/














































Текст
♦ И l-VZS
о w
В. И. Островский
Теоретические
основы
процесса
шлифования
-1 -- ВНЙМЯМИМШ» » Ч1ШИ иШйШа f~ Л ~ ^ви
Система моделей- динамическая. Оптимизация
кинематическая, механическая. процесса
инструментальная теплофнзнческая шлифования
Представлено к изданию
Северо-Западным заочным
политехническим институтом
УДК 621.92
Островский В. И. Теоретические основы процесса шлифования.—
Л.: Изд-во Ленингр. ун-та, 1981. 144 с. Ил. — 21, табл.— 13. биб-
лиогр.—64 назв.
В основу теории шлифования положен комплекс взаимосвязанных
моделей процесса, созданных на базе системного подхода. Теоретичес-
кое описание механических и теплофизических процессов базируется на
«динамической» модели абразивного инструмента, которая представля-
ет собой результат совместного решения основных уравнений кинемати-
ческой и статической инструментальной моделей. Эффективность при-
менения теории для решения технологических задач оптимизации и
управления процессом основана на физическом и математическом ана-
лизе системы используемых зависимостей. Силовые и тепловые огра-
ничения, -накладываемые механикой и теплофизикой процесса, исполь-
зуются в качестве ограничительных функций в оптимизационной моде-
ли шлифования, которая состоит из теоретических и эксперименталь-
ных зависимостей.
Книга предназначена для специалистов по механической обработке
материалов, автоматическому управлению и регулированию техно-
логическими процессами, студентов и аспирантов соответствующих
специальностей.
Научный редактор канд. техн, наук Ю. Р. Витенберг
Рецензенты: д-р техн, наук Л. И. Федотов (СЗПИ), д-р техн,
наук Б. Л. Глаговский (ВНИИАШ)
49 60 b
0 31202—078 1ПЙ_Я1 -2704040000
076(02)—81
Издательство
Ленинградского
университета,
1981 г,
ВВЕДЕНИЕ
Материальную базу любого производства составляют техно-
логические процессы. В машиностроении из них наибольшую
роль играют процессы механической обработки резанием, в
числе которых большое место занимают операции шлифования.
Объем шлифовальных работ постоянно возрастает, составляя
в среднем 25—30%, а в отдельных отраслях промышленности
до 70% всех станочных работ. Интенсивно ведется поиск новых
методов и средств повышения эффективности процесса: приме-
нение сверхтвердых синтетических материалов, новых сма-
зочно-охлаждающих жидкостей, импрегнирование (насыще-
ние пор готового абразивного инструмента веществами, улуч-
шающими его свойства), обработка глубоким холодом (ОГХ)
и т. д. Их эффективность во многом зависит от оптимизации
процесса и повышения качества абразивного инструмента.
Поиски новых путей интенсификации процесса и управле-
ния им требуют создания строгой, цельной, физически обосно-
ванной теории шлифования. Практическая направленность
технологии, под влиянием которой складывается теория шлифо-
вания, оказала существенное влияние на ее формирование:
обычно стремятся раскрыть не суть явлений, а найти пути
улучшения шлйфуемости различных материалов. Определенный
прогресс в этом направлении создал некоторые диспропорции
между практикой и теорией не в пользу последней. В связи с
этим развитие теоретических основ шлифования является акту-
альной задачей и требует дальнейшей систематизации, углубле-
ния и обобщения. Создание теории шлифования необходимо
для решения двух практически важных задач: расчета техно-
3
логических характеристик и режима обработки в зависимости
от требуемых параметров шлифуемого изделия и определения
оптимального управления режимами обработки. Однако на пути
ее создания лежат значительные трудности, так как шлифова-
ние представляет собой сложный для анализа объект исследо-
вания.
Результаты операции шлифования определяются параметра-
ми технологической системы СПИД, подсистемой (частью) ко-
торой является собственно процесс шлифования, характеризуе-
мый выходными параметрами.
С практической точки зрения процесс шлифования целесо-
образно представить как объект оптимального управления, для
чего необходима исходная информация в виде теоретических
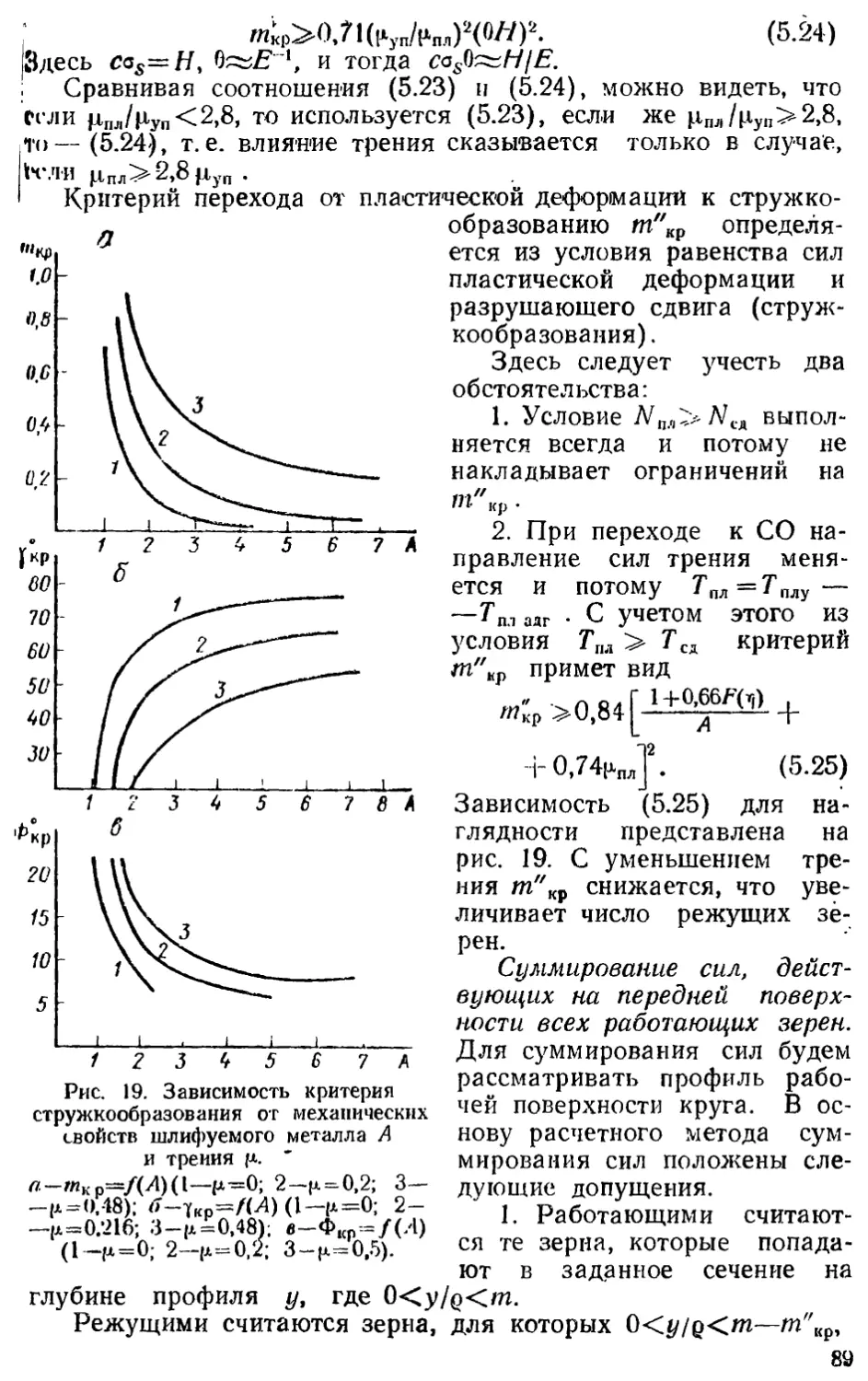
пли экспериментальных количественно оформленных причинно-
следственных связей контролируемых входных и выходных па-
раметров. Исходную информацию логичнее формировать на ба-j
зе теоретических моделей, так как на стайках с автоматически-
ми и адаптивными системами управления процесс резания вы-
полняется с переменными режимами. Следовательно, надо]
знать не только то, что дается эмпирическими зависимостями,1
—связь начального и конечного состояний, но и путь к выход-
ным параметрам, т. е. физические закономерности, управляю-'
щие процессом, которые описываются в теоретических моделях.
Физической основой излагаемой теории является концепция
о съеме металла при шлифовании как механическом деформа-
ционном процессе, обусловленном кинематикой и комплексом
объемных и поверхностных свойств заготовки и инструмента,
протекающем в условиях высокотемпературного самоподогрева.
Закономерности шлифования рассматриваются с позиций
представлений о дискретной функционально упорядоченной ре-
жущей поверхности абразивного инструмента и модельных
представлений о механических и теплофизпческих свойствах
обрабатываемого и инструментального материалов, силах и
температурах, возникающих при их деформациях и трении.
Методической основой теории является положение о моде-
лировании процесса па базе системного подхода. В основу тео-
рии положен комплекс взаимосвязанных моделей: кинемати-
ческой, статической и «динамической» инструментальной, меха-
нической и теплофизической. Основополагающей является «ди-
намическая» модель абразивного инструмента, представляю-
щая собой результат совместного решения основных уравнений
статической инструментальной и кинематической моделей. Это
позволяет учесть основную особенность процесса— зависимость
числа режущих элементов от условий шлифования, что означа-
ет существование выбора — отбора их из общего количества на
рабочей поверхности инструмента. Следовательно, процесс шли-
фования как динамическая система обладает способностью к
отбору (селекции), откуда вытекают два важных положения:
4
!) эту особенность нельзя объяснить В рамках тёорйй вкроят-
пости. Она должна быть обоснована в динамических критери-
ях* что требует создания «динамической» модели абразивного
инструмента; 2) такая система способна (посредством измене-
ния рельефа) к саморегулированию, двумя важнейшими пред-
посылками которого являются закономерности, диктуемые ме-
ханикой процесса, и временность (появление и исчезновение)
режущих зерен. Первое приводит к появлению причинной, а
второе — обратной связи между процессами, ведущими к обра-
юванию среза.
Уделено внимание вопросам практического применения тео-
ретических зависимостей особенно в задачах оптимизации и уп-
равления процессом, где их использование связано с той ролью*
которую они играют в структуре оптимизационной модели шли-
фования (ОМШ). Основные компоненты ОМШ базируются*
как правило, на экспериментальных зависимостях. Вид и харак-
тер взаимосвязей этих зависимостей определяет оптимальные
условия шлифования. Для поиска этих условий предлагается
системный подход к экспериментальному моделированию.
Монография посвящена основам теории шлифования: анали-
iy ее физического содержания, обоснованию необходимых пред-
ставлений о реальных возможностях теории и рациональных
формах ее применения. Упор сделан не на математический ап-
парат, а на «систему взглядов» —ассортимент понятий, прин-
ципиальных положений и установок. Основное внимание уце-
нено вопросам методологии: постановке задач, выбору
математических моделей, а также анализу результатов моде-
лирования и их переводу в ранг рекомендаций. Автор стремил-
ся сочетать доступность изложения материала со строгостью,
Необходимой для возможности его практического применения.
К сожалению, книга страдает фрагментарностью, неизбежной
при таком небольшом объеме. Ее название (предложенное для
первоначального объема 20 п. л.), естественно, не представля-
йся сейчас достаточно убедительным, но в силу целого ряда
причин автор вынужден был оставить его. Из-за малого объе-
ма не приводятся обзор литературы, выводы аналитических ре-
нений, необходимые примеры, методики и результаты экспери-
ментальных проверок. Отсутствуют также теории рабочего цик-
ia, колебаний, очень скупо даны описания упругих деформаций
। качества шлифованной поверхности. Часть этих сведений чи-
•атель может найти в докторской диссертации автора. Автор
in деется, что если какие-то положения и выводы теории пока-
кутся неясными или недостаточно убедительными, то это не-
достатки не теории, а ее изложения. Развиваемые теоретичес-
кие представления, возможно, являются оптимальными ввиду
|к принципиальной простоты, высокой степени обобщения и
к*сной связи с предыдущими, ибо новое, как не без основания
юлагают, есть старое в оптимальном виде.
5
Автор приносит искреннюю благодарность некоторым свои]
коллегам и всем друзьям за многолетнюю помощь в работ<
Автор признателен также работникам Издательства ЛГУ за и
сотрудничество, полное юмора и понимания.
I. МЕТОДОЛОГИЧЕСКИЕ ОСНОВЫ
ТЕОРИИ ШЛИФОВАНИЯ
Построение теории шлифования основано на определенны
методологических принципах, суть которых кратко изложен!
ниже.
Как известно, существуют два метода моделирования: э^
спериментальный и теоретический. ?
При экспериментальном моделировании устанавливаете
непосредственная функциональная связь между выходным!
показателями операции шлифования (чистота, точность o6p<j
ботки, сила резания и т.п.) и входными-исходными технологи
ческими факторами (ИТФ) (элементы режимов резания, ха
рактеристики абразивного инструмента и т.п.). Эти свяа
устанавливаются путем проведения специально поставлены^
опытов в определенных условиях. Обрабатывая экспериментали
ные данные, получают эмпирические зависимости, как правил!
в виде степенных функций. При этом методе сам процесс резя
ния при шлифовании не изучается, представляя собой извеся
ный в кибернетике «черный ящик». При таком кибернетическо!
подходе процесс шлифования представляется как единый обта
ект, описываемый сравнительно простой системой степенны]
зависимостей, которые можно использовать для расчета режн
мов резания, управления и оптимизации. Недостатками такой
подхода являются: частный характер получаемых зависимосте!
отсутствие в них ясно выраженного физического содержани!
необходимость проведения большого числа опытов. 1
При теоретическом моделировании, основанном на метод
научной абстракции, математическая модель составляется исхЛ
дя из известных физических законов, которые предполагают^
лежащими в основе рассматриваемых явлений. При этом в м!
6 I
дель непосредственно включаются характеристики объекта ис-
। ледования: свойства материалов, характерные геометрические
и кинематические соотношения и т. д. Подобные модели более
универсальны, обеспечивают лучшее понимание и прогнозиро-
ванию процессов.
Каждый из описанных методов имеет определенные досто-
инства и недостатки. В моделях экспериментально-статисти-
ческого характера несмотря на их явное количественное пре-
восходство не развивается уровень представлении о процессе
шлифования. Различие таких моделей проявляется не на уров-
не представлений о процессе, а в трактовке экспериментальных
цнппых. В то же время вероятностно-статистические методы
обеспечивают наилучшее использование информации. Теорети-
ческие модели, вскрывая физическое содержание происходя-
щих процессов, обладают высокой степенью абстракции, что
не всегда позволяет дать достаточно точное описание конкрет-
ной операции шлифования. Поэтому эффективным будет ра-
•умиое сочетание моделей двух вышеописанных типов.
Процесс шлифования — сложный и многогранный объект
исследования, поскольку снятие припуска при шлифовании со-
провождается целым комплексом явлений различной физичес-
кой природы. Вследствие этого его следует рассматривать как
ноеобразное сочетание различных видов движения (внутрен-
них степеней свободы): механического, теплового, химического
и г. п. Каждый из них изучается с помощью аппарата соответ -
1 гвующей фундаментальной науки: механики, теплофизики, хи-
мии, а их перекрестные и сопряженные эффекты (термомехани-
ческие, механохимические и т. п.) — с помощью термодинамики
необратимых процессов.
На основе термодинамики необратимых процессов был про-
неден в общем виде анализ процесса шлифования [33].
С термодинамической точки зрения процесс шлифования
представляет собой специфическую совокупность процессов
передачи и преобразования механической энергии, происходя-
щих во время движения инструмента и заготовки. Определяю-
щим параметром является скорость относительного перемеще-
ния, так как она ограничивает продолжительность элементар-
ных актов энергообмена. Поскольку скорости детали и круга не
равны, то возникает обмен количеством движения между их
контактирующими элементами, и этот эффект проявляется как
цействие касательных сил (напряжений). Работа возникающих
• iui расходуется на элементарные процессы в контактной зоне.
1 энергетической точки зрения сила обусловливает диссипацию
механической энергии движения, причем касательной (адгези-
онной) компоненте Pz соответствует передача энергии в форме
inula, а нормальной (деформационной) Ру —в виде работы
мгпггочной деформации.
7
На микрофизическом уровне сущность внутренних процп *'
сов заключается в превращении механического движения в мн
лекулярное тепловое в соответствии с общим законом сохране
ния энергии. Превращение в тепло происходит по поверхностЛ
контакта инструмента и заготовки по законам внешнего трепня
и во всем объеме тел в соответствии с теорией внутреннего тре-
ния. Энергетический баланс в общем случае включает в себя
наряду с механическими и термическими превращениями энер-
гии также диссипацию энергии в результате химических, элек-
трических и т. п. явлений [34].
Каждая из составляющих энергетического баланса представ-
ляет собой энергию, связанную с протеканием определенного
процесса. Физическое содержание каждой составляющей долж-
но быть раскрыто в соответствующей модели.
Моделирование требует учета принципиальных особенностей
процесса. Сравнение шлифования с процессами резания обыч-
ными многолезвийными инструментами (типа фрез, разверток
и т. п.) показывает, что отличие определяется в основном спе-
цификой строения абразивного инструмента (АИ) и соотноше-
нием нагрузок, действующих и допустимых прочностью режу-
щих элементов.
Первый фактор определяет исходную неопределенность
числа режущих элементов. Дело в том, что у обычных много-
лезвийных инструментов режущие элементы находятся только]
на поверхности, число их всегда постоянно, т. е. не зависит от
условий обработки и регламентируется ГОСТом. В шлифоваль-
ных инструментах режущие элементы (абразивные зерна) рас-
положены не только на поверхности инструмента, но и во всем
его объеме, а их количество зависит от условий шлифования.
Поэтому число и геометрические параметры режущих элемен-
тов как переменные факторы не могут регламентироваться
ГОСТом. Вследствие этого АИ является единственным инстру-
ментом, в котором гостируются параметры его внутреннего
объемного строения: размер зерна d (зернистость), количеств^
зерна рз и связки 0С (структура и твердость). Это обстоятель-
ство создает значительные трудности при построении теории
шлифования, ибо учет его требует предварительного создания
«динамической» модели АИ, которая затем должна быть вклю-
чена в физическую теорию процесса.
Второй фактор определяет отношение инструмента к разру-
шению его режущего элемента. В лезвийном инструменте раз-
рушение— это критическое событие, ведущее к поломке и выходу
его из строя. Происходит оно редко, так как обычно действую-
щие нагрузки значительно меньше допустимых прочностью ре-
жущего элемента. Вследствие этого обычно происходит только
поверхностное разрушение (износ) режущих элементов, что
обеспечивает только один режим работы инструмента — затуп-
ление. В абразивном инструменте разрушение режущих зерен —
iHipMiuibiioe рабочее состояние, так как действующие и до-
пустим ые нагрузки достаточно близки по величине. В этом
* iVune инструмент работает в режиме самозатачивания. Иногда
। руг работает в режиме затупления аналогично лезвийным
инструментам. Износ и разрушение АИ исследовались мето-
н»м экспериментального моделирования, результаты которого
нмпочались в теоретические зависимости.
Разнообразные деформационные и термические процессы,
мнутствующие шлифованию, потребовали создания соответст-
|цк)|цпх механических и теплофизических моделей. Конструи-
рование подобных моделей, а также выявление их внутренних
ншпмосвязей в общей технологической системе СПИД проводи-
и»п. па базе системного подхода, широко применяемого в тех-
нике для комплексного анализа сложных систем. Концепция
||<темного подхода к теоретическому и экспериментальному
• иделированию процесса шлифования разработана с учетом
• нецифики шлифования. Системный подход при теоретическом
моделировании заключается в структурном разбиении процесса
нл подпроцессы, их моделировании и установлении взаимо-
* пязей между ними. Созданный комплекс теоретических моде-
ли включает в себя кинематическую, статическую и «динами-
чгскую» инструментальные, механическую и теплофизическую
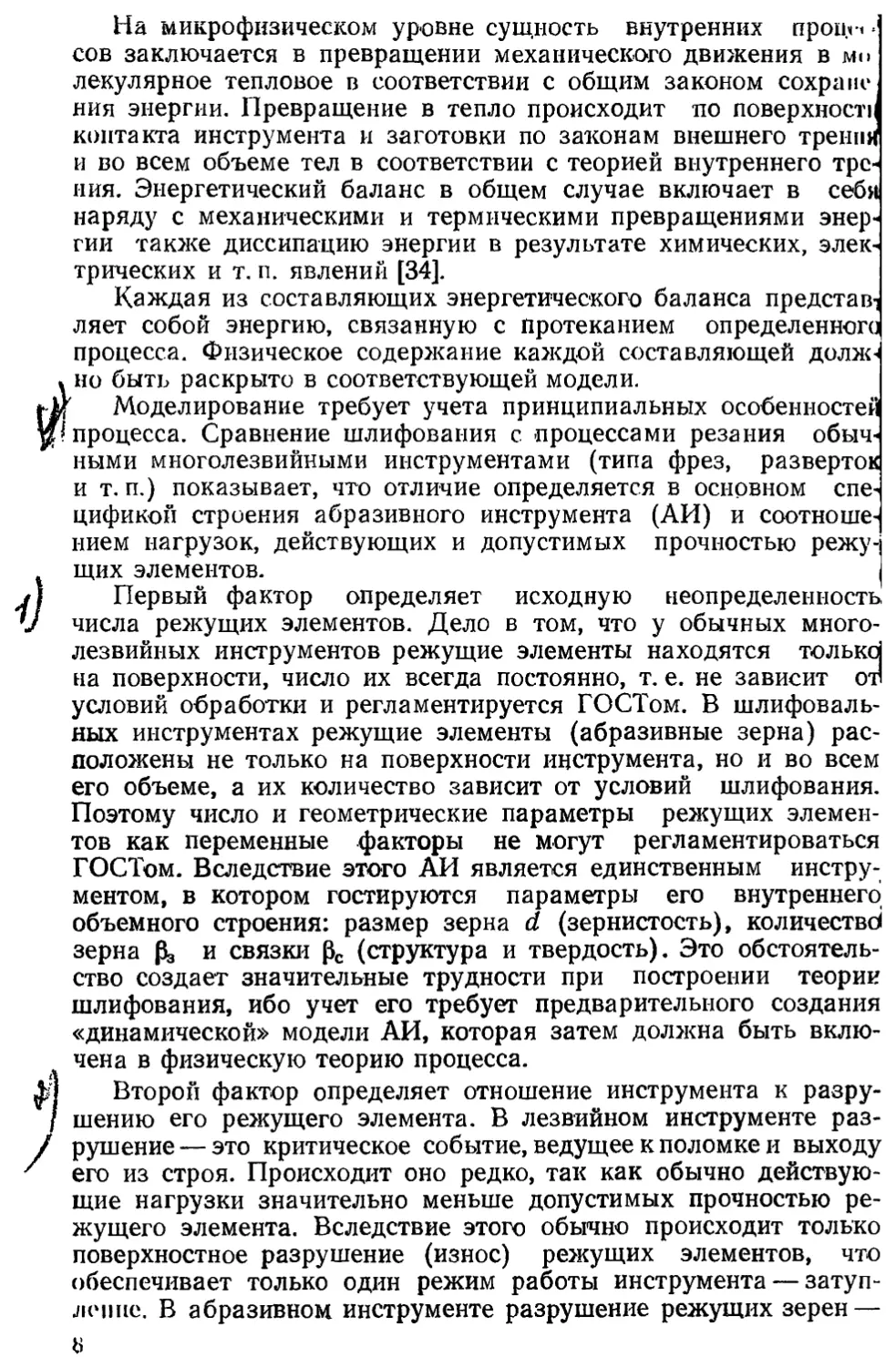
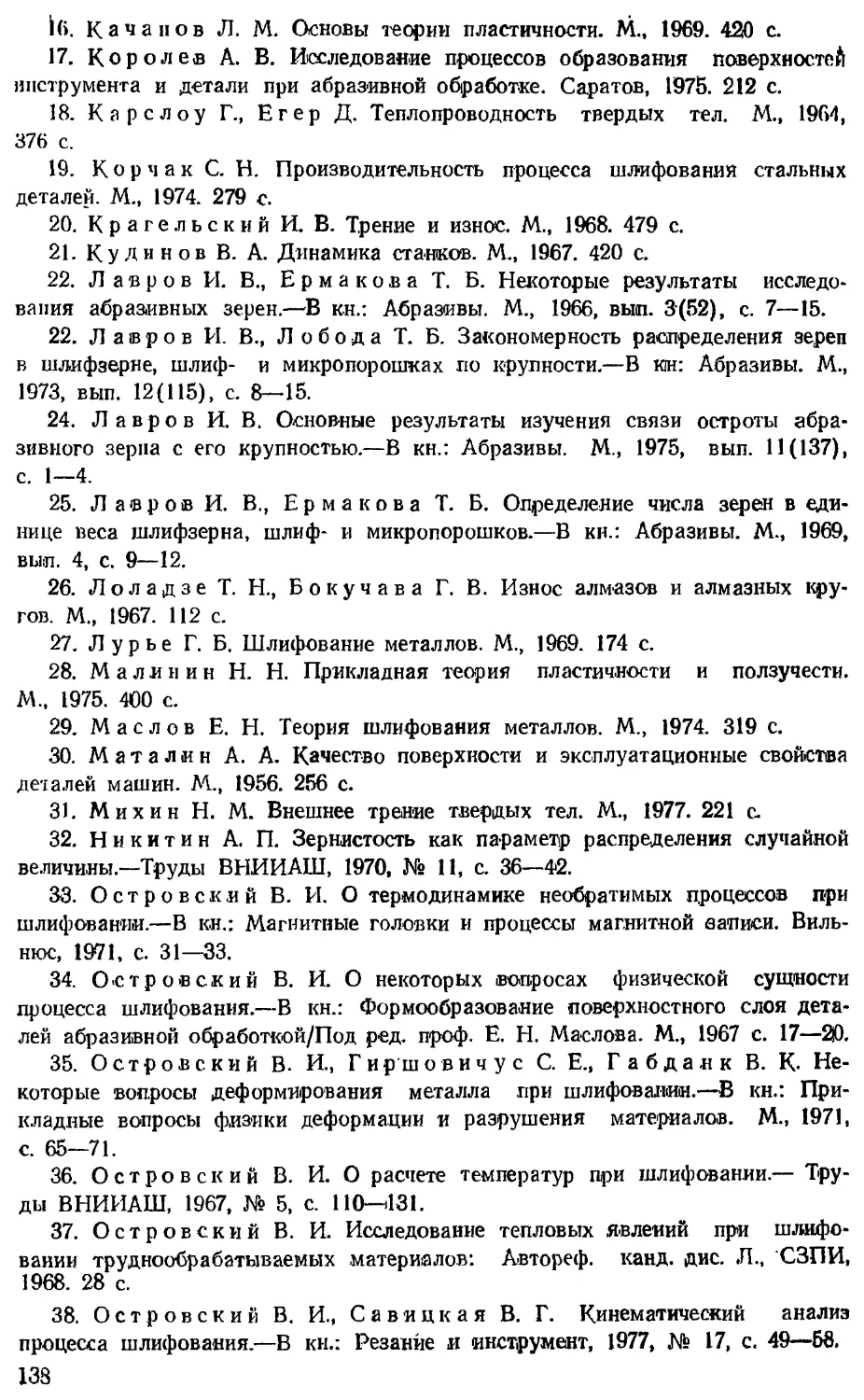
л одели, основные характеристики и взаимосвязи которых при-
ведены на рис. 1.
Рис. 1. Схема взаимосвязей теоретических моделей процесса шлифования.
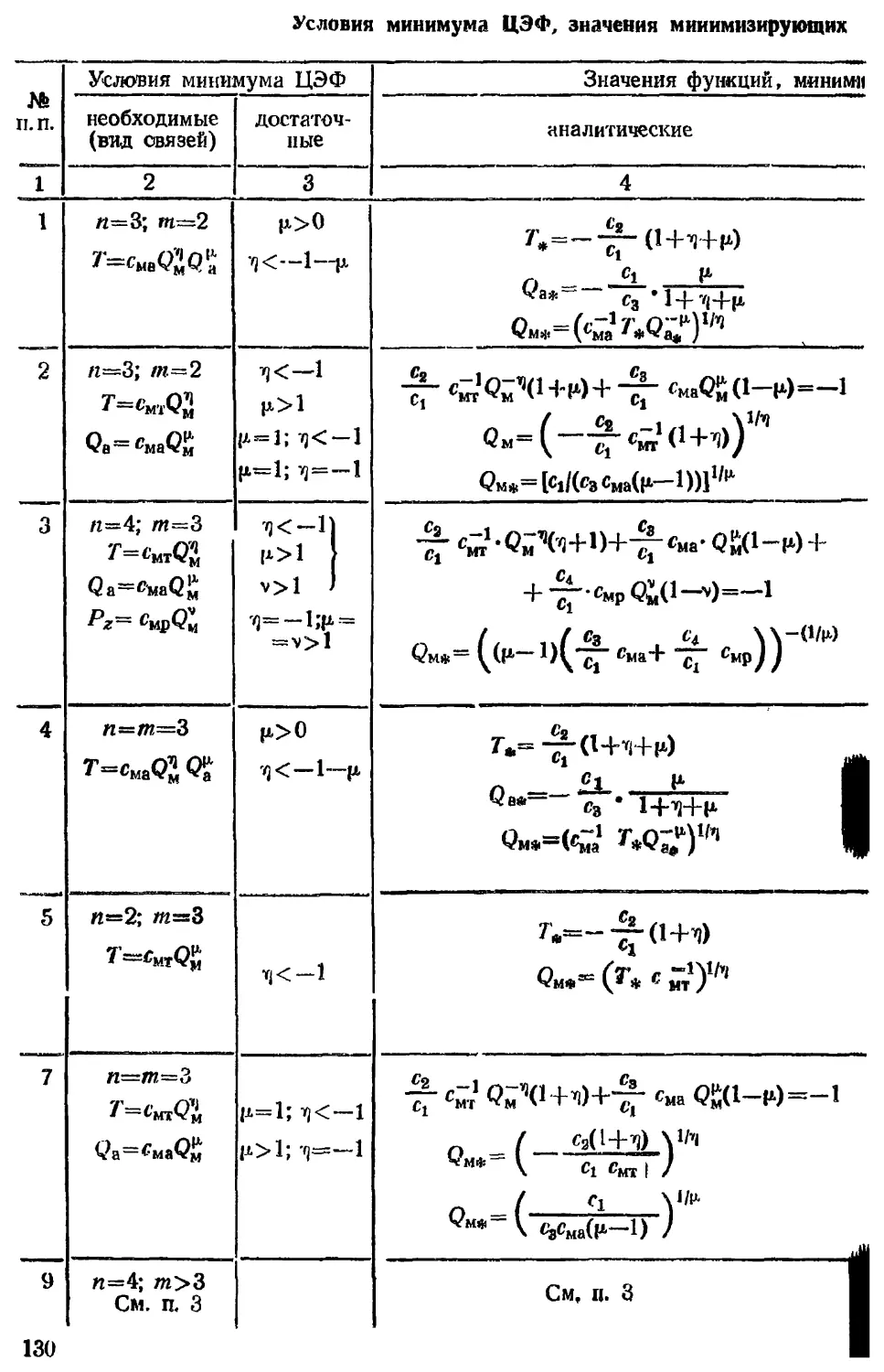
Решение многих технологических задач, в особенности за-
i;i’i оптимизации и управления процессом шлифования, требует
9
разработки и совершенствования методических принципов, мА
тодов и средств получения и анализа исходной информации. I
Теоретические зависимости составляют один из элементе!
оптимизационной модели шлифования. Однако задачи оптимА
зации настолько сложны и разнообразны, что информации, nJ
лученной из теоретических моделей, для их постановки и pJ
шения, явно недостаточно. Сложность заключается в большо!
многообразии видов операций шлифования, отличающихся свЛ
ими целями (обдирочное, чистовое, черновое ит.п.), и необхЛ
димости одновременного выполнения целого ряда требовани!
зачастую противоречивых по своему характеру. Эти требовани
количественно выражаются в виде показателей процесса, котЛ
рыми он оценивается, как правило, экспериментально. Одни il
этих показателей (критериев) для повышения эффективносЛ
процесса полезно максимизировать (стойкость круга Т, интеА
сивность съема металла QM), другие — минимизировать (интеА
сивность износа Qa, шероховатость 7?а и т.п.). Постановка I
решение таких задач отличаются большой сложностью. OchoJ
ными методами их решения на практике являются выбор одно)!
критерия (например, Qa) в качестве показателя эффективное)!
(целевой функции) или сведение многокритериальной задачи 1
однокритериальной. В последнем случае составляется функцн]
из наиболее важных показателей, каждый из которых входя
со своим коэффициентом («весом»), отражающим его важное1)!
(например, в функции себестоимости (гл. 8) коэффициенты с!
б2, Гз представляют собой «веса» зарплаты, стоимости круга I
его правки соответственно). На остальные показатели накля
дываются ограничения, т. е. они должны быть не больше (меня
ше) определенных требуемых значений. Таким образом, задач!
оптимизации сводится к задаче математического программирш
вания. В них теоретические зависимости используются обычЛ
лишь в качестве ограничительных функций. Целевые экономя
ческие функции составляются из экспериментальных показатА
лей в виде их зависимостей от управляемых технологически!
факторов. Анализ таких «связанных» функций в связи с
не
ходимостью поиска их оптимальных значений довольно сл<|
жен и трудоемок. Поэтому был разработан системный подхо|
к анализу экспериментальных зависимостей, который реализ!
ется в представлении набора зависимостей показателей кя
системы совместных функций. Это дает возможность анализе
ровать любую систему функций, состоящую как из всех покА
зателей, так и отдельных их групп, где они могут быть связан!
какой-либо функциональной зависимостью. В последнем ел!
чае анализ позволяет находить экстремальные свойства сист!
ю
♦ и В гл. 8 приводятся методика и пример такого анализа
ф к'мы п функций типа QM, Т и т.п., связанных зависимостью
ни нс позинома, который представляет собой целевую экоио-
нмн’скую функцию себестоимости.
2. КИНЕМАТИКА ШЛИФОВАНИЯ
2.1. ПРЕДВАРИТЕЛЬНЫЕ СВЕДЕНИЯ
Обработка металлов шлифованием основана на движениях,
’ писршаемых каждым режущим зерном абразивного круга от-
ппгителыю обрабатываемой детали. Режущие зерна перемеща-
йся по траекториям относительного движения со скоростями,
предопределенными кинематическими соотношениями процесса.
\пплнзу кинематики шлифования посвящено много работ со-
шпекнх и зарубежных исследователей (Е. Н. Маслов, С. А. По-
нов. С. Г. Редько, Э. Ольден, М. Шоу, А. Окамура и др.). Под-
робный анализ всех работ здесь не приводится, однако следует
• имгтпть, что кинематический анализ используют обычно для
♦ Hipvделения схемы снятия стружки.
В анализируемых работах по кинематике введен основной
пира метр — толщина среза. Рассматриваются различные фор-
срезов. Получены кинематические соотношения, полезные
ин анализа процесса. Однако общепринятая кинематическая
лндсль процесса шлифования основана на анализе движения
одного абразивного зерна. Это в точности соответствует кине-
иптике процессов резания инструментами с постоянным числом
режущих элементов (фрезерования, резания дисковой пилой
В т.н.). Такая модель достаточно проста, наглядна, но она не
пгрпжает принципиальных особенностей характера образова-
ния среза абразивным кругом как совокупностью множества
irpvn.
Образование среза при шлифовании есть результат взаимо-
нТн-тпия абразивных зерен. Именно в учете этого обстоятель-
11 на заключается принципиальное отличие кинематики шлифо-
iHtiiiiM от кинематики других процессов прерывистого резания.
11
Во Многих кинематических моделях абразивное зерно представ!
ляется в виде точки, лежащей на окружности. Эта точка в pel
зультате сложения двух движений (круга и детали) описывая
ет циклоидальную траекторию. Срез представляет собой пло!
щадь между траекторией точки и покинутой ею окружностью!
т. е. он образуется как бы уходйщиМ вперед зерном и отстаю!
щим кругом. В неявной форме здесь предполагается, что нЛ
окружности имеются зерна, которые не покидают ее. Такой
подход по существу предполагает непрерывность окружности!
которая представляет собой Идеализацию рабочей поверхности
шлифовального круга. Чтобы устранить противоречие межд)!
таким описанием и реальной дискретной поверхностью круга!
прибегают к различного рода дополнительным предположен
ниям (типа условия полного съема припуска), не всегда доста!
точно обоснованным. 1
Проанализированные работы различаются лишь методами
получения уравнения траектории и их анализа, что принципи!
ального значения не имеет, так как обогащает лишь матема-1
тический аппарат исследований, но не вносит новых физичес!
ких представлений о процессе образования среза. 1
Основой для создания кинематической модели шлифования
являются фундаментальные положения кинематики процессов!
резания, разработанные Г. И. Грановским [9]. 9
С учетом этих положений и специфики процесса шлифования!
сформулируем цели и задачи кинематики шлифования, введем!
необходимые понятия и определения. 1
Основная цель кинематики шлифования (важнейшей состав-1
ной части теории шлифования) есть выяснение условий органи-1
зации согласованного движения инструмента и заготовки для!
снятия материала до заданной глубины резания наиболее ра-1
циоиальным образом.
С кинематической точки зрения шлифование есть процесс!
деления металла в слое, равном глубине резания, на мелкие!
части. Делимость глубины резания на части обусловлена пре-]
рывистостью рабочей поверхности абразивного инструмента..
Чтобы отделить припуск от основной массы заготовки, абра-
зивные зерна должны пройти в теле металла определенный
путь. Это обеспечивается согласованными движениями инстру-
мента и детали. Совокупность их скоростей создает траектории;
движения абразивных зерен, а глубина резания определяет гра-
ницы их взаимодействия внутри тела металла. Глубина резания,
делит траектории на два участка — рабочий, проходящий в теле
металла, и холостой — вне металла. Практический интерес
представляет только рабочий участок траектории. Поверхность,
от которой ведется отсчет глубины резания, назовем поверх-
ностью детали. Поверхность детали формируется всеми участ-
вующими в работе абразивными зернами. Каждое из зерен об-
12
|нмугт поверхность резания — трохоиду, а инструмент в целом
поверхность обработки как совокупность трохоид.
Гаким образом, траектории зерен делят подаваемый металл
две части: отделяемую от основной массы, называемую сре-
н«м, и остающуюся. Каждая из них представляет определенный
практический интерес. Первая определяет нагрузки на абра-
•нанос зерно, износ и стойкость инструмента, вторая — шеро-
•натость шлифованной поверхности.
Следует отметить, что в опубликованных работах по кине-
i.iiiiKe шлифования используются разнообразные понятия и
и рмикология, которые далеко не однозначны по своему значе-
нию. Кроме того, автором вводятся некоторые новые положения
н понятия. Поэтому следует дать более строгое и точное опре-
|» пение используемых понятий.
I. Часть пространства, заключенная между рабочими участ-
। iMii траекторий двух соседних зерен и поверхностью детали,
н »ювем срезом (недеформированной стружкой).
2. Расстояние по нормали между двумя соседними траекто-
i 'bimh абразивных зерен есть толщина среза.
3. Отрезок траектории, лежащий между точкой пересечения
• йух соседних траекторий и поверхностью детали, — длина сре-
1
I. Ординату точки пересечения двух соседних траекторий
ювем высотой неровности (шероховатости) шлифованной по-
м* рхности.
5. Расстояние между соседними точками пересечения двух
||»лекторий в горизонтальном направлении есть шаг между
кривностями в продольном направлении (волнистостью).
В общем случае образование срезов должно изучаться ста-
ми тпческими методами, поскольку оно происходит в результате
ip рссечения траекторий множества абразивных зерен (располо-
i»“ иных случайным образом) в теле шлифуемого металла. Та-
и! подход оказался эффективным при решении ряда практи-
I* 1'ких задач, например при определении шероховатости шлифо-
мипой поверхности. Однако вследствие .массового характера
п ресечения траекторий он описывает лишь общие закономер-
но ти, не вскрывая индивидуальных особенностей образования
1»<мов различно расположенными зернами, не проясняет физи-
1«*екл»н сущности процессов. Поэтому для создания кинемати-
некой модели, которая должна быть основой для анализа фи-
и'кч-ких процессов, такой подход представляется нецелесооб-
• 11ным. В основу излагаемой ниже кинематической модели
। -южен элементарный акт образования среза в результате
I» ргсечения траекторий двух соседних режущих зерен. Статис-
ичггкий характер образования срезов выявляется и описывает-
- путем объединения кинематической модели со статической
юдолью инструмента,
13
2.2. ВЫВОД И АНАЛИЗ УРАВНЕНИЙ ДВИЖЕНИЯ
И ВЕКТОРА СКОРОСТИ РЕЗАНИЯ
Предлагаемая кинематическая модель базируется иа дв;
положениях: 1) образование среза происходит в результа
взаимодействия двух соседних режущих зерен; 2) режущие а
разивные зерна разделены промежутками по окружности и 1
высоте, т. е. расположены на концентрических окружностях.
Первое положение означает, что кинематические соотнош
ния должны получаться из анализа взаимного расположен!
траекторий двух зерен. Второе положение вытекает из дискре
пости поверхности абразивного круга. Характеристиками ди
кретности выбраны расстояния между абразивными зернами i
двум координатам: по окружности и по нормали к ней. Перв^
названа расстоянием между зернами S, вторая — разновысо
ностью двух режущих зерен Н. Строго говоря, оба эти пар|
метра представляют собой случайные величины. Однако ;
уравнениях движения б и Н следует рассматривать как их сре,
ние значения — математические ожидания. I
Кроме этих положений при конструировании кинемат
ческой модели используются три допущения, принятые в бол
шинстве опубликованных работ, хотя они в них почему-то i
анализируются.
1. Все кинематические соотношения рассматриваются в о
ной плоскости (торцевом сечении круга).
2. Абразивные зерна представляются в виде точек.
3. Исходная поверхность детали гладкая, т. е. ее профю
представляет собой горизонтальную прямую линию или окруз
ность (для плоского и круглого шлифования соответственно)^
Первое допущение связано с кинематикой универсальна
шлифовальных станков. Она обеспечивает совпадение главн
го рабочего движения (круга) и вспомогательного движеШ
подачи (детали) в одной плоскости. Это значит, что вектор
скоростей круга и детали лежат в одной плоскости и, еле;
вательно, кинематическая модель шлифования должна бь
плоской. Это значительно упрощает задачу, так как позво;
ет не учитывать третью координату.
Второе допущение базируется на первом. Поскольку мож
не учитывать поперечный размер зерна (его ширину в),
зерно можно представить в виде любой плоской фигуры. С
иако объектом исследования в кинематике являются не аб|:
зивиые зерна, а критерии, по которым определяется их рабо
(толщина, длина среза и т.п.). Вследствие этого форма и pj
меры зерен здесь роли не играют. Поэтому абразивные зер
в кинематической модели представляются в виде точек.
Третье допущение означает пренебрежение исходной ше1
ховатостыо поверхности заготовки по сравнению с глубиной ]
зап ня. Это допущение вызвано необходимостью учета глуби]
И
|i“ ниши, отсчет которой ведется от поверхности детали. Пос-
1’ои.ку уравнение поверхности детали неизвестного проще всего
аппроксимировать ее прямой линией. Следовательно, модель бу-
ит более точной, когда глубина резания много больше исход-
ной шероховатости поверхности обрабатываемой детали. В
|нм1Ы111>нстве операций шлифования это условие соблюдается.
Следует отметить, что разнообразие видов шлифования (на-
р’жпое, плоское, внутреннее) можно учесть путем введения
। ik называемого эквивалентного радиуса
/?э=/?/(1±/?/И, (2.1)
। п* /' и /? — радиусы детали и круга соответственно. Знаки
I у и «—» соответствуют наружному и внутреннему шлифо-
п.пппо, при плоском—г=оо и R3~R. В дальнейшем изложении
индекс опускается и под R понимается /?э.
Из общих положений теоретической механики ранее были
цы целены уравнения движения одного абразивного зерна, ле-
ицего на расстоянии R от мгновенного центра скоростей [38].
‘ Мш представляются в параметрическом виде как уравнения
• ••ординат точки, движущейся по циклоидальной кривой.
