/
Текст
УДК 621.923:621.922.024
Шлифование и полирование хромированных деталей гибкими
бесконечными алмазными лентами
В настоящее время для обработ-
ки деталей на финишных опера-
циях все чаще применяют абразив-
ные инструменты с упругим эла-
стичным основанием, что позволяет
расширить технологические воз-
Особенностями рассматриваемо-
го метода являются: использова-
ние дополнительных колебатель-
ных движений инструмента для
восстановления режущих свойств
абразивных зерен, очистки режу-
щего слоя от стружки и продук-
тов износа и создания сетчатого
микрорельефа на обрабатываемой
поверхности; возможность регули-
рования усилий контакта лент с
обрабатываемой поверхностью; од-
новременное использование двух
алмазных леит с различными ре-
жущими свойствами; возможность
обработки ступенчатых деталей;
подача в зону резания СОЖ
тонкой фильтрации.
Эластичные алмазные и кубони-
товые ленты изготовляют из шлиф-
порошков зернистостью 250/200 —
50/40 и микропорошков зернисто-
стью 60/40—1/0. Абразивные лен-
ты, установленные на лентопротяж-
ных механизмах в шлифовальной
головке, совершают колебательные
движения вокруг вертикальной осн
с регулируемыми частотой и ам-
плитудой колебаний.
В результате колебательного
движения инструмента происходит
переориентация режущих граней
абразивных зерен относительно об-
рабатываемого материала, их само-
затачивание и очистка площадок
износа от наплывов металла [1].
Колебательное движение лент спо-
собствует равномерной обработке
деталей и создает на обрабаты-
ваемой поверхности пересекаю-
щийся сетчатый микрорельеф.
Нормальная сила резания и ко-
личество участвующих в резании
абразивных зерен регулируются из-
менением натяжения ленты н угла
охвата лентой обрабатываемой де-
тали. При необходимости увеличе-
ния нормальной составляющей си-
лы резання в лентопротяжные ме-
ханизмы устанавливают контакт-
ные ролики с регулируемой силой
прижатия ленты к обрабатываемой
поверхности.
Для сохранения постоянства дав-
ления ленты на обрабатываемую
деталь во время ее колебаний
натяжение ленты периодически
усиливается или ослабляется с
помощью механизма со сменным
кулачком [2, 3], кинематически
связанного с поворотным устрой-
ством шлифовальной головки.
Для увеличения производитель-
ности шлифования и управления
качеством обработанной поверх-
Канд. техн, наук В. А. МОРОЗОВ
можностн шлифования и полирова-
ния поверхностей деталей машин и
приборов.
В НПО «РостНИИТМ» разрабо-
тан метод шлифования и полирова-
ния высокотвердых поверхностей
ности в шлифовальной головке
смонтированы два лентопротяжных
механизма, на которые устанавли-
ваются ленты одинаковой или раз-
ной зернистости. При обработке
криволинейных поверхностей слож-
ной формы в полировальную го-
ловку можно устанавливать до-
полнительные отклоняющие и про-
филирующие ролики [4].
При подходе к лейте другой
детали или участка детали друго-
го диаметра контактный датчик да-
ет сигнал гидравлическому приво-
ду на быстрый подъем или опуска-
ние опорных роликов и контакт-
ного горизонтального участка лен-
ты иа расстояние до 30 мм. Прн
бесцентровой подаче заготовок для
преодоления силы резаиия н увели-
чения силы трения с ведущими
роликами в зоне резания установ-
лены два прижимных ролика, кото-
рые автоматически поднимаются и
опускаются на обрабатываемую де-
таль по сигналу контактного датчи-
ка.
СОЖ подается в зону резания
одновременно на две ленты. Для
очистки СОЖ предусмотрены от-
стойники с магнитными улавлива-
телями и скоростная центрифуга со
степенью фильтрации СОЖ 10 мкм
или фильтр-транспортер.
При приложении нормальной на-
грузки к ленте твердые алмазные
зерна внедряются в более мягкий
материал обрабатываемой детали.
Перемещаясь вместе с лентой в
тангенциальном направлении,
внедрившиеся зерна деформируют
материал и совершают микрореза-
ние [5].
