/









































































































































































































































Текст
Е.А.Попов,
В.Г.Ковалев, И.Н.Шубин
Технология
и автоматизация
листовой
штамповки
Издательство МГТУ
имени Н.Э.Баумана
Е.А. ПОПОВ
В.Г. КОВАЛЕВ
И.Н. ШУБИН
ТЕХНОЛОГИЯ
И АВТОМАТИЗАЦИЯ
ЛИСТОВОЙ ШТАМПОВКИ
Рекомендовано Министерством образования Российской Федерации
в качестве учебника для студентов вузов,
обучающихся по специальности
“Машины и технология обработки металлов давлением ”
...' !—
1МПИТГ 'А
Н Г 1 у
Москва
Издательство МГТУ им. Н.Э. Баумана
2 0 0 0
УДК [621.98.044:658.512.011.56] (075.8)
ББК 34.623я73
П58
Рецензенты: кафедра АС МО МД МГТУ- “Станкин”
д-р техн, наук, проф. О.А. Ганаго
П58 Попов Е.А. и др.
Технология и автоматизация листовой штамповки: Учебник
для вузов / Е.А. Попов, В.Г. Ковалев, И.Н. Шубин. М.: Изд-во МГТУ
им. Н.Э. Баумана, 2000. 480 с., ил.
ISBN 5-7038-1394-8
Изложены тенденции современного развития процессов листовой штамповки,
включая вопросы механизации и автоматизации. Показаны особенности применения
штамповки в малосерийном производстве и использования гибкого автомати-
зированного производства. Даны научные основы проектирования рациональных
технологических процессов, устройств и штампов с помощью ЭВМ.
Для студентов высших технических учебных заведений, обучающихся по специ-
альности “Машины и технология обработки металлов давлением”.
УДК (621.98.044:658.512.011.561 (075.8)
ББК 34.623я73
Федеральная целевая программа
книгоиздания России
ISBN 5-7038-1394-8
© Попов Е.А., Ковалев В Г., Шубин И.Н., 2000
© Издательство МГТУ им. Н.Э. Баумана, 2000
ОГЛАВЛЕНИЕ
Введение............................................................... 5
Глава 1. Общие положения листовой штамповки (Попов Е А.)............ 8
1.1. Классификация операций .................................. 8
1.2. Условия пластичности при листовой штамповке.............. 9
1.3. Краткая методика анализа операций листовой штамповки....... 12
1.4. Штампуемосгь............................................... 16
1.5. Некоторые явления, имеющие место при листовой штамповке.. 24
1.6. Испытания металла.......................................... 28
Задания для самоконтроля ............................................. 32
Глава 2. Разделительные операции (Попов ЕА.) ......................... 33
2.1. Механизм деформирования в разделительных операциях......... 33
2.2. Отрезка.................................................... 40
2.3. Вырезка.................................................... 45
2.4. Вырубка и пробивка......................................... 47
2.5. Чистовая вырубка и пробивка ............................... 62
2.6. Зачистка................................................... 65
2.7. Надрезка................................................... 67
2.8. Обрезка................................................... 68
Задания для самоконтроля ....................«........................ 72
Глава 3. Формоизменяющие операции (Попов Е А.)........................ 73
3.1. Гибка...................................................... 73
3.2. Вытяжка.................................................... 98
3.3. Обжим .................................................... 156
3 4. Отбортовка.............................................. 171
3.5. Раздача .................................................. 183
3.6. Формовка ................................................. 193
3.7. Штампосборочные операции.................................. 196
Задания для самоконтроля ............................................ 198
Глава 4. Штамповка листовых неметаллических материалов
(Ковалев В.Г.) ........................................................ 199
4.1. Неметаллические штампуемые материалы и особенности их
свойств ......................................................... 199
4.2. Технологические операции листовой штамповки неметаллических
материалов...................................................... 200
4.3. Инструменты для штамповки неметаллических материалов...... 204
4.4. Подготовка заготовок к штамповке......................... 206
Задания для самоконтроля .............................................. 207
Глава S. Конструкции штампов (Шубин И. Н.)............................. 208
5.1. Классификация штампов..................................... 208
5.2. Типовая конструкция штампа ............................... 210
5.3. Варианты конструкций элементов штампа...................... 211
5.4. Примеры конструкций штампов................................ 242
3
Задания для самоконтроля ............................................. 247
Глава 6. Штамповка в мелкосерийном и единичном производстве........... 249
6.1. Штамповка эластичным инструментом (Шубин И.Н.)............. 250
6.2. Штамповка жидкостью (Шубин И.Н )........................... 272
6.3. Листовая штамповка на молотах (Ковалев В.Г.) .............. 279
6.4. Ротационная вытяжка (Шубин И.Н.) .......................... 281
6.5. Штамповка на универсальных и специальных штампах
(Ковалев В.Г.).................................................. 303
6.6. Способы высокоскоростного деформирования (Шубин И.Н.)...... 320
Задания для самоконтроля ............................................. 341
Глава 7. Интенсификация процессов листовой штамповки (Ковалев В.Г.) .... 344
7.1. Силовая интенсификация..................................... 345
7.2. Термическая интенсификация................................. 353
Задания для самоконтроля ............................................. 358
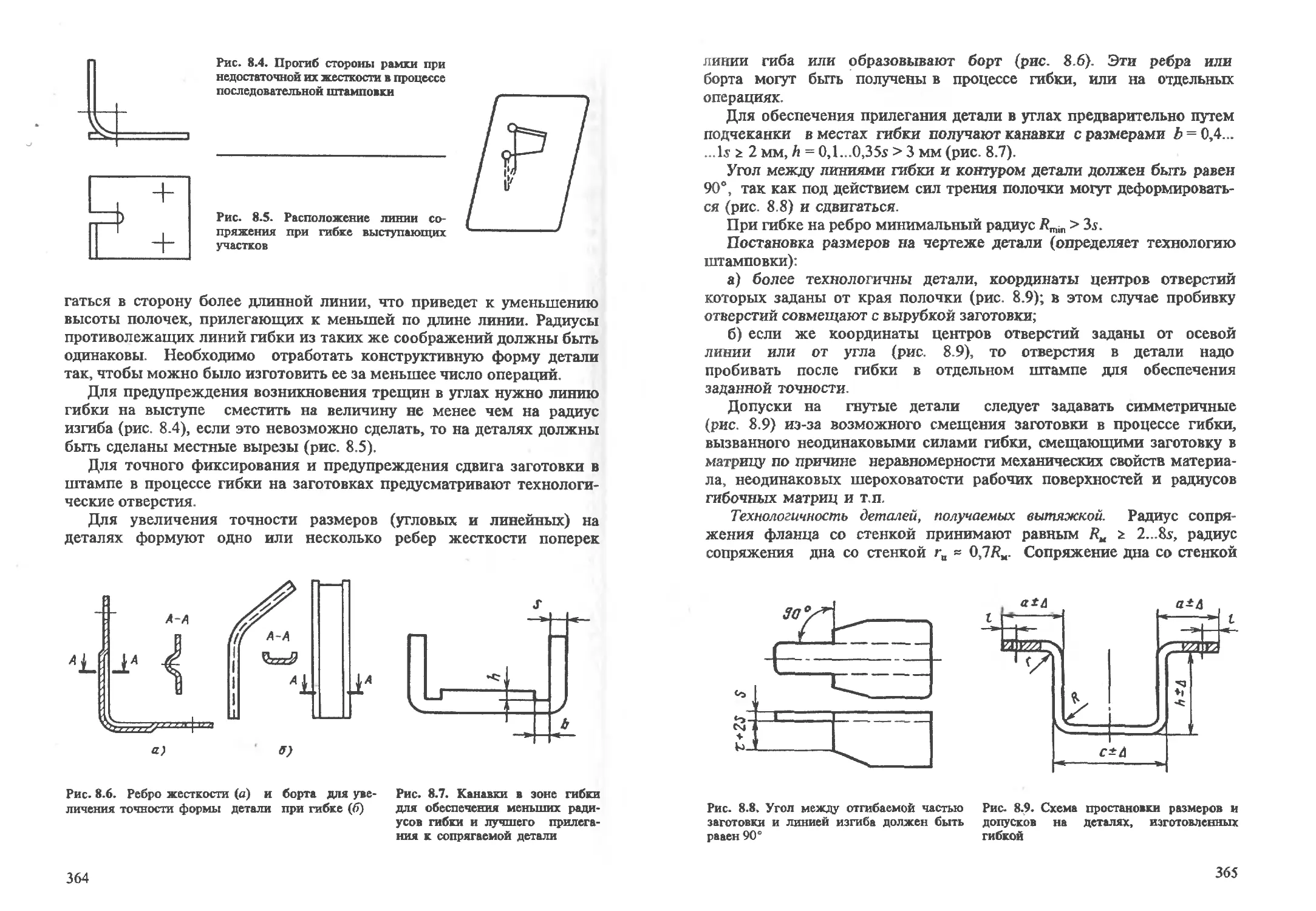
Глава 8. Технологичность конструкции листоштампованных деталей
(Ковалев В.Г) ......................................................... 359
8.1. Технологические требования к конструкции лнстоштампованных
деталей ..................................................... 359
8.2. Точность листоштампованных деталей и заготовок ............ 371
Задания для самоконтроля ............................................. 382
Глава 9 Технологическая подготовка производства в листовой
штамповке (КовалевВ.Г.) ............................................... 383
9.1. Содержание технологической подготовки производства......... 383
9.2. Порядок разработки технологических процессов холодной
штамповки....................................................... 384
9.3. Разработка технологического процесса холодной листовой
штамповки....................................................... 385
9.4. Техническое задание на проектирование штампа............... 395
9.5 Выбор оптимального варианта технологического процесса
холодной листовой штамповки..................................... 396
9 6 Автоматизация технологической подготовки производства.. 398
Задания для самоконтроля.............................................. 425
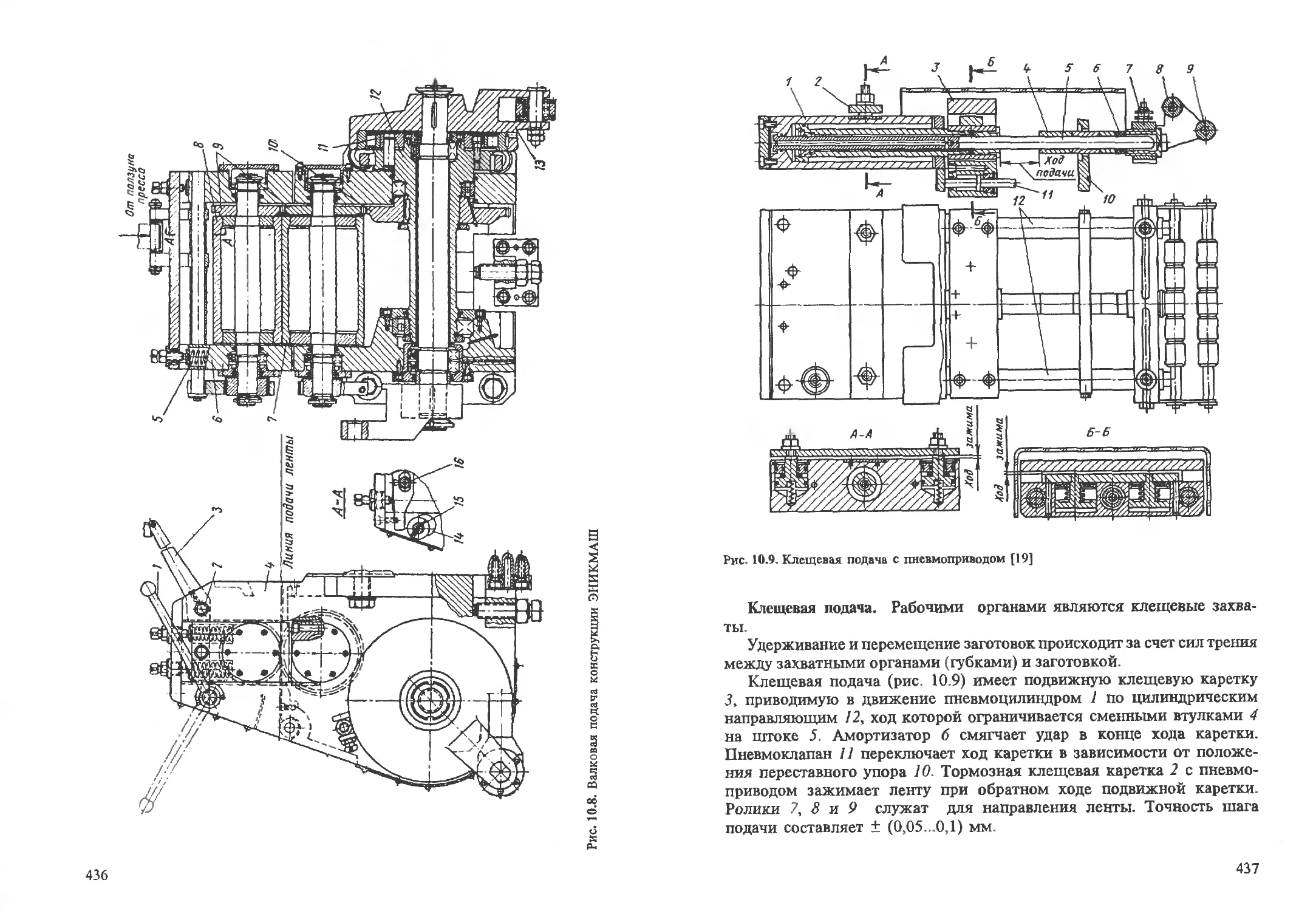
Глава 10 Автоматизация и механизация процессов листовой штамповки
(Шубин ИН.)............................................................ 427
10.1 Автоматизация и механизация процессов штамповки из
листового материала.............................................. 428
10.2 Автоматизация и механизация процессов штамповки штучных
заготовок........................................................ 450
10.3. Штамповка на универсальных штамповочных автоматах.......; 461
10.4. Штамповка на специальных штамповочных автоматах........... 462
10.5. Автоматические линии...................................... 462
10.6. Автоматизированные и роботизированные технологические
комплексы ....................................................... 468
10.7. Гибкие производственные системы и модули.................. 472
Задания для самоконтроля ............................................. 477
Список литературы..................................................... 478
ВВЕДЕНИЕ
Основной задачей курса "Технология листовой штамповки"
является формирование знаний, позволяющих управлять процессами
деформирования с целью оптимизации технологических процессов, вести
расчеты технологических операций и процессов, пользоваться методикой
проектирования технологических процессов и штампов на основе
механизации и автоматизации процессов штамповки.
Одной из основных разновидностей обработки давлением является так
называемая листовая штамповка или, точнее, штамповка из листовых
заготовок.
Листовая заготовка может быть металлической, неметаллической
и композиционной, полученной прокаткой, прессованием или другими
методами обработки давлением. Ее отличает такое соотношение
габаритных размеров, при котором один размер (толщина) существенно
меньше двух других размеров - длины и ширины.
Номенклатура деталей, получаемых листовой штамповкой, весьма
многочисленна и разнообразна. Она включает плоские и простран-
ственные детали, детали миниатюрные (стрелки часов) и крупногаба-
ритные (детали корпуса автомобиля, самолета, корабля и т.п.). Для
получения таких деталей требуются листовые заготовки различной
толщины (от сотых долей миллиметра до десятков сантиметров).
В зависимости от массы и толщины заготовки применяется холод-
ная листовая штамповка (без предварительного нагрева заготовки)
или горячая (с предварительным нагревом до ковочных температур).
В первом случае обычно используют заготовки толщиной не более
10-15 мм. Заготовки большой толщины перед штамповкой обычно
нагревают.
Необходимость и желательность применения холодной листовой
штамповки для сравнительно тонких заготовок обусловлена рядом
причин. Основная из них - трудность поддержания постоянной
температуры заготовки, так как теплоотдача растет прямо пропорци-
онально отношению площади поверхности заготовки к ее массе.
Несмотря на то что при температурах холодной штамповки сопро-
тивление деформированию примерно на порядок больше, чем при
ковочных температурах, холодная листовая штамповка находит все
более широкое применение в промышленности, так как в результате
получают детали с хорошим качеством поверхности (отсутствие окалины)
и высокой точности (малые температурные деформации).
Холодной штамповкой можно получать детали сложной простран-
ственной конфигурации, что позволяет создавать облегченные
5
конструкции заданной жесткости и прочности. И наконец следует
отметить, что применение холодной штамповки позволяет резко
сократить или исключить обработку резанием, что способствует
экономии металла, а также повышению производительности труда.
Зарождение холодной обработки давлением можно отнести к
бронзовому веку, когда придание нужной формы (заострение) бронзо-
вых наконечников стрел и копий осуществлялось нанесением ударов
молотком по литой заготовке.
Позднее использовали молотки со скругленной рабочей повер-
хностью для локального деформирования тонкостенной заготовки -
выколотки. Данную обработку применяли для изготовления украше-
ний и металлических предметов домашнего обихода, а в средние
века - при изготовлении металлического военного обмундирования.
Элементы механизации холодной листовой обработки давлением
появились с использованием давильных работ, которые первоначально
осуществлялись на приспособлениях типа гончарных кругов. В ре-
зультате исследований Ф.Н. Товадзе и В.Ф. Варкая [3] было показа-
но, что давильные работы использовались в Грузии с середины второ-
го тысячелетия до н.э.
В Киевской Руси элементы штамповки листового металла приме-
няли при чеканке монет, при штамповке металлических украшений,
при изготовлении части колец кольчуг и т.п.
Однако все эти достижения относились к ремесленному изготовле-
нию деталей в основном вручную.
Промышленное применение холодной штамповки с использовани-
ем кузнечно-штамповочных машин началось с конца XIX века. В
начале XX века холодная штамповка широко использовалась в
патронно-гильзовом производстве, несколько меньше в производстве
метизов, в электротехнической промышленности и т.п., особенно
интенсивно она стала применяться с развитием крупного автотрак-
торного и авиационного производства.
В настоящее время практически все заводы, связанные с металло-
обработкой, в той или иной степени используют холодную листовую
штамповку, причем диапазон размеров и форм штампуемых деталей
весьма велик. Для штамповки используются самые разнообразные
штампы, на которых выполняют операционную обработку заготовки
и сборочные операции. Такие штампы позволяют обеспечить высокую
производительность производства (несколько сот деталей в минуту).
Широкое применение холодной листовой штамповки обусловило
создание специализированных машин для штамповки. Экономическая
эффективность холодной листовой штамповки в производстве
существенно зависит от технологических процессов, управления
6
процессом деформирования, рациональности конструкции рабочих
элементов штампов, механизации и автоматизации.
Технологический процесс определяет формы и размеры заготовки,
порядок ее деформирования, допустимую степень деформации, точ-
ность, конструкцию инструмента, возможность механизации и авто-
матизации. Обычно формоизменение не может быть осуществлено
однократным деформированием заготовки и технологический процесс
разделяется на операции. Под операцией понимают деформирование
заготовки, характеризующееся определенным типом формоизменения
и схемой напряженного состояния.
Операция может быть расчленена на переходы, которые, сохраняя
признаки операции, имеют ограничения по допустимой степени
деформации. Типы операций, используемых при холодной листовой
штамповке, различаются в зависимости от схемы приложения внеш-
них сил и формы исходной заготовки.
Гл а в а 1
ОБЩИЕ ПОЛОЖЕНИЯ
ЛИСТОВОЙ ШТАМПОВКИ
1.1. Классификация операций
Все операции листовой штамповки целесообразно разделить на две
группы. К первой группе относятся операции, при которых заготовка в
процессе деформирования доводится до разрушения. Эти операции
будем называть разделительными. Ко второй группе относятся опера-
ции, при которых деформирование заготовки не должно сопровож-
даться разрушением. Эти операции будем называть формоизменяю-
щими.
При операциях листовой штамповки пластические деформации,
обеспечивающие заданный характер формоизменения, обычно имеют
место лишь в части заготовки, которую условимся называть очагом
деформации. При выполнении разделительных операций стремятся к
максимальной локализации очага деформации с тем, чтобы уменьшить
искажения заготовки при деформировании и быстрее исчерпать ресурс
пластичности. При выполнении формоизменяющих операций стремятся
к увеличению размеров очага деформации с тем, чтобы уменьшить
опасность разрушения.
В классическом виде операции листовой штамповки выполняют с
помощью двух рабочих инструментов - пуансона и матрицы. Пуансоном
называют инструмент, охватываемый заготовкой, а матрицей -
инструмент, охватывающий заготовку в процессе деформирования.
Заметим, как это будет показано далее, что классическая схема
может нарушаться и в процессе деформирования может участвовать
один рабочий инструмент (пуансон или матрица). А кроме того,
существуют и бесштамповые методы обработки листового материала.
Степень локализации очага деформации зависит от размерных
характеристик инструмента, в частности, от зазора между пуансоном и
матрицей и от радиусов скругления рабочих кромок пуансона и
матрицы. Чем меньше зазор и радиусы скругления рабочих кромок
инструмента, тем больше локализуется очаг деформации около рабочих
кромок пуансона и матрицы.
Для разделительных операций стремятся иметь острые рабочие
кромки (радиус скругления кромок пуансона г0 и кромок матрицы гм
8
равны примерно нулю), а зазор между пуансоном и матрицей состав-
ляет десятые или даже сотые доли от толщины заготовки.
Для формоизменяющих операций кромки пуансонов и матрицы
имеют радиусы скруглений, значительно превышающие толщину
заютовки, а зазоры обычно несколько больше толщины заготовки.
1.2. Условия пластичности
при листовой штамповке
Операциям листовой штамповки соответствуют определенные
схемы напряженного состояния. При разделительных операциях
напряженное состояние объемное и приближенно соответствует
деформированию сдвигом. При формоизменяющих операциях без
принудительного утонения, за исключением гибки, схемы напряжен-
ного состояния в очаге деформации близки к схеме плоского напря-
женного состояния. При операциях с принудительным утонением
схема напряженного состояния объемная. При операциях гибки
напряжения по толщине материала в очаге деформации переменны
не только по величине, но и по знаку, а схемы напряженного состоя-
ния могут быть объемными.
Оценка характера схем напряженного состояния важна для уста-
новления условий перехода от упругих деформаций к пластическим.
Для операции, при которых схемы напряженных состояний близки
к плоским (одно из главных нормальных напряжений равно нулю, а два
других постоянны по толщине), предельное состояние может быть
охарактеризовано или шестиугольником (по гипотезе Треска-Сен-
Вснана) или эллипсом (по гипотезе Губера-Мизеса-Генки).
Обозначим меридиональное напряжение через ор, а тангенциаль-
ное через ое, для осесимметричных условий деформирования эти
и шряжения являются главными.
На рис. 1.1 приведены кривая предельного состояния в координатах
а(1, о0 по вышеуказанным гипотезам, а также схемы напряженного
состояния при различных операциях листовой штамповки. На этом
рисунке показано, что одноименные схемы отбортовки и обжима
отличаются лишь знаком напряжений ор и ое. При отбортовке оба
ни напряжения положительны (двухосное растяжение), а при обжи-
мг оба напряжения отрицательны (двухосное сжатие).
Для последнего случая условия пластичности, для перехода от
упругих деформаций к пластическим необходимо, чтобы одно из
напряжений (по гипотезе Треска-Сен-Венана) достигло предела
(напряжения) текучести. Так как меридиональное напряжение в очаге
деформации на свободном крае равно нулю, то достичь предела
9
Рис. 1.1. Кривая предельного состояния
текучести должно тангенциальное напряжение. Тогда уравнение
пластичности может быть записано в виде
°е = ± °,- (11)
Здесь знак плюс - для отбортовки, а знак минус - для обжима, а, -
напряжение, соответствующее переходу от упругих деформаций к
пластическим при линейной схеме напряженного состояния, которое
определяется состоянием материала и, в частности, его упрочнением в
результате холодной деформации.
Схемы напряженного состояния для вытяжки и раздачи разноименны
и отличаются только знаками соответствующих напряжений. Для этих
операций уравнение пластичности может быть записано в виде
(Г - Од = ± о„.
р О S
(1.2)
Здесь знак плюс - для вытяжки, а знак минус - для раздачи.
Такое напряжение os, которое может изменяться в процессе
деформирования, будем называть напряжением текучести, в отличие от
предела текучести (от - физический предел текучести и о02 - условный
предел текучести), который определяется по результатам испытаний на
растяжение и характеризует сопротивление началу пластических
деформаций исходного материала при данных условиях испытаний.
10
Заметим, что при штамповке неосесимметричных деталей схемы
напряженного состояния в очаге деформации могут быть различными в
различных его участках. Так, например, при вытяжке деталей с
различным знаком кривизны в плане (в виде восьмерки) схемы
напряженного состояния фланца могут изменяться от схемы, харак-
терной для вытяжки (на выпуклых участках наружного контура), до
схемы, характерной для отбортовки (на вогнутых участках контура в
плане).
При всех операциях листовой штамповки поле напряжений и
деформаций в очаге деформации неоднородно, т.е. напряжения в очаге
деформации являются функцией координат в каждый момент
деформирования, а кроме того, они могут изменяться во времени по
мере деформирования заготовки.
Значение и распределение напряжений в очаге деформации зави-
сят от многих факторов, связанных с размерными характеристиками
шготовки и инструмента, с контактными условиями деформирования,
с температурно-скоростными условиями деформирования и т.п.
Степень допустимого формоизменения в формоизменяющих опера-
циях листовой штамповки ограничивается или разрушением заготов-
ки, или потерей ею устойчивости, приводящей к недопустимому
искажению формы.
В ряде случаев степень допустимого формоизменения определяется
напряжением ортах, действующим на границе очага деформации с
нсдеформируемой частью заготовки (опасное сечение, по которому
может возникнуть разрушение).
Чем больше потребное формоизменение и чем меньше допустимое
формоизменение, тем больше переходов необходимо для изготовления
заданной детали.
Для каждой операции степень допустимого формоизменения
является функцией ряда переменных. Приближенно основными
факторами, влияющими на допустимое формоизменение, можно
считать:
1) размерные характеристики заготовки (Р3);
2) размерные характеристики инструмента (Рж);
3) условия контактного трения (ц);
4) температурные условия деформирования (Z°);
5) скоростные условия деформирования (v);
6) штампуемость как способность материала деформироваться без
разрушения (ZZ7).
Таким образом, допустимое формоизменение (Ф) является функцией
11
Ф = <р(Р3; Ри; н; t°; v; Zff)-
(1.3)
Для сознательного управления процессом деформирования при
операциях листовой штамповки и, в частности, для установления
условии деформирования, при которых может быть получено макси-
мально допустимое формоизменение, необходимо установить функци-
ональные связи между величинами, входящими в выражение (1.3).
Характер и степень влияния отдельных факторов на степень
допустимого формоизменения не всегда поддаются аналитическому
определению и в последующем изложении, в ряде случаев, при
установлении указанных зависимостей будет необходимо использовать
экспериментальные данные.
Так как усилие деформирования, а в ряде случаев и степень
допустимого формоизменения определяются полем напряжений в очаге
деформации, то установление распределения напряжений в очаге
деформаций должно быть одной из основных задач при рассмотрении
операций листовой штамповки.
В настоящем учебнике авторы постарались дать максимально
упрощенный анализ операций, предназначенный для выявления
основных функциональных связей. Однако для того, чтобы ход
аналитических решений был ясен, приведены основные уравнения
теории листовой штамповки и дана краткая методика анализа
операций.
1.3. Краткая методика
анализа операций листовой штамповки
Математически строго решить задачу по отысканию полей
напряжений и деформаций при листовой штамповке с учетом всех
существенно влияющих факторов практически невозможно. Это
объясняется нестационарностью процесса деформирования и обилием
факторов, влияющих на поля напряжений и деформаций. Поэтому
при анализе операций обычно используют ряд допущений, связанных
с аппроксимацией изменения механических свойств аналитическими
функциями материала заготовки и условий ее нагружения, а также
с ограничением числа факторов, учитываемых в анализе и влияющих
на процесс деформирования.
Достаточно простое решение, с приемлемой точностью отражающее
реальный процесс деформирования, может быть получено путем
рациональной схематизации процесса деформирования. Такой
подход требует не только хорошего знания теории пластичности, но
12
и определенной изобретательности в отыскании простейшего решения
сложных вопросов.
При анализе операций листовой штамповки могут быть использо-
ваны такие методы теории обработки давлением, как инженерный
метод (совместное решение приближенных уравнений равновесия и
пластичности); метод работ (условие равенства работ внешних и
инутренних сил на кинематически возможных перемещениях) и
истод характеристик (отыскание полей линий скольжения, вдоль
которых действуют максимальные касательные напряжения), а также
интенсивно развивающиеся в настоящее время численные методы,
|нкие, как метод конечных элементов и т.п.
В данной работе будем в большей мере использовать первый
метод, как обладающий большей наглядностью и позволяющий с
приемлемой точностью учесть влияние значительного числа факто-
ров
В общем случае для решения задач по отысканию полей напряжений
должны использоваться уравнения равновесия, уравнения пластичности,
уравнения связи напряжений и деформаций, уравнения неразрывности
деформаций.
Приведем некоторые уравнения, которые в дальнейшем будут
достаточно часто использоваться.
К уравнениям пластичности (1.1) и (1.2) по гипотезе Треска-Сен-
Вснана добавим уравнение пластичности для плоского напряженного
состояния в цилиндрических координатах, когда напряжения ор и ое
обратны по знаку и не являются главными:
ор - ое = ± - 4т2. (1-4)
где т - касательное напряжение.
Это же уравнение справедливо для плоского деформированного
состояния.
Уравнение равновесия для пространственной оболочки, нагружен-
ной силами трения на контактных поверхностях, с учетом перемен-
ности толщины заготовки в очаге деформации (при плоском напря-
женном состоянии толщина заготовки в процессе деформирования
может изменяться) может быть представлено при осесимметричном
и формировании в виде
<4
с/р
pds
sdp
цр 2g + °р + °е
sina[ 5 Кр
(1.5)
13
Здесь Ор и оа - нормальные (средние по толщине) напряжения,
действующие в меридиональном и окружном направлениях; р -
расстояние от рассматриваемого элемента до оси симметрии; s -
толщина заготовки; ц - коэффициент трения (который считается по
закону Амонтона пропорциональным нормальному напряжению); а -
угол между касательной к срединной поверхности рассматриваемого
элемента и осью симметрии; q - давление, созданное внешним усили-
ем (например, усилием прижима) и приложенное к поверхности
заготовки (в формулу (1.5) q следует подставлять со знаком минус,
так как q всегда сжимающее); Лр и Ке - радиусы кривизны средин-
ной поверхности элемента соответственно в меридиональном и широт-
ном сечениях (положительны, если центр кривизны и ось симметрии
расположены по одну сторону от рассматриваемого элемента).
В общем случае 5; /?р; RB и а являются функциями координаты р. Для
упрощения решения возможна аппроксимация этих зависимостей
аналитическими функциями, упрощающими интегрирование и позво-
ляющими получать решение в замкнутом виде.
Заметим, что контактное напряжение or = q для оболочки в урав-
нении (1.5) определялось по уравнению Лапласа
Уравнение связи напряжений и приращений деформаций в цилин-
дрических координатах для плоского напряженного состояния может
быть записано в виде
о„ - о. - г/с,
------= я я"' (L7)
Og - о. rfe0 - пе.
Для плоского напряженного состояния (о, = 0) с использованием
для пластических деформаций условия постоянства объема (Jep +
+ + г/е. = 0), а также обозначая Je. = </е0 = —, после
5 Р
некоторых преобразований уравнение связи напряжений и прираще-
ний деформации может быть представлено в виде
ds = °Р + Лр ц 8>
5 Ор - 2ое р
При анализе операций холодной штамповки необходимо учиты-
вать влияние упрочнения на поле напряжении и на усилие деформи-
14
рования. С этой целью полезно аппроксимировать действительные
кривые упрочнения (зависимость напряжения текучести от величины
деформации) некоторыми аналитическими функциями. Методы таких
аппроксимаций многочисленны, однако в ряде случаев можно ограни-
читься использованием линейной или степенной аппроксимации.
Уравнения кривых упрочнения второго рода могут быть представлены
в виде:
при линейной аппроксимации
°. = °то + W ( I - 2фш * ф), (1.9)
(I - ФJ
при степенной аппроксимации
(110)
где - экстраполированный предел текучести; П - модуль упроч-
нения; ф = ~~ ~ относительная деформация второго рода;
F - F
ф ш = ——- - равномерное по длине образца относительное сужение
р
к началу образования шейки при испытании на растяжение; оь = -
временное сопротивление, условное напряжение, соответствующее
максимальному усилию при испытании на растяжение).
При перемещении элементов заготовки относительно рабочего
инструмента в процессе листовой штамповки может иметь место резкое
изменение кривизны в меридиональном сечении. На таких участках
действие изгибающих моментов на поля напряжений может быть
значительным. С приемлемой для технологических расчетов точностью
можно приближенно определить абсолютное значение приращения
меридионального напряжения ор от изгиба или спрямления, которое
скачкообразно возрастает на величину, определяемую по формуле [18]:
|До | = —о —.
1 ₽ 4 R
р
(1-11)
Здесь Rp - радиус кривизны срединной поверхности в меридиональ-
ном сечении элемента заготовки, возникающей при перемещении
15
относительно инструмента, уменьшающейся при изгибе и увеличива-
ющейся при спрямлении.
При формоизменяющих операциях на переходе от упругодеформи-
рованной части к очагу пластической деформации возникает участок с
криволинейной образующей, не имеющий контакта с инструментом.
Условимся такой участок называть участком свободного изгиба.
На этом участке радиус кривизны Rp изменяется по величине от
значения в упругодеформируемой части до значения в контактном
участке очага пластической деформации. Средние значения /?р на
участке свободного изгиба приближенно можно определить по форму-
лам:
для участков, на которых ар близко к нулю,
К„ =
sina.
(М2)
для участков, на которых ар близко к напряжению текучести,
os
Rp = —’ (113)
4ор(1 - cosot,)
где R - радиус заготовки на участке свободного изгиба (расстояние
от границы участка свободного изгиба по срединной поверхности до
оси симметрии); а, - значение угла на границе между участком
свободного изгиба и контактной частью очага деформации, ор-
меридиональное напряжение, действующее на участке свободного
изгиба.
Приведенные формулы позволят с приемлемой точностью анали-
зировать формоизменяющие операции в максимально простом варианте.
В некоторых случаях будут использоваться и другие зависимости,
устанавливаемые на основании теории обработки металлов давлением.
1.4. Штампуемость
Ранее было отмечено, что допустимое формоизменение является
функцией многих переменных, в числе которых одной из существен-
ных является штампуемость, т.е. способность деформироваться при
формоизменяющих операциях листовой штамповки без разрушения.
Отметим, что в таком определении штампуемости есть некоторая
неопределенность, связанная с тем, что схемы напряженного и дефор-
10 f I
мированного состояний при различных формоизменяющих операциях
различны, а следовательно, различны и условия возникновения
разрушений и соответствующие им деформации.
Отсюда следует, что один и тот же материал может хорошо штам-
поваться (допуская значительное формоизменение) при одной операции,
а при другой будет показывать худшую штампуемость.
Это затрудняет отыскание единых показателей (критериев) штам-
иусмости, позволяющих по данным испытания материала с достаточ-
ной определенностью судить о возможном поведении материала во
всех формоизменяющих операциях листовой штамповки.
Трудности эти усугубляются еще и тем, что листовой штамповкой
и тотовляют детали из самых разнообразных материалов.
Материалы, применяемые для листовой штамповки, можно подраз-
делить на три группы: металлы, неметаллические материалы и ком-
иозиционные материалы. Из металлов наиболее широко используются в
листовой штамповке стали (особенно низкоуглеродистые), латуни,
бронзы, алюминиевые сплавы, сплавы на основе магния и титана, а
также такие металлы, как молибден, никель и т.п.
Неметаллические материалы, применяемые для листовой штам-
повки, можно, в свою очередь, подразделить на естественные (кожа,
слюда) и искусственные (текстолит, стеклотекстолит, органическое
i текло, эбонит, полистирол, фибра, гетинакс, миканит и т.п.). Харак-
। н'ристики материала, в том числе и механические, приводятся в
। < правочниках [20]. Заметим, что в справочниках обычно приводят-
। < я характеристики, обусловленные требованиями соответствующих
I Г( )СТов Как будет показано далее, эти характеристики не всегда
Позволяют с достаточной определенностью судить о поведении метал-
1н при штамповке.
По результатам многочисленных исследований и производственно-
го опыта можно считать, что штампуемость существенно зависит от
(лсдующих факторов:
химического состава материала;
строения материала, которое, в частности, для металла определя-
< гея а) типом кристаллической решетки; б) размером зерна, одно-
родностью размеров зерен и их формой; в) строением зерен; г) тек-
«урой, создаваемой преимущественной ориентировкой кристаллогра-
фических осей в зернах поликристаллического материала; д) полосча-
01 гыо макроструктуры.
Характер и степень влияния этих факторов весьма сложен.
Влияние химического состава. Рассмотрим для примера характер
плияпия отдельных элементов в стали на ее штампуемость.
Для углеродистых сталей с уменьшением содержания углерода
пн» м пуемость улучшается,
и для
кд
Н Г 7 Г
формы желательно применять низкоуглеродистые стали, содержащие
0,08-0,1 % углерода (сталь 08; сталь 10). На штампуемость также
влияет способ выплавки и раскисления сталей. У кипящих сталей
штампуемость выше.
Содержание марганца в феррите (твердом растворе) небольшое, и
упрочняющее его влияние ощутимо проявляется при содержании
свыше 0,6 %. Марганец в стали остается в результате ее раскисления,
кроме того, он предупреждает образование вредного неметаллического
включения FeS, для чего нужно, чтобы содержание марганца было в
пять раз больше содержания серы. Крупные включения FeS ухудша-
ют штампуемость стали.
В сталях, предназначенных для штамповки деталей сложной
конфигурации, рекомендуют содержание марганца ограничивать
0,3-0,35 % для кипящей стали и 0,46 % для спокойной стали.
Кремний находится в твердом растворе и способствует снижению
штампуемости, вследствие чего для глубокой вытяжки не рекомен-
дуется применять стали, раскисленные ферросилицием. В сталях,
предназначенных для штамповки сложных деталей, ограничивают
содержание кремния: для кипящей стали допускают следы кремния,
а для спокойной, раскисленной алюминием стали содержание крем-
ния не должно превышать 0,04-0,05 %.
Фосфор является вредной примесью, способствующей снижению
штампуемости и повышению прочностных характеристик. В сталях для
холодной штамповки рекомендуется не допускать содержание фосфо-
ра более чем 0,05 %, причем снижение содержания фосфора способ-
ствует улучшению штампуемости.
Сера также является вредной примесью, которая в соединении с
марганцем образует неметаллические включения, снижающие штам-
пуемость и способствующие расслоениям металла при штамповке.
Легирующие примеси - никель и хром - растворимы в феррите,
повышают прочностные характеристики металла, однако характерис-
тики пластичности при этом не только не уменьшаются, но даже возрас-
тают.
Приведенный характер влияния отдельных элементов на штампуе-
мость является приближенным и свидетельствует лишь о том, что
химический состав металла может существенно сказываться на
поведении металла при штамповке.
Некоторые дополнительные сведения о характере и степени влияния
примесей на способность к деформированию различных металлов и
сплавов приведены в работе [20] и др.
Влияние типа кристаллической решетки. Каждый тип кристаллической
решетки характеризуется определенным количеством возможных
плоскостей скольжения (обычно плоскости с наиболее плотным
18
расположением атомов). В поликристалле межкристаллитная дефор-
мация обычно способствует зарождению трещин, что приводит к
уменьшению пластичности и штампуемости. Это объясняется тем, что
межзеренные прослойки обычно обогащены примесями и, следова-
тельно, в условиях холодной деформации менее пластичны, чем сами
зерна.
Кроме того, неправильность формы зерен приводит к тому, что
при их относительном смещении могут возникнуть локальные нару-
шения сплошности. В силу того, что ориентировка плоскостей сколь-
жения не одинакова в различных зернах, межкристаллитная дефор-
мация будет тем большей, чем меньше возможных плоскостей сколь-
жения в данной кристаллической решетке. Известно, что в кубичес-
ких решетках имеется 12 возможных систем скольжения. В гексаго-
нальной решетке имеется одна плоскость скольжения (плоскость
базиса), и в ней три направления - всего три системы скольжения.
Этим объясняется то, что поликристаллы с гексагональной решеткой
имеют меньшую пластичность по сравнению с металлами, имеющими
кубическую решетку. Магний, цинк, кобальт, а-титан, имеющие
гексагональную решетку, в обычных условиях холодной штамповки
обладают низкой штампуемостью.
Заметим, однако, что количество возможных плоскостей скольже-
ния существенно зависит от температуры. Так, например, нагрев
магниевых сплавов до температур порядка 350 °C резко увеличивает
количество возможных плоскостей скольжения и пластичность их
существенно возрастает.
Влияние размера зерна, его однородности, формы и строения. В
ноликристаллическом металле отдельные смежные зерна будут сколь-
зить по разным плоскостям, что неизбежно вызовет межкристалли-
чсскую деформацию.
С увеличением размеров зерен неравномерность деформаций смеж-
ных зерен увеличивает межкристаллическую деформацию, что может
привести к разрушению заготовки. Отсюда следует, что улучшению
штампуемости должно способствовать уменьшение размеров зерен.
Размеры зерен оцениваются в баллах:
и = 8-2* (1.14)
Здесь N - номер балла в целых числах; п - число зерен в 1 мм2.
Из соотношения (1.14) видно, что номер балла тем выше, чем
мельче зерна.
Заметим, что излишне большие размеры зерен могут влиять не
только на штампуемость, но и на качество поверхности, приводя к
увеличению шероховатости ("апельсиновая корка") за счет неравно-
19
мерного выдавливания зерен в поверхностных слоях при их деформи-
ровании по разным плоскостям скольжения.
Для штамповки рекомендуется иметь зерна, соответствующие
баллам от 6 до 8 (средние размеры зерен 0,05..ДОЗ мм), меньшее
число баллов мохет быть допущено при увеличении толщины листо-
вого металла.
Межкристаллитная деформация существенно возрастает из-за
неравномерности размеров зерен ("пестрое зерно"). При этом нерав-
номерность деформации отдельных зерен определяется не только
различной ориентировкой плоскостей скольжения, но и разным
сопротивлением зерен деформации благодаря разному соотношению
между объемами зерен и межкристаллическими прослойками.
Размеры зерен и степень неоднородности их размеров могут опре-
деляться не только процессом изготовления листового металла (прокатка
и отжиги), но также и условиями межоперационных отжигов в
технологическом процессе штамповки деталей. Особенно опасны
критические степени деформации, которые при отжиге могут привести
к резкому увеличению размеров зерен.
В тех случаях (например, при вытяжке), когда критических
степеней деформации избежать не удается, следует выбирать такие
температуры отжига (по кривым рекристаллизации), при которых
рост зерен в области критических степеней деформации будет незна-
чительным, т.е. не приводящим к существенному ухудшению штам-
пуемости.
Кроме размеров зерен, на штампуемость может влиять и форма
зерен. В качестве отделочной обработки, придающей листовому
металлу необходимую гладкость поверхности, обычно применяют
холодную прокатку, которая сопровождается упрочнением. При
холодной прокатке наблюдается вытягивание зерен в направлении
наибольшего удлинения и степень вытянутости зерен характеризует
степень холодной деформации при прокатке.
Известно, что упрочнение приводит к уменьшению пластичности
и, следовательно, целесообразно ограничить степень деформации при
заключительной холодной прокатке.
Считается, что в металле, идущем на штамповку, соотношение
между средними наибольшими и средними наименьшими размерами
зерен не должно превышать 1,4.
Кроме размера и формы зерен, на штампуемость влияет строение
зерен.
Известно, что углерод содержится в стали в виде цементита Fe3C,
который является весьма твердой и хрупкой составляющей, способной
в процессе пластического деформирования образовать зародыши
трещин, которые, развиваясь в процессе деформирования, приводят
20
к разрушению заготовки. Этим, в частности, объясняется и то, что
способность деформироваться в условиях холодной деформации без
разрушения снижается с увеличением содержания углерода в стали.
Поэтому наличие структурно-свободного цементита в стали для
холодной штамповки крайне нежелательно.
В углеродистых сталях для холодной штамповки предпочтительно
присутствие углерода в виде зернистого или пластинчатого перлита,
окруженного зернами феррита. В этом случае форма цементитных
включений такова, что она в меньшей степени способствует зарож-
дению трещин в процессе деформирования.
Подобные зависимости устанавливаются и для других металлов и
сплавов, что позволяет формулировать требования к химическому
составу и строению металла, предназначенного для холодной штам-
повки.
Отметим еще одно обстоятельство, связанное с размером и формой
зерен. Как указано ранее, пластическая деформация поликристалла
складывается из внутрикристаллитной и межкристаллитной деформа-
ции Упорядоченное внутреннее строение зерен приводит к тому, что
впутрикристаллитная деформация осуществляется движением дисло-
каций, а сопротивление деформированию в условиях холодной дефор-
мации зависит от препятствий на пути движения дислокаций, коли-
чество которых возрастает с увеличением деформации. Этим объясня-
ется деформационное упрочнение металла, при котором напряжение
текучести возрастает по мере роста величины пластической деформа-
ции и в малой степени зависит от скорости деформации.
Межкристаллитные прослойки имеют неупорядоченное строение,
близкое к аморфному, в котором дислокации отсутствуют и деформа-
ция осуществляется подобно течению вязкой жидкости, т.е. зерна как
бы смещаются в слоях вязкой жидкости, не деформируясь пластичес-
ки. В этом случае деформационное упрочнение отсутствует, а сопро-
тивление деформированию в основном зависит от скорости деформа-
ции (скоростное упрочнение).
Таким образом, если пластическая деформация осуществляется в
основном путем внутрикристаллитной деформации (внутризеренной),
металл испытывает деформационное упрочнение. Если же пластичес-
кая деформация осуществляется путем межкристаллитной деформа-
ции, а внутризеренная деформация отсутствует, то металл испытыва-
ет в основном скоростное упрочнение, а деформационное упрочнение
отсутствует.
Соотношение между внутрикристаллитной и межкристаллитной
деформациями зависит от размера зерен и при очень мелких зернах
(1...2 мкм) доля межкристаллитной деформации может быть преобла-
дающей в общей пластической деформации. Доля межкристаллитной
21
деформации возрастает также с увеличением температуры, при
которой увеличивается подвижность атомов, что облегчает бездисло-
кационное течение межзеренных прослоек. В этом случае металл
деформируется без деформационного упрочнения, а сопротивление
деформированию и степень деформации до разрушения главным
образом зависят от скорости.
Именно в этих условиях металл может быть переведен в состояние
сверхпластичности, при котором наблюдается резкое увеличение
равномерной деформации при определенных ее скоростях с одновре-
менным существенным уменьшением сопротивления деформирова-
нию.
Влияние полосчатости макроструктуры. При кристаллизации слитка
из расплава образующиеся крупные кристаллиты оказываются
окруженными прослойками, содержащими неметаллические включе-
ния, имеющими обычно более низкую температуру плавления.
При прокатке эти прослойки вытягиваются в направлении наи-
большего удлинения и в листовом материале образуют пряди, парал-
лельные плоскости листа. Так как при прокатке листового материала
уширение незначительно, то при постоянном направлении прокатки
неметаллические включения имеют форму прядей, вытянутых в
направлении прокатки, образуя полосчатость макроструктуры.
Полосчатость макроструктуры приводит к возникновению опреде-
ленной анизотропии (векториальности) механических свойств. Для
анизотропии, созданной полосчатостью макроструктуры, характерно, что
прочностные характеристики вдоль волокон и поперек волокон отлича-
ются незначительно, в то время как характеристики пластичности
(относительное удлинение, относительное сужение, ударная вязкость)
вдоль волокон обычно существенно выше, чем поперек волокон. Эту
анизотропию свойств прокатанного листового материала, как это
будет показано далее, в ряде случаев приходится учитывать при
проектировании технологических процессов.
Влияние текстуры. При пластическом деформировании плоскости
скольжения поворачиваются в пространстве, уменьшая угол между
этими плоскостями и направлением наибольшего удлинения. При
прокатке листового металла это приводит к тому, что плоскости
скольжения в зернах стремятся расположиться параллельно плоскости
листа. Первоначальное беспорядочное расположение плоскостей
скольжения, при котором, несмотря на анизотропию свойств в зернах,
все поликристаллическое тело имеет практически одинаковые свойства
по разным направлениям (квазиизотропное тело), по мере
деформирования становится все более упорядоченным, а плоскости
скольжения в зернах поликристалла становятся параллельными. В
силу исходной хаотичности расположения плоскостей скольжения в
22
поликристалле углы поворота плоскостей до их параллельного распо-
ложения различны, что приводит к тому, что количество зерен с
параллельным расположением плоскостей скольжения увеличивается
с увеличением деформации.
Преимущественная ориентация плоскостей скольжения и кристал-
лографических направлений в зернах поликристалла в результате
пластического деформирования называется текстурой деформации.
При холодной деформации образование текстуры происходит парал-
лельно с образованием вытянутости зерен (полосчатости микрострук-
туры).
Текстура, образованная при пластическом деформировании, не
всегда устраняется рекристаллизационным отжигом, при котором
вытянутые зерна становятся равноосными. Текстуру поликристалла
с равноосными зернами (после рекристаллизации) называют тексту-
рой рекристаллизации.
Так как свойства металла (механические, физические, химические и
др.) в монокристалле различны по разным направлениям, то в поликрис-
талле по мере образования текстуры изотропность свойств нарушается,
возникает анизотропия свойств.
Текстура существенно влияет не только на характеристики плас-
тичности, но и на характеристики прочности (предел текучести,
временное сопротивление).
Параллельное расположение плоскостей скольжения в зернах
листового материала, имеющего текстуру, приводит к тому, что
механические свойства в плоскости листа различны по разным на-
правлениям, а по толщине листа изменяются незначительно.
В плоскостях скольжения у металлов с кубической решеткой
имеются два взаимно перпендикулярных направления, в которых
прочностные характеристики максимальны, а под углом 45° к ним
расположены направления, по которым прочностные свойства мини-
мальны.
У металлов с гексагональной решеткой таких направлений три,
они составляют между собой угол 60°.
Различие механических свойств в плоскости листа может приво-
дить к дополнительной неравномерности распределения деформаций.
Именно этой неравномерностью механических свойств объясняется
образование фестонов (неодинаковость высот по периметру) при
вытяжке цилиндрических стаканов из круглой заготовки (рис. 1.2).
Такие фестоны ("уши") образуются за счет более интенсивного
течения металла в направлениях минимального сопротивления плас-
тическим деформациям. У металлов с кубической решеткой образу-
ются четыре фестона, а у металлов с гексагональной решеткой -
шесть. Если свойства металла в плоскости листа одинаковы по всем
23
Рис. 1.2. Фестоны, образующиеся при вытяжке текстурованного металла
направлениям, то фестоны при вытяжке цилиндрических стаканов не
образуются.
Однако и в этом случае металл может обладать анизотропией
(механические свойства по толщине отличны от механических свойств
в плоскости листа). Такой металл называют трансверсально
изотропным (или же нормально анизотропным).
Анизотропию свойств необходимо учитывать при проектировании
технологических процессов, причем анизотропия может оказать как
отрицательное, так и положительное влияние на эффективность
технологических процессов. Отсюда следует, что сознательное управ-
ление анизотропией является одним из путей совершенствования
процессов листовой штамповки.
1.5. Некоторые явления,
имеющие место при листовой штамповке
При штамповке листового металла в ряде случаев имеют место
явления, связанные со свойствами металла и сказывающиеся на
качестве отштампованных деталей: появление линий течения, сезон-
ное растрескивание и старение.
Линии течения. В условиях двухосного растяжения при малых
деформациях на поверхности детали появляются полосы, как следы
местного утонения, расположенные хаотически ("гусиные лапки"). Такие
линии называют линиями течения в отличие от линий скольжения
(рис. 1.3). Линии скольжения имеют определенную конфигурацию,
соответствующую данному полю напряжений. У листового металла
они проявляются при разноименных схемах напряженного
состояния, при которых максимальное касательное напряжение
расположено в площадках, перпендикулярных или наклоненных к
поверхности листовой заготовки.
24
Рис. 1.3. Линии скольжения
Линии течения проявляются при двух-
осном одноименном напряженном состоя-
нии, когда в плоскости заготовки все на-
правления являются главными, а площадки
с максимальным касательным напря-
жением расположены под углом 45° к
поверхности заготовки. Именно поэтому
линии течения имеют хаотический вид,
отражая неоднородность свойств металла в
плоскости заготовки, а не поля напряжении.
Линии течения портят поверхность детали, например, при штам-
повке облицовочных деталей автомобиля, которые должны быть
гладкими, и вынуждают перед окраской проводить дополнительные
грунтовочные работы, с тем чтобы сделать следы местного утонения
в линиях течения невидимыми в готовой детали.
Линии течения появляются при штамповке из металлов, имеющих
площадку текучести при испытании на растяжение (низкоуглеродис-
тая сталь, молибден, латуни, нейзильбер). Площадка текучести
соответствует нарастанию пластической деформации при постоянном
деформирующем усилии. Чем больше площадка текучести, тем в
большей степени могут проявляться линии течения.
Существуют несколько гипотез, объясняющих появление площад-
ки текучести, из которых наибольшей наглядностью обладают гипоте-
за скелетной сетки и гипотеза, связанная с "облаками Коттрелла".
По обеим этим гипотезам образование площадки текучести объяс-
няется снижением сопротивления отдельных зерен в начале их плас-
тического деформирования. Так как в первую очередь деформация
возникает в зернах с благоприятным ориентированием плоскостей
скольжения, то при снижении сопротивления деформированию этих
зерен при том же усилии нагрузка на остальные зерна возрастает и в
пластическое состояние включаются зерна с менее благоприятным
ориентированием плоскостей скольжения. Этот процесс может продол-
жаться до перехода в пластическое состояние всех зерен заготовки, что
соответствует окончанию деформации на площадке текучести и началу
деформирования с упрочнением, при котором для продолжения
пластического деформирования требуется монотонное увеличение
деформирующего усилия.
При гипотезе скелетной сетки считается, что оболочки зерен
содержат повышенное количество примесей и имеют большее сопро-
тивление деформированию, чем само зерно. Растрескивание этих
25
оболочек в начальной стадии деформирования выключает их из
сопротивления деформированию самих зерен (без оболочек).
По второй гипотезе считается, что благодаря силовому взаимодей-
ствию полей, созданных дислокациями и инородными атомами,
последние концентрируются вокруг дислокаций ("облака Коттрел-
ла”), что приводит к уменьшению потенциальной энергии, накоп-
ленной в зернах.
Начало пластической деформации сопровождается движением
дислокаций, которые должны выйти из окружающего их облака
инородных атомов. Извлечение дислокаций из этих "облаков" требу-
ет больших усилий, чем последующее их движение, что и приводит
к снижению сопротивления деформации зерен в начальной стадии
деформирования.
Величина площадки текучести, а следовательно, и линий течения
при прочих равных условиях увеличивается с уменьшением размеров
зерен и увеличением скорости деформирования. Однако регулирова-
ние величины линии течения изменением размеров зерен и скорости
деформирования нерационально. Наиболее рационально для устране-
ния линий течения предварительное (до штамповки) деформирование
листового металла, обеспечивающее величину деформации несколько
большую, чем деформация в пределах площадки текучести. Эту
деформацию обеспечивают или холодной прокаткой с малыми обжа-
тиями ("дрессировка”) или гибкой в специальных вальцах типа
правильных, но с регулируемым изгибом.
Этими мерами можно предупредить образование линий течения, но
следует помнить, что они обеспечивают лишь временное устранение
площадки текучести.
За счет диффузионных и релаксационных процессов может произойти
изменение строения зерен, при котором опять появится площадка
текучести. Восстановление площадки текучести после "дрессировки"
происходит медленнее, а после изгиба площадка текучести может поя-
виться через несколько часов. Поэтому применять гибку для устранения
линий течения желательно непосредственно перед штамповкой.
Сезонное растрескивание. Впервые это явление было обнаружено на
латунных гильзах снаряженных патронов при их хранении. Са-
мопроизвольно, без воздействия внешних сил, на гильзах образовыва-
лись трещины, причем чаще это наблюдалось весной и осенью.
В результате исследований было выявлено, что сезонное растрес-
кивание происходит вследствие того, что в результате межкристаллит-
ной коррозии нарушается спаянность зерен и поэтому остаточных
напряжений первого рода оказывается достаточно для разрушения
ослабленного коррозией изделия. Для латуней реагентом, существенно
ускоряющим межкристаллитную коррозию, являются пары аммиака,
26
содержание которых в воздухе увеличивается в более влажные осенние
и весенние периоды. Вероятность растрескивания можно уменьшить
путем снятия остаточных напряжений, которые не только создают
разрушающие (растягивающие) силы, но и существенно ускоряют
протекание межкристаллитной коррозии.
В тех случаях, когда, например для гильз, недопустимо уменьшение
прочностных свойств металла, созданных упрочнением при холодной
деформации, рекристаллизационный отжиг исключается и
рациональной термообработкой является возврат, снимающий оста-
точные напряжения первого рода и почти не сказывающийся на
прочностных характеристиках изделия.
Вторым способом борьбы с сезонным растрескиванием является
нанесение на поверхность изделия защитных пленок (лаки, пластмас-
са), уменьшающих контакт поверхностей деталей с атмосферой.
Сезонное растрескивание наблюдается не только в латунях, но и
во многих других металлах и сплавах. Даже в аустенитной, коррози-
онно-стойкой стали межкристаллитная коррозия может иметь место,
особенно при повышении температур до 400 °C. Воздействовать на
интенсивность межкристаллитной коррозии можно изменением
химического состава. В частности, в аустенитных сталях уменьшение
содержания углерода и дополнительное легирование титаном
(08Х18Н10Т; 12Х18Н10Т) делает эти стали несклонными к межкрис-
таллитной коррозии, а следовательно, и к сезонному растрескиванию.
Старение. Оно заключается в том, что с течением времени проч-
ностные свойства металла увеличиваются, а характеристики плас-
тичности уменьшаются.
Старение связано с диффузионными процессами, в результате
которых происходит накопление препятствий движению дислокаций.
Такими препятствиями могут быть скопление инородных атомов
вокруг дислокаций, выделение субмикроскопических объемов твердого
раствора с резко повышенной концентрацией растворенного компо-
нента и т.п.
Упрочнение и соответствующее увеличение накопленной потенци-
альной энергии облегчает протекание диффузионных процессов и
способствует интенсификации процесса старения. Различают есте-
ственное старение, происходящее при комнатной температуре, и
искусственное (термическое) старение при нагреве.
При холодной штамповке естественное старение может сказаться
на допустимой деформации и привести к увеличению брака по разры-
вам.
В сталях интенсивность старения возрастает с увеличением содер-
жания кислорода и азота. Установлено, что азот оказывает большее
влияние на старение, чем углерод, вследствие его более высокой
27
растворимости в феррите при комнатной температуре и большей
скорости диффузии.
Присадка алюминия уменьшает склонность сталей к старению
благодаря тому, что азот и кислород, взаимодействуя с алюминием,
образуют нитриды и оксиды, которые не могут перемещаться в ре-
шетке феррита.
1.6. Испытания металла
Ранее было отмечено, что создать единый критерий штампуемости,
характеризующий поведение металла при всех операциях листовой
штамповки и их разновидностях, не представляется возможным. В
настоящее время приближенную оценку штампуемости можно
получить на основании результатов испытания металлов как способа-
ми, регламентированными ГОСТами, так и дополнительно разрабо-
танными.
Кроме обязательных стандартных испытании металла, таких, как
определение химического состава, оценка микроструктуры, испыта-
ние на растяжение, разработано много так называемых технологи-
ческих проб. Часть из них также вошла в стандарты [1], например,
испытание на знакопеременный изгиб и проба по Эриксену.
Остановимся коротко на характеристике некоторых технологичес-
ких проб и на тенденциях совершенствования методов испытания
металлов.
По ГОСТу при испытании на растяжение обычно определяются две
основные характеристики: аЛ - временное сопротивление и с -
относительное удлинение. А для деформируемых материалов в неко-
торых ГОСТах (например, ГОСТ 11701-84) даны рекомендации по
определению величины равномерного относительного удлинения ер и
истинного предела прочности
Р
О = ——
ис-г р ’
ИСТ
где Ртах - максимальное усилие в момент возникновения шейки;
Рист - площадь поперечного сечения образца в момент начала образова-
ния шейки), а также коэффициента анизотропии Rs [1].
Коэффициент R = - определяет соотношение между изме-
ln(Jn/j)
нением ширины и толщины плоского образца в условиях линейного
напряженного состояния. Здесь Ьо и b - начальная и конечная шири-
28
на образца в зоне равномерного удлинения, а $0 и s - начальная и
конечная толщина образца в той же зоне.
Кроме коэффициента анизотропии R„ могут определяться коэффи-
циенты анизотропии свойств в плоскости листа Лв. Для металлов с
кубической решеткой целесообразно определение коэффициента
анизотропии R* при испытании на растяжение вдоль направления
прокатки и под углом 45° к нему. Коэффициент Ra характеризует
возможность появления и высоту фестонов, возникающих при вытяжке
осесимметричных деталей. Заметим, что соотношение между
деформациями по разным направлениям обратно пропорционально
соотношению между значениями прочностных характеристик в тех
же направлениях.
Кроме отмеченных ранее показателей, целесообразно также опре-
деление предела текучести физического о„ если есть площадка
текучести, и условного ои2, если площадка текучести отсутствует.
Условный предел текучести соответствует возникновению остаточной
относительной деформации удлинения, равной 0,2 %.
Эти дополнительные показатели позволяют более точно судить о
штампуемости, чем ов и с.
Считается, что способность к вытяжке тем больше, чем больше
отношение ов/от и чем больше значения ср и Rs. Первые два пока-
зателя до некоторой степени характеризуют способность к упрочне-
нию, а практика показывает, что более упрочняющиеся металлы
допускают большее формоизменение при вытяжке. Показатель R,
характеризует способность сопротивляться локальному утонению при
вытяжке, и с увеличением Rs утонение уменьшается, а, следователь-
но, опасное сечение способно передавать большее усилие, что приво-
дит к увеличению допустимого формоизменения. Из практики штам-
повки установлено, что наиболее пригодны для вытяжки металлы,
имеющие следующие показатели:
Ср > 25 %; о,/от = 1,4... 1,7 и Л,= 1,4... 1,8 [1,3].
Приведенные показатели, определяемые при испытании на растя-
жение, до некоторой степени позволяют судить о способности металла к
вытяжке. Однако при оценке способности к вытяжке металла по
приведенным выше показателям обнаруживается их недостаточная
точность. Это вынуждает изыскивать иные способы испытания метал-
лов. В этом плане было предложено значительное количество так
называемых технологических проб, наиболее интересные из которых
частично будут рассмотрены ниже.
В ГОСТах на листовой металл из технологических проб обычно
предусматривается испытание на перегиб и испытание на глубину
выдавливания сферической лунки по Эриксену.
29
Приведение к
исходному
положению
Рис. 1.4. Схема испытания на перегиб
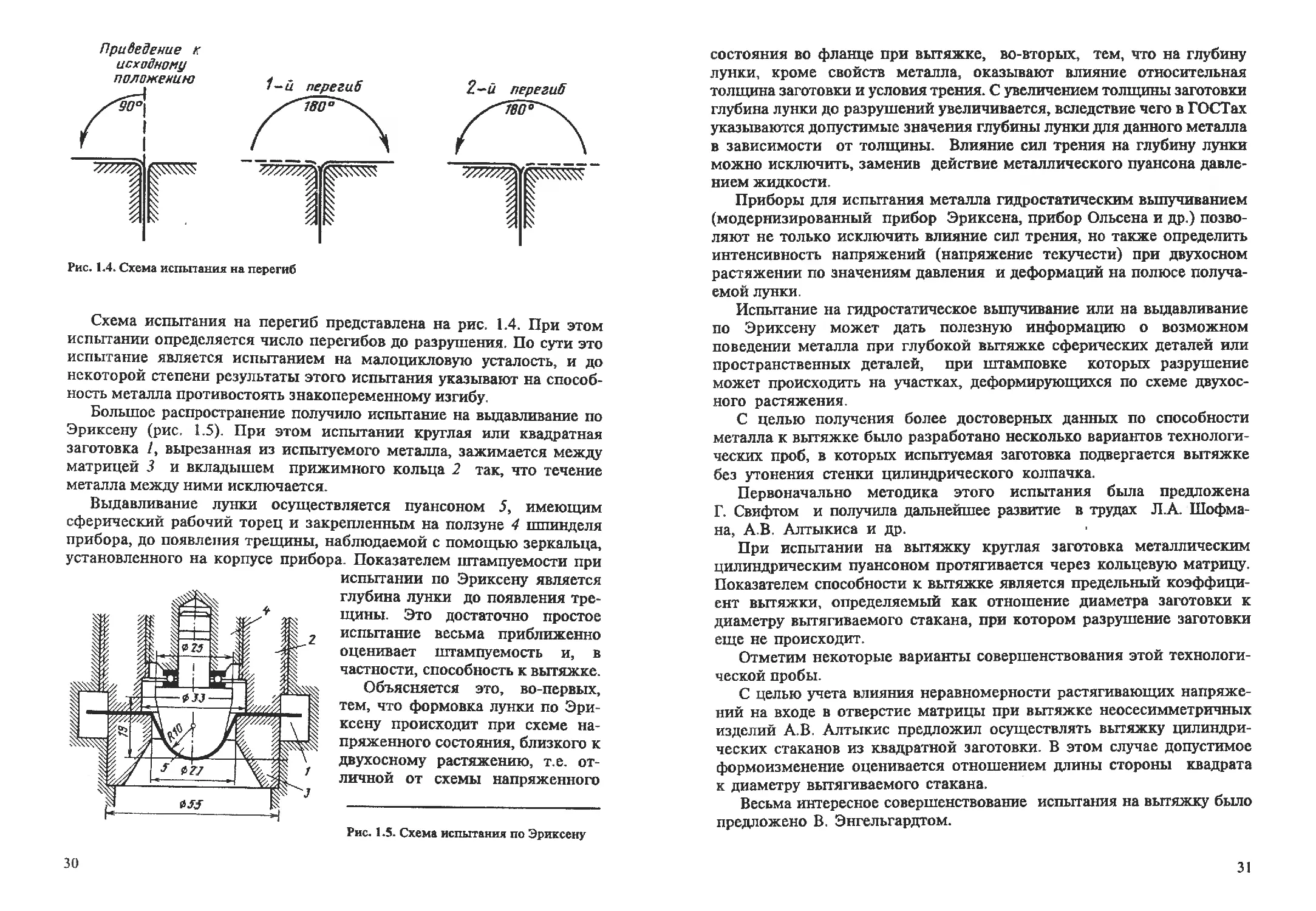
Схема испытания на перегиб представлена на рис. 1.4. При этом
испытании определяется число перегибов до разрушения. По сути это
испытание является испытанием на малоцикловую усталость, и до
некоторой степени результаты этого испытания указывают на способ-
ность металла противостоять знакопеременному изгибу.
Большое распространение получило испытание на выдавливание по
Эриксену (рис, 1.5). При этом испытании круглая или квадратная
заготовка /, вырезанная из испытуемого металла, зажимается между
матрицей 3 и вкладышем прижимного кольца 2 так, что течение
металла между ними исключается.
Выдавливание лунки осуществляется пуансоном 5, имеющим
сферический рабочий торец и закрепленным на ползуне 4 шпинделя
прибора, до появления трещины, наблюдаемой с помощью зеркальца,
установленного на корпусе прибора. Показателем штампуемости при
испытании по Эриксену является
глубина лунки до появления тре-
щины. Это достаточно простое
испытание весьма приближенно
оценивает штампуемость и, в
частности, способность к вытяжке.
Объясняется это, во-первых,
тем, что формовка лунки по Эри-
ксену происходит при схеме на-
пряженного состояния, близкого к
двухосному растяжению, т.е. от-
личной от схемы напряженного
Рис. 1.5. Схема испытания по Эриксену
30
состояния во фланце при вытяжке, во-вторых, тем, что на глубину
лунки, кроме свойств металла, оказывают влияние относительная
толщина заготовки и условия трения. С увеличением толщины заготовки
глубина лунки до разрушений увеличивается, вследствие чего в ГОСТах
указываются допустимые значения глубины лунки для данного металла
в зависимости от толщины. Влияние сил трения на глубину лунки
можно исключить, заменив действие металлического пуансона давле-
нием жидкости.
Приборы для испытания металла гидростатическим выпучиванием
(модернизированный прибор Эриксена, прибор Ольсена и др.) позво-
ляют не только исключить влияние сил трения, но также определить
интенсивность напряжений (напряжение текучести) при двухосном
растяжении по значениям давления и деформаций на полюсе получа-
емой лунки.
Испытание на гидростатическое выпучивание или на выдавливание
по Эриксену может дать полезную информацию о возможном
поведении металла при глубокой вытяжке сферических деталей или
пространственных деталей, при штамповке которых разрушение
может происходить на участках, деформирующихся по схеме двухос-
ного растяжения.
С целью получения более достоверных данных по способности
металла к вытяжке было разработано несколько вариантов технологи-
ческих проб, в которых испытуемая заготовка подвергается вытяжке
без утонения стенки цилиндрического колпачка.
Первоначально методика этого испытания была предложена
Г. Свифтом и получила дальнейшее развитие в трудах Л.А. Шофма-
на, А.В. Алтыкиса и др.
При испытании на вытяжку круглая заготовка металлическим
цилиндрическим пуансоном протягивается через кольцевую матрицу.
Показателем способности к вытяжке является предельный коэффици-
ент вытяжки, определяемый как отношение диаметра заготовки к
диаметру вытягиваемого стакана, при котором разрушение заготовки
еще не происходит.
Отметим некоторые варианты совершенствования этой технологи-
ческой пробы.
С целью учета влияния неравномерности растягивающих напряже-
ний на входе в отверстие матрицы при вытяжке неосесимметричных
изделий А.В. Алтыкис предложил осуществлять вытяжку цилиндри-
ческих стаканов из квадратной заготовки. В этом случае допустимое
формоизменение оценивается отношением длины стороны квадрата
к диаметру вытягиваемого стакана.
Весьма интересное совершенствование испытания на вытяжку было
предложено В. Энгельгардтом.
31
Рис. 1.6. Схеме испытания по Энгель-
гардту
По методу Энгельгардта осу-
ществляется вытяжка цилин-
дрического стакана из круглой
заготовки с записью диаграммы
изменения усилия на пути пу-
ансона (рис. 1.6). После дости-
жения максимального значения
усилия вытяжки Ртах резко увеличивается усилие прижима до значе-
ний, при которых прекращается деформирование фланца. Продолжаю-
щееся перемещение пуансона относительно матрицы приводит к
увеличению усилия деформирования до значения Р^, при котором
происходит отрыв дна вытягиваемого стакана.
Отношение РОГ1/Ртах характеризует способность к вытяжке (по
существу, это коэффициент запаса прочности заготовки при данном
коэффициенте вытяжки).
Были предложены другие технологические пробы: для испытания
на отбортовку, на раздачу и т.п. Поиск новых технологических проб
и единых критериев оценки пгтампуемости продолжается и в настоя-
щее время.
ЗАДАНИЯ ДЛЯ САМОКОНТРОЛЯ
1. Сформулируйте признаки классификации операций листовой цгтамловки.
2. Приведите уравнения пластичности, используемые при анализе операций
листовой штамповки.
3. Дайте объяснения, каким образом при анализе операций листовой штамповки
можно учесть влияние трения, упрочнения, резкого изменения кривизны срединной
поверхности, изменения толщины заготовки
4. Назовите методы оценки пгтампуемости металла и факторы, влияющие на нее.
5. Объясните появление линий течения, возникновение сезонного растрескивания
и старения.
32
Гл а в а 2
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
2.1. Механизм деформирования
в разделительных операциях
Разделительные операции обычно осуществляют воздействием
двух режущих кромок на противоположные поверхности заготовки
(рис. 2.1).
Благодаря наличию зазора z между режущими кромками силы Р,
приложенные к противоположным поверхностям заготовки образу-
ют момент, стремящийся повернуть заготовку. Поворот заготовки
приводит к тому, что контактные напряжения ок имеют максималь-
ную величину у режущих кромок и резко уменьшаются до нуля на
границе контактного участка.
Концентрация напряжений у режущих кромок приводит к тому,
что очаг пластических деформаций возникает у режущих кромок,
причем размеры очага деформации увеличиваются по мере роста
деформирующего усилия. В определенный момент деформирования
очаги деформации, распространяющиеся от режущих кромок, слива-
ются, образуя единый очаг пластических деформаций.
Дальнейшее сближение режущих кромок приводит к тому, что
начинается смещение (сдвиг) одной части заготовки относительно
другой в направлении относительного движения режущих кромок. На
стадии сдвига слои металла, параллельные плоскостям заготовки,
изгибаются и удлиняются.
На ранней стадии сдвига режущие кромки внедряются в заготовку
и образуются участки контакта заготовки с боковыми поверхностями
режущего инструмента. Упор заготовки в боковые поверхности ин-
струмента приводит к тому, что возникают горизонтальные силы Т
(см. рис. 2.1), которые вызывают сжимающие контактные напряже-
ния, сглаживающие поверхность при перемещении режущего инстру-
мента относительно заготовки. Те же силы Т увеличивают зазор
между режущими кромками.
Используя метод характеристик на стадии внедрения режущих
кромок в заготовку, можно показать, что максимальное значение ох
на торце инструмента вблизи режущей кромки приближенно равно
33
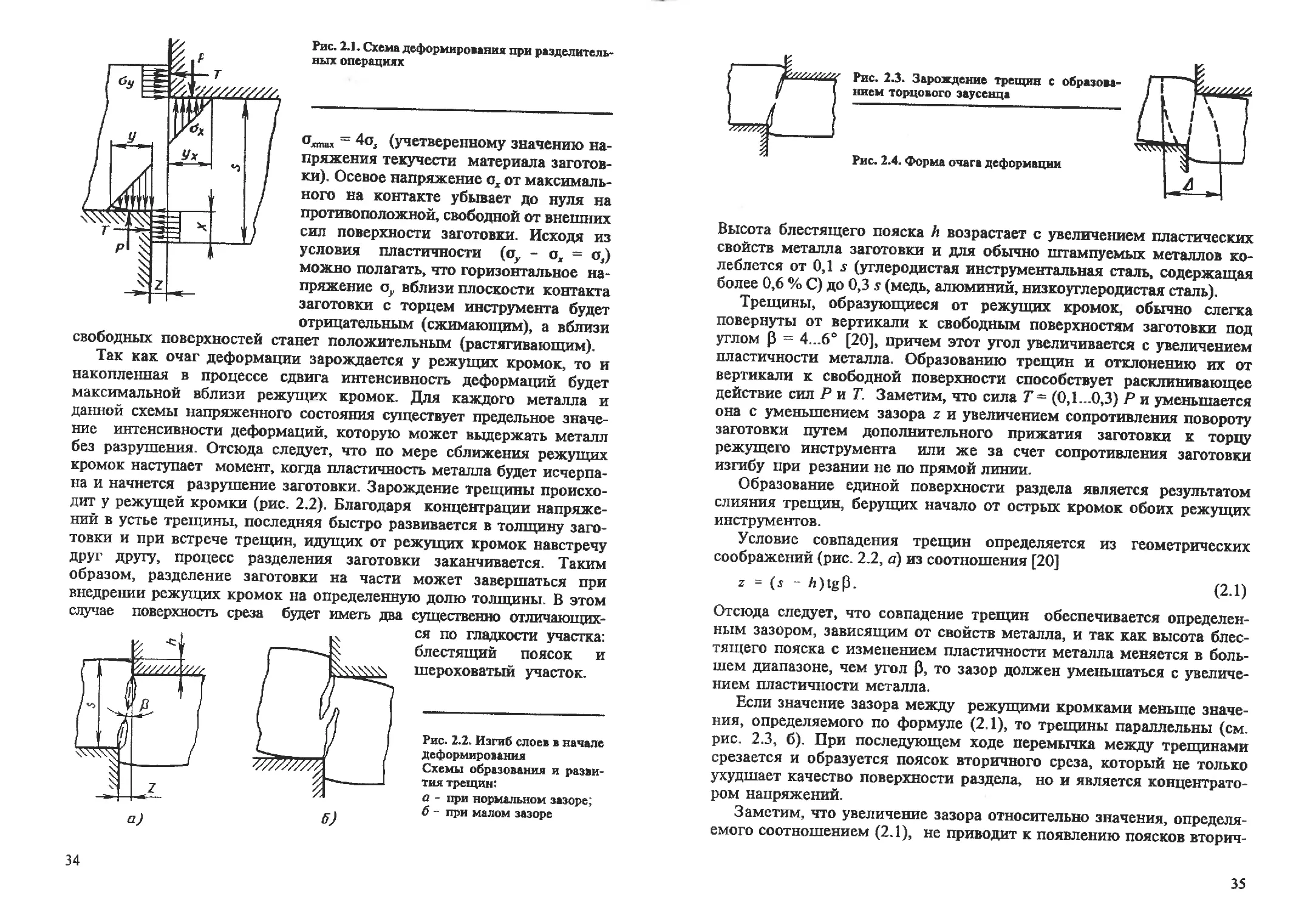
Рис. 2.1. Схема деформирования при разделитель-
ных операциях
°хтах = 4о, (учетверенному значению на-
пряжения текучести материала заготов-
ки). Осевое напряжение ох от максималь-
ного на контакте убывает до нуля на
противоположной, свободной от внешних
сил поверхности заготовки. Исходя из
условия пластичности (оу - ох = о3)
можно полагать, что горизонтальное на-
пряжение оу вблизи плоскости контакта
заготовки с торцем инструмента будет
отрицательным (сжимающим), а вблизи
свободных поверхностей станет положительным (растягивающим).
Так как очаг деформации зарождается у режущих кромок, то и
накопленная в процессе сдвига интенсивность деформаций будет
максимальной вблизи режущих кромок. Для каждого металла и
данной схемы напряженного состояния существует предельное значе-
ние интенсивности деформаций, которую может выдержать металл
без разрушения. Отсюда следует, что по мере сближения режущих
кромок наступает момент, когда пластичность металла будет исчерпа-
на и начнется разрушение заготовки. Зарождение трещины происхо-
дит у режущей кромки (рис. 2.2). Благодаря концентрации напряже-
ний в устье трещины, последняя быстро развивается в толщину заго-
товки и при встрече трещин, идущих от режущих кромок навстречу
друг другу, процесс разделения заготовки заканчивается. Таким
образом, разделение заготовки на части может завершаться при
внедрении режущих кромок на определенную долю толщины. В этом
случае поверхность среза будет иметь два существенно отличающих-
ся по гладкости участка:
блестящий поясок и
шероховатый участок.
Рис. 2.2. Изгиб слоев в начале
деформирования
Схемы образования и разви-
тия трещин:
а - при нормальном зазоре;
б - при малом зазоре
34
Рис. 2.3. Зарождение трещин с образова-
нием торцового заусенца
Рис. 2.4. Форма очага деформации
Высота блестящего пояска h возрастает с увеличением пластических
свойств металла заготовки и для обычно штампуемых металлов ко-
леблется от 0,1 5 (углеродистая инструментальная сталь, содержащая
более 0,6 % С) до 0,3 s (медь, алюминий, низкоуглеродистая сталь).
Трещины, образующиеся от режущих кромок, обычно слегка
повернуты от вертикали к свободным поверхностям заготовки под
углом 0 = 4...6° [20], причем этот угол увеличивается с увеличением
пластичности металла. Образованию трещин и отклонению их от
вертикали к свободной поверхности способствует расклинивающее
действие сил РпТ. Заметим, что сила Т = (0,1...0,3) Р и уменьшается
она с уменьшением зазора z и увеличением сопротивления повороту
заготовки путем дополнительного прижатия заготовки к торцу
режущего инструмента или же за счет сопротивления заготовки
изгибу при резании не по прямой линии.
Образование единой поверхности раздела является результатом
слияния трещин, берущих начало от острых кромок обоих режущих
инструментов.
Условие совпадения трещин определяется из геометрических
соображений (рис. 2.2, д) из соотношения [20]
z = (s - ft)tgp. (2.1)
Отсюда следует, что совпадение трещин обеспечивается определен-
ным зазором, зависящим от свойств металла, и так как высота блес-
тящего пояска с изменением пластичности металла меняется в боль-
шем диапазоне, чем угол 0, то зазор должен уменьшаться с увеличе-
нием пластичности металла.
Если значение зазора между режущими кромками меньше значе-
ния, определяемого по формуле (2.1), то трещины параллельны (см.
рис. 2.3, б). При последующем ходе перемычка между трещинами
срезается и образуется поясок вторичного среза, который не только
ухудшает качество поверхности раздела, но и является концентрато-
ром напряжений.
Заметим, что увеличение зазора относительно значения, определя-
емого соотношением (2.1), не приводит к появлению поясков вторич-
35
ного среза, так как при этом за счет увеличения поворота заготовки
или ее прогиба угол, под которым идут образующиеся трещины,
также увеличивается.
Расклинивающее действие сил Р и Т, особенно при наличии
притупления режущих кромок, может приводить к тому, что зарож-
дение трещин происходит несколько выше торца режущего инстру-
мента (рис. 2.3) и на отделенных частях заготовки образуются острые
торцовые заусенцы, появление которых нежелательно по соображени-
ям техники безопасности (возможность порезов при ручной подаче).
Кроме того, торцовые заусенцы могут сказываться на точности пода-
чи заготовки при механизированных подачах.
Высота торцовых заусенцев возрастает по мере притупления
режущих кромок, а также при увеличении зазора z.
Пластические деформации, возникшие в заготовке до появления
идущих от режущих кромок трещин, в условиях холодной штамповки
вызывают упрочнение металла. Отсюда следует, что вблизи поверх-
ности раздела образуется зона упрочненного металла с пониженной
пластичностью и увеличенными прочностными характеристиками.
Так как поле деформаций в очаге пластических деформаций неодно-
родно, то и вызванное упрочнением изменение свойств металла
различно на различных участках очага деформации. Наибольшее
упрочнение происходит вблизи поверхности раздела, и степень упроч-
нения убывает по мере удаления от поверхности раздела. На рис. 2.4
схематично представлена форма очага деформации.
Ширина зоны пластических деформаций Д = (0,6...1,2) s зависит
от свойств материала (возрастает с увеличением пластических
свойств металла), от зазора z (увеличивается с ростом последнего), от
степени притупления режущих кромок (увеличивается с ростом
притупления) и от скорости деформирования (уменьшается с увели-
чением скорости деформирования).
В ряде случаев (как будет показано далее) при проектировании
технологических процессов приходится учитывать наличие упроч-
ненной зоны, образовавшейся при выполнении разделительных
операций.
Вышеизложенное позволяет перейти к изучению силовых условий
деформирования.
Типовые графики изменения усилия по пути в разделительных
операциях приведены на рис. 2.5.
Из графиков видно, что на начальных стадиях деформирования
усилие возрастает медленно (смятие и образование локальных очагов
у режущих кромок), а затем усилие увеличивается достаточно быстро
(образование единого очага деформации и начало сдвига одной части
36
Рис. 2.5. Типовые графики изменения усилий
по пути в разделительных операциях:
/ - малопластичный металл; 2 и 3 - плас-
тичный металл
заготовки относительно другой). При
определенной глубине внедрения ре-
жущих кромок усилие резко снижа-
ется для малопластичных металлов
или плавно изменяется, имея макси-
мум для пластичных металлов. Однако и для пластичных металлов в
определенный момент, когда трещины, идущие от режущих кромок,
завершают отделение частей заготовки, усилие резко падает. Такой
характер изменения усилия по пути имеет место при оптимальном
зазоре, обеспечивающем слияние трещин, идущих от режущих кромок.
При зазоре, меньшем оптимального, когда трещины не встречают-
ся и образуются пояски вторичного среза, усилие снижается ступен-
чато, рывками, обеспечивая срезание перемычек, остающихся между
трещинами.
Таким образом, при зазоре, меньшем оптимального, максималь-
ное усилие увеличивается незначительно, но существенно возрастает
работа деформирования, а кроме того, вследствие заклинивания
перемычек между трещинами существенно возрастают напряжения,
действующие на боковые поверхности режущего инструмента, что
приводит к их повышенному износу.
Основной причиной роста усилия деформирования на стадии
сдвига, когда площадь сечения, сопротивляющаяся сдвигу, уменьша-
ется, является упрочнение металла в процессе его деформирования.
Математически это можно показать следующим образом. Примем,
что на поверхности, соединяющей режущие кромки, действует макси-
мальное в условиях пластических деформаций касательное напряже-
ние равное по гипотезе постоянства максимальных напряжений
о/2. При разделительных операциях происходит уменьшение площади
среза. Отсюда следует, что оценивать изменение о, вследствие
упрочнения целесообразно по кривой истинных напряжений второго
рода. Примем степенную аппроксимацию кривой упрочнения в виде
I - ф ф
т in у Т in
(2.2)
где о, - временное сопротивление; - относительное уменьшение
площади поперечного сечения образца до начала образования шейки
37
при испытании на растяжение; ф = xJs - относительное уменьшение
площади сечения заготовки в процессе деформирования; х - глубина
внедрения режущей кромки в заготовку толщиной s.
Тогда усилие деформирования (пренебрегая углом Р) может быть
определено по формуле
в
2(1
х
(23)
“(s " x)L,
где L - длина линии реза.
Из формулы следует, что теоретически Р = 0 при х = 0 и при х -
= s. Значит, функция Р =flx) имеет максимум. Определить величину
jq, соответствующую максимальному усилию, можно, приравняв
dPIdx = 0. Выполняя дифференцирование, находим, что х, =
Подставив х = *! в формулу (23), получаем
Лпах = = 0.50,/^,
(2.4)
где Гср - площадь среза.
Из формулы (2.4) следует, что максимальное усилие в раздели-
тельных операциях пропорционально начальной площади среза.
Формула (2.4) является приближенной вследствие того, что усло-
вие постоянства т, по площади среза, во-первых, не учитывает нерав-
номерность распределения деформаций по толщине заготовки, а во-
вторых, предполагает постоянство направления главных осей напря-
жений в процессе деформирования. Очевидно, этим и объясняется то,
что по формуле (2.4) сопротивление срезу аср = 0,5о„ в то время как
действительное сопротивление срезу, найденное экспериментально,
как частное от деления максимального усилия на исходную площадь
среза, равно оср « 0,8о,.
Более точные значения otp, найденные экспериментально, приве-
дены в справочнике [13].
При определении усилия деформирования с использованием
экспериментальных значений оср целесообразно учитывать,
что действительные значения толщины листового металла отлича-
ются от номинальных и допуск на толщину может составлять
5-10 % ее номинального значения. Кроме того, по мере притупле-
ния режущих кромок усилие деформирования несколько увеличива-
ется.
38
Влияние этих факторов на усилие может быть учтено введением
множителя К =1,1...1,2. В этом случае формула для определения
усилия деформирования принимает вид
Лшх = °ср*чЛ (2.5)
Работа деформирования равна площади под кривой Р - f[x) и для
разделительных операций при нормальном зазоре может быть при-
ближенно определена с помощью коэффициента полноты диаграммы
X = —, где F„ - площадь под кривой изменения усилия по пути,
р L /
h' - значение хода до разрушения.
Значения коэффициента Л зависят от свойств металла и при
нормальном зазоре Л и 0,7...0,8.
Таким образом, работа деформирования при разделительных
операциях приближенно может быть определена по формуле
(2.6)
л ср ср
Заметим, что при зазоре, меньшем нормального, когда появляются
пояски вторичного среза, работа деформирования существенно увели-
чивается.
Рассмотрим еще некоторые вопросы, относящиеся к механизму
деформирования. Если принять, что напряжение ох на площади
контакта заготовки с торцем инструмента изменяется по линейной
зависимости от оЛтоах = 4аЛ у режущей кромки до нуля на границе
контактной площадки (на расстоянии ух от режущей кромки), то
может быть приближенно найдено из условия равенства усилий
резания Р (2.4) усилию, создаваемому напряжениями ох. В этом
случае ух “ 0,39 5 [18], а момент, создаваемый силами Р, будет равен
I 2 1
Мп = Р z + - к . При
р I 3 /
формулы (2.3) получим
использовании для определения усилия Р
Л/ = _А--------1 ♦-(5 - X)L(Z + 0,265).
р 2(1-фш)^5фш]
(2.7)
Как видно из формулы (2.7), момент, создаваемый силами Р,
увеличивается по ходу деформирования (по мере увеличения усилия
Р) и с увеличением зазора между режущими кромками.
Сила Т, действующая на боковую поверхность режущего инстру-
мента, приближенно может быть определена из условия равенства
39
моментов, образованных силами Р и Т в предположении, что контакт-
ные напряжения по боковой поверхности о>т распределены равномерно:
Тх = аук Lx; = ---- _А_ - X)L(Z * 0,265).
2(1 - КЦ
Из этого равенства можно получить формулу для определения
в виде
х)(г + 265) ( х
2<! - ( 5ФШ
(2-8)
Из формулы (2.8) можно установить, что контактные напряжения,
действующие на боковую поверхность инструмента, переменны по
ходу инструмента, могут достигать значений, близких к о, и возрас-
тать с увеличением зазора между режущими кромками.
Приведенный приближенный анализ силовых условий деформиро-
вания в разделительных операциях является одним из вариантов
анализа, который частично выясняет действительный механизм
деформирования.
Однако этим методом не устанавливаются границы очага пласти-
ческой деформации, распределение напряжений в очаге деформации,
размеры и формы утяжин, образующихся вблизи свободных от внешних
сил поверхностей заготовки.
Основываясь на рассмотренном ранее механизме деформирования
при разделительных операциях, дадим краткое описание технологи-
ческих особенностей основных разделительных операций.
2.2. Отрезка
Отрезка, т е. Полное отделение части листовой заготовки по незамк-
нутому контуру путем сдвига, выполняется на ножницах или в
штампах. Для отрезки применяют ножницы с поступательным или с
вращательным Движением ножей (режущего инструмента).
Отрезка иа Ножницах с поступательным движением ножей. При
параллельных ревущих кромках разделение идет одновременно по всей
длине отрезаемой заготовки. В этом случае усилие резко возрастает по
мере внедрения режущих кромок и рывком падает до нуля при
перемещениях х = А.
40
Рис. 2.6. Отрезка на гильотинных ножницах:
/ - прижим; 2 - верхний нож; 3 - нижний
нож
Рис. 2.7. Деформация полосы при
отрезке между наклонными ножами
Вибрация, возникающая при резком снижении усилия, сказывает-
ся на работоспособности ножниц и приводит к быстрой разладке
инструмента (изменение зазоров и т.п.).
Большую плавность изменения усилия обеспечивает наклонное
расположение режущих кромок ножей (рис. 2.6). В этом случае
процесс резания рассредоточивается по ходу ножа, а в любой момент
резания площадь среза представляет собой треугольник с углом при
вершине, равным углу и створа между режущими кромками (ножни-
цы с наклонным расположением режущих кромок называют обычно
гильотинными ножницами).
Если принять, что усилие отрезки пропорционально одновременно
срезаемой площади
(г
\ ср
-S—), то приближенная формула для
2 Ц«/
определения усилия отрезки может быть представлена в виде
Р = о ~—.
e₽2tga
(2.9)
Из формулы (2.9) следует, что усилие отрезки ножами с наклонным
расположением режущих кромок уменьшается с увеличением угла а,
Заметим, что формула (2.9) справедлива при — < L, где L - длина
tg«
отрезаемой полосы.
Возможность увеличения угла створа режущих кромок ограничи-
вается, во-первых, необходимостью надежного удержания заготовки
в процессе резания, а во-вторых, требованиями к допустимому иска-
жению отрезаемой полосы в результате отрезки.
Из рис. 2.6 видно, что при отрезке наклонными режущими кром-
ками появляется составляющая усилия резания, стремящаяся выда-
4!
вить» сдвинуть заготовку из-под режущих кромок. Хотя ножницы
имеют механизм, удерживающий заготовку в процессе резания,
обычно стараются выбрать углы резания такими, чтобы даже без
действия прижима заготовка не перемещалась под действием горизон-
тальной составляющей усилия резания. Неподвижность заготовки
будет обеспечена, если угол а меньше угла трения или же, если tga <
< р, где ц - коэффициент трения. Так как листы на отрезку обычно
поступают со смазывающим материалом, предохраняющим от корро-
зии, то ц < 0,1, а следовательно, по условиям удержания заготовки
угол а должен быть меньше 6°.
С увеличением угла а возрастают искажения отрезаемой полосы
в процессе отрезки. Полоса может изгибаться с поворотом, как пока-
зано на рис. 2.7.
Радиус кривизны Л приближенно может быть определен из соотно-
шения Л( 1 - cosa) = h (считается, что изгиб происходит до внедрения
режущей кромки на высоту блестящего пояска, радиус кривизны
постоянен по длине, а влиянием скручивания на R можно прене-
бречь). Относительная деформация растяжения на наружной поверх-
ности полосы может быть определена из соотношения е = — (обос-
1R
нование этого соотношения будет дано при рассмотрении операции
гибки). Если считать, что пластические деформации возникают при
е > 0,002 (0,2 %), то для того чтобы при отрезке изгиб был только
упругим (остаточные деформации отсутствовали), необходимо обеспе-
чить следующее соотношение:
е = ~ COS^ <; 0,002. (2 10)
2h ' 7
Из формулы (2.10) следует, что при h = 0,25s угол a s 3° для того,
чтобы при отрезке не возникало остаточного изгиба полосы.
Приведенная выше формула (2.9) для определения усилия отрезки
наклонными режущими кромками может быть использована для
приближенных расчетов. Возможная ее неточность обусловлена тем,
что разрушение заготовки происходит при внедрении режущих кро-
мок на высоту блестящего пояска h, т.е. меньшем, чем толщина
заготовки.
Ценные уточнения в методику определения усилия отрезки на
гильотинных ножницах были предложены Б.П. Звороно.
Приняв, что работа деформирования при отрезке параллельными
и наклонными режущими кромками одинакова, можно получить
следующее равенство: oepLshkK = P£tga.
Отсюда следует, что искомое усилие Р при отрезке наклонными
режущими кромками определяется по формуле
42
Р = о
shlK
tga
(2.Н)
Здесь А. - коэффициент полноты диаграммы Р =fix)\ К - коэффици-
ент, учитывающий неоднородность свойств и неравномерность толщи-
ны заготовки, а также притупление кромок.
Вторым уточнением в методику определения усилия отрезки
является учет влияния изгиба на усилие деформирования. Изгиб
заготовки при резании наклонными режущими кромками требует
дополнительной затраты энергии и, основываясь на результатах
экспериментального исследования, Б.П. Звороно ввел в формулу
(2.11) дополнительный множитель, учитывающий то, что с увеличе-
нием угла а работа изгиба возрастает:
Р = оср^^(1 + 0,05a). (2.12)
tga
Здесь а в градусах.
Действие боковых сил Т при отрезке может приводить к увеличе-
нию зазора между режущими кромками (силы Т уравновешиваются
реакциями в направляющих и могут приводить к упругому прогибу
ножей). Исходя из этого, зазоры при отрезке рекомендуют принимать
несколько меньшими, чем нормальные, определяемые по соотноше-
нию (2.1). Обычно рекомендуют устанавливать зазор между режущи-
ми кромками ножей у ножниц с поступательным движением ножей
z = 0,02...0,05 мм.
С целью уменьшения усилия резания и улучшения качества
поверхности среза ножам иногда придают особую форму, схематично
показанную на рис. 2.8. Задний угол у = 1,5...3°, а передний угол
= 3...100 (большие значения для более мягких металлов).
Задний угол несколько уменьшает силие резания за счет умень-
шения сил трения при резании, а передний угол уменьшает пло-
щадь контакта заготовки с торцами ножей и соответственно плечо
Рис. 2.8. Поперечное сечение ножа
43
Рис. 2.9. Схема отрезки на ДНС1Ц1Ь|К НОЖах
момента, образованного силами Р, что, в
свою очередь, уменьшает горизонтальные
силы Т и изменение зазора в процессе
резания. Такая форма щжей несколько
затрудняет перешлифовку при затуплении
режущих кромок, но оказывается все же
рациональной при стремлении улучшить
качество поверхности сре;а и уменьшить
высоту торцовых заусенцев.
Отрезка на ножницах к. вращательным
движением режущих кроНОк. В этом
случае ножи представляют собой диски,
установленные на осях и получающие вращательное движение (рис. 2.9).
Если на ножницах с поступательным движением режущ^ кромок длина
отрезаемой полосы не может быть больше длины ноже$^ т0 при отрезке
на дисковых ножах длина отрезаемой полосы неограниченна. Это
является существенным достоинством дисковых нОЖНИц. Чтобы
облегчить подачу заготовки при отрезке на дискоВЬпс ножницах,
стараются брать такие значения угла захвата а, при которых заготовку
действием сил трения втягивало бы между ножами (вращение
обеспечивает не только разрезание заготовки, но и ее п<)даЧу).
Условие захвата обеспечивается при tga < ц, где р - коэффициент
трения, а так как угол а зависит от отношения диаметра ножа к
толщине заготовки, то условие захвата заготовки ножами может быть
представлено в ином виде [18]:
D > 1
•s 2р2
(2.13)
Для улучшения качества поверхности среза у дисковых ножей иногда
предусматривают передний угол резания 0 * 1...2°.
При отрезке тонколистового металла на дисковых ножницах
возможна установка на осях нескольких пар ножей[ и тогда лист
одновременно можно раскраивать на несколько полос.
Прямолинейность линии реза при отрезке на диск()вь1Х ножницах
обеспечивается наличием направляющей, по которой подается заго-
товка, а также площадью контакта заготовки с боковыми плоскостями
ножей. Для повышения точности направления и обесг1ечения прямо-
линейности линии отрезки, стремятся увеличить площадь соприкосно-
44
вения отделяемых частей заготовки с боковой плоскостью ножей, для
чего создают перекрытие режущих кромок а (см. рис. 2.9), когда одна
режущая кромка заходит за другую. Величину перекрытия берут
равной а = (0,2...0,5) s с тем, чтобы не слишком ухудшать условия
захвата, так как с увеличением а угол а увеличивается.
Вертикальная сила резания аналогично предыдущему может быть
sR
приближенно определена по площади среза F - —-(since - sin а.), и
2
соответствующая формула может быть представлена в виде [18]
Р = =
2(/s + я + Ja) <214)
Из формулы (2.14) следует, что при одной и той же заготовке (л
и оср одинаково) усилие отрезки на ножницах увеличивается с увели-
чением радиуса ножа R и с уменьшением перекрытия а, так как при
этом увеличивается площадь среза.
23. Вырезка
Вырезкой называют операцию отделения части заготовки по
замкнутому контуру на ножницах. Для вырезки применяют ножницы
с вращательным движением режущих кромок (дисковые) и с поступа-
тельным движением режущих кромок (вибрационные).
При вырезке необходимо максимально облегчить поворот заготов-
ки относительно ножей с тем, чтобы обеспечить возможность отделе-
ния заготовки по криволинейной линии реза.
При вырезке на дисковых ножницах облегчение поворота заготов-
ки относительно ножей достигается тем, что боковая поверхность
ножей имеет коническую форму, а режущие кромки ножей не дохо-
дят друг до друга (рис. 2.10, д).
Конусность боковой поверхности ножа достигается при условии
наклонного расположения оси вращения дискового ножа к плоскости
заготовки.
Ножницы, у которых коническую боковую поверхность имеет один
из ножей, применяют для вырезки заготовок, контур которых имеет
один знак кривизны (поворот заготовки облегчен относительно одной
конической поверхности). Ножницы, у которых оба ножа имеют
конические боковые поверхности (см. рис. 2.10, д), позволяют вести
вырезку заготовок с различным знаком кривизны их контура.
45
Рис. 2.10. Схема расположения ножей при вырезке:
а - на дисковых ножницах; б - на вибрационных ножницах
Легкий поворот заготовки относительно ножей осуществляется до
соприкосновения поверхности среза с конической боковой поверх-
ностью ножа Образующая основания конуса проецируется на плос-
кость в эллипс, большой радиус которого соответствует минимально-
му радиусу кривизны контура вырезаемой заготовки Из геомет-
рических соотношений для может быть получена следующая
формула:
R - D
,,м" 2sinp ’
(2-15)
где D - диаметр дискового ножа и р - угол между образующей
конуса и его осью.
При Р = 45° /?1ШП = 0,71 Z), а при D * 50 5 ~ 35 s. Величина
D > 50 5 определяется из условия захвата заготовки ножами при
резании.
Если заготовку зажимают во вращающихся центрах, то вырезкой
получают круглую заготовку, радиус которой равен расстоянию от
центра вращения до режущих кромок. Заметим, что зазор между
режущими кромками в зоне резания переменен (расстояние между
проекциями режущих кромок обоих ножей), причем изменение
зазора тем больше, чем меньше относительный диаметр ножей, что
несколько ухудшает качество среза.
46
Вибрационные ножницы (рис. 2.10, б) представляют собой неболь-
шие гильотинные ножницы с малым рабочим ходом (2-3 мм) и
большим числом ходов (1000 - 2500 ходов в минуту). Угол створа
ножей у вибрационных ножниц больше угла трения (а = 24...30°), что
требует принудительной подачи заготовки к ножам.
Большой угол створа и малый заход режущих кромок относитель-
но друг друга определяют малую площадь контакта поверхности среза
с боковой поверхностью ножа, что облегчает поворот заготовки
относительно ножей и позволяет вырезать контуры с малыми радиу-
сами кривизны (12 - 15 мм).
Быстрое затупление ножей и прерывистость процесса резания
ухудшают качество поверхности среза, и зачастую требуется опилов-
ка заусенцев.
2.4. Вырубка и пробивка
При вырубке получают наружный контур детали, при пробивке -
отверстие.
Качество получаемых деталей (заготовок) при вырубке и пробивке
определяется размерной точностью наружных и внутренних контуров
(и их взаиморасположением), качеством поверхности среза, размером
торцового заусенца, величиной утяжин вблизи поверхности среза, а
также искажениями заготовки вследствие изгиба (нарушение плоскос-
ти исходной плоской заготовки).
Вырубку и пробивку выполняют пуансоном и матрицей.
Качество полученных деталей зависит от ряда факторов, основны-
ми из которых являются: размер перемычек между смежными поверх-
ностью среза и краем исходной заготовки; величина зазора между
режущими кромками и его равномерность по периметру поверхности
раздела; твердость режущего инструмента и степень остроты режущих
кромок и ряд других факторов (конструкция штампа и рабочего
инструмента, смазочный материал, скорость деформирования и др.),
которые будут рассмотрены при дальнейшем изложении материала.
Перемычки и раскрой материала. Так как отделение части заго-
товки идет по замкнутому контуру, то поперечные силы Т, возникаю-
щие в процессе резания, могут уравновешиваться, не создавая сил,
стремящихся вызвать поперечное смещение пуансона относительно
матрицы, а следовательно, и изменение зазора между режущими
кромками. Однако это может иметь место лишь в случае, когда
поперечные силы равномерно распределены по периметру поверхнос-
ти среза. Как было отмечено ранее, вблизи поверхности среза возни-
кает зона пластических деформаций, имеющая определенную протя-
47
к, мм Рис. 2-Ч- Зависимость ширины перемычки от
толщины
\ женность, и следовательно, можно пола-
гать, что давление, действующее на боко-
1 *4^ вую поверхность пуансона, будет одинако-
. вым, если расстояние от поверхности среза
до свободных поверхностей исходной заго-
1 товки будет больше ширины зоны пласти-
ческой деформации.
Из этих соображений следует, что ширину перемычки К следует
брать не менее толщины металла (К > s). Однако роль перемычек не
ограничивается лишь созданием равномерного давления, действующе-
го на боковую поверхность пуансона.
Дополнительными соображениями, которые должны учитываться
при назначении ширины перемычки, являются экономное использова-
ние материала исходной заготовки и достаточная жесткость перемыч-
ки, Действительно, при вырубке нескольких деталей из полосы
(ленты) увеличение ширины перемычки влечет за собой увеличение
расхода металла на изготовление заданного числа деталей, что делает
желательным уменьшение ширины перемычки.
Иногда с целью экономии металла, допуская некоторое ухудшение
качества деталей и уменьшение стойкости инструмента, ведут выруб-
ку без перемычек, когда смежные контуры деталей соприкасаются
друг с другом.
Отсюда следует, что ширина перемычек должна определяться из
конкретных условий производства, а основным критерием оптимиза-
ции является себестоимость штампуемых деталей.
На рис. 2.11 показана зависимость ширины перемычки от толщины
заготовки. Из рисунка следует, что при 5^1 мм ширину перемычки
можно принимать несколько меньше толщины заготовки, а при 5 <
< 1 мм ширина перемычки берется больше толщины [12, 20 и др.].
В этих рекомендациях учитывается необходимость обеспечения
достаточной жесткости высечки (отхода полосы после вырубки) для
беспрепятственного перемещения полосы на новую позицию и умень-
шения опасности втягивания металла заготовки в зазор между пуан-
соном и матрицей с образованием торцового заусенца.
Ширина перемычки между краем полосы и контуром вырубаемой
детали с учетом возможного поперечного смещения полосы при ее
перемещении на новую позицию берется на 5 - 10 % больше ширины
перемычки между контурами смежных деталей (в направлении подачи).
Принимая во внимание факторы, которые следует учитывать при
выборе размеров перемычек, нужно отметить и такие, как конфигу-
48
рация вырубаемых деталей и вероятная точность подачи. Колебания
шага подачи непосредственно отражаются на фактической ширине
перемычки в направлении подачи. Увеличение неточности шага
подачи может приводить к такому уменьшению ширины перемычки,
что поперечные силы не будут уравновешиваться, что вызовет изме-
нение зазора и, как следствие, ухудшение качества поверхности
среза, а если неточность подачи станет больше ширины перемычки,
то часть вырубаемых деталей будет с неполным контуром, т е. будет
бракованной. Неточность подачи с этих позиций может особенно
сказаться на качестве деталей при вырубке без перемычек.
Из сказанного следует, что с увеличением точности подачи шири-
ну перемычки можно несколько уменьшить. Однако при этом следует
учитывать тип подачи. Так, при крючковой подаче, при которой
перемещение полосы в новое положение осуществляется крючком,
жесткость перемычки существенно влияет на точность подачи и
ширину перемычки назначают несколько большей, чем при ручной
подаче.
Влияние конфигурации детали на выбор ширины перемычки
можно пояснить следующим примером. Если вырубаемая деталь
имеет вид прямоугольника, то ширина перемычки между смежными
деталями, а также между деталью и краем полосы постоянна и жест-
кость такой перемычки будет существенно меньше, чем в случае
вырубки круглых деталей, когда минимальная ширина перемычки
будет только по линии центров смежных контуров.
Кроме того, возможные угловые перемещения полосы при подаче
при вырубке прямоугольных деталей могут привести к более сущест-
венному изменению ширины перемычки, чем при вырубке круглых
деталей. Следовательно, при вырубке прямоугольных деталей ширину
перемычки рекомендуется назначать немного больше, чем при выруб-
ке круглых деталей.
