/















































Текст
I. МАТЕРИАЛЫ И ПОЛУФАБРИКАТЫ
•Рациональный выбор марки материала и вида полуфабриката в зна-
чительной степени определяет производственную и эксплуатационную
технологичность, надежность и ресурс проектируемой конструкции.
В связи с разнообразием требований, предъявляемых к кавдой
конкретной конструкции, рекомендовать определенную марку материа-
ла и вид полуфабриката не представляется возможным.
При создании конструкций рекомендуется:
- ограниченно применять труднообрабатываемые материалы; •
- использовать минимальное количество марок материалов и видов
полуфабрикатов.
С учетом требований производственной технологичности при выбо-
ре марки материала и вида полуфабриката для проектируемой детали
следует учитывать вид и способ изготовления заготовки, способ
изготовления детали, необходимость термической обработки, способ
защиты конструкции от коррозии.
На каждом предприятии с учетом конкретного вида выпускаемой
продукции с целью сокращения номенклатуры используемых материалов
и полуфабрикатов разрабатываются "Ограничители сортамента матери-
алов и полуфабрикатов".
Настоящий раздел учебного пособия является, по существу, таким
"Ограничителем". В нем приведены данные о механических свойствах,
некоторых технологических характеристиках и областях возможного
применения материалов. Этими данными следует руководствоваться
при учебном проектировании конструкций.
В последней графе табл. I.I дается ссылка на соответствующую
страницу учебного пособия, на которой приведены данные о сорта-
менте (форме и размерах) полуфабрикатов.
В таблицах для определения видов термообработки и состояния
поставки металлов используются обозначения:
Для черных металлов
ВД - вакуумно-дуговой переплав Н - нагартованные
отж.- отожженные ПН - полунагартованные
отп.- отпущенные азотир. - азотируемые с по-
кори.- нормализованные следующей закалкой
зак.- закаленные и отпуском
зак. из.- закаленные изотермически цем. - цементируемые с
хол.- обработка холодом последующей закал-
стар.- состаренные кой и отпуском
4
Для цветных металлов
ч. - чистые TICB - закаленные и искусственно
пч. - повышенной чистоты состаренные. Особо проч-
А - с нормальной плакировкой ные
У - с утолщенной плакировкой Т21- закаленные и искусственно
М - отожженные мягкие ) состаренные по смягченным
МО - отожженные обшиво^ые T3J режимам
н - нагартованные Т4- - закаленные с охлаждением
т - закаленные и естественно на воздухе
состаренные Т5 - закаленные с кратковремен-
та - нагартованные после за- ным искусственным старением
калки и естественного Тб - закаленные с охлаждением на
старения воздухе и последующим ста-
TI - закаленные и искусственно рением
состаренные
физические величины, характеризующие механические свойства ма-
териалов, если это не оговорено особо; приведены в таблицах в
следующих единицах: ___ ?
б- предел прочности при растяжении даН/мьк
и0,- условный предел текучести ( а =0,2%) даН/мм?
с - предел прочности при сдвиге даН/мьт
§ - относительное удлинение после разрыва % 9
а - удельная ударная вязкость (при изгибе) даН и/от
Е - модуль упругости при растяжении даН/ммг
G - модуль упругости при сдвиге ДаН/мм^
j>- плотность материала г/см"
Механические свойства материалов приведены не в состоянии по-
ставки, а после термообработки, т.е. такие, которые должны быть
указаны в технических требованиях на чертеже.
Промышленность непрерывно совершенствует сортамент материалов
и полуфабрикатов. Соответственно изменяются стандарты (ГОСТ, ОСТ),
технические условия (ТУ), производственные инструкции (ПИ?, опре-
деляющие сортамент (форму и типоразмеры) и состояние поставки
(механические свойства материалов в состоянии поставки).
Поскольку ПИ и ТУ действуют часто в рамках одного предприятия
и не являются обязательными для всех предприятий отрасли,разреша-
ется при обозначении материала в учебном проектировании ограни-
читься записью типа "ТУ № ..."
Обозначение металлических материалов в основной надпиои черте-
жа приведено для каждого вида заготовки (пруток, лист, плита, тру-
ба, лента, проволока, профиль, панель, штамповка, отливка) в соот-
ветствующем разделе настоящего учебного пособия.
Форма обозначения неметаллических материалов в основной надпи-
си чертежа следующая:
Наименование ^арка Характерные размеры Цвет
материала , материала .(диаметр (толщина? х , Материала
_________________________х габариты)_________________________
ГОСТ (ОСТ, ТУ, ПИ), определяющий сортамент и поставку
Примеры обозначения неметаллических материалов:
00^90143-74 Стекдо A0-I2Q.,10x350x450 Элаль^ХВ^Хб,серый
5
www.vokb-la.spb.ru
www.vokb-la.spb.ru
(Л
1.1» ЧЕРНЫЕ И
0.2
оборудования)^=7,82; Е =20000; G =7800;
Технологические свойства и пои-
менение р
Mn^„MaTe“ I Полуфабри- I Термооб-1 <3
риала I каты I работка I ’
Углеродистые отали (только для наземного
СТ 20 труба отж. 42 28
СТ 25 прут.кр.* нори. 46 24
СТ 45 прут.кр.шГ зак.+отп. 85 65
Поверг снос тио упро чняемые о гали /о =7
I2XH3A прут.кр. цем. 95 */
30Х2НВА поковки прут.кр. цем. азотир. 95 108 96
38ХМЮА поковки поковки азотир. азотир. 108 100 96 87
Легированные конструкционные отали
41
18
12
12
.80;
II
12
15
15
19
ЗОХГСА
(хроманоиль)
лист отж.+нрм. 50 - 15
прут.кр.ш. зак.+отп. НО 85 10
труба отж. 50 - 18
5
пруток
пруток круглый, шестигранный
£ =20000;
II
12
13
13
10
/>=7,85; Е =21000;
=0,6ffg
15
13
13
!
*8
Несиловые ферменные сварные
конструкции
Несиловые сварные и матанича-
ски обрабатываемые узлы *
Мелкие малонагруженные детали;
болты, шпильки. Не сваривается
G =7800; re=0,6<5g
Распределительные валы, оси
теплопрочные
rSSSSi шестерни .теплопрочные
Силовые Дотада.паботащие при
Крупные силовые детали, азотируемые
приТ4^Н5бо§СЛИКИ’ ролики* работавшие
G =8000;’ т =0,6 s
8
Ответственные сварные и клепаные
конструкции; допускается гибка
Ответственные сварные и обрабаты-
ваемые резанием детали; узлы шасси
Мелкие сварные целиком закали-
ваемые фермы
13
60
13
60
60
14
13
15
Продолжение
Марка матери- ала Полуфабри- каты Термооб- работка ffa 5 а Технологические свойства и при- менение Ои. стр.
ЗСКГСА труба зак.+отп. НО 10 5 Рамы и фермы средней сложности 15
профиль зак.+отп. но — 7 6 Пояоа лонжеронов, бимсы, стрин- геры кронштейны, фитинги, узлы крепления 17
поковки зак.+отп. I IQ- 130 85 10 5 60
ЗОХГСА-ВД труба зак.+отп. НО 10 5 Ответственные силовые детали 15
ЗОХГСНА-ВД прут.кр.ш. 160 9 6 Нагруженные ответственные детали 13
труба зак.+отп. 160 — 9 6 Нагруженные ответственные детали 15
30ХГСН2А-ВД поковки зак.+отп. 185 140 9 6 Высоконагруженные ответственные детали 60
ЗОХГСНМА-ВД пруток зак.+отп. 160 — — • Высоконагруженные детали сложной 13
35ХГСЛ отливки зак.+отп. 100 85 8 2,5 нагруженные детали шасси; подко- сы, уши 69
<оррозионно( зтойкие те плопрочные стали jo =7,8; Е = 19500; G =7800; «8=0,6(Ув
Ш7Н2 прут.кр.ш. зак.+отп. по 84 10 5,5 Ответственные детали, работающие во влажной среде; 4 £400 С 13
07XI6H6 прут.ш. зак.+хол. 120 100 12 7 Крепежные детали, работающие гои ь £350°С Свариваемые детали высокой кор- розионной отойкости Свариваемые детали выоокой кор- розионной отойкости 13
XI8H9M лента зак. 54 — 37 — 16
П8Н9М лист зак. 56 — 35 — 14
П8Н9Н лента Н 100 — 5 — Нагруженные свариваемые детали выоокой коррозионной стойкости 16
лист Н 125 — 13 — Нагруженные свариваемые детали повышенной прочности 14
П8Н9 прут.кр.ш. зак. 55 20 45 12,5 Детали высокой коррозионной стойкости 13
XI8H9T прут.кр. зак. 55 20 40 12,5 Свариваемые детали коммуникаций горячих газов; 4 £800иС 13
Марка матери- ала Полуфабри- каты Термооб- работка °о,г 6 а г продолжение Технологические свойства и при- менение См. стр.
0XI8HI0-M I2XI8H9T СН-2 СН-2А-Ш сн-з СН-4 ВНС-2 ВНС-2У ВНС-3 внл-з ВНС-5ш Си I8XMA 20X13 50ХФА(50ХМА) дат лента лист поковки лиот штамповка лиот лист лист профиль лиот литье штамповка ециальные с поковки прут.кр. проволока Алюминие труба зак. зак. отар.+Н Н+стар. Н.хол., отар, эак.+стар эак.+стар зак.+Н :тали зак.+отп. вне дефор Т 54 54 55 140 120 130 150 .125 .125 НО ДО 14! ДО 17( />-7,8£ 85 150 шруемв 38 20 115 100 НО 130 но 95 80 5 90 ) НО 65 е опл 20 45 45 40 6 12 5 7 9,6 15 Е =20 10 8 авы 13 ’ S, 1 ° о о “ 1 0000 • • о । । । • в *’ “ Свариваем^детали сложной формы; Свариваемы^ Заллоны для киплородя; Свариваемые детали средней проч- ности; t £800°С Свариваемые обшивки и детали каркаса Ответственные болты и детали Свариваемые обшивки, детали кар- каса в топливных отсеках Свариваемые обшивки и детали каркаса; t ^500°C Хорошо штампуется и сваривается Свариваемые обшивки и детали каркаса; t «300°С Свариваемые емкости для агрес- сивных сред Литые детали, работающие без ударных нагрузок Ответственные болты и детали G =8000; =0,6 ffg Детали шасси, воспринимающие ударные нагрузки Коррозионноетойкие детали трения Ответственные пружины 2,8; Е =7200; G =2730; .т,=0,6Гв Детали каркаса средней прочности 16 14 во 14 60 14 14 14 17 14 69 60 60 13 16 15
www.vokb-la.spb.ru
Продолжение
Марка матери- ала Полуфабри- каты Термооб- работка 0* 0,2 <3 а Технологические свойства и при- менение См. стр.
Д16АМ0 лист М 24 - 10 - Лист повышенного качества для о< 14
Д16АМ лиот М 25 - 10 - Силовые детали набора, изготав- ливаемые BHTJ кой 14
дабАтв лист т 43,5 28 10 — Лист повышенного качества для силовой обшивки 14
Д16АТНВ лиот TH 46,5 35 8 - Наружные обшивки одинарной кри- 14
ДГ6Т прут.кр.ш. т 43 30 10 - Механически обрабатываемые дета- ли повышенной точности. 13
• . Не сваривается! 17
Щ6Т профиль панель т 42 30 10 1 Основные элементы каркаса плднера
т 40 30 10 — j в растянутых зонах t £200 С 23
TFTQ профиль панель т 40 30 10 Основные элементы каркаса планера 17
даэчт т 40 30 10 - теплопрочные. Из проволоки - заклепки 23
В65 ВЭЗпчТЗ проволока поковка т . TI 40 50 42 20 6 Заклепки t £100°С Кованые детали высокой прочности 16 Я
В95АМ0 лист м 25 — 10 лист повышенного качества для несиловых обшивок 14
B95AIIB B95ATICB лист TI 49 41 7 — Лист повышенного качества для 14
лист TI 53 46 5 - растянутых обшивок лист особо прочный для сжатых обп вок 14
B95TI прут.кр. TI 54 43 6 - Механически обрабатываемые дета- ли повышенной точности? 13
Не сваривается!
В95 профиль панель TI 64 55 II Основные силовые элементы каркаса. 17 23
В95 TI 58 46 10 Предпочтительно в сжатой зоне. Чувствителен к концентраторам нап- ряжений. Низкие усталостные харак- теристики.
В95 поковки TI 52 44 4 — Основные элементы каркаса, лонже- ронов в сжатой зоне 60
Продолжение
Марка матери- ала Полуфабри- каты Термооб- работка \г <5 а Технологические свойства и приме- нение См. I отр.|
W 01420 AK4-I АК6 АК8 АМпП АМпМ АМпМ АМН АМг2М АМгЗМ АМгбНЙ АМгб АЛ4 АЛ9-1Т5 • Профиль панель лист профиль панель прут.кр, поковки штамповки' лист лист труба пруток труба поковки лист прут.кр. Алдминпевь литье литье TI Т2 TI TI TI TI TI TI ПН отж. отж. отж. отж.- отж. отж. отж. ie литейны Тб Т5 58 53 42 42 42 37 37 44 15 9 9-14 10-19 16-22 19 32 32 е сила 26 21 53 48 26 28 27 28 25 32 7 16 16 вы 20 5 5 8 7 5 6 7 ’10 5 22 20 15 15 15 f =2 4 2 11 1 1 1 » « 1 -< 1 1 1 1 | II g QI Выооконагруженные элементы в кон- струкциях с ограниченным ресурсом чувствителен к концентраторам на- пряжений. Пониженной плотиппти С-4%). Теплопрочный до 125°С Сваривается контактной, аргонно- дуговой, электронно-лучевой свар- кой. Крупные сварные агрегаты Кованые детали при t < 200°С ^Кронштейны, детали сложной~фбиш Выооконагруженные рамы, "фитинги Хорошо обрабатывается резанием Малонагруженные детали одинар- ной кривизны Малонагруженные детали сложной формы, обечайки Сварные малонагруженные трубо- проводы Сварные и механически обрабаты- ваемые детали топливной системы Сварные оредненагруженные iтопливопроводы 1 Сварные и механически обрабатывае- мые малонагруженные детали каркаса Сварные обшивки (АрДЭС, ТЭС) Сварные (АрДЭС) и механически обрабатываемые детали топливной системы Е =7000; 6=2600; г.=0,5сг о В Крупные оредненагруженные детали Сложные оредненагруженные детали. Арматура баков 17 1 23 14 17 23 13 60 14 14 15 13 15 60 14 69 69
Продолжение
Марка материа- ла Полуфабри- каты Термооб- работка d а Технологические свойства и при- менение См. стр.
АЛ19 ВАЛ-10 Mart МЛ5пч МЛ8 МА8 MAI4 MAI4-TI Е165 Тит BTI-0 0Т4-1У 0T4J7 0Т4-У 0Т4-У 0Т4 литье литье [левые литейв литье литье профиль прут ,кр. штамповка профиль ановые сплав! штамповки лист прут.кр. лист прут.кр. профиль Т5 Т5 ие и деф Т2 Тб TI Т 1 отж. отж. отж. отж. отж. отж. 34 40 орыир; 17,5 24 23 32 27 32 ,5; Е 36-55 60-75 60-75 70-90 70-90 70-90 30 гемые 25 25 =110 4 7 сплав 2,5 2,5 10 6 6 7 00; 15 20 15 15 10 j 1 1 ** 1 сл IIIII 1 II 1 > Натруженные детали средней слож- ности. Хорошо сваривается б 4 300°С Нагруженные кронштейны, качалки,1 штурвалы =1,8; £=4500; G =1700; тв=0,5с Оредненагруженные детали слож- ' ной формы. Защищать от корро- зии Оредненагруженные детали. За- щищать от коррозии Элементы внутреннего набора.За- щищать от коррозии Для неовариваемых деталей t 425°С для крупных деталей сложной формы нагруженные детали, работающие при нормальных температурах 00; r^O.Stf О О Детали каркаса t <£ ЗБСРС Наружные обшивки. Детали сложной формы. Хорошо сваривается Детали, работающие при t s 400wC Хорошо сваривается . Силовые детали внутреннего.набо- ра простых форм .~,о„ детали,работающие при t 4400 с Удовлетворительно сваривается Детали каркаса. Свариваемость (АёДЭС, ТЭС) хорошая. 69 69 > 69 69 17 13 60 17 60 14. 13 14 13 17
Окончание
12
1.2. ограничитель'Сортамента
МЕТАЛЛИЧЕСКИХ ПОЛУФАБРИКАТОВ
При конструировании необходимо выбирать сортамент и типоразме-
ры металлических полуфабрикатов в соответствии с данными, приве-
денными в таблицах.
I.2.I. ПРУТКИ
При разработке конструкции детали разрешается применять прутки круглого, шестигранного, квадратного сечения с диамет- рами круглых прутков или вписанной окружности квадратных и шестигранных прутков, мм: 5,0; от 5,5 до 12 через каждые 0,5 мм; от 13 до 22 через каждый 1,0 мм; 24; 25; 26; 27; 28; 30; 32; 34; 35; 36; 38; 40; 42; 44; 45; 46; 48; 50; 52; 55; 58; 60; 62; от 65 до 120 через каждые 5 мм; от 130 до 220 через каждые 10 мм; 240; 250; 260; 280; 300.
1 1 Материал прутка Технические условия на поставку Сортамент
Легированные конструкцион- ные стали Коррозионностойкие тепло- прочные стали ТУ > ... Прутки круглые ГОСТ 7417-75 Прутки шести- гранные Г0СТ 8560-78 Прутки квад- ратные ГОСТ 8559-75
Алюминиевые сплавы Д16Т, Д16чТ, Д19Г, Д19чТ OCTI 90174-75 ГОСТ 21488-76 -
Алюминияння сплянн AK6TI, АМг6,АМгЗ,АМц ГОСТ 21488-76
Титановые сплавы OCTI 92020-72
Медные сплавы ГОСТ 1628-72
Пример обозначения прутка с диаметром вписанной окружности 20 нй (круглый - кр.; шестигранный - ш.; квадратный - кв.): Пруток Д16Т кр. 20 OCTI 90174-75
13
www.vokb-la.spb.ru
1.2.2. ЛИСТЫ И ПЛИТЫ
Габариты листов и плит, мм
Толщина Максимальные Толщина Максимальные
ширина длина ширина длина
о.з; о,4 1200 3000 10; 12; 14; 2200' 8000
0,5; 0,6 1600 7000
0,8 2000 , 7000 16; 18; 20 2400 8000
1,0; 1,2; 1,5 1500 7000
2,0; 2,5; 3,0 22; 25; 30 2500 8000
3,5; 4,0; 4,5
5,0; 6,0; 7,0; 2000 7000 36; 40; 50; 60 2600 8000
8,0; 9,0
Материал листа, плиты Технические условия на поставку Сортамент
Легированные конструкци- онные стали ГОСТ 11269-76 Горячекатаные ГОСТ 19903-74
Коррозионностойкие тепло- прочные стали ТУ л ... Холоднокатанные ГОСТ 19904-74
Листы конструкционные высокой прочности из алюминиевых сплавов ОСП 90070-72
Листы конструкционные средней прочности из свариваемых алюминиевых сплавов ГОСТ 21631-76
Титановые сплавы ОСП 90218-76 ГОСТ 22178-76
Медные сплавы ГОСТ 495-77
Плиты авиационные из алюминиевых сплавов: Д16чт,В95пчП ОСП 90124-74 ГОСТ 17232-71
В95пчТ2,В95пчТЗ ОСП 90125-74 ГОСТ 17232-71
Примеры обозначения листа толщиной 2 мм:
ЗОХГСА - 2 ГОСТ 19903-74
Лист -------------------------- Лист Д16АМ0 - 2 OCTI 90070-72
ГОСТ 11269-76
Пример обозначения плиты толщиной 20 мм:
Плита Д16чт - 20 OCTI 90124-74
14
1.2.3. ТРУ^ЬГ-
Размеры труб, мм
Диа- метр Толщина стенки Диаметр Толщина стенки
6; 8 0,5; 1,0; 1,5; 2,0 80; 90 5; 10; 15; 20; 25
10; 12; 14; 1,0; 1,2; 1,5; 2,0; 2,5; 3,0 95; 105 7,5; 12,5; 15: 17,5; 20; 22,5; 27,5
20; 22; 25; 28; 30 1,0; 1,5; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 7,0 100; ПО 10; 15; 20; 25; 30
115; 125 12,5; 15; 17,5; 22,5; 27.5: 32.5
32; 34 1,5; 2,5; 3,0; 4,0; 5,0; 6,0; 7,0
120; 130 10; 15; 20; 25; 30
12,5; 17,5; 22,5; 27’5; 32,5
36; 38 1,5; 2,0; 4; 5; 6; 7; 7,5; 8; 9; 10 125; 135
190; 150 10; 15; 20; 25; 30
40 1,5; 2; 4; 5: 6; 7: 7,5; 8; 9; 10; 12,5
145; 155 12,5; 17,5; 22,5; 27,5; 32,5
42; 45; 48; 50; 52; 55; 58; 60 2; 4; 5; 6; 7: 7,5; 8; 9; 10; 12,5; 15
160; 170 10; 15; 20;-25; 30
165; 175 12,5; 17,5; 22,5; 27.5: 32.5
62 5* 6: 7; 7,5; 8; 9; 10; 12,5; 15; 17,5
180; 190 10; 15; 20; 25; 30
185 12,5; 17,5; 22,5; 27,5; 32,5
65 5; 7,5; 10; 12,5; 15; 17,5; 20
70 5; 8; 9; 10; 15; 20 200 ♦ 280 через 10 мм 10; 15; 20; 25; 30
75; 85 7.5; 12.5; 15; 17,5; 20; 22,5; 25
Материал трубы Технические условия на поставку Сортамент
Черные металлы ТУ > • • • ГОСТ 8732-78
Алюминиевые сплавы Толстостенные трубы горячего прессования ГОСТ 18482-73
Тоуби холоднотянутые и холодно- катаные ГОСТ 18475-73
Титановые сплавы В отожженном состоянии ГОСТ 22897-77
Пример обозначения трубы диаметром 40 мм с толщиной стенки 3 мм:
Труба 40x3 - Д16Т ГОСТ 18475-73
15
www.vokb-la.spb.ru
1.2.4. ЛЕНТЫ, ПОЛОСЫ, ФОЛЬГА
Максимальная длина лент и полос 16000 мм.
Размеры лент, мм Размера полос,мм ширина х толщин# Размера юльги. мм
" ширйна толщина ширина
От 4 ДО 250 От 8 до 300 От 15 до 600 0,15; 0,2; 0,3 ; 0,4 0,5 ; 0,6 0,8 ; 1,0;1,2; 1,5 ; 2,0;2,5 32x200:47x250; 52х120;55х250; 70x190;80x160 80x280; 100x350 От 0,03 шагом 0,01 ДО 0,15 500; 1000
Марка сплава Полуфабри- кат ТУ на постав- ку, сортамент. Свойства и применяемость
У9А 12П8Н10Т БрКМцЗ-1 БрБ2 АМГ2Н Ленты Ленты Ленты Полоса Лента Полоса Фольга ^5 54 36 40...60 65...90 25 ГОСТ 2283-79 ГОСТ 4986-79 ГОСТ 4748-70 ГОСТ 1789-70 ТУ *... Для ленточных пру- жин и инструмента Нержавеющая .жаро- стойкая для дета- лей сложной формы для пружинящих деталей Для ответственных пружин Для сотового заполнителя /
Пример' обозначения: Лента У9А-0.5х10 ГОСТ 2283-79
1.2.5. ПРОВОЛОКА
Стандартный ряд диаметров проволоки, мм: 0,; 0,8; 1,0; 1,2; 1,4; 1,5; 1,6; 1,8; 2,0; 2,2; 2 4,0; 4,5; 5,0; 5,5; 6,0; 7,5; 8,0; 10,0; 12,0. 3:0,4; 0,5; 0,6; ,5; 2,8; 3,0; 3,5;
Марка стали Диаметр, мм ев ТУ на постав-; ку, сортамент Свойства и применяемость
КО 0,5...6,0 37 ГОСТ 792-67 Для контровки,эа- плетки троса на коуш
КС 2,0...5,0 40 ГОСТ 792-67 Шо^шола и кольца
12П8Н9Т 0,3...1,0 60...90 ГОСТ 18143-72 Нержавеющая
51ХФА группа А 0,5...12,0 150...180 ГОСТ 14963-78 Для сильно нагру- женных пружин „ t от -7СГ до +250Т
65С2ВА группа А 1,0...12,0 150 ГОСТ 14963-78 Для пружин растя- жения и сжатия со специальными ушка- ми t от-60°до +120°С
Пример обозначения проволоки диаметром Змм: Проволока 51ХФА-А-П-3.0 ГОСТ 14963-78
16
1.2.6. ПРОДЛИ ПРЕССОВАННЫЕ
Максимальная длина профиля из алкыиниевых сплавов 16000 ш,
из титановых сплавов и сталей 8000 мм.
