





































































































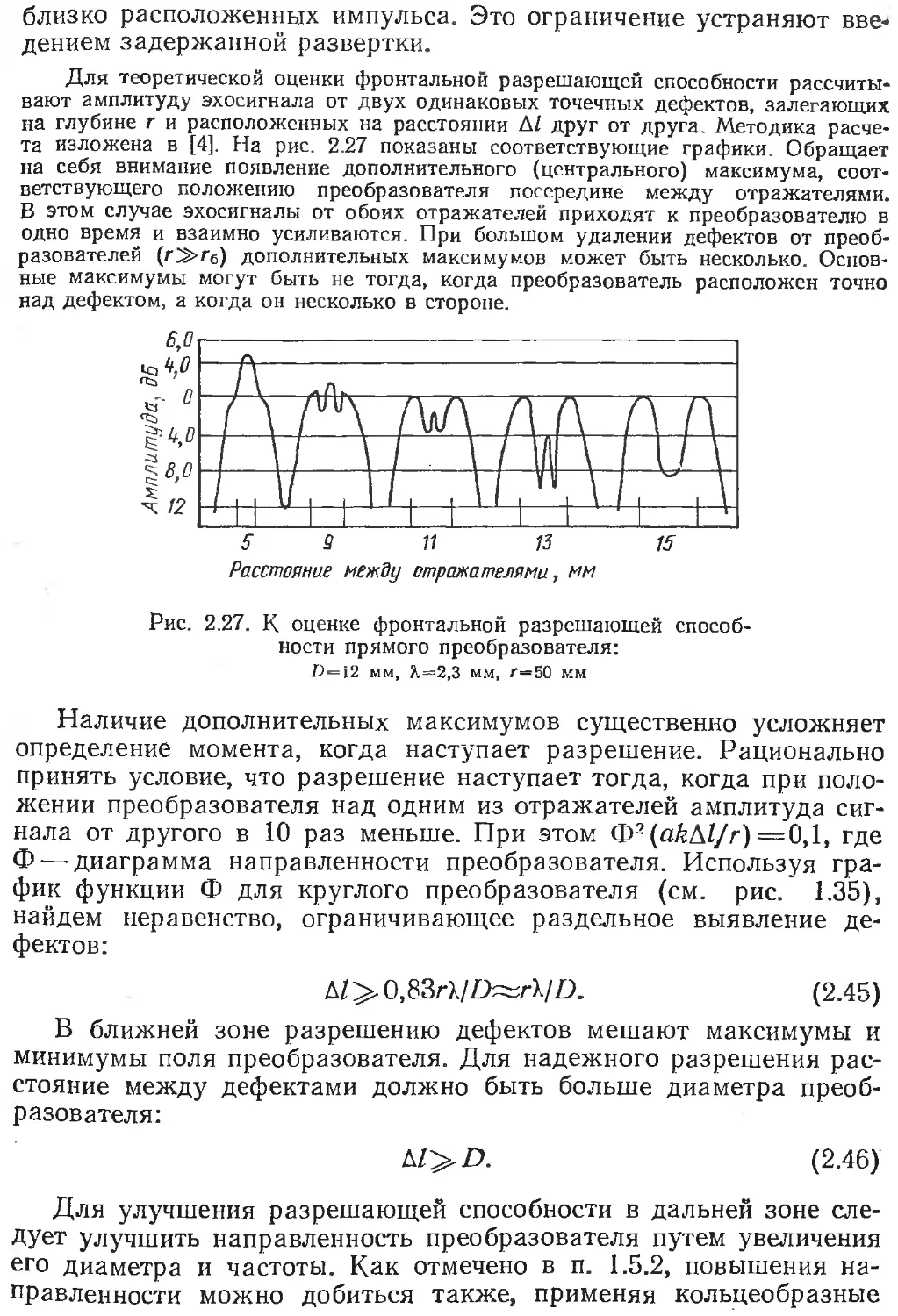







































































































Автор: Ермолов И.Н. Алешин Н.П. Потапов А.И.
Теги: применение акустики электроакустика акустика неразрушающий контроль
ISBN: 5-06-002038-Х
Год: 1991
Похожие




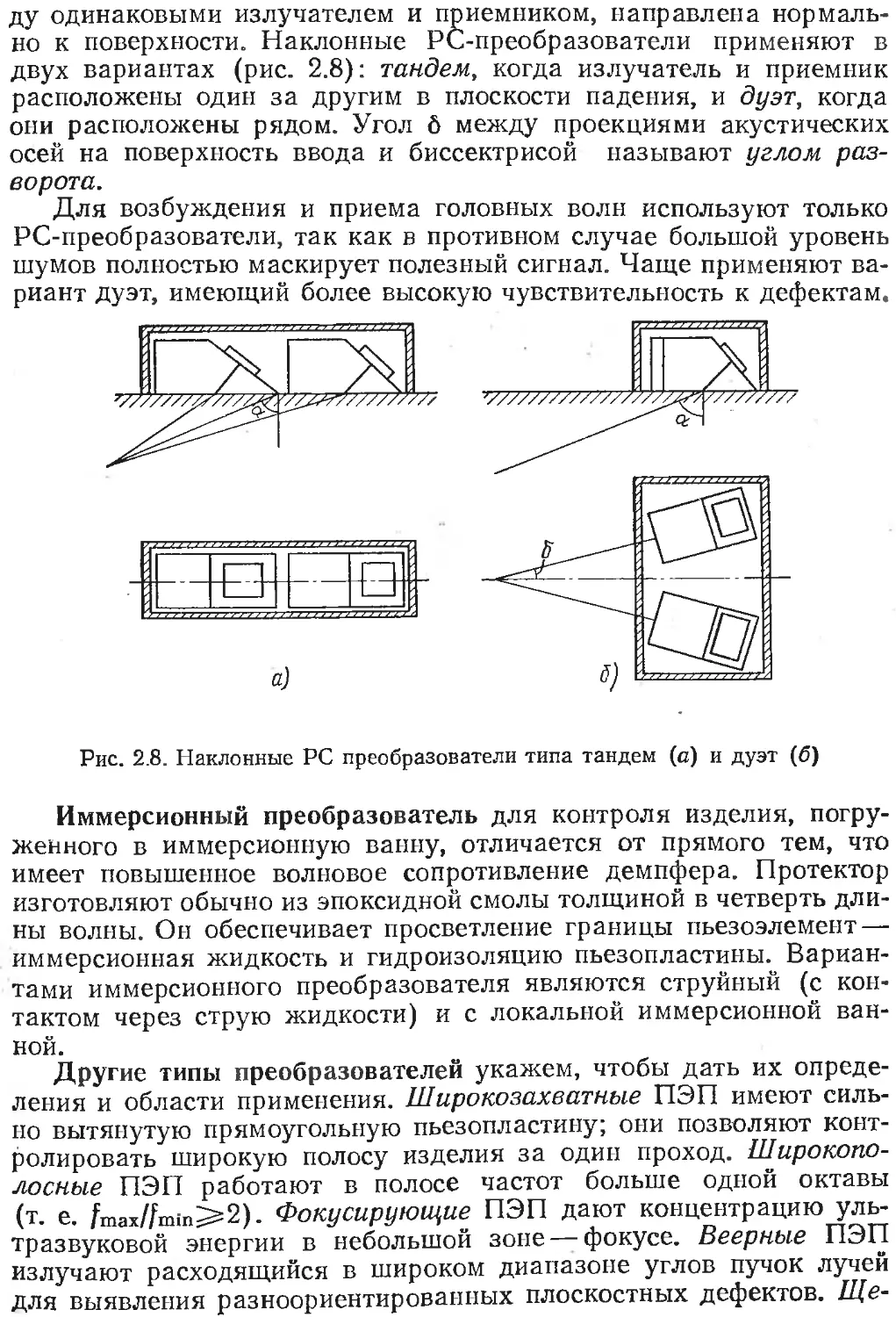
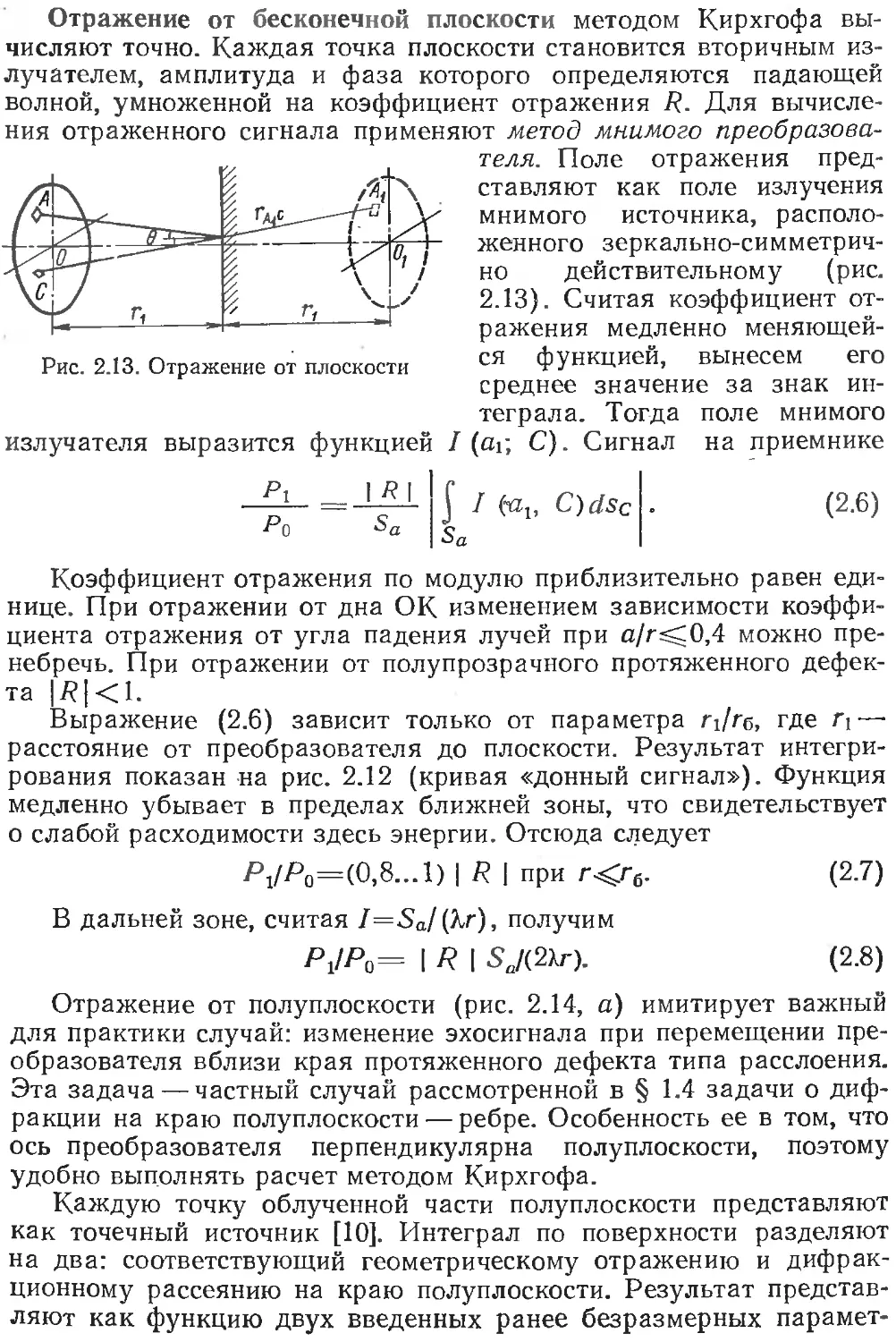
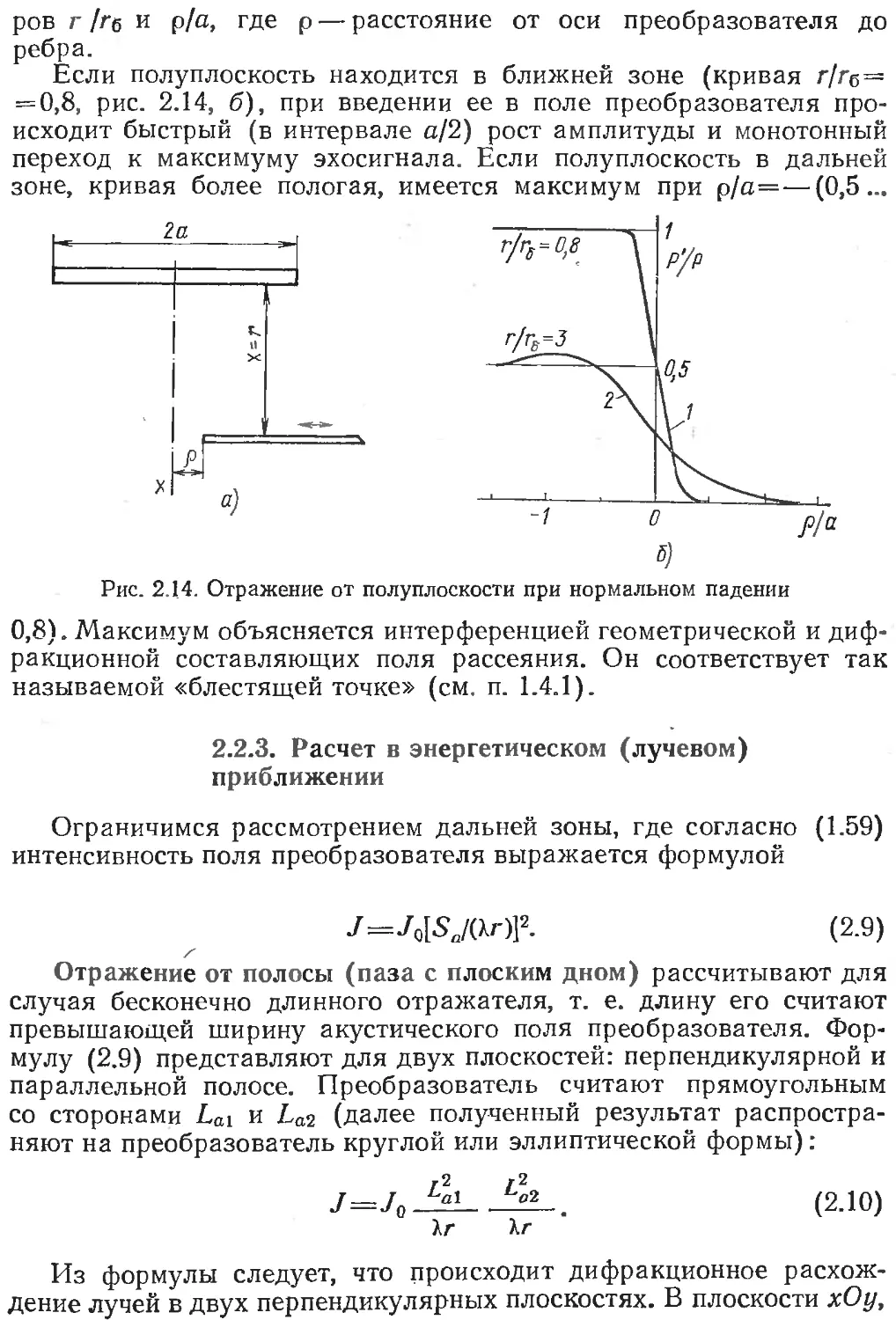
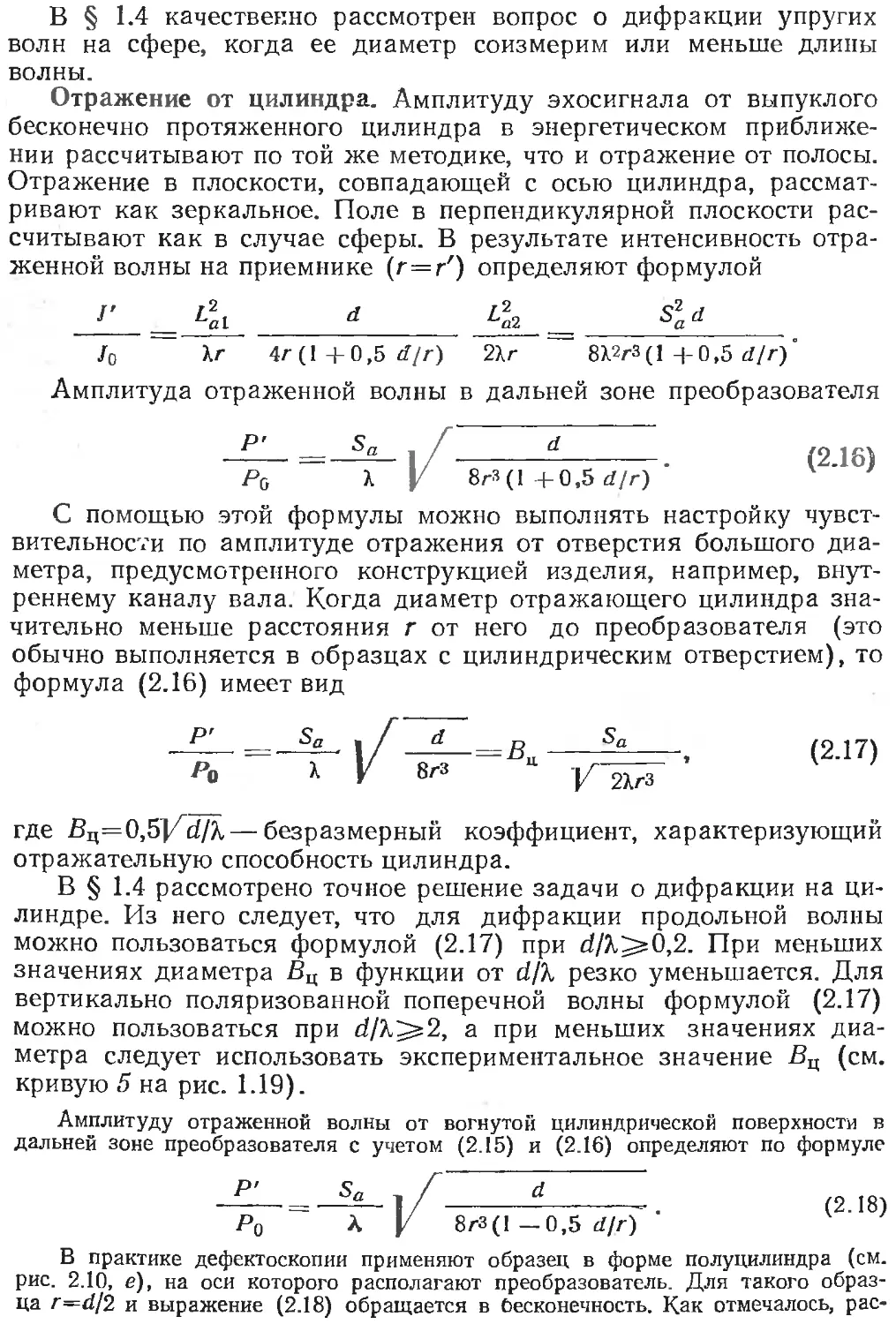
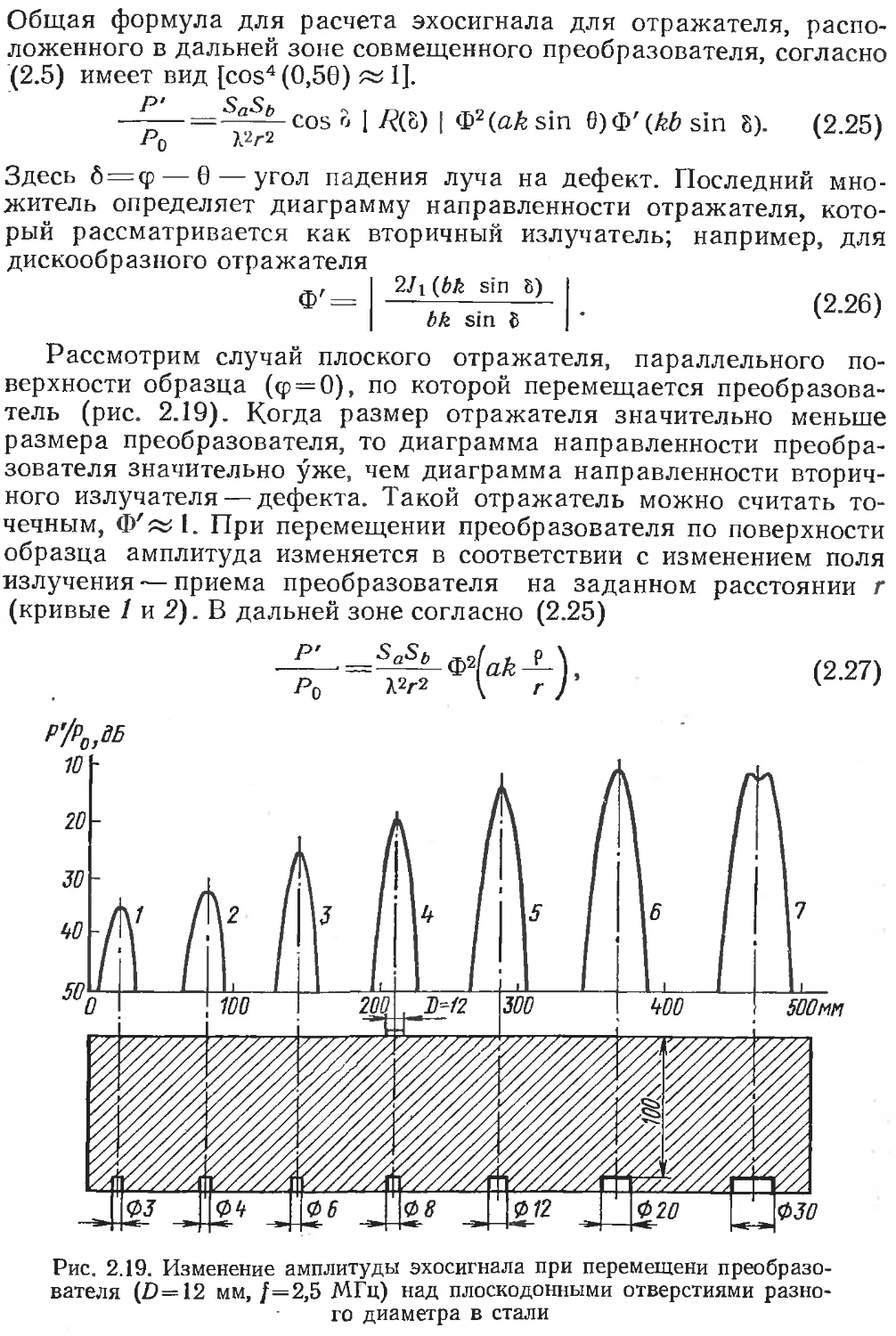
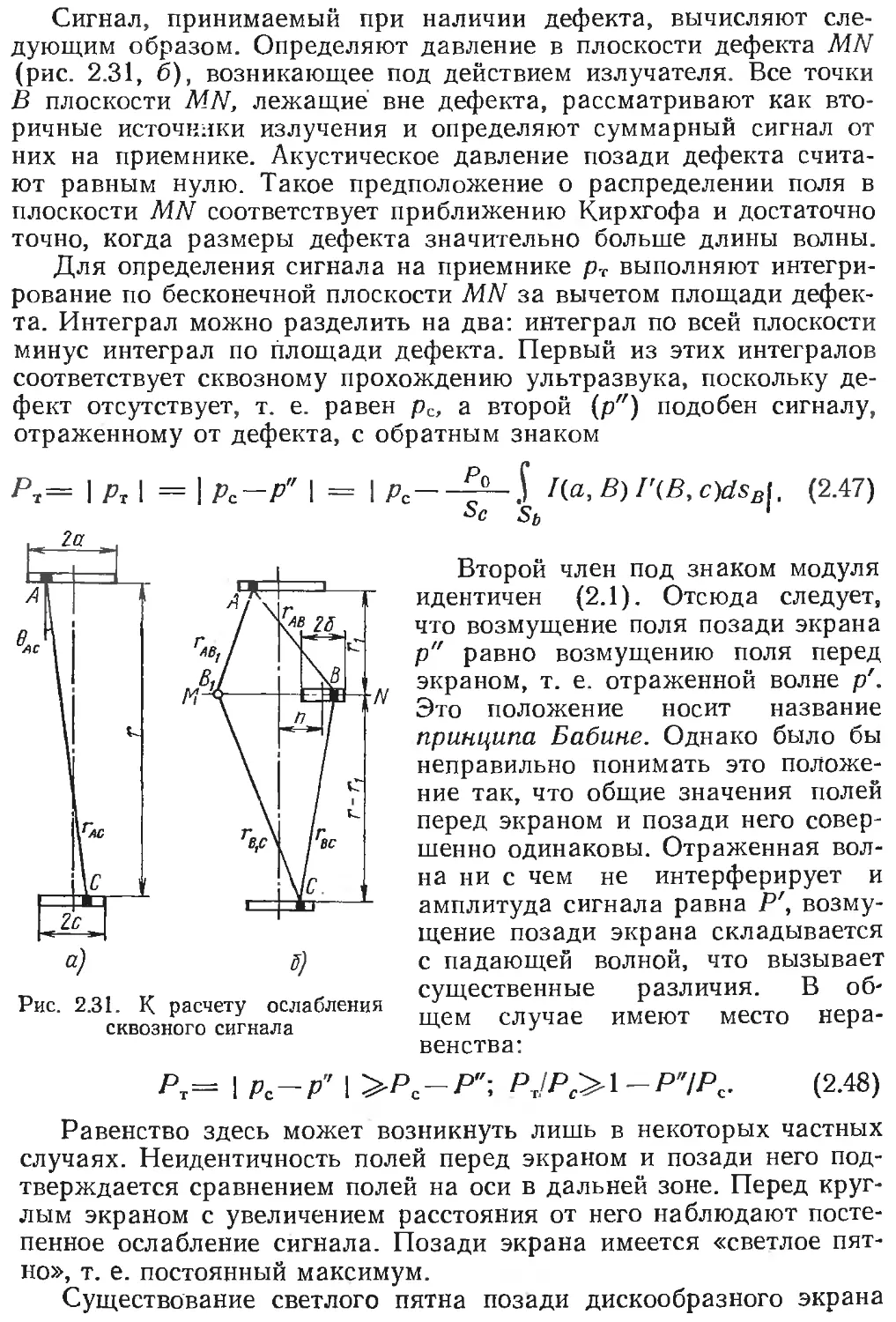
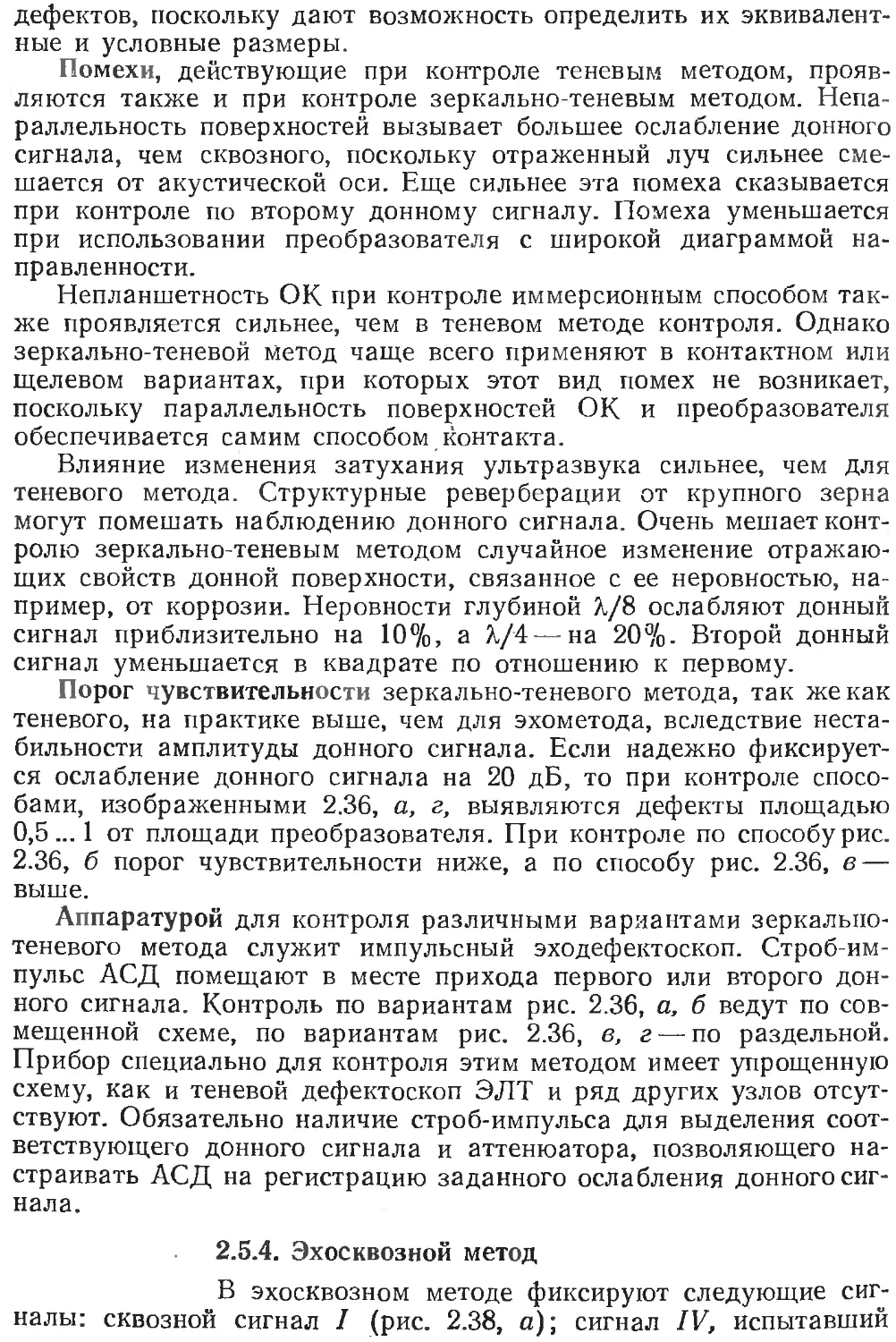
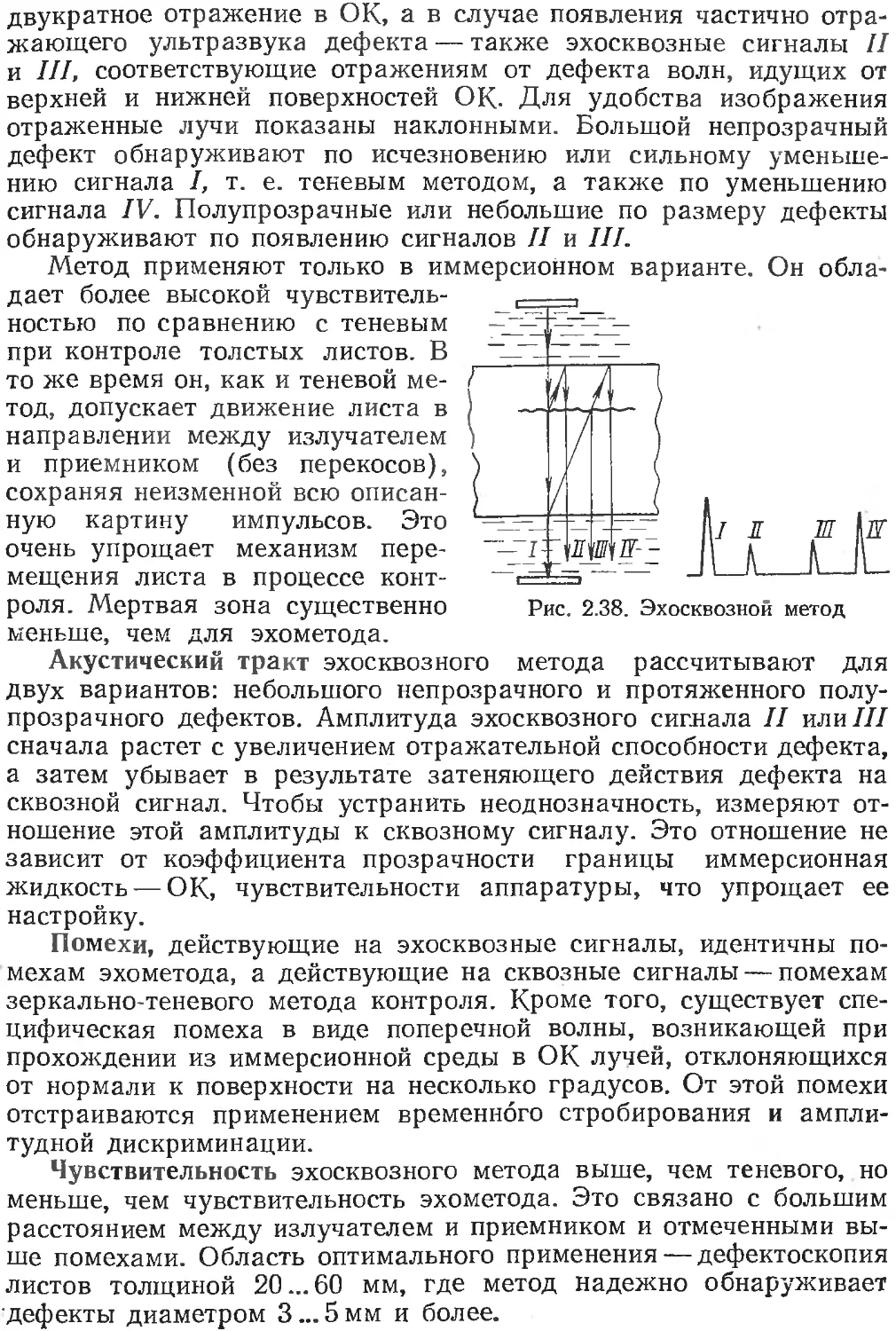
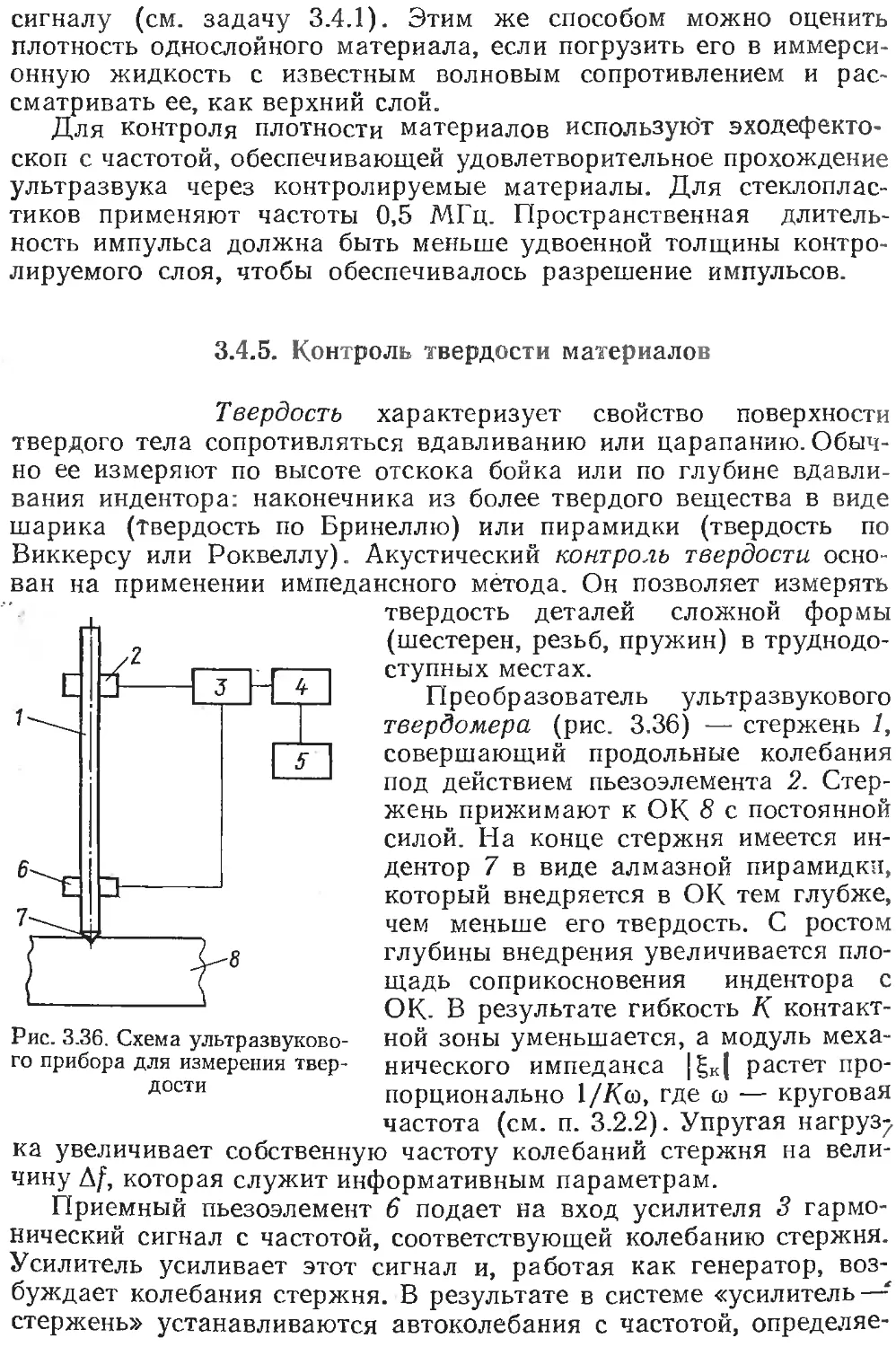
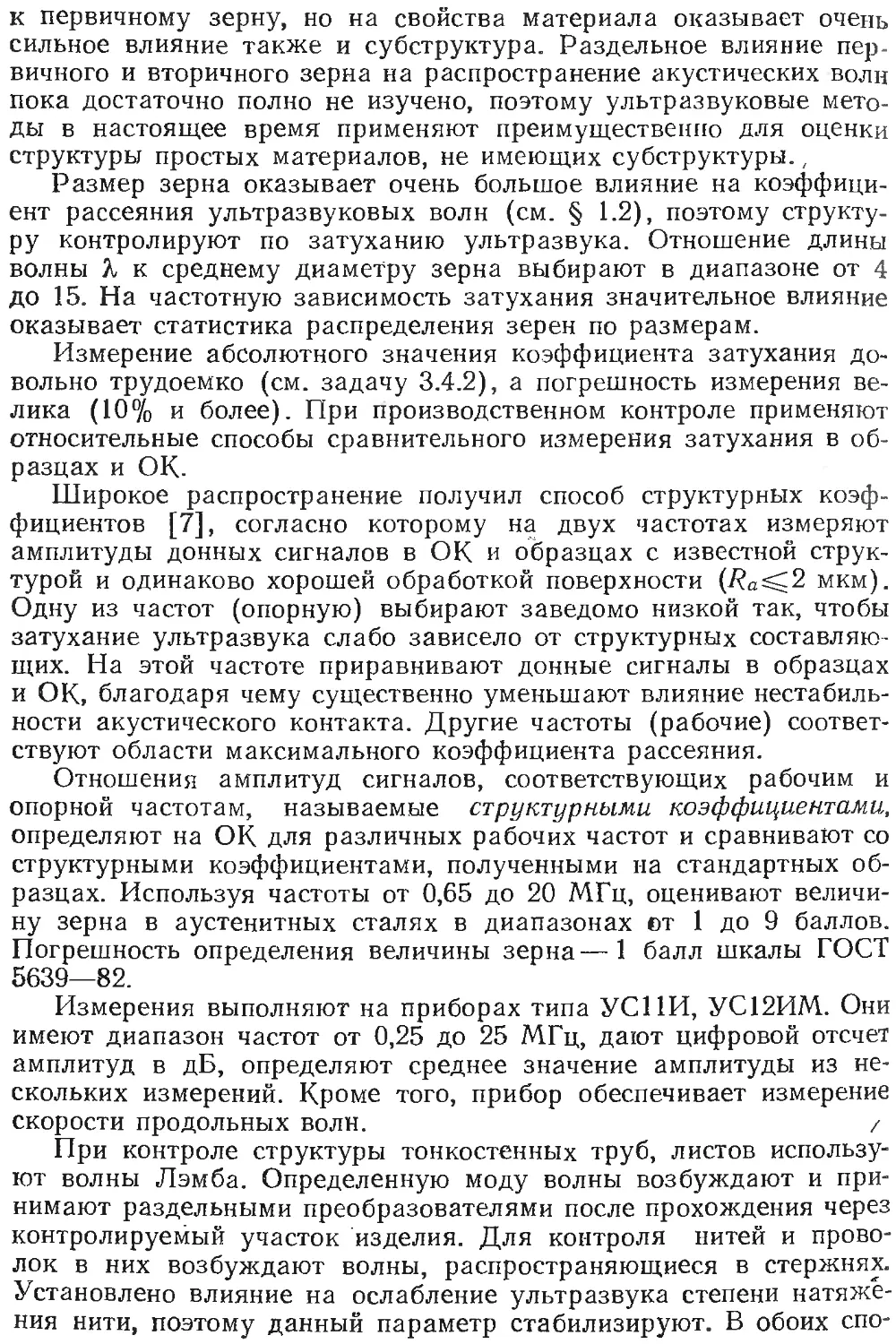
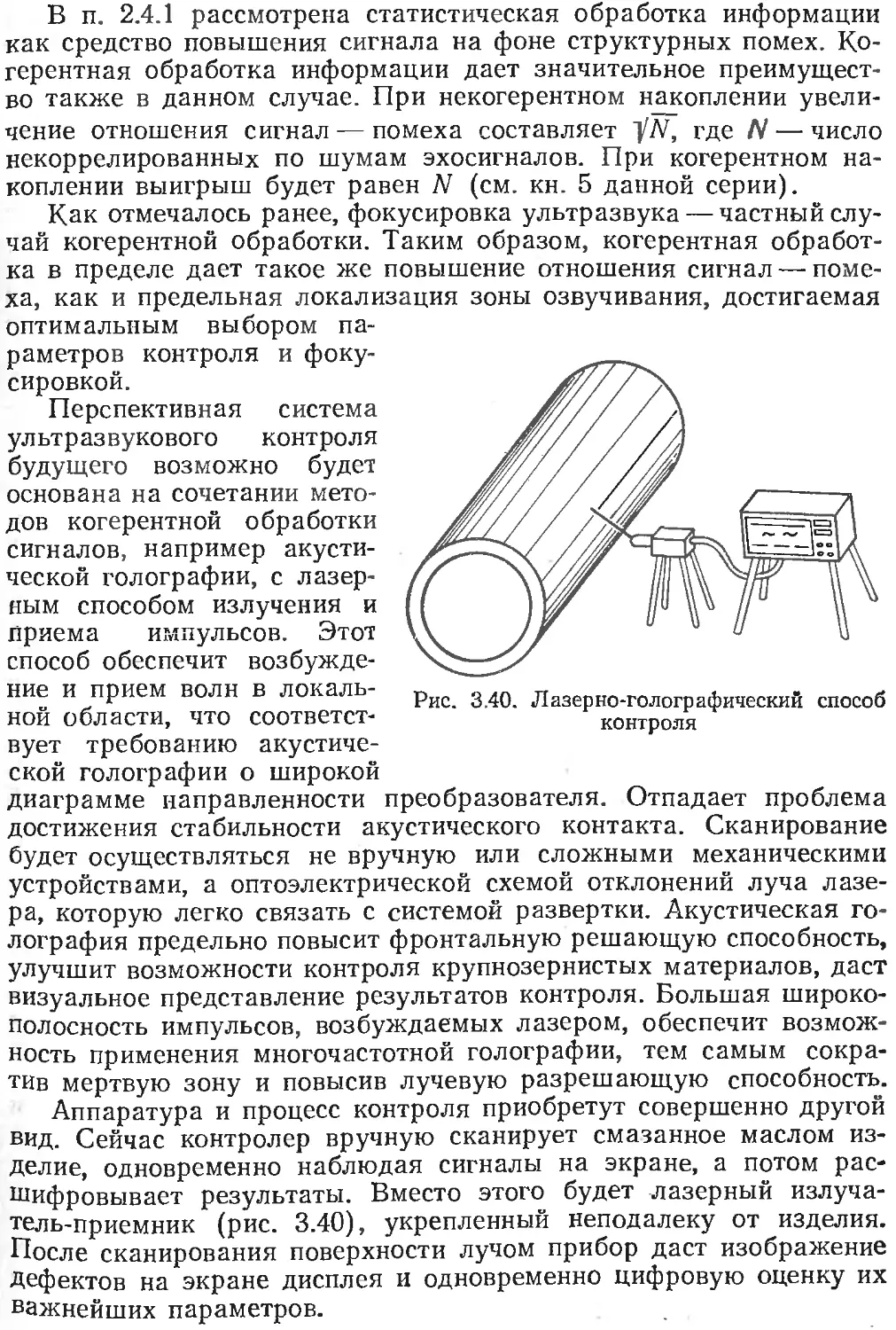
Текст
НЕРАЗРУШАЮЩИИ
КОНТРОЛЬ
И. Н.Ермолов, Н. П.Алешин, А.И. Потапов
книга 2 Акустические
методы
контроля
Под редакцией проф. В. В.Сухорукова
МОСКВА «ВЫСШАЯ ШКОЛА» 1991
ББК 32.87
Н44
УДК 534.86
Рекомендовано Государственным комитетом СССР по народному об-
разованию для использования в учебном процессе студентами высших
технических учебных заведений.
И. И. Ермолов, И. П. Алешин, Л. И. Потапов
Рецензенты: д-р техн, наук Ю. В. Ланге, главный научный сотруд-
ник (Научно-исследовательский институт интроскопии); кафедра электро-
акустики и ультразвуковой техники Ленинградского электротехнического ин-
ститута им. Ульянова-Ленина (зав. кафедрой д-р физ.-мат. наук, проф.
|А. В. Харитонов).]
Неразрушающий контроль. В 5 кн. Кн. 2. Акустические
Н44 методы контроля: Практ. пособие/И. Н. Ермолов, Н. П. Але
шип, А. И. Потапов; Под ред. В. В. Сухорукова.— ДА.: Высш,
шк, 1991.—‘283 с.: ил.
ISBN 5-06-002038-Х
В книге изложены физические основы» методы и средства акустического контро-
ля — одного из наиболее распространенных и быстро развивающихся видов неразру-
шающего контроля. Анализируются различные типы контактных и бесконтактных аку-
стических преобразователей и устройство ультразвуковых дефектоскопов. Рассмотре-
ны методы прохождения, свободных н вынужденных колебаний, акустической эмис-
сии, а также вопросы оптимизации параметров контроля на основе максимума от-
ношения сигнал. — помеха. Изложены методы контроля различных типов изделий из
металлов и неметаллических материалов.
2103000000(4309000000)—341 ББК 32.87
И ---------------------------137—91 _
001(01)—91 6Ф2.7
Учебное издание
НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ
в пяти книгах
Ермолов Игорь Николаевич
Алешин Николай Павлович
Потапов Анатолий Иванович
Кн. 2. Акустические методы контроля
Зав. редакцией В. И. Трефилов. Редактор В. В. Пащеикова. Мл. редактор С. А. Пацева.
Художник Ю. Д. Федичкин. Художественный редактор Т. М. Скворцова. Технический ре-
дактор Е. И. Герасимова. Корректор В. В. Кожуткина i
ИВ № 90SS '
Изд. № ЭР-542. Сдано в набор 13.12.90. Поди, в печать 20.06.91. Фермат 6OX887ie.
Бум. офс. № 2. Гарнитура литературная. Печать офсетная. Объем 17,64 усл. печ. л.
17,64 усл. кр.-отт, 19,16 уч.-изд. л. Тираж 9000 экз. Зак. Ws 804. Цена 2 р. 50 к.
Издательство «Высшая школа», 101430, Москва, ГСП-4, Неглиниая ул., Д. 29/14.
Московская типография № 8 Министерства печати и массовой информации РСФСР. 101898,
Москва, Центр, Хохловский пер., 7.
ISBN 5-06-002038-Х © И. Н. Ермолов, Н. П. Алешин»
А. И. Потапов, 1991
ПРЕДИСЛОВИЕ
Книга посвящена акустическим методам и сред-
ствам неразрушающего контроля и охватывает задачи дефекто-
скопии, контроля физико-механических свойств материалов, изме-
рения размеров объектов контроля. Для обоснованного изложения
методов и средств контроля в книге рассмотрены физические ос-
новы излучения, приема, распространения, отражения, преломле-
ния и дифракции акустических волн. Главное внимание уделено
физике процессов, не применяется сложный математический ап-
парат. Основное внимание уделено методу отражения, получив-
шему наиболее широкое распространение в практике неразру-
шающего контроля. Более кратко изложены методы прохожде-
ния, свободных и вынужденных колебаний, акустической эмиссии.
Рассмотрено использование методов контроля металлов и спла-
вов (литья, поковок, проката, сварных соединений), неметаллов
и многослойных конструкций. Для двух последних отмечается
возможность использования специфических низкочастотных ме-
тодов.
Как правило, методы акустического контроля изложены по
схеме: вывод аналитических выражений для полезных сигналов;
уровень помех и шумов; оптимизация условий контроля. Такая
схема наиболее логична с точки зрения практических задач про-
ектирования аппаратуры и разработки технологии контроля. Во-
просы измерений с помощью акустических методов рассмотрены
в сочетании с метрологическим обеспечением.
В конце каждого параграфа приведены задачи. Их цель —
улучшить усвоение материала, углубить его содержание, привести
примеры расчетов, выполняемые на практике. При решении задач
все данные взяты из справочника [9] и приложения. Если пара-
метры в справочнике даны с разбросом, то указаны конкретные
принятые для решения задачи значения.
Книга предназначена для широкого круга инженеров, связан-
ных с разработкой и применением средств неразрушающего конт-
роля в металлургии, машине- и приборостроении, на транспорте,
в строительстве, энергетике и других отраслях народного хозяй-
ства. Она может быть полезна конструкторам и технологам раз-
личного профиля, работникам ОТК при выборе методов и средств
контроля, обеспечивающих требуемое качество и надежность тех-
ники. Кроме того, книга может служить основным учебным по-
собием для студентов вузов, обучающихся по специальности «Фи-
зические методы и приборы интроскопии» и слушателей курсов
переподготовки специалистов.
Глава 1 книги написана Н. П. Алешиным и И. Н. Ермоловым;
глава 2, § 3.1, 3.3 и 3.5 главы 3—И. Н. Ермоловым, § 3.2 и 3.4 —
А. И. Потаповым и И. Н. Ермоловым.
Авторы выражают благодарность рецензенту д-ру техн, наук
Ю. В. Ланге, сотрудникам кафедры электроакустики и ультра-
звуковой техники Ленинградского электротехнического института
проф. А. В. Харитонову, доцентам А. С. Голубеву и С. К. Павро-
су, уделившим подготовке книги большое внимание и сделавшим
очень ценные предложения по ее улучшению. Авторы также при-
знательны В. ДА. Баранову, В. Е. Белому, А. Л. Блюмену,
Д. В. Владимировой, В. М. Веревкину, А. X. Вопилкину,
В. Н. Данилову, А. И. Ермолову, О. Н. Жукову, В. И. Иванову,
Ю. И. Мизрохи, А. А. Петрусю, В. Е. Чабанову, Ю. ДА. Шкарле-
ту, В. Г. Щербинскому, пополнившим книгу материалами собст-
венных исследований и разработок, давшим полезные советы при
подготовке рукописи.
Замечания по книге следует направлять по адресу: 101430,
Москва, ГСП-4, Неглинная ул., 29/14, издательство «Высшая
школа».
ВВЕДЕНИЕ
Упругие колебания и волны. Упругость — это
свойство твердых тел восстанавливать свои форму и объем
(а жидкостей и газов — только объем) после прекращения дей-
ствия внешних сил. Среду, обладающую упругостью, называют
упругой средой. Упругие колебания — это колебания механиче-
ских систем, упругой среды или ее части, возникающие под дей-
ствием механического возмущения. Упругие или акустические
волны — механические возмущения, распространяющиеся в уп-
ругой среде. Частный случай акустических волн — слышимый
человеком звук, отсюда происходит термин акустика (от греч.
akustikos — слуховой) в широком смысле слова—-учение об
упругих волнах, в узком — учение о звуке. В зависимости от ча-
стоты упругие колебания и волны называют по-разному
(табл. В.1).
Таблица В.1
Диапазоны частот упругих колебаний
Название колебаний и волн Качественное определение Частота, Гц
физический диапазон условный диапазон
Инфразвук Ниже границы слыши- мости Ниже 16... 25 Ниже 20
Звук Диапазон слышимости От 16 ... 25 до (15... 20) -103 20 ...20-103
Ультразвук Выше границы слыши- мости От (15 ... 20) • 103 до 109 20-103 ... 1 - Ю9
Гиперзвук Длина волны меньше длины свободного пробе- га молекул воздуха Выше 109 Выше 109
Упругие колебания и акустические волны, особенно ультра-
звукового диапазона, широко применяют в технике. Мощные уль-
тразвуковые колебания низкой частоты применяют для локально-
го разрушения хрупких прочных материалов (ультразвуковая
долбежка); диспергирования (тонкого измельчения твердых или
жидких тел в какой-либо среде, например жиров в воде); коагу-
ляции (укрупнения частиц вещества, например, дыма) и других
целей. Другая область применения акустических колебаний и
волн — контроль и измерение. Сюда относят звуковую и ультра-
звуковую локацию, ультразвуковую медицинскую диагностику,
контроль уровня жидкости, скорости потока, давления, темпера-
туры в сосудах и трубопроводах, а также использование акусти-
ческих колебаний и волн для неразрушающего контроля (НК).
Для целей контроля применяют колебания частотой от 50 Гц
до 50 МГц. Интенсивность колебаний при этом обычно невелика,
не более 1 Вт/см2. Как будет показано в § 1.1, существуют раз-
ные типы акустических волн, отличающиеся скоростью распрост-
ранения, направлением колебания частиц и другими признаками.
Их называют модами (от лат. modus — образец, способ).
При неразрушающем контроле акустические волны возбужда-
ют и принимают путем преобразования электрических колебаний
в упругие и наоборот. Для этой цели используют специальные
устройства — электроакустические преобразователи (ЭАП) или
просто преобразователи. Если преобразователь предназначен для
изучения волн, его называют излучателем, если для приема —
то приемником. Если один и тот же преобразователь выполняет
обе функции, то его и соответствующую схему контроля называют
совмещенными. Если излучатель и приемник разделены, то схему
контроля называют раздельной. Если раздельные излучатель и
приемник объединены конструктивно в одном блоке, то преобра-
зователь называют раздельно-совмещенным (PC).
Работа преобразователей рассмотрена в § 1.5. Здесь отметим,
что в большинстве преобразователей имеется чувствительный эле-
мент, который совершает упругие колебания под действием эле-
ктромагнитного поля. В качестве чувствительного элемента чаще
всего используют пьезоэлектрическую пластину, колеблющуюся
по толщине. Такие преобразователи называют пьезоэлектрически-
ми. Для передачи колебаний от преобразователя с чувствитель-
ным элементом к объекту контроля (ОК) используют различные
способы акустического контакта. Обычно промежуток между пре-
образователем и ОК заполняют жидкостью. Если толщина слоя
жидкости меньше половины длины акустической волны, то гово-
рят о контактном способе, а если больше нескольких длин волн —
то об иммерсионном (более точные определения даны в § 1.5).
В отличие от этого в преобразователях бесконтактного типа
возбуждают упругие колебания точек на поверхности (или вбли-
зи поверхности) ОК под воздействием поля другой физической
природы. Чаще всего для этого используют электромагнитное по-
ле. Такие преобразователи называют электромагнитно-акустиче-
скими (ЭМА). Они позволяют возбудить упругие колебания
твердого тела по требуемому закону, т. е. в требуемом направ-
лении в каждом участке поверхности ОК, чтобы получить нуж-
ную моду. Работа приемников акустических волн основана на
эффектах, обратных используемым для возбуждения.
Для получения информации обо всем ОК преобразователь
ВЛ, Классификация акустических методов контроля
основанные на излучении и приеме [ основанные на приеме
обычно перемещают по его поверхности. Этот процесс называют
сканированием (от англ, scan — рассматривать, разглядывать).
Поверхность ОК, через которую вводят акустические волны, на-
зывают поверхностью ввода.
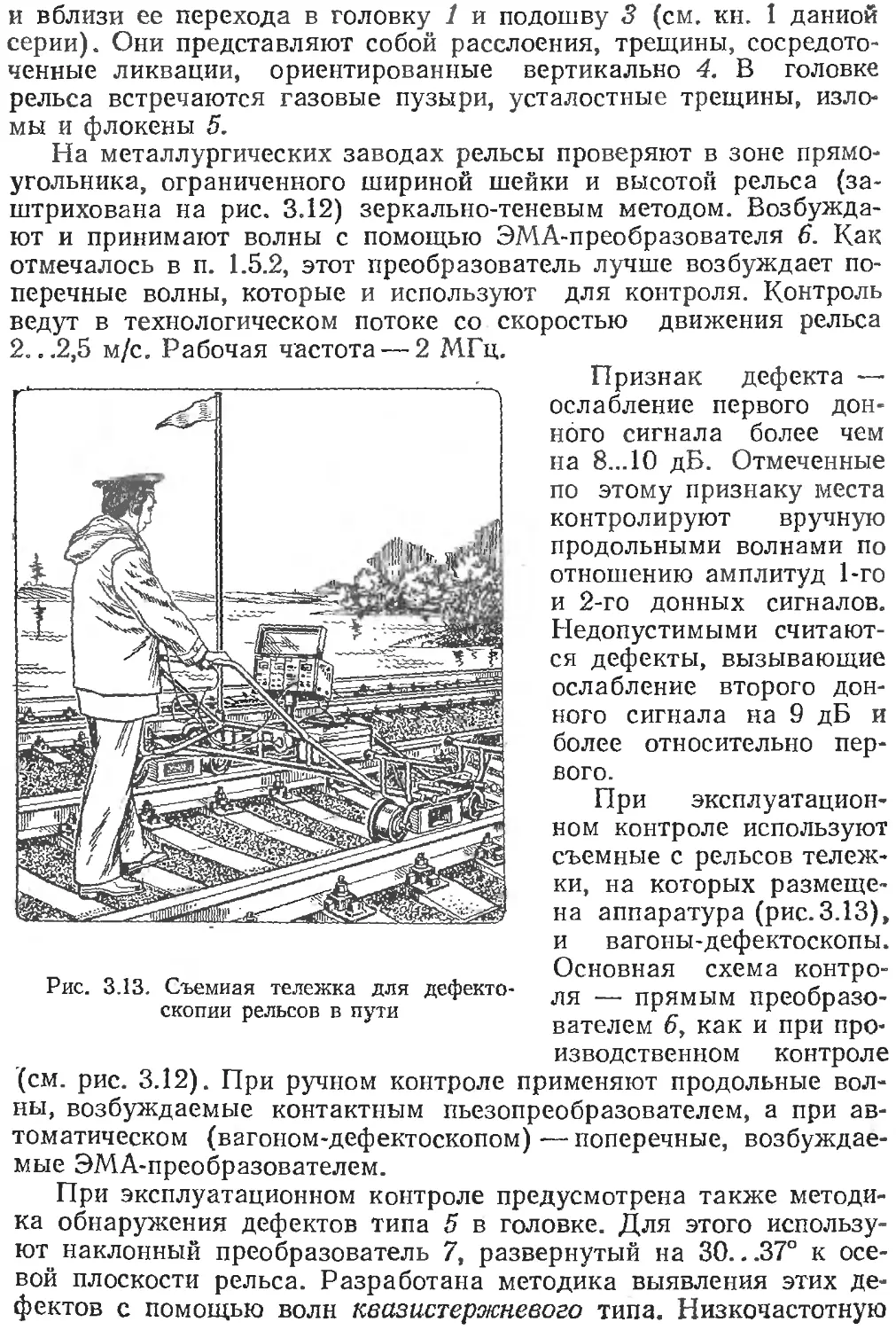
Основные методы акустического неразрушающего контроля.
-Методы акустического контроля (АК) делят на две большие
группы: активные, использующие излучение и прием акустических
колебаний и волн, и пассивные, основанные только на приеме ко-
лебаний и волн. В каждой группе выделяют методы, основанные
на возникновении в объекте контроля бегущих и стоячих волн
(или колебаний), объекта в целом или его части. На рис. В.1 при-
ведена классификация большинства рассматриваемых в литерату-
ре методов АК. В дальнейших разделах книги более подробно
рассмотрены эти методы, а также другие методы, не вошедшие в
схему рис. В.1.
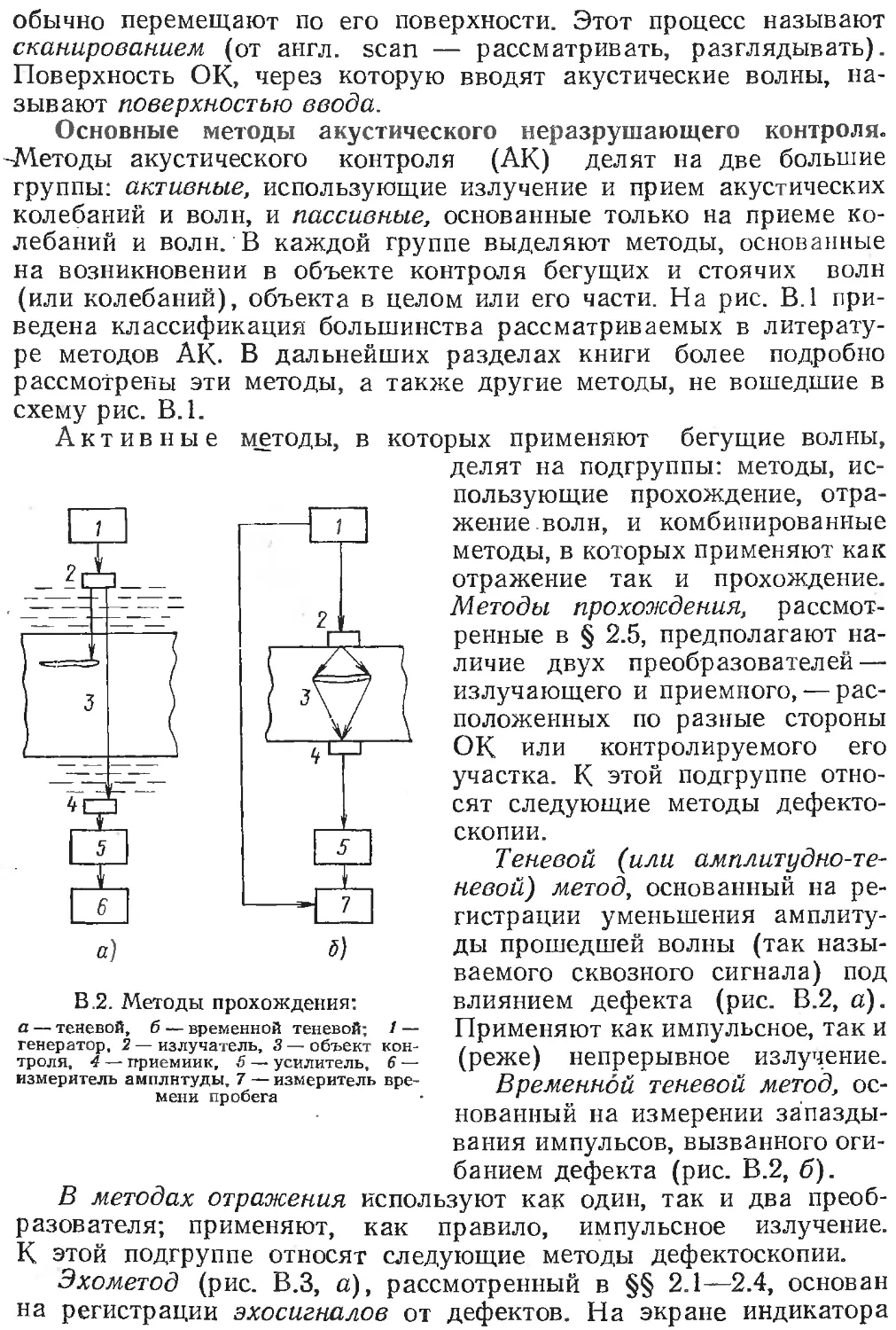
Активные м_етоды, в которых применяют бегущие волны,
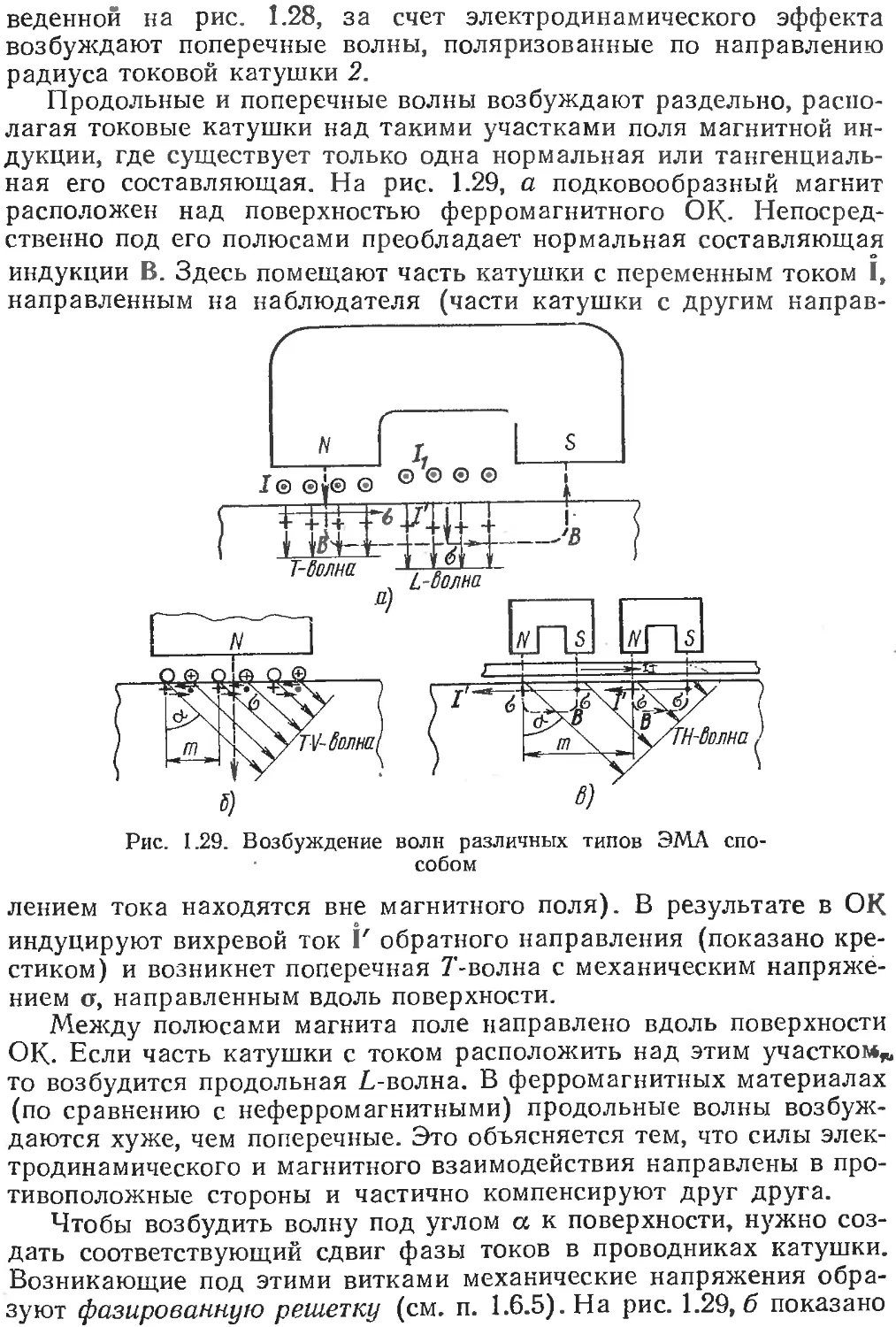
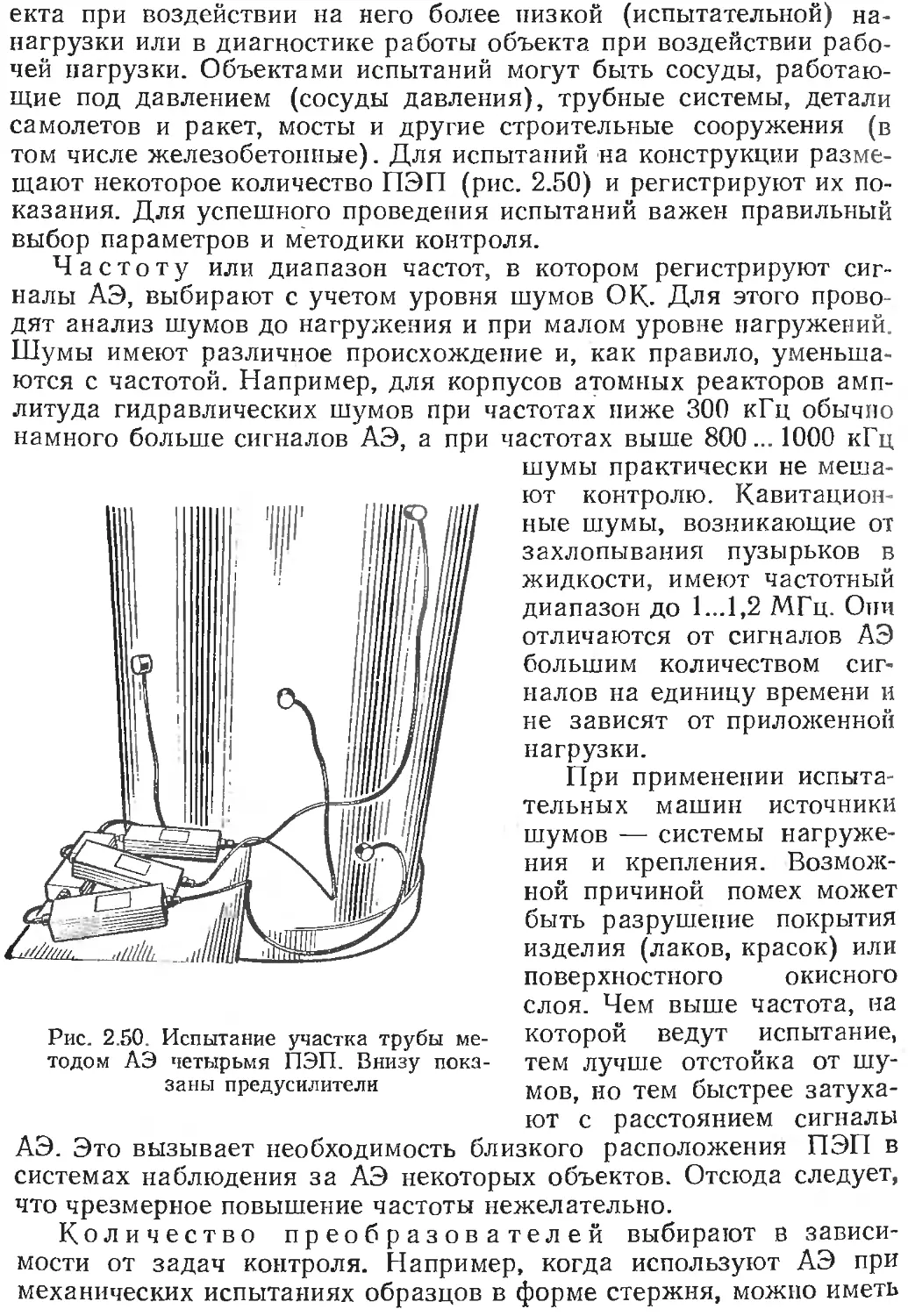
В.2. Методы прохождения:
а — теневой, б — временной теневой; 1 —
генератор, 2—излучатель, 3 — объект кон-
троля, 4 — приемник, 5 — усилитель, 6 —
измеритель амплитуды, 7 — измеритель вре-
мени пробега
делят на подгруппы: методы, ис-
пользующие прохождение, отра-
жение.волн, и комбинированные
методы, в которых применяют как
отражение так и прохождение.
Методы прохождения, рассмот-
ренные в § 2.5, предполагают на-
личие двух преобразователей —
излучающего и приемного,.— рас-
положенных по разные стороны
ОК или контролируемого его
участка. К этой подгруппе отно-
сят следующие методы дефекто-
скопии.
Теневой (или амплитудно-те-
невой) метод, основанный на ре-
гистрации уменьшения амплиту-
ды прошедшей волны (так назы-
ваемого сквозного сигнала) под
влиянием дефекта (рис. В.2, а).
Применяют как импульсное, так и
(реже) непрерывное излучение.
Временной теневой метод, ос-
нованный на измерении запазды-
вания импульсов, вызванного оги-
банием дефекта (рис. В.2, б).
В методах отражения используют как один, так и два преоб-
разователя; применяют, как правило, импульсное излучение.
К этой подгруппе относят следующие методы дефектоскопии.
Эхометод (рис. В.З, а), рассмотренный в §§ 2.1—2.4, основан
на регистрации эхосигналов от дефектов. На экране индикатора
обычно наблюдают посланный (зондирующий) импульс I, им-
пульс III, отраженный от противоположной поверхности (дна)
ОК (донный сигнал), и эхосигнал от дефекта II. Время прихода
импульсов II и III пропорционально глубине залегания дефекта
и толщине ОК- На рис. В.З, а показана совмещенная схема конт-
роля.
Эхозеркальный метод, в котором анализируют сигналы, испы-
тавшие зеркальное отражение от донной поверхности ОК и де-
фекта, т. е. прошедшие путь ABCD (рис. В.З, б). Вариант этого
В.З. Методы отражения: а — эхо, б — зеркальный эхометод, в — ревер-
берационный:
1 — генератор, 2 — излучатель, 3 — объект контроля, 4—приемник, 5 — усили-
тель, 6 — синхронизатор, 7 — генератор развертки
метода, рассчитанный на выявление вертикальных дефектов
(в плоскости EF на рисунке), называют тандем-методом. Для его
реализации при перемещении преобразователей А и D поддер-
живают постоянным значение /д +/о = 2//tg а. Для получения
зеркального отражения от невертикальных дефектов значение
Ia + Id варьируют.
Реверберационный метод основан на анализе времени объем-
ной реверберации (от позднелат. reverberatio — отражение) —
процесса постепенного затухания звука в некотором объеме —
контролируемом объекте. Например, при контроле двухслойной
конструкции время реверберации в слое, с которым контактирует
преобразователь, будет меньше в случае доброкачественного со-
единения слоев, так как часть энергии будет переходить в другой
слой (рис. В.З, в). Применяют также другие варианты
(см. § 3.2).
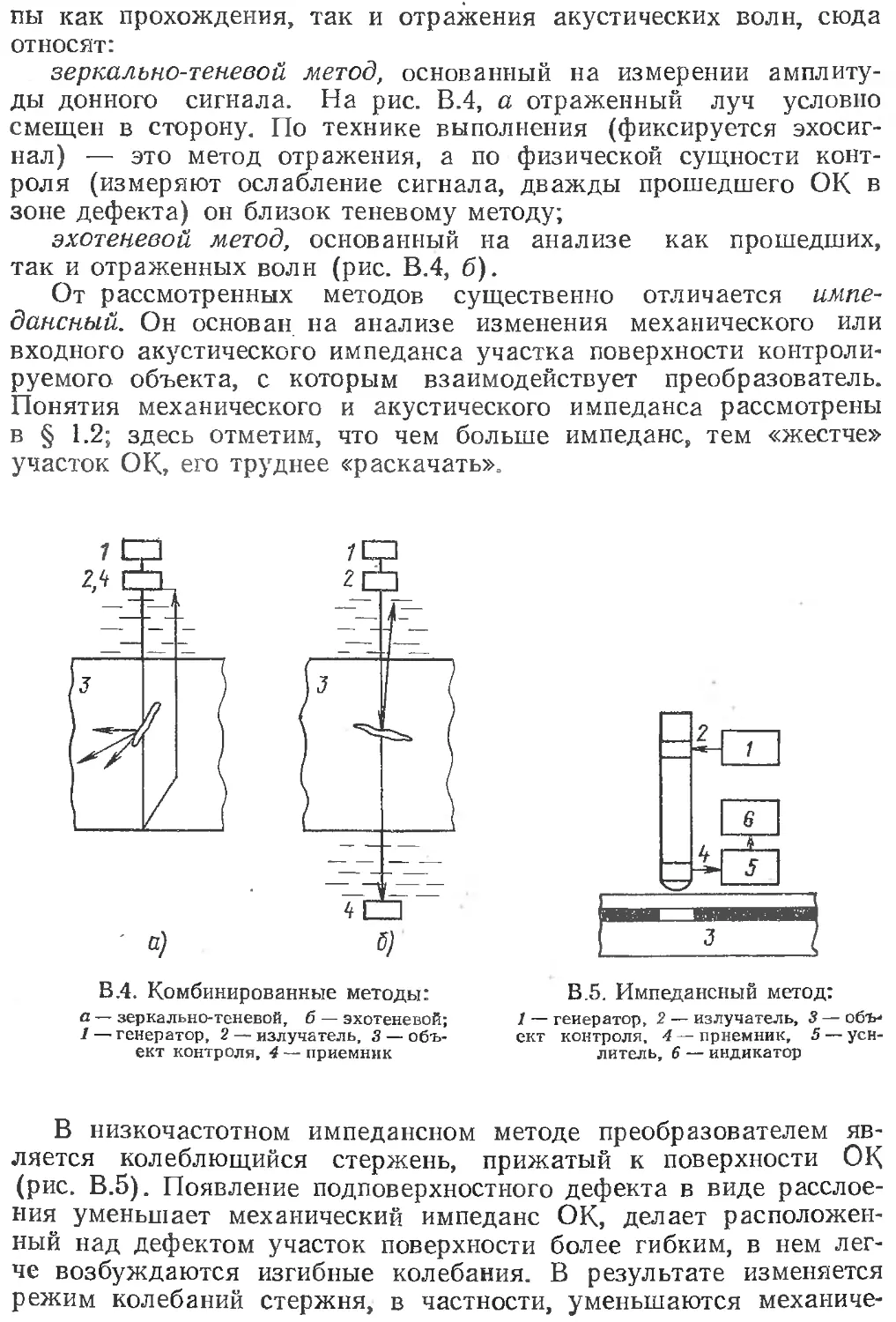
В комбинированных методах (см. § 2.5) используют принци-
пы как прохождения, так и отражения акустических волн, сюда
относят:
зеркально-теневой метод, основанный на измерении амплиту-
ды донного сигнала. На рис. В.4, а отраженный луч условно
смещен в сторону. По технике выполнения (фиксируется эхосиг-
нал) — это метод отражения, а по физической сущности конт-
роля (измеряют ослабление сигнала, дважды прошедшего ОК в
зоне дефекта) он близок теневому методу;
эхотеневой метод, основанный на анализе как прошедших,
так и отраженных волн (рис. В.4, б).
От рассмотренных методов существенно отличается импе-
дансный. Он основан на анализе изменения механического или
входного акустического импеданса участка поверхности контроли-
руемого объекта, с которым взаимодействует преобразователь.
Понятия механического и акустического импеданса рассмотрены
в § 1.2; здесь отметим, что чем больше импеданс, тем «жестче»
участок ОК, его труднее «раскачать».
В.4. Комбинированные методы:
а — зеркально-теневой, б — эхотеневой;
1 — генератор, 2 — излучатель, 3 —объ-
ект контроля, 4 — приемник
В.5. Импедансный метод:
1 — генератор, 2 — излучатель, 3 — объ-
ект контроля, 4 — приемник, 5 — уси-
литель, 6 — индикатор
В низкочастотном импедансном методе преобразователем яв-
ляется колеблющийся стержень, прижатый к поверхности ОК
(рис. В.5). Появление подповерхностного дефекта в виде расслое-
ния уменьшает механический импеданс ОК, делает расположен-
ный над дефектом участок поверхности более гибким, в нем лег-
че возбуждаются изгибные колебания. В результате изменяется
режим колебаний стержня, в частности, уменьшаются механиче-
ские напряжения на приемном элементе 4, что служит призна-
ком дефекта.
В высокочастотном импедансном методе преобразователь из-
лучает продольную волну. Условия этого возбуждения зависят от
акустического импеданса участка поверхности ОК, с которым
контактирует преобразователь. Акустический импеданс, в свою
очередь, зависит от наличия или отсутствия дефекта вблизи по-
верхности.
В.7. Метод акустической
эмиссии:
1 — блок обработки результатов,
2 — усилитель, 3 — объект конт-
роля, 4 — приемники
В.6. Резонансный локальный
метод:
1 — генератор, 2 — излучатель-при-
емник, 3 — объект контроля, 4 —
модулятор частоты, 5 — регистратор
резонансов
При использовании методов колебаний возбуждают свобод-
ные или вынужденные колебания либо ОК в целом (интеграль-
ные методы)либо его части (локальные методы). Свободные
колебания возбуждают путем кратковременного внешнего воз-
действия на ОК, например путем удара, после чего он колеблется
свободно. Вынужденные колебания предполагают постоянную
связь (через преобразователь) колеблющегося ОК с возбуждаю-
щим генератором, частоту которого изменяют. Измеряемыми ве-
личинами служат частоты свободных колебаний либо резонансов
вынужденных колебаний, которые несколько отличаются от сво-
бодных под влиянием связи с возбуждающим генератором. Эти
частоты связаны с геометрией ОК и скоростью распространения
ультразвука в его материале. Иногда измеряют изменение ам-
плитуды колебаний при вариации частоты в широком диапазоне
частот — аплитудно-частотную характеристику (АЧХ) или вели-
чины, связанные с затуханием колебаний: амплитуды свободных
или резонансных колебаний, добротность колебаний, ширину
резонансного пика. Методы вынужденных колебаний, основанные
на анализе колебаний системы ОК — преобразователь при ре-
зонансных частотах или вблизи них, называют резонансными.
Различные варианты методов колебаний рассмотрены в § 2.6.
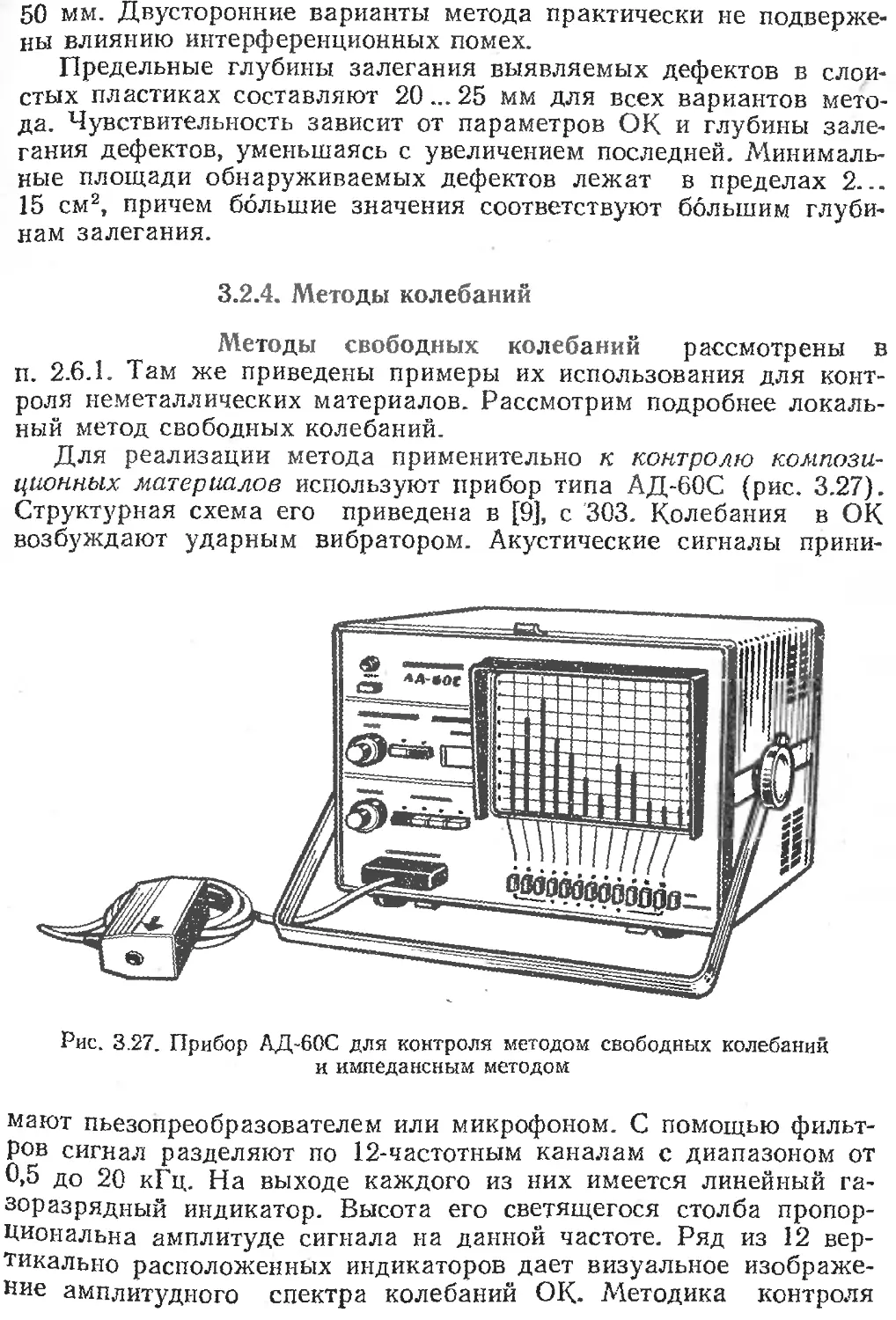
В качестве примера на рис. В.6 показана схема контроля ло-
кальным методом вынужденных колебаний. Иногда название ре-
зонансного относят именно к этому методу контроля. В стенке
ОК с помощью пьезопреобразователя возбуждают ультразвуковые
волны. Частоту колебаний модулируют и фиксируют частоты, на
которых возбуждаются резонансы колебаний (стоячие волны).
По резонансным частотам определяют толщину стенки ОК (на-
пример, труб) и наличие в ней дефектов. Появление дефектов,
параллельных поверхности ОК, вызывает изменение измеренных
значений толщины, а наклонных к поверхности — исчезновение
резонансных явлений.
К пассивным методам АК относят акустико-эмиссион-
ный метод (см. § 2.7), в котором используют бегущие волны
(рис. В.7). Явление акустической эмиссии (от лат. emissio —
испускание, излучение) состоит в излучении упругих волн мате-
риалом ОК в результате внутренней динамической локальной пе-
рестройки его структуры. Такие явления, как возникновение и
развитие трещин, превращения кристаллической структуры, дви-
жение скоплений дислокаций, — наиболее характерные источни-
ки акустической эмиссии. Контактирующие с ОК преобразовате-
ли принимают упругие волны и позволяют установить наличие
источника эмиссии, а при обработке сигналов, проходящих от
нескольких преобразователей, — также расположение источника.
К пассивным методам АК, основанным на возбуждении упру-
гих колебаний в ОК, относятся также вибрационно-диагностиче-
ский и шумодиагностический методы. В первом из них анализи-
руют параметры вибрации какой-либо отдельной детали или
узла (ротора, подшипника, лопатки турбины) с помощью при-
емников контактного типа. Во втором изучают спектр шумов
работающего механизма в целом на слух или с помощью микро-
фонных и других приемников и приборов — анализаторов
спектра.
По частному признаку все рассмотренные акустические мето-
ды делят на низкочастотные и высокочастотные. К первым отно-
сят методы, использующие колебания в звуковом и низкочастот-
ном (до 100 кГц) ультразвуковом диапазонах частот. Ко вто-
рым — методы, использующие колебания в высокочастотном
ультразвуковом диапазоне: обычно от нескольких сотен кГц до
50 МГц. Высокочастотные методы обычно называют ультразву-
ковыми.
Из рассмотренных методов АК наибольшее практическое при-
менение находит эхометод. Около 90% объектов, контролируемых
акустическими методами, проверяют эхометодом. С его помощью
решают задачи дефектоскопии поковок, литья, сварных соедине-
ний, многих неметаллических материалов. Эхометод используют
также для измерения геометрических параметров ОК: измеряют
время прихода донного сигнала и, зная скорость ультразвука в
материале, определяют толщину ОК при одностороннем доступе
к нему. Если длина участка ОК, через который проходит ультра-
звук, известна, то по времени прихода донного сигнала измеряют
скорость, а по его амплитуде оценивают затухание ультразвука.
Это позволяет определить физико-механические свойства мате-
риалов.
Другие методы АК применяют для решения задач контроля,
где использование эхометода невозможно, либо в качестве допол-
нительных к эхометоду для более полного обнаружения и иссле-
дования дефектов. Эти вопросы рассмотрены в гл. 3.
Хочется предупредить начинающих изучать вопросы акустиче-
ского контроля по этой книге, что приобретение теоретических
знаний и даже практических навыков работы еще не сделает из
вас дефектоскопистов. Только после того как будет вскрыт обна-
руженный вами дефект и вы убедитесь, что импульсы на экране
действительно свидетельствуют об угрожающей изделию опас-
ности, вы сможете оценить возможности акустического контроля
и роль дефектоскописта в технологическом процессе изготовления
и эксплуатации объектов.
Родоначальником ультразвукового контроля является чл.-кор.
АН СССР С. Я. Соколов. Он в 1929 г. предложил теневой метод
дефектоскопии и запатентовал свое изобретение во многих стра-
нах. Приоритет нашей страны в становлении акустического конт-
роля общепризнан мировой общественностью.
ГЛАВА 1
АКУСТИЧЕСКИЕ ВОЛНЫ И ИХ
РАСПРОСТРАНЕНИЕ
§ 1.1. ТИПЫ АКУСТИЧЕСКИХ ВОЛН
Упругие колебания в жидкостях и газах характеризуются од-
ной из следующих величин: изменением давления р или плот-
ности, смещением частиц из положения равновесия и, скоростью
колебательного движения v, потенциалом смещения % или коле-
бательной скорости ф. Следует отличать изменение давления
или плотности, связанное с распространением акустических волн,
от их статистического (среднего) значения. Все перечисленные
величины взаимосвязаны, например: u = grad%; v=grac^;
v—du/dt; p=pdq>/dt, где p — плотность среды; t — время.
В твердых телах акустическое поле имеет гораздо более
сложный вид, чем в жидкостях и газах, потому что твердые тела
имеют не только упругость объема, как жидкости и газы, но так-
же упругост.ь формы (сдвиговую упругость). Вместо давления
для твердых тел вводят понятие напряжения, т. е. силы, отнесен-
ной к единице поверхности.
Различают нормальные (растягивающие или сжимающие)
напряжения csxx, оуу, <згг и касательные или тангенциальные
(сдвиговые) напряжения <зху, oyz и др. Напряженное состояние
твердого тела, таким образом, характеризуют тензором третьего
ранга — таблицей из девяти чисел-компонентов сц, где i и /
принимают значения осей координат х, у, z. Первый индекс ука-
зывает координату, в направлении которой действует сила, а
второй — площадку, перпендикулярную направлению указанной
в нем координаты, к которой эта сила приложена. Тензор этот
симметричный: в нем оц = вц.
В жидкостях и газах, где не существует упругости формы,
тангенциальные компоненты тензора напряжения отсутствуют, а
нормальные компоненты равны друг другу и давлению с обрат-
ным знаком. Давление имеет знак минус, потому что напряжение
считают положительным, когда оно растягивающее, а давление
считают положительным, когда оно сжимающее.
Колебания в твердом теле характеризуются изменением на-
пряжения сц, смещением частиц и, и потенциалом смещения.
Понятием колебательной скорости пользуются редко. Часто ко-
лебания характеризуют деформацией (от лат. deformatio — ис-
кажение) — изменением взаимного расположения ди точек тела.