Весьма существенным с позиций экономного расходования металла
является оптимизация раскроя, т.е. такое расположение контуров
смежных вырубаемых деталей, при котором минимизируется отход
металла, оцениваемый коэффициентом использования металла
П = W
где FK - площадь вырубаемой детали; - площадь заготовки, расхо-
дуемой на одну деталь.
При однорядной вырубке из полосы
П = F:i/(AB),
где А - шаг подачи и В - ширина полосы.
49
При ручном определении оптимального (рационального) раскроя
технолог вычерчивает на кальке два контура детали, пунктиром
проводит эквидистантную контуру линию, отстоящую от контура
детали на ширину перемычки. Размещая эти два контура относительно
друг друга так, чтобы расстояние между ними было минимально
(равнялось перемычке), он приводит параллельные прямые линии
через крайние боковые точки контуров, получая таким образом
значение рациональной ширины полосы.
В настоящее время для оптимизации раскроя все шире использу-
ются ЭВМ. В этом случае контур детали представляют в виде сово-
купности координат узловых точек, ограничивающих участки контура,
которые могут быть выражены аналитическими функциями, и машина
ведет поиск такого взаимного расположения контуров, которое
обеспечивает минимальный отход металла.
Для упрощения задачи оптимизации раскроя можно использовать
типовые схемы, представленные на рис. 2.12.
Прямой однорядный (рис. 2.12, а), наклонный (рис. 2.12, б) и
многорядный (рис. 2.12, в) типовые раскрои достаточно понятны и в
комментариях не нуждаются. Некоторые пояснения дадим по типо-
вым раскроям, приведенным ниже.
Встречный раскрой (рис. 2.12, г, д) применяется для деталей,
контуры которых вписываются в треугольник, и требует двухкратного
пропуска полосы с поворотом ее на 180° (при одном пуансоне и
матрице). При одинарном пропуске полосы через штамп требуется,
чтобы в штампе были предусмотрены два пуансона и две матрицы,
контуры которых широкой стороной развернуты в разные стороны от
середины полосы. При двухкратном пропуске полосы следует учиты-
вать, что за первый пропуск полоса может получить некоторую
серповидность (изгиб без нарушения плоскостности) вследствие
действия распирающих сил, действующих под углом к оси полосы.
Комбинированный раскрой (рис. 2.12, е) характеризуется тем, что из
одной полосы штампуют две или более различных деталей. При таком
раскрое контур дополнительной детали размещается в отходе от
вырубки первой детали. Применяя комбинированный раскрой, можно
существенно увеличить коэффициент использования металла, особенно
если контур дополнительной детали вписывается в контур Отхода с
мшшмальной разницей в площадях. Однако следует иметь в виду, что
совмещенные детали должны изготовляться из материала одинаковой
марки и одинаковой толщины при одинаковой программе их выпуска.
Раскрой с вырубкой перемычки (рис. 2.12, ж) применяется при
изготовлении деталей, размеры которых таковы (например, стрелки
ручных часов), что пе позволяют обеспечить удовлетворительной
50
Рис. 2.12. Типовые раскрои:
а — прямой; б — наклонный; в — многорядный; г — встречный; д — встречный с
наклоном; е — комбинированный; ж — с вырубкой перемычки
51
Рис. 2.13. Улучшение раскроя изменением конструкции детали
стойкости пуансона. При таком раскрое вырубаются участки полосы,
окружающие штампуемую деталь, а деталь оформляется как бы в
перемычке, оставаясь на матрице, а не смещаясь в отверстие матрицы.
В этом случае размеры сечения пуансона могут быть приняты
большими, чем у штампуемой детали и, следовательно, стойкость
пуансона может быть достаточно высокой, хотя при этом неизбежно
увеличивается отход металла.
Рассматривая вопрос о рациональном раскрое с целью экономии
металла, необходимо подчеркнуть, что экономичность раскроя должна
учитываться при конструировании деталей. Конструктор должен
стараться придать конфигурации детали такую форму, которая без
ухудшения ее служебных свойств даст минимум отходов в процессе
ее штамповки и, в частности, при вырубке.
На рис. 2.13 приведены примеры того, как изменением конструк-
ции детали можно существенно уменьшить потери металла при
вырубке.
Зазоры между пуансоном и матрицей. Ранее, при рассмотрении
механизма деформирования в разделительных операциях, было
показано, что для улучшения качества поверхности среза желательно
принимать такие значения зазора, при которых трещины, идущие от
52
Рис. 2.Ц. Типы погрешностей:
п — заусенец; б — уменьшение попереч-
ного размера; в — вторая поверхность
скола, г — утяжина; д — прогиб
режущих кромок пуансона и мат-
рицы, образуют единую поверх-
ность (трещины встречаются
своими вершинами). Это требова-
ние является важным, но не единственным, определяющим оптималь-
ность зазора.
При выборе зазора, кроме качества поверхности среза необходимо
еще учитывать желаемую стойкость инструмента, на которую сущест-
венно^ влияние оказывает зазор, а также требования, предъявляемые
к точностным параметрам штампуемой детали. Если при этом
учесть, что значение зазора, удовлетворяющее формуле (2.1), в свою
очередь, зависит от механических свойств материала заготовки, от
скороди деформирования, а также от условий нагружения поверхнос-
тей з&готовки вблизи поверхности среза и от размеров и формы
деталей (отверстия), то можно понять, что выбор рациональных
значений зазоров между пуансоном и матрицей является многофак-
торной задачей с несколькими критериями оптимизации.
Чтобы подходы к выбору рациональных значений зазоров стали
более понятны и определенны, рассмотрим в основном с качественной
стороны характер и степень влияния зазору на определенные показа-
тели выполнения операций вырубки и пробивки.
Одним из характерных видов погрешности при вырубке и пробивке
является потеря плоскостности детали вследствие действия изгиба-
ющих моментов, вызванных силами резанця Р, вторым — утяжины,
образующиеся у свободных поверхностей вблизи поверхности среза.
Схематично вид таких погрешностей показан на рис. 2.14.
Для устранения дефектов применяют прижимы или уменьшают
зазору между режущими кромками. Оба эти способа, как следует из
ранее изложенного, уменьшают действующее на заготовку в процессе
резаппя изгибающие моменты.
Кроме того, изменение зазора может сказываться на размерах
детали, измеряемых по блестящему пояску [9]. Так, при зазорах
меныпих, чем рациональные (см. формулу 2.1), размер отверстия по
блестящему пояску несколько меньше размеров пуансона, а размер
детали по блестящему пояску несколько больше размеров матрицы.
53
Рис- 2.15. Поля напряжения при разделительных операциях
При увеличении зазора по сравнению с рациональными значениями
наблюдается обратная картина: отверстие как бы увеличивается, а
деталь как бы уменьшается.
Это явление, вероятно, объясняется влиянием зазора на размеры
зон по толщине заготовки, в которых меридиональные напряжения
ор имеют различный знак.
На рис. 2.15 схематично показаны эпюры напряжений ор,
которые отрицательны (сжатие) вблизи контактных плоскос-
тей и положительны (растяжение) вблизи свободных поверхнос-
тей.
Слои, испытавшие сжатие, при разгрузке после завершения раз-
деления будут удлиняться, а слои, испытавшие растяжение — со-
кращаться по длине.
54
Если зона сжатия существенно больше по толщине зоны растяже-
ния, то итоговая деформация будет деформацией растяжения и,
наоборот, с уменьшением зазора толщина зоны со сжимающими
напряжениями будет увеличиваться, и этим, очевидно, объясняется
отмеченное ранее изменение размеров детали по сравнению с разме-
рами рабочего инструмента.
Рассматривая вопрос о зазорах при вырубке и пробивке,
необходимо остановиться еще на двух обстоятельствах. Во-пер-
ных, нужно подчеркнуть особенность назначения размеров рабо-
чего инструмента при вырубке и пробивке. Так как измерение
размеров детали осуществляется по блестящим пояскам детали
или отверстия, то при пробивке размер пуансона берется рав-
ным размеру отверстия, а размеры матрицы увеличиваются на
значение выбранного зазора (зазор за счет матрицы). При вырубке
размер матрицы берется равным размеру детали, а размеры пуансона
уменьшаются па значение выбранного зазора (зазор за счет пуансона).
Во-вторых, при выборе или назначении зазора следует учитывать
влияние зазора на стойкость и стоимость инструмента. Стойкость
инструмента в основном определяется изменением его размеров в
процессе штамповки. Поломки и выкрашивание режущей кромки при
правильном изготовлении и эксплуатации инструмента не являются
типичными.
Изменение размеров инструмента, определяющих его стойкость,
проявляется либо в притуплении режущей кромки и появлении
недопустимых торцовых заусенцев (стойкость до перешлифовки) либо
в изменении поперечных размеров рабочей части инструмента вслед-
ствие изнашивания, что приводит к недопустимым изменениям
размеров штампуемых деталей (стойкость до износа). Естественно, что
вследствие износа зазор между пуансоном и матрицей в процессе
штамповки увеличивается.
На рис. 2.16 схематично показано возможное изменение действи-
тельного зазора между режущими кромками при вырубке
(рис. 2.16, а) и при пробивке (рис. 2.16, б). Как видно из схемы,
фактическое значение зазора для нового, неработавшего инструмента
может быть различным, в зависимости от фактических размеров
инструмента, и разница в зазорах для нового инструмента может
быть равна сумме абсолютных значений допусков на пуансон Su и на
матрицу 6М. Максимальный зазор соответствует предельно изношен-
ному инструменту (г + 5), при котором размеры детали (z + Д) выхо-
дят из установленных для них допусков или же торцовый заусенец
получает недопустимую величину даже при острых режущих кром-
ках. Стойкость инструмента определяется допустимым износом или
же разницей между размерами нового и изношенного инструмента.
55
Рис. 2.16. Возможное изменение зазора
Д — допуск на изделие; 6М — допуск на матрицу; йи — допуск на пуансон; поля допусков при
вырубке (а) и пробивке (б)
Отсюда следует, что стойкость инструмента увеличивается с умень-
шением допуска на изготовление инструмента.
Но с уменьшением допуска на инструмент возрастает трудоем-
кость, а следовательно, и стоимость его изготовления. С учетом
сказанного практические рекомендации обычно сводятся к тому, что
допуск на инструмент должен составлять 0,2 — 0,3 допуска на изго-
тавливаемую деталь.
Таким образом, зазор между пуансоном и матрицей по мере
изнашивания инструмента изменяется, и при проектировании рабоче-
го инструмента для вырубки и пробивки целесообразно для нового
инструмента назначать несколько уменьшенные значения зазора
(допуская при новом инструменте получение поясков вторичного
среза), с тем чтобы оптимальные значения зазора возникали в про-
цессе штамповки, по мере изнашивания инструмента.
Рассматривая вопрос о зазоре при вырубке и пробивке, следует
особо подчеркнуть, что качество штампуемых деталей и стойкость
инструмента существенно зависят не только от величины зазора, но и
от его равномерности по периметру. Неравномерный зазор приводит к
неравномерному распределению по периметру усилий резания и
боковых усилий, что приводит к неравномерному притуплению
режущих кромок, появлению поясков вторичного среза в местах
уменьшенного зазора, к повышенному изнашиванию пуансона, а
появление боковых усилий, действующих на пуансон, увеличивает
вероятность его усталостного разрушения.
Усилие вырубки и пробивки. При параллельных режущих кромках
(рабочие торцовые поверхности пуансона и матрицы плоские и
56
параллельные) процесс резания осуществляется одновременно по
всему периметру и усилие деформирования может определяться по
формуле (2.5), которая может быть записана в виде
Р =
(2.16)
Значения сопротивления срезу оср для металлических и неметалли-
ческих материалов приведены в справочнике [20].
Как видно из формулы (2.16), усилие вырубки или пробивки прямо
пропорционально периметру вырубаемой детали или пробиваемого
отверстия.
При малых отношениях L/s может наблюдаться уменьшение
стойкости пуансонов, а при больших значениях этого отношения
усилие деформирования может стать больше допустимого для данного
оборудования.
Рассмотрим влияние относительной длины периметра пробиваемо-
го отверстия на напряжения сжатия, возникающие в пуансоне для
случая пробивки круглого отверстия.
Сжимающие напряжения осж, возникающие в сечении пуансона
(при допущении о равномерности их распределения), определяются
из выражения
Р4
nd2
Vя _ а 4^
nd2 ср d
(2.17)
Из приведенной зависимости видно, что сжимающие напряжения
в сечении пуансона возрастают в гиперболической зависимости с
уменьшением диаметра пробиваемого отверстия.
Если принять, что допустимое сжимающее напряжение для пуан-
сона, изготовленного из закаленной инструментальной стали, пример-
но в четыре раза больше сопротивления срезу низкоуглеродистой
стали, то из формулы (2.17) следует, что при достаточной стойкости
пуансона можно пробивать отверстия диаметром, не превышающим
толщину исходной заготовки. Из той же формулы следует, что допус-
тимый минимальный диаметр пробиваемого отверстия зависит от
отношения и, следовательно, будет различным для материалов
с разными механическими свойствами. Но, кроме того, так как
пуансоны подвергаются не только продольному сжатию, но и продо-
льному изгибу, допустимое напряжение сжатия должно зависеть от
отношения длины пуансона к его диаметру и от условий его закрепле-
ния и направления. Далее будет показано, что при "телескопическом"
направлении, при котором пуансон по всей длине опирается на
57
Рис. 2.17. Скосы при вырубке и пробивке
внутреннюю поверхность направляющей втулки, исключающей
возможность изгиба пуансона, удастся при удовлетворительной
стойкости пробивать отверстия, равные 1/4 и даже 1/5 толщины
заготовки. При пробивке некрутлых отверстий допустимые размеры
отверстия зависят еще и от формы отверстия и соответственно от
жесткости пуансона на изгиб.
При больших значениях усилия вырубки или пробивки, с целью
улучшения условий работы оборудования, может потребоваться
уменьшение деформирующих сил.
Для одной пары пуансон — матрица уменьшения усилий деформи-
рования можно достичь, изготовляя инструмент со скосами, при
которых резание будет осуществляться не одновременно по всему
периметру линии раздела. Скосы целесообразно делать симметричны-
ми, с тем чтобы горизонтальные составляющие усилия резания взаим-
но уравновешивались и не вызывали смещения заготовки относитель-
но режущих кромок и появления боковых, изгибающих сил, действу-
ющих на пуансон.
Взаимное уравновешивание горизонтальных составляющих сил
резания, действующих на различных участках контура детали или
отверстия, позволяет применять большие значения угла створа ре-
жущих кромок по сравнению с приведенными ранее рекомендациями
для отрезки па гильотинных ножницах.
Однако в этом случае часть заготовки в процессе резания будет
изгибаться. Чтобы изгиб не приводил к нежелательному деформиро-
ванию заготовки, рекомендуется, во-первых, скосы делать только па
одном из сопряженных инструментов, во-вторых, при пробивке делать
скосы на пуансоне (рис. 2.17, л), а при вырубке — скосы на матрице
(рис. 2.17, б). В этих случаях изменение формы будет происходить
только в отходе, в то время как деталь не будет терять своей плоскост-
ности.
В штампах, в которых одновременно пробивается большое коли-
чество отверстий или одновременно вырубается несколько заготовок,
58
Рис. 2.18. Совмещение вырубки с гибкой
снижения суммарного усилия дефор-
мирования можно достичь, если режу-
щие кромки пуансонов расположить на
разных уровнях, причем разница в
уровнях может быть принята равной
толщине заготовки или даже несколько
меньше ее. Аналитические решения определения усилия деформи-
рования при вырубке и пробивке инструментами со скосами выполне-
ны Б.П. Звороно.
Изгиб части заготовки при деформировании инструментом со
скосами в некоторых случаях может быть использован для совмеще-
ния, например, вырубки с гибкой. На рис. 2.18 представлена вырубка
пуансоном со скосами режущих кромок, который позволяет использо-
вать изгиб, имеющий место при вырубке для придания уходящей в
матрицу части заготовки формы хомутика с плоскими краевыми
участками.
Соотношение между углом скоса а режущей кромки пуансона и
радиусом кривизны изогнутой части заготовки может быть прибли-
женно получено из соображений, использованных при получении
формулы (2.10), когда А’(1 — cosa) = А. Из этого соотношения после
несложных преобразований получаем формулу
Л
а
sin —
2
\ 2R
(2.18)
Полученная формула позволяет по заданному радиусу R найти
угол скоса а, который должен быть задан при проектировании пуансо-
на. Однако формула (2.18) дает лишь приблизительное соотношение
между R и а. Неточность формулы (2.18) главным образом связана с
тем, что при се выводе не учитывалось влияние сопротивления
изгибу отделяемой части, которое зависит от ширины отделяемой
заготовки В и ее поперечного прогиба С, обусловленного действием
изгибающего момента от силы резания Р. Формула (2.18) подтвер-
ждает то, что с увеличением угла а при том же h радиус R
уменьшается.
Несколько иную зависимость можно получить из условия равен-
ства момента, образованного силами резания, и момента, необходимого
для изгиба отделяемой части. Если принять, что сила резания Р =
59
Рис. 2.19. Схема определения усилия съема и
проталкивания
— ; плечо, на котором действует эта
Igo
сила относительно границы отрезаемой
части с исходной заготовкой, равно I =
=0,5Жпа; изгибающий момент отделяе-
мой части М = — obs2B (вывод этой
зависимости будет дан ниже), то условие равенства моментов будет
иметь вид
здесь учтено, чго момент сил р действует с двух сторон отделяемой
части заготовки
После несложных преобразований получаем формулу в следующем
виде:
я = sB
4/icoscx' (2-19)
Из этой формулЬ1 следует, что при постоянном угле скоса радиус
кривизны иолучаемой детали увеличивается с ростом ширины В
вырубаемой детали и с уменьшением высоты блестящего пояска (с
уменьшением пластичности заготовки).
Формула (2.J9) точнее отражает реальные условия вырубки с
гибкой пуансонс)М со скосами, но тем не менее не является достаточно
точной для просЗКТИрОвания пуансона без экспериментальной коррек-
тировки.
При рассмот^ении технологии вырубки и пробивки следует коротко
остановиться на определении усилия съема и проталкивания.
Как было отмечено раПее, на боковые поверхности инструмента
при вырубке и Пробивке действуют со стороны заготовки нормальные
напряжения сжа,тия и касательные напряжения т == цож, вызванные
возникновением[ сил трения при перемещении инструмента относи-
тельно заготовку Схема действующих сил представлена на рис. 2.19.
Нормальные напряжения ок, достигающие значения оь в процессе
пластического Реформирования, несколько уменьшаются по абсолют-
ной величине n<QCJie завершения разделения (после Слияния трещин,
идущих от режу;щИХ кромок).
60
Начиная с этого момента, дальнейшее движение пуансона сопро-
вождается действием сил трения на боковую поверхность (силы
трения на поверхности контакта пуансона с блестящим пояском р)
и сил, действующих на торец пуансона, созданных силами трения
на поверхности контакта блестящего пояска смещенной в мат-
рицу ч^сти заготовки и пояском матрицы />,. Сумма этих сил рав-
на усилию, необходимому для проталкивания части заготовки в
матрицу.
При обратном движении пуансона часть заготовки, находящаяся на
матрице, должна быть с него снята, для чего требуется преодолеть
силы трения, действующие на боковую поверхность пуансона, которые
образует усилие съема. Это усилие вызывает появление осевых
растягивающих напряжений в пуансоне, которые способствуют разви-
тию усталостного разрушения пуансонов.
Приближенно усилия съема и проталкивания могут быть определе-
ны по формулам:
Лчн., = pAL(aK!1 + окм);
Рекма = aK„P^L,
(2.20)
(2.21)
где onj и — контактные нормальные напряжения, действу-
ющие соответственно на боковые поверхности пуансона и матрицы.
Контактные напряжения существенно зависят от конфигура-
ции линии резания, ширины перемычки, механических свойств
материала заготовки и величины зазора между пуансоном и матри-
цей. Чем меньше ширина перемычки и чем больше протяженность
перемычек с минимальной шириной (вырубка прямоугольных загото-
вок), тем меньше огп. При вырубке без перемычек ото « 0. Влияние
зазора на величину о1П связано с тем, что при малых его значениях
могут появиться пояски вторичного среза, существенно увеличивающие
аш, а кроме того, зазор влияет на величину и знак упругих деформаций,
возникающих в заготовке при снятии деформирующего усилия.
Для верхней оценки усилия съема можно принять, что h — 0,3 s;
= 0,2, a aKU ® оср и тогда ~ 0,06Р, т.е. примерно 6 % усилия
вырубки или пробивки. Заметим, что может несколько отличаться
при прямом и при обратном перемещении пуансона. При съеме,
вследствие перекосов, может увеличиться и ош, и высота площадки
контакта, что приведет к некоторому увеличению усилия съема по
сравнению с долей усилия проталкивания, связанной с действием сил
трения на боковую поверхность пуансона.
61
2.5. Чистовая вырубка и пробивка
Высота блестящего пояска, образующегося при Нормальных про-
цессах вырубки и пробивки, а также шероховатость Поверхности среза
в ряде случае^ не удовлетворяют требованиям, предъявляемым к
штампуемым Деталям, особенно если поверхности среза являются
поверхностями сопряжения штампуемой детали со смежной.
Увеличения высоты блестящего пояска и гладкости поверхности
среза можно Добиваться в основном двумя путями; уменьшением
концентрации Напряжений у режущей кромки и повышением плас-
тичности материала за счет увеличения действие всестороннего
сжатия.
Первое направление может быть частично реализовано путем
притупления одной из сопряженных режущих кромок (пуансона или
матрицы).
Другая режущая кромка должна оставаться острой во избежание
появления торцевых заусенцев.
При пробивке притупляют режущую кромку пуансона, а при
вырубке — матрицы. Схема деформирования при притуплении кромки
одного из сопряженных инструментов приведена на рис. 2.20.
Особенностями деформирования в этом варианте вырубки и про-
бивки является, во-первых, то, что трещина зарождается у острой
режущей кромки и, развиваясь, приходит на скругленную кромку
сопряженного инструмента, а, во-вторых, некоторый избыток металла
при дальнейшем движении рабочего инструмента сдвигается па
боковые поверхности среза. Обе эти особенности деформирования
способствуют увеличению высоты блестящего пояска. Однако смещение
избыточного металла приводит к существенному увеличению
нормальных контактных напряжений, действующих на боковые
поверхности инструмента, что способствует повышению износа ин-
струмента.
Примерами использования изменения схемы напряженного
состояния для увеличения высоты
блестящего пояска и улучшения глад-
кости поверхности среза являются вы-
рубка пуансоном, размеры которого
превышают размеры матрицы, и вырубка
со сжатием.
Рис. 2.20. Вырубка с притуллением кромок мат-
рицы
62
Рис. 2.21. Вырубка пуансоном полнее
матрицы; Д - ширина зоны пластиче-
ской деформации, х - глубина внед-
рения пуансона
Рис. 2.22. Схема вырубки со сжатием:
/ - пуансон; 2 - контр-пуансои; 3
матрица; 4 - заготовка; 5 - прижим
По Первому варианту (рис. 2.21) поперечные размеры пуансона
больше поперечных размеров отверстия матрицы. Между торцами
пуансона и матрицы образуется участок (заштрихованный), находя-
щийся в условиях всестороннего сжатия (свободные поверхности
отсутствуют). Устранение возможности появления растягивающих
напряжений повышает пластичность материала, благодаря чему
трещину у режущих кромок возникают при большем, чем при нор-
мальном внедрении пуансона в заготовку, или вообще не образуются.
Чем больше размер а ("отрицательный зазор"), тем больше всесто-
роннее сжатие в очаге деформации и тем больше контактные напря-
жения ц усилие деформирования. Оптимальные размеры перекрытия
а определяются как минимально необходимые для исключения обра-
зования трещин опережающего разрушения 118]. Обычно рекоменду-
ются значения а = (0,1...0,15)5, более подробные рекомендации даны
в [20].
При вырубке пуансоном, размеры которого превышают размеры
матрицьц пуансон не может пройти в отверстие матрицы, и рекомен-
дуется, Чтобы торец пуансона не доходил до торца матрицы примерно
на 0,15. Окончательное разделение частей заготовки происходит при
обратном ходе пуансона, когда силы трения на боковых поверхностях
пуансона и матрицы действуют в противоположных направлениях,
отрывают одну часть заготовки от другой, разрушая оставшуюся
перемычку. В этом случае в зоне отрыва образуется шероховатый
поясок суррыва. Для улучшения качества поверхности среза и гаранти-
рованного отделения разделяемых частей рекомендуется применение
63
ступенчатых пуансонов, у которых размер нижней ступени (меньших
поперечных размеров) равен размеру отверстия матрицы, уменьшен-
ному на величину нормального зазора при вырубке или пробивке. В
этом случае в заключительной стадии деформирования отделяемая
часть заготовки полностью проталкивается в отверстие матрицы, а
рваная поверхность отрыва не возникает.
Вырубка со сжатием (рис. 2.22) выполняется в условиях (на
специализированных прессах или штампах), когда свободные
поверхности в очаге деформации отсутствуют и заготовка зажа-
та между торцами пуансона и выталкивателя, а также матрицы и
прижима.
Всестороннее сжатие заготовки в зоне очага пластической дефор-
мации повышает пластичность материала, вследствие чего возникно-
вение трещин у режущих кромок может отсутствовать. Условия
деформирования близки к чистому сдвигу, ширина очага деформации
уменьшена по сравнению с обычной вырубкой-пробивкой, деформа-
ции по толщине распределены более равномерно и разрушение
происходит почти одновременно по всей толщине без образования
трещин, идущих от режущих кромок. Всестороннее сжатие приводит
также к тому, что утяжины вблизи поверхности среза существенно
меньше, чем при обычной вырубке-пробивке, что в определенной
степени связано с уменьшением действия изгибающих моментов на
процесс деформирования. При вырубке со сжатием зазор между
пуансоном и матрицей берется равным 0,005 — 0,01 мм, т.е. сущест-
венно меньшим, чем при обычной вырубке.
Локализация очага приводит к более интенсивному, чем в обыч-
ных условиях, нарастанию деформаций сдвига по мере смещения
рабочего инструмента, что способствует более интенсивному упрочне-
нию. Вследствие этого сопротивление сдвигу при вырубке со сжатием
больше, чем при обычной вырубке и может превышать временное
сопротивление [20].
Отсутствие разрушения (образования трещин опережающего
разрушения) как бы увеличивает деформацию до начала образования
шейки при испытании на растяжение.
Для большей локализации очага деформации при вырубке со
сжатием на прижиме, а иногда (при 5 > 5 мм) и на прижиме,
и на матрице применяют клиновые ребра, врезающиеся в заго-
товку до начала сдвига, размеры которых приведены в справоч-
нике [20].
Для улучшения качества поверхности среза, которая при вырубке со
сжатием перпендикулярна плоскостям заготовки, рекомендуется
применение смазочных материалов, а также небольшое притупление
режущей кромки матрицы.
64
Усилие, необходимое для вдавливания клиновидного ребра в
заготовку, приближенно может быть определено по формуле [20]
• 40,,/Л,, (2.22)
где I — длина ребра по вершине, мм; hx — высота ребра, мм.
Усилие противодавления, прижимающее заготовку к торцу пуансона,
определяется как произведение удельного усилия на площадь
вырубаемой детали.
Вырубка со сжатием может совмещаться с пробивкой отверстий и
в ряде случаев сокращает объем механической обработки при изготов-
лении деталей, боковые поверхности которых должны быть перпенди-
кулярны плоскостям детали и обладать достаточно низкой шерохова-
тостью поверхности.
2.6. Зачистка
Вырубка со сжатием, требующая специализированного обору-
дования и высокоточных дорогих штампов, не всегда оказывает-
ся экономически целесообразна для получения деталей с точными
размерами и боковой поверхностью, перпендикулярной плоскости
заготовки и обладающей низкой шероховатостью. Достаточно
хорошее качество вырубаемых деталей можно получить также
применением операций зачистки и калибровки. При зачистке повы-
шение качества поверхности среза достигается срезанием припус-
ка на боковых поверхностях детали и переводом части металла
в стружку.
Схема деформирования при срезании припуска по наружному (а)
и внутреннему (6) контурам детали показана на рис. 2.23. Отделение
стружки осуществляется в основном режущей кромкой матрицы при
зачистке наружного контура и режущей кромкой пуансона при
зачистке внутреннего контура. Образование гладкой поверхности при
срезании стружки зависит от остроты режущих кромок, толщины
срезаемого припуска, механических свойств материала заготовки и
ряда других факторов.
На заключительной стадии срезания стружки, когда высота срезае-
мого слоя соизмерима с толщиной срезаемого припуска, может на-
блюдаться отрыв припуска с образованием шероховатой поверхности.
С учетом сказанного необходимо на заключительной стадии зачистки
срезать минимальный припуск.
Эту рекомендацию можно выполнить, если, учитывая наклон
трещин скалывания при вырубке и пробивке, при зачистке по наруж-
ному контуру укладывать заготовку в штампе так, чтобы блестящий
65
Рис. 2.23. Схема зачистки
поясок был обращен к матрице,
а при зачистке внутреннего
контура — к пуансону.
При зачистке срезанием
припуска изменяют попереч-
ные размеры как по наружно-
му, так и по внутреннему кон-
турам. Изменением размеров
пуансонов и матриц вырубки и
пробивки обеспечивают желае-
мый припуск.
Припуск под зачистку (без
учета переменности поперечных
размеров, возникающих при
вырубке и пробивке) зависит от толщины и механических свойств
заготовки, конфигурации детали или отверстия, а также точности
размещения (укладки) заготовки в штампе зачистки. Средние значения
минимального припуска под зачистку составляю! 0,1 — 0,3 мм. Более
подробные рекомендации приведены в справочнике [20].
При толщине заготовки больше 2 мм для получения желаемой
гладкости поверхности среза используют двух- и трехкратную зачистку
с постепенным уменьшением припуска под зачистку.
Заметим, что с учетом последующего срезания припуска при
зачистке зазор между пуансонами и матрицами при вырубке и пробивке
принимают несколько уменьшенным по сравнению с рекомендуемым
для вырубки и пробивки без зачистки, допуская образование поясков
вторичного среза. Эти пояски увеличивают площадь контакта боковой
поверхности заготовки с поверхностью фиксирующего положение
заготовки в зачистном штампе элемента и тем обеспечивают
равномерность припуска под зачистку.
Лучшая точность фиксирования местоположения заготовки в
зачистном штампе при зачистке наружного контура обеспечивается при
совмещении в одном штампе вырубки с зачисткой. В этом случае
вырубная матрица размещается над матрицей зачистки и заготовка
(или стопа вырубленных деталей) пуансоном последовательно протал-
кивается через отверстие вырубной, а затем и зачистной матрицы.
Имеются данные, что наложение на движение пуансона продольных
колебаний (виброзачистка или зачистка с ультразвуком) позволяет
улучшить качество поверхности среза.
66
При зачистке на боковые поверхности заготовки действуют сжи-
мающие контактные напряжения, которые при снятии внешних сил
приводят к упругим деформациям, изменяющим размеры детали по
сравнению с размерами инструмента (при зачистке по внутреннему
контуру поперечные размеры контура уменьшаются по сравнению с
размерами пуансона) Это изменение размеров, исчисляющееся в
микрометрах, учитывают при определении размеров инструмента
зачистки при изготовлении отверстий в деталях приборов точной
механики (часовое производство и т.п.).
2.7. Надрезка
Отделение части заготовки по незамкнутому контуру часто ис-
пользуется для формоизменения отделяемой части заготовки.
На рис. 2.24 показаны некоторые разновидности падрезки, при
которых отделяемая часть изгибается (рис. 2.24, а), образуя отогну-
тый язычок, или растягивается (рис. 2.24, б), образуя ступенча-
тый паз.
Надрезка пилообразным пуансоном (ножом) с поперечным воз-
вратно-поступательным движением за каждый ход ползуна позволяет
получать безотходные сетки (рис. 2.25).
При падрезке с гибкой пуансон обычно делают со скосом, причем
на участках резания кромки пуансона острые, а зазор между режу-
щими кромками пуансона и матрицы берут таким же, как и при
обычпой вырубке-пробивке. На участке изгиба заготовки зазор между
пуансоном и матрицей берется несколько большим толщины заготовки,
а кромки пуансона и матрицы на этом участке имеют скругления.
При толщине заготовки больше 1 мм в местах изгиба у границы
линии резания может наблюдаться образование трещин вследствие
распирающего действия уширяющейся при изгибе части заготовки
Этих трещин можно избежать, если до надрезки в местах стыка
отгибаемого язычка с остальной частью заготовки предварительно
пробить отверстия, искусственно уменьшающие ширину отгибаемой
части.
При надрезке с растяжением (рис. 2.24, б) удлинение отделяемой
части заготовки не должно приводить к ее отрыву от остальной части
заготовки.
Считается, что разрушения отделяемой полоски не произойдет, если
ее удлинение не превосходит величину равномерного (до начала
образования шейки) удлинения при испытании на растяжение.
Следует иметь в виду, что нормальные напряжения, созданные
давлением пуансона на отделяемую часть заготовки, а также действие
67
Рис. 2.25. Внешний вид сеток,
полученных надрезкой с последу-
ющим растяжением
Рис. 2.24. Схема надрезки:
а — с гибкой; б — с растяжением
сил трения на контактных поверхностях приводят к неравномерности
распределения деформаций удлинения по длине отделяемой полоски,
что увеличивает опасность се разрушения. Уменьшению неравномер-
ности деформаций по длине отделяемой полоски способствуют приме-
нение смазывающего материала и увеличение радиусов скругления
кромок пуансона и матрицы.
При надрезке, применяемой для изготовления безотходной сетки
с ромбообразными отверстиями, отделяемые полоски также испыты-
вают удлинение, что заставляет опытным путем подбирать размерные
характеристики ячеек сетки, гарантирующие отсутствие трещин.
Усилия деформирования при надрезке могут быть определены с
использованием формул, приведенных при рассмотрении операций
отрезки, вырубки и пробивки с учетом дополнительного воздействия на
процесс резания изгиба или растяжения.
2.8. Обрезка
Для обеспечения заданных размеров полых деталей, получаемых
формоизменяющими операциями (главным образом вытяжкой), в ряде
случаев (особенно при высокой размерной точности получаемых
деталей) требуется отделить припуск по краю полуфабриката. Для чего
применяют операцию обрезки, которая может осуществляться
дисковыми ножами или в штампах.
Некоторые схемы обрезки с использованием дисковых ножей
приведены на рис. 2.26,
68
Рис. 2.16. Схемы обрезки дисковыми ножами
г)
При обрезке осесимметричных и неосесимметричных полуфабри-
катов средних размеров могут использоваться двухдисковые ножницы,
аналогичные применяемым при вырезке (рис. 2.26, а, б, в). Обрезка
дисковыми ножницами может применяться для полых заготовок
(полуфабрикатов), как имеющих фланец, так и без него. Обрезка на
дисковых ножницах целесообразна в мелко- и среднесерийном
производстве (например, при изготовлении жестяной тары), так как
ножи и приспособления для перемещения обрезаемой заготовки
сравнительно дешевы и просты. При обрезке осесимметричных полу-
фабрикатов небольших размеров (патронно-гильзовое производство),
несмотря на массовый характер производства, используется обрезка
с помощью дискового ножа, но на специализированном оборудовании.
Один из вариантов обрезки дисковым ножом осесимметричной
заготовки представлен на рис. 2.26, г. В этом случае отделение отхода
осуществляется внедрением режущей кромки дискового ножа в заго-
товку, причем сопряженной режущей кромкой является кромка
колечка, надетого на оправку, поддерживающую заготовку изнутри.
В условиях серийного производства таких деталей обрезку выпол-
няют по схеме, показанной на рис. 2.26, г. Продольным движением
толкатель перемещает заготовку из лотка и переносит ее в зону
действия дискового ножа. Дисковый нож совершает возвратно-посту-
пательное и вращательное (от специального привода или от оправки
с надетой на нее заготовкой) движения. При обратном движении
оправки и перемещении в том же направлении съемника после завер-
шения обрезки и удаления ножа от оправки снимаются заготовка и
69
Рис. 2.27. Схема штампа для обрезки
фланца
отрезанный припуск (колечко) с
оправки. При обрезке сравнительно
толстостенных заготовок обрезка
может осуществляться только режу-
щей кромкой ножа, без сопряженной
режущей кромки на оправке. В этом
случае заготовка опирается по наружной поверхности на два вращаю-
щихся ролика, а усилие резания от дискового ножа не должно вызы-
вать прогиба (смятия) заготовки. При таком способе обрезки оправка
не подпирает заготовку изнутри.
Способы обрезки в штампах весьма разнообразны. Наиболее
сложными по конструкции являются штампы для обрезки припуска
на полых полуфабрикатах без фланца, когда обрезка осуществляется
при движении обрезной кромки матрицы в направлении, перпендику-
лярном боковой поверхности полуфабриката.
Значительно проще конструкция штампа для обрезки полуфабри-
ката с фланцем (рис. 2.27). Как видно из схемы, заготовка до обрезки
должна быть зафиксирована в штампе (по внутренней или наружной
поверхности) с тем, чтобы ширина остающегося после обрезки флан-
ца была постоянной по периметру. Обрезка осуществляется режущи-
ми кромками пуансона / и матрицы 2, между которыми имеется
зазор, определяемый по рекомендациям для случая вырубки. Отде-
ленная часть фланца смещается по пуансону. В последующем нако-
пившийся отход упирается в острые кромки ножей-рассекателей 3
(два или три) и разрезается на части тем же движением матрицы,
укрепленной в верхней части штампа. Расстояние между торцем
матрицы в ее нижнем положении и режущими кромками ножей-
рассекателей должно быть 2...4 мм для того, чтобы кромки рассека-
теля не сминались. Таким образом, усилие деформирования при
обрезке фланца должно определяться как сумма усилия обрезки
(аналогично усилию вырубки), усилия съема по
соответствующей формуле с учетом количества
одновременно смещающихся по пуансону отходов
после обрезки фланца и усилия разделения отхода
на рассекателях.
Рис. 2.28. Схема обрезки на последующем переходе
вытяжки
70
Приближенно это суммарное усилие может быть определено по
формуле
Робр = + О.Оба^Л + n2obbs2 =
= ocps£(K + 0,06n,) + 2п2оллЬ,
(223)
где — число одновременно смещаемых по пуансону отходов при
обрезке; п2 — число рассекателей; b — ширина рассекаемого
отхода.
Данный вариант обрезки рационален даже при необходимости
получения деталей без фланца. В этом случае до обрезки осущест-
вляется вытяжка не на проход, а с оставлением непротянутого
фланца.
Учитывая малую ширину остающейся необрезанной части фланца
(немного больше, чем радиус кромки матрицы на предыдущем переходе
вытяжки), последующая вытяжка не даст заметного изменения высоты
по периметру полученной детали.
В ряде случаев весьма эффективным оказывается совмещение
операции вытяжки с обрезкой (рис. 2 28). В этом случае не требуется
отдельного перехода и штампа для обрезки и обрезку выполняют на
заключительной стадии вытяжки путем сжатия стенки заготовки
между уступом на ступенчатом пуансоне и рабочей поверхностью
матрицы.
В этом варианте обрезки отделение отхода происходит под дей-
ствием растягивающих напряжений со стороны еще не протянутой
части в том месте, где внедрившаяся в заготовку кромка ступенчатого
пуансона создает локальное утонение стенки вытягиваемой заготовки.
В результате такого механизма отделения кромка ступеньки пуансона не
контактирует с поверхностью матрицы, благодаря чему снижается
интенсивность ее притупления (смятия). Однако окончательное
отделение отхода, осуществляемое отрывом, приводит к тому, что
поверхность среза имеет шероховатость, соответствующую поверхнос-
ти отрыва. Так как в данном процессе кромка пуансона не сдвигает
одну часть заготовки относительно другой, а вдавливается в стенку
заготовки, контактные напряжения на кромке больше, чем при
обычной вырубке, и притупление кромки происходит более интенсив-
но. Притупление режущей кромки ступенчатого пуансона может
приводить к образованию острых выступов (заусенцев) на торцовой
поверхности среза.
71
ЗАДАНИЯ ДЛЯ САМОКОНТРОЛЯ
I. Назовите стадии процесса деформирования при разделительных операциях.
2. Сформулируйте особенности деформирования при отрезке ножами с поступа-
тельным и вращательным движением.
3. Сформулируйте особенности конструкции ножей для вырезки.
4. Приведите факторы, влияющие на качество поверхности среза при отрезке, вырезке,
вырубке и пробивке.
5. Назовите способы повышения гладкости поверхности среза при вырубке и
пробивке.
6. Объясните механизм деформирования при зачистке и калибровке.
7. Сформулируйте особенности деформирования при надрезке.
8. Приведите способы обрезки краевой части полуфабриката.
Гл а в а 3
ФОРМОИЗМЕНЯЮЩИЕ ОПЕРАЦИИ
3.1. Гибка
Гибка — весьма распространенная операция листовой штамповки.
Гибка осуществляется в штампах и на специализированном гибочном
оборудовании.
Гибка, т е. изменение кривизны срединной поверхности при почти
неизменных ее линейных размерах, сопровождается неравномерным
распределением деформаций по толщине. При гибке обычно изменяется
кривизна срединной поверхности в одной плоскости а кривизна
заготовки в плоскостях, перпендикулярных плоскости изгиба, должна
оставаться неизменной, равной нулю.
Переменность деформаций по толщине может возникать в случае,
если напряжения, вызывающие эти деформации, также переменны по
толщине. Переменность напряжений по толщине может являться
следствием приложения к деформируемой заготовке изгибающего
момента.
Для осуществления изгиба к заготовке как минимум необходимо
приложить изгибающий момент, хотя при штамповке изгиб обычно
осуществляется одновременным действием моментов, продольных и
поперечных сил.
Для выяснения механизма деформирования заготовки при различ-
ных вариантах гибки целесообразно вначале рассмотреть идеализиро-
ванный случай изгиба под воздействием одного только изгибающего
момента.
При таком виде изгиба продольные и поперечные силы отсутствуют,
кривизна срединной поверхности заготовки на участке изгиба
постоянна в любой момент деформирования, что позволяет считать
справедливой для изгиба моментом гипотезу плоских сечений или же
гипотезу постоянства нормалей. Согласно этой гипотезе плоскости,
перпендикулярные срединной поверхности, остаются плоскими в
процессе изгиба.
Экспериментальные условия гибки можно создать приложением
внешних сил по схеме, приведенной на рис. 3.1. Исследования процесса
гибки были выполнены Е.Н. Мошниным.
73
Рис. 3.1. Схема гибки моментом
Отсутствие перерезывающих сил при
гибке моментом позволяет считать ор,
а0, а2 главными нормальными напряже-
ниями (рис. 3.2). Для случая изгиба широкой полосы деформация
е2 а 0 (B/s > 10, где В — ширина полосы, схема плоского деформирован-
ного состояния), а напряжение oz, действующее в направлении, в
котором деформация равна нулю, является средним, равным полусумме
крайних напряжений:
о.
°Р + °о
2
(3.1)
Уравнение равновесия для элемента, выделенного в очаге дефор-
мации, с учетом того, что напряжения ор вызывают надавливание слоев
друг на друга, может быть записано в цилиндрической системе
координат в виде
----“ + °о ~ ае = 0.
dp р 6
(3.2)
Напряжение ор, вызванное надавливанием волокон друг на друга
для всей заготовки, является сжимающим (отрицательным), в то
время как напряжение ое положительно в зоне тангенциального
удлинения и отрицательно в эоне тангенциального сжатия.
Уравнение пластичности с учетом сказанного по гипотезе макси-
мальных касательных напряжений может быть записано в виде
ор - с0 = ± о5, (3.3)
где знак минус относится к
зоне растяжения в тангенци-
альном направлении, а знак
плюс — в зоне сжатия в тан-
генциальном направлении.
Рис. 3.2. Схемы напряженного и
деформированного состояния при
гибке моментом
74
При совместном решении уравнений (3.2) и (3.3) и использовании
граничных условий, по которым ор = 0 при р = R и р = г, полу-
чим формулы, показывающие распределение напряжений по толщине
(по р):
для зоны растяжения
1 R
ор = - Оу1п —,
для зоны сжатия
(3.4)
г
Оу - О I 1 + In £ I .
Из формул (3.4) видно, что напряжения ор возрастают по абсолютной
величине по мере удаления от поверхностей заготовки в ее толщину.
На некоторой поверхности с радиусом рп напряжения ордля зон
сжатия и растяжения становятся равными, и вблизи этой поверхности
происходит смена знаков тангенциальных напряжений и деформаций.
Эту поверхность, отделяющую зону тангенциального удлинения от зоны
тангенциального сжатия в данный момент деформирования, называют
нейтральной поверхностью напряжений.
Значение радиуса ри можно определить, приравняв значения ор для
зон сжатия и растяжения при р = рн из формул (3.4).
После несложных преобразований получаем
Рн -
(3-5)
Из формулы (3.5) видно, что нейтральная поверхность напряжений
при уменьшении внутреннего радиуса г смещается от срединной
поверхности к внутренней и при г - 0 выходит на внутреннюю поверх-
ность, так что почти на всю толщину заготовки распространяется
зона тангенциального удлинения.
Радиальное напряжение ор достигает по абсолютному значению
максимальной величины на нейтральной поверхности напряжений
75
Рис. 3.3. Эпюра напря-
жений при линейной
схеме напряженного
состояния; г > 10s;
-------— изгиб без
упрочнения,
— — — — изгиб с
упрочнением
Рис. 3.4. Эпюра напряже-
ний при упрутопласти-
ческом изгибе
при р - ри. Подставляя из формулы (3.5) значение рн в формулу (3.4),
характеризующую распределение ор по толщине заготовки, получаем
о
ртах
(3.6)
Из полученной формулы следует, что при г > 5s абсолютное
значение ортах < °,1ов и влиянием ор на условия деформирования
можно пренебречь, в этом случае допустимо считать, что при изгибе
справедлива линейная схема напряженного состояния, при которой
эпюра напряжений О0 прямолинейна, а рн = рср (рис. 3.3).
При таком расг{редСлении напряжений ов величина изгибающего
момента определяемся достаточно просто:
к
М = fo^pdp = о 1 £ = 1о 52.
J ' 2 2 4 •’
(3.7)
Здесь принято, что размер изгибаемой заготовки в направлении,
перпендикулярном Чертежу, равен единице.
При упругоплас'ГИЧеском изгибе по большому радиусу кривизны
изменение напряжений по толщине можно представить в виде эпюры
(рис. 3.4), а изгибающий момент определить по формуле
(3-8)
где х — толщина упругодеформированного центрального слоя заготовки.
76
Из формулы (3.8) видно, что при х = 0 формула (3.8) переходит в
формулу (3.7), справедливую для случая, когда пластической
деформацией охвачена вся толщина заготовки, а при х = .? формула
(3.8) переходит в формулу для определения изгибающего момента,
когда вся заготовка находится в упругом состоянии и лишь в поверх-
ностных слоях тангенциальное напряжение достигает напряжения
текучести.
Используя закон Гука, можно связать толщину упругодеформиро-
ванного слоя с радиусом кривизны срединной поверхности по выражению
X _
2р Е
(3.9)
Подставив значение х из полученного выражения в формулу (3.8),
можно получить формулу, связывающую величину изгибающего момента
с радиусом кривизны срединной поверхности:
О 5 2 ( 2р_0 У
12 ( sE J
(3-10)
Из полученной формулы можно установить, что зарождение
пластических деформаций в поверхностных слоях заготовки в зависи-
мости от отношения напряжения текучести к модулю упругости
начинается при рср « (300...500).? и толщина пластических зон
быстро увеличивается по мере уменьшения радиуса кривизны средин-
ной поверхности.
Расчетами по формуле (3.10) можно показать, что даже при рср £
<. 50s толщина упругодеформированного слоя меньше 0,1s, а изгиба-
ющий момент отличается от момента, определенного по формуле
(3.7), менее чем на I %.
Напряжения о2, действующие по ширине изгибаемой заготовки,
в этом случае определяются из соотношения (3.1). Если в это соотно-
шение подставить значения ор и ое из формул (3.4), то можно оце-
нить распределение напряжений ог по толщине заготовки:
для зоны растяжения
- 21п — ;
Р /
для зоны сжатия
(3.11)
77
о = —la f | + 21n£ I .
2 \ r)
Как следует из приведенных формул, знаки напряжений о2 в
зонах растяжения и сжатия различны (совпадают со знаками напря-
жений о0), причем на нейтральной поверхности при р = у/Ёг напря-
жения ог, как и напряжения о0 при отсутствии упругодеформированной
зоны, скачком изменяют свои знаки и величины. Разный знак
напряжений о2 указывает на то, что элементарные силы, образован-
ные напряжениями о., создают момент, стремящийся изменить
кривизну заготовки по ее ширине. В то же время ее краевые участки
свободны от внешних нагрузок и могут получать поперечный прогиб
под действием напряжений щ.
Таким образом, напряжения с, при изгибе широкой полосы возрас-
тают от нуля на краю заготовки до значений, установленных по
формулам (3.11), на определенном удалении от края.
Как следствие отмеченного, при изгибе широкой полосы имеет
место поперечный прогиб заготовки. При гибке моментом часть
заготовки по толщине испытывает тангенциальное растяжение, а
другая ее часть — тангенциальное сжатие, поэтому при снятии внеш-
них нагрузок растянутые слои стремятся сократить свою длину, а
сжатые — увеличить. Благодаря этому, угол между нормалями к
срединной поверхности будет изменяться. Явление изменения угло-
вых размеров и радиусов кривизны при снятии деформирующих
нагрузок называют пружинением.
Изменение значений углов и радиусов при разгрузке в общем
случае может быть значительным и зависящим от многих факторов.
Чтобы уяснить механизм пружинения и подходы к его аналитичес-
кому определению, рассмотрим случай изгиба и разгрузки листовой
заготовки под действием изгибающего момента. В случае неоднород-
ного поля напряжений при деформировании разгрузка сопровождается
возникновением остаточных напряжений первого рода. Определение
величин и поля остаточных напряжений может быть выполнено с
использованием предложенной А.А. Ильюшиным теоремы о разгруз-
ке. Согласно этой теореме разгрузка происходит по закону Гука
(линейная связь между напряжениями и деформациями), и если тело
при нагружении испытывало неоднородную деформацию, то при
разгрузке в нем возникнут остаточные напряжения, которые опреде-
ляются разностью между напряжениями, действующими в нагружен-
ном теле, и фиктивными напряжениями, которые возникли бы в теле
при упругом деформировании (закон Гука справедлив для любых
деформаций) до той же кривизны.
78
Рис. 3.5. Эпюры напряжений при изгибе
(г = s):
-------без упрочнения;
-------—с упрочнением
Рассмотрим случай изгиба ши-
рокой полосы изгибающим момен-
том, когда все сечение получает
пластические деформации (зона упругих деформаций отсутствует) и
когда упрочнение учитывается с использованием линейной аппрок-
симации кривой упрочнения первого рода. Примем также, что при
изгибе и разгрузке плоские сечения, перпендикулярные поверхности
заготовки, остаются плоскими, а их центры поворота размещаются на
срединной поверхности.
При таких допущениях се = л/(2р<р), где х/2 — расстояние от
срединной поверхности, а уравнение кривой упрочнения получает вид
о
о + /7-—
ТО /V
2Рср
(3.12)
где ото — экстраполированный предел текучести; П — модуль упроч-
нения.
Максимальное значение напряжения текучести на наружной
(растянутой) поверхности при х/2 = л/2 равно
и,. = оТ(( + Hs!{2r + у).
(3-13)
Исходя из эпюры распределения напряжений (рис. 3.5), можно найти
величину изгибающего момента
М = (1/4)(оду2) + (1 /6)Пл/(2г + у)у2.
(3-14)
Так как фиктивный момент, численно равный моменту, определя-
емому по формуле (3.14), должен определяться из условий упругого
деформирования М = (1/6)ОуУ2, где оу — условное напряжение,
возникающее в крайних волокнах заготовки (х = у/2), то величина
79
оу1 определяемая из условия равенства нагрузочного и фиктивного
моментов, будет иметь следующую зависимость:
3 гт s
°У = + (3.15)
Разность эпюр напряжений под нагрузкой и фиктивного момента
позволяет определить поле остаточных напряжений. Таким образом,
наружный слой заготовки при разгрузке будет уменьшать свою длину
по закону Гука, при этом напряжение будет изменяться до нуля (или
от о51 до нуля) и до остаточного напряжения oWT = и,, — ох при
последующем сжатии. Если длина наружного слоя L = (г + л)а, где
а — угол поворота крайних сечении, то сокращение длины наружного
слоя при разгрузке может быть определено по формуле
ст
Л/ = -2(г + у) а.
Е
(3.16)
Подставив Оу из (3.15) в (3.16), получим
3^
2
2Д/
5
(3.17)
Если учесть, что tgA а
а Д а, то окончательно получим
Да = —[ Зо + П———](1 + r/s)a.
/Ц то 2г + sj
(3.18)
Из формулы (3.18) следует, что угол пружинения увеличивается с
увеличением отношения oTJE, интенсивности упрочнения, относи-
тельного радиуса r/s и
угла, на который изгиба-
ется заготовка. Даже для
случая изгиба моментом
полученная формула при-
ближенна в силу ряда
принятых при ее выводе
допущений.
Рис. 3.6. Схема напряженного
состояния и эпюры напряжений
при изгибе узкой полосы
80
Ранее был рассмотрен изгиб широкой полосы, для которой допус-
тимы условия плоской деформации. В практике штамповки могут
встречаться случаи изгиба полосы на ребро» когда изгибается узкая
полоса и напряжения о2 = 0. Схема деформирования в этом случае
приведена на рис. 3.6. При изгибе узкой полосы деформирование
осуществляется в условиях плоского напряженного состояния и
деформация ег * О. В результате при изгибе толщина заготовки
изменяется и становится некоторой функцией координаты р.
Уравнение равновесия круговой пластины переменной толщины в
цилиндрических координатах для случая, когда напряжения огр и ое
являются главными нормальными, имеет вид
Если пренебречь влиянием напряжения ор на соотношение между
деформациями (линейная схема напряженного состояния), то из
условия постоянства объема можно получить формулу
Рн
N Р ’
и уравнение (3.19)
получает вид
P^Zp + °Р - ае - 0. (3.19,а)
Jp 2
По гипотезе максимальных касательных напряжений (отах — oniin =
= °t) уравнение пластичности для зоны растяжения будет иметь вид
ов — ор = о,, а для зоны сжатия ое = — о,.
Совместное решение дифференциального уравнения равновесия
(3.19, а) с уравнениями пластичности позволяет получить формулы,
характеризующие распределение напряжений ор при изгибе момен-
том узкой полосы:
для зоны растяжения
от = - 2о 1 -
р j
г I •
5 R J ’
81
Рис. 3.7. Силовые условия при гибке
с растяжением (а) и со сжатием (б)
Рис. 3.8. Эпюра напряжений при гибке
с растяжением
для зоны сжатия
(3.20)
Эпюры распределения напряжений показаны на рис. 3.6. Отметим,
что и в этом случае из условия равенства напряжений ор на ней-
тральной поверхности (р = рн) формула для определения р„ имеет
тот же вид, что и при изгибе моментом широкой полосы.
Изгиб при одновременном действии момента, продольных и попе-
речных сил может существенно отличаться от изгиба моментом по
распределению напряжений, действующих в деформируемой заготов-
ке, и, как следствие, по величинам изгибающего момента и углов
пружинения. На рис. 3.7 схематично показаны силовые условия
нагружения при гибке с растяжением и со сжатием.
Рассмотрим случай оценки углов пружинения при изгибе момен-
том и продольной силой, например при гибке с растяжением.
Чтобы более наглядным был механизм деформирования при гибке
с растяжением, начнем с рассмотрения наиболее простого случая. При
изгибе с растяжением не учитываем влияние упрочнения на величину
ог, пренебрегаем надавливанием слоев друг на друга (ор = 0) и не
учитываем влияние па поле напряжений нормальных напряжений и
трения, действующих на контактных поверхностях.
В этом случае продольная сила может быть найдена как интегральная
сумма элементарных сил, созданных действием напряжений ое:
R
N - foQdp. (3 21)
Г
Распределение напряжений ое по толщине заготовки при гибке с
растяжением показано на рис. 3.8. Эпюра напряжений ое = ± о,
82
должна удовлетворять условиям статического равновесия, и площадь
эпюры с растягивающими напряжениями должна быть больше площа-
ди эпюры ае — с отрицательными напряжениями.
Обозначим расстояние между нейтральной и срединной поверхнос-
тями через с, тогда, выполняя интегрирование соотношения (3.21),
получим
R ₽и
N = f<*/Р + f (-ajt/p = os(R - 2рн + г) = 2<jsc. (3.22)
р» г
При получении соотношения (3.22) было учтено, что
г = R - у; рп - R - j/2 - с.
Напомним, что выводы сделаны для единичной ширины заготовки.
Примем, что та же продольная растягивающая сила У может
быть выражена через некоторое условное среднее по толщине напря-
жение оВср. Тогда N = 0^5 = 2а/?, откуда определим смещение
нейтральной поверхности относительно срединной:
с = Д' = W.
2оу 2оу
(3.23)
Из полученной формулы следует, что при o0CJ> = 0 нейтральная
поверхность совпадает со срединной, а при аВср = о, нейтральная
поверхность смещается на внутреннюю поверхность заготовки.
с = $/2.
Изгибающий момент при гибке с растяжением будет определяться
разностью М = Мов — т.е. момента, образованного тангенциаль-
ными напряжениями, и момента, образованного действием продо-
льной силы (здесь Л/ — внешний изгибающий момент).
Если считать, что часть силы, созданной растягивающими напря-
жениями, уравновешивает растягивающую силу N = 2о/, то остаю-
щаяся часть сил уравновешивает внешний момент. В этом случае, не
прибегая к интегрированию, величину внешнего момента можно
определить по соотношению
М = ox(s/2 - с)(л72 + с) = oT(s2/4 - с2) -
о ,л2 ?
= -y-U “ (00СРЧ)2].
(3-24)
83
Здесь o,(s/2 — с) — силы, a (s/2 + с) — плечо, на котором действуют
эти силы, уравновешивающие внешний момент.
Из формулы (3.24) следует, что при ► 0, т.е. при отсутствии
продольной растягивающей силы, внешний изгибающий момент
становится равным моменту, определяемому по формуле (3.7) для
изгиба. Если же среднее по толщине растягивающее напряжение о6ср
равно напряжению текучести о„ то согласно формуле (3.24) внешний
изгибающий момент стремится к нулю. В этом случае все волокна
только растягиваются с деформацией растяжения, увеличивающейся
от внутренней поверхности к наружной. При таких условиях дефор-
мирования разгрузка (снятие внешних сил и моментов) приведет
только к уменьшению длины волокон, а повороты сечений, перпенди-
кулярных срединной поверхности (угловые деформации), будут
отсутствовать, т.е. угол пружинения будет стремиться к нулю Если
изгиб с растяжением происходит в условиях холодной деформации,
то вследствие упрочнения значения напряжения текучести также
будут различны и различными будут деформации при разгрузке. В
этом случае полностью исключить пружинение не удается.
На углы пружинения при гибке с растяжением могут влиять силы
трения, возникающие при перемещении элементов заготовки по
поверхности пуансона вследствие удлинения при растяжении. С
учетом этого обстоятельства желательно разновременное действие
растяжения и изгиба. Так, при гибке с растяжением (см. рис 3.7, а)
целесообразно вначале растянуть заготовку, вызвав в ней напряжения,
близкие к напряжению текучести, а затем изогнуть ее по пуансону.
В этом случае смещение элементов заготовки по пуансону будет
минимальным. Для осуществления гибки с растяжением созданы
специальные машины.
Представленная на рис. 3.7, б схема гибки со сжатием может быть
реализована в штампе, схема которого показана на рис. 3.9. Плоская
заготовка укладывается на откидывающиеся фиксаторы (на рисунке не
сверху матрица изгибает заготовку по
показаны). Опускающаяся
грибковому пуансону, который через
штырь опирается на эластичный
элемент (пневматический или
резиновый буфер) и образует неко-
торый зазор между нижним тор-
цем пуансона и неподвижной плитой
Рис. 3.9. Схема штампа для гибки со
сжатием
84
Рис. ЗЛО, Распределение сил и моментов Рис. 3.11, Схема развития очага дефор-
при гибке поперечной силой мадии
штампа. Зазор рассчитывается таким образом, чтобы края заготовки
после гибки упирались в уступы неподвижной плиты. При дальней-
шем опускании матрицы значение зазора стремится к нулю, обеспе-
чивая деформацию сжатия (укорочения) заготовки на величину,
несколько превышающую деформацию, соответствующую напряжению
текучести. Силы трения, возникающие при заталкивании заготовки
в матрицу, приводят к уменьшению средних по толщине напряжений
о^р от края заготовки к ее середине. Если сжимающие напряжения
овср достигнут напряжения текучести, то нейтральная поверхность
сместится на наружную поверхность заготовки, по всей толщине
будут действовать только сжимающие напряжения и при разгрузке
будет наблюдаться только удлинение заготовки, а угловые
деформации будут минимальны.
Таким образом, одним из направлений борьбы с пружинением при
гибке является осуществление гибки моментом и продольной силой
(растягивающей или сжимающей), но следует учитывать, что значе-
ния среднего по толщине продольного напряжения не должны превы-
шать напряжения текучести, так как это увеличивает опасность
разрыва заготовки или недопустимого изменения ее размеров.
В производстве значительно большее применение находит гибка
моментом и поперечной силой, действующей перпендикулярно сре-
динной поверхности заготовки. Схема распределения сил и моментов
при гибке поперечной силой приведена на рис, 3,10 (для случая гибки
полосы в штампе силой, приложенной посередине заготовки).
Как видно из схемы, при гибке поперечной силой (обычно ее
называют гибкой усилием) на заготовку воздействует не только
момент М, но и перерезывающие силы Q, вызывающие появление
касательных напряжений, действующих перпендикулярно срединной
поверхности. Однако при достаточно большом расстоянии между
опорами {L > 5s) — обычно это характерно для листовой штамповки
— влиянием касательных напряжений на процесс деформирования в
силу их малости можно пренебречь.
При гибке усилием (см. рис. 3.10), так же как и при гибке момен-
том, пластические деформации начинаются от поверхностных слоев
85
заготовки. Но так <ак момент, вызванный поперечной силой, является
переменным по длине заготовки, то и глубина проникновения зоны
пластических деформаций (в толщину) также переменна по длине
заготовки.
На рис. 3.11 показано развитие очага пластической деформации
при гибке усилием по мере увеличения кривизны заготовки. Различ-
ная глубина проникновения зоны пластических деформаций по длине
заготовки свидетельствует о том, что кривизна заготовки переменна
по длине и изменяется в процессе деформирования. Из формулы
(3.10) можно получить выражение, устанавливающее связь между
радиусом кривизны срединной поверхности и величиной изгибающего
момента:
sE 3 _ 12Му
(3.25)
В то же время значение момента, переменное по длине для схемы сил,
показанных на рис. 3.10, определяется выражением
Му = 2М}~, (3.26)
где М] — момент, действующий посередине длины заготовки в точке
приложения усилия от пуансона; у — расстояние от опоры до рассмат-
риваемой точки; L — расстояние между опорами.
Если принять, что максимальный момент, действующий посередине
длины заготовки, равен М, - -о..у2, то формула (3.25) может быть
4 1
представлена в виде, позволяющем выразить значение радиуса кривизны
в функции координаты у, т.е. по длине заготовки:
Рср - 7^ А 6>'/£- (3.27)
2ол
Из формулы (3.27) следует, что с увеличением значения у (по мере
удаления от опоры) радиус кривизны срединной поверхности убывает и
при у -♦ L/2 стремится к нулю. В действительности радиус кривизны
срединной поверхности не может быть равен нулю, так как даже если
радиус скругления рабочей кромки пуансона равен нулю, то радиус
срединной поверхности должен быть равен s/2.
Из формулы (3.27) следует, что при у s (1/3)£ оср = sE/(2os), т.е.
части заготовки, находящиеся на указанном расстоянии от опоры,
86
Рис. 3.12. Схема гибки V-образных деталей с
подчеканкой:
а — с одним, 6 — с двумя участками спрямле-
ния
а)
б)
испытывают только упругие деформации, а пластические деформации
возникают в частях заготовки от середины (точки приложения
поперечной силы) до £/3. Таким образом, полная протяженность зоны
пластической деформации (по обе стороны от точки приложения
поперечной силы) будет равна £ — (2/3)£ = (1/3)£, а длина зоны
пластических деформаций по одну сторону от поперечной силы будет
равна £/6. Из сказанного следует, что при гибке поперечной силой
пластический изгиб происходит не только в зоне контакта пуансона
с заготовкой, но и во внеконтактной зоне, которую условимся назы-
вать зоной свободного изгиба. В этой зоне радиус срединной поверх-
ности заготовки плавно увеличивается от радиуса гп + s!2 (где гп —
радиус скругления рабочего торца пуансона) до радиуса, соответству-
ющего началу появления пластических деформаций в поверхностных
слоях заготовки.
Протяженность зоны свободного изгиба зависит от расстояния
между опорами при гибке V-образных деталей поперечной силой,
а выпрямление зон свободного изгиба (правка полок), во-первых,
приводит к резкому увеличению усилия деформирования, а во-
вторых, существенно сказывается на величине угла пружинения.
На рис. 3.12 схематично показаны возможные формы заготовки при
гибке V-образных деталей к моменту начала правки полок (подчеканки).
Из схемы видно, что спрямление полок в зоне внеконтактной
пластической деформации изменяет знак изгибающего момента.
Внутренние слои, сжатые в процессе гибки, начнут испытывать растя-
жение при правке полок, а в наружных слоях вместо растяжения
возникает сжатие. В этом случае при разгрузке полки будут пружинить
с уменьшением угла между ними. Пружинение же угловой части
заготовки, контактирующей с торцем пуансона, при разгрузке по-
прежнему будет увеличивать угол между полками. Таким образом, при
гибке с подчеканкой V-образных деталей в штампах общий угол
пружинения может быть выражен разностью между углом пружинения
контактной (угловой) части и углом пружинения полок:
Да - Ас -Да
угл полок
(3 28)
87
Рис. 3.13. Зависимость угла пружинения
Да от относительного усилия подчеканки:
1 — сталь 10; 2 — сталь 45; 3 — ст&ль 20;
4 — сталь 25; 5 — сталь 35; 6 — сталь У9,
Р — полное усилие гибки; Рг — усилие без
подчеканки
Чем больше деформации спря-
мления (а они увеличиваются с
увеличением усилия подчеканки),
тем больше углы пружинения
полок. Однако это увеличение
может быть лишь до полного
спрямления полок.
Исследование влияния геомет-
рических параметров пуансона и
величины усилия подчеканки было
выполнено Б.В. Рябининым.
Некоторые данные из его исследо-
вания приведены на рис. 3.13. Из приведенных данных видно, что
уменьшение угла пружинения наблюдается лишь до определенного
увеличения усилия подчеканки (далее идет сжатие уже плоских полок),
а кроме этого, конечный угол пружинения зависит от отношения r/s, где
г — радиус скругления торца пуансона.
Ранее было показано, что при гибке моментом с уменьшением r/s угол
пружинения уменьшается. Этим объясняется то, что общий угол
пружинения уменьшается с уменьшением радиуса скругления торца
пуансона и, как видно из рис. 3.13, при определенных условиях угол
пружинения может быть равен нулю (Даугл = Ааполок)- И.А. Нори-
цыным и ЮГ. Калпиным было получено аналитическое решение
задачи по определению углов пружинения при гибке V-образных
деталей с подчеканкой, учитывающее Пружинение полок, и, в част-
ности, получена формула позволяющая определить значение г, при
котором общий угол пружинения близок к нулю:
La - IJsacos-
то 2 S
Г = --------а-------- а ’ < <3 29>
Зег а cos— + бег sin- £
то 2 то j
88
Рис. 3.14. Схема гибки П-образных деталей
Рис. 3.15. Деталь с ребром жесткости
При выводе этой формулы кривая упрочнения аппроксимировалась
линейной зависимостью.
Внеконтактные участки изгиба оказывают влияние на величину
угла пружинения и при гибке П-образных деталей. В этом случае на
величину угла пружинения влияет зазор между пуансоном и матрицей
и подчеканка средней части заготовки.
На рис. 3.14 схематично показана форма заготовки в промежуточ-
ной фазе деформирования. Из схемы видно, что уменьшение зазора
z приводит к спрямлению полок при протягивании их через матрицу.
Таким образом, внеконтактные участки изгиба полок получают
деформацию с увеличением радиуса кривизны, что обусловливает
возникновение Д аполок обратного знака. Значит, с уменьшением
зазора (соответственно при более полном спрямлении полок) общий
угол пружинения уменьшается. Аналогично влияет на общий угол
пружинения и правка средней части заготовки. Заметим, что
для получения угла пружинения, близкого к нулю (полки парал-
лельны), иногда при правке прибегают к искусственному увеличению
обратного изгиба средней части, предусматривая поднутрение в
пуансоне и выпуклость в донной части матрицы или на торце вытал-
кивателя.
Приведенные сведения о характере влияния основных факторов на
угол пружинения дают представление о некоторых способах воздей-
ствия на эти углы для обеспечения заданной точности деталей.
Однако невозможность точного определения углов пружинения
зачастую требует экспериментальной отладки процесса гибки с
корректировкой размеров инструмента для обеспечения заданной
точности деталей. В связи с этим в ряде случаев становится рацио-
нальной корректировка конструкции детали. В частности, весьма
эффективной может быть штамповка детали с ребром жесткости
(рис. 3.15), которое препятствует изменению угла между полками,
получаемого в процессе штамповки.
89
Среди вопросов, которые приходится решать при проектировании
технологического процесса, использующего операцию гибки, имеются и
такие, как определение размеров заготовки по чертежу детали,
определение минимально допустимых радиусов скругления инструмента,
не вызывающих еще разрушения заготовки или недопустимого
изменения размеров деталей, и определение усилия деформирования.
Практика показывает, что расчет размеров заготовки из условия
неизменности длины ее срединной поверхности (длина развертки детали
по средней линии равна длине заготовки) не всегда обеспечивает
получение заданной точности линейных размеров штампуемой детали.
Погрешность эта обычно связана с тем, что, как показано выше,
нейтральная поверхность смещается в процессе изгиба от срединной
поверхности к внутренней, благодаря чему срединная поверхность
оказывается в зоне растяжения и удлиняется. При этом толщина
заготовки в месте изгиба несколько уменьшается.
С приемлемой точностью длину заготовки можно определить из
уравнения
= Ей.+ Е Рш«р (з-зо)
I 1
где at — длина прямолинейных участков штампуемой детали; рн, и а, —
соответственно радиусы нейтральной поверхности, определяемые по
формуле (3.5), и углы (в радианах) между нормалями к срединной
поверхности, проведенными от границ криволинейного участка для
угловых участков штампуемой детали.
Смещение нейтральной поверхности напряжений по мере увеличения
кривизны, особенно при изгибе усилием, когда на внутреннюю (или
наружную) поверхность заготовки действуют сжимающие нормальные
контактные напряжения, может приводить к изменению толщины
заготовки.
При гибке моментом, а также при гибке поперечной силой на-
блюдается уменьшение толщины заготовки, существенно зависящее от
относительного радиуса кривизны внутренней поверхности. С
приемлемой для практики точностью конечное значение толщины
заготовки после изгиба может быть определено из формулы
Из формулы, в соответствии с результатами практики, следует,
что максимальное уменьшение толщины (при г = 0) составляет при-
90
мерно 5/4, а при г 2 5s толщина при гибке остается практически
неизменной.
При гибке наружный слой заготовки растягивается, деформируясь в
условиях или линейного растяжения (гибка полосы на ребро) или
двухосного растяжения (гибка широкой полосы). Для каждого металла
при данной схеме напряженного состояния имеется своя допустимая
величина деформации, выше которой начинается разрушение. Известно,
что чем большее влияние на процесс деформирования оказывают
растягивающие напряжения, тем меньше допустимая величина
деформации. Следовательно, при изгибе можно ожидать, что
разрушение начнется на наружной поверхности заготовки, где
растягивающие напряжения максимальны, так же как и деформации
растяжения
Деформация ев, возникающая в наружном слое, определяется
радиусами кривизны срединной или же внутренней поверхностей
заготовки. Если принять, что поворот сечений происходит относительно
срединной поверхности заготовки, то величина с0 приближенно может
быть определена из соотношения
= (г . s)a - (г < 5/2)« = +
(г + f/2)a
У пластичных металлов разрушению предшествует этап локаль-
ной деформации (деформация в шейке при растяжении). Однако при
гибке зарождению шейки в наружном слое препятствуют слои,
расположенные на удалении от наружного слоя, получившие меньшие
деформации и оказывающие сдерживающее влияние на локализацию
деформаций в наружном слое, так как при меньших деформациях
реализуется только равномерное удлинение. Отсюда следует, что в
первом приближении в качестве деформации, соответствующей
началу разрушения, можно принять величину не равномерной, а
полной деформации до разрыва при испытании на линейное растя-
жение.
Практика показала, что расчетные значения минимального радиуса
изгиба больше соответствуют действительным, если в качестве
предельной деформации принимать относительное уменьшение попе-
речного сечения ф = (Fq — Fmui)/FQ до разрыва при испытании на
растяжение. Связь между деформациями растяжения и степенью
уменьшения площади поперечного сечения имеет вид
91
После несложных преобразований формул (3.32) и (3.33) получаем
- а - W2i|/.
(3.34)
Из формулы (3.34) видно, что чем пластичнее металл, тем мень-
шим может быть принят внутренний радиус на участке изгиба (ради-
ус пуансона). При ф = 0 (хрупкий металл) изгиб невозможен, так как
по формуле (3.34) г - «>; а при ф = 0,5 можно практически осущест-
влять гибку при радиусе с кругления рабочей кромки пуансона,
равном нулю.
Однако следует отметить, что допустимый радиус изгиба зависит
не только от механических характеристик материала заготовки.
Большое влияние оказывает также расположение линии изгиба
относительно направления прокатки и наличие заусенцев после
вырубки заготовки.
Значения показателей пластичности больше вдоль направления
прокатки (вдоль волокон, образованных вытянутыми прядями неме-
таллических включений) и меньше поперек волокон. Отсюда следует
рекомендация: минимальный радиус при гибке, когда растягивающие
напряжения ов действуют вдоль волокон, может быть принят в 1,5—2
раза меньшим, чем при гибке, когда напряжения ое действуют пер-
пендикулярно направлению волокон.
Если при вырубке заготовки, предназначенной для последующей
гибки, образуются торцовые заусенцы, то их величина и расположе-
ние могут оказать существенное влияние на допустимый радиус
пуансона. Тонкие острые заусенцы, сильно упрочненные и неровные,
являются участками резко пониженной пластичности; разрушаясь, они
могут служить источником трещин, развивающихся в заготовке и
приводящих к ее разрушению.
Отсюда следует рекомендация, заключающаяся в том, что при
наличии у заготовки заметных торцовых заусенцев, расположенных на
наружной стороне (в зоне тангенциального растяжения), допустимый
внутренний радиус должен быть в 2—3 раза больше, чем при гибке
заготовок без заусенцев или в случае их расположения в зоне
тангенциального сжатия (на внутрен-
ней поверхности).
Усилие гибки существенно зави-
сит от способа выполнения этой
операции. Определение усилия гибки
Рис. 3.16. Схема определения длины участка
неконтактного изгиба
92
без подчеканки основывается на установленных ранее формулах для
определения изгибающего момента.
На рис. 3.16 приведена схема гибки V-образной детали в штампе
пуансоном, имеющем радиус скругления рабочего торца гп, на матрице,
кромки которой скруглены радиусом гм. Пренебрегая нарушением
прямолинейности полок во внеконтактном участке деформирования, из
геометрических соотношений легко найти длину внеконтактного
участка полок
/ = [L/2 - rcosa. - r.(l - coscQ]^—, (3.35)
sin а!
где г = гп + s!2\ Г| = rH + s/2.
Силы Рь действующие на кромках матрицы, можно найти из
условия, что изгибающий момент, действующий на границе контактно-
го участка заготовки с пуансоном, равен предельному моменту плас-
тического изгиба полосы М = ~crs2 = P.L Из условия равновесия
4 5 1
полосы под действием усилий, приложенных со стороны пуансона и
матрицы (рис. 3.16), можно записать уравнение
Р = 2JP|sina1 + ZpPjCOsaj. (3.36)
Здесь принято, что в процессе гибки заготовка скользит по скруг-
ленным кромкам матрицы, а сила трения равна нормальной силе,
умноженной на коэффициент трения (трение Амонтана—Кулона).
Используя найденные ранее выражения дня I и Рх (3.35, 3.36), после
несложных преобразований получаем
р <V2fr<sinai + Mcosttjsina,
L - 2rcosal + 2rj(l - coso^)
где b — ширина заготовки.
В этой формуле изменение усилия по ходу деформирования
определяется изменением угла а, (который легко связать с перемеще-
нием пуансона). По мере опускания пуансона угол а, уменьшается
от 90° до заданного при гибке.
Если пренебречь влиянием трения и принять, что радиусы скругления
кромок пуансона и матрицы одинаковы (г, = г), то формула (3.37)
получает более простой вид:
L + 2r - 4rcosat
93
Так как since, с уменьшением угла сц убывает, a cosa, увеличивается, то
можно ожидать, тго кривая изменения усилия по углу at (по ходу
пуансона) имеет максимум. Физически это соответствует тому, что в
начальной стадии деформирования плечо / уменьшается, что увели-
чивает силу Рь но одновременно уменьшается проекция этой силы
на вертикаль.
Подобный подход может быть использован и в случае определения
усилия деформирования при других вариантах гибки листовой заготовки
(П-образные и т.п.).
Изложенная методика позволяет получить формулы для определе-
ния усилия гибки к тех случаях, когда в заключительной фазе дефор-
мирования заготовка не подвергается правке (подчеканке) для устра-
нения кривизны заготовки на участках свободного (без контакта с
инструментом) изгиба. Усилие подчеканки, возникающее в конечный
момент деформирования, обычно в несколько раз больше усилия без
подчеканки. Усилие подчеканки может изменяться в большом диапа-
зоне (от нуля до усилия осадки калибруемой части заготовки) в
зависимости от желаемой степени устранения прогибов заготовки на
участках свободного изгиба. Приближенно усилие подчеканки можно
определить, пользуясь экспериментально найденными рекомендуемы-
ми удельными усилиями подчеканки. В этом случае усилие подче-
канки (правки) определяется по формуле
= ?Л' (3-38)
где — площадь проекции участка заготовки, подвергаемого прав-
ке, на плоскость, перпендикулярную линии действия усилия гибки;
qDp — удельное усилие правки, зависящее от механических свойств
материала заготовки и его толщины. Обычно колеблется в преде-
лах 30...150 МПа. Более точные значения удельного усилия подче-
канки приведены в справочниках [20 и др.].
Изготовление гнутых профилей. Разновидностью процессов гибки
является получение профильных заготовок, имеющих постоянную по
длине пространственную форму поперечного сечения, получаемую из
плоской листовой заготовки.
Существует много способов и специализированных гибочных
машин для получения профильных заготовок из листового металла.
Наиболее распространенными способами профилирования листового
металла являются: гибка на гибочных прессах с поступательным
движением ползуна и гибка на роликовых профилировочных станках.
94
Рис. 3.17. Схема гибки профилей на прессах
Схема изготовления профилей на гибочных прессах с поступатель-
ным движением ползуна приведена на рис. 3.17. Как видно из рисун-
ка, на гибочных прессах, используя одни и те же пуансон и матрицу,
можно получать различные профили, последовательно применяя
одноугловую гибку (рис. 3.17, а) на различных участках исходной
листовой заготовки. Таким способом проще получаются профили с
открытым поперечным сечением. Заменой пуансонов и матриц на
гибочных прессах можно получать и более сложные профили, в том
числе и закрытые профили, например трубчатые (рис. 3.17, б), имею-
щие круглое сечение. Длина профиля, который можно получать на
гибочных прессах, несколько меньше длины пуансонов и матриц. Для
получения достаточно длинных профилей гибочные прессы обычно
делают двухстоечными с длинным, но узким столом и ползуном.
Роликовые профилировочные станки представляют собой станок с
удлиненной станиной, вдоль которой размещается несколько пар
роликов, приводимых во вращение или от общего, или от индивиду-
альных приводов. Каждая пара роликов имеет желоб (на одном из
роликов) и ребристый выступ (на другом ролике). Зазор между
ребром и желобом примерно равен толщине исходной заготовки, а
профиль этих элементов (отличный от профилей предыдущих пар
роликов) определяет характер и величину формоизменения заготовки
95
Рис, 3.18. Гибка на профилировочных станках:
а — схема гибки; б — схема станка
в промежутке между смежными парами роликов. Схема профилиро-
вочного станка и пример последовательного формоизменения заготовки
приведены на рис. 3.18.
В профилировочных станках пары роликов по ходу деформирования
могут иметь горизонтальное и вертикальное расположение осей
вращения. Поэтому ролики действуют на заготовку вертикальными или
горизонтальными внешними силами, что позволяет получить как
открытые, так и закрытые профили, причем последние могут быть
сделаны с внутренним наполнителем.
Профили, полученные гибкой на прессах, на валковых гибочных
машинах и на профилегибочных станках, при необходимости в даль-
нейшем подвергаются разделительным или формоизменяющим опера-
циям. В числе формоизменяющих операций используется и гибка.
Гибка профильных заготовок значительно сложнее гибки плоских
листовых заготовок. При гибке листовых заготовок основной причи-
ной, ограничивающей допустимое формоизменение, является разру-
шение заготовки в зоне наибольшего растяжения. При гибке про-
фильных заготовок, кроме разрушения, допустимое формоизменение
может ограничиваться также потерей устойчивости, искажающей
96
Рис. 3.19. Схема станка для гибки наматыванием:
а, б. в — последовательные положения
форму поперечного сечения заготовки
или приводящей к образованию складок.
Потеря устойчивости (особенно тон-
костенных профилей) наступает обычно
раньше (при меньшем изменении кривиз-
ны), чем может начаться разрушение.
Отсюда допустимые радиусы кривизны
первоначально прямолинейных профилей
существенно больше, чем при гибке
листовых заготовок. Вероятность потери
устойчивости тем больше, чем меньше
стенки профиля и чем большую долю площади поперечного сечения
профиля составляет зона действия сжимающих тангенциальных
напряжений. Подходы к аналитическому определению условий потери
устойчивости профилей при изгибе даны в работах (4, 14 и др.].
Для уменьшения вероятности потери устойчивости разработаны и
применяются ряд способов гибки. Для гибки длинномерных профиль-
ных заготовок с успехом используется гибка с растяжением, при
которой зона тангенциального сжатия может быть ликвидирована, и
в этом случае исключается возможность потери устойчивости вслед-
ствие действия тангенциальных сжимающих напряжений. Уменьше-
ния допустимых радиусов изгиба достигают также созданием внешне-
го подпора в зоне изгиба, зажимающего заготовку по всей поверхнос-
ти, причем между наружным и внутренним инструментом, дающим
подпор, устанавливают зазор, примерно равный толщине стенки
профиля, который исключает возможность искажения профиля
вследствие потери устойчивости. Схема одного из вариантов гибки
наматыванием приведена на рис. 3.19.
Приведенная на рис. 3.19 схема станка для получения окантовочных
деталей стекол автомобиля позволяет понять принцип гибки
наматыванием с подпором. На вращающемся столе 1 закрепляется
шаблон 2. боковая поверхность которого соответствует внутренней
поверхности получаемой детали. К шаблону с помощью специального
зажима 3 прикрепляется подлежащая гибке профильная заготовка.
По наружной поверхности заготовка удерживается зажимом 7, спо-
собным получать продольное перемещение, так как она опирается на
шток 6 с поршнем, который перемещается в гидравлическом цилин-
97
Рис. 3.20. Схема гибки на роге
дре 4, установленном на кронштейне 5. При вращении
стола с шаблоном заготовка протягивается через
профильный ролик 8 и наматывается на шаблон. В
зоне изгиба заготовка оказывается подпертой шабло-
ном по внутренней поверхности и профильным роликом — по наруж-
ной. Благодаря этому подпору искажение сечения профиля, вызванное
потерей устойчивости, исключается.
Подобным методом осуществляют и гибку труб.
Оригинальный способ гибки труб при изготовлении коротких
патрубков (колен-переходников) был предложен Н.А. Долежалем. По
этому способу мерный отрезок трубы проталкивается по рогообразно-
му сердечнику, изогнутая (криволинейная) рабочая часть которого
имеет переменный диаметр, увеличивающийся к краю сердечника
(рис. 3.20). Проталкивание осуществляется действием толкателя на
несколько последовательно надетых на сердечник заготовок. В рабо-
чей зоне (на роге) заготовка одновременно изгибается и раздается
(увеличивается по диаметру).
Увеличение диаметра заготовки связано с действием растягиваю-
щих напряжений в тангенциальном направлении, которые, согласно
условию пластичности, уменьшают осевые сжимающие напряжения,
а сжато-растянутая схема напряженного состояния способствует
меньшему изменению толщины в процессе изгиба трубы.
Для толстостенных трубных заготовок, применяя нагрев, создающий
неоднородное поле температур (внутренняя часть патрубка более
нагрета), удается подобрать такой режим деформирования, при котором
получающийся патрубок имеет в сечении одинаковую, постоянную
толщину стенки.
3.2. Вытяжка
Вытяжка — операция, с помощью которой из плоской листовой
заготовки получают полые пространственные детали. При вытяжке
заготовка протягивается пуансоном через отверстие матрицы, в
результате чего периметр заготовки уменьшается и плоская заготовка
превращается в полое изделие или полуфабрикат (первый переход
вытяжки), или же полый полуфабрикат получает дальнейшее умень-
шение поперечных размеров при одновременном увеличении его
98
высотных размеров (последующие переходы вытяжки). Вытяжкой
получают детали различных конфигураций в плане и профилей в
поперечных сечениях: осесимметричные (цилиндрические, конические,
с криволинейной образующей и т.п.), имеющие плоскостную
симметрию (коробчатые с плоскими боковыми стенками, сложной
конфигурации типа крышки автомобиля и т.п.) и детали несиммет-
ричные (крыло автомобиля и т.п.).
Величина допустимого формоизменения в каждом переходе вы-
тяжки в значительной степени зависит от условий деформирования
и обычно ограничивается разрушением заготовки в опасном сечении
или потерей устойчивости заготовки в процессе деформирования.
Потеря устойчивости приводит к появлению складок, морщин, иска-
жающих форму заготовки и получаемого изделия, а иногда и к
разрушению, когда образовавшиеся складки застревают в зазоре
между пуансоном и матрицей.
Сложность и длительность технологического процесса получения
деталей вытяжкой зависит от величины допустимого формоизменения
заготовки за переход, и этот технологический параметр является
основным при проектировании технологического процесса. Для оцен-
ки степени влияния отдельных факторов на величину допустимого
формоизменения, па усилие и работу деформирования, на возмож-
ность появления тех или других дефектов в штампуемой детали
необходимо иметь представление о механизме деформирования
заготовки в процессе вытяжки. Анализ процесса деформирования при
вытяжке начнем с наиболее простого случая вытяжки цилиндрическо
го стакана из плоской круглой заготовки.
Вытяжка цилиндрического стакана из плоской заготовки. В начальной
стадии деформирования пуансон, оказывая давление на центральную
часть заготовки, вызывает ее прогиб. Усилия, действующие со стороны
пуансона и матрицы, смещены в радиальном направлении и образуют
изгибающий момент, стремящийся приподнять фланец над верхним
торцем матрицы.
Дальнейшее опускание пуансона приводит к возникновению мери-
диональных растягивающих напряжений ор, стремящихся втянуть
фланец заготовки в отверстие матрицы. Перемещение элементов
фланца к отверстию матрицы сопровождается уменьшением радиуса
и приводит к появлению тангенциальных сжимающих напряжений ое.
Совокупное действие ор и ое переводит элементы фланца в плас-
тическое состояние согласно уравнению пластичности ар — о0 - и,,
из которого, в частности, следует, что пластическое деформирование
фланца может осуществляться при ор < о,. В то же время в стенках
99
Рис. 3.21. Схема вытяжки
образующегося стакана действует
линейная схема растяжения, при
которой пластическая деформация
возникает при ор = ot. Таким об-
разом, при вытяжке пластическая
деформация локализуется во флан-
це, в то время как донная часть и
образующиеся стенки стакана
деформируются упруго. Схема
начальной стадии вытяжки пока-
зана на рис. 3.21. Наружные части
фланца не имеют внешних нагру-
зок, поэтому напряженное состояние фланца можно считать плоским
двухосным разноименным. Напряжения ор и ов являются главными
нормальными, так как на площадках, на которых они действуют,
касательные напряжения отсутствуют, а значения ар и п6 постоянны
по толщине фланца заготовки и зависят от одной координаты р.
Уравнение равновесия для элемента фланца, показанного на
рис. 3.21, может быть записано в виде
dcF
+ о - о6 = 0.
dp н
(3.39)
Уравнение пластичности по гипотезе максимальных касательных
напряжений для рассматриваемого случая имеет вид
(Г - Од = о .
р и Л ’
(3.40)
где растягивающее напряжение ор является максимальным, а сжима-
ющее ое — минимальным главным нормальным напряжением.
Совместное решение уравнений (3.39) и (3.40) дает дифференци-
альное уравнение
<4 = - (3.41)
Интегрирование этого уравнения, принимая os - const (упрочнение
отсутствует), с использованием граничного условия, по которому при
р = /? (наружная кромка заготовки) ор = 0, позволяет получить
формулу для определения величины ор = /(р):
100
a = ajn^.
P
(3-42)
Из уравнения пластичности находим формулу для определения
величины ов =7(р):
он - - о I -In —
п у I
(3-43)
Из формул (3.42) и (3.43) видно, что сумма абсолютных величин
напряжений ор и о6 равна о, и что напряжение ар увеличивается по
мере уменьшения р, т.е. по мере приближения к кромке отверстия
матрицы. Максимальное значение ор будет при р - г.
(3-44)
Если принять, что в стенках образующегося стакана пластические
деформации могут начаться при пртжх = о„ то из формулы (3.44)
можно найти предельный коэффициент вытяжки
Л.; = Did = Rlr « 2,7.
В действительности предельный коэффициент вытяжки значительно
меньше найденного идеального значения и дальше будет выяснено
влияние ряда факторов, способствующих уменьшению предельного
коэффициента вытяжки.
Зная поле напряжений во фланце, можно найти поле деформаций,
для чего следует воспользоваться уравнением связи напряжений и
деформаций, которое для рассматриваемого случая деформирования
имеет вид:
Здесь принято, что напряжение ог ~ 0, т.е. на поверхностях фланца
напряжения отсутствуют.
Используя условие постоянства объема, по которому ер = — се —
— сг, и формулы (3.42) и (3.43), после несложных преобразований
получаем
> - 2in(X/p)c
2 - 1п(Я/р) 0
(3.46)
101
Из формулы (3.46) видно, что при 1п(/?/р) > 0,5 деформация ez
(толщины) обратна по знаку £0, а так как последняя есть деформация
сжатия (уменьшение радиуса р в процессе вытяжки), то деформация
ez будет положительна (утолщение). Наибольшее утолщение будет по
краю заготовки (при р = /?)> где ег - О,5е0, т.е. имеет место линейная схема
сжатия в тангенциальном направлении.
Так как линейная схема напряженного состояния у края заготовки
соблюдается на протяжении всего процесса вытяжки, то, заменив
относительные деформации логарифмическими (для больших пласти-
ческих деформаций равенство нулю трех главных линейных деформа-
ций справедливо только для логарифмических деформаций), можно
получить формулу, определяющую конечную толщину края вытяну-
того стакана (при изменении радиуса заготовки от R до г):
N г
(3.47)
Утолщение заготовки при вытяжке возникает в той части заго-
товки, в которой деформации ег и с0 обратны по знаку. В той части
заготовки, в которой деформации ez и е0 имеют одинаковый знак, при
вытяжке наблюдается уменьшение толщины заготовки.
На границе между зонами утолщения и утонения заготовки при
вытяжке (линия смены знака ez) деформация ez = 0. Из формулы
(3.46) видно, что с, -- 0 при 21n(/?Zpt) = 1, откуда следует, что
Pj = Rl\[e а 0,61 R.
Из условия постоянства объема и выражения (3.46) можно найти
соотношение между деформациями ер и £е:
1 1 к
1 + 1П — Е|
Р )
(3-48)
Из полученной формулы видно, что во всем фланце (при любых р)
деформация в меридиональном направлении обратна по знаку
тангенциальной деформации. Следовательно, все элементы фланца в
процессе вытяжки испытывают удлинение в меридиональном на-
правлении, т.е. высота получаемого стакана больше ширины фланца
вытягиваемой заготовки.
Вытяжка заготовки по приведенной схеме без дополнительной
опоры фланца может осуществляться лишь при определенных разме-
рах фланца, обеспечивающих отсутствие потери устойчивости фланца
под действием сжимающих напряжений ое, приводящих к складкооб-
разованию.
102
Условия вытяжки без потери устойчивости рассмотрены в ряде
работ и, в частности, в работах А.А. Бебриса, Л.А. Шофмана и др.
По данным Л.А. Шофмана, для первого перехода вытяжки в матрице
с плоским рабочим торцем условие вытяжки без складок можно запи-
сать в следующем виде:
D - d i (18...22)s, (3.49)
где D — диаметр заготовки иг/ — диаметр вытягиваемого стакана.
Если же неравенство (3.49) не удовлетворяется, то возможно
образование складок и вытяжку целесообразно вести с прижимом.
Заметим, что в промежутке от D — d 185 до D — d- 22s вероятность
образования складок неопределенна и может зависеть от свойств
металла заготовки. В частности, Л.А. Шофман показал, что более
интенсивно упрочняющиеся металлы менее склонны к складкообразо-
ванию и предельное отношение s/D для них допустимо брать мень-
шим, чем для менее интенсивно упрочняющихся металлов.
Действие прижима на фланец не только исключает образование
складок, но и не допускает подъема фланца вследствие действия
изгибающих моментов на входе в отверстие матрицы. В этом случае
перемещение фланца в процессе вытяжки происходит при воздей-
ствии па него усилия прижима Q, что приводит к появлению сил
трения, действующих на поверхностях контакта фланца с торцем
матрицы и пижпей плоскостью прижима. Силы трения, действующие
па фланец, а также силы трения, действующие на заготовку при ее
скольжении по торообразной скругленной кромке матрицы, увеличи-
вают значение максимального растягивающего напряжения, возника-
ющего на границе между фланцем и образующейся стенкой вытягива-
емого стакана. Кроме того, в местах резкого изменения кривизны
срединной поверхности (изгиб при входе элементов заготовки на
скругленную кромку матрицы и спрямление элементов заготовки при
сходе их со скругленной кромки матрицы) действуют изгибающие
моменты, которые также увеличивают значение максимального
растягивающего напряжения, возникающего в опасном сечении.
На величину этого напряжения в условиях холодной деформации
должно оказывать влияние также упрочнение металла заготовки в
процессе деформирования.
Влияние этих факторов на величину а,гак с приемлемой точностью
учтено в работе [18].
Ниже будет показано, каким образом влияние этих факторов может
быть учтено более простым способом. Вследствие более интен-
сивного утолщения краевой части заготовки, силы трения, вызванные
действием прижима, будут сосредоточены у краевой части фланца,
что позволит приближенно учесть влияние сил трения на фланце в
103
граничных условиях. Если действие сил трения, равных 2р£> (трение по
нижней и верхней плоскости), заменить действием растягивающих
напряжений, приложенных к краю фланца (при р = Л), то такие
напряжения, усредненные по толщине, могут быть определены из
выражения
% = (2nQ)/(2nRs) = (^Q)f(nRs). (3.50)
В этом случае можно принять, что для нахождения величины
произвольной постоянной при интегрировании уравнения (3.41)
граничное условие имеет вид при р = R
о„ - °™-
Р тр
Влияние изгибающих моментов при изгибе и спрямлении на кромке
матрицы приближенно можно учесть, принимая следующие
допущения:
1) величина изгибающего момента, действующего в зоне изгиба и
спрямления, равна величине изгибающего момента при изгибе полосы
(3-7);
2) действие момента сосредоточено в местах резкого изменения
кривизны;
3) влияние изгибающих моментов может быть учтено приближенно
некоторым увеличением меридионального напряжения Дар,
определяемым из условия равенства работ, совершаемых изгибающим
моментом и силой, образованной Д ор.
На рис. 3.22 приведена схема деформирования элемента заготовки
при его перемещении из плоского фланца на скругленную кромку
матрицы. Примем, что длина элемента при перемещении из позиции /
в позицию 2 не изменяется.
В соответствии с обозначениями, приведенными на рис. 3.22, условие
равенства работ, совершаемых моментом на угле поворота dy и
продольной силой Дорл на перемещении, равном длине элемента,
может быть записано в виде (размер эле-
мента перпендикулярно чертежу принят
равным единице)
Дор5Ар^у = Mdy, (3.51)
откуда
Рис. 3.22. Схема деформирования на кромке
матрицы
104
Дор = M/(sRp),
Согласно принятому ранее условию М - 0,25а, « s'.
Подставив это значение момента в (3.51), получим
Дор = oJsl4Rl,. (3.52)
Таким образом, по принятой методике в местах резкого изменения
кривизны средней поверхности при перемещении элементов заготов-
ки в очаге деформации или на его границах меридиональное напря-
жение скачкообразно возрастает по абсолютному значению на вели-
чину Дор, определяемую по формуле (3.52). Знак изменения кривиз-
ны не имеет значения, и приращения меридионального напряжения
при изгибе и спрямлении считаются одинаковыми.
Один из факторов, подлежащих учету при определении орпид на
первом переходе вытяжки, — трение при перемещении элементов по
скругленной кромке матрицы.
Влияние трения на кромке матрицы можно приближенно учесть
множителем ер“, считая справедливой для этого случая формулу,
полученную Л. Эйлером при рассмотрении процесса скольжения
ремня по шкиву.
Эта формула имеет вид:
р = р
где ц — коэффициент трения; а — угол охвата шкива ремнем; е —
основание натурального логарифма. Если пренебречь изменением
площади поперечного сечения, то
О = О
и, об-
основываясь на изложенном, учитывая влияние трения под прижи-
мом, изгиба, спрямления и трения на кромке матрицы, формулу для
определения ортах можно записать в виде
°р™« = <4 In- ♦ * 2Д о ]е*’. (3.53)
\ г TtRs }
Если принять в формуле (3.52), что /?р = гы + s/2 и е^2 — 1 +
+ рл/2, то формула (3.53) получает несколько иной вид:
I (। R ц Q s V.
°Р = + -Чг + Т--- О
г kRs 2гм + s i
- 1,6р).
(3.54)
105
В полученной формуле не было учтено влияние упрочнения в
процессе деформирования, а оно может весьма существенно влиять на
Для того чтобы оцепить влияние упрочнения, нужно определить
поле деформации во фланце при вытяжке. Приближенно поле дефор-
маций может быть найдено из условия, что площадь поверхности
заготовки при вытяжке остается постоянной (утолщение вблизи
наружного края компенсируется утонением вблизи донной части
вытягиваемого стакана).
Приближенно будем считать, что влияние упрочнения на величину
напряжения текучести определяется значением тангенциальной
деформации сжатия элементов фланца в процессе вытяжки. Более
точно было бы считать, что на изменение напряжения текучести
влияет интенсивность деформаций, т.е. все три главные линейные
деформации, но решение в этом случае весьма сложно.
Установим соотношение, определяющее зависимость относитель-
ной тангенциальной деформации се от текущей координаты для
фланца заготовки, наружный радиус которого в процессе вытяжки
уменьшился от исходного значения /?0 до значения R в данный мо-
мент деформирования. В процессе вытяжки исходный радиус произ-
вольного элемента рн также уменьшился до текущего значения р в
данный момент деформирования. Из условия постоянства площади
поверхности заготовки при вытяжке можно записать
л(Л0 - Рн) = - Р2)-
Из приведенного равенства находим
Pi. = + Р2 - К2.
(3.55)
Подставляя найденное выражение для ри в формулу, определяю-
щую абсолютную величину относительной деформации в тангенци-
альном направлении, получаем
£е = (Рн " РЖ = 1 “ + Р2 - ^2-
(3.56)
Если принять, что R = Ro — ДА, где ДА — величина смещения края
заготовки при вытяжке, и далее считать, что ДА мало по сравнению с
радиусами элементов фланца, то формула (3.56) может быть преоб-
разована к виду
106
ей = i - i/^i + (Щдя)/р2.
(3.56, a)
Из полученной формулы видно, что величина ее имеет минимальное
значение (при данном ДЯ) у края заготовки и несколько увеличивается
к отверстию матрицы (по мере уменьшения радиуса р). Тангенци-
альная деформация по краю заготовки (при р = 7?) определяется по
формуле (3.56) в виде ев = (Ло — /?)//?0 = Д/?/Ло = х. Если прене-
бречь изменением £е - ftp) и считать, что для всей ширины фланца
тангенциальная деформация равна по величине тангенциальной
деформации по краю заготовки, и воспользоваться степенной аппрок-
симацией кривой упрочнения, то среднее для фланца значение
напряжения текучести
1 - 11г ф
ILJ 111 /
(3.57)
1 - ф
Фш
В этом случае, считая ог = const, при интегрировании уравнения
(3.41) о, выносится за знак интеграла и результат интегрирования
соответствует выражению (3.42). Полученное решение в этом случае
будет давать уменьшенное значение ортах. Несколько иное решение
может быть получено, если в качестве средней для фланца тангенци-
альной деформации принять среднее арифметическое значение тан-
генциальной деформации по краю заготовки и на входе в отверстие
матрицы. Подобное решение приведено в работе М.В. Сторожева,
Е.А. Попова "Теория обработки металлов давлением".
Если воспользоваться двумя членами разложения формулы
(3.56, а) в ряд, деформацию на входе в матрицу можно выразить
зависимостью
с0 = 1 - 1//1 + (2Я0ДЯ)/р2 =
s (А0ДА)/р2 е (Лох)/р.
(3.58)
В этом случае деформация элементов заготовки на входе в отверстие
матрицы при р = г запишется в виде
Чг = (3-59)
где X, = RJr.
Среднее значение тангенциальной деформации е0ср = (еел + £ег)/2
может быть найдено по формуле = [(X, + 1)х]/2, а с, с учетом
107
упрочнения — по формуле
1S2
2ф
1 - К
(3.60)
Из формул (3.57) и (3.60) следует, что напряжение текучести во
фланце монотонно увеличивается по мере уменьшения наружного
диаметра фланца.
Одновременно уменьшение диаметра фланца приводит к уменьшению
составляющей, учитывающей текущий коэффициент вытяжки по
формуле (3.44):
' 1
°ртах П
» ov 1П 1 -
, - ДЯ
= о In------
дя'
R*<
(3.61)
- X)].
= <Mn(tfB(l
При х < 1 формула (3.61) может быть без большой погрешности
существенно упрощена:
<шах = М1П*. + 1п( 1 - X)] = ОД1ПЙГ. - X).
(3.61, а)
Величина ортзх с учетом сокращения диаметра фланца и возраста-
ния о, вследствие упрочнения, определяемого по формуле (3.60),
может быть записана в виде
/
^ртах
(*в - 1)Х
2 К
(1пК„ - х).
(3.62)
(1 - ю
Противоположное влияние х на множители, входящие в формулу
(3.62), позволяет предположить, что функция opmtK - fix) должна
иметь экстремум. Так как Ортак = 0 при х ~ 0 (в начале вытяжки)
и при х = InK, (в конце вытяжки), то экстремум должен соответство-
вать максимуму напряжения арплх. Учитывая сказанное, можно
попытаться найти значение хь соответствующее Оршах, если прирав-
108
нять----- = 0. Дифференцируя выражение (3.62), после несложных
dx
преобразований получаем
1 - К 2ф,„
--------2^1!----- (1пК - х,) - 1
- 4%>i
= 0.
do'
Из этого выражения следует, что —= 0, если х = 0 (минимальное
dx
значение, соответствующее началу вытяжки) и первый множитель в
квадратных скобках равен нулю и если второй множитель в квадратных
скобках равен нулю, т.е.
----------(In К, - х.) - 1 = 0.
(1 - О*.
Из последнего равенства находим
Х1 = К.|п*.
(3.63)
Как видно из формулы (3.63), смещение края заготовки, соответству-
ющее максимальному значению ортлк на входе в отверстие матрицы,
увеличивается с увеличением коэффициента вытяжки и интенсивнос-
ти упрочнения, характеризуемой величиной фш. Значение ортак
можно найти, если в формулу (3.62) подставить значение х - х, из
формулы (3.63). После несложных преобразований формула для
определения орти может быть представлена в виде
t
(1пКв)'
(3-64)
Это сравнительно простая формула позволяет определить наиболь-
шее растягивающее напряжение, возникающее в опасном сечении при
вытяжке заготовки с учетом упрочнения. Если аналогично предыду-
щему [формула (3.54)] учесть влияние сил трения под прижимом и
на кромке матрицы, а также влияние изгиба и спрямления и принять,
109
что Оу = ов, то формула для определения наибольшего напряжения в
опасном сечении ортах может быть записана в виде
^ртах
inx;
(3.65)
м2
(1 + 1,6И).
nRsoB 2гм + 5
При X, s 2 и фп) < 0,3, что соответствует обычно применяемым
коэффициентам вытяжки и характеристикам штампуемых материа-
лов, значение
не превышает 1,2. Приняв в качестве
некоторопо среднего значения
= 1,1, получим более про-
стое написание формулы (3.65):
°ртах ° в (1,11пХв)
м2
П/?5ОВ
(3.65, а)
2гм + 5
(1 + 1,6ц)-
Пользуясь этой формулой, можно решить обратную задачу, т.е.
определить допустимый коэффициент вытяжки Kt Как показыва-
ют экспериментальные исследования процесса вытяжки, разрушение
заготовки наступает при ор1пах * ож. Приняв это значение для ортах из
формулы (3.65а), можно получить
В результате проведенного анализа получены формулы, позволяю-
щие определить растягивающее напряжение в опасном сечении и
НО
Рис. 3.23. Зависимость максимального
растягивающего напряжения Ор,,,,, от
относительного радиуса скругления
кромки матрицы rJS
допустимый коэффициент вы-
тяжки с учетом таких основных
факторов, как радиус рабочей
кромки матрицы, усилие при-
жима, коэффициент трения и
механические свойства материала
При предельном коэффициенте вытяжки фланец заготовки может
быть полностью втянут в отверстие матрицы с образованием цилин-
дрического стакана.
Если же коэффициент вытяжки будет больше предельного, то
фланец заготовки не может быть полностью протянут через отверстие
матрицы, так как ортах может при определенном сокращении
диаметра фланца стать больше ов. Однако к моменту, когда орп1ах
станет равным о„ фланец получит некоторое уменьшение диаметра.
Используя полученные ранее формулы и принятые допущения,
можно решить задачу по определению величины уменьшения
диаметра фланца к моменту достижения равенства ортах = о, при
вытяжке заготовки с коэффициентом Кл > А'111рсд
Из формулы (3.65) видно, что относительное смещение фланца к
моменту достижения равенства ортал = о, уменьшается с ростом
коэффициента вытяжки и при К* > Клврсл меньше величины Х| =
~ ip lu In К*. В этом случае вытяжка напроход невозможна и без разру-
шения можно втянуть в матрицу лишь часть фланца заготовки. По
мере уменьшения коэффициента вытяжки величина х2 может достичь
значения х,, при котором наибольшее значение напряжения в опас-
ном сечении не превысит временное сопротивление на протяжении
всего процесса вытяжки и весь фланец может быть втянут в отверстие
матрицы с получением цилиндрического стакана.