Материал Д16Т, Д16<Г; В95 по OCTI 90113-74
Вид профиля Шифр Размеры, мм Мас- са 1п.м, кг Пло- щадь сеч., 2 Моментн инерции, СМ^
н в S «1
СМ I* Ml
Угольник 410003 12 12 I I 0,06 0,23 0,03
равнобокий 4I00I3 15 15 1.5 1.5 0,12 0,43 0,09
н= в 1,=1у 410018 15 15 2 2 0,16 0,56 0,11
410025 18 18 1.5 1.5 0,14 0,52 0,16
.410038 20 20 1,5 1,5 0,16 0,58 0,22
410040 20 20 2 2 0,21 0,76 0,28
410053 25 25 2 2 0,27 0,96 0,57
R-S 410065 25 25 4 4 0,52 1,85 1,01 7 а I
410068 25 25 5 5 0,63 2,24 1,50
410080 30 30 2,5 2,Ъ 0,41 1,44 1,22
в 4I008I 410113 30 30 з з 0,49 0,55 1,72 1,43 3,01
40 40 2,5 2,5 1,94
4I0II9 40 40 3,5 3,5 0,76 2.69 4,07
4I0I2I 40 40 4 4 0,87 3,05 4,54
4I0I28 45 45 4 4 0,98 3,45. 6,59
Угольник 410535 12 12 1.5 2 0,11 0,39 0,05 0.04
неравно- 410537 15 15 2,5 3 0,21 0,76 0,15 0,13
бокий, 410549 20 15 1,5 2 0,17 0,60 0,24 0,10
разностей- 410596 25 18 2 2,5 0,26 0,94 0,59 0,22
нн! 1 410600 25 20 1.2 1.2 0,15 0,53 0,34 0,19
л 410640 30 18 2,5 3 0,36 1,28 1,16 0,28
410650 30 20 2 2,5 0,31 1,11 1,02 0,32
4I066I 30 25 2,5 3 0,41 1,46 1,31 0,75
3: R-3 4I072I 35 22 3,5 3,5 0,53 1,88 2,28 0,69
410765 38 25 3 6 0,82 2,88 4,18 0,95
410772 38 32 5 5 0,92 0,64 3,25 2,25 4,38 2,81 0,94
3,66
410809 40 25 3 4
410824 40 30 3 4 0,68 2,40 3,90 1,61
Пример обозначения Профил „ 410003 ГОСТ 13737-80 ь даг."ОСТГ 9011374'
17
www.vokb-la.spb.ru
Продолжение
МАТЕРИАЛ Д16Т, ДХбчТ; В95 по OCTI 90113-74
Вид профиля Шифр Размеры, мм Мас- оа Тп.м, кг Пло- щадь оеч. 2 Моменты ИН6РЦИИ, С1я
н в в 51 а
См h
Зет нор- 4500II 20 15 1.5 1.5 0,20 0,72 0,15 0,28
мальннй 450013 25 18 2 1.5 0,29 1,04 1,08 0,67
. вг 450016 25 20 3 2 0,49 1,60 1,59 1,34
450021 30 25 2,5 2 0,90 1,77 2,65 2,25
450026 34 25 3,5 3,5 0,78 2,76 4,77 2,94
450028 40 20 2 1,5 0,38 1,35 3,51 0,93
'll 450038 450040 40 25 2 1,5 2 0,44 0,62 1,55 2,20 4,23 5,87 1,87 2,71
I Щ 40 25 3
450060 50 35 5 4 1,47 5,18 20,1 II, 7
Зет фа- - 10 16 13 I 2 0,12 0,42 1 0,18 0,16
сонный - 6 16 13 1,3 2 0,15 0,53 0,21 0,18
- I 20 15 1,5 6 0,27 0,95 0,55 0,67
иг 1U4- - 2 25 20 1,5 7 0,34 1,22 1,19 1,68
- 3 25 20 1,8 7 0,40 1,43 1,35 1,78
1 ъ * - 4 25 20 2 7 0,44 1,55 1,45 1,84
- 5 30 25 2 7 0,52 0,63 1,85 2,21 2,66 4,44 3,38 6,00
le .l | - 11 3D 30 2 8
ПР 311- - I 23 50 2,5 3 23 0,78 2,75 1,27 4,96
- 2 27 47 2,5 3 25 0,83 2,92 1,98 5,38
я у - 3 32 60 4 4 16 1,36 4,77 4,49 9,62
. J (г~1 - 4 35 70 3 7 20 1,88 6,62 8,26 17,0
ди - 5 35 100 5 6,5 37 2,59 9,II 9,77 61,3
r±L - 8 44 80 5 5 25 2,27 5,31 7,97 18,6 14,6 27,9 30,3
| . в |» - 10 20 55,0
46 ! । 94 6 8
Ппийеп обозначения* Tlnrwfitun; ПР—104—2 ГОСТ I37I3-8
Пример обозначения. Профиль ВЗб - QCTI 90IIS_74
18
Продолжение
МАТЕРИАЛ Д16Т, ДГб^Г,' ВЭБ по ОСП 90113-74
Размеры, mi Мас- Пло- Моменты
Вид Шифр са n»»b инерции,
профиля н‘ В 5 а 1п.м, сеч., см4
кг СМ2 1 ~ I у
Бульб- 710003 13 12 I 3 0,08 0,29 0,06 0,03
угольник равно- 710010 20 13 I 3 0,10 0,37 0,19 0,04
стещшй 7I00I2 20 15 1,5 5 0,18 0,65 0,34 0,09
s=s, 7I00I7 20 20 1,5 3,5 0,18 0,63 0,30 0,22
g । - 7I00I9 23 13 1,2 4 0,14 0,51 0,36 0,05
710022 25 18 1,5 5 0,22 0,77 0,64 0,17
710025 25 20 2 6 0,30 1,06 0,85 0,30
710027 25 25 2,5 6,5 0,38 1,34 0,98 0,70
- 710033 30 20 1,5 5 0,25 0,87 1,06 0,25
710034 30 20 2 6 0,33 1,15 1,36 0,32
8 . |l 710036 35 20 2 6 0,35 1,25 2,01 0,33
710039 40 25 2,5 7 0,52 1,82 3,74 0,79
710042 50 25 3 10 0,79 2,78 9,00 0,99
Бульб- 740081 25 20 1,5 5 0,35 1,23 1,56 0,63
швеллер открытый 740083 25 20 2 6 0,46 1,62 2,04 0,78
5 = 5, 740086 30 20 2 6 0,49 1,72 3,00 0,84
1 ’ 740091 40 25 2 6 0,60 2,12 6,31 1,70
Бульб- 740026 25 18 I 3 0,20 0,70 0,74 0,29
швеллер яяяпмтнА 740028 25 20 1,5 5 0,32 1,23 1,23 0,63
5-5, 740029 25 20 2 6 0,46 1,62 1,51 0,78
740030 30 20 2 6 0,49 1,72 2,36 0,84
740032 40 2и 2 G 0,00 2 >3.2 о» 44 3.$ /0
* 740037 50 30 2 6 0,72 2,52 10,3 2,96
740038 50 30 3 8 1,08 3,79 14,6 4,16
740040 50 30 3,5 10 1,34 4,70 17,4 5,00
710003 ГОСТ 13713-80
Пример обозначения: Профиль —.--------------------
Д16Т. ОСТ-1- 90113-74
19
www.vokb-la.spb.ru
Продолжение
МАТЕРИАЛ Ш6Т, Д16ЧТ В95 по OCTI 90113-74
Размеры, мм Мас- са 1п.м, кг Пло- щадь сеч.» Моменты инерции, см4
тад профиля Шифр 5Л
н в 5 а С
Швеллер отборто- ванный 51 а 540810 540812 540813 540817 540818 17 17 25 66 92 68 2,5 2,5 2.5 3 3,5 3/2 3/2 3/2 20 20 25 18 27 17 18 22 0,57 0,73 0,61 0,79 1,23 2,02 2,58 2,16 2,79 4,33 0,77 0,96 ? T9 6,50 16,7 7,53 10,8 19,5
Lff \ чл\ 33 35 73 84 3/2 6/3 18 20 4,34 7,45
в С I 540820 540821 540824 40 44 56 80 3,5 2,5 3 4/2 4/3 6/3 20 26 26 20 17 19 1,05 1,19 1,73 3,71 4,20 6,08 8,58 10,9 25,1 16,8
ЮЗ 1Ю 30,8 47,1
44II32 74 0,79 2,78
14 3 3 34 20 0,71 9,62
R-3 44II38 44II46 17 29 74 63 3 1.5 3 3 34 30 20 16,5 0,84 0,62 2,95 2,20 1,18 2,85 10,0 4,77
в t У’ 44II56 35 56 2 2 23 16,5 0,68 2,39 4,07 3,84
Кромка задняя г. 501862 501867 501868 4 5 5,5 33 42 42 14 25 14 S1 0.S 0,8 0,8 0,24 0,56 0,41 1,08 1,43 - 1,40
501870' 7 48 18 1,5 0,59 1,59
501873 II 53 20 1,5 1,26 3,21
501874 17 55 31 1,5 1,74 5,03
6, d
Петля * d <9 II6502 II6503 II6508 6 8 13 30 30 42 8 8 19 1.5 1.5 2 3,2 3,5 5,3 0,23 0,28 0,78 0,75 1,00 2,77
_в II6505 II 60 20 2 4,3 0,56 2,00
540810 ГОСТ 13713-80
Пример обозначения: Профиль Д16Т. OCTI 90113-74
20
Продолжение
МАТЕРИАЛ Л16Т; Д16ЧТ, В95 по ОСП 90113-74
п Вид рофиля Шифр Размеры, мм Мас- са 1п.м, кг Пло- щадь сеч,, см2 Моменты инерции, . СМ4
н в S А oL
1х h
Тавр 420138 25 50 2 2 0,42 1.49 0,70 2,08
420266 35 40 2 2 0,41 1,46 1,68 1,05
S 420069 20 30 1,5 2 0,23 0,82 0,30 0,32
' 420126 25 35 2 2.5 0,36 1,29 0,73 0,70
<51 420159 30 40 2 3 0,47 1,66 1,44 1,05
420202 35 40 2,5 4 0,66 2,34 2,81 1,33
1 » в 1 420075 20 38 2 1,5 0,29 1,04 0,27 0,91
420150 25 66 3 2,5 0,73 0,56 0,90 7,19
420209 30 45 6,5 4 1,13 3,97 2,13 4,96
420325 40 50 6,5 3,5 1,28 4,49 4,65 6,78
Двутавр 430022 30 30 1,5 2 0,46 1,61 2,61 0,88
430025 35 30 2 2,5 0,61 2,14 4,49 1,09
( 1 Al 430041 40 50 2 3,5 1,20 4,23 12,4 7,13
Ik? 430053 50 50 2,5 4 1,46 5,15 23,1 8,13
й , 1 430062 60 70 3 5 2,46 8,66 57,0 27,9
Швеллер 440079 25 15 .1,5 1,5 0,22 0,79 0,77 0,17
ft 440126 25 20 2,5 2,5 0,43 1,52 1,45 0,58
У 1 440108 30 18 1,5 1,5 0,27 0,96 1,36 0,30
ft? * 440II2 •40 18 2 2 0,41 1,45 3,14 0,42
440II4 •40 18 3 3 0,60 2,12 4,76 0,58
440185 40 25 3 3 0,72 2,54 6,20 1,50
Петля -V j II6002 5 28 1,2 2,5 0,13 0,45 0,01 0,32
- в . || 116004 6 28 1,4 3,5 0,15 0,55 0,02 0,38
Пример обозначения: Профиль —Z3?j3r8Q
Д16Т.0СП 90113-74
21
www.vokb-la.spb.ru
Продолжение
МАТЕРИАЛ СТАЛЬ, ТИТАН
Вид профиля Шифр Размеры, мы Мате- риал Мас- са In.j^ кг Пло- щадь сеч., см2 Моменты инерции, 4 смн
н В S 5.
I» h
Угольник 3-791 15 38 2,5 2,5 ВНС-2У 1,00 1,31 0,55 1,92
бокий. 3-605 18 52 1,3 5 ЗОХГСА 3,33 4,35 1,42 3,12
разно- стенный 3-435 22 15 1,5 2,5 ВНС-2У 0,55 0,74 0,44 0,30
3-456 24 32 2,5 2 ЗОХГСА 0,97 1,23 1,12 0,74
3-91 28 29 5 2 1,51 1,92 1,40 1,16
3-459 30 27 2 1,5 н 0,78 1,02 0,85 0,32
3-457 30 32 3,5 1,5 1,23 1,56 1,24 0,40
3-784 30 60 2,5 1,75 2,24 1,46 4,20
В . ] ЗОХГСА
3-481 35 28 2 3,5 1,36 1,68 1,49 1,18
Тавр 3-212 18 32 1,5 2 ВНС-2У 0,72 0,95 0,26 0,39
3-209 18 52 2,5 7,5 3,31 4,25 3,01 4,85
3-543 20 36 1.5 1,5 0,64 0,86 0,24 0,83
3-436 22 40 1,5 2 0.97 1,14 0,27 0,91
1 3-668 26 30 2 2,5 1,02 1,33 0,53 1,38
J ОП-141 29 34 I 1,5 I _П__ ВНС--2У 0,43 0,84 0,58 0,46 0,84 0,31 0,79
□ J , 1 3-201 33 38 1,5 1,12
3-192 37 40 2 1,5 И 1,05 1,34 1,62 1,01
3-374 35 60 1,5 4,0 ЗОХГСА 2,31 2,93 2,81 1,33
DT5-I 30 58 3 4 ВГ20 1,34 3,01 1,83 5,72
Угольник ПТ2-26 12 43 2,3 2,3 0Т4 0,56 1,23 0,83 0,29
неравно- , бокий, ПТ-391 34 34 2,5 2,5 0,74 1,65 1,44 1,44
разно- ПТ1-7 34 34 2,5 2,5 0,54 1,65 1,44 1,44
C’J генный б. ПТ2-24 35 39 2,2 3,7 —м— 0,91 2,04 2,89 1,60
ПТ2-25 42 77 4,1 4,1 ВГ20 2,15 4,72 14,8 3,90
R=S 3-241 49 32 2,1 2,1 _п_ 0,75 1,68 5,12 0,61
•э t 3-552 52 51 5,1 5,1 2,25 5,01 11,8 3,51
, в _ || .ПТЗ-2 40 41 7 8,2 2,46 5,53 10,4 3,02
ПТ2-26 ГОСТ...
Пример обозначения: Профиль ---------------------
ОТ4. ОСТ ...
22
1.2.7. ПАНЕЛИ ПРЕССОВАННЫЕ
Максимальная длина панели из алюминиевых сплавов 12000 мм
из титановых сплавов и сталей 6000 мм.
МАТЕРИАЛ Д19ЧТ по OCT I 90113-74
Вид панели шифр Размеры, мы fee- ca 1П.М, КГ Пло- щадь сеЯ-, см< Кол- во ре- бер
н 5 S, л i. А L
, я _ W 707 ПС 864- i -34 -35 -36 -37 -38 -40 ПК 147Ш ПК14700 ПК14702 25 26 26 26 27 25 28 26 27 28 2 2 2 2 5,6 2 3,2 2 4,6 6 2 2 2 2 5,6 2 3,2 2 4,6 6 5,2 7 1,5 2 4,8 3 2,8 5,2 3,8 5,5 80 116 116 116 116 116 80 116 116 116 6 18 18 18 21 18 10 18 20 22 960 960 960 804 800 960 680 I7IC 1710 I7IC 33,5 31,2 42,0 58,4 74,4 21,6 26,2 65,9 37,8 40,8 121,8 113,0 152 1-2 7 7 5 5 7 7 13 13 13
5 4
4*0
V
1
и ПК01219 ПН7432 ПК16180 38 39 36 10 12 13 12 9,5 15 85 492 1380 702 551 61,2 24,1 27,1 214 84,6 95,3 12 I 2
R=S 1 s>
•*>£ *o| J
H ПК16179 35 13 15 23 669 30,4 116 3
J -J
st
«О. )
x no 707 OCT I 92040-75 Пример обозначения: Панель ДГЭчТ.ОСТ I 90177-75
www. vokb- la .spb. ru
23
I
£ 1.3. НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ И ПОЛУФАБРИКАТЫ "/-
Наименование Марка материала Предел прочн., ^/cm2 Тепло- стойк, °C Размер У— фабри- ката Применение, свойства ГОСТ,ОСТ,ТУ,ПИ
Пило- материалы (бруски, доски) Фанера березовая Шпон ооеховый строганый Фторопласт Стекло ориен. Оргстекло Оргстекло Пенопласт Пенопласт Пенопласт Теплозвуко- изоляционные материалы сосна ель дуб бук БП-А БС-1 ШС-1В Ф4 A0-I20 СБПТ 5-1,5пд ПХВ-1-85 ПХВ-1-115 ПУ-104Б ППИ-1 ATM-I АТМ-3 о ооо юою сг и. ооюг- о tf'fc- со Ро 8о • . ю «л - . йЭно «MOV08 жэ , v»„ 1 СО I | иг- ГО цсо Ч1ПЯГЯ О* feTe ' «’-• 0,51 0,48 0,68 0,66 0,75 0,75 0,75 0,8 ]р 1,2 1,2 1,2 0,085 0,115 0,070 0,20 § о В +б(£ +6Q? +60? +60° +60? +60? +60° +60° -200? +250° <120° <120° <120° +60? +60° +60° -60°о +250° «150 «450 о W |яаЗ О лист 1525х х!525 >120 Х400 Втулки стержн. <7=1412 6 = 244 tel ,544 о MS 1 олщина ’0440 5420 Деревянные детали г^1,5м, в тех.требованиях пиоать: детали антиоептировать по инструкции ПИ№...“ <7=1+3 для облицовки <£’3+12 и армирования о=2+6 панелей Для декоративн.отделят Антифрикционные и уплот- нительные детали Остекление салонов и фонарей Рассеиватели осветитель- ных плафонов Противосолнечные шторки и козырьки Легкий заполнитель арми- рованных панелей.Трудно- за^опияемый, самозатухаю- Л§да«иловых и для заделки торцов пане- лей Маты теплозвукоизоляци- онные кабин Теплоизоляция горячих трубопроводов ГОСТ 968-68 ГОСТ 102-75 ту № ту *?.., ГОСТ 9784-75 ТУ №.... ТУ №.... г. ТУ №... ТУ № ТУ № ... ТУ № ...
www. vokb- la .spb. ru
Продолжение
Наименование Марка материала Предел прочн., Тепло- стойк, °C Размер полу- фабри- ката Применение, свойства ГОСТ,ОСТ,ТУ,ПИ
Ткань облицов. Ткань облицов. Ткань прорез. Виниле.кожа-Т Ткань прорез. Ткань прорез. Лента капрон. Лента капрон. Шнур капрон. Шнур капрон. АЗТ-С АТОМ-1 МКЭ-П ВАт-2 500И типА 300В ЛТК-25-200 ЛТК-44-1600 ТУ 17 РСФСР 1788-75 41даН ьОмм 60& 140/ 50 28/20 26/50 45/50 ь 200 И g 2*1600 Sg. 295 sflTOO 95^2 425^2 370J-2 500 . 275 340 65г/м 80г/м Юг/м 84г/м 1,1 1 WA. /а ж О1СЛ Ф ,л И4 ОО |+ О 03 1-4 СО СП о о о о 820 800 s 890 . 1200е я 830я 600а, 261 w > S 44 М 1 012/ Облицовка теплозвуко- изоляции кабин Облицовка теплоизоля- ции труб, жгутов Для герметизации элерон- ной компенсации Для декоративной отдел- ки панелей Для герметичных баллонов наружный слой мягких баков Крепление грузов,тепло- изоляции Привязные ремни Страховочные пояса. Фалы такелажные и для крепле- ния чехлов ТУ № ... ТУ № ... ТУ № ... ОСТ 17783-78 OCT 3805-I-7I ТУ № ... ОСТ 17-667-77 ТУ 17 РСФСР 1788-75
Наименование Марка материала Предел прочн., даН/см2 Тепло- стойк, ... °C ’Приме- чание Применение, свойства ГОСТ,ОСТ,ТУ,ПИ
Герметик У-ЗОМЭС-5 ВИТЭФ-1 ВГФ-2 бв=18 15 15 1,4 1,5 1,05 +150 +150 +250 черн. бежев. розов. Герметизация соединений в воздушной и топливной среде Герметизация элементов остекления Внутришовная герметиза- ция в воздушной и топ- ливной ореде ТУ № ... ТУ № ... ТУ * ...
60
Продолжение
Наименование Марка материала Предел прочн., дая/см2 Тепло- стойк., °C Приме- чание Применение, свойства гост.ос^.ту.пи
Пленка клеевая BK-3I г 300 — +80 1,3 Для склеивания метаяли- 17 № ,..
ВК-24М 180 +80 1,5|~ 72 в‘ ческих и неметалличес-
Клей К-153 50 — +60 ких сотовых конструкций Для установки крепежа в ПИ № ...
ВК-9 140 сотовых.панелях
— +125 24 i Для клее] ia гетал- лических соединений ОСТ 90143-74
ВК-5
60 — + 60 24 8 'Для склеивания неметал- ОСТ 90123-74
ПУ-2 140 лов с металлами л.
— +60 24 Й Для склеивания оргстек- ПИ № ...
Клей резиновый 88 НП М2 - +70 24 R 0,2| ла с металлом Для склеивания резины холодным способом ТУ № ...
4 НБув — — +120 Для оклеивания резины с ТУ № ...
Лейконат 40 — +130 0,3® тканье Для оклеивания резины' ТУ № ...
с металлом с последую- щей вулканизацией
Резина (резин.смеси) НО-68-1 <5,90 1,24 +100 Возд. Подвижные соединения: оветоозоноотоикая ТУ » ...
5I-I655-HTA В-14 65 +150 Возд. АМГ-10 Декоративные и конструк- ционные детали, армиро- ванные тканью ТУ » ...
ПО 1,28 +100 Подвижные и неподвижные ТУ № ...
ИРП-1375 ПО 1,21 +150 детали высокой твердости
H1S.—4 уплотнения неподвижных соединений ТУ Я ...
ИРП-1376
80 1,09 +150 НГК-4 Диафрагмы гидроаккуму- ляторов Уплотнения подвижных ТУ № ...
ИРП-1377 ПО 1,23 +150 НГК- 4 ТУ № ...
соединений
www.vokb-la.spb.ru
Продолжение
Наименование Марка материала Темпера- тура вспышки, J0 Гепло- отойк^ ...°C Приме- чание Применение, свойства ГОСТ,ОСТ,ТУ,ПИ
МИНИМАЛЬНАЯ F АБОЧАЯ ТЕМГ ЕРАТУРА ДЛЯ ВСЕХ ГЕРМЕТИКОВ, КЛЕЕВ’, РЕЗИН И ГИПРОВДП (ОСТЕЙ .- 60°С
Гидрожидкость АМГ-10 НГК-4 + 92 + 165 0,85 1,08 +125 +125 Для гидросистем Для гидросистем; взрывобезопасна ту а ... ТУ № ...
