп снабжен
гидравлической системой с насосом для подачи
суспензии на контролируемые детали.
7.4. ПЕРЕНОСНЫЙ
МАГНИТОПОРОШКОВЫЙ
ДЕФЕКТОСКОП ПМД-70
Дефектоскоп ПМД-70 предназначен
для контроля изделий из ферромагнитных
материалов магнитопорошковым методом.
Дефектоскоп позволяет проверять детали
и узлы как снятые, так и находящиеся в
конструкции машин, и выявлять на них
поверхностные трещины с шириной
раскрытия 0,001 мм и более, глубиной
0,01 мм и более.
Принципиальная электрическая
схема дефектоскопа показана на рис. 7.10.
Схема содержит: силовой трансформатор
Тр.2, импульсный трансформатор Тр.1,
накопительные конденсаторы С1 и С2,
разрядные тиристоры Т1 и Т2, тиристоры
ТЗ и Т4, диоды В1 и В2, выпрямитель ВП,
собранный по мостовой схеме.
Тиристор ТЗ выполняет роль
регулятора напряжения, до которого заряжаются
конденсаторы С1 и С2 при включении
питания.
Намагничивающие устройства
(кабель, электроконтакты) подключаются ко
вторичной обмотке импульсного
трансформатора Тр. 1.
В режиме намагничивания
импульсным током на управляющие электроды
тиристоров Т1 и Т4 подаются одиночные
управляющие импульсы. При этом
тиристоры Т1 и Т4 отпираются, происходит
разряд накопительного конденсатора С1
через тиристор Т1 и половину первичной
обмотки импульсного трансформатора
420 Глава 7. ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Тр. 2
вп тз
В1
-CZD-
вг
-М-
си
к схеме управление?
регулятором напрялсени-я
Рис. 7.10. Принципиальная электрическая схема переносного магнитного
дефектоскопа ПМД-70
Тр. 1. В результате этого в цепи первичной
обмотки трансформатора Тр.1 возникает
мощный импульс тока.
Тиристор Т4 включен параллельно
вторичной обмотке трансформатора Тр. 1 и
не допускает отрицательного выброса
намагничивающего тока. При импульсном
размагничивании управляющий электрод
Т4 контактами К1 отключен от цепи
управления и тиристор Т4 в процессе
размагничивания не участвует.
При импульсном размагничивании на
накопительные конденсаторы С1 и С2 с
регулятора напряжения подается
убывающее по величине выпрямленное
напряжение, а на управляющие электроды
тиристоров Т1 и Т2 поочередно подаются
от синхронизатора импульсы управления.
В результате этого тиристоры Т1 и Т2
поочередно открываются: происходит
поочередный разряд накопительных
конденсаторов через соответствующие тиристор
и половину первичной обмотки
трансформатора Тр.1. В цепи вторичной обмотки
трансформатора Тр.1 возникают
убывающие по амплитуде чередующейся
полярности импульсы тока. При уменьшении
напряжения заряда конденсаторов С1 и С2
до нулевого значения процесс
размагничивания заканчивается.
Основные технические характеристики
дефектоскопа ПМД-70
Питание,В 220 (50 Гц)
или сеть
постоянного тока, В 27
Максимальная
потребляемая мощность, Вт 250
Максимальная
потребляемая мощность соленоидом,
Вт 1500
Максимальное значение
импульса тока в кабеле
сечением 10 мм2, А, не
менее 1000
Габаритные размеры
дефектоскопа, мм 620x500x260
Масса дефектоскопа, кг .... 45
Масса принадлежностей,
кг 18
Дефектоскоп ПМД-70 широко
применяется во многих отраслях
промышленности.
7.5. СТАЦИОНАРНЫЙ
МАГНИТОПОРОШКОВЫЙ
ДЕФЕКТОСКОП МД1-УАР
Дефектоскоп МД1-УАР (рис. 7.11)
предназначен для магнитопорошкового
контроля наружных, внутренних и упор-
СТАЦИОНАРНЫЙ МАГНИТОПОРОШКОВЫИ ДЕФЕКТОСКОП МД1 -УАР 421
ных колец подшипников колесных пар
железнодорожных вагонов, деталей
авиационных, автомобильных двигателей и
других объектов техники.
Дефектоскоп МД1-УАР (с
устройством автоматического размагничивания)
является универсальным, так как
позволяет контролировать различные по форме и
размерам детали длиной до 300 мм,
диаметром до 50 мм, размагничивать их в
автоматическом режиме по встроенной
программе, намагничивать в соленоиде по
заданному режиму намагничивания.
Гидравлическая система
размешивания порошка в суспензии и подачи ее на
детали выполнена по замкнутому циклу,
что обеспечивает постоянство
концентрации порошка в суспензии.
В основу конструкции дефектоскопа
положен модульный принцип, который
заключается в том, что дефектоскоп
собран из модулей (блоков), электрически и
конструктивно не связанных друг с другом,
поэтому модули могут использоваться
автономно. Это расширяет технические
возможности дефектоскопа для решения
разнообразных задач магнитного контроля.
Схема управления дефектоскопом
построена на современной элементной
базе.
В комплект дефектоскопа МД1-УАР
включены контрольные образцы с
искусственными дефектами шириной раскрытия
1 ... 3,0 мкм для контроля качества
суспензии, работоспособности блока питания
и намагничивающих устройств.
Структурная схема дефектоскопа,
показанная на рис. 7.12, содержит: блок
питания (силовой блок),
намагничивающие устройства, рабочий стол,
размагничивающее устройство РУ-А.
В качестве блока питания
использовано намагничивающее устройство
УНМ 300/2000, в состав которого входят:
• блок питания 1 (рис. 7.12 и 7.13,1);
• разъемный соленоид РС-1 (см.
рис. 7.12 и 7.13, 2) для намагничивания
наружного кольца подшипника;
• разъемный соленоид РС-2 (см.
рис. 7.12 и 7.13, 6) для намагничивания
внутреннего и упорного колец
подшипников;
• разъемный соленоид РС-3 (см.
рис. 7.12 и 7.13, 3) для намагничивания
торцовой гайки оси колесной пары;
• соленоиды С1 и С2 для
намагничивания стопорных планок (см. рис. 7.12);
• зажимное контактное устройство
КЗУ (см. рис. 7.12 и 7.13, 4);
• рамка для группового контроля
стопорных планок;
• медный стержень для
циркулярного намагничивая (рис. 7.13, 8).
Рис. 7.11. Магнитопорошковый дефектоскоп МД1-УАР
422 Глава 7. ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Размагничивающее
устройство РУ-А
L
Сортовнк
проверенных
годных детален
Рабочий
стол
Сортовнк
забракованных
деталей
Намагничивающие
устройства
Разъемный
соленоид
РС-1
Разъемный
соленоид
РС-2
Контактное
зажимное
устройство
Разъемный
соленоид
РС-3
Блок
питания
Соленоиды
С1.С2
Сортовнк деталей
для контроля
Рис. 7.12. Структурная схема дефектоскопа МД1-УАР
г *L
л". j............ .. w jf^'J
* сг
'' ' LbvbhJ0 *i
Рис. 7.13. Составляющие
дефектоскопа МД1-УАР:
/ - блок питания; 2 - устройство для
намагничивания наружных колец
подшипников;
3 - устройство для намагничивания
торцовых гаек Ml 10x4; 4 - КЗУ;
5 - рабочий стол;
6 - устройство для намагничивания
внутренних и упорных колец
подшипников;
7 - размагничивающее устройство;
8 - медный стержень
СТАЦИОНАРНЫЙ МАГНИТОПОРОШКОВЫИ ДЕФЕКТОСКОП МД1 -УАР 423
Питание намагничивающих
устройств РС-1, РС-2, РС-3 осуществляется
через КЗУ.
Соленоиды С1 и С2 подключаются
непосредственно к блоку питания.
Перемещение деталей в процессе
контроля на схеме (см. рис.7.12) показано
штриховыми линиями.
Комплект дефектоскопа МД1-УАР
содержит:
• блок питания - силовой блок (см.
рис. 7.12 и 7.13, /);
• намагничивающие устройства
(см. рис. 7.13);
• размагничивающее устройство
РУ-А с тележкой для перемещения в нем
деталей (см. рис. 7.12);
• лупуЛПК-471;
• кисть для удаления порошка с
деталей;
• контрольный образец - наружное
кольцо подшипника с искусственным
дефектом;
• контрольный образец -
внутреннее кольцо подшипника с искусственным
дефектом.
Рабочий стол (см. рис. 7.13, 5 и 7.14)
предназначен для нанесения суспензии на
проверяемые детали и их осмотра.
Рабочий стол содержит систему
размешивания и полива суспензии. В верхней
части стола смонтирован поддон с
горловиной слива в бак суспензии при
нанесении ее на детали.
На пульте управления рабочего стола
установлены выключатели насоса,
размешивающего устройства и подачи
суспензии, выключатели освещения и лампочки
сигнализации.
Для размещения проверяемых
деталей на столе на шарнирах установлены
решетки (см. рис. 7.14).
Размагничивающее устройство РУ-А
(рис. 7.13, 7 и 7.15) предназначено для
размагничивания проверяемых деталей.
Кроме этого, с помощью РУ-А можно
намагничивать детали переменным полем,
что расширяет технические возможности
дефектоскопа.
Размагничивающее устройство
содержит в себе размагничивающий
соленоид, систему управления, тележку для
перемещения деталей и пульт управления.
Тележка имеет круг из текстолита,
который вместе с деталью может
вращаться вокруг вертикальной оси, что
обеспечивает лучшее размагничивание особенно
трудно размагничивающихся деталей
(см. рис. 7.15, 3).
7.14. Рабочий стол дефектоскопа МД1-УАР:
/ - решетки; 2 - разъемный соленоид
424 Глава 7. ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Рис. 7.15. Размагничивающее устройство РУ-А:
/ - соленоид; 2 - тележка; 3 - диск для вращения деталей; 4 - размагничиваемое кольцо
Устройство РУ-А может работать в Технические характеристики дефек-
двух режимах: ручном и автоматическом. тоскопа во многом определяются данными
В ручном режиме ток регулируется руч- блока питания, которым укомплектован
кой, расположенной на пульте управле- дефектоскоп.
ния, а в автоматическом режиме ток в со- Данные размагничивающего устрой-
леноиде снижается автоматически по про- ства и рабочего стола не зависят от типа
грамме, зашитой в систему управления. блока питания.
Намагничивание осуществляется в Основные технические характеристики
ручном режиме, ток намагничивания ус- дефектоскопа МД1-УАР
танавливается ручкой регулирования тока. Максимальная потребляемая
Процесс размагничивания и его мощность, кВА 11
окончание контролируют по амперметру. Максимальный импульсный
При достижении показания амперметра, ток, А 1500
равного нулю, процесс размагничивания Частота следования импульсов
считается законченным. импульсного тока, Гц 2
Размагничивание может осуществ- Длительность импульса тока, мс ... 1,5
ляться также удалением тележки с дета- Питание, В 220/380
лью из соленоида. В этом случае должна (50 Гц)
быть установлена удлинительная полка, Наибольшая напряженность поля
входящая в комплект размагничивающего в месте нахождения наружного
устройства. кольца на тележке в исходном
Напряженность поля в центре соле- положении для размагничивания,
ноида при положении ручки регулятора А/см, не менее 250
тока в крайнем правом положении состав- Длительность процесса автомати-
ляет не менее 250 А/см. ческого размагничивания, с 15 ... 20
Размагничивающее устройство РУ-А Регулирование тока Плав-
представляет собой отдельный модуль, НОе
конструктивно и электрически не связан- Производительность насоса,
ный с другими модулями (блоками), по- л/мин, не менее 1
этому имеет возможность автономного Габаритные размеры размагничивающего
использования. устройства, мм:
СТАЦИОНАРНЫЙ МАГНИТОПОРОШКОВЫЙ ДЕФЕКТОСКОП УМД-1М 425
— ширина 700
— высота 1200
— длина 1200
Габаритные размеры рабочего стола, мм:
— ширина 700
— высота 750
-длина 1200
Масса рабочего стола, кг 70
Масса размагничивающего
устройства, кг 87
7.6. СТАЦИОНАРНЫЙ
М АГН ИТОПОРОШКОВЫЙ
ДЕФЕКТОСКОП УМД-1М
Дефектоскоп УМД-1М (рис. 7.16)
предназначен для магнитопорошкового
контроля деталей средних размеров и
крупногабаритных деталей различной формы. Он
является модернизированным вариантом
дефектоскопа УМДЭ-10000 (ВИАМ)
Дефектоскоп УМД-1М может
эффективно применяться для контроля деталей
авиационных двигателей и других
объектов ответственного назначения в условиях
производства и ремонта.
Основные технические характеристики
дефектоскопа УМД-1М
Питание от
промышленной сети напряжением,
В 220/380
Максимальный ток в
намагничивающем
контуре (через КЗУ с
медным стержнем
диаметром 30 мм, длиной
500 мм), А:
при питании от сети
220В 6000
при питании от сети
380В 10000
Максимальный ток в
передвижном соленоиде,
А 60
Регулирование токов в
передвижном соленоиде
и КЗУ Плавное от нуля
до
максимального значения
Виды токов:
в передвижном
соленоиде Переменный,
выпрямленный
двухполупериод-
ный,
прерывистый
(переменный или
выпрямленный)
в КЗУ Переменный,
импульсный,
прерывистый
Длительность
импульсного тока, полупериод ... 3 ... 4
Длительность процесса
автоматического
размагничивания в
передвижном соленоиде в КЗУ, с ... 15 ... 20
Погрешность измерения
токов, %, не более ±10
Цена деления шкал
амперметров при
измерении токов, А:
в передвижном
соленоиде 1
в КЗУ на диапазоне
0... 1000А 10
в КЗУ на диапазоне
0... 10000 А 100
Шкалы амперметров градуированы
по амплитудному значению токов.
При импульсном намагничивании
измерение токов осуществляется с
запоминанием, стрелка амперметра указывает
амплитуду тока до момента нажатия
кнопки «Сброс».
Режимы контроля. Дефектоскоп
УМД-1М может работать на следующих
режимах:
с применением передвижного
соленоида:
• при ручном управлении;
• при автоматическом
размагничивании;
• в режиме ток — пауза при контроле
способом приложенного поля (СПП);
• в режиме намагничивания для
контроля на остаточной намагниченности.
с применением КЗУ:
• при ручном управлении;
426 Глава 7. ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Рис. 7.16. Стационарный viai ни гопорошновый дефектоскоп УМД-1М
• при автоматическом
размагничивании;
• в режиме ток - пауза при
контроле СПП;
• в режиме импульсного
намагничивания.
Способы и схемы намагничивания,
применяемые на дефектоскопе УМД-1М
Дефектоскоп У МД-1М позволяет
осуществлять:
- продольное намагничивание в
передвижном соленоиде при контроле
способом остаточной намагниченности
(СОН) или СПП;
- циркулярное намагничивание в
КЗУ на центральном проводнике СОН и
СПП;
- циркулярное намагничивание в
КЗУ пропусканием тока по проверяемой
детали при контроле СОН и СПП;
- циркулярное намагничивание в
КЗУ с применением тороидной обмотки
при контроле СОН;
- контроль крупногабаритных
деталей, подаваемых к дефектоскопу с
помощью транспортных средств.
Намагничивание и размагничивание в этих случаях
выполняется с использованием гибких
кабелей;
- продольное намагничивание в
КЗУ с применением приставного
соленоида (рис. 7.17) при контроле СОН;
- автоматическое размагничивание
в передвижном соленоиде и КЗУ.
Рис. 7.17. Приставной соленоид с деталью, подключенный к КЗУ дефектоскопа
УМД-1М
СТАЦИОНАРНЫЙ МАГНИТОПОРОШКОВЫИ ДЕФЕКТОСКОП УМД-1М 427
Структурная схема дефектоскопа
УМД-1М. Дефектоскоп УМД-1М
содержит две электрически не связанные
схемы: циркулярного намагничивания
(рис. 7.18) и передвижного соленоида
(рис. 7.19).
В схему циркулярного
намагничивания входят: силовой трансформатор Тр
(250 кВА), регулировочные элементы Т1
и Т2, намагничивающий контур 4
(вторичная обмотка W2, КЗУ), измерительное
устройство 3 с амперметром А1, система
управления 2 с пультом управления /.
Питание осуществляется от сети
напряжением 220 или 380 В.
С помощью тиристоров Т1 и Т2 и
системы управления 2 с пульта
управления / осуществляется управление токами
в намагничивающем контуре на всех
предусмотренных режимах.
К контактному зажимному
устройству 5 (КЗУ) могут быть подключены:
центральный проводник с проверяемой
деталью 6, проверяемая деталь для
пропускания по ней тока 7, приставной соленоид 8,
тороидная обмотка с проверяемой
деталью 9. С применением КЗУ можно
намагничивать или размагничивать
крупногабаритные детали или их участки 11,
подаваемые к дефектоскопу с помощью
подъемных или транспортных средств 12.
В схему передвижного соленоида
входят (рис. 7.19): соленоид С2,
выпрямительный мост В2, измерительная схема 3 с
шунтом Ш2 и амперметром А2, два
тиристора ТЗ и Т4, схема управления 2 с
пультом управления / и два контактора К1 и
К2.
220 (380)
■»
Измерительное —»»—s
устройство 3 —»c_i/
Рис. 7.18. Структурная схема намагничивающего устройства, содержащего КЗУ
дефектоскопа УМД-1М:
Тр - силовой трансформатор; Wl, W2 - первичная и вторичная обмотки трансформатора;
Т1, Т2 - тиристоры для регулирования тока; Ш1 - шунт для измерения тока; А1 - амперметр;
/ - пульт управления; 2 - устройство управления; 5 - измерительное устройство;
4 — намагничивающий контур; 5 - КЗУ; 6—10- варианты использования КЗУ:
6 - схема намагничивания на центральном проводнике; 7 - схема намагничивания
пропусканием тока по детали; 8 - схема применения приставного соленоида; 9 - схема
намагничивания тороидной обмоткой; 10 - схема намагничивания и размагничивания
крупногабаритных деталей с применением кабелей
428 Глава 7. ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
^220
Н
Рис. 7.19. Структурная схема системы передвижного соленоида С2 дефектоскопа УМД-1М:
/ - пульт управления; 2 - устройство управления; 3 - измерительное устройство;
Ш2 - шунт; ТЗ, Т4 - тиристоры регулирования тока; В2 - выпрямитель; Kl, K2 - обмотки
контактов; Н31 - Н34 - нормально замкнутые контакты; НР1, НР2 - нормально разомкнутые
контакты; А2 - амперметр
Схема управления при работе с пуль- Дефектоскоп УМДЭ-2500М - это
та управления обеспечивает выполнение стационарный универсальный дефекто-
всех предусмотренных режимов. Пере- скоп, предназначенный для магнитопо-
ключение видов токов (переменный или рошкового контроля деталей длиной до
выпрямленный) осуществляется также с °®® м-
пульта управления с помощью контакто- Основные технические характеристики
ров К1 и К2 через нормально разомкнутые дефектоскопа УМДЭ-2500
контакты НР1 и НР2, которыми соленоид Питание от сети напряжением,
п~ Тт т., В 380(50Гц)
С2 подключается через тиристоры ТЗ и Т4 „ _
/-.™ n ,rr. т- ч Максимальный потребляемый
к сети (220 В, 50 Гц) или через нормально . ап
ini iio/i ТОК, А OU
замкнутые контакты Н31 и Н34 к выпря- ».
7 v Максимальный ток в электро-
мителю В2, который через тиристоры со- магните А 50
единен с сетью питания. Ток измеряется с Регулирование тока в КЗУ и
помощью шунта Ш2, схемы измерения и электромагните Плавное в
амперметра А2. Для укладки деталей на пределах
дефектоскопе над поддоном расположены от 0 до
съемные решетки.
максимального
значения
7.7. СТАЦИОНАРНЫЙ Виды токов:
МАГНИТОПОРОШКОВЫЙ в КЗУ Перемен-
ДЕФЕКТОСКОП УМДЭ-2500М "ый
в электромагните Выпрям-
Дефектоскоп УМДЭ-2500М является ленный
модернизированным вариантом дефекто- двухполу-^
скопа УМДЭ-2500 (рис. 7.20). периодныи
СТАЦИОНАРНЫЙ МАГНИТОПОРОШКОВЫЙ ДЕФЕКТОСКОП УМДЭ-2500М 429
РиЪЛ.20. Магнитопорошковый дефектоскоп УМДЭ-2500М
Погрешность измерения тока,
%, не более
(по ГОСТ 21105-87) ±10
Режимы работы КЗУ:
- ручной «Ручн.»;
- импульсный «Имп.»;
- ток - пауза «Пульс»;
- автоматического
размагничивания «Разм.».
- Режимы работы с
электромагнитом:
- ручной;
- коммутационный;
- автоматического
размагничивания.
Длительность автоматического
размагничивания в КЗУ 15 ... 20 с, в
электромагните - 2,5 ... 3 мин.
Дефектоскоп позволяет
контролировать детали как способом приложенного
поля, так и способом остаточной
намагниченности.
Структурная электрическая схема
дефектоскопа. Дефектоскоп УМДЭ-2500М
содержит две электрически не связанные
системы: контактного зажимного
устройства (рис. 7.21, а) и электромагнита
(рис. 7.21,6).
Контактное зажимное устройство
(КЗУ) предназначено для зажатия в нем
(см. рис. 7.21):
- медного стержня с надетой на
него полой деталью 1;
- приставного соленоида 3;
- гибкого кабеля 4, которым может
быть намагничена или размагничена
крупногабаритная деталь, подаваемая к
дефектоскопу на сортовике или на
тележке. Питание дефектоскопа осуществляется
через клеммы 17.
Схема КЗУ содержит два тиристора 5
и 6, включенных в первичную цепь
силового трансформатора Tpl. Управление
тиристорами осуществляется системой
управления 7 с пульта управления 8. Ток
измеряется системой измерения 9 с
цифровым индикатором 10. КЗУ выполнено в
виде двух бабок 11, 12, перемещаемых по
направляющим двигателем Д1. К каждой
бабке прикреплены контактные диски (б
на рис. 7.22), которые могут вращаться
двигателем Д2 для кругового осмотра
проверяемой детали. На контактных
дисках 6 укреплены сменные свинцовые
пластины (8 на рис. 7.22) для предотвращения
прижога деталей в случае плохого
контакта детали с диском.
Для предохранения дефектатора от
продуктов искрения в КЗУ при плохом
контакте или чрезмерно большом токе
установлены предохранительные
пластины (5 на рис. 7.22). Плотность тока не
должна быть более 30 А/мм при
кратковременном его пропускании по детали или
стержню.
Система электромагнита
предназначена для намагничивания и
размагничивания проверяемых деталей. Контактные
430 Глава 7. ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
I 2
=(£=» н®1-
\Z>
-а^-
т*
Система
измерения
9
Цифровой
индикатор
10
Рис. 7.21. Структурная схема дефектоскопа УМДЭ-2500М:
а - КЗУ; б - электромагнита
бабки (см. рис. 7.21, б) являются также
полюсами электромагнита. Проверяемая
деталь 9 помещается между дисками КЗУ 6
(см. рис. 7.22). К КЗУ может подключаться
приставной соленоид (рис. 7.23).
Регулировка тока в электромагните
осуществляется тиристорами 13, 14,
включенными в первичную обмотку
трансформатора Т2 (см. рис. 7.21, б).
Управление тиристорами производится с
пульта управления через систему
управления 15. Во вторичную цепь
трансформатора Т2 включен выпрямитель ВП.
Питание обмоток электромагнита 24 и 25
происходит через электромеханический
коммутатор 19.
Коммутатор предназначен для
изменения направления тока в обмотках
электромагнита в режимах размагничивания и
в коммутационном.
Коммутатор 19 содержит ось 20 с
укрепленными на ней тремя дисками 21 и
двумя полукольцами 22, 23. Ось с дисками
и полукольцами вращается
электродвигателем ДЗ через редуктор. К дискам 21
через щетки подводится питание от
выпрямителя ВП. Каждый диск соединен с
соответствующим полукольцом. С полу-
СТАЦИОНАРНЫЙ МАГНИТОПОРОШКОВЫИ ДЕФЕКТОСКОП УМДЭ-2500М 431
колец с помощью щеток напряжение
подается на обмотки 24 и 25 электромагнита.
При вращении полуколец изменяется
направление тока в обмотках
электромагнита. Перед переходом щеток через
изоляционный промежуток 26 выступом на
диске 27 замыкаются контакты 28,
контактор К срабатывает и разрывает нормально
замкнутые контакты К1.
Питание к обмотке контактора К
подводится через клеммы 18.
Поэтому переход щеток через
промежуток 26 происходит в обесточенном
состоянии цепи электромагнита.
Благодаря этому искра при переходе щеток через
промежуток между полукольцами не
возникает. После перехода щетками
промежутка 26 контакты 28 размыкаются, об-
Рис. 7.22. КЗУ дефектоскопа УМДЭ-2500М:
1 - контактные бабки; 2 - верхние контакты КЗУ; 3 - предохранительные пластины;
4 - светильник местного освещения; 5 - решетки для размещения проверяемых деталей;
6 - контактные диски КЗУ; 7 - направляющая перемещения бабок; 8 - свинцовые контактные
пластины; 9 - проверяемая деталь
Рис. 7.23. Приставной соленоид, подключенный к КЗУ дефектоскопа УМДЭ-2500М
432 Глава 7. ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
мотка контакта К обесточивается, а
первичная цепь вновь замыкается через
нормально замкнутые контакты К1.
Режимы, применяемые при
использовании КЗУ.
Ручной режим «Ручн.» применяют в
тех случаях, когда временные
характеристики, указанные в технологии или
технологической карте, на других режимах
выполнить нельзя. Например, время
автоматического размагничивания составляет
15 с. В ручном режиме это время может
быть любым, так как оно зависит от
скорости поворота ручки регулятора тока.
Ручной режим используется:
• для установки заданного тока;
• для контроля деталей в
приложенном поле или на остаточной
намагниченности;
• для размагничивания деталей.
Режим импульсного намагничивания
«Имп.» применяется при контроле деталей
на остаточной намагниченности.
Длительность импульса тока
составляет 3 ... 4 полупериода и выдерживается
автоматически независимо от
длительности нажатия на кнопку «Пуск». Кнопкой
«Стоп» в этом режиме не пользуются, так
как ток выключается автоматически.
В импульсном режиме можно
регулировать и контролировать ток по амперметру.
В этом режиме меньше опасность прижога
или перегрева проверяемых деталей.
Режимы «Ток — пауза» и «Пульс»
предназначены для намагничивания
деталей способом приложенного магнитного
поля. В режиме «Пульс» длительность
протекания тока 1 с, паузы - 3 с. При
регулировке тока на индикаторе значение
тока, соответствующее новому
положению ручки регулятора тока высвечивается
только через 3 с. Поэтому ручку
регулятора тока необходимо поворачивать с
остановками для считывания силы тока через
3 с после момента остановки вращения
ручки.
Режим автоматического
размагничивания «Разм.» применяют для
автоматического размагничивания по встроенной
программе. Длительность
автоматического размагничивания 15 с.
Режимы, применяемые при
использовании электромагнита.
Ручной режим предназначен для
установки заданного тока для контроля в
приложенном поле.
Коммутационный режим «Ком.»
применяют для контроля деталей в
приложенном поле. В этом режиме
происходит изменение направления тока в обмот-
/ ках электромагнита с частотой 0,13 Гц без
изменения установленной амплитуды.
Режим автоматического
размагничивания в электромагните используют
для размагничивания проверяемых
деталей. Длительность цикла размагничивания
2,5 ... 3 мин.
7.8. СТАЦИОНАРНЫЙ
МАГНИТОПОРОШКОВЫЙ
ДЕФЕКТОСКОП УМД-9000М
Назначение и общая
характеристика дефектоскопа
УМД-9000М
Дефектоскоп УМД-9000М -
стационарный универсальный, предназначен для
магнитопорошкового контроля
крупногабаритных деталей различной формы
(рис. 7.24) в условиях серийного
производства и ремонтных предприятий.
Дефектоскоп УМД-9000М может
эффективно применяться для контроля
деталей авиационных двигателей в условиях
производства.
Дефектоскоп УМД-9000М является
модернизированным вариантом
дефектоскопа УМД-9000 (ВИАМ).
Основные технические характеристики
дефектоскопа УМД-9000М
Питание от промышленной сети с
напряжением, В 220/380
Максимальный ток в
намагничивающем контуре через КЗУ (с
медным стержнем диаметром
40 мм, длиной 500 мм при
питании от сети 380 В), А 9000
СТАЦИОНАРНЫЙ МАГНИТОПОРОШКОВЫИ ДЕФЕКТОСКОП УМД-9000М 433
Рис. 7.24. Mai мм го порош ко вый дефектоскоп УМД-9000М
Максимальный ток в
дополнительном соленоиде, А 120
Регулирование токов в соленоидах
и КЗУ Плавное
от
симального
значения
до нуля
Виды токов:
в дополнительном и
встроенном соленоидах
Переменный,
выпрямленный
двухпо-
лупери-
одный,
прерывистый
(переменный
или
выпрямленный)
вКЗУ
Переменный,
импульсный,
прерывистый
Длительность импульсного тока,
полупериоды 3 ... 4
Длительность процесса
автоматического размагничивания в
передвижном соленоиде и в КЗУ, с .... 20 ... 25
Погрешность изменения токов, %,
не более 10
Шкалы амперметров градуированы
по амплитудному значению токов.
При импульсном намагничивании
измерение токов осуществляется с
запоминанием, амперметр указывает
амплитуду тока до момента нажатия кнопки
«Сброс».
Структурная схема дефектоскопа
УМД-9000М.
Дефектоскоп УМД-9000М содержит
две электрически не связанные схемы:
циркулярного намагничивания (рис.7.25) и
дополнительного и встроенного
соленоидов (рис. 7.26).
В схему циркулярного
намагничивания (см. рис. 7.25) входят: силовой
трансформатор Тр (250 кВА), регулировочные
элементы Т1 и Т2, намагничивающий
контур (вторичная обмотка W2, соленоид С,
КЗУ), измерительное устройство с
амперметром А и система управления с пультом
управления.
434 Глава 7. ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Рис. 7.25. Электрическая схема системы КЗУ дефектоскопа УМД-9000М
~380
А-
Система
управления
-&
■о~гь-1
+
кз-з ,
<J|b
КЗ-5
о Г о
кзЦ
PuD
т
Система
, измерения
Ц^^-Г\ф/~ поп
Т2 ИЗ-1 I K3-4 _^
о"гТ)—| pjo-f-r——о О-
-о о-
KI-I Ш
K2-I
[Ь
-О
Соленоид
Д
7,
П1
<? О
Соленоид
О
Рис. 7.26. Схема управления дополнительным (Д) и встроенным (О) соленоидами
дефектоскопа УМД-9000М
МАГНИТОПОРОШКОВЫИ ИНДУКЦИОННЫЙ ДЕФЕКТОСКОП ДИН-1 435
Питание осуществляется от сети с
напряжением 380 В.
С помощью тиристоров Т1 и Т2 и
системы управления (с пульта
управления) осуществляется управление токами в
намагничивающем контуре на всех
предусмотренных режимах.
К КЗУ могут быть подключены:
центральный проводник с проверяемой
деталью 1, проверяемая деталь для
пропускания по ней тока 2, приставной соленоид 3,
обмотка с проверяемой деталью 4. С
применением КЗУ можно намагничивать или
размагничивать крупногабаритные детали
или их участки, подаваемые к
дефектоскопу с помощью подъемных или
транспортных средств. Соленоид С
подключается с помощью рычажного
переключателя П2, при этом КЗУ отключается.
В схему соленоидов (см. рис. 7.26)
входят: соленоиды Д и О, выпрямленный
мост В, измерительная схема с шунтом Ш
и амперметром, два тиристора Т1 и Т2,
схема управления с пультом управления,
два контактора К1 и К2.
Схема управления при работе с
пульта управления обеспечивает выполнение
всех предусмотренных режимов.
Переключение видов токов (переменный или
выпрямленный) осуществляется также с
пульта управления с помощью контактора
КЗ. Ток изменяется с помощью шунта Ш,
схемы измерения и амперметра А.
Режимы контроля, применяемые
на дефектоскопе УМД-9000М.
Дефектоскоп УМД-9000М может
работать в следующих режимах:
с применением КЗУ:
• при ручном управлении;
• при автоматическом
размагничивании;
• в режиме ток - пауза;
с применением дополнительного и
встроенного соленоидов:
• при ручном управлении;
• при автоматическом
размагничивании;
• в режиме ток - пауза.
Способы и схемы намагничивания,
применяемые на дефектоскопе УМД-9000М.
Дефектоскоп УМД-9000 позволяет
выполнять:
• продольное намагничивание в
передвижном соленоиде при контроле
СОН или СПП;
• циркулярное намагничивание в
КЗУ на центральном проводнике при
контроле СОН или СПП;
• циркулярное намагничивание в
КЗУ пропусканием тока по проверяемой
детали при контроле СОН или СПП;
• циркулярное намагничивание в
КЗУ с применением тороидной обмотки
при контроле СОН;
• контроль крупногабаритных
деталей, подаваемых к дефектоскопу с
помощью транспортных средств.
Намагничивание и размагничивание
осуществляются с использованием гибких кабелей,
подключаемых к КЗУ;
• продольное намагничивание в
КЗУ с применением приставного
соленоида при контроле СОН;
• автоматическое размагничивание
в передвижном соленоиде и КЗУ;
• намагничивание и
размагничивание деталей в дополнительном и
встроенных соленоидах;
• намагничивание полем
постоянного тока в дополнительном и основном
соленоидах.
7.9. СТАЦИОНАРНЫЙ
МАГНИТОПОРОШКОВЫЙ
ИНДУКЦИОННЫЙ ДЕФЕКТОСКОП
ДИН-1
Дефектоскоп ДИН-1 (рис. 7.27)
предназначен для намагничивания деталей
кольцевой формы полями индукционных
токов при магнитопорошковом контроле.
Дефектоскоп ДИН-1 может
использоваться/для полюсного намагничивания
деталей в межполюсном пространстве
намагничивающего устройства -
электромагнита.
436 Глава 7. ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Рис. 7.27. Индукционный дефектоскоп ДИН-1 для магнитопорошкового контроля деталей:
/ - блок намагничивания; 2 - АЗС; 3 - пульт управления; 4 - намагничивающее устройство;
5 - рабочий стол; 6 - пульт управления; 7 - откидная полка
В комплект дефектоскопа входят
намагничивающее устройство (блок) и
рабочий стол (см. рис. 7.27).
Основные технические характеристики
дефектоскопа ДИН-1
Питание от сети
напряжением, В 380/220
(50 Гц)
Максимальная потребляемая
мощность, кВА 8,8
Максимальное расстояние
между полюсами, мм 150
Максимальная
напряженность поля между полюсами
при расстоянии между ними
12 мм, А/см, не менее 2000
Время перемещения
подвижного магнитопровода от 0 до
150 мм, с 12
Габаритные размеры, мм:
намагничивающего блока 1280x650x1440
рабочего стола 1220x750x860
Режимы работы Ручного
управления током;
импульсный;
автоматического
размагничивания по
встроенной
программе
Длительность автоматического
размагничивания, с 15
Погрешность измерения тока
(согласно ГОСТ 21105-87), %,
не более 10
Диапазоны измерения тока, А 0 .. .20;
20... 200
Индикация тока Цифровая
Рабочий стол имеет замкнутую
систему использования суспензии,
обеспечивающую полное размешивание порошка.
Конструкция и схема дефектоскопа
ДИН-1. Намагничивающий блок
(устройство) представляет собой трансформатор с
П-образным магнитопроводом и
переменным регулируемым воздушным зазором.
Трансформатор установлен на столе,
сваренном из труб прямоугольного сечения, и
закрыт кожухом 6 из немагнитного
материала (рис. 7.28).
На передней панели кожуха
укреплена шкала 3, по которой перемещается
стрелка 4, указывающая величину
воздушного зазора (положение подвижного
магнитопровода 7).
Перемещение подвижной части
магнитопровода осуществляется
электроприводом.
Торец 2 неподвижного
магнитопровода окружен рамкой 5, которая ограни-
МАГНИТОПОРОШКОВЫИ ИНДУКЦИОННЫЙ ДЕФЕКТОСКОП ДИН-1 437
Рис. 7.28. Намагничивающее устройство
дефектоскопа ДИН-1:
/ - подвижной магнитопровод;
2 - проверяемая деталь; 3 - шкала
перемещения подвижного магнитопровода;
4 - стрелка, указывающая положение
подвижного магнитопровода; 5 - верхняя
панель блока; 6 - кожух намагничивающего
устройства
чивает перемещение проверяемой детали
4 при намагничивании (рис. 7.29).
На передней панели стола силового
блока установлены автомат защиты сети с
током отключения 100 А и пульт
управления.
Электронная система управления и
измерения размещена внутри стола.
Рабочий стол сварен из труб
прямоугольного сечения. Внутри стола
находятся: бак, насос и поддон для стекания
суспензии в бак. Сверху стола установлены
три решетки для укладки на них деталей.
Решетки имеют петли и могут быть
подняты и установлены на упоры для очистки
поддона (рис. 7.30). Суспензия на деталь
подается по шлангу через кран (рис. 7.31).
Для освещения установлены два
светильника, напряжение питания которых 24 В.
На передней панели стола размещены
пульт управления (рис. 7.32) и автомат
защиты сети. С левого края стола может
быть установлена откидная полка (см.
рис. 7.27). Электрическая схема
намагничивающего устройства (блока) показана на
рис. 7.33.
Рис. 7.29. Полюсы намагничивающего устройства дефектоскопа ДИН-1:
/ - полюс подвижного магнитопровода; 2 - полюс неподвижного магнитопровода;
3 - ограничительная рамка; 4 - проверяемая деталь
438 Глава 7. ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Рис. 7.30. Верхняя часть рабочего стола дефектоскопа ДИН-1:
/ - решетка в поднятом положении; 2 — кран; 3 — АЗС; 4 - пульт управления
Рис. 7.31. Кран для подачи и регулирования напора струи суспензии
Рис. 7.32. Пульт управления рабочего стола
МАГНИТОПОРОШКОВЫЙ ИНДУКЦИОННЫЙ ДЕФЕКТОСКОП ДИН-1 439
220
I—13
Имп.
Ручн,
Разм.
0-20 А о 4.^ 0-200 А
15
Рис. 7.33. Принципиальная электрическая схема намагничивающего блока
дефектоскопа ДИН-1:
/ - автомат защиты сети, 100 А; 2 - трансформатор 220/24 В; 3 - выпрямитель; 4 - переключатель
перемещения подвижного магнитопровода; 5,6- концевые выключатели; 7 - реверсивный
двигатель; 8 - обмотка намагничивающего устройства; 9 - подвижной магнитопровод;
10 - воздушный зазор; // - неподвижный магнитопровод; 13 - розетка датчика тока;
14 — переключатель режимов; 15 - переключатель диапазонов измерения тока
Питание намагничивающего блока от
сети напряжением 220 В, 50 Гц
осуществляется через автомат защиты сети /.
Тиристорами Т1 и Т2 регулируется сила тока в
обмотке намагничивающего устройства,
для управления ими предусмотрена схема
управления. Намагничивающее
устройство содержит неподвижный 11 и пере-
движный 9 магнитопроводы. Между
торцами магнитопроводов 9 и 11 образуется
воздушный зазор 10. Для перемещения
магнитопровода 9 установлен
электропривод, содержащий: трансформатор 2,
выпрямитель 3, реверсивный двигатель 7,
концевые выключатели 5 и 6. Управление
электроприводом происходит
переключателем 4 («вверх - вниз»).
Для измерения амплитудного
значения тока установлены датчик тока 12 и
система измерения с цифровым
индикатором. Для подключения внешнего прибора
в целях определения погрешности
системы измерения сигнал с датчика 12
выведен на розетку 13, размещенную снизу
пульта управления блока намагничивания.
Схемой предусмотрены
переключатели 14 и 15 соответственно режимов работы
и диапазонов измерения. Электрическая
схема рабочего стола показана на рис. 7.34.
Питание двигателя насоса
осуществляется от сети напряжением 380 В, 50 Гц
через автомат защиты сети. Насос
включается выключателем В2. Напряжение
(220 В) подключается с помощью
контактора П1 и выключателя В1 «Сеть». Лампы
освещения питаются через трансформатор
Тр напряжением 24 В.
Выключатели расположены на пульте
управления рабочего стола, в АЗС - на его
передней панели.
440 Глава 7. ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Д и
Рис. 7.34. Электрическая схема рабочего стола дефектоскопа ДИН-1:
П1, В1 - контактор и выключатель сети соответственно; П2, В2 - контактор и
выключатель насоса; Н - насос; Р - розетка, 220 В; ВЗ, В4 - выключатели ламп освещения
Л1 и Л2; ЛЗ - лампа сигнализации «Сеть»; Тр - трансформатор 220/24 В
Для подключения контрольных
приборов (магнитометра, осциллографа и др.)
на пульте управления установлена розетка
220 В.
7.10. ПЕРЕНОСНЫЙ
МАГНИТОПОРОШКОВЫЙ
ДЕФЕКТОСКОП МД-4
Дефектоскоп МД-4 (рис. 7.35)
предназначен для магнитопорошкового
контроля:
• деталей и узлов авиационной и
другой техники;
• сварных соединений (рис. 7.36);
• строительных
металлоконструкции;
порта;
подъемных механизмов;
деталей железнодорожного транс-
• объектов трубопроводного
транспорта.
Намагничивание контролируемого
участка объекта осуществляется двумя
Рис. 7.35. Переносный магнитопорошковый
дефектоскоп МД-4К
намагничивающими блоками, которые
могут соединяться шарнирным магнито-
проводом с двумя степенями свободы или
гибкой тросовой перемычкой длиной
40 см. Намагничивающими элементами в
намагничивающих блоках являются
высококоэрцитивные постоянные магниты.
ПЕРЕНОСНЫЙ МАГНИТОПОРОШКОВЫЙ ДЕФЕКТОСКОП МД-4 441
Основные технические характеристики Наибольший размер контроли-
дефектоскопа МД-4 руемого участка, мм:
Усилие отрыва блока от стан- "
„ , - длина 120
дартнои ферромагнитной пли-
ты,Н 350 ...400
Масса полного комплекта де- Комплект дефектоскопа МД-4К со-
фектоскопа, кг 7,5 держит: два намагничивающих блока, об-
Размеры блока, мм 0 55x50 разец, дефектограмму, мерку для порошка,
Расстояние между блоками лупу, кисть, отвертку, емкость с порош-
при контроле, мм 60 ... 170 ком (200 г), емкость для суспензии и при-
' -.1
Рис. 7.36. Контроль сварных соединений с применением переносного
магнитопорошкового дефектоскопа МД-4
442 Глава 7. ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
способление для размагничивания,
описание и методику применения дефектоскопа.
7.11. ПЕРЕНОСНЫЙ
МАГНИТОПОРОШКОВЫЙ
ДЕФЕКТОСКОП МД-6
Дефектоскоп МД-6 (рис. 7.37)
предназначен для магнитопорошкового
контроля:
• сварных соединений;
• строительных
металлоконструкций;
• подъемных механизмов;
• котельных установок;
• деталей железнодорожного
транспорта;
• объектов трубопроводного
транспорта.
Для намагничивания участка детали в
дефектоскопе содержатся два
намагничивающих блока, основанных на
использовании постоянных магнитов. Блоки могут
применяться соединенными тросовой
перемычкой, гибким магнитопроводом или
не соединенными между собой (рис. 7.38).
Рис. 7.37. Переносный магнитопорошковый
дефектоскоп МД-6
Рис. 7.38. Намагничивающие блоки
дефектоскопа МД-6, соединенные тросовой
перемычкой и не соединенные между собой,
на проверяемой детали
Комплект дефектоскопа МД-6
содержит: два намагничивающих блока;
контрольный образец с дефектограммой;
лупу; набор полюсных наконечников;
емкость для суспензии и др.
Основные технические характеристики
дефектоскопа МД-6
Размер сумки размещения
дефектоскопа, мм 360x270x70
Размер намагничивающего
блока без полюсного
наконечника, мм 40x40x37
Масса намагничивающего
блока, кг 0,8
Масса комплекта
дефектоскопа, кг 5
Размер контролируемого
участка, мм 60х150
Дефектоскоп МД-6 обеспечивает
проведение полного цикла
магнитопорошкового контроля.
ПЕРЕНОСНЫЙ МАГНИТОПОРОШКОВЫИ ДЕФЕКТОСКОП МДЛ-2 443
Рис. 7.39. Комплектующие дефектоскопа МД-6
7.12. ПЕРЕНОСНЫЙ
МАГНИТОПОРОШКОВЫИ
ДЕФЕКТОСКОП МДЛ-2
Дефектоскоп МДЛ-2 (рис. 7.40)
предназначен для магнитопорошкового
контроля крупногабаритных изделий по
участкам. Намагничивание
осуществляется магнитным полем вихретоковых токов,
возбуждаемых в проверяемом изделии.
В комплект дефектоскопа входят два
намагничивающих блока.
Намагничивающий блок содержит магнитопровод /,
обмотку 2 и ручку 3 (рис. 7.41).
Выключатели тока в обмотках блоков
могут устанавливаться на пульте
управления или непосредственно на ручках
блоков.
Рис. 7.40. Переносный магнитопорошковый
дефектоскоп МДЛ-2
Рис. 7.41. Намагничивающие блоки
дефектоскопа МДЛ-2
Схемы расположения блоков при
контроле участка хомута показаны на
рис. 7.42. Дефектоскоп МДЛ-2 позволяет
осуществлять индукционное
намагничивание для выявления дефектов,
направленных по окружности (рис. 7.43).
Основные технические характеристики
дефектоскопа МДЛ-2
Масса дефектоскопа с
чемоданом типа «Дипломат», кг ... 8
Размеры намагничивающего
блока с ручкой, мм 80x90x180
Размеры контролируемого
участка, мм До 200x100
Питание, В 36 или 220
444 Глава 7. ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Рис. 7.42. Положение блоков М Д. 1-2 при контроле участка хомута автосцепки
железнодорожного вагона
Рис. 7.43. Положение кольца при индукционном намагничивании
дефектоскопом МДЛ-2 для выявления дефектов, направленных по окружности кольца:
/ - намагничивающие блоки; 2 - проверяемое кольцо; 3 - выявленный дефект
7.13. ДЕФЕКТОСКОПЫ
ВРАЩАЮЩЕГОСЯ ПОЛЯ
У-2407ИМД-11ВП
Дефектоскопы У-2407 и МД-11ВП
(МНПО «Спектр») предназначены для
магнитопорошкового контроля деталей с
неэлектропроводными покрытиями в
целях выявления продольных дефектов
(рис. 7. 44 и 7.45).
Дефектоскопы У-2407 и МД-11ВП
аналогичны по электрическим
характеристикам, отличаются по внешнему
конструктивному оформлению.
Рис. 7.44. Дефектоскоп МД-11ВП
вращающегося поля для
магнитопорошкового контроля
ДЕФЕКТОСКОПЫ ВРАЩАЮЩЕГОСЯ ПОЛЯ У-2407 И МД-11ВП 445
а)
1
6)
Рис. 7.45. Магнитопорошковые дефектоскопы вращающегося поля:
я-У-2407;б-ВП-2
Для намагничивания деталей в
дефектоскопах используется вращающееся
магнитное поле.
Сущность контроля во вращающемся
поле (рис. 7.46) состоит в следующем: при
воздействии вращающегося поля в детали
индуцируются вихревые токи. Выявление
трещин на деталях происходит в
результате намагничивания их результирующим
полем, представляющим собой сумму
полей - внешнего (ВП) и поля
индуцированных в детали токов. Однако следует
учесть, что вектор напряженности
вращающегося поля направлен перпендику-
446 Глава 7. ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
лярно к поверхности намагничиваемой
детали. Магнитный поток, создаваемый
этим полем, не пересекает дефект.
Поэтому непосредственно вращающееся поле в
формировании поля рассеяния играет
незначительную роль.
Поле рассеяния над дефектом в
основном формируется полем
индуцированного тока.
Контроль с применением
вращающегося поля имеет следующие достоинства:
• возможность намагничивания
деталей с неэлектропроводными покрытиями;
Рис. 7.46. Мгновенная картина
вращающегося поля в плоскости,
перпендикулярной к продольной оси
катушки, полученная
магнитным порошком:
а - без детали;
б - с намагничиваемой деталью (Д)
• полное отсутствие прижогов
деталей (без неэлектропроводных
покрытий), возникающих иногда в местах их
контакта с пластинами намагничивающего
устройства при других способах
намагничивания;
• исключение возможности
механического повреждения деталей, так как
проверяемые детали не помещают для
намагничивания в зажимное устройство
дефектоскопа.
Технология проверки деталей на
дефектоскопе вращающегося поля состоит в
следующем:
• контролируемую деталь
помещают в намагничивающий соленоид и
фиксируют ее специальным устройством;
• создают вращающееся поле на
0,5 с;
• выносят деталь из соленоида,
поливают ее магнитной суспензией и
осматривают, т.е. контроль проводят на
остаточной намагниченности. Поэтому
применение дефектоскопов вращающегося поля
оказывается эффективным, если деталь
выполнена из материала с коэрцитивной
силой Нс > 20 А/см.
На рис. 7.47 и 7.48 показаны
индикаторные рисунки трещин, выявленные на
дефектоскопе У-2407.
Основные технические характеристики
дефектоскопа У-2407
Питание от трехфазной сети
напряжением, В 380/220
(50 Гц)
Потребляемая мощность,
кВ-А, не более 25
Длительность
намагничивания, с 0,5
Максимальная
напряженность магнитного поля на
внутренней поверхности
соленоида, А/м 230 000
(2300 А/см)
Диаметр окна соленоида, мм 120
Длина соленоида, мм 350
Габаритные размеры
дефектоскопа, мм 1120x750x1075
Масса, кг 95
ПЕРЕНОСНЫЙ МАГНИТОПОРОШКОВЫИ ДЕФЕКТОСКОП УНМ 300/2000 447
Рис. 7.47. Трещины, выявленные на зубьях шестерни привода насоса (а) на образцах (б, в, г)
после намагничивания их вращающимся магнитным полем;
вид трещин при увеличении 3х (д)
Магнитные и электрические
характеристики дефектоскопа МД-ПВП
аналогичны. Его габаритные размеры:
250x300x430 мм.
7.14. ПЕРЕНОСНЫЙ
МАГНИТОПОРОШКОВЫИ
ДЕФЕКТОСКОП УНМ 300/2000
Переносный дефектоскоп (рис. 7.49)
УНМ 300/2000 (ПМД-87, МНПО «Спектр»)
предназначен для контроля деталей как
демонтированных, так и находящихся в
конструкции летательных аппаратов и
других машин ответственного назначения.
Выпускается в двух вариантах:
УНМ 300/2000 - с питанием от сети 220 В,
50 Гц и УНМ 300/2000-01 - от сети 220 В,
50 Гц и от сети постоянного тока
напряжением 27 В (УНМ - устройство
намагничивания магнитной дефектоскопии;
300 - среднее значение переменного тока
в амперах по кабелю 50 мм2 длиной 6 м;
2000 - амплитудное значение импульсно-
Рис. 7.48. Сетка шлифовочных трещин на
образце, выявленных после
намагничивания его вращающимся
магнитным полем (увеличение 2,5х)
448 Глава 7. ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Рис. 7.49. Переносный дефектоскоп
УНМ 300/2000
го намагничивающего тока по кабелю
10 мм2 длиной 4 м). Дефектоскоп
позволяет работать в режиме автоматического
размагничивания импульсным или
переменным током с помощью кабелей,
электроконтактов или соленоида, или
выпрямленным (постоянным) током с
использованием электромагнита или соленоида, а
также в режиме намагничивания
одиночными импульсами тока при контроле
способом остаточной намагниченности (СОН)
с применением кабелей или
электроконтактов, непрерывно следующими
импульсами тока с частотой 2 Гц при контроле
способом приложенного поля (СПП) с
использованием электроконтактов или
переменным током с применением
кабелей, электроконтактов или соленоида.
Регулирование тока от нуля до
максимального значения плавное. Система
измерения тока с цифровым индикатором
обеспечивает измерение с погрешностью
не более 10 %. Дефектоскоп может
эффективно использоваться как блок питания к
контактным зажимным устройствам,
рабочим столам (см. подразд. 7.5 МД1-УАР).
Основные технические характеристики
дефектоскопа УНМ 30012000
Средняя потребляемая
мощность в режиме импульсного
намагничивания, кВ-А, не
более 1
Потребляемая мощность в
режиме намагничивания
полем переменного тока,
кВА, не более 2,2
Максимальный импульсный
ток через электроконтакты,А 1500
Частота следования
импульсов, Гц 2
Длительность процесса
автоматического
размагничивания, с 45
Габаритные размеры, мм:
блока питания 550x350x280
преобразователя
напряжения 280х1500х180
Масса комплекта
дефектоскопа, кг, не более 45
Масса блока питания, кг 30
Дефектоскоп снабжен тележкой для
перемещения его в пределах рабочего
места.
7.15. ПЕРЕДВИЖНОЙ
МАГНИТОПОРОШКОВЫЙ
ДЕФЕКТОСКОП ИМД-10П
Передвижной дефектоскоп ИМД-10П
предназначен для магнитопорошкового
контроля деталей и узлов как
демонтированных, так и находящихся в конструкции
летательных аппаратов и других объектов
ответственного назначения (рис. 7.50).
В дефектоскопе ИМД-10П
использована схема импульсного намагничивания
объектов полем одиночных или серии
импульсов тока силой до 10 000 А.
ПЕРЕДВИЖНОЙ МАГНИТОПОРОШКОВЫИ ДЕФЕКТОСКОП ИМД-1ОП 449
Рис. 7.50. Импульсный передвижной магнитопорошковый дефектоскоп
ИМД-10П (вид спереди и сзади):
/ - намагничивающий кабель; 2 - проверяемая деталь
Намагничивание и размагничивание
деталей может осуществляться с
применением кабелей, КЗУ, электроконтактов для
пропускания тока по проверяемой детали.
Дефектоскоп ИМД-10П может
использоваться как силовой блок (источник
тока) к КЗУ, изготовленным с учетом
формы и размеров проверяемых объектов.
Дефектоскоп ИМД-10П особенно
может быть полезен для контроля
крупногабаритных деталей, находящихся в
конструкции объектов.
Основные технические характеристики
дефектоскопа ИМД-10П
Питание от сети
напряжением, В 220(50 Гц)
Потребляемая мощность,
кВ-А, не более 3
Максимальный ток
(амплитудное значение), А 10 000
Регулирование тока Плавное от
нуля до
максимального
значения
Погрешность измерения
тока, %, не более 10
Индикация измеренного тока Цифровая
Длительность
автоматического размагничивания, с 20 ... 25
Масса дефектоскопа, кг 65
Габаритные размеры, мм 530x350x850
Дефектоскоп установлен на двух
колесах для удобства его перемещения в
цехе и на участке контроля.
Режимы работы:
- по режиму одиночных импульсов
при контроле способом остаточной
намагниченности;
- по режиму непрерывно
следующих импульсов с частотой 1 ... 2 Гц,
выдерживаемых по встроенной программе,
при контроле способом приложенного
магнитного поля;
- с использованием
автоматического размагничивания, при этом
изменение тока происходит также по встроенной
программе.
15-3316
450 Глава 7. ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
7.16. УСТРОЙСТВО
НАМАГНИЧИВАЮЩЕЕ НА
ПОСТОЯННЫХ МАГНИТАХ УН-5
Устройство УН-5 предназначено для
магнитопорошкового контроля деталей и
узлов. Рекомендуется для применения в
полевых условиях, при проведении
монтажных работ, для контроля внутренних
поверхностей сосудов и емкостей при
наличии подхода к ним (рис. 7.51).
Устройство целесообразно
использовать в случаях отсутствия электроэнергии
или когда подвод электропитания к месту
проведения контроля не допускается
правилами техники безопасности.
Основные технические характеристики
УН-5
Габаритные размеры
намагничивающего блока, мм 150x45x25
Масса устройства, кг 1,8
Длина соединительного
канатика, мм 320
Расстояние между блоками,
установленными на
проверяемой детали, мм 60... 100
Размер контролируемого
участка, мм От 30x60 до
80x60
Рис. 7.51. Устройство УН-5 для
Mai нитопорошковой дефектоскопии
(МНПО «Спектр»)
7.17. ПЕРЕНОСНЫЕ
МАГНИТОПОРОШКОВЫЕ
ДЕФЕКТОСКОПЫ ДМЭ-22Ц,
ДМЭ-23Ц, ДМЦ-21П, МПК-УНЛ-10Ц
Дефектоскопы ДМЭ-23Ц, ДМЭ-22Ц
предназначены для магнитопорошкового
контроля изделий и сварных соединений
(рис. 7.52, табл. 7.1).
Рис. 7.52. Магнитопорошковый дефектоскоп ДМЭ-23Ц (ЦНИИТМАШ)
ПРИБОР ПКС-1М
451
Комплект дефектоскопов ДМЭ-23Ц и
ДМЭ-22Ц содержит: электромагнит, блок
питания, емкость для магнитной
суспензии, образец с искусственными дефектами
и дефектограмму.
Дефектоскоп МПК-УНЛ-10Ц
предназначен для магнитопорошкового
контроля кромок лопаток без демонтажа
лопаточного аппарата в цеховых
условиях. В комплект дефектоскопа входит
образец-фрагмент лопатки с
искусственными дефектами (имитаторами
дефектов).
7.1. Основные технические характеристики дефектоскопов
ДМЭ-22Ц, ДМЭ-23Ц, ДМЦ-21П
Параметр
Напряжение питания силового
блока, В
Напряжение питания
электромагнита, В
Максимальный переменный ток
при длине намагничивающего
кабеля 3 м сечением 100 мм , А
Режим работы, ПВ*, %
Межполюсное расстояние, мм
Масса, кг:
силового блока
кабеля
Габаритные размеры, мм
ДМЭ-22Ц
220
12...24
-
-
80... 140
7
-
180x175x60
ДМЭ-23Ц
220
12...24
-
-
80... 140
5
-
180x200x60
ДМЦ-21П
220
-
900
50
-
18
8
390x246x176
* ПВ - продолжительность включения. Отношение длительности рабочего цикла к
полному периоду цикла. Характеристика повторного кратковременного режима работы.
Основные технические характеристики
дефектоскопа МПК-УНЛ-10Ц
Напряжение питания
блока, В 220
Напряжение питания
электромагнита от блока,
В 0...20
Потребляемая мощность,
Вт 150
Максимальный ток
намагничивания
(размагничивания), А 10
Режим работы, ПВ, % 40
Масса электромагнита, кг 0,8
Габаритные размеры, мм:
блока 210x160x250
электромагнита 120x90x25
7.18. ПРИБОР ПКМС-2М
Прибор ПКМС-2М (рис. 7.53)
предназначен для количественного
определения чувствительности магнитных
суспензий, используемых для
магнитопорошкового контроля.
При проведении
магнитопорошкового контроля магнитная суспензия
загрязняется, на границе частица - жидкость
идут окислительные процессы,
поверхностно-активные смачивающие вещества
теряют свою эффективность, возникает
автокоагуляция, магнитная коагуляция -
все это приводит к снижению качества
суспензии, к уменьшению ее
чувствительности, что создает условия к пропуску
дефектных деталей в эксплуатацию. По-
15*
452 Глава 7. ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Рис. 7.53. Прибор ПКМС-2М для определения качества магнитных суспензий
этому необходима проверка
чувствительности суспензии в процессе эксплуатации.
Прибор ПКМС-2М позволяет:
• проводить замену магнитных
суспензий по их техническому состоянию в
условиях производства и ремонта изделий;
• исключить случаи пропуска
дефектов из-за использования некачественной
суспензии.
Основные технические характеристики
прибора ПКМС-2М
Питание от сети, В 220
(50 Гц)
Оценка чувствительности
суспензий По
коэффициенту
чувствительности
Диапазон измерения
коэффициента
чувствительности 0,2 ... 5
Время проведения одного
анализа, мин До 5
Объем суспензии для
анализа, мл 10 ... 15
Прибор ПКМС-2М позволяет
анализировать суспензии с черным, цветным
или магнитно-люминесцентным
порошками.
7.19. ТЕСТ-ОБРАЗЕЦ ТО-1
Тест-образец ТО-1 предназначен для
определения оптимального режима
намагничивания конкретной проверяемой
детали и выбора оптимального состава
магнитной суспензии (рис. 7.54).
Основные технические
характеристики ТО-1
Размеры измерительного
диска, мм:
диаметр 20
толщина 2,6
Искусственные дефекты на
образце Две
группы по 5
дефектов
в каждой
Угол ориентации групп
дефектов друг к другу, ° 90
Масса, г 25
Длина с ручкой, мм 130
ПРИБОР ДЛЯ КОНТРОЛЯ КАЧЕСТВА СУСПЕНЗИИ МФ-1 ОСП 453
Рис. 7.54. Тест-образец ТО-1
7.20. ПРИБОР ДЛЯ КОНТРОЛЯ
КАЧЕСТВА СУСПЕНЗИЙ МФ-10СП
Прибор МФ-10СП предназначен для
контроля качества магнитных порошков и
суспензий, применяемых для магнитопо-
рошковой дефектоскопии (рис. 7.55).
Прибор МФ-10СП содержит
контрольный образец с искусственным
дефектом, который образуется на стыке двух
ферромагнитных пластин,
пришлифованных друг к другу. С помощью системы
катушек, расположенных под образцом,
обеспечивается линейное изменение поля
вдоль дефекта.
При нанесении магнитной суспензии
на образец через окно над дефектом
происходит накопление порошка. Длина
индикаторной линии из порошков характе-
Рис. 7.55. Прибор для контроля качества суспензий МФ-10СП (МНПО «Спектр»)
454 Глава 7. ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
ризует его качество. Измерение длины
индикаторной линии осуществляется с
помощью встроенной лупы.
Основные технические характеристики
прибора МФ-10СП
Диапазон измерения
чувствительности,
характеризуемой длиной
индикаторной линии, мм О ... 100
Напряжение питания, В 220 (50 Гц)
Габаритные размеры, мм ] 50х240х 190
Масса, кг 7
7.21. ОБЛУЧАТЕЛЬ
УЛЬТРАФИОЛЕТОВЫЙ
ПЕРЕНОСНЫЙ КД-З-ЗЛ
Облучатель КД-З-ЗЛ (рис. 7.56)
предназначен для контроля изделий
капиллярным и магнитопорошковым
методами с применением люминесцентных
индикаторных составов (материалов).
Облучатель представляет собой
переносное устройство, которое содержит в
себе: встроенный отражатель, блок
питания, осветитель, установленный на стойке.
Основные технические характеристики
прибора КД-З-ЗЛ
Диапазон длин волн, нм 315... 400
Ультрафиолетовая
облученность в центре поля
диаметром 70 мм на расстоянии
300 мм от поверхности
колбы, мкВт/см2 10 000
Напряжение питания, В 220
(50 Гц)
Потребляемая мощность, Вт,
не более 290
Габаритные размеры,мм:
блокапитания 130x144x90
осветителя 0 220x298
Масса, кг 3,75
7.22. ОБЛУЧАТЕЛЬ
УЛЬТРАФИОЛЕТОВЫЙ УФО-3-500
Облучатель УФО-3-500 (рис. 7.57)
предназначен для ультрафиолетового
облучения поверхности изделий при
контроле их капиллярными и магнитопорошко-
выми методами при использовании
люминесцентных индикаторных материалов.
Рис.7.56. Облучатель ультрафиолетовый
переносный КД-З-ЗЛ (МНПО «Спектр»)
Рис. 7.57. Облучатель ультрафиолетовый
УФО-3-500 (МНПО «Спектр»)
МАГНИТОМЕТР МФ-23ИМ
455
Основные технические характеристики
УФО-3-500
Ультрафиолетовая
облученность в центре поля на
расстоянии 100 мм от колбы
лампы, мкВт/см2, не менее .... 700
Напряжение питания, В 36
Потребляемая мощность,
В-А, не более, 20
Габаритные размеры, мм:
длина 210
диаметр 120
7.23. МАГНИТОМЕТР МФ-23И
Магнитометр МФ-23И,
предназначенный для измерения напряженности
магнитного поля для целей магнитопорош-
ковой дефектоскопии (рис. 7.58), позволяет
контролировать, устанавливать заданные
режимы намагничивания деталей.
Измерительная схема прибора
основана на использовании датчиков Холла
размером 1x1 мм.
Основные технические характеристики
магнитометра МФ-23И
Питание магнитометра
от сети напряжением, В 220 (50 Гц)
Потребляемая
мощность, В-А, не более 25
Продолжительность
непрерывной работы, ч, не
менее 8
Диапазон измерения
постоянных магнитных
полей, А/см 4 ... 20 000
с поддиапазонами 4 ... 200;
180...2000;
1800 ... 20 000
Диапазон измерения
среднего и
амплитудного значений
напряженности переменных
магнитных полей и
амплитудного значения
напряженности
импульсных магнитных полей,
А/см 18 ...2000
Погрешность измерения
(по ГОСТ 21105-87), %,
не более 10
Длительность
измеряемых импульсов
напряженности поля, мс, не
менее 1,5
Масса магнитометра, кг,
не более 3,5
Габаритные размеры
магнитометра, мм 1005 х220хЗ 10
Длина преобразователей,
мм:
№ 1 155
№2 105
Стабильность показаний Высокая
Рис. 7.58. Магнитометр МФ-23И
(МНПО «Спектр»)
7.24. МАГНИТОМЕТР МФ-23ИМ
Магнитометр МФ-23ИМ (рис. 7.59)
предназначен для измерения малых
значений магнитной индукции и
напряженности магнитных полей.
Принцип действия магнитометра
МФ-23ИМ основан на измерении
индукции магнитного поля с помощью датчика
Холла с цифровой индикацией
результатов измерений.
456 Глава 7. ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Рис. 7.59. Магнитометр МФ-23ИМ (МНПО «Спектр»
Основные технические характеристики
магнитометра МФ-23ИМ
Диапазон измеряемой
индукции
(напряженности, А/см) полей,
мТл:
- постоянных и
переменных 0,5 ... 1000 (4 ... 8000)
- импульсных 2 ... 1000 (16 ... 8000)
Потребляемый ток, мА 30
Электропитание Автономное, от
аккумулятора или от
батарей типа АА
Погрешность
измерения, %, не более:
- для постоянных и
переменных полей 5 + 0,0025(А'Н/Л_И - 1)*
- для импульсных
полей 10 + 0,0025(Аг„/^и-1)*
Индикация результатов
измерений Цифровая и
графическая
Связь с компьютером По инфракрасному
каналу
Диапазон рабочих
температур, °С -10...+50
Габаритные размеры,
мм 126x65x30
Масса, кг 0,33
7.25. ПРИБОР МФ-24ФМ
Прибор МФ-24ФМ предназначен для
определения размагниченности деталей и
узлов после проведения магнитопорошко-
вого контроля в условиях серийного
производства, ремонта или эксплуатации
изделий (рис. 7.60).
Основные технические характеристики
прибора МФ-24ФМ
Диапазон измерения поля,
мкТл 5 ...2000
Погрешность измерения, %,
не более 5
Время непрерывной
работы, ч, не менее 15
Питание От батарей
«Крона» или от
аккумулятора, или от
сети напряжением
220 В, 50 Гц через
блок питания,
поставляемый с
прибором
Потребляемая
мВт
мощность,
70
* Хк - показания индикатора, мТл или
А/см; ХИ - верхний предел измерений.
Температурные условия
работы, °С -5 ... +50
Габаритные размеры, мм ... 80x90x50
Масса, кг 0,4
ЗАРУБЕЖНЫЕ МАГНИТОПОРОШКОВЫЕ ДЕФЕКТОСКОПЫ 457
Рис. 7.60. Прибор МФ-24ФМ для контроля размагниченности деталей
проверяемой детали в сантиметрах, G -
выпрямленный трехфазный ток с 5 %-ной
пульсацией. Дефектоскопы Universal
позволяют проводить циркулярное
намагничивание пропусканием тока по детали или
центральному проводнику, а продольное -
в электромагните переменного тока.
Дефектоскопы (табл. 7.2) содержат в себе
унифицированные системы УФ-
освещения. Управление током
ступенчатое. Длительность полива суспензией
устанавливается задатчиком, установленным
на панели шкафа управления. Элементы
регулирующей аппаратуры размещены в
шкафу управления, а силовые элементы в
тумбах дефектоскопа.
Рис. 7.61. Стационарный магнитопорошковый дефектоскоп «Universal-U85G»
7.26. ЗАРУБЕЖНЫЕ
МАГНИТОПОРОШКОВЫЕ
ДЕФЕКТОСКОПЫ
За рубежом выпускаются
стационарные, передвижные, переносные и
специализированные магнитопорошковые
дефектоскопы. Ниже приведены технические
данные некоторых типов магнитопорош-
ковых дефектоскопов, собранные по
рекламным проспектам зарубежных фирм.
На рис. 7.61 показан стационарный
дефектоскоп «Universal» (Tiede,
Германия), который выпускается 5
типоразмеров: U50G, U85G, U120G, U170G и
U320G. Цифра в названии типа
дефектоскопа обозначает максимальную длину
458 Глава 7. ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
7.2. Основные технические характеристики стационарных
дефектоскопов «Universal»
Параметр
Длина
проверяемой детали,
мм
Число ступеней
регулирования
тока
Максимальный
ток
(амплитудное значение), А
Напряжение
холостого хода, В
Данные
электромагнита:
регулирование
тока
максимальное
число ампер-
витков, кАв
Питание, В
Частота, Гц
Потребляемая
мощность, кВ-А
Габаритные
размеры, мм:
длина
ширина
высота
Масса
дефектоскопа, кг
U50G
0... 500
8
2800
3,1
Плавное
20
3x380
50
5
1870
1070
847
460
U85G
0... 850
8
2800
3,1
Плавное
20
3x380
50
5
2500
1070
860
520
Тип дефектоскопа
U120G
0... 1200
8
3500
5,8
Плавное
30
3x380
50
12
2900
ИЗО
995
820
U170G
0... 1700
8
4200
8,0
Плавное
60
3x380
50
23
4450
1300
1100
1100
U210G
400 ...2100
8
4200
10
Плавное
80
3x380
50
40
4950
1300
1142
1300
U320G
300 ... 3200
12
5600
15
12 ступеней
100
3x380
50
53
4200
1450
1230
2030
Следует отметить, что системы
полива суспензией на всех типах стационарных
дефектоскопов унифицированы. На
дефектоскопах для контроля
крупногабаритных деталей устанавливают по две
такие системы, например на дефектоскопе
210GW (рис. 7.62, а) установлены две
системы полива суспензией и три
унифицированные УФ-облучателя.
На рис. 7.63 и 7.64 показаны
дефектоскопы 210G и 120G соответственно.
Особенностями дефектоскопа 210G
являются:
• применение для намагничивания
постоянного тока;
• перемещение правого
контактного диска вручную с фиксацией его винтом;
• полив суспензией через шланг с
раздаточным пистолетом;
• использование для продольного
намагничивания передвижного соленоида.
ЗАРУБЕЖНЫЕ МАГНИТОПОРОШКОВЫЕ ДЕФЕКТОСКОПЫ
459
Рис. 7.62. Стационарные магнитопорошковые дефектоскопы
«Universal» 210GW (а) и 85W (б)
Рис. 7.63. Стационарный магнитопорошковый дефектоскоп «Universal 210G»
460 Глава 7. ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Рис. 7.64. Стационарный магнитопорошковый дефектоскоп «Universal 120G»
Дефектоскоп 120G аналогичен
дефектоскопу 201G, но рассчитан на
меньшую длину проверяемых изделий.
В дефектоскопах типа W85 (см.
рис. 7.62, б; табл. 7.3) для намагничивания
применяется только переменный
намагничивающий ток, а в дефектоскопах типа
210GW - постоянный и переменный ток.
На рис. 7.65 показаны дефектоскопы
серии «Universal-GP» (P - прерывистый
ток: переменный, выпрямленный или
постоянный). Для продольного
намагничивания в электромагните используется
выпрямленный трехфазный ток.
На рис. 7.65, б представлен
дефектоскоп типа U85GP с дополнительной цепью
намагничивания с вертикально
установленным соленоидом.
На рис. 7.66 показан дефектоскоп
«Universal-600WE» (W - переменный ток).
Этот дефектоскоп снабжен легким
каркасом, на который прикрепляются шторки
затемнения для осмотра в УФ-свете.
Фирма Tiede выпускает дефектоскопы
серии «Ferroflux» (рис. 7.67) четырех
типоразмеров для контроля деталей с
максимальной длиной: 0 ... 1215 мм; 0 ...
1615 мм; 0 ... 2515 мм; 0 ... 3615 мм и
переносные дефектоскопы «Isopuls» (табл. 7.4).
В качестве силового блока
используются переносные и передвижные
дефектоскопы типа «Ferrotest» (табл. 7.5), которые
выполняются для намагничивания
переменным и выпрямленным токами.
Конструкция рабочего стола для контроля
разнообразных деталей без силового блока
может быть относительно простой. На
рис. 7.68 и 7.69 показаны стационарные
дефектоскопы, в которых использованы в
качестве силовых блоков переносные
дефектоскопы, а на рис. 7.70 и 7.71 -
передвижные дефектоскопы.
На рис. 7.72 представлен
стационарный специализированный дефектоскоп
для контроля цилиндров. Применение
специализированных дефектоскопов
позволяет повысить производительность
контроля деталей.
Фирма Karl Deutsch (Германия)
выпускает стационарные дефектоскопы
различного назначения типов: UHS, EW,
HW (рис. 7.73, 7.74, табл. 7.5, 7.6).
Дефектоскопы типа UHS рассчитаны
на контроль деталей длиной до 3000 мм.
ЗАРУБЕЖНЫЕ МАГНИТОПОРОШКОВЫЕ ДЕФЕКТОСКОПЫ
461
Рис. 7.65. Стационарные дефектоскопы «Universal» 120GP (в) и 85GP (б) с
намагничивающим контуром, содержащим соленоид, установленный на
вертикальном кронштейне
7.3. Основные технические характеристики дефектоскопов «Universal» GP, GW, W, SW
Параметр
Количество ступеней
регулирования тока
Максимальный ток
(амплитудное
значение), А
Напряжение XX, В
Количество ампер-
витков
электромагнита, кА-в
Длина проверяемой
детали, мм
Питание, В
Потребляемая
мощность, кВ-А
Максимальный
диаметр проверяемых
деталей, мм
Габаритные размеры
дефектоскопа, мм:
высота
ширина
длина
Масса, кг
GP50
8
2800
3
16
0...500
3x380
10
310
1010
1070
1900
460
GP85
8
2800
3
16
0...850
3x380
10
310
1010
1070
2250
520
GP150
8
2800
4
24
0... 1200
3x380
14
310
1010
1070
2890
820
GW170
8
4200
10
34
0... 1700
3x380
36
680
1200
1310
3700
1300
GW210
8
4200
10
49
0...2100
3x380
36
680
1200
1310
4100
1500
Тип дефектоскопа
GW320
8
4200
10
49
0 ... 3200
3x380
40
680
1200
1310
5200
1900
W35
8
4200
3
10
0...350
3x380
20
310
1010
1310
2100
490
W50
8
2800
3
10
0...500
3x380
20
310
1010
1070
2150
500
W85
8
2800
3
10
0...850
3x380
20
310
1010
1070
2500
540
W100
8
2800
4
10
0... 1000
3x380
24
310
1010
1070
3060
560
SW120
8
2800
10
"
0... 1200
3x380
24
680
1200
1260
3700
1000
SW260
8
4200
10
"
0...2600
3x380
48
680
1200
1260
4600
1700
ЗАРУБЕЖНЫЕ МАГНИТОПОРОШКОВЫЕ ДЕФЕКТОСКОПЫ
463
Рис. 7.66. Стационарный магнитопорошковый дефектоскоп «Universal WE» (600WE)
т:
т
ш^шт
3*1
с^
«
Рис. 7.67. Стационарный магнитопорошковый дефектоскоп «Ferroflux» с УФ-осветителями и
с передвижным дефектоскопом «Ferrotest GWH 6000»
464 Глава 7. ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
7.4. Основные технические характеристики магнитопорошковых дефектоскопов
«Isopuls»
Параметр
Импульсный (кратковременный)
переменный ток. Амплитудное значение, А
Импульсный (кратковременный) одно-
полупериодный ток. Амплитудное
значение, А
Ток короткого замыкания, А
Регулирование тока
Питание, В
Частота, Гц
Потребляемая мощность, кВА
Напряжение холостого хода, В
Габаритные размеры, мм:
длина
ширина
высота
Масса, кг
Тип дефектоскопа
2000
2000
4000
4000
4000
6000
GWH 4000
4000
4000
6000
Плавное
380
50
7
4
525
300
280
40
380
50
28
10
470
420
310
54
380
50
28
10
660
420
310
57
7.5. Основные технические характеристики
магнитопорошковых дефектоскопов «Ferrotest»
Параметр
Переменный ток.
Эффективное значение, А
Переменный ток.
Амплитудное значение тока, А
Однополупериодный ток.
Ток короткого замыкания, А
Регулирование тока
Питание от сети, В
Частота, Гц
Потребляемая мощность,
кВА
Напряжение холостого
хода, В
Габаритные размеры, мм:
длина
ширина
высота
Масса, кг
Тип дефектоскопа
GWH
1500
1000
1500
4000
GWH
2000
1400
2000
4000
GWH
3000
2100
3000
6000
GWH
4000
2800
4000
8000
2000/2800
2000
2800
6000
4000
2800
4000
8000
Плавное
220
50
4,5
4,4
525
300
280
40
380
50
10
6
525
300
280
42
380
50
14
6,5
470
420
300
58
380
50
24
8
660
420
300
95
380
50
14
6
400
300
280
45
380
50
24
8
470
420
310
86
ЗАРУБЕЖНЫЕ МАГНИТОПОРОШКОВЫЕ ДЕФЕКТОСКОПЫ
465
Рис. 7.68. Стационарный дефектоскоп Tiede с переносным дефектоскопом «Ferrotest-2000/2800»
Рис. 7.69. Стационарный дефектоскоп «Ferrotest GWH 1500» для контроля мелких деталей
Рис. 7.70. Стационарный магнитопорошковый дефектоскоп Ferroflux с
передвижным дефектоскопом «Ferrotest GWH 6000»
Рис. 7.71. Стационарный магнитопорошковый дефектоскоп Tiede с
передвижным дефектоскопом «Ferrotest GWH 8000»
466 Глава 7. ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Рис. 7.72. Стационарный специализированный магнитопорошковый дефектоскоп
фирмы Tiede для контроля цилиндров
Рис. 7.73. Стационарный магнитопорошковый дефектоскоп «Deutroflux UHS-2000»
Рис. 7.74. Стационарный магнитопорошковый дефектоскоп «Deutroflux UHS-2500»
7.6. Основные технические характеристики стационарных дефектоскопов «Deutroflux» UHS, EW, HW фирмы Karl Deutsth
Параметр
Длина детали, мм
Номинальный ток, А
Ток короткого
замыкания, А
Количество ампер-
витков продольного
намагничивания, кА-в
Индукционное
намагничивание:
напряжение, В
максимальный
ток, А
Потребляемая
мощность, кВ-А
Потребляемый ток, А
Габаритные размеры
дефектоскопа, мм:
длина
высота
ширина
Масса, кг
Тип дефектоскопа
UHS
1000
200...
1000
2000
2100
8
1
2000
30
50
2250
1350
1250
950
UHS
1500
200...
1500
2000
2400
8
1
2000
30
50
2700
1350
1250
1100
UHS
2000
200...
2000
2000
2300
8
1
2000
30
50
3200
1350
1250
1200
UHS
2500
200...
2500
2000
2200
8
1
2000
30
50
3750
1350
1200
1300
UHS
3000
200...
3000
2000
2100
8
1
2000
30
50
4300
1350
1200
1400
EW300
300
1000
1700
8
0,5
1000
11
27
1550
520
800
320
EW600
600
2000
2500
8
0,5
1000
19
36
1850
520
800
480
HW300
0...300
1000
1700
-
7
15
1480
520
650
100
HW1000
60...
1000
2000
2100
—
21
40
2230
1000
940
600
HW2000
60...
2000
2000
2300
—
23
55
3230
1100
940
1100
HW3000
60...
3000
2000
2100
_
23
55
4230
1100
940
1600
468 Глава 7. ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
7.7. Основные технические характеристики стационарных дефектоскопов
«Deutroflux» серии UH фирмы Karl Deutsch
Параметр
Длина проверяемой
детали, мм
Максимальный диаметр
детали, мм
Максимальная масса
детали, кг
Номинальный ток, А
Напряжение XX, В
Продольное
намагничивание, кА/м
Диаметр соленоида, мм
Потребляемая мощность,
кВА
Максимальный
первичный ток, А
Габаритные размеры,
мм:
длина
высота
ширина
Масса, кг
UH350
0...350
180
30
1500
4
8
100
12
24
1240
900
590
215
Тип дефектоскопа
UH500
0... 500
320
50
2000
6
8
250
24
44
1590
900
720
400
UH750
0...750
320
100
2000
6
8
250
43
78
1780
975
730
600
UH 1000
0... 1000
500
100
2000
6
8
300
70
150
2220
1220
1050
850
Они снабжены устройствами для
нанесения суспензии из трубок с отверстиями,
согнутых по окружности. Дефектоскоп
UHS имеет выносной пульт управления и
шкаф управления всеми процессами
намагничивания, размагничивания.
Дефектоскопы UHS, HW рассчитаны
на контроль деталей длиной до 3000 мм.
Дефектоскопы UH (табл. 7.7)
позволяют проверять детали диаметром до 500 мм,
длиной до 1000 мм, массой до 100 кг.
Содержат соленоиды продольного
намагничивания с ампер-витками до 8 кАв.
Номинальный ток в этих дефектоскопах
может быть до 2000 А.
На рис. 7.75, 7.76, 7.77 и 7.78
показаны дефектоскопы с низко
расположенными контактными головками.
Дефектоскопы делятся по диапазону
длин проверяемых деталей: 200 ... 1000,
200... 1500, 200... 2000,200... 2500, 200...
3000 мм. Дефектоскопы типа WE рассчитаны
на контроль деталей длиной до 600 мм.
Ассортимент магнитопорошковых
дефектоскопов, выпускаемых
зарубежными фирмами, позволяет выбрать
рациональный по своим характеристикам
дефектоскоп для контроля определенной
группы деталей.
ЗАРУБЕЖНЫЕ МАГНИТОПОРОШКОВЫЕ ДЕФЕКТОСКОПЫ 469
ттм-t
/ZMT т _
£~ -~^^К-. яШЙШ»/~. -ill
~~^ш ШШШШ 1
Рис. 7.75. Стационарный магнитопорошковый дефектоскоп «Deutroflux UG-2000»
Рис. 7.76. Стационарный магнитопорошковый дефектоскоп «Deutroflux HW 300»
470 Глава 7. ДЕФЕКТОСКОПЫ И ПРИБОРЫ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Рис. 7.77. Стационарный магнитопорошковый дефектоскоп «Deutroflux UW 750»
Рис. 7.78. Стационарный магнитопорошковый дефектоскоп «Deutroflux EW 300»
для контроля малогабаритных деталей
Глава 8
МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
ДЕТАЛЕЙ И УЗЛОВ
8.1. МАГНИТОПОРОШКОВЫЙ
КОНТРОЛЬ ДЕТАЛЕЙ С
ПРИМЕНЕНИЕМ СПОСОБА
ВОЗДУШНОЙ ВЗВЕСИ
8.1.1. ПРИНЦИП РАБОТЫ И СХЕМА
УСТАНОВКИ У-956
С применением способа воздушной
взвеси магнитного порошка могут быть
решены задачи обнаружения трещин,
волосовин, находящихся под слоем хрома;
подповерхностных дефектов, прижогов на
деталях простых форм, выявления
направления волокон и макроструктуры в
металле деталей. Обычным методом магнито-
порошкового контроля (магнитной
суспензией или сухого порошка) такие задачи
во многих случаях решить не удается.
Сущность способа воздушной взвеси
состоит в использовании при магнитопо-
рошковом контроле в качестве
индикаторного состава магнитного аэрозоля, т.е.
высокодисперсной системы твердое тело
(магнитная частица) - газ (воздух).
В качестве магнитного индикатора
применяют магнитный порошок,
распыляемый путем продувания воздуха через
пористое вещество, на которое насыпан
этот порошок. В результате над слоем
порошка, помещенного в емкость,
образуется облако распыленного порошка. В этом
облаке устанавливают намагниченную
проверяемую деталь. Однако в
распыленном таким способом порошке содержится
большое количество крупных и
слипшихся частиц, концентрация его распределена
крайне неравномерно. Эти и другие
факторы снижают качество контроля этим
способом.
Способ воздушной взвеси отличается
получением высокодисперсного
однородного магнитного аэрозоля с весьма высокой
чувствительностью к полям дефектов.
Размер основной массы частиц составляет
0,5 ... 10 мкм. Проведение контроля этим
способом возможно как в приложенном
поле, так и на остаточной намагниченности.
Более высокая чувствительность
способа воздушной взвеси обусловлена:
- высокой подвижностью частиц,
взвешенных в воздухе, вследствие его
малой вязкости;
- медленным оседанием
высокодисперсных частиц на поверхность детали,
что способствует смещению частиц к
дефекту даже под действием малых сил;
- отсутствием смывающего действия
струи и поверхностного натяжения
жидкости суспензии;
- образованием тонких цепочек из
магнитных частиц, взвешенных в воздухе,
которые более активны к полям дефектов,
чем отдельные частицы. Преимуществом
способа взвеси является также то, что
после снятия намагничивающего поля
рисунок осаждения магнитного порошка над
дефектами полностью соответствует
рисунку приложенного поля. Это возможно
потому, что сухой порошок вследствие
действия магнитных сил и сил трения
прочно удерживается на проверяемой
детали и после выключения тока.
Распыление магнитного порошка, т.е.
создание его взвеси в воздухе
осуществляется с помощью установки У-956 (рис.
8.1). Устройство и принцип ее работы
показаны на рис. 8.2. Установка содержит в
себе: двигатель 5 с вентилятором 4,
барабан 2, камеру-отстойник 8, гибкий
резиновый шланг 3, заслонку б для
регулирования скорости подачи взвеси. Порошок
насыпают в барабан 2 через лючок 9.
Работа установки состоит в
следующем. Вентилятором 4 воздух прогоняется
через щель, образованную профильным
472 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Рис. 8.1. Установка У-956 для контроля
деталей способом воздушной взвеси
магнитного порошка
патрубком 7 и обечайкой барабана.
Порошок в барабане струей воздуха приводится
во вращательное движение. При этом
крупные и слипшиеся частицы
прижимаются к обечайке барабана, а мелкие
частицы собираются в его центральной части.
В результате этого происходит сепарация
(отделение мелких частиц от крупных)
под действием центробежных сил (первая
фильтрация).
При работе вентилятора подсос
воздуха через щель между фланцем и
корпусом барабана обеспечивает поступление
образовавшейся взвеси в камеру 8 через
окна 1 в стенках барабана. Камера 8
является отстойником, в котором из взвеси
порошка крупные частицы оседают
(вторая фильтрация), скатываются по стенкам
отстойника в барабан и снова
подвергаются процессу распыления. Взвесь порошка
в виде дыма по трубе подается
непосредственно на деталь или в камеру с
проверяемой деталью (рис. 8.3 и 8.4).
Для контроля деталей способом
взвеси применяют тот же порошок, что
и для контроля магнитной суспензией,
Рис. 8.2. Схема установки У-956 для контроля способом воздушной взвеси:
/ - окно в барабане 2; 3 - гибкий шланг; 4 - вентилятор; 5 - двигатель;
6 - регулирующая заслонка; 7 - профильный патрубок; 8 - камера-отстойник; 9 - крышка
МАГНИТОПОРОШКОВЫИ КОНТРОЛЬ ДЕТАЛЕЙ
473
Рис. 8.3. Положение эмалированной лопатки компрессора в стационарном электромагните
при контроле способом воздушной взвеси:
/ - лопатка; 2 - камера; 3 - установка У-956; 4 - полюсы электромагнита; 5 - зонт вытяжной
вентиляции; б - труба подачи воздушной взвеси магнитного порошка в камеру
Рис. 8.4. Положение болта при циркулярном намагничивании для контроля способом
воздушной взвеси:
/ - установка У-956; 2 - камера для воздушной взвеси магнитного порошка;
3 - диски промежуточного КЗУ; 4 - диски КЗУ дефектоскопа УМД-9000
например порошок, выпускаемый по
ТУ 6-36-05800165-1009-93.
Установка У-956 предназначена для
работы в комплекте со стационарным
электромагнитом или дефектоскопами
типа УМД-9000, У-604, УМДЭ-10000 и др.
Питание установки - от сети
напряжением 220 В, 50 Гц. Потребляемая
мощность не более 600 Вт.
Количество порошка, одновременно
засыпаемого в камеру, 200 ... 300 г.
Расход порошка составляет 0,15 ... 1 г/мин.
В комплект установки У-956 входят:
камера № 1 размером 600 х 200 х 300 мм,
камера № 2 - 340 х 160 х 260 мм.
Необходимым условием успешного
применения способа взвеси является
оборудование дефектоскопов вытяжной вен-
474 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
тиляцией, состоящей из труб и зонта
бокового откоса. Зонт устанавливают так, чтобы
он не мешал передвижению контактной
головки и соленоида (см. рис. 8.4).
8.1.2. МЕТОДИКА КОНТРОЛЯ
ХРОМИРОВАННЫХ ДЕТАЛЕЙ
СПОСОБОМ ВОЗДУШНОЙ ВЗВЕСИ
Контроль хромированных деталей на
продольные дефекты проводят в камере
№ 1 (или № 2) способом приложенного
магнитного поля тока, пропускаемого
непосредственно по детали.
Для контроля необходимо выполнить
следующие работы.
1. Контролируемый участок и
контактные поверхности детали протереть
ветошью с применением бензина Б-70 для
удаления загрязнений.
2. Установить камеру между
контактными бабками дефектоскопа (см. рис.
8.4) и соединить ее шлангом с установкой
У-956. Подключить установку У-956 к
сети напряжением 220 В, 50 Гц.
3. Установить деталь в камере между
контактными дисками контролируемым
участком кверху и зажать ее
передвижением контактных бабок дефектоскопа.
Закрыть крышку камеры.
4. Включить дефектоскоп и
установить силу тока, проходящего через
хромированную деталь, руководствуясь табл. 8.1,
п. 1. Выключить ток намагничивания.
5. Включить вытяжную вентиляцию,
лампу освещения и установку У-956.
6. Отрегулировать скорость подачи
взвеси в камеру заслонкой 6 (см. рис. 8.2).
Если струя взвеси сдувает порошок с
детали, то ручку заслонки 6 повернуть влево.
8.1. Рекомендуемые режимы намагничивания при контроле деталей
способом воздушной взвеси
Задачи контроля
1. Обнаружение
трещин в
хромированных деталях при
толщине слоя хрома:
до 50 мкм
50... 100 мкм
более 100 мкм
2. Выявление
волокон в металле
деталей простых форм
3. Обнаружение
подповерхностных
дефектов
4. Обнаружение
прижогов на
деталях простых форм
Сила тока, А, напряженность поля Нт, А/см
ПриСОН/ = 45£>*,
приСПП/=(12 ...\5)D
ПриСПП/=(15 ...20)D
ПриСПП/=(25 ... 30)D
ПриСПП/=(30 ...45)£>
ПриСПП#т = 80 ... 120
ПриСПП#т = 60... 150
Схема намагничивания
Пропусканием тока по
центральному
проводнику или непосредственно
по детали.
длительность тока 1 с,
паузы - 3 с,
4 ... 5 циклов
В электромагните
постоянного тока
: D — диаметр детали, мм.
МАГНИТОПОРОШКОВЫЙ КОНТРОЛЬ ДЕТАЛЕЙ
475
7. Включать намагничивающий ток
циклами ток - пауза: длительность тока
1 ... 2 с, паузы - 3 с. Выполнить 4 ...
5 циклов ток - пауза.
8. Выключить установку У-956. Через
10 ... 15 с открыть крышку камеры. После
отсоса из камеры распыленного порошка
осмотреть деталь на предмет обнаружения
трещин. Для осмотра деталь может быть
вынута из камеры.
9. Повернуть деталь вокруг
продольной оси на 180° и зажать ее между
контактными дисками кверху участком,
который был обращен книзу. Это необходимо
потому, что дефекты на участках детали,
обращенных книзу, не выявляются.
10. Повторить работы по
намагничиванию, напылению порошка на
поверхность детали и осмотру.
Осаждение порошка имеет вид
четких линий и черточек (рис. 8.5 - 8.7).
В случае образования плотного слоя
осевшего порошка на всей поверхности
детали необходимо уменьшить либо
скорость подачи взвеси в камеру, либо
длительность напыления порошка.
Способом взвеси можно
контролировать стальные лопатки, резьбу, галтельные
Рис. 8.5. Шлифовочные и усталостные трещины на хромированном штоке основной стойки
шасси, выявленные способом воздушной взвеси:
/ - шлифовочные трещины; 2 - усталостная трещина
Рис. 8.6. Закалочные и шлифовочные трещины на цилиндрическом образце, выявленные
способом воздушной взвеси
Рис. 8.7. Трещины на болте, выявленные способом воздушной взвеси
476 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
переходы. Намагничивание таких деталей
или их отдельных участков целесообразно
проводить с применением поля
повышенной частоты (400 Гц). В этом поле
значительно уменьшается нормальная
составляющая напряженности поля, что ведет к
повышению четкости индикаторного
рисунка над дефектами.
Поле повышенной частоты
эффективно также для контроля деталей малого
размера сложной конфигурации, если в
качестве индикаторного средства
используется воздушная взвесь. На рис. 8.8, 8.9
показаны трещины, выявленные способом
взвеси в магнитном поле 400 Гц.
Рис. 8.8. Трещины, выявленные воздушной взвесью в приложенном магнитном поле
повышенной частоты (400 Гц):
а - на кромках лопаток компрессора;
б - по галтельному переходу и во впадинах резьбы наконечника тяги управления;
в - трещины во впадинах резьбы наконечника при увеличении 6х
МАГНИТОПОРОШКОВЫЙ КОНТРОЛЬ ДЕТАЛЕЙ 477
Рис. 8.9. Трещины, выявленные способом воздушной взвеси в приложенном магнитном поле
повышенной частоты (400 Гц):
а - на образце (диаметром 55 мм, толщиной 20 мм); б - по галтельному переходу болта
Контроль в целях выявления волокон
в металле детали проводят аналогично.
Ток намагничивания устанавливают
согласно табл. 8.1. На рис. 8.10 показан вид
рисунка из осевшего магнитного порошка
по волокнам металла.
Рис. 8.10. Рисунок из частиц осевшего
порошка по волокнам металла при контроле
способом воздушной взвеси магнитного
порошка при циркулярном
намагничивании детали
478 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
8.1.3. МЕТОДИКА ОБНАРУЖЕНИЯ
ПОДПОВЕРХНОСТНЫХ ДЕФЕКТОВ И
ПРИЖОГОВ НА ДЕТАЛЯХ СПОСОБОМ
ВОЗДУШНОЙ ВЗВЕСИ
Для обнаружения подповерхностных
дефектов и прижогов способом взвеси
контроль деталей проводят в
стационарном электромагните постоянного тока (см.
рис. 8.3). На полюсы электромагнита с
проверяемой деталью устанавливают
камеру с дверкой, выполненной из стекла
или оргстекла, что позволяет при контроле
наблюдать за процессом осаждения
порошка над дефектами.
Шланг установки У-956 соединяют с
камерой для подачи в нее распыленного
порошка.
Для обнаружения подповерхностных
дефектов способом взвеси необходимо
выполнить следующие работы.
1. Установить деталь
контролируемым участком кверху между полюсами
электромагнита. При необходимости для
лучшего магнитного контакта между
торцами детали и полюсами электромагнита
установить промежуточные магнитопро-
воды. Закрыть откидную крышку камеры.
2. Включить ток в электромагните.
3. Перемещать датчик Холла по
контролируемой детали и найти зону, где
нормальная составляющая напряженности
поля близка к нулю. В этой зоне датчик
магнитометра установить для измерения
тангенциальной составляющей
напряженности поля.