Это изменение относят к первоначальному расстоянию между
точками, в результате чего деформация становится безразмерной
величиной. Если точки сдвинулись вдоль отрезка, их соединяю-
щего, то это деформация растяжения-сжатия, а если перпенди-
кулярно этому отрезку — деформация сдвига. В результате де-
формацию записывают в виде тензора ец, аналогичного тензору
напряжений. В нем ехх = дих/дх — деформация растяжения-сжа-
тия вдоль оси х и аналогично для других осей. Чтобы сделать
тензор деформаций симметричным, компонент Еху записывают в
форме еху= (duxlduv+duyldx)l2 и также для других сдвиговых
компонент деформации. Величина е = ехх + еуу + ezz означает
изменение объема dxdydz элементарного куба. Для жидкостей
и газов деформации сдвига отсутствуют, а деформации растяже-
ния-сжатия по всем направлениям одинаковы.
Закон Гука. В этой главе мы рассматриваем изотропные сре-
ды. Изотропия (от греч. isos — равный, одинаковый и tropos—
направление) — независимость физических свойств среды от на-
правления в ней. Среды, в которых свойства зависят от направ-
ления, называют анизотропными (от греч. anisos — неравный).
Более подробно такие среды рассмотрены в п. 3.2.1 и 3.4.1.
Методы АК используют волны малой амплитуды. Это область
линейной акустики, где напряжение (или давление) пропорцио-
нально деформации. Область колебаний с большими амплитуда-
ми или интенсивностями, где такая пропорциональность отсутст-
вует, относится к нелинейной акустике.
Пропорциональную зависимость между напряжениями и де-
формациями называют законом Гука. В обобщенном виде его за-
писывают в виде [1]
—St7AeH-|-2pey, (1.1)
где б;/ = 1, когда i = j, и б,-/ = 0, когда i А/; Л и р — константы
Ламэ. В технике вместо них используют модули нормальной уп-
ругости Е и сдвига G:
£' = [л(ЗЛ + 2р)/(Л + р); G = p. (1.2)
Также важная упругая константа — коэффициент Пуассона v,
равный отношению сжатия
стержня:
к удлинению растягиваемого
*________1.
(1-3)
V--
2 (А + р) 2G
Во всех случаях упругие свойства изотропного твердого тела ха-
рактеризуют парой независимых упругих констант.
Волновое уравнение для твердого тела выводят [1] путем
применения второго закона Ньютона к элементарному объему
dxdydz. Разность сил, приложенных к противоположным его гра-
ням, приравнивают произведению массы на ускорение. В резуль-
тате получают для оси х:
д2их дахх । . darz
Р ~ ----Г —— •
dt2 дх ду дг
Аналогично можно записать уравнения для осей у и z.
Подставляя вместо напряжений деформаций из (1.1), получа-
ют уравнение распространения волн в упругой среде:
Р + -^V2«x = 0, (1.4)
or2 дх
где У72=д2/дх2+ д2/ду2+ d2dz2— оператор Лапласа. Это вол-
новое уравнение: в него входят с разными знаками вторые про-
изводные по времени и координатам от некоторой переменной
величины.
Пользуясь терминами векторного анализа, уравнения типа
(1.4) по всем координатам можно записать одной формулой
р =(Д-|-р.)grad div и-|-рд72и. (1-5)
Если положить |i = 0 и считать смещения их = иу = иг = и
одинаковыми по всем направлениям (скаляр), уравнение (1.5)
переходит в волновое уравнение для жидкости или газа:
d2u/dt2=c2\2u, (1.6)
где с=У Д/р —скорость распространения акустических волн.
Такие же уравнения справедливы и для других упругих величин:
давления, потенциала и т. д.
Характеристики волнового процесса. Рассмотрим основные ха-
рактеристики волнового процесса на основе решения наиболее
простого уравнения (1.6), записанного для потенциала скорости:
д2<?/д12=с2’у2<?. (1-7)
Для жидкости и газа смещения и колебательные скорости
одинаковы по всем направлениям, поэтому их можно рассматри-
вать, как скаляры и и v.
Для простоты будем считать, что функция <р зависит только
от координаты х: V2tp=d2(p/dx2. Из теории дифференциальных
уравнений в частных производных известно, что решение такого
уравнения имеет вид
?=<Р1 (х — ct) -|- <р2 (х ф- ct),
где <pi и <р2 — произвольные дважды дифференцируемые функ-
ции. Первое слагаемое — это волна, распространяющаяся вдоль
оси х в положительном направлении, а второе — волна, распро-
стран^ющаяся в обратном направлении. Мы, как правило, будем
иметь дело с прямой волной и опускать слагаемое tp2> поэтому
перед t должен стоять знак минус, если перед х стоит плюс.
Если распространяющаяся волна гармоническая, то функция
<р=<р1 = Фсоз —(х — ct) =Фсоэ (kx— со/).
Lc J
(1-8)
Здесь Ф-—амплитуда, kx—at — фаза, ы=2л/— круговая ча-
стота, f — частота колебаний, Т = \/f — период колебаний, k =
=ш/с=2л/л— волновое число, Z— длина волны — расстояние,
на которое волна распространяется за период колебаний. Если t
изменится на период или х изменится на длину волны, то фаза
изменится на 2л, а следовательно, значение косинуса сохранится.
Частоту измеряют в герцах (1 Гц = с-1), длину волны — в
метрах. Во избежание написания чисел с большим числом нулей
в акустическом контроле принято использовать кратные единицы
и измерять частоту не в герцах, а в мегагерцах (1 МГц=1-106
Гц); время не в секундах, а в микросекундах, длину волны не
в метрах, а в миллиметрах.
Другая показательная форма записи гармонической волны
?=Re [Фе7‘(йх-Ш°],
(1-9)
где / = ]/~—1. Символ Re означает, что берется действительная
(реальная) часть комплексной функции, стоящей в квадратных
скобках. Поскольку ej°=cos a+j sin а, выражения (1.8) и (1.9)
совпадают. Обычно знак Re не пишут, а лишь подразумевают.
В плоскости, перпендикулярной оси х, фаза волны одинакова.
Такую плоскость называют фронтом волны. Волну с плоским
фронтом называют плоской. Направление, перпендикулярное
фронту, называют лучом.
Гармоническую плоскую волну произвольного направления
записывают в виде
<Р=Фе/(кг-ш,). (1.10)
В этой формуле kr=kxx+kyy+kzz — скалярное произведение
радиус-вектора точки в пространстве г на вектор к = гко/с, где
п — единичный вектор, характеризующий направление волны, а
kx, ky, kz — компоненты вектора к. Для плоской волны, распрост-
раняющейся вдоль оси х, имеем: kx=k-, ky=kz—0-, в результате
получим формулу (1.9).
Выше рассматривались гармонические (или монохроматиче-
ские) плоские волны, т. е. имеющие одну частоту колебаний и
бесконечно протяженный плоский фронт. Приведем сводку фор-
мул для соотношения основных величин, характеризующих коле-
бания в такой волне (см. задачу 1.1.1):
•v = jky-, р = Д»р^^ и = —<?/с;
p=pc,v. (1.11)
В практике АК используют волновые процессы, ограниченные
во времени и пространстве. Вместо монохроматических колебаний
применяют импульсы. Импульс (от лат. impulsus — удар, тол-
чок) — ограниченный по времени колебательный процесс. Ам-
плитуда колебаний в импульсе изменяется от нуля до конечной
величины по закону, определяющему форму импульса. Длитель-
ностью импульса т обычно считают время, в течение котового ам-
плитуда превышает 0,1 своего максимального значения. Произве-
дение ст называют пространственной длительностью импульса.
Оно определяет область пространства, занимаемую импульсом.
С помощью формул спектрального анализа импульс представляют
в виде интеграла по частоте от монохроматических колебаний
различной частоты, т. е. разлагают его в спектр гармонических
колебаний.
Получить ограниченную волну в виде пучка параллельных лу-
чей не удается. Например, вырезая часть фронта плоской волны
с помощью диафрагмы, получают сложное волновое поле, рас-
смотренное в § 1.6. В практике, однако, используют слаборасхо-
дящиеся пучки лучей. Волну с произвольным фронтом можно
представить в виде совокупности плоских волн путем разложения
в интеграл Фурье по волновому вектору к. Для достаточно дли-
тельного акустического импульса, распространяющегося в направ-
лении слаборасходящегося пучка лучей, используют формулы
(1.11), но уже как приближенные.
Оператор Лапласа V2 в уравнении (1.7) может быть представ-
лен не только в прямоугольных, но также в цилиндрических или
сферических координатах. Соответственно наиболее простые ре-
шения уравнения (1.7) будут иметь вид не плоских, а цилиндри-
ческих или сферических волн. Гармоническая сферическая волна,
распространяющаяся из начала координат, имеет вид
<р= — е7' (кг-ш/).
Г
Здесь г — радиус-вектор, идущий из начала координат, направ-
ление к совпадает с г, kx = ky = kz. Для этой волны поверхность
с постоянной фазой (кг — at = const), т. е. фронт волны, имеет
вид сферы; лучи идут в направлении радиусов. Амплитуда волны
уменьшается обратно пропорционально расстоянию вдоль луча.
При больших расстояниях г небольшую часть фронта сфериче-
ской волны можно рассматривать как квазиплоскую волну.
Для случая излучателя в виде сферы радиуса а, пульсирую-
щей по объему с постоянной частотой и амплитудой колебатель-
ной скорости |о0|, величину давления в расходящейся сфериче-
ской волне записывают в виде [13]
р= 7gg l^o I Р<о е7 (кг-шо~у 1£о1 2шх2е7 (кг“ш<), (1.12)
г \г
где ро — давление вблизи сферы, приближенно определяемое
формулой (1.11).
Звуковая энергия складывается из кинетической энергии дви-
жения частиц среды и внутренней (потенциальной энергии де-
формации). Плотность кинетической энергии равна p|v|2/2. В бе-
гущей волне плотность внутренней энергии равна плотности ки-
нетической энергии, поэтому полная плотность энергии £=p|v|2.
Плотность потока энергии
W=cE = pc | v I 2= I pv | I р | 2/рс.
Среднее по времени значение плотности потока энергии называ-
ют интенсивностью акустической волны. Для плоской бегущей
гармонической волны интенсивность равна
I Р I 2/2рс=РС I ® I 2/2. (1.13)
В сферической волне интенсивность убывает обратно пропорцио-
нально квадрату расстояния:
J= | pg |22л2а4/(Х2рсг2).
При распространении в реальных средах акустические волны
испытывают затухание, что не учитывают уравнения (1.5) и (1.6).
В результате затухания волновое число становится комплексным:
k—k'+jd, где б — коэффициент затухания. Плоскую волну,
распространяющуюся вдоль оси х, с учетом затухания записы-
вают
<р=Фе“8х е7 (1.14)
а выражение для интенсивности примет вид /=/ое~21?а:.
Единицами измерения амплитуд акустических волн в СИ слу-
жат: давление — Па (паскаль), колебательная скорость — м/с,
смещение — м, интенсивность — Вт/м2. При АК приходится
сравнивать между собой амплитуды (реже — интенсивности)
акустических сигналов, причем они изменяются в очень широких
пределах. В связи с этим для их сравнения используют логариф-
мические единицы — децибелы. Число децибел N, на которое
сигнал интенсивностью J с аь!плитудой_А отличается от некоторо-
го исходного уровня с интенсивностью Jo и амплитудой Ао, равно
, N = 10 1g (J/Jo)=20 1g (А/Ао).
Здесь А означает амплитуду акустического давления или другой
величины, характеризующей колебания.
Если А > Ло, то N имеет положительное значение, а при
Л<Ло — отрицательное. В [9] на с. 189 и в приложении приведена
номограмма перевода относительных величин (амплитуд сигна-
лов) в децибелы и обратно. В активных методах АК за базовый
сигнал (0 дБ) принимают импульс, посланный в ОК. Он имеет
максимальную амплитуду, поэтому амплитуды всех других им-
пульсов выражаются в отрицательных децибелах. Везде в даль-
нейшем используются отрицательные децибелы (за исключением
случаев, когда это специально оговорено), хотя знак минус не
указывается.
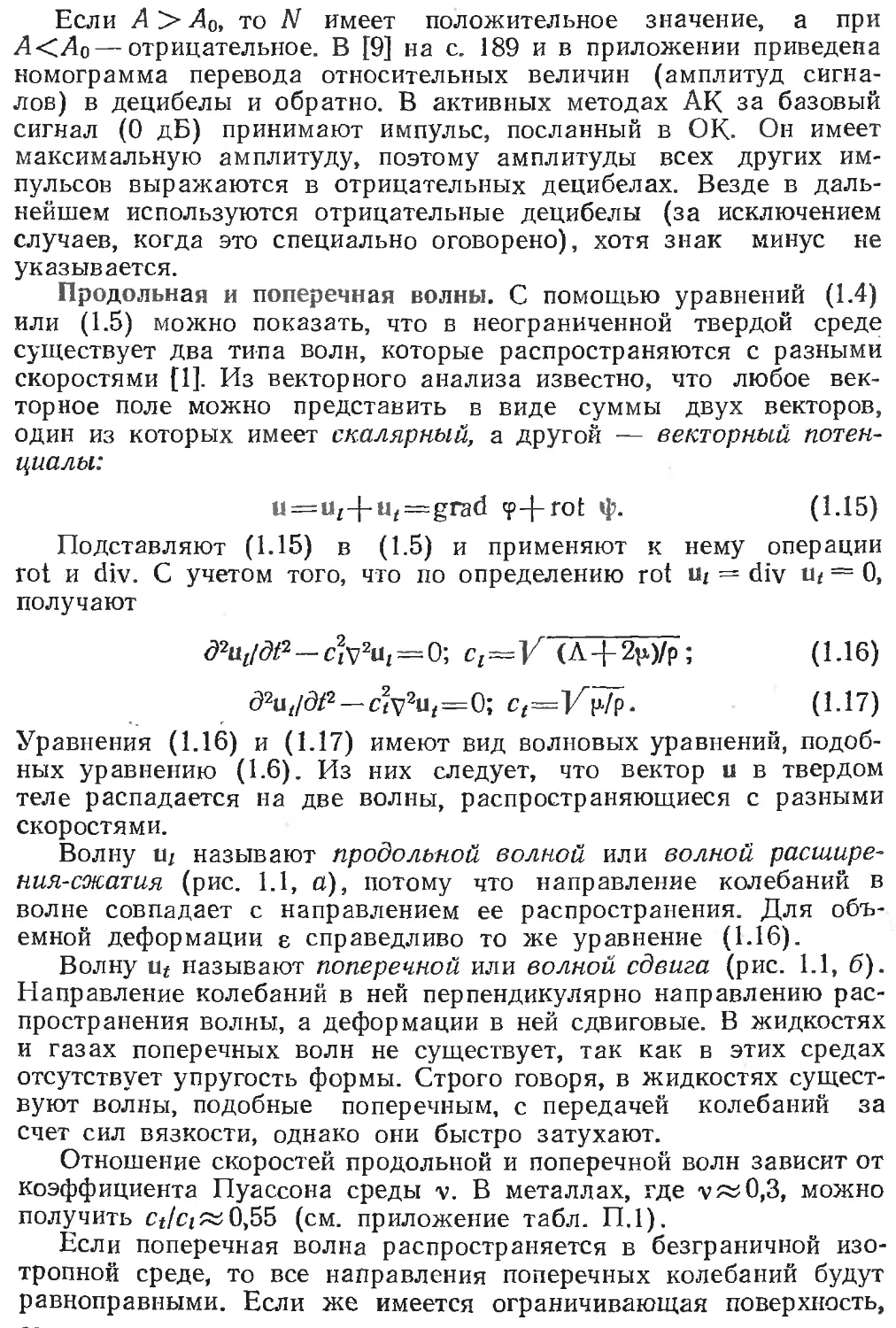
Продольная и поперечная волны. С помощью уравнений (1.4)
или (1.5) можно показать, что в неограниченной твердой среде
существует два типа волн, которые распространяются с разными
скоростями [1]. Из векторного анализа известно, что любое век-
торное поле можно представить в виде суммы двух векторов,
один из которых имеет скалярный, а другой — векторный потен-
циалы:
u=uz-|-uz=grad <p-|-rot ф. (1.15)
Подставляют (1.15) в (1.5) и применяют к нему операции
rot и div. С учетом того, что по определению rot uz = div uz = О,
получают
— C/V2uz = 0; ct—V (Л-|-2у.)/р;
(1-16)
d2u,/d/2 —czv2uz=0; cz=yrp./p. (1-17)
Уравнения (1.16) и (1.17) имеют вид волновых уравнений, подоб-
ных уравнению (1.6). Из них следует, что вектор и в твердом
теле распадается на две волны, распространяющиеся с разными
скоростями.
Волну uz называют продольной волной или волной расшире-
ния-сжатия (рис. 1.1, а), потому что направление колебаний в
волне совпадает с направлением ее распространения. Для объ-
емной деформации е справедливо то же уравнение (1.16).
Волну иг называют поперечной или волной сдвига (рис. 1.1, б).
Направление колебаний в ней перпендикулярно направлению рас-
пространения волны, а деформации в ней сдвиговые. В жидкостях
и газах поперечных волн не существует, так как в этих средах
отсутствует упругость формы. Строго говоря, в жидкостях сущест-
вуют волны, подобные поперечным, с передачей колебаний за
счет сил вязкости, однако они быстро затухают.
Отношение скоростей продольной и поперечной волн зависит от
коэффициента Пуассона среды v. В металлах, где v»0,3, можно
получить ct/ciта0,55 (см. приложение табл. П.1).
Если поперечная волна распространяется в безграничной изо-
тропной среде, то все направления поперечных колебаний будут
равноправными. Если же имеется ограничивающая поверхность,
параллельно или под углом к которой распространяется попереч-
ная волна, то становится существенным вопрос о направлении ко-
лебаний в поперечной волне по отношению к этой поверхности.
Волну, в которой направление колебаний параллельно ограничи-
вающей поверхности, называют горизонтально поляризованной
(777-волной). Если колебания происходят в плоскости, перпенди-
кулярной разделяющей поверхности, то такую волну называют
вертикально поляризованной (TV-волной). Этот тип волн гораздо
, , Л
Направление распространения
о)
А
Рис, 1.1. Схематическое изображение продольных (а) и поперечных (б)
волн
чаще применяют при контроле, поэтому, когда не сделано спе-
циальной оговорки, под поперечной будем понимать вертикально
поляризованную волну.
Продольную волну обычно возбуждают с помощью преобразо-
вателя, вызывающего деформацию растяжения-сжатия на части
поверхности ОК, а поперечную волну — вызывающего деформа-
цию сдвига. Гораздо чаще, однако, наклонную к поверхности вер-
тикально поляризованную волну возбуждают с помощью продоль-
ной волны, наклонно падающей на поверхность ОК из внешней
среды. Как будет показано в § 1.3, при этом происходит трансфор-
мация падающей продольной волны в поперечную. Внешнюю сре-
ду, из которой наклонно падает продольная волна, называют
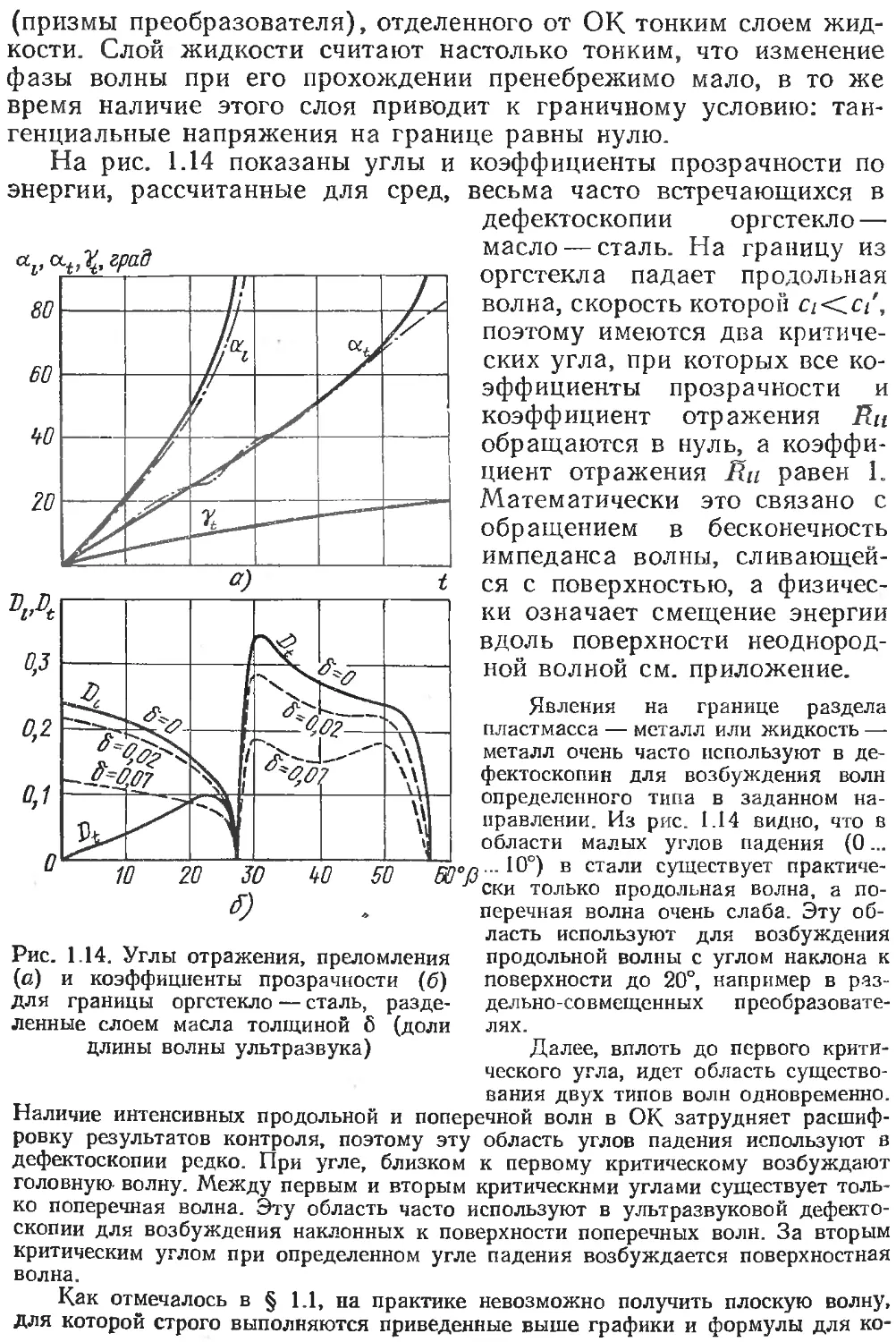
призмой преобразователя.
Продольные и поперечные волны (их обобщенное название —
объемные волны) наиболее широко используют для контроля ма-
териалов. Эти волны лучше всего выявляют дефекты при нормаль-
ном падении на их поверхность.
Поверхностная волна Рэлея. Вдоль поверхности твердого тела
распространяются специфические типы волн. Для ненагруженной
(свободной) поверхности доказательство существования некоторых
из них получают следующим способом [2]. Априори (заранее)
предполагают, что существует волна, бегущая вдоль границы твер-
дого тела (вдоль оси х) и состоящая из линейной комбинации
продольных и поперечных колебаний, амплитуды которых зависят
от глубины у под поверхностью (рис. 1.2, а). Для этого скорости
Рис. 1.2. Схематическое изображение волн на свободной поверх-
ности твердого тела:
а — рэлеевский, б — головной
распространения продольных и поперечных колебаний должны
быть одинаковыми, равными некоторой величине cs, а волновое
число равняется ks=(alcs. Подставляют эти предполагаемые реше-
ния в волновые уравнения (1.16) и (1.17). Волновые уравнения
удовлетворяются, если функции щ и Ut имеют вид
щ=Ае
\-k2y
е 5
(1-18)
ut = B&
'-к2 »
.• -jk .
е s
Здесь и в дальнейшем множитель опущен. Полученные выра-
жения соответствуют классу неоднородных волн. В такой волне
амплитуда изменяется в направлении фронта (вдоль оси у).
Функции (1.18) подставляют в граничные условия: на свободной
поверхности нормальные и тангенциальные напряжения исчезают
(crw=O, сгха=О). Из этих двух уравнений находят два неизвест-
ных: ks/kt и отношение амплитуд A/В. Для (ks/kt)2 получают
уравнение 3-й степени. Один корень — действительный положи-
тельный. Его наличие свидетельствует, что сделанное априори
предположение верно, искомая волна существует.
Приближенная формула для вычисления соответствующего ука-
занному корню значения скорости поверхностной волны (или вол-
ны Рэлея) имеет вид .
с3^Л87 + 1’12^0,93 ct
дЛЯ v=0,3. Отсутствие мнимой части у корня для ks указывает
на слабое затухание поверхностной волны: оно вызывается только
обычным затуханием объемных волн (см. § 1.2). В результате
волна Рэлея способна распространяться на большое расстояние
вдоль поверхности твердого тела. Ее проникновение под поверх-
ность тела невелико: на глубине длины волны Xs интенсивность со-
ставляет около 5% интенсивности на поверхности тела. При рас-
пространении поверхностной волны частицы тела движутся, вра-
щаясь по эллипсам (рис. 1.2, а) с большой осью, перпендикуляр-
ной границе (волна TV-типа). Вытянутость эллипса с глубиной
увеличивается. Эти выводы следуют из формул (1.18), в которых
множители уменьшаются с глубиной у тем быстрее, чем больше
разность k2s—k2i,t.
Волна, подобная рэлеевской (квазирэлеевская), может распро-
страняться не только вдоль плоской, но и вдоль искривленной по-
верхности. На вогнутых участках поверхности она испытывает до-
полнительное затухание (тем большее, чем меньше радиус кри-
визны) вследствие излучения энергии в глубь изделия. На вогну-
тых участках скорость волны уменьшается, а на выпуклых уве-
личивается.
Поверхностную волну возбуждают обычно с помощью продоль-
ной волны, наклонно падающей из внешней среды (призмы) на
ограниченный по длине участок поверхности твердого тела (рис.
1.2, а). Поверхность вне призмы остается свободной. Угол паде-
ния определяют из уравнения sinps=c0/cs, где с0 — скорость
волны во внешней среде, она должна быть меньше cs. Поверхност-
ную волну успешно применяют для выявления дефектов вблизи
поверхности изделия. Она избирательно реагирует на дефекты в
зависимости от глубины их залегания. Дефекты, расположенные
на поверхности, дают максимальное отражение, а на глубине
больше длины волны практически не выявляются.
Головная волна. Решение задачи о возбуждении упругих волн
на ограниченном участке поверхности твердого тела [14] показы-
вает, что вдоль поверхности распространяется волна со скоростью,
практически равной скорости продольной волны. В [14] эту вол-
ну называют квазиоднородной, поскольку амплитуда вдоль фрон-
та этой волны изменяется медленно. В советской дефектоскопиче-
ской литературе ее называют головной (в дальнейшем использует-
ся это название), а в иностранной — ползущей.
В каждой точке поверхности, вдоль которой распространяется
головная волна, возбуждается поперечная волна под углом 0f=
= arcsin (ct/ci), в результате чего головная волна довольно быст-
ро затухает. Такие волны, имеющие скорость, меньшую порождаю-
щей их волны, называют боковыми. Сочетание головной и боковой
волн обеспечивает условия равенства нулю напряжений на сво-
бодной поверхности тела. Волны, состоящие из поверхностной и
объемной компонент, в которых поверхностная компонента непре-
рывно трансформируется в объемную, относят к классу вытекаю-
щих [1, 2].
Головную волну обычно возбуждают с помощью продольной
волны, наклонно падающей из внешней среды (призмы) на ог-
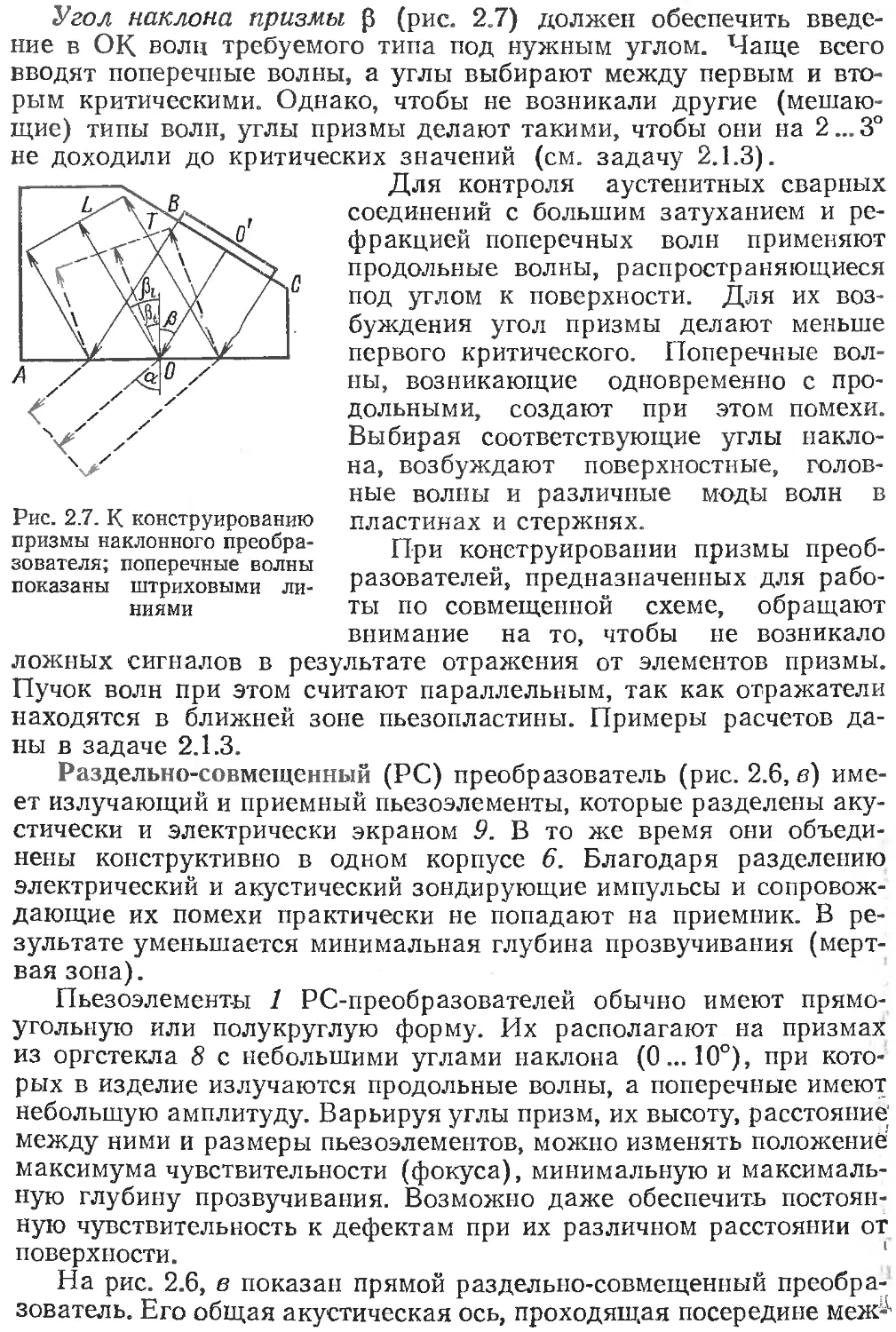
раниченный участок поверхности ОК (рис. 1.2, б) под углом (3 =
= arcsin(co/cz). От этого участка поверхности расходится пучок
продольных волн, один из лучей которого распространяется вдоль
поверхности и собственно является головной волной. Максимум
энергии излучения соответствует лучу, составляющему 10... 15° с
поверхностью. Фронты поперечных волн Т, порождаемых головной
волной, показаны линиями, ширина которых увеличивается с глу-
биной, что соответствует увеличению амплитуды волны. Это про-
исходит потому, что увеличивается количество точек поверхности,
которые- дают вклад в образование боковой поперечной волны.
Одновременно с волнами в ОК возбуждаются волны в призме.
В сейсмоакустике боковой называют волну Б, которая соответст-
вует боковой волне в призме. Ее же в сейсмоакустике иногда на-
зывают головной волной.
Квазиоднородная (головная) волна почти не реагирует на по-
верхностные дефекты и неровности поверхности, в то же время с
ее помощью можно обнаружить подповерхностные дефекты в слое,
начиная от глубины порядка 1... 2 мм. Контролю тонких изделий
такими волнами мешают боковые поперечные волны, которые от-
ражаются от противоположной поверхности ОК и дают ложные
сигналы.
Волны на поверхности раздела двух сред. Выше были рассмот-
рены волны на свободной поверхности твердого тела. Внешняя
среда на ограниченном участке поверхности вводилась только для
пояснения механизма возбуждения волн. Когда поверхность твер-
дого тела нагружена жидкой или твердой средой, возникают спе-
цифические типы волн [1, 2, 11].
Если твердое тело граничит с жидкостью, скорость звука в которой сж меньше
cs,^to вдоль границы распространяется волна рэлеевского типа со скоростью, близ-
кой к cs. Она порождает в жидкости боковую волну и вследствие этого затухает
(рис.^1.3, а; кривая вблизи оси у показывает уменьшение амплитуды волны с глу-
биной). Для границы сталь — вода амплитуда ее уменьшается в е раз на расстоя-
нии 10Xs. По этому признаку волну относят к классу вытекающих.
Кроме этого существует волна, распространяющаяся преимущественно в жид-
кости со скоростью несколько меньшей сж (рис. 1.3, б). В твердом теле она лока-
лизована в слое толщиной Хж/2л, а в жидкости — в слое толщиной, значительно
большей Хж- Волну используют для контроля поверхности твердых материалов
иммерсионным способом. Подобно рэлеевской волне, она очень медленно затухает
с расстоянием вдоль поверхности.
Если между собой граничат две твердые среды (рис. 1.3, в), модули упругости
и плотности которых не сильно отличаются, то вдоль границы распространяется
волна Стоунли (или Стонсли). Она состоит как бы из двух рэлеевских волн;
каждая существует в своей среде, но они имеют одинаковую скорость распро-
странения, меньшую, чем скорости объемных волн в обеих средах. В каждой сре-
де волна локализована в слое толщиной порядка длины волны, имеет вертикаль-
ную поляризацию. Такие волны находят применение для контроля соединения
биметаллов.
Поперечные волны, распространяющиеся вдоль границы раздела двух сред
и имеющие горизонтальную йоляризацию, называют волнами Лява. Они возника-
ют, когда на поверхности твердого полупространства имеется слой из твердого
материала скорость распространения в котором поперечных волн меньше, чем
в полупространстве. Глубина проникновения волны в полупространство возрас-
тает с уменьшением толщины слоя. В отсутствие слоя волна Лява в полупрост-
ранстве превращается в объемную, т. е. в плоскую, горизонтально поляризован-
ную, поперечную волну. Волны Лява находят применение для контроля качества
покрытий (плакировок), наносимых на поверхность ОК.
Рис. 1.3. Волны на границе двух сред:
а — затухающая рэлеевского типа на границе твердое тело — жидкость,
б— слабозатухающая на той же границе, в —волна Стоунли на гра-
нице двух твердых тел
Волны в слоях и пластинах. Если твердое тело имеет две сво-
бодные поверхности (пластина), то в нем могут существовать спе-
цифические типы упругих волн [1, 2]. Их называют волнами в
пластинах или волнами Лэмба и относят к нормальным вол-
нам, т. е. волнам, бегущим (переносящим энергию) вдоль плас-
тины, слоя или стержня, и стоячим (не переносящим энергии) в
перпендикулярном направлении. Решение волнового уравнения для
пластины с граничными условиями равенства нулю напряжений на
Двух поверхностях приводит к системе из двух характеристических
уравнений для волнового числа kp. Она имеет два или больше по-
ложительных действительных корня в зависимости от произведе-
ния толщины пластины на частоту. Каждому из этих корней со-
ответствует определенный тип волны в пластине (мода).
Для уяснения физической сущности волн в пластинах рассмотрим вопрос
образования нормальных воли в жидком слое. Пусть на слой толщиной h (рис,
1.4) падает извне плоская продольная волна под углом f. Линия AD показыва-
ет фроит падающей волны. В результате преломления на границе в слое воз-
никает волна с фронтом СВ, распространяющаяся под углом а и претерпеваю-
щая многократные отражения в слое. При определенном угле падения волна,
отраженная от нижней поверхности, совпадает по фазе с прямой волной, иду-
щей от верхней поверхности. Определим углы р (или a; sin P/C! = sm а/с2, где
и с2 — скорости звука в средах), при которых происходит такое явление
Разность фаз прямой и отраженной волн равна
/ ЛЕВ DB \ I 1h 2ft tg a sin а \
2л ------------ = 2л -------- —------------- = у.
\ Х2 Xi ) \ Х2 cos а Х-2 )
Здесь Х| и Х2 — длины волн в верхней среде и слое. Условие совпадения фаз дос-
тигается, когда <р=2пл, где п — целое число. Отсюда
h cos а — пХ2/2.
(1-19)
Таким образом, волна в слое является результатом интерфе-
ренции волн, идущих в разных направлениях. Интерференция (от
ferio— ударяю, поражаю)—сложение в
лат. inter — взаимно и
Рис. 1.4. Образование нормаль-
ных волн в жидком слое
пространстве двух (или нескольких)
волн. Монохроматическую волну,
распространяющуюся зигзагообразно
вдоль слоя, при условии (1.19) можно
рассматривать как волну, охватываю-
щую все сечения слоя и движущуюся
вдоль него. Отличие от ранее рассмот-
ренных волн будет заключаться в том,
что скорость такой волны будет изме-
няться в зависимости от частоты, т. е.
будет существовать дисперсия скоро-
сти.
На примере волны в слое удобно рассмотреть понятия фазо-
вой и групповой скоростей. Групповая скорость характеризует ско-
рость распространения энергии в направлении движения волны.
Волновой импульс является характерным носителем энергии. По-
скольку импульс в слое распространяется по зигзагообразному
пути, скорость распространения энергии такой волной вдоль слоя
равна (рис. 1.5)
cg=cz sin а. (1-20)
Фазовая скорость срк определяет скорость распространения фа-
зы в направлении распространения волны. Она равна скорости
изменения фазы падающей волны вдоль слоя, т. е. определяется из
закона синусов (рис. 1.5):
sin p/Cj==sin a/c2=1/cph; cph=c2fsm a.
Поскольку вновь образовавшаяся волна движется вдоль слоя, угол
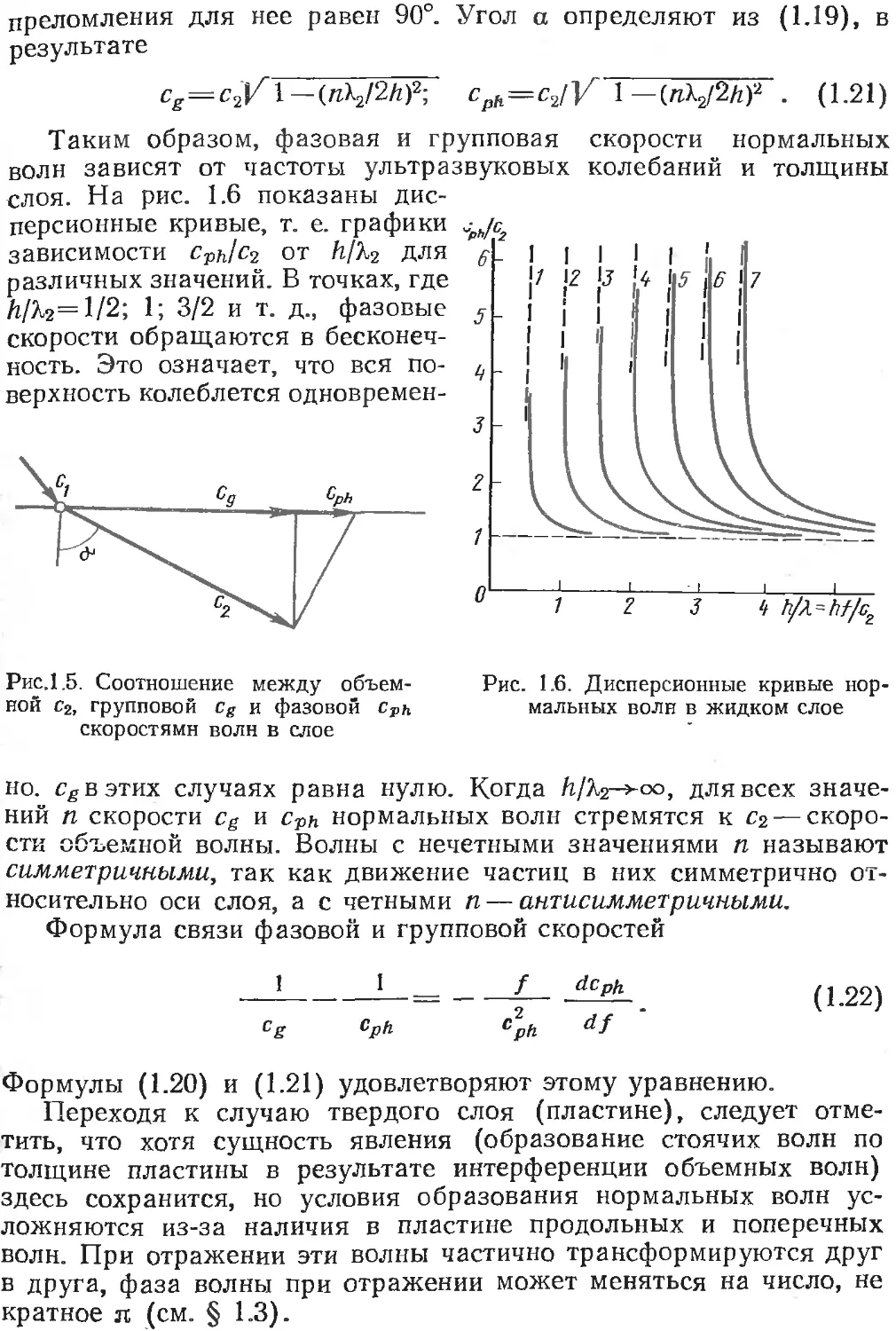
преломления для нее равен 90°. Угол а определяют из (1.19), в
результате
сг=с2^1—(лХ2/2А)2; cph=c2lV . (1.21)
Таким образом, фазовая и групповая скорости нормальных
волн зависят от частоты ультразвуковых
слоя. На рис. 1.6 показаны дис-
персионные кривые, т. е. графики ^h/c2
зависимости cVhlc2 от /г/л2 для J
различных значений. В точках, где
/г/Х2=1/2; 1; 3/2 и т. д., фазовые 5 _
скорости обращаются в бесконеч-
ность. Это означает, что вся по- _
верхность колеблется одновремен-
колебаний и толщины
Рис.1.5. Соотношение между объем-
ной с2, групповой се и фазовой срл
скоростями волн в слое
Рис. 1.6. Дисперсионные кривые нор-
мальных волн в жидком слое
но. с^вэтих случаях равна нулю. Когда /г/Х2-»-оо, для всех значе-
ний п скорости cg и cPh нормальных волн стремятся к с2— скоро-
сти объемной волны. Волны с нечетными значениями п называют
симметричными, так как движение частиц в них симметрично от-
носительно оси слоя, а с четными п — антисимметричными.
Формула связи фазовой и групповой скоростей
1 1 _ f dcph
2 j г
Cg Cph c ph “J
(1-22)
Формулы (1.20) и (1.21) удовлетворяют этому уравнению.
Переходя к случаю твердого слоя (пластине), следует отме-
тить, что хотя сущность явления (образование стоячих волн по
толщине пластины в результате интерференции объемных волн)
здесь сохранится, но условия образования нормальных волн ус-
ложняются из-за наличия в пластине продольных и поперечных
волн. При отражении эти волны частично трансформируются друг
в друга, фаза волны при отражении может меняться на число, не
кратное л (см. § 1.3).
На рис. 1.7 показана система дисперсионных кривых для фа-
зовой скорости волн в„пластине из стали. Нулевыми индексами
отмечены моды, которые при увеличении толщины пластины пере-
ходят в поверхностную волну. Эти волны существуют при любых
Рис. 1.7. Дисперсионные кривые волн Лэмба в стальной пластине:
ct и cs—‘скорости распространения соответственно продольных, попереч-
ных и поверхностных волн; по, ai, а 2— антисимметричные моды; s0, si,
Sz — симметричные моды
частотах и толщинах пластин. Нулевая симметричная мода s0
(рис. 1.8, а) соответствует волне расширения-сжатия, а нулевая
антисимметричная мода а0 при (рис. 1.8, б) —волне изгиба.
Для волны s0 при f/i-5-О фазовая и групповая скорости равны, так
как дисперсия отсутствует.
В рассмотренных модах нормальных волн колебания частиц среды совер-
шаются в плоскости распространения волны. Они являются результатом интер-
ференции продольной и поперечной вертикально поляризованных волн. В пласти-
не возможно также образование волн в результате интерференции поперечных
горизонтально поляризованных волн. При отражении от границ пластины вол-
ны с горизонтальной поляризацией не испытывают трансформации и система
дисперсионных кривых аналогична показанной на рис. 1.6.
Волны в пластинах с колебаниями в плоскости распростране-
нья чаще всего возбуждают с помощью продольной волны, пада-
ющей из внешней среды, как показано на рис. 1.4. Угол падения
рассчитывают из фазовой скоррсти, которую определяют с помо-
щью дисперсионных кривых (см. рис. 1.7) (см. задачу 1.1.2).Спра-
ва показаны значения угла падения в оргстекле р, рассчитанные
по фазовой скорости. Для возбуждения нормальных волн необ-
ходимо, чтобы падающая волна имела достаточно протяженный
Рис. 1.8. Схематическое изображение нормальных
симметричных (а) и антисимметричных (б) волн:
х—направление распространения волн; маленьки-
ми стрелками показаны направления смещений по
осям х и у
фронт AD^>2htgacos р (см. рис. 1.4) и пространственную дли-
тельность импульса CT>2/icosa. В противном случае интерферен-
ции волн в точке В не произойдет, т. е. стоячая волна в попереч-
ном сечении пластины не возникает. Способы возбуждения волн с
ТН-поляризацией рассмотрены в § 1.5.
Нормальные волны распространяются в пластине, как в волно-
воде, на большие расстояния. Их успешно применяют для конт-
роля листов, оболочек, труб толщиной 3... 5 мм и менее. Измене-
ние сечения волновода, появление в нем неоднородностей (дефек-
тов) вызывает отражение нормальных волн. Следует отметить, что
изменения условий распространения волн в волноводе будут вы-
зываться не только дефектами поперечного типа, но и продольны-
ми дефектами, например расслоениями, расположенными вдоль
направления распространения волны. Напомним, что объемными
волнами дефекты, расположенные вдоль направления распростра-
нения волн, выявляются плохо. Эта особенность нормальных волн
весьма полезна для дефектоскопии.
Волны в стержнях. В стержнях, как и в пластинах, существу-
ют нормальные волны, бегущие в направлении длины стержня и
образующие систему стоячих волн в поперечном сечении. Эти вол-
ны иногда называют волнами Похгаммера — по имени ученого, ис-
следовавшего систему нормальных волн в круглых стержнях. Для
стержней с различной формой поперечного сечения (круглых, квад-
ратных и т. д.) строят свои системы дисперсионных кривых, выде-
ляя симметричные и несимметричные моды. Скорость моды So в
стержне меньше скорости аналогичной моды в пластине и в пре-
дельном случае равна V Eft.
Кроме симметричных и несимметричных волн в стержне или
трубе может распространяться крутильная волна. Вид колебаний
в ней — поворот вокруг оси некоторого сечения стержня или тру-
бы. Эта волна не является нормальной.
Различные моды нормальных волн в стержне возбуждают пу-
тем наклонного падения продольной волны из внешней среды или
электромагнитно-акустическим (ЭМА) способом (см. § 1.5). Кру-
тильную волну возбуждают только ЭМА-способом.
Задачи
1.1.1. В распространяющейся в воде плоской гармонической акустической
волне амплитуда смещения частиц из положения равновесия равна |н| = 1 • 10_ 11 м,
частота f=2,5 МГц. Определить колебательную скорость |о|, акустическое дав-
ление |р| и интенсивность волны 3.
Решение. Воспользуемся формулами (1.,11) и (1.13):
| v | = 2л/ | и | = 2л 2,5-106-Ы0-п= 1,57-10-6 м/с;
| р | = рс | v | = 1 • 103-1,49. юз-1,57. ю-6 = 2,34 Па;
I = | р | 2/2рс = 2,342/(2-1 • 103- J ,49. щз) = [ ,84-10-6 Вт/м2.
1.1.2. Какие моды волн Лэмба будут распространяться в стальной пластине
толщиной /г=1 мм на частоте /=2,5 МГц? При каких углах наклона призмы из
оргстекла они будут возбуждаться (скорость звука в оргстекле 2,68 мм/мкс)?
Решение. Воспользуемся рис. 1.7. Вычислим величину, отложенную на оси
абсцисс (в системе мм—мкс): hf — 1 -2,5=2,5 мм-МГц. Проведем вертикаль че-
рез эту точку. Она пересечет три кривые, соответствующие трем модам волн в
пластинах. На оси ординат слева указаны значения фазовой скорости, а спра-
ва — углы наклона призмы из оргстекла, вычисленные по формуле p=arcsin с0!срк.
Для Оо срЛ=2,8 мм/мкс, р = 71°.
Для So £ph=3,5 нм/мкс, р=50°.
Для ai Срл=6,3 мм/мкс, р=25,8°.
§ 1.2. АКУСТИЧЕСКИЕ СВОЙСТВА СРЕД
Основные физико-механические свойства среды:
плотность, упругость, структурное строение — определяют постоян-
ные, характеризующие распространение в среде упругих волн, т, е.
акустические свойства среды (см. Приложение).
Скорость распространения акустических волн для жидкостей
или газов определяют при заданном состоянии среды (температу-
ре, давлении) постоянной с=]/r(dp/dp)s =]/г/Ср, где р— давление
в веществе; р — его плотность; К — модуль всестороннего сжатия,
равный отношению давления к деформации изменения объема с
обратным знаком. Индекс S показывает, что производная берется
при постоянной энтропии. Как правило, скорость не зависит от
частоты, однако в некоторых веществах в определенном диапазо-
не частот наблюдают дисперсию скорости. Это объясняется тем,
что скорость зависит от числа степеней свободы колебательного
движения молекул. В упомянутом диапазоне частот в колебания
начинает вовлекаться дополнительная степень свободы: взаимное
движение атомов внутри молекул. Исследование свойств веществ
и кинетики молекулярных процессов по скорости (и затуханию)
акустических волн составляет предмет молекулярной акустики.
Твердые изотропные вещества характеризуются скоростями
распространения продольных и поперечных волн, определяемыми
формулами (1.16) и (1.17). Эти два значения скорости можно ис-
пользовать как пару упругих констант вместо коэффициентов Ла-
мэ или модулей упругости. В п. 3.4.1 описаны анизотропные твер-
дые вещества, характеризующиеся большим количеством незави-
симых значений скоростей звука и изменением скорости в зависи-
мости от направления.
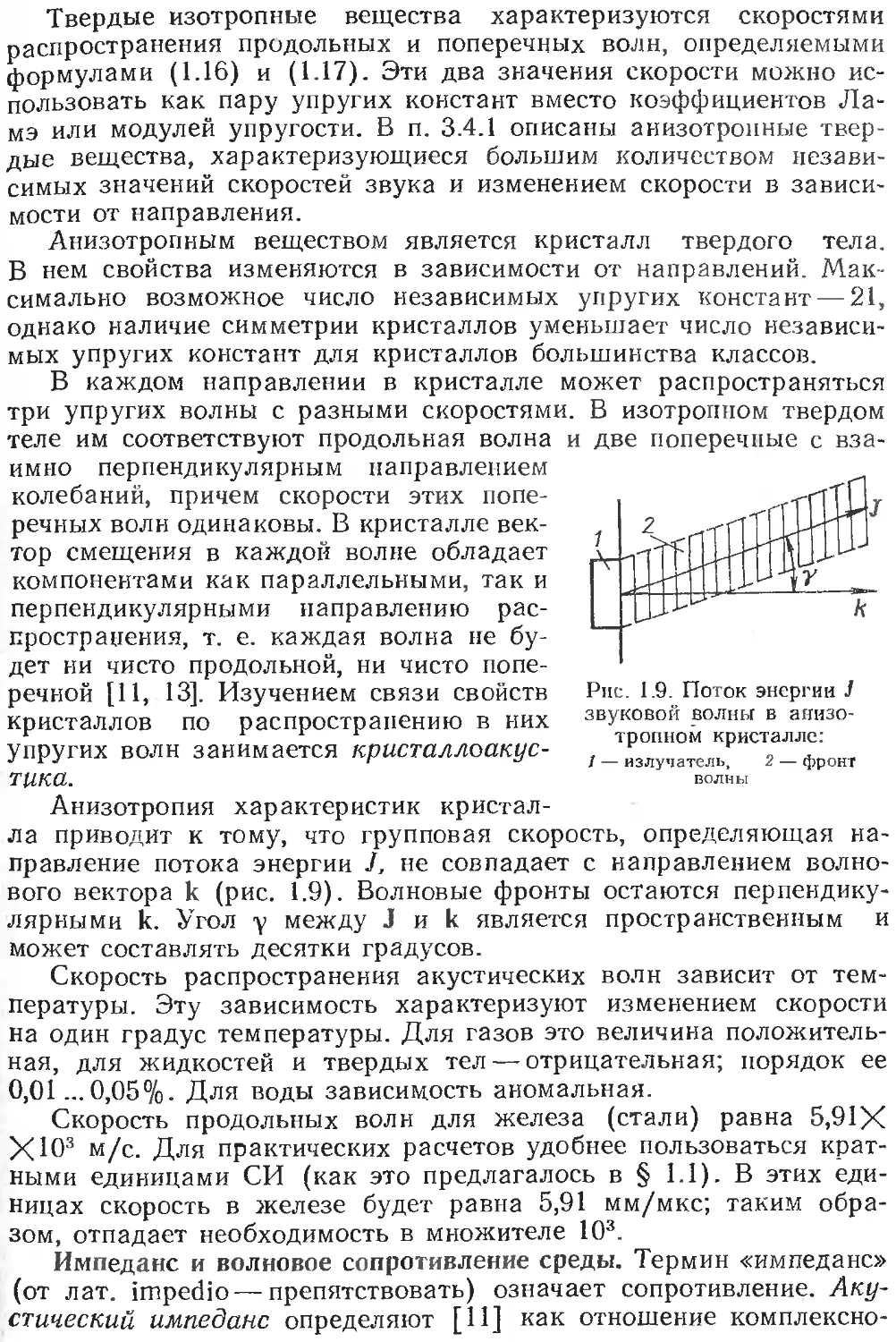
Анизотропным веществом является кристалл твердого тела.
В нем свойства изменяются в зависимости от направлений. Мак-
симально возможное число независимых упругих констант — 21,
и две поперечные с вза-
Рис. 1.9. Поток энергии J
звуковой волны в анизо-
тропном кристалле:
/ — излучатель, 2 — фронт
волны
однако наличие симметрии кристаллов уменьшает число независи-
мых упругих констант для кристаллов большинства классов.
В каждом направлении в кристалле может распространяться
три упругих волны с разными скоростями. В изотропном твердом
теле им соответствуют продольная волна
имно перпендикулярным направлением
колебаний, причем скорости этих попе-
речных волн одинаковы. В кристалле век-
тор смещения в каждой волне обладает
компонентами как параллельными, так и
перпендикулярными направлению рас-
пространения, т. е. каждая волна не бу-
дет ни чисто продольной, ни чисто попе-
речной [И, 13]. Изучением связи свойств
кристаллов по распространению в них
упругих волн занимается кристаллоакус-
тика.
Анизотропия характеристик кристал-
ла приводит к тому, что групповая скорость, определяющая на-
правление потока энергии J, не совпадает с направлением волно-
вого вектора к (рис. 1.9). Волновые фронты остаются перпендику-
лярными к. Угол у между J и к является пространственным и
может составлять десятки градусов.
Скорость распространения акустических волн зависит от тем-
пературы. Эту зависимость характеризуют изменением скорости
на один градус температуры. Для газов это величина положитель-
ная, для жидкостей и твердых тел — отрицательная; порядок ее
0,01 ...0,05%. Для воды зависимость аномальная.
Скорость продольных волн для железа (стали) равна 5,91Х
ХЮ3 м/с. Для практических расчетов удобнее пользоваться крат-
ными единицами СИ (как это предлагалось в § 1.1). В этих еди-
ницах скорость в железе будет равна 5,91 мм/мкс; таким обра-
зом, отпадает необходимость в множителе 103.
Импеданс и волновое сопротивление среды. Термин «импеданс»
(от лат. impedio — препятствовать) означает сопротивление. Аку-
стический импеданс определяют [11] как отношение комплексно-
го звукового давления к объемной колебательной скорости. Это
понятие используют, в частности, при описании распространения
звука в трубах, изучении рупоров. При распространении акусти-
ческих волн в протяженных средах вводят понятие удельного аку-
стического импеданса, равного отношению звукового давления к
колебательной скорости (не объемной). Поскольку в книге рас-
сматривается только этот случай, в дальнейшем определение
«удельный» опускается. В § 3.2 используется понятие механиче-
ского импеданса, отличное от акустического.
Для плоской гармонической бегущей волны, распространяю-
щейся в жидкой среде, согласно формулам (1.11) акустический
импеданс равен z=plv=pc. Эта величина характеризует среду, в
которой распространяется волна. Ее называют волновым сопротив-
лением среды или ее характеристическим импедансом. Понятием
импеданса пользуются также для твердого тела (для продольных
и поперечных волн), определяя его как отношение соответствую-
щего механического напряжения, взятого с обратным знаком, к
колебательной скорости частиц среды.
Возникновение термина «импеданс» связано с системой элект-
ромеханических аналогий, в которой электрическое напряжение
сопоставляется с давлением, а ток — со скоростью. С физической
точки зрения акустический (и механический) импеданс показыва-
ет, насколько трудно «раскачать» систему, степень неподатливо-
сти системы воздействию колебаний. В дальнейшем понятие аку-
стического импеданса и его обобщение на случай границы сред
будет широко использоваться при решении задач об отражении и
прохождении акустических волн.
Коэффициент затухания. Ослабление амплитуды плоской гар-
монической волны в результате взаимодействия ее со средой про-
исходит по закону е~Ьх, где х-—путь в среде, а б — коэффициент
затухания (см. § 1.1). В дальнейшем термин «затухание» будем
относить только к ослаблению, учитываемому экспоненциальным
множителем, в отличие от уменьшения амплитуды, связанного с
расширением волнового фронта, например, в сферической волне.
Величина, обратная коэффициенту затухания, показывает, на
каком пути амплитуда волны уменьшается в е раз, где е — число
Непера, поэтому размерность коэффициента затухания м-1. В ли-
тературе [11] иногда эту единицу записывают непер/м (Нп/м),
однако ГОСТом такая единица не предусмотрена. Часто коэффи-
циент затухания выражают числом N отрицательных децибел, на
которое уменьшается амплитуда волны на единичном участке пу-
ти х=1 M-N=201g е-61=—8,68 дБ/м, поэтому 1 м-1=1 Нп/м=
= 8,686 дБ/м.
Коэффициент затухания складывается из коэффициентов по-
глощения бп и рассеяния бР: б=бп+бр. При поглощении звуковая
энергия переходит в тепловую, а при рассеянии энергия остается
звуковой, но уходит из направленно распространяющейся волны.
Поглощение обусловлено вязкостью, упругим гистерезисом (т. е. различной
упругой зависимостью при расширении и сжатии) и теплопроводностью. Послед-
ний механизм поглощения связан с тем, что процесс распространения акустиче-
ской волны считают адиабатическим. Расширение или сжатие элементарного
объема сопровождается изменением температуры, но они настолько кратковре-
меины, что процесс выравнивания температуры можно не учитывать. В действи-
тельности теплопроводность существует и способствует потере энергии колебаний.
Существуют также другие механизмы поглощения, проявляющиеся при более
высоких частотах, чем применяют в АК.
Рассеяние происходит из-за наличия в среде неоднородностей (с отличным
от среды волновым сопротивлением), размеры которых соизмеримы с длиной вол-
ны. Различие в волновых сопротивлениях приводит к отражению волн, как по-
казано в § 1.3. Малые размеры и большое число неоднородностей обусловли-
вают статистический характер процесса рассеяния. Такими неоднородностями мо-
гут быть, например, капли воды в газе, взвешенные частицы или пузырьки воз-
духа в воде.
В газах и жидкостях, не засоренных инородными частицами,
рассеяние отсутствует и затухание определяется поглощением. Ко-
эффициент поглощения пропорционален квадрату частоты. В свя-
зи с этим в качестве характеристики поглощения звука в жидко-
стях и газах вводят величину б'=б//2. В случаях, когда в жидко-
сти наблюдается дисперсия скорости ультразвука, квадратичная
зависимость б от частоты нарушается (см. Приложение).
' Коэффициент поглощения в твердых телах пропорционален f
(стекло, биологические ткани, металлы, некоторые пластмассы)
или f2 (резина, многие пластмассы). Для одной и той же среды
поглощение поперечных волн при f—const меньше, чем продоль-
ных. Это обусловлено тем, что поперечные колебания не связаны
с изменением объема и потери на теплопроводность отсутствуют.
Рассеяние отсутствует в однородных аморфных твердых ма-
териалах типа стекла, пластмассы. Слабое рассеяние в них может
возникать под влиянием внутренних напряжений, вызывающих из-
менение скорости звука и преломление (отклонение) упругих волн.
В гетерогенных материалах (чугун, гранит, бетон) рассеяние весь-
ма велико. Большое рассеяние наблюдают также в большинстве
металлов даже при высокой степени их однородности.
^Металлы, применяемые на практике, имеют поликристалличе-
скую структуру, они состоят из большого количества кристалли-
тов (зерен) — монокристаллов, не имеющих явно выраженной ог-
ранки. Чаще всего кристаллиты ориентированы случайным обра-
зом; при переходе ультразвука из одного кристаллита в другой
скорость звука из-за анизотропии может измениться в большей
или меньшей степени. В результате возникает частичное отраже-
ние, преломление ультразвука и трансформация типов волн, что
определяет механизм рассеяния.
Чем больше упругая анизотропия кристаллов, тем больше рас-
сеяние. Анизотропию характеризуют параметром упругой анизо-
тропии. В кубическом кристалле он представляет собой меру от-
Рис. 1.10. Схематическая зависимость
коэффициента затухания от соотноше-
ния среднего диаметра зерна и дли-
ны волны
носительного сопротивления кристаллов, двум типам сдвиговой
деформации. Велика анизотропия в меди, цинке, аустенитной (не-
ржавеющей) стали. Мала упругая анизотропия в вольфраме, алю-
минии. Альфа-железо и углеродистую сталь относят к промежу-
точным материалам по величине упругой анизотропии и рассея-
ния.
Большое влияние на величину коэффициента рассеяния в сре-
дах оказывает соотношение среднего размера неоднородностей и
среднего расстояния между неоднородностями с длиной волны
ультразвука. В металлах параметр среды, влияющий на рассея-
ние,— средний размер кристаллитов D. При коэффициент бР
пропорционален f4 (рэлеевское рассеяние) (рис. 1.10). Общее за-
тухание определяют в этом случае формулой
8=A/+£/4ZA (1.23)
где А и В — постоянные, a f — частота колебаний. Член Af обу-
превалирующее значение при ма-
лых f. В области 4к/В10 ко-
эффициент бр пропорционален
произведению Df2. В разнозернис-
тых металлах показатель степе-
ни при f меняется от 2 до 4. Мак-
симальное затухание наблюдается
при к^В.
В углеродистой стали зерна
состоят из очень большого чис-
ла мелких пластинок железа и
цемента (Fe3C). Размеры их зна-
чительно меньше среднего разме-
ра зерна В. С этим, по-видимому,
связан тот факт, что в широком
диапазоне частот в мелкозернис-
тых углеродистых сталях (вплоть
до значений f=4... 5 МГц) зату-
хание определяется поглощением,
т. е. пропорционально частоте.
В сварных швах из аустенитной стали происходит упорядоче-
ние ориентации кристаллов. Особенности распространения акусти-
ческих волн в таком материале рассмотрены в п. 3.1.4 (см. При-
ложение).
Задачи
1.2.1. Рассчитать модуль нормальной упругости, модуль сдвига и коэффи-
циент Пуассона для материала, где скорости ci=6,26-103 м/с; с(=3,06-103 м/с;
плотность р=2,7-103 кг/м3 (алюминий).
Решение. Отношение с</с(=0,49. Это позволяет [13] найти коэффициент
Пуассона по формуле: v=[l—0,5(ci/ct)2]/[1—(cj/c()2]=0,34, Это же значение мож-
но найти по рис. П,1, Приложения,
Модуль упругости определяем по формулам (1.2), (1.16) и (1.17)
£ = pcf (1 +^)(1 — 2v)/(l — v) = 2,7- 103-(6,26-103)2.(1 +0,34)Х
Х(1 — 2-0,34)/(1 —0,34) = 6,67-ЮЮ Па;
О = рс2 = 2,7-103(3,06-103)2 = 2,63.10W Па.
1.2.2. Затухание ультразвука равно 6 = 2 Нп/м. Определить ослабление волны
на пути в х=300 мм в относительных единицах и децибелах.
Решение. Ослабление составит е“в1=е-20>3=0,55=5,21 дБ (имеются в
виду отрицательные дБ).
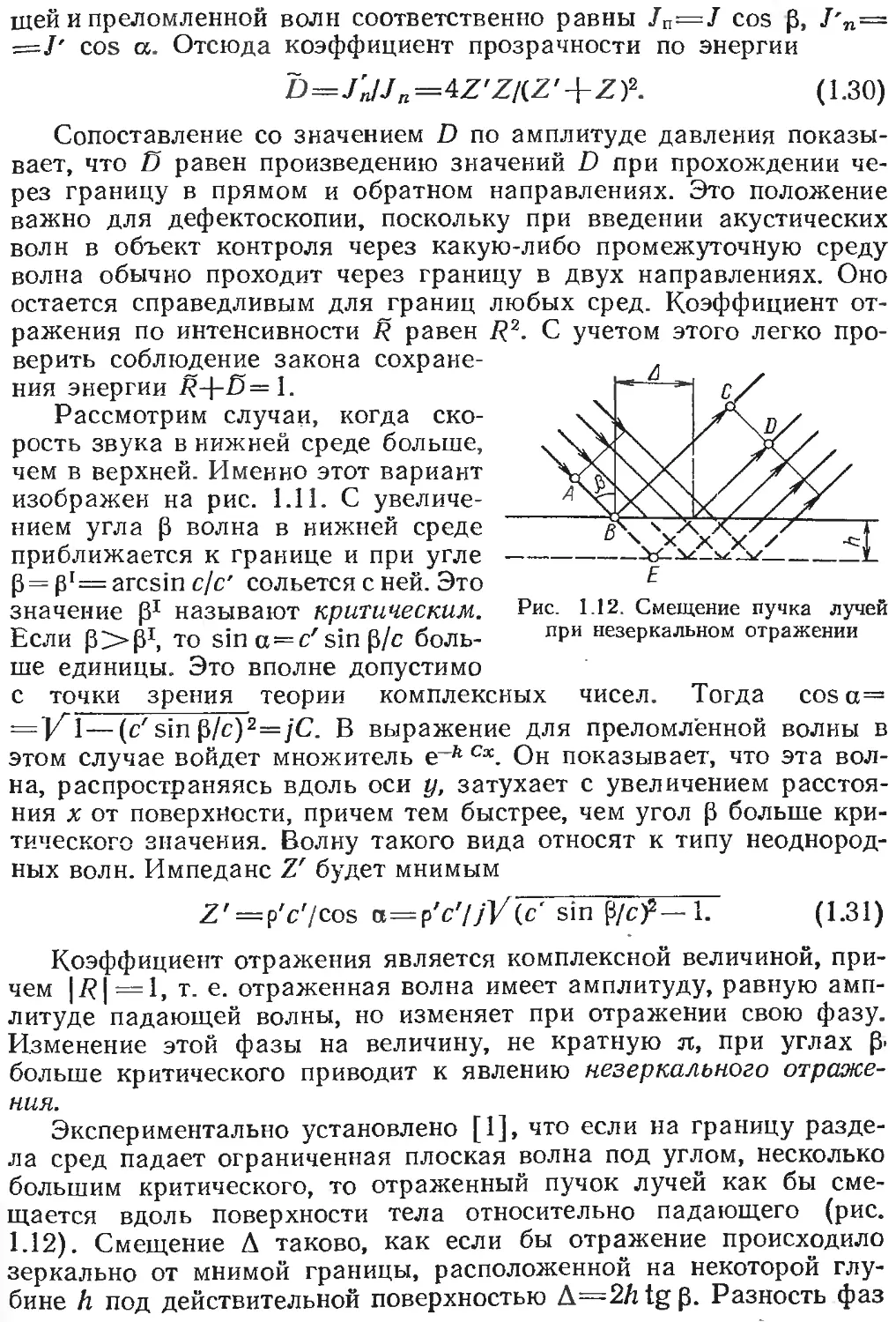
§ 1.3. ОТРАЖЕНИЕ И ПРЕЛОМЛЕНИЕ АКУСТИЧЕСКИХ
ВОЛН
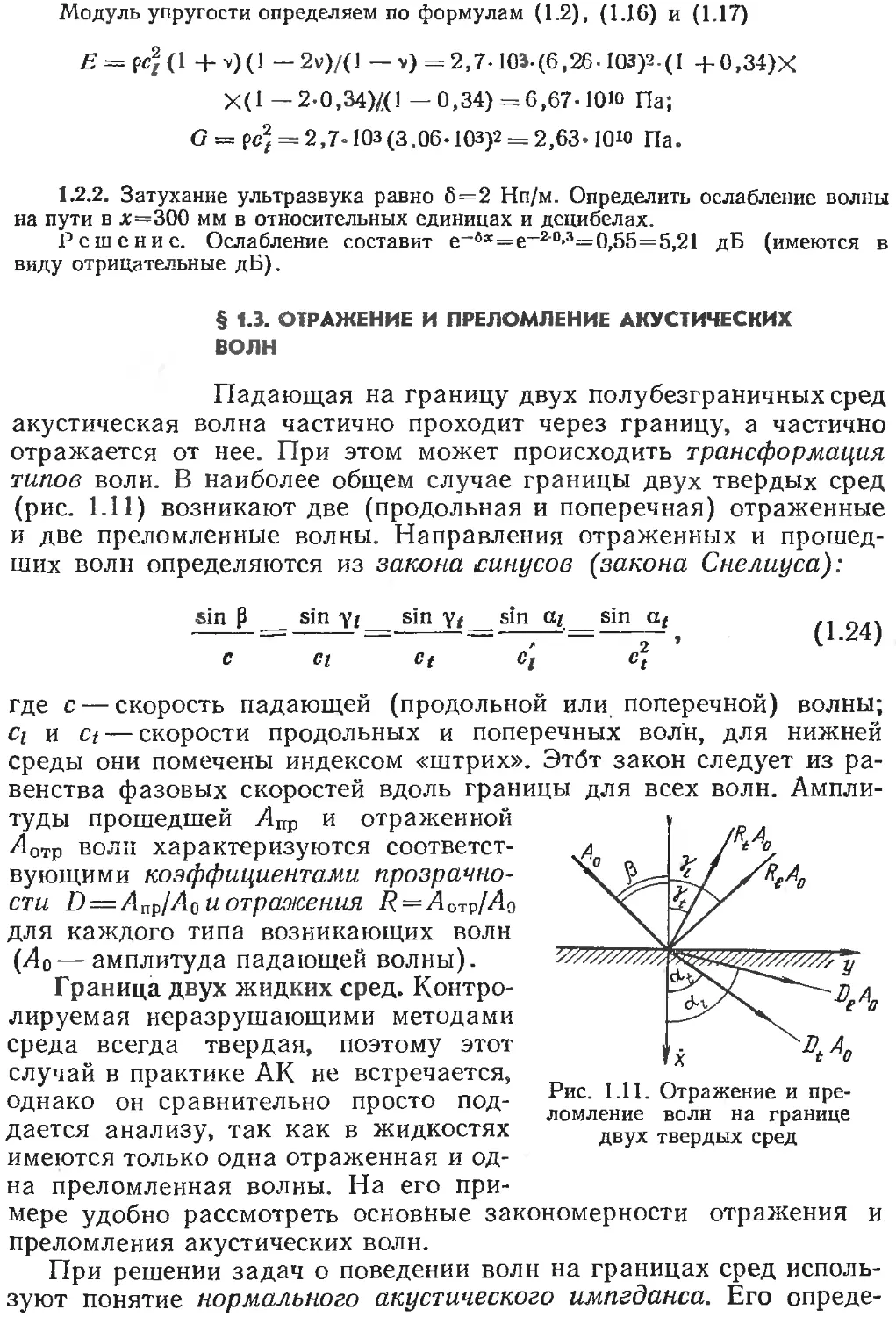
Падающая на границу двух полубезграничных сред
акустическая волна частично проходит через границу, а частично
отражается от нее. При этом может происходить трансформация
типов волн. В наиболее общем случае границы двух твердых сред
(рис. 1.11) возникают две (продольная и поперечная) отраженные
и две преломленные волны. Направления отраженных и прошед-
ших волн определяются из закона синусов (закона Снелиуса):
sin р
с
sin у/ sin у<sin at sin at
' 2
С/ С/ Ci Cf
(1.24)
Рис. 1.11. Отражение и пре-
ломление волн на границе
двух твердых сред
где c — скорость падающей (продольной или поперечной) волны;
ct и Ct — скорости продольных и поперечных волн, для нижней
среды они помечены индексом «штрих». Этбт закон следует из ра-
венства фазовых скоростей вдоль границы для всех волн. Ампли-
туды прошедшей Апр и отраженной
Аотр воли характеризуются соответст-
вующими коэффициентами прозрачно-
сти D=Anp/A0 и отражения Ё = АОтр/А0
для каждого типа возникающих волн
(Ао — амплитуда падающей волны).
Граница двух жидких сред. Контро-
лируемая неразрушающими методами
среда всегда твердая, поэтому этот
случай в практике АК не встречается,
однако он сравнительно просто под-
дается анализу, так как в жидкостях
имеются только одна отраженная и од-
на преломленная волны. На его при-
мере удобно рассмотреть основные закономерности отражения и
преломления акустических волн.
При решении задач о поведении волн на границах сред исполь-
зуют понятие нормального акустического импеданса. Его опреде-
ляют как отношение акустического давления к нормальной со-
ставляющей колебательной скорости
^«=P/^n=P^/cos 0, (1.25)
где 6 — угол между осью х и направлением волны, а рс — волно-
вое сопротивление среды. Например, для падающей волны (рис.
1.11) Zn=pc/cos 0=Z, а для отраженной ZOTp=—pc/cos 0. Здесь
учтено, что у=0, но волна изменила направление по отношению к
оси х: cos6 = cos(180—у)=—cos 0.
Для расчета двух коэффициентов (отражения и прозрачности)
Хмеются два граничных условия: равенство давлений и нормаль-
ных составляющих колебательных скоростей по обе стороны (свер-
ху и снизу, как на рис. 1.11) от границы сред. Из них следует ра-
венство суммарных импедансов сверху и снизу от границы при
х=0. Суммарным импедансом называют отношение суммы давле-
ний к сумме нормальных составляющих колебательных скоростей
для всех волн, существующих по одну сторону от границы:
=-^-1 о-26)
Zjvii I -сверху Zjvn I снизу
Здесь через ZBX обозначен суммарный импеданс снизу от границы.
По отношению к волне, падающей сверху, он является входным.
Раскроем значение суммарного импеданса сверху от границы с
учетом (1.25), обозначив через p0R давление в отраженной волне.
Тогда из (1.26), решая относительно R, получим
/?=(ZBX-Z)/(ZBX+Z). (1.27)
Импеданс ZBX в рассматриваемом случае равен ZBX = Z' ==
=p'c'/cos а, поскольку существует только одна преломленная вол-
на, поэтому
Z' — Z p'c'/cos a— pc/cos P ц gg)
Z' +Z p'c'/cos a +pc/cos ₽
В дальнейшем будут рассматриваться случаи, когда входной им-
педанс снизу от границы определяется более сложным выраже-
нием, чем Z', однако формула (1.27) останется справедливой. Ис-
пользуя равенство давлений сверху и снизу от границы, получим
Отсюда с учетом (1.28)
D—2Z'/(Z'-\-Z). (1.29)
Рассмотрим соотношение энергии падающей и преломленной
волн. Интенсивность волны /=|р|2/2рс. Для определения доли
прошедшей и отраженной энергии нужно выделить компоненту по-
тока энергии, нормальную к границе. Эти компоненты для падаю-
шей и преломленной волн соответственно равны 7n=J cos 0, J'n~
=J' cos а. Отсюда коэффициент прозрачности по энергии
£>=/^J„=4Z'Z/(Z'+Z)2. (1.30)
Сопоставление со значением D по амплитуде давления показы-
вает, что D равен произведению значений D при прохождении че-
рез границу в прямом и обратном направлениях. Это положение
важно для дефектоскопии, поскольку при введении акустических
волн в объект контроля через какую-либо промежуточную среду
волна обычно проходит через границу в двух направлениях. Оно
остается справедливым для границ любых сред. Коэффициент от-
ражения по интенсивности 7? равен У?2. С учетом этого легко про-
верить соблюдение закона сохране-
ния энергии У?+£>=1.
Рассмотрим случаи, когда ско-
рость звука в нижней среде больше,
чем в верхней. Именно этот вариант
изображен на рис. 1.11. С увеличе-
нием угла р волна в нижней среде
приближается к границе и при угле
Р = p'=arcsin с/с' сольется с ней. Это
значение 01 называют критическим.
Если р>рт, то sin а=с'sin р/с боль-
ше единицы. Это вполне допустимо
с точки зрения теории комплексных чисел. Тогда cosa=
=1^1 — (c'sin р/с)2=/С. В выражение для преломленной волны в
этом случае войдет множитель Сх. Он показывает, что эта вол-
на, распространяясь вдоль оси у, затухает с увеличением расстоя-
ния х от поверхности, причем тем быстрее, чем угол р больше кри-
тического значения. Волну такого вида относят к типу неоднород-
ных волн. Импеданс Z' будет мнимым
Z' —p'c’/cos a=p'c'/jV(c' sin р/с)2—!. (1.31)
Коэффициент отражения является комплексной величиной, при-
чем |/?| =1, т. е. отраженная волна имеет амплитуду, равную амп-
литуде падающей волны, но изменяет при отражении свою фазу.
Изменение этой фазы на величину, не кратную л, при углах ₽
больше критического приводит к явлению незеркального отраже-
ния.
Экспериментально установлено [1], что если на границу разде-
ла сред падает ограниченная плоская волна под углом, несколько
большим критического, то отраженный пучок лучей как бы сме-
щается вдоль поверхности тела относительно падающего (рис.
1.12). Смещение Д таково, как если бы отражение происходило
зеркально от мнимой границы, расположенной на некоторой глу-
бине h под действительной поверхностью A=2/ztg£. Разность фаз
волн, отразившейся от мнимой границы (прошедшей путь AED),
и волны, прошедшей путь АВС, равна 2khcosa. Оказывается, это
значение совпадает с изменением фазы коэффициента отражения.
Смещение пучка А тем больше, чем ближе угол падения 0 к
критическому значению. Поэтому данное явление можно рассмат-
ривать как перенос энергии вдоль поверхности неоднородной вол-
ной. Чем ближе угол 0 к критическому значению, тем больше амп-
литуда неоднородной волны на заданной глубине, тем больше рас-
стояние она пробегает вдоль поверхности.
Перенос энергии вдоль поверхности хорошо интерпретируется
с точки зрения принципа Ферма. Этот принцип состоит в том, что
волновой процесс распространяется от одной точки к другой по
линии, вдоль которой время его прохождения экстремально. Чаще
всего—-это минимальное время. Из принципа Ферма можно по-
лучить все законы распространения, отражения и преломления
волн. Например, при преломлении на границе вода — сталь звук
идет таким образом, чтобы путь в воде (где скорость меньше)
был короче, а в стали — длиннее.
Несколько изменив пример, приведенный в Фейнмановских лек-
циях по физике, представим себе такую ситуацию. Вы купаетесь
и видите, как на берегу хулиганы обижают вашу девушку. Вы
устремляетесь к ней на помощь. Если вы не знаете принципа
Ферма, то помчитесь к ней напрямик. Но если вы этот принцип
знаете, то учтете, что плаваете вы медленнее, чем бегаете, поэто-
му постараетесь доплыть до берега более коротким путем.
Возвращаясь к случаю переноса звуковой энергии вдоль по-
верхности, отметим, что при отражении от границы вода — сталь
будут два экстремума: соответствующий зеркальному распростра-
нению звука в воде и соответствующий случаю, когда часть пути
звук пройдет вдоль поверхности стали (существование в стали
других волн, кроме продольных, не учитываем). Энергия будет
распротраняться обоими экстремальными путями. Значительная
часть энергии пойдет по пути образования неоднородной поверх-
ностной волны, так как время распространения в этом случае—-
наикратчайшее.
В свете этого рассмотрим падение сферической волны от ис-
точника О на границу раздела сред (рис. 1.13). На большом рас-
стоянии от источника каждый луч можно приближенно рассмат-
ривать как плоскую волну и применять к нему полученные выше
закономерности отражения и преломления для плоской волны.
Для лучей ОА и ОВ, угол падения которых меньше критического,
происходит обычное отражение и преломление волн. Отраженные
лучи как бы распространяются из мнимого источника О'.
Для лучей OD и ОЕ, угол падения которых превышает крити-
ческий, будет иметь место как зеркальное, так и незеркальное от-
ражение. Чем ближе значение угла к критическому, тем больше
соответствующее смещение: DD'Z>EE'. Поскольку угол отражения
остается равным углу падения, незеркально отраженные лучи из
точек Е' и D' пересекутся в некоторой точке. Другие незеркально
отраженные лучи соберутся в других точках. Точки пересечения
лучей образуют некоторую поверхность. Подобную поверхность,
на которой пересекаются два или более лучей (она может вырож-
даться в линию или точку), называют каустикой (от греч. kausti-
kos — жгучий). Для луча ОС, угол падения которого равен кри-
тическому, смещение стремится к бесконечности.
Рис. 1.13. Отражение и преломление сферической вол-
ны на границе двух жидкостей
Граница двух твердых тел или жидкость (газ) — твердое тело.
Если одна или обе среды — твердые тела, то из закона синусов
(1.24) вытекает возможность существования нескольких критиче-
ских углов. Для твердой нижней среды существует два таких уг-
ла. Первый критический угол существует, когда падающая волна
продольная и cz<c/. Он соответствует условию слияния с поверх-
ностью (превращения в неоднородную) преломленной продольной
волны, т. е. р1 = arcsin (cz/cZ). В § 1.1 отмечалась возможность
возбуждения при несколько меньшем угле на слабонагруженной
поверхности головной волны. Практически эта волна совпадает
с неоднородной продольной волной.
Второй критический угол существует, когда падает продольная
волна и ci<Zct'. Он соответствует условию слияния с поверхностью
(превращения в неоднородную) преломленной поперечной волны,
т. е. pn=arcsin (ci/c/).
Третий критический угол существует, если из твердого тела на
его границу падает поперечная волна. Поскольку ct<Zci, при угле
Pin = arcsin(cz/cz) продольная отраженная волна сольется с по-
верхностью и станет неоднородной.
Для практики важны случаи, когда на границу твердого тела
(объекты контроля) падает из жидкости продольная волна (им-
мерсионный контроль) или она падает из другого твердого тела
(призмы преобразователя), отделенного от ОК тонким слоем жид-
кости. Слой жидкости считают настолько тонким, что изменение
фазы волны при его прохождении пренебрежимо мало, в то же
время наличие этого слоя приводит к граничному условию: тан-
генциальные напряжения на границе равны нулю.
На рис. 1.14 показаны углы и коэффициенты прозрачности по
энергии, рассчитанные для сред,
Рис. 1.14. Углы отражения, преломления
(й) и коэффициенты прозрачности (б)
для границы оргстекло — сталь, разде-
ленные слоем масла толщиной б (доли
длины волны ультразвука)
весьма часто встречающихся в
дефектоскопии оргстекло —
масло — сталь. На границу из
оргстекла падает продольная
волна, скорость которой ci<Zci',
поэтому имеются два критиче-
ских угла, при которых все ко-
эффициенты прозрачности и
коэффициент отражения Rit
обращаются в нуль, а коэффи-
циент отражения Ru равен 1.
Математически это связано с
обращением в бесконечность
импеданса волны, сливающей-
ся с поверхностью, а физичес-
ки означает смещение энергии
вдоль поверхности неоднород-
ной волной см. приложение.
Явления на границе раздела
пластмасса — металл или жидкость —
металл очень часто используют в де-
фектоскопии для возбуждения волн
определенного типа в заданном на-
правлении. Из рис. 1.14 видно, что в
области малых углов падения (0...
... 10°) в стали существует практиче-
ски только продольная волна, а по-
перечная волна очень слаба. Эту об-
ласть используют для возбуждения
продольной волны с углом наклона к
поверхности до 20°, например в раз-
дельно-совмещенных преобразовате-
лях.
Далее, вплоть до первого крити-
ческого угла, идет область существо-
вания двух типов волн одновременно.
Наличие интенсивных продольной и поперечной волн в ОК затрудняет расшиф-
ровку результатов контроля, поэтому эту область углов падения используют в
дефектоскопии редко. При угле, близком к первому критическому возбуждают
головную волну. Между первым и вторым критическими углами существует толь-
ко поперечная волна. Эту область часто используют в ультразвуковой дефекто-
скопии для возбуждения наклонных к поверхности поперечных волн. За вторым
критическим углом при определенном угле падения возбуждается поверхностная
волна.
Как отмечалось в § 1.1, на практике невозможно получить плоскую волну,
для которой строго выполняются приведенные выше графики и формулы для ко-
S)
эффициентов отражения и преломления. Вместо этого используют ограниченные
пучки лучей, расходящиеся в пределах некоторого телесного угла. При этом зна-
чения коэффициентов отражения и прозрачности усредняются в интервале углов
падения, соответствующем падающему пучку. На рис. 1.14 пунктиром показано
изменение угла преломления для расходящегося пучка лучей, излучаемого преоб-
разователем с произведением диаметра пластины на частоту 30 мм-МГц.
Свободная граница твердого тела. В ультразвуковой дефекто-
скопии весьма часто приходится встречаться с отражением от по-
верхностей волны, распространяющейся внутри твердого тела. При
отражении продольной и вертикально поляризованной поперечной
волн происходит трансформация типов волн.
Графики углов и коэффициентов отражения для стали приведе-
ны в Приложении. Максимумы коэффициентов отражения по амп-
литуде смещения на этих графиках для трансформированных волн
больше единицы. Однако с учетом того, что при трансформации
происходит изменение плоскости колебаний и скорости распростра-
нения волн, законы сохранения импульса и энергии при этом не
нарушаются.
Как уже упоминалось, при падении поперечной волны сущест-
вует третий критический угол 0111. Для стали он равен 33,5°. При
углах больше критического коэффициент отражения для продоль-
ной волны обращается в нуль, а для поперечной по модулю равен
единице. Однако при этом изменяется его фаза, в результате чего
возникает явление незеркального отражения. Смещение энергии
вдоль поверхности необходимо учитывать при расчете амплитуды
отражения от дефектов вблизи поверхности ОК (см. § 2.2).
При углах 68° для продольных и 31° для поперечных волн для
стали (эти углы связаны между собой законом синусов) коэффи-
циенты отражения нетрансформированной волны в стали имеют
минимум. Это означает, что подавляющая часть энергии при дан-
ных углах падения переходит в трансформированную волну. Соот-
ветствующие углы будем называть квазиобменными (в отличие от
обменных углов, при которых происходит полная трансформация
волн).
Влияние поляризации упругих волн на их отражение и прелом-
ление. При падении плоской продольной волны на границу разде-
ла двух сред возникают смещения и напряжения, ориентирован-
ные только в плоскости падения (плоскость рис. 1.11). Следова-
тельно, векторы смещения частиц в отраженной и преломленной
волнах лежат в той же плоскости, что и в падающей волне. По-
перечные волны будут линейно поляризованы в плоскости падения.
Как отмечалось в § 1.1, пучок параллельных лучей получить
невозможно, в реальных условиях возникают расходящиеся пучки
лучей. Рассмотрим такой пучок, состоящий из лучей продольной
волны. Отражение и преломление каждого луча происходит по тем
же законам, что и для плоской волны, однако для каждого луча
имеется своя плоскость падения.
Основной плоскостью падения пучка лучей считают плоскость,
соответствующую центральному лучу пучка — акустической оси.
Для любого луча, распространяющегося под углом к основной
плоскости, имеется вспомогательная плоскость падения, в которой
происходят колебания в отраженном и преломленном лучах попе-
речных волн. По отношению к основной плоскости эти колебания
имеют некоторую перпендикулярную ей составляющую, т. е. будет
доля горизонтально поляризованных колебаний. Это естественная
располяризация. Она усиливается, если плоский источник колеба-
ний имеет локальные нарушения в амплитуде и направлении излу-
чения.
Для оценки степени поляризации по аналогии с оптикой введен
коэффициент, равный
S — (Алах — Antn)/(Amax+ AnliA
где Лтах и Лтш — амплитуды сигналов, измеренные при повороте
на угол 90° приемника-анализатора, реагирующего только на попе-
речные колебания в основной плоскости. Коэффициент поляриза-
ции линейно поляризованной волны g=l (Лт1п=0), а волна с кру-
говой поляризацией имеет £=0.
Рис. 1.15. Схема эксперимента
по отражению поляризованной
волны.
Излучатель 1, приемник 2, углы
и между векторами смещения
падающей, отраженной воли и
плоскостью падения, и £8' — про-
екции этих углов в плане
Эксперименты показали, что в ре-
альных условиях возбуждения попе-
речных волн с помощью призмы из
оргстекла g=0,9 ... 0,95. Таким обра-
зом, практически можно считать, что
поперечная волна, вводимая в изделие
с помощью наклонного пьезопреобра-
зователя, линейно поляризована в
плоскости, перпендикулярной границе
раздела сред.
Горизонтально поляризованная
плоская волна отражается от свобод-
ной поверхности без изменения поляри-
зации и без трансформации в попереч-
ную волну, для нее /?Н=Е Она не воз-
буждает колебаний в жидкости, гра-
ничащей с твердым телом, в котором
она распространяется. Передача ее от
одного твердого тела к другому через
тонкий слой жидкости возможна толь-
ко за счет сил вязкости в этой жидко-
сти, коэффициент прозрачности будет
мал.
Если вектор смещения падающей поперечной волны составляет
с плоскостью падения угол £0 (рис. 1.15), то такая волна имеет
вертикально и горизонтально поляризованные компоненты, причем
каждая отражается независимо со своим коэффициентом. В случае
Р<Р1П эффективное значение коэффициента отражения определя-
ют по формуле
7?эф=1/ sin2 Eo+^cos^o, (1.34)
где Ro — коэффициент отражения для вертикально поляризован-
ной волны. При этом отраженная волна линейно поляризована,
причем вектор смещения в этой волне щ отклонен от плоскости па-
дения на угол gi = arc etg (Rv etg £0), так что £1=тНо.
Для закритических углов падения р>р1И отраженная поперечная волна име-
ет эллиптическую поляризацию. Эллиптически поляризованной называют попереч-
ную волну, в которой траектория каждой колеблющейся частицы за период ко-
лебаний имеет вид эллипса, лежащего в плоскости, перпендикулярной направ-
лению распространения волны. Такая поляризация волны возникает, когда ко-
лебания частиц в двух компонентах поперечной волны со взаимно перпендикуляр-
ным направлением колебаний сдвинуты по фазе. Именно такое обстоятельство
возникает вследствие изменения фазы отражения вертикально поляризованной
волны от свободной границы при условии р>Р1И.
Для закритических углов падения выражение для Дэ<р, следую-
щее из (1.34), имеет довольно громоздкий вид. Для практики го-
раздо больший интерес представляет не сам коэффициент, а
сигнал, соответствующий отраженной волне, который фиксирует по-
ляризованный приемник. Очевидно, что, изменяя направление поля-
ризации приемника, можно выбрать такую ситуацию, когда прини-
маемый сигнал — максимальный из возможных. Отметим, что зна-
чение сигнала на приемнике при любых углах падения стремится
к единице, когда углы и %2 стремятся к 90°, т. е. при падении
на границу горизонтально поляризованной волны, коэффициент от-
ражения для которой равен единице. Кроме того, максимальный
сигнал достигается при угле падения р=45° и любой ориентации
поляризации падающей волны, когда |2=—£о- Это связано с тем,
что именно при таком угле падения фаза отраженной вертикально
поляризованной волны равна нулю, т. е. совпадает с фазой отра-
женной горизонтально поляризованной волны. При таком угле па-
дения эллиптически поляризованная поперечная волна вырождает-
ся в линейно поляризованную и эффективный коэффициент ее от-
ражения равен единице.
