/

















































































































































































































Автор: Вильямс Дж.
Теги: электротехника кибернетика программирование информатика
ISBN: 5-477-00126-7
Год: 2006


Текст
РОБОТ - СВОИМИ РУКАМИ
ПРОГРАММИРУЕМЫЕ
БОТЫ
Создаем ропота
для своей домашней мастерской
Иллюстрированные команды по
всему процессу монтажа и тести-
рования робота
Руководство по установке легкого
для понимания программного
обеспечения Windows для управ-
ления вашим роботом
Множество экономящих время
подсказок
Масштабирование и настройка
команд для монтажа именно
такого робота, который вы хотите
собрать
Источники для получения комп-
лектующих
Полный курс проектирования и
монтажа робота с числовым про-
граммным управлением
Дж. Вильямс
NT
PRESS
Робот - своими руками
Джефф Вильямс
Программируемые
роботы
Создаем робота д ля своей
домашней мастерской
Geoff Williams
CNC Robotics
Build your own
woi «shop bo
McGraw-Hill
New York Chicago San Francisco Lisbon London
Madrid Mexico City Milan New Delhi Sanjuan
Seoul Singapore Sydney Toronto
Джефф Вильямс
Программируемые
роботы
Создаем роб'Игл для • вм
домашней красъелскдо
Робот - своими r^ramn
NT Press
Москва, -2006
УДК 621.31
ББК 32.816
В46
Подписано в печать 21.08.2006. Формат 70x100 ’/16. Гарнитура «Баскервиль». Печать офсет-
ная. Усл. печ. л. 17,4. Тираж 4000 экз. Зак. № 6547.
Вильямс Дж.
В46 Программируемые роботы. Создаем робота для своей домашней мастер-
ской / Дж. Вильямс ; пер. с англ. А. Ю. Карцева. - М.: НТ Пресс, 2006. -
240 с.: ил. (Робот - своими руками)
ISBN 5-477-00126-7
В книге Джеффа Вильямса подробно рассматриваются элементы схем, исполь-
зуемые в устройствах числового программного управления: интегральные микро-
схемы, контроллеры шаговых двигателей и сами двигатели, мостовые драйверы и
другие элементы.
Описана технология изготовления печатных плат в домашних условиях мето-
дом термического переноса электрографического изображения с бумаги на поверх-
ность фольгированного пластика.
Приводятся различные схемы управления шаговыми двигателями, на основе
которых предлагается конструкция самодельного универсального станка с число-
вым программным управлением для использования в домашней мастерской и со-
ответствующее программное обеспечение.
Описания сопровождаются большим количеством фотографий, соответствую-
щих поэтапному изготовлению станка.
УДК 621.31
ББК 32.816
Original Edition copyright © 2005 by the McGraw-Hill Companies, Inc. All Rights Reserved.
Russian edition copyright © 2006 by NT Press. All rights reserved.
Все права защищены. Любая часть этой книги не может быть воспроизведена в какой бы
то ни было форм»* и какими бы то ни было средствами без письменного разрешения владель-
ца авторских прав.
Материал, изложенный в данной книге, многократно проверен. Но, поскольку вероят-
ность технических ошибок все равно остается, издательство не может гарантировать абсо-
лютную точность и правильность приводимых сведений. В связи с этим издательство не не-
сет ответственности за возможный ущерб любого вида, связанный с применением
содержащихся здесь :ведечий.
Все торговые знаки, упомянутые в настоящем издании, зарегистрированы. Случайное
неправильное использование или пропуск торгового знака или названия его законного вла-
дельца не должно рассматриваться как нарушение прав собственности.
ISBN 0-07-141-820-8 (англ.)
ISBN 5-477-00126-7 (рус.).
Copyright © McGraw Hill Companies, 2000
© Перевод на русский язык,
оформление «НТ Пресс», 2006
Маргарет, помощь и терпение которой
сделали эту книгу возможной
ФГЯЯЕСКПТО
ш - «smaa; —isw-—-тм—»rmii». ---w%=s<MiiBM—>i ir Tf — »- ir । т. ——
Глава 1. Замысел...................................................... 10
1.1. Почему я решил собрать собственный станок...................*....10
1.2. Портальный тип.........................;.........................11
1.3. Электродвигатели.................................................11
1.4. Линейное перемещение.............................................13
1.5. Устройства управления двигателями................................16
1.6. Винт с трапецеидальной резьбой................................... 16
1.7. Выбор размеров станка............................................16
1.8. Программное обеспечение..........................................18
Глава 2. Электроника....................................................20
2.1. Управление шаговым двигателем и интерфейс компьютера.............20
2.2. Устройство управления шаговым двигателем.........................21
2.3. Интерфейсная плата...............................................24
2.4. Контроллеры шаговых двигателей L297 и L297D......................27
2.4.1. Описание.....................................................27
2.4.2. Работа схемы.................................................30
2.4.3. Чередование фаз электродвигателя.............................31
2.4.4. Приложение...................................................34
2.5. Двухполупериодный мостовой драйвер L298..........................38
2.5.1. Описание................................................... 38
2.5.2. Инструкция по использованию.;................................44
2.5.3. Характеристики микросхем!1 L298 в корпусе Multiwatt 15V......48
2.5.4. Характеристики микросхемы 1298 в корпусе Multiwatt 15Н.......49
2.5.5. Характеристики микросхемы L298 в корпусе PowerSO20...........50
2.6. Контроллер шагового двигателя L297...............................52
2*6.1. Введение.....................................................52
2.6.2. Преимущества.................................................52
2.6.3. Микросхемы L298N и L293E.....................................53
2.6.4. Основы шаговых двигателей.................................. 54
Сглавлеп>г*
2.6.5. Формирование последовательности чередования фаз.............59
. 2.6.6. Сигналы INH1 и INH2........................................61
2.6.7. Другие сигналы..............................................63
2.6.8. Регулирование тока нагрузки.................................63
2.6.9. Прерывание фаз и задержки...................................64
2.6.10. Микросхема L297A...........................................67
2.6.11. Рекомендации по использованию..............................68
2.7. Драйверы шаговых двигателей Томас Л. Хопкинс....................73
2.7.1. Введение.................................................. 73
2.7.2. Выбор двигателя - униполярный или биполярный................73
2.7.3. Выбор топологической схемы управления.......................73
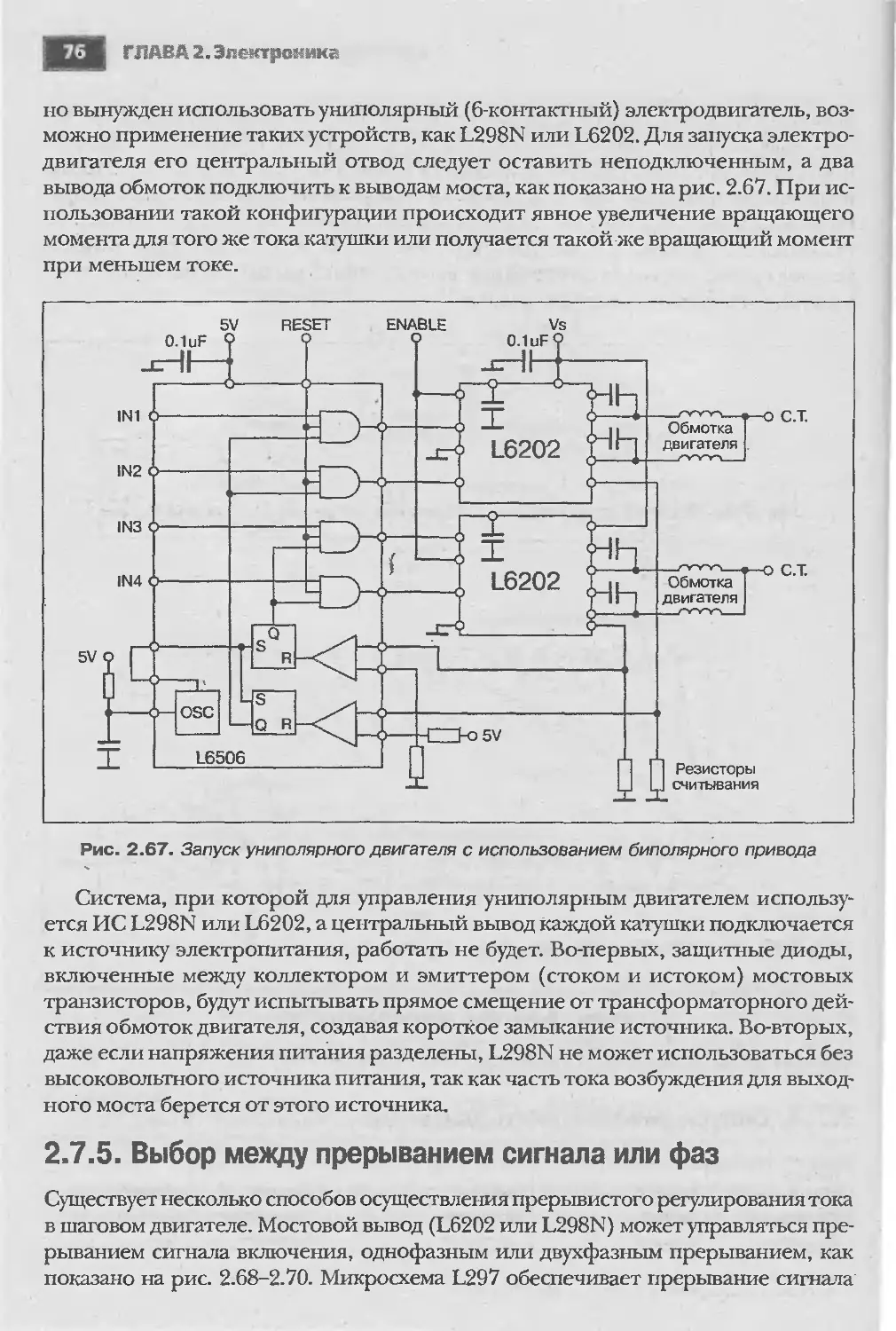
2.7.4. Запуск униполярного двигателя с ИС L298N или L6202..........75
2.7.5. Выбор между прерыванием сигнала или фаз.....................76
2.7.6. Стабильность прерывателя и звуковые шумы....................82
2.7.7. Почему электродвигатель не работает.........................87
2.7.8. Как избежать повреждений управляющего устройства............87
2.7.9. Подобранная дополнительная справочная информация........... 88
Глава 3. Изготовление печатной платы....................................89
3.1. Необходимые материалы и инструменты.............................89
3.2. Создание шаблонов...............................................89
3.3. Вырезание платы и ее очистка....................................94
3.4. Перенос тонера..................................................95
3.5. Травление......................................................100
Глава 4. Монтаж элементов..............................................104
Интерфейсная плата..................................................111
Глава 5. Установка программного обеспечения
и тестирование устройств...............................................113
5.1. Необходимый материал...........................................113
5.2. Создание тестовых файлов.......................................119
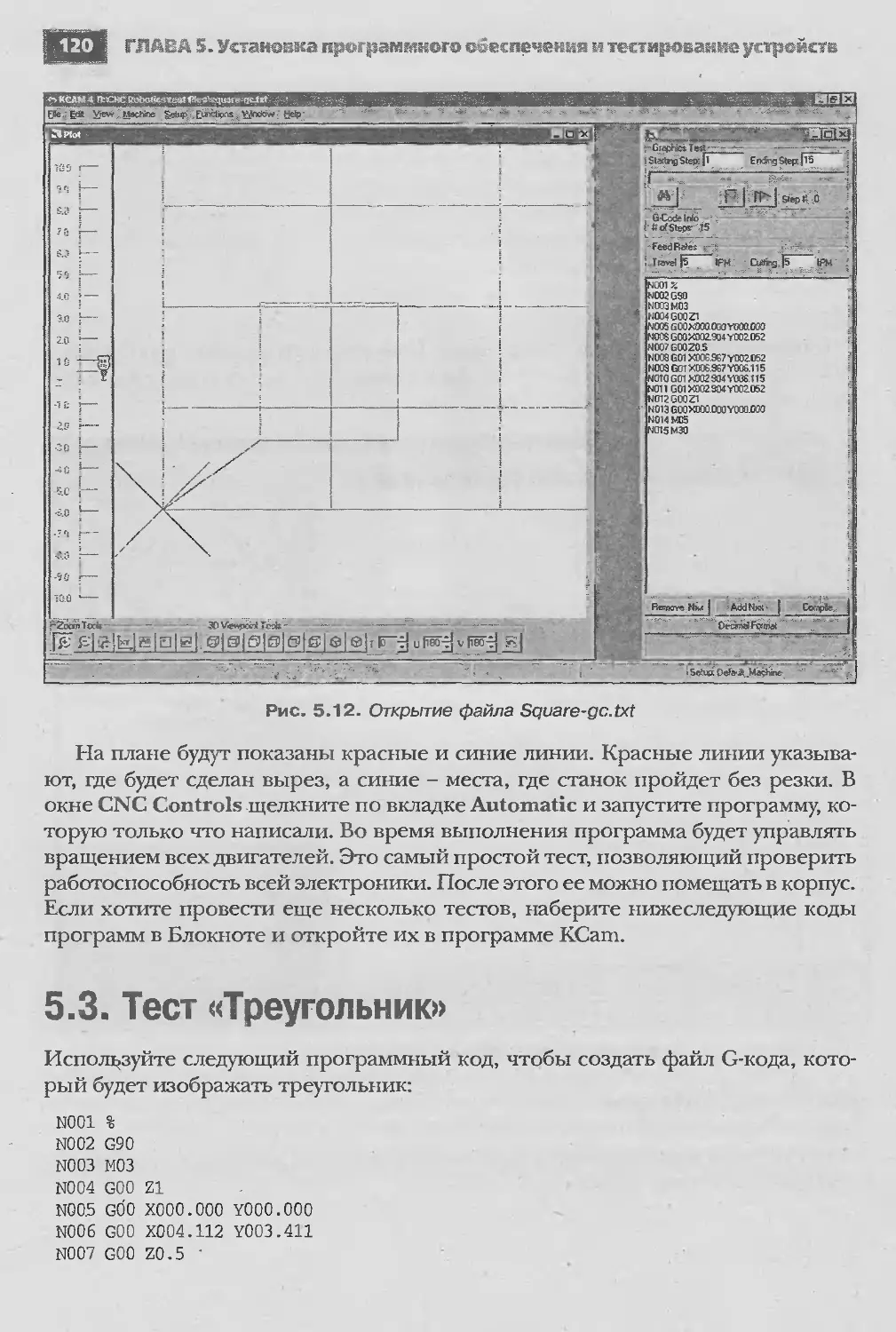
5.3. Тест «Треугольник».............................................120
5.4. Тест «Круг»....................................................121
5.5. Размещение электроники в корпусе...............................122
Глава 6. Несущая рама..................................................127
6.1. Материалы и инструменты...................................... 127
6.2. Болтовые соединения............................................130
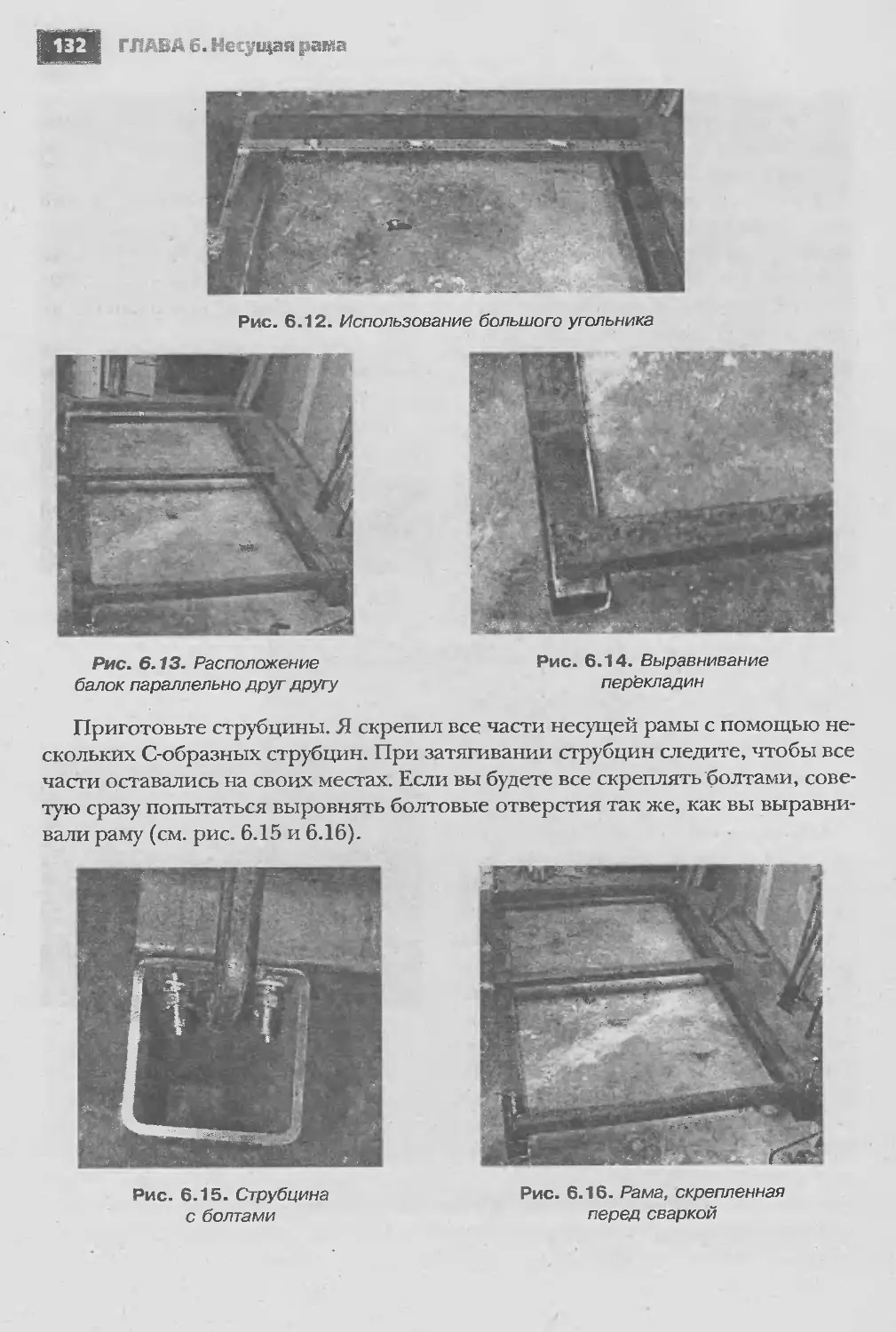
6.3. Сборка несущей рамы............................................131
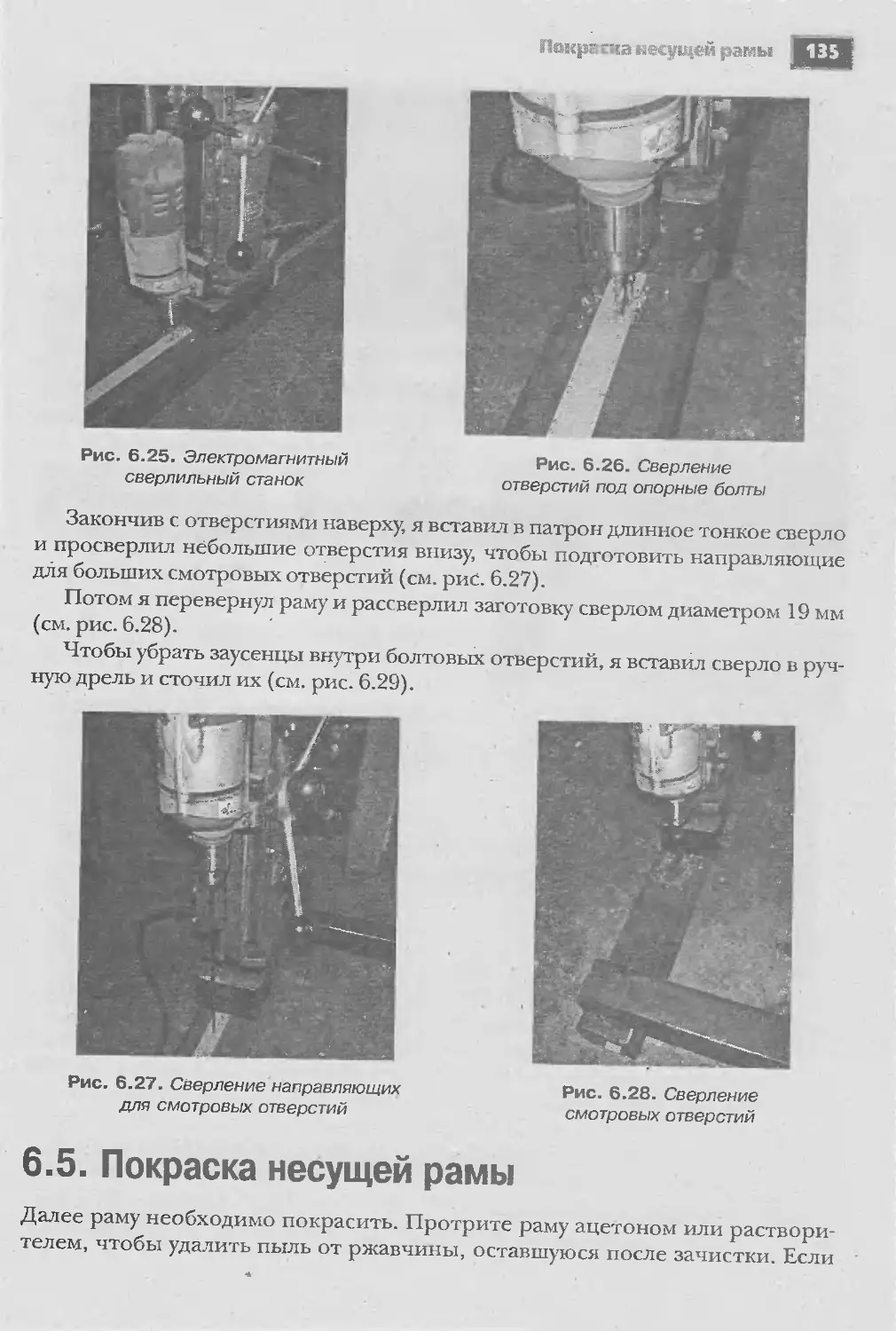