4. Регулировать ток в электромагните
до соответствия тангенциальной
составляющей поля значениям, указанным в
табл. 8.1.
5. Включить вытяжную вентиляцию,
лампу освещения и установку У-956.
6. Отрегулировать скорость подачи
взвеси в камеру ручкой 6 заслонки (см. рис.
8.2). Если струя взвеси сдувает порошок с
детали, то ручку заслонки 6 повернуть влево.
7. Через 20 ... 30 с выключить
установку У-956. Затем через 10 ... 20 с
выключить ток в электромагните. После
отсоса из камеры распыленного порошка
осмотреть деталь в целях обнаружения
подповерхностных дефектов. Для осмотра
деталь может быть вынута из камеры.
8. Повернуть деталь в полюсах
электромагнита вдоль продольной оси на 180°
и повторить работы по намагничиванию,
напылению порошка и осмотру детали.
Рисунки осевшего порошка над
подповерхностными дефектами показаны на
рис. 8.11 и 8.12.
Контроль для выявления прижогов на
деталях проводят аналогично контролю по
выявлению подповерхностных дефектов.
На рис. 8.13 представлены прижоги на
кольце подшипника и образце в виде
пластины, выявленные способом взвеси.
Примечание. При большой кривизне
или сложной поверхности детали необходимо
изготовить промежуточные полюсы (магнито-
проводы) из магнитомягкой стали (армко-
железа, сталей 10, 20, СтЗ) для обеспечения
большей площади контакта детали с полюсами
электромагнита.
■
Рис. 8.11. Подповерхностный дефект в материале трубки высокого давления, выявленный
способом воздушной взвеси
МАГНИТОПОРОШКОВЫИ КОНТРОЛЬ ДЕТАЛЕЙ
479
Рис. 8.12. Вид осевшего из воздушной взвеси порошка над подповерхностными
дефектами-отверстиями диаметром 2 и 2,5 мм, расположенными на различном расстоянии
от поверхности, при контроле в приложенном поле электромагнита
Рис. 8.13. Прижоги, выявленные способом воздушной взвеси на кольце подшипника и на
пластине размером 5 х 50 х 200 мм
8Л .4. МЕТОДИКА КОНТРОЛЯ
КОЖУХОВ КАМЕР СГОРАНИЯ
ДВИГАТЕЛЕЙ РД-45 И ВК-1
СПОСОБОМ ВОЗДУШНОЙ ВЗВЕСИ
Контроль кожухов камер сгорания
проводят способом воздушной взвеси в
целях обнаружения трещин, волосовин,
продольных рисок, закатов как на
внешней, так и на внутренней их поверхностях.
Для контроля используют соленоид
дефектоскопа У-604М (рис. 8.14),
питаемый выпрямленным двухполупериодным
током.
На рис. 8.15 показана схема
установки кожуха в соленоиде. Кожух
устанавливают на кронштейне с роликами из
немагнитного материала. Зона контроля равна
ширине соленоида и находится
непосредственно под верхней частью соленоида.
На других участках кожуха нормальная
составляющая значительно превышает
тангенциальную составляющую напря-
Рис. 8.14. Соленоид, примененный для контроля кожухов камер сгорания
способом воздушной взвеси
480 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
6)
Рис. 8.15. Схема расположения кожуха камеры сгорания в соленоиде
при контроле способом воздушной взвеси (а) и картина поля (6),
полученная с применением магнитного порошка:
1 - соленоид; 2 - кожух камеры сгорания; 3 - экран (немагнитная пластина);
4 - пульт управления
Рис. 8.16. Волосовина на кожухе камеры сгорания,
выявленная способом воздушной взвеси
женности (Я„ » Нт), что наглядно можно
видеть по картине поля, полученной на
экране 3. Для контроля кожух на
кронштейне с роликами устанавливают в
соленоиде и включают ток. Кожух медленно
вращают на роликах (1 оборот за 5 ... 6 с)
и одновременно из трубы установки У-956
подают распыленный магнитный
порошок. После напыления порошка на всю
наружную поверхность выключают ток в
соленоиде, кожух снимают с кронштейна
и осматривают. На рис. 8.16 показан
рисунок осевшего порошка над волосовиной.
На рис. 8.17 представлено рабочее
место контроля кожухов способом
воздушной взвеси на ремонтном заводе.
Использование способа воздушной
взвеси для контроля кожухов камер
сгорания позволило полностью исключить
случаи их разрушения в эксплуатации.
МАГНИТОПОРОШКОВЫИ КОНТРОЛЬ БУГЕЛЯ
481
Рис. 8.17. Рабочее место для контроля кожухов камер сгорания способом воздушной взвеси
магнитного порошка в цехе ремонтного завода:
/ - соленоид; 2 - установка У-956; 3 - кожухи камер сгорания
8.2. МАГНИТОПОРОШКОВЫИ
КОНТРОЛЬ БУГЕЛЯ
Магнитопорошковый контроль
бугеля в целях выявления трещин проводят
способом остаточной намагниченности с
применением импульсного блока и кабеля
сечением 10 мм , входящих в комплект
дефектоскопа ПМД-70.
Контролируемый участок - наружная
и внутренняя поверхности проушины
(рис. 8Л 8).
Контроль проводят в следующей
последовательности :
- удаляют с применением ветоши,
смоченной в бензине (керосине),
возможные загрязнения с поверхности
контролируемого участка;
- осмотром через лупу 2 - 4-кратного
увеличения проверяют качество удаления
загрязнений с галтельных переходов;
- на бугель наматывают восемь
витков кабеля сечением 10 мм2 (рис. 8.19) и
подключают его к импульсному блоку;
- подключают импульсный блок к
источнику питания, включают
выключатель сети на импульсном блоке;
- переключатель режимов ставят в
положение одиночных импульсов «л»;
- намагничивают бугель, нажав
кнопку «Пуск»;
- снимают обмотку с бугеля;
- поливают бугель магнитной
суспензией;
- осматривают контролируемый
участок бугеля с применением лупы, обращая
особое внимание на галтельные переходы;
- если трещины не обнаружены, то на
бугель наматывают кабель сечением
10 мм , как для намагничивания;
- переключатель режимов
устанавливают в положение размагничивания
«Разм.» и нажимают кнопку «Пуск»;
- после размагничивания снимают
кабель с бугеля. Выключают импульсный
блок.
При обнаружении трещин бугель
заменяют.
16- 3316
482 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Рис. 8.18. Контролируемые участки бугеля - внутренняя и наружная поверхности проушины
К-" " !>'■ ^~^ g '.Г"1""
Рис. 8.19. Расположение витков кабеля при намагничивании бугеля
8.3. МАГНИТОПОРОШКОВЫИ
КОНТРОЛЬ РАМ ТЕЛЕЖЕК ШАССИ
САМОЛЕТА
Магнитопорошковый контроль рам
тележек самолета проводят для выявления
трещин на цилиндрической поверхности,
примыкающей к крестовине рамы.
Контролируют раму по участкам (7 -
4 на рис. 8.20) с применением
импульсного блока и кабеля сечением 10 мм2,
входящих в комплект дефектоскопа ПМД-70,
по следующей технологии.
1. Поднимают самолет
гидроподъемниками до полного отрыва колес от
грунта.
2. Снимают наружные колеса
главных ног шасси по соответствующей
технологии.
3. Отсоединяют одну сторону нижней
тормозной тяги от кардана.
ш
W1
\~2
Ш
Рис. 8.20. Расположение контролируемых участков / 4 на раме тележки шасси самолета
МЕТОДИКА МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ЛОПАТОК КОМПРЕССОРОВ 483
4. Снимают отбортовочные хомуты
шлангов, находящиеся на проверяемой
поверхности.
5. Смывкой АФТ-1 с добавлением
15 мл/л ортофосфорной кислоты с
проверяемой поверхности удаляют
лакокрасочное покрытие, а затем поверхность
промывают ветошью или волосяной щеткой,
смоченными в разбавителе РДВ, и
протирают насухо чистой хлопчатобумажной
ветошью.
6. На участок 1 рамы тележки левой
ноги шасси наматывают пять витков
кабеля сечением 10 мм" и подключают его к
импульсному блоку.
7. Подключают импульсный блок к
источнику питания, включают
выключатель сети на импульсном блоке.
8. Переключатель режимов ставят в
положение одиночных импульсов.
9. Намагничивают контролируемый
участок, нажав кнопку «Пуск».
10. Сдвигают витки кабеля на
контролируемый участок 2.
11. На участок / наносят магнитную
суспензию.
12. Осматривают контролируемый
участок 1 с помощью лупы и поворотного
зеркальца из комплекта дефектоскопа
ПМД-70. При осмотре особое внимание
обращают на нижнюю поверхность рамы.
При обнаружении трещин раму
заменяют.
13. Проводят контроль участка 2
рамы тележки левой ноги шасси, выполнив
работы по намагничиванию, нанесению
суспензии и осмотру.
14. Размагничивают участок 1. Для
этого переключатель режимов ставят в
положение размагничивания «Разм.» и
нажимают кнопку «Пуск». Проверяют
качество размагничивания участков 7 и 2.
15. Проверяют участки 3 и 4 рамы
тележки левой ноги шасси, выполнив
работы по намагничиванию, нанесению
суспензии, осмотру и размагничиванию.
16. Проверяют участки 1-4 рамы
тележки правой ноги шасси согласно
пп. 6- 14.
17. Протирают рамы тележек правой
и левой ног шасси чистой
хлопчатобумажной ветошью, смоченной в бензине
Б-70, восстанавливают лакокрасочное
покрытие на проверенных участках рамы
тележек.
18. Устанавливают отбортовочные
хомуты шланга, снятые перед проверкой,
подсоединяют тормозную тягу,
устанавливают наружные колеса главным шасси,
опускают самолет гидроподъемниками.
8.4. МЕТОДИКА
МАГНИТОПОРОШКОВОГО
КОНТРОЛЯ ЛОПАТОК
КОМПРЕССОРОВ
Лопатки компрессоров и турбин
относятся к одним из наиболее нагруженных
деталей авиационных двигателей.
Высокие требования к надежности этих
элементов обусловлены тем, что разрушение
даже одной лопатки вызывает
значительные повреждения ротора и ведет к отказу
всего двигателя.
Лопатки компрессора имеют
небольшой запас прочности, работают в
условиях высоких статических и
динамических нагрузок, воздействия эрозионной и
коррозионной среды, поэтому даже
небольшие повреждения являются
концентраторами напряжений и обусловливают
развитие усталостных трещин и обрыв
лопаток (рис. 8.21).
В процессе эксплуатации двигателей
на лопатках компрессоров могут
образовываться: трещины усталости,
коррозионные и эрозионно-коррозионные
поражения, забоины, вмятины, надиры, риски,
местный наклеп и другие механические
повреждения.
Рис. 8.21. Поверхность усталостного
разрушения лопатки компрессора
авиационного двигателя
16*
484 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
При изготовлении и ремонте на
лопатках иногда возникают
производственно-технологические повреждения:
волосовины, прижоги, закаты, расслоения и
другие дефекты.
Задача своевременного обнаружения
и устранения невидимых невооруженным
глазом дефектов, которые могут привести
к обрыву лопаток, решается неразрушаю-
щими методами дефектоскопии. Одним из
наиболее широко применяемых методов
является магнитопорошковый.
Для контроля этим методом лопаток
компрессоров оказались эффективными
стационарные электромагниты
постоянного тока типа УМДЭ-2500.
Типовая технология контроля
лопаток состоит в их намагничивании в
межполюсном пространстве электромагнита,
нанесении магнитной суспензии и
определении наличия дефектов по скоплениям
частиц магнитного порошка (по
индикаторному рисунку).
Контроль лопаток проводят в
приложенном магнитном поле, но отдельные
зоны на пере лопатки проверяют способом
остаточной намагниченности.
Эффективность контроля в большой
степени зависит от способа расположения
лопаток между полюсами, который
определяется следующими факторами:
- относительными размерами
лопаток и полюсов электромагнита;
- направлением выявляемых
дефектов (вдоль или поперек лопатки);
- расположением зон контроля (на
корыте, спинке, кромках или замках);
- конструктивными особенностями
полюсов электромагнита.
Учет этих факторов, а также
правильный выбор режимов намагничивания
является необходимым условием надежного
обнаружения дефектов на лопатках
компрессора.
8.4.1. СПОСОБЫ УСТАНОВЛЕНИЯ
ЛОПАТОК В ЭЛЕКТРОМАГНИТЕ
Лопатки в электромагните
устанавливают:
- корытом кверху при продольном
намагничивании в целях обнаружения
поперечных дефектов со стороны корыта
и на кромках;
- спинкой кверху при продольном
намагничивании для выявления
поперечных дефектов со стороны спинки и на
кромках;
- корытом кверху при поперечном
намагничивании для обнаружения
продольных дефектов со стороны корыта;
- спинкой кверху при поперечном
намагничивании для обнаружения
продольных дефектов со стороны спинки;
- несколько лопаток замками кверху
для обнаружения дефектов по торцам v
нижней части замка.
В зависимости от размеров полюсов
электромагнита лопатки проверяют:
- по частям (по участкам), если
размеры лопатки превышают размеры
межполюсного пространства;
- по одной лопатке, если лопатка
полностью размещается в межполюсном
пространстве электромагнита;
- несколько лопаток одновременно,
т.е. способом группового контроля.
8.4.2. РЕКОМЕНДАЦИИ ПО
УСТАНОВЛЕНИЮ ЛОПАТОК МЕЖДУ
ПОЛЮСАМИ СТАЦИОНАРНОГО
ЭЛЕКТРОМАГНИТА
При установке лопаток в
электромагните учитывают следующие
рекомендации.
Лопатка должна иметь хороший
магнитный контакт с полюсами
электромагнита. Для этого соприкосновение торца
лопатки с полюсами должно происходить
по возможности на большей площади.
Если электромагнит имеет
поворотные полюсы, то хороший магнитный
контакт достигается путем
соответствующего поворота полюсной пластины (рис.
8.22, а).
МЕТОДИКА МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ЛОПАТОК КОМПРЕССОРОВ 485
Рис. 8.22. Положение лопатки в
электромагните между поворотными (а) и
неповоротными (б) полюсными
пластинами:
1 -полюсы N, S электромагнита; 2 - лопатка;
3 - промежуточный магнитопровод
fe^ss^l
к
Рис. 8.23. Положение лопатки в
электромагните при контроле по частям:
К - части лопатки, выходящие из
межполостного пространства, на которых
выявление дефектов не гарантируется;
N, S - полюсы стационарного электромагнита
Если полюсные пластины
неповоротные, то между лопаткой и полюсной
пластиной устанавливают вставки -
промежуточные магнитопроводы (рис. 8.22, б),
изготавливаемые из магнитомягкого
материала (стали 10, 20, СтЗ, армко-железо).
При больших размерах лопаток,
превышающих ширину (толщину) полюсной
пластины, лопатки проверяют по частям.
На частях К, выходящих за пределы
межполюсного пространства, дефекты
выявляются плохо (рис. 8.23).
Для обнаружения поперечных
дефектов лопатки располагают в межполюсном
пространстве вдоль магнитных силовых
линий электромагнита.
Если ширина полюсных пластин
больше ширины лопатки, то
контролируют одновременно несколько лопаток,
расположенных в ряд (рис. 8.24).
Расстояние между лопатками должно
быть не менее 5 мм для исключения
влияния магнитных полей одной лопатки на
другую.
Рис. 8.24. Расположение лопаток
компрессора в один ряд между полюсами
электромагнита для выявления поперечных
трещин:
N, S - магнитные полюсы;
Ьш - ширина лопатки;
L„ - ширина полюсных пластин
Наибольшее количество лопаток п в
ряду может быть подсчитано по формуле
Ln+5
п<-
Д..+5
486 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
где Lu - ширина полюсной пластины, мм;
/-,„ - наибольшая ширина лопатки, мм.
Если число п получается смешанным,
то оно округляется до целого
отбрасыванием дробной части.
Лопатки в электромагните могут
располагаться в т рядов (рис. 8.25). В этом
случае между лопатками должны
устанавливаться промежуточные полюсы (магни-
топроводы), изготовленные из магнито-
мягкого материала (рис. 8.26).
Промежуточный полюс имеет вид
рейки с прямоугольным сечением, длина
которой должна быть не менее ширины
ю
В=]
к
к
N
II
11
В=1
ten
II
II
• I
ВП=1
t
Г^З
trai
in щ
id m
..□,
/
Рис. 8.25. Схема расположения лопаток компрессора при групповом контроле в
стационарном электромагните в т рядов для выявления поперечных дефектов:
N, S - полюсы электромагнита; / - промежуточные магнитные полюсы
Л
Рис. 8.26. Расположение лопаток компрессора при групповом контроле в
стационарном электромагните:
N, S - полюсы электромагнита; / - промежуточные магнитные полюсы; 2-лопатки
МЕТОДИКА МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ЛОПАТОК КОМПРЕССОРОВ 487
полюсной пластины, а высота - не менее
толщины лопатки (по замку), ширина
должна составлять 12 ... 15 мм.
Промежуточные полюсы укрепляют
на текстолитовой панели, на которую
между промежуточными полюсами
укладывают лопатки.
Панель с лопатками при контроле
помещают между полюсными пластинами
электромагнита.
Количество рядов т лопаток зависит
от наибольшего расстояния, на которое
могут быть разведены полюсы
электромагнита — полюсные пластины.
Для обнаружения продольных
дефектов лопатки располагают в межполюсном
пространстве перпендикулярно к
магнитным силовым линиям электромагнита.
Если ширина полюсной пластины
превышает длину лопатки, то можно
контролировать одновременно несколько
лопаток, установленных в ряд (рис. 8.27).
Количество лопаток в ряду определяется
по формуле
п<
К±1
La+5'
где L„ — ширина полюсной пластины, мм;
La - наибольшая длина лопатки, мм.
П
3
N
F=\
I I
I
I /
ил
Рис. 8.27. Расположение лопаток
компрессора в один ряд при контроле в
стационарном электромагните для
выявления продольных дефектов:
N, S - полюсы электромагнита; La - длина
лопатки; L„ - ширина полюсной пластины
Если наибольшее расстояние между
полюсными пластинами превышает
ширину лопатки, то можно проверить
одновременно несколько лопаток,
установленных в т рядов (рис. 8.28).
Для обнаружения дефектов на
замковой части лопатки должны
устанавливаться в межполюсном пространстве в
оправках по нескольку штук замками кверху
(рис. 8.29).
D
&\&
и
N
и
И
Не
II
II
II
I
^
II I
\
Рис. 8.28. Схема расположения лопаток
компрессора при групповом контроле в
стационарном электромагните в т рядов
для выявления продольных дефектов:
N, S - полюсы электромагнита;
п - количество лопаток в ряду; т - количество
рядов; / - промежуточные магнитные полюсы;
2 - лопатки
Рис. 8.29. Расположение лопаток
компрессора в электромагните при
контроле замковых частей:
N, S - полюсы электромагнита;
1 - замки лопаток
488 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Рис. 8.30. Трещины на лопатке компрессора авиационного двигателя,
выявленные магнитопорошковым метолом
8.4.3. ОБЩИЕ РЕКОМЕНДАЦИИ ПО
ВЫБОРУ РЕЖИМОВ
НАМАГНИЧИВАНИЯ ЛОПАТОК
КОМПРЕССОРОВ
Рекомендуется устанавливать на
поверхности средней части лопаток
тангенциальную составляющую напряженности
поля в пределах 120 ... 140 А/см.
Напряженность магнитного поля в
межполюсном пространстве
распределяется неравномерно. Если установить
напряженность поля в середине
межполюсного пространства равной 120 А/см
(нижний предел), то на поверхности лопаток,
прилежащих к полюсам, она будет выше
верхнего предела - 130 А/см. В этих
случаях лопатки контролируют
последовательно в двух режимах намагничивания.
Первый резким
Напряженность поля Ят на лопатках у
полюсов устанавливают в пределах 120 ...
140 А/см, проверяют зоны лопаток или
несколько лопаток, прилегающих к
полюсам. В средней части межполюсного
пространства Ят будет меньше 120 А/см, т.е.
меньше нижнего предела.
Второй резким
Напряженность поля на лопатках
в средней части межполюсного
пространства устанавливают в пределах 120 ...
140 А/см. Проверяют среднюю часть
лопатки или нескольких лопаток,
расположенных в средней части межполюсного
пространства. У полюсов она будет выше
140 А/см - верхнего предела.
Сначала проверяют часть лопатки
или несколько лопаток по первому
режиму, а затем по второму режиму.
При тангенциальной составляющей
напряженности поля менее 120 и более
140 А/см дефекты на лопатках выявляются
хуже.
Необходимо обеспечивать также
отношение нормальной составляющей Ян к
тангенциальной составляющей Ят
напряженности поля (см. ГОСТ 21105-87):
8 =
Я
Н
*-<Ъ,
На рис. 8.30 показаны трещины на
лопатке, выявленные магнитопорошковым
методом.
8.5. КОНТРОЛЬ ПРОДОЛЬНЫХ
СВАРНЫХ ШВОВ ПЕРЕДНЕЙ
АМОРТИЗАЦИОННОЙ СТОЙКИ
ШАССИ
Контроль сварных швов проводят в
целях выявления усталостных трещин по
сварным швам и в околошовных зонах.
Контроль проводят в приложенном
поле электромагнита и на остаточной
намагниченности.
КОНТРОЛЬ ПРОДОЛЬНЫХ СВАРНЫХ ШВОВ ПЕРЕДНЕЙ СТОИКИ ШАССИ 489
Рис. 8.31. Схема расположения зоны
контроля (обведена штриховой линией) на
продольном сварном шве амортизационной
стойки шасси
Зоны контроля - участки правого и
левого продольных швов длиной 90 мм,
расположенные у места выпуклости
стакана цилиндра (рис. 8.31).
Оборудование и материалы:
- переносный магнитный
дефектоскоп 77ПМД-ЗМ;
- полихлорвиниловая фляга (0,5 л) с
наконечником - латунной трубкой
диаметром 5 мм, проходящей через пробку
внутрь фляги. Трубка должна выступать
из пробки фляги на 5 ... 12 см;
- бензин Б-70;
- стабилизированная (с Акор-1)
магнитная суспензия с порошком
(ТУ 6-14-1009-74) концентрацией 20 ...
25 г/л. В качестве дисперсионной среды
используют смесь с содержанием 50 %
керосина и 50 % масла МК-8.
Перед контролем с поверхности зон
контроля необходимо снять
лакокрасочное покрытие смывкой АФТ-1.
Методика контроля
1. Провести контроль в
приложенном поле:
- вставить в электромагнит
полюсные наконечники: круглый А и плоский Б
(рис. 8.32);
- установить электромагнит на
правый контролируемый участок (зону
контроля) так, чтобы сварной шов оказался
посередине между полюсными
наконечниками;
- поставить переключатель
«Намагничивание - размагничивание» в
положение «Размагничивание» и включить ток в
обмотках электромагнита;
Рис. 8.32. Положение электромагнита при контроле правого продольного сварного шва на
стойке шасси:
А, Б - полюсные наконечники электромагнита
490 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
- нанести на зону контроля
магнитную суспензию и осмотреть ее с помощью
лупы, обращая особое внимание на место
перехода стакана цилиндра к кронштейну;
- выключить ток в электромагните и
снять его со сварного шва. Снять остатки
суспензии с зоны контроля ветошью,
смоченной в бензине Б-70 или керосине.
2. Провести контроль по
остаточной намагниченности:
- установить электромагнит на зону
контроля (см. рис. 8.32);
- включить ток электромагнита,
резко оторвать его от зоны контроля, удалить
на расстояние не менее 0,5 м и выключить
ток;
- полить суспензией зону контроля и
осмотреть.
Аналогично провести контроль
левого участка продольного сварного шва.
Если трещин не обнаружено, то зоны
контроля размагнитить с помощью
электромагнита.
Протереть стойку и восстановить
лакокрасочное покрытие.
8.6. МАГНИТОПОРОШКОВЫЙ
КОНТРОЛЬ СТЯЖНЫХ БОЛТОВ
КОЛЕСА КН 21
Болты контролируют для выявления
усталостных трещин, возникающих по
впадинам первых семи витков резьбы
(считая от головки болта) и по галтельно-
му переходу от головки болта к его
цилиндрической части (рис. 8.33).
Контроль проводят на остаточной
намагниченности, намагничивая болты в
катушке дефектоскопов ПМД-70 (77ГТМД-ЗМ),
питаемой переменным током
напряжением 220 В, 50 Гц.
Болт контролируют в следующей
последовательности :
- готовят суспензию;
- подготавливают болт к контролю;
- намагничивают болт;
- наносят суспензию на болт и
осматривают его на предмет наличия
трещин.
Оборудование и материалы:
- катушка дефектоскопа ПМД-70
(или 77ПМД-ЗМ);
- магнитный порошок,
удовлетворяющий ТУ 6-14-1009-74;
- керосин (топливо TI или ТС),
ГОСТ 10227-62;
- микроскоп МБС-2 (МБС-1) или
лупа 4 - 10-кратного увеличения;
- пипетка (масленка)
пластмассовая или груша резиновая объемом 50 ...
100 мл;
- бельевая ветошь;
- шлифовальная бумага типа КЗМ-28
(ГОСТ 10054-75).
Приготовление суспензии для
проверки резьбовой части болтов. Для
приготовления 1 л магнитной суспензии
необходимо:
Рис. 8.33. Зоны контроля на стяжном болте;
а - по галтельному переходу; б - по резьбе
МАГНИТОПОРОШКОВЫИ КОНТРОЛЬ СТЯЖНЫХ БОЛТОВ КОЛЕСА КН 21 491
- в емкость поместить 5 ... 7 г
магнитного порошка, 0,3 ... 0,5 г присадки
«Акор-1» (ГОСТ 15171-78) и 5 ... 10 мл
керосина, содержимое перемешать;
- в емкость влить 1 л керосина и
тщательно перемешать;
- через 5 ... 10 с после
размешивания содержимое слить в другую, чистую
емкость. На дне первой емкости останутся
крупные и слипшиеся частицы,
непригодные для контроля;
- качество суспензии проверить по
выявлению трещин на контрольных
образцах (с мелкими шлифовочными
трещинами).
Приготовление суспензии для
проверки галтельного перехода от головки
болта к его цилиндрической части. Для
приготовления 1 л магнитной суспензии
необходимо:
- в емкость поместить 20 ... 25 г
магнитного порошка, 0,3 ... 0,5 г присадки
«Акор-1» (ГОСТ 15171-78) и 10 ... 15 мл
керосина, содержимое перемешать:
- в емкость влить 1 л керосина и
тщательно размешать;
- сразу же после размешивания
содержимое слить в другую, чистую
емкость. На дне первой емкости останутся
крупные и слипшиеся частицы,
непригодные для контроля;
- качество суспензии проверить по
выявлению трещин на контрольных
образцах (с мелкими шлифовочными
трещинами).
Подготовка болта к контролю. Для
подготовки болта к контролю необходимо:
- промыть резьбовую часть и гал-
тельный переход от головки к
цилиндрической части болта, применяя керосин
(бензин или ацетон) и ветошь. Во
впадинах резьбы в процессе эксплуатации могут
образовываться плохо растворимые
загрязнения, которые следует удалять
механическим путем, используя
пластмассовые или деревянные остро заточенные
палочки;
- проверить качество удаления
загрязнений осмотром через лупу.
Намагничивание. Для
намагничивания болта необходимо:
- поместить болт в катушку
дефектоскопа ПМД-70, подключенную к сети
напряжением 220 В, 50 Гц;
- переключатель панели катушки
поставить в положение «Постоянный
ток»;
- включить ток на панели катушки
(из комплекта дефектоскопа ПМД-70) на
0,5 ... 1 с. Включение тока более чем на
1 с не приводит к увеличению
намагниченности болта. Если используется
катушка дефектоскопа 77ПМД-ЗМ, которая
кнопки включения тока не имеет, то
для намагничивания необходимо вилку
катушки включить в сеть напряжением
220 В, 50 Гц на 0,5 ... 1 с;
- вынуть болт из катушки.
Нанесение суспензии:
а) на резьбовую часть болта:
- размешать суспензию,
предназначенную для контроля резьбы, и погрузить
в нее болт на 5 ... 10 с. Болт в суспензии
должен находиться в вертикальном
положении;
- сполоснуть резьбовую часть болта
погружением в чистый керосин для
частичного удаления порошка, осевшего в
местах отсутствия дефектов;
- осмотреть резьбовую часть болта,
особое внимание уделяя осмотру первых
семи витков резьбы, считая от головки
болта;
б) на гачтельный переход головки
болта к его цилиндрической части:
- приготовить суспензию с
концентрацией порошка 20 ... 25 г/л и погрузить
в нее болт на 10 ... 15 с;
- слегка сполоснуть болт в
суспензии для удаления порошка, осевшего в
местах отсутствия дефектов;
- осмотреть галтельный переход от
головки болта к его цилиндрической части.
Осмотр болта и расшифровка
индикаторного рисунка (осаждений
порошка). Осмотр проводят при хорошем
освещении. Осевший порошок над
трещинами (по галтельному переходу и во
впадинах резьбы) имеет вид четкой, иногда
прерывистой линии (рис. 8.34).
492 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Рис. 8.34. Осаждение порошка над
трещинами по впадинам резьбы болта при
магнитопорошковом контроле
При осаждении порошка в местах
повреждения покрытия оксидного фосфати-
рования или по рискам и в случае
затруднения в его расшифровке рекомендуется
риску или место повреждения слоя
оксидного фосфатирования зашлифовать
наждачной бумагой типа КЗМ-28. Если
трещин не обнаружено, то болт
размагничивают в катушке, питаемой переменным
током.
8.7. КОНТРОЛЬ ШЛИЦЕВ ВАЛОВ
ВОЗДУШНЫХ ВИНТОВ В
АЭРОДРОМНЫХ УСЛОВИЯХ
Для обнаружения трещин на шлицах
вала и корпуса переднего винта,
возникающих на боковых поверхностях шлицев
и развивающихся в направлении
образующей шлицев или под некоторым углом
к ним (рис. 8.35), следует применять
магнитный контроль в приложенном
магнитном поле.
Оборудование:
- переносный магнитный
дефектоскоп 77ПМД-ЗМ;
- краскораспылитель типа 0-37 или
КР-10(КР-20);
Рис. 8.35. Трещины на шлицах вала,
выявленные магнитопорошковым методом
контроля
- аккумулятор 12АО-50 или
12АСА-140 либо другой источник
постоянного тока напряжением 24 ... 27 В.
Методика контроля
Перед магнитным контролем шлицев
вала необходимо провести следующие
подготовительные работы:
- снять передний винт для
обеспечения доступа к контролируемым шлицам
по существующей технологии;
- промыть бензином поверхность
шлицев, удалив масло и возможные
загрязнения, и протереть ее насухо чистой
ветошью;
- нанести краскораспылителем на
поверхность контролируемых шлицев
тонкий слой белой краски «М»,
применяемой при цветной дефектоскопии
деталей (для обеспечения большего контраста
по цвету фона и осажденного черного
порошка в месте выявляемой трещины);
- для исключения попадания
магнитной суспензии в полость подшипников
вала плотно вставить внутрь вала
деревянную заглушку (с ручкой), хорошо
уплотнив ее чистой хлопчатобумажной
тканью. Заглушка должна быть утоплена
внутрь вала на 3 ... 4 см. Расстояние от
края вала до торца заглушки должно быть
КОНТРОЛЬ ШЛИЦЕВ ВАЛОВ ВОЗДУШНЫХ ВИНТОВ В АЭРОДРОМНЫХ УСЛОВИЯХ 493
около 3 ... 4 см. Щели, находящиеся
снаружи вала, через которые суспензия может
попасть внутрь картера редуктора винта,
также должны быть тщательно закрыты
чистой хлопчатобумажной тканью;
- подготовить дефектоскоп 77ПМД-ЗМ
к работе согласно инструкции по его
эксплуатации.
Контроль шлицев вала винта
проводят в приложенном магнитном поле
электромагнита, входящего в комплект
переносного дефектоскопа 77ПМД-ЗМ.
Поскольку трещины могут быть направлены
как вдоль зубьев, так и поперек них, то
контроль необходимо вести при
намагничивании шлицев по участкам фланца вала
в двух взаимно-перпендикулярных
направлениях:
а) намагничивание, при котором
магнитные силовые линии направлены вдоль
шлицев (рис. 8.36). При этом хорошо
выявляются участки трещин, расположенные
поперек шлицев.
При таком намагничивании
контролируемым участком считаются три шлица,
расположенные непосредственно под
полюсным наконечником.
После контроля каждого участка вала
проводят размагничивание;
б) намагничивание, при котором
магнитные линии направлены поперек
Рис. 8.36. Положение электромагнита при
контроле в приложенном поле для
обнаружения поперечных трещин на
шлицах вала:
1,2 - полюсные наконечники
Рис. 8.37. Положение электромагнита при
контроле в приложенном поле для
обнаружения продольных трещин на
шлицах
шлицев (рис. 8.37). При таком
намагничивании хорошо выявляются участки
трещин, расположенные вдоль шлицев.
Для намагничивания следует
использовать плоские или круглые наконечники,
которые нужно вставить в отверстия под
шпильки так, чтобы между полюсными
наконечниками было одно отверстие, а
короткий наконечник с противоположной
стороны фланца был заподлицо. Если
осуществляется контроль вала,
установленного непосредственно на самолете, то
контроль следует начинать, вставляя
полюсные наконечники магнита в нижние
отверстия под шпильки.
При контроле шлицев в приложенном
магнитном поле, направленном
перпендикулярно к образующей шлицев, по
кромкам их возможно оседание магнитного
порошка, которое не является признаком
наличия дефектов - указывает на мнимый
дефект (рис. 8.38).
494 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Рис. 8.38. Оседание магнитного порошка у
полюсов по кромкам шлицев
(мнимый дефект, см. гл. 5)
Рис. 8.39. Схема расположения на шлицах
вала последовательно контролируемых
участков /, 2, 3
Последовательно контролируемые
участки фланца вала для обнаружения на
шлицах продольных трещин показаны на
рис. 8.39.
После контроля всех участков вала
указанными способами необходимо:
- проверить качество
размагничивания;
- протиркой ветошью удалить
оставшуюся на шлицах суспензию;
- раствором РДВ или ацетоном
смыть нанесенную белую краску,
используя для этого волосяную щетку;
- протереть насухо чистой
ветошью, а затем промыть бензином шлицы и
другие части вала, на которые попала
суспензия.
8.8. МАГНИТОПОРОШКОВЫЙ
КОНТРОЛЬ ХОДОВЫХ ВИНТОВ
ПОДЪЕМНИКОВ ЗАКРЫЛОК В
АЭРОДРОМНЫХ УСЛОВИЯХ
Ходовые винты подъемников
закрылков контролируют дефектоскопом
ПМД-70 в аэродромных условиях без
разборки подъемников. Контроль проводят
способом остаточной намагниченности по
участкам с применением соленоида,
входящего в комплект дефектоскопа, в
следующей последовательности:
- размечают винт по длине на
контролируемые участки. Длина
контролируемого участка должна быть равна длине
соленоида;
- подключают блок управления
дефектоскопа к сети 27 В;
- подключают соленоид к блоку
управления. Переключатель,
расположенный на щитке соленоида, ставят в
положение «Постоянный ток»;
- включить ток в соленоиде,
регулятором тока, расположенным на блоке
управления, установить максимальный ток
в соленоиде (3,5 ... 4 А). Выключить ток в
соленоиде;
- надеть соленоид на первый
контролируемый участок винта;
- включить ток в соленоиде,
нажимая кнопку, расположенную на щитке
соленоида, в течение 0,5 ... 1 с. Снять
соленоид с винта;
- полить поверхность винта
магнитной суспензией, направляя струю на
поверхность винта так, чтобы суспензия
стекала по резьбовой части винта в
специальную ванночку. Следить за тем, чтобы
суспензия не попадала на участок винта,
скрытый в кожухе;
- осмотреть поверхность винта,
обращая внимание на впадину резьбы.
Осмотр проводить с помощью лупы 2 -
4-кратного увеличения;
МАГНИТОПОРОШКОВЫЙ КОНТРОЛЬ КРАЙНИХ ВИТКОВ ПРУЖИНЫ МЕМБРАНЫ 495
Рис. 8.40. Кольцевые трещины по впадинам резьбы ходового винта подъемника,
выявленные магнитопорошковым контролем (а), и вид трещин в сечении винта (б)
- проверить другие
контролируемые участки винта, повторив работы по
намагничиванию, нанесению суспензии и
осмотру;
- если трещин не обнаружено,
размагнитить все участки винта с
применением соленоида и блока управления.
Если обнаружены трещины, то винт
подъемника закрылков бракуют. На рис.
8.40 показаны трещины на винте
подъемника, выявленные по изложенной методике.
8.9. МАГНИТОПОРОШКОВЫЙ
КОНТРОЛЬ КРАЙНИХ ВИТКОВ
ПРУЖИНЫ МЕМБРАНЫ
ОГРАНИЧИТЕЛЯ ОБОРОТОВ
ПЛУНЖЕРНЫХ НАСОСОВ
Магнитопорошковому контролю
подвергают наиболее опасные участки
пружины - участки перехода крайних
витков к ее крючкам для крепления пружины.
На рис. 8.41 контролируемый участок
одного крайнего витка пружины
заштрихован. Для создания лучшего цветового
контраста с черным порошком на поверхность
Рис. 8.41. Положение полюсных
наконечников / и 2 при намагничивании
контролируемого участка (на схеме
заштрихован) одного крайнего витка
пружины мембраны ограничителя оборотов
пружины из краскораспылителя наносят
тонкий слой белой краски, применяемой
при цветном контроле.
Магнитный контроль участков крайних
витков пружины проводят на остаточной
намагниченности с применением
электромагнита дефектоскопа 77ПМД-ЗМ.
Полюсные наконечники электромагнита
заменяют на специально изготовленные из
материалов армко-железа, сталей 10, 20 или
СтЗ. Эскиз наконечников показан на рис.
8.42. При намагничивании в
электромагните устанавливают ток 1,5 ... 2 А.
Магнитную суспензию наносят погружением
496 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
\ 0,5x45
Рис. 8.42. Эскиз полюсного наконечника к дефектоскопу 77ПМД-ЗМ для
контроля пружины мембраны ограничителя оборотов
пружины в ванну контролируемым
участком кверху. Осмотр проводят с
применением лупы 2 — 4-кратного увеличения.
После контроля одного крайнего
витка пружину размагничивают и аналогично
контролируют другой крайний виток
пружины.
Если обнаружены трещины, пружину
бракуют.
Если на поверхности пружины
дефектов не обнаружено, то ее
размагничивают и тщательно промывают в ацетоне
для удаления краски и порошка.
8.10. МАГНИТОПОРОШКОВЫЙ
КОНТРОЛЬ ЦИЛИНДРОВ
АМОРТИЗАТОРОВ ГЛАВНЫХ НОГ
ШАССИ САМОЛЕТА
Для выявления поперечных
усталостных трещин на цилиндре амортизатора
главных ног шасси следует применять
переносный магнитный дефектоскоп
77ПМД-ЗМ. Контроль проводят способом
остаточной намагниченности с
применением кабеля и специальной пластины
(магнитопровода), изготовленной по
прилагаемому эскизу (рис. 8.43).
Рис. 8.43. Эскиз пластины-магнитопровода
для намагничивания галтельного перехода
стойки шасси
Зоны контроля — участки галтельного
перехода от траверсы к цилиндру
амортизатора главной стойки (рис. 8.44).
МАГНИТОПОРОШКОВЫЙ КОНТРОЛЬ ЦИЛИНДРОВ АМОРТИЗАТОРОВ 497
Рис. 8.44. Схема намагничивания
i a. 111- II.HOI (I перехода стойки шасси с
применением пластины-магнитопровода и
намагничивающего кабеля, подключенного
к дефектоскопу 77ПМД-ЗМ:
I - пластина-магнитопровод; 2 - кабель
Методика контроля
• Удалить лакокрасочное покрытие
с контролируемых участков и осмотреть
их через лупу с целью определения
качества очистки.
• Намагнитить левый
контролируемый участок с помощью гибкого
кабеля - провода сечением 10 мм2, длиной 4 м,
имеющегося в комплекте дефектоскопа.
Для намагничивания необходимо на пла-
стину-магнитопровод намотать 10 витков
и закрепить их шнуром или нитками так,
чтобы провода не спадали с пластины.
Пластину с проводом установить на левом
контролируемом участке и по проводу
пропустить ток в течение 0,5 ... 1 с.
• Полить контролируемый участок
керосиномасляной стабилизированной
(с «Акор-1») суспензией, содержащей 50 %
масла МК-8, 50 % керосина и порошок
ТУ 6-14-1009-74 концентрацией 20 ...
25 г/л, и провести осмотр.
Осаждение порошка над трещинами
имеет вид извилистых валиков (рис. 8.45).
На проверяемой поверхности могут
быть коррозионные поражения в виде
темных пятен, точек, иногда вытянутых в
цепочки, которые имеют вид слабого
осаждения порошка. Для проверки
расшифровки необходимо зачистить место с
коррозионным поражением мелким
наждачным полотном. Затем вновь провести
намагничивание участка и нанести
магнитную суспензию. Если трещин нет, то
осаждения порошка в этих местах не
произойдет.
Рис. 8.45. Положение пластины-магнитопровода с кабелем при намагничивании
галтельного перехода верхнего узла стойки шасси и вид трещин,
выявленных магнитопорошковым методом контроля:
1 - пластина-магнитопровод; 2 - кабель
498 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Аналогично проверяют правый гал-
тельный переход к цилиндру правой
стойки, используя ту же пластину (см.
рис. 8.43 - 8.45) для намагничивания. При
обнаружении трещин цилиндр
амортизатора шасси подлежит замене. Если
трещины не выявлены, то необходимо
размагнитить проконтролированные участки с
помощью электромагнита в соответствии с
инструкцией по эксплуатации
дефектоскопа 77ПМД-ЗМ, удалить остатки
магнитной суспензии и восстановить
лакокрасочное покрытие.
8.11. МАГНИТОПОРОШКОВЫЙ
КОНТРОЛЬ ШТАНГИ РАЗВОРОТА
ШАССИ САМОЛЕТА
Магнитопорошковый контроль
штанги разворота проводят для выявления
трещин в верхнем и нижнем узлах штанги.
Контроль ведут на остаточной
намагниченности с применением дефектоскопа
ПМД-70 и кабеля сечением 10 мм",
входящего в комплект намагничивающих
приспособлений дефектоскопа.
Зоны контроля (рис. 8.46):
- зона 1 - сварной шов соединения
детали 4203-47 с деталью 4203-46 и
прилегающие к нему участки шириной по
10... 15 мм с каждой стороны;
— зона 2 — сварной шов соединения
детали 4203-47 с деталью 4203-45 и
прилегающие к нему участки шириной по
10 ... 15 мм с каждой стороны;
810
- зоны 3,4- место соединения
цилиндра с нижним и верхним узлами
штанги.
Методика контроля
Контроль надлежит выполнять в
следующей последовательности:
- подготовить контролируемую
поверхность штанги;
- намагнитить проверяемый участок;
-нанести магнитную суспензию и
провести осмотр участка;
-размагнитить штангу после
проверки всех контролируемых участков.
Смывкой АФТ-1 удалить
лакокрасочное покрытие с контролируемых зон
(см. рис. 8.46, 2). Остатки краски в
углублениях сварного шва и местах переходов
от него к основному материалу снять
мелкой наждачной бумагой. Осмотреть
контролируемые участки через лупу для
определения качества удаления
лакокрасочного покрытия в зонах контроля.
Для намагничивания первой зоны
контроля (см. рис. 8.46,1):
- намотать пять витков кабеля
сечением 10 мм2 (рис. 8.47) и подсоединить
его к импульсному блоку дефектоскопа
ПМД-70;
- пропустить по кабелю 1 ... 2
импульса тока, нажатием кнопки «Пуск»
соответственно 1 - 2 раза с интервалом 1 ...
2 с. Кнопку «Пуск» удерживать нажатой
0,5 ... 1 с;
4203-46
4203-47
4203-45
7
Л£?
/Гл
Рис. 8.46. Схема расположения зон контроля (/ ... 4) на штанге разворота 4203-43
МАГНИТОПОРОШКОВЫИ КОНТРОЛЬ ШТАНГИ РАЗВОРОТА ШАССИ САМОЛЕТА 499
Рис. 8.47. Положение кабеля на штанге
при намагничивании контролируемой
зоны /
Рис. 8.49. Положение кабеля на штанге
при намагничивании контролируемой
зоны 3
Рис. 8.48. Положение кабеля на штанге
при намагничивании контролируемой
зоны 2
снять кабель с контролируемой
зоны;
- нанести суспензию на зону
контроля и осмотреть ее. Повторить
процедуру намагничивания, нанесения суспензии,
осмотра для зон контроля 2, 3, 4.
Рис. 8.50. Положение кабеля на штанге при
намагничивании контролируемой зоны 4
Положение кабеля при
намагничивании участков 2, 3, 4 показано на рис.
8.48 - 8.50.
Если трещин не обнаружено, то
штангу размагничивают с применением
кабеля и импульсного блока.
Размагничивание проводят по тем же зонам, что и при
намагничивании. Затем следует
восстановить лакокрасочное покрытие.
500 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
8.12. МАГНИТОПОРОШКОВЫИ
КОНТРОЛЬ ПОЛУОСИ ШАССИ ПРИ
РЕМОНТЕ
Контроль проводят в целях
обнаружения усталостных трещин на внутренней
поверхности отверстия под болт упора
выпущенного положения шасси.
Зона контроля: внутренняя
поверхность отверстия 0 8 мм и места
сопряжения отверстий 0 8 и 40 мм (рис. 8.51).
Оборудование и материалы:
-стационарный магнитный
дефектоскоп типа УМДЭ-2500, У-604, УМД-9000
и др.;
- керосиномасляная суспензия с
концентрацией магнитного порошка
(ТУ 6-36-05800165-1009-93) 20 г/л,
содержащая 50 % масла МК-8 и 50 %
топлива Т-1 (или ТС);
— медный стержень длиной 250 мм,
0 6 ... 7 мм или провод БПВЛ сечением
А-А
Рис. 8.51. Полуось с отверстиями 2 и 3 0 8 мм, шлицами 4 и вид в сечении А-Аъ
зоне контроля:
а', б' - места сопряжения отверстий 0 8 и 40 мм; а, б - отверстия 0 8 мм;
/ - цилиндрическая часть полуоси
МАГНИТОПОРОШКОВЫИ КОНТРОЛЬ ПОЛУОСИ ШАССИ ПРИ РЕМОНТЕ 501
10 ... 12 мм2, длиной 2 ... 2,5 м, концы
которого следует облудить;
- переносная лампа типа ПЛ-36;
- защитный колпачок в виде сетки с
наружным диаметром не более 35 мм (для
предотвращения касания лампой полуоси
при ее осмотре). Колпачок следует
изготовить из медной проволоки;
- резиновые пробки диаметром 9 мм.
Перед проверкой следует промыть
внутреннюю поверхность полуоси
бензином Б-70 для удаления возможных
загрязнений и остатков смазки.
Для намагничивания зоны контроля:
- продеть медный стержень
(провод) в отверстие 0 8 мм и зажать его в
КЗУ дефектоскопа;
- пропустить по стержню
кратковременный (~1 с) ток силой 350 ... 400 А;
- вынуть стержень (провод) из
отверстия.
Для нанесения магнитной суспензии
на проверяемую зону:
- закрыть резиновыми пробками
отверстия 2 и 3 (см. рис. 8.51);
- установить полуось шлицами
вверх и налить в нее магнитную
суспензию до краев;
- через 8 ... 10 с вынуть пробки из
отверстий 2 и 3, слить из полуоси
суспензию;
- перевернуть полуось шлицами
вниз и выждать 3 ... 5 мин для стекания
остатков суспензии.
Осмотр контролируемой зоны б
проводить через отверстие 2. Для этого:
- положить полуось горизонтально
отверстием 2 кверху;
- ввести через отверстие 0 40 мм
переносную лампу и приблизить ее к
отверстию 0 8 мм так, чтобы поверхность &
была хорошо освещена и просматривалась
по всему периметру в месте сопряжения
отверстий 0 8 и 40 мм. Осмотреть
поверхность б' для выявления трещин. Вид
трещины на внутренней поверхности по
месту сопряжения двух отверстий,
выходящей на цилиндрическую поверхность
0 8 мм, приведен на рис. 8.52.
Рис. 8.52. Вид скоплений порошка над
усталостной трещиной, расположенной по
месту сопряжения отверстий 0 8 и 40 мм
Если трещины не обнаружены, то
приступают к осмотру цилиндрической
части поверхности а. Для этого, не
изменяя положения полуоси, лампу следует
плавно приблизить к отверстию 0 8 мм,
а затем удалить от него. Прямой свет
лампы не должен попадать через отверстие 2
в глаза дефектоскописта. В процессе
перемещения лампы световой поток
должен смещаться по окружности отверстия
0 8 мм, последовательно освещая
цилиндрическую поверхность отверстия а. На
рис. 8.53 показана трещина усталости,
развившаяся вдоль образующей отверстия.
После завершения осмотра, не
проводя размагничивания, вновь закрыть
пробками отверстия 2 и 3 и повторить
нанесение суспензии и осмотр. При этом
положить ось горизонтально отверстием 3
кверху и аналогично провести осмотр
остальной зоны контроля а', & через
отверстие 3.
При обнаружении трещин полуось
бракуют. Если трещины не выявлены,
полуось размагничивают.
502 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Рис. 8.53. Продольная трещина на
внутренней поверхности отверстия 0 8 мм,
выявленная магнитопорошковым
методом контроля
8.13. МАГНИТОПОРОШКОВЫЙ
КОНТРОЛЬ ПОДКОСОВ
КРЕПЛЕНИЯ ДВИГАТЕЛЯ
Магнитопорошковый контроль
подкосов крепления двигателя проводят для
выявления трещин в зонах сварных швов.
Контроль выполняют способом
остаточной намагниченности по участкам при
продольном намагничивании подкоса в
соленоиде, питаемом переменным током
от сети напряжением 220 В, 50 Гц.
Проведение контроля:
смыть краску с контролируемых
участков / и 2 (рис. 8.54) подкоса с
применением смывки АФТ-1 или СД;
- промыть контролируемые участки
бензином (ацетоном) и протереть их
чистой ветошью;
поместить первый участок
подкоса в соленоид дефектоскопа ПМД-70;
переключатель «Постоянный ток -
переменный ток» на щитке соленоида
поставить в положение «Постоянный ток»;
подключить соленоид к сети
220 В, 50 Гц;
нажать кнопку «Пуск» на щитке
соленоида на 0,5 ... 1 с, удерживая подкос
от перемещения под действием сил,
возникающих при протекании тока в
соленоиде. Включение тока более чем на
0,5 ... 1 с не приводит к увеличению
намагниченности подкоса;
- нанести магнитную суспензию на
поверхность первого контролируемого
участка подкоса. При поливе проверяемый
подкос установить с небольшим
наклоном. Поливать нужно так, чтобы струя
суспензии не смывала уже осевший над
трещинами порошок;
- осмотреть контролируемый
участок через лупу 2 - 4-кратного увеличения
для обнаружения трещин. При наличии
трещин подкос бракуют.
Если трещин на первом участке не
обнаружено, то аналогично провести
контроль второго участка.
Рис. 8.54. Схема расположения контролируемых участков на подкосе крепления двигателя:
/ и 2 - контролируемые участки (заштрихованы)
МЕТОДИКА КОНТРОЛЯ ЛОПАТОК 1 -И СТУПЕНИ РОТОРА КОМПРЕССОРА 503
Если трещин не обнаружено на
втором участке, то подкос размагнитить,
проверить качество размагничивания,
восстановить лакокрасочное покрытие на
подкосе, которое было удалено для проведения
контроля.
8.14. МЕТОДИКА КОНТРОЛЯ
ЛОПАТОК 1-Й СТУПЕНИ РОТОРА
КОМПРЕССОРА ПРИ РЕМОНТЕ
Магнитопорошковый контроль
лопаток 1-й ступени ротора компрессора
проводится для обнаружения трещин в при-
замковой части, возникающих поперек оси
лопатки.
Зона контроля - участок поверхности
пера лопатки со стороны корыта шириной
40 ... 50 мм (рис. 8.55). Контроль
проводится способом остаточной
намагниченности.
Оборудование и материалы:
- стационарный магнитный
дефектоскоп типа У-604 (или УМД-9000,
УМДЭ-ЮОООидр.);
- приставной соленоид 0 210 мм,
входящий в комплект стационарных
дефектоскопов;
Рис. 8.55. Контролируемый участок
лопатки 1-й ступени ротора компрессора
(со стороны корыта контролируемый
участок заштрихован)
- керосиномасляная суспензия
(70 % керосина и 30 % масла МК-8)
с порошком, удовлетворяющим
ТУ 6-36-05800165-1009-93, концентрация
порошка 20 ... 30 г/л;
- присадка «Акор-1»(ГОСТ 15171 -78).
Приготовление суспензии. Для
приготовления 1 л магнитной суспензии:
- в емкость насыпать 20 ... 30 г
магнитного порошка и добавить 1 ... 2 г
присадки «Акор-1». Полученную массу
тщательно перемешать;
- в емкость долить 700 ... 750 мл
керосина и тщательно размешать
полученную суспензию;
- провести сепарацию
приготовленной керосиновой суспензии. Для этого
после окончания размешивания ее нужно
сразу же осторожно слить в чистую
емкость. Порошок, оставшийся на дне
емкости, непригоден для контроля;
- в емкость со слитым керосином и
порошком добавить 250 ... 300 мл масла
МК-8.
Методика контроля:
- удалить ветошью, смоченной в
керосине (бензине), возможные
загрязнения с корыта лопаток в зоне шириной
40 ... 50 мм от замка;
- установить переменный ток в
соленоиде 2800 ... 3100 А, выключить
соленоид;
- поместить лопатку в соленоид
вдоль его продольной оси;
- пропустить по соленоиду ток в
течение 0,5 ... 1 с. Более длительное
пропускание тока не приводит к
увеличению намагниченности лопатки, а
вызывает лишь излишнее нагревание
соленоида;
- размешать суспензию;
- опустить лопатку в ванну с
суспензией на 5 ... 10 с;
- извлечь лопатку из ванны,
осмотреть ее на предмет обнаружения
трещин.
Осаждение порошка над трещинами
имеет вид четких валиков, черточек или
даже точек, если длина трещин менее
504 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Рис. 8.56. Трещины на лопатке 1-й ступени
ротора компрессора, выявленные
м;и ни гопорошковым методом с
применением способа остаточной
намагниченности
0,3 ... 0,5 мм (рис. 8.56). В местах
глубокой коррозии порошок осаждается в виде
точек. При осаждении порошка в
обследуемой зоне контроль повторяют, т.е.
порошок удаляют и вновь наносят
магнитную суспензию. Повторное осаждение
порошка является важным признаком
наличия дефекта.
При обнаружении трещин лопатку
бракуют. Если трещин не обнаружено,
лопатки размагничивают удалением из
соленоида, питаемого переменным током.
Контроль лопаток на остаточной
намагниченности следует применять как
дополнительный способ к их проверке в
приложенном магнитном поле элекромаг-
нита.
8.15. МЕТОДИКА КОНТРОЛЯ
ВТУЛОЧНО-РОЛИКОВЫХ
ЦЕПЕЙ П-4
Контроль втулочно-роликовых цепей,
изготовленных по ГОСТ 3609-87,
проводят для обнаружения радиальных трещин
усталости, распространяющихся от
отверстия для оси ролика на наружных
поверхностях пластин звеньев. Проверку цепей
ведут по участкам на остаточной
намагниченности керосиновой суспензией с
концентрацией порошка 20 ... 25 г/л.
Оборудование и материалы:
- стационарный магнитный
дефектоскоп типа У-604-64, УМД-9000, У-604-70М
и т.д.;
- краскораспылитель 0-37 или Кр-10
(Кр-20);
- специальная ванна для магнитной
суспензии размером 150 х 200 х 1000 мм
(изготавливается из немагнитного
материала);
- ванны для промывки бензином;
- лупа 4 - 7-кратного увеличения;
- медная проволока 0 2,5 ... 3 мм,
длиной 1 м;
- краска типа «М», применяемая
для цветной дефектоскопии, или
нитроэмаль НЦ-25;
- смазка ЦИАТИМ-201;
- ацетон;
- бензин Б-70;
- керосин;
- ветошь.
Методика контроля:
- промыть цепь / (рис. 8.57) в
бензине и просушить;
- собрать цепь в ленту и продеть
через нее медную (или другую
немагнитную) проволоку 2 диаметром 2,5 ... 3 мм,
как указано на рис. 8.57;
- пропитать цепь смазкой
ЦИАТИМ-201 (для предохранения от
попадания частиц суспензии между осями
и роликами), для чего ЦИАТИМ-201
разогреть в ванне до температуры 160 ... 180 °С
и опустить в нее цепь на 15 ... 20 мин;
- охладить цепь (вместе с ванной со
смазкой) до 70 ... 80 °С, после чего вынуть
ее из ванны и охладить до комнатной
температуры;
- проверить заполнение всех
зазоров (между пластинами) смазкой. На
места заполнения нанести дополнительный
слой смазки;
Рис. 8.57. Цепь в собранном для
намагничивания виде:
/ - цепь; 2 - медная проволока 0 3 мм
МЕТОДИКА КОНТРОЛЯ ВТУЛОЧНО-РОЛИКОВЫХ ЦЕПЕЙ П-4 505
Рис. 8.58. Трещина на наружной пластине цепи
- протереть наружные стороны
пластин салфеткой, смоченной в бензине, до
полного удаления смазки;
- с помощью краскораспылителя
нанести тонкий (полупрозрачный) слой
белой краски.
Примечания. 1. Белую краску
наносят для создания лучшего цветового
контраста между осевшим над трещинами
порошком и поверхностью детали.
2. При применении суспензии с
цветными порошками (например, паст МП-70,
МП-75) краску не наносят;
- разметить цепь на
контролируемые участки. Длина каждого участка не
должна превышать длины соленоида, т.е.
должна быть не больше 210 мм.
Нанесение магнитной суспензии и
осмотр:
- размешать суспензию в ванне;
- опустить в ванну цепь (через
10... 15с после окончания размешивания
суспензии), погрузив в суспензию на
глубину 2 ... 3 см контролируемым участком
кверху, и выдержать в таком положении
5 ... Юс;
- осторожно вынуть цепь из ванны;
- осмотреть контролируемые
участки пластин (с применением лупы), особое
внимание обращая на участки вблизи
головок роликов, из-под которых
распространяются трещины (рис. 8.58).
Примечания. 1. В случае
интенсивного осаждения порошка на всей
контролируемой поверхности цепь
сполоснуть в суспензии и вновь погрузить в нее
на5 ... 10с.
2. Для уменьшения количества
осаждаемого на поверхности порошка может
быть увеличено время между окончанием
размешивания и моментом погружения
цепи в суспензию;
- повернуть цепь на 180° и
повторить процедуры нанесения суспензии и
осмотра;
- аналогично выполнить контроль
других участков цепи, повторив
процедуры намагничивания, нанесения суспензии
и осмотра. В случае обнаружения на
пластинах трещин (независимо от их
количества, размеров и расположения) цепь
подлежит отбраковке.
Размагничивание цепи проводят в
поле переменного тока с помощью
соленоида и проверяют качество
размагничивания.
Удаление смазки ЦИАТИМ-201 и
белой нитрокраски:
- промыть цепь в ванне с бензином
для удаления остатков суспензии;
- снять проволоку с цепи и промыть
цепь во второй ванне (для удаления
смазки ЦИАТИМ-201);
- промыть цепь в ацетоне для
удаления нитрокраски "М" или НЦ-25;
- окончательно промыть цепь в
ванне с чистым бензином.
Консервация цепи:
- очищенную, промытую от
загрязнений и просушенную цепь поместить в
ванну с маслом МС-20 (или МС-22),
нагретым до температуры 100 ... 110 °С. Для
повышения защитных противокоррозионных
свойств в масло добавляют ингибированную
присадку «Акор-1» в количестве 10 %;
506 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
- выдержать цепь в горячем масле в
течение 20 мин, после чего вынуть из
ванны, дать стечь излишку масла и охладить
на воздухе при комнатной температуре;
- для получения на поверхности
более толстого слоя смазки цепь вторично
погрузить в ванну с маслом того же
состава и выдержать при температуре 20 ...
30 °С в течение 3 ... 5 мин;
- смазанную цепь допускается
хранить до установки на изделие завернутой в
промасленную или парафинированную
бумагу.
Примечание. В случае хранения
цепи более 30 суток до установки на
изделие цепь промыть в бензине Б-70 и
повторно смазать по приведенной технологии.
8.16. МЕТОДИКА КОНТРОЛЯ ДИСКА
8-Й СТУПЕНИ КОМПРЕССОРА ГТД
ПОСЛЕ ЕГО ДЕМОНТАЖА
Контроль диска 8-й ступени
компрессора проводят для выявления усталостных
трещин, возникающих и
распространяющихся по окружности в местах переходов
от обода к полотну диска и от обода к
рубашке. Контроль ведут на остаточной
намагниченности с применением кабеля.
Зоны контроля (рис. 8.59):
- место перехода обода к полотну
А;
- внешняя сторона перехода диска к
рубашке Б;
- внутренняя сторона перехода
диска к рубашке В.
Оборудование и материалы:
- дефектоскоп для контроля деталей
методом цветной дефектоскопии
(например, типа ДМК-5, ДМК-4);
- стационарный или передвижной
дефектоскоп У-604, УМД-9000, У-601,
МД-50П и др.;
- кабель для намагничивания
сечением 120 мм2;
- стабилизированная (с «Акор-1»)
магнитная суспензия с порошком
ТУ 6-36-05800165-1009-93 с
концентрацией 20 ... 25 г/л.
Рис. 8.59. Положение кабеля при
намагничивании контролируемых
участков:
а - для контроля перехода от обода к полотну;
б - для контроля перехода от обода к рубашке;
А, Б, В - контролируемые участки
В качестве дисперсионной среды
рекомендуется использовать керосин (TI,
ТС).
Для обнаружения трещин на диске
8-й ступени компрессора следует
применять двойной контроль: цветной и
магнитный.
Если при цветном контроле трещин
не обнаружено, то диск проверяют магни-
топорошковым методом, не удаляя белую
проявляющую краску, которая создает
лучший контраст осевшего порошка на
поверхности диска в случае применения
черного магнитного порошка.
Методика контроля
Для контроля зоны А:
- проложить намагничивающий
кабель по месту перехода обода к полотну
МЕТОДИКА КОНТРОЛЯ ШТОКА АМОРТИЗАТОРА ПЕРЕДНЕЙ СТОЙКИ ШАССИ 507
3ZZZZZZZZZ
Рис. 8.60. Трещина (показана стрелкой) в
месте перехода рубашки к полотну диска
8-й ступени ротора компрессора
(см. рис. 8.59), подсоединить кабель к
дефектоскопу, пропустить по кабелю ток
силой 3400 ... 3600 А. Длительность
прохождения тока не должна превышать 1 ...
2 с;
- снять кабель с диска;
- на контролируемый участок
поливом из шланга нанести магнитную
суспензию. Суспензию наносить осторожно,
чтобы не смыть уже осевший порошок над
возможными трещинами в диске.
Осмотр следует проводить при
хорошем освещении с помощью лупы 2 -
7-кратного увеличения.
Аналогично проверяют зоны
контроля Б и В. После окончания контроля диск
нужно размагнитить, промыть в ацетоне
для удаления краски и порошка. При
обнаружении трещин диск бракуют (рис.
8.60).
8.17. МЕТОДИКА КОНТРОЛЯ
ШТОКА АМОРТИЗАТОРА
ПЕРЕДНЕЙ СТОЙКИ ШАССИ
ПОСЛЕ ЕГО ДЕМОНТАЖА
Контроль штока амортизатора
проводят для выявления усталостных трещин на
его внутренней поверхности способом
остаточной намагниченности.
Зона контроля - участок А
внутренней поверхности 0 70 мм, шириной
30 мм, прилегающий к борту (рис. 8.61).
Оборудование и материалы:
- стационарный магнитный
дефектоскоп У-604, УМД-9000 и др.;
- приставной соленоид 0 110 мм;
- подвижное зеркало СМ-7804;
ezzzzzzzz:
Рис. 8.61. Контроль внутренней поверхности
штока амортизатора передней стойки шасси
(контролируемый участок А заштрихован)
- лампа СМ-30 в арматуре СПЛ-51
со снятыми головкой и крышкой со
светофильтром;
- стабилизированная (с «Акор-1»)
магнитная суспензия с порошком
концентрацией 20 ... 25 г/л. Дисперсионная среда
состоит из 50 % керосина и 50 % масла
МК-8.
Методика контроля:
- удалить лакокрасочное покрытие
с внутренней поверхности
контролируемого участка штока смывкой АФТ-1;
- применяя зеркало СМ-7805 и
лампу СМ-30 в арматуре СЦЛ-51,
убедиться в полном удалении слоя краски с
контролируемого участка;
- намагнитить шток в приставном
соленоиде 0 110 мм. При намагничивании
зона контроля должна находиться в центре
(по длине) соленоида. Сила тока в
соленоиде 2800 ... 3000 А. Длительность
пропускания тока по виткам соленоида 0,5 ...
1 с;
- нанести магнитную суспензию на
зону контроля;
- с помощью зеркала и лампы для
освещения осмотреть зону контроля. Если
трещин не обнаружено, шток
размагнитить, используя этот же соленоид,
питаемый переменным током. Восстановить
лакокрасочное покрытие на внутренней
поверхности штока.
При выявлении трещин шток
бракуют.
508 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
8.18. МЕТОДИКА КОНТРОЛЯ
УШКОВОГО НАКОНЕЧНИКА
ШТОКА СИЛОВОГО ЦИЛИНДРА
ОСНОВНОЙ СТОЙКИ ШАССИ
Контроль ушкового наконечника
штока цилиндра проводят для выявления
трещин по первому и второму виткам
резьбы у места перехода цилиндрической
части в проушину, а также радиальных
трещин по поверхности подшипника и
проушины.
Для обнаружения трещин по
впадинам резьбы контроль ведут при
продольном намагничивании в соленоиде,
питаемом переменным током.
Поверхность сферического
подшипника и проушины наконечника
контролируют при тороидальном намагничивании с
применением кабеля (рис. 8.62). Контроль
проводят на остаточной намагниченности.
Зоны контроля:
- три витка резьбовой части
наконечника у ушка;
- поверхность ушка;
- сферический подшипник
наконечника.
Оборудование и материалы:
- переносный магнитопорошковый
дефектоскоп ПМД-70;
- магнитная суспензия с порошком,
удовлетворяющим ТУ 6-36-05800165-
1009-93 (20 ... 25 г/л), стабилизированная
присадкой «Акор-1» (1 ... 2 г/л). В
качестве дисперсионной среды суспензии
использовать смесь 70 % керосина и 30 %
масла МК-8. Из суспензии должны быть
удалены крупные частицы путем отстоя.
Методика контроля:
- поместить наконечник в катушку
дефектоскопа ПМД-70, подключенную к
сети переменного тока напряжением 220 В;
- переключатель на панели катушки
поставить в положение "Постоянный ток";
- включить ток на 0,5 ... 1с.
Включение тока более чем на 1 с не приводит к
увеличению намагниченности ушкового
наконечника;
- вынуть наконечник из катушки,
нанести суспензию на резьбовую часть
наконечника, для чего погрузить его в
предварительно размешанную суспензию.
Наконечник в суспензии должен
находиться в вертикальном положении. После
извлечения наконечника из суспензии
витки резьбы осматривают через лупу 2 -
4-кратного увеличения.
При обнаружении трещин
наконечник бракуют. Если трещин нет,
наконечник следует размагнитить путем плавного
удаления его из катушки, питаемой
переменным током, и провести контроль
поверхности ушка и сферического
подшипника.
Для этого необходимо:
- намотать на ушко 6 ... 8 витков
кабеля сечением 10 мм2, входящего в
комплект дефектоскопа;
- пропустить по кабелю 1 ... 2
импульса тока от импульсного блока
дефектоскопа. Снять кабель с наконечника;
Рис. 8.62. Положение кабеля при тороидальном намагничивании ушка
сферического подшипника наконечника штока
МЕТОДИКА КОНТРОЛЯ ГЛАВНОЙ БАЛКИ КРЫЛА САМОЛЕТА 509
- повторить процедуры нанесения
суспензии и осмотра. Суспензию можно
наносить на зону контроля как
погружением изделия, так и путем полива. При
погружении в суспензию наконечник
может находиться в горизонтальном или
вертикальном положении.
Если трещин не обнаружено,
наконечник размагничивают с использованием
катушки.
8.19. МЕТОДИКА КОНТРОЛЯ
ГЛАВНОЙ БАЛКИ КРЫЛА
САМОЛЕТА
Контроль проводят для выявления
усталостных трещин, развивающихся от
отверстий на нижней передней полке
балки крыла перпендикулярно к ее
продольной оси.
Зона контроля - участки,
непосредственно прилегающие к отверстиям
(10 шт.) под болты переднего ряда на
нижней передней полке главной балки
крыла.
Оборудование и материалы:
- дефектоскоп ПМД-70;
- зеркало размером примерно 6 х
х 12 см для осмотра внутренней
поверхности отверстий;
- переносная лампа и фляга для
нанесения суспензии, входящие в комплект
дефектоскопа;
- магнитная стабилизированная
керосиновая суспензия (с «Акор-1») с
порошком ТУ 6-36-05800165-1009-93,
концентрация порошка 20 ... 25 г/л;
- бензин Б-70, смывка АФТ-1.
Методика контроля:
- снять передний ряд болтов
(10 шт.) крепления нижней панели
обшивки к нижней полке балки;
- промыть бензином Б-70
внутреннюю поверхность отверстий и удалить
смывкой АФТ-1 краску с верхней стороны
нижней полки проверяемого участка балки;
- продеть кабель сечением 10 мм'
(из комплекта дефектоскопа)
последовательно через каждое отверстие;
/ГЬ /f°b <Q <ft Q>
Рис. 8.63. Намагничивание нижней полки
лонжерона крыла с применением кабеля:
а - вид участка контроля;
б - схема расположения кабеля, продетого
через отверстия в полке лонжерона;
1 - полка лонжерона; 2 - кабель
- наконечники кабеля подключить к
импульсному блоку (рис. 8.63);
- намагнитить зону контроля,
пропустив по кабелю 1 ... 2 импульса тока;
- снять кабель с зоны контроля;
внести из фляги суспензию на
зону контроля и провести ее осмотр.
Поверхности полки вблизи отверстий
осматривают с помощью лупы 4-кратного
увеличения, особое внимание обращая на
внутреннюю поверхность отверстий. Для
осмотра скрытой внутренней поверхности
применяют зеркало и переносную лампу,
510 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
располагая зеркало с верхней стороны
полки, а лампу - с нижней.
Если обнаружены трещины на
внутренней поверхности какого-либо
отверстия или на полке балки у отверстия,
крыло требуется заменить.
Если при магнитном контроле
главной балки трещин не обнаружено, то ее
размагничивают, очищают от остатков
задержавшегося порошка и
восстанавливают лакокрасочное покрытие.
Размагничивание проводят с
использованием этого же кабеля (сечением
10 мм ) и импульсного блока.
8.20. МЕТОДИКА КОНТРОЛЯ УЗЛА
КРЕПЛЕНИЯ ОБОДА ШПАНГОУТА
№ 13 К ПОПЕРЕЧНОЙ БАЛКЕ
ФЮЗЕЛЯЖА
Контроль узлов крепления обода
шпангоута № 13 проводят для выявления
трещин усталости в местах сварных швов
(рис. 8.64). При использовании ручного
электромагнита контроль узлов проводят
способом приложенного магнитного поля
и на остаточной намагниченности.
Зоны контроля - левые и правые
(верхние и нижние) узлы крепления обода
шпангоута № 13 к поперечной балке
фюзеляжа.
Оборудование и материалы:
- переносный магнитный
дефектоскоп 77ПМД-ЗМ;
- полихлорвиниловая фляга (0,5 л) с
наконечником - латунной трубкой
диаметром 5 мм, проходящей через пробку
внутрь фляги. Трубка выступает из пробки
фляги на 5 ... 12 см;
- стабилизированная (с «Акор-1»)
магнитная суспензия с порошком
ТУ 6-36-05800165-1009-93 с
концентрацией 20 ... 25 г/л. В качестве
дисперсионной среды используют смесь: 50 %
керосина и 50 % масла МК-8.
Подготовка узлов к контролю:
- вырезать участки обшивки для
обеспечения подхода к контролируемым
узлам;
- удалить смывкой АФТ-1 с
контролируемой поверхности узлов
лакокрасочное покрытие. При его отсутствии
промыть контролируемые поверхности
бензином Б-70 и протереть насухо;
- с помощью лупы тщательно
осмотреть контролируемые участки узлов;
- закрыть ветошью отверстия, через
которые возможно затекание суспензии
под обшивку фюзеляжа;
- подготовить дефектоскоп 77ПМД-ЗМ
к работе согласно инструкции по его
эксплуатации. Для контроля как верхних, так
Рис. 8.64. Контроль верхнего узла кронштейна обода шпангоута № 13 с
применением электромагнита
МЕТОДИКА КОНТРОЛЯ БОЛТОВ
511
и нижних узлов применяют
серпообразный и короткий плоский (или короткий
круглый) полюсные наконечники.
Методика контроля
А. Для контроля правого верхнего
узла необходимо выполнить следующие
действия.
1. Установить электромагнит со
вставленными в него полюсными
наконечниками на правый верхний узел
крепления обода шпангоута к фюзеляжу.
Обратить особое внимание на то, чтобы
круглый полюсный наконечник хорошо
прилегал торцовой поверхностью к
обшивке фюзеляжа (см. рис. 8.64).
2. Поставить переключатель
"Намагничивание - размагничивание" в
положение "Размагничивание", включить ток в
электромагните.
3. Нанести магнитную суспензию и
провести осмотр контролируемого участка
с применением лупы 4 - 7-кратного
увеличения.
4. Выключить ток в электромагните и
снять его с контролируемого узла.
5. Тщательно протереть ветошью
контролируемый узел для удаления с его
поверхности остатков магнитной
суспензии.
6. Вновь нанести магнитную
суспензию на контролируемые участки узла для
контроля на остаточной намагниченности.
При контроле на остаточной
намагниченности облегчается расшифровка рисунков
из осевшего порошка.
7. Провести осмотр контролируемого
участка с применением лупы 4-7-
кратного увеличения.
8. Если трещины не обнаружены,
размагнитить контролируемый участок
узла с применением электромагнита,
проверить качество размагничивания и
удалить остатки магнитной суспензии путем
протирки ветошью и просушки воздухом.
Б. Для контроля правого нижнего
узла необходимо выполнить следующие
действия.
1. Установить электромагнит на
нижний узел крепления обода шпангоута № 13
к поперечной балке фюзеляжа.
2. Повторить действия по пп. 2 ... 8
контроля правого верхнего узла.
Провести контроль левых (верхнего и
нижнего) узлов крепления обода
шпангоута № 13 к поперечной балке фюзеляжа,
повторив процедуру контроля правых
(верхнего и нижнего) узлов.
Восстановить лакокрасочное
покрытие на проверяемых узлах.
8.21. МЕТОДИКА КОНТРОЛЯ
БОЛТОВ
Болты контролируют для выявления
усталостных трещин, возникающих по
впадинам резьбы.
Контроль проводят на остаточной
намагниченности, намагничивая болты в
катушке дефектоскопа ПМД-70 (77ПМД-ЗМ),
питаемой переменным током
напряжением 220 В, 50 Гц. В условиях ремонта
намагничивание целесообразно выполнять в
приставном соленоиде, питаемом
переменным током.
Оборудование и материалы:
- катушка дефектоскопа ПМД-70
(77ПМД-ЗМ);
- магнитный порошок,
удовлетворяющий ТУ 6-35-05800165-1009-93;
-керосин (топливо TI или ТС) по
ГОСТ 10227-62;
-микроскоп МБС-2 (МБС-1) или
лупа 4 - 10-кратного увеличения;
- пипетка (масленка) пластмассовая
или груша резиновая объемом 50 ... 100 мл;
- бельевая ветошь;
- шлифовальная бумага типа КЗМ-28
(ГОСТ 10054-75).
Приготовление суспензии. Для
приготовления 1 л магнитной суспензии:
-в емкость поместить 5 ... 7 г
магнитного порошка, 0,3 ... 0,5 г присадки
«Акор-1» (ГОСТ 15171-78) и 5 ... 10 мл
керосина. Содержимое перемешать;
-затем влить 1 л керосина и
тщательно перемешать;
512 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
- через 5 ... 10 с после
размешивания содержимое слить в другую, чистую
емкость. На дне первой емкости останутся
крупные и слипшиеся частицы,
непригодные для контроля;
- качество суспензии проверить по
выявлению трещин на контрольных
образцах с мелкими шлифовочными
трещинами, входящих в комплект
дефектоскопов ПМД-70 или У-604.
Методика контроля:
- промыть резьбовую часть болтов,
применяя керосин (бензин или ацетон) и
ветошь. Во впадинах резьбы в процессе
эксплуатации могут образовываться плохо
растворимые загрязнения, которые
следует удалять механическим путем,
используя щетки, пластмассовые или деревянные
остро заточенные палочки. Если болты
покрыты слоем кадмия, поврежденным в
процессе эксплуатации, то в условиях
ремонтного предприятия его перед
контролем целесообразно удалить, иначе на его
царапинах и трещинах будет осаждаться
порошок, что значительно затруднит
расшифровку индикаторных рисунков;
- проверить качество удаления
загрязнений осмотром через лупу или
микроскоп;
- поместить болт в катушку
дефектоскопа ПМД-70, подключенную к сети
напряжением 220 В, 50 Гц;
- переключатель на панели катушки
поставить в положение "Переменный ток";
- включить ток на 0,5 ... 1 с.
Включение тока более чем на 1 с не приводит к
увеличению намагниченности болта;
- размешать суспензию и погрузить
в нее болт на 5 ... 10 с. Болт в суспензии
должен находиться в вертикальном
положении;
- ополоснуть резьбовую часть болта
погружением его в чистый керосин для
частичного удаления порошка, осевшего в
местах отсутствия дефектов;
- осмотреть резьбовую часть болта
при хорошем освещении. Рисунок из
осевшего над трещинами порошка имеет
вид четкой, иногда прерывистой линии
(рис. 8.65).
Рис. 8.65. Осаждение порошка над
трещинами по впадинам резьбы болта при
капельном способе нанесения суспензии, 10"
Рис. 8.66. Осаждение порошка в виде
цепочек по впадинам резьбы в местах
отсутствия дефектов при капельном способе
нанесения суспензии
Порошок может осаждаться по
впадинам резьбы, рискам, в местах
повреждения кадмиевого покрытия. В этих
случаях для расшифровки индикаторных
рисунков необходимо применять
малоконцентрированную суспензию. Суспензию,
отстоявшуюся в течение 2 ... 3 мин после
размешивания, наносят каплями из
пипетки (или резиновой груши), наблюдая за
процессом через лупу 4 - 10-кратного
увеличения или бинокулярный микроскоп.
Если по впадине трещины нет, то
накопление порошка происходит в виде
отдельных скоплений (рис. 8.66). При
дальнейшем нанесении суспензии скопления
соединяются в цепочки и количество их
увеличивается (рис. 8.67).
МЕТОДИКА КОНТРОЛЯ БАЛАНСИРА РУЛЯ ВЫСОТЫ САМОЛЕТА 513
Рис. 8.67. Различные стадии накопления
порошка между витками резьбы болта:
/ - начало образования цепочки;
2 - уплотнение цепочек до образования
сплошного валика; 3 - заполнение порошком
(большим количеством цепочек)
впадины резьбы
Если по впадине резьбы проходит
трещина, то накопление порошка
происходит прежде всего в этом месте,
обрисовывая ее конфигурацию. При дальнейшем
нанесении суспензии порошок
накапливается в местах отсутствия дефектов.
Для расшифровки интенсивного
осаждения порошка между витками резьбы
(см. рис. 8.67, 3) рекомендуется, наблюдая
через микроскоп или лупу, попытаться
смыть его слабой струей суспензии (или
чистого керосина), направляемой из
резиновой груши вдоль витков резьбы. Если
трещины нет, то порошок из впадины
резьбы вымывается. Порошок из трещин не
удаляется при легком ополаскивании
отстоявшейся суспензией (или керосином).
При осаждении порошка в местах
повреждения кадмиевого покрытия или по
рискам и в случае затруднений при
расшифровке индикаторного рисунка
рекомендуется риску или место повреждения
слоя кадмия зашлифовать наждачной
бумагой типа КЗМ-28 (если это допускается
технологией ремонта). Контроль
повторить. Если трещин не обнаружено, то
болты размагнитить в соленоиде, питаемом
переменным током.
У болтов, изготавливаемых накаткой,
осаждение порошка по впадинам резьбы
может наблюдаться в местах
наволакивания материала. В этом случае практически
невозможно разделить магнитопорошко-
вым контролем болты, имеющие
трещины, и болты с наволакиванием материала,
так как осаждение порошка под
наволакиваниями и над трещинами идентичны.
8.22. МЕТОДИКА КОНТРОЛЯ
БАЛАНСИРА РУЛЯ ВЫСОТЫ
САМОЛЕТА
Контроль балансиров руля высоты
проводят для выявления поперечных
усталостных трещин по сварному шву и
прилегающим к нему участкам, а также в
месте перехода бобышки в тело весового
балансира.
Контроль выполняют в приложенном
магнитном поле электромагнита
дефектоскопа 77ПМД-ЗМ керосиномасляной
стабилизированной суспензией, содержащей
в себе 50 % масла МК-8, 50 % керосина и
порошок ТУ 6-36-05800165-1009-93 с
концентрацией 15 ... 20 г/л, 0,5 ... 1 %
присадки «Акор-1».
Зоны контроля:
- сварной шов и прилегающие к
нему участки шириной по 20 мм по обе
стороны;
- место перехода бобышки в тело
весового балансира по радиусу 20 мм
(рис. 8.68).
Рис. 8.68. Схема расположения
контролируемого участка (заштрихован)
на балансире руля высоты
17 - 3316
514 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Рис. 8.69. Положение электромагнита при контроле балансира руля высоты. Стрелкой
показано осаждение порошка на трещине
Методика контроля:
удалить лакокрасочное покрытие
с контролируемого участка балансира с
применением смазки и жесткой волосяной
щетки;
- протереть насухо контролируемые
участки балансиров;
- подготовить дефектоскоп к работе
согласно инструкции по его эксплуатации;
- установить электромагнит
дефектоскопа на балансир так, чтобы между
полюсными наконечниками находился
сварной шов и прилегающие к нему зоны
шириной 20 м (рис. 8.69);
- поставить тумблер
«Намагничивание - размагничивание» в положение
«Размагничивание»;
- включить тумблер «Питание
электромагнита или катушки»;
нанести на контролируемый
участок суспензию и осмотреть его.
Осаждение порошка над трещиной
имеет вид резко очерченных валиков
в зоне перехода радиусом 20 мм (см.
рис. 8.69).
Провести размагничивание
проконтролированного участка с применением
электромагнита.
8.23. МЕТОДИКА КОНТРОЛЯ
СВАРНЫХ ШВОВ С ПРИМЕНЕНИЕМ
ЭЛЕКТРОКОНТАКТОВ
ДЕФЕКТОСКОПОВ ПМД-70 И
МД-50П
В зависимости от условий контроля и
размеров шва контроль с помощью
электроконтактов можно проводить двумя
способами. При контроле первым
способом сначала намагничивают по участкам
весь сварной шов, а затем наносят на него
магнитную суспензию и осматривают.
При контроле вторым способом шов
намагничивают также по участкам, но
нанесение суспензии и осмотр проводят
поочередно после намагничивания каждого
участка.
Этими способами выявляют
трещины, ориентированные к линии,
соединяющей точки установки электроконтактов,
под углом не более 60 ... 70°.
А. Контроль сварного шва боковой
усиливающей накладки изделия
проводят для выявления трещин,
распространяющихся вдоль сварного шва. Контроль
выполняют на остаточной
намагниченности с применением электроконтактов.
МЕТОДИКА КОНТРОЛЯ СВАРНЫХ ШВОВ С ПРИМЕНЕНИЕМ ЭЛЕКТРОКОНТАКТОВ 515
Зона контроля - сварной шов и
околошовные зоны по обе стороны от
сварного шва шириной 10 ... 15 мм.
Оборудование и материалы:
- дефектоскоп МД-50П;
- смывка АФТ-1;
- ацетон;
- стабилизированная (с «Акор-1»)
магнитная суспензия, содержащая
порошок ТУ 6-36-05800165-1009-93 с
концентрацией 20 ... 25 г/л. Дисперсионная среда
состоит из 70 % керосина и 30 % масла
МК-8.
Подготовка сварного шва к контролю:
- удалить лакокрасочное покрытие
смывкой АФТ-1;
- ветошью, смоченной ацетоном,
протереть зону контроля для удаления
белесых пятен - остатков смывки АФТ-1 и
лакокрасочного покрытия;
- разметить карандашом, мелом и
т.д. сварной шов усиливающей накладки
на участки длиной по 15 ... 20 см (рис.
8.70).
Методика контроля:
- включить дефектоскоп,
подсоединить к нему электроконтакты;
- шкалу регулятора тока на правом
электроконтакте поставить в положение
«0»;
- установить заданный ток по
шкале задатчика (на пульте дефектоскопа)
2000 А;
- переключателем на пульте
дефектоскопа установить частоту следования
импульсов 1 Гц и на переключателе серии
импульсов — знак «А»;
- установить электроконтакты на
первый участок, прижать их к детали с
усилием не менее 30 Н (3 кгс);
- нажать и отпустить кнопку
«Пуск» на левом электроконтакте;
- не ослабляя прижатия
электроконтактов, плавно вращать регулятор тока
до загорания сигнальной лампы,
расположенной на правом электроконтакте.
Загорание лампы сигнализирует о том, что по
участку детали проходит импульсный ток
заданной амплитуды (2000 А). При этом
Рис. 8.70. Схема расположения сварного шва
приварки боковой усиливающей накладки:
1-8- контролируемые участки;
А, Б, В - точки установки электроконтактов
Э1 иЭ2
первый участок будет намагничен до
требуемого значения;
- намагнитить второй участок, для
этого второй (правый или левый)
электроконтакт Э2 оставить в точке Б, а Э1
установить в точке В (см. рис. 8.70);
- приложить электроконтакты к
сварному шву, пропустить по нему 1 ...
3 импульса тока, нажав кнопку «Пуск».
При усилии прижатия контактов менее
30 Н (3 кгс) происходит автоматическое
выключение импульсов тока;
- намагнитить следующие участки
сварного шва. При намагничивании
необходимо чередовать электроконтакты
между собой при их установке на деталь. Это
необходимо для того, чтобы предыдущий
участок не размагничивался при
намагничивании следующего;
17*
516 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
- после намагничивания всего
сварного шва нанести магнитную суспензию и
осмотреть сварной шов с применением
лупы 2 - 10-кратного увеличения. Если
трещин не обнаружено, то сварной шов
следует размагнитить «проглаживанием»
по сварному шву торцом катушки,
питаемой переменным током. Катушки входят в
комплект дефектоскопа.
Б. Контроль сварного шва
внешнего обода рамы № 20 проводят для
выявления трещин, распространяющихся
поперек сварного шва (рис. 8.71). Контроль
ведут с помощью электроконтактов на
остаточной намагниченности.
Зоны контроля - сварной шов со
стороны борта и ниши и прилегающие к нему
околошовные зоны шириной 40 ... 50 мм.
Оборудование и материалы:
- дефектоскоп ПМД-70;
- смывка АФТ-1 и ацетон;
Рис. 8.71. Схема расположения сварных
швов внешнего обода рамы № 20:
I - 1,2-2, 3 - 3, ...,6- 6-точки установки
электроконтактов, трещина показана стрелкой
— стабилизированная магнитная
суспензия с черным магнитным порошком
ТУ 6-36-05800165-1009-93) с
концентрацией 20 ... 25 г/л.
В качестве дисперсионной среды
суспензии используют смесь, состоящую
из 70 % керосина и 30 % масла МК-8.
Подготовка сварного шва к контролю:
— удалить лакокрасочное покрытие
смывкой АФТ-1;
— протереть зону контроля
ветошью, смоченной ацетоном, для удаления
белесых пятен - остатков смывки и
лакокрасочного покрытия;
— разметить сварной шов на участки
шириной 30 ... 60 мм (см. рис. 8.71).
Методика контроля:
— намагнитить первый участок
сварного шва, установив электроконтакты
в точках / — /;
— нанести суспензию из фляги и
осмотреть контролируемый участок.
Аналогично проверить другие участки зоны
контроля при намагничивании,
устанавливая электроконтакты в точках 2 - 2, 3 - 3,
4-4,5-5,6-6.
Если трещин не обнаружено, то зону
контроля следует размагнитить с
помощью электроконтактов или катушки,
входящей в комплект дефектоскопа.
8.24. КОНТРОЛЬ СВАРНЫХ
СОЕДИНЕНИЙ В ЭКСПЛУАТАЦИИ
ЛЕТАТЕЛЬНЫХ АППАРАТОВ
При эксплуатации изделий на
сварных соединениях могут возникать
эксплуатационные дефекты: трещины
усталости, трещины коррозии под
напряжением, ножевая коррозия и др. При
разработке методик и технологий магнитопорош-
кового контроля для обнаружения таких
дефектов приходится учитывать
следующие факторы:
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ В ЭКСПЛУАТАЦИИ ЛЕТАТЕЛЬНЫХ АППАРАТОВ 517
— проверяемые сварные соединения
обычно имеют защитные покрытия
(лакокрасочные, гальванические, битумные,
жаростойкие эмали, керамика);
— на поверхности могут быть
различные загрязнения (масла, смазки, поли-
меризующиеся загрязнения),
коррозионные поражения;
- подходы к сварным соединениям
в конструкции часто односторонние и
ограниченные из-за наличия
расположенных рядом других деталей, узлов,
трубопроводов;
- при эксплуатации контроль
осложняется неблагоприятными погодными
условиями (атмосферными осадками,
пыльными бурями), низкой или высокой
температурой окружающего воздуха.
Магнитопорошковым методом могут
быть проверены ферромагнитные сварные
швы, выполненные аргонодуговой,
электродуговой и сваркой в защитном газе;
односторонние, двусторонние швы
независимо от формы подготовки кромок
(со скосом, без скоса, с отбортовкой, без
отбортовки, угловые, шахматные и т.д.).
Этим методом не проверяют швы,
выполненные немагнитным (аустенитным)
электродом.
При выборе способа намагничивания
сварных соединений учитывают
конфигурацию, размеры сварного шва и
прилегающие к нему поверхности. Иногда одно
и то же сварное соединение может быть
проверено с применением различных
равноценных способов намагничивания.
В этом случае способ намагничивания
выбирают исходя из возможности и
удобства осмотра или нанесения суспензии и
других факторов. Например, при контроле
в приложенном поле ряда деталей в
конструкции электромагнит может закрыть
контролируемый участок, который
становится труднодоступным для нанесения
суспензии и осмотра. В этом случае
выбирают другой способ намагничивания,
позволяющий эффективно намагничивать
сварной шов для контроля на остаточной
намагниченности, например с помощью
электроконтактов, кабелей и др.
Схемы типовых сварных соединений,
встречающихся в авиационных
конструкциях, и рекомендации по особенностям их
контроля приведены в табл. 8.2.
Как видно из табл. 8.2, большое
число сварных соединений авиационных
конструкций проверяют с помощью
электроконтактов и кабелей. Для намагничивания
и размагничивания используют в
основном импульсный ток дефектоскопов
ПМД-70, МД-50П, ПМД-87, МД-87П.
Контроль проводят способом остаточной
намагниченности, так как авиационные
конструкционные стали имеют большие
значения коэрцитивной силы и остаточной
индукции, что обеспечивает высокую
эффективность контроля.
ц
0 1
У
0 1
у
/
20 1
60 2
00
Рис. 8.72. График определения силы тока в
зависимости от расстояния между точками
установки электроконтактов при
намагничивании полем импульсного тока
дефектоскопов МПД-87, МД-50П
518 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
8.2. Типовые сварные соединения и способы их намагничивания с применением
дефектоскопов ПМД-87, МД-87П, МД-50П
Схема сварного соединения и
положения намагничивающих
приспособлений. Выявляемые
дефекты (ВД)
1
1. Небольшие прямолинейные
участки сварных соединении
(/ < 150 ... 200 мм). ВД -
дефекты, ориентированные вдоль
сварного шва
И
2. Протяженные сварные швы.
ВД - дефекты, ориентированные
вдоль сварного шва
М I'l
^УЛ эх?—у@7~~>
Э1|/
Э2« J^^yx
J6zs
^fc^
3. Сварные швы стыкового
соединения, образующего
прямоугольник. ВД - дефекты,
ориентированные вдоль сварного шва
а
^^С*^Г у SJ®
в
Намагничивающее
устройство
2
Электроконтакты
ПМД-70, ПМД-87
Электроконтакты
Электроконтакты
Рекомендации по
намагничиванию
3
Контроль на остаточной
намагниченности (ОН)
импульсным током.
Намагнитить сварной шов
пропусканием по нему тока.
Определить намагничивающий ток
/ по графику на рис. 8.72
зависимости импульсного
тока от расстояния / между
электроконтактами
Контроль на ОН.
Намагнитить импульсным током шов
по участкам I, II, III, чередуя
электроконтакты.
Определить ток / по графику на
рис. 8.72
Контроль на ОН
импульсным током. При L > 150 мм
сварной шов проверять как
шов большой
протяженности (см. п. 2). При L < 150 мм
намагнитить участок аб.
После нанесения суспензии
и осмотра участка аб
проверить сварные швы бв, вг, га.
Определить ток по графику
на рис. 8.72
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИИ В ЭКСПЛУАТАЦИИ ЛЕТАТЕЛЬНЫХ АППАРАТОВ 519
Продолжение табл. 8.2
1
4. Протяженные сварные швы /,
2, 3 и сварные швы в виде
коротких перемычек 4, 5. ВД -
дефекты, ориентированные вдоль
сварных швов
Электроконтакты
1
М2
и
J
ЛЗЗЗЕЁБЗ
uaxzcr
I
мз
Контроль на ОН
импульсным током. Намагнитить
сварные швы /, 2 и 3. После
нанесения на них суспензии
и осмотра аналогично
проверить швы 4 и 5.
Определить ток по графику на рис.
8.72
5. Угловой шов. ВД - дефекты,
распространяющиеся вдоль
сварного шва
Электроконтакты
Контроль на ОН
импульсным током. Применение
электроконтактов с тупым
наконечником не
допускается (эскиз а). Наконечник Н
должен иметь хороший
контакт со сварным швом
(эскиз б). Порядок
намагничивания и определения тока,
как в п. 1 или 2
6. Сварные швы углового
соединения трех панелей. ВД -
дефекты, ориентированные вдоль
сварных швов
Электроконтакты
Контроль на ОН
импульсным током. Намагнитить
сварной шов ОА (как
протяженный сварной шов);
после нанесения суспензии
и осмотра аналогично
проверить швы ОБ, ОВ
520 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Продолжение табл. 8.2
Схема сварного соединения и
положения намагничивающих
приспособлений. Выявляемые
дефекты (ВД)
Намагничивающее
устройство
Рекомендации по
намагничиванию
1
7. Продольный шов на
цилиндрической детали. ВД - дефекты,
ориентированные вдоль сварного
шва
Электроконтакты
Контроль на ОН.
Намагнитить циркулярно, пропустив
переменный, постоянный
или импульсный ток по
детали. Ток определить по
формуле табл. 2.1, Б
8. Стыковые соединения
кольцевой детали, ВД - дефекты,
ориентированные вдоль сварного
шва
Кабель
Контроль на ОН.