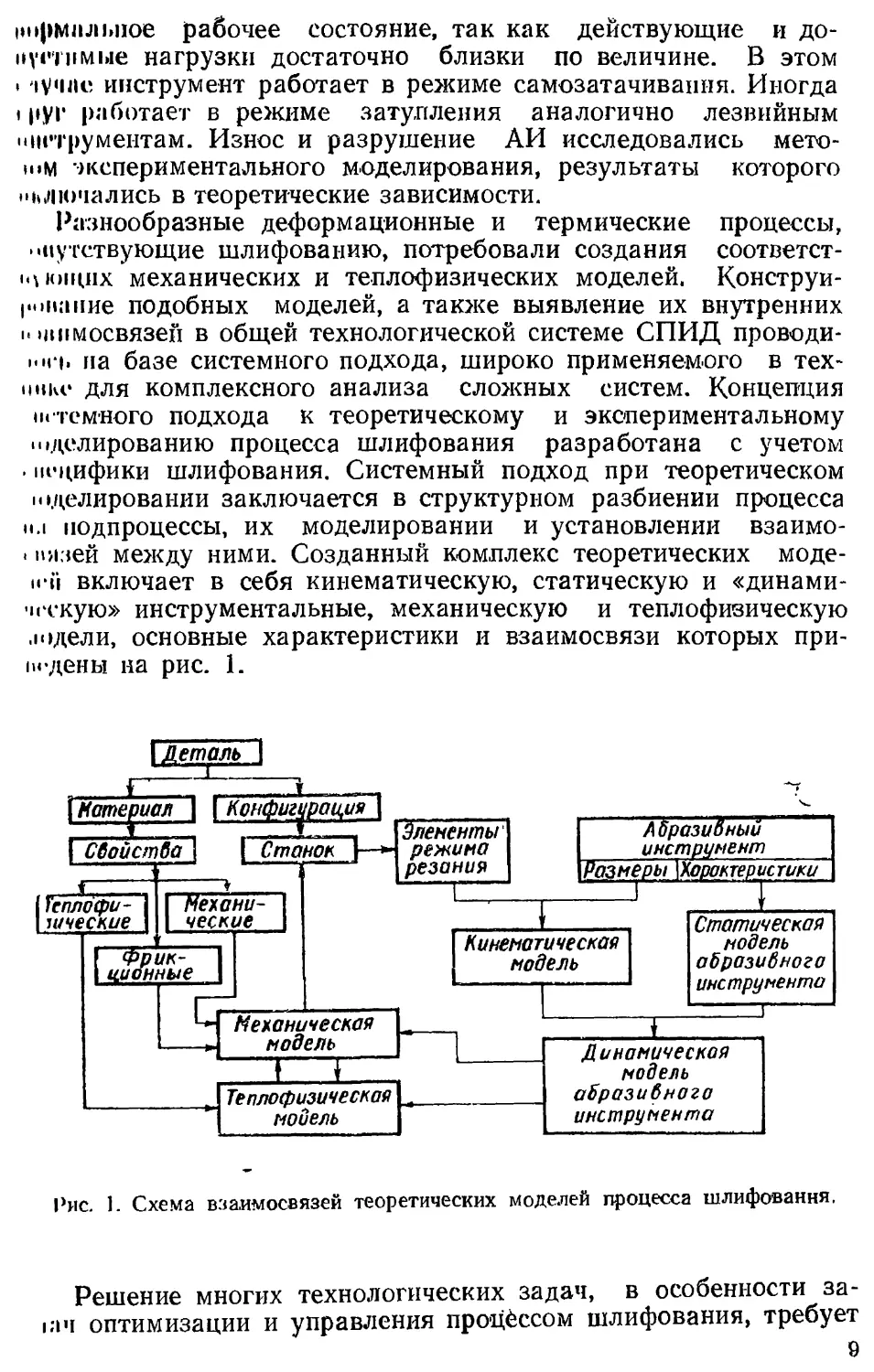
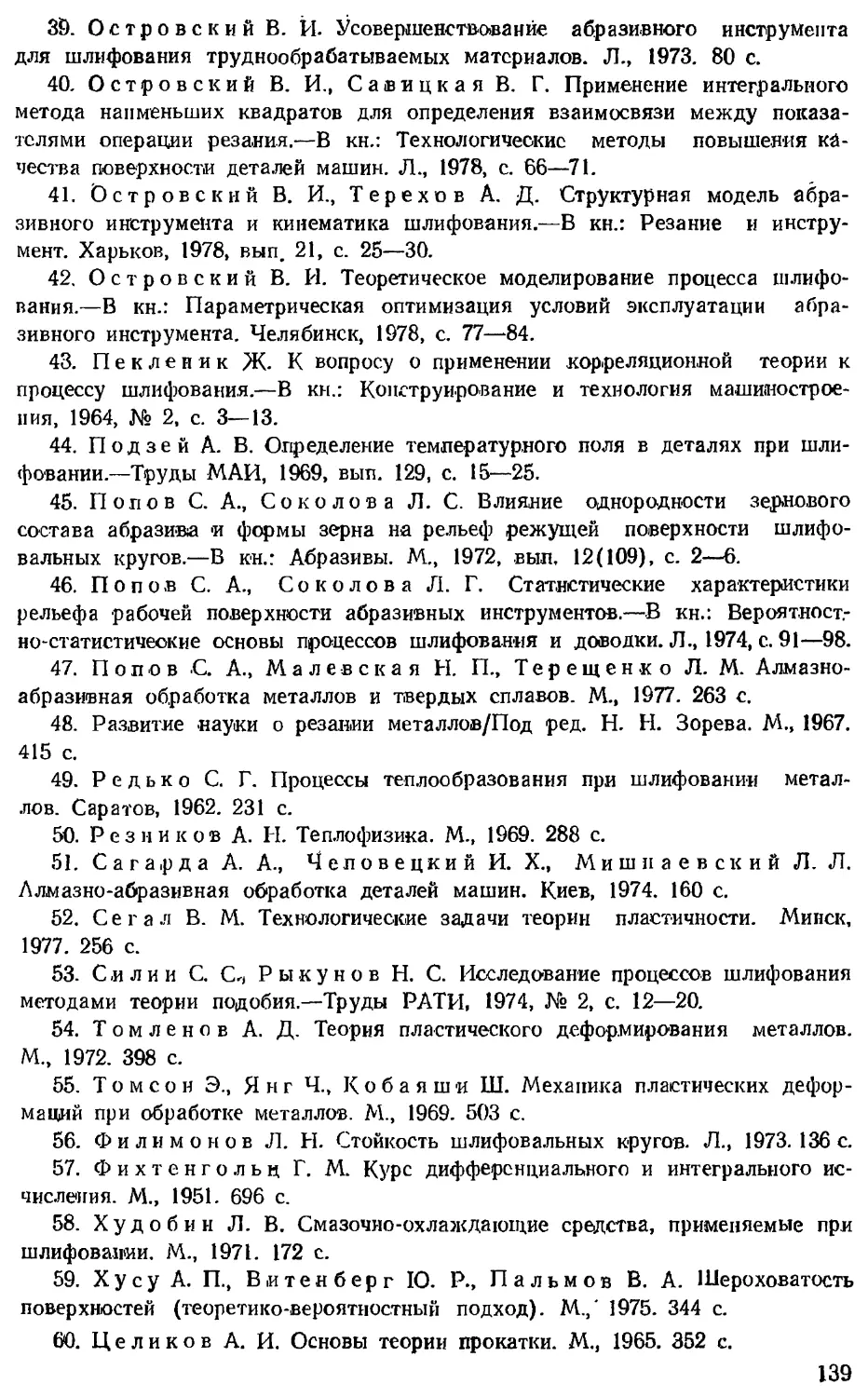
Рис. 2. Схема расположения зерен на поверхности абразивного круга.
Пусть точки А и В — вершины двух соседних абразивных
|п‘рсн, отстоящие друг от друга на расстоянии 6 по окружности
|| II по радиусу (рис. 2). Тогда уравнения траектории, которую
•инсывает точка Л, имеют вид [38].
У А —Го+/?СО8<рд. '
Чссь ru—vju, где т/д—скорость детали,, со—угловая скорость
ipyra; ерд—^переменный угол контакта с диапазоном
Ртцх» ГДе
15
Запишем аналогичное выражение для точки В. Отмети!
что угловое расстояние между точками Ф^б/7?, получим уравн!
Ния траектории точки В |
\-(R +//)sin<pB, , |
Ув—го +(/? + //)cos(pB<
Сложение двух движений: вращательного (с угловой скс
ростью а») и поступательного (центра круга со скоростью
приводит к перемещению центра круга и одновременно к ег
повороту на соответствующий угол. Вследствие периодичност
движения достаточно рассмотреть один оборот круга. В резул!
тате сложения движений за один оборот круга траектории п<
ресекаются в двух точках. В теле металла они могут персе
каться не более одного раза. Область между двумя траектории
ми представляет собой кинематически возможный срез. Ге
метрические условия контакта, определяемые глубиной рез^
ния, ограничивают рабочую часть траектории поверхностью д
тали. Взаимное расположение зерен определяется их рассто-
нием от центра круга. В зависимости от его величины разл
чают две схемы расположения зерен: последующее зерно расп
ложено на расстояниях R—Н (схема I) или R+H (схема II).
Следует отметить, что в уравнениях для анализа рассма:
ривается схема встречного шлифования. Это не снижает оби
ности полученных результатов, так как при попутном шлифов!
нии уравнения (2.2) и (2.3) различаются только знаком пере
первым членом.
Будем рассматривать ту область изменения ср, которая опр
деляется условием, что наиболее выступающее зерно на абр
зивном круге не может углубиться более чем на глубину р
зания. Отсюда следует, что диапазон изменения угла повор
та круга, который отсчитывается от оси оу в направлен!
вращения шлифовального круга, для более выступающего зё
на есть — V^tjR •< <р V 2tlR, а для менее выступающег
- H/t).
Системы уравнений (2.2) и (2.3), описывающие трохоид!
независимы друг от друга. Анализ каждой из них был сделг
в работе [38]. Однако процесс шлифования определяется не о
дельно каждой из этих трохоид, а их взаимным расположение.
Характеристикой их взаимного расположения являются коорд
на ты точки С пересечения трохоид в рабочей части траектори
Каждый член уравнений движения (2.2) и (2.3) имеет впо
нс определенный кинематический и геометрический смысл. ДJ
более полного выяснения их физического смысла перепиик
уравнения в безразмерном виде:
Учитывая, что й—б/Я мало, получим
ZA
Я
(2.
II)
г
ик
__£д Д
R
, .н
R
ZB V^B t
-/T=—+?*
У в Уд
Ук Ук
В выражениях (2.4) и (2.6) произведение '^дср = fcp пред став-
тег собой проекцию скорости детали на нормаль к кругу, на-
ймем ее скоростью внедрения (врезания). Первый член пред-
• ।являет собой отношение скоростей врезания и круга, харак-
и ризуя угол Д между ними. Второй член ф—это переменный угол
। <»итакта. Подобные два члена являются общими для уравне-
нии обеих точек. Но в уравнении траектории точки В 'появля-
ется два дополнительных члена*, учитывающие различное поло-
жение этих точек в пространстве. Первый из них характеризу-
। влияние углового расстояния между точками и представляет
• »>бой разность углов контакта фл—<рв. Обозначив сомножи-
|< ль(уд/^к) 8 =р, назовем его подачей на зерно, тогда физичес-
ки ii смысл этого члена заключается в том, что он определяет
чельную подачу на зерно. Четвертый член определяет измене-
ние угла контакта вследствие разновысотности зерен на вели-
чину подачи на зерно р0—Рн-
В уравнениях (2.5) и (2.7) первый член VjJ<vK характеризует
гол между скоростями круга и детали, влияние разновысот-
ности учитывается третьим членом H/R. При И = 0 уравнения
• '«впадают.
Основой для анализа скорости резания являются уравне-
ния траектории. Скорость резания представляет собой скорость
|исолютного движения и вычисляется как первая производная
но времени от функций (2.2) и (2.3).
Из теоретической механики известно, что при сложении двух
ииокений вектор скорости абсолютного движения ар представ-
IIмет собой сумму вектора скорости мгновенного центра скорос-
|« й и скорости движения точки относительно этого центра
(оХТ?. Можно показать, что скорость резания ^р=^к±^д на-
правлена по касательной к траектории движения и ее величина
। in рабочей части траектории, где ф мало, ар~^к]^(1+<7)2+<7?2>
q=v^
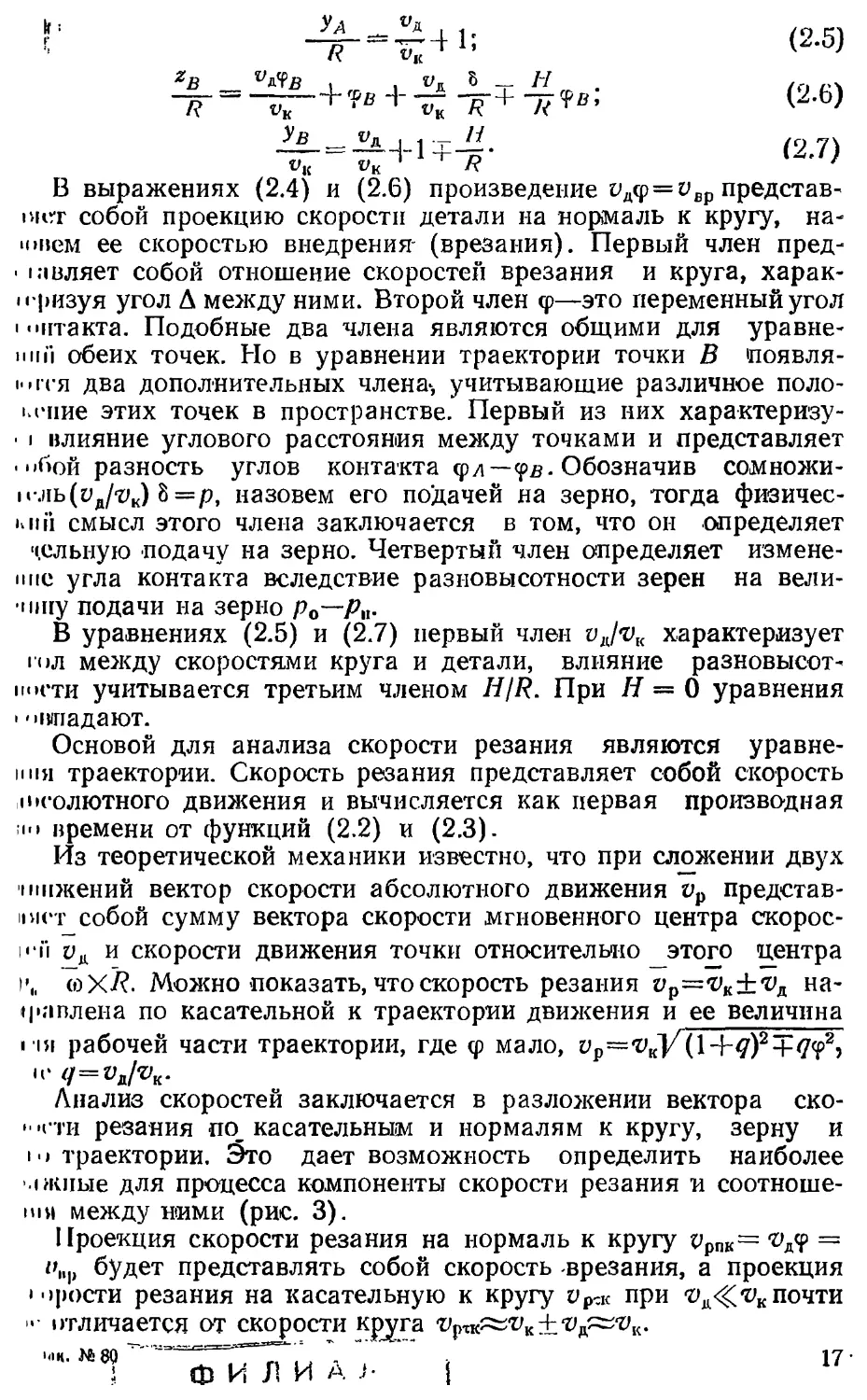
Анализ скоростей заключается в разложении вектора ско-
• »сти резания подкасательным и нормалям к кругу, зерну и
। •> траектории. Это дает возможность определить наиболее
ммшые для процесса компоненты скорости резания и соотноше-
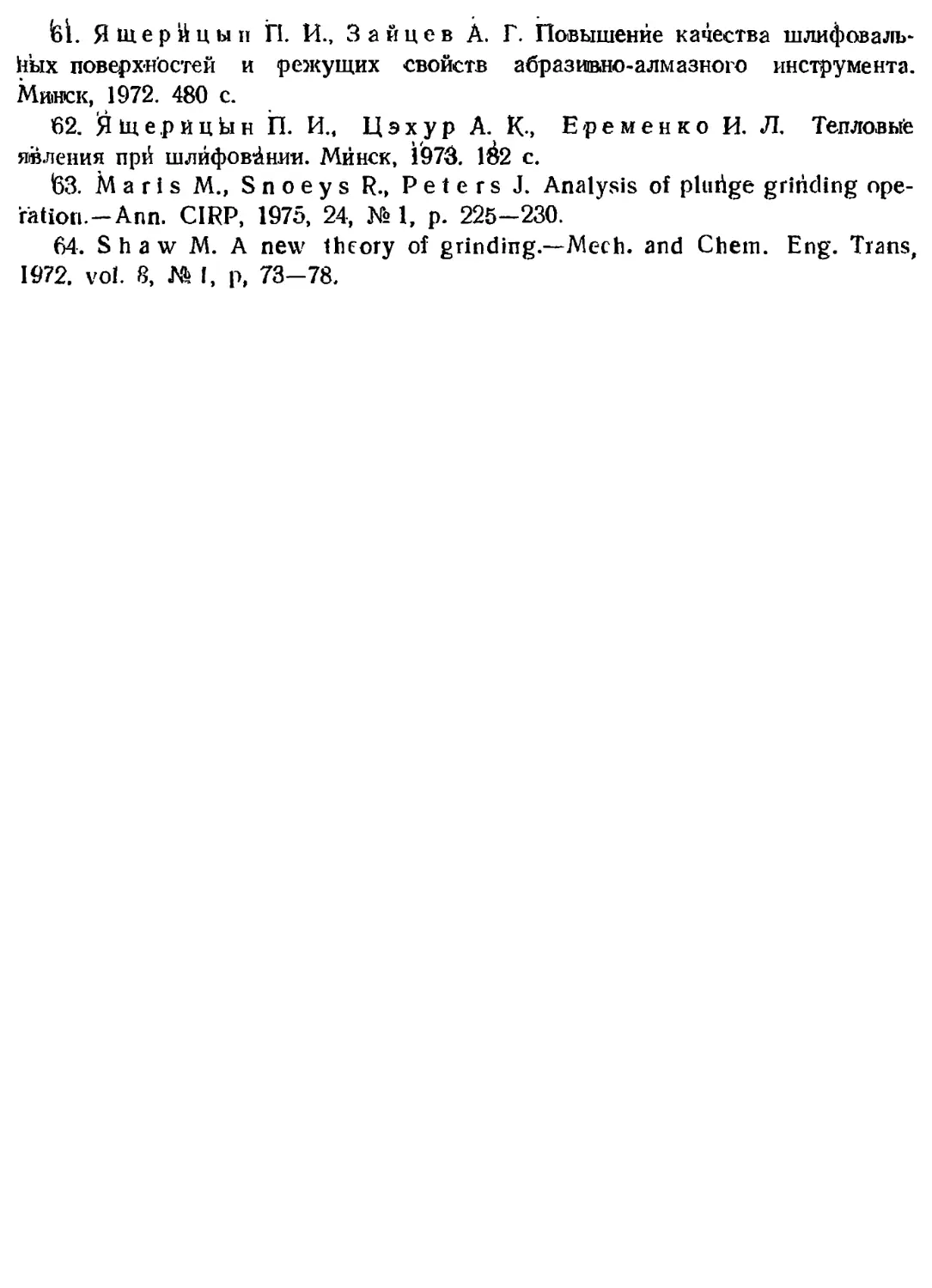
И1Я между ними (рис. 3).
Проекция скорости резания на нормаль к кругу vpnK= 'ЗД =
ц,р будет представлять собой скорость врезания, а проекция
• прости резания на касательную к кругу при почти
отличается от скорости круга lVptK^vK±rvf^tvK.
‘«•к. №80 z \
! ФИЛИ А А
17
Соответствующие проекции скорости резания на касатсл
ную и нормаль к кругу и зерну имеют вид
^ргк= —(‘Z'k+'Z'J; ^рпк=—«д?.
^=0^+^) siny— cosy, (2.
^Рпз=(^к+г>д) COST—Siny.
В дальнейшем эти соотношения будут использованы для ан
лиза механики процесса шлифования.
Рис. 3. Разложение скорости резания по нормалям и касательным.
а — к кругу и траектории движения зерна; б — к кругу и зерну.
Выражения для основных кинематических углов приведен
нами в работе [38]. Наибольший интерес с практической точ!
зрения представляет угол между касательными к кругу и
траектории движения зерна, который можно назвать углом вх
да ад. Следует также отметить, что передний угол у есть уп
между касательной к передней поверхности зерна и нормаль
к кругу (см. рис. 3).
Рассмотрим разложение вектора скорости резания по на
более важным нормалям и касательным. Следует только зам
тить, что поскольку это разложение в дальнейшем будет и
пользовано для анализа пластического течения металла,
удобней рассмотреть движение детали относительно зерна.
Необходимая для анализа схема разложения вектора ск
рости резания представлена на рис. 3. Из него следует, ч'
угол между вектором скорости резания и вектором скорое
круга есть угол входа ад, причем
Можно заметить, что в векторном треугольнике, катетами f
торого являются скорости круга « врезания, угол Д опреде/
ется как tgA=vBP/,yK, углы ал и Д связаны соотношение
Д= (1+Рд/^д)ад; так как то &=ад. Этот угол име
18
пнжиое практическое значение для анализа кинематики и меха-
ники шлифования.
Проекции скорости резания на выбранные касательные и
нормали имеют конкретный физический смысл, так как про-
образования срезов определяется их совокупностью. Ско-
рость движения по нормали к кругу ивр (скорость его внедрения
и шлифуемый металл) определяет скорость «производства»
иружки. Проекция скорости резания на касательную к кругу
(скорость круга) определяет скорость «эвакуации» стружки из
юны контакта. Соотношение между этими проекциями опре-
деляется углом между ними Д.
Практическая реализация возможности образования сре-
**«|| определяется индивидуальными особенностями отдельных
‘Празивных зерен. Характеристикой этих особенностей служит
передний угол зерна у. Отсюда вытекает физический смысл
проекций скорости резания на касательную и нормаль к зерну,
которые представляют собой скорости внедрения зерна и схода
иружки. Следует отметить, что величина переднего угла зави-
hi г от формы, размера зерна и глубины его внедрения, под ко-
п»рой понимается толщина среза az. Для определения
ион зависимости рассмотрим наиболее простую форму зерна —
• фору. Из геометрических построений выведем искомые зависи-
мости
sin7 = l— т, cos7=]/2m —/т?, (2.10)
• ir m—ajQ. Здесь p=0,5d, где d — размер зерна. В пекото-
1-мх случаях удобнее моделировать зерно не в виде сферы, а в
ни не конуса. Тогда передний угол у будет представлять собой
половину угла при вершине и ук = 2у—эт/2. В общем случае
ищи 0<т<1) зависимости (2.10) примут вид
in ]/1— 0,5m; cos 7K=]/O,5m ; tg 7К= j/(2/m)—1 . (2Л1)
При малых т (ук>45°) с точностью I—3,5° выражения (2.11)
MH/Kiio заменить более простыми: sinyK= 1—0,25 m; cos yK—|A),5m;
UiYic^V^S/m. В дальнейшем индекс к при у опускается, и в за-
1Ч1С11М0СТИ от принятой формы зерна используются соответст-
вующие формулы.
2.3. ОПРЕДЕЛЕНИЕ РАЗМЕРОВ СРЕЗА
Определение толщины среза. Из Д 711 Bi Dx
Ду
,
z COS<pA
। ir 1|>д определяется из условия tgqu =Д£/Д«/, а
kz=zB~ Za\ by=у в—У а-.
(рис. 4,6)
(2.12)
(2.13)
надставляя в (2.13) выражения (2:2) и (2.3) и заме-
•1чя sin (<?д — <?в)~<?а-~<?в, получим
I.1’
19
m _______rou C0S<fA
<fB фл (R^H)+roCOS<fA
Подставляя (2.2) в (2.3), а затем в (2.12), получим
q s q S 1 __ и
аг~ 1+9 8 р’-’- 1+? 2я] +^>
где 9=^/^, причем 0<аг<агт; при <рд=<ртах
(2.1
и /к=]/2££.
Следует отметить, что толщина среза az является перем с
ной величиной при движении точки по траектории, возраста!
щей от 0 до azm , а затем убывающей до 0. На этих участю
траектории толщина среза описывается различными выраж
ниями [38]. Наибольший интерес представляет часть траект
рни, где az растет до максимума, поэтому в дальнейшем огр
кичимся рассмотрением этой части.
Для удобства изложения введем следующие безразмерш
параметры: <
Подставив В и Н из (2.2) в (2.3), получим
# + Н. (2.1
Частный случай уравнения (2.17) представляет форму.
Е. Н. Маслова [29] при равенстве нулю второго и третьего чл
нов.
Проанализируем зависимость (2.17). В отличие от обще!
вестных одночленных выражений она является трехчленной
представляет собой уравнение выпуклой параболы, вершина к
торой находится в точке с абциссой В=1 и ординатой azm
1±/7. При В< 1, я всегда возрастает от 0 до 1—Н для о
мы I и от Н до 1+Н для схемы II. При В>1 толщина сре
снижается. Однако в практически применяемых в настоят
время диапазонах режимов шлифования и характеристик кр
гов В<1, поэтому можно ограничиться возрастающей часп
кривой. Например, при рд = 18 м/мин, ук= 30 м/с, t=2-10~2 м
2/?=£>“200 мм и 6^1 -^-10) мм, #^0,005-^-0,05. j
В общем случае azm следует задавать в виде
- i 2B—_BZ+H при В<1, ,9 J
гя“1 1 +Н при 5>1.
Следует отметить, что использование уравнения (2.18) в пс
ном объеме необходимо лишь для более общего и полного ai
лиза процесса с целью поиска новых кинематических мето^
20 1
। • I'lrinin эффективности шлифования. Для целей данной ра^
in кой анализ необязателен. Поэтому (2.18) можно упро-
Так, во многих случаях (при малых В и И)
azm=2B или агт=2(ъМ(У7/Я)8. (2.19)
11"скольку толщина среза а2т не может превышать глубй-
•i4 |1г.'1иння, т. е. всегда azm<t, то для схемы II azm может дос-
Hinii* наибольшей величины а2т = \ (при В^>1).
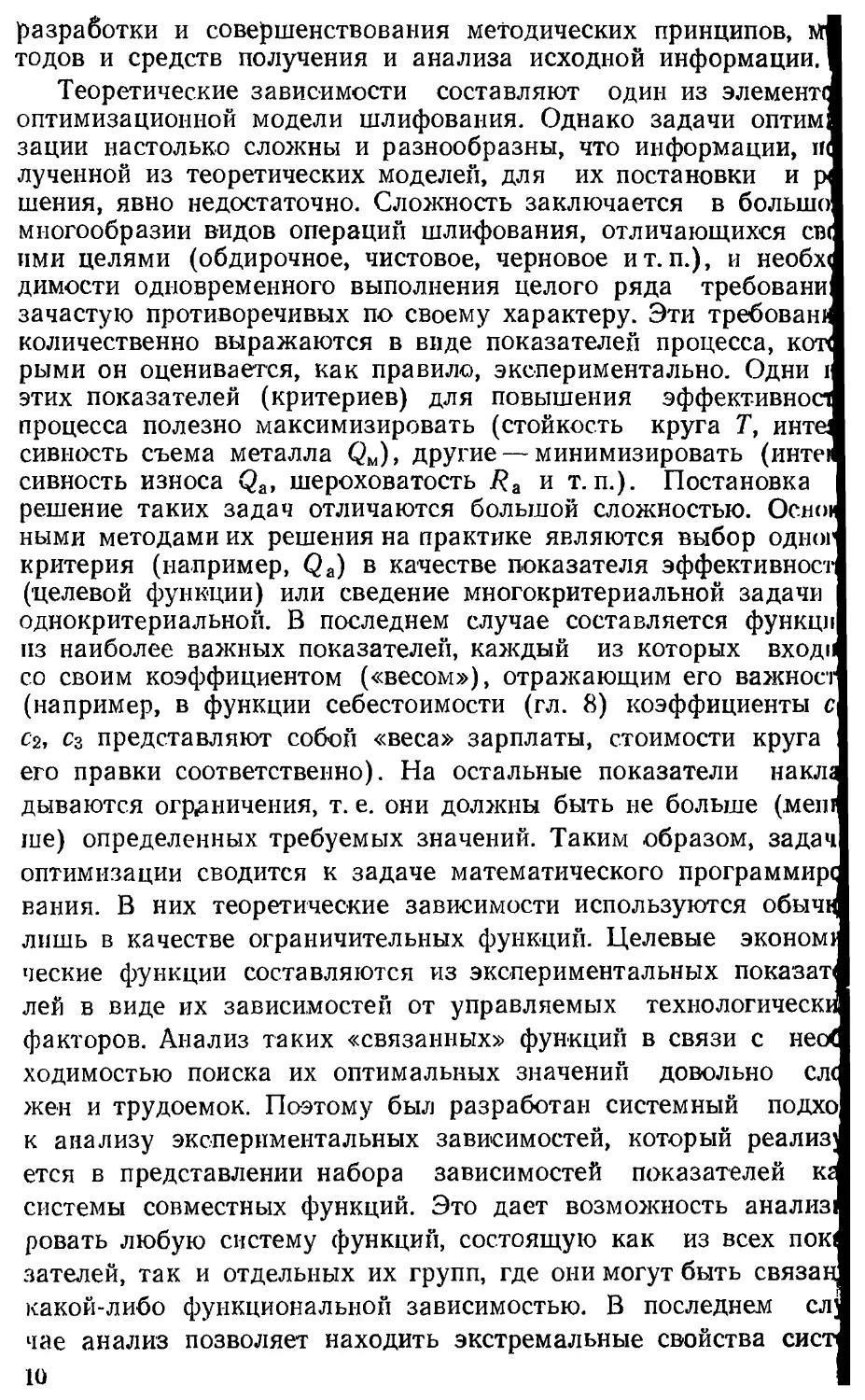
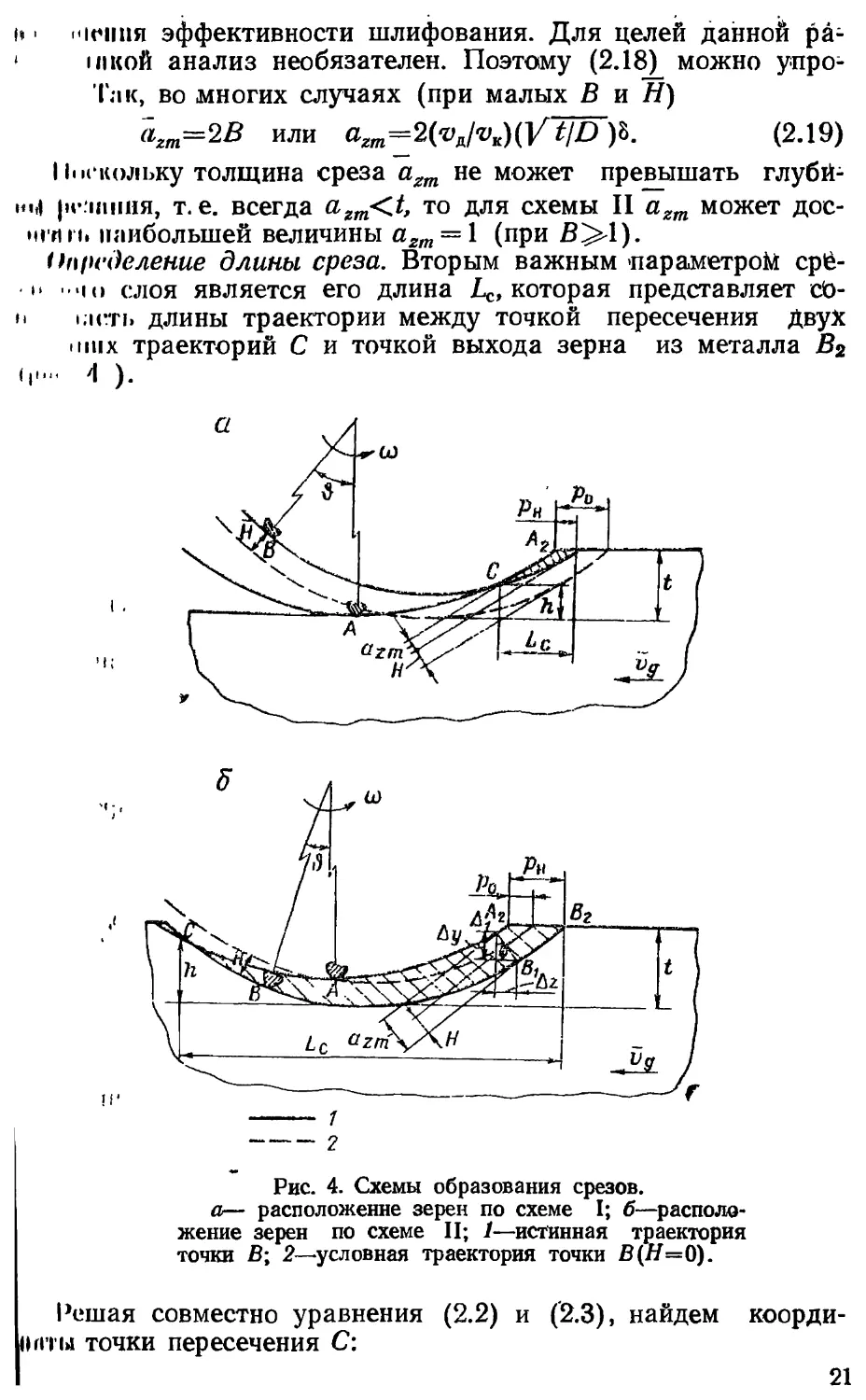
Определение длины среза. Вторым важным параметром срё-
н чо слоя является его длина Lc, которая представляет сё-
» ы(*Ti> длины траектории между точкой пересечения Двух
• них траекторий С и точкой выхода зерна из металла В%
ip*" 4 ).
------?
Рис. 4. Схемы образования срезов.
а— расположение зерен по схеме I; б—располо-
жение зерен по схеме II; 1—истинная траектория
точки В; 2—условная траектория точки В(Я=0).
Решая совместно уравнения (2.2) и (2.3), найдем коорди-
наты точки пересечения С:
21
^с=0,5р(1±А//В2),
(2.21
ус =# (1 -Н)0,25£(£ ± Т7/5)2.
За длину среза примем разность абсцисс точки выхо/
траектории из металла и точки пересечения двух траектор»
ввиду малости их ординат
L^—z^—Zc. (2.2
Подставляя значения абсцисс из (2;2) и (2.3) в (2.21), ш
лучим I
4 = ]/ 1-77+0,55-0,577/5 (2.Й
1 + 0,55+0,5 77/5 (2.2|
для схемы расположения зерен 1 и II соответственно. |
Определение высоты неровности шлифованной поверхносъ
Известный интерес представляет не только та часть метал^
которая удаляется в виде стружки, но и та, которая остаетс
Основной характеристикой остающегося слоя является ордин
та точки С, которая может характеризовать высоту неровное1
обработанной поверхности.
Для принятой системы координат высота неровности
й=(/?+г0)-ус. (2.2
Подставляя ус из (2.20) в (2.24) и используя (2.16), получ)
й=0,25(5+77/5)2. (2.2
Зная высоту неровности, можно оценить еще один парами
шероховатости — расстояние между двумя неровностями п
верхности в продольном направлении, т. е. продольную волни
тость шлифованной поверхности. Эта характеристика предста
ляет собой величину
(2.2
Следует отметить, что все полученные кинематические соо
ношения являются функциями не только геометрических и к
нематических параметров процесса шлифования, но и завис
от параметров рельефа абразивного круга Н и В,
Влияние вида шлифования на толщину среза. Следует с
метить, что особенности любой схемы шлифования мож]
учесть, используя введенное ранее понятие эквивалентно
радиуса /?9 (2.1). Эквивалентный радиус определяет длину тр
ектории, проходимой абразивным зерном внутри тела ^металл
и, следовательно, влияет на толщину среза. Поэтому agm буд
меняться от вида шлифования: __ ।
агт,пл=25—52+//— для плоского,
= 25]/1+/?/г—52(l+R/r) + Н — для наружного,
агт, в = 25]/l—R/r--52(l —/?/г) + Н — для внутреннего,
г— радиус шлифуемой д
тали.
22
Из приведенных выражений следует, что в зависимости от
немы шлифования изменяется толщина среза и, следователь-
ин, границы области существования срезов. Наибольшая тол-
♦инна среза_при прочих равных условиях (т. е. равных значе-
ниях В и И) будет при наружном шлифовании, наименьшая —
н||ц внутреннем, плоское занимает промежуточное положение,
иблпсть существования срезов у наружного шлифования также
’"льше. Это означает, что при этой схеме в резании будет
। чпетвовать большее число зерен, чем при плоском или внут-
реннем шлифовании.
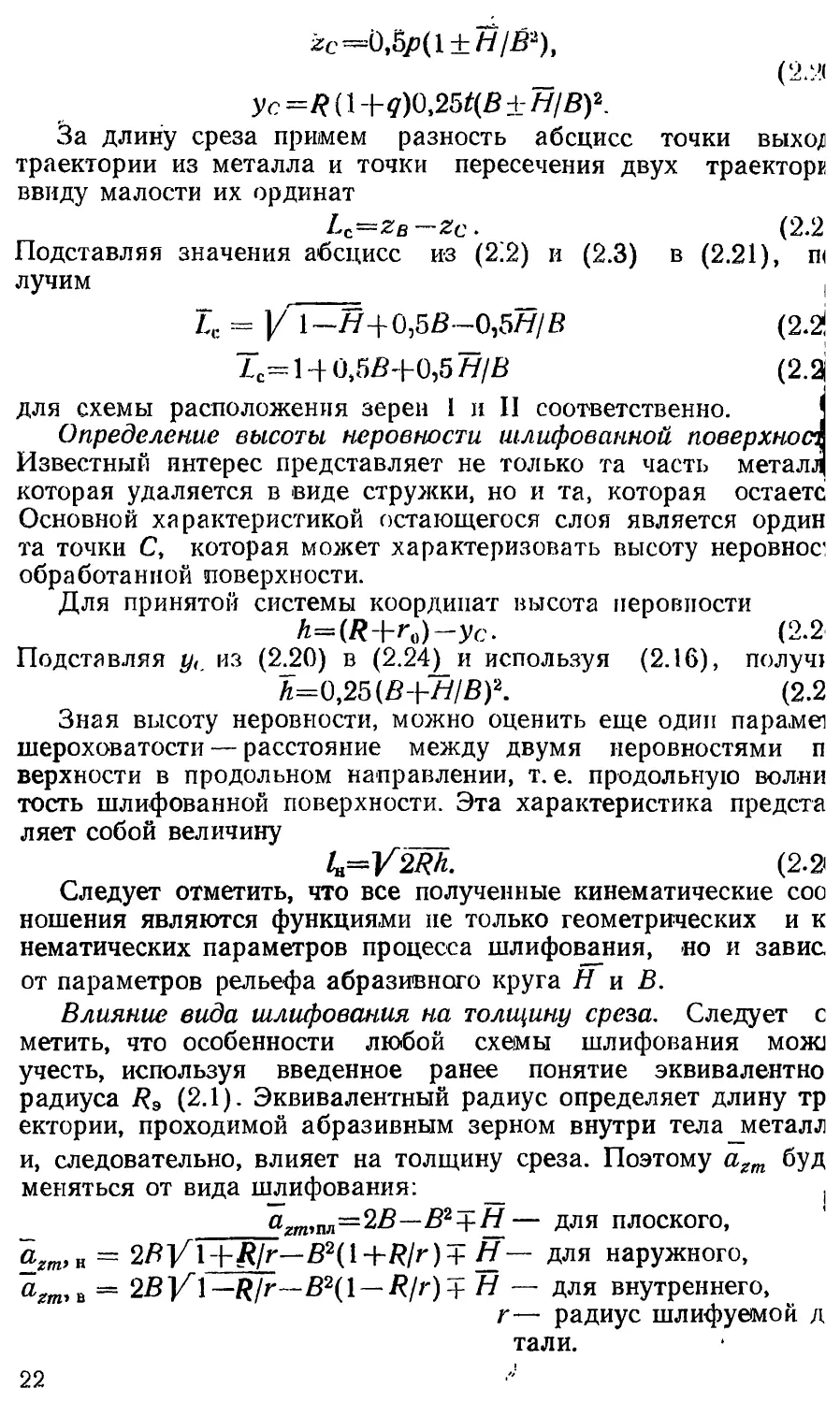
2.4. КЛАССИФИКАЦИЯ И АНАЛИЗ ТИПОВ СРЕЗОВ
Основой классификации типов среза служит положение точ-
ив пересечения двух соседних траекторий. Координаты этой
|нчки определяют величину и характер основных параметров
ipr.ia— его толщину и длину, а также высоту неровностей
шлифованной поверхности.
Пересечение этих траекторий может происходить как на
ьи врастающей, так и на ниспадающей ветви. Если точка пере-
♦ гчгния соседних траекторий находится на двух возрастаю-
щих (ниспадающих) ветвях, то образуются запятообразные
»резы, которые и будем относить к типу I. При этом по схе-
мвм 1иП расположения зерен всегда Zc <LK и Lc—Zb—Zc ♦
I гл и же точка лежит на пересечении ниспадающей и возра-
• ниощей частей траектории, то получаются сегментообразные
♦ резы. Эта точка пересечения может находиться внутри, на по-
верхности и вне металла.
Если пересечение происходит в теле металла, то такой срез
пудсм называть срезом II типа, если на поверхности — срезом
I (I типа, если вне металла — срезом IV типа.
Следует отметить, что в свете описанной классификации
вышеприведенное определение толщины среза как расстояния
ш> нормали между двумя соседними траекториями а^г=Д«//со8ф
м шосится только к срезу I типа. В остальных случаях под
I машиной среза следует понимать расстояние по вертикали
hi поверхности детали до минимального значения траектории,
। п. глубину царапины Ду и агт—Ду. Размеры указанных форм
। рсаов зависят от схемы расположения зерен, поэтому каждый
din имеет две разновидности. Описанная классификация пред-
। ।явлена в табл.. 2.1.
Анализ показывает, что толщина и длина среза типа I .мо-
п<ионно возрастают с ростом В. Для других типов срезов они
। к чаются постоянными, причем величина достигнутого значения
м кисит от Н.
Зависимость высоты неровности h от В носит экстремаль-
ный характер, который определяется возможностью пересече-
23
__ Wn Ъ р Н Примечание: Н—г; агт- ™ ; L‘ ; IV 1 1
ЬО to 1—4 to b—4
& м а t? s л & bi 5 J* Э A S l[ & >4 •4» к / \
7 а a J—•
AH’ н-О л it — е aa tcS: II A A II — >- — © aa a a £л <m ,,, -. 1 0<//<0,5 0,5<Я<1 a a aa II A A J| I—* H-4 *—1 О
V V to 1С to Оз V V to to to *7* Octo II + II II t—to to J—1 a: to £ 0q+ to to II- И II >- > to to 7 ^7 7~ ллМа^л ’—* A •—* д *<il to A’ •Д— Л 4 д Оз M 1 5 + ю 1=3 л/—I ,t-i>g:-i A A to to / X A to to
to to to to to to to to to ©X to to 11 _ о c> СП Ol C* -L- Ю 5 5 о _5 to ^2^ ** "WWW Cn °5+ 7г о 1+0.5B 1 l+0.5B-0,5/d + 1IB)
1 *""* Тип среза
го Ь-«4 Схема рас- положения зерен
*>< Л а S л Ограниче- ние на тол- щину среза
ё 1 1 ьа 1 Расчетная формула толщины среза azrtl
- 1 - 1
и-
о о -ел Л II £ V Л > А II н* т- о о ' 1— ф А ел ел ® *— СП iT л Л’ г >— ь- ►— о Ограниче- ния на раз- повысот- ность
ф-'1л - to Л 1 Л СоА ® ic । II 7 л л Д о 1 7 to "> *1 5:| 7$Р СЛ о /\ *'Ч / О to А to л л to Л bo ►—» Л /\ 1 5г 7 toST II Л 5; “to /' •— л $1 о СП *1 л ° to со Л Условия сущест- вования типов среза
Классификация типов среза
2J
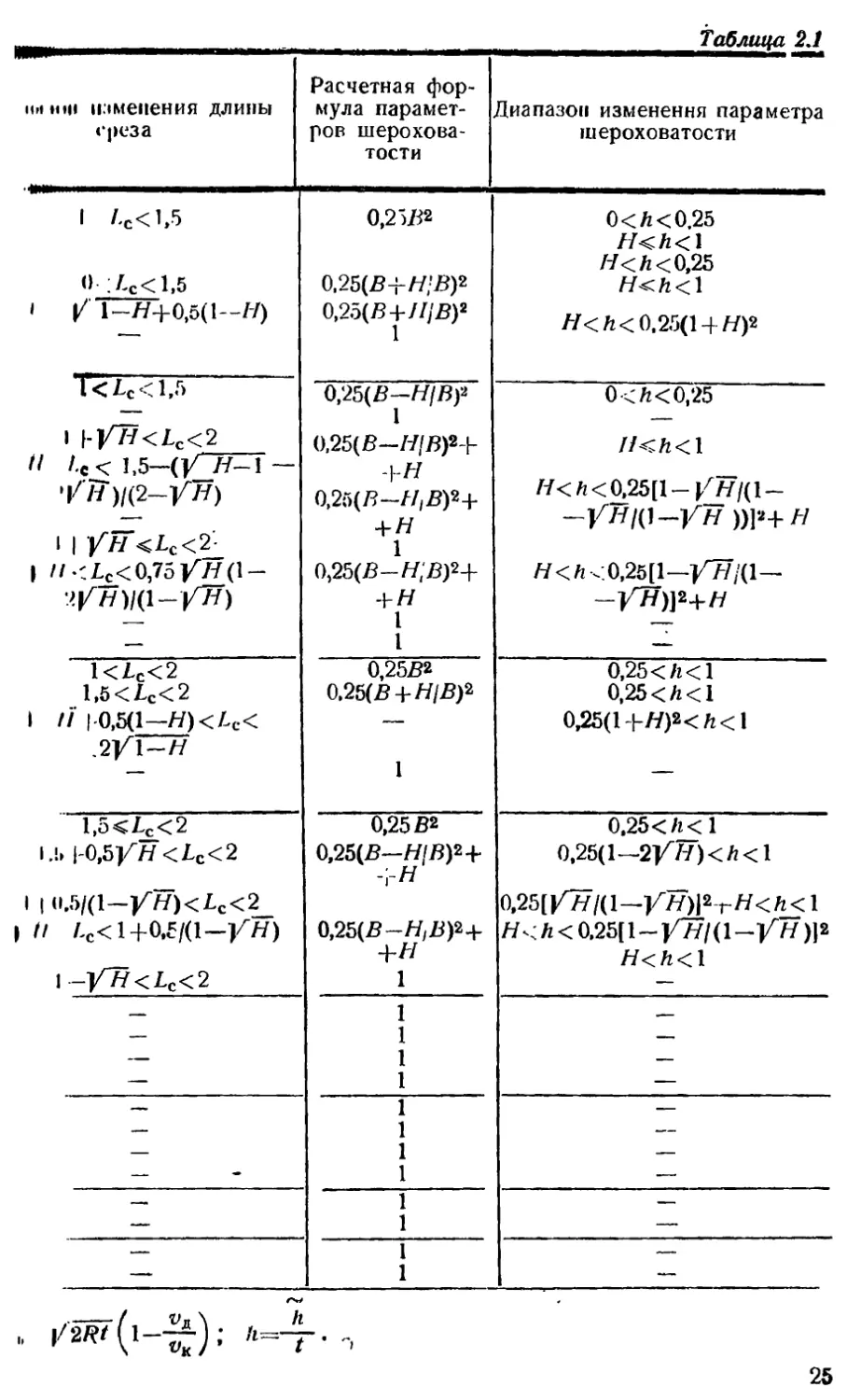
ниши изменения длины среза Расчетная фор- мула парамет- ров шерохова- тости Диапазон изменения параметра шероховатости
1 /-с<1.5 <> 7-с<1.5 1 |/ 1—77+0,5(1--II) 0,2 х#2 0,25(В4-//;’В)2 0,25(В+///В)2 1 0<Л<0.25 /7<Л<1 7/<Л<0,25 7/<й<1 H<h< 0,25(1 + //)2
T<LC<1,5 1 /77<£с<2 II Ле< 1,5—(V_//-l— ’|/77)/(2-//7) 1 | yiT<Lc<2_ | //<Lc<0,75/77(1- >У н )/(1—/77)
1 0,25(В-/У/В)2+ +п 0,2ii(B—HlB)^+ +н 1 0,25(В-77;В)2+ 1 1 0<й<0,25 IKh<\ Н< h < 0,25(1 - К77/(1- -/Я/(1-/Л7 ))]»+// /7<Л<0,25[1—/77/(1— -/Т7)]2+/7
1<1с<2 1,5<1с<2 1 /7 | 0,5(1—77) <7_с< .2/1-77 0,25В2 0.25(В + 77/В)2 1 0,25 < Л <1 0,25<Л<1 0,25(1 +/7)2<й<1
1 ,о < L>c 2 и, |-0,5/77 < £с <2 1 1 (1.5/(1—/77)<£с<2 I tl £с<1+0,5/(1-///) 1 _/77<£с<2 0,25 В2 0,25(В—/7/В)2+ -гН 0,25(В—Н1В)^+ +н 1 0,25</г< 1 0,25(1—2//7)<Л<1 0,25[/77/(1—/77)|2 гН<й<1 Н < h < 0,25[ 1 - /77/ (1 - /7/ )] 2 H<h<\
INI 1 1 1 1 1111
UM i 1 1 1 1 1 II 1
1 1 —
- — *' 1 1 —"
.--f Vn\ fl
" ’/2UU9;
25
ния траекторий на ниспадающей или возрастающей ветви. Ш
ресечение на возрастающей ветви будет приводить к снижеД
Л. Зависимость h имеет вид (2.17) для типов I—II и h=t
типов III, IV. Экстремум (минимум) h достигается в т
B—V И t причем hm]n=H.
Зависимости основных параметров срезов по схеме II им!
ряд особенностей. ]
1. Пересечение траекторий происходит в области 2с<0.1
2. Экстремум функции azm=f(B) (равный azm = 1+77) нй
дится вне области 0<а^<1. 1
3. Зависимость длины среза Lc от В носит экстремалы
характер. 1
Величина минимальной £с зависит от типа среза. Так, в'
ласти срезов типа 1 минимальное значение Lc = l+VН полу
ется в точке в и.