На величину наибольшего растягивающего напряжения в опасном
сечении оказывают влияние относительный радиус скругления
кромки матрицы, усилие прижима и коэффициент трения.
Зависимость opmax = схематично представленная на
рис. 3.23, носит гиперболический характер и ортах монотонно умень-
шается с увеличением относительного радиуса скругления рабочей
кромки матрицы. Однако из этой зависимости не следует, что при
вытяжке с прижимом можно неограниченно увеличивать ги. Действи-
111
тельно, в конечной стадии вытяжки с прижимом цилиндрического
стакана край фланца, выходя на скругленную кромку матрицы,
перестает находиться под действием прижима, и если ширина непро-
тянутой части фланца достаточно велика, то эта часть фланца может
потерять устойчивость с образованием складок [см. (3.49)]. Это
обстоятельство, а также желание уменьшить рабочий ход вытяжки
приводит к практической рекомендации, по которой гм “ (6...8)5.
Большие значения радиуса скругления кромки матрицы могут при-
вести к появлению складок у края детали, а меньшие могут увели-
чить растягивающее напряжение в опасном сечении до значений, при
которых может произойти отрыв донышка вытягиваемого стакана.
Из тех же формул следует, что ортах возрастает с увеличением
усилия прижима, а следовательно, и возрастает опасность разрушения
заготовки при вытяжке. Поэтому усилие прижима следует принимать
минимально необходимым для предотвращения появления складок во
фланце при вытяжке. В справочниках [20 и др.] приведены опытные
значения удельного усилия прижима, рекомендуемые для вытяжки.
Полное усилие прижима определяется произведением удельного
усилия на площадь плоской части фланца.
Была также предложена эмпирическая формула для определения
усилия прижима
Q = 0,1] К - 1 - 182СВ—И (3.67)
Как видно из формулы (3.67), усилие прижима существенно зависит
от коэффициента вытяжки (увеличивается с ростом последнего) и от
относительной толщины заготовки. Зависимость эта более сложная.
С уменьшением относительной толщины заготовки вероятность потери
устойчивости возрастает, но у более тонких заготовок для
выпрямления складок требуется меньшее усилие. Из формулы (3.67)
также можно установить, что усилие прижима при удовлетворении
равенства D — d ~ 18s обращается в нуль и, следовательно, при
соотношениях, при которых Q $ 0, прижим не нужен, так как в
этом случае складки не образуются. Из формулы (3.65) также
видно, что растягивающее напряжение в опасном сечении
уменьшается с уменьшением коэффициента трения. Отсюда следует,
что вытяжку следует обязательно выполнять с предварительным
смазыванием заготовки.
В промышленности разработано и используется большое число
рецептов смазочных материалов в зависимости от металла заготовки.
Рецептуры смазочных материалов приведены в справочниках [20 и
др.]. Отметим, что смазочные материалы для вытяжки должны
удовлетворять ряду требований, например:
112
обладать адгезией к металлу заготовки (должны смачивать и
удерживаться на поверхности);
не выдавливаться под действием контактных напряжений, воздей-
ствующих на поверхность заготовки со стороны инструмента;
обеспечивать возможно малые значения коэффициента трения;
быть антикоррозионными — не вызывать коррозию заготовки и
инструмента;
быть безопасными для здоровья человека;
сравнительно простыми способами удаляться с поверхности заго-
товки.
Для тяжелых условий вытяжки обычно применяют консистентные
смазочные материалы, в том числе основанные на минеральных маслах
с добавкой гигроскопических твердых наполнителей (графит, тальк,
мел, древесная мука) или с добавками серы, которая образует с
минеральным маслом большие сложные молекулы, хорошо прили-
пающие к заготовке и образующие как бы ворсистые прослойки,
обеспечивающие сравнительно легкое перемещение заготовки относи-
тельно инструмента.
Рационально подобранные смазочные материалы при листовой
штамповке обеспечивают малые значения коэффициента трения,
которые, по данным Л.А. Шофмана, находятся в пределах у =
0,05...0,10.
Приведенные данные свидетельствуют о том, что на величину и
распределение напряжений во фланце существенное влияние оказы-
вают несколько факторов. Ранее было показано, что деформация
изменения толщины переменна по радиусу и часть фланца при
вытяжке утолщается, а другая часть — утоняется.
При малых значениях коэффициента вытяжки и при больших
значениях rjs площадь поверхности заготовки может уменьшаться
(превалирует утолщение заготовки) и, наоборот, увеличение коэффи-
циента вытяжки, коэффициента трения у и уменьшение относитель-
ного радиуса скругления кромки матрицы приводит к увеличению
площади поверхности заготовки при вытяжке. Такой характер влия-
ния указанных факторов связан с тем, что увеличение коэффици-
ента трения у и уменьшение rjs способствует увеличению растягиваю-
щих напряжений в опасном сечении и размеров зоны, в которой
имеет место уменьшение толщины заготовки при вытяжке.
Заметим, что изгиб элементов заготовки на скругленной кромке
пуансона также приводит к уменьшению толщины заготовки (изгиб с
растяжением), которое происходит вблизи опасного сечения, что
увеличивает опасность отрыва донышка при вытяжке. Рабочую
кромку пуансона следует скруглять, причем радиус скругления
обычно берут немного меньшим, чем радиус скругления кромки
матрицы.
113
Рис. 3.24. Схема деформирования в началь- Рис. 3.25. Изменение усилия в
ном периоде вытяжки процессе деформирования при раз-
ных г
Для определения работы деформирования необходимо иметь
график изменения усилия по пути. Применительно к начальному
периоду вытяжки следует уточнить понятие опасного сечения. Ранее
было принято, что опасное сечение определяется радиусом получае-
мого цилиндрического стакана (значение ортах определялось при р =
— г). Это справедливо для того этапа деформирования, когда завершен
охват заготовкой скругленной кромки матрицы (а = л/2). Однако для
начального периода деформирования (рис. 3.24) угол а < л/2 и часть
заготовки, находящаяся в промежутке между контактными зонами по
пуансону и матрице, получает пластические деформации, и в ней
напряжение ор продолжает увеличиваться по мере уменьшения
текущего радиуса р. В этих условиях можно ожидать, что наибольшее
растягивающее напряжение ор будет действовать на границе контакт-
ной зоны поверхности заготовки со скругленной кромкой пуансона.
Возрастание напряжения ор в зоне контакта заготовки с пуансоном
затруднено вследствие действия сил трения на контактной поверхнос-
ти, а также изгиба заготовки на кромке пуансона, что препятствует
течению металла из-под торца пуансона.
Если учесть, что деформация утонения тем больше, чем больше
растягивающее напряжение ор по сравнению с абсолютным значением
ое, то в опасном сечении, как это в действительности и получается,
утонение будет максимальным. Минимальная толщина стенки у
вытянутого стакана, как правило, наблюдается на переходе от скруг-
ленной кромки пуансона к цилиндрическим стенкам стакана, и по
этому месту обычно происходит разрушение заготовки. Проведенный
анализ позволяет судить о характере изменения усилия вытяжки по
пути деформирования.
Если известно напряжение ортах, действующее на границе очага
пластической деформации (в опасном сечении), то усилие вытяжки
114
может быть определено по формуле
Р = 2"V°pmaxSin«> (3.68)
где а — угол между направлением действия напряжения ортах и
горизонталью (этот угол равен углу охвата заготовкой скругленных
кромок пуансона и матрицы, если образующая заготовки в зазоре
между пуансоном и матрицей прямолинейна).
Из формулы (3.68) следует, что в начале вытяжки, когда угол охвата
а близок к нулю, усилие будет равно нулю даже при значительных
напряжениях ортах. По мере вытяжки угол а увеличивается и
соответственно возрастают проекции элементарных сил, вызванных
действием напряжений ортах на вертикаль, определяющих усилие
вытяжки. При малом изменении ортах в начале вытяжки можно
ожидать, что максимум усилия наступит при полном охвате кромок
пуансона и матрицы, т.е. при а - л/2, чему соответствует путь дефор-
мирования, равный h ~ rn + rM + s.
Для более интенсивно упрочняющегося металла максимум усилия
смещается в направлении большей величины кода пуансона.
Па рис. 3.25 приведены типовые графики изменения усилия по пути
как при нормальном зазоре между пуансоном и матрицей (г-1101,и >
.у^А^), так и при зазоре, меньшем нормального. В случае, когда
2 < появляется второй максимум усилия, соответствующий
протягиванию заготовки с принудительным утонением утолщенной
краевой части заготовки.
Работа деформирования при вытяжке в точной постановке должна
определяться интегрированием усилия вытяжки по ходу пуансона. В
принципе, полученные ранее зависимости позволяют решить подобную
задачу. Однако как сам ход решения, так и получаемые зависимости
оказываются весьма сложными для практического использования.
Приближенно работу деформирования можно определить, пользуясь
следующей формулой:
Л = Лпах^д + 'mU, (3-69)
где Нл — длина (высота) вытянутого стакана; А — коэффициент
полноты диаграммы Р =Дход); численно можно принять А ~ 0,5...0,7,
причем большие значения соответствуют большим величинам
коэффициента вытяжки.
Последующие переходы вытяжки цилиндрических станков. Ранее было
показано, что при вытяжке цилиндрического стакана из плоской
заготовки можно без разрушения втянуть в матрицу заготовку с
ограниченной шириной фланца. В соответствии с этим при вытяжке
115
из плоской заготовки можно получить детали с ограниченным отно-
шением высоты к диаметру {Hid - 0,5...0,8).
Если же надо получить детали с большим отношением высоты к
диаметру, то процесс вытяжки приходится расчленять на несколько
переходов, причем заготовкой для вытяжки на последующих перехо-
дах является цилиндрический стакан, полученный на предыдущем
переходе вытяжки.
На последующих переходах происходит формоизменение простран-
ственной заготовки в виде цилиндрического стакана, что приводит к
существенному отличию формы очага деформации и распределения
напряжений в нем по сравнению с вытяжкой из плоской заготовки.
На форму очага деформации существенно влияет конфигурация
рабочей полости матрицы
В практике наибольшее применение получили матрицы с коничес-
кой и торообразной конфигурацией рабочей полости.
Рассмотрим процесс вытяжки в конической матрице. В начальной
фазе деформирования заготовка контактирует с матрицей по узкому
пояску, а пуансон воздействует на центральную зону донной части
заготовки. По мере продвижения пуансона донышко заготовки проги-
бается, одновременно увеличивается ширина зоны контакта заготовки
с матрицей, причем внутренняя ее граница постепенно приближается
к поверхности пуансона. При определенном ходе пуансона часть
заготовки втягивается в зазор между боковыми поверхностями пуан-
сона и цилиндрического пояска матрицы, образуя стенки вытягивае-
мой детали или полуфабриката.
Перемещение элементов заготовки вдоль конической поверхности
матрицы должно приводить к переходу элементов из цилиндричес-
кой части заготовки в коническую часть очага деформации. Этот
переход сопровождается резким изменением кривизны срединной
поверхности элементов заготовки, возникающим под действием
изгибающих моментов и продольной силы, направленной под углом
а к срединной поверхности исходной цилиндрической заготовки.
Все это приводит к тому, что между недеформируемой цилиндри-
ческой частью исходной заготовки и конической контактной частью
очага деформации образуется участок внеконтактной деформации или
участок свободного изгиба. После завершения охвата заготовкой
скругленной кромки матрицы и формирования участка свободного
изгиба наступает этап деформирования, в котором размеры и форма
очага деформации остаются неизменными в процессе вытяжки, а
деформирование характеризуется переходом элементов заготовки из
недеформируемой части в очаг деформации, перемещением элементов
заготовки в очаге деформации и переходом граничных элементов из
очага деформации в стенки вытягиваемого стакана (установившийся
116
Рис. 3.26. Схема деформирования на последующем
переходе вытяжки
этап деформирования). Установившийся этап де-
формирования наблюдается лишь до тех пор,
пока цилиндрическая часть исходной заготовки
имеет достаточную высоту. На рис. 3.26 показана
схема установившегося процесса деформирования.
С момента, когда пластические деформации
охватят краевую часть заготовки и упругодефор
мируемая или, как мы ее называли, недеформи-
руемая цилиндрическая часть исходной заготовки
исчезнет, опять начинается неустановившийся
этап деформирования, при котором изменяются
размеры очага деформации.
Можно полагать, что растягивающее напряжение в опасном сече-
нии (у донышка), ограничивающее допустимое без разрушения
формоизменение заготовки, увеличивается с увеличением размеров
очага деформации. Отсюда следует, что при оценке величины воз-
можного формоизменения на последующих переходах вытяжки
наибольший интерес представляет нахождение поля напряжений в
очаге деформации на установившемся этапе деформирования.
По схеме (см. рис. 3.26) можно установить, что очаг деформации
при вытяжке в конической матрице может быть разделен на три
участка: участок свободного изгиба, участок деформирования в кон-
такте с конической поверхностью матрицы и участок деформирования
на горообразной скругленной кромке матрицы.
Достаточно строгое решение по нахождению поля напряжений в
рассматриваемом случае приведено в работе [18], в которой раздельно
даны решения для каждого из участков с определением граничных
условий на стыках между участками, а также на стыке очага дефор-
мации с упругодеформируемыми участками заготовки. Там же приве-
ден вывод формул для приближенного определения радиусов кривиз-
ны срединной поверхности в участках свободного изгиба. Для случая,
когда па участке свободного изгиба меридиональные напряжения
малы, формула для определения радиуса кривизны Rp имеет вид
jR.s
Rp = (3.70)
sin а
где R3 — радиус заготовки.
117
При вытяжке в конической матрице размер участка свободного
изгиба в радиальном направлении сравнительно мал и составляет
незначительную долю всего очага деформации;
— = Яр(1 - cosa) = Л/К/Ь(а/2).
7?
(3.71)
Поэтому без большой погрешности при отыскании ортах, действу-
ющего в опасном сечении, можно распространить решение по опреде-
лению ор = Др) для конического контактного участка на весь очаг
деформации £ р ъ. г. Решение для конического участка очага
деформации может быть получено из совместного решения уравнений
равновесия и пластичности.
Для конического участка при Rp ~ и /?в = p/cosct уравнение
равновесия имеет вид [18]:
pJopWp + 0р - о0 - pa0/tgcc = 0. (3.72)
Для вытяжки (считая ор и ое главными нормальными напряжени-
ями) уравнение пластичности записывается в виде ор — о0 = о, и
совместное решение этих уравнений приводится к виду
pJapWp + оу + [ц(ох - Op)]/tga = 0.
(3.73)
Учитывая то, что вытяжка обычно осуществляется со смазывани-
ем, обеспечивающим малые значения коэффициента трения, с неко-
торым преувеличением влияния трения на поле напряжений в по-
следнем слагаемом, примем os—В этом случае, проинтегри-
ровав полученное дифференциальное уравнение, получим
Ор = -ОЛ(1 + pctga)lnp + с. (3.74)
Произвольную постоянную интегрирования находим из условия, по
которому при р = R,, ор = 0. Отсюда с - ох(1 + pctga)ln/?, и после
преобразований получаем
Ор = 0/1 + pictga)ln(Z?3/p).
(3-75)
При отыскивании максимального растягивающего напряжения,
действующего в опасном сечении, необходимо дополнительно учесть
влияние изгиба и спрямления элементов заготовки в процессе дефор-
мирования, упрочнения, а также изменение толщины заготовки в
очаге деформации. Влияние этих факторов учтем приближенно,
отыскивая приращение напряжения в опасном сечении, вызываемого
каждым из отмеченных факторов.
118
Как было показано ранее, каждый изгиб и спрямление увеличива-
ют меридиональное напряжение на Дорж = 0,25о/7р. Для участка
свободного изгиба, радиус кривизны средней поверхности которого
определяется по формуле (3.70), считая, что изгиб и спрямление дают
одинаковые приращения меридионального напряжения, получаем
2Доп = 0,5аг—-—sina = 0,5ог —since.
р' V»
(3.76)
Изгиб и спрямление на рабочей кромке матрицы при Rp = ги + s/2
вызовут приращение меридионального напряжения, определяемого по
выражению
2Д о = 0,5 а —---------- = at---------
P1 • \ + ‘ 2гм + 5
(3.77)
При оценке влияния упрочнения на величину ортах, действующего в
опасном сечении, следует различать случаи вытяжки без межопера-
ционного отжига и с отжигом перед данным переходом вытяжки. Если
промежуточный отжиг отсутствует, то заготовка, поступающая на
данный переход вытяжки, получила упрочнение, а так как деформа-
ции по высоте стенки полуфабриката различны, то и напряжение
текучести переменно по высоте. Наиболее упрочнена краевая часть
полуфабриката, получившая наибольшую деформацию на первом
переходе вытяжки [се = (D, — £),)/£),], а участок полуфабриката
вблизи донышка, где деформации были пренебрежимо малы, сохра-
нил неизменным значение напряжения текучести. Если же перед
рассматриваемым переходом вытяжки заготовка подвергалась отжигу,
то значения напряжения текучести в стенках заготовки постоянны и
упрочнение будет проявляться лишь вследствие деформирования
заготовки па данном переходе вытяжки.
Рассмотрим последний случай. Для упрощения решения примем
линейную аппроксимацию кривой упрочнения, считая, что основное
влияние на величину напряжения текучести оказывает тангенциальная
деформация сжатия. Тогда зависимость напряжения текучести от
деформации может быть представлена в виде
о, = °™ + ^0, (3.78)
где ато — экстраполированный предел текучести; П — модуль упроч-
нения.
119
Для отожженной заготовки на границе очага деформации с неде-
формируемой частью исходной заготовки (при р = Л,; £в = 0) напря-
жение текучести равно - о^. Максимальное значение напряже-
ния текучести будет иметь место в элементах, получивших наибольшую
тангенциальную деформацию, т.е. на границе очага деформации со
стенками вытягиваемого стакана (при р = г). Это максимальное
напряжение текучести, определяемое по формуле (3.78), равно
°tmax
°то
(3-79)
Если принять, что изменение напряжения текучести в очаге
деформации подчинено линейной зависимости от координаты р, то
среднее для всего очага деформации значение напряжения текучести
определится как полусумма минимального и максимального значений
напряжения текучести по границам очага деформации:
o.q, = °™ * 0.577(1 - '«,)• (3 80)
(3-81)
sin a + j/(2 rM + л)
составляющая, учитывающая трение на
Используя найденные значения среднего напряжения текучести,
прироста меридионального напряжения на входе в очаг деформации
и на выходе из него вследствие изгиба и спрямления элементов
заготовки в процессе деформирования, можно получить формулу для
определения орп1аА, действующего в опасном сечении:
°Рп»х ’ ’ 0,577 1
\
Л
х (1 + ц ctga)ln — +
г
Из формулы видно, что
конической поверхности матрицы (1 + pctga), с ростом угла а убыва-
ет, а составляющая, учитывающая влияние изгиба и спрямления на
входе в матрицу, с ростом а увеличивается. Можно полагать, что в
данном случае имеются оптимальные значения угла конусности
матриц. Значения оптимальных углов конусности матриц могут быть
найдены, если приравнять первую производную от ортах по а к нулю:
(c/aptnax/</a) = 0. После некоторых преобразований из указанного
равенства можно получить следующее соотношение:
sin2 a cos a - 2 ц y^Rjsin(R/r). (3.82)
120
По приведенному соотношению методом последовательных приближе-
ний или же с использованием ЭВМ можно найти аопт. Приближенно
a0DT можно выразить в явном виде, если принять cosa “ 1. В этом
случае получаем
sin a ,
GUT
з Лз 1 К
2р — In —.
(3.83)
изгиба Juj = ov
Как видно из формулы, оптимальный угол конусности увеличивается
с увеличением коэффициента трения, коэффициента вытяжки и с
уменьшением относительной толщины заготовки. Это объясняется
тем, что с увеличением коэффициентов трения и вытяжки увеличива-
ется суммарная сила трения, действующая на боковую поверхность
заготовки в очаге деформации, что, в свою очередь, при той же
составляющей от изгиба увеличивает оптимальный угол. Увеличение
х//?, при тех же составляющих от трения смещает оптимальный угол
в сторону меньших значений. Эти зависимости можно наглядно
представить схемой рис. 3.27, где напряжение ир,„ал условно подраз-
деляется на три составляющие: 1) овд — характеризующую идеальный
процесс деформирования без влияния трения и
2) учитывающую влияние трения на 0^,^; 3) учитывающую влияние
изгиба и спрямления на ортм. Расчеты по формуле (3.83) пока-
зывают, что оптимальный угол конусности колеблется в пределах
10...350.
Формула (3.81) учитывает влияние упрочнения исходно отожжен-
ной заготовки в процессе вытяжки на данном переходе. Если же
промежуточный отжиг отсутствует, то вытянутый на первом переходе
полуфабрикат имеет переменное по высоте стакана значение напря-
жения текучести, которое должно сказаться на величине ортах.
Если стакан, полученный на первом переходе вытяжки из плоской
заготовки, подвергнуть вытяжке на втором переходе, то в очаг
деформации будет последовательно поступать все более упрочненный
металл, для деформирования которого необходимы большие напря-
жения в опасном сечении, а следовательно, и усилия вытяжки по
мере протягивания заготовки через матрицу.
Отметим, что в реальных условиях вытяжки увеличению напряже-
ния ортах в опасном сечении и усилия по мере деформирования в
последующих переходах вытяжки способствует и то, что толщина
121
составляющих oFnax от угла а
Рис. 3.28. Изменение усилия вытяжки по пути
—— ••----- — без отжига, --------- — отжиг при
700 °C и нормализация при 900 °C
стенки в протягиваемой заготовке переменна и увеличивается от дна
к краю. Действительно, если толщина исходного стакана увеличива-
ется по мере приближения к краевой части, то в процессе вытяжки
в очаг деформации будут поступать элементы заготовки с большей
толщиной, для деформирования которых требуется все возрастающее
усилие. Изложенное наглядно иллюстрируется графиками изменения
усилия вытяжки по пути пуансона, приведенными па рис. 3.28. Из
графиков видно, что отжиг значительно уменьшает усилие вытяжки
и что усилие интенсивнее возрастает при вытяжке заготовки без
отжига между переходами, чем при вытяжке отожженной заготовки.
Разная интенсивность возрастания усилия является следствием
того, что при вытяжке без отжига росту усилия способствует увеличе-
ние напряжения текучести и толщины по мере приближения к краю
исходного стакана, а при вытяжке отожженного стакана влияет
только увеличение толщины вдоль образующей стакаш
Увеличение усилия деформирования к концу вытяжки приводит
к тому, что на последующих переходах вытяжки разрушение заготовки
обычно происходит не в начальном, а в конечном периоде дефор-
мирования. Разрушение происходит, как правило, вблизи перехода от
скругленной по кромке пуансона части заготовки к стенкам вытя-
гиваемого стакапа.
Следует отмстить, что при вытяжке без межоперационных отжи-
гов неравномерность значений напряжения текучести в очаге дефор-
мации меньше, чем при вьгяжке отожженной заготовки. Действи-
тельно, после вытяжки из плоской заготовки напряжение текучести
в стенках вытянутого стакана уменьшается от края к донышку. В то
же время деформация ла последующем переходе вытяжки увеличива-
ется в очаге деформации от края к донышку, а следовательно, прира-
122
щение напряжения текучести, возникающее в этом переходе, также
увеличивается от края к донышку. Таким образом, прирост напряже-
ния текучести при деформировании на последующем переходе в какой-
то степени компенсирует убывание напряжения текучести от края к
донышку в цилиндрической заготовке, полученной на первом переходе
вытяжки.
Как видно из сказанного, промежуточные отжиги дают возмож-
ность несколько увеличить допустимую степень деформации на
последующих переходах вытяжки. При изготовлении деталей с боль-
шим отношением высоты к диаметру межоперационный отжиг позво-
лит уменьшить число переходов вытяжки, а следовательно, штампов
и оборудования, необходимого для реализации данного технологичес-
кого процесса. Для межоперационного отжига требуются нагреватель-
ные устройства, которые размещаются обычно в специальных отделе-
ниях цеха. После отжига зачастую требуется травление для снятия
окалины и промывка для удаления остатков травителя. Все это
усложняет технологический процесс, увеличивает число транспортных
операций, ухудшает условия механизации и автоматизации
производства. С учетом сказанного может оказаться, что организация
многопереходпой вытяжки без промежуточных отжигов, несмотря на
увеличение числа переходов, будет экономически выгоднее многопе-
реходной вытяжки с промежуточными отжигами. Исследования
И.Л. Норицына [12] показали, что многопереходной вытяжкой без
промежуточных отжигов можно получать детали с отношением
высоты к диаметру свыше пяти (суммарный коэффициент вытяжки
достигал значения примерно Клс = DJda = 5 при числе переходов,
доходящем до десяти).
В процессе проведения опытов И.Л. Норицын столкнулся с возник-
новением нового типа разрушения заготовки, а именно с появлением
продольных трещин на вытягиваемом цилиндрическом изделии. Это
явление связано с воздействием изгибающих моментов на еще не
протянутую цилиндрическую часть полуфабриката предыдущей
вытяжки. Ранее было показано, что у границы очага деформации на
этапе установившегося деформирования имеет место резкое измене-
ние кривизны срединной поверхности в меридиональном направле-
нии. В соответствии с этим у границы очага деформации действуют
моменты, которые в элементах, поступающих в очаг деформации,
вызывают изменение кривизны срединной поверхности, а в стенках
еще не протянутой части заготовки — появление тангенциальных
растягивающих напряжений (рис. 3.29).
Если принять, что изгибающий момент (на единицу длины) опре-
деляется по формуле М =1/4 oj2 и что тангенциальные напряжения
ое постоянны по длине I непротянутой цилиндрической части исход-
123
ной заготовки, то условие равенства моментов может быть записано
в виде
— а dy = 2о05/— —.
4 0 2 2
(3.84)
Из полученного равенства можно определить среднее по длине
участка I напряжение ое:
о sR
ае - (3.85)
Из формулы (3.85) видно, что по мере осуществления вытяжки
или уменьшения длины I тангенциальные напряжения ое, действую-
щие в стенках непротянутой части заготовки, увеличиваются. В
определенный момент эти напряжения могут достичь значения,
равного напряжению текучести. Легко установить, что напряжение
о0 « os возникает тогда, когда
1 < y/sRJZ. (3.86)
При такой длине непротянутой части в заготовке начнутся пласти-
ческие деформации- Отсюда следует, что на заключительном этапе
вытяжки краевая часть заготовки получает увеличение диаметраль-
ных размеров (под действием растягивающих напряжений оа возни-
кают пластические деформации растяжения е0). Увеличение диамет-
ральных размеров по сравнению с размером исходной цилиндричес-
кой заготовки происходит до того, как
этот участок заготовки прийдет в сопри-
косновение с конической рабочей частью
матрицы. Следовательно, на заклю-
чительном этапе деформирования могут
немного увеличиться размеры очага
деформации (в пластическую деформа-
цию включается краевой цилиндричес-
кий участок). Однако это увеличение
размеров очага деформации не должно
приводить к увеличению растягивающе-
го напряжения в опасном сечении, так
Рис. 3.29. Схема возникновения растягивающих
напряжений
124
как одновременно с этим увеличивается радиус кривизны Ар участка
свободного изгиба, а следовательно, уменьшаются приращения напря-
жения ор, вызванные изгибом и спрямлением по границам участка
свободного изгиба.
При многократной вытяжке без межоперационнык отжигов краевая
часть заготовки получает значительное упрочнение, при котором
пластичность металла существенно снижается. В этих условиях
возникновение пластической деформации растяжения по краю
заготовки может привести к исчерпанию ресурса пластичности и от
края заготовки начнется разрушение с образованием трещин вдоль
образующей заготовки. Образованию продольных трещин способствует
и то обстоятельство, что деформация тангенциального удлинения
происходит в направлении, перпендикулярном направлению полосча-
тости макроструктуры, в котором характеристики пластичности
понижены. В результате проведенных исследований И.А. Норицын
разработал мероприятия, позволяющие ограничить или исключить
появление продольных трещин при многоперсходной вытяжке без
промежуточных отжигов. Наиболее радикальными оказались меропри-
ятия, направленные на изменение конструкции матрицы.
Было предложено изготовить матрицы с так называемой "реактив-
ной полостью", т.е. матрицы, у которых заходная часть сделана
цилиндрической с размерами, обеспечивающими некоторый натяг
при размещении в этой цилиндрической части вытягиваемой заготов-
ки. Заходная цилиндрическая часть сопрягается с рабочей конической
частью матрицы. Давление на наружную поверхность заготовки со
стороны "реактивной полости" исключает возможность возникновения
тангенциальной пластической деформации растяжения в краевой
части заготовки, а следовательно, и возможность появления продо-
льных трещин при вытяжке.
Заметим, что заключительный отжиг после многопереходпой
вытяжки без промежуточных отжигов необходим, так как значитель-
ное суммарное упрочнение, а также возникающие при вытяжке
остаточные напряжения настолько охрупчивают полученную деталь,
что небольшой внешний удар может привести к появлению продо-
льных трещин.
При рассмотрении последующих переходов вытяжки цилиндричес-
ких стаканов необходимо отметить, что в практике штамповки встре-
чается так называемая обратная вытяжка, при которой заготовка в
виде цилиндрического стакана как бы вывертывается наизнанку. Схема
деформирования заготовки при обратной вытяжке показана на рис.
3.30.
Рассмотрим некоторые особенности обратной вытяжки. При обрат-
ной вытяжке угол охвата заготовкой скругленных кромок матрицы
125
Рис. 3.30. Схема обратной вытяжки
больше, чем при прямой и может доходить до
ISO °. Отсюда множитель, учитывающий трение на
скругленной кромке матрицы, увеличивается (вместо 1 + — ц
2
становится 1 + пр).
В то же время составляющие, учитывающие влияние изгиба и
спрямление при обратной вытяжке, могут изменяться в больших
пределах. Так, если рабочий торец матрицы выполнен в виде полови-
ны тора, то в очаге деформации имеется только один участок изгиба
(на входе на торообразный торец матрицы) и один участок спрямле-
ния (при сходе с торца в сторону вытягиваемого стакана). Если
радиус торообразного торца гм, то прирост напряжения, вызванный
изгибом и спрямлением, будет равен = ос------------. Если рабочий
'м + 5/2
торец матрицы имеет плоский участок, то появляются два участка
изгиба и два участка спрямления, что может существенно увеличить
растягивающее напряжение в опасном сечении. Применение обратной
вытяжки в ряде случаев весьма рационально и, в частности, в случае
совмещения прямой и обратной вытяжек в одном штампе при изго-
товлении цилиндрических деталей, а также при вытяжке деталей с
криволинейной образующей и деталей типа днища.
Вытяжка осесимметричных нецилиндрических деталей. Типовы-
ми представителями таких деталей являются детали с широким
фланцем, ступенчатые, с криволинейной образующей, со сферичес-
ким дном и т.п. Изготовление таких деталей имеет свои специфические
особенности. Для сознательного управления технологическими
процессами изготовления таких деталей необходимо ознакомиться с
механизмом деформирования заготовки и факторами, влияющими на
допустимую степень формоизменения заготовки и качество деталей,
получаемых вытяжкой из плоской заготовки
Вытяжка деталей с широким фланцем. Цилиндрические
детали с фланцем представляют собой продукт незавершенной
вытяжки, когда заготовка не полностью протягивается через
матрицу. В тех случаях, когда коэффициент вытяжки Кл = f)Jd
меньше или равен допустимому коэффициенту вытяжки на пер-
вом переходе изготовления цилиндрического стакана, изготовле-
ние детали с фланцем не представляет трудности. В этом
случае напряжение а₽(пах на протяжении всего процесса вытяжки не
126
достигает значения, способного вызвать разрушение заготовки. Следо-
вательно, процесс вытяжки может быть остановлен в любой промежу-
точной фазе деформирования и при любом значении диаметра
фланца (в пределах d < < £),).
В тех случаях, когда коэффициент вытяжки, необходимый для
изготовления заданной детали, больше допустимого для первого
перехода вытяжки цилиндрической детали, возможное формоизмене-
ние заготовки становится ограниченным. Вытяжку деталей, при
которой на первом переходе значение коэффициента вытяжки таково,
что полное протягивание заготовки через матрицу невозможно,
называют вытяжкой детали с широким фланцем.
При проектировании технологического процесса изготовления
деталей с широким фланцем в первую очередь следует проверить
возможность изготовления заданной детали в один переход вытяжки.
Ранее было показано, что если вытяжка напроход невозможна, то
допустимо некоторое уменьшение диаметра заготовки без ее раз-
рушения.
При таком построении технологического процесса в пластическое
состояние приводится лишь часть фланца, прилегающая к вытягивае-
мой центральной части, а периферийная часть фланца испытывает
только упругие деформации. В этом случае за счет уменьшения
размеров очага деформации удается уменьшить величину растягиваю-
щих напряжений в опасном сечении до значений, не вызывающих
разрушение заготовки. Увеличение ширины фланца происходит
вследствие изменения внутреннего диаметра фланца путем перехода
части поверхности, втянутой в матрицу на предыдущем переходе, во
фланцевую часть заготовки па данном переходе без изменения
наружного диаметра фланца. Так как часть заготовки, переходящая во
фланец, на предыдущем переходе была обтянута по кромке матрицы
и имела определенный радиус кривизны в меридиональном сечении,
то при переходе во фланец эта часть заготовки должна получить
спрямление. Отсюда следует, что диаметральные размеры границы
пластически деформируемой части заготовки на последующих перехо-
дах вытяжки деталей с широким фланцем должны быть больше
размеров границы между плоской частью фланца и торообразной
частью заготовки на предыдущем переходе вытяжки.
Таким образом, размеры очага деформации на последующих
переходах вытяжки переменны и достигают наибольших значений в
конечной стадии вытяжки, когда верхняя граница очага подойдет к
плоской части фланца заготовки, деформируемой на данном переходе
вытяжки. Этому моменту должно соответствовать наибольшее значение
усилия деформирования и растягивающего напряжения в опасном
сечении заготовки.
127
Для приближенных расчетов в качестве граничного условия может
быть принято, что на границе очага пластической деформации при
р = г, + гм1 напряжение ор = 2Дир, т.е. удвоенному приросту напря-
жения ар за счет спрямления торообразного участка, образованного
на предыдущем переходе вытяжки. Здесь г, — радиус цилиндрической
части заготовки после предыдущего перехода вытяжки и гм| — радиус
скругления кромки матрицы предыдущего перехода вытяжки. Исполь-
зуя указанное граничное условие и методику, принятую при анализе
первого перехода вытяжки цилиндрического стакана, можно записать
^pniax
(3.87)
где 7?^ - г, + ги1 — наружная граница очага деформации.
Формула (3.87) учитывает размеры очага деформации или же
коэффициент вытяжки ( ln™j , спрямление торообразного участка
заготовки, полученного на предыдущем переходе вытяжки (з/2г^ +
+ 5), изгиб и спрямление на кромке матрицы данного перехода вы-
тяжки (з/2гы + s) и трение на кромке матрицы (1 + 1,6р).
Из формулы (3.87) следует, что при протягивании цилиндрической
части заготовки предыдущего перехода вытяжки ортах и усилие
вытяжки несколько меньше, чем в заключительном периоде вытяжки,
когда спрямляется торообразный участок фланца, полученный на
предыдущем переходе вытяжки.
Влияние упрочнения на величину орп1ах можно приближенно учесть,
если вместо as в формулу (3.87) подставить среднее для очага
деформации напряжение текучести, определяемое по кривым упроч-
нения с использованием значений се по границам очага деформа-
ции, приближенно определяемым из условия постоянства поверхности
заготовки. Вытяжка деталей с широким фланцем чаще всего (а при
штамповке на многопозиционном прессе как правило) осуществляется
с проталкиванием, при котором на краевую, фланцевую часть заго-
товки действуют осевые силы, заталкивающие заготовку в матрицу.
Усилие заталкивания создается пружинным или резиновым устрой-
ством (буфером) или же пневматической подушкой.
Схема штампа для вытяжки с проталкиванием показана на
рис. 3.31. Планка (прижим), воздействующая на краевую часть
заготовки в процессе вытяжки, перемещается относительно пуансона
и останавливается в последнем периоде деформирования, упираясь в
неподвижную относительно пуансона опору. В промежуточных стади-
ях деформирования заталкивающая осевая сила создает сжимающие
] 28
Рис- 3.31. Схема штампа для вытяж- Рис. 3.32. Схема вытяжки ступенчатых
ки с проталкиванием деталей:
1 — 3 — последовательные ступени вытяжки
напряжения, действующие в меридиональном направлении, которые
несколько уменьшают растягивающие напряжения, действующие в
опасном сечении. В заключительной стадии деформирования заталки-
вающая сила (сжатие фланца между прижимом и торцем матрицы)
осуществляет правку фланца, разглаживая кольцевую волну, остаю-
щуюся после перехода торообразного участка заготовки на плоскую
часть фланца.
Вытяжка ступенчатых изделий. Обычный процесс изготовления
ступенчатых деталей вытяжкой состоит в том, что каждая ступень
(рис. 3.32) получается на одном из переходов вытяжки. В этом слу-
чае, найдя значение диаметра заготовки по условию равенства поверх-
ностей, определяют возможность получения за первый переход
вытяжки цилиндрического стакана с диаметром, равным диаметру
первой ступени (максимальный диаметр). Если найденный коэффици-
ент вытяжки = £>э/^| больше допустимого для первого перехода
вытяжки цилиндрического стакана, то первую ступень заданной
детали следует изготовлять за несколько вытяжных переходов анало-
гично многопереходной вытяжке цилиндрических стаканов.
За каждый последующий переход вытяжки ступенчатой детали
получается следующая ступень меньшего диаметра с одновременным
оформлением заданной высоты предыдущей ступени (большего диа-
метра). При правильном расчете размеров заготовки и точном офор-
млении высотных размеров ступеней на последнем переходе вытяжки
получают последнюю ступень с заданными диаметральными размера-
ми и высотой.
В последнем периоде деформирования очаг деформации состоит из
трех участков — торообразного, контактирующего со скругленной
кромкой пуансона, плоского участка в промежутке между горообраз-
ными участками и торообразного, контактирующего со скругленной
129
кромкой матрицы. Если по аналогии с предыдущим учесть влияние
изгиба и спрямления на кромке пуансона и матрицы, трение на
контактных поверхностях на торообразных участках и степень фор-
моизменения (коэффициент вытяжки), то можно написать формулу,
определяющую приближенно величину растягивающего напряжения
в опасном сечении:
(3.88)
В этой формуле учтено, что изгиб и спрямление, а также трение на
кромке пуансона имеют место вблизи наружной границы очага
деформации и их влияние можно учесть в граничных условиях (ана-
логично тому, как учитывалось влияние сил трения под прижимом при
деформировании заготовки на первом переходе вытяжки цилин-
дрических стаканов).
Из формулы (3.88) видно, что дополнительный участок трения с
большим углом охвата, дополнительный изгиб и спрямление (обычно
по радиусам, меньшим радиусов свободного изгиба) приводят при
вытяжке ступенчатых деталей к несколько большим растягивающим
напряжениям в опасном сечении по сравнению с напряжениями при
вытяжке цилиндрических стаканов на последующих переходах при
одном и том же коэффициенте вытяжки Ка = dnJdn.
Описанный способ получения ступенчатых деталей не является
единственным. В определенных условиях ступенчатые детали изготов-
ляют из плоской заготовки за один переход вытяжки. Это возможно,
если коэффициент вытяжки, равный отношению значений диаметра
заготовки к минимальному диаметру ступени, меньше допустимого для
первого перехода вытяжки цилиндрического стакана. Кроме того,
работниками Горьковского автозавода [20] была предложена эмпири-
ческая формула, которая позволяет оценить возможность вытяжки
ступенчатой детали за один переход, даже если коэффициент вытяжки,
определенный по наименьшему диаметру стакана, больше допус-
тимого для первого перехода вытяжки цилиндрического стакана.
Формула эта имеет вид
130
= + Wh3)(d2/P3) +...
h{th2 + h2lh3 + ...
* (УД)«Д) ; WD3)
+ + «
(3.89)
где h{ и d} — высота и диаметр ступеней, начиная от ступени наи-
большего диаметра
Если величина тсг, рассчитанная по формуле (3.89), равна или
больше величины,, обратной коэффициенту вытяжки т - 1/Кв для
первого перехода вытяжки цилиндрической детали, то вытяжка такой
ступенчатой детали возможна за один переход из плоской заготовки.
Эта формула, проверенная практикой, позволяет в ряде случаев
значительно упростить технологический процесс штамповки ступен-
чатых деталей.
Вытяжка конических деталей также может выполняться за один
или несколько переходов. Особенностью деформирования заготовки
при вытяжке конической детали из плоской заготовки за один пере-
ход является то, что в промежуточных стадиях вытяжки участок
заготовки, находящийся между зонами контакта по кромкам пуансона
и матрицы, имеет значительную протяженность. На этом участке
отсутствуют внешние силы, действующие на поверхность заготовки,
а деформирование осуществляется действием напряжений ор и о0. Из
уравнения равновесия сил при проектировании их на нормаль к
средней поверхности (уравнение Лапласа) можно найти соотношение
между радиусами кривизны в меридиональном и широтном
направлениях:
= - «в °£- (3.90)
°о
Из уравнения (3.90) видно, что образующая на этом участке будет
прямолинейна (Яр = °°), если о0 - 0. Но так как тангенциальные
напряжения на этом участке не равны нулю, то и образующая будет
криволинейна.
При однопереходной вытяжке конических деталей наибольшее
растягивающее напряжение в опасном сечении (при р = г,) не должно
существенно отличаться от напряжения в опасном сечении при вы-
тяжке цилиндрического стакана (влияют те же факторы). Отсюда
следует, что для вытяжки конических деталей за один переход допус-
тимый коэффициент вытяжки, определяемый как отношение диамет-
ра заготовки к минимальному диаметру получаемой конической
131
Рис. 3.33. Варианты мнороперсходной вытяжки конических деталей:
« — варианты вытяжки; / — 3 — последовательные ступени вытяжки; б — схема
искривления образующей
детали, приближенно равен допустимому коэффициенту вытяжки
цилиндрических стаканов из плоской заготовки.
Так как образующая заготовки в зазоре между пуансоном и мат-
рицей криволинейна, то для получения деталей с прямолинейной
образующей конической поверхности требуется вести вытяжку не
напроход, а в глухую матрицу, чтобы на последнем этапе деформиро-
вания осуществлялась правка заготовки между коническими поверх-
ностями пуансона и матрицы. Для более полной правки конической
поверхности детали целесообразно углы конусности пуансона и
матрицы брать различными с учетом того, что край заготовки при
вытяжке утолщается, а у донышка заготовка утоняется.
Так как часть заготовки, деформирующаяся в зазоре между пуан-
соном и матрицей, находится под воздействием сжимающих напряже-
ний о0, то эта часть может терять устойчивость с образованием
продольных складок. В тех случаях, когда коэффициент вытяжки
конической детали превышает значение допустимого коэффициента
вытяжки цилиндрического стакана на первом переходе, а также когда
заготовка при вытяжке получает значительную потерю устойчивости,
при которой подчеканка в заключительной фазе деформирования не
может выправить образующиеся складки, изготовлять конические
детали приходится за несколько переходов.
В зависимости от размерных характеристик штампуемых дета-
лей применяют различные варианты многопереходной вытяжки
(рис. 3.33).
Первый вариант. При малых углах конусности а и значениях
hid2, при которых коэффициент вытяжки К, = d} / d2 не превышает
значений, допустимых для последующих переходов вытяжки цилин-
дрических стаканов, конические детали изготовляют путем получения
за необходимое число переходов цилиндрического стакана с диамет-
ром, равным или несколько меньшим наибольшего диаметра коничес-
132
кой детали. Затем превращают за один переход цилиндрическую
заготовку в коническую деталь.
Если диаметр цилиндрической заготовки принят меньшим, чем
максимальный диаметр конической детали, то при превращении
цилиндрической заготовки в коническую деталь краевая часть заго-
товки увеличивается в диаметре (раздается), что создает силу, затал-
кивающую заготовку в матрицу. Это уменьшает растягивающие
напряжения в опасном сечении и возможность отрыва донышка.
Указанный прием используется и для получения деталей с криволи-
нейной образующей. Однако значительного увеличения диаметра
заготовки при таком варианте вытяжки допускать нельзя из-за
опасности возникновения продольных трещин по краю заготовки.
Второй вариант. Характеризуется тем, что предварительно получа-
ют ступенчатую заготовку аналогично описанному ранее способу.
Касательная к наружному контуру ступенчатой заготовки имеет тот
же угол наклона к оси симметрии, что и образующая конической
детали. На последнем переходе вытяжки образующая как бы спрям-
ляется, т е. ступенчатая заготовка превращается в коническую де-
таль. Заметим, что при таком спрямлении образующей диаметраль-
ные размеры выступающих частей контура уменьшаются, а диамет-
ральные размеры внутренних угловых участков увеличиваются.
Уменьшение диаметральных размеров при малой толщине заготовки
может приводить к потере устойчивости с образованием продольных
складок. Для уменьшения деформации тангенциального сжатия
рекомендуется контур заготовки вписывать в контур детали (см.
рис. 3.33, л), т.е. предусматривать у первой ступени заготовки диа-
метр, который был бы меньше максимального диаметра конической
детали.
При использовании такой заготовки фланец размещается на
плоскости матрицы и вертикальные смещения ступеней при спрямле-
нии образующей будут минимальны, а соответственно меньшими
будут и тангенциальные деформации сжатия. В случае, если устра-
нить полностью следы от складок, образующихся при потере устойчи-
вости, не удается, в технологическом процессе предусматривают
отделочные операции, например проглаживание поверхности на
токарно-давильных станках.
Третий вариант. Характеризуется постепенным образованием
конической поверхности заданной детали, когда каждый последую-
щий переход как бы наращивает конический участок. Построение
переходов в данном случае сходно с построением переходов при
вытяжке деталей с широким фланцем, где каждый последующий
переход увеличивает ширину фланца без изменения его наружного
диаметра. При вытяжке конических деталей по третьему варианту
133
Рис. 3.34. Схема вытяжки сферических деталей
наружные размеры заготовки также не
изменяются, но на последующих пере-
ходах увеличиваются размеры кони-
ческой поверхности, причем угол на-
клона образующей к оси симметрии
равен углу, заданному в готовой детали.
Этот вариант вытяжки позволяет полу-
чать лучшее качество поверхности, чем предыдущий, так как спрям-
ление торообразного участка при достаточно больших меридиональ-
ных растягивающих напряжениях и вместе с тем угол поворота
элементов заготовки при спрямлении меньше, чем в предыдущем
варианте.
Вытяжка сферических деталей или деталей, имеющих выпуклую
донную часть, характеризуется значительными пластическими дефор-
мациями донной части заготовки. Поэтому обычно площадь поверх-
ности получаемой детали несколько больше площади исходной
круглой плоской заготовки. Особенностью вытяжки сферических
деталей является то, что по сравнению с однопереходной вытяжкой
конических деталей, размеры участка заготовки, деформирующегося
без контакта с рабочими поверхностями пуансона и матрицы в на-
чальном периоде вытяжки, значительно больше (рис. 3.34). На этом
участке имеются зоны с тангенциальными напряжениями разного
знака, а по уравнению Лапласа (3.90) на нем могут быть участки
кривизны различного знака в меридиональном сечении. Интенсивное
утонение донной части обычно приводит к тому, что опасное сечение,
в котором может возникнуть разрушение заготовки, располагается или
вблизи полюса куполообразного дна (при коэффициентах трения,
близких к нулю) или примерно на окружности 1/3... 1/4 радиуса
цилиндрической части пуансона (при значительном коэффициенте
трения). При вытяжке деталей со сферическими дном (7?сф = d/2) и
цилиндрическими стенками достаточно большой высоты (заготовка не
выходит из-под прижима до завершения оформления сферической
донной части детали) допустимый коэффициент вытяжки Kt - DJD
имеет примерно те же значения, что и при однопереходной вытяжке
цилиндрического стакана с плоским дном. Особые трудности возникают
при вытяжке деталей типа днищ, у которых радиус кривизны донной
части больше половины диаметра детали, а высота цилиндрической
части сравнительно мала. В этих условиях растягивающие
меридиональные напряжения сравнительно малы (ширина плоской
части под прижимом невелика), что приводит к увеличению сжимаю-
134
Рис. 3.35. Перетяжное ребро (о) и торообразный прижим на рабочей кромке матрицы
(б) при вытяжке сферических деталей
щих тангенциальных напряжений, а следовательно, и к увеличению
возможности потери устойчивости части заготовки, деформирующей-
ся в зазоре между пуансоном и матрицей.
Л.А. Шофман по результатам опытов и практики штамповки
указал, что деталь со сферическим дном может быть получена без
складок, если — 100 > 1,3 (/?сф — радиус сферической донной
Rc<J>
части детали). Им же отмечено, что при вытяжке в глухую матрицу,
когда образующиеся небольшие складки выпрямляются на заключи-
тельном этапе деформирования между поверхностями пуансона и
матрицы, можно использовать заготовки при отношении ~ 100 £
2> 0,85.
Для уменьшения опасности складкообразования при вытяжке
сферических деталей стремятся увеличить меридиональные напряже-
ния применением перетяжных ребер, затрудняющих смещение заго-
товки в отверстие матрицы (рис. 3.35, о), при вытяжке крупногаба-
ритных днищ используют прижим, имеющий плоскую и торообраз-
ную рабочую поверхность (рис. 3.35, б). В последнем случае вытяжка
ведется в две стадии. Вначале используется плоская поверхность
прижима, а заготовка обтягивается по торообразной рабочей кромке
матрицы. Затем вытяжка прерывается, пуансон поднимается, а
прижим переворачивается и укладывается па заготовку так, что
торообразный участок прижима поджимает заготовку к торообразной
поверхности рабочей кромки матрицы. Повторное опускание пуансона
продолжает процесс вытяжки, но прижим воздействует па заготовку
135
Рис. 3.36. Схема штампа для вытяжки деталей
типа днищ
при скольжении ее по кромке матри-
цы, предотвращая складкообразование
в краевой части заготовки и уменьшая
вероятность образования складок в
донной части, а также увеличивая
меридиональные растягивающие
напряжения действием сил трения на
кромке матрицы.
Оригинальный способ вытяжки деталей типа днищ, в значительной
степени уменьшающий возможность складкообразования, предложен
Л.А. Шофманом и П.И. Локотошом. При этом способе (рис. 3.36)
одновременно осуществляется прямая и обратная вытяжка. Заготовка
перетягивается через кромку кольцевого пуансона, что приводит к
увеличению меридиональных растягивающих напряжений в донной
части и уменьшению сжимающих тангенциальных напряжений. В то
же время уменьшение ширины фланцевой части, подвергающейся в
начальном периоде деформирования прямой вытяжке, повышает се
устойчивость, и если все же по краю заготовки появляются неболь-
шие складки, то они выправляются при протягивании заготовки в
зазоре между пуансоном и матрицей.
Особенности вытяжки сферических деталей в значительной степени
присущи и вытяжке деталей с криволинейной образующей (типа
отражателей). В тех случаях, когда по условиям разрушения заготов-
ки не удается получить деталь за один переход, применяется много-
переходная вытяжка.
Многопереходная вытяжка деталей с криволинейной образующей
может быть осуществлена аналогично многопереходной вытяжке
конических деталей с получением ступенчатой заготовки и последую-
щим выпрямлением ступеней подчеканкой. Однако в отдельных
случаях рационально изготовлять детали с криволинейной образую-
щей, применяя обратную вытяжку с постепенным (от перехода к
переходу) увеличением высоты полуфабриката при одновременном
уменьшении радиуса кривизны на вершине.
Вытяжка коробчатых деталей. Рассмотренные ранее типы деталей
характеризовались наличием осевой симметрии деформирования, при
которой напряжения ар и ае являлись функцией только одной коор-
динаты и были главными нормальными напряжениями. В практике
листовой штамповки имеется значительное число деталей, при изго-
товлении которых осевая симметрия деформирования отсутствует. В
этом случае напряжения ор, действующие по нормали к контуру
136
Рис. 3.37. Схема напряженного состояния при
вытяжке коробчатых деталей
отверстия матрицы, и напряжения ое,
перпендикулярные к первым, не явля-
ются главными нормальными напряже-
ниями. На площадках, на которых дей-
ствуют напряжения ор и ое, одновре-
менно действуют и касательные напря-
жения т, а деформированное состояние
характеризуется не только линейными деформациями £р и ее, но и
сдвигами, т.е. угловыми деформациями. Чтобы более наглядно и
проще выяснить особенности механизма деформирования при вытяж-
ке неосесимметричных деталей, рассмотрим более простой случай
вытяжки коробчатых деталей, имеющих плоские боковые поверхнос-
ти, сопряженные цилиндрическими поверхностями радиусом гг
Па рис. 3.37 показана часть фланца заготовки при вытяжке
коробчатой детали. На элемент, выделенный в угловой части фланца,
действуют нормальные напряжения ор и ое, а также касательные
напряжения т. Под действием нормальных напряжений в процессе
вытяжки элементы угловой части будут испытывать сжатие в танген-
циальном направлении и удлинение в радиальном (меридиональном)
направлении. Кроме того, эти элементы будут получать сдвиговые
деформации в результате действия касательных напряжений т. В
результате, как и при вытяжке других деталей, ширина фланц а в
угловой части будет увеличиваться (течение металла в радиальном
направлении).
В то же время участки фланца, противостоящие прямолинейным
участкам контура отверстия матрицы, претерпевают только изгиб на
кромке матрицы, практически не удлиняясь в меридиональном на-
правлении. На стыке углового и прямолинейного участков фланца
должны действовать касательные напряжения, которые, будучи
отнесенными к угловой части фланца, препятствуют течению в
радиальном направлении, а будучи отнесенные к прямолинейным
участкам фланца, стремятся увеличить ширину фланца, т.е. создать
радиальное течение вблизи стыка прямолинейного участка фланца с
угловым.
Нормальные и касательные напряжения, действующие в угловой части
заготовки, являются функцией двух координат р и 6. Однако
интенсивность изменения этих напряжений по данным координатам
различна. Тщательно проведенными опытами по исследованию про-
цесса деформирования с помощью наблюдаемых линий скольжения
137
В.Г. Ковалеву удалось показать, что касательное напряжение т
существенно зависит от угла 0, изменяясь от нуля по биссектрисе
угла до максимального значения на стыке прямолинейного участка с
угловым, В то же время изменение касательных напряжений вдоль
радиуса сравнительно мало (касательное напряжение от нуля на
входе в матрицу интенсивно увеличивается на участке вблизи кромки
матрицы, а с дальнейшим удалением от кромки матрицы возрастает
незначительно).
Это обстоятельство позволяет при анализе распределения напря-
жений в угловой части фланца в первом приближении принять, что
касательное напряжение т зависит от одной координаты 0 и эту
зависимость можно принять линейной. В этом случае формулу для
определения касательного напряжения можно представить в виде
°s 6
(3.91)
2 а
где знак минус означает, что прирост касательного напряже-
ния ориентирован в отрицательном направлении изменения
радиуса.
Зависимость (3.91) показывает, что при 6 = 0 (на биссектрисе
углового участка) касательное напряжение равно нулю и увеличива-
ется с ростом угла 0, достигая наибольшего значения на стыке углово-
го участка с прямолинейным при 0 = а:
о.
(3.92)
где а/2 = т, является максимально возможным касательным напря-
жением в условиях пластических деформаций. Коэффициент а < 1
показывает, насколько касательное напряжение на стыке углового
участка с прямолинейным меньше Учитывая принятую зависи-
мость касательного напряжения от координаты 0 и приближенно
решая задачу по выявлению характера изменения напряжения ор
вдоль контура отверстия матрицы, можно принять дополнительную
схематизацию условий деформирования и использовать ряд допуще-
ний. В числе допущений, упрощающих решение задачи, примем, что
ширина фланца постоянна, а так как одно из напряжений т задано
или считается известным, то для решения задачи достаточно исполь-
зовать одно уравнение равновесия и уравнение пластичности. Уравне-
ние равновесия в полярной системе координат при проектировании
сил на радиус имеет вид
138
Р^°р
rfp
rft A
+ <r - ой + — = 0.
e e de
(3.93)
В этом уравнении содержатся два неизвестных ор и ое, и задача
становится статически определимой, если дополнительно использо-
вать уравнение пластичности
°р “ °о =
(3-94)
При априорно заданном выражении для определения касательного
напряжения решение может не удовлетворять полной системе уравне-
ний равновесия.
Используя зависимость (3.91), уравнения (3.93) и (3.94) можно
преобразовать к виду
(pt/op)/r/p + Ор - о0 - aujla = 0,
(3-95)
ор - ое = 1 - (а202)/а2). (3.96)
Совместное решение этих уравнений дает
о = - о,
р J
1 - Д202 _
а2 2а
1пр + /(0).
(3-97)
Произвольная функция интегрирования может быть найдена из
граничного условия, по которому при р = R (на краю заготовки)
напряжение ор - 0:
/(0) =
а2 О2
In Л.
(3.98)
л
2а t
После подстановки найденного значения произвольной функции
интегрирования в выражение (3.97) окончательно получим
ор = ov(\/l - (л202/а2) - а/2а)1п(А/р).
(3.99)
139
Значение напряжения ор1, действующего на входе в матрицу в ее
угловой части, может быть найдено из формулы (3.99) после подста-
новки в нее значения г = гу (гу — радиус контура отверстия матрицы
в ее угловой части):
ар1 = ojy 1 - (а202)/а2 - a!2a)\n(R/ry).
(3.100)
Из формулы (3.100) видно, что напряжение ор1 на входе в матри-
цу имеет максимальное значение по биссектрисе угла (при 0 = 0) и
постепенно убывает по мере приближения к стыку между угловым и
прямолинейным участками контура отверстия матрицы. Можно отме-
тить, что напряжение ор1 по биссектрисе угла возрастает с увеличе-
нием коэффициента вытяжки Kt = RJry и с уменьшением коэффици-
ента а, характеризующего касательное напряжение, действующее па
стыке между угловым и прямолинейным участками. Напряжение
ор(пах при 9 = 0 находим по формуле
Ортах = оД1 - a/2a)ln(R/ry).
(3.101)
Попытаемся выяснить пределы возможного изменения коэффици-
ента а, входящего в предыдущие формулы. Если бы прямолинейные
участки фланца не получали пластических деформаций, то на стыке
прямолинейного участка с угловым могло бы действовать - os/2 и
величина а - 1. Однако, как было отмечено ранее, касательные
напряжения, действующие на стыке указанных участков, стремятся
удлинить прямолинейный участок и пластическая деформация час-
тично возникает и в прямолинейных участках фланца. Результаты
исследований и производственного опыта [20] и, в частности, реко-
мендации Б.П. Звороно позволяют приближенно принять, что пласти-
ческая деформация при вытяжке коробчатых деталей распространяется
в обе стороны от линии стыка участков на одинаковые расстояния. В
первом приближении можно принять, что сдвиговая деформация на
стыке прямолинейного и криволинейного участка уменьшается вдвое по
сравнению со сдвиговой деформацией на границе пластической и
упругой зон.
На основании высказанных соображений можно считать, что в
случае, когда прямолинейные участки заготовки имеют пластически
деформируемые части, граничащие со стыками угловых участков, но
разделены упругоцеформируемыми частями, охватывающими всю
ширину фланца, касательное напряжение на стыке угловых и прямо-
линейных участков достигает максимального значения, равного
половине т, или четверти напряжения текучести (этому соответствует
а - 0,5).
140
Если принять, что а - 0,5 и а = л/4, то по формуле (3.101) найдем
напряжение opmax = 0,682ojn —. Если же принять, что ортах = о„ то
максимальное значение коэффициента вытяжки К, ~ — =
= е|Л,6К2 = 4,3.
Значительное увеличение допустимого коэффициента вытяжки для
коробчатых деталей по сравнению с вытяжкой цилиндрических
деталей объясняется тем, что по границам углового участка (на стыке
углового с прямолинейными) приложены касательные напряжения,
ориентированные к центру кривизны и создающие силы, тянущие
угловую часть к отверстию матрицы и этим разгружающие опасное
сечение, а также уменьшающие в нем меридиональные растягиваю-
щие напряжения. Аналогично тому, как это было сделано при анализе
первого перехода вытяжки цилиндрических стаканов, при опреде-
лении ортал для случая вытяжки коробчатых деталей можно учесть
влияние изгиба и спрямления на кромке матрицы, трения под прижи-
мом и на кромке матрицы. В этом случае формула для определения
ор1Пах может быть представлена в виде
о = о
ртах ’
а
2а
. R л Q
In— + -------- +
Г + 5’ Lso,
(I + 1,6 ц), (3 102)
где L — периметр наружного контура заготовки; Q — полное усилие
прижима.
Приближенное значение усилия вытяжки коробчатых деталей
можно определить как сумму усилий, необходимых для втягивания
четырех угловых частей, и усилий, необходимых для протягивания
через кромку матрицы прямолинейных участков фланца заготовки
р
Р в 2пг 50 0,6821п— +
и
х (1 + 1,6ц) + 2{Ь + е)
л' Q .
2rM + $ Asoy
От(1 <- 1,6ц),
2гм + $
(3.103)
где b и с — длины прямолинейных участков контура отверстия мат-
рицы.
Доля усилия вытяжки, создаваемая протягиванием прямолинейных
участков заготовки, учитывается как произведение площади сечения
этих участков на прирост напряжений от изгиба и спрямления, а
также трения на кромке матрицы. Увеличенное растягивающее
141
напряжение на угловых участках до некоторой степени компенсирует
неучтенное растягивающее напряжение, необходимое для втягивания
прямолинейных участков фланца. Приведенная формула может
давать завышенные значения усилия вытяжки вследствие того, что
реальный контур заготовки может существенно отличаться от гипоте-
тического, использованного при ее выводе. В этой формуле принято,
что для угловых участков ортах постоянно и равно значению этого
напряжения по биссектрисе угла при а - 0,5.
В действительности коэффициент а может изменяться в значи-
тельных пределах В'зависимости от размерных характеристик вытяги-
ваемой детали. Так, например, с уменьшением размеров прямолиней-
ных участков зоны пластических деформаций в них сближаются. При
b = с = R они сольются по краю фланца, а дальнейшее уменьшение
размеров прямолинейных участков уменьшит площадь упругодефор-
мируемой части в прямолинейных участках фланца.
При стремлении прямолинейных участков контура матрицы к
нулю коробчатая деталь переходит в цилиндрическую, а коэффици-
ент а становится равным нулю, так как при вытяжке цилиндрическо-
го стакана касательные напряжения в меридиональных сечениях
отсутствуют. Коэффициент а также уменьшается, если прямолинейные
участки контура матрицы заменяются выпуклыми криволинейными,
причем тем в большей степени, чем меньше разница радиусов кривизны
в боковых и угловых участках контура. При стремлении этой разницы
к нулю имеет место переход к вытяжке цилиндрических стаканов и
коэффициент а становится равным нулю.
Так как при вытяжке ширина фланца на угловых участках увеличи-
вается, а на прямолинейных может оставаться неизменной, то при
изготовлении коробчатых деталей с постоянной высотой по периметру
необходимо найти соответствующий контур заготовки. В производстве
зачастую этот контур приходится определять опытный путем, что
приводит к первоочередному изготовлению вытяжного штампа, а
вырубной штамп приходится изготовлять после отыскания конту-
ра заготовки, обеспечивающего получение детали с заданными раз-
мерами.
В справочнике [20] приведены рекомендации по определению
контура заготовки для вытяжки коробчатых деталей, которые облег-
чают отыскание оптимальных размеров и конфигураций заготовки.
В качестве примера рассмотрим предложенную в свое время Б.П. Зво-
роно методику построения контура заготовки. На рис. 3.38 приведена
схема построения контура заготовки.
Первоначальные очертания контура определяются из соображений,
что на участках, противостоящих прямолинейным частям контура
142
Рис. 3.38. Схема построения контура заготовки по
методу Б.П. Звороно
отверстия матрицы, ширина фланца не изме-
няется и определяется, как при гибке, из усло-
вия равенства длин развертки и детали. На
угловых участках радиус контура заготовки R.}
определяется, как при вытяжке, из условия
равенства площади заготовки и детали. На
стыке прямолинейных и угловых участков
получается уступ, равный разности (И — R), где Н — ширина фланца
в прямолинейных участках, равная высоте получаемой детали, a R
— радиус заготовки в угловых участках, найденный из условий
равенства площадей.
Для получения детали с постоянной высотой по периметру необхо-
димо, чтобы наружный контур был плавным, без резких изменений
ширины фланца. Сглаживание контура заготовки следует выполнять,
учитывая следующее: касательные напряжения, действующие на
угловой участок со стороны прямолинейного, тормозят радиальное
удлинение заготовки, поэтому ширину фланца в угловой части следу-
ет увеличивать по мере приближения к стыку с прямолинейным
участком (увеличение площади поверхности заготовки) Касательные
напряжения, приложенные со стороны угловой части к прямолиней-
ной, стремятся увеличить ширину фланца. Учитывая это, ширину
фланца на прямолинейных участках следует несколько уменьшать по
мере приближения к стыку прямолинейного участка с угловым.
Эти изменения размеров заготовки осуществляются следующим
способом. Разность (Н — R) делится на два и из найденной точки
проводится касательная к дуге окружности в угловой части заготов-
ки, а на прямолинейном участке из той же точки проводится дуга
окружности радиусом, равным радиусу заготовки в угловой части, и
касательная к прямолинейной части контура заготовки, найденной из
условия равенства длин. Заштрихованные треугольники на рис. 3.38
равны по площади; таким образом, насколько увеличена площадь
заготовки в угловых частях, настолько она уменьшена на прямоли-
нейных участках и этим соблюдено характерное для вытяжки условие
равенства площадей заготовки и детали.
Анализ процесса деформирования заготовки на первом переходе
вытяжки коробчатых деталей позволяет приближенно представить
распределение напряжений во фланце заготовки при вытяжке. Па
рис. 3.39 схематично показаны эпюры распределения напряжений ор,
143
Г ""। f Рис. 3.39. Эпюры напряжений в угловой части
| ^-ЧГТТТГ^О/ х* ПрИ витяжке коробчатых деталей
\6* °в и т на некоторых участках фла-
________ \ нца заготовки. Касательные напря-
z7 cz V жения т незначительно изменяются
ар \ по ширине фланца, но значительно
* изменяются в тангенциальном на-
правлении от нуля на биссектрисе
--------------—._____угловой части фланца до нуля в
прямолинейной части фланца, имея
максимум на стыке углового участка с прямолинейным.
Меридиональные напряжения ор по ширине фланца изменяются
от нуля на наружной кромке фланца до максимума на входе в отвер-
стие матрицы. В тангенциальном направлении эти напряжения
уменьшаются от максимального значения по биссектрисе угловой
части до значения, близкого к нулю на границе пластически-дефор-
мируемой части фланца с упругодеформируемой частью. На входе в
матрицу напряжение ор на прямолинейных участках фланца может
даже изменять знак, становясь отрицательным (сжатие) вследствие
действия сжимающих напряжений ов на наклонной к контуру матри-
цы границе между пластической и упругой зонами.
При вытяжке коробчатых деталей из тонкого металла появление
сжимающих напряжений ор на прямолинейных участках контура
может привести к потере плоскостности образующихся боковых
плоскостей коробчатой детали и образованию т.н."хлопунов", когда
небольшие прогибы боковых сторон в пределах упругих деформаций
могут выщелкиваться с изменением знака кривизны (мембранный
эффект). С целью предупреждения образования "хлопунов" на прямо-
линейных участках контура матрицы изготовляют перетяжные ребра
(рис. 3.40), которые при протягивании заготовки через них вследствие
затрат работы на изгиб и спрямление увеличивают меридиональные
растягивающие напряжения и переводят зону меридионального
сжатия в зону растяжения, где сжатие образующихся плоских стенок
коробчатой детали исключается.
Для создания более благоприятных условий вытяжки по всему
периметру получаемой коробчатой детали иногда изготовляют матри-
цы с различными радиусами скругления рабочих кромок. Радиусы
скругления рабочих кромок на угловых участках контура берут
близкими к значениям радиусов при вытяжке цилиндрических дета-
лей [гм = (6...8)у], а на прямолинейных участках контура, для
144
Рис. 3.40. Перетяжные
ребра при вытяжке ко-
робчатых деталей
большего торможения
течения металла в мат-
рицу, радиусы скруг-
ления кромки мат-
рицы берут несколь-
ко меньшими [гм =
= (3 ...6)5].
Так как при вытяжке коробчатой детали изменение толщины на
прямолинейных и угловых участках различно, то и зазоры между
пуансоном и матрицей на этих участках рекомендуется делать раз-
личными. На прямолинейных участках толщина заготовки почти не
изменяется и зазор примерно равен z = 1,1 В то же время, учиты-
вая, что при вытяжке заготовка на угловых участках утолщается,
рекомендуется увеличивать зазор до z = (1,3... 1,4)s.
В тех случаях, когда по допустимым коэффициентам вытяжки
заданную коробчатую деталь невозможно вытянуть за один переход,
вытяжка осуществляется за несколько переходов. При отыскании
контуров полуфабриката и промежуточных переходов вытяжки
обычно следуют таким рекомендациям: 1) контур в плане предыдуще-
го перехода вытяжки должен быть описан вокруг контура полуфабри-
ката на последующем переходе вытяжки; 2) участки контура, из
которых в последующем образуются плоские стенки коробчатой
детали, выполняются криволинейными с постепенным от перехода к
переходу увеличением радиуса кривизны данного участка контура.
Схематично последовательное изменение контура полуфабриката в
плане при многопереходной вытяжке коробчатой детали показано на
рис. 3.41.
Заметим, что для улучшения условий установки полуфабриката
на последующих переходах и облегчения течения металла переход от
дна к стенкам иногда делают наклонным.
Вытяжка с утонением стенки. Рассмотренные ранее разновиднос-
ти вытяжки характеризовались отсутствием принудительного умень-
шения толщины стенки. Естественное изменение толщины стенки
(утолщение или утонение) происходило вследствие действия напря-
жений ор и о0 без силового воздействия на поверхности заготовки.
При вытяжке без утонения стенки зазор между пуансоном и матрицей
обычно берется несколько большим, чем толщина заготовки (иногда
145
Рис. 3.41. Схема изменения контура заготовки при многолереходной вытяжке; I
FV — переходы вытяжки
с учетом возникающего при вытяжке утолщения краевой части
заготовки).
При вытяжке с утонением стенки зазор между пуансоном и матри-
цей берется меньше исходной толщины заготовки. В этом случае
возникает участок очага деформации, в котором заготовка деформи-
руется, сжимаясь между боковыми поверхностями пуансона и матри-
цы. Принудительное утонение заготовки может быть и на первом и
на последующих переходах вытяжки полой детали из плоской заго-
товки. Особенностью вытяжки с утонением стенки на последующих
переходах (особенно при получении тонкостенных деталей с большим
отношением высоты к диаметру) является то, что диаметр внутренней
поверхности исходного полуфабриката незначительно больше диамет-
ра пуансона последующего перехода вытяжки.
Вытяжка с утонением стенки, как правило, применяется при
изготовлении деталей с большим отношением высоты к диаметру, для
которых требуется или допускается, чтобы толщина донышка была
больше толщины стенок.
Достоинством вытяжки с утонением стенки является возможность
получения за один переход большего приращения отношения высоты
к диаметру, чем при вытяжке без утонения стенки, а также меньшая
опасность потери устойчивости заготовки с образованием продольных
складок вследствие малого сокращения диаметра заготовки в части
очага деформации, в которой имеются элементы вытяжки без утоне-
ния стенки.
Вытяжка с утонением стенки позволяет получить детали, толщина
степок которых уменьшается от донышка к краю детали (применение
146
Рис. 3.42. Схема вытяжки с утонением
стенки
конического пуансона, обеспечиваю-
щего переменный зазор между пуан-
соном и матрицей по мере вытяжки).
На рис. 3.42 дана схема деформи-
рования заготовки при вытяжке с
утонением. Как видно из схемы,
силы трения в очаге деформации, где
заготовка сжимается между пуансо-
ном и матрицей, имеют различные
направления. Поскольку заготовка смещается относительно матрицы в
направлении движения пуансона, силы трения, действующие на
наружной поверхности заготовки, имеют направление, обратное
направлению движения пуансона. Удлинение заготовки при утонении
ее стенки приводит к тому, что в очаге деформации она скользит
вверх по пуансону, а силы трения на внутренней поверхности заго-
товки действуют в направлении движения пуансона. Силы трения на
наружной поверхности заготовки способствуют увеличению растяги-
вающих напряжений, действующих в стенках протянутой части
заготовки, а силы трения, действующие на внутренней поверхности
заготовки, как бы разгружают опасное сечение, уменьшая растягива-
ющее напряжение в стенках протянутой части заготовки. Эта особен-
ность силового воздействия на очаг деформации при вытяжке с утоне-
нием стенки и является основной причиной того, что допустимые
величины утонения сравнительно велики, что обеспечивает возмож-
ность значительного приращения относительной высоты заготовки за
один переход вытяжки.
На контактных поверхностях, кроме касательных, действуют и
сжимающие напряжения о0. В осевом направлении должны возни-
кать растягивающие напряжения ор, вызванные давлением пуансона
на донную часть заготовки. Так как в данном случае изменение
внутреннего диаметра заготовки в очаге деформации равно нулю, а
тангенциальная деформация (максимальная) наружной поверхности
(д .1^ .
еф = — I , то схема деформированного состояния
близка к плоской, при которой напряжение оф, перпендикулярное
чертежу, равно полусумме крайних нормальных напряжений:
аФ = (°i + аг)/2>
(3.104)
147
Рис. 3.43. Схема к определению
составляющих работ
где О] и о2 — главные нор-
мальные напряжения, дей-
ствующие в меридиональ-
ном сечении заготовки (в
плоскости чертежа).
Вопросу установления
поля напряжений при вы-
тяжке с утонением стенки
посвящено много исследова-
ний, в которых поле напря-
жений определяли из со-
вместных решений прибли-
женных уравнений равновесия и пластичности, методом характерис-
тик и методом работ [18]. Эти исследования способствовали выясне-
нию реальных условий деформирования при вытяжке с утонением.
Изложим коротко методику анализа вытяжки с утонением на основе
использования приближенного метода работ.
Так как особый интерес представляет нахождение напряжений,
действующих в стенках протянутой части заготовки и определяющих
величину допустимого утонения на установившемся этапе деформиро-
вания, то составляющие работы деформации найдем как средние для
всего очага деформации.
Рассмотрим основные составляющие работы внешних и внутрен-
них сил, которые могут иметь место при вытяжке с утонением
(рис. 3.43). Пуансон действует на донышко заготовки, создает в
стенках протянутой части заготовки растягивающие напряжения ог
Произведение о, на площадь поперечного сечения протянутой части
заготовки даст тянущую силу. Произведение этой тянущей силы на
перемещение пуансона dh дает элементарную работу тянущей силы
dAu.. Это же перемещение пуансона приводит к перемещению на-
ружной поверхности заготовки относительно поверхности матрицы и,
как следствие, к возникновению сил трения, обратных по направле-
нию тянущей силе. Произведением элементарных сил трения на
величины соответствующих перемещений получаем работу сил тре-
ния на наружной поверхности заготовки. Перемещение пуансона
приводит также к перемещению внутренней поверхности заготовки
относительно поверхности пуансона, что создает работу сил трения
на внутренней поверхности заготовки. Работа элементарных сил,
возникающих в очаге деформации под действием напряжений ор, ое,
148
т на соответствующих перемещениях, позволяет определить работу
формоизменения в очаге деформации. Основываясь на теории плас-
тичности, работу формоизменения в очаге деформации можно опреде-
лить по отношению
= f //‘Wh’’ (3.105)
>
где о, — интенсивность напряжений, равная напряжению текучести;
е, — интенсивность деформаций в каждой материальной точке очага
деформации, v — объем очага деформации.
Дополнительные составляющие работ найдем из следующих сооб-
ражений. Как видно из рис. 3.43, если принять радиальным течение
в очаге деформации, то на границах очага деформации имеет место
резкое изменение направлений смещения элементов заготовки.
Схематично можно представить, что очерченные дугами окружности
границы очага деформации являются линиями разрыва с локальным
действием касательных напряжений. Величина касательных напря-
жений на поверхности разрыва (стык пластически и упругодеформи-
рованных зон заготовки) предельна для пластических деформаций и
по гипотезе максимальных касательных напряжений равна т = т, =
= о/2. Работа элементарных сил, созданных действием касательных
напряжений на поверхностях разрыва, определяется через углы
сдвига при резком изменении направлений движения элементов
заготовки.
Таким образом, уравнение равенства работ внешних и внутренних
сил может быть записано в виде
dAo. = dA„ ♦ Л4трм ♦ dA^ ♦ dAcmK ♦ dAcnt„ (3.106)
где dAo7 — работа, создаваемая напряжениями ог; г/Лтрм — работа сил
трения по матрице; dArvn — работа сил трения по пуансону; dAD —
работа сил, создаваемых напряжениями ор, ое, т; <МСД1Л и dAcn„ —
работа сдвига на наружной (при р - R) и на внутренней (при р = г)
границах очага деформации. Методика определения всех этих состав-
ляющих работ изложена в работах [18 и др.], в которых отмечены и
возможные направления совершенствования анализа и повышения
точности получаемых зависимостей.
Приближенно из условия равенства работы внешней силы совокуп-
ности работ, сопротивляющихся деформированию, получим
149
Решение дано без учета влияния упрочнения и с некоторыми допол-
нительными упрощениями, но характер и степень влияния основных
факторов на осевые напряжения, действующие в стенках протянутой
части матрицы, отражает достаточно правильно. Так, oz существенно
зависит от степени утонения, увеличиваясь с ростом этой степени.
Ощутимое влияние на величину о, оказывает также значение коэф-
фициента трения. Чем больше коэффициент трения (одинаков по
наружной и внутренней поверхности заготовки), тем больше oz, хотя
зависимость эта не прямая. С ростом степени утонения влияние
трения на о. несколько убывает за счет уменьшения абсолютной
величины нормальных контактных напряжений. На величину oz
оказывает влияние также угол конусности матрицы.
Из формулы (3.107) видно, что с уменьшением угла конусности
матрицы составляющая, учитывающая трение на контактных повер-
хностях, увеличивается, а составляющая (tga/2), учитывающая
сдвиги на границах очага деформации — уменьшается. Оптимальный
do. „
угол конусности матрицы можно наити, если производная —- = 0.
Ja
После дифференцирования и упрощения получаем
(3.108)
Из формулы (3.108) следует, что оптимальный угол конусности
матрицы возрастает с увеличением коэффициента трения р и степени
деформации, характеризуемой отношением $o/si- Но так как анализ
процесса деформирования при вытяжке с утонением был проведен для
плоскодеформированного состояния, то формула (3.108) не показыва-
ет зависимость аопт от отношения толщины ic стенки заготовки к ее
диаметру d. В то же время анализ, проведенный на основе решения
приближенных уравнений равновесия и пластичности, показал, что
в соответствии с практикой оптимальный угол конусности матриц
увеличивается с увеличением отношения sjd.
Практические рекомендации по выбору значений угла конусности
матриц при вытяжке с утонением приводятся в справочной литерату-
ре и с учетом отмеченного характера влияния отдельных факторов
сооставляют а = 6... 12°.
Для вытяжки с утонением стенки характерны значительные
контактные нормальные напряжения, абсолютное значение которых
150
может на порядок превышать нормальные напряжения при вытяжке
без утонения стенки. При вытяжке без утонения и при rM > 5s кон-
тактное нормальное напряжение н а кромке матрицы составляет
(0,1. 0,15)0,, а при вытяжке с утонением стенки наибольшее кон-
тактное напряжение может достигать напряжения текучести. Это, с
одной стороны, приводит к увеличению сил трения при том же коэф-
фициенте трения, а с другой стороны, увеличивает опасность налипа-
ния металла заготовки на рабочие поверхности инструмента (холод-
ная сварка, вызывающая образование бугорков, наростов на инстру-
менте), что приводит к появлению продольных царапин на боковых
поверхностях вытягиваемой детали как внутренних (от пуансонов),
так и наружных (от матрицы). Отсюда следует, что требования к
смазочным материалам при вытяжке с утонением стенки должны
быть более высокими, чем при вытяжке без утонения стенки.
Свойства смазочных материалов должны быть улучшены, чтобы
противостоять разрыву смазочного слоя под действием значительных
контактных напряжений. Ряд рецептур смазочных материалов приве-
ден в справочнике [20]. При вытяжке с утонением стальных загото-
вок хорошие результаты обеспечивает применение фосфатирования,
т е. покрытие поверхности заготовки губчатым слоем соли фосфорной
кислоты. Образующийся слой пропитывается густой мыльной эмуль-
сией и после просушки заготовка поступает на вытяжку с дополни-
тельным применением мыльной эмульсии.
При вытяжке коррозионно-стойких сталей используют оксалатное
покрытие (солями щавелевой кислоты).
Рассматривая влияние сил трения на процесс вытяжки с утонени-
ем стенки, следует отметить, что некоторого увеличения допустимого
утонения можно достичь, если коэффициент трения на внутренней
поверхности будет несколько больше коэффициента трения на наруж-
ной поверхности. Ранее было отмечено, что силы трения на внутрен-
ней поверхности ориентированы к донышку заготовки и тем умень-
шают растягивающие напряжения в стенках протянутой части заго-
товки. Это можно обеспечить более интенсивной подачей жидкого
смазочного материала на наружную поверхность заготовки. Однако
слишком увеличивать коэффициент трения на внутренней поверхнос-
ти заготовки недопустимо из-за опасности налипания металла заго-
товки на поверхности пуансона. Расчетные формулы для случая
вытяжки с утонением при разных коэффициентах трения по наруж-
ной и внутренней поверхностях заготовки приведены в работе [18].
Определение усилия деформирования при вытяжке с утонением
стенки имеет свои особенности.
При рассмотрении воздействия внешних сил, приложенных к
пуансону, можно заметить, что на него действуют силы: на скруглен-
151
ной кромке пуансона — донной части заготовки — и на боковую
поверхность пуансона в очаге деформации — нормальные силы и силы
трения, вызванные скольжением заготовки вверх по пуансону. Уси-
лие, действующее на торец пуансона, уравновешивает силы, вызван-
ные действием напряжений о. в стенках протянутой части заготовки.
Следовательно, усилие, приложенное со стороны машины-орудия к
пуансону, должно уравновешивать силу, создаваемую растягивающими
напряжениями ог, и силу трения, действующую на боковую
поверхность пуансона.
Если принять, что сила трения, приложенная к боковой поверхнос-
ти пуансона, равна произведению коэффициента трения на среднее
по очагу значение напряжения ое и на площадь, то усилие деформи-
рования может быть записано в виде
р = + ~, <3-109)
sin а
где du — диаметр пуансона; ц2 — коэффициент трения между заготов-
кой и пуансоном. Величина о^р может быть приближенно определена
по формуле
°оср = °Л1 - ln(j0/s,)].
(3.110)
Из формулы (3.109) видно, что при вытяжке с утонением усилие
вытяжки больше, чем произведение ог на площадь поперечного
сечения протянутой части заготовки. Следовательно, при эксперимен-
тальном нахождении напряжений, действующих в стенках протяну-
той части заготовки, нельзя их определять как частное от деления
измерешюго усилия деформирования на площадь поперечного сече-
ния протянутой части заготовки.
Практика показала, что одним из действенных средств уменьше-
ния разностенно>сти является вытяжка с утонением через две и более
матрицы [18].
Отметим еще, одну особенность вытяжки с утонением стенки. Если
при вытяжке бс:з утонения стенки полуфабрикат или деталь вслед-
ствие снятия сжимающих напряжений о0 при разгрузке испытывает
упругое увеличение диаметра (благодаря этому усилие съема детали
с пуансона сравнительно невелико), то при вытяжке с утонением
стенки заготовку обычно после вытяжки плотно охватывает пуансон.
Объясняется это тем, что при вытяжке с утонением стенки тангенци-
альное напряжение оф обычно положительно (|ор| > |ое|) и при
разгрузке по закону Гука диаметральные размеры стремятся сокра-
152
титься и заготовка плотно охватывает пуансон. Поэтому в штампах
для вытяжки с утонением стенки следует обязательно предусматри-
вать специальные устройства — съемники, способные получать попе-
речные перемещения, обеспечивающие продвижение пуансона с
протянутой заготовкой при прямом ходе и плотно охватывающие
пуансон при обратном ходе и снимающие эту заготовку с пуансона.
Наличие конусности на пуансоне уменьшает усилие съема, а при
получении длинных цилиндрических тонкостенных деталей для
уменьшения усилия съема и опасности образования поперечных
складок предусматривают центральное отверстие в пуансоне, исклю-
чающее образование вакуума под торцем пуансона во время съема
заготовки с пуансона.
Влияние упрочнения на напряжения, действующие при вытяжке
с утонением, может быть учтено аналогично тому, как это ранее
делалось при анализе вытяжки без утонения стенки, а определение
числа переходов при многопереходной вытяжке с утонением стенки
может быть выполнено с использованием условия s о,.
Комбинированная вытяжка. Она, по существу, представляет собой
совмещение в одном штамповочном переходе вытяжки без утонения и
с утонением стенки. При вытяжке без утонения стенки увеличение
отклонения длины детали к диаметру обеспечивается уменьшением
диаметра исходной заготовки. При вытяжке с утонением стенки
увеличение отношения длины к диаметру обеспечивается путем
уменьшения толщины заготовки при незначительном изменении ее
диаметральных размеров. Идея совмещения в одном вытяжном пере-
ходе вьггяжек с утонением и без утонения стенки, в принципе, не нова,
однако наиболее полное исследование возможности и целесооб-
разности совмещения этих разновидностей вытяжки было выполнено
С.А. Валиевым [6].
Было показано, что в определенных услови-
ях, особенно на последующих переходах вы-
тяжки, прирост отношения длины к диаметру
за один переход при комбинированной вытяж-
ке может быть значительно большим, чем за
один переход вытяжки без утонения или с
одним только утонением стенки.
При комбинированной вытяжке очаг дефор-
мации может быть разделен на два участка
(рис. 3.44). Первый участок деформирования
без принудительного утонения стенки имеет
Рис. 3-44. Схема комбинированной вытяжки
153
схему напряженного и деформированного состояний, аналогичную по-
следующему переходу вытяжки без утонения стенки, и содержит зону
свободного изгиба и контактного деформирования при скольжении по
матрице. Некоторое отличие имеется на переходе от участка дефор-
мирования без утонения к участку с принудительным утонением. В
этом приграничном участке может иметь место изгиб, трение на
скругленной кромке матрицы практически отсутствует и приближен-
но напряжение ортвх, действующее на границе участка деформирова-
ния без утонения стенки, может быть представлено в следующем виде
(при вытяжке в конической матрице):
^pmax
= ау (1 + ctga)ln — +
s
—sin а
V.
(3.111)
где — радиус, координирующий границу между участком деформи-
рования без утонения и с утонением. Как видно, эта формула отлича-
ется от формулы (3.81), полученной для последующего перехода
вытяжки, отсутствием компонентов, учитывающих влияние изгиба и
спрямления на скругленной кромке матрицы и трения на этой кром-
ке. Найденное напряжение является граничным для участка с прину-
дительным утонением.
Это напряжение, умноженное на площадь поперечного сечения
заготовки в граничном сечении (л0) для плоского деформированного
состояния, принятого при анализе вытяжки с утонением, даст растя-
гивающую силу, действующую на стыке зон деформирования без
утонения и с утонением. Тогда в уравнении равенства работ (3.106)
должна быть добавлена работа этой силы на соответствующем пере-
мещении:
dhR =
После несложных преобразований может быть получена формула,
позволяющая определить приближенно напряжение, действующее в
стенках протянутой части заготовки:
2 5 J к
(З.П2)
а. R-
+ tg— + (1 + gctgajln —
2 ггп
где а0 — угол конусности матрицы на участке деформирования заго-
154
Рис. 3.45. Вытяжка в ленте
товки без утонения; — угол конусности в зоне утонения (если
матрица с двумя углами конусности или углом наклона к оси заготов-
ки хорды, проведенной в дуге от точек s0 и $|).
Таким образом, зона принудительного утонения при комбиниро-
ванной вытяжке характеризуется приложением к верхней границе очага
утонения значительных растягивающих напряжений, обеспечивающих
деформирование без утонения в верхней части общего очага
деформации. Действие этих граничных растягивающих напряжений
уменьшает нормальные контактные напряжения, а следовательно, и
силы трения, действующие в зоне принудительного утонения.
Вытяжка в ленте. Изложенные ранее варианты вытяжки характе-
ризовались тем, что исходной заготовкой всегда являлась штучная
заготовка определенных размеров и конфигурации, полученная
вырубкой. В этом случае при многопереходной вытяжке в каждый по-
следующий переход (или штамп) необходимо подавать штучную
пространственной формы заготовку. Это снижает производительность
труда и его безопасность, а также затрудняет механизацию и автома-
тизацию ориентации и перемещения заготовки в зону действия
рабочего инструмента. При штамповке мелких (а иногда и средних
размеров) деталей указанные трудности могут быть преодолены
применением вытяжки в ленте (рис. 3.45), когда все формоизменение
155
осуществляется без отделения заготовки от ленты и вырубка из
первой операции штамповки детали становится заключительной,
последней. Штамповка в ленте может осуществляться тремя способа-
ми: 1) вытяжкой в целой ленте; 2) вытяжкой с предварительной
пробивкой пазов; 3) вытяжкой с предварительной надрезкой по дугам.
В первом варианте сопротивление втягиванию заготовки в матри-
цу существенно неодинаково по периметру (ширина фланца перемен-
на по углу), что вынуждает применять коэффициенты вытяжки
(особенно на первом переходе) существенно меньшими, чем при
вытяжке из штучной заготовки. По второму и третьему способу пазы
и надрезы обеспечивают более равномерное распределение ортак по
периметру и, по существу, приближают вытяжку в ленте к вытяжке
из штучной заготовки, так как в этом случае штучная заготовка
оказывается как бы связанной с лентой сравнительно нежесткими
перемычками. В этом случае допустимые коэффициенты вытяжки по
переходам близки по величине к допустимым коэффициентам вытяж-
ки детали с широким фланцем из штучной заготовки без промежу-
точных отжигов. Рекомендуемые значения коэффициентов вытяжки
даны в работе [20]. Заметим, что штамповка — вытяжка в ленте
обычно связана с некоторым уменьшением коэффициента использова-
ния металла заготовки.
3.3. Обжим
Обжим — операция, предназначенная для уменьшения попереч-
ных размеров краевой части полой цилиндрической заготовки. Де-
формирование заготовки при обжиме осуществляется одним рабочим
инструментом — матрицей. При обжиме заготовка заталкивается в
воронкообразную рабочую полость матрицы, получая уменьшение
поперечных размеров. При этом меридиональные напряжения ор в
очаге деформации являются сжимающими. В то же время поперечные
размеры кольцевых элементов заготовки уменьшаются, что при
наличии сжимающих напряжений ор возможно лишь тогда, когда
тангенциальные напряжения о0 в очаге деформации также являются
сжимающими. Внутренняя поверхность заготовки обычно свободна от
напряжений, а контактные нормальные напряжения ot, действующие
на наружной поверхности заготовки в очаге деформации, которые
можно определить по уравнению Лапласа [18] для сравнительно
тонкостенной заготовки, значительно меньше напряжения текучести:
Ьл].
[ *р
(3.113)
156
Из сказанного следует, что схема напряженного состояния в очаге
деформации близка к схеме плоского напряженного состояния. Так
как у краевой части заготовки напряжения ор равны нулю и возрас-
тают до максимального значения на входе в матрицу, то можно
считать, что в очаге деформации минимальным будет напряжение о&,
а максимальным — напряжение, действующее перпендикулярно к
срединной поверхности заготовки. Так как последнее напряжение
сравнительно мало и схема напряженного состояния близка к плос-
кой, то условие перехода заготовки в пластическое состояние можно
определить, используя гипотезу максимальных касательных напряже-
ний, и уравнение пластичности записать в виде
ай=-ог (3.114)
Так как в очаге деформации действуют только сжимающие напря-
жения, то пластичность металла в этих условиях достаточно велика.
Допустимое формоизменение заготовки при обжиме обычно огра-
ничивается не разрушением заготовки, а возможностью потери ее
устойчивости в процессе деформирования. Одним из возможных видов
потери устойчивости является образование кольцевой складки в
цилиндрической недеформируемой части заготовки под действием
меридиональных напряжений ор, создаваемых в стенках заготовки
усилием заталкивания. На основании проведенных опытов
Ю.А. Аверкиев показал, что при s/Dy • 100 > 2 напряжение артах,
вызывающее потерю устойчивости с образованием кольцевой складки,
может быть принято равным пределу текучести материала заготовки.
Отсюда следует, что напряжение ортах, действующее при обжиме в
недеформируемых стенках заготовки, позволяет оценить не только
усилие, необходимое для обжима, но и допустимое формоизменение
заготовки, так как оно должно увеличиваться с увеличением
коэффициента обжима, определяемого отношением диаметра
заготовки к минимальному диаметру, получаемому в результате
обжима: = DJd0.
Другим видом потери устойчивости заготовки при обжиме являет-
ся образование продольных складок в очаге деформации под дей-
ствием сжимающих напряжений ое. Этот вид потери устойчивости
теоретически исследован А.А Бебрисом [4], однако обилие влияющих
факторов снижает точность аналитических решений. Отметим, что
вероятность образования продольных складок возрастает с уменьше-
нием относительной толщины заготовки с увеличением разно-
степпости исходной заготовки и зависит от конфигурации рабочей
полости матрицы. Вероятность образования продольных складок при
157
Рис. 3.46. Типовые
конфигурации дета-
лей, получаемых
обжимом
обжиме в конической матрице несколько больше, чем при обжиме в
матрице с криволинейной образующей, так как в последнем случае
элементы заготовки прижимаются к поверхности матрицы действием не
только напряжений ое, но и напряжений ор. Заметим, что вероятность
образования продольных складок увеличивается с уменьшением
коэффициента трения, так как в этом случае облегчается тангенци-
альное смещение элементов заготовки относительно матрицы.
Типовые конфигурации деталей, получаемых обжимом, показаны
на рис. 3.46. Как видно из приведенных эскизов, обжим может при-
меняться как для трубчатых заготовок, так и для полых заготовок с
дном. Продеформироваиная часть заготовки может иметь прямоли-
нейную или криволинейную воронкообразную поверхность или по
краю детали, или как промежуточную часть, соединяющую исход-
ную, недеформированную часть заготовки с цилиндрической частью
детали меньшего диаметра, получен-
ную в результате обжима.
Характер изменения усилия обжи-
ма в конической матрице по ходу
деформирования показан на рис. 3.47.
На этом же рисунке приведены поло-
жения заготовки относительно матри-
цы, соответствующие точкам измене-
ния интенсивности роста усилия по
ходу деформирования. Из этого графи-
ка можно установить, что рост усилия
на первой фазе деформирования соот-
ветствует формированию участка сво-
бодного изгиба на входе в матрицу
Рис. 3.47, Изменение усилия обжима но пути
158
Рис. 3.48. Схема обжима в конической матрице
(точка л). Дальнейший рост усилия дефор-
мирования связан с увеличением размеров
очага деформации, находящегося в контак-
те с конической поверхностью матрицы (с
уменьшением диаметра краевой части об-
жимаемой заготовки до точки Ь). К момен-
ту выхода краевой части заготовки из зоны
контакта с конической поверхностью мат-
рицы интенсивность роста усилия по пути
деформирования уменьшается и рост уси-
лия в основном связан с образованием уча-
стка свободного изгиба на выходе из матри-
цы (точки с — <7). Завершение образования
этого участка свободного изгиба и начало трения краевой части
заготовки о цилиндрическую поверхность матрицы соответствует
максимальному усилию деформирования при обжиме в конической
матрице с выходом края заготовки в цилиндрическую часть меньшего
диаметра (точки d— е).
Так как край заготовки скользит по цилиндрической поверхности
матрицы и испытывает действие сил трения, то после его выхода из
матрицы усилие обжима несколько уменьшается (точки е — f).
Таким образом, при обжиме наибольшее усилие в общем случае
зависит от следующих факторов: коэффициента обжима К„6ж — Кэ/г0;
коэффициента трения; изгиба и спрямления на входе в матрицу;
изгиба и спрямления на выходе из матрицы; формы рабочей полости
матрицы; упрочнения в процессе деформирования, изменения толщи-
ны заготовки в процессе деформирования и, наконец, неравномернос-
ти распределения механических свойств по длине исходной заготовки.
Достаточно строгое решение по определению ортм с учетом всех
вышеприведенных факторов приведено в работе [18]. Рассмотрим
раздельно степень и характер влияния указанных факторов на вели-
чину ор1МХ, с тем чтобы в дальнейшем суммированием, аналогичным
принятому при анализе процесса вытяжки, получить формулу для
определения орп1ах и усилия обжима.
В качестве примера рассмотрим обжим в конической матрице
(рис. 3.48). Основной частью очага деформации является участок
контакта заготовки с конической поверхностью матрицы. Распределе-
ние напряжений на этом участке можно найти путем совместного
решения уравнений равновесия и пластичности.
159
Уравнение равновесия элемента конического участка очага дефор-
мации без учета изменения толщины заготовки и с учетом действия
сил трения, а также того, что R р - /?0 - p/cosa; а = const, имеет
вид
б/о
р—£ + о _ о0(1 + gctga) = 0. (3.115)
dp к
Пренебрегая влиянием контактных напряжений на условие перехода
в пластическое состояние, уравнение пластичности по гипотезе
максимальных касательных напряжений записывается в виде
°е = (3.116)
Разделяя переменные и выполняя интегрирование, получим
1п[ср + ot(1 + pctga)] = - lnp + с.
Произвольная постоянная интегрирования может быть найдена из
граничных условий. С некоторым превышением влияния контактного
трения можно распространить найденную зависимость и на участки
свободного изгиба. В этом случае можно принять, что ор = О при р =
= Го, и при этом условии определить величину произвольной постоянной
интегрирования
с = 1п[от( 1 + pctga)] + lnr0.
Используя найденное значение произвольной постоянной интегри-
рования, после несложных преобразований получаем
" “°/1 + Mctga)(l - г0/р).
(3.117)
С учетом только степени деформации и действия сил трения
максимальная величина Орт.к будет определяться при р ~ Л,:
°ртах = ~ «Д’ + М Ctga) (1 - rQfR3).
(3.118)
Прирост напряжения ор за счет изгиба и спрямления в участках
свободного изгиба может быть определен аналогично предыдущему из
соотношения Дор = os(s/2RJ.
160
Радиусы скругления участков свободного изгиба, согласно форму-
лам (1.12) и (1.13), имеют вид:
на выходе из очага деформации
на входе в очаг деформации
4 Ортах <* ~ C0S*)
и тогда с учетом влияния изгиба и спрямления на входе в матрицу и
выходе из нее
ртах
у .
— sin а
(3-119)
2 Vo
х (3 - 2cosa).
Среди неучтенных пока факторов, оказывающих влияние на величи-
ну напряжений, действующих в стенках исходной заготовки, остались
влияние изменения толщины и вследствие упрочнения в процессе
деформирования. Оба эти фактора способствуют увеличению apmax,
найденному без учета влияния этих факторов.
Используя уравнение связи между напряжениями и деформациями
и учитывая, что напряжения ор и о0 — сжимающие, можно устано-
вить, что в очаге деформации толщина заготовки в процессе деформи-
рования увеличивается.
Достаточно точное решение по определению изменения толщины
заготовки вдоль образующей обжатой части заготовки дано в работе
[18]. Если же (допуская некоторую неточность) принять, что толщи-
на 5 линейно зависит от координаты р, имея значения х = при р =
- Л,и 1| = Зо^(Я3/го) при р = Го» то влияние утолщения заготовки
на величину opnm может быть учтено множителем, равным отноше-
нию среднего значения толщины к начальной:
(3 120)
161
Аналогичным образом можно оценить влияние упрочнения на
величину орП1ах.
Если принять линейную аппроксимацию кривой упрочнения и
линейную зависимость деформации се = (R, — р)/Л, (коническая
рабочая поверхность матрицы), то текущее значение напряжения
текучести может быть выражено в следующем виде:
= + ^(1 ’ Р/Л3).
По этой формуле чем меньше р, тем больше напряжение текучес-
ти. Наибольшее значение напряжения текучести будет по краю
обжатой части заготовки и определится из выражения
о - о +
лпах то
'о
Приближенно влияние упрочнения на величину opnw можно
учесть, заменив о, в формуле (3.119) на среднее значение напряже-
ния текучести:
_ °,0 + ^jrinax
°scp “ 7
(3.121)
Используя найденные соотношения, позволяющие учесть влияние
утолщения и упрочнения на величину ортах, формулу (3.119) можно
преобразовать к виду
о
ртах
1 + 1
2 о
то \
/
+ petga) 1
<
X
- 2cosa).
(3.122)
2
Формула (3.122) позволяет определить при обжиме в коничес-
кой матрице напряжение apmax, действующее в стенках недсфор-
мируемой части заготовки, с учетом формоизменения (1 — rJRJ-,
влияние трения (1 + petga); изменения толщины заготовки
Ц(1 + упрочнения (/7/ото); изгиба и спрямления на
входе в матрицу (3 — 2cosa); изгиба и спрямления на выходе из матри-
162
цы (1 /2^(.s7r0)sina). Как видно из приведенной формулы, напря-
жение ортах увеличивается с увеличением коэффициента обжима Коб=
= RJr0, коэффициента трения ц, интенсивности упрочнения Л7ото,
а также зависит от угла конусности матрицы а. Рассмотрим несколько
подробнее влияние угла а и модуля упрочнения на напряжение
действующее в стенках обжимаемой заготовки.
Из формулы (3.122) видно, что с увеличением угла а множитель,
учитывающий влияние трения, уменьшается, а составляющие,
учитывающие изгиб и спрямление элементов заготовки на входе в
очаг деформации и на выходе из него, увеличиваются. Можно пока-
зать, что имеются оптимальные значения угла конусности матрицы,
при которых напряжение орт„ при прочих равных условиях имеет
минимальное значение.
Решение данной задачи с использованием ЭВМ показывает, что
оптимальные значения угла конусности матриц колеблются в преде-
лах от 15 до 30°, увеличиваясь с ростом коэффициента трения и
относительной толщины заготовки.
Формула (3.122) показывает, что напряжение ортах увеличивается с
увеличением интенсивности упрочнения, характеризуемой в данном
случае отношением П/о^.
Рассмотрим случай, когда допустимый коэффициент обжима
ограничивается потерей устойчивости цилиндрической недеформируемой
части заготовки с образованием кольцевой складки (относительная
толщина заготовки такая, что образования продольных складок нс
происходит).
Как было отмечено ранее, при (s/DJ • 100 > 2,0 напряжение,
вызывающее потерю устойчивости с образованием кольцевой складки,
близко к пределу текучести материала заготовки. В этом случае при
Орп.ах = - °-п. из формулы (3.122) (с некоторым преувеличением, так
как экстраполированный предел текучести ото больше действительно-
го предела текучести) может быть найдено значение допустимого
коэффициента обжима при заданных р; а и значениях П/о^.
Решение этой задачи может быть выполнено с помощью ЭВМ.
Однако некоторые качественные зависимости из рассмотрения форму-
лы (3.122) могут быть установлены. С увеличением Z7/O*, напряже-
ние ортах увеличивается, а следовательно, с увеличением интенсив-
ности упрочнения коэффициент обжима должен уменьшаться. Други-
ми словами, допустимое уменьшение диаметра заготовки при обжиме
уменьшается с увеличением интенсивности упрочнения материала
заготовки. Так как по мере деформирования интенсивность упрочне-
ния уменьшается, то можно полагать, что допустимый коэффициент
обжима для заготовок, равномерно упрочненных по длине, будет
163
больше, чем для отожженных (при обжиме отожженных заготовок
напряжение текучести в очаге деформации по сравнению с пределом
текучести в цилиндрической недеформированной части заготовки
увеличивается больше, чем при обжиме заготовок, упрочненных
равномерно по длине). Однако отсюда не следует, что для обжима
целесообразно применять максимальное упрочнение заготовки, так
как с увеличением упрочнения возрастает склонность к образова-
нию в краевой части продольных складок и трещин (пластичность
понижена).
Необходимо также отметить, что на допустимый коэффициент
обжима может оказывать существенное влияние неравномерность
распределения механических свойств по длине заготовки. Например,
при обжиме цилиндрической заготовки, полученной вытяжкой и не
подвергнутой отжигу, допустимый коэффициент обжима может быть
меньше, чем при обжиме заготовки, отожженной после вытяжки.
Объясняется это тем, что при вытяжке упрочнение заготовки нерав-
номерно по длине и краевая часть заготовки более упрочнена (имеет
большее значение напряжения текучести оЛ), чем часть цилиндричес-
кой стенки, прилегающей к донышку. В этом случае при обжиме
деформируется часть заготовки, имеющая повышенное значение
напряжения текучести, а часть заготовки, в которой может возник-
нуть потеря устойчивости, имеет меньшее напряжение текучести.
Можно представить и другой случай неравномерного распределе-
ния механических свойств по длине заготовки. Если цилиндрическая
заготовка упрочнена, а ее краевая часть, которая будет пластически
деформироваться при обжиме, подвергнута разупрочняющему отжигу,
то напряжение текучести в стенках заготовки, где может иметь место
потеря устойчивости, будет больше напряжения текучести части
заготовки, деформируемой при обжиме, сопротивление деформирова-
нию будет меньше сопротивления потере устойчивости и можно
ожидать увеличения допустимого коэффициента обжима. В этом
случае отжиг должен обеспечить плавное уменьшение напряжения
текучести в краевой части заготовки, подвергаемой обжиму, с тем
чтобы увеличение ортах по мере деформирования при обжиме сопро-
вождалось увеличением сопротивления потере устойчивости на грани-
це между очагом деформации и недеформируемой частью.
Рассмотрим дополнительно некоторые особенности деформирова-
ния при обжиме, в том числе и при обжиме в матрицах, отличных от
конической.
Отметим некоторые особенности деформирования краевой части
заготовки при выходе ее из конической рабочей полости матрицы.
Для образования цилиндрического участка детали элементы
заготовки, перемещающиеся из конического в цилиндрический учас-
164
ток (в отверстие матрицы)» должны изменить форму срединной
поверхности с конической на цилиндрическую Это может быть
выполнено поочередным изгибом и спрямлением, которые вызывают-
ся действием изгибающих моментов. Эти изгибающие моменты могут
быть вызваны действием тангенциальных напряжений ой в элементах
заготовки, деформирующихся без контакта с поверхностью матрицы.
По краю заготовки напряжения ой « о„ и для создания изгибающего
момента М * ~о $2*1 нужно, чтобы длина участка, деформирующая-
<1 '
ся без воздействия поверхностных сил, была равна в меридиональном
направлении
^р
2 cos а
(3.123)
Формула получена из условий равенства момента, образован-
ного действием напряжений ов, моменту, необходимому для изгиба
полосы.
Диаметральные размеры элементов краевой части заготовки,
сходящих с конической поверхности матрицы, уменьшаются, а длина
участка, деформирующегося без контакта с матрицей, увеличивается
до значения, определяемого формулой (3.123), после чего начинается
изгиб с образованием участка свободного изгиба при ор - 0 (см.
ранее).
После получения кривизны определенного радиуса элементы
заготовки стремятся сохранить этот радиус, а так как по мере обжима
все новые элементы сходят с конической поверхности матрицы,
сохранение кривизны становится возможным лишь при условии
увеличения диаметральных размеров краевых элементов заготовки.