Намагнитить циркулярно на стержне
импульсным, переменным
или постоянным током. Ток,
пропускаемый по
проводнику (стержню), определять по
формуле табл. 2.1, Б
9. Стыковой сварной шов. ВД -
дефекты, ориентированные
поперек шва
Электромагнит
Контроль способом
магнитного контакта. Обеспечивая
плотное прилегание
полюсного наконечника к детали,
перемещать его по сварному
шву. Трещины выявляются в
«следе» перемещения
полюсного наконечника. Ток в
электромагните должен
обеспечить напряженность на
полюсе магнита не менее 105 А/м
10. Стыковой сварной шов. ВД -
дефекты, ориентированные
поперек шва
Электромагнит
Контроль в приложенном поле
электромагнита. Разместить
контролируемый шов на
участке длиной /д = 120 мм, зоны
невыявляемости 2/н = 2А =
= 20 ... 30 мм. Ширина участка
/ш должна быть равна ширине
полюсного наконечника. Ток в
электромагните должен
обеспечивать напряженность поля на
поверхности сварного шва
примерно 2400 А/м
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИИ В ЭКСПЛУАТАЦИИ ЛЕТАТЕЛЬНЫХ АППАРАТОВ 521
Продолжение табл. 8.2
1
11. Кольцевой сварной шов
(приварка технологических лючков,
бужей, кронштейнов и т.д.). ВД -
дефекты, ориентированные вдоль
шва
/>
Электроконтакты
Контроль на ОН импульсным
током. При D < 60 мм
намагничивать сварной шов в
направлении А; после
нанесения суспензии и осмотра
аналогично проверить шов,
намагнитив его в направлении
Б, перпендикулярном к
направлению А. При 150 > D >
> 60 мм разметить шов на
участки длиной по 50 ...
120 мм. Намагнитить первый
участок. После нанесения
суспензии и осмотра
аналогично проверить другие
участки. При D > 150 мм
проверить как шов большой
протяженности. Ток определить
по графику на рис. 8.72
12. Сварной шов приварки
кольца к полотну. ВД - дефекты,
ориентированные вдоль сварного
шва
К
Кабель
Контроль на ОН
импульсным или переменным током.
Намагнитить шов, проложив
по нему кабель К. Для
намагничивания необходима
сила тока не менее 1000 ...
1500 А
13. Угловое сварное соединение
без скоса кромок.
Односторонний шов соединяет две панели: Q
и Р. ВД - дефекты,
ориентированные вдоль шва
.Э2
Электроконтакты
^>&
Контроль на ОН
импульсным током. Установить
электроконтакты Э1 и Э2 в
точках А и Б на линии,
проходящей посередине шва.
Намагнитить шов. После
нанесения суспензии и
осмотра установить
электроконтакты на панели Р на
расстоянии 30 ... 40 мм от
точек А и Б; после
нанесения суспензии и осмотра
части сварного шва,
примыкающего к панели Р,
аналогично проверить части
панели Q и сварного шва,
примыкающие друг к другу.
Ток выбирать по графику на
рис. 8.72
532 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
8.27. ОСОБЕННОСТИ КОНТРОЛЯ
ИЗДЕЛИЙ С ПРИМЕНЕНИЕМ
ЭЛЕКТРОМАГНИТА
ПЕРЕМЕННОГО ТОКА
При контроле изделий с
применением электромагнитов, питаемых
переменным током, на проверяемой поверхности
наблюдаются зоны, на которых трещины
магнитным порошком не выявляются.
Например, при установке переносного
электромагнита на изделие, включении тока и
поливе проверяемой поверхности
магнитной суспензией происходит движение
частиц суспензии в направлении от
полюсных наконечников. На рис. 8.76, а
показано распределение частиц суспензии через
3 с после включения тока. Как видно из
рисунка, на поверхности детали
образовалась зона А, с которой магнитный
порошок полностью удален. В дальнейшем эти
зоны у полюсных наконечников
расширяются. Из рис. 8.76, б видно, что зоны А
через 30 с после включения тока
значительно увеличились из-за скопления
порошка в зоне Б - на середине
межполюсного пространства. В зоне А наблюдается
также удаление порошка с трещин. В
результате детали с трещинами могут
попасть в эксплуатацию.
а)
б)
Рис. 8.76. Электромагнит, установленный на проверяемой детали:
А - зоны из которых удален порошок суспензии; Б - зона на середине межполюсного промежутка;
а - зона А через 3 с после включения тока в электромагните;
б - зона А через 30 с после включения тока
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИИ В ЭКСПЛУАТАЦИИ ЛЕТАТЕЛЬНЫХ АППАРАТОВ 523
Продолжение табл. 8.2
1
17. Стыковой сварной шов и
примыкающий к нему участок
радиусного перехода. ВД -
дефекты в радиусном переходе и
вдоль сварного шва
Электроконтакты
Контроль на ОН
импульсным током. Разметить
сварной шов и прилегающие к
нему участки шириной по
30 ... 60 мм. Выделить
участки, включающие в себя
сварной шов и радиусный
переход, для
намагничивания которых
электроконтакты установить на сварном
шве (в точках А и Б) и
непосредственно в радиусном
переходе (в точках Аь Б|).
Намагничивание, нанесение
суспензии и осмотр
проводить по участкам
18. Сварные швы стыкового
соединения и частей обода,
имеющего двутавровое сечение. ВД -
дефекты, ориентированные вдоль
сварных швов
Электроконтакты
Контроль на ОН
импульсным током. Разметить
сварной шов на участки аб, бв,
вг, гд, де, еж, жз, зи, ж, кл,
лм, ма. Намагнитить первый
участок шва (например, аб).
После нанесения суспензии
и осмотра участка аб
аналогично проверить другие
участки. Значение тока
выбирать по графику (рис.
8.72)
19. Стыковое соединение труб.
ВД - дефекты, ориентированные
вдоль сварного шва
Кабель
Контроль на ОН
импульсным током. Намотать кабель
на деталь. Витки
располагать вплотную или на
расстоянии 1 ... 2 диаметров
кабеля. Сварной шов и
прилегающие к нему участки
должны быть охвачены
витками кабеля
524 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Окончание табл. 8.2
Схема сварного соединения и
положения намагничивающих
приспособлений. Выявляемые
дефекты (ВД)
20. Стыковое соединение труб,
стержней и цилиндров. ВД -
дефекты, ориентированные вдоль
сварного шва
21. Стыковое сварное соединение
кольцевой детали. ВД — дефекты,
ориентированные вдоль шва
^^ ^^^^^^^j^ " m^j
Намагничивающее
устройство
Катушка
Кабель
Рекомендации по
намагничиванию
Контроль на ОН
переменным током. Поместить в
катушку контролируемую
деталь. Намагнитить,
вынуть деталь из катушки.
Напряженность поля в катушке
не менее 25 000 А/м.
Нанести суспензию, осмотреть
сварной шов
Контроль на ОН
импульсным или переменным током.
Намагнитить с применением
тороидной обмотки. При
расчете числа витков
пользоваться формулой табл. 2.2
8.25. НАМАГНИЧИВАНИЕ СВАРНЫХ
ШВОВ ИМПУЛЬСНЫМ ПОЛЕМ С
ПОМОЩЬЮ ЭЛЕКТРОКОНТАКТОВ
В зависимости от условий контроля
протяженности шва выбирают один из
следующих двух способов контроля. При
контроле первым способом сначала
намагничивают по участкам весь сварной
шов, а затем наносят на него суспензию и
осматривают. При контроле вторым
способом шов намагничивают также по
участкам, но нанесение суспензии и осмотр
проводят после намагничивания каждого
участка.
Первый способ (рис. 8.73)
применяют при контроле на остаточной
намагниченности сварных швов большой длины.
Чтобы при намагничивании следующего
участка не размагничивался предыдущий,
при перестановке электроконтактов их
чередуют между собой.
Расстояние между
электроконтактами не должно превышать 200 мм. Участки
радиусом 3 ... 5 мм вокруг точки
установки электроконтактов намагничиваются
неэффективно, и дефекты на них не
выявляются. Поэтому при намагничивании
электроконтакты устанавливают рядом со
сварным швом или эти участки проверяют
отдельно.
Электроконтакты переставляют по
следующей схеме. При намагничивании
участка 1 сварного шва 2 на детали один
электроконтакт Э1 устанавливают в точке
А контролируемой детали, а другой Э2 -
в точке Б. При намагничивании участка II
электроконтакт Э1 устанавливают в точке
В и т.д. Ток /, проходящий по детали на
участке II сварного шва, будет направлен
противоположно направлению тока на
участке I. При такой перестановке
электроконтактов перемагничивания участков
детали не происходит.
НАМАГНИЧИВАНИЕ СВАРНЫХ ШВОВ ИМПУЛЬСНЫМ ПОЛЕМ 525
Рис. 8.73. Схема намагничивания сварного шва большой протяженности:
- IV - намагничиваемые участки; Э1, Э2 - электроконтакты; 1- ток; J - намагниченность;
/ - деталь; 2 - сварной шов; А, Б, В, Г - места установки электроконтактов
Рис. 8.74. Схема контроля по участкам сварного шва для выявления поперечных трещин:
I - 3 - контролируемые участки; Э1, Э2 - электроконтакты
Второй способ (рис. 8.74) применяют
при контроле сварных швов (и
прилегающих к ним зон) небольшой протяженности,
но большой ширины (при контроле на
поперечные дефекты). Намагничивают
участок /, установив электроконтакты на
детали. Наносят магнитную суспензию и
осматривают этот участок. Затем переходят к
намагничиванию второго участка,
установив при намагничивании электроконтакты
на участке 2, наносят суспензию,
осматривают участок и т.д. Дефекты выявляются в
зонах шириной 30 мм по обе стороны от
линии, соединяющей точки установки
электроконтактов, поэтому расстояние
между соседними точками установки
электроконтактов должно быть не более 60 мм
(при контроле дефектоскопом ПМД-70).
526 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Рис. 8.75. Схема намагничивания сварного
шва по участкам с применением кабеля:
1,2 - контролируемые участки; 3 - кабель;
4 - проверяемая деталь
Оптимальное расстояние между
электроконтактами при намагничивании полем
импульсного тока при контроле первым и
вторым способами лежит в пределах 60 ...
150 мм. Рекомендуется силу тока выбирать
по графику на рис. 8.72, если используется
дефектоскоп ПМД-87, МД-50П.
Намагничивание импульсным полем
с применением кабеля или катушки
проводят по участкам на остаточной
намагниченности (рис. 8.75). За контролируемый
участок принимают часть сварного шва
детали, охваченную витками кабеля или
катушки. Суспензию наносят после
намагничивания каждого участка.
Размагничивание проводят тоже по участкам после
осмотра последнего участка.
8.26. СПОСОБЫ КОНТРОЛЯ И
СХЕМЫ НАМАГНИЧИВАНИЯ
ДЕТАЛЕЙ АВИАЦИОННОЙ
ТЕХНИКИ В ЭКСПЛУАТАЦИИ И
РЕМОНТЕ
Примеры контроля и схемы
намагничивания с учетом направления вероятных
дефектов, расположения зон контроля и
конструктивных особенностей деталей
приведены в табл. 8.3. Примеры
составлены на основе многолетнего опыта
применения магнитопорошковой дефектоскопии
авиационной техники.
8.3. Способы контроля схемы намагничивания деталей авиационной техники
Контролируемые участки
(заштрихованы), схемы
расположения трещин
(указаны стрелками),
выявляемые дефекты (ВД)
Тип дефектоскопа,
способ контроля
Схема намагничивания
1
1. Цилиндрическая
поверхность, примыкающая
к крестовине рамы
тележки шасси
МД-50П, способ
остаточной намагниченности
(СОН)
6 витков кабеля сечением
50 мм
СПОСОБЫ КОНТРОЛЯ И СХЕМЫ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ 527
Продолжение табл. 8.3
1
2. Внутренние
поверхности отверстий пакета,
состоящего из пластин 1 ...
5, в месте стыка задней
стенки с главной балкой
крыла
1 г
ПМД-70 или 77ПМД-ЗМ,
СОН
34 5
Кабель сечением 3
10 мм2
/0%
& 34 5
3. Галтельный переход от
траверсы к цилиндру 1
амортизационной стойки
шасси
77ПМД-ЗМ, СОН
5 витков кабеля 2,
намотанные на
ферромагнитную пластину 3,
замыкающую магнитный поток
4. Внутренняя и внешняя
части проушины бугеля
У,/
>gr--y.
ПМД-70, СОН
а
^
8 витков кабеля сечением
10 мм
5. Сварные швы и
прилегающие к ним участки
подкоса шасси вертолета
ПМД-70 или 77ПМД-ЗМ,
СОН
Катушка
lllllllllllllllllffiffl
и-ШХЩцц>_
.ОХПХЕШС!
а—n
щ
528 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Продолжение табл. 8.3
Контролируемые участки
(заштрихованы), схемы
расположения трещин
(указаны стрелками),
выявляемые дефекты (ВД)
Тип дефектоскопа,
способ контроля
Схема намагничивания
1
6. Участок у смазочного
отверстия карданного
болта шасси
ПМД-70 или 77ПМД-ЗМ,
СОН
Катушка
/
^Э
7. Галтельный переход у
шлицев оси передней
стойки шасси
ПМД-70 или 77ПМД-ЗМ,
СОН
Катушка
■ЕЕЕЗ
ГГ1 IITIIII1
= ^JH
= „ —*-
1 1 1 1 1 1 1 1 1 1 1
8. Внутренняя поверхность
ушка и переходы к
боковым поверхностям качалки
ПМД-70, СОН
8 витков кабеля сечением
10 мм
Сеч.П0А-А
9. Внутренняя поверхность
ушка и прилегающие к
нему участки ушкового
наконечника шасси
ПМД-70, СОН
6 витков кабеля сечением
10 мм2
СПОСОБЫ КОНТРОЛЯ И СХЕМЫ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ 529
Продолжение табл. 8.3
1
10. Внутренние
поверхности ряда отверстий и
прилегающие к ним участки
на полке главной балки
крыла
ПМД-70, СОН
Кабель сечением 3 мм ,
продетый змейкой
11. Боковая поверхность
полки главной балки
крыла, имеющая ряд
отверстий
ПМД-70, СОН
Кабель сечением 3
продетый через край
мм
12. Сферическая
поверхность крышки
гидроаккумулятора
77ПМД-ЗМ, способ
приложенного поля (СПП)
Электромагнит,
устанавливаемый
последовательно в двух
взаимно-перпендикулярных направлениях
13. Участки балансира
руля высоты по обе
стороны от передней кромки
77ПМД-ЗМ, СПП
530 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Продолжение табл. 8.3
Контролируемые участки
(заштрихованы), схемы
расположения трещин
(указаны стрелками),
выявляемые дефекты (ВД)
Тип дефектоскопа,
способ контроля
Схема намагничивания
1
14. Сварные швы
крепления обода шпангоута № 13
к поперечной балке
фюзеляжа
77ПМД-ЗМ, СПП
Электромагнит с круглым
(S) и прямоугольным (N)
полюсными
наконечниками
©
N
—
15. Сварные швы на
полувилке передней стойки
шасси
ПМД-70, СОН
Электроконтакты,
устанавливаемые друг от друга на
расстоянии 80 ... 100 мм
16. Сварной шов на
цилиндре гидросистемы
самолета
ПМД-70, СОН
Электроконтакты,
устанавливаемые друг от друга на
расстоянии 80 ... 100 мм
СПОСОБЫ КОНТРОЛЯ И СХЕМЫ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ 531
Окончание табл. 8.3
17. Цилиндрическая
поверхность оси. ВД -
продольные трещины на
цилиндрической и
конических поверхностях вала
У-604,
СОН
МДС-5, У-2364,
г+=1
18. Внешняя и внутренняя
цилиндрические и боковая
поверхности кольца
У-604,
СОН
У-2364, МДС-5,
а
■^л^"
19. Участок у отверстия
для смазки карданного
вала
У-604, УМД-9000 и др..
СОН
^ч
^
f^
п.
20. Призамковая часть
лопатки компрессора ТРД.
ВД — поперечные
усталостные трещины на лопатке
компрессора ГТД
УМДЭ-2500, МДС-5 и др.,
СПП
Электромагнит
^
&
- +
532 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
8.27. ОСОБЕННОСТИ КОНТРОЛЯ
ИЗДЕЛИЙ С ПРИМЕНЕНИЕМ
ЭЛЕКТРОМАГНИТА
ПЕРЕМЕННОГО ТОКА
При контроле изделий с
применением электромагнитов, питаемых
переменным током, на проверяемой поверхности
наблюдаются зоны, на которых трещины
магнитным порошком не выявляются.
Например, при установке переносного
электромагнита на изделие, включении тока и
поливе проверяемой поверхности
магнитной суспензией происходит движение
частиц суспензии в направлении от
полюсных наконечников. На рис. 8.76, а
показано распределение частиц суспензии через
3 с после включения тока. Как видно из
рисунка, на поверхности детали
образовалась зона А, с которой магнитный
порошок полностью удален. В дальнейшем эти
зоны у полюсных наконечников
расширяются. Из рис. 8.76, б видно, что зоны А
через 30 с после включения тока
значительно увеличились из-за скопления
порошка в зоне Б - на середине
межполюсного пространства. В зоне А наблюдается
также удаление порошка с трещин. В
результате детали с трещинами могут
попасть в эксплуатацию.
а)
Рис. 8.76. Электромагнит, установленный на проверяемой детали:
А - зоны из которых удален порошок суспензии; Б - зона на середине межполюсного промежутка;
а - зона А через 3 с после включения тока в электромагните;
б - зона А через 30 с после включения тока
ОСОБЕННОСТИ КОНТРОЛЯ ИЗДЕЛИИ С ПРИМЕНЕНИЕМ ЭЛЕКТРОМАГНИТА 533
v ~<*о&.
-ооо- / -
пТ^ч>Х А^р<[й\
л
Рис. 8.77. Распределение нормальной #„ и
тангенциальной Нт составляющих поля
между полюсами электромагнита
переменного тока:
П - полюсы электромагнита;
Д - проверяемая деталь
Если контролируемая поверхность
расположена под углом к горизонтальной
плоскости, то возникают дополнительные
трудности в выявлении дефектов
вследствие стекания суспензии и удаления из зон
контроля магнитного порошка. Последнее
явление объясняется следующим образом.
На рис. 8.77 показаны кривые
составляющих #„ и Нт распределения поля
между полюсами электромагнита,
установленного на деталь. Видно, что #„ и Нт
увеличиваются по мере уменьшения расстояния
между точкой измерения и полюсным
наконечником. На магнитной нейтрали
нормальная составляющая Ни = 0.
Следовательно, ферромагнитная частица в этом
поле должна двигаться в направлении
полюсного наконечника. Кроме этого,
широко известно, что ферромагнитные
предметы притягиваются к полюсам
электромагнита (постоянного магнита), питаемого
переменным или постоянным током.
Однако наблюдения показывают, что
в данном случае частицы движутся не к
полюсам, а от полюсов, преодолевая силы
магнитного притяжения. Под действием
каких сил?
Теоретический анализ с
использованием экспериментальных данных показал,
что в магнитном поле электромагнита при
2
® Ф&
% %%
Рис. 8.78. Схема движения частиц порошка в
межполюсном пространстве электромагнита
переменного тока:
а - частицы, соединившиеся в цепочки и
ориентированные по магнитному полю;
б - последовательные фазы образования
движущихся конгломератов;
V— направление движения конгломератов
частиц; П - полюсы электромагнита;
Д - проверяемая деталь
включении тока происходят следующие
процессы:
- частицы сразу же
намагничиваются и становятся магнитными диполями;
происходит соединение частиц в цепочки;
одновременно соединившиеся в цепочки
частицы ориентируются по направлению
поля (рис. 8.78, а);
— цепочки и отдельные частицы
приходят во вращательное движение (рис.
8.18,6, J-4);
— происходит отделение от цепочек
(с концов, обращенных к полюсам)
вращающихся частиц и образуются
вращающиеся комочки (конгломераты) (рис. 8.78,
6,2,3).
- вращающиеся конгломераты
различной величины, сцепляясь с
поверхностью детали, катятся по направлению V к
магнитной нейтрали (см. рис. 8.78).
534 Глава 8. МЕТОДИКИ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ И УЗЛОВ
Рис. 8.79. Схема движения вектора поля на
поверхности детали при контроле с
применением электромагнита
переменного тока:
1,2 - положения вектора Нр соответственно в
приложенном поле и на
остаточной намагниченности
Вращение частиц объясняется
характером изменения вектора поля Яр на
поверхности детали в межполюсном
пространстве (рис. 8.79).
- в исходном положении
напряженность внешнего поля Не = О, вектор Яр = 0;
- при увеличении внешнего поля до
максимального значения Не тах
результирующий вектор Яр также достигает
максимального значения Яр тах (точка / на
годографе);
- при уменьшении поля до нуля, т.е.
до Не = 0, Яр принимает значение,
соответствующее остаточной намагниченности
(точка 2);
- при увеличении полуволны
внешнего поля противоположной полярности
до Не = Яс происходит размагничивание
материала. При этом Яр = 0;
- при дальнейшем увеличении
внешнего поля Не = Не тах абсолютное
значение поля достигает также
максимального значения, т.е. Яр = Яртах, и т.д.
Таким образом, результирующий
вектор Яр за один период изменения Не
описывает годограф в виде овала
(эллипса), что объясняется наличием магнитного
гистерезиса материала. Вследствие этого в
любой точке на поверхности
контролируемого участка, исключая область
магнитной нейтрали, образуется
эллиптическое вращающееся поле. По мере
приближения к магнитной нейтрали Яр тах
уменьшается согласно рис. 8.78. Точно на
магнитной нейтрали Ян = 0; Ят * 0. Поэтому в
этой области вращающегося поля нет, а Ят
меняет знак с частотой поля. Другими
словами, по мере приближения точки
наблюдения к магнитной нейтрали имеет
место переменное (вращающееся) поле,
уменьшающееся по амплитуде.
Если контролируемая поверхность
наклонена, то размагниченные частицы
скатываются с детали — из области Б (см.
рис. 8.76).
Эллиптическое вращающееся
магнитное поле вызывает вращение
конгломератов (групп) магнитных частиц.
Вращение происходит одновременно вокруг
двух осей: одна ось проходит через центр
масс конгломерата частиц, другая — через
точку касания конгломерата с
поверхностью детали. Вследствие наличия трения с
поверхностью детали эта точка касания
является мгновенной осью вращения,
вызывающего качение конгломерата частиц
по поверхности детали.
Для исключения влияния этого
явления на чувствительность метода
принимают ряд мер, в частности: увеличивают
вязкость дисперсионной среды, выбирают
порошок с малой коэрцитивной силой,
уменьшают длительность включения тока,
используют другие методические приемы
контроля.
Глава 9
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ
МАГНИТОПОРОШКОВОМ КОНТРОЛЕ
Работа на магнитных дефектоскопах
разрешается только лицам, обученным
методам магнитопорошкового контроля и
знающим устройство применяемого
дефектоскопа и правила работы на нем, а
также сдавшим техминимум по Правилам
технической эксплуатации
электроустановок-потребителей, утвержденным Гос-
энергонадзором РФ.
Общие требования безопасности к
техническому процессу
магнитопорошкового контроля, производственным
помещениям, размещению оборудования и
организации рабочих мест контроля
должны соответствовать требованиям
ГОСТ 12.3.002-75.
Рабочие места при выполнении работ
должны отвечать эргономическим
требованиям.
В целях охраны окружающей среды
от загрязнений должны использоваться
системы и устройства очистки и
обезвреживания промышленных стоков и
выбросов. Должен быть установлен контроль за
соблюдением выбросов в атмосферу в
соответствии с ГОСТ 17.2.3.02-78.
Зрение контролеров должно
периодически (один раз в год) проверяться.
Запрещается использовать для
общего и местного освещения осветительную
арматуру, не обеспечивающую защиту
глаз от слепящего действия источника
света.
При магнитно-люминесцентном
контроле ртутно-кварцевые лампы должны
быть ограждены кожухами
(рефлекторами) и светофильтрами, так как
переоблучение открытыми ультрафиолетовыми
источниками вызывает воспаление
слизистых оболочек глаз.
Меры по защите персонала от
воздействия ультрафиолетового излучения
должны соответствовать Гигиеническим
требованиям к конструированию и
эксплуатации установок с искусственными
источниками УФ-излучения для
люминесцентного контроля качества
промышленных изделий № 1854, утвержденным
Минздравом РФ.
При осмотре контролируемой
поверхности в УФ-излучении в случае
отсутствия в аппарате встроенных
устройств, обеспечивающих защиту глаз
оператора от вредного воздействия
УФ-излучения, следует применять защитные очки
по ГОСТ 12.4.013-85 со стеклами ЖС-4 по
ГОСТ 9411-81 толщиной не менее 2 мм.
При работе на магнитных
дефектоскопах необходимо соблюдать следующие
правила.
1. Стационарный дефектоскоп должен
быть надежно заземлен или занулен. В
цепи заземления или зануления
категорически запрещается устанавливать
предохранители или выключатели, а также
использовать провода заземления в качестве
токоведущих для рабочего тока.
2. Запрещается прикасаться к
неизолированным токоведущим частям,
находящимся под напряжением, независимо от
величины напряжения.
3. В целях исключения «пригорания»
деталей места контактов нужно очистить
от загрязнений, масла, керосина.
Необходимо следить за чистотой медных
стержней, периодически зачищать их торцы
наждачной бумагой, не применять
стержни с забитыми торцами.
4. После зажатия деталей в
контактном зажимном устройстве перед
включением тока следует проверять, не
перекосилась ли деталь при зажатии, установлен
ли регулятор тока в положение расчетного
значения тока.
5. При намагничивании деталей в
КЗУ необходимо работать в спецодежде,
536 Глава 9. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ МАГНИТОПОРОШКОВОМ КОНТРОЛЕ
применять защитные очки, а места
контактов детали с контактными дисками
прикрывать щитками, которые должны
быть установлены на дисках.
6. При намагничивании мелких
деталей в приставных соленоидах помещают
деталь в соленоид, а затем включают
намагничивающий ток.
7. Проверяемые детали должны быть
надежно закреплены или уложены на
приспособления, обеспечивающие удобство
осмотра.
Необходимо соблюдать особую
осторожность при переворачивании тяжелых и
громоздких деталей, в соответствии с
ГОСТ 12.3.002-75 применять подъемные
устройства (таль, кран и др.).
8. Даже при кратковременном
перерыве в работе дефектоскоп следует
выключать.
9. На полу у дефектоскопа должна
быть деревянная решетка или резиновый
коврик.
В помещении, где установлен
стационарный дефектоскоп, должна быть
общая вытяжная вентиляция с
трехкратным обменом воздуха в час, а у
дефектоскопа - местные боковые отсосы.
Общие требования к системе
вентиляции, кондиционирования воздуха и
воздушного отопления участков магнитопо-
рошкового контроля должны
соответствовать ГОСТ 12.4.021-75.
Требования по допустимому
содержанию вредных веществ в воздухе
рабочей зоны, к температуре, относительной
влажности изложены в ГОСТ 12.1.005-88.
Вблизи дефектоскопа нельзя хранить
легковоспламеняющиеся вещества
(бензин, ацетон, смывки и др.). Запрещается
применять открытый огонь (зажигать
спички, пользоваться керосиновыми
фонарями и т.д.).
Запрещается заправлять основную
ванну дефектоскопа керосиновой
суспензией. Температура вспышки
дисперсионной среды суспензии должна быть не
менее 50 °С. Суспензию на основе керосина
можно применять только в отдельных
ваннах на участках с вытяжной
вентиляцией.
Использованные промасленные
обтирочные материалы (ветошь, салфетки)
следует складывать в металлический ящик,
обязательно опорожняемый по окончании
работ. При размещении, хранении,
транспортировании дефектоскопических
материалов, отходов производства должны
соблюдаться требования по защите от
пожаров в соответствии с ГОСТ 12.1.004-91.
Рядом с дефектоскопом необходимо
размещать углекислотные огнетушители.
Для защиты рук от вредного
воздействия дефектоскопических и
вспомогательных материалов должны применяться
перчатки резиновые технические (ГОСТ
12.4.068-79) и защитные пасты.
Технология приготовления
защитной пасты для рук
В состав пасты входят (масс. %):
казеин - 19,7; спирт этиловый 90%-ный -
58,7; глицерин- 19,7; аммиак- 1,9.
Для приготовления пасты
необходимо замочить казеин в воде, выдержать для
набухания в течение 12 ... 20 ч, затем
излишки воды слить. Казеин нагреть на
водяной бане до 60 ... 70 °С, добавить
аммиак, глицерин, затем перемешать.
Перед началом работы пасту наносят
на сухие руки, растирая ее по всей
поверхности кожи. После подсыхания пасты
в течение нескольких минут до
образования тонкой пленки ее наносят снова так,
чтобы не было непокрытых мест кожи.
После подсыхания второго слоя можно
приступать к работе.
После окончания работы руки
следует вымыть теплой водой с мылом.
ПРИЛОЖЕНИЯ
Ш. Соотношение единиц магнитных величин
Единицы
измерения
А/см
А/м
кА/м
Э
Гс
мТл
мкТл
Тл
А/см
1
0,01
10
0,796
0,796
7,96
0,00796
7960
А/м
100
1
1000
79,6
79,6
796
0,796
796 000
кА/м
0,1
0,001
1
0,0796
0,0796
0,796
7,96 Ю-5
796
Э
1,256
0,01256
12,56
1
1
10
0,01
10 000
Гс (при ц= 1)
1,1256
0,01256
12,56
1
1
10
0,01
10 000
мТл
0,1256
0,001256
1,256
0,1
0,1
1
0,001
1000
мкТл
125,6
1,256
1256
100
100
1000
1
1 000 000
Тл
125,6- КГ6
1,256-10"6
1,256-10"3
10 000
10 000
0,001
1-Ю-6
1
Для перевода магнитных величин значения в единицах измерения, указанных в строках табл. Ш, следует умножить на
соответствующий коэффициент для получения значения в требуемых единицах измерения, приведенных в столбцах табл. П1.
Примеры: 5 А/см = 5 0,1 кА/м = 0,5 кА/м;
6 Гс = 6-79,6 А/м = 477,6 А/м;
31 мТл = 31 • 7,96 А/см = 246,76 А/см.
П2. Таблица соответствия магнитных единиц
А/см
0,0001
0,0002
0,0003
0,0004
0,0005
0,0006
0,0007
0,0008
0,0009
0,001
0,002
0,003
0,004
0,005
0,006
0,007
0,008
0,009
0,01
0,02
0,03
0,04
0,05
А/м
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,08
0,09
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
2
3
4
5
кА/м
0,00001
0,00002
0,00003
0,00004
0,00005
0,00006
0,00007
0,00008
0,00009
0,0001
0,0002
0,0003
0,0004
0,0005
0,0006
0,0007
0,0008
0,0009
0,001
0,002
0,003
0,004
0,005
Э
0,000125
0,000251
0,000376
0,000502
0,000628
0,000753
0,000879
0,00100
0,00113
0,00125
0,00251
0,00376
0,00502
0,00628
0,00753
0,00879
0,01048
0,01130
0,01256
0,02512
0,03768
0,05024
0,06280
Гс
0,000125
0,000251
0,000376
0,000502
0,000628
0,000753
0,000879
0,00100
0,00113
0,00125
0,00251
0,00376
0,00502
0,00628
0,00753
0,00879
0,01048
0,01130
0,01256
0,02512
0,03768
0,05024
0,06280
мТл
0,0000125
2,51
3,76
5,02
6,28
7,53
8,79
1
1,13
1,25
2,51
3,76
5,02
6,28
7,53
8,79
1,04
1,13
1,25
2,51
3,76
5,02
6,28
ю-5
ю-5
ю-5
ю-5
ю-5
ю-5
10^
ю-4
ю-4
КГ1
ю-4
ю-4
ю-4
ю-
ю-4
ю-3
ю-3
ю-3
ю-3
ю-3
ю-3
ю-3
мкТл
0,0125
0,0251
0,0376
0,0502
0,0628
0,0753
0,0879
0,1
0,1130
0,125
0,251
0,376
0,502
0,6287
0,753
0,879
1,048
1,130
1,256
2,512
3,768
5,024
6,280
Тл
1,25
2,51
3,76
5,02
6,28
7,53
8,79
1
1,13
1,25
2,51
3,76
5,02
6,28
7,53
8,79
1,04
1,13
1,25
2,51
3,76
5,02
6,28
10"8
10"8
Ю-8
ю-8
10"8
Ю-8
10"8
ю-'
ю-'
ю-'
ю-'
ю-'
ю-'
ю-'
ю-'
10"'
Ю-6
10"6
ю-6
10"*
ю-6
10"6
ю-6
А/см
0,06
0,07
0,08
0,09
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0,90
1
2
3
4
5
6
7
8
9
10
11
12
А/м
6
7
8
9
10
20
30
40
50
60
70
80
90
100
200
300
400
500
600
700
800
900
1000
1100
1200
кА/м
0,006
0,007
0,008
0,009
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,08
0,09
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
Ы
1,2
Э
0,0753
0,0879
0,1004
0,11130
0,1256
0,2512
0,3768
0,5024
0,6280
0,75
0,87
1,00
1,13
1,25
2,51
3,76
5,02
6,28
7,53
8,75
10,048
11,30
12,56
13,816
15,07
Продолжение табл. П2
Гс
0,0753
0,0879
0,1004
0,11130
0,1256
0,2512
0,3768
0,5024
0,6280
0,75
0,87
1,00
1,13
1,25
2,51
3,76
5,02
6,28
7,53
8,75
10,048
11,30
12,56
13,816
15,07
мТл
7,53 10"3
8,79-10"3
0,010
0,0110
0,0125
0,0251
0,0376
0,0502
0,0628
0,0753
0,0879
0,1004
0,1130
0,1256
0,2512
0,3768
0,5024
0,6280
0,7536
0,8792
1,0048
1,1304
1,2560
1,3816
1,5076
мкТл
7,53
8,79
10,04
11,13
12,56
25,12
37,68
50,24
62,80
75,3
87,9
100,4
113,0
125,6
251,2
376,8
502,4
628,0
753,6
879,2
1004,8
1130,4
1256,0
1381,6
1507,6
Тл
7,53
8,79
10,04
11,13
12,56
25,12
37,68
50,24
62,80
7,53
8,79
10
п,з
12,56
25,12
37,6
50,24
62,8
75,3
87,9
10^
10^
ю-*
10^
ю-6
10^
ю4
кг6
10"6
ю-5
ю-5
ю-5
105
ю-5
ю-5
ю-5
ю-5
ю-5
ю-5
ю-5
100-Ю-5
113-Ю-5
125,6-Ю-5
138,1 -10~5
1,5-
ю-3
Продолжение табл. П2
А/см
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
А/м
1300
1400
1500
1600
1700
1800
1900
2000
2100
2200
2300
2400
2500
2600
2700
2800
2900
3000
3100
3200
3300
3400
3500
3600
кА/м
1,3
1,4
1,5
1,6
1,7
1,8
1,9
2,0
2,1
2,2
2,3
2,4
2,5
2,6
2,7
2,8
2,9
3,0
зд
3,2
3,3
3,4
3,5
3,6
э
16,32
17,58
18,84
20,09
21,35
22,60
23,86
25,12
26,37
27,63
28,88
30,14
31,40
32,65
33,91
35,16
36,42
37,68
38,936
40,192
41,448
42,706
43,960
45,216
Гс
16,32
17,58
18,84
20,09
21,35
22,608
23,86
25,12
26,37
27,63
28,88
30,14
31,40
32,65
33,91
35,16
36,42
37,68
38,936
40,192
41,448
42,706
43,960
45,216
мТл
1,6328
1,7584
1,8840
2,0096
2,1352
2,2608
2,3864
2,512
2,6376
2,7632
2,8888
3,0144
3,1400
3,2656
3,3912
3,5168
3,6424
3,7680
3,89
4,01
4,14
4,27
4,39
4,52
мкТл
1632,8
1758,4
1884,0
2009,6
2135,2
2260,8
2386,4
2512
2637,6
2763,2
2888,8
3014,4
3140,0
3265,6
3391,2
3516,8
3642,4
3768,0
3893,6
4019,2
4144,8
4270,6
4396,0
4521,6
Тл
1,63
1,75
1,88
2
2,135
2,26
2,38
2,51
2,63
2,75
2,88
3,01
3,14
3,26
3,39
3,51
3,64
3,76
3,89
4,019
4,144
4,27
4,39
ю-'
ю-'
ю-'
ю-'
ю-'
10"'
ю-'
ю-'
ю-'
ю-'
ю-'
ю-'
ю-'
ю-'
ю-'
ю-'
ю-'
•ю-'
ю-'
10"'
ю-'
ю-'
ю-'
4,52- Ю-3
Продолжение табл. П2
А/см
37
38
39
40
41
42
43
44
45
46
47
48
49
50
52
54
56
58
60
62
64
66
68
70
А/м
3700
3806
3900
4000
4100
4200
4300
4400
4500
4600
4700
4800
4900
5000
5200
5400
5600
5800
6000
6200
6400
6600
6800
7000
кА/м
3,7
3,8
3,9
4,0
4,1
4,2
4,3
4,4
4,5
4,6
4,7
4,8
4,9
5,0
5,2
5.4
5,6
5,8
6,0
6,2
6,4
6,6
6,8
7,0
Э
46,472
47,728
48,984
50,240
51,496
52,752
54,008
55,265
56,520
57,776
59,032
60,288
61,544
62,800
65,312
67,824
70,336
72,848
75,360
77,872
80,384
82,896
85,408
87,920
Гс
46,472
47,728
48,984
50,240
51,496
52,752
54,008
55,265
56,520
57,776
59,032
60,288
61,544
62,800
65,312
67,824
70,336
72,848
75,360
77,872
80,384
82,896
85,408
87,920
мТл
4,64
4,77
4,89
5,02
5,14
5,27
5,40
5,52
5,65
5,77
5,90
6,02
6,15
6,28
6,33
6,78
7,03
7,28
7,53
7,78
8,03
8,28
8,54
8,79
мкТл
4647,2
4772,8
4898,4
5024,0
5149,6
5275,2
5400,8
5526,4
5652,0
5777,6
5903,2
6028,8
6154,4
6280,0
6331,2
6782,4
7033,6
7284,8
7536,0
7787,2
8038,4
8289,6
8540,8
8792,0
Тл
4,64
4,77
4,89
5,02
5,14
5,27
5,4
5,52
5,65
5,77
5,9
6,02
6,15
6,28
6,33
6,78
7,033-
7,28
7,53
7,78
8,03
8,28
8,54
8,79
ю-3
ю-3
ю-3
ю-3
ю-3
ю-3
•ю-3
ю-3
ю-3
ю-3
ю-3
ю-3
ю-3
ю-3
ю-3
ю-3
ю-3
ю-3
ю-3
ю-3
ю-3
ю-3
10 3
ю-3
Продолжение табл. П2
А/см
75
80
85
90
95
100
ПО
120
130
140
150
160
170
180
190
200
220
240
260
280
300
320
340
360
А/м
7500
8000
8500
9000
9500
10 000
11000
12 000
13 000
14 000
15 000
16 000
17 000
18 000
19 000
20 000
22 000
24 000
26 000
28 000
30 000
32 000
34 000
36 000
кА/м
7,5
8,0
8,50
9,0
9,5
10,0
11,0
12,0
13,0
14,0
15,0
16,0
17,0
18,0
19,0
20,0
22,0
24,0
26,0
28,0
30,0
32,0
34,0
36,0
Э
94,200
100,480
106,76
113,04
119,32
125,60
138,16
150,72
163,28
175,84
188,40
200,96
213,52
226,08
238,64
251,20
276,32
301,44
326,56
351,68
376,80
401,92
427,04
452,16
Гс
94,200
100,480
106,76
113,04
119,32
125,60
138,16
150,72
163,28
175,84
188,40
200,96
213,52
226,08
238,64
251,20
276,32
301,44
326,56
351,68
376,80
401,92
427,04
452,16
мТл
9,4200
10,04
10,676
11,304
11,932
12,560
13,816
15,072
16,328
17,584
18,840
20,096
21,352
22,608
23,864
25,120
27,632
30,144
32,656
35,168
37,680
40,192
42,704
45,216
мкТл
9420,0
10 048
10 676
11304
11 932
12 560
13 816
15 072
16 328
17 584
18 840
20 096
21352
22 608
23 864
25 120
27 632
30 144
32 656
35 168
37 680
40 192
42 704
45 216
Тл
9,42-10~3
10,04-10'3
0,01
0,0113
0,0119
0,0125
0,0138
0,0150
0,0163
0,0175
0,0188
0,020
0,0210
0,0226
0,0238
0,0251
0,0276
0,0301
0,0326
0,0351
0,0376
0,0401
0,0427
0,0452
Продолжение табл. П2
А/см
380
400
420
440
460
480
500
550
600
650
700
750
800
850
900
950
1000
1200
1400
1600
1800
2000
2200
2400
А/м
38 000
40 000
42 000
44 000
46 000
48 000
50 000
55 000
60 000
65 000
70 000
75 000
80 000
85 000
90 000
95 000
100 000
120 000
140 000
160 000
180 000
200 000
220 000
240 000
кА/м
38,0
40,0
42,0
44,0
46,0
48,0
50,0
55,0
60,0
65,0
70,0
75,0
80,0
85,0
90,0
95,0
100,0
120,0
140,0
160,0
180,0
200,0
220,0
240,0
Э
477,28
502,40
527,52
552,64
557,76
602,88
628,00
690,80
753,60
816,40
879,20
942,0
1004,8
1067,6
1130,4
1193,2
1256,0
1507,2
1758,4
2009,6
2260,8
2512,0
2763,2
3014,4
Гс
477,28
502,40
527,52
552,64
557,76
602,88
628,00
690,80
753,60
816,40
879,20
942,0
1004,8
1067,6
1130,4
1193,2
1256,0
1507,2
1758,4
2009,6
2260,8
2512,0
2763,2
3014,4
мТл
47,728
50,240
52,752
55,264
55,776
60,288
62,800
69,080
75,36
81,640
87,920
94,200
100,4
106,76
113,04
119,32
125,60
150,72
175,84
200,96
226,08
251,20
276,32
301,44
мкТл
47 728
50 240
52 752
55 264
55 776
60 288
62 800
69 080
75 360
81640
87 920
94 200
100 400
106 760
113 040
119 320
125 600
150 720
175 840
200 960
226 080
251 200
276 320
301 440
Тл
0,0477
0,0502
0,0527
0,0552
0,0557
0,0602
0,0628
0,0690
0,0753
0,0816
0,0879
0,0942
0,1
0,106
0,113
0,119
0,125
0,16
0,176
0,2
0,226
0,251
0,276
0,301
Окончание табл. П2
А/см
2600
2800
3000
3500
4000
4500
5000
5500
6000
6500
7000
7500
8000
8500
9000
10 000
11000
12 000
13 000
14 000
15 000
20 000
А/м
260 000
280 000
300 000
350 000
400 000
450 000
500 000
550 000
600 000
650 000
700 000
750 000
800 000
850 000
900 000
1000 000
1 100 000
1200 000
1 300 000
1 400 000
1 500 000
2 000 000
кА/м
260,0
280,0
300,0
350,0
400,0
450,0
500,0
550,0
600,0
650,0
700,0
750,0
800,0
850,0
900,0
1000,0
1100,0
1200,0
1300,0
1400,0
1500,0
2000,0
Э
3265,6
3516,8
3768,0
4396,0
5024,0
5652,0
6280,0
6908,0
7536,0
8164,0
8792,0
9420,0
10 048
10 676
11304
12 560
13 816
15 072
16 328
17 584
18 840
25 120
Гс
3265,6
3516,8
3768,0
4396,0
5024,0
5652,0
6280,0
6908,0
7536,0
8164,0
8792,0
9420,0
10 048
10 676
11304
12 560
13 816
15 072
16 328
17 584
18 840
25 120
мТл
326,56
351,68
376,80
439,60
502,40
565,20
628,00
690,80
753,60
816,40
979,20
942,00
1004,8
1067,6
1130,4
1256,0
1381,6
1507,2
1632,8
1758,4
1884,0
2512,0
мкТл
326 560
351 680
376 800
439 600
502 400
565 200
628 000
690 800
753 600
816 400
879 200
942 000
1 004 800
1 067 600
1 130 400
1 256 000
1 381 600
1 507 200
1 632 800
1 758 400
1 884 000
2 512 000
Тл
0,326
0,351
0,376
0,439
0,502
0,565
0,628
0,690
0,753
0,816
0,879
0,942
1,004
1,067
1,130
1,256
1,381
1,507
1,632
1,758
1,884
2,512
ПРИЛОЖЕНИЯ
545
ПЗ. Основные магнитные характеристики конструкционных сталей
Марка стали
20А
10
45
45
5
ШХ15
Х12Ф1
Р9
Р18
ХВГ
ХВГ
25ХСНВФА
(ВП-25)
25ХСНВФА
(ВП-25)
25ХСНВФА
(ВП-25)
12ХНЗА
12Х2Н4А
12Х2Н4А
14ХГСН2МА
(ЭП176,ДИ-ЗА)
18ХНВА
(18Х2Н4ВА)
18ХНВА
(18Х2Н4ВА)
Термообработка
В состоянии поставки
То же
То же
Закалка при 820 ± 10 °С в масле, отпуск
при 160 °С
В состоянии поставки
Закалка при 840 °С в масле, отпуск при
160 °С, охлаждение на воздухе
Закалка при 1050 °С, отпуск при 470 °С
Закалка при 1240 °С, отпуск при 550 °С
Закалка при 1270 °С, отпуск при 550 °С
Закалка при 830 °С в масле, отпуск при
160 °С, охлаждение на воздухе
Закалка при 830 °С в масле, отпуск при
250 °С
В состоянии поставки
Отжиг при 750 ± 10 °С - 1 ч,
охлаждение на воздухе
Закалка в соляной ванне при 900 ± 10 °С —
8 мин, охлаждение в масле
Цементация при 900 ± 10 °С на всю
глубину
Нормализация при 860 ± 20 °С, отпуск
при 650 °С, цементация при 900 ± 10 °С,
закалка с 830 °С в масле, отпуск при
160 °С
Закалка при 790 °С в масле, отпуск при
160 °С, охлаждение на воздухе
Нормализация при 950 °С, отпуск при
650 °С
Цементация с твердым карбюратором
при 950 ± 10 °С, закалка при 860 °С,
отпуск при 160 °С
Закалка при 860 °С, охлаждение на
воздухе, отпуск при 160 °С, охлаждение на
воздухе
Коэрцитивная
сила Яс,
А/м
320
480
640
2160
640
3600
6800
3440
4160
3920
2080
720
880
3360
1200
2880
1840
560
3440
2080
Остаточная
индукция В г,
Тл
1,17
0,86
1,12
1,18
1,10
0,79
0,41
1,04
0,91
0,85
1,18
0,59
0,50
0,65
0,70
0,74
0,94
0,82
0,70
0,83
Напряженность Н,
необходимая для
получения
Вп А/м
5600
3200
7200
15 200
3600
17 600
1600
18 400
14 400
13 600
11 200
11 600
8800
16 800
800
19 200
10 400
8800
16 800
16 000
18-3316
546 ПРИЛОЖЕНИЯ
Продолжение табл. ПЗ
Марка стали
18ХНВА
(18Х2Н4ВА)
25Х2ГНТА
(ЭИ519)
20X3 МВФ
(ЭИ415)
20ХЗМВФ
(ЭИ415)
38ХА
38ХА
25ХГСА
25ХГСА
30ХГСА
30ХГСА
18Х2НВФА
(ЭИ712)
12Х2НВФА
(ЭИ 712)
30Х2Н2ВА
40ХНМА
ЗОХГСНА
ЗОХГСНА
30Х2ГСН2ВМ
(ВЛ1)
30Х2ГСН2ВМ
(ВЛ1)
42Х2ГСНМА
(ВКС-1)
42Х2ГСНМА
(ВКС-1)
32Х2НГСМ
(КВК-32)
Термообработка
Закалка при 860 °С, отпуск при 650 °С
Закалка при 860 ± 10 °С в масле, отпуск
при 200 ± 20 °С - 1 ч
В состоянии поставки
Закалка при 1050 °С в масле, отпуск
при 680 °С, охлаждение на воздухе
В состоянии поставки
Закалка при 860 °С в масле, отпуск при
550 °С
В состоянии поставки
Закалка при 890 °С в масле, отпуск при
225 °С, охлаждение в воде
В состоянии поставки
Закалка при 900 °С в масле, отпуск при
500 °С - 1 ч
Закалка при 910 °С в масле, отпуск при
520 ± 10 °С, охлаждение на воздухе
Закалка при 910 °С в масле, отпуск при
550 °С
Закалка при 860 °С в масле, отпуск при
580 °С, охлаждение на воздухе
Закалка при 840 °С в масле, отпуск при
580 °С
Закалка при 900 °С в селитре, отпуск
при250...300°С-Зч
Закалка при 900 °С в масле до 46 HRC
В состоянии поставки
Закалка при 930 °С - 13 мин
В состоянии поставки
Закалка при 930 °С, охлаждение на
воздухе, отпуск при 200 °С
Закалка при 940 °С - 30 мин, охлаждение
на воздухе, отпуск при 270 ± 10 °С - 4 ч
Коэрцитивная
сила Нс,
А/м
800
2080
1440
1360
800
1200
1120
2700
800
1200
3760
1760
1440
1200
1920
2200
1040
4000
880
4160
2800
Остаточная
индукция вг,
Тл
1,11
1,31
0,67
1,33
0,96
1,45
1,12
1,12
1,07
1,33
0,76
0,90
1,02
1,15
1,16
0,83
0,66
0,65
0,74
0,67
0,68
Напряженность Н,
необходимая для
получения
Вг, А/м
20 000
9600
6400
4800
5600
5200
6000
13 600
6000
6400
16 800
12 800
14 400
13 600
11 200
11 600
15 200
20 800
8000
19 200
16 800
ПРИЛОЖЕНИЯ 547
Продолжение табл. ПЗ
Марка стали
37Х2НСМ
(КВК-37)
37Х2НГСМ
(КВК-37)
42Х2НГСМ
(КВК-42)
СП-28
СП-28
ВКС-210
ВНС-17
ВНЛ-3
ЭИ643
1Х12Н2ВМФ
(ЭИ961)
1Х12Н2ВМФ
(ЭИ961)
60С2А
65Г
ВКЛ-3
Термообработка
Закалка при 940 °С
Закалка при 940 °С, отпуск при 210 °С
Закалка при 940 °С - 30 мин, охлаждение
на воздухе, отпуск при 220 ± 10 °С - 4 ч
В состоянии поставки
Подогрев до 600 ... 650 °С, быстрый
перенос в электрическую печь с
температурой 930 ... 960 °С, охлаждение в
масле; отпуск при 320 ± 30 °С,
охлаждение на воздухе
Закалка при 200 °С - 2 ч, охлаждение в
воде; трехразовая перекристаллизация
при 970 °С - 1 ч, охлаждение в воде;
старение при 520 °С - 3 ч, охлаждение
на воздухе
В состоянии поставки
Литое состояние
Закалка при 900 °С в масле, отпуск при
250 °С - 3 ч
Закалка при 1000 °С, отпуск при 550 °С
Закалка при 1000 °С, отпуск при 680 °С
Отжиг при 650 ... 700 °С - 1,5 ч,
охлаждение с печью до 500 °С, затем на
воздухе; закалка в соляной ванне при
860 °С - 5 мин, охлаждение в масле;
отпуск в электрической печи при 420 ±
± 10 °С - 1,5 ч, охлаждение на воздухе
Закалка при 810 ± 10 °С в масле, отпуск
при 360 ± 20 °С - 1 ч, охлаждение на
воздухе
Отжиг при 900 °С - 2 ч, охлаждение с
печью до 680 °С, затем на воздухе;
закалка при 900 °С - 30 мин, охлаждение в
масле; отпуск при 550 °С - 2 ч,
охлаждение на воздухе
Коэрцитивная
сила Яс,
А/м
2400
4400
3600
1440
3600
2240
2000
2960
2640
2320
960
1840
1600
1440
Остаточная
индукция Вг,
Тл
0,63
0,70
0,51
1,12
0,69
0,69
0,50
0,40
1,2
0,67
0,93
1,05
1,09
0,61
Напряженность Я,
необходимая для
получения
Вг, А/м
13 200
12 800
12 000
6400
10 400
12 800
11200
24 000
12 800
9600
4800
13 600
7200
10 400
18*
548 ПРИЛОЖЕНИЯ
Окончание табл. ПЗ
Марка стали
27ХГСНМЛ
Х15Н5Д2Т
(ЭП 225, ВНС-2)
Х16Н6(СН-2А,
ЭП 228)
ВНС-2М
ВНС-2М
9X18
(XI8, ЭИ229)
9X18
(Х18,ЭИ229)
2X13 (ЭЖ2)
1X13 (ЭЖ1)
1Х21Н5Т
(ЭИ811)
Х17Н2(ЭИ268,
1X17Н2)
Х17Н2(ЭИ268,
1Х17Н2)
268Л
(ЭИ 268Л)
268Л (ЭИ 268Л)
Термообработка
Нормализация при 890 °С - 2 ч,
охлаждение на воздухе; отпуск при 650 °С -
2 ч, охлаждение на воздухе; закалка
при 890 °С - 30 мин, охлаждение в
масле; отпуск при 220 °С - 2 ч,
охлаждение на воздухе
В состоянии поставки
Закалка при 990 ± 10 °С - 15 мин,
охлаждение в воде; обработка холодом
при -70 °С - 2 ч, охлаждение на
воздухе; отпуск при 250 ± 10 °С — 1 ч,
охлаждение на воздухе
Смягчающий отжиг при 640 °С - 1 ч
Отжиг при 640 °С — 1 ч, нормализация
при 950 °С - 5 мин, отпуск при 450 °С -1 ч
Закалка при 1030 °С, отпуск при 180 °С
Закалка при 1050 °С - 30 мин в масле,
обработка холодом при -70 °С - 30 мин,
охлаждение на воздухе; отпуск при
550 °С - 2 ч, охлаждение на воздухе
Закалка при 1020 °С в масле, отпуск
при 620 °С - 3 ч
Нормализация при 1020 °С, отпуск при
660... 760 °С
Закалка при 950 °С, охлаждение на
воздухе
В состоянии поставки
Закалка при 1030 °С
Нормализация при 1050 °С,
охлаждение на воздухе
Закалка при 1030 °С в масле, отпуск
при 680 °С, охлаждение на воздухе
Коэрцитивная
сила Яс,
А/м
2640
2800
4000
5200
3040
6400
8000
1120
400
960
1760
3600
2800
1600
Остаточная
индукция Вг,
Тл
0,65
0,65
0,50
0,44
0,91
0,61
0,45
0,58
1,П
0,45
0,59
0,62
0,73
0,69
Напряженность Н,
необходимая для
получения
5г,А/м
20 000
28 000
14 400
17 600
48 000
17 600
20 000
11 200
3200
8000
10 400
12 000
9600
13 600
ПРИЛОЖЕНИЯ
549
П4. Магнитные характеристики сталей, петли магнитного гистерезиса
-40 -20
40 60 80 100 120 140 160
Напряженность поля
Рис. П4.1. Магнитные характеристики стали 10, 57 HRB, Нс = 4 А/см, Вг = 8560 Гс = 0,856 Тл
-1,8
-60 -40 -20 0 20
Рис. П4.2. Магнитные характеристики стали ЭИ 437А, 32 HRC, Нс = 25 А/см, В, = 7630 Гс = 0,83 Тл
40 60 80 100 120 140 160
Напряженность поля
550
ПРИЛОЖЕНИЯ
r—ад-
1,8
В
-5-1 а
>>
■1-,,4
в
я
X
■Й-1,2
Е
я
s in
-1,0
oV
I
г
?,т
/
/ /
/
/
*
H,AJcm
-40 -20
20
40 60 80 100 120 140 160
Напряженность поля
Рис. П43. Магнитные характеристики стали У7 в состоянии поставки, Нс = 9,7 А/см,
Вг = 5100 Гс = 0,51 Тл
-60 -40 -20 0 20 40 60 80 100 120 140 160
Напряженность поля
Рис. П4.4. Магнитные характеристики стали ХВГ, 46 HRC, Нс = 26,2 А/см, Вг = 8350 Гс = 0,835 Тл
ПРИЛОЖЕНИЯ
551
-60
40 -20
20
40 60 80 100 120 140 160
Напряженность поля
Рис. П4.5. Магнитные характеристики стали 9X18,39 HRC, Яс = 57 А/см, В, = 5140 Гс = 0,51 Тл
*»*
2,0
1,а
я
Я 1,0
• X -1,4
Я
*
ас
с
я
5
1,0
.1
0,2
/
в,т
/у
//
//
'/
/
'
Н, А/см
-40 -20
20 40 60 80 100 120 140 160
Напряженность поля
Рис. П4.6. Магнитные характеристики СтЗ, 76 HRB, Нс = 5,13 А/см, Вг = 4420 Гс = 0,442 Тл
552
ПРИЛОЖЕНИЯ
- 40 -20
20
40 60 80 100 120 140 160
Напряженность поля
Рис. П4.7. Магнитные характеристики стали ЭИ 643,50 HRC, Нс = 26,8 А/см, Вг = 8450 Гс = 0,845 Тл
-1,8
-60 -40
20
40 60 80 100 120 140 160
Напряженность поля
Рис. П4.8. Магнитные характеристики стали ШХ15,35 HRC, Нс = 273 А/см, Вг = 10 210 Гс = 1,02 Тл
ПРИЛОЖЕНИЯ
553
•60 -40 -20
20
40 60 80 100 120 140 160
Напряженность поля
Рис. П4.9. Магнитные характеристики стали 18ХНВА, 27 HRC, Нс = 21 А/см, В, = 8280 Гс = 0,828 Тл
-1,8 Т В, Т
fl,6
-5-1,4
V
■ -1,0
Н, А/см
-40 -20 0 20 40 60 80 100 120 140 160
Напряженность поля
Рис. П4.10. Магнитные характеристики стали ШХ15,44 HRC, Нс = 38,2 А/см, В, = 8705 Гс = 0,805 Тл
554
ПРИЛОЖЕНИЯ
1,8
' l.o
я
X
■ —1
ггная i
9 V
Я
2
" "0,8
1
0,6
/ 0,4
1 0,2
в,т
г
'7
Н, А/см
1
-60 -40 -20 0 20 40 60 80 100 120 140 160
Напряженность поля
Рис. П4.11. Магнитные характеристики стали ЭИ 961,36 HRC, Яс = 18,2 А/см, Вг = 7630 Гс = 0,76 Тл
-1,8
Рис. П4.12. Магнитные характеристики стали 17Н2,30 HRC, Нс = 14,2 А/см, Вг = 6000 Гс = 0,6 Тл
П5. Типовая программа подготовки по магнитопорошковому методу персонала по неразрушающему контролю
1-й уровень (не менее 30 ч)
2-й уровень (не менее 30 ч)
3-й уровень
1. Физические основы магнитопорошкового метода
1.1. Теория магнетизма (общие понятия):
• представление о магнитном поле;
магнитные силовые линии;
• характеристики магнитного поля;
• магнитный поток;
• магнитная индукция;
• напряженность магнитного поля;
• ферромагнетики;
• намагничивание ферромагнитных
материалов;
• магнитные домены;
• магнитная проницаемость;
• определение направления
напряженности магнитного поля, магнитного
потока и магнитной индукции;
• магнитное поле рассеяния;
• постоянные магниты
1.2. Виды намагничивающих токов:
• постоянный;
• переменный;
• выпрямленные;
• импульсный;
• прерывистый
1.3. Магнитное поле электрического тока:
• магнитное поле прямолинейного
проводника с током;
1.1. Теория магнетизма (общие понятия):
• представление о магнитном поле;
магнитные силовые линии;
• характеристики магнитного поля;
• магнитный поток;
• магнитная индукция;
• напряженность магнитного поля;
• ферромагнетики;
• намагничивание ферромагнитных
материалов;
• магнитные домены;
• магнитная проницаемость;
• определение направления
напряженности магнитного поля, магнитного
потока и магнитной индукции;
• магнитное поле рассеяния;
постоянные магниты;
• закон электромагнитной индукции
1.2. Виды намагничивающих токов:
• постоянный;
• переменный;
• выпрямленные;
• импульсный;
• прерывистый.
Факторы, влияющие на выбор тока
для намагничивания проверяемых объектов
1.3. Магнитное поле электрического тока:
• магнитное поле прямолинейного
проводника с током;
1.1. Теория магнетизма (общие понятия):
• представление о магнитном поле;
магнитные силовые линии;
• характеристики магнитного поля;
• магнитный поток;
• магнитная индукция;
• напряженность магнитного поля;
• ферромагнетики;
• намагничивание ферромагнитных
материалов;
• магнитные домены;
• магнитная проницаемость;
• определение направления
напряженности магнитного поля, магнитного
потока и магнитной индукции;
• магнитное поле рассеяния;
постоянные магниты;
• закон электромагнитной индукции
1.2. Виды намагничивающих токов:
• постоянный;
• переменный;
• выпрямленные;
• импульсный;
• прерывистый.
Факторы, влияющие на выбор тока
для намагничивания проверяемых объектов
1.3. Магнитное поле электрического тока:
• магнитное поле прямолинейного
проводника с током;
Продолжение табл. П5
1-й уровень (не менее 30 ч)
• магнитное поле кругового витка с
током;
• магнитное поле соленоида;
• магнитное поле электромагнита
1.4. Способы намагничивания
ферромагнитных тел простой формы:
• циркулярный;
• пропусканием тока
непосредственно через объект контроля;
• пропусканием тока по
центральному проводнику;
• тороидальный;
• индукционный;
• полюсный:
- продольный;
- поперечный;
- нормальный;
• способом магнитного контакта
1.5. Факторы, влияющие на
намагниченность деталей:
• особенности намагничивания
коротких деталей;
•
током
•
•
2-й уровень (не менее 30 ч)
магнитное поле кругового витка с
;
магнитное поле соленоида;
магнитное поле электромагнита
1.4. Способы намагничивания
ферромагнитных тел простой формы:
•
•
циркулярный;
пропусканием тока непосредствен-
но через объект контроля;
•
пропусканием тока по централь-
ному проводнику;
•
•
•
-
-
—
•
•
•
l.f
тороидальный;
индукционный;
полюсный:
продольный;
поперечный;
нормальный;
способом магнитного контакта;
вращающимся магнитным полем;
комбинированный
i. Факторы, влияющие на намагни-
ченность деталей:
•
особенности намагничивания
коротких деталей;
3-й уровень
• магнитное поле кругового витка с
током;
• магнитное поле соленоида;
• магнитное поле электромагнита
1.4. Способы намагничивания
ферромагнитных тел простой формы:
• циркулярный;
• пропусканием тока
непосредственно через объект контроля;
• пропусканием тока по
центральному проводнику;
• тороидальный;
• индукционный;
• полюсный:
- продольный;
- поперечный;
- нормальный;
• способом магнитного контакта;
• вращающимся магнитным полем;
• комбинированный
Преимущества и ограничения
способов намагничивания различных объектов
контроля
1.5. Факторы, влияющие на
намагниченность деталей:
• особенности намагничивания
коротких деталей;
1-й уровень (не менее 30 ч)
• размагничивающий фактор;
• поверхностный эффект
Продолжение табл. П5
2-й уровень (не менее 30 ч)
• размагничивающий фактор;
• поверхностный эффект;
• эквивалентная глубина
проникновения магнитного поля при
намагничивании объектов контроля переменным и
постоянным током;
• скорость снятия магнитного поля
при контроле способом остаточной
намагниченности
1.6. Магнитное поле различных
намагниченных объектов контроля:
• поле внутри и снаружи длинного
ферромагнитного цилиндрического
объекта при пропускании по нему
постоянного тока;
• поле длинного трубчатого
ферромагнитного объекта при пропускании по
центральному проводнику постоянного
тока;
• поле катушки с тороидальным
сердечником;
• поле объекта в форме эллипсоида,
размагничивающий фактор эллипсоида;
• поле объекта в форме диска,
размагничивающий фактор диска;
3-й уровень
• размагничивающий фактор;
• поверхностный эффект;
• эквивалентная глубина
проникновения магнитного поля при
намагничивании объектов контроля переменным и
постоянным током;
• скорость снятия магнитного поля
при контроле способом остаточной
намагниченности. Требования к значению
скорости снятия намагничивающего поля
1.6. Магнитное поле различных
намагниченных объектов контроля:
• поле внутри и снаружи длинного
ферромагнитного цилиндрического
объекта при пропускании по нему
постоянного тока;
• поле длинного трубчатого
ферромагнитного объекта при пропускании по
центральному проводнику постоянного
тока;
• поле катушки с тороидальным
сердечником;
• поле объекта в форме эллипсоида,
размагничивающий фактор эллипсоида;
• поле объекта в форме диска,
размагничивающий фактор диска;
Продолжение табл. П5
1-й уровень (не менее 30 ч)
2-й уровень (не менее 30 ч)
3-й уровень
• магнитное поле объекта
магничивании электромагнитом
при на-
1.6. Факторы, влияющие на выявляе-
мость дефектов
1.7. Расчет напряженности поля,
создаваемого током в проводниках и соленоидах
1.8. Расчет силы тока для получения
заданной напряженности магнитного
поля при циркулярном намагничивании
1.9. Факторы, влияющие на выявляе-
мость дефектов:
• направление намагничивания
объекта контроля;
• толщина немагнитного покрытия
1.10. Магнитное поле в области
дефектов. Магнитное поле дефекта как
суперпозиция магнитных полей. Ложные
дефекты
• магнитное поле объекта при
намагничивании электромагнитом;
• магнитное поле объекта при
индукционном и комбинированном намагничивании
1.7. Расчет напряженности поля,
создаваемого током в проводниках и соленоидах
1.8. Расчет силы тока для получения
заданной напряженности магнитного
поля при циркулярном намагничивании
1.9. Факторы, влияющие на выявляе-
мость дефектов:
• направление намагничивания
объекта контроля;
• толщина немагнитного покрытия
1.10. Магнитное поле в области
дефекта как суперпозиция магнитных
полей. Факторы, влияющие на топологию
поля в области дефекта. Причины
образования полей над ложными дефектами
2. Дефекты, обнаруживаемые магнитопорошковым методом
• Поверхностные неметаллические
включения.
• Волосовины.
• Плены, выходящие на
поверхность объекта.
• Трещины различного происхождения.
• Непровары.
• Надрывы.
• Закаты.
• Флокены
• Поверхностные неметаллические
включения.
• Волосовины.
• Плены, выходящие на поверхность
объекта.
• Трещины различного происхождения.
• Непровары.
• Надрывы.
• Закаты.
• Флокены
• Поверхностные неметаллические
включения.
• Волосовины.
• Плены, выходящие на
поверхность объекта.
• Трещины различного происхождения.
• Непровары.
• Надрывы.
• Закаты.
• Флокены
Продолжение табл. П5
1-й уровень (не менее 30 ч)
2-й уровень (не менее 30 ч)
3-й уровень
3. Влияние дефектоскопических характеристик объекта и температуры окружающей среды
на результаты магнитопорошкового контроля
3.1. Геометрические характеристики
объекта контроля
3.2.Форма объекта
3.3. Шероховатость поверхности
объекта
3.4. Коррозия, окалина на
поверхности объекта
3.5. Гальванические покрытия на
объекте контроля
3.6. Лакокрасочные покрытия на
объекте контроля
3.7. Масляные загрязнения
3.1. Геометрические характеристики
объекта контроля
3.2. Форма объекта
3.3. Масса объекта контроля
3.4. Химический состав и структура
материала объекта контроля
3.5. Шероховатость поверхности
объекта
3.6. Коррозия, окалина на поверхности
объекта
3.7. Гальванические покрытия на
объекте контроля
3.8. Лакокрасочные покрытия объекта
контроля
3.9. Масляные загрязнения
3.1. Геометрические характеристики
объекта контроля
3.2. Форма объекта
3.3. Масса объекта контроля. Форма,
размеры зоны контроля на проверяемом
объекте
3.4. Химический состав и структура
материала объекта контроля
3.5. Шероховатость поверхности объекта
3.6. Коррозия, окалина на
поверхности объекта
3.7. Гальванические покрытия на
объекте контроля
3.8. Лакокрасочные покрытия объекта
контроля
3.9. Масляные загрязнения
3.10. Температура окружающей среды
3.11. Температура объекта
4. Магнитные индикаторы для магнитопорошкового контроля
4.1. Магнитные индикаторы:
• магнитные порошки: черные;
цветные, люминесцентные;
• магнитные суспензии
4.1. Магнитные индикаторы:
• магнитные порошки: черные;
цветные, люминесцентные;
• магнитные суспензии;
• магнитогуммированные пасты.
Магнитная коагуляция порошков и
ее
влияние на эффективность
магнитопорошкового контроля
4.1
•
. Магнитные индикаторы:
магнитные порошки: черные;
цветные, люминесцентные;
•
•
•
•
• • • •
магнитные суспензии;
магнитогуммированные пасты;
концентраты магнитных суспензий;
дисперсионная среда суспензий;
поверхностно-активные вещества;
смачиватели;
пеногасители;
краски для фона
Продолжение табл. П5
1-й уровень (не менее 30 ч)
4.2. Проверка качества магнитных
порошков и суспензии:
• оценка выявляющей способности
порошков и суспензий;
• контроль концентрации порошка
в суспензии
2-й уровень (не менее 30 ч)
4.2. Проверка качества магнитных
порошков и суспензии:
• оценка содержания в порошке
крупных частиц и загрязнений;
• оценка выявляющей способности
порошков и суспензии;
• контроль концентрации порошка в
суспензии;
• оценка гранулометрического
состава порошка;
• оценка интенсивности
люминесценции магнитного порошка.
Оценка эксплуатационной стойкости
магнитного порошка и стабильности
магнитной суспензии
3-й уровень
4.2. Проверка качества магнитных
порошков и суспензии:
• оценка содержания в порошке
крупных частиц и загрязнений;
• оценка выявляющей способности
порошков и суспензии;
• контроль концентрации порошка в
суспензии;
• оценка гранулометрического
состава порошка;
• оценка интенсивности
люминесценции магнитного порошка
5. Дефектоскопы и приборы для магнитопорошкового контроля
5.1. Приборы и оборудование для
магнитопорошковой дефектоскопии:
• универсальные магнитопорошко-
вые дефектоскопы: стационарные,
передвижные, переносные;
• специализированные магнитопо-
рошковые дефектоскопы;
• электромагниты постоянного и
переменного тока;
• дефектоскопы на постоянных
магнитах;
• размагничивающие устройства;
5.1. Приборы и оборудование для
магнитопорошковой дефектоскопии:
• универсальные магнитопорошко-
вые дефектоскопы: стационарные,
передвижные, переносные;
• специализированные магнитопо-
рошковые дефектоскопы;
• намагничивающие приспособления;
• электромагниты постоянного и
переменного тока;
• дефектоскопы на постоянных
магнитах;
5.1. Приборы и оборудование для
магнитопорошковой дефектоскопии:
• универсальные магнитопорошко-
вые дефектоскопы: стационарные,
передвижные, переносные;
• специализированные магнитопо-
рошковые дефектоскопы;
• намагничивающие приспособления;
• электромагниты постоянного и
переменного тока;
• дефектоскопы на постоянных
магнитах;
Продолжение табл. П5
1-й уровень (не менее 30 ч)
• приборы для контроля
размагниченности деталей;
• приборы для определения
качества магнитных порошков и суспензий;
• ультрафиолетовые облучатели;
• образцы для магнитопорошковой
дефектоскопии
2-й уровень (не менее 30 ч)
• размагничивающие устройства;
• приборы для контроля
размагниченности деталей;
• приборы для определения качества
магнитных порошков и суспензий;
• ультрафиолетовые облучатели;
• приборы для контроля освещенно-
СТИ"
• приборы для контроля
ультрафиолетового облучения на рабочем месте;
• приборы для измерения
напряженности магнитного поля;
• индикаторы магнитного поля;
• образцы для магнитопорошковой
дефектоскопии;
• автоматизированное оборудование
для магнитопорошкового контроля
3-й уровень
• размагничивающие устройства;
• приборы для контроля
размагниченности деталей;
• приборы для определения
качества магнитных порошков и суспензий;
• ультрафиолетовые облучатели;
• приборы для контроля освещенно-
СТИ*
• приборы для контроля
ультрафиолетового облучения на рабочем месте;
• приборы для измерения
напряженности магнитного поля;
• индикаторы магнитного поля;
• образцы для магнитопорошковой
дефектоскопии;
• автоматизированное оборудование
для магнитопорошкового контроля
6.
6.1. Способы магнитопорошкового
контроля:
• способ приложенного поля (СПП);
• способ остаточной
намагниченности (СОН);
• последовательность
технологических операции контроля
Технология магнитопорошкового контроля
6.1. Способы магнитопорошкового
контроля:
• способ приложенного поля (СПП);
• способ остаточной
намагниченности (СОН);
• последовательность
технологических операций контроля
6.1. Способы магнитопорошкового
контроля:
• способ приложенного поля (СПП);
• способ остаточной
намагниченности (СОН);
• последовательность
технологических операции контроля.
Факторы, влияющие на выбор способа
магнитопорошкового контроля
Продолжение табл. П5
1-й уровень (не менее 30 ч)
6.2. Способы подготовки деталей к
контролю:
• удаление загрязнений;
• удаление защитных покрытий;
• удаление влаги с деталей;
• зачистка мест электрического контакта;
• нанесение на поверхность
объектов контроля контрастирующей белой
или желтой краски;
• меры для предотвращения
попадания суспензии во внутренние полости
деталей
6.3. Намагничивание объектов контроля:
• проверка работоспособности
намагничивающих устройств;
• виды и способы намагничивания;
• направление магнитного поля
6.4. Технология нанесения магнитных
индикаторов на проверяемые объекты:
• в виде сухого порошка;
• в виде воздушной взвеси;
• в виде магнитной суспензии
2-й уровень (не менее 30 ч)
6.2. Способы подготовки деталей к
контролю:
• удаление загрязнений;
• удаление защитных покрытий;
• удаление влаги с деталей;
• зачистка мест электрического контакта;
• нанесение на поверхность
объектов контроля контрастирующей белой
или желтой краски;
• меры по предотвращению
попадания суспензии во внутренние полости
деталей
6.3. Оценка работоспособности маг-
нитопорошковых дефектоскопов
6.4. Намагничивание объектов контроля:
• проверка работоспособности
намагничивающих устройств;
• виды и способы намагничивания;
• направление магнитного
поля. D Проверка режимов намагничивания
3-й уровень
6.2. Оценка работоспособности маг-
нитопорошковых дефектоскопов
6.3. Выбор способа и режима
намагничивания:
• выбор вида намагничивающего тока;
• выбор схемы намагничивания;
• расчет режимов для циркулярного,
продольного и комбинированного намагничивания
6.4. Выбор технологии нанесения
магнитных индикаторов с учетом типа
выявляемых дефектов и дефектоскопических
свойств объекта контроля
Продолжение табл. П5
1-й уровень (не менее 30 ч)
6.5. Способы нанесения магнитной
суспензии на проверяемые объекты
6.6. Технология осмотра
контролируемой поверхности объекта контроля.
Установка средств освещения на
рабочем месте контроля
6.7. Расшифровка результатов
контроля:
• индикаторные рисунки
действительных и ложных дефектов;
• способы расшифровки ложных
дефектов
6.10. Размагничивание:
• основные принципы размагничивания;
• способы размагничивания:
- удалением объекта из магнитного
поля изменяющейся полярности;
- магнитным полем изменяющейся
напряженности и полярности;
- переменным полем
промышленной частоты;
— импульсным полем;
- встречным магнитным полем.
2-й уровень (не менее 30 ч)
6.5. Факторы, влияющие на выбор
технологии нанесения магнитных
индикаторов на проверяемые объекты
6.6. Требования к условиям осмотра
контролируемой поверхности:
• освещенности зоны контроля;
• ультрафиолетовому излучению
при использовании люминесцентных
магнитных порошков
6.7. Расшифровка результатов
контроля:
• индикаторные рисунки
действительных и ложных дефектов;
• способы расшифровки ложных
дефектов
6.8. Размагничивание:
• основные принципы размагничивания;
• способы размагничивания:
- удалением объекта из магнитного
поля изменяющейся полярности;
- магнитным полем изменяющейся
напряженности и полярности;
- переменным полем
промышленной частоты;
- импульсным полем;
- встречным магнитным полем.
3-й уровень
6.5. Требования к условиям осмотра
контролируемой поверхности:
• освещенности зоны контроля;
• ультрафиолетовому излучению
при использовании люминесцентных
магнитных порошков.
Применение приборов для контроля
освещенности на рабочем месте контроля
6.6. Расшифровка результатов
контроля:
• индикаторные рисунки
действительных и ложных дефектов;
• способы расшифровки ложных
дефектов
6.7. Размагничивание:
• основные принципы размагничивания;
• способы размагничивания:
- удалением объекта из магнитного
поля изменяющейся полярности;
- магнитным полем изменяющейся
напряженности и полярности;
- переменным полем промышленной
частоты;
- импульсным полем;
- встречным магнитным полем.
Окончание табл. 5П
1-й уровень (не менее 30 ч)
2-й уровень (не менее 30 ч)
3-й уровень
Проверка размагниченности. Выбор
способа размагничивания
Проверка размагниченности,
способа размагничивания
Выбор
Проверка размагниченности,
способа размагничивания
Выбор
7. Оформление результатов магнитопорошкового контроля и организации работ
7.1. Оформление результатов контроля:
• ведение документации
результатов контроля;
• внесение результатов контроля в
сопроводительную документацию
7.2. Содержание технологических
инструкций, методик, технологических
карт, применяемых на производстве
7.1. Оформление результатов контроля:
• способы документирования
результатов контроля;
• разработка технологических карт
магнитопорошкового контроля;
• внесение результатов контроля в
сопроводительную документацию
7.2. Содержание технологических
инструкций, методик, технологических
карт, применяемых на производстве
7.3. Разработка письменных
технологических инструкций
магнитопорошкового контроля
7.4. Техническая оснащенность и
организация работ по магнитопорошковому
контролю на предприятии
7.5. Экспертиза технической
документации по магнитопорошковому методу
7.6. Стандарты и другие документы по
магнитопорошковому контролю
7.1. Оформление результатов контроля:
• способы документирования
результатов контроля;
• разработка отчета по результатам
контроля
7.2. Разработка письменных
технологических инструкций
магнитопорошкового контроля
7.3. Техническая оснащенность и
организация работ по
магнитопорошковому контролю на предприятии
7.4. Экспертиза технической
документации по магнитопорошковому методу
7.5. Стандарты и другие документы
по магнитопорошковому контролю
8. Требования техники безопасности при проведении магнитопорошкового контроля
8.1. Основные требования техники
безопасности при выполнении
магнитопорошкового контроля на предприятии
8.1. Организация работ на участках
магнитопорошкового контроля для
обеспечения выполнения требований техники
безопасности
8.1. Основные требования техники
безопасности проведения работ по
магнитопорошковому контролю на
предприятиях, в полевых и аэродромных
условиях
СПИСОК ЛИТЕРАТУРЫ
1. Неразрушающий контроль и
диагностика: Справочник / В.В. Клюев,
Ф.Р. Соснин, А.В. Ковалев, В.Н. Филинов
и др.; Под ред. В.В. Клюева. 2-е изд., пере-
раб. М.: Машиностроение, 2002. 498 с, ил.
2. Машиностроение: Энциклопедия.
Т. Ш-7: Измерение. Контроль. Испытание
и диагностика / В.В. Клюев, Ф.Р. Соснин,
В.Н. Филинов и др.; Под общ. ред. В.В.
Клюева. М: Машиностроение, 2003. 464 с.
3. Безопасность России. Правовые,
социально-экономические и
научно-технические аспекты. Экологическая
диагностика / Под ред. В.В. Клюева. М.: МГФ
«Знание» - Машиностроение, 2000.495 с.
4. Неразрушающий контроль.
Россия. 1900 - 2000 гг. Справочник / В.В.
Клюев, Ф.Р. Соснин, СВ. Румянцев и др.; Под
ред. В.В. Клюева. 2-е изд., испр. и доп. М.:
Машиностроение, 2002. 632 с, ил.
5. Измерения. Контроль. Качество.
Неразрушающий контроль / А.И. Аста-
шенков, B.C. Иванов, В.В. Клюев, В.М. Ла-
хов, Ф.Р. Соснин. М.: ИПК. «Изд-во
стандартов», 2002. 709 с.
6. Вонсовский СВ., Шур Я.С
Ферромагнетизм. М. - Л.: Гос. изд-во научно-
техн. лит., 1948. 816 с.
7. Зацепин Н.И. Неразрушающий
контроль (избранные вопросы теории
поля). Мн.: Наука и техника, 1979. 192 с.
8. Иродов И.Е. Основные законы
электромагнетизма: Учеб. пособие для
вузов. М.: Высш. шк., 1983. 279 с, ил.
9. Бессонов Л.А. Теоретические
основы электротехники: электромагнитное
поле: Учебник для студентов вузов. 7-е
изд., перераб. и доп. М.: Высш. шк., 1978.
231 с, ил.
Ю.Белов К.П., Бочкарев Н.Г.
Магнетизм на Земле и в Космосе. М.: Наука,
1983. 192 с.
11. Еремин Н.И. Магнитная
порошковая дефектоскопия. М. - Л.: Машгиз,
1947. 188 с.
12. Неразрушающий контроль
металлов и изделий: Справочник / Под ред.
Г.С. Самойловича. М.: Машиностроение,
1976. 456 с, ил.
13. Сена Л.А. Единицы физических
величин и их размерности: Учебно-справ.
руководство. 3-е изд., перераб. и доп. М.:
Наука, 1988. 432 с, ил.
14. Диагностика авиационных
двигателей / В.Н. Лозовский, Г.В. Бондал,
О.А. Каксис, А.Е. Колтунов. М.:
Машиностроение, 1988. 280 с, ил.
15. Дефектоскопия деталей при
эксплуатации авиационной техники. М.:
Воениздат, 1978. 231 с, ил.
16. Неразрушающий контроль:
Практическое пособие: В 5 кн. Кн. 3:
Электромагнитный контроль / В.Г. Герасимов,
А.Д. Покровский, В.В. Сухорукое; Под
ред. В.В. Сухорукова. М.: Высш. шк.,
1992. 312 с, ил.
17. Шелихов Г.С Магнитопорошко-
вый контроль: Кинофильм: В 2 ч.,
цветной. М.: Киностудия МО СССР, 1976.
18. Шелихов Г.С. Магнитные
индикаторы и приборы магнитопорошкового
контроля: Науч. фильм: В 3 ч., цветной.
М.: Киностудия МО СССР, 1981.
566
СПИСОК ЛИТЕРАТУРЫ
19. Покровский А.Д. Классификация
дефектов при магнитном контроле
матричными преобразователями // 15-я Все-
рос. науч.-техн. конф. «Неразрушающий
контроль и диагностика», Москва, 28 июня -
2 июля 1999 г. М.: РОНКТД, 1999. С. 399.
20. Покровский А.Д., Щербаков АЛ.
О возможности выявления дефектов
сварных швов: Доклад на Всероссийской
научно-технической конференции с
международным участием. М.: МЭИ ТУ, 2000.
С. 330-332.
21. Семеновская И.Б. Методика маг-
нитопорошкового контроля. М.:
Машиностроение, 1977. 44 с.
22. Александров А.Г., Глазков Ю.А.
Технологические карты по магнитопо-
рошковому контролю деталей. М.: Жел-
дорреммаш, 1997. 146 с.
23. Корсаков В.В. и др. Средства
магнитопорошковой дефектоскопии. М.:
Машиностроение, 1982. 72 с.
24. Шелихов Г.С. Магнитопорошко-
вая дефектоскопия в рисунках и
фотографиях: Практическое пособие. М.: Диагно-
стич. науч.-техн. центр «Дефектоскопия»,
2002. 324 с.
25. Шелихов Г.С. Магнитопорошко-
вая дефектоскопия деталей и узлов / Под
ред. д-ра техн. наук В.Н. Лозовского. М.:
Науч.-техн. центр «Эксперт», 1995. 220 с.
26. Юренков В.К. Затухание
магнитных полей различной формы в деталях,
контролируемых магнитопорошковым
методом // Современные методы и приборы
контроля качества продукции: Материалы
семинара. М.: МДНТП, 1991. С. 63-72.
27. Лисицын В.И., Шевченко Г.С,
Глазков Ю.А. Магнитопорошковый
дефектоскоп - не средство измерения //
Контроль. Диагностика. 2005. № 1. С. 26-29.
28. Лисицын В.И., Шевченко Г.С,
Глазков Ю.А. О работоспособности
дефектоскопии и чувствительности магни-
топорошкового контроля // Безопасность
труда в промышленности. 2005. №6. С. 22-25.
29. ГОСТ 21105-87. Неразрушающий
контроль. Магнитопорошковый метод.
30. Nondestructive testing handbook:
V. 6: Magnetic particle testing / American
Society for Nondestructive testing, 1998,453 p.
31. E709-95. Standard Guide for
Magnetic Particle Examination. ASTM.
32. International Standard.
Nondestructive Testing - Magnetic Particle Testing:
ISO 9934-1,2,3,2002.
Книга 3
КАПИЛЛЯРНЫЙ КОНТРОЛЬ
ВВЕДЕНИЕ
Капиллярные методы неразрушаю-
щего контроля основаны на капиллярном
проникновении индикаторных жидкостей
(пенетрантов) в полости поверхностных и
сквозных несплошностей материала
объектов контроля и регистрации образующихся
индикаторных следов визуальным способом
или с помощью преобразователя.
Капиллярный НК предназначен для
обнаружения невидимых или
слабовидимых невооруженным глазом
поверхностных и сквозных дефектов в объектах
контроля, определения их расположения,
протяженности (для дефектов типа трещин) и
ориентации по поверхности.
Этот вид контроля позволяет
диагностировать объекты любых размеров и
форм, изготовленные из черных и цветных
металлов и сплавов, пластмасс, стекла,
керамики, а также других твердых
неферромагнитных материалов.
Капиллярный контроль применяют
также для объектов, изготовленных из
ферромагнитных материалов, если их
магнитные свойства, форма, вид и
местоположение дефектов не позволяют достичь
требуемой чувствительности магнитопо-
рошковым методом или магнитопорошко-
вый метод контроля не допускается
применять по условиям эксплуатации объекта.
Капиллярный контроль применяется
также при течеискании и, в совокупности
с другими методами, при мониторинге
ответственных объектов и объектов в
процессе эксплуатации.
Достоинствами капиллярных методов
дефектоскопии являются: простота операций
контроля, несложность оборудования,
применимость к широкому спектру материалов,
в том числе к немагнитным металлам.
Капиллярные методы дефектоскопии
широко и успешно применяются во
многих отраслях машиностроения,
строительства, на транспорте.
Несомненным достоинством
капиллярного метода является то, что с его
помощью можно не только обнаружить
поверхностные и сквозные дефекты, но и
получить по их расположению,
протяженности, форме и ориентации по
поверхности ценную информацию о характере
дефекта и даже некоторых причинах его
возникновения (концентрация
напряжений, несоблюдение технологии и пр.).
В качестве индикаторных жидкостей
применяют органические люминофоры -
вещества, дающие яркое собственное
свечение под действием ультрафиолетовых
лучей, а также различные красители.
Поверхностные дефекты выявляют с
помощью средств, позволяющих извлекать
индикаторные вещества из полости дефектов
и обнаруживать их присутствие на
поверхности контролируемого изделия.
Капилляр, выходящий на поверхность
объекта контроля только с одной стороны,
называют поверхностной несплошностью, а
соединяющий противоположные стенки
объекта контроля, - сквозной. Если
поверхностная и сквозная несплошности являются
дефектами, то допускается применять
вместо них термины «поверхностный дефект» и
«сквозной дефект». Изображение,
образованное пенетрантом в месте расположения
несплошности и подобное форме сечения у
выхода на поверхность объекта контроля,
называют индикаторным рисунком, или
индикацией. Применительно к
несплошности типа единичной трещины вместо
термина «индикация» допускается применение
568
ВВЕДЕНИЕ
термина «индикаторный след». Глубина
несплошности - размер несплошности в
направлении внутрь объекта контроля от его
поверхности. Длина несплошности -
продольный размер несплошности на
поверхности объекта. Раскрытие несплошности -
поперечный размер несплошности у ее
выхода на поверхность объекта контроля.
Необходимым условием надежного
выявления капиллярным методом
дефектов, имеющих выход на поверхность
объекта, является относительная их
незагрязненность посторонними веществами, а
также глубина распространения,
значительно превышающая ширину их
раскрытия (минимум 10/1).
Различают максимальную,
минимальную и среднюю глубину, длину и
раскрытие несплошности. Если не
требуется заранее оговаривать, какое из
указанных значений размеров имеется в виду, то
для исключения недоразумений следует
принять термин «преимущественный
размер». Для несплошностей типа округлых
пор раскрытие равно диаметру
несплошности на поверхности объекта.
Все методы капиллярного неразру-
шающего контроля по характеру
взаимодействия проникающих пенетрантов с
объектом контроля рассматриваются как
молекулярные, что не указывается в
определениях для сокращения.
Капиллярные методы подразделяют
на основные, использующие капиллярные
явления, и комбинированные.
Основные капиллярные методы
контроля подразделяют в зависимости от типа
проникающего вещества на следующие:
1. Метод проникающих растворов -
жидкостный метод капиллярного нераз-
рушающего контроля, основанный на
использовании в качестве проникающего
вещества жидкого индикаторного раствора.
2. Метод фильтрующихся
суспензий — жидкостный метод капиллярного
неразрушающего контроля, основанный
на использовании в качестве жидкого
проникающего вещества индикаторной
суспензии, которая образует
индикаторный рисунок из отфильтрованных частиц
дисперсной фазы.
Капиллярные методы в зависимости
от способа выявления индикаторного
рисунка подразделяют на:
• люминесцентный, основанный на
регистрации контраста люминесцирующего
в длинноволновом ультрафиолетовом
излучении видимого индикаторного рисунка на
фоне поверхности объекта контроля;
• контрастный (цветной),
основанный на регистрации контраста цветного в
видимом излучении индикаторного рисунка
на фоне поверхности объекта контроля;
• люминесцентно-цветной,
основанный на регистрации контраста
цветного или люминесцирующего
индикаторного рисунка на фоне поверхности объекта
контроля в видимом или длинноволновом
ультрафиолетовом излучении;
• яркостный, основанный на
регистрации контраста в видимом излучении
ахроматического рисунка на фоне
поверхности объекта контроля.
Комбинированные методы
капиллярного НК сочетают два или более
различных по физической сущности методов
неразрушающего контроля, один из которых
обязательно жидкостный. Комбинированные
капиллярные методы контроля
подразделяют в зависимости от характера физических
нолей (излучений) и особенностей их
взаимодействия с контролируемым объектом.
Капиллярно-электростатический
метод основан на обнаружении
индикаторного рисунка, образованного скоплением
электрически заряженных частиц у
поверхностной или сквозной несплошности
неэлектропроводящего объекта, заполненного ионо-
генным пенетрантом.
Капиллярно-электроиндуктивный метод основан на
электроиндуктивном обнаружении
электропроводящего индикаторного пенетранта в
поверхностных и сквозных несплошностях
неэлектропроводящего объекта. Капиллярно-
магнитопорошковый метод основан на
обнаружении комплексного индикаторного
рисунка, образованного пенетрантом и
ферромагнитным порошком, при контроле на-
ВВЕДЕНИЕ
569
магниченного объекта. Жидкостный
капиллярно-радиационный метод излучения
основан на регистрации ионизирующего
излучения соответствующего пенетранта в
поверхностных и сквозных несплошностях, а
капиллярно-радиационный метод поглощения —
на регистрации поглощения ионизирующего
излучения соответствующим пенетрантом в
поверхностных и сквозных несплошностях
объекта контроля.
В силу сложности реализации,
высокой стоимости материалов, в ряде случаев —
опасности материалов для здоровья
персонала (методы с использованием
ионизирующего излучения), вышеописанные
комбинированные методы не нашли широкого
применения в промышленности и в
основном известны как экспериментальные.
В основном в капиллярной
дефектоскопии след дефекта представляет собой
индикаторный рисунок (изображение),
образованный индикаторной жидкостью в
месте расположения несплошности и
подобный форме сечения несплошности у
выхода на поверхность объекта контроля.
Обычно след по величине значительно
больше раскрытия (ширины)
несплошности на поверхности, что и позволяет
уверенно обнаруживать невооруженным
глазом места расположения дефектов.
Основные моменты в процессе
капиллярного контроля легко представить с
помощью рис. В.1, где схематически
изображена деталь / с дефектом 2, имеющим
выход на поверхность П. Чтобы выявить
дефект (трещену), на поверхность П детали
наносится индикаторная жидкость (пенет-
рант) 5, которая заполняет трещину под
действием капиллярных сил (рис. В.1, б).
Пенетрантом (пенетрант от
английского penetrate - проникать) называют
капиллярный дефектоскопический
материал, обладающий способностью
проникать в несплошности объекта контроля и
индицировать эти несплошности. Пенет-
ранты содержат красящие вещества
(цветной метод) или люминесцирующие
добавки (люминесцентный метод), или их
комбинацию. Добавки позволяют отличать
пропитанную этими веществами область
слоя проявителя над трещиной от
основного (чаще всего белого) сплошного без
дефектов материала объекта (фон).
Следующая операция - удаление
пенетранта с поверхности изделия П. Если
пенетрант останется на бездефектной
поверхности, он даст ложную информацию,
как будто на поверхности есть трещина
или другой дефект. Но главное, чтобы
пенетрант 3 остался в трещине 2. Затем на
поверхность П, с которой удален излишек
пенетрана, наносится проявитель 4 (рис.
В.1, г). Капиллярные силы проявителя 4
извлекают пенетрант 3 из трещины 2 в
слой проявителя 4, который окрашивает
часть белого проявителя над дефектом
(след дефекта) 5, что и позволяет
обнаруживать дефект 2 под слоем проявителя 4.
в)
г)
Рис. В.1. Последовательность операций при капиллярной дефектоскопии:
а - дефект в изделии; б - нанесение пенетранта;
в - удаление пенетранта с поверхности П; г - нанесение проявителя и проявление;
/ - изделие; 2 - дефект; 3 - пенетрант; 4 — проявител; 5 — след дефекта
570
ВВЕДЕНИЕ
Проявителем называют
дефектоскопический материал, предназначенный для
извлечения пенетранта из капиллярной
несплошности с целью образования
четкого индикаторного рисунка и создания
контрастирующего с ним фона. Таким
образом, роль проявителя в капиллярном
контроле заключается, с одной стороны, в
том, чтобы он извлекал пенетрант из
дефектов за счет капиллярных сил, с другой
стороны, - проявитель должен создать
контрастный фон на поверхности
контролируемого объекта, чтобы уверенно
выявлять окрашенные или люминесцирующие
индикаторные следы дефектов. При
правильной технологии проявления ширина
следа в 10 ... 20 и более раз может
превосходить ширину дефекта, а яркостный
контраст возрастает на 30 ... 50 %. Этот
эффект увеличения позволяет опытным
специалистам даже невооруженным
глазом выявлять очень маленькие трещины.
В главе 1 даны основные понятия,
термины и определения в капиллярном
контроле; в главе 2 кратко изложены
история изучения капиллярных явлений и
история развития капиллярного метода в
России; в главах 3 и 4 рассматриваются
физические аспекты капиллярного
контроля. Главы 5, 6, 7 и 8 относятся к
практике капиллярного контроля, содержат
информацию о дефектоскопических
материалах, тест-объектах, оборудовании и
технологии капиллярного контроля. Главы
9, 10 и 11 содержат информацию о
наблюдении, интерпретации и количественном
анализе результатов и чувствительности
капиллярного контроля, при этом глава 11
целиком посвящена компьютерному
анализу результатов капиллярного контроля,
так как при все возрастающих объемах
производства и повышении доли
ответственных деталей возрастает необходимость
получения адекватных и объективных
результатов и заключений. Сведения по
технике безопасности капиллярного контроля
содержатся в главе 12; глава 13 содержит
информацию о стандартах и
сертификации персонала капиллярного контроля.
Глава 1
КАПИЛЛЯРНЫЙ КОНТРОЛЬ -
ОСНОВНЫЕ ПОНЯТИЯ, ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
1. Объект контроля -
контролируемые поверхности сварного соединения,
наплавки основного металла, отливки.
2. Фон поверхности - окрашивание
проявителя при проявлении контрастного
пенетранта или свечение проявителя при
проявлении люминесцентного пенетранта,
вызванное микрорельефом бездефектной
поверхности объекта контроля.