6.4. Отверстия для опорных болтов под направляющие рельсы...........133
6.5. Покраска несущей рамы..........................................135
П| м'раммиру'ял vs работы
Глава 7. Портал и направляющая по оси X.........................137
7.1. Портал...................................................137
7.2. Х-направляющая: установка опорной направляющей портала...140
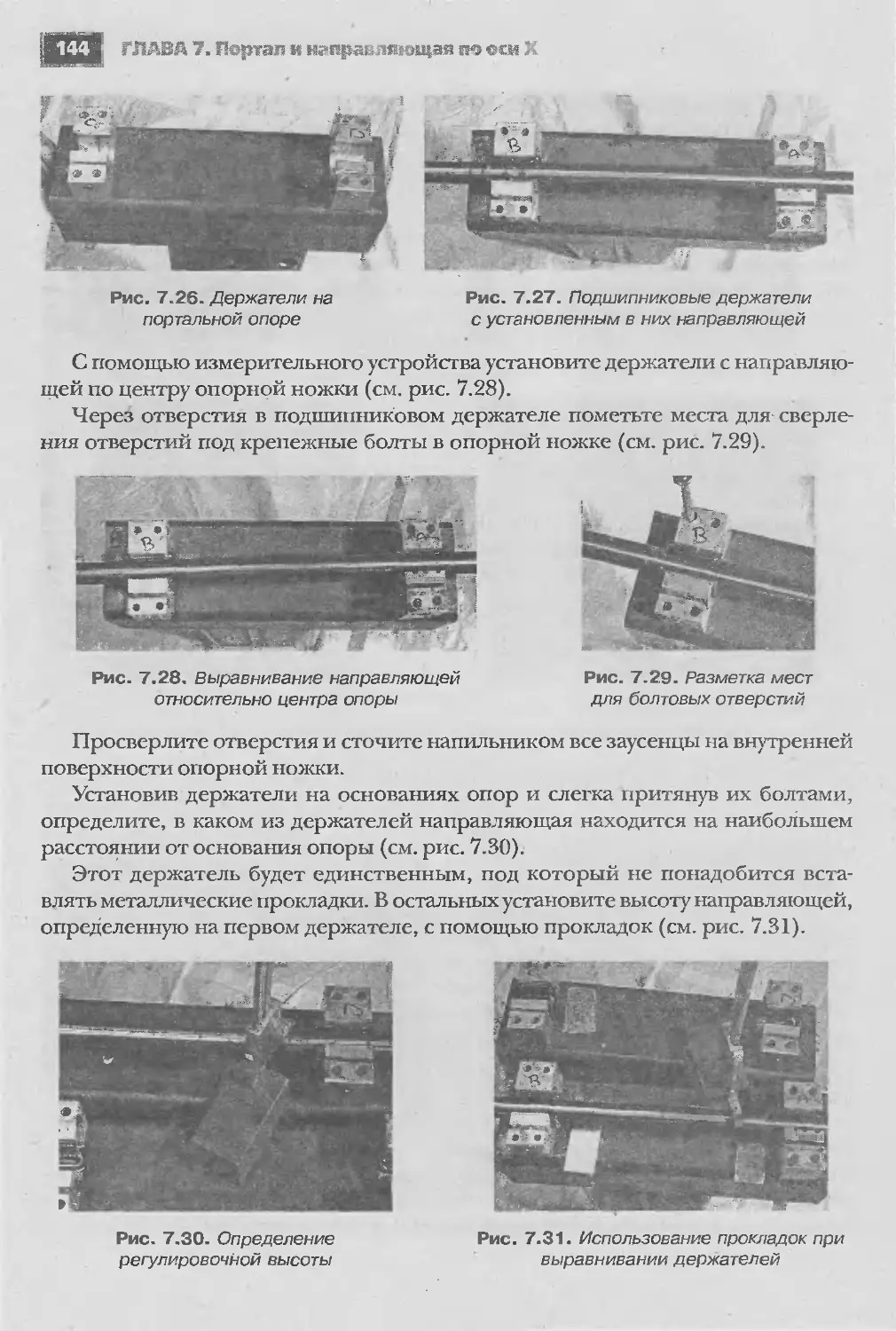
7.3. Подшипниковый деожатель................................ 142
Глава 8. Направляющие по координатам Z и Y......................146
8.1. Z-направляющая............................................146
8.2. Y-направляющая............................................. 149
Глава 9. Установка электродвигателей и подающих винтов...........152
9.1. Инструменты и материалы..................................152
9,2. ОсьХ.....................................................152
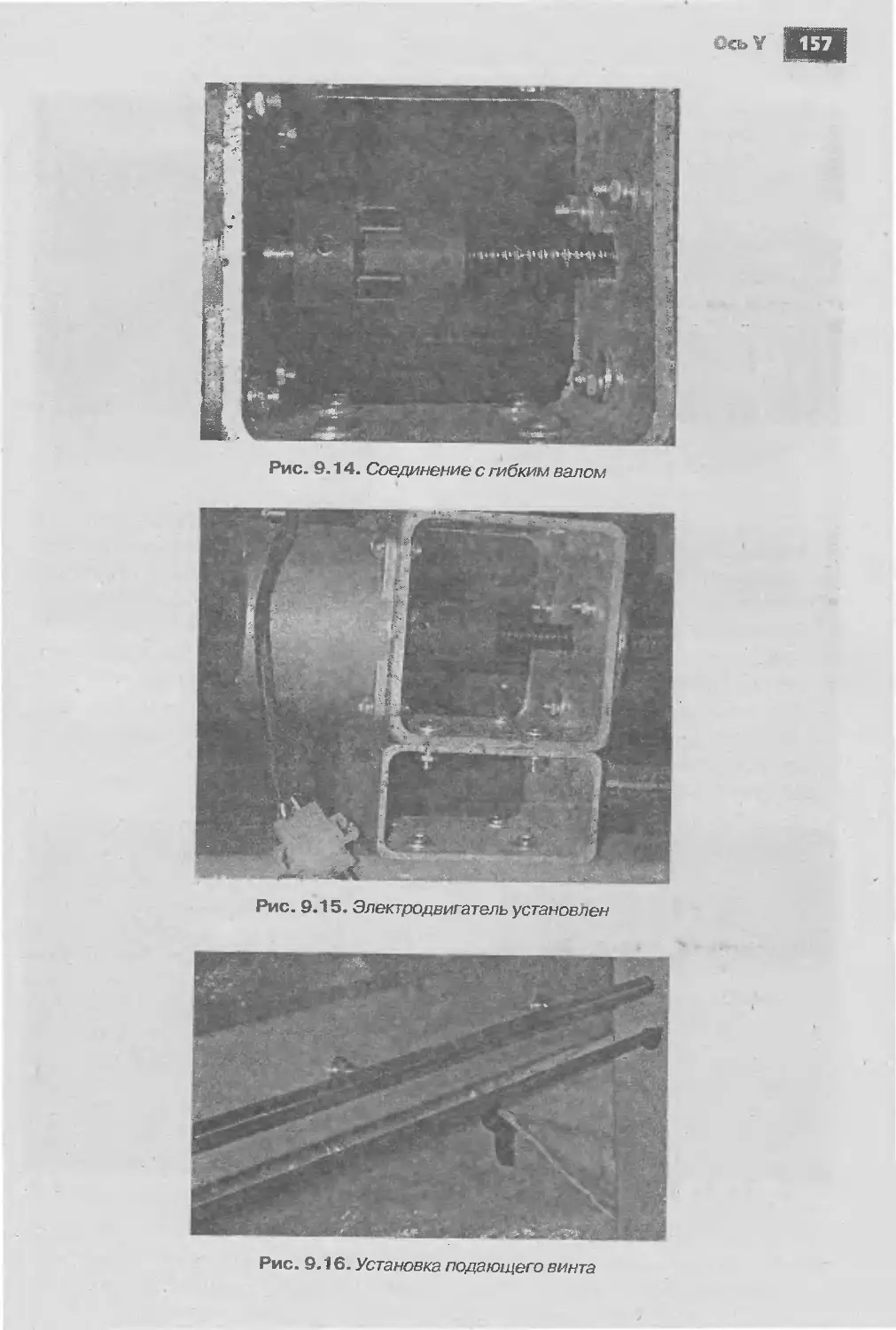
9.3. Ось Y.................................................. 156
9.4. Ось Z................................................... 159
9.5. Установка концевых выключателей...........................160
9.6. Ограничители на оси X...............;.....................162
9.7. Ограничители на оси Y.....................................163
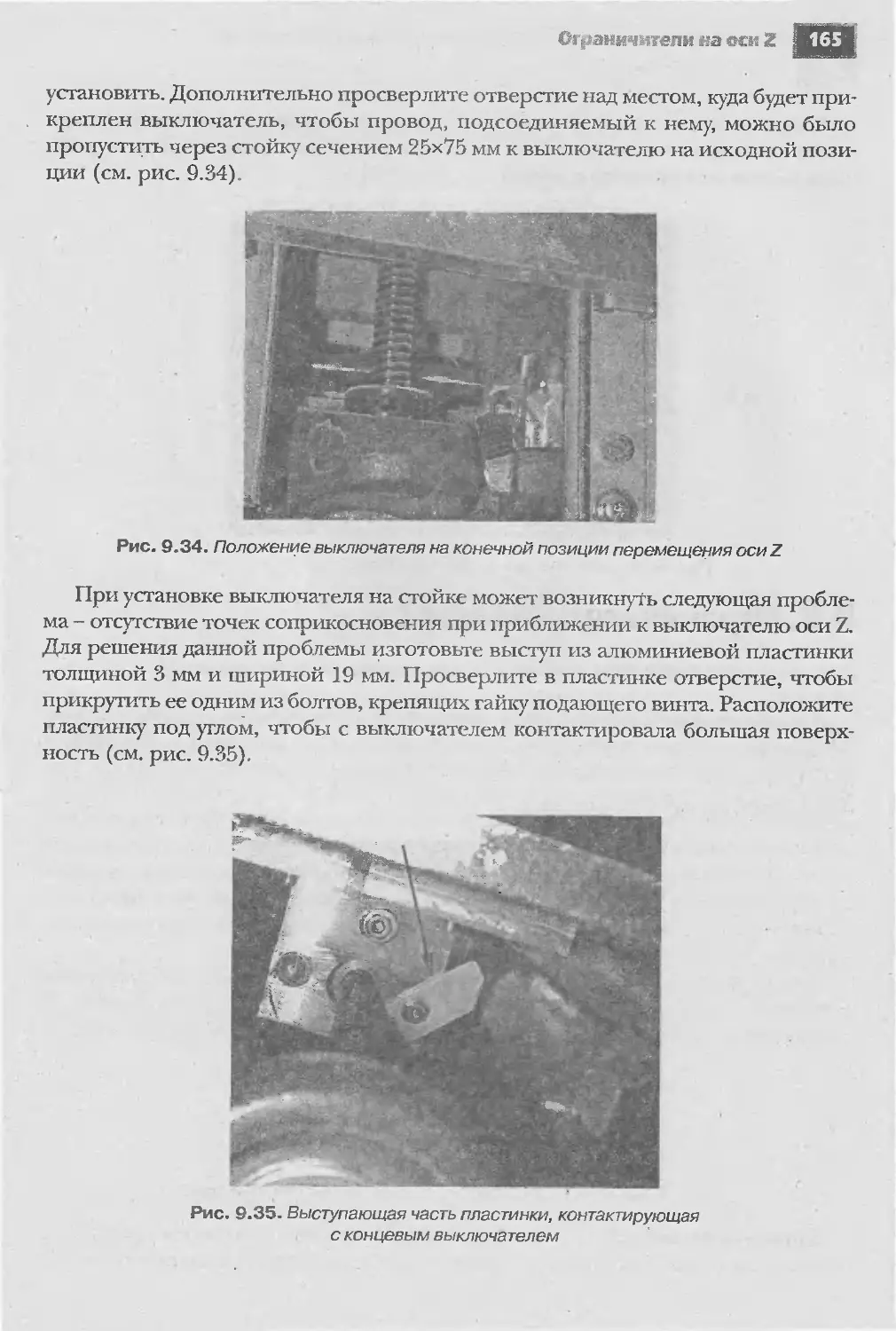
9.8. Ограничители на оси Z....................................164
Глава 10. Программа КСат и создание файлов............«Л.........168
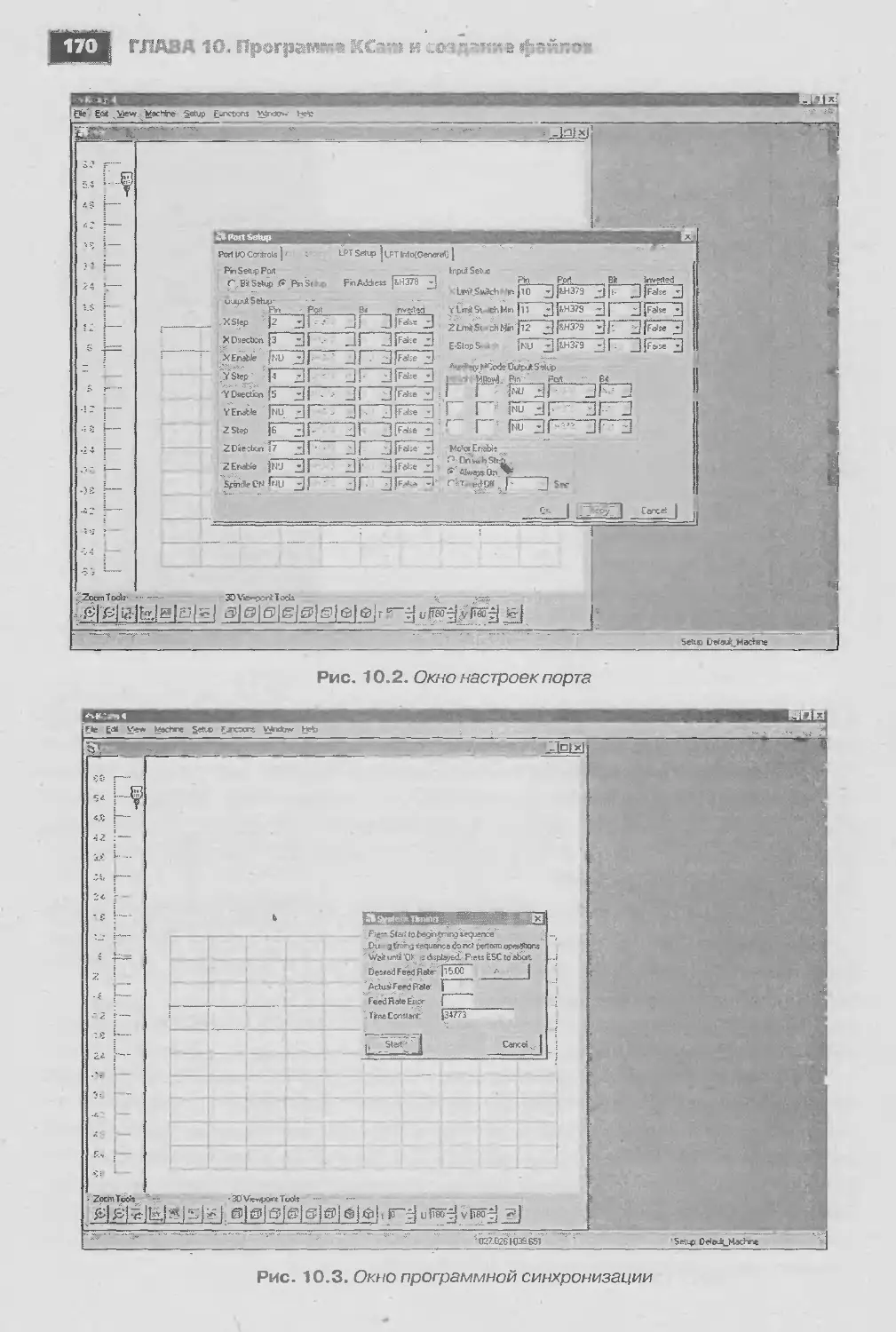
10.1. Программа КСат для управления станком с ЧПУ..............168
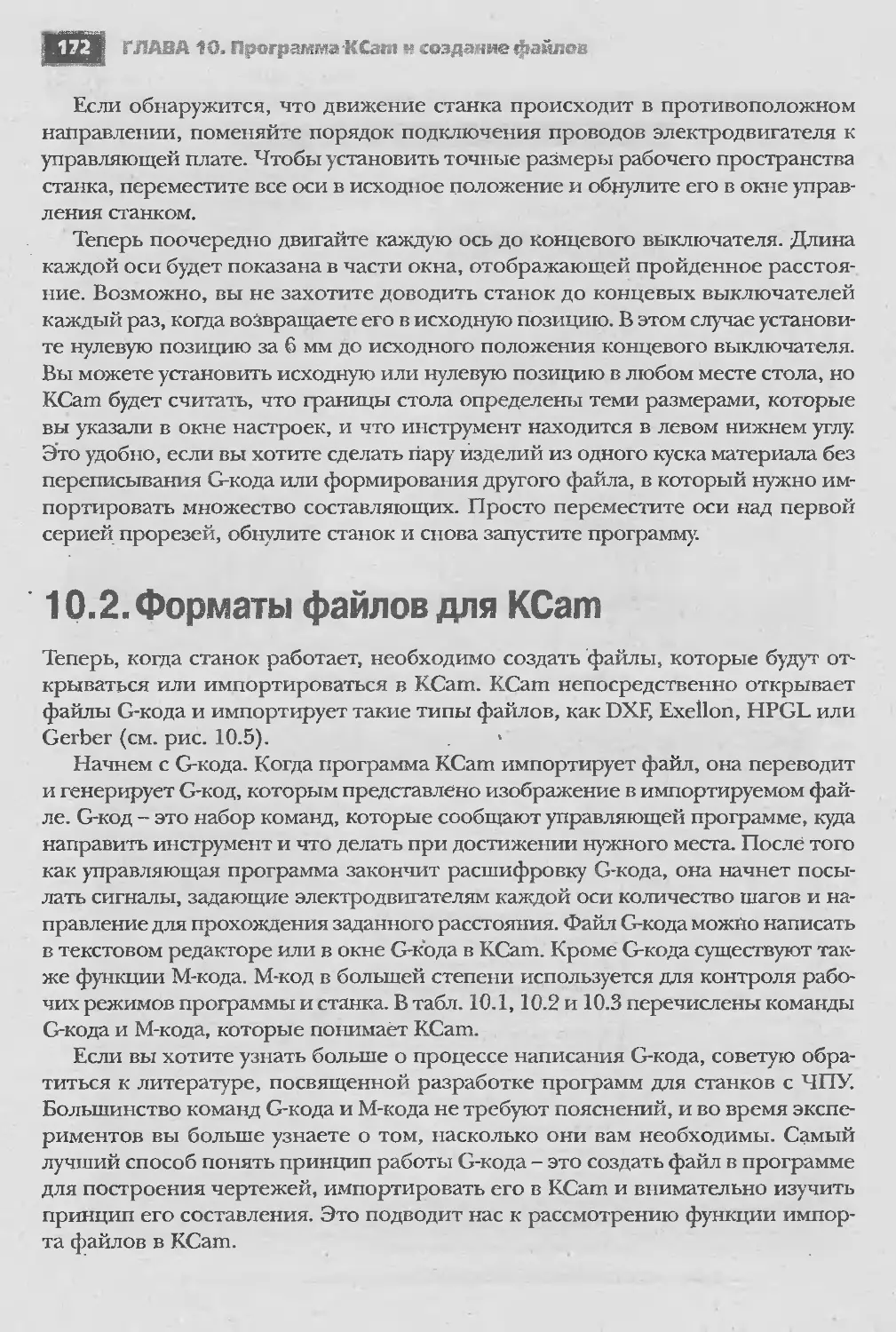
10.2. Форматы файлов для КСат..................................172
10.3. Как создать файл импорта.................................174
10.4. CorelDraw................................................175
10.5. ACME Profiler............................................189
Глава 11. Изготовление креплений для инструментов
и проведение испытаний..........................................194
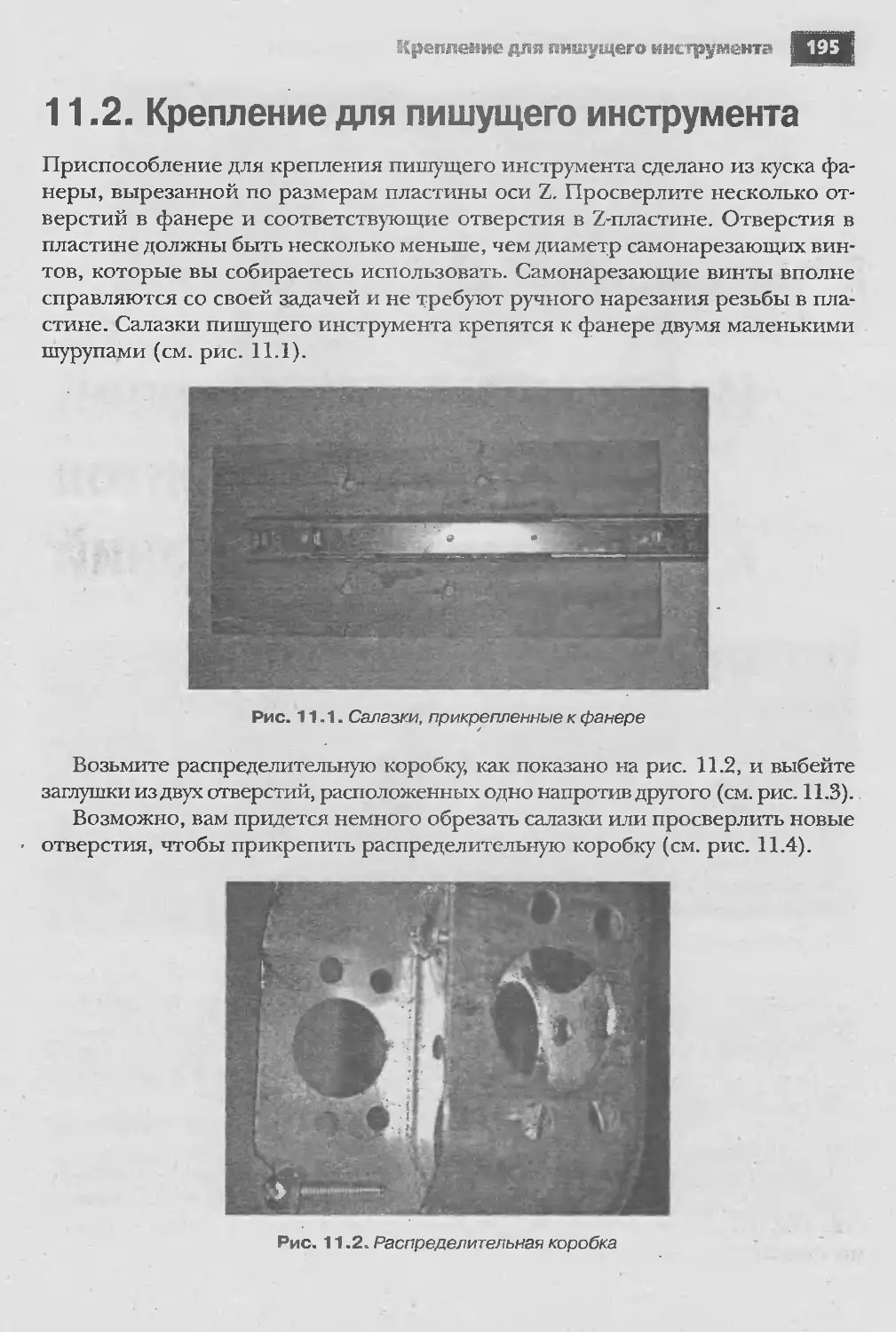
11.1. Крепления для инструментов..............................194
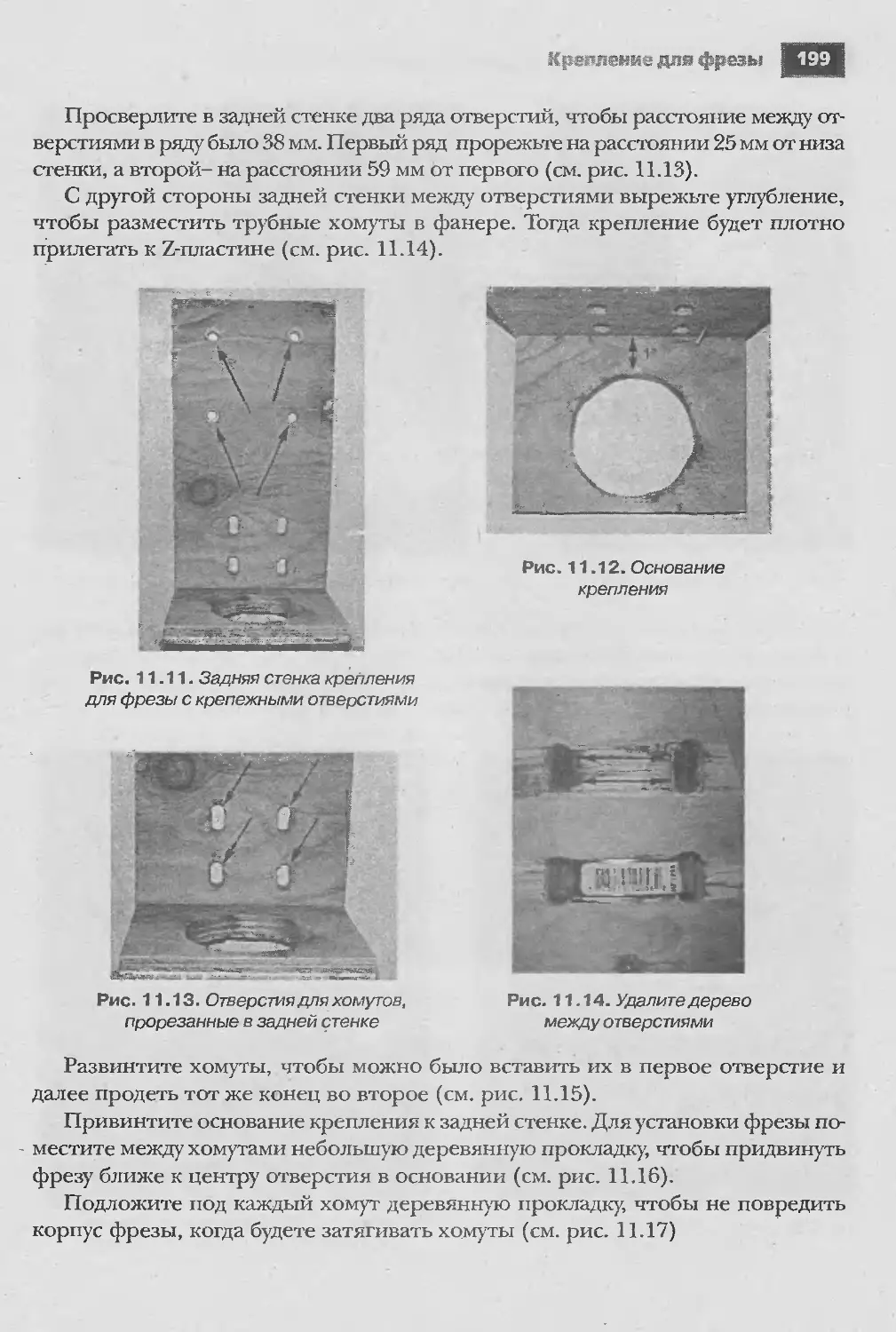
11.2. Крепление для пишущего инструмента......................195
11.3. Крепление для фрезы.....................................198
11.4. Тестирование станка с ЧПУ...............................201
Глава 12. Примеры...............................................206
12.1. Плоттер.................................................206
12.2. Механическая гравировальная машинка.....................209
12.3. Дремель.................................................212
12.4. Идеальный роторный инструмент...........................214
12.5. Фреза...................................................217
Предметный указатель............................................229
Благодарности
Я должен благодарить моего брата Карла, который вдохновил меня записывать
эту книгу и моего редактора Джуди Басс, вера которого и помощь сделали кни-
гу действительностью, я также хотел бы благодарить Патрисию Волленберг,
которая собрала мои слова и изображения в книжную форму. Джуди и Патри-
сия заставили эту книгу проектировать чрезвычайно приятный опыт. Наконец
моя благодарность выходит ко всем людям, которые свободно совместно ис-
пользовали со мной их знание и помощь, в то время как я исследовал и строил
мою машину числового программного управления.
Замысел
1.1. Почему я решил собрать
собственный станок
Впервые я подумал о добавлении фрезерного станка с ЧПУ к своей коллек-
ции обопудования после окончания реконструкции кухонного шкафа. При пе-
ределке шкафа я изготовил 26 новых дверец и в результате понял, что это до-
статочно скучное занятие. Как это всегда случается, когда вы рассказываете
или показываете друзьям то, что сделали, кто-нибудь задумает то же самое и
попросит вас о помощи. Этим «кем-нибудь» был мой друг Джеф С. Он тоже
захотел установить на шкафах в своей кухне новые двери. Я согласился помочь,
и он выбрал дизайн двери из цельного куска материала. Перспектива изгото-
вления большого количества дверей и создания трафаретов, облегчающих раз-
метку, была не слишком приятной. Вот тогда-то я и подумал, что очень бы
пригодился небольшой станок с ЧПУ. Все повторяющиеся разметки можно
было бы возложить на него, и после устранения человеческого фактора двер-
цы больше походили бы одна на другую. Теперь моя задумка казалась уже не
столь неудачной.
Я начал искать подходящий станок, который справился бы с работой, и пос-
ле поисков в Интернете был шокирован, увидев, сколько стоит подобное обору-
дование. Я смог найти пару, цена которых была около 6000 долларов США, но
сам бы никогда не решился купить станок, который стоит так дорого. Даже если
сумма эта кажется разумной, кроме нее существуют еще налоги, стоимость дос-
тавки, а в моем случае и обменный курс между американским и канадским
Электродвигатели
11
долларами. Учитывая все это, станок обошелся бы мне в 10 000 канадских долла-
ров. Я также искал чертежи или книги с описанием нужной мне конструкции,
но вопрос о чертежах из Интернета сразу отпал, так как во всех найденных там
образцах или станок был слишком маленьким, или требовал использования до-
рогих компонентов. Книг о похожих проектах я также не нашел, поэтому ре-
шил собрать собственный станок, воспользовавшись имеющимися в наличии
деталями для линейного перемещения и некоторыми составляющими, которые
смог модифицировать. Я подумал, что разумно будет записывать ход действий
и фиксировать информацию в книге. Подводя итог, хочу сказать, что затеял са-
мостоятельную сборку этого станка, так как мне нравится решать сложные зада-
чи на практике.
1.2. Портальный тип
По-моему, портальный тип станка с ЧПУ реализовать проще всего. Несколько
лет назад я собрал раму для ленточной пилы и портал, так что конструирование
новой установки показалось мне не слишком трудоемким. Мне также понрави-
лась идея перемещения инструмента над материалом, а не материала под инст-
рументом. Станок с перемещением материала будет иметь большую рабочую
поверхность. Учитывая, что размеры моей мастерской - всего 6,7x3,7 м, порталь-
ный тип станка - самый подходящий.
1.3. Электродвигатели
Первой покупкой, которую я сделал, был шаговый электродвигатель. Сначала я
направился в местный универмаг, где продавалось несколько синхронных шаго-
вых электродвигателей (рис. 1.1 и 1.2). Эти типоразмеры потребляют ток 1,4 А
на канал и имеют номинальное напряжение 4,5 В.
Рис. 1.1. Синхронный шаговый
электродвигатель, вид сбоку
Рис. 1.2. Синхронный швговый
электродвигатель, вид сверху
12
’ЛАВА 1, Проект
Подобные двигатели использовались в продукции компании IBM, вероятнее
всего, в принтерах. Они униполярны, но при использовании в качестве бипо-
лярных дают больший вращающий момент (рис. 1.3).-
Монтажная схема синхронного шагового электродвигателя
03-820-0240 4.5 В, 1.4 А, 2 градуса/шаг
Униполярное подключение
Красный ----------
Черный ----------—
Красно-белый
Синий ------------
Белый ------------
Бело-синий--------
Питание
электродвигателя
Фаза А
Фаза С
фаза D
Биполярные подключения
Биполярное подключение половины
обмоток (большая скорость)
Бело-синий
Бело-синий
Синий
Белый
Синий
Белый
Красный ----
Черный------
Красно-белый
Красный ----
Черный------
Красно-белый
Фаза А
Фаза В
Не подключен
Фаза С
фазаО
Не подключен
I Аполярное подключение всех обмоток
(больший вращающий момент)
фаза А
Не подключен
Фаза В
Фаза С
Не подключен
Фаза D
Рис. 1.3. Монтажная схема синхронного шагового электродвигателя
Я также обнаружил, что шаговые двигатели работают лучше, если на них
вместо номинальных 4,5 В подавать 12 В. Мощность такого электродвигателя
Линейнпе перемещение
13
оценивается удерживающим моментом1, измеряемом в Ньютонметрах (Нм). В
сведениях об указанных патовых электродвигателях говорилось, что их преде-
лы колеблются от 0,65 до 1,6 Нм. Однако я сначала купил электродвигатель, а
после этого прочел его описание. Правильнее же сначала рассчитать, какая мощ-
ность электродвигателя вам нужна, чтобы привести станок в действие, а потом
купить соответствующий. В книге указано, как рассчитать мощность двигателя,
необходимую для работы станка. Если вы не смогли найти нужные электродви-
гатели, обратитесь в фирму Pacific Scientific - здесь не только имеется большой
выбор шаговых электродвигателей, но также существует возможность скачать
программы, позволяющие определить необходимый вам тип.
Запомните: несмотря на то, что новые электродвигатели известных фирм
являются дорогими, они более надежны, и вы без труда сможете подобрать нуж-
ную мощность. К тому же новые электродвигатели могут значительно ускорить