При углах ориентации источника и приемника Е2, близких
к 45° относительно плоскости рис. 1.15, наблюдают резкое умень-
шение амплитуды на приемнике. Это объясняется тем, что плоско-
сти поляризации падающей и отраженной волны оказываются ори-
ентированными под углом 90°. Отмеченные обстоятельства учиты-
вают при разработке акустических систем с раздельным
излучением и приемом.
Границы сред, разделенных слоем (рис. 1.16),— случай, важ-
ный для практики, как показано в задаче 1.3.1. Для упрощения
анализа будем рассматривать нормальное падение на границу.
В этом случае формулы для коэффициентов отраженная и про-
зрачности одинаковы для твердых и жидких сред. Для определен-
ности считаем среды жидкими.
В слое существуют две волны, распространяющиеся в прямом
и обратном направлениях. Амплитуды их определяют из условий
равенства импедансов сверху и снизу на двух границах слоя. Вход-
ной импеданс для волны, падающей на слой сверху, определяют
как суммарный импеданс, учитывающий эти две волны. В резуль-
тате
у _____ „ Z J'PcCc tg {k,h)
РсСс — ]Z' tg (kch)
(1.35)
Комплексное значение импеданса означает, что давление и
колебательная скорость не совпадают по фазе. Сдвиг фазы проис-
ходит в результате многократных отражений волн в слое. Выра-
жение для коэффициента отражения совпадает с (1.27). Для ко-
эффициента прозрачности решение находят, воспользовавшись
энергетическим соотношением
~ ~ 4Z„„Z
£)= !-/?=!—/?2= -
(1.36)
-(ZBX + Z)2
Ценность приведенного вывода с использованием понятия вход-
ного импеданса заключается в том, что он позволяет распростра-
нить решение на произвольное количество слоев. Для этого в фор-
муле (1.35) заменяют Z' на соответствующее значение входного
импеданса для нижней среды. Если эта среда
протяженная, как на рис. 1.16, то Z'=p'c'. Если
существует второй слой, то Z' определяют по
формуле, аналогичной (1.35).
Из (1.35) и (1.36) следует, что коэффициенты
R и D испытывают осцилляции при изменении
соотношения Л/Л,с, что объясняется интерферен-
цией волн в слое. Если толщина слоя равна це-
лому числу полуволн (Л=иЛ,с/2), то ZBX=p/c'. Та-
ким образом, полуволновой граничный слой как
бы не влияет на отражение и прохождение мо-
нохроматической волны. При наклонном падении
волны это же положение имеет место, когда
kchcos а=пп, что соответствует условию (1.19)
образования нормальных волн в слое. Прохож-
границу улучшает слой, волновое сопротивление кото-
в интервале между волновыми сопротивлениями про-
-h
О
х
Рис. 1.16. Отраже-
ние волны от слоя,
разделяющего
протяженные
ды
две
сре-
дение через
рого лежит
тяженных сред. Полное «просветление» границы (/5=1, ^=0) до-
стигается при условиях:
Рсс(,=рЛрср'с'; h—(2n-\- 1)Хс/4.
Рассмотренный случай соответствует падению на границу моно-
хроматической волны при отсутствии затухания звука в средах.
Изучение более близкого к реальному случая падения на границу
раздела звукового импульса и учет затухания звука в слое показы-
вают, что осцилляции коэффициентов отражения и прохождения
уменьшаются по мере роста Л/Л.с. Это объясняется уменьшением
амплитуды колебаний интерферирующих волн по мере увеличе-
ния h. При наклонном падении на границу волны с ограниченным
фронтом (пучка лучей) амплитуда интерферирующей волны в слое
еще быстрее ослабевает в результате переноса энергии вдоль слоя,
т. е. ухода из пучка. Отсюда следует, что для оптимального «про-
светления» границы следует брать наиболее тонкий «просветляю-
щий» слой /гс=Хс/4 при нормальном или /г=Хс/(4 cos а) при на-
клонном падении.
Рассмотрим очень тонкий слой с волновым сопротивлением zc=
= рссС) по обе стороны от которого расположены одинаковые сре-
ды z—z'. В этом случае tg kchzakch и
(1.37)
В задаче 1.3.1 с использованием этой формулы показано, что отра-
жение от тонкого слоя, заполненного газом, происходит практиче-
ски полностью, а через слой, заполненный жидкостью, прохожде-
ние энергии довольно велико. Это показывает возможность отра-
жения ультразвука от тончайших дефектов и необходимость
заполнения промежутков жидкостью, когда необходимо обеспечить
передачу через них ультразвука.
Задачи
1.3.1. Рассчитать для нормального падения коэффициенты отражения по энер-
гии от слоя толщиной h в стали для волны частотой 2,5 МГц; Л=1-10_6; l-10~s,
1-10-4, 1 10~3 мм и оо (граница двух сред). Слой заполнен воздухом и водой.
Решение. Для границы двух сред воспользуемся формулой (1.28), а для
тонкого слоя — (1.37). Например, для границы сталь — воздух находим
~ /ре — р'с' \2 г 46,6 — 4,3-10~4
R \рс + ₽'с'/ \ 46,2 4-4,3-10_4
Для слоя воздуха толщиной 10~6 мм
2
= 0,99998 = 99,998%.
/? = [1 +(Zccc/n/ft^)2]-i = [1 + (4,3. ю-4-0,331/2,5-1 • 10~б-46,2)2]-1 =
= 0,8667 = 86,67 %.
Аналогичны вычисления для других случаев. В результате получим (табл. 1.1).
Таблица 1.1
h, мм R для воды, % R для воздуха, %
1-10-6 2,67-10-6 86,67
l-10-s 2,67-10-4 99,85
1 - io—4 2,67-10-2 99,998
1•10~3 2,60 99,998
со 0,9,06 99,998
Таблица показывает, что для данной частоты воздушные слои толщиной до
1 -10—4 мм отражают ультразвук практически полностью; лишь для слоя тол-
щиной 1 • 10-s мм наблюдают заметное ослабление эхосигнала. Это доказывает
возможность обнаружения тончайших дефектов.
Заполнение слоя водой резко уменьшает отражение и улучшает прохождение.
От границы стали с водой отражается 90% энергии, а около 10% проходит в
сталь, поэтому для передачи ультразвуковых волн зазор заполняют жидкостью.
1.3.2. Рассчитать коэффициенты отражения по модулю для продольной и по-
перечной волн в стали (принимаются соответственно также продольная и по-
перечная волны) от прямого двугранного угла в зависимости от угла падения р.
Позади граней угла — воздух (вакуум).
Решение. Происходит последовательное отражение акустических (ультра-
звуковых) волн от граней под углами Р и (90°—Р), после чего волна возвраща-
ется назад к преобразователю. Решение выполним с помощью графиков рис. 7
и 8 Приложения. Из них видно, что при углах р = 0 и 90° поперечная
волна отражается полностью | Rt I = 1 Также полностью отражается поперечная
волна, когда углы р и (90°—Р) больше третьего критического. Это достигается
в интервале углов от 33,5 до 56,5°. Между этим интервалом и значениями Р = 0
и Р = 90° отражение не полное, в связи с трансформацией поперечной волны в
продольную. Минимум достигается при 30 и 60°, здесь |/?(|=0,1. Продольная
волна полностью отражается также при углах 0 и 90°, хотя экспериментально
этого не наблюдают, так как, распространяясь вдоль одной из граней угла, про-
дольная волна будет являться головной и сидьно ослабляться за счет излуче-
ния боковых поперечных волн. Экспериментально полное отражение при углах 0
и 90° можно наблюдать, если двугранный угол образован не плоскими поверх-
ностями, а поверхностями двух соосных цилиндров, пересекающихся под уг-
лом 90°.
При угле р = 45° будет максимум |7?г| —0,122, а при углах Р = 23 и 67° наб-
людают минимумы, где |/?г| =0,071. Общий ход кривых для коэффициентов от-
ражения представлен на рис. П.9. Приложения.
§ 1.4. ДИФРАКЦИЯ И РЕФРАКЦИЯ АКУСТИЧЕСКИХ
ВОЛН
1.4.1. Дифракция волн
Дифракция (от лат. diffractus — разломанный)
волн — это отклонение волн от геометрических законов распростра-
нения при взаимодействии с препятствиями. Соответственно ди-
фракция звука (и ультразвука) — отклонение поведения звука от
законов геометрической (лучевой) акустики, обусловленное волно
вой природой звука. Звуковые поля, созданные дифракцией исход
ной волны на препятствиях, называют рассеянными или дифраги-
рованными волнами.
Ниже рассмотрена дифракция упругих волн на объектах пра-
вильной геометрической формы, имитирующих реальные дефекты.
Точное решение большинства задач о дифракции упругих волн
обычно вызывает затруднение, поэтому пользуются приближенны-
ми методами.
Согласно теории Юнга, поле, возникающее в результате дифрак-
ции волн,— это результат интерференции волн, распространяющих-
ся но геометрическим законам, и дифрагированных волн, возникаю-
щих в особых точках, в которых граничные условия имеют разрыв.
Геометрическим местом таких точек являются границы препят-
Рис. 1.17. Образо-
вание конусов диф-
рагированных про-
дольных (L) и по-
перечных (Г) волн
при наклонном па-
дении продольной
волны на ребро
разреза
ствия, ребра на его поверхности. Согласно теории Френеля, поле
дифракции возникает как результат действия фиктивных вторич-
ных источников, возбуждаемых падающей волной на препятствии
(при отражении) или вне его (при прохождении). В равных усло-
виях результаты вычислений обоими методами совпадают.
Дифракция на краю (ребре) разреза и полосе. Бесконечно тон-
кий разрез имитирует реальные дефекты типа расслоения, протя-
женной трещины или непровара, а его ребро — край соответствую-
щих дефектов. Расчет поля дифракции в этом случае обычно ведут
по методу Зоммерфельда, являющемуся развитием теории Юнга на
случай плоского препятствия. От каждой точки ребра (рис. 1.17)
дифрагированная волна распространяется в виде конуса, одна из
образующих которого (соответствующая максимуму) служит про-
должением луча падающей продольной волны. Трансформирован-
ная поперечная волна образует другой конус.
Кроме того, возникают волны, бегущие вдоль по-
верхности разреза. Амплитуды всех этих волн
пропорциональны амплитуде падающей волны,
но на 1—2 порядка меньше ее.
Распределение амплитуд волн в поле дифрак-
ции на ребре важно знать для выбора оптималь-
ных направлений излучения и приема при обна-
ружении края протяженных дефектов. Пример
такого учета дан в п. 3.1.1. В п. 2.2.1 рассмотрен
более простой случай дифракции на ребре при
перпендикулярном падении волны на плоскость
разреза в жидкостной модели.
Если разрез не полубесконечный, а имеет ко-
нечную ширину, то имеются два ребра, на каж-
дом из которых возникают дифрагированные
волны,' подобные рассмотренным на рис. 1.17.
Ограниченный разрез называют полосой. Когда ограниченный пу-
чок лучей, излучаемый преобразователем, охватывает оба ребра
полосы, а зеркальное отражение от полосы не попадает на при-
емный преобразователь, то сигнал на нем определяет" интерферен-
ция дифрагированных волн от ребер. Точки на ребрах отражате-
лей (как и реальных дефектов), на которых возникают дифраги-
рованные волны, дающие максимальный вклад в поле рассеянной
волны, называют блестящими.
Дифракция на полом диске. Диском имитируют дефекты типа
трещин небольшого размера. Отражатель считают полым, если на-
пряжения на его границах равны нулю. Задача о дифракции на
диске входит в число задач о дифракции упругих волн на объектах
небольших размеров по сравнению с длиной волны. Точный путь
решения подобных задач состоит в разложении падающей и рас-
сеянной волн в ряды по функциям, близким к форме объекта. Для
диска используют сплюснутые сфероидальные функции, т. е. соб-
Рис. 1.18. Амплитуды рассеянной на
полом диске в алюминии продольной
волны при различных углах наблю-
дения 6:
сплошные линии — твердотельная модель;
штриховая — приближение Кирхгофа при
0=0
ственные функции волнового уравнения в сплюснутой сфероидаль-
ной системе координат, в пределе совпадающей с поверхностью
диска.
Разложение выполняют, считая, что величина ktb<z2n, где kt —
волновое число для поперечной волны, а b — радиус диска. В па-
дающей волне члены ряда имеют известные коэффициенты, а в рас-
сеянных продольной и поперечной волнах — неизвестные. Они под-
лежат определению, исходя из граничных условий: нормальные и
тангенциальные напряжения на поверхности полого Диска равны
нулю. Такие условия должны выполняться для членов одинаковой
степени малости в рядах для па-
дающей и рассеянных волн. На
рис. 1.18 показаны результаты та-
кого решения [7] для случая пер-
пендикулярного падения продоль-
ной волны на полый диск в алю-
минии. Амплитуда Ад рассеянной
продольной волны при малых уг-
лах немонотонно растет с ростом
ktb. Одновременно происходит су-
жение диаграммы направленнос-
ти рассеянных волн.
В п. 2.2.2 рассмотрена дифрак-
ция продольных волн на диске в
жидкостной модели среды. Там
для этой цели использован приб-
лиженный метод Кирхгофа, со-
гласно которому точки на отра-
жающей поверхности диска явля-
ются вторичными излучателями
волн. Для 0 = 0 получено решение
Лд=лА2/2Л, где X — длина про-
дольной или поперечной волны
(штриховая кривая). Из рис. 1.18
видно, что при £>/Л,/>0,5 результаты приближенной и точной тео-
рии удовлетворительно совпадают. При Z?/X/<O,1 согласно точной
теории Ад=20(b/kt)3, т. е. существенно меньше, чем следует из
приближения Кирхгофа (см. задачу 1.4.1). При значениях b/kt
внутри промежутка (0,1 ...0,5) наблюдают осцилляции кривой 0=0
относительно кривой приближения Кирхгофа. Они объясняются
вкладом волн, рассеянных краями диска, т. е. блестящими точка-
ми. Соответствующие дифрагированные волны интерферируют с
волной, образующейся в результате непосредственого отражения
от диска.
Для контроля методами прохождения важно знать поле позади
диска, т. е. в области тени. Этими методами обнаруживать дефек-
ты, соизмеримые с длиной волны, не удается, поэтому соответ-
Рис. 1.19. Амплитуда отражения от
полого цилиндра
ствующее дифракционное поле в книге не рассматривается. Для
решения практических дифракционных задач (см. § 2.5) удовлет-
ворительные результаты дает приближение Кирхгофа, пригодное
в области Z?/Z>1.
Дифракция на цилиндре, сфере, эллипсоиде. Эти объекты ими-
тируют реальные дефекты типа пор, шлаковых включений различ-
ной формы. Они имеют гладкую выпуклую поверхность. Отличие
их от ребра разреза, полосы и диска с точки зрения теории дифрак-
ции состоит в том, что они не имеют блестящих точек и дифраги-
рованные волны образуются в каждой точке их поверхности.
Рассмотрим более подробно вопрос дифракции на полом ци-
линдре, имитирующем вытянутые поры и шлаковые включения.
Искусственный отражатель в виде длинного цилиндра часто при-
меняют для настройки аппаратуры. Здесь рассмотрим случай па-
дения волны на поверхность ци-
линдра перпендикулярно его оси.
Задачу о дифракции на ци-
линдре решают путем разложения
потенциалов падающей и рассе-
янной волн в ряды по цилиндри-
ческим функциям. Если за малую
величину принимают kd, где k —
волновое число для продольных
или поперечных волн, d — диа-
метр цилиндра, то полученное ре-
шение называют длинноволновым
приближением, а если 1/Ы — ко-
ротковолновым приближением.
Как будет показано в п. 2.2.3,
энергетическое (лучевое) прибли-
жение (б?^>%) дает для амплиту-
ды обратного отражения от ци-
линдра выражение Вц=0,5Кdfk.
Длинноволновое приближение для
d^Z'i. дает значение Вц=7,4 (d/X)2.
Изменение при промежуточ-
ных значениях d/A (рис. 1.19) по-
казывает существенные различия в дифракции волн разного типа.
Кривая для продольной волны 2 достаточно точно совпадает с
данными энергетической теории 1 вплоть до значений dl^^G,2, а
амплитуда отражения поперечной волны — лишь до г//Х^2. При
меньших значениях dfk теория предсказывает наличие осцилляции
для отражения поперечной волны (кривые 3, 4) особенно больших
для волн с вертикальной поляризацией (перпендикулярно оси ци-
линдра, 4). Однако экспериментальные исследования (5) показа-
ли, что при импульсном характере излучения (теоретический рас-
чет выполнялся для непрерывного излучения) осцилляции функ-
ции Вц5 отсутствуют или они весьма невелики, хотя кривая 4 идет
ниже, чем для энергетической теории.
Причины возникновения и сглаживания осцилляций объясняют
результаты анализа с помощью коротковолнового приближения [7].
Они показывают, что при падении поперечной вертикально поля-
ризованной волны (рис. 1.20) возникают волны различного типа.
Это две отраженные волны: поперечная (а) и продольная (б),
трансформированная из поперечной. Луч падающей поперечной
волны, касающийся поверхности цилиндра, возбуждает неоднород-
ную волну поперечного типа (в), обегающую вокруг поверхности
цилиндра (волну обегания). На рис. 1.20, г показана такая же вол-
на, обегающая цилиндр в обратном направлении (для других рас-
сматриваемых далее-волн варианты обратного обегания не пока-
заны). Эти две волны порождают волны соскальзывания попереч-
ного типа, отходящие от каждой точки цилиндра по касательной
к его поверхности.
Луч, падающий на поверхность цилиндра под третьим критиче-
ским углом (рис. 1.20, д), порождает волну обегания продольного
Рис. 1.20. Схема возникновения и распространения волн
при дифракции поперечной вертикально поляризованной
волны на цилиндре (коротковолновое приближение)
типа (головную), которая в свою очередь, порождает волну со-
скальзывания также поперечного типа, отходящую под третьим
критическим углом. Луч падающей поперечной волны, проходящий
вблизи цилиндра (рис. 1.20, е), создают волну обегания рэлеевско-
дифракции. Зеркально отражен-
Рис. 1.21. Изменение амплитуды сиг-
налов, рассеянных на цилиндре диа-
метром 6 мм в алюминии в зависи-
мости от угла наблюдения 0 при па-
дении на него вертикально поляри-
зованной поперечной волны частотой
2,5 МГц
го типа, которая также переизлучает в пространство энергию в виде
волны соскальзывания поперечного типа, поскольку распространя-
ется вдоль вогнутой поверхности.
Таким образом, кроме непосредственно отраженных сигналов в
точку наблюдения приходит еще три поперечных волны, порождае-
мые волнами обегания поперечного, продольного и рэлеевского ти-
пов. Амплитуда волны обегания продольного типа существенно
меньше амплитуды волн поперечного и рэлеевского типов. На
рис. 1.21 приведены рассчитанные и экспериментально получен-
ные [7] зависимости от угла 0 амплитуд сигналов А поперечных
волн, возникающих в результате
ная волна (кривая 1) имеет ми-
нимум при угле 0 = 55°, соответст-
вующий квазиобменному углу.
Амплитуда квазирэлеевской вол-
ны (2) медленно уменьшается с
увеличением пути вокруг цилин-
дра, поскольку потери энергии
для нее небольшие (как следует
из рис. 1.20, чем меньше угол О,
тем больше путь вокруг цилинд-
ра, проходимый волной). Волна
затухания поперечного типа 3
имеет значительную амплитуду в
точках возбуждения (0^180°) и
быстро затухает с увеличением
пути вокруг цилиндра (с умень-
шением 0) ввиду сильного излуче-
ния волн соскальзывания.
Из сказанного следует, что в
точке наблюдения сигнал, соответствующий поперечным волнам,
складывается в основном из зеркально отраженной волны и волны
соскальзывания от обегающей цилиндр квазирэлеевской волны.
При малом диаметре цилиндра амплитуды этих волн соизмеримы.
С увеличением диаметра цилиндра амплитуда зеркально отражен-
ной волны растет, а волны соскальзывания падает, поскольку ос-
лабление обегающей волны Рэлея тем меньше, чем больше радиус
вогнутой поверхности. Этим объясняется уменьшение амплитуды
осцилляции на кривой 4 при увеличении диаметра цилиндра на
рис. 1.19.
Для цилиндра большого диаметра зеркально отраженный сиг-
нал и серия импульсов волн обегания четко наблюдаются на линии
временной развертки. С уменьшением диаметра цилиндра импуль-
сы сближаются и при d/Xf^l,5 (см. задачу 1.4.2) сливаются. На-
чинается их интерференционное сложение, проявляющееся в виде
осцилляций. Условие отсутствия осцилляций близко к ус-
ловию совпадения экспериментальной кривой с кривой энергетиче-
ского приближения (d/Af^s2).
Сглаживание осцилляции при экспериментах объяснется тем,
что ультразвуковой импульс содержит довольно широкий спектр
частот и, следовательно, длин волн. Этот спектр охватывает опре-
деленный диапазон значений dfk, в котором происходит усреднение
и сглаживание осцилляции.
Например, если считать, что импульс содержит четыре перио-
да колебаний, то условие сглаживания осцилляций будет иметь
вид (см. задачу 1.4.3), что соответствует результатам
эксперимента.
При отражении от цилиндра продольной и поперечной горизон-
тально поляризованной волн также возникают обегающие волны,
однако их амплитуды значительно меньше, чем для отражения по-
перечной волны. Это является причиной отсутствия осцилляции на
кривых для продольной и слабых осцилляций для поперечной го-
ризонтально поляризованной волны.
В задачах 1.4.2 и 1.4.3 скорость волн обегания была принята
равной cs — скорости рэлеевской волны для плоской поверхности.
В действительности скорость волны обегания не постоянна, а зави-
сит от радиуса цилиндра или сферы. Как отмечено в § 1.1, чем
меньше радиус, тем меньше скорость. Например, при радиусе ци-
линдра 2,5 мм на частоте 2 МГц скорость волны обегания рэлеев-
ского типа составляет 0,87 cs.
Формирование дифрагированных волн на сфере происходит по
тем же законам, что и для цилиндра. Разница состоит в том, что
при падении продольной волны на сферу разность амплитуд ди-
фрагированных и зеркально отраженных сигналов меньше, чем для
цилиндра, поскольку осевая симметрия задачи для сферы приводит
к одновременному приходу в точку наблюдения лучей, обогнувших
полость по разным направлениям. Условие это выполняется только
при совмещенной схеме прозвучивания (0=0).
При падении на сферу поперечной волны колебания разных
участков ее фронта имеют различную ориентацию относительно по-
верхности сферы. Их можно разложить на вертикально и горизон-
тально поляризованные колебания, дифракция которых осуществ-
ляется по разным законам. Интенсивные волны обегания харак-
терны лишь для вертикально поляризованных колебаний, доля
которых для сферического объекта меньше, чем для цилиндриче-
ского.
При падении упругой волны на эллипсоид или эллиптический
цилиндр формируется дифракционное поле, которое носит черты,
характерные для дифракции как на объемных (сфера, цилиндр),
так и на плоских (диск, полоса) объектах. В дальнейшем будем
рассматривать объект в форме полого цилиндра с эллиптическим
сечением. Преобладание того или иного вида дифракции зависит
от степени сжатия эллипса, которую определяют отношением Q=
Рис. 1.22. Разность (в положительных
дБ) амплитуд первого и второго (по вре-
мени) сигналов, поступивших на прием-
ник в зависимости от формы эллиптиче-
ского цилиндра
=е/21, где e м I— малая и большая полуоси эллипса. Если Q—0,5,
то эллиптический цилиндр превращается в круговой.
На рис. 1.22 показаны экспериментальные результаты измере-
ний разности амплитуд АЛ (в положительных децибелах) первого
и второго (по времени прихода) сигналов [7], отраженных или ди-
фрагированных на эллиптических цилиндрах разной формы. Ха-
рактеристический размер отражателей — более 2 мм. Использовал-
ся излучатель-приемник поперечных волн на частоту 2 МГц. Штри-
ховые линии . ограничивают поле разброса экспериментальных
данных.
При Q=0,15 ... 0,5 (область /) отражатель относят к объемным.
Основной тип дифракции — образование волн обегания и соскаль-
зывания. При fc/Xt>2 (где b — минимальный радиус кривизны эл-
липса) вклад таких волн в общее поле дифракции невелик. Первый
поступающий па приемник сиг-
нал соответствует непосредст-НА,дБ ____________._____
венному отражению от дефек-
та, а второй — волне обегания.
Как видно из графика, ампли-
туда первого сигнала значи-
тельно больше второго.
При Q<0,05 (область III)
отражатель относят к классу
плоских (или плоскостных).
Сигнал, соответствующий непо-
средственному отражению, на
приемнике практически отсут-
ствует в связи с наклонным па-
дением волны на поверхность
отражателя. Поле дифракции
определяется волнами от блес-
тящих точек (точнее, линий, пер-
пендикулярных плоскости ри-
сунка), соответствующих зо-
нам М и N объекта, где кри-
визна эллипса максимальна.
Амплитуды обеих дифрагированных волн приблизительно одинако-
вы (ДА«0—5 дБ).
Переход от одного типа дифракции к другому (область II) проис-
ходит постепенно: изменение кривизны поверхности эллипса изме-
няет условия распространения волн обегания. Например, скорость
рэлеевской волны обегания уменьшается, а интенсивность волн со-
скальзывания увеличивается на участках поверхности с минималь-
ными радиусами кривизны. Уменьшение Q приводит к вырождению
этих точек в блестящие точки (точнее линии), соответствующие
ребрам отражателя типа полосы. Амплитуда волн от зоны М боль-
ше, чем от зоны N, поскольку волна от зоны М состоит из непо-
средственно отраженной и дифрагированной волн. Установлено, что
интервал времени между первым и вторым приходящим на прием-
ный преобразователь сигналами плохо коррелирует с формой эл-
липса.
1.4.2. Рефракция акустических волн
Рефракция (от позднелат. refractio — преломление)
в широком смысле то же, что преломление волн. Применительно
к акустическим волнам под рефракцией понимают непрерывное
изменение направления акустического луча в неоднородной среде,
скорость волн в которой зависит от координат. Это явление наблю-
дают в слоисто-неоднородных и анизотропных средах, в которых
скорость меняется по определенному закону. Такую среду можно
представить как состоящую из бесконечного количества бесконеч-
но тонких слоев, в каждом из которых скорость звука постоянна,
но меняется скачком на границах между слоями. Для определения
поведения луча применяют закон синусов к границе двух таких
слоев sin а/с—cos y/c=const, где у=90° — а — угол скольжения.
В результате изменения скорости с лучи отклоняются от прямоли-
нейного направления, образуются «зоны молчания» и наоборот —
зоны концентрации энергии, в которых возникают каустические по-
верхности.
Примерами сред с изменяющейся скоростью распространения
волн, встречающихся в практике АК, служат сварные швы из аусте-
нитной стали (см. п. 3.1.4), трансверсально изотропные неметалли-
ческие материалы (см. п. 3.4.1), поверхностно закаленные изделия
(рельсы, валки холодной прокатки, оси и втулки некоторых меха-
низмов). В них специальной термической обработкой придают по-
вышенную твердость наружным слоям, а внутренние слои металла
остаются незакаленными, вязкими. Их называют сырыми.
Рассмотрим явление рефракции в изделиях, закаленных токами
промышленной частоты — 50 Гц. В отличие от закалки токами вы-
сокой частоты, когда закаленный слой тонок и переход от него к
сырому металлу происходит резко, при закалке токами промыш-
ленной частоты закаленный слой имеет толщину 2 ... 30 мм, а пере-
ходной слой 5... 50 мм. Характерным примером такого изделия яв-
ляется валок, используемый в станах для прокатки ненагретых или
слабо нагретых изделий — валок холодной прокатки.
На рис. 1.23, б показано распределение твердости Н и скорости
звука с вблизи поверхности такого валка. Зона I (закаленный
слой) обладает наибольшей твердостью и наименьшей скоростью
Со; зона II переходная, в ней твердость постепенно падает, а ско-
рость возрастает приближенно по линейному закону до максималь-
ного значения; зона III незакаленная, в ней твердость минимальна,
а скорость постоянна и максимальна для валка в целом. При не-
разрушающем контроле ставится задача определить толщину сло-
ев и распределение в них твердости.
Если направить пучок ультразвуковых лучей наклонно к поверх-
ности валка (рис. 1.23, в), то в переходной зоне лучи будут изме-
нять свое направление под влиянием изменения скорости (произой-
дет рефракция). Лучи, угол скольжения для которых не более
5... 15°, не достигнут сырого металла, а испытают полную рефрак-
цию в переходной зоне и выйдут опять на поверхность валка.
Если перемещать по поверхности валка х приемный преобразо-
Рис. 1.23. Рефракция пучка лучей в продольном’сечении
валка холодной прокатки
ватель, то обнаружится изменение амплитуды А выходящих на эту
поверхность рефрагированных лучей (рис. 1.23, а). Будут наблю-
даться максимумы там, где рефракция привела к пересечению двух
или нескольких лучей, причем фазы импульсов, приходящих в точ-
ку пересечения, совпали. В месте прихода луча с максимальной
энергией образуется каустическая поверхность. По положению двух
первых максимумов на поверхности валка определяют глубину за-
каленного слоя и градиент твердости в переходной зоне.
Задачи
1.4.1. Сравнить амплитуды обратных эхосигналов от диска с размером
= 0,08, рассчитанные по дифракционной теории и методом Кирхгофа.
Решение. Согласно дифракционной теории амплитуда эхосигнала опреде-
ляется кривой 0=0° на рис. 1.18. В области Ь/Х<0,1 эта кривая аппроксимиру-
ется выражением Za=20(fc/A)3=20(0,08/2)3 = l,28-10-3.
По теории Кирхгофа Лд = л(WX)2 ==5,03-10~3. Таким образом, приближенная
теория Кирхгофа дает завышенный результат по сравнению с действительной
амплитудой эхосигнала.
1.4.2. Излучатель-приемник волн поперечного типа принимает эхосигнал от ци-
линдрического отражателя диаметром 2Ь (рис. 1.24), находящегося в стальном
образце на расстоянии г~^>Ь. При каком соотношении диаметра цилиндра и дли-
ны волны импульсы волн обегания будут интерферировать, если считать, что
длительность импульса равна четырем периодам колебаний т=47'?
Решение. Основной тип волны обегания — рэлеевская волна. Интервал
времени между импульсами этой волны Т1=2лЬ/с,. Условие интерференции:
tz<x; 2nb/cs<4/f; d[kt< 0,93-4/л = 1,18.
Интервал времени т2 между зеркально отраженным сигналом и первым им-
пульсом волны обегания меньше Ть поскольку часть пути лучи, возбуждающие
волну обегания и соответствующие порожденной ей волне соскальзывания, про-
ходят как объемные поперечные волны. С учетом условия считаем, что эти
лучи касаются поверхности цилиндра в диаметрально противоположных точках,
т. е. g~b. Тогда искомый интервал равен Xt=t2blct + nbjcs.
Условие слияния зеркального и первого обежавшего сигнала
2
Ct
4
f
Рис. 1.24. Ин-
терференция
зеркально отра-
женной волны и
волны обегания
и соскальзыва-
ния
1.4.3. Импульс ультразвуковых колебаний длительностью
т имеет спектр частот Л/, определяемый приближенным вы-
ражением А/»2,28/т. Оценить, при каких значениях отноше-
ния d/X; под влиянием конечной длительности импульса будет
происходить сглаживание осцилляций амплитуд отраженных
сигалов, показанных на рис. 1.19 (кривая 4).
Решение. Оценим относительное значение полосы час-
тот импульсов, считая, что он состоит из четырех периодов
колебаний:
А/ 2,28 2,28 2,28
.—= _г--------= —L-----= — = 0,57.
f xf 4Т f 4
Из кривой 4 на рис. 1.19 следует, что период осцилляций
приблизительно равен 0,4: A(d/X)=0,4. Выполним дифферен-
цирование по X величины d/X:
d(d/X) = — dXd/X‘-!= — (d/X)(dX/X).
Учитывая, что скорость звука — постоянная величина, полу-
чим Af/f=—АХ/Х=0,57. Подставляя это в предыдущую фор-
мулу, найдем d (d/X) =0,57 d/X.
Для сглаживания осцилляций спектр частот импульса дол-
жен быть больше периода осцилляций, отсюда условие
д (d/X)>0,4; 0,57d/X>0,4; d/X>0,7.
При условии d/X>0,7 конечная
сглаживанию осцилляций амплитуды
длительность импульса будет приводить к
эхосигнала.
§ 1.5. ИЗЛУЧЕНИЕ И ПРИЕМ АКУСТИЧЕСКИХ ВОЛН
Для излучения и приема акустических волн в АК
используют преобразование электрических колебаний в механиче-
ские и обратно с помощью электроакустических преобразователей
(ЭАП). Краткие сведения о них даны во введении. Здесь рассмот-
рены основные принципы их работы. Устройство ЭАП для методов
отражения и прохождения рассмотрено в п. 2.1.2.
1.5.1. Пьезоэлектрические преобразователи
В ЭАП для акустических методов контроля чаще
всего используют пьезоэлектрический эффект. Пьезоэлектричество
(от греч. piezo — давлю)—возникновение электрической поляри-
зации некоторых диэлектриков при их механической деформации.
Соответствующие преобразователи называют пьезоэлектрическими
(ПЭП). Чувствительный элемент из пьезоматериала (пьезоэле-
мент) обычно имеет форму пластины. На противоположные ее
поверхности наносят металлические (серебряные, медные) элек-
троды. Значительно реже применяют пьезоэлементы другой фор-
мы [13], поэтому здесь они не рассматриваются.
При подаче на электроды электрического напряжения пласти-
на изменяет свои размеры или испытывает деформацию сдвига
вследствие так называемого обратного пьезоэффекта. Если напря-
жение знакопеременно, то пластина колеблется в такт с этими из-
менениями, создавая в окружающей среде упругие колебания, при
этом пластина работает как излучатель. Наоборот, если пьезопла-
стина воспринимает импульс давления или сдвига (акустическую
волну), то на электродах вследствие прямого пьезоэффекта появят-
ся электрические заряды. В этом случае пластина работает как при-
емник.
Способы акустического контакта. Преимущества пьезоэлектри-
ческого способа излучения и приема перед другими, описанными
далее, состоят в высокой эффективности преобразования и малога-
баритности преобразователей. Основной недостаток—необходи-
мость контактной среды (обычно жидкости) для передачи акусти-
ческих колебаний от преобразователя к ОК и обратно. В зависи-
мости от толщины слоя контактной жидкости различают три
способа ввода ультразвуковых колебаний (акустического кон-
такта) .
При контактном способе слой жидкости имеет толщи-
ну меньше длины волны ультразвука в ней X. Этого достигают пу-
тем плотного прижатия преобразователя (давление должно быть
не меньше 200 Па) к ОК, на поверхность которого предварительно
наносят хорошо смачивающую жидкость (масло, глицерин, воду со
смачивающими добавками и др.). Нарушение жидкой прослойки
или изменение ее толщины приводит к изменению качества аку-
стического контакта и, как следствие, к снижению достоверности
результатов контроля. При контактном ручном способе контроля
для обеспечения стабильности контакта, как правило, производят
подготовку поверхности (см. п. 3.1.1).
Для снижения нестабильности акустического контакта применя-
ют щелевой и имерсионный способы ввода колебаний. При щеле-
вом способе конструкция преобразователя предусматривает поддер-
жание постоянного слоя контактной жидкости толщиной порядка X.
Такой способ ввода применяют как при ручном, так и при автома-
тизированном ультразвуковом контроле. Шероховатость поверхно-
сти Лг^40 мкм.
В иммерсионном способе (от позднелат. immersio—
погружение), применяемом преимущественно при автоматическом
контроле, слой жидкости имеет толщину, значительно большую
длины волны. Если используют акустические импульсы, то слой
считают толстым или протяженным, если в нем не возникает ин-
терференции, связанной с отражением импульсов от границ слоя.
Условие отсутствия интерференции — удвоенная толщина слоя hc
больше пространственной длительности импульса ст:
Лс^>0,5 сст, (1.38)
где сс — скорость звука в слое. Слой, для которого это условие не
выполняется, считают тонким.
Для обеспечения иммерсионного варианта акустического кон-
такта ОК целиком погружают в иммерсионную ванну. Иногда в зо-
не контроля создают локальную иммерсионную ванну либо приме-
няют струйный контакт (через струю жидкости). Иммерсионный
способ применяют при контроле объектов с сильно шероховатой
поверхностью, но без макронеровностей.
Иногда в качестве передающей среды используют не жидкость,
а тонкие слои резины или эластичной пластмассы (например, по-
лиуретана). При контроле низкочастотными (до 100 кГц ) метода-
ми (например, импедансным) применяют сухой точечный контакт:
преобразователь со сферическим наконечником прижимают к по-
верхности ОК без применения контактной жидкости.
При контроле изделий из пластмассы и композитных материа-
лов (см. § 3.2) иногда применяют акустический контакт через слой
воздуха: воздушно-акустическую связь. Такой способ связи не
употребляют при контроле металлов из-за большой разницы аку-
стических сопротивлений и малом коэффициенте прозрачности (см.
задачу 1.3.1). Разница волновых сопротивлений для воздуха и
пластмассы существенно меньше, поэтому доля прошедшей в ОК
акустической энергии достаточна для выполнения контроля.
Через контактную жидкость (или газ) вводят продольную и на-
клонную поперечную вертикально полязированную волну. В по-
следнем случае падающая из жидкости продольная волна транс-
формируется в поперечную вертикально поляризованную волну.
Поперечную волну, у которой колебания частиц параллельны кон-
тактной поверхности (горизонтально поляризованную), подобным
способом не возбуждают. Поперечные колебания, имеющие такое
направление смещения, практически не пройдут через слой жидко-
сти. Строго говоря, за счет явления вязкости поперечную горизон-
тально поляризованную волну можно передать через тонкий слой
контактной жидкости, но при этом велики потери энергии. Для
ввода такой волны в твердое тело используют пьезопластину, в ко-
торой возбуждают сдвиговые колебания. Ее приклеивают к поверх-
ности ввода. Однако этот способ обычно реализуют только в лабо-
раторных условиях, а в производственном контроле перспективно
применение ЭМА преобразователей (см. п. 1.5.2).
Пьезоматериалы и их характеристики. Пьезоэлектрический эф-
фект был открыт на кристаллических материалах типа кварца, и
первоначально в технике применяли кристаллические пьезопреоб-
разователи. Пьезопластина кварца Х-среза (вырезанная перпенди-
кулярно оптической оси X) колеблется по толщине, а У-среза со-
вершает сдвиговые колебания. В настоящее время открыты раз-
личные классы пьезоматериалов, отличающиеся физическим
механизмом возникновения пьезоэффекта. Согласно современной
классификации кварц относят к неполярным пьезодиэлектрикам.
В преобразователях современных акустических приборов чаще
всего применяют не кристаллические пьезоматериалы, а пьезокера-
мику. В пластичном состоянии материалу соответствующего хими-
ческого состава придают требуемую форму (обычно — пластины).
Затем его спекают при температуре выше 1000 °C и выдерживают
в электростатическом поле большой напряженности — поляризуют.
Пьезокерамику относят к классу сегнетоэлектриков. От непо-
лярных пьезодиэлектриков они отличаются тем, что в них сущест-
вуют области спонтанной поляризации, подобные доменам в фер-
ромагнитиках. В результате пьезосвойства в сегнетоэлектриках в
сотни раз сильнее выражены, чем в пьезоэлектриках. Для сегнето-
электриков существуют определенные температуры (точки Кюри),
выше которых они теряют пьезосвойства — располяризовываются.
Из пьезокерамических материалов, применяемых- в НК, наиболь-
шее распространение в нашей стране получили цирконат-титанат
свинца (ЦТС) и твердые растворы четырехкомпонентных систем,
включающих титанат свинца и цирконат свинца (ПКР). За рубе-
жом широко применяют метаниобат свинца и ниобат лития. Пре-
имущество первого из них в том, что у него слабы колебания по
ширине пластины, которые являются паразитными по отношению
к основным колебаниям по толщине; второй имеет большое зату-
хание и позволяет получить короткие импульсы.
Подробно пьезоэлектрические и физико-механические характе-
ристики применяемых на практике пьезоматериалов рассмотрены
в {12]. Здесь отметим, что основной константой пьезоэлемента, опре-
деляющей эффективность преобразования, служит коэффициент
электромеханической связи р. Его определяют как отношение вза-
имной упругоэлектрической энергии к среднему геометрическому
значению упругой и электрической энергии. Для пластины, колеб-
лющейся по толщине, он равен
Р="К е2/( рс2е0е), (1 - 39)
где е — пьезоконстанта; р — плотность; с — скорость звука; е —
относительная диэлектрическая проницаемость материала пьезо-
пластины; е0=8,85- 10—12 Ф/м — электрическая постоянная. Значе-
ния е ис зависят от условий колебания пластины. В этой формуле
(как и в дальнейшем) е берется для пластины с закрепленными
гранями (деформация отсутствует), а с — при постоянном электри-
ческом смещении. В литературе [9, 13] приведено значение е6 для
пластины с постоянным механическим напряжением на гранях.
С величиной е оно связано формулой (ес— е)/е°—р2.
Как показано в дальнейшем, величина р2 определяет эффектив-
ность возбуждения и приема пластиной акустических волн. Для
согласования пластины с прибором важно, чтобы было достаточно
велико е (при условии сохранения большого значения Р). Это по-
зволяет применять соединительный электрический кабель с боль-
шой удельной емкостью.
Большие значения обеих величин имеет пьезокерамика
ПКР-7М: р л; 0,49, е~5000. Для сравнения отметим, что для пьезо-
керамики ЦТС-19 эти значения составляют соответственно 0,4 и
1725+325, а для кварца Х-среза — 9,5-10-2 и 4,5.
Характеристики ПЭП. Пьезопластина является основным чув-
ствительным элементом ПЭП. Она электрически соединена с гене-
ратором и приемником прибора, а механически — с другими эле-
ментами преобразователя: демпфером, в который излучается (и там
гасится) часть колебательной энергии; протектором — тонкой про-
слойкой, предохраняющей пьезопластину от внешних воздействий.
Иногда пьезопластина механически соединена с толстой плоскопа-
раллельной или клиновидной призмой, в которую излучается аку-
стическая волна прежде чем попасть в ОК.
В связи с изложенным возникает необходимость характеризо-
вать свойства ПЭП как целого узла с точки зрения эффективности
излучения и приема акустических волн. Такими характеристиками
служат комплексные передаточные функции, определяющие связь
электрических и акустических сигналов. Передаточную функцию
при излучении Ди определяют как отношение давления (механиче-
ского напряжения) в излученной волне к электрическому напря-
жению возбуждающего генератора, а при приеме — Кп—как отно-
шение электрического напряжения на приемнике к давлению (на-
пряжению) падающей акустической волны. Функции эти зависят
от частоты. Вместо давления иногда используют смещение, а вме-
сто электрического напряжения — ток. Для совмещенных ПЭП
или пары раздельных ПЭП (излучателя и приемника), которыми
ведут контроль методами отражения и прохождения, вводят пере-
даточную функцию двойного преобразования К=КнКп- Ее опре-
деляют как комплексное отношение электрического напряжения
эхосигнала на входе усилителя дефектоскопа к электрическому
напряжению возбуждения ПЭП в функции от частоты.
Для решения большинства практических задач используют част-
ные характеристики, следующие из К: коэффициент преобразова-
ния Ко — максимальное значение модуля К; рабочую частоту f0, со-
ответствующую этому максимуму; полосу пропускания — частот-
ный диапазон, в котором К уменьшается не более чем на 6 дБ от
максимума. Полосу определяют либо как (fmax— fmin)/fo, либо как
/max/fmin, где /гпах и /min — крайние частоты диапазона. Для опти-
мального согласования преобразователя с дефектоскопом вводят
понятие комплексного электрического сопротивления ПЭП Zn, ко-
торое является функцией от частоты.
В приборах АК применяют генераторы импульсов или генера-
торы с модуляцией частоты. Связь ПЭП с генератором и усилите-
лем прибора часто осуществляют с помощью трансформатора. Для
уяснения физических особенностей происходящих процессов здесь
рассмотрена упрощенная схема (рис. 1.25, а). Генератор гармони-
ческих колебаний с напряжением U связан с пьезопластиной с по-
мощью цепи, в которую входят комплексные электрические сопро-
тивления Za и Z_b. Пластину условно принимают бесконечной вдоль
нагружаемой поверхности, тем самым не учитывают колебания в
поперечном направлении. Такое допущение вполне правомочно для
Рис. 1.25. Схема для расчета работы ПЭП (а), эквивалентные элек-
трические схемы при последовательном (б) и параллельном (в)
включении емкостного и пьезоэлектрических сопротивлений преобра-
зователя; последовательное включение пьезопреобразователя и коле-
бательного контура (г)
пластины с большими поперечными размерами и малой толщиной,
так как в этом случае поперечные колебания незначительны по
сравнению с колебаниями по толщине. С двух сторон пластина на-
гружена на среды с комплексными акустическими импедансами _Z0
и Z2. В дальнейшем комплексные электрические сопротивления
обозначаются через Z с буквенными индексами, а акустические им-
педансы — через Z с цифровыми индексами. Схема рис. 1.25, а со-
стоит из двух взаимосвязанных колебательных систем: электриче-
ского контура и пьезопластины, совершающей механические коле-
бания.
Здесь рассмотрена работа ПЭП в импульсных дефектоскопах,
применяемых для контроля методами отражения и прохождения.
Работа ПЭП в приборах, работающих по методам колебаний, бу-
дет рассмотрена в § 2.5. Комплексные сопротивления Za и Zb под-
бирают из условий оптимальной связи генератора с ПЭП: достиже-
ния максимальных значений коэффициента преобразования и ши-
рокополосное™. Широкополосность имеет важное значение для им-
пульсных дефектоскопов: она позволяет обеспечить наименьшее
искажение в процессе излучения и приема коротких акустических
импульсов.
Комплексное электрическое сопротивление акустически нена-
груженной пластины (Zo=Z2=O) должно быть чисто реактивным,
так как энергия из пластины никуда не передается. В этом слу-
чае [13] комплексное сопротивление между точками АВ равно
__у ______ 1 । tg(0,5л<о/соа)
—11 —АВ jiaC juiC 0,5 Лы/ыа
1
уыС
Р2 tg (0,5 kxh{)
Ju>C 0,5
(1-40)
Здесь <Ba=2nfa — круговая частота, соответствующая полуволно-
вой толщине пластины; й1=Х1/2=0,5 c/fa- ki = a/ci — волновое чис-
ло для пластины. В формуле (1-40) ZAB представлено как два по-
следовательно включенных реактивных сопротивления: Zp, обуслов-
ленного пьезосвойствами (пьезосопротивление), и Zc, обусловлен-
ного емкостью пластины как плоского конденсатора: Zc=
= (—/соС)-1; С—EceS/hi, где S и hi — площади и толщина пьезо-
пластины. Знак минус в выражении для Zc возник от того, что в
формулах (1.8) и (1.9) множитель, соответствующий колебаниям
во времени, имеет вид а не е/а/, как обычно. По этой причи-
не знаки емкостного и индуктивного сопротивлений противополож-
ны принятым в электро- и радиотехнике. Возможны также другие
эквивалентные схемы представления пьезопластины, например по-
казанная на рис. 1.25, в.
При выводе формулы (1.40) предполагалось, чю отсутствует
внутреннее сопротивление пластины. В действительности оно су-
ществует и определяется диэлектрическими (7?д) и механическими
(/?м) потерями. Последние связаны с затуханием акустических волн
(см. задачу 1.5.3). На схемах 1.25, б, в потери учтены введением
активных сопротивлений и показаны штриховыми линиями. Из
(1.40) следует, что при f=fa значения Zp и Zab стремятся к беско-
нечности, а проводимость — к нулю. В теории электрических коле-
бательных контуров такую частоту принято называть антирезонанс-
ной. Частоту fp, при которой Zab=0, называют резонансной. В этом
случае Zp становится как бы индуктивностью, компенсирующей ем-
кость пластины как конденсатора, чтобы суммарное реактивное со-
противление равнялось нулю.
Акустическая нагрузка пластины вызывает появление действи-
тельной части в ее комплексном электрическом сопротивлении. Аку-
стическую нагрузку определяют волновые сопротивления протя-
женных сред, в которые пластина излучает волны, и промежуточ-
ные тонкие слои между пластиной и этими средами. На одной (не-
рабочей) поверхности находится нагрузка — демпфер, к которому
пластину обычно приклеивают. На другой (рабочей) поверхности
нагрузка — тонкие слои (контактная жидкость, протектор, клей) и
протяженная среда (ОК, иммерсионная жидкость, призма).
Формула для Zp имеет наиболее простой вид (а согласно фило-
софскому правилу «бритвы Оккама» истина всегда соответствует
наиболее простому представлению), если ввести понятие пьезопро-
водимости, состоящей из параллельно включенных активной и ре-
активной проводимостей
\lZp=\lRp+(-JXprl. (1.41)
Вблизи антирезонансной частоты при излучении в среду без про-
межуточных слоев приближенные выражения для этйх составляю-
щих имеют вид:
---р—------; (1.42)
z0 + z
X =4 Р2 tg (0,5 Л1Я1) Г( 2~2о \2 — 4 Т1 (1 43)
р шС 0,5Mi 1А zi J J ’ V '
где z, ?o и zi — волновые сопротивления протяженной среды, ма-
териалов демпфера и пьезопластины. Из (1.41) — (1-43) видно, что
при z=Zo=O Zp становится реактивной величиной и определяется
(1.40).
Полученные соотношения позволяют рассмотреть вопрос дости-
жения оптимальных условий согласования пьезопластины с гене-
ратором прибора по максимуму электрического напряжения на
пьезопластине. В импульсных приборах АК обычно применяют ав-
тогенераторы, которые работают на резонансной частоте подклю-
ченной к ним цепи. Рассмотрим последовательное включение гене-
ратора, пьезопластины и комплексного сопротивления Zg, состоя-
щего из индуктивности La и активного сопротивления Ra
(рис. 1.25, г). Комплексное сопротивление Z& учитывает емкость Сь
соединительного кабеля Z&= (—;-<пСь)~’; для упрощения считаем,
что Zb —оо, тогда суммарное электрическое сопротивление цепи
генератора равно
^в=(— /“СТ1 — Ju>La-\-Zp-[-Ra. (1.44)
Для электрического колебательного контура резонансную кру-
говую частоту Юэ приближенно определяют из условия юэ—
= (LaC)-°-5. Однако если под La и С понимать величины, показан-
ные на рис. 1.25, г, то в контуре останется реактивная часть пьезо-
сопротивления. Для достижения максимального электрического на-
пряжения на пьезопластине при настройке контура изменяют ин-
дуктивность La и значение частоты соэ выбирают равным юа- Тогда
реактивное сопротивление Хр обращается в бесконечность и весь
ток генератора идет через Rp. Суммарное сопротивление контура
генератора Z^—Ra + RP становится чисто активным. Из (1.42) сле-
дует, что активная часть пьезосопротивления Rp тем меньше, чем
больше волновые сопротивления нагружающих сред (см. зада-
чу 1.5.3). Когда между протяженной средой и пьезопластиной име-
ются тонкие слои (например, между ОК и пьезопластиной имеют-
ся протектор и меняющийся по толщине слой контактной жидко-
сти), активная и реактивная составляющие Zp изменяются. Рабочая
частота генератора при этом автоматически варьируется таким об-
разом, чтобы реактивная составляющая Zz обращалась в нуль. Та-
кая же вариация происходит при других изменениях в цепи, на-
пример при неправильном выборе или даже отсутствии индуктив-
ности. Достаточно небольшого отклонения частоты от fa, чтобы
мнимая часть пьезосопротивления изменилась весьма значительно
и обеспечила условия резонанса: Im (Z2)=0. Например, для нена-
груженной пьезопластины изменение частоты от резонансной fp до
антирезонансной fa изменяет Z/ic= Im (ZAb) от нуля до бесконеч-
ности, а отношение fp/fa близко к единице (для кварца — 0,996, для
ЦТС — 0,935). По этой причине точную настройку контура на ус-
ловия резонанса обычно не производят, а рабочая частота всегда
оказывается весьма близкой к антирезонансной (и одновременно
резонансной) частоте пьезопластины.
Модуль передаточной функции двойного преобразования для
схемы рис. 1.25, г на резонансной частоте электрического контура,
совпадающей с частотой антирезонанса пьезопластины (ю0=(Ва=
=<пэ) при нагрузке на протяженные среды без промежуточных
слоев, определяется выражением:
(1+ (1-45)
где Qa=nzi[2(z + z0)]-1 — акустическая добротность пьезопласти-
ны, а О.э— (aoRC)-1 — электрическая добротность контура. В режи-
ме приема считают, что генератор U закорочен, а напряжение на
усилитель снимают с активного сопротивления (выводы EF).
Из (1.45) видно, что |К| растет с увеличением р2, Qa и Q3, пока
произведение этих величин меньше единицы. При больших значе-
ниях этого произведения он уменьшается. Здесь проявляется об-
ратное действие пьезоэффекта. Например, при возбуждении коле-
баний пьезопластина становится как бы вторичным генератором,
оказывающим противодействие основному генератору.
Максимального значения |К| достигают при Q3Opt=
=л2(802Qa)_*, тогда
I К |.тах=Кот=О,5г/(г+го). (1.46)
При отсутствии демпфера (zo=0) Km=0,5 и уменьшается с ро-
стом z0. Значение Кт можно увеличить, вводя между пластиной и
средой, в которую излучается волна, согласующий четвертьволно-
вой протектор (см. § 1.3), у которого волновое сопротивление
znp=yziz. Тогда 7(m=O,5zi/(Zi+zo). При 20=0 по-преж-
нему =0,5. Однако при наличии демпфера и неравенства z их1
значение Кт заметно увеличивается, например, при излучении в
воду приблизительно в 4 раза. Это происходит потому, что отра-
жение от просветленной границы практически отсутствует и значи-
тельно большая часть энергии поступает в ОК.
Полоса пропускания преобразователя оказывает влияние на
длительность формируемых импульсов. Чем она шире, тем более
короткие импульсы удается сформировать, а это существенно улуч-
шает многие характеристики эхометода (см. § 2.4).
Расширить полосу пропускания можно рациональным выбором
электрической и акустической добротности. Напомним, что доброт-
ность колебательной системы определяют как умноженное на 2л
отношение всей запасенной в системе энергии к потерям энергии
за период колебаний на резонансной частоте. В нашем случае име-
ется две колебательные системы с одинаковой резонансной часто-
той, связанные явлением пьезоэффекта,— это электрический контур
и пьезопреобразователь. Количественно связь определяет величи-
на р.
На рис. 1.26 показана зависимость модуля передаточной функ-
ции |К| от относительной частоты ю/о>о Для конкретного ПЭП. По
оси ординат отложены отрицательные децибелы. Это амплитудно-
частотная характеристика (АЧХ) преобразователя. Параметром се-
мейства кривых служит*электрическая добротность Q3. При значе-
ниях Q3^10 на частоте ю/юо=1 наблюдают минимум, а при
о>/юо~0,8 и 1,2 — максимумы. Образование минимума объясняет-
ся влиянием слагаемого p2QaQ3 в знаменателе формулы (1.45).
Множитель <2э легко изменять, варьируя сопротивление Ra (см.
рис. 1.25, г). Множители р2 и Qa определены конструкцией преоб-
разователя, их менять трудно. Выбрав Q3=Q3/ таким, чтобы ми-
нимум составлял не более 6 дБ от максимального значения |К|,
получают АЧХ с почти плоской вершиной, соответствующую мак-
симальной ширине полосы пропускания. На рис. 1.26 значение Q/
для такой кривой с максимальной широкополосностью равно 2,8.
При этом |7<|max=Ao~ 10 дБ, a (fmax—fmin)//o=O,47. По форму-
ле (1-46) значение Дт«6 дБ — несколько больше (децибелы от-
рицательные), но при этом полоса пропускания в 2 раза уже.
Форма АЧХ с минимумом при
]Kl дБ и/ю0=1 характерна для двух
Рис. 1.26. Зависимость модуля пере-
даточной функции двойного преобра-
зования от частоты и электрической
добротности <2э для пьезопластины из
ЦТС-19, излучающей в оргстекло при
отсутствии демпфера и промежуточ-
ных слоев
сильносвязанных колебательных
систем. В данном случае это
электрический контур с большим
Qa и пластина ЦТС с большими
Р2 и Qa. На АЧХ для ПЭП из
кварца минимум отсутствует, и
при со/соо= 1 наблюдают макси-
мум, что объясняется малым зна-
чением р2.
Если ПЭП имеет демпфер и
просветляющий протектор, то оп-
тимальное значение Q3' для
достижения максимальной широ-
кополосности изменится, однако
ширина полосы и максимум ко-
эффициента преобразования из-
меняются мало. Тем не менее
введение этих элементов полезно,
поскольку расширяется диапазон
значений Q3, для которых дости-
гается широкая полоса пропуска-
ния при сохранении большого
значения коэффициента преобра-
зования.
Для получения очень коротких импульсов (длительностью в
0,5... 1 периода) или для вариации частоты колебаний в широком
диапазоне необходимы особо широкополосные преобразователи с
отношением fmax/fmin^2. Такой большой широкополосное™ дости-
гают, применяя очень сильно демпфированные (апериодические)
ПЭП или ПЭП с пьезопластинами переменной толщины.
Апериодические ПЭП имеют демпфер с волновым сопротивле-
нием таким же, как у пьезопластины. Подобрать материал такого
демпфера и без промежуточного слоя соединить его с пьезопласти-
ной — трудная задача. Для этой цели применяют ПЭП с толстым
пь'езоэлементом, одна из граней которого служит излучателем, а
стальная масса — демпфером, имеющим волновое сопротивление,
полностью идентичное излучателю [12]. Ширина полосы частот та-
кого преобразователя 0,05 ... 300 МГц, однако коэффициент преоб-
разования на 2... 3 порядка меньше, чем у обычного резонансного.
ПЭП с элементом переменной толщины фактически излучают
каждую частоту отдельной зоной, где толщина равна нечетному
числу полуволн [12]. Пьезоэлемент делают осесимметричным, что-
бы обеспечить излучение в направлении оси, например, плоско-
вогнутым (рис. 1.27). Ширина полосы
частот такого преобразователя дости-
гает величины fmax/fmm«3 Коэффици-
ент преобразования на порядок мень-
ше, чем у резонансного.
Рис. 1.27. Сферически вогну-
тый — плоский элемент широ-
кополосного преобразователя
1.5.2. Бесконтактные преобразователи
В бесконтактных преобразователях
механические колебания точек ОК возбуждают за счет воздейст-
вия полей иной физической природы, благодаря чему отпадает не-
обходимость в передающей акустические колебания среде. Иногда
к бесконтактным преобразователям относят ПЭП с воздушно-акус-
тической связью, поскольку при этом не требуется специальной
среды для акустической связи. Ниже рассмотрены наиболее перс-
пективные способы бесконтактного преобразования: электромаг-
нитно-акустический и лазерный. Другие способы (емкостный, элек-
троискровой, радиационный) не получили пока практического при-
менения.
Электромагнитно-акустический (ЭМА) способ основан на трех
эффектах взаимодействия электромагнитного поля .с ОК: магнито-
стрикции, магнитного и электродинамического взаимодействия.
Магнитострикция (от магнит и
лат. strictio — сжатие, натягива-
ние) проявляется в деформации
элементарных объемов ферромаг-
нитного ОК под действием внеш-
него магнитного поля. Обратный
эффект — появление магнитного
поля в результате деформации
элементов твердого тела — назы-
вают магнитоупругостью.
Пример такого преобразова-
ния показан на схеме рис. 1.28,
где в намагниченном магнитом 1
ферромагнитном ОК 3 под дейст-
вием катушки 2 с переменным током возбуждают переменное маг-
нитное поле, которое вызывает эффект магнитострикции.
Магнитное взаимодействие состоит во взаимном притяжении и
отталкивании ферромагнитного материала и проводника (катушки)
с переменным электрическим током. Из рис. 1.28 можно видеть, что
под действием постоянного магнитного поля В ОК намагнитится.
Рис. 1.28. Электромагнитно-акусти-
ческий способ возбуждения акус-
тических воли
Катушка с переменным током будет притягиваться и отталкивать-
ся от него в зависимости от направления образовавшегося в ней
магнитного поля. Притяжение и отталкивание катушки будет ока-
зывать обратное механическое действие на ОК, что приведет к воз-
буждению упругих колебаний на его поверхности. Прием упругих
колебаний будет происходить в результате того, что поверхность
ОК будет приближаться и удаляться относительно катушки, вызы-
вая в ней изменение магнитного поля. Это, в свою очередь, приве-
дет к возникновению электрического тока в катушке.
Электродинамическое взаимодействие состоит в возбуждении
в токопроводящем материале вихревых токов, которые затем вза-
имодействуют с постоянным магнитным полем и вызывают колеба-
ния «электронного газа», а это, в свою очередь, приводит к воз-
буждению колебаний атомов, т. е. кристаллической решетки мате-
риала. На рис. 1.28 вихревые токи, индуцируемые в ОК катушкой 2
с переменным током, направлены перпендикулярно плоскости чер-
тежа, а силы их взаимодействия с магнитным полем — параллель-
но поверхности ОК- В результате в ОК возбудится поперечная вол-
на. Обратный эффект состоит в возбуждении вихревых токов в ме-
талле, колеблющемся в постоянном магнитном поле под действием
упругих волн. Эти вихревые токи индуцируют переменный ток в
катушке 2, которая в данном случае служит приемником.
Эффекты магнитострикции и магнитного взаимодействия позво-
ляют возбуждать акустические волны как в ферромагнитных
металлах, так и в магнитодиэлектриках. Электродинамический эф-
фект позволяет возбуждать акустические волны в любых токопро-
водящих материалах. В ферромагнитных металлах, например в же-
лезе, действуют одновременно все три эффекта, поэтому работу
ЭМА преобразователей рассматривают в целом.
Оценка эффективности ЭМА-преобразователя [4] показала, что
коэффициент двойного преобразования по сравнению с ПЭП
уменьшается приблизительно в 1000 раз. Такое уменьшение
не мешает использованию ЭМА-преобразователей в ряде акустиче-
ских приборов, где не требуется высокая чувствительность. Эффек-
тивность ЭМА преобразования по экспоненте уменьшается с уве-
личением расстояния между катушкой и ОК.
За счет электродинамического эффекта ЭМА преобразователя-
ми возбуждают самые различные типы волн. Общее правило, ко-
торым следует руководствоваться при проектировании ЭМА-преоб-
разователя для возбуждения волн определенного типа, состоит в
том, что возникающие при электродинамическом взаимодействии
механические напряжения о пропорциональны векторному произве-
дению индуцированного в изделии переменного тока 1 на индук-
цию магнитного поля В:о~1ХВ. Отсюда следует, что направле-
ние колебаний в волне перпендикулярно направлениям как элект-
рического тока, так и магнитного поля. Например, по схеме, при-
веденной на рис. 1.28, за счет электродинамического эффекта
возбуждают поперечные волны, поляризованные по направлению
радиуса токовой катушки 2.
Продольные и поперечные волны возбуждают раздельно, распо-
лагая токовые катушки над такими участками поля магнитной ин-
дукции, где существует только одна нормальная или тангенциаль-
ная его составляющая. На рис. 1.29, а подковообразный магнит
расположен над поверхностью ферромагнитного ОК- Непосред-
ственно под его полюсами преобладает нормальная составляющая
индукции В. Здесь помещают часть катушки с переменным током I,
направленным на наблюдателя (части катушки с другим направ-
Рис. 1.29. Возбуждение волн различных типов ЭМА спо-
собом
лением тока находятся вне магнитного поля). В результате в ОК
индуцируют вихревой ток Г обратного направления (показано кре-
стиком) и возникнет поперечная 7'-волна с механическим напряже-
нием ст, направленным вдоль поверхности.
Между полюсами магнита поле направлено вдоль поверхности
ОК- Если часть катушки с током расположить над этим участком,,
то возбудится продольная L-волна. В ферромагнитных материалах
(по сравнению с неферромагнитными) продольные волны возбуж-
даются хуже, чем поперечные. Это объясняется тем, что силы элек-
тродинамического и магнитного взаимодействия направлены в про-
тивоположные стороны и частично компенсируют друг друга.
Чтобы возбудить волну под углом а к поверхности, нужно соз-
дать соответствующий сдвиг фазы токов в проводниках катушки.
Возникающие под этими витками механические напряжения обра-
зуют фазированную решетку (см. п. 1.6.5). На рис. 1.29,6 показано
возбуждение наклонной TV-волны. Расстояние т между провод-
никами, в которых ток совпадает по направлению и фазе, нужно
выбрать из условия msina=X/, где Х<— длина поперечной волны
в ОК.
С помощью ЭМА-преобразователей удается возбудить наклон-
ные поперечные волны горизонтальной поляризации, что трудно
сделать другими способами. Для этой цели используют простран-
ственно периодическую систему магнитов (рис. 1.29, в). Между
магнитами и ОК располагают проводники с переменным током I
(один из проводников показан на рисунке). Взаимодействие наве-
денного тока 1' с силовыми линиями магнитного поля В приводит
к возникновению упругих сил, направленных перпендикулярно
плоскости рисунка. Это и требуется для возбуждения наклонных
поперечных волн, поляризованных перпендикулярно плоскости пре-
ломления. Расстояние между одноименными полюсами магнитов
m=Ktlsin а. Разработаны также способы возбуждения горизон-
тально поляризованных волн с использованием магнитострикцион-
ного эффекта.
Для возбуждения волн Рэлея и Лэмба используют те же спосо-
бы, что показаны на рис. 1.29, б, в. При этом а=90о и т=7., при-
чем X — длина рэлеевской или лэмбовской волны. В последнем слу-
чае по дисперсионным кривым (см. рис. 1.7) определяют фазовую
скорость cPh, а частоту f принимают равной частоте переменного
тока возбуждения I, в результате ’К=срнЦ.
Одним из важных достоинств ЭМА-метода является возмож-
ность его использования при высоких температурах (до 1300°C).
Исследования зависимости амплитуды импульса продольной вол-
ны, возбужденной ЭМА-методом, от температуры показали нали-
чие максимумов вблизи точек фазовых превращений: для стали—
это превращение a-железа в у-железо, точка Кюри. Это объясняет-
ся резким возрастанием магнитострикции в указанных областях.
ЭМА-преобразователи в настоящее время получили наибольшее
распространение в качестве средства бесконтактного излучения и
приема ультразвуковых волн. Это объясняется их относительно
большим коэффициентом преобразования по сравнению с другими
способами бесконтактного возбуждения акустических волн (на ча-
стотах, обычно применяемых в ультразвуковой дефектоскопии), их
широкополосностью, возможностью возбуждать волны самого раз-
личного типа, слабой зависимостью преобразования от неровностей
поверхности (проверку можно вести даже при наличии окалины или
краски), применимостью ЭМА-преобразователей для контроля не
только холодных, но и горячих изделий. Недостатками следует счи-
тать громоздкость преобразователей из-за необходимости сильного
подмагничивания и малый коэффициент преобразования по срав-
нению с ПЭП.
Если другие типы бесконтактных преобразователей находят
применение пока для исследовательских целей, то ЭМА-преобразо-
ватели уже используют в производственных условиях. Например,
разработаны ЭМА-преобразователи для контроля рельсов зеркаль-
но-теневым методом, измерения толщины стенок труб. Большая
амплитуда донного сигнала, по которому осуществляют в этом слу-
чае контроль, компенсирует недостаток чувствительности ЭМА-пре-
образователей.
Лазерный способ. Если нагреть какой-либо участок тела, то
другие участки приобретут повышенную температуру не сразу, а
спустя некоторое время, поскольку тепловое возмущение распро-
страняется значительно медленнее упругого. Тепловое расширение,
вызванное нагревом участка тела, приведет к появлению термоме-
ханических напряжений и возникновению акустических волн.
Наиболее перспективен способ быстрого бесконтактного нагре-
ва участка твердого тела импульсом лазера, т. е. применение ла-
зерного излучателя (рис. 1.30, слева). Используют лазер 1 с мощ-
ностью до 50 МВт, длительностью световых импульсов 30 ... 50 нс,
максимальной энергией импульса 1 Дж. Этот импульс проходит че-
рез полупрозрачное зеркало 2 и фокусируется линзой 3 на ОК 5,
в котором возбуждает акустические волны. Часть энергии от зер-
кала 2 поступает на фотоумножитель 4, контролирующий ампли-
туду возбуждающего импульса.
При падении на поверхность ОК световые импульсы частично
отражаются, а частично поглощаются ею. Глубина проникновения
света в металлы обычно не превышает 0,1 мкм и тем меньше, чем
больше длина световой волны. При сравнительно небольшой ин-
тенсивности поглощенный свет вызывает разогрев приповерхност-
ного слоя приблизительно на такую же глубину и появление тер-
моупругого напряжения. Амплитуда акустических волн Р здесь
практически линейно возрастает с увеличением интенсивности све-
Рис. 1.31. Типичная зависимость амп-
литуды акустической волны от интен-
сивности лазерного излучения
тового потока (рис. 1.31) до некоторого значения граничной интен-
сивности Ji=30... 50 кВт/мм2. При последующем повышении ин-
тенсивности света амплитуда акустических импульсов быстро уве-
личивается. Это происходит потому, что начинает дополнительно
действовать эффект испарения частиц с поверхности ОК: испаря-
ется сам материал, а также вещества, его покрывающие. Улетучи-
вающиеся частицы оказывают реактивное действие на поверхность.
При дальнейшем увеличении интенсивности светового потока
до /2=80... 500 кВт/мм2 рост амплитуды акустических импульсов
замедляется, а затем прекращается. Это происходит благодаря уве-
личению концентрации паров над поверхностью ОК, их ионизации
и поглощению ими лазерного излучения. Значения граничных по-
токов Ji и /2 существенно зависят
от длины волны света (чем боль-
ше длина волны, тем меньше раз-
ница между Ji и J2), вида мате-
риала (у алюминия и его сплавов
эта разница мала, у жаропрочных
сплавов — велика), состояния по-
верхности. В некоторых случаях
интенсивности и /2 практически
совпадают и тогда при достиже-
нии интенсивностью светового по-
тока значений Ji«J2 происходит
скачкообразное увеличение амп-
литуды звука с последним его
уменьшением. Наличие грязи, пы-
ли, влаги резко увеличивает амплитуду возбуждаемых лазерами
сигналов. Покрывая поверхность ОК слоем лака, воды, масла и
т. д., удается увеличить напряжение акустических сигналов в 5 ...
10 раз и более за счет эффекта испарения.
Из сравнения числовых значений амплитуд напряжения на
графике рис. 1.31 (значения Р, Ji и /2 показаны приближенно) со
значениями, полученными для ПЭП в задаче 1.5.1, видно, что они
одного порядка. С учетом того, что в задаче рассчитан максималь-
ный коэффициент преобразования, эффективность лазерного пре-
образователя выше.
При интенсивности света ниже Л максимум возбуждаемых по-
перечных волн располагается в секторе углов от aIH=arcsin (ct/ci)
до л/2 относительно нормали к поверхности, а продольных — от О
до а111. В направлении нормали практически не излучаются ни
продольные, ни поперечные волны. Это происходит потому, что воз-
буждаемые акустические волны распространяются во всех направ-
лениях, в том числе в сторону поверхности ОК- Отраженная от нее
волна меняет фазу на л и интерферирует с волной, непосредственно
идущей от источника в глубь ОК- В результате этого волна ослаб-
ляется тем сильнее, чем больше длительность лазерного импульса.
При интенсивности света, большей Jlt максимум излучения про-
дольных волн наблюдается при нормальном угле наблюдения, а
поперечных -— в секторе углов от а111 до л/2. Во всех случаях воз-
буждаются поверхностные рэлеевская и головные волны. С увели-
чением диаметра области возбуждения амплитуда продольной вол-
ны растет, а поперечной и рэлеевской падает.
Бесконтактное оптическое наблюдение за колебаниями поверх-
ности контролируемого твердого тела осуществляют с помощью ла-
зерного интерферометра [14]. Одна из возможных схем показана
на рис. 1.30 справа. Луч высокостабилизироваиного лазера 9 рас-
щепляют полупрозрачным зеркалом 8 на два луча, которые отра-
жаются от зеркала 6 и ОК 5, поверхность которого колеблется под
действием ультразвуковой волны. Лучи фокусируют линзой 10 и
принимают фотоумножителем И. Разность хода лучей в плечах ин-
терферометра выставлена так, чтобы она была равна нечетному
числу четвертей световых волн. Длина волны выбирается довольно
большой (например, 0,6328 мкм от гелий-неонового лазера). Тогда
косинусоидальный закон изменения интенсивности интерферирую-
щих лучей при колебаниях поверхности изделия аппроксимируется
линейной зависимостью при амплитуде до ЗЛО-8 м. Из сигнала
на фотоумножителе фильтром 12 выделяют низкочастотную состав-
ляющую, соответствующую мешающим вибрациям, усиливают ее
усилителем 7 и управляют перемещениями зеркала 6, которое
укрепляют на компенсирующем его движение пьезоэлементе. Та-
ким образом отстраиваются от влияния вибраций.
Ограничение чувствительности интерферометра связано с шу-
мом фотоумножителя. В результате (см. задачу 1.5.4) чувствитель-
ность при приеме в 500 раз меньше, чем при использовании опти-
мального ПЭП. Кроме того, интерферометр — это довольно слож-
ное, громоздкое, чувствительное к помехам устройство. В связи с
этим лазерный способ приема находит применение лишь в иссле-
довательских целях, например для точного измерения характери-
стик акустического поля или скорости звука в материалах. В де-
фектоскопии его применяют для визуализации колебаний больших
участков поверхности при теневом методе контроля.
Лазерный способ излучения и приема акустических волн отли-
чается большой широкополосностью (от 0,05 до 100 МГц). При
разработке практических установок лазерный способ возбуждения
сочетают с неоптическими способами бесконтактного приема, на-
пример ЭМА, отличающимися более высокой чувствительностью.
Задачи
1.5.1. Рассчитать напряжение |ст| и смещение частиц |и| в излучаемой преоб-
разователем волне, а также минимальные напряжение |о'| и смещение частиц
|«'|, регистрируемые ультразвуковым прибором. Преобразователь из ЦТС рабо-
тает в оптимальном режиме. Напряжение генератора 17с=500 В. Пороговое зна-
чение регистрируемого электрического сигнала 17'=50 мкВ. Частота 2,5 МГц, сре-
да. куда излучается акустическая волна,— сталь, демпфер отсутствует.
Решение, Коэффициент двойного преобразования — это произведение ко-
эффициентов преобразования при излучении Кл и приеме Дп. В оптимальном ре-
жиме в отсутствие демпфера согласно (1.46)
I к I тах = | К° | тахД“ | тах = К“ | тах | Д“ | тах = 0,5.
Здесь индексы о и и сверху показывают, для какой акустической величины (на-
пряжения или смещения) берется Д. Согласно задаче 1.1.1 амплитуда напряжения
(давления) связана с амплитудой смещения соотношением | ст | = | uzco |, где со —
круговая частота, z — волновое сопротивление среды (стали). Формулы для Ди и
Дп можно найти по соотношениям, приведенным в [4], они равны
1 ° 1 Ь°Е , . । । _ U'
4е ’ |о, (
епе U'
= i*» bnax=
2е 1_
еое гч>
2е
Е0«
I К°л I тах = ГТ -
б'о
. ки । _ I « I
I Аи | тах —
tJ0
Отсюда находим (с учетом табличных значений из [9]):
8,85-10-12.1,5-103.500 , „ ,
I а I = —---------------------- = 1,2-10—7 м;
1 1 4-14,4
8,85-10-12.1,5-102.5-10-5
I и' I = ---------—--------------- =2,3-10—14 м;
1 1 2-14,4
|с| = | и | z«= 1,2-10-7.46,2-108.2-л-2,5-106 = 8,7-10? Па;
| а' | = | и' | zw = 2,3-10-14-46,2-106-2-Л-2,5-106= 17 Па.
1.5.2. Оценить емкость и активное эквивалентное электрическое сопротивление
полуволновой пьезопластины из ЦТС-19 на частоту 2,5 МГц диаметром 12 мм,
нагруженную: 1) на демпфер zo=6-106 Па-с/м и воду, 2) на оргстекло, демпфер
отсутствует.
Решение. Емкость пластины как плоского конденсатора рассчитываем по
формуле C=eoeS/fti; fti=Ci/(2f) =3,3/(2-2,5) =0,66 мм; С=8,85-IO-12- 1525Х
Хл(12-10-3)2/(4-0,66-IT)-3) =2313-10~12 Ф«2300 пФ.
Эквивалентное активное электрическое сопротивление рассчитываем по фор-
муле (1.42). Для излучения в воду z2=z=l,5-105 Па-с/м.
0,42-4 23
Ro= ----------------—--------------------------- =9,9 Ом.
р 16-л2.2300-10-12-0,66-10-3-3,3-ЮЗ 1,5 4-6
Для излучения в оргстекло z=3-106 Па-с/м. находим Др=24,8 Ом.
1.5.3. Рассчитать эквивалентное электрическое сопротивление от механических
потерь для ЦТС, если механическая добротность пьезопластииы QM=50, /о=
= 2,5 МГц.
Решение. Эквивалентное электрическое сопротивление от механических
потерь вычислим, подставляя в (1.40) комплексное значение волнового числа
^1=^'4- /б. В результате разложения в ряд вблизи резонансной частоты с уче-
том, того, что М^б найдем для пьезопроводнмости:
1 ь>С0,5^|Л1 «С kfa
Zp tg(0,5 k'hj + р2 2 2
Считаем, что пьезопроводимость состоит из активной и реактивной частей \IZP =
= 1/ZP'4- \IZP". Здесь 1/ZP' определяется, как и ранее, формулой (1,40), а ис-
комая величина равна
4р2
<*Ck’
Найдем связь коэффициента затухания 6 с добротностью QK. По определению,
QM=2n£/AE, где Е — общая энергия колебаний при резонансе, а ЕЕ— потери
энергии за период. За период колебаний волна с амплитудой колебаний Ао прой-
дет полуволновую пластину по толщине в прямом и обратном направлениях. Ее
амплитуда уменьшится до Л=Лое-26,г=А:е_6\ Поскольку энергия пропорцио-
нальна квадрату амплитуды!
1
Ом
1
2 it
А20-А2
л2
— (1-е~2гх)
2it '
отсюда 6~л/Х<2м.
р ri>fac
4-0.42-50
лЗ-2,5-106-2300-IO-12
= 180 Ом.
8Х
л
Таким образом, сопротивление потерь включено параллельно акустическому
сопротивлению пьезопластины и значительно больше его даже при излучении
в оргстекло (см. задачу 1.5.2), т. е. его влиянием при обычных условиях работы
можно пренебречь.
1.5.4. Оценить минимально регистрируемое смещение частиц лазерным интер-
ферометром, если шумы его фотоумножителя эквивалентны смещению отража-
теля на 5-10~12 м. Сравнить его с минимальным сигналом, регистрируемым пьезо-
преобразователем.
Решение. Сигнал, регистрируемый лазерным интерферометром, прибли-
зительно вдвое выше уровня шумов, т. е. равен 10-11 м. Это приблизительно в
500 раз больше сигнала, регистрируемого оптимальным пьезоприемником (см. за-
дачу 1.5.1), т. е. чувствительность лазерного интерферометра в 500 раз меньше.
§ 1.6. АКУСТИЧЕСКОЕ ПОЛЕ ПРЕОБРАЗОВАТЕЛЯ
1.6.1. Понятие акустического поля
Акустическим полем называют область простран-
ства, упругие колебания в точках которого определяются их поло-
жением относительно объекта, порождающего это поле: излучате-
ля, отражателя, границы раздела сред и т. д. Применительно к
преобразователю различают поля излучения, приема и излучения-
приема. Поле излучения I (а, В) преобразователя а определяет
амплитуду и фазу колебаний в некоторой точке пространства В.
Поле приема 1 (В, с) определяет амплитуду и фазу колебаний
приемного преобразователя с при действии на него точечного не-
направленного сферического излучателя, находящегося в некоторой
точке В пространства.
Поле излучения-приема определяет сигнал приемного преобра-
зователя, возникающий в результате отражения излучения того
же преобразователя от небольшого отражателя в точке В. Сигнал,
рассеянный таким отражателем, пропорционален падающей на не-
го волне, поэтому поле излучения-приема пропорционально произ-
ведению полей излучения и приема. Вблизи оси преобразователя
(эту область называют параксиальной) поле излучения и приема
идентичны, поэтому I (а, В)ЦВ, с) =/2. Акустическое поле обуслов-
лено размерами, расположением отражателя и преобразователя,
частотой колебаний, свойствами среды и длительностью генерируе-
мых импульсов. В упрощенной теории акустического поля считают
импульсы настолько длительными, что возбуждаемые упругие
колебания можно считать непрерывными гармоническими. С дру-
гой стороны, предполагают импульсы настолько короткими, что
процессы излучения, отражения и приема происходят в разные мо-
менты времени. Из этого следует условие, что путь, проходимый
импульсом, должен быть значительно больше длины волны. Влия-
ние малой длительности импульса на акустическое поле учитывают
в виде поправок.
1.6.2. Поле прямого преобразователя
Вывод проведен для поля продольных волн в жид-
кости, а затем введены необходимые уточнения, связанные с ре-
альными условиями контроля твердого тела. Поле излучения пре-
образователя представляют как результат действия элементарных
источников, на которые разбивают всю площадь излучателя. Со-
гласно точной теории [10], источники эти являются дипольными.
Поле такого источника описывает формула (1.12), в которую вво-
дят множитель соэОлв, где 0л в— угол, отсчитываемый от нормали
к поверхности излучателя. Площадь полусферы заменяют на пло-
щадь элементарного источника ds^. В результате давление в точ-
ке В (рис. 1.32) записывают в виде:
pB=jP0I{a, ВУ, (1.47)
i (* зкГАВ
/ («, В)= J X<W —-------------(1.48)
А Sa гАВ
Здесь Ро—постоянная амплитуда давления на поверхности излу-
чателя; %=cos (0лв)—направленность поля элементарного источ-
ника; Sa — площадь преобразователя. Результат интегрирования
по этой площади учтен введением маленькой буквы а (вместо Л)
в функцию поля 7 (а, В). Временной множитель е^'о/ опущен.
Поле излучения в твердое тело также описывают формулами
(1.47) и (1.48), однако поле излучения элементарного источника
более сложно (рис. 1.33). Направленность поля продольной вол-
ны, как и ранее, %=cos0^B. Минимум между двумя лепестками
поперечной волны соответствует 0=аш. Поперечная и рэлеевская
(не показана на рисунке) волны — это источники помех по отно-
шению к продольной волне, для излучения которой предназначен
преобразователь. Помехами являются также другие типы волн, воз-
буждаемые в основном краевыми точками пластины. В паракси-
альной области при 0^30° cos 0лв>0,87л; 1, а влияние поперечной
волны пренебрежимо мало.
Поле приема находят, помещая в точку В точечный сфериче-
ский излучатель с амплитудой давления Рв. Согласно ? дав-
лепие в некоторой точке С приемного преобразователя
рс=^£ е'кгвс>
*-г вс
где Sb—половина поверхности излучающей сферы: гвс— расстоя-
ние между точками В я С. Приемный преобразователь усредняет
сигналы, принимаемые различными его точками, в результате
Р' = —~~ J 7.'^всУРс^5с=Г~-^ I (В, с), (1.49)
£ о £»
где %'(6вс)—функция, характеризующая чувствительность точеч-
ного приемника в зависимости от направления падающей волны.
Рис. 1.32. Схема расчета
акустического поля
Рис 1.33. Продольная L и попереч-
ная Т волны, излучаемые точечным
источником
Подынтегральные выражения в (1.48) и (1.49) совпадают с точ-
ностью до множителей % и %', которые приближенно равны друг
другу, а при 0^30° с достаточной точностью равны 1.
В случае отражения падающей волны небольшой сферой амп-
литуда волны по давлению пропорциональна амплитуде падаю-
щей волны. Не приводя строго решения {10], запишем, что преоб-
разователь, работающий в совмещенном режиме, имеет следую-
щее поле излучения-приема:
-^-=-^-/2(л, В), (1.50)
где Sb — величина, пропорциональная площади отражателя.
Ближняя зона. Представим (1.4 ) в цилиндрических координа-
тах для точки В на оси х дискообразного преобразователя радиуса
a: rfs^=p^dpzd<p^‘, г2Ав=х2 + р2л; />м1гл,в=р^рл; %(0лв) «1; в ре-
зультате
о
= —/[ехрС/йр л2Ц-а2 )—ехр(уйл)];
1 I | =2 sin [0,5 х2-\-а2 — х)]^2 | sin (0,25 ka2lx) | .
(1.51)
Приближенная часть формулы получена путем разложения в ряд
Маклорена корня |’х2 + а2=х 4- а2/(2х) —+ ... с учетом
двух членов ряда.
Рис. 1.34. Акустическое поле (по модулю): на оси дискообраз-
ного преобразователя (о) и схематическое изображение поля (б)
Функция |/| имеет максимумы при х~а2[(2п—1)%] и миниму-
мы при x=a/(2rik) (п=1, 2, 3,...). На рис. 1.34, а показано ее из-
менение вдоль оси х. Функция испытывает ряд осцилляций с уве-
личением х. При х«Хб=а2/% она достигает последнего максимума
(точное значение х=хъ — 0,25%) и затем монотонно уменьшается
по закону |/|~Sa/(%x). Область где |7] испытывает осцилляции
(х<Хб), называют ближней зоной, а область монотонного убыва-
ния функции |/| (х>Хб) — дальней зоной. Иногда выделяют про-
межуточную зону в интервале 0,5%б<^<2хб-
На рис. 1.34, а штриховая линия — график |/| в случае излу-
чения коротких импульсов. Предполагается, что импульсы имеют
колоколообразную форму, причем за период колебаний амплитуда
уменьшается в 5 раз. Как видно из рисунка, в случае излучения
коротких импульсов максимумы и минимумы заметно сглажива-
ются. Такой же эффект дает учет затухания ультразвука и множи-
теля х, определяющего диаграмму направленности элементарных
источников.
Образование максимумов и минимумов в ближней зоне преоб-
разователя объясняется большой разницей путей от различных то-
чек А преобразователя до исследуемой точки В и связанной с этим
разностью фаз приходящих сигналов. Максимум амплитуды поля
соответствует условию, что вся площадь преобразователя содержит
излучатели, сигналы от которых приходят в точку В с разницей по
фазе не более л (одна зона Гюйгенса — Френеля). Если точка В
приблизится к преобразователю, то на его поверхности появятся
излучатели, сигналы которых будут приходить в противофазе с сиг-
налами центральной зоны и ослаблять суммарное значение ампли-
туды. Из этого следует условие отсутствия сигналов, приходящих
в противофазе: ]/х2 — а2 — х^Х/2. Отсюда при х^>а легко полу-
чить формулу для ха:
лб=а2/Х=5а/(лХ). (1.52)
Ближняя зона преобразователя характерна не только немоно-
тонным изменением сигнала вдоль оси преобразователя, осцилля-
ции также наблюдают при смещении точки В в сторону от оси. На-
пример, в точке х=0,5%б на оси наблюдают минимум, но на неко-
тором расстоянии от оси будет максимум. Среднее значение ампли-
туды на площади круга, равного преобразователю, соответствует
Ро с погрешностью не более 20%. Если построить лучевую трубку,
опирающуюся на контур преобразователя (рис. 1.34, б), то 80%
энергии излучения в ближней зоне будет оставаться в пределах
этой трубки. Эти энергетические соображения лежат в основе схе-
матического представления о ближнем поле преобразователя, как
о параллельном пучке лучей. Такое представление более точно
справедливо для поля в непосредственной близости от преобразо-
вателя. В области х^ха энергия поля концентрируется вблизи оси.
Положение последнего максимума, соответствующего границе
ближней зоны, достаточно четко определено, когда форма преобра-
зователя близка к дискообразной. Так, для кольцеобразного пре-
образователя с наружным и внутренним радиусами а„ и ав
| I 1 = 2 | sin [л(а2— а2у(2).л)];
(1.53)
Для квадратного преобразователя X5—dz/(nK)—Sa/(n'k) с по-
грешностью не более 10%. Расчет поля в ближней и переходной
зонах в стороне от оси преобразователя вызывает определенные
математические трудности. Его выполняют с применением ЭВМ или
определяют поле экспериментально. Получению обобщенных ре-
зультатов при минимальном количестве расчетов или экспериментов
помогает способ моделирования, согласно которому поле пред-
ставляют как функцию небольшого числа безразмерных парамет-
ров. В качестве таких параметров удобно выбрать отношения рас-
стояния вдоль оси х к границе ближней зоны x^=Sa/ (лХ) и рв —
расстояния точки В от оси х к а — радиусу круглого или стороне
прямоугольного преобразователя. Например, для круглого преоб-
разователя
1(а,В)==Г(хб; рв/а). (1.54)
Дополнительный параметр — длительность ультразвукового им-
пульса, отнесенная к периоду колебаний. Пример графического
представления полей круглого преобразователя в функции от без-
размерных параметров дан в приложении.
Дальняя зона преобразователя — это область акустического по-
ля, где амплитуда монотонно убывает с расстоянием. Поле излу-
чения в дальней зоне также можно представить в виде функции
от тех же безразмерных параметров. Однако здесь более удобно
представление поля в виде множителя, убывающего с расстоянием
и диаграммы направленности, имеющей форму лучей, исходящих
из центра преобразователя, для которых амплитуда (и интенсив-
ность) меняется в зависимости от направления.
Направленность создается в результате интерференции волн,
приходящих в произвольную точку В от различных элементов из-
лучателя. Разность хода лучей до точки В (х, ув, ?в) (см. рис. 1.32)
от центра 0 и от элементарного источника А (0, уА, zA} равна
ГАв — г=Ух2-\-(ув~-уА}2А-(гв— zAy — r^yA sin 6y+zA sin 6Z.
Приближенная часть формулы получена разложением корня в
ряд с точностью до членов первого порядка малости. Приняты
обозначения: г2=х2+У2в+г2в-. sin Ъу=Ув1г sin 6z=zB/r.
Подстановка в формулу (1.48) дает
/=—-!— еуйг J exp ]jk(yA sin 6а+гл sin 6Z)] dsA. (1.55)
r Sa
Здесь принято %=1, &,kr вынесена за знак интеграла как величина,
не зависящая от точки A, a \lrABw\lr как медленно меняющаяся
функция. Выражение (1.55) является произведением двух функ-
ций, одна из которых зависит только от расстояния, а другая —
только от углов наблюдения ву и 0Z, что подтверждает возможность
представления поля в виде диаграммы направленности. Ее ампли-
тудное значение обычно записывают как произведение максималь^
него значения поля в направлении оси и в направлении заданного
луча:
|/| = -~~Ф; p(B)=PmWy, 0г);
р /№ф== —L
ХГ Sa
f exp \jk (уА sin 6у+гл sin 0г)] dsA . (1.56)
Обратим внимание, что формула для поля вдоль оси Sa'Kr совпа-
дает с формулой (1.51), поскольку при х^а2//. синус равен своему
аргументу.
Чтобы учесть в (1.48) среднее значение множителя y(0AB) =
=cos бдв, для продольных волн формулу (1.56) записывают так:
р(В) — РтФ(Ъу-, 02) cos2 (0у2) cos2 (0z/2).
Х= ак sin В
Рис. 1.35. Диаграммы направленности
для преобразователей:
1 — круглого, 2 — прямоугольного, 3 — тон-
кого кольцеобразного
Здесь для среднего значения использовано равенство (1 +
+ cos0)/2=cos2 (0/2).
В табл. 1.1 приведены данные по диаграмме направленности Ф
для излучателей, наиболее широко применяемых в АК В ней /0 и
/1 — функции Бесселя нулевого и первого порядков. На рис. 1.35
показаны графики для некото-
рых диаграмм в виде функции от
аргумента X в декартовых коор-
динатах.