Наименование Марка материала Темпера- тура Тепло-Толщи- отойк.на Масса I м2 слоя,г Применение, свойства ГОСТ,ОСТ,ТУ,пи
сушки, С _ "слоя, .. ис мкм
Грунт ФЛ-086 АК-069 +110 +100 200 150 15-20 8-10 20-25 10-12 Защита деталей из отали и сварных швов Защита деталей из алю- ГОСТ 1632-79 0CT6-I040I-76
миниевых сплавов и ста- лей ТУ м ...
ЭП-076 +150 200 15-25 25-30 Защита деталей из маг- ниевых и титановых спла-
bob;- под sanpeoooBiqr подшипников
АК-70 +100 180 5-8 8-10 Защита деталей из магни- евых титановых, алюмини- евых, оловянных сплавов 0CT6-IO-4OI-76 17 № ...
ПЮ31 +150 200 10-15 15-20 Защита деталей из магни- евых и алюминиевых спла-
ВЛ-02 +100 200 6-10 15-18 ВОВ Защита’ деталей, работа- ГОСТ 12707-77
ющих в сложных условиях
Шпаклевка ХВ-004 +70 90 100 200 Для загрунтованных и окрашенных деталей ГОСТ 10277-76
Продолжение
Наименование марка материала Темпер тура супди, С а-Тепло стойк ...°C -Толщи на слоя, мкм Масоа I м2 слоя, г Применение, свойства ГОСТ,ОСТ,ТУ,ПИ
Алюмин.пудра Эмаль Лак-' Смазка КО-0035 ЭП-0020 ЭП-0061 ПАК-4 XB-I6 ЭП-140 ВЛ-725 КО-814 ГФ-820 АК-ПЗФ ЦИАТИМ 201 ЦИАТИМ 203 НК-50 +210 +150 +65 +80 +120 +150 +300 +170 +100 400 150 90 200 200 400 250 180 -60+90 50+90 20+150 200 I5-2C 18-25 10-12 10-15 15-20 5-10 400 300 । 20-25 25-30 15-17 15-20 20-25 7-12 Для деталей из стекло- пластика под эпоксидные эмали По деталям, покрытым грунтом АК-70 Защита трущихся поверх- ностей Наполнитель для грунтов По окрашенным металли- ческим, тканевым,деревян- ным поверхностям Окраска внутренних по- верхностей обшивок и каркаса Окраска деталей из маг- ниевых, алюминиевых, титановых и медных сплавов Окраска без грунта де- талей из алюминиевых и титановых сплавов Окраска нагревающихся деталей из алюминиевых и магниевых сплавов Окраска внешних обшивок в качестве подслоя Для подшипников системы управления Для шарнирных узлов Для подшипников авиа- колео ТУ № ... ТУ № ... ТУ № ... ГОСТ 5494-50 ТУ № ... ТУ Я ... ТУ № ... ГОСТ 11066-74 ТУ № ... ТУ Я ... ГОСТ 6267-74 ГОСТ 8773-73 ГОСТ 5573-67
www.vokb-la.spb.ru
1.4. ЗАПОЛНИТЕЛИ СОТОВЫЕ
1.4.1.ЗАПОЛНИТЕЛИ СОТОВЫЕ КЛЕЕНЫЕ С ПЕСТИГРАННО/i ЯЧБЖОЛ (МЕТАЛЛИЧЕСКИЕ)
Тило-
раз-
мер
I
2
3
4
5
6
7
8
9
10
II
12
.is:
.14,
15.
19
20
мм
БлокиIПакеты
, Материал АМг2-Н
Размеры, —
а 5 6 £ L В
2.0 0.03 335 740 900 870 450 990 1200 250 400 460
0.04 335 740 900 450 990 1200 250 400 460
0.05' 335 740 900 450 990 1200 250 400 460
2.5 0.03 335 740 900 1080 450 990 1200 250 400 460
0.04 335 740 900 450 990 1200 250 400 460
0.06 335 740 900 450 990 1200 250 400 460
3.0 0.03 335 740 900 1295 450 990 1200 250 400 460
Тило
раз-
мер
а.
I Блоки | Пакеты
Материал АМг2-К
Размеры, мм
6
22
23
24
25
26
27
28
29
30
I
2
3
4
5
6
7
8
9
5.U
6. и
5.0
6.0
и. оз
0.04
и. оз
6
335
740
900
335
740
9ub
335
740
900
е
2160
2590
Материал .А5Т
0.03
0.03
335
740
900
335
740
900
335
740
900
2160
2590
L
450
990
1200
450
990
12.0
450
990
1200
450
990
1200
450
990
1200
450
990
1200
эксплуатации в диапазоне температур —60.
;е блоков (код-01) и пакетов ккод-02). Be
8
250
400
4G0
250
460
250
400
460
250
400
460
250
400
460
250
400
460
Блоки
Пакеты
+200°С.
Высота блока п соответотву-
Заполнители предназначены для г
Заполнители поставляются в виде ------ ---- _____________ „„„ ----- ---------------------
ет размеру В пакета. Типоразмеры заполнителей в скобках, применять в обоснованных случаях.
Пример наименования и обозначения заполнителя: _ „„
блок типоразмера 3 высотой 100 мм из материала АМг2-Н: Заполнитель 0I-3-I00-0CT I 00728-75;
пакет типоразмера 5 из материала А5Т: Заполнитель 02-5-ОСТ I 00729-75
8
1.4.2.ЗАПОЛНИТЕЛИ СОТОВЫЕ КЛЕЕНЫЕ С ШЕСТИГРАННОЙ ЯЧЕЙКОЙ (НЕМЕТАЛЛИЧЕСКИЕ)
Типо раз- мер L Н Разы 5 еры. м а м Плот- ность, г/см* Типо раз- мер L I н ‘азмер S )Ы, мм а, Плот- ность, г/см’ Типе раз- мер ' L I Н ’азмер 8 Ы, ММ а Плот- ность г/см’
I 2 3 4 5 6 7 8 450 550 8.7 10.0 15.0 20.0 25.0 30.0 40.0 450.0 2.5 ПСП-1 0,045 ccn-ii 0.1 19 20 21 g 24. 25 26 2000 1000 8.7 10.0 15.0 20.0 25.0 30.0 40.0 450.0 2.5 ПСЕ [ 0.045! ССП-И 0.1 1 37 38 39 40 41 42 43 44 2500 1000 8.7 10.0 15.0 20,0 25.0 30 i0 40.0 450.0 2.5 ПСП-1 0.045 ССП-1 0.1
9 10 II 12 13 5.0 7.0 10.0 15.0 450.0 3.5 ПСП-1 0.035 сап-1 0.085 27 28 29 30 31 5.0 7.0 10.0 15.0 450.0 3.5 ПСП-1 0.035 ССП-1! о.о8б; 45 46 47 48 49 5.0 7.0 10.0 15.0 450.0 3.5 псп-х; 0.035’ ССП-Ii 0.085
14 15 16 17 18 7.0 15.0 20.0 25.0 450.0 4.2 ПСП-1 0.025 сап-1 0.07 32 33 34 35 36 7.0 15.0 20.0 25.0 450.0 4.2 псп-1 0.025 ССП-1 0.07 1 50 51 52 53 54 7.0 15.0 20.0 25.0 450.0 4.2 псп-г 0.025 ССП-1 0,07
Z
Заполнитель ПСП-I выполнен из полимерной каландрированной бумаги
и предназначен для эксплуатации в диапазоне температур -60...+80 С.
Пример наименования и обозначения заполнителя ПСП-I типоразмера 3:
Заполнитель 3-ОСТ I 00851-77
Заполнитель CCfi-I выполнен на основе стеклоткани 33-100 (ГОСТ 199(77-74?
толщиной £=0.1 мм и предназначен для эксплуатации в диапазоне тем-
fl, ператур -60... +150 С.
' Пример наименования и обозначения заполнителя ССП-1 типоразмера 4:
Заполнитель 4-ТУ 6-19-95-78
www. vokb- la .spb. ru
со
ООО
ООО
сл
ф
I
2
§
р
Q
»Й»СаЭМ
• • •
мелел
03
ё
ООО
Йё8
8g8
g
ОО
ОС
fe
тел
!
%
ООО
3
г
СОСО
оо
con>h
о ел со
0300
спел
ео<о
ООО
N
иид
оо
8g
мнн
ел со ел
ООО
• • •
мнн
СаЗОЗЫ
сл^оэ
ел ел го
ООО
• • •
^СаЭЫ
ннф
»>
О*.
мО
ь и
и
оо
88
ООО
3g8
ррр
В
м
м
I I I
а»
ь д
чэслм
м со
нос
DCO^
К) ООО
ЯРР
<о»^о
ООО
• • •
сослсл
00 О О
о ООО
§
м
ел
ьз
ел
ёй
«•о
J
ё р
I о
?
б\
со
оо
88
го
to
"Я
•л
г
•о о
О я
ud'-d
ЕЕ о
о £
о и
►9 ф
« 3
»я
М Ф
д>.
ёЗ
*•$
i
88
им
МР2
о>йр
Й1
>е<а
и
3s
I
2. ПРОЕКТИРОВАНИЕ ДЕТАЛЕЙ, ПОЛУЧАЕМЫХ
МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ
Механическая обработка широко применяется в самолетостроении
для получения деталей высокой точности и чистоты поверхности.
Для обеспечения потребных параметров при проектировании дета-
лей, получаемых механической обработкой, следует учитывать возмож-
ности и ограничения различных технологических процессов по форми-
рованию конструктивных элементов детали и рекомендации, приведен-
ные в настоящем разделе учебного пособия.
Исходная заготовка по форме"и размерам должна максимально при-
ближаться к готовой детали.
В конструкции детали предусматривать минимальное количество об-
рабатываемых поверхностей. Обрабатывать только сопрягаемые поверх-
ности. Нерабочие поверхности не должны обрабатываться.
Устранять, по возможности, обработку высокой точности, применяя
ее лишь в необходимых случаях на отдельных участках небольшой про-
тяженности.
Предусматривать совмещение конструктивных и технологических баз.
Жесткость детали - общее требование для всех деталей, обра-
батываемых резанием. При больших размерах тонкостенных деталей,
обрабатываемых резанием, предусматривать ребра жесткости. Учи-
тывать возможности удобного закрепления детали на станке. Дета-
ли конической формы должны иметь цилиндрический поясок, который
может служить базовой поверхностью. На плоских фрезеруемых дета-
лях предусмотреть технологические бобышки для жесткого закрепления
детали в зажимном приспособлении.
Предусматривать удобный ввод и вывод режущего инструмента.
Отверстия желательно делать сквозными. Предусматривать возмож-
ность фрезерования на проход.
Обрабатываемые поверхности располагать на разных уровнях с
необрабатываемыми. Величина уступа должна быть больше допуска на
необрабатываемую поверхность, но не менее 0,5мм.
Разделять уступами поверхности, обрабатываемые разным инструмен-
том. Точные цилиндрические поверхностд отделять от других поверх-
ностей канавками для выхода шлифовального круга. Если из условий
прочности нельзя применить канавку, то на детали для всех ступеней
предусматривать одну и ту же галтель.
Крепежные отверстия в деталях должны быть стандартными по диа-
метрам и резьбам, номенклатура их должна быть минимальна. Ограни-
чивать применение отверстий высокого класса точности. Унифициро-
вать посадки в отверстиях под подшипники. Не рекомендуется распо-
лагать отверстия на ступенчатой или скошенной поверхности.
Предусматривать фаски на концах сопрягаемых деталей. Избегать
применения в конструкции детали галтелей там, где их можно заме-
нить фасками. По возможности унифицировать размеры фасок и галтелей.
Конфигурация глухих отверстий должна соответствовать конструк-
ции применяемого инструмента. Конструктивные элементы фрезеруемых
деталей должны быть увязаны с размерами фрез.
32
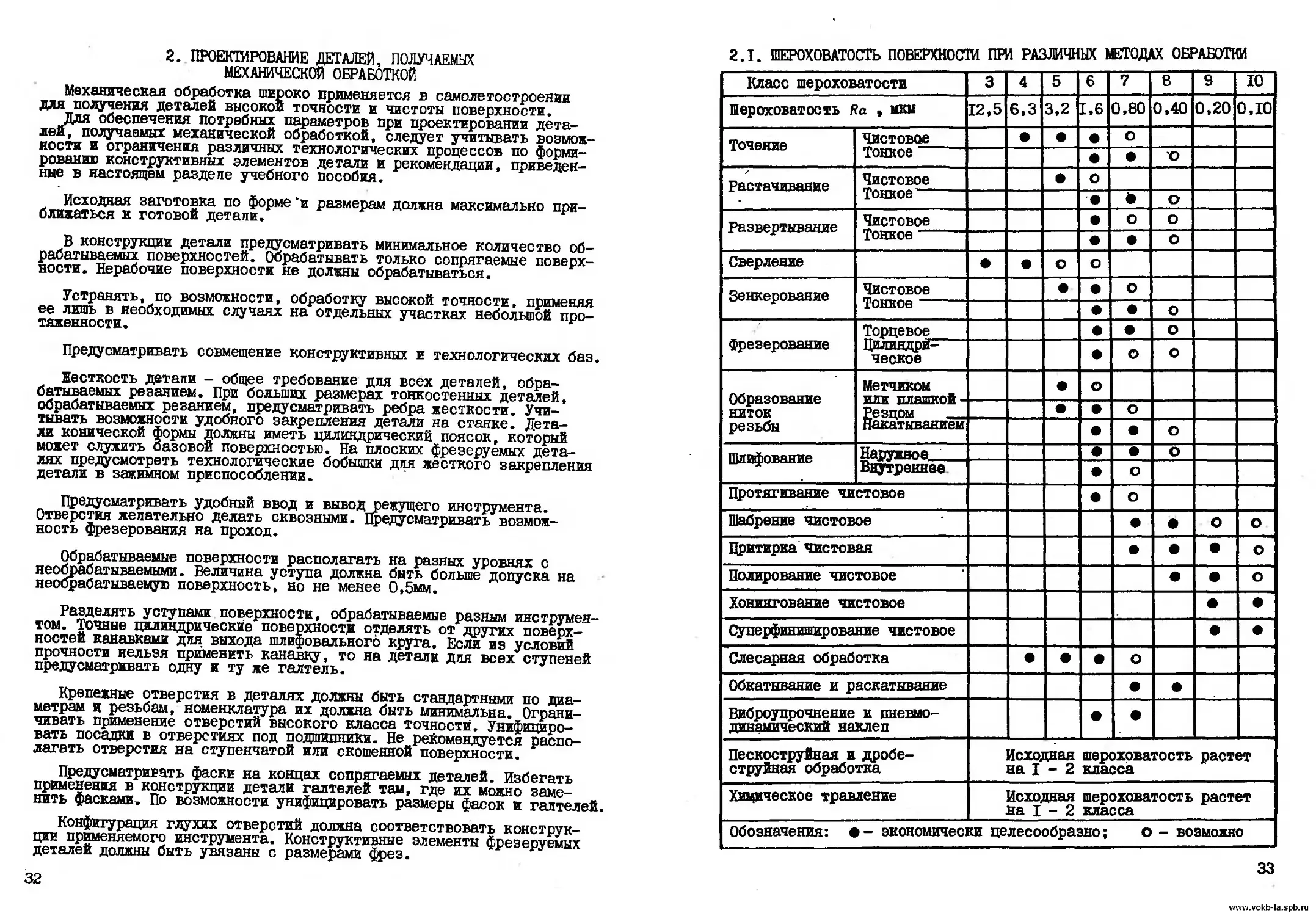
2.1. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ ПРИ РАЗЛИЧНЫХ МЕТОДАХ ОБРАБОТКИ
Класс шероховатости 3 4 5 6 7 8 9 10
Шероховатость На , мкм 12,5 6,3 3,2 1,6 0,80 0,40 0,20 0,10
Точение Чистовое • • • о
Тонкое • • о
Рестачивание Чистовое • о
Тонкое" " * о
Развертывание Чистовое • о о
Тонкое • • о
Сверление • • О о
Зенкерование Чистовое • • о
Тонкое • • о
фрезерование Торцевое • • о
Цилиндр^ ческое • о о
Образование ниток резьбы Метчиком • о
Резцом • • о
Накатыванием • • о
Шлифование Наружное • • о
Внутреннее • о
Протягивание чистовое • о
Шабрение чистовое • • о о
Притирка чистовая • • • о
Полирование чистовое • • о
Хонингование чистовое • •
Суперфиниширование чистовое • •
Слесарная обработка • • • о
Обкатывание и раскатывание • •
Виброупрочнение и пневмо- динамический наклеп • •
Пескоструйная и дробе- струйная обработка Исходная шероховатость растет на I - 2 класса
Химическое травление Исходная шероховатость растет на I - 2 класса
Обозначения: •- экономически целесообразно; О - возможно
33
www.vokb-la.spb.ru
2.2. РЕКОМЕНДАЦИИ ПО НАЗНАЧЕНИЮ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ДЕТАЛЕЙ
Ra > Мкм Основные области применения
Поверхности,получаемые после обрезки на нохницах,просеч- кой на штампах или методом обрубки. Поверхности листов, прутков.профилей,труб и других полуфабрикатов, не подвер- гаемых обработке при изготовлении детали. Поверхности отливки, штамповки, проката, не обрабатываемые по данноцу чертежу. Состояние этих поверхностей должно удовлетворять требованиям, установленным соответствующими стандартами
V Кромки всех листовых деталей. Свободные поверхности дета- лей, не соприкасающиеся с .другими поверхностями.Отверстия облегчения. Фаски, выточки, проточки; поверхности обреза профилей, труб, прутиков по торцу.Отверстия для неподвижных соединений, выполненных с допуском Н9 и НИ, например, отверстия под установку фитингов и кронштейнов на каркасе; сверленые отверстия под винты, штифты, заклепки, шплинты
з.у Поверхности деталей подвижных соединений, выполняемые по 4 классу точности (квалитет II) или по свободным размерам. Плоские стыковые поверхности и поверхности ;ушек, крестовин угольников, вильчатых наконечников. Канавки для выхода инструмента. Поверхности бонов под головку болта и шайбу.
i,y Отверстия для неподвижных соединений, цилиндрические по- верхности подвижных и неподвижных соединений, выполняемые по 3 классу точности (квалитет 9). Канавки под уплотнения, шпоночные канавки,шлицевые соединения. Поверхности разъема герметичных корпусов, крышек. Рабочие поверхности зубьев и зубчатых колес (если не требуется большая чистота)
о,у Отверстия для подвижных соединений, выполняемых по 2 и 3 классам точности (квалитеты 7 и 9),и неподвижных соедине- ний, выполняемых по 2 классу точности (квалитет 7). Болты по 3 классу точности (квалитет 9).Отверстия под запрессов- ку подшипников. Проточки канавок под резиновые неподвижные уплотняющие кольца. Шарнирные соединения, трущиеся поверх- ности механизмов, где требуется легкий ход. Наружные и внутренние поверхности втулок 2 и 3 класса точности
о,у Отверстия для подвижных соединений .выполняемых по 2 классу точности (квалитет 7) .валы и болты 2 класса точнос- ти.Шаровые шарниры.Уплотняющие поверхности, обеспечивающие гидронепроницаемость.Поверхности,сопрягаемые с бронзовыми буксами, манжетами.
0,2/ Рабочие поверхности деталей гидросистемы,шасси,оборудова ния для обеспечения гидро- и пневмонепроницаемости и пра- вильного срабатывания поверхностей скольжения в кинемати- ческих механизмах, где требуется малое трение при малых, зазорах. Отверстия и валы I и 2 класса точности
°,у Поверхности скольжения,работающие с резиновыми уплотни- телями под давлением,к которым предъявляются требования высокой износоустойчивости (штоки гидроагрегатов)
34
2.3. СРАВНЕНИЕ КВАЛИТЕТОВ ПО СТ СЭВ 144-75 С КЛАССАМИ ТОЧНОСТИ ПО СИСТЕМЕ ОСТ ПОЛЯ ДОПУСКОВ ОТВЕРСТИЙ, ВАЛОВ ПО.СТ СЭВ 144-75 | Система вала CD s Обозначение полей допусков 1 Отв. СП ВВЯОДОХ КлЗ БЛИЖАЙШИЕ ПОЛЯ ДОПУСКОВ ПО ОСТ
Квалитет 7 | Отверстия о. ГС -нажвбпвё Класс 2
М 7 ЕН о bbjjCi
1=4 винэяиаК
|Квал.14| Вал Ь14 т нет -веч1соя0 Класс 7
А О HI4 эилэбаало
рвал.12 Вал -с О нет -вечвоад ю о й ё
Отв. HI2 -=Г аилэбаело
Квалитет II Вады all вГ ВВЯОДОХ -охооиш Класс 4
с?П t«r ввяойох
Ш -3- О вйп -ВЕЧВОЯЭ
Отв. ПН -4- аиюбэало
Система отверстия рвал.9 | Вал о ввяойох
Отв. <г> X BHiOdaaio | Класс 3
1 Квалитет 8 | Валы, со -с О ввш -вечвоад
со 3 р вваооээбп Класс2а
п Б* о_ со X 3s эилобеехо
Квалитет 6 Валы винэжияЦ Класс 2
<£) О ВВШ -вечвояэ
9sf к ввнховц
<£> •хк и ввн -нахвбпвн
со ё вваооэабп -ojuajf
Квал.7 i •+» и вваоДох
Отв X он хэ(Т эя х q
нным зазором типа । nrwnnwnTnwn'DAw Ь-4Ы из i а? OQjOT S3? Ж
о гарантирова 1 Л^ГТГОТПТГЛРПЙ Nc° tqq. 52/ АН 8Н 8Н
СОС Ofc ос Ch : йе.
Посадки типа скольжения 52 Ж Н8 Щ « Г7 п8 ПГ Посадки как в системе отверс- тия
Переходные посадки Н7 57 Н7 Jjb ¥6 пб Г-КО
С гарантиро- ванным натягом w|cL
Характер посадки Посадки в системе отверстия Посадки в системе вала
35
WWW.
Ha.spb.ru
2.5. РЕКОМЕНДАЦИИ ПО НАЗНАЧЕНИЮ ПОСАДОК
Посадки •Характеристика применения посадки
С зазором H/h •"Скользящие". В неподвижных соединениях при необхо- димости их чаотой разборки (сменные детали)-с допол- нительным креплением;для центрирования деталей,если нет необходимости в более точном центрировании. В подвижных соединениях при медленных перемещениях деталей (обнчно-в продольном направлении); для точного направления при возвратно-поступательном движении; для соединений, детали которых должны легко передвигаться или проворачиваться относительно друг друга при наст- ройке, регулировке или затяжке в рабочее положение
"Движения". В неподвижных -соединениях для обеспече- ния легкой установки деталей (например, сменных) при Достаточно точной фиксации расположения. В подвижных соединениях (в основном-точных и особо точных),в которых требуется обеспечить плавность и точность перемещении (чаще - возвратно-поступательных) и ограничить зазор во избежание нарушения соосности и возникновения ударов (при реверсивных движениях) или для сохранения герметичности
H/f "Ходовые". В неподвижных соединениях для обеспечения легкой сборки и разборки при невысоких требованиях к точности центрирования деталей. В подвижных соединениях обеспечивают умеренный гаран тированный зазор, достаточный для свободного вращения в подшипниках скольжения при смазке в легких" и средних режимах работы
Н/е "Легкоходовые". В неподвижных соединениях для соеди- нения деталей, требующих значительных зазоров при уста- новках и регулировках. В подвижных соединениях обеспечивают значительный гарантированный зазор, достаточный для свободного вращения при повышенных режимах работы
H/d "Широкоходовые". В неподвижных соединениях при невы- соких требованиях к точности соединения(для обеспече- ния грубой центровки). В подвижных соединениях обеспечивают большой гаран- тированный зазор, достаточный для свободного перемеще- ния деталей при тяжелых режимах работы и больших тем- пературных деформациях
Переходные H/js "Плотные". В неподвижных разъемных соединениях для обеспечения хорошего центрирования при необходимости в частых сборках и разборках (с использованием деревян- ного молотка)
H/k "Напряженные". Наиболее характерный тип переходных посадок. Небольшой натяг достаточен для центрирования и предотвращения вибраций неподвижных деталей в подвиж- ных узлах.Сборка и разборка при помощи ручного инстру- мента
36
Продолжение
Посадки Характеристика применения посадки
Переходные н/т "Тугие". Обеспечивают преимущественно натяг для не- подвижного соединения деталей при малых нагрузках и больших длинах соединений -
Н/п "Глухие". Наиболее прочные из переходных посадок. Центрирование деталей в неподвижных соединениях, переда ющих большие усилия. Для сборки и разборки требуются значительные усилия (прессы, распрессовочные приспособ- ления). Разборка обычно при капитальном ремонте
d натягом Н/р Посадки с натягом предназначены для неподвижных не- разъемных соединений (разборка в отдельных случаях при ремонте),как правило, без дополнительного крепления
"Легкопрессовые". Характеризуются минимальным натя- гом. Применяются, когда крутящие моменты или осевые силы малы; для соединения тонкостенных деталей, не до- пускающих больших деформаций
Н/г H/s "Прессовые средние". Характеризуются умеренным га- рантированным натягом. Обеспечивают передачу нагрузок средней величины без дополнительного крепления.