работу станка. Я имею в виду скорость перемещения, а не скорость резания. Для
большинства материалов скорость резания на таком станке будет медленной не-
зависимо от выбранного типа двигателя - фреза не может продвигаться сквозь
дерево на 5000 мм/мин и одновременно делать качественный вырез. Скорость
резания от 250 до 750 мм/мин определяем диапазон, на который мы можем рас-
считывать с такими двигателями.
1.4. Линейное перемещение
Существуют разнообразные устройства для линейного перемещения, но боль-
шинство из них слишком дороги для данного замысла. Несколько лет назад я
приобрел копировальный аппарат фирмы NuArc, решив, что когда-нибудь он
может мне пригодиться (см. рис. 1.4). Я разобрал его. и обнаружил, что для пе-
ремещения копировальной панели до направляющим в нем использовались ли-
нейные подшипники скольжения.
Каретка, предназначенная для перемещения копировальной панели и ме-
хов, будет хорошо работать как ось Y станка с ЧПУ. К тому же в нее встроены
подшипники и крепления, как показано на рис. 1.5 и 1.6.
Я обнаружил, что из восьми подшипников только четыре пригодны для ис-
пользования, и решил, что ось X может быть собрана аналогичным способом.
При этом будут использоваться линейные подшипники похожей конструк-
ции, в которых для опорных болтов просверлены отверстия и нарезана резь-
ба. Я изготовил крепления подшипников для оси X сам, потому что готовые
крепления стоили слишком дорого. Удалось мне обойтись и без опор направ-
ляющих, так как болты сами по себе обеспечивали достаточную прочность В
В литературе можно также встретить термин «момент удержа; :ия» или «пусковой синхро-
низирующий момент» - момент, который можно приложить к валу электродвигателя и
при этом двигатель не выпадет из синхронизма - 11рим. ред.
ГЛАВА‘’.Проект
Рис. 1.4. Покомпонентное изображение ультразвуковой горизонтальной
камеры NuArc модели SST 1418. Деталь 21 - каретка, передвигающаяся
по направляющим с использованием линейных подшипников скольжения
конструкции. Если вы все-таки захотите установить дополнительную опору, ее
можно изготовить из двух стальных уголков с распоркой, но поверхность, на ко-
торую она будет устанавливаться, должна быть идеально ровной. Поскольку для
сборки станка я не .планировал использовать стальную арматуру, применение
болтов в качестве опор направляющих дало мне возможность дополнительно
регулировать их положение.
Такие же подшипники и направляющие могли подойти и для оси Z, но я ре-
шил вместо них установить шарнирную телевизионную подставку, которую ку-
пил в магазине товаров для дома. Она рассчитана на удержание телевизора
Линей*! иер
Рис. 1.5. Камера NuArc, деталь 82 - направляющая
Рис. 1.6. Крупный план каретки, на котором показаны подшипники (40) и положение гайки
ходового винта (33)
ГЛАВА 1. Проект
весом до 40 кг в горизонтальном положении. В моей конструкции скольжение
по оси Z вертикально, поэтому салазки должны были быть довольно крепкими,
с большими шариковыми подшипниками и достаточной длиной для перемеще-
ния по оси Z. В аппарате NuArc использовались 19-миллиметровые подшипни-
ки и направляющие, поэтому я решил для оси X использовать тот же размер.
1.5. Устройства управления двигателями
Напомню, что я уже купил электродвигатели и поэтому решал лишь вопрос об
управляющих устройствах для них. Лучшее решение было найдено в виде интег-
ральных схем L297 и L298, производимых компанией STMisroelectronics. На их
сайте имеется вся информация, необходимая для создания устройства управле-
ния биполярным шаговым электродвигателем с использованием двух интеграль-
ных схем, которые часто называют чипами. Управляющее устройство, созданное
на основе этих микросхем, может обеспечить необходимые для электродвигате-
ля напряжение и ток.
1.6. Винт с трапецеидальной резьбой
Передо мной возник вопрос о том, как перемещать портал и каретки. Первоначало
но я хотел использовать шарико-винтовую пару (ШВП), но после того, как сравнил
цены ШВП и винта с трапецеидальной резьбой, решил, что не имеет смысла пла-
тить за ШВП в три раза больше. Преимущество использования ШВП заключается
в том, что для заданной нагрузки можно использовать менее мощные электродви-
гатели2. Как было сказано ранее, при обработке материала инструмент будет пере-
мещаться с небольшой скоростью, поэтому имеющийся люфт при установке винта
с трапецеидальной резьбой компенсируется программно. Следовательно, для дан-
ной конструкции можно использовать более дешевые винты.
Мне также необходимо было определить, какое число оборотов должен вы-
полнить винт, чтобы переместить устройство на 25,4 мм. Опыт показывает, что
при слишком большом числе оборотов движение происходит значительно мед-
леннее, а слишком маленькое число оборотов уменьшает разрешающую способ-
ность станка, не позволяя ему выполнять точную обработку. Я принял решение
использовать полудюймовый трапецеидальный винт длиной 183 см и гайку с
восемью оборотами на 25,4 мм стоимостью 135 канадских долларов.
1.7. Выбор размеров станка
Я уже объяснил выше, что решение вопроса по поводу площади основания стан-
ка принял, исходя из площади своей мастерской.
2 За счет установки в резьбе шариков между винтом и гайкой, что при вращении заменяет
трение скольжения, как в обычной паре винт-гайка, на трение качения - Прим. ред.
Pwjanj. меровстаь ta
Так как я располагаю площадью 6,7x3,7 м, а инструменты и материалы зани-
мают большую се часть, размеры станка предположительно должны быть рав-
ны 2,2 м в длину и 1,2 м в ширину:
Следующий шаг - создание общего чертежа, так как в станке используются
некоторые детали из горизонтального копировального аппарата NuArc. Длина
рамы должна быть больше длины опор направляющих, потому что необходимо
место для установки креплений подшипников и двигателей. Ширина рамы ста-
новится на несколько сантиметров короче, чем оставшаяся длина винта 183 см
после того, как от него отрезается часть, необходимая для оси Z. Рис. 1.7 и 1.8 -
обилие чертежи проектируемого станка. На рис. 1.7 показан вид станка сбоку, а
на рис. 1.8 - вид спереди.
Рис. 1.7. Чертеж предложенного станка (вид сбоку)
Рис. 1.8. Вид станка спереди
ГЛАВА 1. Проект
1.8. Программное обеспечение
Обдумав, каким!: должны быть размеры и форма станка, и выбоав шаговые элек-
тродвигатели и устройства управления для них, я задался вопросом, какую про-
грамму использовать для управления станком после его сборки. Мне пришлось
просмотреть множество вариантов, но не имея опыта подобной работы, я захо-
тел найти программу, максимально простую в использовании. Программа для за-
дания команд на перемещение шаговым электродвигателям, когда инструмент
перемещается по требуемой траектории, написана в виде G-кода и М-кода. Эти
коды предназначены для того, чтобы сообщать станку, куда он должен перемес-
тить инструмент по координатам X, Y и Z, и что делать по выполнении команд.
Простые программы, изображающие такие фигуры, как прямоугольники или
круги, нетрудно написать самому. Но мне нужна была такая, которая позволила
бы сначала создать собственный рисунок в графическом редакторе типа
CorelDraw, а затем импортировать его и автоматически создать необходимые
файлы G- и М-кода. Я просмотрел некоторые бесплатно распространяемые про-
граммы, но они оказались слишком сложными. Продолжив поиск, я нашел про-
грамму под названием КСат, которая полностью соответствовала моим запросам.
На рис. 1.9 показано окно КСат.
Рис. 1.9. Что представляет собой КСат
Программное обеспечен не
19
Программа КСат не бесплатна, но стоимость ее относительно невелика -
100 долларов США. Однако это не умаляет ее эффективности. Программа про-
ста в использовании и позволяет работать через LPT-порт компьютера. Кроме
того, КСат импортирует HPGL-файлы, созданные в CorelDraw или DXF-файлы,
созданные в программах типа AutoCAD.
В этой главе я поделился с вами конструктивным решением станка с ЧПУ, а
также выбором шаговых электродвигателей, устройств управления ими и про-
граммного обеспечения для данной цели. Электроника, речь о которой пойдет
в следующей главе, также является немаловажной частью проекта.
Г ЖЖ 7,
Электроника
2.1. Управление шаговым двигателем
и интерфейс компьютера
Эта глава посвящена разработке и конструированию электроники, необходимой
для управления станком с использованием Компьютера и программы КСат. Го-
товые платы показаны на рис. 2.1. Так как электродвигатели уже куплены,
именно их характеристики определяют требования к устройствам управления
(рис. 2.2).
В дополнение к уже имеющимся я купил три новых электродвигателя в фир-
ме Patific Scientific, также упомянутой в предыдущей главе (рис. 2.3).