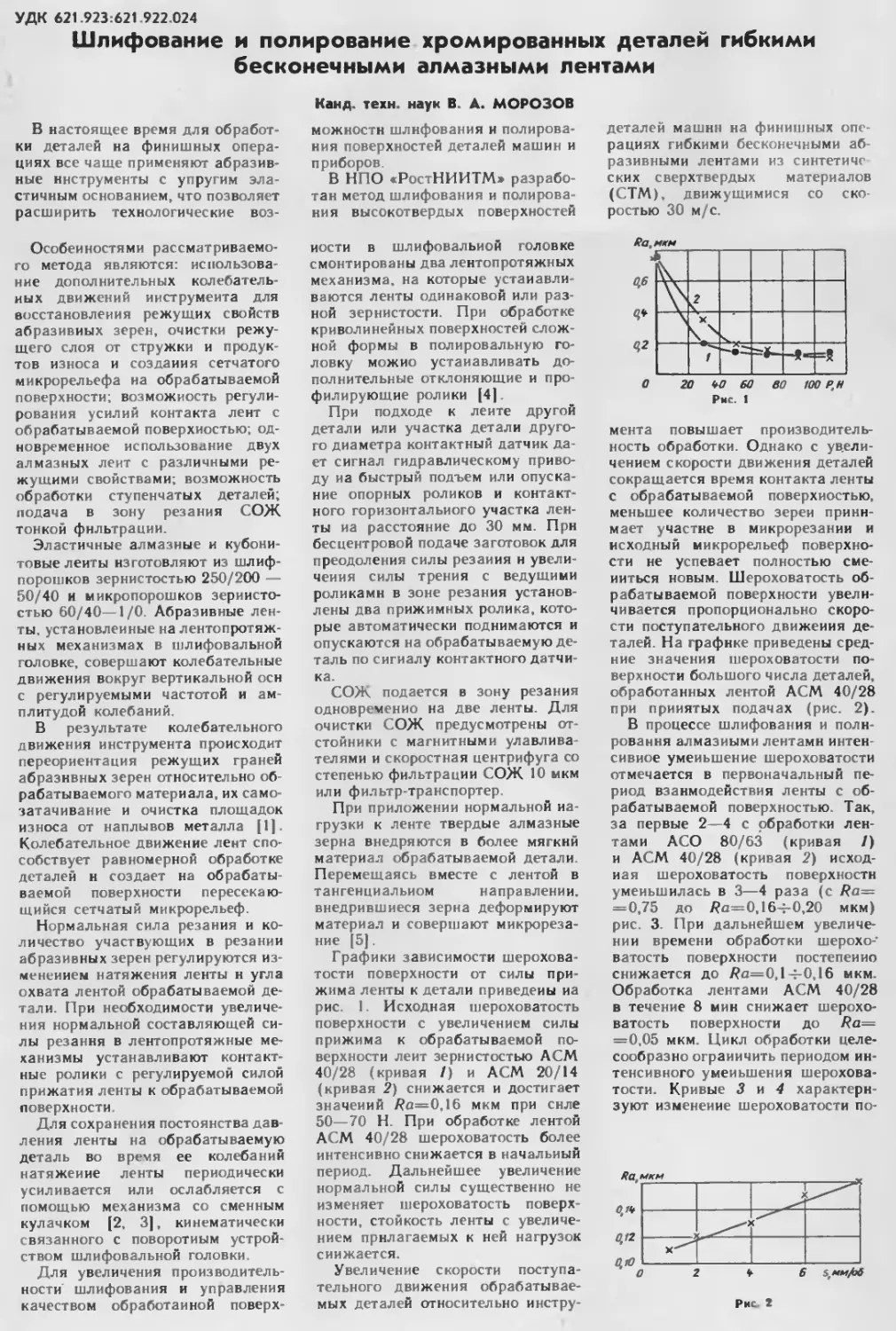
Графики зависимости шерохова-
тости поверхности от силы при-
жима ленты к детали приведены иа
рис. 1. Исходная шероховатость
поверхности с увеличением силы
прижима к обрабатываемой по-
верхности леит зернистостью АСМ
40/28 (кривая /) и АСМ 20/14
(кривая 2) снижается и достигает
значений /?а=0,16 мкм при силе
50—70 Н. При обработке лентой
АСМ 40/28 шероховатость более
интенсивно снижается в начальный
период. Дальнейшее увеличение
нормальной силы существенно не
изменяет шероховатость поверх-
ности, стойкость ленты с увеличе-
нием прилагаемых к ней нагрузок
снижается.