Н/и "Прессовые тяжелые". Характеризуются большими гаран- тированными натягами. Для соединений, на которые дей- ствуют большие, в том числе динамические,нагрузки.Как правило, применяются без дополнительного крепления
2.6. МЕТОДЫ ОБРАБОТКИ, ОБЕСПЕЧИВАЮЩИЕ ПОЛУЧЕНИЕ
РАЗЛИЧНЫХ КВАЛИТЕТОВ
Вид обработки Экономически целесообразные квалитеты
вала отверстия
Точение чистовое Точение тонкое Растачивание чистовое Растачивание тонкое Развертывание чистовое Развертывание тонкое Сверление Зенкерование чистовое Зенкерование тонкое Фрезерование чистовое Фрезерование тонкое Протягивание чистовое Шлифование Притирка чистовая Полирование чистовое Хонингование чистовое Суперфиниширование чистовое Строгание чистовое Строгание тонкое Слесарная обработка II 6 + 7 8 + 9 6 + 7 8 + 9 6 + 7 II 8+9 6 + 7 4 + 5 4 + 5 4 + 5 4 + 5 II 8 + 9 9 + II II 7 + 8 9 7 + 8 9 7 + 8 II 10 + II 8 + 9 II 9 7 + 8 5 + 6 5 + 6 5 ♦ & 5 + 6 5 + 6 II 9 9 + II
www. vokb- la .spb. ru
37
2.7. СВОБОДНЫЕ ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ РАЗМЕРОВ, ФОРМЫ И
РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПО OCT I 00022-80
По стандарту "свободными” условно названы такие размеры, пре-
дельные отклонения которых не указаны на чертежах или в ТУ, а
назначены в технических требованиях на чертежах ссылкой: "Неука-
занные предельные отклонения размеров, формы и расположения по-
верхностей по OCTI 00022-80". Р
2.7.1. ОБЩИЕ ПОЛОЖЕНИЯ
Поля допусков размеров располагаются:
- в плюс ("в тело") от номинального значения для размеров
отверстий;
- в минус ("в тело") от номинального значения для размеров
валов;
- в плюс и в минус симметрично от номинального размера для
размеров, которые не могут быть рассмотрены как "размер
отверстия" или "размер вала".
2.7.2. ОТКЛОНЕНИЯ РАЗМЕРОВ ОТВЕРСТИЙ И ВАЛОВ
Номинальные размеры, мм Отклонения, мм
на диаметры на размеры некруглых
отверстий d валов d, отверстий Ъ валов 1
нижн. верхи. верхи. нижн. НИЖН- верхи. верхи. нижн.
От 1,0 до 3,0 0 +0,12 0 -0,12 0 +0,25 0 -0,25
Св.3,0 " 6,0 0 +0,16 0 -0,15 0 +0,30 0 -0,30
" 6,0 " 10,0 0 +0,20 0 -0,20 0 +0,36 0 -0,36
" 10,0 " 18,0 0 +0,24 0 -0,24 0 +0,43 0 -0,43
" 18,0 " 30,0 0 +0,28 0 -0,28 0 +0,52 0 -0,52
" 30,0 " 50,0 0 +0,34 0 -0,34 0 +0,62 0 -0,62
" 50,0 " 80,0 0 +0,40 0 -0,40 0 +0,74 0 -0,74
" 80,0 "120,0 0 +0,46 0 -0,46 0 +0,87 0 -0,87
"120,0 "180,0 0 +0,53 0 -0,53 0 +1,00 0 -1,00
"180,0 "260,0 0 +0,60 0 -0,60 0 +1,15 0 -1,15
"260,0 "360,0 0 +0,68 0 -0,68 0 +1,35 0 -1,35
"360,0 "500,0 и +0,76 0 -0,76 0 +1,55 0 -1,55
"500,0 "630,0 0 +0,90 0 -0,90 0 +1,80 0 -1,80
"630,0 "800,0 0 +1,00 0 -1,00 0 +2,00 0 -2,00
38
2.7.3. ОТКЛОНЕНИЯ РАЗМСТ^^^Е^ОТНОСЯЩИХСЯ К РАЗМЕРАМ
Номинальные размеры, мм Отклонения, мм
l,;r Глубина сверления- 1/2 Длина нарез- ной части Ц
нижн. верхи.
От 1,0 до 3,0 Св. 3,0 ’ 10,0 +0,20 +0,25 - 0,25 + 0,50 -
" 10,0 " 30,0 " 30,0 " 80,0 " 80,0 " 180,0 " 180,0 " 360,0 +0,30 +0,40 +0,50 ±0,70 - 0,50 + 1,00 + 1,00 - 0,50
" 360,0 " 630.0 " 630,0 " 1000,0 " 1000,0 " 1600,0 " 1600,0 " 2500,0 " 2500,0 " 4000,0 " 4000,0 " 6300,0 " 6300,0 " 10000,0 +0,90 +1,10 +1,30 +1,80 +2,30 +2,80 +3,50 - - -
2.7.4. ОТКЛОНЕНИЯ УГЛОВЫХ РАЗМЕРОВ
Длина мень- шей стороны угла L, мм г Отклонения Длина мень- шей стороны угла l , мм Отклонения
+ (У/2, 0 • • • + а мкм + <?/2, 0 • • • 1 + а мкм
Др 3,0 2°30' 135 Св.32,0 до 50,0 40 384 600
Св.3,0^ 5,0 £ . 108 180 " 50,0 " 80,0 30 450 720
" 5,0 " 8,0 гзо 135 216 " 80,0 " 120,0 25 600 900
" 8,0 "12,0 1^15* 180 270 " 120,0 " 200,0 20 720 1200
" 12,0 "20,0 Г , 216 360 " 200,0 " 320,0 15 900 1440
" 20,0 "32,0 50 400 480 " 320,0 " 500,0 12 1152 1800
www.vokb-la.spb.ru
2.7. 5. ОТКЛОНЕНИЯ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Если на поле чертежа детали или в технических требованиях не
назначены предельные отклонения формы и взаимного расположения
поверхностей, они будут выполнены в соответствии с таблицей.
Наимено- вание Эскиз Предельное отклонение
F С С U <L 9 л 6 Д относительно В ограничивается полем допуска на размер А,
1 в
Б относительно В ограничивается полем допуска на размер h2
1 ”
л т Б_ 1 3 А относительно Б ограничивается полем допуска на размер л3
-4-
It -1_ 1 "-KZ 1 оси I относительно оои 2 ограни- чивается полем допуска на размер/.
ей Б Ф № "SOOS
ж wk
оей 3 относительно плоскости В ограничивается полем допуска на размер А,
И Е О Ф El е дикуляр- ность А г\ разовая поверхность Б относительно А ограничивается величиной, равной полю допуска на размер h
ч d
НЕперп Ендикуляр-
ф о W Ф торцевое виение _ , Б относительно базовой оси ограни- чивается величиной, равной полю
5_
Ецф оы д 43 допуска на размер а
Базовая ось
| -ланки; иость Базовая плоскость смещение оси 2 относительно оси I ограничивается величиной, равной Головине суммы полей допусков на
, СИММЕТРИИ- 2 Г
а
Vl
_ф КС размеры d И L , но Не Менее 0,06 мм
Несимметричность
Несоос- нооть *4 1 Б смещение оси поверхности а относительно оси поверхности Б ограничивается вели- чиной, равной половине суммы полей допусков на размеры d и п , но не менее 0,06 мм
к—
Радиаль- ное биение - А смещение оси . поверхности А относительно поверх- ности Б ограничивается величиной, равной сумме полей допусков на раз- меры аир, т.е.•удвоенному отклонению на несоосность
40
2.7. 6. РАДИУСЫ ЗАКРУГЛЕНИЙ С НЕЗАК00РДИНИР0ВАННЫМ4
ЦЕНТРАМИ И ФАСКИ
Номинальный размер радиуса г, и фаски с Отклонения Номинальный размер радиуса г, и фаски с ; Отклонения
0,2 0,3 0,4 От 0,5 до 1,0 искл От 1,0 до 3,0 +0,1 +0,2 +0,2 +0,3 +0,5 Свыше 3 до 6 " 6-10 " 10 " 20 " 20 " 32 " 32 " 100 100 +1,0 +1,5 +2,0 +2,5 +3,0 +4,0
Допускаемые отклонения на угол i Притупление не указанных на черо пределах 0,1+0,4 мм; внутренних аоки ± 2°. •еже углов (кромок) выполнять в углов (галтелей) - 0,2+0,8 мм
2.8. РЕЗЬБА
РЕЗЬБА МЕТРИЧЕСКАЯ для диаметров от I до 200 мм с треугольный
профилем выполняется по OCTI 00105-73
Рекомендуются для применения следующие диаметры и шаги резьбы:
3x0,5; 4x07?; 5x0,8; 6x1,0; 8x1,25;
с шагом 1,5 диаметры: 10, 12, 14, 16, 18 , 20 , 22 , 24 , 27 , 30 , 33,
36, 39, 42, 45, 48, 52, 56, 60, 64, 68, 72,
76, 80, 85, 90, 95, 100;
с шагом 2,0 диаметры от 105 до 200 с интервалом 5мм.
Б целях сокращения полей допусков рекомендуются следующие
сочетания полей допусков резьб:
по посадке с зазором - для по скользящей посадке - для
стальных деталей, подвергающих- стальных деталей без покрытия
ся после резьбообразования и деталей из цветных сплавов -
электролитическим покрытиям -
бе (болт), 5Н6Н (гайка) 6h (болт), 5Н6Н (гайка)
OCTI 00105-73 устанавливает шероховатость боковых сторон
профиля резьбы не нике 3,2/. Обработку более высокого класса
указывать в чертеже.
РЕЗЬБА КОНИЧЕСКАЯ, создающая герметичность, с углом профиля
60° работает на основе смятия ниток при заворачивании и выполня-
ется по ГОСТ 6III-52 и ГОСТ 19853-74(маслёнки).
РЕЗЬБЫ ДЛЯ ДВИЖУЩИХСЯ ПАР выполняются:
резьба трапецеидальная - по ГОСТ 9484-73(допуски по ГОСТ 9562^60);
резьба упорная - по ГОСТ 10177-62.
www. vokb- la .spb. ru
2.9. ВЫХОД РЕЗЬБЫ: СБЕГИ, НЕДОРЕЗЫ, НЕДОКАТЫ, ПРОТОЧКИ, ФАСКИ ПО OCTI 00010-81
Размеры сбегов, недореэов, недокатов, проточек и фасок для метрической резьбы должны соот-
ветствовать указанным на рисунках и в таблицах.
НАРУШАЯ РЕЗЬБА
ВНУТРЕННЯЯ РЕЗЬБА
I СВЕТ
К Сбег
I Сбег
П проточка
'/////Л
Размеры, мм
Т Недорвз
к щ Проточка
1 НЕДОрЕЭ
Размеры, мм
Я Сбег резьбы Недорез Проточка S Я Сбег Недорез Проточка cd
Шаг >езьб X Л 1 Ad к 1 Йл S ст 0) ^3 ь R Ad Фаек
мин. макс. мин, макс- мин. макс, с мин. макс мин макс С
0,50 0,30 1,00 0,75 1,00 1,05 1,30 1,0 0,8 0,3 0,3 0,5 0,50 1,0 1,5 2,0 2,5 1,0 0,3 0,3 0,2 0,5
0,70 0,42 1,40 1,05 1,40 1,55 1,90 1,6 1,0 0,5 0,5 0,5 0,70 1,4 2,1 2,9 3,6 1,0 0,3 0,3 0,2 0,3
0,80 0,48 1,60 1,20 1,60 1,90 2,30 1,6 1,2 0,5 0,5 0,7 0,80 1,6 2,4 3,6 4,4 1,0 0,3 0,3 0,2 0,8
1,00 и,би 2,00 1,50 2,00 2,20 2,70 2,0 1,5 0,5 0,5 0,7 1,00. 2,0 3,0 4,0 5,0 2,0 0,5 0,5 0,2 0,8
1,25 0,75 2,50 1,87 2,50 2,77 3,40 2,0 1,8 0,5 0,5 1,0 1,25 2,5 3,8 5,5 6,8 3,0 1,0 0,5 0,2 1,0
1,50 0,90 3,00 2,25 3,00 3,15 3,90 3,0 2,2 1,0 0,5 1,0 1,50 3,0 4,5 6,0 7,5 3,0 1,0 0,5 0,3 1,0
1,75 1,05 з,ьи 2,62 3,50 * — 4,0 2,5 1,0 0,5 1,5 1,75 3,5 5,3 7,5 9,3 4,0 1,0 0,5 0,3 1,5
2,00 1,20 4,00 3,00 4,00 — — 4,0 3,0 1,0 0,5 1,5 2,00 4,0 6,0 8,0 10,0 5f0 1,0 0,5 0,4
Для деталей из материалов, имеющих повышенную чувствительность к концентраторам напряжений
и в случае применения резьб с натягом выбирать максимальные размеры сбегов резьбы. Размеры
проточек, за исключением размера dd , увеличивать в 1,5 разе
www.vokb-la.spb.ru
&аза ййй в sass sggg £££££ S sW? ??? У??? ???? &XX&+ £>&£>£> ggg£ &K8S ёйй ЙЗЗЗ МООО ОСЛООо£ o'-^M ослслоо UlIqCDOO слслоэ СП О СО СП сл«ососо о Диаметр инструмента сверления
NNNN NNNN NHH НННН НННН ФОИ! jfeftWWW tJCnfrOfrO ННОО OtOtD CDC0>3-<J СЛ(пМО CDCnOfrO СОсОФСЛсО CDCnfrOO о о ело ел о ел ел ослеп о о ело о о ело ел _ Рекомендуемое обычное
NNNN NNNN NNN MNNN NNHH ^ЬНЫ gggg asas ass sasg sass aaas sasaa ж Предельное обычное
8888 88aaa aa Предельное скоростное
м ммм ьч co ОСООСЛ as bo + wwo WCICIO 8+!fJ+ + + WN NN+ NNN Ы+Ф + + + + + -Л-ЛСлЬ ^wSCO ОЭСЛЛЭ NHOH ФННН HHffldl ооослот oJs ie. co сл>^ы .H.%'o ООО ело ° Диаметр инструмента Глубина, мм йёйкерованйя
frOM ММММ МММ МММ _ sa agsa aas asss aaas saaa Рекомендуемое обычное
frofrOMfrOM мммм ммм mmmm мм ~ gsssa asas ssa sasa 8888 sssg Предельное обычное
gS888 8g§8 888 8888 8886 6g Предельное скоростное
•ЛСЛ СЛ^СлЭ to МЫ ЫЫЫ Ы00ОЭСЛ Sco OM^ СЛ^МСО ^tji . O+ + ++ +^++ ИННН H++ + ^3»^C*3 MtD-^Cn 88 8gg 2» ЫЫ ОСЛСЛ СЛСЛСЛСЛ Ддаметр инструмента развертывания
gas 8888 8888 ga88 Рекомендуемое обычное
МММ МММ мммм МММ sag sag gggs asas aagg Предельное обычное
frOfrOM fro мм м g88 888 g888 8S88 6 Предельное скоростное
ЛЭ
м
о •
W
Sate
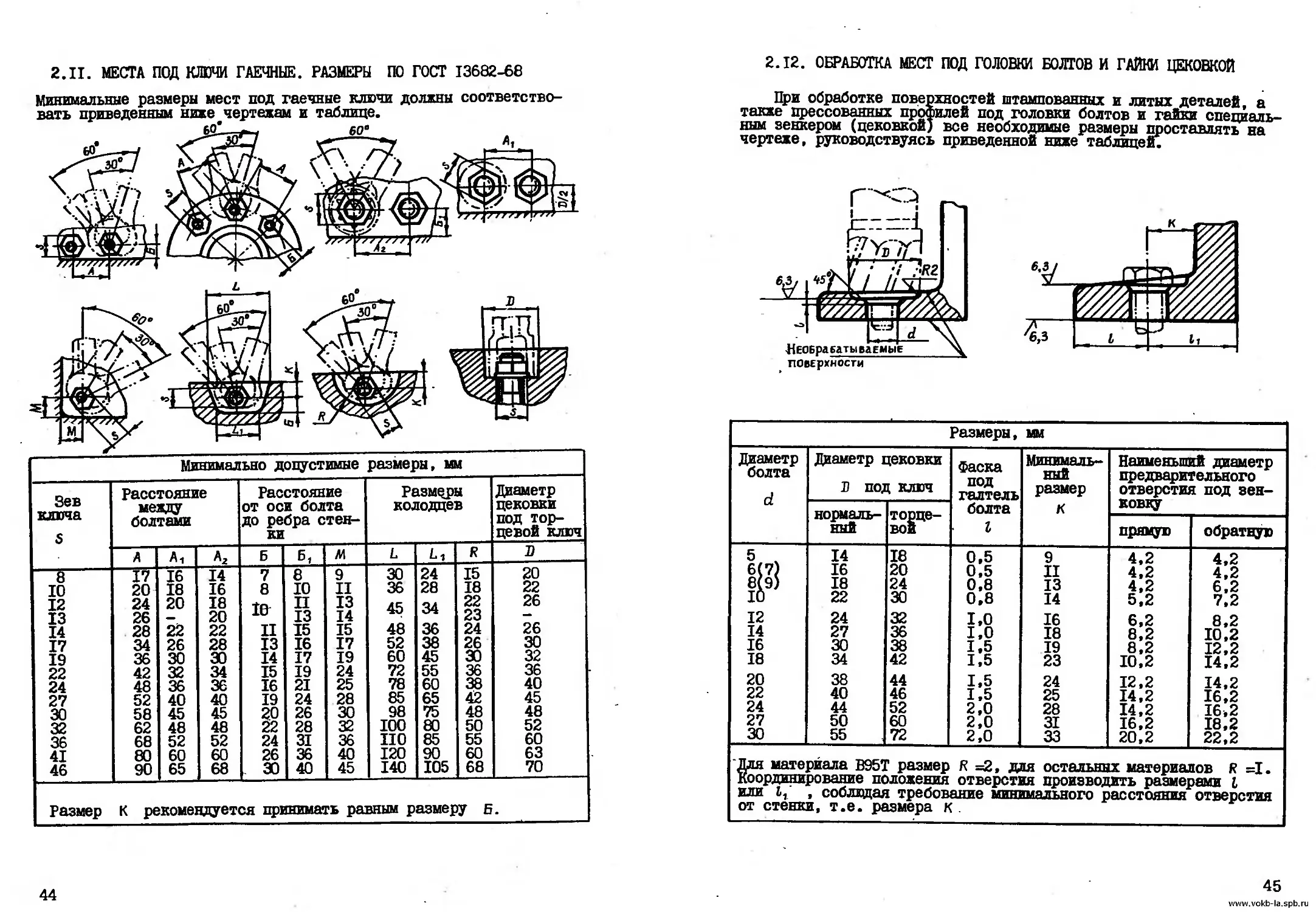
2.II. МЕСТА ПОД КЛЮЧИ ГАЕЧНЫЕ. РАЗМЕРЫ ПО ГОСТ 13682-68
Минимальные размеры мест под гаечные ключи должны соответство-
Минимально допустимые размеры, мм
Минимально допустимые размеры, мм
Зев ключа S Расстояние между болтами Расстояние от оси болта до ребра стен- ки Размеры колодцев Диаметр цековки под тор- цевоД ключ
А А, А2 Б Б, /И L R D
8 10 12 13 14 17 19 22 24 27 30 32 36 41 46 17 20 24 26 28 34 36 42 48 52 58 62 68 80 90 16 18 20 22 26 30 32 36 40 45 48 52 60 65 14 16 18 20 22 28 30 34 36 40 45 48 52 60 68 7 8 Ifr II 13 14 15 16 19 20 22 24 26 30 8 10 II 13 15 16 17 19 21 24 26 28 31 36 40 9 II 13 14 15 17 19 24 25 28 30 32 36 40 45 30 36 45 48 52 60 72 78 85 98 100 ПО 120 140 24 28 34 36 38 45 55 60 65 75 80 85 90 105 15 18 22 23 24 26 30 36 38 42 48 50 55 60 68 20 22 26 26 30 32 36 40 45 48 52 60 63 70
Размер К рекомендуется принимать равным размеру Б.
44
2.12. ОБРАБОТКА МЕСТ ПОД ГОЛОВКИ БОЛТОВ И ГАЙКИ ЦЕКОВКОЙ
При обработке поверхностей штампованных и литых деталей, а
также прессованных профилей под головки болтов и гайки специаль-
ным зенкером (цековкой) все необходимые размеры проставлять на
чертеже, руководствуясь приведенной ниже таблицей.
поверхности
Размеры, мм
Диаметр болта d Диаметр цековки D под ключ Фаска под галтель болта 1 Минималь- ный размер к Наименьший диаметр предварительного отверстия под зен- ковку
нормаль- ный торце- вой
прямую обратную
5 14 18 0,5 9 4,2 4,2
6(7) 16 20 0,5 II 4,2 4,2
8(9) 18 24 0,8 13 4,2 6,2
10 22 30 0,8 14 5,2 7,2
12 24 32 1,0 16 6,2 8,2
14 27 36 1,0 18 8,2 10,2
16 30 38 1,5 19 8,2 12,2
18 34 42 1,5 23 10,2 14,2
20 38 44 1,5 24 12,2 14,2
22 40 46 1,5 25 14,2 16,2
24 44 52 2,0 28 14,2 16,2
27 50 60 2,0 31 16,2 18,2
30 55 72 2,0 33 20,2 22,2
Для материала В95Т размер К =2, для остальных материалов R =1.
координирование положения отверстия производить размерами l
или 1, , соблюдая требование минимального расстояния от стенки, т.е. размера к . отверстия
45
www. vokb- la. spb. ru
2.13. УНИФИКАЦИЯ ЭЛЕМЕНТОВ ФРЕЗЕРОВАНИЯ
Конструктивные элементы фрезеруемых деталей должны быть увя-1
заны с размерами фрез в соответствии с рисунками и таблипями.
2.I3.I. ОГРАНИЧЕНИЕ РАДИУСОВ ЗАКРУГЛЕНИЙ И ГЛУШНЫ ФРЕЗЕРОВ^
з
Dm
В ПЕРЕСЕЧЕНИИ
1 ПЛОСКОСТЕЙ
Тип II фрезы || Лиа- метр фре- зы Вр», мм Материал детали Радиус Радиус,образующийся на деталь от заточки фрезы 'г-'р, мм
цветные сплавы сталь, титан чения глубины 1,0 2,0 3,0 6,0 8,0 V2
Предельные отклонения радиуз
Глубина фрезе- рования Н ,мм фрезе- рования R_in .мм Л11П
+0,5 +0,5 ±0,5 +1,0 +1,5 -
Концевая 4 5 6 ? 15 20 30 35 10 12 14 16 - •
•
• •
• • • •
10 12 16 20 35 45 55 65 18 22 52 65 • •
• •
• •
• • •
30 40 50 75 105 120 75 105 П5 • • • •
• • • •
• • •
сковал, торцевая, цилиндрическая 60 75 80 — ' - 22 22 22 •
•
• •
90 100 IIO 125 1111 — 24 24 28 33 •
•
•
• •
160 200 250 315 - 38 45 50 50 • •
• • *
• • •
• • •
• - рекомендуемые к применению радиусы
46
Ддя сопряжений полки и стенки, ребра
енки, уступов и подсечек, а также
реходах проушины рекомендуется наз-
ть радиус сопряжения гф =3+6 мм, а
высокопрочных сплавов и крупногаба-
деталей гф = 6 мм.