Следует отметить, что существование минимума длины q
за теоретически означает, что существуют такие зерна, котор
обеспечивают минимальную длину среза при максимально эд
можной его толщине. Это выполняется при В = Н, в то вре
как максимальное azm будет при В—1—Н. Одновременно о
эти условия выполняются при //=0,25, что соответств}
В = 0,5, т. е. 5=0,5 (^к/^д)/к . По-видимому, это и есть услов
оптимальности, так как оно соответствует наибольшему зна1
нию толщины среза при минимальной его длине. К сожалени
при обычных режимах шлифования это условие не обеспе*
вается.
Экстремальность длины среза определяет большое чис!
модификаций срезов внутри каждого типа при различных зн!
чениях Н. _ I?
4. Зависимость высоты неровностей h=f(B) экстремальна 1
имеет такой же характер, как и зависимость Lc=f(B). Так, ш
нимальное значение /zmin= И достигается также при B—l^M
С ростом И область существования срезов типа I уменыш
ется, минимум h сдвигается вправо и растет с ростом Н. ОпЛ
мальным будет, по-видимому, такое сочетание В и И, котор
соответствует минимуму h при малых значениях Lc. Этот м
нимум всегда лежит в области срезов типа I.
Отметим две интересные закономерности, характерные д
всех схем и типов среза.
1. Разновысотность зерен Я, не являясь основой для кл£
сификации типов среза, определяет области изменения оснс
ных характеристик. Иными словами, с изменением Н меняют
hi и цы области изменения aztin LQ9 h. При расположении зе-
• но схеме I с ростом разновысотности толщина среза умень-
• |ч я, диапазон существования срезов типа I сужается, также
ннгтся и длина среза. Величина h с ростом И увеличивается,
чип му м h сдвигается вправо и вверх. Следовательно, «малая
* • риховатость будет обеспечиваться малой разновысотностью.
Нрц расположении зерен по схеме II с ростом разновысотности
щппа среза azm возрастает, область срезов типа I уменыпа-
ц, длина и шероховатость растут.
(ивисимость azm показывает, что величина разновысотности
; гп играет самостоятельную роль, в то время как влияние
«имины 6 существенно зависит от кинематических и_геомет-
нм-ких параметров процесса шлифования. Величина И лишь
пинает (или увеличивает) толщину среза. Поэтому, если
.о । необходимости оценивать специально вклад, вносимый
нювместностью зерен в величину агт^ то достаточно находить
'Ни и) суммарное значение величины a*a
V. В любом вертикальном сечении детали снятие металла
'Ц'довательно расположенными зернами происходит нерав-
очмгрно. Точка пересечения двух соседних траекторий омеща-
VP и все ближе к этому сечению, и каждое последующее зерно
। нимнет все более тонкую стружку в этом сечении.
Для более ясного понимания предлагаемой классификации
||И|"П срезов можно использовать введенное ранее понятие —
Ни мча па абразивное зерно р = (vJvK)%.
Границы типов срезов зависят от соотношения величин дли-
ны контакта /к и подачи на зерно р.
Г.сли p<^ZK, образуются срезы I типа; при р<1к — II; при
ь /|( III; при р>1к — IV типа.
В общем виде это условие р^1ю или
(2.27)
В обычно применяемых при шлифовании режимах обработ-
ьм и диаметрах кругов £) = 200—500 мм правая часть неравен-
нн1 есть величина порядка 100—1000 мм. В то же время обыч-
Л ;ч100 мм. Это значит, что наиболее распространенным яв-
• iii’Ith I тип среза.
la пишем условие (2.27) в виде
(2.28)
•I »кнпвалентно”требованию тк > ткр, "когда ^|(—4/^д—время,
ir'iriiHe которого деталь проходит путь, равный длине кон-
'«Tn, rRp=6/t»K—время, в течение которого круг проходит
гь, равный расстоянию между зернами. Поскольку обычно
'ili'iima б порядка /к, a то это требование выполняет-
почти всегда.
Следует отметить, что условие (2.28) можно рассматривать
27
как некоторое соотношение между частотами колебаний детаи
и круга. Если правую часть неравенства рассматривать как Л
которую, определяемую кругом и станком критическую частЛ
колебаний, то левая часть его будет представлять ограниченя
накладываемое на выбор величины скорости детали и глубия
резания. Несоблюдение этого условия приводит к образована
волн. I
Особый интерес представляют срезы I типа, которые имея
запятообразную форму и сравнительно малы по толщине, nd
тому их можно назвать тонкими срезами. Поскольку при пип
фовании в практически применяемом диапазоне режимов раб!
ты обычно толщины срезов то срезы типа I являют^
наиболее распространенными и кинематический анализ уел!
вий их образования представляет практический интерес. ]
Анализ базируется на основном кинематическом уравненл
толщины среза (2.18). Оно представляет собой смещенную п;
раболу, из которой по физическим соображениям мы выбирае
одну левую ветвь. Однако такой вид уравнения сложен дл
анализа, но для срезов типа I появляется возможность ynpi
щения его. Заменим параболу (2.18) уравнением прямой 1
2В—Н. (2.2J
Назовем эту зависимость приближенной. Замена ветви параб*
лы прямой приводит к тому, что вся область существованв
срезов сдвигается влево и сужается, а численные значения то.
щины среза будут, естественно, несколько больше. Расчеты п
называют, что замена точной параболической зависимости npi
ближенной линейной приводит в среднем к погрешности 5—Ю*?
2.5. КИНЕМАТИКА
И ВЕРОЯТНОСТЬ ОБРАЗОВАНИЯ СРЕЗА
Тот факт, что кривая azm=f(B) выходит не из начала коо|
динат, а отсекает на оси некоторый отрезок (равный по вел!
чине левой границе области существования среза 1— V1 —/7
означает, что существуют такие сравнительно малые значения I
при которых azm<0, т.е. срез не образуется. Математические
означает, что пересечение траекторий двух зерен, разделеннь
таким малым расстоянием, происходит вне металла. Существ
ют зерна, разделенные такими промежутками 6 и Я, которь
не позволяют им образовать срез. Например, условия плоско!
шлифования Гд/^к==0,01; /=0,01 мм; 0=100 мм обеспечивая
B=(VjJvK)(b/]f Dt) =0,01 6, т. е. 6=100 В. Подставив в услов]
существования среза!—1^1—77 <В<0,5 при /7=0,1 (что соо
ветствует при /=0,01 мм /7=1 мкм), получим 5 мм <6<б0 м:
т. е. все зерна, расстояние между которыми меньше 5 мм, реза'
не будут. Зерна, разделенные 6>50 мм, имеют возможное
низать срезы типа II—IV. Однако основное ограничение
в «иладывается левой границей неравенства, которая сущест-
пио зависит от Н. Например, при Н == 0,2 диапазон В
н I • |/><0,5 или 10 мм <6<50 мм. Это означает, что зерна,
ри ।целенные расстоянием 6<10 мм, образовать срез не могут.
>тот пример наглядно показывает, что кинематические ус-
шипя шлифования представляют собой своеобразный «прин-
цип запрета», накладываемый на зерна, находящиеся на рабо-
’и и поверхности абразивного круга, не разрешающий некото-
рым из них образовать срез.
Условия существования срезов, анализ которых был прове-
I* и выше, представляют собой кинематические ограничения, ко-
|ирые можно наложить на рельеф инструмента. Наложение
них ограничений дает возможность отбирать работающие аб-
|ш питые зерна.
Выражение (2.29) при замене безразмерных параметров
приобретает вид
^=28(^к) Vt[D ТН=К^Н, (2.30)
• к- К=2г»д/®к^/Р. (2.31)
При azm>0 для схемы I
К8>/7 или (/7/8) < К, (2.32)
и 'in /7/8<2^/tj/W (2.33)
Для схемы II при любых Н и 6 azm>0, и потому основным
||ппематическим ограничением является неравенство (2.33). Его
Mi ок по представить в виде
(Я/^р)<(8/г/к). (2.34)
|||ск>да ясен физический смысл ограничения (2.34). Оно уста-
навливает строго определенное соотношение между временами
pi Гн ггы двух соседних зерен и отражает требование, чтобы по-
♦ -11‘дующее зерно вступало в работу раньше, чем предыдущее
мглубится в .металл в направлении скорости внедрения на рас-
иояиие И. Любая пара зерен, удовлетворяющая этому требо-
niiiiino, будет режущей. Выражение /С=2(vn/^K)prt/D назовем
|чП1сматическим критерием (К-критерием).
Следует отметить, что К-критерий может служить основой
uni идентификации абразивных зерен, т. е. для выявления ак-
Н1ППЫХ режущих .зерен. Он послужил основой для создания
|Н1Г||стио-экспериментального метода их определения.
Кинематическая модель дает возможность определить не
I ильки условия, но и вероятности образования срезов в зави-
। пмости от основных параметров процесса. Если найти вероят-
ность образования среза как функцию параметров рельефа
ijiyra, то по своему смыслу она будет означать относительное
«шело режущих зерен. Найдем эту «кинематическую» вероят-
ность, используя зависимость azm=f(B).
29
Заметим, что теоретическое значение агш представляет
бой среднее значение возможной толщины среза.
Напомним, что В= (ид/^к)(8//к ), где только расстоя’
между зернами 6 является случайной величиной. Это
что 6 (т. е. В) может принимать различные значения.
знач
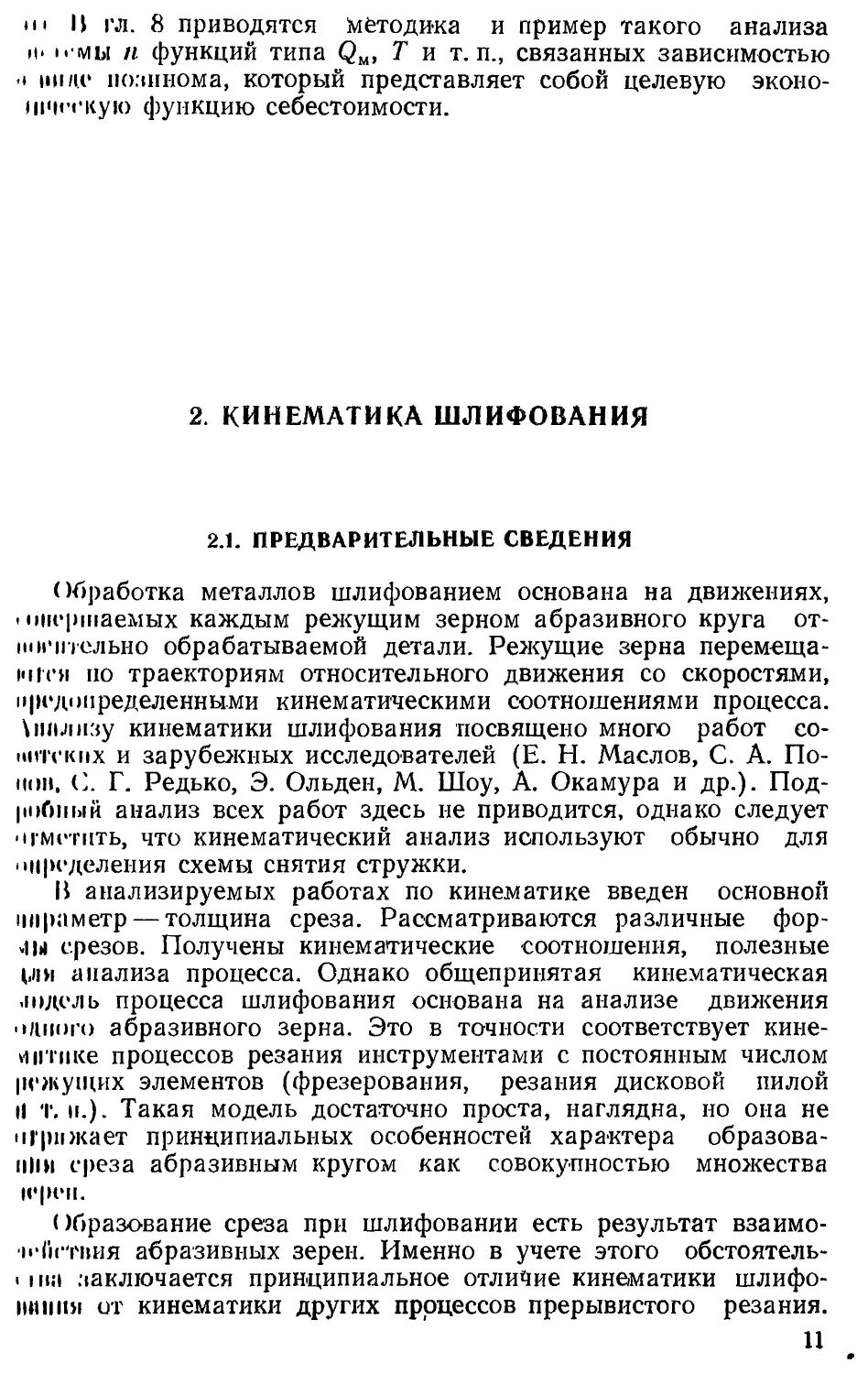
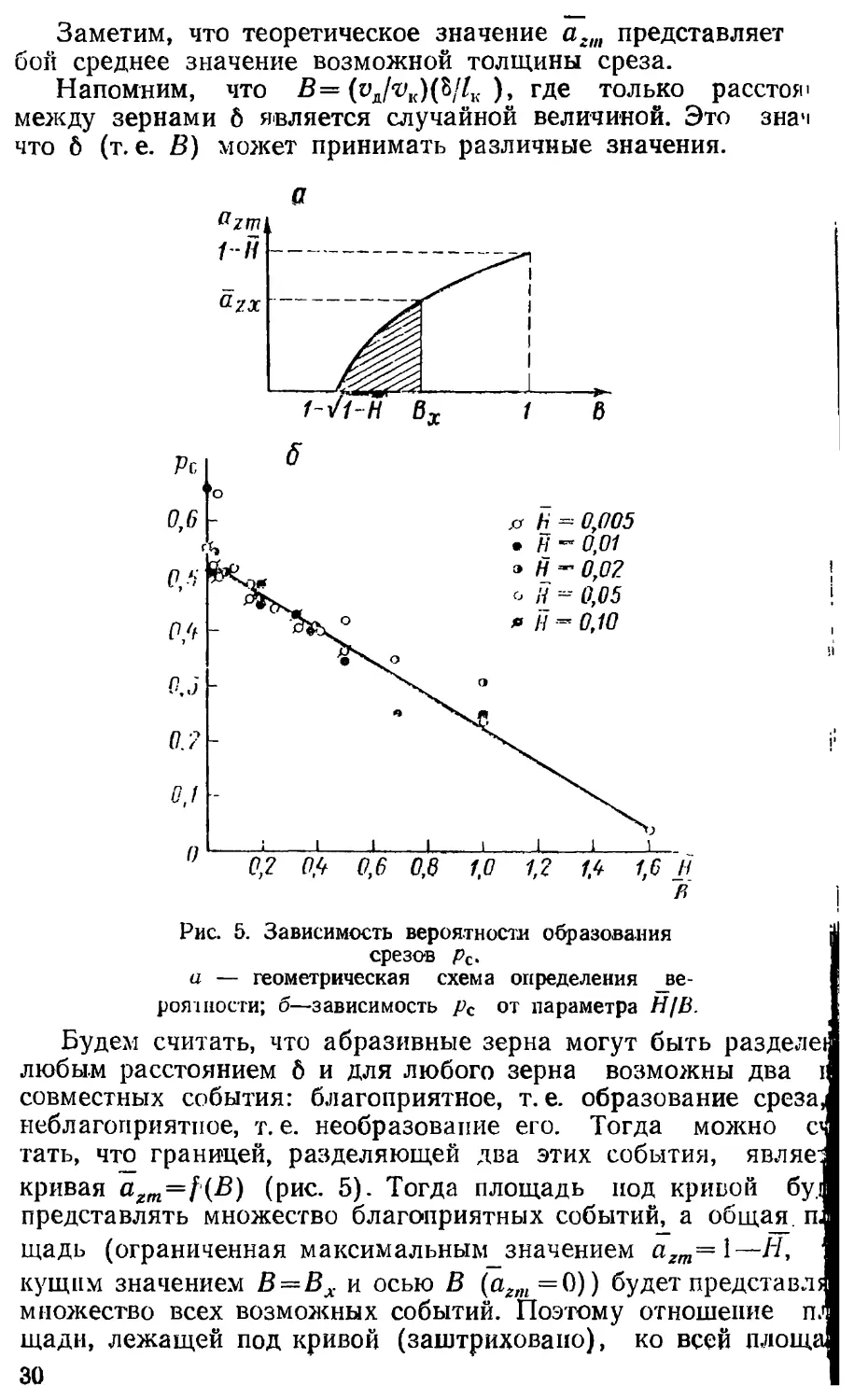
Рис. 5. Зависимость вероятности образования
срезов рс.
а — геометрическая схема определения ве-
роятности; б—зависимость рс от параметра Н)В.
Будем считать, что абразивные зерна могут быть разделе
любым расстоянием 6 и для любого зерна возможны два i
совместных события: благоприятное, т. е. образование среза,
неблагоприятное, т. е. необразовапие его. Тогда можно с<
тать, что границей, разделяющей два этих события, являе"
кривая azm=f (B) (рис. 5). Тогда площадь иод кривой 6yj
представлять множество благоприятных событий, а общая. nJ
щадь (ограниченная максимальным значением —/7, ’
кущпм значением В = ВЛ. и осью В (агш=0)) будет представлю
множество всех возможных событий. Поэтому отношение nJ
щади, лежащей под кривой (заштриховано), ко всей площа
30
ii
Лгигг представлять собой вероятность образования среза. Пло-
и i> под кривой Scp= {\dBdazm, где область D ограничена
иными azm—2B—В2—Н\ В—Вх\ azm—b, или
.S’qi= J_(2S-B2-#)dB=B% -0,ЗЗВ\-- ВХН- [0,667—
—77—о,667( 1—77) V1 ~77].
«щая площадь S0=BxaZM=Bx(2Bx—В\~Н). Тогда искомая
||<>ятность (относительное число режущих зерен)
0,ЗЗВзх вл/7[0^67 —//—0,667(1—/7) |/1 -Н\,
(2.35)
тдовательно, доля зерен, участвующих в резании, зависит от
и Н.
С ростом В рс возрастает. Наиболее круто этот рост про-
ходит при малых В (до В = 0,1, что соответствует в среднем
-5 .-10 мм), т. е. рост целесообразен лишь до определенных
। гделов, после чего он практически бесполезен, так как су-
• ч* *твенно не увеличивает число режущих зерен. Вероятность
разования срезов для наиболее распространенного диапазона
находится в пределах 0,24—0,48. Это означает, что с кинема-
»ческой точки зрения режущими могут быть не более четверти
половины всех зерен. Эта вероятность растет с уменьшением
'/ При больших В>0,1 вероятности высоки /7С—0,4-^0,45 и
• рнктически не зависят от В. К сожалению, этот диапазон ве-
нчаны В на практике почти не применяется, гак как требует
пинком больших значений од/^к>0,1.
С ростом Н относительное число режущих зерен снижается.
’ (гнгпь этого снижения зависит от величины В и Н. Чем
•н'аыпе величина В, тем больше степень снижения отпоситель-
«Нии числа режущих зерен, тем круче падение кривой
‘ •• при уменьшении В возрастает влияние //. С ростом И кру-
н| ша кривойа=/(//) снижается. Важное практическое значе-
ние имеет не каждый из параметров В и Н, а их отношение
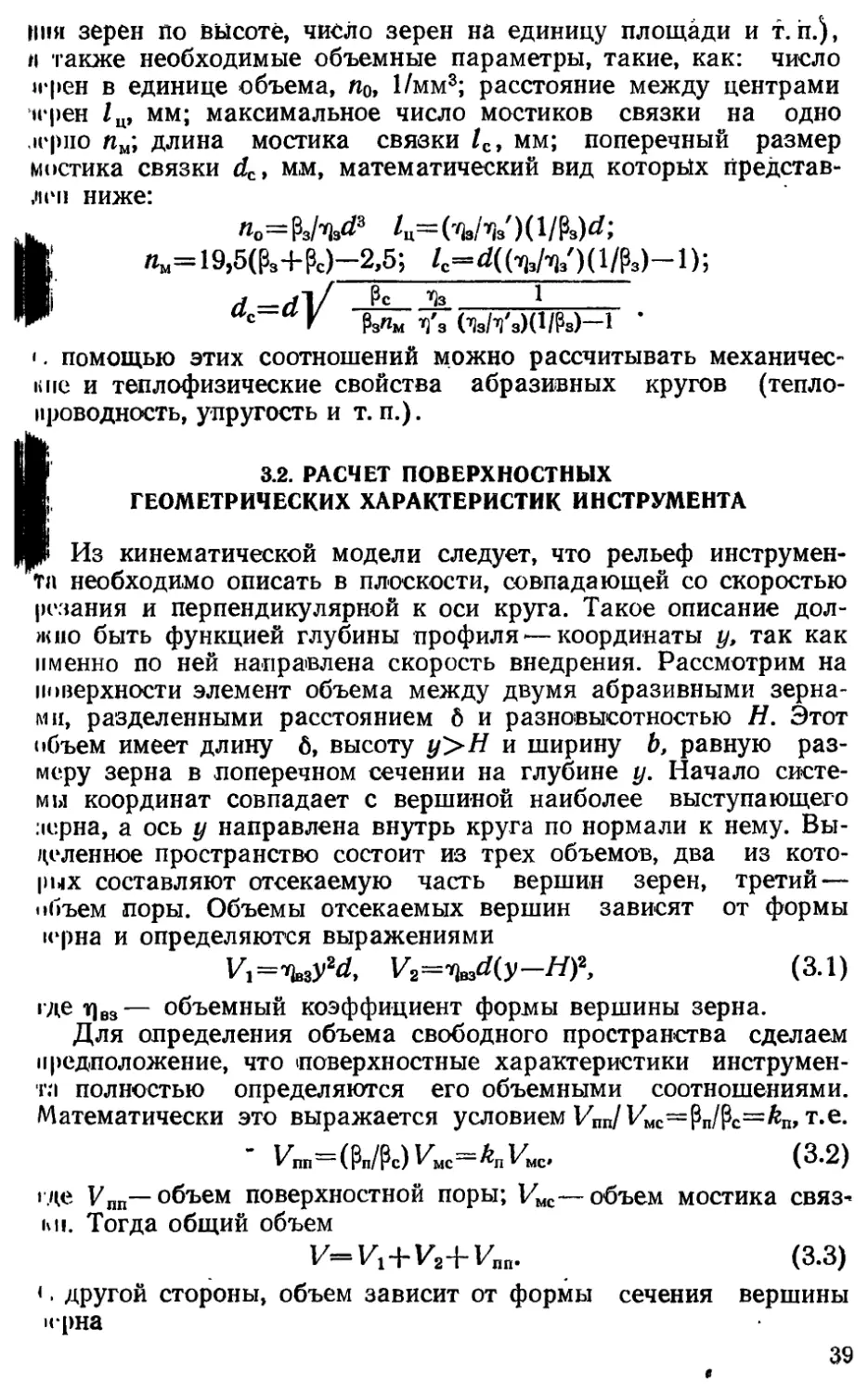
77/В=2(1/К)(ВД, (2.36)
hiaiiciiMOCTb относительного числа режущих зерен рс от па-
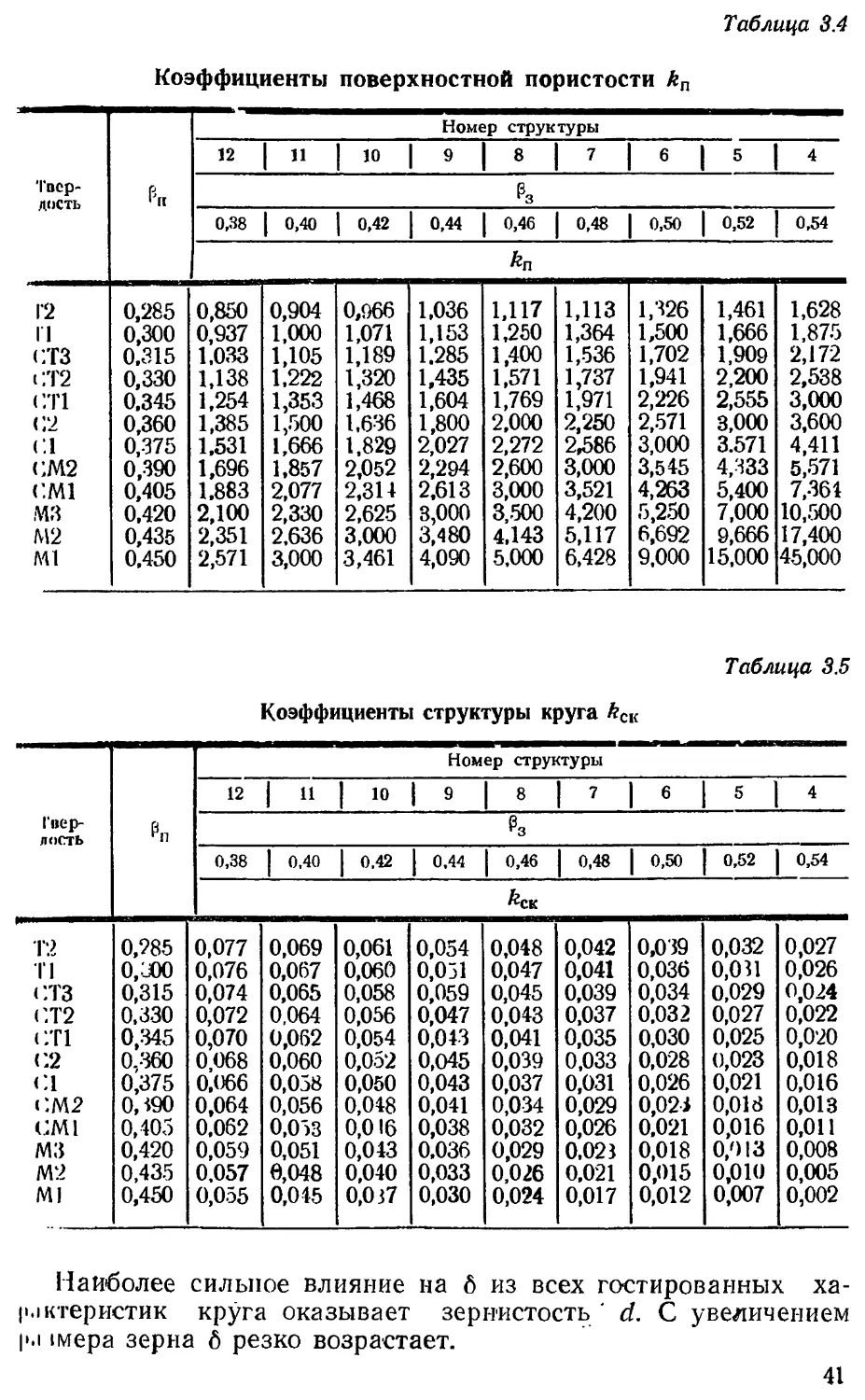
| iiM<*rpa HIB показана на рис. 6,6.
С ростом параметра И/В величина а уменьшается. Сле-
Н|ц«1тельно, уменьшение этого параметра увеличивает относи-
м'.иыюе число режущих зерен. Уменьшение этого параметра
нижет быть осуществлено путем изменения либо режимных
факторов (увеличение К-критерия), либо параметров рельефа
уменьшение /7/6).
31
Строго говоря, функция pz(HIB) неоднородная, т. е. рс
висит не только от Н/В9 но и от каждого из них в отдельно»
поэтому представление ее в таком виде вносит определен в
погрешности, однако их оценка показала, что они малы. И. =
брос точек в пределах одного сочетания значений В и Н п|н i
стацляет собой влияние степени неоднородности функции.
Следует отметить, что теоретически при //=0 может 6n< i
достигнуто максимально возможное относительное число «• .
рен 0,67. Однако уже при самых малых значениях //=0,0(1’ ;
(что соответствует при /=0,02 мм // = 0,1 мкм) это число па
ет уже до 0,45—0,48. Следовательно, практически имеет смм» •
говорить о верхней границе диапазона, как 0,48; нижняя гран |
ца определяется значением ///В<1, т. е. ограничена величинJ
рс 0,24.
2.6. КИНЕМАТИЧЕСКИЕ ТРЕБОВАНИЯ
К ПРОЦЕССУ ШЛИФОВАНИЯ
минимал!
ТОЧ1‘
и рл
меж
зревц.
В рамках кинематической модели определяется
но возможная шероховатость шлифованной поверхности
продольном направлении. Поперечная шероховатость опреуо i
ляется, кроме того, формой абразивных зерен и пластически' 5
течением шлифуемого металла. Рассматриваемая шерохоир'
тость характеризуется двумя параметрами: ординатой
пересечения двух траекторий (высотой неровности) h
стоянием между соседними точками пересечения (шагом
неровностями) /п.
Шероховатость шлифованной поверхности с точки
кинематики процесса определяется двумя факторами: толщийЯ
среза, снимаемой одним зерном, и числом зерен zp, обеспеЛ
вших заданную глубину резания и требуемую шероховатое™
Эти факторы оказывают на шероховатость противоположи
влияние. С ростом azm шероховатость растет, с ростом
уменьшается. В то же время zp есть величина, обратная Л
т. е. чем больше а2т, тем меньше zp. Я
Конкуренцией этих двух факторов можно объяснить влЛ
ние элементов режима резания /, т/к на шероховатосв
Если h^a.m и h~~—-azm/t,то шероховатость не должна Я
* ’ I
висеть от глубины резания, что согласуется с данными Я
боты [17]. I
Из кинематической модели следует, что высокая чистЯ
обработанной поверхности при шлифовании объясняется боя
шим различием скоростей круга и детали. Это приводит к Я
му, что через любое сечение медленно двигающейся дета!
будет проходить достаточно большое число режущих зер|
быстровращающегося круга. Возрастание увеличивает чис!
32 1
н реп, прошедших это сечение, увеличение скорости детали
мсиьшает его. Следовательно, с ростом v шероховатость будет
питаться, с ростом—возрастать. Количественно эта завп?
нмость имеет вид
//±Я^()/25(т/д/Ч)‘387£9. (2.37)
’ п’н. шероховатость не зависит от глубины резания.
Интересно отметить, что из кинематической модели можно
•пучить соотношения для определения шероховатости поверх*
14-и, предлагаемые Ж. Пеклеником [43].
Поскольку в (2.37) входят случайные величины б и //, то Л
ют случайной функцией. Это значит, что расчетные значе-
। Л будут представлять собой математические ожидания, а
оятность их получения будет зависеть от величин В и Я.
жио определить эту вероятность используя ту же гео-
рическую интерпретацию, что и при оценке вероятности об-
нищания срезов. Оказалось, что в практически применяемом
шазоне HIB = 0,5-^-1; ph=0,2-:- 0,5. Рост va, t приводит к
личению ph, большой диапазон которой свидетельствует о
чптельпой роли случайности в образовании шероховатости.
Любой показатель операции шлифования определяется дву-
факторами: толщиной среза на одно зерно абразивного
круга и числом одновременно работающих зерен izo =1К16. По-
» н-дпее характеризует действие круга как множества зерен.
Ниедение такого параметра позволяет получить некоторые по-
и »пые для анализа процесса показатели и выяснить физичес-
hiHi смысл полученных кинематических комплексов. Рассмот-
рим некоторые из них.
Для практических целей целесообразно ввести такой показа-
м н», как толщина среза, снимаемая всеми одновременно рабо-
|»|ницнми зернами пэ. Назовем такой показатель эквивалент-
ной толщиной среза, тогда аэ — azizo<C (tuAt)l‘uK. Отсюда еле*
что при заданных режимах обработки аэ=const. По-види-
«р’му, это выражение можно рассматривать как одно из ос-
I’Hhiihx кинематических требований к процессу шлифования:
«ж тяиство скорости съема металла при заданных режимах
обработки. С ростом azm будет уменьшаться izo, и наоборот. Это
। питает, что aztn и 12о связаны отрицательной обратной связью.
V «сличение одной из величин автоматически должно приводить
h уменьшению другой. При постоянных режимах обработки
1Н«) может быть обеспечено только изменением параметров
рельефа круга.
Параметр f вр/^к , определяющий условие стружкообразова-
1и1н (2.33), представляет собой эквивалентную толщину среза,
Приходящуюся на единицу длины контакта.
выражение, описывающее скорость врезания, можно ис-
пользовать для решения различных практических задач. На-
пример, можно найти условие, связывающее критерий стружко-
* ‘«h. № 8Q 33
образования с зернистостью круга Hlb<cdlD, где с=0,2,^ (>
связывая его с кинематическими соотношениями, получи
cd< (^д/т?к)У f/Z), т. е. Это условие означает, что i
таль не должна подаваться к кругу на расстояние болын*
чем то, на которое зерно выступает из связки, за время, ж-,
зерно находится в контакте. Это соотношение связывает с,и
пым условием зернистость круга с элементами режима резан »
Аналогичное соотношение, позволяющее выбирать режимы •»
зания в зависимости от зернистости круга, было получено на
из других соображений [38].
ййГ >
ИМ •
А
3. СТАТИЧЕСКАЯ МОДЕЛЬ
АБРАЗИВНОГО ИНСТРУМЕНТА
3.1. ОПИСАНИЕ
ВНУТРЕННЕГО СТРОЕНИЯ ИНСТРУМЕНТА
Среди всех режущих инструментов абразивные являю"
единственными, у которых ГОСТ регламентирует не важн
ший параметр рабочей поверхности — число режущих элем
тов (зерен), а характеристики внутреннего объемного строе!
— зернистость, твердость и структуру. Эти параметры завм
от соотношения объемного содержания зерна (З3, связки pl
пор рп в круге (табл. 3.1.): 1
₽з+₽с+1, ?з= Уз! ип, ₽с= К/ VK, 14/ К- Здесь V — объев
В то же время следует отметить, что непосредственное уч
тие в работе принимает лишь поверхность (рельеф), napaii
ры которой зависят от тестированных характеристик. Поэт<<
основной задачей статической модели является установле!
связи между тестированными объемными и нерегламенти]
мыми поверхностными геометрическими характеристиками
струм ента.
Взаимосвязь этих тестированных характеристик должна
ражаться в виде статической модели объемного строения а(
зивного инструмента, дающей описание каждого отделы
зерна и характеристику множества зерен. Вследствие отн<
тельной независимости абразивных зерен и связки их oni
ние можно проводить раздельно, а затем объединить, ]
34
Таблица 3.1
Относительное содержание зерен р3> связки рс и пор Зп в абразивном
инструменте
1 пер- Номер структуры
12 1 11 10 9 8 7 6 5 4
Пн в
чисть 1 3
0,38 0,40 0,42 0,44 0,46 0,48 ! 0.50 0,52 0,54
₽с
V2 0,285 0,335 0,315 0,295 0,275 0,255 0,235 0,215 0,195 0,175
Т1 0,300 0,320 0,300 0,280 0,260 0.240 0,220 0,200 0,180 0,160
СТЗ 0,315 0,305 0.285 0,265 0,245 0.225 0,205 0,185 0,165 0,145
СТ2 0,330 0,290 0,270 0,250 0,230 0,210 0,190 0,170 0,150 0,130
г.Т1 0,345 0,275 0,255 0,235 0,215 0,195 0.175 0,155 0,135 0,115
С2 0,360 0,260 0.240 0,220 0,200 0,180 0,160 0,140 0,120 0,100
С1 0,375 0.245 0,225 0,205 0,185 0,165 0,145 0,125 0,105 0,085
< :М2 0,390 0,230 0,210 0,190 0,170 0,150 0,130 0,110 0,090 0,070
СМ1 0,405 0,215 0,195 0,175 0,155 0,135 0,115 0,095 0,075 0’055
М3 0,420 0,200 0,180 0,160 0,140 0,120 0.100 0,080 0,060 0,040
М2 0,435 0,185 0,165 0,145 0.125 0.105 0,085 0,065 0,045 0,025
Ml 0.450 0.170 0,150 0,130 0,110 0,090 0,070 0,050 0,030 0,010
штривая их как компоненты единой дисперсной системы, в
‘•норой расположение зерен в пространстве определяется ве-
р«hi гпостными законами.
Каждая компонента инструмента представляет собой слу-
hiiinyio величину.
Абразивное зерно. Абразивные зерна характеризуются раз-
мерами и формой. Размер cl и объемное содержание абразив-
нах зерен рз тестируются. Форма зерен не регламентируется,
н пбщем случае абразивные зерна представляют собой осколки
неправильной формы со случайной поверхностью. Любую слу-
•nliiiyio поверхность зерна можно представить набором из про-
• гых форм: сферы, эллипсоида, конуса и т.п. Модели таких
простых идеальных форм полезны для представления физичес-
ких особенностей и характеристик контакта абразивных зерен
Металлом.
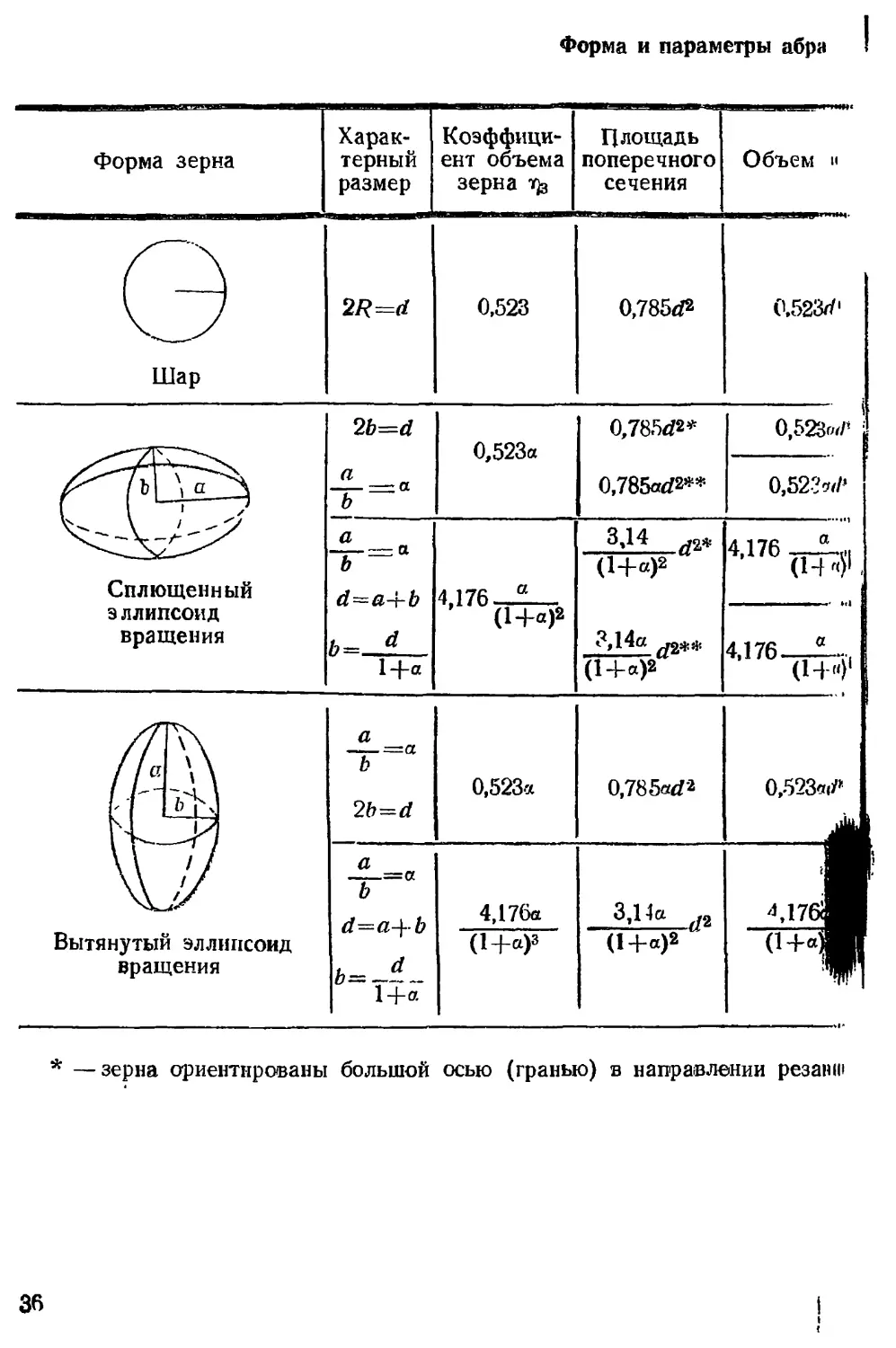
Основными параметрами, характеризующими отдельное аб-
лпзпвиое зерно, являются его объем и площадь поперечного
(Н|(ч1ня: 1/аз==уЬ^3; 5аз= rfd2, где rj3 и ц'3—коэффициенты
1'прмы объема и площади сечения зерна соответственно. Эти
при метры для различных геометрических форм представлены
- гибл. 3.2. Коэффициент формы объема т)3 характеризует
Пъем всего зерна, а формы площади сечения — рабочую часть
••нпгрхности зерна. Отношение их показывает, какая часть
и’рпл может участвовать в резании. Поскольку эти коэффици-
IIIы случайны, объем Гааи площадь Sa3 есть функции случай-
н\ аргументов т]3 и d. Определение их производится па оспо-
|1р женериментальных данных,
W 35
Форма и параметры абра
Форма зерна Харак- терный размер Коэффици- ент объема зерна тдз Площадь поперечного сечения Объем н
Шар 2/?=rf 0,523 0,785d* 0.523rf'
'/ 2b=d а — а, ь 0,523а 0,785^2* 0,785ad2** 0,523г///’ 0,52?^/*
\ 7 У — у - А 'У/ Сплющенный э ллипсоид вращения а п 4,176—2 (1+а)2 3»14 Я2* 4,176 -JL. (Н. 4,176—1.... (14-м)1
<£* II II || + £ 1 Й ‘З* (1+а)2 ^Д4а ^2** (1+а)2
/ / а я 1 "" I г I \\ \ \ \ \ аЫ а =а Ь 2b=d 0,523а 0,785ad* 0,523«i/’ ;4|
\ \ / / \\ ! / W </ Вытянутый эллипсоид вращения а =а ь d=a-\- b Ь=---~ 1+а 4,176а (1+а)з 3,14 а д2 (1+а)2 Л (,+"И
— зерна ориентированы большой осью (гранью) в направлении резанш
36
Таблица 3.2
mu пых зерен и их вершин
Объем вер- шины зерна Vs Площадь сечения вершины Размер сечения зерна
> ./ 1,57^2 0,785 l,33>yW 1,33 2/2Г 2
1 ’./U l,57ady2 0,785 1,ззу/5Г | 1,33 2
»'< l,57ady2 0,785a 1,33ay dy 1,33a Za^dy 2a
На 3,14 1.88 VJ- 1,88 2,82 Vdy" 2,82
' 1 « 1+a У (l+»)2 —У У аУ у 1+a J V l+“ У 1+a 1 + a
II/ 1g ffy2 3,14a 1 >88 у ~\f d\ 1,88a 2,82a 2,82a
i 1 .< 1+a У 1+a 1 +a fV У 1-f-a V 1+a
1.1./ 2£LdyZ 0,785a 1,33 2 r — Vdy 2^
1 cc j/~ a )/" a У a y/a"
1 и 3«14 3,14 —h==y V~dy 1,88 2,42 2,82
11 i <х) a(l+«) (1+a)2 V a(l +a) /а(Ц-а) И a(l +a) fa(l+a)
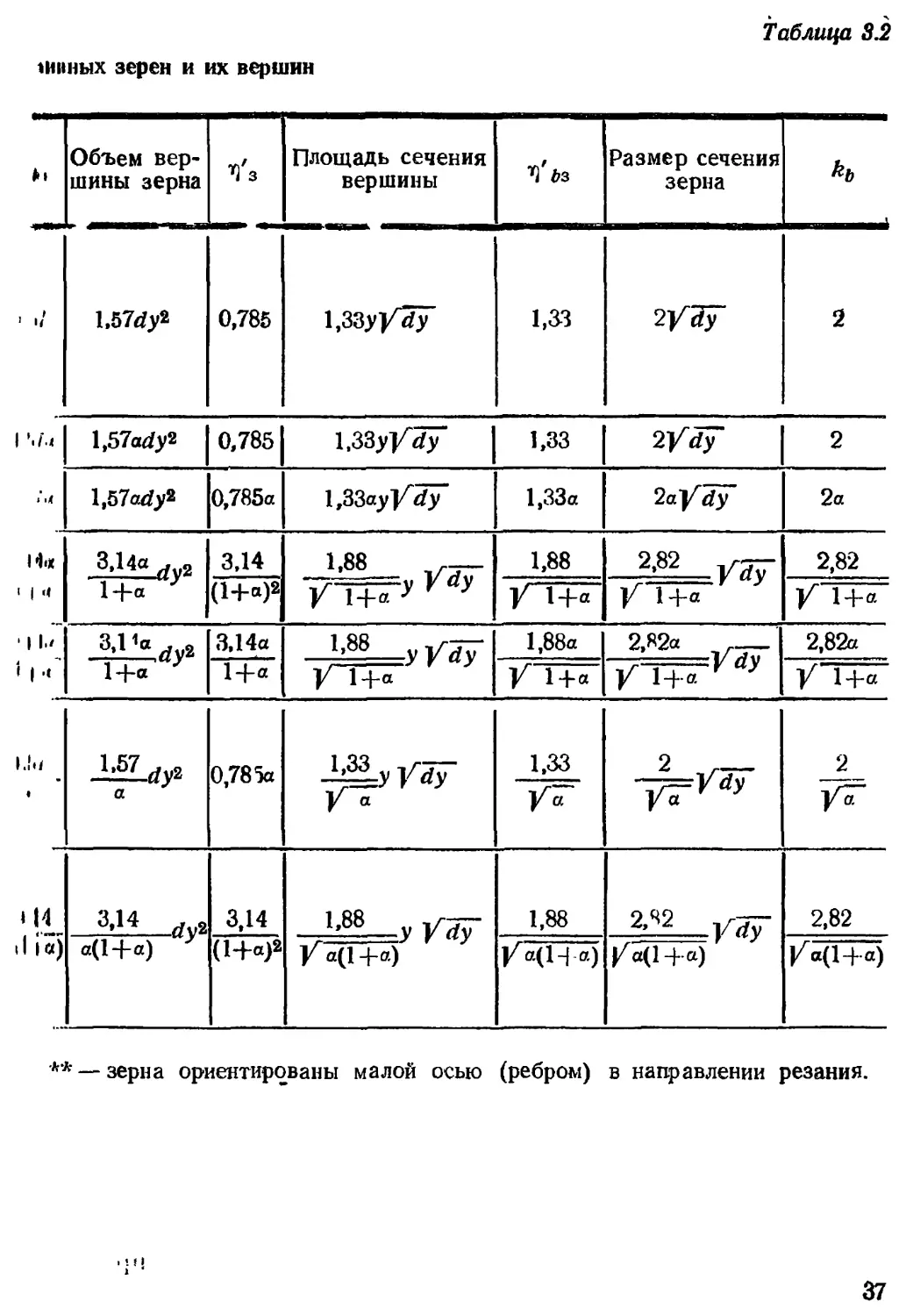
**— зерна ориентированы малой осью (ребром) в направлении резания.
• ! Н
1 *
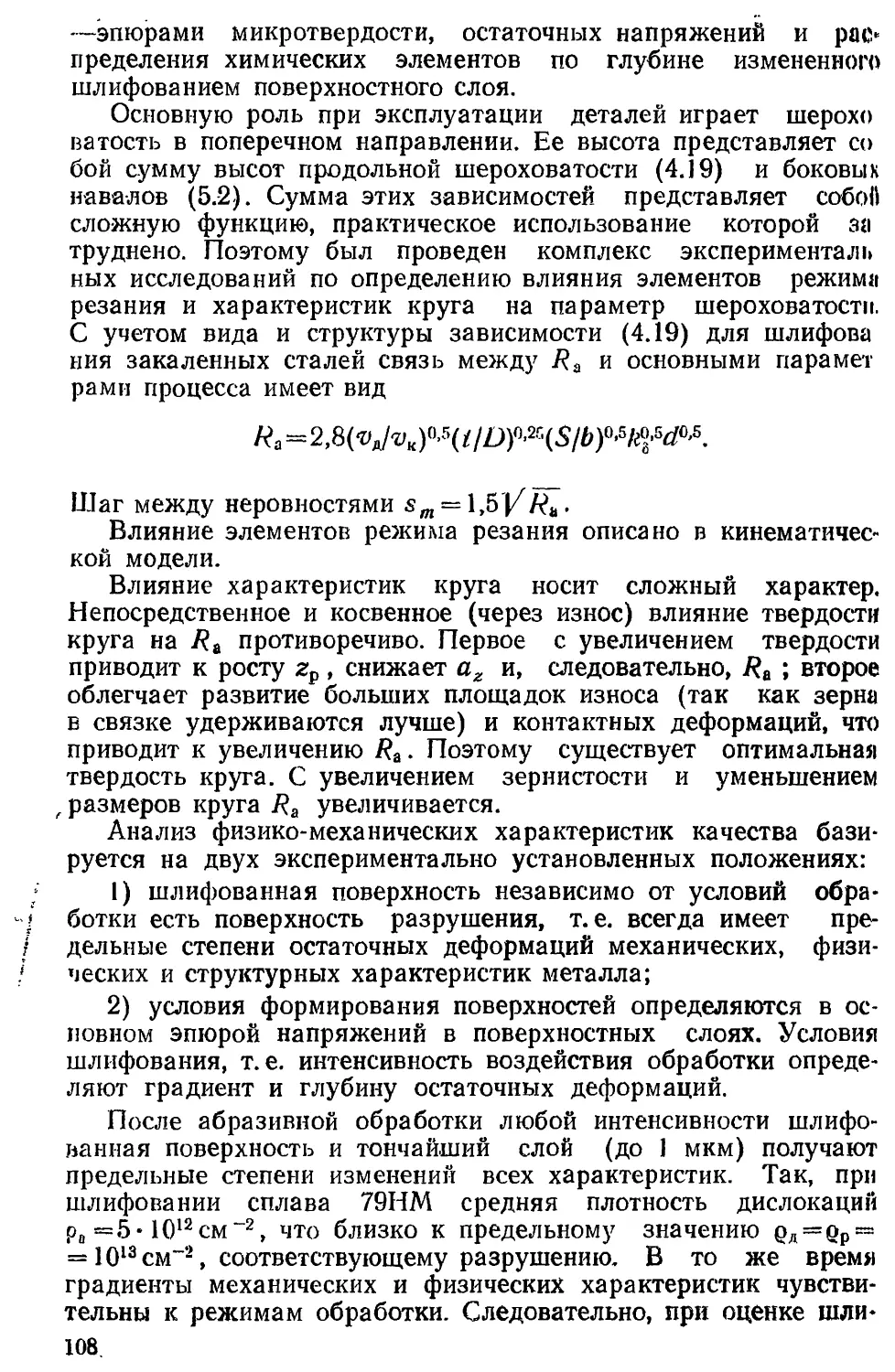
Важную роль играют параметры вёршины зерна — размеры
Поперечного сечения и радиус округления при вершине р0- Па
раметры полеречного сечения вершины зерна (табл. 3.2) зава
сят от глубины его внедрения, так его ширина e = 2kbaz\ где
0<х<2. При л=0 вершина зерна—плоскость, при х=1 — ко
нус с у=л/4, при х=2— парабола. Однако чаще всего л=0Д
и тогда e=2kbazQ’5 , где k6 определяется из табл. 3.2. Радиус
округления микровыступов р0 связан с размером зерна d корре
ляционнымй связями типа Qo=cd, где с~ /,07 ч- 0,12[5]. Часть
удобно представлять абразивные зерна в виде эллипсоидов
вращения (с отношением полуосей а = а/в) или его частного
случая — сферы (а = 1). Под характерным размером зерна по
нимают либо сумму полуосей d=a + e, либо минимальную ось
(табл. 3.2).