Увеличение скорости поступа-
тельного движения обрабатывае-
мых деталей относительно инстру-
деталей машин на финишных опе-
рациях гибкими бесконечными аб-
разивными лентами из синтетиче
ских сверхтвердых материалов
(СТМ), движущимися со ско
ростью 30 м/с.
мента повышает производитель-
ность обработки. Однако с увели-
чением скорости движения деталей
сокращается время контакта ленты
с обрабатываемой поверхностью,
меньшее количество зерен прини-
мает участие в микрорезании и
исходный микрорельеф поверхно-
сти не успевает полностью сме-
ниться новым. Шероховатость об-
рабатываемой поверхности увели-
чивается пропорционально скоро-
сти поступательного движения де-
талей. На графике приведены сред-
ние значения шероховатости по-
верхности большого числа деталей,
обработанных лентой АСМ 40/28
при принятых подачах (рис. 2).
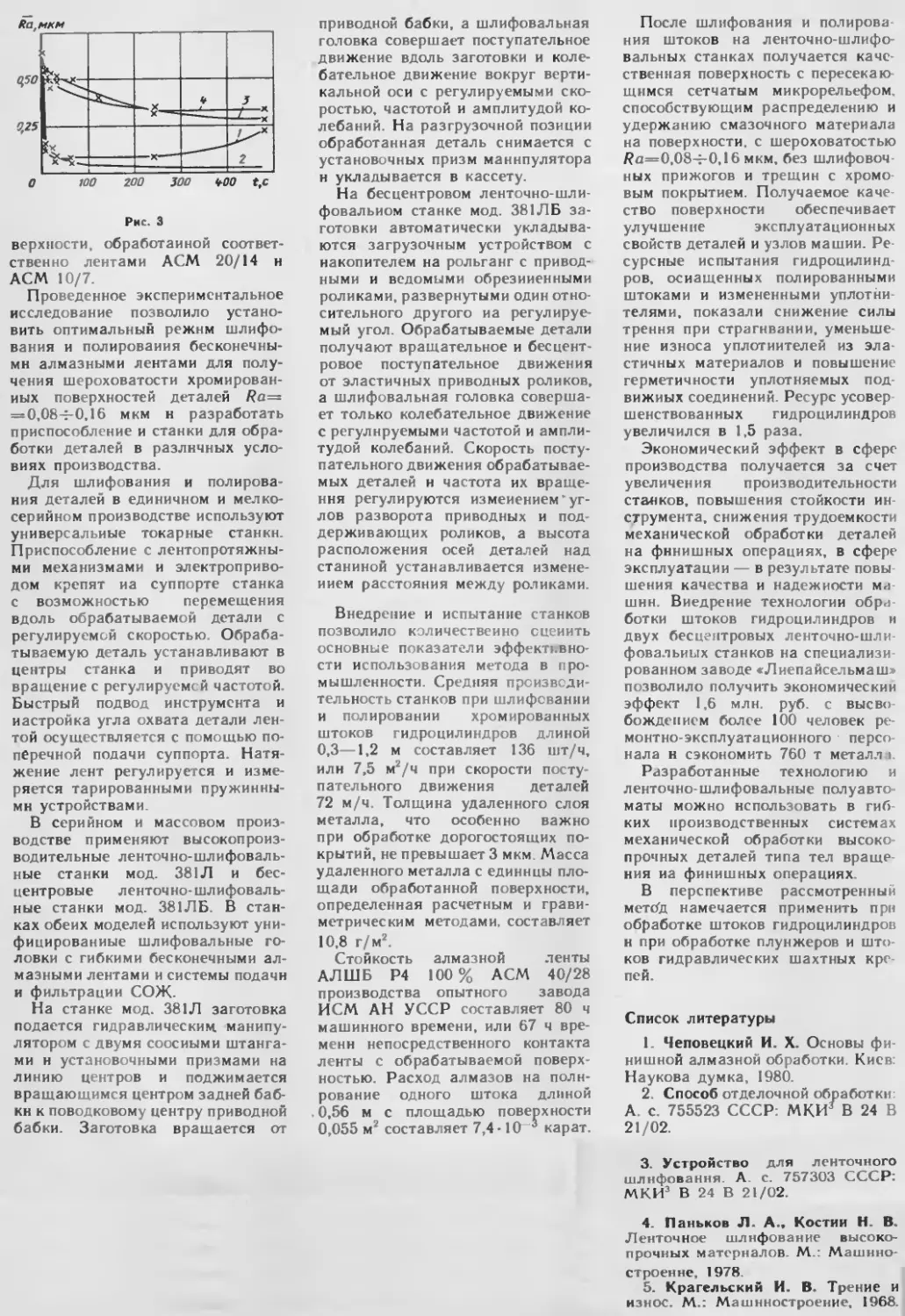
В процессе шлифования и поли-
рования алмазными лентами интен-
сивное уменьшение шероховатости
отмечается в первоначальный пе-
риод взаимодействия ленты с об-
рабатываемой поверхностью. Так,
за первые 2—4 с обработки лен-
тами АСО 80/63 (кривая /)
и АСМ 40/28 (кривая 2) исход-
ная шероховатость поверхности
уменьшилась в 3—4 раза (с Ra=
=0,75 до /?а=0,164-0,20 мкм)
рис. 3. При дальнейшем увеличе-
нии времени обработки шерохо-
ватость поверхности постелейио
снижается до /?а=0,14-0,16 мкм.
Обработка лентами АСМ 40/28
в течение 8 мин снижает шерохо-
ватость поверхности до Ra=
=0,05 мкм. Цикл обработки целе-
сообразно ограничить периодом ин-
тенсивного уменьшения шерохова-
тости. Кривые 3 и 4 характери-
зуют изменение шероховатости по-
Рис. 3
верхности, обработанной соответ-
ственно лентами АСМ 20/14 н
АСМ 10/7.
Проведенное экспериментальное
исследование позволило устано-