.13.2. ОГРАНИЧЕНИЕ ШИРИНЫ ФРЕЗЕРОВАНИЯ ПАЗОВ РАЗМЕРА»
_________. . НОРМАЛЬНЫХ И РАДИУСНЫХ ДИСКОВЫХ ФРЕЗ
Диаметр
фрезы
вФ,и“
бб7
80 .
90 .
100
125 .
160
200 ‘
250 '
Ширина фрезерования паза в ,мм
6
в
10
Л.
12
14
16
18
20
22
25
28
30
л.
л.
Л.
л.
• - ширина пава из условия 'применения нормальных фреэ
При фрезеровании пазов
для специальных подшипников
применять фрезы в соответст-
вии с таблицей.
Диаметр фрезы Др ,мм Ширина паза в ,мм
125 160 200 250 13 9, 15 17, 19, 21, 24, 26 23, 27
2.13.3. НВДОВОД ФРЕЗЫ
При сопряжении ребра с ребром или с другими элементами дета-
ли, образующими угол, рекомендуется в месте сопряжения предасмат-
ривать площадку с уступом для подхода инструмента (недовод фрезы),
что исключает слесарную доработву в месте сопряжения.
Величина недовода фрезы к
в зависимости от длины L
и от высоты (глубины) детали
Высота, глубина и ,мм Длина детали L , мм
150 200 250 300 Свыше 300
Недов< эд фрезы . К., мм
До 20 0,5 0,5 0,7 0,7 0,7
До 40 0,5 0,7 0,7 0,9 0,9
До 55 0,6 0,7 0,9 0,9 1,0
Свыше 55 0,7 0,7 0,9 1,0 1,0
47
www.vokb-la.spb.ru
3. ПРОЕКТИРОВАНИЕ ДЕТАЛЕЙ, ПОЛУЧАЕМЫХ МЕТОДОМ
ХОЛОДНОЙ ГИБКИ И ШТАМПОВКИ
Холодной гибкой и штамповкой изготавливаются, в основном, эле-
менты каркаса самолета из листового материала и прессованных
профилей.
Плоские детали, изготавливаемые из листа алюминиевых, магниевых
сйлавов, а также сплавов с пределом прочности ов s 60 даН/мм2, име-
ющие борта, рифты, отверстия облегчения с отбортовками, должны
проектироваться под штамповку резиной на гидравлических прессах.
Детали из материала с пределом прочности <?в>60 даН/мм^ должны
проектироваться под штамповку в инструментальных штампах на прес-
сах или листоштамповочных молотах.
При изготовлении деталей из листа (вытяжка, формование, выдав-
ливание, гибка о вытяжкой и т.д.) происходит утонение материала
обычно до 20% номинальной толщины. При необходимости ограничения
утонения или его увеличения это оговаривается в чертеже. Для об-
шивок, имеющих двойную кривизну, допускается утонение не более
10% номинальной толщины материала.
Отбортовки продолговатых отвер-
стий выполнять согласно чертежу.
Размеры u,d,h,R, R, брать в соот-
ветствии с разделом Отбортовки в
деталях из листового материала по
ГОСТ 17040-71". Величины этих, раз-
меров назначать по меньшему d .
При проектировании деталей типа "жесткость” из алюминиевых спла-
вов рекомендуется:
- прямолинейные боковые стенки
выполнять с минимальным уг-
лом у>с =15°;
- 'в местах сопряжения прямоли-
нейных боковых стенок при
R « 1,5 Н угол наклона vK=22;
- радиус сопряжения /? боковых
стенок должен быть не менее
глубины жесткости (/? г н );
— наибольшая глубина жесткости Н из условий удлинения материа-
ла в воне штамповки при толщине материала 0,6...1,0 мм должна
быть не более (0,12...О,14) В, а при толщине материала детали
1,2...2,0 мм - не более (0,15...0,17) В. Здесь В - минималь-
ное расстояние между боковыми стенками жесткости;
- наименьшее значение г должно быть не менее О.ЗН.
При проектировании деталей типа нервюр отношение высоты бор-
no? = 18°б Kmin А-А ...
05»
та h ,
и з//? =0,025 не должно превышать
для алюминиевых сплавов значений
указанных в разделе "Предельные
отношения высоты борта к его ра-
диусу по ОСП 51813-75".
Здесь /з - угол малки борта. i
48
Детали продольного и поперечного набора каркаса, имеющие крутку
или изогнутые в нескольких плоскостях, изготавливать из листового
материала.
Везде, где позволяет конструкция, радиусы гибки листового мате-
риала выбирать большими, чем рекомендуемые минимальные радиусы.
Из условие штамповки все элементы плоских листовых деталей
(борта, рифты, отверстия с отбортовками) следует по возможности
располагать с одной стороны.
Все выступающие углы деталей из листового материала необходимо
срезать под утлом или скруглять.
Детали с переменным радиусом кривизны, изготавливаемые из листо-
вых и прессованных профилей и имеющие постоянное сечение, целесо-
образно изготавливать методом изгиба с растяжением. В этом случае
минимальный радиус изгиба К^10Н(см. разд. 3.14). Угол изгиба при
этом не должен превышать 180°.
Специальные прессованные профили, идущие на изготовление дета-
лей с переменной малкой, заказывать по наибольшему углу малки,
так как закрытие малки требует меньшей доработки, чем снятие вы-
ступающей части профиля, образующейся при раскрытии малки.
Скосы свободных полок профилей
выполнять по прямой, утол в там,
где допускает конструкция, брать
равным ъ0 •
Углы подсечек прессованных про-
филей брать кратными 15 в преде-
лах 45 135 . Угол & проставля-
ется на чертеже. Размер А не нор-
мализуется.
Двухстороннюю подсечку произво-
дить со смещением подсечки. Мини-
мальное расстояние между зонами
подсечки t =50 мм при '
при 5^4 мм расстояние
Профили типа швеллер, двутавр,
зет на ребро не подсекаются. При
необходимости подсечка выполня-
ется механической обработкой пол-
ки или подсечка на ребро с обрез-
кой одной полки.
5 для з«з
IДЛЯ 3>Я
s<4 мм;
L =60 мм.
Маркирование и клеймение ударным способом допускается не ближе
30 мм от зоны подсечки.
При вычерчивании детали из листового материала необходимо дать
развертку. На детали, гнутые из стандартных профилей, развертка
не вычерчивается.
На проекциях детали толщина материала обязательно изображается
линиями видимого и невидимого контура.
49
www. vokb- la. spb. ru
3.1. МИНИМАЛЬНЫЕ РАДИУСЫ ГИБКИ ЛИСТОВОГО МАТЕРИАЛА
Минимально допустимый радиус R при гибке листового мате-
риала подсчитывается по формуле
R =k h-S,
где R— радикс сгиба,мм; % — коэффициент _ учи-
тывающий направление проката (при положении линии сгиба вдоль
волокон проката коэффициент определяется по таблице; при по-
ложении линии сгибапоперек волокон проката fe=I); I -коэффи-
циент сгиба, зависящий от свойств материала и угла сгиба л ;
s - толщина материала, мм.
Марка и состояние мате- риала * Коэффициент сгиба 1 для угла ос,...
150 135 120 105 90 75 60 45 30
АМц (отожжен- ный; горячека- таный; полуна- гартованныи) 1,66 0,30 0,33 0,39 0,45 0,48 0,54
АМц (нагарто- ванный) 2,00 2,00 2,20 2,60 3,00 3,20 3,60
АМг (отожжен- ный; горячека- таный; полуна- гартованныи) . 2,00 1,50 1,65 1,95 2,25 2,40 2,70
Д16 (отожжен- ный) 1,62 1,20 1,30 1,40 1,50 1,60 1,70 1,80 1,90
Д16 (закален- ный и естест- венно соста- ренный) 2,00 1,80 1,90 2,10 2,20 2,30 2,40 2,50
В95 (отожжен- ный) 1,80 1,20 1,30 1,40 1,50 1,60 1,70 1,80 1,90
В95 (закален- ный и искусст- венно соста- ренный) 1,53 2,80 3,00 3,20 3,30 3,50 3,70 3,80 3,90 4,00
BTI-I (отожжен- ный) 1,5 3,40 4,00 4,60 5,00 5,30 5,60
BTI-5 (отожжен- ный) 1,3 5,00 5,30 6,00 6,70 8,00 8,40
50
I
о <o
co
2,0 О CM Для деталей о зачищенными кромками без ручной доводки /?, не менее юйшопоо CO-^inr^WojI-l HCQ Пример обозначения вогнутого борта высотой _ h = 10 мм: 6-10 ГОСТ 17040-71
tn n II,5 ОЮЮЮрООО СО СО 'М’ in О- О ?М см нем
1,2 CM Ю Qin ю ю ю оо о СМ СО СО Ш о- О СО ХУ Ы Н СМ
О О 888SS8S8SS ННСМ
co о О тоотооошопп И CQ СО СО ^5 LO <0 со оа to об имоЗ
2.0 6,ol SSSoSo ынысо
in 14,5 8SSS8S8 HHHCQ
CM ююооююоО Ю О' 00 ЫСОО'М* MHCQC0
О о co QQinpinOQQO LO О С< СО СМ 05 О ыысмсо
0,8 CM C&OinQinQOQQQ СО М* Ю СО О СП СМ о см об ыысмсо
CO -С со ”3» inko оо о см tn о юоо ( ЖЫЫСМСМСО'М’
52
3.4. РИФТЫ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА ПО ГОСТ 17040-71
РИФТЫ С ПОЛУКРУГЛЫМ ПРОФИЛЕМ И РИФТЫ С ПОЛУКРУГЛЫМ ПРОФИЛЕМ
СКРУГЛЕННОЙ ЗАК0НЦ0ВК0Й (тип I) И ПРЯМОЙ ЗАКОНЦОВКОЙ (тип П)
Номер рифта Размеры рифта, мм Размер R - в боответст- вии о минимальнили ра- диусами гибки-ЛИСТОВОГО материала. Размеры L и г, не нормализуются в проставляются в чертежа, Рифты могут быть криво- линейными в плане. Наименьшее расстояние между осями рифтов рав- но ширине рифта В
S В h Г
I 2 3 4 5 6 7 8 от 0,5 до 0,6 св.0,6 до 0,8 св.0,8 до 1,0 св.1,0 до 1,2 св.1,2 до 1,5 св.1,5 до 1,8 св.1,8 до 2,0 св.2,0 до 2,5 10,0 14,5 19,5 24,5 35,5 42,5 51,0 60,0 2 3 4 5 7 9 II 13 25 35 45 55 70 85 100 115 4,0 6,5 9,0 11,5 15,5 19,0 23,0 27,0 3 4 5 6 8 10 12 14
Пример обозначения рифта типа I Пример обозначения рифта номер 2: 7-1(2) ГОСТ 17040-71. типа П номер 3: 7-ЩЗ) ГОСТ 17040-71-
3.5. ДЛИНА РАЗВЕРТКИ ДЕТАЛИ ПРИ ГИБКЕ ИЗ ЛИСТА
Радиус сгиба, Толщина листа 5 , мм
0,8 1,0 1,2 1,5 1,8 | 2,0 2,5
мм Длина А при А = 90°, мм
I 2,2 2,4 2,6
2 3,8 3,9 4,1 4,3 4,6 4,7
3 5,4 5,5 5,7 5.9 6,2 6,3 6,7
4 7,1 7,3 7,5 7,7 7,9 8,3
5 8,8 9,0 9,3 9,4 9,9
6 Г А 10,6 10,9 11,0 11,4
8 14.U 14,2 14,6
10 15^9 I7f5
12 20,8
Длина А дана по средней линии
Длина развертки детАли
равна + +
Определение длины раз-
вертки сгиба А д ля лю-
бого угла, отличного
от 90, производится
следующим образом:
- определяется дли-
на развертки для за-
данных толщины и ради-
уса сгиба для оС = 90°;
— полученную длину
развертки умножают на
угол сгиба, а затем
делят на 90°
Например, <£п= 130°, R = 4 мм, 5 = 2 мм. По таблице находим
А = 7,9 мм для Л- = ЭО^^ДЛИна развертки для л = 130°
При of я 85 ... 95° практически можно пользоваться данными
для d = 90 . Длину А следует округлять до целого числа
53
www.vokb-la.spb.ru
3.6. СКРУГЛЕНИЯ В УГЛАХ РАЗВЕРТОК ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА
Установлены размеры скруглений
в углах разверток деталей из
листового материала.
Скругления выполняются в соот-
ветствии с рисунком. Размеры
I,5 и R 4 проставляются на ра-
бочем чертеже
3.7. ПОДСЕЧКИ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА ПО OCTI 52468-83
Стандарт устанавливает минимальные длины подсечек для деталей
из алхминиевых сплавов марок Д16,Д19,В95,АМц,АМг2,АМгЗ,АМг6.
Подсечки производить с одного хода пресса. Повторные подсечки
одного и того же места не допускаются.
Боковые подсечки с высотой подсекаемого борта не более 30 мм.
ПЛОСКИЕ ПОДСЕЧКИ
БОКОВЫЕ ПОДСЕЧКИ
Толщина листа 5 Толщина листа .5,ии
Высота До CB.I св.2 св.З св.4 Высота ДО CB.I св.2 св.З св.4
подсечки h ,мм 1 ДО 2 ДО 3 до 4 ДО 5 подсечки I ДО 2 До 3 ДО 4 до 5
Минимальная длина h > ММ Минимальная длина
подсечки 1 ММ подсечк! b мм
0,6+I-J) 6 6 8 — — 0,6+1,2 5> 6 7 8 9
1,1+1.5 6 8 10 12 14 1,3+1,5 6 8 8 9 10
1,6+2,0' 8 10 12 14 18 I,6+2,0 8 9 10 II 12
2,1+3,0 10 12 14 18 22 2,1+2,5 9 II 12 13 14
3,1+4,0 12 14 18 22 26 2',6+3,0 9 12 14 14 16
4,1+6,0 14 16 20 24 28 3,1+3,5 10 14 16 16 18
6,1+8,0 8,1+10,0 10,1+12 JO 16 18 20 18 20 22 22 24 26 26 28 32 30 32 36 3,6+4,0 4,1+4,5 4,6+5,0 II 13 13 15 18 18 17 19 20 18 20 22 19 21 22
Пример обозначения плоской подсечки при h = 5; L = 14; 5=1:
OCTI 524 68-80-1-5-14-1:
боковой серединной подсечки: OCTI 524 68-8О-П-5-14-1;
боковой концевой подсечки: 0CTI 524 68-80-Ш-5-14-1
54
3.8. ПРЕДЕЛЬНЫЕ ОТНОШЕНИЯ ВЫСОТЫ БОРТА К ЕГО РАДИУСУ
ПО OCTI 51813-75
Относительная толщина заготовки s Угол малки борта, ©
60 45 30 15 О' - 15 -20 -25 -30'
ZiRn.tn^h') ,UU Отношение высоты борта к его радиусу (h/K min )
0,4... 0,5 2,0 1,4 1,1 0,8 0,7 0,6 0,5 0,45 0,4
0,6... 0,7 2,5 1,5 1,2 1,0 0,9 0,7 0,65 0,6 0,55
0,8... 0,9 3,0 1,8 1,3 1Д 1,0 0,8 0,75 0,7 0,65
1,0... I,I 3,5 1,8 1,4 1,2 1,1 0,9 0,85 0,8 0,75
1,2... 1,3 4,0 2,2 1,6 1,3 1,2 1,0 0,95 0,9 0,85
1,4... 1,5 5,0 2,2 1,9 1,5 1,3 I,I 1,05 1,0 0,95
1,6... 1,7 2,2 1,9 1,6 1,5 1,2 I,I 1,05 1,0
1,8... 1,9 2,2 2,0 1,7 1,6 1,3 1,2 I,I 1,05
2,0... 2,1 2,5 2,0 1,8 1,7 1.4 1,3 1,2 I,I
2,2... 2,4 2,5 2,0 1,8 1,7 1,4 1,3 1,2 I,I
3.9. ЖСТОНЫ ГЛУХИЕ И ВЫРЕЗАННЫЕ. ФОРМА И РАЗМЕРЫ
ПО OCTI 00126-74
Размеры фестона, .мм
5
0,5
0,6
0,8
1,0
1,2
1,5
2,0
1,5
2,0
2,5
3,0
3,5
4,5
6,0
1,5
1,8
2,4
3,0
3,6
4,5
6,0
2,0
2,6
3,3
4,0
4,7
6,0
8,0
t
Форма и размеры глухих фестонов должны соответствовать ука-
занным на рис. I и в таблице, вырезанных фестонов - указанным
на рис. 2. Количество глухих фестонов п = 0,04d , вырезанных
п = 0,03 of , где ос - угол охвата, в пределах которого выпол -
няются фестоны. Полученные результаты округляются до большего
целого числа.Размер h назначается конструктором; г2 = 0,35Л
55
www. vokb- la. spb. ru
56
3.II. ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ РАЗМЕРОВ
ХОЛОдаОШТАМПОВАННЫХ ДЕТАЛЕЙ ИЗ
ЛИСТА ПО OCTI 00022-80
Отклонения размеров, мм
Номинальные размеры, отверстий b ;'d валов I не относящих- ся к размерам отверстий и валов ь,; г
MM
НИЖН. верхи. верхи. НИЖН •
От ~1 15 3~ 0 +0,25 0 -0,25
3. 3 " 6 0 +0,30 0 -0,30 + 0,20
6 " 10 0 +0,36 0 - ,36
10 " 18 0 +0,43 0 -0,43
It 18 " 30 0 +0,52 0 -0,52 + 0,30
30 " 50 0 +0,62 0 -0,62
*t 50 " 80 0 +0,74 0 -0,74 + 0,40
80 " 120 0 +0,87 0 -0,87
n 120 " 180 0 +1,00 0 -1,00 + 0,50
n 180 " 260 0 +1,15 0 -1,15
tt 260 " 360 0 +1,35 0 -1,35 + 0,70
ft 360 " 500 0 +1,55 0 -1,55
tt 500 " 630 . 0 +1,80 0 -1,80 + 0,90
630 " 800 0 +2,00 0 -2,00
и 800 - 1000 0 +2,20 0 -2,20 + 1,10
It 1000 " 1250 0 +2,40 0 -2,40
ft 1250 " 1600 0 +2,60 0 -2,60 + 1,30
tt 1600 " 2000 0 +3,00 0 -3,00
It 2000 " 2500 0 +3,50 0 -3,50 + 1,80
Отклонения размеров радиусов с незакоординированным центром
Номиналь- ный размер радиуса г, От I до 3 Св.З до 6 Св.6 до 10 Св. Ю до 20 Св.20 до 32
Отклонения + 0,5 + 1,0 + 1,5 + 2,0 + 2,5
Отклонения размеров высота зига (рифта), отбортовки 1Ц
диаметра d и глубины вытяжки 15_______________ .
Номинальный размер Отклонения
. -о* '-П ‘ НИЛЩ « верхи.
_ 5 Св. 5 до 10 " 10 " 20 " 20 -0,5 -0,5 -1,0 -1.0 +1,0 +1,5 +2,0 +3,0
57
www. vokb- la. spb. ru
3.12. ПОДСЕЧКИ ПРЕССОВАННЫХ ПРО® ЛЕЙ ПО ООП 03668-74
Стандарт распространяется на подсечки прессованных профиле
из алюминиевых сплавов, у которых отношение толщины вертикаль
ной полки к ее ширине больше 0,05. Размеры подсечек должны со
ответствовать указанным на рисунках и в таблице.
Высота аиш ЭОН' S , мм
подсечки, h , ММ 5 w о о S ё До 1,5 св.1,5 ДО 2,0 св. 2 ДО 3 св.З ДО 4 св.4 ДО 6 св. 6 ДО 8 св. 8 ДО 10
tni,n
Св.0,6 до 1,5 +0,15 6 8 10 13 16 — — I
св.1,5 до 2,0 +0,15 8 10 13 16 19 22 25
св.2,0 до 3,0 +0,20 10 13 16 19 22 25 28 П
св.3,0 до 4,0 +0,20 13 16 19 22 25 28 32
св.4,0 до 6,0 +0,20 161 рг* 22 26 28 32 36
св.6,0 до 8,0 +0,20 19 22 25 28 32 36 40
св. 8 до 10 +0,20 22 25 28 32 36 40 45 ш
св. 10 до 12 +0,20 25 28 32 36 40 45 .52
св. 12 до 14 +0,20 28 32 36 40 45 52 60
св. 14 до 16 +0,20 32 36 40- 45 52 60 70
Материал: профили прессованные из алюминиевых сплавов Д16, £ пределах области I подбечки профилей из сплавов марок В95, Д16. Д19, AK4-I и области П подсечки профилей из спла марок Д16, Д19 производить без подогрева/ Подсечки профилей'из сплавов марок В95 в области П прои водить с подогревом в зоне подсечки до температуры 140°С; подсечки профилей из сплавов AK4-I в областях П и Ш произв дить инструментом с радиусом к = 6 s без подогрева
Пример обозначения подсечки прессованного профиля,
А = 3 мм и 5=2 мм: подсечка 3-2-0CTI 03668-74
58
3.13' МАКСИМАЛЬНЫЕ УГЛЫ ГИБКИ (МАЛКОВКИ) ПРЕССОВАННЫХ ПРО®ЛЕЙ
ПО OCTI 00129-74
Углы гибки (малковки) прессованных профилей, выполненные за один
переход,должны соответствовать указанным на рисунках и в таблице.
<t . p Марка материала профиля й его состояние 1
S, мм не более
vb Л / сС, Д16 и В95 в све- жезакаленном состоянии,Д19, В95пч,Д16ч,Д19ч ДО 2 св.2 до 3 св.З до 4 св.4 до 5 «° 7° 6О30> 6°30 |е° 1,0
4л 7Ц6Т, Л16чТ, ДО 2 св.2 до 3 св.З до 4 св.4 до 5 д° 5° 4° з°зо' 6°30' 5°30' □
r-t— B95TI,нагретые до 140°С 0,8
Y\ry\ \v/ ftf) W В95, В95пч до 2 св.2 до 3 св.З до 4 св.4 до 5 1°30' 1° 1° 1°30‘ 1°30 1° 0,3
При открытой малковке (наружу) разрешается снимать выступающую часть профиля на величину ь , после чего производят антикорро- зионную защиту. Это следует оговорить в чертеже. Указанные в таблице предельные малковки распространяются на все типы прессованных профилей
3.14. МИНИМАЛЬНЫЕ РАДОУСЫ ИЗГИБА ПРЕССОВАННЫХ ПРО®ЛЕЙ
С ПОЛКОЙ, ИЗГИБАЕМОЙ ВНУТРЬ
(с посадкой полки1
А-А
С ПОЛКОЙ, ИЗГИБАЕМОЙ НАРУЖУ
(с растяжением полки)
А-А
А
Направление изгиба профиля Сплав Минимальные радиусы изгиба R
В холодном состоянии В горячем состоянии
С посадкой полки Алкминиевые сплавы, стали г 6Н —
Титановые — сплавы *.бн *2,5 Н
С растяжением полки Алкминиевые сплавы, стали ? 5Н —
Титановые сплавы *6Н * 2,5 Н
59
www. vokb- la. spb. ru
4. ПРОЕКТИРОВАНИЕ ДЕТАЛЕЙ ИЗ ГОРЯЧЕШТАЫПОВАННЬК ЗАГОТОВОК
Объемная горячая штамповка широко применяется для
получения заготовок силовых деталей конструкции.
Хорошие механические свойства штамповок, получаемые за счет
лучшей структуры материала при горячем объемном деформировании,
повышают надежность и увеличивают ресурс детали при повторных
нагрузках.
Точная штамповка позволяет добиться высокой степени идентично
сти размеров и не подвергать механической обработке значительную
часть поверхности детали.
Деталь из горячештампованной заготовки необходимо проектиро-
вать так, чтобы получить коэффициент использования материала
(КИМ) более 0,5 и коэффициент необрабатываемых поверхностей (КПП
более 0,3.