Мостики связки. Тестированная величина рс—общее коли
честно связки — определяет твердость круга.
Однако одного параметра для характеристики связки не-
достаточно из-за ее своеобразного расположения в объеме ин-
струмента. Она скрепляет абразивные зерна посредством не-
больших перемычек — «мостиков» связки. На каждое зерно
приходится определенное число мостиков связки. Каждый мос-
тик характеризуется размерами и формой. Мостик может иметь
форму цилиндра или прямоугольного параллелепипеда с ли-
нейным размером основания dc и высотой /с. Основными пара-
метрами, характеризующими отдельный мостик связки, явля-
ются его объем и площадь сечения (табл. 3.3).
Таблица 3.3
Форма мостика связки Объем мостика Площадь сечения
Цилиндр 0,785Zcrfc2 | 0,785rfc2
Прямоугольный параллелепипед ^С^С^ d<?
Модель объемного строения абразивного инструмента. За-
дача расположения абразивных зерен как геометрических
/ объектов в объеме шлифовального круга представляет собой
разновидность общей статистической задачи размещения объ-
ектов фиксированных или случайных размеров в заданном
объеме пространства.
Подробное изложение модели проведено в работе [41]. Здесь
только отметим, что в ней абразивный инструмент рассматри-
вается как хаотическая дисперсная система с равно-вероятнос-
тным законом расположения абразивных зерен. Физическим
условием, которому подчиняется система, является принцип
минимальной поверхностной энергии.
Эта модель дает возможность определять различные поверх-
ностные геометрические характеристики (законы распредели
38
Ния зерен по высоте, число зерен на единицу площади и т.п.),
л также необходимые объемные параметры, такие, как: число
•грен в единице объема, По, 1/мм3; расстояние между центрами
черен /ц, мм; максимальное число мостиков связки на одно
,н*рпо пы; длина мостика связки /с, мм; поперечный размер
мостика связки dc, мм, математический вид которых представ-
лен ниже:
»«о=₽з/^3 /ц=('Л/)(1/₽з)^;
; лм=19>5(р8+рс)-2,5; /с=^((->1з/У)(1/Рз)-П;
1 dc=d\ (1)з/1)/з)(1/₽з)_1 •
•. помощью этих соотношений можно рассчитывать механичес-
кие и теплофизические свойства абразивных кругов (тепло-
проводность, упругость и т. п.).
I
V 0.2. rALntl uUDCrAnUCl ПЫЛ
ГЕОМЕТРИЧЕСКИХ ХАРАКТЕРИСТИК ИНСТРУМЕНТА
В Из кинематической модели следует, что рельеф инструмен-
та необходимо описать в плоскости, совпадающей со скоростью
резания и перпендикулярной к оси круга. Такое описание дол-
жно быть функцией глубины профиля—координаты у, так как
именно по ней направлена скорость внедрения. Рассмотрим на
поверхности элемент объема между двумя абразивными зерна-
ми, разделенными расстоянием 6 и разновысотностью Н. Этот
объем имеет длину 6, высоту у>Н и ширину Ь, равную раз-
меру зерна в поперечном сечении на глубине у. Начало систе-
мы координат совпадает с вершиной наиболее выступающего
.черна, а ось у направлена внутрь круга по нормали к нему. Вы-
деленное пространство состоит из трех объемов, два из кото-
рых составляют отсекаемую часть вершин зерен, третий —
объем поры. Объемы отсекаемых вершин зависят от формы
ерна и определяются выражениями
y2=W(y-^)2> (3.1)
где 'Пвз— объемный коэффициент формы вершины зерна.
Для определения объема свободного пространства сделаем
предположение, что поверхностные характеристики инструмен-
та полностью определяются его объемными соотношениями.
Математически это выражается условием УПп/Уме—₽п/₽с=^п. т-е.
• Vnn=(Mc)VZMc=^nl4c, (3.2)
где Упп—объем поверхностной поры; Умс—объем мостика связ-
ки. Тогда общий объем
У-У1+У8+Уив. (3.3)
<. другой стороны, объем зависит от формы сечения вершины
прна
39
t
1/=хуо=7|'му Jz dyo,
где x — поперечный размер сечения вершины; rfK,—коэффн
цпент вершины зерна.
Приравнивая различные выражения для объема (3.3) и
(3.4) и подставляя (3.1) и (3.2) в (3.3), получим
8=_5»q/Wl+(l
Ч вз \ X
Pc \ Ti3 timc л f d
Рз«м /'Гз вз У )
В выражении (3.5) Ь(у) определяется двумя группами факт»»
ров: 1) формой п ориентацией абразивных зерен (ц3 и т/3), ил
вершин (т)^, vfB3) и мостиков связки т)мс ; 2) тестированными
характеристиками рп, рс, р3 и d.
Значения коэффициентов первой группы приводятся в табл.
3.1. Обозначим
= £ск5
>з«м СК’
fr^ = k'3. (3.7)
43 *1 вз
Первый комплекс характеризует структуру круга и егп
можно назвать коэффициентом структуры kCK. Второй харак
теризует зерно, его вершину и ориентацию. Обозначим knkQKk'3
—fa,, тогда второе слагаемое в (3.5) приобретает вид d(d/yy\
В общем случае 6 (у) представляет собой функцию, у кото
рой существует минимум в точке ymin=l,225rfy Аб(т/вз/7|ю) при
у^Н, причем 8min=l,845rf^60'25(vj83/,7j,B3)0*7S. Однако в практически
применяемом диапазоне, когда у мало, экстремум функции на
ходится достаточно далеко от поверхности. Тогда первый член
пренебрежимо мал и 6(у) определяется в основном последним
членом
d(d/y)^. (3.8)
Все коэффициенты, входящие в fe , определяются из объем
ной .модели абразивного инструмента расчетным путем. Расчет
ные значения kn и kCK представлены в табл. 3.4 и 3.5.
Определение параметра k3 теоретическим путем очень
сложно, поскольку его величина зависит от условий правки
круга. Поэтому в дальнейшем он будет определяться экспери-
ментально и называться коэффициентом правки /?пр . Теорети-
ческие зависимости 6 от твердости, структуры, зернистости кру
га и коэффициента правки представлены на рис. 6. На графи-
ках нанесены также экспериментальные данные. Расчетные
кривые удовлетворительно согласуются с экспериментом. С воз*
растанием твердости круга 6 несколько снижается, так как
при правке более мягких кругов правящий инструмент сравни*
тельно легко вырывает из связки абразивные зерна, а рост
твердости круга препятствует этому. С уменьшением номера
структуры 6 снижается, поскольку увеличивается объемное со-
держание зерен. Существенно влияние коэффициента правки
круга &пр, с увеличением которого д возрастает. , ।
40 ! I
Таблица 3.4
Коэффициенты поверхностной пористости kn
Твер- дость Рп Номер структуры
12 п 10 9 8 7 6 5 4
₽з
0,38 | 0,40 | 0,42 0,44 | 0,46 0,48 0,50 0,52 0,54
/?л
Г2 Г1 стз (;Т2 ( :ti С2 С1 СМ2 СМ1 М3 М2 ли 0,285 0,300 0,315 0,330 0,345 0,360 0,375 0,390 0,405 0,420 0,435 0,450 0,850 0,937 1,033 1,138 1,254 1,385 1,531 1,696 1,883 2,100 2,351 2,571 0,904 1,000 1,105 1,222 1,353 1,500 1,666 1,857 2,077 2,330 2,636 3,000 0,966 1,071 1,189 1,320 1,468 1,636 1,829 2,052 2,314 2,625 3,000 3,461 1,036 1,153 1.285 1,435 1,604 1,800 2,027 2,294 2,613 3,000 3,480 4,090 1,117 1,250 1,400 1,571 1,769 2,000 2,272 2,600 3,000 3,500 4,143 5,000 1,113 1,364 1,536 1,737 1,971 2,250 2,586 3,000 3,521 4,200 5,117 6,428 1,326 1,500 1,702 1,941 2,226 2,571 3,000 3,545 4,263 5,250 6,692 9.000 1,461 1,666 1,909 2,200 2,555 3,000 3.571 4,333 5,400 7,000 9,666 15,000 1,628 1,875 2,172 2,538 3,000 3,600 4,411 5,571 7,361 10,.500 17,400 45,000
Таблица 3.5
Коэффициенты структуры круга Лск
Номер структуры
12 и 10 1 9 8 7 6 5 4
Гпер- 0г. ₽з
л ость
0,38 0.40 0,42 0.44 0,46 0,48 0,50 0,52 0,54
^ск
Т2 0,285 0,077 0,069 0,061 0,054 0,048 0,042 0,039 0,032 0,027
Т1 0,300 0,076 0,067 0,060 0,051 0,047 0,041 0,036 0,0 И 0,026
(:тз 0,315 0,074 0,065 0,058 0,059 0,045 0,039 0,034 0,029 0,024
(:т2 0,330 0,072 0,064 0,056 0,047 0,043 0,037 0,032 0,027 0,022
СТ1 0,345 0,070 0,062 0,054 0,043 0,041 0,035 0,030 0,025 0,0'20
С2 0,-360 0,068 0,060 0,052 0,045 0,039 0,033 0,028 0,023 0,018
С1 0,375 0,066 0,058 0,050 0,043 0,037 0,031 0,026 0,021 0,016
СМ2 0,190 0,064 0,056 0,048 0,041 0,034 0,029 0,024 0,018 0,013
СМ1 0,405 0.062 0,053 0,016 0,038 0,032 0,026 0,021 0,016 0,011
М3 0,420 0,059 0,051 0,043 0.036 0,029 0,021 0,018 0,913 0,008
М2 0,435 0,057 0,048 0,040 0,033 0,026 0,021 0,015 0,010 0,005
Ml 0,450 0,055 0,015 0,037 0,030 0,024 0,017 0,012 0,007 0,002
Наиболее сильное влияние на 6 из всех гостированных ха-
рактеристик круга оказывает зернистость/ d, С увеличением
|ы шера зерна 6 резко возрастает.
41
Аналогично из объемной модели можно получить и други
параметры, характеризующие рельеф инструмента. Наприм<
Б, о
нм „ й
3
2-Л ------------
R
/ -
п 10 9 8 7 6 5
0^5 0,5 р3
г
нм
7
6
эмснт; KZ*ojm
• экспериненгаль-
- ные данные различных
авторов
Рис. 6. Зависимость статического расстояния между зернами от:
а — твердости кругов 24А40(СМ1— СТ1) 7К5; б — параметра
правки круга; в—структуры 24А40СМ1 (5—10) КБ; г — размера
зерна d.
0,1 0,2 0$ Ofi d,™
средний размер сечения одного зерна на фиксированном урин
не определяется выражением
b(y)—kbVdy, (3.!)|
значения kb приводятся в табл. 3.2. Средний размер сечения
двух зерен, разделенных разновысотиостью Н на фиксирован?
ном уровне у, определяется выражением b = kb("И dy — у2
+]/—//) —(у—77)2), из которого можно получить выражеин»
для определения разновысотности
#(у) = y-0,5d( 1 -V 1 -4(А! -Уу/д?-(у/^)))
или при малых значениях yld
H(y)=y(2kb-kb*). (3.1<|
Модель рельефа абразивного круга в статике представляв
собой набор функциональных зависимостей (3.8), (3.9), (3.10)
Это означает, что случайный характер размера, формы и взап
мораоположения абразивных зерен в ограниченном объем
пространства инструмента проявляется на его поверхности и
виде «функциональной упорядоченности» — строго определен
вых закономерностей. Структурный вид зависимостей описывн
ется степенными функциями, причем параметры, которые onpt
42
•гм и ют тестированные характеристики инструмента, являют-
н коэффициентами этой функции, которые находят из модели
«•ы* много строения инструмента теоретическим путем.
Для описания поверхности инструмента часто используют
|цскретный параметр: число зерен на единицу длины или пло-
Шди рабочей поверхности круга. Согласно предлагаемой мо-
кли инструмента этот параметр должен меняться по мере уда-
||пя от вершины наиболее выступающего зерна вглубь по
|дпусу круга, т. е. по координате у. Из объемной модели ин-
Грумента вытекает, что число зерен на единицу площади по-
< рчности линейно растет от у.
Определим число зерен на единицу длины поверхности г0
и. величину, обратную 6, где 6 определяется из рельефа кру-
• и статике. Тогда z0=l/8 —ynlki, dn+i>5.
Для определения числа зерен на единиц)7 площади поверх-
• ги круга глл необходимо учесть размер зерна Ь в попереч-
•л| сечении. Тогда znJl = 1 /86 = уп~^5 jkt kbda+x*. Число ста-
пческих зерен на единицу длины (или площади) зависит не
н»ко от характеристики инструмента, но и от координаты у,
от того, на какой глубине от поверхности круга рассматри-
пм’тся этот параметр. Иными словами, этот распространенный
нпраметр — номинальное «видимое» число зерен —зависит от
п»ю, насколько глубоко можно «видеть», т. е. от координаты у.
( равнение расчетных и экспериментальных данных работ
||ь, 56] показывает удовлетворительную точность вышеприве-
I» иных формул.
3.3. ТЕОРЕТИКО-ЭКСПЕРИМЕНТАЛЬНОЕ ОПРЕДЕЛЕНИЕ
ЗАКОНОВ РАСПРЕДЕЛЕНИЯ ПАРАМЕТРОВ РЕЛЬЕФА
Уравнение рельефа круга (3.8) представляет собой функци-
ональную связь параметров, характеризующих различные ком-
нипенты абразивного круга. Каждый из параметров отражает
опияние определенной группы факторов и является по сущест-
случайной величиной.
Важнейший параметр 6 представляет собой функцию четы-
ре.\ случайных аргументов: тестированных характеристик d,
|iM рс и параметра формы зерна /?3. Эти аргументы характери-
цют три группы независимых факторов.
11ервая группа факторов определяет случайный характер
рнмера зерна d, т. е. распределения зерен по их величине. Вто-
рая группа факторов определяет форму зерен в круге, а также
форму и ориентацию зерен и их вершин по поверхности k3-
1|н‘тья группа факторов определяется соотношением между
Количеством зерен и связки в круге (рз, рс)*
Для наглядности зависимость (3.8) представим в виде
>_______1 Рс рз______А & ' . /о 1 1\
J~ ₽3(1ЭД₽з+М-2.5) *3 у’.б 4
43
Значение б и всех параметров, входящих в уравнение (З.^Н
представляет собой математические ожидания (м. о.) этих
чайных величин. Для полного описания связи (3.11) иеобМ
днмо знать закон распределения 6. В общем случае его момЦ
найти как функции случайных аргументов. Однако даже Пт»
известных законах распределения всех аргументов эта задп-
чрезвычайно сложна.
Для ее упрощения необходимо оценить вклад каждого г.
чайного аргумента. Вклад каждой компоненты в общую ди-
персию функции некоррелированных случайных аргумент
определяется по формуле
D<>
j=l \^xi ✓ tn
Здесь производная вычисляется в точке м.о. т. Для
случая k = 4, и формула приобретает вид
дашнн
(З.Г.
Для решения этой задачи необходимо найти эксперимен
тальным путем м.о. и дисперсии каждого из 4 случайных ари
ментов. Однако для некоторых аргументов (d, k^) эксперимп
тальиые данные позволяют находить даже законы их распр*
деления.
Первая группа факторов определяет закон распределенияi
Обычно принято считать, что распределение d подчиняете
нормальному закону [32]. Наиболее обширные систематически
исследования этого вопроса проведены во ВНИИАШе [23, 2',i|
Нами были проведены исследования пробы электрокоруедц
вых зерен (250 и 500 шт.) зернистостью 25. Результаты сравни
вались с аналогичными данными работ [22, 23, 32]. Оказалось
что наиболее близко подходят к ним данные И. В. Лавров,
[22, 23]. В результате обработки экспериментальных данны,
были построены гистограммы распределения и вычислены iki
обходимые числовые характеристики. Выяснилось, что эксперн
ментальные гистограммы лучше всего аппроксимируются за
коном логарифмически-нормальиого распределения. Соответо
вующим образом были обработаны экспериментальные данниц
работ [23, 24, 25]. Оказалось, что они также хорошо описыв;ь
ются логарифмически-нормальиым законом. Расчетные и экспе»
риментальные данные, представленные на рис. 7, свидетель
ствует о более удачном описании полученных данных законом
логарифмически-нормалы-юго распределения. Следует отметить,
что при малых 6 нормальное и логарифмически-нормаль»
ное распределения близки [1]. Поэтому в большинстве
работ исследователи выбирали более простой нормальный зи
кон [32, 33]. Однако для описания рельефа круга целесообраз-
нее выбирать логарифмически-нормальное распределение. Пе
44
од от одного закона распределения
чайной величины осуществляется
к другому для любой
формулам работы [1].
по
зерна.
а—//=0,16
б—/7=0,25
в- /Z—0.40,
Рис. 1. Распределение логарифмов размера
а—//=0,16 zrc1|ld=—1,6'74,
n d ~
° hid 0»
*ind=0,42;
qind=9,03,
1
^°2|nd
f(ln/Z)=—
У 2п и
----ехр
Ind
(Jn/Z—/nlrlrf )2 .
Вторая группа факторов определяет закон распределения
параметра /?3, описывающего форму, расположение и ориента-
П.ИЮ абразивных зерен по поверхности круга. Для определения
•оставляющих параметра k3 использовались профилограммы
рельефа круга, а форма вершин зерен дополнительно оценива-
лась по форме рисок на поверхности плиток Иогансона, проца-
рапанных при движении детали неподвижным застопоренным
। ругом. Профилограммы этих рисок снимались в продольном и
поперечном направлениях, и их анализ проводился по методи-
ке, описанной в работах [46, 47].
По экспериментальным данным для круга 24А25С17К5 бы-
ли построены гистограммы у, k3 и 1пй3 (рис. 8) и найдены зако-
ны распределения. Оказалось, что распределение й3удо'влетво-
45
рительно аппроксимируется логарифмически-нормальным ш
коном. Таким образом, не только
Рис. 8. Распределение параметра k.s п его
составляющих, а—распределение /г3;
1 / (1пЛ3-|-1,38)2\
/(1,1Аз) = 0,739/ЙеХр(~ L092
б — распределение 7; в — распределение
Jn/?3; £>=0,546. а—0,739, (1п#3)ср = — 1,38.
размер зерна, но и параметр
характеризующий еп-
форму и расположепнг
имеет логарифмически
нормальное распредг
ление. Кстати, оказалось,
что почти все' параметра
процесса (износ, стой
кость, силы) подчиняются
этому закону.
Экспериментальное он
ределение законов ра-
пределения р3 и ₽с при-
ставляет большие труп
ности. Поэтому примем,
что »Рз и ₽с распре деле
ны по законам равномер
ной плотности. Чтобы Hi
изменялись тестирован
ные характеристики кр)
га (структура и твер
дость), это распредели
ние должно действовать
(согласно табл. 3.1) в ип
тервале 0,02 для Рз i
0,015 для ₽с, что соответ
ствует одной градации
изменения параметра.
В результате опредс
ления всех необходимы
параметров для ряда нам
более распространенны
характеристик кругов
соответствующих вычи»
лений оказалось, чтора«
пределение 6 подчиняет
ся логарифмическн-но|
мальному закону
о
(ltl6— 1п6)2
2а2. ,
* 1110
при 8<0;
при 6>0.
По экспериментальным данным построены гистограммы,
торые достаточно хорошо совпадают с теоретической кривич
распределения.
46
Важная особенность логарифмически-нормального распре-
деления б —большая дисперсия 1пб при относительно неболь-
шой дисперсии ее составляющих lnk3 и lnd._ Основной вклад в
оу дисперсию вносит Г1П£/ вследствие того, что d входит в фор-
мулу (3.11) в степени 5/2. Это означает, что случайный харак-
irp размера зерна играет наиболее важную роль в определении
• гатистических характеристик рельефа инструмента.
Анализ представленных данных по вероятиостио-статисти-
•н’скому описанию рельефа круга в статике позволяет сделать
следующие выводы.
1. В основу описания может быть положено уравнение (3.8),
полученное теоретическим путем из модели инструмента. Это
уравнение представляет собой функциональную связь между
определяющими инструмент параметрами, имеющими четкий
физический смысл.
2. Наиболее важную роль играют статистические характе-
ристики абразивного зерна: распределение его размера, распо-
«ожение, форма зерна и его вершины,
3. Вероятностным законом, которому подчиняются все ос-
новные параметры, определяющие рельеф инструмента, являет-
• и логарифмически-нормальное распределение.
Предлагаемое описание рельефа инструмента, основанное
и.। функциональной связи основных физических параметров,
, л растеризующих инструмент, вносит строгий порядок в систе-
iv получения, обработки и анализа экспериментальных данных
первичной статистической информации о поверхности ин-
। румеита.
Уравнение связи (3.8) представляет собой как бы стержень,
шц\руг которого укладывается вся статистическая информация
• рельефе круга. Существующие методики основаны на статис-
• ii'icckom анализе каждого фактора в отдельности. Это приво-
111 г к тому, что все они описываются различными вероятност-
ными законами, которые трудно объединить, состыковать друг
другом. В результате описание рельефа разбивается на ряд
отдельных статистических закономерностей, не связанных и
•I'loxo согласующихся друг с другом. Это приводило к тому,
• го, с одной стороны, ряду факторов вообще не уделялось дос-
|.1точного внимания (например, влияние распределения d вооб-
ще никем практически ие рассматривалось), с другой стороны,
•|<*львя было установить связь рельефа с тестированными ха-
|| |ктеристиками инструмента, выявить степень их влияния и т.д.
Предложенная модель устанавливает четкую связь, иерархию
чн явных факторов и одинаковость вероятностных законов их
н’Пределения. Самым интересным здесь является пригодность
iioiiia логарифмически-нормального распределения ко всем ос-
| цп1ым параметрам рельефа. По-видимому, это обстоятельство
чражает какой-то общий однотипный механизм усреднения,
47
линеаризации, при помощи которого логарифмы значений in
личин, характеризующих рельеф, распределяются по нормаль
ному закону.
3.4. ЭКСПЕРИМЕНТАЛЬНЫЕ ИССЛЕДОВАНИЯ
СТАТИЧЕСКИХ ПАРАМЕТРОВ РЕЛЬЕФА
И ПРАВКИ КРУГА
В экспериментальных исследованиях рельефа -применяясь
метод профилографирования, позволяющий оценить рельеф
кругов с помощью набора геометрических характеристик. Этой
метод и устройства для его реализации достаточно подробно
описаны в работе [47].
Исследуемыми геометрическими характеристиками явля
лись расстояние между зернами 6, опорная длина т)р, средний
размер зерна на фиксированном уровне Ь, разновысотность
относительная величина площадки 'износа Ди после правки н
в различные периоды работы стандартными и импрегнировал
ными кругами. Определялись важнейшие числовые характс
ристики параметров (математическое ожидание, дисперсия i
доверительный интервал для м.о). Исследовались абразивны!
круги из различных видов электрокорунда (39А, ЭХ, М), и
также карбидокремниевые и эльборные на керамической связ
ке, алмазные—на бакелитовой. Диапазон зернистостей 16—4(1
эльбора и алмазов 6—16; диапазон твердостей М3—СТ1. Кро
ме того, были использованы данные работ [46, 56].
Результаты исследований показали:
1. Характеристики рельефа имеют две статистические осо
бенности, общие для всех пара
метров: среднее квадратическое
отклонение сг близко к м.о.; ка-
чественный характер зависимос-
ти о (у) такой же, как и у м.о.
2. Распределение разиовысот
ности зерен Н хорошо описыва
ется нормальным законом.
3. Зависимости всех парами
ров рельефа от у достаточно хо
рошо аппроксимируются степса
нымп функциями, что иллюстрп
рует рис. 9, где зависимости по
лучены при следующих исходны*
данных: круг 24А25С17К6, праь
ка алм. карандашом Ц-Г>;
_ лм/ход, 6 = 3,75-10~4 у-1, vip
— 11,46 1 02у2,Ь = 0,86 у. Следует отметить, что эксперименталь*
ные данные для 6 (у) в основном удовлетворительно согласу-
ются с теоретической зависимостью (3.8) для электрокорундо
48
0,17.
0,Ю
0,06
0,06
0,04
0,02
6 мм
6
Рис. 9. Зависимость
параметров рельефа
= 0,4 мм/об,
у, ПКИ
основных
круга от у
=0,01
вых кругов на керамической связке. В более широком диапа-
ише различных кругов показатель степени в зависимости б (у)
может отличаться от теоретического, поэтому в общем случае
.швисимости 6(у), Лр(#) имеют вид
I’ ^kQd(dtyy, (3.14)
(УЖ, (3.15)
|дссь п= 1-^2,5; m=n+0,5; k4~k?>lkb. Так, для электрокоруи-
цовых кругов на керамической связке п=1,5, для эльборных п
клрбидокремниевых на керамической связке п=1.
В основном установленный характер зависимости математи-
ческого ожидания параметров 6 и т]р согласуется с экспери-
ментальными данными работ [46, 47].
Нами был добавлен параметр Aw — относительная величина
площадки износа. Все параметры как после правки, так и в
процессе шлифования определялись в различные периоды рабо-
н.1 круга. Закономерности изменения этих параметров во вре-
мени носят сложный неоднозначный характер и зависят от ре-
мгма работы круга (затупления -или самозатачивания).
Из модели объемного строения абразивного инструмента
вытекает, что влияние правки круга в основном уравнении
рельефа (3.5) отражено коэффициентом k3. Теоретическое оп-
ределение этого параметра довольно сложно, так как его вели-
чина зависит во многом от условий правки: вида правящего
инструмента, режимов правки и т. п. Математическое модели-
рование процесса правки круга является самостоятельной за-
начей и не входит в рамки настоящей работы. В данной работе
коэффициент, учитывающий влияние правки круга, определен
жопериментально. Объектом исследования служили электро-
корундовые, монокорундовые и карбидокремниевые круги на
керамической связке. В качестве правящего инструмента был
выбран алмазно-металлический карандаш марки Ц-5. Ре-
жимы правки менялись в диапазоне: поперечная подача
0,005-v-0,05 мм, продольная подача sIip = 0,l -ь 1,0 м/мин.
1,1висимыми переменными являлись параметры рельефа кру-
«и б, т]р, b, И. Обработка экспериментальных данных позволи-
||| установить зависимость коэффициента правки &прот режи-
мов правки и вида абразивного материала в виде £acKsnp/sn?
। к- с=0,024, ka = коэффициент, зависящий от вида абразивно-
(i> материала: Z?a = l; 0,82; 0,73 для электрокорунда белого, мо-
нкорунда и карбида кремния соответственно.
Данные показывают, что с ростом поперечной подачи рас-
» шяпие между зернами уменьшается, а опорная длина увели-
чивается. С ростом продольной подачи наблюдается обратная
» )ртина.
I Инс. № 80 49
3.5. ВЛИЯНИЕ ВРЕМЕНИ ШЛИФОВАНИЯ
НА ПАРАМЕТРЫ РЕЛЬЕФА КРУГА
Рельеф круга, полученный после правки, меняется в при
цессе шлифования вследствие затупления зерен и износа кр\
га. В процессе работы затупившиеся зерна вырываются н
круга и расстояния между зернами увеличиваются, появлякн
ся и развиваются площадки износа, характеризующие степпс
затупления зерен.
В общем случае рельеф круга представляет собой |н
зультат конкуренции двух одновременно протекающих прон<’<
сов: затупления и самозатачивания. Это обстоятельство доджи
найти свое выражение в аналитических зависимостях, omiri.i
вающих рельеф. Анализ экспериментальных данных показ;) •
что для этой цели логичнее всего использовать парами
ры б и т)р. В первом случае изменение рельефа во времени
хорошо аппроксимируется выражением
8(т)=80 ехр (Хт+ст2), (3.1(1)
где до—расстояние между зернами после правки круга, мм,
т — время шлифования, мин; %, с — коэффициенты самозатачп
вания и затупления соответственно.
Диапазон изменения коэффициентов % и с исследовании'
кругов %=0,005-ь0,045; с = 0,001 -ь0,010. Например, для стаи
дартного круга 24А25С17К6 при плоском шлифовании зака
ленной стали Р6М5 %=0,0194, с =0,0026, а для импрегнпро
ванного (Л326/1) —Х=0,10, с=0,05.
Экспоненциальный характер изменения д во времени можш
сравнить с временной экспоненциальной зависимостью коэффм
циента режущей способности круга [27]
/гр=(QJPy) ехр (Хт). (3.1/1
Сравнение численных значений экспоненциальных множц
телей в выражении (3.16) и работе [27] показывает, что эти w
личины имеют одинаковый порядок, а в некоторых случая»
(в режиме затупления) почти совпадают. По-видимому, тп
означает, что изменение режущей способности круга мо>мн
охарактеризовать изменением б (т).
Затупление и самозатачивание по-разному влияют на 4,
поэтому вследствие конкуренции этих процессов функция 6JM
носит сложный характер прежде всего в зависимости от марИ
шлифуемого материала. При шлифовании труднообрабатьиыИ
мых материалов для стандартных кругов характерен быстр"
рост б (т). 1,1
Изменение параметра б во времени при шлифовании импрс
гпированным кругом носит также сложный характер, несколь
ко уменьшаясь в начале, затем устанавливается некоторое сг»
бильное значение, которое при определенном числе проходу
начинает резко возрастать, лМ
50 Я
W г
Следует отметить, что параметры рельефа стандартного и
пмпрегиированного кругов в начальном состоянии, т. е. сразу
после правки, относительно близки, однако с течением времени
шлифования они существенно
отличаются друг от друга.
Г рафические зависимости
А (т) (рис. 10) показывают,
что при шлифовании закален-
ной стали Р6М5 импрегииро-
наииые круги значительно
юлыпе сохраняют способность
•лмозатачивания и, как видно
по времени существования
стабильного б, не теряют сво-
их режущих свойств даже
после 15—20 мин работы, в то
время как стандартные сохра-
няют эту способность менее
> мин.
Было установлено, что для
•льборных кругов изменение
ни времени шлифования так-
ие* описывается экспоненци-
альной зависимостью типа
5 10 15 20 25 30 Т.мин
Рис. 10. Временные зависимости
расстояний между зернами в пло-
щадок износа стандартного и им-
прегнированнного кругов.
(3.16). Например, для эльбор-
вого круга ЛОЛ16СМ1КЮО при шлифовании закаленной стали
Р6М5 б=0,7ехр(—0,023т+0,0034т2). Если этот же круг подвер-
шуть специальной обработке глубоким холодом (ОГХ) в жид-
ким азоте, то изменение б (т) будет иметь вид 6 = 0,76 ехр
1 0,035т+ 0,001т2).
Можно показать, что в этом случае кривая 6 (т) имеет
нн-гремум (минимум) в точке т=3,5 мин до ОГХ и т= 17,5 мин
1 того же круга после ОГХ.
В процессе шлифования существенно изменяется и другой
важный параметр рельефа — относительная опорная длина цр.
С течением времени шлифования цр возрастает. Аппроксима-
ция экспериментальных данных приводит к экспоненциальной
шипсимости т]р='Поехр(ат2), где По—относительная длина опор-
ной линии после-правки круга; т—время шлифования, мин;
коэффициент п>0 и имеет величину порядка КГ3.
Следует отметить, что увеличение т)р за время шлифования
шмкет происходить за счет двух одновременно протекающих
различных процессов: затупления работающих зерен и появле-
ния новых (самозатачивания). И тот, и другой процесс ведет к
^сличению цр, одна’ко их роль и влияние столь различны, что
целесообразно разделять их вклад.
Напомним, что число зерен на единицу длины поверхности
круга определяется как #=?!/$. Процесс появления новых зе-
1* \ 51
рен можно характеризовать параметром Л/(т) — 1/6 (т). <
пивая зависимости т]р(т) и N (т), можно получить предо а и,
ние о соотношении процессов затупления и самозатачип.иню
круга. Проведем такое сравнение.
Для удобства приведем функции к безразмерному виду
Л/=80/8(т),
где т]0, 80—начальные параметры рельефа круга после п|
ки. Тогда ч = ехр(ат2), Л/=ехр(Лт+ст2).
Проанализируем функции и их производные. Ясно,
т] (г)—монотонно возрастающая функция, а /V (т) имеет м>
симум в точке тт =)J2c. Пересечение кривых т] (т) и /V ।
происходит в точке T^w=X(n+c). Графически это представлю
на рис. 11, где показаны кривая N (т) и три кривые т) (т) ,
различных соотношений величин коэффициентов при т2.
Рис. 11. Временная зависимость длины
опорной линии т}р числа зерен N.
а—теоретическая; б—эксперименталь-
ная; шлифование стали Р6М5 кругом
24А25СМ17К5; ст — стандартный; имп
—импрегнированный.
Точка пересечения может находиться как на возрастают)'
так и на убывающей ветви кривой N (т). В области 0<т<тю, !.
гда A/>tj~и Л/'>т/, рост происходит за счет появления нов
52
|1ку1цих кромок, т.е. круг работает врежиме самозатачиваний,
области тт<т<т,!лг, где 7V>t), но N'><}', рост г] происходит
ртично за счет появления новых режущих зерен, частично за
И' затупления уже работающих, т. е. круг работает в сме-
жном режиме. В области т>т,№ где и 2У<т)', рост
нисходит в основном за счет затупления работающих зерен,
круг работает в режиме затупления.
Такого рода зависимости можно использовать для нагляд-
ft оценки влияния различных факторов на режим работы
। разивных кругов, в частности импрегнирования инструмента,
термообработки и т.п.
Пологость кривых т) и N импрегнированного круга локазы-
<т, что затупление происходит медленно и равномерно. Это
•жпо видеть из сравнения коэффициентов и особых точек
ц.1лизируемых уравнений. У стандартного круга при Л. = 0,019,
0,0026, а=0,018, т,п=3,65 мин, ^«=4,3 мин; у импрегниро-
,иного— при Л=0,1, с=0,005, а=0,015, тт=10, т^№15,5 мин.
Третьей наиболее чувствительной характеристикой, сущест-
। пко изменяющейся от импрегнирования, является относи-
пиная величина площадок износа До. Экспериментальные ис-
u-дования показали, что качественный характер изменения
ч1 «о времени у стандартного и импрегнированного кругов оди-
(ков. Однако время, при котором происходит переход к
острому росту 'площадок износа, у импрегнированных кругов
канительно больше.
На рис. 10 представлены кривые изменения относительной
личины площадок износа стандартного и импрегнированно-
• кругов при плоском шлифовании закаленной стали Р6М5.
। рпвые показывают, что имеются две области с различной
। оростью износа. В первой до определенного времени ско-
рость роста площадок износа невелика, во второй — круто воз-
рпстает, причем переход происходит достаточно резко. Эти
Н1ЧКИ соответствуют, по-видимому, точкам tvn—перехода кру-
। к в режим интенсивного затупления и появлению прижогов.
Некоторое количественное несовпадение этих точек (6 и
’0 мин по сравнению с 4,3 и 15,5 мин) объясняется, по-ви-
пнмому, большими погрешностями измерения параметра Ди,
'н-М 6 и Т]р.
Сравнение показывает, что импрегнированные круги вслед-
11 пне медленного затупления сохраняют свои режущие свой-
11 на даже после' 20 мин работы, в то время как стандартные
только до 5 мин. Развитие площадок износа связано со
। юйкостью кругов по критерию возникновения прижогов.
Таким образом, при шлифовании закаленных сталей для
нибого круга существует критическая величина площадок из-
носа Дикр, при достижении которой происходят их резкий рост
к появление прижогов. Различные методы (импрегнирование,
53
иГХ, «нитевидные» круги) замедляют процесс дос1и'жёййя ш
личины Днкр и увеличивают стойкость кругов.
В предлагаемой статической модели абразивного иистр\
мента случайными являются не только параметры релым|ш
как обычно, но и параметры его объемного строения, прпчгм
между ними устанавливается функциональная связь в вп/н
степенных функций, коэффициенты которых есть гостировашпл
характеристики инструмента.
Сравнение скорости роста во времени двух параметров
рельефа б'1 и т]р позволяет сравнивать два одновременно про
текающих процесса: появление новых и развитие площадоя
контакта уже работающих абразивных зерен, что дает возмож
ность устанавливать закономерности перехода абразивны,
кругов в режим затупления. Изменение параметров рёльсфи
круга во времени описывается экспоненциальными зависимости
ми, показатели степени которых отражают конкуренцию дву‘.
процессов: затупление и самозатачивание круга. Волнистое? ь
поверхности абразивного круга по высоте п окружности при
водит к тому, что при шлифовании вначале интенсивно рабо
тают и изнашиваются выступы, где расстояние между зерни
ми б меньше, затем в работу вступают зерна, расположении!
во впадинах, где б больше. Такая последовательность приводи»
к возрастанию б от длительности шлифования, что и наблю
дается экспериментально.
С точки зрения оптимизации режима работы инструмент»
стандартный статистический подход к описанию его рельеф»
нецелесообразен. Общепринятый «усредненный» подход удп
бен для описания абразивных зерен на поверхности круга ка»
некоторого множества геометрических объектов случайши
формы и размеров. Статистические параметры такого распре
деления описывают некоторые «средние» зерна, находящиеся
на поверхности инструмента, т. е. характеризуют большинсты
зерен. Однако, как известно, 80—90% этих зерен не режет. Если»
такое описание взять за основу для управления процессом, п
будет оптимизироваться неактивная, неработающая часть мио
жества. Поэтому необходима «динамическая» модель абразив
ного инструмента, позволяющая выделять режущие зерна.
4. «ДИНАМИЧЕСКАЯ» МОДЕЛЬ
АБРАЗИВНОГО ИНСТРУМЕНТА
4.1. ОПРЕДЕЛЕНИЕ ТОЛЩИНЫ СРЕЗА
С УЧЕТОМ ХАРАКТЕРИСТИКИ
АБРАЗИВНОГО ИНСТРУМЕНТА
Статическая модель описывает расположение всех зерен п»
поверхнрети круга. Число режущих зерен зависит от условий шли
54
•вания, из которых наибольшую роЛь играют кинемаТйко~Г'ёо~
• ||)ические факторы. Исходя из принципов системного подхо-
«. необходимо установить взаимосвязь кинематической и ин-
*1»ументальной моделей. Для этой цели выбраны основные
равнения моделей (2.19) и (3.8).
Наиболее важным параметром, входящим в них, является
ц-стояние между зернами 5. Однако физический смысл пара-
• । ра в этих уравнениях различен. В первом он представляет
пой характеристику прерывистости поверхности реального, но
подвижного абразивного круга; во втором — геометрическую
1рактеристику некоторого абстрактного круга, участвующего
« ложном движении и потому связанного определенными кй-
• магическими соотношениями. Иными словами, уравнение
• ицины среза (2.19) определяет только кинематически воз-
гкиые толщины среза, уравнения рельефа (3.8) — все, какие
• «кет реализовать данный рельеф.
Совместное решение этих уравнений относительно аг позвб-
нт получить значение толщины среза, которое при заданных
।нематико-геометрических условиях шлифования обеспечит
ыораипая характеристика инструмента.
Запишем эти уравнения в виде системы
&р—d(dly)n,
VDii(az±H), (4.1)
y~az±H.
Как известно, существуют два метода решения систем
• иобных уравнений: аналитический и графический.
Рассмотрим первый метод. Совместное решение системы
i«.i внений (4.1) относительно az приводит к алгебраическому
иррациональному уравнению (п+1)-й степени
(azld)n^±(Hld)(aJdy-ht К-0, (4.2)
Для любого произвольного значения п точное решение най-
и невозможно, однако для и—1,2 удается отыскать точное ре-
нише:
а) л=1. Решение записывается в виде
аг///=0,5(|/1+4^6 ОД/Tj5”± 1 )• (4.3)
Оценивая порядок членов, входящих в (4.3), получим,
•пи при часто встречающихся на практике значениях Я=
Ю-e-КГ5
azm= 1Л W W^k)°’5( W>25> (4-4)
(I близко к решению при Н=0.
При Я~10~3 остаются точные значения (4.3) и при боль-
ших Я~10~2 мм, az~H.
Следует отметить, что выражение (4.4) может быть полу-
55
чено сразу путем приравнивания бр и ок в (4.1) при // .
//=0. Это выражение для расчета аг является наиболее |и
пространенным для реальных средних условий шлифопапп
б) /г=1,5. Уравнение (4.2) примет вид
К—0. ( I
Сделав подстановку z= получим z*±.Hz?—k<f К
В общем случае точного решения нет. Можно лишь при и
мощи методов приближенных решений уравнений найти
ласть, в которой существуют решения, и проанализирог.|
влияние различных факторов на ее размеры. Точное репкчп
уравнения существует при //г= 0:
Это выражение для расчета „можно получить из друы
физических соображений; исходя из структурной модели abj»,
зивного инструмента и условия полного съема подаваемо!
металла, видно, что расчетное значение azm в наиболыии
степени (линейно) зависит от зернистости круга, в меньше
степени (0,5)—от его твердости и структуры. Степень влип
ния глубины резания вдвое меньше влияния скорости.
4.2. АНАЛИЗ КИНЕМАТИЧЕСКИХ УСЛОВИЙ
СУЩЕСТВОВАНИЯ СРЕЗА
С УЧЕТОМ РЕАЛЬНОЙ ХАРАКТЕРИСТИКИ ИНСТРУМЕНТА
Условие существования среза (2.33) было получено из кн
нематической модели без учета реальной характеристики iq>j
га. Влияние характеристики круга можно учесть путем он»
местного решения относительно б уравнения рельефа б(//) и
кинематического уравнения толщины среза. Их совместное |»
шение приводит к алгебраическому иррациональному ура щи
нию.
н-J- ± 4
K(8/rf) " ±(H/d) (8/cf)" -ki =0, (4.1:
точное решение которого в общем виде найти невозможпп
однако можно определить диапазон, где расположено решевмг
Анализ уравнения (4.7) был произведен для нижнего знаки
(—), так как из кинематического анализа известно, что верь
ний знак ( + ) не накладывает ограничений на образовал)!!'
среза.
Было найдено, что искомое решение находится в области
О,74(///4/)У3К-’/3<///8<(8/^),/32,98(^),/3К
^+10-3^3(///rf)-4/3K1/3. (4.К.
Анализ этого выражения при наиболее распространенных и.
практике значениях Н—10-2-^ 10-5 позволяет пренебречь ви»
рым слагаемым в правой части неравенства (4.8) и тогда, с/к'
лав соответствующие преобразования и возвращаясь к старым
56
t<«значениям, приближенное решение можно записать в виде
И' комого критерия
O,O76(^k)(W^<^/s<5(^k)(^)0'5- (4.9)
Сравнивая (4.9) и (2.31), замечаем, что они различаются,
• первых, -наличием левой границы и, во-вторых, численным
• • >ффициентом 5 (по сравнению с 2) в правой части неравен-
nia. Левая нижняя граница ввиду ее малости практического
пачения не имеет. Коэффициент 5 показывает, что учет харак-
|-|шстики круга расширяет диапазон стружкообразования,
। < в 2,5 раза увеличивает число «работающих» зерен по срав-
1' пню с предсказываемым кинематической моделью.
При весьма малых //~10'6-:-10“7 в выражении (4.8) можно
||к‘небречь первым слагаемым в правой части неравенства;
•I критерий запишется в виде
0,5• 109Ай 2(^/^)(ад°>5(77/г/)< 7//S<5(^/ч<)(t/D)^.
&
мм
20
%2
^3
0,001 0,002 0003 0,00k 0,005 0,006 az, мм
___________________________________________
~d=0,25
- d -0,16
10-
О
мн
s°.