3. Индикация - окрашенный пенет-
рантом участок (пятно) поверхности
объекта контроля в зоне расположения
несплошности.
4. Индикация округлая - округлый
след с отношением его максимальной
длины к максимальной ширине равным
или менее 3.
5. Индикация протяженная -
индикация с отношением его максимальной
длины к максимальной ширине более 3.
6. Дефект - недопустимое
отклонение от требований, установленных НТД.
7. Раскрытие дефекта - поперечный
размер дефектов на поверхности объекта
(для дефектов в виде округлых пор
раскрытие равно диаметру дефектов на
поверхности объекта).
8. Длина дефекта - продольный
размер дефекта на поверхности объекта.
9. Глубина дефекта - размер дефекта
в направлении внутрь объекта от его
поверхности.
10. Трещина - дефект в виде разрыва
металла сварного соединения,
наплавленной поверхности, основного металла или
литы.
11. Наплыв - дефект в виде металла,
натекшего в процессе сварки (наплавки)
на поверхность сваренных (наплавленных)
деталей или ранее выполненных валиков и
не сплавившегося с ним.
12. Усадочная раковина - дефект в
виде полос или впадины, образовавшийся
при усадке расплавленного металла при
затвердевании (располагается, как
правило, в местах перерыва или окончания
сварки).
13. Брызги металла - дефект в виде
отвердевших капель металла на
поверхности сваренных или наплавленных деталей.
Ниже приведены основные
определяющие термины, используемые в
научных работах, руководящих, нормативных
документах и практической деятельности,
характеризующие существо указанного
метода контроля. Даны краткие
определения всех приведенных терминов,
исключающие их различное толкование.
Для более четкого изложения
смыслового содержания подходов, требований
и рекомендаций, относящихся к неразру-
шающему контролю проникающими
веществами, желательно использование
терминов и их смысловых определений,
приведенных в таблице 1.1.
572
Глава 1. КАПИЛЛЯРНЫЙ КОНТРОЛЬ
1.1. Термины и определения
Термины
Определения
1. Общие понятия
1.1. Контроль проникающими
веществами (капиллярный)
(Liquid Penetrant Testing)
1.2. Поверхностная
несплошность (Surface
Discontinuity)
1.3. Сквозная несплошностъ
(Through Discontinuity)
1.4. Ширина раскрытия
несплошности (Discontinuity
Opening Width)
1.5. Длина несплошности
(Discontinuity Length)
1.6. Глубина несплошности
(Discontinuity Depth)
1.7. Индикация (Indication)
1.8. Ложная (нерелевантная)
индикация (False (Nonrelevant)
Indication)
1.9. Фон поверхности
(Surface Background)
1.10. Порог чувствительности
(Sensitivity Threshold)
Метод неразрушающего контроля, основополагающим
принципом которого является проникновение
специальных жидкостей в несплошности на поверхности
объекта контроля с целью их обнаружения
Наличие разрыва поверхности контролируемого
объекта без выхода его на противоположную поверхность
Поверхностная несплошность с выходом на
противоположную поверхность контролируемого объекта.
Примечание: если поверхностная и сквозная
несплошности являются дефектами, допускается вместо них
применять термины «поверхностный дефект» и
«сквозной дефект»
Поперечный размер несплошности у ее выхода на
поверхность объекта контроля. Примечание: для не-
сплошностей типа округлых пор раскрытие равно
диаметру несплошности на поверхности объекта
Продольный размер несплошности на поверхности
объекта
Размер несплошности в направлении внутрь объекта
контроля от его поверхности
Изображение, образованное пенетрантом в месте
расположения несплошности и подобное форме ее
сечения у выхода на поверхность объекта контроля
Индикация, не отображающая наличия поверхностной
несплошности, вызванная отступлениями от
технологии подготовки контролируемой поверхности,
нарушениями режима контроля и другими факторами
Равномерное окрашивание проявителя при проявлении
контрастного пенетранта или равномерное свечение
проявителя при проявлении люминесцентного
пенетранта, вызванное микрорельефом бездефектной
поверхности объекта контроля
Выявление с заданной вероятностью несплошности
типа единичной трещины определенной глубины по ее
индикации. Примечание: верхнему порогу
чувствительности соответствует наименьшее выявляемое
раскрытие, а нижнему - наибольшее
КАПИЛЛЯРНЫЙ КОНТРОЛЬ 573
Продолжение табл. 1.1
Термины
1.11. Класс чувствительности
(Sensitivity Class)
1.12. Чувствительность
пенетрантной системы
(Penetrant System Sensitivity)
1.13. Чувствительность
контроля (Inspection Sensitivity)
1.14. Технологическая карта
контроля (Technological Card
of Inspection)
Определения
Диапазон значений ширины раскрытия несплошности
типа единичной трещины определенной глубины при
выходе на поверхность, выявляемой по индикации с
заданной вероятностью
Способность пенетрантной системы при
определенных условиях индицировать несплошности данного
размера
Выявление несплошности данного размера с заданной
вероятностью при использовании конкретного
способа, технологии контроля и пенетрантной системы
Описание в установленной форме процедуры контроля
данного объекта: объема, способа, класса
чувствительности, используемых материалов и технологии
контроля, указание на нормативные и руководящие
документы по контролю, дефектации объекта, по
оформлению заключения на контроль, а также других
требований проектной и технологической
документации
2. Способы контроля
2.1. Жидкостный способ
(Liquid Method)
2.1.1. Контрастный метод
(Contrast (Dye) method)
2.1.2. Люминесцентный метод
(Lumenescent Method)
2.1.3. Люминесцентно-
контрастный метод
(Contrast-Lumenescent Method)
Основан на проникновении специальных веществ в
жидком или суспензионном виде в имеющиеся
несплошности на поверхности объекта контроля
Основан на регистрации контрастной (цветной)
индикации в видимом излучении на фоне проявителя или
поверхности объекта
Основан на регистрации люминесцирующего
видимого индикаторного следа в длинноволновом
ультрафиолетовом излучении на фоне проявителя или
контролируемой поверхности
Основан на регистрации контраста цветного или
люминесцирующего индикаторного следа на фоне
контролируемой поверхности или проявителя в видимом
или длинноволновом ультрафиолетовом излучении
3. Средства контроля
3.1. Дефектоскопические Материалы, используемые при контроле, предназна-
материалы (Inspection чены для проникновения в несплошности, нейтрализа-
(Defectoscopic) Materials) ции или удаления избытка проникающего вещества с
целью получения индикации
574 Глава 1. КАПИЛЛЯРНЫЙ КОНТРОЛЬ
Продолжение табл. 1.1
Термины
3.1.1. Пенетрантная система
(Penetrant System)
3.1.2. Совместимость
дефектоскопических материалов
в пенетрантных системах
(Compatibility of Defectoscopic
Materials in Penetrant Systems)
3.1.3. Пенетрант (Penetrant)
3.1.4. Индикаторный раствор
(Indicator Solution)
3.1.5. Индикаторная суспензия
(Indicator Suspension)
3.1.6. Контрастный пенетрант
(Contrast Penetrant)
3.1.7. Люминесцентный
пенетрант (Lumenescent
Penetrant)
3.1.8. Люминесцентно-
контрастный пенетрант
(Lumenescent-Contrast Penetrant)
3.1.9. Комбинированный
пенетрант (Combined Penetrant)
3.1.10. Очиститель (Cleaner)
3.1.11. Проявитель (Developer)
3.1.12. Сорбционный
проявитель (Sorption Developer)
Определения
Взаимозависимое целевое сочетание
дефектоскопических материалов: пенетранта, очистителя, проявителя
и (для постэмульгируемых пенетрантов) эмульгатора
Способность дефектоскопических материалов в
данной комбинации стабильно обеспечивать
необходимую достоверность выявляемой несплошности и не
вызывать негативного воздействия на материал
контролируемого изделия
Дефектоскопический материал, обладающий
способностью проникать в несплошности объекта контроля и
индицировать их
Пенетрант в виде молекулярной или коллоидной
дисперсии люминофора, красителя или другого
индикатора в жидком носителе
Пенетрант в виде суспензии из частиц твердой фазы
люминофора, красителя или другого индикатора в
жидком носителе
Пенетрант, имеющий характерный цвет при
наблюдении в видимом излучении
Пенетрант, испускающий свет под воздействием
длинноволнового ультрафиолетового излучения
Пенетрант, имеющий характерный цвет при
наблюдении в видимом излучении и люминесцирующий под
воздействием УФ-излучения
Пенетрант, сочетающий свойства двух или более
пенетрантов
Дефектоскопический материал, предназначенный для
удаления с поверхности объекта контроля
загрязнений, препятствующих проникновению пенетранта в
несплошности, а также удаления пенетранта с
поверхности объекта контроля самостоятельно или в
сочетании с водой
Дефектоскопический материал, предназначенный для
извлечения пенетранта из полости несплошности с
целью образования индикации и создания
контрастирующего с ней фона
Проявитель, извлекающий пенетрант из полости
несплошности под действием сил адсорбции и
абсорбции
КАПИЛЛЯРНЫЙ КОНТРОЛЬ 575
Продолжение табл. 1.1
Термины
3.1.13. Диффузионный
проявитель (Diffusion Developer)
3.1.14. Порошковый проявитель
(Powder Developer)
3.1.15. Суспензионный
проявитель (Suspension
Developer)
3.1.16. Красочный проявитель
(Dye Developer)
3.1.17. Пленочный проявитель
(Film Developer)
3.2. Оборудование и аппаратура
(Equipment And Apparatus)
3.2.1. Тест-объект (Test Body,
Test Object)
3.2.2. Комплект тест-объектов
(Test Body Set)
3.2.3. Рабочий тест-объект
(Operation Test Body)
3.2.4. Арбитражный тест-объект
(Reference Test Body)
3.2.5. Аппаратура (Apparatus)
3.2.6. Вспомогательные
средства (Facilities)
Определения
Проявитель, извлекающий пенетрант из полости
несплошности
Сорбционный проявитель, представляющий собой
сухой, преимущественно белый мелкодисперсный
сорбент, поглощающий пенетрант
Сорбционный проявитель, представляющий собой
белый сорбент, диспергированный в летучих
растворителях, воде или быстросохнущих смесях,
поглощающий пенетрант
Диффузионный проявитель, состоящий из
пигментированного или бесцветного быстросохнущего жидкого
раствора, связующего и поглощающего пенетрант
Диффузионный проявитель, представляющий собой
бесцветную или белую накладную пленку с
проявляющим липким слоем, поглощающим пенетрант
Набор оборудования, аппаратуры и средств,
необходимых для проведения контроля
Предназначен для оценки качества набора
дефектоскопических материалов перед их использованием при
контроле. Представляет из себя пластину с
искусственно нанесенными дефектами с параметрами
соответствующего класса чувствительности
Комплект состоит из двух аттестованных контрольных
образцов с параметрами дефектов, соответствующих
одному классу чувствительности
Тест-объект, по которому проводится оценка качества
набора дефектоскопических материалов при входном
контроле и перед их использованием в процессе
контроля
Тест-объект, используемый при повторном контроле
качества наборов дефектоскопических материалов
(пенетрантных систем) в случае невыявления им
дефектов на рабочем тест-объекте
Набор стандартного оборудования и приборов,
необходимых для проведения контроля
Устройство (ванна, камера, стол, контейнер, кисть,
распылитель, защитное устройство и т.п.), служащее
для выполнения или интенсификации одной или
нескольких технологических операций контроля без
измерения и регулирования их параметров
576
Глава 1. КАПИЛЛЯРНЫЙ КОНТРОЛЬ
Продолжение табл. 1.1
Термины
3.2.7. Дефектоскопический
ультрафиолетовый облучатель
(Defectoscopic Ultraviolet
Lightsource)
3.2.8. Устройство подготовки
объектов к контролю (Device
for Preparation of Objects
for the Inspection)
3.2.9. Устройство обработки
объектов дефектоскопическими
материалами (Device for
Defectoscopic Expendables
Application)
3.2.10. Устройство
интенсификации проявления несплошно-
стей (Discontinuity Development
Intensifying Device)
3.2.11. Устройство выявления
несплошностей (Discontinuity
Detection Device)
3.2.12. Устройство контроля
излучения (Exposure Monitoring
Device)
3.2.13. Устройство контроля
технологического процесса
(Technologic Process Monitor)
Определения
Прибор, генерирующий и направляющий
нормированное длинноволновое ультрафиолетовое излучение для
выявления несплошностей с помощью
люминесцентных пенетрантов
Средство, предназначенное для очистки
контролируемой поверхности и полостей несплошностей
объекта контроля перед применением пенетранта
Устройство для заполнения полостей несплошностей
пенетрантом, удаления пенетранта, нанесения и
удаления проявителя
Средство, предназначенное для интенсификации
процесса образования индикаторного следа под
воздействием тепла, вакуума, вибрации или упругой
деформации объекта контроля
Средство, предназначенное для визуального
обнаружения или косвенной регистрации индикаторного следа
при нормированных условиях освещения или облучения
Прибор для измерения облученности или
освещенности поверхности объекта контроля соответствующим
излучением
Средство контроля режима технологической операции
(операций), подготовки и обработки объекта контроля
дефектоскопическим материалом (материалами)
4. Подготовка объекта к контролю
4.1. Очистка поверхности и
полостей несплошностей
объекта контроля (Cleaning
of Surface and Discontinuities
Volumes of Object Inspected)
4.1.1. Механическая чистка
(Mechanical Cleaning)
4.1.2. Очистка паром (Steam
Cleaning)
Подготовка к контролю поверхности объекта с
использованием одного или нескольких способов ее
очистки
Очистка поверхности объекта контроля струей песка,
дроби, косточковой крошки, другими
диспергированными абразивными материалами или резанием.
Обработка поверхности шлифованием, полированием,
шабровкой
Очистка в парах органических растворителей
КАПИЛЛЯРНЫЙ КОНТРОЛЬ 577
Продолжение табл. 1.1
Термины
4.1.3. Очистка растворителем
(Solvent Cleaning)
4.1.4. Химическая очистка
(Chemical Cleaning)
4.1.5. Электрохимическая
очистка (Elecrochemical
Cleaning)
4.1.6. Ультразвуковая очистка
(Ultrasonic Cleaning)
4.1.7. Анодно-ультразвуковая
очистка (Anode Ultrasonic
Cleaning)
4.1.8. Тепловая очистка
(Thermal Cleaning)
4.1.9. Сорбционная очистка
(Sorption Cleaning)
Определения
Очистка воздействием на объект контроля удаляющих
загрязнения водяных или органических растворителей,
в том числе посредством струйной промывки,
погружения, протирки
Очистка водными растворами химических реагентов,
взаимодействующих с удаляемыми загрязнениями, не
повреждая объект контроля
Очистка водными растворами химических реагентов с
одновременным воздействием электрического тока
Очистка органическими растворителями, водой или
водными растворами химических соединений в
ультразвуковом поле с использованием режима
ультразвукового капиллярного эффекта. Примечание:
ультразвуковой капиллярный эффект — явление аномального
увеличения высоты и скорости подъема жидкости в
капиллярной полости под действием ультразвука
Очистка водными растворами химических реагентов с
одновременным воздействием ультразвука и
электрического тока
Очистка прогревом при температуре, не вызывающей
недопустимых изменений материала объекта контроля
Очистка смесью сорбента и быстросохнущего
органического растворителя, наносимой на очищаемую
поверхность, выдерживаемой и удаляемой после
высыхания
5. Технологические операции контроля
5.1. Нанесение пенетранта
(Penetrant Application)
5.1.1. Капиллярное заполнение
(Capillary Filling)
5.1.2. Вакуумное заполнение
(Vacuum Filling)
5.1.3. Компрессионное
заполнение (Compression Filling)
Равномерное распределение пенетранта по
поверхности объекта контроля
Самопроизвольное заполнение полостей несплош-
ностей пенетрантом, наносимым на контролируемую
поверхность смачиванием, погружением, струйно,
распылением с помощью сжатого воздуха, хладона
или инертного газа
Заполнение полостей несплошностей пенетрантом при
давлении в их полостях менее атмосферного
Заполнение полостей несплошностей пенетрантом при
воздействии на него избыточного давления
19-3316
578 Глава 1. КАПИЛЛЯРНЫЙ КОНТРОЛЬ
Продолжение табл. 1.1
Термины
5.1.4. Ультразвуковое
заполнение (Ultrasonic Filling)
5.1.5. Деформационное
заполнение
(Deformation Filling)
5.2. Удаление излишков пенет-
ранта (Penetrant Excess Removal)
5.2.1. Удаление протиранием
(Wiping Removal)
5.2.2. Удаление промыванием
(Washing Removal)
5.3. Нанесение проявителя
(Developer Application)
5.3.1. Нанесение распылением
(Application by Spraying)
5.3.2. Нанесение воздушной
взвесью (Application by Air
Suspension)
5.3.3. Нанесение погружением
(Application by Immersion)
5.3.4. Кистевое нанесение
(Brash Application)
5.3.5. Нанесение обливанием
(Application by Pouring Over
Object)
5.3.6. Нанесение посыпанием
(Application by Powdering)
5.3.7. Нанесение наклеиванием
(Application by Sticking)
5.4. Обнаружение индикации
(Indication Detection)
5.4.1. Визуальное выявление
индикации (Visual Indication
Detection)
Определения
Заполнение полостей несплошностей пенетрантом в
ультразвуковом поле с использованием
ультразвукового капиллярного эффекта
Заполнение полостей несплошностей пенетрантом при
воздействии на объект контроля упругих колебаний
звуковой частоты или статического нагружения,
увеличивающего раскрытие несплошности
Удаление избытка пенетранта с поверхности
контролируемого объекта
Удаление пенетранта салфетками с применением в
необходимых случаях очистителя или растворителя
Удаление пенетранта водой, специальным
очищающим составом или их смесями: погружением, струйно
или распылением потоком
В целях извлечения пенетранта из полостей
несплошности и образования индикации
Нанесение жидкого проявителя струей воздуха,
инертного газа или безвоздушным методам
Нанесение порошкообразного проявителя путем
создания его воздушной взвеси в камере, где размещен
объект контроля
Нанесение проявителя кратковременным погружением
в него объекта контроля
Нанесение жидкого проявителя кистью, щеткой или
заменяющими их средствами
Нанесение жидкого проявителя обливанием
Нанесение порошкообразного проявителя
припудриванием или обсыпанием объекта контроля
Нанесение ленты пленочного проявителя прижатием
липкого слоя к объекту контроля
Выявление индикации на контролируемой
поверхности
Совокупность зрительных приемов обнаружения, в том
числе с применением оптических или фотографических
средств, оператором видимого индикаторного следа
несплошности, выявленной люминесцентным,
контрастным или люминесцентно-контрастным методами
КАПИЛЛЯРНЫЙ КОНТРОЛЬ
579
Продолжение табл. 1.1
Термины
5.4.2. Телевизионное
обнаружение
(Television Indication Detection)
5.4.3. Инструментальное
обнаружение (Instrumental
Indication Detection)
5.5. Удаление проявителя
(Developer Removal)
5.5.1. Удаление протиранием
(Wiping Removal)
5.5.2. Удаление промыванием
(Washing Removal)
5.5.3. Ультразвуковое удаление
(Ultrasonic Removal)
5.5.4. Удаление анодной
обработкой (Anode Processing
Removal)
5.5.5. Удаление обдуванием
(Blowing Removal)
5.5.6. Удаление выжиганием
(Burnout Removal)
5.5.7. Удаление отклеиванием
(Unsticking Removal)
5.5.8. Удаление отслоением
(Exfoliation Removal)
5.6. Оценка результатов
контроля (Inspection Results
Estimation)
5.7. Заключение на контроль
(Inspection Report)
Определения
Совокупность телевизионных приемов обнаружения,
преобразования в аналоговую или цифровую форму с
соответствующим представлением на экран, дисплеи,
магнитную пленку сигнала от видимого индикаторного
следа несплошности, выявленной люминесцентным,
контрастным или люминесцентно-контрастным методами
Совокупность косвенных приемов обнаружения
сигнала от невидимых глазом индикаций несплошности
или сигнала от пенетранта, находящегося внутри
полости несплошности
Окончательная очистка контролируемого объекта от
дефектоскопических материалов
Удаление проявителя салфетками в необходимых
случаях с применением воды или органических растворителей
Удаление проявителя промывкой объекта в воде или
органических растворителях с необходимыми
добавками и применением вспомогательных средств, в том
числе щеток, ветоши, губок
Удаление проявителя промывкой объекта в воде или
органических растворителях с необходимыми
добавками и применением ультразвукового воздействия
Удаление проявителя электрохимической обработкой
объекта растворами химических реагентов с
одновременным воздействием электрического тока
Обработка покрытого проявителя объекта абразивным
материалом в виде песка, крошки или
гидроабразивными смесями
Удаление проявителя нагреванием объекта до
температуры сгорания проявителя
Удаление ленты пленочного проявителя от
контролируемой поверхности с индикаторным следом несплошности
Отделение слоя проявителя от контролируемой
поверхности с индикаторным следом несплошности
Сопоставление результатов контроля с требованиями
нормативных документов, проектной и
технологической документации по оценке качества
контролируемого изделия
Составление соответствующего документа,
оценивающего пригодность контролируемого объекта,
необходимость проведения на нем конкретных
ремонтных работ или окончательной его отбраковки
19*
Глава 2
ИСТОРИЯ ИЗУЧЕНИЯ КАПИЛЛЯРНЫХ ЯВЛЕНИИ И
КАПИЛЛЯРНОГО КОНТРОЛЯ В РОССИИ
Рассмотрим историю изучения
капиллярных явлений, так как понимание и
развитие капиллярной теории является
основополагающим для поиска и
разработки новых средств капиллярного
контроля, обеспечивающих повышение
чувствительности метода.
2.1. ИСТОРИЯ ИЗУЧЕНИЯ
КАПИЛЛЯРНЫХ ЯВЛЕНИЙ
Первооткрывателем капиллярных
явлений считается Леонардо да Винчи.
Однако первые аккуратные наблюдения
капиллярных явлений на трубках и
стеклянных пластинках были проделаны
Фрэнсисом Хоксби в 1709 году.
То, что вещество не является
бесконечно делимым и имеет атомную или
молекулярную структуру, было рабочей
гипотезой для большинства ученых, начиная
с XVIII в.
К концу XIX в. использовали
предположение о дискретной структуре
вещества. Элементарные частицы материи
называли атомами или молекулами (Лаплас),
или просто частицами (Юнг). В настоящее
время для элементарных частиц,
составляющих газ, жидкость или твердое тело,
используется термин «молекула».
В начале XIX в. силы, которые могли
бы существовать между молекулами, были
так же не ясны, как и сами частицы.
Единственной силой, в отношении которой не
было сомнения, была ньютоновская
гравитация. Кавендиш показал, что
гравитация действует не только между небесными
телами и, очевидно, между небесным
телом и телом, имеющим лабораторную
массу, но также между двумя
лабораторными массами, а потому предполагалось,
что гравитация действует также между
молекулами. В ранних работах по
жидкостям можно найти массы молекул и
плотности масс, входящие в уравнения, в
которых мы теперь должны писать числа
молекул и плотности чисел молекул. В
чистой жидкости все молекулы имеют
одинаковую массу, так что это различие не
играет роли. Но еще до 1800 г. было ясно,
что понятия о гравитационных силах
недостаточно для объяснения капиллярных
явлений и других свойств жидкостей.
Поднятие жидкости в стеклянной трубке
не зависит от толщины стекла (по данным
Хоксби, 1709 г.), и, таким образом, только
силы со стороны молекул в
поверхностном слое стекла действуют на молекулы в
жидкости. Гравитационные же силы лишь
обратно пропорциональны квадрату
расстояния и, как было известно, действуют
свободно через промежуточное вещество.
Природа межмолекулярных сил,
отличных от сил тяготения, была весьма
неясной, но в измышлениях не было
недостатка. Руджеро Боскович полагал, что
молекулы отталкиваются на очень малых
расстояниях, притягиваются при
несколько больших расстояниях и затем, по мере
увеличения расстояния, демонстрируют
попеременно отталкивание и притяжение
со все уменьшающейся величиной. Его
идеи в следующем столетии оказали
влияние как на Фарадея, так и на Кельвина, но
были слишком сложными, чтобы
оказаться непосредственно полезными для тех,
кто занимался теорией капиллярности.
Куинк поставил эксперименты по
определению наибольшего расстояния, на
котором действие межмолекулярных сил
ощутимо. Он получил, что для различных
веществ эти расстояния составляют ~ 1 /20 000
часть миллиметра.
Джеймс Джурин показал, что высота,
на которую поднимается жидкость,
определяется верхней частью трубки, которая
ИСТОРИЯ ИЗУЧЕНИЯ КАПИЛЛЯРНЫХ ЯВЛЕНИЙ
581
находится над жидкостью, и не зависит от
формы нижней части трубки. Он считал,
что поднятие жидкости происходит
благодаря притяжению со стороны внутренней
цилиндрической поверхности трубки, к
которой примыкает верхняя поверхность
жидкости. Исходя из этого, он показал,
что поднятие жидкости в трубках из
одинакового вещества обратно
пропорционально их внутреннему радиусу.
Клеро был одним из первых, кто
показал необходимость принятия во
внимание притяжения между частицами самой
жидкости для объяснения капиллярных
явлений. Он, однако, не признавал, что
расстояния, на которых действуют эти
силы, неощутимо малы.
В 1751 г. фон Сегнер ввел важную
идею поверхностного натяжения по
аналогии с механическим натяжением
мембраны в теории упругости. Сегодня
понятие поверхностного натяжения является
заурядным, с него обычно начинают
изучение капиллярных сил и поверхностных
явлений в учебных заведениях.
Эта идея стала ключевой в
дальнейшем развитии теории.
В 1802 г. Джон Лесли привел первое
корректное объяснение подъема жидкости
в трубке, рассматривая притяжение между
твердым телом и тонким слоем жидкости
на его поверхности. Он, в отличие от
большинства предыдущих
исследователей, не предполагал, что сила этого
притяжения направлена вверх
(непосредственно для поддержания жидкости).
Напротив, он показал, что притяжение всюду
нормально к поверхности твердого тела.
Прямой эффект притяжения —
увеличение давления в слое жидкости,
находящемся в контакте с твердым телом, так,
что это давление становится выше, чем
внутри жидкости. Результатом этого
является то, что слой стремится «растечься» по
поверхности твердого тела,
останавливаемый лишь силами гравитации. Таким
образом, стеклянная трубка, погруженная в
воду, смачивается водой всюду, куда та
"смогла доползти". Поднимаясь, жидкость
образует столб, вес которого в конце
концов уравновешивает силу, порождающую
растекание жидкости.
Эта теория не была записана с
помощью математических символов и поэтому
не могла показать количественную связь
между притяжением отдельных частиц и
конечным результатом. Теория Лесли
была позднее переработана с применением
лапласовских математических методов
Джеймсом Айвори, как описано в статье
«О капиллярном действии» в разделе
«Исследование жидкостей» в приложении к
4-му изданию Британской Энциклопедии,
опубликованном в 1819 г.
В 1804 г. Томас Юнг обосновал
теорию капиллярных явлений на принципе
поверхностного натяжения. Он также
наблюдал постоянство угла смачивания
жидкостью поверхности твердого тела
(краевого угла) и нашел количественное
соотношение, связывающее краевой угол с
коэффициентами поверхностного
натяжения соответствующих межфазных границ:
°sk =gSl+VlvcosQ> (21)
где <3sv, <3sl, Glv~ коэффициенты
поверхностного натяжения межфазных границ
твердое тело - газ (пар), твердое тело -
жидкость, жидкость - газ соответственно,
0 - краевой угол. Это соотношение теперь
известно как формула Юнга. Эта работа
все же не оказала такого влияния на
развитие науки в этом направлении, какое
оказала вышедшая несколькими месяцами
позже статья Лапласа. Тем не менее, Юнг
считается сегодня одним из основателей
количественной теории капиллярности.
Явления когезии и адгезии,
конденсация пара в жидкость, смачивание
твердых тел жидкостями и многие другие
простые свойства вещества - все указывало
на наличие сил притяжения, во много раз
более сильных, чем гравитация, но
действующих только на очень малых
расстояниях между молекулами. Как говорил
Лаплас, единственное вытекающее из
наблюдаемых явлений условие, налагаемое
582 Глава 2. ИЗУЧЕНИЕ КАПИЛЛЯРНЫХ ЯВЛЕНИИ И КАПИЛЛЯРНОГО КОНТРОЛЯ
на эти силы, состоит в том, что они
«неощутимы на ощутимых расстояниях».
Первые попытки объяснить
капиллярность или вообще сцепление
жидкостей основывались на статических
аспектах вещества. Механика была хорошо
понимаемой теоретической ветвью науки;
термодинамика и кинетическая теория
были еще в будущем. В механическом
рассмотрении ключевым было
предположение о больших, но короткодействующих
силах притяжения. Покоящиеся жидкости
(в капиллярной трубке или вне ее)
находятся, очевидно, в равновесии, а потому эти
силы притяжения должны
уравновешиваться силами отталкивания. Лаплас
первым удовлетворительно разрешил эту
проблему, полагая, что силы отталкивания
(тепловые, как он допускал) можно заменить
внутренним давлением, которое действует
повсеместно в несжимаемой жидкости.
Оно должно уравновешивать силы
сцепления в жидкости, и Лаплас
отождествлял это с силой на единицу площади,
которая оказывает сопротивление
разделению бесконечного жидкого тела на два
далеко разъединяемых полубесконечных
тела, ограниченных плоскими
поверхностями. Приведенный ниже вывод ближе к
выводам Максвелла и Рэлея, чем к
оригинальной форме Лапласа, но
существенного различия в аргументации нет.
Рассмотрим два полубесконечных
тела жидкости со строго плоскими
поверхностями, разделенные прослойкой
(толщины /) пара с пренебрежимо малой
плотностью (рис. 2.1), и в каждом из них
выделим элемент объема. Первый
находится в верхнем теле на высоте г над
плоской поверхностью нижнего тела; его
объем равен dxdydz. Второй находится в
нижнем теле и имеет объем s2 smQdsdbckp, где
начало полярных координат совпадает с
положением первого элементарного
объема. Пусть/(s) - сила, действующая между
двумя молекулами, разделенными
расстоянием s, a d - радиус ее действия.
Поскольку это всегда сила притяжения, имеем
Рис. 2.1. Капиллярное взаимодействие
f(s<d)<0, f(s>d) = 0. (2.2)
Если р — плотность числа молекул в
обоих телах, то вертикальная
составляющая силы взаимодействия двух элементов
объема равна
р dx dy dr p s2 sin 0 dsdQdq>f(s) cos 9. (2.3)
Полная сила притяжения,
приходящаяся на единицу площади
(положительная величина), есть
d d
arccos(r/j)
F(l) = -p2 \dr jdss2f(s) JdBsin6cosex
/ r 0
2n d d
x рф = - яр2 jdr jds(s2 - r2)f(s).
I r
(2.4)
Пусть и (s) - потенциал
межмолекулярной силы:
d
s
T.e.du/ds=-f(s), u(s>d) = 0, (2.5)
d d
F(l) = яр2 jdrjdu (s)(s2-r2) =
I r
d d
= -2лр2 \dr \dssu (s). (2.6)
/ r
ИСТОРИЯ ИЗУЧЕНИЯ КАПИЛЛЯРНЫХ ЯВЛЕНИЙ
583
Интегрируя по частям еще раз,
получаем
d
F(l) = -2np2 jr(r-l)u(r)dr. (2.7)
Внутреннее давление Лапласа К есть
сила притяжения на единицу площади
между двумя плоскими поверхностями
при их контакте, т.е. F(0):
K = F(0) = --p2\u(?)dF, (2.8)
о
где dr - элемент объема, который можно
записать как 4кг*dr. Поскольку и(г) по
предположению всюду отрицательно или равно
нулю, то К положительно.
Натяжение на единицу длины вдоль
произвольной линии на поверхности
жидкости должно быть равным (в
соответствующей системе единиц) работе,
затраченной на создание единицы площади
свободной поверхности. Это следует из опыта по
растяжению пленки жидкости (рис. 2.2).
На проволочной рамке держится
жидкая пленка, прикрепленная правым
краем к свободно перемещаемой
проволочке. Сила F, необходимая для
уравновешивания натяжения в двусторонней
пленке, пропорциональна длине L. Пусть
F = 2oL. Смещение проволочки на
расстояние 8х требует работы Fa8x = а5А, где
8А — увеличение площади. Таким образом,
натяжение на единицу длины на
отдельной поверхности, или поверхностное
натяжение а, численно равно поверхностной
энергии на единицу площади.
Рис. 2.2. Работа капиллярных сил
Величина этой работы может быть
сразу получена из выражения (2.6) для
F(l). Если взять два полубесконечных тела
в контакте и развести их на расстояние,
превышающее радиус действия
межмолекулярных сил, работа на единицу площади
будет определяться как
d d
Н = JF(l) dl = -up2 jl\(l) dl. (2.9)
о о
При разделении образуются две
свободные поверхности, и потому
затраченную работу можно приравнять удвоенной
поверхностной энергии на единицу
площади, которая равна поверхностному
натяжению:
1 1 d
o^-H = --p2\ru{r)dF. (2.10)
о
Таким образом, К есть интеграл от
межмолекулярного потенциала, или его
нулевой момент, а Я- его первый момент.
В то время как К недоступно прямому
эксперименту, Н может быть найдено,
если мы сможем измерить поверхностное
натяжение.
Пусть ф - плотность когезионной
энергии в некоторой точке жидкости или
газа, т.е. отношение 8U/8V, где 5(7-
внутренняя энергия малого объема 5 V
жидкости или газа, содержащего эту точку. Для
молекулярной модели принимаем
2ф = р2 Jm(F)uF, (2.11)
где г - расстояние от рассматриваемой
точки. Рэлей отождествлял лапласовское
К с разностью этого потенциала 2 ф
между точкой на плоской поверхности
жидкости (значение 2 ф5) и точкой внутри
жидкости (значение 2 ф/). На поверхности
интегрирование в (2.11) ограничено
полусферой радиуса d, а во внутренней
области проводится по всей сфере.
Следовательно, ф5 есть половина ф,,или
584 Глава 2. ИЗУЧЕНИЕ КАПИЛЛЯРНЫХ ЯВЛЕНИИ И КАПИЛЛЯРНОГО КОНТРОЛЯ
d
2ф5 -2ф,=-ф,= -2лр2 \г2и(г) dr = К .
о
(2.12)
Рассмотрим теперь каплю радиуса R.
Расчет ф, не изменяется, но при
получении ф5 интегрирование теперь
проводится по более ограниченному объему из-за
кривизны поверхности. Если G - угол
между вектором г и фиксированным
радиусом R, то
d arccos(r/2V?)
ф(^) = лр \drr и (г) p9sin0 =
о о
= лр2 jWl-—)u(r)dr.
(2.13)
Тогда внутреннее давление в капле
есть
2ф5-2ф7 = K + H/R = K + 2a/R, (2.14)
где Н определяется уравнением (2.10).
Если бы мы взяли не сферическую каплю,
а порцию жидкости с поверхностью,
определяемой двумя главными радиусами
кривизны R\ и /?2, то получили бы
внутреннее давление в виде
K + o(r^+R21). (2.15)
По теореме Эйлера сумма /?,~' + R^'
равна сумме обратных радиусов кривизны
поверхности вдоль любых двух
ортогональных касательных.
Так как К и Н положительны и R
положительно для выпуклой поверхности, то
из (2.14) следует, что внутреннее давление
в капле выше, чем в жидкости с плоской
поверхностью. Наоборот, внутреннее
давление в жидкости, ограниченной вогнутой
сферической поверхностью ниже, чем в
жидкости с плоской поверхностью,
поскольку R в этом случае отрицательно.
Эти результаты составляют основу
теории капиллярности Лапласа.
Уравнение для разности давлений рж (давление
жидкости внутри сферической капли
радиуса R) и рт (давление газа снаружи)
теперь называют уравнением Лапласа:
рж-рг =2a/R. (2.16)
Достаточно трех идей — натяжения у
поверхности, внутреннего давления и
краевого угла, а также выражений (2.2) и
(2.16), чтобы решить все задачи обычной
равновесной капиллярности методами
классической статики. Таким образом,
работы Лапласа и Юнга положили начало
количественной теории капиллярности.
Первой детально развитой теорией
капиллярных явлений, лишенной
недостатков предыдущих механистических
теорий, было термодинамическое описание
капиллярности Гиббсом.
Один из основных моментов в теории
капиллярности Гиббса - это
представление о разделяющих поверхностях.
Использование наглядного геометрического
образа разделяющей поверхности и
введение избыточных величин позволило
максимально просто описать свойства
поверхностей и обойти вопрос о структуре и
толщине поверхностного слоя, который во
времена Гиббса был совершенно не изучен
и до сих пор остается решенным далеко не
полностью. Избыточные величины Гиббса
(адсорбция и другие) зависят от положения
разделяющей поверхности, и последнее
может быть также найдено из соображений
максимальной простоты и удобства.
Разумно выбирать в каждом случае
разделяющую поверхность так, чтобы она
была всюду перпендикулярна градиенту
плотности. Если разделяющие поверхности
выбраны, то каждой фазе {/} (/ = а, |3, у)
теперь соответствует занимаемый ей
объем ]А . Полный объем системы
V = Yy{,). (2.17)
Пусть л]! - плотность количества
молекул сорта у в объемной фазе {/}. То-
ИСТОРИЯ ИЗУЧЕНИЯ КАПИЛЛЯРНЫХ ЯВЛЕНИИ
585
гда полное число молекул сорта j в
рассматриваемой системе равно
N j = N{?+Y,»? уЩ > (2Л8>
{/}
где Nj' - поверхностный избыток
количества молекул сорта у (индекс {s}
означает surface — поверхность). Аналогичным
образом определяются избытки других
экстенсивных физических величин.
Очевидно, что в случае, например, плоской
пленки, #]'' пропорционален ее площади
А. Величина, определяемая как
поверхностный избыток числа молекул сорта j на
единицу площади разделяющей
поверхности, называется адсорбцией молекул сорта
j на этой поверхности.
Гиббс использовал два основных
положения разделяющей поверхности: такое,
при котором адсорбция одного из
компонентов равна нулю (сейчас эту
поверхность называют эквимолекулярной), и
положение, для которого исчезает явная
зависимость поверхностной энергии от
кривизны поверхности (это положение
было названо Гиббсом поверхностью
натяжения). Эквимолекулярной
поверхностью Гиббс пользовался для рассмотрения
плоских жидких поверхностей (и
поверхностей твердых тел), а поверхностью
натяжения - для рассмотрения
искривленных поверхностей. Для обоих положений
сокращается число переменных и
достигается максимальная математическая
простота.
В работе Кондо был предложен
наглядный и простой для понимания метод
введения поверхности натяжения путем
мысленного перемещения разделяющей
поверхности. Если мы напишем
выражение для энергии равновесной двухфазной
системы а-(3 (а, (3 — внутренняя и
наружная фазы соответственно) со сферической
поверхностью разрыва
U = TS - PaVa- P\ +oA + YJVimi (2.19)
и будем мысленно менять положение
разделяющей поверхности, т.е. менять ее
радиус г, то, очевидно, такие физические
характеристики, как энергия U,
температура Т, энтропия 5, давление Р,
химический потенциал /-го компонента ц, и
его масса /и,-, а также полный объем
системы Va + Уц при этом не изменяется. Что
же касается объема Va = 4/Зтгг3, площади
А = 4пг2 и поверхностного натяжения а, то
эти величины будут зависеть от
положения разделяющей поверхности, и потому
для указанного мысленного процесса
изменения г мы получаем из (2.19)
- PadVa + P^dVp + adA + Ada (2.20)
или
Г^У + 2£ = Р"_рР. (2.21)
\dr J r
Уравнение (2.21) определяет
нефизическую (это обстоятельство отмечено
звездочкой) зависимость поверхностного
натяжения от положения разделяющей
поверхности. Эта зависимость
характеризуется единственным минимумом ст,
который и соответствует поверхности
натяжения. Таким образом, по Кондо,
поверхность натяжения - это такая разделяющая
поверхность, для которой поверхностное
натяжение имеет минимальное значение.
Гиббс вводил поверхность. Он
исходил из основного уравнения теории
капиллярности
dU = TdS + odA + £ ц, w, + Cxdcx + C2dc2
i
(2.22)
(черта сверху означает избыток для
произвольной разделяющей поверхности с
главными кривизнами С\ и С2) и
рассматривал физический (а не чисто мысленный)
процесс искривления поверхности при
заданном ее положении и фиксированных
внешних условиях.
По Гиббсу, поверхности натяжения
соответствует такое положение
разделяющей поверхности, при котором ис-
586 Глава 2. ИЗУЧЕНИЕ КАПИЛЛЯРНЫХ ЯВЛЕНИИ И КАПИЛЛЯРНОГО КОНТРОЛЯ
кривление поверхностного слоя при
постоянстве внешних параметров не
сказывается на поверхностной энергии и
соответствует также условию:
doldr = 0. (2.23)
Гуггенгейм так комментирует
доказательство Гиббса: «Я нашел рассмотрение
Гиббса трудным, и чем тщательнее я
изучал его, тем более неясным оно мне
казалось». Это признание свидетельствует о
том, что понимание поверхности
натяжения по Гиббсу встречало трудности даже у
специалистов в области термодинамики.
Что касается подхода Кондо, то он
понятен с первого взгляда. Однако
необходимо убедиться, что поверхности
натяжения по Гиббсу и Кондо адекватны. Это
можно продемонстрировать, например,
используя гидростатическое определение
поверхностного натяжения
Г г ДР
ст = — j(Pa-P,)r2dr+ j(P^-Pt)r2dr ,
Г Ua r
(2.24)
где Р, - локальное значение
тангенциальной составляющей тензора давления; г —
радиальная координата; радиусы Ra и R®
ограничивают поверхностный слой.
Дифференцирование (2.24) при
мысленном перемещении разделяющей
поверхности и постоянстве физического
состояния (подход Кондо) приводит к
уравнению (2.21). Дифференцирование же при
искривлении поверхностного слоя и
постоянстве физического состояния (подход
Гиббса, Ra и R^ переменны) дает
*=_2^ + р"_рР) (2.25)
dr r
где учтено, что Р1(Ра) = РаиР,(рР) = рР.
Из уравнений (2.25) и (2.21) видно,
что условие (2.23) эквивалентно условию
(da/dr) = 0 и, следовательно, более
простой и наглядный подход Кондо адекватен
подходу Гиббса.
Введение понятия разделяющей
поверхности позволило математически
строго определить ранее чисто интуитивное
понятие границы раздела фаз.
Теория капиллярности Гиббса
получила свое развитие в следующем.
Метод слоя конечной толщины.
Первоначально метод слоя конечной
толщины, обоснованный трудами Ван-дер-
Ваальса, Баккера, Версхаффельта и Гуг-
генгейма, развивался как независимый
метод термодинамики поверхностных
явлений. Позднее было обращено внимание
на то, что при строгой формулировке
этого метода требуется привлечение понятия
разделяющей поверхности, но при этом
используется не одна, а две разделяющих
поверхности. Еще большая связь с
методом Гиббса проявляется при построении
термодинамики искривленных
поверхностей методом слоя конечной толщины,
где, как и в методе Гиббса, используется
понятие поверхности натяжения.
Рассмотрим равновесную
двухфазную систему а~Р плоской поверхностью
разрыва, состояние которой
характеризуется уравнением
dU=TdS-PdV+<3dA + YjVimi (2.26)
и введем разделяющую поверхность со
стороны фазы а, а также другую
разделяющую поверхность со стороны фазы р
на произвольном расстоянии т друг от
друга. Представим, что части системы,
разделенные слоем толщины т, заполнены
объемными фазами a, P и их состояние
описывается уравнениями:
dUa =TdSa -/Wa +сто!Л + ]£ц,./и,а,
i
(2.27)
dU^ = 7ЖР -PdV? + odA + £n,wf.
(2.28)
Если мы теперь вычтем (2.27) и (2.28)
из (2.26), то получим уравнение
ИСТОРИЯ ИЗУЧЕНИЯ КАПИЛЛЯРНЫХ ЯВЛЕНИИ
587
dU = TdS - pdV5 +adA + Y, ц(. mt, (2.29)
в котором каждая экстенсивная величина,
помеченная чертой сверху, относится к
объему V = Az и представляет собой
сумму реальной величины для данного
объема и избытков со стороны обеих фаз.
Например,
т(=т°+(Г?+Г?)А, (2.30)
где /и, - реальное количество /-го
компонента в слое толщиной т; Г* —
абсолютная адсорбция г'-го компонента со стороны
фазы а, отнесенная к разделяющей
поверхности со стороны той же фазы; rf -
аналогичная величина адсорбции со
стороны фазы р.
Очевидно, форма уравнения (2.29) не
зависит от положения разделяющих
поверхностей и величины т. При т -> 0
уравнение (2.29) переходит в фундаментальное
уравнение Гиббса (2.22), при т —> <х>
уравнение (2.29) переходит в уравнение (2.26)
для двухфазной системы в целом.
Весь термодинамический аппарат
строится на совместном рассмотрении
уравнений (2.27) - (2.29) и вытекающих из
них соотношений. В пределе т —> 0, и
отсюда получается вся теория
капиллярности Гиббса, а при т —> оо - другой
предельный вариант термодинамики
поверхностных явлений, в котором вообще не
используется представление о
разделяющей поверхности. Таким образом, мы
можем сказать, что метод слоя конечной
толщины является обобщением метода
Гиббса и наиболее общим методом
рассмотрения термодинамики поверхностных
явлений.
Уравнение адсорбции Гиббса.
Наиболее известным результатом теории
капиллярности Гиббса является уравнение
адсорбции
da = -sdT-Yjrid\ii, (2.31)
где s — избыточная энтропия на единицу
поверхности; Г, - абсолютная адсорбция
/'-го компонента.
Это уравнение было получено Гиб-
бсом только для жидких поверхностей.
Оно относится к поверхности натяжения и
справедливо как для плоских, так и для
искривленных поверхностей.
Уравнение адсорбции Гиббса
многократно обобщалось. Обобщенная форма
уравнения адсорбции Гиббса для
произвольного положения сферической
разделяющей поверхности выглядит
следующим образом:
da = -IdT -£г,ф,. +[ — V- (2-32)
Следует отметить, что уравнение
(2.32) является лишь обобщением формы
уравнения адсорбции Гиббса и физически
совершенно эквивалентно уравнению (2.31).
Другой обобщенной и также
физически эквивалентной формой является
запись уравнения адсорбции Гиббса для
слоя конечной толщины:
Ada = -sdT + PadVa + P^dV^ - £/й;ф,.,
(2.33)
где Va и Кр — части объема V"
поверхностного слоя, разделенные поверхностью
натяжения.
В случае плоской поверхности
уравнение (2.33) принимает вид
Ada = -sdT + PdVa - £ ш,ф, (2.34)
и соответствует уравнению (2.29).
Выше мы указывали, что уравнение
(2.31) было получено Гиббсом для
границы флюидных фаз. Соответствующее
уравнение для плоской твердой
поверхности в изотропном состоянии было
выведено Эрикссоном.
da = -IdT + (y-a)d\r\A—y_rjd\ij,
i
(2.35)
588 Глава 2. ИЗУЧЕНИЕ КАПИЛЛЯРНЫХ ЯВЛЕНИИ И КАПИЛЛЯРНОГО КОНТРОЛЯ
где у - механический аналог
поверхностного натяжения жидкости (истинное
поверхностное натяжение твердого тела); а —
термодинамический аналог
поверхностного натяжения жидкости (условное
поверхностное натяжение твердого тела).
В общем случае анизотропной
поверхности твердого тела уравнение
адсорбции принимает вид
da = -IdT + (у - а\): de5 - £ Г,ф,-, (2.36)
где у — тензор избыточных
поверхностных напряжений; 1 - единичный тензор;
е° - тензор поверхностной деформации;
символ означает скалярное произведение
тензоров.
В уравнении (2.36) суммирование
производится по всем подвижным
компонентам. Что касается неподвижных
компонентов, образующих решетку твердого
тела, то их химические потенциалы не
фигурируют в уравнении (2.36).
Определенный таким образом
химический потенциал неподвижного
компонента ц, зависит в каждой точке тела от
направления нормали V к мысленной
поверхности разреза.
Кроме того, даже в состоянии
истинного равновесия величина ц, не будет
одинаковой для всех точек разреза, и
поэтому при переходе к избыточным
величинам для межфазной поверхности
приходится брать избыток от произведения
химического потенциала на массу
неподвижного компонента. Для каждого
направления V на межфазной поверхности
можно определить величину
g^n'jmj/A, (2.37)
./
причем существует соотношение
<* = Yv+£v> (2-38)
где yv - натяжение на поверхности в
направлении V .
Подстановка (2.38) в (2.36) приводит
к уравнению
dyv = -IdT + (у - о!): de° - £ Г,.ф, - dgv,
i
(2.39)
которое также является обобщением
уравнения адсорбции Гиббса на случай
твердой поверхности, но сформулировано в
терминах избыточного поверхностного
напряжения. Для жидкой поверхности
y = yl =ст1 , уравнения (2.36) и (2.39)
переходят в уравнение адсорбции Гиббса.
При применении уравнения
адсорбции Гиббса к поверхности жидкого
электрода в нем появляется дополнительный
член, связанный с изменением
электрического потенциала.
К весьма сложным разделам
термодинамики поверхностных явлений
относится анализ искривленных поверхностей
во внешних полях. Гиббсом было начато
рассмотрение поверхностных явлений в
гравитационном поле. Что касается
электрического поля, то результаты были
получены много позднее. Трудность
рассмотрения здесь в значительной
степени зависит от того, являются ли
соприкасающиеся фазы проводниками или
диэлектриками.
В силу этих трудностей развития
теоретической базы альтернативные
методы капиллярного контроля в присутствии
внешнего магнитного или электрического
поля широкого распространения не
получили.
Важным моментом в развитии
термодинамики поверхностных явлений было
обобщение уравнения адсорбции Гиббса
на случай отсутствия адсорбционного
равновесия. Здесь нужно отметить прежде
всего работы Дефэя, в которых было
введено понятие вторичных химических
потенциалов е, , отражающих зависимость
поверхностного натяжения от состояния
объемных фаз аир":
ИСТОРИЯ ИЗУЧЕНИЯ КАПИЛЛЯРНЫХ ЯВЛЕНИЙ
589
dcs = -sdT ~2\ ^",^Иш +
^efdcr+^dcf. (2.40)
В уравнении (2.40) предполагается,
что термическое и механическое
равновесие установилось, а диффузионное еще не
достигнуто.
Процесс установления
адсорбционного равновесия включает
трансляционное и вращательное движение молекул, в
частности, ориентацию несферических
молекул в поверхностном слое. Если
ориентация происходит гораздо медленнее
трансляционно-диффузионного процесса,
то можно представить случай, когда вся
неравновесность системы обусловлена
процессом ориентации молекул
(например, диполей) в поверхностном слое. Для
такого случая было предложено
обобщение уравнения Гиббса
do=-sdT
-£г,ф-
zo(<>+z^k
(2.41)
где ynfx\ - среднее значение
составляющей по оси х дипольного момента молекул
/-го компонента в фазе а; (/я", ) -
среднее значение квадрата той же величины;
Afx0 и AfXQ - соответствующие
сродства; суммирование по л: и а означает
суммирование по всем составляющим
дипольного момента и по всем фазам и
тонким элементарным слоям внутри
поверхностного слоя, рассматриваемым как
однородные области.
Теория термодинамической
капиллярности Гиббса и по сей день является
весьма полезной для решения различного
рода прикладных задач. Рассмотрение
термодинамики смачивания весьма важно при
прогнозировании поведения средств
капиллярного контроля (пенетрантов) при
различных температурах и давлениях, улучшении
поверхностно-активных свойств, что крайне
существенно для обеспечения и
повышения чувствительности капиллярного
метода контроля.
Однако Гиббс в теории
капиллярности ограничился рассмотрением только
толстых пленок, в которых можно
пренебречь влиянием поверхностных слоев на
противоположных сторонах пленки.
Тонкая пленка отличается от толстой тем, что
ее поверхностные слои нельзя
рассматривать независимо друг от друга. Важной
характеристикой, отличающей тонкую
пленку от толстой, является так
называемое расклинивающее давление, которое
проявляется в опытах в том, что при
переходе от толстой пленки к тонкой
требуется изменение внешнего давления. Понятие
расклинивающего давления было введено
Дерягиным, которому принадлежат и
первые измерения этой величины.
Существует несколько
эквивалентных определений расклинивающего
давления плоской тонкой пленки. Прежде
всего расклинивающее давление П можно
определить как разность между
значениями внешнего давления Р" на тонкую и
толстую пленку
П = Рг(И)-Ра(оо),
(2-42)
где h — толщина тонкой пленки.
Если тонкая пленка образовалась из
фазы у и продолжает находиться с ней в
равновесии (например, при прилипании
пузырька к твердой поверхности: фаза
а - газ, фаза у - жидкость), то
расклинивающее давление можно определить как
n = P\h)-Py.
(2.43)
Наконец, поскольку для плоской
пленки внешнее давление всегда равно
нормальной составляющей тензора
давления внутри пленки, можно дать
определение
590 Глава 2. ИЗУЧЕНИЕ КАПИЛЛЯРНЫХ ЯВЛЕНИИ И КАПИЛЛЯРНОГО КОНТРОЛЯ
П = Рп-Ру (2.44)
и сформулировать его следующим
образом: расклинивающее давление есть
разность между нормальным давлением
внутри пленки (или внешним давлением)
и давлением в объемной фазе той же
природы при тех же значениях температуры и
химических потенциалов, что и в пленке.
Определение (2.43) впервые
использовали в экспериментальных
исследованиях расклинивающего давления, а
определение (2.44) - для расчетов.
Как величина термодинамическая,
расклинивающее давление может быть
связано с другими термодинамическими
параметрами, и относящиеся к этой
области соотношения образуют термодинамику
тонких пленок как особый раздел теории
капиллярности.
Термодинамика тонких пленок нашла
важное приложение в теориях
электрокапиллярности, адсорбции и хроматографии.
В качестве примера приведем подход
к термодинамике тонких пленок,
связанный с введением двух разделяющих
поверхностей. Пусть пленка образовалась
путем утоньшения слоя фазы у между
фазами а и (3. Тогда, выбрав положение двух
разделяющих поверхностей и взяв
избытки со стороны фаз аир, прийдем к
уравнению (2.29) для слоя конечной толщины,
которое в данном случае имеет вид
dU = TdS - P„d(hA) + ydA + ^\iidmi,
i
(2.45)
где у - натяжение пленки; h — расстояние
между разделяющими поверхностями.
Теперь мы сделаем еще один шаг:
возьмем избыток по отношению к фазе у,
то есть вычтем из (2.45) уравнение
dUy = TdSy - Pyd(hA) + £iv47- (2.46)
В результате получаем
dUay*x = TdSay#y -nd(hA) +
+ ydA + Ydiiidmf^, (2.47)
i
где Uay*x , 5ar-pY и т?*< - совместные
для обеих поверхностей избытки энергии,
энтропии и массы j-го компонента.
Уравнение (2.47) справедливо при
любом положении разделяющих
поверхностей. Оно играет роль основного
фундаментального уравнения тонкой пленки, из
которого могут быть получены многие
другие термодинамические соотношения.
В частности, из (2.47) получаем выражение
1 ( dUayfiy^
П = -— — , (2.48)
А V dh )т,А,т?У&
которое также может рассматриваться как
определение расклинивающего давления.
Из (2.47) следует еще два
фундаментальных уравнения:
UayfiX = TSayfiy - ША + уА + XИ,^,PY,
(2.49)
Fay.Py
dy = dT+hdn - £r,ar'p1,4i,.
A i
(2.50)
Уравнение (2.50) является аналогом
уравнения адсорбции Гиббса (в терминах
абсолютной адсорбции). Как и уравнение
адсорбции Гиббса, оно не является
самостоятельным термодинамическим
соотношением и для получения каких-либо
физических зависимостей должно
рассматриваться совместно с
фундаментальными уравнениями для объемных фаз.
В целом можно отметить, что
термодинамический подход Гиббса к описанию
капиллярности оказался очень
плодотворным. По сей день теория Гиббса остается
весьма полезной как в чисто
теоретических исследованиях, так и в прикладных
ИСТОРИЯ РАЗВИТИЯ ЛЮМИНЕСЦЕНТНОЙ И КОНТРАСТНОЙ ДЕФЕКТОСКОПИИ 591
задачах, таких, например, как разработка
новых высокочувствительных средств
капиллярного контроля, в особенности -
работающих при низких температурах.
Значительные успехи достигнуты также в
термодинамике адсорбции, смачивания,
нуклеации, электродных процессов и в
других областях.
Как видно из приведенного
исторического обзора, капиллярные явления
изучаются уже почти триста лет. За это время
довольно сильно изменились способы
описания капиллярных и поверхностных
сил. Однако, интересно отметить, что
практически с самых первых работ по
теории капиллярных явлений, люди
совершенно правильно относили их к
макроскопическим проявлениям сил,
действующих между частицами в веществе.
С развитием представлений об этих силах
менялось и понимание их роли в тех или
иных капиллярных явлениях.
Первые оценки радиуса действия
межмолекулярных сил были грубыми и
сильно завышенными. Соответственно,
первые теории капиллярности были
грубыми механистическими теориями
среднего поля.
Теория Гиббса дала совершенно новый
инструмент исследования поверхностных
явлений. С использованием мощного и
универсального аппарата термодинамики
удалось дать более строгие определения
понятиям границы раздела фаз, толщины пленки
и т.д. Кроме того, формула Лапласа для
разности давлений в фазах вблизи
искривленной поверхности их раздела была
получена в теории Гиббса без всяких
дополнительных предположений о радиусе действия
межмолекулярных сил. Подход, развитый
Гиббсом, и сегодня не теряет своей
актуальности в силу универсальности и
удивительной широты охвата явлений.
В настоящее время исследования в
области капиллярных и поверхностных
сил продолжаются, что обусловлено как
их важностью в различных областях
науки, так и широким спектром практических
приложений.
2.2. ИСТОРИЯ РАЗВИТИЯ
ЛЮМИНЕСЦЕНТНОЙ И
КОНТРАСТНОЙ (ЦВЕТНОЙ)
ДЕФЕКТОСКОПИИ В РОССИИ
Проверка качества поверхностей с
помощью проникающей жидкости - один
из самых старых методов неразрушающе-
го контроля. Точку отсчета в истории
возникновения метода обычно относят к
1890-м годам, когда он стал применяться
при осмотре колесных валов в
железнодорожной промышленности. Было замечено,
что после того как масло удалялось с
поверхности детали, оно снова появлялось в
тех местах, где располагалась трещина
или другой вид поверхностной
неоднородности. Это открытие привело к
возникновению методики контроля
поверхностей с условным названием
«Порошковый мел на масле». Металлические детали
погружались в масло и затем вытирались
ветошью, пропитанной керосином. Чтобы
усилить различимость любой масляной
протечки на поверхность детали,
использовалось припудривание порошковым
мелом. Современная технология испытаний
проникающими жидкостями развивалась
от указанного метода через цепочку
последовательных целенаправленных
улучшений типов используемых масел,
добавления красителей, создания специальных
промывочных растворов и проявителей.
Люминесцентная капиллярная
дефектоскопия в России. Некоторые
вещества, имеющие особую молекулярную
структуру, при облучении видимыми или
ультрафиолетовыми лучами сами
становятся источниками излучения, т.е. люми-
несцируют. Развитию люминесцентной
дефектоскопии посвящено значительное
количество работ, благодаря которым
удалось повысить чувствительность метода,
разработать методику и создать
аппаратуру, пригодную для применения в
заводских условиях.
В нашей стране люминесцентный
метод был впервые предложен B.C.
Красновым в 1942 г. и быстро нашел практиче-
592 Глава 2. ИЗУЧЕНИЕ КАПИЛЛЯРНЫХ ЯВЛЕНИИ И КАПИЛЛЯРНОГО КОНТРОЛЯ
ское применение. Для этой цели наиболее
пригодной оказалась индикаторная
жидкость - смесь 85 % керосина и 15 %
трансформаторного масла. Хорошие
капиллярные свойства этой смеси в
последующие годы были подтверждены
специальными исследованиями.
Дальнейшее совершенствование
состава индикаторных жидкостей было
направлено на увеличение яркости их
свечения.
В 1951 г. А.В. Карякин разработал
чувствительный к микротрещинам
индикатор: бензин - 25 %, керосин — 50 %,
трансформаторное масло - 25 %, дефек-
толь зелено-золотистый - 0,03 %.
Дефекты проявлялись тонко
измельченным силикагелем. Яркий свет
люминесценции, хорошая проникающая
способность и безвредность этой жидкости
привели к достаточно широкому ее
применению для дефектоскопии изделий и
сварных швов не только в холодном
состоянии, но и паропроводов при
температуре до 50 °С. Видоизменение этой
жидкости, предложенное Э.В. Поляк (75 %
керосина, 15 % вазелинового масла, 10 %
бензола, 0,2 г/л дефектоля зелено-
золотистого, 2 ... 3 г/л эмульгатора ОП-7),
не дало заметных преимуществ по
сравнению с рецептом А.В. Карякина. Основной
недостаток указанных смесей -
необходимость применения дорогого
синтетического люминофора - дефектоля зелено-
золотистого. Поэтому в середине 1950-х
годов в люминесцентной дефектоскопии
стали применять люминофор-нориол,
являющийся комплексом люминесцирую-
щих углеводородов нефти месторождения
«Норио». Первоначально рекомендовали
применять нориол в смеси с керосином в
соотношении 1 : 1, но опыт и
исследования показали неудовлетворительные
капиллярные свойства этой жидкости,
поэтому были рекомендованы новые
пропорции: керосин - 75 %, нориол - 25 %
или керосин - 65 %, бензин -10%,
нориол - 25 % и эмульгатор ОП-7 - 5 г/л. Эти
жидкости с успехом применялись для
контроля сварных соединений. Дефекты
проявлялись порошком талька или суспензией
каолина в воде. В дальнейшем было
показано преимущество индикаторных
жидкостей, содержащих 15 % нориола и 85 %
керосина.
Следует отметить, что длительное
время преобладал эмпирический подход
при выборе составов индикаторных
жидкостей для капиллярной, в том числе и
люминесцентной дефектоскопии.
В 1960 г. Е.А. Филимонова под
руководством Н.П. Еремина предприняла
попытку развить физические основы
капиллярных методов дефектоскопии и, в
частности, научно обосновать выбор
индикаторных жидкостей.
Большие исследования в области
люминесцентной и цветной
дефектоскопии выполнил А.С. Боровиков. Так, им
были получены новые данные о влиянии
уровней ультрафиолетового облучения на
выявление основных типов дефектов,
рекомендованы оптимальные режимы
контроля для обеспечения требуемого уровня
чувств ител ьн ости.
Свечение люминофоров в процессе
люминесцентного контроля вызывается
облучением их ультрафиолетовыми
лучами, получаемыми от ртутно-кварцевых
ламп. В 1950-е годы промышленность
выпускала несколько таких ламп низкого
давления типа ПРК и высокого давления типа
СВДШ-250, СВД-190. Изготавливаемые в
тот период приборы для люминесцентного
контроля типа ЛЮМ-1 были снабжены
ртутно-кварцевой лампой ПРК-4.
Различными организациями в 50 - 60-е годы
разработаны специализированные
стационарные и переносные люминесцентные
установки и приборы для дефектоскопии,
в том числе и для контроля сварных
соединений. Так, ЦНИИТМАШ в 1956 -
1957 гг. разработал несколько опытных
аппаратов люминесцентной
дефектоскопии. Установка ЛД-2 предназначалась для
контроля малогабаритных изделий с
использованием ртутно-кварцевой лампы
ПРК-7 с фильтрующим стеклом; при кон-
ИСТОРИЯ РАЗВИТИЯ ЛЮМИНЕСЦЕНТНОЙ И КОНТРАСТНОЙ ДЕФЕКТОСКОПИИ 593
троле крупногабаритных изделий
использовалась лампа ПРК-4.
В те же годы разработан
люминесцентный дефектоскоп ЛДА-1 для контроля
малых и среднегабаритных деталей. В
дефектоскопе были механизированы все
основные операции за исключением осмотра
детали в ультрафиолетовом свете. В
качестве источника ультрафиолетового света
применяется ртутно-кварцевая лампа
сверхвысокого давления СВДШ-250.
Кишиневский завод «Электроточ-
прибор» до 1976 г. выпускал
стационарный люминесцентный дефектоскоп ЛД-4.
Для контроля крупногабаритных изделий
по участкам дефектоскоп снабжен
переносным осветителем. За последние годы
были спроектированы и испытаны
различные типы ультрафиолетовых
облучателей, а некоторые из них поставлены на
серийное производство: стационарная шта-
тивная установка КД-20Л, передвижная
установка КД-21Л, переносные облучатели
КД-31Л и КД-ЗЗЛ, переносной
низковольтный облучатель КД-32Л. Особый
интерес представляет создание и освоение
серийного производства специальных
источников фильтрованного
ультрафиолетового излучения, предназначенных для
комплектования дефектоскопической
аппаратуры: ДРУФ 125, ДРУФЗ 125, ЛУФ 4-1.
Большое внимание уделяется разработке
защитных средств от ультрафиолетового
излучения.
Контрастная (цветная)
дефектоскопия в России. В заводской практике
для проверки качества сварных
соединений применяется также цветной метод
контроля (метод красок). В отличие от
люминесцентного метода, требующего
наличия источника ультрафиолетовых
лучей и условий затемнения, цветной
метод позволяет выявлять поверхностные
дефекты на сварных швах при дневном
свете невооруженным глазом.
Первые сведения о применении
цветной дефектоскопии за рубежом относятся
к 1947 г. (американские пенетрантные
комплексы MET-L-CHEK, производство
которых было налажено затем в
Германии). В СССР цветная дефектоскопия
впервые была применена в 1952 г.
Используемые в тот период составы индикаторной
жидкости (керосин - 65 %,
трансформаторное масло - 30 %, скипидар - 5 % и краска
"Судан-3" - до насыщения) и
проявляющего покрытия (суспензия каолина в воде)
в последующие годы подверглись
существенной корректировке.
Новые составы индикаторных
жидкостей предложены СИ. Калашенковым и
Н.П. Кичиным: трансформаторное масло-
5 %, бензол - 95 %, «Судан-4» - 10 г на
1 л жидкости, или 80 % керосина, 20 %
бензола, при таком же содержании «Суда-
на-4». К этим индикаторам подобран
специальный быстросохнущий и
образующий пленку проявитель. Указанные
жидкости давали высокую чувствительность
контроля, но они токсичны.
Начиная с 1954 г. в НИИХИММАШе
проводились исследования по подбору
оптимального состава индикаторных
жидкостей и покрытий для цветной
дефектоскопии, сравнительной оценке
чувствительности цветного, люминесцентного и
магнитного методов дефектоскопии. В 1955 г.
разработана первая инструкция по
цветной дефектоскопии сварных швов, и метод
начинает широко применяться в заводских
условиях.
В 1960 г. в НИИХИММАШе
подобраны новые составы индикаторной
жидкости и покрытия, обеспечивающие более
высокую чувствительность цветного
контроля сварных соединений: керосин -
80 %, скипидар - 20 %, краска «Судан-4» -
на 1 л жидкости 15 г; белое покрытие
составляется из расчета 350 г каолина на 1 л
жидкости, содержащей 60 % воды и 40 %
спирта.
Важной областью применения
цветной дефектоскопии является контроль
сварных соединений немагнитных
материалов: нержавеющих сталей аустенитно-
го класса, алюминия, латуни, титана и
других, для которых неприменим
магнитный метод контроля.
594 Глава 2. ИЗУЧЕНИЕ КАПИЛЛЯРНЫХ ЯВЛЕНИЙ И КАПИЛЛЯРНОГО КОНТРОЛЯ
Большой практический интерес
представляет применение цветной
дефектоскопии для выявления межкристаллитной
коррозии сварных швов. Разработанные в
НИИХИММАШе жидкости для цветной
дефектоскопии внесены в ГОСТ 6032-76,
которым они рекомендуются для
выявления межкристаллитной коррозии
нержавеющих сталей.
В 1972 г. НИИИН в содружестве с
другими организациями разработал ГОСТ
18442-73 на капиллярные методы контроля.
Для локальной капиллярной
дефектоскопии хорошо зарекомендовал себя
аэрозольный способ нанесения
дефектоскопических материалов.
Современное состояние и
перспективы развития капиллярного контроля.
Важное направление развития
капиллярного метода контроля - его
автоматизация. Рассмотренные ранее средства
автоматизируют контроль однотипных
небольших изделий. Автоматизация
контроля изделий разного типа, в том числе
крупногабаритных, возможна с
применением адаптивных роботов-манипуляторов,
обладающих способностью
приспосабливаться к изменяющимся условиям. Такие
роботы успешно используются на
окрасочных работах, которые во многом
подобны операциям при капиллярном
методе контроля. На рис. 2.3 показана
типичная полуавтоматическая линия
капиллярного контроля с манипуляторами.
Наиболее трудно поддается
автоматизации осмотр поверхности изделий и
принятие решения о наличии дефектов.
В настоящее время для улучшения
условий выполнения этой операции
применяют осветители и УФ-облучатели большой
мощности. Чтобы уменьшить действие на
контролера УФ-излучения, применяют
световоды и телевизионные системы.
Применение телевизионных систем
для документирования результатов
контроля связано также с тем, что проявление
пенетранта есть процесс динамический:
крупные, с широким раскрывом,
поверхностные дефекты выявляются сразу, и
лишь затем - мелкие несплошности.
Рис. 2.3. Полуавтоматическая линия
капиллярного контроля с манипуляторами
и иммерсионными ваннами
Применение ТВ-систем в
люминесцентном капиллярном контроле
потребовало специальных исследований
чувствительности и частотно-контрастных
характеристик ТВ-камер в УФ-диапазоне.
Создание автоматических систем
оценки результатов контроля требует
разработки соответствующих алгоритмов для
ЭВМ. Работы ведутся по нескольким
направлениям: определение конфигурации
индикаций (протяженность, ширина,
площадь), соответствующее недопустимым
дефектам, и корреляционное сравнение
изображений контролируемого участка
объектов до и после обработки
дефектоскопическими материалами. Кроме
отмеченной области, ЭВМ в капиллярном
методе контроля применяют для сбора и
анализа статистических данных с выдачей
рекомендаций на корректировку
технологического процесса, для оптимального
подбора дефектоскопических материалов
и технологии контроля.
Важное направление исследований -
изыскание новых дефектоскопических
материалов и технологии их применения,
имеющее целью повышение
чувствительности и производительности контроля.
Предложено применение в качестве
пенетранта ферромагнитных жидкостей.
ИСТОРИЯ РАЗВИТИЯ ЛЮМИНЕСЦЕНТНОЙ И КОНТРАСТНОЙ ДЕФЕКТОСКОПИИ 595
В них в жидкой основе (например,
керосине) взвешены ферромагнитные частицы
очень малого размера (2 ... 10 мкм),
стабилизированные ПАВ, в результате чего
жидкость ведет себя как однофазная
система. Проникновение такой жидкости в
дефекты интенсифицируется магнитным
полем, а обнаружение индикаций
возможно магнитными датчиками, что облегчает
автоматизацию контроля.
Также важным направлением
развития капиллярных средств является
создание безопасных для человека и
окружающей среды пенетрантов, очистителей и
проявителей. Пенетрантные системы
многих производителей в настоящее время
сертифицированы по ISO 14001.
Очень перспективное направление
совершенствования капиллярного
контроля - использование электронного
парамагнитного резонанса. Сравнительно
недавно получены вещества типа
стабильных нитроксильных радикалов. В них
имеются слабосвязанные электроны,
которые могут резонировать в
электромагнитном поле частотой от десятков
гигагерц до мегагерц, причем спектральные
линии определяются с большой степенью
точности. Нитроксильные радикалы
стабильны, малотоксичны, способны
растворяться в большинстве жидких веществ.
Это дает возможность вводить их в
жидкие пенетранты. Индикация основывается
на регистрации спектра поглощения в
возбуждающем электромагнитном поле
радиоспектроскопа. Чувствительность этих
приборов очень велика, они позволяют
обнаруживать скопления 10
парамагнитных частиц и более. Таким образом
решается вопрос об объективных и
высокочувствительных средствах индикации при
капиллярной дефектоскопии.
Глава 3
ФИЗИКА КАПИЛЛЯРНОГО КОНТРОЛЯ
Капиллярный контроль представляет
собой многооперационный процесс.
Типовой перечень операций включает в себя
подготовку изделия к контролю,
нанесение индикаторной жидкости, удаление ее
излишков, нанесение проявителя и
проявление (рис. 3.1).
Во время каждой из этих операций
поверхность трещины вступает в контакт с
несколькими дефектоскопическими
материалами, в основном с жидкостями.
Поэтому явление смачивания поверхности
детали различными жидкими
дефектоскопическими материалами играет
первостепенную роль. Только благодаря
смачиванию возможен контакт между дефектом и
дефектоскопическими материалами и
реализация капиллярного контроля.
Эффективность каждой операции
зависит от нескольких физических явлений,
определяемых физико-химическими
свойствами контактирующих сред и материала
объекта. Однако сложность выбора
свойств дефектоскопических материалов
состоит в том, что в разных операциях
одна и та же жидкость должна обладать
даже противоположными свойствами. Так,
при заполнении трещины индикаторная
жидкость должна обладать наилучшей
Рис. 3.1. Смачивание (6 < 90°) поверхности
твердого тела жидкостью:
а™ - поверхностное натяжение на границе
твердое тело - жидкость; а^ - поверхностное
натяжение на границе твердое тело - газ;
ажг - поверхностное натяжение на границе
жидкость - газ; 9 - краевой угол смачивания
(измеряется со стороны границы раздела
жидкость - твердое тело),
cos 0 = (cv - о™)/ сгж,
проникающей способностью, чтобы как
можно лучше заполнить полость дефекта.
Но парадокс состоит в том, что такую
жидкость затем трудно извлечь из
трещины при проявлении. В результате пенет-
рант останется в трещине и не образует
следа на поверхности, т.е. трещина таким
пенетрантом не будет обнаружена.
Кроме того, следует сразу обратить
внимание на то, что кроме взаимодействия
жидких дефектоскопических материалов с
твердыми поверхностями нельзя не
принимать во внимание взаимодействие
жидкостей между собой, а также с газами.
Явления растворения, адсорбции,
эмульгирования, диффузии серьезно влияют на
конечный результат контроля, прежде
всего на его чувствительность.
При комбинированных способах
капиллярного контроля картину осложняют
физические поля: акустическое,
магнитное, электромагнитное и те явления,
которые возникают при их взаимодействии с
жидкими и твердыми
дефектоскопическими материалами.
Знание физических явлений,
лежащих в основе операций капиллярного
контроля, позволяет принимать меры для
повышения чувствительности и надежности
контроля и исключать факторы,
снижающие чувствительность и приводящие к
неадекватным результатам.
3.1. СМАЧИВАНИЕ И
ПОВЕРХНОСТНОЕ НАТЯЖЕНИЕ
Смачивание детали
дефектоскопическими материалами - главное условие
капиллярного контроля. Смачивание
определяется взаимным притяжением молекул
жидкости и твердого тела.
Как известно, на границе двух сред,
например, жидкость — воздух, силы
взаимного притяжения между молекулами
жидкости и воздуха отличаются от сил
СМАЧИВАНИЕ И ПОВЕРХНОСТНОЕ НАТЯЖЕНИЕ
597
притяжения между молекулами внутри
воды и внутри воздуха. Контактирующие
среды вблизи поверхности обладают
некоторым избытком потенциальной энергии
по сравнению с молекулами,
находящимися внутри. Этот избыток называется
свободной энергией поверхности. Свободная
энергия молекул на поверхности больше,
чем у молекул внутри.
В связи с этим молекулы стремятся
уйти внутрь и в результате среда
вынуждена приобретать форму с минимальной
наружной поверхностью. Так, жидкость в
невесомости под влиянием этого явления
приобретает форму шара. В результате
поверхности стремятся сократиться и
возникает сила поверхностного натяжения.
Величину поверхностного натяжения
определяют работой, измеряемой в Дж/м2,
необходимой для образования единицы
площади поверхности раздела двух
находящихся в равновесии фаз. Величину
поверхностного натяжения часто называют
силой поверхностного натяжения,
понимая под этим следующее. Если на границе
раздела сред выделить произвольную
площадку, то натяжение рассматривают
как результат действия распределенной
силы, приложенной к периметру этой
площадки. Направление сил — по
касательной к границе раздела и
перпендикулярно периметру. Силу, отнесенную к
единице длины периметра, называют
силой поверхностного натяжения и
измеряют в Н/м, и обозначают ст.
Жидкость
Вода
Ацетон
Пентан
Толуол, бензол
Ксилол
Этиловый спирт, бутиловый спирт, пенет-
рант ЛЖ-6А
Два равноправных определения
поверхностного натяжения соответствуют
двум применяемым для его измерения
единицам: Дж/м2 и Н/м. С повышением
температуры поверхностное натяжение
уменьшается. В таблице 3.1 даны
величины поверхностного натяжения для
наиболее распространенных
дефектоскопических материалов при температуре 20 °С и
нормальном атмосферном давлении. Как
видно из таблицы, в капиллярной
дефектоскопии используются жидкости с
относительно низким поверхностным
натяжением, об одной из причин этого
говорилось в начале раздела.
Для иллюстрации природы явления
смачивания рассмотрим каплю жидкости,
лежащую на поверхности твердого тела
(рис. 3.1). Силой тяжести пренебрегаем,
так как капля мала. На единицу длины
периметра, где соприкасаются твердое
тело, жидкость и газ, действуют три силы
поверхностного натяжения, направленные
по касательным к соответствующим
границам раздела: твердое тело - газ сттг,
твердое тело - жидкость стта, жидкость -
газ стжг. Как правило, во всех справочниках
для ажг принято обозначение ст. Когда
капля находится в состоянии покоя,
равнодействующая проекций этих сил на
поверхность твердого тела равна нулю:
CTCosg + ст™ -сттг =0;
4 ™ тг (3.1)
cosq = (aTr-oTX)/a.
Поверхностное натяжение а, 10"2 Н/м
7,28
2^37
ую
2,85; 2,90
2^90
2,28; 2,46; 2,97
3.1. Величины поверхностного натяжения для некоторых дефектоскопических
жидкостей при температуре 20 °С и нормальном атмосферном давлении
598
Глава 3. ФИЗИКА КАПИЛЛЯРНОГО КОНТРОЛЯ
Угол q называют краевым углом
смачивания. Он измеряется со стороны
жидкости. Если аТГ > атж, то он острый. Из
рисунка видно, что при этом жидкость
смачивает твердое тело. Чем меньше q,
тем сильнее смачивание. Предельный
случай (q = 0) будет соответствовать полному
смачиванию, т.е. растеканию жидкости по
поверхности твердого тела до толщины
молекулярного слоя. Если атг < а™, то
q > 90° - тупой и cos q отрицателен. Это
означает, что жидкость не смачивает
твердое тело. Формальным пределом
смачивания и несмачивания взят угол q = 90°
(смачивание 0 < q < 90° и несмачивание
90° < q < 180°). При этом в первом случае
жидкость будет подниматься в капилляре,
а во втором - опускаться ниже уровня в
сосуде (рис. 3.2).
Поверхностное натяжение
характеризует свойство самой жидкости, a acosq -
смачиваемость этой жидкостью
поверхности данного твердого тела. Составляющую
силы поверхностного натяжения acosq,
«размазывающую» каплю по поверхности,
иногда называют силой смачивания. Для
большинства хорошо смачивающих
веществ cosq близок к единице, например,
для границы стекла с водой он равен
0,685, с керосином - 0,90, с этиловым
спиртом - 0,955.
Сильное влияние на смачивание
оказывает состояние поверхности, ее
микрорельеф и чистота. Например, слой масла
на поверхности стали или стекла резко
ухудшает ее смачиваемость водой, a cos q
становится отрицательным. Поэтому
понятна роль очистки поверхности от жиров,
0>90° h
Рис. 3.2. Случай несмачивания (9 >
масел и других загрязнений детали перед
капиллярным контролем.
3.2. АДГЕЗИЯ И КОГЕЗИЯ
Физическая сущность смачивания
особенно хорошо определяется через
понятия адгезии и когезии, имеющие четкий
физический смысл.
Понятие когезии определяется
взаимодействием внутри жидкости или
твердого тела и характеризуется работой
когезии Аю т.е. работой, необходимой для
разрыва столбика жидкости или твердого
тела с поперечным сечением единичной
площади.
Адгезия характеризуется явлениями,
связанными со взаимодействием
приведенных в соприкосновение различных тел,
и определяется работой адгезии АЛ, т.е.
той работой, которая затрачивается при
разрыве единицы площади межфазного
поверхностного слоя.
Очевидно, что работа когезии Ак
равна удвоенному поверхностному
натяжению а, поскольку при разрыве столбика
жидкости (или твердого тела) единичной
поверхности образуются две новые
поверхности. Так, например, при разрыве
столбика жидкости работа когезии равна
Ак = 2а.
Работа адгезии Аа сопровождается
образованием двух единичных
поверхностей и ликвидацией межфазной
поверхности. При отрыве жидкости от твердого
тела, работа адгезии равна
|°) твердой поверхности жидкостью
ЯВЛЕНИЕ КАПИЛЛЯРНОСТИ. КАПИЛЛЯРНОЕ ДАВЛЕНИЕ
599
С учетом (3.1), где acosq = атг - а™,
получаем уравнение, связывающее работу
адгезии, поверхностное натяжение ажг и
краевой угол смачивания q (уравнение
Дюпре)
Л=ажг(1 + со59) = Л(1 + С2°59)- (3-2)
Используя это уравнение, можно
вычислить работу адгезии по
экспериментально измеренным значениям а и cos q.
Из него следует, что чем больше адгезия,
тем лучше смачивание.
Таким образом, адгезионные силы
стремятся растянуть каплю жидкости по
твердой поверхности, а когезионные силы
препятствуют растяжению, стараются ее
стянуть.
Как следует из (3.2), краевой угол
смачивания определяется соотношением
когезии и адгезии смачивающей жидкости
и смачиваемого твердого тела.
3.3. ЯВЛЕНИЕ КАПИЛЛЯРНОСТИ.
КАПИЛЛЯРНОЕ ДАВЛЕНИЕ
После того как благодаря
смачиванию дефектоскопическая жидкость
заполнит устье капилляра, создаются условия
для проявления эффекта капиллярности.
Явление капиллярности проще всего
наблюдать на таком опыте (рис. 3.3). В
широкий сосуд с жидкостью опускаются
капилляры - тонкие трубки. Если материал
капилляра смачивается жидкостью, то в
капилляре жидкость поднимается гораздо
выше уровня в сосуде. Высота
капиллярного подъема вычисляется по формуле
h = 2acosQ/pgR, (3.3)
где R — радиус капилляра; р - плотность
жидкости; g — ускорение свободного
падения.
Как видно из формулы, чем больше
смачивание (ст cos q), тем больше
капиллярный подъем. Радиус капилляра обратно
пропорционален h, т.е. чем меньше
радиус, тем больше капиллярный подъем. Из
этого следует, что чем тоньше трещина,
тем более глубоко будет проникать в нее
дефектоскопическая жидкость. При
операции проявления очень важно, как
следует из этой формулы, чтобы поры
(капилляры) проявителя были как можно
меньше. Тогда индикаторная жидкость будет
извлечена капиллярными силами из
дефекта и образует след на поверхности слоя
проявителя, т.е. дефект можно будет
обнаружить.
По формуле (3.3) для любых
жидкостей (р, a, cos q) можно подсчитать радиус
трубки, при котором явление
капиллярности не наблюдается, т.е. подъем
смачиваемой жидкости так мал, что его не
видно. Для воды, например, капиллярность в
стеклянных трубках диаметром около
3,6 мм уже не наблюдается
невооруженным глазом. Т.е. капиллярами условно
можно считать трубки диаметром менее
3,0 мм, и соответственно дефекты
(трещины, поры и др.) капиллярным раскрытием
менее 3 мм будем считать тоже
капиллярами.
Если жидкость не смачивает
капилляр, наблюдается опускание (рис. 3.2)
уровня жидкости в капилляре по
сравнению с уровнем в сосуде. Формула (3.3)
пригодна для расчетов разницы уровней h
и в случае несмачивания (рис. 3.3).
Как видно на рис. 3.1 - 3.4, для всех
случаев при контакте жидкости с твердой
плоской поверхностью или стенками
капилляра всегда граница раздела жидкость -
твердая стенка - газ искривляется. Для
капиллярных трубок жидкость
прогибается (точнее, граница газа и жидкости) с
некоторым радиусом г (рис. 3.4),
образуется полусфера, которую называют
мениском. В капилляре для случая смачивания
мениск вогнутый (рис. 3.3 - 3.5), для
случая несмачивания (рис. 3.2) он выпуклый.
В этих примерах силы смачивания
рассматривались как силы, приложенные к
линии соприкосновения жидкости и
твердого тела (капилляра). Их можно
рассматривать также как силу натяжения
поверхности мениска, образуемого жидкостью в
капилляре. Эта поверхность представляет
600 Глава 3. ФИЗИКА КАПИЛЛЯРНОГО КОНТРОЛЯ
Л=
2acos6
PgR
Рис. 3.3. Влияние радиуса капилляра на высоту капиллярного подъема
смачивающей капилляр жидкости:
^а, h6, hB - высота капиллярного подъема; Ла, R6, RB - внутренний радиус капилляра
Рис. 3.4. Связь величины радиуса кривизны
мениска г с внутренним радиусом
капилляра /с
собой как бы растянутую куполообразную
пленку, стремящуюся сократиться.
Отсюда вводится понятие капиллярного
давления, равное отношению действующей на
мениск силы к площади поперечного
сечения трубки (формула Лапласа):
рк =(2ocosq)/R.
(3.4)
Капиллярное давление, как и высота
подъема, увеличивается с увеличением
смачиваемости и уменьшением радиуса
капилляра. В трубках с меньшим
диаметром жидкость поднимается на большую
высоту, чем в трубках с большим
диаметром, так как капиллярное давление
больше, что вытекает из упрощенной формулы
Лапласа (3.4).
Следует обратить внимание на
важную особенность границы раздела сред -
мениск. В случае смачивания (рис. 3.3 -
3.5) давление в жидкости под мениском
меньше Ра и жидкость вытягивается вверх
капиллярным давлением на высоту выше
уровня плоской поверхности. В случае
несмачивания давление жидкости под
мениском больше и жидкость опускается
ниже уровня в сосуде.
В случае, если жидкость в одном
капилляре привести в контакт с другим
капилляром меньшего радиуса, как на
рис. 3.5, то жидкость из первого капилляра
будет извлекаться и перетекать во второй
капилляр на высоту, соответствующую
радиусу второго капилляра в соответствии
с формулой (3.3). Может произойти так,
что в сосуде жидкости не останется
вообще, она вся уйдет в более тонкие
капилляры.
То же происходит и в процессе
проявления пористым проявителем. Пенет-
рант вытягивается из капиллярной
несплошности порами порошкового
проявителя. Процесс идет тем быстрее, чем
меньше поры порошкового проявителя и
до тех пор, пока весь пенетрант не будет
извлечен из полости трещины.
РАСТВОРЕНИЕ
601
1R
i h.
m ;
И A
Рис. З.5. Извлечение жидкости капилляром 2 меньшего радиуса из капилляра / большего
радиуса (И, > R2). Модель технологического процесса проявления
3.4. РАСТВОРЕНИЕ
При соприкосновении двух веществ
молекулы каждого из них могут
проникать в объем, занятый другим веществом.
Это проникновение называют
растворением. В результате растворения вещество
равномерно распределяется по объему
растворителя.
Механизм растворения объясняется
тепловым движением молекул. В
капиллярной дефектоскопии большинство
дефектоскопических материалов жидкие.
Поэтому в дальнейшем речь будет идти о
растворении жидкостей, твердых тел и
газообразных смесей в жидкостях. В
случае контакта жидкости с воздухом через
границу происходит переход молекул
воды в воздух (испарение). Молекулы
воздуха распространяются в жидкости по
всему объему до насыщения, пока
наступит равновесие между жидкостью и газом.
Растворение газов (воздуха) имеет место у
конца тупиковых капиллярных дефектов.
При этом, например, растворение газа в
пенетранте существенно повышает
предельную глубину проникновения пенет-
ранта в дефект и увеличивает объем пе-
нетранта в дефекте.
Для оценки взаимной растворимости
двух жидкостей применяют эмпирическое
правило, согласно которому «подобное
растворяется в подобном». Например,
углеводороды хорошо растворяются в
углеводородах, спирты в спиртах и т.д.
Следует иметь в виду, что для двух
смешиваемых жидкостей возможна и
неограниченная растворимость в любых пропорциях
(вода и спирты, например). Для других
пар жидкостей растворимость
ограниченная. При увеличении концентрации
жидкости сначала растворяются с
образованием однородных физически стабильных
растворов, а с превышением некоторой
предельной для каждой пары жидкости
концентрации насыщения наблюдается
образование эмульсий и расслоение
жидкостей.
Для твердых веществ, при
достижении предельной растворимости, раствор
становится насыщенным и при
дальнейшем добавлении вещества оно не
растворяется, а выпадает в осадок.
Взаимная растворимость жидкостей и
твердых тел в жидкости, как правило,
увеличивается при увеличении температуры.
Растворимость газов улучшается при
повышении давления и, как правило,
уменьшается с повышением температуры.
Наглядным примером служит
шампанское, которое при откупоривании
(снижении давления) выделяет растворенный
углекислый газ. При повышении
температуры газоотделение увеличивается (то
есть растворимость газа уменьшается).
При растворении могут
образовываться новые химические соединения,
которые отличаются от растворов тем, что
состав раствора обычно может изменяться
в широких пределах. Кроме того, в
свойствах раствора можно обнаружить многие
свойства его отдельных компонентов в
соответствии с их концентрацией.
Химические соединения могут иметь
совершенно другие свойства.
602
Глава 3. ФИЗИКА КАПИЛЛЯРНОГО КОНТРОЛЯ
В капиллярном методе контроля
явление растворения сопровождает все
операции, начиная с приготовления
дефектоскопических материалов (растворение
красителей, люминофоров, очистителей),
при подготовке объекта к контролю (для
очистки полостей дефектов), при пропитке
дефектов пенетрантами, проявлении и при
окончательной очистке объекта после
контроля.
3.5. ДАВЛЕНИЕ НАСЫЩЕННОГО
ПАРА
Двустороннее заполнение
тупикового капилляра. Благодаря тепловому
движению некоторая часть молекул на
поверхности жидкости имеет достаточно
большие скорости, чтобы преодолеть силы
когезии (п. 3.2), удерживающие молекулы
в жидкости, и покидает жидкость. Это
явление называют испарением. В
результате столкновений молекулы пара могут
снова оказаться вблизи поверхности
жидкости и проникнуть вглубь. Таким
образом, молекулы все время вылетают из
жидкости и вновь возвращаются в нее.
Если вылетает больше молекул, чем
возвращается обратно, жидкость испаряется.
Если, наоборот, вылетает меньшее число
молекул, чем возвращается, происходит
конденсация пара. В том случае, когда
жидкость покидает столько же молекул,
сколько возвращается, устанавливается
равновесие между паром и жидкостью.
Пар в этом случае называют насыщенным.
Давление насыщенного пара при
неизменной температуре является
постоянной величиной. В табл. 3.2 приведены
значения давления насыщенного пара для
некоторых веществ при / = 20 °С.
Для раствора давление насыщенного
пара складывается из давлений
насыщенных паров компонентов раствора с учетом
их концентрации и определяется законом
Рауля.
3.2. Давление насыщенного пара при
температуре 20 °С
Вещество
Ацетон
Бензол
Вода
Метиловый спирт
Ртуть
Толуол
Хлороформ
Этиловый спирт
р, кПа
24,0
10,0
2,34
12,9
1,63- 10"4
2,93
21,3
5,87
Следует иметь в виду, что вблизи
искривленной поверхности жидкости
мениска давление насыщенного пара
отличается от давления вблизи плоской
поверхности и зависит от кривизны поверхности.
На рис. 3.6 показано явление
переконденсации пара с мениска левого на мениск
правый, где радиус меньше.
Одновременно происходит пленочное перетекание по
стенке капилляра жидкости слева направо
благодаря пленочному пристеночному
адсорбционному слою. В результате
мениски сольются и тупиковый капилляр
полностью заполнится
дефектоскопической жидкостью.
Заполнение сквозного
макрокапилляра. Рассмотрим хорошо известный
из курса физики опыт: капиллярная трубка
диаметром 2г вертикально погружена
одним концом в смачивающую жидкость
(рис. 3.7). Под действием сил смачивания
жидкость в трубке поднимется на высоту /
над поверхностью. Это явление
капиллярного впитывания. Силы смачивания
действуют на единицу длины окружности
мениска. Суммарная их величина FK =
= acos027ir. Этой силе противодействует
вес столба pgnrl, где р — плотность, а g —
ускорение силы тяжести. В состоянии
равновесия acos927ir = pgnr'l. Отсюда
высота подъема жидкости в капилляре
/ = 2ocos0/(pgr).
ДАВЛЕНИЕ НАСЫЩЕННОГО ПАРА
603
Пристеночный
С пленочный
адсорбцноный
слой
а
ОСП
U
Г4^ Г^Р\
I* *■ "J "я/j
1
h ,
- — -■ ■ »
Рис. 3.6. Двустороннее заполнение тупикового капилляра глубиной /
индикаторной жидкостью:
^ь ^2 - радиусы мениска; S- пристеночный пленочный адсорбционный слой индикаторной
жидкости; /| - глубина проникновения жидкости у входа в капилляр; /2 - глубина жидкости
у вершины капилляра, попавшей в вершину благодаря переконденсации с мениска Ri на
мениск R2, и, главным образом, пристеночному течению пленочного адсорбционного слоя 5
Более общая формула Лапласа для
давления от натяжения поверхности
мениска имеет вид рк = o(\/Rt +\IR2), где
R\ и /?2 - радиусы кривизны поверхности
мениска. Формула (3.5) используется для
круглого капилляра R\= R2 = r/cos0. Для
щели шириной Ъ с плоскопараллельными
стенками R\ —><», R2 = Ъ I (2 cos 0). В
результате
-Т.
_ _ .
2г
._.
ш ■ а
_ - .
Рис. 3.7. К понятию капиллярного давления
В этом примере силы смачивания
рассматривались как приложенные к
линии соприкосновения жидкости и
твердого тела (капилляра). Их можно
рассматривать также как силу натяжения
поверхности мениска, образуемого жидкостью в
капилляре. Эта поверхность представляет
собой как бы растянутую пленку,
стремящуюся сократиться. Отсюда вводится
понятие капиллярного давления, равное
отношению действующей на мениск силы FK
к площади поперечного сечения трубки:
2ocos0/£.
(3.6)
На явлении капиллярного
впитывания основана пропитка дефектов пенет-
рантом. Оценим время, необходимое для
пропитки. Рассмотрим расположенную
горизонтально капиллярную трубку, один
конец которой открыт, а другой помещен
в смачивающую жидкость. Под действием
капиллярного давления мениск жидкости
движется в направлении открытого конца.
Пройденное расстояние / связано со
временем / приближенной зависимостью:
pK = (2acosQ)/r.
(3.5)
I1
го cos 0
Капиллярное давление увеличивается
с увеличением смачиваемости и
уменьшением радиуса капилляра.
2ц
-t; t
2М
-I1
га cos 0
(3.7)
где ц - коэффициент динамической
сдвиговой вязкости.
604
Глава 3. ФИЗИКА КАПИЛЛЯРНОГО КОНТРОЛЯ
Из формулы видно, что время,
необходимое для прохождения пенетрантом
через сквозную трещину, связано с
толщиной стенки /, в которой возникла
трещина, квадратичной зависимостью: оно
тем меньше, чем меньше вязкость и
больше смачиваемость. Ориентировочная
кривая 1 зависимости I от t показана на
рис. 3.8. Следует иметь в виду, что при
заполнении пенетрантом реальной
трещины отмеченные закономерности
сохраняются лишь при условии одновременного
касания пенетрантом всего периметра
трещины и ее равномерной ширины.