Для этого необходимо на чертеже детали указывать линию разъем
штампа, штамповочные уклоны на необрабатываемых поверхностях, вы
держивать необходимые радиусы переходов и закруглении, определен
ные соотношения между высотами и толщинами ребер и другими конст
руктивными элементами штампованной заготовки.
рекомендации по выбору форм штампованных заготовок приведены
в разделе "Конструктивные элементы штампованных заготовок".
Для штамповок, у которых все или большинство поверхностей не
.подвергаетсямеханической обработке, следует устанавливать 4-й
или 5-й классы точности.
6-й класс точности устанавливают для заготовок, вое поверхно-
сти которых подвергаются механической обработке.
Для получения прочной- и жесткой детали при наименьшем весе це
лесообразно выполнять конструкцию с большим числом ребер.
Детали должны иметь по возможности простую геометрическую фо;
му и плавные переходы от одного сечения к другому.
Правые и левые детали одного типоразмера должны проектирован
ся так, чтобы их можно было изготовлять из одной и той же заго-
товки.
Цельноштампованные детали иногда целесообразно заменять дета-
лями, состоящими из отдельных штампованных и сваренных между со-
бой частей.
Положение линии разъема определяется следующими правилами:
- расположение линии разъема не должно препятствовать извлеч<
нию заготовки из полости штампа;
- если линия разъема имеет вид , „.I 5
ломаной линии, то ее участки J
должны быть наклонены к гори-
зонтальной плоскости под у г- Г разьема
лом меньше 60°; \ -~г штампа
60
- в деталях типа фитингов и дру-
гих деталях коробчатой формы
линия разъема должна проходить
через вершины стенок;
- желательно, чтобы линия разъе-
ма проходила по наибольшему
периметру детали, тогда глуби-
на штамповки минимальна.
Линия разъёма
штампа ’
При проектировании крупногабаритных деталей следует стремиться
к одностороннему расположению ребер.
Детали с закрытыми сечениями (двутавровыми или швеллерными)
по возможности заменять деталями с открытыми сечениями (крестооб-
разными или тавровыми).
При проектировании 'деталей с закрытыми сечениями предусматри-
вать на полотне отверстия облегчения, в которые при штамповке со-
бирается избыточный материал. Площадь отверстия облегчения жела-
тельно делать не менее 50% площади полотна.
Жесткость деталей с открытыми
сечениями можно повысить усилением
кромок сечений, как показано на
рисунке.
ffibzzzzzzz&xzzzzzzA
Детали с двутавровыми и швеллерными сечениями следует выполнять
с одинаковыми штамповочными уклонами по наружным и внутренним по-
верхностям ребер, что значительно удешевит изготовление штампов.
В деталях с переменным расстоянием между ребрами толщину ребер
рекомендуется выбирать постоянной, как и в деталях с переменной
высотой ребра.
Для деталей, получаемых из штам-
пованных заготовок, необрабатываемые
поверхности, расположенные перпенди-
кулярно плоскости разъема, изобража-
ются на чертеже со штамповочными
уклонами, штамповочные уклоны в пла-
не изображаются двумя линиями.
Обозначение штамповок в основной надписи чертежа:
- штамповки из конструк-
ционных сталей
- штамповки из коррозион-
ных и жаропрочных сталей
- штамповки из алюминиевых
деформируемых сплавов
- штамповки из магниевых
сплавов
- штцмповки из титановых
сплавов
Сталь ЗОХГСА гр.контр.2
0СТ1 90085-73
Сталь I2XI8H9T гр.контр.2
OCTI 90176-75
Алюм.сплав AK6TI гр.контр,3
OCTI 90073-72
Магн.сплав MAI4TI гр.контр,3
OCTI 90010-70
Титан.сплав BTI-0 гр.контр.2
OCTI 90000-70
61
www. vokb- la. spb. ru
4.1. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ГОРЯЧЕШТАМПОВАННЫХ ЗАГОТОВОК
4.I.I. ШТАМПОВОЧНЫЕ УКЛОНЫ
Высота элемента н, мм Алюминиевые, магниевые, медные сплавы Сталь, титановые сплавы
й-*-' ct xl
1 Класс 4 Класс 5 Класс 4 Класс 5
Штамповочный уклон,... 0
* Iff- — До 25 Св.25 до 40 св.40 до 63 1,5 з з 5
2,0 3,0 5 5 3 5 5 7
св. 63 3,0 7 5 10
4.1.2. ТОЛЩИНА ПОЛОТНА ДЛЯ СЕЧЕНИЙ ОТКРЫТЫХ, ЗАКРЫТЫХ С
ОТВЕРСТИЯМИ ОБЛЕГЧЕНИЯ И ПЛОСКИХ УТОЛЩАЮЩИХСЯ СЕЧЕНИЙ
Площадь проекции штампованной заготовки на плоскость разъема штампа, см2 Алюминиевые, магниевые, медные сплавы
Класс 4 Класс 5
Отношение длины t штампован- ной заготовки к ее ширине а <1/а)
цо 3 св.З до 6 св.6 до 3 св.З ДО 6 св.6
Толщина полотна S , мм
До 25 Св. 25 до 80 св. 80 до 160 св.160 до 320 св.320 1,5 1,5 7,8 2,0 2,5 1,5 1,5 1,5 1,8 2,2 1,5 1,5 1,5 1,5 2,0 1,5 2,0 2,5 3,0 3.5 1,5 1,8 2,2 2,8 3,2 1,5 1,5 2.0 2,5 2,8
Площадь проекции штампованной заготовки на плоскость разъема штампа, см2 Сталь, титановые сплавы
Класс 4 Класс 5
( i/a)
до 3 св.З до 6 св.6 до 3 св.З ДО 6 св.6
Толщина полотна S , мм
До 25 св. 25 до 80 св. 80 до 160 св.160 до 320 св.320 1,5 2,0 2,5 3,0 4,0 1,5 1,8 2,2 2,8 3,6 1,5 1,5 2,0 2,5 3,2 1,8 2,5 3,5 4,5 5,5 1,5 2,2 3,0 4,0 5,0 1,5 2,0 2,5 3,5 4,5
62
4.1.3. ТОЛЩИНА ПОЛОТНА ДЛЯ ЗАКРЫТЫХ И ПЛОСКИХ СЕЧЕНИЙ
ШТАМПОВАННЫХ ЗАГОТОВОК
«а ~W>- Площадь проекции штампованной заготовки на плоскости разъема штампа, см2 Алюминиевые, магниевые, медные сплавы
Класс 4 Класс 5
«о Отношение длины ь штампован- ной заготовки к ее ширине а (1/а)
до 3 св.З ДО 6 св.6 до 3 св.З до 6 св.6
Толщина полотна S , мм
до 25 св. 25 до 80 св. 80 до 160 св.160 до 320 св.320 1,5 1,8 2,0 2,5 3,0 1,5 1,5 1,8 2,2 2,8 1,5 1,5 1,5 2,0 2,5 1,5 2,0 3,0 3,5 4,0 1,5 1,8 2,8 3,2 3,6 1,5 1,5 2,5 2,8 3,2
Площадь проекции штампованной заготовки на плоскости разъема штампа, см2 Сталь, титановые сплавы
<о
^^//777 7 Класс 4 Класс 5
(4/а)
до 3 св.З ДО 6 св.6 до 3 св.З до 6 св.6
\-^rj Толщина полотна S , мм
До 25 св. 25 до 80 св. 80 до 160 св.160 до 320 св.320 1,8 2,5 3,0 4,0 5,0 1,5 2,2 2,8 3,5 4,5 1,5 2,0 2,5 3,0 4,0 2,0 3,0 4,0 5,0 6,0 1,8 2,8 3,5 4,5 5,5 1,5 2,5 3,2 4,0 5,0
4.1.4. НАИБОЛЬШАЯ ШИРИНА ПЛОСКИХ СЕЧЕНИЙ
^^7-^77777^-
Материал штампованной заготовки Наибольшая ширина сечения а, мм
Алюминиевые, магниевые, медные сплавы 28 5
Стали конструкционные 20 5
Сталь нержавеющая и титановые сплавы 16 5
63
www.vokb-la.spb.ru
4.1.5. НАИБОЛЬШАЯ И НАИМЕНЬШАЯ ШИРИНА ОТКРЫТЫХ СЕЧЕНИЙ
Высота ребра н 9 мм Размер а, мм
Алюминиевые, магниевые, медные сплавы Сталь конструкционная Сталь нержаве- ющая, титано- вые сплавы
наиб. найм. наиб. найм. наиб. найм.
до 10 33,5 s 12 24 s 12 195 12
Св. 10 до 16 355 15 255 15 205 15
св. 16 до 25 36,55 25 265 25 215 25
св. 25 до 35.5 36,55 30 . 26 5 30 21 5 30
св. 35,5 до 50 385 35 275 35 21,55 35
св. 50 до 71 385 40 27 s 40 21,55 40
св. 71 до 100 395 50 28s 50 22,5s 50
св. 100 до 140 395 60 305 60 24 s 60
4.1.6. НАИБОЛЬШЕЕ И НАИМЕНЬШЕЕ РАССТОЯНИЕ МЕЖДУ РЕБРАМИ
Высота ребра н , мм Размер а , мм
Алюминиевые, магниевые, медные сплавы Сталь конструкционная Сталь нержаве- ющая, титано- вые сплавы
наиб. найм. наиб. найм. наиб. найм.
ДО 10 св. 10 до 16 св. 16 до 25 св. 25 до 35,5 св. 35,5 до 50 св. 50 до 71 св. 71 до ЮО св.100 до 140 39 s 39s 33,5s 33,55 285 28 s 285 28 s 12 15 25 35 50 65 80 100 28s 28 s 24 s 24 s 20 s 20 s 205 18 5 12 20 30 45 60 80 100 100 22,5 s 22,5s 19 5 19 5 16 5 16 S 16 5 14 5 12 20 30 45 60 80 100 100
64
4.1.7. УСИЛЕНИЕ КРОМКИ ОТВЕРСТИЯ ОБЛЕГЧЕНИЯ
Размеры, мм
Высота усиления н /?
X до 4,0 св. 4,0 до 8,0 св. 8,0 до 12,0 св. 12,0 до 16,0 св. 16,0 до 20,0 св. 20,0 до 25,0 6,0 10,0 16,0 20,0 20,0 25,0 6,0 8,0 12,0 16,0 16,0 20,0
4.1.8. РАДИУСЫ СОПРЯЖЕНИЙ R И ЗАКРУГЛЕНИЙ R<
ШТАМПОВАННЫХ ЗАГОТОВОК ТИПА ТЕЛ ВРАЩЕНИЯ
Размеры, мм
Высота Н выступа, глубина Н1 выемки, глубина 5, полости в штампе Алюминиевые, магниевые, медные, титановые сплавы Сталь
Класс 4 Класс 5 Класс 4 Класс 5
R R R R
ДО 10 2,5 1,2 3,0 4,0 S,0 1,6 2,0 1,0 2,5 1,2
св. 10 ДО 16 3,0 1,6 2,0 2,5 1,2 3,0 1,6
св. 16 ДО 25 4,0 2,0 2,0 3,0 1,6 4,0 2,0
св. 25 до 35,5 5,0 2,0 6,0 2,5 4,0 2,0 5,0 2,0
св. 35,5 ДО 50 6,0 2,5 8,0 3,0 5.0 2,0 6,0 2,5
св. 50 ДО 71 8,0 2,0 10,0 4,0 6,0 2,5 8,0 3,0
св. 71 до 100 10,0 4*0 12,0 5,0 8*0 3,0 10 *0 4,0
*
65
www. vokb- la. spb. ru
www. vokb- la. spb. ru
3
WWW M td td
iSS88!SS
сл
bbbbbbb
ОЧ1СЛЫЮММ
омоелслсло
*сл
ГОСТ) СЛИСОК) to
oobopoio
S COO'S СЛ,ЬЫЮ
bbbbbbb
nnnmmmh
bfeootottoo
eotototOMMM
bbbbbhib
Косоо>ел,Ь|Ь
Ъ'оЪЪЪЪЪ
Scoot ел «bwto
bbbbbbb
юосослиньсо
bbbbpbb
wnnmmmh
ouiooatotto
it* ecto to to мм
ЪослслоЪсл
SwSco спель,
ooboobo
oooooo
w w и и и и
s»s
faXbbbbb
§<СЛЫЮО5М
МОСЛСЛ О
СЛ
о a> os ел ь to to
oooobuio
юосоо5елсосо
bbbbbbb
шююннмм
bbbbbbb
«ьсоюююмм
• ««««««
ООСЛООФЮ
(ЛбООСО <Л<ЛЬ
bbbbbbb
to о co ot ел co to
bbbbbbb
05 to О СО 05 ь со
bbbbbbb
ь со to to to мм
0001000510
uubcotototOM
ОООСЛСЛО05
й 05 to Scoot ел
bbbbbbb
ин а*0 w
ар или
•S3
£8
too
o«
lob
□o
юь
oo
SSeg
Ф
tob
oo
too
□B
Ь
JO
to s>
SO-
OD
Ю
4.I.10. РАДИУСЫ СОПРЯЖЕНИЙ R , ЗАКРУГЛЕНИЙ R1 И ТОЛЩИНЫ РЕБЕР 2Rt ЗАКРЫТЫХ СЕЧЕНИЙ ШТАМПОВОК
Класс.4
Размеры, мм
Расстояние между ребрами
до 40 св. 40 до 125 св. 125 до 250 св. 250
я | я, | я | я, | R | я, Я | я.
Отношение расстояния между ребрами а и толщине полотна !$( a/s )
до св
20 Г'
>в. 52 с?д Д2 °5д Д2 овд ДО ов> Д° «в. до св. до св
20 20 20 20 20 20 20 20 20 20 20 20 2С 20 20
Высота ребра Н Алюминиевые, магниевые, медные и титановые сплавы
ов.Ю ДО 10 " 2,5 3,0 Т7о 1,2 4,0 5,0 1,2 1,6
ДО 16 3,0 4,0 1,2 1,6 8,0 8:0 1,6 2,0 8.0 ТО 2,0 2,5
0B.I6 ДО 25 5,0 6,0 1,6 2,0 8,0 тб 2*0 2,5 2 5 3,0 1б 12 2,5 3,0 3,0 4,0
ов.25 ов.35,5 ДО 35,5 6,0 8,0 2,0 2,5 id 12 12 16 16 20 4,0 5,0
ДО 50 10 12 2,5 3,0 16 20 4,0 5,0 Тб 21) 4,0 5,0
ов.50 ДО 71 12 16 3,0 4,0 20 25 4,0 5,0 20 25 5,0 6,0
ов.71 ДО 100 16 20 4,0 5,0 20 25 5,0 6,0 20 25 6,0 8,0
Отношение расстояния между ребрами а к толщине полотна (а/$ )
СТАЛИ
?о ов. до ов. до ов. до|ов.| до|св.| до|св. |до |св. | до рв.
5 15 К 15 15 15 К 15 15 15 15 15 15 15 15 15
Высота ребра Н Стали
Д° 2,0 2,5 1,0 1,0 3,0 4,0 1,0 1,2
св.10. до 16 2,5 3,0 1,0 1,2 4,0 6,0 1,2 1,6 6,0 8.0 2,0 2,5
св.16 до 25 4,0 5,0 1,2 1,6 6,0 8.0 1,6 2,0 8.0 l6 2 0 2 5
ов.25 до 35,5 5,0 6,0 1,6 2,0 8,0 10 2,0 2,5 l6 12 2,5 3,0 12 16 3,0 4,5
ОВ.35,5 ДО 50 Ю 12 2,0 2,5 12 16 3,0 4,0 16 20 4.0 5.0
св.50 до 71 10 12 2,5 3,0 16 20 4,0 5,0 16 20 4,0 5^0:
ов.71 до 100 12 16 3,0 4,0 16 20 4,0 5,0 20 25 5,0 6,0
Bl <D
Ш-
•gs-g
СЭИ
ЙОЧП
fhi
PQ
S “g°
m;«0 ^StS
§r.s!
S © <J> ~
i gs^g-
mojas
tn PiPjOiW
S. eJ
||sss
о S - 4
§
ФН &«
5gaS
M
зе
Ei (П
ЮЮЮОООО1ЛОЮ1ЛООЮ
QOOHHHHHHHHNCQN
CO 02 *фО2 ID C0t>^«O>LD CO co ID ЬЧ
oooioiflininoooooo1'5
CQHCQUCm-HlOCOt'- З’иг-л co
55555353535531
ID Ю О О OLD OOlD о О IDO Q
ооы1-1ы»-ч|-|сх1ыс\?с\2с\гсмто
oooinmmooLnioooO
HHHHHHHCJNNMCM
•Nwjww??
З^с^уу^ыузч
OlDlDOOlDOOLDlDOlDOO
OOHCQOJ^CQO^cOlDCOCOlDH
iwwiww
•^•CMlOCOtOror-^OJ^HUXOtD
iDOOiDiDQLDOtDlDOlDLDQ
OQ H CO Ы CO 0$ C№ ID CQ O- CO CO
33235333335251
coGi^<<Minrjoc*5i>’#a>mn«>
ooiDinominoiooibinom
NUMUCOI-ICOCQ’^CQincJlXn
?7?c?t?c?t?c?t?c?t?(?c?(?
- s
§
я
£
co
О»
9
I
Ь CD
ss
68
5. ПРОЕКТИРОВАНИЕ ДЕТАЛЕЙ ИЗ ЛИТЫХ ЗАГОТОВОК
Изготовление деталей из отливок дает значительный экономический
эффект; литье позволяет получать детали сложной конфигурации,
которые невозможно выполнить другими способами формообразования.
Следует помнить, что механические свойства деталей из лйтейннх
сплавов несколько хуже, чем у деталей, получаемых из деформиру-
емых сплавов.
Если механические свойства литых деталей удовлетворяют требова-
ниям конструкции, если деталь имеет сложные криволинейные поверх-
ности, полости и выступы, расположенные в различных направлениях,
или должна быть изготовлена из сверхпрочных сплавов, с трудом
поддающихся механической обработке, то рекомендуется применять
литье.
Конструктивное оформление литой детали позволяет получить опти-
мальное распределение материала по сечениям детали, что частично
может компенсировать ее пониженные механические свойства.
Формы детали должны выбираться с учетом способа литья и техно-
логических свойств литейного сплава.
Количество обрабатываемых поверхностей следует по возможности
уменьшать. Точность размеров литых заготовок и, следовательно,
коэффициент использования материала (КИМ) зависит от способа
литья. Литье в песчаные формы позволяет получить КИМ порядка 0,6,
литье в кокиль - 0,65, в оболочковые формы - 0,85, по выплавля-
емым моделям - 0,9,. литье под давлением - 0,95.
Класс точности и шероховатость поверхности литых заготовок при
различных способах литья приведены в разделе "Рекомендации по
выбору способов литья".
В разделе "Выбор формы литых деталей" приведены основные реко-
мендации, которыми следует руководствоваться при проектировании
литых деталей и заготовок.
Для получения прочной и. жесткой детали при наименьшей массе це-
лесообразно выполнять тонкостенную оребренную конструкцию.
Следует выбирать минимальную толщину стенок, обеспечивающую
прочность конструкции. Необходимо стремиться к равномерной толщи-
не стенки по сечению. Тонкие, равномерной по сечению толщины
стенки обладают наилучшими механическими свойствами, обеспечивают
оптимальные механические свойства в местах переходов и сопряжений
стенок и ребер, а также снижают трудоемкость изготовления отливок
и массу детали.
При проектировании литых деталей необходимо предусматривать ли-
тейные уклоны для извлечения модели из формы и стержня из стерж-
невого ящика.
Для стенок большой протяженности (А) целесо-
образно применение конструктивных уклонов в
направлении извлечения модели из формы. Это
способствует снижению массы детали и повыше-
нию качества детали за счет выравнивания
толщины стенок.
www.wokb-la.spb.ru
При выборе сопряжений стенок или ребер рекоменду-
ется пользоваться правилом вписанных окружностей,
т.е. соотношение V/d розова стремиться к единице
при заданной толщине сопрягаемых стенок, чего мож-
но достигнуть выбором радиусов сопряжений R .
Отношение в/d не должно быть более 1,3.
КрИБОЛ ИНЕЙНОЕ
рЕБрО
Разъем
срормы
Ддя получения оптимальных механических свойств в местах сопря-
жения стенок или ребер рекомендуется при выборе радиусов сопряже-
ний руководствоваться следующими данными:
для стенок толщиной до 10"мм во взаимно
перпендикулярном сопряжении /? = (а + ь)/2
(для сплавов AJH9 и ВАЛЮ), /?=(а+6)/з
(для остальных сплавов);
- при сопряжении стенок или ребер толщиной
др 6 мм с массивными частями отливки /?=а.
Во избежание сосредоточения массы материала
приводящего к появлению рыхлот и раковин,необ-
ходимо применять разрежение массивных мест, что
достигается выбором правильного вида сопряжений,
применением ребер жесткости и конструктивных от-
верстий.
Применение ребер жесткости позволяет снизить
Внутренние напряжения в местах сопряжения сте-
нок различного сечения, предотвратить коробле-
ние, образование трещин и дефектов усадочного
происхождения.
Ребрам жесткости следует придавать криволи-
нейную форму во избежание трещин в местах сты-
ка их с основными стенками детали.
Ребра жесткости рекомендуется располагать
на прямых участках детали и перпендикулярно
плоскости разъема.
В местах перехода толстостенных участков
отливки в тонкостенные рекомендуется предусмат-
ривать внутренние ребра жесткости.
Отверстия в литых заготовках выполняются в тех случаях, когда
они имеют сложную форму, переменное сечение и в случаях,
когда целесообразно избежать механической обработки или уменьшит!
ее объем. Отверстия в стенках рекомендуется усиливать бортиками.
Обозначение отливок в основной надписи чертежа:
- отливки из сталей
- отливки из алюминиевых
сплавов
- отливки из магниевых
сплавов
- отливки из титановых
сплавов
- отливки из бронзы
Сталь BHJI-3 гр.контр.2
—О-СП 90090-73—
Алим.сплав AJI9-I-T5 гр.контр.»
OCTI 90021-79
Магя-88В°к!Ж^1цт1В^
Титан.сплав ВТ20Л гр.контр.2
ОСП 90060-79
Бронза ВБр3 гр.контр.2
ОСП 90072-72
70
5.1. РЕКОМЕНДАЦИИ ПО ВЫБОРУ СПОСОБА ЛИТЬЯ
Назначение и серийность детали Максималь- ный разме{ мм Способ tлитья Класс сочности Шерохов. поверхн.
ДЕТАЛИ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ
Крупногабаритные детали высокой точности и чистоты для мелко- серийного производства 2500 В песча- ные формы Лт5 Ra20
Детали любой конфигурации для серийного производства 1000 В кокиль Лт4 /?а!0
Крупногабаритные детали каркаса с тонкими стенками 2000 В оболочко вне формы Лт4 1^5
детали сложной Формы, трудоемкие для механической обработки 500 По выплав- ляемым мо- делям Лт4 ^5
Тонкостенные детали ( 6 ==2,5+3,Омм) сложной конфигурации 1200 Под давле- нием Лт4 /?а2,5
Тонкостенные детали типа панелей 12U0X 3500 Выжиманием Лт4 ТО
Малогабаритные тонкостенные (<У = = 2 мм и более) замкнутые отсеки 500 Под низким давлением Лт4 RjT
ДЕТАЛИ ИЗ СТАЛИ И ТИТАНОВЫХ СПЛАВОВ
Крупногабаритные детали невысокой точности и чистоты для мелко- серийного производства 2500 В песчаные формы Лт4 (Шкл) Rn20
Детали любой конфигурации для серийного производства 1000 В кокиль Лт4
Крупногабаритные плоскостные дета- ли с тонкими ртенкями 1000 В оболоч- ковые фор- мы Лт5 ч (Шкл) /?а5
Детали сложной формы, трудоемкие для механической обработки 500 По выплав- ляемым мо- делям Лт4 (Пкл) Ra5
Класс точности отливок из алюминиевых, магниевых и титановых сплавов назначают в соответствии с OCT I4II54-72. Класс точности отливок из стали назначают в соответствии с ГОСТ 2009-55. На крупногабаритное стальное литье размером более 500 мм назначают Ш класс точности по ГОСТ 2009-55.