1*1
/5h
0,0Q1 0,002 0,003 0,ОМ О,ОК а2, ИИ
я, ------------------------------------
10V-
К2
Рис. 12. Определение толщины dz и Вд графичес-
ким методом.
п—влияние К-критерия (24А40СМ17К5); б—
влияние зернистости круга (24А( 16^40) CM 17К5);
в—влияние твердости круга (24А40(СМ1—СТ2)7К5).
И в этом случае правая часть совпадает с критерием (2.31),
1яется только левая граница, которая также мала и практи-
57
° 0,001 0,002 0,003 0,00b 0,005 а2,нн
СМ1
С1
СТ2
чоскп пе играет ролй. / .
Для нахождения самого решения применим графический мс
тод. Графический метод решения более универсален, прост и
нагляден, хотя и менее точен. На рис. 13 приведены примори
графического решения системы уравнений (4.1), описываю
щих рельеф кругов 24А (16—40) (СМ1-СТ1) 7К для условий
шлифования, характеризуемых тремя значениями К-критерпя
(2.36; 5,47; 7,45) - 10"\
Координаты точки пересеченйя кривых 6(у) и ил
(4.1) при y — az имеют определенный физический смысл: ордн
ната есть расстояние между «режущими» зернами 6Д (назвав
ное динамическим), а абсцисса — максимальная толщина срс
за azm, снимаемая одним зерном круга при заданных режимах
резания.
Из рис. 13 наглядно видно влияние па az таких характе
ристик круга, как зернистость и твердость, а также режиме ш
резания, определяемых К-критерием.
В зависимости от величины К-критерйя отменяется от
до 2,9 мкм. Динамические расстояния 6Д между зернами при
этом находятся в диапазоне 3—8 мм (рис. 12,о).
Влияние зернистости круга (рис. 12,6) очень велико. Так,
при переходе от зернистости № 40 к № 16 при тех же режимах
резания azm меняется от 2,4 до 0,9 мкм, а 6Д—от 4,5 до 2 мм.
Влияние твердости круга (рис. 12,е) значительно меиее су-
щественно: при изменении твердости на 4 степени отменяется
на 20—25%, т. е. с увеличением твердости происходит некото-
рое снижение агпг,
43. ОПРЕДЕЛЕНИЕ «ДИНАМИЧЕСКИХ» ПАРАМЕТРОВ
РЕЛЬЕФА АБРАЗИВНОГО ИНСТРУМЕНТА
Статический рельеф инструмента по окружности включается
в организованное кинематическое движение в плоскости, сов-
падающей с вектором скорости резания. При этом некоторая
часть рельефа инструмента не будет участвовать в процессе
шлифования (в создании обработанной поверхности), так как
при обычном соотношении скоростей и глубины резания металл
не успевает подаваться на каждое зерно. Следовательно, воз-
никает задача о выделении тех зерен, которые будут участво-
вать в работе, или, иными словами, задача идентификации ра-
ботающих зерен. Для ее решения были разработаны три мето-
да— теоретический, расчетно-экспериментальный и эксперимен-
тальный.
Теоретический метод. Совместное решение системы уравне-
ний (4.1) приводит к выражению, при помощи которого можно
определить один из важнейших параметров рельефа круга
— динамическое расстояние между зернами:
58
ft >
ол = 0,5((^д) (ZW’S)"+I & n+ld. (4.10)
Это выражение характеризует режущую способность инстру-
|| га в конкретных определенных условиях, так как оно опре-
ыет число режущих зерен на единицу длины или площади
•иерхности круга.
Анализ выражения (4.10) показывает, что с ростом d,
' и kri динамическое расстояние бд между зернами растет,
шако степень влияния всех этих факторов различна. Наиболь-
н е влияние оказывает зернистость круга. С ростом зернистое-
I линейно растет бд, т. е. по гиперболической зависимости
меныпается число режущих зерен. Второе по степени влияния
нтто занимает скорость круга. Из (4.10) следует, что с уве-
•пчепием скорости круга число режущих зерен снижается. Это
•< пленяется, видимо, тем, что с ростом при той же скорости
нтали металл не будет успевать подаваться на каждое зерно
•I зерна будут проскакивать вхолостую, в то время как при бо
нчж медленной скорости круга они бы успевали внедряться и
царапать подаваемый металл.
Рост твердости круга (уменьшение k<,) приводит к умень-
шению бд, т. е. к увеличению числа режущих зерен на едини-
цу длины. Это влияние соответствует росту числа режущих зе-
рен примерно на 10% при увеличении твердости на одну сте-
пень. Рост номера структуры круга (уменьшение рз) приводит
к незначительному увеличению бд. С ростом глубины резания и
скорости детали бд уменьшается и, следовательно, растет число
режущих зерен. Интересно отметить, что влияние показателя
степени п в уравнении рельефа круга (3.8) незначительно ска-
чивается на бд.
Изменение показателя степени п в 2 раза влечет за собой
изменение различных параметров всего на 14—25%. Это озна-
чает, что наиболее важную роль играют характеристики круга
п кинематико-геометрические параметры процесса шлифования,
а не отклонение закона распределения зерен по у от гипербо-
лического (п=1). По-видимому, для определения динамичес-
ких параметров во многих случаях с достаточной точностью
можно использовать уравнение рельефа круга с гиперболичес-
кой зависимостью б (у).
Используя бд1 можно определить такие полезные для ана-
лиза процесса шлифования параметры, как число режущих зе-
рен в различных пространственно-временных условиях (на еди-
ницу длины или площади поверхности инструмента, в единицу
времени контакта, число одновременно работающих зерен
и т. д.).
Число работающих зерен на единицу^ длины поверхности
крута
59
1 п
п ) и+1
(4.1
Ро-"87~ d\zvK у ’
Число работающих зерен на единицу площади поверх
круга
2л-1 3
2/? + 1 2(й + 1)
I Йо
₽п и*'
Используя соотношения (4.10) и (4.11), можно определ
относительное число режущих зерен zom. Поскольку при д
женин параметры зерен в поперечном сечении (по высоте к
га) не меняются, то можно считать, что готн=грО/гоСщ=8р/В;|:
П • п п
zom (4
Выражение (4.13) показывает, что относительное число
жущих зерен будет уменьшаться с ростом у, так как об
число зерен растет быстрее (в степени /г), чем число режу
зерен (в степени /г/2 (/г+1)). Фиксируя различные значения
можно получать различную величину относительного чис
режущих зерен.
Определим число одновременно работающих по длине
по площади 1гп контакта зерен:
п п 2// +1 1 — 1
= 2
3
J
3
2л —1 4л+ 1 _1
izn=2 2<f!+1) (s/rf2) (ъМ2{п+1} С<й+1)
zn ~ ~ 'v° • (4.1
Число одновременно работающих зерен уменьшается
ростом .зернистости и номера структуры и увеличивается с рос-
том твердости круга. Наибольшее влияние оказывает зерннс
тость круга. Из элементов режима резания наибольшее влиянш
оказывает глубина резания, наименьшее — отношение скорости
детали и круга. Величина izp с ростом t и уд растет, с ростом
—падает.
Следует отметить, что с учетом ширины контакта влияние
характеристики круга возрастает, а влияние элементов режима
резания падает.
Расчетно-экспериментальный метод (метод ^критерия)
В основу расчетно-экспериментального метода положены сл^
дующие соображения. I
Каждая вершина профиля поверхности абразивного инстр!
мента рассматривается как потенциально режущая кромка. ВЛ
вершины профиля делятся на статические и динамически!
Критерий, по которому статическая кромка перейдет в динами
ческую, представляет собой условие существования cpei
(2.31) —К-критерий. |
Для реализации этого метода были использованы профил!
60
Ьаммы рельефа кругов. Расчетно-экспериментальный метод
включается в отборе из статического рельефа круга таких зе-
|И‘п, которые удовлетворяют К-критерию. Отобранные таким
Образом зерна представляют собой ту часть рельефа, которая
участвует в работе. Эти зерна разделены между собой динами-
ческими расстояниями дд и разновысотностыо Н,
Следует отметить, что число зерен (вершин профиля),
подвергнутых анализу при помощи К-критерия, должно быть
’юстаточно представительным (250—450 штук). Вследствие
кого важную роль играют статистические характеристики най-
денных зависимостей.
Рис. 13^ Распределение динамических параметров
’рельефа круга и толщины среза.
। j
По результатам отбора зерен, удовлетворяющих К-крите-
рию, были построены гистограммы и определены статистичес-
кие числовые характеристики распределения — математическое
ожидание и дисперсия. Оказалось, что распределение 6Д подчи-
няется логарифмически-нормальному закону, а распределение
61
//—нормальному, что подтверждается проверкой по кри|^М
согласия Пирсона у* 1 2 3. *9^^В
Некоторые типичные результаты такого отбора зерен
стандартных и импрегнированных кругов после правки и
личные периоды работы наглядно представлены в виде г|^Н
граммы распределения динамического расстояния между
нами и их разновысотности на рис. 13. Там же приводя-
кривые распределения и их числовые характеристики.
Относительное число зерен, выделенных на рельефе и
вечающих К-критерию, для стандартных и импрегнировапн-
кругов в разные периоды работы представлено в табл. 4.1.
Таблица I I
Состояние круга 24А25СМ17К5 Ki=2,37. IO-* К2-5,27-10-4 К3-7,45.10 »
После правки Импрегнироваппый Стандартный 0,07 0,11 0,17 0,21 0,25 0,23
После шли- фования Импрегпированвый Стандартный 0,12 0,09 0.30 0,21 0,35 0,25
Примечание: зак. ст. Р6М5; условия правки: алм. кар. 11 ’«
^пр=0,3 м/мип; б1,, ===0,03 мм; время шлифования 10 мин.
Данные показывают, что процент «режущих» зерен менягч
ся в широком диапазоне от 7 до 85%.
Результаты анализа данных, полученных наложенном
К-критерия на профилограммы рельефа кругов 24А25С17К5 и
24А40СМ2 7К5 после правки и в разные периоды шлифования,
позволяют сделать следующие выводы.
1. «Динамическое» расстояние между зернами в несколько
раз (в 3—10) больше статического.
2. «Динамическая» разновысотность зерен Н несколько
меньше (в 3—5 раз) статической.
3. Относительное число зерен, удовлетворяющих К-крптс-
рню, колеблется в широких пределах (7—35%) в зависимости
от величины самого критерия.
Однако анализ динамических параметров рельефа кругов
не является самоцелью. Наиболее важным с практической
точки зрения является то обстоятельство, что с помощью дина-
мических параметров рельефа можно расчетным путем нахо-
дить толщину среза на одно зерно рассматриваемого круга, а
также закон ее распределения. Толщина среза рассчитывается
по формуле azm = Кб д± Я, откуда следует, что распределение
зависит от законов распределения 6Д и Я, т. е. представля*
62
н собой композицию двух законов — логарифмически-нор-
м.мьного и нормального. Используя положения работы [6],
мижно найти распределение
(1п8-/и1пг)2 _
2и1пЛ J 8
2°г,п 8
н
Однако аналитическое вычисление такой функции довольно
южно. Поэтому была найдена удовлетворительная аппрокси-
i.iция экспериментальных данных. Оказалось, что распределе-
HIC а,т можно удовлетворительно описать логарифмически-нор-
1альным законом, что в 75% рассмотренных случаев подтвер-
ждается критерием согласия х2- Расчетные
иые значения агтпредставлены в табл. 4.2,
.арактеристики распределения — на рис. 14.
и
а
эксперименталь-
статистические
о. 1---L-L Л Л-Ш 1 .гй» l.o,.l.ol l.bllll_____
0,5 1 2 3 5 Ю 5- нн
- до инпрегнцробания
х — после инпрегннробцния
Рис. 14. Связь агт с Бд.
Ъг’Стандартный круг; II —импрепнированный круг, К ==5,27-10*4
63
Таблица 42 Расчетные и экспериментальные значения толщины среза для различных значений К-критерия ео расчетн. aznv мкм «.с? to см 5,05 2,3 | Сравнение расчетных и 'V спериментальных данных (таИ 4.2) показывает их удовлетЯ рительную близость. РасчетЛ к значения а2т всегда нескольИ меньше по величине, чем эксЛ ° 7 рпмснтально измеренные. ПЦ н видимому, это объясняется влин к ином таких неучтенных в дап | ной модели факторов, ка § упругие деформации зерен 1 связки круга. Толщина среза пр> | s шлифовании импрегнированным о кругом почти всегда нескольк- меньше (на 10—25%) по сран нению со стандартным. - Однако наибольшей нагляд ю| ностью и информативностью об s ладают зависимости толщины среза от динамического рас || стояния между зернами, где рс § $ жущие зерна, отобранные ш» /^-критерию, изображены в виде точек. На рис. 14 представлены & эти зависимости для кругов пос» ^3 ле правки и в различные перио» § § ды работы, гистограммы 6 и azt* 2. и кривые распределения, описи* g S вающие их. Видно, что число u режущих зерен увеличивается с ростом Л-критерия и импрегшь g рования круга (после определен- § § ного времени его работы). Это и о. ПРИВ°ДИТ к меньшей толщине 1 к среза при работе с импрегнирсь g ванным кругом. | Экспериментальный метод. С 'g помощью специального устройст- ва, позволяющего фиксировать ° импульсы от работающих зерен х абразивного круга в процессе его * работы, были измерены динами- ? ческие параметры дд и Н, по* v строены гистограммы и опреде- s лены числовые характеристики £ распределений и проведено вы- равнивание статистических рядов,
экспер. а2ГГ, мкм 4.8 2,45 >Л 6‘1
Ef S '° S 7,1 со ос 6,44 | 8б‘г
Кг расчетн. а2гп, мкм ю •* Гг 4,3 1,74
экспер. 4,42 1.9 3,69 1,57
°д мм । СО 1'8 8,31
расчетн. а2т мкм СО •» О| ю •» 3,96 8*1
экспер. ^zn> мкм см 1,46 3,8 i 1,5 |
1 ес S о О) со 14 1 5,431
Состояние круга | После правки 1 После шлифования После правки 1 1 После шлифования
। Стандартный Им пре гни ро ван- ный
€4
Оказалось, что теоретической кривой, которая паилучшим
нпразом описывает статистическое распределение Ьд, является
кривая логарифмпчески-нормального закона (проверка по кри-
|с|)ню согласия Пирсона х2 подтверждает эту гипотезу).
Разновысотность Н между двумя соседними работающими
юриами, определенная в соответствии с К-критерием, имеет
। нои статистические особенности п подчиняется нормальному
in кону.
Сравнение динамических параметров рельефа, полученных
।ремя методами: теоретическим, расчетно-экспериментальным
(отбор зерен но К-критерию) и экспериментальным, показало
\'довлетворительпую близость результатов. Законы распределе-
ния дя и Н, найденные в результате обработки данных обоих
методов, одинаковы. Численные значения характеристик рас-
пределения также довольно близки (15—20%). Однако следует
отметить, что в целом экспериментальное несколько больше.
Числовые значения приведены на графиках (рис. 14, 15).
Было проведено экспериментальное определение распреде-
ления толщины и ширины среза, приходящегося па одно зерно.
В специальном отстойнике собирались стружки, затем высу-
шивались, отделялись при помощи магнитов от осколков абра-
зива и измерялись под микроскопом. Найденные распределения
удовлетворительно описываются логарифмпческл-порхмальпым
законом.
Следует отметить, что описанная установка дает возмож-
ность определять не только и /7, но также величину и рас-
пределение длипы контакта и силы резания одним отдельно
взятым зерном на круге. Интересно отметить, что распределе-
ние всех этих параметров также хорошо описывается логариф-
мически-нормальньгм законом.
Вышеизложенное дает возможность проводить идентифика-
цию абразивных зерен по кинематическому критерию стружко-
пбразования, т. е. выделять из множества зерен на поверхности
круга те из них, которые будут резать (согласно этому крите-
рию). Это означает, что на разнообразие возможностей, кото-
рые предоставляет вероятность расположения абразивных зе-
рен на поверхности круга, кинематика накладывает ограниче-
ния, выражающиеся в определенном принципе их перебора.
4.4. ОПРЕДЕЛЕНИЕ ВЫСОТЫ НЕРОВНОСТИ
# И ВОЛНИСТОСТИ ШЛИФОВАННОЙ ПОВЕРХНОСТИ
С УЧЕТОМ ХАРАКТЕРИСТИКИ АБРАЗИВНОГО КРУГА
В кинематической модели была определены высоты неров-
ностей 7г, оставшихся па шлифованной поверхности, и шаг
между ними в продольном направлении — волнистость /ч (2.26).
Преобразуем эти зависимости с учетом полученных значений
агт. Подставляя о^из (4.6) в (2.26), можно получить расчёт-
s. Зак. № 80 .
пне выражения для h и 1Н. В общем виде выражение для
чета высоты неровностей приобретает вид
/г=0,25((^к)2(&//?)Ч-2/7+№(^Мд)2(£)/82)). (||
В большинстве случаев третьим слагаемым можно прЖ
бречь ввиду его малости. При больших значениях /Л^10~2 < Ц)
высота неровностей определяется в основном только разпоим
сотностью И При значениях Яс=:1(Г’*-ь1(У’6 необцн
димо учитывать первые два члена уравнения.
Подставляя И из (3.10) и 6 из (3.13) в (4.17) и учиты1Л
условия y=h, получим В
1_ 1 2 2(л+1) 1 2 В
А(1-^+0,5Л%)гп+,=(0,25)2п+,(г»д/т/к)2"+'^ 2"+’ (1/Г>)2я+1Л0>й|
(4.1
kb определяется из табл. 3.2. Учитывая, что /г(, находится I
диапазоне 1,8—2,0, выражение в скобках перед h имеет поряя
(0,8—1,5). Во многих случаях для оценки h можно пользовав
ся выражением (4.17), а при Н= 10~г’ч-10“6 можно ограничив
ся первым членом, т. е. I
1 2 2(ll+l) 1__ 2 I
Л=(0,25)2я+’ (“УдЧ) 2n+'d 2n+I (l/Z))2"+IA2n+1, (4.1
1 1 лч-l 1 п 1
/н= 2(0,25)4л+2 (t,M) 2n+'diu+' kln+iID)n+J . (4.1
Анализ зависимостей (4.19, 4.20) показывает, что наибоя
шее влияние на параметры шероховатости оказывает зерня
гость круга, с ростом которой шероховатость растет оч$1
резко. С увеличением твердости круга и уменьшением номе»1
структуры (увеличением |33) шероховатость незначительно си!
жается, С увеличением скорости детали шероховатость mJ
растает, а при увеличении скорости круга — убывает.
Аналогичный качественный характер имеют зависимое!
параметра «шаг между неровностями» — /„ —от вышеперечи
ленных факторов, только степень влияния этих факторе
меньше.
Заметим, что с ростом показателя степени п степень вм
ния всех факторов (ил/^к, D, къ) на высоту неровностей и во(
нистость снижается. Это означает, что чем более ’круто меи|
ется с глубиной у расстояние между зернами, тем меньшуЛ
роль будут играть остальные факторы. I
Следует отметить, что при выводе расчетной формулы вы<(|
ты неровностей не учитывалось влияние поперечного пластН
ческого течения обрабатываемого металла, что подлежит оц<?|<
ке в механической модели шлифования.
Широко распространенное мнение о том, что процесс шлц
фования является вероятностным по своей природе и теории
его должна строиться на вероятностной основе, нуждается J
существенном уточнении. Расположение статических абразив
66
пых зерен в инструменте действительно определяется распре-
и-лением вероятностей. Однако работу зерен, развитие про-
цесса определяют «динамические», режущие зерна, располо-
жение которых основано на функциональной упорядоченности.
Ге происхождение обусловлено организацией процесса: свое-
ооразным «кинематическим» механизмом отбора, который из
побого случайного распределения статических абразивных зе-
рен как бы отбирает режущие. Такие «селективные» изменения
«лучайной последовательности приводят к тому, что эволюция
процесса обеспечивается не вероятностными законами, а «се-
кчсционными» свойствами, которые наделяют систему способ-
|<1стью к саморегулированию. Вышеизложенное дает основание
юлагать, что «динамическая» модель абразивного инструмен-
i.i закладывает основы нового подхода к описанию процесса
шлифования с позиций теории информации.
Абразивный инструмент, как всякая неоднородность, песет
н себе информацию. Мерой информации является степень не-
определенности в распределении абразивных зерен в прост-
ранстве и времени. Процесс шлифования — преобразователь
информации. Количество информации и возможности ее пре-
образования по мере развития процесса увеличиваются, так как
вменяются самим самоорганизующимся процессом. Можно
оценить количество информации, содержащееся в инструменте.
Вообще говоря, распределение статических параметров рельефа
круга представляет собой ее количественную, а динамических
качественную характеристику, т. е. ее ценность, которая оп-
ределяется по последствиям восприятия информации, т. е. после
наложения кинематических условий на рельеф. Роль параметра
ценности играет К-критерий. Оценивание здесь равнозначно
отбору. Известно, что содержание информации в любом объек-
те всегда ограничено, и превышение порога ее содержания при-
водит к ее распаду. В шлифовальном круге изменение числа и
распределения режущих зерен приводит к их перегрузке, раз-
рушению и вырыву из связки. Чтобы не потерять накопленную
информацию, режущему зерну до своего исчезновения необхо-
димо образовать срез, т. е. изменить рельеф детали. Необхо-
димой предпосылкой к саморегулированию шлифования как
процесса, основанного на отборе, является временность сущест-
вования режущих зерен, и закономерности, обусловленные физи-
ческой природой процесса, т. е. развитие процесса, соответст-
вующее возникновению информации, подчинены определенным
законам. В то же время система круг-деталь может непре-
рывно обновляться и поддерживать порядок только в резуль-
тате постоянной компенсации производства энтропии, т. е. при
постоянном притоке энергии, что соблюдается при шлифовании.
Число режущих зерен гр выбирается из случайного мно-
жества всех зерен, находящихся на рабочей поверхности абра-
зивного круга (случайны их количество, расположение и ориен-
5* 67
тацпя). В этом смысле (по своему происхождению) гун
величина случайная, но получается она по строго определена
правилам, обусловленным кинематикой процесса, которая i
бы «отбирает» режущие зерна. Поэтому гр скорее можно с*
тать псевдослучайной величиной, полученной по определении
правилу, но соответствующей критерию случайности,
5. МЕХАНИКА ШЛИФОВАНИЯ
5.1. ПРЕДВАРИТЕЛЬНЫЕ СВЕДЕНИЯ
В кинематической модели абразивный материал рассм:п
ривается как абсолютно жесткий, а срезаемый слой шлифу г
мого металла — как абсолютно мягкий, т. е. не сопротивлят
щийся резанию. Реальные материалы обладают определенным
уровнем упругих, пластических и вязких свойств. Учет эти?»
свойств осуществляется в рамках механических моделей. Xohi
механические процессы при шлифовании играют важную роль,
теоретических исследований в этой области сравнительно не
много. Все опубликованные работы делятся на две основньн
группы. В работах первой группы описываются процессы
пластической деформации шлифуемого металла, в работах пн-
рой группы — упругие деформации, сопровождающие проци.
шлифования. Особую группу составляют работы, посвящении»
возникновению и развитию колебаний при шлифовании.
Различные вопросы пластической деформации шлифуемся о
металла рассмотрены в работах С. Н. Корчака, И. Шоу.
К. Роу, М. Рубинштейна, С. Малкина. Основным в опубли
кованных работах является анализ ‘механизмов образовании
стружки путем выдавливания, локализованного разрушающе1
го сдвига в одной плоскости и сдвига с образованием трещи Hut
от свободной поверхности. Кроме того, предполагается, чти
механизм отделения стружки может быть связан с плавле
нием тончайших слоев металла в зоне сдвига, что может приво-
дить к неустойчивому, так называемому адиабатическому
сдвигу,
68
Р Основные недостатки опубликованных работ:
1) не сформулированы специфические особенностй пластй-
нткого течения металла при шлифовании;
2) отсутствует модель, описывающая механизм стружко-
•празования (формирование элементов стружки) при движении
irpna по траектории;
3) отсутствуют необходимые зависимости для расчетов раз-
мера зоны интенсивной пластической деформации, усадкй
сгружки, сил резания;
4) отсутствует анализ влияния внешнего трения;
5) отсутствует теоретическое описание критериев перехода
<»г одного вида деформации к другой.
Ниже предлагается модель, позволяющая устранить эти
недостатки. Модель основана на теорий пластичности, йсполь-
П'ется метод характеристик илй поля лиййй скольжения (ПЛС)
116, 28, 54].
5.2. ФИЗИЧЕСКИЕ ОСНОВЫ МОДЕЛИ
Анализ технологических задач теории пластичности показал,
что для описания процессов пластического течения металла
при шлифовании нецелесообразно использовать известные схе-
мы и задачи теорий пластического трения, обработки давле-
нием и резанием. В задачах теории обработки давлением и
пластического трения в силу их специфики не учитываются
два принципиальных для шлифования обстоятельства: образо-
вание стружки и переменность скорости внедрения. В механике
резания металлов рассматривается пластическое течение также
в уже сформированном срезаемом слое. Иными словами, эти
модели основаны на постоянной скорости внедрения, чтобы,
абстрагируясь от кинематических особенностей, изучить в чис-
том виде механику пластического течения срезаемого слоя.
В то же время принципиальной особенностью процесса шли-
фования является, по мнению автора, переменная скорость
врезания, так как ее изменение на малой длине контакта про-
исходит исключительно резко.
Наиболее специфичен для шлифования механизм образова- i-
пня стружки, состоящей из двух последовательных этапов: ее
формирования и отделения. Этот механизм физически пред-
ставляет собой элементарный акт разрушения, и его следует
рассматривать с позиций определенной концепции прочности
(механической или термофлуктуационной).
Во всех концепциях критерии разрушения носят энергети-
ческий характер, 'что определяет исходную роль термодинами-
ческого анализа.
Механическая концепция прочности рассматривает разруше-
ние как мгновенный акт. В качестве критерия разрушения ис-
пользуется величина предельной прочности как усилия, превы-
69
шейпе которого ведет к разделению тела на части. Такой
рви был принят в данной работе.
Можно выразить условие разрушения также через терхме^И
мимические функции, если принять гипотезу энергетичеиЯВ!
подобия разрушения и плавления, основанную на аналог -
между механическим и тепловым движением. Два вида тепл
вого разрушения — плавление и сублимация — соответствх
двум видам механического воздействия: сдвигу и растяжепи
Разрушение наступает, когда работа внешних сил станет ран •
работе по переводу атомов в состояние разрушения, котор
представляет собой предельное неравновесное состояние, а и ,
реход в равновесное состояние осуществляется путем раздел-1 i
пня тела на части.
Термофлуктуационная концепция, основанная па темпер,!
турно-временной зависимости разрушающего усилия, рассм.'и I
ривает разрушение как процесс постепенного разрыва меж
атомных связей. При таком подходе требуется знание многих
неизвестных микрофизических параметров шлифуемых мате
риалов, поэтому он пока непрактичен.
> Процесс образования п снятия стружки, называемы микро
I резанием, осуществляется одним отдельно взятым на рабочей
1 поверхности круга абразивным зерном. Мпкрорезание предстап
’ ляет собой своеобразное сочетание двух механических процес-
сов: внедрения и царапания. Это сочетание обусловлено свое-
образной кинематикой процесса. Скорость резания состоит iri
двух компонент: скорости внедрения (врезания) я скорости пе-
ремещения (царапания), каждая из этих компонент ответствен-
на за протекание соответствующего процесса.
Способность металла сопротивляться внедрению (местным
деформациям) характеризуется его твердостью. Способность
металла сопротивляться царапанию (разрушающему сдвигу —
срезу) характеризуется его прочностью на сдвиг. Следователь-
но, при внедрении абразивного зерна поведение шлифуемого
металла определяется его твердостью Нм, а при стружкообра-
зовании — пределом прочности на сдвиг
Основная механическая характеристика процесса есть сила,
необходимая для его осуществления. Вертикальная компонен-
та силы Р* необходима для обеспечения внедрения зерна в
сопротивляющийся металл, горизонтальная Pz —для взаим-
ного перемещения круга и детали.
Между скоростью процесса и силой, его вызывающей, всег-
да существует определенное соответствие. Основной кинемати-
ческой характеристикой процесса является отношение верти-
кальной и горизонтальной компонент вектора скорости резания
(скорости внедрения и скорости круга). Известно, что при шли-
фовании отношение Ру/А всегда больше единицы, в то вре-
мя как отношение оер/^к на 3—4 порядка меньше единицы.
Эта особенность шлифования объясняется, на наш взгляд, спе-
70
|ипфикой пластического деформирования металла перёд абра-
зивным зерном в процессе его движения по траектории.
Сформулируем основные особенности процесса шлифования,
определяющие специфику задачи пластического течения шли-
фуемого металла.
1. Этап пластического деформирования обрабатываемого
металла должен обязательно завершиться разрушением, так
.как часть пластически деформированного металла движется
как одно целое с заготовкой, а часть увлекается абразивным
зерном. Разрушение в общем случае может носить различный
характер. Стружкообразовапие как сто частный случай пред-
ставляет локализованное разрушение, строго направленное по
:пнределенньш плоскостям сдвига. Оно наступает, когда запас
пластичности сдеформированного объема металла исчерпан.
2. При шлифовании необходимый для стружкиобразования
объем металла формируется лишь в какой-то определенный мо-
мент движения зерна по траектории. Эта особенность требует
учета кинематики и процесса внедрения абразивного зерна в
отличие от механики прямоугольного резания, где рассматри-
вается уже установившаяся толщина среза, а стружкообразова-
ние определяется только условиями на границе передней по-
верхности резца и стружки.
3. Вследствие большой вязкости металлов скорости их тече-
ния будут отличаться от скорости движения абразивного зерна.
Вязкость металлов существенно снижается при нагреве, особен-
но вблизи температур плавления. Ввиду отсутствия данных о
вязкости металлов в этих условиях можно использовать их со-
противление деформированию, так как вязкость с ним тесно
связана. Для этих целей были использованы данные работ
С. Н. Корчака, Г. В. Бокучавы, Т. Н. Лоладзе [19, 26].
4. Пластическая деформация металла при шлифовании но-
сит пространственный трехмерный характер. В общем случае
процессы пластической деформации протекают гз зоне стружко-
образрвания и трех зонах контакта зернас_М£таллом: передней,
боковойТПзадней поверхностей. Процесбыв трех первых зонах
взаимосвязаны, специфичны, в четвертой имеют самостоятельное
значение и подобны процессам трения скольжения.
5. Большую роль играют процессы внешнего (контактного)
трения. Пластическая деформация происходит за счет силового
воздействия, передаваемого от инструмента на заготовку через
поверхность контакта зерна с металлом. Результат этого воз-
действия во многом зависит от трения на контакте. Силы тре-
ния создают дополнительное сопротивление пластической де--
формации, ес неравномерность, увеличивают общие затраты
энергии на деформацию. Особенность шлифогзания состоит в
том, что интенсивное внешнее трение сочетается с малыми раз-
мерами пластически деформированных зон.
6. Развитие высоких температур при шлифовании влияет на
71
’процессы пластической деформации, так как механические
свойства металла существенно зависят от температуры. В рам
ках данной работы это обстоятельство учитывается темпера
туриымп зависимостями твердости металла и его сопротивлс
н в я сдвигу.
Взаимодействие абразивного зСрнй с металлом включает у
себя адгезионное сцепление вдоль контакта с передней поверх
ностыо и объемную пластическую деформацию. Величина адге
зионной составляющей силы, определяемая касательными на
пряжениями, зависит только от свойства металла. Касатель
яме напряжения т в рамках общепринятых представлений воз-
никают по двум причинам: от межмолекулярных взаимодейст*
вий и от тангенциальной прочности поверхностных соедипс
нпй, образующихся в результате схватывания и диффузии.
Направление адгезионной составляющей силы зависит от кине-
матики пластического течения. Величина деформационной соо
тавляющей зависит также от глубины внедрения зерна в ме-
талл.
Задача пластического течения металла под абразивным зер-
ном в процессе его движения по траектории формулируется как
осесимметричная задача обтекания полуп сгруженного инденто-
ра. Симметрия заключается в том, что размеры пластически
деформированной зоны во всех направлениях одинаковы. Сим-
метрия дает возможность описать трехмерное пластическое те-
чение посредством сочетания двух задач, в которых рассматри-
вается плоскодеформированное состояние металла в направле-
нии скорости резания (продольное течение) и перпендикулярно
ей (поперечное течение). Первое создается передней поверх-
ностью, второе—боковыми поверхностями абразивного зерна.
Эти предпосылки были положены в основу описанной ниже
модели пластического течения шлифуемого металла по;; воз-
действием абразивного зерна при его движении по траектории,
5.3. АНАЛИЗ ПОЛЯ
ЛИНИЙ СКОЛЬЖЕНИЯ
Начальное ПЛС в продольном и поперечном направлениях
было построено при помощи графического метода [28, 54]. Его
вид и трансформация по мере движения зерна по траектории
показаны па рис. 15. Здесь угол трения yj (угол наклона харак-
теристик АС к контактному контуру абразивного зерна АЕ)
определяется величиной и знаком контактного касательного
напряжения тк, т. е. направлением течения деформированного
металла относительно контактной границы; за положительное
примем направление от А к Е.
Из теории ПЛС следует, что максимальное значение угол
достигнет при отсутствии трения (р = 0).
72
Теория утверждает, что при наличии трения угол связан с
касательными напряжениями трения соотношением тк/2£ = р =
-cos 2т]. Преобразуя это выражение, получим п =
= 0,5 arc cos 2р(ч 0/4). Во всех известных задачах, описываю-
щих пластическое течение металлов (при обработке давлени-
ем, в теории трения и т.п.), значения угла трения т] ограниче-
ны этим Соотношение^. Такое соотношение действительно хо-
рошо описывает процессы во всем допустимом диапазоне изме-
нения коэффициента трения но только прй одном
условии: пластическое течение металла происходит только в
Рис. 15. Построение поля линий скольжения:
а и б —начальное ПЛС в продольном н поперечном направлениях; в—
трансформация ПЛС;
I —7=75°, 4 = 45°, Ф=70°, а=5°; II 7=60°, 4=60°, ф=30с, а=15°;
7=0; III —7=55°, т]—67°, Ф=12°, «=12°; Ф = 12°; IV -7 = 50°,
т]==67°, ф=12°, а=28°; Ф=17°.
одном направлении. Если же по каким-либо причинам направ-
ление течения будет меняться, то для описания такого перехо-
да этого соотношения будет недостаточно. В то же время
пластическое течение металла, деформируемого абразивным
зерном по мере его движения по траектории, как раз имеет
такую характерную особенность: сначала на участке пласти-
ческого контакта он обтекает абразивное зерно, затем, по мере
дальнейшего внедрения зерна, происходит деление подаваемого
потока металла, и ”часть металла начинает течь вверх вдоль
передней поверхности зерна. Следовательно, скорости пласти-
ческого течения меняют направление, и в соответствии с усло-
вием положительности работы пластической деформации
(ту>0) касательные напряжения трения тк также должны из-
менять направление. Каким же в таком случае должно быть
описание угла трения ч? Очевидно, угол т] должен быть больше
73
л/4, а коэффициент трения р должен быть больше нуля. Такси
поведение ч описывается соотношением ч = 1/2(л:—arccos2pH
Здесь л/4<7]<л/2 соответствует 0<р<0,5. Исходя из этих с(я
ображений был принят диапазон изменения ч по длине траектФ
рим абразивного зерна 0<т)<л/2, причем 4
. f O,5arccos2p при тк>0; {г 'J
0,5(^—arccos2p) при тк<0.
При поперечном течении металла абразивное Зерно, раЗ|
двигая металл в стороны, выдавливает его из риски в виде бед
ковых возвышений — «навалов» (см. рис. 15).
Описание такого «поперечного» течения металла в плоско^!
ти, перпендикулярной к скорости резания, также проведено j
помощью ПЛС. Считая, что поперечное течение симметриям
относительно абразивного зерна (т. е. граничные условия iii
обеих боковых поверхностях зерна одинаковы), можно пострц
ить при помощи вышеописанного графического метода соот
ветствующие ПЛС (рис. 15,6) и определить наиболее важны
его размеры в вертикальном и горизонтальном направлениях
В частности, высота «навала» /г„ и высота
/z rSflzCos-g______,
“ COS’f—Sina У 2 COS I|
где а=у—ф—т]+л/4, и угол веера
5.4. АНАЛИЗ ПОЛЯ СКОРОСТЕЙ
Скорости пластического течения шлифуемого металла буду
отличаться от скорости резания вследствие вязкости металлов
т. е. их сопротивления течению. Анализ скоростей поля линн:
скольжения по существ)7 представляет собой сравнение скс
ростей пластического течения металла (скорости сдвига) вдоД
линий скольжения (ЛС) со скоростью резания. Это сра®неш|
необходимо проводить относительно передней поверхности а в
разивного зерна. Скорости пластического течения металлр
вдоль ЛС будут определяться по уравнениям Гейрингера путе]
построения поля скоростей, которое устанавливает
мость ПЛС с кинематическими условиями задачи.
При анализе скоростей следует учесть, что при
совмести
• I
)|
организм
ции процесса шлифования задаются не силы, а движения вй
струмента и заготовки. В этом случае в контактной зоне Н1
вестна нормальная компонента скорости, которая одинаков!
для шлифуемого металла и инструмента. В то же время кас|
тельные к контактной зоне компоненты скоростей (т. е. скорсх
ти перемещения) различны. Вследствие этого основными киш
магическими особенностями контакта инструмента и заготов^
74
явлйются непрерывность нормальной и разрыв касательной
компонент скоростей. Первая особенность записывается в виде
[^п] ^рпз —0. (5.о)
Здесь орпз и т/хпз —проекции векторов скоростей резания и
сдвига соответственно на нормаль к зерну.
Вторая, т. е. разрыв касательной компоненты скорости в
в виде
(5.4)
где цртз и ^гтз — есть проекции векторов скоростей резания и
сдвига соответственно на касательную к зерну. Физически ус-
ловие [Цт]^0 означает, что при переходе через такую ЛС эле-
мент металла испытывает сдвиг и меняет направление движе-
ния. Этот скачок скоростей связан с направлением касательных
напряжений т условием цгт>0. Используя разложение вектора
скорости резания на касательную и нормаль к зерну, которые
были определены в кинематической модели, и формулы (5.3)
н (5.4), можно получить условие разрыва касательной компо-
ненты скорости
Ук sin (7—COS (7-7j)
COS Yj
Условие (5.5) физически представляет собой разность ско-
ростей сдвига и резания, точнее их проекций, на переднюю по-
верхность зерна. Это дает возможность использовать его для
анализа влияния основных факторов на пластическое течение
шлифуемого металла. В соответствии с тем, что анализируе-
мая компонента скорости резания может быть больше, меньше
или равна компоненте скорости сдвига, могут быть три различ-
ных случая, реализация которых определяется величиной и
знаком соответствующих проекций.
I. Равенство компонент скоростей сдвига и скорости реза-
ния обеспечивает условие прилипания
Т Т1 = <^Вр/^,К = (4^л/4^к)^//Г (^*6)
Оно обеспечивается, когда разность переднего угла и угла тре-
ния равна отношению скоростей врезания и круга. Физически
это означает отсутствие относительного движения, г. е. скорость
пластического течения металла относительно абразивного зер-
на равна нулю, что соответствует образованию зоны пласти-
ческого равновесия, т. е. «застойной» (кинематически мертвой)
юны.
II. Реализация условия [^-]>0 возможна при
7>Ч+^ьр/^к. (5.7)
Физически это условие означает, что скорость течения ме-
талла направлена вниз, под абразивное зерно, металл обтека-
ет зерно снизу. Контактные напряжения также направлены
75
вниз. Иначе говоря, передняя поверхность зерна движется :
быстро, что пластически сдеформированный металл не успа
ет следовать вдоль нее и зерно подминает металл, т.е. создае
зона запаздывания (отставания) металла.
Ш. Условие [oj<0 будет реализовано, когда
или, если у и т] 'близки, то ч>у.
Физически это означает, что скорость течения металла Л
правлена вдоль передней поверхности зерна вверх. Проекм
скорости резания на переднюю поверхность зерна будет меи
ше проекции скорости пластического теченйя на ту же повод
ность, т.е. металл обгоняет зерно, образуя зону опережен»
создавая условия для образования стружки, причем двнжеп!
стружки обеспечивается пластической деформацией металла,]
Из условия ухт>0 следует, что касательные напряжен!
также должны изменить направление, что означает изменен!
условия трения. С изменением скорости вектор силы трения п]
вора читается на угол, определяемый отношением скоростей. I
Условия (а-т>0) означают, что если по внутренним лип!
ям скольжения металл все время течет в одну сторону — г]
направлению движения зерна, то на границе (контакте) с зе|
ном направление течения может меняться. 1
5.5. ТРАНСФОРМАЦИЯ ПОЛЯ I
ЛИНИЙ СКОЛЬЖЕНИЯ ШЛИФУЕМОГО МЕТАЛЛА 1
ПО ТРАЕКТОРИИ ДВИЖЕНИЯ АБРАЗИВНОГО ЗЕРНА 1
При движении абразивного зерна по траектории происходя
изменение скоростей и касательных напряжений по величине I
направлению. Чтобы избежать детального описания каждого я
них в отдельности, были использованы законо?лерности измок!
ний углов Ч и у, связанные с ними. Я
По мере движения зерна по траектории происходит пзмЯ
ине углов. Изменение у происходит ’в соответствии с завцИ
мостыо (2.10), изменение ч связано с переменной направлеД
течения металла вдоль контактной поверхности зерна. ГМ
()4>П<л/4 металл течет вниз, под -зерно, при т]>л/4 металл Д
чет вверх. Изменение всех углов по мере движения зерна г!
траектории естественно должно приводить к видоизменсли!
начального ПЛС. Его эволюция зависит от глубины внедрена
зерна, так как она определяет объем металла, необходим ц!
для образования стружки. Увеличение этого объема пропс' )
дит по мере движения («переноса») ПЛС со скоростью резал: i
76
[*)тп два физических процесса (изменение углов и перенос ПЛС)
Приводят к трансформации начального ПЛС в стружкообраз-
jiloe, локализованное в объеме металла, подлежащего отделе-
чгпю, т.е. к формированию элемента стружки.
Наиболее важным фактором трансформации ПЛС являет-
|Ся изменение угла трения т|. Трансформация ПЛС вследствие
(изменения углов у и ч показана на рис. 16.
Можно показать, что для образования стружки необходимо
и достаточно последовательное выполнение четырех условий:
1) перехмены направления вектора силы внешнего трения;
математически это записывается в виде Ч^л/4; 2) прилипания
Ч=у+цпр/^к или тр^у; 3) условия оптимального соотноше-
ния процессов трения и сдвига т]>у или в пределе т]—у = Ф
(условие положительности угла сдвига Ф); 4) энергетического
условия т=ткр.
Отсюда видно, что стружкообразование определяется соот-
ношением процессов трения и сдвига (углов ц и у). Поэтому
скорость перехода к стружкообразовапию зависит прежде все-
го от начальных условий, т. е. от исходных значений т] и у.
Исходное значение т) =/(р) зависит от величины начального
трения. Если, например, исходное значение коэффициента тре-
ния будет меньше, то, следовательно, величина т| будет больше
и, значит, ближе к критическому значению т]>л/4 и т]>у. Сле-
довательно, любое предварительное снижение фрикционных
свойств абразивного круга способствует более быстрому пере-
ходу к стружкообразовапию. Именно в этом, в частности, за-
ключается влияние СОЖ, смазки, импрегнирования кругов.
Исходное значение у определяет время выполнения 2-го и
'» ю условий. При меньших значениях у (более «острых» зер-
нах) этот переход наступит раньше и, следовательно, образу-
йся более глубокая риска.
Чтобы достичь необходимых соотношений углов ц и у- для
выполнения 2-го и 3-го условий, нужна определенная глубина
нпсдрення зерна в металл. Если угол велик («тупое» зерно),
io необходима большая величина а2. При малых эти условия
1к могут быть выполнены. Иными словами, острые (у<л/4) аб-
разивные зерна облегчают стружкообразование.
В описанной модели процесс превращения срезаемого слоя
г. стружку путем пластического деформирования металла пред-
ставляется как процесс последовательного видоизменения на-
чального ПЛС в конечное, соответствующее уже образовавше-
муся элементу.
В основе физической картины пластического течения шли-
фуемого металла лежит предположение, что в какой-то точке
|раектории происходит деление избегаемого потока металла на
два, один из которых' идет под зерно (подминается), а другой
77
- по его передней поверхности, уходя в стружку. Так
талл делится на два потока, идущие в разные стороны с
ними скоростями, то обязательно существование нейтрал^И
(застойной) зоны, где с’т = 0 (условие прилипания). След^И
тельно, контакт передней поверхности абразивного зерна
таллом будет состоять из двух участков с разными напра^М
ипямн скоростей течения металла и переходной зоны заспйГ
(прилипания). Движение такого контакта по траектории пр|р
водит к видоизменению линий скольжения (что находит ciMH’
проявление в изменении углов q и у) и образованию стру>м
путем деформации сдвига.
Для большей ясности физического существа проиеп
сравним рассматриваемую схему с известной схемой пря\-
угольного резания [7, 13]. Построив план скоростей по схг
прямоугольного резания с учетом отрицательных передних * ।
лов, характерных для абразивного зерна, найдем выражепш
для скорости сдвига.
vp sin Ф
cos(<I> + 7)
(5.9)
Сравнивая (5.9) с (5.4) с (5.4), можно видеть, что при ра
венстве нулю второго члена в (5.4) они совпадают по модули»
т.е. |1*Ч |.
Из ПЛС можно определить усадку стружки, которая в пре-
дельном случае будут определяться соотношением
Подставив в (5.10) т) = у + Ф из 3-то условия СО, получим
выражение усадки стружки для прямоугольного резания с or
рй’Цательным передним углом. Это означает, что схема прямо
угольного резания представляет собой частный случай пред
лагаемой схемы течения металла при шлифовании. Кроме того,
это говорит о том, что хотя механизм образования стружки при-
шлифовании весьма специфичен, он тем не менее в конечной;
стадии близок к процесс)/ обычного резания. Об этом, в част-|.
пости, свидетельствует близость формы стружек, полученный
различными методами: фрезерованием, шлифованием, строга*
нием и т. п.
7В
5,6. ОПРЕДЕЛЕНИЕ ПОЛЯ НАПРЯЖЕНИЙ
И СИЛ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
Точное решение. Величина усилия, действующего на абра-
bii’BHoe зерно, определяется интегралом от нормальной ап и ка-
рательной тк компонент контактных напряжений на передней
[поверхности зерна с металлом. Эти напряжения могут быть
Определены, если известны напряжения, действующие вдоль
1любой из линий скольжения.
Используя соотношения Генки и условия на контакте и сде-
лав соответствующие преобразования, можно получить
Pi / h \2
• = -(1-1--^—5-j sinTCOs2i|0,5008(27)4 т) - (ф 4-U,5)sinTj,
(5.11)
4^р2 = (1 I- )2sinYCOS27|0,5sin(27)-|-т) H'(H-0,5)cos-( |.
Выражения (5.11) представляют собой силы как сложные
функции параметров ПЛС. Изменение ПЛС по траектории
движения зерна будет соответственно изменять силы деформа-
ции. При ф=^0 следует подставить значения высоты навала h/g
из зависимостей (5.2).
Приближенное решение. Выражения (5.11) для расчета сил
пластической деформации металла являются физически обос-
нованными и отражают характер пластического течения метал-
ла по внутренним линиям скольжения. Однако для практическо-
го применения эти выражения неудобны, поскольку их связь с ис*
ходными параметрами процесса шлифования (а., р) выражает
ся неявно, сложным образом через параметры ПЛС (ф, h, т]).