Рис. 2.1. Готовые платы
Устройств -j':«кТ1 mans пи» : 'i дзиг^. - -гм
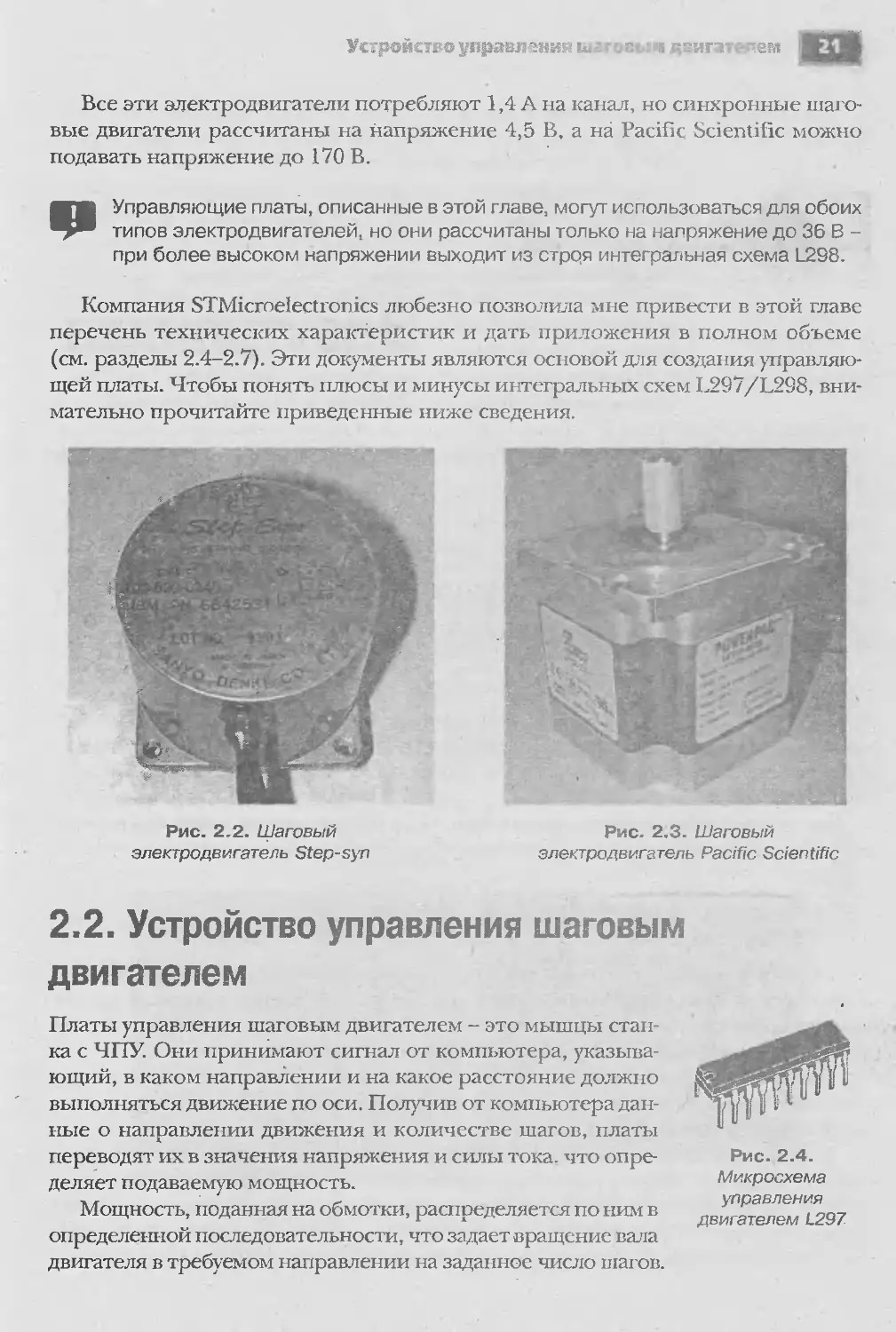
Все эти электродвигатели потребляют 1,4 А на канал, но синхронные шаго-
вые двигатели рассчитаны на напряжение 4,5 В, а на Pacific Scientific можно
подавать напряжение до 170 В.
жв Управляющие платы, описанные в этой главе, могут использоваться для обоих
типов электродвигателей, но они рассчитаны только на напряжение до 36 В -
при более высоком напряжении выходит из стро.я интегоальная схема L298.
Компания STMicroelectronics любезно позволила мне привести в этой главе
перечень технических характеристик и дать приложения в полном объеме
(см. разделы 2.4-2.7). Эти документы являются основой для создания управляю-
щей платы. Чтобы понять плюсы и минуты интегральных схем L297/L298, вни-
мательно прочитайте приведенные ниже сведения.
Рис. 2.2. Шаговый
электродвигатель Step-syn
Рис. 2.3. Шаговый
электро,цьигатель Pacific Scientific
2.2. Устройство управления шаговым
двигателем
Платы управления шаговым двигателем - это мышцы стан-
ка с ЧПУ. Они принимают сигнал от компьютера, указыва-
ющий, в каком направлении и на какое расстояние должно
выполняться движение по оси. Получив от компьютера дан-
ные о направлении движения и количестве шагов, платы
переводят их в значения напряжения и силы тока, что опре-
деляет подаваемую мощность.
Мощность, поданная на обмотки, распределяется по ним в
определенной последовательности, что задает вращение вала
двигателя в требуемом направлении на заданное число шагов.
Рис. 2.4.
Микросхема
управления
двигателем L297
22
ГЛАВА 2. Электроника
Нам понадобятся три управляющие платы - по одной на каждую ось переме-
щения. Платы спроектированы с использованием комплекта интегральных схем
Рис. 2.5.
Микросхема
управления
двигателем L298
L297 и L298, произведенных компанией STMicroelectronics. Ис-
пользование этих двух чипов приводит к упрощенной конст-
рукции платы и минимизации числа компонентов. Кпоме того,
соединение этих двух чипов образует мощную плату драйвера,
способную выдерживать до 36 В и 2 А на канал. В настоящее
время большинство биполярных и униполярных шаговых
электродвигателей, имеющих достаточную мощность для ис-
пользования в этом станке, свободно производится и продает-
ся. Я решил использовать шаговые двигатели Sanyo Denki, рас-
считанные на напряжение питания 4,5 В и потребление 1,4 А
на канал, с разрешением 2° на шаг. Номинальная мощность находится в допусти-
мых пределах. Чтобы определить компоненты, необходимые для этой платы,
можно обратиться к схеме на рис. 2.6.
Таблица 2.1. Компоненты управляющей платы
Компонент Количество Описание
U1 1 L298двойной драйвер полного моста
U2 1 Контроллер шагового двигателя L297
D1-D8 8 Диод с накоплением заряда FR304
С1 1 Конденсатор на 3,3 нФ
С2,СЗ 2 Коцденса. ор на 0,1 мкФ
04 1 Конденсатор на470 мкФ
С5.С6 2 Конденсатор на 1 нФ
R1.R2 2 Силовой резистор на 0,5 Ом
R3 1 Резистор на 1 кОм
R4 1 Резистор на 22 кОм
R5 1 Резистор на 22 кОм
R6 1 Резистор на 10 кОм
R7.R8 2 Резистор на 4,7 кОм
JP1-JP6 3-3 вывода, 2-4 вывода Отрезаются по размеру
Heatsink 1 На микросхему L298 вы должны установить радиатор
Обратите внимание, что для краткого пояснения схемы я включил перечень
технических характеристик микросхем L298 и L297, чтобы при желании вы
смогли обратиться к исходному материалу. Информация, содержащаяся в этих
документах, достаточна для проектирования необходимой схемы.
Для активизации схемы сигнал, задающий направление вращения, от парал-
лельного порта компьютера подается на вывод 17 микросхемы L297, а задаю-
щий количество шагов - на вывод 18.
На вход микросхемы L298 подаются управляющие сигналы от L297, которые
задают последовательность переключения обмоток, что определяет вращение
двигателя, а микросхема L298 обеспечивает питание моторных обмоток в надле-
жащем порядке. Обратите внимание, что для питания обеих микросхем необхо-
димо наличие питания напряжением 5 В. Восемь диодов FR304 подключают
JP1
Питание
Контакт 1 - напряжение цели
Контакты 2 и 3 - заземление
Контакт 4 - напряжение электродвигателя
12 3 4
Рис. 2.6. Схема платы управления шаговыми двигателями
Перемычка 3
JP3
ГЬ—
з э---
2 Э---
1 р---
Перемычка 4
JP4
3 >
2 >
1 >
Перемычка 3
JP5
3 >
2 >
1 >
Перемычка 3
C2
0.1mk
GND
L298N
L297
01-08 FR304
R6
10k
R5
2,2 k
C4
470mk
U2
CLK
RST
CW/CCW
HALF/FULL
CTL
VREF
SEN1
SEN2 I
EN
SYNC
INHt
INH2
HOME
OSC
VS
GND
INI
IN2
IN3
IN4
ENA
ENB
VSS
VS
OUT1
0UT2
OUT3
0UT4
[SEN A
fSENB
Устр .йство управления шаговым дви!
W
Г№?А2.3ле1 гроника
обмотки двигателя к соответствующим выводам микросхемы L298. Заметим,
что необходимо использовать диоды с накоплением заряда, что защитит микро-
схему от наведенных высоких напряжений, возникающих в момент, когда ка-
кая-либо из обмоток выключена. По своим параметрам диоды могут различать-
ся в зависимости от мощности, потребляемой электродвигателем. Мощность в
свою очередь, определяет ток, протекающий через диоды.
Выводы 1 и 15 микросхемы L298 подключены двумя силовыми резистора-
ми с сопротивлением 0,5 Ом к общему проводу. Управляющие токи, использу-
емые обмотками возбуждения двигателя, протекают через эти резисторы. Со-
ответственно резистор, подключенный к выводу 1, соединен с одной из двух
обмоток возбуждения, а подключенный к выводу 15, - со второй обмоткой. Это
дает возможность контроллеру L297 измерять ток, который протекает внут-
ри двигателя. Микросхема L297 также измеряет напряжение между этими ре-
зисторами и на его основе задает режим модуля ШИМ, используемого для кон-
троля тока в обмотках электродвигателя. Резисторы R5 и R6, подключенные к
выводу 15 (VREF) L297, работают как делитель напряжения и задают уровень,
при достижении которого на обмотках возбуждения микросхема L298 выраба-
тывает сигнал об их отключении, что позволяет диодам разгрузить обмотку
возбуждения. Она остается выключенной до окончания временной паузы, ко-
торая задается микросхемой L297. Резистор R4 и конденсатор С1, подключен-
ные перемычкой JP2 к выводу 16 L297, задают тактовую частоту работы мик-
росхемы. Конденсаторы С2, СЗ и С4 фильтруют цепи питания электроники и
двигателей. ПереключательJP1 обеспечивает питание схемы и электродвига-
телей. Контакт 1JP3 принимает сигналы о шаге, контакт 2 - сигналы о направ-
лении, контакт 3 используется для соединения между собой всех управляющих
плат, которые должны быть синхронизированы, а контакт 4 функционирует
в качестве заземления. Перемычка JP4 переключает уровень логической «1»
с вывода 19 микросхемы L297 на контакт 1 для обеспечения режима целого
шага или уровень логического «0» на контакт 3 для режима полушага. JP5
предназначена для передачи логической «1» от вывода 11 L297 к контакту 1
для разрешения управления или логического «0» на контакт 3 для запрета
управления.
2.3. Интерфейсная плата
Эта плата используется, чтобы обеспечить компьюте ^возможностью посылать
и получать сигналы от устройств управления и концевых выключателей. На ней
установлен соединитель для кабеля параллельного порта, несколько контактов
для проводов, идущих от каждой управляющей платы и концевого выключате-
ля, и защитные резисторы (см. рис. 2-7).
Интерфейсная плата
25
Рис. 2.7. Схема интерфейсной платы
Таблица 2.2. Список компонентов интерфейсной платы
Компонент Количество Описание
Сопп1 1 25-контактный разъем шины данных
R1-17 17 г-езистор с сопротивлением 4,7 кОм
JP1-5 1-17 выводов, 5-2 вывода Материал для разъемов
Резисторы с сопротивлением 4,7 кОм ограничивают ток, чтобы защитить
схему и параллельный порт. Более надежным способом защиты является ис-
пользование оптической развязки или установка специализированной платы
26
ГЛАВА 2. Элесгт^иника
параллельного порта, предназначенной для работы с интерфейсной платой.
Для использования этих плат я купил старый компьютер, ресурсов которого для
моих целей вполне достаточно.
Подключить интерфейсную плату несложно. Контакты 1-17 HaJPl соединя-
ются с контактами 1-17 параллельного порта компьютера:
♦ контакт 1JP2 соединяется с контактом 10 JP1, а контакт 2 - с землей;
♦ контакт 1JP3 соединяется с контактом 11JP1, а контакт 2 - с землей;
♦ контакт 1JP4 соединяется с контактом 12 JP1, а контакт 2 - с землей;
♦ контакт 1JP5 соединяется с контактом 13 JP1, а контакт 2 - с землей.
Я вывел контакты 10, 11, 12 и 13, чтобы развести провода и облегчить их
соединение с концевыми выключателями. Контакт 1JP6 должен быть подклю-
чен к напряжению +5 В, а контакт 2 - к земле блока питания.
В этой главе кратко описаны схемы, необходимые для соединения шаговых
электродвигателей с компьютером, при помощи которого осуществляется уп-
равление. Вы также смогли близко ознакомиться с интегральными схемами, на
которых основаны управляющие устройства. В дальнейшем это даст вам возмож-
ность быстрее искать неисправности в платах. Следующая глава посвящена из-
готовлению печатных плат методом переноса тонера.
Контроллеры шаговых двигателей L297 и L297D
27
SGS-THOMSON
^У/. и»»»
L297
L297D
2.4. Контроллеры шаговых двигателей L297 и
L297D
♦ обычный/колебательный привод;
♦ режимы полу-/целого шага;
♦ направление по и против часовой стрелки;
♦ режим коммутации регулируемого тока нагрузки;
♦ программируемый ток нагрузки;
♦ несколько внешних компонентов;
♦ вход запуска и выход возврата;
♦ вход включения.
2 .4.1. Описание
Интегральный контроллер шагового двигателя L297/A/D формирует четыре
ведущих фазовых сигнала для двухфазных биполярных и четырехфазных уни-
полярных шаговых электродвигателей в прикладных системах, контролируе-
мых микроЭВМ. Двигатель может запускаться в режиме полушага, обычном и
колебательном режимах, а встроенный в чип прерыва ель широтно-импульсной
модуляции позволяет осуществлять импульсное управление током в обмотках.
Особенностью данного устройства является то, что ему необходимы, только
входные сигналы синхронизации, направления и режима. Поскольку фазы ге-
нерируются внутри чипа, нагрузка на микропроцессор и программатор значи-
тельно снижается. Микросхема L297, установленная в корпус DIP20 или SO20,
может использоваться с монолитными мостовыми ИС (L298N и L293E) или дис-
кретными и составными транзисторами (схема Дарлингтона).
DIP20 SO20
L297 (DIP20)
L297D (SO20)
Рис. 2.8. Корпусы микросхемы L297
2В
Г ЛАВА ' л Э гг •; <Жрёйик а
Таблица 2.3. Абсолютные максимально допустимые значения
Обозначение Характеристика Значение Единица измерения
Vs Напряжение источника питания 10 в
V Входные сигналы 7 в
Р.О. Общая рассеиваемая мощность 1 Вт
V. Температура хранения и температура р-n перехода От-40до+150 с
Q36V
L6210
3.3 nF
GND
cw/ccw
CLOCK
HALF'-ULL
RESET
ENABLE
vref
R ?5V
D3
18
19
10
L297
20
10
15
3
13
Управление
S-S 846/4
rS2
Вращение
шагового
двигателя
Возврат
Синхронизация
I DI
J S A
01
14
Сенсор 1
Сенсор 2
L298N
12
13
D2
.°2
03
RS1RS2^°-5fi
DI to D8 = 2A FAST DIODES
3
Рис. 2.9. Схема управления двухфазным биполярным шаговым двигателем
Таблица 2.4. Назначение выводов
№ Обозначение Функция
1 .SYNC Вывод на чипе генератора прерывателя. SYNC соединены у всех L297s, которые для синхронизации связаны вместе, и компоненты генератора удалены на всех кроме одного. Если используется внешний источник часов, это учтено
2 GND Заземление
3 НОМЕ Открытый вывод коллектора, который указывает, когда L297 находится в его начальномсосгоянии(АВСО=0Ю1). Транзистор является о .крытым когда сигнал активный
Контроллеры шаговых электродвигателей: L297 и L.297D
Таблица 2.4. Назначение выводов (окончание)
№ Обозначение Функция
4 А Фаза А двигателя возбуждает сигнал для мощного каскада
5 1NH1 Активный низкий уровень запрещает управление драйвером фазАи В. При задействовании биполярного моста этот сигнал может использоваться, чтобы гарантировать быстрый спад тока нагрузки, когда обмотка не возбуждена. Также используется прерыватель, чтобы регулировать ток нагрузки, если уровень вывор a CONTROL низок
6 В Фаза В двигателя возбужд ает сигнал для мощного каска да
7 С Фаза С двигателя возбуждает сигнал для мощного каскад а
8 INH2 Активный низкий уровень запрещает управление возбуждением фаз С и D. Функции аналогичны INH1
9 D Фаза Одвигателя возбуждает сигнал для мощного каскада
10 ENABLE Чип допускает ввод. Когда уровни INH1, INH2 низкие (неактивные), уровни А, В, С и Отакже низкие
11 CONTROL Вывод управления, определяющий действие прерывателя. При низком уров, .е прерыватель действует на INH1 и INH2; при высоком прерыватель выравнивает фазы А, В, С D
12 Ч Вход напряжения питания +5 В
13 SENS, Ввод для тока нагрузки считывает напряжение от мощных каскадов фаз С и D
14 SENS, Ввод для тока нагрузки считывает напряжение от мощных каскадов фаз А и В
15 Vref Опорное напряжение для схемы прерывателя. Напряжение, приложенное к этому штырьку определяет пиковый ток нагрузки .
16 OSC Цепь RC (R, Vcc, С к земле), связанная с этой клеммой, определяет норму прерывателя. Клемма заземлена на всех сое дине! ,ных микросхемах L297 кроме одной. fe1/0,69RC
17 CW/CCW Направление почасовой или против часовой стрелки управляется входом. Физически направление вращения даигателя также зависит от подключения обмоток. Поэтому при внутренней синхронизации направление может быть изменено в любое время
18 CLOCK Время шага. Активный отрицательный импульс на этом входе продвигает моторное приращение. Шаг происходит на положительном перепаде этого сигнала
19 half/full Этот вход определяет режим, высокий уровень выбирает режим половины шага низкий уровень - полного шага. Одна фаза в режиме полного шага получается при выборе FULL, когда преобразователь L297s - в четной позиции. Две фазы в режиме полного шага, при выборе FULL, когда преобразователь - в нечетной позиции.
20 RESET Сброс ввода. Активный импульс низкого уровня на этом вводе возвращает преобразователь в исходную позицию (положение 1, ABCD=0101).
Таблица 2.5. Температурные параметры
Обозначение Характеристика DIP20 SO20 Единица измерения
Термостойкость: р-n переход - окружающая среда (макс.) 80 100 •С/Вт
30
ГЛАВА2.2ле<к р инка
SYNS [ 20 ] RESET
GND Г 2 19 ] HALF/FULL
НОМЕ [ 3 18 ] CLOCK
А [ 4- 17 ] CW/CCW
1297
INH 1 Г 5 L297D 16 OSC
В. [ 6 15 ] ^re1
с [ 7 14 ] SENS1
INH 2 | 8 13 ] SENS 2
D [ 9 12 ] Vs
ENABLE | 10 11 ] CONTROL
S-S839
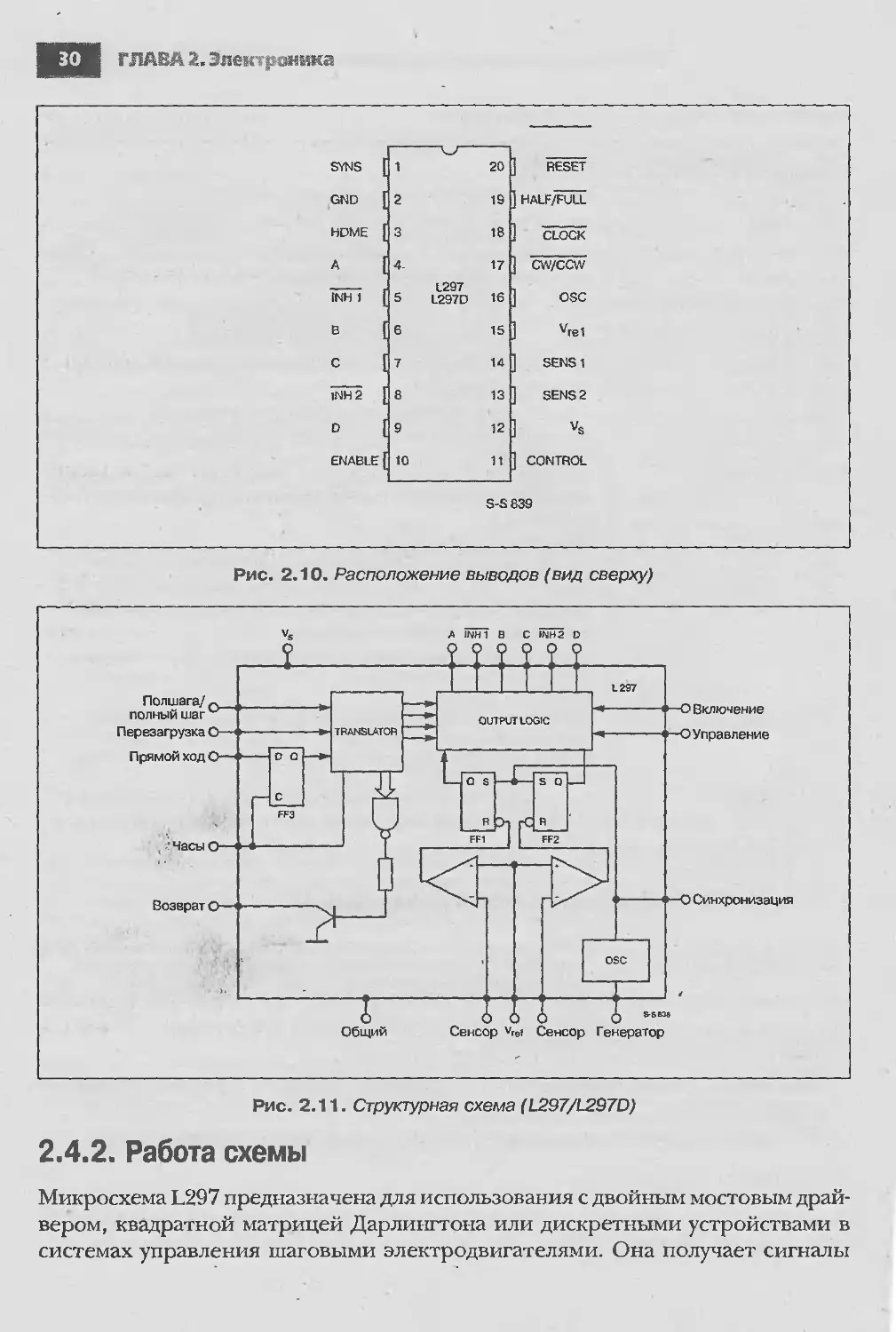
Рис. 2.10. Расположение выводов (вид сверху)
Рис. 2.11. Структурная схема (L297/L297D)
2 .4.2. Работа схемы
Микросхема L297 предназначена для использования с двойным мостовым драй-
вером, квадратной матрицей Дарлингтона или дискретными устройствами в
системах управления шаговыми электродвигателями. Она получает сигналы
онтроллеры шаговых электродвж ателей: 1297 и L.297 D
синхронизированного шага, направления и режима работы от системного кон-
троллера (как правило чипа микрокомпьютера) и генерирует сигналы управле-
ния для каскада электропитания.