Если представить ф в сфери-
ческих координатах, то в осевом
сечении все диаграммы направ-
ленности имеют основной лепес-
ток а ряд уменьшающихся боко-
вых лепестков. Угол раскрытия
основного лепестка соответствует
наименьшему значению X, при ко-
тором Ф = 0 и определяется одно-
типной формулой
0 = arcsin(A4./c). (1-57)
Здесь а — геометрический пара-
метр преобразователя: радиус
диска, полуось эллипса, наружный радиус кольца, полусторона
квадрата. Для неосесимметричных преобразователен (эллиптиче-
ского, прямоугольного) границы лепестка разные в двух сечениях,
проходящих через плоскости у и z. Коэффициент N зависит от фор-
мы преобразователя и указан в графе 4 табл. 1.1.
В случае излучения коротких импульсов минимумы поля меж-
ду лепестками сглаживаются. На рис. 1.35 штрихами показано по-
ле круглого преобразователя, излучающего колоколообразные им-
пульсы, в которых амплитуда колебаний за период уменьшается
в 6 раз. В связи с возможным изменением формы и длительности
импульсов поле вблизи нуля функции Ф определено неточно. Часто
за нижнее значение амплитуды основного лепестка принимают зна-
чения 0,1; У0,1; 0,5 или уо,5 от максимума. В этих случаях гра-
ничное значение угла расхождения определяют по той же формуле
(1.57), но с другим значением коэффициента N, указанным в гра-
фе 5 таблицы для Ф=]/г 0,1. Боковые лепестки являются ис-
точниками помех, причем наибольший уровень помех соответствует
первому, максимальному лепестку. Амплитуда его указана в гра-
фе 6 табл. 1.2. Для приближенного аналитического описания поля
в пределах основного лепестка круглого преобразователя применя-
ют приближенные формулы
Ф=1,32-0’5Х’;Ф = е-°1ИХ\ (1-58)
Точность их оценена в задаче 1.6.1.
Таблица 1.2
Характеристики диаграмм направленности для преобразователей
различной формы
Форма преобразова- теля Диаграмма направленности Коэффициент N угла раскрытия основного лепестка на уровне Максимум бокового лепестка
Диаграмма Ф (X) Аргумент (X) Ф' 0 Фг=0,1
Диск диа- метром 2а Эллипс с полуосями Яу И (1g |2Д(Х)/Х] |2Л(Х)/Х| a k sin 0 0,61 0,61 0,45 0,45 0,14 0,14
]/ а2у cos2y+a^sin2yX Х& sin 6
Тонкое кольцо диа- метром 2а |Д(Х)| a k sin 0 0,38 0,28 0,4
Прямоуголь- ник со сто- ронами 2ав, 2az sin АЛ1 sin Х2 Х2 auk sin 0y; eJi sin 0г 0,5 0,36 0,21
При проектировании преобразователя обычно ставят задачу
сжатия его диаграммы направленности в дальней зоне и уменьше-
ния боковых лепестков, сглаживание осцилляций в ближней зоне.
При этом нежелательно увеличение внешних размеров преобразо-
вателя, так как это расширяет поперечное сечение поля в ближней
зоне и затрудняет контакт преобразователя с поверхностью ОК.
Нежелательно также уменьшение площади рабочей поверхности,
так как это приводит к понижению чувствительности к дефектам.
Выполнить все эти требования одновременно не удается. Напри-
мер, кольцеобразный преобразователь имеет более узкую диаграм-
му направленности, чем дискообразный и другие типы преобразо-
вателей при одном и том же значении внешнего размера. Однако
увеличивается уровень помех от боковых лепестков, имеются зна-
чительные осцилляции в ближней зоне и уменьшается полезная
площадь.
Рассмотрим поле преобразователя с энергетической точки зре-
ния. Преобразователь излучает колебания мощностью
U70=P25a/(2pc).
В ближней зоне считаем волну плоской, тогда интенсивность излу-
чения равна
J=W0/Sa=P^2pc)=J0.
В дальней зоне интенсивность излучения рассчитывают с помощью
формулы (1.56):
р2о2 е
А>г = УГ0 а Ф2.
2рсХгГ2 Х2Г2
(1.59)
В пределах лучевой трубки, ограниченной контуром преобразо-
вателя в ближней зоне, и основного лепестка диаграммы направ-
ленности в дальней зоне сосредоточено более 80% энергии поля
излучения. Этим обосновано схематическое представление поля
преобразователя, показанное на рис. 1.34, б.
По оси абсцисс отложена величина х/xq, тогда конус, ограничи-
вающий основной лепесток, имеет при вершине постоянный угол
arctgAT, где W=—берут из Ф°РМУЛЫ О-57); pi —рас-
стояние от оси, на котором амплитуда поля убывает от значения
на оси до 0 или до определенного значения (например, У0,1).
В приведенных формулах не учтено влияние затухания ультра-
звука в ОК на структуру акустического поля. Для его учета вол-
новое число k рассматривают как комплексное: k' + /б, где А'^>б.
В результате сглаживаются экстремумы в ближней зоне и мини-
мумы между лепестками, вводится множитель е-Сг для всех изме-
нений амплитуды поля с расстоянием.
1.6.3. Поле преобразователя с призмой
В наклонных преобразователях между пьезопласти-
ной и ОК помещают призму из материала со скоростью звука мень-
шей, чем в материале ОК. Призму также называют акустической
задержкой, имея в виду то, что благодаря ей прохождение фронта
волны задерживается на одинаковые (плоскопараллельные за-
держки) или разные промежутки времени. В последнем (чаще все-
го применяемом) варианте призма обеспечивает наклонный ввод
различных типов волн в ОК.
Рис. 1.36. Схема расчета поля преобразователя с акустической
задержкой (призмой):
а — плоскопараллельной, б — Клиновидной
При анализе акустического поля преобразователя с призмой
используют следующие термины (рис. 1.36, б). Акустической осью
\ON преобразователя в ОК называют преломленную акустическую
ось пьезопластины. Точку преломления О называют точкой выхода.
Для призмы и ОК это одна точка, если слой контактной жидкости
между ними бесконечно тонкий. Акустическая ось преобразователя
может не совпадать с центральным лучом, который также начина-
ется в точке выхода, но соответствует максимуму диаграммы на-
правленности. Угол преломления центрального луча называют уг-
лом ввода. Основной плоскостью называют плоскость преломления
акустической оси, а дополнительной — перпендикулярную ей плос-
кость, также проходящую через акустическую ось.
Простой способ расчета акустического поля преобразователя
с задержкой основан на введении мнимой пьезопластины, которой
заменяют действительную. Принцип замены состоит в том, что для
каждого элементарного источника действительного излучателя А
(рис. 1.36, а) строят расходящийся пучок лучей с учетом прелом-
ления на границе призма — ОК. Преломленные лучи продолжают
|за пределы границы преломления, определяя точку наибольшей
концентрации сходящегося пучка. Эту точку А' принимают за
мнимый источник, излучение от которого распространяется как бы-
в однородной среде ОК. Совокупность мнимых источников обра-
зует мнимый излучатель.
Точность данного представления поля вполне удовлетворитель-
на при плоскопараллельной акустической задержке (рис. 1.36, а).
В этом случае оно позволяет описать поле как в ближней, так и
в дальней зонах. Вдоль оси х дискообразного преобразователя по-
ле имеет вид
p = 2PJD [ sin [Q,25ka2l{xB-\-nxA)\ exp (—(8дхЛ-|~8.в*в)]. (1.60)
Границу ближней зоны определяют из условия
хв-\-пхА=а2[к. (1.61)
Здесь Ха — толщина задержки; хв— путь в ОК; п=сА1св — отно-
шение скоростей звука в задержке и OK; D — коэффициент проз-
рачности; k и А, — волновое число и длина волны в ОК; бд и бв —
коэффициенты затухания в призме и ОК-
Для наклонного преобразователя построение мнимого источни-
ка показано на рис. 1.36, б. Оно выполнено для центральной точки
пьезопластины ОА. Удовлетворительное совпадение с эксперимен-
тальными данными получают лишь для дальней зоны. Эксперимен-
тально установлено, что немонотонности поля в ближней зоне от-
сутствуют. Поле излучения-приема в дальней зоне имеет вид
Р=Р ^-££Цд(е1)ф2(ев)ехр 1-2(8дгл+8вгв)]. (1.62)
Vr2O'Bcos ₽
Здесь ф —диаграмма направленности для мнимого пьезоэлемента,
показанного пунктиром; D — коэффициент прозрачности по энер-
гии, который обычно определяют по графикам типа рис. 1.14, при-
чем угол 61 ~ рчьОв п cos a/cos р; Гогв — расстояние вдоль луча, иду-
щего из центра мнимого преобразователя О' в точку В, где распо-
ложен отражатель; 6в — угол между этим лучом и преломленной
акустической осью. Обычно путь в призме значительно меньше, чем
в материале ОК. поэтому Го'в~^в+Г1=^в+^а n cos a/cos р. Форму-
ла (1.62) справедлива при 0в^Ю°, если 01 не приближается к кри-
тическим углам ближе чем на 1°.
Затухание в формулах (1.60) и (1-62) учитывают для пути
вдоль оси реального, а не для мнимого пьезоэлемента.
В этих формулах можно выделить постоянный множитель Р А~
=P0D(p) (cos a/cos p)e-2SA 'А> который определяет акустические
давления в ОК на поверхности ввода. В нем D (р) — коэффициент
прозрачности для угла падения р акустической оси. Например,
(1.62) примет вид
Р=РА--------- - Ф2(6В)
А2 (Дв + И)2
е~8в гв.
(1.63)
Еще более простую приближенную формулу получают, считая,
что D не зависит от угла падения £5(01) =£)(р), и рассматривая в
качестве центра излучения точку О, поскольку Г]<Сгв:
Р=Р«^ф2(ев)е“26йГВ’ U-64)
что аналогично (1.56).
Согласно более точной теории [12] поле в ОК имеет такой вид,
как будто диаграмма направленности образовалась в призме, а
затем каждый луч этой диаграммы претерпел преломление на гра-
нице с изделием и ослабился на величину, соответствующую коэф-
фициенту прозрачности. Этот вывод очевиден, если путь в призме
больше длины ближней зоны пластины излучателя и в призме
сформировалась диаграмма направленности. Он, однако, совсем не
очивиден, когда (как это бывает на практике) путь в призме мень-
ше длины ближней зоны и лучи еще не образовались.
Этот способ представления поля позволяет объяснить явление
несовпадения акустической оси и центрального луча, для которого
на рис. 1.14, а углы преломления показаны штрихпунктиром. При
некоторых углах падения 0 коэффициент прозрачности D быстро
изменяется (см. рис. 1.14, б). При прохождении через границу рас-
ходящегося пучка лучей меньше ослабляются лучи диаграммы на-
правленности, соответствующие большему значению D. Отклонение
экспериментального значения угла преломления (для центрально-
го луча) от теоретического (по закону синусов) происходит в сто-
рону углов, для которых значение D больше. Увеличение волнового
размера ak пьезопластины приводит к сужению диаграммы направ-
ленности в призме и ослаблению описанного эффекта.
1.6.4. Поле фокусирующего преобразователя
Фокусирующими называют преобразователи, обес-
печивающие концентрацию энергии акустического поля в опреде-
ленной области — фокальной зоне, которая имеет вид кружка (сфе-
рическая фокусировка) или полосы (цилиндрическая фокусиров-
ка). В дальнейшем рассмотрена сферическая фокусировка, но по-
лученные закономерности в основном справедливы также для ци-
линдрической фокусировки. Фокусирующие преобразователи при-
меняют для повышения чувствительности к дефектам, точности оп-
ределения их положения и размеров.
Получила применение фокусировка с помощью криволинейной
пластины (активного концентратора) и линзы (рис. 1.37). Между
искривленной поверхностью такого преобразователя и плоской по-
верхностью ОК вводят акустическую задержку, которая также иг-
рает роль линзы. Для обеспечения эффективной фокусировки пути
акустических волн в линзе или задержке должны быть значитель-
но меньше длины ближней зоны преобразователя (см. ниже), поэ-
тому считают, что в этой области акустическое поле — пучок лучей,
перпендикулярных поверхности излучателя.
Деформацию пучка линзой и задержкой рассчитывают по зако-
нам геометрической акустики (аналогичным законам геометриче-
ской оптики). Согласно построениям, показанным на рис. 1.37, а, б,
фокальные расстояния равны
Pa = iRa — r3)
^3 . Е* ___ ( ^Л
б--- ---------
\ ’ ^з/
^3
Со
где Да и Дл— радиусы поверхности активного концентратора и
линзы; с — скорость звука; индексы «л», «з» и «о» относятся к ма-
териалам линзы, задержки и ОД.
Рис. 1.37. Фокусирующие преобразователи:
а — активный концентратор с задержкой; б — плоская пластина с линзой и за-
держкой; в — активный концентратор без задержки
В 'результате фокусирующей системой формируется сходящий-
ся волновой фронт с радиусом кривизны, равным фокальному рас-
стоянию F. Все дальнейшее изложение относится к активному кон-
центратору с радиусом кривизны R—F (рис. 1.37, в). Апертурный
угол 0m=arcsin(a/F) {угловую апертуру) будем считать малым —
не более 30° (параксиальная область).
В формуле (1.48) выполняют разложение гАВ в ряд, учитывая,
что расстояние от фокуса до произвольной точки А поверхности
преобразователя постоянно и равно R=F [12]. В результате полу-
чают следующие выражение для поля вдоль оси х:
где Хе = а2/Х. Первый множитель этой формулы представляет гипер-
болу с асимптотой при x=F, а второй — осциллирующую функцию.
При x=F (геометрический фокус) возникает неопределенность,
раскрытие которой дает
I /Ф I -5а/(ХД)=лхб/Д. (1.66)
Для оптических систем x^^>F, вследствие этого осцилляции
функции синуса происходят очень часто. Вблизи геометрического
фокуса всегда имеется максимум синуса, в результате чего наиболь-
ший максимум (максимум максиморум) функции |7ф| практиче-
ски совпадает с геометрическим фокусом. Важное отличие акусти-
ческих фокусирующих систем от оптических состоит в том, что воз-
никает смещение максимума максиморума функции |7ф| (акусти-
ческого фокуса) от геометрического фокуса в сторону преобразова-
теля.
На рис. 1.38 показан характерный для акустики случай: при
XslF=‘2. смещение акустического фокуса относительно геометриче-
ского FatF составляет 0,8. В приложении рис. П.13 приведены
Рис. 1.38. Поле вдоль оси фокусирующего преобразова-
теля с отношением F/хе=0,5
графики, которые позволяют рассчитать это смещение. Простое
выражение для поля в плоскости, перпендикулярной оси, получа-
ют из (1-48) для области геометрического фокуса:
Ф
2/i (Ард sin 6m)
kfe sin em
где рв — расстояние от оси; 6т—апертурный угол. Функция
2Ji(X)/X встречалась нам ранее (см. рис. 1.35, кривая 1). Радиус
фокального пятна (кружка Эри) находят из условия /1=0, он ра-
вен
ро=О,61 ДХ/о. (1.67)
Из сравнения (1.67) с (1.57) следует, что для круглого преоб-
разователя (Af=0,61) сечение поля фокусирующего и плоского не-
фокусирующего преобразователей имеет одинаковый радиус, т. е.
в дальней зоне фокусировка пе эффективна. При 0ТО^ЗО° a/f^0,5;
представив это в (1.67), получим
POmln~h22X, (1.68)
т. е. радиус фокального пятна имеет величину не менее длины вол-
ны ультразвука.
1.6.5. Поле фазированной решетки
Фазированной решеткой (ФР) называют преобразо-
ватель в виде элементов, расположенных на определенном рассто-
янии друг от друга, возбуждающие электрические импульсы на ко-
торые подают со сдвигом фазы (времени). Аналогичные электри-
ческие временные задержки для каждого элемента вводят в при-
емный тракт. Изменяя сдвиг фазы, управляют акустическим
полем преобразователя. Иногда также изменяют амплитуды сиг-
с различных элементов.
К прибору
налов, подаваемых и снимаемых
ФР применяют для изменения уг-
ла ввода, регулировки ширины
диаграммы направленности, по-
давления боковых лепестков, фо-
кусировки.
На рис. 1.39 показана линей-
ная (одномерная) ФР, предназна-
ченная для регулирования поля в
плоскости ху. Все ее элементы
сделаны одинаковые. Шаг решет-
ки m меньше длины волны. Обыч-
но принимают 171=^12, тогда вза-
Рис. 1.39. Фазированная решетка:
1 ... 5 —- элементы решетки, Г ... 5' — за-
держки между элементами и входом-
выходом дефектоскопа
имное влияние элементов решет-
ки минимально. Применяют так-
же плоские (двумерные) прямо-
угольные и кольцеобразные ре-
шетки.
Поле ФР определяют как произведения поля отдельного эле-
мента на множитель, учитывающий совместное действие всех эле-
ментов. Поле прямоугольного элемента в плоскости xz согласно
табл. 1.1 описывается формулой sinX/X, а общее выражение для
поля излучения решетки в дальней зоне:
sin X sin 1У1Г
(1.69)
sin Г
Здесь Po — постоянное акустическое давление у поверхностей эле-
ментов решетки; Sa — суммарная площадь элементов; X — длина
волны, излучаемой в ОК, г — расстояние от центра решетки до
точки наблюдения; X=tz6sin0; а — полуширина элемента; N\-—
число элементов, У=0,56m (sin 0—Хф/m); ty = t/T (в долях 2л) —
сдвиг фазы между соседними элементами; t — соответствующая вре-
менная задержка; Т — период колебаний.
Ширину элементов 2а выбирают не более 0,5m, т. е. а^К/8.
Благодаря этому диаграмма направленности отдельного элемента
будет широкой и определяется не функцией sinX/X, а %(0) —диаг-
раммой направленности точечного источника (см. рис. 1.33). Для
формирования поля продольных волн используют центральный ле-
песток 0^30°, а поперечных — боковые лепестки с 0 = ± (35... 80°).
При переходе от продольных волн к поперечным учитывают изме-
нение длины волны в формуле (1.69).
Чтобы обеспечить угол ввода а, сдвиг фазы должен быть равен
sin а)/Х.
Тогда
.д. Sa sin [0,5 kmNi | sin 6 — sin a [ ]
Z’ PoX. s-n pj,,. । g-n g— sjn а । j
(1-70)
(1-71)
Диаграмма направленности такой функции вида s'mX/X приве-
дена на рис. 1.35, кривая 2. Основной максимум соответствует ус-
ловию 0=а, а первые минимумы (х=±л)—условию
sin 6 = sin а+л(0,5 km AZ\)-1 =sin a±2[N\, (1-72)
если положить m = X/2. На уровне 0,1 согласно табл. 1.1
sin 0=sin а+Д.бДУр
Использование фазированной решетки требует применения им-
пульсов довольно большой длительности т, чтобы обеспечить ин-
терференцию сигналов, приходящих от различных элементов. Это
ограничение особенно существенно при больших углах ввода. На-
пример, если а ж 90°, то нужно выполнить условие rc>Afim.
Для фокусировки акустического поля с помощью фазирован-
ной решетки увеличивают запаздывание фазы на элементах, по ме-
ре удаления их от центра решетки. Изменяя запаздывание фазы,
меняют положение фокуса (динамическая фокусировка). Для по-
давления боковых лепестков сигналы на все элементы подают в од-
ной фазе, но амплитуды возбуждаемых и принимаемых сигналов
уменьшают от центрального элемента к периферийным.
Задачи
1.6.1. Сравнить расчеты ширины диаграммы направленности на уровне 6 и
20 дБ по графикам рис. 1.35 и по формулам (1.58).
Решение. По кривой 1 (рис. 1.35) находим, что X=nAsin0 на уровне
6 дБ (Ф=0,5) равняется 2,20, а на уровне 20 дБ — 3,41. Если воспользоваться
пунктирной кривой, соответствующей коротким импульсам, то на уровне 6 дБ по-
прежнему Х=2,20, а на уровне 20 дБ—Х=3,9,
Согласно формулам (1.58) находим
l,32~o>sx’ = O,5; АГ = 2,23 е-°-14Х2 = 0,5; Х = 2,20.
l,32-°’sxs =0,1; АГ = 4,07 е-o.ux» = од. х = 4,01.
Таким образом, по сравнению с кривой для коротких импульсов погрешность
второй формулы (1.58) составляет не более 2,5%, а первой несколько больше.
1.6.2. Сравнить амплитуду поля на оси фокусирующего преобразователя с
F/x6=0,5 в геометрическом и акустическом фокусе.
Решение. Амплитуда поля в геометрическом фокусе определяется фор-
мулой (1.66)
I /ф I = Sa/(F\) = л,х6/Р = л/0,5 = 6,28.
Акустический фокус достигается при x=Fo=0,8F. |/$| согласно формуле
(1.65) равно (x6—2F)
2
|/ф1 =
2
1 —0,8
sin — —
_ 2 0,8
(1 -0,8)
= 7,07,
т. е. приблизительно на 11 % больше.
1.6.3. Рассчитать одномерную ФР, обеспечивающую изменение угла ввода для
продольной волны amax = ±20° при ширине диаграммы направленности на уровне
|0,1, равной 0'=10°.
Решение. В соответствии с рекомендациями п. 1.6.5 принимаем шаг ре-
шетки лг=0,5Х, ширину элемента 2а = 0,2Х. Поле ФР определяют по (1.71). Рас-
чету подлежат сдвиг фазы на соседних элементах ЦТ и число элементов Ni.
Согласно (1.70) сдвиг фазы от 0 до tf = (in sin amax) Д=0,5 sin 20° = 0,17.
Число элементов определяем, исходя из ширины диаграммы направленности.
Из (1.72) следует A1=2/|sin0 — sina|. Принимая a = amax; 6 = amax + 6', что
соответствует условиям, требующим максимального значения Nt:
7Vi = 2/|sin (20°+Ю°)—sin 20°| = 12,7= 13 элементов.
ГЛАВА 2
МЕТОДЫ И АППАРАТУРА АКУСТИЧЕСКОГО
КОНТРОЛЯ
§ 2.1. ЭХОМЕТОД. АППАРАТУРА
2.1.1. Импульсный ультразвуковой дефектоскоп
Как отмечалось во введении, эхометод — основной
метод АК, поэтому он здесь рассмотрен наиболее полно. Контроль
этим методом выполняют с помощью импульсного ультразвукового
дефектоскопа.
Структурная схема дефектоскопа общего назначения для руч-
ного контроля (рис. 2.1) по сравнению с упрощенной схемой (см.
рис. В.З, а) содержит ряд дополнительных систем, обеспечивающих
удобство эксплуатации и точность измерений. Генератор зондиру-
ющих импульсов 7 вырабатывает импульс электрического напря-
жения, возбуждающий ультразвуковые колебания в электроакусти-
ческом преобразователе (ЭАП) 3, который изучает их в ОК- От-
Рис. 2.1. Структурная схема импульсного дефектоскопа:
I— зондирующий импульс; II— доииый сигнал; III — эхосигнал
от дефекта
раженные от дефекта ультразвуковые сигналы принимаются тем
же (совмещенная схема) или другим (раздельная схема) ЭАП,
трансформируются в электрические импульсы и поступают на вход
усилителя 1. Коэффициент усиления его регулируется во времени
с помощью системы временной регулировки чувствительности
(ВРЧ) 4, благодаря чему компенсируется ослабление ультразву-
кового импульса в ОК- Усиленный до требуемой величины сигнал
поступает на индикатор 6 — электронно-лучевую трубку (ЭЛТ) и
на автоматический сигнализатор дефектов (АСД) 2.
Синхронизатор 8 обеспечивает требуемую временную последо-
вательность работы всех узлов дефектоскопа. Одновременно с за-
пуском генератора импульсов (или с некоторой заданной задерж-
кой) он приводит в действие генератор развертки 9 ЭЛТ. Разверт-
ка позволяет различать по времени прихода сигналы от объектов
отражения ультразвука, расположенных на разном расстоянии от
ЭАП, например сигналы от дефектов отличить от донного сигнала.
Синхронизатор также управляет работой блоков ВРЧ и АСД.
Современные дефектоскопы снабжены устройствами для изме-
рения амплитуды и времени прихода отраженного сигнала. На рис.
2.1 показана одна из возможных структурных схем измерения вре-
мени. Здесь измерительное устройство 5 обрабатывает сигналы,
поступившие от усилителя, с учетом времени поступления сигнала
от синхронизатора и выдает цифровую информацию на ЭЛТ или
на отдельное табло.
Автоматизированные ультразвуковые дефектоскопические уста-
новки отличаются тем, что содержат узлы перемещения ЭАП и ре-
гистрации результатов. Как правило, установки предназначены для
контроля определенного типа объектов. В них часто используют не-
сколько ЭАП, работающих в зависимости от задач контроля од-
новременно, последовательно или отдельными группами. В этом
случае синхронизатор управляет работой электронного коммута-
тора, обеспечивающего выбранную последовательность включения
отдельных электронно-акустических каналов. Каждый из этих ка-
налов содержит перечисленные выше узлы, которые варьируют в
зависимости от технических характеристик аппаратуры.
Генератор зондирующих импульсов содержит два основных эле-
мента: колебательный контур, включающий в себя излучающий
ЭАП (пьезопреобразователь), и электронную схему, обеспечиваю-
щую генерацию коротких радиоимпульсов той или иной формы.
В колебательном контуре параллельно или последовательно пьезо-
элементу включены индуктивность и активное сопротивление. Иног-
да применяют трансформаторную связь. Упрощенная схема пока-
зана на рис. 2.2, а. Резонансную частоту контура с помощью ин-
дуктивности L подбирают равной антирезонансной частоте пьезо-
пластины (см. § 1.5). Сопротивление резистора 7? определяет доб-
ротность контура.
Чаще всего применяют схему ударного возбуждения колебаний
контура. Накопительный конденсатор Си заряжают от высокого на-
пряжения. По команде синхронизатора открывают тиристор Т, че-
рез который этот конденсатор разряжается и возбуждает колеба-
ния в контуре.
Форма возбуждаемых таким способом электрических зондиру-
ющих импульсов показана на рис. 2.2, б. Фронт ударного импуль-
са определяется быстрым процессом разряда накопительного кон-
депсатора. Ему соответствуют высокочастотные составляющие
спектра импульса, значительно превышающие рабочую частоту де-
фектоскопа и выходящие за пределы полосы пропускания частот
ЭАП (см, задачу 2.1). В результате излучаемый в изделие акусти-
ческий зондирующий импульс имеет форму, близкую к колоколо-
образной (рис. 2.2, в). Амплитуда первого полупериода колеба-
ний возбуждающего импульса 300... 500 В. Однако эффективно
действующая амплитуда спектральной составляющей на рабочей
частоте значительно меньше (50... 100 В) ввиду несоответствия по-
лос частот импульса и преобразователя.
б) 6)
Рис. 2.2. Ударный генератор (а); фор-
мы импульсов:
б — возбуждаемого этим генератором, в —
на приемнике, г — после детектирования
В настоящее время часто применяют генераторы, вырабатываю-
щие импульсы колоколообразной формы, которая характеризуется
наиболее узким спектральным составом при заданной длительно-
сти, или импульсы, содержащие один, два или более периодов ко-
лебаний постоянной амплитуды, что повышает КПД генератора.
Амплитуду электрического возбуждающего импульса ограничи-
вает напряженность переменного электрического поля Ео, которую
может выдержать пьезопластина без пробоя или разрушения. Для
ЦТС-19 эта величина составляет около 3000 В/мм. Однако линей-
ный рост амплитуды акустического сигнала наблюдают при повы-
шении напряженности приблизительно до 300 В/мм. Учитывая, что
пьезопластину делают полуволновой, варьируя ее толщину в за-
висимости от частоты, предельное напряжение питания зависит от
частоты: t70 = E'()ft=£'0ci/2f1 (hi и Cj—толщина и скорость звука в
пластине). Считая максимальную частоту равной 10 МГц, найдем
Uo«500 В. Поскольку дефектоскоп должен надежно работать со
всеми преобразователями, входящими в комплект, максимальную
амплитуду Uo ограничивают этой величиной. Низкочастотные де-
фектоскопы имеют генераторы с более высоким напряжением. От-
меченное обстоятельство также указывает на неэффективность удар-
ных генераторов. Отметим, что пьезокерамика типа ПКР выдер-
живает без пробоя и разрушения значительно большие напряжен-
ности £0, чем ЦТС-19.
Приемно-усилительный тракт дефектоскопа содержит предуси-
литель, измеритель амплитуд сигналов, усилитель высокой частоты
(УВЧ), детектор и видеоусилитель. Предусилитель обеспечивает со-
гласование усилительного тракта с приемным преобразователем.
Его входное сопротивление должно быть больше эквивалентного
электрического сопротивления ЭАП, которое, как показывают
оценки (см. задачу 1.5.1), для преобразователя из ЦТС на частоте
1... 5 МГц составляет 20... 40 Ом. Коэффициент усиления предуси-
лителя — около 20 дБ.
В предусилитель входит ограничитель амплитуды, предохраня-
ющий усилитель от перегрузок, связанных с воздействием электри-
ческого зондирующего импульса (когда ЭАП включен по совме-
щенной схеме). Он шунтирует сигналы, амплитуда которых превос-
ходит определенный уровень, но практически не искажает сигна-
лов меньшей амплитуды, соответствующих эхосигналам от дефек-
тов и других отражателей.
Амплитуды сигналов измеряют с помощью калиброванного де-
лителя напряжения — аттенюатора *. Измерение состоит в сравне-
нии амплитуд двух или нескольких сигналов в относительных еди-
ницах— децибелах. Процесс измерения сводится к ослаблению
принимаемых сигналов до некоторого установленного уровня. Ве-
личина потребовавшегося ослабления равна амплитуде поступив-
шего сигнала. Акустический зондирующий импульс принимают за
0 дБ, для него требуется максимальное ослабление. Амплитуды
всех других сигналов выражают в отрицательных дБ, хотя знак
минус не пишут, а лишь подразумевают. Аттенюатор располагают
вблизи входа приемно-усилительного тракта для того, чтобы ис-
кажение амплитуд поступивших на него сигналов было минималь-
ным. Требуемый диапазон измерения — от 0 до 100 дБ.
В последнее время применяют автоматические измерители амп-
литуды с цифровой индикацией. Иногда в них амплитуду пересчи-
тывают в величину, характеризующую размер дефекта (см. п. 3.1.1)
и представляют ее на цифровом табло. Поскольку пересчет вы-
полняется по разным законам в зависимости от типа преобразова-
теля и характеристики материала ОК (см. п. 2.2.2), измеритель тре-
бует предварительной настройки. При перемещении преобразова-
теля по ОК амплитуда эхосигнала от дефекта изменяется, но ав-
томатический измеритель фиксирует максимальное значение амп-
литуды.
* Аттенюатор (от франц, attenuer — ослаблять, уменьшать) — блок калибро-
ванного ослабления сигналов.
Усилитель высокой частоты имеет коэффициент усиления 60...
100 дБ. Различают узкополосные и широкополосные усилители. Бо-
лее широкое применение нашли узкополосные УВЧ, обладающие
высокой помехоустойчивостью и имеющие полосу пропускания не
менее 0,2 f0 (где f0—-рабочая частота), что обеспечивает небольшое
искажение сигналов в приемном тракте. Недостаток узкополосных
усилителей заключается в необходимости перестройки частотного
диапазона при изменении рабочей частоты прибора. В этом отно-
шении имеют преимущество широкополосные усилители, хотя они
сложнее по схеме и обладают меньшей помехоустойчивостью.
Усиленные высокочастотные сигналы поступают к детектору,
на нагрузке которого выделяются огибающие радиоимпульсов.
Продетектированные сигналы (рис. 2.2, г) подают на видеоусили-
тель с коэффициентом усиления около 20 дБ. В некоторых дефекто-
скопах предусмотрена возможность наблюдения на электронно-лу-
чевом индикаторе недетектированпых радиоимпульсов.
Важная характеристика усилителя — его динамический диапа-
зон, т. е. отношение амплитуд максимального и минимального сиг-
налов, усиливаемых без искажения. Приборы с большим динами-
ческим диапазоном (20 дБ и более) позволяют правильно оцени-
вать соотношение амплитуд сигналов на экране ЭЛТ даже без при-
менения аттенюатора.
Помимо калиброванного аттенюатора импульсные дефектоско-
пы имеют ряд других регуляторов чувствительности. К ним относят
регулятор амплитуды зондирующего импульса, некалиброванный
регулятор чувствительности УВЧ, ВРЧ и отсечку. Отсечка (огра-
ничение сигналов снизу) достигается изменением порогового уров-
ня детектора. Благодаря этому отсекают все импульсы, амплитуда
которых меньше выбранной величины. Применение отсечки иска-
жает реальное соотношение амплитуд продетектированных сигна-
лов и сужает динамический диапазон усилителя прибора. В связи
с этим применяют систему так называемой компенсированной от-
сечки, которая обеспечивает восстановление амплитуды сигналов,
оказавшихся выше уровня отсечки, до первоначальной величины.
Система временной регулировки чувствительности (ВРЧ) (ее
правильнее назвать временной автоматической регулировкой уси-
ления) предназначена для генерирования регулирующего сигнала
определенной формы, с помощью которого изменяется во времени
усиление УВЧ. ВРЧ компенсирует ослабление импульса, обуслов-
ленное дифракционным расхождением и затуханием. Исходя из это-
го закон изменения усиления должен быть обратным закону убы-
вания амплитуд отраженных сигналов от одних и тех же по раз-
мерам дефектов по мере их удаления от преобразователя. Эти за-
коны, разные для отражателей различной формы и размеров, по-
этому идеальную ВРЧ создать нельзя.
Индикатором принятых сигналов, как правило, служит электрон-
но-лучевая трубка. Чаще всего на вертикально отклоняющие плас-
различимы на линии развертки,
недостатка многие дефектоско-
Рис. 2.3. Типичное изображение на эк-
ране ЭЛТ дефектоскопа:
1 — зондирующий импульс, 2 — помехи пре-
образователя, 3 — стробирующий импульс,
4 — структурные помехи, 5 — эхосигнал от
дефекта, 6 — донный сигнал
тины подают усиленный до необходимой величины полезный сиг-
нал, а на горизонтально отклоняющие — напряжение развертки
(рис. 2.3). Развертку синхронизируют с частотой зондирующих по-
сылок. Необходимую длительность развертки tp определяют ско-
рость звука с в материале и максимальная толщина ОК йтах:
с.
При большой толщине ОК сигналы от близкорасположенных
друг от друга отражателей плохо
С целью преодоления указанного
пы снабжены схемой задерж-
ки развертки («лупой време-
ни»), с помощью которой за-
пуск развертки осуществляют
не зондирующим импульсом,
а первым отраженным от по-
верхности ОК сигналом (при
иммерсионном контроле) или
сигналом, произвольно регу-
лируемым по времени.
Рассмотренную систему раз-
вертки «время — амплитуда»
называют разверткой типа А
(рис. 2.4, б). В автоматизиро-
ванных дефектоскопических ус-
тановках иногда применяют
развертку типа В (рис. 2.4, в),
которая позволяет получить на
экране ЭЛТ изображение сече-
ния ОК с находящимися в нем
дефектами. Для этого на вертикально отклоняющие пластины
трубки подают напряжение от генератора развертки, а на гори-
зонтально отклоняющие — от специального генератора, электро-
механически связанного с устройством перемещения ЭЛП вдоль
поверхности ОК. Усиленные эхосигналы увеличивают яркость
свечения луча.
В результате каждому положению ЭАП на ОК в процессе ска-
нирования (рис. 2.4, а) соответствует определенная вертикальная
линия развертки на экране ЭЛТ (на рис. 2.4, в показана штриха-
ми). Она слабо светится. В моменты прихода эхосигналов яркость
свечения увеличивается. При движении ЭАП по поверхности ОК
линия развертки смещается. Возникает цепочка близкорасположен-
ных ярких точек — изображение отражающей поверхности дефек-
та. Видны также поверхность ввода и донная поверхность. В авто-
матизированных установках также применяют развертку типа С,
с помощью которой изображают дефекты в плане (рис. 2.4, г). При-
меняют также комбинированные развертки. Например, на рис. 2.4, в
развертка типа В совмещена с разверткой типа А (справа). Это
позволяет видеть изображение амплитуд эхосигналов для одной
из линий В — развертки. В автоматизированных установках в ка-
честве регистраторов применяют также различные записывающие
устройства: плоттеры, фоторегистраторы, самописцы.
Система автоматической сигнализации дефектов (АСД) пред-
назначена для автоматической фиксации момента обнаружения де-
фекта. Ее можно рассматривать как частный случай регистратора.
Особо важное значение такие системы имеют в автоматизирован-
ных установках, в которых выявленные дефекты регистрируют в
процессе непрерывного сканирования преобразователем ОК. При
ручном контроле система АСД значительно облегчает работу опе-
ратора, давая звуковой или световой сигнал при появлении дефек-
та, что позволяет повысить надежность полученных результатов
прозвучивания.
Система АСД включает генератор стробирующих импульсов, ко-
торые подают на линию развертки и схему совпадений, на другой
вход которой поступают все эхосигналы с выхода приемного трак-
та. Стробирование (от греч. strobos — кружение, вихрь)—выде-
ление некоторого интервала времени. Стробирующим импульсом 3
(см. рис. 2.3) выбирают участок развертки, на который попадают
сигналы от дефектов, подлежащих регистрации. В некоторых де-
Рис. 2.4. Типы разверток дефектоскопа:
а — сканирование изделия (преобразователь указан стрелкой); б — развертка типа Л;
е — развертка типа В (справа — развертка типа Л); г —развертка типа С
фектоскопах существует система слежения стробирующим импуль-
сом за выбранным эхосигналом даже при его перемещении по ли-
нии развертки, что обычно происходит при движении преобразова-
теля относительно дефекта.
Установив стробирующий импульс так, чтобы в него попадал только донный
сигнал, по амплитуде этого сигнала следят за стабильностью акустического кон-
такта, общей исправностью работы аппаратуры, а также подстраивают чувстви-
тельность. Очень удобны дефектоскопы с двумя стробирующими импульсами
один для слежения за сигналами от дефектов, а другой — за донным сигналом
с раздельной регулировкой уровня срабатывания сигнализаторов.
Рис. 2.5. Современный эходефектоскоп
УД-2-17 (СССР)
Синхронизатор представляет собой автоколебательную импульс-
ную систему. Его обычно выполняют по схеме мультивибратора.
Частоту генерируемых синхронизатором запускающих импульсов
выбирают в зависимости от задач контроля в пределах 50... 8000 Гц.
В некоторых дефектоскопах ее регулируют. Так как частота синхро-
низатора определяет период следования зондирующих посылок, то с
точки зрения увеличения скорости контроля (а следовательно, него
производительности) ее желательно выбирать возможно большей.
Однако она ограничивается затуханием ультразвука и толщиной
ОК, поскольку необходимо, чтобы импульс, излученный в ОК, пол-
ностью затух до поступления следующей посылки.
Устройство для измерения расстояния до дефекта, дна ОК или
другого отражателя — глубино-
мер — измеряет время пробега
импульса до отражателя. Вре-
мя пересчитывают в расстоя-
ние с учетом скорости уль-
тразвука в ОК. Корректи-
ровку на скорость звука вво-
дят, измеряя какое-либо из-
вестное расстояние, например
толщину ОК. В большинстве
дефектоскопов измерение осу-
ществляют непосредственно по
экрану ЭЛТ, снабженному
шкалой. При этом предъявля-
ют высокие требования к ли-
нейности и стабильности раз-
вертки.
Дефектоскоп с встроенной
микроЭВМ — основной тип
прибора общего назначения последних выпусков (рис. 2.5). Посту-
пающие сигналы аналого-цифровой преобразователь переводит в
цифровую форму, в которой производят дальнейшую обработку и
выводят результаты на табло или дисплей в виде цифровых дан-
ных о глубине залегания и амплитуде эхосигнала от дефекта. Это
повышает точность, помехоустойчивость и дает ряд дополнитель-
ных возможностей. МикроЭВМ может осуществлять первичную
статистическую обработку результатов, сохранять информацию о
режимах и результатах контроля, документировать ее, обмени-
ваться информацией с ЭВМ более высокого уровня.
Одно из важнейших назначений микроЭВМ в дефектоскопе —
это обеспечение сервиса, т. е. оптимальная организация взаимодей-
ствия контролера с прибором. С одной стороны, улучшаются ус-
ловия труда контролера, с другой — ЭВМ постоянно проверяет
правильность его действий, уменьшая тем самым влияние субъек-
тивного фактора.
В частности, настройку такого прибора выполняют в режиме
диалога, когда ЭВМ задает вопросы, а оператор вводит ответ или
выбирает один из предложенных вариантов ответа. Так могут за-
даваться данные об ОК (толщине, скорости звука) и желаемых
параметрах контроля (частоте, типе волны, угле ввода). Процеду-
ра настройки может быть упрощена для наиболее часто контро-
лируемых объектов. Например, в памяти дефектоскопа УД-2-17
(рис. 2.5) можно хранить до 12 предварительно подготовленных ва-
риантов программы контроля и выбирать требуемый простым пе-
реключением.
2.1.2. Преобразователи для контроля эхометодом
Современные дефекты комплектуют набором излу-
чателей и приемников ультразвуковых волн — электроакустичес-
ких преобразователей (ЭАП). Здесь рассмотрены только пьезо-
электрические преобразователи (ПЭП), нашедшие наиболее
широкое применение.
Прямой преобразователь контактного типа (рис. 2.6, а) пред-
назначен для работы по совмещенной схеме. Пьезопластину 1 обыч-
но изготовляют из ЦТС. В настоящее время часто используют ке-
рамику ПКР и метаниобат свинца (см. п. 1.5.1). Толщину пьезо-
Рис. 2.6. Основные тепы преобразователей:
а — прямой, б — наклонный, е — раздельно-совмещенный
пластины делают равной половине длины волны. Для ЦТС на час-
тотах 1... 10 МГц она равна 0,16... 1,6 мм.
На поверхности пьезопластины методами вжигания, осаждения
или напыления в вакууме наносят серебряные или медные элек-
троды, которые системой проводников 5 соединяют с кабелем 7, а
через него — с дефектоскопом. Внешнюю оплетку кабеля и наруж-
ную сторону пьезопластины соединяют с металлическим корпусом
6 преобразователя. В преобразователе (или вблизи него) распо-
лагают катушку индуктивности 4 для настройки на резонансную
частоту. )
Пьезопластину приклеивают к демпферу 2, который повышает
ее механическую прочность и расширяет полосу пропускания. Для
того чтобы ультразвуковые колебания, отраженные от задней по-
верхности демпфера, не вызывали помех, демпфер изготовляют
из звукогасящего материала, например из эпоксидной смолы с по-
рошкообразным наполнителем из тяжелого металла (вольфрама)
в весовой пропорции 1/6... 1/12. Это приближает волновое сопро-
тивление демпфера к рс пьезопластины и увеличивает широкопо-
лосность преобразователя. При контроле изделий большей толщи-
ны, когда разрешающая способность не имеет существенного зна-
чения, а повышение чувствительности весьма желательно, приме-
няют демпфер с малым акустическим сопротивлением.
Протектор 3 ПЭП должен обладать высокой износоустойчиво-
стью, обеспечить высокую чувствительность преобразователя и ста-
бильность акустического контакта его с изделием. Протектор, из-
готовленный из металла или керамики, хорошо удовлетворяет лишь
первым двум из указанных условий, а из материала с повышенным
затуханием ультразвука — эпоксидной смолы с металлическим
(предпочтительно бериллиевым) наполнителем или из пластика
(полиуретана) — повышает стабильность акустического контакта,
однако износостойкость такого протектора ниже, чем металлокера-
мического. Протектор делают тонким (0,2... 0,5 от 7.), чтобы уско-
рить гашение многократных отражений в нем ультразвука.
Пьезопластину ПЭП делают обычно круглой. Размеры выби-
рают с учетом поля излучения-приема. Увеличение диаметра сужа-
ет диаграмму направленности в дальней зоне, но. в то же время
увеличивет протяженность ближней зоны, где оценка размеров и
местоположения дефектов затрудняется наличием максимумов и
минимумов сигнала. Целесообразно применять пластины малого
размера для контроля тонких изделий и большого — для контроля
изделий значительной толщины.
Наклонный преобразователь (рис. 2.6, б) отличается от нор-
мального наличием призмы 8. Пьезоэлемент излучает в призму про-
дольные волны, которые на границе призмы с изделием преломля-
ются, а частично — отражаются. Не вошедшая в изделие часть уль-
тразвуковой энергии попадает в ловушку (передняя и верхняя час-
ти призмы) и гасится в ней. Демпфер 2 иногда совсем отсутствует,
что повышает коэффициент преобразования. Пьезопластине для
уменьшения пути ультразвука в призме часто придают не
'круглую, а квадратную или прямоугольную форму, ее приклеивают
к призме.
Призму делают чаще всего из органического стекла (плекси-
гласа). Этот материал достаточно хорошо пропускает ультразву-
ковые волны, но в то же время быстро гасит их в ловушке. В вы-
сокочастотных преобразователях применяют, материалы с меньшим
Затуханием ультразвука (полистирол), а в низкочастотных — с
большим, так как коэффициент затухания возрастает с частотой.
Угол наклона призмы р (рис. 2.7) должен обеспечить введе-
ние в ОК волн требуемого типа под нужным углом. Чаще всего
вводят поперечные волны, а углы выбирают между первым и вто-
рым критическими. Однако, чтобы не возникали другие (мешаю-
щие) типы волн, углы призмы делают такими, чтобы они на 2...3°
не доходили до критических значений (см. задачу 2.1.3).
Рис. 2.7. К конструированию
призмы наклонного преобра-
зователя; поперечные волны
показаны штриховыми ли-
ниями
Для контроля аустенитных сварных
соединений с большим затуханием и ре-
фракцией поперечных волн применяют
продольные волны, распространяющиеся
под углом к поверхности. Для их воз-
буждения угол призмы делают меньше
первого критического. Поперечные вол-
ны, возникающие одновременно с про-
дольными, создают при этом помехи.
Выбирая соответствующие углы накло-
на, возбуждают поверхностные, голов-
ные волны и различные моды волн в
пластинах и стержнях.
При конструировании призмы преоб-
разователей, предназначенных для рабо-
ты по совмещенной схеме, обращают
внимание на то, чтобы не возникало
ложных сигналов в результате отражения от элементов призмы.
Пучок волн при этом считают параллельным, так как отражатели
находятся в ближней зоне пьезопластины. Примеры расчетов да-
ны в задаче 2.1.3.
Раздельно-совмещенный (PC) преобразователь (рис. 2.6, в) име-
ет излучающий и приемный пьезоэлементы, которые разделены аку-
стически и электрически экраном 9. В то же время они объеди-
нены конструктивно в одном корпусе 6. Благодаря разделению
электрический и акустический зондирующие импульсы и сопровож-
дающие их помехи практически не попадают на приемник. В ре-
зультате уменьшается минимальная глубина прозвучивания (мерт-
вая зона).
Пьезоэлемент-ы 1 PC-преобразователей обычно имеют прямо-
угольную или полукруглую форму. Их располагают на призмах
из оргстекла 8 с небольшими углами наклона (0 ...10°), при кото-
рых в изделие излучаются продольные волны, а поперечные имеют
небольшую амплитуду. Варьируя углы призм, их высоту, расстояние'
между ними и размеры пьезоэлементов, можно изменять положение
максимума чувствительности (фокуса), минимальную и максималь-
ную глубину прозвучивания. Возможно даже обеспечить постоян-
ную чувствительность к дефектам при их различном расстоянии от
поверхности.
На рис. 2.6, в показан прямой раздельно-совмещенный преобра-
зователь. Его общая акустическая ось, проходящая посередине меж^
ду одинаковыми излучателем и приемником, направлена нормаль-
но к поверхности. Наклонные PC-преобразователи применяют в
двух вариантах (рис. 2.8): тандем, когда излучатель и приемник
расположены один за другим в плоскости падения, и дуэт, когда
они расположены рядом. Угол б между проекциями акустических
осей на поверхность ввода и биссектрисой называют углом раз-
ворота.
Для возбуждения и приема головных волн используют только
PC-преобразователи, так как в противном случае большой уровень
шумов полностью маскирует полезный сигнал. Чаще применяют ва-
риант дуэт, имеющий более высокую чувствительность к дефектам.
Рис. 2.8. Наклонные PC преобразователи типа тандем (с) и дуэт (б)
Иммерсионный преобразователь для контроля изделия, погру-
женного в иммерсионную ванну, отличается от прямого тем, что
имеет повышенное волновое сопротивление демпфера. Протектор
изготовляют обычно из эпоксидной смолы толщиной в четверть дли-
ны волны. Он обеспечивает просветление границы пьезоэлемент —
иммерсионная жидкость и гидроизоляцию пьезопластины. Вариан-
тами иммерсионного преобразователя являются струйный (с кон-
тактом через струю жидкости) и с локальной иммерсионной ван-
ной.
Другие типы преобразователей укажем, чтобы дать их опреде-
ления и области применения. Широкозахватные ПЭП имеют силь-
но вытянутую прямоугольную пьезопластину; они позволяют конт-
ролировать широкую полосу изделия за один проход. Широкопо-
лосные ПЭП работают в полосе частот больше одной октавы
(т. е. fmax/fmin^2). Фокусирующие ПЭП дают концентрацию уль-
тразвуковой энергии в небольшой зоне — фокусе. Веерные ПЭП
излучают расходящийся в широком диапазоне углов пучок лучей
для выявления разноориентированных плоскостных дефектов. Ще-
левые ПЭП предназначены для контроля изделий через слой кон-
тактной жидкости небольшой толщины, причем зазор обеспечивает
конструкция преобразователя. ПЭП с переменным углом позволя-
ют изменять угол ввода. Более подробно о ПЭП см. [4, 12].
2.1.3. Технические характеристики дефектоскопов
Современные дефектоскопы делят на портативные,
переносные общего назначения и стационарные, предназначенные
для работы в автоматических установках. Переносные приборы име-
ют массу 15...20 кг. Их достоинство — широкие возможности для
регулировки параметров контроля. Портативные приборы имеют
необходимый минимум ручек управления, массу около 5 кг и авто-
номное питание. Стационарные приборы обычно монтируют в кон-
структивах (стойках) автоматических установок. В них предусмот-
рена возможность смены и введения дополнительных блоков, что-
бы обеспечить оптимальные условия автоматического контроля оп-
ределенной продукции.
Различия между классами приборов можно продемонстриро-
вать на диапазонах их рабочих частот. Лучшие переносные прибо-
ры для контроля металлов имеют диапазон частот от 0,5 до 25 МГц.
Портативные неспециализированные приборы — 1 ... 10 МГц, а при-
боры для автоматических установок—-одну или две фиксирован-
ные частоты.
Важная характеристика дефектоскопа — его абсолютная чувст-
вительность или порог акустической чувствительности. Ее опреде-
ляют как отношение минимального принимаемого к максимально-
му посылаемому акустическому сигналу. Способы ее измерения рас-
смотрены в § 2.4. В комплекте с разными преобразователями один
и тот же дефектоскоп будет иметь разную абсолютную чувствитель-
ность. Однако важно характеризовать чувствительность дефекто-
скопа как прибора, независимо от влияния преобразователя. В свя-
зи с этим за абсолютную чувствительность дефектоскопа принима-
ют максимальное значение абсолютной чувствительности, достига-
емое хотя бы с одним преобразователем, входящим в комплект при-
бора. Абсолютная чувствительность современных дефектоскопов рав-
на 90... 100 дБ. У лучших приборов она достигает 120 дБ. Фактиче-
ски понятие абсолютной чувствительности — пороговая величина,
но в практике контроля и ГОСТах термин «порог» в данном слу-
чае не употребляют. Другие характеристики эходефектоскопа рас-
смотрены в § 2.4.
Задачи
2.1.1. Сравнить спектральный состав ударно-возбуждаемого и колоколообраз-
ного радиоимпульсов равной длительности на уровне 0,1 от максимального зна-
чения. Ослабление колоколообразного импульса — в 5 раз за период колебаний,
Решение. Спектральную плотность 5(ш) импульса определяем с по*
мощью интеграла Фурье
S(o>)= J CZ (О е~at.
Ударный импульс задаем формулой
U (t) = — CZf,e—а< cos Ш]/.
Модуль спектральной плотности показывает, из каких частот состоит импульс,
Для ударно-возбуждаемого импульса
| S (ш) | = I f_______________(мМ))2 + (^/2)г_____.
"о V [1 — (ш/“о)2 + (^“/“о)2]
0>2 - - ID2 Ct2- d — 2u/iOq .
Колоколообразный импульс и его спектральная плотность
U (t) = £/се-₽2 cos К (/ /0)1,
| S (w) | = -----—
«цсГ
exp
1 --O>/wj
d’ j J L k d' / J)
d' = 2₽/toI.
Соответствующие интегралы находим в таблицах. Величину d'=0,4 найдем
из условия е—= ~ "
ный импульс уменьшится до 0,1
е—(°’2 =0,1; Z'=7,5/-»i. Импульс симметричный,
длительность /=2?=15сО|. Ту же длительность ударного
из условия е-а/ = 0,1, откуда а = —In 0,1//=
=— In 0,I<bi/15=0,96/T; d=2a/co!=2(—In 0,1)/15=
= 0,3.
Для
мем их
нанесем
Хорошо
имеет более узкий спектр, особенно
частотной части.
2.1.2. Рассчитать необходимую длительность
развертки дефектоскопа и задержку для контро-
ля стального изделия толщиной й=5 м контакт-
ным способом и изделия толщиной 200 мм им-
мерсионным способом.
Решение. Для контроля контактным спо-
собом время развертки определяют через
пробега акустического импульса в изделии
/р = 2ft/ci = 2-5000/5,9 = 1,7 мс.
Для контроля иммерсионным способом
ходимо, чтобы время задержки развертки
ло не меньше времени пробега акустического
импульса в изделии (см. п. 2.3.4):
/3>2Л/С1 = 2-0,2/5,9-103 = 67,8 мкс~70 мкс-
Необходимое максимальное время задержки выбираем (с резервом) /3=
= 100 мкс.
= 0,2 откуда р=0,2<в]. Время t', за которое колоколообраз-
" I от максимума, определяем из условия
поэтому общая его
импульса определяем
сравнения спектральных плотностей при-
максимальные значения за единицу и
на один и тот же график (рис. 2,9).
видно, что колоколообразный импульс
в высоко-
время
необ-
ts бы-
Рис. 2.9. Спектральный со-
став импульсов дефектоско-
па
2.1.3. Рассчитать параметры призм из оргстекла (скорости продольной и по-
перечной волн сгп=В650 м/с с<п = 1120 м/с), комплекта наклонных преобразова-
телей с пластинами диаметром ,12 мм на частоту 2,5 МГц. Расчету подлежат
углы и размеры призм, обеспечивающие отсутствие помех при совмещенном спо-
собе контроля стали.
Решение. Задаем углы а ввода ультразвука в контролируемый металл.
Требуется определить угол призмы р, т. е. угол падения. Его рассчитываем по
формуле синусов P=arcsin[sin а(сгп/си)], где си — скорость продольных или по-
перечных волн в изделии. Например, если нужно получить продольную волну
в стали под углом а=45°, то си = с; = 5,9 м/с,
p = arcsin(2,65 sin 45°/5,9) == 18,5°.
Если нужно получить поперечную волну, то си=щ = 3,26 м/с
Р = arcsin (2,65 sin 45'73,26) = 35,1°.
Если угол призмы близок к критическим значениям, то рассчитанный по фор-
муле синусов угол а будет меньше дейтвительного (см. § 1.6). В этом случае
уточняют значение угла р с помощью графика рис. 1.14, а, штриховая линия. На-
пример, чтобы получить поперечную волну с углом ввода 75°, нужно взять угол
призмы 54°, а не 51,7°, как следует из формулы синусов.
При углах призмы, близких ко второму критическому значению, необходимо
предотвратить возникновение интенсивной рэлеевской волны, которая, отражаясь
от неровностей поверхности, вызовет помехи. Согласно § 1.6 в дальней зоне поле
излучения наклонного преобразователя можно представить так, как будто рас-
хождение лучей началось в призме. Отсюда возникает следующее условие:
P + 0"<PS, где р — угол падения центрального луча, 0"—угол расхождения
лучей (считаем крайним луч, амплитуда которого в ,10 раз меньше центрально-
го) ; ps — угол возбуждения поверхностной волны.
Угол расхождения лучей от круглого преобразователя
/ сь, \ / 2,65 \
6" = arc sin (0,54---I = arc sin 10,54 - 1 = 5,5 .
\ af J k 6-2,5 ]
Угол возбуждения поверхностной волны
ps = arcsin (c;„/cs) = arcsin (2,65/3,0) = 62°.
Отсюда следует условие
р< _ 6" = 62° - 5,5° = 56,5°.
Угол призмы должен быть не более 56,5°.
При проектировании призмы необходимо избежать больших ложных сигна-
лов, возникающих в результате отражения лучей внутри призмы. Излучаемый
пучок приближенно считаем параллельным. Для того чтобы луч от точки В пье-
зопластины (см. рис. 2.7) не отражался от двугранного угла А, нужно выбрать
достаточно большую стрелу преобразователя п=АО: n>a/cos р. Для Р=35° на-
ходим
n>6/cos 35° = 7,33 мм.
Для того чтобы луч от точки С пьезопластины после отражения от нижней
грани призмы и трансформации в поперечную волну не попадал в точку В, нуж-
но выбрать достаточно большой путь в призме rA = OO/>a[2 etg (Р + Pt) + tg PJ.
Определяем угол р; отражения поперечных волн в призме, а затем г л, при-
нимая р=35°.
Р/ = arcsin (ctn sin Р/щп) = arcsin (1,12 sin 35°/2,65)=14 ,
rA>6[2 ctg(35° + 14°) + tg 35°] = 14,6 мм.
Принимаем гл = 15 мм. Следует иметь в виду, что сложное дифракционное поле
излучающей пластины вызывает появление небольших мешающих сигналов даже
при выполнении отмеченных выше условий, полученных на основании представ-
ления поля излучателя как плоской волны.
§ 2.2. РАСЧЕТ ЭХОСИГНАЛОВ
2.2.1. Понятие акустического тракта
зондирующего импуль-
27= 2с
Рис. 2.10. Образцы для контроля прямыми
преобразователями:
а, б — отверстия с плоским и сферическим дном,
в — плоскость, г — боковое цилиндрическое отвер-
стие, д — паз с плоским дном, е — вогнутая ци-
линдрическая поверхность
Акустическим трактом называют путь ультразвука от излучате-
ля до дефекта или другого препятствия и затем к приемнику коле-
баний. Формулы акустического тракта определяют ослабление сиг-
нала на этом пути, т. е. амплитуду сигнала от отражателя. Для уп-
рощения математических выкладок ниже рассмотрим акустический
тракт для жидкой среды и затем введем поправки, характерные
|для твердого тела. Обозначим через Ро амплитуду сигнала, излу-
чаемого преобразователем (акустического
са), а амплитуду принятого
сигнала — через Р'. Задача
состоит в определении отно-
|шения P'LPo-
Естественные дефекты
могут иметь самую различ-
ную форму, ориентацию и
акустические свойства, ко-
торые заранее неизвестны,
поэтому при анализе эхоме-
тода формулы акустическо-
го тракта выводят для мо-
делей дефектов в виде по-
лых отражателей простой
формы: тонкого диска, сфе-
ры, цилиндра, тонкой поло-
сы, плоскости и т. д. Физи-
ческая реализация некото-
рых моделей дефектов пред-
ставляет большие техноло-
гические трудности (напри-
мер, трудно выполнить тон-
кий диск, не нарушая це-
лостности окружающего
твердого материала), по-
этому при экспериментах и
производственном контроле
модели дефектов заменяют
искусственными отражателями
отверстием, сферу — отверстием со сферическим, дном и т. д. Ам-
плитуды эхосигналов от моделей дефектов и искусственных отра-
жателей мало отличаются, когда их размеры больше длины вол-
ны ультразвука. В противном случае амплитуды эхосигналов мо-
гут ие совпадать.
Наиболее широкое применение нашел искусственный дефект
типа плоскодонного отверстия, который удовлетворительно имити-
(рис. 2.10): диск — плоскодонным,
рует небольшие расслоения, трещины. Он рекомендован рядом
ГОСТов для настройки чувствительности дефектоскопа. Боковое
цилиндрическое отверстие имитирует протяженные шлаковые вклю-
чения, цепочки пор. Его просто изготовить в производственных ус-
ловиях. Оно равномерно отражает волны независимо от их на-
правления (в плоскости, перпендикулярной оси). Его используют
во многих отечественных и иностранных стандартных образцах.
Протяженная плоскость соответствует донному сигналу, по ко-
торому удобно выполнять настройку. Кроме того, она имитирует
протяженные расслоения. Цилиндрическую вогнутую поверхность
используют в стандартных образцах для получения максимально-
го эхосигнала и определения точки ввода преобразователя (см.
ниже).
Вопросы дифракции плоской акустической волны на некото-
рых отражателях рассмотрены в § 1.4. Здесь будет показано, как
использовать результаты дифракционной теории для расчета аку-
стического тракта, т. е. как учесть особенности полей излучения
и приема преобразователя. Кроме того, в этом разделе изложены
приближенные и (более простые) способы расчета отражения, при-
годные, когда размеры отражателя больше длины волны: энерге-
тическое приближение, основанное на представлениях лучевой
акустики, и метод Кирхгофа. Согласно последнему каждую точку
«освещенной» поверхности плоского отражателя рассматривают
как вторичный излучатель волн, а поле отраженной волны вне от-
ражателя считают равным нулю. В приводимом далее выводе
формул акустического тракта не учтено затухание ультразвука.
Чтобы учесть этот эффект, следует ввести во все формулы для
контактных прямых преобразователей множитель е-2вг, где г —
расстояние от преобразователя до отражателя, а для преобразо-
вателей с акустической задержкой — множитель е"’2(5лГл+г-вГв\
в котором г А и г в — средние пути ультразвука в задержке и изде-
лии, а 6а и бв — затухание ультразвука в этих средах.
2.2.2 Расчет методом Кирхгофа
Отражение от диска и плоскодонного отверстия. В соответствии
с методом Кирхгофа будем считать каждую точку В диска пло-
щадью 5ь, совпадающего с плоским дном отверстия, вторичным из-
лучателем ультразвука с амплитудой, равной амплитуде падающей
волны, умноженной на коэффициент отражения R, а точки плоско-
сти вне диска — не излучающими ультразвук. Тогда площадь Sb
в формулах (1.49) и (1.50) равна умноженной на R площади эле-
мента ds в в окрестностях точки В. В результате получим
Р' = ~~ f RI{a, В) Г (B,c) dsB. (2.1)
с Sb
Если излучатель и приемник совпадают, то
р '= 'Р° - f RI2(cr, B)dsB.
“ Sb
Вначале рассмотрим случай, когда преобразователь и отража-
тель соосны. Если размеры отражателя невелики (но превосходят
длину волны), то R=— 1, а функцию I (а, В) на дефекте можно
считать постоянной. В этом случае амплитуда ]р'[=Р' равна
P'/PD—Sb | I | *!Sa. (2.2)
В ближней зоне преобразователя максимальное значение |/|2
меняется от 1 до 4, поэтому здесь
Р'//’о=(1-4)ЗД, (2.3)
а в дальней зоне на оси преобразователя согласно (1.56)
I /1 =sjarr,
P'lP^S^W (2.4)
Формула (2.2) удобна тем, что в ней разделены два фактора,
определяющие акустический тракт: поле преобразователя I и мно-
житель, характеризующий отражение от дефекта. Последний, од-
нако, лучше представить так, чтобы выделить отношение размера
дефекта к длине волны, поскольку именно этот фактор определя-
ет дифракцию на дефекте согласно точной теории. С учетом этого
= (2.5)
'О А
Если размер дефекта меньше длины волны ультразвука, то при-
ближение Кирхгофа, использованное для расчета, неверно. Eta рис.
1.18 была показана зависимость коэффициента Ая от b/k (2b —диа-
метр диска), следующая из формулы (2.5) и полученная с помо-
щью строгого решения дифракционной задачи об отражении от
полого диска в твердом теле (см. п. 1.2.1). Часто говорят, что де-
фекты размером меньше длины волны не выявляются ультразву-
ком. В действительности отражение от дефекта при некоторых зна-
чениях b/Azs: 1 слабее, чем следует из приближения Кирхгофа. На-
пример, при fe/Z^0,l Ля~ (Ь/К)3 и значительно меньше, чем Ля~
~ (5/А)2 (как в кирхгофовском приближении), однако отражение
от дефекта наблюдают во всех случаях.
Как показывают экспериментальные данные, при сигнал
от плоскодонного отверстия изменяется по закону Ая=лЬ2/к. Это
объясняется тем, что дифракционная теория учитывает вклад об-
ратной стороны диска, с которой взаимодействуют обогнувшие диск
волны. У плоскодонного отверстия обратной стороны нет, а боко-
вые стенки практически не дают вклада в отраженный сигнал.
Если площадь отражающего диска (или плоскодонного отвер-
стия) увеличивается и приближается по размеру к площади преоб-
разователя, изменением функции RI2 на поверхности дефекта пре-
небречь нельзя. В результате уменьшения функции RI2 от центра
к периферии отражателя амплитуда сигнала возрастает с ростом
дефекта медленнее, чем по закону SblM (рис. 2.11). Когда размер
диска достигает, а затем превосходит размер преобразователя, воз-
можны две закономерности изменения амплитуды эхосигнала. Ес-
Рис. 2.11. Изменение амплитуды сиг-
нала в функции от диаметра плоско-
донных отверстий:
Диаметр преобразователя £> ” 12 мм, X =
•= 2,35 мм, 1 — г — хб = 15 мм. 2 — г =
= 100 мм
ходиться в его дальней зоне, а
отражающего диска, что служит
от диска при увеличении его
ли отражатель находится в
ближней или переходной зоне
преобразователя, амплитуда эхо-
сигнала от него постепенно при-
ближается к амплитуде донного
сигнала. Если же отражатель на-
ходится в дальней зоне преобра-
зователя, то амплитуда эхосиг-
нала от него может превзойти
амплитуду донного сигнала, ис-
пытать одну или несколько ос-
цилляций и только после этого
(когда диаметр диска в два-три
раза превзойдет диаметр преоб-
разователя) амплитуда эхосигна-
ла от соосного диска совпадет с
амплитудой донного сигнала.
Такая зависимость объясня-
ется тем, что отражающий диск
подобен вторичному излучателю
ультразвука, он имеет свою
ближнюю и дальнюю зоны. Ког-
да отражающий диск больше
преобразователя, диск может на-
преобразователь в ближней зоне
причиной осцилляции эхосигнала
диаметра. В. частности, при Ь==>
= 0,57.г преобразователь находится на границе ближней зоны
отражателя, с чем связано достижение максимального значения
амплитуды.
Анализ выражения (2.2) показывает, что величина P'jPo может
быть представлена как функция двух безразмерных параметров:
расстояния от преобразователя до отражателя, отнесенного к дли-
не ближней зоны преобразователя, и отношения диаметра диска
к диаметру преобразователя. Третий параметр (форма и длитель-
ность импульса), влияющий на величину Р'/Рь в ближней и пе-
реходной зонах, выражение (2.2) не учитывает. На основе этого
для расчета амплитуды отражения от диска (плоскодонного отвер-
стая) в широком диапазоне значений расстояний и диаметров по-
строено семейство безразмерных кривых амплитуда — расстоя-
ние— диаметр (АРД-диаграмма). На рис. 2.12 показана АРД-
диаграмма в безразмерных координатах, указанных ранее. По оси
ординат отложена величина Р'!Р0 в отрицательных децибелах (нуль
соответствует случаю, когда вся излученная преобразователем энер-
гия возвращается к нему). На кривых показана максимальная
Рис. 2.12. Безразмерные кривые «амплитуда — расстояние—диаметр»
(АРД-диаграмма) для эхометода
амплитуда эхосигнала от плоскодонного отверстия данного разме-
ра, залегающего на данной глубине, т. е. учтена возможность сме-
щения отражателя в сторону от оси преобразователя для дости-
жения максимума эхосигнала, как это делают, когда дефект в
ближней зоне. Заштрихованные области показывают границы из-
менения амплитуды эхосигнала при вариации формы и длительно-
сти импульса. При работе с преобразователями определенного типа
(с заданным диаметром и длиной волны) пользуются размерными
АРД-диаграммами (см. задачу 3.1.1).
Отражение от бесконечной плоскости методом Кирхгофа вы-
числяют точно. Каждая точка плоскости становится вторичным из-
лучателем, амплитуда и фаза которого определяются падающей
волной, умноженной на коэффициент отражения Р. Для вычисле-
ния отраженного сигнала применяют метод мнимого преобразова-
теля. Поле отражения пред-
ставляют как поле излучения
мнимого источника, располо-
женного зеркально-симметрич-
но действительному (рис.
2.13). Считая коэффициент от-
ражения медленно меняющей-
Рис. 2.13. Отражение от плоскости
ся функцией, вынесем его
среднее значение за знак ин-
теграла. Тогда поле мнимого
излучателя выразится функцией I (ar, С). Сигнал на приемнике
Л
Ро
1А1
Sa
J I (-04, C)dsc
(2.6)
Коэффициент отражения по модулю приблизительно равен еди-
нице. При отражении от дна ОК изменением зависимости коэффи-
циента отражения от угла падения лучей при а/г^.0,4 можно пре-
небречь. При отражении от полупрозрачного протяженного дефек-
та |7? | < 1.
Выражение (2.6) зависит только от параметра rijre, гр&. Г] —
расстояние от преобразователя до плоскости. Результат интегри-
рования показан на рис. 2.12 (кривая «донный сигнал»). Функция
медленно убывает в пределах ближней зоны, что свидетельствует
о слабой расходимости здесь энергии. Отсюда следует
Pi/Po=(O>8...1) I R I при г<гб. (2.7)
В дальней зоне, считая I=Sa/(hr), получим
PJP0= I R I 5fl/(2kr).
(2-8)
Отражение от полуплоскости (рис. 2.14, а) имитирует важный
для практики случай: изменение эхосигнала при перемещении пре-
образователя вблизи края протяженного дефекта типа расслоения.
Эта задача — частный случай рассмотренной в § 1.4 задачи о диф-
ракции на краю полуплоскости — ребре. Особенность ее в том, что
ось преобразователя перпендикулярна полуплоскости, поэтому
удобно выполнять расчет методом Кирхгофа.
Каждую точку облученной части полуплоскости представляют
как точечный источник [10]. Интеграл по поверхности разделяют
на два: соответствующий геометрическому отражению и дифрак-
ционному рассеянию на краю полуплоскости. Результат представ-
ляют как функцию двух введенных ранее безразмерных парамет-
ров г/re и p/а, где р — расстояние от оси преобразователя до
ребра.
Если полуплоскость находится в ближней зоне (кривая г/ге=
= 0,8, рис. 2.14, б), при введении ее в поле преобразователя про-
исходит быстрый (в интервале а/2) рост амплитуды и монотонный
переход к максимуму эхосигнала. Если полуплоскость в дальней
зоне, кривая более пологая, имеется максимум при р/п=—(0,5...
Рис. 2.14. Отражение от полуплоскости при нормальном падении
0,8). Максимум объясняется интерференцией геометрической и диф-
ракционной составляющих поля рассеяния. Он соответствует так
называемой «блестящей точке» (см. п. 1.4.1).
2.2.3. Расчет в энергетическом (лучевом)
приближении
Ограничимся рассмотрением дальней зоны, где согласно (1.59)
интенсивность поля преобразователя выражается формулой
J=J0[Sfl/(kr)]2. (2.9)
S
Отражение от полосы (паза с плоским дном) рассчитывают для
случая бесконечно длинного отражателя, т. е. длину его считают
превышающей ширину акустического поля преобразователя. Фор-
мулу (2.9) представляют для двух плоскостей: перпендикулярной и
параллельной полосе. Преобразователь считают прямоугольным
со сторонами Lai и Еа2 (далее полученный результат распростра-
няют на преобразователь круглой или эллиптической формы) :
,2 л2
_1_ 02 .. (2.10)
\г \г
Из формулы следует, что происходит дифракционное расхож-
дение лучей в двух перпендикулярных плоскостях. В плоскости хОу,
перпендикулярной направлению отражающей полосы (рис. 2.15),
последнюю рассматривают как вторичный излучатель ультразвука
размером Ьь, равным ширине полосы. Интенсивность отраженной
волны в этой плоскости [аналогично (2.10)] записывают в виде
JbLb2/(V). В плоскости вдоль направления отражающей полосы
происходит зеркальное отражение лучей, в результате чего в
(2.10) вместо L2a2/(V) войдет £2аг/(2Хг). Интенсивность сигнала,
приходящего к приемнику, равна
е2 ,2
Lb
Jo l.r t.r 2Хг 2 (Хг)з
Рис. 2.15. к расчету отражения от
полосы
Амплитуда принятого сигнала
выражается формулой
(2.11)
Отражение от сферы. Лучевое
приближение особенно удобно
применять при расчете акусти-
ческого тракта для отражателей
криволинейной формы, используя
построения, известные из геомет-
рической оптики. Отраженная от
выпуклой сферической поверхно-
сти (рис. 2.16, а) волна расхо-
дится так, как будто она из-
лучается источником, расположенным в точке В. Интенсивность
ее убывает обратно пропорционально квадрату расстояния; в ре-
зультате на расстоянии г' от точки А интенсивность уменьшится
в с2/(г'+с)2 раз. Таким образом, используя формулу (2.9) для
интенсивности поля падающей волны и учитывая интенсивность
отраженной волны, получают
Величину с, характеризующую положение точки В, определяют
согласно известному для фокусирующих систем соотношению
(2-12)
-l/r+l/c=l/F,
где фокальное расстояние F для сферического зеркала равно Ь/2.
Подставляя с в выражение для получают
В ( Sgd )2
J0 \ 4Xr[r' +0,25rf(l +r'/r)] J
Когда излучатель и приемник совмещены, г=г'. В результате
формула для амплитуды эхосигнала имеет вид
Рт Sad
Ро 4Хг(1 +0,5 d/r)
(2.13)
Если расстояние от преобразователя до отражателя значитель
но больше диаметра сферы,
Р'
Ро
3gd ___д №
4Хг “ с Sa
|/|2,
(2-14)
где Лс=0,25с?/Х — безразмерный коэффициент, характеризующий
отражательную способность сферы. Дифракционная теория дает
для Ас формулу ?lc = 4,3(t//X)3, которая справедлива для Так
же как для отражения от диска, дефекты размерами меньше дли-
ны волны дают слабое отражение акустических волн.
При отражении от вогнутой сферы (рис. 2.16, б) в формуле
(2.12) перед с знак меняется на обратный, так как точка В, рас-
сматриваемая как центр вторичного излучения, располагается бли-
же к преобразователю, чем точка А. В результате вместо (2.13)
получим
Р' _ Sad
Ро 4Хг2(1 —0,5 d/r)
(2.15)
Если г— 0,5d, то согласно (2.15) величина Р']Ро обращается к
бесконечность. Однако с учетом дифракционных эффектов ультра-
звук фокусируется не
в точку, а в пределах
кружка Эри (см. п.
1.6.4), в результате че-
го Р'1Р0 остается ко-
нечной величиной.
На практике рас-
сматриваемый случай
реализуется, когда об-
разец имеет вид полу-
сферы, в центре кото-
рой располагается из-
лучатель - приемник.
Тогда вся излученная
энергия возвращается
обратно к преобразо
вателю (за исключением
Такой образец, изготовленный из материала с небольшим затуха-
нием ультразвука, представляется удобным для определения мак-
симальной амплитуды сигнала, однако изготовление его техноло-
Рис. 2.16. К расчету отражения от сферы
потерь на затухание), поэтому Р'/Ро=1.
гически довольно сложно.
Если радиус вогнутой сферы значительно меньше расстояния
до нее, то, как и в случае выпуклой сферы, справедлива формула
(2.14). Это означает, что из центра вторичного излучения лучи
расходятся приблизительно одинаково как в случае выпуклой, так
и в случае вогнутой сферы.
В § 1.4 качественно рассмотрен вопрос о дифракции упругих
волн на сфере, когда ее диаметр соизмерим или меньше длины
волны.
Отражение от цилиндра. Амплитуду эхосигнала от выпуклого
бесконечно протяженного цилиндра в энергетическом приближе-
нии рассчитывают по той же методике, что и отражение от полосы.
Отражение в плоскости, совпадающей с осью цилиндра, рассмат-
ривают как зеркальное. Поле в перпендикулярной плоскости рас-
считывают как в случае сферы. В результате интенсивность отра-
женной волны на приемнике (г=г') определяют формулой
________d_________= s^d
JG l.r 4г(1 +0,5 d/r) 2\r 8X2r3(l+0,5 d/r)'
Амплитуда отраженной волны в дальней зоне преобразователя
—- = I / ----------------. (2.16)
PQ X V 8r* (1 +0,5 d/r)
С помощью этой формулы можно выполнять настройку чувст-
вительности по амплитуде отражения от отверстия большого диа-
метра, предусмотренного конструкцией изделия, например, внут-
реннему каналу вала. Когда диаметр отражающего цилиндра зна-
чительно меньше расстояния г от него до преобразователя (это
обычно выполняется в образцах с цилиндрическим отверстием), то
формула (2.16) имеет вид
I/ ——=Ва------------, (2.17)
Ъ X К 8гЗ у~^
где B4=0,5j/d/X— безразмерный коэффициент, характеризующий
отражательную способность цилиндра.
В § 1.4 рассмотрено точное решение задачи о дифракции на ци-
линдре. Из него следует, что для дифракции продольной волны
можно пользоваться формулой (2.17) при При меньших
значениях диаметра Вц в функции от dfk резко уменьшается. Для
вертикально поляризованной поперечной волны формулой (2.17)
можно пользоваться при d/X^2, а при меньших значениях диа-
метра следует использовать экспериментальное значение Вц (см.
кривую 5 на рис. 1.19).
Амплитуду отраженной волны от вогнутой цилиндрической поверхности в
дальней зоне преобразователя с учетом (2.15) и (2.16) определяют по формуле
-----------------------d ......~ . (2.18)
Ро Л |/ 8гЗ(1 — 0,5 d/r)
В практике дефектоскопии применяют образец в форме полуцилиндра (см.
рис. 2.10, е), на оси которого располагают преобразователь. Для такого образ-
ца r=d/2 и выражение (2.18) обращается в бесконечность. Как отмечалось, рас-
чет фокусировки ультразвука с учетом дифракционных эффектов приводит к то-
му, что P'lPo сохраняет конечную величину. В плоскости, перпендикулярной оси
цилиндра, в этом случае излученная энергия полностью (без учета затухания)
возвращается обратно к искателю, а в плоскости оси цилиндра энергия расходит-
ся как при отражении от бесконечной плоскости. В результате в дальней зоне
P4.Po=VsJOh • (2.19)
2.2.4. Общий подход к оценке максимальной
амплитуды отражения от моделей дефектов
Все рассмотренные выше типы искусственных отра-
жателей делят на три группы: точечные или непротяженные (сфе-
ра, небольшой диск и короткий цилиндр), протяженные в одном
направлении (бесконечный цилиндр и полоса) и протяженные в
двух направлениях (бесконечная плоскость). Протяженность от-
ражателя считают малой, если изменение функции | /| на площади
дефекта невелико (не более 20%). Протяженным считают отража-
тель, пересекающий всю зону эффективного действия акустическо-
го поля преобразователя. Если отражатель находится в ближней
зоне преобразователя, то условие протяженности: размер дефекта
больше диаметра преобразователя.
Отражение от точечных дефектов ранее давалось формулами
(2.5) и (2.16). Их можно представить в виде
Р’IPG—A\2IxISa. (2.20)
Здесь коэффициент А характеризует отражательную способ-
ность модели дефекта и может принимать различные значения в за-
висимости от его формы и соотношения размера отражателя и дли-
ны волны ультразвука; /i=|7|2max соответствует максимальному
значению |/| на заданном расстоянии r/rG от преобразователя. Мак-
симум взят потому, что при выявлении дефекта, перемещая преоб-
разователь, стремятся получить максимальную амплитуду сигнала.
Функция /1 зависит от формы преобразователя и отношения г/гб.
В приложении на рис. П.11 показана функция |7|2 для круглого
преобразователя, а на рис. П.12, а функция Ц.
Амплитуду отражения волны от модели протяженного дефекта
можно записать, обобщая формулы (2.11) и (2.17):
P'!P0=2B\IJLa. (2.21)
Здесь В — коэффициент, характеризующий отражательную способ-
ость модели протяженного дефекта. Для полосы шириной
— Lbik, а для длинного цилиндра В=0,5фЛг//Хили его берут из рис.
1.19. Величина La — размер преобразователя в направлении, пер-
пендикулярном оси протяженного отражателя. Для круглого пре-
образователя она равна диаметру, а для прямоугольного — соответ-
ствующей стороне.
Функция /г равна максимальному значению функции I, усред-
ненной по длине отражателя. На рис. П.12, б показана функция
/2 для круглого преобразователя. В дальней зоне она равна /2 =
=SoLo/(2Ar)3/2
Функции Ii и /2 могут быть записаны не только для плоских кон-
тактных преобразователей, но также для преобразователей фокуси-
рующих, с акустической задержкой в соответствии с результатами
§ 1.6. Например, для преобразователя с призматической задержкой
в дальней зоне справедливы приближенные формулы:
|2
у ___Sa cos a/cos 0
[х (Гв + гдп cos a/cos 0)
SaLa COS a/cos 0
[2X (гв + rAn cos a/cos0)]7>
Сводка формул и способов расчета максимальной амплитуды
эхосигнала приведена в приложении табл. П.6.
2.2.5. Угловые отражатели
При контроле наклонным преобразователем ис-
пользуют искусственные отражатели, подобные применяемым при
контроле прямым преобразователем. При этом плоские отражате-
ли располагаются так, чтобы плоскость была ориентирована пер-
пендикулярно акустической оси. Помимо этого используют также
отражатели, дающие большие эхосигналы благодаря угловому эф-
фекту, т. е. двукратному отражению акустических волн от поверх-
ности отражателя и перпендикулярно расположенной к нему по-
верхности ОК. К таким отражателям относят двугранный угол,
зарубку, угловое цилиндрическое отверстие.
Отражение от прямого двугранного угла, образуемого двумя
поверхностями ОК, подобно донному сигналу. В результате дву-
кратного отражения лучи возвращаются назад к излучателю-при-
емнику. Отражение определяется формулами (2.7) и (2.8), но ум-
ноженными на произведение коэффициентов зеркального отраже-
ния от двух поверхностей. Общая формула для максимального эхо-
сигнала от угла при контроле наклонным преобразователем в даль-
ней зоне имеет вид
Р' =D--------^cosa/cos 0------ [ ^(a)^(90o_a) । , (222)
p 91/^1 , Ca COS a )
•"О 2X [----4- rA “----~
\ cos a св c°s P J
где hi — толщина OK. Для преобразователей, излучающих попе-
речные волны, угол а больше третьего критического (для стали
аП1 = 33.5°), поэтому |7?(а)| = 1. Для некоторых преобразователей
угол (90°—а) также больше третьего критического. Тогда
| R (а) R (90°—а) | = 1 и формула (2.22) идентична формуле для дон-
ного сигнала. Если же (90°—а)<аш, то сигнал существенно ос-
лабляется. Для стали это наблюдают, когда угол ввода преобра-
зователей а>56,5°.
Зарубку, или плоский угловой отражатель (рис. 2.17), выпол-
няют с помощью инструмента в виде зубила с плоской передней
гранью, располагаемой перпендикулярно поверхности образца.
Приближенный расчет амплитуды эхосигнала от такого отражате-
ля выполняют, вводя мнимый излучатель и мнимое продолжение
зарубки, зеркально симметричные действительным (показаны пун-
ктиром). В результате множитель Д=Д3, характеризующий отра-
жательную способность зарубки в формуле (2.20), имеет вид
A3=S3Nl\2; N=2 sin а/ | /?(90° —а) | , (2.23)
где 53 — площадь зарубки.
Рассмотренный упрощенный подход требует корректировки с
учетом двух явлений. Первое связано с тем, что помимо зеркально
отраженных лучей вносит вклад дифракционное рассеяние, а вто-
рое — с явлением незеркального от-
ражения, описанным в § 1.3. Со-
гласно законам зеркального отра-
жения некоторый луч должен прой-
ти мимо зарубки, не отражаясь от
нее. Однако, когда угол а близок
к а111, в результате незеркального
отражения луч пройдет путь вдоль
поверхности ОК и даст вклад в от-
раженный сигнал. Чем меньше глу-
бина зарубки, тем заметнее вклад
обоих эффектов.
При углах а> (90°—а111) эффект
незеркального отражения возникает
в виде скольжения волны вдоль
грани зарубки. В результате «со-
скальзывания» волна не дает вкла-
да в сигнал на приемнике.
Таким образом, предположение
о пропорциональности амплитуды
эхосигнала от зарубки ее площади,
сделанное на основе приближения
лучевой акустики, оказывается при-
Рис. 2.17. Угловой отражатель (а)
и расчет эхосигнала от него (б)
годным лишь для узкого диапазо-
на углов а«45°. Множитель N в (2.23) рассчитывают с помощью
кривых, которые зависят не только от угла а, но также от отно-
шения глубины зарубки к длине волны (см. приложение
рис. П.14).
Угловой отражатель выполняют не только в виде зарубки, но
также в виде риски (зарубки «бесконечной» длины) и углового ци-
линдрического отверстия. При расчете отражения от них также ис-
пользуют множитель TV (см. задачу 2.2.3). Сложная зависимость
множителя N от многих факторов делает неудобным угловые отра-
жатели конечной глубины в качестве средства настройки чувстви-
тельности аппаратуры. Однако их важное преимущество состоит в
том, что они хорошо имитируют реальные дефекты типа непрова-
ров и трещин в корне сварного шва или на поверхности ОК.
2.2.6. Амплитуда отражения при изменении
взаимного расположения преобразователя
и отражателя
В разобранных выше вариантах акустического
тракта определялись максимальные амплитуды эхосигналов от раз-
личных отражателей. Рассмотрим, что происходит, когда преобра-
зователь перемещается относительно отражателя.
Рис. 2.18. К расчету отраже-
ния от цилиндрического от-
верстия (а) и наклонного де-
фекта (б), не лежащих на оси
преобразователя
Отражение от сферы и цилиндра,
ось которого перпендикулярна оси
преобразователя, не зависит от на-
правления падения ультразвука, по-
этому, когда такие отражатели сме-
шаются в направлении, перпендику-
лярном оси преобразователя, ампли-
туда сигнала изменяется пропорцио-
нально квадрату диаграммы направ-
ленности преобразователя. Например,
если преобразователь перемещается
по поверхности образца над протя-
женным цилиндрическим отражателем
(рис. 2.18, а), расположенным на рас-
стоянии h от поверхности (r = A/cos0),
то, как следует из (2.17) и (1.56),
амплитуда эхосигнала изменяется со-
гласно формуле
Р’
Ро
Ф2(а& sin 6) cos 4 (6/2),
(2.24)
где Ф — диаграмма направленности преобразователя, а 0 — угол
между его осью и направлением на проекцию оси цилиндра.
В связи с изложенным цилиндрические отражатели удобно ис-
пользовать для экспериментального исследования диаграмм на-
правленности преобразователей и определения направления мак-
симума излучения.
Для отражателей плоской формы (диск, полоса, бесконечная
плоскость) амплитуда отражения зависит от наклона их плоскости
к оси преобразователя. Рассмотрим в приближении Кирхгофа от-
ражение от плоского непротяженного дефекта размером £ь=2Ь,
наклоненного к оси преобразователя под углом <р (рис. 2.18, б).
(2.26)
Общая формула для расчета эхосигнала для отражателя, распо-
ложенного в дальней зоне совмещенного преобразователя, согласно
(2.5) имеет вид [cos4 (0,50) « 1].
-^-==^^cos о 1 | <D2(a£sin 0)®'(J^sin 8). (2.25)
Ро №г2
Здесь <5=<р — 0 — угол падения луча на дефект. Последний мно-
житель определяет диаграмму направленности отражателя, кото-
рый рассматривается как вторичный излучатель; например, для
дискообразного отражателя
,_ I 2Ji(bk sin 6) I
| bk sin 6 | '
Рассмотрим случай плоского отражателя, параллельного по-
верхности образца (<р = 0), по которой перемещается преобразова-
тель (рис 2.19). Когда размер отражателя значительно меньше
размера преобразователя, то диаграмма направленности преобра-
зователя значительно уже, чем диаграмма направленности вторич-
ного излучателя — дефекта. Такой отражатель можно считать то-
чечным, Ф'»1. При перемещении преобразователя по поверхности
образца амплитуда изменяется в соответствии с изменением поля
излучения — приема преобразователя на заданном расстоянии г
(кривые 1 и 2). В дальней зоне согласно (2.25)
Рис. 2.19. Изменение амплитуды эхосигнала при перемещени преобразо-
вателя (5=12 мм, f=2,5 МГц) над плоскодонными отверстиями разно-
го диаметра в стали
где р — расстояние между осями преобразователя и отражателя.
При увеличении размеров отражателя сужение диаграммы на-
правленности диска как вторичного излучателя оказывает сущест-
венное влияние и приводит к сужению общей диаграммы направ-
ленности преобразователь — отражатель (кривые 3, 4). Это хоро-
шо заметно, если измерить ширину кривых на одинаковом уровне
(например, 6 дБ) от максимума. Наибольшее сужение наблюдает-
ся, когда диаметры преобразователя и отражателя равны (кри-
вая 5). Кривая 6 соответствует случаю, когда амплитуда сигнала
от дефекта, расположенного в дальней зоне преобразователя, боль-
ше донного сигнала (см. кривую 2 на рис. 2.11). Если размер отра-
жателя больше ширины пучка ультразвуковых лучей на глубине
расположения дефекта, на кривой изменения амплитуды сигнала
появится плато (кривая 7), а при положении преобразователя
вблизи края плоскодонного отверстия на кривой имеется интерфе-
ренционный максимум, подобный показанному на рис. 2.14, кривая
г/гб=3.
Анализ отражения от наклонного плоского дефекта с помощью
дифракционных теорий [10] представляет поле отражения как сум-
му геометрически отраженной волны и двух дифракционных волн
рт краев дефекта, ближнего и дальнего к преобразователю. Пове-
дение каждой из них подчиняется закономерностям, рассмотрен-
ным в п. 1.4.1. Наличие двух источников дифракционных волн вы-
зывает их интерференцию, под влиянием которой амплитуда эхо-
сигнала осциллирует с изменением частоты, размера дефекта и
угла падения на него. Возникновение осцилляций следует также
из формул (2.25) с учетом (2.26) поскольку Ф' — осциллирую-
щая функция с аргументом bk sin 6. Имеется существенное раз-
личие в результатах расчетов методом Кирхгофа и по дифракци-
онной теории [7]. Согласно первому амплитуда максимумов осцил-
ляций уменьшается с увеличением аргумента, а согласно второ-
му— остается постоянной. Последний результат подтверждается
экспериментом.
2.2.7. Особенности отражения от реальных
дефектов
Реальные дефекты отличаются от рассмотренных
выше моделей неправильностью формы, шероховатостью поверхно-
сти, они могут быть заполнены окислами и другими веществами, в
результате чего отражение будет неполным. Дефекты разделяют на
объемные и плоскостные. Объемные (поры, шлаки, см. кн. 1) дают
равновероятное рассеяние падающей волны по всем направлениям.
Плоскостные (трещины, расслоения, непровары) дают рассеяние
определенной направленности. Ориентация плоскости этих дефек-
тов определяется технологическим процессом. Существуют проме-
жуточные типы дефектов, например паукообразные трещины, неко-
торые непровары.
Объемные дефекты удовлетворительно выявляются совмещен-
ным преобразователем независимо от направления падающей вол-
ны. Помимо непосредственно отраженного эхосигнала от объемно-
го дефекта с гладкой поверхностью наблюдают сигналы от волны,
обежавшей вокруг дефекта, как было отмечено при рассмотрении
дифракции на цилиндре. По интервалу времени между этими сиг-
налами можно оценить периметр дефекта.
От плоскостных дефектов эхосигнал большой амплитуды наблю-
дают только при благоприятных (зеркальных) условиях отраже-
ния. Кроме того, наблюдают дифракционные краевые волны при
любом угле падения, но их амплитуда значительно меньше, чем
амплитуда геометрического отражения. Наблюдают также боковые
поперечные волны, возникающие, когда вдоль поверхности дефек-
та распространяется головная волна. Кроме того, может возник-
нуть рассеяние на неровной поверхности дефекта.