Иными словами, для определения сил необходимо сначала
построить ПЛС и найти его параметры от исходных факторов и
только после этого найти силы. Такой пугь громоздок и неудо-
бен, так как связан с большим объемом построений и вычис-
лений.
Для устранения этих недостатков был применен прибли-
женный энергетический метод определения усилий пластичес-
кого течения [2,54]. Применяя способ построения кинематически
возможных схем плоского пластического течения, позволяющий
получить верхнюю оценку действительных усилий, можно найти
выражения для напряжений и соответственно для сил в виде
P^/(irp22A!) = 4-l/T+2p)~3/ll/^+nl; (5.12)
Py/(r.^2k) = th(V 2 (1 I- J FTW)“3,4 (5.13)
PzIPy-- Vm/2+l4(V2(I 4VT+2Ii---0.751//n)). (5.14)
Эти простые выражения показывают, что силы, действую-
щие на одно отдельно взятое зерно абразивного круга, зависят
от трех основных факторов: толщины среза ш, коэффициента
трения р и предела текучести k. С ростом всех этих факторов
Силы растут. Наибольшее влияние оказывает относительная
79
толщина среза т, поскольку она определяет величину сдвпи»
вой компоненты тензора деформации, что было получено и*
решения вспомогательной задачи обтекания сферического зср
на, движущегося в пластическом полупространстве.
Была произведена оценка всех компонент тензора деформ а
ции. Оказалось, что недиагональные элементы тензора, отвсч
ственные за деформации сдвига, имеют вид
£Л'у~£ух~я/2+ф “ arctg((C0ST1 si n^cos(Ф 4- 7)):
(IntgVSm - cosF' 2m );
диагональные компоненты, определяющие деформации растя
женпя — сжатия,
E22^l-Ay/az: £уу~_0,5(1--^-)/(1 -0,5-^-); ^-0,5.
Следовательно, образование срезов, определяемое в осноп
ном сдвиговой компонентой тензора szyi зависит от величины
m = az/Q, Отсюда ясен физический смысл этого широко распрос
трапенного параметра. Сравнение точного п приближенное
решений показало, что значения сил различаются примерно и
1,5 раза, причем более высокие значения соответствуют, как и
следовало ожидать, приближенному решению. Анализ СШ1
действующих на одно зерно и на абразивный круг, приводится
в [42].
В свете вышеизложенной модели последовательность физм
ческих процессов, приводящих к обра13ованию стружки, по все|1
траектории движения абразивного зерна выглядит следующим
образом: па упругом участке контакта зерна с металлом пропс
ходит обычное внешнее трение скольжения, характеризуема!
общепринятым коэффициентом трения как отношением нормаль
пой силы к тангенциальной. На пластическом участке траекн*
рии внешнее скольжение металла заменяется энергетически
лее выгодными пластическими сдвигами металла по внутр« ।
ним линиям скольжения. Такой процесс трения характера,
ется уже коэффициентом трения, зависящим от пластичесь •
свойств металла. Сложный процесс пластических сдвигов
мере движения зерна по траектории должен приводить к обр
зованию стружки. Сложность заключается в быстром измен
нии условий деформации шлифуемого металла вследствие pi
кого увеличения объема металла, втягиваемого в процесс j
формирования и изменения механических свойств из-за ш
тенсивного роста температуры. Вследствие этого будут w
няться условия трения на передней поверхности. Изменен’
условий трения является одним из основных факторов, упрш
ляющих процессом стружкообразовапия.
В приведенном анализе шлифуемый металл рассматривал! н
как идеально пластичный. Однако при шлифовании определен
ную роль может играть и склонность металла к упрочнению.
80
Известно, что при пластическом контакте с упрочнением ме-
1алла в парах трения [31] деформационная составляющая коэф-
фициента трения растет, а молекулярная падает в степени,
«тютветствующей показателю упрочнения в законе Мейера. При
малых внедрениях коэффициент трения с ростом нагрузки бу-
ter падать, с ростом глубины внедрения — расти. Такой ха-
рактер поведения коэффициента трения по траектории движе-
ния зерна описывается принятым в модели закономерным из-
менением т] от 0 до л/2, т. е. в какой-то степени учитывается
склонность металла к упрочнению. Однако упрочнение метал-
ла в процессе внедрения способствует выталкиванию зерна,
г. е. уменьшает толщину среза. Считая, что упрочнение в про-
цессе внедрения зерна в металл определяет вертикальную ком-
поненту Р , а внешнее трение — горизонтальную, можно полу-
чить зависимость относительного уменьшения толщины среза
от основных факторов в виде
1 —(1 /с)( 1—p-sin у). (5.15)
Отсюда видно, что с ростом трения относительная величина
выталкивания зерна Д/а^ возрастает. Это значит, что при па-
|ичии смазки, т. е. при снижении р, зерно будет создавать более
глубокие царапины. Это было проверено и подтверждено пря-
мыми экспериментами при резании единичными зернами. С
ростом упрочнения металла глубина выталкивания возраста-
ет; внедрение зерна в такой металл будет более затруднено.
Увеличение угла у, т. е. «тупость» зерна, приводит к вытал-
киванию зерна из металла и затруднению внедрения. Поэтому
повышение остроты зерна различными способами облегчает об-
разование стружки.
Обычно в теории трения считают, что коэффициент упроч-
нения с^З-МО, в теории пластичности — 2—6. При шлифова-
нии вследствие высоких температур этот коэффициент должен
ныть ниже. Можно полагать, что в обычных условиях беспри-
когового шлифования 3. Это соответствует в среднем
меньшению толщины среза на 15—50 % •
5.7 МОДЕЛЬ ОБРАЗОВАНИЯ СТРУЖКИ
ПУТЕМ ВЫДАВЛИВАНИЯ МЕТАЛЛА
В СВОБОДНУЮ ПОВЕРХНОСТЬ
Идея образования стружки путем выдавливания была пред-
н»жена М. Шоу [64]..Она основана на аналогии процесса шли-
фования единичным зерном в виде сферы и испытании металла
ил твердость методом Бринеля, при котором индентор-сфера
под действием вертикальной силы Р внедряется на глубину Ди,
ч под сферой образуется зона интенсивной пластической дефор-
1ЯЦИИ (ИПД) АО]С в виде круга (рис. 16,а). По мнению Шоу,
подобная зона ИПД образуется в шлифуемом металле при дви-
1 риии силы Р, образующей угол а=п/2—у с осью у, причем она
1пк, Кг 80 81
•нп\же будет повернута на угол а (рис. 16,а). При ото
трения ВС—CD. Область DCE, являющаяся частью зоны
представляет собой зародыш будущей
стружки, которая
Рмс. 16. Модель образования стружки путем выдавливания.
а — схема действия индентора при вдавливании (по Шоу); б — сд*
ма образования стружки; в — схема образования стружки при двнж»
нии зерна по траектории.
под передним углом у в направлении BD. Эта интересная и ।
не 'была реализована им в виде модели, так как отсутстп
описание необходимого для внешнего трения процесса передо
в стружку и отделения. Поэтому на основе этой 'идеи с исп»»'-
зеванием ПЛС построена модель, описывающая процесс об|ы
зования стружки путем выдавливания металла в свободную
поверхность абразивным зерном по мере его движения по три
ектории. В модели предполагается: 1) наличие трения стружки
о переднюю поверхность, характеризуемого коэффициентом р;
2) отделение стружки происходит путем разрушающего сдвиги
в плоскости, находящейся под углом Ф к скорости резании
TJp (рис. 16,6).
Наличие трения меняет размеры зоны ИПД. Если высш л
переднего «навала» определяется положением точки D, коор
динаты которой зависят только от глубины внедрения aZ9 то
положение точки Е (граница свободной поверхности и зоны
ИПД) зависит от трения. Эта зависимость определяется И
теории ПЛС и имеет вид[2] ЕС—в—аУ 1 +2[ь где а—<)]/ 2//г—7/Л
Тогда в соответствии с вышеизложенным зона ИПД представ*
ляет собой сферу радиуса Qn, центральное сечение которой
проходит через точки О, В, С. Из этих условий можно найти
82
I )/~2m(2—z70‘2(и2—w)2l«2(2 -m)—2/г(2—m) Ни]2 /н
p” P~ 0,5[(2=7n)/z-(l -wyj ’ '°’1 ° ’
e /z= 1+ 1л1+2’а.
Из (5.16) следует, что размер зоны ИПД растет с ростом
йщины среза и трения, причем наиболее сильно влияет изме-
ние т (рис. 17). Влияние jt несколько меньше, но также су-
ктвенно, что наглядно видно из рисунка.
0£ 04 Ofi Qfim
Рис. 17. Определение размера ИПД по модели
выдавливания металла:
а—схема (С\— центр ИПД при ft=O; —то же при
рь=О,5); б —расчетная зависимость (1—р-=0; 2—р-=0,2;
5— (л =0.5).
Из зависимостей (5.16)
т и ц растет не только размер
которая остается в металле
после того, как зерно прошло
по траектории. Отсюда выте-
кает необходимость снижения
грения для улучшения ка-
чества обработанной поверх-
ности.
Образование стружки за-
щищается разрушающим
сдвигом. Линия наибольших
касательных напряжений, по
которой происходит разру-
шающий сдвиг, проходит че-
рез точку Е. Угол наклона
НЕ к оси z есть угол сдвига Ф.
Тогда из схемы (рис. 16,6)
и рис. 17 следует,
всей зоны,
что с ростом
но и та его часть,
Рис. 18. Зависимости угла сдвига от
толщины среза и коэффициента
внешнего трения.
ctg<I>=]/(2M)-l (1+Г1+2р). (5.17)
Из (5.17) и рис. 18 видно, что с ростом т угол сдвига рас-
1ст, с ростом |л — снижается. Угол Ф в диапазоне т=0,05 4- 0,5
i>
83
принимает значения ф=4ч-15°. Рост р снижает величину »1
на 15—20%. Уменьшение Ф свидетельствует о затруднении ii)n
цесса стружкообразования. Все факторы, способствующие
ту а2, облегчают стружкообразование.
Из этой схемы можно получить выражение для расчета ш
перечной усадки стружки %. Если считать толщиной стружки к
расстояние от точки Е до прямой АД, то
5=«|/аг= ]Л14-2р /Ут. (Г> I
Из (5.18) видно, что с ростом толщины среза усадка стр
ки снижается. Диапазон усадки стружки при 0<p<0,
0,05<т<0,05 может составить g= 1,4ч-7,0. Однако при о|»
них значениях этих параметров усадка находится в предел
1,2ч-2,5. Снижение трения уменьшает усадку стружки, и
также благоприятно сказывается на процессе резания.
5.8. ПРИМЕНЕНИЕ ПРИНЦИПА ГАМИЛЬТОНА
ДЛЯ ОПРЕДЕЛЕНИЯ КРИТЕРИЯ СТРУЖКООБРАЗОВАНИЯ
Одной из важных задач механики шлифования являет» ><
определение критериев (условий) перехода шлифуемого мстлЛ
ла по мере движения по траектории абразивного зерна из он
ного режима деформации в другой. В работе [39] были опрен»1
лены критерии перехода из условия равенства сил, необходи
мых для соответствующей деформации или разрушения. Нищ»
предлагается более общий энергетический подход, связанный >
определением положения той линии скольжения, по котораИ
произойдет разрушающий сдвиг, и условий, необходимых дли
его реализации. Деформации сдвига (протекают по различным
кривым ЛС.
Представление о том, что разрушающий сдвиг происходи,
плоскости (линии) с максимальными касательными напряж'
ниями, не дает всей необходимой информации о взаимосвя.»
основных параметров процесса стружкообразования. Более IIh
формативным и физически обоснованным является анализ •
помощью общих принципов механики. Один из таких прилип
пов—вариационный принцип Гамильтона—Остроградского |Н|
Суть его заключается в том, что некоторый функционал (дс11
ствие) W, зависящий от движения системы, экстремален. Л,
бая система из одного положения в другое может быть про,"
дена по различным путям (возможным перемещениям), но рг
лизуется тот путь (истинное перемещение), который требу,,
минимальности действия W. Математически это записывается »•
виде 0, где вариации
^9
bW=h(T-V)df.
Здесь Т и V—кинетическая и потенциальная энергии, В
84 В
Практическое йримененне принципа Гамильтона обусловле-
>•1 спецификой задачи. Известно, что в общем случае W есть
|>\ акция многих параметров, однако для каждой конкретной
। дачи выбирается наиболее, характерный. В пластической об-
мети, сое даваемой абразивным зерном, деформация сдвига в
ищем случае может пойти из одной точки области в другую
!> различным криволинейным путям. Количественной харак-
.<ристикой деформации подобного типа является угол Ф, кото-
рый определяет положение линии разрушающего сдвига. Сле-
>>вательно, вариация bW и должна быть экстремальна по
глу сдвига. Тогда условие запишется в виде ЙФ=О.
iro условие по существу означает минимум энергозатрат. Если
'ренебречь кинетической энергией стружки, то потенциальную
14жно заменить силовой функцией U——V, которая преДстав-
1иет по существу работу внешних сил.
Силами, создающими пластическое течение металла, явля-
"нся силы, действующие по внутренним линиям скольжения, и
ила сопротивления движению вдоль линии контакта по перед-
ii ii поверхности абразивного зерна. Скорости, связанные с эти-
||| силами, представляют собой соответственно скорость пласти-
н-ского течения (скорость сдвига г»сд ) и величину разрыва ско-
1"1сти на линии контакта (скорость схода стружки vc).
Отметим, что различные виды выражений для расчета пло-
щадей контакта и плоскости сдвига не имеют принципиального
качения, а определяют только точность расчета угла Ф. Поэ-
|>>му примем для простоты, что зерно представляет собой конус
полууглом при вершине у, а площади плоскостей сдвига и
онтакта — прямоугольники шириной b и длиной /с=аг/зшФ
и ln=2q cos у соответственно.
Общая мощность складывается из мощности, требующейся
пля движения стружки вдоль передней поверхности зерна
А/,.== Pnvo и мощности пластического сдвига Ncn—Рсл усл т. е
Л/=^с+^ад.
Сделай подстановки, получим
N 2рА С08^_|_ф) 4~
81ПФ COS(f+®)_ C°S^
Здесь A—cds/тсд— параметр, характеризующий механические
свойства шлифуемого металла. Из условия-^-=0 можно по-
лучить
— —rotgl+K”'2(tg2-|f+l)+^3 /К 1G\
ig^Kp— 7л+2т4ц (ОЛУ)
Это выражение описывает критическое значение угла, опре-
деляющего линию скольжения, в которой произойдет разрушаю-
щий сдвиг. Из него следует, что наибольшее влияние на Фкр
оказывает величина угла у. В то же время видно, что при боль-
ших у угол Фкр сравнительно невелик при всех значениях па-
раметра А и всегда возможен только при сравнительно боль-
85
ином значении р. Это значит, что угол трения должен (»М“
достаточно большим. В частности, если считать, что тр ум
то т] для у=60° достигает значения -q = 69° при А=10 и р I
Если сравнить это с расчетом ПЛС, то -q = 72°. В других сл\
ях расхождение составляет 3—5°. Можно признать такое ।
падение удовлетворительным.
Сравнивая выражение (5.19) с критерием стружкообр;ы< ।
ния, полученным в [39], можно видеть их одинаковый качен н
иый характер.
Резюмируя, можно сказать, что применение разных вол
дов, основанных на совершенно различных физических up*
цистах (Гамильтона и метода ПЛС), приводит к сравнител»
близким результатам, что в определенной степени свидете
ствует о реалистичности описанной модели.
Основные результаты, вытекающие из модели пластичен
го течения шлифуемого металла, можно свести к следуюио»
выводам.
1. Ведущим процессом является пластический сдвиг, ко in
ролируемый внешним трением. Как и при резании, услопн»
стружкообразования (5.8) при шлифовании определяется соы
ношением процессов сдвига и трения, но в отличие от меха Ни
ки прямоугольного резания на это условие накладывается кин*
магическая связь.
2. Определяющим механику процесса параметром являет
угол действия между вектором скорости резания и равнодейп
вующей силы резания, поворот которой определяется отношенм
ем Рг/Ру=рл4- Vm!Ac^ где — коэффициент формы зерш»
(для сферы 2).
3. Размер зоны интенсивной пластической деформации н<
абразивным зерном в 20—50 раз больше толщины среза.
4. С ростом параметра А величина укр возрастает (от - л
до —70°), т.е. лепкошлифуемые металлы дают возможносп
производить срез более тупым зерном, значит, при шлифовании
металлов с большей величиной А число режущих зерен увели
чивается.
5. С уменьшением трения укр также возрастает (в 1,5—2 р»
за).
Предлагаемая модель описывает превращение срезаемого
слоя в стружку как процесс последовательного видоизменении
по траектории движения абразивного зерна в шлифуемом
металле начального поля линий скольжения в конечное, сот
ветствующее уже образовавшейся стружке.
Сравнение результатов расчетов по соотношениям предлп
гаемой модели с моделью выдавливания (сто схеме Шоу) пн
называет одинаковый качественный характер зависимостей, ни
удовлетворительную близость по количественным результатам.
Отличие их заключается в том, что предлагаемая модель
86
вписывает Процесс формирования элементов стружки в динаМй-
дает возможность оценки параметров на любом этапе двп-
> ‘ пия абразивного зерна, причем форма абразивного зерна мо-
• <т быть любой (конической, сфероидальной и т. п.).
Схема Шоу описывает конечные результаты процесса, при
“>м абразивное зерно может моделироваться только в виде
•|*<*ры.
5.9. ОПРЕДЕЛЕНИЕ СИЛ,
ДЕЙСТВУЮЩИХ НА ШЛИФОВАЛЬНЫЙ КРУГ
Силы шлифования создаются вследствие работы дефорМа-
•IIH1 и трения шлифуемого металла под действием всех одновре-
•»‘пно работающих абразивных зерен и связки круга.
Анализ сил базируется на следующих положениях.
1. Образование стружки происходит в результате микроре-
..|ния шлифуемого металла одним отдельно взятым абразив-
ным зерном.
2. Физическая природа сил определяется деформацией шли-
фуемого металла и сопротивлением его движению — внешним
‘рением.
3. Шлифуемый металл для образования среза под воздей-
ншем каждого режущего абразивного зерна по мере его
ншжения по траектории должен последовательно проходить
। рп обязательные стадии упругой, пластической деформации и
разрушения (стружкообразования), определяемые глубиной
внедрения зерна а2. В зависимости от ее величины все контак-
н|рующие зерна соответственно делятся на скользящие, давя-
щие и режущие.
4. В каждый момент времени на отдельно взятое зерно дей-
ивуют силы на его передней (Рп), боковых (Pg) и задней
(/%) поверхностях. На любой из них силы раскладываются на
нормальную и касательную компоненты; каждая компонента
имеет деформационную и адгезионную составляющие.
б. Развитие сил Рп определяется процессами пластической
деформации и на конечной стадии разрушающим сдвигом по
внутренним линиям скольжения в объеме металла, прилегаю-
щем к передней поверхности. Развитие сил Р6 определяется
гвяаанной с Рп деформацией металла в направлении, нормаль-
ном к движению зерна. Эти силы необходимы для стружко-
образования Рсо, а силы Р3 представляют силы трения сколь-
жения Р тр .
6. На задней поверхности абразивных зерен всегда сущест-
вуют площадки’износа Ди. Действующие на них силы Р3 не
зависят от аг и определяются только величиной Дм.
7. При работе абразивного круга в режиме затупления ве-
личина площадок износа на зернах и связке монотонно воз-
растает, вызывая появление дополнительных сил трения сколь-
жения. Рост сил во времени определяется только трением.
8. В частном случае при шлифовании закаленных сталей
87
viiji.'i, действующая па круг, есть сумма сил стружкообразоваинц
п трения.
Определение сил, действующих на переднюю поверхности
'одного абразивного зерна. Образование стружки определяете л h
силами на его передней поверхности. Природа этих сил зависит*
ът режима деформации шлифуемого металла. На упругом’
участке траектории действующие силы определяются законов
мерностями обычного трения скольжения. Каждая компонента
состоит из деформационной N и адгезионной Т составляющих
и в соответствии с теорией трения имеет вид
Wyn=l,336-VW; (
Гуп=0,25а9ф6_1А2-)-1,ЗЗр,&~1р,/2А3/2, | <5'2"’
где 0 = (1—v2)!E\ E,v —модуль упругости и коэффициент Пуле
сона для металла, ру — коэффициент трения на упругом участ
ке; аЭф—коэффициент гистерезистых потерь.
На пластическом участке траектории действующие силы оп-
ределяются закономерностями пластического течения металла.
Исходя из анализа ПЛС шлифуемого металла, можно по
лучить выражения для расчета сил пластической деформации
металла при движении зерна:
?/пл=4,65саАр|1-0,32/(7))П1 4 0,13р.11Л | (az;p)[l-O,32/(^J,
(5.21)
rnJ,=3,2cw|l -0,32/(7])] [0,52рлV [I -0,32/h)],
г ПР f h-П - 1-1/2 C0S1i( 1 ~ °-4cos2t'> и 2u-cos2t;'
W/(!])— i._o,46cos7|(l-0,4cos2i)) и 2' cos2
Выражение (5.21) показывает, что влияние трения носит слож-
ный характер. Однако NnJI сравнительно слабо зависит от рП1,
поэтому можно пренебречь членами с рпл» так как погрешность
расчета NnJI составит всего 5% даже при больших uJq. На
участке стружкообразования силы определяются выражениями
Т'«~ЗгсдагР( 1 +0,66F(-/])), * '
г, ч 0,3cos2i)—/(ij)(l— 0,lcos2i])
гДе г(/|) 1— 0,4cos2ij
Определение критериев перехода. Переход от одного режи-
ма деформации к другому происходит при определенной вели-
чине относительной глубины внедрения зерна tnKp —ajq. Эту ве-
личину назовем критерием перехода и будем определять из
условия равенства действующих сил.
Критерий перехода из упругого в пластическое состояние
найдем из условия равенства сил упругой А^уп и пластической
Na„ деформаций.
Из условия Nyn> Nnit получаем
/n'Kt>5,57(casb)2. (5.23)
Из условия 7'уп>Гпл:
88
^р>071(нУпКп)2(^)2- (5.24)
Здесь c<5s—H> и тогда c<3sfr^HjE.
. Сравнивая соотношения (5.23) и (5.24), можно видеть, что
если |хпл/|хуп<2,8, то используется (5.23), если же цпл/|хуп>2,8,
то—(5.24), т. е. влияние трения сказывается только в случае,
Н ли 2,8 |ХуП .
Критерий перехода от пластической дефор<мацип к стружко-
образованию т"кр определя-
ется из условия равенства сил
пластической деформации и
разрушающего сдвига (струж-
кообразования).
Здесь следует учесть два
обстоятельства:
1. Условие А\1Л>А\.Д выпол-
няется всегда и потому не
накладывает ограничений на
/и Кр.
Рис. 19. Зависимость критерия
стружкообразования от механических
свойств шлифуемого металла А
и треиия (i.
а — «кр—/(Я)(1— (л—0; 2—р. —0,2; 3—
-fi-0,48); /7—7к =/(Л) (1—(л=0; 2-
-(1=0.216; 3—р=0,48); в-Фкр= /(Л)
(1 -“(1=0; 2—(1 — 0,2; 3 —(1=0,5).
2. При переходе к СО на-
правление сил трения меня-
ется И ПОТОМУ Тпл=Тплу—
— Т’пл адг • С учетом этого из
условия Тпд > Тсд критерий
т'^р примет вид
-i- 0,74(хпл] . (5.25)
Зависимость (5.25) для на-
глядности представлена на
рис. 19. С уменьшением тре-
ния т"кр снижается, что уве-
личивает число режущих зё-
рен.
Суммирование сил, дейст-
вующих на передней поверх-
ности всех работающих зерен.
Для суммирования сил будем
рассматривать профиль рабо-
чей поверхности круга. В ос-
нову расчетного метода сум-
мирования сил положены сле-
дующие допущения.
1. Работающими считают-
ся те зерна, которые попада-
ют в заданное сечение на
глубине профиля у, где 0<у/$<т.
Режущими считаются зерна, для которых Q<y/Q<m—m\9,
89
давящими —т—т"кр< у]§<т—т', скользящими — tn—m'SM
2. Степень участия зерен в работе определяется площадка
их контакта, которая характеризуется относительной опорпой
длиной Поэтому в основу расчетного метода суммироим
ния сил положено уравнение t]p(i/), полученное при описаний
рельефа круга: >1Р=='<|о + > где т)0— начальная величина
i)p=i)o при у~0 и kr> = (2/fej) (g/d)2.
3. Изменение относительного числа работающих зерен z0.rH nd
глубине профиля круга у описывается степенной функцией J
г0Т11=2:(у)=су\ (5.!!1>|
где 2оТн==2рМо» — число работающих зерен, г0 — общее числа
зерен.
При а—2 (что характерно для электрокорундовых кругиЦ
на керамической связке) и аппроксимации формы зерна сферой
функция (5.26) примет вид
*(у) - ----• (5-^0
II \ (j I *
Здесь Sc— контурная площадь. '
Процедура расчета следующая: 1) на расстоянии у от маком
мально выступающего зерна возьмем слой толщиной dy, 2) счп*
тая z(y) непрерывной функцией у, получим число зерен, вер-
шины которых лежат в слое у, dy+y dzv—zoz'(y)dy; 3) силы(
действующие на t-е зерно, определяются величиной аг{, т. п,
Nt=N'(azi) и T=T(azl), поэтому силы на все зерна, вершины
которых расположены в слое (у, y+dy), есть dbl—N tdzv-*
= N(axl}zoz'(y)dy. t
Суммируя по всем слоям, получим силы, действующие Я
все контактирующие зерна. Переходя к интегрированию |
fJz az л
Pv = jW(flZJ)z:oz'(y)^y f N(az—y)z'(y)dy,
b 6
(5.23)
Pz == f 7(a2l)z0z'(y)dy—z0 $T(az-y)z'(y)dy.
о 0
Следует отметить, что в (5.28)
подынтегральная
включает все три группы -зерен со своими пределами
рования. Пределы интегрирования определяются к
перехода. Тогда после интегрирования, пренебрегая
интегрл
силами и влиянием трения на высоту навала, можно получить
(2,9G(cas)nP
2,96(«s){(W:p)2+ ]
при /и</ЛкР;
при /п>/ИкР;
(5.29)
90
1,63(ras)lm5/2+0,648p.nj,/»i] при /п</ИкР;
i,63(wj{(W;p)s/2+o,64Mm;;p)+ -^^(н-о.бб/здх
X[m2- (/ПкР)2]} при т>т"ср,
Важное значение имеет коэффициент абразивного резания
fc=PjPr
Л-0,55{0,648|лпл + ~^М(1 +0,66F(vO)( (^-)2-1) ф-
I Са5'/ТСД LX / \\"г Кр/ /
4- 0,77p^V^((w/Wkp)5/2-1)]} •
Анализ сил, действующих на круг, показывает: —
1. С ростом всех четырех механических характеристик обра^
батьрваемого материала (£’,Я=соЛ, , с^ф ) сила растет. За-\
частую пренебрежимо малое влияние оказывают упругие харак-1
теристики Е и а9ф . Наибольшее влияние оказывают твердость!
Н и прочность на сдвиг гсд , причем их влияние на Рг и Ру раз-1
лично. Сила Pz больше зависит от гсд, а Ру—от Н.
2. С ростом твердости, зернистости и уменьшением номера
структуры круга силы растут.
3. С ростом параметров од и /, увеличивающих толщину
среза, силы растут, с ростом vK— падают.
4. С ростом величины критериев перехода т'кр и т"кр силы
растут. Следовательно, все факторы, снижающие критерий пе-
рехода, способствуют уменьшению сил резания.
5. Коэффициент абразивного резания растет с увеличением
трения и всех факторов, способствующих росту т, и умень-
шается с ростом параметров свойств металла. ---
Анализ выражений (5.24) и (5.25) показывает, что величи-
на критериев перехода зависит от свойств металла и трения.
Переход от упругой к пластической деформации облегчается
с увеличением £, т. е. уменьшением упругости и твердости ме-
талла.
Наиболее важное значение имеет переход к стружкообразо-
ванию т"кр. Он зависит от пластического трения рпл и пара-
метра свойств металла А. С ростом рпл и уменьшением А рас-
тет /п"кр, т. е. образование среза затрудняется. Значит, сниже-
ние трения облегчает образование среза.
Интересно отметить, что твердость шлифуемого материала\
играет двойственную роль: она затрудняет переход от упру-’
гой к пластической деформации, но облегчает переход послед- j
ней к стружкооб р азованию. Это значит, что высокотвердые мер
териалй трудно заставить перейти к обязательной пласти-
ческой деформации, ио легко к стружкбобразованию, а мягкие,
наоборот, пластически легко деформируются, .но трудно переход
дяФ к стружкообразованшо. Поэтому для облегчения кнлйфон.ч
пня полезно снижать высокую исходную твердость шлифуемою
металла (например, подогревом) или увеличивать его низкую
исходную твердость (путем предварительного упрочнения, легн
рования, ОГХ и т.п.). Последнее особенно важно для труднооб
рабатываемых материалов типа вязких нержавеющих, жаре
прочных сталей и сплавов на основе никеля, титана и т. п.
5.10. ОПРЕДЕЛЕНИЕ СИЛ ТРЕНИЙ
Внешнее трение и износ кругов при шлифовании. Сравнение
экспериментально измеренных значений сил резания острым
единичным абразивным зерном с рассчитанными по пре для
гаемьим моделям показывает удовлетворительную близость,
что свидетельствует об их адекватности.
Сравнение измеренных сил резания шлифовальным кругом
с расчетными в результате суммирования сил по передней и
боковым поверхностям всех одновременно работающих зерен
показывает их существенное расхождение. Это вызвано тем,
что при таком расчете не учитывается влияние сил внешнего
трения скольжения, действующих по задним поверхностям аб-
разивных зерен и связки.
Внешнее трение при шлифовании включает в себя трение
контактирующих абразивных зерен и связки круга с обрабатьь
ваемым металлом. Трение абразивных зерен происходит по и;
передним, задним и боковым поверхностям. Трение по перед
ней поверхности рассмотрено выше в теоретической модели. I
основном внешнее трение изучается экспериментальными мето
дами, которые сводятся к определению некоторой усредненной
характеристики — коэффициенту трения р. При изучении тре
няя единичных зерен выделяются стадии выдавливания (плас
тического оттеснения) и микрорезанпя.
Анализ работ по определению закономерностей внешнего
трения при 1микрорезании и шлифовании позволяет считать об-
щепринятыми следующие положения:
1) коэффициент трения р сравнительно мало зависит от аб-
разивного материала и для сталей находится обычно в диапа-
зоне р = 0,2-.-0,4. Самый низкий р по стали имеет алмаз, затем5
электрокорунд и карбид кремния;
2) р существенно зависит от вида металла, геометрии зерна,
глубины его внедрения и скорости движения. Наибольшее влия-
ние оказывает марка металла; .
3) р при стружкообразовании выше, чем при пластической
оттеснении металла; ‘Я
4) с увеличением скорости круга и твердости шлифуемой
металла р уменьшается: '
5) работа сил трения с ростом уменьшается;
6) с увеличением твердости круга р увеличивается;
92
7) керамические связки имеют более высокий ц, чем баке-
литовые;
8) смазка снижает коэффициент трения в 1,5—2 раза.
Трение неразрывно связано с износом. Износ абразивных
кругов определяется процессами разрушения его составляю-
щих: зерен и связки. Разрушение зерен носит как поверхност-
ный (истирание), так и объемный характер (раскалывание).
Разрушение связки приводит к вырыву зерна. Это означает,
что в общем случае каждое отдельно взятое зерно проходит 3
последовательные стадии разрушения: поверхностное (вследст-
вие истирания), микрообъемное (разрушение в объеме зерна)
и макрообъемное (вырыв зерна из связки). В соответствии с
этими стадиями целесообразно различать работу круга в режи-
ме затупления, смешанном (частичного самозатачивания) и
осыпания (полного самозатачивания).
Пока зерно работает в режиме истирания (износа), сила,
действующая на зерно, растет пропорционально росту площад-
ки износа в соответствии с закономерностями трения скольже-
ния.
Когда сила достигнет некоторой критической величины, зер-
но начнет разрушаться, раскалываться. Сила разрушения про-
порциональна площади нагружения и пределу прочности (сжа-
тие—изгиб) абразивных зерен. Площадь нагружения (контак-
та) зерна со шлифуемым металлом зависит от az и в про-
стейшем случае (для зерна-сферы) имеет вид S,.= jrrZa., тогда
разрушающая сила Рр= cn(d}^da^.
Используя экспериментальные данные, можно показать,
что для электрокорундовых зерен =7,5- d~* *, кг/мм2.
Подста:вив вместо аг его выражение (2.19), получим связь
разрушающей силы Рр от основных параметров процесса и ха-
рактеристики кругов:
(5.30)
Эта сила не допускает развития больших площадок износа на
зернах и приводит к микрозатачиванню зерен, так как круг
работает в наиболее благоприятном режиме частичного само-
затачивания.
Когда действующая горизонтальная сила достигнет крити-
ческой величины, лимитируемой допускаемым напряжением на
изгиб связки [аи], то зерно будет вырываться из связки и тогда
PB=0,25[aJW2c/7M, где dc и пм определяются из табл. 3.3..
Если P>PR, то ^разрушение примет быстро прогрессирую-
щий характер и круг перейдет работать в режим осыпания.
При Рр<Р<Рв круг будет работать в смешанном режиме час-
тичного самозатачивания, при Р<Рр—в режиме затупления.
Последние режимы наиболее характерны для шлифования за-
каленных сталей -и связаны с развитием плошадок износа.
Определение сил трения на площадках износа. На задней
поверхности зерен абразивного круга даже сразу после его
93
ooiiuca. Их скольжение ill
дополнительные силы трения. Развитие нлш
щадок износа во времени определяет процесс изменения спЛ
Определение характера связи сил и износа проводится экс nd
римеютальным путем. Для этого находится аналитическое оиф’
санне экспериментальных зависимостей сил и износа от врем^
ни, затем исключается время и определяется зависимость снЛ
от площадок износа. Такие исследования были проведены
при шлифовании различных материалов (сталей 20Х, ХВГ, 4!»
Р6М5, сплавов на основе титана и никеля).
Анализ экспериментальных данных показал, что для зак;>
ленных сталей существуют общие закономерности.
1. Зависимости сил и площадок износа имеют две характер'
ные стадии: в начале медленное увеличение до некоторого кри-
тического значения, затем быстрый рост.
2. Временные зависимости сил и площадок износа удовлг
творительно описываются экспоненциальными функциями
Ди==Диоехр(М, где i=z,y.
3. Зависимость сил от площадок износа при шлифовании
любым кругом описывается выражением вида Pt ~Pi0 (Ди/
Дц0 )лРг''>и.
При шлифовании одной и той же стали все кривые пересе-
каются водной точке (Дц=Дикр, Pi—PKp ).
4. Критическое значение Дикр =Дн отделяет бесприжоговую
зон}7 шлифования от дефектной, прижоговой.
5. Давление на площадках износа равно твердости шлифуе-
мого металла и определяется как (РусЛ.ру)/Аи10-Хи
6. Силы, действующие па площадках износа, пропорцио-
нальны площади контакта Pi—Hl^ul^S.
7. Доля трения в общем балансе сил растет во времени от
0,3 до 0,8 при условии аг — const. Однако на самом деле с рос-
том Ди происходит уменьшение az по зависимости аг —
—сДД/г/Ди0)~2/3-(А/т)~3'2. В соответствии с этим доля трения
возрастает до 95—98%.
8. Коэффициент трения скольжения но площадкам износа
Хрг~лру
9. В зоне бездефектного шлифования -i-3)oT, в зо-
не ирижогов Р=Н т (8-i- 9) от.
Таким образом, силы шлифования состоят из сил, опреде-
ляющих образование стружки, и сил трения скольжения по
площадкам износа. Первые определяются физической природой
последовательных процессов упругой, пластической деформа-
ций и разрушения (стружкообразования), описываются в рам-
ках теоретических моделей и поддаются точному расчету. Вто-
рые определяются закономерностями внешнего трения сколь-
94
жения по постоянно возрастающим площадкам износа и нахо-
дятся экспериментально. Их развитее во времени определяет
стойкость инструмента по критерию возникновения прижогов.
Следовательно, основным фактором, препятствующим нормаль-
ному стружкообразованию, является рост площадок износа,
который приводит к увеличению сил трения и снижению сил
стружкообразования, так как уменьшает толщину среза и чис-
ло режущих зерен. Работа круга в режиме резания заменяется
работой трения. Поэтому эффективность любых путей повыше-
ния режущих свойств абразивных кругов определяется степенью
замедления роста площадок износа. Механизмы, приводящие к
этому эффекту, могут быть различными; снижение трения пу-
тем введения смазки, самозатачивание зерен вследствие их
микроохрупчивания посредством предварительной специальной
термообработки и т. п.
5.11. УПРУГИЕ ДЕФОРМАЦИИ ПРИ ШЛИФОВАНИИ
Упругие деформации при шлифовании делятся на локаль-
ные (контактные) н общие. Первые вызваны упругостью мате-
риалов абразивных зерен, связки и шлифуемого металла,
вторые — жесткостью технологической системы СПИД и опре-
деляют деформацию круга как целого, т. е. смещение центра
круга. Они рассматриваются в теории рабочего цикла шлифо-
вания п находятся экспериментальным путем. Ниже кратко
рассмотрены только контактные деформации.
Одновременный учет упругости зерен, связки и металла в
рамках одной модели невозможен. Поэтому задача расчленя-
ется на две. В первой учитывается упругость материалов зер-
на и металла в рамках контактной задачи типа задачи Штаер-
мана. Расчетные зависимости дают возможность определять де-
формации, смещения, силы упругости п трения по площадкам
износа зерна. Оказалось, что упругие свойства абразивного
материала мало влияют на величину контактной деформации.
Самой большой упругостью обладает связка круга и, следо-
вательно, ее деформация. Задача ее определения была сформу-
лирована как задача упругой деформации системы мостики
связки — зерно от совместного действия сжимающих и изги-
бающих сил. Решение ее сводится к интегрированию дифферен-
циальных уравнений равновесия, совместности и граничных ус-
ловий с использованием функции напряжений Эри, С учетом
ряда дополнительных условий связи можно получить решение
в виде
“= 75^ (а- 4)-
—>(B-z)(y2-x2)],
v' £^лг[°>08Л (т> Н)У+1 ’28 х у (В-7 1, (5.311
где и, v, w— смещения в направлении осей х, z, у соответсг
венно:
«=«/d3; v—vjd3., ‘w—‘wjd3-, x—x/d3, ~y=yld3\ ~z=zld3,
-AI2^x^AI‘2-, 0<z<B; -((0.54)2-х2)°’5<у<((0,5Д)2-х:!)'”
/,(m. ^)=_mlV~2 (H-rT+2Fi-3/4j/2^b_
/2(//г. p)=m|]/m (1-J- ]/l+2p—3/4|/2m4-^/2]/7n4-|xJ,
^=(0,67,p3)-1, /=0,9(₽с/[19,5(р34-₽с)-2,5](0,67-ря))‘’Л
Важную роль играет величина относительной заделки зер
на в связке 8=e/d, зависящая от размеров -зерна и мостикоп
связки. Можно показать, что обычно 2/crf<e<6Kj, где Kd — dcli^
Для обычных характеристик абразивных кругов 8с^0,2н-0,5.
Наиболее важную роль играют вертикальные смещения «•
Они влияют на толщину среза. Расчеты показывают сравни
тельно небольшое (20—30%) уменьшение толщины среза и
кругах на металлической и керамической связках. Если под
ставить теоретические зависимости P=f(az) в расчетные выра
жения w (5.31), то можно получить w=cxaxzmi где 1 <х<1Д
0,1 <^<0,5.
Анализ экспериментальных данных показывает, что для ке»
рамической связки смещение w описывается приближенными
заюисиместям и типа w=0,la^. При наиболее часто ветре*
чающихся значениях ат = 1ч-2 мкм, (0,1-:- Q,3) aZnr Таким
образом, расчетное значение azni надо уменьшить на 10—30%.
чтобы получить действительные aztn с учетом упругих свойстп
инструмента и детали.
5.12 КОЛЕБАНИЯ ПРИ ШЛИФОВАНИИ
При шлифовании инструмент и заготовка работают в уело
виях одновременного действия статической (постоянной) и ди
намической (переменной) составляющих нагрузки.
Действие основной статической нагрузки определяется в ос
новном пластической деформацией шлифуемого металла и рас
сматривается »в рамках пластического течения. Наложение пи
статическую нагрузку периодической вызывает развитие коле
бательных процессов.
Теория колебания при шлифовании подробно изложена и
работах В. А. Кудинова^ Р. Хана, М. Томпсона и других ис
следователей, поэтому она здесь не рассматривается. Однако
можно использовать некоторые полученные при моделировании
соотношения для анализа волнистости, так как возникновение
96
ii развитие колебаний во времени связано с образованием волн
на круге и детали, поскольку критерий устойчивости при шли-
фовании обычно не выполняется. Скорость возрастания воли
ia висит от скорости износа круга и детали.
Волны, образующиеся на шлифовальном ’круге, вызывают
-колебания с частотой где длина волны Dh.A,
Л.,— высота волны. При £а=&л (работают только зерна па
гребнях волны) ЛЯ = В-/4Р или . При обычных
величинах 8,^5 >10 мм и D~100—500 мм обеспечиваются зна-
чения fta = 0,05—0,25 мм, £а~(5->20) мм и fK~103^104 Гц.
Обычно скорость возрастания волн на круге много меньше,
чем на детали, и лимитирующим будет образование волнис-
тости детали. Устойчивость процесса, связанная с образованием
волнистости детали, исследована недостаточно.
Нами совместно с Г. А. Алексеевым разработана математи-
ческая модель, описывающая механизм «кинематического демп-
фирования» вследствие колебаний скорости внедрения (вреза-
ния). Учитывая отклонение толщины среза от колебаний ско-
рости и запаздывания из-за динамического изменения диаметра
и износа круга, мы составили систему дифференциальных урав-
нений. При некоторых ограничениях на коэффициенты этой
системы можно получить условие ее устойчивости в виде
(5.32)
где fc—первая собственная частота колебаний станка. Этот
критерий совпадает с условием (2.28) и критерием, предложен-
ным А. Снойсом: он используется как ограничение при выборе
оптимальных режимов резания.
Одной из особенностей колебаний при шлифовании является
широкий спектр частот, в котором имеются высоко- н низко-
частотные гармоники. При затуплении круга происходит посте-
пенное освобождение основной гармоники от сопутствующих.
Чем выше порядок гармоники, тем быстрее она затухает. Это
объясняется внутренним трением, т. е. вязкими свойствами ин-
струмента и детали. Эта особенность приобретает особо важную
роль вследствие резонансного характера взаимодействия инстру-
мента и заготовки [27].
На практике используются различные пути снижения коле-
баний. Среди них важную роль играет импрегнирование абра-
зивных кругов, которое снижает интенсивность колебаний, сме-
щает критическую частоту колебаний, расширяя диапазон воз-
можных условий бёзвибрационной обработки. Данные пока-
зывают, что импрегнирование не только снижает интенсивность
колебаний, но и меняет частотный спектр шлифования. Импрег-
иированный круг ликвидирует высокие частоты, т. е. играет
как бы роль селективного фильтра. Ликвидация действующих
высоких частот, вызывающих износ зерен, способствует повы-
шению стойкости кругов. Сложное комплексное действие им-
/ Зак. № 80 97
премированных кругов показывает, что импрегнирование ирм
ставляет собой своеобразный метод демпфирования колебаний
при шлифовании. В отличие от кинематичёского демпфиропи
ния, внутренне присущего процессу шлифования и зачастую
недостаточно сильного, внешнее демпфирование от импрегШ
рования более эффективно. И
5.13. ВЗАИМОСВЯЗЬ КИНЕМАТИКИ, |
МЕХАНИКИ ШЛИФОВАНИЯ И РЕЛЬЕФА КРУГА '
Сравнение соотношений (2.33) и (5.6) позволяет сделйИ
ряд важных выводов. Наиболее интересным в этих соотнопЦ
ниях представляется равенство их правых частей. Это говорит |>
том, что и поведение рельефа круга как множества зереп, и
поведение шлифуемого металла под одним зерном должно oil’
ределяться одним и тем же условием. В то же время измен?
иие условий шлифования по-разному влияет на поведение кругл
как множества зерен и на поведение одного зерна в круге.
Образование стружки — есть результат непосредственного
воздействия одного зерна и косвенного влияния соседних одно
временно работающих зерен, характеризуемых параметрами
рельефа. Тогда основное условие, регулирующее процесс шли
фования, как взаимодействие,одного зерна с кругом, запишете!)
в виде
77/8<К<|т]-тТ'или' (5.33)
или в виде системы неравенств:
в области пластического оттеснения
Я/*<К, т-7]>К, (5.34)
в области стружкообразования
///8<К. т)-т>К, Н/8<т)-у. (5.35)
Проанализируем эти соотношения и рассмотрим влияние
различных факторов на эти условия.
I. Увеличение скорости детали и глубины резания способ'
ствует образованию стружки по двум причинам: во-первых,
для каждого отдельно взятого зерна уменьшается возможный
диапазон разности т]—у, во-вторых, увеличивается количество
режущих зерен, так как возрастает возможный диапазон зна-
чений Н/ 8.
2. Увеличение скорости круга приводит к уменьшению диа-
пазона Н/b, т. е. к снижению числа режущих зереп и к увели-
чению ц—у. Однако условия стружкообразования каждым ре
жущим зерном улучшаются вследствие увеличения ц—у, сни-
жения ц (из-за роста температуры от скорости) и меньшего
снижения у (из-за уменьшения az с ростом скорости).
Из сказанного вытекает, что увеличение только скорости
круга не может дать существенного эффекта вследствие умень-
шения числа режущих зерен. Необходимо одновременно увве
98 ai;II
лвпивать и число режущих зерен. На практике это часто реа-
лизуется путем одновременного увеличения скорости круга и де-
тали. Повышение отношения vJvK приводит к более лучшим
показателям процесса шлифования, чем увеличение одной vK.
Уменьшение у (повышение остроты зерна) ускоряет переход
к СО и увеличивает число режущих зерен, т. е. улучшает работу
как одного зерна, так и круга.
Влияние трения может быть как отрицательным (в области
пластического оттеснения), так и положительным (в области
стружкообразования).
Выполнение условий (5.34) и (5.35) показывает, что без
трения образование стружки вообще невозможно, т. е. необхо-
дим определенный уровень внешнего трения, который позволил
бы реализоваться механизму локализованного сдвига. Это оз-
начает, что необходима такая величина трения, которая, созда-
вая стружкообразование при движении отдельно взятого зерна,
позволяла бы в то же время иметь достаточное число режущих
зерен.
Влияние трения т] и угла у по мере движения зерна по тра-
ектории носит конкурирующий характер. Большее уменьше-
ние у создает меньшую величину разности у—т], что, в свою
очередь, требует меньшего значения параметра Я/8, т. е. уве-
личивает число режущих зерен, что уменьшает ах и приводит
уже к большей величине у. Это создает большую величину раз-
ности у—т), что требует большего значения Я/8, приводящего
к уменьшению числа режущих зерен, и т. д.
Вышеизложенное представляет собой внешнее описание ме-
ханизма саморегулирования рельефа круга, вытекающее из
анализа основных соотношений кинематической и механичес-
кой моделей. Физически реализация этих условий может быть
различна. Например, уменьшение угла у может достигаться не
только вследствие увеличения глубины внедрения зерна, ио и
потому, что с ростом а2 растут нагрузки на одно зерно, что
способствует его раскалыванию, вызывает появление новых
режущих кромок и также приводит к уменьшению у. Последнее,
в свою очередь, ведет к уменьшению 8, т. е. к росту парамет-
ра Я/б, теперь уже к снижению числа режущих зерен. Это (при
неизменных режимах) приводит к увеличению az на одно зер-
но и т. д.