Невыполнение этих условий вызывает
нарушение соотношения (3.7), однако влияние
отмеченных физических свойств пенет-
ранта на время пропитки сохраняется.
Одностороннее заполнение
тупикового капилляра (рис. 3.9) отличается
тем, что газ (воздух), сжатый вблизи
тупикового конца, ограничивает глубину
проникновения пенетранта (кривая 3 на
рис. 3.8). Рассчитывают предельную
глубину заполнения /ь исходя из равенства
давлений на пенетрант снаружи и изнутри
капилляра. Наружное давление
складывается из атмосферного ра и капиллярного р^.
Внутреннее давление в капилляре рь
определяют из закона Бойля - Мариотта.
Для капилляра постоянного сечения:
PJos = Рь (А) - A )s ; Рь= Рак /('о - h) > г«е
/, мм
Г)\ 1 1
U 100 t, "С
Рис. 3.8. Кинетика заполнения пенетрантом
капилляра: сквозного (/), тупикового с
учетом (2) и без учета (3) явления
диффузионной пропитки
/о - полная глубина капилляра. Из
равенства давлений находим
/,=/0-^—• (3.8)
Ра+Рк
Величина р/, « ра, поэтому глубина
заполнения, рассчитанная по этой
формуле, составляет не более 10 % полной
глубины капилляра.
Приведенное выше рассмотрение
заполнения тупиковой щели с
непараллельными стенками (хорошо имитирующей
реальные трещины) или конического
капилляра (имитирующего поры) более
сложно, чем капилляров постоянного
сечения. Уменьшение поперечного сечения
по мере заполнения вызывает увеличение
капиллярного давления, но еще быстрее
уменьшается объем, заполненный сжатым
воздухом, поэтому глубина заполнения
такого капилляра (при одинаковом
размере устья) меньше, чем капилляра
постоянного сечения.
Реально предельная глубина
заполнения тупикового капилляра оказывается,
как правило, больше расчетного значения.
Это происходит за счет того, что воздух,
сжатый вблизи конца капилляра, частично
растворяется в пенетранте, диффундирует
в него {диффузионное заполнение). Для
протяженных тупиковых дефектов иногда
возникает благоприятная для заполнения
ситуация, когда заполнение начинается с
СОРБЦИОННЫЕ ЯВЛЕНИЯ
605
одного конца по длине дефекта, а
вытесняемый воздух выходит с другого конца.
Кинетика движения смачивающей
жидкости в тупиковом капилляре
определяется формулой (3.7) лишь в начале
процесса заполнения. В дальнейшем при
приближении / к /] скорость процесса
заполнения замедляется, асимптотически
приближаясь к нулю (кривая 2 на рис. 3.8).
По различным оценкам время
заполнения цилиндрического капилляра
радиусом порядка 10"3 мм и глубиной /ю = 20 мм
до уровня / = 0,9/i составляет не более 1 с.
Это значительно меньше времени
выдержки в пенетранте, рекомендуемого в
практике контроля, которое составляет
несколько десятков минут. Различие
объясняется тем, что после процесса довольно
быстрого капиллярного заполнения
начинается значительно более медленный
процесс диффузионного заполнения. Для
капилляра постоянного сечения кинетика
диффузионного заполнения подчиняется
закономерности типа (3.7): /_ = Kyjt, где
/0 - глубина диффузионного заполнения,
но коэффициент К в тысячи раз меньше,
чем для капиллярного заполнения (см.
кривую 2 на рис. 3.8). Он растет
пропорционально увеличению давления в конце
капилляра Рк I (Pk + Ра)- Отсюда следует
необходимость длительного времени
пропитки.
3.6. ДИФФУЗИЯ
Это процесс выравнивания
концентрации входящих в систему веществ
(молекул, ионов и др.) под действием их
беспорядочного теплового движения.
Количество диффундирующего вещества Q в
каком-то направлении X через сечение S за
время dt определяется законом Фика:
Q = -DS—eh,
dx
где с — концентрация вещества, a D —
коэффициент диффузии, который является
постоянным для данной пары веществ при
заданной температуре.
Например, когда вносят кристалл в
жидкость, в которой он может
растворяться, от поверхности его отрываются
отдельные молекулы. Последние благодаря
диффузии равномерно распределяются по
всему объему растворителя. Таким
образом, если растворение представляет собой
процесс проникновения одного вещества в
другое, то диффузия характеризует
дальнейшее распространение уже проникшего
одного вещества в другом.
Диффузия имеет место на различных
стадиях капиллярного контроля, но
наиболее важную роль она играет в двух
случаях. Во-первых, это диффузионная
пропитка полостей дефектов индикаторной
жидкостью, когда растворенный в ней газ
диффундирует к выходу из дефекта, в
результате чего последний глубже
пропитывается. Во-вторых, диффузионный
механизм является определяющим при
проявлении с помощью проявителей типа
суспензии, быстросохнущих красок и лаков.
Пенетрант, захваченный дефектом, входит
в контакт с таким проявителем,
нанесенным на поверхность объекта контроля.
Вначале происходит взаимодиффузия пе-
нетранта и жидкой фазы проявителя.
Далее, при испарении жидкой фазы
проявителя, пенетрант проникает в тонкий слой
проявителя, образующийся на
поверхности объекта контроля.
3.7. СОРБЦИОННЫЕ ЯВЛЕНИЯ.
СОРБЦИЯ И АДСОРБЦИЯ
Сорбционные явления (от лат. sorbeo -
поглощаю) - это физико-химические
процессы, в результате которых происходит
поглощение каким-либо веществом газа,
пара или растворенного вещества из
окружающей среды.
Различают адсорбцию -
концентрацию вещества на поверхности раздела фаз
и абсорбцию — поглощение вещества всем
объемом поглотителя.
Адсорбцию можно определить как
концентрирование вещества на
поверхности раздела фаз. Вещество, на поверхно-
606
Глава 3. ФИЗИКА КАПИЛЛЯРНОГО КОНТРОЛЯ
сти которого происходит адсорбция,
называется адсорбентом. Адсорбент
поглощает из объемной фазы тем больше
вещества, чем больше развита его поверхность.
Высокодисперсные порошковые
проявители, используемые в капиллярном
контроле, являются весьма активными
адсорбентами пенетранта. Между адсорбентом
и веществом, концентрирующимся на нем,
могут иметь место не только физические,
но и химические взаимодействия. При
физической адсорбции частицы
адсорбируемого вещества химически не
взаимодействуют с поглотителем. Физическая
адсорбция жидкости (пенетранта) на
поверхности частиц проявителя и
контролируемой поверхности играет основную
роль в процессе проявления.
В качестве отрицательной роли
адсорбции следует упомянуть, например,
удержание на поверхности
контролируемых изделий и дефектов жиров, масел и
других загрязнений, снижающих
эффективность капиллярного контроля.
3.8. ОБРАЗОВАНИЕ МНОГОФАЗНЫХ
СРЕД
Диспергирование и
эмульгирование. Диспергирование (от лат. dispergo —
рассеиваю) - тонкое измельчение какого-
либо вещества в некоторой другой среде.
Результатом диспергирования частиц
твердого тела в жидкости является
образование суспензий. Приготавливают
суспензии механическим размельчением и
размешиванием. Суспензии неустойчивы,
частицы твердого тела довольно быстро
выпадают в осадок или всплывают. В
капиллярной дефектоскопии используется
суспензия окрашенных или люминесци-
рующих частиц размером от нескольких
до десятков микрометров. Этот метод так
и называется - метод фильтрующихся
суспензий. Диспергирование твердых тел в
жидкости играет существенную роль при
очистке поверхности от загрязнений,
особенно полностью или частично состоящих
из твердой фазы. Степень дисперсности
частиц проявителя значительно влияет на
чувствительность капиллярного контроля.
Для диспергирования твердых и жидких
веществ часто используются
ультразвуковые колебания.
Мелкодисперсная суспензия
(коллоид) магнитных частиц размером от 30 до
150 ангстрем в жидких средах (вода,
нефтепродукты, спирты) называется
магнитной жидкостью. Она обладает высокой
устойчивостью и не выпадает в осадок.
Такая стабильность магнитных жидкостей
обусловлена тем, что каждая частица
магнетика покрыта тонким слоем
поверхностно-активного вещества и благодаря
этому частицы не слипаются и не выпадают в
осадок. Намагниченность жидкостей
достигает 400 АУм, температурный диапазон
от -30 °С до +200 °С, предельная
концентрация твердой магнитной фазы достигает
25 ... 27 % по объему.
Эмульгирование представляет собой
процесс дробления одной жидкости в
другой и образования эмульсии (взвеси
капелек дисперсной фазы в дисперсионной
среде). Классический пример эмульсии -
молоко, состоящее из мельчайших капелек
жира, взвешенных в жидкости.
Эмульгирование играет
существенную роль при очистке, удалении излишков
пенетранта, приготовлении пенетрантов,
очистителей. Эмульсии, как известно,
неустойчивы, для активизации
эмульгирования и сохранения эмульсии в стабильном
состоянии применяют специальные
вещества - эмульгаторы.
3.9. ПОВЕРХНОСТНО-АКТИВНЫЕ
ВЕЩЕСТВА (ПАВ)
Поверхностно-активные вещества —
вещества, способные накапливаться на
поверхности раздела двух тел (сред, фаз),
снижая ее свободную энергию. Для
ускорения и улучшения качества очистки ПАВ
добавляют в жидкости для очистки
поверхности объекта контроля. ПАВ входят
в составы пенетрантов и очистителей.
Разработаны ПАВ, растворимые в воде,
спиртах и других растворителях.
УЛЬТРАЗВУКОВОЙ КАПИЛЛЯРНЫЙ ЭФФЕКТ И АКУСТИЧЕСКАЯ КАВИТАЦИЯ 607
Наиболее часто применяются
водорастворимые ПАВ. Проиллюстрируем
действие ПАВ при смывании масляной
пленки. Обычно вода ее не смачивает и не
удаляет. Молекулы ПАВ адсорбируются
на поверхности пленки, в результате
масло переходит в эмульсию и жировая
пленка исчезает.
ЗЛО. УЛЬТРАЗВУКОВОЙ
КАПИЛЛЯРНЫЙ ЭФФЕКТ И
АКУСТИЧЕСКАЯ КАВИТАЦИЯ
Упругие колебания частотой от 20 Гц
до 20 кГц называют звуком, звук
воспринимается человеческим ухом.
Ультразвуком называют колебания в диапазоне от
20 кГц до 100 кГц, его человек не слышит,
но летучие мыши и некоторые другие
животные его воспринимают. Акустические
колебания выше 100 кГц называют
гиперзвуком.
В неразрушающем контроле широко
и эффективно используют ультразвуковые
колебания частотой примерно 0,5...5 Мгц
в приборах ультразвуковой
дефектоскопии, структуроскопии, размероскопии.
Интенсивность этих колебаний
небольшая, и они не оказывают влияния на
среду, в которой распространяются. Их роль
состоит в том, чтобы дать информацию об
объекте, в котором они распространяются.
Информационными параметрами
являются скорость, амплитуда отраженного
сигнала и др.
При распространении
ультразвуковых колебаний так называемых
промышленных частот (18 ... 100 кГц) большой
интенсивности в жидкостях возникают
вторичные акустические явления:
кавитация, акустические течения, радиационное
давление и т.д. Эти явления изменяют
гидромеханику и свойства жидкости, в
которой распространяются колебания, и
могут вызывать при определенных
условиях проявление таких специфических
явлений, как ультразвуковой капиллярный
эффект, звуколюминесценция и др.
В капиллярной дефектоскопии
наиболее успешно используются
ультразвуковые колебания промышленных частот
на операциях подготовки изделия к
контролю, очистке, обезжиривании. При этом
наиболее важную роль играет кавитация.
Кавитация — явление образования
разрывов жидкости, заполненных парогазовой
смесью. Парогазовые кавитационные
пузырьки захлопываются с огромной
скоростью, доходящей до 10 ... 100 мс"', и
разрушают пленки всевозможных
загрязнений. При этом происходит ультразвуковое
эмульгирование жиров, масел и других
загрязнений и удаление их с поверхности
объекта контроля с помощью
акустических течений. Незахлопывающиеся
кавитационные пузырьки колеблются, чем
помогают отрыву пленки загрязнений от
поверхности контролируемой детали и в
конечном итоге удалению загрязнений.
Особенно эффективна ультразвуковая
очистка для изделий сложной формы,
используемых в электронной,
приборостроительной промышленностях.
Преимущество ультразвуковой очистки
состоит в том, что такие экологически-, по-
жаро- и взрывоопасные традиционные
вещества как бензин, ацетон, спирты
можно заменить на воду и водные растворы.
Суть в том, что кавитационная активность
воды гораздо выше, чем у ацетона, спирта,
бензина, поэтому соответственно выше
очищающая способность воды и водных
растворов. Происходящие при этом
ультразвуковые диспергирование и
эмульгирование только ускоряют очистку и
повышают ее качество.
При необходимости для подготовки
поверхности к контролю можно
применять ультразвуковое травление.
Ультразвуковой капиллярный
эффект - явление увеличения глубины и
скорости проникновения жидкости в
капиллярные каналы под действием
ультразвука (по сравнению с глубиной и
скоростью, обусловленных только
капиллярными силами). Открытие ультразвукового
капиллярного эффекта принадлежит
белорусскому ученому академику Г.Е.
Коновалову. В государственном реестре откры-
608
Глава 3. ФИЗИКА КАПИЛЛЯРНОГО КОНТРОЛЯ
тий СССР оно зарегистрировано под
№ 109 с приоритетом от 6 мая 1962 г.
Наблюдать ультразвуковой капиллярный
эффект проще всего на опыте, схема
которого представлена на рис. ЗЛО. Если
капилляр погрузить в воду, то под
действием капиллярных сил жидкость поднимется
на высоту Н0. Если в жидкость на дно
ванны поместить источник ультразвука, то
высота и скорость подъема будет в
десятки и сотни раз превосходить величину Н0
и может достигать 10 ... 15 м. Опытами и
теоретически доказано (подробно см.
монографию «Ультразвуковой капиллярный
эффект» П.П. Прохоренко и др.), что в
основе эффекта лежит явление кавитации.
Поэтому, чтобы создать условия для
проявления ультразвукового капиллярного
эффекта, надо вызвать развитую
кавитацию. Для этого необходимо в
технологическом процессе соблюдать оптимальные
условия для кавитации и проявления
ультразвукового капиллярного эффекта
(температура жидкости, ее вязкость,
поверхностное натяжение, упругость пара и
газосодержание, и другие свойства).
//.
Н=Н+Н
0 yjK
Источник
ультразвука
Рис. 3.10. Ультразвуковой капиллярный
эффект (явление увеличения скорости и
высоты подъема жидкости в капилляре
Нпк под действием ультразвука):
Я0 - высота подъема капиллярных сил;
Яузк - высота подъема, вызванная действием
ультразвука; R - радиус капилляра;
а - коэффициент поверхностного натяжения;
0 - краевой угол смачивания
3.11. ВЗАИМОДЕЙСТВИЕ
«жидкость - жидкость»
В КАПИЛЛЯРЕ
В процессе контроля дефект
заполняется разными жидкими
дефектоскопическими материалами. Сначала - это
моющая жидкость, затем капилляр заполняет
индикаторная жидкость. Затем
индикаторная жидкость удаляется с поверхности
очищающей жидкостью и, наконец,
индикаторная жидкость вступает в контакт с
жидким носителем проявителя.
Рассмотрим самый общий случай,
когда в тупиковом капилляре находится
жидкость 1 (Ж^ и с ней в контакт
приводится жидкость 2 (Ж2), химически не
реагирующая с ней (рис. 3.11). В
зависимости от поверхностного натяжения
жидкостей (сТ|, ст2), давления насыщенного
пара (Р\, Р2), краевого угла смачивания
(<7ь Цг) возможны два крайних варианта их
взаимодействия.
Нашими исследователями на
основании анализа термодинамики процесса
показано, что если удовлетворяются условия
о, cos</, > и2 cos q2 ,
(3.9)
ж,
&S33$Se&i
щ
т
ж,
ж.
Рис. 3.11. Схема взаимодействия жидкости 1
(Ж,) и жидкости 2 ('/К':) в тупиковом
капилляре. Случай полного извлечения
жидкостью 2 жидкости 1; о2 cos 02 < at cos 8!
ЛЮМИНЕСЦЕНЦИЯ
609
жидкость Ж2 полностью вытеснит из
капилляра Ж) и займет ее место (случай
полного извлечения). Если критерий (3.9)
не выполняется, возможно частичное
извлечение. И третий случай, когда Ж2
запирает Ж1 в капилляре и не дает ей выйти из
капилляра. Знание этого критерия (3.9)
позволяет прогнозировать результаты
взаимодействия различных
дефектоскопических жидкостей. Представим, например,
случай, когда остатки моющей жидкости
не дают индикаторной жидкости попасть в
дефект, т.е. дефект не будет выявлен.
Знание критерия также позволяет грамотно
составлять дефектоскопические наборы и
быть уверенным в том, что они выявят
опасный дефект и предотвратят
техническую аварию.
3.12. РАЗМЕРНЫЙ ЭФФЕКТ
ВЯЗКОСТИ
Это явление заключается в
изменении вязкости полярных жидкостей в
микрокапиллярах радиусом менее 10 м.
Вязкость может существенно (до 60 ... 70 %)
увеличиваться с уменьшением радиуса.
Поскольку большинство жидких
дефектоскопических материалов — полярные
жидкости (вода, спирты и др.), такое
изменение вязкости ощутимо сказывается на
скорости и глубине заполнения капиллярной
трещины, и это изменение надо учитывать
при расчетах.
3.13. ЛЮМИНЕСЦЕНЦИЯ
Люминесценция (от лат. lumen -
свет) - свечение некоторых веществ
(люминофоров) под действием
высокоэнергетического (коротковолнового) излучения,
например, под ультрафиолетовым
освещением. При этом невидимое
коротковолновое излучение поглощается
люминофором, который затем переизлучает его в
видимой области.
При капиллярном контроле
люминесценцию используют как один из
способов увеличения контраста для визуального
обнаружения индикаторных пенетрантов
после проявления. Для этого люминофор
либо растворяют в основном веществе
пенетранта, либо само вещество пенетран-
та является люминофором.
20-3316
Глава 4
ЗАКОНЫ МИГРАЦИИ ДЕФЕКТОСКОПИЧЕСКИХ
МАТЕРИАЛОВ В ДЕФЕКТЕ
Необходимым условием
работоспособности капиллярного метода контроля
является доступ дефектоскопических
материалов к полости дефекта детали.
Полости дефектов подразделяются на
сквозные и тупиковые. Они существенно
разнятся в гидродинамике заполнения и
извлечения жидкостей на всех стадиях
капиллярного контроля, поэтому
закономерности их заполнения рассмотрим
отдельно.
4.1. ГИДРОДИНАМИКА
ЗАПОЛНЕНИЯ СКВОЗНОГО
КАПИЛЛЯРА
Как отмечено в п. 3.3, сквозной
капилляр имеет доступ к обоим концам.
Поэтому любой дефектоскопический
материал (пенетрант, моющая и очищающая
жидкости и др.) могут беспрепятственно
заполнять капиллярную трещину под
действием капиллярных сил.
Наиболее важными
технологическими характеристиками кинетики
заполнения дефектов дефектоскопическими
материалами является глубина проникновения
пенетранта в трещину / и время /
заполнения на заданную глубину для открытых
сквозных капилляров. Они связаны друг с
другом следующим соотношением:
где ц - коэффициент вязкости.
Из формулы (4.1) следует, что время
t, необходимое для прохождения пенет-
рантом через сквозную трещину, связано с
толщиной стенки /, в которой возникла
трещина, квадратичной зависимостью: оно
тем меньше, чем меньше вязкость ц и
больше смачиваемость ctcosG. Следует
иметь в виду, что зависимость (4.1)
справедлива для идеального капилляра. При
заполнении пенетрантом реальной
трещины отмеченные закономерности
сохраняются лишь при условии одновременного
касания пенетрантом всего периметра
трещины равномерной ширины, и других
требований. Невыполнение этих условий
вызывает нарушение соотношения (4.1),
однако характер влияния отмеченных
физических свойств пенетранта на время
пропитки / и глубину заполнения
сохраняется.
4.2. ГИДРОДИНАМИКА
ЗАПОЛНЕНИЯ ТУПИКОВОГО
КАПИЛЛЯРА
Тупиковый капилляр имеет открытый
доступ только с одной стороны. Поэтому
заполнение тупикового капилляра
отличается тем, что паровоздушная смесь,
запертая в тупиковом конце, ограничивает
глубину проникновения пенетранта или
другой жидкости. Рассмотрим заполнение
тупикового капилляра на примере
индикаторной жидкости. Когда пенетрант
приходит в контакт с тупиковой капиллярной
несплошностью (трещиной), вначале она
быстро, благодаря силам поверхностного
натяжения, заполняется индикаторной
жидкостью на глубину /j (рис. 3.9). Но
затем этот процесс существенно
замедляется, по мере увеличения противодействия -
давления внутри тупикового конца. Когда
капиллярное давление жидкости
сравняется с давлением защемленной парогазовой
смеси внутри, считают, что процесс
заполнения переходит из капиллярной
стадии в диффузионную, когда сжатый в
полости дефекта воздух постепенно
растворяется в пенетранте и диффундирует
наружу к устью дефекта. Учитывая, что
растворимость воздуха в жидкостях при
нормальных условиях невелика, диффузион-
ГИДРОДИНАМИКА ПРОЯВЛЕНИЯ СОРБЦИОННЫМ ПРОЯВИТЕЛЕМ 611
ная пропитка идет очень медленно и
может длиться несколько часов.
По технологии пенетрант не может
находиться на поверхности
контролируемого изделия несколько часов по
многочисленным причинам. Поэтому
практически всегда в тупиковом капилляре может
остаться защемленный воздух или пар, о
чем не следует забывать. Интересно, что
этот зажатый газ может при проявлении
помогать извлечению пенетранта из
трещины, т.е. играть положительную роль.
В случае, когда заполнение
происходит под действием только капиллярных
сил, такой способ заполнения называют
капиллярным. Время заполнения зависит
от величины раскрытия дефекта, его
глубины, вязкости пенетранта, его
поверхностного натяжения, смачиваемости
материала изделия пенетрантом и колеблется
от нескольких до десятков минут. Для
вязких пенетрантов на основе масел
предварительный подогрев изделия до 50 ...
60 °С приводит к существенному
ускорению заполнения.
Все рассмотренные закономерности
относятся к заполнению тупиковых и
сквозных несплошностей под действием
только капиллярных сил. Для ускорения
этих процессов выше говорилось о
подогреве. Используются также другие способы
интенсификации: вакуумный,
компрессионный, ультразвуковой, деформационный,
электрический, электромагнитный и др.
4.3. ГИДРОДИНАМИКА
ПРОЯВЛЕНИЯ СОРБЦИОННЫМ
ПРОЯВИТЕЛЕМ
Процесс проявления начинается с
нанесения проявителя на контролируемую
поверхность детали. Сухой сорбционный
проявитель представляет собой
мелкодисперсный порошок. В этом случае, как
только индикаторный пенетрант
соприкасается с частицами проявителя, пенетрант
смачивает частицы проявителя и
извлекается из трещины более мелкими порами
проявителя, окрашивая частицы
проявителя (рис. 4.1). Первоначально пенетрант
распространяется в направлении внешней
поверхности слоя проявителя до тех пор,
пока не достигнет ее (на рис. 4.1, а -
вверх). Затем пенетрант будет
распространяться вдоль контролируемой
поверхности (влево-вправо), пока весь пенетрант из
трещины не перейдет в проявитель и не
окрасит его, образуя след дефекта
(трещины) шириной W.
На рис. 4.1, а показано состояние,
когда пенетрант достиг внешней
поверхности при толщине слоя проявителя h,
глубине трещины /, глубине заполнения
пенетрантом трещины /п и ширине трещины
Н. Трещина тупиковая - щель с плоскопа-
раллелльными стенками. На виде сверху
(рис. 4.1, а) окрашенные частицы черные.
Из приведенных выше доводов и
рис. 4.1 следует, что если в трещине мало
индикаторной жидкости или слой
проявителя достаточно толстый, то пенетрант
может вообще не достигнуть внешней
поверхности слоя проявителя и дефект не
будет обнаружен.
На рис. 4.1, в показана окончательная
стадия проявления, когда пенетрант весь
извлечен порошком проявителя из
трещины и окрасил его, образовав след шириной
W, который виден на поверхности на фоне
неокрашенного проявителя.
Научные основы гидродинамики
процессов капиллярного контроля
впервые описаны в монографии П.П.
Прохоренко и Н.П. Мигуна «Введение в теорию
капиллярного контроля». В основу теории
положена модель, где два уравнения,
описывающие гидродинамику миграции
пенетранта в капилляре (уравнения Уош-
бурна и Дарси) и в слое проявителя,
объединены третьим уравнением сохранения
массы. Эта теория позволила связать
физико-химические свойства
дефектоскопических материалов и изделий
(поверхностное натяжение и вязкость пенетранта,
дисперсность и пористость проявителя
и др.) с чувствительностью метода и дала
возможность определить теоретически
20*
612 Глава 4. ЗАКОНЫ МИГРАЦИИ ДЕФЕКТОСКОПИЧЕСКИХ МАТЕРИАЛОВ В ДЕФЕКТЕ
Направление
фронта
миграции
пенетранта
/
J
вши)
:
,.,
1
и
:
н
а)
Направление фронта
миграции пенетранта
W
г—■
^О^Т X'T^Clr'^
/
J
i
щ
Н
h
в)
Рис. 4.1. Извлечение пенетранта проявителем из плоскопараллельной трещины:
а - вид сбоку; б - вид сверху; в - окончательная стадия, пенетрант весь извлечен
из трещины и образовал след шириной W
наиболее важные технологические
параметры процесса, например, порог
чувствительности и другие. К сожалению, эти
зависимости достаточно сложные и здесь не
приводятся.
4.4. ОСОБЕННОСТИ ПРОЯВЛЕНИЯ
СУСПЕНЗИОННЫМИ
ПРОЯВИТЕЛЯМИ
Для суспензионных проявителей,
содержащих порошок, взвешенный в
жидкости, после испарения жидкой фазы
проявителя порошок превращается в
капиллярно-пористую твердую структуру.
После этого процесс проявления
проявителем практически не отличается от
проявления порошковым проявителем,
описанного выше. Но первая стадия проявления
имеет принципиальные отличия.
Особенность суспензионного
проявителя в том, что в первые секунды контакта
пенетранта и суспензионного проявителя
очень важную роль играет взаимодействие
жидкой фазы пенетранта и жидкой фазы
суспензионного проявителя, пока она еще
не испарилась. В этом случае обе
жидкости (пенетрант и жидкая основа
суспензионного проявителя) должны подчиняться
законам, подробно описанным в п. 3.11
(Взаимодействие «жидкость - жидкость»
в капилляре). Согласно приведенным
там правилам, если anpcos0np проявителя
меньше чем oncos9n пенетранта, пенетрант
извлекается полностью из трещины и,
переходя в проявитель, окрашивает его, что
является гарантией образования следа и
последующего обнаружения трещины,
anDcos9np < ancos0n - хорошо.
Если anDcos0nD проявителя больше
или равно ancos6n пенетранта, жидкая
основа проявителя запирает пенетрант в
трещине и не дает ему возможности перейти в
слой проявителя, anDcos9np > oncos9n -
недопустимо.
Это наиболее опасный случай, так
как индикаторная жидкость не имеет
возможности быть обнаруженной,
соответственно не будет обнаружен и дефект.
Естественно, для целей капиллярного
контроля требуется наиболее полное
извлечение пенетранта из дефекта на стадии
проявления, тем самым достигается
максимально возможный размер
индикаторного следа дефекта, повышающий
вероятность его обнаружения. При этом
жидкость-носитель суспензионного
проявителя играет важную роль в процессе
проявления и может оказать существенное
влияние на чувствительность
капиллярного контроля.
Глава 5
СРЕДСТВА КАПИЛЛЯРНОГО КОНТРОЛЯ
(ДЕФЕКТОСКОПИЧЕСКИЕ МАТЕРИАЛЫ)
Материалы, применяемые при
капиллярном неразрушающем контроле и
предназначенные для заполнения дефектов,
нейтрализации или удаления избытка
проникающего вещества с поверхности и
извлечения (проявления) его остатков из
трещины с целью получения первичной
информации о наличии несплошности в
объекте контроля, называют
дефектоскопическими.
Одно из основных требований к
дефектоскопическим материалам - они не
должны быть вредны для человека и
испытуемого материала. Например, следует
иметь в виду, что компоненты хлора могут
оказать вредное воздействие на аустенит-
ную нержавеющую сталь, а компоненты
серы — на высоколегированные никелевые
стали. Кроме того, материалы не должны
быть токсичными, не представлять ни
взрыво-, ни пожароопасности. Они должны
обладать противокоррозионными
свойствами. Дефектоскопические материалы не
должны ухудшать эксплуатационных
характеристик испытуемых деталей.
Для выполнения типового процесса
контроля в наиболее общем его варианте
согласно технологии необходимы
следующие дефектоскопические материалы:
пенетрант (И), очиститель объекта
контроля от пенетранта (М), проявитель пе-
нетранта (П). В скобках даны буквенные
обозначения.
Выделяют следующие подклассы
основных дефектоскопических материалов с
принятыми в России групповыми
обозначениями.
И; - цветные пенетранты, имеющие
характерный цветовой тон при
наблюдении в видимом излучении.
И2 — люминесцентные пенетранты,
излучающие свет под воздействием
длинноволнового ультрафиолетового излучения.
Из - люминесцентно-цветные
пенетранты, имеющие характерный цветовой
тон при наблюдении в видимом излучении
и люминесцирующие под воздействием
длинноволнового ультрафиолетового
излучения.
И4 - химически активные
пенетранты, предназначенные для химического
взаимодействия с соответствующими
проявителями для образования
специфической индикации, меняющего цвет,
способность люминесцировать или образовывать
продукты реакции, дающие информацию
о наличии несплошностей. В настоящее
время этот тип на практике применяется
редко.
И5 - ахроматические пенетранты, под
воздействием видимого излучения
дающие черную или серую индикацию. В
настоящее время практически не
применяются.
Ив — прочие пенетранты.
М| - органические очистители.
М2 - водяные очистители.
М3 - прочие очистители.
Г - гасители пенетранта.
П| — порошковые проявители, сорб-
ционные, представляющие собой сухой,
преимущественно белый
мелкодисперсный сорбент, поглощающий пенетрант.
П2 - суспензионные проявители,
сорбционные, представляющие собой
белый сорбент, диспергированный в летучих
растворителях, воде или быстросохнущих
смесях, поглощающие пенетрант.
Пз — красочные проявители (лаки),
диффузионные, состоящие из
пигментированного или бесцветного
быстросохнущего жидкого раствора, связывающие,
поглощающие пенетрант.
П4 - пленочные проявители,
диффузионные, представляющие собой
бесцветную или белую накладную пленку с про-
614
Глава 5. СРЕДСТВА КАПИЛЛЯРНОГО КОНТРОЛЯ
являющим липким слоем, поглощающим
пенетрант.
П5 - прочие проявители.
5.1. ПЕНЕТРАНТЫ
Пенетрантом называют
капиллярный дефектоскопический материал,
обладающий способностью проникать в
несплошности объекта контроля и
индицировать (обнаруживать) эти несплошности.
Для этого пенетранты содержат
специально подобранные красящие вещества
(цветной метод) или люминесцирующие
добавки (люминесцентный метод), или их
комбинацию. Добавки позволяют лучше
отличить пропитанную этими веществами
область слоя проявителя над трещиной от
основного сплошного без дефектов
материала объекта. Пенетрант должен хорошо
смачивать контролируемую поверхность
объекта и проникать в ее несплошности.
При этом пенетрант должен быть
химически нейтрален по отношению к материалу
объекта контроля и не вызывать коррозии.
Индикаторные пенетранты
подразделяют в зависимости от их физического
состояния, колористических и
технологических признаков. В настоящее время
пенетранты классифицируются следующим
образом.
По способу наблюдения пенетранты
делятся на контрастные (цветные) и
флуоресцентные (люминесцентные).
Индикации контрастных пенетрантов
образуют контраст с поверхностью объекта
или с проявителем, флуоресцентные
испускают свечение в видимом диапазоне
света (в основном, желто-зеленое, но
также и оранжевое) под воздействием
падающего ультрафиолетового излучения.
По способу удаления различают
пенетранты водосмываемые, постэмульги-
руемые и смываемые очистителем/уда-
лителем. Водосмываемые пенетранты
удаляются с поверхности объекта
контроля просто водой, а на постэмульгируемые
пенетранты сначала воздействуют
эмульгатором, и лишь затем смывают
получившийся состав водой. Третий вид
пенетрантов удаляется очистителем/удалителем на
основе органического растворителя.
Постэмульгируемые пенетранты, в
свою очередь, делятся на два вида - с
гидрофильным и липофильным
эмульгатором.
В зависимости от физических
свойств различают пенетранты:
магнитные - суспензии, частицы твердой фазы
которой имеют ферромагнитные свойства,
а жидкий носитель представляет собой
молекулярную или коллоидную
дисперсию люминофора, красителя или другого
индикатора; электропроводящие,
имеющие нормированную электрическую
проводимость, ионизирующие - испускают
ионизирующее излучение; поглощающие -
пенетрант поглощает ионизирующее
излучение; обесцвечивающие - пенетранты,
особенность которых заключается в
том, что люминесценция или цвет его
уничтожается специально подобранным
гасителем; комбинированные пенетранты
сочетают свойства двух или более
пенетрантов.
По физическому состоянию
пенетранты можно разделить на растворы и
суспензии.
Индикаторный раствор - пенетрант
в виде молекулярной или коллоидной
дисперсии люминофора, красителя или
другого индикатора в жидком носителе.
Индикаторные суспензии —
пенетранты в виде суспензии частиц твердой фазы
люминофора, красителя или другого
индикатора в жидком носителе.
Суспензионные пенетранты содержат
частицы размером 10 ... 100 мкм,
диспергированные в жидкости. Применение
таких пенетрантов основано на том, что
жидкость впитывается в дефект под
действием капиллярных сил, а частицы,
размер которых превышает раскрытие
дефекта, скапливаются при этом над устьем
дефекта. За счет увеличения плотности
частиц их скопления можно обнаружить
невооруженным глазом. Следует отметить,
что таким методом можно выявить только
ПЕНЕТРАНТЫ
615
сравнительно глубокие дефекты, которые
способны впитать значительное
количество жидкой фазы суспензионного
пенетранта, поэтому чувствительность такого
метода невысока. В силу специфического
механизма образования индикации
суспензионные пенетранты не требуют
применения проявителя. В зависимости от
того, чем окрашены частицы, различают
цветные, люминесцентные и
комбинированные суспензионные пенетранты.
Свое применение суспензионные
пенетранты нашли в строительстве для
обнаружения трещин в бетоне и камне
(например, пенетрант РВ50).
По рабочему диапазону температур
пенетранты делятся на
низкотемпературные, для нормальных условий и
высокотемпературные.
Низкотемпературные пенетранты
работают, как правило, в диапазоне
температур от -20 °С до +30 °С, обеспечивая
стабильное проникновение в дефекты при
отрицательных температурах. Например,
пенетрант RP20LT работает в диапазоне
температур от -15 °С до +30 °С. Известны
пенетранты и системы на их основе для
работы при температурах от —40 °С,
однако из-за их слишком высокой цены на
российском рынке они не прижились.
Низкотемпературные пенетранты, как правило,
удаляются только очистителями.
Пенетранты для нормальных условий
стабильно работают в диапазоне
температур от +5 ... +10 °С до +75 ... +80 °С.
Например, система на основе пенетранта
RP20 работает в диапазоне температур от
+5 до +80 °С. Эти пенетранты могут быть
любыми по способу удаления.
Высокотемпературные пенетранты
работают в диапазоне температур от
+ 100 °С до +180 ... +250 °С и
предназначены для решения специальных задач по
дефектоскопии объектов в условиях
эксплуатации.
Пенетранты для нормальных условий
и низкотемпературные могут работать с
одними и теми же очистителем и
проявителем, но системы для высоких
температур включают только специальные
компоненты, отвечающие специальным
требованиям пожаробезопасности.
5.1. Классификация пенетрантов по физическому состоянию и
колористическим признакам
Физическое
состояние
индикаторного
пенетранта
Раствор
Суспензия
Колористический признак
индикаторного пенетранта
Ахроматический
Цветной
Люминесцентный
Люминесцентно-цветной
Люминесцентный или
цветной
Характеристика пенетранта
Черный, серый, бесцветный
Имеет характерный цветовой тон при
наблюдении в видимом излучении
Испускает видимое излучение под
воздействием длинноволнового
ультрафиолетового излучения
Имеет характерный цветовой тон при
наблюдении в видимом излучении и люми-
несцирует под воздействием
длинноволнового ультрафиолетового излучения
Скопление люминесцентных или цветных
частиц суспензии в устье дефекта
616
Глава 5. СРЕДСТВА КАПИЛЛЯРНОГО КОНТРОЛЯ
5.2. Классификация пенетрантов по физическим свойствам
Пенетрант
Нейтральный
Магнитный
Электропроводящий
Ионизирующий
Поглощающий
Комбинированный
Характеристика
-
Индикаторная суспензия, частицы твердой фазы которой
имеют ферромагнитные свойства, а жидкий носитель представляет
собой молекулярную или коллоидную дисперсию
люминофора, красителя или другого индикатора
Пенетрант, имеющий нормированную электрическую
проводимость
Пенетрант, испускающий ионизирующее излучение
Пенетрант, поглощающий ионизирующее излучение
Пенетрант, сочетающий свойства двух или более
индикаторных пенетрантов
5.3. Классификация пенетрантов по технологическим признакам
Пенетрант
Органосмываемый
Водосмываемый
последующего
эмульгирования
Обесцвечиваемый
Характеристика
Пенетрант, смываемый с поверхности объекта контроля
органическими растворителями, маслами или смесями
Пенетрант, образующий эмульсию в воде, очищающей
поверхность объекта контроля, после предварительного
взаимодействия с очистителем от пенетранта или поверхностно-
активным веществом
Пенетрант, люминесценция или цвет которого уничтожается
специально подобранным гасителем
5.2. ОЧИСТИТЕЛЬ ОТ ПЕНЕТРАНТА
(ОЧИСТИТЕЛЬ)
Очиститель - дефектоскопический
материал, предназначенный для удаления
избытка индикаторного пенетранта с
поверхности объекта контроля
(самостоятельно или в сочетании с органическим
растворителем или водой) перед
нанесением проявителя. В большинстве случаев
удаление излишков пенетранта
проводится нетканым материалом, безворсовой
тканью (типа мадаполам) или ветошью.
Если же удаление пенетранта протиркой
не дает требуемого результата из-за
шероховатой или пористой поверхности, или
же недопустимо по технологии контроля,
то используются очистители.
В качестве очистителей применяют
растворители, моющие составы и чистые
жидкости. Напомним, что применение
ультразвука при соответствующем режиме
позволяет использовать в качестве
очистителя воду, что сулит очевидные
экологические и другие упомянутые
преимущества перед любыми другими
очистителями. При использовании очистителей
следует помнить, что их неправильное
применение (чрезмерное нанесение или
применение неподходящего очистителя)
способно частично или полностью удалить
пенетрант из полостей дефектов и резко
ухудшить результаты контроля, или
вообще свести их на нет, когда весь
пенетрант будет извлечен из трещины
очистителем.
ПРОЯВИТЕЛЬ ПЕНЕТРАНТА (ПРОЯВИТЕЛЬ)
617
Для цветного метода свидетельством
качественного удаления излишков пенет-
ранта будет слабый розовый фон, не
мешающий выявлению дефектов. Т.е.
основной излишек пенетранта удален, но удален
предельно «нежно», не затрагивая
пенетранта в дефектах и в самых мелких
шероховатостях объекта контроля, которые и
дают слабый розовый фон, являясь
своеобразным показателем качества очистки.
Критерии качества аналогичны и для
люминесцентного пенетранта.
Очистители от пенетранта разделяют
на растворяющие и эмульгирующие.
Наибольшее распространение имеют
растворяющие очистители, которые сообразно
своему названию растворяют излишки
пенетранта и позволяют легко удалить его
с поверхности. Чаще всего применяют
очистители на основе воды, спирта или
водно-спиртовых смесей с добавками
поверхностно-активных веществ, соды.
Возможно применение органических
растворителей, керосина, керосиновых смесей.
При выборе растворяющих
очистителей следует иметь в виду, что, помимо
того, что очиститель должен хорошо
растворять пенетрант и, как отмечалось
ранее, не должен извлекать пенетрант из
дефектов, очиститель не должен вступать
в химическую реакцию с пенетрантом с
образованием твердого осадка или
коррозионных соединений.
Эмульгирующие очистители
позволяют более точно контролировать процесс
удаления излишков пенетранта. Их
действие основано на явлении эмульгирования,
т.е. на образовании устойчивых эмульсий
очистителя с пенетрантом. Главное, чтобы
весь пенетрант, находящийся на
поверхности, был удален, но в то же время
пенетрант, находящийся в дефектах,
полностью остался.
Наиболее эффективно применение
эмульгирующих очистителей для пенет-
рантов, не растворимых в воде. В этом
случае после эмульгирования пенетрант
на поверхности объекта контроля
переходит в эмульсию и легко смывается водой,
в то время как непроэмульгированный
пенетрант в дефектах водой не удаляется.
В этом случае удаление пенетранта
сводится к операциям последовательного
погружения в жидкости и промывке изделия
водой, что позволяет обойтись без
протирки поверхности каким-либо
материалом и значительно облегчает возможность
автоматизации процесса капиллярного
контроля.
5.3. ПРОЯВИТЕЛЬ ПЕНЕТРАНТА
(ПРОЯВИТЕЛЬ)
Проявитель - дефектоскопический
материал, предназначенный для
извлечения индикаторного пенетранта из
капиллярной полости несплошности (трещины)
с целью образования четкого
индикаторного рисунка и создания
контрастирующего с ним фона. Т.е. роль проявителя в
капиллярном контроле заключена с одной
стороны в том, чтобы проявитель создавал
микропористую структуру на поверхности
объекта контроля, в которую извлекается
пенетрант из дефектов за счет
капиллярных сил. С другой стороны, в том, чтобы
по цвету смоченный пенетрантом
проявитель создал контрастный рисунок на
поверхности контролируемого объекта для
уверенного обнаружения индикаций
дефектов. В лучших дефектоскопических
наборах при проявлении ширина следа в
10 ... 20 раз может превосходить ширину
дефекта, а яркостный контраст следа
превышает на 30 ... 50 % яркость фона.
Проявители в зависимости от их
физического состояния подразделяют на
несколько основных групп: порошковые,
суспензионные, типа краски и лака,
пленочные (табл. 5.4).
По принципу действия проявители
делятся на сорбционные и диффузионные.
Сорбционный проявитель извлекает
пенетрант из полости несплошности под
действием в основном сил адсорбции и
абсорбции.
618 Глава 5. СРЕДСТВА КАПИЛЛЯРНОГО КОНТРОЛЯ
5.4. Классификация проявителей
Физическое
состояние
Порошок
Суспензия
Краска (лак)
Пленка
Принцип
действия
Сорбционный
Диффузионный
Характеристика
Сухой, преимущественно белый сорбент,
поглощающий пенетрант
Преимущественно белый сорбент, поглощающий
пенетрант, диспергированный в летучих растворителях,
воде или быстросохнущих смесях
Пигментированный или бесцветный быстросохнущий
раствор связующего или пленкообразователя,
поглощающий пенетрант
Бесцветная или белая накладная лента с проявляющим
слоем, поглощающим пенетрант, отделяемая с
индикаторным следом от контролируемой поверхности
Красочные проявители (лаки). Это
диффузионные проявители, состоящие из
пигментированного или бесцветного
быстросохнущего жидкого раствора
связующего, поглощающего пенетрант.
Достоинство таких проявителей - высокая
чувствительность контроля. Однако красочные
проявители имеют существенный
недостаток — значительную трудоемкость
удаления нанесенного проявляющего
покрытия.
Пленочные проявители. Это
диффузионные проявители, представляющие
собой бесцветную или белую накладную
пленку с проявляющим липким слоем,
поглощающим пенетрант. При наложении
такой пленки на контролируемый объект
происходит контакт пенетранта,
находящегося в дефектах, со слоем порошка в
пленке и впитывание пенетранта в слой
проявителя с образованием индикаций
дефектов. После выявления дефектов
пленка отклеивается и может быть
сохранена в качестве документального
подтверждения результатов контроля.
Недостаток пленочных проявителей
состоит в том, что для их применения
нужна очень хорошо подготовленная
гладкая поверхность с малой кривизной,
чтобы обеспечить плотное прилегание
Диффузионный проявитель -
проявитель, извлекающий пенетрант из полости
несплошности в основном посредством
диффузии.
Порошковые проявители. По
принципу действия они относятся к сорбцион-
ным проявителям, представляющим собой
сухой, преимущественно белый
мелкодисперсный сорбент, поглощающий
пенетрант. Это мелкодисперсный порошок
из таких материалов, как оксид магния,
силикагель, мел, каолин, тальк, белая
сажа.
Суспензионные проявители. Они
также относятся к сорбционным
проявителям, представляющим собой белый
сорбент, диспергированный в летучих
растворителях, воде или быстросохнущих
смесях, поглощающий пенетрант. В этом
случае порошки оксида магния, силикаге-
ля, мела, каолина, талька или белой сажи
диспергированы в таких жидких средах,
как смесь воды с этиловым спиртом, изо-
пропиловый спирт, ацетон. Большим
преимуществом суспензионных проявителей
является возможность нанесения их
методом распыления как на стационарных
установках, так и из аэрозольных
баллончиков, что позволяет достигать наибольшей
равномерности нанесения.
ЭМУЛЬГАТОРЫ
619
пленки по всей поверхности. Очень
важное достоинство - возможность
документировать результаты контроля.
Проявители химически активные,
химически пассивные и магнитные По
характеру взаимодействия проявителя с
пенетрантом проявители разделяют на
химически пассивные, не
взаимодействующие химически с пенетрантом, и на
химически активные, предназначенные
для химического взаимодействия с
пенетрантом с образованием специфического
индикаторного рисунка (следа),
меняющего цвет, способного люминесцировать или
давать продукты реакции, инициирующие
несплошность, а также магнитный
проявитель - сорбционный или
диффузионный с ферромагнитным порошком,
выявляющий несплошности извлечением из
них пенетранта и осаждением магнитного
порошка в магнитном поле несплошности
намагниченного объекта контроля.
Химически пассивные проявители
получили наибольшее распространение.
Роль таких проявителей сводится к
созданию капиллярно-пористого слоя, в
который впитывается пенетрант, извлекаемый
из дефекта, и к созданию контрастного
покрытия на поверхности
контролируемого объекта для более уверенного
обнаружения следов дефектов. В этих процессах
химического взаимодействия между
пенетрантом и проявителем не происходит.
В случае химически активного
проявителя имеет место химическая реакция,
изменяющая цвет или агрегатное
состояние смеси пенетранта с проявителем.
Наиболее характерным примером химически
активных дефектоскопических материалов
может служить комплект веществ, одно из
которых имеет щелочную реакцию, а
другое содержит фенолфталеин. Раствор
щелочи и раствор фенолфталеина по
отдельности не имеет окраски, но при контакте
происходит химическая реакция и смесь
приобретает ярко-малиновый цвет. Такой
метод выявления дефектов применяется на
производствах, где, например, по
трубопроводам перекачивается жидкость,
имеющая щелочную реакцию. В этом
случае на внешнюю поверхность трубы
наносится раствор фенолфталеина (или
порошок фенолфталеина) и по появлению
окрашенных следов судят о наличии
дефектов и течей в трубопроводе.
Имеются способы проведения
капиллярного контроля, которые
предусматривают применение таких
дефектоскопических материалов, которые при
взаимодействии образуют объемные твердые
продукты реакции (типа застывающей пены)
и позволяют обнаруживать дефекты по
наличию таких продуктов реакции.
5.4. ЭМУЛЬГАТОРЫ
Эмульгаторы пенетрантов
подразделяются по способу воздействия на
пенетрант на липофильные и гидрофильные.
Липофильные эмульгаторы
появились в конце 1950-х гг. и имеют
следующий механизм действия: после того как
эмульгатор покроет поверхность объекта,
некоторое количество излишков
пенетранта, стекающего с объекта, удаляются
механическим воздействием. В процессе
эмульгирования происходит диффузия
эмульгатора в оставшийся пенетрант и
получившаяся смесь уже легко удаляется
водой.
Гидрофильные эмульгаторы,
появившиеся в середине 1970-х гг., также
подразумевают удаление излишков пенетранта
механическим и химическим
воздействием, при этом не происходит диффузии.
В своей основе гидрофильные
эмульгаторы - это детергенты (средства очистки),
содержащие растворитель и
поверхностно-активные вещества. Гидрофильный
эмульгатор разделяет пенетрант на малые
объемы и препятствуют их слиянию и
воссоединению с поверхностью объекта
контроля. Механическое воздействие
потока воды удаляет отсоединенный
пенетрант и позволяет свежим порциям
эмульгатора контактировать с поверхностью,
отрывая новые порции пенетранта.
620
Глава 5. СРЕДСТВА КАПИЛЛЯРНОГО КОНТРОЛЯ
5.5. НАБОРЫ
ДЕФЕКТОСКОПИЧЕСКИХ
МАТЕРИАЛОВ
Как уже отмечалось, каждый
дефектоскопический материал (пенетрант,
очиститель, проявитель и др.), чтобы достичь
в итоге необходимой чувствительности
(выявить все опасные дефекты) должен во
время каждой операции контроля
максимально реализовать свои возможности.
Но для различных условий и разных
контролируемых материалов (металлы,
пластмассы, керамика, стекло и т.д.)
достичь наибольшего проявления нужных
свойств практически невозможно.
Надежность и эффективность
капиллярной дефектоскопии определяется
корректным подбором всех компонентов —
очистителя, пенетранта и проявителя -
в соответствии с конкретной задачей,
особенностями объекта и условиями
контроля.
Дефектоскопическим набором
называют взаимозависимое целевое сочетание
дефектоскопических материалов
(пенетрант, очиститель или гаситель,
проявитель).
Совместимость дефектоскопических
материалов в наборах или сочетаниях
обязательна.
Каждый набор имеет свою область
наиболее эффективного применения.
Примеры дефектоскопических наборов
приведены ниже (табл. 5.5). В таблице
указаны не только совместимые
пенетрант, очиститель, проявитель, но и
материал объекта контроля, класс
шероховатости его поверхности, температура, кроме
того, изготовитель, форма, упаковка, ТУ и
стандарты на их изготовление.
Поскольку в каждом наборе
дефектоскопических материалов подобраны
компоненты, не только совместимые
физически и химически, но комбинация которых
оптимизирована для получения
наивысшей чувствительности в данном классе
дефектоскопических задач, применение
материалов из других наборов может
привести к существенному ухудшению
чувствительности, вплоть до полного
отсутствия индикаций.
В особенности это относится к
наборам дефектоскопических материалов
отечественного производства.
Однако линейки дефектоскопических
материалов некоторых зарубежных
производителей допускают определенную
взаимозаменяемость компонентов, хотя и
только в пределах продуктов одного
производителя. Например, пенетрант RP20
допускается использовать с очистителями
С5 или СЮ, а проявлять допускается
проявителями D30 или D30A.
О взаимозаменяемости компонентов
в наборах какого-либо производителя
обычно говорится в так называемой
«карте совместимости» или «схеме выбора
компонентов» {compatibility chart или
component selection diagram
соответственно), где в ряде случаев указываются также
и условия, в которых компоненты в
наборах допускается заменять.
В настоящее время на российском
рынке имеется значительный ассортимент
материалов для капиллярного контроля
отечественного и, в несколько большей
степени, зарубежного производства.
Отечественные наборы даны в
табл. 5.6.
Отечественные наборы для
капиллярной дефектоскопии (краткая
характеристика). С помощью
высокочувствительных наборов (№ 1, 2) можно
обнаружить поверхностные дефекты типа
трещин и пор величиной до 1 мкм. Наборы
средней чувствительности (№ 3, 4)
позволяют обнаружить дефекты с раскрытием
более 1 мкм. Наборы пониженной
чувствительности (№ 5) дают возможность
выявлять грубые дефекты с раскрытием
более 100 мкм.
В качестве очищающих составов
применяются, например, водные и
спиртовые растворы различных ПАВ.
Проявителями могут служить специально
приготовленные окись магния, силикагель,
каолин, тальк, двуокись титана, их водные и
спиртовые суспензии, растворы этилцел-
люлозы в различных растворителях и др.
НАБОРЫ ДЕФЕКТОСКОПИЧЕСКИХ МАТЕРИАЛОВ
621
5.5. Примеры дефектоскопических наборов, используемых на
предприятиях авиационной промышленности
Методы и наборы
дефектоскопических
материалов по
ОСТ1 90243-76
ЛЮМ1-ОВ
(И5М,П6)
ЛЮМ4-В
(И5М,П8)
люмз-с
(И4М,П8)
ЛЮМ2-С
(И4М,П7)
ЛЮМ17-П
(И19М3П14)
ЛЮМ-ЦМ14-В-С
(И13М,П6)
ЦМ15-В
(И2М5П2)
Минимальная
величина
раскрытия
выявляемого
дефекта (типа
трещин), мкм
0,12 ... 0,5
1 ...2
1 ...5
3... 5
10 и более
1 ... 3 (ЛЮМ)
5 ... 7 (ЦМ)
1 ...2
Условный
уровень
чувствительности
по ГОСТ
18442-73
1
II
II
II
III
II
II
Рекомендуется для контроля особо
ответственных изделии с классом
шероховатости поверхности пятым и выше
(ГОСТ 2789-73)
Рекомендуется применять для контроля
ненагруженных деталей после
механической и термической обработки с
классом шероховатости поверхности
пятым и выше (ГОСТ 2789-73)
Рекомендуется применять для контроля
литья, штамповок и поковок
Тоже
То же
Рекомендуется применять для контроля
деталей после термообработки,
рихтовки и т.д.
Рекомендуется применять для контроля
ответственных изделий. Класс
шероховатости пятый и выше (ГОСТ 2789-73)
Набор № 1 (люминесцентный),
нашедший широкое применение, и набор
№ 2 (цветной) - наиболее эффективны и
позволяют обнаруживать поверхностные
дефекты с раскрытием около 0,1 мкм.
Набор № 3 содержит проявитель,
обладающий пониженной токсичностью и
пожароопасностью, и нанесение его
возможно как кистью, так и воздушным
распылением.
Набор № 4 средней чувствительности
имеет низкую токсичность. С помощью
этого набора можно выявлять дефекты с
раскрытием около 2 мкм. Сравнительно
высокая чувствительность набора не
препятствует применению его для деталей с
различной шероховатостью поверхности,
в том числе и для литья. Регулировать
чувствительность можно путем изменения
времени выдержки контролируемой
детали в очистителе. Максимальную
чувствительность можно достичь при
одноминутной выдержке. Увеличение времени до
2-3 мин приводит к незначительному
снижению воспроизводимости выявления
трещин, но значительно снижает выяв-
ляемость пор и мелких раковин,
выходящих на поверхность.
5.6. Отечественные наборы капиллярной дефектоскопии
№ набора
1
2
3
4
5
Дефектоскопический материал
Пенетрант
ЛЖ-6А
"К"
ЛЖ-6А
ЛЖ-1 или
керосиновый
раствор ЛЖ-1 К
ЛЖ-1 или
керосиновый
раствор ЛЖ-1 К
Проявитель
ПР-1
"М"
ПР-4
ПР-4
Окись магния
Очиститель
ОЖ-1
Масло-
керосиновая
смесь
ОЖ-1
ОЖ-1
Вода с ПАВ
Характеристики набора
Материал объекта
контроля
Металлы, пластик,
стекло, керамика
Металлы, стекло,
керамика
Металлы, пластик,
стекло, керамика
Тоже
Тоже
Шероховатость
поверхности, Ra,
мкм
2,5... 5,0
5,0... 10,0
2,5 ... 5,0
Необработанная
поверхность
(12,5... 50,0)
Тоже
Диапазон
температур
объекта
контроля, °С
15 ...35
-40 ...+40
15...35
15 ...35
15 ...35
Класс
чувствительности
I
I
II
II
III
НАБОРЫ ДЕФЕКТОСКОПИЧЕСКИХ МАТЕРИАЛОВ
623
Набор № 5 содержит концентрат пе-
нетранта ЛЖ-1 К, который при 15 ... 20 °С
растворяется в керосине (15 г ЛЖ-1 К в
1 кг керосина) и обеспечивает выявление
дефектов с раскрытием от 6 мкм и более.
Раствор хорошо удаляется с поверхности
деталей, что создает высокую
контрастность светящихся под ультрафиолетовыми
лучами индикаций дефектов и
обеспечивает достаточную надежность контроля.
Он может быть использован на деталях из
алюминиевых и магнитных сплавов с
различной шероховатостью поверхности
(в том числе и литья в землю). В качестве
очистителя в этом наборе применяют
водный раствор (2 ... 4 %) эмульгатора, а
проявление осуществляют окисью магния.
Следует отметить хорошую смываемость
пенетранта с поверхности
контролируемых деталей водным раствором
эмульгатора с последующей промывкой в теплой
проточной воде, четкое выявление
дефектов (трещины, пористость, рыхлота).
Совместимость дефектоскопических
материалов в наборе или сочетаниях
обязательна. Составы набора не должны
ухудшать эксплуатационные качества
материала контролируемого объекта.
Следует, однако, отметить, что
выпуск некоторых составов (табл. 5.6)
прекращен и данные о них носят лишь
справочный характер. Эти данные приведены
здесь с целью помощи в замене указанных
в нормативных документах составов, но
более недоступных на рынке компонентов
на имеющиеся в настоящее время
компоненты зарубежного и отечественного
производства.
Наборы для капиллярной
дефектоскопии зарубежного производства
(краткая характеристика). Наборы
зарубежного производства уже достаточно
долгое время имеют устоявшийся состав -
очиститель, пенетрант, проявитель. Это
относится как к комплексам для
контрастного метода, так и для флуоресцентного.
Кроме разделения по
чувствительности, как уже было описано выше,
различные производители выделяют наборы по
температурным диапазонам - наборы для
обычных условий, наборы для низких
температур и наборы для контроля
поверхностей при повышенных температурах.
Так как очистители и проявители
обычно рассчитаны на более широкий
температурный диапазон, чем пенетранты,
наборы одного и того же производителя
для нормальных условий и для низких
температур могут включать одни и те же
очиститель и проявитель (см. табл. 5.7,
наборы на основе пенетрантов RP20 и
RP20LT).
Все компоненты наборов для
контроля поверхностей при повышенных
температурах должны иметь точки вспышки и
самовозгорания существенно выше, чем
компоненты двух предыдущих видов
наборов, и поэтому такие наборы не
включают компонентов широкого применения,
а только специализированные компоненты
(см. табл. 5.7, набор на основе пенетранта
HTRP20).
В отличие от отечественных,
компоненты зарубежных наборов готовы к
употреблению без необходимости
разведения какого-либо из компонентов. Это
является дополнительной гарантией
стабильности и надежности
дефектоскопических свойств материалов, так как
исключается возможность приготовления
состава нестандартной концентрации.
Для удобства пользователей большая
часть зарубежных наборов выпускается в
аэрозольной упаковке. Наборы для
высоких температур по соображениям
пожаробезопасное™ в аэрозольной упаковке не
выпускаются.
Так как химический состав
аналогичных компонентов пенетрантной системы
от разных производителей имеет
существенные отличия, напомним, что не
допускается в одном процессе использовать
компоненты пенетрантной системы
(например, пенетрант и проявитель) от
разных производителей. Это приведет к
снижению чувствительности процесса, вплоть
до полного отсутствия индикации, по
причине возможного химического
реагирования компонентов, несоответствия
физических свойств проявителя физическим
свойствам пенетранта, и т.д.
5.7. Наиболее распространенные наборы капиллярной дефектоскопии зарубежного производства
Дефектоскопический материал
Пенетрант
RP20
FP42
FP46
RP20LT
HTRP20
РВ50
Checkmor 200
Checkmor 222
Britemor 600
STANDARD-
CHEK № 2
NORD-TEST
U88
Тип пенетранта
Контрастный, во-
досмываемый
Флуоресцентный,
водосмываемый
Флуоресцентный,
постэмульгируе-
мый
Контрастный,
водосмываемый
Контрастный, ор-
ганосмываемый
Флуоресцентный
Контрастный,
водосмываемый
Контрастный, ор-
ганосмываемый
Флуоресцентный,
органосмываемый
Контрастный,
водосмываемый
Контрастный,
водосмываемый
Очиститель
С5илиС10
Сбили СЮ
Сбили СЮ
эмульгатор
Е55
СЮ
НТС25
-
S72
S72
S72
STANDARD-
СНЕК№1
NORD-TEST
U87
Проявитель
ОЗОили
D30A
ОЗОили
D30A
D30, D30A,
D38
D30A
HTD60
-
LD3
LD3
LD5
STAND ARD-
СНЕК№3
NORD-TEST
U89
Материал объекта
контроля
Металлы, пластик,
керамика
Металлы
Металлы
Металлы
Металлы
Бетон, камень
Металлы
Металлы
Металлы
Металлы
Металлы
Рабочий диапазон
температур, °С
+5 ... +70
+5 ... +70
+5 ... +70
-15 ...+30
+80... +260
+10 ...+40
До+100
До+100
До+100
+5 ... +55
+5 ... +55
Уровень
чувствительности
Высокий
Очень высокий
Очень высокий
Высокий
Высокий
Технологический
Средний
Средний
Высокий
Высокий
Средний
НОРМЫ РАСХОДА ДЕФЕКТОСКОПИЧЕСКИХ МАТЕРИАЛОВ
625
Некоторые широко применяемые пе-
нетрантные системы зарубежного
производства приведены в табл. 5.7.
5.6. НОРМЫ РАСХОДА
ДЕФЕКТОСКОПИЧЕСКИХ
МАТЕРИАЛОВ
Дефектоскопические материалы
выбирают в зависимости от требований,
предъявляемых к объекту контроля, его
состояния и условий контроля. Каждая
отрасль промышленности с помощью
Государственных стандартов (ГОСТ),
Отраслевых стандартов ОСТ, ТУ, РД и
других обеспечивает высокое качество
продукции, регламентируя все ответственные
моменты технологии неразрушающего
контроля, в том числе качество и расход
материалов. Примеры расхода
дефектоскопических материалов приведены ниже
из различных нормативных документов.
Далее даны нормы расхода
дефектоскопических материалов при контроле
цветным методом в соответствии с
Отраслевым стандартом Министерства
химического машиностроения СССР
«КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ. Цветной
метод ОСТ 26-5-88».
Дефектоскопические материалы при
поступлении на производство
подвергаются входному контролю, где проверяется
их качество и соответствие
сопроводительной документации (этикетки,
упаковочные листы).
Приведенные выше нормы являются
ориентировочными. При расчете
необходимого количества материалов, например,
для данной партии изделий, необходимо
руководствоваться документацией и
рекомендациями производителя.
Качество дефектоскопических
материалов проверяется с помощью тест-
объектов, как описано в гл. 7; также у
дефектоскопических материалов
контролируются физические характеристики. Такой
контроль проводится, в основном,
производителем при выпуске партии
материалов. Основные характеристики, включая
содержание галогенов и серы,
указываются в выдаваемых производителем
сертификатах и так называемых «листах
безопасности материала» (material safety data
sheet).
Дефектоскопические материалы при
поступлении на производство
подвергаются входному контролю, где проверяется
их качество и соответствие
сопроводительной документации (этикетки,
упаковочные листы).
Приведенные нормы являются
ориентировочными. При расчете
необходимого количества материалов, например, для
данной партии изделий необходимо
руководствоваться документацией и
рекомендациями производителя.
5.8. Расход дефектоскопических материалов на 1 литр пенетранта
Пенетрант
Эмульгатор
«Сухой» проявитель:
для водосмываемого пенетранта
для пенетранта с последующей эмульсификацией
«Мокрый» проявитель:
для водосмываемого пенетранта
для пенетранта с последующей эмульсификацией
7л на 100 м2'
2,8 л" (или 1 л на 100 м2)
40 г
40... 50г
175 г
143 ... 175 г
При кинематической вязкости 7,2 • 10 м/с.
При вязкости в 6 ... 30 раз превышающей вязкость пенетранта.
626
Глава 5. СРЕДСТВА КАПИЛЛЯРНОГО КОНТРОЛЯ
5.9. Примерные нормы расхода (л) отечественных дефектоскопических материалов
на 1 м контролируемой поверхности
Моющие растворы
Этиловый спирт (для обезжиривания)
Пенетрант
Очиститель
Проявитель
2
0,1
0,6
0,45
0,55
5.10. Примерные нормы расхода зарубежных дефектоскопических материалов
на 1 м2 контролируемой поверхности
Способ контроля
Аэрозольный
Ручной
Дефектоскопический
материал
Пенетрант
Проявитель
Очиститель
Пенетрант
Проявитель
Очиститель
Расход на 1 м2
поверхности, мл
500 ... 600
250 ... 350
800... 1000
600... 800
300... 500
1000... 1500
Расход на 1 м
длины сварного
соединения, мл
50 ... 70
20 ... 40
80... 100
60 ... 80
30... 50
100... 150
Примечание: Расход дефектоскопических материалов при использовании пистолета-
краскораспылителя примерно соответствует расходу при аэрозольном способе контроля.
Качество дефектоскопических
материалов проверяется с помощью тест-
объектов, как описано в гл. 7; также у
дефектоскопических материалов
контролируются физические характеристики. Такой
контроль проводится, в основном,
производителем при выпуске партии
материалов. Основные характеристики, включая
содержание галогенов и серы,
указываются в выдаваемых производителем
сертификатах и «листах безопасности
материала» (material safety data sheet, MSDS).
5.7. ПАРАМЕТРЫ КОНТРОЛЯ
КАЧЕСТВА ПЕНЕТРАНТОВ
Плотность вещества вводится как
отношение массы т к объему V, т.е.
р = т I V, определяется пикнометрическим
методом. Плотность определяется при
температуре 20 °С и указывается в г/см3.
Вязкость — это свойство жидкого
вещества к восприятию сдвигающего
напряжения т, вызываемого деформацией
сдвига и зависящего от градиента среза D.
Коэффициент пропорциональности r\=xlD
называется динамической вязкостью и
выражается в Па • с.
Кинематическая вязкость - это
отношение динамической вязкости ц к
плотности р, т.е. v = г| /р. Она
определяется на конечных точках соответствующего
температурного диапазона и выражается в
м2/с.
Применяют капиллярный
вискозиметр по Уббелоде на температурный
диапазон 10... 100 °С, а также вискозиметр с
падающим шариком по Хапплеру на
температурный диапазон -60 ... +150 °С.
ПАРАМЕТРЫ КОНТРОЛЯ КАЧЕСТВА ПЕНЕТРАНТОВ
627
5.11. Параметры качества материалов, подлежащие контролю
Параметры
Вязкость
Температура воспламенения
Характеристика взрывоопасное™
Коррозионное поведение
Светостойкость и стойкость к УФ-лучам
Стойкость при хранении
Время сушки
Санитарно-гигиенические свойства
Выявляемость дефектов
Дефектоскопический материал
Пенетрант
+
+
+
+
+
+
+
+
Очиститель
+
+
+
+
-
+
-
+
Проявитель
+
+
+
+
-
+
+
+
Совместное испытание всего набора
материалов
Примечание: +- параметры обязательные; — параметры необязательные.
Поверхностное натяжение а — это
напряжение на поверхности, стремящееся
уменьшить данную поверхность,
измеряется в Н/м при температуре 20 °С.
Применяют тензиометр с пластиной, дугой или
кольцом.
Смачиваемость - это адгезия
жидкости на поверхности твердого тела, т.е.
образование малого контактного угла
(<90°) между поверхностью жидкости и
поверхностью твердого тела. В случае
полного смачивания этот контактный угол
равен 0°.
Плоская пластина из стекла, стали,
алюминия, латуни площадью 100 х 100 мм
тщательно очищается, например,
щелочным промывочным средством, при
помощи целлюлозной бумаги с использованием
трихлорэтилена, этилалкоголя, ацетона
или окунанием в ацетон, обезжиривается и
сушится. Шероховатость шлифованных
или имеющихся в состоянии поставки
металлических пластин должна составлять
по показателю Ra 3 ... 5 мкм. На середину
горизонтально установленной пластины
наносится 0,04 мл пенетранта и
определяется средний диаметр смачиваемой
площади (в качестве меры смачиваемости) в
зависимости от времени.
Проникающая способность - это
свойство пенетрантов к проникновению в
капиллярные несплошности. Скорость
проникновения пенетрантов может быть
определена приближенно путем сложения
двух мерительных плиток. При помощи
стяжного устройства устанавливается
щель шириной в несколько мкм. На
верхнюю сторону щели напыляется
проявитель, а на нижнюю сторону наносится
капля пенетранта. Измеряется время от
момента нанесения пенетранта до первых
признаков окраски проявителя.
Выявляемость дефектов (визуальная
в отличие от статистической выявляемо-
сти) указывает на то, какой определенный
наименьший поверхностный дефект
(например, ширина трещины) еще
визуализируется данным набором материалов. Она
определяется на естественных или
искусственных дефектах при температуре 20 °С,
причем необходимо применять
установленную заводом-изготовителем
технологию контроля. Для испытаний используют
стандартные образцы или тест-объекты,
описанные в гл. 7.
Образец выполняют из
измерительных плиток так, что последние образуют
калиброванную клинообразную капилляр-
628
Глава 5. СРЕДСТВА КАПИЛЛЯРНОГО КОНТРОЛЯ
ную щель, как описано выше при
испытании проникающей способности пенетранта.
Пластина из азотированной стали,
деформированная шариком.
Изготовляется пластина из азотируемой стали
размерами 50 х 50 х 3 мм, поверхность
которой шлифуется так, чтобы шероховатость
составила Ra = 3 ... 4 мкм. В середине
сверлят проходное отверстие диаметром
5 мм, фаска с обеих сторон 60°. После
этого пластина азотируется (глубина
азотирования 0,2 ... 0,7 мм), очищается от
окалины мелкой шлифовальной бумагой и
кладется на стальное кольцо (внутренний
диаметр 30 мм, высота 25 мм, наружный
диаметр около 60 мм). На
противоположной стороне 20-миллиметровый стальной
шар вдавливается с помощью
испытательной машины в отверстие силой около
2 ... 3 кН, пока треск не укажет на
образование трещин в зоне растяжения.
Трещины измеряют под микроскопом. Путем
повторного надавливания на переднюю
или обратную сторону плитки можно
управлять раскрытием трещин. Ширина
трещины определяется с помощью
растрового сканирующего электронного
микроскопа при необходимом увеличении.
Глубина трещин определяется по
поперечным шлифам.
Методика испытания:
• предварительная очистка и
обезжиривание ацетоном или спиртом с
применением ультразвукового воздействия;
• сушка нагреванием на
электроплите;
• нанесение пенетранта в течение
10 мин;
• промежуточная очистка с
помощью волокон целлюлозы и заданного
очистителя (вытереть насухо);
• нанесение проявителя, который
должен действовать не менее 15 мин;
• визуальный осмотр количества,
длины, конфигурации трещин и фона;
• фотографирование.
Деформируемая азотированная
стальная пластина. Стальная пластина
размерами 70 х 30 х 3 мм, с
шероховатостью не более Ra = 3 ... 4 мкм,
азотируется. Пластина опирается на концах и
медленно нагружается в середине
цилиндрическим стальным телом, пока
азотированный слой не растрескивается и не
образуются трещины необходимой величины.
В дальнейшем проводится исследование,
как описано выше.
Цветовые качества цветных и
люминесцентных пенетрантов
характеризуются светоабсорбционной
способностью, которая зависит от длины волны.
Цветовые качества определяют
спектрофотометром для цветных пенетрантов
в диапазоне волн 500 ... 600 нм и для
люминесцентных пенетрантов - 300 ...
400 нм. Измерения проводят на растворе
пенетранта (2 мл в 1000 мл изопропанола
или другого растворителя). Измеряется
светопоглощение (Е) в зависимости от
длины волны. При этом Е = log J01 J, где
Jo - падающий световой поток; J -
прошедший световой поток. Находят
максимум светопоглощения и соответствующую
длину волны.
Методом мениска цветовую
интенсивность цветного пенетранта и световую
интенсивность люминесцентного
пенетранта характеризуют минимальной, еще
выявляемой, толщиной цветового или
флуоресцентного слоя. На обезжиренную
ровную стеклянную плитку наносится
1 - 2 капли пенетранта, сверху
накладывается выпуклая линза малой кривизны,
линза легко прижимается. Белое пятно,
которое образуется на месте контакта,
рассматривается и измеряется под
просвечивающим микроскопом при нужном
увеличении. Если контуры белого пятна
размыты, то проводится измерение светопро-
пускания от точки к точке с помощью
спектрального микрофотометра. В случае
люминесцентных пенетрантов
осуществляется боковое облучение УФ-светом,
причем интенсивность облучения
нормируется и должна составлять 500 мкВт/см2.
Цветовую интенсивность цветного
пенетранта и световую интенсивность
люминесцентного пенетранта оценивают
визуально путем растворения 2 мл соот-
ПАРАМЕТРЫ КОНТРОЛЯ КАЧЕСТВА ПЕНЕТРАНТОВ
629
ветствующего пенетранта в 1000 мл изо-
пропанола, метиленхлорида или другого
подходящего растворителя. Исследуемые
растворы, а также стандартные растворы
наливаются в пробирки. Растворы
рассматриваются в диффузном белом или в
ультрафиолетовом свете (в случае
люминесцентных пенетрантов). Сравнительно
оценивается яркость, цвет или
интенсивность люминесцентных растворов.
Белизна проявителей определяется
как относительное отражение, которое
представляет собой отношение всего
отраженного светового потока к падающему
световому потоку. Белизна измеряется в
установленном спектральном диапазоне и
служит для характеристики белых
проявителей. Визуальный контроль проявителя
проводят следующим образом. На
металлический лист наносится проявитель
слоем достаточной толщины, после этого
проявитель рассматривается при дневном
свете и сравнивается визуально с
образцами белизны, в качестве которых можно
принять стандартные образцы из
молочного стекла или окиси магния, а также
образцы проявителей.
Коррозия — это исходящее с
поверхности разрушение объектов вследствие
химической или электрохимической
реакции с дефектоскопическим материалом.
При коррозионном испытании
определяется, оказывает ли материал на выбранные
объекты коррозионное воздействие.
Контролю подвергаются все материалы
набора (пенетрант, очиститель, проявитель).
Чаще проводят кратковременное
коррозионное испытание. Листы из меди
(электролитической), латуни, стали,
алюминия или магния площадью не менее
750 мм2 обрабатывают шлифовальной
шкуркой 400. Круглые материалы
обтачивают. Образцы чистят ватой, смоченной
бензином и этанолом или ацетоном.
Соответственно два одинаковых образца,
которые не должны соприкасаться,
подвешивают в стеклянный сосуд с данным
дефектоскопическим материалом и
выдерживают в течение трех часов при температуре
50 °С. После этого образцы следует
обмыть, сушить и при 20-кратном
увеличении визуально сравнить с
необработанными образцами. Образцы не коррелируют,
если на поверхности нет цветовых
изменений. Более точно измеряют состояние
поверхности путем измерения
освещенности при помощи люксметра с селеновым
фотоэлементом, причем обработанный и
необработанный образец освещается при
определенных условиях лампой в
затемненном помещении, например, освещение
под углом 30° и измерение под углом 60°
к нормали при постоянном расстоянии.
Галоиды и сера, которые ускоряют
коррозию, выявляют в случае
необходимости, например, при контроле аустенит-
ных сталей, титановых и никелевых
сплавов по стандартам. Из полученных данных
можно сделать выводы о возможностях
применения дефектоскопических
материалов для особых объектов.
Светостойкость - это устойчивость
пенетрантов к воздействию света дневного
или полученного от искусственных
источников, определяется по изменению
цветовых качеств. Светостойкость определяют
при освещении, например, галоидной
(йодной) кварцевой лампой накаливания
мощностью 1000 Вт. Для этого 5 мл
пенетранта наливают в стеклянную чашку
размерами 100 х 20 мм и в течение 24 ч
поверхность пенетранта подвергается
воздействию освещенности 3000 ± 300 лк.
При этом температура пенетранта не
должна повышаться более чем на 20 °С и
превышать 50 °С. После этого определяют
цветовые качества цветных и
люминесцентных пенетрантов, как описано выше.
Устойчивость к УФ-лучам - это
стабильность люминесцентного
пенетранта по отношению к излучению данного
УФ-облучателя, определяемая по
изменениям цветовых качеств. Характеристика
проверяется следующим образом. Для
этого 5 мл люминесцентного пенетранта
наливают в стеклянную чашку размерами
100 х 20 мм и подвергают УФ-облучению
в течение 24 ч в диапазоне длин волн
360 ± 30 нм при облученности 2000 мкВт/см2.
Температура контролируемого пенетранта
630
Глава 5. СРЕДСТВА КАПИЛЛЯРНОГО КОНТРОЛЯ
не должна повышаться более чем на 20 °С
и превышать 50 °С. После этого
определяют цветовые качества люминесцентного
пенетранта, как описано выше.
Температурная устойчивость и
стабильность при хранении.
Устойчивость капиллярных дефектоскопических
материалов при переменах температуры
означает постоянство цветовых качеств,
вязкости и структуры при многократной
перемене температуры в диапазоне -15 ...
+60 °С или в диапазоне температур,
установленном заводом-изготовителем. При
испытании на температурную
устойчивость 100 мл контролируемого материала
в стеклянном сосуде (250 мл) подвергают
четырехкратному циклу изменения
температуры от -15 ... +60 °С и времени
выдержки соответственно 1 ч. Последняя
температура должна составлять -15 °С.
Определяют цветовые качества пенетран-
тов и вязкость всех материалов набора при
температуре 20 °С. Осадок на дне и
расслоения недопустимы, если на то нет
указаний или температурный диапазон не
ограничен.
Стабильность пенетрантов,
очистителей и проявителей при хранении
проверяется после истечения максимального,
указанного заводом-изготовителем, срока
хранения. Проверяют цветовые свойства,
вязкость и расслоение.
Время сушки. Под временем сушки
понимается продолжительность периода
от момента нанесения материала до
момента, когда при легком соприкосновении
образца со стержнем из ваты не
наблюдается следов дефектоскопического
материала на вате. Для этого обезжиренную
стеклянную плитку размером 26 х 76 мм
окунают приблизительно на 50 мм или на
нее напыляют материал. Затем плитка
подвешивается в вертикальном положении
и сушится на воздухе (неподвижном) при
температуре 20 ±2 °С. Высыхание
проверяют каждые 15 мин на верхней половине
стеклянной плитки.
Водопоглощение, эмулъгируемостъ и
очищающая способность являются
важными характеристиками. Так,
водопоглощение указывает на возможность
применения водосмываемых пенетрантов и
определяется следующим образом. В
химическом стакане тщательно перемешивают
95 % пенетранта и 5 % воды (по объему).
После этого определяют помутнение,
застудневание, образование отложений,
коагуляцию, расслоение воды и пенетранта, а
также вязкость.
Эмульгируемость пенетранта
характеризует его способность к образованию
эмульсии (мелкое распределение одной
жидкости в другой, не перемешиваемой с
первой) с водяным очистителем в
определенном соотношении. Пенетрант и
очиститель перемешивают в указанном
заводом-изготовителем соотношении,
например, от 1 : 5 до 1 : 20, в химическом
стакане. После этого определяют помутнение,
застудневание, образование отложений,
коагуляцию, расслоение обеих
составляющих.
Очищающая способность
характеризует свойство очистителя удалять
пенетрант с поверхности объекта контроля.
Стальные листы размерами 100 х 50 мм из
аустенитной хромоникелевой стали
обрабатывают пескоструйным методом или
шлифуют, чтобы получить шероховатость
в пределах Ra = 5 ... 20 мкм. Эти образцы
необходимо обезжирить, полностью
погрузить в пенетрант и повесить на 5 мин,
чтобы стекали капли. После этого их
погружают согласно рекомендациям завода-
изготовителя в соответствующий
очиститель, производят промывку определенным
количеством очистителя или целлюлозной
бумагой, смоченной 2 ... 3 мл очистителя.
После напыления или нанесения
проявителя сушат теплым воздухом (60 °С) и
изучают их в дневном свете (цветной
пенетрант) или УФ-излучении
(люминесцентный пенетрант). Эффективность этого
испытания повышается применением
образцов с известными трещинами. Эти
трещины должны быть хорошо видны
после проведения испытаний на удаляе-
мость, а фон не должен быть окрашен
(цветным пенетрантом) или
флюоресцировать (люминесцентным пенетрантом).
Глава 6
ОБОРУДОВАНИЕ КАПИЛЛЯРНОГО КОНТРОЛЯ
Аппаратура капиллярного неразру-
шающего контроля — это технические
средства контроля, исключая
дефектоскопические материалы, используемые для
капиллярного неразрушающего контроля.
Оборудование капиллярной
дефектоскопии — это совокупность приборов
капиллярного неразрушающего контроля,
вспомогательных средств и образцов для
испытаний (тест-объектов), которыми с
помощью набора расходных
дефектоскопических материалов осуществляют
технологический процесс контроля. Эти
приборы, вспомогательные средства,
расходные материалы предназначены для
выявления невидимых или слабо видимых
глазом поверхностных дефектов (трещин,
пористости, непроваров, других несплош-
ностей различного происхождения) в
металлических и неметаллических
материалах, полуфабрикатах и изделиях любой
геометрической формы.
Приборы капиллярного
неразрушающего контроля — это устройства, с
помощью которых получают, передают и
преобразуют информацию о
технологических операциях, дефектоскопических
материалах или наличии несплошности для
непосредственного восприятия
оператором или средством, его заменяющим.
В качестве вспомогательных средств
капиллярного неразрушающего контроля
используют ванны, камеры, столы,
контейнеры, кисти, распылители и т.п.,
которые служат для выполнения или
интенсификации одной или нескольких
технологических операций капиллярного
неразрушающего контроля без изменения и
регулирования их параметров.
6.1. ОБЩИЕ ТЕХНИЧЕСКИЕ
ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ
КАПИЛЛЯРНОЙ ДЕФЕКТОСКОПИИ
Оборудование капиллярной
дефектоскопии бывает переносное, передвижное,
стационарное.
Рабочие режимы оборудования
капиллярной дефектоскопии -
продолжительный, кратковременный и повторно-
кратковременный.
В зависимости от функционального
назначения и эксплуатационной
законченности наборы оборудования капиллярной
дефектоскопии могут включать в себя
(полностью или частично) различные
функциональные средства и устройства,
описанные ниже.
Средство {набор средств)
подготовки объектов к капиллярному неразру-
шающему контролю предназначается для
очистки контролируемой поверхности и
полостей несплошностей объекта
контроля перед применением пенетранта.
Устройство нанесения
дефектоскопических материалов служит для
отдельного или взаимозависимого заполнения
полостей несплошностей пенетрантом,
удаления пенетранта, нанесения и
удаления проявителя.
Устройство проявления
несплошностей, как средство контроля,
предназначено для интенсификации процесса
образования индикаторного рисунка под
воздействием тепла, вакуума, вибрации или
упругой деформации объекта контроля.
Устройство выявления несплошностей
предназначено для визуального обнаружения
или косвенной регистрации
индикаторного рисунка в нормированных условиях
освещения или облучения.
Средство контроля
дефектоскопического материала контролирует один
или несколько параметров дефектоскопи-
632
Глава 6. ОБОРУДОВАНИЕ КАПИЛЛЯРНОГО КОНТРОЛЯ
ческого материала на их соответствие
установленным нормам.
Устройство контроля излучения —
прибор для измерения облученности или
освещенности поверхности объекта
контроля соответствующим излучением.
Средство контроля
технологического процесса контролирует режим
технологической операции (операций),
подготовки и обработки объекта контроля
дефектоскопическим материалом. Как правило,
это специальный вид тест-объекта.
Для оценки класса чувствительности
применяют натурный образец объекта
контроля (или его часть) с естественными
дефектами. Допускается применение
образцов для испытаний с искусственными
дефектами (тест-объектов).
Образец для испытаний средств
капиллярного неразрушающего контроля - это
изделие с заранее нормируемыми при
определенных условиях свойствами,
предназначенное для поверки прибора,
вспомогательного средства, технологического процесса
или дефектоскопического материала
капиллярного неразрушающего контроля. В
качестве нормируемых свойств могут быть:
наличие несплошностей определенного
раскрытия, глубины, протяженности, белизна
проявляющего покрытия и т.п.
Подробно о тест-объектах, образцах
и имитаторах дефектов рассказывается в
главе 7.
Совокупность основных технических
средств капиллярного неразрушающего
контроля, вспомогательных средств и
образцов для испытаний, которыми с
помощью набора дефектоскопических
материалов осуществляют технологический
процесс контроля, называют капиллярным
дефектоскопом.
Климатические группы наборов
оборудования капиллярной
дефектоскопии. По устойчивости к воздействию
температуры и влажности окружающего
воздуха наборы оборудования
капиллярной дефектоскопии подразделяют на
группы, указанные в табл. 6.1.
Наборы оборудования капиллярной
дефектоскопии, состоящие из
функциональных устройств контроля качества
дефектоскопических материалов, обработки
объектов дефектоскопическими
материалами и контроля технологических
операций, должны быть устойчивы к
коррозионному, окрашивающему и другим
воздействиям дефектоскопических
материалов, ультрафиолетового, видимого,
теплового и других используемых излучений.
6.1. Климатические группы наборов оборудования капиллярной дефектоскопии
Температура воздуха при эксплуатации, °С
Нижняя
-50
-30
-25
+5
+5
+10
+15
-10
-10
Верхняя
+50
+50
+40
+50
+40
+35
+40
+35
+50
Влажность относительная, верхнее значение, %,
без конденсации влаги
95 ± 3 при +35°С и ниже
95 ± 3 при +25 ± 5°С и ниже
80 при +35°С и ниже
80 при +35°С и ниже
80 при +25 ± 5°С и ниже
95 + 3 при +35°С и ниже
ОСВЕЩЕНИЕ И УЛЬТРАФИОЛЕТОВОЕ ОБЛУЧЕНИЕ
633
6.2. ОСВЕЩЕНИЕ И
УЛЬТРАФИОЛЕТОВОЕ ОБЛУЧЕНИЕ
При цветном и ахроматическом
методах капиллярной дефектоскопии для
визуального способа выявления дефектов
следует применять комбинированное
освещение (к общему освещению добавляют
местное). Применять одно общее
освещение допускается в случаях, когда по
условиям технологии использовать местное
освещение невозможно. На стационарных
рабочих местах применять только местное
освещение не допускается.
В качестве источников света следует
использовать люминесцентные лампы, а
также лампы накаливания; газоразрядные
лампы высокого давления (ДРЛ, металло-
галоидные) применять не допускается.
Для ограничения пульсаций
освещенности целесообразно применять
двухламповые, четырехламповые и более
стандартные светильники, либо предусматривать
включение светильников (ламп) на
различные фазы электросети. Одноламповые
люминесцентные светильники для местного
освещения применяют при наличии
преобразователей на повышенную частоту.
Значение освещенности выбирают в
зависимости от ширины протяженного
индикаторного следа, образующегося при
выявлении минимальных для заданного
класса чувствительности дефектов, и их
контраста на фоне проявителя (или
объекта в случае отсутствия проявителя).
Освещенность, необходимая для
выявления протяженных индикаторных
следов дефектов типа трещин в зависимости
от класса чувствительности, приведена в
табл. 6.1.
При люминесцентном методе
капиллярной дефектоскопии с визуальным
способом обнаружения дефектов следует
использовать ультрафиолетовое излучение с
длиной волны 315 ... 400 нм (в настоящее
время в основном используют 365 нм), а
облученность контролируемой
поверхности измеряют интегрально в
энергетических единицах.
Паспортные данные
ультрафиолетовых осветителей обычно включают эту
последнюю характеристику в мкВт/см ,
как правило, на двух стандартных
расстояниях от УФ-фильтра или линзы
осветительного узла - 300 и 400 мм (иногда
берется 380 мм).
Источники ультрафиолетового
излучения для капиллярного контроля.
Дефектоскопический источник
ультрафиолетового излучения генерирует и
направляет нормированное длинноволновое
ультрафиолетовое излучение и
предназначается для выявления несплошностей с
помощью люминесцентных пенетрантов.
В зависимости от класса
чувствительности и создаваемой облученности
эти облучатели подразделяются на группы
в соответствии с табл. 6.2.
Размер облучаемого контрольного
поля стационарных дефектоскопов при
визуальном контроле равен 100 х 200 и
200 х 350 мм, соответственно расстояние
между объектом и глазом контролера
(оператора) 250 и 500 мм. Отношение
максимальной облученности к
минимальной в пределах размера облучаемого
контрольного поля должно быть не более 2.
По исполнению дефектоскопические
источники ультрафиолетового излучения
делятся на малогабаритные (в том числе
настольные и носимые с автономным
питанием), переносные (в том числе с
автономным питанием) и стационарные.
6.2. Группы источников УФ-излучения
Группа
облучателя
1
2
3
4
Класс
чувствительности
1,11
III
IV
Технологич
еский
Интенсивность
УФ-излучения,
мкВт/см2
3000_10оо
1500 ±500
750 ± 250
500<
634
Глава 6. ОБОРУДОВАНИЕ КАПИЛЛЯРНОГО КОНТРОЛЯ
Малогабаритные источники
представляют собой увеличительное стекло с
ультрафиолетовой, а в ряде случаев -
также и белой подсветкой. Предназначены
для контроля малоразмерных деталей,
труднодоступных мест, а также для
подробного локального контроля.
Переносные источники, как правило,
состоят из блока питания с пускорегули-
рующей аппаратурой, защищенного
соединительного кабеля и осветительного
узла. Блок питания с пускорегулирующей
аппаратурой у некоторых моделей
осветителей монтируется в транспортном кейсе,
куда укладывают кабели и осветительный
блок.
Стационарные источники, как
правило, выполняются несфокусированными, но
с рефлекторной системой,
обеспечивающей хорошую равномерность освещения
контролируемого участка поверхности
объекта. Конструктивное исполнение
стационарных источников, как правило,
позволяет объединять их в линейки для
организации поточных линий контроля или
для контроля длинномерных объектов.
На рис. 6.1 - 6.6 приведены наиболее
часто применяемые источники УФ-излучения.
Рис. 6.1. УФ-осветитель КД-З-ЗЛ
Рис. 6.2. УФ-осветитель ГРИФ-2М
Рис. 6.3. УФ-осветитель LABINO 135 Рис. 6.4. УФ-осветитель LABINO TrAc Pack
ОСВЕЩЕНИЕ И УЛЬТРАФИОЛЕТОВОЕ ОБЛУЧЕНИЕ 635
Рис. 6.6. УФ-осветитель ZERO 400
Технические характеристики
некоторых источников ультрафиолетового
излучения приведены в табл. 6.3.
Рассмотрим подробнее особенности
источников УФ-излучения, перечислен-
Рис. 6.5. УФ-осветитель Super Light C10A ные в табл. 6.2.
6.3. Технические характеристики источников ультрафиолетового излучения
Модель
TLL 204
ГРИФ-2М
КД-З-ЗЛ
США
LABINO
РН135
LABINO HI35
ZERO 400
Тип
Малогабаритный
настольный, нефокусированный
Портативный с сетевым
или автономным питанием
Переносной с сетевым
питанием
Переносной с сетевым
питанием, фокусированный
Переносной с сетевым
питанием,
фокусированный
Переносной с сетевым
питанием, нефокусированный
Стационарный
нефокусированный
Интенсивность излучения,
мкВт/см , на расстоянии
от линзы
1300 на расстоянии 50 мм;
800 на расстоянии 70 мм;
400 на расстоянии 1 50 мм
н/д
3000 на расстоянии 300 мм
10 000 на расстоянии 300 мм;
6000 на расстоянии 400 мм
>50000 на расстоянии 380 мм;
>20 000 на расстоянии 1000 мм
3500 на расстоянии 380 мм
6200 на расстоянии 500 мм
Спектральный
диапазон
излучения, нм
320... 380
315...400
315...400
320... 380
УФ-А,
пик 365 нм
УФ-А,
пик 365 нм
320... 380
::
636
Глава 6. ОБОРУДОВАНИЕ КАПИЛЛЯРНОГО КОНТРОЛЯ
Облучатель ультрафиолетовый
КД-З-ЗЛ (рис. 6.1) предназначен для
облучения потоком ультрафиолетового света
объектов, подвергаемых
люминесцентному капиллярному и
магнитно-люминесцентному неразрушающему контролю в
сложных производственных условиях
(электростанция, стапель, аэродром,
монтажная площадка и т.п.) при отсутствии
непосредственного воздействия
атмосферных осадков. Основными агрегатами
облучателя являются ручной излучатель,
блок питания, а также съемная стойка для
укрепления на ней ручного излучателя при
стационарной работе в нужном
положении. Источником УФ-излучения служит
лампа ультрафиолетовая ртутная
газоразрядная в зеркальной черной колбе, типа
ДРУФ-125 (ТУ 16-545-056-75).
ГРИФ-2М (рис. 6.2.) относится к
классу носимых портативных источников
УФ-освещения и может применяться для
локальной люминесцентной капиллярной
дефектоскопии на небольших участках
крупногабаритных стационарных
объектов, либо для дефектоскопии единичных
малых деталей. ГРИФ-2М удобен при
изучении малых индикаций с близкого
расстояния и может использоваться как
дополнительный при работе с описанными
ниже осветителями LAB1NO и SuperLight
на больших участках.
Осветители LABINO (рис. 6.3, 6.4)
имеют уникальную лампу, наполненную
парами нескольких металлов, за счет чего
достигается очень высокая интенсивность
УФ-излучения на контролируемой
поверхности (см. табл. 6.2.).
Для удобства оператора осветители
LABINO выпускаются двух основных
модификаций - со встроенной и раздельной
электроникой. В первом случае пускоре-
гулирующая аппаратура устанавливается
непосредственно в корпус осветителя, а во
втором - выполняется отдельным блоком.
Достоинством модификации со
встроенной электроникой является компактность
оборудования, а модификации с
раздельной электроникой - малая масса
осветительного узла.
Осветительные узлы LABINO
выпускаются в трех вариантах: с пистолетной
рукоятью, верхней ручкой и монтажными
креплениями. Последняя модификация
предназначена для стационарного
монтажа в дефектоскоп или над линией
контроля. Корпуса осветительных узлов
выполняются из алюминия и ударопрочного
пластика.
Отдельная группа осветителей
LABINO - ТгАс Раек и ТгАс Раек PRO
(рис. 6.4) — имеет аккумуляторное питание
и адаптер для питания от бортовой сети
автомобиля и предназначена для
проведения контроля в полевых условиях, на
высоте, труднодоступных объектах, а также
для работы в мобильных лабораториях.
При этом осветительные узлы LABINO
ТгАс Раек и LABINO ТгАс Раек PRO дают
такую же высокую интенсивность, как и
модификации с сетевым питанием.
Достоинствами осветителей LABINO
являются высокая интенсивность и
равномерность УФ-освещения, высокая
надежность и безопасность и сравнительно
малая масса.
Интересной конструкционной
особенностью фокусированных осветителей
LABINO является применение рефлектора
для фокусировки, в отличие от SuperLight
США, где фокусировка выполняется
самим УФ-фильтром. Поэтому осветители
LABINO дают более высокую
равномерность УФ-освещения.
Осветитель SuperLight C10 (рис. 6.5.)
хорошо подходит для работы в тяжелых
условиях. Пускорегулирующий блок
смонтирован в жестяном контейнере, в
который укладываются осветительный
узел и кабели при транспортировке и
который служит подставкой для
осветительного узла при работе в стационарных
условиях. В комплект входит также штифт
для установки осветительного узла на
контейнер. Кнопка включения,
выведенная на переднюю стенку контейнера, гид-
роизолирована. Корпус осветительного
узла также выполнен из жести. К
достоинствам SuperLight C10A можно отнести
ОСВЕЩЕНИЕ И УЛЬТРАФИОЛЕТОВОЕ ОБЛУЧЕНИЕ
637
прочность и надежность, к недостаткам —
необходимость повышенной
осторожности при работе (осветительный узел
сильно нагревается и прикосновение может
привести к ожогу) и большую массу всего
устройства (около 9 кг).