Рассеяние ультразвука на неровной поверхности зависит от па-
раметра Рэлея: Pr = 2k<Jh cos &, где k-—волновое число; Oh-—сред-
неквадратическое отклонение высоты неровностей; 6 — угол паде-
ния на дефект. Анализ реальных трещин сварных соединений по-
казал, что в зависимости от причин, их породивших, они относят-
ся либо к гладким с малым параметром Рэлея, либо имеют боль-
шие неровности, тогда параметр Рэлея велик. В первом случае об-
ратное отражение от трещины мало, а во втором дефект довольно
хорошо выявляется совмещенным преобразователем при наклон-
ном падении. Иногда вместо од вводят pft — средний радиус кри-
визны неровностей. Соответствующий измененный параметр Рэлея
лучше характеризует шероховатость дефекта с точки зрения рас-
сеяния ультразвука.
Задачи
2.2.1. Вывести в энергетическом приближении формулу акустического тракта
для короткого цилиндра в дальней зоне. Распространить ее на ближнюю и пере-
ходную зоны.
Решение. Рассмотрим поле излучения преобразователя как поле расхож-
дения лучей в двух плоскостях. В плоскости, перпендикулярной оси цилиндра, от-
ражение происходит как от цилиндра бесконечной длины, а в плоскости, парал-
лельной оси цилиндра, — как от плоского дефекта шириной Ьь. В результате фор-
мула для амплитуды сигнала в дальней зоне имеет вид
Р' _ SgLb у Г _d_
Ро 2г2 V ХЗ
Из ЭТОЙ формулы выделим функцию Л=|/|2тах=^ j > множитель Ад,
зависящий от отношения размеров отражателя Lb, d и длины волны, и множи-
тель X2/So, как в формуле (2.20). В результате выполним экстраполяцию на
ближнюю и переходную зоны
2.2.2. С помощью формул акустического тракта объяснить, почему ультразву-
ковым методом дефекты типа непроваров и трещин при зеркальном отражении
выявляются со значительно более высокой достоверностью, чем поры и шлаки.
Решение. В качестве модели трещины или непровара рассмотрим диск
Рис. 2.20. Пересчет эхосигнала от рис-
ки в эквивалентное плоскодонное от-
верстие
площадью S6 (плоскодонное отверстие),
а как модель поры или шлака — сферу
диаметром d. Как следует из (2.20),
одинаковые амплитуды сигналов от этих
двух отражателей наблюдают, когда
значения А одинаковы. Отсюда условие
d/(4X) =S6/X2; d=0,25 S6/X. Если, на-
пример, диаметр диска равен 3 мм, а
длина волны ультразвука 2,5 мм, то
диаметр сферы, дающей такой же эхо-
сигнал, равен 11 мм, т. е. в 3,7 раза
больше. Таким образом, сфера значи-
тельно «худший» отражатель, чем диск,
перпендикулярный направлению акусти-
ческой оси.
2.2.3. Контроль стальной трубы диа-
метром 27?=500 мм (см. рис. 2.20) с
толщиной стенки Л = 20 мм осуществля-
ют на частоте 2 МГц наклонным преоб-
разователем с пьезопластиной LxL=
= 20X20 мм и углом ввода а=45°, на-
страивая чувствительность по риске
глубиной 5=2 мм и протяженностью
40 мм. Найти площадь эквивалентного
плоскодонного отражателя.
Решение. Оценим длину ближней зоны преобразователя по формуле
Sa cos а 20-20 cos 45°
Г(. =----------7" = —---------------=67,4 мм.
лХ cos ₽ л-1,63 cos За
Здесь приняты обозначения и значения, как в задаче 2.1.3, X=cHo/f=3,25/2=
= 1,63 мм—длина поперечной волны в изделии. Индексы «и» и «п» соответству-
ют изделию и призме.
Путь ультразвука в призме согласно этой же задаче должен быть больше
23,3 мм (взято значение а=10 мм). Примем гА = 26 м. Приведенный путь ультра-
звука равен
h cos a ci„ 20 cos 45° 2,65 ..
г =------- + rA-----------— = ---------— 4-26 --------- —-----= 46,5 мм.
cos a cos ₽ с/и cos 45° cos 35° 3,26
Таким образом, путь ультразвука несколько меньше длины ближней зоны,
т. е. отражатели расположены в переходной зоне преобразователя. Для решения
задачи следует пользоваться формулами (2.20) и (2.21), поскольку плоскодон-
ное отверстие — точечный, а риска длиной 40 мм — протяженный отражатель.
Отношение этих формул дает отношение эхосигналов от плоскодонного отвер-
стия и риски
^пл___-*4пл № La 11 .ЛПлХ/ 1
Рр = ВР Sa ~2Х 7Г-== Bp2LaI2 '
Коэффициенты Дпл для плоскодонного отражателя равен St>l№. Коэффициент
Вр для риски вычисляют как коэффициент для полосы 5/Х, умноженный на коэф-
фициент N для углового отражателя. Величина />/Х=,2/1,6= 1,25, поэтому поль-
зуемся кривой 1 из рис. П.14. Угол падения на внутреннюю поверхность 0=.
=arcsin[sinа/(1—Л/7?)]«а, поскольку h/R~0,08, Получаем N—i,7; ВР — \,7ЬГ^,
Отношение г/г® = 46,5/67,4 =0,69. Из графиков рис. П.12 находим
I, — —1 дБ «0,9. Значения взяты как средние для заштрихованных зон соот*
ветствующих кривых.
Согласно условиям задачи эхосигналы должны Сыть равны, т. е. РПл/^>р=1.
Отсюда
St, = 2NbLa/2/ti=2-1,7-2-20-0,9/2,5 = 49 мм2.
Отражение от риски дает такой же сигнал, как от плоскодонного отверстия
диаметром 7,2 мм.
§ 2.3. ПОМЕХИ ЭХОМЕТОДА И СПОСОБЫ
БОРЬБЫ С НИМИ
Помехами называют возмушения, накладывающие-
ся на принимаемый сигнал и мешаюшие его приему (см. также
кн. 5 данной серии «Интроскопия и автоматизация НК»). Шумом
называют помехи, случайные по амлитуде, времени прихода, фазе
колебаний. Помехами эхометода в более узком смысле называют
мешающие приему полезных сигналов импульсы, не меняющие сво-
его положения во времени относительно зондирующего импульса
при неизменных условиях контроля.
Различают аддитивные и мультипликативные помехи и шумы.
Аддитивные складываются с полезным сигналом, а мультиплика-
тивные перемножаются с ним. Примеры источников мультиплика-
тивных помех: изменение качества акустического контакта, локаль-
ные изменения коэффициента затухания. Рассматриваемые далее
помехи относятся к аддитивным.
2.3.1. Внешние шумы
Импульсы внешних шумов имеют электрическую
или акустическую природу. Электрические шумы связаны с рабо-
той электроконтакторов, близкорасположенной сварочной аппара-
туры и т. д. Акустические шумы встречаются гораздо реже, они
возникают в результате ударов по ОК- Например, контролю рель-
сов с помощью вагона-дефектоскопа мешают удары колес о рель-
совые стыки
Электрические шумы устраняют экранировкой прибора, соеди-
нительного кабеля и ЭАП, однако полностью подавить их таким
образом не удается. Электрические импульсы поступают через цепь
питания прибора, поэтому для их подавления вводят фильтр вы-
соких частот в блок питания, применяют автономные источники пи-
тания. Внешние электрические и акустические шумы имеют свой
частотный спектр, не связанный со спектром полезного сигнала, по-
этому подавлению их способствует сужение полосы частот, при-
нимаемых дефектоскопом.
Эффективны способы борьбы с внешними шумами, использую-
щие случайность времени появления шумов. Регистрируют только
регулярно повторяющиеся сигналы, приходящие в один и тот же
момент времени после посылки зондирующего импульса, т. е. на-
капливают п импульсов, где п—2, 3, .... Это, однако, снижает про-
изводительность контроля.
2.3.2. Шумы электрических цепей
В электронных элементах на входе приемника —
усилителя дефектоскопа происходят хаотические изменения элек-
трических потенциалов и токов, которые ограничивают минималь-
ное значение усиливаемого сигнала Umin. Тепловые колебания но-
сителей электрических зарядов в резисторе с сопротивлением R
при абсолютной температуре Т порождают тепловые шумы, сред-
нее значение квадрата напряжения которых равно
U2—^RkTLf,
где k — постоянная Больцмана; Af — полоса частот, в пределах ко-
торой измеряют флуктуации напряжения. Тепловые шумы имеют-
ся также в полупроводниковых приборах, пьезоэлементах. Обычно
Yt72 не более ЫО-5 В (см. задачу 2.3.2). Тепловые шумы обычно
меньше структурных помех (см. п. 2.3.5), поэтому для их снижения
достаточно применения малошумящих входных элементов.
2.3.3. Помехи преобразователя
При контроле по совмещенной схеме контактным
способом после зондирующего импульса наблюдают отражения уль-
тразвуковых импульсов (иногда многократные) в пьезоэлементе,
протекторе, демпфере, призме. Это помехи преобразователя (см.
рис. 2.3). По мере удаления во времени от зондирующего импуль-
са эти помехи уменьшаются и исчезают. При контроле преобразо-
вателем с акустической задержкой (иммерсионной жидкостью,
призмой) помехи, непосредственно следующие после зондирующего
импульса, не мешают контролю, так как в это время ультразвуко-
вой импульс распространяется не в ОК. Однако в этом случае вы-
явлению дефектов вблизи поверхности мешает интенсивный им-
пульс, отраженный от этой поверхности (начальный импульс) и
сопровождающие его многократные отражения в элементах пре-
образователя. Такой импульс наблюдают даже при наклонном па-
дении пучка на контактную поверхность, поскольку падающая
волна является не безграничной плоской волной, а пучком лучей,
имеющим боковые лепестки, в том числе перпендикулярные по-
верхности.
При ручном контроле помехи преобразователя отличают от по-
лезного сигнала по тому признаку, что они не перемещаются по
линии развертки во время движения преобразователя по поверх-
ности изделия, в то время как сигналы от дефектов перемещаются
по линии развертки. Однако вести контроль в присутствие этих по-
мех очень трудно (в автоматическом режиме — невозможно), поэ-
тому рассматриваемые помехи стремятся подавить при разработ-
ке преобразователя, как, например, показано в задаче 2.1.3. При
контроле по раздельной схеме многократные отражения в излу-
чателе не попадают па приемник, поэтому помехи преобразователя
минимальны.
2.3.4. Ложные сигналы
Ложными называют сигналы, связанные с отражени-
ями ультразвука от поверхностей и других элементов ОК, мешаю-
щие правильной оценке полезной информации. Ложный сигнал
может быть принят за полезный (отражение от дефекта) или мо-
жет наложиться на полезный сигнал и в результате интерферен-
ции изменить его информатив-
ные характеристики. Отстрой-
ку от ложных сигналов осуще-
ствляют выбором более удач-
ной схемы и параметров конт-
роля, стробированием (и ис-
ключением из рассмотрения)
тех участков развертки, где
возможно их появление, амп-
литудной дискриминацией,
т. е. фиксированием только
тех сигналов, уровень которых
превышает уровень ложных.
Ложные сигналы от высту-
пов и выемок на поверхности
ОК чаще всего возникают при
контроле наклонным преобра-
зователем. При контроле по
схеме, показанной на рис.
2.21, а, возникают ложные сиг-
налы, отраженные от двугран-
ного угла D (положение пре-
образователя Л) или от ра-
диусного перехода Е (положе-
Рис 2.21. Возникновение ложных сигна-
лов при контроле наклонным преобразо-
вателем
ние В). В связи с этим дан-
ный участок изделия лучше контролировать из положения С. Од-
нако в последнем случае также возникает более слабый, чем
раньше, сигнал, связанный с дифракционным рассеянием на ребре
Двугранного угла Е. Чем резче изменение профиля поверхности,
тем больше амплитуда этих волн.
Помехи вызывают также трансформированные волны-, от ребра
распространяются поверхностные волны, которые могут породить до-
полнительные ложные сигналы. Например, вдоль поверхности ED
распространяется поверхностная волна, которая при многократном
прохождении отражается от ребер Е и D, частично трансформи-
руясь в объемные волны. В результате после дифракционного эхо-
сигнала от точки Е возникает серия постепенно ослабевающих до-
полнительных ложных сигналов.
Ложные сигналы рассматриваемого типа возникают также в ре-
зультате отражения и дифракции от провиса Р или валика Q свар-
ного шва (положения преобразователя R и S, рис. 2.21, б). При уг-
лах ввода 35... 55° возникают ложные сигналы, связанные с зер-
кальным отражением от поверхности в некоторой точке Е. При
больших углах ввода (положение G) зеркального отражения не
возникает, однако остаются более слабые эхосигналы, возникаю-
щие в результате дифракции на ребрах М и L. Дифракция порож-
дает также поверхностные волны, распространяющиеся вдоль ду-
ги LM.
Ложные сигналы возникают даже в результате отражения от
локальных механически напряженных зон ОК, где скорость звука
изменяется. Например, наблюдают эхосигналы от тех участков по-
верхности оси, на которую напрессована втулка (рис. 2.21, в), где
максимален градиент напряжения (эпюра напряжений показана
штриховкой), т. е. вблизи краев втулки.
Действенный способ идентификации рассмотренных ложных сиг-
налов основан на изменении их амплитуды при демпфировании,
т. е. нажатии пальцем или тампоном, смоченным в масле, на точ-
ку, в которой отражается луч или через которую проходит поверх-
ностная волна, вызывающая ложный сигнал. Очень хорошо демп-
фируется таким образом поверхностная волна рэлеевского типа,
несколько хуже — поперечная волна TV-типа при наклонном паде-
нии и продольные волны при перпендикулярном или наклонном па-
дении на поверхность. Практически не реагируют на нажатие го-
ловная волна и поперечная волна, в которой колебания происхо-
дят параллельно демпфируемой поверхности. Например, нажимая
пальцем на провис сварного шва (рис. 2.21, б), выделяют импульс
ложного сигнала, который меняет свою амплитуду.
Если не имеется доступа к поверхности, отражение от которой
порождает ложные сигналы, а также при автоматическом контро-
ле, использование рассмотренного способа выделения ложных сиг-
налов невозможно. Тогда выявляемость дефектов, импульсы от ко-
торых располагаются вблизи ложных сигналов, зависит от разреша-
ющей способности (см. § 2.4). Чем выше разрешающая способ-
ность, тем точнее определяют координаты точки отражения и тем
меньше зона действия мешающего ложного сигнала. При контро-
ле сварных соединений основной способ отстройки от ложных сиг-
налов, связанных с провисом и валиком, — точное определение ко-
ординат отражателя. Например, точка отражения F лежит за пре-
делами интервала времени, соответствующего поступлению эхосиг-
налов от возможных дефектов сварного соединения.
В тех случаях, когда не удается отличить сигнал от дефекта и
ложное отражение по их положению на линии развертки или дру-
гими рассмотренными способами, выявление дефекта оказывается
возможным только с применением амплитудной дискриминации,
когда сигнал от дефекта существенно (в 1,5 раза и более) превос-
ходит по амплитуде ложное отражение.
Многократное отражение ложных сигналов существенно расши-
ряет зону их действия. Например, поверхностные волны, распрост-
раняющиеся вдоль дуги LM (рис. 2.21, б), многократно проходят
этот путь, каждый раз при отражении в точках L и М порождая
ложные сигналы. Многократные отражения в иммерсионной жидко-
сти между поверхностями ОК и преобразователя возникают при
контроле иммерсионным спо-
собом. При малой толщине
слоя жидкости эти отражения
приходят раньше, чем донный
сигнал от ОК. Для устранения
подобных ложных сигналов
нужно увеличить толщину слоя
жидкости гж настолько, чтобы
импульс, соответствующий дву-
кратному отражению в слое
Рис. 2 22. Возникновение ложных сигна-
лов при контроле прямым преобразова-
телем
жидкости, приходил позднее,
чем донный сигнал: гж>
>Г1Сж/с, где Г[—толщина ОК,
а с и сж — скорости звука в
ОК и жидкости.
Влияние боковой поверхно-
сти сказывается при распро-
странении волн вблизи поверх-
ности ОК- Возникает интерфе-
ренция прямо прошедшего сиг-
нала с сигналом, отраженным
от боковой поверхности. Спо-
собы отстройки от этого явле-
ния рассмотрены на рис.
2.22, а.
Для того чтобы возникла интерференция прямого эхосигнала от
дефекта и импульса, испытавшего на пути от преобразователя до
дефекта однократное отражение от боковой поверхности, должны
одновременно выполняться два условия: 1) диаграмма^ направлен-
ности преобразователя должна быть настолько широкой, чтобы ин-
тенсивный луч касался боковой поверхности; 2) разница путей пря-
мого и отраженного лучей должна быть настолько малой, чтобы
соответствующие импульсы накладывались друг на друга. Наруше-
ние любого из этих условий устраняет интерференцию эхосигнала
с отражением от боковой поверхности.
Первое условие отсутствия интерференции определяет уравнение (1.57)
flssm/(0,5 l)>N\la-, m>Nl\/(2a).
Здесь угол 0 определяет ширину диаграммы направленности преобразова-
теля, т — расстояние преобразователя от боковой поверхности, 2а— размер
пьезопластины, a N — числовой коэффициент, зависящий от ее формы. Для ди-
скообразного преобразователя N—0,45 (см. п. 1.6.2), поэтому условие отсут-
ствия интерференции запишется в виде
m>0,22ZX/a. (2.28)
Второе условие отсутствия интерференции определяет уравнение
2/0,25/2+m2 — I >гс,
где т— длительность импульса, а с — скорость продольных волн. При этом пред-
полагается, что на пути от преобразователя до дефекта и обратно интерфери-
рующий луч отражается от боковой поверхности однократно. Считая т=4Г и
1^>т, получим
(2.29)
Влияние боковой поверхности сказывается в возникновении оши-
бок в измерении амплитуды эхосигнала и определении координат
дефекта. Если в месте расположения преобразователя непосред-
ственно над дефектом образуется интерференционный минимум,
то в поисках максимума контроллер сместит преобразователь в
сторону и ошибочно укажет расстояние т от дефекта до свободной
поверхности.
Если исследуют не отражение от дефекта, а донный сигнал (рис. 2.22, б),
то ложный сигнал возникает в результате отражения от двугранного угла.
Условие отсутствия интерференции донного сигнала и сигнала от угла более
жестки, чем в случае отражения от дефекта:
6 = тЩ >N\a", т>0,45lik/a; (2.30)
"\/ + иг2 —Zj>Tc; пг>2//1Х . (2.31)
т >1,4/ ZJI .
При изготовлении образцов с искусственными дефектами довольно часто допу-
скают ошибки, связанные с недооценкой влияния боковой поверхности на эхосиг-
нал, в результате чего получают неправильные экспериментальные результаты.
При контроле стержней и пластин прямым преобразователем со
стороны_торца (рис. 2.22, в) продольная волна распространяется
вдоль двух свободных поверхностей, поэтому возникают ложные
сигналы и связанная с ними интерференция. Кроме того, возника-
ют ложные сигналы, связанные с рассеянием ультразвука на не-
ровностях поверхности. Появлению этих сигналов способствует
трансформация продольной волны, излучаемой прямым преобра-
зователем, в поперечную. Поперечная волна распространяется под
большим углом скольжения к поверхности, повторно отражается и
дает значительный ложный сигнал в сторону преобразователя. Лож-
ные сигналы особенно интенсивны, если на поверхности ОК имеют-
ся выточки или уменьшение поперечного сечения ОК (рис. 2.22, г).
Отраженные от таких участков сигналы, а также следующие за
ними импульсы-спутники препятствуют контролю изделия позади
участка.
Для борьбы с ложными сигналами, связанными с трансформацией продоль-
ных волн, длинномерное изделие с отношением длины к поперечному размеру
Z1M>4 (2.32)
контролируют не прямым преобразователем с торца, а наклонным со стороны
боковой поверхности. Условие (2.32) получают из формулы (2.28), положив наи-
большее применяемое на практике значение Л/а=0,5.
Поверхностная волна, возникающая при контакте преобразова-
теля с поверхностью ОК, вызывает помехи в результате отражения
от краев (рис. 2.23, а). При контроле PC преобразователем лож-
ный сигнал возникает в резуль-
тате прохождения поверхностной
волны от излучателя к приемни-
ку (рис. 2.23, б). Отличительная
особенность помех от поверхност-
ных волн — изменение времени
их прихода при перемещении
преобразователя
края ОК или излучателя и при-
емника относительно друг друга.
Эти помехи уменьшаются при увеличении диаметра преобразовате-
ля и частоты.
относительно „ „„„ _
Рис. 2.23. Ложные сигналы от поверх-
ностной волны
2.3.5. Структурные помехи
Структурные помехи связаны с рассеянием ультра-
звука на структурных неоднородностях, зернах материала. Их час-
то называют структурной реверберацией. Импульсы, образовав-
шиеся в результате рассеяния ультразвука на различных неодно-
родностях, которые приходят к приемнику в один и тот же момент
времени, складываются. В зависимости от случайного соотношения
фаз отдельных импульсов они могут взаимно усилить или ослабить
ДРуг друга. В результате на ЭЛТ прибора структурные помехи
имеют вид отдельных близко расположенных пиков (их иногда срав-
нивают с травой), на фоне которых затруднено наблюдение полез-
ного сигнала (см. рис. 2.3). Иногда амплитуда пиков превышает
Донный сигнал, что исключает возможность применения эхометода.
Статические закономерности формирования структурных помех
определяются тем, что фазы импульсов, создающих структурные по-
мехи, распределяются случайным образом, поэтому амплитуда
структурных помех на преобразователе в некоторый определенный
момент времени равновероятно имеет положительное или отрица-
тельное значение, а среднее значение амплитуды равно нулю. Де-
фектоскоп регистрирует не знак, а абсолютную величину ампли-
туды, поэтому средний уровень помех определяется среднеквадра-
тичным значением амплитуды, которое пропорционально средней
интенсивности помех J„. В дальнейшем будем рассматривать ин-
тенсивность помех и лишь при сравнении помех с полезными сиг-
налами переходить к амплитуде.
Случайное соотношение фаз импульсов, приходящих от различных структур-
ных неоднородностей, вызывает значительные отклонения интенсивности от сред-
него уровня. Для надежного выявления дефектов интенсивность сигналов от них
должна превосходить не только Ja, но также утроенное значение среднеквадра-
тичного отклонения aj от этого уровня
J>Ja+3aj. (2.33)
Структурные помехи подчиняются распределению Рэлея, для которого Oj=J. Это
подставляют в (2.33) и для перехода к амплитуде извлекают корень квадратный
из интенсивности, в результате получают условие выявления дефектов:
Р’>2Ри, (2.34)
где Рп — средний уровень амплитуды помех.
Рис. 2.24. К формирова-
нию структурных помех
ходят
Таким образом, уровень амплитуды
структурных помех на экране дефектоско-
па будет изменяться от нуля до удвоенного
значения среднего уровня и полезный сиг-
нал должен превосходить это значение.
Средний уровень структурных помех оп-
ределяют, используя энергетическое пред-
ставление акустического поля преобразова-
теля. Вычисляют сигнал, приходящий от
элемента пространства, расположенного
вокруг некоторой точки В. Затем получен-
ное выражение интегрируют по всей облас-
ти пространства, занимаемой в данный мо-
мент времени ультразвуковым импульсом
(зоне озвучивания) ArS. В результате на-
/п= P°SpX,2 f e"46fdr СI2 {а, В) I'2(B, с) 6s в. (2.35)
4npcS‘ J
Здесь бр — коэффициент рассеяния; ArS — размер в лучевом на-
правлении и площадь зоны озвучивания; функции I и Г — харак-
теризуют поля излучателя и приемника.
Определение зоны озвучивания, по которой следует выполнять
интегрирование, в некоторых случаях — сложная задача. Для сов-
мещенного преобразователя считают, что в ближней зоне область
озвучивания — плоский слой S=Sa, Дг=0,5 (рис. 2.24). В не-
посредственной близости от преобразователя 1=1' = 1, а
J /2(/')2 dsB=Sa. Переходя от интенсивности к амплитуде давле-
ния, получают выражение для среднего уровня структурных помех
<2-36>
Интегрирование (2.35) в других сечениях ближней и переходной зон
выполняют с использованием представления I как функции без-
размерных параметров рв/а и г/ге (см. п. 1.6.1). В результате полу-
чают, что Рп увеличивается по сравнению с Рао в 1,5 раза на гра-
нице ближней зоны, а затем уменьшается до Рпо на расстоянии
г/Гб—2.
При больших расстояниях г используют приближение дальней
зоны. Область интегрирования — сферический слой. Для сов-
мещенного преобразователя Z=/'=OS0/V, где Ф—диаграмма на-
правленности. В результате получают следующее выражение для
средней амплитуды помех:
₽“=Р»2Т\f (2’37)
При выводе формул (2.36) и (2.37) был сделан ряд допущений.
Предполагалось, что Дг-Сг излучение происходит в полубесконеч-
ное пространство со статистически однородной структурой (т. е. нет
зон с сильно отличающейся структурой), рассеяние изотропно по
всем направлениям и рассеяние от каждого кристаллита начинает-
ся в момент поступления к нему излученного импульса и кончает-
ся одновременно с его окончанием. Последнее из сделанных допу-
щений наиболее существенно. Оно, в частности, означает, что не
учитывается повторное рассеяние ультразвуковых волн, уже пре-
терпевших однократное рассеяние на неоднородностях среды. На-
пример, считали, что структурные помехи от точки В (рис. 2.24)
придут в момент времени, определяемый расстоянием АВ. В дейст-
вительности сигнал от точки С, рассеянный не в направлении на
преобразователь, может рассеяться еще раз в точке D и придет на
преобразователь одновременно с сигналом однократного рассеяния
от точки В, если удовлетворяется условие ACDA=2AB. Это при-
мер влияния двукратного рассеяния, однако существует также бо-
лее сложное многократное рассеяние.
Явлением многократного рассеяния пренебрегают, когда
<0,02. Если это условие нарушается в 3...5 раз, то повторное рас-
сеяние превалирует и почти вся картина распределения помех на
линии развертки дефектоскопа формируется в результате много-
кратного рассеяния импульсов в зоне крупнозернистого материала,
расположенной вблизи преобразователя.
Уровень структурных помех на экране ЭЛТ дефектоскопа.
ПЭП — линейный преобразователь сигналов, поэтому на экране де-
фектоскопа наблюдают не интенсивность, а амплитуду сигнала.
Средний уровень акустических помех на приемнике вычисляют по
формулам (2.37) и (2.38). В п. 1.5.1 указаны коэффициенты пре-
образования электрического сигнала в акустический и обратно для
амплитуд сигналов, которые пригодны также для вычисления элек-
трического эквивалента структурных помех. Однако при контакт-
ном способе контроля необходимо учитывать особенности прохож-
дения импульсов структурных помех через тонкий слой.
В § 1.3 показано, что прохождение через тонкий слой очень сильно зависит
от соотношения толщины слоя hc и длины волны в слое. В результате интер-
ференции волн в слое коэффициент прозрачности изменяется в десятки раз. Од-
нако этот вывод был сделан для непрерывного излучения и отмечено, что им-
пульсный характер излучения сглаживает осцилляции зависимости D от Лс/Хс.
Для структурных помех коэффициент прозрачности нс зависит от толщины
слоя. Это явление связано с тем, что в этом случае уровень структурных помех
определяет не амплитуда, а интенсивность, пропорциональная энергии прошед-
шего импульса, которая равна произведению квадрата амплитуды на длитель-
ность импульса, а она остается практически постоянной при изменении условий
интерференции в тонком слое. Если, например, коэффициент прозрачности умень-
шается, то соответственно упадет амплитуда, но возрастет длительность импуль-
са, таким образом, что энергия прошедшего через слой импульса остается по-
стоянной. В результате электрический уровень структурных помех на экране ЭЛТ
не зависит от толщины слоя контактной жидкости при контроле контактным
методом.
Структурные помехи — основной постоянно действующий фактор, ограничи-
вающий чувствительность контроля. Способы борьбы с ними рассмотрены
в п. 2.4.L
Задачи
2.3.1. Определить условие отсутствия влияния боковой поверхности изделия
из стали при контроле прямым ПЭП диаметром 12 мм на частоте 2 МГц. Тол-
щина 1= 100 и 1000 мм.
Решение. Определим т из формул (2.28) и (2.29) для /=100 мм;
я»3 мм:
т1= 0,22/Х/а =0,22-100-3/6= 11 мм;
лг2=1,4]/М =1,4» )7з-Ю0 =24 мм.
Если т больше 11 мм, то нарушится первое условие и интерференция не про-
изойдет. Производя аналогичные вычисления для 2=1000 мм, найдем, что mi—
= 110 мм, а т2=17 мм. Возникновению интерференции при расстоянии т~^77 мм
будет препятствовать второе условие. Найденные соотношения характерны: усло-
вие (2.28) препятствует возникновению интерференции при малой толщине изде-
лий, а (2.29) —при большой.
2.3.2. Рассчитать уровень тепловых шумов входных цепей дефектоскопа при
комнатной температуре, если ширина полосы пропускания Д/=2 МГц, входное
сопротивление 50 Ом. Оценить значение минимального регистрируемого сигнала.
Решение. Подставляя значения в формулу (2.27), получим
V U2 = У 4-50-1,38-10-23(273 +20)-2-106 = 1,3. ю-б В.
(7га1п> 10-5 В.
§ 2.4. ХАРАКТЕРИСТИКИ ЭХОМЕТОДА, ИХ ОПТИМИЗАЦИЯ
И ПРОВЕРКА
Основные характеристики эхометода контроля оп-
ределяют область его применения, способность обнаруживать и оце-
нивать дефекты изделий. Для достижения наилучших эксплуатаци-
онных характеристик выбирают подходящие дефектоскопы и пре-
образователи, регулируют оптимальным образом параметры аппа-
ратуры. Основные технические параметры (технические характе-
ристики) современных дефектоскопов рассмотрены в п. 2.1.3. Здесь
формулируются основные понятия, относящиеся к физическим и
эксплуатационным характеристикам не только аппаратуры, но так-
же метода контроля, даются рекомендации по достижению их оп-
тимальных значений и способам проверки.
2.4.1. Чувствительность
Чувствительность метода дефектоскопии показыва-
ет его возможность обнаруживать небольшие дефекты. Количест-
венно ее определяют порогом чувствительности. Для эхометода это
минимальная площадь S (мм2) искусственного дефекта типа плос-
кодонного отверстия, который обнаруживается при контроле. Ее
можно определять по отражателям другого типа, выполняя пере-
счет на площадь плоскодонного отверстия по формулам акустиче-
ского тракта (см. § 2.2). Понижение порога чувствительности озна-
чает повышение чувствительности с точки зрения выявления мел-
ких дефектов.
Порог чувствительности эхометода ограничивается двумя глав-
ными факторами: чувствительностью аппаратуры и уровнем помех.
Условия выявления электрического сигнала U' от дефекта записы-
вают в виде
(2.38)
U’>Un. (2.39)
Здесь t/min — минимальный электрический сигнал, регистрируемый
аппаратурой (дефектоскоп плюс преобразователь); Un — уровень
помех на входе прибора. Поскольку основным видом трудноустра-
нимых помех являются структурные помехи, в дальнейшем рас-
сматриваются именно они.
Порог чувствительности при низком уровне структурных помех
определяют из формулы (2.38). Поделим обе ее части на амплиту-
ду электрического зондирующего импульса Uo:
U'/U0>Umla/UQ. (2.40)
Величину Uiain/U0 называют пороговой электрической чувствитель-
ностью эходефектоскопа. Пороговую акустическую (абсолютную)
чувствительность определяют, как отмечалось в п. 2.1.3, отношени-
ем амплитуд минимального регистрируемого акустического сигна-
ла и акустического зондирующего импульса Ро. В пределах линей-
ной зависимости Ро от Uo (см. п. 2.2.1) акустическая и электриче-
ская пороговые чувствительности связаны формулой
Рmln I Ц* (2411
Ро к и0 ’ А 1
где К— коэффициент двойного преобразования электроакустиче-
ского преобразователя (ЭАП). Для ЭАП с акустической задерж-
кой (призмой) формула (2.41) имеет вид
(2.42)
Ащ1п___ 1
jP0 ~ KD Uo '
Здесь П — коэффициент прозрачности по энергии для границы меж-
ду задержкой и ОК; ёл и гл —затухание и средний путь ультразву-
ка в задержке. Значения К будут разными при нагрузке на ОК и
задержку.
Из формул (2.41) и (2.42) можно оценить способы снижения
Pmin/Po- Пути повышения коэффициента преобразования ЭАП К
рассмотрены в п. 1.5.1. Здесь отметим только, что максимальное
значение К равно единице, а реально К достигает значений поряд-
ка 0,1.
Возможности увеличения чувствительности за счет повышения амплитуды Uo
рассмотрены в и. 2.1.1. Максимальная амплитуда электрического зондирующего
импульса от генератора ударного возбуждения достигает величины 500 В. Одна-
ко нелинейная зависимость Рв от UB и сужение частотного спектра ЭАП по срав-
нению с ударно-возбуждаемым импульсом приводит к снижению эффективного
значения UB до 50 В. В генераторах неударного типа вырабатывается напряже-
ние именно такого порядка.
Возможность снижения порога электрической чувствительности за счет Umin
(путем увеличения коэффициента усиления) ограничивается тепловыми шумами:
Hmm«10-5 В. Подставляя найденные оценки в (2.41), найдем значение абсо-
лютной чувствительности
Amin
р0
10-5
0,1-50
-2-10-6= Ц4 дБ,
что соответствует лучшим Значениям, приведенным в п. 2.1.3.
Если известная абсолютная чувствительность дефектоскопа, за-
дачу определения порога чувствительности (т. е. выявления плос-
кодонного отверстия с минимальной площадью Sb) при контроле
мелкозернистого материала и ее снижения путем оптимизации па-
раметров контроля решают на основе анализа формулы акустиче-
ского тракта. Для дальней зоны (наихудший случай) ЭАП без аку-
стической задержки с учетом (2.4) справедливо соотношение
SgSfr g—28г Pmln
\2Г2 pQ
(2-43)
Расстояние до дефекта г определяют условия контроля. Порог сни-
жают, увеличивая Sa до тех пор, пока дефект попадает на границу
ближней зоны преобразователя. Обычно диаметр ПЭП не превос-
ходит 50 мм. Частота ультразвуковых колебаний f входит в вели-
чины Л и ё неравенства (2.43), причем X уменьшается, а б возрас-
тает с ростом частоты (см. § 1.2). Отсюда возникает задача об оп-
тимальной частоте, решение которой показывает, что с ростом тол-
щины ОК и коэффициента затухания ультразвука оптимальная час-
тота понижается (см. задачу 2.4.1).
Порог чувствительности при высоком уровне структурных помех
снижают двумя путями. Первый заключается в выборе оптималь-
ных параметров контроля, а второй — в применении статистических
методов обнаружения сигналов на фоне структурных помех.
Выбор оптимальных параметров контроля ос-
нован на анализе соотношений полезных сигналов и среднего
уровня структурных помех. В табл. 2.1 эти соотношения приведены
без учета влияния на них качества акустического контакта (см.
п. 1.3.5). Поскольку изменение акустического контакта может
уменьшить амплитуду сигнала в несколько раз, а максимальный
уровень структурных помех в 2 раза выше среднего, для надежно-
го обнаружения полезного сигнала на фоне помех сигнал должен
быть в 6... 8 раз выше их среднего уровня. Используя эти соотно-
шения, можно дать следующие рекомендации по оптимизации ус-
ловий контроля:
Таблица 2.1
Отношение амплитуды сигнала для отражателей
различного типа к среднеквадратичному уровню
структурных помех U'IUn
Отражатель
в ближней зоне г<гб
в дальней зоне г>гб
Диск площадью Sb
Бесконечный ци-
линдр диаметром
Бесконечная плос-
кость (донный сигнал)
(3,5...9,5)—^~Х
Л
1. Локализовать зону озвучивания, т. е. область, из которой по-
лучают информацию. Выявляемость дефекта на фоне структур-
ных помех растет с увеличением отношения площади отражающей
поверхности дефекта к площади облучаемых ультразвуком кристал-
литов металла, участвующих в образовании помех. Из таблицы вид-
но, что уменьшение длительности т импульса, уменьшающее луче-
вую протяженность зоны озвучивания (заштрихована на рис. 2.25),
улучшает отношение сигнал — помеха. Если дефект находится в
дальней зоне, то для повышения отношения сигнал — помеха целе-
сообразно увеличить площадь преобразователя Sa, улучшая тем са-
мым его направленность (рис. 2.25, а, б). Это справедливо не толь-
ко для точечных, но и для протяженных дефектов и даже для отра-
жающей плоскости. Дело в том, что эффективно отражающая в
сторону приемника часть плоскости или протяженного дефекта не-
велика, поэтому улучшение направленности излучения дает тот же
эффект, что для точечного отражателя.
Когда отражатель попадает в ближнюю зону (рис. 2.25, в), тог-
да увеличение Sa приводит к уменьшению концентрации ультра-
звуковой энергии и отношение сигнал — помеха для точечных от-
2а
a) S) В) г) д) е)
Рис. 2.25. Локализация зоны контроля
ражателей ухудшается. В ближней зоне отношение сигнал — по-
меха можно увеличить, применяя фокусировку ультразвукового по-
ля (рис. 2.25, г). Здесь для диска, расположенного в геометриче-
ском фокусе F, отношение сигнал — помеха определяет формула
—^—=5—^—]/ (2.44)
Ра V bpcr
аналогичная формуле табл. 2.1 для дальней зоны, только г заме-
нено на F. Из формулы (2.44) видно, что повышение отношения
сигнал •— помеха для фокусирующего преобразователя растет с уве-
личением его площади.
2. Использовать PC-преобразователи. Как видно из рис. 2.25, д,
этот преобразователь обладает фокусирующим действием — сжима-
ет зону озвучивания. Наибольшую концентрацию энергии дает фо-
кусирующий PC-преобразователь (рис. 2.25, е). Кроме того, РС-пре-
образователь устраняет помехи от вторичного рассеяния и практи-
чески не имеет собственных помех.
3. Выбрать тип волны, исходя из требований минимального зна-
чения коэффициента рассеяния бр. При постоянной частоте коэффи-
циент рассеяния продольных волн в 4...6 раз меньше, чем попереч-
ных, однако в знаменателе формул табл. 2.1 фигурирует произве-
дение 6рс, а скорость продольных волн в 2 раза больше, чем попе-
речных. В результате выигрыш при использовании продольных
волн вместо поперечных оказывается не столь значительным. Пре-
имущества применения продольных волн подтверждаются практи-
ческими данными для аустенитных сталей (см. п. 3.1.4). Еще боль-
ший выигрыш для этих сталей дает применение горизонтально по-
ляризованных волн. Уменьшение произведения брс (пропорциональ-
ного бРХ) способствует устранению помех от вторичного рассеяния.
4. Выбрать частоту с учетом зависимости от нее коэффициента
рассеяния 6Р. Согласно § 1.2 бр пропорционален fn, причем в за-
висимости от соотношения D/К значение п может изменяться от
2 до 4. Из табл. 2.1 видно, что в зависимости от значения п, фор-
мы отражателя, зоны преобразователя, в которой отражатель рас-
положен, отношение сигнал — помеха с повышением частоты может
как увеличиваться, так и уменьшаться. Из практики известно пра-
вило: чем больше затухание ультразвука, тем ниже должна быть
частота. Оно связано с необходимостью выполнения условия 6pZ<
<0,02, так как в противном случае начинает действовать эффект
повторного рассеяния и формулы табл. 2.1 становятся неверными.
5. Усовершенствовать аппаратуру целесообразно в нескольких
направлениях. Увеличение абсолютной чувствительности расширя-
ет возможность применения оптимальных параметров контроля, как
рекомендовалось выше (например, выбора частоты, использования
PC-преобразователей и т. д.) при сохранении требуемого порога
чувствительности. Введение компенсированной отсечки (см.
п. 2.1.2) не увеличивает отношения сигнал — помеха, однако повы-
шает удобства контроля при высоком уровне помехи, поскольку
помогает сконцентрировать внимание контролера на полезных сиг-
налах. Введение ВРЧ обеспечивает приблизительно одинаковый
уровень помех на всей линии развертки. Дефектоскоп должен иметь
широкий диапазон частот для оптимизации их выбора. Генератор
дефектоскопа должен излучать короткие колоколообразные импуль-
сы. В комплект прибора должны входить преобразователи PC и
фокусирующие с большим диаметром пьезоэлемента.
Статистические методы выделения сигналов
на фоне структурных помех представляют собой второй
путь решения проблемы контроля крупнозернистых материалов.
Этот путь широко используют в радио- и гидролокации. Однако
помехи здесь обычно представляют случайные во времени некор-
релированные процессы, т. е. шумы, поэтому накопление информа-
ции и статистическая обработка ее позволяют значительно повы-
сить отношения сигнал — помеха. (Вопросы корреляционной обра-
ботки сигналов рассмотрены в кн. 5 данной серии.) Иное положе-
ние складывается при ультразвуковом контроле. Взаимное положе-
ние рассеивателей в твердом теле не меняется во времени. При не-
изменных условиях излучения и приема упругих волн структурная
помеха полностью коррелирована в одинаковые моменты времени
различных периодов посылок зондирующих импульсов, что исклю-
чает возможность непосредственного применения статистических
методов. Необходимым условием для использования этих методов
является обеспечение таких изменений в акустическом поле преоб-
разователя, при которых корреляция помех снижается, а сигналы
от дефекта остаются сильно коррелированными. Способы практи-
ческого решения задачи различаются прежде всего выбором изме-
няемого параметра акустического поля [4].
Простой для практиечской реализации способ — изменение длительности зон-
дирующих импульсов, при сохранении их амплитуды. Если т^4Т (Т — период
колебаний), то полезный сигнал практически не увеличивается при дальнейшем
увеличении т. В то же время уровень структурных помех растет пропорциональ-
но Ут. Дефектоскоп для контроля крупнозернистых материалов должен обла-
дать переменной длительностью импульса (как минимум, от 4 до 9 периодов).
Когда возникает сомнение, что наблюдаемые импульсы вызваны структурными
помехами, то изменяют т и проверяют, изменяется или нет их амплитуда. Если
амплитуда не изменяется (с точностью 1 дБ), то импульсы — сигналы от дефек-
тов. Если амплитуда изменяется приблизительно на 3 дБ или более — это струк-
турные помехи. Статистическое накопление и обработку сигналов можно также
производить, перемещая преобразователь по поверхности изделия, изменяя угол
ввода, рабочую частоту, ширину диаграммы направленности (например, варьируя
диаметр преобразователя).
2.4.2. Максимальная и минимальная глубина
прозвучивания
Максимальная глубина прозвучивания гтах — наи-
большая глубина, на которой выявляется дефект заданного разме-
ра. В технических характеристиках прибора в качестве максималь-
ной глубины произвучивания указывают максимальную длитель-
ность развертки дефектоскопа. Однако достаточная длительность
развертки не гарантирует нахождения требуемого дефекта, необ-
ходима также достаточно высокая чувствительность. Достижение
максимальной глубины прозвучивания связано с преодолением тех
же двух ограничивающих факторов, которые препятствовали повы-
шению чувствительности.
На рис. 2j26 показаны графики, поясняющие изменение сигнала от дефекта
(типа плоскодонного отверстия) и различных помех в зависимости от расстояния
г. Сигнал от дефекта U' (сплошная линия) достигает максимума на границе
ближней зоны г6, а затем убывает пропорционально г-2 е~20г. Уровень структур-
ных помех U„ (волнистая линия) убывает медленнее, по закону г-1е-20г. В не-
которой точке г1'так сигнал от дефекта снижается до уровня структурных помех,
а затем оказывается ниже его. Это — ограничение максимальной глубины про-
звучивания, накладываемое вторым условием выявления дефектов (2.39). Штрих-
пунктирной линией показана функция 1/тщ(г). Точка пересечения этой линии с
кривой изменения сигнала от дефекта определяет максимальную глубину про-
звучивания г'тах, связанную с первым условием (2.38) выявления дефекта. В за-
висимости от того или другого ограничивающего условия добиваются увеличе-
ния максимальной глубины прозвучиваиия с помощью методов, рассмотренных
ранее.
Для того чтобы структурные помехи не появлялись на экране во всем диа
пазоне развертки, чувствительность дефектоскопа регулируют и устанавливают
некоторое ее пороговое значение [/ь Это приводит к дополнительному ограни-
чению максимальной глубины прозвучиваиия. Применяя систему ВРЧ, добива-
ются изменения порогового значения по кривой, показанной штрихпунктирной
линией с двумя точками, что снимает это ограничение. Если прибор не имеет си-
стемы ВРЧ, то изделия большой толщины приходится контролировать по слоям,
увеличивая чувствительность при переходе к контролю более глубокого слоя,
Рис. 2 26. Максимальная и минимальная глубина прозвучиваиия
Минимальная глубина прозвучиваиия или мертвая зона — ми-
нимальное расстояние от поверхности ввода до дефекта, надежно
выявленного при контроле Упрощенно представляют, что мертвая
зона при контроле по совмещенной схеме ограничивается длитель-
ностью т3 зондирующего импульса (или при контроле с акустиче-
ской задержкой — начального импульса) и длительностью тр ре-
верберационных шумов преобразователя rmin-^0,5 с(т3 + тр). На
рис. 2.26 штриховой линией показано изменение амплитуды ревер-
берационных шумов во времени (пропорциональному расстоянию).
Видно, что в зависимости от амплитуды полезного сигнала U' мерт-
вая зона /min изменяется.
Для сокращения мертвой зоны следует повышать частоту уль-
тразвуковых колебаний, так как при этом сокращается длитель-
ность ультразвукового импульса т3. Целесообразно применять ши-
рокополосные преобразователи, например преобразователи аперио-
дического типа, которые сокращают мертвую зону до долей мил-
лиметра, но чувствительность их невелика. Важно также умень-
шить уровень шумов преобразователя. Этот уровень минимален для
PC-преобразователей. С их помощью удается сократить мертвую
зону до 0,5... 1 мм. Необходимо отметить, что при контроле тон-
ких изделий PC-преобразователем легко спутать сигнал от дефек-
та с донным сигналом или первый и второй донные сигналы меж-
ду собой.
При контроле наклонным преобразователем с углом ввода а мертвую зону
определяют формулой /imin=rmincos a=0,5c(T3+TP)cos а. Отсюда следует также
возможность сокращения мертвой зоны наклонного преобразователя увеличени-
ем угла а. Так, использование поверхностных волн сокращает Amin до нуля,
но при этом не выявляются дефекты, ориентированные вдоль поверхности.
2.4.3. Разрешающая способность
Разрешающая способность эхометода — это мини-
мальное расстояние между двумя одинаковыми дефектами, при ко-
тором эти дефекты фиксируются раздельно. Различают лучевую и
фронтальную разрешающую способности. Первую определяют ми-
нимальным расстоянием Дг между двумя раздельно выявленными
дефектами, расположенными в направлении хода лучей вдоль аку-
стической оси преобразователя. Фронтальную разрешающую спо-
собность определяют минимальным расстоянием Д/ между двумя
одинаковыми по величине точечными раздельно выявляемыми де-
фектами, залегающими на одной глубине.
Разрешающая способность определяет возможность метода су-
дить о форме объекта отражения. О характеристике дефекта су-
дят также по фактуре его поверхности благодаря разной степени
рассеяния на ней волн. Здесь имеет значение отношение неровно-
сти поверхности к длине волны, а точнее — величина параметра
Рэлея (см. п. 2.2.7). Большая информация об объекте отражения-
даваемая оптическим излучением, связана как с высокой разреша-
ющей способностью, так и с большим значением параметра Рэлея
вследствие малости длины световой волны.
Достижение максимальной лучевой разрешающей способности
ограничивается теми же факторами, что и достижение минималь-
ной мертвой зоны. Сигнал от дефекта, расположенного ближе к
преобразователю, действует подобно зондирующему импульсу и ме-
шает выявлению дефекта, импульс от которого приходит позднее.
Влияние переходных процессов в преобразователе в этом случае
гораздо меньше, поскольку амплитуда сигнала, вызывающего эти
процессы, в сотни раз меньше зондирующего импульса, поэтому лу-
чевая разрешающая способность зависит в основном от длительно-
сти импульса и составляет Дг=0,5ст=2Х, если импульс состоит из
четырех периодов колебаний.
Конечная величина лучевой разрешающей способности мешает
иногда выявлению дефектов вблизи противоположной поверхности
изделия на фоне интенсивного донного сигнала. В связи с этим у
противоположной поверхности изделия имеется неконтролируемая
зона (ее также иногда называют мертвой), величина которой, од-
нако, в 2...3 раза меньше минимальной глубины прозвучивания.
Основным средством повышения лучевой разрешающей способ-
ности служит уменьшение длительности импульса. С этой целью
применяют способы, рассмотренные ранее. При контроле изделий
большой толщины иногда бывает трудно разделить на экране два
близко расположенных импульса. Это ограничение устраняют вве-
дением задержанной развертки.
Для теоретической оценки фронтальной разрешающей способности рассчиты-
вают амплитуду эхосигнала от двух одинаковых точечных дефектов, залегающих
на глубине г и расположенных на расстоянии А/ друг от друга. Методика расче-
та изложена в [4]. На рис. 2 27 показаны соответствующие графики. Обращает
на себя внимание появление дополнительного (центрального) максимума, соот-
ветствующего положению преобразователя посередине между отражателями.
В этом случае эхосигналы от обоих отражателей приходят к преобразователю в
одно время и взаимно усиливаются. При большом удалении дефектов от преоб-
разователей (г^>Ге) дополнительных максимумов может быть несколько. Основ-
ные максимумы могут быть не тогда, когда преобразователь расположен точно
над дефектом, а когда он несколько в стороне.
Рис. 2.27. К оценке фронтальной разрешающей способ-
ности прямого преобразователя:
£>=12 мм, Х=2,3 мм, г=50 мм
Наличие дополнительных максимумов существенно усложняет
определение момента, когда наступает разрешение. Рационально
принять условие, что разрешение наступает тогда, когда при поло-
жении преобразователя над одним из отражателей амплитуда сиг-
нала от другого в 10 раз меньше. При этом Ф2(akAlJr) =0,1, где
Ф — диаграмма направленности преобразователя. Используя гра-
фик функции Ф для круглого преобразователя (см. рис. 1.35),
найдем неравенство, ограничивающее раздельное выявление де-
фектов:
A/>O,83r)./D^r)./D.
(2.45)
В ближней зоне разрешению дефектов мешают максимумы и
минимумы поля преобразователя. Для надежного разрешения рас-
стояние между дефектами должно быть больше диаметра преоб-
разователя:
(2.46)
Для улучшения разрешающей способности в дальней зоне сле-
дует улучшить направленность преобразователя путем увеличения
его диаметра и частоты. Как отмечено в п. 1.5.2, повышения на-
правленности можно добиться также, применяя кольцеобразные
преобразователи и преобразователи с неравномерным распреде-
лением поля вблизи поверхности. В ближней зоне целесообразно
применение фокусирующих преобразователей, при этом наимень-
шее достигаемое значение фронтальной разрешающей способности
имеет порядок 2Z (при апертурном угле 30°). При контроле нак-
лонным преобразователем фронтальную разрешающую способ-
ность определяют по двум дефектам, расположенным на одной
глубине, а не вдоль фронта волны [4].
2.4.4. Точность определения координат дефектов
Координаты дефектов измеряют при положении
преобразователя на поверхности изделия, когда амплитуда эхосиг-
нала от отражателя достигает максимума. После этого выполняют
измерение положения дефекта относительно найденного положения
преобразователя. Таким образом при определении координат де-
фекта в ОК возможны два вида погрешностей: погрешность опре-
деления положения преобразователя и погрешность измерения ко-
ординат дефекта относительно этого положения. Дефект имитиру-
ют небольшой сферой.
При контроле нормальным преобразователем два отмеченных
вида погрешностей четко разделяются. Погрешность в определе-
нии положения преобразователя соответствует ошибке в оценке
участка поверхности, под которым залегает дефект, а погрешность
последующего измерения пути ультразвука в ОК соответствует
ошибке в оценке глубины залегания дефекта под поверхностью.
Когда амплитуда эхосигнала достигает максимума, дефект в даль-
ней зоне находится на оси прямого преобразователя, т. е. под его
центром. Однако искажение акустического поля преобразователя
и нестабильность акустического контакта могут привести к ошиб-
кам в определении достижения максимума. Если нестабильность
акустического контакта изменяет амплитуду на 20%, то центр
преобразователя может расположиться в пределах области, где
амплитуда эхосигнала составляет 0,8 от максимума. Для круглого
преобразователя с помощью кривой Ф(аЛзшО) (см. 1 на рис.
1.35) для уровня У0,8^0,9 находят ak sin Q=akp!r=0,9, откуда
возможное смещение преобразователя р от максимального поло-
жения равно р=0,ЗХг/£>. Если дефект расположен в ближней зо-
не преобразователя, то ргь;0,5Д.
Таким образом, для повышения точности определения коорди-
нат проекции дефекта на поверхности ОК нужно улучшить на-
правленность поля излучения. Здесь пригодны те же рекоменда-
ции, которые были сделаны в отношении улучшения фронтальной
разрешающей способности. Погрешность измерения глубины за-
легания дефекта оценена в § 3.3.
При контроле наклонным преобразователем определяют две
координаты дефекта I и h относительно точки ввода О преобразо-
Рис. 2.28. Координаты дефекта
при контроле наклонным преоб-
разователем
вателя (рис. 2.28). При известном значении угла преломления (уг-
ла ввода) а эти координаты рассчитывают по формулам/=г sin и,
/z=rcosra. При определении расстояния г от преобразователя до
дефекта измеряют время пробега импульса t, которое складывает-
ся из времен пробега ультразвука в призме преобразователя и в
OK: t=rа/саА-г/с. Таким образом, возникает возможность появ-
ления дополнительных ошибок, связанных с определением точки
ввода О, времени г а! с а и угла а.
В отношении определения угла заметим, что возможны погрешности в опре-
делении этого угла, связанные с изменением угла призмы в результате ее изно-
са, возникновением клиновидной жидкой про-
слойки между призмой и ОК, изменением ско-
рости распространения ультразвука в призме
(например, вследствие изменения температу-
ры). Кроме того, как отмечалось в п. 1.6.3,
экспериментальные значения углов преломле-
ния заметно отличаются от рассчитанных по
закону синусов. При малых глубинах залега-
ния дефектов происходит отклонение угла в
сторону максимального значения коэффициен-
та прозрачности ультразвука. При больших
глубинах залегания дефекта происходит систе-
матическое уменьшение' угла, которое называ-
ют квазиискривлением акустической оси. Боль-
шая амплитуда эхосигнала достигается не тог-
да, когда дефект расположен на акустической
оси, а когда он выявляется лучом с меньшим
углом а] = а—0 (рис. 2.28), так как для него
короче путь до дефекта, а следовательно,
меньше ослабление эхосигнала (см. задачу 2.4.5). Погрешности измерения коор-
динат систематизированы в [9].
2.4.5. Метрологическое обеспечение
Способы проверки параметров аппаратуры и ха-
рактеристик метода контроля группируют в два класса задач. К
первому относят поверку, выполняемую после выпуска аппара-
туры, ее капитального ремонта и при промежуточной аттестации.
Такую проверку осуществляют с применением специальных прибо-
ров и стендов (ГОСТ 23667—79). Дефектоскопы и преобразовате-
ли аттестуют, как правило, отдельно.
К задачам второго класса относят повседневную проверку ап-
паратуры, которая должна подтвердить ее работоспособность и
установить значения характеристик, меняющихся во время экс-
плуатации. Проверяют совместно дефектоскоп, преобразователь и
соединяющий их кабель. Такую проверку осуществляют с по-
мощью стандартных образцов (СО), не используя дополнитель-
ных приборов. Здесь рассмотрим только задачи второго класса.
В нашей стране ГОСТ 14782—86 предусмотрен комплект из
четырех СО (рис. 2.29). Стандартный образец СО-1 изготовляют
из органического стекла с коэффициентом затухания 0,26... 0,34
непер/см на частоте 2,5 МГц. Для удобства работы он имеет ме-
таллическую стенку с оцифровкой (не показана). Стандартные об-
разцы СО-2 и СО-3 изготовляют из малоуглеродистой стали с
мелкозернистой структурой. Стандартные образцы СО-2А иденти-
чен СО-2, но его изготовляют из контролируемого материала, если
этот материал существенно отличается от стали по акустическим
свойствам.
В зарубежной практике применяют образцы (рис. 2 30), реко-
мендованные Международным институтом сварки (МПС). Их из-
готовляют из низкоуглеродистой мелкозернистой стали. Кроме
рассмотренных СО для контроля определенных типов изделий ис-
пользуют дополнительные СО, изготовленные в соответствии с ве-
Рис. 2.29. Комплект стандартных образцов КО:
а —СО-1, б — СО-2, в —СО З
домственной технической документацией. Рассмотрим способы про-
верки и настройки аппаратуры по СО.
Абсолютную чувствительность измеряют по искусственному от-
ражателю, ослабление сигнала от которого можно рассчитать с
помощью формул акустического тракта (см. § 2.2). Пусть это ос-
лабление составляет N дБ (имеется в виду отрицательные деци-
белы). Получают эхосигнал от выбранного отражателя и опреде-
ляют резерв чувствительности М дБ, т. е. насколько еще можно
поднять чувствительность аттенюатором дефектоскопа. Все нека-
либрованные регуляторы устанавливают при этом в положение
максимума чувствительности. Значение ДЦ-ТИ определяет абсолют-
ную чувствительность дефектоскопа в комплекте с выбранным пре-
образователем (см. задачу 2.4.2).
Часто выбирают такие условия отражения, чтобы ослабление
Рис. 2.30. Стандартный образец V-1 Международного ин-
ститута сварки
эхосигнала было невелико (1... 2 дБ). При контроле прямым пре-
образователем используют донный сигнал одного из стальных СО
(например, положение преобразователя на рис. 2.30), толщина ко-
торого не более двух ближних зон преобразователя. При контроле
наклонным преобразователем используют отражение от вогнутой
поверхности СО-3 (см. рис. 2.29, в) или V-1 МИС (положение L).
Радиус вогнутой поверхности выбирают равным 1—2 ближним зо-
нам преобразователя. Для выполнения этого условия при исполь-
зовании преобразователей небольшого размера МИС предусмотрен
второй стандартный образец с радиусами Д=50 и 25 мм. Посколь-
ку во всех этих случаях N невелико, абсолютная чувствительность
приблизительно равна М. Обычно контроль выполняют на чувстви-
тельности меньше абсолютной, называемой уровнем фиксации (см.
п. 3.1.1).
После того как требуемый уровень фиксации установлен, желательно его
зафиксировать так, чтобы было удобно воспроизвести. Это выполняют, отмечая
уровень чувствительности в дБ относительно нулевого значения или используя
СО-1. Амплитуда эхосигналов от боковых отверстий в этом образце быстро
уменьшается с глубиной из-за большого затухания звука в оргстекле. Отмечают
номер наиболее глубоко залегающего отверстия, выявляемого при заданном
уровне фиксации,
Минимальную глубину прозвучивания оценивают с помощью
СО-2, в котором предусмотрены боковые отверстия диаметром
2 мм на расстоянии 3 и 8 мм от поверхности. С помощью СО
МИС ее оценивают по отверстиям диаметром 50 мм (положение
преобразователей F) и 1,5 мм (положение Л48о).
С помощью образца с большим количеством искусственных де-
фектов, залегающих на разной глубине, находят более точное зна-
чение мертвой зоны. Лучше всего, если эти дефекты — плоскодон-
ные отверстия, тогда можно проверить достижение требуемого
уровня фиксации, однако часто используют боковые отверстия. По
мере уменьшения глубины залегания дефекта и приближения эхо-
сигнала к зондирующему импульсу наблюдают интерференцию
этих сигналов. В этом случае сигналы от дефекта и зондирующе-
го импульса различаются достаточно четко, но амплитуда эхосиг-
нала изменяется под влиянием «хвоста» зондирующего импульса
и ее нельзя использовать как информативный параметр.
Лучевую разрешающую способность проверяют с помощью
СО-1, где предусмотрены отражатели в виде ступенчатого паза и
фигурного отверстия, имеющего три разных диаметра. Ступенча-
тый паз используют при контроле прямым преобразователем. На
экране должны наблюдаться три отдельных сигнала: донный, от
ступенек глубиной 5 мм и 2,5 мм (т. е. с разницей Дгп, равной 5
и 2,5 мм). При оценке разрешающей способности в изделии при-
нимают во внимание разную скорость звука в оргстекле сп и ма-
териале изделия с. Величину Дг рассчитывают по формуле Дг=
=сДгп/|Сп; для стали с/сп = с//сп^2,2. Фигурное отверстие исполь-
зуют для проверки разрешающей способности при контроле на-
клонным преобразователем. Разница между радиусами отверстий,
т. е. размер ступеньки Дгп, также равна 5 и 2,5 мм. Пересчет на
разрешающую способность в материале изделия выполняют по той
же формуле, но с/сп=сг/сп~ 1,2.
По образцу МИС лучевую разрешающую способность оценива-
ют только для нормального преобразователя. Для этого его поме-
щают в позицию Н и проверяют раздельную фиксацию сигналов
от паза глубиной 6 мм и сигналов от двух поверхностей на рас-
стоянии 91 и 100 мм.
Точность определения координат дефектов с точки зрения ее
проверки рассмотрим сначала для наклонного преобразователя.
Положение точки ввода определяют по максимуму отражения от
вогнутой цилиндрической поверхности СО-3 или V-1. Точка распо-
лагается над осью цилиндра. Угол ввода а определяют по шкалам
СО-2 при максимальной амплитуде эхосигнала от отверстия диа-
метром 6 мм. При использовании V-1 ищут максимум эхосигнала
от отверстия диаметром 50 мм (полоожения /И45, M7o) или 1,5 мм
(положение Algo) в зависимости от а.
Угол ввода часто определяют непосредственно на контролируе-
мом изделии, используя сигнал от бокового отверстия или дву-
гранного угла. Это необходимо делать при контроле изделий боль-
шой толщины, учитывая квазиискривление акустической оси.
Проверку глубиномера и времени пробега в призме осуществ-
ляют с помощью V-1 из положения L, используя многократные
отражения между вогнутой цилиндрической поверхностью и риской,
нанесенной на ее оси. Интервалы между первым и вторым, вторым
и третьим отражениями должны быть одинаковы при правильной
градуировке глубиномера, а интервал между зондирующим импуль-
сом и первым отражением будет больше на время распростране-
ния импульса в призме.
Для прямого преобразователя выполняют *следующие опера-
ции. Оценку точки ввода по СО-3 выполняют дважды при разво-
роте преобразователя на 90°, чтобы проверить направление аку-
стической оси в двух плоскостях. Иногда такую проверку выполня-
ют на дополнительном СО с боковым отверстием. Проверку глу-
биномера и настройку его на скорость звука выполняют по отра-
жениям в СО, например при положениях преобразователей А, В,
С на рис. 2.30; при этом используют также многократные отраже-
ния. Часто для этой цели используют отражение от донной поверх-
ности ОК.
Задачи
2.4.1. Рассчитать оптимальную рабочую частоту при контроле стального из-
делия толщиной h наклонным преобразователем с углом ввода поперечной волны
45° и остальными параметрами — как в задаче 2.1.3. Коэффициенты затухания
продольной волны в призме 6л=8/\ поперечной волны в стали 6=0,If + I05/)3f4
в неперах на метр (Нп/м); f — в МГц, D = 0,05 мм — средний размер зерна.
Принять h = 200 и 500 мм.
Решение. Используя материалы п. 2.2.2 и 2.2.4, получим формулу акусти-
ческого тракта для плоскодонного отражателя при контроле наклонным преоб-
разователем:
Р' = g SBSbp cos и/cos р е_2 (5г+5д Гд)>
Ро с2[г + Гдсд cos а/, (с cos ₽)]2
Здесь Гл = 15 мм—-путь в призме; r=7z/cos а— путь в изделии. Дифференцируем
полученное выражение по частоте и приравниваем его к нулю для отыскания
максимума:
4.105Дзг/4 +(8гл + 0,1г) / + 1 = 0.
Для /г=200 мм получим
0 2 / 0,2 \
4-105-0,053----/4-J-18-0,015 + 0,1-------—-)/ — != 0.
cos 45 \ cos 45 /
Путем перебора находим fOpt = 2,6~2,5 МГц. Для й=0,5 м находим /ор1=
=2 МГц. Оптимальная частота понижается с увеличением толщины.
2.4.2. Оценить абсолютную чувствительность по отражению от бокового от-
верстия диаметром Д=3 мм на глубине 100 мм при тех же условиях контроля,
что в задаче 2.4.1; частота 2,5 МГц. При выявлении отверстия остался резерв
чувствительности 58 дБ, структурных помех не появлялось.
Решение. Оценим, в какой зоне находится отверстие. Граница ближней
зоны для преобразователя ге=27 мм. Путь в изделии r=/i/coscc=100/cos45°=
= 140 мм, т. е. больше ближней зоны. Из п. 2.2.3 и 2.2.4 получим формулу акус-
тического тракта для бокового цилиндрического отверстия:
Р' DSa cos a/cos ₽ -j z' d e—(28г+5дгЛ).
Pq \ v 8 [г + гдсд cos a/(c cos ₽)]3
При определении абсолютной чувствительности по СО-3 или любому другому
образцу коэффициент прозрачности D и затухание ультразвука в преобразова-
теле будут учтены как параметры системы прибор—преобразователь, поэтому их
из формулы исключим:
Р' лб2 cos 45°/cos 35° _ Г 3 *
= Ро 3,26/2,5 У 8 [140 + 15-2,65 cos 45°/(3,26 cos 35°)]зХ
Хехр[ —2(0,1-2,5-1-105-0,ОЗ3-2,54)0,14]^0,02 = 34 дБ.
Абсолютная чувствительность равна М+/И=34 + 58 = 92 дБ.
2.4.3. При тех же условиях появлялись структурные помехи, которые при
увеличении чувствительности на 13 дБ достигали того же уровня, что и эхосиг-
нал от бокового отверстия. Оценить порог чувствительности
Решение. На экране наблюдали не средний, а максимальный уровень
структурных помех. Для того чтобы сигнал от дефекта надежно фиксировать на
фоне этих помех, достаточно, чтобы он превосходил их на 3 дБ. Амплитуда по-
лезного сигнала может быть меньше, чем от бокового отверстия, на 13—3=10 дБ
(в 3,2 раза).
Сравним эхосигналы для плоскодонного и бокового отверстий по формулам
из § 2.2. Затухание опускаем, поскольку оно действует одинаково на сигналы:
SgiSj, I ^<71 л / ______________d~_____ __ Sb । / 8
Х2(г + Дг)2 / X у 8(г+Дг)з = X |/ d(r-f-Ar)
Sb = 0,31X/d (г + Дг)/8 =0,31-13/3(140 + 10,5)/8 = 3,1 мм2.
Порог чувствительности, т. е. минимальное выявляемое плоскодонное отвер-
стие, имеет площадь 3,1 мм2, а диаметр 2 мм.
2.4.4. Выбрать диаметр преобразователя, чтобы при контроле стального из-
делия толщиной Л=250 мм на частоте 2 МГц достигалась возможно более вы-
сокая фронтальная разрешающая способность по всей толщине.
Решение. Требуется обеспечить наименьшее значение А/ в ближней и даль-
ней зонах. Приравнивая AZ из формул (2.45) и (2.46), найдем (Х=3 мм)
D = Kk!D\ D = VhT = "/250-3 = 27,4 мм2.
2.4.5. Рассчитать квазиискривление акустической оси для наклонного преоб-
разователя из оргстекла Р=40°, D=2a=12 мм, /=2,5 МГц на глубинах й=250
и 500 мм. Затухание поперечных волн в материале 6=0 и 1 Нп/м.
Решение. Для экспериментального измерения квазиискривления переме-
щают наклонный преобразователь по поверхности образца (см. рис. 2.28) и ищут
максимум эхосигнала от бокового отражателя на глубине h. Согласно (2.24) эхо-
сигнал определяет формула
Р'
Ро
d cos3 aj
8ЙЗ
Ф2(Д1А sin 6)е-58Л/с“8
Диаграмму направленности наклонного преобразователя Ф представим, как
образованную мнимым излучателем (см. п. 1.6.3) размером 2ai=2a cos a/cos р.
Путем в призме пренебрегаем. Введем 0 = а— ai, где а—угол ввода, a ai—
текущее значение угла при перемещении преобразователя по поверхности. Угол а
экспериментально определяют по максимуму амплитуды излучения на цилиндри-
ческой поверхности образца типа СО-3.
Для определения угла си, соответствующего максимуму эхосигнала, произ-
водную этого выражения приравняем нулю. Для облегчения дифференцирования
представим Ф согласно п. (1.58) в виде Ф=ехр[—0,14(aift sin 0)2].
В результате получим уравнение для ai = amax:
2-0,14asin 2 (a — amax) — tg amax(l ,5 + 2Bft/cos amax) = 0.
Уравнение показывает, что угол максимума эхосигнала amax нс совпадает
с углом ввода. Если затухание отсутствует, то это отличие не зависит от глуби-
ны, т. е. вместо квазиискривления наблюдается постоянное отклонение угла amax
от а. Квазиискривление (изменение «max с глубиной) тем больше, чем больше
затухание. Отличие amax от а тем меньше, чем лучше направленность преобра-
зователя (больше aik).
Числовое решение для заданных в задаче величин дает: атах=51,9°при 6=0;
атах=51,5° при 6=1 Нп/м для й=250мм и атах=51° для й=500 мм.Таким об-
разом, при малом затухании или малой глубине бокового отражателя атах мало
отличается от а, но при большом затухании и глубине залегания дефекта появ-
ляется заметное квазиискривление.
§ 2.5. МЕТОДЫ ПРОХОЖДЕНИЯ И КОМБИНИРОВАННЫЕ
МЕТОДЫ
2.5.1. Теневой метод
Признаком обнаружения дефектов при дефекто-
скопии теневым методом служит ослабление амплитуды уп-
ругих волн, прошедших через ОК (сквозного сигнала). Ко-
личественная оценка . выявляемости дефекта при теневом
методе определяется отношением электрических сигналов,
характеризующим ослабление дефектом амплитуды Uc сквоз-
ного сигнала, прошедшего от излучателя к приемнику:
Ut/Uc, UT — амплитуда прошедшего сигнала при наличии де-
фекта. Учитывая пропорциональность электрических и акустиче-
ских сигналов, имеем Щ/Щ— |рт/рс| —Рт/Рс. Это отношение амп-
литуд лежит в пределах от 0 до 1.
Расчет акустического тракта при контроле теневым методом
сводится к анализу ослабления амплитуды сквозного сигнала.
Сквозной сигнал рс (рис. 2.31, а) в отсутствие экрана-дефекта (в
дальнейшем просто дефекта) определяют так же, как в п. 2.2.2
при прохождении ультразвука между действительным и мнимым
преобразователем в задаче по расчету донного сигнала:
$с Sc
Здесь I (а, С) определяет поле излучателя диаметром 2а в точке С
приемника (см. п. 1.6.2); 5С — площадь приемника.
Сигнал, принимаемый при наличии дефекта, вычисляют сле-
дующим образом. Определяют давление в плоскости дефекта MN
(рис. 2.31, б), возникающее под действием излучателя. Все точки
В плоскости MN, лежащие вне дефекта, рассматривают как вто-
ричные источники излучения и определяют суммарный сигнал от
них на приемнике. Акустическое давление позади дефекта счита-
ют равным нулю. Такое предположение о распределении поля в
плоскости MN соответствует приближению Кирхгофа и достаточно
точно, когда размеры дефекта значительно больше длины волны.
Для определения сигнала на приемнике рт выполняют интегри-
рование по бесконечной плоскости MN за вычетом площади дефек-
та. Интеграл можно разделить на два: интеграл по всей плоскости
минус интеграл по площади дефекта. Первый из этих интегралов
соответствует сквозному прохождению ультразвука, поскольку де-
фект отсутствует, т. е. равен рс, а второй (р") подобен сигналу,
отраженному от дефекта, с обратным знаком
Рис. 2.31. К расчету ослабления
сквозного сигнала
(2.47)
se Sb '
Второй член под знаком модуля
идентичен (2.1). Отсюда следует,
что возмущение поля позади экрана
р" равно возмущению поля перед
экраном, т. е. отраженной волне р'.
Это положение носит название
принципа Бабине. Однако было бы
неправильно понимать это положе-
ние так, что общие значения полей
перед экраном и позади него совер-
шенно одинаковы. Отраженная вол-
на ни с чем не интерферирует и
амплитуда сигнала равна Р', возму-
щение позади экрана складывается
с падающей волной, что вызывает
существенные различия. В об-
щем случае имеют место нера-
венства:
Рт= I Ре—Р" I >РС-Р"\ PJPC>\~P'4PK. (2.48)
Равенство здесь может возникнуть лишь в некоторых частных
случаях. Неидентичность полей перед экраном и позади него под-
тверждается сравнением полей на оси в дальней зоне. Перед круг-
лым экраном с увеличением расстояния от него наблюдают посте-
пенное ослабление сигнала. Позади экрана имеется «светлое пят-
но», т. е. постоянный максимум.
Существование светлого пятна позади дискообразного экрана
было предсказано Пуассоном. В начале прошлого века он оппо-
нировал Френелю, который предложил свою теорию дифракции
света. Пуассон заявил, что эта теория ошибочна, потому что, при-
меняя ее, можно доказать существование света позади дискооб-
разного непрозрачного экрана, чего не может быть. Доказатель-
ство Пуассон осуществил, строя зоны Гюйгенса — Френеля (см.
п. 1.6.2) в плоскости MN, начиная не от оси экрана, а от его края.
Суммарный сигнал от всех зон получался приблизительно такой
же, как в отсутствие экрана. Экспериментальная проверка, выпол-
ненная Араго, показала, что действительно в центре тени, обра-
зуемой экраном, имеется светлая точка. Явление получило назва-
ние эффекта Пуассона и послужило лучшим подтверждением тео-
рии Френеля. Потом уже вспомнили, что открыто оно было
де-Лиллем столетием раньше.
Для вычисления сигнала Рс из (2.47) применяют метод моде-
лирования. Выделяют безразмерные параметры, от которых зави-
сит решение, и строят систему кривых в безразмерных координа-
тах. Если излучатель и приемник одинаковы, таких параметров
четыре. Удобно выбрать следующие: отношение расстояния меж-
ду преобразователями г—х к длине ближней зоны rg, Ь/а — отно-
шение радиусов дефекта и преобразователя, г\/т—-отношение рас-
стояния дефекта от излучателя к расстоянию между преобразова-
телями, у/а — отношение смещения дефекта от общей оси преоб-
разователей к их радиусу. Однако параметр у/а можно исключить,
если указывать на номограмме минимальные значения Рт/Рс, т. е.
Соответствующие наибольшему ослаблению сквозного сигнала при
перемещении дефекта в плоскости MN. Такая постановка задачи
вполне соответствует реальным условиям контроля, когда отыски-
вают минимум прошедшего сигнала. Параметр ц/г полагают рав-
ным 0,5, т. е. считают, что дефект расположен посередине между
преобразователями. Позднее будет рассмотрено влияние изменения
у/a и г,/г.
На рис. 2.32 показано семейство кривых амплитуда — расстоя-
ние— диаметр (АРД-диаграмма) для теневого метода контроля,
Снятое путем жидкостного моделирования. Экспериментальные точ-
ки измерялись при четырех различных диаметрах преобразователя
и частотах. При переходе к безразмерным параметрам эти точки
удовлетворительно ложатся на одни и те же кривые (сплошные
линии}, что подтверждает правильность выбора параметров.
Штриховыми линиями показаны кривые, соответствующие переходу нера-
венства (2.48) в равенство для некоторых значений bla—djD. Они построены
следующим способом. По АРД-диаграмме для эхометода (см. рис. 2.12) измерен
интервал между кривыми с соответствующими значениями djD и кривой «дон-
ный сигнал». Измерения выполнены для расстояния г, равного половине толщины
ОК, поскольку в эхо методе модель дефекта располагалась на расстоянии г, а
в теневом—г/2. Аналогичноtкривая «донный сигнал» построена для удвоенного
пробега ультразвука в ОК с учетом зеркального характера отражения от дна.
Измеренный интервал в дБ переведен в относительные единицы и вычтен из еди-
ницы. Штриховые кривые удовлетворительно совпадают со сплошными в зоне
г (4 ... 6)Гб. Это показывает, что в ближней и переходной зонах неравенство
(2.48) переходит в равенство.
Для аналитической оценки ослабления сквозного сигнала при
r->0 из неравенства (2.48) получают: Рт/Рс^1—St>/Sa, причем
эксперимент показывает, что неравенство можно заменить равен-
ством. В дальней зоне
Рт/Рс>1-4ЗД.г).
(2.49)
Влияние на Рт перемещения дефекта перпендикулярно оси пре-
образователей в средней плоскости показано на рис. 2.33. Макси-
мум при y/a=G соответствует «светлому пятну» позади экрана.
В ближней и переходной зонах (г/ге^б) этого эффекта нет, на
оси позади экрана наблюдают наибольшее ослабление сигнала.
Изменение амплитуды при перемещении дефекта между излучате-
лем и приемником (изменение л/г) показано на рис. 2.32 заштри-
хованными зонами.
Теневой метод чаще всего применяют в иммерсионном варианте,
когда между преобразователями и изделием имеются слои жидко-
сти с толщинами г д' и Гд. В этом случае в соответствии с п. 1.6.3
пользуются приведенными выше формулами и графиками, но под-
Ьтавляют вместо г величину г-\-(га-\-га")са/.с, а вместо л— л +
-\-Га'са/с, где сА и с—скорости звука в иммерсионной жидкости
и изделии.
Экспериментально установлено, что даже тонкие дефекты, рас-
положенные вдоль направления распространения лучей, вызывают
сильное уменьшение сквозного сигнала, хотя площадь их попереч-
ного сечения близка к нулю. Объяснение этого явления состоит в
том, что продольная волна, распространяясь вдоль свободной по-
верхности такого дефекта, становится головной. В каждой точке
поверхности ею порождаются отходящие в сторону (боковые)‘по-
перечные волны, что вызывает ослабление сквозного сигнала.
Помехи при контроле те-
невым методом, как прави-
ло, относятся к мультипли-
кативным, поскольку (как
показано ниже) под их вли-
янием изменяются значения
сомножителей, определяю-
щих амплитуду сквозного
сигнала. Один из источников
помех — нестабильность
акустического контакта. При
дефектоскопии эхометодом
случайное кратковременное
ухудшение акустического
контакта приводит к сниже- х_
нию чувствительности конт-
роля некоторого объема из-
делия. Борются с этим явле-
нием путем понижения по-
рога чувствительности де-
фектоскопа в процессе поиска
каждого объема объекта. При
случайное ухудшение качества
Рис. 2.33. Изменение прохождения при сме-
щении дефекта перпендикулярно оси преоб-
разователя
дефектов и повторного контроля
дефектоскопии теневым методом
акустического контакта вызывает
ослабление сквозного сигнала и его регистрируют как появление
дефекта. Описанные выше приемы борьбы с нестабильностью кон-
такта неэффективны. В связи с этим при дефектоскопии теневым
методом контроль обычно ведут иммерсионным или щелевым спо-
собом, для которых нестабильность контакта меньше.
Помехи при контроле теневым методом возникают также от не-
соосности преобразователей. При настройке излучателя и прием-
ника выполняют их юстировку на соосность, добиваясь максималь-
ной амплитуды сквозного сигнала, а затем излучатель и приемник
Жестко закрепляют. Однако непараллельность поверхностей, не-
Планшетность (коробление) ОК, случайный поворот его при пере-
мещении вызывают появление несоосности в процессе контроля,
Рис. 2.34. Структурная схе-
ма одного канала теневого
дефектоскопа
поскольку двойное преломление акустической оси на границе им-
мерсионная жидкость — ОК приводит к смещению акустической
оси и уменьшает сквозной сигнал.
В ОК и слоях иммерсионной жидкости возникают многократ-
ные отражения ультразвукового.импульса. Если он имеет длитель-
ность т большую, чем 2hic (где h — толщина ОК или слоя, ас —
скорость звука в них), то возникает интерференция импульса, при-
водящая к изменению амплитуды сквозного сигнала, маскирую-
щему дефект. Для предотвращения этой помехи следует умень-
шать т и делать достаточно толстыми им-
мерсионные слои. Это явление ограничи-
вает минимальную толщину ОК.
Структурные помехи от рассеяния им-
пульса приходят позже, чем сквозной
сигнал, поэтому, как правило, не мешают
контролю. Однако мультипликативные
помехи от неравномерного затухания
ультразвука на различных участках из-
делия затрудняют выявление дефектов.
Крупные дефекты, практически исклю-
чающие прохождение сквозного сигнала,
при этом все же обнаруживаются. В этом
заключается преимущество теневого пе-
ред эхометодом: крупные дефекты удает-
ся обнаружить даже при большом рас-
сеянии.
Внешние шумы, электрические флуктуации, влияние края на
изменение сквозного сигнала подобны аналогичным помехам, рас-
смотренным для эхометода.
Порог чувствительности теневого метода, достигаемый на прак-
тике, выше, чем для эхометода. Главная причина — изменение
сквозного сигнала под влиянием помех. При контроле толстых лис-
тов в производственных условиях они приводят к изменению
сквозного сигнала на 4... 6 дБ. На этом фоне фиксируют лишь из-
менение сигнала на 8... 10 дБ, что соответствует порогу чувстви-
тельности, обеспечивающему возможность выявления дефектов
площадью 100... 200 мм2. При контроле тонких изделий, например
паяных панелей, когда принимают все меры к стабилизации про-
хождения ультразвука, удается снизить порог чувствительности до
уровня, близкого к уровню эхометода (5... 10 мм2).
Аппаратура для контроля теневым методом проще по устрой-
ству, чем эходефектоскоп, однако она может существенно услож-
няться в связи с использованием большого числа параллельно ра-
ботающих каналов. На рис. 2.34 показана структурная схема од-
ного канала импульсного теневого дефектоскопа. Контролируемое
изделие — 4, синхронизатор 1, генератор импульсов 2, излучатель
3, приемник 5, усилитель 8, временный селектор 7 и регистратор
с амплитудным дискриминантом 6 выполняют те же функции, что
в эходефектоскопе. Более частое применение импульсных прибо-
ров связано с тем, что в них легко избавиться от помех, связанных
с интерференционными явлениями, применяя достаточно короткие
импульсы. Стробируя время прихода сквозного сигнала, уменьша-
ют действие внешних электрических шумов.
Примером, многоканального теневого дефектоскопа служат ус-
тановки типа УЗУЛ для контроля листов, которые имеют более
200 пар излучателей-приемников, объединенных в группы так,
чтобы уменьшить число генераторов и усилителей в установке [7].
В качестве теневого дефектоскопа может быть использован любой
эходефектоскоп, который включен по раздельной схеме.
2.5.2. Временной теневой метод
Метод основан на измерении времени пробега им-
пульса через объект. Путь ультразвукового луча SDP, огибающе-
го дефект (рис. 2.35) больше, чем прямой путь SGp. По запазды
ванию прихода сквозного сигнала на приемник
частотных волн удается определить наличие
крупных дефектов в материалах с большим
рассеянием ультразвука, например, в огне-
упорных блоках, бетонных изделиях и т. д.
Порог чувствительности этого метода опре-
деляет точность измерения времени пробега
импульса х. Рассмотрим отношение Дг/г, где
r=SGp — толщина объекта контроля, а Дг=
=SDP—SOjR. Тогда минимальный размер де-
фекта 2fc/min, выявленного временным тене-
вым методом, в наиболее неблагоприятном
случае, когда дефект расположен посередине
между преобразователями, определяется ра-
венством
[2/(0,-г]/г=».
Отсюда легко получить
%mfa==r]/x‘2--2x .
с помощью низко-
Рис. 2.35. К расче-
ту временного те-
невого метода
Сравним это с минимальным размером дефекта, выявляемого
амплитудным теневым методом. Для оценки воспользуемся выра-
жением (2.49), считая его равенством. Примем Рт/Рс—Рт1п/Рс,
где Ртт/Рс — величина, ограничивающая порог чувствительности
теневого метода. Тогда можно получить
2fcmIn=j/' '^r 1 — fmln/PcVn .
Определим область, где порог чувствительности временного те-
невого метода ниже, т. е. 2fcmin>2fc/min:
г/к<(1-Рт.п/Рс)/[л(х2 + 2х)].
В правую часть этого неравенства входят постоянные величи-
ны, ограничивающие чувствительности методов. Из него следует,
что при малых толщинах и низких частотах ультразвука порог
чувствительности временного теневого метода становится ниже,
чем амплитудного теневого метода, поэтому применение времен-
ного метода предпочтительно при контроле тонких изделий из
крупнозернистых материалов.
Контроль временным методом осуществляют импульсным де-
фектоскопом со стробирующей системой, позволяющей точно фик-
сировать время прихода сквозного сигнала. Специфические поме-
хи, свойственные этому методу, связаны со случайными измене-
ниями толщины ОК, контактных слоев и скорости распростране-
ния звука в материале; эти же факторы определяют предельно
малую длительность стробирующего импульса.
2.5.3. Зеркально-теневой метод
Существует несколько вариантов зеркально-тенево-
го метода [7], общим отличительным признаком которых являет-
ся то, что основным информационным параметром служит ослаб-
ление амплитуды отражения от противоположной поверхности
6) г)
Рис. 2.36. Способы контроля зеркально-теневым методом
(дна) изделия. Основные варианты показаны на рис. 2.36, а—г:
прямой преобразователь по ослаблению первого (а) и второго (б)
донных сигналов, наклонные преобразователи по ослаблению дон-
ного сигнала поперечной (в) и продольной (г) волн.
Анализ акустического тракта выполним для варианта, показан-
ного на рис. 2.36, а. В п. 2.2.2 было отмечено, что отражение от
бесконечной плоскости можно рассматривать как зеркальное от-
ражение падающих на плоскость акустических волн. В соответст-
вии с этим акустическое поле, возникающее в результате отраже-
ния от бесконечной поверхности, можно представить как продол-
жение акустического поля излучателя, испыты-
вающее рассеяние на мнимом изображении экра-
на-дефекта. Мнимый приемник расположен зер-
кально-симметрично излучателю (рис. 2.37).
В результате акустический тракт при контроле
зеркально-теневым методом подобен акустиче-
скому тракту теневого метода с одинаковыми из-
лучающим и приемным преобразователями и
двумя одинаковыми экранирующими дефектами,
расположенными зеркально-симметрично отно-
сительно донной поверхности изделия. Сигнал
Р3 на приемнике вычисляют подобно тому, как
это было сделано для теневого метода. Если пре-
образователь и дефект малы по сравнению с рас-
стояниями между ними, то, заменяя модуль ал-
гебраической суммы суммой модулей, получают
приближенную формулу для ослабления донного
сигнала Рд:
4Sbr
Ли (2г — rj)
&
Х2г?(г-П)
(2.50)
Рис. 2.37. К расче-
ту ослабления дон-
ного сигнала зер-
кально-теневым ме-
тодом
Формулы, подобные (2.50), выведены для других вариантов
зеркально-теневого метода. Они качественно подтверждены экспе-
риментальной проверкой. Анализ показывает, что ослабление вто-
рого донного сигнала при контроле способом, показанным на рис.
2.36, б, больше, чем ослабление первого донного сигнала, так как
ультразвуковые волны четыре раза проходят мимо дефекта. При
контроле способом, показанным на рис. 2.36, в, ультразвук один
раз проходит мимо дефекта, поэтому ослабление донного сигнала
такое же, как сквозного сигнала в теневом методе. При контроле
способом, представленным на рис. 2.36, г, ослабление обычно
больше, поскольку угол наклона преобразователей для продоль-
ных волн делают небольшим (5... 10°), в результате чего лучи два
раза пересекают область дефекта и претерпевают двойное ослаб-
ление.
Наклонные преобразователи применяют при контроле тонких
объектов, когда мертвая зона обычных прямых преобразователей
мешает получению донного сигнала. Они оказываются полезными
при выявлении и оценке размеров вертикально ориентированных
дефектов, поскольку дают возможность определить их эквивалент-
ные и условные размеры.
Помехи, действующие при контроле теневым методом, прояв-
ляются также и при контроле зеркально-теневым методом. Непа-
раллельность поверхностей вызывает большее ослабление донного
сигнала, чем сквозного, поскольку отраженный луч сильнее сме-
шается от акустической оси. Еще сильнее эта помеха сказывается
при контроле по второму донному сигналу. Помеха уменьшается
при использовании преобразователя с широкой диаграммой на-
правленности.
Непланшетность ОК при контроле иммерсионным способом так-
же проявляется сильнее, чем в теневом методе контроля. Однако
зеркально-теневой метод чаще всего применяют в контактном или
щелевом вариантах, при которых этот вид помех не возникает,
поскольку параллельность поверхностей ОК и преобразователя
обеспечивается самим способом контакта.
Влияние изменения затухания ультразвука сильнее, чем для
теневого метода. Структурные реверберации от крупного зерна
могут помешать наблюдению донного сигнала. Очень мешает конт-
ролю зеркально-теневым методом случайное изменение отражаю-
щих свойств донной поверхности, связанное с ее неровностью, на-
пример, от коррозии. Неровности глубиной Z/8 ослабляют донный
сигнал приблизительно на 10%, а Х/4 — на 20%. Второй донный
сигнал уменьшается в квадрате по отношению к первому.
Порог чувствительности зеркально-теневого метода, так же как
теневого, на практике выше, чем для эхометода, вследствие неста-
бильности амплитуды донного сигнала. Если надежно фиксирует-
ся ослабление донного сигнала на 20 дБ, то при контроле спосо-
бами, изображенными 2.36, а, г, выявляются дефекты площадью
0,5...1 от площади преобразователя. При контроле по способу рис.
2.36, б порог чувствительности ниже, а по способу рис. 2.36, в —
выше.
Аппаратурой для контроля различными вариантами зеркально-
теневого метода служит импульсный эходефектоскоп. Строб-им-
пульс АСД помещают в месте прихода первого или второго дон-
ного сигнала. Контроль по вариантам рис. 2.36, а, б ведут по сов-
мещенной схеме, по вариантам рис. 2.36, в, г — по раздельной.
Прибор специально для контроля этим методом имеет упрощенную
схему, как и теневой дефектоскоп ЭЛТ и ряд других узлов отсут-
ствуют. Обязательно наличие строб-импульса для выделения соот-
ветствующего донного сигнала и аттенюатора, позволяющего на-
страивать АСД на регистрацию заданного ослабления донного сиг-
нала.
2.5.4. Эхосквозной метод
В эхосквозном методе фиксируют следующие сиг-
налы: сквозной сигнал I (рис. 2.38, а); сигнал IV, испытавший
двукратное отражение в ОК, а в случае появления частично отра-
жающего ультразвука дефекта — также эхосквозные сигналы II
и III, соответствующие отражениям от дефекта волн, идущих от
верхней и нижней поверхностей ОК. Для удобства изображения
отраженные лучи показаны наклонными. Большой непрозрачный
дефект обнаруживают по исчезновению или сильному уменьше-
нию сигнала I, т. е. теневым методом, а также по уменьшению
сигнала IV. Полупрозрачные или небольшие по размеру дефекты
обнаруживают по появлению сигналов II и III.
Метод применяют только в иммерсионном варианте. Он обла-
дает более высокой чувствитель- , ,
ностью по сравнению с теневым
при контроле толстых листов. В
то же время он, как и теневой ме-
тод, допускает движение листа в
направлении между излучателем
и приемником (без перекосов),
сохраняя неизменной всю описан-
ную картину импульсов. Это
очень упрощает механизм пере-
мещения листа в процессе конт-
роля. Мертвая зона существенно
меньше, чем для эхометода.
Рис. 2.38. Эхосквозной метод
Акустический тракт эхосквозного метода рассчитывают для
двух вариантов: небольшого непрозрачного и протяженного полу-
прозрачного дефектов. Амплитуда эхосквозного сигнала II или III
сначала растет с увеличением отражательной способности дефекта,
а затем убывает в результате затеняющего действия дефекта на
сквозной сигнал. Чтобы устранить неоднозначность, измеряют от-
ношение этой амплитуды к сквозному сигналу. Это отношение не
зависит от коэффициента прозрачности границы иммерсионная
жидкость — ОК, чувствительности аппаратуры, что упрощает ее
настройку.