Автоматическое регулирова ние (а вторегул ирова ние) про-
цесса шлифования показывает, что между условиями, управляю-
щими работой каждого отдельно взятого зерна на поверхности
крута, и работой круга (точней его рельефа) как совокупности
зерен существуют -определенные связи. При улучшении условий
стружкообразования каждым режущим зерном необходимость
в их увеличении отпадает. Это дает возможность утверждать,
что между основными параметрами, регулирующими процесс
шлифования, существуют отрицательные обратные связи. В ка-
’! * 99
•нчтве регуляторов этой связи выступают внешнее трение,
угол у и температура.
Распределение механической и тепловой энергии закономср
но связано с изменением рельефа инструмента. Подстройка
рельефа, приводящая к минимальной напряженности процесса,
обеспечивает установившийся режим шлифования. Механизм
авторегулированпя рельефа по существу описывает режим его
работы: затупление, самозатачивание и смешанный.
При затуплении любого отдельно взятого зерна (т.е. унс-
личении его радиуса округления р) происходит уменьшение от*
носительной толщины среза m—azlQ. Следовательно, разность
у—г] будет больше, условие стружкообразования будет чаще
нарушаться. Если не произойдет по каким-либо причинам
уменьшения у и г], то тогда в соответствии с условием (5.34)
число режущих зерен также будет уменьшаться и круг весь
перейдет в режим затупления. Если же даже при затуплении
одного зерна по каким-либо причинам уменьшится т] или у
(например, у может уменьшиться из-за раскалывания зерен,
из-за правки, a q из-за подачи СОЖ, смазки и т. п.), то это
сразу уменьшает разность q—у, что приводит к уменьшению
Я/d, т. е. к росту числа режущих зерен. Круг переходит в сме-
шанный режим. При этом увеличение числа режущих зерен
приводит к ухудшению работы каждого отдельно взятого зерна
и между ними поддерживается определенное своеобразное рав-
новесие. По-видимому, такой режим работы круга является оп-
тимальным. Режим полного самозатачивания сводится к тому,
что постоянно должно уменьшаться и у и Я/б, т.е. улучшаться
условия стружкообразования одним зерном и увеличиваться
число режущих зерен. Это возможно лишь при постоянной за-
мене одних работающих зерен другими, что связано с интен-
сивным износом круга.
Регулирование и управление процессом шлифования можно
осуществлять различными путями, в частности применением
самосмазывающихся импрегнированных кругов, изменением
скоростей круга и детали и т. п.
Импрегнирование, с одной стороны, снижает силы и мощ-
ность трения, с другой,—снижая /пкр , увеличивает число ре-
жущих зерен, поэтому оно представляет собой метод управле-
ния износом инструмента путем уменьшения и более рацио-
нального распределения энергетической нагрузки на работаю-
щие зерна.
На всех этапах развития пластической деформации шлифуе-
мого металла влияние скоростей внедрения (врезания) и вра-
щения круга носит конкурирующий характер. Это наглядно
иллюстрирует условие разрыва скоростей (5.6).
Если рост овр приводит к падению [гч ] на первой стадии и
к его росту на второй, то увеличение vK оказывает при этом
100
соответственно противоположное влияние. Это означает, что
существует оптимальное сочетание этих скоростей, зависящее от
соотношения процессов трения и сдвига. С другой стороны, из
«динамической» модели инструмента следует, что оптимальное
соотношение между ними зависит от рельефа круга и опреде-
ляет число режущих зерен и работу каждого из них. Увели-
чение vef лимитируется прочностью зерна, так как оно вызыва-
ет рост агт. Степень этого роста определяется величиной пока-
зателя степени в уравнении рельефа круга. Отсюда вытекает
оптимальность характеристики круга и его правки. Определяе-
мый ими рельеф должен обеспечить оптимальное расстояние
между зернами 6Д, которое обеспечивает возможность работы
круга в режиме самозатачивания. Принято считать, что для
рабочего контакта твердых тел характерно существование не-
которого универсального принципа приспосабливаемости (ав-
торегуляции). По-видимому, его реализация при шлифовании
осуществляется путем геометрической (рельефной) приспосаб-
ливаемости абразивного круга, что и определяет режимы его
работы.
6. ТЕПЛОФИЗИКА ШЛИФОВАНИЯ
6.1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
ТЕПЛОФИЗИКИ ШЛИФОВАНИЯ
Тепловые явления при шлифовании играют большую роль,
оказывая непосредственное влияние на качество и экономич-
ность обработки металлов, поэтому теплофизическим аспектам
процесса посвящено много работ советских и зарубежных
исследователей.
Обзор этих работ до 1968 г. дан автором в [37], более позд-
ние исследования рассматриваются в работах А. Н. Резникова,
С. С. Силина, П. И. Ящерицына, С. Н. Корчака, Г. В. Бокуча-
вы, Д. Г. Евсеева [50, 53, 62, 19, 26, 12]. В этих работах рас-
сматриваются разнообразные модели тепловых источников и их
сочетания, применяются различные методы- решения задач, ко-
торые уточняют ранее полученные результаты А. В. Подзея,
С. Г. Редько и др. [44, 49, 30, 58].
101
Тенл’офйзйческая модель процесса шлифования, прёдДбжсЛ
пая ранее автором [36], здесь не рассматривается. Приводите!
только минимум необходимых сведений по теплофизике шл|Л
фовапия, без которых невозможно достаточно полное описани
теории процесса. 1
В теплофизике шлифования общепринятыми являются сля
дующие положения: I
1. Большая часть механической энергии превращается в теи
левую. Общее количество выделившейся теплоты определяете]
приближенно по формуле Q=kNe/J= №^427, где k—коэффя
циент, показывающий, какая доля механической работы перЛ
ходит в тепло (/? = 0,80 т-0,95); Ne—мощность теплового источ
Пика, определяющая удельный тепловой поток q = Q/FKfr^ FK-
площадь контакта шлифовального круга с деталью.
2. Тепло создается поверхностными и внутренними источни-
ками. Первые создаются теплом от внешнего трепия. К ним
относятся площадки контакта абразивных зерен со стружкой
и шлифуемым металлом, а также связки круга с металлом.
Вторые создаются теплом пластической деформации и внут-
ренним трением. Они возникают в плоскостях сдвига (по лини-
ям скольжения) и в объеме всего тела.
3. Каждый источник имеет свои индивидуальные характерис-
тики: мощность, распределенность во времени в пространстве,
относительную скорость движения. Совокупность действующих
источников определяет тепловой режим шлифования.
4. Длина контакта и скорость движения источника опреде-
ляют время его действия. Увеличение глубины резания вызы-
вает одновременный рост мощности источника Q (из-за увели-
чения сил резания) и времени его действия т. Скорости по-раз-
ному влияют на них. Увеличение скорости круга и детали
уменьшает т и увеличивает Q.
Величина теплового потока при шлифовании весьма значи-
тельна (108 дж*мс“2). Время действия источника тепла на де-
таль и круг, идущих с разными скоростями, различно, отсюда
глубина воздействия, т. е. толщина термически возмущенного
слоя, будет больше у отстающего тела — детали, так как
vA<vK.
Вследствие различной природы действующих сил и площа-
дей контакта удельные тепловые потоки от действия одного от-
дельно взятого зерна на плоскости сдвига, передней и задней
поверхностях абразивного зерна различны. Величина теплового
потока на задней поверхности не зависит от толщины среза в
отличие от остальных потоков.
Можно показать, что максимальная температура поверх-
ности металла от трения его с задней поверхностью зерна оп-
ределяется выражением
Го __
3--
р./7/3у0,5
ЛИ)0,5 '
(6.1)
102
При увеличении трения, твердости металла, скорости И ве-
личины площадки износа /3 температура растет, с ростом теп-
лофизических характеристик шлифуемого металла X, с—падает.
Любые мероприятия, которые уменьшают размер площадки
износа, снижают температуру. Одним из таких эффективных
методов является предварительная специальная термообработ-
ка абразивных кругов, в частности с применением криогенных
сред.
6.2. ОПРЕДЕЛЕНИЕ ТЕМПЕРАТУРЫ САМОПОДОГРЕВА
Мы полагаем, что наиболее важной новой идеей в тепло-
физике шлифования является идея о тепловохм взаимодействии
соседних абразивных зерен. Это влияние выражается в том,
что следующее абразивное зерно вступает в работу в металле
уже разогретое предыдущим зерном до определенной темпера-
туры, которую можно назвать температурой естественного подо-
грева (самоподогрева). Эта идея появилась впервые, по-види-
мому, в работах С. Н. Корчака [19]. В оригинальной разработке
она имеется также в работах Г. В. Бокучавы [26].
Задача определения температуры самоподогрева является,
видимо, частью более общей проблемы усреднения. По мне-
нию автора, в настоящее время наиболее сложной в тепло-
физических да, по-видимому, и в других моделях шлифования
является проблема усреднения, суммирования источников, дей-
ствующих от каждого зерна и связки.
Все источники действуют со сдвигом относительно друг дру-
га во времени и пространстве, имеют различную переменную
мощность, перекрываясь и накладываясь друг на друга слож-
ным образом. Учет взаимодействия всех этих источников пред-
ставляет собой трудную и пока не решенную задачу. В тепло-
физике этот учет чаще всего пытаются осуществить косвенным
путем, задавая различные пространственно-временные законы
распределения теплового потока (равномерный, синусоидаль-
ный, нормальный и т. п.). При таком подходе, в частности,
описанном автором в [36], можно сформулировать контактную
температурную задачу шлифования как краевую задачу мате-
матической физики со смешанными граничными условиями.
Усреднение здесь происходит по всей площади контакта в соот-
ветствии с принятым законом распределения тепловой мощ-
ности. Ее анализ показал некоторые особенности тепловых про-
цессов и их аналитического описания при шлифовании.
1. Необходимость учета сочетания двух механизмов тепло-
обмена—теплопроводности и конвекции.
2. Концентрация тепла в тончайших поверхностных слоях
детали и круга дает возможность применять теорию погра-
ничного слоя для анализа процессов теплообмена.
103
ik Температурные градиенты в круге значительно болынЛ
мем в детали. Ц
4. Резкое температурное неравенство в поверхностных объо
мах круга и детали вследствие большой разницы в их скоростя>
и теплофизических свойствах материалов обусловливает напрап
ленный перенос металла на зерно и связку круга («засалила
ние»).
Ослабление температурного неравенства путем применения
принудительной смазки, самосмазывающихся импрегнировап
ных кругов приводит к снижению их засаливания и меньшему
градиенту температур в детали и круге.
5. Теоретически и экспериментально было показано, что но
вышение теплофизических свойств инструмента путем импрег-
нирования связки и пор специальными веществами снижает
контактные температуры, улучшает тепловой баланс, завися-
щий от соотношений свойств и скоростей круга и детали, я
несколько сглаживает температурное неравенство процесса.
6. Полученные зависимости для расчета контактных темпе-
ратур и температурных полей дают возможность определят!
влияние различных факторов и создают основу для регулиро-
вания и управления тепловым режимом шлифования. Такая
модель является, по-видимому, достаточно универсальной, фи-
зически обоснованной, логически последовательной и дает дос-
таточно реалистичное, усредненное описание тепловых про^
цессов. Ее недостаток заключается в усреднении контактных
температур, что, в частности, приводит к потере информации о
температуре самоподогрева. Поэтому температурная задача
шлифования должна быть дополнена зависимостью для опре-
деления температуры самоподогрева. Такого рода зависимости
предложены в работах [19, 26]. Авторы первой предложили,
сложную модель на базе б-функции Дирака, приводящую к;:
чрезвычайно высоким температурам (свыше 3000°С). Расчеты,,
по ней очень трудоемки и нуждаются в применении ЭВМ. Во>
второй работе авторы провели численные расчеты температур"
самоподогрева при шлифовании некоторых металлов и спла-
вов на ЭВМ методом конечных разностей. Примененный чис-!
ленный метод анализа естественно ограничивает диапазон изу-
ченных процессов. Кроме того, в этих работах отсутствует связь
искомой температуры с гостированными характеристиками аб-
разивного круга, параметрами его рельефа, толщиной среза
и т. п.
Ниже предлагается простая модель для определения темпе-
ратуры самоподогрева, лишенная вышеуказанных недостатков.
Математическая модель записывается в виде системы урав-
нений
104
при у—О, 0<х<х1=г»1,
х-^-=0 при у=О, л1<л<х2=0,
дТ
при у=О, х2<х<х3=^4А
di'
rtPH ^“0, x3<x<oo.
Эта система описывает действие двух плоских источников
(имитирующих абразивные зерна размерами Ь\ и fc2), разде-
ленных расстоянием 6 и движущихся со скоростями v в поло-
жительном направлении оси х.
Используя решения [18] для различных х, получим:
1. Под первым источником xg(0, xj
2^ / ах \0’5 / vy~\
/ =-~ ------- ехр — у2- — у2 1Ф+-----------------—тпН
X A nV J \ 4а х) \ 2(а(х—Aj))0,5 /
2. В зоне остывания после прохождения первого источника
- 2?2 ( а \0,5г
\ I V J
\ 2 (ах)0,5 / \ 2(а(х—х,))0,5 )
3. В зоне действия второго, следующего зерна xg (х2, х3)
_ 2?-' I ° \0,,> х0,5 ф»/ \ /у ____х \о.б{-ф*( ^°'5У
X \ v I / \ 2(<и?)°’5 / * ” \ 2(a(xs-Xi))0’5
зерно,
и учи-
(6.2)
(6.3)
Л*1
Из последнего выражения можно определить температуру,
при которой входит в металл следующее абразивное
т.е. температуру самоподогрева. Подставляя х^хз, */“0
тывая, что х2—Х1 = б—Ь9 получим
Т — 2^а°’5 /7 5 _ ( ъь \°’5)__________
Xt>0,5 \\ я / \ гс / / (rcXc^v)0»5 of’’5
Подставляя вместо b и б их выражения, получим
7' 2?(ДгК°’5("+1)
с (rcXcfv)0,5 </°’5w
Следует отметить, что q{ciz)^Pz(az)vKIFк(лг). При п=1 Т°ла^5;
п=1,5 Т°^а^-5 , что согласуется с экспериментом.
Зависимость показывает, что с уменьшением зернистости
температура самоподогрева растет, так как уменьшается рас-
стояние между зернами; с увеличением твердости круга тем-
пература также растет, с увеличением номера структуры круга
температура снижается. Все эти закономерности согласуются с
экспериментальными данными [19, 44].
Теплофизический анализ показывает, что температура шли-
фования есть функция теплофизических свойств заготовки, ин-
105
струмента и элементов режима резания. С усилёнием теплофй
зических свойств металлов температура уменьшается. Влияние
элементов режима резания сложнее. С увеличением скорости
круга температура монотонно возрастает. С ростом остальных
элементов режима увеличиваются интенсивность теплового и<»
тока и площадь, на которую он распространяется, поэтому
их влияние может быть различным. В частности, с увеличс
нием глубины резания и поперечной подачи температура повы
шается, а с увеличением скорости детали температура может
снижаться.
Введение смазки, т. е. уменьшение коэффициента трения,
снижает тепловой поток и, следовательно, температуру. Одним
из способов снижения тепловой напряженности процесса явля-
ется импрегнирование абразивных кругов путем введения в по
ры и связки специальных теплопроводных и смазочных ве
ществ.
6.3. ВЛИЯНИЕ ТЕМПЕРАТУРЫ
НА МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛОВ
Абразивное зерно производит работу пластической дефор-
мации металла, уже подогретого предыдущим зерном до тем-
пературы самоподогрева. Как известно, нагрев металла изменя-
ет его механические свойства. Из модели пластического тече-
ния шлифуемого металла следует, что для оценки его пове-
дения достаточно двух механических характеристик — сопро-
тивления сдвигу тСд и твердости Н=^свт (с — коэффициент уп-
рочнения, от— предел текучести). Обе эти характеристики в об-
щем случае с повышением температуры изменяются сложным
образом. Многочисленные экспериментальные данные об изме-
нениях этих характеристик в достаточно широком интервале
температур для сравнительно большого диапазона металлов и
сплавов приводятся в работах [19, 26], однако в них отсутству-
ет необходимое математическое описание этих зависимостей.
В связи с этим экспериментальные данные этих работ были
проанализированы, сгруппированы и подвергнуты статистичес-
кой обработке. Выяснилось, что если ограничиться темпера-
турным интервалом 300—1100°С (что вполне допустимо, так
как температура самоподогрева находится обычно в диапазоне
500—1000°С), то зависимости тсд,(Тсс) достаточно хорошо
аппроксимируются простой экспоненциальной функцией
•с«.='соехр(—сЛ\),
Н=Н^{-с„Тс°).
Здесь т0, 77О —сопротивление сдвигу и твердость при Тсс=300°С;
сн —коэффициенты затухания. Их величины для достаточно
широкого круга металлов и сплавов (стали ШХ 15, Р18,
40ХНМА, 1Х18Н9Т, сплавы титана—ВТ6, никеля ХН77ТЮР
и т. д.) лежат в диапазонах сгс^:(2-:5) • 10-3, сн~(13) • 10~3.
106
Конкретные числовые значения параметров формул для раз-
личных металлов приведены в табл. 6.1.
Таблица 6J.
Коэффициенты Марка материала
ШХ15 стз ВТ6 Х18Н9Т Р18
С - Юз и 4.5 2 3 2,6 5
«ц-103 2,8 1 2,5 2,0 3
Значения т(0, Но получаются из (6.4) при 71°с=300°С.
Для характеристики влияния механических свойств метал-
ла используется отношение А=///тсд. Оно характеризует обра-
батываемость металла шлифованием. Чем больше параметр Л,
тем лучше обрабатывается металл. Легко убедиться, что
д==(/-/0/тсд)ехр((Сг—сн)7\) с повышением температуры уве-
личивается. Это означает, что образование среза с увеличени-
ем самоподогрева облегчается.
Следует отметить, что температурные градиенты (от 20°С
до температуры плавления) и соответственно локализация
температуры вследствие высоких скоростей могут придавать,
пластической деформации сдвига неустойчивый, «адиабатичес-
кий» характер. Адиабатичность заключается в том, что ско-
рость выделения тепла намного превышает скорость его отвода.
Это ослабляет металл в зоне деформации и ограничивает срез
тонкой зоной. Согласно Рехту, с ростом температурных гра-
диентов расстояние I между зонами сдвига увеличивается, а
тсд— уменьшается. При /=/niax произойдет разрушающий тер-
мопластический сдвиг, называемый адиабатическим. Согласно
гипотезе А. Арндта, при высоких скоростях резания в зоне
сдвига создается тончайший слой расплавленного металла.
Энергетический и теплофизический анализы процесса шлифо-
вания показывают, что температура в зоне сдвига может дости-
гать температуры плавления, что согласуется с гипотезой об
энергетическом подобии процессов плавления и сдвига.
7. КАЧЕСТВО ШЛИФОВАННОЙ ПОВЕРХНОСТИ
Шлифование формирует рельеф поверхности, физическое
состояние и химический состав приповерхностных слоев обра-
ботанной детали. Первое характеризуется геометрическими
(высотными и шаговыми) параметрами шероховатости, второе
107
—эпюрами микротвердости, остаточных напряжений и рас*
пределения химических элементов по глубине измененного
шлифованием поверхностного слоя.
Основную роль при эксплуатации деталей играет шерохо
ватость в поперечном направлении. Ее высота представляет со
бой сумму высот продольной шероховатости (4.19) и боковых
навалов (5.2). Сумма этих зависимостей представляет собоИ
сложную функцию, практическое использование которой за
труднено. Поэтому был проведен комплекс эксперимента ль
ных исследований по определению влияния элементов режима
резания и характеристик круга на параметр шероховатости.
С учетом вида и структуры зависимости (4.19) для шлифова
ния закаленных сталей связь между и основными парамет
рамп процесса имеет вид
^a=2,8(^K)°’5(//^)°-2r;(S/6)0-5/<!«'srf0'5.
Шаг между неровностями sm = 1,5V R*.
Влияние элементов режима резания описано в кинематичес-
кой модели.
Влияние характеристик круга носит сложный характер.
Непосредственное и косвенное (через износ) влияние твердости
круга на Rt противоречиво. Первое с увеличением твердости
приводит к росту zp , снижает az и, следовательно, /?а ; второе
облегчает развитие больших площадок износа (так как зерна
в связке удерживаются лучше) и контактных деформаций, что
приводит к увеличению 7?а. Поэтому существует оптимальная
твердость круга. С увеличением зернистости и уменьшением
г размеров круга R3 увеличивается.
Анализ физико-механических характеристик качества бази-
руется на двух экспериментально установленных положениях:
; 1) шлифованная поверхность независимо от условий обра-
/ ботки есть поверхность разрушения, т.е. всегда имеет пре-
/ дельные степени остаточных деформаций механических, физи-
/ ческих и структурных характеристик металла;
2) условия формирования поверхностей определяются в ос-
новном эпюрой напряжений в поверхностных слоях. Условия
шлифования, т.е. интенсивность воздействия обработки опреде-
ляют градиент и глубину остаточных деформаций.
После абразивной обработки любой интенсивности шлифо-
ванная поверхность и тончайший слой (до I мкм) получают
предельные степени изменений всех характеристик. Так, при
шлифовании сплава 79НМ средняя плотность дислокаций
р0 =5-10|2см-2, что близко к предельном}' значению рд —qp =
= 1013 см-2, соответствующему разрушению. В то же время
градиенты механических и физических характеристик чувстви-
тельны к режимам обработки. Следовательно, при оценке шли-
108.
фования на параметры качества наиболее важную роль долж-
ны играть градиенты микротвердости дН/ду, остаточных напри
жений dcildy(i= 1, 2, 3 — индексы остаточных напряжений
1, 2, 3-го родов соответственно), магнитной проницаемости
дро/ду и т. п. Для их знания необходимо иметь математическое
описание зависимостей типа Hm = f(y)y б(у) и т.п. На основе
обработки экспериментальных данных, полученных при шли-
фовании закаленных сталей, железоникелевых и титановых
сплавов стандартными и импрегнированными (самосмазываю-
щимися) кругами, было установлено, что существуют три типа
эпюр И (у) и соответственно а (у) — описываемые одним
уравнением
"W=«.+ -yfc- + (^- '7"
Значения параметров уравнения приведены в табл. 7.1, а гра-
фический вид эпюр — на рис. 20.
Эпюры микротвердости и остаточных напряжений 1-го рода
согласуются друг с другом во всех деталях. Уменьшение мик-
ротвердости всегда соответствует повышению растягивающих
или снижению сжимающих напряжений; аномалии на эпюрах
Н т обусловлены переменой знака ар, высокая корреляция на-
109
блюдается между коэффициентом вариации Нт и эпюрой
Можно показать, что во многих случаях <h(y)=H'y (у).
В зависимости от условий шлифования величина и знак коэф
фициентов уравнения могут меняться, но только в одном слу
чае (fc<0, с = 0) шлифования импрегнированными кругами за
каленных сталей создается полезный для эксплуатации поло
жительный градиент механических свойств. Шлифование визы
вает перераспределение химических элементов в поверхност
ном слое. Эпюры их распределения качественно близки эпюрам
о (у). Элементы с атомным радиусом, близким к основе сплава,
переходят из зоны сжимающих напряжений в зону растяп»
вающих, элементы с меньшим атомным радиусом диффундн
руют в области сжимающих напряжений.
Все изменения вызваны полем напряжений и имеют едн
ную дислокационную природу; все показатели качества взаи’
Таблица 7J<
Параметры уравнений эпюр микротвердости и остаточных макронапряжений
Параметр Эпюры типа 1 Эпюры ТИПОВ II и III
ь 2(//и //min)(l Лн)упш1 (//ц //ц)Уус
с (//ц~^//т1п)(^ +*2н)У2тИ1 0
Уус Утш> Уус < £ («—1)Л?и Ук' На—аНп
кн |(Z/H-Z/min)/(Z/n-AZmin)]0-6
Упер У rnin = ( -»-0,5/?и) —
/’/пер 0,1 /7„+0,9Z-/min —
• 2(//И //min) G ~г^н) Утй1 * ^/и~~//п)(//ц а//и) Ук(1 «)//и
0 ш ах О о //» //min УиипО+^н)
Исходные соотно- шения //fi > //п» //щ i и //и При у —ук /-/п>//л; а—0,9; ук< 0,1мм—11 //п<//и; ук>0Дмм— III
Примечание: Нп— исходная •микротвердость; Нп, — микротвер*
дость и напряжения на поверхности; //пер, #пер—ордината и абсцисса точки
перегиба эпюры Н(у).
110
мосвязаны. Регулирование градиентов механических и физичес-
ких свойств может быть осуществлено различными путями,
например применением «самосмазывающихся» кругов, измене-
нием режимов резания и т. п. Фазово-структурные превращения,
вызванные шлифованием, здесь не рассматриваются. Отметим
только увеличение количества остаточного аустенита и образо-
вание аморфизованного «белого слоя» до 1—2 мкм на поверх-
ности шлифованных закаленных сталей. Для объяснения его
происхождения выдвинута гипотеза о том, что вследствие вы-
сокой температуры, близкой к температуре плавления, в этом
слое дислокационный механизм пластического течения шлифуе-
мого металла переходит в диффузионно-вязкий. Это влечет за
собой изменение химического состава, свойств и т. п. При опи-
сании температурного поля детали выражением Т (у) =
Т°плехр (—су) можно получить выражение для расчета толщи-
ны «белого слоя» ут=0,2/с, если считать, что в нем То(//т) =
= 0,85 Гпл.
В заключение отметим важную роль, которую играет в экс-
плуатационных свойствах изделий градиент физико-механичес-
ких свойств металла. Именно это обусловливает необходимость
его математического описания, которое можно дать на основе
обработки экспериментальных данных. В некоторых простей-
ших случаях он описывается уравнением (7.1), которое пригод-
но для расчета эпюр напряжений и микротвердости.
8. ПРИМЕНЕНИЕ ТЕОРИИ
ДЛЯ РЕШЕНИЯ ТЕХНОЛОГИЧЕСКИХ ЗАДАЧ
8.1. СИСТЕМНЫЙ ПОДХОД
К АНАЛИЗУ ТЕХНОЛОГИЧЕСКИХ ЗАВИСИМОСТЕЙ
Теоретические зависимости применяются для решения тех-
нологических задач оптимизации и управления процессом шли-
фования и для анализа влияния управляемых технологических
факторов на основные показатели. Наиболее важной является
первая задача, которая возникла сравнительно недавно и мето-
дические основы ее решения разработаны еще недостаточно
полно. Хотя задача оптимизации сводится к задаче матема-
тического программирования, для физически обоснованного и
111
корректного описания процесса требуется системный подход к
моделированию. Такой подход применительно к теоретическо-
му моделированию был изложен выше. Однако теоретические
зависимости в оптимизационных задачах применяются лишь в
качестве ограничений. Некоторые важные компоненты оптими-
зационной модели, такие, как целевая функция, некоторые
ограничения, включают в себя такие параметры, как износ и
стойкость инструмента, показатели качества обработки, кото-
рые пока не поддаются теоретическому расчету с необходимой
для практики точностью. Поэтому для их определения применя-
ется экспериментальное моделирование. Вопрос взаимосвязи
теоретического и экспериментального моделирования в рамках
оптимизационной модели требует тщательного технологическо-
го, физического и математического анализа экспериментальных
зависимостей. Ниже кратко излагается один из возможных пу-
тей такого анализа, основанный на системном подходе.
Процесс шлифования — многоцелевой, т. е. многокритери-
альный процесс. В качестве критерия может служить в прин-
ципе любой из экспериментально определяемых показателей
или их комбинации. Можно полагать, что в первом приближе-
нии для полного описания процесса достаточно семи показа-
телей: QM, Qa, Т, Pz, 7\, /?а.
На основе обработки экспериментальных данных каждый
показатель представляется в виде функциональной зависимости
его от управляемых технологических факторов, например i, v,s.
Эти зависимости являются исходными в задачах оптимизации
и управления. г!
При традиционном подходе каждая из этих зависимостей)^
анализируется раздельно. Это дает возможность оценить срав-ii;
нительное влияние исходных факторов. Но при этом показатели;;)
рассматриваются как самостоятельные и независимые друг от'1'
друга параметры. Правда, иногда произвольно и недостаточно
обоснованно рассматривают связи некоторых из них либо в ви-
де обобщенных критериев типа QMlQa, либо в виде зависимос-
тей T=f(QM) и т.п. Однако такое «выхватывание» отдельных
показателей не отражает идеи системного подхода, так как оз-
начает, что они по существу представляют собой случайный
набор изолированных или произвольно связанных параметров.
Такой подход не дает возможности выявлять связи между по- и,
казателями, составлять обоснованные обобщенные критерии );
эффективности процесса и определять оптимальную стратегии! ;
управления ими. Эти задачи могут быть решены на основе сис-
темного подхода, который заключается в следующем: «Зави-
симости показателей процесса от исходных технологических
факторов — есть некоторая единая система определенным
образом взаимосвязанных функций». Эта система обладает
свойствами, которые можно выразить в математической форме
Для реализации концепции системного подхода к анализу
112
экспериментальных зависимостей необходимо было решить две
задачи: 1) создать обоснованный и эффективный метод анали-
за исходной системы совместных функциональных зависимос-
тей и 2) создать простой и надежный метод расчета любых
межпараметрических связей (между входными, внутренними,
выходными, теоретическими и экспериментальными парамет-
рами). Вторая задача была решена при помощи интегрального
метода наименьших квадратов (ИМНК), кратко изложенного
ниже, а более подробно в [40].
Первая задача решается при помощи теории функциональ-
ных определителей, математический аппарат которой наиболее
подходит для исходных зависимостей в виде произведения сте-
пенных функций.
Информация, полученная в результате решения этих задач,
создает основу для «системного» анализа экспериментальных
технологических зависимостей процесса шлифования. Такой
подход имеет информативную и технологическую ценность.
Информативная ценность заключается в том, что она дает
возможность: объединять разнородную по способам получения
и представления информацию, определять интегральные пока-
затели процесса как комплексы теоретических и эксперимен-
тальных параметров, определять функциональные и корреля-
ционные связи между различными показателями, извлекать
информацию физического характера из формальных техноло-
гических зависимостей.
Для реализации этих возможностей была разработана мето-
дика обработки исходной информации, проведен отбор необхо-
димых показателей процесса и составлены алгоритмы соответ-
ствующих расчетов в виде программ на ЭВМ.
Для анализа было отобрано семь вышеперечисленных по-
казателей, различных по своему физическому смыслу, методам
измерения и размерности, из которых было сформировано
14 комплексов параметров, 8 теоретических параметров типа
гго и т.п., три элемента режима резания /, о, s в различ-
ных сочетаниях.
Всего было составлено 45 параметров процессов и найдены их
функциональные взаимосвязи. Эта процедура была проделана
для 43 вариантов шлифования 10 труднообрабатываемых мате-
риалов различными кругами.
Технологическая ценность заключается в том, что такой под-
ход позволяет находить оптимальные условия шлифования. Это
вызвано тем, что ’анализируемый комплекс показателей форми-
рует оптимизационную модель процесса шлифования. Часть по-
казателей (обычно три — QM, Qa, Т) составляют в виде позино-
ма обобщенный показатель эффективности — целевую эконо-
мическую функцию (ЦЭФ), а остальные- (Р^ Pz, 7°к, /?а) при
этом играют роль ограничительных функций (ОФ). Такое рас-
пределение показателей операции по группам позволяет исполь-
R, Зак=№ 80 ЦЗ
ioiwii-ь математический анализ таких групповых систем функций
для определения некоторых их экстремальных свойств, т. е. нс
комых оптимальных условий шлифования.
Система исходных функций, исследуемая в работе, имеет
вид
Qa— cataai v***
5a«;
PfS=zC2tv“ V*** sa«, ’
T\ = CKt№^
Ра = Сг<№' Vй™ Sa'’. t
составляющие ЦЭФ
ограничительные функции
Свойства этой системы тесно связаны со свойствами матрицы
ее экспонент (показателей степени), ибо только они несут о
себе физический смысл, в то время как коэффициенты с имеют
лишь экономический смысл.
Матрица экспонент исходной системы показателей имеет вид
* *и *12 *22 a!3 *23
Ас—
• ♦ « * • • •
*71 *72 *73
Используя свойства матрицы, можно найти те функциональ-
ные связи между показателями, которые определяются физикой
процесса. Свойства матрицы определяются равенством нулю
или отличием от него ее определителей. При равенстве нулю
какого-либо определителя функции, экспоненты которых сое
тавляют его, будут зависеть друг от друга. Вид, структура к
численные коэффициенты этих взаимосвязей определяются зна-
чениями параметров исходных функций. Порядок наибольше-
го определителя матрицы равен числу столбцов, т. е. независи-
мых переменных. Отсюда следует, что, например, при трех нем
зависимых факторах зависимыми будут не больше трех из се1]
ми показателей процесса. i
Во многих практических случаях интерес представляет н( |
вся система из 7 показателей, а только часть из них. Напри-
мер, для оптимизации важную роль играют первые три функ-11
ции, которые, как правило, составляют ЦЭФ себестоимости. »
Анализ ее также связан с анализом матрицы экспонент, кото*.'
рая зависит от вида ЦЭФ. Если себестоимость Qa, Л/
то матрица экспонент ЦЭФ имеет вид
А =
*12
*и+*31
*21 *Ц
*22 — *12
*13
(*18~Ь*Зз)
*23 *13
114
Некоторые свойства матрицы экспонент дают возможность
описать и прогнозировать необходимые и достаточные условия
оптимального шлифования. Математически это описание сво-
дится к вычислению ранга матрицы. Ранг можно понизить па
т—п единиц, где т — число переменных, п — число независи-
мых функций в ЦЭФ (т. е. число линейно-независимых строк).
Определитель этой матрицы имеет вид
«и «12 «13
«21 «22 «23
«31 «32 «33
Видно, что только экспоненты первых трех функций опреде-
ляют свойства ЦЭФ. Если Д = 0, то существует связь между
этими функциями и, следовательно, экстремум ЦЭФ.
Для анализа подобных функций удобно использовать тео-
рию функциональных определителей (ТФО) [57]. С ее помощью
можно показать, что свойства подобных систем определяются
свойствами матрицы, составленной из частных производных
этих функций по независимым переменным. Эта матрица, назы-
ваемая матрицей Якоби, имеет вид
Qv
V
v
12
5
Свойства матрицы
зываемого якобианом.
Якобианы отличаются
^22
«32
V
tvs
— а
s
О*- и
4 «21
Якоби зависят от ее
«И «12 «13
«22 «23
Й31 а. ОД «33
А только множителем,
ет
определителя, на-
умУа • д
tvs
не зависн-
щим от экспонент. Следовательно, его свойства (в частности,
равенство нулю) определяются только значениями экспонент
исходных зависимостей. Были вычислены якобианы 35 систем
функций, полученных при различных вариантах шлифования.
Оказалось, что 30 из них близки к нулю (точного равенства
не наблюдается, по-видимому, из-за погрешностей при опреде-
лении величины экспонент).
Можно полагать, что подход, основанный на анализе яко-
бианов систем исходных функций, может быть положен в- ос-
нову теории экономической оптимизации процесса.
8.2. ВЛИЯНИЕ ТЕХНОЛОГИЧЕСКИХ ФАКТОРОВ
НА ОСНОВНЫЕ ПОКАЗАТЕЛИ ПРОЦЕССА ШЛИФОВАНИЯ
Для образования стружки абразивным зерном за время его
движения по траектории должен пройти обязательный цикл
8* Пб
последовательных процессов упругой, пластической деформй
ции и разрушения шлифуемого металла. Этим процессам помо
гает (или мешает) ряд внешних и внутренних параметров. 1'
внешним (по отношению к процессу) относятся элементы ре
жима резания, характеристики круга и т.п., к внутренним-
температура, трение, износ. Одни факторы сохраняют характер
своего влияния по всей траектории, влияние других (как, ня
пример, внешнего трения по передней поверхности) носит ни
версивный характер. Каждый фактор оказывает непосредствен
ное и косвенное влияние.
Влияние скорости круга. Теория отмечает сложный харак
тер влияния скорости круга на процесс шлифования.
Непосредственное влияние скорости круга на показатели
процесса отражено в зависимостях (4.4) — (4.11). Из них видно,
что с увеличением пк уменьшаются az, , zp, z0IH . Здесь к
общеизвестному факту уменьшения аг добавляется уменыие
нпе числа режущих зерен zp.
Косвенное влияние заключается в изменении величины кри-
терия перехода к стружкообразованию вследствие влияния
температурно-скоростного фактора на механические (А) п
фрикционные (рп) свойства шлифуемого металла. Критерий
перехода т|(р определяется зависимостью ткр~0,8(0,7рп +
+ 1/А)2.
Чтобы компенсировать вредное влияние уменьшения zp, на-
до добиться значительного снижения ткр с ростом ок. Сте-
пень этого снижения определяется зависимостью A=Aoexp['(—
— си—сх)Т°]. Известно, что Т° повышается с увеличением пк-
Значительное снижение ее обеспечивается лишь при сп< Ст. Пос-
леднее в сочетании с низким трением характерно для конструк-
ционных, углеродистых и низколегированных сталей высокой
твердости (стали 45, 20Х, 40Х, ХВГ, ШХ15 и т. д.).
В то же время для металлов с высокими пластическими и
фрикционными свойствами (сталей феррито-аустенитного клас-
са, сложнолегированных сплавов на основе железа, никеля, ти-
тана и т.п.) необходимого компенсирующего уменьшения mKf
не обеспечивается и рост пк приводит лишь к доминирующему
влиянию уменьшения zp, к большей их перегрузке, интенсивно-
му износу и «засаливанию» круга. Вследствие этого интенсив-
ная пластическая деформация и трение повышают гикр, затруд-
няют образование стружки. Чтобы сформировать необходимый
элемент стружки, абразивному зерну надо пройти (в теле ме-
талла) достаточно большой путь. Отсюда вытекает нецелесо-
образность для таких материалов увеличения факторов, умень-
шающих длину траектории зерна и, следовательно, аг (напри-
мер, скорости круга ок); полезнее повышать сЛ1.
Сопротивление металла шлифованию характеризуется пара-
метром . Легкость образования стружки определяет-
116
гя величиной критерия перехода ткр~(0,5рп + 1/Л)2. Конку-
рирующее влияние трения и свойств металла на ///тсд и различ-
ная степень их изменения от температуры самоподогрева
приводят к тому, что поведение разных металлов при шли-
фовании может быть самым различным. Величина Д^3^4 де-
лит все материалы на легко- и труднообрабатываемые, к пос-
ледним (Д<3) относятся материалы с высоким уровнем тсд.
Конкурирующее влияние уменьшения zp и снижения вели-
чины лпкр приводит к тому, что для каждого металла имеется
своя оптимальная скорость резания. Для ее прогнозирования
надо знать зависимости механических свойств шлифуемого ме-
талла Н и тсд от температуры, модифицированной по скорости
деформации.
Влияние глубины резания. Рост глубины резания приводит
к росту aZm , iz0, z0TH по зависимостям (4.4).
Рост глубины резания приводит к более полному исполь-
зованию потенциальных возможностей абразивного круга, так
как наряду с увеличением толщины среза на одно зерно увели-
чивает число режущих зерен. По зависимости 6 (у) (3.5) чис-
ло зерен по глубине сначала возрастает до > и затем
начинает снижаться. При обычных условиях шлифования ис-
пользуется только небольшая часть начальной ветви кривой,
где находится очень мало зерен. Рост глубины резания приво-
дит к использованию более низкой части ветви кривой. Опти-
мальной с этой точки зрения будет та глубина резания, кото-
рая обеспечивает Величина yminзависит от характе-
ристики абразивного круга и находится в пределах 0,01 для
эльборных, алмазных и 0,05—0,1 для электрокорундовых кру-
гов. В соответствии с этим оптимальные t также могут быть
различны, но, как правило, они лежат за пределами обычной
величины припуска, снимаемого при шлифовании (0,3—0,5 мм).
Поэтому определение оптимального значения t имеет чисто
теоретическое значение, однако, во-первых, показывает на прак-
тическую возможность снимать припуск за один проход, во-
вторых, на возможность использования различных путей к оп-
тимуму, одним из которых является глубинное шлифование. В
этом случае доля процессов резания по сравнению с трением
возрастает. В частности, f^—PzjPy растет с ростом t по зависи-
мости =e*^25Z0’125 При t> 1 ММ, /а>1.
Силы на одно зерно определяются величиной aZm (4.4), а
на круг а9 = az izo. Так как Ру— а1г (5.13), то сила на круг
Ру~ сьаг1г(1 — , где ср —коэффициент жесткости зоны
резания, определяемый из зависимости Р y^cpQlM.
Влияние скорости детали. С увеличением va увеличиваются
агт, ho> гр> 2отн по зависимостям (4.4). Это позволяет полнее
нагружать инструмент, но приводит к росту сил и шерохова-
тости шлифованной поверхности.
117
Наиболее важными, ограничивающими выбор vM факторами
являются шероховатость 7?а и волнистость /п шлифованной
поверхности (4.19).
Силы резания от одного зерна больше зависят от уд, чем
от t. Силы, действующие на круг, больше зависят от /, чем <п
^д, хотя az больше зависит от сл. Причина в том, что / крп
ме а2т определяет еще и число одновременно работающих зо-
рен, что приводит к смене лидирующего влияния од и t на си-
лы резания при переходе от зерна к кругу.
Влияние зернистости круга. Из всех тестированных харак-
теристик инструмента наибольшее влияние оказывает зернис-
тость d; azm увеличивается линейно с ростом d\ izOi z? снижав
ются с ростом d по гиперболической зависимости. Силы реза*
ния с ростом d возрастают, температуры уменьшаются; шеро*
ховатость шлифованной поверхности растет. Размеры площа*
док износа на зернах с ростом d увеличиваются, зерна удер-
живаются более прочно. Стойкость круга между правками,
определенная по возникновению прижогов, растет с ростом d
T^c^d0'5, где ст = 10-^-100 в зависимости от марки закаленной
стали.
Влияние твердости круга неоднозначно, носит сложный ха-
рактер. В теоретических зависимостях твердость круга выража-
ется через количество связки рс и входит в коэффициент Лг,
причем Аб/Апр « 2,5 ₽с~0,5 •
Влияние твердости круга на параметры его рельефа описа-
но выше, iz0 , £р растут, a azm и готн снижаются с ростом твер-
дости, шероховатость уменьшается.
Сложность влияния твердости состоит в том, что она опре-
деляет режим работы круга (затупление, самозатачивание). В
зависимости от этого, например, может увеличиваться или
уменьшаться с ростом твердости круга. Более твердые круги
быстрее переходят в режим затупления, так как развиваются
большие площадки износа.
8.3. МЕТОД ОПРЕДЕЛЕНИЯ ВЗАИМОСВЯЗИ
РАЗЛИЧНЫХ ПАРАМЕТРОВ ПРОЦЕССА
Для комплексного анализа процесса шлифования с целью
его экономической оптимизации необходимо уметь находить
взаимосвязи входных управляемых факторов, теоретических и
экспериментальных технологических зависимостей.
Ввиду сложности и многообразия процесса шлифования
приходится описывать его комплексом показателей, каждый из
которых характеризует только одну какую-то сторону процесса.
Считается, что достаточно полно для практических целей про-
цесс будет описан, если известны три показателя, формирующие
технологическую себестоимость: скорость съема припуска QMt
скорость износа инструмента Qa, стойкость круга Т, а также
118
три показателя динамики процесса: силы резания Рг, Ру, кон;
тактная температура Т°к и показатель качества обработанной
поверхности — ее шероховатость /?а. Величина этих показа-
телей зависит от многих технологических факторов, основными
из которых являются элементы режима резания, глубина реза-
ния t, подача поперечная s и продольная v (скорость детали).
Из семи показателей операций формируются их комплексы
— параметры, более полно характеризующие процесс, чем каж-
дый из них в отдельности, наиболее известны из них Рг]Ру,
QJPy, <2M/Qa и т.п.
Между всеми этими показателями, их комплексами и тео-
ретическими параметрами существует глубокая внутренняя
связь, поскольку они отражают различные стороны процесса.
Если рассматривать каждую пару таких параметров, как
«вход—выход», то между ними существуют прямые («вход—
выход») и обратные («выход—вход») связи.
Вышеприведенные модельные соотношения дают возмож-
ность вскрыть связь внутренних теоретических параметров с
входными и выходными данными, а также могут (при наличии
соответствующего расчетного метода) служить исходным сред-
ством для извлечения необходимой информации из экспери-
ментального материала, представленного, как правило, в не-
удобной для анализа форме. Комплекс теоретических моделей
и предложенный расчетный метод [40] позволяют находить лю-
бые межпараметрические связи. По этому метод)' составляется
совместная система функций, которая представляет собой на-
бор экспериментальных зависимостей входных и выходных па-
раметров, теоретических зависимостей внутренних параметров,
а затем ищется связь между ними при помощи метода наи-
меньших квадратов (МН К) в интегральной форме. МНК в
своей традиционной форме (минимум квадратов невязок по
всем имеющимся точкам) здесь непригоден, так как пара-
метры, между которыми имеется связь, представляют собой
не дискретные точки, а монотонные непрерывные функции.
Предполагается, что связь между ними может быть наилуч-
шим образом описана степенной функцией. Тогда критерием
определения степени соответствия может служить интегральная
невязка, т. е. интеграл невязок между искомой зависимостью и
заданными функциями. В соответствии с МНК выбирается то
сочетание искомых коэффициентов, при которых интегральная
невязка будет минимальной.
Применение МН-К в интегральной форме к анализу степен-
ных зависимостей было нами обосновано в [40]. Основу расчета
составляют семь вышеперечисленных функциональных зависи-
мостей технологических показателей (ТП) процесса, которые
получаются в результате обработки экспериментальных данных
традиционным МНК [6]. С помощью расчетного метода были
установлены связи между 45 теоретическими и эксперименталь-
119
ними параметрами процесса для 43 различных вариантов шли»
фования. Установлены некоторые общие закономерности.
1. Между большинством параметров наблюдается положи
тельная обратная связь. Это значит, что с увеличением одного
параметра увеличивается другой, и наоборот. Например, износ
круга связан с температурой Т\ положительной обратной
связью, т. е. с ростом износа повышается Т°к, что, в свою очс-
редь, увеличивает износ и т. д.
2. При увеличении всех параметров стойкость круга снижа*
ется.
3. Взаимное влияние параметров друг на друга количест
венно характеризуется величиной показателей степени. Сте-
пень влияния прямой и обратной связи различна.
Многие из 45 параметров имеют непосредственный физи-
ческий смысл. Так, Уд/’КtD представляет собой критерий вол-
нообразования на детали, PzvKIQM —удельную энергию резания,
Ру!и^ tv~L —коэффициент скорости внедрения инструмента в
условии устойчивости процесса и т.п. Следует отметить, что
процесс шлифования, рабочие процессы в двигателях и кон-
струкция станка являются подсистемами (элементами) общей
упругой технологической системы СПИД. Взаимодействие под-
систем характеризуется параметрами обратной связи — коэф-
фициентами пропорциональности, которые рассматриваются в
передаточных функциях станка в рамках теории устойчивости
процесса. Предполагается линейная связь силы с мгновенным
съемом и износом. Соответственно коэффициенты пропорцио-
нальности называются коэффициентами жесткости зоны реза-
ния Py[tt износа и т.п. Эти коэффициенты и их
взаимосвязь с другими параметрами также находятся при по-
мощи изложенного метода. Было выяснено, что в 70% всех
вариантов существует линейная связь Ру и QM, QM и Qa. Ана-
лиз взаимосвязей таких выясненных параметров, как azm,
2р, показал, что наиболее существенное влияние на весь комп-
лекс показателей шлифования оказывает azrn.