Однако это увеличение возможно лишь в случае, если тангенциаль-
ные напряжения станут растягивающими. Отсюда следует, что после
того как диаметральные размеры краевых элементов станут мини-
мальными, в них изменится знак тангенциальных напряжений (вместо
сжимающих они станут растягивающими), а эти элементы начнут
растягиваться в тангенциальном направлении. Когда длина участка с
растягивающими тангенциальными напряжениями станет равной
длине, определяемой по формуле (3.123), тангенциальные напряжения
создадут момент, достаточный для спрямления, т.е. для изменения
радиуса кривизны срединной поверхности элементов от радиуса
свободного изгиба до бесконечности. С этого момента начнется
образование цилиндрической части нового диаметра. Схема деформи-
рования краевой части заготовки при сходе с конической поверхности
матрицы приведена на рис. 3.49.
165
Рис. 3.49. Образование краевого
участка
Рис. 3.50. Схема обжима в матри-
це с образующей постоянной
кривизны
Из сказанного следует, что при обжиме в матрице с малым радиусом
скругления кромки между конической и цилиндрической частями
цилиндрическая часть детали, образующаяся при обжиме, имеет диа-
метр, меньший диаметра цилиндрической части матрицы (заготовка
отходит от матрицы). Разницу в диаметрах легко определить, используя
приведенное ранее выражение для определения радиуса свободного
изгиба [18].
Наличие зазора между цилиндрическими поверхностями матрицы
и обжатой заготовки приводит к тому, что край заготовки имеет
криволинейную образующую (участок свободного изгиба), и, кроме
того, образующая цилиндрическая часть меньшего диаметра имеет
пониженную размерную точность по диаметру (нестабильность
исходной и конечной толщины стенки). С целью устранения подоб-
ных размерных неточностей целесообразно переход от конической к
цилиндрической части матрицы меньшего диаметра выполнять по
радиусу, который несколько больше радиуса свободного изгиба на
выходе из матрицы. В этом случае заготовка в зоне изгиба будет
скользить по торообразной поверхности на переходе от конуса к ци-
линдру, а спрямление будет осуществляться действием момента,
созданного давлением на краевую часть заготовки со стороны цилин-
дрической поверхности матрицы (аналогично действию реактивной
полости матрицы на последующих переходах вытяжки).
Другой, наиболее распространенной разновидностью обжима
является обжим в матрице с криволинейной образующей. В этом
случае кривизна и в широтном, и в меридиональном направлении не
равна нулю и, так как напряжения ор и ое отрицательны, контактные
нормальные напряжения при обжиме в матрице с выпуклой криволи-
нейной образующей несколько больше (при прочих равных усло-
виях), чем при обжиме в конической матрице.
Рассмотрим случай обжима в матрице с образующей, имеющей
постоянную кривизну (рис. 3.50). Распределение напряжений вдоль
образующей [Ор. - /(р) или ср = /(а)] может быть получено совмест-
166
ным решением уравнения равновесия и пластичности. Связь между р =
= Да) можно установить из геометрических соображений. Более или
менее строгий подход к решению этой задачи приведен в работе [18].
Формула для определения ортах в этом случае может быть пред-
ставлена в виде
(3.124)
Приведенная формула справедлива при Rp
Методика, которая была использована для отыскания величины
ортах, может быть использована и для анализа других разновидностей
обжима.
Следует заметить, что полученные зависимости справедливы для
относительно тонкостенных заготовок, когда схема напряженного
состояния с достаточной точностью может быть принята плоской. Для
толстостенных заготовок следует учитывать влияние сжимающих
напряжений, действующих перпендикулярно срединной поверхности
заготовки. В этом случае схема напряженного состояния объемна и
это изменяет как уравнение равновесия, так и уравнение пластичнос-
ти, а кроме того, ввиду увеличения числа неизвестных приходится
вводить в решение дополнительные уравнения (связи, постоянства
объема и т.п.), что делает задачу математически весьма сложной.
Приемлемую строгость решения может обеспечить использование для
анализа процесса деформирования метода конечных элементов
(МКЭ) и других подобных методов.
В то же время, как показано в работах В.Н. Оцхели, при использо-
вании некоторых допущений можно получать решение в аналитичес-
ких функциях, с приемлемой точностью отражающее условия дефор-
мирования при обжиме толстостенной оболочки и даже несколько
уточняющее некоторые особенности деформирования сравнительно
тонкостенных оболочек.
Покажем на примере оценки изменения толщины при обжиме
целесообразность учета влияния третьего главного нормального
напряжения. Для условий плоского напряженного состояния толщина
заготовки по краю при обжиме определяется соотношением smax =
= , из которого следует, что при стремлении г0 к нулю
167
толщина заготовки стремится к бесконечности. В то же время опыты
по обжиму с локальным нагревом показали, что даже при г0 = О
толщина (существенно увеличенная) все же остается конечной [7].
Объяснить это расхождение можно, если учесть объемность схемы
напряженного состояния.
Контактное нормальное напряжение приближенно можно опреде-
лить, используя формулу (3,113). Для конической матрицы /?р = «>;
/?e~p/cosa; ое ~ от и тогда ож = —ол — cos а. Если относить все силы
Р
к срединной поверхности и принять, что напряжение ог, перпендику-
лярное срединной поверхности, изменяется по толщине линейно, то
среднее напряжение, перпендикулярное срединной поверхности, будет
равно
°.-ср = ~ af^-cosa. (3.125)
2р
Таким образом, о.ср по абсолютному значению возрастает по мере
уменьшения р (приближения к краю обжимаемой части заготовки).
В то же время напряжение ор, будучи также отрицательным, по
абсолютному значению возрастает по мере удаления от кромки
заготовки (увеличения р). Отсюда следует, что в очаге деформации
должна быть координата, на которой о2Ср = (ор + oJ/2. В этой же
точке должны соблюдаться условия плоской деформации, при которой
толщина стенки изменяется. Таким образом, напряжение о2 препят-
ствует утолщению заготовки и с учетом сказанного до точки, в кото-
рой о.ср = (ор + oJ/2, заготовка утолщается, хотя и не так интенсив-
но, как следует из схемы плоского напряженного состояния, а при
радиусах меньших, чем координирующие точки с плоской деформа-
цией, толщина может даже несколько уменьшаться.
Среди технологических вопросов, которые нуждаются в некоторых
разъяснениях применительно к обжиму, отметим такие, как методика
определения размеров (длины) заготовки и пути увеличения допусти-
мого коэффициента обжима или увеличения устойчивости заготовки.
Точное решение задачи по определению длины заготовки по
заданным размерам штампуемой детали затруднительно ввиду того,
что толщина стенки полученной детали пе является линейной функ-
цией координат. В первом приближении для случая обжима в кони-
ческой матрице заготовки с исходной постоянной толщиной, из
условия постоянства объема при линеаризации изменения толщины
по координате, Ю.А. Аверкиев получил формулу
168
- cosa)
+ nRpa
180°
-'0
since
(3.126)
Аналогичным образом Ю.А. Аверкиевым были найдены приведен-
ные в справочнике [12] формулы для определения длины заготовки
L при длине цилиндрической пеобжимаемой части /0 для других форм
деталей, получаемых обжимом. В формуле (3.126) использованы
обозначения, принятые в данной работе.
Так как допустимый коэффициент обжима ограничивается потерей
устойчивости заготовки, то одним из способов увеличения допустимо-
го коэффициента обжима может быть искусственное ограничение
возможности потери устойчивости заготовки.
Для случая, когда могут образовываться продольные складки в
очаге деформации, сопротивление потере устойчивости увеличивается
за счет давления на внутреннюю поверхность заготовки. Создание
такою внутреннего давления при обжиме может быть обеспечено
размещением внутри исходной заготовки вкладышей из эластичного
материала (резина, полиуретан и т.п.), который, деформируясь
вместе с заготовкой, создает внутренний подпор, а по завершении
процесса обжима может быть удален через отверстие, остающееся в
заготовке в результате обжима.
В случаях, когда образуются кольцевые поперечные складки,
увеличение сопротивления потере устойчивости может быть получено
использованием в штампе устройств, ограничивающих возможность
изменения диаметральных размеров недеформируемой части заготов-
ки. Как показали работы Ю.А. Аверкиева, значительного увеличения
допустимого коэффициента обжима можно достичь применением
устройств, ограничивающих возможность образования поперечной
складки. Этот способ обжима был назван обжимом с подпором. Под-
пор может быть односторонним, при котором скользящая по наруж-
ной поверхности заготовки втулка (опирающаяся своим торцем па
торец матрицы и перемещающаяся вместе с матрицей) препятствует
образованию кольцевой складки с увеличением диаметра. При двусто-
роннем подпоре стенка заготовки находится между наружной сколь-
зящей втулкой и центральным стержнем, ограничивающим возмож-
ность образования поперечной складки с уменьшением диаметра
заготовки (внутренняя складка).
Схема процесса обжима с подпором показана на рис. 3.51 и 3.52.
Как показали опыты [18], применение наружного подпора значи-
тельно уменьшает опасность складкообразования. Например, при об-
169
Рис- 3.51. Схема обжима с подпором
жиме без подпора в сферической матрице
трубчатых заготовок из низкоуглеродис-
той стали коэффициент обжима составлял
1,4-..1,45, а при обжиме с наружным
подпором — 1,7..Л,9. При обжиме труб-
чатых заготовок с двусторонним подпором
коэффициент обжима увеличивался до
= D,/d0 = 4,0.
Расчеты, полученные по приведенным
формулам, позволяют заключить, что при
обжиме с коэффициентом, превышающим
Хобж = 2,0, напряжения optrax в стенках
заготовки превышают напряжение текучести, благодаря чему проис-
ходит осадка недсформированной части заготовки с увеличением ее
толщины. Таким образом, при обжиме с подпором, при значительных
коэффициентах обжима цилиндрические стенки переходят в пласти-
ческое состояние. При этом на поверхностях цилиндрической части
заготовки возникают силы трения, ориентированные на наружной
поверхности по направлению движения матрицы, а на внутренней
поверхности (при двустороннем подпоре) — обратно направлению
движения матрицы.
При одностороннем подпоре напряжения в стенках цилиндричес-
кой части заготовки в результате действия сил трения увеличиваются
по мерс удаления от матрицы, что сможет вызвать большее утолще-
ние заготовки вблизи опорной части (там же при потере устойчивости
будет образовываться и внутренняя
складка). Утолщение заготовки, на-
блюдающееся при обжиме с двусто-
ронним подпором, приводит к закли-
ниванию заготовки в штампе между
оправкой и втулкой и к увеличению
усилия выталкивания детали из втул-
ки.
При обжиме заготовок с донной
частью (вытянутый стакан) может
Рис. 3.52. Схема штампа для обжима
с подпором
170
наблюдаться еще один своеобразный вариант потери устойчивости,
заключающийся в обратном прогибе (выворачивании) донной части
заготовки. Такому виду потери устойчивости способствует то, что при
наличии скругления на переходе от стенок к донной части усилие
обжима, действующее вдоль стенок заготовки, и усилие, действующее
на донную часть заготовки, образуют момент, стремящийся вызвать
прогиб донной части.
Уменьшение опасности потери устойчивости данного вида может
быть достигнуто или применением внутренних вкладышей в заготов-
ке, или увеличением радиусов скругления донной части до перехода
формы донной части в полусферу. В последнем случае напряжения ор
и ое в донной части будут прижимать заготовку к опорной части и
тем самым уменьшать опасность обратного прогиба донной части
заготовки.
3.4. Отбортовка
Отбортовка — операция получения горловины в плоской или
пространственной заготовке путем вдавливания в отверстие матрицы
части заготовки с предварительно пробитым отверстием. В процессе
отбортовки очагом деформации является часть заготовки, противосто-
ящая отверстию матрицы, причем в очаге деформации длина элементов
в тангенциальном направлении увеличивается.
Схема процесса деформирования при отбортовке с осевой симмет-
рией деформирования приведена на рис. 3.53.
Вдавливание заготовки в отверстие матрицы (в силу сплошности
заготовки) с учетом того, что часть заготовки, находящаяся на плос-
кости матрицы (фланец), не должна деформироваться, вызывает
появление меридиональных растягивающих напряжений. Так как
тангенциальная деформация се является деформацией растяжения, то и
тангенциальные напряжения также являются растягивающими.
Контактные напряжения при
могут оказывать заметного влия-
ния 1Ц переход заготовки в плас-
тическое состояние, поэтому с
достаточной точностью можно
считать, что при отбортовке в
очаге деформации схема напря-
Рис. 3.53. Схема деформирования при
отбортовке
ra > s сравнительно невелики и не
171
женного состояния близка к плоской схеме двухосного растяжения.
По такой схеме крайними главными напряжениями будут: одно из
действующих растягивающих напряжений (максимальное) и напря-
жение, перпендикулярное срединной поверхности, равное нулю
(минимальное). Так как у кромки отверстия меридиональное напря-
жение ор = 0, то оно должно быть переменным и изменяться
от нуля у кромки отверстия до максимума на границе очага
деформации с недеформируемой частью заготовки. Для соблюдения
условия пластичности в любой точке заготовки необходимо, чтобы
максимальным главным нормальным напряжением было тангенциаль-
ное напряжение ов. Рассмотрим отбортовку заготовок с круглым
отверстием, предназначенную для получения цилиндрических горло-
вин (бортов).
Как видно из рис. 3.53, при отбортовке диаметральные размеры
кольцевых элементов заготовки увеличиваются, при этом они смеща-
ются относительно торца пуансона и последовательно выходят в зазор
между пуансоном и матрицей, формируя образующуюся горловину.
Элементы в процессе смещения относительно пуансона с плоским
торцем выходят на его скругленную кромку, претерпевая изгиб, а при
сходе с нее — спрямление.
Действие изгибающего момента приводит к тому, что часть заго-
товки, противостоящая торцу пуансона, немного отходит от него,
принимая (приближенно) коническую форму. Таким образом, на
поверхность заготовки действуют нормальные напряжения лишь в той
се части, которая контактирует со скругленной кромкой пуансона и
только на этой поверхности действуют силы трения В зависи-
мости от величины радиуса скругления кромки пуансона протя-
женность контактной поверхности составляет малую или значи-
тельную долю протяженности очага деформации, которая может
изменяться в процессе деформирования. В частности, на опреде-
ленном этапе деформирования при отбортовке сферическим пуансо-
ном контактная поверхность может охватывать почти весь очаг
деформации.
В случае, когда отбортовка осуществляется пуансоном с плоским
торцом при относительно малой протяженности контактной поверх-
ности, уравнение равновесия (1.5) для основной части очага дефор-
мации имеет вид
<7 о
+ °Р - °0 = °- <3‘127)
Уравнение пластичности (1.1) по гипотезе максимальных напря-
жений с учетом сказанного выше имеет вид
172
Рис. 3.54. Распределение напряжений
при отбортовке
аб = °.
При совместном решении и ин-
тегрировании этих двух уравне-
ний получаем
1п(°р " °у) = - ,ПРп + С‘
(3.128)
Произвольную постоянную интегрирования находим из граничных
условий, по которым при ри = г0 напряжение ор = 0.
После подстановки найденной произвольной постоянной интегри-
рования и несложных преобразований получаем
= °/1 - 'АЛ
(3.129)
Формула (3.129) характеризует распределение напряжений ор в
очаге деформации без учета влияния упрочнения, трения, изгиба и
изменения толщины заготовки в процессе деформирования.
На рис. 3.54 схематично показано распределение напряжений ор
и о0 в функции рп (по ширине отбортовываемого участка). Из этой
схемы видно, что напряжение ое = os постоянно в очаге деформации,
а напряжение ор возрастает по мере удаления от кромки отверстия,
оставаясь меньше напряжения текучести. Отсюда следует, что в
обычных условиях отбортовки отрыв деформируемой части заготовки
от фланцевой ее части мало вероятен.
Используем формулу (3.129) для приближенного определения поля
деформаций при отбортовке. Рассмотрим вначале, как изменяется
толщина заготовки в процессе отбортовки.
Из уравнения связи (1.7) может быть получена формула,
характеризующая значение толщины заготовки в точке с началь-
ной координатой ро при увеличении радиуса данного кольцевого
элемента до значения р с учетом того, что соотношение между
напряжениями ор и ов на данном этапе деформирования остается
постоянным:
173
5. - Л
Рн I ?п> °р
(3.130)
После подстановки значения ор из формулы (3.129) в формулу
(3.130) и некоторых преобразований получим
Рн
. Р >
р|| ’ 'о
(3.131)
Из формулы (3.131) видно, что в процессе отбортовки при всех
значениях рв 2 г0 имеет место уменьшение толщины заготовки.
Конечное значение толщины у края может быть найдено по формуле
(3.131) при р„ - г,-, и р : /?6 (/?б — радиус получаемого борта). В этом
случае формула (3.131) преобразуется в следующую формулу:
(3.132)
При получении цилиндрических горловин конечные значения
радиусов элементов заготовки в очаге деформации будут равны радиусу
полученной горловины р = /?б:
ip»___2L
₽н ' г0
(3.131а)
Так как в процессе отбортовки толщина заготовки в очаге дефор-
мации уменьшается, то площадь заготовки увеличивается. Следова-
тельно, при отбортовке для отыскания размера отверстия, необходи-
мого для получения горловины заданного диаметра и высоты, не
может быть использовано условие равенства площадей поверхностей
заготовки и детали. Для выяснения условия, позволяющего опреде-
лить размеры отверстия под отбортовку по данным размерам борта,
проанализируем изменение ширины отбортовываемой части заготовки
в процессе деформирования.
Если принять, что соотношение между напряжениями, действую-
щими на любой элемент заготовки в очаге деформации, остается
неизменным в процессе деформирования, то из уравнения связи (1.7)
174
для конечных деформаций может быть получено выражение, связыва-
ющее логарифмические деформации в тангенциальном и меридиональ-
ном направлениях:
2 ст - оп
д„ = —------2бо-
2ое - °р
(3.133)
д I Р
где бп = In—5Й = In —; ДА. и Д/,. — конечные и начальные разме-
Д/“ Рк
ры элемента заготовки в меридиональном направлении; р( и р, —
конечное и начальное расстояние рассматриваемого элемента от оси
симметрии. Напряжение ор при отбортовке определяется по формуле
(3.129), а напряжение о0 = о1 и конечное значение радиуса любого
элемента равно рс = R6 (Лв — радиус получаемого борта в его цилин-
дрической части). С учетом сказанного формула (3.133) может
быть преобразована к виду
1 Д/"
In----
Д/к
(3.134)
го 4 Р ^6
Эта формула легко преобразуется к виду
Д/
(3.134а)
Из полученной формулы видно, что при р < 2г0 показатель степе-
ни положителен и Д4 < Д7П, т.е. меридиональная деформация, явля-
ется деформацией сжатия (укорочения).
При р > 2г0 знак меридиональной деформации изменяется и Д/г >
> Д/н, т.е. элементы в меридиональном направлении начинают удли-
няться. Таким образом, укорочение элементов в меридиональном
направлении для части заготовки, граничащей с отверстием, до
некоторой степени компенсируется удлинением элементов в меридио-
нальном направлении для части заготовки, граничащей с фланцем
заготовки. Это обстоятельство позволяет в первом приближении
принять, что ширина отбортовываемой части заготовки равна длине
развертки по срединной поверхности горловины, полученной в ре-
зультате отбортовки. Это условие с удовлетворительной точностью
может быть использовано для определения диаметра отверстия по
заданным размерам получаемой горловины. Если принять обозначе-
175
ния, приведенные на рис, 3.53, то из геометрических соотношений
можно получить:
(Р, - d0)/2 - Л >(гм ^/2)л/2;
dG = Р, - лгм - (л/2)$ - 2h. (ЗЛээ)
Формулу (3.135) можно преобразовать, заменив D, - Dt + s + 2r„ и
обозначив D6 - 2R6 (см. рис. 3.53). После замены получаем
Jo = Р6 - 0,57j - 1,14rM - 2h. (3.136)
Если обозначить величину, обратную коэффициенту отбортовки,
т01 = 1/КО1 = dJD6 и пренебречь величиной 0,57 s/D6, формулу
(3.136) можно записать в виде
2Л/Г6 - 1.14г„/О6. (3.136а)
Из формул (3.136) и (3.136а) видно, что с увеличением высоты
горловины при заданном ее диаметре размеры отверстия под отбор-
товку уменьшаются (уменьшается и коэффициент тог).
Допустимую высоту горловины, получаемой при отбортовке,
ограничивает возможность разрушения заготовки с образованием
трещины, берущей начало от кромки отверстия.
Объясняется это тем, что краевая часть заготовки деформируется по
схеме, близкой к линейному растяжению и получает наибольшую
деформацию. Тангенциальную деформацию растяжения можно найти
из выражения
ф = Др/р = (р - рн)/р,
где ф — относительная деформация второго рода; Др — изменение
радиуса, координирующего рассматриваемый элемент в данный момент
деформирования; р — радиус рассматриваемого элемента в данный
момент деформирования с начальным радиусом ри. Конечная
тангенциальная деформация для кольцевого элемента у кромки
отверстия при увеличении радиуса от г0 до определится из выра-
жения
Ф = (Яб ~ r0)/R6 = 1 - r0/R6.
Учитывая, что этот кольцевой элемент деформируется в условиях,
близких к линейному растяжению, устойчивая деформация равномер-
176
Рис. 3.55. Факторы, влияющие на допустимый Рис. 3.56. Схема, поясняющая
коэффициент отбортовки: влияние относительной толщины
• — отверстия получены пробивкой; о - отвер-
стия получены сверлением с последующей зачист-
кой
кого удлинения (до начала образования шейки) может быть в первом
приближении принята равной равномерной деформации уменьшения
поперечного сечения ф,„ при испытании на растяжение. В этом слу-
чае, приняв ф = фш, из предыдущего соотношения получим
Кот = 1/^от = = 1/(1 - Ф1(|). (3.137)
Однако, как показывает практика штамповки, формула (3.137) не
позволяет с достаточной точностью определить коэффициент отбор-
товки. Это объясняется следующим. Несмотря на то, что вблизи
отверстия схема напряженного состояния близка к линейной, условия
деформирования краевого элемента существенно отличаются от
условий деформирования образца при испытании на линейное растя-
жение. Кроме того, на допустимую деформацию краевого элемента
значительное влияние оказывают дополнительные факторы, такие,
как состояние металла у кромки отверстия и отношение толщины
заготовки к диаметру исходного отверстия и в значительно меньшей
степени форма пуансона и расположение заготовки в штампе в слу-
чае, если отверстие получено пробивкой.
Влияние состояния металла заготовки у кромки отверстия и вели-
чины S(/d0 иллюстрируется графиками (рис. 3.55), построенными по
результатам опытов, проведенных при отбортовке заготовок из низко-
углеродистой стали. Данные опытов показывают, что коэффициент
щот = при отбортовке заготовок с отверстиями, полученными
пробивкой, больше коэффициента при отбортовке заготовок, в
которых отверстия получены сверлением с последующим развертыва-
177
нием. Объясняется это тем, что при пробивке вблизи поверхности
раздела возникает зона упрочненного металла. Упрочнение снижает
пластичность металла вблизи отверстия, т.е. в участке заготовки,
получающем наибольшую тангенциальную деформацию растяжения.
Это и является причиной преждевременного разрушения и увеличе-
ния допустимого коэффициента в заготовках с пробитыми отвер-
стиями.
Из тех же графиков видно, что увеличение отношения
способствует уменьшению коэффициента т„ (увеличению допусти-
мой деформации), причем в большей степени для заготовок с отвер-
стиями, полученными сверлением с развертыванием, по сравнению с
заготовками, в которых отверстия получены пробивкой.
Опыты показали также, что если наклепанный слой, полученный
при пробивке, удалить рекристаллизационным отжигом или зачист-
кой, то значения коэффициента т„ при прочих равных условиях
получаются почти такими же, как и для заготовок, у которых отвер-
стия получены сверлением с последующим развертыванием.
Влияние относительной толщины заготовки на коэффициент тт
приближенно можно объяснить тем, что тангенциальная деформация
удлинения кольцевых элементов в очаге деформации уменьшается по
мерс удаления от кромки отверстия. Кольцевые элементы, более
удаленные от края отверстия, получая меньшую деформацию, оказы-
вают сдерживающее влияние на краевые элементы заготовки, препят-
ствуя возникновению в них локальной деформации, как бы искус-
ственно выравнивают распределение деформаций, даже если дефор-
мации в них превышают значение устойчивой деформации при
испытании на линейное растяжение. Степень сдерживающего влияния
при прочих равных условиях возрастает с увеличением толщины
заготовки. Последнее обстоятельство можно очень приближенно
объяснить следующим образом. Обозначим касательное напряжение,
действующее на стыке двух элементов вблизи образующейся шейки,
через т; центральный угол, ограничивающий зону действия касатель-
ных напряжений, через у, а приращение тангенциального напряже-
ния, возникающего в более удаленном элементе, через Дое
(рис. 3.56).
Тогда, приравнивая силы, вызванные действием напряжений т и
Дое, можно записать
= До0А
Здесь принято, что ширина кольцевого элемента равна толщине
заготовки. Проведем сокращение и выразим значение радиуса отвер-
стия в данный момент деформирования гт через начальный радиус
178
отверстия и коэффициент мот с помощью соотношения rOT = rjmwz
TYro = ту
Д оел 2Д oQs/d0
(3.138)
Если предположить, что для данного металла величины т, у и Дое,
необходимые для возникновения локальной деформации в элементах,
более удаленных от края отверстия, являются постоянными, то из
формулы (3.138) следует, что допустимый коэффициент тот умень-
шается по гиперболической зависимости с увеличением отношения sfd0.
Приведенные на рис. 3.55 графики = Я^о), полученные
экспериментально, имеют характер, близкий к гиперболическому.
Как указано ранее, на допустимый коэффициент отбортовки
некоторое влияние оказывает форма пуансона. Проведенными экспе-
риментами установлено, что при отбортовке сферическим пуансоном
коэффициент мот несколько меньше, чем при отбортовке пуансоном
с плоским торцом и сравнительно малым радиусом скругления кром-
ки. Объясняется это, вероятно, тем, что при отбортовке сферическим
пуансоном часть заготовки вблизи отверстия контактирует с пуансо-
ном па протяжении всего процесса деформирования, а силы трения,
затрудняя тангенциальное смещение элементов заготовки, способ-
ствуют выравниванию распределения деформаций в тангенциальном
направлении и затрудняют образование локальной деформации в
краевых элементах. Вследствие этого образование трещин начинается
позже, при большем увеличении диаметра отверстия.
Таким образом, высота горловины, которая может быть получена
отбортовкой, ограниченна и не всегда удовлетворяет требованиям
конструкции детали. Для получения более высоких горловин могут
быть использованы две разновидности технологического процесса —
это предварительная вытяжка до отбортовки или отбортовка с утоне-
нием.
По первому варианту, используя методику вытяжки деталей с
широким фланцем в заготовке, получают цилиндрический полый
отросток, граничащий с плоским флан-
цем, имеющий торообразный участок с
радиусом гм на переходе от цилиндри-
ческой части к фланцу и торообразный
участок на переходе от цилиндрической
части к донышку (рис. 3.57) с радиусом
Рис. 3.57. Схема получения высоких горловин
вытяжкой и отбортовкой
179
Рис. 3.58. Схема отбортовки с утонением
го. Если диаметр отростка и высота
цилиндрической части Лц, то в последу-
ющем для получения горловины необхо-
димо в донной части пробить отверстие
диаметром d0 (1Ц — 2гп и затем вы-
полнить операцию отбортовки. Диаметр
отверстия необходимо согласовать с
допустимым коэффициентом отбортовки для данного металла и
толщины заготовки. Конечная высота горловины Н определится по
соотношению
н = гм + \ + (л/2)гп (3.139)
для случая, когда d0 = — 2гп.
По второму варианту (отбортовка с утонением) зазор между
пуансоном и матрицей отбортовки берется меньше толщины исходной
заготовки, а рациональной формой рабочей части пуансона является
усеченный конус, сопряженный с цилиндрической частью торообраз-
ным участком (рис. 3.58).
Результаты исследования отбортовки с утонением, в частности,
даны в работе [12].
Допустимое утонение ограничивается тем, что при отбортовке с
утонением заготовка разрушается не только при образовании продо-
льных трещин, идущих от отверстия в заготовке, но и при отрыве
отбортовываемой части от остальной части заготовки, вероятность
которого возрастает с увеличением утонения.
При отбортовке с утонением коническим пуансоном утонение
начинается при подходе скругленной кромки пуансона (на переходе
от конической части к цилиндрической) к скругленной кромке матри-
цы, а следовательно, в момент, когда центральная часть заготовки
уже получила определенную деформацию в условиях отбортовки без
утонения с соответствующим увеличением диаметра отверстия в
заготовке. Как и при вытяжхе с утонением, касательные напряжения,
вызванные действием сил трения на внутренней и внешней контакт-
ных поверхностях в зоне утонения имеют различные направления
(рис. 3.58), благодаря чему ортах, действующее на границе очага
деформации с фланцем, в меньшей степени зависит от коэффициента
трения.
Так как в зоне утонения тангенциальная деформация £е близка к
нулю, то деформированное состояние близко к плоскому и о9 * (ор +
+ о,)/2, где о. — сжимающее напряжение, перпендикулярное срединной
поверхности, действующее в зоне утонения. В зависимости от утопе-
180
ния напряжение о7 по абсолютному значению может быть больше
или меньше растягивающего меридионального напряжения ор. В
зависимости от соотношения ор и а2 при разгрузке заготовка может
пружинить с уменьшением или с увеличением диаметра горловины.
В результате этого при отбортовке с утонением заготовка может
застревать или на пуансоне, или в матрице (в то время как при
отбортовке без утонения заготовка всегда застревает на пуансоне).
Поэтому при отбортовке с утонением в штампе следует предусматри-
вать не только съемники, но и выталкиватели.
Величина орпт в опасном сечении (на границе очага деформации
с недеформируемой частью заготовки) может быть найдена по методи-
ке, использованной при анализе вытяжки с утонением, с тем лишь
отличием, что на границе между участком очага деформации, полу-
чающим утонение, и участком, деформирующимся в условиях
отбортовки без утонения, кроме сдвигающих напряжений, действует
меридиональное растягивающее напряжение оргр, которое может быть
найдено по формулам, установленным для случая отбортовки без
принудительного утонения.
Это напряжение в первом приближении может быть найдено с
использованием формулы (3.129) в несколько преобразованном виде:
°р1р = М1 - Гот/Ргр)’ <314°)
где р[р — радиус заготовки на границе зоны утонения с зоной дефор-
мации без утонения.
Формула (3.140) может быть также использована для отыскания
величины орпих при отбортовке без утонения. В этом случае вместо
рг? следует подставить R6:
"рш» = 0,(1 - (3.141)
однако формула (3.141) не учитывает влияния на величину ортах
упрочнения, трения на контактных поверхностях, а также изгиба и
спрямления на кромке пуансона при отбортовке пуансоном с плос-
ким торцом.
В последнем случае прирост напряжения от изгиба и спрямления
аналогично предыдущему может быть определен величиной 2Дор -
= s/(2rn + $), влияние трения на кромке пуансона может быть учтено
множителем (1 + ра), где а — угол охвата заготовкой скругленной
кромки пуансона. Влияние упрочнения можно оценить, используя
степенную аппроксимацию кривой упрочнения второго рода с осред-
ненным значением тангенциальной деформации, имеющей место при
отбортовке.
Скомпоновав суммарное влияние указанных ранее факторов на
величину артах при отбортовке пуансоном с плоским торцом, имеем
181
(3.142)
Из формулы (3.142) видно, что с увеличением а (значения увеличе-
ния радиуса отверстия) первый множитель, учитывающий влияние
упрочнения, увеличивается, а второй — уменьшается. Отсюда следу-
ет, что ортах имеет по ходу деформирования максимум. Приравняв
^°ртах^ = после некоторых упрощений [18] можно получить
значение (а/Л6)„ соответствующее экстремальному значению напря-
жения ор|лах:
(«/Аб)э - фш(1 - г0/Яб). (3.143)
Из формулы (3.143) видно, что для неупрочняющегося материала
(^ш = 0) наибольшее значение ор,лах будет в самом начале отбортовки
(а = 0) и что с возрастанием интенсивности упрочнения материала
заготовки (с увеличением возрастает а, соответствующее возник-
новению наибольшего напряжения иртах).
Формула для определения усилия отбортовки без принудительного
утонения имеет вид
Р = 2п/?6sopmaxsina, (3.144)
где а — угол между касательной к срединной поверхности заготовки в
меридиональном сечении на границе очага деформации и перпенди-
кулярном к оси симметрии (угол охвата заготовкой скругленной кромки
матрицы).
Все изложенное ранее относилось к случаю отбортовки заготовок
с круглым отверстием для получения цилиндрических горловин.
Однако в практике листовой штамповки в ряде случаев требуется
получать горловины более сложной формы (овальные, прямоугольные
и т.п.).
Относительно проектирования технологического процесса отбор-
товки некруглых отверстий требуется выяснить некоторые особеннос-
ти. В этом случае отсутствует осевая симметрия деформации и тан-
генциальная деформация е6 становится переменной вдоль контура
отверстия. Для случая отбортовки заготовок с прямоугольными
отверстиями пластическая деформация может сосредоточиваться в
угловых участках, а части заготовки, противостоящие прямолиней-
182
ным участкам контура отверстия, могут отгибаться по кромке матри-
цы, не испытывая пластических деформаций ее.
Как показали опыты, при отбортовке некруглых отверстий и
неосесимметричном деформировании размеры отверстий определя-
ются из условия, что ширина отбортовываемой части заготовки равна
длине развертки получаемого борта по средней линии в меридиональ-
ном сечении. Таким образом, при отбортовке некруглых отверстий
контур отверстия эквидистантен контуру получаемой горловины [12].
В силу неравномерного распределения тангенциальных деформаций
вдоль контура отверстия толщина стенки полученной горловины
также переменна вдоль ее контура (минимальна на участках с
наибольшей кривизной контура борта в плане). При малых допусках
па изменение высоты горловины вдоль ее контура может потребовать-
ся корректировка значений ширины отбортовываемой части (размеров
отверстий) с некоторым ее увеличением на участках контура отвер-
стия, имеющих наибольшую кривизну (угловые участки при получе-
нии прямоугольных горловин) [12]
Деформации при отбортовке некруглых отверстий могут оцени-
ваться отношением радиусов кривизны отверстия и борта на соответ-
ствующем участке контура. Наибольшая степень деформации соот-
ветствует минимальному коэффициенту /иот = r^R6 получаемой
горловины. Практика показала, что допустимые значения тпт при
одинаковых значениях s/r0 - 2s/dv (где d0 — диаметр отверстия при
получении цилиндрических горловин) и при прочих равных условиях
(механические свойства металла заготовки и состояние металла у
кромки отверстия) примерно одинаковы при отбортовке круглых и
некруглых отверстий.
Усилие отбортовки некруглых отверстий может быть найдено
суммированием усилий деформирования участков заготовки с одина-
ковыми радиусами кривизны контура отверстия при использовании
полученных ранее формул для определения усилия отбортовки для
круглых отверстий и усилий гибки для прямолинейных участков
контура отверстий.
3.5. Раздача
Операция — раздача — предназначена для увеличения диаметра крае-
вой части полой цилиндрической заготовки (в трубном производстве
также для увеличения диаметра всей трубы). Раздачу выполняют
внедрением в заготовку пуансона с увеличивающимся диаметром по
длине. Различают два способа раздачи: путем внедрения пуансона
в заготовку, опирающуюся недеформируемой частью исходного
183
Рис. 3.59. График изменения усилия раздачи
диаметра на плиту (меридиональные напря-
жения — сжимающие) или путем протягива-
ния пуансона через заготовку, удерживаемую
с помощью предварительно полученного флан-
ца (меридиональные напряжения-растягива-
ющие). В обоих вариантах раздачи тангенци-
альные напряжения являются растягивающи-
ми.
Первый способ назовем раздачей со сжати-
ем, а второй — раздачей с растяжением. В
листовой штамповке в основном применяется
раздача со сжатием. Увеличение диаметра
заготовки, допустимое за один переход при
раздаче со сжатием, ограничивается разрушением участка заготовки,
получившего наибольшую деформацию (краевая часть заготовки) или
потерей устойчивости недеформируемой ее части. Разрушение, как
и при отбортовке, происходит с образованием продольной трещины,
а потеря устойчивости происходит аналогично потере устойчивости
при обжиме.
Заметим, что раздача может использоваться как элемент совме-
щенных процессов деформирования, например при вытяжке с протал-
киванием раздачей, при обжиме с раздачей, при завивке и т.д. Далее
рассматривается раздача со сжатием. На рис. 3.59 показано
положение заготовки относительно пуансона при раздаче со сжатием
коническим пуансоном с малым радиусом скругления на переходе от
конической части к цилиндрической. Из схемы на рис. 3.59 видно,
что в начале деформирования происходит упругое сжатие заготовки;
это длится до тех пор, пока проекция элементарных усилий раздачи
на перпендикуляр к оси симметрии не окажется достаточной для
начала пластической деформации. В начале пластической деформа-
ции краевой части заготовки при значительных углах конусности
пуансона наблюдается некоторое уменьшение усилия раздачи, объяс-
няемое тем, что при увеличении диаметра краевой части уменьшается
усилие, необходимое для создания изгибающего момента, образующе-
го первый участок свободного изгиба.
По мере увеличеши объема очага деформации и длины контакт-
ной поверхности заготовки по пуансону наблюдается сравнительно
интенсивное увеличение усилия деформирования вплоть до момента,
когда край заготовки не подойдет к границе между конической и
цилиндрической частями пуансона. После этого краевая часть заго-
товки теряет контакт с конической поверхностью пуансона, диаметр
184
Рис. 3.60. Схема деформирования при раздаче
плавное уменьшение
края заготовки продолжает увеличиваться
до тех пор, пока длина краевого участка,
пе контактирующая с пуансоном, не до-
стигнет значения, определяемого по форму-
ле (3.123), а момент, образованный напря-
жениями ое, не достигнет величины, доста-
точной для изгиба в меридиональном
направлении. С этого момента начинается
образование второго участка свободного
изгиба, радиус кривизны которого (при ор =
~ 0) может быть определен по формуле
(1.12). Этому этапу раздачи соответству
интенсивности роста усилия.
Последующее перемещение пуансона относительно заготовки
приводит к тому, что диаметр края заготовки начинает уменьшаться,
причем краевые элементы испытывают действие сжимающих напря-
жений ое, которые при определенной длине краевого участка образу-
ют момент, достаточный для спрямления предварительно изогнутых
на участке свободного изгиба элементов заготовки. При этом наблю-
дается некоторое увеличение интенсивности роста усилия деформиро-
вания.
После образования недеформируемого участка нового диаметра
усилие раздачи стабилизируется и наступает этап установившегося
деформирования, при котором размеры очага деформации не изменя-
ются и он с двух сторон ограничен недеформируемыми участками
заготовки.
Приближенное распределение напряжений в очаге деформации
найдем с использованием упрощений, принятых при анализе последу-
ющих переходов вытяжки, что становится целесообразным еще и
потому, что схема напряженного состояния (как и при вытяжке)
разноименная с той лишь разницей, что знаки напряжений ор и ое
при раздаче противоположны знакам тех же напряжений при вы-
тяжке.
Решение проведем для установившегося этапа деформирования,
так как ему соответствует наибольшее усилие деформирования.
Примем, что радиус скругления кромки пуансона на переходе от
конуса к цилиндру близок к нулю. Принятые обозначения размерных
характеристик приведены на рис. 3.60. Из рассмотрения схемы дефор-
мирования видно, что в общем случае очаг деформации состоит из
трех участков: участка свободного изгиба па входе в очаг деформа-
ции; конического участка контактного деформирования и участка
185
свободного изгиба на выходе из очага деформации. Протяженность
контактного участка обычно больше протяженности участков свобод-
кого изгиба. Поэтому анализ поля напряжений начнем с контактного деформирования. Как было показано ранее, для конического контактного уравнение равновесия может быть записано в виде pdo , + % “ М1 + HCtga) " 0. dp н участка участка (3.145)
Уравнение пластичности по гипотезе максимальных касательных
напряжений имеет вид
- а = аг и р S (3.146)
(тангенциальное растягивающее напряжение о0 является максималь-
ным; меридиональное сжимающее напряжение ор является мини-
мальным).
Совместное решение уравнения равновесия и уравнения пластичности
позволяет получить дифференциальное уравнение
pda " а» “ = о. dp (3-147)
С некоторым преувеличением влияния сил трения на напряжения ар,
действующие в конической части очага деформации, заменим в
(3.147) последний член по соотношению
aegctga = ojietga, (3.148)
тогда pda — оД 1 + petgex). dp (3.149)
Интегрируя последнее уравнение, получаем ор = оД1 + pctga)lnp + с. (3.150)
Произвольную постоянную интегрирования найдем из условия,
что при р = Ra, Ор = 0. Тогда
с = - оу( 1 + pctga)lnA(i.
186
После подстановки найденного значения произвольной постоянной
интегрирования и некоторых преобразований получаем
о = - av( I + pctga)ln —.
Р
(3.151)
Если распространить эту зависимость до р = г3 (что также должно
привести к некоторому завышению степени влияния коэффициента
трения на величину напряжения па нижней границе очага деформации),
то формула (3.151) может быть записана в виде
Ор = - 0 (1 + pctga)ln —.
(3.151а)
Для того чтобы оценить максимальное (по абсолютной величине)
значение сжимающего напряжения в стенках заготовки, подвергаемой
раздаче, необходимо дополнительно учесть влияние изгиба и спрям-
ления при входе в очаг деформации и при выходе из него, а также
влияние упрочнения металла заготовки в процессе деформирования.
Как и ранее, прирост напряжения вследствие изгиба и спрямления
будем учитывать по формуле
Радиусы свободного изгиба в обозначениях, принятых на рис. 3.60,
можно определить по формуле соответственно для участка свободного
изгиба А’р на выходе из очага деформации и для участка свободного
изгиба на входе в очаг деформации R'.:
sin а
(3.152)
40p(i - cos а)
(3.153)
где Ор — меридиональное напряжение, действующее на границе
третьего и второго участков очага деформации. С учетом изгиба и
187
спрямления формула для определения ортах получает вид
о
ртах
= -os (I
., Ли 1
+ Lictga)ln— + —
.У .
—sin а
(3 - 2 cos а).
(3.154)
Формула (3.154) позволяет определить сжимающее напряжение,
действующее в стенках исходной заготовки, если она в процессе
деформирования не испытывает упрочнения.
Влияние упрочнения можно учесть, если напряжение текучести
о, заменить средним для очага деформации напряжением текучести,
причем его величина может быть определена как среднее арифметичес-
кое между максимальным и минимальным значениями напряжения
текучести в очаге деформации (при линейной аппроксимации кривой
упрочнения) или как значение напряжения текучести при деформа-
ции, равной средней для очага деформации ф6ср (при степенной
аппроксимации кривой упрочнения). Средний радиус для очага
деформации /?ср = (7?и + г,)/2 и для этого радиуса деформации <|гср
определится из выражения
Фоср = + (3.155)
В этом случае среднее значение напряжения текучести
о
5Ср
1 ~ Ф
т UI
(3.156)
При раздаче толщина заготовки в основном уменьшается и влия-
ние изменения толщины заготовки на величину о может быть
учтено множителем, равным отношению среднего для очага деформа-
ции значения толщины заготовки к ее начальному значению. Мини-
мальной толщина заготовки smin будет по краю заготовки, где наи-
большее увеличение диаметра, а так как краевая часть заготовки
деформируется в условиях, близких к линейному растяжению, то
smin = -уо^гз^и ’ сРеДнее для очага деформации значение толщины.
определяемое как среднее арифметическое, 5ср = ~(1 + ^r3/RK), а
отношение = -(1 + JrJR).
188
Скомпоновав эти зависимости, можно получить формулу, учиты-
вающую влияние всех отмеченных факторов на величину ортак:
°.- г.
2(1 - К.) Ч>„,(«„ +
Я 1
+ |ictga)ln— + -
5
— sin a
(3 - 2cosa).
(3.157)
Формула (3.157) позволяет оценить возможность выполнения
заданной раздачи заготовки без потери ее устойчивости. В первом
приближении, как и при обжиме, можно считать, что потеря устойчи-
вости в стенках исходной заготовки наступает тогда, когда абсолют-
ная величина opniajl достигает значения, равного значению предела
текучести в стенках исходной заготовки.
Заметим, что при раздаче сопротивление потере устойчивости при
прочих равных условиях несколько больше, чем при обжиме. Объяс-
няется это тем, что при обжиме изгибающий момент, действующий на
границе очага деформации с недеформируемой частью исходной
заготовки, стремится увеличить диаметр заготовки, а при раздаче —
уменьшить его. В то же время, как это было установлено при рас-
смотрении операции обжима, потеря устойчивости с образованием
наружной складки наступает при меньшем орпих, чем при образовании
внутренней складки. Таким образом, то обстоятельство, что при
раздаче изгибающий момент препятствует увеличению диаметра
заготовки вблизи границы очага деформации, несколько повышает
сопротивление потере устойчивости.
Остановимся коротко на возможности разрушения красной части
заготовки. Как и при отбортовке, краевая часть заготовки при раздаче
деформируется в условиях, близких к линейному растяжению, и
получает наибольшее тангенциальное удлинение. При определенных
размерах этого удлинения в краевой части может начаться местная
деформация с образованием шейки, которая приводит к разрушению.
Образовавшаяся трещина быстро распространяется от края вдоль
образующей заготовки. Рассмотрим, как и при отбортовке, взаимо-
действие двух смежных элементов, имеющих в меридиональном
направлении размер, равный толщине заготовки. Пусть один из
189
Рис. 3.61. Схема взаимодействия краевых элементов при
раздаче
элементов граничит с краем заготовки (рис. 3.61).
Рассмотрим, насколько могут отличаться деформа-
ции этих элементов при раздаче коническим пуан-
соном. Нетрудно убедиться, что разница в тангенци-
альных деформациях этих элементов будет равна
Дс0 = Др/р = ssina/p. (3.158)
Полученная зависимость показывает, что с умень-
шением угла а разница в деформациях смежных
элементов убывает, следовательно, уменьшается
сдерживающее влияние элементов с меньшей дефор-
мацией на возникновение локальной деформации в элементах с
большей деформацией.
Исходя из схематизированной оценки сдерживающего влияния
менее деформированных слоев на возможность локализации дефор-
маций (образования шейки) в более деформированных слоях [18],
была получена формула, позволяющая определить допустимое без
образования трещин увеличение диаметра заготовки при раздаче.
Несколько преобразовав эту формулу, получим
= -----ехр
- j _ к
у .
— sin а.
(3.159)
Результаты опытов подтверждают в основном отражаемые форму-
лой (3.159) функциональные зависимости. Действительно, допусти-
мое увеличение диаметра заготовки при раздаче возрастает с увели-
чением интенсивности упрочнения металла заготовки (характеризуе-
мой фш), относительной толщины и угла конусности пуансона. Фор-
мула дает удовлетворительную точность расчетного допустимого
увеличения диаметра заготовки, хотя и не полностью отражает
влияние воздействующих на процесс деформирования факторов, в
частности, состояние металла у кромки заготовки и контактное тре-
ние.
Как и при отбортовке краевая часть заготовки может иметь накле-
панный слой, если заготовка подвергалась обрезке, и этот наклепанный
слой способствует образованию трещин при меньшем увеличении
диаметра заготовки, чем в случае отсутствия его у края заготовки.
Опытами также было установлено, что разрушение заготовки
наступает несколько раньше при меньших значениях коэффициента
190
Рис, 3.62. Схема закатки края
трения (при хорошем
смазывании). Объясняется
это тем, что с увеличением
коэффициента трения
затрудняется тангенци-
альное смещение заготов-
ки, возникающее при
образовании шейки, и
тангенциальные силы
трения затрудняют лока-
лизацию деформаций и принудительно выравнивают распределение
деформаций в тангенциальном направлении. Однако чрезмерное
увеличение коэффициента трения может оказывать вредное влияние,
так как оно приводит к увеличению усилия деформирования и
возможности потери устойчивости в недеформируемой части заготов-
ки, а также способствует увеличению нормальных контактных напря-
жений, а следовательно, и появлению налипания металла заготовки
на поверхность пуансона, что приводит к появлению внутренних
продольных царапин в штампуемом изделии.
Если в результате раздачи требуется получить в детали цилиндри-
ческий участок с прямолинейной образующей, то кромка пуансона на
переходе от конической части к цилиндрической должна быть скруг-
лена радиусом, несколько большим радиуса естественного изгиба,
определяемого по формуле (3.152).
Своеобразной разновидностью операции раздачи является закатка,
приводящая к образованию по краю изделия торообразного края
(рис. 3.62).
Начальная стадия деформирования осуществляется заталкиванием
края заготовки на пуансон, имеющий торообразную канавку. Краевые
элементы заготовки скользят по этой канавке, удлиняясь в тангенци-
альном направлении. Для того чтобы краевая часть заготовки приле-
гала к поверхности канавки по всей поверхности, радиус скругления
горообразной канавки должен быть равен или несколько больше
радиуса свободного изгиба, определяемого по формуле (3.152). Схема
напряженного состояния в очаге деформации соответствует схеме при
раздаче (ое > 0; ар < 0), и наружный край заготовки увеличивается
до диаметра D„ = d3 + 4/?р. Дальнейшее деформирование характеризу-
ется началом уменьшения диаметра края заготовки. Заготовка как бы
заворачивается внутрь, сохраняя кривизну элементов в меридиональ-
ном сечении, полученную на предыдущем этапе деформирования.
Уменьшение диаметра краевых элементов требует появления танген-
циальных сжимающих напряжений, и в зоне от D„ до диаметра края
191
Рис. 3.64. Схема формовки в
~-4—— ------ обкладках (со спутником)
\ /ОЯкладка
\ / Д утонения, на распределение
толщин вдоль образующей и
на высоту углубления. С
уменьшением коэффициента
Заготовка тРепия учЭСТОК С Наибольшим
утонением смещается к
I вершине углубления (при
гидроформовке минимальной
толщина будет на вершине сферообразного углубления).
Образованию трещин при формовке предшествует локализация
деформаций (образование шейки), поэтому большая высота углубления
будет у металлов, обладающих большей равномерной деформаци-
ей при испытании на растяжение (большее ош или фш).
Высота углубления существенно зависит от толщины, и для ее
увеличения может быть использован проверенный экспериментально
способ формовки в обкладках, схема которого представлена на
рис. 3.64. В этом случае тонкая заготовка (s = 0,05...0,15 мм), зажа-
тая между обкладками значительно большей толщины (1...3 мм) из
низкоуглеродистой стали, способна получать значительные деформа-
ции утонения как за счет изменения схемы напряженного состояния
(обе поверхности нагружены сжимающими напряжениями, создавае-
мыми давлением деформируемых обкладок), так и за счет действия
касательных напряжений, препятствующих скольжению заготовки
относительно обкладок и тем самым выравнивающих распределение
деформаций вдоль образующей деформируемой заготовки. Однако
этот способ малопроизводителен и связан с большими потерями
металла, так как деформированные обкладки обычно являются от-
ходом.
Формовка используется для получения мембран, т.е. круглых
пластин с кольцевыми рифлениями (рис. 3.65) различного сечения
профиля (треугольные, трапецеидальные, прямоугольные, горообраз-
ные, синусоидальные, в зависимости от назначения и требований,
предъявляемых к мембране).
Мембраны обычно используются в качестве датчиков или чувстви-
тельных элементов приборов, связывающих давление с перемещени-
ем. Так как мембраны в рабочих условиях подвержены циклическому
нагружению, то материал мембран должен обладать высокой цикли-
ческой прочностью и, кроме того, большими значениями предела
упругости, позволяющего увеличить деформацию до возникновения
в мембране элементов пластических деформаций. В этих условиях
194
Рис. 3.65. Схема формовки
мембран:
а — в — схема штампов
для изготовления
мембран; 1 — IV —
профили мембран
обеспечивается ста-
бильность работы
мембранного прибора
в течение длительно-
го времени. Стабиль-
ность работы мембра-
ны при заданных
нагрузочных характе-
ристиках зависит от
размерных характе-
ристик ее, от способа
ее штамповки, от
марки материала и
способов ее термооб-
работки.
Типовыми матери-
алами для изготовления мембран являются фосфористая бронза
БрОФ6,5, оловянистая бронза БрОЦ4-3, бериллиевая бронза БрБ2,
латунь Л63, нейзильбер, коррозионно-стойкая сталь типа 12Х18Н9Т.
Мембраны, как чувствительные элементы, имеют обычно большое
отношение поперечных размеров к толщине (от 1:20 до 1:5000). При
таких размерах и достаточной высоте гофра жесткость мембраны
мала и может обеспечивать сравнительно большое перемещение при
сравнительно малом изменении давления (высокая чувствительность
к изменению давления). Жесткость и надежность работы мембран
зависит также от степени неравномерности толщины и поперечном
сечении гофра, которая определяется не только профилем и высотой
гофра, но и способом штамповки. Минимальная толщина обычно
имеет место на вершине гофра. Некоторого уменьшения разнотол-
щинности гофров можно добиться (при той же высоте и конфигура-
ции гофра), применяя многопереходную штамповку с промежуточны-
ми отжигами (оформление гофров идет от центра мембраны к ее
периферии за несколько переходов), уменьшая коэффициент трения
(применение хорошей смазки) с целью облегчения смещения металла
от фланца к центру формуемой мембраны, применяя штамповку в
резиновую или полиуретановую матрицу.
195
Усилие формовки деталей типа мембран, фигурных украшений и
т.п. определяется по формуле [20]
Р = (3.162)
где L — длина формуемых ребер; о, — временное сопротивление; к =
= 0,7... 1,0 — коэффициент, зависящий от ширины и глубины рифта.
Усилие формовки ребер жесткости и выдавок различных конфигу-
раций можно определить по формуле
Р = L5OBsina, (3.163)
где L — длина периметра формируемой выдавки на пересечении с
плоскостью исходной заготовки; s — толщина исходной заготовки; a —
наибольший угол между касательной, проведенной к срединной
поверхности заготовки в меридиональном сечении, и плоскостью
заготовки (угол охвата заготовкой скругленной кромки матрицы).
Использование о, в формуле (3.163) до некоторой степени учиты-
вает влияние упрочнения материала заготовки на усилие деформиро-
вания.
Варианты формовки в условиях действия сжато-растянутой схемы
напряженного состояния (формовка сильфонов, тройников и т.п.) будут
рассмотрены в главе 6.
3.7. Штампосборочные операции
Операции листовой штамповки используются не только для прида-
ния заготовке формы и размеров детали, заданной к изготовлению, но
и для соединения отдельных отштампованных деталей с образова-
нием собранного составного изделия [12].
Для сборки используют, как правило, формоизменяющие опера-
ции, характерные для листовой и объемной штамповки. Для обеспе-
чения сборки требуется предварительная подготовка соединяемых
элементов конструкции.
На рис. 3.66 приведены эскизы вариантов осуществления сбороч-
ных операций в листовой штамповке.
На рис. 3.66, а показан довольно часто встречающийся вариант
сборки с помощью гибки предварительно полученного надрезкой язычка
в одной детали, размещенного в отверстии другой соединяемой детали.
Этот тип соединения не обеспечивает достаточно высокой жесткости и
прочности соединения и часто встречается при изготовлении
металлических игрушек. Более прочное соединение обеспечивается
сборкой по вариантам, показанным на рис. 3.66, б ив.
196
а)
Рис. 3.66. Схемы сборочных операций
По варианту 3.66, б в одной из соединяемых деталей формов-
кой получают выдавку, а в смежной детали изготавливают отверстие.
При сборке полученная формовкой выдавка подсаживается и практи-
чески получается пустотелая заклепка.
По варианту 3.66, в предварительными операциями являются
вырубка пуансоном полнее матрицы с образованием выдавленного
стержня (без образования трещин) в одной детали и пробивка отвер-
стия диаметром, равным диаметру стержня в другой соединяемой
детали. Сборка осуществляется высадкой концевого участка стержня,
который выполняет роль заклепки.
По варианту 3.66, г предварительными операциями являются
формовка, пробивка и отбортовка в одной из соединяемых деталей и
пробивка отверстия диаметром, равным наружному диаметру горловины
в другой из соединяемых деталей. Сборка осуществляется раздачей
краевой части полученной горловины (борт).
По варианту 3.66, д сборка осуществляется обжимом краевой
части полученного вытяжкой стакана, а по варианту 3.66, е —
обжимом (кольцевой формовкой) одной из соединяемых деталей
по кольцевой канавке, изготовленной во второй из соединяемых
деталей.
Операция кольцевой формовки может осуществляться обкаткой
роликом, движением разрезных плашек или водействием Им-
пульсного магнитного поля, создаваемого одновитковым индукто-
ром.
Приведенные примеры соединения деталей листовой штамповкой
не исчерпывают имеющихся в практике вариантов выполнения
сборочных операций. Заметим, что при соединении деталей, изготов-
ленных из алюминиевых сплавов, успешно применяется холодная
сварка давлением, при которой путем локального сжатия соединяе-
197
мых деталей, пластическая деформация приводит к разрушению
оксидной пленки и диффузионному взаимопроникновению атомов
соединяемых деталей через чистые ювенильные поверхности.
ЗАДАНИЯ ДЛЯ САМОКОНТРОЛЯ
1. Нарисуйте схему распределения напряжений по толщине заготовки при гибке
моментом, поперечной и продольной силой.
2. Приведите факторы, влияющие на углы пружинения при гибке.
3. Сформулируйте особенности гибки профильных заготовок.
4. Нарисуйте схему распределения напряжений во фланце при вытяжке из плоской
заготовки.
5. Приведите факторы, влияющие на предельный коэффициент вытяжки.
6. Назовите особенности деформирования на последующих переходах вытяжки
цилиндрических деталей.
7. Сформулируйте особенности технологии вытяжки конических и сферических
деталей.
8. Опишите механизм деформирования при вытяжке с утонением стенки.
9. Нарисуйте схему распределения напряжений и особенности деформирования при
комбинированной вытяжке.
10. Сформулируйте особенности процесса вытяжки в ленте.
11. Опишите механизм деформирования при обжиме.
12. Приведите факторы, влияющие на предельную степень деформации при обжиме.
13. Нарисуйте схему распределения напряжений при отбортовке и приведите факторы,
влияющие на предельную степень деформации.
14. Опишите механизм деформирования при раздаче и приведите факторы, влияющие
на предельную степень деформации.
15. Опишите механизм деформирования при формовке.
Гл а в а 4
ШТАМПОВКА ЛИСТОВЫХ
НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
4.1. Неметаллические штампуемые материалы
и особенности их свойств
В различных отраслях промышленности применяют неметалличес-
кие материалы двух типов: материалы органического происхождения,
основу которых составляют органические полимеры (каучук, целлю-
лоза, смолы, кожа и др ); материалы неорганического происхождения
(слюда, асбест и др.). Для переработки в изделия материал поступает
трех видов: 1) блочные пластмассы, резина, эбонит; 2) слоистые
материалы с наполнителями органического происхождения (гетинакс,
текстолит) и с наполнителем неорганического происхождения (стек-
лотекстолит, миканит); 3) волокнистые материалы (войлок, фетр,
кожа, фибра, прессшпан, ткани и др.).
Материалы первого вида состоят из больших молекул, образован-
ных химическим путем в результате присоединения друг к другу
тысяч простых молекул, представляющих собой линейные цепи или
соединенные друг с другом сложным образом двумерные или трехмер-
ные сетки. Расположение элементарных молекул в цепи или сетке
определяет свойства этих материалов: анизотропию, резко выраженную
у материалов с линейными цепями и двумерными сетками; более
равномерные свойства в различных направлениях у материалов с
трехмерной сеткой расположения элементов в молекуле.
Слоистые и волокнистые материалы, кроме слюдЬ, — это компози-
ционные материалы, полученные из листового или волокнистого
наполнителя и связующего вещества (пластмассы — смолы, лаки,
клей и т.д.). Слюда — это слоистый минерал природного происхож-
дения, легко разделяемый на тончайшие пластинки (до 0,005 мм).
Особенность состояния поставки композиционных материалов —
это наличие остаточных растягивающих напряжений в наполнителе,
которые сжимают связующее вещество композита. Эти напряжения
в сплошном материале уравновешены, а при воздействии (термичес-
ком, механическом) на материал, суммируясь с технологическими
напряжениями, могут приводить к появлению дефектов (трещин,
ореолов, расслоений). Электронно-микроскопические и электронно-
199
графические исследования показали, что все гомогенные листовые
полимерные материалы (т е. пластмассы без каких-либо добавок —
полиэтилен, винипласт, эпоксидные смолы и т.д.), как и композици-
онные материалы, содержат уравновешенные остаточные сжимающие
напряжения. Слюда также имеет остаточные уравновешенные сжима-
ющие напряжения.
Нарушение взаимной уравновешенности остаточных напряжений,
например, при выполнении вырубки или пробивки приводит к изме-
нению размера полученного элемента по сравнению с размером
инструмента, а иногда и появлению трещин вследствие частичного
снятия остаточных напряжений.
Связующее вещество композиционного материала (чаще реакто-
пласт) обычно находится в отвержденном состоянии. Однако исследо-
вания макроструктуры показали наличие некоторого количества
неотвержденного связующего в реактопласте — термопластических
смол в виде примесей. Этим и объясняется некоторое размягчение
слоистых и волокнистых пластмасс (текстолиты, гетинаксы и др ) при
нагреве, что и используется для улучшения качества штампуемых
деталей (уменьшения расслоения, ореолов и трещин).
В зависимости от характера деформирования неметаллические
материалы условно разделяют на две группы:
1) хрупкие материалы — слюда, миканит, органическое стекло,
гетинакс, эбонит, винипласт, текстолит;
2) упруговязкие пластичные материалы — картон, бумага, фибра,
целлулоид, фетр, кожа, резина простая и губчатая.
У материалов первой группы деформация до разрушения незначи-
тельна (около 0,8.. 1,2 %); у материалов второй группы деформация
достигает значительных величин (у полиэтилена до 600...800 %)
В связи с низкими деформационными свойствами материалов
первой группы возможно образование трещин, а материалы второй
группы обеспечивают хорошую штампуемость благодаря высоким
деформационным свойствам при выполнении всех операций листовой
штамповки.
4.2. Технологические операции
листовой штамповки неметаллических материалов
В процессах листовой штамповки неметаллических материалов
используют: 1) разделительные операции — отрезку, вырубку, про-
бивку, надрезку, обрезку, зачистку и 2) формообразующие опера-
ции — гибку, отбортовку, формовку-вытяжку металлическим или элас-
тичным пуансонами, пневмоформование.
200
Разделительные операции в зависимости от требований в качеству
деталей могут быть выполнены без подогрева материала и инструмен-
та; без подогрева материала, но с подогревом инструмента; с подогре-
вом материала, но без подогрева инструмента и с подогревом матери-
ала и инструмента.
Технологический процесс состоит из следующих операций:
1) заготовительной, заключающейся в получении полосы или
штучной заготовки в результате отрезки от листа;
2) подготовительной, заключающейся в подогреве (если необходи-
мо) заготовки перед штамповкой;
3) штамповочной;
4) доделочной, заключающейся в нарезании резьбы, пропитке
лаками и смолами и т.п.
Разделительные операции. При разделительных операциях неме-
таллических материалов процесс деформирования протекает примерно
по тем же трем этапам, что и для металлов Однако у слоистых
материалов в результате особенностей их строения под действием
напряжений растяжения и изгиба происходит вырыв материала из
участков, прилегающих к поверхности разделения, а также расслое-
ние. Глубина образовавшихся поднутрений достигает значительных
размеров (до 0,25л1) при штамповке и отрезке без нагрева. Поэтому
применяют различные способы разделения с целью улучшения качест-
ва поверхности: штамповку с предварительным сжатием материала,
пробивку ступенчатым пуансоном, вырубку-пробивку с наложением
ультразвуковых колебаний, штамповку с подогревом, зачистку.
Вырубка-пробивка и отрезка с предварительным сжатием выпол-
няется для слоистых материалов (гетинакс, текстолит, слюда), что
значительно улучшает качество поверхности разделения. Пробивка
ступенчатым пуансоном позволяет за один ход ползуна пресса выпол-
нить пробивку и зачистку отверстий.
Зачистку применяют так же и как самостоятельную операцию для
ранее полученных вырубкой или пробивкой заготовок. Припуск на
зачистку должен быть не менее размера максимальной неровности
поверхности среза (обычно 0,2...0,25s для первой операции и
0,6...0,7 припуска первой операции для последующих).
Вырубка-пробивка с ультразвуком позволяет получить качество
поверхности до Rz = 40 мкм, что вполне пригодно для металлизации
отверстий печатных плат из стеклотекстолита). Подогрев слоистых
пластмасс позволяет избавиться также от глубоких вырывов матери-
ала.
Качество поверхности разделения зависит от конструкторско-
технологических параметров детали. В частности, радиусы скругления
пересекающихся элементов контура детали должны быть больше, чем
201
при штамповке металлов. Минимальные размеры отверстий также
желательно назначать большими, чем при штамповке металлов.
Глубина пазов в деталях должна быть меньшей, чем у металлов,
высота выступов — меньшей, чем у металлов, ширина выступов не
должна быть меньшей, чем у металлов. Расстояния между отверстия-
ми следует назначать большими, чем для металлов.
Отрезку от листов толщиной до 2,5 мм полос или штучных загото-
вок выполняют на ножницах с параллельными ножами (но не гильо-
тинных) или на парнодисковых ножницах с параллельными осями
ножей. В этих случаях должен быть обеспечен надежный прижим
заготовки в зоне отрезки к ножам, а зазор между прижимом и ножом
должен быть минимальным. При большой толщине материала отрезку
выполняют с помощью дисковых фрез специальной конструкции на
специальном оборудовании.
Давление прижима заготовки при выполнении разделительных
операций должно быть 50...80 МПа. Прижим при резке, вырубке и
пробивке должен быть регулируемым с целью обеспечения возмож-
ности подбора необходимого давления опытным путем по качеству
поверхности разделения
Формоизменяющие операции. Гибку применяют для изготовления
деталей на основе термореактивных и термопластических пластмасс
для заготовок в виде листа, профиля или трубы при нагреве деформи-
руемых заготовок.
Связующее вещество реактопласта должно быть не полностью
отвержденным или для гибки используют материалы, изготовленные
на основе реактопластов, модифицированных либо термопластич-
ными смолами, либо пластифицирующими добавками (эфирами
целлюлозы, полиамидами, пластификаторами). При гибке зазоры
назначают на 10—15 % больше толщины материала с целью предо-
хранения от возможного деформирования поверхности недеформируе-
мых участков.
Слоистые и волокнистые реактопласты хорошо деформируются при
гибке заготовок толщиной до 2.. 3 мм.
Гибка деталей из термопластов не вызывает затруднений при
правильно выбранных тепловых режимах: времени нагрева и темпе-
ратуре.
Гибку картона и фибры выполняют после предварительной вырез-
ки и увлажнения заготовки (1,5...2 ч на 1 мм толщины).
Отбортовку выполняют для деталей из термопластов с целью
получения выступающих бортов на плоских заготовках или трубах
Коэффициент отбортовки холодного материала достигает 0,7...0,5.
Формовку-вытяжку используют для изготовления различных
деталей и их элементов (стекла кабин, козырьки, обтекатели, глазки
202
f)
a)
Рис. 4.1. Разновидности формовки
а — штамповка в жестких штампах; б — штамповка эластичным пуансоном в матрицу;
в — формование толкателем; / — пуансон; 2 — прижим 3 — заготовка, 4 — матрица;
5 — воздушные каналы; 6 — толкатель
сигнализации, технологическая тара, клеймения, надписи и т.п.) из
термопластических материалов. К качеству поверхности деталей
часто (если они являются элементами внешнего оформления изделия)
предъявляют высокие требования (отсутствие задиров, царапин,
вмятин). В производстве применяют три способа формовки-вытяжки:
штамповку, пневмо- и вакуумформование.
При штамповке различают три способа: штамповка в жестких
штампах (рис. 4.1, а) для изготовления изделий сложной формы;
штамповка эластичным пуансоном в матрицу (рис. 4.1, б) для изго-
товления изделий небольшой глубины и несложной конфигурации;
формование толкателем (рис 4.1, в) применяют для изготовления
изделий простой конфигурации в виде усеченного конуса.
В пневмоформовании также различают три способа. Свободное
выдувание (рис. 4.2, а) для изготовления изделия в виде полусферы;
пневмоформование в матрицу (рис. 4.2, б) для изготовления изделия
сложной формы с большой толщиной стенок; пневмоформование в
матрицу с вытяжкой листа толкателем-пуансоном (рис. 4.2, в) для
Рис. 4.2. Разновидности пневмоформования:
а — свободное выдувание; б — пневмоформование в матрицу, в — пневмоформование
с вытяжкой заготовки толкателем; 1 — заготовка; 2 — прижим; 3 — основание; 4 —
крышка; 5 — прокладка; 6 — воздушные каналы; 7 — матрица
203
В вакуумформовании различают также несколько разновидностей.
Основной особенностью способа является формирование изделия
под действием атмосферного давления воздуха при создании
вакуума между заготовкой и инструментом. Вакуумформование
применяют для относительно несложных конструкций деталей и
пресс-формы.
Вытяжку применяют для изготовления деталей из картона, кожи,
фибры и органического стекла.
Вытяжку органического стекла используют только в условиях
мелкосерийного производства для изготовления деталей высотой h =
= 3d (d — диаметр детали). Заготовку, уложенную на матрицу и
зажатую прижимом, устанавливают с инструментом в электропечь и
после нагрева вытягивают холодным пуансоном. Использование
холодного пуансона позволяет охлаждать оргстекло в вытянутой
части и локализовать очаг деформации во фланцевой части заготовки.
Вытяжку фибры выполняют после ее увлажнения (путем вымачи-
вания вводе) и посыпания графитом или тальком (служащих смазоч-
ным материалом) на прессах двойного действия. Отштампованную
деталь для обеспечения требуемой формы в процессе сушки надевают
па болван-оправку, выдерживают 12 ч в сушильной камере при
температуре около 70 °C, а затем сушат на открытом воздухе.
Вытяжку текстолита и стеклотекстолита применяют для изготовле-
ния неглубоких цилиндрических, конических и полусферических
деталей. Процесс выполняют только на прессах двойного действия
после нагрева заготовок.
Вытяжку картона используют для изготовления крышек и пробок
в нагретых штампах. Вытяжку кожи используют для изготовления
уплотнительных манжет и сальников; для вытяжки кожу нагревают
в масле до 200 °C. Коэффициент вытяжки К в этих случаях дости-
гает 2,5.
4.3. Инструменты для штамповки
неметаллических материалов
В случаях, когда не предъявляют высокие требования к качеству
деталей, используют упрощенные штампы-просечки, для которых
изготовляют только пуансон, матрицей является подкладная плита из
целлулоида, фибры, алюминия, меди, латуни, дерева и т.п. Пуансон
изготовляют из углеродистой стали с твердостью до 50...55 HRC,.
Подкладная плита требует частой зачистки рабочей поверхности. При
аккуратном фиксировании заготовок роль подкладки выполняет
нижележащая заготовка. Такие штампы применяют при изготовлении
204
Рис. 4.3. Универсальный ножевой
штамп:
7 — плита; 2 — пуансонодержатель; 3 —
болт; 4 — буфер; 5 — планка; 6 —
выталкиватель; 7 — хвостовик; 8 —
сменные пуансоны; 9 — подкладка
Рис. 4.4. Штамп для вырубки заготовок из слоистых пластмасс, Пг — высота рабочего
пояска матрицы
товаров народного потребления из кожи, текстовинита, картона, ас-
беста, войлока, резины и подобных материалов. Кроме того, для этих
целей применяют ножевые и ленточные штампы (рис. 4.3).
Для изготовления деталей из более прочных слоистых пластиков
(фибры, стеклотекстолита, гетинакса и фальгирован-
ных диэлектриков) применяют штампы, аналогичные
штампам для металлических материалов (рис. 4.4).
Отличие их заключается в наличии узкого пояска
dn шириной, равной 3—5 толщинам штампуемого
*4 * материала, вдоль режущей кромки пуансона или
Рис. 4.5. Ступенчатый пуансон для пробивки и зачистки отвер-
стия в слоистых и волокнистых материалах
205
матрицы. Эти пояски нужны для обеспечения надежного сжатия
материала с обеих сторон поверхности разделения с целью получения
более качественной поверхности разделения.
На рис. 4.5 представлена одна из возможных конструкций ступен-
чатого пуансона для пробивки и зачистки отверстия за один рабочий
ход; соотношение диаметров ступеней djda = 0,6...0,7, высота уступа
= 0,6...0,8 толщины материала, da — диаметр отверстия.
4.4. Подготовка заготовок
к штамповке
Нагрев применяют для всех пластмасс (на основе термо- и реак-
топластов) для разделительных и формоизменяющих операций при
повышенных требованиях к качеству изделий.
Нагрев осуществляется одним из следующих способов: 1) в элек-
трических термостатах; 2) инфракрасными лампами; 3) токами
высокой частоты; 4) в кипящей воде; 5) между двумя нагретыми
плитами.
Температура нагрева материала определяется сложностью детали
и маркой связующего, а время нагрева — маркой связующего, маркой
наполнителя, толщиной материала и источником нагрева. Детали
простой формы из гетинакса нагревают до ~ 100 °C в электропечах и
до ~ 120 °C инфракрасными лампами; текстолиты — до ~ 90 °C
горячими плитами; стеклотекстолиты и стекловолокниты — до
- 90 °C. Для деталей сложной формы (с пазами, острыми углами и
незначительными скруглениями, большим числом круглых или
другой формы отверстий) температура нагрева принимается соответ-
ственно выше на 10...20 °C. Оргстекло штампуют при температуре
60...80 °C (толщиной более 1 мм) подогретым до 90... 110 °C штам-
пом. Эбонит для штамповки нагревают до 60...80 °C. Время выдер-
жки зависит от типа нагревательного устройства, вида материала,
температуры нагрева и толщины материала. При штамповке тексто-
лита толщиной 1...2 мм время нагрева до 130 + 10 °C равно 3 мин,
при толщине 2...4 мм время нагрева до 180 + 10 °C равно 5 мин; при
толщине 4 ..6 мм и температуре 200 + 5 °C — 5 мин.
Винипласт, целлулоид, другие термопласты, а также электрониты
и парониты штампуют (вырубка, пробивка) без нагрева. Иногда их
нагревают в воде до температуры 80...90 °C в течение 1,5...2,5 ч.
Температура нагрева пластмассовых заготовок для выполнения
операций вытяжки-формовки выше, чем для гибки. Для полиэтилена
марки ВД температура нагрева 120... 130 °C, а время выдержки на
1 мм толщины 2...3 мин, для органического стекла соответственно
206
120... 200 °C и 1,5...2 мин, текстолита — 150... 170 °C, стеклотексто-
лита до 230 °C. Кожу для вытяжки нагревают до 200 °C в масле.
Картон вытягивают в нагретых до 120 °C штампах. Вымачивание в
воде применяют для фибры перед вытяжкой, на 1 мм толщины
обычно достаточно 1,5...2 ч выдержки.
ЗАДАНИЯ ДЛЯ САМОКОНТРОЛЯ
1. Назовите основные типы и особенности строения неметаллических и композици-
онных штампуемых материалов
2. Сформулируйте особенности состояния связующего реактопласта, пригодного для
штамповки в формоизменяющих операциях.
3. Перечислите группы деформируемости неметаллических штампуемых материа-
лов и склонность к образованию трещин.
4. Перечислите основные технологические операции штамповки листовых пласт-
масс.
5. Укажите особенности вырубки-пробивки неметаллических материалов, слоистых
пластмасс.
6. Назовите параметры шероховатости поверхности и дефекты, возникающие при
вырубке-пробивке слоистых и волокнистых материалов.
7. Назовите основное условие, обеспечивающее возможность выполнения формоиз-
меняющих операций изделий из реактопластов.
8. Перечислите типы штампов, применяемых для вырубки деталей из неметалли-
ческих материалов с высокими и невысокими требованиями к качеству детали.
9. Укажите назначение и сущность подготовки заготовок к штамповке.
10. Назовите какой штамп предпочтительнее использовать для вырубки (пробивки)
волокнистых материалов типа войлока, кожи, ткани?
Глава 5
КОНСТРУКЦИИ ШТАМПОВ
5.1. Классификация штампов
Штампы для листовой штамповки можно классифицировать в
зависимости от основных признаков.
1. По способу действия — простого, последовательного и совмещен-
ного действия.
2. По способу направления — без направления, с направляющей
плитой, с направляющими колонками и втулками, с плунжерным
направлением.
3. По назначению и характеру выполняемых операций — штампы
для вырубки, пробивки, гибки, вытяжки и т.п.
Штампы по способу действия. В штампах простого действия
выполняют одну операцию в одной позиции за один ход ползу-
на пресса. Например, при изготовлении шайбы используются два
штампа простого действия: в первом выполняется вырубка круглой
заготовки по наружному контуру, во втором — пробивка отверстия
(рис. 5.1, а).
В штампах последовательного действия выполняют две и более
операций в двух и более позициях за один ход ползуна пресса. При
изготовлении шайбы сначала в первой позиции выполняется пробивка
отверстия в исходном материале, во второй позиции — вырубка детали
по наружному контуру за тот же ход ползуна пресса (рис. 5.1,6).
В штампах совмещенного действия выполняют две и более опера-
ций в одной позиции за один ход ползуна пресса. В этом штампе при
изготовлении шайбы происходит одновременно вырубка по наружно-
му контуру и пробивка отверстия (рис. 5.1, в).
Достаточно просты по конструкции и в изготовлении штампы
простого действия. Наиболее сложные конструкции и наибольшую
трудоемкость изготовления имеют штампы последовательного и
совмещенного действия.
Большая точность изготовленных деталей может быть достигнута
в штампах совмещенного действия.
Наибольшую производительность обеспечивают штампы последо-
вательного и совмещенного действия, наибольшие габариты имеют
штампы последовательного действия.
208
вырубка Провивка
Пробивка вырубка
в)
Рис. 5.1. Штампы:
а — простой; б — последова-
тельный; в — совмещенный
8ь рубка - пробивка
8)
Штампы по способу направления. При изготовлении деталей, не
требующих высокой размерной точности, а также при штамповке из
толстолистового металла можно исключить в конструкции штампа
направляющие элементы. В этом случае точность направления пуан-
сона относительно матрицы невысокая и обеспечивается за счет
направляющих пресса.
Направляющие плиты используют для направления непосредствен-
но самого пуансона или державки, к которой крепится пуансон. С
увеличением высоты направляющей плиты повышается эффектив-
ность направления, а также возрастает длина пуансона и снижается
его продольная устойчивость. При этом требуется, чтобы пуансон не
выходил из плиты в процессе штамповки.
Направляющие колонки и втулки широко используют в штампах
листовой штамповки. Они являются основным типом направляющих
элементов
При плунжерном направлении, которое применяют в точном
приборостроении, обеспечивается наивысшая точность направле-
ния.
Штампы по назначению и характеру выполняемых операций. В
зависимости от вида операций, которые выполняются на штампах,
209
последние называются по наименованию операции — штампы для
вырубки, штампы для пробивки, штампы для гибки, штампы для
вытяжки и т.п.
5.2. Типовая конструкция штампа
Штампы для листовой штамповки имеют самые разнообразные
конструкции, они отличаются по способу действия, по числу выпол-
няемых на них операций, по компоновке деталей, по габаритам. Тем не
менее можно представить типовую конструкцию штампа, которая
содержит отдельные группы деталей, характерные, как правило, для
всех штампов.
В качестве типового штампа взят штамп для вырубки (рис. 5.2).
Он содержит следующие основные группы деталей:
I — рабочие инструменты — пуансон 1 и матрица 2;
II — элементы крепления рабочих инструментов — пуансо-
нодержатель 3 и матрицедержатель 4;
III — базовые детали — верхняя 5 и нижняя 6 плиты;
IV — элементы направления базовых деталей штампа — направля-
ющие колонки 7 и направляющие втулки 5;
V — элементы направления исходной заготовки — направляющие
линейки 9;
VI — элементы фиксации исходной заготовки — упор 10;
Рис. 5.2. Типовая кон-
струкция штампа
210
VII — элементы удаления деталей и отходов — съемник 1Г,
VIII — присоединительные детали — хвостовик 12, прокладка 13
из закаленной стали.
5.3. Варианты конструкций элементов штампа
Конструкции рабочих частей пуансонов. Пуансоны с плоским торцем
(рис. 5.3, а) имеют широкое применение в разделительных штампах
для вырубки или пробивки. Однако по мере изнашивания режущих
кромок пуансона приходится выполнять шлифование всей торцевой
плоскости.
Для того, чтобы уменьшить поверхность шлифования, применяют
пуансоны с выточкой на торце (рис. 5.3, б) или с выточкой и конусом
(рис. 5.3, в). Последняя конструкция рабочей части пуансона обеспе-
чивает концентрацию сжимающих напряжений, уменьшение изгиба-
ющего момента, что способствует повышению качества поверхности
среза и уменьшению изгиба заготовки.
Пуансоны со скошенными режущими кромками (рис. 5.3, г)
применяют для уменьшения усилия деформирования при пробивке.
В мелкосерийном производстве при пробивке в толстолистовом
металле могут быть использованы пуансоны с "фиксатором" для
пробивки отверстий по предварительно намеченным центрам отвер-
стий (штамповка по "кернам") (рис. 5.3, д).
При вырубке или пробивке сложных по конфигурации деталей или
отверстий применяют составные пуансоны. Например, при вырубке
детали, представленной на рис. 5.4, а, пуансон должен иметь конфи-
гурацию, соответствующую контуру детали. Однако изготовление
пуансона подобного сечения нетехнологично, так как повышается
трудоемкость при обработке резанием и шлифовке, увеличивается
расход материала, а также возникает возможность образования
трещин при термической обработке (закалке) ввиду значительного
перепада площадей по сечению пуансона. Более технологичен в
Рис. 5.3. Конструкции рабочих частей пуансонов
211
Рис. 5.4. Конструкция
рабочей части составного
пуансона:
а — контур детали; б —
поперечное сечение
составного пуансона
изготовлении составной пуансон (рис. 5.4, б), состоящий из трех
отдельных деталей, собираемых в пуансонодержателе с фигурным
отверстием.
Для вырубки крупногабаритных деталей нецелесообразно приме-
нять цельные пуансоны ввиду большой их металлоемкости и слож-
ности термической обработки. В подобных случаях применяют секцион-
ные пуансоны (рис. 5.5). Их изготовляют из отдельных секций,
которые подвергают термической обработке, предварительной шли-
фовке и т.п. и собирают на общей плите. После сборки такие пуан-
соны окончательно шлифуют. Отдельные секции взаимозаменяемы,
при изнашивании или поломке каких-либо секций пуансона их
заменяют.
В секционных пуансонах дорогая инструментальная сталь
расходуется только на секции. Для удешевления таких штампов
целесообразно унифицировать размеры секции, с тем чтобы из них
можно было бы составлять рабочую часть пуансонов различной
конфигурации.
Профиль Л Профиль В Профиль С
При врезке
Рис. 5.5. Типы режущих секций и их крепление
212
90
г)
Рис. 5.6. Крепление пуансонов:
а — посредством бурта; б — расчеканкой; в — посредством винта, г — телескопическое
направление
Крепление пуансонов. Наибольшее распространение имеет креп-
ление пуансонов посредством бурта (рис. 5.6, а).
Пуансон устанавливают на переходной посадке Н~1!п6 в пуансоно-
держателе. Бурт в гнезде имеет зазор. Опорную поверхность бурта
пуансона шлифуют совместно с опорной поверхностью пуансонодер-
жателя, так как при изготовлении высоту бурта пуансона делают
несколько больше (на 0,1...0,3 мм) глубины выточки в пуансонодер-
жателе. Пуансонодержатель с пуансоном прикрепляют к верхней
плите штампа винтами и фиксируют двумя штифтами
Пуансон для пробивки небольших отверстий (диаметром 15—
20 мм) можно крепить посредством расчеканки опорной поверхности
(рис. 5.6, б). В этом случае твердость пуансона по высоте различна —
наибольшую твердость имеет рабочая часть, наименьшую — опорная.
Опорную часть расчеканивают и шлифуют заподлицо с плоскостью
пуансонодержателя. При креплении винтом пуансон 1 устанавливают в
пуансонодержатель 2 (рис. 5.6, в).
При пробивке мелких отверстий, диаметр которых меньше толщи-
ны пробиваемого материала, используют телескопическое направле-
ние. Верхняя и нижняя полувтулки направляют пуансон по всей
длине на всем ходе деформирования (рис. 5.6, г), препятствуя продо-
льному изгибу пуансона.
213
Рис, 5.7. Быстросменное крепление пуансонов:
а — на конус Морзе; б — посредством шарика и винта, в — посредством шарика и
пружины
Быстросменное крепление пуансонов. В процессе штамповки
происходит изнашивание рабочих частей деформирующего инстру-
мента. Для их восстановления приходится снимать штамп с пресса,
нарушать наладку штампа, перешлифовывать изношенные детали.
Затем необходимо проводить сборку и отладку штампа, подгонку
отдельных его деталей и т.п. Поэтому быстросменное крепление
рабочего инструмента дает возможность сменить изношенный инстру-
мент, не нарушая наладки штампа и не снимая штамп с пресса.
Крепление пуансона посредством использования конуса Морзе
может применяться для тех операций, у которых усилие съема при
обратном ходе ползуна пресса незначительное (рис. 5.7, а). Смена
пуансона после его износа производится легким постукиванием и
извлечением его из гнезда.
Шарик и винт применяют для крепления пробивных пуансонов
средних и крупных штампов, работающих в тяжелых условиях нагру-
жения (рис 5.7, б). Пуансон устанавливают в гнезде пуансонодержа-
теля на скользящей посадке Достаточно несколько отвернуть
винт, шарик опустится и можно будет свободно заменить изношенный
пуансон.
Крепление пуансона при помощи шарика и пружины применяется в
мелких и средних штампах (рис. 5.7, в). Несколько отжав шарик
посредством шпильки, вставленной в отверстие вдоль оси пуансона,
можно извлечь пуансон из гнезда и произвести его замену. Точность
фиксации положения пуансона в этом случае несколько хуже.
Конструкции рабочих частей матриц. Наибольшее распространение
имеют матрицы с цилиндрическим пояском (рис. 5.8, а). Они
214
Рис. 5.8. Конструкции рабочих частей матриц
обеспечивают необходимые точность и качество поверхности среза
при разделительных операциях. Однако при восстановлении матрицы
приходится удалять при шлифовании достаточно большой слой мате-
риала.
Уменьшить припуск на шлифование можно применением матриц
с одним (рис. 5.8, б) или двойным конусами (рис. 5.8, в). В этом
случае при восстановлении матриц удаляется сравнительно неболь-
шой по толщине слой металла. Матрицы с цилиндрическим отверсти-
ем (рис. 5.8, г) используют при вырубке деталей с обратным выталки-
ванием в штампах совмещенного действия и в случае вырубки круп-
ных деталей. Для штампов совмещенного действия используют мат-
рицы с цилиндрическим пояском и цилиндрическим расширением
(рис. 5.8, д). Для уменьшения усилия деформирования при выруб-
ке используют матрицы со скошенными режущими кромками
(рис. 5.8, е). В случае, если имеется четное число режущих кромок
у матрицы, сдвигающие усилия, действующие на исходную заготовку,
не возникают.
Составные матрицы целесообразно применять тогда, когда изготов-
ление цельной матрицы нетехнологично.
При вырубке крупногабаритных деталей применяются секционные
матрицы (см. рис. 5.5).
Крепление матриц. Крепление матриц с использованием бурта
имеет широкое применение. Возможны два варианта крепления. По
215
Рис. 5.9. Крепление матриц:
а — посредством бурта и матрицедерхателя; б — посредством бурта на посадке,
в, г — винтами
I варианту (рис. 5.9, а) матрицу устанавливают на посадке в гнездо
матрицедержателя, который закрепляют винтами на нижней плите
штампа и фиксируют штифтами. По II варианту (рис. 5.9, б) в ниж-
ней плите штампа растачивают отверстие, в которое устанавливают
на посадке матрицу с буртом. Крепление матрицы осуществляется
матрицедержателем. Предпочтителен I вариант крепления матрицы,
так как исключается расточка отверстия в нижней плите штампа,
более удобна отладка штампа и установка технологического зазора
между пуансоном и матрицей.
При креплении матрицы винтами (рис. 5.9, в) в нижней
плите штампа изготовляют резьбу и фиксируют матрицу штиф-
тами
Возможно изготовление резьбы под винты в самой матрице
(рис. 5.9, г). В этом случае при термической обработке матрицы
необходимо предохранять резьбовое отверстие от окалинообразования
и возможной поводки, т.е. искажения формы отверстия. При изготов-
лении матрицы из твердого сплава или высоколегированной инстру-
216
ментальной стали, а также составной матрицы из твердого сплава ее
запрессовывают в матрицедержатель.
Быстросменное крепление матриц. Крепление матриц посредством
шарика и винта (рис. 5.10, а) применяют в средних и крупных штам-
пах Крепление матриц с использованием шарика и пружины
(рис. 5.10, б) используется в мелких и средних штампах.
Материал и стойкость пуансонов и матриц. К материалу, из
которого изготовляют рабочий инструмент, предъявляют повышенные
требования. Он должен выдерживать высокие удельные усилия и
обладать высокой ударной вязкостью, иметь высокую износостойкость
и сохранять как можно дольше острыми режущие кромки.
На выбор материала оказывают влияние следующие факторы:
масштаб производства; размеры и форма деталей; механические
характеристики материала заготовки; характер выполняемой опера-
ции; стоимость инструмента.
Применяют материалы следующих групп:
I группа — углеродистые инструментальные стали — У8А, У10А.
Они имеют невысокую прокаливаемость. Из них изготовляют пуансо-
ны и матрицы несложной конфигурации.
II группа — легированные инструментальные стали повышенной
прокаливаемости — 9ХС, ХВГ, а также шарикоподшипниковые стали
1ПХ9, ШХ12, ШХ15. Из стали ХВГ рекомендуется изготовлять слож-
ный по конфигурации инструмент. Отличительная особенность этой
марки стали состоит в том, что после термообработки пуансоны и
матрицы, изготовленные из этого материала, не изменяют геометри-
ческих размеров и не требуется дополнительной "доводки" инстру-
мента.
III группа — стали карбидного класса высокой прокаливаемости —
Х12, Х12М, Х12Ф1, Х6ВФ, Р6М5, Р18. Эти стали обладают повышен-
ной карбидной неоднородностью и имеют ярко выраженную строчеч-
Рис. 5.10. Быстросменное крепление матриц:
а — посредством шарика и винта; б — посредством шарика и пружины
217
ную структуру расположения карбидов хрома или вольфрама. Поэтому
при изготовлении инструмента необходимо раздробить строчечную
структуру в процессе ковки, используя операции осадки и протяжки со
степенью уковки 10... 12. Эти стали мало деформируются при
термической обработке. Предпочтение следует отдать стали Х12М;
инструмент, изготовленный из стали этой марки, обладает повышен-
ной износостойкостью.
IV группа — легированные стали повышенной вязкости — 4ХС,
5ХВ2С, 6ХВ2С. Их применяют для изготовления пуансонов и матриц
простой формы разделительных и формоизменяющих штампов.
V группа — твердые сплавы на основе карбида вольфрама и ко-
бальта — ВК8, ВК10, ВК15, ВК20, ВК25, ВК10ВС, ВК15ВС, ВК20ВС,
ВК25ВС. Наибольшее применение получили марки ВК15 и ВК20.
Особые требования предъявляют к термической обработке.
Закаливают углеродистые инструментальные стали в воде, легиро-
ванные — в масле. Для снятия остаточных напряжений проводят
низкий отпуск.
Выбор материала рабочих частей штампа и их последующая
обработка (в том числе и термическая) влияют на стойкость инстру-
мента. Различают полную и промежуточную стойкость штампа.
Полная стойкость штампа характеризует его долговечность и
определяется числом деталей, отштампованных до полного износа
рабочих частей, когда их уже невозможно восстановить, а получен-
ные детали не соответствуют по размерам чертежу и техническим
условиям приемки.
Промежуточная стойкость штампа характеризует его качественное
состояние и определяется числом деталей, отштампованных между
перешлифовками и переточками, необходимыми для устранения
заусенцев при вырубке и пробивке, рисок, царапин, задиров при
вытяжке, гибке, а также наростов металла на поверхности штампов.
Стойкость штампов зависит от вида выполняемой операции (разде-
лительная или формоизменяющая), материала, конфигурации и
размеров штампуемой детали, конструкции и качества изготовления
штампа, технологического зазора, типа и состояния оборудования,
материала и термообработки рабочих частей штампа, наличия и
состава технологического смазочного материала.
Полная стойкость Т штампа, по данным Ф.П. Михаленко, непосред-
ственно связана с промежуточной и может быть определена по фор-
муле
Т = nNn{, (5.1)
где п — число переточек; V — промежуточная стойкость; — число
рабочих мест в штампе.
218
Промежуточная стойкость (тыс. шт.) для обычных пробивных
штампов с направляющими колонками может быть определена по
эмпирической формуле [12, 20]
пр
680 000
(5.2)
где 5 — толщина материала, мм; о, — временное сопротивление
разрыву, МПа.
Формула получена при штамповке заготовок толщиной 5 = 4...
...10 мм из листовой стали СтЗ, Ст4, 12Х18Н9Т (о. = 400...
...600 МПа) при одностороннем зазоре 6...9 % от s для инструмента
из стали XI2М при его твердости 56...62 HRC. Критерий износа —
появление заусенца высотой 0,2 мм.
Вследствие удельных усилий на режущие кромки стойкость выруб-
ных штампов обычно на 30...40 % выше стойкости пробивных и
определяется по формуле (тыс. шт.)
ныр
948 000
(5-3)
Приведенные формулы для определения промежуточной стойкости
разделительных штампов можно распространить на листовую сталь
меньшей толщины 5 при меньшей высоте заусенца h путем введения
поправочного коэффициента К, полученного экспериментально:
5, ММ..............................
h, мм..............................
К..................................
10—4 4—2 2—0,6 0,6—0,2
0,2 0,15 0,1 0,05
1 0,75 0,55 0,3
Плановая полная стойкость рабочих частей разделительных штам-
пов до их полного износа может быть определена из условия, что они
подвергаются в среднем 20...25 переточкам. Если полная стойкость
рабочих частей штампов, изготовленных из стали Х12М, при вырубке
листа толщиной 1 мм составляет ориентировочно 800... 1100 тыс.
нагружений, промежуточная — 40...55 тыс., то при изготовлении
рабочих частей из твердого сплава стойкость увеличивается в десятки
раз и составляет соответственно полная 20...60 млн нагружений и
до переточки 0,5... 1,0 млн нагружений [12].
Стойкость рабочих частей штампа, изготовленного из инструмен-
тальных углеродистых и инструментальных легированных сталей,
может быть повышена в несколько раз за счет различных способов:
219
применения пуансонов с рифленой рабочей поверхностью, что
снижает удельные нагрузки в зоне контактного пояска, повышает
эффективность использования технологических смазочных мате-
риалов;
поверхностного пластического деформирования с образованием
упрочненной поверхности и специфического микрорельефа, что в
сочетании с высокой микротвердостью и высокими остаточными
напряжениями сжатия (до 1000 МПа) повышает износостойкость;
электроэрозионного легирования, что дает возможность формиро-
вать на рабочих поверхностях пуансонов и матриц рельеф, состоящий
из выступов в форме шаровых сегментов, хорошо противостоящий
разрушению и изнашиванию (легирование проводится твердыми
сплавами групп ТК и ВК, а также графитами марок МПГ-6, ЭЭПГ и
др);
электроэрозионной обработки поверхностей пуансонов и матриц,
что способствует образованию характерной лунчатой поверхности с
ненаправленно расположенными неровностями (шероховатость увели-
чивается в 5... 10 раз), хорошо удерживающими смазочный материал
и имеющими благоприятные физико-химические свойства;
поверхностного упрочнения режущих кромок с помощью лазера
(квантового генератора) посредством введения легирующих элементов
и получения требуемой шероховатости без коробления инструмента;
нанесения износостойких покрытий посредством азотирования,
хромирования, силицирования, а также борирования, ванадирования;
применения вакуумной ионно-плазменной технологии для нанесе-
ния карбидов и нитридов тугоплавких металлов (титана и молибде-
на), что значительно повышает износостойкость инструмента.
Плиты штампов. Плиты штампов являются базовыми деталями,
на которых крепят остальные детали штампа. В зависимости от рас-
положения направляющих колонок и втулок различают плиты с
односторонним расположением колонок и втулок (рис. 5.11, а), с
диагональным (рис. 5.11, б), с осевым (рис. 5.11, в), с четырехсторон-
ним (рис. 5.11, г).
При одностороннем расположении удобно манипулировать заготов-
кой при ее перемещении вручную или с использованием робота.
Однако при деформировании заготовки возникает изгибающий мо-
мент, вызывающий изгиб направляющих колонок и снижающий точ-
ность штамповки.
При диагональном и осевом расположении колонок и втулок
эксцентриситета нагрузки не возникает, изгибающий момент, дей-
ствующий на направляющие элементы, отсутствует, но в этом
случае затруднены манипуляции с заготовкой на зеркале штампа.
220
Рис. 5.11. Плиты штампов
Четырехстороннее расположение колонок и втулок повышает
точность направления и его часто используют при штамповке крупно-
габаритных деталей.
Плиты штампов изготовляют из серого чугуна марок СЧ20, СЧ25,
СЧЗО; стального литья 35Л-11, 40Л-11, 45Л-11; толстолистового
проката из стали СтЗ, а также из поковок из стали 35 или 45. В
последнем случае поковки перед механической обработкой рекомен-
дуется улучшить, т.е. провести закалку с последующим высоким
отпуском.
На основании соответствующих ГОСТов устанавливают регла-
ментации на размеры и конфигурацию верхних и нижних плит
штампов.
Верхние плиты мелких и средних штампов крепят к ползуну
пресса посредством хвостовика, верхние плиты крупных штампов, а
также нижние плиты всех штампов крепят к подштамповой плите
стола пресса посредством винтов (рис. 5.12, а), винтов и прихватов
(рис. 5.12, б). Возможно крепление плит штампов с использованием
пневматических или гидравлических зажимов.
Конструкции хвостовиков. Хвостовики штампов являются теми
элементами, посредством которых верхние плиты мелких и средних
штампов закрепляют на ползуне пресса.
Хвостовики с буртом (рис. 5.13, а) устанавливают в отверстие в
верхней плите на посадке с натягом, величина заплечика составляет
5...10 мм.
221
Рис. 5.12. Крепление плит штампов:
а — винтами; б — винтами и прихватами
Хвостовики с фланцем (рис. 5.13, б) закрепляют на верхней плите
винтами и фиксируют штифтами. Этот хвостовик можно применять при
наличии механического толкателя пресса.
Хвостовик с резьбой (рис. 5.13, в) во избежание самоотвинчивания
необходимо стопорить винтом или штифтом. Такие хвостовики менее
надежны в работе.
Рис. 5.13. Конструкции хвостовиков.
а — с буртом; б — с фланцем, в — с резьбой; г — с резьбой и фланцем
222
Рис. 5.14. Конструкции
центровочных хвостовиков
Для увеличения
опорной поверхности
применяют хвостовики
с резьбой и фланцем
(рис. 5.13, г ). Эти хвос-
товики также необхо-
димо стопорить винтом
Центровочные хвостовики (рис. 5.14) служат для фиксации верх-
ней плиты в ползуне пресса. Крепление плиты осуществляется в этом
случае винтами или прихватами
Плавающие хвостовики дают возможность избежать влияния от-
клонения от параллельности направляющих ползуна пресса и на-
правляющих штампа на точность штамповки, уменьшить вероятность
изгиба направляющих колонок штампа. При применении плавающих
хвостовиков направляющие колонки не должны выходить из втулок
на всем ходе перемещения верхней плиты штампа относительно
нижней. Несоблюдение этого условия может привести к поломке
штампа и аварии при ходе ползуна пресса вниз.
Плавающие хвостовики более целесообразно использовать в штам-
пах для разделительных операций с малым технологическим зазором
и в штампах с твердосплавным инструментом
Применяют плавающие хвостовики открытого (рис. 5.15) и закры-
того (рис. 5.16) типов Первые используют в мелких штампах при
незначительных уси-
лиях съема.
ГОСТы регламен-
тируют конструкции
и размеры хвостови-
ков штампов листо-
вой штамповки.
Направляющие
элементы штампа.
Направляющие эле-
менты служат для
Рис. 5.15. Самоустанав-
ливающиеся ("плаваю-
щие") хвостовики откры-
того типа
223
Рис. 5.16. Самоустанавливающиеся ("плавающие")
хвостовики закрытого типа:
а — с плавающим подпятником; б — с неподвижным
подпятником
Рис. 5.17. Направляющие
колонки:
а — гладкие; б—-с проточкой;
в — ступенчатые
направления базовых деталей штампа — верхних плит относительно
нижних — и обеспечивают направление рабочих инструментов —
пуансонов и матриц — с заданным технологическим зазором.
Наибольшее применение в конструкциях штампов находят направ-
ляющие колонки и втулки.
Направляющие колонки могут быть трех видов: гладкие, с проточ-
кой, ступенчатые. На первые два вида колонок установлены ГОСТы.
Гладкие колонки (рис. 5.17, а) диаметром от 12 до 50 мм шлифуют
на бесцентровочно-шлифовальных станках. Посадки в нижней плите
осуществляют с натягом по системе вала.
Направляющие колонки с проточкой (рис. 5.17, б) изготавливают с
одним номинальным диаметром, но с разными предельными откло-
нениями. Посадку колонки в нижней плите производят с натягом, во
втулке — с зазором по системе отверстия.
При применении ступенчатых колонок (рис. 5.17, в) отверстия в
верхней и нижней плитах растачивают совместно, одного размера.
Колонку запрессовывают с натягом в нижнюю плиту, втулку, наруж-
ный размер которой равен большему диаметру колонки, — в верхнюю
плиту. Посадки осуществляют по системе отверстия. Использование
ступенчатых колонок несколько снижает общую трудоемкость изго-
товления штампа, так как в этом случае совпадение цен-
тров отверстий в нижней и верхней плитах достигается в процес-
се совместной расточки отверстий в обоих плитах и не требуется
использование высокоточных координатно-расточных станков, кото-
рые применяются при раздельной расточке отверстий в верхней и
нижней плитах.
224
Рис. 5.18. Направляющие втулки
а — гладкие; б — ступенчатые; в — ступенчатые удлиненные
В соответствии с ГОСТами различают три вида втулок — гладкие,
ступенчатые и ступенчатые удлиненные (рис. 5.18).
После запрессовки гладких и ступенчатых втулок в верхнюю
плиту штампа необходимо произвести последующую доводку (хонин-
гование) внутреннего отверстия втулок. При использовании ступенча-
тых удлиненных втулок подобная доводка не требуется. Удлиненные
втулки применяют при большом рабочем ходе; колонки, как прави-
ло, в этом случае не выходят из втулок и обеспечивается надежное
направление на всем ходе ползуна пресса.
На внутренней поверхности отверстия втулок предусмотрены канавки
для смазочного материала. В качестве смазочного материала
рекомендуется густой материал типа ЦИАТИМ-203.
Обычно колонки устанавливают в нижних плитах, втулки — в
верхних. В тех случаях, когда применяются грейферные линейки,
например на многопозиционных листоштамповочных прессах-авто-
матах, колонки располагают в верхних плитах, втулки — в нижних
для того, чтобы колонки не мешали перемещению грейферных линеек
или других механизмов для перемещения заготовки в процессе штам-
повки.
При верхнем расположении колонок более удобно манипулировать
заготовкой, а также в случае изнашивания матриц восстановить их,
осуществляя перешлифовку, не снимая матрицы с нижней плиты
штампа
При тонких плитах штампа в местах расположения направляющих
колонок для увеличения глубины запрессовки можно устанавливать
кольца (фланцы). Эти кольца закрепляют на плите штампа винтами,
фиксируют штифтами, после чего производят окончательную расточку
отверстия в необходимый размер. Возможно крепление указанных
колец к плите штампа посредством сварки. После чего необходимо
произвести отжиг для снятия остаточных напряжений после сварки и
затем уже окончательно расточить отверстие. Посадку колонки в
нижней плите и втулки в верхней рекомендуется осуществлять по
225
Рис. 5-19. Крепление колонок и втулок с использованием быстротвердеющих пласт-
масс и клея
H7ir6, колонку во втулке — по РПНгб, Hl/fb, ЬЛ/еЪ, HGIhS,
H7lg%, в зависимости от технологического зазора, выполняемой
операции, точности размеров получаемой детали и условий работы
штампа. В прецизионных штампах возможна индивидуальная притир-
ка колонки по втулке с зазором 1—3 мкм.
Возможно также закреплять колонки и втулки в плитах штампа
посредством быстротвердеющих пластмасс (типа стиракрила) или с
использованием клеевых материалов. Поверхности отверстия, колон-
ки или втулки в этом случае тщательно подготавливают (рис. 5.19).
Указанное крепление позволяет снизить трудоемкость изготовления
штампа и упростить подгонку направления верхней плиты относи-
тельно нижней. Клеевое крепление направляющих элементов нашло
широкое применение при изготовлении универсально-сборных
переналаживаемых штампов.
Применение шариковых направляющих (рис. 5.20) дает возмож-
ность заменить трение скольжения трением качения, повысить точ-
ность направления и стойкость элементов направления. Шарики в
цилиндрических сепараторах располагают таким образом, чтобы их
следы не совпадали друг с другом. Зазор между колонкой и втул-
кой должен быть такой, чтобы шарики обеспечивали натяг
0,005...0,007 мм.
В соответствии с ГОСТами установлены различные конструкции
шариковых направляющих, их деталей, технические требования к
226
Рис. 5.20. Конструкции шариковых направляющих, имеющих цилиндрическую втулку
(«), втулку с фланцем (б), втулку с ограничителями сепаратора (в)
штампам. Шариковые направляющие целесообразно применять в
штампах для разделительных операций, когда зазор между пуансоном
и матрицей меньше 0,025 мм, а также для штампов, рабочие части
которых изготовлены из твердого сплава.
Штампы с шариковыми направляющими при установке их на
кривошипные прессы рекомендуется оснащать плавающими хвосто-
виками.
Колонки и втулки изготовляют из низкоуглеродистых сталей
марок (сталь 15, сталь 20) с последующими цементацией на глубину
0,8...1,2 мм, закалкой и низким отпуском до твердости 60...62HRC.
В результате термической обработки колонки и втулки будут иметь
вязкую сердцевину и высокую поверхностную твердость, что обеспе-
чит достаточную износостойкость в работе.
В крупногабаритных штампах для формоизменяющих операций
(вытяжка, формовка кузовых автомобильных деталей) используют в
качестве элементов направления призматические направляющие
(рис. 5.21).
На трущихся поверхностях направляющих планок в соответствии
с ГОСТ предусматривают канавки для смазочного материала.
Если в этих штампах выполняют также разделительные операции
(например, вырубка по контуру или вырубка с последующей вытяж-
кой, формовкой), то для повышения точности штамповки одновре-
227
Рис. 5.21. Призматические направляющие
менно с призматическими направляющими применяют и цилиндри-
ческие — колонки и втулки.
Элементы направления исходного материала. Для направления
исходного материала (ленты, полосы) в зону штамповки исполь-
зуют направляющие линейки, штифты, съемники. Направляю-
щие линейки могут быть неподвижные (рис. 5.22, а), представ-
ляющие шлифованные планки, расположенные по краям матри-
цы или матрицедержателя, закрепленные винтами и зафиксиро-
ванные штифтами. Расстояние между планками должно быть не-
сколько больше ширины подаваемой ленты или полосы на 0,2...
...1,0 мм.