вить оптимальный режим шлифо-
вания и полирования бесконечны-
ми алмазными лентами для полу-
чения шероховатости хромирован-
ных поверхностей деталей Ra—
=0,084-0,16 мкм и разработать
приспособление и станки для обра-
ботки деталей в различных усло-
виях производства.
Для шлифования и полирова-
ния деталей в единичном и мелко-
серийном производстве используют
универсальные токарные станкн.
Приспособление с лентопротяжны-
ми механизмами и электроприво-
дом крепят на суппорте станка
с возможностью перемещения
вдоль обрабатываемой детали с
регулируемой скоростью. Обраба-
тываемую деталь устанавливают в
центры станка и приводят во
вращение с регулируемой частотой.
Быстрый подвод инструмента и
настройка угла охвата детали лен-
той осуществляется с помощью по-
перечной подачи суппорта. Натя-
жение лент регулируется и изме-
ряется тарированными пружинны-
ми устройствами.
В серийном и массовом произ-
водстве применяют высокопроиз-
водительные ленточно-шлифоваль-
ные станки мод. 381Л и бес-
центровые ленточно-шлифоваль-
ные станки мод. 381ЛБ. В стан-
ках обеих моделей используют уни-
фицированные шлифовальные го-
ловки с гибкими бесконечными ал-
мазными лентами и системы подачн
и фильтрации СОЖ.
На станке мод. 381Л заготовка
подается гидравлическим манипу-
лятором с двумя соосными штанга-
ми н установочными призмами на
линию центров и поджимается
вращающимся центром задней баб-
кн к поводковому центру приводной
бабки. Заготовка вращается от
приводной бабки, а шлифовальная
головка совершает поступательное
движение вдоль заготовки и коле-
бательное движение вокруг верти-
кальной оси с регулируемыми ско-
ростью, частотой и амплитудой ко-
лебаний. На разгрузочной позиции
обработанная деталь снимается с
установочных призм манипулятора
н укладывается в кассету.