8.4. ЭКОНОМИЧЕСКАЯ ОПТИМИЗАЦИЯ
ПРОЦЕССА ШЛИФОВАНИЯ
Структура оптимизационной модели. Поиск наиболее эко-
номических условий шлифования проводится на базе оптимиза-
ционной модели процесса. По своей структуре оптимизацион-
ная модель представляет собой комплекс математических со-
отношений, состоящий из цели — критерия оптимальности —и
технических ограничений — границ возможной оптимизации.
Критерием оптимальности являются экстремальные значения
целевой экономической функции (ЦЭФ): себестоимости, произ-
водительности, прибыли. В общем случае ЦЭФ представляют
собой соотношения между стоимостью (производительностью)
120
обработки и управляемыми входными факторами — независи-
мыми переменными (элементами режима резания, характерис-
тиками инструмента и т.п.). Число управляемых факторов
часто полезно сократить, ограничив их, например, элементами
режима резания t9 v9 s, так как они наиболее сильно влияют
на экономику операции. Кроме того, регулирование и управле-
ние конкретной операцией вследствие удобства и простоты
производится обычно путем изменения t, v, s. Технические
ограничения записываются в виде функциональных зависи-
мостей требуемых или допустимых значений технологических
показателей (ТП) процесса от независимых переменных и в ви-
де границ областей их изменения. Ограничения могут быть
представлены в виде неравенств или равенств. Часть ограниче-
ний, имеющих физическую природу, может определяться из
теоретических моделей. Ограничения технологического характе-
ра и ЦЭФ определяются экспериментально.
При оптимизации режимов резания требуется предваритель-
ное определение ЦЭФ, которая затем минимизируется при ус-
ловиях, выражаемых ограничительными функциями, отражаю-
щими реальный процесс обработки конкретной детали.
При черновом и получистовом шлифовании в качестве ЦЭФ
обычно используется функция технологической себестоимости в
виде суммы слагаемых, представляющих собой определенные
статьи расходов (затрат), которые зависят от изменения па-
раметров режима резания: расходы на зарплату, инструмент,
электроэнергию; основными являются первые две. С ростом
элементов режима расходы на зарплату снижаются, а на ин-
струмент растут. Эти противоречивые тенденции позволяют
определить значения элементов режима резания, обеспечиваю-
щие минимальную себестоимость. Себестоимость может быть
выражена через элементы режима резания непосредственно
или косвенно через функции, зависящие от них. Такими функ-
циями являются технологические показатели (ТП) операции:
интенсивности съема металла QM и износа круга Qa, стойкость
круга Т и т. п. Можно показать, что в первом случае система
уравнений, описывающая необходимые условия существования
min С, будет нелинейной и ее решение существенно усложняет-
ся. Во втором случае эта система становится линейной отно-
сительно вида входящих в ЦЭФ функций QM, Т, Qa и т.п., что
существенно упрощает решение. Следовательно, такое пред-
ставление ЦЭФ с математической точки зрения более оправдан-
но, чем его непосредственное выражение через t, v, s. Кроме
того, оно и практичнее, поскольку ТП представляют собой
различные критерии оценки операции, и их знание необходимо
для комплексной оценки процесса.
При чистовом шлифовании целевой функцией иногда явля-
ется параметр качества обработанной поверхности.
Ограничительные функции (ОФ), описывающие границы воз-
121
Можной оптимизации (технические ограничения), также
сят от вида шлифования. При черновом в качестве ОФ может"
выступать мощность N (сила Р,), при чистовом — шерохопи-,
тость /?а, точность (допуск) бт , критическая температура
или глубина дефектного слоя. Следует отметить, что авали;!:
одной и той же функции (или системы функций) Г, Qa и т.п/
должен проводиться по-разному в зависимости от того, входят :i
<1
ли они в ЦЭФ или являются ОФ. В первом случае они рис*,!!'
сматриваются как обычные функции, которые могут принимать^
любое значение, во втором — как функции допустимого, пре-'1
дельного значения величины ТП.
Анализ и описание технических ограничений приводятся в
различных технологических и физических моделях. Следует \
отметить три практически важных обстоятельства: ограниче-
ния далеко не всегда являются жесткими или даже просто не- >
обходимыми (например, при черновом шлифовании ограниче-
ния по требуемой шероховатости, точности обработки и т. и.
вообще роли не играют). При разумно составленной ЦЭФ чис-
ло ограничений, их роль и влияние на ЦЭФ можно свести к
минимуму. ЦЭФ является сложной функцией и может иметь
собственный (безусловный) экстремум даже при отсутствии
ограничений. Поэтому возникает задача определения собствен-
ного экстремума ЦЭФ и влияния на него ограничений, в то же
время, хотя ЦЭФ является основным компонентом оптимиза-
ционной модели, ее исследования и анализ практически отсут-
ствуют. Поэтому возникает необходимость всестороннего ис-
следования ЦЭФ, поиска оптимальных условий шлифования
при отсутствии и наличии различного рода ограничений. По-
добная информация должна составлять основу экономической
модели процесса, необходимой для его оптимизации. Исследо-
вания такого рода могут быть проведены либо классическими
методами анализа сложных нелинейных функций, либо мето-
дами нелинейного программирования. Однако последние, поз-
воляя достаточно быстро численно определять оптимальные
области для различных конкретных вариантов обработки, в то
же время не дают возможности оценить раздельное влияние
различных ограничений, компонентов ЦЭФ, их взаимосвязей и
т. п. Необходимость глубокого всестороннего анализа и анали-
тического описания внутренних и внешних (по отношению
к ЦЭФ) взаимосвязей обусловила применение классического :
аппарата определения экстремума функций нескольких пере-
менных с привлечением теории функциональных определителей.
Ниже излагаются необходимые предпосылки, методика прове-
дения и некоторые его результаты.
Анализ целевой экономической функции (ЦЭФ) и ограни-
чений. На практике в качестве ЦЭФ обычно используют произ-
водительность QM или себестоимость С. Первая представляет
собой сравнительно простую, легко линеаризируемую функцию
122
элементов режима резанйя, вторая — сложную, нелинейную.
Вследствие этого подход, формулировка и методы решения за-
дач при разных ЦЭФ различны. Ограничения, которые накла-
дываются на ЦЭФ, также могут быть заданы по-разному:
ОФ в виде равенства (или неравенства) типа Ф (/, v, $)<Ф3,
где Ф3 — заданная величина требуемого параметра (/?а , бт,
Т°к и т.п.), в виде неравенств, описывающих диапазон измене-
ния t, v, s типа и т. п. Число ограничений k0
может быть различным. В зависимости от соотношения меж-
ду kQ и числом независимых т меняются и методы поиска оп-
тимума. При kQ^m необходимы классические методы решения*
при ko>m — линейное или нелинейное программирование. Клас-
сификация различных возможных вариантов задач и методов
нх решения представлена в табл. 8.1.
Наиболее простой из всех ЦЭФ является QM. Она опреде-
ляет основное машинное время обработки т0—QM3/QM, где QM3
—припуск. Критерий оптимальности имеет вид QM*=maxQM,
что эквивалентно То*=пнпто.
Задача отыскания оптимальных условий шлифования фор-
мируется следующим образом: среди точек в пространстве не-
зависимых переменных t, v9 s, удовлетворяющих ограничитель-
ному уравнению связи Ф=/(/, v, $)—Ф3, найти та-
кую, иа которой функция QM (/, v, s) достигает максимума.
Здесь при ko<m ограничения могут быть заданы в виде нера-
венств или равенств, т. е. функций, которые приравнены требуе-
мым предельным значениям Ф3. Эта задача решается методом
неопределенных множителей Лагранжа, причем в первом случае
с условием дополняющей нежесткости. Метод состоит в том,
что из ЦЭФ и ОФ составляется функция Лангража вида
Фх = Фм(^ v> $)+А[Ф(Л и, $)—Ф3], где X—искомый множи-
тель Лагранжа. Взяв частные производные этой функции
по /, v, s и добавляя уравнение связи ОФ, составляем замкну-
тую систему уравнений для нахождения /п+1 неизвестных. Эта
система имеет решение только при наличии строго определен-
ной связи между ЦЭФ и ОФ вида Ф—Соф Фмаф • Эта связь
требует определенного соотношения между показателями сте-
пеней в уравнениях ОФ и QM. В этом случае в пространстве
функций задача имеет единственное, а в пространстве /, v, s
бесчисленное множество решений, т. е. поверхность (уравнение
maxQM) совпадает с ОФ. Если имеется несколько ОФ, то они
параллельны, и оптимизирующим множеством будет ОФ,
наиболее сильно ограничивающая диапазон /, v, s. Следует от-
метить, что если анализ уравнений QM и ОФ показывает, что
связей между ними нет, то снятие припуска надо проводить
постепенно за несколько проходов, удовлетворяя на каждом не
всему комплексу требуемых задаваемых ограничений (/?аз, 63,
Т°к и т.п.), а только части из них (например, обеспечивая
max QM при /?а=^7?аз, но не бт=б3 и т.п.). Отсюда вытекает,
123
’ • - Таблица 8.1 Классификация задач по определению оптимальных условий шлифования _ Целевая экономическая функция
линеаризируема я нелинейная
Пр оизводительно сть Себестоимость
Вид функцнн
* s » Эй ~л II *0 • п П til с= 2 ClZi^ 5 с‘ п xpj f=1 Z=1 j- I
Критерий оптимальности
QM = max 1 C= in in
_ Формулировка задачи
Отыскание условного экстремума с учетам ограничений в виде Определение безусловного (собственного экстремума) Определенно с учетом ограничений в виде
неравенств или равенств— предельных значений ОФ линейных неравенств, создающих замкнутую область In?, liw, Ins без учета ограничений неравенств или равенств — пре- дельных значений 0!Ф неравенств
___ Необходимые и достаточные условия
1) kQ та 2) связь между ОФ и QM в виде ОФ=сОфр*Ф 1) m 2) ln(cQM)=^ V ^Inx, связь между функциями Z[, входящими в ЦЭФ 1) 2) связь между ОФ и ЦЭФ 1г^>т
Метод решения
метод множителей Лагранжа (ММЛ) линейное программирование классический метод опреде- ления безусловного экстре- мума нелинейной функции метод множителей Лагранжа нелинейное программи- рование
Примечание; k0—число ограничений; m—число независимых переменных х ; ОФ — ограничительная
что если предельные значения разных ОФ задавать произволь-
но и независимо друг от друга, то это не обеспечит экономи-
ческой оптимизации процесса.
Во втором случае производится предварительная линеари-
зация QM и ОФ путем логарифмирования, и оптимальное реше-
ние ищется в логарифмическом пространстве независимых пе-
ременных общеизвестными расчетными или графическими ме-
тодами линейного программирования.
Однако более важную роль играет нелинейная функция се-
бестоимости С. Проанализируем ее.
Для общности анализа обозначим число функций, входящих
в нее, через п и представим ее в виде
с = (8.1)
1=1
где = z2*=(Q„T)~\ zs=QaIQv, В частности,
C=ciIQw+c2IQKT-\-ciQaIQM-\-ciP.IQ2, коп/мм8. (8.2)
Здесь С\ — расходы на зарплату рабочего (тарифная ставка),
коп./мин; С2—стоимость правки круга, состоящая из расходов на
зарплату за время правки и стоимость объема круга, снятого при
правке: Сч~С\ тпр +^з<оо; т— время правки круга, мин; (о0—объ-
ем снятого при правке слоя абразивного материала; Сз— стои-
мость единицы объема круга, коп./мм3; с4— стоимость электро-
энергии, коп./кВт • ч.
Первый член отражает непосредственно затраты на работу
съема металла, второй — на правку круга, третий — на износ
круга в процессе шлифования, четвертый — на электроэнергию.
Вклад каждого зависит от условий обработки и может быть
далеко не однозначным. Так, четвертый член может играть за-
метную роль крайне редко только при силовом и обдироч-
ном шлифовании, третий—при высоких ценах на инструмент
или работе круга в режиме самозатачивания. Поэтому учет
всех четырех слагаемых не является необходимым и потому С
часто можно упростить, но даже в этом случае анализ усло-
вий минимизации представляет сложную задачу.
Анализ условий минимизации ЦЭФ. Оптимальное шлифова-
ние соответствует-минимуму выражения (8.1), которое являет-
ся сложной функцией входных параметров х, (/, v, s) и мо-
жет иметь собственный экстремум (минимум).
Исследуем (8.1). В общем случае число т входных пара-
метров может быть больше, меньше или равно числу функ-
ций п, входящих в ЦЭФ. При экспериментальном моделирова-
нии функции, входящие в ЦЭФ, имеют вид
125
У1 = Рм=СьЛ|““ ... х^-,
у2^Т X%m,
y^Q^^xf» x*m,
у^Р^сгх^ ... xa*m,
где у,=2^’, y2=ztlz2, y^zjz^ yl=zi/zi.
Тогда уравнения связи (8.3) запишутся в виде
Ук~П-*7KS к=1,2,3,4.
t=i
(8.3)
(8.4)
Все функции (8.4) определены и непрерывны вместе со сво-
ими частными производными по всем аргументам в некоторой
/n-мерной области, где х, >0, /=1, 2, . . . , т.
Необходимое условие существования минимума ЦЭФ (8.2)
заключается в равенстве нулю полного дифференциала
4
<*С=2-^-</ук=°. (8.5)
й=1 К
Коэффициент дС1дук при дифференциалах dyK нельзя прирав-
нять нулю, так как ук сами являются функциями независимых
переменных xt, i—1, 2, ...tn. Поэтому для нахождения мини-
мума ЦЭФ продифференцируем (8.3) по xt
гп
ук 2 ^KidXi/x^ к = 1,2,3,4. (8.6)
z=t
Подставим (8.6) в (8.5) и, приравнивая нулю коэффициен-
ты при dxi (t = l, 2, ...m), получим систему из m уравнений,
в каждое из которых входит (п—1) функция m переменных:
+-^у„(1—/=1’2...........т- (8-7)
Отметим, что каждое из т уравнений системы (8.7) линей-
но относительно функции у%~*, Уз, Уь
Поиск оптимума ЦЭФ сводится к поиску решения системы
уравнений (8.7). Если система (8.7) имеет решение у^> то оп-
тимум находится внутри области существования функций уь
Если решения нет, то оптимум ЦЭФ находится на границе.
Были выявлены необходимые и достаточные условия су-
ществования решения системы уравнений (8.7), определяющих
минимум ЦЭФ внутри области независимых переменных t, v, s.
Необходимое условие заключается в наличии связей между
функциями (QM, Т, Qa), входящими в ЦЭФ. Существование
этих связей обусловлено физикой процесса, а математически
отражается в показателях степени в (8.3). Взаимосвязь записы-
126
вается в виде степенной функции, конкретный вид которой зави-
сит от выбранного критерия стойкости инструмента. Достаточ-
ные условия, как будет показано ниже, заключаются в огра-
ничении диапазона значений показателей степени в найденных
функциях взаимосвязи.
Следовательно, существование решения системы (8.7) воз-
можно только при наличии связей между функциями систе-
мы (8.3). Математически эта связь устанавливается с помощью
теории функциональных определителей, где доказывается, что
число независимых функций равно рангу г матрицы Якоби.
Ее ранг определяется вычислением наибольшего по размеру
определителя D^=0, который с точностью до множителя (Пуг)/
t
(HxJ состоит из показателей степени aZy в системе (8.7). Ины-
t
ми словами, анализ системы функций, входящих в ЦЭФ, за-
ключается в анализе ее определителей, составленных из показа-
телей степеней при xt. Эти определители представляют собой
якобиан D системы функций, входящих в ЦЭФ. С помощью
якобиана находится число независимых функций (условие
£>„=0 означает наличие связи между функциями). Вид связи
определяется условием равенства нулю определителей меньше-
го, чем ранг матрицы Якоби, порядка. Например, при /г=8 и
£>з=0 (г<3) возможны два вида связей. Если хотя бы один
определитель второго порядка отличен от нуля (яАг^О), г=2,
то T—f(QMQa). Если все определители второго порядка равны
нулю (уД2=0), т.е. г=1, тогда T=f(Q„) и Qa=f(QM).
На основе вышеизложенного анализа предложена охваты-
вающая все практически возможные случаи классификация ус-
ловий минимума ЦЭФ и минимизирующего ЦЭФ множества в
пространстве независимых переменных. В общем виде эта ин-
формация содержится в табл. 8.2, которая содержит все слу-
чаи, когда существует решение системы (8.7). Следует отме-
тить, что система (8.7) состоит из т уравнений, в которые
входит п—1 неизвестная функция.
Решение системы (8.7) зависит от величины г. Для нахожде-
ния необходимо решить замкнутую систему, составленную
из г уравнений (8.7) и (п—г) уравнений связи (8.3). Однако
для непосредственного управления необходимо знание не толь-
ко оптимальных значений (/-функций, входящих в ЦЭФ, но и
величин элементов режима резания, удовлетворяющих опти-
мальным z/*p Для* этого найденные величины z/*z подставля-
ются в независимые друг от друга функции системы (8.3). При
этом в зависимости от соотношения величин /лиг могут быть
различные виды решений (минимизирующего ЦЭФ множества
независимых переменных).
Для практически важных конкретных значений т н г усло-
вия минимума ЦЭФ, значения и вид- минимизирующих ее функ-
127
Таблица ВЛ
Условия существования минимума ЦЭФ и вид
минимизирующих множеств
Необходимые ус- ловия существо- вания ЦЭФ Число неза- висимых функций в " ЦЭФ Число зави- симых функций в ЦЭФ № II.п. Вид минимизирующего ЦЭФ множества в про- странстве независимых переменных
т т п—т 1 Точка
V^nl=o т—1 п—т—\ 2 Кривая
т—'2. п—т—1 3 Поверхность
п т Du^ аД„_!^о 1 4 5 6 п -т— кривая п~т— 1 — поверхпос i ь 2— гипер- поверхность
- - ми* г, + i " . < 3* гп /г—2 2 7 8 п~т— поверхность п=пг—1—гиперио - верхность
уДя-1=0 уДя-г=<> /7—- 3 3 9 Гиперповерхность
ций и независимых переменных представлены в табл. 8.3. Сле-
дует отметить, что только при /г = 3, m = 2 (п. 1) минимизирую-
щим ЦЭФ множеством является точка, т. е. существует только
одно сочетание I* и обеспечивающее минимум ЦЭФ. В ос-
тальных случаях решение, дающее минимум ЦЭФ, представля-
ет собой кривые (пп. 2, 4), поверхности (пп. 3, 5, 7) или ги-
перповерхности (п. 9).
Анализ показал некоторые общие закономерности, сопут-
ствующие минимизации ЦЭФ.
1. В пространстве составляющих ЦЭФ функций минимум
ЦЭФ всегда лежит на кривой T=/(QM) (пп. 2, 3, 5, 7) или по-
верхности T=^(Q1M, Qa) (пп. 1, 4).
2. В пространстве независимых переменных минимум ЦЭФ
находится в точке на плоскости t—v (п. 1); на кривой в плос-
кости /, v (п. 2) или пространстве /, v, s (п. 4); на поверх-
ности в пространстве t, v, s (пп. 3, 5, 7) или гиперповерх-
ности в пространстве /, v, s, vI{.
3. Минимизирующее ЦЭФ множество в пространстве неза-
висимых переменных (/, v, s) всегда соответствует оптималь-
ным сочетаниям функций, входящих в ЦЭФ, и указывает зна-
чения Z;i., v*, s*, обеспечивающие их достижения.
4. Вид минимизирующего ЦЭФ множества в пространстве
независимых переменных зависит от числа функций п> входя-
128
щих в ЦЭФ. Чем меньше пу тем больше элементов содержит
минимизирующее множество (и = 3 — точка Л., v ; п = 2 —кри-
вая t,;.—v*).
Проведенный анализ критерия оптимальности и взаимосвя-
зей системы исходных степенных зависимостей позволяет разра-
ботать стратегию адаптивного управления процессом шлифова-
ния, позволяющую учитывать требования экономической опти-
мизации. Система исходных функций должна проверяться па
условиях минимума ЦЭФ, представленных в табл. 8.2. Провер-
ка заключается в оценке равенства якобианов порядка г пулю,
где г<к и K=min (и, т). Если условия минимума соблюдены,
то определяется минимизирующее ЦЭФ множество (МИНИМ),
которое используется для оптимального управления. С ростом
размерности МЙНИМа растут возможности автоуправления.
Если МИНИМом является кривая, то управлять можно, меняя
(в соответствии с ее уравнением) два элемента режима, если
— поверхности, то меняются три элемента режима резания.
Если система исходных функций не удовлетворяет условиям
минимума, то оптимум находится на границе и его следует
искать при помощи численных методов нелинейного пли гео-
метрического программирования.
Следует отметить, что функции, входящие в ЦЭФ, получены
экспериментальным путем и носят в общем случае статисти-
ческий характер.
Учет случайного характера ЦЭФ, в принципе, можно осу-
ществлять по-разному, например с помощью методов стохасти-
ческого программирования, которые позволяют находить тен-
денцию, определяемую действием случайных факторов. Однако
эти методы сложны, нестандартны, трудоемки, требуют знания
законов распределения случайных величин. Для этой цели был
применен простой метод последовательного анализа вариантов
(метод табулирования функций).
При поиске оптимума ЦЭФ значения Q.., 7, рассматри-
вались как пх математические ожидания. Учет их статистичес-
кой природы вносит некоторые коррективы в найденные опти-
мальные условия, расширяя их область и ухудшая значения
ЦЭФ. Так, если разброс значений функций, входящих в ЦЭФ,
-составляет 15—35% (QM= ±0,15QM, Qa=±0,25Qa, Т= ±0,357),
то С=С±0,55С, где черточка сверху означает математическое
ожидание. В этом случае вместо одной точки С01|1 = полу-
чится более 20 точек, близких к Cm;n, но больших по величине.
Уменьшение разброса сужает эту область и приближает
С* К С?п1|п
Следовательно, максимальная экономическая эффективность
возможна лишь на детерминированном уровне. На вероятност-
ном уровне, когда ориентируются на среднеожидаемые результа-
ты, эффективность теряется, так как вместо истинного значения
у Зак. № ЬО 129
Условия минимума ЦЭФ, значения минимизирующих
Условия минимума ЦЭФ Значения функций, минимл
№ п.п. необходимые (вид связей) достаточ- ные аналитические
1 2 3 4
1 п=3; т -2 н>о 1)< —1--|Х = (l+^+rt ч О __л_ а__ Ча*~ С8*1+7|+|Л
2 S? f="S a.s » О О’ 5: =• «в Г. «г «? iU '1 О *7 V II 1 ~ V Л ₽• *• 1! II d. V смаОЙ(1-|х)=-1 0м-( 2 4 QM*=[Cl/(caeMa(^-l))JI/'1
3 СЪ P’S =LS ? S II О' СУ О' s § § § .. 4 с « f " и и ~ а? т}<— v>l J 7j=-l;p.= ~V>1 ~ ^•СЛ'ЖН-^ма- QSX1-F0 + + VCm₽<3«(1^>—1 /z с9 Cj. \\-(Vn) Qm*~ ^(lA“ 1)^ сма+ Ci смр) J
4 i« । го 27- II g я u s II U С n>o *l<—1-~ Iх г 7>=-g-(l+r1+(i) Pl [1 ^a* ea ’ l+ij+|x H
5 со d.R II О £ J Чй CN I] И Ь 1 (7* с
7 . Р-s is 7 О' О’ 11 g 5 ! R II JI II « !*• (4° 1 |i=l; K|<—1 P>1; •<]=—! Qm^’+^+v <W-iO=-i n _ ( _ сэ(1+71) Y/7‘ км* \ Cl Смт 1 / n _( £1 Y/|X V««- k ^Сма(|Л-1) )
9 п=4; т>3 См. п. 3 См, h. 3 H
130
Таблица ЯН
функций и независимых переменных
<?М.= C^'v^s^
— поверхность
QM*=cMie,,va,;saravK“»
— гиперповерхность
131
<|n iiKii.nii QM, r, Qy известно лишь распределение их вероят-
ностен. На практике интерес представляют не строго оптималь-
ные решения, а область допустимых решений, удовлетворяю-
щих ряду противоречивых требований. Применяемый метод
/дает возможность найти область, близкую к оптимуму, что
обусловливает большую конкретизацию рекомендуемых усло-
вий по сравнению со справочными данными. Дело в том, что
в настоящее время в справочной и нормативной литературе по
выбору режима резания рекомендуется не конкретная величи-
на элементов режима резания, а их диапазон, иногда довольно
значительный. Кроме того, не указывается, какие при этом бу-
дут обеспечены значения показателей операции шлифования.
Такие рекомендации, естественно, далеки от оптимальных.
Примененный расчетный метод (с учетом случайного ха-
рактера ЦЭФ) позволяет конкретизировать выбор элементов
режима резания, показывая те конкретные их сочетания, кото-
рые обеспечивают минимальные затраты. В этом случае диа-
пазон изменения каждого элемента режима также может бытн
большой (в 2 раза), однако в этом диапазоне выбираются
только определенные сочетания всех выбираемых элементов]
Эти сочетания удовлетворяют всем накладываемым на процесс
ограничениям, обеспечивают оптимальные значения основных
показателей (QM, Г, Qa) и минимальную себестоимость в пре-
делах разброса ее значений.
Резюмируя, отметим наиболее важные для практики поло-
жения.
1. Задача оптимизации процесса сводится к задаче матема^
тического программирования, что определяет вид и структуру
оптимизационной модели шлифования (ОМШ) в виде комп-
лекса соотношений целевой функции и ограничений. Компонен-
ты ОМШ находятся при помощи теоретического и эксперимен-
тального моделирования.
2. Физически обоснованная оптимизация требует системного
подхода, к экспериментальному я теоретическому моделирова-
нию.
3. «Системный» подход к экспериментальному моделирова-
нию состоит в том, что набор экспериментальных зависимос-
тей рассматривается как система совместных функций, свой-
ства которой определяются по теории функциональных опреде-
лителей.
4. Основным в анализе является нахождение якобианов
системы исходных зависимостей, которые определяют
вия существования оптимума ЦЭФ.
5. Важнейшей составной частью якобианов являются
делители матрицы экспонент исходных технологических
симостей. Их анализ показывает наличие или отсутствие
опре-
зави-
вза-
имосвязей показателей типа 7=f(QM), T^f(Qu, Qe) и т.п. Оп-
тймальны'е значенйя независимых переменных всегда лежат mi
кривых или поверхностях, описываемых этими зависимостями.
6. Вид этих взаимосвязей определяется, как правило, выбо-
ром критерия стойкости инструмента.
7. Классификация оптимизационных задач шлифования дает
возможность Уценивать и сравнивать различные методы их
решения. В качестве признаков, положенных в основу класси-
фикации, приняты вид й структура ЦЭФ й ОФ. Различные
комбинации признаков ЦЭФ и ОФ определяют классы задач.
8. Основную роль играет деление задай на две группы*, на
безусловный (при отсутствии ограничений) и условный (при
наличии ограничений) экстремумы ЦЭФ. Первое характерно
для чернового, второе — для получистового и чистового шлифо-
вания.
9. Методы решения задач этих групп достаточно разнооб-
разны и сложны (методы спуска, множителей Лагранжа и т.п.).
По-видимому, во многих случаях целесообразно применять ме-
тод множителей Лагранжа.
10. Общих методов решения задач нелинейного программи-
рования (НЛП) нет. Все определяется видом ЦЭФ и ОФ. По-
видимому, геометрическое программирование (разновидность
НЛП, приспособленная для расчета функций типа позиномов)
будет эффективно для шлифования. Однако отсутствие стан-
дартных вычислительных процедур и недостаточная разработка
этого метода затрудняет его внедрение.
И. Любой математический аппарат не дает ничего, кроме
единственного экстремума по какому-то одному критерию.
Практически, однако, целесообразно иметь не оптимальное ре-
шение по какому-то критерию, а область допустимых решений
вблизи оптимума. В частности, методы IIЛП дают возможность
находить лишь одну оптимальную точку. В этом случае только
наличие дополнительной информации о свойствах ЦЭФ, полу-
ченной в изложенных выше исследованиях, позволяет оцени-
вать необходимую область и глобальность минимума.
ЗАКЛЮЧЕНИЕ
В основу теории шлифования положен комплекс взаимо-
связанных моделей, созданный на основе системного подхода,
который включает в себя кинематическую, инструментальную,
механическую и теплофизическую модели. Они базируются па
основных законах и уравнениях аналитической механики, тео-
риях пластичности, упругости, трения, теплопроводности и ве-
роятности. В комплекс моделей входят;
— статическая модель абразивного инструмента на основе ре-
шения статистической задачи размещения объектов случайной
формы в заданном пространстве, позволившая установить взаи-
мосвязь гостировапных объемных п перегламентируемых по-
верхностных геометрических характеристик инструмента, опре-
делить законы распределения основных параметров внутренне-
го строения и рельефа круга;
— кинематическая модель процесса, основным отличием кото-
рой является введение параметров рельефа круга в уравнения
движения абразивных зерен, позволившая получить новые ки-
нематико-геометрические соотношения, условия существования
срезов, их классификацию, вероятность их образования, сфор-
мулировать основное кинематическое требование к процессу;
— «динамическая» модель абразивного инструмента как ре-
зультат совместного решения основных уравнений кинематичес-
кой и статической инструментальной моделей, позволившая по-
лучить расчетные зависимости для определения динамических
параметров рельефа инструмента, шероховатости шлифованной
поверхности как функции тестированных характеристик инстру-
мента и элементов режима резания. В рамках модели разрабо-
таны три метода определения динамических параметров рель-
ефа, определено относительное число режущих зерен в различ-
ных условиях шлифования;
— комплекс механических моделей процесса шлифования,
включающий в себя как основную часть модель образования
стружки в ходе пластического течения и разрушения шлифуе-
мого металла при движении абразивного зерна по траекто-
рии, позволившая описать закономерности формирования эле-
ментов стружки и получить основные соотношения, управляю-
щие процессом стружкообразования, построить поля линий
скольжения, скоростей и напряжений, зависимости для расчета
усадки стружки, сил резания, критериев перехода. Для опреде-
ления критерия перехода к стружкообразованию был применен
также принцип Гамильтона. Проведено моделирование локаль-
ных упругих деформаций зерен связки и круга, позволившее оп-
ределить их величину и получить расчетные соотношения, поз-
воляющие оценить их влияние. Теория дополнена эксперимен-
тальным моделированием внешнего трения, при котором оп-
ределены основные закономерности развития площадок износа
134
по задним поверхностям, сил й коэффициентов внешнего Трения
при шлифовании закаленных сталей стандартными и импрег-
нированными абразивными кругами, временные зависимости
сил и износа, условия возникновения прижогов при шлифова-
нии закаленных сталей. Силовые ограничения, накладываемые
механикой процесса на выбор элементов режима резания и ха-
рактеристик инструмента, используются для оптимизации про-
цесса в виде ограничительных функций;
— теплофизическая модель процесса на базе контактной тем-
пературной задачи, дополненная оценкой температуры само-
подогрева шлифуемого металла, позволившая получить соотно-
шения для расчета теплового баланса, температур и темпера-
турных градиентов и сформулировать тепловые ограничения.
Взаимосвязь моделей проявляется в наличии совместной
системы определяющих уравнений, общих комплексов в ос-
новных соотношениях, зависимостях механических характе-
ристик от температуры.
Теория дает возможность определить характер и степень
влияния каждого фактора в отдельности. Однако более важно
то, что она позволяет выразить совместное действие факторов
в виде обобщенных критериев с конкретным физическим смыс-
лом.
Физическую основу шлифования составляет возникновение
новых поверхностей в ходе пластического течения и разруше-
ния шлифуемого металла. Вмешательство в эти процессы мож-
но осуществлять различными путями, но наиболее эффективным
является увеличение числа режущих зерен, что достигается,
в частности, снижением внешнего трения, например, импрегни-
рованными кругами, применением глубинного шлифования
и т. п.
Оптимизационная модель шлифования включает в себя за-
висимости, полученные из теоретических и экспериментальных
моделей. Концепция «системности» показателей процесса поз-
воляет привлечь для анализа новый простой и удобный мате-
матический аппарат, применение которого создает основу для
разработки теории экономической оптимизации. Системный
подход основан на использовании математического аппарата
теории функциональных определителей, статистических мето-
дов и численных методов расчета на ЭВМ задач нелинейного
программирования. Анализ взаимосвязей теоретических и эк-
спериментальных зависимостей целевой и ограничительной
функций позволяет сформулировать условия и определить оп-
тимальные режимы резания п характеристики инструмента.
Постановка и интерпретация проблемы структуризации и
моделирования процесса шлифования с позиций системного
подхода означает создание определенной концепции, т. е. тео-
ретико-методологического подхода к моделированию шлифова-
ния как комплексного процесса, который в общем случае мож-
135
но представить как множество систем, иерархически соподшг
пенных друг другу. Наиболее общей является система СПИД,
структурными и взаимодействующими элементами которой яв-
ляются станок, приспособление, инструмент и деталь. В данной
работе был рассмотрен только один частный случай этой сис-
темы— взаимодействие инструмента и детали, т. е. собственно
процесс шлифования.
Под системой понимается совокупность элементов (абразив-
ные зерна—связка—круг—металл) и процессов (движение и
взаимодействие абразивных зерен с металлом), связанных
общностью поведения и функционирования, обусловленной
внутренними связями и взаимодействием между ее составляю-
щими. Под математической моделью понимается совокупность
количественных зависимостей, описывающих связи между ве-
личинами, которые характеризуют функционирование системы.
При шлифовании чрезвычайно важно взаимодействие двух
различных типов процессов: механического и теплового, кото-
рые взаимно дополняют друг друга. Первый важен потому, что
все процессы стружкообразования связаны с пространствен-
ным перемещением режущих элементов и заготовки. Второй —
потому, что нормальное протекание процесса возможно лишь в
определенных температурных пределах, что обеспечивается его
самотерморегуляцией.
Абразивный инструмент представляет собой статистическую
систему, движение абразивных зерен —детерминированную.
Детерминированный характер кинематики придает системе оп-
ределенную устойчивость, вероятностный характер инструмента
—необходимую изменчивость. При помощи кинематики в
статистической системе происходит отбор (селекция) режущих
зерен, действие которых проявляется в механических и тепло-
вых процессах. Селективные свойства требуют определенного
сочетания устойчивости и изменчивости системы, для чего не-
обходимо обеспечение баланса механических и тепловых про-
цессов, появления и исчезновения режущих зерен. Это обеспе-
чивается цикличностью процесса, которая создается враща-
тельным или возвратно-поступательным движением.
Совместное рассмотрение строения абразивного инструмен-
та и его функционирования дает возможность описать шлифо-
вание как систему с точки зрения внутреннего единства рас-
члененности и связности составляющих ее элементов.
УКАЗАТЕЛЬ ЛИТЕРАТУРЫ
1. Абезгауз Г. Г.э Тронь А. П., Копенкин Ю. П., Корови-
на И. А. Справочник по вероятностным расчетам. М., 1970, с. 563.
2. Алексеев Н. Вдавливание сферического индентора в бесконечно-
протяжный слой пластического материала ограниченной толщины.—В кн.:
Контактные взаимодействия твердых тел и расчет сил трения и износа. М.,
1971, с. 105—113.
3. Алмазная и абразивная обработка материалов./Под ред. А. Н. Резни-
кова. М., 1977. 391 с.
4. В а к с е р Д. Б. Исследование геометрии и размеров абразивного зер-
на.—В кн.: Абразивы. М., 1956, вып. 16, с. 12—17.
5. В а ксер Д. Б. Пути повышения производительности абразивного ин-
струмента при шлифовании. М.; Л., 1964. 188 с.
6. Вентце ль Е. С. Теория вероятностей. М., 1969. 575 с.
7. Вульф А. М. Резание металлов. Л., 1973. 496 с.
8. Га пт махер ф. р. Лекции по аналитической механике. М., 1966.
300 с.
9. Грановский г. И. Кинематика резания. М., 1948. 234 с.
10. Д р у я п о в Б. А. О движении цилиндрическгоо индентора по поверх-
ности полупространства.—В кн.: Теория трения и износа. М., 1965, с. 62—67.
ggH- Дьячспк° П. Е. Исследование процесса шлифования. М., 1941.
12. Евсеев Д. Г. Формирование свойств поверхностных слоев при абра-
зивной обработке. Саратов, 1975. 216 с.
13. Зоре в Н. Н. Вопросы механики процесса резания металлов. М.,
1956. 327 с.
14. Ипполитов г. М. Абразивные инструменты и их эксплуатация. М.,
'1959. 150 с.
15. Ипполитов Г. М. Абразивно-алмазнсчя обработка. М., 1969. 336 с.
137
16. Качанов Л. М. Основы теории пластичности. М., 1969. 420 с.
17. Королев А. В. Исследование процессов образования поверхностей
инструмента и детали при абразивной обработке. Саратов, 1975. 212 с.
18. Карслоу Г., Егер Д. Теплопроводность твердых тел. М., 1964,
376 с.
19. К о р ч а к С. Н. Производительность процесса шлифований стальных
деталей. М., 1974. 279 с.
20. К р а г е л ь с к и й И. В. Трение и износ. М., 1968. 479 с.
21. Кудинов В. А. Динамика станков. М., 1967. 420 с.
22. Л а в р о в И. В., Ермакова Т. Б. Некоторые результаты исследо-
вания абразивных зерен.—В кн.: Абразивы. М., 1966, вып. 3(52), с. 7—15.
22. Лавров И. В., Лобода Т. Б. Закономерность распределения зерен
в шлифзерне, шлиф- и микро порошках по крупности.—В ин: Абразивы. М.,
1973, вып. 12(115), с. 8—15.
24. Лавров И. В. Основные результаты изучения связи остроты абра-
зивного зерна с его крупностью.—В кн.: Абразивы. М., 1975, вып. 11(137),
с. 1—4.
25. Лавров И. В., Ермакова Т. Б. Определение числа зерен в еди-
нице веса шлифзерна, шлиф- и микропорошков.—В ки.: Абразивы. М., 1969,
вып. 4, с. 9—12.
26. Лол а дзе Т. Н., Б о к у ч а в а Г. В. Износ алмазов и алмазных кру-
гов. М., 1967. 112 с.
27. Лурье Г. Б. Шлифование металлов. М., 1969. 174 с.
28. Малинин Н. Н. Прикладная теория пластичности и ползучести.
М., 1975. 400 с.
29. Маслов Е. Н. Теория шлифования металлов. М., 1974. 319 с.
30. М а т а л и н А. А. Качество поверхности и эксплуатационные свойства
деталей машин. Л4., 1956. 256 с.
31. Мих ин Н. М. Внешнее трение твердых тел. М., 1977. 221 с.
32. Никитин А. П. Зернистость как параметр распределения случайной
величины.—Труды ВНИИАШ, 1970, № 11, с. 36—42.
33. Островский В. И. О термодинамике необратимых процессов при
шлифовании.—В кн.: Магнитные головки и процессы магнитной записи. Виль-
нюс, 1971, с. 31—33.
34. Остро»вский В. И. О некоторых вопросах физической сущности
процесса шлифования.—В кн.: Формообразование поверхностного слоя дета-
лей абразивной обработкой/Под ред. проф. Е. Н. Маслова. М., 1967 с. 17—2)0,
35. Островский В. И., Г и р ш о в и ч у с С. Е., Г а б дан к В. К- Не-
которые вопросы деформирования металла при шлифовании.—В кн.: При-
кладные вопросы физики деформации и разрушения материалов. М.» 1971,
с. 65—71.
36. Островский В. И. О расчете температур при шлифовании.— Тру-
ды ВНИИАШ, 1967, № 5, с. 110—431.
37. Островский В. И. Исследование тепловых явлений при шлифо-
вании труднообрабатываемых .материалов: Автореф. канд. дис. Л., СЗПИ,
1968. 28 с.
38. Островский В. И., Савицкая В. Г. Кинематический анализ
процесса шлифования.—В кн.: Резание и инструмент, 1977, № 17, с. 49—58.
138
39. Островский В. Й. Усовершенствованйе абразивного инструмента
для шлифования труднообрабатываемых материалов. Л., 1973. 80 с.
40. Островский В. И., Савицкая В. Г. Применение интегрального
метода наименьших квадратов для определения взаимосвязи между показа-
телями операции резания.—В кн.: Технологические методы повышения ка-
чества поверхности деталей машин. Л., 1978, с. 66—71.
41. Островский В. И., Терехов А. Д. Структурная модель абра-
зивного инструмента и кинематика шлифования.—В кн.: Резание и инстру-
мент. Харьков, 1978, вып, 21, с. 25—30.
42. Островский В. И. Теоретическое моделирование процесса шлифо-
вания.—В кн.: Параметрическая оптимизация условий эксплуатации абра-
зивного инструмента. Челябинск, 1978, с. 77—84.
43. П е к л е и и к Ж. К вопросу о применении корреляционной теории к
процессу шлифования.—В кн.: Конструирование и технология машинострое-
ния, 1964, № 2, с. 3—13.
44. Подзей А. В. Определение температурного поля в деталях при шли-
фовании.—Труды МАИ, 1969, вып. 129, с. 15—25.
45. Попов С. А., Соколова Л. С. Влияние однородности зернового
состава абразива и формы зерна на рельеф режущей поверхности шлифо-
вальных кругов.—В кн.: Абразивы. М., 1972, вып, 12(109), с. 2—6.
46. Попов С. А., Соколова Л. Г. Статистические характеристики
рельефа рабочей поверхности абразивных инструментов.—В кн.: Вероятност-
но-статистические основы процессов шлифования и доводки. Л., 1974, с. 91—98.
47. Попов С. А., Малев с кая Н. П., Терещенко Л. М. Алмазно-
абразивная обработка металлов и твердых сплавов. М., 1977. 263 с.
48. Развитие науки о резании металлов/Под ред. Н. Н. Зорева. М., 1967.
415 с.
49. Редько С. Г. Процессы теплообразования при шлифовании метал-
лов. Саратов, 1962. 231 с.
50. Резников А. II. Теплофизика. М., 1969. 288 с.
51. Сагар да А. А., Человецкий И. X., Мишпаевский Л. Л.
Алмазно-абразивная обработка деталей машин. Киев, 1974. 160 с.
52. Сегал В. М. Технологические задачи теории пластичности. Минск,
1977. 256 с.
53. С и л и и С. С^ Р ы к у н о в Н. С. Исследование процессов шлифования
методами теории подобия.—Труды РАТИ, 1974, № 2, с. 12—20.
54. Т о м л е н о в А. Д. Теория пластического деформирования металлов.
М., 1972. 398 с.
55. Томсон Э., Янг Ч., Кобаяши Ш. Механика пластических дефор-
маций при обработке металлов. М., 1969. 503 с.
56. Филимонов Л. Н. Стойкость шлифовальных кругов. Л., 1973.136с.
57. Фихтенгольц Г. М. Курс дифференциального и интегрального ис-
числения. М., 1951. 696 с.
58. Худобин Л. В. См азочно-охлаждающие средства, применяемые при
шлифовании. М., 1971. 172 с.
59. X у с у А. П., В и т е н б е р г 10. Р., П а л ь м о в В. А. Шероховатость
поверхностей (теоретико-вероятностный подход). М.,' 1975. 344 с.
60. Целиков А. И. Основы теории прокатки. М., 1965. 352 с.
139
tei. fluieptt цып П. И., Зайцев А. Г. Повышение качества шлифоваль-
ных поверхностей и режущих свойств абразивно-алмазного инструмента.
Минск, 1972. 480 с.
62. Й щ ер и nbi н П. И„ Цэхур А. К., Еременко И. Л. Тепловые
явления прй шлйфовйнии. Минск, 1973. 1Й2 с.
63. Maris М., Snoeys R., Peters J. Analysis of plurige grinding ope-
ration.-Ann. CIRP, 1975, 24, №1, p. 225-230.
64. Sha w M. A new theory of grinding.—Meeh, and Chem. Eng. Trans,
1972. vol. 8, AM, p, 73-78.
ОГЛАВЛЕНИЕ
Введение........................................................ 3
1. Методологические основы теории шлифования. 6
2. Кинематика шлифования 11
2.1. Предварительные сведения.................................—
2.2. Вывод и анализ уравнений движения и вектора скорости ре-
зания ..................................................... 14
2.3. Определение размеров среза..............................19
2.4. Классификация и анализ типов срезов.....................23
2.5. Кинематика и вероятность образования среза..............28
2.6. Кинематические требования к процессу шлифования . . 32
3. Статическая модель абразивного инструмента 34
3.1. Описание внутреннего строения инструмента................—
3.2. Расчет поверхностных геометрических характеристик инстру-
мента ..................................................... 39
3.3. Теоретико-экспериментальное определение законов распреде-
ления параметров рельефа.................................... 43
34. Экспериментальные исследования статических параметров
рельефа и правки круга...................................... 48
3.5. Влияние времени шлифования на параметры рельефа круга 50
4. «Динамическая» модель абразивного инструмента 54
4.1. Определение толщины среза с учетом характеристики абра-
зивного инструмента........................................
4.2. Анализ кинематических условий существования среза с учетом
реальной характеристики инструмента ........................5(5
4.3. Определение «динамических» параметров рельефа абразивно-
го инструмента.............................................. 58
4.4. Определение высоты неровности и волнистости шлифован-
ной поверхности с учетом характеристики абразивного круга 65
5. Механика шлифования...........................................(58
5-1. Предварительные сведения.................................—
141
5.2, Физические основы модели..................................Я
5.3, Анализ поля линий скольжения ............................7Я
5.4, Анализ поля скоростей.....................................Я
5.5. Трансформация поля линий скольжения шлифуемого металла 1
по траектории движения абразивного зерна..................ТВ
5.6. Определение поля напряжений и сил пластической дефор- J
мации.....................................................7Я
5.7. Модель образования стружки путем выдавливания металла 1
в свободную поверхность............................ НЯ
5.8. Применение принципа Гамильтона для определения, критерия 1
стружкообразования........................................
5.9. Определение сил, действующих иа шлифовальный круг . . . . 8д
5.10. Определение сил трения..................................id
5.11. Упругие деформации .при шлифовании......................9в
5.12. Колебания при шлифовании................................
5.13. Взаимосвязь кинематики, механики шлифования и рельефа j
круга........................................................
6. Теплофизика шлифования........................... . . •.......101
6.1. Основные положения теплофизики шлифования...............
6.2. Определение температуры самоподогрева..................10.1
6.3, Влияние температуры на механические свойства металлов . 10(1
7. Качество шлифованной поверхности ..............................107
8. Применение теории для решения технологических задач............Ill
8.1. Системный подход к анализу технологических зависимостей .
8.2. Влияние технологических факторов на основные показатели
процесса шлифования...........................................US
8.3. Метод определения взаимосвязи различных параметров
процесса....................................................118
8.4. Экономическая оптимизация процесса шлифования..........12С
Заключение..................................................134
Указатель литературы........................................137
'* А
ИБ № 1241
Островский Владимир Ильич
Теоретические основы процесса шлифования
Редактор Ф. И. Шаренкова
Технический редактор Л. В. Борщева
Корректоры Е. К. Терентьева, Н. В. Ермолаева
Сдано в набор 07.01.81. Подписано в печать 18.03.81. М 18590.
Формат 60x90 ,/i6- Гарнитура литературная. Печать высокая. Бум. тип. № I.
Печ. л. 9. Уч. изд. л. 8,94. Тираж 1964 экз. Заказ 80. Цепа 1 р. 30 к
Издательство ЛГУ им. А. А. Жданова. 199164, Ленинград,
Университетская наб., 7/9.
Отпечатано в тип. ЛЭИС, 198320, Ленинград, Свободы, 31.