Основными функциями являются: преобразователь последовательности че-
редования фаз электродвигателя и двойная цепь прерывателей широтно-им-
пульсной модуляции, регулирующая ток в обмотках электродвигателя. Преоб-
разователь создаст три последовательности, выбираемые входом HALF/FULL:
обычную (включены две фазы), колебательную (включена одна фаза) и полуша-
говую (поочередное включение одной и двух фаз). В режиме полушага и в коле-
бательном режиме L297 генерирует также два запрещающих сигнала, которые
предназначены для ускорения спада тока при отключении обмотки.
Вход CONTROL определяет, на что будет действовать прерыватель: шины
фаз ABCD или шины запрета INH1 и INH2. Когда шины прерваны, неактивная
линия фазы каждой пары (АВ или CD) включается вместо того, чтобы преры-
вать активную линию. В конфигурациях L297+L298 эта методика снижает поте-
ри в контрольных резисторах тока нагрузки.
Общий встроенный в чип генератор управляет двойным прерывателем. Он
подает импульсы на разряд прерывателя, который устанавливает два триггера
FF1 и FF2. Когда ток в обмотке достигает запрограммированного максимально-
го значения, разность потенциалов на концах контрольных резисторов состав-
ляет Vref, и соответствующий компаратор сбрасывает триггер, прерывая ток
возбуждения до тех пор, пока от генератора не придет следующий сигнал. Мак-
симальный ток для обеих обмоток программируется делителем напряжения на
входе Vref
Основных шумовых проблем в сложных конфигурациях можно избежать
синхронизируя генераторы с прерывателями. Это осуществляется соединени-
ем всех выводов SYNC вместе, установкой RC цепочки только на одно устрой-
ство и заземлением выводов OSC на всех других устройствах.
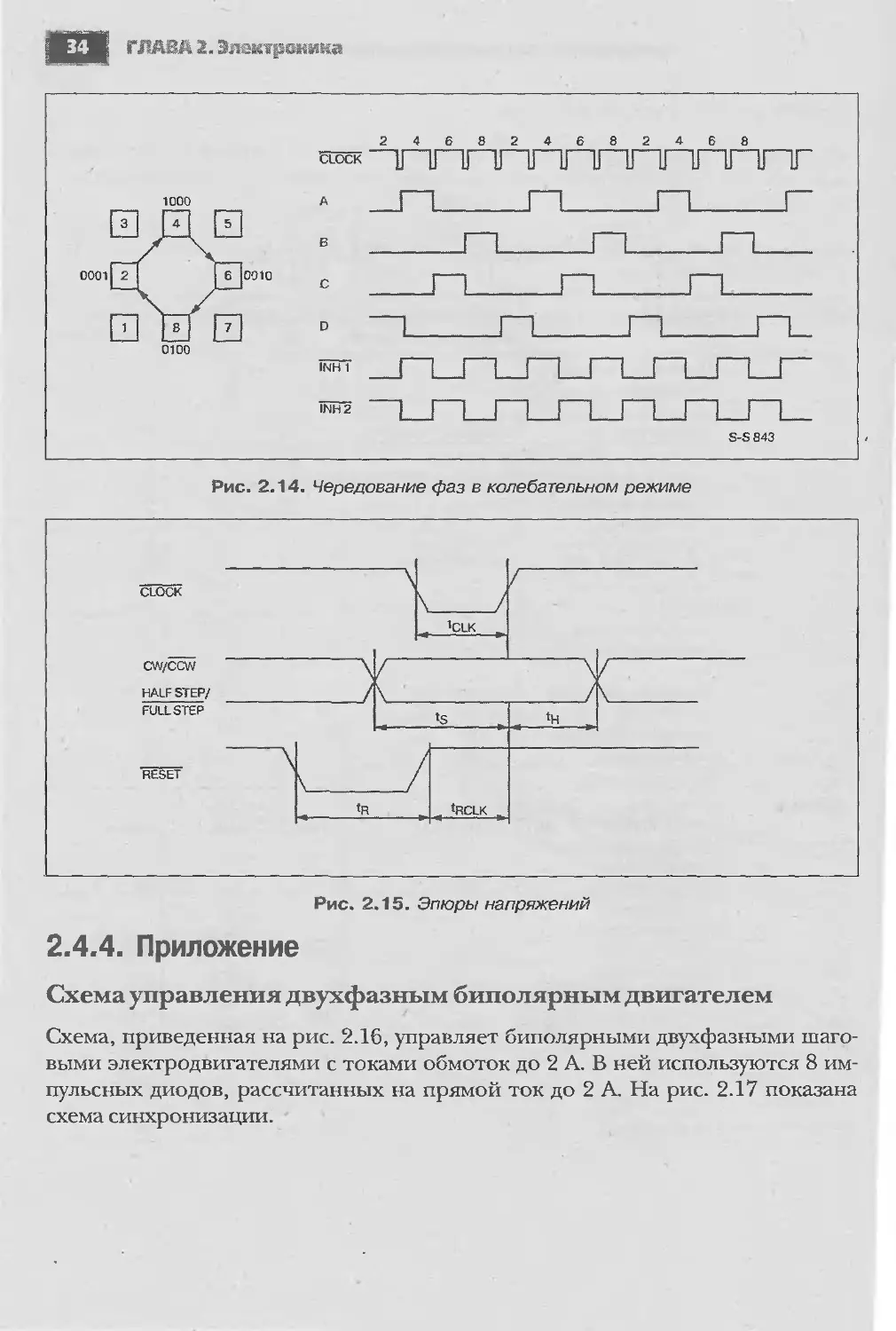
2 .4.3. Чередование фаз электродвигателя
Преобразователь на L297 генерирует последовательное чередование фаз для
обычного, колебательного и полушагового режимов работы. Структура после-
довательностей и форма кривых выходного сигнала для этих трех режимов
показаны на рис. 2.12. Во всех случаях преобразователь срабатывает на перехо-
де от низкого к высокому уровню сигнала CLOCK.
На рисунке показано вращение по направлению движения часовой стрелки; для
вращения против часовой стрелки последовательность просто переворачивается.
Сигнал RESET возвращает преобразователь в положение 1, где ABCD = 01С1.
Полушаговый режим
Полушаговый режим выбирается путем подачи высокого уровня напряжения
на вход HALF/FULL.
32
ГЛАВА 2, Элснтрзника
Рис. 2.12. Чередование фаз в полушаговом режиме
Режим обычного хода
Режим обычного хода (ход «две фазы включены») выбирается при подаче на
вход ILALF/FULL низкого уровня напряжения, когда преобразователь находит-
ся в нечетном положении (1,3,5 или 7). В этом режиме уровень сигналов INH1
и INH2 остается высоким.
Рис. 2.13. Чередование фаз в обычном режиме
Контроллеры шаговых электродвигателей: L297 и L.297D
33
Редким колебат ельного хода
Режим колебательного хода (ход «одна фаза включена») выбирается при подаче
на вход HALF/FULL низкого уровня напряжения, когда преобразователь нахо-
дится в четном положении (2, 4, 6 или 8).
Таблица. 2.6. Электротехнические характеристики (ссылаясь на структурную схем'', iQm0 = 25 °C,
Vs = 5 В, если не заданы другие)
Обозначение Характеристика Условия прове- дения испытаний Мин. Тип. Макс. Единицы измерения
Ч Напряжение источника питания (выв. 12) 4,75 7 в
к Ток покоя источника питания (выв. 12) Выходы не заземлены 50 80 мА
V Входное напряжение (выв. 11,17,18,19,20) Низкий уровень Высокий уровень 2 0,6 Ч В В
1 Входной ток (выв. 11,17, 18,19,20) V = L V,=H 100 10 мкА мкА
Входное напряжение включения (выв. 10) Низкийуровень Высокийуровень 2 1,3 ч В В
Входной ток включения (выв. .0) Ve„ = L Ve„=H 100 10 мкА мкА
Ч Фазовое выходное напряжение (выв. 4,6, 7,9) 1о=1ОмА, Va !0 = 5мА, Vm 3,9 0,4 в в
Ч* Выходное напряжение запрета (выв. 5,8) 10 = ЮмА, VWll !0 = 5мА, VKhH 3,9 0,4 в в
VsYNC Выходное напряжение синхронизации l0 ~ 5 мА, VSYNCH l0 — 5 МА, Vgyvjcv 3,3 0,8 в в
Ток потерь (выв.З) Vcf = 7B 1 мкА
Напряжение насыщения (выв. 3) I = 5mA 0,4 i В
4» Напряжение смещения компараторов (выв. 13,14,15) Че.= 1В 5 мВ
L Ток смещения компараторов (выв. 13,14,15) -100 10 мкА
4, Входное опорное напряжение (выв. 15) 0 3 в
Время синхронизации 0,5 мкс
Время подготовки к работе 1 мкс
Время задержки 4 мкс
V Время возврата 1 мкс
^RCLK Возврат к задержке синхронизации 1 мкс
34
ГЛАВА X Зжворомита
CLOCK
CW/CCW
RESET
HALF STEP/
FULLSTEP
Рис. 2.15. Эпюры напряжений
2 .4.4. Приложение
Схема управления двухфазным биполярным двигателем
Схема, приведенная на рис. 2.16, управляет биполярными двухфазными шаго-
выми электродвигателями с токами обмоток до 2 А. В ней используются 8 им-
пульсных диодов, рассчитанных на прямой ток до 2 А. На рис. 2.17 показана
схема синхронизации.
Контроллеры шаговых элентрг^вигатэлгм: L297 и L297D
35
Рис. 2.16. Схема управления
Таблица 2.7. Размеры корпуса DIP20 (см. рис. 2.18)
Размер миллиметры дюймы
мин. тип. макс. мин. тип. макс.
а1 0,254 0,010
В 1,39 1,65 0,055 0,065
b 0,45 0,018
Ы 0,25 0,010
D 25,4 1,000
Е 8,5 0,335
е 2,54 0,100
ез 22,86 0,900
F 7,1 0,280
I 3,93 0,155
L 3,3 0,130
Z 1,34 0,053
36
ГЛАВА 2. Электроника
Рис. 2.18. Чертеж корпуса D1P20
Таблица 2.8. Размеры корпуса SO20 (см. рис. 2.19)
Размер миллиметры ДЮЙМЫ
мин. ТИП. макс. мин. ТИП. макс.
А 2,65 0,104
а1 0,1 0,3 0,004 0,012
а2 2,45 0,096
b 0,35 0,49 0,014 0,019
Ь1 0,23 0,32 0,009 0,013
С 0,5 0,020
с1 45 (тип )
Контроллеры шаговых электродвигателей: 1297 и L.397D
37
Таблица 2.8. Размеры корпуса SO20 (см. рис. 2.19) (окончание)
Размер миллиметры ДЮЙМЫ
мин. ТИП. макс. мин. ТИП. макс.
D 12,6 13,0 0,496 0,512
Е 10 10,65 0,394 0,419
е 1,27 0,050
ез 11,43 0,450
F 7,4 7,6 0,291 0,299
L 0,5 1,27 0,020 0,050
М 0,75 0,030
S 8 (макс.)
Рис. 2.19. Чертеж корпуса S020
Предоставленная информация считается точной и достоверной. Однако компания SGS-THOMSON M'"oelectrorics
не несет ответственности за последствия ее использования, а также за чаруш°ние патентов или других прав третьих лиц,
которые могут быть следствием такого использования. Косвенно или под каким-либо патентом или патентным правом
компании SGS- rHOMSON Microelectronics никакой лицензии не предоставляется. Технические характеристики, упомина-
ющиеся в этом издании, являются предметом изменения без уведомления. Издание отменяет и вытесняет собой всю ранее
предоставленную информацию. Продукцию компании SGS-THOMSON Microelectronics не разрешается ис тользовать в
качестве ответственных элементов в приборах или системах жизнеобеспечения без специального одобрения, подписан-
ного SGS-THOMSON Microelectronics.
© 1996 SGS-THOMSON Microelectronics - Напечатано в Италии - Все права защищены
Группа компаний SGS-THOMSON Microelectronics
Австралия - Бразилия - Канада - Китай - Франция - Германия - Гонконг - Италия - Япония - Корея - Малайзия -
Мальта - Марокко - Чидерланд! - Сингапур - Испания - Швеция - Швейцария - Тайвань ~ Таиланд - Соединенное
королевство - США
’ЛАВА 2. Элетроника
L298
2.5. Двухполупериодный мостовой
драйвер L298
♦ номинальное напряжение питания до 46 В;
♦ суммарный постоянный ток до 4 А;
♦ малое напряжение насыщения;
♦ защита от перегрева;
♦ входное напряжение логического нуля до 1,5 В (высокая помехозащищен-
ность).
Multlwatt15 PowerSO20
Типы корпусов : L2S8N (Multiwatt Vert.)
L298HN (Multiwatt Horiz.) .
L298P (PowerSO20)
Рис. 2.20. Корпусы микросхемы
2 .5.1. Описание
L298 - монолитная интегральная схема в 15-контактном корпусе Multiwatt или
PowerSC20. Это высоковольтный сильноточный двухполупериодный мостовой
драйвер, предназначенный для принятия стандартной транзисторно-транзи-
сторной логики и управления индуктивной нагрузкой - реле, соленоидами,
электродвигателями постоянного тока и шаговыми электродвигателями.
Для включения и выключения устройства независимо от входных сигналов
предусмотрены два входа.
Эмиттеры нижних транзисторов каждого мостика соединены вместе, а со-
ответствующий внешний вывод может использоваться для подключения внеш-
него измерительного резистора.
Дополнительный вход питания предусмотрен таким образом, что логичес-
кая схема работает при малом напряжении.
Двухполупернпдный мостовой драйвер L298
39
Таблица 2.9. Максимально допустимые значения
Обозначение Характеристика Значение Единица измерения
Ч Напряжение источника питания 50 в
vs ' Логическое напряжение источника 7 в
v,-vM Входное и разрешающее напряжение от-0,3 ДО 7 в
L Максимальный выходной ток (для каждого канала) - непериодический ('.= 100 мкс) 3 А
- периодический (80% включен, 20% выключен; ^=10 мс) 2,5 .А
- постоянный ток 2 А
Ч^ Напряжение считывания от-1 до 2,3 В
P.0, Общая рассеиваемая мощность 25 Вт
T„ Рабочая температура р-n перехода от-25 до 130 Г
JLuiI Температура хранения и р-п перехода от-40 до 150 Г
Рис. 2.21. Структурная схема L298
Таблица 2.10. Температурные параметры
Обозначение Характеристика Power SO20 Multiwatt 15 Единица измерения
О Thj-case Термостойкость: переход-корпус 3 ‘С/Вт
^thi-amb Термостойкость: переход - окружающая среда 13(‘) 35 'С/Вт
(*) Установлен на алюминиевую подложку
1 ГЛАВА 2. Э/ ектронии
Токовое считывание В
Выход.4
Выход 3
Вход<-
Включение В
ВходЗ
Напряжение питания логики VKS
Общий
Вход 2
Включение А
Вход 1
Напряжение питания Vs
Выход 2
Выход 1
Токовое считывание А
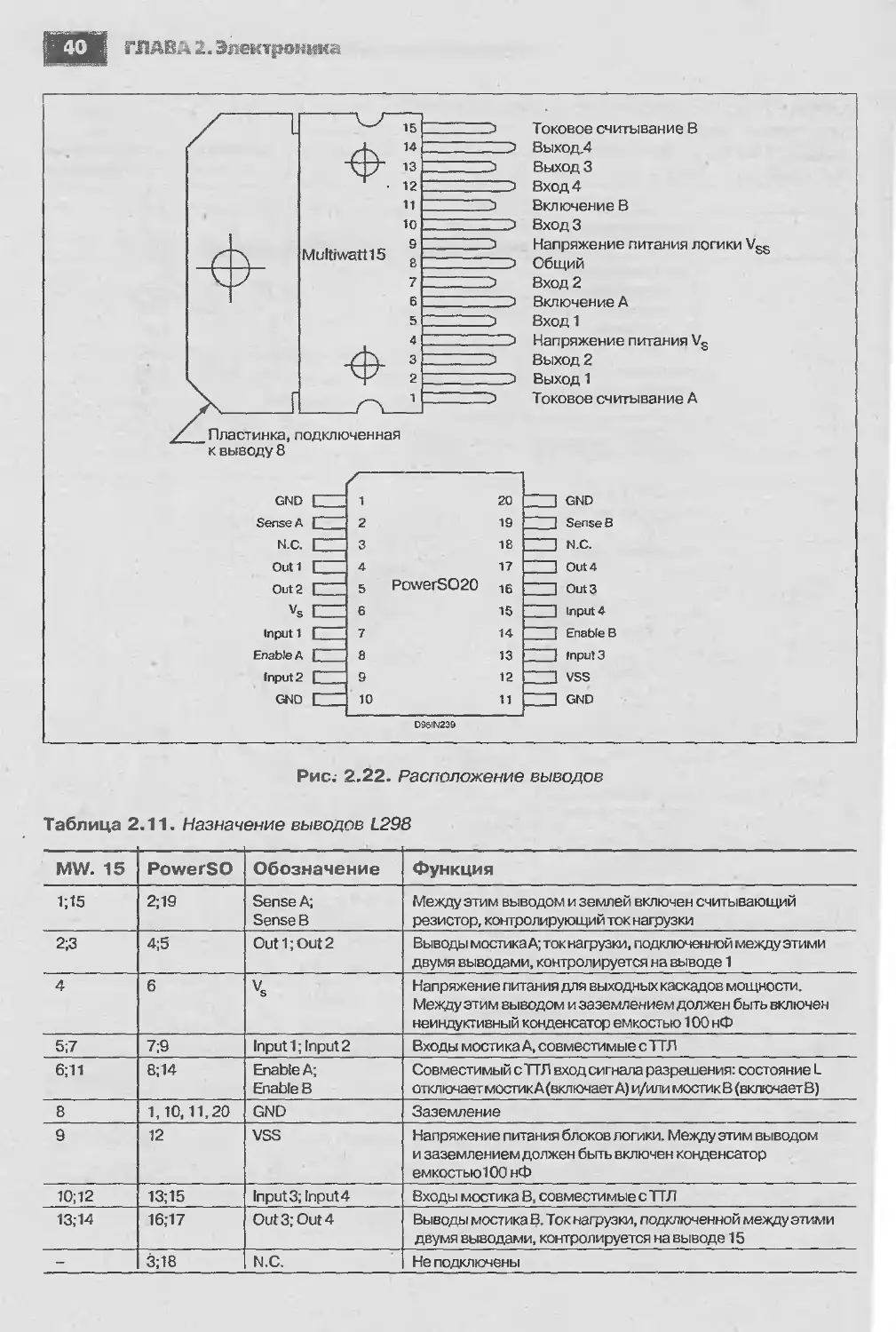
Рис.- 2.22. Расположение выводов
Таблица 2.11. Назначение выводов L298
MW. 15 PowerSO Обозначение Функция
Г.15 2;19 Sense А; Sense В Между этим выводом и землей включен считывающий резистор, контролирующийтокнагрузки
2;3 4;5 Out 1; Out 2 Выводы мостика А; ток нагрузки, подключенной между этими двумя выводами, контролируется на выводе 1
4 6 Vs Напряжение питания для выходных каскадов мощности. Между этим выводом и заземлением должен быть включен неиндуктивный конденсатор емкостью 100 нФ
5;7 7;9 Input 1; Input 2 Входы мостика А, совместимые сТТЛ
6;11 8;14 Enable A; Enable В Совместимый с ТТЛ вход сигнала разрешения; состояние L отключает мостикА(вкпючает А) и/или мостикВ (включаетВ)
8 1,10,11,20 GND Заземление
9 12 VSS Напряжение питания блоков логики. Между этим выводом и заземлением должен быть включен конденсатор емкостью 100 нФ
10;12 13;15 Input3; Input4 Входы мостика В, совместимые с ТТЛ
13,'14 16;17 Out 3; Out 4 Выводы мостика В. Ток нагрузки, подключенной между этими двумя выводами, контролируется на вывод > .6
- 3;18 N.C. Не подключены
глр»,в-,«г^-<мйиск.л. = -|»й.ч>1г в
Таблица 2.12. Электротехнические характеристики (Vs = 42 В; Vss = 5 В, Т = 25 ‘С; пока не
будут заданы другие)
Обозначение Характеристика Условия испытаний ПЛ ин. Тип. Макс. Единица измерения
Vs Напряжение питания (выв. 4) Режим эксплуатации Ун + 2.5 46 в
4s Логическое напряже- ние питания (выв. 9) 4,5 5 7 в
к Ток покоя источ- ника питания (выв. 4) ЛХ и и и >“>">’ о и х -Г II II >s 13 50 22 70 4 мА мА мА
U Ток покоя otVss (выв. 9) -I X х II II II I >->-> о ’ II х -Г II II >S >5 24 7 36 12 6 мА мА мА
4. Входное низкое напряжение (выв. 5, 7,10,12) -0,3 1.5 В
vH Входное высокое напряжение (выв. 5, 7,10,12) 2,3 VSS В
I Входной ток низкого напряжения (выв. 5, 7,10,12) V = L -10 мкА
V Входной ток высокого напряжения (выв. 5, 7,10,12) V = H<V^-0,6B 30 100 мкА
Ve„=L Низкое разрешающее напряжение (выв. 6,11) -0,3 1.5 В
Ve„ = H Высокое разрешающее напряжение (выв. 6,11) 2,3 4s В
L = L Разрешающий ток - низкого напряжения (выв. 6,11) VM = L -10 мкА
L=h Разрешающий ток высокого напряжения (выв. 6,11) V„ = H<V,,-0,6B 30 100 мкА
v CEsat(H) Напряжение насыще- ния источника lL= 1A I, =2A 0,95 1,35 2 1,7 2,7 В В
v CEsat(L) Напряжение насыще- ния приемника lL=1A (5) l, = 2A (5) 0,85 1,2 1,7 1,6 2,3 В В
VCEsa, Суммарный сброс нагрузки lL=1A (5) l,=2A (5) 1,80 3,2 4,9 В В
V sens Напряжение считыва- ния (выв. 1,15) -1(1) 2 В
t,(V) Задержка при выклю- чении тока в источнике от 0,5V, до 0,91; (2); (4) 1,5 мкс
T2<4) Время затухания тока в источнике от 0,91, др 0,11, (2); (4) 0,2 мкс
T3(V.) Задержка при вклю- чении тока в источнике отО,5УдоО,11, (2);(4) 2 мкс
W Время нарастания тока в источнике от 0,11, до 0,91, (2); (4) 0,7 мкс
T5(4) Задержка при выклю- чении тока в приемнике от0,5удо0,91ь (3); (4) 0,7 мкс
ГЛАВА 2. Электроника
Таблица 2.12. Электротехнические характеристики (Vs = 42 В; Vss = 5 В, Т. = 25 "С; пока не
будут заданы другие) (окончание)
Обозначение Характеристика Условия испытаний Мин. Тип. Макс. Единица измерения
Т6(Ч> Время затухания тока в приемнике от0,91, до0,11, (3);(4) 0,25 мкс
Т7<4) Задержка при вклю- чении тока в приемнике от0,5удо0,91, (3);(4) 1,6 мкс
тв0/.) Время нарастания тока в приемнике от 0,11, до 0,91, (3);(4) 0,2 мкс
fCfVJ Частота переключения 1, =2А 25 40 кГц
T,(Ve„) Задержка при выклю- чении тока в источнике OT0,5Vpnflo0,9l, (2); (4) 3 МКС
T2(VJ Время затухания тока в источнике от0,91, до0,1|, (2); (4) 1 мкс
T3(VJ Задержка при вклю- чении тока в источнике OT0,5Vmflo0,1l, (2); (4) 0,3 мкс
T4(V„) Время нарастания тока в источнике от0,11,до0,91, (2);(4) 0,4 мкс
w Задержка при выклю- чении тока в приемнике отО,5УдоО,91, (3);(4) 2,2 мкс
TJVJ Время затухания тока в приемнике от 0,91^0 0,11, (3);(4) 0,35 мкс
TJVJ Задержка при вклю- чении тока в приемнике otO,5V nfloO,9lL (3); (4) 0,25 мкс
T8(VJ Время нарастания тока в приемнике от 0,11, до 0,91, (3); (4) 0,1 мкс
Рис. 2.23. , иповаг зависимость напряжения насыщения от выходного тока
мВ/хпдлуперт удоый н.<ипговой драйвер L298
43
Примечание: Для переключения INPUT установите EN = Н.