Помехи, действующие на эхосквозные сигналы, идентичны по-
мехам эхометода, а действующие на сквозные сигналы — помехам
зеркально-теневого метода контроля. Кроме того, существует спе-
цифическая помеха в виде поперечной волны, возникающей при
прохождении из иммерсионной среды в ОК лучей, отклоняющихся
от нормали к поверхности на несколько градусов. От этой помехи
отстраиваются применением временного стробирования и ампли-
тудной дискриминации.
Чувствительность эхосквозного метода выше, чем теневого, но
меньше, чем чувствительность эхометода. Это связано с большим
расстоянием между излучателем и приемником и отмеченными вы-
ше помехами. Область оптимального применения — дефектоскопия
листов толщиной 20 ...60 мм, где метод надежно обнаруживает
дефекты диаметром 3...5мм и более.
Аппаратура. Разработано несколько вариантов установок для
контроля листового проката эхосквозным методом. Они имеют до
480 пар излучателей-приемников для проверки листа по всей ши-
рине (до 2800 мм), поэтому лист движется лишь в одном направ-
лении. Излучающие и приемные преобразователи объединены в
группы: например, при 288 парах преобразователей в установке
имеется 24 генератора, к каждому из которых подключено 12 из-
лучателей, и 12 приемно-усилительных каналов; в свою очередь,
к каждому из них подключено по 24 приемных преобразователя.
Включение генераторов и запись сигналов, принятых приемника-
ми, осуществляют таким образом, чтобы каждой паре преобразо-
вателей соответствовал свой канал записи. Такая система вклю-
чения обеспечивает большую экономию электронных блоков при
высоком быстродействии установки. В установках реализованы
отмеченные выше особенности метода: раздельная регистрация
сквозного и эхосквозного сигналов в промежутке времени, соот-
ветствующем нижней половине листа, измерение их отношения в
качестве информативного параметра [7].
Задачи
2.5.1. Амплитудно-теневым методом контролируют стальной лист толщиной
г=40 мм через слои воды толщиной г'а=г"а = 30 мм преобразователями диа-
метром £>=,2а=12 мм на частоте 2 МГц. Требуется определить, какой мини-
мальный дефект можно выявить, если при контроле надежно фиксируют ослаб-
ление сквозного сигнала на 8 дБ.
Решение. Находим %=5,9/2«3 мм; ге=<+//.=62/3= 12 мм; 2Аг=(г'/,+
+ г"а)са!с= (30 + 30) • 1,5/5,9« 15 мм. Приведенное расстояние ги = г + 2Лг =
= 40+15 = 55 мм; гп/гб = 55/12=4,6, т. е. контроль происходит в дальней зоне;
—8 дБ=0,4.
На АРД-диаграмме (см. рис. 2.32) проводим вертикаль г/г6 = 4,6 и находим
по жирной линии, что ослаблению Рт/Рс = 0,4 соответствует 6/а«0,6. Учтем воз-
можность расположения дефекта в разных местах по толщине ОК. Воспользуем-
ся графиками из [9], с. 251, рис. 59. Из рис. 59, в (наиболее близкого к г/г6=4,6)
видно, что кривая bla—0,6 имеет максимум при ri/rn=0,5, минимумы при п/гл =
=0Д и 0,8; считаем, что г=гп; пределы изменения ri/rn от cArJ(cr) =0,15«0,2
до 0,85. Отсюда следует, что дефект будет хуже всего обнаруживаться, если он
расположен в середине листа. Таким образом, дефект диаметром d=2ft=0,6X
Х.2а=7,2 мм будет обнаруживаться по всей толщине листа.
Выполним также оценку по приближенной формуле (2.49):
£*>(1 —-Рт/Рс)Хгп/4 = (1 — 0,4).3-55/4 = 24,8 мм2; ^>5,6 мм.
По приближенной формуле правильно оценивают размер дефекта снизу, но,
как показывает более точный расчет, порог чувствительности выше.
2.2.2. Рассчитать относительное время запаздывания сквозного сигнала, выз-
ванное дефектом диаметром 7,2 мм при контроле контактным временным тене-
вым методом.
Решение. Преобразуя формулу для временного теневого метода, находим
M/t = Дг/г = У 1 - (rf/r)2 -1 = У 1 +- (7,2/40)2 —1 = 1,6%.
§ 2.6. МЕТОДЫ КОЛЕБАНИЙ
2.6.1. Методы свободных колебаний
Эти методы предполагают отсутствие постоянной
сильной акустической связи между колеблющимися ОК (изделием)
и системой возбуждение — прием колебаний. Полное отсутствие
связи с ОК делает невозможным возбуждение колебаний и их ана-
лиз, поэтому в действительности такая связь есть, но она либо
кратковременная (возбуждение ударом), либо очень слабая (воз-
буждение и прием через воздух, воду).
Интегральный метод свободных колебаний используют очень
давно при проверке стеклянной посуды, бандажей железнодорож-
ных колес, ударных музыкальных инструментов и других объектов
по «чистоте звона», вызываемого механическим ударом. Появле-
ние в спектре колебании дополнительных частот, например дре-
безжания,— признак наличия дефектов.
В последнее время этот метод получил приборное оснащение и
его применяют для контроля абразивного инструмента, твердо-
сплавных резцов, деталей подшипников и других технических объ-
ектов [9]. На рис. 2.39 показана
контроля абразивных кругов. Ко-
лебания ОК 2 возбуждают уда-
ром молотка 1, регистрируют
микрофоном 3, усиливают бло-
ком 4 и подают на систему обра-
ботки информации 5, задача ко-
торой — измерение основной час-
тоты f свободных колебаний. Для
этого, например, выполняют из-
мерение времени t, соответствую-
щее определенному числу N пе-
риодов колебаний. По нему опре-
деляют период T=t/N и частоту /•
Частота свободных колебаний
Рнс. 2.39. Структурная схема прибо-
ра для контроля абразивного инстру-
мента
= \/Т.
зависит от геометрии ОК и
свойств его материала. Для объектов простой формы типа стерж-
ней, пластин основная частота поддается теоретическому расчету.
Для более сложных ОК ее определяют экспериментально на доб-
рокачественных ОК- По длительности колебаний судят о затуха-
нии звука в материале объекта. Длительность также уменьшается
под влиянием множественных мелких дефектов.
Интегральный метод свободных колебаний широко используют
для испытания образцов, вырезанных из материала изделия. На
рис. 2.40 показана структурная схема прибора для этой цели.
В образце 4 с помощью излучающего 3 и приемного 5 преобразо-
вателей возбуждают и регистрируют продольные или крутильные
колебания. Преобразователи типа ЭМА дают возможность осуще-
ствлять практически свободные колебания образца; крепление об-
разца выполняют в его узловых точках, где амплитуда смещения
минимальна. При испытаниях образцов с низкой добротностью воз-
буждение и прием осуществляют пьезопреобразователями. По час-
тотам свободных колебаний определяют модули нормальной упру-
гости и сдвига. По времени уменьшения амплитуды в 2 раза или
Рис. 2.40. Структурная схема прибора для испытания
образцов методом колебаний
по ширине резонансной кривой определяют декремент (от лат.
decrementum — уменьшение, убыль) колебаний.
Возможны три режима работы прибора: плавное изменение
частоты генератора 1 вручную и регистрация максимумов колеба-
ний индикатором 7; создание автоколебаний с положительной об-
ратной связью усилителя 6 с генератором через регулятор ампли-
туды S; автоподстройка частоты путем связи усилителей 6 и 2
через блок 8 до разности фаз колебаний на излучателе и прием-
нике 0 или л. Последние режимы позволяют автоматизировать
испытания, но пригодны лишь для материалов с малым затуха-
нием.
Эффективная область применения интегрального метода —
контроль натяжения канатов, стержневой или проволочной арма-
туры в конструкциях из напряженного железобетона (см. § 3.4).
Используют принцип увеличения частоты колебаний f с увеличе-
нием напряжения натяжения о, который применяют при настрой-
ке струн музыкальных инструментов. В первом приближении о=
=4p(/f)2, где р — плотность материала OK., а I — его длина. Из-
меряют частоту или период колебаний и определяют напряжение
натяжения ОК. Более точная формула учитывает диаметр ОК и
особенности закрепления его концов.
Локальный метод свободных колебаний используют для конт-
роля многослойных, неметаллических и композиционных (см.
п. 3.2.1) материалов. Схема простейшего прибора для контроля
этим методом показана на рис. 2.41. В части ОК 3 (например, мно-
гослойной панели) возбуждают колебания с помощью вибратора 2,
питаемого от генератора 5. Колебания принимают микрофоном 4
или ПЭП, усиливают усилителем 6 и подают на индикатор и сиг-
нализатор 7. Усилитель позволяет выбрать определенную частоту,
на которой колебания сильно изменяют амплитуду в недефектном
и дефектном ОК, что отмечается индикатором. Вибратор и прием-
ник объединены в блок преобразователя 1. Более совершенный
прибор рассмотрен в п. 3.2.4.
Применительно к металлам метод используют для высокоточ-
ного измерения толщины изделий, в частности труб. При этом тру-
бу помещают в локальную иммерсионную ванну. Согласно одному
из способов, получившему название метода предеф, колебания воз-
буждают импульсом. После окончания возбуждения стенка изде-
лия продолжает колебаться свободно на частоте, соответствующей
полуволновой толщине h=’k/c2.. По частоте свободных колебаний
измеряют толщину. Для этого используют описанный ранее прием
измерения интервала времени t, соответствующего определенному
числу N периодов свободных колебаний. Тогда h=ct/(2N).
Основное достоинство этого способа — очень высокая точность
измерения (погрешность около. 0,1%)
зультатов измерения от расстояния и
ролируемой трубы и преобразователей.
Это объясняется тем, что колебания
стенки трубы практически полностью
отделены от колебаний возбуждающе-
го и принимающего преобразователей.
Угол между ося[ми преобразователя и
трубы можно менять на 10° без изме-
нения результатов измерений. Это
очень существенно для конструирова-
ния трубопротяжной установки, к ко-
торой при других методах контроля
предъявляют требование обеспечения
и слабая зависимость ре-
взаимной ориентации конт-
Рис. 2.41. Метод свободных ло-
кальных колебаний
строгой перпендикулярности осей преобразователя и трубы. Недо-
статками метода является низкая помехоустойчивость, так как
приходится улавливать и усиливать колебания малой амплитуды;
невозможность контроля объектов из материалов с большим зату-
ханием ультразвука.
2.6.2. Методы вынужденных колебаний
(резонансные)
В резонансных методах связь колеблющегося ОК с
возбуждающей и принимающей колебания внешней системой при-
водит к смещению резонансной частоты относительно частоты сво-
бодных колебаний. Учесть это смещение трудно, а иногда невоз-
можно, поэтому обычно считают, что частоты резонансов и сво-
бодных колебаний совпадают, допуская систематическую погреш-
ность. В то же время амплитуды вынужденных колебаний больше,
чем свободных, и измерения выполнять легче. При измерении ре-
зонансных частот стремятся оптимизировать взаимодействие воз-
будителя и приемника колебаний с ОК таким образом, чтобы эти
частоты мало отличались от частот свободных колебаний, но в то
же время легко измерялись их значения.
Интегральный метод вынужденных колебаний имеет различные
способы реализации. Например, акустико-топографический метод,
в котором регистрируется распределение амплитуд упругих коле-
баний на поверхности контролируемого объекта или его большом
участке с помощью наносимого на поверхность липнущего порош-
ка. Дефектная зона отличается увеличением амплитуды изгибных
колебаний в результате резонансных явлений, вследствие чего осе-
дание порошка на ней меньше.
Локальный метод вынужденных колебаний чаще всего приме-
няют для измерения толщины объектов при одностороннем досту-
пе, например тонкостенных труб и оболочек. Применению эхоме-
тода в этом случае мешает мертвая зона. Приборы для реализа-
ции этого метода называют резонансными толщиномерами. Они ос-
нованы на возбуждении в стенке по толщине ОК ультразвуковых
колебаний и определении частот, на которых возникают резонансы
этих колебаний. В простейшем случае, представляя стенку ОК как
пластину, поверхности которой с обеих сторон свободны, условие
возбуждения упругих резонансов записывают в виде
(2.51)
h—rik/2—пс/( 2fn),
Рис. 2.42. Схема контактного резонансного толщи-
номера (а) н его автогенератора (б)
если дефект не параллелен поверхности
приборов существенно отличается.
где fn — частота, соот-
ветствующая гармони-
ке п. Как видно из
формулы (2.51), для
измерения толщины
ОК из материала с из-
вестной скоростью зву-
ка с нужно знать резо-
нансную частоту fn и
номер гармоники коле-
баний п.
Признаки наличия
дефектов в ОК следую-
щие: если дефект име-
ет вид расслоения, то
частоты резонансов из-
меняются таким обра-
зом, что измерения да-
ют уменьшенное значе-
ние толщины изделия;
ОК, то это приводит к
исчезновению резонансов по толщине стенки. Метод применяют в
двух вариантах: контактном и иммерсионном, причем устройство
Контактный резонансный толщиномер работает по схеме, по-
казанной на рис. 2.42, а. Она включает генератор колебаний 1, ко-
торый возбуждает преобразователь 4, контактирующий с ОК 8 че-
рез слой контактной жидкости. Частоту колебаний генератора из-
меняют модулятором 5. Резонансы акустических колебаний вызы-
вают изменение режима работы колебательного контура генера-
тора. Частотным фильтром 2 эти изменения отделяют от всех дру-
гих. Они кратковременны и имеют вид пиков. Резонансные пики
усиливают усилителем 3 и подают на индикатор — ЭЛТ 7.
Модулятор управляет блоком временной развертки 6. Его ли-
нейно изменяющееся напряжение также подают на ЭЛТ. В ре-
зультате линия горизонтальной развертки пропорциональна изме-
нению частоты, а резонансные частоты отмечаются появлением пи-
ков на соответствующих участках линии развертки. Измеритель-
ный блок 9 обеспечивает возможность перевода частотно-времен-
ных интервалов между резонансными пиками в измеряемую вели-
чину — толщину ОК- Чем больше измеряемая толщина, тем боль-
ше резонансных пиков и тем меньше интервал между ними.
В рассматриваемом приборе резонансные частоты регистриру-
ют по изменению режима колебательного контура генератора (рис.
2.42, б). Нагрузку генератора определяет суммарное комплексное
электрическое сопротивление (1.44):
Zs = (-jwCr1 ->Z0+/?e+Zp; l/Zp = l//?p+j7Zp,
где С — емкость пьезопластины; Zp— ее эквивалентное комплекс-
ное электрическое сопротивление как пьезоэлемента. Оно состоит
из параллельно включенных активной и реактивной частей (см.
рис. 1.25, г). Индуктивность Lo (рис. 2.42, б) варьируют, намаг-
ничивая ее ферромагнитный сердечник и тем самым меняя его
магнитную проницаемость. При этом круговая частота со генерато-
ра автоматически изменяется таким образом, чтобы обеспечива-
лось условие Im[Z2]=0. Когда частота соответствует резонансу
акустических колебаний, 1/Хр = 0. С точки зрения эквивалентной
электрической цепи — это частота антирезонанса. В этом случае
модуль комплексного суммарного сопротивления становится мини-
мальным: Z2=7?4-7?p. При неизменном напряжении генератора ток
в цепи возрастает, но напряжение на пьезопластине падает.
Как следует из (1.43), Хр определяется условиями нагрузки
пьезопластины. Демпфером и протектором пренебрегаем (в ПЭП
для резонансного толщиномера они часто отсутствуют). В резуль-
тате отмечаемые прибором резонансные частоты соответствуют ус-
ловиям свободных колебаний не ОК, а пакета, состоящего из трех
слоев: пьезопластины 1, контактной жидкости 2 и ОК 3, которые
имеют вид
zi tg Mi+*2 tg tg Мз+(¥А) tg kxhx tg k2h2 tg £3/z3=0.
7
6
5
4
/,/Тц
9
8
Здесь z, k, h-—волновое сопротивление, волновое число и тол-
щина соответствующего слоя системы.
На рис. 2.43 показана в логарифмическом масштабе зависи-
мость резонансных частот f от толщины h3 стального ОК для си-
стемы кварц—масло — сталь, рассчитанная по формуле (2.52).
Антирезонансная частота кварцевой пластины—10 МГц. Сплош-
ные линии соответствуют свободным поверхностям ОК. Нагрузка
поверхности кварцем вызывает повышение резонансных частот
(штриховые линии). Это объясняется тем, что в пакете кварц —
ОК на резонансных частотах укладывается на одну полуволну
больше, чем указывает п. На частотах ниже 10 МГц толщина
пластины кварца меньше полуволновой, поэтому в ОК укладыва-
ется (п+б) полуволн, где б<1. Введе-
ние слоя масла приводит к промежу-
точным значениям резонансной часто-
ты (штрихпунктирные линии).
Из рис. 2.43 видно, что для умень-
шения погрешности от смещения ре-
зонансных частот следует работать
на частотах, возможно более близких
к резонансной частоте пьезопластины,
использовать резонансные пики, соот-
ветствующие высшим гармоникам, уве-
личивать толщину слоя масла до опти-
мальных (четвертьволновых) значе-
ний, производить градуировку прибора
и измерение толщины при одинаковой
2 h3,MM силе прижатия преобразователя к по-
верхности изделия и образца, по кото-
рому выполняют градуировку.
3
0,3 0,9 0,6 0,8 1
Рнс. 2.43. Резонансные частоты
пакета: преобразователь — слой
масла толщиной й2 — изделие
Колеблющиеся ПЭП и ОК можно представить как две связанные колебатель-
ные системы. Чем слабее связь этих систем, тем точнее резонансные частоты ОК
соответствуют режиму свободных колебаний. Выбирая контактную жидкость с
малым значением волнового сопротивления z2 илн делая ее толщину равной не-
четному числу четвертей волны, ослабляют связь колеблющихся систем. Однако
при этих условиях генератор слабо реагирует на резонансы колебаний ОК, т. е.
резонансные пики слабы. В этом состоит принципиальный недостаток контакт-
ного резонансного метода с регистрацией резонансных частот по изменению ре-
жима колебаний контура генератора.
Для материалов с небольшим затуханием ультразвука шири-
на резонансных пиков на половине их высоты составляет около
1 % от частоты. Связанная с этим погрешность измерения не пре-
вышает 0,5%. Общая погрешность измерения контактных резо-
нансных толщиномеров с учетом возможного смещения резонанс-
ных частот достигает 2...5%.
Если резонансную частоту отмечать не по изменению режима
работы генератора, а с помощью отдельного приемника, то связь
между возбуждающим преобразователем и изделием можно зна-
чительно ослабить без существенной потери чувствительности и
резко повысить точность измерений. Такой способ применен в при-
борах, работающих по схеме рис. 2.40.
Рассмотрим другие факторы, ограничивающие применение ре-
зонансного метода. Один из наиболее частых объектов примене-
ния резонансных дефектоскопов-толщиномеров — измерение тол-
щины стенок труб. В этом случае плоская поверхность преобразо-
вателя соприкасается с искривленной поверхностью изделия на
сравнительно небольшом участке. Область, в которой устанавли-
ваются резонансы колебаний, сокращается, и высота резонансных
пиков сильно уменьшается. Одновременно с продольными волнами
возбуждаются волны Рэлея и Лэмба, обегающие вокруг трубы и
дающие резонансы, мешающие измерению. В результате удается
измерять толщину стенок труб диаметром не менее 10... 12 мм.
В практике довольно часто возникает задача контроля изделий
с неровными или непараллельными поверхностями. Изменение
толщины изделия в зоне взаимодействия его с преобразователем
приводит к тому, что резонансные колебания возбуждаются не на
одной частоте, а в пределах некоторого интервала частот. Расши-
рение резонансных пиков затрудняет их регистрацию. Экспери-
менты показали, что измерения резонансным методом возможны,
когда изменение толщины изделия в зоне контакта с преобразо-
вателем не превосходит 8% от среднего значения толщины.
Иммерсионный резонансный толщиномер применяют для изме-
рения толщины непрерывно движущихся труб. Трубу протягивают
через локальную иммерсионную ванну, где толщина слоя воды
между нею и ПЭП составляет 40... 50 мм. Через воду в ОК вводят
ультразвуковые колебания, частоту которых варьируют. В резуль-
тате в слое иммерсионной жидкости возникают резонансные коле-
бания. Толщина слоя во много раз больше длины волны на ми-
нимальной частоте (около 3 МГц), поэтому резонансных пиков
будет очень много и они близко расположены на линии развертки.
Коэффициент отражения от границы иммерсионная жидкость —
ОК зависит от толщины стенки ОК. На частотах, определяемых
(2.51), т. е. кратных полуволновым, он имеет минимумы (см.
§ 1.3), в результате на этих частотах высота резонансных пиков
слоя воды резко уменьшается, образуются минимумы. По частоте
минимума или по частотному интервалу между минимумами из-
меряют толщину.
Иммерсионно-резонансный толщиномер предназначен прежде
всего для слежения за изменением толщины стенки. В связи с
этим измерение ведут на резонансной частоте либо соответствую-
щей основной частоте свободных колебаний изделия (п= 1 и h=
~Х/2), либо на одной из низших гармоник (и=2; 3). Повышение
частоты увеличивает влияние затухания, делает резонансы более
заметными.
Иммерсионно-резонансный метод реализован в приборах серии
«Металл», обеспечивающих измерение толщины в диапазоне 0,2...
6 мм с погрешностью 1... 2% и производительностью 100 измере-
ний в секунду. На пути повышения точности и частоты замеров
возникают следующие принципиальные затруднения. Основной ис-
точник погрешностей связан с дискретностью определения часто-
ты, на которой устанавливаются резонансы в изделии. Дискрет-
ность эта обусловлена интервалом между резонансами слоя воды,
по минимуму которых определяют резонанс ОК. Для того чтобы
достаточно точно определить положение резонансной частоты ОК,
нужно увеличить высоту столба воды (см. задачу 2.6.1). Однако
чем больше высота столба, тем медленнее должна модулироваться
частота, т. е. чтобы частота колебаний, отраженных от ОК в мо-
мент прихода волны к преобразователю, не на много отличалось
от частоты его колебаний, измененной под действием генератора
прибора. Отсюда возникает отмеченная выше взаимосвязанность
ограничений производительности и точности для иммерсионно-ре-
зонансного способа контроля.
Этот способ (как и другие иммерсионные способы) имеет опре-
деленное преимущество перед контактным резонансным способом
при контроле труб малого диаметра. Минимальный диаметр изме-
ряемых труб 3...4 мм против 10... 12 мм. Это объясняется тем,
что погружение трубы в жидкость способствует быстрому затуха-
нию обегающих трубу волн Рэлея и Лэмба.
Задачи
2.6.1. Какой толщины h2 должен быть слой иммерсионной жидкости (воды),
чтобы погрешность вносимая этим фактором в измерение толщины стенки сталь-
ной трубы (номинальная толщина h3= 1 мм) иммерсионно-резонансным методом,
была не более 0,2%?
Решение. Рассматриваемая погрешность определяется расстоянием меж-
ду резонансными пиками столба воды. Применим формулу (2.51) к двум гар-
моникам т и п н воспользуемся следующим правилом: если некоторая величина
выражается в виде двух равных друг другу дробей, то она же равняется отно-
шению разностей числителей н знаменателей этих дробей. В результате /г2=
=с2((т — ri)l[2(fm — fn)]=c2/(2Af), если считать т — п=1; с2 — скорость зву-
ка в воде.
Ориентировочную частоту, на которой измеряют толщину стенки трубы, рас-
считаем по формуле (2.51), считая, что измерение выполняем на третьей гармо-
нике /з=3с/(2йз). Допустимую погрешность измерения частоты определим диф-
Д/г3
ференцированнем выражения |df/f| = \dh/h\-, Af = df = —-—/3 = 0,002/3.
“з
Подставляя это значение в формулу для h2, находим
с2 c2-2-h3 1,49-1
Л2 =-----= -------гт----=-------------= 42 мм.
2Д/ -2-0,002-Зс3 0,002-3-5,91
Принимаем толщину иммерсионного слоя равной 50 мм.
2.6.2. Какой должен быть диапазон частот резонансного толщиномера
(fmin, fmax), чтобы обеспечить измерение толщины стальных изделий от Лшт=
=0,35 мм и более?
Решение. Максимальную частоту определяем из формулы (2.51). Для
уменьшения частоты принимаем п— 1
с 5,91
- 2-0~35 = 8’4 МГ-
При увеличении толщины изделия резонанс с п — 1 перемещается в более низ-
кочастотную область. При /пнп он уходит за линию развертки. Чтобы можно бы-
ло выполнять измерения, на линии развертки должен в это время появиться ре-
зонанс с п=2, отсюда fnun = 0,5/:inax=4,2 МГц. Рационально выбрать диапазон
частот от 4 до 9 МГц.
2.6.3. Измеряется толщина стальной трубы Л=1 мм резонасным контактным
толщиномером при п = 2. Какая будет погрешность измерения от изменения тол-
щины слоя контактной жидкости? Как ее уменьшить?
Решение. По рис. 2.43 для п = 2, Л=1 мм находим, что при изменении
толшины слоя контактной жидкости от 0 до 5 мкм резонансная частота изменя-
ется от 6 до 6,3 МГц. Это может быть воспринято как изменение толщины от
1 до 0,9 мм (если градуировку толщиномера выполняли для собственных частот
изделия), т. е. на ±5%. Уменьшения погрешности можно добиться, перейдя на
измерение по пику, соответствующему п— 3, т. е. ближе к резонансной толщине
пьезопластины.
§ 2.7. АКУСТИКО-ЭМИССИОННЫЙ МЕТОД
2.7.1. Физические основы метода
Акустико-эмиссионный метод — один из пассивных
методов акустического контроля. Акустическая эмиссия (АЭ) зак-
лючается в генерации упругих волн напряжения в твердых телах в
результате локальной динамической перестройки их структуры.
Метод основан на анализе параметров этих волн.
Главные источники АЭ — процессы пластической деформации,
связанные с появлением, движением и исчезновением дефектов
кристаллической решетки, возникновением и развитием микро- и
макротрещин; трение (в том числе «берегов» трещины друг о
друга): фазовые (например, аллотропические) превращения в твер-
дом теле. Эмиссия проявляется в виде отдельных акустических им-
пульсов. Объясним это на примере механических разрушений.
Процесс нагружения изделия происходит значительно медлен-
нее, чем распространение упругого импульса в объекте. При этом
внутренние напряжения в изделии распределяются неравномерно,
поскольку по конструкции и внутренней структуре объек-
ты нагружения всегда неоднородны. В некоторой облас-
ти твердого тела локальные напряжения достигают пре-
дельного значения и возникает разрыв внутренних связей. В ре-
зультате происходит снятие (релаксация) напряжения в этой об-
ласти. Накопленная здесь энергия быстро выделяется и определен-
ная доля ее излучается в виде упругого импульса — сигнала АЭ.
Существует ряд теорий — моделей АЭ, — уточняющих и детализи-
рующих этот процесс.
Связь АЭ с дефектами кристаллической решетки [5]. В идеальной решетке
атомы расположены в узлах и совершают тепловые колебания, создающие «бе-
позднелат. dislocatio — смешение,
Рис. 2.44. Форма первичных
импульсов АЭ (а) и соответ-
ствующих импульсов в прием-
ном тракте (б)
лый» (не зависящий от частоты) акустический шум. Энергия этого шума в еди-
ничном интервале частотного диапазона при комнатной температуре равна Е/&[ —
=4-10~21 Дж/Гц.
Точечные дефекты кристаллической решетки — атомы внедрения и вакансии
(лишний атом или отсутствие атома в узле решетки). Они могут возникнуть под
действием тепловых колебаний. С ними связана дополнительная потенциальная
энергия. Искажения перемещаются по решетке. Если атом внедрения встречает-
ся с вакансией, дефект решетки аннигилирует, выделяя энергию порядка 10-19 Дж
в виде упругого импульса. Сигналы такого уровня обычно не регистрируются.
Более крупный линейный дефект кристаллической решетки — дислокация (от
перемещение). Это линейное несовершенство
кристаллической решетки, которое в двух изме-
рениях имеет размеры порядка атомных, а в
третьем — гораздо больший. Когда между
атомными плоскостями «вставлена» дополни-
тельная неполная плоскость, край ее называют
краевой дислокацией . Ее энергия порядка
10~’6—10-’7 Дж. Она ослабляет прочность
кристалла на 2...3 порядка, так как участки с
разным количеством плоскостей сдвигаются
относительно друг друга при значительно мень-
ших напряжениях, чем на других участках, где
атомы расположены регулярно в узлах решет-
ки. Это смещение представляют как движение
дислокации по кристаллу. Если два участка
кристалла с лишними кристаллическими полу-
плоскостями встретятся, образуется полная
плоскость, дислокация аннигилирует. Сущест-
вуют другие типы дислокаций, например вин
тообразные. Дислокации накапливаются у пре-
исталлической решетки. Преодоление препятст-
вий происходит путем совместного движения группы дислокаций и вызывает
более интенсивные упругие сигналы.
Плоским дефектом кристаллической решетки является двойникование — по-
ворот узлов одной части кристалла в положение, симметричное другой его части.
Возникновение таких дефектов связано с изменением энергии на значение поряд-
ка 10-3 Дж.
Форма импульсов АЭ, возникающих в результате перестройки
структуры, зависит от природы процесса и материала изделия.
Рассмотренный выше процесс снятия локальных напряжений пу-
тем разрушения вызывает импульс с крутым фронтом, как большин-
ство импульсов на рис. 2.44, а. Процесс восстановления первона-
чального состояния называют релаксацией. Первоначальное состо-
яние— ненагруженное. Разрыв связей соответствует возвращению
к ненагружепному состоянию. Он происходит быстро, за время по-
рядка 10 13 с.
Спад импульса соответствует восстановлению внутренних на-
пряжений (иногда они не восстанавливаются или восстанавлива-
ются не полностью). Здесь первоначальное состояние — напряжен-
ное, и под релаксацией понимают возвращение к напряженному со-
стоянию. Оно происходит медленнее, чем разрыв, может сопровож-
даться быстрозатухающими колебаниями, как показано для пер-
вого импульса на рис. 2.44, а. Импульсы рассматриваемого типа на-
пятствий — других нарушений
зывают релаксационными. Они характерны для процессов возник-
новения и движения дислокаций и их групп, возникновения и
развития трещин.
Третий из показанных на рис. 2.44, а импульсов соответствует
процессу акселерационного типа. Когда дислокации противополож-
ного знака сближаются и аннигилируют или дислокация выходит
на поверхность кристалла и исчезает, их энергия преобразуется в
упругую. Процессы сближения или выхода на поверхность дисло-
каций происходят с ускорением, отсюда название импульса это-
го типа. Энергия процесса аннигиляции дислокаций порядка
10-18... 10-16 Дж, длительность импульса—10-11 с, ширина спект-
ра— сотни мегагерц. Другие дислокационные источники имеют
большую длительность и энергию (до 10~6 Дж).
Точечный удаленный от поверхности источник АЭ излучает сфе-
рические продольную и поперечную волны. Затухание волн в ме-
талле вызывает наиболее сильное ослабление высокочастотной со-
ставляющей сигнала, так как коэффициент затухания быстро воз-
растает с частотой. При падении на поверхности ОК волны отра-
жаются и трансформируются. В результате появляются поверх-
ностные волны, амплитуда которых уменьшается с расстоянием
значительно медленнее, чем сферических волн, поэтому поверхност-
ные волны преимущественно регистрируются приемником. Все это
приводит к значительному искажению первоначального сигнала
АЭ в зоне приема.
В результате прохождения импульсов через приемный преоб-
разователь и усилительный тракт с ограниченной полосой пропус-
кания происходит дальнейшее искажение импульсов. Они приобре-
тают характер колебаний, длительность их увеличивается, быстро
следующие друг за другом импульсы -сливаются в один (рис.
2.44, б).
Эмиссию называют дискретной, когда длительность регистри-
руемых импульсов меньше интервала между ними. В противном
случае говорят о непрерывной АЭ. Появление импульсов АЭ в
значительном объеме материала — процесс во времени статисти-
ческий, поэтому можно говорить лишь о средней длительности им-
пульсов и интервалов между ними. Кроме того, дискретность или
непрерывность зависит от разрешающей способности регистрирую-
щей аппаратуры.
Основные параметры АЭ (ГОСТ 27655—88) —это число им-
пульсов за время наблюдения TV2 и активность N^—dN^jdt, равная
количеству импульсов за некоторый интервал времени наблюдения
(обычно 0,1 или 1 с). Фактически регистрируют не все импульсы
АЭ, а лишь превышающие определенный порог (7П (рис. 2.44, б).
Тогда параметры эмиссии обозначают: суммарный счет N и ско-
рость счета N.
Для характеристики процесса АЭ важно не" только количество
импульсов, но также их амплитуда. Параметром, учитывающим обе
величины, является эффективное значение АЭ V, пропорциональ-
ное произведению активности (или скорости счета) АЭ на среднее
значение амплитуды сигналов АЭ за единицу времени. Ее обычно
выражают в вольтах (точнее — в микровольтах).
Акустическую эмиссию при деформации материалов вначале
рассмотрим на примере механических испытаний гладких об-
разцов. Каждому типу диаграммы напряжение — деформация
(о—е), получаемой при испытании на растяжение различных ма-
териалов, соответствует своеобразное изменение процесса АЭ (рис.
2.45). Из кривых видно, что даже в области упругости (от 0 до ос)
наблюдается АЭ. Она возникает от того, что материал неоднороден,
нагружен неравномерно и в отдельных областях происходит плас-
тическая деформация, хотя в целом процесс упругий.
Как видно из кривых рис. 2.45, а—в, АЭ резко возрастает при
переходе к пластической деформации (о не пропорционально б) в
большом объеме образца. Эта деформация связана с массовым
образованием и перемещением дефектов кристаллической решетки.
Происходит образование, движение дислокаций и их групп, двой-
никование. Все эти процессы связаны „с появлением сигналов АЭ.
Пластическая деформация объема 1-10-3 мм3 вызывает импульсы
АЭ с энергией порядка 10~4 Дж и шириной спектра порядка
0,5 МГц.
Максимум эффективного значения и активности АЭ достигается
вблизи предела текучести от. Это напряжение соответствует усло-
вию, что пластическая деформация составляет 0,2% от длины об-
разца. Затем значения V и N уменьшаются из-за того, что движе-
Рис. 2.45. Типичные кривые изменения эффективности АЭ в сопоставле-
нии с диаграммами напряжение — деформация для железа (а, 1) ста-
ли (а, 2), металлов с гранецентрированной кубической решеткой (б),
стареющих алюминиевых и титановых сплавов (в)
ние вновь образующихся дислокаций ограничивается уже существу-
ющими (дислокации не могут пересекаться). В результате сигналы
АЭ с достаточной для регистрации амплитудой появляются все
реже.
Дополнительные максимумы АЭ для некоторых материалов (см.
рис. 2.45, а) наблюдаются в конце площадки текучести или вбли-
зи максимума напряжения ов. Они связаны с разрушением цемен-
титовых пластинок в стали (см. рис. 2.45, а, кривая 2) и двойнико-
ванием (см. рис. 2.45, в). Перед разрушением образца обычно на-
блюдают импульсы большой амплитуды.
Важный параметр АЭ при пластической деформации — ампли-
тудное распределение. Металлы с решеткой типа гранецентриро-
ванный куб (алюминий, у-железо) имеют небольшую среднюю энер-
гию импульса (меньше 10-10 Дж), сигналы большой амплитуды в
них наблюдают редко. Для них характерна деформация скольже-
нием. Металлы с решеткой типа объемно центрированный куб (в
том числе a-железо) имеют несколько большее среднее значение
энергии импульсов. Деформация металлов с гексагональной плот-
но упакованной решеткой (например, цинка, титана) вызывает им-
пульсы АЭ с амплитудой в тысячи раз большей (порядка 10-6 Дж),
так как они деформируются двойникованием.
Отмечают следующие факторы, повышающие амплитуду сиг-
налов АЭ: высокая прочность, анизотропия, неоднородность, круп-
нозернистость (литая структура), большая общая толщина мате-
риала, большая скорость деформации, низкая температура, нали-
чие надрезов.
В образцах с дефектами, как искусственными (надре-
зами), так и естественными трещинами, происходит концентрация
напряжений вблизи острого края дефекта. В этом месте образует-
ся локальная зона пластической деформации, объем которой про-
порционален коэффициенту интенсивности напряжений К — вели-
чине, характеризующей сложное напряженное состояние. Напри-
мер, для тонкой пластины с трещиной длиной 2/ К—оу'л1. От этой
зоны появляются импульсы АЭ, число которых также связано с К.
Когда локальное напряжение превосходит предел прочности, про-
исходит микроразрыв — скачкообразное увеличение дефекта; он
проходит через эту зону, в результате чего также появляются сиг-
налы АЭ. При дальнейшем нагружении процесс повторяется. Та-
ким образом, число импульсов N АЭ должно расти с ростом К.
Связь эту определяет формула
N—aKm, (2.53)
где амт зависят от материала и условий испытаний, причем т
может меняться от 1 до 20.
Эмиссия при многократном нагружении. При повторном нагру-
жении АЭ резко уменьшается и вновь начинает регистрироваться
после достижения максимальной нагрузки первого цикла. Это яв-
ление называют эффектом Кайзера. Он особенно хорошо прояв-
ляется на гладких образцах и хуже — на образцах с надрезом. По-
следнее свидетельствует о накоплении повреждений при повторных
нагрузках.
На рис. 2.46 показан рост числа N импульсов АЭ в зависимо-
сти от числа циклов нагружения п при малоцикловых испытаниях
образца с надрезом. Участок АВ соответствует первому циклу, сум-
марный счет импульсов здесь быстро растет. В окрестностях точ-
ки В рост замедляется в 10... 100 раз, а на участке ВС суммар-
ный счет остается практически постоянным. В этом проявляется
эффект Кайзера. В процессе циклических нагрузок происходит мед-
ленное накопление повреждений в металле образца, после этого
эффект Кайзера перестает действовать и перед моментом появле-
ния видимой трещины происходит ускоренный рост N (участок CD)
и далее медленное увеличение N с ростом трещины (DE). При до-
Рис. 2.46. Число импульсов АЭ N и
раскрытие трещины 6 в зависимости
от числа циклов нагружения п. Мак-
симальное напряжение постоянно
ют сигналы АЭ, активность к<
повторных циклах.
стижении ею определенного раз-
мера происходит разрушение, со-
провождающееся ростом N (EF).
Изображение на рис. 2.46 не-
сколько условно. В действитель-
ности трещина растет скачками и
соответственно линия имеет ряд
ступеней, которые на рисунке
сглажены.
Для неметаллических матери-
алов существуют особенности в
поведении АЭ. Для стеклопласти-
ков, "Цапример, установлен эф-
фект послезвучания, т. е. при не-
изменной нагрузке и при разгруз-
ке АЭ продолжается. Отсутствует
эффект Кайзера: при повторном
нагружении каждый раз возника-
орой несколько уменьшается при
2.7.2. Аппаратура
На рис. 2.47 показана функциональная схема аппа-
ратуры для контроля методом АЭ. В состав одного канала входят
следующие узлы.
Преобразователь 1, чувствительный элемент которого изготов-
ляют обычно из пьезокерамики типа ЦТС. Для работы при темпе-
ратурах выше 300... 400°С и высоком уровне радиации применяют
пьезокерамику типа ниобата лития, у которого точка Кюри около
1200°С. Используют широкополосные (fmax//mln>2), полосовые
(fmax/fmtn ~ 1) и узкополосные (Af/fpes ~ 0,1) НЭП. Последние обыч-
но применяют, когда на основе предварительных исследований выб-
ран оптимальный для контроля диапазон частот, а широкополос-
ные— когда нужно исследовать форму и частотный спектр сиг-
налов АЭ. Расширения полосы пропускания достигают способами,
изложенными в п. 1.5.1. Преобразователи обычно рассчитывают на
прием колебаний, нормальных к поверхности. Диаграмма направ-
ленности ПЭП, как правило, весьма широкая. Преобразователи
приклеивают к поверхности ОК легкорастворимым клеем.
Предварительный усилитель 2 расположен непосредственно у
ПЭП, приклеенного к ОК, и помогает передать сигнал от него к ап-
паратуре (на 50 ... 200 м) без уменьшения отношения сигнал — шум.
Он имеет небольшое усиление (до 20 дБ) и низкий уровень собст-
венных шумов.
Фильтром 3 устанавливают спектр частот принимаемых сигна-
лов. Оптимально условие, чтобы спектр частот приемника совпадал
со спектром сигналов АЭ, однако
этот спектр очень широк, поэтому
частоту приема выбирают выше
частот помех. Помехи от механи-
ческих ударов имеют частотный
спектр не выше 0,4 МГц, от тре-
ния— до 1 МГц. Спектр электро-
магнитных помех еще более вы-
сокочастотный. Повышение час-
тоты принимаемых сигналов
более 1 МГц нежелательно, так
Рис. 2.47. Структурная схема ап-
паратуры для контроля акусто-
эмиссионным методом
как это уменьшает дальность
приема сигналов АЭ; поэтому от
высокочастотных помех отстраи-
ваются другими способами.
Основной усилитель 4 обычно обладает равномерной амплитуд-
но-частотной характеристикой в диапазоне наблюдаемых частот
при коэффициенте усиления 60... 80 дБ. Характеристика усиле-
ния— линейная либо (в случае большого динамического диапазо-
на) логарифмическая.
При конструировании усилителя принимают меры для подавле-
ния помех в основном электромагнитного происхождения: хорошо
экранируют весь канал, включая преобразователь и кабель; вык-
лючают прием на время действия интенсивной помехи, которую
принимают отдельной антенной; применяют корреляционную об-
работку входных воздействий; используют дифференциальные пре-
образователи и усилители. Последний способ основан на том, что
пьезопластину в преобразователе разрезают на две части и одну
половину переворачивают, меняя таким образом ее поляризацию.
Сигналы от каждой половины усиливают отдельно, после этого в
одном канале меняют фазу на л и складывают оба сигнала. В ре-
зультате двойного изменения фаз сигналы АЭ сохраняются. Сиг-
налы электромагнитных помех, прошедшие два канала усилителя,
оказываются в противофазе и подавляются.
Блок обработки сигналов 5 производит счет принимаемых ка-
налом сигналов за все время испытаний или за короткий интервал
времени (например, 0,1 с) и выполняет их анализ. Аналогичную
обработку сигналов по всем каналам выполняет блок 6. В анализ
сигналов входит исследование их амплитудного распределения, сня-
тие амплитудно-частотных характеристик. Для анализа использу-
71
Рис. 2.48. Карта расположения пре-
образователей восьмиканальной аппа-
ратуры АЭ на развертке участка свар-
ного сосуда диаметром 250 мм с пря-
мым сварным швом и кольцевым
швом штуцера:--------— сварные
швы, X — места расположения пре-
образователей. Заштрихованы зоны
появления сигналов АЭ
ют быстродействующие ЭВМ. Применяют звуковую и световую
сигнализацию при превышении определенного уровня амплитуды,
активности или эффективного значения.
Блок определения местоположения источника сигналов АЭ 6 ис-
пользует информацию от нескольких преобразователей, располо-
женных в различных местах ОК. Когда сигнал АЭ достигает бли-
жайшего к источнику преобразователя, начинается отсчет времени.
Затем измеряют запаздывание времени прихода того же сигнала
на другие преобразователи.
Для определения положения источников АЭ в линейной системе
(стержне) достаточно иметь два преобразователя (см. задачу 2.7.1).
Для определения местоположения источника на плоскости нужно
иметь не менее трех преобразователей, окружающих источник, что-
бы найти его положение методами триангуляции*. Увеличение чис-
ла преобразователей облегчает задачу локации источника. Для ре-
шения триангуляционных задач применяют быстродействующую
ЭВМ.
После обработки сигналы АЭ подают на экран ЭЛТ, на котором
/ / одновременно представлена раз-
-х------------ --у— вертка, соответствующая поверх-
ности изделия, и показано распо-
ложение на ней преобразовате-
лей. Источник сигналов АЭ появ-
ляется на экране в виде светя-
щейся точки. Таким образом
получается картина сигналов, по-
добная показанной на рис. 2.48.
Кроме того, на экране дисплея
иногда изображают амплитудное,
временное или частотное распре-
деление сигналов.
Погрешность определения
местоположения источника со-
ставляет обычно 3...5°/о от макси-
мального расстояния между пре-
образователями, но не менее чем
значение порядка толщины стенки ОК- Последнее связано с тем,
что местоположение источника по толщине ОК обычно не опреде-
ляют. Локации подлежит только место эпицентра («следа») источ-
ника на поверхности.
Имитаторы сигналов АЭ используют для оценки точности лока-
ции объектов и проверки работоспособности аппаратуры. Калиб-
рованный по амплитуде упругий сигнал можно возбудить, бросая на
поверхность объекта шарик определенной массы с определенной
высоты. Однако для такого сигнала характерен низкочастотный
* Триангуляция (от лат. trangiilum — треугольник) — метод определения по-
ложения некоторой точки с помощью построения системы треугольников.
спектр (не выше 0,15 МГц). Сигналы АЭ имитируют так же, цара-
пая поверхность или прижимая к ней вращающуюся металличе-
скую щетку. Однако таким образом трудно гарантировать постоян-
ную амплитуду и частотный спектр. В качестве имитатора приме-
няют электроискровой разряд, но здесь мешают возникающие элек-
тромагнитные помехи.
Лучший способ градуировки ПЭП и усилительных каналов ус-
тановок АЭ — применение стержневой меры. На одном конце длин-
ного (около 0,5 м) металлического стержня устанавливают калиб-
руемый ПЭП. На другом конце возбуждают упругий импульс с
помощью лазера определенной мощности (см. п. 1.5.2).
Рис. 2.49. Аппаратура типа «Спартак» для контроля методом АЭ
Простой (но менее стабильный по амплитуде воздействия) спо-
соб проверки работоспособности установок АЭ и точности опреде-
ления координат источника — возбуждение сигналов с помощью
излучающего ПЭП с генератором. Для этой цели иногда приме-
няют излучающий канал эходефектоскопа. Излучатель помещают
в разные точки контролируемого объекта, прижимая его, как обыч-
но, через слой масла.
Приведем ориентировочные характеристики аппаратуры АЭ.
Диапазон рабочих частот —от 20 до 2000 кГц. Частоты 20 ... 100 кГц
(применяют для контроля пластиков, а 200... 2000 кГц —для конт-
роля металлов. Общий коэффициент усиления — 80 ... 100 дБ. Уро-
вень шумов, приведенных по входу, — около 10 мкВ. Число кана-
лов от 1 до 64. Типичная аппаратура показана на рис. 2.49.
2.7.3. Области применения АЭ
Испытания и эксплуатация конструкций. Задачи АЭ
в этой области состоят в оценке разрушающей нагрузки для объ-
Рис. 2.50. Испытание участка трубы ме-
тодом АЭ четырьмя ПЭП. Внизу пока-
заны предусилители
екта при воздействии на него более низкой (испытательной) на-
нагрузки или в диагностике работы объекта при воздействии рабо-
чей нагрузки. Объектами испытаний могут быть сосуды, работаю-
щие под давлением (сосуды давления), трубные системы, детали
самолетов и ракет, мосты и другие строительные сооружения (в
том числе железобетонные). Для испытаний на конструкции разме-
щают некоторое количество ПЭП (рис. 2.50) и регистрируют их по-
казания. Для успешного проведения испытаний важен правильный
выбор параметров и методики контроля.
Частоту или диапазон частот, в котором регистрируют сиг-
налы АЭ, выбирают с учетом уровня шумов ОК. Для этого прово-
дят анализ шумов до нагружения и при малом уровне нагружений.
Шумы имеют различное происхождение и, как правило, уменьша-
ются с частотой. Например, для корпусов атомных реакторов амп-
литуда гидравлических шумов при частотах ниже 300 кГц обычно
намного больше сигналов АЭ, а при частотах выше 800... 1000 кГц
шумы практически не меша-
ют контролю. Кавитацион-
ные шумы, возникающие от
захлопывания пузырьков в
жидкости, имеют частотный
диапазон до 1...1.2 МГц. Они
отличаются от сигналов АЭ
большим количеством сиг-
налов на единицу времени и
не зависят от приложенной
нагрузки.
При применении испыта-
тельных машин источники
шумов — системы нагруже-
ния и крепления. Возмож-
ной причиной помех может
быть разрушение покрытия
изделия (лаков, красок) или
поверхностного окисного
слоя. Чем выше частота, на
которой ведут испытание,
тем лучше отстойка от шу-
мов, но тем быстрее затуха-
ют с расстоянием сигналы
АЭ. Это вызывает необходимость близкого расположения ПЭП в
системах наблюдения за АЭ некоторых объектов. Отсюда следует,
что чрезмерное повышение частоты нежелательно.
Количество преобразователей выбирают в зависи-
мости от задач контроля. Например, когда используют АЭ при
механических испытаниях образцов в форме стержня, можно иметь
один ПЭП, расположенный на торце или другой ненагруженной
части образца. Однако даже в этом случае полезно применять си-
стему с двумя ПЭП, расположенными по разные стороны от облас-
ти, где ожидается разрушение. Тогда можно, используя систему
локации источников АЭ, выделять сигналы от этой области и от-
страиваться от шумов, возникающих в системе крепления образ-
ца (см. задачу 2.7.1).
Более сложная проблема — контроль объектов с большой пло-
щадью поверхности. В этом случае определяют необходимое рас-
стояние между ПЭП с учетом затухания ультразвука в выбранном
частотном диапазоне, иногда — корректируют частоту. Преобразо-
ватели размещают на объекте так, чтобы обеспечить надежный
контроль областей, где наиболее вероятно появление и развитие
дефектов: сварных соединений, мест концентрации напряжений.
При контроле сосудов давления ПЭП размещают на расстоянии
200... 5000 мм друг от друга. Их помещают вблизи особо напря-
женных сварных швов, радиусных переходов, патрубков (см. рис.
2.48, 2.50). Правильность расположения ПЭП и работоспособность
каналов аппаратуры проверяют, используя имитаторы АЭ. Конт-
ролируют надежность регистрации сигналов, возникающих в раз-
личных участках конструкции и точность определения координат
источников.
Задание критериев опасного состояния объекта — наиболее
сложная проблема методики дефектоскопического контроля с по-
мощью АЭ. По какому параметру АЭ и по какому его количествен-
ному признаку следует принимать решение о признании сигналов
предвестниками разрушения?
Трудность задачи состоит в том, чтобы отделить АЭ от развития
трещины на фоне сигналов, связанных с пластической деформа-
цией. Изучение изменения в процессе испытаний различных пара-
метров ЛЭ показало, что активность и амплитуда сигналов АЭ из-
меняется немонотонно: они могут достигать максимумов, превы-
шающих значения этих параметров перед разрушением.
В настоящее время считают [5], что наиболее информативный
параметр, сигнализирующий о приближении разрушения, — рост
суммарного числа импульсов N с начала испытаний. В пользу та-
кого подхода говорит тот факт, что каждый импульс АЭ — это, как
правило, единичный акт разрушения. Коэффициент интенсивности
напряжения в формуле (2.53) растет при каждом новом разру-
шении. Отсюда для разрушающегося объекта можно написать фор-
мулу, подобную (2.53):
(2.54)
где показатель степени m аналогичен входящему в (2.53), а' — кон-
.станта, а,П — параметр нагружения. Он может соответствовать ме-
ханическому напряжению, числу циклов испытаний, времени ис-
пытаний при коррозионном растрескивании и т. д.
Рис. 2.51. Характерная зависи-
мость числа импульсов АЭ от ста-
тистической нагрузки
На рис. 2.51 показана характерная кривая роста числа импуль-
сов в режиме увеличения статической нагрузки объекта. На пер-
вом участке до Pi рост определяется зависимостью (2.54), т<1.
На участке Pi—Р2 показатель /п«1. Локальная область, где про-
исходит такой рост, соответствует активному источнику, требую-
щему внимания. Участок Р2—Рз соответствует упрочнению мате-
риала. На участке Ря—Рц дефект преодолел зону упрочнения и раз-
вивается. Здесь т^2, источник АЭ критически активен. При даль-
нейшей нагрузке источник становится катастрофически активным,
т^б. При сохранении режима нагружения объект обязательно
разрушится по участку, где был источник эмиссии. Ступенчатый ха-
рактер кривой соответствует скачкообразному росту трещин.
Сравнение рис. 2.51 и 2.46 пока-
зывает сходство кривых на завер-
шающем участке перед разрушени-
ем, хотя в одном случае параметр
П — статическая нагрузка Р, а в
другом П — число циклов нагрузки
п. Это подтверждает правильность
подхода, высказанного при обсужде-
нии формулы (2.54).
Метод АЭ как средство НК кон-
струкций позволяет проводить ин-
тегральный контроль и обнаружи-
вать только несплошностщ пред-
ставляющие действительную опас-
ность. Однако он не дает достаточной информации, чтобы предска-
зать работоспособность ОК задолго до разрушения. Например, по
имеющимся в настоящее время данным, он непригоден для прогно-
зирования ресурса не имеющего явных дефектов ОК после его из-
готовления.
Испытание материалов. Исследования АЭ в этом случае могут
быть направлены на уяснение поведения АЭ в процессе других,
более сложных, испытаний (например, процесса сварки), либо для
изучения природы процессов, происходящих в материале.
Механические испытания материалов — наиболее
очевидный объект применения АЭ. Для этой цели разрабатывают
специальные «бесшумные» испытательные машины с минимальным
уровнем шумов от сочленений, приводов, зажимов.
В п. 2.7.1 дан ряд примеров поведения АЭ при механических
испытаниях на статический разрыв, циклическую усталость. Из
обсуждения этих данных сделан ряд выводов о связи АЭ со свой-
ствами материалов. Отмеченный факт достижения максимума ак-
тивности в точке предела текучести используют для определения
этой точки.
Применение метода АЭ при испытаниях композитных материа-
лов, например стеклопластиков, позволило установить механизм
разрушения. Слабые сигналы АЭ соответствуют разрушению адге-
зии эпоксидной смолы, наиболее сильные — разрыву стеклово-
локна.
Исследования АЭ при термических испытаниях пока-
зали, что изменение агрегатного состояния (плавление, затверде-
ние) вызывает появление значительной АЭ лишь тогда, когда об-
разец «зажат», т. е. условия испытаний ограничивают изменение
размеров образца. Эмиссия в этом случае связана с механически-
ми нагрузками.
Аллотропические превращения кристаллической решетки в твер-
дом состоянии сопровождаются сигналами АЭ большой интенсив-
ности при мартенситном превращении. Такое превращение проис-
ходит при охлаждении ниже точки перекристаллизации, в неболь-
ших объемах, путем небольшого перемещения атомов в решетке.
Появляющаяся фаза имеет больший объем, чем исходная.
Характерный пример — образование мартенситных плоскостей
в стали (на шлифе они видны как иглы) в переохлажденном аусте-
ните— растворе углерода в гамма-железе. Мартенсит здесь — пе-
ресыщенный твердый раствор углерода в альфа-железе. Примене-
ние АЭ позволяет определить скорость и полноту мартенситного
превращения и время образования мартенситных игл.
Применительно к коррозионным испытаниям мате-
риалов применение метода АЭ очень эффективно для слежения за
коррозией под напряжением. При этих испытаниях механически
нагруженный деформированный образец подвергают действию аг-
рессивной среды. Напряжения интенсифицируют процесс корро-
зии. В образце появляются трещины, деформация усиливается, на-
пряжение снимается.
Возникновение коррозионных трещин сопровождается появле-
нием интенсивных сигналов АЭ. По ним можно судить о проте-
кании процесса без доступа к месту коррозии.
Испытания процесса сварки методом АЭ потребова-
ли идентификации большого количества сигналов. Помехи, вы-
званные истечением защитного газа и горением дуги, имели ампли-
туду не более 10 дБ (здесь — положительные дБ). Процессы плав-
ления и последующей кристаллизации основного и присадочного
металлов вызывали сигналы АЭ амплитудой до 26 дБ. Они связа-
ны с деформацией объема и мартенситными превращениями при
охлаждении. Растрескивание оксидной или шлаковой пленки на по-
верхности соединения давало сигналы до 35 дБ. Горячие трещины
Давали сигналы не более 20 дБ. Это связано с вязкостью нагретого
металла и большим затуханием акустических волн. Наибольшие
сигналы (до 50 дБ) возникали от холодных трещин. За 0 дБ при-
нят минимальный сигнал, регистрируемый аппаратурой.
Для разных типов сварки характерно различное распределение
сигналов АЭ во времени. Например, для бездефектной сварки под
флюсом и в среде углекислого газа наблюдают непрерывную эмис-
сию на уровне 30... 40 дБ. Дуговая сварка сопровождается более
четкими импульсами АЭ такой же амплитуды. Изменение в рас-
пределении сигналов АЭ говорит о нарушении сварочного про-
цесса.
Задачи
2.7.1. При контроле системы в виде стального стержня сигнал АЭ пришел на
два преобразователя с разницей во времени Д/=5 мкс. Определить местонахож-
дение источника Ах, относительно середины .образца.
Решение. Расстояние между преобразователями обозначим х. Время при-
хода к ним сигналов /[=(0,5x4- Ах)/с; /2= (0,5х — Ах)/с, где 0,5х—расстояние
от середины стержня до источника; с — скорость звука в стержне. Разница вре-
мени прихода
Д/ = /[ — /2 = 2Дх/с; Дх = cbdft.
Скорость распространения высокочастотных колебаний в стержне c=ci ст, а
низкочастотных, соответствующих симметричной нулевой моде, с=0,86с; ст. Отсю-
да (СКОРОСТЬ ПрОДОЛЬНЫХ ВОЛН С[ст=5,91 мм/мкс)
Дх = (0,86... 1)5,91-5/2 = (12,2... 14,8) мм.
Источник находится на расстоянии 12... 15 мм от центра стержня ближе к
преобразователю, на который раньше поступил сигнал АЭ.
2.7.2. По кривой рис. 2.46 оценить степень опасности разрушения образца.
Решение. В качестве параметра П в формуле (2.54) принимаем число цик-
лов испытаний п. Для удобства определения показателя степени т удобно стро-
Рис. 2.52. Кривая рис. 2.46 в логарифмическом масштабе
ить кривую рис. 2.46 в логарифмических координатах. Берем одинаковый мас-
штаб по обеим осям. Участки начального нагружения (АВ) и медленного изме-
нения суммарного счета (ВС, DE) опускаем.
На рис. 2.52 показаны касательные к кривой 1g У—1g п, соответствующие раз-
личным показателям степени. Значение 1 достигается в конце участка EF.
В точке F достигается т~6, что соответствует критерию катастрофического раз-
рушения.
ГЛАВА 3
ПРИМЕНЕНИЕ АКУСТИЧЕСКИХ МЕТОДОВ
§ 3.1. ДЕФЕКТОСКОПИЯ МЕТАЛЛИЧЕСКИХ ОБЪЕКТОВ
3.1.1. Общие положения методики контроля
Ультразвуковой контроль отличается многообрази-
ем методов, типов применяемых волн, широким диапазоном час-
тот. Реализация его больших возможностей применительно к де-
фектоскопии конкретных видов изделий составляет задачу разра-
ботки методики контроля. Она включает в себя следующие основ-
ные вопросы.
Выбор схемы контроля- метода дефектоскопии, типа волн, по-
верхности, через которую вводят ультразвуковые волны, угла
ввода.
Подготовка изделий к контролю-, выработка требований к каче-
ству поверхности, разделение крупногабаритных изделий и изде-
лий разной толщины на участки для последовательного контроля.
Составление рекомендаций по подготовке аппаратуры: провер-
ка аппаратуры, выбор и настройка частоты, чувствительности,
скорости развертки.
Составление правил поиска дефектов: выбор пути, шага и ско-
'рости сканирования.
Оценка результатов контроля: определение местоположения
дефектов, измерение их размеров, оценка характера. Конечный ре-
зультат— разбраковка изделий.
Выбор схемы контроля. Области применения различных мето-
дов контроля кратко изложены во введении. Как там отмечено,
наиболее часто применяют эхометод. Объемные волны (продоль-
ные и поперечные) применяют для выявления дефектов в толще
и вблизи поверхности массивных изделий, толщина которых зна-
чительно превосходит длину волны. Продольные волны, как пра-
вило, используют, когда ультразвук необходимо ввести нормально
или под небольшим углом к поверхности; поперечные — когда угол
ввода должен быть значительным (35° и более). Это обусловлено
удобством возбуждения волн одного типа: продольных — нормаль-
ным или наклонным преобразователем с небольшим углом ввода,
поперечных — наклонным преобразователем с углом падения меж-
ду первым и вторым критическими углами.
Когда имеется возможность выбора, то применение попереч-
ных волн предпочтительнее в связи с меньшей длиной волны (при
постоянной частоте), что повышает чувствительность к дефектам
и разрешающую способность. Там, где необходимо увеличение дли-
ны волны и уменьшение затухания, например, при контроле круп-
нозернистых материалов, целесообразно применение продольных
волн.
Выбор угла наклона преобразователя для возбуждения попе-
речных и продольных волн определяется полнотой прозвучивания
контролируемого объема, например, наплавленного металла свар-
ного соединения. При этом следует учитывать возможность исполь-
зования волн, отраженных от поверхности изделия противополож-
ной поверхности ввода. Лучше всего применять в этом случае по-
перечные волны, падающие на отражающую поверхность под уг-
лом больше третьего критического, чтобы не возникала трансфор-
мация волн.
При выборе угла наклона учитывают также условия получения
максимального сигнала от наиболее часто встречающихся в изде-
лии или наиболее опасных дефектов. Для более полного выявле-
ния всех возможных различно ориентированных дефектов прозву-
чивание производят под несколькими углами.
а) 0)
Рис. 3.1. Дифракционное рассеяние продольных воли на конце тре-
щины (разреза) при нормальном (а) и наклонном (б) падении. Стрел-
ки указывают направление излучения и отражения
На рис. 3.1 показан пример выбора оптимальной схемы конт-
роля и угла наклона для обнаружения трещины по дифракции про-
дольных волн на ее конце (см. п. 1.4.1). Вертикальная трещина
имитирована разрезом. Если применить совмещенную схему, то
дифракционный сигнал от ребра разреза, полученный при исполь-
зовании наклонного преобразователя (рис. 3.1, б), будет в 7 раз
больше, чем при использовании нормального преобразователя (рис.
3.1, а). Фактический выигрыш будет не так велик, учитывая потери
энергии в призме и больший путь ультразвука. Если применить раз-
дельную схему с излучением продольных волн под углом 45°, а
приемом под углом 60°, то дифракционный сигнал по сравнению
с совмещенным контролем по варианту (а) возрастет в 10 раз.
Большой дифракционный сигнал можно получить, располагая при-
емник на нижней или боковой поверхностях ОК, однако эти по-
верхности часто недоступны для сканирования.
Поперечные волны используют для выявления дефектов, близ-
ких к поверхности, за счет углового эффекта, т. е. двойного отра-
жения от поверхности ОК и дефекта (см. рис. 2.17). При этом,
однако, не рекомендуются углы падения на поверхность изделия
близкие к 60°, так как при отражении от дефекта в этом случае
происходит трансформация поперечных волн в продольные и амп-
литуда отраженного сигнала имеет минимум. При выборе направ-
ления прозвучивания учитывают возможности уменьшить или из-
бежать возникновения помех. Например, при обсуждении рис.
2.21, а отмечалось, что ложные сигналы от угла F меньше при про-
звучивании справа (из положения преобразователя G), а не слева.
В последние годы привлекает внимание применение горизон-
тально поляризованных поперечных волн. Они не трансформиру-
ются в продольные волны при отражении, обеспечивают низкий
уровень структурных шумов, однако излучение и прием таких
волн возможны только ЭМА-способом.
Поверхностные волны применяют для обнаружения дефектов,
непосредственно выходящих на поверхность или залегающих на
глубине не более длины поверхностной волны. Амплитуда поверх-
ностной волны убывает с расстоянием в дальней зоне преобразо-
вателя пропорционально г-0-5 (если не учитывать затухания ульт-
развука и рассеяния на неровностях поверхности), а не г-1, как
для объемных волн, поэтому поверхностные волны хорошо регист-
рируют дефекты на расстоянии 0,5 ... 1 м от точки ввода. Они сле-
дуют всем изгибам поверхности ОК. Затухание в материале —
такого же порядка, как для объемных волн. Дополнительное за-
тухание (рассеяние) возникает, если поверхность ввода ОК неров-
ная, загрязненная.
Чаще всего применяют эхо-, реже — теневой метод контроля.
Особенно высокая чувствительность достигается при контроле эхо-
методом преобразователем типа дуэт. Для определения местополо-
жения объекта, отражающего поверхностные волны, пальцем, смо-
ченным в масле, нажимают на поверхность изделия по ходу рас-
пространения ультразвуковой волны. При этом на экране дефекто-
скопа появляется небольшой импульс, отраженный от пальца, а
сигналы от отражателей, находящихся позади пальца, резко умень-
шаются по амплитуде. Передвигая палец по поверхности изделия
и наблюдая за амплитудами сигналов, легко найти местоположе-
ние отражателей и определить соответствие сигнала отражателю.
Поверхностные волны следует применять, когда дефекты на-
ходятся на поверхности, доступ к которой затруднен, или залега-
ют под поверхностью, что мешает применению магнитных, вихре-
токовых или капиллярных методов контроля. Например, этими вол-
нами осуществляют эксплуатационный контроль кромок турбинных
лопаток самолета по всей длине из одного положения преобразо-
вателя. Применению других методов в этом случае мешает труд-
нодоступность лопаток в кожухе турбины.
Для выявления подповерхностных дефектов применяют голов-
ную волну. Она не следует изгибам поверхности, подобно поверх-
ностной, а распространяется прямолинейно (на ребрах испытывает
дифракцию). В каждой точке поверхности ею порождается попе-
речная волна, уходящая под углом, равным третьему критическо-
му. В связи с этим амплитуда головной волны быстро убывает с
расстоянием.
Основное отличие головных волн от поверхностных с точки зре-
ния практики ультразвукового контроля—это нечувствительность
к дефектам на поверхности изделия. На частоте 1,8 МГц головные
волны не дают отражения от неровностей поверхности глубиной,
до 0,5 мм. В то же время они позволяют обнаруживать дефекты
на глубине 1... 10 мм от поверхности. Преобразователем типа дуэт
в фокальной точке на расстоянии 25 мм от ПЭП обнаруживают
плоскодонное отверстие диаметром 3 мм на глубине 5 ...6 мм, а пре-
образователем типа тандем на той же глубине обнаруживается
отверстие диаметром 4 мм на расстоянии до 70 мм от точки ввода.
Отмеченное свойство определило область применения головных
волн. Ими можно выявить дефекты под валиком усиления свар-
ного шва, под антикоррозионной наплавкой, резьбой. Ограничение
применения головных волн заключается в общем высоком уровне
помех, а также в возникновении ложных сигналов от поперечных
волн, порождаемых головными, поэтому головные волны приме-
няют, когда толщина ОК превосходит 10... 12 мм. В этом случае
от ложных сигналов поперечных волн отстраиваются с учетом вре-
мени их прихода.
Волны в пластинах применяют для контроля листов, оболочек,
труб толщиной не более 3... 5 мм. Для контроля обычно применя-
ют низкие моды: а0, s0, at, st. Риски — наиболее распространенный
тип искусственного дефекта, применяемый при контроле волнами
в пластинах. Обычно задают глубину риски в процентах от толщи-
ны стенки ОК- Волны в стержнях используют для контроля прут-
ков, проволоки.
Дальнейшее изложение относится преимущественно к контро-
лю эхометодом объемными волнами. Применение других способов
контроля оговаривается.
Требования к поверхности ввода объекта, по которой переме-
щают преобразователь, должны обеспечить стабильность акустиче-
ского контакта (см. п. 1.5.1). Это имеет большое значение для обес-
печения надежности поиска дефектов и еще большее — для их из-
мерения. Поверхность с неровностями порядка 0,01 длины волны
в жидкости обеспечивает вполне удовлетворительные результаты
при контроле контактным способом. На частоте 2 МГц это соот-
ветствует шероховатости 7,5 мкм ^10 мкм. Таким образом, требуе-
мый параметр шероховатости поверхности по высоте неровностей
должен быть не более 10 мкм или по среднеарифметическому от-
клонению профиля — /?а^2,5 мкм. Допустимо увеличение шерохо-
ватости до RZ=2Q... 40 мкм, но при этом лучше применять щеле-
вой способ контакта. Грубые (порядка длины волны) неровности
поверхности мешают контролю даже иммерсионным способом,
предъявляющим наименьшие требования к качеству поверхности.
Если неровности имеют регулярный характер (например, риски пос-
ле механообработки), то они вызывают отклонение лучей подоб-
но дифракционной решетке в оптике. Нерегулярные неровности
вызывают рассеянное и случайное отклонение направления лучей
от заданного угла ввода.
Проникновению звука в ОК мешают ржавчина, отслаивающая-
ся окалина, некоторые виды красок (окалина, крепко сцепленная
с поверхностью, не мешает контролю). В этих случаях необходима
зачистка поверхности наждачным кругом, механической, песко-
или дробеструйной обработкой. Лучше применять зачистку торце-
вой, а не цилиндрической поверхностью наждачного круга, так как
это позволяет избежать возникновения выемок и канавок на по-
верхности.
Требования к чистке поверхности зависят от свойств контактной жидкости.
При контроле контактным способом жидкость должна обладать смачивающими
свойствами и не вызывать коррозии. Этим требованиям удовлетворяют машин-
ные масла, некоторые растворы на основе крахмала. При ко'нтроле по верти-
кальной или наклонной поверхности следует выбирать вязкую жидкость типа
вазелина, тавота. Для контроля объектов с грубой поверхностью некоторое улуч-
шение акустического контакта дает применение глицерина,.-, обладающего повы-
шенным волновым сопротивлением по сравнению с маслом.
При контроле иммерсионным и щелевым способами в качест-
ве контактной жидкости применяют воду ввиду дешевизны и до-
ступности. Для устранения пузырьков воздуха рекомендуется от-
стаивать воду в течение одного-двух часов. Предотвращение кор-
родирующего действия воды достигается добавлением ингибито-
ров — веществ, замедляющих коррозию. Разработан ряд способов
слежения за качеством акустического контакта [7].
Настройка аппаратуры. Рабочую частоту выбирают возможно
более высокой, если этому не препятствуют затухание и большая
шероховатость поверхности ввода. Общее правило таково: тонкие
объекты из материала с небольшим затуханием контролируют на
высоких частотах (2... 10 МГц), толстые объекты из материала с
большим затуханием — на более низких (0,5...2 МГц). Чувстви-
тельность аппаратуры настраивают на некоторый порог, называе-
мый уровнем фиксации. Это означает, что фиксируют все дефекты,
сигналы от которых превосходят заданный уровень. Его обычно
указывают в технической документации на ОК.
При контроле эхометодом уровень фиксации настраивают по
искусственному отражателю, выполняемому в контрольном образ-
це, близком по качеству поверхности и акустическим свойствам
материала к ОК. В СССР принята настройка чувствительности по
искусственному дефекту в виде отверстия с плоским дном. Мерой
чувствительности служит площадь дна этого отверстия s0. При ис-
пользовании других отражателей рекомендуют сопоставлять их с
площадью дна плоскодонного отверстия.
В странах Европы основным типом отражателей также служит отверстие
с плоским дном. В США при контроле поковок и отливок чувствительность на-
страивают по плоскодонному отверстию, при контроле толстых сварных швов — по
боковому цилиндрическому отверстию, а при контроле тонких швов — по угло-
вому цилиндрическому отверстию, т. е. отверстию, образующему прямой угол
с донной поверхностью. Применение таких отражателей объясняется тем,- что
плоскодонное отверстие, наклонное к поверхности, выполнить довольно трудно.
Случайное изменение угла наклона ПЭП приведет к неперпендикулярности акус-
тической оси плоскости дна отверстия, а это вызовет большие ошибки в настрой-
ке чувствительности.
Часто для настройки чувствительности используют отражатели
другой формы и размера, чем заданные, например используют дон-
ный сигнал (при контроле прямым ПЭП) или сигнал от двугран-
ного угла (при контроле наклонным ПЭП). Далее по формулам
акустического тракта или АРД-диаграммам (см. § 2.2) рассчиты-
вают необходимое повышение или понижение амплитуды сигнала,
с тем чтобы она соответствовала значению для заданного плоско-
донного или бокового отверстия, и осуществляют соответствующую
регулировку аттенюатором (см. задачу 3.1.1). В этих случаях не-
обходимо обеспечить высокую точность аттенюатора, знать рабо-
чую частоту и диаметр пьезопластины ПЭП с погрешностью не бо-
лее 10%, так как иначе расчет необходимого изменения чувстви-
тельности может содержать существенные ошибки.
Процесс настройки чувствительности при ручном контроле сводится к тому,
что путем перемещения преобразователя по испытательному образцу добивают-
ся получения максимальной амплитуды эхосигнала от заданного отражателя.
Далее (если необходимо) корректируют чувствительность аттенюатором для до-
стижения уровня фиксации. После этого ручками, управляющими чувствитель-
ностью, добиваются того, чтобы соответствующий импульс составлял 2/з — ’/г эк-
рана. Не следует без нужды вводить большую отсечку шумов (особенно если она
не компенсированная), так как это вызовет резкую диспропорцию при сравне-
нии амплитуд сигналов от различных дефектов по экрану дефектоскопа.
Настройку чувствительности обычно выполняют, исходя из
предположения, что искусственный дефект расположен на макси-
мальном расстоянии от ПЭП, поскольку он дает минимальную амп-
литуду отражения. Для выравнивания чувствительности по глу-
бине применяют систему ВРЧ. Если ее нет, то проводят линии на
экране ЭЛТ, соответствующие убыванию чувствительности с глу-
биной, для этого на экран надевают прозрачную маску.
В процессе поиска дефектов чувствительность увеличивают в
2 раза или более по сравнению с уровнем фиксации {поисковая
чувствительность). Это повышает надежность контроля и дает воз-
можность увеличить шаг сканирования, т. е. производительность
контроля. При обнаружении сигнала от дефекта чувствительность
возвращают к уровню фиксации и определяют, подлежит или нет
фиксации обнаруженный дефект.
При контроле теневым или зеркально-теневым методом иммер-
сионным способом в качестве искусственных дефектов применяют
экраны из непрозрачного для ультразвука материала (например,
пенопласта), которые укрепляют на поверхности изделия. Чаще,
однако, при контроле этими, а также эхосквозным методами при-
меняют способы расчета соответствующего ослабления сквозного
или донного сигналов, рассмотренные в § 2.5 (см. задачу 3.1.5).
Необходимое условие надежности автоматического контроля—
многократная проверка выявляемое™ заданного искусственного
дефекта при случайных изменениях условий сканирования. Напри-
мер, при автоматической дефектоскопии труб ГОСТ 17410—78 пре-
дусмотрена пятикратная прогонка образца с искусственным дефек-
том с поворотом его на 60... 80° при стопроцентной надежности
обнаружения этого дефекта.
Развертку дефектоскопа настраивают так, чтобы на экране на-
блюдать только зону контроля, т. е. ту область, в которой предпо-
лагается появление импульсов от дефектов. Для настройки исполь-
зуют сигналы от искусственных дефектов, поверхностей изделия
(от дна или двугранного угла) или пользуются глубиномером де-
фектоскопа.
Поиск дефектов ведут путем перемещения (сканирования) ПЭП
относительно ОК. ПЭП перемещают так, чтобы обеспечить обна-
ружение дефектов во всем объеме контролируемого материала.
Обычно осуществляют возвратно-поступательное прямолинейное
перемещение.
. Скорость сканирования vc при ручном контроле ограничивает-
ся физиологическими возможностями контролера и обычно состав-
ляет 0,05... 0,2 м/с. При автоматическом контроле скорость огра-
ничивается частотой посылок зондирующих импульсов N3 и инер-
ционностью регистратора дефектов, определяемой числом импульсов
й/р, от которого срабатывает регистратор.
Шаг сканирования должен обеспечить озвучивание всего объе-
ма ОК, поэтому его определяют по минимальной ширине диаграм-
мы направленности преобразователя. Обычно его делают не менее
половины размера пьезоэлемента (размер берут в направлении ша-
га). Для увеличения шага при контроле тонких изделий применяют
широкозахватные преобразователи большого размера.
Определение местоположения дефекта для компактных (точеч-
ных) дефектов, размеры которых значительно меньше ширины по-
ля преобразователя, сводится к поиску положения преобразовате-
ля, соответствующего максимуму эхосигнала и определению коор-
динат дефекта, как изложено в п. 2.4.4. Дефекты, размеры которых
превосходят ширину поля преобразователя, называют протяжен-
ными. Для них выполняют измерение координат крайних точек, как
описано далее.
Измерение размеров дефектов выполняют весьма приближенно
в связи с тем, что эти размеры обычно соизмеримы с длиной вол-
ны ультразвука и шириной акустического поля преобразователя.
Ошибки в 1,5 ...2 раза в оценке величины небольших дефектов при-
знаются вполне удовлетворительным результатом, соответствующим
возможностям метода. Существует три основных способа оценки
размеров дефектов. Первый связан с измерением максимальной
амплитуды эхосигнала от дефекта, второй — с определением поло-
жения крайних точек дефекта по изменению амплитуды эхосигна-
ла, третий — с измерением координат крайних точек по максимуму
эхосигнала.
При измерении дефектов первым способом ставится задача най-
ти искусственный дефект типа плоскодонного отверстия, залегаю-
щий на той же глубине, что и естественный, и дающий эхосигнал
такой же амплитуды. Образец с искусственным дефектом должен
быть изготовлен из того же материала, что и ОК (иметь такое же
акустическое сопротивление и затухание). Поверхности ОК и об-
разца должны иметь одинаковую шероховатость (/?z^10 мкм).
Найденную таким образом площадь плоскодонного отверстия
называют эквивалентной площадью дефекта. Ее отношение к реаль-
ной площади дефекта называют коэффициентом выявляемое™. Ус-
тановлены приближенные значения этой величины для некоторых
типов ОК- В поковках и прокате, где реальные дефекты, как пра-
вило, имеют плоскую форму и ориентированы перпендикулярно на-
правлению ультразвука (как и дно плоскодонного отверстия), сред-
нее значение этой величины обычно лежит в пределах 0,15 — 0,4.
В сварных швах, где форма и ориентация дефектов разнообразны,
это значение 0,01 ...0,1. Более точное значение коэффициента выяв-
ляемое™ может быть установлено для конкретного типа ОК, одна-
ко даже в этом случае среднеквадратическое отклонение составля-
ет 50... 100%.
Необходимость в изготовлении набора образцов с искусствен-
ными дефектами отпадает при использовании АРД-диаграмм. По-
рядок измерения эквивалентных размеров с помощью АРД-диаг-
раммы пояснен в задаче 3.1.1.
Измерение размеров дефектов вторым способом состоит в том,
чтобы найти некоторые положения преобразователя, связанные с
положением крайних точек дефекта, и измерить их координаты. Эти
размеры дефекта называют условными. Различают условную про-
тяженность (длину и ширину) и условную высоту, определяемую в
направлении, перпендикулярном поверхности ввода. Рассмотрим
особенности способа применительно к измерению протяженности
дефекта.
Амплитуда эхосигнала при перемещении преобразователя вбли-
зи края дефекта меняется по-разному в зависимости от формы и
величины дефекта, причем часто это изменение происходит немоно-
тонно, поэтому точно определить, какому положению преобразова-
теля соответствует край дефекта, невозможно.
Существует несколько критериев определения крайнего поло-
жения преобразователя:
1. Уменьшение абсолютного значения амплитуды эхосигнала до
уровня фиксации.
2. Уменьшение амплитуды эхосигнала в 2 раза от максималь-
ного значения (на 6 дБ).
3. Такое же уменьшение в 10 раз (на 20 дБ).
4. Достижение максимума амплитудой эхосигнала.
На рис. 3.2 показаны ре-
зультаты измерения условной
протяженности плоских диско-
образных искусственных де-
фектов диаметром d с помо-
щью названных критериев по
данным эксперимента рис. 2.19.
Кривая L=d соответствует
идеально точному измерению,
а остальные кривые — услов-
ному размеру при различных
критериях.
Рис. 3.2. Истинная и условные протя-
женности дефектов, измеренные различ-
ными способами
Кривая Л] получена при уровне
фиксации 3,14 мм2 (d—2 мм). Услов-
ная протяженность очень быстро воз-
растает и остается всегда значитель-
но больше истинного размера. Монотонное возрастание дает возможность доста-
точно точно отличать точечные и протяженные дефекты. Дефект считают точеч-
ным, если его условная протяженность, измеренная этим способом, равна или
меньше условной протяженности плоскодонного отражателя, эквивалентного ему
по максимальной амплитуде эхосигнала.
Особенности кривой Л2, полученной по уровню 6 дБ, соответствуют описа-
нию п. 2.2.6. Информацию, пригодную для оценки реальной протяженности, дает
линейно возрастающий участок кривой, где условная протяженность прибли-
жается к истинной. Для дефекта прямоугольной (а не дискообразной) формы
центр преобразователя располагался бы над краем дефекта (см. п. 2.2.2) и ус-
ловная протяженность равнялась истинной. Неудобство кривой — наличие ми-
нимума, где размеры преобразователя и дефекта равны.
Начальный участок кривой Дз. полученной по уровню 20 дБ, так же как кри-
вая Lz, характеризует не дефект, а ширину раскрытия диаграммы направленно-
сти преобразователя Ф на соответствующем уровне. Минимум мало заметен. Ус-
ловная протяженность остается больше истинной на величину, определяемую Ф,
которую можно учесть при переводе условной протяженности в истинную.
Кривая Li получена по максимуму эхосигнала, т. е. фактически она демон-
стрирует возможности третьего способа оценки размера дефекта. Способ приго-
ден только для оценки размеров больших отражателей, где над краем дефекта
хорошо заметен максимум. Условный размер меньше истинного, но с увеличе-
нием последнего разница уменьшается,
Применение второго способа во всех вариантах измерения к ок-
руглым дефектам неэффективно, так как при этом измеряется лишь
диаграмма направленности преобразователя. Сравнив два способа
оценки размеров применительно к плоским дефектам, перпендику-
лярным направлению акустической оси, отметим, что первый из
них целесообразно применять к точечным дефектам, а второй—-
к протяженным. Из рассмотренных критериев определения края де-
фекта наилучшее приближение к истинным размерам дефекта да-
ет способ «6 дБ». Однако реальный протяженный дефект может
иметь разную отражательную способность в разных точках своей
поверхности. В результате амплитуда эхосигнала при перемещении
Рис. 3.3. Оценка размеров дефектов по измерению времени
прихода эхосигналов
преобразователя над ним будет сильно изменяться и большой про-
тяженный дефект может быть оценен как несколько мелких. С уче-
том изложенного преимущество имеет способ по уровню 20 дБ. Воз-
можно также применение альтернативного способа: измерять ус-
ловную протяженность либо по уровню дЬ, либо по уровню фик-
сации в зависимости от того, какой уровень ниже. Таким образом
будет замерена протяженность больших полупрозрачных дефектов.
Оценка размеров дефектов при этом будет завышена.
На рис. 3.3 показано измерение условной высоты. Если выяв-
ляется дефект с большим параметром Рэлея (см. п. 2.2.7), т. е. с
небольшим углом наклона б и значительной шероховатостью по-
верхности (рис. 3.3, а), то признаком его развития по высоте слу-
жит перемещение эхосигнала по экрану ЭЛТ большее, чем для
компактного округлого дефекта (рис. 3.3, б). Для округлого дефек-
та это перемещение связано с изменением расстояния до дефекта,
находящегося в пределах диаграммы направленности преобразо-
вателя.
Следует обратить внимание, что измерению подлежат именно перемещение
импульса по линии развертки, а не перемещение преобразователя по поверхности
изделия. Для неразвитого по высоте дефекта, показанного на рис. 3.3, а пунк-
тиром, перемещение преобразователя будет таким же, как для варианта а, а пе-
ремещение импульса по линии развертки не больше чем для варианта б. По это-
му признаку отличают развитые по высоте дефекты от неразвитых, подобно тому
как различали протяженные и точечные дефекты.
На рис. 3.3, в показан случай, характерный для дефекта с ма-
лым параметром Рэлея. Этот вариант особенно часто встречается
при контроле наклонным преобразователем. Интенсивные эхосиг-
налы связаны с дифракцией волн на краях дефекта, а от шерохо-
ватости наблюдают лишь слабые отражения. Таким образом, сиг-
Рис. 3.4. Дифракционно-временной способ измерения размеров дефектов
I
В)
налы от краевых точек в данном случае нельзя сравнивать с сиг-
налами от средней части дефекта, как во втором способе. Измере-
ние выполняют, определяя координаты точки, дающей максимум
эхосигнала, т. е. третьим способом. Условная высота компактного
дефекта (рис. 3.3, г) при контроле наклонным преобразователем
больше, чем прямым.
Неравномерное распределение дифракционной волны по раз-
ным направлениям, которое отмечалось в п. 1.4.1, и при рассмот-
рении рис. 3.1 может вызвать существенное отклонение направ-
ления на максимум эхосигнала от акустической оси преобразова-
теля. Это вызовет погрешности в определении координат краевых
точек дефекта третьим способом. Примером подобной погрешности
может служить ход кривой L4 на рис. 3.2. Вариантом способа из-
мерения по максимуму эхосигнала является дифракционно-времен-
ной способ. Он предусматривает использование двух преобразова-
телей (рис. 3.4). Способ эффективен, когда второй преобразова-
тель расположен вблизи точки максимума дифракционной волны.
Используют либо однотипные (рис. 3.4, а), либо трансформиро-
ванные волны (на рис. 3.4, б излучают поперечную, а принимают
продольную волну). Если волны однотипные со скоростью с, то вы-
соту дефекта определяют по формуле Я=сА/(sec ai — sec аг),
где At — разница времени прихода сигналов от нижнего и верхне-
го концов дефекта.
Времяпролетный способ успешно применяют для оценки глуби-
ны трещин, распространяющихся от поверхности ввода (рис. 3.4, в).
Используют преобразователи продольных волн с широкой диаг-
раммой направленности. За опорный сигнал принимают время про-
бега головной волны ti и измеряют время прихода сигнала, дифра-
гировавшего на конце трещины t2=ti-\-At. Тогда при ai = ci2 глуби-
на трещины равна
-т|/ •
При контроле теневым и зеркально-теневым методами разме-
ры дефектов оценивают с помощью АРД-диаграмм по ослаблению
сигнала или по условной протяженности, определяемой как область
ослабления сквозного или донного сигнала ниже заданного уровня.
Оценка формы дефекта имеет очень важное значение для реше-
ния вопроса о его допустимости. С точки зрения эксплуатационной
надежности ОК особенно опасны плоскостные дефекты с малым
раскрытием (трещины, тонкие непровары). Объемные дефекты
(шлаки, поры) часто считаются допустимыми, если их размеры не
превосходят определенной величины. Дефекты, вытянутые в неко-
тором направлении (цепочки пор, волосовидные поры, непровары
с большим раскрытием заполненные шлаком), занимают промежу-
точное положение с точки зрения влияния на эксплуатационные
свойства.
Определение характера дефекта — одна из наиболее трудных
задач для ультразвукового контроля. До настоящего времени мно-
гие инструкции и нормы оценки качества изделия исходят из пред-
положения о невозможности определить характер дефекта с по-
мощью ультразвука. Однако работы последних лет принесли ощу-
тимые результаты в решении этой сложной задачи, что позволя-
ет поставить вопрос об использовании данных о характере дефекта
как главном факторе оценки качества.
Развертки типов В и С (см. п. 2.1.1) как способы визуального
представления дефектов не могут обеспечить изображение формы
дефектов, размеры которых превосходят длину волны ультразвука
всего в несколько раз (именно такое соотношение характерно для
ультразвуковой дефектоскопии). Все такие дефекты будут выгля-
деть как пятно приблизительно одинакового размера ввиду низкой
разрешающей способности метода.
Волну, отраженную от дефекта, можно представить в виде ин-
теграла Фурье по волновому вектору к. Такое представление озна-
чает, что, зная спектральный состав волн, отраженных по всем на-
правлениям от дефекта, можно построить точное изображение де-
фекта. Для достаточно полного представления образа дефекта
необходимо изучить спектр частот отраженного сигнала в диапазо-
не fmax/fmin=3 ... 5 при изменении углов отражения от дефектов
в пределах 90... 120°. Практическая реализация этого направления
изучения. формы дефекта идет пока по двум путям: изучение за-
висимости амплитуды сигнала от направления рассеяния (инди-
катриссы рассеяния) и изучение спектрального состава сигнала.
Первое направление прорабатывается более широко, так как не
требует создания специальной широкополосной аппаратуры.
Существует несколько способов обработки информации, позво-
ляющих различить плоскостные и объемные дефекты. Рассмотрим
некоторые из них.
1) Измеряют огибающую последовательности амплитуд эхо-
сигналов при повороте наклонного преобразователя. Максималь-
ный сигнал наблюдают при направлении луча нормально к по-
верхности дефекта. Уменьшение сигнала в 2... 4 раза при повороте
преобразователя на угол 10... 15° свидетельствует о плоскостном
характере дефекта. Если амплитуда уменьшается слабее, дефект
имеет объемный характер.
2) Используют эхозеркальный метод (см. рис. В.З, б) и изме-
ряют отношение максимальных амплитуд сигналов при прямом А
и зеркальном В отражениях. В случае
объемного дефекта (поры, шлаки) отно-
шение А/В больше единицы. Плоскост-
ные дефекты (трещины, непровары) с уг-
лом отклонения от вертикали не больше
20° имеют A/В меньше единицы.
3) Используют дельта-метод, который
состоит в регистрации волн, трансформи-
рованных на дефекте. Применяют два
преобразователя (рис. 3.5), один из кото- Рис- 3-5- Дельта-метод
рых А излучает поперечную волну, а другой В принимает продоль-
ную, возникшую на дефекте, а также продольные волны, отражен-
ные от дна изделия. Возможно изменение функций преобразовате-
лей на обратные, использование поперечной волны, отраженной от
Дна изделия,' и другие варианты.
В показанном на рисунке варианте на приемник В приходят два
сигнала: 1 — волна, трансформированная в продольную на верх-
нем краю дефекта, и 2— волна, трансформированная на нижнем
краю и отразившаяся от дна изделия. В случае объемного дефекта
сигнал 1 больше, так как он возник в результате отражения, а не
дифракции; сигнал 2 — меньше, поскольку он связан с соскальзы-
ванием обегающей дефект волны. В случае плоскостного дефекта
оба сигнала возникают в результате дифракции волн на краях, но
сигнал 2 больше, чем 1, поскольку для него направление на прием-
ник ближе к максимуму дифракции.
4) Сравнивают амплитуды эхосигналов трансформированной Рт
и нетрансформированной Ро волн. Излученная наклонным преобра-
зователем поперечная волна частично трансформируется в про-
дольную на дефекте. Для объемных дефектов Рт/Ро — невелико, а
для плоскостных дефектов (за исключением случая нормального
падения) оно на 13... 16 дБ больше. Для приема трансформирован-
ных продольных волн в наклонный преобразователь вводят допол-
нительный пьезоэлемент.
5) Используют спектральный метод, что требует применения
специальной аппаратуры — дефектоскопа-спектроскопа, способного
осуществлять измерения амплитуд эхосигналов при изменении час
тоты колебаний в 3...5 раз. Генератор зондирующих импульсов та-
кого прибора немного изменяет частоту (около 10%) от одного цик-
ла возбуждения до другого. Для их излучения и приема применяют
широкополосный преобразователь с переменной толщиной пьезо-
пластины. Эхосигналы от дефектов стробируют по времени прихо-
да и подают на спектральный анализатор. Линия развертки ЭЛТ
этого прибора соответствует изменению частоты, поэтому на его эк-
ране огибающая импульсов различной частоты формирует спектр
эхосигналов.