Также применяют подвижные направляющие линейки
(рис. 5.22, б). Подвижная подпружиненная линейка (прижим) исклю-
чает боковой зазор между кромкой подаваемого материала и линейка-
ми, прижимает ленту или полосу к неподвижной линейке, повышая
тем самым точность направления.
228
Рис. 5.22. Направляющие элементы исходного материала:
а — неподвижные направляющие линейки; б — подвижные направляющие линейки,
в — штифты, г — направление съемником
Для направления исходного материала могут использовать направ-
ляющие штифты, расположенные на зеркале штампа (рис. 5.22, в).
Также используют в качестве элементов направления удлиненные
направляющие шпильки, расположенные вне матрицы и закреплен-
ные на нижней плите штампа.
Довольно часто, не изготавливая отдельные неподвижные направля-
ющие линейки, используют съемник, на нижней плоскости которого
выполнен соответствующий паз для направления исходного материала
(рис. 5.22, г).
Элементы фиксации заготовки. Фиксация заготовки в рабочей зоне
штампа в процессе деформирования является весьма существенным
моментом, определяющим при штамповке точность получаемых
деталей, производительность труда и безопасность работы. Для фик-
сации заготовок применяют упоры, фиксаторы и трафареты.
Упоры предназначены для остановки и фиксации листовой заго-
товки (полосы, ленты) при ее подаче в зону штампа Их используют,
как правило, при разделительных и в некоторых случаях формоизме-
няющих операциях (штамповка в ленте). Наиболее простыми явля-
ются неподвижные упоры, применяемые при ручной подаче полосы.
Неподвижный цилиндрический упор (рис. 5.23, а) представляет собой
штифт с головкой, который запрессовывают в матрицедержатель или
матрицу. Полосу после вырубки детали приподнимают над головкой
229
Рис. 5.23. Конструкции упоров:
а — неподвижный цилиндрический; б — неподвижный "грибковый"; в — неподвижный
Г-образный
упора, перемещают на величину, несколько большую шага подачи,
опускают и при обратном потягивании фиксируют заготовку по
кромке перемычки.
Если упор запрессован в матрицу, то заготовка фиксируется при
ее подаче вперед.
Для неподвижных цилиндрических упоров, которые используют
в вырубных штампах при штамповке толстого материала, размер
головки колеблется от 6,3 до 20 мм.
Для неподвижных "грибковых" упоров 1 (рис. 5.23, 6) диаметр
головки составляет 4...40 мм. Их применяют в вырубных штампах и
штампах последовательного действия при ширине полосы или ленты
более 20 мм.
Для того чтобы приблизить упор к режущей кромке и по возмож-
ности уменьшить величину перемычки, применяют неподвижный
Г-образный упор (рис. 5.23, в). Его также используют в вырубных
штампах и штампах последовательного действия для более крупных
деталей. Во избежание поворота упора в процессе штамповки необхо-
димо предусмотреть фиксирующий штифт и соответствующее ему
углубление в матрицедержателе.
Размеры неподвижных упоров в плане должны быть таковы, чтобы
они полностью вписывались в контур вырубаемой детали. ГОСТы
230
Рис. 5.24. Прыгающий упор
Рис. 5.25. Автоматический упор [20]
устанавливают соответствующие
размеры на указанные неподвижные
упоры.
Неудобство использования непод-
вижных упоров состоит в том, что при
подаче после штамповки полоса
описывает сложную траекторию дви-
жения — вверх, вперед, вниз, вперед
или назад до упора.
Для того чтобы исключить подоб-
ную сложную траекторию движения
полосы, -можно использовать ’'прыгающий" упор (рис. 5.24). После вы-
рубки детали и хода пуансона вверх происходит подача полосы,
перемычка нажимает на скос упора, поднимает его и проходит под
ним. Затем следует обратное подтягивание полосы, которая фиксиру-
ется упором. Такую конструкцию упора применяют при достаточно
прочной и жесткой перемычке обычно при вырубке из них деталей
шириной от 6 до 20 мм, толщиной не менее 0,5 мм для коротких и не
менее 1 мм — для длинных деталей.
Применение автоматического упора дает возможность увеличить
производительность труда на вырубных операциях. Упор 1 (рис. 5.25)
представляет собой Г-образный рычаг, имеющий возможность повора-
чиваться во втулке 2. Под действием пружины 3 рабочий конец упора
прижимается к поверхности матрицы и передней стенке овального
отверстия съемника. Подаваемая заготовка перемещает рабочий
конец упора по поверхности матрицы и прижимает его к задней
стенке овального отверстия, происходит остановка и фиксация поло-
сы. В таком положении полосы при опускании ползуна пресса проис-
231
A—A
Исполнение 1
Исполнение 2
Рис. 5.26. Ножевой упор
ходит вырубка заготовки, штифт 5 нажимает на лопатку упора,
рабочий конец которого поднимается над перемычкой, под действием
пружины прижимаясь к передней стенке отверстия. При ходе ползуна
пресса вверх рабочий конец упора опускается на перемычку, при
перемещении полосы он соскакивает с перемычки и стопорит полосу,
обеспечивая заданный шаг подачи.
Ножевой упор (шаговый нож) (рис. 5.26) используют при вырубке
или штамповке в ленте, как правило, небольших деталей из материала
толщиной от 0,3 до 3 мм. Он обеспечивает высокую точность шага
подачи. Полоса или лента подается до выреза в направляющих линей-
232
Рис. 5.27. Разовый (временный) упор
ках, и при ходе ползуна пресса вниз
происходит односторонняя отрезка
боковой ленточки размером t х Д, где
размер t равен шагу подачи Д — шири-
не отрезанной ленточки. Обычно боко-
вой нож устанавливают с одной сторо-
ны. С двух сторой боковые ножи уста-
навливают в том случае, когда шири-
на полосы (ленты) более 80 мм или когда один из них производит
фигурную обрезку бокового контура детали. Недостатком использования
ножевого упора является повышенный расход металла и несколько
пониженная стойкость отрезного ножа. ГОСТ 18736—80 устанавли-
вает размер и конструкции шаговых ножей.
Разовый (временный) упор (рис. 5.27) применяют в штампах после-
довательного действия наряду с неподвижными упорами для первона-
чальной установки полосы под первый переход. Он представляет
собой подпружиненный рычаг и приводится в действие нажатием
руки оператора.
Например, при изготовлении шайбы в штампе последовательного
действия, для того чтобы получилась годной первая деталь, исходную
полосу подают до разового упора, пробивают на первой позиции и
затем, подавая ее до неподвижного упора и фиксируя по перемыч-
ке, на ^торой позиции вырубают годную деталь. Конструкции и
размеры разовых упоров регламентируют ГОСТ 18741—80 и
18742—80.
Для фиксации полосы (ленты) по предварительно пробитым
отверстиям в штампах последовательного действия применяют фик-
саторы.
Стержневой фиксатор (рис. 5.28, а} диаметром 1,0...11,8 мм
устанавливают в пуансоне и им фиксируют полосу или ленту по
отверстию. Часто применяют два стержневых фиксатора, расположен-
ных по краям подаваемого материала.
Стержневой удлиненный фиксатор (рис. 5.28, б) диаметром до
9,8 мм устанавливают также в пуансоне. Он служит для точного
центрирования предварительно пробитого отверстия по отношению к
контуру вырубаемой детали.
Вставной фиксатор со ступенчатым отверстием (рис. 5.28, в)
диаметром 18 ..50 мм закрепляют также в пуансоне, посредством винта.
Для фиксации прямоугольных или фигурных отверстий отно-
сительно вырубаемого контура применяют накладные фиксаторы
233
Рис. 5.28. Фиксаторы:
а — стержневой, б — стержневой удлиненный; в — вставной со ступенчатым
отверстием; г — накладной
(рис. 5.28, г). Фиксаторы подобной конструкции используют также для
фиксации деталей в обрезных штампах. Размеры и конструкцию
фиксаторов можно установить по ГОСТ 18769—80... 18771—80,
18773—80, 18775—80 и 18776—80.
В штампе последовательного действия для пробивки-вырубки
(рис. 5.29) применяют стержневой фиксатор 1, неподвижный 2 и
разовый 3 упоры. Пробивку отверстия выполняют пробивным
пуансоном 4, вырубку детали по контуру — пуансоном 5. Фиксацию
полосы при ее ручной подаче осуществляют упором и фиксатором.
Для получения высокой точности подачи и штампуемых деталей
рекомендуется в конструкциях штампов применять ножевые упоры
совместно с фиксаторами.
Для точной и быстрой установки штучных заготовок, как плоских,
так и пространственных, по оси матрицы и пуансона в штампах
234
Рис. 5.29. Штамп последователь-
ного действия с фиксатором
применяют трафареты (рис.
5.30). Они могут быть штиф-
товыми, составными, цель-
ными — открытыми, полу-
закрытыми и закрытыми
Трафареты устанавливают на
матрице или матрицедер-
жателе. Составные и цель-
ные трафареты закрепляют
винтами, их фиксацию выпол-
няют штифтами.
Элементы удаления дета-
лей и отходов. Способы уда-
ления отштампованных дета-
лей и остающихся отходов
оказывают влияние на про-
изводительность труда и безо-
пасность работы.
Наиболее простым и про-
изводительным способом
является удаление отштам-
пованной детали из штампа
на провал под действием
силы тяжести через отверстие в нижней плите штампа. Это возможно
в том случае, когда имеются отверстия в подштамповой плите и в
столе пресса, размеры которых больше размеров удаляемой детали.
Если стол пресса не имеет провального отверстия или размер отвер-
стия в подштамповой плите меньше размера детали, то вырубленные
детали удаляются из рабочей зоны по наклонной плоскости в плите
штампа или накапливаются в специальном канале нижней плиты
штампа с последующим их удалением вручную или автоматически
посредством шибера.
Для съема полосы (ленты) с пуансоном после вырубки или про-
бивки в штампах используют съемники самого разнообразного конструк-
тивного исполнения. Широкое применение находят неподвижные
(жесткие) съемники, которые могут быть открытыми и закрытыми
(рис. 5.31).
Открытые неподвижные съемники (рис. 5.31, а) применяют, как
правило, в мелкосерийном производстве при вырубке деталей или
пробивке отверстий в материале, толщина которого более 3 мм.
235
Рис. 5.30. Трафареты:
а — штифтовой; б — составной,
« — открытый; г — полузакры-
тый, д— закрытый
Съемник должен быть надежно закреплен на зеркале штампа, а еп
толщину определяют из расчета с учетом изгибающего момента о:
действия сил съема и необходимого запаса прочности.
Закрытый неподвижный съемник (рис. 5.31, б) обеспечивает не
только съем полосы (ленты) с пуансона, но и направление исходногс
материала. Между направляющими съемника и полосой должен быть
Рис. 5.31. Неподвижные (жесткие) съемники:
а — открытый; б — закрытый
236
t)
г)
Рис. 5.32. Подвижные съем-
ники:
а — верхний пружинный; б—
верхний полиуретановый
(резиновый); в — нижний
пружинный, г — нижний
буферный; д — нижний
полужесткий
гарантированный зазор, величина которого зависит от ширины поло-
сы. Толщину съемника устанавливают из расчета на прочность,
исходя из действующего усилия съема. В этом случае, когда плита
съемника является направляющей (в пакетных штампах при отсут-
ствии направляющих колонок и втулок), ее толщину определяют из
условия обеспечения надежного направления пуансона.
Подвижный съемник в отличие от неподвижного, жесткого, не
только осуществляет съем детали или отхода с пуансона, но и
прижимает заготовку к поверхности матрицы в процессе разделения, что
особенно важно при штамповке тонколистового материала. Для
перемещения съемника применяют различные упругие элементы
(пружины, резина, полиуретан и др.) (рис. 5.32).
Подвижный верхний съемник (рис. 5.32, а) часто применяют в
штампах совмещенного действия, а также при пробивке отверстий боль-
ших размеров или вырубке крупногабаритных деталей из тонко-
листового материала с прижимом заготовки Упругим элементом
237
Рис. 5.33. Штампы с полужестким съемником
[21]:
а — с ограничением хода съемника ступенчатыми
винтами; б — с ограничением хода съемника
регулируемыми скобами
служат пружины или резиновые (поли-
уретановые) втулки или вкладыши.
Подвижный резиновый верхний съем-
ник (рис. 5.32, б) применяют в основ-
ном в пробивных многопуансонных или
вырубных штампах для крупногабарит-
ных деталей. Он охватывает пуансон
при пробивке или штифт при вырубке.
Защитные шайбы прикрепляют к рези-
не (полиуретану) на клее или эпоксид-
ной смоле.
Подвижный нижний съемник (рис.
5.32, в) используют довольно часто в
штампах последовательного и совме-
щенного действия, при вырубке дета-
лей из тонколистового (0,2 мм) мате-
риала, при вырубке крупногабаритных
деталей. В качестве упругого элемента
можно применять пружины или рези-
новые (полиуретановые) буфера.
Подвижный нижний съемник с буфером (рис. 5.32, г) по своему
технологическому назначению аналогичен вышеприведенному. При-
меняют его в штампах, оснащенных буферными устройствами или в
штампах, устанавливаемых на прессах, оснащенных пневматически-
ми подушками. Усилие на съемник передается через буферные
шпильки.
Подвижный полужесткий съемник (рис. 5.32, д) используют в
штампах для пробивки отверстий в листовых материалах и полых
деталях, а также штампах для холодного обратного выдавливания.
Такой съемник дает возможность применять более короткие пуансоны
и увеличить рабочую высоту для удаления деталей.
В штампе с полужестким съемником (рис. 5.33, а) съемник 4 имеет
жесткую опору только в направлении съема детали (при ходе ползуна
пресса вверх) за счет ступенчатых винтов б, а в направлении рабоче-
го хода (при ходе ползуна вниз) съемник опускается на величину h
под действием пуансонодержателя 5 и поддерживается сжатыми
пружинами 2. Такая конструкция съемника способствует увеличению
238
Рис. 5.34. Жесткий вытал-
киватель пресса
расстояния между ниж-
ней поверхностью
съемника и зеркалом
матрицы /, уменьшению
длины пуансона 3, об-
легчению укладки заготовки и извлечению детали из рабочей зоны
штампа.
В штампе (рис 5.33, б) при съеме детали с пуансона 4 жесткой
опорой служат регулировочные скобы 7, закрепленные на направляю-
щих колонках 2. Пружины 3 прижимают детали в процессе пробивки.
Для извлечения отштампованных деталей из верхней части штампа
(например, после вытяжки) широко используют жесткий выталкиватель,
приводимый в действие планкой (коромыслом) I в ползуне пресса и
неподвижной опорой 2 на станине пресса в конечный момент хода
ползуна пресса вверх (рис. 5.34).
Усилие от толкателя пресса передается через толкатель штампа,
расположенный в центральном отверстии хвостовика, на выталкива-
тель 2 и удаляемую отштампованную деталь (рис. 5.35). Такая
прямая связь толкателя пресса через толкатель штампа с выталкива-
Рис. 5.36. Конструкция вытал-
кивающего механизма
Рис. 5.35. Штамп для вытяжки с выталкивателем
239
Рис. 5.37. Выталкивающий механизм с Рис. 5.38. Выталкивающий механизм с
круглой траверсой [20] круглой траверсой-толкателем
телем штампа возможна в том случае, когда центрально расположен-
ный толкатель совпадает с центром давления штампа при отсутствии в
центре пуансона
Наличие в центре пуансона, например в штампе совмещенного
действия для вырубки-пробивки небольших деталей, вынуждает
несколько усложнять конструкцию выталкивающего механизма
(рис. 5.36). В этом случае можно основной толкатель 1 выполнить с
фланцем, который перемещает три или четыре толкателя 2, располо-
женных в хвостовике 3. Выталкиватель 4, охватывающий пуансон 5,
снимает отштампованную деталь (шайбу) с пуансона и выталкивает ее
из матрицы 6.
В остальных случаях приходится применять промежуточную
деталь — траверсу, которая осуществляет связь между выталкивате-
лем, расположенным в матрице штампа, с одной стороны, и толкате-
лями штампа и пресса, с другой стороны. В зависимости от конфигу-
рации и размеров штампуемых деталей траверсы могут быть простой
(круглые, треугольные) и сложной (звездообразные и др.) формы.
Усилие от планки пресса передается через толкатели к траверсе, а от
нее через цилиндрические штифты — к выталкивателю штампа.
В штампе для вырубки-пробивки (рис. 5.37) круглая траверса 3
укрепляется на толкателе 1, расположенном в центральном отверстии
хвостовика 2, закрепленного на верхней плите 4 штампа. Усилие от
траверсы на выталкиватель 7 передается через штифты 6, в результа-
те чего отштампованная деталь (шайба) выталкивается из матрицы
5 и снимается с пуансона 8.
Круглая траверса (рис. 5.38) может быть изготовлена совместно с
толкателем /, расположенным в хвостовике с резьбой 2, в нижней
части которого предусмотрена выточка для траверсы. Деталь извлека-
ется из матрицы 3 и снимается с пуансона 4 выталкивателем 5.
240
Рис. 5.39. Выталкивающий механизм со
звездообразной траверсой
Рис. 5.40. Ограничение хода съемника
ступенчатыми винтами [21 ]
Звездообразную траверсу 3 (рис. 5.39) используют при штамповке
крупногабаритных деталей. Для этого в верхней плите 2 штампа
фрезеруют полость, соответствующую конфигурации траверсы, и делают
круговую выточку для фланца хвостовика /. Выталкиватель 6,
приводимый в действие тремя штифтами 4У выталкивает отштампо-
ванную деталь из матрицы 5 и снимает ее с пуансона 7. Ход вытал-
кивателя вниз ограничен ступенчатыми винтами 8.
Ступенчатые винты могут быть использованы в конструкциях
штампов в качестве ограничителей хода.
Рис. 5.41. Применение опорных втулок для
крепления хвостовика
Рис. 5.42. Конструкции отлипателей:
а — шариковые; б — цилиндрические
241
В штампе для пробивки донышка в вытянутом стаканчике
(рис. 5.40) применяют ступенчатые винты /, ограничивающие ход
съемника 2.
В тех случаях, когда использование звездообразной траверсы
вызывает трудности, а крепление верхней плиты 4 штампа к ползуну
пресса осуществляется хвостовиком 2, применяют круглую траверсу
3. Крепление хвостовика к верхней плите тогда выполняют винтами
5 через опорные втулки 4 (рис. 5.41).
Так как на поверхности заготовок перед штамповкой наносят
технологический смазочный материал, то для отделения отштампо-
ванных деталей от поверхности инструмента применяют отлипатели
(рис. 5.42) — шариковые (а), цилиндрические (б).
5.4. Примеры конструкций штампов
Конструкция штампа в значительной степени определяется фор-
мой получаемой детали, характером выполняемой операции, видом
применяемого оборудования, наличием средств автоматизации, типом
производства.
Форма получаемых после штамповки деталей и связанные с ней
характер и назначение выполняемой операции определяют конструк-
цию рабочих и вспомогательных частей штампа, их компоновку.
В разделительных операциях технологический зазор между пуан-
соном и матрицей составляет всего 4—10 % толщины заготовки (при
чистовой вырубке и разделении тонколистовых материалов практи-
чески применяется беззазорная штамповка), поэтому особое внима-
ние в конструкции штампа следует обращать на точность направле-
ния подвижных частей и обеспечение равномерного зазора по пери-
метру вырубаемого контура заготовки или пробиваемого отверстия
В операциях гибки за счет упругих деформаций разной величины
и знака, которые возникают по толщине заготовки после снятия
нагрузки, появляется угол пружинения. Это вынуждает корректиро-
вать рабочий инструмент на величину, соответствующую углу пружи-
нения, или применять различные конструктивные решения в штампе,
обеспечивающие заданную точность получаемых деталей (дополни-
тельная подчеканка, гибка с растяжением или сжатием и т.д.).
В конструкциях гибочных штампов для получения требуемой
формы детали наряду с основным (вертикальным) движением одного
деформирующего инструмента могут быть использованы дополнитель-
ные (боковые) движения другого деформирующего инструмента. Это
усложняет конструкцию штампа, но расширяет его технологические
возможности.
242
При вытяжке деталей из плоской или пространственной заготовок в
конструкции штампа, как правило, предусматривают прижим для
повышения устойчивости фланца или части заготовки. Привод при-
жима можно осуществлять от пружин, эластичного материала, буфер-
ных устройств, пневматических или гидравлических подушек. На
прессе двойного действия прижим производится от наружного ползуна
пресса.
В зависимости от вида применяемого оборудования различается
конструктивное исполнение штампа, что также относится к способам
крепления плит штампа к ползуну и подштамповой плите пресса —
с использованием хвостовика, винтов, пневмогидравлических зажи-
мов и, как исключение, крепление нижних плит посредством при-
хватов.
При штамповке на прессах двойного действия к внутреннему
ползуну прикрепляют деформирующий инструмент (вытяжной,
гибочный, формовочный пуансон), к наружному — прижим. При
вытяжке (формовке) крупногабаритных деталей и деталей коробчатой
формы в области прижима располагают перетяжные ребра (пороги),
способствующие увеличению меридиональных растягивающих напря-
жений, уменьшению сжимающих напряжений и препятствующие
образованию неплоскостности вертикальных стенок ("хлопунов”) и
складкообразованию.
В конструкциях штампов для листоштамповочных многопозиционных
автоматов предусматривают одинаковое расстояние от подштамповой
плиты до зеркала рабочих частей нижней половины штампа (с
допускаемым отклонением 0,05,..0,1 мм), что определяется уров-
нем расположения грейферных линеек. Направляющие колонки
устанавливают в верхней половине штампа, тем самым освобождается
пространство для перемещения грейферных линеек с захватами.
В тех случаях, когда средства автоматизации для подачи исходного
материала (заготовок) или удаления деталей и отхода встраивают
непосредственно в штамп, в конструкциях штампов должны быть
предусмотрены соответствующие места установок автоматизирующих
устройств и их привод.
Тип производства оказывает влияние на выбор конструкции
штампа В единичном и мелкосерийном производствах находят при-
менение универсальные переналаживаемые, универсально-сборные
штампы, штампы упрощенной конструкции и штампы для поэлемент-
ной штамповки В качестве деформирующего инструмента применяют
эластичный материал, пластмассы и жидкость.
В крупносерийном и массовом производствах конструкции штам-
пов специализированы для изготовления конкретной детали, для
деформирующего инструмента применяют высококачественные
243
Рис. 5.43. Штамп совмещенного действия Рис. 5.44. Штамп для последующего
для вырубки и первого перехода вы- перехода вытяжки
тяжки
инструментальные легированные стали и твердые сплавы, обеспечива-
ют надежное направление частей штампа, широко используют средства
автоматизации.
В гибких производствах используют сменные пакетные штампы для
разделительных и формоизменяющих операций и сменные ком-
плекты инструмента. Сменные пакетные штампы закрепляют на
оборудовании посредством пневмо-гидрозажимов. Смена штампов
может быть автоматизирована, в том числе с использованием
роботов.
Штампы совмещенного действия. В штампах совмещенного
действия осуществляют несколько однородных (вырубка-пробивка) или
разнородных (вырубка-вытяжка) операций за один рабочий ход
ползуна пресса в одной позиции. Совмещение операций дает воз-
можность уменьшить требуемое число штамповой оснастки, единиц
оборудования, избежать излишнего транспортирования заготовки в
процессе ее обработки и, как следствие, снизить трудоемкость изго-
товления детали.
Типовая конструкция штампа совмещенного действия для вырубки-
вытяжки стаканчика (рис. 5.43) состоит из верхней / и нижней 10
плит, направляющих колонок 9 и втулок 6. Пуансон выруб-
ки — матрицу вытяжки 4 прикрепляют к верхней плите пуансонодер-
жателем 5, матрицу вырубки 14 — матрицедержателем 8 и вытяжной
пуансон 13 — к нижней плите. Прижим фланца заготовки в процессе
вытяжки производят прижимным кольцом 12 посредством шпилек 11
от пневматической подушки пресса.
244
Шаг подачи исходной заготовки (полосы, ленты) определяется
автоматизирующим устройством, поэтому отсутствует специальный
упор для ее фиксации. Направление полосы или ленты, а также съем
высечки с пуансона осуществляется жестким съемником 7. Выталки-
вание отштампованной детали из полости матрицы вытяжки произво-
дится выталкивателем 2 и толкателем 15.
Верхняя плита прикрепляется к ползуну пресса посредством
хвостовика 5, нижняя — к подштамповой плите стола пресса винтами
или прихватами
Штамп для последующих переходов вытяжки. Полученную на
предыдущих переходах вытяжки заготовку устанавливают на фиксатор
5 (рис. 5.44) в его верхнем положении, который одновременно
является и складкодержателем. При опускании матрицы 2, закреп-
ленной матрицедержателем / к верхней плите, происходит вытяжка
заготовки по пуансону 3, установленному на нижней плите. Получен-
ная деталь снимается с помощью фиксатора при его ходе вверх под
действием шпилек 4 от пневматической подушки пресса.
Для облегчения съема детали с пуансона в нем предусмотрены
отверстия, препятствующие образованию вакуума между торцевыми
поверхностями детали и пуансона. При обратной (реверсивной)
вытяжке, которая является последующим переходом, заготовку
устанавливают донышком к пуансону и происходит перетягивание
(выворот) стенки заготовки через вытяжную кромку матрицы.
Штампы для листоштамповочных многопозиционных автоматов.
Штамповку деталей, требующих большого числа технологических
операций, целесообразно выполнять на многопозиционных прессах-
автоматах. Заготовки с позиции на позицию, за исключением первой,
перемещают посредством грейферных линеек с захватами.
С первой рабочей на первую промежуточную позицию передача
осуществляется с использованием шиберного питателя, приводимого
в действие от поперечины грейферных линеек.
На первой рабочей позиции из исходного материала (ленты или
полосы) происходит вырубка заготовки.
Штамп для вырубки (рис. 5.45) устанавливают на отдельной
позиции, и вырубку производят специальным боковым ползуном, вне
основной зоны пресса. Верхнюю плиту / с пуансоном 4 посредством
хвостовика 2 закрепляют на боковом ползуне пресса. Нижнюю плиту
8 с промежуточной плитой 9, матрицей 6 и жестким съемником
5 помещают на боковом столе. Направление верхней и промежу-
точной плит осуществляется направляющими колонками 10 и
втулками 11.
После вырубки заготовка отделяется от поверхности пуансона
отлипателем 7 под действием пружины 3, падает на нижнюю плиту
245
Рис. 5.45. Штамп для вырубки на листоштамповочном многопозиционном автомате
и подается шибером по зазору между плитами на первую промежу-
точную позицию и затем перемещается по позициям посредством
захватов грейферных линеек.
Благодаря неплоскостности рабочей поверхности вырубного пуан-
сона, форма заготовки в поперечном сечении несколько искажается,
ее края приподнимаются, что обеспечивает ее надежную фиксацию
при перемещении захватами грейферных линеек.
Штамп для первой вытяжки (рис. 5.46) располагается на второй
рабочей позиции. Он состоит из верхней 2 и нижней 70 частей с
матрицей 72 и пуансоном 8. Верхнюю часть штампа прикрепляют
винтами к основному ползуну и фиксируют центровочным хвостови-
ком 7 и штифтом 14. Нижнюю часть закрепляют на подштамповой
плите. Матрицу дополнительно фиксируют штифтом 13.
Заготовку после вырубки устанавливают захватами грейферных
линеек на прижимное кольцо 7 в его верхнем положении. Прижимное
кольцо поднимают шпильками 9 от пневматической подушки, его
верхнее положение ограничивается тремя ограничительными плитка-
ми /7. Заготовку перед вытяжкой фиксируют тремя фиксаторами 6,
прикрепленными к матрице.
После вытяжки полуфабрикат удаляют из полости матрицы
выталкивателем 5, связанным с толкателем 3, и отлипателем 4 под дей-
246
Рис. 5.46. Штамп для первого перехода вытяжки на листоштамповочном многопози-
ционном автомате
ствием пружины, установленной в тело толкателя. С пуансона полу-
фабрикат снимают при помощи прижимного кольца.
Точность направления верхней и нижней частей штампа обеспечи-
вают направляющими колонками 15 и втулками 16. Направляющие
колонки устанавливают с натягом в верхней части штампа и оснаща-
ют дополнительным креплением, направляющие втулки дополнитель-
но удерживают в нижней части с помощью специальных планок.
ЗАДАНИЯ ДЛЯ САМОКОНТРОЛЯ
1. Назовите признаки классификации штампов по способу действия, направления,
характеру выполняемых операций.
2. Укажите типовые конструкции штампа и основные группы деталей штампа.
3. Изобразите конструкции рабочих частей пуансонов и матриц.
4. Представьте крепление пуансонов и матриц и быстросменное крепление пуансонов
и матриц.
247
5. Расскажите о марках материалов пуансонов и матриц, о требованиях к материа-
лу и о термообработке их.
6 Представьте конструкции плит штампов, материалы плит, крепление плит к
ползуну и подштамповой плите стола пресса.
7 Представьте конструкции хвостовиков и направляющих элементов штампа,
колонок и втулок. Расскажите о материалах колонок и втулок, их термообработке.
8. Представьте шариковые направляющие, ик конструкции и особенности работы.
9 Представьте конструкции направляющих устройств исходного материала.
10. Представьте конструкции упоров, фиксаторов, трафаретов.
) 1. Представьте конструкции съемников и их применение в штампах.
12. Представьте назначение и конструкции выталкивателей.
13. Представьте назначение и конструкции отлипателей.
14. Представьте конструкции штампов для вырубки и вытяжки, последующих
переходов вытяжки, особенности конструкций штампов для листоштамповочных
многопозиционных автоматов.
Глава 6
ШТАМПОВКА В МЕЛКОСЕРИЙНОМ
И ЕДИНИЧНОМ ПРОИЗВОДСТВЕ
Применение технологических процессов листовой штамповки в
мелкосерийном и единичном производстве, несмотря на небольшой
выпуск штампуемых деталей, является тем не менее эффективным
и дает возможность значительно снизить общую трудоемкость изго-
товления по сравнению с другими способами.
Стоимость штамповой оснастки в себестоимости детали, наряду со
стоимостью исходного материала, составляет значительную величину.
При уменьшении программы выпуска деталей соответственно увели-
чивается доля стоимости изготовления штампов в себестоимости
деталей.
Поэтому при небольших партиях изготовляемых деталей стремятся
применять более простую, универсальную штамповую оснастку, легко
переналаживаемую на выпуск разнообразных деталей. Использование
в таких случаях дорогостоящих, сложных, специализированных
штампов, предназначенных для штамповки только одной детали,
экономически неоправданно.
Удешевление деталей, штампуемых в условиях мелкосерийного и
единичного производства, достигается за счет следующих меро-
приятий.
применения упрощенных и универсальных, легко переналажива-
емых конструкций штампов;
использования нетрадиционных способов обработки листового
материала, при которых стоимость штамповой оснастки будет незна-
чительной;
унификации и типизации технологических процессов.
В связи с этим при изготовлении деталей в мелкосерийном и
единичном производстве находят широкое применение эластичный
инструмент, жидкость, штамповка на молотах, упрощенные кон-
струкции штампов, поэлементная штамповка, ротационная вытяжка,
штамповка взрывом, электрогидравлическая и магнитоимпульсная
штамповка.
Критериями оценки применения тех или иных способов штам-
повки в мелкосерийном и единичном производстве могут служить:
249
форма, размеры и материал штампуемой детали;
программа выпуска деталей;
возможности реализации технологических процессов штамповки;
трудоемкость изготовления деталей и их себестоимость;
стоимость изготовления штамповой оснастки.
6.1. Штамповка эластичным инструментом
Штамповка эластичным инструментом находит широкое приме-
нение в различных отраслях промышленности — в самолетостроении,
космической технике, химическом машиностроении, приборострое-
нии, производстве товаров широкого потребления и др.
При штамповке одну из рабочих частей штампа — пуансон или
матрицу — заменяют эластичным инструментом. В этом случае не
требуется специальной подгонки одной из рабочих частей по другой
с выдерживанием заданного технологического зазора.
Свойства эластичного инструмента. В качестве эластичного инстру-
мента для деформирования используются резина и полиуретан;
характеристики резины приведены ниже.
Операции Разделительные Формоизменяющие
Сопротивление разрыву, МПа 3,0—3.5 5,0—5,5
Относительное удлинение, % 300—400 500—700
Остаточная деформация, % 15—20 25—30
Сжатие под нагрузкой 10 МПа, % 40—55 50—70
Твердость на приборе ТМ-2 80 70
Полиуретан, используемый для деформирования, вырабатывается
из синтетического каучука, который получают на основе сложных
полимеров эфира. Полиуретан обладает высокой упругостью, износо-
стойкостью, большим сопротивлением разрыву и истиранию, весьма
стоек к воздействию масла, температуры, способен выдерживать
высокие удельные нагрузки (до 1000 МПа) в закрытом контейнере. В
отличие от резины полиуретан не имеет пористости (за исключением
специально получаемых вспененных пенополиуретанов), поэтому в
процессе деформирования практически не меняет свой объем, и при
расчете операций для полиуретана справедливы условия несжимае-
мости и постоянства объема.
Заготовки из полиуретана для эластичного инструмента в процессе
изготовления рабочих деталей штампа подвергают разнообразным
250
видам механической обработки — отрезке, точению, фрезерованию,
сверлению, нарезанию резьбы. При штамповке деталей применяют, как
правило, полиуретан трех марок — СКУ-6Л, СКУ-7Л, СКУ-ПФЛ.
Марка полиуретана СКУ-6Л СКУ-7Л СКУ-ПФЛ
Сопротивление разрыву, МПа 50 55—60 50
Относительное удлинение, % 600 550 450
Остаточн&я деформация, % 2—3 4—6 12
Твердость на приборе ТМ-2 60—65 80—85 90—95
Применение эластичного инструмента в разделительных опера-
циях. С использованием эластичного инструмента можно выполнить
разделительные операции в листовых материалах из алюминиевых
сплавов, меди, латуни (ов < 250 МПа) толщиной до 3 мм; алюминие-
вых сплавов, латуни, бронзы, углеродистых сталей (250 < ов <
< 500 МПа) толщиной до 2...2,5 мм; коррозионно-стойких сталей,
титановых и магниевых сплавов — до 1,5 мм. Возможно использование
и листовых заготовок больших толщин (до 4...5 мм), однако при
этом резко снижается качество поверхности среза, особенно у таких
малопластичных материалов, как титановые, магниевые сплавы и
закаленные алюминиевые сплавы марок Д16АТ, В95АТ и др. Наи-
меньшая толщина материала не ограничена: из весьма гонкой алюми-
ниевой фольги толщиной 0,05...0,1 мм получают детали с высоким
качеством поверхности среза, без заусенцев и заметного искажения.
Для разделительных операций применяют универсальный штамп
(рис. 6.1), который состоит из контейнера /, промежуточный метал-
лической шайбы 2 толщиной 5... 10 мм и полиуретановой подушки 3,
запрессованной в полость контейнера. Для извлечения подушки из
контейнера в днище контейнера предусмотрено отверстие.
Листовую заготовку 4 устанавливают на вырезной шаблон 5,
помещенный на подштамповой плите 7, расположенной на столе
пресса. Для регулирования глубины отверстия в шаблоне под пробив-
ку применяют сменный вкладыш 6. Для увеличения срока службы
полиуретановой подушки боковой зазор между поверхностями кон-
тейнера и шаблона не должен превышать 0,2...0,3 мм. Общий срок
службы эластичного инструмента при давлении 7...8 МПа составляет
50 000— 60 000 циклов нагружений. Так как эластичный инструмент в
разделительных операциях заменяет одну из рабочих жестких частей
обычного штампа — пуансон или матрицу, то разделение материала
происходит только на одной режущей кромке, что вносит существенные
изменения в механизм деформирования.
251
Рис. 6.1. Схема универсального штам-
па для разделительных операций, вы-
полняемых эластичным материалом
Рис. 6.2. Разделение листового материала
эластичным инструментом:
а — схема разделения; б — поверхность
заготовки; Н — высота шаблона; а — угол,
соответствующий началу образования тре-
щин; 5 — толщина заготовки
В операциях разделения жестким инструментом (при отрезке,
вырубке, пробивке и т.п.) участвуют две режущие кромки инструмента,
вблизи которых возникают локальные очаги пластической деформации.
По мере перемещения инструмента пластическая деформация
охватывает всю толщину материала заготовки, начинается сдвиг частей
заготовки, зарождаются трещины скалывания, которые распро-
страняются навстречу друг другу, встречаются при оптимальном
технологическом зазоре и на этом разделение заканчивается.
При использовании эластичного инструмента режущая кромка
жесткого инструмента внедряется в тело заготовки; вблизи режущей
кромки в теле заготовки возникает очаг пластической деформации.
Однако этот очаг деформации локализован, он не распространяется
на всю толщину заготовки.
Под действием давления q эластичного материала (резины или
полиуретана) часть заготовки прогибается, возникают изгибающий
момент, растягивающая сила и контактные касательные напряжения
fiq (рис. 6.2, а), которые приводят к появлению растягивающих
меридиональных напряжений ор, действующих вдоль листа. Умень-
шение поперечного сечения заготовки, вызванное его утонением за
счет внедрения режущей кромки, приводит к увеличению растягива-
ющего напряжения. При достижении этого напряжения, превышаю-
щего напряжение текучести, соответствующего образованию локаль-
ной шейки, происходит обрыв заготовки.
252
Поверхность среза будет неровной, иметь утяжины и скол
(рис. 6.2, б). Контур поверхности разделения характеризуется следу-
ющими зависимостями.
Для пластичных материалов а - (0,5—0,7)5; b = (0,75...1,15)5;
г = s; Д = (0,07—0,12)5.
Для малопластичных материалов а ~ (0,25—0,45)5; Ь = (0,35...0,65)5;
г = 0,55; Д = (0,05-0,1)5.
По данным Н.Ф. Баранова, механизм разделения при вырубке и
пробивке малопластичных и пластичных материалов эластичным
инструментом различен.
При вырубке малопластичных и прочных материалов (МА8, Д16Т,
В95Т, ОТ4 и др) внедрение режущей кромки в толщину заготовки
незначительно, поэтому можно предположить, что образование
трещин в этом случае начнется не на режущей кромке, а в наружных
слоях заготовки, противоположных режущей кромке, где будут иметь
место наибольшие продольные деформации от действия изгибающего
момента. Зародившаяся трещина распространяется на всю толщину
заготовки — разделение материала заканчивается.
Растягивающая сила, действующая вдоль плоскости листа, увели-
чивает меридиональное напряжение и скорость распространения
трещины.
Так как на наружной поверхности отсутствует зона локализации
деформаций и концентрации напряжений, то трещина может зарож-
даться в довольно широкой области, что приводит к неровной поверх-
ности среза и неудовлетворительному качеству боковой кромки.
При вырубке пластичных материалов (АДМ, АМцМ, Д16М,
АМгбМ, 12Х18Н10Т, медь, латунь Л63 и др.) режущая кромка
внедряется в заготовку на определенную величину, происходит
большее утонение заготовки, чем при деформировании малопластич-
ных материалов. Так как материал достаточно пластичен, то наруж-
ные слои заготовки могут допустить большую степень деформации без
разрушения и опасаться появления трещины в наружных слоях не
приходится. Трещина в этом случае будет зарождаться вблизи режу-
щей кромки (рис. 6.3), где имеет место ярко выраженный локальный
очаг пластической деформации, который затем будет распространять-
ся вверх на всю оставшуюся толщину заготовки.
Как и в предыдущем случае, растягивающие силы увеличивают
меридиональные растягивающие напряжения и скорость распростра-
нения трещин. Выходом трещины на наружную поверхность заканчи-
вается разделение заготовки.
Так как трещина возникает в определенном месте, на режущей
кромке, то поверхность среза будет более ровной и ее качество будет
выше, чем при разделении малопластичных материалов. С увеличе-
253
Рис. 6.3. Зарождение трещины на режущей
кромке при пробивке отверстия эластичным
инструментом
Рис. 6.4. Способы защемления припу-
ска заготовки:
а — посредством подкладной плиты с
подпором; б— посредством проволоки
нием давления эластичного инструмента q и одновременным умень-
шением высоты шаблона глубина врезания режущей кромки в мате-
риал заютовки до момента возникновения трещин возрастает
Для уменьшения технологических припусков и повышения качес-
тва поверхности среза в ряде случаев защемляют край заготовки Для
этого устанавливают рабочий вырубной шаблон па подкладную плиту
с подпором или по периметру шаблона прикрепляют проволоку
(рис. 6.4), что уменьшает давление эластичного инструмента в момент
разделения заготовки. Этому также способствует повышение
коэффициента трения между поверхностями припуска заготовки и
подштамповой плиты, для чего на участке контакта подштамповой
плиты с припуском на поверхности плиты делают рифление или
подвергают ее пескоструйной обработке.
По данным В.Д. Комарова, высоту шаблона рекомендуется опреде-
лять по формуле
н = 3(1 + 6рМ,
(6.1)
где Н — высота шаблона, мм; 6р — относительное удлинение материа-
ла заготовки; 5 — толщина заготовки, мм.
Высота шаблона влияет на припуск, качество поверхности детали
и давление эластичной подушки. С увеличением высоты шаблона
возрастает отход металла в припуск, ухудшается качество поверхнос-
ти среза — появляются заусенцы, однако уменьшается требуемое
давление для разделения.
254
Если деталь имеет отверстие, то высоту шаблона устанавливают
с учетом минимального диаметра отверстия и она не должна превы-
шать величины Н} = Если это соотношение не выдерживается
и высоту шаблона уменьшать нельзя, то в отверстие шаблона уста-
навливают вкладыш, высота которого h = Н— (см. рис. 6.1).
Величина припуска, необходимого для проведения операции
вырубки, может быть определена по формуле
L = 1,4 + -]н, (6 2)
к М/
где р — коэффициент трения между листовой заготовкой и подштам-
повой плитой.
Для уменьшения припуска необходимо увеличивать коэффициент
трения, применяя рифление или пескоструйную обработку подштам-
повых плит. Для гладкой подштамповой плиты можно принять р =
= 0,2, тогда L = 6,4 Н. Для рифленой поверхности или поверхности
после пескоструйной обработки р = 0,4, тогда L - 3,9 Н.
Механизм деформирования при пробивке отверстия имеет свои
особенности, связанные с диаметром отверстия, толщиной исходной
заготовки и высотой шаблона Н. Как показали исследования
А.А. Рябых и Л.Л. Ситникова, возможны три характерных случая
При d/s 2...2,5 материал заготовки практически не втягивается
в отверстие шаблона, преобладающей деформацией является сдвиг по
режущей кромке шаблона и механизм деформирования приближается
к пробивке в жестком инструменте с той только разницей, что очаг
локальной пластической деформации будет развиваться от режущей
кромки шаблона.
При 2,5 < d/s < 25 материал заготовки втягивается в отверстие
шаблона, режущая кромка врезается в заготовку и утоняет материал,
образуя локальный очаг деформации вблизи режущей кромки, охва-
тывающий почти всю толщину заготовки. За счет локализации напря-
жений при достижении предельной деформации вблизи режущей
кромки в каком-то месте периметра пробиваемого отверстия происхо-
дит зарождение трещины, которое охватывает 80—-90 % периметра
отверстия. Образуется отход, который под действием эластичного
инструмента отгибается, и если глубина отверстия в шаблоне незна-
чительна — h/d s 0,5...0,6, то отход прижимается к подштамповой
плите и при дальнейшем возрастании нагрузки происходит оконча-
тельное разделение материала и образование отверстия.
255
Если hid > 0,6, то окончательного разделения металла не происхо-
дит, образовавшийся отход прижимается к вертикальной стенке
отверстия и происходит отрыв отхода от остающейся заготовки. Это
ухудшает качество поверхности среза, понижает точность, искажает
форму пробитого отверстия.
Наиболее приемлемый вариант, обеспечивающий лучшее качество
поверхности среза и достаточную точность, будет тогда, когда высота
вытянутой части заготовки перед зарождением трещины и разруше-
нием материала станет равна высоте шаблона, т.е. когда поверхность
отхода придет в контакт с подштамповой плитой или вкладышем.
При d!s > 25 вытянутая часть заготовки своей центральной частью
придет в соприкосновение с подштамповой плитой задолго до зарож-
дения трещины. Механизм разрушения заготовки в этом случае
аналогичен механизму разделения материала при вырубке по наруж-
ному контуру.
Давление q, при котором растягивающее напряжение ор достигает
своего предельного значения и происходит обрыв заготовки, определя-
ют следующим образом. Учитывая, что по всей поверхности заготовки
действует гидростатическое давление q, можно с некоторым прибли-
жением считать, что на участке изогнутого припуска также действует
q, которое при деформировании приводит к появлению касательных
напряжений ytq (см. рис. 6.2, а) и сил трения на единице шири-
ны припуска. В сечении припуска возникают растягивающие напря-
жения ор, которые определяются из равенства
gtfLl = ops 1,
о = МА =
5 у cos а
(6-3)
где а — угол между припуском и вертикальной стенкой шаблона.
Обрыв заготовки наступает тогда, когда ор будет равно или превы-
сит напряжение текучести о„ т.е. ор о,. Учитывая это соотношение,
найдем давление q, которое развивает эластичная подушка:
<1 =
scosa
—
pH
(6-4)
Угол а для малопластичных материалов составляет 70...80°, для
пластичных 40...45°, коэффициент трения ц = 0,1...0,4.
Формула (6.3) является приближенной, она не учитывает дополни-
тельного увеличения меридиональных растягивающих напряжений ор
256
за счет прогиба припуска L. Коэффициент трения ц в формуле (6.4)
должен быть больше нуля, в противном случае q = Как следует из
формулы, малопластичные материалы вырезают при меньших удельных
усилиях, давление зависит от коэффициента трения между
поверхностями эластичного инструмента и заготовки, а также высоты
шаблона и уменьшается с уменьшением этих факторов.
При пробивке отверстий небольшого диаметра d, у которых в
момент разделения отход не касается подштамповой плиты, давление
q можно определить из равенства
kJ2 ,
Тогда
.V
Я = 4-о - З-о,
d а
(6.5)
При пробивке отверстий большого диаметра центральная часть
втянутой в отверстие заготовки прижимается к подштамповой плите
до момента возникновения трещины, давление q определяется в этом
случае по выражению
(6.6)
где Н — высота шаблона, найденная по формуле (6.1).
Наибольшая глубина вытянутой части заготовки перед разрушени-
ем зависит от диаметра пробиваемого отверстия и пластических
характеристик материала заготовки и может быть найдена по фор-
муле
И„„
гплх
(6.7)
где бр — наибольшее равномерное удлинение материала по испыта-
ниям на растяжение
Если наибольшая глубина вытянутой части заготовки, определен-
ная по формуле (6.7), будет больше высоты шаблона, давление для
пробивки отверстия следует определять по формуле (6.6), если мень-
ше высоты шаблона, то давление определяется по формуле (6.5).
257
Толщину заготовки 5, на режущей кромке в момент разрушения
можно установить по формуле:
5, = s0(l - 1,5бр)/5ё;. (6.8)
Максимальную глубину врезания режущей кромки в тело заготов-
ки в момент разрушения или наибольшее утонение стенки заготовки
Д$ определяют по зависимости
ду = - f| = /о[1 - (I - <6.9)
Наибольшее усилие пресса для проведения разделительных опера-
ций может быть найдено по формуле
Р = kqF, (6.10)
где к = 1,2...1,3; F — площадь контакта эластичной подушки и
заготовки (детали) с учетом припуска; q — давление эластичной
подушки.
Применение эластичного инструмента в формоизменяющих опера-
циях. Для формоизменяющих операций используют различные
материалы. Успешно штампуют плоские и пространственные заготов-
ки из алюминиевых сплавов толщиной до 5 мм, низкоуглеродистой
стали — до 1,8 мм, коррозионно-стойкой стали — до 1,5 мм, тита-
новых сплавов — до 1,2 мм.
При гибке листовой заготовки для образования боковой стенки
детали эластичный инструмент действует на свободный участок
заготовки и отжимает его по формблоку (рис. 6.5, а). Высота форм-
блока Н должна быть несколько больше (на 1...5 мм) высоты полу-
ченного борта детали h. Значительное увеличение высоты формблока
может привести в заплыванию эластичного материала под торец
заготовки и искажению формы борта детали.
Механизм деформирования при гибке эластичным инструментом
имеет свои особеннос-
ти. Давление q, дей-
ствующее на поверх-
ность заготовки в
угловой части в про-
Рис. 6.5. Гибка эластичным
инструментом.
а — схема действия сил ; б —
образование зазора
258
цессе изгиба, приводит к тому, что увеличивается площадь эпюры
тангенциальных сжимающих напряжений по толщине заготовки и
нейтральная поверхность напряжений (НПН) смещается от центра
изгиба к наружным слоям заготовки. С другой стороны, наличие сил
трения между поверхностями отгибаемого участка заготовки и элас-
тичного материала при продолжающемся его сжатии вызывает увели-
чение площади эпюры тангенциальных растягивающих напряжений
и, в свою очередь, смещение НПН к центру изгиба.
Наличие радиусной кромки и уменьшение радиуса г будет приво-
дить, как это было уже рассмотрено выше, при анализе операции
гибки, к смещению НПН к центру изгиба. Поэтому положение НПН
будет определяться соотношением давления q, коэффициента трения
ц, радиуса г.
Интенсивность смещения НПН к центру будет меньше, чем при
штамповке в обычных штампах. Поэтому можно ожидать, что угол
пружинения будет больше. Увеличению угла пружинения будет
способствовать также возможность перемещения эластичного матери-
ала под торец заготовки и образование зазора 6 (рис. 6.5, 6). Угол
пружинения Да определяют по формуле [18]
Зо ( г
Да = —i - + 1 а, (6.11)
Е \ 5 )
где os — напряжение текучести; г — радиус кривизны внутренней
поверхности; 5 — толщина материала; Е — модуль упругости материа-
ла; а — угол гибки.
На угол Да корректируют угол наклона стенки формоблока, чтобы
получить заданный угол детали.
Для получения качественных деталей на поверхности формблока
не допускается наличие дефектов-царапин, вмятин, неровностей, так
как они при давлении свыше 100 МПа отпечатываются на поверхнос-
ти детали.
Высота формблока с заготовкой не должна превышать 25...30 %
суммарной толщины эластичного материала в контейнере вследствие
несжимаемости полиуретана.
При гибке V-образных деталей жестким пуансоном / из листовой
заготовки 2 применяют универсальную полиуретановую подушку 3,
помещенную в контейнер 4 (рис. 6.6).
Изменяя форму и размеры гибочного пуансона, можно штамповать
самые разнообразные детали с различными углами, радиусами за-
кругления и с полками различной длины.
На наружной поверхности детали от контакта с эластичным
материалом не остается никаких следов повреждения, поэтому воз-
259
Рис. 6.6. Схема про-
цесса гибки V-образ-
ных деталей
можно проводить штамповку заготовок с различными покрытиями —
лаковыми, пластмассовыми и т.д.
Ширина полиуретановой подушки в 2...3 раза больше, чем шири-
на пуансона, но не менее 50...60 мм. Полиуретановая подушка не
должна деформироваться на глубину больше 1/3 ее толщины, в
противном случае наблюдается значительное выпучивание эластично-
го материала со стороны наружной поверхности детали, повышение
требуемого давления и снижение стойкости эластичного инструмента.
Поэтому применяют контейнер со специальной канавкой, объем
которой соответствует объему вытесненного при штамповке полиуре-
тана. Давление эластичного материала, необходимого для проведения
гибки, можно определить по формуле [9]
s2
9 = 0,55 —ов, (6.12)
где I — длина отогнутой полки.
При отбортовке отверстий между поверхностью заготовки и
эластичным инструментом возникают касательные напряжения \iq от
сил трения, направленные к центру отверстия, которые препятствуют
утонению краевой части заготовки вблизи кромки отверстия
(рис. 6.7).
Это приводит к тому, что толщина стенки заготовки у кромки
отверстия будет несколько больше, чем при отбортовке жестким
пуансоном. Устойчивость к образованию трещин разрыва за счет
тангенциальных растягивающих напряжений будет выше, можно
ожидать увеличение предельной степени деформации и уменьшение
коэффициента т.
Однако при уменьшении диаметра отверстия под отбортовку
возникает опасность обрыва стенки заготовки на радиусной кромке
матрицы за счет возрастания меридиональных растягивающих напря-
жений ортах, что вызывает необходимость увеличения значения
радиуса скругления кромки матрицы. Влияние касательных напря-
260
Рис. 6.7. Отбортовка эластичным инструментом:
а — начальный этап; б — конечный этап
жений р<7 от сил трения на напряжение ортах можно приближенно
учесть следующим образом:
ДоРп/! = “ 'о)1»
откуда
Д о
pip
- ''о)
Тогда
^pmax
о.
'o
к
(1 + 1,6р)
4гм +
' ro)
(6 13)
5
2r + 5
где ц — коэффициент трения между эластичным инструментом и
заготовкой, равный 0,25...0,3; га — радиус скругления кромки пуан-
сона эластичного инструмента, изменяется от ~ до какой-то конечной
величины; гм — радиус скругления кромки матрицы.
После отбортовки стенки борта не будут вертикальны и не будут
прилегать к полости матрицы. Это связано с недостаточным давлени-
ем эластичного материала и возможностью его перемещения под
торец борта в конечный момент штамповки.
261
Рис. 6.8. Схемы процесса вытяжки эластичным инструментом с неподвижной при-
жимной опорой [11]:
а — плоская заготовка, б — пространственная заготовка; / — пуансон; 2 — ползун
пресса; 3 — корпус контейнера, 4 — эластичная матрица; 5 — заготовка; 6 — непод-
вижная прижимная опора; 7 — стол пресса
Вытяжка листового материала эластичным инструментом может
происходить по двум схемам: вытяжка жестким пуансоном в эласти-
ческую матрицу; вытяжка эластичным пуансоном в жесткую матри-
цу. При вытяжке жестким пуансоном в эластичную матрицу неглубо-
ких деталей используют обычный контейнер с эластичным материа-
лом, формблок устанавливают на подштамповочную плиту и произво-
дят вытяжку без прижима при небольшом давлении эластичного
материала (6,0...8,5 МПа).
В случае образования складок во фланце вытягиваемой заготовки
применяют в качестве прижима неподвижную кольцевую опору,
устанавливаемую вокруг пуансона или формблока (рис. 6.8). Элас-
тичная матрица, деформируя листовую заготовку, образует своеоб-
разное "перетяжное ребро", которое увеличивает растягивающие
меридиональные напряжения, действующие во фланце заготовки,
снижая тем самым сжимающие тангенциальные напряжения и умень-
шая возможность образования складок.
Указанный способ с использованием неподвижных прижимных
опор весьма эффективен при вытяжке тонкостенных деталей сфери-
ческой формы.
При глубокой вытяжке деталей необходимо обеспечить регулируе-
мое высокое давление эластичного материала, заключенного в кон-
тейнере. Это достигается применением в штампах и установках
подвижных прижимов, через которые передается усилие на эластич-
ную матрицу. Для осуществления вытяжки давление со стороны
матрицы должно плавно возрастать по ходу вытяжки от нуля до
максимального значения, определяемого маркой материала заготовки,
262
Рис. 6.9. Схема первого перехода вытяжки эластичной матрицей
размерами и конфигурацией вытягиваемой детали. Для вытяжки
деталей из алюминиевых сплавов давление со стороны прижима
изменяется в пределах от 0 до 50 МПа, при штамповке деталей из
низкоуглеродистой стали — от 0 до 70 МПа, коррозионно-стойкой
стали — от 0 до 120 МПа.
Вытяжка детали из плоской заготовки происходит следующим
образом. При опускании контейнера 1, прикрепленного к ползуну
гидравлического пресса (рис. 6.9), эластичный материал 2 приходит
в соприкосновение с плоской заготовкой, расположенной на прижим-
ном кольце 3, преодолевает сопротивление гидравлической подушки
пресса, которое передают толкатели 4. Толкатели проходят через
отверстия в подштамповой плите 5, на которой расположен пуансон
6. При опускании контейнера эластичный материал деформирует
заготовку, обтягивая ее вокруг пуансона и осуществляя процесс
вытяжки.
Усилие прижима, а следовательно, и давление эластичного мате-
риала в процессе вытяжки можно регулировать по заранее заданному
закону. Степень деформации при указанном способе с использовани-
ем эластичной матрицы и регулируемого давления прижима может
быть большей, чем при вытяжке в обычных жестких инструменталь-
ных штампах, коэффициент вытяжки можно получить К, = 2,2...2,3
вместо К„ = 1,8...2,0.
Увеличение степени деформации, получение большей высоты
детали по сравнению с обычной вытяжкой можно объяснить следую-
щими факторами.
1. Уменьшением влияния изгиба и спрямления элементов заготов-
ки на кромке матрицы на напряжение в опасном сечении. Это связа-
но с тем, что величина радиуса переменна и уменьшается от беско-
нечности до конечных значений в процессе вытяжки. В начальный
момент вытяжки, когда велика возможность отрыва донышка, радиус
скругления кромки эластичной матрицы имеет большую величину и
263
поэтому увеличение максимального растягивающего напряжения в
опасном сечении за счет изгиба и спрямления элементов заготовки
незначительно.
2. Наличием полезных сил трения между жестким пуансоном и
заготовкой, возникающих в связи с прижатием боковой поверхности
заготовки к пуансону за счет давления со стороны эластичной матри-
цы. Силы трения направлены к торцу пуансона, к донной части
заготовки и разгружают опасное сечение.
3. Отсутствием вредных сил трения между боковой поверхностью
заготовки и эластичной матрицей в связи с почти одновременным
перемещением заготовки и эластичного материала.
4. Действием давления эластичной матрицы на торцовую поверх-
ность фланца, что способствует уменьшению растягивающих напря-
жений и разгружает опасное сечение.
Характерной особенностью процесса является необходимость
создания переменного давления эластичной матрицы, действующей
на заготовку.
Это давление должно быть достаточным, чтобы предотвратить
возможное складкообразование, но не должно быть излишним, чтобы
от действия сил трения на поверхности фланца заготовки и напря-
жений изгиба со спрямлением на радиусной кромке эластичной
матрицы вызвать обрыв фланца заготовки. Как показали исследова-
ния [11], разрушение заготовки при коэффициентах вытяжки, близ-
ких к предельным, происходит не на переходе от стенки к донышку,
как при обычной вытяжке, а в сечении стенки заготовки, располо-
женном недалеко от фланца.
Опасное сечение, а следовательно, участок наибольшего утонения
стенки заготовки при вытяжке в эластичной матрице удаляется от
донной части заготовки и приближается к ее фланцу.
Максимальное растягивающее напряжение орп1ах можно установить
с учетом вышеперечисленных обстоятельств по выражению
°ртах + Д ^ртрпр + Д °ртрэ + Д °риэг j
- ?фл - Дарт>
(6.14)
где ДОртр щ, учитывает влияние сил трения между фланцем заготовки и
прижимом; ДОртр, учитывает влияние сил трения между фланцем
заготовки и эластичной матрицей; Дорязг учитывает влияние изгиба
и спрямления элементов заготовки на кромке эластичной матрицы;
Яфл — давление эластичной матрицы на торец фланца заготовки; Дорх
учитывает влияние касательных напряжений на поверхностях пуансо-
264
Рис. 6.10. Схема действия сил и
напряжений при вытяжке эластич-
ной матрицей
на и заготовки, вызываемых
действием сил трения, на-
правленных к торцу пуансона
(рис. 6.10).
Значения входящих в фор-
му (6.14) компонентов можно
выразить следующим обра-
зом. Влияние сил трения
между фланцем заготовки и
прижимом на увеличение растягивающего напряжения приближенно
можно учесть, исходя из утолщения краевой части фланца:
До = ------------
₽1рп₽ InRs
(6 15)
Влияние сил трения между эластичной матрицей и поверхностью
заготовки приближенно можно определить из равенства
откуда
До = М(Я - О.
рТрЭ 5
(6.16)
Влияние изгиба и спрямления на радиусной кромке эластичной
матрицы оценивается по обычной методике:
До = -----------о .
рИЗГ 2гм + 5 5
(6.17)
Следует иметь в виду, что значение гм изменяется от ~ в начале
вытяжки до определенного значения в конечный момент вытяжки.
Трение на кромке эластичной матрицы также оценивается по
ранее принятым зависимостям множителем ем“. Раскладывая функ-
цию в ряд, можно получить
265
« 1 + 1,6ц.
Касательные напряжения между поверхностями пуансона и заго-
товки можно установить, исходя из величины давления qw с которым
заготовка прижимается к пуансону, коэффициента и поверхности
трения. Давление qB будет меньше, чем давление q эластичной мат-
рицы. Однако при штамповке тонкостенных заготовок можно с неко-
торым приближением принять q « qu.
Тогда
2пгАц2<7 = 2лг$Дпр1,
откуда
Л°р. =
S
(6-18)
где А — высота заготовки после вытяжки.
Следовательно, напряжение в опасном сечении при вытяжке
заготовки в эластичной матрице можно приближенно оценить по
формуле
о = о
ртах £
S
2гм + 5
. R MiC
1П— + ------- +
г 2nRsas
(1 + 1,6ц) - q 1
pq(R - r)
S°s
(6.19)
где ц, ць ц2 — коэффициенты трения соответственно между фланцем
заготовки и эластичной матрицей, фланцем заготовки и прижимом,
заготовкой и пуансоном.
Как следует из формулы, напряжение ортах в опасном сечении
может быть значительно уменьшено при штамповке в эластичных
матрицах за счет повышения давления q. Однако, как уже отмеча-
лось, давление q в процессе вытяжки должно плавно возрастать.
Исключение составляют неглубокие детали цилиндрической и прямо-
угольной формы. Как показали исследования, если коэффициент
вытяжки Kt < 2, то давление q можно задавать постоянным на ходу
пуансона и равным: для алюминия 25...30 МПа, дуралюмина 35...
...40 МПа, стали 20 50...70 МПа, стали 12Х18Н9Т 90... 100 МПа.
При штамповке полусфер и подобного рода оболочек не
рекомендуется проводить вытяжку при постоянном давлении
266
Рис. 6.11. Схема последующего перехода Рис. 6.12. Схема процесса вытяжки элас-
вытяжки эластичной матрицей тачным пуансоном:
a — первый переход вытяжки; б — после-
дующий переход вытяжки
эластичной матрицы (даже при небольших коэффициентах вы-
тяжки).
Высокие начальные давления могут привести к локализации
пластической деформации в одном месте заготовки между пуансоном
и прижимом, недопустимому утонению и, как следствие, к обрыву
стенки заготовки.
При штамповке сферообразных деталей давление q в начальный
момент вытяжки составляет 1...1,5 МПа для деталей из легких
сплавов, 5... 10 МПа — для деталей из сталей, затем давление плавно
возрастает по ходу вытяжки.
Если коэффициент вытяжки превышает предельно допустимый,
то применяют многопереходную вытяжку (рис. 6.11). Предварительно
вытянутая заготовка устанавливается на внутренний прижим 7,
установленный в основной прижим 2, закрепленный на плите 5,
связанной через буферные шпильки 4 с гидравлической подушкой
пресса, давление в которой регулируется по заданному закону. При
опускании контейнера 5 с эластичной матрицей 6 происходит дефор-
мирование заготовки.
При вытяжке деталей эластичным пуансоном (рис. 6.12) форма
матрицы соответствует конфигурации детали. Процесс достаточно
эффективен, не требует дорогостоящей оснастки, достаточно простой в
осуществлении. Однако имеет серьезные недостатки, присущие
механизму деформирования.
1. Неустойчивое течение фланца заготовки в различных участках
периметра заготовки, что приводит к односторонней утяжке фланца.
267
Рис. 6.13. Схема процесса фор-
мовки из плоской заготовки:
а — формовка с прижимом, б —
формовка без прижима
Причинами являются не-
равномерность трения между
эластичным пуансоном и
поверхностью фланца заго-
товки, а также неравномер-
ность сопротивления фланца, что вызвано анизотропией исходного
материала заготовки.
2. Большие величины утонения и резко выраженную разнотолщин-
ность стенки детали.
Как показали исследования, наиболее опасным участком, где
может произойти разрыв заготовки, является не участок перехода от
стенки к донышку, как при вытяжке в обычных инструментальных
штампах, а донная часть заготовки.
Анализ напряженно-деформированного состояния, процессы штам-
повки эластичным материалом и жидкостью, собственные исследова-
ния в этих направлениях подробно изложены Е.И. Исаченковым в его
работах [11 и др.].
Формовка эластичным инструментом может проводиться из плос-
ких и пространственных заготовок.
При формовке плоских заготовок используют эластичный пуансон
и жесткую матрицу, на поверхности детали получают местные углуб-
ления, ребра жесткости, различные рифты прямоугольной, криволи-
нейной, круговой форм, выдавки сферической формы и т.д. При этой
операции происходит местное формоизменение без искажения конту-
ра исходной заготовки, без перемещения фланца.
Листовая заготовка / (рис. 6.13, а) укладывается на жесткую
матрицу 2 и прижимается прижимом 4, эластичный пуансон 3 дефор-
мирует заготовку. Усилие прижима должно быть достаточным для
того, чтобы исключить течение периферийных слоев заготовки. При
значительных размерах детали прижим может не применяться или
иногда его используют для обеспечения плоскостности заготовки.
При формовке без прижима (рис. 6.13, б) заготовка /, уложен-
ная на жесткую матрицу 2, деформируется эластичным пуансоном 3,
который осуществляет также роль прижима. Этот способ применяют
в тех случаях, когда размеры детали значительно превышают разме-
ры участков местного деформирования.
268
При формовке сферических выпуклостей схема напряженного
состояния — двухосное растяжение. Необходимое давление эластично-
го пуансона может быть определено из формулы Лапласа
°р + ае _ q
Принимая, что Яр = Яв - гсф и ор - о6 = получим
2s
q = —ол.
Гсф
(6 20)
При формовке рифтов, ребер жесткости, длина которых значитель-
но превышает их ширину, можно принять, что Яв = «> и тогда
q = - а,
г
(6-21)
где г — радиус в поперечном сечении рифта.
Формовку можно совмещать с разделительными операциями
(вырубкой, пробивкой). В этом случае на поверхности вырезного
шаблона изготовляют специальные углубления, например для
получения кругового рифта (рис. 6.14).
Формовка пространственных заготовок эластичным пуансоном, как
правило, производится в разъемных жестких матрицах.
Предварительно вытянутая или полученная другими способами,
например сваркой из листа с продольным швом, ротационной вытяжкой
и т.п., полая заготовка 3 (рис. 6.15) устанавливается в разъемные
матрицы 1 с горизонтальной или вертикальной плоскостями разъема.
Эластичный пуансон 2 при перемещении пуансона-толкателя 4
деформирует заготовку, заставляя ее принимать форму полости матриц.
Стенка заготовки испытывает двухосное растяжение (напряжения ор и
ое являются растягивающими) и утоняется Предельное формоизменение
будет ограничиваться возможностью возникновения окружных или
продольных трещин за счет напряжений ор или ов. Для того чтобы умень-
шить утонение и увеличить допустимую степень деформации, пере-
мещают краевую часть заготовки за счет сил трения между эластичным
Рис. 6.14. Конструкция шаблона для
одновременной вырубки, пробивки,
формовки эластичным инструментом
Формовка. Пробивка вырубка
269
Рис. 6.15. Схема штампа для формовки
пространственной детали
Рис. 6.16. Схема штампа для формовки кор-
пуса гибкого колеса волновой передачи
пуансоном и заготовкой или к торцу заготовки прикладывают допол-
нительно заталкивающую силу.
При изготовлении тонкостенного корпуса волновой передачи из стали
12Х18Н10Т толщиной 0,2 мм с локальным утолщением из заготовки,
полученной ротационной вытяжкой с утонением стенки, производят
формовку и получают гофр в разъемных матрицах эластичным
пуансоном.
Исследования, проведенные в МГТУ им. Н.Э. Баумана Н.Т. Сыз-
дыкбековым, дали возможность разработать штамповую оснастку и
процесс формовки тонкостенных оболочек.
Заготовку диаметром 42 мм, толщиной стенки 0,2 мм с локальным
утолщением 1,5 мм, полученную ротационной вытяжкой с утонением
стенки, устанавливают в контейнер 6 (рис. 6.16), нижние разъемные 5
и верхнюю 2 матрицы, имеющие вертикальную и горизонтальную
плоскости разъема, и помещают в обойму 3. При перемещении верх-
него пуансона 1 эластичный материал 4 (резина, полиуретан),
опираясь на вкладыш 7, деформирует заготовку, несколько увеличи-
270
Нис. 6.17. Схема процесса формообразования
сильфона
пая ее диаметр (на 10... 18 %). Затем за
счет перемещения нижнего пуансона 8
происходит сближение нижней и верх-
ней матриц с образованием закрытой
полости, увеличением давления элас-
тичного материала и окончательным
оформлением заготовки.
Дополнительное приложение затал-
кивающей силы посредством нижнего
пуансона и регулирование давления
эластичного материала дают возмож-
ность уменьшить утонение стенки заго-
товки, снизить растягивающие меридио-
нальные и тангенциальные напряжения,
избежать появления окружных и продольных трещин и получить
радиус в вершине гофра 0,8 — 1,0 мм при общем коэффициенте
формоизменения (отношение максимального диаметра детали по
гофру к диаметру исходной заготовки) К = 1,40... 1,42.
Радиально-гофрированные трубки (сильфоны) также можно изго-
товлять формовкой эластичным материалом в разъемных матрицах
посредством последовательного формообразования. Поперечное
сечение сильфонов может быть круглое, квадратное, прямоугольное,
треугольное, многогранное. Материалом для сильфонов обычно явля-
ются алюминий и алюминиевые сплавы (типа АМЦ), бериллиевая
бронза БрБ-2, БрБ-2,5, латунь Л63, низкоуглеродистая сталь 20,
коррозионно-стойкая сталь 12X18Н9Т и т.д.
Исходную заготовку получают многопереходной вытяжкой с
утонением стенки или сваркой из предварительно подготовленной
листовой заготовки для крупногабаритных сильфонов.
Заготовку 7 (рис. 6.17) деформируют в разъемных матрицах 3
посредством эластичного материала 4, давление на который передает-
ся от пуансона 2 поршневого типа и контрпуансона 5.
Заполнение кольцевой канавки и образование гофра происходит
за счет перемещения свободного участка трубчатой заготовки на один
шаг и тангенциального растяжения участка кольца трубы. Осевое
перемещение свободного участка трубы способствует наименьшему
утонению стенки на вершине гофра.
271
После оформления одного гофра матрицы размыкают, заготовку
перемещают на один шаг и цикл повторяется. Для того чтобы исклю-
чить утяжку и искажение уже оформленного гофра, обеспечить
заданный шаг расположения гофров, предварительно отформованный
гофр вторично деформируют, осуществляя его калибровку и фикса-
цию шага.
Для уменьшения утонения вершины гофра можно увеличить за-
талкивающую силу за счет увеличения коэффициента трения и
поверхности трения между эластичным материалом и свободным
участком заготовки или к торцу заготовки приложить дополнительное
усилие, используя кольцевой прижим.
При формовке пространственных заготовок в разъемных матрицах,
имеющих криволинейный контур в осевом сечении, необходимое
давление эластичного инструмента приближенно можно оценить,
исходя из формулы Лапласа, приняв ор = ов = о,:
где Яр — радиус получаемой детали в осевом сечении, Re — радиус
детали в сечении, перпендикулярном осевой линии. Начальный радиус
Rqo равен половйне диаметра исходной заготовки.
6.2. Штамповка жидкостью
Жидкость (водная эмульсия, машинное масло, глицерин) исполь-
зуется в качестве деформирующего инструмента в формоизменяющих
операциях — при вытяжке, формовке.
Различают два принципиально различных способа деформирова-
ния с применением жидкости:
жидкость выполняет роль пуансона, деформируя заготовку в
жесткую матрицу;
жидкость (обычно в резиновом чехле) является матрицей, которая
обтягивает деформируемую заготовку вокруг жесткого (металличес-
кого, деревянного или пластмассового) пуансона.
Штамповка жидкостным пуансоном в жесткую матрицу. Этот способ
применяется при штамповке деталей сферической, конической,
криволинейной формы, а также при вытяжке прямоугольных деталей.
Штамповку деталей можно проводить без пресса, необходимое
давление жидкости (5 — 25 МПа) обеспечивается за счет применения
насоса. При штамповке на прессе рабочее давление создается за счет
272
Рис. 6.18. Схема штампа для
нытяжки жидкостью, пода-
ваемой от насоса
усилия пресса и регу-
лируется дроссельным
клапаном Значительно
сокращается число
необходимых операций
вытяжки — 1 — 2 вмес-
то 3 — 5.
Однако процесс имеет существенный недостаток, который
состоит в том, что в куполообразной части или у дна детали будет
значительное утонение материала, составляющее до 30—40 %
толщины стенки исходной заготовки. Кроме того, в процессе
вытяжки может нарушиться осевая симметрия расположения заго-
товки в связи с неравномерностью трения по прижиму и отсутствием
трения между заготовкой и жидкостным пуансоном. Это вынуждает
устанавливать специальные фиксаторы, препятствующие смещению
заготовки.
Листовая заготовка 1 (рис. 6.18) [11, 15] под действием давления
жидкости, подаваемой от насоса, деформируется в жесткую матрицу 2.
Усилие прижима 3, препятствующее складкообразованию, создается
также за счет давления жидкости. Точность установки заготовки
обеспечивается фиксаторами 4. Между матрицей и контейнером 5
предусмотрено специальное лабиринтное уплотнение 6. Для выхода
воздуха из плоскости матрицы имеется отверстие 7.
Матрица прижимается к контейнеру под действием усилия ползуна
пресса. При отсутствии пресса необходимо в конструкции штампа
создать устройства (захваты, скобы и т.п.), прижимающие матрицу
к контейнеру.
Штамп плунжерного типа для неглубокой вытяжки детали
(рис. 6.19) состоит из контейнера 1 с жидкостью, плунжера 2 с мат-
рицей 3. При опускании матрицы с плунжером под действием усилия
ползуна пресса жидкость деформирует заготовку 4, заставляя ее
заполнять полости матрицы. Обратный ход матрицы с плунжером
происходит за счет пружины 5.
При штамповке на прессе двойного действия внутренний ползун
можно использовать в качестве мультипликатора для создания давле-
ния жидкости.
273
Рис. 6.19. Схема штампа для неглубокой вытяжки
При изготовлении полых деталей с отво-
дами из трубчатых заготовок (деталей типа
тройников, крестовин) применяется штам-
повка жидкостью высокого давления в
разъемных матрицах [10]. Штамп (рис. 6.20)
состоит из двух разъемных матриц 5 с
вертикальной плоскостью разъема, двух
пуансонов 1 и 6 и подпорного плунжера 2.
Матрицы в зависимости от конфигурации
детали могут иметь одну или несколько
радиальных полостей, расположенных в
одной горизонтальной плоскости или смещенных по высоте На торцах
пуансонов имеются кольцевые выступы треугольной формы, являю-
щиеся элементами уплотнения после их вдавливания в заготовку.
Один или оба пуансона имеют сквозные каналы для подвода
жидкости в трубчатую заготовку. Заготовку 4 устанавливают в мат-
рицу, под действием давления жидкости q и усилия Q} пуансонов
Рис. 6.20. Схема штампа для штамповки полых деталей типа тройников [10]:
а — до штамповки; б— в процессе штамповки
274
Рис. 6.21. Гидроформовочное устройство для изготовления сильфонов
материал заготовки переходит в пластическое состояние. Стенка
трубы прогибается в радиальную полость, и при дальнейшем переме-
щении пуансонов металл течет с образованием отвода длиной Ь,
высота заготовки уменьшается при этом на ДН. Отштампованная
деталь 3 высотой 21 извлекается после раскрытия матриц
Для получения годной детали соотношение между давлением
жидкости q и удельным усилием осевого сжатия от должно быть
определенным. При большом давлении q и малом значении удельного
усилия сжатия на торце бокового отвода возникают растягивающие
напряжения, что приводит к утонению стенки заготовки и ее разры-
ву. При больших удельных усилиях сжатия и малых давлениях
жидкости заготовка может потерять устойчивость с образованием
складок в центральной части.
Для того чтобы исключить разрыв вершины отвода, к торцу отвода
прикладывают дополнительное боковое усилие Qz за счет применения
специального подпорного плунжера, что уменьшает растягивающие
напряжения, приводящие к образованию трещин. Это дает возмож-
ность увеличить длину отвода b и получить качественную деталь.
При изготовлении сильфонов посредством применения жидкости
высокого давления исходную тонкостенную заготовку получают
многопереходной вытяжкой с утонением стенки из круглой плоской
заготовки.
Затем тонкостенную заготовку помещают в специальное гидрофор-
мовочное устройство (рис. 6.21), состоящее из набора разъемных
гребенок (матриц) /, расположенных на определенном расстоянии
одна от другой и способных перемещаться по направляющим колон-
кам 2. Тонкостенная заготовка 3 с одного торца или с двух торцов
(если отсутствует дно у заготовки) зажимается в специальный цанго-
вый зажим 4, обеспечивающий хорошее уплотнение. В полость заго-
товки подается жидкость под давлением до 5 — 8 МПа, которая
275
Рис. 6.22. Получение сильфона из "подкатан-
ной" трубки:
1 — сильфон; 2 — "подкатанная” трубка;
5 — исходная заготовка
Рнс. 6.23. Схема процесса вытяжки
жестким пуансоном в жидкостную
матрицу
деформирует стенку заготовки до определенной высоты, после чего
гребенки сближаются до соприкосновения с образованием гофра
сильфона.
Для увеличения высоты гофра в качестве исходной заготовки
могут использовать предварительно "подкатанную" трубку с кольце-
выми канавками, расстояние между которыми равно расстоянию
между гребенками в начальный момент деформирования. Получен-
ный из "подкатанной" трубки сильфон имеет больший коэффициент
формоизменения (рис 6.22).
Необходимое давление жидкости для деформирования листовых
или пространственных заготовок в жесткую матрицу можно опреде-
лить из формулы Лапласа.
Штамповка жестким пуансоном в жидкостную матрицу. Этот спо-
соб штамповки аналогичен деформированию заготовки в эластич-
ную матрицу жестким пуансоном. Высокое гидростатическое давление
жидкости создает благоприятные условия процессу деформирования.
Заготовку 3 (рис. 6.23) укладывают на прижимное кольцо 5,
установленное на столе пресса 7. Пуансон 2 деформирует заготовку,
которая обтягивается вокруг него резиновой диафрагмой 4, прикреп-
ленной к корпусу матрицы / манжетным кольцом 6.
Жидкость высокого давления (до 70... 120 МПа) через резиновую
диафрагму плотно прижимает заготовку к пуансону, возникают силы
трения между поверхностями пуансона и заготовки, которые направ-
лены по движению пуансона к его торцу. Они уменьшают утонение,
снижают растягивающие напряжения, разгружают опасное сечение.
276
Радиус скругления кромки матрицы гм изменяется в процессе
вытяжки от «> до конечных значений, уменьшая тем самым растяги-
вающие меридиональные напряжения, вызываемые изгибом и спрям-
лением элементов заготовки на кромке матрицы.
Наличие заталкивающей силы, действующей на торец фланца
заготовки, также способствует уменьшению растягивающего напряже-
ния в опасном сечении. Все это дает возможность увеличить глубину
вытяжки и получить значения предельных коэффициентов вытяжки
К. = 2,35...2,45 [11].
Использование жидкости в качестве деформирующей среды приве-
ло к разработке операций гидромеханической вытяжки или вытяжки
с жидкостным трением. Гидромеханическая вытяжка позволяет
значительно интенсифицировать процесс, сократить трудоемкость
изготовления деталей, повысить их качество.
Особенно эффективна гидромеханическая вытяжка при штамповке
сферических, полусферических и конических деталей, а также деталей
параболической формы и цилиндрических со сферическим или
коническим дном. В этом случае появляется возможность заменить
многопереходную обычную вытяжку одной-двумя операциями гидро-
механической вытяжки. Коэффициент вытяжки К, повышается до 2,7
и более, что особенно ценно при вытяжке деталей из легированных
сталей и сплавов, так как исключается межоперационная термичес-
кая обработка.
Установка для гидромеханической вытяжки (рис. 6.24) состоит из
контейнера 5, матрицы 4, форма которой соответствует форме штам-
пуемой детали, пуансона 1 и верхнего прижимного кольца 2. Уплот-
нение осуществляется уплотнительными кольцами И. Контейнер
заполняют до верхней кромки матрицы водной эмульсией и уклады-
вают заготовку 3.
При опускании верхней части штампа прижимное кольцо
прижимает заготовку к уплотнительному кольцу и пуансон де-
формирует заготовку, создавая в контейнере давление, заданное
регулятором 8.
Под действием давления жидкости заготовка плотно охватывает
пуансон и образует своеобразное "гидравлическое ребро" (положение 7),
снижающее окружные сжимающие напряжения во фланце заготовки и
повышающее его устойчивость. При дальнейшем опускании пуансона
(положение II) "гидравлическое ребро" втягивается в матрицу и
разглаживается по пуансону давлением жидкости.
В зависимости от формы и глубины вытягиваемой детали должно
меняться давление жидкости в контейнере, что осуществляется
регуляторами давления б и 7. При обратном ходе ползуна пресса
277
полость контейнера автоматически посредством электромагнитного
клапана 9 заполняется эмульсией из резервуара 12 насосом 10.
При многопереходной гидромеханической вытяжке (рис. 6.25)
перед началом работы в глухую полость матрицы 4 подают рабочую
жидкость (машинное масло), устанавливают заготовку 2 в фиксатор
5, прижимают прижимом 1 и сообщают движение пуансону 3. Пуан-
сон, деформируя заготовку, передает давление жидкости, находящей-
ся в матрице и вытесняет ее в образующийся между заготовкой и
матрицей зазор и далее через специальные каналы — в маслосборник.
Благодаря давлению жидкости, обеспечивается принудительное
поджатие заготовки к поверхности пуансона и возрастают активные
силы трения между заготовкой и пуансоном, а разделение поверхнос-
тей жидкостью в зазоре между заготовкой и матрицей снижает силы
трения между ними. При этом по сравнению с обычной вытяжкой
уменьшается разнотолщинность стенки заготовки, снижается макси-
мальное напряжение в опасном сечении,
увеличивается предельное формоизмене-
ние. Детали получаются с высоким качест-
вом боковой поверхности.
Рис. 6.25. Схема процесса последующего перехо-
да гидромеханической вытяжки (по В.И. Каза-
ченку и др.)
278
6.3. Листовая штамповка на молотах
Штамповку на молотах применяют в условиях опытного и мелко-
серийного производства, в частности, наиболее широко в самолето-
строении для изготовления сложных по форме деталей: обтекателей,
законцовок крыльев, деталей заборной части двигателей и др. Изго-
товление таких деталей другими способами экономически невыгодно.
Этот способ штамповки не обеспечивает высокой производительности.
Точность деталей невысока.
Штамповку выполняют на специальных листоштамповочных моло-
тах с помощью штампов, рабочие части которых изготовлены из
цинка и свинца.
Схема листоштамповочного молота представлена на рис. 6.26.
Масса падающих частей 8...50 кН, размеры стола в плане 0,7x0,9...
...1,8х1,3 м, рабочий ход 0,85... 1,5 м.
Массу падающих частей молота (кг) определяют по формуле [8]
G = °то (6.23)
где Я — высота подъема падающих частей молота; Г] — коэффициент
полезного действия молота; с;ср — средняя степень деформации
заготовки; ото и Я — экстраполированный предел текучести и модуль
упрочнения штампуемого материала.
Указанные материалы штампов применяют благодаря их удовлет-
ворительной прочности, низкой температуре плавления, хорошим
литейным свойствам, возможности многократного использования
после переплавки, легкости механической обработки. Разность темпе-
ратуры плавления цинка и свинца около 100 °C. Это позволяет после
отливки в песчаную форму матрицы из цинка использовать получен-
ную литьем матрицу в качестве литейной формы
для отливки пуансона. Полученные этим путем
матрицу и пуансон из-за небольшой твердости и
прочности можно легко обработать для придания
необходимой точности формы и размеров.
Цинковые и свинцовые рабочие части штам-
пов обеспечивают изготовление до 200...300
Рис. 6.26. Листопггамповочный молот:
/ — стол-шабот; 2 — верхняя плита; 3 — пневмоцилиндр;
4 — падающие части; 5 — замки; 6 — пуансон, 7 — матрица;
8 — стойки
279
ния детали может быть выполнен за
Рис. 6.27. Детали, изготов-
ленные на листоштамповочном
молоте (а) и схема штамповки с
применением рамок (б)
деталей из алюминиевых
сплавов и до 100 сталь-
ных деталей. Для изго-
товления большего числа
деталей рабочие части
штампов изготовляют из
более прочных сплавов:
чугуна, алюминиево-
цинковых (АЦ13).
На листоштамповоч-
ных молотах выполня-
ют гибку, вытяжку,
отбортовку и формов-
ку. Процесс изготовле-
ли несколько операций.
При штамповке деталей сложной формы в различных участках
заготовки может возникнуть напряженное и деформированное состоя-
ние, характерное для различных операций; например, отбортовка,
вытяжка и формовка имеет место при штамповке деталей, представ-
ленных на рис. 6.27, а.
В производстве применяют три основных способа штамповки на
молотах: с прокладками из фанерных рамок, с резиновой прокладкой,
без резины и без прокладок.
Первый способ применяют для изготовления деталей вытяжкой
высотой более 20 мм, форма поперечного сечения может быть любая.
Процесс вытяжки выполняют следующим образом После укладки
заготовки на матрицу и ориентировки ее относительно матрицы на
заготовку укладывают стопу фанерных рамок толщиной 3...4 мм
каждая с отверстием для пуансона и высотой, меньшей высоты детали
(рис. 6.27, б). Внутренний контур рамок соответствует контурам
пуансона, наружный контур соответствует контуру заготовки. После
этого наносят удары пуансоном по заготовке, при которых в послед-
ний момент удара избыточная энергия всех падающих частей, вос-
принимаемая поверхностью фанерных рамок, используется для
правки фланца заготовки После каждого удара с заготовки в зависи-
280
мости от ее относительной толщины снимают по одной или несколько
рамок, нанося следующие удары до тех пор, пока заготовка не будет
втянута на требуемую глубину.
Способ штамповки с использованием резины или полиуретана
применяют при изготовлении деталей, требующих одновременного
использования вытяжки и отбортовки — деталей седлообразной фор-
мы, желобообразных и подобных им деталей.
Способ штамповки без прокладок применяют для изготовления
гибкой или неглубокой вытяжкой деталей с замкнутым контуром
небольшой высоты и открытых деталей. Такие детали обычно получа-
ют за два-три удара молота.
6.4. Ротационная вытяжка
При ротационной вытяжке принудительное вращение, как прави-
ло, сообщают одному из инструментов — оправке (пуансону), другой
деформирующий инструмент — ролики, роликовые и шариковые
головки, давильники, круговые матрицы — осуществляет перемеще-
ние относительно вращающейся оправки и деформирует материал
заготовки. Ротационная вытяжка относится к операциям с дополни-
тельной локализацией очага пластической деформации, местное
воздействие деформирующего инструмента образует локальный очаг
пластической деформации, окруженный упругодеформированными
зонами. При определенных условиях (соотношений геометрических
размеров заготовки, детали и инструмента, осевой подачи, числа
очагов деформации и т.д.) напряженное состояние в очаге деформа-
ции может приближаться к трехосному сжатию, в связи с чем сущест-
венно будут повышаться пластические характеристики материала и
может быть увеличена предельно допустимая степень деформации до
80...90 % за один проход. Это дает возможность значительно интен-
сифицировать процесс формоизменения, заменить ротационной
вытяжкой многопереходную вытяжку в обычных штампах сложных
по конфигурации деталей, включая сферические, конические, с криво-
линейной образующей и т.д.
Посредством ротационной вытяжки получают детали диаметром
от 2...3 мм, толщиной стенки 0,1...0,15 мм, длиной 10...20 мм до
деталей диаметром 4000...5000 мм с толщиной стенки до 40 мм и
длиной до нескольких метров.
Ротационная вытяжка используется весьма успешно при изготов-
лении деталей как из обычных малоуглеродистых и коррозионно-
стойких сталей, алюминиевых и медных сплавов, так и трудноде-
формируемых и тугоплавких сталей и сплавов (жаропрочных сталей,
молибдена и его сплавов и т.п.).
281
Изменяя геометрию деформирующего инструмента (роликов),
наряду с оптимизацией режимов обработки, можно получать
высокие показатели точности (5—6-й квалитеты) и низкую шеро-
ховатость поверхности (/?„ = 0,1...0,2 мкм) изготавливаемых
деталей.
Различают два способа ротационной вытяжки без утонения стенки
и с утонением стенки (РВУ).
Ротационная вытяжка без утонения стенки. Различают однопере-
ходную и многопереходную ротационную вытяжку.
При однопереходной вытяжке из плоской круглой заготовки
получают либо полую деталь, либо у предварительно вытянутой
детали увеличивают длину, уменьшая ее внутренний диаметр до
диаметра оправки. Деформирующий ролик перемещается по траекто-
рии, эквидистантной форме образующей вытягиваемой оболочки.
Зазор между оправкой и роликом устанавливают постоянным, на
10...20 % большим толщины заготовки.
При многопереходной вытяжке деформирующий инструмент
перемещается по сложной заданной траектории, постепенно прибли-
жаясь к форме образующей готовой детали. Исходная заготовка может
быть плоской или пространственной, в том числе полученной
посредством ротационной вытяжки.
Многопереходная вытяжка дает возможность за счет более
благоприятных условий деформирования (повышения устойчивости
фланца) получать детали с большей степенью деформации,
более сложные по конфигурации, из сплавов с пониженной
пластичностью. Дополнительное применение поддерживающих
прижимных роликов позволяет повысить устойчивость фланца,
разгладить мелкие гофры.
Предельное формоизменение при ротационной вытяжке, как и
при обычной, ограничивается возможностью отрыва донышка из-за
значительных растягивающих меридиональных напряжений, достига-
ющих напряжения текучести, а также потерей устойчивости фланце-
вой части заготовки из-за наличия больших сжимающих окружных
напряжений.
Посредством ротационной вытяжки можно получать различные по
конфигурации оболочковые детали — цилиндрические, с фланцем,
конические, сферические, куполообразные, выгнутые типа двухполост-
ного гиперболоида и т.д. Их получают за один или несколько переходов
Например, изготовление куполообразной детали (рис 6.28) можно
осуществить за три перехода, изменяя конфигурацию оправки или на
одной оправке за одну установку, изменяя траекторию движения
деформирующего инструмента и применяя если это необходимо,
поддерживающие прижимные ролики
282
Рис. 6.28. Последовательность изготовления куполообразной детали за три перехода.
/, //, Ш — переходы вытяжки; Dw, S„ — диаметр и толщина исходной детали
Изменяя конфигурацию оправки, вводя дополнительный деформи-
рующий инструмент, можно значительно расширить ассортимент
обрабатываемых деталей (рис. 6.29).
При получении ступенчатой детали (рис. 6 29, а) уменьшаются
диаметральные размеры предварительно вытянутого стаканчика на части
его высоты.
Детали сферической формы типа рефлектора (рис, 6.29, 6) изго-
товляют посредством многопереходной вытяжки, при которой ин-
струмент совершает сложную, заранее заданную траекторию движе-
ния, При обжиме концевой части цилиндрической детали
(рис. 6.29, в) деформирование производят роликом на составной
оправке. При изготовлении оболочковых деталей с криволинейной
выпуклой образующей из цилиндрического стакана используют два
ролика (рис. 6.29, г) — внутренний и наружный, конфигурация
которого соответствует форме детали.
Получение деталей с вогнутой криволинейной образующей или
образование вогнутых горловин (рис. 6.29, <)) производят роликом на
оправке с соответствующей конфигурацией.
После вытяжки, например конической детали, можно обрезать
краевую часть фланца с помощью двух дисковых ножей (рис. 6.29, с)
и закатать кромки специальным формовочным роликом. В зависимос-
ти от толщины и механических характеристик материала заготовки
устанавливают число оборотов шпинделя токарно-давильного или
специального станка для ротационной вытяжки.
С увеличением толщины заготовки и повышением прочностных
характеристик материала заготовки частота вращения шпинделя
283
Рис. 6.29. Варианты операций ротационной вытяжки
уменьшается. Вытяжку заготовок из низкоуглеродистой стали осущест-
вляют при частоте вращения шпинделя 400.. 600 об/мин, латуни и
алюминия 800... 1200 об/мин, дуралюминия 500...900 об/мин, медн
и белой жести 600...900 об/мин. Для толщины материала больше
1 мм число оборотов уменьшается.
Осевую подачу ролика обычно устанавливают в пределах (0,25...
...0,5) .$с на оборот, радиус при вершине ролика равен (6...8) % где
д0 — толщина заготовки.
Для ротационной вытяжки используют токарно-давильные и
специальные станки, имеющие от одного до четырех роликов, с
горизонтальным или вертикальным расположением шпинделя, в том
числе полуавтоматы, автоматы и станки, оснащенные ЧПУ, микро-
процессорами и ЭВМ.
Применение специальных станков с ЧПУ значительно расширяет
технологические возможности процесса ротационной вытяжки, повы-
шает производительность оборудования, дает возможность оптимизи-
ровать процесс и получать детали с высокой точностью.
Например, 4-роликовый станок модели AS 48.70 фирмы ”Ки-
зерлинг" (Германия) с ЧПУ, оснащенный ЭВМ, дисплеем, дает
возможность в процессе обработки получать детали сложной
конфигурации, конусной и параболической форм. Программа
284
устанавливает необходимую подачу роликов, величину обжатия и
число оборотов шпинделя. При функциональной неисправности
процесс останавливается, на экране дисплея показывается причина
остановки.
Ротационная вытяжка с утонением стенки. Этот вид относится к
операциям с дополнительной локализацией очага пластической
деформации, при которой тем или иным способом искусственно
уменьшаются его размеры, что приводит к резкому повышению
допустимых степеней деформации и значительному снижению усилий
деформирования за один переход.
Схема напряженного состояния приближается к неравномерному
всестороннему сжатию, что способствует повышению пластических
характеристик материала заготовки и предельного формоизменения.
Ротационная вытяжка с утонением стенки может осуществляться:
на специализированном оборудовании роликами; роликовыми устрой-
ствами; шариковыми устройствами; наклонными вращающимися и
качающейся матрицами.
Ротационная вытяжка роликами на специализированном обору-
довании. На специализированном оборудовании получают детали
цилиндрической, конической, сферической, параболической и др.
форм, в том числе с местными утолщениями и переменной толщиной
стенки из плоских или пространственных заготовок с большей толщи-
ной стенки.
При вытяжке конической и сферической деталей из плоской
заготовки (рис. 6.30) толщина стенки готовой детали st и исходной
заготовки s0 связаны между собой определенной зависимостью, так
называемым законом синуса:
Sj = 50sina. (6.24)
Особенность формоизменения заключается в том, что в процессе
деформирования наружный диаметр фланца детали остается неизмен-
ным и равным диаметру исходной заготовки £>0.
Толщина стенки конической детали (рис. 6.30, а) в процессе
вытяжки остается постоянной в соответствии с законом синуса при
неизменном значении угла а. Поэтому ролик должен перемещаться
параллельно образующей конуса оправки, на заданном расстоянии с
зазором z = 5, = 50sina.
Толщина исходной заготовки
s0 = — . (6.25)
sina
285
Рис. 6.30. Схемы процесса ротационной вытяжки с утонением стенки конической и
сферической деталей из плоской заготовки
При получении конических деталей с переменной толщиной
стенки толщина исходной заготовки также должна быть переменной,
ее можно найти по формуле (6.25) для каждой точки радиуса, зная
соответствующую толщину стенки детали.
Толщина стенки сферической детали (рис. 6.30, б) будет пере-
менной, так как изменяется значение угла а. Для получе-
ния постоянной толщины стенки сферической детали толщина
исходной заготовки должна быть переменной и определяться по
вышеприведенной формуле. Ролик в этом случае перемещается по
дуге окружности заданного радиуса с постоянным зазором между
роликом и оправкой.
При ротационной вытяжке с утонением стенки цилиндрических
деталей исходной заготовкой служит полое изделие — предварительно
полученный стакан или труба. Стакан может быть получен вытяж-
кой, ротационной вытяжкой, сваркой из листа с приваренным дном
и т.д. Трубы используют горяче- и холоднокатаные, прессованные,
сварные. Заготовка плотно надевается на оправку, и ролики дефор-
мируют материал заготовки, уменьшая ее толщину и увеличивая
длину.
Обычно применяют три ролика, расположенные под углом 120°,
для уравновешивания значительных усилий деформирования и
получения качественных деталей. Однако наряду с трехроликовыми
станками применяются одно-, двух- и четырехроликовые станки.
Различают прямой и обратный способы обработки (рис. 6.31). При
прямом способе (рис. 6.31, а) заготовка 4 прижимается к торцу
оправки 2 прижимом 3, при перемещении деформирующих роликов
/ к передней бабке (планшайбе) станка происходит утонение стенки
заготовки.
286
Рис. 6.31. Способы ротационной вытяжки деталей с утонением стенки:
/ — ролик; 2 — оправка; 3 — прижим, 4 — заготовка, 5 — поддерживающие ролики
Направление течения металла совпадает при этом способе с на-
правлением перемещения роликов. В утоненной части заготовки
возникают меридиональные растягивающие напряжения, ограничива-
ющие предельное формоизменение.
Длина оправки должна быть не менее длины полученной детали.
При обратном способе (рис. 6.31, 6) заготовка надевается на
оправку до упора в бурт оправки. Направление течения металла в
этом случае противоположно направлению перемещения роликов. В
педеформированной части заготовки возникают меридиональные
сжимающие напряжения (заталкивающая сила действует на торец
заготовки), способствующие увеличению допустимых степеней дефор-
мации. Однако при деформировании тонкостенных исходных загото-
вок возможна потеря устойчивости недеформированной части заготов-
ки. При этом способе длина оправки может быть в несколько раз
меньше длины полученной детали, поэтому желательно применение
поддерживающих роликов 5. Обратный способ применяется при
ротационной вытяжке труб.
К обратному способу также относится менее распространенная
схема обработки с использованием прижима 3 при ротационной
вытяжке заготовки с дном (рис. 6.31, в). Длина оправки в этом
случае должна быть больше длины полученной детали.
При деформировании роликами на специальных станках можно
получать не только тонкостенные цилиндрические детали с постоян-
ной толщиной стенки, но и местные утолщения, расположенные на
различных участках детали, производить обкатку концевого участка
трубы, получать горловины, обжимая конец трубы или полого стака-
на, кольцевые рифты, с местным утонением и т.д.
Производительность процесса и качество обрабатываемой поверх-
ности зависят от большого числа факторов Значительное влияние
оказывают механические свойства материала заготовки; степень
287
утонения; форма, размеры и геометрия давильных роликов; число
оборотов оправки (частота вращения); продольная подача инструмен-
та (подача на оборот); способ вытяжки (прямой или обратный);
величина угла наклона давильного ролика к оси детали и др. Наибо-
лее важные факторы — степень утонения и величина продольной
подачи.
Для предотвращения разрушения материала, получения высокой
точности и качества поверхности степень утонения и продольная подача
должны быть вполне определенными.
Степень утонения для цилиндрических деталей можно оценить по
формуле
(6.26)
Для конических деталей, где 5, = sosina,
в = 1 - sina.
(6.27)
Для неотожженных заготовок степень утонения не следует прини-
мать более 50 %, для отожженных — 60 % за один проход.
Величина подачи изменяется в широких пределах (0,2.. 5 мм на
оборот), в зависимости от диаметра детали, толщины заготовки,
марки материала, точности детали, шероховатости поверхности.
Для деталей небольшого диаметра (до 150 мм) рекомендуемая
величина подачи 0,2...1 мм на оборот, средних и крупных размеров
детали — 1,25...5 мм на оборот. Для деталей из мягкого материала
и тонкостенных устанавливают меньшие значения подачи.
Для ограничения теплового эффекта, исключения вибраций и
обеспечения размерной точности деталей процесс ротационной вы-
тяжки рекомендуется вести при скоростях v = 120...300 м/мин [12].
Частота вращения заготовки
ЮООг
п = ----,
nD
(6.28)
где D — диаметр заготовки в мм
При соблюдении оптимальных режимов деформирования можно,
не прибегая к промежуточным отжигам, получать высокие суммарные
степени деформации до 90...95 %. Исходя из допустимых усилий
степень утонения обычно принимают 50...60 % для трехроликовых,
40 % для двухроликовых и 20 % для однороликовых станков.
Упрочнение материала затрудняет дальнейшую обработку, повы-
шает прочностные характеристики изделия. Особенно заметно влия-
288
иие наклепа при вытяжке оболочек из коррозионно-стойких сталей (на
краю оболочки могут образоваться продольные трещины). Поэтому
рекомендуется оставлять нераскатанным бурт, предусматривая его
последующую обрезку.
Образование наплыва металла перед роликом оказывает большое
влияние на стабильность процесса вытяжки, точность размеров и
качество поверхности детали. Чаще всего наплыв возникает при
деформировании мягких материалов. Величина наплыва зависит от
степени утонения, продольной подачи, радиуса скругления рабочей
части ролика и ее конфигурации.
Схема операций, технологические режимы обработки, конструк-
ции инструмента и типы станков для ротационной вытяжки приведе-
ны в работе [12].
Широкое распространение в мировой практике получили станки
фирмы "Ляйфельд" (Германия) одно-, двух- и трехроликовые, в том
числе с программным управлением, для изготовления деталей цилин-
дрической, конической и криволинейных форм с максимальным
диаметром обрабатываемых деталей — цилиндрических до 650 мм,
конических и криволинейной формы до 4400 мм.
Возможности программирования процессов ротационной вытяжки,
привлечения ЭВМ и компьютерной техники для управления процес-
сом формоизменения, встраивания в гибкие автоматизированные
производства раскрывает дальнейшие широкие перспективы реализа-
ции этого прогрессивного вида обработки металлов давлением.
Ротационная вытяжка роликовыми устройствами. Для ротацион-
ной вытяжки можно использовать универсальные токарные станки.
Для этого в шпиндель станка устанавливают оправку, на суппорте
укрепляют роликовое устройство. Деформирование заготовки произ-
водится профилированными роликами, расположенными по окруж-
ности заготовки в специальной обойме.
По сравнению с ротационной вытяжкой на специальном оборудо-
вании повышается точность размеров детали, качество поверхности,
степень деформации, возможность получения более тонкостенных
деталей. Радиальные усилия уравновешиваются внутри устройства и
не передаются на элементы станка.
Роликовое устройство (рис. 6.32) состоит из корпуса 9, в котором
размещены опорные кольца 7, упорные подшипники 2 и 8 , ролики 5
с осями 4 в соответствующих пазах опорных колец. Регулировочные
винты 3 с пружинами 6, сжатыми микрометрической гайкой 1, осу-
ществляют осевое перемещение опорных колец. Посредством микро-
метрической гайки устанавливается необходимая степень утонения и
толщина стенки детали при деформировании. После вытяжки враще-
нием микрометрической гайки в противоположную сторону под
289
Рис. 6.32. Роликовое устройство для Рис. 6.33. Схема шарикового устройства для
ротационной вытяжки ротационной вытяжки
действием пружин увеличивается зазор между опорными кольцами
и ролики освобождают заготовку.
Оптимальные значения окружных скоростей оправки 150...
...350 м/мин. Величина осевой подачи изменяется в широких преде-
лах (0,2...2 мм/об) и зависит от свойств материала заготовки, тол-
щины стенки, числа роликов, степени утонения. С уменьшением
осевой подачи уменьшается шероховатость поверхности детали,
повышается ее качество.
Число роликов, их размеры, размеры опорных колец, тех-
нологические и силовые режимы деформирования находят по рас-
четным зависимостям или номограммам, представленным в рабо-
тах [12, 26].
Ротационная вытяжка шариковыми устройствами. Шариковые уст-
ройства целесообразно применять при изготовлении тонкостенных
деталей (0,05...0,1 мм), в том числе из трудно деформируемых сталей и
сплавов, а также деталей переменной толщины стенки и с местными
утолщениями.
Корпус 5 устройства (рис. 6.33) устанавливают на суппорте токар-
ного станка, оправку 2 помещают в шпиндель / станка. Шарики 4,
расположенные в опорных кольцах 3, деформируют заготовку 6.
Зазор между кольцами, а следовательно, и толщина полученной
стенки регулируется микрометрической гайкой 7.
Ротационная вытяжка с использованием шариков приводит к более
значительной дополнительной локализации очага пластической
деформации, чем при обработке роликами, и соответственно к увели-
чению допустимых степеней деформации, уменьшению деформирую-
щих усилий.
290
Рис. 6.34. Схема очага дефор-
мации при ротационной вы-
тяжке шариками
зон. Отсутствие свободных от напряжений
Очаг деформации
(рис. 6.34) ограничен
контактными поверхнос-
тями и поверхностями,
отделяющими его от
упругодеформированных
поверхностей дает возможность за счет увеличения степени локализа-
ции очага деформации увеличивать гидростатическое давление
(шаровой тензор сжатия) и тем самым добиваться существенного
увеличения допустимых степеней деформации и предельного формо-
изменения без разрушения. Граничные условия в этом случае могут
быть найдены только из условий рассмотрения совместного деформи-
рования очага деформации и окружающих его упругодеформирован-
ных частей заготовки. Использование модели жесткопластического
тела оказывается неприемлемым и отыскание граничных условий
весьма усложняется.
Однако могут быть предложены решения, позволяющие аналити-
чески выразить зависимость напряжений в очаге деформации от
основных влияющих факторов.
Дополнительная локализация очага деформации при ротационной
вытяжке шариковыми устройствами в отличие от обычной вытяжки с
утонением стенки будет состоять в замене кольцевой матрицы
вращающейся шариковой обоймой. Единый кольцевой очаг пластичес-
кой деформации заменяется отдельными (по числу шариков) локаль-
ными очагами деформации, имеющими осевое смещение из-за осевой
подачи корпуса, и тангенциальное (окружное) смещение вследствие
вращения оправки. Поэтому локальные очаги деформации в заготовке
перемещаются по винтовой линии, угол подъема которой зависит от
соотношения скоростей подачи и вращения.
В очаге деформации элементы заготовки испытывают деформацию
сжатия в радиальном направлении (утонение стенки) и растяжения
в осевом направлении (удлинение заготовки). Деформациями танген-
циальной и скручивания пренебрегаем.
Так как очаг деформации окружен упругодеформированными
частями заготовки, то осевое удлинение при пластическом деформи-
ровании элементов должно вызвать упругие деформации в зонах
заготовки (окружающих очаг деформации), обеспечивающие равен-
ство осевых смещений на границе очага деформации.
291
Приведенное ниже приближенное решение дает возможность
получить сравнительно простые зависимости. Примем, что тангенци-
альная деформация равна нулю и происходит только осевое течение
металла. В этом случае из условия постоянства объема осевое смеще-
ние на границе очага деформации Uz будет равно
(6.29)
где s0 и 5, — толщина стенки заготовки до и после деформации; f —
осевая подача за один оборот; т — число шариков.
Это же перемещение должно вызвать деформирование участков
заготовки, окружающих очаг деформации, причем в продеформиро-
ванной части заготовки должны появиться осевые растягивающие
напряжения, а в недеформированной — осевые сжимающие напря-
жения.
Суммарная величина осевой деформации е может быть приближенно
определена по соотношению
(7,
€ = —-
L ’
(6.30)
где L — длина участка деформируемой заготовки.
Эта деформация будет вблизи боковой поверхности очага деформа-
ции и должна убывать до нуля у боковой поверхности очага деформа-
ции, образованного смежным шариком.