Для переключения ENABLE установите IN = Н.
Рис. 2.24. Схема определения времени переключения
Рис. 2.25. Зависимость времени задержки тока источника от коммутации
сигналов входа и включения
Примечание: Для переключения INPUT установите EN = Н.
Для переключения ENABLE установите IN = L
Рис. 2.26. Схема определения времени переключения
44
ГЛАВА 2. Электроника
Рис. 2.27. Зависимость времени задержки тока на приемнике от коммутации
входного сигнала включения
2 .5.2. Инструкция по использованию
Выходной мощный каскад
Микросхема L298 (см. рис. 2.29) объединяет два выходных мощных каскада (А; В).
Выходной каскад - это мостиковая структура. Его выходы могут управлять индук-
тивной нагрузкой обычным и дифференциальным методом в зависимости от со-
стояния входов. Ток, проходящий через нагрузку, выходит из мосщ и протекает по
внешнему резистору (R^ или R^), который позволяет определить силу этого тока.
Входной каскад
Каждый мостик управляется четырьмя логическими элементами с входами Ini;
In2; ЕпА и 1пЗ; 1п4; ЕпВ. Входы In определяют положение мости.са при высоком
уровне сигнала на входе Еп. Все входы совместимы с ТТЛ.
Указания
Между контактами Vs, Vss и общим выводом, как можно больше к нему, должны
быть установлены неиндуктивные конденсаторы емкостью примерно 100 нФ.
Если конденсатор источника питания находится далеко от интегральной схемы,
около L298 необходимо установить еще по одному небольшой емкости.
Двухполуп^риодный мостовой драйвер 1.298
45
У отрицательного полюса Vs около общего вывода интегральной схемы
должен находиться заземленный непроволочный резистор. Каждый вход
необходимо соединить с источником управляющих сигналов кратчайшим
путем.
Перед включением и выключением напряжения питания сигнал на входе
Enable должен быть приведен в состояние с низким уровнем.
Приложение
На рис. 2.28 показана принципиальная схема двунаправленного управления
электродвигателем постоянного тока, для которой нужен только один мостик.
Внешний мостик выполнен из четырех диодов D1-D4 с быстрым восстановле-
нием (t<200 нс), нижняя частота которых должна быть предельно малой, чтобы
предусмотреть случай работы с неблагоприятным током нагрузки.
V =Н C = H;D = L
C=H;D=H
C=D
Ven = L C=X;D=C
Рис. 2.28. Двунаправленное управление
двигателем постоянного тока
Таблица 2.13. Выполняемые
функции в зависимости
от входного уровни
Входной сигнал Функция
Вращать вправо
Вращать влево
Быстрая остановка
электродвигателя
Холостой ход
Остановка
электродвигателя
L = Низкий уровень сигнала
Н = Высокий уровень сигнала
X = Безразлично
Выходное напряжение считывания может использоваться для регулирова-
ния амплитуды тока путем прерывания входных сигналов или для обеспечения
защиты от сверхтоков при помощи переключения на слабый сигнал.
Тормозная функция (быстрая остановка электродвигателя) блокирует ра^
боту двигателя, если эффективное максимальное значение силы тока превы-
шает 2 А.
В случаях, когда максимальный периодический ток больше 2 А, можно вы-
брать конфигурацию с параллельным соединением (рис. 2.29).
Внешний диодный мост необходим при возбуждении индуктивной нагруз-
ки и прерывании сигналов на входах ИС; предпочтительнее использовать ди-
оды Шоттки. Очи выдерживают ток до 3 А при работе с постоянным током и
46
ГЛАВА 2. Электроника
Рис. 2.29. Схема подключения L298. Для сильных токов выводы могут быть соединены
параллельно. Позаботьтесь о том, чтобы канал 1 был включен параллельно каналу 4,
а канал 2 - параллельно каналу 3
vs
RSlRS2=G-5OM
07 8-ВЧДИОДЫ.2А {&Ж1=2А
Рис. 2.30. Схема управления двухфазным биполярным шаговым электродвигателем
при токе в обмотках до 2 А. Диоды - импульсные двухамперные
Дврстм^тсриод». ый »осг>всй драйвер L298
до 3,5 А периодического тока. На рис. 2.30 показана схема управления двух-
фазным биполярным шаговым электродвигателем: необходимые с шкалы, по-
ступающие на входы L298, генерируются в ИС L297. На рис. 2.31 изображен
образец печатной платы, спроектированной для применения со схемой, при-,
веденной на рис. 2.30. На рис. 2.32 представлен второй тип схемы управления
двухфазным биполярным шаговым электродвигателем, в которой ток регули-
руется при помощи ИС L6506.
Рис. 2.31. Предложенная для схемы рис. 2.30 печатная плата (масштаб 1:1)
48
ГЛ4 ’A J.Эле Пронина
Рис. 2.32. Схема управления двухфазным биполярным шаговым электродвигателем
с использованием контроллера тока L6506
2.5.3. Характеристики микросхемы L298
в корпусе Multiwatt 15V
Таблица 2.14. Размеры корпуса Multiwatt 15V (см. рис. 2.34)
Раз- Миллиметры Дюймы
мер Мин. Тип. Макс. Мин. Тип. Макс.
А 5 0,197
В 2,65 0,104
С 1,6 0,063
D 1 0,039
Е 0.49 0,55 0,019 0,022
F 0,66 0,75 0,026 0,030
G 1,02 1,27 1,52 0,040 0,050 0,060
G1 17,53 17,78 18.03 0,690 0,700 0,710
Н1 19,6 0,772
Н2 20,2 0,795
L 21,9 22,2 22,5 0,862 0,874 0,886
L1 21,7 22,1 22,5 0,854 0,870 0,886
L2 17,65 18,1 0,695 0,713
L3 17,25 17,5 17,75 0,679 0,689 0,699
L4 10,3 10,7 10,9 0,406 0,421 0,429
L7 2,65 2,9 0,104 0,114
М 4.25 4,55 4,85 0,167 0,179 0,191
М1 4,63 5,08 5,53 0,182 0,200 0,218
S 1,9 2,6 0,075 0,102
S1 1,9 2,6 0,075 0,102
Dial 3,65 3,85 0,144 0,152
Рис. 2.33. Корпус Multiwatt 15V
микросхемы L298
- ^пу1ШО»црер«одзЬ1Й мостсзой драйвер L298
49
Рис. 2.34. Чертеж корпуса Multiwatt 15V
2.5.4. Хараюеристики микросхемы L298
в корпусе Multiwatt 15Н
Таблица 2.15. Размеры корпуса Multiwatt 15Н (см. рис. 2.36)
Раз-
Миллиметры
Дюймы
мер Мин. Тип. Макс. Мин. Тип. Макс.
А 5. 0,197
В 2,65 0,104
С 1,6 0,063
Е 0,49 0,55 0,019 0,022
F 0,66 0,75 0,026 0,030
G 1,14 1,27 1,4 0,045 0,050 0,055
G1 17,57 17,78 17,91 0,692 0,700 0705
Н1 19,6 0,772
Н2 20,2 0,795
L 20,57 0,810
L1 18,03 0,710
L2 2,54 0,100
L3 17,25 17,5 17,75 0,679 0,689 0,699
L4 10,3 10,7 10,9 0,406 0,421 0,429
L5 5,28 0,208
L6 2,38 0,094
L7 2,65 -2,9 0,104 0,114
S 1,9 2,6 0,075 0,102
S1 1,9 2,6 0,075 0,102
Dial 3,65 3,85 0,144 0,152
Рис. 2.35. Корпус Multiwatt 15Н
микросхемы L298
ГЛАВА 2.Эя*кт| - ws«a
Рис. 2.36. Чертеж корпуса Multiwatt 15Н
2.5.5. Характеристики микросхемы L298 в корпусе PowerS020
Таблица 2.16. Размеры корпуса PowerSO20 (см. рис. 2.38)
Раз- мер Миллиметры Дюймы
Мин. Тип. Макс. Мин. Тип. Макс.
А 3,6 0,142
al 0,1 0,3 0,004 0,012
а2 3,3 0,130
аЗ 0 0,1 0,000 0,004
Ь 0,4 0,53 0,016 0,021
С 0,23 0,32 0,009 0,013
D(1) 15,8 16 0,622 0,630
D1 9,4 9,8 0,370 0,386
Е 13,9 14,5 0,547 0,570
е 1,27 0,050
еЗ 11,43 0,450
Е1(1) 10,9 11,1 0,429 0,437
Е2 2,9 0,114
ЕЗ 5,8 6,2 0,228 0,244
G 0 0,1 0,000 0,004
Н 15,5 15,9 0,610 0,626
h 1,1 0,043
L 0,8 1,1 0,031 0,043
N 10’(макс.)
S . 8"(макс.)
N 10 | 0,394
JEDEC МО-166
Рис. 2.37. Корпус PowerSO20
микросхемы L298
(*) D и F не включают в себя заусенцы
и выступы.
Размер заусенцев и выступов не дол-
жен превышать 0,15 мм (0,006 дюйма)
Г,^хл^лупермадиынм<х^гвойдрайя <?L298
Рис. 2.38. чертеж корпуса PowerSO20
Предоставленная информация считается точной и достоверной. Однако компания SGS-THOMSON Microelectronics
не несет ответственности за последствия ее использования, а также за нарушение патентов или других прав третьих
лиц, которые могут быть следствием использования данной информации. Косвенно или под каким-либо патентом или
патентным правом компании SGS-THOMSON Microelectronics никакой лицензии не предоставляется. Технические ха-
рактеристики, упоминающиеся в этом издании, являются предметом изменения без уведомления. Издание отменяет и
вытесняет собой всю ранее предоставленную информацию. Продукцию компании SGS-THOMSON Microelectronics не
разрешается использовать в качестве ответственных элементов в приборах или системах жизнеобеспечения без спе-
циального одобрения, подписанного SGS-THOMSON Microelectronics.
Логотип ST является зарегистрированным товарным знаком STMicroelectronics
© 1998 SGS-THOMSON Microelectronics - Напечатано в Италии - Все права защищены
Г руппа компаний SGS-THOMSON Microelectronics
Австралия - Бразилия - Канада - Китай - Франция - Германия - Гонконг- Италия - Япония - Корея - Малайзия -
Мальта - Марокко - Нидерланды - Сингапур - Испания - Швеция - Швейцария - Тайвань - Таиланд - Соединенное
королевство - США
http: //www.st.com
52
ГЛАВА 2. Эиектитчика
SGS-THOMSON
[Rffl[]©^©E[LE©7^©[fflD©^ APPLICATION NOTE
2.6. Контроллер шагового двигателя L297
2.6.1. Введение
Микросхема L297 объединяет все схемы, требующиеся для управления работой
биполярных и униполярных шаговых электродвигателей. При использовании
двухполупериодного мостового драйвера L298, например L298N, эти чипы орга-
низуют совершенный интерфейс «микропроцессор - биполярный шаговый элек-
тродвигатель». Управление униполярным шаговым электродвигателем можно
осуществлять с помощью L297 в сочетании с квадратной матрицей Дарлингтона.
В данном разделе описывается работа схемы и показывается способ ее примене-
ния.
В системах управления контроллер шагового электродвигателя L297 глав-
ным образом используется с микросхемой L298N или L293E. Он получает сигна-
лы от системного контроллера (обычно это чип микроЭВМ) и доставляет все
необходимые сигналы возбуждения на каскад усиления мощности. L297 допол-
нительно включает два прерывателя ШИМ для управления током в обмотках
двигателя.
Чип L297 с подходящим силовым приводом управляет двухфазными биполяр-
ными и четырехфазными униполярными электродвигателями с постоянным
магнитом и четырехфазными электродвигателями с переменным магнитным
сопротивлением. Он также контролирует режимы обычного, колебательного и
полушагового хода.
Доступны два типа устройства: обычный чип L297 и специальная версия, на-
званная L297A. Микросхема L297A содержит удвоитель шаговых импульсов и раз-
работана специально для позиционирования головки устройства на гибких дисках.
2.6.2. Преимущества
Комбинация микросхемы L297 с устройством управления имеет много преиму-
ществ: незначительное число компонентов (низкие затраты, высокая надеж-
ность, малые габариты), упрощенное программное обеспечение и сниженную
нагрузку на микропроцессор. Технология двух чипов очень гибка для использо-
вания: L298N может применяться для электродвигателей постоянного тока, а
L297 - использоваться с любыми источниками электроэнергии, включая диск-
ретные устройства (для этой цели он дает ток в 20 мА).
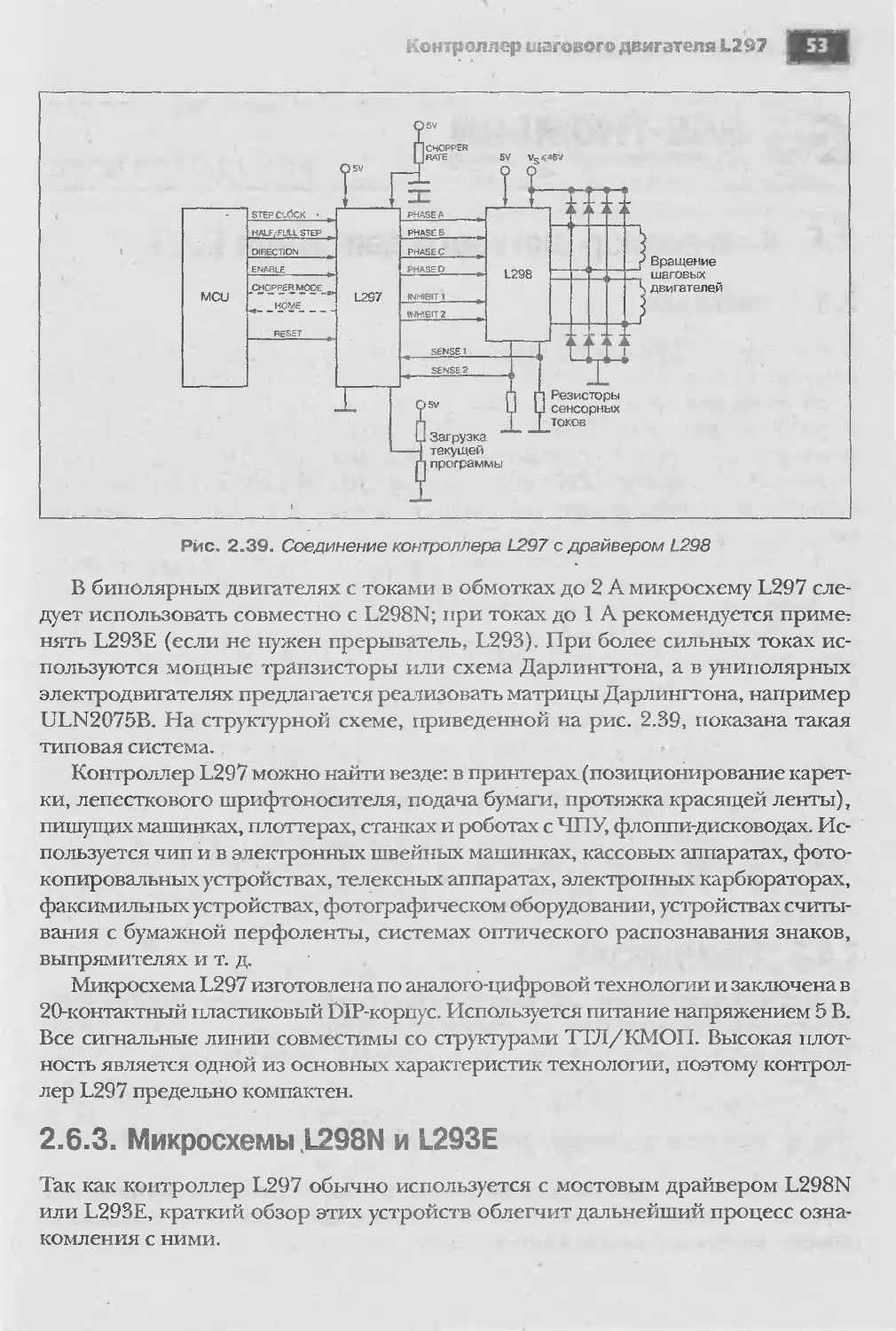
Типичная конфигурация, состоящая из контроллера шагового электродвига-
теля L297, соединенного с двойным мостовым драйвером L298, представляет
собой интерфейс, показанный на рис. 2.39.
___ роллер t laroeoro двигателя L297
53
Рис. 2.39. Соединение контроллера L297 с драйвером '.298
В биполярных двигателях с токами в обмотках до 2 А микросхему L297 сле-
дует использовать совместно с L298N; при токах до 1 А рекомендуется приме?
нять L293E (если не нужен прерыватель, L293). При более сильных токах ис-
пользуются мощные транзисторы или схема Дарлингтона, а в униполярных
электродвигателях предлагается реализовать матрицы Дарлингтона, например
ULN2075B. На структурной схеме, приведенной на рис. 2.39, показана такая
типовая система.
Контроллер L297 можно найти везде: в принтерах (позиционирование карет-
ки, лепесткового шрифтоносителя, подача бумаги, протяжка красящей ленты),
пишущих машинках, плоттерах, станках и роботах с ЧП У, флоппи-дисководах. Ис-
пользуется чип и в электронных швейных машинках, кассовых аппаратах, фото-
копировальных устройствах, телексных аппаратах, электронных карбюраторах,
факсимильных устройствах, фотографическом оборудовании, устройствах считы-
вания с бумажной перфоленты, системах оптического распознавания знаков,
выпрямителях и т. д.
Микросхема L297 изготовлена по аналого-цифровой технологии и заключена в
20-контактный пластиковый DiP-корпус. Используется питание напряжением 5 В.
Все сигнальные линии совместимы со структурами ТТЛ/КМОП. Высокая плот-
ность является одной из основных характеристик технологии, поэтому контрол-
лер L297 предельно компактен.
2.6.3. Микросхемы L298N и L293E
Так как контроллер L297 обычно используется с мостовым драйвером L298N
или L293E, краткий обзор этих устройств облегчит дальнейший процесс озна-
комления с ними.