71
www.vokb-la.spb.ru
5.2. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ЛИТЫХ ЗАГОТОВОК
sr толщина стенки, мм; h - высота ребра, мм;
а- расстояние между ребрами (стенками), мм;
Ъ- толщина ребра (стенки), мм;
d— диаметр отверстия, мм; ь - глубина отверстия, мм;
г - радиус галтели на вершине стенки (ребра), мм;
R- радиус сопряжения стенки и ребра (бобышки) п мм;
й — литейный уклон внутренней поверхности, ...°-
,/в- литейный уклон внешней поверхности, ...о , ’
5.2.1. МИНИМАЛЬНАЯ ТОЛЩИНА СТЕНКИ
Максимальная величина за- ливаемой го- ризонтальной площади, сы? Минимальная толщина стенки 6 , мм
Алкыиниевые и сплавы магниевые Стали Титано- вые спла- вы
В песчан- ную форму В кокиль t но выплав- ляемым мплелям Под ' давлением По выплав- ляемым моделям В керами- ческие формы По выплав- ляемым мо- делям и набивные
До 25 Св. 25 " 100 " 100 " 225 " 225 " 400 " 400 " 1000 " 1000 " 1600 3,0 3,5 4,0 4,5 5,0 6,0 3,0 3,5 4,0 5,0 3,0 3,5 1,0 1,5 2,0 2,5 1,5 2,0 2,5 3,0 4,0 2,0 2,5 3,0 3,5 5,0 2,0 2,0 3,0 4,0 5,0 6,0
5.2.2. МТНИМАЛЬНОЕ РАССТОЯНИЕ МЕЖДУ СТЕНКАМИ
Способ литья В песчаные формы В кокиль По выпл. моделям
без стерж- ней со стерж- нями
Расстояние между стен- ками (или ребрами), мм, не менее 10 8+10 4 4
Соотношение между вы- сотой h ребер и рас- стоянием а между ними, (h/a) , не менее I 10 6 4
72
5.2.3. ВЕЛИЧИНЫ ЛИТЕЙНЫХ (ФОРМОВОЧНЫХ) УКЛОНОВ ПО ГОСТ 3212-57
Способ литья В песчаные формы В оболочковые формы В кокиль По выплавля- емым моделям
Миним. уклон d 1° - (2°) 1° (2°) - (0°30‘)
о°зо' - (2°) 0°30'(2°) - (0°30')
Оптим. уклон d 1°30’(2°) 2° (3°) 1°30’(3°) 0°30'(1О)
1° (2°) 2° (3°) 1° (3°) 0°20’ (1°)
В таблице приведены величины уклонов дан литья из стали и
цветных металлов; в скобках приведены значения уклонов для
литья из титановых сплавов.________________________________
5.2.4. МИНИМАЛЬНЫЕ РАЗМЕРЫ НЕОБРАБАТЫВАЕМЫХ ОТВЕРСТИЙ
Сплавы Алкминиевые и магниевые Титановые Стали
Способ литья В песчаные формы В кокиль По выплавля- емым моделям По выплавляе- мым моделям В набивные формы В оболочко- вые формы По выплавля- 1 5 S 1 D
Минимальный диаметр отверстия d , мм 84-10 5 2 5 15 Ю 2,5
Максимальная глубина отверстия 4 , мм сквоз- ного Юс? Юс? 2d Юс? I0d I0d 2с?
глухо- го 5d 5d Id 5d 5d 5d Id
5.2.5. МИНИМАЛЬНЫЕ ТЕХНОЛОГИЧЕСКИЕ РАДИУСЫ, мм
Радиусы галтелей на вершинах сте- нок и ребер г Мелкие отливки по выплавляемым моделям, г =0,5 Отливки в землю и кокиль, г =2,0 Отливки по выплавляемым моделям, г =1,0
Радиусы сопряже- ний R Отливки по выплавляемым моделям, R =0,25 Остальные виды отливок, r =3,0
ВЕЛИЧИНА ВНЕШНИХ КОНСТРУКТИВНЫХ РАДИУСОВ берется по нормальному
ряду:
3 5 8 10 15 20 25 30 40 мм
5.3.ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ РАЗМЕРОВ ОТЛИВОК ИЗ СТАЛИ ПО ГОСТ 2009-55
Номинальный размер, мм Толщина необраб. стенки, мм
До 50 50+120 120+260 260+500 До 6 6+10 10+18 18+30 30+50
Отклонения по размерам П класс точности
+0,8 +1,0 +1,2 +1,5 +0,8 ±0,8 +1,0 +1,0 +1,5
73
www.vokb-la.spb.ru
Отклонения г мм -'Майн IDIDCDC^OIDCO * W?W и М'ЩЦЭС-ОЮСС ЕQQOOHHH + + + + + + + LO ь g (Ct'ffiOC'^ONinC ???7777777 Wt'ffiONt'ONtOO OQOHHHWWWO + + ++++++++ МЛ тб ООС9 C\2LOOC\2LOO- 1-н ЫЫЫ ЫИСЧСЧСЧСЧ сэ III 1 1 1 1 1 1 1 OOCV CM ID О СМ lots 1-1 ьчьчнч 1-н1нсмсдсмСМ ср
1 Hide® -
hshJ я -- Ю Ю СО о СО О> * -< =J ^ЮЮСООСОСГ) н •. » *. ~ * - - ООООсоо + + + + + + + LO £ CO O- co о о о см CM CM tr OC^HHHHHHH СО С- СО О О OCQ 02 02 OOQHHHHHHH + + + + + + + + + + ТЛтб осэсм смсмсоююю оо ннннннннны 1 1 1 1 1 1 1 1 1 1 0002 CX2020LOLOLO СО ЫЫЬЧ нннннн ы ++++++++++
1= nxdsg Е
•НЖИН , 1 M<IDIDCOCOOCM Ч 'J'lOlOCDCOOCM OQCCOHH + + + + + + + ДЛт5 CDO-COCDCDCMLOO-OID CD Г' 00 СПОСЧ Ю£> СК OOOOHHHHWM ++++++++++ №6 СО СП он CQxt'C^O'4’ со QQHH ьнннсмсч см IT 1 1 1 1 1 1 1 1 00001-1 (М'^'Г'О'Ч1 со □Онн нннмсм см ++++++++++
НХПЭЕ J
Наибольший габаритный размер ли- той детали 8888888 нн(\тгфо JO ж J J=fs x s г г с S 3 OOOOQQ 4 COOcOlOOO HHO2xl*cO 3* A Or tree 5 класс OOOOOQQOOO CDOOLOOCOOlOOO ,Н Ы OQ хГ со о СХ2 О О ыьчьчоЗ о t^= rtSCEtCE OOOOOQOOO СО О CD LO О О сю О Ы HCQ со О 0Q СО • ннн д О: = С х г г х г 6 класс СООС CQOOO о со о сою оОоюоО HH4CQ ^COOCQCOO HHHCV о t=^[= ЕЕГЕЕЕЕХ ООО OOQOOO СО О СО ЮОООЮО НН CQ^COOOQCO • ннн д О: Г ЕЕХЕХЕ
гд-psm изо on яояинхо sodawsva винзношо знншойип
74
6. ЗАЩИТА ДЕТАЛЕЙ ОТ КОРРОЗИИ
По условиям протекания коррозии (самопроизвольного разруше-
ния металлических материалов вследствие физико-химического вза-
имодействия их с окружающей средой) можно выделить основные виды
коррозии, встречающиеся в конструкции самолета:
атмосферная коррозия, поражающая наружные и внутренние по-
верхности обшивок, другие элементы конструкции;
щелевая коррозия, обусловленная сохранением влаги в узких
щелях и зазооах под прокладками, во фланцевых соединениях, в кле-
паных швах, в стыках листов обшивки;
коррозия под напряжением, начинающаяся с поверхностного раз-
рушения в результате одновременного воздействия коррозионной сре-
ды и механических напряжениях;
фреттинг-коррозия, возникающая в местах контакта. плотно со-
члененных номинально неподвижных пар деталей. В зоне контакта
в результате относительных микроперемещений деталей под воздей-
ствием повторно-переменных нагрузок происходит повреждение, схва-
тывание, окисление и абразивное разрушение поверхностей (болтовые
соединения: шасси, крепления рельсов закрылков, съемных панелей
крыла и т.д.);
контактная коррозия,возникающая в местах соприкосновения
деталей, выполненных из разнородных в электрохимическом отноше-
нии металлов. В зоне контакта возникает гальванический элемент.
Основные пути предупреждения возникновения и развития коррозии:
I. Применение рациональных конструкторских решений, обеспе-
чивающих, исключение скопления влаги в различных зонах конструк-
ции.
2. Применение преимущественно допустимых и ограниченно до-
пустимых контактов металлов с эффективными защитными покрытиями.
В приведенной ниже "Таблице допустимости контактов металлов"
впереди стоящий металл является анодом (растворимым электродом),
который начинает корродировать при контакте с металлом, стоящим
за ним (катодом).
Допустимые контакты между металлами отмечены знаком (+);
ограниченно допустимые - знаком (0), недопустимые - знаком (-).
Ограниченно допустимые контакты между металлами применяются
только при условии периодического возобновления защиты контакт-
ных поверхностей нанесением рабочих и консервационных смазок,
лакокрасочных покрытий.
Лакокрасочные материалы для исключения контактной коррозии
следует наносить на оба контактируемых материала (допускается
нанесение лакокрасочного покрытия только на катодный металл ).
Защита деталей и агрегатов от коррозии осуществляется сле-
дующими видами покрытий: гальваническими (кадмирование,цинкова-
ние .хромирование).химическими (оксидирование,фосфатирование^пас-
сивация^ .анодизационными (анодирование) и органическими (лакокра-
75
www. vokb- la. spb. ru
6.1. ТАБЛИЦА ДОПУСТИМОСТИ КОНТАКТОВ МЕТАЛЛОВ
£3
S3
S8
юлнсГхоп
анаонодх
ниднбяои
0RH0K0EMH
ввннвноЯ
-ИИЗфЭОф
энннваой
-njBHOdx
знннвноб
-швфооф
ешшвяос!
-йгоиеэв
няшшэ
эннЯэИ
©нннваод
-Miwiodx
ивннвн
-OtalOEV
HHiHdMOn
аннвДрэДэр
анниваоЯ
-мЯону
dHHHesod
-мЯонвэн
QHHHBHOd
-ждвфооф
энннвз
-МкЯону
ТШЗДИ0
GRaOEBiEl
OOH ‘HMisdKon
ЗННБИН01ГО
HMiKdxon
BGS
И1Л31Э
GKaGKGMHOHOdX
BEEOdp
*лн£из1Г
GHHHBaodjnruoMO
НЗВ1Ш0
эмаиндви
Ь 3
о, ь
LB
вЛа
яич
я о<2
а
3
3
S35.
aouweian
mn£dj.
ss
g
SOfflft
К ta <u
5 С о
оо
§
з
tc
3
5
o tq
3
a
о
I
я м
Ю ь2ас
й<»
о я
stt
в
s
&
g“
о
&
S3
о
g.
i В
ЗКГСш
яш*:
sest;
76
6.2. ВЫБОР ЗАЩИТНЫХ ПОКРЫТИЙ
Стандарты предприятий и производственные инструкции устанав-
ливают схемы защитных покрытии для проектируемых изделий с учетом
условий их эксплуатации. Ниже приводятся основные виды защитных
покрытий для деталей различного назначения.
Номенклатура и условия эксплуата- ции детали Схема защитного покрытия. Обозначение покрытия в чертеже по OCT I 90055-78 и ОСТ 00330-79
Детали из стали
Детали несложной формы в нормальных и жестких условиях (воздействие осад- ков, морского ту- мана, промышлен- ных газов и пыли) Кадмировать на толщину 15 + 21 мкм с пассивацией в хромпике с последующей грун- товкой. Покрытие Кд 15-21 хр/Гр.ФЛ-086
Детали сложной формы в нормаль- ных и жестких условиях Кадмировать с последующим оксидным фос- фатированием, грунтовка. Покрытие Кд 3-6.хр. Оке.фос/Гр.ФЛ-086
Детали, работаю- щие в топливе Цинковать на толщину 15 + 21 мкм. Покрытие ц 15-21
Сварные узлы слож- ной формы в жест- ких условиях Фосфатировать в цинкофосфатной ванне и красить: грунт, грунт, эмаль. Покрытие Хим.цинк.фос/Гр.ФЛ-086,Гр.АК-069, эм.ХВг-16 (цвет)
Детали, работаю- щие на истирание в гидрожидкости и при смазке Твердое зеркальное хромирование на тол- щину 9 + 24 мкм трущихся поверхностей. Ос- тальную поверхность оксидно фосфатировать. Покрытие X тв.9-24. зк.Хим.окс.фос
Детали, работаю- щие при значитель- ных усилиях трения Трущиеся поверхности хромировать на тол- щину 48 + 80 мкм, остальное кадмировать или фосфатировать. Покрытие X 48-80 зк., остальное фос.
Детали, работаю- щие в жестких коррозионных ус- ловиях (грязь, . влага, песок) Металлизировать алюминием. Толщина пок- рытия 30 4 60 мкм с последующим оксидным фосфатированием: грунтовка, 2 слоя эмали. Покрытие Мет. А 30-60, Хим.окс.фос/Гр.ЭП-076, 2 слоя зм. ЭП-140 (цвет)
Пружины, распор- ные кольца Покрытие Кд 9-15.хр.
Крепежные детали и другие детали, имеющие резьбу Покрытие Кд 6-9.хр.
77
www. vokb- la. spb. ru
Продолжение
Номенклатура и условия эксплуата- ции детали Схема защитного покрытия Обозначение покрытия на чертеже
Детали из алюминиевых сплавов
Обшивки Сернокислотное анодирование с толщиной пленки 6 + 9 мкм. Наполнение в воде. Снаружи лак или эмаль, внутри грунт. Покрытие Ан.Оке. 6-9 упл.(снаружи лак АК- внутри Гр.ФЛ-О86
Детали внутреннего набора, работаю- щие в воздухе Сернокислотное анодирование с наполнени- ем в хромпике с последующей грунтовкой. Покрытие Ан.0кс.6-9.хр/Гр.ФЛ-086
То же в топливе и масле Покрытие Ан.Оке. 6-9.хр.
Точные детали (с полями допус- ков по квалите- там 6+9) Химически оксидировать или анодировать в хромовой кислоте. Посадочные поверхности не грунтовать, непосадочные - грунтовать с алю- миниевой пудрой. Покрытие Хим.Окс. или Ан.Оке в хромовой к-те/ Гр.АК-069 с 1,5% пудры ПАК-4
Детали, сваренные встык Покрытия Ан.Оке. 6-9. хр/Гр.ФЛ-О86
Детали из труб Покрытие Ан.Оке. 6-9.хр/Гр.ФЛ-О86, снаружи эм.ПФ-223 (цвет)
Детали, работаю- щие^^д^нагреве Покрытие Ан.Оке. 6-9.хр/Гр.ФЛ-086, с 2% пудры ПАК-4
То же при нагреве до 300°С Покрытие Ан.Оке. 6-9.хр./эм.1Ф-820
Литые детали Покрытие Хим.Окс./Гр.АК-70 2 слоя, эм.ХВ-16 (цвет)
Трущиеся поверх- ности штоков Твердое анодирование на толщину 24+60мкм. Покрытие Ан.Оке.тв.24-60
Детали из магниевых сплавов
Силовые детали, работающие в жест- ких условиях ‘Покрытие Хим.Окс./Гр.ЭП-О76,2сл. эм.ЭП-14р
Детали внутренне- го набора Покрытие Хим.Окс/ 2сл. Гр.АК-070, 3 сл. эм. XB-I6 (цвет)
?». л г‘ '45' •„» С- i у t/
7 КОНТРОЛЬ КАЧЕСТВА ДЕТАЛЕЙ
Основной задачей технического контроля является недопущение
выпуска продукции, не соответствующей требованиям чертежа, техни-
ческим требованиям и Государственным стандартам.
Контрольгеометрических параметров детали проводится независи-
мо от указаний в технических требованиях для всех деталей.
Контроль физических параметров детали (электрических, меха-
нических, химических величин, определяющих характер протекания
технологического процесса или свойства детали, заготовки) должен
быть оговорен в технических требованиях на чертеже.
7.1. КОНТРОЛЬ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМЧЕСКОЙ ОБРАБОТКИ
Отраслевой стандарт OCT I 00021-72 устанавливает группы контроля термической и химико-термической обработки деталей и распространяется на детали из черных и цветных металлов и спла- вов, изготавливаемые из штамповок, поковок, отливок, сортового проката, листа, ленты, проволоки, трубы, профиля. Группы контроля для деталей, подвергаемых термической обработке (закалке, закалке и отпуску, закалке и старению, отжигу, нормализации)
Группа контроля Объем контроля по видам испытаний -
Твердость Механические свойства
I 2 2а 3 4 5 Не проверяют 100% деталей Не проверяют 100% деталей 10% деталей Детали, твердом не подлежат кош 100% деталей Выборочно (одна и несколько деталей) Выборочно (одна или несколько дета- лей или на образцах-свидетелях) Не проверяют Не проверяют ь и механические свойства которых ролю
Группы контроля для деталей, подвергаемых химико-терми- ческой обработке (цементации, цианированию - ц, нитроцементации - нц, азотированию -а)
Группа контроля Объем контроля качества поверхностного слоя
твердости микроструктуры глубина
1ц № 2Ц LSF 100% деталей 10% де- талей Одна деталь (часть ее) от садки или на образцах-свиде- телях Периодически на образцах- свидетелях 5%,но не менее одной детали(части ее) от садки или на образцах свидетелях 2%, но не менее одной детали
79
www.vokb-la.spb.ru
7.2. КОНТРОЛЬ КАЧЕСТВА ШТАМПОВАННЫХ ЗАГОТОВОК
Штамповки и поковки из цветных сплавов и сталей в зависимое;
от назначения и условий работы разделяются на 3 группы контроле
I группа Штамповки и поковки, подлежащие поштучному контролю механических свойств и твердости
П группа Штамповки и поковки, подлежащие выборочному контролю механических свойств и твердости
Ш группа Штамповки и поковки, подлежащие контролю только на твердость
Штамповки, из которых невозможно вырезать стандартный обра-
зец для испытаний механических свойств (0 =8 мм, I =60 мм),нель:
относить к I и П группам
7.3. КОНТРОЛЬ КАЧЕСТВА ЛИТЫХ ЗАГОТОВОК
Отливки из алюминиевых, магниевых, титановых сплавов и стал
согласно OCT I 90074-72 разделяются на 4 группы контроля, из
которых нашли применение только группы 2 (основное применение)
2а (ограниченное применение)
Группа 2 Предусматривает контроль механических свойств от- дельно отлитых образцов данной плавки, а также контроль деталей на внутренние (рентгеноконтроль) и внешние (люминесцентный контроль; дефекты
Группа 2а Предусматривает для неответственных деталей только контроль механических свойств по результатам от- дельно отлитых образцов плавки и контроль на внеш- ние дефекты
Рентгеновский контроль является основным показателем качества
отливки, поэтому все ответственные расчетные детали, разрушени
которых связано с аварией, следует относить к группе 2 контрол
с объемом испытаний 100$ отдельных нагруженных мест деталей,
которые указываются на поле чертежа. При этом допускается
применять графическое обозначение методов контроля.
Вид контроля Метод контроля Условное графическое обозначение (М
Магнитный Капиллярный Акустический Радиационный - Магнитопорошко- вый Цветной краской Лишнесцентный Ультразвуковой Рентгеновский © ©
80
8. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА ЧЕРТЕЖАХ
Технические требования (текстовая часть чертежа) в соответ-
ствии с ГОСТ 2.316-68 излагают, группируя вместе однородные и
близкие по своецу характеру требования по возможности в следу-
ющей последовательности:
- требования теоретического чертежа и принципиальной
схемы;
- требования, предъявляемые к материалу, заготовке,
термической обработке;
- размеры, предельные отклонения размеров, формы,
взаимного расположения поверхностей;
- требования к качеству поверхностей, указания о
покрытии;
- условия и методы испытаний;
- указания о металлизации;
- указания о маркировании и клеймении;
- правила хранения, консервации, упаковки и
транспортировки;
- коэффициент использования материала (КИМ);
- коэффициент необработанных поверхностей (КНП);
- сведения о паспортизации
Ниже приведены примерные общие технические требования на чер-
тежах для различных категорий деталей.
8.1. МЕХАНООБРАБАТЫВАЕМЫЕ ДЕТАЛИ
I. Термообработка: бв = ... даН/мм2, группа контроля ... по
OCTI 00021-78.
2. Поверхность детали упрочнить по инструкции ПИ № ... .
3. Неуказанные предельные отклонения размеров по OCT I 00022-80.
4. Резьба по ОСТ ...
5. Сбеги, недорезы, проточки и фаски резьбы по OCT I 00010-81-
6. Острые кромки скруглить радиусом ...мм.
7. На главном виде малки условно не показаны,
8. Контур и малки детали выполнять по шаблонам, снятым с плаза,
9. При обработке закрытой малки, мест пересечения ребер с полка-
ми допускается уступ не более ... мм.
Врезание не допускается. '
10. Покрытие ...
П.Цроверить отсутствие дефектов после покрытия.
12. Контроль ...
13. Клеймить и маркировать ...
81
www.vokb-la.spb.ru
_________8.2. ДЕТАЛИ ИЗ ЛИСТОВОГО МАТЕРИАЛА И ПРОШЕЙ_____________
I. Деталь изготавливать по шаблонам, снятым с плаза, теоретичес-
кий чертеж №...
2. Термообработка: б. =... даН/мм2, группа контроля ... по
OCT I 00021-78.
3. Размер заготовки ...
4. Неуказанные предельные отклонения размеров, форм и расположе-
ния поверхностей по OCT I 00022-80.
5. Допускается утонение не более ...% от исходной толщины.
6. Острые кромки скруглить радиусом ...мм
7. Покрытие .. -
8. Проверить отсутствие дефектов после покрытия.
9. Размеры для справок .
Ю.Клеймить и маркировать ...
II.КИМ___________________________________________________________
8.3. ГОРЯЧЕШТАМПОВАННЫЕ ДЕТАЛИ
I. Штамповка из сплава ... по ОСТ ..., группа контроля ...
2. Штамповочные уклоны ...°.
3. Неуказанные штамповочные радиусы ... мм.
4. Площадь проекции ... см2
5. Предельные отклонения размеров штамповки по OCT I 41187-78,
класс ...
6. Термообработка: бе = ... даН/мм2, группа контроля ... по
OCT I 00021-78.
7. Поверхность детали упрочнить по инструкции ПИ № ...
8. Неуказанные предельные отклонения размеров, форм и расположе-
ния обрабатываемых поверхностей по OCT I 00022-80,
9. Острые кромки скруглить радиусом ...мм.
Ю.Контроль ... (указать метод и места контроля).
II.Покрытие ...
12. Проверить отсутствие дефектов после покрытия.
ТЗ.Клеймить и маркировать ...
14. КИМ, КНП.
82
8.4. ЛИТЫЕ ДЕТАЛИ
I. Отливка из сплава ... по ОСТ .... группа контроля ...
2. Литейные уклоны ...°.
3. Неуказанные наружные литейные радиусы ...мм.
4. Неуказанные внутренние литейные радиусы ...мм.
5. Предельные отклонения размеров отливки по .... класс ....
6. Исправление дефектов отливки в зоне (указать зону)допускается
(не допускается).
7. Раковины и включения в зоне (указать зону) допускаются
(не допускаются).
8. Термообработка: б. =... даН/мм^, группа контроля ... по
OCT I 00021-78.
9. Поверхность детали упрочнить по инструкции ПИ №....
Ю.Неуказанные предельные отклонения размеров, форм и расположе-
ния обрабатываемых поверхностей по OCT I 00022-80.
II. Острые кромки скруглить радиусом ...мм.
12 .Контроль ... (указать метод и места контроля).
13 .Покрытие ...
14 .Проверить отсутствие дефектов после покрытия
15 .Клеймить и маркировать ...
16 .КИМ, КПП.