Осветитель ZERO 400 (рис. 6.6.) -
типичный представитель стационарных
высокоравномерных осветителей для
стационарных дефектоскопов или линий
контроля. Конструкция ZERO 400 позволяет
легко монтировать осветители в линии.
ZERO 400 предназначен для работы в
долговременном непрерывном режиме; он
имеет охлаждающую вентиляцию с
фильтрами пыли.
Отдельную группу УФ-осветителей
составляют портативные настольные или
ручные (hand-held) осветители типа TLL
204 (см. табл. 6.2.). Такие осветители
конструктивно обычно представляют собой
увеличительное стекло (2 или 3 крат) с
установленными по краям лампами УФ и
белого света. Портативные настольные
осветители весьма удобны при осмотре
выявленных контрастным или
люминесцентным капиллярными методами
дефектов на металлорежущем инструменте,
малых деталях и в других подобных случаях.
Однако из-за малой интенсивности
источников УФ-освещения вызванная в пенет-
ранте люминесценция меньше, чем от
обычных осветителей, и поэтому
портативные настольные осветители
предъявляют более высокие требования к
затемнению рабочего места.
Участок визуального УФ-контроля
должен быть оснащен светильниками
отраженного или рассеянного светораспре-
деления, обеспечивающими в помещении
освещенность 10 лк. Прямая подсветка
зоны контроля и глаз оператора от
источников видимого света не допускается. На
контролируемой поверхности допускается
паразитная освещенность от
ультрафиолетового облучателя не более 30 лк.
Для комплексов, использующих
источники УФ-излучения, коэффициент
электрической мощности комплекта
«лампы плюс аппараты пускорегулирующие» в
рабочем режиме при номинальном
напряжении сети и с номинальными лампами
должен быть:
• для многоламповых УФ-облуча-
телей - не менее 0,85;
• для одноламповых УФ-облуча-
телей — не менее 0,8;
• для УФ-облучателей мощностью
300 Вт и менее - не нормируется.
В технически обоснованных случаях
по согласованию с потребителем
допускается изготовление УФ-облучателей с
коэффициентом мощности менее указанных.
Техника безопасности при работе с
источником УФ-излучения. В зоне
эксплуатации рабочих мест и установок с
источником УФ-излучения используют
средства индивидуальной защиты лица,
груди и рук контролера (оператора).
В УФ-облучателях дефектоскопов,
предназначенных для люминесцентного
метода с визуальным способом выявления
дефектов, в качестве источников
УФ-излучения используют специализированные
ртутные лампы в черных колбах и их
аналоги, а также неспециализированные ртутные
лампы с приставными светофильтрами из
ультрафиолетового стекла УФС6 и УФС8.
Применяют и другие источники и
светофильтры, обеспечивающие
излучение волн длиной 300 ... 400 нм с
преобладанием длины волны 365 нм; волн длиной
300 ... 320 нм может быть не более 10 %
от всего потока.
Рабочие места и установки с
источниками УФ-излучения снабжают
встроенными или отдельными устройствами,
защищающими лицо и глаза работающего
от воздействия УФ-излучения. Для
индивидуальной защиты глаз следует
применять защитные очки со светофильтрами из
желтого стекла ЖС4 толщиной не менее
2 мм для контроля объектов в условиях
затемнения или светофильтрами С-4 - С-9
толщиной 3,5 мм для обслуживания и
наладки облучательных устройств с
неспециализированными ртутными лампами со
снятыми светофильтрами и кожухами.
638
Глава 6. ОБОРУДОВАНИЕ КАПИЛЛЯРНОГО КОНТРОЛЯ
6.4. Допустимые дозы облученности
Источник
УФ-излучения
Специализированные
ртутные лампы в
черных колбах
Широкополосные
лампы с фильтрами
Максимально
допустимая доза эритемного
облучения, мэр-ч/м2
160
560
Продолжительность
непрерывной работы
за рабочую смену, ч
8,0
3,0
1,5
8,0
3,5
2,0
Максимально
допустимая эритемная
облученность, мэр/м2
20
50
100
16... 65
150
280
В качестве пленочного защитного
негорючего материала, поглощающего
УФ-излучение, но пропускающего
видимый свет, следует применять
полиамидную пленку типа ПМ марки А толщиной
не менее 30 мкм.
Максимальные значения допустимых
уровней эритемной облученности и дозы
УФ-облучения в зоне работы контролера
(оператора) не должны превышать
значений, указанных в табл. 6.4.
Измерение интенсивности
ультрафиолетового излучения и видимого
света. Ультрафиолетовую облученность, как
и составляющую освещенности в видимом
диапазоне, определяют прямыми
измерениями.
Ранее для обеих составляющих
применялся метод косвенных измерений с
использованием фотоэлектрического
люксметра общего назначения и
люминесцентных экранов, однако из-за
сложности процедуры и вызванных этим
нестабильности и большой погрешности
измерений в настоящее время данный метод не
применяется.
Измерение интенсивности
ультрафиолетового излучения производят интен-
симетрами УФ-излучения, а видимая
освещенность измеряется люксметром.
Перед проведением измерений
источник УФ-излучения должен выйти на
рабочую мощность — источник следует
прогреть в течение времени, указанного
производителем в руководстве по
эксплуатации источника. УФ-пропускающий
фильтр должен находиться на
осветительном узле.
Датчик УФ-интенсиметра
располагают таким образом, чтобы поверхность
его чувствительного элемента находилась,
по возможности, на том же расстоянии от
источника УФ-излучения, что и
поверхность изделия при проведении контроля,
или просто кладут на поверхность объекта
контроля непосредственно под
геометрическим центром излучающей поверхности
источника, и затем считывают показания.
При значении интенсивности
УФ-излучения меньше требуемой для
надежного чтения индикаций дефектов,
сокращают расстояние между источником и
поверхностью объекта контроля до
получения требуемого значения интенсивности
УФ-излучения.
Освещенность видимым светом
замеряют с помощью люксметра по
стандартной процедуре, и при превышении
допустимого уровня видимой освещенности
(для малых дефектов - 10 лк)
обеспечивают дополнительное затемнение участка
контроля.
В табл. 6.5 приведены технические
характеристики известных в России и за
рубежом измерителей интенсивности
УФ-излучения.
ОСВЕЩЕНИЕ И УЛЬТРАФИОЛЕТОВОЕ ОБЛУЧЕНИЕ
639
6.5. Технические характеристики измерителей интенсивности УФ-излучения
Модель
АРГУС-04
LABINO UV-A
J-221
UV-2500 II
Спектральная
чувствительность, нм
315 ...400
315 ...390
300... 400
335 ...395
Пределы измерений,
мкВт/см
1,0...2000
0,1 ...200 000
0...6000
0...2500
0... 10 000
Погрешность
н/д
±3%
н/д
±2,5 %
Измерение белого света выполняется
люксметрами аналогично измерениям
УФ-интенсивности.
В составных частях стационарных
установок, предназначенных для
использования цветного и ахроматического
методов капиллярной дефектоскопии с
визуальным способом выявления дефектов,
следует применять комбинированное
освещение (общее и местное).
Комбинированную освещенность
обработанной проявителем контролируемой
поверхности в зависимости от ее
особенностей выбирают в пределах 750 ... 4000 лк
при применении люминесцентных
источников света или 500 ... 3000 лк при
использовании ламп накаливания. Общая
составляющая освещенности (за вычетом
местной) соответственно должна
составлять от 300 до 750 лк или от 200 до 500 лк.
Помещения для стационарных
установок, содержащих УФ-облучатели с
неспециализированными ртутными
лампами, обеспечивают вентиляцией. В секциях
установки, предназначенных для
обработки объектов дефектоскопическими
материалами, обеспечивается герметизация и
теплоизоляция. В аппаратуре с
повышенной запыленностью сухими проявителями
или загазованностью парами
растворителей, пенетрантов, жидких проявителей и
очистителей предусмотрены встроенные
отсосы, вентиляция, очистка, регенерация
технологических выбросов и стоков.
При проверке стационарных
установок допускается по согласованию с
потребителем проводить испытания каждого
функционального устройства в целом или
каждой самостоятельной сборочной
единицы функционального устройства.
Проверку чувствительности
установок (процессов) проводят визуальной
оценкой выявляемое™ соответствующих
дефектов в объектах контроля либо в
одном из типов образцов для испытаний,
приведенных с соблюдением требований к
У Ф-облучателям.
В литературе не встречается указаний
о значениях предельной
ультрафиолетовой освещенности, которые должны быть
достигнуты светотехнической
аппаратурой в связи с возможностями
органических люминофоров и допустимы с
медицинской точки зрения (например,
офтальмологической). Между тем существующие
требования безопасности не позволяют
увеличивать ультрафиолетовую
облученность, что сдерживает развитие
дефектоскопии и делает актуальной научную
разработку норм УФ-облучения специально
для условий промышленного контроля.
При измерении интенсивности
ультрафиолетового освещения принимают
следующие определения:
ультрафиолетовый поток FV(t) -
мощность ультрафиолетового излучения в Вт.
В документации часто используют тысячи
микроватт;
ультрафиолетовая облученность еуф -
плотность падающего на облучаемую
поверхность ультрафиолетового потока, т.е.
отношение ультрафиолетового потока Fy^
640
Глава 6. ОБОРУДОВАНИЕ КАПИЛЛЯРНОГО КОНТРОЛЯ
к площади облучаемой поверхности S:
ev<b = Fy$, IS вт/м2. В документации часто
указывают мвт/см2;
эффективное излучение - излучение,
оцененное по воздействию его на
избирательный приемник;
эритемное излучение -
ультрафиолетовое излучение с длиной волны больше
280 нм, оцениваемое по его эритемному
действию, т.е. по его способности
вызывать эритему на коже человека.
Ультрафиолетовой эритемой называется
покраснение кожи, связанное с происходящими в
ней фотохимическими процессами.
Эритема возникает не сразу, а через некоторое
время после облучения. Единица
измерения эритемного потока с длиной волны
297 нм при мощности 1 Вт - 1 эр.
Количество облучения, вызывающее на
коже незагорелого человека первую едва
заметную эритему, называется эритемнои-
дозом, равной произведению облученности
на время действия излучения; единица
измерения в мэр • ч/м . Ее
среднестатистическое значение составляет 83 мэр • ч/м2. В
установках ультрафиолетового облучения
доза служит основной нормируемой и
ограничиваемой величиной. Наибольшая
доза не должна быть выше 80 мэр • ч/м2, а
предельно допустимая доза, которая
может быть получена человеком за 8 час,
должна быть не выше 60 мэр-ч/м2 при
облученности не выше 7,5 мэр/м2.
Установлено, что при отсутствии
контроля за интенсивностью УФС она
может падать в два и даже десять раз в
зависимости от длительности работы,
фокусировки и типа лампы, так что потеря
интенсивности УФ-облучения может
свести на нет приращение яркости,
достигнутое при создании новых люминесцентных
индикаторных жидкостей. Отсюда следует,
что эффективная эксплуатация источников
УФ-излучения возможна лишь при условии
контроля интенсивности излучения.
К освещению места контрастного
контроля деталей предъявляются
следующие требования:
хорошая общая освещенность
большого поля и повышенная освещенность
отдельных его участков;
бестеневой эффект;
минимальный нагрев поля;
передача цветового тона
дефектоскопических материалов без искажений.
В составных частях стационарных
дефектоскопов, предназначенных для
использования цветного и ахроматического
капиллярных методов дефектоскопии и с
визуальным способом выявления
дефектов, следует применять комбинированное
освещение (общее и местное).
Освещенность на контролируемой обработанной
проявителем поверхности может
варьироваться от 1250 до 3000 лк при
использовании ламп накаливания.
63. КАПИЛЛЯРНЫЕ ДЕФЕКТОСКОПЫ.
ДЕФЕКТОСКОПИЧЕСКИЕ
УСТАНОВКИ И ЛИНИИ
АВТОМАТИЗИРОВАННОГО
КОНТРОЛЯ
Аппаратура для капиллярной
дефектоскопии может быть подразделена на
портативные дефектоскопические
комплекты, стационарные лабораторные и
цеховые установки, а также крупные
механизированные дефектоскопические
линии массовых производств.
Портативные дефектоскопические
комплекты для контрастной (цветной)
дефектоскопии могут включать только
стандартный набор компонентов в
аэрозольной упаковке - очиститель,
пенетрант, проявитель.
Портативные дефектоскопические
комплекты для люминесцентной
дефектоскопии кроме очистителя, пенетранта и
проявителя в аэрозольных упаковках,
включают еще и сетевой или
аккумуляторный источник УФ-освещения.
Стационарные лабораторные
дефектоскопы обычно имеют в составе мощный
источник УФ-освещения высокой
равномерности или фокусированный, ванны для
КАПИЛЛЯРНЫЕ ДЕФЕКТОСКОПЫ
641
очистителя и пенетранта, подачу горячей
и холодной воды, а также в ряде случаев
шкаф со стенками, покрытыми
адсорбирующим материалом и решетчатым
вращающимся столиком с поддоном внизу —
для применения компонентов в
аэрозольной упаковке или только для нанесения
проявителя. В этом случае источник
УФ-освещения устанавливают на верхней
стенке шкафа, непосредственно над
вращающимся столиком.
Цеховые установки и линии состоят
из блоков, соответствующих по названиям
описанным в главе ниже основным
операциям капиллярного контроля, и
называемых участками.
На рис. 6.7. приведена блок-схема
цеховой установки для контрастной
дефектоскопии с ручной подачей и
перемещением деталей.
Обычно после участка парового
обезжиривания ставят сушку, как и после
участка промывания, с целью удаления
излишков пенетранта, так как перед
контактом с пенетрантом деталь должна быть
полностью свободна от остатков влаги.
Стандартные дефектоскопические
линии с элементами механизации и
автоматизации контроля в условиях массового
производства объединяют все
необходимые дефектоскопические (основные и
вспомогательные) средства в соответствии
с последовательностью технологических
операций. Достоинством линии является
возможность полной или частичной
механизации и автоматизации с помощью
роботов-манипуляторов, использования
телеустановок, ЭВМ, недостатком — дороговизна.
Это перспективный путь развития
капиллярного контроля на предприятиях,
где массовое производство окупает
затраты на применение автоматизации,
механизации и ЭВМ, а применение
дополнительных средств гарантирует высокое качество
деталей и безопасность работы
контролируемого изделия.
Автоматический контроль
применяют для проверки деталей типа лопаток
турбин, крепежа, элементов шарико- и
роликоподшипников. Установки
представляют собой комплекс ванн и камер
для последовательной обработки деталей.
В таких установках широко применяют
средства интенсификации операций
контроля: ультразвук, повышение
температуры, вакуум и т.д.
Рис. 6.7. Схема цеховой установки для цветной дефектоскопии:
/ - паровое обезжиривание; 2 - пропитка; 3 - стекание индикатора; 4 - очистка;
5 - водяная промывка; 6 - сушка; 7 - проявление
21 -3316
642
Глава 6. ОБОРУДОВАНИЕ КАПИЛЛЯРНОГО КОНТРОЛЯ
Автоматизированные установки
капиллярного контроля высокой
производительности имеют в составе те же участки,
что и небольшие цеховые установки,
однако здесь добавляется комплекс
аппаратуры подачи и дозировки
дефектоскопических материалов (в основном, пенетран-
та и проявителя). Следует отметить, что в
больших установках и
автоматизированных линиях в основном используются
порошковые проявители, так как
крупногабаритные детали, в особенности со
сложной геометрией поверхности, оказалось
легче обработать проявителем, посыпая
им или проводя деталь через его
воздушную взвесь.
Также в конце линии появляется
участок телевизионного наблюдения и, в ряде
случаев, - компьютерного анализа
результатов контроля.
В отличие от установок для контроля
небольших партий деталей или изделий,
где используется в основном нанесение
пенетранта напылением или иммерсией, а
проявителя - практически только
напылением, в поточных установках широко
применяют иммерсию или описанный ниже
электростатический способ нанесения
пенетранта, а проявитель используется
порошковый с нанесением обсыпанием либо
суспензионный с нанесением иммерсией.
6.4. УЛЬТРАЗВУКОВЫЕ УСТАНОВКИ
ДЛЯ ИНТЕНСИФИКАЦИИ
ПРОЦЕССОВ КАПИЛЛЯРНОГО
КОНТРОЛЯ
Воздействие ультразвука на жидкость
в капилляре определяется кавитационны-
ми процессами у входа в канал капилляра.
В связи с этим основное требование,
которому должна удовлетворять
ультразвуковая установка для капиллярной
дефектоскопии, состоит в обеспечении развитой
кавитационной области на поверхности
контролируемого изделия при двух
операциях: очистке и заполнении капиллярных
дефектов пенетрантом. Простейшим
типом такой установки является ванна с
одним излучателем, встроенным в ее дно.
Ванна заполняется рабочей жидкостью,
изделия размещаются над излучателем и
экспонируются в ультразвуковом поле в
течение заданного промежутка времени.
При этом наиболее эффективно
обрабатывается поверхность детали, обращенная к
излучателю. Изделие целесообразно
переворачивать, если контролируемые детали
имеют сложный профиль. Для повышения
производительности и качества очистки
целесообразно использовать установки,
где озвучивание детали идет
одновременно с обеих сторон с помощью двух
излучателей, расположенных оппозитно друг к
другу.
Установка с двумя излучателями
выполняется в двух вариантах: с
непрерывной подачей деталей и с циклической,
когда партии деталей периодически
загружаются в ванну, а затем после обработки
извлекаются. В установке с непрерывной
подачей излучающие пластины наклонены
под углом к горизонтальной плоскости.
Детали автоматически или вручную
подаются в зазор между излучателями,
перемещаются по нижнему излучателю
через зону обработки и соскальзывают в
корзину.
Используемые в установках
ультразвуковые преобразователи типа
ПМС-15А-18 снабжены специальными
излучающими мембранами и питаются от
генераторов типа УЗГ-2-10 илиУЗГ-4М.
Ванна снабжена механизмом для
регулировки расстояния между излучателями.
Кроме того, возможность изменения
амплитуды ультразвуковых колебаний в
широком диапазоне (от нуля до 17 мкм)
обеспечивает возможность создания
оптимального режима озвучивания как
для очистки, так и для заполнения
дефектов пенетрантом. Подробное описание - в
кн. П.П. Прохоренко, А.С. Боровиков,
Н.В. Дежкунов «Физические основы и
средства капиллярной дефектоскопии» и
«Ультразвуковой капиллярный эффект».
Глава 7
ТЕСТ-ОБЪЕКТЫ
Прежде чем приступить к работе, де-
фектоскопист должен убедиться, что
дефектоскопические материалы хорошего
качества и удовлетворяют всем
необходимым требованиям. Существуют образцы
для испытаний средств капиллярного не-
разрушающего контроля. Это специально
приготовленные изделия с заранее
нормируемыми при определенных условиях
свойствами, называемые контрольными
образцами. Они предназначены для
проверки прибора, вспомогательных средств,
технологических процессов или
дефектоскопического материала. В качестве
нормируемых свойств могут быть: наличие
несплошностей определенного раскрытия,
глубины, протяженности, белизна
проявляющего покрытия.
Каждый контрольный образец
должен иметь паспорт, в котором указывают
предельные размеры поверхностных
трещин, а также фотографии и эскизы
индикаторных следов в ультрафиолетовой и
видимой областях спектра с указанием набора
дефектоскопических материалов, с
помощью которых проводился контроль. Форма
паспорта на контрольный образец является
рекомендуемой, а содержание паспорта -
обязательным. Паспорт оформляется
службой неразрушающих методов контроля
предприятия.
Для проверки качества пенетрантов и
проявителей образцы с дефектами
подвергают контролю и индикаторный рисунок
выявленных трещин сравнивают с
рисунком, зафиксированным на фотографии или
дефектограмме, снятой заранее с образца
при контроле заведомо кондиционными
материалами. При анализе рисунка
учитывают полноту выявления трещин,
контрастность и яркость их рисунка, а также
состояние фона образца. При хорошем
качестве составов отношение суммарной
длины выявленных трещин к длине трещин,
имеющихся на образце, должно
составлять не менее 95 %. При экспресс-
проверках длину трещин не измеряют, а
визуально сравнивают индикаторные
рисунки.
При проверке дефектоскопических
материалов применяют не менее двух
образцов с трещинами одинакового
характера и примерно равных размеров. Первый
(его называют рабочим образцом)
применяют постоянно, а второй (арбитражный)
используют при неудовлетворительном
выявлении трещин на рабочем образце.
Если при этом на арбитражном образце
трещины также не выявляются, то
дефектоскопические материалы признают
негодными к употреблению.
Удовлетворительное выявление трещин на
арбитражном образце свидетельствует о том, что
рабочий образец загрязнен и подлежит
очистке или замене.
Форму, материал и технологию
изготовления образцов выбирают таким
образом, чтобы обеспечить стабильность
размеров трещин и свойств материала в
течение установленного срока их службы, а
также стойкость образцов против
коррозии при воздействии дефектоскопических
материалов. Образцы должны иметь
чистую поверхность, полости трещин также
должны быть свободными от загрязнений.
Образцы должны подвергаться
периодической проверке, не реже одного
раза в год.
Образцы бывают двух видов:
натурные образцы и имитаторы дефектов.
Первые представляет собой объект контроля с
естественными дефектами известных
размеров. Трещины в контрольных образцах
получают, подвергая (в основном
гальванические покрытия) термической
обработке, шлифованию, различным видам
деформирования. В имитаторах трещину
заменяют зазором.
21*
644
Глава 7. ТЕСТ-ОБЪЕКТЫ
7.1. ИМИТАТОРЫ ДЕФЕКТОВ
Имитаторы дефектов применяются в
настоящее время в основном при создании
новых дефектоскопических материалов
для исследовательских целей, таких как
изучение смачивающей способности пе-
нетранта по отношению к конкретному
конструкционному материалу, проверка
технологической эффективности и
отработка технологических приемов
использования новых материалов и т.д., а также для
количественных оценок (глубина
проникновения и т.п.).
С одной стороны, на имитаторе
дефектов легко повторить эксперимент, так
как многие имитаторы являются
разборными и материалы легко полностью
удалить, с другой стороны, - моделируемые
имитаторами дефекты далеки от реальных,
и поэтому поведение пенетранта можно
проследить лишь с некоторым
приближением. Последний фактор привел к тому,
что на практике в настоящее время
используют в основном тест-объекты с
максимально приближенными к натурным
дефектами, такие, например, как никель-
хромовые компараторы или мониторы
пенетрантных систем типа PSM-5.
Для количественного анализа и
сравнения заполнения индикаторными
жидкостями капиллярных щелей в СССР А.С.
Боровиковым применялся имитатор
капиллярной щели, как показано на рис 7.1. На
нем исследовалось распространение
фронта жидкости вдоль глубины полости.
Изучалась также связь заполняемости
капиллярных полостей с величиной
поперечного размера индикаторной полосы
либо определялась геометрическая
составляющая кг коэффициента
чувствительности капиллярных методов
дефектоскопии в статических условиях при
воздействии вакуума и ультразвука.
Имитатор состоял из закрепленных
под углом друг к другу металлической и
стеклянной пластин. На торце стеклянной
пластины были нанесены деления.
Рис. 7.1. Схема приспособления
для получения клиновидной щели
Изготавливают плоскокольцевые,
цилиндрические и плоские разборные
эталоны.
Натурные образцы используются
преимущественно с трещинами
шлифовочного, термического, усталостного и
хрупкого происхождения. Последние
обычно образуются в хромовом и
железном гальванических покрытиях или
азотированном слое определенной толщины на
пластичной основе, деформируемой для
образования трещин нужного раскрытия.
На рис 7.2 показана конструкция
плоскокольцевого имитатора несплошно-
стей, состоящего из болта с гайкой и двух
втулок, между которыми с целью имитации
полости закладывается тонкая шайба со
срезанным сегментом. Втулки стягиваются
моментом от 40 до 400 Н • м (4 ... 40 кг • м).
На рис 7.3. показаны типовые
индикаторные следы, полученные на таком
имитаторе.
В целях получения при
сравнительных исследованиях одинакового усилия
сжатия втулок нами за критерий принят не
момент затяжки гайки, а вытяжка
стяжного болта, измеряемая микрометром через
шаровые наконечники (рис. 7.3).
ИМИТАТОРЫ ДЕФЕКТОВ
645
В - В
Рис. 7.2. Разборный плоскопараллельный имитатор несплошности Миллера
^//)/////Л^Ы^
2 3
а U'
У///////ЖХХ^
6
4 5
L
Э
Рис. 7.3. Схема и общий вид
плоскокольцевого эталона с
приспособлением для определения величины
упругой вытяжки стяжного болта:
1,2 - втулки, образующие между торцами
капиллярную щель; 3 - стяжной болт;
4,6- шайбы; 5 - гайка;
а - капиллярная щель
Возможно использование плиток Ио-
гансона в качестве элементов для имитации
капиллярных несплошностей (рис. 7.4).
На рис 7.5 показана конструкция
разборного имитатора несплошности из двух
плиток Иогансона размером 20 ... 25 мм.
Рис. 7.4. Общий вид имитатора
несплошностей, собранного из
плиток Иогансона
прошлифованных с одной из сторон
плоскостей (со стороны, обращенной к
наблюдателю) для полного снятия скругленных
кромок. Направление шлифовочных рисок
должно совпадать с направлением разъема.
646
Глава 7. ТЕСТ-ОБЪЕКТЫ
s ■
litiax
2пих
S
-ч
>,
C1.«"W С2т^(У7) C™"W
а)
100
ТГ"
v\
^
5 7 6 5
2Г
Prf
б)
!!';ДЭД
Рис. 7.5. Разборный имитатор несплошностей с плоской капиллярной полостью:
а - схема сравнительного определения предела чувствительности;
б - схема зажима; 1 - струбцина; 2 - болт; 3 - шаровая пята;
4 - башмак зажима; 5,8- прокладки; 6,7 - плитки Иогансона
Подготовка эталона состоит в
тщательной промывке эталонных плиток,
защемлении листка фольги толщиной
0,01 ... 0,005 мм и сжатии их в струбцине
винтом. Особенное внимание следует
обращать на то, чтобы шлифованные
поверхности плиток лежали в одной
плоскости и линия стыка не была слишком
заметной.
В описанном выше виде эталон
используется для имитации сквозных
трещин. Для имитации тупиковых трещин
стыки плиток (кроме лицевого,
прошлифованного) промазываются клеем типа БФ
и просушиваются по соответствующей
технологии склеивания.
На рис 7.6 показана схема
сравнительного определения верхнего предела
чувствительности с помощью описанного
разборного эталона, где С1тах, С2тах, С„тах -
нижние пределы чувствительности
(предельно большие раскрытия дефектов),
соответствующие длинам индикаторных
полос у\, уг, уп и определяемые из
соотношения с I у = с„1 у„.
Нижний предел чувствительности
определяется аналогичным образом.
Чувствительность, установленная с
помощью разборного эталона, является
относительной, что объясняется
«идеальным» строением стенок капиллярной
полости по сравнению с реальным дефектом.
В целях изучения влияния глубины
капиллярной полости на ее индикацию
применяются цилиндрические разборные
имитаторы (рис. 7.6) несплошностей,
создающие замкнутую кольцевую полость,
что исключает специфическое влияние на
индикаторный след эффекта концов
трещины.
Клей БФ-2
Рис. 7.6. Схема и общий вид цилиндрических эталонов с кольцевой щелью:
с = 2 ... 3 мк и Н = 0,5 ... 8 мм
ИМИТАТОРЫ ДЕФЕКТОВ
647
03,7 03,7 03,7 03,8 03,8 03,8 03,8 03,9 ,03,9 03,9
42 20 38 42 42 43 45 I 46 46 48 ! 5
Г- 039,4
46. I .Я. I ,50. В?
440
42
Рис. 7.7. Усталостный образец, применявшийся в качестве эталона чувствительности:
а - форма и размеры образца; б - характер расположения трещин у отверстий в образце
В качестве имитаторов несплошно-
стей естественного происхождения и
размеров используются образцы типа
усталостных.
Так, использовался цилиндрический
образец с весьма незначительной
конусностью и рядом диаметральных сверлений
различного размера и с переменным
шагом (рис. 7.7). На нем путем циклического
нагружения удавалось получить большое
количество усталостных трещин
протяженностью от 11 до 0,2 мм.
Неудобство образца со сверлениями
состоит в затруднительности очистки
полостей отверстий от индикаторных
жидкостей.
Удобнее пользоваться набором
плоских образцов из соответствующего
неферромагнитного сплава(например,
никелевого), подвергшихся знакопеременному
вибронагружению при напряжениях,
несколько превышающих предел усталости.
Ряд таких образцов подвергается нагру-
жению различным числом циклов с тем,
чтобы иметь на каждом образце
различную поврежденность трещинами вплоть
до разрушения.
Количество и относительная
контрастность выявленных трещин на образцах,
имеющих различную степень
поврежденное™, служит мерой чувствительности не
только статистически, но и по размерам
протяженности и раскрытия несплошно-
стей. Для измерения раскрытия и
протяженности несплошностей образцы
полируют и рассматривают как плоские
шлифы под микроскопом.
Использование наборов из плоских
образцов целесообразно не только в
капиллярной дефектоскопии, на таких
образцах могут быть сопоставлены
предельные чувствительности различных методов
дефектоскопии: капиллярных, вихретоко-
вых, ультразвуковых (поверхностные
волны), рентгеновских и др.
В качестве имитаторов
искусственных закалочных трещин фирмой «Маг-
нафлукс» предложено использовать
образец из алюминиевого сплава размером
50 х 75 х 3,2 мм. Образец нагревают газовой
горелкой в центральной части до 510 °С и
затем быстро охлаждают в воде, что ведет
к образованию закалочных трещин.
СИ. Калашниковым предложено
изготавливать имитаторы искусственных
шлифовочных трещин из стали У10 (У 12)
в виде стержней диаметром 25 мм и
длиной до 250 мм. Образцы закаливают до
возможно большей твердости и прошли-
фовывают до диаметра 24 мм. На их по-
648
Глава 7. ТЕСТ-ОБЪЕКТЫ
верхности наносят электролитический
хром толщиной 0,3 ... 0,4 мм, а затем
засаленным твердым шлифовальным кругом
шлифуют без охлаждения (поперечная
подача не менее 0,03 мм на один двойной
ход, продольная - не менее 20 мм на один
оборот образца).
Особый интерес представляет
имитатор трещин, получаемых в слое хрупкого
электролитического железа, нанесенного
на пластичную основу, или в
азотированном слое. Регулируя толщину хрупкого
покрытия и деформацию основы, можно
легко получить сетку трещин заданных
глубины и раскрытия. Ферромагнитные
свойства таких имитаторов позволяют
использовать их также и для оценки
чувствительности порошкового магнитного
метода.
Ширина раскрытия полости может
тарированно меняться в плоском и
плоскокольцевом эталонах. Основное назначение
цилиндрического эталона - изучение
зависимости размеров индикаторных полос
от глубины полости при неизменной
ширине. Плоскокольцевой эталон в основном
предназначен для исследования
капиллярных полостей, совершенно незаметных
невооруженным глазом. Эталон благодаря
своей форме легко заполировывается, а в
случае нужды и перешлифовывается.
Плоский эталон, будучи собран из
плоскопараллельных концевых мер, имеет
«идеальные» рабочие поверхности и при
выбранной конструкции позволяет
полностью ликвидировать зазор в полости
капилляра либо создать клиновидную щель
заданных размеров при одностороннем
расклинивании тонкой фольгой.
7.2. КОМПАРАТОРЫ
Данный класс тест-объектов
предназначен для сравнения абсолютной
чувствительности двух пенетрантных
систем. Типичным представителем данного
класса объектов является пара панелей по
JISZ2343.
7.2.1. ОПИСАНИЕ НАБОРА
ТЕСТ-ПАНЕЛЕЙ ПО JIS Z 2343
Компаратор представляет собой
бронзовую пластину 100 х 70 х 2 мм с
нанесенным никель-хромовым покрытием
заданной толщины, на котором затем
создают параллельные трещины путем
приложения растягивающего усилия в
направлении, перпендикулярном
предполагаемому направлению трещин.
Бронзовая пластина более пластична
по сравнению со слоем покрытия, и
поэтому созданные трещины
ограничиваются поверхностью бронзовой пластины.
Таким образом, глубина трещин
определяется толщиной слоя покрытия.
После создания трещин производится
разрезание пластины симметрично
пополам в направлении, перпендикулярном
направлению трещин, и таким образом
создается комплект из двух тест-панелей,
обладающих очень высоким подобием.
Данное преимущество делает
компаратор эффективным средством сравнения
рабочих характеристик различных средств
капиллярного контроля, слежения за
«износом» пенетранта на линиях контроля.
Выпускаются четыре вида
компараторов с глубиной трещин 50, 30, 20 и
10 мкм; при этом десятимикронные панели
используются для контроля характеристик
высокочувствительных пенетрантов,
пятидесятимикронные - соответственно, для
испытаний пенетрантов низкой
чувствительности (т.н. технологического класса).
Допуск толщины покрытия — 10 %.
Раскрыв трещины в среднем составляет
0,05 от толщины покрытия.
7.2.2. РАБОТА С ТЕСТ-ПАНЕЛЯМИ
ПО JIS Z 2343
Метод использования. Испытуемый
пенетрант наносится на одну пластину, а
референсный (принятый за образец)
пенетрант - на другую, в соответствии со
стандартными методиками использования
каждого из них.
КОМПАРАТОРЫ
649
При наличии в пенетрантной системе
семейства взаимозаменяемых
очистителей, проявителей и эмульгаторов процесс
необходимо повторить для каждого из
них, постоянно сравнивая полученную
картину дефектов с полученной на другой
пластине с помощью референсной
пенетрантной системы.
При работе с никель-хромовыми
компараторами необходимо соблюдать
следующие правила:
• запрещается подвергать их
воздействию температур выше 100 °С в
течение продолжительного периода времени;
• запрещается подвергать
поверхность покрытия (рабочую поверхность
панелей) ударным механическим
воздействиям, в том числе вследствие падения;
• запрещается прикладывать к тест-
панелям механические усилия на изгиб и
растяжение;
• никогда не следует прикасаться
руками к рабочей поверхности панелей,
особенно если на ней присутствует
проявитель. При касании рабочей
поверхности панели удалите жировые отпечатки
очистителем;
• панель следует удерживать только
за края кончиками пальцев;
• панель допускается хранить
только в полностью очищенном состоянии.
Очистка компараторов. По
окончании работы тест-панели необходимо
немедленно очистить от остатков; в
противном случае дефекты засоряются и тест-
объект может быть выведен из строя.
Стандартная процедура очистки тест-
панелей включает следующие шаги:
1. Погружают панели в 2 ... 3 %
раствор моющего средства и затем протирают
мягкой тканью или проводят кистью вдоль
трещин для удаления остатков
дефектоскопических материалов.
2. Споласкивают панели водой.
3. Полностью высушивают панели
феном или в печи при температуре не
выше 70 °С.
4. После охлаждения панелей до
комнатной температуры погружают
панели в заранее подготовленный ацетон на
5 ... 10 мин. На этом этапе очень
эффективна ультразвуковая очистка; если она
невозможна, панели легко встряхивают в
ацетоне.
5. Извлекают панели из ацетона и
затем высушивают при нормальной
температуре или повторяют действия шага 3.
6. Охлаждают панели до комнатной
температуры и подвергают пароструйной
очистке в корзине из нержавеющей стали
(5 ... 10 мин). По окончании этого шага
панели готовы к дальнейшему
использованию.
7. Снова охлаждают панели до
комнатной температуры и (если
использовался люминесцентный пенетрант) панель
помещают под источник
ультрафиолетового излучения, используемый при
стандартной процедуре контроля, и
убеждаются в отсутствии остаточной
флуоресценции, как от поверхности, так и из трещин.
Если использовался контрастный
пенетрант, наносят слой сорбционного
проявителя и убеждаются в отсутствии следов.
Если наблюдаются следы, повторяют
шаги 4 - 6. Проявитель удаляется водой или
штатным очистителем.
При исчезновении на панели части
рисунка с течением времени или
огрублении индикаций вследствие накопления в
трещинах остатков дефектоскопических
материалов, панель подвергают глубокой
или полной очистке.
Полная очистка тест-панелей
компаратора включает следующие шаги:
1. Подготавливают два контейнера
соответствующей емкости. В случае
применения красочных проявителей наполняют
первый контейнер ацетоном, а в случае
применения обычного сорбционного
(сухого или суспензионного) проявителя -
спиртом или штатным очистителем
пенетрантной системы; другой контейнер наполняют
водой с небольшим количеством
эмульгатора или нейтрального моющего средства.
2. Помещают тест-панель с
проявителем на поверхности в первый контейнер
на период около 10 мин.
650
Глава 7. ТЕСТ-ОБЪЕКТЫ
3. Тест-панель извлекают из
контейнера и затем быстро промывают ее
проточной водой, чтобы ацетон, спирт или
штатный очиститель не успели испариться
или разойтись. На этом шаге обычный
проявитель может быть смыт просто
водой под напором.
4. Затем панель помещают в
эмульгатор, подготовленный во втором
контейнере, и оставляют также на период около
10 мин.
5. Панель извлекают из контейнера и
промывают ее проточной водой под
повышенным давлением или под душем. На
этом шаге проявитель с остатками пенет-
ранта в основном удаляется. Однако, если
на панели еще заметны следы
дефектоскопических материалов, осторожно
удаляют их полностью тонкой качественной
кистью с мягким концом под струей воды
или под душем. При этом допускается
движение кисти только в направлении
трещин и никогда - в перпендикулярном
направлении.
6. На следующем шаге панель
осторожно промакивают промокательной
бумагой или мягкой безворсной салфеткой, и
затем полностью высушивают струей
разогретого воздуха (например, из бытового
фена) при температуре не выше 70 СС.
7. После высушивания панель
охлаждают до комнатной температуры. Затем
панель подвергают пароструйному
обезжириванию или погружают в трихлорэтан.
При отсутствии оборудования для
пароструйной очистки, используют
ультразвуковую ванну с трихлорэтаном.
8. Панель извлекают из оборудования
для очистки и, при использовании
методики с трихлорэтаном, дают растворителю
испариться, распределяя его по
поверхности. При пользовании флуоресцентным
пенетрантом, панель помещают под
источник ультрафиолетового излучения,
используемый при стандартной процедуре
контроля, и убеждаются в отсутствии
остаточной флуоресценции, как от
поверхности, так и из трещин. Если
использовался контрастный пенетрант, наносят слой
сорбционного проявителя и убеждаются в
отсутствии следов. В противном случае
повторяют шаг 7. Проявитель удаляется
водой или штатным очистителем. После
шага 8 панель готова к последующему
использованию.
9. По окончании всего процесса
полной очистки панель помещают в штатный
футляр и хранят в сухих условиях.
По окончании работы и по
прохождении процедуры очистки панели
необходимо поместить в штатный футляр.
Тест-панели по JIS Z 2343 показаны
на рис. 7.8.
Тест-объект по ASME, показанный на
рис. 7.9, предназначен для контроля
индикаторной способности пенетранта и
сравнения двух пенетрантов, один из которых
может быть принят за референсный
(принятый за образец), в соответствии с ASME V,
Статья 6, Т-647.2.
Рис. 7.8. Никель-хромовые тест-панели
no JIS Z 2343 (на крышке футляра видна
эталонная фотография)
МОНИТОРЫ ПЕНЕТРАНТНЫХ СИСТЕМ
651
Рис. 7.9. Тест-объект по ASME V
Тест-объект представляет собой
дюралевую пластинку 50 х 80 мм. Посредине
пластинка имеет канавку, сделанную
фрезой. Наличие канавки позволяет оценивать
не только способность
дефектоскопических наборов к обнаружению дефектов, но
и сравнивать разные наборы. Если
экраном по канавке разделить образец на две
части и каждую из них независимо
обрабатывать разными дефектоскопическими
наборами, то после проявления хорошо
видно, какой из наборов лучше.
Существуют также модификации
тест-объекта по ASME V с полностью
разделенными пластинами.
Трещины наносят на обе стороны
пластин: на одну сторону более грубые, на
другую - более тонкие.
Этот тест-объект в течение
длительного времени является самым
распространенным в странах, использующих стандарт
ASTM. Он сравнительно недорогой, около
40 долларов США (хромо-никелевые
образцы стоят 600 ... 900 долларов США).
Обычно образец пригоден к
использованию не более 15-20 раз, после чего
трещины засоряются остатками
дефектоскопических материалов, поэтому их
рекомендуется чистить разными способами
не позже чем через час после контроля.
Например, образец промывают и
выдерживают в течение 1-2 ч в ванне с
обезвоженной легколетучей жидкостью
(бензином или ацетоном), а затем сушат на
воздухе или в сушильном шкафу. После
длительного применения помимо выдержки в
растворителе образцы периодически
промывают в активном растворителе с
применением ультразвука.
Если контрольный образец после
очистки не соответствует паспортным
данным, его следует заменить новым.
7.3. МОНИТОРЫ
ПЕНЕТРАНТНЫХ СИСТЕМ
Мониторы пенетрантных систем,
типичным представителем которых является
тест-объект PSM-5, предназначены для
слежения за качеством и правильностью
выполнения всего процесса капиллярной
дефектоскопии изделий.
Мониторы, как правило,
используются на автоматических линиях контроля и
пропускаются через весь процесс так же,
как и обычные изделия.
7.3.1. ОПИСАНИЕ МОНИТОРА
ПЕНЕТРАНТНОЙ СИСТЕМЫ PSM-5
(рис. 7.10)
PSM-5 - это тест-панель из
нержавеющей стали, толщина 2,3 мм, размер
10x15 см. С одной стороны панели
имеется хромированная полоса с пятью
центрами трещин на равном расстоянии друг от
друга. Центры трещин расположены на
выпуклых областях полосы и
располагаются по мере возрастания. При контроле
они появляются в виде звездообразных
или солнцеобразных индикаций.
Рис. 7.10. Тест-панель PSM-5
с гладким (левая панель) и шероховатым
(правая панель) полями дефектов
652
Глава 7. ТЕСТ-ОБЪЕКТЫ
Самая большая трещина становится
видимой при использовании
низкочувствительного пенетранта. Самую маленькую
довольно трудно увидеть даже при
использовании высокочувствительных
материалов. Самая маленькая трещина
проявляется скорее как одна или две линии, чем
солнцеобразная индикация или «звезда».
Не существует двух идентичных тест-
панелей. Рисунок трещин варьируется от
панели к панели.
Смежная с хромированной полоса —
это область «средней шероховатости»,
покрытая оксидной крошкой.
Серийный номер расположен на
обратной стороне панели.
PSM-5 демонстрирует, что все
элементы системы (как расходные
материалы, так и оборудование) - очистка, пенет-
рант, эмульгатор, промывка, сушка и
проявитель - работают правильно, правильно
выдерживаются все временные интервалы
и т.д. Этот инструмент обращает
внимание контролера на значительные
изменения в рабочих параметрах системы.
Тест-панель PSM-5 не заменяет
периодические поверки компонентов на
чувствительность, флуоресцентных пенетран-
тов — на яркость свечения, загрязнение
водой и другими компонентами, также не
заменяет периодические поверки
манометров и термометров автоматической
системы, раскрыва сопел и т.д.
Постепенное медленное изменение в качестве
работы всей системы контроля не будет
замечено при использовании этой панели.
Данная тест-панель определяет внезапные
изменения. Панель не должна
использоваться как тест-панель для определения
чувствительности.
Она не заменяет Ni-Cr панели.
Тест-панель PSM-5 сигнализирует о
следующих нарушениях в системе
капиллярного контроля:
• состава пенетранта (по степени
загрязнения);
• состава эмульгатора (по степени
загрязнения);
• гидрофильного эмульгатора -
слишком мало или слишком много воды;
• неправильная концентрация
проявителя;
• нарушения режима и времени
контакта поверхности с пенетрантом;
• неправильное время выдержки
эмульгатора;
• неправильное время выдержки
проявителя;
• нарушения давления и
температуры воды при смыве, времени нахождения
под промывкой;
• температура и время выдержки в
сушилке - занижены или завышены.
7.3.2. РАБОТА С ТЕСТ-ПАНЕЛЬЮ PSM-5
Последовательность работы с
монитором пенетрантной системы PSM-5
содержит следующие шаги.
Тест-панель извлекают из упаковки.
Визуальным осмотром убеждаются в
отсутствии остатков следов пенетранта,
проявителя, иных следов и загрязнений.
Пропускают тест-панель через всю
последовательность процедур контроля
как обычное изделие минимум два раза.
По прохождении всех процедур контроля
анализируются как индикации
звездообразных трещин, так и состояние поля
шероховатости, при этом интерпретация
полученных результатов дается следующим
образом:
• основное заключение о
работоспособности и стабильности целой
системы, а также каких-либо ее компонентов по
различию в индикациях панели от теста к
тесту;
• число выявленных
звездообразных трещин свидетельствует о
чувствительности системы контроля.
Соответствие класса системы и ожидаемого числа
индикаций см. в п. 10.2;
• в случае плохого проявления (из-
за нарушения технологии проявления или
нестандартного качества проявителя) у
звездообразных сеток трещин проявятся, в
МОНИТОРЫ ПЕНЕТРАНТНЫХ СИСТЕМ
653
основном, центры; люминесцентный пе-
нетрант будет иметь пониженную яркость,
а контрастный - бледные индикации;
• разводы, пятна на поле
шероховатости свидетельствуют о недостаточном
удалении излишков пенетранта и
повышенной вязкости пенетранта.
При контроле люминесцентными пе-
нетрантами панель удерживают под таким
углом, чтобы ультрафиолетовые лучи не
отражались от хромированной полосы
прямо в глаза оператора, в противном
случае возможен пропуск слабо
флуоресцирующих индикаций.
Минимальное время проявления
панели, в отличие от обычных изделий,
10 мин (для проявления наименьших
индикаций).
Оценка чувствительности системы
капиллярного контроля производится по
звездообразным индикациям следующим
образом.
Наибольшая концентрическая сетка
трещин имеет диаметр 6,4 мм; затем
4,0 мм; 2,4 мм; 1,6 мм; и, наконец,
наименьшая концентрическая сетка трещин
имеет диаметр менее 1 мм.
• Сверхвысокочувствительные
флуоресцентные пенетранты должны
показывать все 5 индикаций, если система
работает правильно.
• Высокочувствительные
флуоресцентные и контрастные пенетранты
показывают 4 дефекта и иногда (но не
обязательно) наименьший 5-ый.
• Среднечувствительные
флуоресцентные и контрастные пенетранты
должны обнаруживать 3 самых больших
дефекта и иногда 4-ый.
Пенетрантные системы средней
чувствительности в некоторых случаях
обнаруживают все 5 дефектов на панели. Это не
указывает на непригодность или нестабильность
системы, а означает, что данная система
более высокого качества, чем заявлено в
документации. Сигналом того, что система
контроля в цечом нарушена, служит то, что
системой обнаруживаются только 3 дефекта
(при слабой индикации третьего) при
полном отсутствии следов 4-го и 5-го.
Для проверки каждой пенетрантной
системы используют разные панели.
Назначение панели PSM-5 состоит в
том, чтобы вовремя сигнализировать о
падении качества системы капиллярного
контроля, понимаемой как совокупность
материалов, оборудования и процедур
контроля. Это не панель для проверки
чувствительности. PSM-5 не заменяет
никель-хромовые панели.
7.3.3. ОБСЛУЖИВАНИЕ И ХРАНЕНИЕ
ТЕСТ-ПАНЕЛИ PSM-5
После проведения контроля панель
немедленно очищают очистителями,
осторожными движениями, с помощью мягкой
чистой безворсной ткани.
После пост-очистки панель
высушивают, так как остатки растворителя или
воды препятствуют проникновению
пенетранта внутрь трещины при
последующем использовании.
Наилучшим способом хранения
панели является погружение ее в
органический очиститель, предпочтительно спирт
(возможен ацетон). Однако, после
извлечения панели для использования,
необходимо предусмотреть достаточное время
для испарения очистителя из капилляров.
При невозможности организации
хранения тест-панели, как описано выше,
тест-панель необходимо после тестов
поместить в очиститель на некоторое время
(0,5 ... 1 час), затем высушить ее и
нанести проявитель, дать проявителю
высохнуть в течение 10 мин, после этого
удалить проявитель очистителем или водой,
высушить тест-панель и хранить
завернутой в мягкую ткань (байка, бархат) в
жесткой таре.
При загрязнении звездообразных
трещин остатками пенетранта в результате
недостаточной очистки после тестов,
панель следует подвергнуть пароструйной
очистке или очистке в ультразвуковой
ванне, заполненной очистителем.
654
Глава 7. ТЕСТ-ОБЪЕКТЫ
При невозможности проведения
такого рода очистки, тест-панель следует
полностью погружать в очиститель на
10 ... 15 мин.
Сушить панель следует промоканием
или сушкой в печи.
Панель следует тщательно
предохранять от механических повреждений
(царапин и т.п.).
7.4. ОТЕЧЕСТВЕННЫЕ
ТЕСТ-ОБЪЕКТЫ
Образец № 1. Образец изготавливают
из листовой стали ЭИ-962, 1Х12Н2ВМФ в
виде пластинки с размерами 30 х 70 х 3 мм.
Допускается применение азотируемой
стали. Полученную заготовку рихтуют и
шлифуют на глубину 0,1 мм с одной
рабочей стороны, а затем азотируют на
глубину 0,3 мм без последующей закалки.
Рабочую сторону шлифуют на глубину 0,02 ...
0,05 мм и обеспечивают шероховатость
поверхности Ra < 0,4 мкм.
Образец помещают на
кольцеобразную опору, которую устанавливают в
тиски и плавно зажимают образец шариком
диаметром 12 мм до появления
характерного хруста азотированного слоя.
Ширину трещин замеряют на
металлографическом микроскопе. Хорошо
подходит для этих целей созданный в НИИ-
ИН МНПО «СПЕКТР» оптический мик-
родефектометр ОГ-2000М или
портативный металлографический компьютерный
измерительный микроскоп МПМ с
программным модулем измерений.
Образец № 2. Образец изготавливают
из листовой стали ЗИ-962, 1Х12Н2ВМФ,
толщиной 4 мм. Заготовку рихтуют и
шлифуют с двух сторон на глубину
0,1 мм, азотируют на глубину 0,3 ... 0,4 мм,
а затем шлифуют с одной стороны
(рабочей) на глубину 0,05 ... 0,1 мм с обильным
количеством охлаждающей жидкости,
обеспечивая шероховатость поверхности
Ra < 1,6 мкм. Широкие концы на всей
длине шлифуют с двух сторон до полного
удаления азотированного слоя.
Образец для испытаний зажимают в
разрывной машине с предельным усилием
98000 Н и плавно нагружают до появления
характерного хруста. Нагрузку выбирают
опытным путем в зависимости от
необходимой ширины трещин. Ширину трещин
замеряют на металлографическом
микроскопе.
Образец № 3. Образец изготавливают
из стали У10 или У12 цилиндрической
формы (длина 250 ... 300 мм, диаметр 25 мм) и
закаляют на твердость HRC 60 ... 63.
Цилиндрическую поверхность
шлифуют и обеспечивают шероховатость
поверхности Ra < 0,8 мкм, а затем
электролитическим способом наносят слой хрома
толщиной 0,25 ... 0,30 мм. Образец
шлифуют на глубину 0,1 мм твердым (Т или
СТ) абразивным кругом, без охлаждения
при поперечной подаче 0,03 ... 0,05 мм на
один двойной ход и при продольной
подаче свыше 1 ... 3 м/мин. Заготовку
разрезают вдоль на две части и замеряют на
металлографическом микроскопе ширину
трещин, образовавшихся при
шлифовании.
Образец № 4. Образец
изготавливают из титанового сплава ВТЗ-1 в виде
диска толщиной 4 мм, диаметром 50 мм
или из сплава ВТ5-1. Плоские
поверхности шлифуют с двух сторон на глубину
0,2 мм и обеспечивают шероховатость
поверхности Ra < 0,8 мкм.
Заготовку нагревают в воздушной
среде и выдерживают в течение 2 ч при
температуре 950 °С (1223 К), затем
охлаждают до комнатной температуры;
помещают на кольцо (внешний диаметр 60 мм,
внутренний - 30 мм) и нагружают
шариком на прессе Бринелля, создающем
нагрузку 15 000 Н. Вновь образец нагревают
в течение 3 ч при температуре 350°С
(623 К). Ширину образовавшихся при на-
гружении трещин замеряют на
металлографическом микроскопе.
Образец № 5. Образец изготавливают
из полосовой инструментальной стали У10
в виде полосы с размерами 70 х 35 х 4 мм.
ОТЕЧЕСТВЕННЫЕ ТЕСТ-ОБЪЕКТЫ
655
Заготовку шлифуют с одной стороны на
глубину 0,2 мм с обильным количеством
охлаждающей жидкости и добиваются
шероховатости поверхности Ra < 0,8 мкм.
На шлифованную поверхность наносят
слой хрома толщиной 0,3 мм
электролитическим способом — образец
выдерживают в течение 1 ч при температуре 250 °С
(523 К). Ширину трещин замеряют на
металлографическом микроскопе.
Пластина из азотированной стали,
деформированная шариком.
Изготавливается пластина из азотируемой стали
размерами 50 х 50 х 3 мм, поверхность
которой шлифуется так, чтобы
шероховатость составила Ra = 3 ... 4 мкм. В
середине сверлят проходное отверстие
диаметром 5 мм, фаска с обеих сторон 60°.
После этого пластина азотируется
(глубина азотирования 0,2 ... 0,7 мм), очищается
от окалины мелкой шлифовальной
бумагой и кладется на стальное кольцо
(внутренний диаметр 30 мм, высота 25 мм,
наружный диаметр около 60 мм). На
противоположной стороне 20-миллиметровый
стальной шар вдавливается с помощью
испытательной машины в отверстие силой
около 2 ... 3 кН, пока треск не укажет на
образование трещин в зоне растяжения.
Трещины измеряют под микроскопом.
Путем повторного надавливания на
переднюю или обратную сторону плитки
можно управлять раскрытием трещин.
Ширина трещины определяется с
помощью растрового сканирующего
электронного микроскопа при необходимом
увеличении. Глубина трещин определяется по
поперечным шлифам.
Методика испытания:
• предварительная очистка и
обезжиривание ацетоном или спиртом с
применением ультразвукового воздействия;
• сушка нагреванием на
электроплите;
• нанесение пенетранта в течение
10 мин;
• промежуточная очистка с
помощью волокон целлюлозы и заданного
очистителя, вытереть насухо;
• нанесение проявителя, который
должен действовать не менее 15 мин;
• визуальный осмотр количества,
длины, конфигурации трещин и фона;
• фотографирование.
Деформируемая азотированная
стальная пластина. Стальная пластина
размерами 70 х 30 х 3 мм, с
шероховатостью не более Ra = 3 ... 4 мкм,
азотируется. Пластина опирается на концах и
медленно нагружается в середине
цилиндрическим стальным телом, пока
азотированный слой не растрескивается и не
образуются трещины необходимой величины.
В дальнейшем проводится исследование,
как описано выше.
Глава 8
ТЕХНОЛОГИЯ КАПИЛЛЯРНОГО КОНТРОЛЯ
8.1. КЛАССИФИКАЦИЯ
КАПИЛЛЯРНЫХ МЕТОДОВ
КОНТРОЛЯ.
ОБОЗНАЧЕНИЯ МЕТОДОВ
Основными разновидностями
капиллярных методов являются: цветной,
люминесцентный, люминесцентно-цветной,
яркостный и фильтрующихся суспензий.
Цветной метод в качестве
индикаторной жидкости использует ярко
окрашенные жидкости, и дефекты выявляются
по индикаторным следам на контрастном
фоне проявителя (обычно ярко-красные
следы на белом фоне). Для цветного
метода используется естественное освещение,
лампы накаливания или комбинированное
освещение. Чувствительность цветного
метода находится на уровне II класса с
выявлением дефекта раскрытием 1 мкм.
Цветной метод является наиболее
распространенным среди капиллярных методов
неразрушающего контроля.
Люминесцентный метод контроля
обладает большей чувствительностью, но
требует применения специального
облучения ультрафиолетовым светом и
затемненного помещения для осмотра изделия.
При люминесцентном методе контроля
дефект заполняется индикаторной
жидкостью, которая представляет собой раствор
либо суспензию люминофора в смеси
органических растворителей, керосина,
масел и поверхностно-активного вещества.
При проявлении извлеченный из дефекта
люминофор дает на темном фоне
контрастный, светящийся под действием
ультрафиолетовых лучей след, что позволяет
выявлять дефекты раскрытием более
0,1 мкм. В связи с повышенной
чувствительностью человеческого глаза в желто-
зеленой области применяются
люминофоры с максимальной световой отдачей
именно в этой области спектра.
Люминесцентно-цветной метод. Это
жидкостный метод капиллярного
неразрушающего контроля, основанный на
регистрации контраста цветного или люми-
несцирующего индикаторного рисунка на
фоне поверхности объекта контроля в
видимом или в длинноволновом
ультрафиолетовом излучении.
Один из наиболее простых методов
капиллярного контроля - яркостный
(ахроматический) метод. Его называют также
керосиновой пробой, так как в качестве
индикаторной жидкости используется керосин.
На проявителе на основе мела или каолина
керосин вызывает потемнение следа по
сравнению с общим фоном непропитанного
керосином порошка каолина или мела.
Метод фильтрующихся суспензий
использует в качестве жидкого
проникающего вещества индикаторные
суспензии, которые образуют индикаторный
рисунок из отфильтрованных частиц
дисперсной фазы. Обладает сравнительно
меньшей чувствительностью.
Различают его цветную,
люминесцентную и люминесцентно-цветную
разновидности.
Кроме перечисленных выше
основных методов контроля применяются
комбинированные капиллярные методы,
которые классифицируются в зависимости
от характера физических полей и
особенностей их взаимодействия с
контролируемым объектом.
Капиллярно-электростатический
метод - основан на обнаружении
индикаторного рисунка, образованного
скоплением электрически заряженных частиц у
поверхностной или сквозной
несплошности неэлектропроводящего объекта,
заполненного ионогенным пенетрантом.
Капиллярно-электроиндуктивный
метод - основан на электроиндуктивном
обнаружении электропроводящего
индикаторного пенетранта в поверхностных и
КЛАССИФИКАЦИЯ КАПИЛЛЯРНЫХ МЕТОДОВ КОНТРОЛЯ
657
сквозных несплошностях
неэлектропроводящего объекта.
Капиллярно-магнитопорошковый
метод — основан на обнаружении
комплексного индикаторного рисунка, образованного
пенетрантом и ферромагнитным порошком,
при контроле намагниченного объекта.
Капиллярно-радиационный метод
поглощения — основан на регистрации
поглощения ионизирующего излучения
соответствующим пенетрантом в поверхностных и
сквозных несплошностях объекта контроля.
Капиллярно-радиационный метод
излучения - основан на регистрации
ионизирующего излучения соответствующим
пенетрантом в поверхностных и сквозных
несплошностях.
Капиллярно-акустический
эмиссионный метод — обнаружение дефектов по
акустической эмиссии затвердевшего в
полостях дефектов пенетранта при
пластическом деформировании изделий.
Капиллярно-электроразрядный
метод — обнаружение дефектов по
характеристикам поверхностного разряда в
переменном или постоянном электрическом
поле при заполнении их пенетрантом со
специальными электрическими свойствами.
Один из новых методов контроля
основан на использовании в качестве
пенетранта растворов, содержащих стабильные
нитроксильные радикалы. Благодаря
парамагнетизму нитроксилов методом их
регистрации может быть спектроскопия
электронного парамагнитного резонанса.
Наличие нитроксила в полостях
несплошности может фиксироваться на основании
анализа ЭПР-спектра, записанного на
установке ЭПР-спектроскопии.
Проводились исследования по
использованию в качестве пенетранта
магнитных жидкостей. При этом дефект
можно обнаружить по изменению
распределения напряженности внешнего
магнитного поля вдоль поверхности образца.
Кроме того, используя дополнительный
магнит, можно увеличить глубину
проникновения индикаторной жидкости в
дефект, а поменяв направление
магнитного поля на противоположное, можно
полностью извлечь индикаторную жидкость
из дефекта, тем самым увеличив ширину
следа и чувствительность метода.
Применение капиллярного метода с
использованием магнитных жидкостей
позволяет решить задачу с контролем не-
смачиваемых материалов.
Основные сокращенные обозначения
применяемых техник в соответствии с
ГОСТ 18353-79 представлены в табл. 8.1.
8.1. Обозначения техник капиллярного метода
Наименование техник
Проникающих растворов
Фильтрующихся
суспензий
Комбинированная
Способ обнаружения индикаторного следа
Яркости ый (ахроматический)
Цветной
Люминесцентный
Люминесцентно-цветной
Люминесцентный
Цветной
Люминесцентно-цветной
Капиллярно-электростатический
Капиллярно-индуктивный
Капиллярно-магнитопорошковый
Капиллярно-радиационный излучения
Капиллярно-радиационный поглощения
Обозначение
Я
Ц
Л
лц
ФЛ
ФЦ
ФЛЦ
кэ
ки
км
КР
КП
658
Глава 8. ТЕХНОЛОГИЯ КАПИЛЛЯРНОГО КОНТРОЛЯ
В силу сложности реализации,
высокой стоимости материалов, а в ряде
случаев и опасности материалов для здоровья
персонала (методы с использованием
ионизирующего излучения), вышеописанные
комбинированные методы не нашли
широкого применения и в основном известны
как экспериментальные.
8.2. ПРОЦЕСС КАПИЛЛЯРНОГО
КОНТРОЛЯ. ОБЩИЕ ЗАМЕЧАНИЯ
Технология проведения
капиллярного неразрушающего контроля является
многооперационной. В ней нет процессов
маловажных - любой плохо,
недобросовестно или неквалифицированно
выполненный процесс может свести на нет все
усилия оператора при осуществлении
предыдущих операций и привести к тому, что
опасный дефект не будет выявлен.
Поэтому, чтобы достичь требуемого класса
чувствительности и выявить все опасные
дефекты необходимо соблюсти, как
минимум, следующие требования:
использовать аттестованные наборы
дефектоскопических материалов,
обладающие требуемой чувствительностью,
для чего используемые
дефектоскопические материалы должны проходить
периодическую проверку на тест-объектах;
соблюдать заданную
технологическую последовательность операций;
атмосферные условия (температура,
влажность, скорость воздуха), требуемые
для правильного использования
дефектоскопических материалов и аппаратуры,
должны соответствовать ТУ;
шероховатость поверхности объектов
контроля должна соответствовать
требованиям набора дефектоскопических
материалов;
загрязнения с поверхности объектов
контроля должны быть удалены, что
обеспечит доступ пенетранта в полости дефектов;
квалификация дефектоскописта
должна соответствовать проводимой им
работе и подтверждаться сертификатом
соответствующего работе уровня.
Технологические режимы операций
контроля (продолжительность,
температуру, давление, интенсивность внешних
физических воздействий) устанавливают в
зависимости от требуемого класса
чувствительности, используемого набора
дефектоскопических материалов, особенностей
объекта контроля и типа искомых
дефектов, условий контроля и применяемой
аппаратуры. Технологические режимы строго
регламентируются ТУ, заводскими
нормалями, ОСТ и ГОСТ, и оператор несет
ответственность за их соблюдение.
Схема общей технологии
капиллярного контроля показана на рис. 8.1.
Отметим основные ее этапы.
Объект
контроля
rf Г
IS
4i
* :
IN
■^ о з
«О
« x S
VD
О
i|
Зачистка
поверхности
»
Очистка
поверхности
Инструмент
Растворители
I
Сушка
Теплый
воздух
Пропитка
т
Пенетрант
Устранение
излишков
пенетранта
Очистители,
гасители
Проявление
Проявители
Наблюдение
индикаций
Осветители
Расшифровка,
регистракция
)=—г
Журнал,
схема изделия
Окончательная
очистка
объекта
Материалы
для очистки
Рис. 8.1. Технологическая схема
капиллярного контроля
ПРОЦЕСС КАПИЛЛЯРНОГО КОНТРОЛЯ. ОБЩИЕ ЗАМЕЧАНИЯ
659
Подготовительные операции имеют
целью вывести на поверхность изделия
устья дефектов, устранить возможность
возникновения фона и ложных индикаций,
очистить полость дефектов. Способ
подготовки зависит от состояния поверхности
и требуемого класса чувствительности.
Для более полной очистки
поверхности ОК и полости дефектов применяют
способы интенсификации очистки:
воздействие парами органических
растворителей, химическое травление (помогает
удалению с поверхности продуктов
коррозии), электролиз, прогрев ОК, воздействие
низкочастотными ультразвуковыми
колебаниями.
После очистки проводят сушку
поверхности ОК. Таким образом удаляют
остатки моющих жидкостей и
растворителей из полостей дефектов. Сушку
интенсифицируют повышением температуры,
обдувом, например, используют струю
теплового воздуха из фена.
Далее следует стадия нанесения пе-
нетранта. Пенетрант наносят погружением
в ванну, намазыванием кистью,
поливанием, разбрызгиванием пульверизатором или
из аэрозольного баллона. Пенетрант
оставляют на поверхности ОК на 10 ... 30 мин.
Существует ряд способов
интенсификации процесса пропитки: вакуумиро-
вание ОК перед пропиткой; воздействие
на ОК повышенным давлением после
нанесения на него пенетранта; воздействие на
ОК во время контакта его с пенетрантом
упругих механических колебаний или
статистического нагружения, увеличивающего
раскрытие дефектов; электрическое
взаимодействие частиц пенетранта, которым
сообщается электрический заряд, с ОК,
которому сообщается заряд другого знака;
воздействие на пенетрант, находящийся
вблизи поверхности ОК, УЗ-колебаниями.
Удаление излишков пенетранта с
поверхности ОК необходимо, чтобы
исключить образование фона (при неполном
удалении пенетранта), возникновение
ложных индикаций (при сохранении
пенетранта на отдельных участках, в
углублениях). При выполнении этой операции
важно сохранить пенетрант в полости
дефектов. Удаление выполняют протиркой
сухими или влажными салфетками,
промыванием очистителем. Международный
стандарт рекомендует сначала применять
протирку, а потом промывку.
После промывки ОК сушат, для
ускорения сушки - обдувают теплым
воздухом. Здесь полезно проверить путем
осмотра, не осталось ли следов пенетранта
на поверхности.
Ранее после или вместо промывки
применяли операцию гашения. Это
устранение люминесценции или цветового
контраста индикаторного пенетранта в
результате химического воздействия
веществ-гасителей. Например, для нориола
гасителем является розерцин. С помощью
гасителей устраняют фон, возникающий,
когда на поверхности изделия имеются
неглубокие неровности, например, от
механообработки. В этом случае
поверхность покрывают 5 %-ным раствором ро-
зерцина в воде с добавкой ацетона.
Гаситель действует на тонкий
поверхностный слой пенетранта, в частности на
пенетрант, оставшийся в неглубоких
неровностях. На пенетрант, находящийся в
полостях дефектов, более глубоких, чем
неровности, гаситель не действует. После
извлечения из дефектов проявителем
пенетрант сохраняет контрастные
Проявление - это процесс
извлечения пенетранта, оставшегося в полости
дефектов, и образования индикаций.
В качестве проявителя используют
порошок, суспензию, краски, лаки, липкую
лепту. Важно нанести проявитель
равномерно, тонким (порядка 0,1 мм)
сплошным слоем. Более толстый слой
проявителя затрудняет его пропитку пенетрантом,
извлеченным из трещин. Малое
количество пенетранта не достигает
противоположной поверхности слоя проявителя.
Сказанное не относится к проявителю в
виде липкой ленты.
Время проявления варьируют от 5 до
25 (в среднем 15) мин в зависимости от
660
Глава 8. ТЕХНОЛОГИЯ КАПИЛЛЯРНОГО КОНТРОЛЯ
свойств проявителя. Жидкие проявители
обязательно должны высохнуть. Процесс
проявления интенсифицируют чаще всего
повышением температуры, реже — вакуу-
мированием, вибрацией (для выявления
усталостных трещин).
Важное требование к
дефектоскопическим материалам — их совместимость.
Выбранный пенетрант должен хорошо
смачивать поверхность материала ОК,
смываться очистителем без вымывания из
дефектов, проявляться рекомендуемым
проявителем. Поэтому
дефектоскопические материалы рекомендуется
употреблять в виде наборов, выпускаемых
промышленностью.
Осмотр объекта контроля - очень
ответственная операция. При цветном и
ахроматическом методах обязательное
требование - хорошее освещение
поверхности объекта контроля. При использовании
люминесцентных ламп «дневного света»
общая освещенность рабочего места
должна быть 750 ... 2500 лк. При
использовании ламп накаливания освещенность,
соответственно, 200 ... 500 и 500 ... 3000 лк.
Часто применяют бестеневую систему
освещения из нескольких ламп. При
использовании люминесцентных ламп
применяют меры для устранения пульсаций.
Рассмотрим теперь основные этапы
процесса капиллярного контроля подробно.
8.3. ОСНОВНЫЕ СТАДИИ
КАПИЛЛЯРНОГО КОНТРОЛЯ
8.3.1. ПОДГОТОВКА ПОВЕРХНОСТИ И
ОЧИСТКА
Подготовка объекта к контролю
может осуществляться следующими
способами очистки поверхности и дефекта:
механическая - очистка поверхности
объекта контроля струей песка, дроби,
косточковой крошки, другими
диспергированными абразивными материалами или
резанием, в том числе обработка
поверхности шлифованием, полированием,
шабровкой;
паровая - очистка в парах
органических растворителей;
растворяющая — очистка
воздействием на объект контроля удаляющих
загрязнения водяных или органических
растворителей, в том числе, посредством
струйной промывки, погружения, протирки;
химическая - очистка водными
растворами химических реагентов,
взаимодействующих с удаляемыми
загрязнениями, не повреждая объект контроля;
электрохимическая - очистка
водными растворами химических реагентов с
одновременным воздействием
электрического тока;
ультразвуковая — очистка
органическими растворителями, водой или
водными растворами химических соединений в
ультразвуковом поле с использованием
режима ультразвукового капиллярного
эффекта;
анодно-улътразвуковая — очистка
водными растворами химических
реагентов с одновременным воздействием
ультразвука и электрического тока;
тепловая - очистка прогревом при
температуре, не вызывающей
недопустимых изменений материала
контролируемого объекта и окисления его поверхности;
сорбционная — очистка смесью
сорбента и быстросохнущего органического
растворителя, наносимой на очищаемую
поверхность, выдерживаемой и удаляемой
после высыхания.
В заключение изделие сушится, если
по техническим условиям влага не
допускается на поверхности детали и дефекта.
Этот процесс можно классифицировать
как очистку от влаги.
Способы очистки, их сочетание и
требуемая очистка контролируемых
поверхностей оговариваются в технической
документации на контроль.
Для достижения высокого класса
чувствительности предпочтительны не
механические, а химические и
электрохимические способы очистки, в том числе с
воздействием на объект контроля
ультразвука или электрического тока.
ОСНОВНЫЕ СТАДИИ КАПИЛЛЯРНОГО КОНТРОЛЯ
661
Гальванические покрытия, лаки,
окисная пленка могут не удаляться, если
они трескаются вместе с основным
материалом и не закрывают вход пенетранту в
устье дефекта. Если покрытия наносят на
детали, в которых уже могут быть
дефекты, то контроль следует предусмотреть до
нанесения покрытия. Практически, при
всех видах очистки очень важна
температура среды, поэтому соблюдение
термического режима — одно из необходимых
условий успешной очистки.
Механическая очистка.
Механические методы очистки являются самыми
простыми и доступными и поэтому
наиболее распространенными. Их используют,
как правило, в тех случаях, когда
механическая обработка не может сильно влиять
на состояние рабочей поверхности или
когда такое влияние допускается по условиям
эксплуатации изделий и по условиям
контроля. Механические методы позволяют
удалять с поверхности продукты коррозии,
окисные пленки, твердые углеродистые
отложения, лаки, краски, силикаты и
другие загрязнения, не удаляемые
растворителями и моющими составами.
При пескоструйной очистке (в
настоящее время повсеместно запрещена,
так как вызывает болезнь силикоза) песок
подается струей сжатого воздуха на
поверхность и в результате механического
взаимодействия с загрязнениями отрывает
их от нее. За счет ударов очищающего
материала обрабатываемая поверхность
деформируется и становится шероховатой.
При этом происходит, кроме того,
упрочнение поверхности, что также ограничивает
область применения пескоструйной
обработки. Разрешается ее гидроструйный
(гидроабразивный) вариант, когда песок
подается струей воды или водного раствора.
Пневматическая очистка
косточковой крошкой, при которой вместо песка
используется крошка. Крошка обладает
меньшей твердостью, чем песок, и,
следовательно, оказывает меньшее
разрушающее действие, однако сохраняет
недостатки пескоструйной очистки.
Очистка щетками сводится к тому,
что деталь обрабатывается
перемещающейся по ее поверхности щеткой
(вручную или автоматически). На щетку может
подаваться моющий раствор.
При очистке во вращающихся
барабанах детали загружаются в специальные
барабаны, заполняемые абразивным
материалом (песок, дробь). Очистка
осуществляется за счет трения абразива о
поверхность металла.
Очистка шлифованием,
полированием, шабровкой и резанием сводится к
тому, что вместе с загрязнениями удаляется
слой поверхности металла.
Механические методы очистки
имеют следующие недостатки:
неконтролируемое воздействие на состояние
поверхности, невозможность очистки
поверхности глухих отверстий, резьб, полостей,
трещин; невозможность очистки полостей
капиллярных дефектов даже на доступных
поверхностях; трудность полного
удаления с поверхности очищающего материала
(песка, косточковой крошки), большие
затраты ручного труда.
Механическая обработка ухудшает
выявляемость очень узких поверхностных
дефектов из-за заволакивания их устья,
выявляемость же крупных, например,
закалочных трещин до и после механической
обработки изменяется очень незначительно
и в большей степени зависит от типа
применяемого индикаторного вещества.
Кроме того, при механической
очистке полости дефектов заполняются
металлической и абразивной пылью,
частицами загрязнений. При обработке
шлифованием изделий из мягких материалов
(твердостью меньше или порядка 40HRC)
полости дефектов могут частично или
полностью перекрываться тонким слоем
пластически деформированного
материала. Такие дефекты не обнаруживаются
капиллярными методами. В связи с этим
после механической очистки детали
целесообразно подвергнуть травлению и
ультразвуковой очистке.
662
Глава 8. ТЕХНОЛОГИЯ КАПИЛЛЯРНОГО КОНТРОЛЯ
Для материалов с невысокой
твердостью (до 40HRC) не рекомендуется
применять дробеструйную и пескоструйную
обработку, зашкуривание, очистку
металлическими щетками, а также зачистку
шабером.
Очистка в моющих составах. Она
заключается в удалении загрязнений с
поверхности под воздействием
специальных веществ, называемых моющими
средствами. Процесс очистки при этом
сопровождается диспергированием и
эмульгированием загрязнений.
Очистке моющими средствами, как
правило, подвергаются все
контролируемые объекты, в том числе прошедшие
механическую, химическую и другие
очистки с целью удаления из дефектов
полировальной пасты, абразивной пыли и других
остатков предыдущих технологий.
В качестве моющих используются
поверхностно-активные вещества: мыла и
синтетические мыла и порошки,
щелочные соли, щелочные растворы и эмульсии.
В основе моющего действия этих
составов лежат такие физико-химические
явления, как смачивание, адсорбция,
диффузия, эмульгирование и
диспергирование. Необходимым условием эффективной
очистки является смачивание загрязнения
моющей средой. При отсутствии
смачивания загрязнения с поверхности не могут
быть удалены. Действительно, пленка
масла при отсутствии внешних
физических воздействий не смачивающей ее
водой не смывается. Однако если в воду
добавить поверхностно-активное вещество,
то молекулы его скапливаются на
поверхности несмачиваемого загрязнения. В
результате происходит резкое усиление
смачиваемости загрязнений и масло
смывается. При этом жидкие загрязнения образуют
эмульсии. Молекулы
поверхностно-активного вещества, адсорбируясь на
поверхности капелек загрязнений, препятствуют
слиянию их и обеспечивают удержание
загрязнений в массе моющего раствора.
Процессы диспергирования
приобретают решающее значение, если
загрязнения представляют собой твердое
вещество. Моющий раствор проникает в зазоры и
трещины между частицами загрязнений.
Молекулы поверхностно-активного
вещества адсорбируются на этих частицах и
создают расклинивающее давление,
которое размельчает загрязнения и отрывает
их от поверхности.
В основе моющего действия
растворов лежит адсорбция поверхностно-
активных молекул на границе раздела фаз.
Для достижения эффективного моющего
действия необходимо, чтобы
адсорбционный слой был достаточно прочным. Мыла
и спирты, например, адсорбируются в
поверхностных слоях. Однако растворы мыл
обладают лучшим моющим действием,
чем спиртов. Обусловлено это тем, что
адсорбционные слои мыл более
устойчивы, чем спиртов.
Моющая способность различных
составов определяется не только их физико-
химическими свойствами, но и в
значительной степени внешними условиями:
температурой, длительностью обработки
изделий, свойствами загрязнения и
материала изделий, наличием внешних
физических воздействий на жидкость.
Моющая способность жидкостей
существенно возрастает с повышением
температуры. Для каждой жидкости
существует температура, ниже которой она
полностью теряет свои моющие качества.
Определенный вклад в температурную
зависимость вносит изменение состояния
загрязнений при увеличении температуры.
Так, маслянистые загрязнения и
углеводородные осадки разжижаются при
повышении температуры, что облегчает их
эмульгирование и удаление с поверхности.
Моющая способность жидкости
может быть существенно увеличена за счет
механического воздействия на жидкость
(перемешивание, создание искусственных
вибраций, перемещение деталей и т.д.).
Механическое воздействие создает
условия более тесного контакта жидкости и
загрязнений, способствует отрыву частиц
загрязнений от обрабатываемой поверхно-
ОСНОВНЫЕ СТАДИИ КАПИЛЛЯРНОГО КОНТРОЛЯ
663
сти. Применением механических
воздействий обеспечивается возможность
ускорения процесса и использования
жидкостей с пониженной концентрацией
активного компонента при более низких
температурах и с более высокой
производительностью.
Моющая способность жидкости, как
уже отмечалось выше, зависит не только
от свойств жидкости, но в большой мере и
от свойств загрязнений. Определенное
влияние оказывают и свойства материалов
проверяемых деталей. Это обусловлено
тем, что адгезия одних и тех же
загрязнений различна на разных материалах. Так,
маслянистые отложения лучше удаляются
с поверхности алюминия и его сплавов,
чем с поверхности стали, цинка, никеля.
Весьма эффективным средством
повышения моющей способности жидкостей
является применение ультразвуковых
колебаний, особенно в режиме кавитации.
Под действием ударных волн и
кумулятивных струй жидкости, образующихся
при захлопывании кавитационных
пузырьков, от обрабатываемой поверхности
могут быть отделены загрязнения, даже
довольно прочно связанные с
поверхностью, например, некоторые типы
лакокрасочных покрытий. Важную роль при этом
играет ультразвуковой капиллярный
эффект, ускоряющий проникновение
моющей жидкости под слой загрязнений и
отделение их от поверхности. Интенсивное
диспергирование загрязнений под
действием ультразвука препятствует
выпадению их в осадок и тем самым
обеспечивает качественную очистку. Применяют
колебания частотой 15 ... 25 кГц,
интенсивностью, на порядок превышающей
пороговое значение для возникновения
кавитации 0,1 ... 0,2 кВт. Эффект УЗ-пропитки не
зависит от направления колебаний
вибратора относительно поверхности ОК,
однако УЗ-колебания экранируются объектом.
В заключение целесообразно указать
на необходимость проверки
эффективности их действия. Некоторые из них
снижают смачиваемость деталей пенетранта-
ми настолько, что трещины не
обнаруживаются.
Очистка в растворителях -
основана на растворении загрязнений. Перенос
загрязнений из пограничного слоя в объем
растворителя осуществляется за счет
диффузии в растворитель и посредством
вынужденной конвекции при
перемешивании. Путем растворения с деталей
удаляются консервационные составы,
смазочные масла, некоторые типы паст,
консистентные смазки.
Очистка в растворителях имеет
следующие преимущества: возможность
очистки крупных деталей без размещения их
в емкостях; отсутствие коррозии
благодаря быстрому испарению растворителя;
отсутствие в большинстве случаев
необходимости дополнительной промывки
деталей, как это делают при щелочном
обезжиривании; возможность регенерации
растворителей.
Следует, однако, отметить, что
маслянистые загрязнения полностью за один
прием удалить не удается. Это
обусловлено тем, что в органических растворителях
образуется раствор масла. Поэтому
обезжиривание осуществляется уже не
собственно растворителем, а раствором масла в
растворителе. При испарении последнего
на поверхности детали остается
тончайший слой масла, поэтому обработку
растворителями необходимо выполнять в
несколько этапов. С помощью
растворителей удаляются не только загрязнения, но
и лакокрасочные покрытия. При очистке
изделий от покрытий, прежде всего
необходимо установить тип покрытия, а затем
выбрать соответствующий растворитель.
Для размягчения покрытий
используют специальные смывки: Афт-1, Сдоб,
Сдсп и др. Размягченное покрытие
удаляют затем ацетоном или растворителями
645, 648 с помощью щеток.
Для повышения эффективности
действия растворителей целесообразно
добавлять к ним кислоты, например,
фосфорную кислоту. Кислота
взаимодействует с поверхностью металла, ускоряя рас-
664
Глава 8. ТЕХНОЛОГИЯ КАПИЛЛЯРНОГО КОНТРОЛЯ
пространение раствора по металлу, и
облегчает удаление покрытий.
В основе действия растворителей
лежит диффузия их через слой
лакокрасочного покрытия. Поэтому эффективность
растворителей тем больше, чем меньше
размеры их молекул.
Эффективность действия
растворителей существенно повышается в
ультразвуковом поле, в частности, за счет ускорения
диффузии и ультразвукового
капиллярного эффекта.
Очистка в парах растворителей.
Растворителем заполняют часть рабочей
емкости и затем его доводят до кипения.
Над кипящим растворителем образуется
паровая зона, в которую подаются
холодные детали. Пары конденсируются на
очищаемых поверхностях, и загрязнения
уносятся стекающим конденсатом.
Очистка в этом случае производится
чистым растворителем, так как он
конденсируется практически из пара. В
результате достигается высокая степень
обезжиривания и очистки. Наиболее широко для
очистки в парах используются
хлорированные растворители. Для
предотвращения утечек паров растворителя
применяются специальные конденсаторы,
например, радиатор, расположенный в верхней
части рабочей емкости и охлаждаемый
проточной водой. Верхняя часть стенок
бака также обычно охлаждается.
Улетучившийся растворитель конденсируется на
охлаждаемых частях системы и стекает на
дно рабочей емкости.
Очистку в парах применяют для
удаления таких трудносмываемых и прочных
загрязнений, как антикоррозионные
жировые покрытия, тяжелые масла, вязкие или
полимеризованные смазки на жирной
основе, воскообразные вещества и
хлорированные смазочные масла с высоким
молекулярным весом. Очистку в парах не
рекомендуется применять для удаления
загрязнений, содержащих воду, и для
удаления прочных загрязнений, например,
плотного нагара и др. Этот вид очистки
используется, как правило, в комбинации
с другими методами. Часто паровой
очистке предшествует очистка в
конденсированном растворителе под действием
ультразвука. Попадание воды в
хлорированный растворитель может приводить к
гидролизу и образованию соляной кислоты.
Электрохимическая очистка. При
электрохимической очистке деталь
погружается в токопроводящий раствор
щелочей или кислот и включается в цепь
постоянного тока. При пропускании через
раствор тока осуществляется электролиз
воды с выделением водорода на катоде и
кислорода на аноде. При этом деталь
очищается благодаря механическому и
эмульгирующему воздействиям
выделяющегося газа.
Очищаемая деталь может служить
как катодом, так и анодом. Если деталь
является катодом, то водорода выделяется
вдвое больше, что повышает
эффективность очистки. Однако при этом возникает
опасность наводораживания металла и
повышения за счет этого его хрупкости.
Поэтому для ответственных деталей более
приемлема анодная очистка. В частности,
для очистки лопаток турбин (в том числе и
алитированных) от нагара, коррозии и
других, прочно связанных с основным
материалом загрязнений, рекомендуют
анодно-щелочную очистку с
ультразвуковой интенсификацией.
Электрохимическая очистка
позволяет достигать весьма высокой степени
чистоты обрабатываемой поверхности,
однако ей присущи следующие недостатки:
возможность проникновения в
металл водорода при катодной очистке и
появления за счет этого так называемой
водородной хрупкости; для уменьшения
проникновения водорода необходимо
проводить катодно-анодную или анодную
очистку;
неравномерность очистки деталей со
сложным профилем в связи с
неравномерным выделением газа.
В качестве электролитов для
электрохимической очистки используются
практически те же составы, что и при хи-
ОСНОВНЫЕ СТАДИИ КАПИЛЛЯРНОГО КОНТРОЛЯ
665
мической очистке. Разница в составах
растворов состоит лишь в том, что в растворы
для электрохимической очистки вводят
незначительные количества поверхностно-
активных веществ и добавляют противо-
пенные присадки, например, спирты, чтобы
уменьшить пенообразование и
предотвратить накопление в пене водорода и
кислорода, способных образовать гремучий газ.
В качестве составов для
электрохимической очистки могут использоваться
растворы щелочей, кислот и расплавы
щелочей.
В растворах кислот имеет место
одновременное химическое воздействие на
металлическую поверхность кислоты,
электрического тока и пузырьков
выделяющегося газа. Это приводит к растворению и
отслоению окалины, ржавчины,
поверхностных окисных пленок и других
загрязнений, находящихся на поверхности.
Очистка в растворах кислот имеет
ряд существенных недостатков. Во-первых,
растворяются не только загрязнения, но и
часть поверхности металла, что приводит к
нарушению структуры поверхностного слоя
и снижению его прочности. Во-вторых,
сравнительно малая производительность
очистки, цикл которой (включая операцию
удаления шлама) может достигать 1-2 ч.
Способ очистки путем травления в
расплавах щелочей основан на
восстановлении окислов металла на очищаемой
поверхности натрием. В качестве рабочей
среды обычно используется расплав
технического едкого натра. Натрий
выделяется при электролизе щелочи.
Образующийся из окисла металл
остается на обрабатываемой поверхности в
виде плотного слоя порошка. Окислы и
окалины восстанавливаются, а пригар
растворяется в электролите под действием
постоянного тока.
Типовой технологический процесс
электрохимической очистки в расплаве
щелочей включает следующие операции:
1) катодное травление в
расплавленной щелочи (480 ... 500 °С) - 20 ... 30 мин;
2) промывка в холодной воде (18 ...
20°С)-3 ... 5 мин;
3) промывка в горячей воде (70 ...
80°С)-3 ... 5 мин.
Преимущество очистки путем
электролитического травления в расплавах и
растворах щелочей состоит в том, что
основной металл при этом не
взаимодействует с рабочей средой и не подвергается
разрушению.
Химическая очистка. Она
осуществляется за счет химического
взаимодействия рабочей жидкости с загрязнениями.
Так, продукты коррозии удаляются
обычно растворами кислот, которые
приготавливают в ваннах с кислотоупорной
футеровкой (например, винипласт). При этом
необходимо соблюдать меры
предосторожности. В частности, ванну следует
заполнять вначале водой, а затем добавлять
определенное количество кислоты.
Важную роль при химическом
удалении коррозии и окалины играют пузырьки
водорода, выделяющиеся из металла и
отделяющие окалину за счет
механического воздействия. При этом, однако,
возможно наводораживание металла за счет
диффузии водорода и появления
водородной хрупкости.
Общим недостатком химических и
электрохимических способов очистки
является возможность перекрытия полостей
дефектов продуктами коррозии, если
после очистки деталь не сразу поступает на
контроль. Однако, с другой стороны, эти
методы позволяют устранить
наволакивание металла на устья дефектов,
образующиеся при шлифовке, полировке и других
методах механической обработки, а также
очищать полости дефектов от нагара,
продуктов коррозии, окисных пленок и т.д.,
которые практически не удаляются ни
одним из других способов. Поэтому при
наличии перечисленных загрязнений
целесообразно использовать химические и
электрохимические методы. Составы для
травления должны обязательно содержать
ингибиторы коррозии, а после обработки
ими деталей необходимо вводить допол-
666
Глава 8. ТЕХНОЛОГИЯ КАПИЛЛЯРНОГО КОНТРОЛЯ
нительную очистку в инертных
жидкостях. Ингибитор коррозии
приготавливается отдельно и разводится в небольшом
количестве кислоты. Рекомендуются
следующие ингибиторы: в растворах соляной
кислоты - уротропин, ингибитор ПБ-5,
состав "Р"; в растворах серной кислоты —
тиомочевина, а- и 6-нафтиламин,
регулятор травления (состав "Р").
Химическая или электрохимическая
обработки заканчиваются, как правило,
промывкой в воде, что недопустимо, так
как заполнение обезжиренных полостей
дефектов водой ведет, как было
установлено, к полной потере выявляемое™.
В таком случае обычной обдувки
воздухом оказывается недостаточно и
становится необходимой дополнительная операция
«прокаливания» детали при максимально
допустимой для нее температуре с целью
испарения жидких заполнителей полостей
дефектов (воды и др.).
Поверхностная чистка деталей из
жаропрочных сплавов травлением смесями
кислот, как правило, снижает
эффективность люминесцентного и цветного
методов, однако травление этих же сплавов с
последующим прокаливанием улучшает
выявляемость дефектов обоими методами.
Типичная технология очистки
алюминиевых сплавов от коррозии выглядит
следующим образом: очистка в растворе
720 мл воды, 20 мл фторофосфорной
кислоты, 80 г хромового ангидрида в
течение 15 ... 30 мин; промывка водой;
нейтрализация слабым щелочным раствором;
окончательная промывка ацетоном; сушка.
Детали из магниевых сплавов
обрабатывают водным раствором хромового
ангидрида при концентрации 15 ... 25 мае. %, а
затем промывают водой. При этом
рекомендуется использовать ультразвуковые
колебания. Применение ультразвука
позволяет осуществлять более глубокую
очистку дефектов от загрязнений, в том
числе и от остатков травильных
растворов, что предотвращает возможность
коррозии, повышает чувствительность и
надежность контроля.
Ультразвуковая очистка.
Применение ультразвуковых колебаний позволяет
существенно ускорить любой из
перечисленных способов очистки и повысить ее
качество. Осуществляется такое ускорение
за счет переменных давлений, колебаний
частиц жидкости в ультразвуковом поле,
вторичных акустических явлений -
радиационных сил, «звукового ветра»,
кавитации и ультразвукового капиллярного
эффекта. Первостепенную роль при этом
играет кавитация. При захлопывании ка-
витационных пузырьков образуются
кумулятивные микроструи жидкости
(скорость которых достигает сотен метров в
секунду) и ударные волны. Под действием
ударных волн и высокоскоростных
микроструй происходит интенсивное
разрушение пленки загрязнений (твердой или
жидкой) и ее отделение от поверхности.
Кавитация же обеспечивает интенсивное
эмульгирование и диспергирование
отделившихся частиц загрязнений.
За счет акустических течений
обеспечивается удаление из пограничного слоя
растворившихся или разрушенных под
действием кавитации загрязнений в объем
жидкости. Особенно большую роль
играют акустические течения при удалении
растворимых загрязнений.
Эффективность очистки
увеличивается по мере приближения
обрабатываемой поверхности к излучателю. Однако
приближать изделия к излучателю на
расстояние / < 1 ... 2 мм нецелесообразно, так
как при малых зазорах между излучателем
и обрабатываемой поверхностью
ухудшаются условия удаления загрязнений из
пограничного слоя и уменьшается
активность кавитации вследствие изменения
схемы захлопывания кавитационных
пузырьков.
Ультразвуковая очистка
обеспечивает возможность эффективного удаления
загрязнений из полостей капиллярных
дефектов за счет интенсивного заполнения
полостей дефектов моющими жидкостями
и вытеснения загрязнений.
ОСНОВНЫЕ СТАДИИ КАПИЛЛЯРНОГО КОНТРОЛЯ
667
Процесс заполнения капиллярных
каналов жидкостями представляет собой
целый ряд явлений: перемещение жидкой
среды в канале капилляра под действием
капиллярных сил или внешнего давления;
диффузия газа, защемленного в тупиковой
несплошности, в проникающую жидкость;
диффузионное перемещение
растворенного газа к устью дефекта, растворение
загрязнений, имеющихся в полости дефекта;
диффузионное перемещение загрязнений
к его устью.
Ультразвуковые колебания
оказывают интенсифицирующее действие на все
перечисленные явления. Ускоряется
процесс заполнения полостей дефектов в
целом и увеличивается глубина
проникновения рабочих жидкостей (моющих или пе-
нетрантов) в тупиковые капиллярные
каналы. Однако наиболее эффективно
применение ультразвука в режиме,
обеспечивающем проявление ультразвукового
капиллярного эффекта, когда загрязнения
вытесняются из полостей дефектов
мощными микроструйками.
Применение ультразвука при очистке
позволяет значительно повысить качество
контроля. При этом несплошности
очищаются на достаточную глубину не
только от жидкостей, но и от загрязнений типа
полировальной пасты. В результате число
выявленных следов приближается к
общему числу принятых во внимание
дефектов. Использование в качестве моющих
жидкостей воды и водных растворов
глицерина и диспергирующего вещества
(ОП-7) при очистке в ультразвуковом поле
дает больший эффект, чем применение
таких растворителей, как ацетон и бензин.
Это обусловлено меньшей активностью
акустической кавитации в ацетоне и
бензине, чем в воде и водных растворах.
Применение ультразвука позволяет
решить проблемы замены пожаро-взрыво-
экологически опасных для человека и
окружающей среды дефектоскопических
материалов на воду и водные растворы.
Сорбционная очистка. После
подготовительной очистки изделий на их
поверхности, особенно в полостях дефектов,
остается некоторое количество
очищающих веществ - растворителей, моющих
составов, растворов для травления и
электрохимической очистки. Сорбционная
очистка применяется для удаления
жидких загрязнений из полостей дефектов.
Сущность сорбционной очистки состоит в
том, что на поверхность изделия
наносится сорбент, например, в виде сухого
порошка, который впитывает жидкие
загрязнения из полостей дефектов, а затем
удаляется с поверхности изделия сдуванием
струей воздуха.
Эти вещества также могут быть
удалены сушкой или нанесением сорбента на
поверхность изделий с последующим его
сдуванием струей сжатого воздуха.
Тепловая очистка и сушка.
Тепловая очистка от жидкостей может
осуществляться либо путем нагрева изделий до
температуры выше температуры кипения
жидкости, либо за счет ее испарения из
дефектов при температуре ниже
температуры кипения. В процессе нагрева
жидкости и достижения температуры, равной
температуре кипения в капилляре,
образуются пузырьки пара, которые будут
расти до размера, равного диаметру
капилляра. При этом пузырек перестает
перемещаться вследствие адгезии его со стенками
дефекта. Дальнейшее повышение
температуры должно приводить к разрыву
пузырька и выбросу жидкости из капилляра.
В сушильных печах, в которых
температуру 100 °С нельзя поддерживать или
не рекомендуется использовать по каким-
либо причинам, продолжительность
сушки необходимо увеличить.
Очистка стандартным
очистителем, входящим в набор
дефектоскопических материалов капиллярного
контроля. Очиститель из набора
дефектоскопических материалов капиллярного
контроля может быть расфасован в
аэрозольную упаковку, канистру или бочку. В
любом случае такая очистка (в основном,
обезжиривание с растворением
незначительных механических загрязнений) сво-
668
Глава 8. ТЕХНОЛОГИЯ КАПИЛЛЯРНОГО КОНТРОЛЯ
дится к нанесению (распылению) на
контролируемую поверхность очистителя и
затем протирке поверхности чистой
мягкой безворсной ветошью или губкой.
Очиститель наносится из
аэрозольного баллона с расстояния 20 ... 30 см; в
случае расфасовки в канистрах - из
ручного распылителя с механическим насосом
или ручного электрического
распылительного пистолета с собственным
нагнетателем. Ни распылитель, ни пистолет не
рекомендуется использовать для нанесения
других компонентов набора
дефектоскопических материалов.