Они могут быть осциллирующими (немонотонными), если явля-
ются результатом интерференции двух эхосигналов, близких по
амплитуде. Такую интерференцию наблюдают при наклонном паде-
нии на плоскостной дефект (положения ПЭП 2, 3 на рис. 3.6). При
нормальном падении на дефект (положение 1) интерферирующие
сигналы синфазны и спектр монотонный. Эти же выводы о зави-
симости амплитуды от частоты следуют из формулы (2.25)
для эхосигналов при нормальном и наклонном падении на диско-
образный дефект. В (2.25) осцилляции определяет функция Ф'. Сиг-
налы от объемных (округлых) дефектов практически монотонны
(положения 4, 5, 6), потому что сигнал волны обегания и соскаль-
зывания имеет значительно меньшую амплитуду, .чем непосредст-
венно отраженный сигнал, с которым от интерферирует (см.
рис. 1.22).
Таким образом, появляется возможность определять форму
дефекта по спектру эхосигнала. Однако возможны ошибки, связан-
ные с тем, что дефекты могут иметь как плоские, так и округлые
участки. Для наиболее точного распознавания образа дефекта сле-
дует получать спектры сигналов от дефекта, рассматривая его под
различными ракурсами. Обработка такой обширной информации
о дефекте возможна с использованием ЭВМ.
Оценки, выполненные на реальных дефектах и их моделях, по-
казывают, что при изменении ракурса озвучивания на ±15° и трех-
кратной модуляции частоты достоверность определения характера
дефектов (с точки зрения отнесения их к классу округлых, плос-
ких или промежуточных) достигает 85... 90%. При этом обработ-
ку информации ведут на ЭВМ путем сравнения со спектрами сиг-
налов дефектов, по которым проводилось обучение.
3.1.2. Контроль поковок и литья
Поковки — это изделия, полученные способами сво-
бодной ковки или прессования. Ультразвуковой контроль обнару-
кивает в поковках остатки усадочных раковин, инородные включе-
ния, плены окислов, ликвационные скопления*, трещины, флоке-
ны ** и другие внутренние и поверхностные дефекты, многие из ко-
торых невозможно обнаружить радиационными методами из-за
слабого раскрытия. Способы получения изделий методами обра-
ботки давлением и характерные дефекты, возникающие при этом,
рассмотрены в кн. 1 этой серии, а также в [15].
Основная схема контроля поковок — эхометодом, продоль-
ными волнами, прямым совмещенным преобразователем (ГОСТ
24507—80). Если имеется донная поверхность, параллельная
поверхности ввода, применяют также зеркально-теневой метод. Он
помогает обнаруживать рыхлоты и другие дефекты, дающие слабое
отражение в обратном направлении. При этом, чтобы не увеличи-
вать объем сканирования, отмечают как дефектные только те участ-
ки, в которых донный сигнал уменьшается до уровня фиксации эхо-
метода, хотя чувствительность зеркально-теневого метода при этом
довольно низкая. Для уменьшения мертвой зоны приповерхностный
слой дополнительно контролируют PC-преобразователем, а объекты
небольшой толщины (50 мм и менее) —только РС-преобразовате-
лем.
Поковки наиболее ответственного назначения (например, дета-
ли оборудования атомных электростанций) контролируют так, что-
бы каждый объем озвучивался в трех взаимно перпендикулярных
направлениях (рис. 3.7). Это повышает вероятность обнаружения
различно ориентированных плоских дефектов. Пример такого конт-
роля прямым преобразователем показан на рис. 3.7, а.
Если в каком-либо одном или двух направлениях размер поков-
ки значительно больше, чем в других, то контролю прямым преоб-
разователем в этом направлении мешают отражения от близко-
расположенных боковых поверхностей, вдоль которых распростра-
няется продольная волна (см. рис. 2.22, а, б, б). В этом случае конт-
роль прямым преобразователем в этом направлении заменяют кон-
тролем наклонным преобразователем, как показано на рис. 3.7, б
(ребро а значительно длиннее остальных) и рис. 3.7, в (ребра а и
Ъ значительно больше ребра с). Луч наклонного преобразователя
при этом сначала направляют слева направо, а затем справа на-
лево, т. е. преобразователь поворачивают на 180°. Это также по-
вышает вероятность обнаружения различно ориентированных де-
фектов. Применяют преобразователи с углом ввода (45+10)°, так
как при этом достигается максимум эхосигнала от дефектов, пер-
пендикулярных поверхности ввода за счет углового эффекта (см.
п. 2.2.5).
* Ликвация (от лат. liquatio — плавление, плавка) здесь — резковыражен-
ная неоднородность химического состава.
** Флокены (от нем. floken — хлопья) — очень тонкие трещины овальной
формы, возникающие при повышенном содержании растворенного в металле во-
дорода,
Длинномерные цилиндрические изделия (валы, оси) контроли-
руют прямым преобразователем перпендикулярно оси и наклон-
ным преобразователям вдоль оси и по хорде с разворотом преоб-
разователя на 180° (рис. 3.7, г). Те же принципы положены в ос-
нову схем контроля объектов другой формы, показанных на рис. 3.7
- прямой преовразобатель^^-раздельно-совмещенный
<=> - наклонный
Рис. 3.7. Схема контроля поковок
Объекты менее ответственного назначения контролируют в на-
правлениях, обеспечивающих обнаружение наиболее часто возни-
кающих дефектов. Например, валки холодной прокатки (см. 1.4.2)
контролируют только прямым преобразователем в направлении,
перпендикулярном оси. Обычно прямой преобразователь переме-
щают по боковой поверхности по винтовой линии. При этом вы-
являются дефекты в центре такого объекта или параллельные его
поверхности. Именно такие дефекты возникают в результате де-
формации металла с приложением нагрузки к этой же боковой
поверхности: округлые дефекты расплющиваются и оказываются
ориентированными параллельно боковой поверхности или вблизи
оси изделия.
Если цилиндрическое изделие имеет канал вдоль оси (рис.
3.7, ж, з), то важно обнаружить дефекты, ориентированные в ра-
диальном направлении, как показано на рис. 2.20 (дефект глуби-
ной Ь). Такие дефекты образуются при ковке из усадочной рако-
вины или рыхлоты в центральной части слитка. Под действием
деформации они расплющиваются и образуют в сечении так на-
зываемый «ковочный крест» с центром на оси слитка. Расточкой
канала убирают наиболее пораженную дефектами центральную
часть поковки, но могут сохраниться остатки ковочного креста.
Как показано в задаче 3.1.4, максимум эхосигнала от таких де-
фектов достигается при падении поперечной волны под углом
45+10° к поверхности канала либо если направить поперечную
или продольную волну по касательной к его поверхности.
Контроль поковок, как правило, выполняют после термообра-
ботки, измельчающей структуру, но могущей вызвать новые или
раскрыть имеющиеся дефекты, однако до механической обработки
(прорезки пазов, выточек), когда заготовка имеет наиболее про-
стую форму.
Наиболее часто применяют частоту около 2 МГц. При контро-
ле тонких поковок частоту повышают до 10 МГц, а массивных
поковок с крупнозернистой структурой — понижают до 1 МГц.
Обычно уровень фиксации устанавливают 3.. .7 мм2, а недопусти-
мыми считают дефекты 7.. .40 мм2. Кроме того, накладывают
ограничение на количество дефектов, расстояние между ними,
протяженность. Например, в поковках особо ответственного назна-
чения протяженных дефектов не допускают.
Штамповки — изделия, полученные прессованием в форму, иног-
да имеют сложную форму, затрудняющую введение ультразвука
и правильную ориентацию лучей (перпендикулярно наиболее ве-
роятному направлению дефектов). Для контроля также применяют
объемные волны, а для некоторых штамповок (кромок лопаток,
камеры сгорания турбин) применяют волны Рэлея и Лэмба.
Литье подразделяют на слитки, предназначенные для дальней-
шей обработки давлением, и отливки. Ультразвуковой контроль
обнаруживает раковины, поры, инородные включения, заливины,
неслитины, плены (см. кн. 1 данной серии). Отливки из сталей
перлитного класса, прошедшие термообработку типа нормализа-
ции, а также из сплавов алюминия, титана имеют мелкозернистую
структуру с достаточно малым рассеянием ультразвука. Отливки
из сталей аустенитного класса имеют крупнозернистую структуру,
измельчить которую термообработкой нельзя. Такой материал не
удается контролировать ультразвуком.
От контроля поковок контроль отливок отличается тем, что он
ведется на пониженной частоте (1...2 МГц) и чувствительности
ввиду более крупнозернистой структуры. Если схема контроля
предусматривает прозвучивание только при одном направлении
лучей, то выбор этого направления некритичен, так как преиму-
щественная ориентация дефектов отсутствует.
Слитки проверяют эхо- или теневым методом на определение
положения усадочной раковины. На поверхностях слитка зачища-
ют лыски шириной около 50 мм для улучшения контакта с преоб-
разователем. Литье из отбеленного чугуна и чугуна с шаровидным
графитом удовлетворительно контролируют на дефекты теми же
методами, что и стальное литье. Другие виды чугуна контролиру-
ются очень плохо из-за структурных помех, связанных с рассея-
нием волн на графитных включениях.
3.1.3. Контроль проката
Прокатом называют изделия, изготовленные путем
обжатия между валками —• прокаткой. Его изготовляют поточны-
ми способами, поэтому крайне желательно повышение производи-
тельности контроля. Контроль обычно ведут автоматическими
установками, механизированными средствами. Для сохранения
акустического контакта при быстром движении применяют иммер-
сионный или щелевой контакт, ЭМА-способ возбуждения-приема.
Дефекты обычно вытянуты вдоль направления прокатки.
Прокат, как правило, имеет мелкозернистую структуру. Воз-
можно появление текстуры, т. е. различия свойств (например,
скорости звука) вдоль и поперек направления прокатки.
Листы и плиты (ГОСТ 22727—88) толщиной 3 мм и более конт-
ролируют продольными волнами в направлении толщины. На ав-
томатических установках с иммерсионным контактом контроль ве-
дут эхо-, эхосквозным и (более тонкие листы) теневым методами
(рис. 3.8). Листы толщиной 2 мм и менее контролируют эхомето-
дом с помощью волн Лэмба. Иммерсионный или щелевой контакт
при этом предусматривают лишь в зоне расположения преобразо-
вателей, остальную поверхность листа делают свободной. При
ручном контроле применяют эхометод. Для уменьшения объема
работы довольно широко используют контроль вдоль линий или
в узлах сетки 100-100.. .200-200 мм. Кромки листов под сварку
контролируют в полном объеме, так как дефекты кромки при
сварке могут развиться и перейти в наплавленный металл.
Применяют частоты 2...5 МГц. Уровень фиксации при контро-
ле эхометодом устанавливают 3 мм2 и более. При контроле дру-
гими методами стремятся добиться эквивалентной чувствительно-
сти, однако это не означает, что чувствительность должна обеспе-
чивать выявление тонкого диска такого же диаметра, как при
эхометоде. Наиболее распространенный реальный дефект сталь-
ных листов — полупрозрачное расслоение, обычно содержащее
включения из оксида кремния или марганца. При контроле раз-
личными методами стремятся обеспечить выявление одинаковых
дефектов этого типа (см. задачу 3.1.5).
Прутки и заготовки круглого и квадратного сечения (ГОСТ
21120—75) контролируют эхометодом прямым, а иногда также
наклонным преобразователем. Для уменьшения мертвой зоны ис-
пользуют раздельно-совмещенный преобразователь. Применяют
частоты 2...5 МГц. Уровень фиксации 3...7 мм2, иногда его ка-
ленному вдоль оси прутка.
Применяют автоматические установки со щелевым или иммер-
сионным контактом. Основная часть дефектов прутка или заготов
ки (остатки усадочной раковины, трещины) располагается в его
центральной части. Для надежного выявления дефектов независи-
мо от ориентации два или более преобразователя располагают
вокруг прутка или заготовки так, чтобы их оси сходились в
центре.
Угол между осями 30.. .90°. Пруток или заготовки при этом
движутся поступательно, поверхность не сканирует (рис. 3.9). Для
Рис. 3 9.
установка для контроля заго-
товок (а). Контроль ведут ше-
стью преобразователями щеле-
вым способом (б)
[сокращения мертвой зоны применяют PC фокусирующие преобра-
зователи. Поверхностные дефекты выявляют волнами Рэлея или
применяют электромагнитные методы контроля.
Проволоку контролируют волнами стержневого типа. Ее про-
пускают через иммерсионную ванну в процессе перемотки между
двумя катушками. Контроль ведут эхо- или теневым методом.
Чаще для контроля проволоки применяют не ультразвуковые, а
электромагнитные методы.
Бесшовные трубы (ГОСТ 17410—78) контролируют эхометодом.
Для контроля применяются автоматические иммерсионные уста-
Рис. 3.10. Установка типа «Рота», для дефектоскопии и изме-
рения толщины стенок труб
Рис, 3.11, Схема дефектоскопии труб
новки (рис. 3.10). Труба обычно проходит через локальную ванну
с сальниками, предотвращающими вытекание воды, где в нее
вводят ультразвуковые колебания. При контроле труб диаметром
50. ..100 мм и менее обычно применяют фокусирующие преобра-
зователи.
Основная схема контроля рассчитана на выявление часто
встречающихся продольных дефектов (рис. 3.11, а). Трубы наибо-
лее ответственного назначения контролируют также на попереч-
ные дефекты (рис. 3.11, б). Контроль по схемам а и б выполняют
наклонными лучами, распространяющимися в двух встречных на-
правлениях, чтобы надежно обнаруживать дефекты, ориентирован-
ные наклонно к поверхности. Применяют поперечные волны или
волны Лэмба. При толщине стенки трубы 10 мм и более контро-
лируют также на дефекты типа расслоения (рис. 3.11, в).
Углы ввода выбирают экспериментально, они соответствуют
наилучшей выявляемое™ искусственных дефектов на внутренней
или наружной поверхностях. В качестве последних используют
риски прямоугольного или треугольного сечения. В зависимости
от технических требований к качеству труб глубина рисок состав-
ляет 3... 15% от толщины стенки трубы, а длина—10 ...50 мм.
Браковочным признаком служит превышение дефектным сигналом
сигнала от риски, по которой настраивается аппаратура.
Ультразвуковой метод надежно выявляет практически все де-
фекты труб (трещины, риски, закаты, расслоения и т. д.) на внут-
ренней и наружной поверхностях и в толще стенки. Чувствитель-
ность к внутренним дефектам падает, только если отношение тол-
щины стенки к диаметру пре-
восходит 0,2. Это объясняется
тем, что в толстостенных тру-
бах преломленные лучи попе-
речных волн не касаются внут-
ренней поверхности (см. зада-
чу 3.1.4).
Для проверки всего метал-
ла трубы необходимо обеспе-
чить взаимное перемещение
преобразователя и трубы по
винтовой линии. Более произ-
Рис. 3.12. Схема контроля рельсов
водителей способ, при котором
преобразователи вращаются вокруг поступательно движущейся
трубы. Установки, в которых труба совершает одновременно вра-
щательное и поступательное движения, менее производительны, но
позволяют контролировать более широкий диапазон диаметров
труб.
Рельсы (ГОСТ 18576—85) контролируют как в процессе произ-
водства, так и при эксплуатации. Наиболее распространенные
внутренние дефекты рельсов расположены в шейке 2 (рис. 3.12)
2...2,5 м/с. Рабочая частота — 2 МГц.
Рис. 3.13. Съемная тележка для дефекто-
скопии рельсов в пути
и вблизи ее перехода в головку 1 и подошву 3 (см. кн. 1 данной
серии). Они представляют собой расслоения, трещины, сосредото-
ченные ликвации, ориентированные вертикально 4. В головке
рельса встречаются газовые пузыри, усталостные трещины, изло-
мы и флокены 5.
На металлургических заводах рельсы проверяют в зоне прямо-
угольника, ограниченного шириной шейки и высотой рельса (за-
штрихована на рис. 3.12) зеркально-теневым методом. Возбужда-
ют и принимают волны с помощью ЭМА-преобразователя 6. Как
отмечалось в п. 1.5.2, этот преобразователь лучше возбуждает по-
перечные волны, которые и используют для контроля. Контроль
ведут в технологическом потоке со скоростью движения рельса
Признак дефекта —
ослабление первого дон-
ного сигнала более чем
на 8... 10 дБ. Отмеченные
по этому признаку места
контролируют вручную
продольными волнами по
отношению амплитуд 1-го
и 2-го донных сигналов.
Недопустимыми считают-
ся дефекты, вызывающие
ослабление второго дон-
ного сигнала на 9 дБ и
более относительно пер-
вого.
При эксплуатацион-
ном контроле используют
съемные с рельсов тележ-
ки, на которых размеще-
на аппаратура (рис.3.13),
и вагоны-дефектоскопы.
Основная схема контро-
ля — прямым преобразо-
вателем 6, как и при про-
изводственном контроле
(см. рис. 3.12). При ручном контроле применяют продольные вол-
ны, возбуждаемые контактным пьезопреобразователем, а при ав-
томатическом (вагоном-дефектоскопом)—поперечные, возбуждае-
мые ЭМА-преобразователем.
При эксплуатационном контроле предусмотрена также методи-
ка обнаружения дефектов типа 5 в головке. Для этого использу-
ют наклонный преобразователь 7, развернутый на 30.. .37° к осе-
вой плоскости рельса. Разработана методика выявления этих де-
фектов с помощью волн квазистержневого типа. Низкочастотную
(100 кГц) волну возбуждают в головке рельса как в стержне с
помощью наклонного преобразователя с углом ввода 44° и раз-
мером пьезоэлемента около 60 мм. Волна распространяется вдоль
рельса на значительное расстояние (8...17 м) и позволяет контро-
лировать дефекты головки по всей длине рельса из одной или
двух позиций преобразователя, избегая тем самым необходимости
непрерывного сканирования рельса.
друга и промежуток за-
А В CD
NK
Рис. 3.14. Схема контроля
сварного шва, выполненного
дуговой сваркой
3.1.4. Контроль сварных соединений
Существуют два основных вида сварки: плавлени-
ем и давлением. Внутри этих видов существует много подвидов,
зависящих от способов подвода теплоты, защиты сварочной ван-
ны от воздействия воздуха, последовательности операций сварки
и т. д. Дефекты и способы ультразвукового контроля сварки зави-
сят прежде всего от вида, а также от способа сварки.
Дуговая сварка стыковых соединений — наиболее распростра-
ненный способ сварки плавлением. Свариваемые кромки распола-
гают на некотором расстоянии друг от
заполняют металлом электрода, плавя-
щегося под действием электрической ду-
ги. Участок, свариваемый первым, назы-
вают корнем. Ультразвуковой контроль
(ГОСТ 14782—86) обеспечивает выявле-
ние почти всех дефектов этой сварки,
кроме случаев сильно сжатого непровара.
Пример такого дефекта — непровар в
корне шва с хорошо подогнанными кром-
ками. При застывании металла верхних
валиков непровар очень сильно стягива-
ется.
Основной способ контроля — эхометод
с использованием совмещенного наклон-
ного преобразователя поперечных волн
(рис. 3.14). Корень шва контролируют
прямым (непосредственно выходящим из
преобразователя) лучом (положения пре-
образователей Л и В), а верхнюю часть
шва — однократно отраженным лучом
(положения С и D). Контроль двукратно
или многократно отраженным лучом не-
желателен ввиду сильного расхождения
пучка лучей и его искажения при отра-
жениях. Для проверки всего сечения
сварного шва преобразователь переме-
щают, как показано на рис. 3.14, б пунктиром вверху, между, край-
ними положениями А и D. В положении А преобразователь обыч-
но упирается в верхний валик шва, а в положении D луч еще попа-
дает в зону сплавления. Это поперечно-продольное сканирование.
Шов контролируют слева и справа (по рис. 3.14). Таким об-
разом, ультразвуковые лучи проходят через шов в четырех на-
правлениях. Это повышает вероятность выявления различно ори-
ентированных дефектов. С этой же целью преобразователь непре-
рывно разворачивают влево и вправо на угол <р=10. ..15°.
Обычный источник помех при контроле сварных соединений—
ложные сигналы от превышения проплавления и верхнего валика.
Основные способы отстройки от них рассмотрены в п. 3.3.4. До-
полнительно отметим, что различают несколько причин возникно-
вения ложных сигналов от превышения проплавления, отстройку
от которых ведут разными приемами. Возможно прямое отраже-
ние от превышения лучей как от вогнутой цилиндрической поверх-
ности. Эхосигнал уменьшают, увеличивая угол ввода. Второй
источник помех — дифракционное рассеяние в местах сопряжения
превышения проплавления шва с основным металлом (ребра Е
и F на рис. 3.14, а). От них отстраиваются так же, увеличивая
угол ввода и применяя амплитудную дискриминацию. Дифракция
порождает поверхностные волны, распространяющиеся вдоль пре-
вышения и многократно отражающиеся от ребра. Эти ложные
сигналы уменьшают, применяя раздельно совмещенный преобра-
зователь с углом разворота 36° (угол между осями излучателя и
приемника 72°). При этом поверхностные волны почти не попа-
дают на приемник.
Превышение проплавления отсутствует, когда проплавление
корня шва делают неполным (рис. 3.14, в) или применяют под-
кладные кольца (рис. 3.14, г). Однако от конца неполного про-
плавления G или от шлакового включения, которое обычно воз-
никает в этом месте, а также вблизи подкладного кольца (Н, I)
все же возникают ложные сигналы. Основные способы отстройки
от них — временное стробирование и амплитудная дискримина-
ция.
В табл. 3.1 приведены рекомендуемые параметры контроля
швов различной толщины. Обоснование их состоит в следующем.
При контроле тонких сварных швов (10 мм и менее) возникает
трудность с контролем корня шва прямым лучом. Подойти близ-
ко к шву мешает верхний валик. Целесообразно увеличивать угол
ввода, однако этому препятствует возникновение рэлеевских волн
от боковых лучей пучка (см. задачу 2.1.3). Полезно также умень-
шать стрелу призмы преобразователя, однако ее ограничивает
размер пьезоэлемента и условие предотвращения отражения от
переднего угла призмы. Оба этих обстоятельства диктуют необ-
ходимость повышения частоты, что позволяет уменьшить расхож-
дение лучей, даже уменьшив размер пьезоэлемента.
При контроле толстых сварных швов (200 мм и более) чувст-
вительность дефектоскопа может оказаться недостаточной, поэто-
му применяют пониженные частоты (см. задачу 2.4.1), преобразо-
ватели с пьезопластинами большего диаметра, уменьшают угол
ввода, контроль шва выполняют только прямым лучом.
При контроле толстых сварных швов применяют продольно-
поперечное сканирование (показано на рис. 3.14, б внизу пункти-
ром), при котором преобразователь перемещают вдоль шва.
Таблица 3.1
Рекомендуемые параметры аппаратуры для контроля стыковых сварных швов
из углеродистых сталей
Толщина шва, мм Частота, МГц Размер пьезопластины, мм Угол ввода, град Уровень фиксации, мм2
2... 5 10 3...4 70... 75 0,5... 1
5... 10 . 4...5 4... 6 60 ... 70 1 ...2
10 ...50 2...2,5 10... 15 50 ... 70 2...7
50... 200 1,5 ...2 15... 20 35 ... 50 7... 15
200... 2000 1... 1,5 30... 50 35 15...80
С увеличением расстояния ширина раскрытия пучка лучей увели-
чивается. Это позволяет увеличивать расстояние между линиями
сканирования и тем самым повысить производительность контро-
ля. На рис. 3.15 показан
процесс контроля сварно-
го шва трубы.
Угловые, тавровые,
нахлесточные сварные со-
единения (рис. 3.16) кон-
тролируют наклонным
преобразователем. Лучи
направляют так, чтобы
акустическая ось шла
вдоль гипотенузы шва. В
этом случае менее веро-
ятны ложные отражения
от неровностей валика
усиления. Преобразовате-
ли перемещают по по-
верхности так, чтобы
контролер видел положе-
ние преобразователя от-
носительно шва. Напри-
Рис. 3.15. Контроль сварного шва трубы:
I — дефектоскоп, 2 — преобразователь, 3 — сварной
шов
мер, контроль из положе-
ния С однократно отраженным лучом (рис. 3.16, а) предпочтитель-
нее, чем из положения D прямым лучом.
Рассматриваемые типы сварных соединений часто выполняют
с конструктивным непроваром (рис. 3.16, б, в, г). Как отмечалось,
при этом возникает ложное отражение от точки А (рис. 3.16, б).
В связи с этим сварка с полным проплавлением кромки (рис.
3.16, а) более контролепригодна.
Аустенитные сварные швы имеют крупнозернистую анизотроп-
ную структуру. Гранецентрированные кристаллы аустенита начи-
нают расти перпендикулярно кромке сварного шва и по мере за-
Рис. 3.16. Схемы контроля угловых (а, б), тавровых (в) и нахлесточ-
ных (г) сварных соединений
полнения шва растут вдоль направления теплоотвода, т. е. пер-
пендикулярно границе расплавленного металла. При нанесении
последующего валика шва в нем продолжается рост кристаллитов
от предыдущего валика (явление эпитаксиальности). В результа-
те возникают столбчатые кристаллиты, проходящие через все ва-
лики шва— транскристаллитная структура.
В зависимости от направления в кристалле скорость звука су-
щественно меняется: на ±9% для продольных волн; на ±31%
для поперечных волн с вертикальной поляризацией; на ±16%
для поперечных волн с горизонтальной поляризацией. Меняется
также коэффициент затухания волн. В результате транскристал-
литной структуры изменение акустических свойств наблюдают для
всего наплавленного металла шва. Он весь становится анизотроп-
ным. Это существенно отличает такой шов от изотропной (в боль-
шом объеме) крупнозернистой среды со случайной ориентацией
зерен, рассмотренной в п. 2.3.5.
Анизотропия сварного шва приводит к тому, что направление
вектора фазовой скорости, задаваемой углом призмы ПЭП, отли-
чается от направления вектора групповой скорости, которая опре-
деляет направление распространения импульса (см. § 1.2). В ре-
зультате направление лучей искривляется (лучи отклоняются в
сторону максимального значения фазовой скорости), пучок лучей
деформируется (рис. 3.17): в области максимального значения фа-
зовой скорости концентрация энергии уменьшается, а в области
минимального значения — увеличивается. Это очень мешает опре-
делению координат и размеров дефектов (как по амплитудному
признаку, так и по перемещению преобразователя).
Несмотря на отличия анизотропной структуры от изотропной,
для контроля аустенитных сварных соединений пригодны многие
рекомендации, данные в п. 2.3.5. Контроль ведут РС-преобразова-
телями продольных волн, как отмечалось ранее, затухание для
них в несколько раз меньше, чем для поперечных, а также мень-
ше анизотропия скорости. Очень перспективно также применение
поперечных волн с горизонтальной по- __________________ ,
ляризацией, для которых анизотропия \ .Л' /
мала, но их можно возбудить и при- \
нять только ЭМА-способом. При конт- ___
роле толстых швов применяют не- —/yz
сколько разных PC-преобразователей
с уменьшающимися углами ввода и ------------‘---------------
увеличивающимся расстоянием до точ-
ки фокуса с увеличением глубины
контролируемого слоя.
Применение продольных волн на-
кладывает ряд ограничений. Необхо-
димо стробировать зону контроля, что-
бы отстроиться от поперечных волн,
возбуждаемых одновременно с про-
дольными. Нельзя пользоваться одно-
кратно отраженным лучом для контро-
ля верхней части шва, так как при от-
ражении от нижней поверхности сое-
динения продольные волны в значи-
тельной степени трансформируются в
поперечные. Приходится зачищать
верхний валик, чтобы проверить весь
металл шва. По этой же причине для
продольных волн слабо проявляется
угловой эффект (см. п. 2.2.5), помога-
ющий обнаруживать дефекты вблизи
наружной и внутренней поверхностей.
Настройку аппаратуры выполняют
на образцах из аустенитной мелкозер-
Рис. 3.17. Рассчитанное изме-
нение направления лучей в аус-
тенитном сварном шве; угол
ввода 60°, угол между сосед-
ними лучами 6°:
а — продольная волна, б — верти-
кально и в — горизонтально поля-
ризованная поперечная волны
нистой стали. По образцу с цилиндрическим вогнутым отражате-
лем находят точку ввода и регулируют глубиномер на скорость
звука (см. рис. 2.29, в и 2.30). По образцу с боковыми отверстиями
диаметром 3 мм на разной глубине и рисками глубиной 0,5 и 1 мм
регулируют чувствительность и ВРЧ. Окончательную настройку
чувствительности выполняют на образце из аустенитного шва конт-
ролируемого типа, в котором сверлят боковые отверстия по грани-
це основного и наплавленного металлов через 20 мм по глубине,
располагая преобразователь как со стороны основного металла,
так и со стороны шва.
Рассеяние ультразвука при контроле сварных швов происходит
на границах кристаллитов и особенно сильное — на границе ос-
новного и наплавленного металла. Например, интенсивные сигна-
лы наблюдают от угла, образуемого наплавленным металлом и
поверхностью соединения.
Явление трансформации волн используют для расширения воз-
можности контроля. При угле ввода продольной волны сс=64 ... 70э
образуется довольно интенсивная поперечная волна (рис. 3.18, а).
При ее падении на донную поверхность под углом «т—30° про-
исходит практически полная трансформация поперечной волны в
Рис. 3.18. Контроль аустенитного шва с трансформацией волн
продольную, которая отражается под углом сс/=65°. Предположим,
что далее продольная волна падает на вертикальный дефект, зер-
кально отражается от него как продольная волна и принимается
тем же преобразователем. Возникает ситуация, когда (как в спо-
собе тандем) происходит зеркальное отражение от дна и дефекта,
но с трансформацией типов волн, причем излучает и принимает
волны один преобразователь. Такой способ называют самотандем.
Дефекты выявляются *в диапазоне h = (0,2 ... 0,8) Н {Н — толщина
шва), но лучше всего на глубине 0,6377.
Применяя преобразователь с углом ввода продольной волны
80.. .90°, получают помимо объемной поперечной волны головную
волну (рис. 3.18, б). Ею выявляют подповерхностные дефекты.
Поперечная волна на донной поверхности также частично транс-
формируется в головную, бегущую вдоль донной поверхности. Ею
выявляют дефекты вблизи этой поверхности.
Один из перспективных способов контроля аустенитных свар-
ных швов — двухчастотный [7]. Дефектами считаются только отра-
жатели, дающие эхосигнал на двух частотах, отличающихся в
1,5 раза.
Сваркой давлением называют способы, в которых для получе-
ния шва прилагают значительные механические усилия — сдавли-
вание. Это диффузионная сварка (сдавливание хорошо подогнан-
ных поверхностей в вакууме), сварка трением, контактная сварка
оплавлением (сдавливают поверхности, предварительно оплавлен-
ные протекающим между ними током) и др. Для этих видов свар-
ки характерно возникновение дефектов типа слипания, когда по-
верхности оказываются соединенными, но соединение очень хруп-
кое, прочность его в десятки раз меньше, чем обычного шва. Та-
кие дефекты пропускают почти без изменений все виды излуче-
ний, применяемых в неразрушающем контроле. Проблема их об-
наружения до настоящего времени не решена.
Ультразвуковые волны также проходят через слипание прак-
тически без отражения. Однако часто слипание сопровождается
непроварами с конечной шириной раскрытия, хорошо отражаю-
щими ультразвук. Оценивая качество сварки по выявляемым не-
проварам, удается значительно снизить общую дефектность свар-
ных соединений.
Дефекты сварки давлением располагаются в плоскости очень
тонкого слоя сварки, поэтому они отражают ультразвук зеркаль-
но. Лишь на краях дефектов возникают волны дифракционного
типа. Для обнаружения таких дефектов следует применять эхо-
зеркальный или дельта-метод, хотя используют также обычный
эхометод с совмещенным преобразователем. Применяют высокие
частоты — 2,5 МГц и более.
Точечная сварка —
частный случай сварки
давлением. По своей при-
роде процесс близок к
контактной сварке оплав-
лением. Свариваемые
листы 4 сдавливают элек-
тродами <?, 3' (рис. 3.19, а)
и пропускают через них
электроток большой си-
лы. Металл в месте свар-
ки разогревается до плав-
ления и образуется литое
ядро 5. Как в любой
сварке давлением, воз-
можно образование сли-
пания, поэтому ультразвуковой контроль уже сварнных точек (см.
[9], с. 262) имеет низкую эффективность. Здесь перспективно
применение реверберационного метода: образование литого ядра
увеличивает затухание и уменьшает количество многократных от-
ражений по сравнению со слипанием. Успешно применяют для
контроля сварных точек также вихретоковый метод (см. кн. 3 дан-
ной серии).
Оптимально применение ультразвукового контроля в процессе
сварки. Для этого разработано несколько способов, основанных
на регистрации образования литого ядра в доброкачественных
швах. На рис. 3.19, а показан один из них, основанный на методе
прохождения. В полые электроды помещают излучающий и при-
емный преобразователи 7, 1'. Призмы 2, 2' обеспечивают транс-
формацию продольной волны в поперечную.
На рис. 3.19, б показано изменение амплитуды прошедшего
сигнала во времени. Интервал 6 соответствует сдавливанию ме-
талла электродами — наблюдают прохождение слабого сигнала.
В интервале 7 пропускают электроток. Если образуется литое
ядро, сигнал падает практически до нуля (сплошная линия), так
как через расплавленный металл ядра поперечная волна не про-
ходит. Если ядро не образуется, сигнал лишь несколько уменьша-
ется под действием разогрева металла (штриховая линия). После
остывания наблюдают возрастание амплитуды 8. Признаком доб-
рокачественной сварки является, таким образом, резкое падение
амплитуды в момент образования литого ядра.
Задачи
3.1.1. Построить размерную АРД-диаграмму для прямого преобразователя с
£> = 24 мм, Х=3 мм. Подготовить прибор к контролю изделия толщиной 250 мм.
Уровень фиксации 7 мм2 (d»3 мм). Определить эквивалентный размер дефекта,
обнаруженного на глубине 125 мм и имеющего амплитуду 30 дБ. Затухание не
учитывать.
Решение. Построение выполняем по безразмерной диаграмме (см. рис.
2.12). В качестве примера рассчитаем кривые для донного сигнала и для d=
'=3 мм. Параметры: г6 = £)2/4%=,242/4-3 = 48 мм; d/£) = 3/24=0,I25. Задаемся
значениями г=100, 200, 300 мм и определяем положение соответствующих точек
Рис. 3.20. Фрагмент размерной
АРД-диаграммы
ку 44,5 дБ. Контроль ведем на
кривых. Например, х=г=100 мм, г!гг,-=
= 100/48 =2,08. На пересечении вертика-
ли 2,08 с кривыми <7/£> = 0,125 (интерпо-
лируем между 0,1 и 0,15) и оо находим
Р/Ро=31 и 2,05 дБ. Общий вид кривых
показан на рис. 3.20.
Для толщины 250 мм ослабление
для донного сигнала 11 дБ, для d=
= 3 мм — 44,5 дБ. Для настройки нуж-
но найти донный сигнал, установить вы-
соту его импульса около 5/з высоты
экрана, настроить скорость развертки и
поднять чувствительность на 44,5—11 =
=33,5 дБ. Предпочтительнее, одиако,
другой путь. Отложим на аттенюаторе
11 дБ и некалиброванной ручкой устано-
вим высоту импульса донного сигнала на
2/з высоты экрана. Теперь шкала атте-
нюатора прибора совмещена с АРД-диа-
граммой. Для настройки чувствительно-
сти устанавливаем аттенюатор на отмет-
й чувствительности 44,5+6 = 50,5» 51 дБ.
Для определения эквивалентного диаметра обнаруженного дефекта находим
точку пересечения координат 30 дБ и 125 мм. Интерполяция дает <i»3,5 мм.
3.1.2. При контроле сварного шва преобразователем диаметром Д=2а=12 мм,
7=2,5 МГц на глубине /г=100 мм обнаружен дефект эквивалентным диаметром
4 мм. Условная протяженность иа уровне фиксации (по плоскодонному отра-
жателю диаметром 2 мм) равна 22 мм. Относится ли дефект к протяженным?
Решение. Оценим ближнюю зону преобразователя Х;=5,91/2,5=2,36 мм,
г6«£)2/4Х=;122/4-2,36=15,3 мм. Таким образом, дефект расположен в дальней
зоне. Задача состоит в том, чтобы сравнить измеренную протяженность с услов-
ной протяженностью точечного дефекта с такой же эквивалентной площадью.
Отношение эхосигнала от дефекта к уровню, на котороги выполняли измерение,
пропорционально отношению площадей отражателей, таким образом измерение
выполняли на уровне 22/42= 0,25.
Если дефект непротяженный, условную протяженность его определяет диа-
грамма направленности преобразователя, возведенная в квадрат (с учетом из-
лучения и приема). Диаграмма направленности круглого преобразователя Ф при-
ведена на рис. 1.35, кривая 1. Уровень по эхосигналу равен квадрату уровня по
излучению, поэтому, чтобы пользоваться кривой Ф, определяем уровень как
1'0,25 = 0,5.
На уровне 0,5 диаграмме направленности соответствует параметр a£sin0 =
«=2,2. Расшифруем его: a — D[2, £=2лД, sin О=р/г~р/Л, где р —смещение в сто-
рону от максимума излучения. Находим эту величину:
2,2г 2,2-100-2,36
Р = -—— = ——------------ = 13,7 мм.
ak 6-2-л
Условная протяженность точечного дефекта равна 2р=.27,5 мм, больше, чем
22, таким образом, найденный дефект относится к непротяженным.
3.1.3. Задача по прозводительности контроля. Оценить время, необходимое
для контроля двух стальных плит толщиной 100 мм площадью 1X1 м прямым
преобразователем. Диаметр пьезоэлемента преобразователей .0=12 мм, частота
/=2,5 МГц. Контроль выполняется контактным способом.
Решение. Граница ближней зоны прямого преобразователя г6=О2//4с=
= 122-2,5/4-5,9г» 15 мм. Чувствительность настраиваем по плоскодонному отвер-
стию, расположенному на максимальной глубине, понижаем ее с помощью ВРЧ
при уменьшении глубины дефекта до расстояния 30 мм (две ближние зоны), да-
лее оставляем постоянной. Поисковый уровень чувствительности устанавливаем
на 6 дБ выше уровня фиксации.
Шаг сканирования определяем в области наибольшего сужения акустиче-
ского поля на уровне поисковой чувствительности. По графику (см. Приложение,
рис. П.11) находим, что на уровне 0,5 (6 дБ) от максимума кривой, соответ-
ствующей rlr^=2, наименьшую ширину имеет поле на границе ближней зоны.
Здесь его ширина составляет 2р/д«1, где а — радиус преобразователя. Прини-
маем шаг сканирования 2р^а равным 5 мм. Некоторое уменьшение шага скани-
рования повысит надежность контроля.
Скорость движения преобразователя по поверхности плиты принимаем
100 мм/с. За 1 с будет проверен участок поверхности 100X5=500 мм2=5-10~4 м2.
Время сканирования двух плит 2/5-10-4 = 4000 с» 1,1 ч.
3.1.4. Обосновать выбор оптимальных углов ввода при контроле цилиндриче-
ских изделий с внутренним каналом на радиальные дефекты.
Решение. Контроль выполним наклонным преобразователем, перемещаю-
щимся по наружной поверхности объекта (см. рис. 2.20). Можно применять про-
дольные и поперечные волны.
Для оптимизации угла ввода необходимо обеспечить максимум произведе-
ния коэффициента прозрачности по энергии и двух коэффициентов отражения:
от внутренней поверхности и дефекта: Л(а)7?(0)^(9О°—0). Углы а и 0 связаны
соотношением sin а/sin 0=г/7?=1—h/R. Кроме приведенных множителей от
угла ввода зависит также путь ультразвука в изделии, однако эта функция ме-
няется медленно.
Для поперечных волн коэффициент отражения равен единице, когда угол
падения на поверхность канала 0=90° (на дефект — 0°) или когда углы 0 и
90° — 0 больше третьего критического значения. В обоих случаях Д (0)1? (90°—
—0) = 1, Из последнего условия находим:
sin sin (90° — 6) = cos b>ct/a.
Объединяя оба условия, получим
V 1-«
>sln Ь>С{[С1.
Если угол падения в призме преобразователя больше первого критического,
то sin а>с(сг, тогда вторая часть предыдущего неравенства выполняется авто-
матически. Учитывая найденные неравенства, получим
Г sin “ Ct/Cl V <?t
Для большинства металлов коэффициент Пуассона v~0,3, отсюда найдем,
что Ct!ci=\,S7 и Л/(2/?) =0,5(1—i'/R) =<0,184; 57°>0>33° диапазон углов па-
дения, при которых отражение максимально. Для стали v=O,28, тогда Л/(,27?)<:
s<0,17.
Если это условие нарушилось, то добиться увеличения коэффициента отра-
жения можно, увеличив угол ввода так, чтобы поперечная волна проходила по
касательной к внутренней поверхности, т. е. 6=90°. Тогда sin a=r/R^ctlci. Для
v=0,3 получим условие Л/2/?=<0,23. Для v=0,28—-/i/27?^0,22. Это соответствует
положению, что трубы и другие цилиндрические объекты, толщины стенки кото-
рых больше, чем 20% от наружного диаметра, контролируются ультразвуком
с пониженной чувствительностью. Для контроля более толстостенных цилиндри-
ческих изделий, где условие Л/27?=<0,2 ие выполняется, применяют продольные
волны, направляя их по касательной к внутренней поверхности. Угол ввода вы-
бирают из соотношения sina=r/7?=l—h/R. Например, для ОК с h/2R=0,4 угол
а=11,5°.
3.1.5. При контроле листа толщиной г= 100 мм эхометодом преобразователем
.0=12 мм, 7=2 мм обнаружен протяженный дефект типа расслоения эквивалент-
ной площадью SB=30 мм2 на глубине г,=50 мм. Какое ослабление сквозного сиг-
нала он вызовет при контроле теневым методом?
Решение. Ближняя зона преобразователя £>2/4%=122/4-2=18 мм. Дефект
расположен в дальней зоне, формулами для которой пользуемся. Эхосигнал выз-
ван отражением от полупрозрачного протяженного дефекта, который сравнива-
ли с компактным полностью отражающим ультразвук отражателем—плоскодон-
ным отверстием, поэтому формулы для иих приравниваем и определяем коэффи-
циент отражения:
I R I Sq SgSb . D .
— о » I I
2X/-! X2/-1 lrl
Коэффициент прозрачности £)2=1—R2. Теневой сигнал с учетом неполной
прозрачности
§ 3.2. ДЕФЕКТОСКОПИЯ НЕМЕТАЛЛИЧЕСКИХ
МАТЕРИАЛОВ И МНОГОСЛОЙНЫХ
КОНСТРУКЦИИ
3.2.1. Основные типы контролируемых сред
и классификация методов их контроля
Методы и средства контроля в значительной сте-
пени зависят от характера контролируемых материалов, прежде
всего от степени их анизотропности. С этой точки зрения разли-
чают следующие виды материалов.
Изотропные материалы, свойства которых не зависят от направ-
ления. Из неметаллических материалов, чаще всего подвергаемых
контролю, выделяют гомогенные (однородные) материалы, в том
числе аморфные (стекло, резина, пластмасса) и мелкодисперсные
(керамика, металлокерамика). От них существенно отличаются
гетерогенные (разнородные) материалы и материалы с крупно-
зернистой структурой: горные породы, бетон, асфальт. Акустиче-
ские свойства изотропных материалов рассмотрены в § 1.1 и 1.2.
По акустическим свойствам к металлам приближаются стекло и
некоторые виды керамики (фарфор, пьезокерамика). В большин-
стве других изотропных неметаллических материалов скорость
акустических волн существенно меньше, а коэффициент затуха-
ния больше, чем в металлах. Затухание очень велико в гетероген-
ных материалах.
Трансверсально-изотропные материалы, в которых свойства су-
щественно отличаются в двух взаимно перпендикулярных направ-
лениях. Как правило, это листовые материалы, в которых скорость
акустических волн вдоль листа существенно больше, чем по тол-
щине. К ним относятся фанера, древесно-волокнистые плиты, бу-
мага, картон, гетинакс и др. Если скорость по толщине не изменя-
ется, материалы называют однородными.
Ортотропные материалы характеризуются разными свойствами
по трем взаимно перпендикулярным направлениям. Особенно
большое значение для промышленности имеют композиционные
материалы (композиты). Они состоят из матрицы (связующего,
обычно на основе синтетических смол) и упрочняющего (арми-
рующего) вещества: ткани (текстолиты), стеклянных волокон
(стеклопласты), углеродных волокон (утлепласты). Его называют
также наполнителем.
Многослойные конструкции состоят из двух или нескольких
разнородных материалов, степень анизотропии которых может
быть разной. Примерами двухслойных конструкций служат: про-
питанное связующим стекловолокно (ортотропная среда), намо-
танное на металлическую оправку (изотропная среда); изолирую-
щее покрытие на металлическом объекте. Пример трейслойной
конструкции — панель, состоящая из двух плотных обшивок, меж-
ду которыми расположен малопрочный легковесный заполнитель,
например пенопласт, пороматериал, сотовая структура (структура
в форме пчелиных сот из металлической фольги, стеклопласта,
бумаги). Слои, в которые входят неметаллические элементы, со-
единяют путем склейки, а металлические — путем склейки или
пайки.
Дефекты изотропных материалов по существу те же, что и де-
фекты металлов: трещины, поры, раковины. В трансверсально-
изотропных и ортотропных средах часто встречаются расслоения.
В многослойных материалах наиболее часто встречающийся де-
фект— отсутствие или ослабление соединения между элементами.
В композиционных материалах дефекты — неправильное располо-
жение арматуры, зоны повышенного и пониженного содержания
связующего.
Акустические методы контроля неметаллических и многослой-
ных материалов разделяют на высокочастотные (выше 0,5 МГц)
и низкочастотные. В качестве высокочастотных применяют эхо-,
зеркально-теневой и другие ранее описанные методы. Примени-
тельно к неметаллическим материалам методы часто модифици-
руют, давая им другое название. В низкочастотных методах ис-
пользуют волны, длина которых существенно превышает неодно-
родности неметаллических и композиционных материалов. Это
принципиально изменяет методику и средства контроля.
3.2.2. Методы отражения и прохождения
Эхометод в его традиционном виде с использова-
нием частот 0,5 МГц и выше применяют для контроля гомогенных
изотропных материалов типа стекла, плотной керамики, некото-
рых пластмасс. Для контроля материалов с повышенным затуха-
нием приходится снижать частоты до 0,1 МГц. При этом длина
волны увеличивается и возникают задачи сужения диаграммы на-
правленности преобразователей и сокращения длительности им-
пульсов.
Последнюю задачу решают, используя взаимодействие разных
мод колебаний прямоугольной пьезопластины. В п. 1.5.1 показано,
как, используя взаимодействие двух колеблющихся на одной ре-
зонансной частоте систем — электрического контура и пьезопла-
стины (по толщине),— удается увеличить в несколько раз широ-
кополосность преобразователя. В низкочастотном преобразователе
такого же эффекта достигают, используя взаимодействие колеба-
ний прямоугольной пьезопластины по ширине и длине. С этой
целью собственные частоты колебаний по этим направлениям де-
лают кратными друг другу [8].
Повышения направленности излучения добиваются, применяя
мозаичные преобразователи. Небольшие пьезоэлементы распола-
гают в линию, в виде прямоугольника или по окружности [8].
Диаграммы направленности при этом определяют, как в п. 1.6.5.
Теневой метод используют в вариантах: амплитудном и времен-
ном. Его преимущество — отсутствие мертвой зоны и слабое влия-
ние структурных неоднородностей, особенно во временном вариан-
те. Основные области применения — контроль на расслоение мно-
гослойных материалов из металлов и неметаллов типа стеклотек-
столитовых панелей, трехслойных панелей с легким заполнителем
(в том числе сотовым), покрышек автомобильных и авиационных
колес. При контроле наблюдают не только за амплитудой и вре-
менем прихода, но также за начальной фазой сквозного сигнала.
В дефектном изделии в связи с дифракцией на краю дефекта ме-
няется фаза этого сигнала, в результате первый полупериод коле-
баний меняет полярность [8].
Помимо обычно применяемых способов акустического контак-
та применяют воздушно-акустическую связь (см. п. 1.5.2.). Вол-
Рис. 3.21. Схема коит-
роля ШИН
новое сопротивление неметаллов типа пластиков, резины на поря-
док меньше, чем металлов. В связи с этим коэффициент прозрач-
ности границы воздух — ОК увеличивается в 10. ..100 раз по срав-
нению с наблюдаемым при контроле металлов.
Контроль теневым методом производят, как правило, на спе-
циальных установках. На рис. 3.21 в качестве примера показана
схема дефектоскопа для контроля шин. Шину 1 частично погру-
жают в ванну с жидкостью 2. Цилиндрический излучатель 3 по-
мещают в центре полости шины. Ряд дис-
кретных приемников 4 располагают по ок-
ружности снаружи шины. Сигналы от них
через усилители подают на регистратор-са-
мописец. Для контроля всей шины ее про-
кручивают несколько раз вокруг оси 00'.
Применяют частоты 100 ... 150 кГц. В каче-
стве иммерсионной жидкости используют
воду с добавками спирта для лучшего сма-
чивания. Скорости звука в воде и резине
очень близки, поэтому преломления звука
на границе шины практически не происхо-
дит. Для шин с глубоким рисунком протек-
тора возникает периодическое изменение
сквозного сигнала, связанное с повышен-
ным затуханием ультразвука в резине. Для
устранения этого явления в иммерсионную
жидкость вводят добавки, повышающие за-
тухание ультразвука, например уксусную кислоту.
Реверберационный метод является разновидностью эхометода,
его также называют методом многократных отражений. Он пред-
назначен для контроля качества склейки двухслойных конструк-
ций типа металл — пластик с толщиной слоев 1,5 мм и более.
Контроль выполняют с помощью эходефектоскопа на частотах
2.. .5 МГц.
Используют два варианта метода. В первом варианте ультра-
звуковые импульсы вводят в металлический слой (рис. 3.22, а),
в котором наблюдаются многократно отраженные эхосигналы. Де-
фект соединения увеличивает коэффициент отражения ультразву-
ка (УЗ) на границе раздела металл — пластик, что уменьшает
скорость затухания амплитуд эхосигналов (увеличивает время
реверберации) в слое металла. Во втором варианте УЗ вводят в
слой пластика (рис. 3.22, б). В зоне доброкачественного склеива-
ния УЗ переходит из пластика в металл и, многократно отражаясь
в последнем, дает наблюдаемую на экране ЭЛТ серию затухаю-
щих импульсов (реверберацию). Дефект соединения (непроклей)
препятствует прохождению УЗ в металлический слой, и ревербе-
рация в нем отсутствует. Контроль со стороны пластика возможен
лишь при относительно небольшом коэффициенте затухания УЗ
в нем, когда обеспечивается прием многократных эхосигналов в
слое металла.
В случае плоскопараллельного реверберирующего слоя отношение амплитуд
(п + 1)-го и п-го эхосигналов равно Рп+1/Рп=^в^не_2С/1, где и — коэф-
фициенты отражения УЗ от границы раздела металл — пластик и границы метал-
лического слоя, через которую вводится ультразвук. При наличии дефекта зна-
чение RB увеличивается по модулю и соответственно увеличивается Pn+i/Pn. При
вводе УЗ со стороны металла вероятность выявления дефектов типа иепроклея
возрастает при большом изменении RB в результате появления дефекта. Для это-
го согласно (1.28) должна быть малой разница волновых сопротивлений металли-
ческого zM и неметаллического zH слоев. Например, надежно выявляют дефекты
размером 5 мм типа нарушения адгезии (слипания) клея с металлом в соедине-
ниях со стеклопластиком. В этом случае при появлении дефекта zH уменьшается
от (3...4)-10® Па-с/м (соединение имеется) до нуля (непроклей). В соединениях
металла с пенопластом изменение RB в случае непроклея очень мало (так как zH
близко к нулю) и обнаруживаются только значительные зоны отсутствия адге-
зии клея к металлу, а отсутствие адгезии клея к пенопласту обнаружить не
удается.
Контроль реверберационным методом выполняют контактным
(рис. 3.22) или иммерсионным способом на частотах 1...25 МГц.
Частоту выбирают так, чтобы толщина металлического слоя h
составляла не менее двух длин волн (чтобы импульсы разреша-
лись), поэтому с уменьшением толщины h частоту повышают.
Метод годографов относится к группе методов отражения. Он
основан на регистрации изменения под влиянием дефекта кривой
изменения времени при-
хода эхосигналов на по-
верхность ОК [8]. Годо-
граф (от греч. hodos-—
путь, направление и gra-
pho — пишу) — кривая,
геометрическое место то-
чек, образуемых концами
векторов, равных какой-
либо меняющейся вели-
чине и исходящих из од-
ной точки. Поскольку
время — скаляр, то, стро-
Рис. 3.22. Реверберационный метод контроля
го говоря, название «годограф» по отношению к кривой изменения
времени неправомочно, однако сохраним установившееся название
метода. Предпочтительно использование широконаправленных пре-
образователей, что легко осуществимо для низкочастотных преоб-
разователей, применяемых для контроля неметаллических мате-
риалов.
Уравнение, определяющее изменение времени при излучении сферической
волны в изотропную среду, имеет вид
(X — Х0)2 + (у — у0У + (Z — Z0)2 = c2f2.
Здесь х0, у0, z0 — координаты центра и:
дефектный ОК с плоскопараллельными
(донного сигнала) на его поверхности
ввода можно представить как поле
мнимого излучателя И' (рис. 3.23, а),
как это было сделано в п. 2.2.2. Та-
ким образом И расположен зеркаль-
но-симметрично И' относительно дон-
ной поверхности. Если начало коор-
динат поместить в центр И, то коор-
динаты центра И' равны х0~2М, у0=
= 0, £о=О. Для поверхности ввода,
по которой перемещают приемник П,
х=0. Из (3.1) следует
, 9 2Лт
4h~, + y1 2+z? = сЧ* t = -— X
с
x/1+hH' M
где h\ — толщина ОК; с — скорость
распространения волн; 1~Уу2 + z2—
расстояние источник — приемник на
поверхности ввода.
Кривая изменения времени при-
хода импульсов симметрична относи-
тельно излучателя, минимальное вре-
мя соответствует совмещению излу-
чателя и приемника (1=0) и равно
tm—2h\lc. С увеличением расстояния
I кривая асимптотически приближа-
ется к прямым
t _ I ( у/С при у>0,
с I, —у/с при у<0-
Теперь рассмотрим ОК с протя-
женным дефектом, наклоненным к
поверхности под углом <р (рис.
3.23, б). Мнимый излучатель И'стро-
им относительно поверхности дефек-
та. Его координаты x0=2ft cos <р,.
z/0=2/z sin <р, z0=Q, где h — расстояние
нему. Отсюда следует уравнение
(3.1)
Рис. 3.23. Метод годографов
источника до дефекта по нормали к
1
4Л2 cos2 <$> + {у — 2h sin <?)2 + z2 — c2t2; t = X
Х/4Л2 + г/24-.г2 — Ahy sin
(3.3)
Кривая становится несимметричной относительно излучателя. По минималь-
ному времени прихода эхосигнала и расстоянию излучатель приемник, соответ-
ствующему этому минимуму, находят расстояние до дефекта и угол его на-
клона.
Выше было рассмотрено распространение только воли продольного типа. По-
перечные волны по сравнению с ними распространяются под большими углами,
приходят к приемнику позднее и сильно затухают в материалах типа пластмасс.
Для отстройки от их влияния используют лучи с углами расхождения меиее 30°,
вводят селектирование, выделяя интервал времени, соответствующий приходу
продольных воли.
При контроле многослойных конструкций возникают затрудне-
ния с разделением годографов для донного сигнала всего ОК и
сигналов многократных отражений в слоях с учетом явлений
трансформации и незеркального отражения волн (см. п. 1.3.1).
Для решения этой задачи определяют амплитуды пришедших сиг-
налов, время их прихода, рассчитывают возможные траектории
распространения импульса.
3.2.3. Низкочастотные методы контроля
с сухим точечным контактом
В эту группу входят методы: импедансный, вело-
симетрический, свободных колебаний, акустико-топографический.
Отличительные их особенности — возбуждение в ОК антисиммет-
ричных упругих волн нулевого порядка а0 (в частном случае —
изгибных) и применение сухого точечного контакта преобразова-
телей с ОК [6].
Сухой точечный контакт. Преобразователи дефектоскопов, реа-
лизующих перечисленные методы, имеют контактные наконечники
с рабочими поверхностями в форме сфер с радиусами кривизны
2.. .25 мм. Преобразователь прижимают к сухой поверхности ОК
с силой Fo, которая обычно намного больше амплитуды перемен-
ной силы F~, обусловленной колебаниями преобразователя. Вви-
ду того что площадь контакта мала (сотые и десятые доли ква-
дратного миллиметра), преобразователи имеют круговую диаграм-
му направленности.
Сила F=Fo+F- вызывает местные деформации наконечника
и прилегающей к нему поверхности ОК. Они происходят в малой
по объему контактной зоне, в которой действуют большие (часто
превосходящие пределы пропорциональности материалов) напря-
жения. Зона контакта представляет собой сосредоточенное упру-
гое сопротивление £к=—1/(/соКк), где Кк— контактная гибкость
контактирующих поверхностей [9].
Механический импеданс. Через зону контакта на ОК действует
сосредоточенная переменная сила F, возбуждающая в нем упру-
гие (обычно изгибные) волны. Комплексное отношение этой силы
к колебательной скорости v ОК в зоне контакта с преобразовате-
лем называют механическим импедансом t==Flv. В отличие от
акустического импеданса и волнового сопротивления (см. § 1.2,
1.3) £ является параметром конструкции и, в частности, зависит
от наличия в ней дефектов.
Для анализа колебаний преобразователя, нагруженного на ОК
через сухой точечный контакт, используют метод электромехани-
ческих аналогий, в котором сила эквивалентна электрическому
напряжению, колебательная скорость — току, а механический им-
педанс— комплексному электрическому сопротивлению. Поль-
зуясь этими аналогиями, строят схемы замещения механических
(и электромеханических) систем, которые затем анализируют из-
вестными в электротехнике методами.
На рис. 3.24, а представлена схема замещения нагруженного
на ОК излучающего преобразователя. Последний представлен ге-
Рис. 3.24. Эквивалентные электрические схемы преобразователя, кон-
тактирующего с объектом контроля при излучении (а) и при прие-
ме (б)
нератором силы F (эквивалент генератора ЭДС) с внутренним
комплексным электрическим сопротивлением £п. Преобразователь
нагружен на электрическое сопротивление £н, эквивалентное со-
ответствующему механическому импедансу ОК, и шунтирован
электрическим сопротивлением £к, эквивалентным упругому со-
противлению контактной зоны. Схема замещения для приема
упругих колебаний показана на рис. 3.24, б. Здесь ОК представ-
лен генератором колебательной скорости v (аналог генератора
тока), шунтированным комплексным электрическим сопротивле-
нием, эквивалентным механическому импедансу ОК. Параллельно
£н включены электрическое сопротивление £к, эквивалентное упру-
гому сопротивлению зоны контакта, и входное электрическое со-
противление £п приемного преобразователя.
Из рис. 3.24 следует, что упругое сопротивление £к существен-
но влияет на режим работы преобразователя и передачу упругих
колебаний через зону контакта. С уменьшением |£к| передача
энергии через контакт ухудшается, чувствительность преобразова-
теля к изменению £н снижается. При |£к| |£н| изменение £н уже
практически не влияет на режим работы преобразователя. Упру-
гое сопротивление £к уменьшается с увеличением частоты колеба-
ний. Тогда его шунтирующее действие увеличивается и сухой то-
чечный контакт оказывается неэффективным. Поэтому в методах,
в которых использован такой контакт, частоты выше 40... 60 кГц
обычно не применяют.
Импедансный метод основан на изменении режима колебаний
преобразователя под влиянием изменения механического импедан-
са ОК в зоне контакта с преобразователем. Структурная схема
импедансного дефектоскопа показана на рис. 3.25. Преобразова-
тель представляет собой стержень 5, на торцах которого разме-
щены возбуждающий колебания 2 и измерительный 6 пьезоэле-
менты. Между ОК И и пьезоэлементом 6 находится контактный
наконечник 9 со сферической поверхностью. Пьезоэлемепт 2 соеди-
нен с генератором 4 синусоидального электрического напряжения,
пьезоэлемент 6 — с усилителем 10. Масса 3 повышает мощность
излучения в стержень 5. Генератор и усилитель соединены с бло-
ком 7 обработки сигнала с индикатором 8 на выходе. Блок 7
управляет сигнальной лампочкой 1 и самописцем (на рисунке не
показан), регистрирующим дефекты при использовании прибора
в системах механизированного контроля.
В доброкачественной зоне комплексный импеданс определя-
ется всеми слоями изделия, колеблющегося как единое целое,
причем его модуль имеет относительно большое значение. Дефект
(непроклей, расслоение) ослабляет механическую связь отделен-
ного им слоя с основной массой ОК- В зоне дефекта модуль £;п
Рис. 3.25. Структурная схема им-
педансного дефектоскопа
обычно уменьшается и изменяется
его аргумент. Изменение меняет
комплексный коэффициент переда-
чи преобразователя P—U2/U1 =
= |Р|е/*, где Ui и Д2 — комплексные
значения электрических напряже-
ний на пьезоэлементах 6 и 2 соот-
ветственно; ф— угол сдвига фаз
между напряжениями Ui и U?.
Обычно при контроле const,
поэтому модуль коэффициента пе-
редачи пропорционален Д2.
Изменение £н отмечают по изме-
нению | Р | или ф, а также по одно-
временному изменению | Р | и ф. Со-
ответственно различают амплитуд-
ный, фазовый и амплитудно-фазо-
вый варианты импедансного метода.
Возможен также частотный вари-
ант, в котором изменение £н регистрируют по изменению собствен-
ной частоты нагруженного на ОК преобразователя. Выделение и
измерение соответствующего параметра осуществляется блоком 7.
Если преобразователь не нагружен на ОК (режим холостого
хода), то напряжение U2 на приемнике равно нулю. Однако в
действительности этого не происходит, приемная пьезопластина
не вполне свободна. Напряжение пропорционально |п|со(шн+
4-ш/2), где |о|—амплитуда колебательной скорости конца пре-
образователя; та—масса контактного наконечника; тп — масса
измерительного элемента преобразователя. В результате зависи-
мость U2 от ?н нелинейна. Для ослабления этого эффекта умень-
шают массу наконечника /пн, изготовляя его из легкого, но твер-
дого и износостойкого материала (корунда). В дифференциаль-
ных преобразователях встречно-параллельно измерительной пьезо-
пластине включают компенсационный пьезоэлемент. Эти преобра-
зователи имеют более линейную характеристику Дг(&н), причем
[/2=0 при £н=0.
Описанные преобразователи имеют одну зону касания с ОК и
называются совмещенными.
В импедансном методе применяют также РС-преобразователи.
В них для излучения и приема используют раздельные вибрато-
ры, размещенные в общем корпусе и акустически изолированные
друг от друга. Расстояние между зонами их контакта с ОК выби-
рают не более 7. ..10 мм. РС-преобразователи обычно работают в
импульсном режиме.
В отличие от совмещенных в PC-преобразователях дефект
обычно (но не всегда) вызывает увеличение амплитуды сигнала.
Это связано с тем, что при уменьшении £н амплитуда колебаний,
возбуждаемых в ОК излучающим вибратором, возрастает, что и
регистрирует приемный вибратор. Раздельно-совмещенные преоб-
разователи превосходят совмещенные по глубине залегания выяв-
ляемых дефектов, но уступают им по чувствительности к неглубо-
ким дефектам.
В последние годы при работе совмещенным преобразователем
используют импульсный режим. В системе «преобразователь —
ОК» возбуждают импульсы свободно затухающих колебаний.
При этом в зоне дефекта уменьшается как амплитуда, так и не-
сущая частота электрических импульсов на выходе преобразова-
теля. Для повышения чувствительности применяют амплитудно-
частотную обработку информации. Основные преимущества им-
пульсного режима — существенное уменьшение потребления энер-
гии и возможность создания портативной аппаратуры с автоном-
ным питанием.
Импедансный метод применяют для контроля клееных узлов,
в том числе трехслойных конструкций с металлическими и неме-
таллическими обшивками и легкими (соты, пенопласты) заполни-
телями между ними, контролируют клеевые соединения обшивок
с другими элементами жесткости авиаконструкции, а также выяв-
ляют расслоения в изделиях из слоистых пластиков. Возможна
проверка паяных соединений (например, в паяных сотовых пане-
лях). Контроль соединений между двумя одинаковыми листами
обычно невозможен. Минимальный размер выявляемых дефек-
тов— 7 мм2.
Недостаток метода — сравнительно небольшая глубина hm за-
легания выявляемых дефектов. Чем менее жестко основание, тем
меньше hm. При жестком основании толщина обшивки, доступной
контролю, уменьшается с увеличением характеристического импе-
данса ее материала. При контроле совмещенным преобразовате-
лем стали /гт=1,5 мм, сплавов титана—1,8 мм, сплавов алюми-
ния— 2,0 мм, пластика — 6 мм. Дополнительные ограничивающие
факторы — возможный разброс значений механических импедан-
сов gn в бездефектных зонах контролируемого изделия и большая
контактная гибкость материала обшивки. Все эти факторы суще-
ственно снижают чувствительность метода, а иногда совсем ис-
ключают возможность его применения.
Раздельно-совмещенным преобразователем обнаруживают де-
фекты на глубине до 3 мм под обшивками из алюминиевых спла-
вов и до 15 мм в пластиках (типа оргстекла). Размер выявляе-
мого дефекта не меньше базы преобразователя (обычно 7.
10 мм).
Для контроля импедансным методом используют дефектоскопы
АД-40И, АД-60С, АД-42И. Прибор АД-40И комплектуют совме-
щенными преобразователями, возбуждаемыми гармоническими
колебаниями с частотой, регулируемой в диапазоне от 1,5 до
10 кГц. Прибор АД-42И работает только в импульсном режиме и
комплектуется совмещенным и PC-преобразователями. Для пер-
вого из них несущие частоты лежат в пределах 2.. .5 кГц в зави-
симости от механического импеданса ОК, для второго—16..
18 кГц. Прибор АД-60С комплексного применения, он рассмотрен
в п. 3.2.4.
При контроле вручную оператор перемещает преобразователь
по контролируемому изделию со скоростью 1...15 м/мин. Большие
значения скоростей сканирования соответствуют ОК с гладкими
поверхностями. Шаг сканирования составляет 60. ..80% от мини-
мальной протяженности допустимого дефекта. Контуры выявлен-
ных дефектов отмечают на поверхности ОК по показаниям дефек-
тоскопа. Для механизации контроля используют установки, обес-
печивающие сканирование ОК по заданной программе и запись
результатов контроля. Диаграмма записи представляет собой
план или развертку ОК в определенном масштабе и позволяет
определить размеры, форму и расположение выявленных дефек-
тов.
Велосиметрический метод основан на изменении под влиянием
дефекта скорости и пути распространения волн в ОК типа пла-
стины. Он относится к группе методов прохождения. В ОК воз-
буждают непрерывные или импульсные низкочастотные ультра-
звуковые колебания (20...70 кГц). Дефекты регистрируют по из-
менению сдвига фазы принятого сигнала или изменению времени
распространения волны в пластине на участке между излучаю-
щим и приемным преобразователями дефектоскопа. Эти парамет-
ры не зависят от силы прижатия преобразователя к изделию, со-
стояния акустического контакта и других меняющихся факторов,
поэтому велосимметрический метод отличается повышенной ста-
бильностью показаний.
Метод применяется в нескольких вариантах. В первом вариан-
те (рис. 3.26, а) преобразователь состоит из расположенных в
общем корпусе излучающего и приемного вибраторов с фиксиро-
ванным расстоянием I (базой) между осями, приблизительно рав-
ной длине волны. От излучателя во все стороны распространяется
непрерывно излучаемая антисимметричная упругая волна- а.о в
пластине (см. § 1.1). При /z-CZ, (изгибная волна) фазовая ско-
рость с ее распространения возрастает с увеличением толщины
пластины h [13]:
,____ 4 ,---------------
Кф^-V Е/[Зр(1—м2)] . (3.4)
Здесь <в — циклическая частота;
Е, v и р — модуль нормальной уп-
ругости, коэффициент Пуассона и
плотность материала. Таким обра-
зом, коэффициент Еф зависит от фи-
зико-механических свойств матери-
ала ОК.
В отсутствие дефекта h—h\ (h\ —
толщина ОК), а при его наличии
h=h2 (h2 — расстояние от поверхно-
сти до дефекта). Таким образом,
появление дефекта уменьшает фазо-
вую скорость. Набег фазы на базе
I определяют как ЪкЦ’К—аЦс. Раз-
ность набегов фаз Дер на дефектном
и бездефектном участках, как сле-
дует из (3.4),
. 2Z т] / f '
Кф V 2л
Ч/ЧР-/2?)- (з-5)
i величина определяет наличие или отсутствие дефекта. Вы-
[няя контроль на двух частотах, можно оценить глубину h2
[егания дефекта.
Во втором варианте (рис. 3.26, б) излучатель и приемник уп-
их волн располагают соосно по разные стороны ОК. В отсут-
ие дефекта (расслоения, нарушения соединения между элемен-
тами конструкции) непрерывные упругие колебания проходят
через ОК в виде продольной волны. В разделенных дефектом
слоях энергия распространяется в форме антисимметричных волн
нулевого порядка а0, которые проходят больший путь и движутся
с меньшими скоростями, чем продольная волна, поэтому в зоне
дефекта фаза волны в точке приема отстает от фазы на добро-
качественном участке, что используется в качестве основного при-
знака дефекта. Иногда дефект, особенно если он находится близ-
ко к поверхности ОК, уменьшает амплитуду принятого сигнала.
Это служит дополнительным признаком дефекта.
Третий вариант отличается от первого тем, что вместо непре-
рывного в нем используют импульсное излучение упругих колеба-
ний.
Изменение фазовой скорости упругих волн над дефектами ре-
гистрируют по смещению нулей импульса, принятого приемным
вибратором.
Четвертый вариант отличается от второго использованием им-
пульсного излучения. Признаком дефекта служит увеличение вре-
мени прохождения импульса от излучающего к приемному вибра-
тору, что регистрируют по запаздыванию фронта (первого вступ-
ления) принятого сигнала. В отличие от временного теневого ме-
тода (см. п. 2.5.2) запаздывание импульса обусловлено не столько
увеличением пути, сколько изменением типа волн в зоне дефекта
и связанным с этим уменьшением скорости распространения зву-
ка в этой зоне. В четвертом варианте используют изменение груп-
повой, а не фазовой скорости распространения волн.
Велосиметрический метод применяют для выявления дефек-
тов (преимущественно расслоений и непроклеев) в неметалличе-
ских покрытиях и слоистых пластинках, а также контроля соеди-
нений в ОК с неметаллическими и металлическими слоями. При
наличии двустороннего доступа целесообразно использовать вто-
рой и четвертый варианты метода. При доступе с одной стороны
ОК используют первый и третий варианты. Этим вариантам свой-
ственна мертвая зона. Она прилегает к поверхности, противопо-
ложной поверхности ввода упругих колебаний, и составляет 20...
40% толщины ОК- Двусторонние варианты мертвой зоны не
имеют.
Односторонним вариантам метода присущи помехи, затрудняю-
щие контроль объектов вблизи краев и зон резкого изменения се-
чений, а также контроль небольших объектов (менее 500X
Х500 мм). Указанные помехи обусловлены интерференцией бегу-
щей волны с волнами, прошедшими от излучающего к приемному
преобразователю не кратчайшим путем, т. е. отраженными от
границ или участков изменения сечения, обогнувшими ОК по
окружности и т. п. Интерференционным помехам наиболее под-
вержен первый вариант метода с использованием непрерывных
колебаний. В этом случае краевая мертвая зона составляет 20...
50 мм. Двусторонние варианты метода практически не подверже-
ны влиянию интерференционных помех.
Предельные глубины залегания выявляемых дефектов в слои-
стых пластиках составляют 20 ...25 мм для всех вариантов мето-
да. Чувствительность зависит от параметров ОК и глубины зале-
гания дефектов, уменьшаясь с увеличением последней. Минималь-
ные площади обнаруживаемых дефектов лежат в пределах 2...
15 см2, причем большие значения соответствуют большим глуби-
нам залегания.
3.2.4. Методы колебаний
Методы свободных колебаний рассмотрены в
п. 2.6.1. Там же приведены примеры их использования для конт-
роля неметаллических материалов. Рассмотрим подробнее локаль-
ный метод свободных колебаний.
Для реализации метода применительно к контролю компози-
ционных материалов используют прибор типа АД-60С (рис. 3.27)
Структурная схема его приведена в [9], с 303. Колебания в ОК
возбуждают ударным вибратором. Акустические сигналы прини-
Рис. 3.27. Прибор АД-60С для контроля методом свободных колебаний
и импедансным методом
мают пьезопреобразователем или микрофоном. С помощью фильт-
ров сигнал разделяют по 12-частотным каналам с диапазоном от
0,5 до 20 кГц. На выходе каждого из них имеется линейный га-
зоразрядный индикатор. Высота его светящегося столба пропор-
циональна амплитуде сигнала на данной частоте. Ряд из 12 вер-
тикально расположенных индикаторов дает визуальное изображе-
ние амплитудного спектра колебаний ОК. Методика контроля
предусматривает исследование дефектных и бездефектных изде-
лий с целью выбора признаков дефектности по изменению спект-
ра. Прибор АД-60С позволяет также выполнять контроль импе-
дансным методом раздельными преобразователями.
Контроль осуществляют при одностороннем доступе без сма-
чивания поверхности изделия. Предельная глубина залегания вы-
являемых дефектов в слоистых пластиках — 30 мм — больше, чем
в других рассмотренных методах. При контроле изделий без ме-
таллической основы глубина залегания обнаруживаемых дефек-
тов не превышает 60% толщины ОК. Минимальная площадь об-
наруживаемого дефекта зависит от глубины залегания и состав-
ляет 2. ..15 см2, с увеличением глубины залегания чувствитель-
ность падает.
В п. 3.4.3 рассмотрен контроль клеевых соединений на наличие
дефектов и прочность локальным методом вынужденных колеба-
ний.
Акустико-топографический метод рассмотрен в п. 2.6.2. Здесь
отметим, что для контроля используют установку, состоящую из
серийного ультразвукового генератора мощностью около 0,5 кВт
на частоте около 100 кГц, блока управления частотой и магнито-
стрикционного или пьезоэлектрического излучателя, прижимаемо-
го к ОК. Излучатель снабжен концентратором, имеющим сфери-
ческую поверхность контакта с ОК- Частоту генератора варьиру-
ют до совпадения с собственной частотой участка, отделенного
дефектом от основной массы ОК.
Увеличение амплитуды дефектного участка при резонансе от-
мечают с помощью липкого порошка, как сказано в п. 2.6.2. Ча-
стицы порошка смещаются в зоны с меньшими амплитудами ко-
лебаний, группируясь вокруг дефекта и образуя его видимое изо-
бражение. Для этой же цели используют тепловизор (см. кн. 4
данной серии), который регистрирует повышение температуры в
зоне дефекта.
Метод пригоден для контроля изделий широкой номенклатуры,
в том числе металлических и композитных. Его применяют неза-
висимо от способа соединения слоев (пайка, термодиффузионное
сцепление, склейка). Например, его применяют для дефектоскопии
биметаллических листов, трехслойных конструкций с периодиче-
ской структурой заполнителя, клееных многослойных конструк-
ций. Контроль объектов с малым затуханием УЗ (металлы) про-
изводят обычно при одном положении излучателя относительно
контролируемой конструкции. При проверке объектов с большим
затуханием (содержащих неметаллические слои) излучателем
последовательно возбуждают конструкцию в нескольких точках.
Отсутствие необходимости в непрерывном сканировании обуслов-
ливает высокую производительность метода.
Метод не имеет мертвой зоны и позволяет обнаруживать де-
фекты площадью в несколько квадратных миллиметров вблизи
поверхности. Результаты контроля представляются в весьма на-
глядной форме. Липкий порошок удерживается на наклонных по-
верхностях, поэтому контроль изделий криволинейных форм не
вызывает затруднений. Условие выявления дефекта — наличие
резонанса отделенного им участка в диапазоне частот генератора.
С увеличением глубины залегания дефекта чувствительность па-
дает. Максимальная глубина залегания выявляемых дефектов
3.. .5 мм.
Задачи
3.2.1. При контроле изделия из изотропного материала со скоростью продоль-
ных волн с = 4 мм/мкс методом годографов обнаружен дефект, для которого ми-
нимальное время прихода эхосигнала /т=14 мкс на приемник, расположенный на
расстоянии 1=32 мм от излучателя. Определить расстояние от дефекта и угол
его наклона.
Решение. Совместим плоскость z=0 с направлением от источника в точ-
ку, где t=tm. Получим сечение, представленное на рис. 3.23, б, перпендикуляр-
ное плоскости дефекта и поверхности ввода, 1т — Ут.
Для определения условий минимума продифференцируем уравнение (3.3) по
у и приравняем результат нулю: 2ут— 4/zsin<p = 0. Отсюда находим ут, а под-
ставляя его в (3.3), — tm:
ут = 2й sin <р; tm = (2й cos <р)/с.
Решая эту систему относительно неизвестных h и <р, получим
Л = 0,5]/ t/m+c2Zm = 0,5 / 322 + 42.142 = 32,4 мм;
¥ = arctg [ym/(c/m)'] = arctg [32/(4-14)] = 30°.
3.2.2. Выбрать параметры преобразователя (частоту, базу) для контроля тек-
столитовой панели (р=1,2-103 кг/м3, с;=2,65 мм/мкс, cf = l,12 мм/мкс) толщи-
ной 5 мм первым вариантом велосимметрического метода. Оценить сдвиг фазы
под действием расслоения по середине панели.
Решение. Определим коэффициент Пуассона, модуль нормальной упру-
гости и коэффициент материала. Необходимые формулы получим из [9], с. 190,
табл, 1:
1-2с2М 1-2-1,122/2,652
v = -------= —----------------------- =0,39;
2(1-с*/<ф 2 (1 - 1,122/2,652)
Д = 2р^(1 +-;) = 2-1,2-103-(1,2-10з)2.(1 +0,39) = 4,18-109 Па;
4/" Е 4,18-109
КА = 1 / ------------= 1 / ------------------------- =34,2 (м/с)’А =
Ф V 3p(l-v2) у 3-1,2-103.(1-0,392)
= 1 ,08 (ММ/МКС)'А.
Частоту преобразователя найдем из условия быстрого изменения фазовой
скорости моды ад при вариации толщины пластины. Как видно из графика рис. 3
(см. [9], с. 191), этому требованию удовлетворяет условие fh/ct^QA. Отсюда
/ = 0,tot/h. = 0,4.1,12/5 = 0,0896 МГц.
Принимаем значение частоты 0,1 МГц. База I должна быть приблизительно рав-
ной длине волны моды а0 (в системе мм — мкс):
Z»Xa = <?// = }/ 2л/Л л?ф// = У2лЛ// Кф = /2л-5/0,1-1,08= 19,1 мм.
Принимаем значение базы 20 мм. Из формулы (3.5) найдем увеличение сдви-
га фазы в результате расслоения изделия, /z2=0,5fti:
§ 3.3. ИЗМЕРЕНИЕ РАЗМЕРОВ
Основное назначение акустических приборов для
измерения размеров ОК состоит в измерении толщины стенок
труб, сосудов, резервуаров и других изделий, доступ к которым
имеется только с одной стороны. Значительно реже акустические
методы используют для измерений длин и диаметров ОК- К из-
мерению размеров относится вопрос применения акустических ме-
тодов для контроля шероховатости поверхности объектов.
3.3.1. Ультразвуковая толщинометрия
Для измерения толщины используют эхометод и
методы локальных колебаний (резонансные). В редких случаях
используют метод прохождения. При контроле методами отраже-
ния и прохождения измеряют время пробега импульса в ОК. Иног-
да измеряют амплитуду прошедшего сигнала или его фазу. При
контроле методом колебаний измеряют резонансные частоты. Раз-
личают три вида задач при измерении толщины, которым соответ-
ствуют три группы приборов А, Б, В.
А. Ручной контроль изделий с гладкими параллельными по-
верхностями, например изделий после их изготовления.
Б. Ручной контроль изделий с грубыми непараллельными по-
верхностями, например изделий, внутренняя поверхность которых
поражена коррозией.
В. Автоматический контроль в потоке (обычно труб).
При решении задач А и В основное требование — высокая точ
ность измерений. При решении задачи Б важное требование — вы-
сокая чувствительность, чтобы фиксировать рассеянное отражение
от неровной противоположной поверхности, определять места наи-
большего локального утончения стенок. Требования к точности из-
мерения снижены. При ручном контроле нужно обеспечить широ-
кий диапазон измерений, причем главная трудность — в снижении
минимально измеряемой толщины. Результаты измерений необхо-
димо представить в наглядной форме, например на цифровом таб-
ло. При автоматическом контроле нужно обеспечить высокую про-
изводительность измерений (т. е. выполнить возможно большее ко-
личество измерений в единицу времени) и следить за тем, чтобы
толщина была не меньше и не больше заданного допуска.
В связи с существенным различием сформулированных задач
их обычно решают с применением разных способов измерений и
разных толщиномеров. Рассмотрим пригодность различных аку-
стических методов для решения сформулированных выше задач из-
мерения толщины.
Резонансные методы подробно рассмотрены в § 2.6. Здесь от-
метим только некоторые особенности этого метода с точки зре-
ния измерения толщины. Метод позволяет выполнять измерения
толщин от минимального значения /zmin=c/ (2fmax), где с — ско-
рость звука в материале изделия, fmax— максимальная частота
прибора. Повышение этой частоты до 30 МГц позволяет измерять
толщину стальных изделий, начиная от 0,06 мм. Измерение таких
толщин другими методами выполнить не удается. Погрешность
при этом 1 ... 2%.
Резонансный метод пригоден для контроля изделий с относи-
тельно гладкими поверхностями. Изменение толщины в зоне изме-
рения не должно превышать 8%, причем измеряется средняя тол-
щина, а не наибольшее ее уменьшение. Это определяет пригод-
ность контактных резонансных толщиномеров как приборов групп
А и В. Однако в контактном варианте обнаруживается ряд недо-
статков метода: погрешность измерения увеличивается до 2... 5%
вследствие смещения резонансов под влиянием нестабильного аку-
стического контакта, диаметр труб, контроль которых возможен,
увеличивается до 10... 12 мм. По изложенным причинам резонанс-
ный метод наиболее пригоден для создания приборов группы В.
Эхометод — основной способ измерения толщины. Рассмотрим
подробнее его возможности и ограничения.
Точность измерения рассмотрим сначала для наиболее
простого случая, когда измерение выполняют по первому донному
сигналу. Если скорость с распространения ультразвука в объекте
известна, то, измеряя время t прохождения ультразвука в объек-
те в прямом и обратном направлениях, определяют толщину по
формуле
Л=0,5сА (3.6)
Оценку погрешности измерения расстояния выполним как при-
менительно к измерению толщины, так и применительно к опреде-
лению координат дефектов (см. п. 2.4.4). Относительная погреш-
ность Дй//г=Дс/с+А/Д-
Настройку на скорость звука выполняют по образцу или по
участку ОК известной толщины таким же способом, как измеряют
толщину, поэтому погрешности измерения скорости и времени
приблизительно совпадают, в результате Д/г/Л=2Д//Л
Существуют приборы с автоматической подстройкой скорости
звука, в которых факторы, влияющие на точность измерения ско-
рости и толщины, отличаются. .
Погрешность At измерения времени складывается из погреш-
костей А/„, обусловленных влиянием ряда факторов, поэтому Af=
=SA£n.
п
1. Погрешность измерительного устройства толщиномера вклю-
чает в себя погрешности от нелинейности временных разверток и
ограниченной точности индикаторного устройства. В сумме она со-
ставляет 0,05... 0,1%, т. е. AAzi/Д=2A£i/£=0,001 ...0,002.
2. Погрешность, связанная с конечной длительностью ультра-
звукового импульса, пропорциональна периоду колебаний: А£2 =
~иТ. Если не принять специальных мер, то в результате дейст-
вия случайных факторов отсчет времени при двух измерениях мо-
жет быть выполнен по двум разным периодам колебаний (рис.
3.28, а, б). Таким образом, в этом случае Это приведет к
значительной погрешности, допустимой для дефектоскопа, где из-
мерение толщины — вспомогательная операция, но не допустимой
для толщиномеров. Во избежание больших ошибок измерение тол-
Рис. 3.28. Влияние длительности
импульса на точность измерений
толщины:
а — нормальный режим измерений, к<
<0,25; б — измерение импульса малой
амплитуды,
щиномерами ведут по первому пе-
риоду колебаний. Для выполнения
этого условия амплитуду импульса
Um (рис. 3.28, а) поддерживают по-
стоянной, а измерение выполняют
на постоянном уровне 170. Жела-
тельно поддерживать постоянной
амплитуду первого периода колеба-
ний в импульсе иь которая не свя-
зана жестко с Um, однако в техни-
ческом отношении это сложнее, чем
стабилизация Um.
Напряжение Uq выбирают воз-
можно более низким. При этом
больше крутизна фронта импульса
(меньше х) и меньше вероятность
ошибок на период колебаний. Уро-
вень Uо, однако, должен быть выше
уровня помех.
Принимаемые меры позволяют уменьшить / до 0,05. В резуль-
тате абсолютная погрешность измерения толщины, равная Ай2 =
=2скТна частоте 5 МГц составит не более 0,1 мм (для ОК
со скоростью с~5...6 мм/мкс).
Для дальнейшего повышения точности стремятся увеличить
крутизну фронта акустического импульса, по которому выполняют
измерение. Для этого используют генератор, обеспечивающий кру-
той фронт электрического импульса, расширяют полосы частот
усилителя и преобразователя в сторону высоких частот, от кото-
рых зависит крутизна фронта. Отсюда возникает необходимость
применения особо широкополосных преобразователей. Принимае-
мые меры позволяют уменьшить и до 0,005 и соответственно по-
грешность измерений до 0,01 мм.
Применение особо широкополосных (например, апериодиче-
ских) преобразователей приводит к понижению чувствительности.
Возникают трудности с регистрацией сигналов малой амплитуды
от локальных коррозионных повреждений, развивающихся со сто-
роны внутренней поверхности изделия. В результате толщиномеры
с такими преобразователями относят к группе А, в то время как
приборы, для которых хя^0,05, пригодны для измерения ОК с
грубыми поверхностями, т. е. к решению задач группы Б.
Другой способ уменьшения влияния рассматриваемой погреш-
ности измерений состоит в том, чтобы уменьшить связанную с ней
относительную погрешность, т. е. величину хТ’/Л С этой целью
увеличивают измеряемый интервал времени t. Для этого выполня-
ют измерение не по первому донному сигналу, а по сигналу, про-
шедшему п раз в ОК в прямом и обратном направлениях (п-му
донному сигналу). В результате относительную погрешность из-
мерения снижают в п раз: %Т/ (nt). Способ пригоден только для
использования в приборах группы А, поскольку грубые или непа-
раллельные поверхности ОК вызывают быстрое ослабление мно-
гократных отражений.
3. Погрешности акустического контакта, связанные с измене-
нием времени прохождения импульса через слой контактной жид-
кости. Если это время включено в измеряемый интервал време-
ни t, то измеряемая толщина завышается на величину A/is=
= 2Д/гжси/сж, где сж и си — скорости звука в ОК (изделии) и жид-
кости, а — толщина слоя жидкости. Соответствующую погреш-
ность можно было бы учесть как систематическую, однако толщи-
на слоя изменяется из-за разной шероховатости поверхности ОК
и степени прижатия преобразователя. В результате погрешность
становится случайной.
Для уменьшения этой погрешности (особенно существенной при
измерении малых толщин) повышают требования к чистоте по-
верхности ОК, стабилизируют прижатие преобразователя, выпол-
няют настройку прибора и измерение на образцах с одинаковой
шероховатостью поверхности. Радикальное средство устранения
погрешности — исключение времени пробега в контактной жидко-
сти из измеряемого интервала. Для этого нужно разделить им-
пульсы, отраженные от обеих поверхностей слоя контактной жид-
кости, и измерить интервал времени, между импульсом, соответст-
вующим отражению от поверхности ввода, и донным сигналом. Та-
кую задачу довольно просто решить для иммерсионного ультра-
звукового толщиномера, где слой жидкости толстый и сигнал, вво-
димый в иммерсионную жидкость, четко отличается от сигнала,
отраженного от поверхности ввода. Иммерсионный способ при-
меняют для автоматического контроля толщины, т. е. в приборах
группы В.
В контактных толщиномерах, применяемых при ручном конт-
роле, выделить сигнал, соответствующий отражению от контакт-
ной поверхности ОК, можно только при очень малой длительно
сти импульса, для получения которого нужно применить широко-
полосный преобразователь. Возможно также использовать много
кратное отражение импульсов в ОК- Импульсы, начиная с и=2,
соответствуют отражениям между поверхностями ОК; на расстоя-
ние между ними не влияет слой контактной жидкости. Таким об-
разом, исключение влияния акустического контакта на точность
измерений импульсным методом возможно только в приборах
групп А и В.
Погрешность от влияния акустического контакта исключается
при использовании бесконтактных способов излучения и приема
акустических волн.. Для этой цели применяют электромагнитно-
акустические (ЭМА) преобразователи (см. п. 1.5.2). Широкопо-
лосность таких преобразователей позволяет формировать короткие
импульсы, что важнб для достижения высокой точности. ЭМА-пре-
образователи легче возбуждают поперечные, а не продольные вол-
ны. Это также удобно для измерения: скорость распространения
поперечных волн меньше, чем продольных, измеряемый интервал
времени увеличивается и соответственно уменьшается погрешность
hii/t. Небольшая чувствительность ЭМА-преобразователей не яв-
ляется препятствием при использовании этого способа в приборах
групп А и В, где донный сигнал имеет большую амплитуду. Гро-
моздкость ЭМА-преобразователей определяет область их приме-
нения— в приборах группы В.
Из других причин, вызывающих погрешности измерения, назо-
вем изменение температуры. Оно приводит к изменению скорости
звука в ОК, что компенсируют подстройкой на скорость звука. Из-
меняется также скорость звука в материале преобразователя. Для
исключения этой погрешности прибор должен обеспечивать изме-
рение времени пробега импульса между поверхностями ОК и не
включать в указанный интервал время пробега в призмах и дру-
гих акустических задержках.
При контроле PC-преобразователями время пробега импульса
увеличивается не пропорционально толщине, а по более сложному
закону, как показано в задаче 3.3.2. Это связано с изменением уг-
ла наклона луча, проходящего кратчайшим путем от излучателя
к дну ОК и затем к приемнику. На рис. 3.29 сплошными и штри-
ховыми линиями показаны такие пути для изделия большой и ма-
лой толщины. Чтобы избежать рассматриваемой погрешности, при-
бор градуируют по образцам, причем в области малых толщин
количество градуировочных точек увеличивают.
На основании изложенного общая погрешность измерения тол-
щины импульсным методом в оптимальном случае равна
=2 ---1—------^«-^0,001-4—^-. (3.7)
h \ i 2h сж h / h
Приведенные цифры соответствуют толщиномерам группы Б.
Погрешность от нестабильности акустического контакта считается
исключенной.
Из формулы (3.7) видно, что погрешность увеличивается с
уменьшением толщины h ОК. В этом характерная особенность из-
мерения расстояний эхометодом.
Диапазон измеряемых толщин. Минимальную толщи-
ну изделий, контролируемых эхометодом, определяет мертвая зона
толщиномера. Она аналогична мертвой зоне дефектоскопа, рас-
смотренной в п. 2.4.2. Для ее сокращения в приборах групп А и
В добиваются минимальной длительности зондирующего импуль-
са, а в приборах группы Б — применяют РС-преобразователи.
В результате мертвая зона для толщиномеров групп А и В со-
ставляет 0,2 ...0,3 мм, а для толщиномеров группы Б — 0,5... 1,5 мм.
Необходимо обратить внимание на специфическую ошибку из-
мерения изделий малой толщины. Когда толщина ОК меньше ми-
нимального значения, измеряемого прибором, то прибор может
Рис. 3.29. Изменение пути ультразвука при измерении PC преобразовате-
лем объектов малой и большой толщины
зафиксировать не первый донный сигнал (который слился с зон-
дирующим импульсом), а второй. В результате будет допущена
ошибка: измеренное значение толщины будет вдвое больше ис-
тинного.