На бесцентровом ленточно-шли-
фовальиом станке мод. 381ЛБ за-
готовки автоматически укладыва-
ются загрузочным устройством с
накопителем на рольганг с привод-
ными и ведомыми обрезиненными
роликами, развернутыми один отно-
сительного другого иа регулируе-
мый угол. Обрабатываемые детали
получают вращательное и бесцент-
ровое поступательное движения
от эластичных приводных роликов,
а шлифовальная головка соверша-
ет только колебательное движение
с регулируемыми частотой и ампли-
тудой колебаний. Скорость посту-
пательного движения обрабатывае-
мых деталей н частота их враще-
ния регулируются изменением’уг-
лов разворота приводных и под-
держивающих роликов, а высота
расположения осей деталей над
станиной устанавливается измене-
нием расстояния между роликами.
Внедрение и испытание станков
позволило количественно оценить
основные показатели эффективно-
сти использования метода в про-
мышленности. Средняя производи-
тельность станков при шлифовании
и полировании хромированных
штоков гидроцилиндров длиной
0,3—1,2 м составляет 136 шт/ч,
илн 7,5 м2/ч при скорости посту-
пательного движения деталей
72 м/ч. Толщина удаленного слоя
металла, что особенно важно
при обработке дорогостоящих по-
крытий, не превышает 3 мкм. Масса
удаленного металла с единицы пло-
щади обработанной поверхности,
определенная расчетным и грави-
метрическим методами, составляет
10,8 г/м2.
Стойкость алмазной ленты
АЛШБ Р4 100% АСМ 40/28
производства опытного завода
ИСМ АН УССР составляет 80 ч
машинного времени, или 67 ч вре-
мени непосредственного контакта
ленты с обрабатываемой поверх-
ностью. Расход алмазов на поли-
рование одного штока длиной
.0,56 м с площадью поверхности
0,055 м2 составляет 7,4- 10 4 s карат.
После шлифования и полирова-
ния штоков на ленточно-шлифо-
вальных станках получается каче-
ственная поверхность с пересекаю-
щимся сетчатым микрорельефом,
способствующим распределению и
удержанию смазочного материала
на поверхности, с шероховатостью
/?а=0,084-0,16 мкм, без шлифовоч-
ных прижогов и трещин с хромо-
вым покрытием. Получаемое каче-
ство поверхности обеспечивает
улучшение эксплуатационных
свойств деталей и узлов машин. Ре-
сурсные испытания гидроцилинд-
ров, оснащенных полированными
штоками и измененными уплотни-
телями, показали снижение силы
трення при страгнвании, уменьше-
ние износа уплотнителей из эла-
стичных материалов и повышение
герметичности уплотняемых под-
вижных соединений. Ресурс усовер
шенствованных гидроцилиндров
увеличился в 1,5 раза.
Экономический эффект в сфере
производства получается за счет
увеличения производительности
станков, повышения стойкости ин-
струмента, снижения трудоемкости
механической обработки деталей
на финишных операциях, в сфере
эксплуатации — в результате повы-
шения качества и надежности ма-
шин. Внедрение технологии обра-
ботки штоков гидроцилиндров и
двух бесцентровых ленточно-шли-
фовальных станков на специализи-
рованном заводе «Лиепайсельмаш»
позволило получить экономический
эффект 1,6 млн. руб. с высво-
бождением более 100 человек ре-
монтно-эксплуатационного персо-
нала и сэкономить 760 т металл i.
Разработанные технологию и
ленточно-шлифовальные полуавто-
маты можно использовать в гиб-
ких производственных системах
механической обработки высоко-
прочных деталей типа тел враще-
ния иа финишных операциях.
В перспективе рассмотренный
метСд намечается применить при
обработке штоков гидроцилиндров
н при обработке плунжеров и што-
ков гидравлических шахтных кре-
пей.
Список литературы
1. Чеповецкий И. X. Основы фи-
нишной алмазной обработки. Киев:
Наукова думка, 1980.
2. Способ отделочной обработки:
А. с. 755523 СССР: МКРР В 24 В
21/02.
3. Устройство для ленточного
шлифования. А. с. 757303 СССР:
МКИ3 В 24 В 21/02.
4. Паньков Л. А., Костии Н. В.
Ленточное шлифование высоко-
прочных материалов. М.: Машино-
строение, 1978.
5. Крагельский И. В. Трение и
износ. М.: Машиностроение, 1968.