Тогда средняя деформация
Uz
= ---
2L
(6.31)
Используя закон Гука, находим среднее осевое напряжение оср,
действующего в упругодеформированной части заготовки:
(6-32)
Осевые напряжения, действующие в упругодеформируемой части
заготовки, создают силу, которая уравновешивает силу, возникающую
на границе очага деформации вследствие осевого смещения металла в
очаге деформации.
292
Условие равенства сил:
Ч>
*0 + •*!
2
/,
(633)
где — осевое напряжение на границе очага деформации; / — рас-
стояние между смежными шариками; 1} — ширина очага деформации
(в направлении по нормали к плоскости рисунка).
Можно считать, что I - Нш, а величину Ц приближенно опреде-
лить из геометрических соотношений в очаге деформации
= Ji)>
где da — диаметр шарика.
В формуле (6.33) принято, что напряжения оС1) действуют как в
деформированной, так и недеформированной частях заготовки,
поэтому усилие определяется по средней толщине заготовки.
Используя соотношения (6.29), (6.32), (6.33), после несложных
преобразований получим
Г Л
о = Е—------
,р 4п?Л/(
2
1 - —
2
50 t
(6.34)
Из формулы (6.34) следует, что напряжение возрастает с
увеличением подачи на один оборот, с увеличением степени утонения
(уменьшением s{ls0), с уменьшением числа шариков в обойме и с
увеличением расстояния между ними. При т -* или I - 0 (переход
к кольцевой матрице, как при вытяжке с утонением) напряжение
обращается в нуль.
Формула показывает, что граничное напряжение возрастает с
уменьшением длины заготовки в гиперболической зависимости. Это,
по-видимому, неточно, так как длина упругодеформированной части
заготовки должна иметь определенные ограничения.
Необходимо также отметить, что полученная формула справедли-
ва при условии, когда в промежутке между шариками имеют место
только упругие деформации.
Найденное значение ог^ может быть использовано по определе-
нию напряжений в очаге деформации и оценке допустимой степени
деформации.
Если решать задачу по методу баланса работ, как это принято в
работе [18] при анализе напряженного состояния операции вытяжки
293
с утонением стенки, и учитывать работу, совершаемую силой, создан-
ной напряжениями на соответствующих элементарных перемеще-
ниях, получим формулу для определения ог на выходе из очага
деформации:
где ц — коэффициент трения; а — угол наклона образующей шарика
к оси заготовки, который можно определить при замене дуги хордой:
а = arcsin
(6.36)
Как следует из формулы (6.35), величина растягивающего напря-
жения ог в опасном сечении уменьшается с увеличением о^, при
определенных условиях может измениться и знак этого напряжения, и
тогда в очаге деформации будет реализована схема неравномерного
всестороннего сжатия. Это приведет к существенному увеличению
Рис. 6.35. Шариковое устройство для ротационной вытяжки тонкостенных оболочек
из труднодеформируемых сплавов (по В.Н. Королеву)
294
Рис. 6.36. Шариковое устройство для ротационной
вытяжки с жесткозакрепленными кольцами [26]
допустимых степеней деформации и пре-
дельного формоизменения.
Применяются различные конструкции
шариковых устройств для ротационной
вытяжки с утонением стенки.
Шариковое устройство (рис. 6.35) пред-
назначено для изготовления тонкостенных
оболочек диаметром 10—15 мм.
В корпус 8, расположенный в пиноли
задней бабки станка, устанавливают опорные кольца 5, шарики 2,
подвижные сепараторы 4 и 7 с пружинами. Зазор между опорными
кольцами, положение шариков, а следовательно, и толщину стенки
получаемой детали регулируют микрометрической гайкой 1. Оправку 3
с заготовкой помещают в шпиндель станка. Количество охлаждаю-
щей жидкости, подаваемой через штуцер, регулируют иглой б. Устрой-
ство имеет жесткозакрепленные кольца и составной сеператор.
Конструкция шарикового устройства с жесткозакрепленными
кольцами и целым сепаратором (рис. 3.36) является типовой, предна-
значена для изготовления тонкостенных цилиндрических оболочек
диаметром 15—50 мм за несколько проходов и состоит из корпуса 6,
опорных колец 4, микрометрической гайки 5 с лимбом. Сепаратор 2
удерживает шарики 3 от выпадания. Корпус помещают в обойму 7,
установленную на суппорт станка, и закрепляют винтами 8. Величи-
ну утонения стенки задают с помощью поворота микрометрической
гайки, перемещение которой определяет положение опорных колец,
шариков и в конечном итоге зазора между шариками и поверхностью
оправки 1.
Для интенсификации процесса деформирования применяют шари-
ковые устройства, имеющие несколько рядов давильных инстру-
ментов.
Применение копирных устройств различных конструкций расши-
ряет технологические возможности ротационной вытяжки, позволяет
изготовить детали с переменной толщиной стенки и местными утол-
щениями.
Так, например, разработанная в МГТУ им. Н.Э. Баумана при
участии группы студентов (В.Ю. Дубровина и др.) конструкция
шариковой головки с копирным устройством дала возможность полу-
чить тонкостенные оболочки толщиной 0,2 и 0,25 мм, диаметром 42
и 62 мм с локальным утолщением 0,9 и 1,5 мм из стали 12Х18Н10Т
для гибких колес волновых передач (рис. 6.37).
295
Рис. 6.37. Шариковое устройство для ротационной вытяжки тонкостенных оболочек
с локальным утолщением
Полученную вытяжкой полую заготовку надевают на оправку 4,
помещенную в шпиндель станка. Корпус 11 головки устанавливают на
суппорт станка. Вращением микрометрической гайки 3, связанной с
копирным устройством, изменяют осевой зазор между опорными
кольцами 9 и 10, а следовательно, зазор между шариками и оправкой и
толщину получаемой стенки заготовки в процессе ротационной
вытяжки. Пружины 8 постоянно прижимают опорные кольца по
направляющим штырям 2 к торцам микрометрической гайки и полос-
ти корпуса. Подвижные сепараторы / и 5 посредством пружин 6 и
регулировочных винтов 7 препятствуют выпаданию шариков. Охлаж-
дающая жидкость (эмульсия) подводится через штуцер 12 и ка-
меру 13.
Копирное устройство (рис. 6.38) механического типа состоит из
двуплечего рычага 2, связанного со штырем 1 микрометрической
гайки, толкателя 3, щупа 4 и корпуса, расположенного на суппорте
станка. Щуп перемещается по фигурному пазу неподвижного копира
5, конфигурация которого соответствует контуру поверхности полу-
чаемой заготовки. Шариковую головку и копирное устройство монти-
руют на суппорте и станине станка.
Операции и режимы обработки гибкого колеса диаметром 42 мм
(рис. 6.39):
вытяжка из круглой плоской заготовки толщиной 1,2 мм за два
перехода с общим коэффициентом вытяжки 0,47;
ротационная вытяжка за три прохода до толщины стенки 0,2 мм
со степенями деформации за каждый проход соответственно 25, 38,
296
Рис. 6.38. Копирное устройство механического типа
64 % (суммарная деформация 88 %) с подачей /= 0,11 мм/об, число
оборотов оправки п = 630 об/мин;
формовка эластичным материалом в разъемных матрицах.
Зависимость предельной степени деформации епр от технологичес-
Рис. 6.39. Последовательность изготовления гибкого колеса волновой передачи:
1 — исходная заготовка, 2, 3 — заготовка после двух переходов вытяжки ; 4 —
заготовка после ротационной вытяжки; 5 — заготовка после формовки в разъем-
ных матрицах, 6 — готовая деталь
297
Рис. 6.40. Зависимость предельной степени
деформации от относительной осевой подачи
/ = А>:
а — материал сталь 12Х18Н10Т; б — материал
сплав Д1; 7 — по критерию пластичности мате-
риала; 2 — по критерию прочности стенки
детали
ких режимов и геометрии инструмента
при ротационной вытяжке с утонением
стенки, обусловленная пластичностью
материала и прочностью стенки детали,
показана на рис. 6.40 (исследования
проведены в МГТУ им. Н Э. Баумана).
Из графиков следует, что предельная
степень деформации с увеличением осе-
вой подачи сначала возрастает до опре-
деленного значения, а затем остается
постоянной. Это объясняется тем, что
вначале с увеличением осевой подачи увеличиваются граничные
нормальные сжимающие и касательные напряжения, вызыва-
ющие повышение пластичности материала
Дальнейшее увеличение осевой подачи приводит к возрастанию
до значений В этом случае часть металла вытесняется во
внеконтактную зону с образованием наплыва перед фронтом давиль-
ных элементов (шариков), величина которого остается постоянной на
всем процессе деформирования. Предельно допустимая деформация
ограничивается не только исчерпанием ресурсов пластичности в очаге
деформации (кривая /), но и временным сопротивлением стенки
детали (кривая 2). Отсюда следует, что существует область рацио-
нальных технологических параметров (на графике заштрихована),
при которых не происходит разрушения заготовки. При подаче
может быть достигнута предельная деформация при наибольшей
производительности.
Ротационную вытяжку тонкостенных цилиндрических оболочек
можно проводить на универсальных гидравлических прессах. Шари-
ковое устройство (рис. 6 41) состоит из корпуса 1, закрепленного на
ползуне гидравлического пресса ПД-476 усилием 1,6 МН. Микромет-
рическая гайка 10 с лимбом через упорный подшипник 9, опорные
кольца 3 и 5 прижимает деформирующий шарик 4 к поверхности
заготовки б, надетой на насадку вращающегося пуансона 11. Предва-
рительный осевой зазор между опорными кольцами устанавливается
298
Рис. 6.41. Шариковое устройство для ротационной вытяжки с вертикальной осью
посредством регулировочных винтов 8. Чтобы исключить выпадание
шариков, применяются подвижный и неподвижный сепараторы 2 и 7.
Вращением микрометрической гайки устанавливают необходимый
зазор между шариком и пуансоном (насадкой), исходя из заданной
степени утонения стенки. При рабочем ходе ползуна пресса с шарико-
вым устройством и одновременном вращении пуансона посредством
цепной передачи от вариатора и электродвигателя происходит дефор-
мирование заготовки.
Пуансон 1 (рис. 6.42), хвостовая часть которого выполнена в виде
конуса Морзе, устанавливают во вращающуюся оправку 4, помещен-
ную на упорных 7, 9 и игольчатых 2, 5 подшипниках в корпус 3
установки, закрепленный гайкой 8 в плите стола гидравлического
пресса. Оправка вращается с помощью звездочки 6 от цепной пере-
дачи, вариатора и электродвигателя.
Размеры рабочих инструментов, технологические режимы дефор-
мирования при ротационной вытяжке в шариковых устройствах
299
Рис. 6.42. Нижний вращающийся
пуансон для ротационной вытяжки
Рис. 6.43. Схема процесса рота-
ционной вытяжки в наклонных
вращающихся матрицах
определяются по расчетным зависимостям и номограммам, приведен-
ным в работах [12, 26]. В частности, диаметр шарика устанавливают
из условия образования минимального наплыва:
= (5...!О)$о. (6.37)
Ротационная вытяжка вращающимися и качающейся матрицами.
В отличие от ротационной вытяжки роликами и шариками дефор-
мирование заготовки в наклонных вращающихся матрицах осущест-
вляется охватывающими поверхностями матриц (рис. 6.43). Пуансон
1 вращается и совершает поступательное движение относительно
наклонных матриц 2 и 3, вращение которых происходит в связи с
вращением деформируемой заготовки 4. Перемещая матрицы относи-
тельно друг друга в ту или иную сторону, устанавливают необходимый
зазор между пуансоном и матрицами и, следовательно, заданное
утонение стенки заготовки. Имеют место два локальных, противопо-
ложно расположенных очага пластической деформации, окруженных
упругодеформированными зонами. Пластичность материала в этом
300
Рис. 6.44. Схема установ-
ки для ротационной вы-
тяжки вращающимся ин-
струментом
случае возрастает,
что дает возмож-
ность значительно
увеличить допусти-
мые степени дефор-
мации до 80...90 % за
один проход.
Исследования, про-
веденные в МГТУ
им. Н.Э. Баумана
И.Н. Семигреевой,
позволили разра-
ботать оптимальные
технологические ре-
жимы при дефор-
мировании тонко-
стенных оболочек в наклонных вращающихся матрицах, установить
факторы, влияющие на предельное формоизменение и качество
поверхности детали, получить рекомендации по проектированию
инструмента.
Установка для ротационной вытяжки вращающимся инструментом
(рис. 6.44) состоит из нижнего корпуса 9, закрепленного на столе 12
гидравлического пресса ПД-476 усилием 1,6 МН, в котором располо-
жены обоймы 7 с наклонными матрицами 13. Положение обойм и
зазор для вытяжки регулируют посредством винтов 8. Исходную
заготовку надевают на пуансон 6, вращение которого производится
от электродвигателя 1 через вариатор 2, цепную передачу 3, оправку
10 и стакан 5, расположенные в верхнем корпусе 4, закрепленном
на ползуне 11 пресса.
При перемещении ползуна пресса вниз и вращении пуансона
происходит деформирование заготовки. Вариатор обеспечивает бессту-
пенчатое регулирование частоты вращения пуансона от 330 до
920 об/мин при его подаче от 0,065 до 0,182 мм/об и скорости рабочего
хода ползуна пресса 1 мм/с.
Конструкция установки с верхними матрицами и с нижним
пуансоном, разработанная в МГТУ им. Н.Э. Баумана, состоит из
301
Рис. 6.45. Конструкция установки для ротационной вытяжки с верхним расположением
вращающихся матриц
корпуса 1 (рис. 6.45) с наклонными матрицами 6 и 7, расположенны-
ми на подшипниках 5 в обоймах 3 и 4, имеющими твердосплавные
вставки 9 и 10. Положение матриц и зазора между пуансоном 8 и
вставками матриц при деформировании регулируют посредством
перемещения штоков 11 и 12 гид-
роцилиндра 13 через фигурный
кулак 2. Корпус прикрепляют к
ползуну гидравлического пресса.
Пуансон устанавливают на столе
пресса, его вращение осуществляют
от отдельного привода. Кон-
струкция пуансона аналогична
рассмотренной выше (см. рис. 6.42).
Способ ротационной вытяжки
качающейся матрицей (рис. 6.46),
Рис. 6.46. Схема процесса ротационной
вытяжки качающейся матрицей
302
Рис. 6.47. Поэлементная штамповка пластины:
а — ип&мпуйм&я деталь; б — этапы штамповки: 1 — отрезка заготовки от полосы; 2 —
пробивка четырех одинаковых отверстии, 3 — обрезка углов по дуге 90°
разработанный в Тюменском политехническом институте, состоит в
том, что в процессе деформирования матрица 2 наклонена под углом
а = 2...4° к оси вращающегося пуансона 1, который совершает
одновременно поступательное движение вдоль своей оси. При контак-
те матрицы с заготовкой возникают два локальных очага пластической
деформации, что увеличивает, как и в предыдущем случае, допусти-
мую степень деформации до 80—90 % и дает возможность за один
проход получить пятикратное утонение стенки заготовки.
Используя двухъярусные качающиеся матрицы, можно увеличить
степень деформации. Особенность способа состоит в том, что по
предложенной схеме можно получать тонкостенные детали различно-
го поперечного сечения (круг, эллипс, квадрат, прямоугольник и др.).
Оборудованием являются токарные, вертикально-сверлильные станки
(с частотой вращения до 3000 об/мин). Можно применять универ-
сальные гидравлические прессы. Наименьшая толщина стенки детали
может быть получена 0,03...0,05 мм, угол наклона стенки матрицы
к ее оси у = 12... 15°, подача 0,05...0,1 мм/об.
6.5. Штамповка на универсальных
и специальных штампах
Универсальные штампы в условиях мелкосерийного и единичного
производства применяют для изготовления однотипных элементов
разнообразных деталей. Такие штампы используют для поэлементной
и групповой штамповки.
Поэлементная штамповка. Поэлементная штамповка — это способ
штамповки, при котором отдельные элементы детали получают
последовательно в одной или нескольких позициях одного или не-
скольких универсальных штампов.
303
Рис. 6.48. Поэлементная гибка скобы:
а — первая гибка; б — вторая гибка; в — третья гибка; г — четвертая гибка; 1 — пуансон;
2 — матрица; 3 — упор
Сущность способа. Контур любой детали может быть образован из
простейших геометрических элементов: прямых и кривых линий,
окружностей и т.п. Различное сочетание и расположение этих эле-
ментов на плоскости позволяет создавать многообразие деталей. При
наличии определенного набора универсальных штампов можно изго-
товить элементы контура деталей различных форм. Однако с целью
уменьшения числа универсальных штампов на предприятиях создают
классификатор, ограничивающий применение в изделиях конструк-
тивных элементов (прямые, кривые линии и т.п.) и их размеры.
Классификатор элементов деталей может быть создан на основе
обобщения опыта конструирования деталей различных изделий (или
другого принципа). Параметры элементов деталей целесообразно
устанавливать на основе обобщения опыта конструирования изделий или
на основе рядов предпочтительных чисел и размеров.
Способом поэлементной штамповки из штучных или групповых
заготовок возможно выполнение почти всех операций листовой
штамповки: разделительных (отрезка, вырубка, пробивка и т.д.) и
формоизменяющих (гибка, формовка, отбортовка и т.д.). На рис. 6.47
показан порядок получения наружного контура и отверстий в пласти-
304
Рис. 6.49. Поэлементная
штамповка коробчатой
детали.
ч — обрезка углов; б —
гибка прямых участков,
« — вытяжка углов
не при поэлементной штамповке. В условиях серийного производства
при технологической конструкции такую деталь можно получить не
за девять рабочих ходов пресса, а только за один рабочий ход. По
сравнению с серийным производством в этом случае производитель-
ность меньше, а трудоемкость больше, однако по сравнению со сле-
сарной обработкой эти показатели в несколько раз выше. На рис. 6.48
представлен процесс штамповки детали "скоба" поэлементной гибкой
за четыре операции; на рис. 6.49 — процесс поэлементной
штамповки невысоких коробчатых деталей с помощью четырех опера-
ций: обрезка углов, гибка прямолинейных участков, вытяжка углов.
Снижение себестоимости при поэлементной штамповке по сравне-
нию со слесарной обработкой обусловлено возможностью многократ-
ного использования универсального инструмента; такой инструмент
эксплуатируют в производстве 10—12 лет.
Порядок назначения операций при поэлементной штамповке
должен быть таким, чтобы последующие операции не вызывали
изменения взаимного положения ранее изготовленных элементов
относительно конструкторской базы.
Точность элемента, полученного в каждой отдельной операции,
соответствует точности штамповки на специальных штампах; точность
взаимного расположения элементов, полученных последова-
тельным путем при разделительных операциях, оценивают 12...
...14-ми квалитетами. Эта точность в значительной степени зависит
от точности и аккуратности работы оператора-штамповщика.
Для повышения производительности многооперационной поэле-
ментной штамповки применяют высокопроизводительные технологи-
ческие средства:
автоматические подачи для штамповки в полосе;
быстропереналаживаемые и автоматизированные прессы — коорди-
натно-револьверные, вибрационно-вырезные, с ЧПУ, изготовляемые
по заказу потребителя.
Групповая штамповка. Это способ комплексной штамповки, при
котором штампуют группу различных деталей, объединенных по
конструктивно-технологическим признакам, на быстропереналажи-
ваемой технологической оснастке.
305
Групповой способ штамповки основан на комплектовании таких
групп деталей на основе классификации, для изготовления которых
необходимо однотипное оборудование, быстропереналаживаемая
оснастка. Групповая штамповка различных деталей возможна как
при изготовлении деталей с общей последовательностью операций,
так и при выполнении отдельных операций.
Групповая штамповка в условиях единичного и серийного произ-
водства может быть выполнена на следующих технологических
средствах: 1) групповых блоках со сменными пакетными штампами;
2) специальном оборудовании (координатно-револьверных, вибраци-
онных, кромко-гибочных прессах и т.п.), оснащенном комплектом
сменного инструмента; 3) в универсальных штампах.
Основой рациональной организации группового способа штамповки
является классификация деталей, которую выполняют по конструк-
торско-технологическим признакам: форме и размерам, виду заготов-
ки, точности размеров, шероховатости поверхности, экономичности
раскроя и др. Результатом классификации являются классы и группы
деталей, изготовляемых вырубкой, пробивкой, гибкой, вытяжкой,
формовкой и т.д. Главной целью классификации является выделение
групп деталей, обрабатываемых на едином оборудовании и единой
технологической оснастке.
Наиболее часто группирование деталей при листовой штамповке
выполняют в зависимости от технологических средств штамповки,
которыми являются стационарные штампы со сменными пуансонами
и матрицами, групповые блоки со сменными пакетами рабочих
частей, универсально-наладочные штампы с регулируемыми и
сменными упорами, универсальные (групповые) основания со смен-
ными пакетами рабочих частей и регулируемыми упорами и револь-
верно-координатные прессы со сменными комплектами инструмента
и Др
Технологические возможности и ограничительные признаки
оснащения групповой штамповки. Стационарные штампы со сменны-
ми пуансонами и матрицами позволяют получать различное число
отверстий с различным расположением на заготовках одного типораз-
мера. Групповые блоки со сменными пакетами рабочих частей приме-
няют для деталей любой конфигурации с ограничением габаритных
размеров и толщины, определяемых блоком. Универсально-наладоч-
ные штампы со сменными и регулируемыми упорами — для деталей
любой конфигурации и подобными штампуемыми элементами, разме-
ры которых ограничены возможностями штампа. Универсальные
основания со сменивши пакетами и регулируемыми упорами — для
деталей любой конфигурации с одинаковыми штампуемыми элемен-
тами (отверстиями, пазами и т.д.). Револьверные прессы со сменными
306
комплектами инструмента — для деталей любой конфигурации и
габаритных размеров, определяемых возможностями пресса, с одина-
ковыми штампуемыми элементами.
Штамповка на универсально-сборных штампах. Основная идея
создания системы универсально-сборных штампов (УСП1) — это
преодоление недостатков специальных и универсальных штам-
пов. Недостатками специальных штампов мелкосерийного и
опытного производства являются повышенная трудоемкость и
необходимость изготовления специального шаблона для каждой
детали. Недостатками универсальных штампов являются большие
первоначальные затраты на изготовление множества стандартных
рабочих и других элементов штампа (съемников, упоров и др.),
большая трудоемкость сборки и наладки и возможность изготовле-
ния на них только 5... 10 % общего числа требуемых листовых
деталей.
На универсально-сборных штампах (УСШ) можно выполнять
различные операции. Эти штампы являются переходными между
специальными и универсальными. Они состоят из стандартных эле-
ментов (плит, направляющих колонок, втулок и др), многократно
используемых для сборки штампов различного назначения и индиви-
дуальных рабочих элементов: матриц и пуансонов. Для вырубки и
пробивки круглых элементов деталей (отверстий) используют смен-
ные комплекты рабочих частей (пуансоны и матрицы), для другой
формы элементов пуансон и матрицу изготовляют непосредственно
перед изготовлением деталей.
После изготовления данной детали или выполнения определенной
технологической операции УСШ разбирают на составные части и
используют для монтажа новой конструкции штампа. Срок службы
основных элементов УСШ (плит, колонок, втулок и др.) составляет
10...12 лет.
При проектировании УСШ для требуемой детали затраты времени
и средств минимальны, так как проектируют только рабочие части,
а элементы изготовляют из заранее подготовленного комплекта
заготовок для рабочих частей, которому при этом придают только
требуемые форму и размеры в соответствии с чертежом детали. Время
проектирования, изготовления и сборки УСШ составляет 2...8 ч.
вместо 3...4 недель, необходимых для изготовления штампов серий-
но-массового производства. Недостатком УСШ является невозмож-
ность сборки штампов для фасонного формообразования — сложной
гибки, многооперационной вытяжки и т.д. Точность размеров штам-
пуемых деталей назначают в пределах 12-го квалитета.
Специализированное оборудование для штамповки малыми пар-
тиями. Это прессы для групповой и последовательной пробивки,
307
Рис. 6.50. Типовые элементы и детали, получаемые на вибрационно-вырезных прессах
листоштамповочные прессы-автоматы, листогибочные прессы и ма-
шины.
На прессах для групповой и последовательной штамповки процесс
штамповки выполняют с помощью сменного комплекта инструмента.
Такими прессами являются комбинированные пресс-ножницы, про-
бивные однопозиционные, вибрационно-вырезные и координатно-
револьверные прессы.
На комбинированных пресс-ножницах, кроме отрезки листового
и сортового материала, можно выполнять пробивку и вырубку элемен-
тов наружного контура (пазы, угловые вырезы, скосы и пр.) с по-
мощью имеющихся у них устройств.
Пробивные однопозиционные прессы имеют узел для крепления
инструмента и стол с приспособлениями для фиксации заготовки.
После пробивки с соответствующей фиксацией всех отверстий в
заготовке заменяют сменный комплект инструмента для другого
типоразмера отверстий. Использование этих прессов для пробивки
отверстий одного типоразмера более предпочтительно, чем прессов с
программным управлением или прессов с координатным столом.
Вибрационно-вырезные прессы применяют для выполнения опера-
ций поэлементно-строчной вырезки по наружному и внутреннему
контуру элементов детали, пробивки отверстий, формовки ребер
308
Рис. 6.51. Схема поэлементно-строчной вырезки и
образования контура изделия:
D, — диаметр пуансона; Dr — диаметр упора;
Л — высота гребешков; S — шаг подачи;
v — направление подачи
жесткости, уступов, прорезки и формовки
жалюзи, отбортовки-вытяжки, выколотки
сферических поверхностей, завивки петель
(рис. 6.50) с помощью сменного ин-
струмента.
Наиболее универсальная схема поэлементно-строчной вырезки
представлена на рис. 6.51. Размер образующихся при этом гребешков-
выступов по контуру изготовляемого элемента детали зависит от
формы и размеров инструмента и подачи. Заготовку в процессе
вырезки позиционируют с помощью координатного стола, управляе-
мого в процессе работы вручную по шаблону или с помощью програм-
много управления.
В координатно-револьверных прессах в револьверной головке,
состоящей из двух дисков, одновременно устанавливают до 32 ин-
струментов. Такие прессы позволяют сократить время на установку
и фиксацию инструмента и заготовки. Прессы выпускают с ручным
и программным управлением.
Позиционирование заготовки при ручном управлении выполняют
по координатным линейкам, специальным и универсальным шабло-
нам. Точность позиционирования по координатным линейкам требует
значительного времени и сравнительно низка (± 0,15 мм). Использо-
вание специального шаблона обеспечивает достаточно высокую
производительность, но для каждой новой конструкции детали необ-
ходимо изготовлять специальный шаблон. Для выполнения разовых
заказов используют универсальные шаблоны.
Наилучшим решением по позиционированию заготовок для всех
возможных случаев является использование координатно-револьвер-
ных прессов с числовым программным управлением. Точность отра-
ботки координат в зависимости от модели пресса находится в преде-
лах 0,2...0,15 мм.
Листоштамповочные прессы-автоматы в мелкосерийном и еди-
ничном производстве применяют благодаря относительной простоте
технологической оснастки поэлементной штамповки. Такими пресса-
ми являются прессы-автоматы с нижним приводом и универсально-
гибочные многоползунные прессы-автоматы.
309
Рис. 6 52. Технологическая схема штампа
для обрезки по прямой и вырезки
прямоугольных участков (а) и эскизы
получаемых деталей (б)
Рис. 6.53. Технологическая схема штампа
для обрезки по дуге 180° (а) и эскизы
получаемых деталей (б)
R-B/2 Я>В/2
6)
Технологическая оснастка для поэлементной и групповой штампов-
ки. Для поэлементной штамповки часто используют комплект
универсальных штампов. Рассмотрим технологические возможности
таких штампов на примере комплекта универсальных штампов
В.М. Богданова. Этот комплект включает:
1) штамп для обрезки по прямой или вырезки участка заготовки
по двум взаимно перпендикулярным прямым;
2) штамп для обрезки (отрезки) по дуге 180° с различными радиу-
сами;
3) штамп для обрезки по дуге 90° с различными радиусами;
4) штамп для пробивки прямоугольных пазов;
5) штамп для пробивки отверстий;
6) штамп для гибки и др
Штамп для обрезки по прямой и вырезки прямоугольных участков
(рис. 6.52, а) имеет квадратный контур рабочих частей, на матрице
размещены упоры У и 2, положение которых можно регулировать
ходовыми винтами с отсчетом перемещения по делениям линейки и
нониуса. Упор 2 можно повернуть на любой угол На рис. 6 52, б
показана форма деталей, которая может быть получена на этом
штампе. Такие штампы позволяют выполнять обрезку по шаблону
деталей, контур которых образован прямыми линиями, а впадины
контура имеют угол не менее 90°. На этих штампах возможно также
образование дугообразных участков наружного контура детали.
Радиус дуги может быть любым в пределах переналадки кронштейна,
относительно оси которого поворачивают заготовку при образовании
дугообразного контура. Получаемый многогранный контур заготовки
требует доработки (обычно опиливания).
310
Рис. 6.55. Технологическая схема штампа
для прямоугольных пазов (а) и эскизы
получаемых элементов и деталей (б)
Рис. 6.54. Технологическая схема штампа
для обрезки по дуге 90° (а) и эскизы
получаемых деталей и элементов (<5)
Штамп для обрезки по дуге 180° (рис. 6.53) имеет полуцилиндри-
ческие рабочие части с набором различных радиусов. Заготовки
фиксируют относительно рабочих частей упором 1 и линейкой 2. Для
предупреждения образования уступов рекомендуют сопрягать дугу с
углом 170° прямыми линиями.
Штамп для обрезки по дуге 90° (рис. 6.54) также выполнен с
набором различных радиусов, содержит для фиксации заготовки два
упора /, которые устанавливают против соответствующего чертежу
радиуса.
Штамп для пробивки прямоугольных пазов (рис. 6.55) состоит из
сменного пуансона, подпружиненного съемника и матрицы с
регулируемой секцией 1. Положение заготовки относительно мат-
рицы фиксируют с помощью регулируемых упоров 2 и 3. Смену
пуансона выполняют без снятия пуансонодержателя с верхней плиты
штампа.
Для изготовления в деталях элементов, получаемых на вышеука-
занных четырех типах штампов, все необходимые штампы должны
быть установлены на прессы, а штамповщик должен переходить от
одного пресса к другому и изготовлять соответствующий элемент на
каждой из заготовок. С целью сокращения вспомогательного времени
разработан комплект быстросменных штампов-пакетов, устанавливае-
мых на универсальное групповое основание. На рис. 6.56, а показано
универсальное основание, на плите 2 которого в прямоугольный паз
устанавливают сменные пакеты штампа, закрепляемые специальным
винтом 3 и втулкой-гайкой 4. Для фиксирования положения заготов-
ки используют упорные линейки 7, 8, 10, закрепленные на подвиж-
ных каретках. Каретки перемещают по Т-образным пазам с помощью
ходовых винтов 5, 9 с головками 6, закрепление каретки осуществля-
ют гайками 1.
311
Рис. 6.56. Универсальное основание (а) и сменный пакет штампа (б) для пробивки
и вырубки круглых элементов
Сменный пакет такого основания для пробивки отверстий
(рис. 6.56, 6) состоит из корпуса-скобы 11, матрицы 12, пуансона 14
с головкой 75, воспринимающей усилие от ползуна пресса, втулки-
прижима 13, пружин прижима-съемника 16 и возврата пуансона в
исходное положение 17. Такие пакеты могут быть разработаны для
пробивки пазов, обрезки по дугам 180° и 90° и т.п.
Универсально-переналаживаемые штампы предназначены для
штамповки по элементам и выполнения разделительных операций,
гибки и формовки. На рис. 6.57 представлен отрезной универсально-
переналаживаемый штамп, позволяющий выполнять на нем отрезку,
пробивку пазов и вырезку углов. Штамп содержит П-образную
составную матрицу 7 с вкладышем 4, закрепленную винтами в ниж-
ней плите 5. Вкладыш 4 предупреждает смещение пуансона 6 в
процессе штамповки. Столик 3 с Т-образными пазами используют для
312
Призеры деталей
Рис. 6.57. Отрезной универсально-наладочный штамп с П-образной матрицей (а) и
схема установки упоров для получения различных элементов деталей (б)
(хеты установки укоров
Деталь Деталь Деталь
установки упоров 2. Схема установки упоров для получения различ-
ных элементов деталей показана на рис. 6.57, б. Верхняя часть штам-
па состоит из пуансона 6, пуансонодержателя 8 и прижима 7.
Специальные штампы и универсально-сборные штампы группо-
вой штамповки. В практике мелкосерийного и единичного штам-
повочного производства применяют специальные штампы для
разделительных и формообразующих операций, которые выпол-
няют как подкладными, так и закрепляемыми на универсальных
блоках.
Штампы для разделительных операций: листовые (пинцетные),
пластинчатые подкладные, пластинчатые с механическим креплением
к групповому блоку, пластинчатые с электромагнитным креплением к
групповому блоку, пакетные с механическим креплением к группо-
вому блоку, ленточно-ножевые; штампы с рабочими частями из
легкообрабатываемых и обратимых материалов; штампы с групповой
эластичной матрицей и сменными специальными рабочими частями.
313
Рис. 6.58. Листовой (пинцетный) штамп:
1 — матрица; 2 — пуансон; 3 — пуансоно-
держатель; 4 — ручка
12 3 t 5 б 7
Рис. 6.59. Пластинчатый подкладной
штамп:
1 и 6 — верхняя и нижняя плиты, 2 —
направляющий штырь; 3 — пуансон-
матрица; 4 — матрица; 5 — пуансон; 7 —
ручка
Штампы формоизменяющих операций: штампы с креплением
сменных рабочих частей к групповому блоку; штампы с рабочими
частями из легкообрабатываемых или обратимых материалов; штампы
с групповой эластичной матрицей и сменными специальными
рабочими частями.
Штампы для разделительных операций. Листовые (пинцетные)
штампы (рис. 6.58) различают простого и совмещенного действия.
Такие штампы применяют обычно для штамповки деталей толщиной
до 6 мм. Стоимость их невелика из-за простоты конструкции. Штам-
повку можно выполнять не только на прессах, но и на вальцах.
Недостатки этих штампов — невозможность штамповки деталей
сложной формы из материала толщиной менее 0,5 мм, величина
краевых перемычек в 2—2,5 раза больше, чем обычно, из-за отсут-
ствия упоров, низкая производительность труда, небезопасны в
работе. Толщину рабочих частей назначают по формуле
Т = 1 * 1,25л-, (6.38)
где 5 — толщина материала. Другие размеры (см. рис. 6.58) определя-
ют по формулам:
В = 50 + 0,2 а +
10001
(6.39)
314
/
С = 0,25 +0,1 b +
к
юоо,
L - З...4а,
(6.40)
(6-41)
где В — ширина матрицы; С — расстояние между краем и отверстием
матрицы; а и b — длина и ширина отверстия. Такие штампы в основ-
ном производстве обычно не применяют.
Пластинчатые подкладные штампы (рис. 6.59) также бывают
простого и совмещенного действия; они позволяют выполнять отбор-
товку, формовку ребер и выступов и т.п., они сложнее пинцетных и
содержат почти все элементы обычных штампов (съемники, выталки-
ватели, фиксаторы и т.п.). Отличие от специальных штампов состоит
в уменьшенной толщине всех рабочих и вспомогательных частей
штампа, в применении термически необработанных крупногабаритных
деталей (матриц и пуансон-матриц). Из-за пониженной твердости
рабочих частей прочность и толщина штампуемых материалов
ограничена, стойкость штампов низка, а качество деталей по мере
изнашивания рабочих частей быстро ухудшается. Производительность
труда низкая из-за значительных затрат времени на вспомогательные
переходы.
Основные размеры пластинчатых штампов. Толщина матрицы и
пуансона
Т= 3 + 0,8 у. (6.42)
Длина А и ширина В матрицы и пуансонодержателя
А = (50 + а + 0,1 b) 1
1000
В = (50 + b + 0,1 и) 1
1000 J
(6.43)
(6 44)
Другие параметры те же, что и для пинцетных штампов.
Пластинчатые штампы (рис. 6.60) с механическим креплением к
групповому блоку имеют выталкиватели и съемники, выполняемые
из резины. Возможности таких штампов ограничены: в небольших
отверстиях невозможно разместить резиновые выталкиватели отхода,
315
Рис. 6.60. Пластинчатый штамп с
механическим креплением к групповому
блоку:
I — матрицедержатель; 2 — матрица; 3 —
выталкиватель; 4 — пуансон; 3 — пуансоно-
держатель; 6 — съемник; 7 — направляющий
штырь
толщина штампуемого материала дол-
жна быть более 0,5 мм, так как шты-
ри, фиксирующие верхнюю часть
штампа относительно нижней, не обе-
спечивают равномерного зазора и
штамповщик затрачивает много вре-
мени на установку штампа для достижения удовлетворительного
качества. Наибольшая толщина материала ограничена усилием
выталкивания и допустимым сжатием резины. Широкого распростра-
нения такие штампы не получили.
Пластинчатые штампы (рис. 6.61, а) с электромагнитным креп-
лением к групповому блоку (рис. 6.61, б) конструктивно не отлича-
Рис. 6.61. Пластинчатый штамп (а) с электромагнитным креплением к групповому
блоку (б):
1 — пуансонодержатель; 2 — пуансон; 3 — матрица
316
A—A
Рис. 6.62. Пакетный штамп (а) с механическим креплением к групповому блоку (б)
ются от вышеописанных. Их применяют для штамповки малопрочных
немагнитных материалов. Наладка рабочих частей (пуансона относи-
тельно матрицы) более простая, так как остаточные магнитные свойства
элементов штампа и магнитных плит при выключенном электромагните
позволяют удерживать эти элементы и смещать при ориентировке
относительно друг друга.
Магнитные материалы не штампуют при креплении пластинчатого
штампа электромагнитом из-за трудностей, возникающих при удале-
нии штампованных деталей и отходов из штампа. Для предупрежде-
ния выхода из строя обеих рабочих частей в процессе наладки штам-
па одну из них (обычно матрицу) закаливают на незначительную
твердость (около 20 HRC).
Пакетные штампы (рис. 6.62, а) с механическим креплением к
групповому блоку (рис. 6.62, б) представляют собой комплекты
рабочих частей штампов простого действия или комбинированных, не
соединенных с прессом. При толщине штампуемого металла менее
0,6—0,8 мм такие пакеты выполняют с направляющими элементами
(небольшого диаметра колонки и втулки), при большей толщине
317
Рис. 6.64. Ленточио-ножевой
штамп:
1 и 10 — верхняя и нижняя
плиты; 2 — матрицедержатель;
3 — пуансонодержатель; 4 — матрица; 5 —- пуансоны; 6 — съемник; 7 — выталкивате-
ли; 8 — пуансон-матрица; 9 — подкладка
штампуемого материала надежную ориентировку рабочих частей
обеспечивают колонки и втулки группового блока Рабочие части
штампов закаливают до требуемой твердости рабочих частей серийно-
го производства На таких штампах выполняют любые операции.
Стойкость их близка к стойкости штампов серийного производства.
Их преимущества — меньшие металлоемкость и габариты Недостат-
ки — необходимость установки только на специальном групповом
блоке, сравнительно высокая стоимость, что приближает их по этому
параметру к специальным штампам серийного производства.
На конструкцию и размеры пакетов и блоков штампов разработа-
ны ГОСТ 17662—72, ГОСТ 17573—72 и др., охватывающие 14 типо-
размеров матриц размером от 80x60 и до 400x250 мм.
Пакетные штампы с магнитно-механическим креплением к груп-
повому блоку из-за более высоких металлоемкости, стоимости и
трудоемкости установки по сравнению с пластинчатыми штампами в
производстве применяют не часто.
Штампы с рабочими частями из легкообрабатываемых материалов
по выполняемым с их помощью операциям и принципу действия не
отличаются от вышеописанных упрощенных штампов Отличие их
318
Рис. 6.65. Деталь, полученная на УСШ
состоит в использовании легкообрабатываемых
материалов для изготовления одной из рабо-
чих частей, что обеспечивает значительное
снижение трудоемкости и стоимости штампа.
Легкообрабатываемым материалом обычно
являются цинково-алюминиевые сплавы, ко-
эффициент трения которых по большинству
штампуемых материалов небольшой. Из таких сплавов изготовляют
обычно матрицу пуансон изготовляют из инструментальной или средне-
утлеродистой стали с твердостью 38...40 HRC,
На рис. 6.63 представлен подкладной пакетный штамп совмещенного
действия для вырубки и пробивки с пуансоном-матрицей 1 из цинково-
алюминиевого сплава. Пуансон пробивки и матрица вырубки 4
изготовлена из стали 45 с 37...40 HRC, Удаление отхода и детали
обеспечивают резина или полиуретан 3 Наиболее часто применяют
такие штампы для изготовления деталей из алюминия и его сплавов,
реже — для стальных деталей толщиной до 0,6—0,8 мм.
Ленточно-ножевые штампы (рис. 6.64) позволяют обрабатывать
заготовки из легированных сталей толщиной до 5—6 мм. В таких
штампах одну из рабочих частей изготовляют пластинчатой, а
матрицу — из стальной ленты толщиной t, поставленной на ребро и
заточенной под углом 35°. На рабочем торце матрицы по всему
контуру разделения создают поясок шириной b ~ 0,2(5 +1), мм;
Рис. 6.66. Универсально-сборный штамп для вырубки
319
°н + 10
t = (1 <• 0,3 5)—--, (6.45)
10
здесь i — толщина ленты, мм; 5 — толщина штампуемого металла, мм.
При работе матрица погружается в канавку между пуансоном-матри-
цей и прокладкой и прогибает наружный отход, пуансоны пробивают
отверстия. При подъеме верхней части штампа полиуретановые или
резиновые выталкиватели удаляют деталь из матрицы, а резиновый
съемник сбрасывает отход с пуансона-матрицы.
Недостаток этих штампов — трудность изготовления фигурного
контура из стальной закаленной ленты с радиусом менее 8... 10 мм.
На рис. 6.65 показана деталь со сложным контуром, полученная
на УСШ, а на рис. 6.66 — основные элементы штампа: колонки и
втулки и их крепление к верхней и нижней плите, матрица и матри-
цедержатель, пуансон со съемником.
6.6. Способы высокоскоростного
деформирования
При обычных способах штамповки скорость деформирования
(скорость перемещения деформирующего инструмента) достигает
сравнительно небольших значений. Так, при штамповке на гидравли-
ческом прессе скорость ползуна при рабочем ходе находится ориенти-
ровочно в пределах 0,001...0,1 м/с, ползуна кривошипного пресса —
0,3... 1 м/с, бабы (стесселя) листоштамповочного молота простого
действия — 3...4 м/с.
При высокоскоростных способах штамповки скорость деформиро-
вания (в данном случае скорость перемещения частиц заготовки)
возрастает на один-два порядка и достигает 300...400 м/с.
Наиболее широкое применение в промышленности имеют следую-
щие способы высокоскоростного деформирования: штамповка взры-
вом, электрогидравлическая штамповка (ЭГШ), электромагнитная
штамповка (магнитно-импульсная обработка металлов — МИОМ).
Деформирование заготовки первыми двумя способами происходит
за счет энергии ударной волны, как правило, через передающую
среду, в качестве которой может служить жидкость, воздух, а также
сыпучий, вязкий или эластичный материал и т.д. Действующая на
заготовку нагрузка носит импульсный характер — за весьма короткий
промежуток времени сообщается значительное количество энергии,
что приводит к большим значениям мгновенных мощностей.
320
Благодаря импульсному воздействию нагрузки в деформируемой
заготовке возникают возмущения — продольные и поперечные волны,
которые распространяются в меридиональном направлении. Продо-
льные волны вызывают линейные смещения элементов заготовки,
поперечные волны приводят к появлению сдвиговых деформаций,
изменяющих ее форму.
С увеличением скорости деформирования изменяются прочностные
и пластические характеристики материала заготовки. Возрастает
сопротивление деформированию, что связано с увеличением напряже-
ния текучести в процессе штамповки
Опыты Кларка и Вуда по испытанию образцов из разных металлов
на растяжение при скорости нагружения до 60 м/с показали, что
временное сопротивление разрыву о, повышается на 54 % по сравне-
нию с испытаниями в статических условиях.
При высоких скоростях деформирования углеродистые и легиро-
ванные конструкционные стали, а также некоторые пластичные
сплавы цветных металлов значительно повышают свои характеристи-
ки пластичности, что увеличивает их допустимое формоизменение.
У сплавов с низкой пластичностью значительного повышения харак-
теристик пластичности не наблюдается.
Однако известно, что некоторые труднодеформируемые в обычных
условиях сплавы успешно обрабатываются при высокоскоростных
способах штамповки. Вместе с тем у многих металлов и сплавов
обнаружены критические степени деформации, при которых они
теряют пластичность и становятся хрупкими. На кинематику движе-
ния заготовки при высокоскоростном деформировании оказывают
также влияние силы инерции.
Общее время деформирования заготовки очень мало и составляет
несколько миллисекунд (0,002...0,005 с). Весь процесс деформирова-
ния можно условно и достаточно приближенно разделить на два
периода.
I период — это "разгон" заготовки, период активного деформирова-
ния под действием энергии ударной волны.
II период — '’инерционное'1 деформирование заготовки, период
пассивного деформирования за счет запасенной заготовкой кине-
тической энергии, причем время первого периода значительно
меньше времени второго t, « 12. В конце второго периода заго-
товка приобретает форму поверхности матрицы или некоторую
свободную форму, если нет контакта с матрицей в конечный момент
деформирования.
Штамповка взрывом. При штамповке взрывом в качестве основно-
го источника энергии применяют бризантные взрывчатые вещества
(ВВ) — тротил, тетрил, гексоген, аммонит, аммонал и др., которые
321
Рис. 6.67. Схема установки для штамповки
взрывом
могут быть в виде порошка, прессованных
брикетов (шашек), литых зарядов различ-
ной формы, листов и шнуров.
Критерием их работоспособности явля-
ется удельная теплота взрыва, которая
для наиболее широко применяемых в промышленности В В находится
в пределах от 3700 до 7500 кДж/кг (тротил — 4230 кДж/кг). Скорость
детонации (скорость распространения взрыва) достигает нескольких
тысяч метров в секунду и колеблется от 3600 до 8300 м/с, например
для прессованного литого тротила, она составляет 6900...7000 м/с,
гексогена 8300 м/с, аммонита 3600...5300 м/с. Время детонации
составляет 20...30 микросекунд, т.е. на два порядка меньше, чем
время деформирования заготовки.
Бризантные взрывчатые вещества при поджигании обеспечивают,
как правило, устойчивое горение со сравнительно небольшой ско-
ростью — несколько метров в секунду.
Поэтому, чтобы вызвать их детонацию, применяют специальные
детонирующие устройства — детонаторы, которые представляют
гильзу с небольшим зарядом инициирующего ВВ, горение которого
быстро переходит в детонацию и вызывает взрыв основного заряда
ВВ. Поджигание инициирующего заряда осуществляют посредством
электрического тока (электродетонатор) или огнепроводного (бикфор-
дова) шнура (капсюль-детонатор).
Листовую заготовку / (рис. 6.67) укладывают на матрицу б,
прижимают прижимным кольцом 5 и на определенном расстоянии от
поверхности заготовки устанавливают заряд ВВ 2 с электродетонатором.
Затем матрицу с заготовкой и зарядом опускают в бассейн 3,
наполненный водой 4. Из нижней полости матрицы через клапан 7
посредством вакуум-насоса откачивают воздух, чтобы он не препят-
ствовал перемещению заготовки. После чего через электродетонатор
взрывают ВВ Образующаяся в результате взрыва ВВ ударная волна
в жидкости деформирует заготовку.
Механизм деформирования и кинематика движения частиц заго-
товки при штамповке взрывом достаточно сложны, зависят от многих
факторов — формы и массы заряда, дистанции взрыва (расстояния
заряда от поверхности заготовки), размеров бассейна. Исследования,
проведенные в МГТУ им. Н.Э. Баумана М.А. Анучиным, О.Д. Анто-
ненковым и др., а также работы В.Г. Степанова, Р.В. Пихтовникова
и др. позволили раскрыть физическую картину процесса штамповки
322
Рис. 6.68. Схема распределения скоростей и
давлений при взрыве заряда ВВ в жидкости:
1 — фронт ударной волны; 2 — граница пузы-
ря продуктов взрыва, 3 — заряд; 4 — зона
ударной волны; 5 — зона гидропотока; 6 —
продукты взрыва; 7, 8 — эпюры распределения
давлений и скоростей по радиусу
взрывом, установить расчетные зави-
симости по определению параметров
процесса деформирования.
После взрыва заряда ВВ образующиеся в результате детонации
газы в короткий промежуток времени повышают давление в приле-
гающих слоях воды до значений свыше 10000 МПа. Возникает
ударная волна, которая с большой скоростью (2000...3000 м/с) начи-
нает перемещаться от источника взрыва. Вблизи заряда эта скорость
близка к 5000 м/с. По мере удаления от источника взрыва давление
в ударной волне падает, а скорость ее распространения стремится к
скорости звука в воде — около 1500 м/с.
После образования и распространения в воде ударной волны
происходит расширение сильно сжатых в первый момент детонации
продуктов взрыва — газового пузыря, давление в котором падает.
Однако, вследствие инерции расходящего потока воды, расширение
газового пузыря будет продолжаться и после того, как давление внутри
него сравняется с гидростатическим.
Дальнейшее уменьшение давления на поверхности газового
пузыря приводит к прекращению его расширения, объем газового
пузыря уменьшается, давление в нем начинает повышаться и стано-
вится больше гидростатического. Происходит своеобразная его пульса-
ция. Максимальное давление в газовом пузыре при первой пульсации
не превышает 10...20 % давления на фронте ударной волны, при
последующих пульсациях давление внутри пузыря резко ослабевает,
поэтому практическое значение имеет только первая пульсация. Как
показывают расчеты, при прохождении ударной волной расстояния,
равного 10 радиусам заряда, радиус пузыря увеличивается примерно
в 3 раза, а объем продуктов взрыва приблизительно в 30 раз.
Давление в пузыре падает до 10... 15 МПа.
Пространство между фронтом ударной волны и границей газово-
го пузыря (рис. 6.68) можно условно разделить на две зоны: зону
ударной волны и зону гидропотока.
В зоне ударной волны потенциальная энергия жидкости, опреде-
ляемая давлением р, и кинетическая энергия частиц, обусловленная
323
Рис. 6.69. Процесс развития взрыва в жидкости при
деформировании заготовки [23]
скоростью частиц и, примерно одинаковы.
В зоне гидропотока основная составляю-
щая энергии — это кинетическая энергия
частиц.
При близком расположении заряда и
заготовки на расстоянии R < 1Ого (где г0 —
радиус сферического заряда) деформиро-
вание заготовки происходит за счет энергий
ударной волны и гидропотока, т.е. практи-
чески всей энергии заряда, за исключением
тепловых потерь и энергии, остающейся в
продуктах взрыва.
При расположении заряда на больших расстояниях от заготовки ее
деформирование осуществляется за счет энергии ударной волны.
Энергия гидропотока в этом случае будет незначительна из-за по-
вторных пульсаций газового пузыря.
Ударная волна и сопутствующий ей гидропоток, достигнув поверх-
ности заготовки, передают ей часть своей энергии, в результате чего
заготовка / (рис. 6.69) начинает перемещаться в направлении матри-
цы 2 со скоростью от 40 до 100... 120 м/с. Возникает отраженная волна 3,
которая движется в обратном направлении. Между фронтом
отраженной волны и поверхностью деформируемой заготовки образу-
ется область кавитации 4, которая характеризуется наличием в воде
большего числа пузырьков и пустот. Вода в зоне кавитации с пузырь-
ками и пустотами обладает определенной энергией, которая частично
передается деформируемой заготовке.
В момент образования кавитации прямое воздействие ударной волны
на заготовку прекращается.
Отраженная от заготовки волна несет обычно незначительную
долю ударной падающей волны. При выходе фронта отраженной волны
на границу газового пузыря 5 возможно возникновение допол-
нительной зоны кавитации вокруг пузыря, временно исключающей
действие пузыря за счет его пульсаций в направлении заготовки.
Отраженные волны возникают также и от стенок бассейна. Появляет-
ся так называемая "пульсирующая” с интерференцией волн нагрузка,
которая усложняет расчет технологических параметров процесса.
При определенных соотношениях масс заготовки столба жидкости
на пассивной, второй стадии деформирования гидропоток может
догнать заготовку, заполнить кавитационную полость и, сообщив
324
заготовке дополнительную нагрузку, увеличить скорость деформиро-
вания.
Благодаря кавитации, время действия нагрузки на заготовку значи-
тельно превышает время действия ударной волны и нагружение носит
немонотонный характер.
При штамповке толстостенных заготовок толщиной более 6—7 %
диаметра детали, а также заготовок, обладающих большой жесткостью,
кавитация может не наступить. У тонкостенных, пластичных и облада-
ющих малой жесткостью заготовок процесс возникновения и исчезно-
вения областей кавитации может неоднократно повторяться.
Масса заряда. Основным технологическим параметром процесса
является масса заряда ВВ Она может быть определена расчетным
путем, исходя из необходимой энергии формообразования заготовки,
по эмпирическим зависимостям, на основании пробных эксперимен-
тов и моделирования процесса.
Так как масса заряда зависит от многих факторов, которые в ряде
случаев сложно учесть при расчете, то можно использовать упрощен-
ные эмпирические формулы. Например, для сферического заряда при
R > 1Ого [8]
т = (875Р257?’’8)0-8, (6.46)
где т — масса заряда, кг, р — плотность заготовки; Q — потребная
энергия формообразования единицы поверхности заготовки; s —
толщина заготовки, см; R — дистанция взрыва, м.
Массу заряда т можно определить, исходя из необходимой энер-
гии пластического деформирования заготовки Лд, энергии, выделяе-
мой при взрыве В В Лир, и КПД установки гр
Ал = = (6-47)
откуда
Ал
т = ——
Иц
(6-48)
где W — энергия, выделяющаяся при взрыве единицы массы ВВ.
Работа пластического формоизменения определяется выражением
(6.49)
Здесь о, и с, — интенсивность напряжений и деформаций в деформи-
руемом объеме V заготовки
325
Коэффициент полезного действия установки при взрыве ВВ в
открытом бассейне составляет 8... 10 %, в установках закрытого типа
достигает 12... 15 %.
При точном определении массы заряда заготовка достигает
дна матрицы со скоростью, равной нулю или несколько боль-
шей. При избыточной массе заряда возможен "отскок" заготовки
от дна матрицы или разрушение заготовки при штамповке в кольце-
вую матрицу.
Форма заряда. Она определяет в известной степени форму фронта
ударной волны, действующей на заготовку. При сферическом заряде
образуется волна сферической формы, при цилиндрическом (в виде
стержня) — цилиндрической формы, при плоском (лист или кольце-
вой заряд) — плоской формы. Конфигурация штампуемых деталей
влияет на выбор формы заряда.
При вытяжке деталей сферической или куполообразной форм
используют сферические заряды.
Для штамповки деталей небольшой высоты с плоским дном приме-
няют заряд в виде плоской пластины, шнур, свернутый в спираль или
несколько точечных зарядов, образующих кольцо.
При раздаче трубчатых заготовок используют заряд в виде стерж-
ня. Эффективен в ряде случаев заряд конической или кольцевой
формы.
Применяют также заряды в виде пластин или стержней непостоян-
ной толщины, утолщенную часть располагают над участком заготов-
ки, где необходимо осуществить большую степень деформации.
Дистанция взрыва. Она оказывает влияние на профиль фронта
ударной волны при ее подходе к заготовке и, следовательно, на
механизм формоизменения.
Для более выгодного использования энергии взрыва заряд следует
располагать ближе к поверхности заготовки. Однако в этом случае
может произойти локализация деформации, местное утонение и
разрушение заготовки. Если увеличить расстояние от заряда до
заготовки, то энергия взрыва может оказаться недостаточной для
деформирования заготовки.
Оптимизация дистанции взрыва способствует меньшему утоне-
нию заготовки, более равномерной толщине стенки и получению
годной детали заданной формы. При штамповке с прижимом фланца
расстояние R от сосредоточенного заряда до заготовки устанавливает-
ся в пределах 0,2...0,4 ее диаметра для высокопрочных сталей и
сплавов и 0,3...О,5 диаметра заготовки для малоуглеродистых сталей
и пластичных сплавов.
При штамповке без прижима расстояние R от заряда до заготовки
принимают несколько меньшим и равным 0,1...0,3 диаметра заго-
товки.
При использовании плоских или кольцевых зарядов их располага-
ют ближе к заготовке.
326
При операциях чеканки, калибровки, правки плит применяют
заряды ВВ в виде пластин, расположенных непосредственно на
поверхности заготовки.
При отрезке и вырубке листового материала используют шнуровые
или линейные заряды ВВ, накладываемые на заготовку вдоль линии
реза.
Минимальную высоту столба воды над зарядом ВВ определяют из
условия наиболее полного использования энергии взрыва и принима-
ют равной 20...25 радиусам заряда.
Предельное формоизменение. В начальный период вытяжки ско-
рость и ускорение в заготовке достигают наибольших значений и, так
как фланец еще не начал перемещаться из-под прижима, будет
происходить локальная деформация в кольцевой зоне вблизи радиус-
ной кромки матрицы, что приведет к местному утонению стенки. От
этой зоны в заготовке начнут распространяться продольные волны,
которые будут поставлять в деформируемую область материал из
соседних участков заготовки. Но так как фланец еще не начал пере-
мещаться, то наиболее опасным будет начальный момент, когда
течение металла идет за счет местного утонения заготовки.
Когда продольные волны достигнут свободного края фланца,
начнется его перемещение.
Если в опасной зоне напряжения и деформации за это время не
превысили предельные, то начавшееся перемещение фланца обеспечит
устойчивый процесс вытяжки. В противном случае произойдет разру-
шение заготовки в зоне утонения.
Таким образом, чем больше при прочих равных условиях будет
масса заряда, тем больше будет начальная скорость деформирования
заготовки и опасность разрушения возрастет. С увеличением диамет-
ра заготовки увеличивается время начала перемещения фланца,
растут величины напряжения и деформации в опасном сечении, а
также возрастает возможность разрушения заготовки.
Исследованиями, проведенными в МГТУ им. Н.Э. Баумана, уста-
новлено, что коэффициент вытяжки Kt (отношение диаметра заго-
товки D, к диаметру отверстия матрицы Do) при штамповке взрывом
меньше, чем при штамповке на прессах. Для ряда исследованных
материалов получены следующие значения предельных коэффициен-
тов вытяжки:
Материал.....
к,- —
Л)
Сплав ОТ-4 СтЗ 2X13 12Х18Н10Т Сгаль08кп АМгбМ
1.48 1,55 1,56 1,58 1,59 1,64
327
Для того чтобы увеличить предельный коэффициент вытяжки,
штамповку производят за несколько переходов (взрывов) малыми
зарядами ВВ.
Кроме того, для уменьшения скорости деформирования и более
равномерного распределения давлений по поверхности заготовки
применяют ВВ с малой скоростью детонации (например, аммониты),
а также используют рассредоточенные заряды (плоские, кольцевые,
спиральные шнуровые и т.п.).
При деформировании тонколистовых материалов можно проводить
штамповку со спутником. В этом случае на заготовку помещают
листовую резину, полиуретан, свинец и деформируют их совместно
с заготовкой. Это дает возможность получать относительно глубокие
детали с минимальным утонением стенки.
Для увеличения предельного формоизменения применяют способ
штамповки метанием передающей среды, при котором между поверх-
ностью заготовки и жидкостью (водой) создают воздушный зазор
10... 12 мм. В этом случае заготовку с матрицей располагают над
свободной поверхностью жидкости, в которую помещают ВВ.
Точность деталей. При штамповке взрывом точность размеров
получаемых деталей выше, чем при обычной штамповке на прессах.
Это связано с наличием дополнительного гидростатического давления,
уменьшающего возможное пружинение детали после снятия нагрузки.
Оборудование и технологическая оснастка. Штамповку взрывом
производят в специальных бассейнах и установках, оснащенных
подъемно-транспортным оборудованием, вакуумными устройствами,
соответствующей аппаратурой управления и контроля.
Чаще всего применяют железобетонные бассейны, облицованные
внутри листовой сталью и заглубленные в грунт. Стенки бассейна
могут быть вертикальными и наклонными.
Бассейн с наклонными стенками (конической формы) лучше
сопротивляется действию ударной волны, их целесообразно приме-
нять при штамповке крупногабаритных деталей диаметром до не-
скольких метров.
Для ослабления воздействия ударной волны стенки бассейна
дополнительно изолируют резиной и другими энергопоглощающими
материалами, используют также воздушно-пузырьковую защиту в
виде сплошной завесы из пузырьков воздуха (рис. 6.70). Металличес-
кий сварной бак 2, наполненный водой, установлен в железобетон-
ном колодце. Пузырьки воздуха поступают через отверстия в кольце-
вой трубе 5, установленной на дне бассейна и соединенной с компрес-
сором. Матрицу / с заготовкой 4 и зарядом ВВ 3, расположенным над
поверхностью заготовки, помещают на дно бака. В нижней полости
матрицы предусмотрены отверстия для ее вакуумирования. Диаметр
328
Рис. 6.70. Установка для штамповки взрывом с воздушно-пузырьковой защитой
железобетонного или металлического бассейнов определяется габари-
тами штамповой оснастки и обычно в 2—3 раза превышает габариты
заготовок.
Толщина стенки бассейна определяется из расчета на прочность
Высокая стоимость изготовления бассейна, повышенная его сей-
смичность, что вредно сказывается на окружающих зданиях и соору-
жениях, привели к необходимости создания безбассейновых способов
штамповки взрывом. Для этого применяют стационарные и подвиж
ные бронекамеры, стенки которых изготовлены из листового металла
и имеют достаточную толщину, чтобы противостоять воздействию
ударной волны.
Подвижная бронекамера конструкции ХАИ (рис. 6.71) имеет
металлический корпус 2 размером 34 и высотой 3 м, который
перемещается на колесах 1 по направляющим, подвижную крышку 3,
смонтированную так, что при взрыве она перемещается вверх на
30—50 мм, поглощая часть энергии ударной волны и газообразных
продуктов сгорания. В центре бронекамеры установлена матрица 8 с
прижимным устройством 9, заготовкой 6 и плоским зарядом ВВ 7,
для которого требуется меньший объем воды над заготовкой Для
предохранения стенок бронекамеры от разрушения при использовании
больших зарядов ВВ применяется водяная завеса, которая гасит
воздушную ударную волну. Для распыления воды служат многочис-
ленные форсунки, расположенные на трубопроводах 4 и 5. Подвиж-
ная бронекамера обслуживает несколько рабочих мест.
329
9 8 7 6 5 4
Рис. 6.71. Схема подвиж-
ной бронекамеры
Оснастка для штамповки крупногабаритных деталей (рис. 6.72)
состоит из цельнолитой матрицы 1 с отверстиями для выхода
воздуха, прижимного кольца 2, винтов 4 с клиньями 5.
Между заготовкой 7 и матрицей предусмотрено уплотнение 6
Заряд ВВ 8 помещают над заготовкой на стойках 3. Воздухосборник
закрыт крышкой 9, к штуцеру 10 присоединяют шланг от вакуумного
насоса.
Матрицы изготовляют обычно из чугуна и стального литья. Для
штамповки деталей малой толщины из пластичных металлов невысо-
кой прочности для изготовления матриц применяют также цинково-
алюминиевый сплав АЦ13, железобетон с облицовкой формующей
поверхности стеклопластиком, твердые породы дерева, эпоксидные
смолы. Известен опыт изготовления матриц из льда с наполнителем
из древесной стружки или
шамотного песка.
Номенклатура деталей,
изготовляемых штамповкой
взрывом в жидкости, доста-
точно разнообразна — все-
возможные днища сфери-
ческой, полусферической,
куполообразной формы,
Рис. 6.72. Оснастка для штампов-
ки взрывом деталей типа днищ
330
Рис. 6.73. Схема установки
для электрогидравличе-
ской штамповки
оболочки различной
конфигурации. Тол-
щина получаемых де-
талей до 25.. 30 мм,
их диаметр до 4...
...5 м.
Достоинства про-
цесса: простота оснастки; экономическая эффективность по сравне-
нию со штамповкой на прессах; универсальность процесса; меньше
утонение стенки деталей и выше их точность.
Недостатки: при штамповке крупногабаритных деталей — сложнос-
ти манипулирования заготовкой и оснасткой, высока доля ручного
труда; низкая производительность процесса; возможность возникнове-
ния сейсмических волн; повышенные требования к технике безопас-
ности.
Электрогидравлическая штамповка. Процесс штамповки деталей
основан на высоковольтном электрическом разряде в жидкости, при
котором возникает ударная волна, деформирующая заготовку.
Импульсный разряд в жидкости, обеспечивающей создание фронта
высоких давлений, принято называть электрогидравлическим эф-
фектом (ЭГЭ).
Идея реализации ЭГЭ в технологических целях (дробления горных
пород, очистки литья, штамповки) принадлежит ленинградскому
изобретателю Л. А. Юткину.
Установка для электрогидравлической штамповки (ЭГШ) состоит
из повышающего трансформатора 7 (рис. 6.73), выпрямителя 10,
переменного сопротивления 11, батареи конденсаторов 2, ионного
разрядника 3 (системы поджига) и электродов 4, помещенных в
резервуар 9, наполненный жидкостью (водой) 5. Заготовку 8 устанав-
ливают на матрицу 7 и прижимают прижимным кольцом 6. Преду-
смотрено вакуумирование полости матрицы.
Как только в батарее конденсаторов потенциал достигнет
определенной величины, произойдет пробой в ионном разряднике
и накопленная в конденсаторах энергия за 20...50, максимум
200...300 микросекунд разряжается между электродами с обра-
зованием высоковольтного искрового разряда и выделением
энергии большой мгновенной мощности. Возникает ударная волна.
331
Деформирование заготовки происходит под действием ударной волны,
давления при расширении газового пузыря и сопутствующего гидро-
потока.
Кинематика движения волн, их взаимодействие с заготовкой,
возникновение отраженных волн, областей кавитации, физическая
сущность процесса ЭГШ аналогична рассмотренному выше процессу
штамповки взрывом.
Форму фронта ударной волны при ЭГШ можно изменять посред-
ством изменения расстояния между концами электродов или исполь-
зования тонкой металлической инициирующей проволоки, которой
соединяют рабочие концы электродов.
При малых зазорах возникает волна со сферическим фронтом, при
больших (несколько сантиметров) зазорах образуется волна с цилин-
дрическим фронтом, аналогично взрыву заряда ВВ линейной формы
(шнура или стержня).
В начальной стадии разряда между электродами в жидкости
образуется токопроводящий, частично заполненный ионизированным
газом канал, начальный диаметр которого составляет несколько
десятых долей миллиметра. Так как выделение энергии при большой
разности потенциалов происходит в короткий промежуток времени,
то возникает дута с высокой температурой, что приводит к значитель-
ному разогреву стенок канала, мгновенному испарению жидкости с
его стенок, ее своеобразному "взрыву".
Молекулы жидкости в канале диссоциируют и ионизируются. В
канале разряда образуется плазма с температурой 15 000...25 ООО К.
Интенсивный разогрев плазмы разрядным током в несколько тысяч
ампер приводит к повышению давления в канале разряда, расшире-
нию последнего с образованием парогазовой полости и возникнове-
нию фронта ударной волны.
После образования канала разряда через 0,1...0,3 микросекунды
его диаметр увеличивается от нескольких десятых долей миллиметра
до 1...3 мм со средней скоростью 104 м/с. В конце периода быстрого,
практически мгновенного расширения канала разряда и образования
газового пузыря, возникает ударная волна в жидкости. Затем скорость
расширения канала падает.
Через 0,5... 1,5 микросекунды фронт ударной волны отрывается
от канала, так как скорость распространения ударной волны значи-
тельно превышает скорость расширения канала. Энергия ударной
волны, давления газового пузыря и сопутствующего гидропотока
передается деформируемой заготовке.
Для инициирования разряда между электродами, а также при
расстоянии между ними более 300 мм их закорачивают тонкой прово-
локой из вольфрама, константана, меди или других материалов.
332
Образующийся при разряде начальный диаметр канала будет опреде-
ляться диаметром проволоки.
Разряд конденсаторов в короткий промежуток времени током
несколько тысяч ампер приводит к тому, что проволока "взрывается",
испаряется и переходит в плазму, образуя плазменный газовый
канал, который также будет содержать ионизированные молекулы
жидкости.
Возникает фронт ударной волны, соответствующий по форме
взрыву ВВ линейной формы. Можно получить плоский фронт волны,
использовав для закорачивания электродов тонкую металлическую
сетку. Изменяя конфигурацию проволоки, можно получить требуемую
форму фронта ударной волны, соответствующую форме рабочей полости
матрицы. Разряд в этом случае происходит по плазменному каналу,
повторяющему конфигурацию проволоки [23].
Давление на переднем фронте ударной волны при разряде состав-
ляет 100... 1000 МПа, заготовке сообщается ускорение 105 — 106g
(106 — 107 м/с2) и скорость деформирования заготовки достигает
100...200 м/с.
Энергию, запасенную конденсаторами Лэг, можно определить
исходя из необходимой энергии пластического формоизменения Ая и
КПД г] установки:
31 -1 ' '
В 2
где С — емкость конденсатора; U — напряжение на конденсаторе,
обычно до 35...40 кВ.
КПД установки г) при штамповке плоских заготовок составляет
15 %, при раздаче трубчатых заготовок — 20 %. При штамповке в
полузакрытых и закрытых установках КПД повышается до 25...
...30 %.
Технологическая оснастка для ЭГШ может быть различного кон-
структивного выполнения в зависимости от назначения и формы
штампуемой детали (рис. 6.74).
Применение гидропрессового оборудования в установках для ЭГШ
значительно расширяет технологические возможности установок,
приближает их к условиям работы в листоштамповочных цехах.
На плиту 9 стола 10 гидравлического пресса (рис. 6.75) установлен
толстостенный контейнер 8 с водой, в котором находятся электроды /.
Заготовка 2 располагается между контейнером и матрицей 7,
прикрепленной к траверсе 6, перемещение которой производится
штоком 5 от гидроцилиндра 4. Через канал 3 осуществляется вакуу-
мирование полости матрицы.
333
Рис. 6.74. Схемы оснастки для ЭГШ [23]:
а — открытая камера; б — закрытая камера; в — закрытая камера для трубчатых
заготовок; / — матрица; 2 — заготовка; 3 — прижим; 4, 7 — электроды; 5 —
контейнер; 6 — вода, 8 — корпус; 9, 10 — крышки
В нашей стране налажен выпуск гаммы электроимпульсных прес-
сов ПЭГ-25, ПЭГ-60, ПЭГ-100 и ПЭГ-150 с запасаемой энергией 32,
60, 112 и 150 кДж. Разработанные ПКБЭ АН УССР электрогидравли-
ческие прессы семейства '‘Удар", Т1220...Т1226 имеют запасенную
энергию от 10 до 150 кДж. Например, электрогидравлический пресс
"Удар-12" обладает энергией разряда 10 кДж; на нем можно штампо-
вать детали диаметром до 400 мм, глубиной 100 мм и толщиной
стенки 3...4 мм, трубчатые детали диаметром 300 мм.
Электрогидравлическую штамповку успешно применяют для
формоизменяющих операций — вытяжки, формовки, отбортовки,
калибровки; разделительных — вырубки, пробивки. Она имеет опре-
деленные преимущества перед штамповкой взрывом, которые состоят
в следующем: возможность осуществления серии разрядов с варьиро-
ванием энергии импульса; лучшая управляемость процессом формо-
изменения; возможность включе-
ния установок ЭГШ в производ-
ственные линии и автоматизации
процесса; большая безопасность в
работе.
К недостаткам ЭГШ следует
отнести большой расход электро-
энергии и повышенную себестои-
мость деталей по сравнению со
штамповкой взрывом.
Электромагнитная штамповка.
Процесс электромагнитной штам-
Рис. 6.75. Установка для электрогидрав-
лической штамповки [8]
334
Рис. 6.76. Схема установки для электромагнитной штамповки
повки основан на взаимодействии импульсных полей инструмента
(индуктора) и заготовки, в результате чего происходит ее деформиро-
вание.
Идея использования энергии импульсных магнитных полей
для перемещения и деформирования твердых тел была высказа-
на академиком П.Л. Капицей в 1925 году, ее реализация и
начало промышленного применения относятся к концу 50-х
годов.
Схема установки для электромагнитной штамповки аналогична
рассмотренной выше электрогидравлической штамповке, только
вместо электродов и резервуара с жидкостью используется индуктор.
Она состоит из повышающего трансформатора 1 (рис. 6.76), выпрями-
теля 2, переменного сопротивления 3, батареи конденсаторов 4,
системы поджига (ионного или воздушного разрядника) 5 и рабочего
инструмента — индуктора 6.
Если заготовка имеет трубчатую форму, то она помещается в
индуктор или индуктор охватывает заготовку; при плоских заготов-
ках ицдуктор имеет плоскую спиральную форму и располагается над
или под заготовкой (рис. 6.77).
Рис. 6.77. Основные схемы электромагнитной штамповки*
а — раздача трубчатой заготовки; б — обжим трубчатой заготовки; в — формовка,
неглубокая вытяжка листовой заготовки; 1 — индуктор; 2 — заготовка; 3 —
матрица (оправка)
335
При мгновенном разряде энергии, накопленной батареей конденса-
торов, в цепи индуктора возникает импульс тока, который создает в
окружающем индуктор пространстве импульсное магнитное поле
высокой напряженности. В заготовке, находящейся вблизи индуктора,
наводятся, индуцируются вихревые токи, создающие свое импульсное
магнитное поле. Взаимодействие поля индуктора с индуцированным
в заготовке током и его магнитным полем приводит к возникновению
усилий, деформирующих заготовку.
Таким образом, накопленная конденсаторами электрическая
энергия преобразуется в механическую энергию деформирования
заготовки с определенным КПД. Время разряда составляет всего
несколько десятков (20—50) микросекунд поэтому выделяемая энер-
гия имеет большую мгновенную мощность
Так как длительность магнитного импульса значительно меньше
времени деформирования заготовки, то его воздействие происходит
только в начальный момент, после чего дальнейшее деформирование
заготовки происходит за счет запасенной кинетической энергии
Частота разрядного тока обычно имеет несколько десятков кило-
герц, в некоторых случаях достигает 100 кГц и больше.
Поэтому магнитное поле имеет волновой характер, а сила тока
может быть описана уравнением затухающих гармонических коле-
баний
Глубина проникновения магнитного поля в заготовку Д зависит от
удельного электрического сопротивления материала заготовки р,
частоты тока f и может быть определена из выражения
Д = —, (6.51)
\ ЛЦ|Л0/
где ц — магнитная проницаемость материала заготовки; |л0 — магнит-
ная проницаемость воздушного зазора между заготовкой и индук-
тором.
Величина Д должна быть меньше толщины заготовки s0. Если это
не соблюдается и Д > s0, что может иметь место при низкой частоте
тока f то магнитное поле проникает через заготовку в матрицу (или
оправку), создает там вихревые токи, которые наводят в инструменте
свое магнитное поле, препятствующее деформированию заготовки.
Возникает явление "магнитной подушки''. Чтобы избежать этого,
должна быть достаточно большая частота тока и длительность им-
пульса магнитного поля не должна превышать длительности деформи-
рования заготовки.
Импульсное магнитное поле создает давление р на заготовку от 20 до
200 МПа и выше и может быть определено по формуле
336
Р = Н
5000
10 1 (МН/м2),
(6.52)
где Нй — напряженность магнитного поля.
Скорость деформирования заготовки достигает 150...300 м/с.
Посредством электромагнитной штамповки производят неглубокую
вытяжку, формовку, отбортовку, вырубку, пробивку отверстий,
обжим и раздачу трубчатых заготовок, а также сборочные операции
по созданию неразъемных конструкций — соединение концов труб,
соединение труб с фитингами, с заглушками, опрессовка наконечни
ков на электрокабелях, бандажирование, сборка многослойных оболо-
чек, металлорукавов высокого давления и т.д. Получают также
неразъемные соединения, к которым предъявляются повышенные
требования по герметичности, по передаче крутящего момента и
осевых усилий
Импульсный характер нагружения дает возможность напрессовы-
вать металлические трубчатые заготовки на детали из керамики,
стекла, углепластика и других неметаллических материалов, обеспе-
чивая при этом равномерное давление, заданный натяг и герметич-
ность.
Необходимую энергию, запасенную батареей конденсаторов,
определяют по формуле (6.50).
КПД т) установки для электромагнитной штамповки имеет незна-
чительную величину и зависит от многих факторов, определяющими
из которых являются конструкция индуктора и электропроводность
материала заготовки. При штамповке деталей из металла с высокой
электропроводностью (медь, магний, алюминий и их сплавы) ц
составляет 5... 10 %, низкой электропроводностью (легированные
стали, титановые сплавы) — 3—5 %.
Для повышения КПД и эффективности процесса при штамповке
материалов с низкой электропроводностью применяют "спутники"
(промежуточные прокладки из материала с высокой электропровод-
ностью), которые помещают между заготовкой и индуктором. Пред-
почтительным материалом для спутника является отожженная медь
марки Ml. Можно использовать прокладки из мягкого алюминия и
его сплавов. При штамповке трубчатых заготовок в качестве "спутни-
ка" используют намотку из тонкой отожженной медной ленты или
применяют специально изготовленные тонкостенные кольца. С по-
мощью "спутников" можно деформировать и заготовки из неметалли-
ческих материалов.
Однако заготовки из неметаллических материалов и металлов с
низкой электропроводностью возможно штамповать непосредственно,
337
Рис. 6.78. Схемы электромагнитной штамповки через эластичный материал [23]:
а — вытяжка (формовка); б — пробивка; в — вырубка-пробивка; г — деформирова-
ние заготовки ударной волной (штамповка с зазором)
без "спутника", если на их поверхность нанести гальванические
покрытия из токопроводящего материала (например, меди, алюминия
и т.п.). Толщина гальванического покрытия рассчитывается; она
должна быть такой, чтобы обеспечить прохождение индуктированного
тока, исключить сильный нагрев и возможное испарение слоя при
прохождении по нему тока.
Воздействие импульсного магнитного поля на заготовку можно
осуществлять также через передающую среду, в качестве которой
используют эластичный материал или жидкость. Электропроводность
материала заготовки в этом случае не имеет значения. Посредст-
вом этого метода можно деформировать заготовки из высокопрочных
сталей и сплавов, имеющих низкую электропроводность, а также
тонколистовые заготовки (менее 0,1 мм), имеющие высокую электро-
проводность, но при штамповке которых возникает опасность проник-
новения магнитного поля за заготовку и образования "магнитной
подушки".
Заготовку 5 с матрицей 6 (рис. 6.78) помещают в контейнер 7.
Давление на заготовку от индуктора 4 передается через эластичный
блок 2 (резина, полиуретан) и подвижную пластину 3, изготовленную
из высокоэлектропроводного материала (медь, алюминий, их сплавы
338
и т.п.). Подвижную пластину можно выполнить из стали или высо-
копрочного сплава с обязательным покрытием со стороны индуктора
слоем токопроводящего материала с низким электрическим сопротив-
лением.
Если между эластичным блоком и подвижной пластиной устано-
вить зазор Д (рис. 6.78, г ), то под действием импульсного магнитного
поля подвижная пластина приобретает значительную скорость в
момент соударения с эластичным блоком. Возникает ударная волна
в эластичном материале, и деформирование заготовки (разделение
или формоизменение) будет происходить за счет энергии ударной
волны и давления'эластичного материала.
Рабочим инструментом для электромагнитной штамповки являет-
ся индуктор. Индукторы могут быть однократного и многократного
использования.
Индукторы однократного использования — это один или несколько
витков изолированной проволоки или шины, применяются в единич-
ном производстве. Они разрушаются при прохождении первого им-
пульса тока, не обладают повышенной прочностью, поэтому просты
в изготовлении и дешевы. Чем быстрее процесс разряда, тем больший
импульс до разрушения индуктор передает заготовке, в связи с этим
их рациональнее применять при высокой частоте разрядного тока.
Индукторы многократного использования применяют в серийном,
мелкосерийном, а также и единичном производстве при определенной
унификации штампуемых деталей. Они должны обладать высокой
прочностью и долговечностью. Различают одновитковые и многовит-
ковые индукторы, последние эффективнее в работе, но сложнее в
изготовлении и дороже, чем одновитковые.
По форме индукторы могут быть цилиндрические (для обжима и
раздачи трубчатых заготовок, пробивки и отбортовки отверстий на
боковых стенках, сборки) и плоские (для неглубокой вытяжки, фор-
мовки, калибровки, вырубки, пробивки, отбортовки из плоских
листовых заготовок).
Материал индуктора должен иметь высокую электропроводность
(менее 3108 Ом • м) и достаточно высокую механическую прочность.
По электропроводности таким материалом является медь (1,78х
хЮ8 Ом • м), но она имеет невысокую механическую прочность.
Поэтому применяют более прочные материалы, хотя имеющие боль-
шие значения удельного электросопротивления — латунь, бериллие-
вую бронзу, низкоуглеродистые стали, некоторые легированные стали,
например ЗОХГСА.
Хорошие результаты получают при использовании таких сплавов, как
циркониевая и кадмиевая медь. Весьма перспективным сплавом
является циркониевая медь, у которой по сравнению с обычной медью
339
электрическое сопротивление больше всего на 10... 15 %, а прочност-
ные характеристики выше в 3...4 раза.
Так как плотность тока неравномерна по сечению витка индуктора
(в основном ввиду высокой частоты ток течет по поверхностным
слоям), можно изготовлять спираль индуктора из стали с покрытиями
из токопроводящих материалов. Интенсивно работающие индукторы
нагреваются, поэтому их делают из трубчатых спиралей, охлаждае-
мых водой.
Для изоляции витков индуктора используют лавсановые, фторо-
пластовые, Полиамидные пленки, армированный стеклопластик, стек-
лотекстолит, слюду, стекловолокно, пропитанное эпоксидной смолой;
применяют различные компаунды и смолы, которые затвердевают
после помещения в них спирали индуктора. Изоляционные материа-
лы наряду с хорошей изоляцией должны обладать высокой механи-
ческой прочностью
Для повышения эффективности использования энергии, обеспече-
ния большего давления магнитного поля на тех участках заготовки,
где требуются более высокие степени деформации, и расширения
универсальности индуктора применяют концентраторы магнитного
поля, которые устанавливают между спиралью индуктора и заготов-
кой. Концентратор представляет собой толстостенную втулку, внут-
ренний профиль которой выполнен таким образом, что предусматри-
вает меньший зазор между концентратором и заготовкой в тех мес-
тах, где требуется повышенное давление Наличие концентратора дает
возможность управлять магнитным силовым полем, увеличивая
напряженность магнитного потока в одних местах и ослабляя в дру-
гих, а также более равномерно распределять нагрузку на индуктор,
зки на себя и тем самым повышая срок
разрез вдоль образующей, заполняемый
изоляционным материалом (эпоксидной
смолой), что предотвращает образование в
нем вихревых токов. В зависимости от
конфигурации штампуемых деталей приме-
няют концентраторы различной формы.
Например, для получения неразъемного
соединения из трубчатой детали 4 (рис. 6.79)
и оправки 5 с кольцевыми углублениями
применяется индуктор, состоящий из
медного соленоида 7, корпуса 2 и концен-
тратора 3.
воспринимая часть нагр
службы индуктора.
Концентратор имеет
Рис. 6.79. Оснастка для штамповки неразъемных
соединений
340
В нашей стране выпускают магнитно-импульсные установки
(МИУ) различных типоразмеров с запасаемой энергией от 0,6 до
240 кДж, номинальным напряжением 5 и 20 кВ, предназначенные для
самых разнообразных технологических операций. По собственной
частоте разрядного контура их можно разделить на низкочастот-
ные — 5...20 кГц, среднечастотные — 20. .50 кГц и высокочастотные
50...200 кГц и выше
Широко применяемая в промышленности установка МИУ-20/1 имеет
запасаемую энергию 20 кДж, напряжение 20 кВ, собственную
частоту разрядного тока 50 кГц, производительность 360 операций/ч
Она предназначена для штамповки трубчатых и листовых заготовок
из цветных металлов и сплавов и низкоуглеродистой стали.
За рубежом широкое распространение получили магнитоимпульс-
ные установки "Магнеформ" (США) с запасаемой энергией от 3 до
84 кДж и напряжением 8,3 кВ
В последнее время возросли габаритные размеры обрабатываемых
на МИУ заготовок — пробивка отверстий диаметром до 500 мм и
толщиной стенки 0,2... 1,5 мм из алюминиевых и медных сплавов,
углеродистых сталей; обжим и раздача трубчатых заготовок диамет-
ром до 1200 мм при длине 1000 мм и толщине стенки до 6 мм.
По сравнению с другими высокоскоростными способами деформи-
рования электромагнитная штамповка имеет ряд преимуществ: воз-
можность более точного дозирования энергии разряда и регулировки
параметров процесса, более высокую точность размеров получаемых
деталей; возможность деформирования заготовок за несколько разря-
дов, причем первые импульсы могут служить для предварительного
разогрева заготовки; возможность выполнения сборочных операций;
более высокую производительность процесса; большую технологичес-
кую гибкость процесса, позволяющую одним индуктором получать
различные по конфигурации детали; возможность автоматизации
процесса и встраивания МИУ в автоматические и гибкие переналажи-
ваемые линии.
Наряду с преимуществами электромагнитная штамповка имеет ряд
недостатков сложность получения деталей, требующих глубокой
вытяжки; ограничение по форме и геометрическим размерам штампу-
емых деталей; необходимость применения "спутников' и токопрово-
дящих покрытий при деформировании материалов с низкой электро-
проводностью; низкую стойкость индуктора при штамповке стальных
заготовок.
ЗАДАНИЯ ДЛЯ САМОКОНТРОЛЯ
1. Приведите особенности механизма деформирования при разделении
листовых заготовок эластичным инструментом. Представьте конструкцию уни-
версального штампа и свойства эластичного материала
341
2. Представьте механизм деформирования при вытяжке жестким пуансоном в
эластичную матрицу Изобразите схему процесса. Назовите коэффициент вытяжки
и причины увеличения предельного формоизменения
3 Приведите особенности механизма деформирования листовой заготовки при
гибке и отбортовке эластичным инструментом. Укажите меридиональные растяги-
вающие напряжения и представьте схемы процессов
4. Изобразите схемы формовки плоских и пространственных заготовок
эластичным пуансоном и сильфонов эластичным пуансоном в разъемных матри-
цах.
5. Назовите особенности процесса деформирования при штамповке листовых
заготовок жидкостным пуансоном в жесткую матрицу и жестким пуансоном в
жидкостную матрицу. Представьте конструкции штампов. Укажите область
применения.
6 Назовите особенности процесса гидромеханической вытяжки и причины
повышения предельного формоизменения. Представьте конструкцию штампа
7. Охарактеризуйте процесс изготовления полых деталей (типа тройников)
из трубчатых заготовок деформированием жидкостью высокого давления и
укажите его особенности. Представьте схему штампа.
8 Охарактеризуйте особенности процесса деформирования при одно- и
многопереходной ротационной вытяжке без утонения стенки
9 Сформулируйте закон синуса при ротационной вытяжке с утонением стенки
конических и сферических деталей из плоской заготовки, а также особенности
формоизменения заготовки.
10. Охарактеризуйте упругодсформированные зоны и их влияние на напряжен-
ное состояние в очаге деформации при ротационной вытяжке с утонением стенки.
Перечислите факторы, влияющие на меридиональное растягивающее напряжение.
11. Представьте конструкции шариковых и роликовых устройств для ротаци-
онной вытяжки с утонением стенки и способы регулирования толщины стенки
заготовки в процессе вытяжки.
12. Охарактеризуйте ротационную вытяжку с утонением стенки во вращающихся
и качающихся матрицах. Представьте конструкции установок и инструмента
и особенности механизма деформирования
13. Укажите назначение, особенности и область применения поэлементной
штамповки; представьте штампы и операции, выполняемые на них.
14 Укажите назначение, особенности и область применения групповой
штамповки; ее отличие от поэлементной штамповки; принципы создания групп и
классов деталей; технологические средства, применяемые при групповой
штамповке.
15. Укажите назначение, особеннности конструкций и область применения
универсально-сборных и универсально-переналаживаемых штампов.
16. Укажите особеннности конструкции, область применения и недостатки
ленточно-ножевых штампов.
17. Назовите способы высокоскоростного деформирования. Укажите периоды
деформирования и влияние скорости деформирования на прочностные и пласти-
ческие характеристики деформируемой заготовки.
18. Охарактеризуйте механизм деформирования листовой заготовки при
штамповке взрывом, распределение скоростей и давлений при взрыве заряда в
жидкости.
19. Охарактеризуйте влияние формы и массы заряда, дистанции взрыва,
столба жидкости на профиль фронта ударной волны и механизм формоизменения
заготовки.
20. Представьте схему установки для электрогидравлической штамповки,
принцип действия, область применения, конструкцию штамповой оснастки.
342
21. Представьте механизм возникновения и распространения ударных волн при
электрическом разряде в жидкости
22. Представьте схему установки для электромагнитной штамповки, принцип
действия, сущность процесса деформирования импульсным магнитным полем.
23. Перечислите основные операции электромагнитной штамповки, их особенности,
область применения электромагнитной штамповки
24 Дайте понятие явления "магнитной подушки” при электромагнитной штам-
повке Перечислите мероприятия по устранению этого явления.
25. Представьте конструкции и материал индукторов, назначение, конструкции и
материал концентраторов
Гл а в а 7
ИНТЕНСИФИКАЦИЯ ПРОЦЕССОВ
ЛИСТОВОЙ ШТАМПОВКИ
Выше были рассмотрены основные операции листовой штамповки,
установлены возможности формообразования в каждой операции,
выяснены характер и степень влияния основных факторов на поле
напряжений и допустимое формоизменение. Полученные зависимости
позволяют установить оптимальные условия деформирования, при
которых может быть максимальное формоизменение за каждый
переход.
С учетом допустимого формоизменения для изготовления деталей
листовой штамповкой в ряде случаев необходимо большое число
операций (например, многооперациопная вытяжка) или переходов,
возможен большой отход материала и т.п., поэтому требуется боль-
шое количество штампов и оборудования. В таких случаях для сокра-
щения длительности технологического процесса желательно сущест-
венное увеличение допустимого за одну операцию формоизменения.
Существенное увеличение допустимого за одну операцию формоизме-
нения материала может быть достигнуто путем изменения краевых
условий у очага деформации или путем целесообразного изменения
напряжения текучести в различных зонах очага деформации Эти пути
должны обеспечивать такие условия деформирования, при которых
напряжение в опасном сечении деформируемой заготовки не превышает
предела прочности.
С этой целью разработаны и применяют в промышленности раз-
личные способы штамповки, условия деформирования при которых
отличаются от традиционных и позволяют существенно увеличить
допустимое формоизменение. Эти способы классифицируют следую-
щим образом
1. Штамповка с измененной схемой силового воздействия — сило-
вая интенсификация;
2 Штамповка с созданием в заготовке неоднородного температур-
ного поля — термическая интенсификация.
Сущность процессов силовой интенсификации в листовой штам-
повке состоит в изменении характера приложения внешних сил с
целью уменьшения напряжений, действующих в опасном сечении и
ограничивающих допустимое формоизменение. Это может быть
344
достигнуто путем приложения внешних сил к границе очага деформа-
ции, остающейся ненагруженной при обычных условиях деформиро-
вания, или изменением знака сил внешнего трения таким образом,
чтобы силы трения из фактора, увеличивающего напряжения в
опасном сечении заготовки, превратились в фактор, уменьшающий
эти напряжения.
Различают следующие способы силовой интенсификации
1. Интенсификация путем совмещения нескольких операций в
одной (вытяжки и обжима; вытяжки, обжима и раздачи; раздачи и
обжима; вырубки и зачистки и др ).
2. Интенсификация путем изменения краевых условий (простая
вытяжка с проталкиванием, раздача со сжатием, отбортовка с утоне-
нием и отбортовка со сжатием растягиваемого контура заготовки и
ДР-)-
3. Интенсификация путем уменьшения реактивных сил трения
(гидромеханическая вытяжка, пульсирующая вытяжка, вытяжка с
ультразвуком и др )
4. Интенсификация путем превращения реактивных сил трения в
активные силы трения (вытяжка полиуретаном).
5. Интенсификация путем локализации очага деформации (рота-
ционная вытяжка, сферодвижная штамповка, торцовая осадка).
Сущность термической интенсификации состоит в том, что при
создании неоднородного температурного поля снижают напряжение
в опасном сечении за счет уменьшения сопротивления деформирова-
нию в очаге деформации при неизмененном или даже увеличенном
сопротивлении разрушению или потере устойчивости недеформируе-
мой части заготовки. Это может быть достигнуто либо нагревом
заготовки в очаге деформации, либо принудительным охлаждением
той части заготовки, прочность или сопротивление потере устойчивос-
ти которой ограничивает допустимое формоизменение.
7.1. Силовая интенсификация
Силовая интенсификация является одним из наиболее перспектив-
ных процессов. Такая интенсификация может быть осуществлена
путем совмещения нескольких переходов в одной операции [18], что
позволяет изменить краевые условия у очага деформации или, как
было выше указано, непосредственно путем благоприятного измене-
ния условий силового воздействия на границу очага деформации
(рис. 7.1).
Вытяжка с проталкиванием фланца (рис. 7.1, г, з) [10]. Этот
процесс осуществляют при приложении по наружному контуру флан-
345
г) д)
е) ж)
Рис. 7.1. Схемы процессов силовой интен-
сификации:
а — раздачи, совмещенной с обжимом; б —
вытяжки, совмещенной с обжимом и разда-
чей; в — раздачи с подпором; г, з — вытяжки с проталкиванием фланца и получаемая
деталь; д — вытяжки с обжимом; е — вытяжки с утонением и проталкиванием; ж —
вытяжки с активными силами трения и проталкиванием фланца
ца сжимающего радиального напряжения с помощью высокого гидро-
статического давления, значение которого может достигать в зависи-
мости от параметров процесса деформирования 5. .6,5 значений
временного сопротивления штампуемого материала. Возможно выпол-
нение вытяжки без утонения и с утонением стенки. Гидростатическое
давление повышает пластичность штампуемого металла.
При вытяжке с гидростатическим проталкиванием фланца выделя-
ют две зоны очага деформации, постепенно переходящие одна в
другую: 1) зону трехосного напряженного состояния с действием
неодинаковых по значению сжимающих напряжений по трем осям,
относящуюся к плоской части фланца и части фланца, находящейся
у входа на скругленную рабочую кромку матрицы; 2) зону трехосного
напряженного состояния с растягивающими меридиональными и
сжимающими в других направлениях напряжениями, относящуюся
346
к основной части очага деформации на входе и скругленной кромке
матрицы. Граница этих участков проходит там, где меридиональные
напряжения равны нулю.
Выявленные особенности процесса позволяет установить следую-
щее. Вытяжкой с гидростатическим проталкиванием фланца можно
получать детали из различных материалов, обычно штампуемых при
вытяжке (опытным путем получены детали из алюминиевых сплавов
АМцМ, АД1, меди и медных сплавов — Ml, Л62, стали 08кп), и
материалов, имеющих более низкие технологические свойства; коэф-
фициент вытяжки может достигать величины большей 4...5. При
вытяжке с утонением получают до пятикратного уменьшения толщи-
ны стенки и отношение высоты детали к диаметру, равное 9...10.
Детали можно изготовлять с фланцем и без фланца, толщина флан-
ца и донышка при вытяжке с утонением незначительно отличается от
исходной, а толщина стенки может быть меньше толщины исходной
заготовки (~ в 5 раз). При вытяжке без утонения толщина стенок,
дна и фланца более равномерна, чем при вытяжке без гидропроталки-
вания; точность поперечных размеров выше.
Вытяжка с обжимом (рис. 7.1, <Э) характерна совмещением двух
операций в одной и обеспечивает большее изменение диаметра исход-
ной заготовки, чем суммарное изменение, достигаемое при последова-
тельном выполнении вытяжки и обжима. Для пояснения этого приве-
дем следующие соображения. При вытяжке и обжиме меридиональ-
ные напряжения в общем очаге деформации переходят от растягива-
ющих в зоне вытяжки к сжимающим в зоне обжима. Зона с нулевыми
меридиональными напряжениями является переходной и разграничи-
вающей очаги деформации вытяжки и обжима. Ранее полученные
зависимости, определяющие напряженное и деформированное состоя-
ние при вытяжке и обжиме, в основном могут быть использованы для
определения основных параметров процесса деформирования. Однако
следует учесть, что при этой совмещенной операции на границе зон
вытяжки и обжима заготовка не спрямляется. Следствием этого
является меньшее суммарное меридиональное напряжение в очаге
деформации обжима, и поэтому возникает дополнительная возмож-
ность увеличения степени деформации в очаге деформации обжима.
С учетом сказанного можно определить коэффициент совмещенной
операции вытяжки и обжима
D П,п
Dr> d
где £)„ Dpp, d — соответственно диаметры заготовки, граничные для
очагов деформации вытяжки — обжима и детали. Принимая макси-
347
мальные коэффициенты для отдельно выполняемых вытяжки и
обжима К™ - 2, К™ = 1,5, для совмещенной операции получим
р, шах _
Л в - об -3-
Схема по рис. 7.1, д не позволяет получить изделие с минималь-
ным диаметром по всей высоте, так как действие усилия обжима
заканчивается при упоре толкателя обжима в торец матрицы вытяж-
ки. Следовательно, такая схема позволяет получить двухступенчатое
изделие с максимальным перепадом диаметров, определяемым по
формуле (7.1), цилиндрическое изделие с плоским фланцем или
цилиндрическое изделие с воронкообразным входом, форму которого
определяет конструкция матрицы.
Обжим с раздачей (рис. 7.1, а). Интенсификацию процессов
обжима и раздачи путем их совмещения используют для получения
ступенчатых и конических деталей с любым углом конусности и в
том числе плоских колец. Этот процесс при использовании трубчатых
заготовок позволяет получить минимальные отходы материала. При
совмещении в одной операции обжима и раздачи заготовку одновре-
менно деформируют в двух отдельных участках (в двух очагах дефор-
мации): в одном происходит увеличение диаметра заготовки — разда-
ча, в другом — уменьшение диаметра заготовки — обжим. В этих
двух очагах деформации, а также в недеформируемом участке заго-
товки, находящемся между ними, действуют сжимающие меридио-
нальные напряжения. При совпадении очагов деформации обжима и
раздачи, в которых действуют окружные соответственно сжимающие
и растягивающие напряжения, граница очагов деформации проходит
в сечении, где окружные напряжения равны нулю. Напряженное и
деформированное состояние заготовки в этом случае определяют в
основном ранее полученные зависимости для обжима и раздачи.
Усилие деформирования заготовки в этих условиях для обжима и
раздачи, очевидно, одинаково. Наибольшее изменение диаметра
исходной заготовки можно получить при назначении наибольших
коэффициентов обжима и раздачи. Общий коэффициент совмещенной
операции обжима с раздачей равен
К, = D/d = К, К.
об - Р 3 об р
(7.2)
При допустимых коэффициентах обжима К™' = 1,5 и раздачи
^тах _ 125 общий коэффициент совмещенной операции
С“р = 1>87.
348
Вытяжка с обжимом и раздачей (рис. 7.1, 6) позволяет путем
совмещения в одной операции вытяжки, обжима и раздачи достичь еще
большего изменения диаметра исходной заготовки, чем при
последовательном выполнении этих операций с максимальными
коэффициентами. В этой совмещенной операции имеются три очага
деформации. При этом очаг деформации раздачи обычно отделен
трубчатой частью от очагов деформации обжима и вытяжки. Очаг
деформации обжима непосредственно переходит в очаг деформации
вытяжки через окружное сечение, в котором меридиональные напря-
жения равны нулю. В каждом очаге деформации возникают характер-
ные для отдельной элементарной операции напряжения: в очаге
деформации раздачи — растягивающие окружные и сжимающие
меридиональные, в очаге деформации обжима — сжимающие окружные
и меридиональные, в очаге деформации вытяжки — сжимающие
окружные и растягивающие меридиональные.
На основе этого может быть назначена в совмещенной операции
несколько большая степень деформации, чем в отдельной операции
обжима. Напряженное и деформированное состояние, на основе
приведенных соображений, в участках раздачи и вытяжки можно
полностью описать ранее полученными соотношениями для процессов
раздачи и вытяжки. Эти же параметры в участке обжима также
можно характеризовать ранее полученными соотношениями для
процесса обжима при исключении из них члена, учитывающего
спрямление заготовки на выходе из очага деформации. Предельные
возможности изменения диаметра исходной заготовки можно опреде-
лить на основе предельно допустимого коэффициента для каждого из
процессов:
Z) D D ,
7Г п ТГ = к^к- <7-3>
где D„ Dp, D^, d — соответственно диаметры заготовки и диаметры,
получаемые при раздаче, обжиме и вытяжке. При назначении пре-
дельных операционных коэффициентов при раздельном выполнении
вытяжки, обжима и раздачи К™к = 2, К™* = 1,5, К™** = 1,25
коэффициент совмещенной операции будет несколько больше, чем
произведение приведенных > 3,75.
Раздача с подпором (рис. 7.1, в) обеспечивает дополнительное
увеличение диаметра исходной заготовки по сравнению с раздачей без
противодавления. Положительный эффект противодавления заключа-
ется в изменении краевых условий на границе очага деформации, где
создаются сжимающие напряжения. Наличие сжимающих меридио-
349
нальных напряжений на верхней границе очага деформации с одно-
временным возникновением тангенциальных растягивающих напря-
жений снижает величину окружных растягивающих напряжений, что
способствует большему изменению исходного диаметра заготовки.
Принимая во внимание влияние противодавления как граничное
условие при определении произвольной постоянной после интегриро-
вания уравнения равновесия с учетом условия пластичности, полу-
чаем меридиональное сжимающее напряжение
+ sin а
7 с
— КЗ - 2coscc),
(7-4)
1 +
где а - — — относительное напряжение противодавления опв.
Из условия пластичности получим выражение окружного растя-
гивающего напряжения
ае =
+ а
1 +
н
(3 - 2cosa)
(7-5)
Из ранее полученного соотношения для изменения толщины детали
при плоском напряженном состоянии s}/s0 = (R/r) ——можно
• - 2ae/op
установить, что толщина стенки в условиях действия проталкивания
при одинаковом изменении диаметра исходной заготовки при раздаче
без проталкивания и с проталкиванием будет всегда больше, чем при
раздаче без проталкивания. Практический опыт подтверждает
целесообразность этого способа интенсификации: раздача с подпором
труб из сплава Д1-М позволяет увеличить исходный диаметр в 1,4 раза
вместо 1,2 раза при раздаче без подпора.
Силовая интенсификация вытяжки может быть получена путем
создания активных сил трения (рис. 7.1, ж) на одной из сторон
фланца. Эту схему легко реализовать с помощью инструмента, одна
350
из рабочих частей которого выполнена из эластичной среды, напри-
мер полиуретана. При использовании стальной матрицы и полиуре-
танового пуансона — кольца, одновременно являющегося и прижи-
мом, в результате деформирования пуансона при исключении воз-
можности увеличения его диаметра создаются активные силы трения
на поверхности его контакта с заготовкой. Активные силы трения
возникают вследствие смещения значительных объемов эластично-
деформируемого пуансона к центру заготовки (на рис. 7.1, ж показано
стрелками). При этом коэффициент трения между эластичным пуан-
соном и заготовкой (ц, = 0,45...0,50 — для различных марок полиу-
ретана) и стальной заготовкой больше, чем между заготовкой и
матрицей (ц2 = 0,1...0,15 — для стали по стали), и поэтому результи-
рующая сил трения по плоскости фланца будет направлена к центру
и становится активной.
Определим величину растягивающих напряжений в опасном
сечении. Для этого выделим обычным образом элемент фланца и
составим уравнение равновесия, как это было выполнено для вытяж-
ки в жестком инструменте. По плоскости фланца действуют распреде-
ленные силы трения, равные p<?^pprf05, а торец фланца проталкивает
сила, обусловленная давлением эластичной среды, которая является
краевым силовым фактором. После преобразования уравнение равно-
весия принимает вид
+ а - ое - = 0. (7.6)
dp s
После интегрирования с учетом условия пластичности (с, = ор —
— о0), краевого условия (при р = R, ор = — q), изгиба и активнных сил
трения на рабочей кромке матрицы получаем
1,6ц),
(7.7)
где ц = ц, — ц2.
Полученная формула отличается от известной формулы для
вытяжки без активных сил, увеличивающих трение во фланце
и его знак. Из формулы (7.7) следует, что наибольшее уменьше-
ние растягивающего напряжения происходит в момент охвата за-
готовкой рабочей кромки матрицы. Величина уменьшения рас-
тягивающего напряжения зависит от относительной ширины
фланца (R — р)/у и суммарного коэффициента трения. Из
формулы (7.7) также следует, что уменьшение относительной толщи-
351
ны заготовки и увеличение коэффициента трения позволяет увели-
чить коэффициент вытяжки.
Активные силы трения при совместном действии с подпором
фланца позволяют существенно увеличить коэффициент вытяжки
(так, для алюминиевых сплавов К = 2,6...2,8).
Вытяжка с утонением (рис. 7.1, е). Силовую интенсификацию в
этом случае осуществляют путем приложения осевого, сжимающего
со стороны свободного торца заготовки усилия, которое в зависимости
от величины может изменить не только краевые условия, но и схему
напряженного состояния у верхней границы очага деформации.
При приложении осевого сжимающего напряжения в процессе
вытяжки с утонением происходит заталкивание заготовки в зазор
между матрицей и пуансоном, и поэтому возможны, как и при вы-
тяжке с гидростатическим проталкиванием фланца, два участка очага
деформации: 1) участок трехосного напряженного состояния с неоди-
наковыми сжимающими напряжениями по трем осям, характерный
для верхней части очага деформации и 2) участок трехосного напря-
женного состояния с растягивающими меридиональными и двумя
другими сжимающими напряжениями, характерный для нижней
части очага деформации. Граница этих участков проходит там, где
меридиональные напряжения равны нулю.
При приложении проталкивающих напряжений вместе с уменьше-
нием растягивающих напряжений в опасном участке точность попе-
речных размеров деталей повышается и, кроме того, возможно
значительное увеличение степени деформации.
При вытяжке с утонением, особенно анизотропных материалов,
в направлении больших напряжений текучести толщина стенки
изделия, по экспериментальным данным, больше, а в направлении
меньших напряжений текучести толщина стенки изделия меньше
вследствие неодинаковой скорости течения в направлении движения
пуансона. При наличии торцевого заталкивающего напряжения в зоне
пластического деформирования повышают гидростатическое давление,
что способствует более равномерному распределению скоростей
течения металла через рабочий зазор инструмента, уменьшению
меридиональных растягивающих напряжений на выходе из очага
деформации и повышению точности поперечных размеров не только
перпендикулярно оси, но, что особенно важно, и достижению высокой
точности деталей по высоте при исключении значительного числа
операций обрезки по высоте и достижении высокого значения коэф-
фициента использования материала.
При вытяжке с утонением и проталкиванием деталей средних
размеров из стали Юкп, латуни Л62, меди Ml и алюминиевого сплава
АМц-М получили разнотолщинность деталей в пределах 0,02 мм в
352
Рис. 7.2. Зависимость напряжения проталкивания от
степени утонения S,/S„ и коэффициента трения ц
сечении, перпендикулярном оси, а по высоте —
несколько больше 0,04 мм.
Повышение степени деформации в этом
процессе можно объяснить уменьшением растя-
гивающих напряжений в опасном сечении де-
формированной части заготовки; на верхней
границе очага деформации вместо нулевых
действуют сжимающие напряжения, равные
0,1 0,2 0,3 O^St/So
°„Р = QIF. (7.8)
где Q — усилие проталкивания; F — площадь поперечного сечения
заготовки.