Максимальная толщина ОК физическими причинами обычно не
ограничена, кроме большого затухания ультразвука в некоторых
материалах. В конкретных приборах ее определяет минимальная
скорость развертки, используемой для преобразователя времени
прихода эхосигналов в электрическое напряжение. Обычно мак-
симальную толщину (для материалов с небольшим затуханием
ультразвука) ограничивают размером 200... 1000 мм. Большие тол-
щины измеряют импульсными дефектоскопами и механическими
средствами.
Ограничивающие параметры объекта контроля.
Наружная поверхность ОК должна обеспечить возможность на-
дежного акустического контакта с преобразователем, так же как
при дефектоскопии. Влияние неровности наружной поверхности на
погрешность измерения рассмотрено выше. Состояние внутренней
поверхности ОК определяет выбор типа ультразвукового толщино-
мера. Для контроля изделий с неровной внутренней поверхностью
применяют только приборы группы Б, обладающие высокой чувст-
вительностью и использующие для измерения первый донный сиг-
нал.
Радиус кривизны ОК — важная эксплуатационная характери-
стика толщиномера, поскольку эти приборы чаще всего использу-
ют для контроля толщины стенок труб. Уменьшение радиуса кри-
визны приводит к уменьшению площади контакта преобразовате-
ля с поверхностью ОК и, следовательно, к уменьшению амплиту-
ды измеряемого эхосигнала. Поэтому для эхоимпульсных толщи-
номеров минимальный радиус кривизны допускают приборы груп-
пы Б. Они позволяют контролировать трубу диаметром 5... 10 мм,
причем точность измерений и мертвая зона слабо зависят от ра-
диуса кривизны. Приборами группы А контролируют трубы диа-
метром 10...20 мм и больше, причем погрешность и мертвая зона
увеличиваются с уменьшением радиуса трубы. Этот же недоста-
ток присущ также импульсным приборам группы В. Значительно
лучшие показатели по минимальному радиусу кривизны поверх-
ности имеют иммерсионные резонансные автоматические толщи-
номеры. Ими можно вести контроль толщины стенок труб диамет-
ром 3 мм и более.
3.3.2. Аппаратура для толщинометрии
Структурная схема импульсного толщиномера (рис.
3.30) включает ряд узлов, назначение и принцип действия кото-
рых аналогичны используемым в дефектоскопе (см. п. 2.1.1), а
Рис. 3.30. Структурная схема импульсного толщиномера
нератор формирует электрический зондирующий импульс с кру-
тым фронтом, а полосы пропускания усилителя и преобразователя
расширены в области высоких частот, чтобы обеспечить прохож-
дение импульсов с таким фронтом. Это условие необходимо для
приборов группы А, однако желательно выполнение его для при-
боров групп Б и В. В приборах группы А с апериодическими пре-
образователями для расширения полосы пропускания частот при-
меняют усилители с очень низким входным сопротивлением (уси-
лители тока).
Остальные блоки структурной схемы специфичны для толщи-
номера. Автоматическая регулировка усиления 2 обеспечивает по-
стоянную амплитуду принятого донного сигнала, что важно для
повышения точности измерения. Блок 6 — помехозащита; простей-
ший способ помехозащиты — стробирование, т. е. включение при-
емника только на время измерительного цикла. Измерительный
триггер 3 запускают начальным импульсом и выключают донным
сигналом. В результате формируется импульс, длительность кото-
рого пропорциональна измеряемому интервалу времени. Блок 4—
преобразователь сигнала триггера в удобную для измерения вре-
мени форму, например в напряжение. Аналого-цифровой преобра-
зователь 5 трансформирует этот сигнал в цифровой код и подает
его на цифровой индикатор 7 и сигнализатор 8, срабатывающий
при выходе толщины за пределы допуска.
Преобразователем сигнала триггера часто служит интегри-
рующая ячейка с линейным зарядом накопительного конденсатора.
Амплитуда напряжения на нем пропорциональна измеряемому ин-
тервалу времени. Другая система преобразования состоит из высо-
костабильного вспомогательного генератора импульсов частотой
порядка 0,1 МГц, не синхронизированного генератором 10. Опре-
деляют среднее число импульсов вспомогательного генератора, сов-
павших с сигналами триггера за большое число (например, 100)
посылок зондирующего импульса. Это число пропорционально дли-
тельности импульса триггера. Его удобно преобразовать в цифро-
вую форму.
Отметим некоторые дополнительные устройства, не показанные
на структурной схеме. Приборы группы А, измеряющие многократ-
ное прохождение импульса в ОК, имеют блок селекции, который
выбирает начальный импульс (обычно второй донный сигнал) и от
него начинает измерение времени. Эти толщиномеры имеют блок
счета заданного количества донных сигналов п, что учитывают при
преобразовании времени в толщину. Такой прибор иногда снаб-
жают ЭЛТ для выбора оптимального интервала донных сигналов.
Когда применяют PC-преобразователи с призмами, возникает
задача выделения сигналов, проходящих только через ОК- Для
этого излучающим преобразователем (работающим в данном слу-
чае как излучатель-приемник) принимают сигнал от границы
«призма — ОК», усиливают его отдельным усилителем и запуска-
ют им триггер 3.
Технические характеристики приведены для толщиномеров,
предназначенных для решения различных задач из числа сформу-
лированных в начале параграфа. Для точного измерения толщины
изделий с гладкими параллельными поверхностями в процессе их
изготовления в авиационной, приборостроительной и других от-
раслях промышленности (задачи группы А) предназначены тол-
щиномеры типа «Калипер» (фирмы Бренсон, США). Например,
«Калипер КИМ» обеспечивает измерение толщины в диапазоне
0.25...200 мм с погрешностью 0,01 ...0,1 мм. Он имеет трехразряд-
ный цифровой индикатор. Работает с сильнодемпфированным РС-
преобразователем, имеющим плоскопараллельную задержку.
Задачи группы Б возникают в основном при контроле в про-
цессе эксплуатации. Это из-
мерение коррозионного по-
вреждения корпусов морс-
ких и речных судов, стенок
сосудов, трубопроводов и
баллонов (рис. 3.31) в хими-
ческой промышленности и
энергетике. Для решения
главным образом таких за-
дач (а также частично за-
дач группы А) предназначен
отечественный толщиномер
УТ-93П. Он работает с РС-
преобразователями, имеет
частоты 2,5; 5 и 10 МГц, по-
зволяет вести измерение
толщин в диапазоне от 0,6
до 1000 мм.
При испытаниях на стан-
дартных образцах в диапа-
зоне до 300 мм прибор име-
ет погрешность не более +0,1 мм, а при больших толщинах по-
грешность составляет + (0,1 +0,001 h) мм, что соответствует опти-
мальным значениям согласно формуле (3.7). Прибор измеряет тол-
щину стенок труб диаметром 6 мм и более. Допустимая шерохо
ватость наружной поверхности Дг=160 мкм, а внутренней —
320 мкм. Толщиномер позволяет обнаруживать локальные умень-
шения толщины, измерять толщину объектов с непараллельными
поверхностями (при угле не более 10°).
Прибор дает цифровой отсчет толщины ОК из материалов со
скоростью звука от 3000 до 6400 м/с. При известном значении тол-
щины (в диапазоне 20... 300 мм) он может использоваться как из-
меритель скорости. Прибор имеет автономное питание, массу 0,4 кг.
Близкие технические характеристики имеют зарубежные толщи-
номеры группы Б. Другие описываемые далее приборы зарубеж-
ных аналогов не имеют.
Толщиномер группы Б типа УТ-55БЭ имеет автоматическую
настройку на скорость ультразвука. Для этого используют голов-
ную волну, которая возникает и распространяется вдоль поверх-
ности объекта одновременно с излучением в него продольной вол-
ны. Преобразователь снабжают дополнительным приемным пьезо-
элементом, расположенным на постоянном расстоянии (базе) ют
излучателя. Время распространения головных волн на этой базе
пересчитывают в скорость звука. Найденное значение вводят в
блок индикатора, который указывает толщину ОК в миллиметрах.
Этот толщиномер обеспечивает измерение в диапазоне 1,5...
1000 мм с погрешностью 2... 4%. Изменения .скорости звука в ма-
териале можно скомпенсировать в пределах 4,2 ... 6,3 км/с. Прибор
одновременно можно использовать как измеритель скорости про-
дольных волн с погрешностью не более 2%.
Ранее отмечалась перспективность использования ЭМА-преоб-
разователей в автоматических толщиномерах группы В. Работаю-
щая с такими преобразователями установка УТ-80Б (рис. 3.32)
предназначена для контроля труб диаметром 30... 150 мм с тол-
щиной стенки 3... 15 мм. Погрешность не более 2%. Скорость про-
тяжки труб — 3 м/с. Установка имеет четыре канала излучате-
лей-приемников сигналов, обеспечивающих контроль разностенно-
сти (т. е. измерения толщины и разности толщины) сразу в четы-
рех точках по окружности трубы. Частота следования зондирую-
щих импульсов— 1000 Гц.
Для автоматического контроля толщины тонкостенных труб
применяют иммерсионные резонансные толщиномеры типа «Ме-
талл». Наиболее совершенная модификация «Металл 3» обеспечи-
вает измерение в диапазоне 0,1 ...4 мм с погрешностью не бол:ее
±1% и позволяет контролировать трубы диаметром 3 мм и бо-
лее [9].
Стандартные образцы используют для проверки и настройки
толщиномеров. Обычные плоскопараллельные концевые меры дли-
ны типа щупов, плиток Иогансона малопригодны для калибровки
толщиномеров в связи с ненормированным изменением в них ско-
рости ультразвука. С учетом этого Госстандартом СССР разра-
ботаны и введены специально для проверки ультразвуковых тол-
щиномеров комплекты мер толщины. Они аттестованы с погреш-
ностью 0,7% при толщинах 0,2... 10 мм; 0,4%—при толщинах
10... 12 мм и 0,3% —при толщинах 12...300 мм.
Другой комплект СО позволяет определить влияние различных
факторов: шероховатости поверхности, радиуса кривизны, непарал-
лельности поверхностей. Толщиномеры группы Б проверяют также
на способность определять участки с локальным уменьшением тол-
щины стенки. Проверку выполняют по образцам с плоскодонными
отверстиями.
Для повседневной проверки работоспособности универсальных
толщиномеров групп А и Б изготовляют образцы с гладкими па-
раллельными поверхностями из материалов с малым коэффициен-
том затухания УЗК (например, из углеродистой стали). Для мас-
совой проверки однотипных изделий приборами групп А и Б, а
также для поточного контроля приборами группы В изготовляют
Рис. 3.32. Установка УТ-55БЭ с ЭМА-преобразователями для изме-
рения толщины стенок труб
образцы, максимально соответствующие контролируемым изде-
лиям по материалу, радиусу кривизны, чистоте-обработки поверх-
ностей. Это позволяет повысить точность измерения толщины.
3.3.3. Измерение диаметра и длины
Рис. 3.33. Схема изменения диаметра и тол-
щины стенки трубы
Для измерения других (кроме толщины) размеров
изделий ультразвук применяют в настоящее время довольно ред-
ко, так как здесь более удобными оказываются другие средства
измерения, например оптические. Применение ультразвука для из-
мерения диаметров труб рационально в комплексных установках
для ультразвукового контроля труб, включающих также дефекто-
скоп и толщиномер (см. рис. 3.10).
По схеме, показанной на рис. 3.33, контроль выполняют им-
пульсным эхометодом в локальной иммерсионной ванне. Между
преобразователями /—4 и контролируемой трубой 5 помещают
тонкий экран 6 с окнами. Измеряют время прихода сигналов от
экрана II до наружной III и
внутренней IV стенок тру-
бы. Поскольку расстояние
от преобразователя до экра-
на точно известно, интервал
времени между зондирую-
щим импульсом I и эхосиг-
налом от экрана II служит
для корректировки скорости
звука в иммерсионной жид-
кости, которая может изме-
няться под влиянием темпе-
ратуры.
По интервалу II—III из-
меряют расстояние от экра-
на до трубы: /=сж (//// —
—tn)/2, где tu и tjn — вре-
мя прихода импульсов II и
III; сж — скорость звука в жидкости. Небольшая величина этого
расстояния, одинаковость амплитуд и форм эхосигналов II и III
повышают точность измерения. Интервал между эхосигналами III
и IV используют для измерения толщины стенки трубы. По изме-
рениям, выполненным с помощью преобразователей 1 и 3, 2 и 4,
автоматически выполняется расчет диаметров трубы в двух взаимо-
перпендикулярных направлениях. Например, диаметр в горизон-
тальном направлении равен D—D3—I—I', где D3 — диаметр экрана;
I и Г — расстояние от экрана до трубы слева и справа от нее. Со-
поставление результатов измерений всеми четырьмя преобразова-
телями дает возможность оценить форму трубы, выявить возмож-
ную овальность. С учетом результатов измерения толщины стенки
трубы измеряются ее внутренней диаметр, разностенность трубы
По сечению. Таким образом, приведенная схема дает возможность
оценить все геометрические характеристики поперечного сечения
изделия и даже вычислить вес одного погонного метра трубы.
Измерение длины с помощью ультразвука целесообразно, когда
требуется непрерывно измерять расстояния порядка 100... 1000 мм.
Например, рационально применять ультразвук для непрерывного
контроля износа резца в процессе механообработки. Такие изме-
рения нужны при автоматической обточке деталей. Преобразова-
тель приклеивают на плоский торец резца и расстояние до режу-
щей кромки контролируют по времени прихода ультразвукового
импульса. Лучшие результаты дает применение поперечных волн,
так как в этом случае затруднена трансформация волн и не воз-
никают ложные сигналы, показанные на рис. 2.22, в.
3.3.4. Контроль шероховатости поверхности
Оценку качества поверхности изделий с помощью
ультразвука можно осуществлять на основе использования раз-
личных эффектов.
Затухание волн Рэлея тем больше, чем больше шероховатость
и чем острее гребни и впадины неровностей, остающихся после
механообработки.
Изменение акустического контакта пьезопреобразователя с из-
делием, связанное с высотой неровностей, приводит к изменению
входного акустического импеданса поверхности изделия, коэффи-
циента преобразования и передачи ультразвука от преобразовате-
ля к изделию. Шероховатость измеряют по смещению резонансной
частоты пьезопреобразователя, которая зависит от импеданса; по
изменению эхосигнала от определенного отражателя, например
донного сигнала. Опорным сигналом здесь может служить уро-
вень структурных шумов, который не зависит от качества акус-
тического контакта (см. п. 2.3.5).
Отражение от поверхности ультразвуковых волн, падающих из
жидкой или газообразной среды. Если неровности поверхности но-
сят нерегулярный характер, то наблюдается рассеянное отраже-
ние. При регулярном характере неровностей, шаг которых соизме-
рим с длиной волны, происходит дифракция ультразвуковых волн.
В обоих случаях происходит уменьшение амплитуды сигнала, со-
ответствующего геометрическому отражению лучей, что удобно
использовать для измерения степени шероховатости поверхности.
В качестве среды, в которой распространяется ультразвук, исполь-
зуют воду или воздух, например для контроля неровности дорож-
ных покрытий.
Ультразвуковых приборов для измерения шероховатости по-
верхностей пока не выпускают. Регламентирующая документация
по данному вопросу также не разработана. Однако активные ис-
следовательские работы в этом направлении говорят о его перс-
пективности.
Задачи
3.3.1. Оценить погрешность измерения толщины стального изделия в диапа-
зоне 3 ... 300 мм с помощью контактного импульсного толщиномера. Приборная
погрешность — 1%, частота [=5 МГц, и = 0,1, толщина слоя жидкости Л/гж изме-
няется от 0 до 0,01 мм, отношение скоростей звука в изделии и жидкости рав-
но 4.
Решение. + %с/(2[/г) + снДйж/(сжй)]=2(0,01+0,1-5.9/(2-5-
-Л) + 4-0,01//г = 0,02-!-0,046Л. Для Л —3; 10; 50: 300 мм находим ДЛ/Л = 3 5; 2,5;
2,1; 2.0%.
3.3.2. Оценить, как изменяется время прихода донного сигнала для РС-преоб-
разователя при изменении толщины стального изделия. Излучатель и приемник
одинаковые. Толщина призмы из оргстекла Л/= 20 мм, расстояние между цент-
рами пластин 2g=25 мм (рис. 3.29, а).
Решение. Время f прохождения импульса, соответствующего донному
сигналу, рассчитаем, предполагая, что он излучается и принимается централь-
ными точками преобразователей Г=2ЛА/(сА cos 6А) + 2/г/(св cos 0в). Величины,
относящиеся к призме, отмечены индексом А, к изделию — В. В схеме прибора
предусмотрено автоматическое вычитание из измеряемого времени t' минималь-
ного времени пробега в призмах /0 = 2ЛА/сА. Таким образом, измеряемое при-
бором время равно
1hA [ 1 \ 2Л
t = f -10 = —— ------------~ 1 +-----------.
с a \eos Ад ] св cos 6 в
Углы и расстояния связаны двумя уравнениями:
sin 6А/сА = sin Ъв/св', g=hA tg +h tg вв.
Отсюда
h — {g~ hA tg [arc (sin eBC4/cB)]}/tg
2hA ( 1 1 2Й
t =----—-----------------------------—- — 1 +------------.
cA ( cos [arcsin {cA sin 0д/св)] J cB cos 6b
Последние две формулы дают параметрическую (через 0в) искомую связь
между t и h. Для преобразователя с заданными параметрами кривая приведена
на графике рис. 3.29, б. Ее рассматривают как оценочную и не используют для
градуировки, поскольку возможно прохождение лучей не только между центра-
ми пьезопластин.
§ 3.4. КОНТРОЛЬ ФИЗИКО-МЕХАНИЧЕСКИХ
СВОЙСТВ МАТЕРИАЛОВ
Контроль физико-механических свойств материалов
акустическими методами — одно из важнейших направлений не-
разрушающего контроля качества материалов, деталей, изделий и
конструкций. Контроль основан на установлении взаимосвязи фи-
зико-механических, технологических, структурных характеристик
материалов и изделий с акустическими характеристиками.
К основным физико-механическим свойствам материалов, оп-
ределяемых акустическими методами, относят: упругие (модуль
нормальной упругости, модуль сдвига, коэффициент Пуассона),
прочностные (прочность при растяжении, сжатии, изгибе, круче-
нии, срезе и др.), технологические (плотность, пластичность, влаж-
ность, содержание отдельных компонентов, гранулометрический
состав и др.), структурные (анизотропия материала, кристаллич-
ность и размеры кристаллов, размеры и содержание включений,
например графитных включений в чугуне, глубина поверхностной
закалки, пористость и др.).
3.4.1. Контроль упругих свойств материалов
В зависимости от свойств, рассмотренных в п. 3.2.1,
среды характеризуются разным количеством независимых упругих
параметров и требуют разного подхода при контроле.
Изотропная среда характеризуется двумя упругими по-
стоянными, например упругими постоянными Ламэ, модулями нор-
мальной упругости и сдвига (см. § 1.2). Вместо них может быть
взята любая другая пара независимых упругих констант, напри-
мер модуль нормальной упругости и коэффициент Пуассона, мо-
дули всестороннего сжатия и сдвига. Формулы (1.16), (1.17) дают
связь двух упругих констант со скоростями продольных и попе-
речных волн в безграничной среде. Для ограниченных сред (плас-
тин, стержней) вместо скорости продольных волн используют ско-
рость симметричной нулевой моды соответствующих волн. Пример
расчета упругих параметров по скорости распространения волн
приведен в задаче 1.2.1.
Ортотропная среда характеризуется девятью независимыми
упругими постоянными С, входящими в уравнения типа
(3-8)
где Gik и Eim — компоненты тензоров напряжения и деформации.
Эти выражения обобщают формулы (1.1) для изотропной среды.
Рис. 3.34. Направления колеба-
ний и распространения различ-
ных волн в ортотропной среде
В ортотропной среде могут распрост-
раняться девять упругих волн, отлича-
ющихся скоростями (рис. 3.34). Изме-
ряя скорости продольной и двух попе-
речных волн в каждом из трех глав-
ных для среды направлений, опреде-
ляют все упругие постоянные.
Трансверсально - изотроп-
ная среда характеризуется пятью не-
зависимыми упругими постоянными.
В них могут распространяться пять
волн, отличающихся своими скоростя-
ми. Если направить ось х перпендику-
лярно пластине, а направления по
осям у и z считать равноправными, то
в число этих пяти волн войдут продольные по толщине (поперек) и
вдоль пластины со скоростями сжж и cyy=czz, поперечные поперек
пластины со скоростью cxy=cxz, поперечные вдоль пластины с ко-
лебаниями поперек и вдоль пластины со скоростями сух=сгх, суг=
= czy. Таким образом, число независимых упругих постоянных всег-
да равно количеству типов волн.
Измеренные акустическим методом упругие постоянные или мо-
дули упругости соответствуют адиабатическим условиям деформа-
ции, поскольку расширение-сжатие элементарного объема проис-
ходит очень быстро, а тепловые потоки инерционны и не успева-
ют выравнять температуру элементарного объема с окружающей
средой. При измерении модулей упругости механическими метода-
ми (например, при статических испытаниях образцов на растяже-
ние) деформация совершается медленно, температура образца
практически постоянна и соответствует температуре окружающей
среды, таким образом, процесс происходит изотермически.
Между адиабатическим £ад и изотермическим Еиз модулями
нормальной упругости существует соотношение
ЬЕ
р ____р , р Тп
*^ад ^нз _______। I '-'из7
Еаз ~~ “Г 2СР
(3-9)
где Ср — удельная теплоемкость при постоянном давлении; Т — аб-
солютная температура; а — объемный коэффициент теплового рас-
ширения. Оценка показывает, что t\E/EK3 не превышает 0,5%. При
деформации сдвига объем остается постоянным, поэтому 6ад=
= биз.
Измерение скоростей распространения упругих волн выполня-
ют чаще всего импульсным, реже — резонансным методами. Это
измерение во многом идентично задаче измерения толщины при
одностороннем доступе, рассмотренной в § 3.3. Отличие состоит
в том, что в измеряемой величине h/c (где h толщина ОК или ба-
за измерения) в случае толщинометрии неизвестной считают ве-
личину h, а при измерении скорости — с. Для повышения точности
измерения с применяют ряд приемов, рассмотренных в § 3.3. Вы-
сокоточные методы измерения скорости в лабораторных условиях
изложены в [13].
Основная погрешность измерения связана с временем пробега
акустического импульса в контактном слое между преобразовате-
лем и образцом, поскольку толщина слоя варьируется случайным
образом. Эта погрешность уменьшается, если измерения выпол-
нять по импульсам многократных отражений, например второму и
третьему донным сигналам. Применение бесконтактных способов
возбуждения и приема ультразвуковых колебаний устраняет эту
погрешность. Например, применение лазерного способа (см. п.
1.5.2) обеспечивает погрешность измерения не более 0,05% в диа-
пазоне частот 0,5 ...30 МГц.
Определенные трудности возникают при измерении скорости
поперечных волн, они связаны с необходимостью возбуждения
волн с колебаниями частиц, параллельными поверхности ввода.
Для возбуждения таких типов волн в металлах применяют ЭМА-
метод (см. п. 1.5.2). В неметаллах такие волны возбуждают, при-
меняя пьезопластины с соответствующим типом деформации (на-
пример, кварц У-среза). Пластину приклеивают к поверхности вво-
да или прижимают через слой вязкой смазки.
При производственном контроле обычно не возникает задачи
измерения абсолютного значения модулей упругости, однако ва-
жен контроль анизотропии упругих свойств. Например, в резуль-
тате прокатки металлические листы становятся трансверсально-
изотропными. В прокатном производстве это явление называют
текстурой. При определенной степени текстурированности металл
листа растрескивается при штамповке из него деталей. Пригод-
ность к штамповке определяют с помощью приборов типа «Сиг-
ма» [9], измеряя относительные значения скоростей продольной
и двух поперечных волн, распространяющихся по толщине листа.
Возбуждение всех трех типов волн достигается ЭМА-способом.
3.4.2. Акустическая тензометрия
Тензометрия (от лат. tensus — натяженный и мет-
рия)—измерение напряжений и деформаций в твердых телах.
Акустическая тензометрия основана на регистрации изменения ско-
рости распространения упругих волн под влиянием напряжений.
Закон Гука (см. § 1.1), согласно которому напряжение о и дефор-
мация в пропорциональны, выполняется приближенно. Более точ-
ная зависимость имеет вид степенного ряда
(3.10)
Степени выше второй не учитывают. Это выражение следует по-
нимать как упрощенное, не учитывающее наличие и взаимодейст-
вие деформаций разного типа. Коэффициент типа Ci называют
упругими постоянными или модулями упругости, а коэффициенты
типа С2 обычно называют коэффициентами Мурнагана (в изотроп-
ном твердом теле их три).
Пусть к ОК приложено постоянное механическое напряжение
о0, вызывающее деформацию ео: Oo=C’ieo+C,2eo2~ Geo- Акустиче-
ская волна дополнительно вызывает малую колебательную дефор-
мацию е, так что общая деформация Е=Ео+е. Связь суммарного
механического напряжения с е определяется формулой
О = CjSq—|- CqS -}- 2C?2SqS -ф C?2£2=:cIq -J- CjS -ф 2C?2SqS.
Член C2e2 опущен ввиду малости.
Волновое уравнение для плоской упругой волны вдоль оби х
ймеет вид
д?и __ 1 да _____ Ci+2eflC2
д№ р дх р дх2 ’ «
где г=ди/дх. Множитель перед второй производной от смещения
по координате равен квадрату скорости распространения ультра-
звука с'=рг(С14-^С.2е0)/р. Учитывая, что С2ео<^С), получим
с'—У CJp (1 -J-C^so/Cj); Lclc~btfi2lCi-=xC2ICi,
где с — скорость звука в ненапряженном ОК, а Дс=с'—с.
Таким образом, изменение скорости пропорционально напряже-
нию или деформации в контролируемом объекте. Величина изме-
нения скорости Дс/с имеет порядок 10-4, т. е. 0,01%- Измерение
абсолютных значений скорости с такой точностью — трудная за-
дача. Она облегчается тем, что обычно требуется измерить не аб-
солютную величину, а изменение скорости под влиянием приложен-
ных напряжений (как и в других вариантах тензометрии). Важ-
ное достоинство акустической тензометрии — измерение напряже-
ний не только на поверхности, но также внутри ОК-
Пример применения акустической тензометрии — измерение на-
пряжения затяжки резьбовых соединений (болтов и шпилек).
Обычно напряжение затяжки измеряют по приложенной во время
затяжки силе к динамометрическому гаечному ключу. Однако это
измерение неточно: на результаты сильно влияет такой неизвест-
ный фактор, как величина трения головки болта или гайки о по-
верхность соединяемой детали. Акустический метод свободен от
указанного недостатка: он измеряет именно напряжение в болте.
Измеряют скорость распространения продольных волн вдоль
оси шпильки или болта. Для этого прямой преобразователь при-
жимают к его торцу или головке и измеряют время прихода эхо-
сигнала от противоположного торца в процессе затяжки болта.
Важно сохранить постоянное положение преобразователя на болте
во время измерений, чтобы не изменялась толщина контактного
слоя между преобразователем и болтом. Повышению точности из-
мерения способствует то обстоятельство, что на увеличение време-
ни прихода ультразвука влияют одновременно два фактора: умень-
шение скорости и удлинение болта под влиянием прилагаемых на-
пряжений.
Для контроля напряжений в резьбовых соединениях создан при-
бор НЗМ 001. Им контролируют детали диаметром 8 мм и более,
длиной 20 ...4500 мм. Ограничения связаны с отражением и транс-
формацией продольных волн от боковой поверхности (см. § 1.1 и
2.3). В зависимости от длины ОК прибор измеряет изменение вре-
мени прохождения импульсов под действием затяжки на 0,1 ...
10 мкс. Это позволяет измерять напряжение затяжки 7 МПа и
более.
Акустические методы используют для контроля натяжения ка-
натов, стержневой или проволочной арматуры строительных кон-
струкций. Как показано в п. 2.6.1, напряжение в таком ОК про-
порционально квадрату частоты его свободных колебаний. В дан-
ном случае натяжение стержня вызывает не изменение скорости
распространения в нем звука, а затрудняет изгибную деформацию
го элементов, т. е. изменяет условия колебания стержня. ~
Прибор АП-23ПР измеряет частоту колебаний, возбужденных
в ОК, с помощью пьезоприемника с инертной массой, укреплен-
ного на ОК. Измеряемая частота в диапазоне 3...200 Гц ниже ре-
зонансной частоты преобразователя (1 кГц). Определяют напря-
жения от 125 до 1400 МПа в арматуре из стержней диаметром
5... 22 мм, длиной 1,5... 18 м.
3.4.3. Контроль прочности
Прочность — это способность материала сопротив-
ляться разрушению. Испытания на прочность выполняют на об-
разцах материала, нагружаемых на машинах, обеспечивающих де-
формации растяжения, сжатия, изгиба, скручивания и др. Нераз-
рушающий контроль прочности позволяет выполнять экспрессные
испытания без вырезки образцов.
Типичные кривые напряжение—-деформация при испытаниях
на растяжение приведены на рис. 2.45. Пропорциональная зависи-
мость наблюдается только вблизи начала координат, а далее кри-
вые имеют сложный характер. Максимальное значение напряже-
ния определяет величину так называемого временного сопротивле-
ния, которую обычно принимают за меру прочности.
Акустические колебания совершаются с малой амплитудой, т.е.
они соответствуют начальному участку кривой напряжение — де-
формация. Прогнозировать по параметрам акустических волн по-
ведение кривой при больших напряжениях и деформациях анали-
тически невозможно. В связи с этим ищут корреляционные зави-
симости акустических параметров от прочности материалов. Для
повышения точности предсказания иногда используют несколько
акустических параметров или помимо акустических учитывают
другие свойства (электрические, магнитные), контролируемые со-
ответствующими неразрушающими методами.
Наиболее информативный акустический параметр для оценки
прочности материала-—это скорость распространения волн. Она
аналитически связана с упругими постоянными, описывающими
начальный участок кривой напряжение — деформация. Для нераз-
рушающего контроля прочности ряда материалов достаточно изме-
рения скорости.
Широкое распространение нашел контроль прочности
бетона по скорости ультразвука (ГОСТ 17624—78). Зависимость
прочности Об от скорости продольных волн с представляют в виде
с6--=Дс4, (3.11)
где В определяют путем испытания на сжатие девяти или более
образцов в виде кубов со стороной 100... 200 мм (см. задачу 3.4.3).
Установлено, что корреляционная связь прочность — скорость
сохраняется с изменением водоцементного соотношения, вида це-
мента, типа песка, размера частиц заполнителя, срока службы бе-
тона. При изменении цементно-песчаного отношения, упругих
свойств заполнителя корреляционная связь нарушается и требует-
ся проведение новых испытаний для определения коэффициента В.
С увеличением прочности бетона погрешность ее оценки увели-
чивается. При средней прочности бетона 10 МПа погрешность в
измерении скорости ультразвука в 1 % вызывает ошибку в изме-
рении прочности 3,5%. Для бетона прочностью 25 МПа эта ошиб-
ка возрастает до 6%. Для контроля бетона прочностью более
50 МПа ультразвуковой метод не применяют. В связи с большим
затуханием высокочастотных ультразвуковых колебаний в бетоне
контроль ведут на низких частотах. Например, прибор УК-14П
имеет рабочую частоту 100 кГц. Он позволяет измерять интервал
времени от 20 до 10 000 мкс с погрешностью 0,1 мкс. Прибор име-
ет цифровой выход, сетевое и автономное питание [9].
Контроль выполняют импульсным методом прохождения. Излу-
чатель и приемник располагают либо по разные стороны ОК, ис-
пользуя продольные волны, либо на одной и той же поверхности,
используя головные волны. В последнем случае базу между из-
лучателем и приемником берут равной 100... 300 мм. При провер-
ке длинномерных объектов базу увеличивают шагами на 100...
200 мм, обеспечивая локальный контроль значительного участка
поверхности. Контролю не мешает наличие в бетоне стальной ар-
матуры, хотя для повышения точности выбирают участки, где ее
содержание минимально (не более 5% по весу). Ультразвук при-
меняют также для контроля процесса затвердения бетона в ес-
тественных условиях или при тепловлажностной обработке.
Контроль полимерных композитных материа-
лов, в частности стекловолокна, углепластика,— более сложная
задача, чем контроль бетона, в связи с их ортотропностью. Здесь
устанавливают корреляционные зависимости между прочностью в
заданном направлении, с одной стороны, и двумя или нескольки-
ми измеряемыми параметрами — с другой. Например, для стекло-
пластика пользуются формулой
где б и с — коэффициент затухания и скорость ультразвука в ма-
териале в заданном направлении, Е — модуль нормальной упруго-
сти, измеряемый по скорости с и плотности, а и b — коэффициен-
ты, определяемые при испытаниях образцов. Ультразвуковые из-
мерения выполняют с помощью головных волн на двух базах — 100
и 200 мм. В других методиках контроля используют корреляцион-
ные связи прочности с такими параметрами, как скорость и час-
тота УЗ, на которой достигается максимум донного сигнала или
скорость и диэлектрическая проницаемость.
Корреляционная зависимость, полученная для прочности в оп-
ределенном направлении ортотропного или трансверсально-изо-
тропного материала, непригодна для других направлений.Для них
такие зависимости устанавливают отдельно. '
По изменению скорости УЗ судят о процессе твердения поли-
эфирной смолы, наличии зон неотвержденности. По мере тверде-
ния скорость звука в стеклопластике асимптотически повышается
до максимума, причем закономерность эта разная для направле-
ния вдоль основы и вдоль утка (основа и уток — совокупности ни-
тей, идущих вдоль и поперек ткани). Одновременно повышается
прочность стеклопластика. Другой способ контроля затвердевания
смолы—-по изменению частотного спектра сквозного или донного
сигнала. Применяют широкополосные импульсы с максимумом на
частоте около 150 кГц. На рис. 3.35 показано изменение частоты
импульса, связанное с тем, что в неотвержденной смоле колеба-
ния высоких частот затухают. Частота повышается от 20... 25 до
144 кГц.
Контроль клеевых соединений на прочность и нали-
чие дефектов выполняют реверберационным методом (см. п.3.2.2)
и методом вынужденных колебаний, который также называют им-
педансно-резонансным методом. Последний применяют при не-
Рис. 3.35. Изменение частотной характеристики ультра-
звукового импульса в процессе затвердевания стекло-
пластика через (ч):
а — 3, 6 — 7, в — 24, г — 48
большой (не больше половины длины волны) толщине верхнего
сдоя (обшивки) клееной конструкции. Так же как в локальном
методе вынужденных колебаний (см. п. 2.6.2), определяют резо-
напсные частоты, на которых достигается максимум амплитуды
колебаний пакета, включающего пьезоэлемент и весь ОК или одну
обшивку (в пакет также входят протектор преобразователя и слой
контактной жидкости). Информационный параметр — понижение
резонансной частоты по сравнению с частотой неприклеенной об-
шивки. Чем больше сдвиг, тем выше прочность клеевого соедине-
ния, меньше вероятность непроклея.
На этом принципе работает прибор АД-21Р. Он имеет пять
диапазонов частот: от 0,11 до 0,45 МГц. Чем ниже частота, тем
толще контролируемая обшивка (0,3... 5 мм) и больше диаметр
обнаруживаемых дефектов типа непроклея (6 ... 25 мм). Прибор
имеет автономное и сетевое питание, массу 1,5 кг.
Другой способ контроля основан на изменении добротности ко-
лебаний рассмотренной системы «преобразователь — ОК». С улуч-
шением прочности склейки увеличивается передача энергии коле-
баний от обшивки к другим элементам клееной конструкции. В ре-
зультате этого добротность системы уменьшается. Это приводит
к уменьшению амплитуды резонанса колебаний и расширению ре-
зонансного пика на частотной развертке.
3.4.4. Контроль состава и плотности материала
В композитных материалах возникает задача про-
верки процентного содержания веществ связующего и наполните-
ля (см. п. 3.2.1). От состава материала зависит его плотность. Ес-
ли массовая доля наполнителя F=mz/.где mi и т2—
массы связующего и наполнителя, то плотность материала р=
— pip2/[p2—Е(р2—pi)].
Оценку плотности, а следовательно, состава материала выпол-
няют по изменению скорости распространения продольных волн.
Если волновые сопротивления в связующем и наполнителе отли-
чаются не более чем на 30 ...40%, то скорость звука в композит-
ном материале определяется как среднеарифметическое из скоро-
стей звука ci и с2 в компонентах:
c=qFc2+(\-F)Cl, (3.12)
где q — коэффициент структуры, учитывающий тип наполнителя и
направление распространения ультразвука к направлению основы.
Отсюда F=(c —С|)/(9с2 —ci).
В случае большого различия волновых сопротивлений веществ
(например, для пенопласта, где наполнитель — воздух с z=0)
формула (3.12) неверна, зависимость скорости от состава материа-
ла в этом случае определяют эмпирически, однако возможность
контроля велйчины F по скорости звука сохраняется.
В многослойных конструкциях возникает задача определения
плотности внутреннего слоя. Ее решают, измеряя коэффициент от-
ражения от границы слоев по отношению к общему донному эхо-
сигналу (см. задачу 3.4.1). Этим же способом можно оценить
плотность однослойного материала, если погрузить его в иммерси-
онную жидкость с известным волновым сопротивлением и рас-
сматривать ее, как верхний слой.
Для контроля плотности материалов используют эходефекто-
скоп с частотой, обеспечивающей удовлетворительное прохождение
ультразвука через контролируемые материалы. Для стеклоплас-
тиков применяют частоты 0,5 МГц. Пространственная длитель-
ность импульса должна быть меньше удвоенной толщины контро-
лируемого слоя, чтобы обеспечивалось разрешение импульсов.
3.4.5. Контроль твердости материалов
Твердость характеризует свойство поверхности
твердого тела сопротивляться вдавливанию или царапанию. Обыч-
но ее измеряют по высоте отскока бойка или по глубине вдавли-
вания индентора: наконечника из более твердого вещества в виде
шарика (Твердость по Бринеллю) или пирамидки (твердость по
Виккерсу или Роквеллу). Акустический контроль твердости осно-
ван на применении импедансного метода. Он позволяет измерять
Рис. 3.36. Схема ультразвуково-
го прибора для измерения твер-
дости
твердость деталей сложной формы
(шестерен, резьб, пружин) в труднодо-
ступных местах.
Преобразователь ультразвукового
твердомера (рис. 3.36) — стержень 1,
совершающий продольные колебания
под действием пьезоэлемента 2. Стер-
жень прижимают к ОК 8 с постоянной
силой. На конце стержня имеется ин-
дентор 7 в виде алмазной пирамидки,
который внедряется в ОК тем глубже,
чем меньше его твердость. С ростом
глубины внедрения увеличивается пло-
щадь соприкосновения индентора с
ОК. В результате гибкость К контакт-
ной зоны уменьшается, а модуль меха-
нического импеданса |gK| растет про-
порционально 1/Ксо, где о — круговая
частота (см. п. 3.2.2). Упругая нагруз^
ка увеличивает собственную частоту колебаний стержня на вели-
чину А/, которая служит информативным параметрам.
Приемный пьезоэлемент 6 подает на вход усилителя 3 гармо-
нический сигнал с частотой, соответствующей колебанию стержня.
Усилитель усиливает этот сигнал и, работая как генератор, воз-
буждает колебания стержня. В результате в системе «усилитель—‘
стержень» устанавливаются автоколебания с частотой, определяе-
мой частотой колебаний стержня. Частотомер 4 измеряет эту час-
тоту и подает ее на цифровой индикатор 5, показания которого со-
ответствуют единицам шкалы твердости. После измерений на по-
верхности ОК остаются отпечатки глубиной в несколько микро-
метров.
В импедансном методе АК (см. п. 3.2.3) наличие дефекта опре-
деляли по изменению импеданса gH, обусловленного гибкостью
участка ОК. В случае измерения твердости определяют изменение
импеданса gK, обусловленного контактной гибкостью. Поскольку на
эквивалентной схеме (см. рис. 2.24) элементы, соответствующие
этим двум импедансам, включены параллельно, измерение gK воз-
можно только при условии |?н|»|?к|. Для увеличения gH ОК не-
больших размеров крепят к массивным предметам (например, за-
жимают в тиски), а для уменьшения gK применяют более высокие
частоты (30 ...80 кГц).
Прибор «Микродур» фирмы «Крауткремер» (ФРГ) измеряет
твердость от 50 до 990 в единицах шкалы Виккерса или от 20 до
68 в единицах шкалы Роквелла с погрешностью З...6%. Нагруз-
ка при испытаниях — 7,7 Н, глубина внедрения индентора — 5...
25 мкм. Питание автономное, масса 1,3 кг.
Развитие этого принципа измерения в нашей стране состоит в
использовании изгибных и крутильных колебаний (в последнем
случае стержень крепят к ОК сургучом). Метод используют для
измерения упругих постоянных в зоне контакта, упругой анизо-
тропии (при изгибных колебаниях в двух перпендикулярных плос-
костях), ползучести и температуропроводности материалов типа
полимеров. Наблюдают за изменением этих величин под влиянием
температуры, радиационного облучения. Вопрос контроля твердо-
сти чугуна рассмотрен далее.
3.4.6. Контроль структуры и межкристаллитной
коррозии
Размер зерна—один из важных показателей каче-
ства кристаллических материалов (в частности, металлов), непо-
средственно влияющих на прочностные характеристики ОК. Раз-
мер зерна определен ГОСТ 5639—65, как средний диаметр зерна,
и оценивается в номерах шкалы (баллах) ГОСТа. Например, балл
0 соответствует среднему диаметру зерна _D=352 мкм, а балл
14 — D—2,7 мкм. Существуют также отрицательные баллы, на-
пример балл —3 соответствует D=\ мм.
В некоторых материалах (железо, титан) могут происходить
аллотропические превращения, т. е. изменение строения кристал-
лической решетки (см. § 1.2, а также кн. 1 данной серии). В ре-
зультате внутри первичного зерна появляются более мелкие вто-
ричные кристаллиты. Понятие зерна в этом случае обычно относят
к первичному зерну, но на свойства материала оказывает очень
сильное влияние также и субструктура. Раздельное влияние пер-
вичного и вторичного зерна на распространение акустических волн
пока достаточно полно не изучено, поэтому ультразвуковые мето-
ды в настоящее время применяют преимущественно для оценки
структуры простых материалов, не имеющих субструктуры.,
Размер зерна оказывает очень большое влияние на коэффици-
ент рассеяния ультразвуковых волн (см. § 1.2), поэтому структу-
ру контролируют по затуханию ультразвука. Отношение длины
волны X к среднему диаметру зерна выбирают в диапазоне от 4
до 15. На частотную зависимость затухания значительное влияние
оказывает статистика распределения зерен по размерам.
Измерение абсолютного значения коэффициента затухания до-
вольно трудоемко (см. задачу 3.4.2), а погрешность измерения ве-
лика (10% и более). При производственном контроле применяют
относительные способы сравнительного измерения затухания в об-
разцах и ОК.
Широкое распространение получил способ структурных коэф-
фициентов [7], согласно которому на двух частотах измеряют
амплитуды донных сигналов в ОК и образцах с известной струк-
турой и одинаково хорошей обработкой поверхности (Да^2 мкм).
Одну из частот (опорную) выбирают заведомо низкой так, чтобы
затухание ультразвука слабо зависело от структурных составляю-
щих. На этой частоте приравнивают донные сигналы в образцах
и ОК, благодаря чему существенно уменьшают влияние нестабиль-
ности акустического контакта. Другие частоты (рабочие) соответ-
ствуют области максимального коэффициента рассеяния.
Отношения амплитуд сигналов, соответствующих рабочим и
опорной частотам, называемые структурными коэффициентами,
определяют на ОК для различных рабочих частот и сравнивают со
структурными коэффициентами, полученными на стандартных об-
разцах. Используя частоты от 0,65 до 20 МГц, оценивают величи-
ну зерна в аустенитных сталях в диапазонах от 1 до 9 баллов.
Погрешность определения величины зерна—1 балл шкалы ГОСТ
5639—82.
Измерения выполняют на приборах типа УСНИ, УС12ИМ. Они
имеют диапазон частот от 0,25 до 25 МГц, дают цифровой отсчет
амплитуд в дБ, определяют среднее значение амплитуды из не-
скольких измерений. Кроме того, прибор обеспечивает измерение
скорости продольных волн. /
При контроле структуры тонкостенных труб, листов использу-
ют волны Лэмба. Определенную моду волны возбуждают и при-
нимают раздельными преобразователями после прохождения через
контролируемый участок изделия. Для контроля нитей и прово-
лок в них возбуждают волны, распространяющиеся в стержнях.
Установлено влияние на ослабление ультразвука степени натяже-
ния нити, поэтому данный параметр стабилизируют. В обоих спо-
собах ослабление ультразвука в изделии сравнивают с ослабле-
нием его в образцах.
Перспективный способ изучения структуры металла состоит в
исследовании спектрального состава донпого сигнала. Изменение
спектра широкополосного импульса в результате разного затуха-
ния различных частотных составляющих дает значительно боль-
шую информацию о структуре, чем контроль на одной частоте.
Предложен способ контроля средней величины зерна [7] по струк-
турной реверберации, поскольку, как отмечено в § 1.2, рассея-
ние на зернах — основная причина затухания ультразвука в ме-
таллах.
Способ позволяет оценить изменение структуры по направле-
нию ультразвукового луча. Он учитывает разные закономерности
формирования уровня структурных помех в ближней и дальней зо-
нах преобразователя (см. п. 2.3.5) и зависимость коэффициента
затухания от частоты и среднего диаметра зерна (см. § 1.2).
По затуханию ультразвука оценивают содержание примесей,
нарушающих кристаллическую структуру чистых материалов, на-
пример алюминия. Для этой цели используют измерение так на-
зываемого «времени звучания», т. е. интервала времени, за кото-
рое многократные отражения ультразвука в образце с плоскопа-
раллельными поверхностями уменьшаются до определенного уров-
ня от некоторого выбранного значения. Небольшие поперечные
размеры образца позволяют не учитывать дифракционное расхож-
дение лучей.
Контроль структуры чугуна ультразвуком позволяет опреде-
лить количество и форму графитных включений. В структуре чугу-
на имеется графит различных форм. Наиболее высокая прочность
у чугуна с мелким шаровидным графитом. Меньше прочность, ког-
да графит имеет хлопьевидную форму, еще меньше при пластин-
чатом графите.
Структуру чугуна оценивают по скорости и затуханию продоль-
ных ультразвуковых волн. Установлено, что скорость ультразвука
увеличивается с уменьшением содержания графита, уменьшением
его размеров, изменением формы графитных включений от плас-
тинчатой к шаровидной, увеличением количества шаровидных гра-
фитных включений к общему содержанию графита, увеличением
содержания цементита в металлической основе. Предельно высо-
кое значение скорости ультразвука приближается к скорости в
стали. Затухание ультразвука обычно уменьшается, когда ско-
рость увеличивается. На рис. 3.37 (шкала справа) приведен при-
мер влияния на скорость ультразвуковых волн процентного содер-
жания шаровидного графита при постоянстве других свойств чу-
гуна.
Путем исследований выбирают акустические характеристики,
наиболее тесно корреляционно связанные с исследуемым струк-
гурным параметром чугуна. С учетом этого-информацию о гра-
фите (содержание, форма, размер) обычно получают по скорости
ультразвука, а информацию о металлической основе — по его за-
туханию.
Структура и химический состав чугуна определяют его механи-
ческие свойства: прочность (временное сопротивление при рас-
тяжении огь), твердость (используют обычно твердость по Бринел-
лю НВ), модуль нормальной упругости. Во многих случаях прак-
тически важен контроль именно этих свойств, а не структурных
характеристик, лежащих в их основе. С учетом этого исследовали
корреляционные связи акустических и физико-механических
свойств.
Модуль нормальной упругости в соответствии с § 1.1 пропор-
ционален квадрату скорости: Е =
—Ас2. Коэффициент А определя-
ют эмпирически, на него влияют
плотность и коэффициент Пуассо-
на материала. В отношении твер-
дости известно, что с ее увеличе-
нием скорость звука возрастает,
а затухание уменьшается, однако
для каждого вида чугуна эта
связь в количественном отноше-
нии индивидуальна.
Временное сопротивление ав
чугуна при растяжении обычно
определяют формулой од =
—оьЕ НВ=рс2 НВ, здесь аир —
эмпирические коэффициенты, ко-
торые определяют на основе пря-
мых испытаний для каждой мар-
ки чугуна и даже с учетом осо-
бенности технологии выплавки на
данном предприятии. Например,
на одном из заводов для чугуна
с шаровидным графитом р=0,053; а с пластинчатым — 0,076 с4/м3.
Для точного измерения скорости и затухания ультразвука не-
обходимо иметь два донных сигнала. Между тем большое затуха-
ние ультразвука в чугуне нередко затрудняет наблюдение второ-
го донного сигнала. Было предложено измерение такой акустиче-
ской величины, как отношение донный сигнал — структурная по/
меха. Для этого наблюдают уровень помех вблизи донного сигна-
ла (в зоне протяженностью не более двух длин волн) и измеряют
этот уровень по отношению к амплитуде донного сигнала. Важное
достоинство этой величины состоит в том, что для ее измерения
достаточно наблюдать один донный сигнал. Отношение донный сиш
нал — помеха в дальней зоне определяется формулой, приведенной
в табл. 2.1:
Содержание шароВиВного графита, %
Рис. 3.37. Изменение скорости звука
с (X) и отношения донный сигнал —
структурная помеха Рд/Рп (Л) от со-
держания сфероидального графита
—^-=2 51/' Safl
Pa F тВрСз
Оно не зависит от толщины ОК, что очень удобно. В то же вре-
мя предложенная характеристика не является независимой от ра-
нее рассмотренных. Она сильно зависит от скорости ультразвука
с и слабее от коэффициента рассеяния бР, который составляет ос-
новную часть коэффициента затухания в чугуне. Отношение дон-
ный сигнал — помеха зависит также от качества акустического
контакта (см. п. 2.3.5). Предложенное отношение рекомендуется
использовать вместо измерения скорости ультразвука для оценки
степени сферичности графита (см. рис. 3.38, шкала слева).
Другая акустическая величина, предложенная для оценки фи-
зико-механических свойств чугуна, — частота fm, соответствующая
максимальной амплитуде спектра донного сигнала. Для ее изме-
рения используют широкополосный преобразователь и дефекто-
скоп-спектроскоп, позволяющий наблюдать спектр донного сигна-
ла. Теоретический анализ показал, что значение fm связано с ко-
эффициентом рассеяния. На него также влияет полоса пропуска-
ния преобразователя. Показана возможность контроля твердости
чугуна по величине fm, при этом коэффициент корреляции выше,
чем для контроля НВ по скорости и затуханию. Достоинство из-
мерения твердости по величине fm также в том, что ее измеряют
по первому донному сигналу. Недостатки состоят в зависимости
fm от индивидуальных свойств преобразователя и качества акус-
тического контакта, необходимости использования- более сложно-
го прибора — спектроанализатора.
Межкристаллитная коррозия поражает изнутри стенки сосу-
дов и трубопроводов. Она проявляется в том, что происходит хи-
мическое превращение веществ, располагающихся по границам
кристаллитов (зерен) металла и в результате резко снижается
его прочность. Другие виды коррозии обнаруживают по локаль-
ному уменьшению толщины стенок с помощью толщиномеров груп-
пы Б. Межкристаллитная коррозия характерна очень тонкими про-
межутками между зернами металла, причем эти промежутки за-
полнены продуктами коррозии. Такие несплошности не дают чет-
кого отражения ультразвуковых волн, поэтому межкристаллитную
коррозию контролируют по затуханию ультразвука (ГОСТ 6032—
75).
Наиболее простой способ состоит в сравнении амплитуд сиг-
налов, прошедших один и тот же путь в ОК, пораженном и не
пораженном коррозией. Коэффициент коррозии принимают равным
отношению амплитуд в корродированном и некоррелированном
(образцовом) ОК. Контроль ведут на частотах 1 ... 10 МГц, под-
бирая такое значение, где влияние коррозии наибольшее. В зави-
симости от условий контроля могут быть использованы продоль-
ные волны с применением совмещенного или раздельно-совмещен-
ного преобразователя или поперечные волны, излучаемые и при-
нимаемые двумя встречно расположенными наклонными преобра-
зователями. При небольшой толщине ОК используют волны Лэм-
ба или квазирэлеевские волны.
Недостаток описанного метода состоит в том, что два ОК долж-
ны очень точно соответствовать друг другу по форме и чистоте
поверхности. Несколько снижаются требования к образцовому ОК
Рис. 3.38. Отражение в двух-
слойной среде
при использовании относительного ме-
тода, когда контроль ведут на двух ча-
стотах таким же способом, как при из-
мерении структурных коэффициентов,
при этом ошибки в измерении глуби-
ны коррозии составляют 5... 10%.
Задачи
3.4.1. Определить плотность р2 нижнего
слоя двухслойного материала, если толщина,
плотность и скорость звука для первого слоя
hi = 10 мм, pi= 1 • 103 кг/м3, Ci = l,5 мм/мкс, для
второго слоя ft2=20 мм, с2='2Д мм/мкс, коэф-
фициент затухания 62 = 0,05 Нп/мм. Отношение
амплитуд эхосигнала от границы слоев и дон-
ного сигнала равно 14. Задачу решать в при-
ближении дальней зоны.
Решение. По формулам (1.28), (1.30)
и (2.8) рассчитаем амплитуды отражения от
границы слоев и донного сигнала. Коэффициент отражения от границы слоев
P—{z2—zi)Kz2+zi), коэффициент прозрачности этой границы при прохождении
звука в двух направлениях £>=4z2zi/(z2 + Zi)2, коэффициент отражения от дна,
равен единице. Здесь zi, z2 — волновые сопротивления первой и второй сред.
Л = Л)
RS
2).^
е-28,Л, ;
2Xj (ftj + c2ft2/ci)
е—26,*,—
Для расчета расхождения лучей в двухслойной среде (рис. 3.38) пользуемся тем
же приемом, что при введении мнимого источника в п. 1.6.3: рассматриваем сре-
ду как однородную без преломления лучей, но вводим увеличение толщины вто-
рого слоя на сгйа/с!. Отношение амплитуд сигналов Pi и Р% равно
2 2/ \
Pl г'2 I С2/г2 \ 9S t,
=-----------I 1 +-------— е2б2Й2 = 14,
Р2 4z2zj . \ C\hx )
(3.1$
Введем обозначение
Р\ Л С2^2 \ 1
' Р2 I + С1Л1 /
£ 25аЛа
= 14 1 +
2,7-20\-1
1,5-10/
-2-0,05-20
е ’
= 0,41.
Решаем относительно z2 уравнение, получающееся из (3.13)
Получаем:
z2=z1(2Q + V4Q2 + 1) = 1,5-103-1-103(2-0,41 + У4-0,4,12 + I) =3,17-106 Па-с/м.
Откуда р2= 1,2-103 кг/м3.
3.4.2. Рассчитать величину коэффициента затухания 6 в материале, измеряя
способом многократных отражений при непосредственном контакте преобразова-
теля с поверхностью ввода (рис. 3.39). Скорость звука в материале с = 5 мм/мкс,
амплитуды первого и второго донных сигналов Д = 1.0 дБ и Р2=20 дБ, толщи-
на ОК /г=50 мм. Измерения выполнены преобразователем диаметром D—,12 мм
на частоте [=2,5 МГц.
Решение. Отношение амплитуд первого и второго донных сигналов со-
гласно п. 2.2.2 равно
у (Л) е~2БЙ
Р2 /?т(2Л)е-48*’
Здесь функция <р определяет дифракционное ос-
лабление ультразвука и определяется кривой «Дон-
ный сигнал» АРД-диаграммы (см рис. 2.1,0). В на-
шем случае граница ближней зоны преобразователя
r6=D2fl(4c) = 122-2,5/4-5=18 мм значительно мень-
ше толщины образца, поэтому <р(/г)/<р(2Л) =2/i//i = 2.
Множитель р учитывает неполное отражение
ультразвука от границы образца с преобразователем.
Для его исключения используем балластный преобра-
зователь Пе такой же, как применяемый для излуче-
ния-приема Пи, но не подключенный к прибору. Рас-
положим его таким образом, чтобы он вызывал наи-
большее ослабление первого донного сигнала. Тогда
R войдет также в числитель формулы (3.14).
Дополнительное условие: в результате
преобразователем Р1=Р1'=12 дБ (отрицательных).
Формула (3.14) примет вид
Р’1/Р2 = 2е2Ыг.
Рис. 3.39. Измерение ко-
эффициента затухания с
использованием балласт-
ного преобразователя
измерения с балластным
Решим уравнение относительно б и перейдем к децибелам. Величины в дБ
взяты в квадратные скобки, знак « + » или «—» при дБ учтен.
Ь= (2-20-lge-ft)-i {[Л] -[P2J-[2]} =(2-20-0,435-50)-1 X
Х{ — 12 —( —20) — 6} = 2,3 дБ/м.
3.4.3. Определить прочность бетона от, на участке конструкции при отсутствии
тарировочной кривой, если при ультразвуковых и механических испытаниях де-
вяти образцов получены следующие результаты по измерению скорости ct и проч-
ности вы:
Ci, мм/мкс 3,25 3,39 3,34 3,48 3,65 3,52 3,42 3,75 3,86
<Ть i, МПа 11,2 13,4 12,1 14,8 16,2 15,6 14,2 18,1 20,1
При ультразвуковых испытаниях участка натурной бетонной конструкции
скорость ультразвука составила ск = 3,78 мм/мкс.
Решение. Представим формулу (3.11) в виде
= (°й/с4) с* ,
9
/9= 15,1 МПа.
где Сь и с — средние значения прочности и скорости по результатам испытаний
образцов.
Определим эти значения:
У с,- /9 = 3,52 мм/мкс;
с —
°Ь =
Отсюда находим прочность на участке конструкции
15 1
аь=------.3,784 = 20,1 МПа.
3,524
§ 3.5. ТЕНДЕНЦИИ РАЗВИТИЯ АКУСТИЧЕСКИХ
МЕТОДОВ КОНТРОЛЯ
В ходе изложения материала было рассказано о
достижении теории и практики в решении различных задач акус-
тического контроля. Развитие акустических методов происходит
по пути изыскания новых путей решения рассматривавшихся акус-
тических задач, а именно, разработки., способов излучения и прие-
ма коротких импульсов с узкой диаграммой направленности при
пониженном требовании к акустическому контакту, улучшении от-
ношения сигнал — помеха при контроле материалов с крупнозер-
нистой анизотропной структурой; достижения высокой разрешаю-
щей способности; разработки высокоинформативных способов
оценки формы, размера дефектов; наглядного представления ре-
зультатов контроля.
Другой подход к определению тенденций развития исходит из
задач, вытекающих из требований промышленности. Здесь можно
назвать требования по контролю новых материалов типа армиро-
ванных пластиков, металлокерамики, созданию высокоэффектив-
ных способов контроля сварки давлением, измерения внутренних
напряжений в изделиях, гарантированного прогнозирования без-
опасности работы объектов и ряд других.
Для решения перечисленных проблем находят новые методы и
способы контроля, предлагают новые пьезоматериалы, расширяют
освоенный частотный диапазон, разрабатывают новую аппаратуру
с повышенной чувствительностью и эффективными средствами
представления информации, ведут исследования по излучению,
распространению, дифракции волн, способам обработки результа-
тов контроля.
3.5.1. Разработка новых методов контроля
Ожидать появления новых методов контроля мож-
но в тех областях, где они активно разрабатывались в последнее
время. Ряд новых методов появился в области использования низ-
кочастотных колебаний: импедансный, велосиметрический, при-
соединенной массы, годографов и др. Следует ожидать дальней-
шего развития этой области, поскольку она связана с удовлетво-
рением потребностей промышленности в контроле новых материа-
лов и сложных конструкций.
В области использования дифракционных волн для обнаруже-
ния и оценки дефектов появились дельта-метод, варианты которо-
го еще прорабатываются, зеркальный эхометод, дифракционно-вре-
менной метод измерения размеров. Можно ожидать разработки но-
вых методов контроля, поскольку в теории дифракции упругих
волн на дефектах еще много неясных вопросов. Отсутствует ста-
тистика, позволяющая оценить амплитуду дифракционных волн
от реальных трещин (например, через эквивалентные диаметры),
не вполне ясна картина распределения дифракционного поля с
учетом трансформации волн на краю дефекта, распространения
вдоль его поверхности рэлеевских и головных волн, не оценена
погрешность определения края дефекта по максимуму отражения.
' Сочетание нескольких методов открывает широкие возможно-
сти в преодолении свойственных им недостатков, получении новой
полезной информации. На это указывает появление эхосквозного,
эхозеркального методов. Можно ожидать появления методов, ис-
пользующих сочетание прохождения или отражения импульсов с
колебанием части объекта.
Например, недавно для контроля элементов электронной техни-
ки и небольших деталей приборов разработан метод, названный
фотоакустическим. Ультразвуковые колебания в ОК возбуждают
импульсами лазера, а принимают небольшим пьезоэлементом на
частоту порядка 1 МГц, приклеенным в какой-либо точке объек-
та. Сканирование поверхности ОК лучом лазера синхронизировано
с разверткой экрана дисплея. В точках поверхности, где имеются
какие-либо аномалии (поверхностные или подповерхностные де-
фекты, внутренние напряжения, повышенная шероховатость), ин-
тенсивность возбуждаемых ультразвуковых колебаний меняется,
что вызывает изменение яркости свечения или цвета изображения
на экране дисплея. Например, гребешки рисок от механической об-
работки фиксируются как увеличение сигнала, а впадины — как
уменьшение. Дефекты ослабляют сигнал.
Учитывая потребности промышленности, можно ожидать появ-
ления способов контроля сварки давлением. Кстати, фотоакустиче-
ский метод по предварительным данным выявляет слипания в диф-
фузионной сварке (выполняется сдавливанием в вакууме). В ли-
тературе [7] имеются пока недостаточно проверенные положения
о том, что дефект типа слипания можно обнаружить, если напра-
вить волну вдоль него. Взаимодействие дефекта и волны на зна-
чительном протяжении может вызвать появление головных волн и
других дифракционных эффектов. Применительно к контролю свар-
ных точек изучают возможность контроля литого ядра по отра-
жению от него высокочастотных колебаний.
Выдвинута идея контроля процесса контактной сварки по про-
хождению упругих волн в процессе сварки, подобно сварным точ-
кам. Здесь целесообразно следить одновременно за прохождением
через свариваемый шов продольной и поперечной волн: первая
будет проходить все время с момента соприкосновения сваривае-
мых поверхностей, а прохождение второй будет прерываться на
время существования расплавленного металла между поверхно-
стями.
Очень актуален вопрос измерения внутренних напряжений. Аку-
стическая тензометрия, основанная на точном измерении скорости
ультразвука, пока находит ограниченное применение, изложенное
в п. 3.4.2. Это связано с трудностью измерения малых изменений
скорости. Имеются сведения [13] о значительном изменении за-
тухания под действием напряжений, которое пока не используют
для целей контроля.
Новые перспективы открывает расширение освоенного диапа-
зона частот в высокочастотную область. Это позволит обнаружить
более мелкие дефекты, повысить разрешающую способность, улуч-
шить направленность излучения-приема. Повышению частот пре-
пятствуют увеличение затухания ультразвука в ОК и трудности
возбуждения и приема высокочастотных колебаний (см. п. 3.5.2).
В настоящее время можно считать достаточно освоенным диа-
пазон частот до 10... 15 МГц. Здесь не потребовалось применять
существенно новых технических решений. В то же время на этих
частотах возможен контроль тонких изделий, например, сварных
соединений толщиной 2... 3 мм. Методика контроля остается такой
же, как при контроле толщин 10...30 мм на частотах 2...5 МГц.
Высокая разрешающая способность позволила разделить сигналы
от возможных дефектов и неровностей поверхностей сварного сое-
динения при малых расстояниях между ними.
Дальнейшее повышение частоты до 50... 100 МГц и даже еди-
ниц гигагерц позволяет решать такие задачи, как выявление очень
мелких дефектов (50... 100 мкм), в том числе микропористости в
металлах и керамике, исследование тонкой кристаллической струк-
туры металлов, обнаружение неоднородностей в оптическом стек-
ле с неотшлифованными (непрозрачными) поверхностями, конт-
роль размеров и качества соединения элементов композиционных
материалов, тонких многослойных конструкций, поиск дефектов в
полупроводниковых элементах, исследование поведения дислока-
ций в кристаллах. Контролируемые материалы должны обладать
малым затуханием ультразвука на соответствующей частоте или
приходится контролировать только поверхностные слои объектов
(1 ...2 мм).
3.5.2. Совершенствование способов излучения
и приема ультразвуковых волн
Пьезопреобразователи совершенствуют путем при-
менения новых пьезоматериалов, а также улучшения передачи ко-
лебаний от пьезопластины к ОК. Такие пьезоматериалы, как мета-
ниобат свинца, сульфат и иодат лития, обладают большим коэффи-
циентом электромеханической связи и низкой собственной доброт-
ностью. Это существенно для расширения полосы частот и сниже-
ния длительности импульса.
Разрабатывают полимерные материалы с пьезоэлектрическими
свойствами [12]. Эластичность полимерной пленки позволяет со-
гласовывать преобразователь с поверхностью ОК разнообразной
формы: вогнутой, выпуклой с малым радиусом кривизны и др.
Низкое волновое сопротивление (около 3,5-106 Па-.м/с) обеспе-
чивает хорошее акустическое согласование с контактной жидко-
стью. Можно надеяться на получение высокочастотных преобра-
зователей, поскольку эластичность пленки позволит получить до-
статочно прочные полуволновые элементы очень малой толщины.
Наилучшие характеристики имеет пленка из поливинилденфторида
(ПВДФ), коэффициент электромеханической связи которого око-
ло 0,2, точка плавления 150... 180°С, скорость звука 2 мм/мкс.
Возбуждение и прием высокочастотных ультразвуковых коле-
баний (25 МГц и более)—одна из проблем освоения высокочас-
тотного диапазона. Для этой цели применяют очень тонкие пьезо-
пластины, полимерные пленочные пьезопреобразователи, пьезоке-
рамические пластины, работающие на высших гармониках, поверх-
ностнее слои из пьезоматериалов, нанесенных на массивную за-
держку из кварца, сапфира; бесконтактные (в особенности ла-
зерные) способы излучения и приема. Акустический контакт пье-
зопреобразователи с ОК осуществляют иммерсионным способом,
поскольку даже очень тонкие слои контактной жидкости оказыва-
ются соизмеримыми с длиной волны.
Изыскивают пути сжатия акустического поля преобразователя,
устранения немонотонности в ближней зоне и боковых лепестков.
Здесь основные пути — неравномерное распределение возбуждаю-
щего электрического потенциала по площади преобразователя, при-
менение мозаичных преобразователей, фазированных решеток,
возбуждение импульсами сложной формы.
Нуждаются в разработке многие теоретические вопросы. Нет
удовлетворительной теории поля наклонного преобразователя. Су-
ществующие методы расчета либо рассматривают границу приз-
ма— ОК бесконечной, либо не учитывают реального акустическо-
го поля в призме. Нужна более общая теория, учитывающая ре-
альную конструкцию призмы. Практическая задача здесь — сжатие
поля наклонного преобразователя, создание эффективно работаю1
Щих наклонных фокусирующих преобразователей.
Для решения последней задачи важно избежать искажения
поля в результате преломления лучей на границе призма — ОК.
Перспективна предложенная в нашей стране идея делать призму
ПЭП из материала, скорость продольных волн в котором равна
скорости поперечных волн в материале. ОК (обычно — стали).
Тогда будет происходить трансформация продольных волн в по-
перечные без их преломления. Трудность состоит в разработке
материала с соответствующей скоростью продольных волн.
Большие надежды возлагают на разработку бесконтактных
способов излучения и приема акустических волн. Здесь особенно
перспективен лазерный способ, дающий большую амплитуду при
излучении. К сожалению, его положительные качества теряются
при лазерном приеме. Совмещение лазерного излучателя с ЭМА-
приемником очень усложняет аппаратуру. Изыскание эффективных
оптических способов приема — очень важная задача.
Электромагнитно-акустический (ЭМА) способ также нуждает-
ся в повышении коэффициента двойного преобразования К, что-
бы обеспечить обнаружение таких же малых дефектов, как при
использовании ПЭП. Наиболее перспективный путь для этого—
повышение индукции В магнитного поля подмагничивания, по-
скольку К зависит от В2. При обычных способах подмагничийания
В— (1 ... 1,5)Т. Повышения В добиваются применением импульс-
ного подмагничивания и концентраторов магнитного поля, этот
путь еще не исчерпан. Повышение В в 10 (а К— в 100) раз и бо-
лее возможно при использовании электромагнитов из сверхпрово-
дящих материалов при сохранении небольших габаритов и массы.
Этот путь связан с разработкой высокотемпературных сверхпро-
водящих материалов.
3.5.3. Совершенствование аппаратуры
Существенного повышения чувствительности аппа-
ратуры не требуется, так как абсолютная чувствительность в
120 дБ достаточна для решения большинства практических за-
дач. Совершенствование универсальной аппаратуры происходит в
направлении удобства обработки и представления информации.
Современные серийные приборы совмещены с микропроцессо-
ром. Они значительно лучше аналоговых решают задачу цифро-
вой оценки координат дефекта, амплитуды и спектрального соста-
ва эхосигнала. Здесь важно выбрать наиболее существенную ин-
формацию, которую желательно получить в результате контроля,
разработать оптимальный алгоритм введения в прибор данных об
условиях контроля, без которых невозможна ее обработка.
Важная задача — разработка систем, обеспечивающих связь
регистратора дефектоскопа с движением преобразователя, точ-
нее— взаимным перемещением преобразователя (или системы пре-
образователей) с ОК. В настоящее время эта задача решена толь-
ко в установках для автоматического контроля однотипной про-
дукции: труб, листов, клееных панелей, протяженных сварных
швов, выполняемых автоматической сваркой, и т. п. Для перенос-
ных приборов универсального назначения пока не разработано
удобных в обращении и достаточно точных систем связи. В таких
приборах перемещение преобразователя по ОК может быть руч-
ным или механическим, но для объективного представления ре-
зультатов контроля необходимо, чтобы показания дефектоскопа
были привязаны к положению преобразователя на ОК и направле-
нию излучения преобразователя в каждый момент сканирования.
Только при этом условии возможно получение разверток типа В,
С (см. п. 2.1.1) и более сложных систем обработки результатов,
описанных далее. Перспективна здесь система «Поиск» с ультра-
звуковой воздушной локацией положения преобразователя [7].
В установке предусмотрено также слежение за качеством акусти-
ческого контакта по уровню принимаемого преобразователем низ-
кочастотного шума, возбуждаемого вибратором в изделии. Однако
установка пригодна только для контроля плоских изделий.
Фронтальная разрешающая способность ультразвуковых эхо-
дефектоскопов обычно хуже, чем лучевая, и лимитирует возмож-
ности распознавания объекта (см. п. 2.4.3). Использование фоку-
сировки позволяет уменьшить ее до 2д (1.6.4), т. е. сделать при-
мерно равной лучевой. Однако фокусирующие преобразователи
эффективны на небольшой глубине (в ближней зоне) и имеют
большие размеры. Радикальное средство повышения фронтальной
разрешающей способности — когерентная обработка информации,
содержащейся в акустическом поле, возникшем в результате ди-
фракции на дефектах. Рассмотренные в гл. 2 некогерентные мето-
ды контроля основаны на анализе амплитуды отраженного или
прошедшего через дефектный участок акустического поля. Коге-
рентные методы основаны на совместном анализе не только амп-
литуды, но и фазы поля в большом количестве близкорасположен-
ных точек в пределах значительного участка поверхности ОК- Их
называют также методом синтезированной апертуры.
Понятие апертуры (от лат. apertura — отверстие) в оптике оп-
ределяет диаметр D действующего отверстия — «зрачка» оптиче-
ской системы. Угловая апертура — угол между крайними лучами
конического светового пучка, входящего в это отверстие. Такое же
понятие апертуры сохраняется в акустике при создании фокуси-
рующих систем (см. п. 1.6.4). Фокусировка—-один из видов коге-
рентной обработки, поскольку в этом случае фаза излучаемых или
принимаемых из фокальной зоны сигналов делается одинаковой.
Чем больше угловая аппаратура, тем больше разрешающая
способность фокусирующей системы. Совместная когерентная об-
работка информации на большом участке поверхности ОК расши-
ряет размеры «зрачка» до размеров 2L этого участка. Отсюда на-
звание «метод синтезированной апертуры», который включает в
себя акустическую голографию, синтезированную фокусировку,
время-координатную локацию дефектов, систему «Зипскан» и дру-
гие методы, рассмотренные в кн. 5 данной серии.
Общие черты всех методов, применяющих когерентную обра-
ботку: использование преобразователей с широкой диаграммой на-
правленности; наличие высокоточной системы связи между поло-
жением преобразователя (или нескольких преобразователей) на
ОК и индикатором; использование ЭВМ с большим объемом па-
мяти для хранения информации о поле в большом количестве то-
чек поверхности ОК для последующей совместной обработки.
Угловая апертура 2<рт для фокусирующего преобразователя
диаметром D определяется формулой <pm=arctg(D/277), где Н —
расстояние до контролируемой зоны. Для метода синтезирован-
ной апертуры D увеличивается до размеров 2L участка контроля,
поэтому <pm=arctg (L[H). Разрешающая способность определяет-
ся формулой 2/=Z/sin 0,5/Д./L, которая практически совпа-
даете (1.67).
С увеличением Н увеличивают L, добиваясь сохранения высо-
кой разрешающей способности. Предельные значения L ограни-
чивает конфигурация ОК, а с физической точки зрения — область
углов 6, в пределах которых излучается волна данного типа. На-
пример, для продольных волн, излучаемых и принимаемых точеч-
ным источником, 6^фт=30°, как следует из рис. 1.33. Отсюда
получают 2/»2Х: предельная фронтальная разрешающая способ-
ность равняется двум длинам волн. Этот вывод уже был получен
для фокусирующих преобразователей (1.68). Для реализации ко-
герентной обработки требуется применять импульсы большой дли-
тельности. В результате ухудшается лучевая разрешающая способ-
ность. Чтобы избежать этого, применяют многочастотный способ
контроля с последующим формированием из разных гармоник ко-
ротких импульсов с использованием анализа Фурье.
Преимущество рассмотренных когерентных методов контроля
видно из сравнения изображений на С или В развертках при ко-
герентном и некогерентном контроле. В последнем случае увели-
чение размеров дефекта типа плоскодонного отражателя вызыва-
ет увеличение размеров изображения только после того, как раз-
меры дефекта приблизятся к размерам преобразователя. При
когерентном способе контроля изображение дефекта с точностью
до длины волны соответствует его истинным размерам.
При наклонном падении на дефект даже при использовании
когерентных методов обработки изображение плохо соответству-
ет реальному дефекту, если шероховатость его поверхности мень-
ше параметра Рэлея. Изображение в этом случае формируется
только блестящими точками дефекта. Однако повышение разре-
шающей способности позволяет раздельно фиксировать близко-
расположенные блестящие точки и получать ценные сведения о
форме дефекта.
В п. 2.4.1 рассмотрена статистическая обработка информации
как средство повышения сигнала на фоне структурных помех. Ко-
герентная обработка информации дает значительное преимущест-
во также в данном случае. При некогерентном накоплении увели-
чение отношения сигнал — помеха составляет ~][N, где /V — число
некоррелированных по шумам эхосигналов. При когерентном на-
коплении выигрыш будет равен N (см. кн. 5 данной серии).
Как отмечалось ранее, фокусировка ультразвука — частный слу-
чай когерентной обработки. Таким образом, когерентная обработ-
ка в пределе дает такое же повышение отношения сигнал — поме-
ха, как и предельная локализация зоны озвучивания, достигаемая
оптимальным выбором па-
раметров контроля и фоку-
сировкой.
Перспективная система
ультразвукового контроля
будущего возможно будет
основана на сочетании мето-
дов когерентной обработки
сигналов, например акусти-
ческой голографии, с лазер-
ным способом излучения и
приема импульсов. Этот
способ обеспечит возбужде-
ние и прием волн
ной области, что
вует требованию
ской голографии о широкой
диаграмме направленности преобразователя. Отпадает проблема
достижения стабильности акустического контакта. Сканирование
будет осуществляться не вручную или сложными механическими
устройствами, а оптоэлектрической схемой отклонений луча лазе-
ра, которую легко связать с системой развертки. Акустическая го-
лография предельно повысит фронтальную решающую способность,
в локаль- о АГ. Т1 л.
Рис. 3.40. Лазерно-голографическии способ
соответст- контроля
акустиче-
улучшит возможности контроля крупнозернистых материалов, даст
визуальное представление результатов контроля. Большая широко-
полосность импульсов, возбуждаемых лазером, обеспечит возмож-
ность применения многочастотной голографии, тем самым сокра-
тив мертвую зону и повысив лучевую разрешающую способность.
Аппаратура и процесс контроля приобретут совершенно другой
вид. Сейчас контролер вручную сканирует смазанное маслом из-
делие, одновременно наблюдая сигналы на экране, а потом рас-
шифровывает результаты. Вместо этого будет лазерный излуча-
тель-приемник (рис. 3.40), укрепленный неподалеку от изделия.
После сканирования поверхности лучом прибор даст изображение
Дефектов на экране дисплея и одновременно цифровую оценку их
важнейших параметров.
ЗАКЛЮЧЕНИЕ
Прочитавший книгу, по-видимому, обратил внимание на ее
структуру. В первой главе рассмотрены теоретические вопросы
акустики и электроакустики, необходимые для акустического конт-
роля. Во второй —• теория основных методов контроля и принципы
устройства соответствующей аппаратуры. Третья глава посвящена
вопросам применения акустических методов для решения практи-
ческих задач контроля. Таким образом реализована тенденция: от
теории к практике.
В книге автоматизация контроля, визуализация его результатов
рассмотрена недостаточно подробно, так как этим проблемам спе-
циально посвящается пятая книга данной серии. Возможно следо-
вало большее внимание уделить контролю неметаллических мате-
риалов, поскольку применение их в современной технике быстро
расширяется. Патентный анализ показывает, что в области контро-
ля этих материалов за последние годы появляется особенно боль-
шое количество принципиально новых разработок. Читателям, ин-
тересующимся этой областью контроля рекомендуется воспользо-
ваться специальной литературой, например [6 и 8].
Тем, кто использует эту книгу в качестве учебного пособия,
хочется напомнить еще раз, что высококвалифицированные специа-
листы в области контроля рождаются только на основе сочетания
теоретических знаний с опытом практической работы.
ПРИЛОЖЕНИЕ
(СПРАВОЧНОЕ)
Таблица П.,1
Типы воли
Среда распространения Тип (название) волны Характеристика волны Скорость распространения *
Жидкость или газ Продольные (ра- стяжения — сжа- тия) Периодические рас- ширения и сжатия среды С
Безграничное твердое тело Продольные (ра- стяжения — сжа- тия, безвихревые) Поперечные (сдвига, эквиволю- минальные) Частицы колеблют- ся в направлении рас- пространения волны Частицы колеблют- ся в плоскости, пео- пендикулярной на- правлению распро- странения волны Cl ct «0,55 ci
Поверхность по- лубезграничного тела Поверхностные (Рэлея) Головные (пол- зущие) Волна распростра- няется по поверхно- сти Быстро затухают вдоль поверхности вследствие переизлу- чения csaiG^3 ct Cl
Бесконечная пла- стина толщиной Нормальные не- симметричные (из- гибные, Лэмба) Нормлаьные сим- метричные (нор- мальные расшире- ния — сжатия, Лэмба) Изгиб пластины со сдвигом Продольные колеба- ния с изменением по- перечных размеров CpqQ * 0 сУ8о«0,9 ci
Бесконечный стержень диамет- Изгиба Изгиб стержня со сдвигом CbqO * 0
ром Продольные (растяжения — сжатия) Продольные колеба- ния с изменением по- перечных размеров cbso«0,86 ci
Бесконечный стержень или тру- ба Крутильные Вращение элемен- тов вокруг оси Cbr~^Ci
Указаны скорости волн в предельном случае ft/Х О-
Таблица П.2
Акустические свойства различных сред
Вещество Плотность, р, 103 кг/м3 Скорость распространения волн с, 103 м/с Волновое сопротивление для продольных волн г, I06 Па - с/ц
продольных поперечных поверхност- ных
Металлы
Алюминий 2,7 6,35 3,08 2,80 17,1
Бериллий 1,82 12,8 8,71 7,87 23,3
Бронза 8,5—8,9 3,5—3,8 2,3—2,5 2,1—2,3 31—33
Висмут 9,80 2,18 1,10 1,03 21,4
Вольфрам 19,3 5,18 2,87 2,65 100
Дюралюминий 2,7—2,8 6,25—6,35 3,1 2,9 17,2—17,5
Железо 7,8 5,91 3,23 3,0 46,1
Золото 19,3 3,24 1,20 1,12 62,5
Кадмий /8,6 2,78 1,5 1,4 27,0
Латунь 8,5 4,43 2,12 1,95 37,7
Литий 0,53 3,00 — 1,6
Магний 1,74 5,77 3,05 2,875 10,1
Медь 8,9 4,7.2 3,72 3,52 42,0
Молибден 10,1 6,29 3,35 3,11 63,5
Никель .8,8 5,63 2,96 2,64 49,5
Ниобий 3,9 4,10 1,70 1,58 35,3
Олово .7,3 3,32 1,67 1,56 24,2
Платина 21,4 3,96 1,67 1,57 84,6
Ртуть 13,6 1,45 — 19,8
Свинец П.4 2,16 0,70 0,63' 24,6
Серебро 10,5 3,60 1,59 1,48 38,0
Сталь: коррозион- 8,03 5,73 3,1.2 2,90 46,6
но-стойкая углероди- 7,80 5,92 3,28 3,01 46,1
стая Титан 4,50 6,00 3.50 3,20 27,0
Уран 18,7 3,37 1,94 1,8 63,0
Цинк 7,1 4,17 2,41 2,22 29,6
Цирконий 6,5 4,65 2,25 2,15 30,2
Чугун 7,2 3,5—5,6 2,2—3,2 25—40
Аральдит 1,18 Немете 2,5 1ЛЛЫ 1,1 3,0
Капрон 1,1 2,64 — 2,9
Кварц плавле- 2,2 5,93 3,75 3,39 13,0
ный Найлон, перлон 1,1 —1,2 1,8—2,2 1,8—2,7
Стекло органи- 1,18 2,65—2,73 1,12-1,13 1,05 3,0—3,22
ческое Окись алюми- 3,7-3,9 10 37—39
ния Полистирол 1.1 2,37 1,12 1,04 2,61
Продолжение табл. П.2
Скорость распространении волн с, 103 м/с Волновое сопротивление для продольных ВОЛН Z, Ю6 Па • с/м
Вещество Плотность, р, 1СР кг/м3 продольных поперечных поверхност- ных
Резина: сырая вулканизи- рованная Смола акрило- вая Стекло оконное Текстолит Фторопласт Фарфор Эбонит Эпоксидная смола твердая 1,3—2,1 0,9—1,6 1,18 2,6 1,2—1,3 2,2 2,4 1,2 1,15-1,3 1,5 1,5—2,3 2,6 5,7 2,6 1,35 5,3—5,35 2,40 2,5—2,8 1,12 3,4 3,5—3,7 1,1 II 1 1 1 11 1 1,9—3,1 1.3—3,7 3,2 14,5 3,1—3,9 3 12,8 2,9 2,8—3,7
Жидкости
(20 °C) Ацетон Вода 0,792 0,998 1,192 1,490 —
Глицерин 1,265 1,923 — —
Керосин 0,825 1,295 — —
Кислота уксус- ная Масло: 1,05 1,384
дизельное 0,88—1,02 1,25 • !
машинное (автол) трансфор- маторное Спирт: 0,89—0,96 1,74 —
0,9—0,92 1,38—1,40 —
метиловый 0,792 1,123 — —
этиловый 0,789 1,180
0,94
1,49
2.42
1,07
1,45
1,1—1,3
1,5—1,7
1,25—1,27
0,89
0,93
Газы Z
(0 °C) Водород Воздух 0,9-10-4 1,3-10-3 1,248 0,331 —— — 1,1-10”4 4,3-10 4
Коэффициент Пуассона
Рис. П.1. Зависимость соотно-
шения скоростей продольных ci,
поперечных ct, поверхностных с,
и симметричных волн в топком
стержне Со от коэффициента
Пуассона
Таблица П.З
Затухание ультразвуковых волн в некоторых жидкостях,
в воздухе при 20 °C
Среда Частота f, МГц Коэффициент затухания a/f2 (0:< с2/м — = 105 м-1 МГц-2
Воздух 1,1—1,4 1670-2000
Вода 7—250 2,5
Глицерин 0,5—4 250
Керосин 6—21 170
Кислота уксусная 0,5 9000
Масло трансформаторное 1—5 130
Ртуть 20—50 1.2-1,3
Спирт этиловый • 1—220 5,4
Рис. П.2. Зависимость коэффициента
затухания продольных L и попереч-
ных Т волн от частоты [ в алюминии
(А1), магнии (Mg), меди (Си) при
различной средней величине зерна D
Рис. П.З. Зависимость коэффициента
затухания продольных (сплошные ли-
нии) и поперечных (штриховые ли-
нии) волн от частоты в армко-железе
при различной средней величине зер-
на D
Рис. П.4. Зависимость коэффициента
затухания продольных волн в сталях
15, 40 и У 1,2 от частоты f при раз-
личной средней величине зерна О
Рис. П.5. Зависимость затухания
ультразвука от частоты в эпоксидной
смоле /, арелаксе 2, органическом
стекле 3, полистироле 4
Таблица П.4
Коэффициент затухания продольных волн для различных материалов
Коэффициент затухания 6, дБ/м Материал изделия Максимальная толщина, доступная контролю, м
1—10 (низкий) Отливки из алюминия и магния чистые и слабо- легированные Штамповки (чистые и низколегированные): сталь, алюминий, магний, серебро, никель, воль- фрам, титан Неметаллы: стекло, фарфор 1—10
10—100 (средний) Пластики (полистирол, оргстекло, резина) Отливки: алюминиевые и магниевые сплавы, низколегированная сталь, чугун со сфероидаль- ным графитом Штамповки: медь, латунь, бронза, металлокера- мика 0,1—1
Св. 100 (высокий) Пластики (поливинилхлорид, синтетические смо- лы). Пластики с наполнителями и резиной, вулка- низированная резина, дерево Литье: высоколегированная сталь, серый чугун, медь, цинк, латунь, бронза Неметаллы: пористая керамика, горные породы 0—0,1
Рис. П.6. Схема (а), углы (б) и ко-
эффициенты (в) отражения по ампли-
туде смещения продольной волны от
границы сталь — вакуум (газ)
Рис. П.7. Схема (а), углы (б) и ко-
эффициенты (в) отражения по ампли-
туде смещения, поперечной волны от
границы сталь — вакуум (газ)
Рис. П.8. Схема (а) и коэффи-
циенты (б) отражения по амп-
литуде от двугранного угла
стального ОК в зависимости от
угла падения р для продольной
(штриховая линия) и попереч-
ной (сплошная линия) воли
о)
Рис. П.9. Схема (а) и
коэффициенты прозрачно-
сти (по энергии) при па-
дении продольной волны
из полистирола на сталь
(б), из воды на сталь (в)
и алюминий (г)
Рис. П.10. Коэффициенты прозрачности по
амплитуде смещения (с индексом и) и на-
пряжения (с индексом о) для границы орг-
стекло (среда с индексом 1) —тонкий слой
масла — сталь (с индексом 2), / — продоль-
ные, t—поперечные волны; а)—из 2 в I,
б)—из 1 в 2. Сравнить с рис. 1.14: Вц~
~D^niiD'ii2il=DnimDcim\ Dit=DvM2Batzii=
=DaiitiDatzii
1 p/а
Рис. П.11. Поле излучения —
приема круглого преобразова-
теля в безразмерных координа-
тах: слева — кривые для корот-
кого импульса, справа — для
длинного импульса
Рис. П.12. Функции поля, ис-
пользуемые при расчете эхосиг-
налов от искусственных отра-
жателей
Рис. П.13. Положение акустическо-
го фокуса Fa относительно геомет-
рического фокуса F и коэффициент
усиления К (отношение полей фо-
кусирующего и нефокусирующего
преобразователя) в зависимости от
отношения F к длине ближней зо-
ны хв фокусирующего преобразо-
вателя
Рис. П.14. Отношение площадей плоскодон-
ного н углового отражателя N в зависимо-
сти от угла ввода а. Высота углового от-
ражателя по отношению к длине волны:
7—1,5; 2 — 2,3; 3 — 4,6
СПИСОК ЛИТЕРАТУРЫ
1. Бреховских Л. М., Годин О. А. Акустика слоистых сред. — М.: Наука,
1989, —416 с.
2. Викторов И. А. Ультразвуковые поверхностные волны в твердых телах.—
М.: Наука, 1981. —288 с.
3. Гурвич А. К-, Ермолов И. Н. Ультразвуковой контроль сварных швов,—
Киев: Техника, 1972.—:460 с.
4. Ермолов И. Н. Теория и практика ультразвукового контроля,. — М.: Ма-
шиностроение, 1981. — 240 с.
5. Иванов В. И., Белов В. М. — Акустикоэмиссионный контроль сварки и свар-
ных соединений. — М.: Машиностроение, 1981. — 284 с.
6. Ланге Ю. В. Акустические низкочастотные методы неразрушающего конт-
роля многослойных конструкций.-—М.: Машиностроение, 1991.
7. Методы акустического контроля металлов / Под ред. Н. П. Алешина. —
М.: Машиностроение, 1989. — 456 с.
8. Потапов А. И. Контроль качества и прогнозирование надежности конструк-
ций из композитных материалов. — Л.: Машиностроение, 1980. — 261 с.
9. Приборы для неразрушающего контроля материалов и изделий. Справоч-
ник. В 2 кн./Под ред. В. В. Клюева. — М.: Машиностроение, 1986. Кн. 2. — 352 с.
10. Скучик Е. Основы акустики. В 2 т. — М.: Мир, 1976. Т. 2. — 546 с.
11. Ультразвук. Маленькая энциклопедия / Под ред. А. П. Галяминой. — М.:
Советская энциклопедия, 1979. — 400 с.
12. Ультразвуковые пьезопреобразователи для неразрушающего контроля/
Под ред. И. Н. Ермолова. — М.: Машиностроение, 1986. — 280 с.
13. Физическая акустика. В 4 т. Под ред. У. Мэзона. Т. 1. Методы и прибо-
ры ультразвуковых исследований. Ч. А. — М.: Мир, 1966. — 592 с.
14. Чебанов В. Е. Лазерный ультразвуковой контроль материалов. — Л.: Из-
дат. Ленинградского университета, 1986. — 232 с.
15. Шрайбер Д. С. Ультразвуковая дефектоскопия. — М.: Металлургия,
1965, —392 с.
ОГЛАВЛЕНИЕ:
Предисловие......................................................... 3
Введение............................................................ 5
Глава 1. Акустические волны и их распространение...................., Д4
§ 1.1. Типы акустических волн..................................... 14
§ 1.2. Акустические свойства сред ................................. 30
§ 1.3. Отражение и преломление акустических волн.................. 35
§ 1.4. Дифракция и рефракция акустических волн.................... 46
§ 1.5. Излучение и прием акустических волн......................... 56
§ 1.6. Акустическое поле преобразователя .............. 75
Глава 2. Методы и аппаратура акустического контроля.................... 92 .
1 § 2.1. Эхометод. Аппаратура .................................... 92
§ 2.2. Расчет эхосигналов......................................... 107
-!•: § 2.3. Помехи эхометода и способы борьбы с ними.................. 125
§ 2.4. Характеристики эхометода, их оптимизация и проверка....... 134
§ 2.5. Методы прохождения и комбинированные методы................ 151
§ 2.6. Методы колебаний............................................. 163
§ 2.7. Акустико-эмиссионный метод............................... 171
Глава 3. Применение акустических методов.................-........... 185
§ 3.1. Дефектоскопия металлических объектов....................... 185
§ 3.2. Дефектоскопия неметаллических материалов и многослойных
конструкций...................................................... 218
§ 3.3. Измерение размеров......................................... 234
§ 3.4. Контроль физико-механических свойств материалов............ 247
§ 3.5. Тенденции развития акустических методов контроля............264
Заключение ............................................................272
Приложение . ..........................................................273
Список литературы................................................... 282