В случае расфасовки в бочки, при
контроле больших площадей, пользуются
так называемым спрей-контроллером -
нагнетателем с распылительной системой.
Спрей-контроллеры выпускаются с
емкостью для наносимого состава или без нее.
8.3.2. НАНЕСЕНИЕ ПЕНЕТРАНТА.
КОНТАКТ С ПЕНЕТРАНТОМ. МЕТОДЫ
ИНТЕНСИФИКАЦИИ КОНТАКТА
Ранее в литературе для обозначения
данной стадии капиллярного контроля
использовался термин «пропитка». Это не
совсем верный термин, так как в нем
смешивали два совершенно разных понятия -
нанесение пенетранта и собственно
проникновение пенетранта в капиллярные
дефекты. В зарубежной литературе для
этих понятий используются термины
application и dwelling соответственно.
Приведенные русские эквиваленты точно
переводятся и соответствуют английским
по смыслу.
Нанесение пенетранта -
равномерное распределение пенетранта по
поверхности объекта контроля (см. параграф
«Термины и определения»).
Проникновение пенетранта —
просачивание пенетранта в полость дефекта,
самопроизвольное или под
интенсифицирующим воздействием.
Применяют следующие способы
нанесения пенетранта.
Иммерсия или погружение. Объект
контроля погружают в пенетрант. Способ
применяется при необходимости
стопроцентного контроля поверхности деталей.
Удобство данного способа в том, что вся
поверхность объекта контроля
оказывается одновременно и равномерно покрыта
пенетрантом. К недостаткам способа
можно отнести постепенное загрязнение
пенетранта оставшимися на поверхности
объекта контроля следами очистителей,
воды, механическими частицами и т.п.
Способ, однако, широко распространен
(например, при поточном контроле
ответственных деталей), и поэтому ряд
производителей указывают для своих пенетран-
тов параметр, называемый
толерантностью к загрязнению водой. Например, для
пенетранта RP20 толерантность
составляет 20 %.
Нанесение кистью. Используют
мягкую кисть с острым концом, применяют
при локальной дефектоскопии, например,
сварных швов. К достоинствам способа
можно отнести сниженную вероятность
загрязнения пенетранта, точность
нанесения и практическое отсутствие потерь
пенетранта. К недостаткам — низкую
производительность.
Распыление. Выполняется из
аэрозольного баллона, ручного распылителя с
механическим насосом, электрического
распылительного пистолета с нагнетателем
или с помощью распылительной системы.
В первых трех случаях применяется при
локальной дефектоскопии, а в последнем -
при контроле больших площадей и на
поточных линиях контроля. К достоинствам
способа можно отнести хорошую
равномерность нанесения, а к недостаткам -
потери пенетранта из-за образования
рассеивающейся в воздухе паразитной взвеси и
отскока микрокапель от поверхности.
Распыление пенетранта, особенно в больших
объемах и с высокой
производительностью, требует принятия специальных мер
к вентиляции помещения и защиты
персонала респираторами и очками.
ОСНОВНЫЕ СТАДИИ КАПИЛЛЯРНОГО КОНТРОЛЯ
669
Электростатический или
безвоздушный способ. Применяется, в основном,
в поточных линиях контроля. Между
поверхностью объекта контроля и средством
нанесения создается разность
потенциалов, притягивающая микрокапли пенет-
ранта к контролируемой поверхности.
Способы заполнения полости
дефекта пенетрантом названы по физической
природе или интенсифицирующему
воздействию.
Способы заполнения и их краткие
технологические характеристики
представлены ниже.
Капиллярный - самопроизвольное
заполнение полостей несплошностей
пенетрантом, наносимым на контролируемую
поверхность смачиванием, погружением,
струйно, распылением с помощью сжатого
воздуха, хладона или инертного газа.
Вакуумный - заполнение полостей
несплошностей пенетрантом при давлении
в их полостях менее атмосферного.
Компрессионный - заполнение
полостей несплошностей пенетрантом при
воздействии на него избыточного давления.
Ультразвуковой — заполнение
полостей несплошностей пенетрантом в
ультразвуковом поле с использованием
ультразвукового капиллярного эффекта.
Деформационный - заполнение
полостей несплошностей пенетрантом при
воздействии на объект контроля упругих
колебаний звуковой частоты или
статического нагружения, увеличивающего
раскрытие несплошности.
Электрический - заполнение
капиллярных несплошностей в присутствии
внешнего электрического поля.
Магнитный или электромагнитный —
заполнение полостей несплошностей
пенетрантом, обладающим магнитными
свойствами при воздействии магнитного
или электромагнитного полей.
Как уже видно из названий способов,
в их основе лежит заполнение
несплошностей под действием капиллярных сил.
Использование внешних физических полей
(избыточное давление, вакуумирование,
ультразвуковое, магнитное или
электромагнитное) и вызываемые этими полями
эффекты интенсифицируют процесс и
позволяют увеличить глубину
проникновения пенетранта и тем самым повышают
чувствительность и производительность
метода.
Капиллярный способ. При
капиллярной пропитке (заполнении дефекта
пенетрантом) детали обычно погружают в
емкость с индикаторным пенетрантом.
Если изделия имеют большие размеры, то их
поливают, смазывают индикаторной
жидкостью или наносят жидкость кистью,
губкой, пульверизатором-краскораспылителем
или с помощью аэрозольного баллона.
Время пропитки при отсутствии
внешних физических воздействий
варьируется в зависимости от требуемой
чувствительности и используемого материала в
довольно широких пределах. В таблице 8.2
приведено рекомендуемое время
капиллярного заполнения дефекта люминесци-
рующими пенетрантами, а в таблице 8.3 -
ориентировочное время пропитки изделий
цветными пенетрантами в двух
температурных диапазонах (в обоих случаях без
внешних физических воздействий).
Вакуумный способ. Сущность
вакуумной пропитки состоит в том, что
заполнение полостей дефектов осуществляется
при давлении воздуха в полостях ниже
атмосферного. Известны три способа
пропитки под вакуумом. Первый состоит в
том, что детали помещают в вакуумную
камеру, а индикаторную жидкость
заливают в емкость, соединенную с вакуумной
камерой трубкой с вентилем. В камере
создают разрежение (3 ... 13) х 102 Па, а затем
открывают вентиль. При этом жидкость
заполняет емкость с деталями в камере.
Затем устанавливают атмосферное
давление и выдерживают заданное время
пропитки.
При втором способе детали в
ванночке помещают на дно вакуумной камеры, а
индикаторную жидкость - в резервуаре
над деталями. Резервуар соединяют с
ванночкой при помощи трубки с запорным
670 Глава 8. ТЕХНОЛОГИЯ КАПИЛЛЯРНОГО КОНТРОЛЯ
8.2. Рекомендуемое время заполнения дефекта люминесцирующими пенетрантами
Вид изделий
Отливки
Штамповки
Сварные и
паяные
соединения
Детали
машин
Выявляемые
дефекты
Усадочные
трещины
Заковы
Трещины,
непропаи
Усталостные и
шлифовочные
трещины
Материал изделия
Алюминиевые сплавы
Магниевые сплавы
Нержавеющие стали
Бронза, латунь
Алюминиевые сплавы
Магниевые сплавы
Нержавеющие стали
Бронза, латунь
Алюминиевые сплавы
Магниевые сплавы
Нержавеющие стали
Бронза, латунь
Алюминиевые сплавы
Магниевые сплавы
Нержавеющие стали
Бронза, латунь
Инструментальные стали
Пластмассы
Пенетрант
Жидкости с
эмульгатором
Время
5 ... 15
15
30
10
30
30
60
30
30
30
60
15
30
30
30
30
10
5 ... 80
Жидкости для
последующей
эмульсификации
пропитки
5
5
10
5
10
10
10
10
5
10
20
10
10
10
20
10
20
5
8.3. Время контакта с цветными индикаторными жидкостями, смываемыми водой
Материал и вид объекта
Все металлы
Все металлы
Все металлы
Пластики
Керамика
Керамика
Режущий инструмент
Литье
Литье под давлением
Литье под давлением
Штамповки
Прокат
Алюминиевая сварка
Стальная сварка
Тип дефекта
Термические трещины
Шлифовочные трещины
Усталостные трещины
Трещины
Трещины
Пористость
Трещины в наконечниках,
трещины в стержне
Усадочная рыхлота
Поверхностная пористость
Плены
Заковы, трещины
Закаты
Трещины и поры
Трещины и поры
Время пропитки, мин
16...32°С
3... 5
1... 10
1... 10
3... 5
3... 5
3... 5
3... 5
3... 5
3... 5
3 ... 20
7...20
7 ... 20
3... 5
7 ... 20
2... 16°С
10... 15
15 ...20
15... 20
10... 15
10... 15
10... 15
10... 15
10... 15
10... 15
10...20
15 ...20
15 ...20
10... 15
15...20
ОСНОВНЫЕ СТАДИИ КАПИЛЛЯРНОГО КОНТРОЛЯ
671
вентилем, выведенным наружу. При ва-
куумировании газы, растворенные в
индикаторной жидкости, интенсивно
выделяются, вспенивают ее. Затем жидкость
заливают в ванночку и осуществляют
пропитку.
При третьем способе жидкость в
ванночке ставят на дно ванной камеры, а
детали подвешивают над ванночкой. С
помощью наружного приспособления детали
можно опускать в ванночку. Камера ва-
куумируется, детали опускаются в емкость
и выдерживаются нужный промежуток
времени.
Ранее использовалась также техника,
когда на поверхность контролируемой
детали наносят обильный слой
индикаторной жидкости, а деталь помещают в
герметичный сосуд, из которого
откачивают воздух с помощью вакуум-насоса.
При этом воздух удаляется из полостей
дефектов, освобождая дополнительное
место для индикаторной жидкости,
попадающей в полость дефекта под действием
капиллярного и атмосферного давления.
Вакуумная пропитка способствует
повышению чувствительности и
сокращению продолжительности цикла
дефектоскопии капиллярными методами.
Процесс контроля ускоряется в
вакууме, при давлении около 1 мм рт. ст., в
3-5 раз.
Однако создание вакуума в цеховых
камерах большого объема требует
дорогостоящих и сложных вакуумирующих
установок, а пользование камерами
пропитки малых размеров неэкономично. Кроме
этого, вакуум, особенно глубокий,
сопровождается испарением и неизбежной
откачкой вместе с воздухом легких фракций
некоторых индикаторных жидкостей, что
меняет их физические свойства и
сказывается на результатах контроля. Таким
образом, практическая ценность вакуумного
варианта невысока.
Компрессионный способ. Он
заключается в заполнении полостей дефектов
пенетрантом при воздействии на него
избыточного давления. При этом способе на
изделие наносится пенетрант и оно
помещается в герметичную камеру, где
создается избыточное давление. Пенетрант
заходит в дефекты под действием сил
капиллярного и избыточного давления.
Недостатком вакуумного, а также и
компрессионного метода является
использование сложных и громоздких установок.
Кроме того, в вакууме неизбежно
осуществляется откачка вместе с воздухом
летучих компонентов индикаторных
жидкостей, что, естественно, изменяет их
физико-химические свойства и может сказаться
на результатах контроля.
Ультразвуковой способ. При
ультразвуковой пропитке (заполнении дефекта
пенетрантом) в индикаторном пенетранте
возбуждают ультразвуковые колебания
промышленной частоты 20 ... 40 кГц.
Проникновение жидкости в капилляры
интенсифицируется за счет переменных
давлений, колебаний частиц жидкости и
вторичных акустических явлений
(кавитация и др.). Наиболее эффективно
применение ультразвука в режиме,
обеспечивающем проявление ультразвукового
капиллярного эффекта. При этом время
озвучивания до момента достижения
максимальной чувствительности сокращается.
Скорость заполнения пенетрантами
возрастает в несколько раз.
Отличительной особенностью
ультразвукового способа заполнения дефектов
является то, что поток жидкости,
направленный в капилляр и образующийся под
действием ультразвука, не сплошной, а
состоит из отдельных высокоскоростных
микроструек, образующихся при
захлопывании кавитационных пузырьков, что
обеспечивает интенсивное удаление
воздуха и загрязнений из полостей дефектов
и полное заполнение их пенетрантами.
Применение ультразвука при
заполнении пенетрантом полостей чистых
дефектов позволяет заметно увеличить вы-
являемость дефектов, особенно в случае,
когда используются пенетранты с низкой
проникающей способностью. В случае,
например, загрязнения деталей алмазной
672
Глава 8. ТЕХНОЛОГИЯ КАПИЛЛЯРНОГО КОНТРОЛЯ
полировочной пастой, количество
выявленных дефектов возрастает на 70 % при
ультразвуковом способе заполнения
дефектов индикаторной жидкостью (пенет-
рант ЛЖ-6А).
При использовании ультразвука
желательно учитывать следующие
рекомендации для достижения наибольшей
чувствительности.
1. Оптимальный зазор между
поверхностью контролируемой детали и
излучателем ультразвука должен быть в
пределах 1 ... 2 мм.
Уменьшение зазора затрудняет
условие обмена индикаторной и моющей
жидкости в зазоре, ухудшает удаление
загрязнений и активность кавитации.
Увеличение зазора допускается. Например, при
очистке в воде или водных растворах
загрязнения достаточно эффектно
вытесняются на расстоянии до нескольких
десятков сантиметров от излучателя. Однако
для достижения высокой
чувствительности хотя бы до образцового метода, в этом
случае требуется экспонирование в
звуковом поле в течение 10 мин.
2. Амплитуда колебаний излучателя
должна обеспечивать наличие развитой
кавитационной области в озвучиваемом
объеме.
Оптимальная амплитуда может быть
установлена по максимуму воздействия
ультразвука на подъем жидкости в
капилляре. Для этой цели можно использовать
простое устройство, состоящее из
капилляра, погруженного в жидкость.
3. Положение детали относительно
излучателя. При наличии кавитационной
области на обрабатываемой поверхности
положение этой поверхности
относительно излучателя практически не имеет
значения. Если размеры детали в плоскости,
параллельной излучателю, порядка или
больше длины звуковой волны в рабочей
жидкости, то на тыльной стороне такой
детали кавитация не возникает ни при
каких интенсивностях. В связи с этим их
необходимо либо переворачивать при
обработке, либо озвучивать одновременно с
разных сторон несколькими излучателями.
Мелкие изделия также целесообразно
озвучивать с двух сторон.
4. Температура жидкости.
Оптимальная температура жидкости зависит в
основном от таких ее свойств, как вязкость и
упругость пара, и для ацетона составляет 10 ...
15 °С, воды - 50 ... 60 °С, 40 %-й водно-
глицериновой смеси - 80 ... 85°С,
керосина - 20 ... 30 °С, пенетранта ЛЖ-6А -
30...40°С.
5. Время экспонирования в звуковом
поле, необходимое для достижения
требуемых показателей, существенно зависит
от всех остальных параметров,
определяющих режим (амплитуды, зазора,
температуры). Если зазор не превышает 5 мм,
то время озвучивания при оптимальной
амплитуде составляет 2 ... 3 мин, при
зазорах больше 50 мм - до 5 мин. С ростом
зазора время экспонирования должно
увеличиваться.
Деформационный способ. Сущность
деформационной пропитки (заполнение
дефекта пенетрантом) состоит в
воздействии на объект упругих колебаний
деформационных нагрузок. В результате
деформации дефекты попеременно сужаются и
расширяются, что облегчает
проникновение пенетранта в их полости, или же
увеличивается минимальный размер дефекта.
Электрический способ.
Перспективно нанесение пенетранта распылением
в электрическом поле. Преимуществами
способа нанесения жидких составов на
поверхности изделий являются быстрота,
возможность автоматизации, экономное
расходование пенетранта.
Магнитный способ. Заполнение
дефектов пенетрантом в магнитном или
электромагнитном поле может
применяться для ускорения проникновения пенет-
рантов, обладающих магнитными
свойствами, например, приготовленных на
основе магнитной жидкости. Эти жидкости
отличаются от обычных суспензий, во-
первых, размерами магнитных частиц,
которые по порядку величины приближа-
ОСНОВНЫЕ СТАДИИ КАПИЛЛЯРНОГО КОНТРОЛЯ
673
ются к размерам молекул (2 ... 10 нм), а
во-вторых, тем, что частицы
стабилизированы поверхностно-активными
веществами. В результате такая жидкость ведет
себя в магнитном поле как однофазная
система, не выпадает в осадок и не
разделяется под действием пондеромоторного
взаимодействия. Проникновение пенет-
ранта, приготовленного на магнитной
жидкости, в полость дефекта ускоряется за
счет взаимодействия магнитной жидкости
с магнитным полем. При нанесении
магнитного пенетранта изделие размещается
в магнитном поле таким образом, чтобы
градиент магнитного поля был направлен
по внешней к контролируемой
поверхности нормали, а при проявлении
направление градиента магнитного поля меняют на
противоположное, чем достигается полное
извлечение индикаторной жидкости из
дефекта и образование максимального
размера следа.
8.3.3 ВРЕМЯ КОНТАКТА
С ПЕНЕТРАНТОМ
Соблюдение временного интервала
контакта поверхности объекта контроля с
пенетрантом является важным фактором,
обеспечивающим адекватные результаты
и требуемую чувствительность контроля.
В общем случае время контакта с
пенетрантом зависит от характера дефекта, в
некоторой степени - от материала
изделия, физических свойств пенетранта
(вязкость и коэффициент поверхностного
натяжения), температуры объекта контроля
и окружающей среды, а также наличия
интенсифицирующего воздействия.
Ниже даны таблицы, в которых
сведены интервалы контакта с пенетрантом в
зависимости от некоторых из
перечисленных выше факторов.
В таблицах 8.2 - 8.4 приведены
интервалы контакта с реальным пенетрантом
RP20.
8.4. Характерные продолжительности контакта с пенетрантом RP20
без интенсифицирующих воздействий
Материал
Все металлы
Пластики и керамика
Инструментальные
стали
Отливки
Поковки
Прокат
Сварка по алюминию
Сварка по стали
Тип дефекта
Трещины от тепловой обработки
Трещины от шлифовки
Усталостные трещины
Трещины
Поры
Дефекты пайки
Трещины
Утяжины
Поры
Трещины
Трещины
Закатины
Трещины
Трещины
Поры
Трещины, поры
Непровар
Время, мин
при 25
5..
5..
5 ..
3..
3..
2..
3..
3..
3..
3..
5..
3..
3..
2..
2..
3..
2..
... 80 °С
.20
.20
.20
. 10
. 10
. 15
.20
. 10
. 10
. 10
. 15
. 10
.20
. 15
. 10
. 15
. 15
при 5 ...25°С
20 ... 60
20 ... 60
20... 60
10... 20
10...20
15... 30
20 ... 40
10... 20
10... 15
10...20
15... 40
10... 30
20 ... 40
15 ...40
10... 20
15...40
15... 25
22-3316
674
Глава 8. ТЕХНОЛОГИЯ КАПИЛЛЯРНОГО КОНТРОЛЯ
Необходимо отметить, что данные во
всех таблицах нужно воспринимать как
усредненные и справочные. Для каждого
типа изделий, вида обработки
поверхности и т.д. время контакта следует
выбирать индивидуально.
Если производителем в
документации указаны временные интервалы
контакта, то при работе вблизи нижнего
предела рабочего диапазона температур
следует брать наибольшие значения
интервалов контакта, и наоборот. Однако время
контакта не имеет линейной зависимости
от температуры, и поэтому существует
точка внутри рабочего диапазона
температур, обычно достаточно близко к нижнему
пределу, выше которой можно брать
времена контакта вблизи наименьшего
значения. Например, для пенетранта RP20
нижняя граница рабочего диапазона
температур +5 °С, а точка, ниже которой интервал
контакта с пенетрантом следует увеличить
(или выше которой, соответственно,
уменьшить), составляет +10 °С.
Значения времени контакта
поверхности с пенетрантом при температурах
ниже +10 °С соответствующим образом
увеличены.
8.4. УДАЛЕНИЕ ИЗЛИШКОВ
ПЕНЕТРАНТА С ПОВЕРХНОСТИ
ОБЪЕКТА КОНТРОЛЯ
Стадия удаления излишков
пенетранта следует за стадией контакта с
пенетрантом.
Индикаторный пенетрант
необходимо полностью удалить с поверхности
изделия. При его неполном удалении на
поверхности образуется так называемый
фон, который снижает достоверность
контроля и затрудняет, а в некоторых случаях
не позволяет выявить дефекты. Однако
следует иметь в виду, что чрезмерно
интенсивная обработка при удалении
пенетранта может также отрицательно сказаться
на качестве контроля, так как при этом
частично удаляется (вымывается)
пенетрант из дефектов.
При капиллярном контроле
применяются следующие способы удаления
индикаторного пенетранта с поверхности
контролируемого изделия.
Протирание. Удаление
индикаторного пенетранта салфетками из влажной
безворсовой ткани типа мадаполам, щеткой,
губкой, с применением в необходимых
случаях очищающего состава или
растворителя.
Промывание. Удаление
индикаторного пенетранта водой, специальным
очищающим составом или их смесями,
погружением.
Обдувание. Удаление индикаторного
пенетранта струей песка, дроби,
косточковой крошки, древесных опилок или
другого абразивного очищающего материала
или сжатым воздухом.
Гашение. Устранение мешающего
влияния пенетранта воздействием на него
с поверхности гасителя люминесценции
или цвета. В настоящее время данная
технология устарела.
Промывание в ультразвуковом поле.
Удаление индикаторного пенетранта
путем погружения изделий в очищающий
состав или жидкость и возбуждения в этой
жидкости ультразвуковых колебаний.
В качестве очищающих составов при
удалении пенетранта с поверхности
используются растворители (растворяющая
очистка) или составы, образующие
устойчивые эмульсии с пенетрантом
(эмульгирующая очистка). Растворяющие способы
очистки применяются преимущественно в
цветном варианте капиллярной
дефектоскопии. В качестве растворителей
используются бензин, разбавители, а также
некоторые специальные очистители. Перед
порошковым проявлением скипидарный
индикаторный раствор смывают водным
раствором моющего средства.
Международный стандарт ИСО 3879-77
рекомендует индикаторные вещества,
удаляемые растворителем, снимать в два
этапа: большую часть пенетранта снимать
сухим протиранием, затем оставшуюся
часть - путем распыления или
промывания соответствующим раствором.
УДАЛЕНИЕ ИЗЛИШКОВ ПЕНЕТРАНТА С ПОВЕРХНОСТИ ОБЪЕКТА КОНТРОЛЯ 675
Эмульгирующие способы очистки
основаны на эмульгирующем действии
поверхностно-активных веществ (ПАВ),
которые могут входить как в состав
индикаторной жидкости, так и в состав
очищающего раствора. ПАВ снижают
поверхностное натяжение воды и позволяют
легко образовывать водную эмульсию из
нерастворимого в воде индикаторного
вещества. Но наличие ПАВ в
индикаторном пенетранте или воде способствует
частичному вымыванию пенетранта из
полостей широких дефектов.
Хорошо сохраняется пенетрант в
полостях дефектов при использовании про-
мывочно-очистного метода удаления
пенетранта, в котором сочетаются
эмульгирование пенетранта и механическая
очистка. В этом способе уменьшение
вымывания пенетранта достигается за счет
снижения эмульгирующих свойств
смывателя, например, путем уменьшения
концентрации эмульгатора, а высокое качество
очистки обеспечивается посредством
дополнительного механического
воздействия, например, струей воды из струббер-
аппарата или струей воды с абразивным
материалом.
Наиболее эффективным из
эмульгирующих способов очистки является
способ с последующим нанесением
эмульгатора (ПАВ). При этом индикаторная
жидкость не содержит эмульгатора. После
пропитки деталь погружается либо в
чистый эмульгатор, либо в его водный
раствор. Образующееся двухслойное
покрытие из индикатора и эмульгатора хорошо
смывается струей воды или воздухо-
водяной эмульсии. Основное
преимущество способа очистки с последующим
нанесением эмульгатора состоит в
обеспечении наивысшей чувствительности к
мелким дефектам, так как при этом
предотвращается вымывание пенетранта из
дефекта. Недостаток - в появлении
дополнительной операции и в трудности удаления
эмульгатора из углублений, резьб,
тупиковых отверстий и т.д.
Ранее, совместно с удалением
излишков люминесцентного пенетранта или
вместо него применялась техника гашения.
Гашением устраняют люминесценцию или
цветовую окраску пенетрантов,
воздействуя на них веществами-гасителями или
специальными видами облучения.
Гаситель химически воздействует на тонкий
поверхностный слой пенетранта, в том
числе на пенетрант, оставшийся в
неглубоких неровностях. На пенетрант,
находящийся в полостях дефектов более
глубоких, чем неровности, гаситель не
действует. После извлечения из дефектов
проявителем пенетрант сохраняет
контрастные свойства.
В настоящее время эта техника
практически не применяется, так как
современные водосмываемые или постэмульги-
руемые пенетранты не создают проблем
при удалении.
Хорошие результаты дает очистка
поверхности изделий от избытка
пенетранта в ультразвуковом поле. При этом
режим озвучивания должен быть
подобран таким образом, чтобы пенетрант
удалялся с поверхности изделия, но не
вымывался из полостей дефекта. Применение
ультразвука позволяет использовать в
качестве очищающих жидкостей воду или
водные растворы вместо растворителей
(например, ОЖ-1 на спирту).
Удаление пенетранта воздухо-водяной
смесью при повышенном давлении с
последующей обдувкой сжатым воздухом -
один из наиболее перспективных
способов. Изделия после пропитки их пенетран-
том обрабатываются вначале воздухо-
водяной смесью, а затем сжатым воздухом
до тех пор, пока поверхность не станет
сухой. При такой очистке пенетрант
практически не удаляется из полостей
дефектов. Проявитель следует наносить сразу
же после очистки от пенетранта. Это
позволяет избежать ненужных потерь
пенетранта из полости дефекта за счет
чрезмерной сушки. В результате сокращается
время проявления (до 5 мин) и
повышаются достоверность и производительность
22*
676
Глава 8. ТЕХНОЛОГИЯ КАПИЛЛЯРНОГО КОНТРОЛЯ
контроля. Смываемые водой послеэмулъ-
сионные пропитывающие вещества
удаляются путем промывания или
распыления водой.
Известен ряд способов, при которых
нет необходимости удалять пенетрант с
поверхности изделия. Не требуют
удаления пенетранты, которые приобретают
окраску или способность люминесциро-
вать в результате химического или
электрохимического взаимодействия с
металлом в полости дефекта. Так, на
поверхность контролируемого изделия наносится
цветообразующий электролит,
содержащий галоидные ионы, индикатор цвета и
анодный ингибитор. Индикатор цвета
реагирует с металлическими ионами внутри
трещин и выявляет их окрашиванием.
Без удаления пенетранта реализуются
способы контроля покрытий, основанные
на образовании люминесцирующих хела-
тов. Хелаты - комбинация металлического
иона с органической молекулой.
Не удаляется пенетрант (или, по
крайней мере, часть его) при способе,
когда в качестве пенетранта используются
два компонента, которые люминесцируют
при взаимодействии. Вначале на
поверхность наносится более вязкий компонент,
затем он удаляется и наносится жидкий
компонент. В местах дефектов возникает
хемилюминесценция, которая
удерживается в течение нескольких часов. Этот
способ обладает тем преимуществом, что
не требует ультрафиолетового освещения.
Наибольшее применение он, безусловно,
найдет в таких условиях, где по каким-
либо причинам нельзя использовать
ультрафиолетовые осветители.
При контроле в условиях низких
температур от -40 °С до +8 °С
индикаторный пенетрант удаляют с контролируемой
поверхности безворсовой тканью типа
мадаполам, смоченной в этиловом спирте.
Пенетрант удаляют до полного отсутствия
свечения или окрашенности поверхности.
Полноту удаления индикаторного
пенетранта следует определять визуально.
Избыток очистителя необходимо удалить с
контролируемой поверхности влажной
безворсовой тканью. Во всех случаях при
удалении индикаторного пенетранта
очистителем интенсивность удаления
пенетранта и время контакта очистителя с
поверхностью должны быть минимальными,
чтобы исключить вымывание пенетранта
из несплошностей.
После удаления пенетранта с
поверхности, изделия в течение нескольких
минут просушиваются, например, струей
сжатого воздуха до полного удаления
очищающего состава с контролируемой
поверхности, и когда убеждаются в
готовности объекта, приступают к проявлению.
8.5. ПРОЯВЛЕНИЕ
Проявление дефектов представляет
собой процесс образования индикаций в
местах наличия дефектов. Для
образования индикаций необходимо извлечь из
полости дефекта такое количество
пенетранта, чтобы оно пропитало всю толщину
проявителя над дефектом и образовало
различимый на общем фоне рисунок (след
дефекта или индикацию).
В настоящее время широко
используются в основном два типа проявителей:
сухой порошок и суспензия, например,
суспензия мела в воде или спирте.
При проявлении в процессе
взаимодействия индикаторной жидкости с
проявителем надо всячески создавать
условия, способствующие быстрому и
наиболее полному выходу пенетранта на
поверхность слоя проявителя.
Ранее использовалась еще техника
проявления проявителем типа краски.
Однако в настоящее время эта техника
практически не используется из-за трудности в
повторении, при необходимости,
процедуры контроля (по причине проблемности
удаления дефектоскопических
материалов, горючести и токсичности
дефектоскопических материалов и т.д.).
Порошковые проявители впитывают
индикаторную жидкость из дефектов за
счет капиллярных сил и обволакивания
ПРОЯВЛЕНИЕ
677
частиц порошка жидкостью вследствие
растекания ее по смачиваемой
поверхности частицы. При нанесении водяной
суспензии, после ее высыхания, деталь
оказывается покрытой тонкой капиллярно-
пористой структурой. В этом случае также
преобладают сорбционные процессы и
капиллярные явления.
При использовании проявителя типа
краски преобладающую роль в
формировании следов дефектов играют процессы
диффузии и растворения пенетранта в
проявителе. В зависимости от требуемой
чувствительности и свойств проявителя
время проявления может варьироваться в
основном в диапазоне от 5 до 45 мин. Для
сокращения времени проявления
используют различные методы интенсификации
этого процесса: подогрев изделий при
нормальном атмосферном давлении
(тепловое проявление), вакуумирование
объема над изделием с постоянным или
изменяющимся разряжением (вакуумное
проявление), воздействие вибрациями,
циклическими нагружениями или
ультразвуковыми колебаниями.
Способы нанесения проявителя.
Нанесение проявителя производится
практически теми же приемами, что и
нанесение пенетранта. Важнейшее требование —
наносить проявитель тонким
равномерным слоем.
Распылением. Нанесение жидкого
проявителя струей воздуха, инертного газа
или безвоздушным методом.
Электрораспылением. Нанесение
проявителя в электрическом поле обычно
с распылением его струей воздуха,
механическим путем.
Воздушной взвесью. Нанесение
порошкообразного проявителя путем
создания его воздушной взвеси в камере, где
размещен объект контроля.
Кистевым способом. Нанесение
жидкого проявителя кистью, щеткой или
заменяющими их средствами.
Погружением. Нанесение жидкого
проявителя кратковременным
погружением в него объекта контроля.
Обливанием. Нанесение жидкого
проявителя обливанием.
Электроосаждением. Нанесение
проявителя погружением в него объекта
контроля с одновременным воздействием
электрического тока.
Посыпанием. Нанесение
порошкообразного проявителя припудриванием или
обсыпанием объекта контроля.
Наклеиванием. Нанесение ленты
пленочного проявителя прижатием липкого
слоя к объекту контроля.
Распылением жидкий проявитель
наносится струей воздуха, инертного газа
или безвоздушным методом. Этот способ
нанесения проявителя обеспечивает
наиболее высокую равномерность слоя
проявителя и, как следствие, высокую
чувствительность. Недостаток распыления
состоит в больших потерях проявителя
(20 ... 40 %) и в загрязнении рабочих мест
и окружающей среды. Для нанесения
распылением используются специальные
краскораспылители.
При пневматическом распылении
через распылительную головку
одновременно подаются сжатый воздух и жидкий
материал с резко различающимися
скоростями (скорость воздуха 450 м/с, скорость
проявителя 0,1 м/с). В результате
взаимодействия струи проявителя и воздуха
проявитель диспергируется на мельчайшие
капельки, которые равномерно
распределяются по расширяющейся струе воздуха.
Такую струю, образованную воздухо-
жидкостной смесью, принято называть
факелом. Степень дисперсности
распыляемого материала в факеле зависит от
скоростей истечения воздуха и материала,
его вязкости и поверхностного натяжения.
При оптимальном выборе основных
параметров размер капель колеблется в
диапазоне 6 ... 8 мк. Обычно
краскораспылитель используется при работе с
жидкостями, вязкость которых лежит в пределах
13...35 ■ 10м2/с.
Сжатый воздух, подаваемый от
компрессорной станции, на предприятиях, как
правило, всегда содержит влагу, масла и
678
Глава 8. ТЕХНОЛОГИЯ КАПИЛЛЯРНОГО КОНТРОЛЯ
другие вклинения. Попадание таких
инородных частиц в проявитель снижает его
качество и приводит к уменьшению
надежности контроля. В связи с этим перед
подачей воздуха в распылительную
головку его необходимо очистить. Наиболее
распространенный способ очистки
воздуха - пропускание его через кокс и
несколько прослоек войлока. Для контроля
степени чистоты воздуха исследуют
отпечаток струи на фильтровальной бумаге.
Оптимальное рабочее давление для
пневматических краскораспылителей
составляет 0,4 МН/м".
В последнее время многие
производители дефектоскопических материалов
производят пенетрант в аэрозольных
баллончиках. Содержимым баллонов кроме
дефектоскопических материалов являются
сжиженные газы, так называемые пропел-
ленты. Они служат для создания давления
в упаковке и распыления
дефектоскопического материала. Аэрозольные баллоны
удобны при транспортировке и
использовании, поэтому применяются в полевых,
цеховых и лабораторных условиях
эксплуатационно-ремонтных предприятий.
Кроме того, из них невозможно
испарение, обеспечивается одинаковый
химсостав, и размеры частиц при распылении
соответствуют заданным. При нанесении
на поверхность дефектоскопических
материалов головка баллона должна
находиться на расстоянии 300 ... 350 мм от
контролируемого участка. Рекомендуется перед
применением баллончик встряхивать 2 ...
3 мин с целью перемешивания
содержимого. Перед нанесением проявителя на
контролируемую поверхность следует
убедиться в хорошем качестве
распыления. Для этого необходимо нажать на
распылительную головку и направить струю
в сторону от детали. Не допускается
закрывать клапан при направлении струи на
деталь во избежание попадания крупных
капель проявителя на контролируемую
поверхность.
Однако при распылении пенетранта
аэрозольная струя частично отражается от
поверхности и происходит загрязнение
частей, соседствующих с контролируемой.
Это особенно заметно при применении
люминесцентных пенетрантов, когда даже
мельчайшие частицы аэрозоля, попавшие
на бездефектные поверхности, дают яркое
свечение и несут ложную информацию.
При этом содержание мелкодисперсного
аэрозоля в воздухе на рабочем месте де-
фектоскописта отрицательно сказывается
на условиях его работы.
Другой способ распыления -
гидродинамический. В этом способе
диспергирование распыляемого материала
осуществляется при выходе его из распылителя
под давлением 25 МН/м2. Вследствие
дробления струи образуется
направленный факел, содержащий капли различного
диаметра.
Гидродинамический способ
распыления имеет ряд следующих преимуществ
по сравнению с пневматическим: более
высокую производительность при
меньшем расходе сжатого воздуха, снижение
потерь распыляемого материала на
образование тумана, улучшенные условия труда
благодаря уменьшенному туманообразова-
нию. Однако область применения этого
метода ограничена изделиями простой
формы, и, кроме того, распылительное
гидравлическое оборудование требует
тщательного ухода, частой замены отдельных
элементов диспергирующих устройств.
При нанесении проявителя
распылением в электрическом поле высокого
напряжения резко уменьшается
запыленность рабочего места, достигается высокая
равномерность нанесения проявителя.
Однако этот способ требует специальных
проявителей (красок или суспензий). Он
основан на взаимодействии электрических
зарядов и полей. В этом способе частицам
распыляемого материала сообщается
электрический заряд, а затем они
перемещаются по силовым линиям
электрического поля и осаждаются на изделии. При
этом изделие либо заземляется, либо ему
сообщается заряд, противоположный
заряду распыляемых частиц. Недостатком
ПРОЯВЛЕНИЕ
679
способа нанесения проявителя в
электрическом поле является неравномерность его
нанесения на сложнопрофилированные
изделия, так как плотность силовых
линий, по которым движутся частицы
проявителя, выше у кромок и выступающих
частей поверхности и близка к нулю на
вогнутых участках и в углублениях.
Центробежное распыление с
контактной зарядкой производится
грибковыми, дисковыми или чашечными
распылителями. При подаче проявителя на эти
элементы, приведенные во вращение, он
будет растекаться тонким слоем. В
результате действия центробежных сил и
электрических зарядов проявитель будет
диспергироваться и перемещаться к
поверхности изделия.
При пневматическом
электрораспылении с контактной зарядкой заряд
сообщается частицам распыляемого материала
во время прохождения его через
распылители. Пневмоэлектрический способ
распыления с контактной зарядкой
характеризуется более высокой
производительностью по сравнению с
электромеханическим и электростатическим распылением.
Применение электрораспыления для
нанесения проявителя позволяет при
контроле неэлектропроводных изделий не
только увеличить производительность, но
и повысить чувствительность и
достоверность контроля, в частности, путем
использования специальных проявителей,
содержащих отрицательные ионы. В
качестве проявителя используется мел,
распыляемый через резиновое сопло. При
распылении проявитель электризуется
положительно и притягивается к
отрицательным ионам в дефекте.
В целом же распыление (особенно
его пневмоэлектрический вариант) как
метод нанесения дефектоскопических
составов на контролируемые поверхности
создает необходимые предпосылки для
автоматизации процесса. При этом
существенно повышается производительность,
обеспечивается экономия материала.
При нанесении проявителя
электроосаждением изделие помещается в ванну
с проявителем на основе
водорастворимого пленкообразователя и подключается к
одному из полюсов источника
постоянного тока, другой полюс подключается к
электродам, размещенным в этой же
ванне. Аналогичный процесс используется
при нанесении лакокрасочных покрытий.
Наиболее широко распространен
анодный вариант нанесения
электроосаждением. При этом на аноде происходит
электролиз воды и растворение металла с
осаждением покрытия. Толщина
осаждаемого слоя пропорциональна плотности
тока. При достижении некоторой
определенной толщины процесс практически
прекращается. Электроосаждение
отличается высокой адгезией покрытия, высокой
производительностью, хорошей
равномерностью покрытия на стенках отверстий
и внутренних полостей изделий,
возможностью автоматизации процесса.
Основные недостатки этого способа -
использование только водорастворимых
материалов, сложность обеспечения контакта
мелких деталей с анодной шиной, применение
сложного оборудования и большие
производственные площади.
Способы нанесения погружением и
обливанием более доступны, поэтому
широко распространены, они поддаются
автоматизации. Но равномерность
нанесения проявителя невысокая за счет
образования потеков.
Нанесение проявителя обливанием
может быть также реализовано и в
варианте с электрическим полем, когда в
качестве анода используется изделие, а в
качестве катода - устройство, подающее
проявитель.
Недостатком струйного способа
является также невысокая равномерность
нанесения покрытия и невозможность
обработки проявителем необтекаемых
изделий и изделий с внутренними полостями.
По сравнению с другими способами
струйное нанесение проявителя более
экономично по расходу (на 25 ... 30 % по
680
Глава 8. ТЕХНОЛОГИЯ КАПИЛЛЯРНОГО КОНТРОЛЯ
сравнению с пневматическим
распылением, на 10 ... 15 % - с окунанием), кроме
того, значительно сокращается
используемый объем проявителя.
Кистевой способ нанесения жидкого
проявителя не обеспечивает равномерной
толщины слоя проявителя, трудоемок и
малопроизводителен.
Порошковый проявитель наносится
посыпанием, припудриванием и из
воздушной взвеси.
Воздушная взвесь (кипящий слой)
создается в камере, где размещен объект
контроля. Конструкция камеры обычно
такова, что сжатый воздух подается по
каналам через дно камеры, и порошок,
находящийся в камере, «кипит»,
равномерно обволакивания всю поверхность
объекта контроля. Этот способ
обеспечивает высокую чувствительность контроля,
но осуществим только в стационарных
условиях и для контроля сравнительно
небольших изделий.
Сухой порошок на гладких
вертикальных поверхностях удерживается
плохо, что снижает надежность отыскания
поверхностных дефектов. Недостатком
сухого метода проявления дефектов
является также частичная закупорка полости
дефекта слипшимися частицами, что
затрудняет дальнейшее распространение
индикаторной жидкости в слое сорбента.
Кроме того, сухой порошкообразный
сорбент создает повышенное содержание
пыли на рабочем участке, что при массовом
контроле затрудняет создание
надлежащих условий труда.
Наклеиванием наносят проявитель в
виде липкой ленты. Неоспоримое
достоинство этого способа - возможность
документирования результата контроля.
В качестве основы для документа
используется лента, снимаемая с детали после
проявления. Способу требуется высокая
степень обработки поверхности
контролируемого изделия для полного прилегания
адсорбирующего слоя ленты. Пленку
можно наносить и в жидком виде. Она
полимеризуется на контролируемом
изделии и после проявления снимается с
поверхности. Такой проявитель может быть
приготовлен, например, из синтетической
смолы путем растворения ее в
низкомолекулярном растворителе. Для уменьшения
хрупкости получаемой пленки в раствор
целесообразно ввести пластификатор.
Методы интенсификации процесса
проявления. Процессы проявления
интенсифицируют различными физическими
полями, по названию которых получили
наименование способы проявления.
Тепловой. Нормированное по
продолжительности и температуре нагревание
объекта контроля при нормальном
атмосферном давлении.
Вакуумный. Выдержка в
нормированном вакууме над поверхностью
объекта контроля.
Вибрационный.
Упруго-деформационное воздействие на объекты
посредством вибрации, циклического или
повторно-статического его нагружения.
Ультразвуком. Выдержка объекта с
одновременным воздействием на него
ультразвуковых колебаний.
Магнитный или электромагнитный.
Выдержка объекта в магнитном или
электромагнитном полях при использовании
пенетрантов, обладающих магнитными
свойствами, например, приготовленных на
основе магнитной жидкости.
Из перечисленных методов тепловое
проявление - наиболее доступный метод
интенсификации этого процесса.
Существенное ускорение путем нагрева
достигается при использовании проявляющих
покрытий типа краски. Например, горячий
воздух при температуре 60 °С ощутимо
ускоряет процесс естественного испарения
при контроле сварных швов атомных
энергетических установок. При контроле в
условиях низких температур
дополнительно могут быть применены
отражательные электронагревательные приборы.
Однако следует помнить об
ограничениях при применении теплового
проявления. Для наборов дефектоскопических
материалов, в которых пенетрант содер-
ОЦЕНКА ПРОИЗВОДИТЕЛЬНОСТИ КАПИЛЛЯРНОГО КОНТРОЛЯ 681
жит легколетучие компоненты, а
проявитель — краска, в первые 15 ... 20 мин
нагрев может оказать отрицательное
влияние на процесс проявления вследствие
испарения растворителей-компонентов
краски, участвующих в образовании
индикаторных рисунков за счет растворения
пенетранта и перехода части пенетранта в
паровую фазу, которая переходит через
слой проявителя. В этом случае
рекомендуется нагрев применять не ранее, чем через
20 ... 30 мин после нанесения проявителя.
Для проявителей, содержащих эфиры
целлюлозы, не рекомендуется температура
выше 100 °С из-за изменения структуры
целлюлозы и ее разложения с
образованием на детали плотной пленки проявителя,
непроницаемой для пенетранта.
Наиболее эффективно применение
инфракрасных излучателей,
использование которых сокращает время сушки
покрытий в 20 ... 30 раз, снижает расход
тепловой энергии и улучшает качество
покрытия. При сушке теплым воздухом
засыхающая верхняя корочка затрудняет
испарение из нижних слоев.
Инфракрасные лучи воздействуют на проявляющее
покрытие иначе. Они проходят сквозь
него так, что большая часть тепла
поглощается подложкой (деталью). В результате
сильнее нагретыми оказываются пары
растворителя. Нагрев может
осуществляться и в переменном электромагнитном
поле. При этом сушка проявителя
начинается также с нижних его слоев. При
нагреве производительность и качество
контроля повышаются не только за счет
ускорения сушки проявителя, но также и
вследствие того, что оставшийся в тупиковых
полостях дефектов газ при нагревании
будет расширяться и вытеснять пенетрант
на поверхность изделия.
Вакуумный, вибрационный и
ультразвуковой методы проявления широкого
практического применения не находят.
Обусловлено это, с одной стороны,
техническими трудностями, стоящими на пути
реализации этих методов, а с другой, —
отсутствием всестороннего практического
обоснования данных методов и
доказательств достигаемых при этом
преимуществ.
Перспективными являются
магнитная и электромагнитная интенсификация
проявления, при контроле пенетрантами
на магнитных жидкостях. За счет
воздействия магнитного поля на такой пенетрант
при извлечении его из дефектов может
быть существенно ускорен процесс
проявления и увеличена полнота извлечения
пенетранта.
Время проявления. Время
проявления варьируется в зависимости от класса
чувствительности от 5 ... 20 мин до
нескольких часов. Для цветных пенетрантов,
которые применяются при контроле по
второму классу чувствительности,
проявление длится не менее 20 мин после
высыхания проявителя. По первому классу
чувствительности дефекты выявляют
через 60 мин после нанесения проявителя, а
в некоторых случаях проявление длится
несколько часов.
Время проявления должно быть
указано в методиках контроля,
разработанных конкретно к деталям данного
производства.
Рекомендации по времени
проявления никоим образом не могут
восприниматься отвлеченно. В обязательном
порядке они должны точно соответствовать
используемым дефектоскопическим
материалам способами их нанесения,
материалом, температурой и состоянием
поверхности контролируемого объекта.
Такой же широкий диапазон имеют
рекомендации по температуре проявления,
они колеблются от 4 до 52 °С.
8.6. ОЦЕНКА
ПРОИЗВОДИТЕЛЬНОСТИ
КАПИЛЛЯРНОГО КОНТРОЛЯ
Весь технологический цикл
капиллярного контроля, включающий все
основные операции, имеет
продолжительность
682
Глава 8. ТЕХНОЛОГИЯ КАПИЛЛЯРНОГО КОНТРОЛЯ
■* ■* оч "*" -* cyuil ~1~ ■■ нп "*" ^ кп ' 1 упн ' * суш2 '
' * нпр "■" * пр ~*~ * контр ^ vnp ' * ТР' \0.1 j
где Тт - время очистки; ГСУШ| - время
сушки после очистки (может быть равно
нулю); Тнп - время нанесения пенетранта;
Ткп - продолжительность контакта с пе-
нетрантом; Тупи - время удаления
излишков пенетранта; Т^^а - время сушки после
удаления излишков пенетранта (может
быть равно нулю); Типв - время нанесения
проявителя; Гпр - время проявления; Тконго -
время контроля (собственно
дефектоскопия); rvnD - время удаления проявителя;
Tw - время транспортировки.
Время очистки Точ в большой мере
зависит от степени и особенностей
загрязнений деталей, а также от применяемых
средств очистки (растворители,
ультразвуковое, тепловое или механическое
воздействие). Оно существенно зависит от
используемой механизации.
Время контакта с пенетрантом Ткп
зависит от условий и факторов, изложенных
выше. Длительность контакта с
пенетрантом имеет решающее значение при оценке
длительности всего цикла контроля.
Времена удаления излишков
пенетранта Гупн и проявителя с остатками
дефектоскопических материалов Тупв
определяются на поточных линиях пропускной
способностью участков мойки и сушки.
Время проявления дефектов Tnv
уменьшается при использовании
интенсифицирующих воздействий.
Время контроля данной детали Гконтр
при осмотре оператором зависит от
физических возможностей человека; оно,
естественно, увеличивается при контроле
больших поверхностей сложной формы и
отыскании очень мелких дефектов. Время
контроля существенно сокращается при
использовании систем технического
зрения для регистрации и анализа
капиллярных индикаций, однако автоматизация
влечет за собой сужение классов
наблюдаемых объектов и анализируемых
дефектов. Оно тем больше, чем большие
производительность и надежность контроля
требуются. Осмотр изделий сложной формы
практически не поддается автоматизации.
Под производительностью метода
дефектоскопии следует понимать
количество данных деталей, проверенных в
единицу времени, выражаемое величиной Пм,
обратной длительности всего
технологического цикла контроля:
nM=j- (8.2)
Под производительностью
дефектоскопического оборудования Поб следует
понимать произведение
производительности метода Пм на количество
одновременно контролируемых деталей и:
Яоб = Ям« = ^. (8.3)
Отсюда следует, что
производительность оборудования можно повышать как
увеличением количества параллельно
осматриваемых деталей, так и сокращением
длительности технологического цикла
контроля. При последовательном осмотре
деталей, прошедших параллельную
подготовку, производительность оборудования
будет лимитироваться
производительностью осмотра, что зависит главным
образом от его условий и опыта контролера.
Если Тп при обычной капиллярной
пропитке в нормальных атмосферных
условиях обозначить Гпк, а при
ультразвуковом воздействии и в вакууме
соответственно Тпуи Гпв, то справедливы равенства:
■* п.у ^у -* п.к» ■* п.в ^в-'п.К) V"*V
где КуиКв — коэффициенты
интенсификации, соответственно, ультразвуком и
вакуумом.
Обслуживание оборудования
капиллярного контроля. Как и в любом
другом производстве, система
капиллярного контроля требует соответствующего
обслуживания для обеспечения
надежности процесса контроля в течение
длительного времени и уверенности, что резуль-
ОЦЕНКА ПРОИЗВОДИТЕЛЬНОСТИ КАПИЛЛЯРНОГО КОНТРОЛЯ 683
таты контроля являются адекватными. По
сравнению с другим промышленным
оборудованием, обслуживание оборудования
установок капиллярного контроля не
представляет трудности и не требует
большого объема работ.
Своевременные работы по
обслуживанию оборудования капиллярного
контроля в конечном итоге приводят к
экономии средств, во-первых, из-за
предотвращения отбраковки годных деталей, и,
во-вторых, благодаря недопущению
дефектных изделий к эксплуатации.
Типы обслуживания, требуемого
системами капиллярного контроля.
Обслуживание обычно бывает двух
различных типов. Первый тип состоит в
обслуживании механического и электрического
оборудования и любых связанных с ним
вспомогательных средств. Второй тип
состоит в поддержании характеристик
расходных материалов - пенетрантов,
эмульгаторов, очистителей и проявителей,
используемых в процессе контроля.
Обслуживание механической части
оборудования капиллярного контроля.
Есть несколько основных моментов, на
которые следует обращать внимание
прежде всего. Одним из самых важных
моментов является смазка движущихся
частей оборудования капиллярного контроля.
Даже в небольших установках могут быть
вентиляторы, насосы и т.п., которые
должны регулярно осматриваться на
наличие смазки. В крупном оборудовании
поточного капиллярного контроля
присутствуют приводные механизмы достаточно
сложных конструкций. В основном
производители снабжают оборудование
соответствующей информацией с полным
описанием процедуры смазки и
спецификацией различных типов масла или
консистентной смазки, дающих наилучший
результат.
Обслуживание электрической
части оборудования капиллярного
контроля. Электрическое оборудование,
особенно в сложных установках, должно
регулярно осматриваться. Так как многие
жидкости, используемые в капиллярном
контроле, являются электропроводящими,
они могут вызвать электролитическую
коррозию между различными металлами.
Такая коррозия может произойти даже на
единственном металле при попадании на
него жидкости, особенно в случаях, когда
металл проводит ток и жидкость
оказывается на токоведущих частях. Проводящие
жидкости могут время от времени быть
причиной сбоев в схемах программного
управления, вызывая частичные короткие
замыкания. Они могут повредить
электрическое оборудование или вызвать
неисправность чувствительных реле
управления. Правильным подходом является
осмотр всей электрической схемы при
каждом осмотре оборудования с удалением
всех следов жидкостей, которые,
возможно, разбрызгивались или иначе попадали
на электропроводку или электрические
устройства.
Самый важный участок с точки
зрения обслуживания электрической части
оборудования капиллярного контроля -
сушилка. Отказ вентилятора или
термостата сушилки может служить причиной
общего отказа участка сушки. Перегрев
алюминиевых деталей сушилки может
вызвать их преждевременный износ.
На станциях автоматической
промывки также необходимо отслеживать
возникновение избыточного давления или
чрезмерно длинных циклов промывки.
Температура воды промывки также
должна соответствующим образом управляться
при работе с некоторыми типами
пенетрантов.
Обслуживание заводского
оборудования техники безопасности на
участках капиллярного контроля.
Огнетушители, пожарная сигнализация и другое
оборудование пожаротушения или
предотвращения взрыва должно
поддерживаться в надлежащем состоянии в
соответствии с правилами противопожарных
мероприятий и требованиями страхования,
соответствовать местным и
государственным нормам. Надлежашая противопожар-
684
Глава 8. ТЕХНОЛОГИЯ КАПИЛЛЯРНОГО КОНТРОЛЯ
ная подготовка персонала может
существенно ограничить ущерб, травмы и
повреждения оборудования.
Обслуживание источников
ультрафиолетового излучения.
Неотъемлемая часть системы люминесцентного
капиллярного контроля - источник
ультрафиолетового излучения, интенсивность
которого является определяющей для
достоверности результатов контроля.
Рекомендуется еженедельная или более частая
проверка интенсивности, если УФ-излуче-
ние используется в уровне интенсивности,
близком к минимуму.
Инструмент, обычно
использующийся для измерения интенсивности
ультрафиолетового излучения, — УФ-интенси-
метры J-221 или Аргус-04. Принято
проводить измерения на расстоянии 38 см от
поверхности фильтра источника
ультрафиолетового излучения, в центре луча.
Различные технические требования
устанавливают минимальные
интенсивности ультрафиолетового излучения 8,6 или
10,2 Вт/м2 (865 или 1020 мВт/см2) при
использовании УФ-интенсиметра J-221.
Поддержание чистоты и порядка в
зонах обработки средствами
капиллярного контроля и осмотра объекта.
Установки капиллярного контроля должны
всегда содержаться в чистоте и порядке,
что обеспечивает надежный контроль.
Следует избегать скоплений
расходных материалов на оборудовании. Пенет-
рант, контрастный или флуоресцентный,
может оказывать негативное влияние на
качество контроля, если позволить ему
собираться на рабочих поверхностях. Пенет-
рант, подхваченный деталью, может
привести к ложным индикациям, затруднить
принятие оператором решения. Собирание
какого-либо количества флуоресцентных
пенетрантов на внутренних поверхностях
темновой кабины установки
люминесцентного капиллярного контроля может
оказывать особенно негативное воздействие. Под
влиянием ультрафиолетового излучения,
которое всегда присутствует в темновой
кабине, массы флуоресцентного материала
могут легко испустить достаточно
видимого света, чтобы воздействовать на темновую
адаптацию контролера, понижая таким
образом полную чувствительность всего
процесса капиллярного контроля.
Также должны быть приняты меры,
обеспечивающие отсутствие загрязнения
порошка или суспензии проявителя пенет-
рантом. Люминесцентные или цветные
пенетранты в проявителе могут оказаться
на поверхности объекта контроля и
создать ложные индикации.
Другой общей проблемой является
скапливание пыли под фильтром
источника УФ-излучения, что вызывает падение
интенсивности ультрафиолета на
контролируемой поверхности. При выключенном
и остывшем источнике УФ-излучения
фильтр необходимо снять и удалить пыль
с его задней поверхности, также с лампы
(колбы) источника.
Глава 9
НАБЛЮДЕНИЕ, ДОКУМЕНТИРОВАНИЕ И ИНТЕРПРЕТАЦИЯ
РЕЗУЛЬТАТОВ КАПИЛЛЯРНОГО КОНТРОЛЯ
9.1. ОБЩИЕ ЗАМЕЧАНИЯ. МЕТОДЫ
НАБЛЮДЕНИЯ ИНДИКАЦИЙ
После проявления изделие
осматривается с целью обнаружения
индикаторных следов и анализа индикаторного
рисунка.
Любая достоверная капиллярная
индикация указывает положение
несплошности на объекте контроля. Несплошность
должна открываться на поверхность; пе-
нетранты не могут обнаружить
включения, химическую сегрегацию, присутствие
примеси или любой другой несплошности,
если не присутствует ее открытие. Из-за
природы контроля с использованием пе-
нетрантов, даже трещина или раковина
останутся необнаруженными, если они не
открываются на поверхность.
Однако пенетранты работают
одинаково хорошо на любом плотном металле,
независимо от его магнитных свойств,
размера, формы или химического состава
изделия. Пенетранты особенно хорошо
«различают» микрозагрязнения
поверхности, выглядящие, как дефекты, и
действительные поверхностные несплошности.
Обычные ферромагнитные металлы,
которые чаще проверяются магнитными
методами, иногда более легко
контролируются на предмет поверхностных
дефектов капиллярным методом. Например,
резкое изменение в сечении сварных швов
под острыми углами или у основания
резьб может вызвать ложную магнитную
индикацию. Так как контроль с
использованием пенетрантов происходит только на
поверхности, он может использоваться
одинаково хорошо как на острых углах,
так и на гладких поверхностях.
Обнаруженный индикаторный
рисунок анализируют, как правило, с
применением оптических средств. Следует
учитывать, что индикаторные рисунки на
поверхности изделий могут быть образованы
не только дефектами, но и различными
загрязнениями или допустимыми
повреждениями поверхности. Поэтому в
результате анализа контролер должен установить
действительное наличие дефекта, его
характер и размеры. Различают
ограниченный и полный анализ индикаторных
рисунков дефектов.
При ограниченном анализе изучают
только геометрию и размеры рисунка.
Изделия бракуют, если количество и размеры
выявленных штрихов, линий и точек
превышают допустимые ТУ. Такой анализ
обеспечивает высокую производительность
контроля, позволяет использовать
специалистов с невысокой квалификацией, но
может привести к необоснованной
выбраковке изделий со сложной поверхностью
или невысокой чистотой обработки.
Полный анализ рисунка предполагает
изучение места его расположения,
направления, цвета, яркости и других признаков.
При таком анализе необходим
тщательный осмотр изделий, выполняемый
высококвалифицированными контролерами.
Специалист должен уметь различать
действительные и ложные дефекты.
К ложным дефектам относят различные
допускаемые ТУ изменения качества
материала изделия, их микрогеометрии,
незначительные повреждения и загрязнения
поверхности, вызывающие образование
индикаторных рисунков, похожих на
рисунки действительных дефектов. Ложные
дефекты проявляются при неполном
удалении пенетранта с поверхности, особенно
содержащей остатки загрязнений и
коррозии. Поэтому анализ дефектов выполняют
с использованием дополнительных
признаков, главными из которых являются:
686 Глава 9. НАБЛЮДЕНИЕ, ДОКУМЕНТИРОВАНИЕ И ИНТЕРПРЕТАЦИЯ РЕЗУЛЬТАТОВ
место расположения рисунка;
направление линий рисунков
относительно оси симметрии изделия и
действующих нагрузок;
цвет, яркость и насыщенность цвета
рисунка;
скорость образования рисунка и
характер его изменения с течением времени;
конфигурация рисунка, наличие
изломов и разветвлений;
четкость и степень подобия контуров
линий рисунка;
микрорельеф проявителя в зоне
рисунка;
наличие подобного рисунка в
соседних зонах изделия.
Иногда бывает достаточно
рассмотреть два-три дополнительных признака.
В сложных случаях проводят анализ по
всем дополнительным признакам или
прибегают к дополнительному контролю
изделия другими методами.
При полном анализе достигается
наибольшая достоверность контроля,
снижаются потери от необоснованной
выбраковки изделий, создается возможность
контроля изделий со сложной
поверхностью, а также бывших в эксплуатации.
Иногда анализ дефектов выполняют
путем сравнения полученных дефекто-
грамм с эталонными.
Среди способов обнаружения следов
дефектов можно выделить следующие.
Визуальный - совокупность
зрительных приемов обнаружения, в том числе с
применением оптических или
фотографических средств, видимого индикаторного
следа несплошности, выявленной
люминесцентным, цветным, люминесцентно-
цветным или яркостным методами.
Фотоэлектрический - совокупность
фотоэлектрических приемов обнаружения
и преобразования с применением
различных средств косвенной индикации и
регистрации сигнала видимого индикаторного
следа несплошности, выявленной
люминесцентным, цветным, люминесцентно-
цветным и яркостным методами.
Телевизионный - совокупность
телевизионных приемов обнаружения,
преобразования в аналоговую или дискретную
форму с соответствующим
представлением на экран, дисплей, магнитную пленку
сигнала от видимого индикаторного следа
несплошности.
Инструментальный - совокупность
косвенных приемов обнаружения сигнала
от невидимого глазом индикаторного
следа несплошности или сигнала от
индикаторного пенетранта, находящегося внутри
полости несплошности.
Для обнаружения следов дефектов
следует создать на контролируемой
поверхности необходимую освещенность и
оператор должен быть оснащен
необходимым оборудованием.
При использовании красящих пенет-
рантов испытываемая поверхность должна
быть освещена дневным или
искусственным светом. При использовании люми-
несцирующих индикаторных веществ
комната, где проводится проверка, должна
быть затемнена. Проверку испытываемой
поверхности необходимо производить в
ультрафиолетовых лучах.
Ультрафиолетовая лампа должна быть включена на
полную яркость. Для защиты оператора и
концентрации потока лучей на
исследуемой поверхности лампу следует снабжать
рефлектором. Напряжение
ультрафиолетовой лампы должно соответствовать ее
паспортным данным.
Перед началом наблюдения
необходимо, чтобы по крайней мере в течение
5 мин глаза привыкли к уменьшенному
окружающему освещению. Оператор не
должен смотреть прямо на
ультрафиолетовую лампу или на поверхности,
отражающие, как зеркала, ультрафиолетовые
лучи.
Кроме того, необходимо следить за
тем, чтобы неотфильтрованное излучение
ультрафиолетовой лампы не достигло глаза.
При фотоэлектрическом
обнаружении изделие бракуется на основании
измерения светового потока,
воспринимаемого фотоэлементом. Для этого, напри-
ПСИХОФИЗИОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ЗРЕНИЯ ОПЕРАТОРА 687
мер, изделие помещается в затемненную
камеру, освещается ультрафиолетовым
светом, а фотоэлемент регистрирует
свечение в видимой области. При
инструментальном обнаружении сигнал о наличии
дефекта получают путем регистрации с
помощью специальных приборов,
учитывающих излучение, испускаемое
индикаторным веществом, находящимся в
полости дефекта. Это могут быть, например,
излучение радиоактивного газа криптона в
газосорбционном контроле или
акустические импульсы, генерируемые хрупкой
пленкой, образовавшейся в результате
полимеризации специального пенетранта
в полости дефектов.
Достоинством фотоэлектрического
метода является его сравнительно высокая
производительность и удобство
получаемых данных для последующего
компьютерного анализа. Недостатком является
его низкое разрешение и низкая
помехоустойчивость. Для обеспечения высокого
разрешения требуется, во-первых, точная
механика для сканирующего перемещения
объекта контроля под неподвижным
датчиком (это накладывает ограничения на
массу и габариты объекта), или датчика
над объектом (накладывает ограничение
на габариты объекта); во-вторых, для
достижения высокого разрешения требуется
датчик с малым входным отверстием,
пропускающим, например, видимое
излучение люминесцентного пенетранта.
Однако, чем меньше входное отверстие, тем
большее влияние будут оказывать
перемещения поверхности объекта контроля
относительно датчика. Таким образом,
фотоэлектрическим методом возможен
контроль объектов с поверхностями
простых форм, например, труб, плоских
сварных швов, несложных валов и т.п.
К инструментальным способам
обнаружения относится также выявление
дефектов в изделиях из непроводящих
материалов с помощью токовихревого прибора
при условии пропитки дефектов
электропроводящим пенетрантом.
Основное преимущество
телевизионного обнаружения - возможность
регулирования контраста и яркости изображения
дефекта. За счет этого могут быть
повышены чувствительность и достоверность
контроля и улучшены условия работы
контролера. Кроме того, выведенное на
телеэкран изображение дефекта позволяет
с помощью ЭВМ произвести
количественную оценку дефекта и получить
данные о степени его опасности. Подробнее
вопросы применения средств
вычислительной техники для обнаружения
дефектов и распознаванию результатов
контроля рассмотрены ниже.
После выявления дефектов
проявитель, как правило, удаляют с поверхности
изделия.
Обнаруженные следы дефектов
регистрируются оператором путем
фотографирования, зарисовывания индикаторных
следов, с целью фиксации
местоположения дефектов на контролируемом изделии.
Эти результаты заносятся в специальные
документы (журналы), анализируются
специалистом, принимая во внимание
совокупность основных и косвенных
признаков индикации допустимых и
недопустимых дефектов, кинетику проявления
следа. В результате выдается заключение
(специальной в каждой отрасли формы) о
возможности эксплуатации
контролируемой детали или, в неоднозначных для
оценки случаях, деталь направляется на
повторный контроль.
9.2. ПСИХОФИЗИОЛОГИЧЕСКИЕ
ОСОБЕННОСТИ ЗРЕНИЯ
ОПЕРАТОРА
Поскольку в настоящее время
наблюдение и оценка результатов капиллярного
контроля - капиллярных индикаций -
производится визуально, зрение оператора
играет значительную роль (можно сказать,
одну из решающих) в итоговой
чувствительности и надежности метода.
Знание психофизических
особенностей зрения помогает правильно выбрать
688 Глава 9. НАБЛЮДЕНИЕ, ДОКУМЕНТИРОВАНИЕ И ИНТЕРПРЕТАЦИЯ РЕЗУЛЬТАТОВ
пенетрант с точки зрения его яркостных
или колориметрических характеристик,
выработать рекомендации по выбору и
правильной расстановке источников
освещения и УФ-излучения и т.п., т.е.
обеспечить все необходимое для
использования возможностей человеческого зрения с
максимальной для данной задачи
эффективностью.
Наши ощущения и восприятия могут
заметно обостряться и под влиянием
эмоционально-волевых состояний человека, а
также произвольного напряжения его
внимания. Если, например, в данный
момент мы очень заинтересованы в том,
чтобы лучше увидеть или лучше услышать,
нередко зрение и слух у нас фактически
становятся более острыми.
Глаз, являясь наиболее
чувствительным из всех известных в настоящее время
оптических приборов, способен
эффективно действовать как в условиях малых и
больших яркостей, так и в промежуточной
области.
Переход от ночного зрения к
дневному, и наоборот, происходит не сразу.
Только через 50 ... 60 мин глаз
приобретает максимальную чувствительность. Темп
прироста чувствительности зависит от
условий освещенности, из которой глаз
переходит в темноту (рис. 9.1). Из этого
следует два практических вывода:
наибольшая чувствительность глаза
обеспечивается при соответствующей адаптации;
0 10 20 3040 50 0 10 20 3040 50 60 мин
Рис. 9.1. Зависимость чувствительности от
времени пребывания в темноте:
/ - переход от слабого освещения в темноту;
2 - переход от значительного освещения
в темноту
адаптация идет интенсивнее при
возможно меньшем перепаде освещения,
действующего на глаз.
Люминесцентный метод по условиям
работы приближается к условиям порога
чувствительности глаза.
Световым порогом называют
наименьшее значение освещенности,
создаваемой анализируемым источником света
на зрачке наблюдателя, при которой
заметен свет. Цветовым порогом называют
наименьшее значение освещенности на
зрачке наблюдателя, при которой
различается не только яркость, но и цвет
источника света. Из графика (рис. 9.2) следует, что
все без исключения цветовые сигналы,
кроме красного, при определенных
условиях могут представляться белыми.
Существование цветового порога
показывает, что использование зеленого и
желтого цветов в качестве индикаторных в
люминесцентной дефектоскопии наиболее
эффективно только в случае превышения
значения цветового порога, т.е. когда
свечение люминофора представляется
цветным. Это означает, что ультрафиолетовое
400
Длина волны, нм
Рис. 9.2. Изменение световых (кривая 7) и
цветовых (кривая 2) порогов зрения
человека при наблюдении малых
монохроматических источников света в
полной темноте
ПСИХОФИЗИОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ЗРЕНИЯ ОПЕРАТОРА 689
возбуждение должно быть достаточно
интенсивным, чтобы обеспечивать
преимущества цветного люминесцирующего
изображения дефектов. Использование
красной индикаторной краски в цветной
дефектоскопии при всех освещенностях
выше светового порога будет
обеспечивать заметную цветность изображения.
Однако в условиях ночного зрения при
яркостях менее 3 • 10"3 нт глаз не
различает цветов, потому что зрительный аппарат
в этих условиях не обладает цветовой
чувствительностью.
Спектральная чувствительность
глаза, т.е. чувствительность к
монохроматическим излучениям одинаковой
мощности, но разных длин волн, неодинакова.
Наиболее сильное воздействие на
цветочувствительность зрения оказывает
излучение с длиной волны 554 нм,
соответствующее желто-зеленому цвету. По мере
приближения к началу и концу видимой
области спектра, чувствительность глаза
резко падает и за ее пределами равна нулю
(рис. 9.3). Отсюда следует, что при интен-
сивностях свечения индикаторных полос
выше цветового порога наиболее
рациональным оказывается желто-зеленый цвет,
при прочих равных условиях.
400 500 600
Длина волны, нм
а)
700
0,5
0
у
//
XI
\1
-2
\
400 500 600 700
Длина волны, нм
б)
Рис. 9.3. Относительная
спектральная чувствительность:
а - стандартного зрения;
б - палочкового (кривая 1) и
колбочкового(кривая 2)
аппаратов зрения
Однако изменение условий
адаптации смещает цвет потребного излучения,
соответствующего максимальной
чувствительности, в сторону более коротких волн
(рис. 9.4). Для оптимального цвета с
длиной волны 554 нм максимальная
чувствительность получается при адаптирующей
фоновой яркости 1,9 нт и более.
Предельной для люминесцентной дефектоскопии
рекомендуется адаптирующая яркость
0,03 нт, что соответствует максимальной
чувствительности к зеленовато-голубому
цвету (530 нм).
Острота зрения, или разрешающая
способность, - это способность различать
два близлежащих объекта. Человек с
острым зрением может различать точки на
угловом расстоянии одной минуты друг
от друга (рис 9.5). Большинство способно
X, нм
560
550
540
530
520
510
Рекомен-
Г
^-/2
5eow
s б Щ й
4) О
3 а
-1 0 log В
З-Ю-'З-IO4 3 10' 0,034 0,34 3,4 В, нт
Рис. 9.4. Зависимость оптимальной
длины волны, соответствующей
максимальной спектральной
чувствительности зрения, от
уменьшения яркости окружающего
(адаптирующего) освещения
690 Глава 9. НАБЛЮДЕНИЕ, ДОКУМЕНТИРОВАНИЕ И ИНТЕРПРЕТАЦИЯ РЕЗУЛЬТАТОВ
1 ■ LhL—L—L— <з£
ft 0,001 0,1 1
1 10100 1000(0,318)
Яркость, нт
« 5
s
|4
.
Черное на белом фоне
:
*^^
1
10 30
100
Яркость, нт
200(0,318)
Рис. 9.5. Зависимости угла разрешения глаза человека от яркости объекта
при максимально благоприятных условиях
«разрешать» расстояние 3 ... 4 мин. При
этом важно знать, куда смотреть, так как
поле зрения глаза, где высока
разрешающая способность, мало (центральная ямка
сетчатки глаза имеет угловой размер 1,5°).
Теоретический предел остроты
«стандартного глаза» равен примерно минуте.
Острота зрения отличается в случае
цветных объектов на белом фоне (цветная
дефектоскопия) и светлых цветных
объектов на темном фоне (люминесцентная
дефектоскопия) и определяется цветом,
яркостью объектов и фона, а также
адаптацией зрения. Данное явление объясняется
9.1. Основные световые величины в системе СИ
Величина
Сила света
Световой поток
Световая энергия
Светность
Яркость
Освещенность
Количество освещения
Освечивание
Обозначение
/
F
Q
М
B,L
Е
Н
С
Единица измерения
Свеча
Люмен
Люмен-секунда
Люмен на квадратный метр
Нит
Люкс
Люкс-секунда
Свеча-секунда
Сокращенные обозначения
единиц измерения
ев
лм
лм • сек
лм/м2
нт
лк
лк • сек
ев • сек
9.2. Соотношение между внесистемными единицами освещенности
Единица освещенности
Люкс
Фот
Футо-свеча
Система единиц
СИ
СГСЛ
Английская
Люкс
1
104
10,76
Фот
10...4
1
1,076- Ю-3
Футо-свеча
9,29 • 10-2
929
1
ПСИХОФИЗИОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ЗРЕНИЯ ОПЕРАТОРА 691
влиянием двух факторов: контрастной
чувствительности глаза и иррадиации.
Разрешающая способность глаза
зависит в большой степени от цвета
различаемых объектов (рис. 9.6). Как видно на
рис. 9.6, б, наилучшей разрешающей
способностью глаз обладает, когда объекты
видны в зеленых или желто-зеленых лучах
на темном фоне. Зрение не различает
цвета весьма малых объектов, а регистрирует
лишь различные яркости.
При наиболее благоприятных
условиях глаз может воспринимать
изображение узкого длинного объекта шириной
меньше диаметра одной колбочки,
равного -0,005 мм (25 ... 31 с).
Анатомические размеры элементов
сетчатки не предопределяют собой
границы возможной остроты зрения при
наблюдении тонких протяженных объектов. Они
ставят предел лишь в тех случаях, когда
общие размеры объекта (длина и ширина)
значительно меньше элементов сетчатки
глаза, так как в пределах одного свето-
ощущающего элемента сетчатки
различение яркости и цвета невозможно.
В табл. 9.3 приведены данные остроты
зрения, полученные различными
исследователями на длинных объектах типа нитей,
ширина которых подсчитана в переводе на
расстояние 200 мм от глаза (длина дуги
круга радиусом 200 мм, соответствующая
одной угловой секунде « 0,001 мм).
о 20 loo гзо121
Освещенность, лк
а)
V/
8
S
5
%
100
75
50
25
0
\
\
/
/
/2ч /
ri V
K-^JX
^tz^-\
450 500 550 600 650 X, нм
б)
Рис. 9.6. Зависимость остроты зрения:
а - от яркости белых объектов на темном фоне и адаптации глаза (по Музылеву); 6 - от длины
волны света цветных объектов на темном фоне (кривая /) и белом фоне (кривая 2) (по Бялику)
9.3. Предельная острота зрения
Автор
Ауберт
Фэрри, Рэнд
Кравков
Кон
Ауберт
Теплов
Уилкокс
Кравков, Риз
Гехш, Минц
Вюльдинг, Бурдон
Бест
Ширина
сек
18
30
11
15; 10;
7,5
25
22
15 ... 17
3 ...6
0,5
4; 5; 12
2,5
объекта
мк
18
30
11
15
7,5
25
22
16
3
0,5
4; 5; 12
2,5
Характер объектов
Белые длинные линии на черном;
средняя ширина 0,016 мм;
минимальная ширина 0,008 мм
Черные длинные линии на белом;
средняя ширина 0,013 мм;
минимальная ширина 0,0005 мм
Смещение одной половины линии
относительно другой
692 Глава 9. НАБЛЮДЕНИЕ, ДОКУМЕНТИРОВАНИЕ И ИНТЕРПРЕТАЦИЯ РЕЗУЛЬТАТОВ
Таким образом, если ширина
индикаторной полосы над дефектом, выявляемым
люминесцентным либо цветным методом,
будет 0,5 мк, то при максимально
благоприятных световых условиях на
расстоянии глаза около 200 мм ее сможет
зарегистрировать невооруженное зрение
человека с максимальной остротой. Ширина же
устья самого дефекта должна быть
меньше, так как процесс его проявления
сопровождается расширением индикаторной
полосы относительно ширины устья
дефекта.
Сравнение возможностей некоторых
основных средств визуального
наблюдения микрообъектов дано в табл. 9.4.
Как было отмечено выше, крайние
значения остроты зрения глаза
определены для наиболее благоприятных условий.
В обычных же условиях острота зрения
определяется способностью глаза
различать две граничащие яркости: В и В + АВ,
т.е. его контрастной, или различительной,
чувствительностью.
Глаз способен различать две яркости,
если их отношение по психофизическому
закону Вебера достигает определенной и
постоянной величины, зависящей от
размеров объекта. В обычных условиях
возрастание яркости на 10 % едва отмечается
зрением. Изменение же яркости на 3 %
можно наблюдать лишь при очень
благоприятных условиях.
9.4. Разрешающая
Средство наблюдения или
физический объект
Глаз, «стандартная»
острота зрения
Глаз, «идеальная» острота
зрения
Люминесцентный метод
с сорбционным
проявлением
Магнитный порошковый
метод
Цветной метод с
диффузионным
проявлением
Люминесцентный метод
с диффузионным
проявлением
Магнитно-люминесцентный порошковый метод
способность средств наблюдения микрообъектов
Предельные
размеры
наблюдаемых объектов, мк
60
7,5 ...0,5
10
5
1 ...2
1 ...0,5
0,5
Средство наблюдения или
физический объект
Микроскоп оптический
Единичная линия
сдвига (скольжения)
Ультрамикроскоп
Радиус кривизны конца
зародышевой
усталостной трещины
Электронный
микроскоп, практический
предел
Электронный
микроскоп, теоретический
предел
Предельные
размеры
наблюдаемых объектов
0,5 мк
200 А
50 А
Несколько
ангстрем
10... 50А
0,04 А
Примечание: Разрешающая способность рентгеномикроскопов не выше обычных.
ПСИХОФИЗИОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ЗРЕНИЯ ОПЕРАТОРА 693
Контрастная чувствительность
зависит от уровня яркостей рассматриваемых
объектов данного цвета (рис 9.7), а также
от углового размера объекта, монокуляр-
ности или бинокулярности зрения,
адаптации глаза, работающего участка
сетчатки, яркости окружающего фона, наличия
посторонних раздражителей,
действующих на осматривающего (шум, вибрация,
теплота и т.п.).
Из зависимости на рис. 9.7, 6
вытекает, что контрастная чувствительность
глаза достигает максимума при яркости
объекта, на которую адаптирован глаз.
Контрастная чувствительность
достигает наибольшего значения в случае
регистрации изображения в области
желтого пятна с угловым размером 3 ... 5°.
у, мин
^=0,9
а
0,4
0,2
0,1
4£ =0,05
О
0,0005 0,005 0,05 0,5 5 (0,318 нт)
а)
1,25
1,67
2,5
=^
г^
/
^
^
'А
£
^
Ш 3,5 35 350 3500 А, нт
тШ
-ittt
i-itti
°\ПЛЛ
^й£ь
102 10' 1 10 102 103 104105S, нт
6)
Рис. 9.7. Зависимости:
a - остроты зрения у от контрастной
чувствительности АВ/В темных объектов
на светлом фоне; б - контрастной
чувствительности АВ/В от яркости объекта В
при нескольких уровнях яркости фона
Темновая Световая
Время адаптации, мин
Рис. 9.8. Зависимость времени адаптации
от контрастной чувствительности зрения:
1 - темновая; 2 - световая
По мере роста темновой адаптации
глаза растет и его контрастная
чувствительность (рис. 9.8).
При бинокулярном наблюдении
контрастная чувствительность выше, чем при
наблюдении одним глазом.
Освещение другого глаза при
наблюдении одним снижает контрастную
чувствительность: чувствительность снижается
в присутствии звукового раздражителя.
Отмечается существенная
зависимость контрастной чувствительности
глаза от яркости источника света разной
длины волны (рис. 9.9).
При малых яркостях преимущество
контрастной чувствительности на стороне
сине-зеленых лучей по сравнению с
красно-желтыми. При больших - ее
практически нет. Видно, что при малых яркостях
(сумеречное зрение) наивысшая
чувствительность наблюдается при синем цвете
малых объектов, а более низкая - при
красном. Темновая адаптация не
ликвидирует преимущества синих излучений
малой яркости. При увеличении яркости
цветных объектов различие в
чувствительности исчезает. Приведенные
зависимости позволяют давать объективную
оценку чувствительности различных
методов и способов выявления
поверхностных дефектов пропиткой при таком
возбуждении яркостей индикаторных по-
694 Глава 9. НАБЛЮДЕНИЕ, ДОКУМЕНТИРОВАНИЕ И ИНТЕРПРЕТАЦИЯ РЕЗУЛЬТАТОВ
АВ
В
0,5
0,3
0,1
\2
\
\
\
1
\
\
"4j
*-ч
■—
ш—Ч
-—'
0,001
0,01 1,
0,13
18
62
лк
230
2520
>
а)
б)
Красный I
Красный II
Красный III
Оранжевый
Белый
Зеленый
Синий
30 мин
Рис. 9.9. Контрастная чувствительность зрения:
а — в зависимости от цвета объекта размером 3 х 4°;
б - в зависимости от цвета излучения и от времени адаптации к темноте, угловой размер цветного
объекта 1°; локализация изображения на сетчатку глаза 5° над центральной ямкой (по Кольраушу);
/ - красно-желтые лучи X = 670; 605; 575 нм; 2 - зелено-синие лучи X = 505; 470; 430 нм
лос, когда исключается влияние цветности
свечения на контрастную
чувствительность глаза наблюдателя. Тогда задача
оценки чувствительности будет сводиться
главным образом к оценке, во-первых,
контраста и, во-вторых, наименьшего
размера индикаторной полосы,
определяющего угол разрешения глаза при заранее
выбранном расстоянии до объекта. При
условии применения специальной
методики определения контраста и размера
индикаторной полосы станет возможным
количественно оценить чувствительность
метода по отношению к данному дефекту.
Следующим фактором, помимо
контрастной чувствительности, определяющим
остроту зрения, является иррадиация -
явление иллюзорного увеличения ярких
объектов на черном фоне (рис. 9.10). Белая
полоса на черном фоне кажется явно более
широкой, чем черная на белом (рис 9.10, а).
Так же раскаленная нить электролампы
кажется толще ненакаленной. Аналогично
воспринимается цветное изображение
(рис. 9.10, б). Общим в этих примерах
является то, что границы светлых полей
иллюзорно расширяются и частично
надвигаются на смежные темные поля.
Рис. 9.10. Иллюстрация иррадиации:
а - иррадиация света в глазу человека;
б - цветная схема люминесцентного и цветного
методов регистрации дефектов с помощью
дефектоскопических материалов
Иррадиация может быть
положительная (рассмотрена выше) и негативная,
сказывающаяся в том, что иллюзорно
расширяются границы темных полей за
счет светлых. Величина иррадиации, если
ее измерять расширением границ светлого
поля, по мере усиления яркости поля
растет, переходя от негативной к
положительной (рис. 9.11), откуда следует
важный для люминесцентной дефектоскопии
вывод: яркость индикаторных полос
должна быть порядка 0,6 • 104 нт (0,6 сб).
ПСИХОФИЗИОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ЗРЕНИЯ ОПЕРАТОРА 695
0,10
—г4
2 0,3 0,4/ 0,5 0,6 0
~7
г
)
/
Г
1 В,
i 5
54
Ё 3
8 2
Si
§-1
и
а. 3
Рис. 9.11. Зависимость иррадиации
от яркости полей сравнения
(по Мешковой и Брюлловой)
В этом случае будет максимально
использован эффект положительной
иррадиации, иллюзорно расширяющей ярко
люминесцирующую индикаторную
полосу, тем самым способствуя выявлению
весьма узких трещин.
Средством достижения указанных
условий является возбуждение яркой
люминесценции индикаторной жидкости с
помощью ультрафиолетового света
достаточной мощности. Как видно из рис. 9.12,
зависимость яркости люминесценции от
энергетической освещенности имеет линейный
характер, но для разных люминофоров
нарастание яркости люминесценции резко
различно. Можно предположить, что при
весьма большой ультрафиолетовой
облученности люминофоры будут нагреваться,
что вызовет тушение люминесценции и
отклонение от линейной зависимости.
аса
о §
1,6
1,4
1,2
1,0
|| 0,8
|| 0,6
^ I °'4
8 0,2 |f
0 4 8 12 16 20 24 28 30 32
Яркость светосостава 102 нт
Рис. 9.12. Зависимость яркости светосостава
от энергетической освещенности УФС:
1 - щелочноземельный;
2 - цинккадмиевосульфидный
-Е -1^
1^" ^7
1 ^ ^
Т ~у^~
~£_ у
\_/L
- s
Я 620]
Рис. 9.13. Цветовой круг Ньютона
696 Глава 9. НАБЛЮДЕНИЕ, ДОКУМЕНТИРОВАНИЕ И ИНТЕРПРЕТАЦИЯ РЕЗУЛЬТАТОВ
130" белый
95° желтый
к 80" синий
i 45° красный
180° белый
120° желтый
00° синий
60" зеленый красный
I I
По вертикали По горизонтали
Рис. 9.14. Схема восприятия цвета в зависимости от угла зрения
В цветной дефектоскопии, где
основную роль играет контрастная
чувствительность зрения, а иррадиация имеет
отрицательный характер, наибольший эффект
достигается при средних яркостях полей. Кроме
того, следует правильно учитывать
возможности цветового контраста. Наиболее
сильным будет восприятие двух цветовых полей,
если они будут подобраны в соответствии
с правилом круга Ньютона (рис. 9.13),
гласящим: «Цвета, расположенные в круге
диаметрально противоположно, обостряют
и увеличивают цветовой контраст».
Вместе с тем, объекты, окрашенные в
различный цвет, воспринимаются по
разному в зависимости от угла зрения по
вертикали и по горизонтали (рис. 9.14). Как
видно, для красных объектов поле зрения
контролера должно быть значительно
меньшим, чем при поиске объектов
желтого (люминесцентные методы) цвета.
Описанное явление должно учитываться
при рациональной организации рабочего
места контролера-дефектоскописта.
9.3. ФАКТОРЫ, ВЛИЯЮЩИЕ НА
НАДЕЖНОСТЬ ИНТЕРПРЕТАЦИИ
ИНДИКАЦИЙ
Видимость индикаций
капиллярного контроля. Одним из факторов,
определяющих эффективность пенетранта,
является его видимость, часто
понимаемая как яркость, контраст или светимость.
Учитывая, что в несплошности
удерживается чрезвычайно малое количество
пенетранта и что лишь часть этого
пенетранта может быть извлечена на
поверхность, чтобы стать видимой, очевидно, что
должно использоваться все, что усилит
видимость, если необходимо получить
максимальные дефектоскопические
характеристики.
Контраст индикаций контрастного
(цветного) пенетранта. В случае
контрастных (цветных) пенетрантов повышение
видимости индикации означает внесение
возможно больших количеств красителя в
проникающее вещество-носитель и выбор
самых интенсивных цветов окраски с
самым высоким контрастом относительно
фона, на котором они рассматриваются.
Почти во всех случаях этот контраст
повышается созданием и использованием
проявителя таким образом, что проявитель
(1) извлекает пенетрант из несплошности
и (2) также покрывает поверхность
гладким покрытием светлого (в основном, так
называемого «белого высокой
плотности») цвета, на котором индикация резко
выделяется.
Все контрастные (цветные) пенетран-
ты, используемые в настоящее время,
воспринимаются зрением одним из двух
путей: либо отражая значительно меньшее
количество света, чем фон, либо отражая
свет другого цвета, чем фон (цветовой
контраст).
ФАКТОРЫ, ВЛИЯЮЩИЕ НА НАДЕЖНОСТЬ ИНТЕРПРЕТАЦИИ ИНДИКАЦИЙ 697
Падающий свет не весь поглощается
пенетрантом, и при этом фон не отражает
весь свет, падающий на него. Фактические
контрастные соотношения чрезвычайно
трудны в измерении, но теоретически
доступный максимальный контраст
оценивают от 10 : 1 до 20 : 1.
Контраст индикаций
люминесцентных пенетрантов. В случае
индикаций люминесцентных пенетрантов
дефекта, визуальная ощутимость увеличена
свечением капиллярной индикации,и условия
ее наблюдения совершенно отличны от
контрастной. При использовании яркостно-
го контраста, яркая желто-зеленая
индикация наблюдается на почти черном или, по
крайней мере, очень темном фоне. Сама
индикация - фактически источник света,
который, даже при своих малых размерах,
весьма интенсивен. Контраст может быть
исключительно высок. По некоторым
оценкам, он составляет 100:1 и выше.
Для люминесцентных пенетрантов
самым эффективным способом увеличения
видимости (и улучшения разрешения
малых несплошностей) является увеличение
люминесцентной яркости проникающего
материала. Люминесцентные индикации в
основном наблюдаются при практически
полном отсутствии видимого света, и
таким образом фон остается невидимым.
Видимость индикаций
люминесцентных пенетрантов. С точки зрения
цветового контраста, большинство
люминесцентных пенетрантов дают
яркие-желтые или желто-зеленые индикации на
черном фоне. Этот цвет был выбран, так как
глаз человека, как показано выше, имеет
наивысшую чувствительность в желтой
или желто-зеленой области.
При люминесцентном контроле глаз
наблюдает малый источник света высокой
яркости. При этих условиях размер
источника света воспринимается больше
действительного.
Фоновая люминесценция и
цветовой фон, вызванный шероховатыми
или пористыми поверхностями. В
некоторых практических случаях, когда
контролируемая поверхность пористая или
шероховатая, люминесцентный или
контрастный пенетрант задерживается на
поверхности так же, как и в несплошностях. Это
обстоятельство снижает контраст между
фоном и индикациями и может ослабить
чувствительность. По этой причине,
компромисс между смываемостью пенетранта и
интенсивностью люминесценции или цвета
пенетранта необходим для снижения фона
до практически приемлемого значения.
На практике перед проведением
капиллярной дефектоскопии шероховатость
контролируемой поверхности следует
измерить измерителем шероховатости (типа
Surtronic DUO). Затем на эталоне
шероховатости для капиллярного контроля
следует выбрать поле с шероховатостью,
наиболее близкой к измеренной, и сначала
проверить на ней поведение
предполагаемого к использованию пенетранта. При
получении высокого уровня фона следует
подобрать более легкоудаляемый
пенетрант из имеющихся в распоряжении;
однако следует помнить о том, что под более
легкоудаляемый пенетрант будет
необходимо соответствующим образом
перестроить стадию удаления излишков
пенетранта, так как более легкоудаляемый
пенетрант, соответственно, будет и более
легко вымываться из несплошностей.
Физиологические эффекты
ультрафиолетового излучения. Эффекты
влияния ультрафиолетового излучения на
оператора лежат в области интересов
инженеров и менеджеров по технике
безопасности. Исследования определенно
указывают на то, что ультрафиолетовое
излучение в диапазоне длин волн, обычно
используемом при капиллярной
дефектоскопии, не может причинить никакого
перманентного вреда здоровью людей,
подвергающихся излучению, до тех пор, пока
используются фильтры, рекомендованные
для данного ультрафиолетового излучения.
Влияние длины волны
ультрафиолетового излучения. Длина волны
УФ-излучения 365 нм (3650 А) отстоит
достаточно далеко от диапазона, при кото-
698 Глава 9. НАБЛЮДЕНИЕ, ДОКУМЕНТИРОВАНИЕ И ИНТЕРПРЕТАЦИЯ РЕЗУЛЬТАТОВ
ром имеют место физиологические
эффекты. Такие эффекты, как повреждение глаз,
загар и разрушение ткани незначительны,
пока длина волны не уменьшается до
окрестности 320 нм. Здесь УФ-излучение
становится определенно вредным.
Размещение источников света на
стенде капиллярного контроля.
Необходимо обращать внимание на размещение
источников света на стенде капиллярного
контроля и на влияние этого размещения
на оператора. В то время как негативное
воздействие ультрафиолетового излучения
на глаз не постоянно, некоторые из слоев
глазного яблока способны сильно люми-
несцировать. Если свет при контроле
помещен так, что лучи прямо попадают или
отражаются в глаза оператора, то
люминесценция глазного яблока может стать
чрезвычайно раздражающей и сильно
ослабит эффективность работы инспектора.
Использование специальных очков с
фильтрами улучшит восприятие оператора и
снизит утомляемость. Очки желтоватого
оттенка отфильтровывают
ультрафиолетовое излучение прежде, чем оно достигает
глаза, не уменьшая, однако, видимости
люминесцентных индикаций. Для защиты
зрения оператора рекомендуются, например,
стекла «Kalichrome С» от Bausch и Lomb.
9.4. ИНТЕРПРЕТАЦИЯ
РЕЗУЛЬТАТОВ КАПИЛЛЯРНОГО
КОНТРОЛЯ
Общие замечания. Присутствие
индикации вызывает три вопроса:
1. Какой тип дефекта вызывает
данную индикацию.
2. Каковы размеры дефекта.
3. Как скажется этот дефект на
будущей работе детали.
От ответов на эти вопроса зависит
результат - приемка или отбраковка детали.
Количественная информация о типе и
размере дефекта не всегда может быть
получена только при помощи контроля
поверхности. Капиллярные индикации,
тем не менее, снабжают опытного
оператора качественными данными,
достаточными для того, чтобы принять решение во
всех очевидных случаях. Оператор,
однако, должен знать вид дефекта и его
приблизительный размер перед попыткой
решить третью задачу по оценке
вероятности выхода детали из строя.
Интерпретация индикаций
капиллярного контроля - обычно вопрос
рассмотрения многих факторов.
Можно разделить интерпретацию на
три фазы:
1. Собственно наблюдение
индикаций с их возможным документированием;
при автоматизированном контроле -
создание массива растровой графической
информации для машинного анализа.
2. Установление причин и значимости
индикаций; при автоматизированном
контроле сегментация изображения по
заданному яркостному признаку, выделение
индикаций из фона, анализ индикаций.
3. Сортировка объектов контроля в
соответствии с применимым критерием
годности/отбраковки.
Первый шаг состоит в наблюдении
индикаций (визуальном или посредством
телевизионной системы) и проверке
релевантности, или значимости индикации,
т.е. того, что индикация указывает дефект,
а не является следствием неровностей или
шероховатости, которая является
нормальным условием при исследовании. При
автоматизированном контроле на этой стадии
на образе контролируемой поверхности
выделяются индикации несплошностей.
Американское общество по
испытанию материалов (ASTM) выпустило
ASTM E43375, Стандартные Образцовые
Фотографии для Капичлярного Контроля.
Это издание и подобные ему содержат
эталонные фотографии, которые
используются как средство установления и
классификации типа и характеристик
поверхностных несплошностей, обнаруживаемых
методами капиллярного контроля. Они
могут также использоваться как эталон
для нормативных документов по приемке,
технических требований, и рисунков. Эта-
ИНТЕРПРЕТАЦИЯ РЕЗУЛЬТАТОВ КАПИЛЛЯРНОГО КОНТРОЛЯ 699
лонные фотографии могут также
вводиться в систему компьютерного анализа
изображений для оценки пригодности
объекта методом сравнения изображений.
В случае неоднозначной
интерпретации может быть необходим
дополнительный способ наблюдения типа просмотра
индикаций под увеличением или
подготовки металлографических шлифов
поперечных сечений несплошностей и дефектов, с
которыми сталкиваются при осмотре.
Когда установлено, что индикация
является значимой, при дальнейшем решении
вопроса об отбраковке объекта контроля
отвечают на следующие вопросы:
1. Требуются ли дополнительные не-
разрушающие испытания типа
ультразвукового контроля или рентгенодефектоско-
пии для того, чтобы дать более полную
информацию о вызвавшей индикацию
несплошности.
2. Может ли контролируемая
поверхность быть принята «как есть», в текущем
состоянии, с тем, чтобы несплошность
была устранена позже.
3. Может ли деталь быть отбракована
как неремонтопригодная.
Установление критериев для
приемки или отбраковки. Технические
требования или эскизы контролируемых
деталей или поверхности определяют
методы (метод) неразрушающего контроля,
необходимые для приемки. Кроме того,
эскизы должны определить критерии
приемки или отбраковки изделий и адресовать
контролера к дополнительным
документам типа применимых технических
требований приемки/отбраковки.
Если капиллярному контролю
подвергаются ответственные детали, такие, как
оборудование ядерной энергетики или
детали реактивного двигателя, для выдачи
заключения может потребоваться эксперт по
контролю в данной специфической отрасли.