Усилие проталкивания, очевидно, не должно превышать критичес-
кое усилие потери продольной устойчивости недеформированной
части заготовки.
На рис. 7.2 показана зависимость напряжения проталкивания от
степени утонения и коэффициента трения. Результаты расчетов,
подтвержденные экспериментальными исследованиями, показывают,
что вытяжка с утонением при наличии проталкивания позволяет значи-
тельно увеличить степень утонения за один переход и изготовлять особо
тонкостенные детали не только из обычно деформируемых, но
труднодеформируемых сплавов.
7.2. Термическая интенсификация
Термическая интенсификация позволяет создать такое неоднород-
ное температурное поле, которое обеспечивает изменение напряже-
ния текучести в зависимости от координаты. Это позволяет сущест-
венно уменьшить напряжения в опасном сечении заготовки. Наи-
большему формоизменению в каждой из операций листовой штампов-
ки соответствует определенное оптимальное изменение напряжения
текучести по очагу деформации.
При вытяжке цилиндрических деталей (рис. 7.3, а} [18] из круго-
вых заготовок оптимальным будет гиперболический закон изменения
напряжения текучести по радиусу:
Р
(7-9)
где aso — напряжение текучести на входе в матрицу (при р = 1).
353
Рис. 7.3. Схемы термической интенсификации при вытяжке (а), обжиме (б) и
раздаче (в):
/ — пуансон; 2 — прижим; 3 — электронагреватели; 4 — матрица; .5 — охладитель;
6 — толкатель
Решая совместно уравнение равновесия (pda р/dp + ор — о0 = 0),
условие пластичности (ор — ое = oj и принятую зависимость для о„
получим дифференциальное уравнение
dap
(7.10)
интегрирование которого при граничном условии ор = 0 на внешнем
контуре заготовки (р = R) позволяет получить
(7-11)
Наибольшее напряжение возникает на входе в матрицу (р = г):
max
°р
(7.12)
Из формулы (7.12) следует, что при принятой зависимости напря-
жения текучести от координаты (7.9) предельный коэффициент
354
нм гяжки, определяемый из условия о™ = <jso, равен K~R/r = <»,
г е. теоретически можно при отсутствии влияния других параметров
получить стакан бесконечной длины. Однако влияние трения и изгиба
ограничивает коэффициент вытяжки: учет влияния трения и изгиба
со спрямлением по ранее описанной методике приводит к следующей
формуле наибольшего радиального напряжения при отсутствии
упрочнения:
max
°р
цС + *
”R™SO 2лм + \
+ 1,6ц).
(7.13)
Эта формула подтверждает невозможность достижения бесконеч-
ного коэффициента вытяжки. Практический опыт это доказывает:
при вытяжке с подогревом в заводских условиях цилиндрических
деталей из алюминиевых сплавов получают коэффициент вытяжки
К = 2,7...3, у деталей из магниевых сплавов К = 4.
Особенно эффективен этот способ при вытяжке коробчатых дета-
лей. Экспериментально установлено, что в этом случае технологичес-
кие возможности не зависят от радиуса закругления коробчатой детали
в плане гг и при вытяжке квадратных и прямоугольных деталей из
алюминиевого сплава Д16М можно получить за одну операцию
соотношение высоты Н к ширине детали В: Н/В = 1,5...1,9 пригг =
= О,О5...О,5О В.
Кроме нагрева механические свойства можно изменить путем
глубокого охлаждения. Например, у коррозионно-стойкой стали
аустенитного класса при охлаждении до — 190 °C увеличивают проч-
ность в 2—2,5 раза. Вытяжка с охлаждением цилиндрических
стаканов из стали 1218Н9Т позволила увеличить коэффициент
вытяжки с 1,7...2, получаемый без глубокого охлаждения, до 2,8.
Особенно эффективно влияние локального нагрева в очаге дефор-
мации при операции обжима (рис. 7.3, б). Локальный нагрев позво-
ляет полностью закрыть образующееся при обжиме отверстие, т.е
получить коэффициент обжима, равный бесконечности. Толщина
стенки в этих случаях значительно увеличивается. Однако даже при
уменьшении г &о нуля толщина не стремится к бесконечности. Объяс-
няется это тем, что при большом коэффициенте обжима (и соответ-
ственно утолщении) имеет место объемное напряженное состояние
Учесть это можно так. При обжиме в конической матрице для крае-
вой части заготовки ор = 0, ~ , примем среднее по
Кв г
толщине напряжение о,, перпендикулярное серединной поверхности,
355
ok samosa
равным а. - — = —-—, тогда с учетом уравнения связи между
напряжением и деформациями при ар = 0 и уравнения постоянства
объема получим
de = . 2(Г -.<cos«) ,
4г - s ees а
(7.14)
Из этой формулы следует, что приращение деформации изменения
толщины обратно по знаку приращению тангенциальной деформации и,
следовательно, положительно (толщина увеличивается); по мере
уменьшения радиуса края обжимаемой заготовки интенсивность
изменения толщины уменьшается и при г = scosa толщина не должна
изменяться. Следовательно, при уменьшении г до нуля толщина не
стремится к бесконечности, как этого следует ожидать по формуле
(7.14) для линейной схемы напряженного состояния, а получает
ограниченное изменение.
Обжим с нагревом позволяет получить следующие показатели:
полное смыкание кромок с созданием требуемой герметичности;
кроме толстостенных, возможен обжим тонкостенных труб и оболочек
с sJD < 0,02 с применением подпора для предупреждения потери
устойчивости. Так достигнуто обжатие в сферической матрице оболо-
чек до полного смыкания (с относительной толщиной 1,5 %), а в
конической матрице получены коэффициенты обжима = 2,5; 2;
1,25 при соответственно относительной толщине 1,5; 1 и 0,5 %.
Раздачу с термической интенсификацией (рис. 7.3, в) выполняют на
коническом пуансоне (угол при вершине конуса a = 30...600)
и получают значение коэффициента раздачи для алюминиевых сплавов
Кр = D/D3 ~ 1,8...2,1. При этом длина деформируемого участка
уменьшается примерно на 1/3, а в зоне у начального диаметра заго-
товки происходит увеличение толщины. Причем с увеличением угла
конусности пуансона длина деформируемого участка уменьшается, а
толщина становится больше. Одновременное применение при раздаче
термической и силовой интенсификации позволяет увеличить толщи-
ну стенки на 30...40 % по сравнению с исходной; коэффициент
раздачи при этом можно довести до Kt = 2,5...3.
Осадка труб и кромок листов с локальным нагревом (рис. 7.4). Этот
процесс применяют для создания отдельных участков с большей
толщиной. Основным параметром, сдерживающим процесс, является
потеря устойчивости. Поэтому для предупреждения потери устойчи-
вости в каждый момент деформирования осадке можно подвергать
только узкий участок высотой Н s 2s0, а вся остальная часть заготов-
ки (трубы, листа) должна быть охвачена со всех сторон подвижным
и неподвижным упором — элементом штампа. Так, при осадке одного
356
»)
Рис. 7.4. Схема термической интенсификации при осадке труб с уменьшением
внутреннего диаметра (и) и увеличением наружного диаметра (б):
/ — зажим трубы; 2 — матрица; 3 — ограничитель, 4 — пуансон; 5 — электронагре-
ватель; 6 — охладитель; 7 — толкатель, 8 — элемент матрицы; 9 — выталкиватель;
б — эскизы изделий
из участков трубы (рис. 7.4, б) по мере осадки пуансоном и продви-
жения его влево внутренняя обойма сдвигается вправо, создавая
пространство между осаженной частью заготовки и внешней обоймой
для затекания металла. Этим способом можно увеличить толщину за
счет увеличения наружного диаметра на небольшом участке.
Увеличение толщины стенки трубы за счет уменьшения внутреннего
диаметра можно выполнить по схеме, представленной на рис. 7.4, а
и позволяющей деформировать заготовки с относительной толщиной
1,5...2,0 %. В этом случае заготовку в нагретой матрице деформиру-
ют усилием Р, а выталкивают усилием Q. Для предотвращения
нагрева заготовки вне очага деформации и повышения ее устойчи-
вости эту часть заготовки охлаждают с помощью охладителя. Для
получения утолщения на заданной длине Н > 2хс и предохранения от
потери устойчивости заготовки в очаге деформации, как и в предыду-
щем случае, предусматривают снаружи и внутри заготовки подвиж-
ную обойму-опору для заготовки вблизи очага деформации, движе-
ние которой должно быть согласовано с перемещением толкателя
(пуансона).
При перепаде температур, равном 150...200 °C, и деформирова-
нии труб из алюминиевых сплавов возможен набор материала с
получением стенки толщиной, в 3...4 раза превосходящей исходную.
357
ЗАДА НИЯ ДЛЯ САМОКОНТРОЛЯ
1. Укажите назначение и способы интенсификации технологических процессов
листовой штамповки.
2. Охарактеризуйте сущность процессов силовой интенсификации.
3. Охарактеризуйте вытяжку с проталкиванием фланца; сущность процесса
интенсификации В чем состоит положительный эффект этого процесса?
4. Охарактеризуйте вытяжку с обжимом и обжим с раздачей: сущность и положи-
тельный эффект интенсификации, условие достижения наибольшей общей степени
деформации.
5. Охарактеризуйте раздачу с противодавлением: сущность и положительный
эффект этого процесса. Возможно ли получение стенки, равной или большей исходной
толщины, после выполнения этого процесса?
6. Охарактеризуйте вытяжку с активными силами трения: сущность и положитель-
ный эффект процесса интенсификации; условие, определяющее возможность выполне-
ния этого процесса.
7. Охарактеризуйте вытяжку с утонением и проталкиванием: сущность и положи-
тельный эффект этого процесса.
8. Представьте сущность процессов термической интенсификации.
9. Охарактеризуйте термическую интенсификацию вытяжки: сущность и поло-
жительный эффект, условия достижения наибольшего коэффициента вытяжки. Как
влияет температурная интенсификация на процесс вытяжки коробчатых деталей?
10. Охарактеризуйте температурную интенсификацию обжима: сущность и поло-
жительный эффект. Возможно ли получение бесконечной толщины стенки при полном
смыкании кромок отверстия? Перечислите условия обеспечения этого процесса.
11. Охарактеризуйте температурную интенсификацию осадки труб и кромок
листов: сущность и положительный эффект.
Гл а в а 8
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ
ЛИСТОШТАМПОВАННЫХ ДЕТАЛЕЙ
Технологичность конструкции деталей учитывают на всех этапах
разработки изделия и проектирования технологии. На современном
этапе развития техники и технологии, когда с целью быстрейшего
освоения производства новых изделии разработку конструкции изде-
лия и технологии выполняют одновременно при определенном дефи-
ците информации, особое значение имеют знания по технологичности
конструкции деталей.
8.L Технологические требования
к конструкции листоштампованных деталей
Технологические требования к конструкции (ГОСТ 14.205—83) — это
совокупность свойств конструкции изделия, определяющих ее
приспособленность к достижению оптимальных затрат при производ-
стве, эксплуатации и ремонте для заданных показателей качества,
объема выпуска и условий выполнения работ.
Основными показателями технологичности являются: 1) мини-
мальный расход металла; 2) минимальное число операций и низкая
их себестоимость; 3) отсутствие или небольшой объем последующей
механической обработки; 4) высокая производительность на всех
операциях изготовления; 5) высокая стойкость штампов.
Суммарной оценкой рациональности (технологичности) конструк-
ции обычно является себестоимость штампуемой детали, которая
зависит в значительной мере от объема выпуска изделий.
Общие технологические требования. Механические свойства листо-
вого материала должны соответствовать требованиям прочности и
жесткости изделия и удовлетворять процессу формообразования,
Иногда можно применять менее прочные и более пластичные матери-
алы, так как деформационное упрочнение увеличивает прочность в
зоне деформирования.
Конфигурация детали или ее развертки должна обеспечивать
наибольший коэффициент использования материала.
Необходимо унифицировать и уменьшать ассортимент применяе-
мых толщин и марок листового материала с целью уменьшения
359
организационно-технических расходов; соблюдать кратность размеров
крупных штучных заготовок размерам листов для увеличения коэф-
фициента использования металла. Широко применять штамповочные
методы для сборки отдельных деталей: расклепку, отбортовку, полую
высадку, закатку швов и др.
Допуски на размеры штампованных деталей должны соответство-
вать точности операций холодной штамповки (11—14-му квалитетам).
В случае необходимости повышенная точность (6—9-й квалитет)
может быть получена введением дополнительных операций (зачист-
ки, калибровки, правки и др.).
Технологичность деталей, изготовляемых с помощью разделитель-
ных операций. Технологические требования определяются сущ-
ностью процесса разделения и механическими свойствами штампуе-
мого материала. Технологические требования к материалу заключа-
ются в том, чтобы при выполнении этих операций получать высокие
точность и качество поверхности. Установлено, что приближенно
этим требованиям удовлетворяют материалы с о^о, ;> 0,80 и б < 3 %.
Такие свойства материала обеспечивают незначительную высоту
блестящего пояска, наклон поверхности разделения менее 3—5°, и
поэтому шероховатость ее почти по всей толщине одинакова.
Технологичность деталей, получаемых при отрезке на ножницах.
При прямолинейной отрезке ширина отрезаемой полосы не должна
быть менее двух толщин. При меньшей ширине поперечное сечение
полосы будет значительно деформировано, так как зона пластичес-
кого деформирования распространяется от поверхности разделения на
ширину до 0,6...0,7 толщины металла. Шероховатость поверхности
разделения по толщине неодинакова и изменяется в пределах от Ra =
= 2,5... 1,25 мкм в зоне среза до Az = 160...40 мкм в зоне скола.
Точность линейных размеров при отрезке зависит от типа ножниц,
состояния режущих кромок ножей, способа отрезки, точности уста-
новки упора и ориентировки листа, ленты-рулона, наличия достаточ-
ного усилия прижима. Точность отрезки соответствует И...14-му
квалитетам в зависимости от условий отрезки.
Технологичность деталей, получаемых вырубкой и пробивкой.
Технологичность конструкции деталей в этом случае определяют
технологические свойства штампуемого материала, прочность и
износостойкость штампов.
Плоские штампуемые детали должны иметь возможно более
простую конфигурацию; острые углы, узкие прорези и выступы на
контуре снижают стойкость инструмента и усложняют их изготовле-
ние.
На рис. 8.1, а показаны геометрические параметры вырезов и
выступов для деталей, получаемых вырубкой и пробивкой.
360
Рис. 8.1. Технологические параметры деталей, получаемых вырубкой и пробивкой:
а — ширина и длина вырезов и выступов; б — радиус сопряжения; в — минимальные
расстояния между отверстиями, контуром детали и отверстия; г — минимальные
размеры отверстий; д — отрезка прямолинейная (по линиям, отмеченным штрихами);
К — коэффициент, равный 1,5, для коррозионно-стойкой стали, 1,3 — твердой стали,
1 — мягкой стали и латуни, 0,8 — для алюминия
При вырубке с перемычками в цельных матрицах необходимо
выполнять плавное сопряжение пересекающихся элементов контура
детали радиусами (рис. 8.1, б) с целью уменьшения удельных нагру-
зок на режущие кромки пуансонов (матриц) и предупреждения
возникновения закалочных трещин.
При безотходной штамповке в составных матрицах пересекаю-
щиеся элементы контура детали не сопрягают (рис. 8.1, д).
Минимальные радиусы сопряжения сторон углов зависят от толщи-
ны, прочности штампуемого материала и угла: при острых углах
радиус сопряжения принимают 0,6л, при прямых и тупых углах
i 0,355 для материалов с оь = 500 МПа, а для материалов с большей
или меньшей прочностью принимают соответственно несколько
меньшие или несколько большие значения (пропорционально отно-
шению Оь/500). Исключение из этого правила составляют слоистые
в плоскости листа материалы: гетинакс, стеклотекстолит, картон и др.
Для этих материалов перемычки назначают в 2...5 раз большими из-за
разных свойств наполнителя и связки, приводящих к возникнове-
нию остаточных напряжений, создающих в деталях трещины и рас-
слоения при небольших радиусах сопряжения.
361
Минимальные размеры пробиваемых отверстий зависят от их
формы и механических свойств штампуемого материала. Наименьшие
размеры отверстий при штамповке материала средней прочности
(сь ~ 500 МПа) назначают из условия обеспечения достаточной
прочности пуансонов: для отверстия с сечением в виде круга d > Ks,
квадрата а > 0,9Ks, прямоугольника b г 0,8Ал и овала (скругленного
прямоугольника) с > 0,7Ks (рис. 8.1, г). Для материалов с другой
прочностью эти величины принимают пропорционально значению
соотношения прочности штампуемого материала и материала средней
прочности. При непрерывном (телескопическом) направлении пуансо-
на, предупреждающим потерю продольной устойчивости пуансона,
возможно получение отверстий диаметром до 0,35.
Наименьшее расстояние между краями раздельно пробиваемых
отверстий и расстояние от края детали до края отверстия назначают
из условия обеспечения одинакового по периметру детали сопротив-
ления процессу разделения материала, отсутствия прогиба перемычки
и точности формы отверстий: для круглых отверстий а £ s, для
прямоугольных отверстий b 1,55 (рис. 8.1, в). При одновременной
пробивке нескольких отверстий минимальное расстояние в 2...3 раза
больше указанного; такое расстояние назначают из условия получения
минимального отклонения межосевых и базовых размеров.
При пробивке отверстий в деталях, получаемых последующей
гибкой, расстояние от линии сопряжения до края отверстия должно
быть больше двух толщин (рис. 8.2) с целью предупреждения дефор-
мации отверстия и изменения расстояния до оси отверстия.
При последовательной штамповке деталей типа "рамка с пря-
молинейными сторонами" возможен прогиб наружной или внут-
ренней стороны этого элемента. Этот прогиб возникает вслед-
ствие действия сжимающих напряжений в очаге деформации на
ранее полученную сторону прямолинейного элемента (рис. 8.3)
при малой ширине перемычки а. Шероховатость поверхности
разделения по толщине, как и при отрезке, неодинакова и изме-
няется от Ra = 2,5...0,63 мкм до Rz - 80...20 мкм, причем более
высокое качество поверхности получают на тонких материалах (до
0,5... 1 мм).
Рис. 8.2. Расстояние от
линии сопряжения до края
отверстия:
а — в сплошной заготовке;
б — при наличии отверстия
в зоне гибки
362
a
Рис. 8.3. Отклонение контура
отверстия от диаметра пуансона
и контура вырубленной детали
от контура матрицы (о — шири-
на перемычки)
\WSSSJ/SSSA\
Технологичность конструкции деталей, изготовляемых с помощью
формоизменяющих операций. Технологические требования к конст-
рукции в этом случае основываются на пластических и прочност-
ных свойствах с учетом анизотропии материала. Штампуемые
материалы должны удовлетворять следующим требованиям: а/о, $
£ 0,65 и б 18%; прочность и твердость — требованиям эксплуата-
ции; качество поверхности заготовки должно быть лучше требуемых
по чертежу детали на 1...2 интервала параметров шероховатости.
Технологичность деталей, изготовляемых гибкой. Минимальный ра-
диус гибки обычно не назначают из-за возможного брака при случай-
ном колебании механических свойств материала детали и принимают
радиус гибки в 2...4 раза больше минимального. Для упрочненных
металлов радиус гибки принимают в 2...3 раза больший, чем для
неупрочненного металла.
При гибке под углом к направлению проката, отличающимся от 0
до 90°, назначают промежуточные значения радиуса гибки, пропор-
циональные углу наклона линии гибки. При гибке узких заготовок,
полученных вырубкой или отрезкой без отжига, радиусы гибки нужно
брать как для наклепанного металла.
Радиус детали, по которому заготовка перемещается в штампе при
гибке, рекомендуют назначать не менее трех толщин материала, так
как при меньших радиусах на полочках детали получают отпечатки
радиуса и задиры.
Длина отгибаемой части детали должна быть не менее двух тол-
щин (рис. 8.2, а). Если отгибаемая часть короче рекомендуемой, то
торец получают скошенный, и поэтому ее изготовляют более длинной,
а затем обрезают по высоте.
Для предотвращения искажения формы отверстия, расположенного
близко к линии гибки, при расстоянии от точки сопряжения радиуса
с полочкой до края пробитого отверстия менее двух толщин металла;
во избежание деформации отверстия пробивку следует делать после
гибки (т.е. иметь дополнительную операцию) или предусмотреть на
перегибе технологическое отверстие (рис. 8.2, б).
Длина линии гибки противолежащих полок в деталях с двумя
(четырьмя) линиями гибки при одновременной гибке не должна резко
отличаться, так как под действием сил трения заготовка будет сдви-
363
Рис. 8.4. Прогиб стороны рамки при
недостаточной их жесткости в процессе
последовательной штамповки
Рис. 8.5. Расположение линии со-
пряжения при гибке выступающих
участков
гаться в сторону более длинной линии, что приведет к уменьшению
высоты полочек, прилегающих к меньшей по длине линии. Радиусы
противолежащих линий гибки из таких же соображений должны быть
одинаковы. Необходимо отработать конструктивную форму детали
так, чтобы можно было изготовить ее за меньшее число операций.
Для предупреждения возникновения трещин в углах нужно линию
гибки на выступе сместить на величину не менее чем на радиус
изгиба (рис. 8.4), если это невозможно сделать, то на деталях должны
быть сделаны местные вырезы (рис. 8.5).
Для точного фиксирования и предупреждения сдвига заготовки в
штампе в процессе гибки на заготовках предусматривают технологи-
ческие отверстия.
Для увеличения точности размеров (угловых и линейных) на
деталях формуют одно или несколько ребер жесткости поперек
Рис. 8.6. Ребро жесткости (а) и борта для уве-
личения точности формы детали при гибке (б)
Рис. 8.7. Канавки в зоне гибки
для обеспечения меньших ради-
усов гибки и лучшего прилега-
ния к сопрягаемой детали
364
линии гиба или образовывают борт (рис. 8.6). Эти ребра или
борта могут быть получены в процессе гибки, или на отдельных
операциях.
Для обеспечения прилегания детали в углах предварительно путем
подчеканки в местах гибки получают канавки с размерами 7> = 0,4...
...Is 2 мм, h = 0,1...0,35s > 3 мм (рис. 8.7).
Угол между линиями гибки и контуром детали должен быть равен
90°, так как под действием сил трения полочки могут деформировать-
ся (рис. 8.8) и сдвигаться.
При гибке на ребро минимальный радиус /?min > 3s.
Постановка размеров на чертеже детали (определяет технологию
штамповки):
а) более технологичны детали, координаты центров отверстий
которых заданы от края полочки (рис. 8.9); в этом случае пробивку
отверстий совмещают с вырубкой заготовки;
б) если же координаты центров отверстий заданы от осевой
линии или от угла (рис. 8.9), то отверстия в детали надо
пробивать после гибки в отдельном штампе для обеспечения
заданной точности.
Допуски на гнутые детали следует задавать симметричные
(рис. 8.9) из-за возможного смещения заготовки в процессе гибки,
вызванного неодинаковыми силами гибки, смещающими заготовку в
матрицу по причине неравномерности механических свойств материа-
ла, неодинаковых шероховатости рабочих поверхностей и радиусов
гибочных матриц и т.п.
Технологичность деталей, получаемых вытяжкой. Радиус сопря-
жения фланца со стенкой принимают равным RM > 2...8s, радиус
сопряжения дна со стенкой гп » 0,7Ям. Сопряжение дна со стенкой
Рис. 8.8, Угол между отгибаемой частью
заготовки и линией изгиба должен быть
равен 90°
Рис. 8.9. Схема простановки размеров и
допусков на деталях, изготовленных
гибкой
365
Рис. 8.10. Схема простановки размеров на деталях, получаемых вытяжкой
без радиуса можно получить путем калибровки или при штамповке
весьма толстых заготовок с Dis <. 20, т > 0,7.
За первую операцию вытяжки можно получить отношение вы-
соты детали (/7) к диаметру (d) не более Hid * 0,6...0,8 (т ~
» 0,5); для получения большей высоты необходимы последующие
переходы.
Наиболее экономично изготовлять более высокие детали с большей
точностью и лучшим качеством поверхности комбинированной вы-
тяжкой, при которой за одну операцию можно получить в зависимос-
ти от принятых степеней деформации относительную высоту детали
Hid = 1,5...2,5.
Необходимо избегать глубоких вытяжек с широким фланцем (£>ф >
> 3d при А > 2d), требующих большого числа операций
В прямоугольных коробках следует избегать острых углов в пла-
не, где радиус гп 3s, а у дна гд 3s.
Конфигурация деталей должна быть простой: дно — плоское или
слегка выпуклое в наружную сторону, фланец — плоский, боковые
поверхности — цилиндрические, конические; вместо конических с
малым углом конусности предпочтительнее цилиндрические поверх-
ности (из-за возможности складкообразования в конической части
детали, где обычно невозможно разместить прижим).
Размеры деталей следует проставлять так: высоту — от дна детали,
радиусы закруглений между дном и стенкой — по внутренней поверх-
ности, радиус закругления между фланцем и стенкой — по наружной
поверхности; размеры уступов по высоте лучше проставлять между
дном и ступенью снаружи (рис. 8.10, б). Это облегчает контроль
детали после ее изготовления.
Полуоткрытые несимметричные полые заготовки следует проекти-
ровать с учетом возможности спаренной вытяжки с последующей
разрезкой заготовки на две части (рис. 8.11). При вытяжке заготовки
366
Рис. 8-11. Полая деталь с
незамкнутым контуром (а)
и вытянутая заготовка с
расположением в ней двух
деталей (б)
сложной конфигура-
ции необходимо пре-
дусматривать техно-
логические базы для
ее фиксирования.
Края отверстия в
дне и фланце не
должны выходить
на скругленные кромки детали (рис. 8.10, а).
При установке размеров следует указывать внутренний или на-
ружный диаметр в зависимости от того, какой диаметр контролиру-
ется.
Шероховатость поверхности детали по сравнению с исходной
шероховатостью заготовки ухудшается на 1...2 интервала параметров
шероховатости, точность круглых деталей — 12... 14-й квалитет.
Технологичность деталей, получаемых при вытяжке с утонением и
комбинированной вытяжке. Толщина стенки должна быть меньше
исходной толщины металла. Толщина дна несколько меньше исход-
ной толщины металла или равна ей. Толщина стенки по длине посто-
янна либо равномерно или ступенчато уменьшается от дна к краю.
Поперечное сечение детали может быть круглым, квадратным, прямо-
угольным, эллипсным. Детали могут иметь двойные стенки Мини-
мальный радиус сопряжения дна со стенкой г > 0,55. Необходимую
высоту детали достигают за меньшее число переходов, чем при обыч-
ной вытяжке.
Наиболее технологична такая деталь, в чертеже которой задана
толщина исходной заготовки (листа, ленты), т.е. дна, а выбор толщи-
ны стенки представлен технологу. Это позволяет создать экономич-
ный вариант технологического процесса, как по числу переходов
(операций) вытяжки, так и по расходу материала. Технологичной
конструкция будет и в том случае, когда задана только толщина
стенки детали, а толщину дна из указанных соображений определяет
технолог. Технологичность конструкции также повышают в том
случае, если толщину стенки или дна задают в некотором диапазоне
(и технолог их окончательно уточняет). Такие параметры, заложен-
ные в конструкцию детали, позволяют достичь при оптимально
367
Рис. 8.12. Геометрические параметры форму-
емых элементов
выбранных степенях деформации от-
ношения высоты детали к диаметру за
две операции комбинированной вы-
тяжки до 10.
Шероховатость поверхности наруж-
ных стенок соответствует параметру
Ra = 0,32...0,08 мкм (для исходной
поверхности листа после холодной
прокатки Ra = 2,5 мкм).
При вытяжке с утонением получа-
ют точность поперечных размеров в пределах 6...9-го, при комбини-
рованной — 8... 10-го квалитетов.
Технологичность деталей, получаемых формовкой. Для предупреж-
дения разрыва металла при формовке необходимо, чтобы относи-
тельное удлинение выбранного для детали металла, возникающее в
этом процессе, удовлетворяло условию
(/, - /)// 0,755,
где /, и / — длина сечения формируемого элемента и длина того же
участка до формовки; б — допускаемое относительное удлинение при
растяжении.
Геометрические параметры поперечного сечения формуемых
элементов представлены на рис. 8.12.
Уменьшение толщины может достигать 50 %.
Большая высота или меньшее утонение могут быть получены при
выполнении формовкй за несколько переходов.
Взаимное расположение элементов должно быть таким, чтобы
было меньшее влияние друг на друга зон деформации металла,
прилегающих к формуемым элементам. Обычно расстояние между
двумя формуемыми элементами должно быть более удвоенной шири-
ны отформованного элемента. Расстояние от края элемента до края
детали не должно быть менее 3s. Геометрические параметры формуе-
мых элементов и их значения даны на рис. 8.12: h i 3s, R £ 4s,
rils,Ai 3L.
Для исключения операции обрезки после формовки круглых
элементов вблизи края детали предпочтительнее исходный контур
заготовки задавать концентрично контуру формуемого элемента, а
полученный контур детали не определять размерными параметрами
368
Рис. 8.13. Рекомендуемое (а) и
нерекомендуемое (б) рас-
положение центра формован-
ного углубления относительно
контура детали
(рис. 8.13) из-за смещения
материала к формованному
элементу, так как при этом
получают переменный ра-
диус наружного контура.
Шероховатость поверхности формованных ребер элементов ухуд-
шается на 1 .2 интервала параметров шероховатости по сравнению с
исходной.
Технологичность деталей, получаемых отбортовкой. Радиус от-
бортовки с целью предупреждения появления отпечатков его на де-
тали должен быть в пределах г (2...4)«. Меньшие значения
соответствуют более пластичному металлу.
Высоту борта должны назначать с учетом допустимого коэффици-
ента отбортовки. Я ~ 0,5(£)t — d) + 0,43Я + 0,725 (рис. 8.14).
Толщина борта по высоте неодинакова вследствие утонения при
растяжении. Толщина детали по образующей отбортованного отвер-
стия уменьшается на 20...30 %.
Размеры следует проставлять в соответствии с рис 8.14.
Большую высоту борта за одну операцию можно получить при
отбортовке дна заготовки, полученной вытяжкой, или при отбортовке
с утонением стенок. Высота борта в последнем случае равна/?) = 77 +
Рис. 8.14. Геометрические параметры отбортовки плоской заготовки (а) и заготовки,
полученной вытяжкой (б)
369
+ 0,5^75) — 1)(/7 — йх), где л,—толщина стенки борта, предельное
л/д,, достигаемое за один ход, равно 2...2,5; hx — часть стенки борта,
не подвергаемая утонению.
Шероховатость поверхности борта хуже исходной на 1...2 интерва-
ла параметров шероховатости.
Точность поперечного сечения изготовленного борта размера-
ми до 500 мм находится в пределах 11...16-го квалитетов.
Технологичность деталей, получаемых обжимом. Наибольший пе-
репад соотношений диаметров детали при обжиме определяет
допустимый коэффициент обжима в соответствии с принятой схемой
процесса.
На участке входа в матрицу заготовки радиус свободного изгиба
равен
4ор( 1 - cosa)
а на участке выхода заготовки из матрицы при образовании цилин-
дрического участка после обжима с целью предупреждения образова-
ния краевого эффекта следует принимать радиус не менее радиуса
свободного изгиба:
2 sin a
где ор — меридиональное сжимающее напряжение (см. раздел
"Обжим"); о5 — напряжение текучести материала заготовки, s и 5, —
толщина заготовки до и после обжима, a — угол при вершине конуса
матрицы; — диаметр матрицы обжима.
Ориентировочно толщина после обжима равна
где D — диаметр заготовки.
Шероховатость полученной поверхности, не контактировавшей с
инструментом, хуже исходной на 1...2 интервала параметров шеро-
ховатости, что в основном определяет величина зерен — кристаллов
деформируемого металла заготовки.
Точность в пределах 14-го квалитета.
370
Технологичность деталей, получаемых раздачей. Наибольший пере-
пад диаметров детали при раздаче определяет допустимый коэф-
фициент раздачи.
Радиус свободного изгиба на выходе с пуансона равен радиусу на
входе в матрицу при обжиме.
Толщина края стенки
Шероховатость полученной поверхности хуже исходной на 1. .2
интервала параметров шероховатости.
Точность — около 14-го квалитета.
8.2. Точность листоштампованных
деталей и заготовок
Общие положения. Точность листоштампованных деталей и за-
готовок зависит от большого числа параметров: механических
характеристик, однородности свойств исходного материала детали и
инструмента, схемы процесса и напряжений формообразования,
геометрических параметров детали, технологических и др. параметров
процесса.
В общем случае размеры и их точность определяют систематичес-
кие и случайные погрешности, возникающие в процессе формообразо-
вания и удаления деталей (заготовок) из штампа: пластические
деформации, возникающие после снятия деформирующего усилия
ДДП; упругие деформации заготовки и инструмента Д£у; температур-
ные изменения размера заготовки и инструмента АД,; износ инстру-
мента Д/в; форма исходной заготовки ("коробчатость", волнистость
и др.) ДДЭ; погрешность размеров инструмента ДДР; базирование
заготовки ДДб; случайные изменения указанных и других параметров
ДД£:
Д Д = Д Дп + Д Д, + Д Д( + Д Ди +
* ДД, * ДД„ ДДе ♦ ДДС. ' >
Пластическую деформацию определяет не только процесс формо-
образования, но и результаты взаимодействия детали и инструмента
после снятия деформирующего усилия.
Упругое изменение размера зависит от упругой деформации
разгрузки. Упругую деформацию определяют на основании закона
371
А.А. Ильюшина о разгрузке — деформации разгрузки прямопропорци-
ональны напряжениям разгрузки, равным разности напряжений
нагрузки и напряжений, остающихся после разгрузки. Для общего
случая:
AL = е£; (8.2)
£v = -J;[ov - V(o + о.)];
Е
% = - v(c. + °Л)Ь (8.3)
с_ = -L[o. - V(ov + о )],
~ *7 J
где L — размер детали в рассматриваемом направлении (х, у, z); Е,
v — модуль упругости первого рода и коэффициент Пуассона; еу,
е2 — деформации разгрузки и ох, оу, oz — напряжения разгрузки.
Температурное изменение размера детали определяют температур-
ные изменения размера инструмента и непосредственно материала
детали. В некоторых операциях, в которых очаг пластической дефор-
мации невелик (например, вырубка, пробивка, зачистка и др.), этой
составляющей пренебрегают из-за незначительной ее величины.
Температурные изменения размеров детали равны
AL, = |Д£,, | < |AL,J , (8.4)
где Д/. = а,1(>2 — (,); AZ, = a2Z(6 — t2)\ а, > а2 — коэффициенты
Г| 'j
линейного расширения соответственно материала детали и инстру-
мента; rt и t2 — температура детали до и после деформирования; —
температура инструмента в процессе деформирования.
Износ инструмента равен
= + (8.5)
12
где — износ, соответствующий периоду приработки; Uo — износ
установившегося периода износа; I и 12 — соответственно величина пути
372
деформированных заготовок относительно инструмента и общая
величина пути установившегося износа.
Случайные изменения размеров вызваны непостоянством механи-
ческих характеристик штампуемого материала, непостоянством
температуры и условий деформирования заготовок и других причин,
характерных для каждого конкретного случая. Здесь следует отдельно
отметить влияние на точность деталей точности исходных заготовок
(листов, лент, полос). Исходные заготовки могут иметь следующие
погрешности: коробовидность, волнистость, прогиб, серповидность и
остаточные напряжения. Эти погрешности могут оказывать
определенное влияние на точность деталей. Например, плоские
детали-лепестки из-за наличия остаточных напряжений после вырубки
могут иметь прогиб с разворотом сечений одного края относительно
другого.
Величина установившегося износа AL„ и величина случайных
погрешностей может быть определена на основе экспериментальных
или справочных данных, ранее полученных для подобных условий
эксплуатации штампа.
Все случайные величины суммируют согласно формуле
ALC = * kffi ♦ ... ♦ (8.6)
где к{, к2, .., к„ — коэффициенты приведения данного закона распре-
деления к закону гаусовского распределения; Д/„ Д/2, ..., Д1„ —
рассеяние размеров, определяемое каждым из п параметров.
Экспериментальные исследования многих операций штамповки и
отрезки показывают, что в большинстве случаев наблюдается закон
гаусовского распределения.
Точность отрезки на листовых ножницах. Здесь учитывают точ-
ность формы и размеров. Точность формы определяют отклоне-
ния от плоскостности, от прямолинейности кромки и отклонение
от перпендикулярности поверхности разделения к плоскости де-
тали.
Отклонение от плоскостности при отрезке на листовых ножницах
обусловлено изгибающим моментом, приложенным к отрезаемой
части заготовки не перпендикулярно ее плоскости, а под утлом,
равным углу наклона верхнего ножа к нижнему ножу. Изгибающий
момент изгибает отрезаемую заготовку, что при значительной длине
отрезки, относительно большой толщине, больших углах наклона и
относительно малой ширине приводит к нарушению формы — скручи-
ванию полосы вдоль ее длины относительно средней линии. При
относительно малой толщине происходит изгиб полосы вдоль кромки
отреза на ширине около 1,5 толщины материала. При угле наклона
373
Рис. 8.15. Схема возникновения погрешности
отрезки полосы по ширине из-за непрямолиней-
ности боковой базирующей кромки
ножей, равном нулю, т.е. при отрезке на
ножницах с параллельными режущими
кромками, эта погрешность не возникает.
Отклонение от прямолинейности
кромки отреза обусловлено различной
жесткостью верхнего и нижнего ножей,
упора и прижима вдоль их длины.
Характерные виды
непрямолинейности — это серповидность (выпуклость-вогнутость).
Отклонение определяют по известным формулам теории прочности
путем алгебраического суммирования прогибов и отклонений, вызван-
ных переменной жесткостью ножей, упора и прижима.
Отклонение поверхности разделения от перпендикулярности ее к
плоскости заготовки, все особенности ее формы, параметры, опреде-
ляющие ее, рассмотрены ранее.
Точность линейных размеров при отрезке зависит от точности
ориентировки — установки исходной заготовки относительно плоскос-
ти резания, погрешности отрезки, неточности положения упора,
случайных погрешностей.
Точность установки определяет неточность базирующей кромки
исходной заготовки, которая, как показано выше, может быть очерче-
на синусоидно-косинусоидной кривой или кривой большего радиуса.
Из-за непрямолинейности базирующей боковой кромки листа при
ручной установке возможен поворот ранее полученной кромки буду-
щей полосы относительно поверхности резания (рис. 8.15) и уменьше-
ние ширины полосы на величину
Д/> = /р,
где р — угол, в радианах, определяется формой кривой (дуги или
участка синусоиды), знаком радиуса кривизны, обращенной к базиру-
ющей линии ОА, максимальной непрямо линейностью Д базирующей
кромки листа. Эту погрешность, т.е. Д6, можно исключить, если лист
перед отрезкой будет закреплен в жестких зажимах и будет плоскопа-
раллельно подаваться до упора.
При отрезке на листовых ножницах точность отрезки по ширине
зависит также от размера очага пластической деформации. С увели-
чением толщины материала точность уменьшается. Ширина отрезае-
374
мой полосы также влияет на точность: с увеличением ширины умень-
шается точность.
Установлено, что в среднем для различных материалов, толщин и
ширины точность по ширине соответствует 12... 14-му квалитетам
точности и ниже.
Обстоятельное исследование точности отрезки на универсальных
штампах и исследование точности поэлементной штамповки было
проведено С.К. Каушинисом.
Точность при вырубке и пробивке. При обычной вырубке и про-
бивке возможны погрешности формы, межцентровых и базовых
размеров.
Точность формы при вырубке и пробивке определяется плоскост-
ностью деталей. Возможные погрешности — это прогиб всей детали
при вырубке и прогиб материала вблизи зоны разделения. Наименьшие
прогибы будут только в том случае, когда заготовка и деталь как в
процессе разделения, так и в процессе удаления до самого последне-
го момента будут находиться под достаточным давлением, приложен-
ным к плоскости заготовки.
Отклонение от плоскостности детали вблизи зоны разделения
обусловлено действием изгибающих моментов и напряжений сжатия
в плоскости листовой заготовки, возникающих в зоне разделения: чем
больше зазор между пуансоном и матрицей (в том числе и за счет их
износа) и меньше относительная толщина детали, тем больше прогиб —
отклонение от плоскостности. Отклонение от перпендикулярности
поверхности разделения обусловлено двумя причинами: особенностью
механизма разделения и прогибом детали.
Скругление кромки детали со стороны входа пуансона или вреза-
ния матрицы, хотя и обусловливает отклонение от правильной гео-
метрической формы, но крайне желательно для удаления острых
кромок; скругление увеличивается с увеличением пластичности
материала. Размеры торцового смятия и валика-выступа обусловлены
также пластическими свойствами штампуемого материала. Обычно
ширина зоны торцового смятия находится в пределах ~ 0,10...0,25s, а
ширина валика-выступа — 0,15...0,30s.
Наличие остаточных напряжений в штампуемом материале может
привести к серпообразности кромок, повороту отдельных сечений —
"пропеллерности" детали, т.е. к отклонению от плоскостности. При-
нятая схема штампа и порядок взаимодействия его элементов могут
влиять на форму детали; например, после вырубки детали из плоского
материала с небольшой относительной толщиной возможно получе-
ние желобчатости.
На точность размеров деталей оказывает влияние ряд факторов,
связанных с металлом, штампом и прессом.
375
В зависимости от вида, состояния и толщины материала получают
различные деформации разгрузки и размеры деталей после вырубки
или пробивки в одном и том же штампе. Чем больше отношение
ол/Е, тем больше отклонение размеров детали от размера штампа
(при вырубке — от размера матрицы, при пробивке — от размера
пуансона). С увеличением относительной толщины материала макси-
мальные значения отклонения уменьшаются. Прокатка листов в
одном направлении создает анизотропию металла. Это приводит к
получению овала или эллипса при штамповке деталей в виде кольца.
У отожженных листовых материалов эллипсность или овальность
меньше, у упрочненных — больше.
Конфигурация и размеры деталей влияют на точность размеров:
простые по форме детали небольших размеров имеют более высокую
точность, чем сложные по форме детали больших размеров.
Технология штамповки также влияет на точность. При последова-
тельном получении контура детали в различных операциях и в
последовательной операции штамповки получают точность взаимного
расположения элементов ниже, чем в совмещенной комбинированной
операции.
Точность размеров при вырубке и пробивке зависит от точности
изготовления рабочих частей штампа: при 10-м квалитете точности
матрицы — 12... 14 квалитеты точности вырубленной детали.
Точность размеров зависит и от схемы штампа. Так, при на-
личии прижима вырубаемые детали имеют большую точность, чем
детали, вырубаемые без прижима (рис. 8.16).
Зазор между матрицей и пуансоном значительно влияет на точ-
ность размеров. На рис. 8.17 показано отклонение размеров б детали
с увеличением относительного зазора z/s при вырубке и пробивке
детали с диаметром 30 мм, толщиной 3 мм из стали 45.
Из рисунка следует, что при вырубке (кривая 2) деталей с малыми
зазорами получают положительное отклонение размеров, а при
больших зазорах — отрицательное отклонение. При пробивке (кривая
/) отверстий получают противоположные вырубке знаки отклонения.
Отсюда следует вывод, что изменения размера при вырубке и пробив-
ке одинаковы по абсолютному значению и противоположны по знаку,
т.е. при вырубке и пробивке получают одинаковую точность разме-
ров; и кроме того, с увеличением зазора более некоторой величины
(для указанных условий более 33 %) точность размеров сохраняется
постоянной.
Точность при вытяжке с утонением и комбинированной. При вы-
тяжке с утонением возможны погрешности формы и размеров.
Погрешность формы в продольном сечении возможна в виде отклоне-
ния образующей от прямолинейности и параллельности ее оси, в
376
Рис. 8.16. Влияние прижима заготовки
на отклонение размеров вырубленных
деталей
Рис. 8.17. Влияние зазора 2 на
отклонение размеров (б) при вырубке 2
и пробивке I
поперечном сечении в виде овальности и огранки. Отклонение образу-
ющей от прямолинейности и параллельности оси может быть вызвано
неравномерностью механических свойств материала по высоте детали
и неравномерностью толщины стенки заготовки по высоте, приводя-
щей к различной деформации по толщине, высоте и поперечному
сечению детали и различным диаметральным деформациям разгрузки
по высоте детали. Отжиг материала способствует уменьшению откло-
нения от прямолинейности и параллельности. Создание хвостовиков
штампов, обеспечивающих совпадение осей давления штампа и
пресса, также способствует снижению этих отклонений. Овальность
в поперечном сечении обусловлена неравномерностью зазора (причи-
ной может быть несовпадение осей давления пресса и штампа).
Основной причиной огранки является анизотропия материала.
Отклонение поперечных размеров детали обусловлено упругими
деформациями пуансона и матрицы в процессе вытяжки и деформа-
циями разгрузки инструмента и деформированного материала детали
после снятия усилия и удаления детали из штампа. Это взаимодей-
ствие элементов технологической системы проходит в такой последо-
вательности: при уменьшении толщины заготовки под действием
нормальных напряжений к рабочей поверхности пуансона и матрицы
377
происходит уменьшение поперечных размеров пуансона и увеличение
поперечных размеров матрицы, после завершения вытяжки деталь с
пуансоном находятся вне матрицы, поперечные размеры пуансона
увеличиваются, изменяются при этом и поперечные размеры детали.
Изменение размеров детали определяется действовавшими при вы-
тяжке напряжениями в соответствии с законом о разгрузке; знак
и величина этих изменений могут совпадать или не совпадать
с увеличением поперечных размеров пуансона. Причем здесь воз-
можно упругое и пластическое взаимодействие детали с пуансоном.
При съеме детали с пуансона уменьшается поперечный размер
детали.
При небольшом утонении и значительном изменении диаметра в
процессах комбинированной вытяжки может происходить увеличение
диаметра пуансона и детали на значительной ее части по высоте,
несколько удаленной от дна; увеличение поперечного размера детали
в этом случае больше увеличения поперечного размера пуансона.
Для определения размеров деталей, получаемых при вытяжке с
утонением используют ранее полученные методом баланса работ
внутренних и внешних сил для плоского деформированного состояния
формулы для осевых, окружных и нормальных напряжений; для
условий разгрузки знаки у напряжений будут противоположны.
В указанных формулах о, будем принимать как параметр, наибо-
лее точно выражающий характер изменения напряжений; для рас-
сматриваемого случая и стальных заготовок принимаем
е
п
°s = °веП
(8.7)
где е — основание натуральных логарифмов; п — показатель упрочне-
ния; е — логарифмическая степень деформации.
Принимаем, что при снятии усилия и удалении детали из штампа
у пуансона и детали происходит полная разгрузка. Деформации
разгрузки для поперечного сечения детали в соответствии с формулой
(8.3) равны
сф = Т[оф “ v(o-- +
* Е
(8-8)
для пуансона после преобразований
378
еп = 4-[оек( 1 - vn) - vno.]\
£п
(8.9)
где Еп, vn — модуль упругости первого рода и коэффициент Пуассона
материала пуансона; к — коэффициент, учитывающий относительную
длину нагружаемого участка. Деформация разгрузки еи матрицы
может быть определена одним из методов, изложенным в работе
С.Д. Пономарева и др. Сущность методик определения деформации
пуансона и матрицы заключается в том, что в процессе нагрузки и
соответственно разгрузки деформации в значительной степени зави-
сят от относительной длины и места расположения нагружаемого
участка относительно края (торца) инструмента.
Окончательный код решения зависит от разности.
Де = еп - еф. (8.10)
Толщина стенок детали будет больше номинальной; это увеличе-
ние обусловлено уменьшением поперечных размеров пуансона; общая
толщина равна
* = *0 + +
(8.11)
где $0 — номинальная толщина, равная зазору между пуансоном и
матрицей; dD, d* — диаметр соответственно пуансона и матрицы.
Анализируя формулу (8.8) с учетом формул (3.104), (3.107),
(3.151), можем установить, что при разгрузке в зависимости от
соотношения о2 и ое возможно увеличение и уменьшение поперечных
размеров детали; а из формулы (8.9) следует, что поперечные разме-
ры пуансона всегда при разгрузке увеличиваются. Причем эти изме-
нения становятся больше с увеличением степени деформации, соотно-
шения временного сопротивления к модулю упругости первого рода,
коэффициента Пуассона, показателя упрочнения штампуемого
материала.
При взаимодействии пуансона с деталью в процессе разгрузки
возможно не только упругое увеличение размера детали, но и увели-
чение размера детали при ее пластическом растяжении — равномер-
ной раздаче под действием внутреннего равномерно распределенно-
го давления. Окружные растягивающие напряжения в этом случае
★Пономарев С.Д- Расчет на прочность в машиностроении. Т. 2.
379
могут быть приближенно приняты равными напряжению текучести
(8.7), как при испытаниях на одноосное растяжение:
(8-12)
Два других главных напряжения без больших погрешностей можно
принять равными нулю. При съеме детали с пуансона деформация и
уменьшение диаметра детали в соответствии с формулами (8.7) и
(8.3) равны
(8-13)
Возможная упругая деформация увеличения поперечных размеров
детали до ее пластического растяжения при разгрузке пуансона с
учетом знака еф равна
£ф - £ф при £ф < 0;
£Ф + £ф при £ф > 0.
(8.14)
Выражения (8.9) и (8.13) позволяют установить возможность
пластического деформирования. Для этого достаточно определить
знак разности:
(8.15)
При Еод > 0 происходит увеличение диаметра с пластическим
растяжением, а последующую деформацию разгрузки (уменьшения
размера) определяет выражение (8.13). При евд < 0 происходит
только упругое увеличение размера детали, а последующая деформа-
ция (уменьшение диаметра) детали может быть определена по фор-
муле (8.8). Следовательно, можно для окончательного уменьшения
поперечного размера детали записать:
< ПРИ епД > °;
£Ф ПРИ £пд < °-
(8.16)
Алгоритм вычисления параметров разгрузки представлен на
380
Рис. 8.18. Алгоритм вычисления отклонения
диаметра детали при вытяжке с утонением
рис. 8.18. Окончательный фактический
поперечный размер детали равен
rf* = (•+
(8.17)
где d — номинальный размер пуансона; с£ —
деформация упругого уменьшения разме-
ра, определяемая по (8.16).
Для получения заданного номинально-
го размера детали инструмент должен
быть определенного размера. При задан-
ном внутреннем размере детали необходи-
мо определить действительный размер
пуансона в процессе вытяжки; его диаметр
под действием радиальных сжимающих
напряжений меньше исходного на
величину упругой деформации ев (8.9) и
равен
rf* = <1 - e„)rf,
(8.18)
где du диаметр пуансона до вытяжки.
Из формулы (8.18), с учетом формулы
(8 17), можно определить диаметр пуансона,
обеспечивающий получение заданного диаметра детали при вытяжке с
утонением:
(1 - е„)(1 . е»)(1 - е,)'
(8.19)
Из этой формулы следует, что диаметр пуансона до вытяжки, необхо-
димый для получения заданного диаметра детали, может быть боль-
ше, меньше или равен диаметру детали в зависимости от параметров
процесса деформирования: при малых степенях деформации — мень-
ше, при больших степенях деформации — больше и при некоторой
промежуточной степени деформации равен диаметру детали
Вышеустановленные зависимости также позволяют оценить влия-
ние случайных изменений на точность размера в том случае, когда
381
Рис. 8.19. Кривые изменения
относительных деформаций от-
клонения диаметра детали из ла-
туни Л63:
/ и 2 — наибольшее и наименьшее
отклонение от диаметра пуансона,
равного диаметру детали, 3 —
наибольшее отклонение от диаметра
пуансона, определенного по формуле
(8-19)
известны интервалы рассеяния параметров, определяющих изменение
размера. Известно, что деформационные характеристики (ов, и, Е, v
и др.) деформируемых и инструментальных материалов даже в преде-
лах одной плавки не остаются постоянными. В качестве примера на
рис. 8.19 представлены кривые изменения относительных деформации
диаметра детали в зависимости от степени деформации для детали из
латуни Л63 при случайном изменении параметров в следующих
пределах: Е - (1,2...1,3)106 МПа; Еп = 2,1- 106 МПа; v = 0,35; v„ = 0,32;
р = 0,05...0,1; ов = 450 МПа; п = 0,447 [13].
Из полученных результатов исследования можно установить
следующее. Учет систематических погрешностей, определяемых
процессом деформирования, при назначении размеров инструмента
позволяет существенно увеличить точность поперечных размеров
деталей (на 2—3 квалитета).
ЗАДАНИЯ ДЛЯ САМОКОНТРОЛЯ
1. Дайте понятие (определение) технологичности конструкции листоштампованной
детали.
2. Перечислите общие технологические требования к конструкции листоштампован-
ных деталей.
3. Перечислите технологические требования к конструкции деталей, изготовляемых
с помощью разделительных и формообразующих операций.
4. Перечислите технологические требования к материалу для изготовления деталей
с помощью разделительных и формообразующих операций.
5. Укажите ориентировочные показатели точности линейных и угловых размеров,
шероховатость и форму поверхности, получаемых при вырубке, пробивке, гибке,
вытяжке, вытяжке с утонением, комбинированной вытяжке, отбортовке, обжиме.
6. Как нужно проставлять размеры элементов деталей и деталей, изготовленных
при вырубке, пробивке, гибке, различных видах вытяжки, отбортовке, обжиме, рельеф-
ной формовке?
7. Какие параметры определяют точность листоштампованных деталей?
8. Сформулируйте признаки классификации и виды погрешностей.
9. Приведите погрешности и виды погрешностей при отрезке на многодисковых и
листовых ножницах; достигаемая точность.
10. Приведите погрешности и виды погрешностей при вырубке и пробивке, вытяжке
с утонением, достигаемая точность.
382
Гл а в а 9
ТЕХНОЛОГИЧЕСКАЯ
ПОДГОТОВКА ПРОИЗВОДСТВА
В ЛИСТОВОЙ ШТАМПОВКЕ
9.1. Содержание технологической
подготовки производства
Технологическая подготовка производства (ТПП) — это сложная
комплексная задача. Решение ее заключается в создании наиболее
экономичного варианта технологического процесса на основе оптими-
зации при данных производственных условиях. Разработка технологи-
ческого процесса ведется в определенной последовательности:
изучение технических условий и требований к изготовляемому
изделию;
определение объема выпуска изделий в единицу времени, выявле-
ние видов и организационных форм будущих технологических про-
цессов;
разработка технологических процессов изготовления деталей и т.д.
При ТПП большой объем имеют работы, связанные с разработкой
процессов. В настоящее время в зависимости от условий производства и
назначения процесса применяют два метода разработки: метод
единичных разработок и метод унифицированных разработок техно-
логических процессов. Вследствие этого различают два вида техноло-
гических процессов, единичные и унифицированные.
Единичный технологический процесс — это процесс изготовления
изделия одного наименования, типоразмера и исполнения независимо
от типа производства (ГОСТ 31109—82). Разработка единичных
технологических процессов характерна для оригинальных деталей
(изделий) при любом типе производства. При большой номенклатуре
изделий использование этого метода невыгодно для разработки и
выявления оптимального процесса.
Для снижения трудоемкости, увеличения производительности и
автоматизации технологические процессы разрабатывают на основе
унифицированных технологических процессов. Унифицированный
технологический процесс — это процесс, относящийся к группе дета-
лей (изделий) с общими конструктивными и технологическими
признаками.
383
Унифицированные технологические процессы подразделяют на
типовые и групповые. Типовой технологический процесс — это процесс
изготовления группы изделий с общими конструктивными и
технологическими признаками (ГОСТ 31109—82); такой процесс
характеризуют общность содержания и одинаковая последовательность
большинства технологических операций и переходов для группы
изделий. Типовой технологический процесс применяют как ин-
формационную базу при разработке рабочего технологического про-
цесса и как рабочий технологический процесс при наличии всей
необходимой для изготовления детали информации. Такие процессы
применяют в условиях единичного, серийного и массового производ-
ства. Использование этих процессов позволяет устранить многообра-
зие технологических процессов и ограничить число типов
Групповой технологический процесс — это процесс изготовления
группы деталей с разными конструктивными, но общими технологи-
ческими признаками (ГОСТ 31109—82). Групповой технологический
процесс представляет собой совокупность операций, обеспечивающих
обработку различных заготовок группы (или нескольких групп) по
общему технологическому маршруту. При групповом технологическом
маршруте для изготовления некоторых деталей или групп деталей
отдельные операции пропускают из-за отсутствия соответствующих
элементов в конструкции детали. Такой процесс разрабатывают с целью
экономически целесообразного применения методов и средств
крупносерийного и массового производства в условиях единичного,
мелкосерийного и серийного производства (ГОСТ 14316—82).
Технологическая подготовка в листоштамповочном производстве
состоит из следующих этапов:
анализ и классификация номенклатуры деталей по конструктивно-
технологическим признакам и организационным характеристикам;
разработка единичных и унифицированных технологических
процессов;
проектирование и изготовление технологического оснащения
(штампов, приспособлений);
оперативное комплектование технологических групп деталей и
наладка технологической системы пресс-штамп для изготовления
деталей.
9.2. Порядок разработки технологических процессов
холодной штамповки
В основу разработки технологических процессов положены два
принципа: технический и экономический. В соответствии с техни-
ческим принципом проектируемый технологический процесс должен
384
обеспечить выполнение требований чертежа и технических условий
на изготовление деталей. В соответствии с экономическим принципом
изготовление детали должно выполняться с наименьшими трудоем-
костью и затратами.
Разработка технологических процессов включает выполнение
следующих этапов:
1. Выбор способа и средств изготовления детали.
2. Анализ технологичности детали.
3. Определение параметров раскроя — формы и размеров заготовки,
вида раскроя, коэффициента использования материала.
4. Разработка наиболее рационального технологического процесса
изготовления требуемой детали, включающая установление характе-
ра числа и последовательности операций.
5. Выбор степени сложности (совмещенности) операций.
6. Установление числа одновременно штампуемых деталей.
7. Определение операционных размеров и допусков.
8 Расчет усилия, определение центра давления и других техноло-
гических параметров процесса изготовления детали.
9. Выяснение типа и технологической схемы штампа, схемы
базирования заготовки, способа подачи заготовки, удаления детали
и отхода.
10. Выбор оборудования, определение его числа и коэффициента
загрузки.
11. Определение численности производственных рабочих.
Вопросы, возникающие при разработке технологических процес-
сов, могут быть решены несколькими вариантами. Задачей технолога
является выявление этих вариантов и выбор из них наиболее рацио-
нального на основе себестоимости (или другого критерия)
9.3. Разработка технологического процесса
холодной листовой штамповки
Способ и средства штамповки выбирают в зависимости от формы,
объема выпуска и точности деталей. При требованиях к точности
деталей в пределах возможностей формообразующей штамповочной
операции выбор способа определяется объемом выпуска изделий. В
производстве применяют два способа штамповки: комплексный и
поэлементный. При комплексном способе штамповки контур (или
часть контура) детали получают за один рабочий ход. Комплексную
штамповку выполняют с помощью специальных штампов (CIII),
упрощенных подкладных штампов (УПШ) и сменных пакетных штам-
пов (СПШ), применяемых на универсальных блоках и на прессах-
385
автоматах с нижним приводом. При поэлементной штамповке отдель-
ные простейшие элементы контура (наружного и внутреннего) детали
получают за один или несколько рабочих ходов, выполняемых после-
довательно на универсальном оборудовании с помощью универсально-
наладочных штампов (УНШ) или на специализированном оборудова-
нии, оснащенном сменными комплектами инструмента (СКИ). Вид
технологического оснащения для установленного способа штамповки
и заданного объема выпуска изделий наиболее часто определяют на
основе наименьшей себестоимости. Ориентировочно можно указать,
что экономически целесообразным может быть использование УНШ
и СКИ при поэлементной штамповке до 1000 штук деталей, исполь-
зование СШ — при комплексной штамповке 100—500 тыс. штук
деталей. При точности деталей, превышающей возможности формооб-
разующей операции, применяют сначала операции, позволяющие
получить заданную форму и размеры, а затем вводят в технологичес-
кий процесс дополнительные калибровочные операции (зачистки,
калибровки, правки и др.), позволяющие получить заданную черте-
жом точность.
Анализ технологичности детали с целью отработки технологичнос-
ти ее конструкции производят на всех этапах разработки изделия.
Анализ технологичности детали на этапе рабочего проекта выполняют
с учетом использования предполагаемой операции, используемых
средств и способа штамповки. Анализ заключается в выделении
конструктивных элементов, определении технологического процесса
(операций), пригодного для их получения, определении количествен-
ных параметров этих элементов и сравнении этих параметров с
допустимыми параметрами, которые можно получить за минимальное
число переходов или операций.
Если все параметры удовлетворяют требованиям технологичности,
то деталь считают технологичной, если хотя бы один из параметров
не удовлетворяет этим требованиям, то деталь считается нетехноло-
гичной для изготовления по выбранному технологическому процессу
В этом случае возможны следующие пути преодоления возникшего
противоречия:
1) выбрать новый вариант технологического процесса, удовлетво-
ряющий всем количественно допустимым значениям параметров
технологичности изготовляемой детали;
2) изменить эти параметры в соответствии с требованиями техно-
логичности по согласованию с конструктором.
Порядок анализа технологичности конструкции:
1) установление пригодности материала для получения заданное
формы детали;
2) установление возможности получения каждого элемента зг
минимальное число операций штамповки. Если какие-либо парамет
386
ры превышают допустимые, то необходимо применить другой способ
или по согласованию с конструктором изменить этот параметр. Такой
же порядок работ и при изменении конструкции детали с целью
создания более рациональной и экономичной формы заготовки.
Завершением работы по анализу технологичности конструкции
являются предложения по изменению конструкторской документа-
ции и внесение этих изменений в конструкторскую и технологичес-
кую документацию.
Определение формы и размеров заготовки, раскроя и коэффициента
использования материала рассмотрено ранее.
Разработка рационального технологического процесса или установ-
ление его структуры является наиболее ответственной частью про-
ектирования технологического процесса. При проектировании про-
цесса исходят из формы или класса (группы) детали, требований,
предъявляемых к детали, точности формы и размеров, шероховатости
поверхности, объема выпуска и экономических показателей производ-
ства.
Классификация деталей по конструктивно-технологическим при-
знакам в классы (подклассы и т.п.) позволяет ускорить технологичес-
кую подготовку производства как на начальных этапах (разработку
технологических процессов, оснащения и т.д.), так и на этапе произ-
водства (групповая обработка), что обеспечивает повышение произ-
водительности, снижение себестоимости изделий без снижения качес-
тва. При классификации учитывают геометрическую форму, габарит-
ные размеры, вид заготовки, заданную точность формы и размеров,
шероховатость поверхности, экономичность раскроя, объем выпуска.
Главной целью классификации является определение групп деталей,
обрабатываемых на одном оборудовании и при помощи единой техно-
логической оснастки.
В качестве примера приведем данные по признакам классифика-
ции деталей, штампуемых в серийном производстве. В зависимости
от вида технологического оснащения могут быть следующие варианты
группирования листоштампованных деталей и заготовок.
1. Детали одинаковых размеров и конфигурации наружного конту-
ра с различным числом и расположением отверстий, получаемые на
стационарных штампах со сменными рабочими частями.
2. Детали любой конфигурации с габаритными размерами до
250 мм ограниченной толщины (в зависимости от мощности пресса),
получаемые на групповых блоках со сменными рабочими пакетами
и рабочими частями.
3. Детали любой конфигурации с габаритными размерами свыше
10 мм, с геометрически подобными штампуемыми элементами, разме-
387
ры которых ограничены некоторыми пределами для данного универ-
сально-наладочного штампа с регулируемыми упорами.
4. Детали любой конфигурации с одинаковыми штампуемыми
элементами (пазами, отверстиями и др .), расположенными на рассто-
янии свыше 1 мм от края детали, штампуемые на универсальных
(групповых) основаниях со сменными рабочими пакетами и регулиру-
емыми упорами.
5. Детали типа шасси радиоаппаратуры, штампуемые на револь-
верно-координатном прессе, любой конфигурации и габаритных
размеров, изготовляемые с применением пробивки и других опера-
ций, и вырубаемые детали с периметром до 70 мм, изготовляемые без
переналадки револьверной головки.
При разработке технологического процесса изготовления деталей
листовой штамповкой сначала нужно определить вид технологическо-
го процесса, подлежащего проектированию (единичный, типовой,
групповой), и затем разработать технологический процесс для приня-
того вида. Для любого вида технологических процессов необходимо
установить: состав операций и порядок их выполнения; способ выпол-
нения основных операций (штамповки)
При разработке единичных технологических процессов состав опе-
раций и порядок их выполнения устанавливают для каждой дета-
ли с учетом формы, размеров, точности, качества детали и дру-
гих требований к ней. Способ выполнения основных формообразую-
щих операций определяют на основе объема выпуска и экономичес-
ких расчетов. Ориентировочные границы применения единичных
технологических процессов комплексной штамповки могут быть
установлены в зависимости от уровня концентрации операций (пере-
ходов):
однооперационная штамповка, выполняемая на однооперационных
штампах простого действия для вырубки, пробивки, гибки и т.д.;
комбинированная штамповка с комбинированием однородных
переходов, выполняемая на комбинированных штампах совмещенного
и последовательного действия;
комбинированная штамповка с комбинированием разнородных
переходов, выполняемая на комбинированных штампах совмещенного
и последовательного действия.
Выбор уровня концентрации операций (переходов) комплексной
штамповки производится в зависимости от класса деталей, объема
выпуска и требований к точности взаимного расположения элементов
детали:
1-й уровень концентрации назначают для плоских, гнутых и
полых деталей при точности взаимного расположения элементов не
менее ±0,15 мм и объеме выпуска не более 100 000 шт. в год;
388
2-й уровень концентрации назначают для плоских деталей и
разверток на плоскость пространственных деталей при точности
взаимного расположения элементов не менее ± 0,14 и объеме выпуска
более 100 000 шт. в год;
3-й уровень концентрации назначают для пространственных
деталей с объемом выпуска более 100 000 шт. в год.
Наиболее сложным при разработке технологического процесса
комплексной штамповки является выбор комбинированных операций с
целью одновременного выполнения нескольких операций на комби-
нированных штампах, обоснование их преимуществ по сравнению с
однооперационными и поэтому более дешевыми штампами. Кроме
того, в связи с этим возникает задача выбора типа комбинированного
штампа (совмещенного или последовательного).
Комбинированные процессы штамповки выбирают с учетом следу-
ющих требований:
точности; при точности взаимного расположения элементов детали
в пределах 8... 13-го квалитетов выбирают совмещенную штамповку,
при точности 12... 15-го квалитетов — последовательную штамповку;
производительности; при последовательной штамповке обеспечива-
ется высокая производительность благодаря автоматической передаче
заготовки от перехода к переходу и автоматическому удалению
отходов и деталей, при совмещенной она снижается из-за выталкива-
ния деталей на поверхность штампа и необходимости их удаления;
наибольшего размера и толщины детали, допустимые размеры
которых определяют в зависимости от мощности и габаритных пара-
метров рабочего пространства оборудования;
работы на быстроходных прессах; при совмещенной штамповке не
рекомендуются, при последовательной — возможны при числе ходов
до 400 в минуту;
безопасности работы; при совмещенной штамповке работа небезо-
пасна, при последовательной — работа безопасна при выполнении
любых операций, так как детали удаляют из рабочего пространства
автоматически;
трудоемкости и стоимости изготовления штампа; при совмещенной
штамповке — вырубке сложных деталей эти показатели меньше, чем
при последовательной штамповке; при последовательной штамповке
деталей простой конфигурации эти показатели меньше, чем при
совмещенной.
Число переходов, объединяемых при совмещенной комбинирован-
ной штамповке, ограничивается возможностями размещения рабочих
элементов на площади, очерченной контуром детали и прочностью
пуансонов и матриц. Традиционно выполняемые комбинированные
операции совмещенного типа: вырубка и пробивка плоских деталей,
389
вырубка и вытяжка, отрезка и гибка, вытяжка через две или
три матрицы одновременно (с утонением и комбинированная
вытяжка), гибка и калибровка, вырубка с пробивкой, чеканкой и
Другие.
Число переходов, объединяемых при последовательной комбиниро-
ванной штамповке, ограничивают сложность и габариты штампа,
а также размеры рабочего пространства прессов. Дополнительные
технологические ограничения по применению различных схем комби-
нированной последовательной штамповки:
при штамповке в полосе (ленте) с вырубкой готовой детали на
последнем переходе размеры деталей в направлении подачи ограничи-
ваются шагом механизма подачи, числом переходов штамповки и
толщиной материала, которая должна быть свыше 0,2 мм;
при штамповке в полосе (ленте) с вырубкой и запрессовкой заго-
товки в полосу перед формоизменяющим переходом получают детали
небольших размеров с числом ходов пресса не более 150 в минуту;
при штамповке в полосе с вырубкой заготовки и передачей ее на
следующие переходы число переходов зависит от вида подачи (ре-
вольверная — 6, шиберная — 3 и т.п.), а число ходов пресса должно
быть не более 250 в минуту;
при последовательной штамповке из штучных заготовок на много-
позиционных прессах-автоматах число переходов не более числа
рабочих позиций пресса.
Повышенные требования к точности и шероховатости поверхности
плоских деталей определяют необходимость введения для раздели-
тельных операций зачистки, калибровки или чистовой вырубки-
пробивки; повышенные требования к точности деталей, и зготовляе-
мых гибкой и вытяжкой, определяют необходимость введения опера-
ций калибровки по одному или двум размерам.
Размеры на отдельных операциях (переходах) устанавливают на
основе расчета по допустимой (назначенной) степени деформации,
допуски на промежуточных переходах специально не ограничивают,
на последнем переходе допуск назначают в соответствии с требовани-
ями чертежа.
Разработка типовых технологических процессов. Наиболее совер-
шенным направлением разработки технологических процессов являет-
ся их типизация. Типизация технологических процессов должна
устранить их многообразие путем сведения к ограниченному числу
типов.
Типизация технологических процессов для сходных по конфигура-
ции и технологическим особенностям деталей основана на примене-
нии наиболее совершенных способов обработки и обеспечивает наи-
большую производительность и экономичность.
390
Типовой технологический процесс разрабатывают для изготовле-
ния в конкретных производственных условиях типового представите-
ля группы деталей, обладающего общими конструктивно-технологи-
ческими признаками (ГОСТ 14.301—83). Типовым представителем
группы деталей является деталь, обработка которой требует наиболь-
шего числа основных и вспомогательных операций, характерных для
изделий, входящих в эту группу.
Состав операций и порядок их выполнения, а также способ их
выполнения определяют из тех же соображений, что и при разработке
единичных технологических процессов.
Типизация технологических процессов может быть выполнена по
трем направлениям: 1) типизация штамповки отдельных поверхнос-
тей; 2) типизация штамповки сочетания поверхностей; 3) типизация
штамповки деталей (заготовок). Типизацию процессов по любому
направлению должны начинать с классификации (поверхностей,
сочетания поверхностей или формы деталей). Задачей классификации
является приведение всего многообразия деталей, поверхностей и их
сочетания к минимальному числу их типов, для которых можно
разработать типовые технологические процессы штамповки в несколь-
ких вариантах с целью обеспечения возможности выбора наиболее
рационального варианта для данных условий производства и объема
выпуска.
Классификация и типизация обработки отдельных поверхностей.
Признаками классификации элементарных поверхностей могут быть:
наружный контур, форма и число отверстий и пазов плоской детали,
форма основной поверхности детали (плоская, цилиндрическая,
торообразная и др ), требуемая точность размера и формы, размеры,
материал изделия. Типовой технологический процесс составляют
на основе технико-экономического анализа существующих техно-
логических процессов обработки и передовых научно-технических
достижений в области обработки таких элементарных поверхнос-
тей.
Классификация и типизация обработки сочетания поверхностей.
Типовое сочетание элементарных поверхностей — это такое сочетание
поверхностей, которое может быть получено за один рабочий ход
пресса. Например, наружный и внутренний контур, полученный при
совмещенной вырубке и пробивке, сочетание поверхностей полой
детали и детали полученной гибкой и т.п.
Признаками классификации могут быть взаимное расположение
наружного и внутреннего контура плоской детали, конфигурация и
взаимное расположение элементарных поверхностей пространственных
деталей (полученных вытяжкой, гибкой и формовочными опера-
циями), точность отдельных поверхностей и их взаимного расположе-
391
ния, размеры и соотношение размеров отдельных поверхностей,
материал детали.
При разработке типовых технологических процессов обработки
сочетания поверхностей по операциям в нескольких вариантах уста-
навливают последовательность переходов для каждой операции,
определяют средства технологического оснащения. Такой процесс
обработки составляют на основе технико-экономического анализа
вариантов обработки для каждого типа сочетания поверхностей с
учетом условий обработки и объема выпуска.
Классификация и типизация обработки деталей (заготовок).
Признаками классификации являются: конфигурация детали, ее
размеры, конфигурация заготовки (лента, полоса), точность и качест-
во поверхности, материал заготовки, объем выпуска, условия произ-
водства. Первым создателем технологической классификации деталей
и заготовок был профессор А.П. Соколовский, который подразделял
заготовки и детали на классы, подклассы, группы и подгруппы и
типы.
Под типом подразумевают совокупность заготовок одного класса,
имеющих в определенных производственных условиях одинаковый
маршрут обработки. В пределах типа допускают некоторое отклоне-
ние в порядке обработки; возможно добавление некоторых нехарак-
терных переходов и даже операций. Примеры классификации загото-
вок: плоские детали — круг и часть круга, кольцо и часть кольца,
круг с пазами или выступами, овал и часть овала, прямоугольник и
др.; изогнутые детали с одной, двумя, тремя и большим числом линий
гибки и др.; полые детали без фланца и с фланцем, с различным
соотношением размеров основных элементов, коробчатые, конусные
и т.д. Размерные группы деталей при классификации обычно опреде-
ляют размерными рядами прессов и технологическими возможностя-
ми оснастки.
Разработку технологического процесса на основе типовой техноло-
гии в условиях производства обычно выполняют в двух вариантах:
рабочий технологический процесс, составляемый на основе имеющих-
ся на заводе оборудования и условий, и перспективный, учитываю-
щий все возможности современных видов обработки, новейшего
оборудования.
Примерный состав и порядок выполнения операций в зависимости
от класса деталей и способа штамповки представлен ниже. Здесь
различают четыре класса деталей в зависимости от формы: 1) плоские
детали, получаемые с помощью разделительных операций, 2) детали,
получаемые гибкой; 3) детали, получаемые вытяжкой; 4) детали
сложной формы, получаемые с помощью разделительных и формооб-
разующих операций.
392
Для деталей первого класса: отрезка листа или ленты на заготовки
(ленты, полосы, штучные заготовки), вырубка, пробивка отверстия,
снятие заусенцев, правка, контроль;
для деталей второго класса: отрезка листа или ленты на заготовки,
пробивка отверстий, гибка, правка, галтовка, контроль;
для деталей третьего класса: отрезка листа или ленты на заготов-
ки, вырубка заготовки, вытяжка, отбортовка, калибровка, обрезка,
контроль;
для деталей четвертого класса содержание и порядок выполнения
операций, кроме первых двух, определяется формой и требованиями
к их качеству
Разработка групповых технологических процессов. Около 80 % обще-
го числа тонколистовых штампованных деталей изготовляют в
условиях единичного, мелкосерийного и серийного производства.
Наиболее рациональным в этом случае может быть групповой метод
изготовления. Использование группового метода возможно при выпол-
нении классификации деталей, разработки групповых технологичес-
ких процессов и групповой технологической оснастки.
При этом состав операций, порядок и способ их выполнения
определяют как и при разработке единичных технологических про-
цессов.
Классификацию деталей для групповой штамповки обычно осу-
ществляют по технологическому признаку. Результатом этого могут
быть классы деталей, получаемых разделительными операциями,
гибкой, вытяжкой и др. При большой номенклатуре деталей в каждом
классе могут быть созданы подклассы, группы и подгруппы деталей и
т.д. с определенными характерными признаками: наличием или
отсутствием элементов наружного и внутреннего контура для плоских
деталей, расположением линии гибки, формы поперечного сечения,
вида и точности деталей, получаемых вытяжкой и т.д. Могут быть и
другие признаки классификации деталей, например, в зависимости
от технологической оснастки и ее переналаживаемых элементов.
Затем для каждого класса или подкласса определяют наиболее рацио-
нальной тип оборудования и наиболее целесообразную конструкцию
технологической оснастки.
Важнейшим условием успешного использования групповой штам-
повки наряду с классификацией является унификация и стандартиза-
ция штампуемых деталей и их элементов. Элементы штампуемых
деталей (отверстия, пазы, радиусы закругления и т.д.) должны быть
унифицированы с целью уменьшения числа их типоразмеров. Унифи-
кация и стандартизация позволяет значительно сократить число
единиц технологической оснастки, повысить производительность и
экономичность производства.
393
Классификацию деталей на классы (подклассы) дополняют разра-
боткой групповых технологических процессов для каждого класса
(подкласса).
При наличии классификатора деталей возможно проектирование
в минимальные сроки технологического процесса любой детали того
или иного класса (подкласса). При проектировании процесса необхо-
димо создавать группы, обеспечивающие наибольшую загрузку
оборудования. Иногда это требует корректировки числа деталей,
входящих в группу.
Групповые технологические процессы создают на основе обобще-
ния ранее разработанных технологических процессов для подобных
классов (подклассов) деталей с учетом конструкции штампа.
Ниже представлены в качестве примера особенности создания
групповых технологических процессов поэлементной и комплексной
штамповки.
Состав операций поэлементной штамповки определяют на основе
унифицированного технологического процесса. Основные типы деталей,
штампуемых в этом случае — это плоские детали или плоские
детали с формованными или отбортованными элементами. Поэтому
основными являются операции образования наружного и внутреннего
контура детали — разделительные, после которых обычно получают
формованные и отбортованные элементы посредством применения
формовочных и отбортовочных операций. В процессах поэлементной
штамповки после получения заготовки сначала получают элементы
внутреннего, а затем элементы наружного контура в таком порядке,
чтобы по возможности сохранить до последней операции исходную (и
установочную) базу Число операций поэлементной штамповки
определяет число и размеры элементов изготовляемой детали и разме-
ры соответствующего пуансона штампа. Например, прямоугольное
отверстие с размерами 50*50 мм можно изготовить квадратным
пуансоном со стороной квадрата 30 мм за четыре операции.
Основные операции, средства и способы выполнения операций
группового технологического процесса поэлементной штамповки:
заготовительная операция, выполняемая на листовых ножницах, на
которых получают после разрезки листов полосы, а из полос штучные
заготовки, или выполняемая на двухдисковых ножницах, на которых
можно получать полосы, штучпые заготовки, вырезать круглые
заготовки и заготовки с криволинейным контуром;
пробивка отверстий, которая может быть осуществлена с помощью
следующих средств: 1) на комплекте универсальных штампов по
упорам и по кондуктору; 2) на комплекте пробивных скоб по упорам
или по шаблону; 3) на координатно-револьверных прессах по упорам,
по шаблону, по программе автоматического управления; 4) на
394
вибрационно-вырезном прессе по разметке или шаблону;
формирование наружного контура плоской детали или заготовки с
помощью средств, применяемых для пробивки отверстий, кроме
пробивных скоб,
формирование пространственных элементов (выступов, ребер,
вентиляционных щелей, отбортовка отверстий и кернение на РКП) с
помощью соответствующих средств;
гибка деталей, которая может быть выполнена: 1) на листогибочных
прессах с комплектом универсальных штампов со стандартными
углами по упорам; 2) на гибочных машинах со стандартными
радиусами по упорам или по программе управления.
Состав операций комплексной штамповки малых партий деталей,
выполняемых на групповом и упрощенных штампах, в общем анало-
гичен составу операций, применяемых в серийном производстве.
Разница между ними заключается в конструкции штампов, ограничи-
вающих возможности концентрации операций, так как в основном
штампы мелкосерийного производства предназначены для выполне-
ния только одной операции.
Из вышеизложенного следует, что при изготовлении деталей листовой
штамповкой могут быть использованы различные способы и
варианты технологических процессов; оптимальным будет тот
вариант, который обеспечивает наименьшую себестоимость при
одинаковом удовлетворении требований к качеству детали.
9,4. Техническое задание
на проектирование штампа
Выявленная при разработке технологического процесса технологи-
ческая схема штампа, определяющая его тип на основе уровня кон-
центрации операций (переходов), вместе с чертежом штампуемой
детали и технологическим маршрутом, схемой и параметрами рас-
кроя, объемом выпуска изделий, техническими характеристиками
производственного штамповочного оборудования являются исходными
данными для формирования задания на проектирование штампа.
В техническом задании должны быть указания о способе удаления
деталей и.отходов из рабочей зоны, виде и схеме направляющих
штампа, хвостовике, способе подачи полосы (ленты или штучной
заготовки), смазывании, типе пресса.
При определении способа удаления детали и высечки — отхода,
следует иметь в виду, что штамповка напровал позволяет получить
самую высокую производительность, а самая низкая производитель-
ность штамповки будет при удалении деталей и отходов в рабочее
395
пространство штампа. Последнее не только снижает производитель-
ность, но и небезопасно для оператора.
Другие этапы разработки технологического процесса здесь не
рассматривают, так как часть их была рассмотрена ранее.
9.5. Выбор оптимального варианта
технологического процесса
холодной листовой штамповки
При разработке технологического процесса штамповки детали
может быть выявлено несколько вариантов, которые обеспечивают
примерно одинаковые показатели качества.
Выбирать оптимальный вариант технологического процесса следует
на основе оценки приведенных затрат, включающих в себя техноло-
гическую себестоимость изготовления детали и удельные капитальные
вложения:
3 - ' W»’ (9.1)
где 3—приведенные затраты; Кт — удельные капитальные вложения;
Ен — нормативный коэффициент сравнительной экономической
эффективности, равный в машиностроении 0,3 для новых технологи-
ческих процессов и частичной механизации и автоматизации; Ст —
технологическая себестоимость детали, равная
С, = М <• 3„ + Ш -Ас . Н; (9.2)
здесь М — стоимость материала, используемого для изготовления
одной детали; — заработная плата основных рабочих с доплатами
и начислениями; Ш— затраты на изготовление штампа; Ао — затраты
на эксплуатацию оборудования; Н— затраты на наладку оборудова-
ния и установку штампа.
Стоимость материала определяют с учетом реализуемых отходов:
М - Gu - qK, (9.3)
где G — норма расхода материала на одну деталь, кг; и — стоимость
1 кг материала, руб.; к— масса реализуемого отхода на одну деталь,
кг; q — стоимость 1 кг реализуемого отхода, руб.
Расходы на заработную плату производственных рабочих
3 = У Т -W 1 + , (9 4)
п ,,гг60( 100) ’
396
где <7Р — часовая тарифная ставка, определяемая в соответствии с
разрядом работающего производственного рабочего, руб.; Тт — норма
штучного времени, мин; р — начисления на заработную плату произ-
водственных рабочих (около 12... 14 %); п — число операций техноло-
гического процесса изготовления детали.
Затраты на изготовление штампов и специальных устройств к ним;
при величине годовой программы, превышающей стойкость штам-
Ш = 4-е <с«.+ с>.
(9.5)
при величине годовой программы, меныпей стойкости штампа;
где — стоимость изготовления штампа для данной операции, руб.;
С — стоимость одного восстановительного ремонта, руб.; Kct — стой-
кость штампа до полного износа, штук деталей; п — число восстано-
вительных ремонтов до полного износа; — стойкость штампов
между ремонтами, штук деталей; П— число лет выпуска изделии; N—
годовая программа (или величина партий), шт.
Затраты на эксплуатацию оборудования
= Е ♦ Вев * Э * Л),
i= I
(9.7)
где Ао, Гр, Вс„ Э,Л — затраты соответственно на амортизацию обору-
дования, ремонт и текущее обслуживание, сжатый воздух, силовую
электроэнергию, амортизацию и обслуживание производственной
площади, приходящиеся на выполнение данной операции.
Затраты на настройку штампов
Р
100
Мр
(98)
где <7И — часовая тарифная ставка (зарплата) настройщика штампов,
РУб.; Гго — норма подготовительно-заключительного времени, мин;
р — начисления на зарплату (12...14 %); — число партий, на которое
397
разбивается общее число деталей, подлежащее изготовлению; qx —
коэффициент, учитывающий число переналадок в процессе работы
(для серийного производства qx = 1,1...1,3).
Оптимальным будет тот вариант технологического процесса,
приведенные затраты по которому будут наименьшими.
Если же дополнительные капитальные вложения для разработан-
ных вариантов технологического процесса не вносятся, то в этом
случае выбор оптимального варианта технологического процесса
следует производить только по отличающимся элементам расхода в
каждом варианте, одинаковые расходы по сравниваемым статьям не
учитывают, а оптимальным будет вариант, обеспечивающий меньшую
себестоимость.
9.6. Автоматизация технологической
подготовки производства
Технологическая подготовка производства включает решение
следующих задач: обеспечение технологичности конструкции изде-
лия, проектирование технологических процессов, проектирование и
изготовление технологической оснастки, организация технологичес-
кой подготовки и управления ею, определение трудовых и материаль-
ных нормативов и др.
Процессы проектирования технологии и технологического оснаще-
ния, а также изготовление технологической оснастки являются трудо-
емкими, и поэтому ими занимается большое число высококвалифици-
рованных специалистов — инженеров, технологов и конструкторов.
Однако это не всегда обеспечивает получение оптимального решения,
так как при оптимизации они должны учитывать большое число
факторов и выполнять большой объем вычислительных работ, что
возможно быстро и качественно сделать только с помощью вычисли-
тельной техники.
Кроме того, значительная часть времени технолога и конструктора
затрачивается на выполнение стандартных процедур — оформление
технологических маршрутных и операционных карт, вписание тек-
стов, причем независимо от форм и размеров деталей конструктору и
технологу приходится их многократно повторять. Доля творческого
труда в общем объеме этих работ составляет незначительную часть. На
предприятиях средней мощности, особенно в приборостроительных
отраслях, ежегодно необходимо методом листовой штамповки изго-
товлять не менее 500...600 наименований различных деталей. Для
ускорения процессов подготовки производства в настоящее время
используют системы автоматизированного проектирования — САПР,
398
работающие на основе средств вычислительной техники. Кроме
сокращения сроков и снижения себестоимости проектирования техно-
логических процессов, технологического оснащения и др. использова-
ние САПР позволяет повысить качество проектов, высвободить боль-
шое число высококвалифицированных инженерно-технических работ-
ников от однообразного труда при выполнении типовых проектных
расчетов и графических работ.
В условиях современного производства сложных изделий для
ускорения их освоения и выпуска разработка конструкции и техноло-
гическая подготовка производства (с разработкой технологии и оснаст-
ки) проводятся параллельно. Эти процессы в таких условиях выпол-
няются с определенным недостатком исходной информации. Практи-
ческий опыт показывает целесообразность использования и в таких
случаях систем автоматизированного проектирования.
В САПР холодной листовой штамповки используют три варианта
автоматизации: 1) автоматическое выполнение всех процедур; 2) ав-
томатизированное выполнение проектных процедур в диалоговом
режиме; 3) автоматизированный поиск аналогов и их технологических
процессов, технологической оснастки при визуальном выборе
оптимального варианта из ряда вариантов. Наличие трех вариантов
автоматизации обусловлено, во-первых, невозможностью выполнения
в настоящее время полной формализации всех технологических задач
из-за отсутствия расчетно-аналитических зависимостей между кон-
структивными свойствами деталей и критериями принятия решений;
во-вторых, трудноформализуемые задачи обычно решают на основе
опыта технолога и информации об аналогах деталей и апробирован-
ных технологических процессов и оснастки. В настоящее время
автоматический вариант обеспечивает наибольший объем решения
технологических задач в существующих САПР (для плоских деталей
— 80 %, для деталей, полученных гибкой — 60 % и полых — 40 %).
Типовыми системными задачами САПР являются следующие: 1) син-
тез — создание технологического процесса или конструкции и т.п.;
2) анализ, состоящий в оценке результата, полученного при синтезе.
Автоматизированное проектирование технологических процессов и
штампов — это преобразование на ЭВМ по заранее разработанной
программе сведений об изготовляемой детали, условиях ее производ-
ства, команд проектировщика в информацию о заготовке, последова-
тельности и параметрах технологического процесса, применяемом
оборудовании, оснастке.
Методической основой САПР является совокупность докумен-
тов, содержащих описание методов, способов, математических
модулей, алгоритмов, языков описания технологических процессов и
конструкций, стандартов, на основе которых ведется проектирование.
399
Программное обеспечение образуют системные и прикладные
программы, реализующие проектные задачи САПР.
Программное обеспечение САПР создают по модульному принципу
с целью возможного совершенствования и дополнения системы или
выполнения отдельных работ без запуска всей системы (например,
расчет раскроя, вытяжки, размеров инструмента и т.д.).
Информационное обеспечение (база данных) состоит из библио-
теки типовых технологических процессов, библиотеки описаний
и конструктивных элементов, данных о материалах и оборудова-
нии, нормативно-справочных данных (тарифная сетка, нормы выра-
ботки).
Структура и состав информационного обеспечения определяют
классы задач, решаемых при автоматическом проектировании (АП).
Необходимую информацию при автоматическом проектировании
подразделяют на исходную и результирующую. Исходная информа-
ция — это такая информация, которая известна к началу процесса
проектирования. Часть исходной информации, вводимой в ЭВМ в
процессе АП, называют входной. Входная информация содержит
сведения о геометрии детали и марке ее материала. Другую часть
исходной информации называют условно-постоянной. Ее заранее
вводят в ЭВМ, и она является общей для всех проектируемых
процессов, содержит сведения о технологических процессах и опе-
рациях, оборудовании, технологической оснастке, классификаторах
типовых деталей.
Исходная информация в процессе АП перерабатывается в резуль-
тирующую. Результирующая информация состоит из промежуточной и
выходной. Промежуточная — это информация, используемая в
проблемно-ориентированных программах. Выходная информация —
это информация, используемая для формирования технологической
документации (технологические карты, карты раскроя, специфика-
ции, чертежи).
Техническое обеспечение составляют средства вычислительной
техники.
Организационное обеспечение — руководящие технические мате-
риалы, инструкции и другие документы, определяющие правила
функционирования и развития САПР на предприятии, использую-
щем ее.
Основные этапы автоматизированного проектирования технологи-
ческого процесса или штампа с помощью САПР (рис. 9.1):
1. Анализ технического задания на проектирование (технологии,
штампа), составление формализованного описания детали на одном
из языков программирования, условий ее изготовления, специальных
требований.
400
Рис. 9.1. Основные этапы автоматизированного
проектирования
Конец
2. Перенос входного описания на ма-
шинный носитель (перфокарты, перфо-
ленту или магнитную ленту).
3. Контроль входного описания исходной
информации на ЭВМ; контроль описания
чертежа детали выполняется вычер-
чиванием ее на графопостроителе или Lj
отображается на экране дисплея.
4. Ввод входного описания в ЭВМ и
решение задачи (проектирования), кото- у
рое заканчивается распечаткой докумен-
тов (технологических карт, чертежей).
При автоматическом режиме участие про- J
ектировщика ограничивается оценкой
полученных документов. При автоматизи-
рованном проектировании (диалоговом) 6
процесс решения выполняется фрагмента-
ми после ввода входного описания: после
решения задачи первого фрагмента произ-
водится оценка и корректировка полученного (промежуточного)
результата и переход к следующему фрагменту и т.д.
5. Изготовление документов: текстовые документы (технологичес-
кие карты, спецификации, ведомости материалов и другие) печатают-
ся на алфавитно-цифровых печатающих устройствах; графические
документы (чертежи, операционные эскизы, схемы) вычерчиваются
на графопостроителях.
6. Контроль результатов проектирования выполняется проектиров-
щиком визуально и при необходимости корректируются полученные
результаты.
Далее рассмотрим наиболее важные для САПР холодноштамповоч-
ного производства этапы.
Формирование исходной информации. При автоматическом про-
ектировании технологических процессов необходимы массивы
входной информации (условия выбора способа штамповки, операций,
переходов, оборудования, штампов и т.д.).
В качестве примера в таблице Ш приложения приведены условия
выбора ножниц в зависимости от ограничений на толщину S, длину L
и ширину В; для разделительных операций вводят ограничения на
взаимное расположение элементов контура — минимальный размер
перемычки и т.д.
401
Формирование массива информации принятия технологических реше-
ний. Массивы информации создают для каждого способа штампов-
ки и выбранного для него вида средств технологического оснаще-
ния. Основой массивов информации (для автоматизированного проек-
тирования технологического маршрута изготовления типовой детали)
являются массы типовых вариантов раскроя исходных материалов,
полосы и ленты, массивы решений различных технологических задач
(определение зазора, усилия, коэффициента вытяжки, коэффициента
использования материала и др.), массивы технологических операций,
марок материалов, видов исходных заготовок, сортамента проката,
оборудования, штампов, профессий и разрядов, устройств подачи
заготовок и удаления деталей и отходов, условия выбора способа
штамповки, операций, переходов, оборудования, штампов и т.п. (см.
приложение табл. П2...П12).
Наличие ограничений — условий выбора приводит к значительно-
му упрощению алгоритма решения технологических задач; уже на
стадии заготовительных операций для ограниченной номенклатуры
изделий можно рассмотреть все возможные варианты раскроя, приме-
нительно к определенной конфигурации детали — это позволяет
получить качественное решение.
Формирование алгоритмов принятия комплекса технологических ре-
шений. При разработке алгоритмов автоматизированного проекти-
рования часто нет возможности использовать информацию непосред-
ственно о технологическом процессе, который применяют на произ-
водстве. При формировании алгоритмов в настоящее время определи-
лись три группы задач. Первая группа задач сводится к поиску ранее
разработанного технологического процесса для подобной детали или
использованию стандартного технологического процесса. Вторая
группа задач связана с выбором параметров блоков и пакетов штам-
пов из стандартного ряда типоразмеров. Третья группа задач связана
с разработкой новых технологических процессов и их оптимизацией.
Для окончательного решения всех этих задач в САПР необходимо
полное математическое описание для моделирования операций,
процессов и т.д.
Модели формирования алгоритмов. При выборе варианта техноло-
гического маршрута учитывают размерные и физические характе-
ристики детали и ее отдельных элементов. Теоретически число воз-
можных вариантов технологического маршрута может быть равно
числу сочетаний различных операций; так, если решается п задач и
каждая имеет два варианта, то общее число решений (маршрутов)
при формальном подходе равно 2Л. Очевидно, часть вариантов сочета-
ний не имеет смысла, и поэтому в алгоритме выделяют только имею-
щие практический смысл варианты. Такие варианты выделяют с
402
помощью ограничений, заложенных в алгоритме. Возможность управ-
ления качественными характеристиками детали путем изменения
одного или нескольких параметров приводит к задаче моделирования
процесса выявления таких параметров и определения области их
действия.
Из многообразия практически возможных маршрутов выделяют
маршруты, отвечающие следующим условиям: маршрут операции
соответствует одному из типовых вариантов, технологическая оснаст-
ка допускает изготовление детали в соответствии с техническими
требованиями, объем выпуска соответствует экономическим показате-
лям, установлены технические характеристики оборудования и оснаст-
ки, режимы работы и возможности перехода с одного режима на другой,
сформированы массивы параметров всех режимов работы, установлены
технические средства автоматизации и информация для цикловых
диаграмм каждого режима работы.
Схема принятия комплекса технологических решений представля-
ет собой иерархическую структуру, где важную роль играют уровни
сложности принятия решений и уровни приоритета. Уровни приорите-
та позволяют свести любую многоуровневую систему к двухуровне-
вой. В этом случае система принятия комплекса решений может быть
представлена в виде элементов принятия решений на своем уровне и
передачи результатов решения на следующий уровень, имеющий п
групп элементов, где принимаются решения в соответствии с ранее
принятым определенным элементом решения верхнего уровня. При
автоматизированном решении комплекса технологических задач
холодной листовой штамповки любая двухуровневая система имеет
два вида целей: цели принятия решений нижнего уровня и цели
принятия решений верхнего уровня.
Методы формирования алгоритмов. В практике автоматизирован-
ного проектирования применяют два метода формирования алго-
ритмов: метод эталонов и общий метод. В первом случае алгоритм
принятия решения состоит в установлении связи между конструктив-
ными элементами исходной детали и типового образца технологичес-
кого процесса по классификатору. Процесс создания алгоритма в
общем случае заключается в том, что для номенклатуры деталей
и(а], а2, ..., а„), изготовляемых с помощью т(Рь р2, —> Pm) техноло-
гических операций необходимо определить технологический маршрут
их изготовления. Здесь на каждую технологическую операцию имеют
набор ограничений на входные параметры заготовки и выходные
параметры детали.
Определение очередности выполнения переходов или операций
позволяет формировать отдельные операции из переходов, а также
технологический маршрут в целом. Формализованно схему принятия
403
Таблица
Детализация процесса формирования алгоритма решения
комплекса технологических задач (фрагмент^
Уровень Наименование Схема реализации Обозначение
1 Структурная дета- лизация алгоритма технологических решений JJk ФГ 2^ 1 — выбор способа; 2 — по элементам; 3 — комплексно; 4...6 — оборудование (уни- версальное, специальное, автоматизированное и пр.)
2 Структура ЭВМ Ф 1 — технологические харак- теристики ЭВМ
3 Выбор технологи- ческого оснащения ХЕк dr @ © 1 — выбор схемы; 2 — штамп простого действия; 3 — штамп комбинированно- го действия; 4 — совмещен- ный штамп; 5 — последова- тельный штамп
решения можно представить в виде множества, в котором определены
типы отношений и эти отношения отображены в виде дерева. Верши-
ны дерева соответствуют точкам принятия решения, а ребра — решае-
мым задачам. Структура дерева определяет возможные маршруты
обработки и независимо от формы запроса ответ на него будет опреде-
ляться однозначно, если в нем содержатся необходимые исходные
данные. Наличие информации о количестве и характере задач на
каждом уровне дерева позволяет сформулировать общие требования к
алгоритму принятия комплекса решений.
Реализация рассмотренной структуры принятия комплекса техно-
логических решений позволяет построить схему взаимосвязи совокуп-
ности деревьев (задачи и решений), которая представлена в таблице
частично. В качестве примера представлена схема решения задач
первого уровня. Затем решают задачи более низкого уровня — задачи
по определению непротиворечивости и полноты информации, сокра-
щению трудоемкости формирования массивов выходной информации.
Наличие обобщенного маршрута операций может создать ситуация
неопределенности при решении технологических задач. Для преодоле-
ния такой неопределенности возможны два пути. Первый — это
принятие решения по аналогии из прошлого опыта. Второй — это
принятие решения по этапам, если нет возможности принять решение
по первому случаю; в этом случае расчленяют процесс на такие
404
стадии, на которых возможно принятие решения на первой стадии при
заданных исходных данных; на второй и последующих стадиях
решение принимается с учетом исходных данных и результата реше-
ния на предыдущей стадии. Этот процесс продолжается до получения
заданной точности.
Оптимальное технологическое решение может быть лучшим среди
других по технологическому или экономическому признаку. С эко-
номической точки зрения лучшее решение должно обеспечивать
минимальную себестоимость. Такое решение традиционно получают
итерационным путем.
Такой путь является трудоемким. Более рациональным является
путь попарного сравнения вариантов, полученных при автоматизиро-
ванном проектировании. При возможности из небольшого числа
вариантов выявляются наиболее рациональные варианты и выводятся
на печать с целью выбора оптимального из них специалистом-техно-
логом.
Пример формирования алгоритма комплекса технологических реше-
ний при вытяжке.
Алгоритм определения размеров заготовки, выбора исходной заго-
товки, расчета числа переходов и геометрических размеров при
операциях вытяжки:
I) ввод исходных данных;
2) обрезка припуска необходима, если нет, то переход к п. 6;
3) детали без фланца, если нет, то переход к п. 5;
4) назначение припуска на обрезку детали без фланца и переход
к п. 6;
5) назначение припуска на обрезку детали с фланцем;
6) расчет площади детали и диаметра заготовки;
7) выбор вида исходной заготовки и назначение оборудования для
резки;
7.1) определение коэффициента использования материала (КИМ)
для каждого вида заготовки (ВЗ) (табл. ИЗ) и выявление вида заго-
товки, обеспечивающего наибольший КИМ;
7.2) если ВЗ = 1, то назначить операцию с кодом 112 (табл. П7);
далее переход к п. 7.6;
7.3) если ВЗ = 2 и ширина ленты равна ширине или длине штампу-
емой заготовки, то заготовительная операция отсутствует; переход
кп. 7.6;
7.4) если ВЗ = 3 и ширина рулона не равна ширине или длине
штампуемой заготовки, то назначить операцию с кодом 114
(табл. П7); переход к п. 7.6;
405
1
2
7.5) если ВЗ = 5 или ВЗ *
•, то назначить операцию с кодом
113
4
(табл. П7);
7.6) назначить оборудование (табл. П1) и печатать информацию
в виде таблицы: номер операции, код и наименование операции,
содержание операции (перехода), код, наименование и модель
оборудования;
8) расчет допустимых значений коэффициентов вытяжки К,',
9)значение i - 1;
10) расчет допустимого диаметра полуфабриката (детали) для
первой вытяжки;
11) деталь без фланца, если нет, то переход к п. 22;
12) вытяжка за один переход возможна, если нет, то переход
к п. 18;
13) обрезка припуска необходима, если нет, то перейти к п. 16;
14) расчет первого перехода вытяжки детали с фланцем;
15) обрезка (и калибровка); переход к п. 17;
16) расчет первого перехода вытяжки без фланца;
17) выход из алгоритма;
18) значение i = i + 1;
19) расчет допустимого диаметра детали для z-ro перехода;
20) вытяжка за i переходов возможна, если нет, то перейти
к п. 22;
21) обрезка припуска необходима, если нет, то перейти к п. 24;
22) расчет (z — 1)-го перехода вытяжки детали без фланца и
переход к п. 18;
23) расчет (f — 1)-го перехода вытяжки детали без фланца;
24) расчет z-ro перехода вытяжки детали с фланцем с учетом
припуска на обрезку;
25) назначение (z + 1)-го перехода; обрезка припуска и калибров*
ка;
26) расчет (z — 1)-го перехода вытяжки детали без фланца;
27) назначение z-ro перехода вытяжки детали без фланца;
28) выход из алгоритма.
С помощью САПР холодной листовой штамповки решают следую-
щие задачи (рис. 9.2):
анализ номенклатуры деталей, комплектование технологических
групп деталей, определение состава технологического оборудования,
оснастки, укрупненный расчет трудоемкости операций;
406
сз
Рис. 9.2. Проектные задачи САПР холодноштамповочного производства
407
выбор способа штамповки, схемы штамповки, расчет размеров
заготовок, выбор варианта раскроя полосы (ленты);
проектирование маршрутного технологического процесса с назна-
чением заготовительных, штамповочных, вспомогательных операций
и операций с учетом комплектования групп деталей;
проектирование операционных технологических процессов разде-
лительных и формообразующих операций на штампы простого,
последовательного и совмещенного действия, универсально-наладоч-
ные и универсально-сборные штампы и специализированное оборудо-
вание, расчеты технологических параметров использованных опера-
ций;
нормирование расхода материалов;
нормирование трудовых затрат с определением штучного и
подготовительно-заключительного времени;
разработка технического задания на проектирование штампов
простого, совмещенного, последовательного действия, на сменные
комплекты инструмента и универсально-наладочные штампы;
проектирование штампов с вычерчиванием всех нестандартных
элементов конструкции штампа, сборочного чертежа, спецификации,
технических требований и др.
Некоторые примеры использования САПР и ее элементов в подго-
товке листоштамповочного производства приведены ниже.
Решение задачи об оптимальном раскрое исходной заготовки (руло-
на, листа, полосы) в общем случае сводится к тому, чтобы при отрез-
ке исходной заготовки не было немерного остатка, как по ширине,
так и по длине, и общий коэффициент использования материала
был наибольшим.
Оптимизация раскроя достигается путем подбора такого угла
наклона получаемой детали (или заготовки) к продольному краю
листа, ленты или полосы, при котором не возникают немерные остат-
ки по ширине и длине исходной заготовки.
При однорядной штамповке круглых заготовок из полос и некрат-
ности ее длины шагу подачи, наличии отхода по некратности числа полос
из исходной заготовки следует применять косой раскрой листа,
обеспечивающий наибольший коэффициент использования материала.
Для расчета параметров косого раскроя можно использовать следую-
щий порядок расчетов, который затем используют для автоматизиро-
ванного расчета на ЭВМ.
1. Выбор угла наклона а полосы к стороне листа, при котором
получают наименьшее число кругов в полосе (рис. 9.3):
408
Рис. 9.3. Схема косого раскроя круглых листовых заготовок
. BA Н - 2R
а = arcsin- = arcsin----------
ВС 2R(n - 1)
(9.9)
где Н — ширина листа; R — радиус круга заготовки; п = +1 —
наименьшее целое число кругов, располагаемых в наклонной полосе.
2. Определяем межцентровое расстояние t кругов из треугольников
Е3С4Ех или С2Е3Е3 (рис. 9.3)
/sin а
(9.10)
и число кругов на рассматриваемом уровне влево л, и вправо п2 от
центра круга в точке хо (направление отсчета указано осями х и у на
рис. 9.3):
х0 - Я
«I = -------,п2 =
о
I
(9.11)
Общее число кругов на любом уровне
409
- R + L - хо - R
t I
(912)
При x0 — R, касании кругом левой кромки листа, из формулы
(9.12) получаем для любого уровня
L - 2R
t
(9.13)
Число заготовок, располагающихся в расположенном ниже ряду
(г — 1) и в расположенном выше ряду (г 4- 1), равно:
//, L - it} - 2R
/Г, L - it. - 2R
(9.14)
(9.15)
где t. = С,ЕЛ — IRcosa. (из треугольника СЛЕ,С*) и г, = С.Е. = t — г, =
= (2/?/sina) — 2/?cosa.
Общее число кругов, размещающихся на листе, при касании
первым кругом кромки листа на r-м уровне определяется при сум-
мировании по i от 0 до г и от 1 до п — г:
A it. L - it. - 2R
”r = L — + --------------- +
/f°. 1 1 (9Л6)
+ у 2i + 2:. “1 ~1R + I
При расчете на ЭВМ раскроя определяется коэффициент использо-
вания материала для каждого типоразмера листа. На основе расчетов
определяют наибольший коэффициент использования материала Кл
для каждого размера листа.
В качестве примера укажем, что на основе оптимального раскроя
31 типоразмера листов (размером от 710x1400 до 1000x3000 мм для
получения круглых заготовок диаметром 325 мм получены коэффици-
енты К„, изменяющиеся от 0,5 (лист размером 710x1100 мм с а =
= 35,4°) до 0,698 (лист размером 950x3000 мм с a = 72,4°). На рис. 9.4
410
Рис. 9.4. Алгоритм составления оптимальной карты косого раскроя круглых листовых
заготовок
представлен алгоритм расчета наклонного раскроя и определения оп-
тимального из них. В работе Ф.В. Бабаева "Оптимальный раскрой
материалов с помощью ЭВМ” приведены и другие математические
модели для автоматизированного расчета раскроя (прямоугольных и
фасонных заготовок и т.п.).
На рис. 9.5 представлен алгоритм расчета параметров процесса
вытяжки с утонением (напряжения течения, деформации разгрузки
и определения размеров инструмента).
Математическое описание этих процессов приведено в разделе 8.