________8-5- УКАЗАНИЯ О МАРКИРОВАНИИ И КЛЕЙМЕНИИ ДЕТАЛЕЙ__________
Содержание маркирования: обозначение изделия по основному кон-
структорскому документу^ Обозначение маркировки - Ч.
Содержание клеймения: окончательная приемка изделия. Обозначе-
ние клейма - К.
Способы нанесения маркировки или клейма и их обозначения:
Ударный - у; гравированием - г; травлением - т; краской - к;
литьем или штамповкой - л; электрохимическим способом - эх.
Типовые формулировки маркирования и клеймения:
I. Маркировать ЧУ (Чг.Чк и т.д.) шрифтом ПО-3 ГОСТ 2930-62
и клеймить Ку (Кг, КК и т.д.), когда можно маркировать
и клеймить в любом месте детали..
2. Маркировать шрифтом ПО-3 ГОСТ 2930-62, когда на чертеже
определено мерто маркировки и клеймения .
WWVj83b-la-sPb-rlJ
^ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ КОНСТРУКЦИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛ!
Применение армированных композиционных материалов (К.!) на ос-
нове стеклянных, углеродных, органических, борных волокон, метал-
лических наполнителей, полимерных термопластичных и термореактив-
ных матриц (связующих), металлических матриц в сочетании с эффек-
тивными технологическими процессами, за счет целенаправленной ори
ентации свойств материала в соответствии, с назначением конструкци
действующими на нее нагрузками и условиями эксплуатации позволяет
создать конструкции, обладающие меньшей массой и свойствами, кото
рые невозможно получить при использовании традиционных материалов
В процессе создания конструкции с заданным спектром нагрузок
конструктор выбирает исходные компоненты (наполнитель и матрицу),
определяет рациональную структуру материала (ориентацию волокон) i
соответствии с действующими нагрузками и особенностями технологи-
ческого процесса.
Свойства ЮЛ зависят не только от свойств наполнителя и матри
цы, но и от способа армирования (намотка, выкладка). При этом
свойства КМ определяются, в основном, свойствами однонаправленног
слоя ЮЛ, ориентированного по направлению действующих главных нап-
ряжений.
Основные свойства ЮЛ с однонаправленным расположением воло-
кон, которые достаточно полно характеризуют свойства ЮЛ с набороь
любой ориентации наполнителя, приведены в таблице.
Материал Плот- ность, г/см5 Предел прочности, даН/мм2 Модуль упругости, даН/мм2
Р бе Фсж Ес &
Стеклопластик 2,10 175 65 4,8 5700 900 520
Органопластик 1,38 180 28 4,2 7200 490 200
Углепластик 1,50 НО 45 2,7 18000 620 50
Боропластик 2,00 160 240 10,2 21000 1900 620
Углеалюминий' 1,25 по 60 4,5 20000 — —
Бороалюминий 2,64 140 200 8,4 23000 14000 6300
даН/мм2
даН/ммz
% , ?
даН/мм^
даЦ/ммл
даН/мм
Физические величины, характеризующие свойства ЮЛ и исходных
компонентов (наполнители и матрица), приведены в таблицах в сле-
дующих единицах:
0Р
О С*
5
£₽
Е с
&
4
- предел прочности при растяжении вдоль волокон
- предел прочности при сжатии вдоль волокон
- относительное удлинение при разрыве
- модуль упругости вдоль волокон
- модуль упругости поперек волокон
- модуль упругости при сдвиге
- плотность материала
- теплостойкость по Мартенсу
- ударная вязкость
- предел прочности при межслоевом сдвиге
Ниже приведены основные справочные и руководящие
кДж/смб
ддН/ьаГ
материалы по’ элементам конструкций из ЮЛ; методики их проектиро-
вочного и поверочного расчетов на прочность представлены в работ
12,7,12] •
84
9.1. ХАРАКТЕРИСТИКИ НАПОЛНИТЕЛЕЙ КМ
В волокнистых КМ высокопрочные волокна, ориентированные в
направлении действия основных напряжений, обеспечивают потребную
прочность и жесткость конструкции.
Элементарные волокна наполнителя при изготовлении конструкций из
КМ используются, в виде первичных нитей, прядей некрученых нитей -
жгутов (ровницы, ровинга), крученых нитей, лент и тканей.
9.I.I. ХАРАКТЕРИСТИКИ ВОЛОКНИСТЫХ НАПОЛНИТЕЛЕЙ КМ
Марка наполнителя Диаметр волокна, мкм Плотность Р. г/см3 Модуль упругости Е, даН/мм2 Предел прочности при растя- жении о, даН/мм2 Удлинение при разрыве %
BM-I УП ВМП CBM АРМОС Терлон-СД Кевлар-49 УКН-П/5000 Торнел-300 БВ Волокна С Волокна В Карбид кремния в крис Проволока: -титан< -бериллий -сталь -нерж, сталь -сплав АМГ-6 Стеклянные 7-12 7-12 7-12 Органичес: 7-15 7-10 7-10 7-10 Углеродные 7-9 Борное во. 100 - 200 Наполните.) 7 100 - 180 зталлах 100 - 2Б0 100 - Б00 ХБО ХБО 100 - ХБО волокна 2,58 2,47 2,Б6 <ие волокне 1,3-1,45 1,43 1,44 Х,4Б волокна 1,73 1,70 IIOKHO 2,6 ни для мете 1,75-1,95 2,6 3,2 4,5 1,86 7,8 7,8 2,64 9500 8500 9500 3 13Б00 16000 7000 14000 23000 24500 42000 зллических 38000 42000 49000 1X000 32000 20600 21000 32000 350 500 4Б0 380 - 420 450 - ББО ЗБО - 380 360 - 380 280 378 34Б КМ 140 - 240 350 990. 1X0 - 140 130 - 140 360 - 370 420 - 460 7X0 4,8 5,0 Б,0 3,4 3,0 - 3,5 2,6 - 2,8 2,7 - 3,5 1,0 1,Б 0,8 4,Б 0,9 0,3 20,0 30,0 40,0 1Б,0
9.1.2. ХАРАКТЕРИСТИКИ ТКАНЫХ НАПОЛНИТЕЛЕЙ КМ
Марка наполнителя Толщина ткани, мм Поверхно- стная плотность, г/м2 Разрывная нагрузка Примечание
ПО основе, даН/мм* по утку, даН/мм
т-хб Т-10-80 Т-12 Т-13 УТ-900 ЛУ-П-0,1 ЭЛУР-П-0,1 Ткани на 0,23 0,2Б 0,30 0,27 Ткани и 0,22 0,09 0,09 основе сте 290 290 \ 370 28Б еенты на о< 240 1,7 1,7 эклянных ВС 470 БХО 390 300 знове угле! Б90 260 230 злокон 260 260 230 190 золокна 590 Ткань, сатин Ткань, сатин Ткань, сатин Полотно Ткань Лента Лента
85
www. vokb- la. spb. ru
Iм WH Й0° S СЛ** MNt-l I I tj Й JOCO ~op w it»co N ы|
9.2. ХАРАКТЕРИСТИКИ МАТРИЦ ДЛЯ КМ
В волокнистых Ий'податливая матрица, заполняющая межволоконное пространство, придает моно-
литность КМ, фиксируя форму изделия и взаимное расположение отдельных волокон наполнителя, рас-
ппелеляет пейптвуппие напряжения по объему КМ, обеспечивая совместную работу отдельных волокон
ндаолнителя, равномерную нагрузку на волокно й ее перераспределение при разрушении отдельных во-
локон, наполнителя за счет собственной жесткости и силового взаимодействия на границе раздела
матрица - наполнитель,
9.2.1. ХАРАКТЕРИСТИКИ ОТВЕРВДЕННЫХ МАТРИЦ КМ
Марка матрицы Плотность, г/см3 Предел прочности, даН/мм^ Модуль упругости, даН/мм2 Относи- тельное удлинение, % Теплостой- кость по Мартеноу, К Примечание
р аР о__ сж ®Р а т
ЭД-20 эдг-ю, (эпоксидная) 1,20 - 1,40 1,26 - 1,50 . Тер 5,9 - 8,8' 8,9 - 9,3 иореактивные 14*.7 - 16,7 12,7 -16,7 матрицы 590 - 880 890 - 930 1,0 - 2,5 200 - 220 Для конструкци- онных КМ. пабо- тающих при тем- пературе от 100 до150°С
Полиэ- фирные смо- лы: ПН-63 Полиимидная 1 П ттгмлпт! тт_Т 1,29 - 1,31 1,25 - 1,50 Т.ПЭ - Т.20 2,5 - 3,4 9,0 - 9,5 4.3 - 4.7 13,7 20,0 - 28,0 250 - 340 320 - 500 430 - 470 1,0 - 2,0 1,0 - 1,2 1,25-1,34 353 350 - 450 353 - 378 Для конструкци- онных КМ, рабо- тающих при тем-
Продолжение
Марка матрицы Плотность, г/см3 Предел прочности, даН/мм2 Модуль упругости, даН/мм2 Относи- тельное удлинение, % Теплостой- кость по Мартеноу, К Примечание
Р аР асж ®Р б Т
Полиэтилен низкого дав- ления - Полиамид ПМ-67 Фторопласт- Алюминиевые сплавы: - АД-1 -АМГ-6 Магниевый сплав MA2-I Титановый сплав ОТ-4-1 Никель 1,25 - 1,29 1,30 - 1,40 1,70 - 1,90 2,71 2,64 1,8 4,45 2,9 Т 2,0 - 4,5 13,0 1,6 - 3,1 М( 15,0 32,0 26,0 60 - 75 40 - 50 эрмоплаотичн! 2,0 - 4,6 20,0 - 30,0 2,0 эталлические 15,0 32,0 26,0 60 - 70 40 - 50 io матрицы 600-850 320 350 матрицы 7100 7100 4000 ' 11000 20500 3,0 - 6,0 9,0 - 20,0 16 - 31 20 25 10 20 40 660 660 851 1730 1453 Для несиловых элементов конс- трукции из КМ, работапцих„при' температуре от -50- до +50°С Для конструкци- онных КМ, рабо- тающих при температуре до 1000°С
www. vokb- la. spb. ru
3
9.3. СОСТАВ И СВОЙСТВА KM
Плотнооть, Продал прочности, Модуль Технологичеокне
упругости, свойства и применение
Мерка материала г/ом3 даИ'/мм2 даН/'мм2
,наполнитель ^матрица >
р °Р асж т СД Е»Ю-3
1 Стеклопластики Обтекатели, капоты, аак-
2,2 93-115 46-69 5-7 4,6-5,6
инь -Щудо.хиш СТП-97С рылки, панели фюзеляжа
, BM-I v 1,95 48-55 35-64 5-7 2,6-3,2 Несиловые детали
'полиамидная ’
Текотолиты
Стеклотекстолит КАСТ-3 1,85 30 30 5-7 3,5-4,5 Механообрабатываемые
Текотолит ПТК 1,40 10 10 3-5 I,5-2,0 антифрикционные детали
Органоепоксидный Кщоднонаправл.) Органошгасп ПСИ Ударопрочные конструк- ции: обшивки, панели,
,органоволокно эпоксидная ’ 1,30-1,38 140-220 28-31 4,0-6,4 7,8-9,5 обтекатели
fкевлар-49 > 'эпоксидная ' 1,28-1,31 374-561 32-35 Углепластик! 4,9-5,6 ! 2,4-4,0 Панели и подкрепляющие
КМУ-3
, вмн-з х I »5 I05-110 40 5,0-7,0 12-15 элементы силового набо-
' эпоксифенольная ра планера. Допускает
КМУ4-Л 1,5 65 - 80 40 3,0-4,8 12-18 прямой контакт с титано- выми оплавами типа ОТ-4,
КМУ-4Э сталью ЗОХГСА через под-
/ ЭЛУР-010811 \ ( УН<ЫГ" > КМУ-8 1,7 II0-I20 80 Б,0-7,0 12-15 слой клея BK-9 Силовые панели, работаю-
/ ЭЛУР—0«08П \ полйимидаэя 9 1,7 НО 45 7,0-8,0 12,5 щи0 при повышенных тем- пературах
www. vokb- la. spb. ru
Продолжение
Марка материала ^наполнитель > 'матрица ' Плотнооть, г/см3 Предел прочности, даН/мм2 Модуль упругости, даН/мм2 Технологические свойства и применение
р аР °ож т од Е»10-3
КМБ-1М /бороволокно . «комн,» > ,бороволокно ч 'эпоксидная мод/ Борокарбоволок- нит (борокарбо- стеклонить/ эпок- сидная смола) Органоутлеволок- нит (Торнел-300+ Кевлар-49/эпок- сидная смола) Бороалюминий ^волокна бора/ Углеалюминий (ЭЛУР-П-0,1/ АМГ-6) Углеалюминий (ЛУ-2/АМГ-6) КТМ-2 ПАП-С 2,0 1,90-2,00 1,84 1,51 2,49 2,1 2,25 1,29 1,25 120 120 164 121 120-140 II0-I20 100 26,0 22,0 Бороплаотик 116 150 Гибридные И 84 69 Металличесга 65 55 45 Тормоплаотич 23,5 23,0 и 6,0 8,0 1 6,31 5.5-8,5 io км ине КМ 27 25,0 21,5 10,825 25 15 13 11,8 9,73 Силовые конструкции, ра- ботающие на, сжатие в ус- ловиях повышенных темпе- ратур Ударопрочные конструк- ции: обшивки, лонжероны, нервюры, обтекатели. Высокопрочные, выооко- модульные конструкции, работающие в условиях повышенных температур. Технологичны при различ- ных видах обработки, хо- рошая овериваемость и коррозионная стойкость. Легкие.высокопрочные, ударостойкие конструкции; обшивки,панели,детали интерьера,кресла.
9.4. ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТИ ПОЛУЧЕНИЯ
КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ ИЗ КМ
Окончательная форма и структура изделия из композици-
онного материала образуется намоткой на справку или выклад-
кой в форму пропитанных связующим нитей, ровницы, жгутов,
однонаправленной или тканой ленты под различными углами к
продольной оси изделия с последующим отверждением под дав-
лением в специальных термопечах или автоклавах.
Из композиционных материалов изготавливают тонкостенные
стержни, используемые в качестве элементов ферменных конструк-
ций, стрингеров, поясов балок и слабоизогнутых рам ; балочные
элементы однородной или слоистой конструкции, работающие на!
поперечный изгиб, например,лонжероны; крупноразмерные элементы
конструкции,имеющие форму оболочек вращения, а также элементы
конструкции коробчатого или более сложного поперечного сечения.
В качестве элементов обшивок, обладающих высокой удельной
прочностью и жесткостью, используются плоские или подкреплен-
ные панели, образованные совокупностью ориентированных различ-
ным образом композитных слоев.
Изготавливаются также металлические балки, пояса которых
усилены накладками из КМ.
КМ используются в виде однонаправленных жгутов, например,
из ооропластика, обладающего высоким модулем упругости, для
усиления профилей из алюминиевых сплавов.
В процессе формообразования конструктивных элементов из
КМ возможно получение листовых композиций о постоянной или
переменной толщиной от 0,Б0 до 2Б,0 мм при любом сочетании
сопрягаемых толщин.
Предельные отклонения по толщине ±0,10 мм.
При формовании тонкостенных пространственных элементов
конструкции (типа стенок, нервюр, коробок) минимальные внут-
ренние радиусы гиба со стенки на борт 1,0—1,Б мм. для ор-
ганопластиков и стеклопластиков; 1,5—2,0 мм. для углеплас-
тиков; БО___1Б0 мм. для боропластиков.
После формования элементы конструкции из КМ могут дора-
батываться всеми видами механической обработки с применением
твердосплавного или алмазного инструмента.
Для механического соединения деталей из КМ применяются
специальные вида крепежа: полупустотелые заклепки, игольчатые
и штифто-болтоные крепежные элементы.
В местах соединения элементов конструкции из КМ с метал-
лическими деталями рекомендуется вводить между слоями КМ тон-
кую фольгу из титановых сплавов или нержавеющей стали толщи-
ной б,03...0,1 мм.
эо
9.5. КОНСТРУИРОВАНИЕ И ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ПРОИЗВОДСТВА ИЗДЕЛИИ ИЗ КМ
91
www. vokb- la. spb. ru
ЛИТЕРАТУРА
I. Александров В.Г., Базанов Б.И. Справоч-
ник по авиационным материалам и технологии их применения.- И.:
Транспорт, 1979.
2. Воробей В.В., Сироткин О.С. Соединения
конструкций из композиционных материалов.- Л.: Машиностроение,
Ленингр. отделение, 19®.
3. Гиммельфарб А.Л. Основы конструирования в са-
молетостроении.- М.: Машиностроение, 1980.
4. Допуски и посадки. Справочник. В 2-х ч./ В.Д.Мягков и др.
- 6-е изд., перернб. и доп. - Л.: Машиностроение, Ленингр. отде-
ление, 1983. \
5. Ендогур А.И., Вайнберг М.В., Иеруса-
лимский К.Н. Сотовые конструкции: выбор параметров и проек-
тирование,- М.: Машиностроение, 1986.
6. Житомирский Г.И. Конструкция самолетов: Учеб-
ник для студентов авиационных специальностей вузов,- М.: Машино-
строение, 1991.
7. Композиционные материалы. Справочник/ В.В. Васильев и др.
Под общ. ред. В.В. Васильева, Ю.М. Тарнопольского.- М.: Машино-
строение, 1990.
8. Л и з и н В.Г., П я т к и н В.А. Проектирование тонко-
стенных конструкций. 2-е изд., перераб. и доп,- М.: Машинострое-
ние, 1985.
9. Мельников П.С. Справочник по гальванопокрытиям
в машиностроении,- М.: Машиностроение, 1979.
10» М о л о д ц о в Г. А. Применение современных композицион-
ных материалов в самолетостроении: Учебное пособие,- М.: Изд-во
МАИ, 1984.
II. Орлов П.И, Основы конструирования: Справочно- методи-
ческое пособие в 3-х книгах.- М.: Машиностроение, 1977.
12. Основы проектирования и изготовления летательных аппара-
тов из композиционных материалов: Учебное пособие/ В.В. Васильев
и др,- М.: Изд-во МАИ, 1985.
13. Полуфабрикаты из титановых сплавов/ В.К. Александров и др.
- М.: Металлургия, 1979.
14. Проектирование конструкций самолетов: Учебник дляпстуден-
тов вузов, обучаадихся по специальности "Самолетостроение /
Е.С. Войт и др.- М.: Машиностроение, 1987.
15. Конструирование деталей: Учеб, пособие к курсовому проекти-
рованию. - №.: Изд-во МАИ, 1985.
92
ОГЛАВЛЕНИЕ
8 3 8>8 g g g gg Я й 8 £ й fc |!;g S8 $8 8 £ 8 В
Предисловие ............................................ 3
I. Материалы и полуфабрикаты^^.......................... 4
I.I. Черные и диетные металлы -и полуфабрикаты ... 6
1.2. Ограничитель сортамента металлических
полуфабрикатов .............................................. 13
1.3. Неметаллические материалы и полуфабрикаты .... 24
1.42 Заполнители сотовые............................ 29
2. Проектирование деталей, получаемых механическое
обработкой.........................................
2.1. Шероховатость поверхности при различных
методах обработки ..............................................
2.2. Рекомендации по назначению шероховатости
поверхности деталей ............................................
2.3. Сравнение квалитетов по СТ СЭВ 144-75 с
классами точности по системе ОСТ ...............................
2.4. Рекомендуемые но СТ СЭВ 144-75 посадки для
размеров от I до 500 мм .................................
2.5. Рекомендации по назначению посадок ........
2.6. Методы обработки, обеспечивающие получение
различных квалитетов ...........................................
2.7. Свободные предельные отклонения лазмавов,
формы и расположения поверхностей деталей по OCT I 00022-80
2.8. Резьба ,...............................
2.9. Выход резьбы; сбеги, недорезы, недокаты,
проточки, фаски по OCTI 00010-81 ...............................
2.Ю. Глубины отверстий в зависимости от размеров
нормальных сверл, зенкеров и разверток .................
2. II. Места под ключи гаечные'. Размеры
по ГОСТ 13682-68 ...............................................
2.12..........Обработка мест под головки болтов и гайки
цековкой ;................................................
2.13. Унификация элементов фрезерования .........
3. Проектирование деталей, подучаемых методом холод-
ной гибки и штамповки ..........................................
3.1. Минимальные радиусы гибки листового
материала
3.2. Отбортовки в деталях из листового материала
по ГОСТ 17040-71 ...........................................
3.3. Выпуклый и вогнутый борт деталей из листового
материала по ГОСТ 17040-71 .....................................
3.4. Рифты деталей из листового материала
по ГОСТ 17040-71 ...............................................
3.5. Длинд развертки детали при гибке из листа .
3.6. Скругления в углах разверток деталей из лис-
тового материала ...............................................
3.7. Подсечки деталей из листового материала
по OCTI 52468-80 ...............................................
3.8. Предельные отношения высоты борта к его
радиусу по OCTI 51813-75 .......................................
3.9. Фестоны глухие и вырезанные. Форма и размет® ..
по OCTI 00126-74 ...............................................
3.10. Вырезы под стрингеры ......................
3.II. Предельные отклоненияразмеров холодно-
штампованных деталей из листа по ОСП 00022т-80 .............
3.12. Подсечки прессованных профилей
по OCTI 03668-74 ...............................................
93
www.vokb-la.spb.ru
3.13. Максимальные углы гибки (малковки) прессован-
ных профилей по OCTI 00129-74 ..................................
3.14. Минимальные радиусы изгиба прессованных
профилей
4. Проектирование деталей из горя^ештампованных
заготовок .....................................................
4.1. Конструктивные элементы горячештампованных
заготовок
4.2. Предельные отклонения размеров горячештампо-
ванных заготовок ..............................................
5. Проектирование деталей из литых заготовок ............
5.1. Рекомендации по выбору способа литья ............
5.2. Конструктивные элементы литых заготовок .........
5.3. Предельные отклонения размеров отливок из
стали по ГОСТ 2009-55 .........................................
5.4. Предельные отклонения размеров отливок из
алюминиевых, магниевых и титановых сплавов по ОСТ 41154-72 •
6. Защита деталей от коррозии .................................
6.1. Таблица допустимости контактов металлов .........
6.2. Выбор защитных покрытий .........................
7. Контроль качества деталей ............................
7.1. Контроль термической и химико-термической
обработки
7.2. Контроль качества штампованных заготовок .
7.3. Контроль качества литых заготовок ........
8. Основные технические требования на чертежах ..........
8.1. Механобрабатываемые детали..................
8.2. Детали из листового материала и профилей ........
8.3. Торячештампованные детали .......................
8.4. Литые детали ....................................
8.5. Указания о маркировании и клеймении деталей ...
9. Проектирование элементов конструкций из
композиционных материалов......................-.............
9.1. Характеристики наполнителей КМ .................
9.2. Характеристики матриц для КМ ...................
9.3. Состав и свойства КМ ...........................
Литература ...................................................
9.4. Технологические возможности получения
конструктивных элементов из КМ ...............................
9.5. Конструирование и технологические особенности
производства изделий из КМ ...................................
Литература ...................................................
££ 8 2 Ж* 2 3 та 8 Й g S S
www.vokb-la.spb.ru
Тем. план 1993, поз. Т
Авдохина Татьяна Михайловна
Алявдин Игорь Михайлович
Васильев Валентин Владимирович
Колганов Андрей Федорович
Красоткин Анатолий Александрович
Мальчевский Виктор Владимирович
Резниченко Вячеслав Иванович
Степанов Александр Николаевич —
Баталов Игорь Алексеевич
КОНСТРУИРОВАНИЕ ДЕТАЛЕЙ САМОЛЕТА
Редактор Е.Г. Ремнева Техн. редактор Е.А. Смирнова
Ъдписано в печать 18.05.93
Зум. офсетная. Формат 60x84 I/I6. Печать офсетная
Усл. печ. л. 5,58. Уч.-изд. л. 6,00. Тираж 1000
Зак .2248/ 634. С60. Отпускная цена для реализации в МАИ 46 руб.
Типография издательства МАИ
[25871, Москва,Волоколамское шоссе,4
/
www.vokb-la.spb.ru