Чтобы устанавливать критерии
приемки/отбраковки, может быть необходимо
провести глубокое изучение корреляции
между результатами неразрушающего
контроля и результатами деструктивных
испытаний. Это исключительный метод, но даже
он может оставить неоднозначность, так как
дефекты или индикации не всегда
возникают точно в том же самом месте, с той же
самой частотой, или в той же самой степени.
Факторы, влияющие на принятие
решения о ремонтопригодности объекта
контроля. Перечислим лишь некоторые
факторы, влияющие на принятие решения.
1. Характер материала объекта
контроля.
2. Имеет ли объект контроля
неметаллическую поверхность, или сам
состоит из сочетания неметаллов.
3. Локализация индикаций: (а) -
находятся ли они на некоторых критических
расстояниях от точек привязки (реперных
точек), друг от друга; (б) - на краях или
торцах детали, которые будут
закрепляться; (в) - на областях или деталях, которые
будут подвергаться сильным нагрузкам или
(д) — на областях большой толщины,
которые могут сохранить функциональные
свойства при удалении дефектного слоя с
поверхности; в некоторых случаях - (е) -
концентрация и ориентация индикаций.
4. Поддается ли поверхность
(поверхности) ремонту сваркой или другим
способом.
5. Стоимость детали или изделий.
Возможны случаи, когда стоимость
ремонта превысит стоимость изготовления
новой детали, или наоборот, дорогую
деталь дешевле отремонтировать, чем
изготовить новую.
Критерии приемки/отбраковки
ответственных деталей. Критерии
приемки/отбраковки деталей по результатам
контроля обычно устанавливаются
соответствующими техническими требованиями,
стандартом на конкретное изделие или
иным руководящим документом, который
определяет, какая несплошность может
явиться причиной отбраковки. Примером
крайности в данном отношении может
быть подход, принятый компаниями,
которые используют разрушающие
испытания, причем конкретные структуры или
детали анализируют на специфические ти-
700 Глава 9. НАБЛЮДЕНИЕ, ДОКУМЕНТИРОВАНИЕ И ИНТЕРПРЕТАЦИЯ РЕЗУЛЬТАТОВ
пы несплошностеи, которые могут или не
могут образовать дефект. По результатам
испытаний создаются нормы на критерии
отбраковки по результатам контроля нераз-
рушающими методами, которые могут
включать и капиллярный контроль. Эти
нормы включают минимальный
приемлемый размер индикации и строго
определенный процесс капиллярного контроля.
Весьма важно тщательно следить за
процессом капиллярного контроля и
фиксировать способы обработки изделий и
деталей в технологической карте или
другом соответствующем документе.
9.5. НАБЛЮДЕНИЕ И
ИНТЕРПРЕТАЦИЯ НЕКОТОРЫХ
ХАРАКТЕРНЫХ ИНДИКАЦИЙ
Внешний вид индикаций
капиллярного контроля. Если используется
люминесцентный пенетрант и контроль
проводится под ультрафиолетовым
освещением, бездефектные области наблюдаются
как темно-фиолетово-синие, в то время как
дефекты светятся ярким желто-зеленым
светом. Интенсивность люминесценции связана
с объемом и концентрацией пенетранта,
задержанного в дефекте. Если используется
контрастный (цветной) пенетрант, то
контроль проводится в обыкновенном белом
свете. Проявитель формирует белый фон, и
дефекты указываются видимыми красными
цветными индикациями, интенсивность
которых сильно связана с объемом пенетранта,
задержанного в дефекте.
В российской литературе виды
дефектов предлагается разделить на три
группы по геометрии:
1) сплошные или прерывистые линии
различной конфигурации;
2) скопления отдельных коротких
линий, сетки, пятна, размытые полосы;
3) точки или звездочки.
Индикации 1-ой группы
соответствуют шлифовочным, усталостным или
закалочным трещинам, волосовинам, не-
пропаям, оксидным пленкам и другим
подобным дефектам; 2-й группы -
коррозийному растрескиванию материалов;
3-й группы - порам, язвенной коррозии
или очагам межкристаллитной коррозии,
выкрашиванию или эрозии металла. На
конкретный внешний вид отдельных
капиллярных индикаций влияют различные
факторы. Однако есть некоторые общие
тенденции, которые сохраняются для всех
видов и форм материала. Поскольку
индикации появляются только после того, как
жидкость физически входит в
поверхностную несплошность, следующие описания
относятся к деталям из ферромагнитных и
неферромагнитных материалов; габариты
детали при этом значения не имеют.
Интерпретация капиллярных
индикаций в виде непрерывных линий.
Трещина обычно отображается как
непрерывная индикация пенетранта в виде
линии, как показано на рис. 9.15, а и б.
Ширина и яркость люминесценции или цвета
зависят от объема трещины. Линия может
быть довольно прямой или зубчатой, так
как она повторяет линию пересечения
трещины с поверхностью.
«)
Рис. 9.15. Некоторые характерные виды
капиллярных индикаций:
а, б — толстая и тонкая прерывистые линии от
трещины; в - прерывистая линия от ковочного
дефекта; г - точки от пористости
НАБЛЮДЕНИЕ И ИНТЕРПРЕТАЦИЯ НЕКОТОРЫХ ХАРАКТЕРНЫХ ИНДИКАЦИЙ 701
Непровар на поверхности отливки
также проявляется как сплошная линия, в
основном относительно узкая. Так как
непровары вызваны плохим сплавлением,
когда два потока металла встречаются, но
не сливаются, индикация, скорее всего,
будет гладких очертаний, а не зубчатой.
Ковочные дефекты могут также вызвать
индикацию в виде сплошной линии.
Интерпретация капиллярных
индикаций в виде прерывистых линий.
Многие дефекты от ковки частично
сварены под воздействием последовательных
ударов ковочного молота. Поэтому
индикации, вызванные такими дефектами,
выглядят, как прерывистые линии.
Внутренняя трещина, которая не достигает
поверхности на полную длину, или частично
заполненный шов также дают
капиллярную индикацию в виде прерывистой
линии, как показано на рисунке 9.15, в.
Интерпретация скругленных
участков капиллярных индикаций.
Скругленные участки сообщают о газовых
раковинах или пузырьках в отливке, либо об
относительно больших дефектных
областях в любом металле. Индикации выглядят
скругленными из-за объема
удерживаемого пенетранта; фактические дефекты
могут быть разнообразными по форме.
Глубокие кратерные трещины в сварных швах
часто дают скругленные индикации по
причине большого количества
удерживаемых пенетрантов.
Интерпретация точечных
индикаций. Капиллярные индикации в форме
малых точек, как показано на рис. 9.15, г,
появляются вследствие пористости. Такие
индикации могут обозначить малые
отверстия или очень крупные зерна в
отливке, либо могут быть вызваны усадочной
раковиной. В последнем случае обычно
отмечают папоротникообразный или
дендритный рисунок индикации.
Интерпретация расплывчатых
капиллярных индикаций. Иногда большая
область выглядит расплывчато. Если
используются люминесцентные пенетранты,
вся поверхность может слабо светиться;
если используются контрастные
пенетранты, фон может быть розовым вместо
белого. Такая расплывчатая индикация может
вызываться очень мелкой, распределенной
на большой площади пористостью, либо
это может быть вызвано недостаточной
очисткой до осмотра, неполным удалением
излишка пенетранта, слишком толстым
слоем проявителя, или пористой
поверхностью. Слабые индикации, распределенные
по большой области, должны вызывать
повышенное внимание. Обычно полезно
повторить процедуру контроля, чтобы
исключить ложные индикации от неверной
методики, вместо того чтобы пытаться
немедленно оценить расплывчатую индикацию.
Края индикаций. На резкость
капиллярных индикаций влияет объем
пенетранта, задержанный в несплошности,
условия, при которых проводится
контроль, такие, как температура и время
проявления индикаций, а также
используемый тип пенетранта.
В общем случае, индикации с
резкими краями возникают от узких прямых
несплошностей.
Яркость и размер капиллярных
индикаций. Цвет или яркость
люминесценции капиллярных индикаций могут
быть полезны при оценке серьезности
дефекта. Яркость прямо пропорциональна
количеству присутствующего пенетранта
и, следовательно, размеру несплошности.
Человеческому глазу трудно различить
малые разности в цвете или яркости
люминесценции. Тесты показывают, что хотя
приборы могут обнаружить 4 %-ую
разность в яркости, глаз не может различить
менее чем 10 %-ую разность. К счастью,
большие дефекты почти всегда
производят индикации большего размера, в
дополнение к увеличенной яркости.
Время проявления капиллярной
индикации. При прочих равных условиях,
время, необходимое для проявления
индикации, обратно пропорционально объему
несплошности. Чем больше дефект, тем
быстрее задержанный пенетрант будет
извлекаться проявителем.
702 Глава 9. НАБЛЮДЕНИЕ, ДОКУМЕНТИРОВАНИЕ И ИНТЕРПРЕТАЦИЯ РЕЗУЛЬТАТОВ
Важно дать достаточное время для
появления тонких индикаций от узких
дефектов. Чтобы использовать время
проявления индикации, как критерий
размеров дефекта, другие переменные - тип
пенетранта, чувствительность методики
контроля, температура детали, время
контакта поверхности объекта контроля с пе-
нетрантом и условия контроля - должны
фиксироваться.
Устойчивость капиллярных
индикаций. Хорошим способом оценки
размера дефекта является оценка с помощью
устойчивости индикации. Если индикация
вновь появляется после того, как
проявитель был удален и затем нанесен
повторно, должен существовать резервуар
пенетранта. В случае тусклых или слабых
индикаций, когда есть некоторые сомнения
относительно типа или даже
существования дефекта, это - хорошая практика
(технология), чтобы повторить полный
контроль с использованием пенетрантов. Если
индикация вновь появляется, возможно,
это скорее следствие малого дефекта, а не
неполной очистки.
9.6. ЛОЖНЫЕ (НЕРЕЛЕВАНТНЫЕ)
ИНДИКАЦИИ
Общие причины появления
ложных индикаций. При капиллярном
контроле неполное удаление пенетранта или
места запрессовки деталей создают
индикации, которые иногда путают с
истинными поверхностными трещинами и другими
несплошностями.
Ложные индикации в результате
неполного удаления пенетранта. Если
пенетрант не полностью удален с
поверхности при операции смывания, следующей
за стадией контакта поверхности объекта
контроля с пенетрантом, весь не
удаленный пенетрант будет видим. Это
происходит как с люминесцентным, так и с
контрастным (цветным) пенетрантом. Следы
неполного смывания обычно легко
обнаружить, так как пенетрант будет
распределен по широким областям, а не по четким
рисункам, как в истинных индикациях. На
фотографиях типичных индикаций можно
отметить резкую, четкую форму, которую
принимают индикации.
Когда скопления несмытого
пенетранта обнаруживают на деталях, эти
детали должны снова полностью пройти
процесс. Они должны быть тщательно
очищены перед повторным нанесением
пенетранта. В таких случаях перед
процессом рекомендуется обезжирить деталь,
чтобы удалить все следы пенетранта.
Опасность в пропуске деталей с плохо
смытым пенетрантом состоит в том, что
под областями плохо смытого пенетранта
могут быть реальные дефекты,
замаскированные слоем пенетранта на поверхности.
Полностью промытая деталь без дефектов
не должна иметь никаких областей
люминесценции или видимые точечные остатки
пенетранта на ней. На правильно
обработанной детали с дефектами, наоборот,
люминесценция или цвет пенетранта
должны быть видны только в дефектах.
Определение истинности
индикаций в правильно обработанных деталях
сложной структуры. Сложные детали,
предназначенные для контроля, могут
содержать застывшие капли металла, грубые
сварные швы, щели, пазы, поверхности,
необработанные после отливки и ковки,
неточности сборки или подгонки,
фрезерованные пазы и другие неоднородности
поверхности.
Эти неоднородности хорошо
удерживают пенетрант и проявитель на
поверхности, даже при тщательном промывании.
В этих случаях ложные люминесцентные
индикации могут светиться с такой же
яркостью, как истинные индикации типа
трещин и пор. Размеры и формы ложных
индикаций могут быть очень похожи на
типичные индикации несплошностей.
Хороший пример детали сложной
структуры - диафрагма газовой турбины.
Эти крупногабаритные узлы требуют
больших объемов сварки и механической
обработки, что приводит к созданию
множества особенностей поверхности, прово-
ЛОЖНЫЕ (НЕРЕЛЕВАНТНЫЕ) ИНДИКАЦИИ
703
цирующих появление ложных индикаций.
Чтобы различать ложные и истинные,
значимые индикации, можно слегка покрыть
сомнительные индикации 1, 1, 1 - трихлор-
этановым растворителем верблюжьей
кистью. Истинные индикации немедленно
снова проявятся; поверхностные
скопления пенетранта вымоются вплоть до
чистой, сухой поверхности.
При пониженной люминесценции от
небольшого количества индикаций и с
более темным фоном, контроль по
данному браковочному критерию может
ускориться. Нужно следить за тем, чтобы не
нанести избыток очистителя, который
может удалить истинные индикации,
вымывая весь пенетрант. Чтобы исключить
возможность стресс-коррозии на деталях из
аустенитной нержавеющей стали, вслед за
интерпретацией делается окончательная
очистка с использованием
слабогалогенного растворителя.
Индикации от запрессованных
деталей. Другие условия, в которых могут
возникнуть ложные индикации, создаются
там, где детали соединяются друг с
другом запрессовкой. Если колесо
запрессовано на ось (вал), пенетрант даст
индикацию на линии соединения. Это
совершенно нормально, так как эти две детали не
предназначены для того, чтобы быть
полностью соединенными вместе, как это
происходит, например, при сварке.
Индикации этого типа легко отделить от
остальных, так как они имеют достаточно
правильную форму. Единственная
проблема, создаваемая такими индикациями, - то,
что пенетрант может вытечь из места
соединения деталей и замаскировать
истинный дефект.
Глава 10
ЧУВСТВИТЕЛЬНОСТЬ И КОЛИЧЕСТВЕННЫЕ ОЦЕНКИ
КАПИЛЛЯРНОГО КОНТРОЛЯ
10.1. ЧУВСТВИТЕЛЬНОСТЬ
КАПИЛЛЯРНОГО КОНТРОЛЯ
Под чувствительностью обычно
понимают размер минимального по
величине (ширина и глубина полости в
поперечном сечении) дефекта, выявляемого
данным методом дефектоскопии по принятой
технологии.
Чувствительность и надежность
капиллярного контроля как метода зависит
от следующих основных факторов:
• собственно характера
поверхности объекта контроля;
• типа обработки поверхности или
техники выполнения соединения;
• состояния дефектоскопических
материалов;
• корректности проведения
процедуры контроля и соблюдения правил
использования дефектоскопических
материалов;
• внешних условий (прежде всего
от температур поверхности объекта
контроля и окружающей среды, а также, хотя
и в меньшей степени, влажности);
• психофизиологических
особенностей зрения оператора;
• характеристик и состояния
регистрирующей аппаратуры.
Пороги и классы
чувствительности. Чувствительность контроля
определяют по размеру наименьших выявляемых
реальных или искусственно
инициированных дефектов. Согласно ГОСТ 38842-80
основным параметром дефекта, по
которому оценивают чувствительность,
служит ширина его раскрытия. Поскольку
глубина и длина дефекта также оказывают
существенное влияние на возможность его
обнаружения (в частности, глубина
должна быть существенно больше раскрытия),
эти параметры считают стабильными.
Нижний порог чувствительности, т.е.
минимальная величина раскрытия
выявленных дефектов ограничивается тем, что
весьма малое количество пенетранта,
задержавшееся в полости небольшого
дефекта, оказывается недостаточным, чтобы
получить контрастную индикацию при
данной толщине слоя проявляющего
вещества. Существует также верхний порог
чувствительности, который определяется
тем, что из широких, но неглубоких
дефектов пенетрант вымывается при устранении
излишков пенетранта с поверхности.
Установлено пять классов
чувствительности (по нижнему порогу) в
зависимости от размеров дефектов (табл. 10.1).
Для достижения высокой
чувствительности (низкого порога
чувствительности) нужно применять хорошо
смачивающие высококонтрастные пенетранты,
увеличивать УФ-облученность или
освещенность объекта, применять
высокооднородные (гомогенные) проявители.
В США и Европе выделяют
следующие классы чувствительности: очень
высокая чувствительность, высокая
чувствительность, средняя чувствительность,
низкая чувствительность (см. табл. 10.2).
В добавление к вышеперечисленным
классам чувствительности для пенетран-
тов специального назначения используют
также класс «сверхвысокая
чувствительность».
10.1. Классы чувствительности
Класс
чувствительности
1
2
3
4
Технологический
Минимальная ширина
раскрытия дефекта,
мкм
Менее 1
1 ... 10
10... 100
100... 500
Не нормируют
ЧУВСТВИТЕЛЬНОСТЬ КАПИЛЛЯРНОГО КОНТРОЛЯ
705
10.2. Уровни чувствительности
пенетранта
Класс
вительности
4
3
2
1
Обозначение
Очень
высокая
Высокая
Средняя
Низкая
Глубина дефекта на
никель-хромовой
тест-панели, мкм, при
раскрытии 1 мкм
10
20
30
50
Не следует без необходимости
стремиться к достижению более высоких
классов чувствительности. Это требует более
дорогостоящих материалов, лучшей
подготовки поверхности изделия, увеличивает
время контроля. Например, для
применения люминесцентного метода необходимо
затемненное помещение,
ультрафиолетовое излучение, оказывающее вредное
действие на персонал. В связи с этим
применение этого метода целесообразно только
тогда, когда требуется достижение
высокой чувствительности и
производительности. В других случаях следует применять
цветной или более простой и дешевый
яркостный метод. Метод фильтрующейся
суспензии — самый
высокопроизводительный. В нем отпадает операция проявления.
Однако этот метод уступает другим по
чувствительности.
Комбинированные методы в силу
сложности их реализации применяют
довольно редко, только в случае
необходимости решения каких-либо специфических
задач, например, достижения очень
высокой чувствительности, автоматизации
поиска дефектов, контроля неметаллических
материалов.
Проверку порога чувствительности
способа КМК согласно ГОСТ 23349-78
выполняют с помощью специально
отобранного или подготовленного реального
образца ОК с дефектами. Применяют
также образцы с инициированными
трещинами. Технология изготовления таких
образцов сводится к тому, чтобы вызвать
появление поверхностных трещин
заданной глубины.
Хотя данные о чувствительности
люминесцентного и цветного методов,
публикуемые различными авторами,
существенно расходятся (табл. 10.3), принято
считать, что чувствительность
люминесцентного порошкового метода составляет
по ширине дефекта 10 мк и по глубине
0,03 ... 0,04 мм; вакуумного варианта - по
ширине 5 мк и цветного метода (в
красочном варианте) по ширине 1 ... 2 мк и
глубине 0,01 ...0,03 мм.
Как видно из табл. 10.3, оценка
чувствительности по величине наименьшего
выявляемого дефекта неоднозначна из-за
различия объектов контроля, а также из-за
отсутствия количественного критерия
выявляемое™ данного дефекта и
неопределенности вероятности достижения этого
критерия. Оценки чувствительности,
даваемые иностранными авторами, также
весьма условны, ориентировочны и часто
носят сравнительный характер.
Оценка чувствительности по
приведенным данным может быть сделана лишь
по проценту выявляемое™ известной
заранее группы дефектов (рис. 10.1), но
сказать, какие и какого именно размера
дефекты могут быть пропущены,
затруднительно, так как четкой границы между
выявляемостью двух похожих дефектов
нет. Поэтому необходима объективная
оценка меры выявляемое™ любого
данного дефекта. Как видно из приведенных
данных, основное внимание
сосредоточено на чувствительности к минимальному
дефекту, в то время как о выявляемое™
крупных дефектов даже не упоминается,
хотя опасность последних более велика.
Такая оценка может быть дана лишь по
специальной методике, основанной на
увязке возможностей зрения и
особенностей наблюдаемых индикаторных полос.
23-3316
706 Глава 10. ЧУВСТВИТЕЛЬНОСТЬ И КОЛИЧЕСТВЕННЫЕ ОЦЕНКИ КОНТРОЛЯ
10.3. Чувствительность люминесцентного и цветного методов дефектоскопии по
данным отечественных работ
Метод
Люминесцентный
порошковый
Цветной красочный
Люминесцентный
порошковый
Капиллярный ваку-
умно-люминесцент-
ный
Вакуумно-люминес-
центный порошковый
Беспорошковый
люминесцентный
Люминесцентный
порошковый
Цветной порошковый
Цветной порошковый
Ширина
трещины,
мк
Глубина
трещины,
мм
Менее
0,001
(на один порядок
чувствительнее цветного
порошкового)
0,6
1
5 ... 10
10
3 ...5
На 10... 1
чем обычн
несцентн
1
10
10
10
0,01
0,01
0,4
0,03 ...0,04
0,03 ...0,04
3 % выше,
ый люми-
ый метод
0,02... 0,03
0,02 ...0,03
0,4... 0,5
Примечания
Трещины шлифовочные.
Интенсивность УФС до 1000 ... 1200
«черных люксов»
Индикаторная краска на бензоле.
При осмотре применяется 7 ...
10-кратная лупа либо бинокуляр
типа МБС-2
Индикаторная краска на бензоле
Керосиновая краска
Применяется лупа для выявления
шлифовочных трещин
Оценивалась выявляемость зако-
вов
Трещины и поры в
металлокерамике. Осмотр под обычным и
люминесцентным микроскопом МЛ-1
Чаще выявляют трещины шириной
10 мк и глубиной 0, 03 ... 0,04 мм
В целом можно заключить, что при
соблюдении особой тщательности в
подготовке деталей к контролю
люминесцентным или контрастным методами
производственник в состоянии выявлять весьма
мелкие дефекты, соизмеримые с величиной
зерна основных конструкционных
материалов неферромагнитного класса.
Минимальная толщина пленки
люминесцентных материалов по данным
менискового метода соответствует 42 нм
(рис. 10.2). При этом следует особенно
подчеркнуть, что фактически достигаемая
чувствительность к реальным несплошно-
стям может существенно отличаться от
этой величины.
ЧУВСТВИТЕЛЬНОСТЬ КАПИЛЛЯРНОГО КОНТРОЛЯ
707
£ ж"
Ig. 100
|g 80
tl 60
. I 40
Травление
W
щелочью
В)
Рис. 10.1. Сравнение эффективности
выявления трещин в алюминиевом сплаве
с помощью различных индикаторных
жидкостей и травления щелочью
15 % NaOH; 65 °С; 2 мин
Необходимо помнить, что результаты
проверки чувствительности пенетрантной
системы, полученные с помощью
описанных в главе 7 тест-объектов, всегда будут
отличиться, в подавляющем большинстве
случаев - в лучшую сторону, от
результатов, полученных на реальном объекте
контроля. Это происходит по причине
неидеальности условий проведения процедуры
дефектоскопии и наблюдения на реальном
объекте (определение чувствительности
на тест-объекте происходит, как правило,
в лаборатории, за исключением объектов
класса «монитор пенетрантной системы»),
разницы в шероховатости поверхности
тест-объекта и объекта контроля, а также
разницы в характере дефектов (дефекты
тест-объекта более «идеальны», так как
изготавливаются искусственно, хотя и с
приближением к реальным).
Набор дефектоскопических
материалов, даже не прошедший теста на
определенный класс чувствительности, тем не
менее, остается пригодным для
проведения контроля по более низкому классу.
Если пенетрантная система не прошла
тест на 1-й класс, делают тест на
2-й класс, и т.д. Пенетрантная система
используется по классу чувствительности,
определенному в последнем пройденном
тесте.
Концентрация индикатора или эквивалентная
чувсвительность 0,47 г/л
£^S^^^_
Рис. 10.2. Обобщенная зависимость диаметра пятна различных индикаторных материалов
от индекса эквивалентной чувствительности при испытании методом мениска:
Ллинзы = 106 см - индикаторные материалы производства США
23»
708 Глава 10. ЧУВСТВИТЕЛЬНОСТЬ И КОЛИЧЕСТВЕННЫЕ ОЦЕНКИ КОНТРОЛЯ
Состояние дефектоскопических
материалов зависит от соблюдения условий
их хранения. Обычно для работы берут
самые «старые» материалы на складе.
Под корректностью проведения
процедуры контроля понимают, кроме
правильности выполнения
последовательности операций, еще и соблюдение условий
по температуре, влажности и освещению,
а также соблюдение интервалов контакта
поверхности объекта контроля с пенетран-
том, сушки и интервалов проявления,
которые, в свою очередь, зависят от
температур поверхности объекта контроля,
воздуха и самого пенетранта; эти интервалы
должны быть соответствующим образом
скорректированы при отличии температур
от указанных в документации на пенет-
рантную систему.
Вышесказанное хорошо
иллюстрируется поведением, например, контрастного
водосмываемого пенетранта RP20,
имеющего при времени контакта 5 мин и
температуре от +20 °С первый класс
чувствительности, а при температуре +10 °С и
таком же времени контакта - второй
класс. Однако, при температуре +10 °С с
помощью пенетранта RP20 можно
проводить контроль с требованием 1-го класса
чувствительности, увеличив время
контакта до 15 ... 20 мин.
Способ и условия наблюдения и
документирования результатов контроля
также являются одним из основных
факторов, влияющих на чувствительность
метода.
Чувствительность по наблюдению
определяется психофизиологией зрения
оператора, описанной ранее.
10.2. КОЛИЧЕСТВЕННЫЕ ОЦЕНКИ
ЧУВСТВИТЕЛЬНОСТИ
КАПИЛЛЯРНОГО КОНТРОЛЯ
Как было указано выше,
чувствительность капиллярных методов
оценивается абсолютными размерами
минимальных по ширине и глубине дефектов,
выявляемых с помощью данных материалов и
выбранной технологии. Однако опыт
применения всех вариантов дефектоскопии
методами пропитки показал безусловную
необходимость количественной оценки
выявляемое™ данного по размерам и
характеру дефекта при использовании
различных материалов, технологических
приемов и особенностей предварительной
обработки детали. А.С. Боровиковым
предложено конкретизировать понятие
«чувствительность метода» на основании
количественной оценки выявляемое™
данного дефекта с помощью
геометрических и оптических особенностей
индикаторной полосы (рис. 10.3, 10.4).
Принимаем
KM=f(kr,k0); (10.1)
*г=1--; (Ю.2)
х
k0=l--±, (Ю.З)
ВД
где Км - коэффициент чувствительности
метода; кг — геометрическая составляющая
коэффициента чувствительности метода,
или относительное расширение дефекта;
к0 - оптическая составляющая
коэффициента чувствительности метода, или
относительная яркость индикаторной полосы;
х - ширина индикаторной полосы; с -
ширина устья дефекта; Ва - яркость
индикаторной полосы; Bj, ~ яркость фона вблизи
дефекта.
Рис.10.3. К определению коэффициента
чувствительности метода:
/ - слой материала, проявляющего дефект;
2 — объект контроля; 3 — искомый
поверхностный дефект, заполненный
пенетрантом, х' = с; х" > с
КОЛИЧЕСТВЕННЫЕ ОЦЕНКИ ЧУВСТВИТЕЛЬНОСТИ КАПИЛЛЯРНОГО КОНТРОЛЯ 709
В
д
*ф
1
/V
/ \
/ \
/ \
1
х\ .
2
■—
А.
\
-
3
• А "
/ \
Л
X
а)
1
(1
1
т
!
1 ■
--S -
2
^ -
3
-
J5» х
б)
в
в
в^.
tga=oo tga=y.
■*. *
Рис. 10.4. Схемы изменения яркости в поперечном сечении индикаторных полос:
а, б- кривые 1,2, 3 с одинаковой относительной яркостью приХ\ > х?,
сплошной линией показано идеальное изменение, пунктирной - фактическое;
в - кривые изменения яркости идеального <Х\, хорошего а2 и плохого а3 изображений
Минимальное значение
коэффициента чувствительности метода соответствует
минимальным значениям геометрической
и оптической составляющих. Его
предельно малое значение соответствует
положению, когда отсутствует какое-либо
расширение устья дефекта индикаторной полосы
(х' = с) и яркость фона равны яркости
индикаторной полосы (5ф = Вл).
Максимальное значение
коэффициента чувствительности метода
соответствует условию, когда кг и к0 стремятся
к единице. Это возможно при х » с и
Вд » Вл либо fid, » Вд для цветной
дефектоскопии.
Представляют большой интерес
значения коэффициента чувствительности
больше Км min, но меньше Км тах, когда
дефект, заметный глазом, выявляется в
различной степени в зависимости от средств,
приемов и способов предварительной
обработки контролируемых деталей.
Минимальное значение Ки, так же как и острота
зрения, полностью связано с
различительной способностью при данных условиях
освещения.
Предложенная характеристика
индикаторных полос с помощью величин kr и к0
не может быть достаточной, так как
ширина полос не всегда может быть четко
измерена. Яркость границы индикаторной
полосы зачастую изменчива и должна
дополнительно характеризоваться
пограничным контрастом. Качество изображения,
даваемого индикаторной полосой над
дефектом, зависит от четкости границы
710 Глава 10. ЧУВСТВИТЕЛЬНОСТЬ И КОЛИЧЕСТВЕННЫЕ ОЦЕНКИ КОНТРОЛЯ
светлого и темного либо цветного и
белого. Пограничный контраст оценивают по-
разному, но во всех случаях под этим
термином понимают изменение угла наклона
а кривой яркости В = f{a) на границе
перехода индикаторной полосы в фон от ее
максимального значения Вл к
минимальному Дф (рис. 10.3, 10.4). Чем более полого
идет кривая и чем больше бф, тем хуже
изображение.
За меру пограничного контраста
нами принимается тангенс угла наклона а
касательной к кривой яркости на границе
индикаторной полосы и фона. Наиболее
характерные типы кривых изменения
яркости в поперечном сечении
индикаторных полос представлены на рис. 10.2.
Измерение геометрической и
оптической составляющих коэффициента
чувствительности. Измерение
геометрической составляющей. На
цилиндрических эталонах исходная ширина
капиллярной щели определяется измерениями
втулки и плунжера в разобранном
состоянии. Величина х определяется из
планиметрирования площади 5 кольцевой
индикаторной полосы как xCD = s I nd (рис. 10.5),
где s - площадь индикаторной полосы,
измеренная планиметром; d - диаметр
внутренней цилиндрической части
эталона. Откуда
к=^-
= 1
*ср
end
s
(Ю.4)
На плоских имитаторах размер устья
капиллярной полости с определяется
толщиной прокладываемой фольги, а на
натурных образцах - по результатам
микроисследований. Величина х находится как
хср = s 11 (рис. 10.6), где 5 - площадь
индикаторной полосы, измеренная
планиметром, / - длина капиллярной полости.
Откуда
кГ = -2 = 1 :
-"•ср
С/
(10.5)
Количественная оценка оптической
составляющей. Значения яркости
свечения индикаторной полосы Вд и фона В$
определяются косвенно, фотометрическим
способом. Индикаторные полосы
фотографируются на фотоматериале,
сенсибилизированном к красной и желто-зеленой
части спектра, что важно при работе с
люминесцентными и цветными
дефектоскопическими материалами.
Съемка люминесцирующих
индикаторных полос в ультрафиолетовом свете
ведется с применением плотного желтого
нефлуоресцирующего светофильтра либо
комбинации нескольких фильтров.
а)
б)
«)
Рис. 10.5. К расчету геометрической составляющей коэффициента чувствительности
на цилиндрических эталонах:
а - исходное состояние эталона; б - выявленная кольцевая эталонная щель;
в - схема обмера площади индикаторной полосы
КОЛИЧЕСТВЕННЫЕ ОЦЕНКИ ЧУВСТВИТЕЛЬНОСТИ КАПИЛЛЯРНОГО КОНТРОЛЯ 711
а)
I
Рис. 10.6. К расчету геометрической
составляющей коэффициента
чувствительности на плоском эталоне либо
натурном образце дефекта типа трещины:
а - внешний вид индикаторной полосы;
б - схема обмера полосы
Фотографирование индикаторных
полос должно проводиться при
экспозициях, отвечающих прямолинейной части
характеристической кривой выбранного
фотоматериала. Следовательно,
результаты съемки будут наиболее правильными в
том случае, если полученные
максимальные и минимальные значения яркости
индикаторных полос соответствуют
прямолинейной части характеристической
кривой, т.е. когда Bl I Cm = A] I Am. Из ААСт
следует, что
^ = ^М, (10.6)
Da ЫВЛ1)
где Da и Оф - плотности негатива,
соответствующие фону и индикаторной полосе с
яркостями Вл и В&. Приняв lg (B^t) = I;
lg (Bnt) = m или бф = Ю'/t; Ba = 10m 11,
получим
Если
l-m = z, (10.8)
k0 =l-10z. (10.9)
Практически необходимо
располагать характеристической кривой
используемого фотоматериала. Лучше получать
кривую для данного куска пленки на
данном излучении и при данных условиях
обработки.
Негативы, полученные от съемки
исследуемых полос, фотометрируются с
помощью микрофотометра типа МФ-2 на
сравнительно малых площадях снимка.
Значения £>л и D$, на характеристической
кривой, получаемой до начала работы,
позволяют найти соответствующие им
значения логарифмов, количества освещения, с
помощью которых по уравнениям (10.8) и
(10.9) находим z и оптическую
составляющую чувствительности метода ка.
Данная методика, как видно, носит
количественный характер. Ее применение
наиболее эффективно для сравнительной
оценки способов выявления различных
дефектов данным комплектом
дефектоскопических материалов.
Способ и средство количественного
анализа выявляемости дефектов. В
целях количественной характеристики
выявляемости данного дефекта, как показано
выше, используется прецизионное
фотографирование его индикаторного следа с
последующим денситометрическим и
линейным обмером. Такой метод в
производственной практике не применяется из-
за его большой трудоемкости, потери
зрительного эффекта цветового контраста и
неизбежных ошибок в силу разной
спектральной светочувствительности
фотослоев в голубовато-зеленой и красной частях
спектра.
В основу нижеописываемого метода
положено использование особенностей
визуальной различительной (контрастной)
чувствительности зрения при
непосредственном наблюдении цветного
индикаторного следа в естественных условиях
контроля.
Схема устройства и принцип
действия прибора (рис. 10.7) основаны на
офтальмологической зависимости
разрешающей способности зрения (предельного
угла у) от относительной контрастности
АВ/В наблюдаемого объекта при данной
яркости фона Вф.
712 Глава 10. ЧУВСТВИТЕЛЬНОСТЬ И КОЛИЧЕСТВЕННЫЕ ОЦЕНКИ КОНТРОЛЯ
ф=ф
<р=90°
Рис. 10.7. Принципиальная схема и общий вид портативного поляризационного
измерителя выявляемое i и дефектов:
А - ручного типа; Б - настольного типа; 1 - анализатор; 2 - поляризатор, 3 - объектив
Если перед глазом наблюдателя и
индикаторным следом поместить
светофильтр переменной плотности, то при
некотором ее значении глаз перестанет
различать данный индикаторный след. Такую
плотность можно принять как критерий,
относительно характеризующий
контрастность индикаторного следа.
В качестве анализируемого
изменения различительной чувствительности
принята яркость индикаторной полосы
при выбранном заранее угле зрения и
данном составе и интенсивности
возбуждающего освещения (УФС либо ДС).
Средством плавного изменения яркости
наблюдаемого индикаторного следа, не
связанным с изменением интенсивности
возбуждающего света, выбрана расположенная
между глазом наблюдателя и дефектом
пара поляризационных светофильтров
типа ПФ-42, ПФ-36. За измеряемый
параметр принят угол поворота <р поляроида-
анализатора 1 относительно поляроида-
поляризатора 2, при котором исчезает
различие между индикаторным следом и
фоном детали. В качестве поляроидов
используются пленки йоднополивинилено-
вой разновидности. Такие поляроиды
дают степень поляризации, близкую к 99 %,
и хорошо поляризуют лучи в диапазоне от
400 до 760 нм. При скрещивании они дают
почти черное поле лишь с легким темно-
фиолетовым оттенком. Окраска их в
проходящем свете близка к нейтральной
серой. Некоторые результаты применения
прибора приводятся на рис. 10.8.
КОЛИЧЕСТВЕННЫЕ ОЦЕНКИ ЧУВСТВИТЕЛЬНОСТИ КАПИЛЛЯРНОГО КОНТРОЛЯ 713
/
1000
800
600
400
200
V
0=lg-f
0,301
0,398
0,523
0,6?8
1Д
0 4 8 12 16 20
Показания измерителя
выявляемое™, усл. сд
3,0
А
l3
Л
А
«L
.
)и
J
f
I
1
\
\
1-
J
1 3 5 7 9ТГТЗ
Ряд дефектов
б)
0 45 90 Ф
Угол поворота
поляризатора, град
а)
Рис. 10.8. Зависимости:
а - интенсивности светового потока / от угла поворота ф поляризатора
относительно анализатора;
б - потребной плотности D от предельной выявляемое™ индикаторных следов дефектов
при наблюдении в дневном свете
Глава 11
КОМПЬЮТЕРНЫЙ АНАЛИЗ РЕЗУЛЬТАТОВ
КАПИЛЛЯРНОГО КОНТРОЛЯ
11.1. ОБЩИЕ ЗАМЕЧАНИЯ. МЕТОДЫ
РЕГИСТРАЦИИ ИНДИКАЦИЙ
КАПИЛЛЯРНОГО КОНТРОЛЯ
При поточном капиллярном контроле
больших объемов изделий особое
значение приобретает автоматизация анализа
результатов контроля. Два основных
преимущества автоматизации:
• значительное ускорение процесса
контроля;
• исключение субъективного
фактора при контроле (в основном, усталость
оператора - зрительная, психологическая
и т.д.). Это преимущество также известно
как воспроизводимость результатов.
Недостатком автоматизации является
требование сужения класса объектов,
которые могут контролироваться
автоматически, диктуемое как аппаратной, так и
логико-программной частями системы.
С одной стороны, с помощью
оптической или оптико-телевизионной
системы могут наблюдаться без значительных
трудностей только объекты с несложной
поверхностью (либо придется строить
систему, пригодную только для
наблюдения единственного вида объектов с данной
геометрией поверхности, и при запуске в
производство деталей с другой геометрией
поверхности перестраивать всю
оптическую, и, возможно, механическую часть).
С другой стороны, если требуется
отбраковка изделий по результатам
автоматического распознавания индикаций,
должно быть сужено множество
подлежащих анализу типов индикаций и
предельно конкретизирован и формализован
критерий отбраковки, в противном случае
теряются скорость работы и устойчивость
работы алгоритма распознавания.
Оптимальным решением является
автоматизация предварительного
наблюдения и анализа индикаций с маркировкой
изделий или деталей, которые выходят за
некоторый критерий. Немаркированные
детали пропускаются как «годные», а
маркированные уже наблюдаются
оператором, который принимает окончательное
решение о годности или отбраковке
изделия, либо направляет его на контроль
повторно.
В целом, индикации капиллярного
контроля хорошо поддаются
компьютерному анализу, так как они создают
высокий контраст с фоном, имеют резкие
границы и характерные очертания. Почему
это важно, будет показано ниже, в
разделах 11.4, 11.5.
Для регистрации индикаций
капиллярного метода применяются три
основных типа систем: лазерные,
фотодетекторные с обычным ультрафиолетовым
освещением и оптико-телевизионные.
В лазерных сканирующих системах
для неподвижных объектов (см. рис. 11.1)
для освещения контролируемой
поверхности применяют синие, фиолетовые или
ультрафиолетовые лазеры. Такой тип
источника света дает узкий пучок высокой
интенсивности. Сканирование
поверхности пучком происходит с помощью
системы зеркал, и при этом уровень
люминесценции фона гораздо ниже, чем у
индикации от несплошности, которая излучает
большое количество видимого света.
Люминесценция детектируется простым
фотодатчиком, снабженным фильтром,
отсекающим голубую или ультрафиолетовую
компоненту, но пропускающим видимый
спектр люминесценции. Получаемый с
датчика сигнал, таким образом, имеет
форму импульсов. После порогового
устройства получают двухуровневый сигнал,
из которого, в свою очередь, получают
ОБЩИЕ ЗАМЕЧАНИЯ. МЕТОДЫ РЕГИСТРАЦИИ ИНДИКАЦИИ КОНТРОЛЯ 715
Блок сканера
Рис. 11.1. Система считывания индикаций
с плавающим лазерным пятном:
1 - лазер; 2 — сканирующее зеркало;
3 - неподвижное зеркало; 4 - люминесцентная
индикация; 5 - собирающее зеркало;
б - усилитель; 7 - пороговое устройство;
8 - фотоэлемент; 9 - блок распознавания
индикаций
бинарное (также двухуровневое)
изображение развертки всей контролируемой
поверхности. Бинарное изображение
пригодно для непосредственного
компьютерного анализа.
В лазерных сканирующих системах
для движущихся объектов (см. рис. 11.2)
качающимся сканирующим зеркалом
управляет тактовый генератор, который
должен быть связан с датчиком движения
объекта для гарантии отсутствия
пропусков и повторных проходов при
сканировании. Механизм получения образа
развертки поверхности полностью аналогичен
такому механизму у систем для
неподвижных объектов.
Лазерные сканирующие системы
обладают следующими преимуществами:
высокая интенсивность освещения
вызывает гораздо более высокую
интенсивность люминесценции, по сравнению с
системами, в которых используются
обычные источники ультрафиолетового
освещения; высокое пространственное
разрешение; низкий уровень шумов;
сниженные требования к точности
позиционирования детали относительно сканера;
высокая производительность.
Рис. 11.2. Система лазерного сканирования
движущихся поверхностей:
/ - лазер; 2 - линза; 3 - неподвижное зеркало;
4 - сканирующее зеркало; 5 - дефект;
6 - генератор ступенчатой формы напряжения;
7 - тактовый генератор
Недостатки лазерных сканирующих
систем: невозможность контроля деталей
со сложной геометрией поверхности,
трудность сканирования внутренних
полостей, трудность перестройки зеркальной
оптики системы на детали с иной
геометрией поверхности; наличие подвижных
частей (сканирующих зеркал) снижает
надежность системы.
Фотодетекторные системы
включают источник ультрафиолетового
освещения, фотодетектор, чувствительный к
видимой части спектра, но не к
ультрафиолетовому освещению, усилитель или
формирователь сигнала и пороговое
устройство. Поверхность сканируется
перемещением датчика над поверхностью
объекта. Образ поверхности формируется так
же, как в лазерных системах.
Оптико-телевизионные системы
пригодны для считывания как
люминесцентных, так и контрастных (цветных)
индикаций. Оптико-телевизионные системы
включают блок обычного или
ультрафиолетового освещения, телевизионный
канал, аналого-цифровой преобразователь
видеосигнала и вычислительную часть с
программным обеспечением
количественного анализа изображений индикаций.
716 Глава 11. КОМПЬЮТЕРНЫЙ АНАЛИЗ РЕЗУЛЬТАТОВ КАПИЛЛЯРНОГО КОНТРОЛЯ
Преимущества телевизионных
систем: легкая перенастраиваемость под
геометрию поверхности объекта контроля,
возможность контроля объектов со
сложной поверхностью и внутренних полостей;
более высокая надежность по сравнению с
лазерными сканирующими системами
ввиду отсутствия движущихся
механических элементов; возможность работы с
контрастными индикациями.
Недостатком телевизионных систем
является то, что съемка поверхности
производится полями, или кадрами; для того
чтобы покрыть всю контролируемую
поверхность, необходимо снять
последовательность перекрывающихся кадров и
затем программным путем «сшить»
изображение. Эта задача сравнительно легко
разрешима алгоритмически, но требует
дополнительных затрат времени.
Если область применения лазерных
сканирующих и фотодетекторных систем -
сплошной контроль поверхности, то
область применения телевизионных систем —
локальная дефектоскопия. В этом случае
задача формирования образа поверхности
из кадровой последовательности снимается.
Так как телевизионные системы
легче реализуемы, дешевле и надежнее, чем
другие описанные выше системы
считывания индикаций, а значит, более
приемлемы в производстве, рассмотрим их
подробнее.
11.2. СОСТАВ ТЕЛЕВИЗИОННОЙ
КОМПЬЮТЕРНОЙ СИСТЕМЫ
АВТОМАТИЗИРОВАННОГО
АНАЛИЗА ИНДИКАЦИЙ
В общем случае телевизионная
система автоматизированного анализа
индикаций, включающая вычислительную
часть, состоит (рис. 11.3) из системы
обычного или ультрафиолетового
освещения /, оптической системы, включающей
фильтр УФ-излучения 2, пропускающий
видимый спектр и объектив 3,
формирующий изображение на чувствительном
ПЗС-элементе ТВ-камеры 4, стандартный
телевизионный сигнал с которой
поступает в блок преобразования аналогового
видеосигнала в цифровую форму (видео-
АЦП) 5, информация с которого поступает
на компьютер 6 с периферийными
устройствами хранения и вывода изображений —
накопителем со сменньми носителями,
принтером и т.п.
В случае локальной дефектоскопии в
ограниченном поле или при
невозможности доставки вычислительной части к
объекту контроля, телевизионный канал с
видеоАЦП может быть заменен цифровой
фотокамерой. В этом случае на объекте
получают изображения индикаций, а затем
в лаборатории проводят анализ по
полученным цифровым изображениям.
з
Объект контроля
\
.Л
Рис. 11.3. Оптико-телевизионная система регистрации и анализа капиллярных индикаций
ЦИФРОВОЕ ПРЕДСТАВЛЕНИЕ ИЗОБРАЖЕНИЯ. КОМПРЕССИЯ ИЗОБРАЖЕНИЯ 717
Преимуществом телевизионного
канала является возможность наблюдения
контролируемой поверхности и динамики
процесса проявления в реальном времени,
недостатком - более низкое, по сравнению
с цифровой фотокамерой, разрешение
цифрового изображения.
Кроме того, важным преимуществом
цифровой фотокамеры является то, что
она свободна от принципиального
недостатка, свойственного существующим
телевизионным средствам, - чересстрочной
структуры изображения (в зарубежной
литературе применяется термин interlacing —
чересстрочность). В телевизионных
системах каждый кадр формируется из двух
полукадров, при этом строки четного
полукадра вставляются между строками
нечетного полукадра. Из-за временных
ошибок в канале передачи, начала строк
четного полукадра могут не совпадать с
началами срок нечетного полукадра, и
поэтому все вертикальные и наклонные
линии на кадре будут выглядеть
искаженными. Такое искажение негативно
повлияет на точность измерений размеров
объектов по их видеоизображению.
ВидеоАЦП может быть внешним или
встраиваться в компьютер, и зачастую
совмещен с устройством сжатия, или
компрессии, изображения. Компрессия
цифрового видеоизображения необходима, так
как пространство на жестком диске
компьютера, требуемое для хранения неском-
прессированной кадровой
последовательности даже малой продолжительности,
очень велико. Так, например, для
хранения одной минуты или 1500 кадров не-
скомпрессированного видеоряда при
емкости кадра 768 х 576 пикселов в
полноцветном режиме (например, при съемке
контрастных индикаций) потребуется
1,9 гигабайт дискового пространства.
В ряде случаев блок преобразования
аналогового видеосигнала в цифровую
форму содержит и схему обратного
преобразования (декомпрессор с видеоАЦП)
для вывода цифрового видео из
компьютера в стандартном формате
телевизионного сигнала на аналоговое отображающее
или регистрирующее устройство -
монитор или видеорекордер. Такое устройство
в терминах вычислительной техники
называют аппаратным кодеком (КОДЕК =
= КОдер + ДЕКодер), существуют также
программные кодеки.
11.3. ЦИФРОВОЕ ПРЕДСТАВЛЕНИЕ
ИЗОБРАЖЕНИЯ. КОМПРЕССИЯ
ИЗОБРАЖЕНИЯ
Аналоговое изображение можно
описать непрерывной двухмерной функцией
яркости (интенсивности) по двум
координатам: I=f(x,y).
Пусть изображение занимает
прямоугольную область (кадр) размером k х /.
Введем понятие шага дискретизации Т:
это интервал, через который на
изображении измеряются значения интенсивности.
Такие значения называют отсчетами.
В общем случае шаг дискретизации
может быть разным по горизонтали (7),) и
по вертикали (7^,). Тогда получим матрицу,
состоящую из М х N элементов, где
М= к I Th, а N = 11 Тг Каждый элемент
матрицы - дискретное значение яркости в
данной точке.
Таким образом осуществляется
дискретизация пространственная и по уровню
(рис. 11.4).
Для отображения цвета на цифровом
изображении в каждом отсчете измеряют
интенсивность каждой из трех
составляющих - красной, зеленой и синей {red —
green - blue, или RGB — модель). В
современной вычислительной технике
применяют восьмибитное представление каждой
компоненты, т.е. каждая компонента
описывается одним из 256 значений. Это
позволяет отобразить и записать 16,7
миллиона цветов, что, в свою очередь,
позволяет анализировать цветные индикации с
большой точностью.
В случае описанных выше лазерных
сканирующих систем и телевизионных
систем, оптическое изображение
преобразуется в изменяющийся во времени
электрический сигнал, происходит
дискретизация по времени и по уровню (рис. 11.5).
718 Глава 11. КОМПЬЮТЕРНЫЙ АНАЛИЗ РЕЗУЛЬТАТОВ КАПИЛЛЯРНОГО КОНТРОЛЯ
1-Г(х,у)
по
Рис. 11.4. Иллюстрация перевода аналогового изображения в цифровую форму
Рис. 11.5. Дискретизация по времени и
уровню
На рис. 11.5 слева показана форма
растущего напряжения тестовой строки
телевизионного сигнала, которая
визуально воспринимается как плавный переход
от черного к светло-серому (в идеале -
белому). При каждом такте получаем
дискретное значение яркости (уровня серого),
не меняющееся до следующего такта
(рис. 11.5, внизу). Таким образом,
непрерывное на некотором отрезке изменение
яркости передается ступенчатой ломаной,
визуально воспринимаемой как клин
(последовательность ступеней)серого.
Разбиение непрерывной
последовательности цифровых данных на строки
матрицы изображения происходит по
некоторому тактовому импульсу - в
лазерных системах это может быть связанный с
качающимся зеркалом прерыватель, а в
телевизионных системах используются
управляющие импульсы стандартного
ТВ-сигнала - строчные синхроимпульсы.
Как показано выше, цифровой образ
отображает реальный объект лишь с
некоторым приближением, тем большим, чем
меньше шаг пространственной (или
временной) дискретизации (т.е. чем большим
числом элементов изображения -
пикселов - отображен каждый участок) и чем
большим количеством дискретных
уровней отображен непрерывный диапазон
яркостей объекта. Однако, так как объем
памяти и дискового пространства
компьютеров ограничен, емкость цифрового
изображения определяется из условий
задачи - требуемого уровня детальности
изображения по геометрии и по яркости.
Существует два принципиально
различных вида представления, или формата
цифрового изображения, - растровый и
векторный.
В растровом формате изображение
хранится в виде двумерного массива точек
1{х, у), где под / понимается либо
интенсивность (яркость) точки в случае
монохромного изображения (также
называемого изображением в шкале серого, от
английского термина greyscale), либо цвет в
случае цветного изображения.
В векторном виде изображение
представляется как множество
многоугольников - полигонов. Записываются только:
описание (тип) полигона (квадрат, круг,
треугольник и т.п.), координаты какой-
либо точки привязки полигона (например,
верхний левый угол квадрата), какие-либо
его характерные размеры (например, диа-
ЦИФРОВОЕ ПРЕДСТАВЛЕНИЕ ИЗОБРАЖЕНИЯ. КОМПРЕССИЯ ИЗОБРАЖЕНИЯ 719
гональ квадрата) и его цвет. В пределах
одной фигуры цвет чаще всего считается
неизменным. Разница между растровым и
векторным форматами изображения
показана на рис. 11.6.
На рисунке показан монохромный
квадрат 8x8. Пусть яркость каждой точки
квадрата будет представлена каким-либо
значением из 256 возможных, как чаще
всего и делается в современной
вычислительной технике, т.е. для записи яркости
потребуется 8 бит, или 1 байт, и тогда для
растровой записи такого изображения
понадобится 8x8x8 бит, т.е. 512 бит или
64 байта. Для векторной формы
понадобится лишь 10 байт.
Достоинством растрового формата
изображений является то, что оно ближе
исходному аналоговому, чем векторное.
Теоретически его можно сделать сколь
угодно близким оригиналу; требуется
лишь все больший (в пределе -
бесконечный) объем изображения. Таким образом,
растровое изображение несет больше
информации об исследуемом объекте.
Недостатком растрового изображения
является большой требуемый объем памяти
или места на жестком диске.
Достоинством векторного формата
изображений является малый объем
памяти, занимаемый изображением, и меньшее
время восстановления.
Существует множество растровых
форматов хранения изображения; их
можно разделить на форматы со сжатием
(компрессией) данных и форматы без
сжатия. Форматы BMP и TIFF относятся к
форматам без компрессии данных, JPEG -
к форматам с компрессией данных.
Видов компрессии изображений два:
без потерь информации (lossless
compression) и с потерями информации (lossy
compression). В первом случае из
изображения убирается только избыточность
(например, формат TIFF с так называемой
LZW-компрессией, по имени авторов
алгоритма Lempel, Ziv, Welsh - Лемпель,
Зив, Уэлш), а во втором (например,
формат JPEG, JPEG2000) - из изображения
отбрасывается информация, которую в
условиях данной задачи можно считать
незначимой, т.е. визуально изображение
потерь иметь практически не будет.
Достоинством форматов некомпрес-
сирующих или с компрессией без потерь
информации является максимально
адекватное представление изображения по
цвету и геометрии, включая детали на
пределе разрешения, а также высокая
совместимость с большинством аппаратных
платформ и существующего
программного обеспечения; недостаток таких
форматов - большой занимаемый объем.
(х,у)=\6+\6=32 бита=4 байта
/ Тип фигуры - 1 байт |—|
У
\
/
rf-T
.....,-
ч
'-—I Цвет 3 байта
Длина
диагонали
2 байта
Растровая форма
8 х 8 х 8 бит =
512 бит = 64 байта
Векторная форма
Координаты+длина диагонали+тип+цвет
4+2+1+3=10 байт
Рис. 11.6. Растровое и векторное представление изображения
720 Глава 11. КОМПЬЮТЕРНЫЙ АНАЛИЗ РЕЗУЛЬТАТОВ КАПИЛЛЯРНОГО КОНТРОЛЯ
Достоинством форматов с
компрессией с потерями информации является
малое требуемое пространство на
носителе (но не в памяти компьютера, так как
при загрузке изображение полностью
распаковывается до матрицы исходного
размера); недостатком — возможность потери
мелких деталей и внесения в изображение
искусственных изменений, называемых
артефактами. В силу этого,
использование компрессирующих форматов с
потерями информации требует известной
осторожности; коэффициент компрессии
подбирается индивидуально к каждому
типу изображений. Чтобы запаковать
серию изображений, требуется сначала
провести серию тестов на одном из них,
чтобы установить, при каком предельном
коэффициенте компрессии изображения
индикаций визуально еще неизменны и не
теряются детали изображения,
существенные для выдачи заключения об объекте
контроля.
11.4. ОБРАБОТКА ЦИФРОВЫХ
ИЗОБРАЖЕНИЙ ИНДИКАЦИЙ И
КОЛИЧЕСТВЕННЫЙ АНАЛИЗ ПО
ИЗОБРАЖЕНИЮ
Выделяют две основные цели
обработки цифровых изображений:
• оптимизация цифрового
изображения для визуального восприятия
оператором;
• оптимизация цифрового
изображения для измерения объектов на
изображении с целью определения
численных характеристик объекта по его
изображению.
Часто в литературе применяют
термин «улучшение изображения», однако он
не совсем точен, а в ряде случаев - и
неверен. При обработке происходит некоторое
изменение изображения, лишь
оптимизирующее его по одному из двух
вышеперечисленных критериев. Поэтому лучше
применять термин «оптимизация». Чаще
всего применяют следующие фильтры и
виды обработки.
Преобразование цветного
изображения в монохромное. Применяется при
подготовке изображения к
количественному {морфологическому) анализу. При
этом виде анализа сначала происходит
разбиение изображения на объекты и фон,
которое обычно производят по яркостно-
му признаку. При таком преобразовании
возможны, а иногда и неизбежны потери
информации. Причина этого в том, что
интенсивность каждого пиксела
формируется из интенсивностей трех основных
цветовых составляющих - красной,
зеленой и синей. Объекты на изображении
могут быть различны по цвету, но иметь
одинаковую численную интенсивность, и
при преобразовании в монохром станут
неотличимы. Поэтому, например, в
созданном в ЗАО «НИИИН МНПО СПЕКТР»
программном пакете SPECTR MERA
введена функция преобразования цветного
изображения в монохромное с
возможностью настройки вклада интенсивности
каждой из трех цветовых составляющих.
Таким образом, для каждого конкретного
изображения можно подобрать такое
преобразование, при котором потери будут
минимальны.
Регулировка яркости и
контрастности. Гамма-коррекция. Данные
обработки нужны в основном для коррекции
видеоизображения, так как изображение,
получаемое с ТВ-камеры в ряде случаев
имеет меньшую контрастность, чем
изображение, полученное с помощью
цифровой фотокамеры. Гамма-коррекция в
основном служит для оптимизации слишком
темных изображений, делая участки, до
обработки визуально трудноразличимые,
видимыми и контрастными. Также
регулировки яркости и контрастности и гамма-
коррекция служат для оптимизации
изображения с целью корректного отсечения
порога. Эта важная для автоматической
обработки изображений операция будет
подробно рассмотрена ниже.
Инверсия. Данная обработка
преобразует негатив в позитив, и наоборот.
Применяется для оптимизации
визуального восприятия изображения оператором.
ОБРАБОТКА ЦИФРОВЫХ ИЗОБРАЖЕНИИ ИНДИКАЦИИ
721
Шумоподавляющие фильтры. К
этому классу относятся медианный фильтр и
усреднение. Для каждого из этих
фильтров определяется окрестность, в которой
действует фильтр (3 х 3, 5 х 5, 7 х 7
пикселов, и т.д.). Медианный фильтр заменяет
значения яркости всех пикселов
окрестности на средневзвешенное значение, а
усредняющий фильтр - на среднее. Таким
образом, усредняющий фильтр,
воздействуя на изображение более грубо, сильнее
подавляет шум, но и заметнее снижает
резкость, размывая края индикаций. При
выборе большой окрестности возможна
потеря мелких деталей на изображении.
Большие окрестности рекомендуется
использовать только на изображениях
большой емкости.
Медианная фильтрация является
одним из наиболее эффективных средств
обработки изображений индикаций.
Деинтерлейсинг (deinterlacing).
Компенсация чересстрочной структуры
телевизионного изображения. Значение
яркости пиксела каждой четной строки
заменяется среднеарифметическим значением
яркости соседних сверху и снизу пикселов
из предыдущей и следующей нечетных
строк. Изображения краев индикаций
становятся более ровными, но теряется общая
четкость изображения.
Увеличение резкости изображения.
Обработка служит для облегчения
визуального восприятия изображения
индикаций оператором. Она делает перепады
яркости более крутыми. Однако при
использовании данной обработки следует
помнить, что общее увеличение резкости
изображения повышает и уровень шума.
Края индикаций могут стать резкими,
но изображение может оказаться
полностью загрязненным точечным шумом
фона. Точность измерения геометрических
размеров индикаций по такому
изображению может быть снижена. Перед
регулировкой резкости изображения
рекомендуется применить один из описанных выше
шумоподавляющих фильтров.
Фильтры Лапласа и Собеля. С
помощью этих фильтров можно повысить
контрастность перепадов яркости без
учета их ориентации. Фильтры полезны для
повышения резкости краев индикаций.
Эти фильтры еще более, чем увеличение
резкости, улучшают визуальное
восприятие изображения, но также увеличивают
уровень шума. Невидимая до применения
этих фильтров чересстрочность
телевизионного изображения может резко
проявиться, вызвав на изображении
множество горизонтально-ориентированных
ложных объектов, так называемых
артефактов. Перед применением фильтров
Лапласа и Собеля рекомендуется делать
шумоподавление, а для телевизионного
изображения - также деинтерлейсинг
(компенсацию чересстрочной структуры).
Градиентные фильтры.
Используются для подчеркивания границ
индикаций на изображении с учетом их
ориентации. Фильтр полезен в случаях, когда
критерием отбраковки изделий или деталей
является преимущественная ориентация
поверхностных несплошностей. Если
требуется одновременно отобразить
индикации несплошностей двух и более
направлений, изображения с выделенными
индикациями каждого направления сохраняют
в виде отдельного файла, а затем
применяют сложение изображений.
Получаемое в результате выполнения этой
функции изображение является средним
арифметическим исходных изображений.
Примеры обработки изображений
показаны на рис. 11.7. На рис. 11.7, а
показано исходное цветное изображение
люминесцентных индикаций. Для
дальнейшего корректного разделения на
объекты и фон, как описано выше,
изображение было преобразовано в монохромное
(рис. 11.7, б). Применение оператора
Собеля (рис. 11.7, в) выделило индикации,
существенно облегчив их визуальный
анализ. На рис. 11.7, г показан результат
применения оператора увеличения резкости
изображения после применения шумопо-
давляющего оператора (медианный фильтр
722 Глава 11. КОМПЬЮТЕРНЫЙ АНАЛИЗ РЕЗУЛЬТАТОВ КАПИЛЛЯРНОГО КОНТРОЛЯ
а)
б)
Рис. 11.7. Примеры обработки изображения индикаций
на окрестности 5 х 5). Здесь края
индикаций выгладят ощутимо более резкими, чем
на исходном изображении, причем, в
отличие от результата применения
оператора Собеля, геометрические размеры
индикаций остались неизменными. Шум,
благодаря предварительному применению
«мягкого» шумоподавляющего оператора,
возрос незначительно. Рис. 11.7, д —
применена инверсия.
КОЛИЧЕСТВЕННЫЙ АНАЛИЗ ИНДИКАЦИЙ КАПИЛЛЯРНОГО КОНТРОЛЯ 723
11.5. КОЛИЧЕСТВЕННЫЙ АНАЛИЗ
ИНДИКАЦИЙ КАПИЛЛЯРНОГО
КОНТРОЛЯ С ИСПОЛЬЗОВАНИЕМ
ПРОГРАММНОГО ПАКЕТА
SPECTR MERA
Программный пакет SPECTR MERA
был создан в 2002 г. В ЗАО «НИИИН
МНПО «СПЕКТР» на базе ставшего к
этому времени популярным пакета
обработки и анализа изображений в
материаловедении SPECTR MET. Пакет SPECTR
MERA представляет собой универсальный
инструмент обработки изображений и
проведения на них измерений. Пакет
применяется при оптическом и оптико-
телевизионном контроле, а также для
анализа результатов капиллярной и магнито-
порошковой дефектоскопии.
Пакет SPECTR MERA имеет четыре
основные группы функций: работа с
файлами, обработка изображений, калибровка
и измерения, морфология и анализ.
Блок работы с файлами, кроме
стандартных операций открытия, закрытия,
сохранения и сохранения под другим
именем, включает еще систему упорядочения
изображений по именам и каталогам.
Система выполняет привязку группы
изображений к объекту контроля, снабжает
изображения документационными данными
(время и дата выполнения контроля,
материал объекта, и т.д.).
Блок обработки изображений
включает практически все описанные в п. 11.4
виды обработки изображений, причем для
некоторых фильтров имеется по несколько
модификаций, учитывающих особенности
изображения. Блок обработки
изображений включает фильтр преобразования
цветного изображения в шкалу серого с
возможностью регулировки соотношения
интенсивности ветовых составляющих.
С помощью функции калибровки
задается масштаб цифрового изображения
по внесенному в поле зрения
регистрирующей аппаратуры метрическому тест-
объекту (линейке) или масштабным
меткам известной длины или с известным
расстоянием между ними на самом
объекте контроля. Первый метод
масштабирования может использоваться в основном в
телевизионных системах, а второй - в
системах с лазерным сканированием. Задание
масштаба является необходимой
операцией перед проведением различных
измерений на изображении.
Для иллюстрации проведения
количественного анализа индикаций
капиллярного метода был выбран образец с
натуральными дефектами - фрагмент сварного
шва с трещинами и высокой
шероховатостью поверхности для демонстрации
фильтрации фона.
Образец был обработан пенетрант-
ным комплектом, включавшим
следующие компоненты: очиститель СЮ, пенет-
рант FP42 и проявитель D30A, и затем
освещен УФ-осветителем, дающим
6000 мкВт/см2 на расстоянии 30 см от
цоколя осветительного узла в центре
наблюдаемой области. Съемка производилась
цифровой фотокамерой с чувствительным
элементом 4,1 млн. пикселов.
На образце имеются две
параллельные калибровочные риски на расстоянии
10 мм друг от друга. Перед проведением
измерений пакет калибруют на данное
изображение (рис. 11.8). Перпендикулярно
изображениям индикаций рисок проводят
мышью перпендикуляр. В окне справа
отображается яркостный профиль,
который помогает навести два курсора на
одноименные края рисок.
После нажатия экранной кнопки
«Калибровка» появляется окно,
показанное на рис. 11.9, в котором вводится в
абсолютных единицах длина отрезка между
калибровочными рисками (или делениями
на линейке).
Если имеется множество
изображений одинакового масштаба, достаточно
откалиброваться по одному из них,
сохранить калибровку и затем, при открытии
одного изображения или пачки, просто
указать калибровочный коэффициент из
таблицы сохраненных.
724 Глава 11. КОМПЬЮТЕРНЫЙ АНАЛИЗ РЕЗУЛЬТАТОВ КАПИЛЛЯРНОГО КОНТРОЛЯ
mil..
<Адл^
X = 206, Y- 154,1 = 175
Калибровка
Курсор:
Хорда: (206,14)-(206,165)
Рис. 11.8. Окно калибровки пакета SPI С УК MERA
2SJ
Введите истинное расстояние
Нажмите Enter чтобы вычислить масштабный коэффициент
|1 о| [миллиметре в _^J
1 pixel» 0.10670 mm
Ввод | Отмена
Рис. 11.9. Окно задания истинного
расстояния
SPECTR MERA позволяет измерять
расстояние между двумя любыми точками
на изображении, получать график
распределения уровней яркости вдоль
выделенного по двум точкам прямолинейного
отрезка. Однако такой вид измерений
используется в основном при анализе
единичных изображений в исследовательских
целях.
Сегментация изображения является
одной из основных операций анализа,
позволяет производить быстрый анализ
изображений индикаций, когда критерием
отбраковки являются процентные
соотношения бездефектной поверхности и не-
сплошностей. Результатом проведения
сегментации является многодиапазонное
изображение и таблица, отображающая
процентное содержание выделенных
диапазонов. Одновременно строится
гистограмма распределения значений яркости.
При проведении сегментации можно
также воспользоваться функцией вычитания
диапазонов. С помощью этой функции
можно на многодиапазонном изображении
с целью самопроверки закрасить один или
более диапазонов черным цветом или
восстановить их исходный вид.
Окно режима сегментации показано
на рис. 11.10. На этом этапе можно
автоматически сформировать протокол
анализа и сохранить его в виде файла или
КОЛИЧЕСТВЕННЫЙ АНАЛИЗ ИНДИКАЦИЙ КАПИЛЛЯРНОГО КОНТРОЛЯ 725
JSj*!
Рис. 11.10. Сегментация изображения
распечатать. Однако операция
сегментации менее совершенна, чем
морфологический анализ, так как нет возможности
отфильтровать объекты, попадающие в тот
же яркостный диапазон, что и индикации,
но не являющиеся значимыми. В данном
случае в расчете суммарной площади
индикаций вместе с ними участвовала и
фоновая люминесценция от шероховатости,
отображенная как множество точечных
объектов в правой верхней части поля
изображения (рис. 11.10).
Морфометрический анализ
позволяет выделять на изображении связные
области (в данном случае, капиллярные
индикации) и автоматически измерять
морфологические и геометрические
параметры индикаций: площадь, периметр,
фактор формы, коэффициент анизотропии,
ориентацию главной оси объекта,
максимальный диаметр, эффективный размер
объекта, диаметры Фере, ширину и длину
объекта. По некоторой заданной
совокупности таких численных характеристик
может быть произведена отбраковка
объекта.
Ключевым моментом
морфологического анализа является определение
порога, т.е. такого значения яркости, что
объекты, яркость которых лежит по одну
сторону этого значения, считаются фоном, а
по другую - объектами. На рис. 11.11
показано окно выбора порога по яркостному
профилю. На изображении в левой части
окна с помощью мыши проводится
отрезок, вдоль которого строится яркостный
профиль в окне справа. При этом отрезком
стараются покрыть возможно большее
количество областей различной яркости
либо наиболее визуально-характерные
области, например, пару индикаций,
окруженных чистым фоном. Если сразу
желают отсечь и шум, то отрезок проводят
через зашумленную область.
726 Глава 11. КОМПЬЮТЕРНЫЙ АНАЛИЗ РЕЗУЛЬТАТОВ КАПИЛЛЯРНОГО КОНТРОЛЯ
(^Выберите порог
24 28 32 36 40 44 48 52
Ч1Ч
128 l!"
X-192,Y«276,|.1S
Под порогом I Над порогом Отмена
Курсор:
Хорда:
Расстояние:
(192,276)-(444,738)
57.20430 mm
1:1 | Линейка Г Перекрестье С Сетка _|— 1
Рис. 11.11. Окно выбора порога
Порог устанавливается визуально с
помощью экранного движка (слайдера)
слева от окна с профилем. При этом в
левом окне, на изображении, происходит
окрашивание отрезка: тех его частей,
которые проходят через области, яркость
которых лежит выше порога - в синий
цвет, остальных частей - в красный.
В общем случае порогов может быть
несколько; тогда они формируют
интервалы яркостей, и если яркость области
попадает в один из этих интервалов, она
считается объектом, в противном случае -
фоном.
От точности определения порога
зависит точность количественного анализа
индикаций и, в конечном итоге,
отбраковка изделий. С одной стороны, слишком
низкий порог (или слишком широкий
диапазон яркостей) оставит на бинарном
изображении все интересующие объекты, но
оно будет сильно загрязнено малыми
шумовыми объектами, которые могут внести
значительную погрешность в определение
интегральных геометрических
характеристик индикаций (например, суммарной
площади); с другой стороны, слишком
высокий порог (или слишком узкий
диапазон яркостей) может вызвать потерю части
значимых объектов либо значительное
искажение их формы, так как границы
индикаций имеют определенную, пусть и
малую, ширину.
Хотя имеются автоматические
алгоритмы определения порога, при анализе
больших количеств изображения, тем
более полученных с ответственных деталей,
перед началом анализа серии изображений
рекомендуется выставлять для всей серии
порог вручную или, по крайней мере,
проконтролировать результат
автоматического определения порога, воспользовавшись,
например, описанным выше
инструментом вычитания фаз.
количественный анализ индикации капиллярного контроля
727
uEmSS
Рис. 11.12. Окно морметрического анализа
РЕИВЕВ
Mm размер Мо*с
ч | ч | << | □
ЗС | ЗГ
^G*etPHOTO-PAINT...j ^SPWERA
kwtwm Удегмть I
Рис. 11.13. Фильтр по размеру
728 Глава 11. КОМПЬЮТЕРНЫЙ АНАЛИЗ РЕЗУЛЬТАТОВ КАПИЛЛЯРНОГО КОНТРОЛЯ
Далее изображение бинаризуется по
выбранному порогу, т.е. пикселам,
лежащим в требуемом диапазоне яркостей,
присваивается значение яркости «1»,
остальные пикселы получают значение
яркости «О».
На рис. 11.12 справа показан
результат нахождения связных областей,
доступных для обсчета. Индикации выделены
цветом. Параллельно на левом «экране»
отображается исходное изображение, на
котором также заливаются цветом
исследуемые области.
При выборе порога в данном случае
была выбрана стратегия «низкого порога»,
чтобы не потерять значимые объекты, но
был получен и шум.
На рис. 11.13 показан результат
действия морфологического фильтра по
размеру, который отсек малые шумовые
объекты. Другие реализованные в SPECTR
MERA морфологические операции -
эрозия, наращение, открытие, закрытие -
также позволяют удалять шум и
компенсировать ошибки в виде, например,
ложного разделения индикации на части,
возникающие при выборе яркостного порога
«объект-фон».
После такой обработки и уточнения
формы границ можно переходить
непосредственно к обсчету.
Результаты измерений отображаются
в таблицах. Предоставляется возможность
построения таблиц и гистограмм
распределения геометрических параметров
индикаций.
Глава 12
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ КАПИЛЛЯРНОМ КОНТРОЛЕ
Кроме общих правил техники
безопасности, которые необходимо соблюдать
на любом производстве, капиллярный
контроль несет в себе специфические
опасности, обусловленные пожаро- и
взрывоопасностью дефектоскопических
материалов, их вредным воздействием на
человека. Поэтому на месте проведения
работ должны быть вывешены таблицы
«Огнеопасно», «С огнем не входить»,
«Посторонним вход воспрещен». На месте
проведения работ не допускается курение
и наличие открытого огня.
Первостепенное внимание на всех
операциях контроля следует уделять
защите органов дыхания персонала от
вредного воздействия паров легколетучих
растворителей - ацетона, бензина, метилен-
хлорида и др. Все рабочие места должны
быть оборудованы воздухоприемниками
вытяжной вентиляции не менее чем с
трехкратным обменом воздуха.
Работающий должен находиться в потоке чистого
воздуха, поступающего к месту работы со
скоростью 1 ... 1,7 м/с. Надо постоянно
следить за предельно допустимыми
концентрациями дефектоскопических
материалов в воздухе, которые приведены в
ГОСТ 12.1.005-88 «Общие санитарно-
гигиенические требования к воздуху
рабочей зоны».
Запрещается проводить работы при
выключенной вентиляции.
При использовании аэрозольных
баллонов, в которых пропеллентом являются
фреоны, следует учитывать их особые
свойства.
При температуре выше 33 °С фреоны
способны разлагаться с образованием
фосгена, поэтому струю аэрозоля нельзя
направлять на нагретые предметы.
Запрещается систематическое использование
аэрозольных препаратов в небольших
помещениях без вытяжной вентиляции.
В случае применения аэрозольных,
особенно новых материалов необходимо
предварительно тщательно изучить
руководство и инструктивную надпись на
этикетке баллона.
Аэрозольные баллоны следует
оберегать от ударов и падений, держать вдали
от обогревательных приборов и защищать
от прямого попадания солнечных лучей.
Длительное хранение баллонов
допускается при температуре не выше 25 °С.
Запрещается вскрывать клапаны и разбирать
баллоны, если внутри них имеется
содержимое, до полного использования.
Вентили баллонов для хранения жидкого фреона
должны быть закрыты металлическими
колпачками. Не проводить распыление
вблизи открытого огня, не допускать
нагревание баллона выше 50 °С, не курить;
при распылении не допускать попадания
состава в глаза.
Проявители необходимо наносить в
распылительных камерах. Обработку
поверхностей крупногабаритных изделий
дефектоскопическими материалами
следует выполнять у панелей равномерного
всасывания воздуха, обеспечивающих
вытяжку воздуха и паров жидкостей вниз
или в горизонтальном направлении. Для
местной вытяжки применяют камеры,
зонты, бортовые отсосы, вентиляционные
щели и другие устройства, располагаемые
непосредственно в местах выделения
вредных веществ, в зонах наибольшего
загрязнения воздуха.
Необходимо, чтобы система
приточной вентиляции обеспечивала подачу в
верхнюю часть помещения свежего
воздуха, общее количество которого было бы на
10 ... 15 % меньше количества воздуха,
отсасываемого вытяжной вентиляцией.
При этом в зимний период воздух,
подаваемый в приточную ветвь вентиляции,
должен подогреваться до температуры
730 Глава 12. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ КАПИЛЛЯРНОМ КОНТРОЛЕ
помещения, а летом, при наружной
температуре выше 30 °С, - охлаждаться.
Скорость рассеивания приточного воздуха на
рабочих местах должна составлять не
более 0,3 м/с. Вентиляцию необходимо
заблаговременно включать перед началом
работы и выключать через 15 ... 20 мин
после ее окончания.
Дефектоскопические материалы
необходимо хранить в полиэтиленовых
емкостях или в коррозийно-стойкой посуде с
завинчивающимися крышками или
пробками в специальных шкафах или ящиках.
Обтирочную ткань и ветошь необходимо
хранить в металлической таре с плотно
закрывающейся крышкой.
Наличие дефектоскопических
материалов на рабочем месте разрешается
только в количестве, необходимом для
выполнения сменного задания.
Дефектоскопические материалы,
содержащие малолетучие растворители
(бутиловый спирт, дитолилметан и др.)
оказывают вредное воздействие, попадая на
кожу человека. Поэтому работы по
нанесению пенетрантов, промывке изделий, а
также их протирке очищающими
жидкостями выполняют только в резиновых бен-
зомаслостойких перчатках. Проявляющие
составы можно наносить в белых
матерчатых перчатках, предварительно
проверенных при ультрафиолетовом облучении на
отсутствие следов пенетрантов. При
использовании резиновых перчаток руки
предварительно покрывают тальком или
смазывают вазелином.
Запрещается приготовление
дефектоскопических материалов непосредственно
на участках контроля, их необходимо
готовить на специально выделенных местах.
При подготовке растворов с применением
концентрированных кислот работы
выполняют под местным отсосом с
использованием термостойкой посуды. Глаза и
руки работающего должны быть
защищены козырьком и перчатками. При
случайном разрушении сосуда с кислотами
содержимое должно попадать на
полиэтиленовый, эмалированный или стеклянный
поддон. Необходимо строго соблюдать
правило разбавления концентрированных
кислот - кислота добавляется в воду, а не
наоборот. Это связано с тем, что при
смешивании кислоты с водой выделяется
большое количество теплоты, а плотность
воды гораздо меньше плотности кислоты,
поэтому вода, добавляемая в кислоту,
вскипает на ее поверхности и
разбрызгивается из сосуда, в котором происходит
смешивание. При попадании кислоты или
щелочи на кожу, прежде всего, в течение
20 мин ее надо смывать проточной водой
под давлением.
Для предупреждения разлива и
загрязнения рабочих мест красками,
последние рекомендуется подавать к ваннам для
пропитки или промывки и к
пульверизатору по полиэтиленовым либо поливинил-
хлоридным трубкам.
При люминесцентной дефектоскопии
часть ультрафиолетового излучения,
попадая в глаза контролера, вызывает
неприятную флуоресценцию глазных сред. Для
устранения этого вредного явления, а
также снижения утомляемости зрения при
осмотре изделий необходимо пользоваться
защитными очками с желтыми стеклами
типов ЖС-3, ЖС-4, ЖС-18 толщиной не
менее 3,5 мм или щитками из
соответствующего стекла. Через такие
светофильтры, не пропускающие ультрафиолетового
излучения, проходит только свет
флуоресценции контролируемого объекта.
Рабочие столы должны быть покрыты
защитным материалом, поглощающим
ультрафиолетовое излучение.
Биологическое действие
ультрафиолетовых лучей осуществляется благодаря
трем основным биофизическим
механизмам: фотохимическому действию,
фотофизико-химическому действию и
фотоэлектрическому эффекту. Наибольшее
значение имеет фотохимическое действие.
В биофотоэлектрических процессах
ультрафиолетовые лучи изменяют
функции обмена веществ между клеткой и
окружающей средой.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ КАПИЛЛЯРНОМ КОНТРОЛЕ
731
Фотохимическая реакция в каждом
данном биологическом соединении
проходит под воздействием
ультрафиолетовых лучей определенной длины волны.
Так, ультрафиолетовые лучи с длиной
волны 275 ... 280 нм поглощаются
преимущественно белками;
ультрафиолетовые лучи области 250 ... 260 нм -
нуклеиновыми кислотами и нуклеопротеидами;
лучи с длиной волны 297 нм поглощаются
7-8-дегидрохолестерином (провитамином
D3) и т.п. Под влиянием поглощенной
энергии ультрафиолетовых лучей в
организме животных образуются
биологически активные продукты - ацетилхолин,
гистамин, гистаминоподобные вещества.
Кроме того, ультрафиолетовые лучи
способствуют денатурации белка и нуклео-
протеидов, т.е. изменяют
физико-химическое состояние протоплазмы клеток.
Ввиду сильной поглощаемости
ультрафиолетовых лучей тканями, первичным
местом возникновения биофизических и
биохимических сдвигов, приводящих к
дальнейшему развитию физиологических
реакций, является кожа.
Ультрафиолетовое излучение
оказывает влияние и на другие органы, вызывая
в организме образование некоторого
количества витамина D, слабую эритему и
пигментацию кожи (загар), при этом
наименьшей биологической активностью
обладает длинноволновое ультрафиолетовое
излучение. Эритемой называют
возникающее через некоторое время после
облучения покраснение кожи, связанное с
происходящими в ней фотохимическими
процессами.
Количество облучения, вызывающее
на коже незагорелого человека первую
едва заметную эритему, называют эритем-
ной дозой и выражают в мэр • ч/м2.
Наибольшая эритемная доза не должна
превышать 80 мэр ■ ч/м2. Для постоянно
работающих операторов максимально
допустимые облученности составляют
30 мэр ■ ч/м2 для рук; 7,5 мэр • ч/м2 для
лица. Предельно допустимая доза, которая
может быть получена человеком за 8 ч
работы, составляет 60 мэр • ч/м2, т.е. не
выше 0,75 наибольшей дозы.
Ультрафиолетовую облученность измеряют уфимет-
рами и интенсиметрами типов УФИ и
УФМ, а дозы облучения - дозиметрами
типа УФД, или ультрафиолетовыми
радиометрами.
В производственных помещениях
должны быть предусмотрены средства,
предотвращающие вредное влияние на
работающих шума и ультразвука. К таким
средствам относятся защитные наушники
и антифоны. Во избежание
отрицательного воздействия на органы человека
ультразвука следует избегать контакта голых
рук с жидкостями, изделиями и
приспособлениями при наличии в них
ультразвуковых колебаний. Рабочие,
обслуживающие такие установки, должны применять
одновременно резиновые и нитяные
перчатки, поскольку ультразвуковые
колебания не проходят через воздушную
прослойку, создаваемую нитяной перчаткой
между кожей рук и резиновой перчаткой.
На рукоятки всех приспособлений, в
которых размещаются обрабатываемые
изделия, должны быть надеты резиновые
колпачки.
Даже при наличии сертификата об
уровне квалификации, к выполнению
работ по капиллярному контролю
допускаются лица (дефектоскописты), прошедшие
специальный инструктаж по правилам
безопасности, электробезопасности и
противопожарной безопасности по
действующим на данном предприятии
инструкциям, с записью о проведении
инструктажа в специальном журнале.
Перед каждым включением
дефектоскопической аппаратуры необходимо
убедиться в надежном ее заземлении. При
работе в монтажных условиях
подключение аппаратуры к сети электропитания и
отключение ее по окончании работы
должны проводится дежурным
электромонтером. В случае недопустимости по
правилам электробезопасности
использования питающего напряжения 220 В
следует применять аппаратуру на 36 В.
732 Глава 12. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ КАПИЛЛЯРНОМ КОНТРОЛЕ
При работе с дефектоскопическими
материалами зарубежного производства
необходимо иметь на каждый вид
материала так называемый «Лист информации
по безопасности материала» - Material
Safety Data Sheet, или кратко MSDS.
Такие документы обычно
предоставляются производителем или
представителем производителя по заявке
приобретающей организации. Листы информации
по безопасности материала составляются
по стандартной форме и обычно содержат
разделы: «Перечень опасностей» {Hazards
Identification), «Меры первой помощи»
(First Aid Measures), «Меры по борьбе с
огнем» (Fire Fighting Measures), «Меры по
устранению последствий аварий»
(Accidental Release Measures), «ПДК и
защита персонала» (Exposure Controls And
Personal Protection), «Использование и
хранение» (Handling and Storage),
«Токсикологическая информация» (Toxicological
Information).
В перечисленных разделах
содержится основная информация по технике
безопасности, которую надо учитывать при
составлении инструкций для персонала.
В листах информации по
безопасности материала есть и специальный раздел,
касающийся класса опасности материала,
как груза, при транспортировке наземным,
водным и воздушным транспортом.
Информация этого последнего раздела (код
или шифр класса опасности) должна
сообщаться организации-перевозчику при
транспортировке дефектоскопических
материалов.
Особую опасность представляют
работы внутри резервуаров и других
замкнутых или ограниченно замкнутых (труба)
объектов. Во избежание скопления паров
дефектоскопических материалов выше
предельной концентрации (опасно для
жизни) контроль внутренней поверхности
конструкции следует проводить при
постоянной подаче свежего воздуха внутрь
контролируемого изделия.
Все работы по контролю необходимо
проводить в спецодежде (халат,
медицинские резиновые перчатки, головной убор;
куртка ватная - при контроле в зимних
условиях). При пользовании резиновыми
перчатками руки необходимо
предварительно покрыть тальком или смазать
вазелином. Руки после окончания работ
следует немедленно вымыть теплой водой с
мылом. Применение для мытья рук
керосина, бензина и других органических
растворителей запрещается. При сухости рук
после работы необходимо применять
ланолиновый или витаминизированный
крем.
Для снижения утомляемости
контролеров и повышения качества контроля
целесообразно через каждый час
расшифровки следов дефектов делать перерыв
5 ... 10 мин.
При проведении капиллярного
контроля следует использовать только
разрешенные реактивы и материалы.
Администрация и соответствующие
заводские службы должны следить за тем,
чтобы утилизация отходов капиллярного
контроля соответствовала всем
экологическим нормам.
Глава 13
СТАНДАРТЫ, ПЕРСОНАЛ
13.1. СТАНДАРТЫ В КАПИЛЛЯРНОМ
КОНТРОЛЕ
Капиллярный контроль в России
регламентируется следующими
отечественными стандартами:
• ГОСТ 24522-80 «Контроль неразру-
шающий капиллярный. Термины и
определения»;
• ГОСТ 18442-80 «Контроль неразру-
шающий. Капиллярные методы. Общие
требования».
При проведении люминесцентного
капиллярного контроля руководствуются также
ГОСТ 28369-89 «Контроль неразрушающий.
Облучатели ультрафиолетовые. Общие
технические требования и методы испытаний». При
использовании люминесцентных пенетрантов и
систем для течеискания руководствуются
ГОСТ 26182-84 «Контроль неразрушающий.
Люминесцентный метод течеискания».
Число пользователей средств
капиллярного контроля зарубежного
производства в России постоянно растет. Поэтому
российским специалистам необходимо
ориентироваться и в зарубежных
стандартах по капиллярному контролю.
Европейские стандарты:
• EN 1330-1:1998 «Nondestructive
testing-Terminology-Part I: List of general terms»
(Неразрушающий контроль - Терминология -
Часть 1: Перечень основных терминов);
• EN 1330-2:1998 «Non destructive
testing - Terminology - Part 2: Terms common to
the non-destructive testing methods»
(Неразрушающий контроль - Терминология — Часть 2:
Термины, общие для методов неразрушающего
контроля);
• EN 571-1 «Non-Destructive Testing -
Penetrant Testing - Part 1: General Principles»
(Неразрушающий контроль - Капиллярный
контроль - Часть 1: Общие принципы);
• EN ISO 3452-2:2000 «Non-destructive
testing - Penetrant testing - Part 2: Testing of
penetrant materials» (Неразрушающий контроль
- Капиллярный контроль - Часть 2: Проверка
капиллярных материалов);
• EN ISO 3452-3:1998 «Non-destructive
testing - Penetrant testing - Part 3: Reference test
blocks» (Неразрушающий контроль -
Капиллярный контроль - Часть 3: Тест-объекты);
• EN ISO 3452-4:1998 ««Non-destructive
testing - Penetrant testing - Part 4: Equipment»
(Неразрушающий контроль - Капиллярный
контроль - Часть 4: Оборудование);
• EN ISO 3059:2001 «Non-destructive
testing - Penetrant testing and magnetic particle
testing - Viewing conditions» (Неразрушающий
контроль - Капиллярный контроль и магнито-
порошковый контроль - Условия наблюдения).
Аттестация персонала, в том числе и
капиллярного контроля, проводится в
соответствии с EN 473:2000 «Non destructive
testing - Qualification and certification of
NDT personnel - General principles»
(Неразрушающий контроль - Квалификация и
сертификация персонала НК - Общие
принципы).
Стандарты США:
ASTM E1417-99 «Standard Practice for
Liquid Penetrant Examination» (Стандартная
процедура контроля жидкими пенетрантами);
ASTM El 65-02 «Standard Test Method for
Liquid Penetrant Examination» (Стандартная
методика теста при контроле жидкими
пенетрантами);
ASTM E1418-98 «Standard Test Method for
Visible Penetrant Examination Using the Water-
Washable Process» (Стандартная методика теста
при контрастном методе с использованием
процесса со смыванием водой);
Тест-объекты - компараторы
(никель-хромовые панели), уже достаточно
широко применяемые в России,
изготавливаются в соответствии со стандартом
Японии JIS Z 2343-3, поэтому приведем
здесь и стандарты Японии:
JIS Z 2343-1:2001 «Non-destructive testing -
Penetrant testing - Part 1: General principles -
Method for liquid penetrant testing and
classification of the penetrant indication «
(Неразрушающий контроль - Капиллярный контроль -
Часть 1: Общие принципы - Методика
капиллярного контроля и классификация
капиллярных индикаций);
JIS Z 2343-2:2001 «Non-destructive testing -
Penetrant testing - Part 2: Testing of penetrant
materials» (Неразрушающий контроль - Капил-
734
Глава 13. СТАНДАРТЫ, ПЕРСОНАЛ
лярный контроль - Часть 2: Контроль
дефектоскопических материалов);
JIS Z 2343-3:2001 «Non-destructive testing -
Penetrant testing - Part 3: Reference test blocks»
(Неразрушающий контроль - Капиллярный
контроль - Часть 3: Тест-объекты);
JIS Z 2343-4:2001 «Non-destructive testing -
Penetrant testing - Part 4: Equipment»
(Неразрушающий контроль - Капиллярный контроль -
Часть 4: Оборудование).
13.2. ПЕРСОНАЛ КАПИЛЛЯРНОГО
КОНТРОЛЯ
Надежность капиллярного контроля
прежде всего зависит от персонала,
работающего на различных стадиях процесса и
дающего заключения о причинах и
критичности индикаций, полученных в
результате контроля. Капиллярный контроль
требует квалифицированного и разумного
подхода, большого внимания при
принятии решения о годности. Таким образом,
капиллярный контроль зависит от
человеческого фактора, так как надежность и
достоверность результатов контроля в
конечном итоге зависит от контролера.
К персоналу капиллярного контроля
предъявляются следующие требования:
1. Состояние здоровья, физическое и
психическое, должно позволять выполнять
требуемые операции контроля.
2. Наличие квалификации и опыта в
практике контроля.
3. Высокий уровень внимания при
выполнении операций контроля и
наблюдении результатов.
4. Тщательность выполнения
операций, требуемая заданным уровнем
чувствительности и надежности.
5. Способность к принятию
последовательных, независимых решений на
основе интерпретации результатов
контроля без чьего-либо влияния.
Аттестация специалистов.
Надежность аппаратуры обеспечивается ее
метрологической аттестацией и
периодической поверкой. Аналогично надежность
оператора может быть обеспечена
аттестацией и периодической переаттестацией
специалистов, непосредственно
выполняющих капиллярный контроль объектов.
Аттестация - это установление
соответствия знаний, умений и навыков
специалиста требованиям, предъявляемым к
нему квалификационным уровнем. Во
всех развитых странах специалистов
капиллярного, как и других методов нераз-
рушающего контроля, разделяют по
квалификации на три уровня: первый, второй
и третий (I, II, III).
Специалист I уровня квалификации
имеет право выполнять контроль в
соответствии с письменными инструкциями
или под руководством специалистов II или
III уровня без выдачи заключения о
качестве объекта. В зависимости от сложности
и характера работы ему на предприятии
присваивается первый или второй разряд
дефектоскописта.
Специалист II уровня квалификации
имеет право самостоятельно выполнять
контроль в соответствии со стандартами,
спецификациями и другими нормативно-
техническими документами, выдавать
заключение о качестве объекта по
результатам контроля, выполненного им или
специалистом I уровня квалификации. В
зависимости от сложности и характера работы
ему на предприятии может быть присвоен
3,4, 5 или 6-й разряд дефектоскописта.
Специалист III уровня квалификации
имеет право самостоятельно выполнять
контроль с выдачей заключения о качестве
объекта, разрабатывать методики и
технологические карты неразрушающего
контроля, вести подготовку и участвовать в
аттестации специалистов I и II уровней
квалификации. На предприятии он может
быть назначен на должность руководителя
подразделения неразрушающего контроля.
Требования к общему образованию и
предварительной подготовке,
специальному обучению и стажировке после
обучения, выполнение которых обязательны
для аттестации специалиста на
соответствующий уровень квалификации,
приведены в табл. 13.1.
Уровень квалификации
устанавливают при аттестации специалиста.
Специалист любого уровня квалификации
аттестуется на право контроля конкретными
методами объектов конкретного вида,
например, на метод ультразвукового конт-
ПЕРСОНАЛ КАППИЛЯРНОГО КОНТРОЛЯ
735
13.1. Рекомендуемые требования к подготовке, квалификации и аттестации
специалистов по неразрушающему контролю (НК)
Содержание
Общее
образование
Специальное
обучение с
выдачей
документа об
образовании
(свидетельства, диплома)
Стажировка
после
специального обучения
Аттестует
Рекомендуемые
должности
Права
специалиста
Сроки
переаттестации
Уровни квалификации специалистов
1
Среднее
Подразделение НК по
месту работы в соответствии с
программой, утвержденной
руководством предприятия
3-6 месяцев в качестве
стажера
Комиссия по месту работы
Помощник дефектоскопи-
ста (дефектоскопист 1 -го
или 2-го разряда), лаборант
НК
Контроль без
самостоятельного решения о
качестве проконтролированного
объекта
Через 3 года, а также если
был перерыв в работе более
1 года
II
Не ниже среднего
Техникумы,
профтехучилища, спецкурсы по
отраслям в соответствии с
программами, утвержденными
аттестационным центром
6-12 месяцев
Региональные
аттестационные центры
Дефектоскопист, ст.
дефектоскопист (дефектоскопист
3 - 6-го разряда), ст.
техник, ст. лаборант по НК
Контроль и оценка качества
проконтролированного
объекта
Через 3 года, а также если
был перерыв в работе более
1 года
III
Высшее или среднее
техническое образование
Факультет (кафедра) по НК
технических вузов или
техникумов. Спецфакультет по
переподготовке инженеров
НК
Не менее 1 года работы,
соответствующей
требованиям к квалификации
специалиста II уровня
Аттестационный комитет
поНК
Руководитель, ст. инженер,
инженер подразделения НК
Руководство
подразделением контроля, контроль и
оценка качества
проконтролированного объекта,
обучение и аттестация
специалистов по НК,
разработка методик и
технологических карт контроля
Раз в 5 лет, а также после
перерыва в работе более
1 года
роля стыковых сварных соединении из
углеродистых и низколегированных сталей.
По результатам положительной
аттестации специалисту выдают
удостоверение, в котором указывают: фамилию, имя,
отчество аттестованного; присвоенный
уровень квалификации, дату присвоения и
номер протокола; виды (методы) нераз-
рушающего контроля, по которым
аттестован специалист; тип продукции, к
контролю которой допускается специалист.
В процессе аттестации специалистов
любого уровня квалификации проводится
два вида экзаменов: 1) по общим вопросам
методов неразрушающего контроля
(теория, практика); 2) по технологии контроля
(теория, практика) и по правилам техники
безопасности и охраны труда при
производстве работ. При приеме экзамена по
практике технологии контроля стараются
использовать тренажеры, повышающие
объективность аттестации.
Аттестацию специалистов III уровня
квалификации проводит Аттестационный
комитет по неразрушающему контролю, а
специалистов II и I уровня квалификации -
региональные учебные и отраслевые
аттестационные центры. Специалистов I
уровня квалификации аттестуют комиссии
предприятий, утвержденные приказом по
предприятию. Аттестованным
специалистам выдается удостоверение
установленного образца. Переаттестация
специалистов проводится по той же системе, что и
аттестация. Сроки переаттестации
приведены в табл. 13.1. Положительные
результаты аттестации фиксируются в указанных
удостоверениях.