Алгоритм автоматического решения задачи об образовании диамет-
411
Рис. 9.5. Алгоритм расчета параметров
процесса разгрузки и размеров инст-
румента при вытяжке с утонением
Рис. 9.6. Алгоритм расчета параметров
процесса, разгрузки и размера инст-
румента при отбортовке
ра отверстия при отбортовке и
изменении его по высоте пред-
ставлен на рис. 9.6. Математическая постановка задачи приведена в
разделе 8.
В современных гибких производственных системах технология,
разработанная с помощью САПР (обычно для исполнения на унифи-
цированном технологическом оснащении, установленном на прессо-
вом оборудовании с числовым программным управлением), передает-
412
ся непосредственно с ЭВМ на пресс, минуя промежуточные звенья
(технологические маршрутные и операционные карты и др.).
Автоматизация проектирования штампов. Методологические осно-
вы автоматизированного проектирования штампов В технологичес-
кой подготовке производства новых изделий длительность и трудо-
емкость проектирования технологической оснастки составляют
соответственно 90 и 80 %. Существующие САПР штампов (САПР1П)
созданы на основе двух методологических подходов: 1) модель кон-
струкции штампа представлена в виде многоуровневой иерархической
структуры, в которой конструктивным элементом является часть
конструкции, часть детали (которые в процессе проектирования
нецелесообразно расчленять на более мелкие составляющие части);
2) модель конструкции представлена в виде многоуровневой иерархи-
ческой структуры, в которой элементы конструкции выделены по их
функциональному назначению. Этот подход позволяет однозначно
определять структуру проектируемых штампов. САПРШ в этом
случае — это совокупность подсистем, каждая из которых
обеспечивает проектирование определенной части конструкции.
Структура системы при этом подходе аналогична структуре штампа. В
настоящее время первый подход разработан достаточно подробно;
второй пока менее распространен, так как его начали позже
разрабатывать, однако использование второго подхода более удобно для
пользователя и обеспечивает легкую корректировку и совер-
шенствование системы проектирования.
При создании САПРШ решают следующие задачи: 1) изучение
особенностей производства и номенклатуры штампуемых деталей;
2) изучение конструкции проектируемых на предприятии штампов;
3) изучение оборудования для изготовления и эксплуатации штампов;
4) определение состава входной информации для проектирования
штампа, разработка новой или выбор одной из существующих систем
подготовки входной информации; 5) разработка моделей конструкции
и создание системы описания моделей конструкции штампа и его
элементов; 6) определение задач проектирования, решаемых каждым
модулем системы, и создание методик автоматизированного решения
задач; 7) разработка алгоритмов и программ решения задач каждым
программным модулем; 8) автономная отладка программных модулей;
9) разработка программного комплекса графического обеспечения
системы проектирования; 10) комплексная отладка отдельных подсистем
и всей системы; И) опытная эксплуатация системы; 12) внесение
изменений по результатам опытной эксплуатации; 13) сдача системы
в эксплуатацию.
Состав и структурное построение САПРШ — это сложная систе-
ма, эффективное функционирование которой можно обеспечить при
413
Исходные данные
Рис. 9.7. Обобщенная структурная схема САПР1П
соблюдении следующих принципов: включения, системного единства,
развития, комплексности, информационного единства, совместимости,
инвариантности.
Основные структурные звенья САПРШ — подсистемы. Подсистемы
могут быть инвариантные и объектные. Объектные подсистемы — это
подсистемы, каждая из которых проектирует определенную функцио-
нальную часть конструкции штампа. В состав САПРШ входят в
общем случае следующие объективные подсистемы проектирования:
рабочих частей, системы выталкивания, системы съема, системы
ориентации и фиксации заготовки, блока, ограждения в зависимости
от принятой типовой конструкции штампа. Инвариантные подсисте-
мы САПРШ, выполняющие функции управления и обработки инфор-
мации, следующие: подготовка, контроль, ввод исходных данных,
управление процессом проектирования, вывод результатов, управле-
ние базой данных. На рис. 9.7 представлена обобщенная структура
414
САПРШ. Структурное единство каждой подсистемы САПР обеспечи-
вается связями между компонентами различных средств обеспечения
(методического, программного, информационного и др.) САПР, а
структурное объединение подсистем в систему — связями между
подсистемами. У всех подсистем единое лингвистическое обеспечение,
предусмотрены совместимость программного обеспечения.
Информационное обеспечение САПРШ составляет входная, базовая
и выходная информация. Входной является переменная часть ин-
формации, необходимая для проектирования конкретного штам-
па, содержащая сведения о детали и об объеме ее производства
Состав, характер и объем информации должен быть исчерпываю-
щим и минимальным и обычно содержит следующие данные о
детали метод получения (вырубка, гибка, вытяжка и тд.), га-
баритные размеры, марку, состояние и характеристики материа-
ла, геометрическую форму (плоская, П-образная, Г-образная и т.д.),
общее число размеров на чертеже, число отверстий и пазов, объем
выпуска. Такой объем информации определяет тип и конструкцию
проектируемого штампа, размеры и материалы его деталей, при-
меняемое оборудование и тип производства.
Входная информация формируется на основе чертежа детали, объе-
ма выпуска и подразделяется на группы: общего характера,
технологического характера, данных о размерах и допусках и о форме
детали. Информация общего характера — это номер детали, номер
штампа, тип штампа, объем выпуска, тип блока и т.п.; технологичес-
кая информация — материал, толщина материала, вид и параметры
раскроя и т.п.
Базовая информация — это условно-постоянная информация,
необходимая и достаточная для проектирования определенного класса
штампов. Базовая информация содержит сведения об объекте проек-
тирования, оборудовании, материалах деталей штампов, стандартизо-
ванных элементах конструкции, бланках-чертежах, типовых изобра-
жениях и других элементах, которые вместе составляют библиотеку
этих данных.
Основой автоматизированного проектирования штампов является
максимальное использование типовых инженерных и конструктивных
решений. Примерами типовых стандартных решений в конструкции
штампа являются: толкатели, пружины, упоры, винты, штифты
(рис. 9.8), детали штампа и буфера, блоки и другие элементы кон-
струкции. По коду детали или элемента конструкции в процессе
проектирования конкретного штампа выбирают соответствующие
типы, размеры и параметры. Каждый стандартизированный элемент
конструкции представляют в виде чертежа согласно требованиям
ЕСКД с учетом автоматизации проектирования.
415
Рис. 9.8. Стандартизованные элементы Рис. 9.9. Сборочный чертеж стандартно-
конструкции штампа: го элемента конструкции
а — толкатель; б — прижим вытал-
кивателя
На сборочном чертеже стандартизованный элемент изображают в
виде конструктивно законченной сборочной единицы (рис. 9.9) со-
вместно с несущими деталями штампа и представляют для нее специ-
фикацию. На сборочном чертеже и на деталях устанавливают направ-
ление координат, также проставляют габаритные и присоединитель-
ные размеры в буквенном виде, числовые значения размеров указы-
вают в таблице для каждого типоразмера, для расчетных размеров
приводится соответствующая формула.
Типовые размеры штампа в библиотеке системы находятся в виде
базовой постоянной информации бланка-чертежа и типового изобра-
жения; бланк-чертеж типовой детали штампа содержит графическое
изображение по правилам ЕСКД и таблицу с буквенными обозначе-
ниями размеров, числовые значения которых вписываются при проек-
тировании штампа; типовое изображение содержит сведения об
отдельных элементах чертежей штампов, обладающих постоянными
геометрическими характеристиками: конфигурацией, типами линий,
порядком чередования линий и т.д. Типовое изображение — это
проекция детали или элемента конструкции, отдельные символы,
рамка, угловой штамп и т.д.
Каталог информации об оборудовании состоит из следующих
данных: модель, параметры рабочей зоны, номинальное усилие,
присоединительные размеры и т.п.
Библиотека справочных данных — это совокупность констант
конструкторского и технологического характера, представленная в
виде массивов — таблиц.
416
Выходная информация — это часть переменной информации,
необходимая и достаточная для описания конструкции спроектиро-
ванного штампа и получения полного комплекса рабочей документа-
ции. Комплект рабочей документации на спроектированный штамп
состоит из сборочного чертежа, комплекта рабочих чертежей его
деталей, спецификации, таблицы размеров и других характеристик.
При получении сборочного чертежа выбирают толщину основных
линий, наносят номера позиций и устраняют пересечение выносных
линий, определяют число проекций, масштаб и формат чертежа,
заполняют основную надпись.
Форма представления выходной информации на детали штампа
зависит от сведений, известных о них до начала проектирования: для
стандартизованных деталей в спецификации указывают их наимено-
вание, ГОСТ и количество, но их не вычерчивают. Для типовых
деталей известна до начала проектирования форма и поэтому ее не
вычерчивают, а используют бланк-чертежи, на которых в таблицах
распечатывают данные о размерах, затем указывают индекс штампа,
код детали и номер позиции в спецификации штампа, далее эти
данные конструктор вручную переносит на бланк-чертеж. Для
специальных деталей форму и размеры полностью или частично
определяют в процессе проектирования, и поэтому их вычерчивают
на чертежно-графическом автомате (ЧГА). Алгоритм получения
чертежа детали: формирование кода детали, распечатка таблиц
конструктивных размеров, определение структуры чертежа, формата
и масштаба, формирование кода детали, распечатка таблиц конструк-
тивных размеров, определение структуры чертежа, формата и мас-
штаба, формирование описания чертежа детали и вывод описания на
машинный носитель для вычерчивания чертежа на ЧГА.
Спецификация в соответствии с ЕСКД содержит: номера позиции
деталей, обозначения и их наименование, число в конструкции
штампа, признак принадлежности к стандартизованным деталям.
Выходная информация о типе выбранного оборудования содержит
сведения о модели оборудования и ее основных параметрах.
Принципы построения САПР штампов. Принципы, заложенные в
САПР в процессе проектирования, определяют ее функциональные
возможности. Эти принципы определяются следующими пара-
метрами.
Степень возможной формализации определяет два пути конструи-
рования: автоматическое и полуавтоматическое. В первом случае
процесс конструирования протекает без участия человека, а процесс
дальнейшего развития системы определяется жестко соответствующей
программой Во втором случае конструирование протекает в диалого-
вом режиме человек — ЭВМ.
417
Ограничение количества параметров, обрабатываемых системой.
Существует большое количество конструкций штампов, типоразмеров
узлов и деталей и условий их применяемости, материалов штампуе-
мых деталей, описания изображения типовых элементов, образующих
базу данных, с которой взаимодействуют программы проектирования
штампов. Для ускорения процесса проектирования его ведут по
типовым представителям, которые выбираются с помощью анализа
информации, содержащейся в задании на проектирование штампа. В
этом случае порядок проектирования сводится к выбору типового
представителя из базового набора, вычисления значения параметров
унифицированных и стандартных элементов конструкций, компонов-
ки стандартных, унифицированных и оригинальных элементов,
выполнения при необходимости прочностных расчетов, расчета
рабочих размеров формообразующих деталей, выбора материала
детали, технических условий ее изготовления, формирования цифро-
вой модели деталей. А для штампа в целом определяются параметры
пространственного положения деталей штампа, выбор оборудования,
формирование спецификации деталей и узлов.
Блочно-модульная структура проектирующей программы определя-
ется иерархической структурой конструкции штампа. Это позволя-
ет представить всю конструкцию из большого количества стандартных
и типовых элементов, для которых можно создавать типовое проект-
ное решение. Использование таких решений позволяет существенно
сократить затраты на создание САПР. В связи с этим весьма полез-
ным является создание или использование ранее разработанного
инвариантного программного комплекса — пакета прикладных про-
грамм, который может быть методологической и программной основой
для создания САПР на различных предприятиях. Таким пакетом
прикладных программ (ППП) является разработанный ИТК АН
БССР ППП "Штамп-80".
ППП "Штамп-80" состоит из 200 единиц программных компонент
(ПК) различной структуры. ПК простой структуры представляет
собой отдельный модуль, не включающий других программных ком-
понент. ПК сложной структуры содержит один или несколько про-
граммных компонент простой или сложной структуры. ПК пакета
вырабатывает сообщение о возникающих в процессе его работы сбоях
и неприведенных ситуациях, вызывающих отклонение в ходе вычис-
ления. ППП написан на фортране-4 и работает под управлением
операционных систем ДОС или ОС ЕС ЭВМ.
ППП по функциональному назначению имеет шесть групп про-
грамм:
программы решения геометрических задач на плоскости, решаемые
задачи — геометрические, позиционные, экстремальные;
418
Рис. 9Л0. Алгоритм определения центра давления штампа
программы контроля и первичной обработки
входных данных в САПР штампов;
программы расчета размеров рабочих контуров
деталей штампа, обеспечивающие формирование
массивов оригинальных деталей (пуансонов, мат-
риц, съемников и т.д.);
программы конструирования деталей и узлов
штампа (определение центра давления штампа,
усилия пресса и т.д.);
программы печати текстовых документов,
табуляграмм с результатами проектирования
штампа, данные для комплексной отладки про-
граммного обеспечения САПР штампов;
программы построения моделей чертежей штам-
пов.
ППП "П1тамп-80" может быть использован
как программная основа САПР разделительных
штампов.
Быстрая и малотрудоемкая корректировка про-
граммно-информационного обеспечения САПР с
целью адаптации в новых условиях пользовате-
ля. Это обеспечивается многоуровневой модульной структурой систе-
мы, разделением информационных и программных компонент систс
мы, решением проектных задач на основе развитых баз данных.
максимальным использованием программных компонент и машинных
средств разработки и отладки системы.
Расширение номенклатуры проектируемых на ЭВМ конструкций
штампов при минимальных затратах времени на корректировку базо-
вого варианта программной системы возможно простановкой в
неявном виде (в виде переменного параметра) размеров штампуемых
деталей в базовой конструкции штампа. Этот способ практически нс
вызывает каких-либо существенных изменений в программе.
Уровень технической подготовки, стандартизация, унификация и ти
пизация деталей и сборочных единиц штампов, серийность произ-
водства определяют особенности их проектирования. Чем выше уро
вень, тем рациональнее будет процесс проектирования.
Приведем пример решения отдельных задач при проектировании
штампов. Определим центр давления штампа. На рис. 9.10 представ-
лен алгоритм решения этой задачи.
419
Перспективы развития САПР ТП и Ш. Одновременно с необходи-
мостью дальнейшего развития технического, математического и
комплексного обеспечения системы АП важнейшими направлениями
развития являются создание и совершенствование математических
моделей различных технологических и конструкторских задач, созда-
ние экономичных эвристических моделей принятия технологических
и конструкторских решений. Решение других задач может быть
выполнено системными программистами, приобретением технических
средств.
ПРИЛОЖЕНИЕ
Условия выбора ножниц
Таблица П1
Код перехода Код заготовки Ограничения на размеры заго- товки (г, В, L), мм Модель обору- дования
1Н...НЗ 1 s i 2 2<ss4 г t 4 Ji 6 £<2000 £<2000 £>2000 НГ474 НГ118 НГ121
2 0,1 s s * 1 2,5 s В s 150 HA401
114 2 0,4 s г s 1 l,0i si 2,5 0,5 s s 40 s В i 400 65 i. В i 400 ИК843
0,5 <ss 2,5 100 i В i 150 337600
Таблица Ш
Марки материалов
Марка Сопротивление на срез, МПа Код Марка Сопротивление на срез, МПа Код
08кп 250 011 35 460 028
08 250 012 45 490 036
Юкп 270 014 65Г 610 031
10 270 021 12X18Н9Т 470 212
15 320 017 Л63 320 421
20кп 330 018 Л70 320 422
20 330 022 М3 240 411
25 390 023 МЗМ 240 412
25кп 390 025 БрКМа 220 231
35кп 460 027 АД-1-М 230 431
420
Виды исходных заготовок
Таблица ПЗ
Вид заготовки Код
Не задано 0
Лист 1
Лента 2
Рулон 3
Полоса 4
Штучная 5
Таблица П4
Сортамент листового проката
Размеры листа, мм Код
Ширина Длина
1000 2000 1
1250 2500 2
600 2000 3
1000 1500 4
1100 2000 5
1400 1700 6
1400 2800 7
Таблица П5
Сортамент холоднокатаных лент
Код марки матери- Толщина ленты, мм
0,22 0,25 0,28 0,30 0,35 0,40 0,42
ала Ширина ленты, мм
2011 — —— 34 70 — — —
2012 — — 90 — — — —
2013 — — — 130 — —
2014 - — — — — —
2031 — 55 — — — — 34
2411 20 — — — — 20 —
421
Код Толщина ленты, мм
марки матери- 0,46 0,50 0,60 0,70 2 3
ала Ширина ленты, мм
2011 — 12 40 10 20 175
2012 — 32 60 16 30 175
2013 — 55 — — 100 —
2014 — 115 250 — 100 —
2031 34 34 — — — —
2411 — — — — — —
Таблица П6
Сортамент горячекатаного листового проката
Код марки матери- Толщина, мм
0,5 0,6 0,7 0,8 0,9 1,0 1,1
ала Код типоразмера
1014 1 1 1 1 1 1 1
1016 1 — — 1 — 1 —
1029 3 — — — — 3 —
1034 — — — — — — —
1035 — — — — — — —
1036 — — — — — — —
Код Толщина, мм
марки
матери- 1,2 1,3 1,4 2,0 2,5 3,0
ала Код типоразмера
1014 1; 2 1;2 — 2 2 3
1016 — — 1 2 3 3
1029 — — — — — —
1034 — — 1 3 3 —
1035 — — — 6 — —
1036 — — — — — 3
422
Таблица П7
Коды разделительных операций и переходов
Операция Код Переход Код
Отрезка 2101 Резать лист на полосы в размер ... по ширине И1
Разрезка 2102 Резать лист на полосы в размер . . по длине 112
Обрезка 2103 Резать полосу на заготовки в размер ... 113
Надрезка 2104 Резать рулон на ленту в размер ... 114
Пробивка 2105 — —
Вырубка 2109 — —
Таблица П8
Коды формоизменяющих переходов
Переход Код Переход Код
Гибка 2129 Отбортовка 2138
Скручивание 2131 Рельефная формовка 2142
Закатка 2132 Кернение 2144
Завивка 2133 Рельефная чеканка 2143
Вытяжка с утонением 2136 Калибровка 2149
Таблица П9
Виды листоштамповочного оборудования
Оборудование Код
Универсальные прессы 1
Специальное оборудование 2
Прессы-автоматы 3
Таблица П10
Коды видов штампов
Вид штампа Группа сложности Код Вид штампа Группа сложности Код
Вырубной 3 1544-1 Калибровочный 5 1456-BI
Вырубной 4; 5 1513-П1 Пробивной 1 1541-П1
Высадочный 2 1470 Формовочный 3 1651-11!
Вытяжной 8 1621-11 Отрезной 2 1501-Ш
Обжимной 3 1670-Н Разрезной 2 1504-Я
Отбортовочный 2 1652-11 Сборочный 7 1960-11
Гибочный 6 1607-11
423
Таблица ПИ
Коды видов профессий и разрядов работы
Профессия Код Разряд работы Код
Автоматчик 04001 1 1
Комплектовщик 09060 2 2
Контролер 09062 3 3
Наладчик 04090 — —
Правильщик 04100 4 4
Разметчик 09100 5 5
Резчик 04110 6 6
Штамповщик 04130 7 7
Т аблица П12
Коды видов подачи
Вид подачи Код
Ручная 01
Автоматическая (полосы) 02
Валковая (полосы) 03
Клещевая (ленты) 04
Валковая (ленты) 05
Электромагнитная 06
Таблица П13
Наличие термообработки и покрытия на изделии
Состояние поверхности изделия Код
Т ермообработанная 1301
Без термообработки 1302
С покрытием 1401
Без покрытия 1402
424
Таблица П14
Минимальный радиус rroin/j при различных углах гибки
Код матери- ала Угол гибки Код мате- риала Угол гибки
90° 135" 90° 135"
011 -014 0,3 0,5 211 + 212 1,5 2,5
017-022 0,5 0,8 421 -422 0,3 0,5
027-036 1,4 2,0 431 1,5 2,5
Таблица П15
Минимальные значения коэффициента вытяжки
Номер перехода Коэффициент вытяжки при (siО') 100, %
0,1 + 0,3 0,3 +0,6 0,6+ 1,0
1 0,6 + 0,58 0,58 + 0,56 0,56 + 0,54
2 0,82+0,81 0,81 + 0,80 0,80 + 0,79
3 0,83+0,82 0,82+0,81 0,81 + 0,80
4 0,85 +0,84 0,84 + 0,83 0,83 + 0,82
5—6 0,87 + 0,86 0,86 + 0,85 0,85 + 0,84
Калибровка 0,98 + 0,97 0,97+0,96 0,96 + 0,95
Номер перехода Коэффициент вытяжки при (5/0)100, %
1,0 + 1,5 1,5+ 2,0 2
1 0,54 + 0,52 0,52 + 0,50 0,50 + 0,48
2 0,79 + 0,78 0,78 + 0,77 0,77 + 0,76
3 0,80 + 0,79 0,79 + 0,78 0,78 + 0,77
4 0,82 + 0,81 0,81 +0,80 0,80 + 0,79
5—6 0,84 + 0,83 0,83 + 0,82 0,82 + 0,81
Калибровка 0,95 + 0,94 0,94 + 0,93 0,93 + 0,92
ЗАДАНИЯ ДЛЯ САМОКОНТРОЛЯ
1. Приведите содержание технологической подготовки производства листоштампо-
ванных деталей.
2. Назовите виды технологических процессов и область их использования.
3. Сформулируйте принципы и порядок разработки технологических процессов.
4. Какие параметры процесса производства детали влияют на выбор способа и
средств штамповки?
425
5. В чем состоит анализ технологичности конструкции детали?
6. Какие параметры учитывают при разработке технологического процесса в
листовой штамповке?
7. Каков состав операций и порядок их выполнения при изготовлении комплексной
штамповкой плоских деталей, деталей, полученных гибкой, вытяжкой?
8. Какие параметры определяют уровень концентрации переходов при комплексной
штамповке?
9. Что ограничивает возможности объединения большого числа переходов при
‘совмещенной комбинированной штамповке?
10. По каким характерным показателям выбирают тип комбинированного штампа?
11. Охарактеризуйте сущность типизации технологических процессов и порядок
разработки типового технологического процесса.
12. Охарактеризуйте сущность групповой обработки и порядок разработки группо-
вых технологических процессов.
13. Какие параметры определяют состав операции при поэлементной штамповке?
14. Перечислите основные операции поэлементной штамповки. От каких парамет-
ров детали зависит число операций при поэлементной штамповке?
15. Какбв состав и порядок выполнения операций при комплексной групповой
штамповке?
16. Приведите содержание технического задания на проектирование штампа для
комплексной штамповки.
17. В чем состоит задача выбора оптимального варианта технологического процесса
и какие параметры при этом учитывают?
18. С какой целью применяют САПР в технологической подготовке листоштампо-
вочного производства.
19. Возможно ли использование САПР при разработке технологии и технологичес-
кого оснащения на этапах раннего проектирования изделия?
20. Сформулируйте варианты процессов автоматизации в САПР, применяемые при
проектировании.
21. Назовите типовые системные задачи САПР. Перечислите задачи, решаемые
с помощью САПР листоштамповочного производства.
22. Можно ли при использовании САПР увеличить коэффициент использования
материала?
23. Зависит ли время машинного раскроя листа (ленты) от числа типоразмеров
листов (лент)?
Глава 10
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ
ПРОЦЕССОВ ЛИСТОВОЙ ШТАМПОВКИ
Вопросы механизации и автоматизации технологических процессов
листовой штамповки приобретают первоочередное значение по мере
развития уровня промышленного производства, постоянного уменьше-
ния доли ручного труда и решения возросших социально-экологичес-
ких проблем. Увеличение выпуска штампованных деталей в общем
объеме машиностроительных изделий влечет за собой повышение
производительности труда при листовой штамповке.
Деформирование заготовки, как правило, сопровождается вибраци-
ей инструмента, оборудования, повышенным уровнем шума, что
увеличивает утомляемость обслуживающего персонала и снижает
безопасность работы. В связи с этим механизация и автоматизация
процессов листовой штамповки имеет две цели: повышение произво-
дительности труда и обеспечение полной безопасности работы.
Основное листоштамповочное оборудование — кривошипные
прессы по своей конструкции являются высокопроизводительными
машинами. Поэтому и технологические процессы, осуществляемые с
использованием этого оборудования, должны иметь высокие произво-
дительность и степень автоматизации.
Важным показателем степени автоматизации является коэффици-
ент использования рабочих ходов пресса.
При ручной подаче заготовок и ручном удалении отштампованных
деталей рационально используется 15...25 % из общего числа ходов
пресса; при механизации 50 %, при полной автоматизации рацио-
нально используется 80...95 % из общего числа ходов пресса. При
этом потери времени в течение рабочей смены затрачиваются в
основном на заправку ленты, перестановку штампов [20].
В тех случаях, когда полная автоматизация процесса затруднена
или экономически невыгодна, следует механизировать подачу исход-
ных заготовок и удаление деталей и отходов из зоны пресса.
Автоматизация технологических процессов листовой штамповки
в зависимости от конкретных условий производства может осущест-
вляться по следующим направлениям:
автоматизация процесса штамповки на универсальных машинах
и прессах общего назначения;
427
штамповка на универсальных штамповочных автоматах и прессах-
автоматах (например, многопозиционных листоштамповочных),'
допускающих переналадку для изготовления различных деталей;
штамповка на специальных прессах-автоматах, предназначенных
для изготовления одной детали;
комплексная автоматизация с использованием автоматических
линий;
применение автоматизированных и робототехнологических ком-
плексов;
использование гибких производственных систем (ГПС).
Исходным материалом для штамповки деталей могут служить
лента, полоса, лист, объединяемые общим термином — листовой
материал, а также предварительно полученная штучная заготовка
(полуфабрикат) — плоская, пространственная или объемная.
В зависимости от вида исходного материала будут различаться
рабочие органы автоматизирующих устройств.
По функциональному назначению автоматизирующие устройства
можно разделить на три основные группы: ориентирующие и питаю-
щие устройства; подающие устройства; устройства для удаления
деталей и отходов.
10.1. Автоматизация и механизация
процессов штамповки из листового материала
Ориентирующие и питающие устройства. Вследствие того, что лис-
товой материал постоянно ориентирован относительно рабочего
инструмента, применение специальных ориентирующих устройств,
как правило, не предусматривается. Для ориентации листового мате-
риала, если это требуется, применяют отдельные элементы, располо-
женные в питающих устройствах. Для дополнительной ориентации
непосредственно в штампе используют направляющие линейки,
штифты, шпильки. Лента для штамповки поступает в виде рулонов
шириной от 10 до 2000 мм с наружным диаметром от 600 до
1800...2000 мм и массой от 100 до 30000 кг.
Для их размотки применяют рулоноразматыватели двух видов: с
фиксацией рулона по внутреннему диаметру и с фиксацией рулона
по наружному диаметру.
Рулоноразматыватели первого вида имеют более широкое распро-
странение благодаря меньшему усилию размотки, лучшей сохраннос-
ти материала, что особенно важно для материалов с высоким качест-
вом поверхности или покрытиями (никелированными, хромирован-
428
Рис. 10.1. Рулоноразматыватель с вертикальной
осью [19]
ними, плакированными металлокера-
микой, пластмассовой пленкой и т.п.).
Рулоноразматыватели второго вида
более компактны и просты по конструк-
ции. Однако при размотке тонкой сталь-
ной ленты (менее 0,5 мм) или плас-
тичных материалов (медь, алюминий) и
неметаллов на неприводных рулоно-
разматывателях возможен обрыв ленты,
а на приводных — повреждение наруж-
ной поверхности материала.
Рулоноразматыватели с фиксацией по
внутреннему диаметру выполняют с
вертикальной, наклонной и горизон-
тальной осями вращения. Они могут
быть без привода или иметь индивиду-
альный привод.
Рулоноразматыватель с вертикальной
осью вращения используют при
штамповке мелких деталей из узкой
ленты на универсальных кривошипных
прессах и универсально-гибочных многоползунковых автоматах.
Поворот ленты на 90° в плоскость штамповки облегчается малой
жесткостью ленты и значительным расстоянием расположения руло-
норазматывателя от пресса.
Рулоноразматыватель с вертикальной осью (рис. 10.1) состоит из
горизонтального диска 9, вращение которого происходит вокруг
штанги 6, укрепленной на основании 4, от электродвигателя 7 через
цепную передачу 3 и фрикционную муфту 2. Регулирование механиз-
ма по высоте производится гайкой 5. Рулон ленты с наибольшей массой
до 300 кг помещается на диск и фиксируется по внутренней поверх-
ности раздвижными кулачками /. Наружный борт в виде обечайки 8
ограничивает наружные витки от распушения. Включение и оста-
новка привода происходит при воздействии ленты на рычаг 10, свя-
занный с конечными выключателями.
Рулоноразматыватель с наклонной осью применяют при штампов-
ке на наклонных кривошипных прессах и автоматах из рулона ленты
с наружным диаметром менее 1000 мм, шириной 100 мм и массой
до 1000 кг.
Наибольшее применение при штамповке как мелких, так и круп-
ных деталей имеют рулоноразматыватели с горизонтальной осью.
Широкие рулоны большой массы (свыше 5000 кг и более) разматыва-
429
ют только на рулоноразматывателях с горизонтальной осью и индиви-
дуальным приводом.
Для выпрямления свернутой в рулон ленты применяют многовал-
ковые правильные устройства. Лента пропускается между валками
устройства, возникают знакопеременные напряжения, превышающие
предел текучести, что дает возможность устранить остаточную кри-
визну, выпуклости и неровности на поверхности материала. Кроме
того, многовалковая гибка позволяет избежать появления линий
течения и скольжения при вытяжке кузовных облицовочных деталей
из низкоуглеродистой стали.
При правке попутно снимаются заусенцы на торцах ленты, что
повышает точность работы механизмов передачи.
Типовая установка для правки (рис. 10.2) имеет корпус 2, в кото-
ром расположены нижние 1 с неподвижной осью и верхние 3 ролики,
которые перемещаются под действием нажимных винтов 4.
Обычно устанавливают не менее 7—9 деформирующих роликов. В
крупных правильных машинах каждый ролик (валок) снабжается
индивидуальным приводом.
Правильно-разматывающая машина с фиксацией рулона по на-
ружному диаметру (рис. 10.3) имеет сварной корпус 10, перемещаю-
щийся на колесах 18 и 21. Фиксация в рабочем положении осущест-
вляется стопорами /7 от гидропривода 16. Рулон 14 помещают на
приводные катки 13 между основными щеками 12, которые по шири-
не рулона регулируют винтовым механизмом 8. Сзади рулон поддер-
живается съемным роликом 15, спереди — прижимным роликовым
конвейером 19 Катки 13 и нижние валки правильной клети 3 приво-
дятся во вращение электродвигателем 20 с тиристорным управлением.
Лента, поддерживаемая верхним 7 7 и боковыми 9 роликами, поступа-
ет в правильную клеть 3, которую при заправке ленты поднимают
гидроцилиндрами 7. На входе и выходе из правильной клети установ-
лены двухвалковые транспортные клети 6 и 2, верхние валки которых
поднимаются гидроцилиндрами 7. Верхние ролики 4 правильной
клети регулируют винтовым механизмом с ручным приводом 5
Контроль размера петли производится рычагом 22.
Общая компоновка механизмов подачи рулонной ленты больших
размеров состоит из тележки 7 с подъемником (рис. 10.4), что облег-
чает установку рулона в рулоноразматыватель 3, прижимного ролика
2 для предотвращения самопроизвольного разматывания рулона,
моечно-очистного агрегата 4, правильного устройства 5, механизма
подачи 9, устройства для смазывания 10. После штамповки деталей
на прессе 13 они удаляются устройством 11, отходы — устройством
12. Доработка и удаление концевой части рулона осуществляется
механизмом 14. Синхронизация механизмов 3 и 5 с механизмом
подачи 9 обеспечивается петлевым компенсатором 7. Направляющие
6 и 8 облегчают заправку концов рулона
430
Рис. 10.2. Установка для правки:
а — для полос и ленты; б, в — для проволоки
431
Рис. 10.3. Правильно-разматывающая машина с фиксацией рулона по наружному
диаметру (19]
Полосе- и листоукладчики. Они применяются в качестве питающих
устройств для полосы или листа, отделяют полосу (лист) от об-
щей стопы, поднимают отделенную заготовку на уровень подающе-
го устройства и вводят ее в зону действия подачи.
Так как исходные полосы (листы) поступают уложенными в
стопу, то установкой стопы на стол полосо- или листоукладчика уже
обеспечивается ориентация заготовок относительно подающего
устройства.
Рис. 10.4. Схема компоновки механизмов обработки рулонной ленты больших
размеров
432
Рис. 10.5. Способы отде-
ления листовых заготовок от
стопы
Заготовки от стопы
I можно отделять сле-
дующими способами
(рис. 10,5): посредством
применения подвижных
3 или жестко закреплен-
ных 4 пневматических
захватов (вакуум-присо-
сов), расположенных на
разных уровнях (Д) на
траверсе 2 (рис. 10 5, а ),
в связи с чем сначала
отделяется от стопы пра-
вый конец заготовки 5;
за счет однорядного рас-
положения вакуум-присосов 6, что обеспечивает отделение полосы
(листа) 5 от стопы / при подъеме траверсы 2 (рис. 10.5, б), посредством
применения магнитных разделителей (распушителей) 7 (рис 10.5, в),
которые создают в листах 5 магнитные поля, отталкивающие листы
друг от друга и приподнимающие верхние листы стопы /.
Установка для подачи полос конструкции ГАЗ (рис. 10.6) состоит
из полосоукладчика и валкового механизма подачи. Поднятие полосы
из стопы 4 производится штоком пневмоцилиндра 2 с траверсой 3 и
вакуум-присосами У. Подача поднятой полосы к валкам 8 осуществля-
ется штоком пневмоцилиндра 5, который подает полосу вместе с
пневмоцилиндром 2.
В конце хода шток цилиндра 5 нажимает на контактный вы-
ключатель 6, который включает пневмоцилиндр 10, шток которого с
рейкой через муфту обгона вращает валки 12. Когда передний конец
полосы занимает положение, соответствующее первой вырубке, шток
цилиндра 10 нажимает на контактный выключатель 9, включается
пневмоцилиндр 7, связанный с муфтой пресса, и пресс начинает
работать непрерывно. Траверса 3 и шток цилиндра 10 возвращается в
исходное положение. При каждом ходе пресса происходит вырубка
детали.
При обратном ходе ползуна пресса кривошип через реечный
механизм 11 и муфту обгона передает вращение валкам 8 и 12.
433
Рис. 10.6. Кинематическая схема установки для подачи полос конструкции ГАЗ
Известны различные конструкции листоукладчиков для перемеще-
ния листов в зону действия подающего устройства [17, 19].
Подающие устройства. Подающие устройства классифицируются
по трем основным признакам — расположению, принципу действия
и способу захвата.
По расположению устройства могут являться принадлежностью
штампа или пресса.
По принципу действия подающие устройства могут быть толкаю-
щими, тянущими и двустороннего действия.
По способу захвата различают следующие типы подач: валковая,
клещевая, клинороликовая, клиноножевая, крючковая. Привод
подающих устройств может быть от пресса (от главного вала или
ползуна) и индивидуальный (электрический, гидравлический, пнев-
матический, пневмогидравлический).
Валковая подача. Рабочими органами являются валки, захват и пе-
ремещение листового материала (ленты, полосы) происходит валками
за счет сил трения. Различают одностороннюю (толкающую) и дву-
стороннюю валковые подачи.
Двусторонняя валковая подача (рис. 10.7) состоит из двух пар
валков 5 и 8, приводимых во вращение от планшайбы 1 на конце
434
Рис. 10.7. Схема двусторонней валковой подачи [17]
коленчатого вала пресса посредством тяги 2, рейки 3, муфты свобод-
ного хода 4, поперечного 11 и продольного 6 валов. Пружины 9
прижимают верхние валки к нижним, обеспечивая необходимую силу
трения для перемещения ленты 7. Для поглощения сил инерции
применяется постоянно действующий колодочный тормоз 10. Шаг
подачи ленты регулируют изменением эксцентриситета положения
пальца на планшайбе.
Валковая подача (рис. 10.8) состоит из корпуса 4 с нижним 7 и
верхним 8 валками, которые приводятся во вращение через рычаг 13,
являющийся корпусом обгонной муфты 77, вал 12 и шестерни 70 и
9. Под действием пружин 5 подвижная опора 6 прижимает верхний
валок к нижнему. Для заправки ленты в валки имеется рукоятка 7,
валик 75 и эксцентрик 14. Поворотом рукоятки 7 производится
подъем левого конца рычагов 3, качающихся на оси 2. Рычаги 3 в
средней части имеют овальные пазы, в которых размещена ось 16,
закрепленная в подвижных опорах 6 верхнего валка. После получе-
ния просвета между валками заправляют ленту.
При штамповке происходит освобождение ленты от действия
валков. Вблизи крайнего нижнего положения ползун пресса нажимает
на правый конец рычага 3, который, поворачиваясь вокруг оси 2,
приподнимает опоры 6, верхний валок и освобождает ленту. При ходе
ползуна вверх и прекращения его воздействия на рычаги 3 они займут
исходное положение, опоры 6 с верхним валком опустятся и
произойдет зажим ленты.
Вместо обгонной муфты может использоваться храповой механизм.
Точность шага подачи ± (0,1..,0,2) мм.
435
Рис. 10.8. Валковая подача конструкции ЭНИКМАШ
От ползуна
пресса
436
Рис 10.9. Клещевая подача с пневмоприводом [19]
Клещевая подача. Рабочими органами являются клещевые захва-
ты.
Удерживание и перемещение заготовок происходит за счет сил трения
между захватными органами (губками) и заготовкой.
Клещевая подача (рис. 10 9) имеет подвижную клещевую каретку
3, приводимую в движение пневмоцилиндром 1 по цилиндрическим
направляющим 12, ход которой ограничивается сменными втулками 4
на штоке 5. Амортизатор 6 смягчает удар в конце хода каретки.
Пневмоклапан 11 переключает ход каретки в зависимости от положе-
ния переставного упора 10. Тормозная клещевая каретка 2 с пневмо-
приводом зажимает ленту при обратном ходе подвижной каретки.
Ролики 7, 8 и 9 служат для направления ленты. Точность шага
подачи составляет ± (0,05...0,1) мм
437
Рис. 10.10. Клинороликовый захват
Клинороликовая подача. Рабочими
органами служат ролики, захват и пере-
мещение материала происходит за счет
самозаклинивания роликов.
Клинороликовый захват (рис. 10.10)
состоит из корпуса 2 с верхней 3 и ниж-
ней 8 клиновыми обоймами. Верхний
1 и нижний 7 ролики установлены в
специальной обойме 6, которая прижи-
мается вправо пружиной 4. При переме-
щении корпуса влево относительно ос-
нования 9 происходит заклинивание ленты 5 между роликами и ее
перемещение, при обратном ходе корпуса ролики расклиниваются и
лента остается на месте. Обычно устанавливают две-три пары роликов
в одном корпусе, что повышает точность подачи и снижает кон-
тактные удельные усилия на ленту.
Клинороликовая подача состоит из неподвижной 3 (рис. 10.11) и
подвижной 6 кареток. Подвижная каретка 6 перемещается в регули-
руемых направляющих 16 по специальным планкам 18, з акреплен-
ным в плите 17. Пружины 7 поджимают ролики 15 к клиновым
обоймам 5 и заклинивают ленту. Ролики закреплены свободно с
помощью втулок 14 в рамках 9 и могут перемещаться по планкам 12
и 13 под действием пружин 7, которые одним концом упираются в
кронштейны 8, другим — в рамки 9. Неподвижная каретка препят-
ствует перемещению ленты при обратном ходе подвижной каретки.
Для заправки ленты предусмотрены рычаги 1 с ручками 2, качаю-
щиеся вокруг оси 11. Нижний конец рычагов соединен через оси 21
с рамками 9 и при повороте против часовой стрелки сдвигает рамки
вправо, сжимает пружины и расклинивает ролики. Упорные винты 4,
19 и 20 дают возможность более точного регулирования шага подачи.
Упор 10 ограничивает ход подвижной каретки. Направление ленты
обеспечивается боковыми роликами 23, установленными в регулиро-
вочных скобах 22.
Плиту 17 подачи укрепляют на кронштейнах к столу пресса,
привод подачи осуществляют от планшайбы на конце коленча-
того вала пресса через тягу и рычаги. Точность шага подаЧи
±(0,1...0,15) мм.
Клинороликовая подача, встроенная в штамп (рис. 10.12), состоит
из клина 2, прикрепленного к верхней плите 3 штампа, двух подвиж-
438
Рис. 10.11. Клинороликовая подача конструкции ЭНИКМАШ
439
Рис. 10.12. Клинороликовая подача, встроенная в штамп
ных кареток 1 и неподвижной каретки. При ходе ползуна пресса вверх
клин перемещает подвижные каретки влево и подает ленту на
определенный шаг, сжимая пружину. При ходе ползуна пресса вниз
подвижные каретки возвращаются в исходное положение под действи-
ем пружины. Точность
шага подачи ± (0,05...
...0,1) мм.
Клиноножевая пода-
ча. Рабочим органом
является нож, захват и
Рис. 10.13. Схема клиноноже-
вого захвата
а — одностороннего; б —
двустороннего
440
перемещение заготовки происходит за счет его заклинивания при
частичном внедрении в материал заготовки.
При перемещении каретки 2 влево (рис. 10.13) нож 1 заклинивает
ленту 3 и перемещает ее с определенным шагом, при обратном ходе
нож скользит по поверхности ленты. При использовании клиноноже-
вого захвата на поверхности заготовки остаются следы. Чтобы избе-
жать этого, при подаче материала большой толщины применяют
захват по его боковой поверхности.
Клиноножевая подача (рис. 10.14) для материала толщиной s =
= 2...5 мм состоит из подвижной 2 и неподвижной 5 кареток, установ-
ленных на основании /. Крепление обойм 15 и 19 с ножами 26 к
корпусу подвижной каретки производится планками 3, 6 и 7, а обойм
29 и 28 к корпусу неподвижной каретки — планками 11 и 12. Под-
вижная каретка перемещается в направляющих 17 п 21 по планкам
22. Привод каретки 2 осуществляется через ось 20 с роликами. Воз-
вращение каретки в исходное положение происходит с помощью
пружин 30, которые упираются в штифт 4.
Для наладки подачи на нужный шаг на каретках устанавливают
регулировочные винты 9 и указатель 24 со шкалой 23. При измене-
нии ширины исходной ленты или полосы перемещают обоймы вместе
с боковыми стойками 8 и 10, изменяя длину установочных шпи-
лек 18.
На кронштейне 16 установлено устройство из войлочных прокла-
док 14 и прижима 13 для очистки ленты. Ножи 26 при повороте
вокруг осей 25 с помощью пружин 27 заклинивают ленту при пере-
мещении подвижной каретки. Точность шага подачи ± 0,2 мм.
Достаточно широко в промышленности, особенно в приборострое-
нии, применяются клиноножевые подачи, встроенные в штампы.
Привод каретки осуществляют обычно от двух клиньев, прикреплен-
ных к верхней плите штампа. При ходе ползуна пресса вверх клинья
отодвигают каретку, сжимая пружины. Лента на заданный шаг
подается под действием пружины. Для регулирования шага подачи
применяют регулировочный винт. Имеются разнообразные конструк-
ции подобных подач. Их отличает высокая точность шага подачи
±(0,02...0,05 мм) при подаче тонколистового материала толщиной
0,05...0,1 мм.
Крючковая подача. Рабочим органом подачи является крючок,
который перемещает ленту или полосу за остающиеся после вырубки
перемычки. Привод подачи обычно осуществляется от ползуна пресса
или верхней плиты штампа. Возможны различные конструкции
подач. Подача (рис. 10.15) состоит из крючка 1, двуплечего рычага
2, закрепленного на оси кронштейна 7, и тяги 3, соединенной с ползу-
ном пресса. При ходе ползуна вверх крючок перемещает ленту 6
441
Рис. 10.14. Клиноножевая подача конструкции НИИТАвтопрома
442
Рис. 10-15- Крючковая подача
вправо, при ходе ползуна
вниз правый конец крюч-
ка упорным винтом 4
приподнимается над лен-
той и возвращается в ис-
ходное положение. Пру-
жина 5 удерживает лен-
ту от перемещения вле-
во и гасит инерционные
силы при перемещении
ленты вправо. Точность шага подачи невысокая и составляет ±(0,3...
...0,5) мм.
Подача типа ”зиг-заг”. Ее применяют при вырубке заготовок в
шахматном порядке из ленты, что повышает коэффициент исполь-
зования материала. Возможны две схемы: с поперечным смещением
материала и штампа.
По первой схеме механизм подачи ленты имеет дополнительный
привод, который перемещает его вместе с лентой в поперечном на-
правлении на определенный шаг. Ось штампа в этом случае остается
неподвижной.
По второй схеме лента подается в продольном направлении с
заданным шагом, а штамп совершает поперечное возвратно-поступа-
тельное движение.
Привод механизма смещения ленты и штампа может быть индиви-
дуальным или осуществляться от вала пресса. Этот тип подачи полу-
чил широкое распространение при изготовлении деталей на листо-
штамповочных многопозиционных автоматах.
Полосоподаватели и листозагрузчики. Их применяют для подачи полос
и листов непосредственно в зону штампа.
Различают полосоподаватели с продольной и поперечной подачей
заготовок. Первые применяют при штамповке как мелких, так и
крупных деталей из тонко- и толстолистового материала, вторые —
при штамповке крупногабаритных деталей из толстолистового мате-
риала.
Автоматизированный комплекс для безотходной вырубки деталей из
полос, разработанный в студенческом конструкторском бюро кафед-
ры МТ-6 МГТУ им. Н.Э. Баумана, внедренный на заводе "Электро-
сталь", состоит из полосоукладчика, полосоподавателя и конвейера
(рис. 10.16).
443
Рис. 10.16. Автоматизи-
рованный комплекс для
подачи полос
Стопа заготовок 1
устанавливается на
приемный стол 2 и
посредством цепного
конвейера 3 переме-
щается в рабочую по-
зицию. Пневмопри-
сосы 4 захватывают
верхнюю полосу и
поднимают ее посред-
ством пневмоцилин-
дра 5, установленного
на каретке 6. Што-
ком пневмоцилиндра 7 каретка перемещается в позицию загрузки,
где полоса укладывается на стол полосоподавателя 8. Полосоподава-
тель осуществляет пошаговую подачу полосы в штамп 9 при работе в
автоматическом режиме пресса 10. Вырубленные детали удаляются
из зоны пресса конвейером 11.
Листозагрузчики устанавливают в механизированных и автомати-
ческих линиях. По принципу действия они могут быть автоматичес-
кими и полуавтоматическими. Их конструкции и расчет подробно
приведены в работе [19].
Устройства для удаления деталей и отхода. Автоматизация удале-
ния деталей и отходов позволяет резко повысить производитель-
ность труда при ручном обслуживании прессов, облегчает условия
труда и снижает возможность травматизма.
При работе оборудования в автоматическом режиме наличие
средств автоматизации удаления отштампованных деталей и отхода
является необходимым условием.
Наиболее просто решается вопрос удаления деталей при штамповке
напровал и при штамповке мелких деталей на прессах с наклоня-
емой станиной , когда деталь удаляется под действием силы тяжести.
Устройства для удаления деталей могут быть разделены на две
группы — сбрасывающие и выносящие. К первым относятся пневмо-
сдуватели, различные пружинные и рычажные механизмы для сбрасы,
вания механизмы с индивидуальным приводом, встраиваемые в
444
Рис. 10.17. Конструкция
пневмосдувателя
штамп. Ко вторым можно
отнести конвейеры, лотко-
вые сбрасыватели с приво-
дом от пресса или индиви-
дуальным приводом, меха-
нические руки.
Для удаления отхода
применяются наматываю-
щие устройства, ножницы
для резки отхода, уклад-
чики.
Пневмосдуватели ис-
пользуют, когда деталь
остается на поверхности
нижней половины штам-
па, выталкивается из
верхней или удаляется
напровал, но в плите
стола пресса нет отвер-
стия.
Удаление деталей посредством сжатого воздуха способствует
повышению стойкости инструмента, так как охлаждает его и уда-
ляет мелкие заусенцы, прилипшие к поверхности инструмента.
Сжатый воздух применяется для удаления, как правило, мел-
ких деталей с небольшой толщиной стенки, имеющих неболь-
шую массу (до 0,5 кг) при относительно большой поверхнос-
ти. При удалении более крупных деталей используют несколь-
ко сопел.
Сжатый воздух используют также для удаления отходов после
пробивки из нижней половины штампа. Пневмосдуватель (рис. 10.17)
состоит из корпуса клапана 6, укрепленного на станине 7 пресса,
регулируемого кронштейна с роликом 5, прикрепленного к ползуну
4 пресса. Сжатый воздух из корпуса клапана поступает по гибкому
шлангу 8 к соплу 2, которое может перемещаться по стойке 3, за-
крепленной к плите 7 пресса или штампа.
При ходе ползуна вверх ролик нажимает на стержень клапана и
сжатый воздух из магистрали поступает в сопло. Перемещение стер-
жня клапана можно осуществлять от кулачка, расположенного на
конце коленчатого вала пресса, или применять, как это делают на
445
Рис. 10.18. Пружинный сбрасыватель:
а — нижнее положение ползуна пресса; б — верхнее положение ползуна пресса
быстроходных прессах, воздухораспределительный клапан с электро-
магнитом.
Пружинный сбрасыватель (рис. 10.18) состоит из стержня / с
выточкой, который входит в отверстие сбрасывателя 7; защелки 5,
связанной со сбрасывателем осью 4 и пружиной 6; упорного винта 2
с пружиной сжатия 3. При ходе ползуна пресса вниз стержень отжи-
мает сбрасыватель вправо, сжимая пружину. При ходе вверх защел-
ка, оказавшись на нижнем уступе стержня, обеспечит резкий толчок
сбрасывателя и удаление детали.
Лотковые сбрасыватели являются универсальными устройствами и
применяются для удаления средних по размерам (до 500—800 мм)
деталей из верхней части штампа [19]. Лотковый сбрасыватель
рычажного типа (рис. 10.19) состоит из лотка 5, шарнирно подвешен-
ного на рычагах 2 к станине пресса 3 и через рычаг I соединенного
с ползуном 4. При ходе ползуна пресса вверх лоток вводится в рабо-
чую зону, деталь падает из верхней части штампа на лоток и переме-
щается по наклонной плоскости лотка в тару.
Механические руки применяют для удаления средне- и крупнога-
баритных деталей из тонколистового материала при штамповке в
поточных линиях, а также при механизированной загрузке и удале-
нии деталей. Они состоят из механизмов захвата детали (схвата),
подъема и отвода схвата, привода регулирования положения схвата,
446
Рис. 10.19. Рычажный
сбрасыватель
станины или устройства
крепления к прессу,
системы управления и
блокировки.
Механические руки
могут быть маятнико-
вые, когда схват имеет
криволинейную траек-
торию, и горизонталь-
ные, когда траектория
движения схвата пря-
молинейная. По способу
установки их разделяют
на навесные (прикрепляются к прессу) и напольные (устанавливаются
около пресса).
Навесные механические руки компактны, не мешают обслужива-
нию штампа и пресса, применяются в крупносерийном и массовом
производстве.
Напольные механические руки более универсальны, могут обслу-
живать различные прессы и применяются в мелкосерийном производ-
стве.
Маятниковая механическая рука (рис. 10.20) изготавливается
только навесного исполнения, имеет большой ход отвода схвата
(1600—2500 мм), применяется для удаления крупных деталей
и позволяет одновременное их кантование в процессе удаления.
Она состоит из корпуса 10, закрепленного на верхней траверсе
пресса, с копирными пазами 11, по которым перемещаются
ролики выносящего рычага 12, связанного с рычагом 13 болто-
вым соединением 4, с помощью которого можно менять располо-
жение рычагов. Схват 3 клещевого типа укреплен на телескопи-
ческой трубе 1, с помощью которой устанавливают его высоту.
Винт 14 регулирует положение схвата по углу наклона, а
штанга 15 — по вылету.
Для отвода схвата используется пневмоцилиндр 2. Каретка 5
посредством штока пневмоцилиндра 9 перемещается по направляю-
щим штангам вместе с рычагом 13 и рычагом 12, соединенными с ней
шарниром 6, тем самым осуществляется маятниковое перемещение
447
Рис. 10.20. Маятниковая механи-
ческая рука [19]
руки Гидротормозной ци-
линдр 8 обеспечивает плав-
ность хода механизма ка-
ретки.
При смене штампов или
ремонте пресса рычаг 13
может быть приведен в
горизонтальное положение
посредством пневмоцилин-
дра 7.
Наматывающие устрой-
ства применяются для на-
мотки отходов, высечки,
образующейся в процессе
штамповки деталей из лен-
ты. Они могут быть привод-
ными и без привода.
Наматывающее устрой-
ство с приводом (рис 10.21)
устанавливают на опорной
плите 7, к которой приваре-
на трубчатая колонка 2. К
ней прикрепляют с по-
мощью накладки 3 крон-
штейн 4 и электродвигатель 5, передающий вращение на червячный
редуктор. Направляющая 6, приваренная к колонне, фиксирует
положение кронштейна Вал 7 червячного колеса вращает втулку 8
через штифт 10 с дисками 9, которые устанавливают по ширине
наматываемого отхода.
Устройство работает автоматически благодаря наличию двух
конечных выключателей ВК-1 и ВК-2 и рычага 11 управления,
который может занимать верхнее положение 72 и нижнее 13.
По мере увеличения компенсационной петли рычаг 77 опускается
в нижнее положение и своим концом А нажимает на ВК-1 , включает-
ся электродвигатель, происходит наматывание отхода.
При уменьшении компенсационной петли рычаг 77 поднимается
в верхнее положение, ВК-2 отключает электродвигатель. Так как
448
Рис. 10.21. Наматывающее устройство [17]
пресс продолжает работать, то петля вновь увеличивается и в опреде-
ленный момент снова включается электродвигатель и начинается
намотка отхода. Для более стабильной работы наматывающего
устройства целесообразно использовать вариатор.
Ножницы для отрезки отхода применяют при штамповке из ленты
или полосы. Они могут быть принадлежностью пресса или штампа.
Ножницы с приводом от вала пресса универсальны и могут произво-
дить резку различных видов отхода с разным шагом.
Ножницы (рис. 10.22) имеют привод от планшайбы с эксцентри-
ческим пальцем, насаженным на вал пресса, через штангу / и качаю-
449
Рис. 10.22. Ножницы для
резки отходов
щийся на оси 2 рычаг 3 с
верхним ножом 4. Ниж-
ний нож 5 установлен
на стойке, которую мож-
но перемещать в гори-
зонтальном направлении
винтом 7. Кронштейн 6 с
механизмом прикреплен
к станине пресса, но его
можно перемещать в
вертикальной плоскости посредством винта 8 по направляющим 9 для
установки ножниц на уровень подачи.
Укладчики (штабелирующие устройства) применяют для укладки от-
работанного материала или деталей
10.2. Автоматизация и механизация
процессов штамповки штучных заготовок
В структурную схему средств автоматизации при штамповке
штучных заготовок входят:
АБЗОУ — автоматическое бункерное захватно-ориентирующее
устройство — комплекс механизмов и устройств для поштучного
захвата заготовок, находящихся в бункере навалом, их ориентирова-
ния в заданном положении и поштучной выдачи в ориентированном
положении.
Лоток — механизм для транспортирования заготовок к штампу и
деталей от штампа.
Магазин — устройство для накопления заготовок в ориентирован-
ном положении с целью компенсации колебаний производитель-
ности бункерного устройства.
Питатель — механизм для подачи штучных заготовок в ориен-
тированном положении в штамп в соответствии с циклом рабо
ты пресса.
Механизм поштучной выдачи — устройство для отделения штуч-
ной заготовки от общего потока заготовок в магазине для по-
следующей подачи питателем.
450
Ориентирующие и питающие устройства При автоматизации про-
цессов штамповки штучных заготовок их заданная ориентация в про-
странстве по отношению к рабочему инструменту приобретает пер-
востепенное значение, определяющее возможность дальнейшей
реализации намеченных операций. В связи с этим ориентирующие
устройства должны обеспечить выдачу заготовок, ориентированных
в заданном положении.
Различают автоматические загрузочные устройства, в которых
ориентация заготовок осуществляется автоматически, без вмешатель-
ства оператора, и неавтоматические. К первым относятся АБЗОУ, ко
вторым — магазинные устройства.
В основе работы АБЗОУ лежит принцип вероятности захвата
заготовок, произвольно расположенных в бункере. Для осуществления
заданной ориентации заготовка должна находиться в положении,
благоприятном для ее захвата. Вероятность появления такого положе-
ния влияет на форму и размеры бункера, на выбор захватных органов
и механизмов ориентации заготовок. С использованием теории веро-
ятностей, с учетом факторов, влияющих на положение заготовки,
можно определить, сколько заготовок будет попадать на захватный
орган устройства.
Возможности автоматической ориентации резко уменьшаются с
увеличением массы, размеров и сложности формы заготовок. Поэтому
АБЗОУ применяют в основном для мелких и редко для средних
заготовок простой геометрической формы.
Для заготовок сложной формы, средних и крупных размеров
применяют магазинные устройства (магазин) без автоматической
ориентации.
Конструкции АБЗОУ. АБЗОУ состоит из захватного органа, средств
ориентации и переориентации, преобразующего механизма, привода,
системы управления и блокировки.
В зависимости от конструкции захватного органа АБЗОУ подразде-
ляются на крючковые, карманчиковые наклонные и вертикальные,
щелевые, секторные, ножевые, барабанные, вибрационные и т.д.
В крючковом АБЗОУ (рис. 10.23) заготовки, помещенные в пред-
бункер 5, скатываются в основной бункер б, из которого крючковые
захваты 2, закрепленные на вращающемся диске 3, проходя? через
массу заготовок, захватывают правильно ориентированные и подни-
мают их вверх. Затем заготовки продвигаются захватами над направ-
ляющей 4, вводятся в приемник и попадают в питающее устройство
1 (трубчатый лоток). При неправильном положении заготовки на
крючковом захвате или переполненном питающем устройстве диск 3
останавливается благодаря предохранительной муфте, состоящей из
кулачка 9, имеющего четыре выступа 12, расположенных на валу 7;
451
Рис. 10.23. Конструкция крючкового АБЗОУ
фланца 8; штифтов 11 и пружины 13. При возрастании нагрузки вал
7 останавливается и штифты 11, сжимая пружину 13, выходят из
зацепления с кулачком 9. Для освобождения зажатых заготовок диск
3 поворачивается пружиной 14 в обратном направлении на 10—15°
за счет паза 10
Заготовки, засыпанные в бункер 2
карманчикового АБЗОУ (рис. 10.24),
при вращении захватного диска 1 по-
средством редуктора 4 попадают в кар-
маны диска и затем в питающее устрой-
ство 3.
Вибрационное АБЗОУ (вибробункер)
(рис. 10.25) состоит из чаши 1 со спи-
Рис. 10.24. Схема карманчикового АБЗОУ
452
Рис. 10.25. Вибрационное АБЗОУ
ральным лотком и конусообразным дном 2. Чаша с заготовками цен-
трируется колонкой 9, установленной на основании 7. Дно опирается на
три многослойных пружины 12, которые у дна прикреплены к
держателям 3 якорей 4 электромагнита постоянного тока, а у основа-
ния — к держателям 13. Три кронштейна 6 удерживают электромаг-
ниты 5, которые питаются от селеновых выпрямителей 11, пропуска-
ющих ток только в одном направлении. Вибробункер установлен на
резиновые втулки — амортизаторы 10 и закрыт кожухом 8.
При питании электромагнитов однополупериодным выпрямленным
пульсирующим током чаша бункера получает винтовые колебания,
совершает резкий поворот в направлении, обратном движению загото-
вок, с небольшим опусканием вниз. Заготовки 15 под действием сил
инерции, которые больше сил трения между заготовкой и лотком,
будут перемещаться по специальному лотку вверх. Козырек 14 сбра-
сывает неправильно ориентированные или двойные заготовки.
Магазинные ориентирующие устройства (магазины). Они относят-
ся к неавтоматическим ориентирующим устройствам, ориентация
453
ч
г)
Рис. 10.26. Схемы магазинных ориентирующих устройств:
а — кассетные прямые; б — кассетные наклонные; в — лотковые открытые; г —
штабельные с выдачей заготовок поперек оси; д — штабельные с выдачей заготовок
вдоль оси 1 — заготовки; 2 — шибер (толкатель); А — направление выдачи заготовок
заготовок в которых производится вручную в процессе загрузки. Эти
устройства одновременно являются и накопителями. Различают
кассетные, лотковые и штабельные магазинные ориентирующие
устройства (рис. 10.26). В кассетных устройствах заготовки укладыва-
ют в один ряд и располагают друг над другом, в лотковых — друг за
другом, в штабельных — в несколько рядов. Штабельные устройства
применяются в основном для стержневых изделий.
Питающие устройства. Они связывают ориентирующие устройства с
подающими. Наличие их оправдано в случае отдаленности расположе-
ния ориентирующих и подающих устройств.
Назначение питающих устройств состоит в обеспечении подачи
ориентированных заготовок в подающие устройства. Они подразделя-
ются на лотковые устройства, конвейеры, механические руки и т.д.
Лотковые питающие устройства могут быть открытыми или закры-
тыми (трубчатыми), прямыми или изогнутыми.
Трудности расчета питающих лотковых устройств заключаются в
необходимости обеспечения передачи заготовок от ориентирующих к
подающим устройствам без потери ориентации.
Подающие устройства. Они обеспечивают подачу ориентированной
заготовки с позиции загрузки в рабочую позицию штамповки.
Для этой цели применяются шиберные, револьверные, грейфер-
ные питатели, механические руки, автооператоры, промышленные
роботы.
454
Рис. 10.27. Шиберный питатель с клиноным механизмом
Шиберные питатели. В шиберных питателях используется толка-
ющий захватный орган, поэтому обязательным условием является
наличие плоскости, по которой перемещается заготовка. Шиберные
питатели применяются в штампах простого и последовательного
действия для подачи заготовок толщиной свыше 0,5 мм, диаметром
до 250 мм, а также цилиндрических и прямоугольных заготовок
высотой до 100 мм.
Шиберный питатель с клиновым механизмом, встроенный в штамп
(рис. 10.27), осуществляет подачу заготовок при ходе ползуна пресса
вверх. Клинья 3 освобождают ползушку 7, и она под действием
пружины 4 перемещает шибер 2 влево, который проталкивает ниж-
нюю заготовку из магазина 1 на один шаг, крайняя заготовка при
этом доходит до упора 6. Прижим 5 создает дополнительное сопротив-
ление движению заготовки, что гасит инерционные силы и обеспечи-
вает устойчивый режим работы
455
Основные параметры шиберных питателей регламентированы
ГОСТ 15824—81.
Револьверные питатели. Револьверные питатели применяют для
перемещения заготовок различной конфигурации от ориентирующего
устройства в зону действия инструмента и удаления полуфабрикатов
или готовых деталей из этой зоны. Их используют для разнообразных
операций: пробивки, гибки, вытяжки, обжима, клеймения, чеканки,
запрессовки, сборки и т.д.
Револьверные питатели состоят из следующих основных механиз-
мов: привода, в качестве которого можно использовать привод от
пресса или индивидуальный (пневматический, гидравлический,
электрический); преобразующего механизма с механизмом периоди-
ческого движения, захватного органа — револьверного диска;
системы управления, балансировки и фиксации.
Периодические движения револьверного диска обеспечиваются
храповым, получервячным, мальтийским и фрикционным (фрикцион-
ная обгонная муфта) механизмами.
Типовой револьверный питатель с храповым механизмом и инди-
видуальным пневматическим приводом (рис. 10.28) содержит револь-
верный диск 7 с пазами, установленный на столе пресса 16, который
одновременно является храповым колесом, приводимым в движение
от упора 2, укрепленного на ползушке 4, которая совершает возврат-
но-поступательное движение от штока 8 пневмоцилиндра. Для точной
фиксации диска в рабочем положении предусмотрены два фиксатора 7
и 3, вращающиеся на эксцентриковых втулках. Наличие этих
втулок дает возможность смещать фиксаторы по боковой поверхности
диска, тем самым точно устанавливать ось гнезда диска относительно
оси пресса и обеспечивать одновременное запаздывание фиксаторов в
пазы диска.
В гнездах диска расположены быстросменные вкладыши 9, внут-
ренние отверстия которых соответствуют конфигурации наружного
контура заготовки
Для гашения инерционных сил, возникающих в момент поворота
и остановки револьверного диска, применяется дисковый тормоз
постоянного действия, который состоит из нажимного диска 10,
стакана 11 и пружины 75.
Отштампованная деталь на позиции выгрузки выталкивается
механическим выталкивателем, состоящим из кронштейна 13, при-
крепленного к верхней плите 72 штампа, и подвижного стержня 14.
Для предотвращения травматизма установлены щитки 5 и 6 из
оргстекла, закрывающие рабочую зону и позицию выгрузки.
Контроль блокировки правильности положения револьверного
диска относительно инструмента осуществляется конечным выключа-
456
Рис. 10.28. Револьверный питатель с храповым механизмом
телем ЗВК, контакты которого включены в цепь управления
прессом.
Грейферные питатели. Грейферные питатели предназначены для
транспортирования в ориентированном положении штучных заготовок
в рабочую зону штампов, по позициям штампов и удаления из рабо-
чей зоны.
Их используют при однооперационной штамповке толстолистовых
заготовок; для переноса заготовок по позициям штампа последова-
тельного действия; при многопозиционной штамповке на одном или
нескольких универсальных прессах; в многопозиционных прессах-
автоматах.
Грейферный механизм состоит из двух основных узлов-линеек с
захватами и привода.
По траектории движения линеек грейферные механизмы можно
разделить на три группы:
457
Рис. 10.29. Схема грейферно-
го питателя листоштампо-
вочного многопозиционного
пресса (по В.Ф. Прейсу и
ДР)
однокоординатные,
когда линейки совер-
шают только возвратно-
поступательное дви-
жение;
двухкоординатные,
когда линейки имеют
два движения в одной
или двух взаимно пер-
пендикулярных плос-
костях; в первом слу-
чае линейки совершают
поперечный ход для
захвата заготовок и продольный для переноса их по позициям — это
наиболее широко встречающийся вид движений грейферных линеек;
во втором — вертикальный ход для съема заготовок и продольный ход
для их переноса;
трехкоординатные, когда линейки совершают три движения в двух
взаимно перпендикулярных плоскостях: поперечный ход для захвата
заготовок, вертикальный ход для съема и продольный ход для перено-
са заготовок с позиции на позицию.
Грейферный питатель многопозиционного пресса (рис. 10.29)
состоит из грейферных линеек 14 с захватами 75, которые приводятся
в продольное движение от шатуна 7, расположенного на эксцентрике
кривошипного вала 22, посредством тяг 8 и реек 9, совершающих
возвратно-поступательное движение, которые через зубчатые колеса
11 сообщают качательное движение рычагам 10, связанным с ползу-
ном 12 грейферных линеек. Ползуны 12 перемещаются по закреплен-
ным на станине пресса колонкам 13.
Ползун пресса 27 получает движение от двух шатунов 6, располо-
женных на кривошипных валах 22, которые приводятся во вращение
от электродвигателя I через клиноременную передачу 2, вал 3 с
шестернями 4 и зубчатыми колесами 5.
Поперечное движение грейферные линейки получают от ползуна
через закрепленные на нем кулачки 20, которые на определенном
участке движения поворачивают рычаги 16, связанные с рейками 77.
458
Рейки отводят одну из линеек (дальнюю на рисунке), а через шестер-
ни 18 и рейки 19 другую линейку. Сближение линеек после рабочего
хода происходит за счет пружин после схода роликов рычагов с кулач-
ков 20.
Механические руки. Механические руки применяют для подачи
мелких и средних заготовок, когда невозможно перемещать заготовки
в одной плоскости, а также для плоских листовых заготовок толщи-
ной менее 0,2—0,3 мм, массой не более 0,5—1,0 кг. Они имеют комби-
нированный сдвоенный привод, позволяющий перемещать захватный
орган в двух взаимно перпендикулярных плоскостях. В качестве
привода служат пневмо- и гидроцилиндры, электромеханический или
привод пресса. Выбор захватного органа зависит от особенностей
изделия. Обычно используют электромагнитные, пневматические и
клещевые захваты (схваты).
ГОСТ 16558—80 устанавливает основные параметры механических
рук для передачи заготовки в штамп: наибольшие размеры и массу
заготовки; ход перемещения заготовки (или угол поворота маятнико-
вой руки); вертикальный ход схвата; число подаваемых заготовок в
единицу времени.
Автооператоры. Они выполняют функции загрузчика и разгрузчи-
ка, а также могут транспортировать заготовки и детали между прес-
сами, изменять их пространственную ориентацию.
Автооператоры могут захватывать заготовки и детали с пред-
загрузочной позиции, поднимать их и переносить в штамп с
точной ориентацией (функция загрузчика); могут удалять отштам-
пованную деталь из рабочей зоны пресса и укладывать ее в
ориентированном положении на межоперационный носитель (функ-
ция разгрузчика).
Они получили распространение при штамповке крупных и средних
деталей кузова автомобиля в поточных линиях, оснащенных двух- и
четырехкривошипными прессами усилием свыше 2500 кН.
Автооператоры — два конструктивно одинаковых механизма,
загрузчик и разгрузчик, прикрепляют к верхней траверсе пресса с
фронта и тыла. Каждый механизм снабжен захватным органом,
который перемещается по траектории, расположенной в вертикальной
плоскости, и осуществляет захват, подъем и перемещение заготовки
(детали).
Привод автооператоры имеют от вала пресса или индивидуального
двигателя с регулируемой частотой вращения. Автооператоры с
приводом от вала пресса обеспечивают жесткую синхронизацию с
ходом пресса, имеют постоянные горизонтальный и вертикальный
ходы, задаваемые передаточными механизмами, и работают в составе
специализированных автоматических линий.
459
Автооператоры с индивидуальными приводами могут быть использо-
ваны как в специализированных линиях, так и для автоматизации
действующего прессового оборудования.
Созданы также автооператоры с разделительными шаговыми
электроприводами горизонтального и вертикального ходов. При
оснащении их системой программного управления можно варьи-
ровать условиями их работы, менять параметры в процессе
выполнения ими своих функций в соответствии с заданной про-
граммой.
Применение микропроцессоров в управлении работой автооперато-
ров приближает их к схеме работы промышленных роботов, однако
степени свободы движения схватов ограничиваются двумя взаимно
перпендикулярными плоскостями.
Промышленные роботы. Промышленный робот — это автоматический
манипулятор с программным управлением, автономный (не встраи-
ваемый в технологическую машину), с большим числом степеней
свободы (до шести и более), предназначенный для выполнения вспо-
могательных и некоторых основных операций производственных
процессов [19].
Применяют одно-, двух- и трехрукие роботы. Последние можно
использовать при многопозиционной штамповке для обслуживания
нескольких прессов, расположенных вокруг робота
Привод робота может быть электрический, гидравлический, пнев-
матический или смешанный.
В качестве органов захвата используют клещевые схваты, вакуум-
присосы или электромагниты. Электромагниты рекомендуются для
толстолистовых плоских заготовок (толщиной более 3 мм). Наиболее
универсальны схваты с вакуумными присосами.
Роботы используют как для подачи, загрузки и выгрузки заготовок
и деталей в процессе штамповки, так и для смены инструмента и
других вспомогательных операций.
Более эффективно их применение при штамповке.
крупногабаритных деталей большой массы, перемещаемых на
расстояния, превосходящие или равные радиусу действия руки чело-
века;
изделий мелкосерийного производства, штамповка которых связа-
на с частой сменой штампов, в частности при штамповке на однопо-
зиционных прессах за несколько переходов.
Устройства для удаления деталей и отхода. При штамповке
штучных заготовок для удаления готовых деталей или полу-
фабрикатов используют те же устройства, которые предназна-
чены для удаления деталей при штамповке из листового
материала.
460
Для удаления отхода применяют лотки и конвейеры, которые
направляют отходы в тару или к люкам, где установлен общецеховой
ленточный конвейер единой системы удаления отходов
Для удаления мелких отходов после пробивки используют пнев-
мосдув или вибролотки.
10.3. Штамповка на универсальных
штамповочных автоматах
Эти машины дают возможность производить штамповку заготовок
в автоматическом режиме и осуществлять их переналадку в зависи-
мости от конфигурации детали
Широкое распространение получили листоштамповочные многопо-
зиционные автоматы усилием 0,1.„4 МН, оснащенные грейферными
питателями, которые перемещают заготовку по позициям пресса.
Исходный материал (лента) подается валковой подачей перпендику-
лярно фронту пресса к боковому ползуну на первую позицию, где
производится вырубка заготовки, резка отходов производится ножни-
цами. Применение подачи типа "зиг-заг" позволяет вырубать заго-
товки в шахматном порядке и ведет к экономии материала.
Также используются листоштамповочные автоматы с нижним
приводом, оборудованные двусторонней валковой подачей и ножница-
ми для резки отхода. Исходным материалом является лента. Автома-
ты предназначены для штамповки разнообразных деталей.
В условиях мелкосерийного и серийного производства при изготов-
лении деталей типа панелей с большим числом разнообразных по форме
и размерам отверстий применяются координатно-револьверные прессы
с числовым программным управлением усилием 160, 400 и 630 кН.
Револьверная головка этих прессов состоит из 2-х дисков, в верх-
нем закрепляется пуансон, в нижнем — матрица, общее число
позиций в револьверной головке от 28 до 32.
Лист подается в рабочую позицию координатным столом
между дисками револьверной головки и останавливается в заданном
положении. Поворот револьверной головки также определяется
программой; она останавливается в определенном положении, в
котором ползун пресса совершает рабочий ход и происходит пробивка
отверстия.
Применяются кривошипные вертикальные и горизонтальные
прессы, оборудованные различными видами подающих устройств
(валковыми, клещевыми, револьверными), а также бункерными
устройствами, штамповка заготовок на которых осуществляется в
автоматическом режиме.
461
10.4. Штамповка на специальных
штамповочных автоматах
Они предназначены для изготовления одной детали и используют-
ся в массовом производстве.
Широко применяются специальные автоматы для гибки скоб,
колец, штрипсов из проволоки, для сборки различных мелких изде-
лий и т.д.
10.5. Автоматические линии
Автоматические линии компонуют из отдельных технологических
агрегатов (прессов), связь между которыми в зависимости от способа
транспортирования и передачи заготовок может быть жесткой, гибкой
и смешанной.
По видам исполнительных механизмов для транспортирования
заготовок в процессе их изготовления автоматические линии различа-
ют: с общим для всех прессов транспортирующим механизмом; с
общим для двух соседних прессов транспортирующим механизмом; с
индивидуальным для каждого пресса транспортирующим механизмом.
В автоматических линиях с жесткой связью все входящие в нее
машины взаимосвязаны и одновременно начинают рабочий ход.
Остановка любого механизма этой линии обычно приводит к останов-
ке всей линии. Работа линий с жесткой связью чаще всего осущест-
вляется на прессах в режиме единичных включений с подачей общей
команды от специального устройства, так как работа в автоматическом
режиме затруднена необходимостью синхронизации работы всех
агрегатов и средств автоматизации.
В качестве жесткой связи в подобных линиях могут быть: сред-
ства автоматизации, например грейферный питатель, одно- или
двурукий промышленный робот; сама заготовка (лента); кинемати-
ческие связи между машинами, которые характерны для роторных
линий.
Технологическое оборудование в линиях с жесткой связью уста-
навливают на одинаковом или кратном шагу подачи расстоянии друг
от друга. Заготовки проходят последовательно все позиции без проме-
жуточных накоплений между ними.
По способу управления работой прессов линии с жесткой связью
могут быть несинхронные и синхронные, у последних, как уже отме-
чалось, имеются определенные трудности при синхронизации работы
входящих в линию механизмов.
462
Рис. 10.30. Автоматическая линия с общим грейферным механизмом
В несинхронных линиях прессы работают в режиме единичных
включений, ползуны прессов останавливаются в крайнем верхнем
положении, повторное включение происходит после срабатывания
всех механизмов линии. К несинхронным линиям относятся также
линии, в которых головной пресс работает в режиме непрерывных
ходов, а остальные прессы — в режиме единичных включений.
В несинхронных линиях могут быть использованы прессы, не
имеющие регулирования числа ходов ползуна. Недостатком этих
линий является потеря производительности за счет остановки ползуна
пресса, а также повышенный износ муфты и тормоза.
В автоматических синхронных линиях все прессы и средства
автоматизации работают в режиме непрерывных ходов, управление
работой производится с главного пульта управления, задающего
необходимый темп работы. Система управления предусматривает
обратную связь от исполнительных механизмов, она значительно
сложнее и дороже, чем в несинхронных линиях, но оправдывается
повышенной производительностью.
Автоматическая линия с жесткой связью, состоящая из трех прессов
(рис. 10.30), оборудована двухкоординатным горизонтальным
грейферным механизмом. Заготовка 1 укладывается из стопы загру-
зочным устройством на исходную позицию перед прессом и захватами
2 грейферных линеек 3 перемещается на предварительную позицию, а
затем при следующем шаге на позицию штамповки первого пресса и
далее вдоль всей линии.
Грейферные линейки проходят через окна в боковых стойках
прессов, а их фронтальное расположение позволяет сократить
463
3
Рис. 10.31. Автоматическая роботизированная
линия с жесткой связью
расстояние между ними, облегчает
обслуживание прессов и смену штам-
пов.
В линии (рис. 10.31), состоящей
из двух прессов с С-образной станиной, в качестве транспорти-
рующего механизма использован промышленный двурукий робот
(например, моделей "Ритм 01.02", "Ритм 05.01", "Циклон
3.01", "7605"). Линия предназначена для штамповки мелких и
средних деталей. Прессы 1 установлены под углом друг к другу
на равном расстоянии от оси робота 2. После рабочего хода
прессов происходит выдвижение схватов робота, захват ими
полуфабриката и детали, подъем над уровнем зеркала штампа,
поворот рук робота в горизонтальной плоскости, опускание схва-
тов и их разжим. При этом осуществляется позиционирование полу-
фабриката из первого штампа при переносе его во второй штамп и
сбросе детали на ленточный конвейер 3 при ее переносе со второго
штампа. Во время поворота рук робота заготовка загружается в
первый штамп шиберным питателем 4. При необходимости полуфаб-
рикат и деталь могут кантоваться на 180° схватами робота в момент
поворота рук.
Прессы работают в режиме единичных включений по
командам, поступающим от шиберного питателя и робота.
Поточная линия (рис. 10.32), состоящая из трех прессов 2, в
которой каждые два соседних пресса обслуживаются роботами 3 с
пятью степенями свободы, предназначена для изготовления деталей
из заготовок размером 200x1200 мм, толщиной до 2 мм и массой до
4 кг. Исходная заготовка укладывается в первый пресс листозагрузчи-
ком 1, робот удаляет заготовку из штампа, предыдущего пресса,
Рис. 10.32. Автоматическая поточная роботизированная линия
464
переносит и укладывает ее в штамп последующего пресса. Отштампо-
ванная деталь укладывается роботом в ориентированном положении в
тару 4 [19].
В автоматических линиях с гибкой связью все входящие в нее
технологические агрегаты, транспортирующие механизмы, средства
автоматизации не связаны между собой непосредственно и включают-
ся в работу с помощью обрабатываемых заготовок. Заготовка при
своем движении нажимает на сигнальные устройства (обычно конеч-
ные выключатели), которые через систему управления включают
привод технологического агрегата или средства автоматизации, но
только в том случае, если заготовка заняла правильное ориентирован-
ное положение.
Работа линии возможна при выходе из строя отдельных единиц
оборудования или средств автоматизации.
Технологическое оборудование в линиях с гибкой связью может
располагаться на неодинаковом и некратном шагу подачи расстоянии
друг от друга.
Заготовки накапливаются между позициями штамповки, что
позволяет компенсировать неравномерность работы отдельных прес-
сов.
Автоматические линии со смешанной связью имеют как жесткую, так
и гибкую связь между отдельными технологическими агрегатами,
входящими в линию.
При переналадке автоматических линий или изнашивании инстру-
мента необходимо производить смену штампов, что является трудоем-
кой операцией и требует значительных затрат времени при отсут-
ствии специальных устройств, особенно при штамповке крупногаба-
ритных деталей.
Для ускорения процесса смены штампов применяют механизмы
для установки и центрирования штампа на плите пресса; устройства
для быстрого закрепления штампа, приспособления для регулирова-
ния закрытой высоты и быстрого подключения штампа к воздушной
сети и системе автоматики [19].
Наибольший эффект дает оснащение прессов двумя выдвижными
через боковые окна подштамповыми плитами, одна находится в рабо-
чей зоне, вторая — перед прессом, на которой установлен новый
штамп.
Для быстрого крепления выдвижной подштамповой плиты и штам-
пов к плите и ползуну пресса применяют быстродействующие зажимы
с пневмо- или гидроприводом.
Если пресс не имеет выдвижных столов, то смену штампов осущест-
вляют с помощью специальных устройств — стационарных, передвиж-
ных, переносных или поворотных [19].
465
Рис. 10.33. Схема автоматической роторной линии
При пробивке отверстий в листе на координатно-однопозиционном
прессе для смены инструмента применяют промышленный робот [5].
В автоматических роторных линиях обработка заготовок происходит
в процессе их транспортирования. Особенность линий состоит в том,
что блок инструмента и заготовка в процессе обработки одновремен-
но перемещаются от предыдущей позиции к последующей, техно-
логические и транспортные операции отличаются независимостью и
совершаются одновременно. Деформирование производится не во
время остановки движущейся заготовки, а в процессе ее перемещения
одновременно с деформирующим инструментом. Производительность
линии не зависит от длительности технологической операции, а
определяется достаточным числом блоков с инструментом, что может
обеспечить любую и одинаковую во всех операциях производитель-
ность линии.
Роторная линия для двухоперационной штамповки (рис. 10.33)
состоит из двух технологических 1 и трех транспортных 2 роторов,
смонтированных на неподвижных плитах 6 и 7. Левый транспортный
ротор является питателем, два других выполняют транспортно-кон-
трольные функции. По периферии технологических роторов установ-
лены несколько одинаковых блоков инструмента 3, выполняющих
одну технологическую операцию и соединенных через ползушки 5 и
ролики 9 с копиром 4, закрепленным на плите 6. Ползушки вместе
466
Рис. 10.34. Автоматическая роторно-
конвейерная линия
с ротором вращаются и, кроме
того, совершают возвратно-
поступательное движение,
перемещая пуансон и дефор-
мируя заготовку. Привод всех
роторов осуществляется от
электродвигателя через шес-
терни 8.
В зависимости от техноло-
гического процесса штамповки
детали роторные линии состоят
из нескольких (обычно 8—10)
технологических и транспорт-
ных роторов, жестко связан-
ных между собой. В линию
дополнительно включаются
контрольные роторы, приспо-
собления для автоматической
замены инструмента, смазыва-
ния и т.д.
Линии применяются в условиях массового производства для штам-
повки мелких деталей, требующих разнотипных операций с учетом
комплексной автоматизации.
Для автоматических роторно-конвейерных линий отличительной осо-
бенностью является отсутствие постоянной связи между инструментом
и исполнительным органом для деформирования. Это достигается
размещением инструментальных блоков в замкнутом гибком (на-
пример, цепном) конвейере, который огибает технологические роторы
в определенной последовательности в соответствии с процессом
штамповки заготовок. В технологических роторах смонтированы
только исполнительные органы и элементы их привода.
Отделение рабочего инструмента (инструментальных блоков) от
исполнительных органов ротора и разделение технологической опера-
ции на отдельные переходы, осуществляемые последовательно в
различных роторах, обеспечивает преимущество роторно-конвейерной
линии по сравнению с роторной.
Все вспомогательные операции в роторно-конвейерной линии
(рис. 10.34) выполняются вне технологического ротора в транспорт-
ной цепи 4. Инструментальные блоки I имеют втулки 2 с Т-образ-
467
ными пазами, которые входят в зацепление со штоками 3 исполни-
тельного органа технологического ротора, в нем вспомогательные
операции сведены к минимуму.
В результате рабочая зона технологического ротора увеличивается в
несколько раз и повышается эффективность линии.
Роторно-конвейерные линии дают возможность производить обра-
ботку одновременно нескольких однотипных деталей по групповой
технологии в условиях массового, крупносерийного, а в некоторых
случаях и мелкосерийного производств.
10.6. Автоматизированные и роботизированные
технологические комплексы
Автоматизированный комплекс состоит из технологического обору-
дования, средств автоматизации и механизации основных и вспомога-
тельных операций, устройств для контроля и управления работой
комплекса, включая применение ЭВМ.
Комплексы могут быть специальными и универсальными. Первые
создаются на базе специального оборудования (координатно-револь-
верных прессов с ЧПУ, высечных ножниц, прессов для пробивки и
вырубки листов статоров и роторов электродвигателей и т.д.), вторые
— с использованием универсального оборудования, что способствует
расширению их технологических возможностей и номенклатуры
штампуемых деталей. Например, автоматизированный комплекс
модели АККД2330-21 создан на базе универсального пресса усилием
1000 кН, включает в себя полосоподаватель, валковую подачу и
ножницы для отрезки отхода. Он предназначен для штамповки дета-
лей из полос шириной до 250 мм, толщиной 0,8...3,0 мм.
Автоматизированный комплекс, разработанный в студенческом
конструкторском бюро МГТУ им. Н.Э. Баумана (рис. 10.35), при
подаче полос для штамповки ножей деревообрабатывающих станков
повышает производительность труда в 15 раз, высвобождает двух
рабочих. Стопа заготовок I цепным конвейером 2 подается в рабочую
позицию. Механизм подъема 3 осуществляет пошаговый подъем стопы
на высоту одной заготовки. Верхняя заготовка захватывается упором
4 гидроцилиндра 5 и вводится в зону приводных роликов б. Происхо-
дит подача заготовки на роликовый конвейер 7 и проталкивание
предыдущей заготовки в штамп 8. Отштампованная деталь удаляется
из рабочей зоны конвейером 9.
Автоматизированный комплекс, предназначенный для штамповки
деталей из ленты, состоит из универсального кривошипного пресса,
правйльно-разматывающего устройства, подающего устройства (вал-
468
9
Рис. 10.35. Автоматизированный комплекс для подачи полос
ковая, клинороликовая или клещевая подачи), ножниц для отрезки
отхода. Например, комплекс модели АККД2128Е-07 содержит пресс
усилием 630 кН, правйльно-разматывающее устройство, валковую
подачу и ножницы.
Создание полностью автоматических комплексов (кузнечно-прес-
совых обрабатывающих центров — КПОЦ) предусматривает автома-
тизацию не только процесса штамповки, подачи исходного материала
и удаления деталей и отходов, а также автоматическую смену штам-
пов, переналадку оборудования на нужный режим работы, средств
автоматизации по подаче заданных заготовок, отрезку отхода по
заданной программе, наличие обратной связи, управление всего
комплекса от ЭВМ.
Это стало возможным благодаря применению вычислительной и
микропроцессорной техники, развитию автоматизированных систем
управления на базе ЭВМ и микро-ЭВМ.
Азовским СКВ кузнечно-прессового оборудования и автоматичес-
ких линий создан комплекс К2128ФЗ с программным управлением,
который состоит из пресса усилием 630 кН с механизмом автомати-
ческого регулирования закрытой высоты и автоматическим креплением
штампов, магазина полосовых заготовок емкостью 16 кассет со сред-
469
ствами автоматической загрузки и выгрузки и отысканием требуемой
кассеты по программе, устройства для автоматической ориентирован-
ной подачи полос к прессу (полосоподавателя), автоматической пода-
чи (валковой) с индивидуальным приводом для перемещения полос
в рабочей зоне пресса с бесступенчатым регулированием шага пода-
чи, ножниц для разрезки отходов по программе и сброса отходов в
тару, магазина штампов на 16 пакетов с отысканием и автоматической
подачей требуемого пакета в рабочую зону и обратно в ячейку.
Программное управление комплекса можно подключить к ЭВМ,
что дает возможность встроить его в автоматическую линию, участок,
цех, управляемые от АСУТП, т.е. использовать его в качестве гибко-
го модуля автоматизированного производства.
Большое внимание созданию автономных кузнечно-прессовых
обрабатывающих центров уделяется в Японии, Германии, Швейца-
рии, США.
Кузнечно-прессовый обрабатывающий центр "Марк-П" фирмы
Аида (Япония) предназначен для изготовления деталей из ленты на
прессе "RDA-20" с управлением от компьютера "Nova’1, который
хранит в памяти информацию о 1000 штампах и 10 кассетах с руло-
нами.
Центр имеет два магазина — один с восемью ячейками для хране-
ния кассет с рулонами, второй — для хранения шести штампов.
Смена штампов, замена кассет и сортировка деталей происходит ав-
томатически по команде от компьютера. Компьютер имеет две про-
граммы — для пробной штамповки после смены штампов и для
штамповки в автоматическом режиме. Два оператора обслуживают
пять-шесть центров.
Использование промышленных роботов в производстве привело к
созданию роботизированных технологических комплексов (РТК),
которые нашли применение не только в массовом, но особенно в
условиях серийного и мелкосерийного производств.
РТК — это совокупность единицы технологического оборудования,
промышленного робота и средств оснащения, автономно функциони-
рующая и осуществляющая многократные циклы.
Робототехнологический комплекс для штамповки мелких деталей
приборов пространственной формы из штучных заготовок (рис. 10.36)
состоит из кривошипного пресса 9 усилием до 400 кН, двух промыш-
ленных мини-роботов 5 и 11, которые монтируются на станинах 1.
Станина приспособлена под крепление блока 2 клапанов, вакуумного
насоса 3 эжекторного типа, блока согласования б, предназначенного
для комплектации как сигналов управления роботом, прессом и
шахтным загрузочным устройством 4 для ориентации и подачи заго-
470
Рис. 10.36. Робототехнологический комплекс для штамповки деталей приборов
товок, так и сигналов от датчиков, регистрирующих состояние ком-
плекса, системы управления комплексом 7 и других устройств и
механизмов. Мини-робот 5 отделяет вакуумным схватом заготовку из
шахтного загрузочного устройства и перекладывает ее на промежу-
Рис. 10.37. Схема использования промышленного робота для замены инструмента на
координатно-однопозиционном прессе фирмы "Trumpf" (Германия) [5]
471
точную позицию 8. За второй ход мини-робота с промежуточной
позиции заготовка перекладывается в штамп 10, а следующая — из
загрузочного устройства на промежуточную позицию. Отштампован-
ная деталь перекладывается мини-роботом II в тару или специаль-
ную кассету для последующей операции.
При пробивке и высечке листов на координатно-однопозиционном
прессе 3 фирмы "Trumpf (Германия) (рис. 10.37) используют про-
мышленный робот 2, который осуществляет автоматическую смену
комплекта инструмента из магазина 1 [5].
10.7. Гибкие производственные
системы и модули
Гибкая производственная система (ГПС) — это низшая ступень
гибкого автоматизированного производства (ГАП), система организа-
ции современного производства, допускающая возможность исполь-
зования отдельных неавтоматизированных процессов. Необходимыми
требованиями к ГПС являются гибкость и соединение всех компонен-
тов в систему.
Понятие ГАП означает более высокую ступень автоматизации,
исключающую неавтоматизированные технологические процессы, но
допускающие участие человека в выполнении вспомогательных
операций и управлении.
Наиболее высокая ступень — это гибкая автоматизированная
производственная система (ГАЛС), исключающая использование труда
человека в процессе самого производства [5].
Однако необходимо учитывать возрастающую роль человече-
ского фактора в процессе гибкой автоматизации. Кооперация и
взаимосвязь людей и интеллектных машин приобретает важное
значение.
ГПС как система должна основываться на наиболее передовой
технологии и не только на робототехнике и компьютеризованной
инженерной технологии, но и на средствах взаимосвязи (ЭВМ, мик-
ропроцессоры, микроэлектроника, оптоэлектроника, технология
программного обеспечения), а также на достижениях фундаменталь-
ных наук, новых материалах, средствах контроля качества, органи-
зации производства.
Разработка и создание ГПС — это новая долговременная стратегия
развития современной промышленности. Достичь значительного
повышения производительности труда, существенного увеличения
выпуска продукции возможно только на основе комплексной автома-
тизации и перехода к ГПС, ГАП, ГАПС и создания в конечном итоге
безлюдных технологий и заводов.
472
ГПС представляет собой в соответствии с ГОСТ 26228—85, сово-
купность (в разных сочетаниях) оборудования с ЧПУ, РТК, ГПМ,
отдельных единиц технологического оборудования и систем обеспече-
ния их функционирования в автоматическом режиме в течение
заданного интервала времени, обеспечения автоматизированной
переналадки при производстве изделий произвольной номенклатуры
в установленных пределах их характеристик.
ГПС характеризуют три признака: 1) функционирование в автома-
тическом режиме; 2) наличие средств автоматизированной переналад-
ки; 3) возможность использования в условиях многономенклатурного
производства. Основными критериями эффективности ГПС являются
универсальность, мобильность, производительность [5].
Различные классификационные признаки ГПС и ее составные
части рассмотрены в работе [16] и ГОСТ 26228—85. Основным клас-
сификационным признаком является тип организационной структуры
ГПС.
Элементарной структурной единицей является гибкий производ-
ственный модуль (ГПМ).
ГПМ — это единица технологического оборудования с програм-
мным управлением и средствами автоматизации технологического
процесса, автономно функционирующая, автоматически осуществля-
ющая все функции, связанные с изготовлением изделий, обладающая
свойствами автоматизированной переналадки при производстве
изделий произвольной номенклатуры, имеющая возможность встраи-
вания в ГПС.
ГАЛ — гибкая автоматизированная линия — это более крупное
подразделение ГПС, в котором ГПМ расположены в принятой после-
довательности технологических операций, в основном применяется
при многооперационной штамповке и состоит, как правило, из одно-
именных ГПМ.
ГАУ — гибкий автоматизированный участок — это самое распро-
страненное структурное подразделение ГПС, включающее несколько
единиц одноименных и разноименных ГПМ, операции в которых
могут быть разными и не связанными технологически в определенную
последовательность. Имеется возможность последовательности ис-
пользования технологического оборудования.
ГАЦ — гибкий автоматизированный цех — это крупное подразделе-
ние ГПС, состоящее из нескольких ГАЛ, роботизированных техноло-
гических линий, ГАУ, роботизированных технологических участков для
изготовления изделий заданной номенклатуры.
В качестве примера можно привести компоновку ГАЛ фирмы
"Vost—Alpine" (Австрия), которая предназначена для изготовления
деталей электрошкафов, корпусов холодильников и т.д. [5]. Исход-
473
Рис. 10.38. Схема ГАЛ для обработки листовых материалов фирмы "Vost—Alpine"
(Германия) [5]
ные заготовки получают отрезкой из рулона, хотя они могут поступать
непосредственно из стопы.
Линия (рис. 10.38) включает в себя ГПМ 1 поперечной и продо-
льной отрезки рулона, ГПМ 2 на основе многопозиционного коорди-
натного пресса с ЧПУ от микропроцессора, ГПМ 3 на основе машины
с поворотной балкой с ЧПУ от микропроцессора и сварочный робот
4. Управление линией осуществляется модульной микропроцессорной
системой. Входящие в линию ГПМ могут работать независимо в
случае неисправности одной из машин. Поэтому между отдельными
модулями предусмотрены промежуточные склады-накопители, а в
системе управления каждого из модулей — свои собственные блоки
памяти.
ГАУ на базе координатно-револьверного центра усилием 400 кН
модели КЛ126Ф4 с автоматизированной системой управления от ЭВМ
разработан в ПО ЭНИКМАШ. Он предназначен для изготовления
474
деталей типа каркасов, шасси, панелей из листа в серийном и мелко-
серийном производствах.
ГАУ состоит из обрабатывающего центра с ЧПУ, угловых ножниц
оптимального раскроя с ЧПУ, листогибочной машины с четырехсто-
ронним гибом с ЧПУ, средств автоматизированного межоперационно-
го транспортирования, складирования, загрузки и сортировки дета-
лей, автоматизированной системы управления. Каждая единица
технологического оборудования может работать автономно и в составе
технологического потока участка по нескольким маршрутам обработки.
Известны единичные примеры ГАУ, например в Японии, которые
в ночное время эксплуатируются по безлюдной технологии.
Общими тенденциями развития ГПС будут следующие [5]:
постепенность перехода от достигнутого уровня РТК к ГПМ, от
производственных систем типа РТУ (роботизированный технологиче-
ский участок) к ГПС типа ГАУ и ГАЦ;
модульность компоновок комплексов, линий, участков и цехов;
комплексная автоматизация и ее последовательная реализация,
включая автоматизацию циклов обработки, транспортирование и
автоматизацию переналадок, которые могут быть внутрипартионны-
ми, межпартионными и межцикловыми, а также контроля качества,
диагностики, программного обеспечения.
Гибкий производственный модуль (ГПМ), который является
основной структурной единицей ГПС, состоит из основного техноло-
гического оборудования, сменных пакетных штампов, промышленных
роботов, загрузочно-разгрузочных и ориентирующих устройств,
элементов автоматики, системы контроля и управления.
В средства автоматизации ГПМ входят накопители, загрузочно-
разгрузочные и ориентирующие устройства, устройство смены штам-
пов (пакетов), устройства переналадки, контроля и управления.
Роботизированный технологический комплекс (РТК) может быть
использован в качестве ГПМ для работы в ГПС, если он имеет авто-
матизированную переналадку и возможность встраивания в ГПС. РТК
могут быть оснащены устройствами накопления, ориентации, поштуч-
ной выдачи заготовок и другими устройствами.
Рассмотренные выше кузнечно-прессовые обрабатывающие центры
(КПОЦ) и некоторые РТК могут быть использованы для работы в
условиях ГПС, если они удовлетворяют вышеприведенным тре-
бованиям.
Для расширения возможностей автоматизации переналадок следу-
ет отметить некоторые направления развития конструкций штампо-
вой оснастки и технологических процессов, подготавливающих почву
для создания ГПМ и на их основе ГПС в листоштамповочном произ-
водстве:
475
разработка упрощенных конструкций штампов;
создание универсальных легкопереналаживаемых штампов;
разработка конструкций быстросменных штампов;
разработка конструкций выносных, незакрепленных штампов;
штамповка по элементам;
бесштамповые методы обработки листового материала.
При создании гибких автоматизированных производств в листо-
штамповочном производстве необходимо выполнить следующие этапы
разработки.
1. Провести классификацию деталей с целью определения групп
деталей, требующих сходных технологических процессов и в пределах
этих групп провести унификацию конструкций и размерных характе-
ристик деталей, позволяющую уменьшить число потребного рабочего
инструмента и исходных заготовок.
2. Для каждой из установленных групп деталей определить воз-
можные варианты технологических процессов, при которых число
изменяемого инструмента будет минимальным, выбрать оптимальный
технологический процесс.
3. Спроектировать и изготовить оснастку, определить тип и коли-
чество оборудования, необходимого для изготовления всей номенкла-
туры деталей по выбранной технологии, допускающих автоматичес-
кую переналадку.
4. Выбрать и сконструировать манипулирующие устройства,
конвейеры, роботы, обеспечивающие подачу исходных заготовок со
склада к рабочему оборудованию, транспортировку полуфабриката в
процессе обработки, удаление отхода и комплектованных готовых
деталей с контролем их качества.
5. Выбрать или разработать рациональную конструкцию и распо-
ложение склада сменного рабочего инструмента, упрощающего авто-
матизацию выбора, транспортирования и установки инструмента в
рабочей машине, а также его замены с последующим размещением в
ячейках склада инструмента.
6. Заключительная фаза разработки — выбор ЭВМ, компьютерной
и микропроцессорной техники, обеспечивающих управление работой
всех элементов производства, а также осуществляющих его техноло-
гическую подготовку.
Следует иметь в виду, что с развитием ГПС в листоштамповочном
производстве актуальной задачей ставится разработка принципиально
новых технологических процессов и соответствующего оборудования,
которые наилучшим образом отвечают требованиям автоматизации
переналадок.
476
ЗАДАНИЯ ДЛЯ САМОКОНТРОЛЯ
1. Сформулируйте цель, назначение и основные направления автоматизации и
механизации технологических процессов листовой штамповки.
2. Конструкции и назначение разматывающих и правильных устройств для ленты.
3. Приведите конструкции полосе- и листоукладчиков.
4. Приведите классификации подающих устройств для полосы и ленты; виды
захватных органов, конструкции валковой, клещевой, клинороликовой, клиноножевой и
крючковой подач
5. Приведите конструкции и сформулируйте назначение полосоподавателей и
листозагрузчиков.
6. Опишите устройства для удаления деталей; конструкции и принцип действия
пневмосдувателей, пружинных и лотковых сбрасывателей, механических рук.
7. Опишите устройства для удаления отхода, наматывающие устройства, ножницы
для резки отхода. Сформулируйте назначение, конструкции и принцип действия.
8. Охарактеризуйте ориентирующие устройства при штамповке штучных заготовок.
Приведите конструкции АБЗОУ, принцип действия, способы ориентации заготовок;
факторы, влияющие на ориентацию заготовок.
9. Охарактеризуйте магазинные ориентирующие устройства, их конструкции,
способы ориентации заготовок.
10. Охарактеризуйте подающие устройства при штамповке штучных заготовок;
принцип действия и конструкцию шиберных и револьверных питателей, их привод.
11. Расскажите о классификации, назначении, принципе действия и конструкции
грейферных питателей.
12. Расскажите об использовании механических рук и автооператоров для подачи
и транспортировки заготовок; их приводе, конструкции схватов.
13. Охарактеризуйте промышленные роботы, используемые в листоштамповочном
производстве.
14. Расскажите об особенностях штамповки на универсальных и специальных
штамповочных автоматах.
15 Опишите автоматические линии с жесткой, гибкой и смешанной связями.
Сформулируйте их назначение, принцип действия, компоновочные решения.
16. Охарактеризуйте автоматические роторные линии, их назначение, состав,
принцип действия, области применения.
17. Охарактеризуйте автоматические роторно-конвейерные линии. Приведите их
схемы, состав, преимущества перед роторными линиями.
18. Расскажите об автоматизированных комплексах и примерах их использования
в листоштамповочном производстве.
19. Расскажите о кузнечно-прессовых обрабатывающих центрах (КПОЦ), их
назначении, примерах использования, возможностях их применения в гибких автомати-
зированных производствах
20. Расскажите о роботизированных технологических комплексах (РТК), их составе,
возможностях их использования в качестве гибких производственных модулей (ГПМ)
в гибких производственных системах.
21. Сформулируйте основные направления развития конструкций штамповой
оснастки и методов обработки металлов давлением, обусловливающих их применение
в гибких автоматизированных производствах.
477
СПИСОК ЛИТЕРАТУРЫ
I Аверкиев А.Ю. Методы оценки штампуемости листового металла М.: Машино-
строение, 1985 176 с.
2. Аверкиев Ю.А., Аверкиев А.Ю. Технология холодной штамповки: Учебник для
вузов. М.: Машиностроение, 1989. 304 с.
3. Бар кая В.Ф., Рокотян С.Е., Рузанов Ф.И. Формоизменение листового металла
М.: Металлургия, 1976. 264 с.
4 Бебрис А.А. Устойчивость заготовки в формообразующих операциях. Рига
Зинатне 1978. 128 с.
5. Бочаров Ю.А., Зиновьев И.С., Бабин Н.Б. Гибкие автоматизированные системы в
кузнечно штамповочном производстве Технология и оборудование кузнечно-штампо-
вочного производства. Итоги науки и техники. Т. 4. ВИНИТИ АН СССР, 1987. 220 с.
6. Валиев С.А. Комбинированная глубокая вытяжка листовых материалов. М.:
Машиностроение, 1973. 176 с.
7. Вдовин С.И. Методы расчета и проектирования на ЭВМ процессов штамповки
листовых и профильных заготовок. М.: Машиностроение, 1988. 160 с.
8. Горбунов М.Н. Технология заготовительно-штамповочных работ в производстве
самолетов 2-е изд. М.: Машиностроение, 1981.224 с
9. Зубцов М.Е. Листовая штамповка: Учебник для вузов. Л.: Машиностроение
1980. 432 с.
10. Изготовление сложных полых деталей / К.Н. Богоявленский, Е И. Селиков,
А Н Кобышев, НФ. Воронина; Под ред. К.Н Богоявленского. Л.: Машиностроение,
1979. 218 с.
И. Исаченков Е.И. Штамповка резиной и жидкостью. М.: Машиностроение, 1967.
367 с.
12. Ковка и штамповка: Справочник. В 4-х т. / Под ред. Е.И. Семенова. М.: Маши-
ностроение, 1985. Т. 1.568 с.; 1987 Т 4. 544 с.
13. Кроха В.А. Упрочнение металлов при холодной пластической деформации
Справочник М.: Машиностроение, 1980. 157 с.
14 Лысов М.Н. Теория и расчет процессов изготовления деталей методами гибки.
М : Машиностроение, 1966 236 с.
15. Мещерин В.Т. Листовая штамповка Атлас схем М.: Машиностроение, 1975.
228 с.
16. Митрофанов С.П., Григорьев Л.Л., Клепиков Ю.М. и др. Гибкие технологиче-
ские системы холодной штамповки. Л.: Машиностроение, 1987. 287 с.
17. Норицын И.А., Власов В.И. Автоматизация и механизация технологических
процессов ковки и штамповки М.: Машиностроение, 1967. 388 с.
18 Попов Е.А. Основы теории листовой штамповки 2-е изд.: Учеб, пособие. М
Машиностроение, 1977. 278 с.
19 Розен Г.М., Убрятов А.А , Петин А.А. Механизация и автоматизация листовой
штамповки в автомобилестроении. М Машиностроение, 1983. 327 с.
20. Романовский В.П. Справочник по холодной штамповке 6-е изд. Л : Машино-
строение, 1979. 520 с.
21. Скворцов Г.Д. Основы конструирования штампов для холодной листовой
штамповки. Конструкция и расчеты. М.: Машиностроение, 1972. 360 с.
478
22. Стеблюк ВИ., Марченко В.Л., Белов В.В. Технология листовой штамповки.
Курсовое проектирование. Киев: Вища школа, 1983. 280 с.
23. Степанов В. Г., Шавров И.А. Высокоэнергетические импульсные методы
обработки металлов. Л.: Машиностроение, 1975. 280 с.
24. Тимощенко В.А. Элементы теории и технологии разделительных процессов.
Кишинев: Штиинца, 1979. 83 с.
25. Ходырев В.А. Проектирование, изготовление и эксплуатация штампов с
полиуретаном. Пермь. Перм. книжн. изд-во, 1975. 365 с.
26. Юдин Л.Г., Яковлев С.П. Ротационная вытяжка цилиндрических оболочек. М.:
Машиностроение, 1984. 128 с.
Учебное издание
Попов Евгений Александрович
Ковалев Виктор Григорьевич
Шубин Игорь Николаевич
ТЕХНОЛОГИЯ И АВТОМАТИЗАЦИЯ
ЛИСТОВОЙ ШТАМПОВКИ
Редактор Е.В. Жабина
Корректор Г. С. Беляева
Художник С. С. Водчиц
Оригинал-макет подготовлен в Издательстве МГТУ им. Н.Э. Баумана
Изд. лиц. № 020523 от 25.04.97. Подписано в печать 30.11.99.
Бумага офсетная. Формат 60x88/16.
Усл. печ. л. 30. Уч.-изд. л. 29,75.
Тираж 1000 экз. Заказ 4258
Издательство МГТУ им. Н.Э. Баумана
107005, Москва, 2-я Бауманская, 5
Производственно-издательский комбинат ВИНИТИ
140010, г. Люберцы Московской обл., Октябрьский пр-т, 403