ГЛАВА .Электроника
L298N и L293E содержат две ступени мостовых драйверов, каждый из кото-
рых контролируется парой логических и одним включающим входным сигнг -
лом ТТЛ. В дополнение к этому два вывода эмиттеров нижних транзисторов
выведены на внешний терминал, чтобы сделать возможным подключение к
резисторам считывания тока (см. рис. 2.40).
Рис. 2.40. Структурная схема L298N
Использование новой ионно-имплантационной высоковольтной/сильноточной
технологии позволяет этому чипу выдерживать мощность до 160 Вт (напряжение
питания 46 В, ток 2 А на каждый мост). Для снижения рассеиваемой мощности и
возможности прямого подключения к контроллеру L297 или другой схеме управ-
ления предусмотрен отдельный логический вход на 5 В. В данном разделе выводы
L298N маркированы названиями соотве гствующих выводов L297.
L298N поставляется в 15-контактном корпусе Multiwatt. Его младший брат
L293E, идентичный по функциям, установлен в корпус Powei dip - обрамленный
медью DIP-корпус, четыре центральных вывода которого используются для от-
вода тепла на медную поверхность платы.
У микросхемы L293E имеются внешние выводы от всех четырех эмиттеров.
2.6.4. Основы шаговых двигателей
Существуют два основных типа шаговых электродвигателей для общего исполь-
зования: с постоянным магнитом и переменным магнитным сопротивлением.
Электродвигатели с постоянным магнитом подразделяются на биполярные и
униполярные.
Коитроллер is агового двигателя L297
55
Биполярные электродвигатели
Рис. 2.41. Конструкция биполярного
двигателя с постоянным магнитом
При упрощенном рассмотрении биполярный электродвигатель с постоянным
магнитом состоит из вращающегося постоянного магнита, окруженного полюса-
ми статора, несущими на себе обмотки
(рис. 2.41). Используется двунаправлен-
ный ток возбуждения, и электродвига-
тель делает шаги путем поочередного
включения обмоток.
Для этого типа существуют три воз-
можные последовательности включе-
ния обмоток.
Первая последовательность - это
включение обмоток в порядке АВ/CD/
ВА/DC (ВА означает обратное направ-
ление). Эта последовательность извест-
на как однофазный режим с целым ша-
гом или однофазный колебательный
режим. В любой фиксированный мо-
мент времени включена только одна
фаза (рис. 2.42а).
Следующая возможность - включе-
ние обеих фаз одновременно, при ко-
тором ротор всегда центрирует себя
между двумя полюсами. Этот режим, называемый двухфазным с целым шагом,
является обычным для биполярного электродвигателя и дает наибольший вра-
щающий момент (рис. 2.426).
Еще один вариант - включение одной фазы, затем двух, снова одной и т. д.
При этом электродвигатель вращается с приращением в полшага. Эта после-
довательность, известная как режим полушага, делит пополам полезный угол
шага электродвигателя, но дает меньший постоянный вращающий момент
(рис. 2.42в).
Последовательности, описанные выше, используются и для вращения в про-
тивоположном направлении (против часовой стрелки), за исключением сохра-
нения порядка.
Рис. 2.42а. Однофазный режим с целым шагом
56
ГЛАВА 2. Электроник-
Рис. 2.42в. режим полушага
Рис. 2.42. Последовательности включения обмоток биполярного двухфазного шагового
двигателя. Показано вращение по часовой стрелке
Как видно из трех рисунков, шаговый угол электродвигателя равен 90°. Ре-
альные электродвигатели имеют большее число полюсов для уменьшения шаго-
вого угла до нескольких градусов, но число обмоток и последовательностей за-
пуска неизменно.
Типичный биполярный шаговый э/ ектродвигатель показан на рис. 2.43.
Униполярные электродвигатели
Униполярный электродвигатель с постоянным магнитом идентичен биполяр-
ному механизму, описанному выше, но для изменения направления магнитного
потока з нем использован реверсивный привод, а не бифилярные обмотки ста-
тора (рис. 2.44).
контроллер шаговдвмп теля 1.297
57
Рис. 2.43. Реальный двигатель. Многочисленные полюса уменьшают угол шага.
Принцип действия и последовательности включения остаются такими же
Рис. 2.44. Униполярный двигатель с постоянным магнитом и бифилярными обмотками
Этот электродвигатель управляется точно так же, как и биполярный, но мо-
стовые драйвеоы заменены в нем униполярными каскадами - четырьмя пара-
ми Дарлингтона или квадратной матрицей Дарлингтона. Очевидно, что уни-
полярные электродвигатели дают ме: тыиий врашаюгций момент из-за вдвое
большего числа обмоток. Для заданного размера двигателя вращающий момент
58
г"ЛАВА 2.1лект[то.л ха
также ниже, потому что обмотки выполнены более тонким проводом. В про-
шлом такие двигатели привлекали изготовителей, потому что упрощали созда-
ние управляющих устройств. Теперь, когда доступны интегральные двухтактные
устройства управления (L298N), все более популярными становятся биполярные
электродвигатели.
Все электродвигатели с постоянным магнитом страдают от противоЭДС,
создаваемой ротором, которая ограничивает скорость вращения. При больших
скоростях вращения используются электродвигатели с переменным магнитным
сопротивлением.
Электродвигатели с переменным магнитным сопротивлением
В электродвигателе с переменным магнитным сопротивлением установлен
ненамагниченный магнитно-мягкий стальной ротор с меньшим, чем у статора,
числом полюсов (рис. 2.45). Используется униполярный привод, и электродви-
гатель делает шаги за счет включения полюсных пар, чтобы выровнять ротор с
концами полюсов включенной обмотки.
Рис. 2.45. Электродвигатель с переменным магнитным сопротивлением
И вновь возможны три различных чередования фаз. Последовательность для
колебательного хода - A/C/B/D; двухфазный ход - АС/СВ/BD/DA и полуша-
говый ход - A/AC/C/BC/B/BD/D/DA Обратите внимание, что шаговый угол
указанного выше электродвигателя равен 15°, а не 45°.
Для получения минимального шагового угла в реальных электродвигателях
используется множество полюсов. Однако это никак не влияет на принцип ра-
боты последовательного привода.
Контроллер шаговоп дьмгап пя1297 (ЕЖ
2.6.5. Формирование последовательности чередования фаз
Ядром структурной схемы для чипа L297 (рис. 2.46) является преобразователь,
который формирует соответствующие последовательности чередования фаз
для работы в режиме полушага и целого шага с одной и двумя фазами. Этот блок
управляется двумя режимными входными сигналами - CW/CCW (”аправле-
ние) и HALF /FULL - а также синхронизатором, который продвигает преобра-
зователь от одного шага к другому.
Рис. 2.46. L297 содержит преобразователь (формирователь последовательности фаз),
прерыватель ШИМ и выходные логические схемы
Преобразователь доставляет четыре выходных сигнала для их последую-
щей обработки в выходном логическом блоке, который обеспечивает выпол-
нение функций запрета и прерывания. Он состоит из 3-битного счетчика и
нескольких комбинационных логических схем, которые генерируют двоич-
ный циклический код (код Грея) основной восьмишаговой последовательно-
сти, как показано на рис. 2.47. Все три рабочих последовательности могут лег-
ко генерироваться из основной. Она напрямую соответствует режиму полушага,
выбираемому при высоком уровне сигнала на входе HALF/FULL. Формы
кривых выходного сигнала показаны на рис. 2.48.
Обратите внимание на то, что в этой последовательности генерируются
два других сигнала - INH1 и INH2. Об их назначении будет рассказано в раз-
деле 2.6.6.
j 60
ГЛАВА 2. Эпектгоника
Рис. 2.47. Основная восьмишаговая последовательность прес Зразоватлля.
Показано вращение по часовой стрелке
Рис. 2.48. Формы кривых выходного сигнала, соо.вет стелющие
после доветельности для полушага. Действие прерывателя не показано
Оба режима целого шага получаются путем пропуска противоположных по-
зиций в 8-шаговой последовательности. Синхронизатор шага игнорирует пер-
вый уровень 3-битного счетчика преобразователя. Самый младший двоичный
разряд этого счетчика не затрагивается, следовательно создаваемая последова-
тельность зависит от положения преобразователя, при котором выбирается
режим целого шага (входной сигнал HALF/FULL минимален).
Если при этом преобразователь находится в любом нечетном положении, по-
лучается последовательность чередования фаз для двухфазного режима целого
шага, показанная на рис. 2.49. При четном положении преобразователя включа-
ется однофазный режим (рис. 2.50).
.три лер тегового двигателя С.2Э7
61
Рис. 2.49. Фазовая последовательность и формы кривых выходного сигнале
для двухфазного цикла
Рис. 2.50. Последовательность чередования фаз и форма кривых выходного сигнала
для колебательного хода (однофазный режим)
2.6.6. Сигналы INH1 и INH2
В режиме полушага и в однофазном режиме целого шага генерируются до-
полнительные сигналы INH1 и INH2. Это два запрещающих сигнала, связан-
ные с входами включения на L298N и служащие для увеличения скорости за-
тухания тока при выключении обмотки.
62
ГЛАВА 2. Электроника
Так как в двухфазном режиме целого шага обе обмотки включены постоянно
и не отключаются, эти сигналы не генерируются.
Обратите внимание на половину микросхемы L298N, подключенную к пер-
вой фазе биполярного двухфазного двигателя (рис. 2.51). Помните, что входы
А и В L298N определяют, какой из транзисторов каждой двухтактной пары бу-
дет включен. Сигнал INH1 выключает все четыре транзистора.
Рис. 2.51. Когда обмотка отключена, активируется запрещающий вход для ускорения
спада тока. В противном случае ток рециркулирует через D2 и Q4.
Также уменьшается рассеиваемая на Rs мощность
Предположим, что на входе А высокий уровень, на В - низкий, а ток течет
через QI, Q4 и обмотки двигателя. Если уменьшить уровень А, ток будет идти
через D2, Q4 и 1^, создавая медленный спад и повышенное рассеяние на Если
при этом активирован INH1, все четыре транзистора будут заперты, и ток от
заземления пойдет к Vs через D2 и D3, создавая большую скорость спада и по-
зволяя двигателю работать быстрее.
То же происходит со второй обмоткой, другой половиной L298 и сигналами С,
DhINH2. _______ ______
Сигналы INH1 и INH2 генерируются по дизъюнкций:
А + В = INH1 С + D = INH2
Однако выходная логика сложнее, потому что, как мы убедимся далее, шины
запрета также используются прерывателем.
Контроллер шагового двигателе L297
2.6.7. Другие сигналы
К блоку преобразователя подключены также два других сигнала: входной RESET
и выходной НОМЕ.
RESET - это асинхронный выходной сигнал сброса, который возвращает
преобразовательный блок в исходное состояние (положение 1, ABCD = 0101).
НОМЕ (открыть коллектор) оповещает об этом условии и ссылается на AND с
выходом механического датчика возврата в исходное положение.
Присутствует также вход ENABLE, соединенный с выходной логической
схемой. Низкий уровень сигнала на этом входе снижает уровни INH1, INH2
А, В, С, и D. ENABLE полезен для отключения устройства управления электро-
двигателем при возврате системы в исходное состояние.
2.6.8. Регулирование тока нагрузки
Рис. 2.52. К работе прерывателя
Чтобы получить хорошие показатели скорости и вращающего момента, понадо-
бится контроль над током нагрузки, для осуществления которого можно переклю-
чать питание между двумя напря-
жениями источника, прерывать
частоту импульсной модуляции или
длительность ее импульсов.
Контроллер L297 обеспечивает
регулирование тока за счет преры-
вателей широтно-импульсной моду-
ляции, по одному для каждой фазы
биполярного или для каждой пары
обьоток униполярного электродви-
гателя. В униполярных двигателях
обмотки А и В никогда не включа-
ются одновременно, поэтому один
прерыватель может использоваться
совместно; то же касается обмоток
С й D.
Каждый прерыватель состоит из
компаратора, триггера и внешнего
резистора считывания. Общий ге-
нератор чипа передает импульсы на оба прерывателя. Триггеры (рис. 2.52) упра-
вляются каждым импульсом генератора, пропуская выходной сигнал и разрешая
увеличение тока нагрузки. С ростом тока увеличивается и падение напряжения на
резисторе считывания. Когда оно достигает значения Vref, триггер перебрасывает-
ся, запрещая выход сигнала до тех пор, пока на него не придет следующий импульс
генератора. Следовательно выходной сигнал данной схемы (выходной сигнал
Q-триггера) - это сигнал широтно-импульсной модуляции с постоянной интенсив-
ностью. Заметьте, что V определяет максимальный ток нагрузки.
64
ГЛАЬА 2. Злектдонпгика
2.6.9. Прерывание фаз и задержки
Прерыватель может действовать на шину фаз или запрета через вход CONTROL.
Прерывание запрета используется для униполярных двигателей, но может при-
меняться также и для биполярных. Основания для этого выбора поясняются в
следующем примере.
Для начала рассмотрим ситуацию, когда прерываются линии фаз. Мы управ-
ляем двухфазным биполярным электродвигателем, уровень А - высокий, а В -
низкий (рис. 2.53). Следовательно ток идет через Q1, обмотку, Q4 и Rs. Когда
падение напряжения на Rs достигает опорного уровня V р прерыватель увели-
чивает уровень В, чтобы выключить обмотку.
Рис. 2.53. Схема прерывания фаз. Ток X прерывается при активации В, создающего
рециркуляционный контур Y. Другой вариант - отключение А даст контур Z,
увеличивающий рассеиваемую мощность на Rs
Энергия, сохранившаяся в обмотке, рассеивается током, проходящим через
Q1 и D3. Ток спадает очень медленно, потому что напряжение на обмотке низ-
кое, оно равно VCEsatQI + VD3 (рис. 2.54).
Зачем увеличивать уровень В и снижать уровень А? Причина этого в необхо-
димости уменьшения тока, проходящего через Rs. Так как ток циркулирует в
верхней части мостика, при выключении обмот ки он течет только через счи-
тывающий резистор. Следовательно, на Rs рассеивается меньшая мощность, и
мы можем обойтись недорогим резистором.
Контроллер ш. гового двигат »ля L2S7
Г 65
Рис. 2.54. Формы сигналов для прерывания фаз. Включенная обмотка АВ
с положительным А относительно В. Высокий уровень сигнала CONTROL
Это объясняет неприемлемость прерывания фаз для униполярных двигате-
лей: когда работает обмотка А, прерыватель действует на обмотку В. Очевидно,
что вообще нет смысла применять прерывание фаз для двигателя с перемен-
ным магнитным сопротивлением и малоэффективно для двигателей с постоян-
ным магнитом и биф-тарной обмоткой.
Альтернативой является подключение входа CONTROL к земле, чтобы пре-
рыватель действовал на INH1 и INH2. Рассмотрим пример, где уровень А -
высокий а В - низкий. Следовательно транзисторы Q1 и Q4 проводят, и ток
течет через Q1, обмотку, Q4 и Rs (рис. 2.55).
Когда напряжение на R.. достигает значения V сР триггер прерывателя сбра-
сывается и активируется INH1 (минимальный). INH1 выключает все четы-
ре транзистора, ток рециркулирует через D2, обмотку и D3 к Vs. Разряжен-
ный через источник до 46 В ток спадает очень быстро (рис. 2.56).
Полезность такого спада тока очевидна - этот вариант делает врзможной
быструю работу биполярных электродвигателей и является единственным
по отношению к униполярным. Но почему же мы предлагаем медленный вари-
ант - прерывание фаз?
Дело в том, что с двигателем, который не запасает в обмотках большую энер-
гию, мы должны работать на низкой частоте прерывания. Если спад тока будет
очень быстрым, средний ток двигателя может оказаться слишком слабым для
обеспечения полезного вращающего момента. Малые частоты прерывателя
могут приниматься, если в той же системе используется больший электродвига-
тель. Чтобы избежать коммутационных помех на заземлении, все устройства
управления следует синхронизировать, поэтому частота прерывателя будет
определяться по наибольшему электродвигателю установки.
Большинство микросхем L297 легко синхронизируется с помощью выво-
да SYNC. Он является выходом для прямоугольных сигналов генератора и
ГЛАВА 2. Электроника
Ток возбуждения
. Рециркуляция
Рис. 2.55. Прерывание задержек. В этом случае ток возбуждения (01, обмотка, 04)
прерывается при активами INH1. Затухание через D1 и D3 происходит быстрее,
чем по пути Yрис. 2.53
Рис. 2.56. Формы сигналов для прерывания задержка. Включена обмотка АВ.
уровень сигнала CONTROL низкий
синхронизирующим входом для прерывателей. На рис. 2.57 первая микросхе-
ма L297 оснащена компонентами генератора, через нее выходит прямоуголь-
ный сигнал. Последующие ИС L297 в компонентах генератора не чуждаются
контроллер шагового двиштепя L297
и в качестве синхронизирующего входа используют вывод SYNC. Если микро-
схема L297 синхронизирована с остальными составляющими системы, на этот
вывод могут подаваться и сигналы внешней синхронизации.
Рис. 2.57. Генераторы прерывателей ИС L297 синхронизируются путем
соединения всех входов SYNC
2.6.10. Микросхема L297A
ИС L297 А - это специальная модификация L297, изначально разработанная для
позиционирования головки в дисководах гибких дисков. Несмотря на это она
может быть использована и для других целей.
В отличие от стандартной микросхемы L297 на синхронизирующий вход
L297A добавлен удвоитель импульсов и возможность вывода сигнала о направ-
лении с триггера. Структурная схема L297A приведена на рис. 2.58. В недоро-
гом 20-выводовом корпусе этой версии нет выводов CONTROL и SYNC (они все
равно не нужны). Прерыватель действует на шины фаз А, В, С, D.
Для каждого входного синхронизирующего импульса, на котором в резуль-
тате преобразователь совершает два хода, удвоитель внутри себя генерирует
ложные импульсы. Внешняя цепь RC устанавливает время задержки между
входными и ложными импульсами так, чтобы ложные попадали примерно в
середину промежутка между входными, что дает возможность двигателю со-
вершить шаг.
Такой режим используется для повышения точности позиционирования. Так
как ошибка угловой координаты не накапливается (в двигателе с 4-шаговой сис-
темой она сбрасывается каждые четыре шага), точность увеличивается путем
прохождения двух или четырех шагов за один раз.
ГЛАВА 2. Ьтястроника
Рис. 2.58. Структурная схема ИС L297A, включающей удвоитель импульсов
и вывод от триггера направления (DIR-MEM)
2.6.11. Рекомендации по использованию
Биполярные электродвигатели могут управляться с помощью микросхем L297,
L298N или L293E с мостовым драйвером и небольшим числом внешних компо-
нентов (рис. 2.59). Вместе эти две ИС образуют интерфейс «микропроцессор -
шаговый двигатель». При использовании микросхемы L298N такая конфигура-
ция может управлять двигателями с током в обмотках до 2 А; для двигателей с
током до 1 А используется L293E. Если нет необходимости в применении пре-
рывателей широтно-импульсной модуляции, также может быть задействована
ИС L293 (у нее нет выводов от эмиттеров для резисторов считывания), но ис-
пользование L297 будет неэффективным. Для достижения большей мощности
мостовой драйвер заменяется эквивалентной цепью из дискретных транзисто-
ров. При токах до 3,5 А могут быть использованы ИС L298N с параллельно со-
единенными выходами.
Лучшим выбором для униполярных двигател гй является квадратная матри-
ца Дарлингтона. Если не требуется использование прерывателей, можно при-
менить ИС L702B, но предпочтительнее будет задействовать ULN2075В.
Внешние контакты эмиттеров матрицы подключаются к считывающим ре-
зисторам (рис. 2-60). Так как прерыватель действует на шины запрета, к этой
системе должны быть добавлены четыре логические схемы И. На рис. 2.60 по-
казаны также защитные диоды.
При работе с системами без прерывателей важно помнить, что считываю-
щие входы должны быть заземлены, a Vref следует подключить к Vs или другому
потенциалу, лежащему между Vs и заземлением.
Контроллер шагового двигателя L297
69
vs
Рис. 2.59. Пример использования ИС L297 и L298N для управления биполярным шаговым
двигателем с фазными токами до 2 А
Рис. 2.60. Для униполярных электродвигателей к ИС L297 подключена квадратная
матрица Дарлингтона. Должны быть добавлены четыре логические схемы И,
так как используется прерывание задержек
ГЛАВА 2. Электррнийа
Таблица 2.17. Назначение выводов ИС L297
№ Обозначение Функция
1 SYNC Вывод на чипе генератора прерывателя. SYNC соединены у всех L297s, которые для синхронизации связаны вместе, и компоненты генератора удалены на всех кроме одного. Если используется внетг'-т 1й источни" часов, это учтено
2 GND Заземление
3 НОМЕ Открытый вывод коллектора, который указывает, когда L297 находится в его начальном состоянии (ABCD=0101). Транзистор является открытым, когды сигнал активный
4 А Фаза А двигателя возбуждает сигнал для мощного каскада
5 INH1 Активный низкий уровень запрещает управление драйвером фаз А и В. При задействовании биполярного моста этот сигнал может использоваться, чтобы гарантировать быстрый спад тока нагрузки, когдв обмотка не возбуждена. Также используется прерывателем, чтобы регулировать ток нагрузки, если уровень вывода CONTROL низок.
6 В Фаза В двигателя возбуждает сигнал для мощного каскада
7 С Фаза С двигателя возбуждает сигнал д ля мощного каскада
8 iNH2 Активный низкий уровень запрещает управление возбуждением фаз С и D. Теже самые функции как INH1
9 D Фаза Одвигателя возбуждает сигнал для мощного каскада
10 ENABLE Чип допускает ввод. Когда уровни_1ЫН1,1NH2 низкие (неактивные), уровни А, В, С и D также низкие
11 CONTROL Вывод управления, определяющий действие прерывателя. При низком уровне прерыватель действует на INH1 и INH2; при высоком прерыватель выравнивает фазы А, В, С, D
12 Ч Вход напряжения питания +5 В
13 sens2 Ввод для тока нагрузки считывает напряжение от мощных каскадов фаз С и D
14 SENS, Ввод для тока нагрузки считывает напряжение от мощных каскадов фаз А и В
15 Vref Опорное напряжение для схемы прерывателя. Напряжение, приложенное к этому штырьку определяет пиковый ток нагрузки
16 OSC Цепь RC (R к Vcc, С к земле), связан.чая _ этой клеммой, определяет норму прерывателя. Эта клемма заземлена на всех соединенных микросхемах L297 I роме одной. fe1/0,69RC
17 CW/CCW Направление по часовой или против часовой стрелки управляется входов Физически направление вращения двигателя также зависит от подключения обмоток. Поэтому при внутренней синхронизации направление может быть изменено в любое время
18 CLOCK Время шага. Активный отрицательный импульс на этом входе продвигает моторное приращение. Шаг происходит на положительном перепаде этого сигнала
19 HALF/FULL Этот вход определяет режим. Высокий уровень выбирает режим половины шага, низкий уровень - полного шага. Одна фаза в режиме полного шага i юлучается при выборе FULL, когда преобразователь L297S - в четной позиции. Две фазы в режиме полного шага при выборе FULL когда преобразователь - в нечетной позиции
20 RESET Сброс ввода. Активный импульс низкого уровня на этом вводе возвращает преобразователь в исходную позицию (положение 1, ABCD=0101)
Контроллер шагового двигателя 1.297
71
Частота прерывающего генератора определяется цепью RC на выводе 16 и
приблизительно равна 1 /0,7 RC; R должно быть больше 10 кОм.
При использовании удвоителя импульсов микросхемы L297A время задерж-
ки определяется цепью RdCd и прибл гзителыю равно 0,75 RdCd; Rd должно нахо-
диться в пределах от 3 до 100 кОм (рис. 2.61).
Синхронизирующий удвоитель импульсов подает ложный импульс через т0
секунд после входного синхросигнала. Для обеспечения задержки, равной при-
мерно половине периода входного синхронизирующего сигнала, цепь RdCd за-
мыкают.
Таблица 2.17а. Назначение выводов L297A такое же, как у L297
за исключением выводов 1 и 11
№ Название Функция
1 Doubler Резистивно-емкостная цепь, подключенная к этому выводу, определяет время задержки между входным синхронизирующим импульсом и соответствующим ему ложным импульсом
11 DIR-MEM чре.щионная память. Инвертированный выход дирекционного триггера. Выход открытого коллектора
72
ГЛАВА 2. Электроника
SYNS [ 1 20 ] RESET DOUBLER L 1 20 ] RESET
GNO 2 19 | HALF/FULL GND I 2 19 ] HALF/FULL
НОМЕ [ 3 18 I CLOCK HOME [ 3 18 ] CLOCK
А [ 4 17 ] CW/CCW A 4 17 ] CW/CCW
INH1 [ 5 L297 16 ] OSC Inh i I 5 L297A 16 ] OSC
в В 6 15 ] vrel в 6 15 ] vrel
С 14 ] SENS 1 c [ 14 ] SENS 1
1NH 2 [ е 13 ] SENS2 INH 2 I в 13 ] SENS 2
D 9 12 I Vs D 9 12 ] Vs
ENABLE [ 10 11 ] CONTROL ENABLE 10 11 ] DIR-MEM
Рис. 2.62. Расположение выводов ИС L297 и L297A
Предоставленная информация считается точной и достоверной Однако компания SGS-THOMSON Microelectronics не
несет ответственности за последствия ее использования, а также за нарушение патентов или других прав третьих л иц,
которые могут быть следствием использования данной информации. Косвенно или же под каким-либо патентом или
патентными правами компании SGS-THOMSON Microelectronics никакой лицензии не предоставляется. Технические ха-
рактеристики, упоминающиеся в этом издании, являются предметом изменения без уведомления. Издание отменяет и
вытесняет собой всю ранее предоставленную информацию. Продукцию компании SGS-THOMSON Microelectronics не
разрешается использовать в качестве ответственных элементов в приборах или системах жизнеобеспечения без специ-
ального одобрения, подписанного SGS-THOMSON Microelectronics.
© 1995 SGS-THOMSON Microelectronics - Все права защищены
Группа компаний SGS-THOMSON Microelectronics
Австралия - Бразилия - Канада - Китай - Франция - Германия -1 онконг - Италия - Япония - Корея - Малайзия -
Мальта - Марокко - Нидерланды - Сингапур - Испания - Швеция - Швейцария - Тайвань - Таиланд - Соединенное
королевство - США
Драйверы шаговых двигэтегсй
73
ZS7 SGS-THOMSON
APPLICATION NOTE
2.7. Драйверы шаговых двигателей
Томас Л. Хопкинс
В данном разделе объясняется, как устранить наиболее часто возникающие ошиб-
ки при разработке схем управления электродвигателем. Оно основано на авторс-
ком опыте и содержит ответы на самые актуальные вопросы из этой области.
2.7.1. Введение
За многие годы работы нам приходилось общаться как с новичками, так и с опытны-
ми пользователями, которые зачастую задавали одинаковые вопросы. Этот раздел
представляет собой сборник ответов на самые актуальные из них. В списке ссылок
указано несколько других книг и статей, которые читатель может счесть необходи-
мыми при использовании шаговых электродвигателей.
Ниже также можно найти справочную информацию по микросхемам L6201,
L6202 и L6203. Поскольку эти устройства выполнены на одном и том же кристалле
и отличаются только корпусами, любая справка по какому-либо из них должна рас-
сматриваться читателем в отношении любого из трех типов микросхем.
2.7.2. Выбор двигателя - униполярный или биполярный
Обычно шаговые электродвигатели разделяются на два класса - униполярные и
биполярные. В прошлом униполярные электродвигатели были очень распрост-
ранены, им отдавали предпочтение из-за простоты конфигурации управляющих
устройств. Однако в настоящее время с появлением эффективных интеграль-
ных устройств управления биполярные электродвигатели более популярны.
При заданных конструктивных характеристиках они обеспечивают больший
вращающий момент [ 1 ].
2.7.3. Выбор топологической схемы управления
В зависимости от скорости и вращающего момента, требуемых от электродвига-
теля; доступно несколько топологических схем управления [5, глава 3]. При низ-
ких скоростях достаточно подавать необходимое напряжение, чтобы внутреннее
сопротивление электродвигателя ограничивало ток до допустимого значения
(рис. 2.63а). Однако на более высоких скоростях происходит значительное паде-
ние вращающего момента, ”'ак как индуктивность обмотки ограш [чивает скорость
изменения тока, и он уже не может достичь наивысшего значения при каждом
шаге (рис. 2.64).
Одно решение состоит в использовании того, что упоминается обычно как
возбуждение L/nR (рис. 2.636). В этой топологической схеме задействовано
74
ГЛАВА 1. Электроника
Рис. 2.63. Непосредственная подача напряжения на униполярный двигатель.
Рис. 2.64. Непосредственная подача напряжения: А - низкая скорость;
В - слишком высокая скорость уменьшает вращающий момент
более высокое напряжение, а ограничение тока устанавливается внешним ре-
зистором, последовательно включенным с обмоткой так, чтобы сумма внешне-
го и внутреннего сопротивления снижала ток до допустимого значения. Данный
способ приведения в движение увеличивает скорость нарастания тока и обыч-
но дает больший вращающий момент при высоких скоростях вращения. Тем не
менее существует серьезный недостаток - дополнительное рассеяние мощнос-
ти на внешнем резисторе.
Во избежание дополнительного рассеяния мощности для регулирования тока
можно использовать прерыватель (рис. 2.65). В такой схеме ток, идущий через
двигатель, считывается и регулируется прерывающей цепью, чтобы поддержи-
вать его на установленном уровне. Устройства типа L297, L6506 и РВЬ3717ч_ реа-
лизуют данный тип управления. Этот способ сокращает время нарастания тока в
Дайверы шаговы < двигателе й
75
двигатег 2 и увеличивает вращающий момент, поддерживая высокую эффектив-
ность управления [2]. На рис. 2.66 показано сравнение форм волн тока одного и
того же двигателя, работающего тремя способами.
Рис. 2.65. Работа с прерывателем показывает лучшие рабочие характеристики
Рис. 2.66. Ток электродвигателя при работе с прерывателем, а также способами L/R и L/5R
Если говорить о вращающем моменте лучшие характеристики достигаются
использованием регулирования тока с помощью прерывателя [2]. Этот способ
также позволяет легко реализовать множественные методы токового управле-
ния, чтобы улучшить работу двигателя.
2.7.4. Запуск униполярного двигателя с ИС L298N или L6202
Иногда требования дизайна ограничивают выбор двигателей, хотя такое реше-
ние не является оптимальным. Когда проектировщик ищет высокоинтегриро-
ванное устройство управления с улучшенными эксплуатационными качествами,
76
ГЛАВА 2. Электроника
но вынужден использовать униполярный (6-контактный) электродвигатель, воз-
можно применение таких устройств, как L298N или L6202. Для запуска электро-
двигателя его центральный отвод следует оставить неподключенным, а два
вывода обмоток подключить к выводам моста, как показано на рис. 2.67. При ис-
пользовании такой конфигурации происходит явное увеличение вращающего
момента для того же тока катушки или получается' акой же вращающий момент
при меньшем тоге.
Рис. 2.67. Запуск униполярного двигателя с использованием биполярного прг вода
Система, при которой для управления униполярным двигателем использу-
ется ИС L298N или L6202, а центральный вывод каждой катушки подключается
к источнику электропитания, работать не будет. Во-первых, защитные диоды,
включенные между коллектором и эмиттером (стоком и истоком) мостовых
транзисторов, будут испытывать прямое смещение от трансформаторного дей-
ствия обмоток двигателя, создавая короткое замыкание источника. Во-вторых,
даже если напряжения питания разделены, L298N не может использоваться без
высоковольтного источника питания, так как часть тока возбуждения для выход-
ного моста берется от этого источника.
2.7.5. Выбор между прерыванием сигнала или фаз
Существует несколько способов осуществления прерывистого регулирования тока
в шаговом двигателе. Мостовой вывод (L6202 или L298N) может управляться пре-
рыванием сигнала включения, однофазным или двухфазным прерыванием, как
показано на рис. 2.38-2.70. Микросхема L297 обеспечивает прерывание сигнала
Драйверы шаговых л шгателе^
77
включения или однофазное прерывание, выбранное управлением входа. Если че-
тыре вывода присоединены к четырем входам моста, L6506 обеспечивает однофаз-
ное прерывание с контуром рециркуляции в нижней части моста, а если ко входам
подключены нечетные выводы включения - прерывание включения. Выбор пра-
вильного режима прерывания является важным моментом, который влияет на
стабильность системы, а также на потери энергии. В табл. 2.18 показано относи-
тельное сравнение различных режимов для постоянной частоты прерывания, тока
электродвигателя и его индуктивности.
Рис. 2.68. Двухфазное прерывание
Рис. 2.69. Однофазное прерывание
Таблица 2.18. Сравнительные преимущества режимов прерывания
Режим прерывания Пульсирующий ток Потери на электродвигателе Потери моста* Минимальный ток
Прерывание сигнала включения Сильный Большие Большие Низший
Однофазный Слабый Маленькие Минимальные Слабый
Двухфазный Сильный Маленькие Маленькие
* Относительно чипов L298N, L6203 и L6202
78
ГЛАВА 2. Электрон ка
Рис. 2.70. Прерывание сигнала включения
Прерывистый ток
Так как скорость изменения тока напрямую связана с напряжением, приложен-
ным к катушке, соотношением
U = L^
dt’
прерывистый ток будет определяться частотой прерывания и напряжением на
катушке. Когда катушка включена, напряжение на ней постоянно равно напря-
жению источника минус напряжение насыщения управляющего устройства.
С другой стороны, напряжение на катушке в течение рециркуляционного пе-
риода зависит от выбранного режима прерывания.
При прерывании сигнала включения или однофазном прерывании напряже-
ние на катушке в течение рециркуляционного периода равно напряжению VF
диодов или IR ДМОП-устройств (при использовании L6202 в режиме двухфаз-
ного прерывания). В этом случае наклоны кривых роста и спада тока примерно
одинаковы, прерывистый ток может возрасти.
При использовании режима однофазного прерывания в течение рециркуля-
ционного периода напряжение на катушке равно оставшемуся напряжению VON
(Vs w для биполярных устройств или IxRDSon для ДМОП-устройств) транзистора
плюс напряжение VF одного диода плюс падение напряжения на резисторе счи-
тывания, если он находится в контуре рециркуляции. В этом случае ток затуха ег
намного медленнее, чем нарастает, и пульсирующий ток меньше, чем в предыду-
щем. Эффект становится более значимым при высоких нал яжениях питания.
Потери в электродвигателе
Потери в электродвигателе включают в себя резистивные (I2R) и паразитные
потери на вихрезых токах. С ростом прерывистого тока и частоты последние
обычно увеличиваются. Прерывание сигнала включения или двухфазное пре-
рывание служит причиной роста температуры электродвигателя. Как правило,
меньшие потери достигаются использованием однофазного прерывания.
двеп шаговых двигателей
Потери энергии в мостовой интегральной схеме
Внутренняя схема /плавления в микросхеме L298N обеспечивает активное вык-
лючение устройств выхода, когда они переключаются в ответ на четыре фазо-
вых входных сигнала. Однако при переключении в ответ на сигналы включения
в устройствах выхода снимается все базовое возбуждение, а в схеме нет активно-
го элемента, который устранил бы накопленный заряд из базы. В процессе пре-
рывания сигнала включения время спада тока в силовых устройствах дольше, чем
при использовании препывания фаз, поэтому при переключении потери также
будут большими.
В ответ на входной сигнал или сигнал включения внутренняя логическая
схема управления в микросхемах L6202 и L6203 действует одинаково, поэтому
при использовании прерывания сигнала включения или фазового прерывания
потеои равны. Их можно уменьшить, применив прерывание одной фазы. Тем
не менее потери, обусловленные падениями напряжения на концах устройства,
не одинаковы. Во время прерывания сигнала включения все четыре выходные
ДМОП-устройства выключены, ток рециркулирует от корпуса к диодам утечки
выходных ДМОП-транзисторов. При фазовом прерывании ДМОП-устройства
включены и проводят ток в обратном направлении. Поскольку падение напря^
жения на концах ДМОП-устройств меньше прямого падения напряжения на
диоде при токах менее 2 А, ДМОП-устройства отбирает значительный ток, и
рассеяние мощности при использовании прерывания фаз принимает гораздо
меньшие значения, чем при прерывании сигнала включения, что может быть
видно из графиков в проспектах изделий.
Для этих устройств прерывание фаз всегда сопровождается меньшими поте-
рями в устройстве. Чтобы определить, какие потери - переключения или на-
сыщения - меньше для дискретных мостов, их необходимо вычислить.
Вычисление мощности рассеяния на мостовых
микросхемах управления
Мощность, рассеиваемая на монолитных интегральных схемах управления (L298N
или L6202), является суммой трех составляющих: потерь в статическом режиме,
потерь насыщения и коммутационных потерь.
Потери в статическом режиме - это потери цепей смещения в устройстве,
которые можно вычислить по формуле Vsxls, где Vs - напряжение источника
питания, a Is - ток смещения или покоя источника. Если в устройстве использу-
ются два напряжения питания, например для L298N, необходимо высчитать
потери для каждого и сложить их для получения общих потерь в статическом
режиме. Обычно ток покоя большинства микросхем при большом диапазоне
входных напряжений одинаков, и его максимальное значение, указанное в про-
спекте, можно использовать для напряжений питания в пределах, допустимого
интервала.
80
ГЛАВА 2. Электроника
Потери насыщения - это сумма произведений падения напряжения на про-
текающий ток в каждом из выходных резисторов. Для биполярных устройств
(L298N): VSATxI. Для силовых ДМОП-устройств: I2xRDSon.
Третьим основным компонентом потерь является коммутационная составля-
ющая, связанная с устройствами вывода. В общем случае она может быть вычис-
лена как:
V . хТ xt xf .
supply load cross switch
Чтобы подсчитать общие потери, составляющие формулы, вычисленные по
их соответствующим рабочим циклам, складываются. Рабочий цикл тока покоя
равен 1С0%.
Минимальный ток
Значение минимального тока, который можно стабилизировать, является важ-
ным при работе с очень маленькими шагами, многоуровневом управлении током
или попытке стабилизировать ток, очень малый по сравнению с максимальным,
возникающим при прямом подключении электродвигателя к используемому на-
пряжению питания.
При использовании прерывания сигнала включения или фазового прерыва-
ния единственной проблемой является потеря возможности регулирования
тока ниже минимального значения. На рис. 2.71 показана типовая характерис-
тика чувствительности для выходного тока как функции от опорного уровня.
Минимальное значение задается характеристиками двигателя (главным обра-
зом, сопротивлением обмоток), напряжением питания и минимальным рабо-
чим циклом, доступным при использующейся схеме управления. Минимально
возможный ток течет по обмотке при запуске на минимальном рабочем цикле.
Регулирование тока ниже этого значения невозможно. Когда прерывается сиг-
нал включения, ток, текущий через катушку, может возвращаться к нулевому
значению при каждом цикле, как показано на рис. 2.72. При прерывании одной
фазы ток может обратиться, а может и не обратиться в нулевое значение, так-
же возможна остаточная составляющая постоянного тока.
При использовании устройств управления с постоянной частотой (L297 или
L6506) минимальный рабочий цикл - это рабочий цикл генератора, поскольку
триггер поддерживает выходной сигнал, пока генератор активен. В нестабиль-
ных по времени регуляторах, например PBL3717A, минимальное выходное
время устанавливается по задержке распространения сигнала в цепи и его со-
отношению к выбранному времени нахождения в выключенном состоянии.
Ни одна из доступных управляющих микросхем не осуществляет режима
прерывания двух фаз. Эднако здесь он рассмотрен, поскольку очень легко со-
здать токи, которые могут быть катастрофическими, если двухфазное прерыва-
ние используется совместно с методом обнаружения максимального тока. Когда
максимальный ток меньше 1/2 прерывистого тока (1рр), двухфазное прерывание
может стать особенно опасным. В этом случае его реверсивная способность явля-
ется причиной обратного тока в обмотке электродвигателя и потери контроля
Драйверы шаговых д< .нагелей
81
Ожидаемая форма
Рис. 2.71. Типовая характеристика чувствительности для выходного
тока как функции от опорного уроаня
Прерывание включения
Рис. 2.72. Зависимость тока, проходящего через электродвигатель, от вре »ени прерывания
управляющей схемы. На рис. 2.73 показана форма колебания для данного слу-
чая. Когда ток достигает максимального значения, выключаются обе части мос-
та, ток спадает до тех пор, пока не достигнет нулевого значения. Так как сило-
вые транзисторы включены, он начинает расти в обратном направлении.
82
ГЛАВА 2. Элекфонл га
Рис. 2.73. При двухфазном прерывании может быть утрачен контроль над током обмотки
При новом включении триггера входы также активируются, и ток принима-
ет положительнее значение. Однако задачей единственного считывающего ре-
зистора является выпрямление тока, а компаратор учитывает только его значе-
ние, а не знак. Если абсолютное значение тока в отрицательном направлении
выше заданного, компаратор будет обманут и сбросит триггер. Ток будет про-
должать расти в отрицательном направлении, а схема стабилизации не сможет
его контролировать.
По этой ’причине ре ким двухфазного прецывания с мостовыми схемами
типа L298N и L6203 использовать не рекомендуется, он неосуществим ни в од-
ной из легкодоступных управляющих интегральных схем. Эту проблему можно
избежать, применив более сложную технику считывания, не спрямляющую об-
ратный ток.
2.7.6. Стабильность прерывателя и звуковые шумы
Проблемой, с которой обычно сталкиваются при использовании прерывистой
регулировки тока, является высокий уровень шума двигателя. В цепях с посто-
янной частотой широтно-импульсной модуляции это явление накладывает свой
отпечаток на стабильность схемы управления током, в которой действующая
частота прерывания сдвигается к субгармонике, задаваемой генератором. В схе-
мах с одинаковым временем выключения оно серьезно изменяется по сравне-
нию с устанавливаемым ждущим мультивибратором. Существуют две общие
причины этого явления.
Первая связана с электрическими помехами и резкими увеличениями тока в
системах, что может обмануть схему регулирования тока. В тЛИМ-схемах де-
тектирования максимума (L297 и L6506) ток электродвигателя контролируется
путем наблюдения за падением напряжения на считывающем резисторе, соеди-
ненным с землей. При включении генератора внутренний триггер вызывает
активацию выводов моста; обычно на этом резист оре происходит резкое повы-
шение напряжения. Оно вызвано шумами в системе и восстанавливающимся
обратным током рециркуляционного диода, который течет через считываю-
щий резистор (рис. 2.74). Если величины повышения достаточно для превы-
шения эталонного напряжения, компаратор будет обманут и преждевременно
Драйверы шаговых двига лей
83
Рис. 2.74. Восстанавливающийся обратный ток рециркуляционного диода течет через
резистор считывания, вызывая на нем повышение напряжения
сбросит триггер на нулевое значение, как показано на рис. 2.75. При этом выход
отключается, и ток продолжает спадать. Результатом является уменьшение основ-
ной частоты колебания тока, подаваемой на двигатель, к субгармонике частоты
генератора, которая обычно колеблется в диапазоне звуковых частот. На практи-
ке столкнуться с примером, в котором период колебания тока равен двум, трем
и даже четырем периодам колебания генератора, практически невозможно. Эта
проблема более заметна при вводе в эксплуатацию макетных схем, у которых
не очень хорошо расположены заземления, а фоновый шум вносит свой вклад в
повышение напряжения.
При использовании микросхем L6506 и L298N величина повышения теоре-
тически должна быть меньше, поскольку восстанавливающийся обратный ток
течет на заземление, а не через считывающий резистор. Тем не менее в прило-
жениях, испои] зующих монолитные мостовые устройства управления (L298N),
паразитные структуры часто порождают всплески восстанавливающегося тока,
сходные по характеру с обратным током диода, которые могут течь через эмит-
терный контакт устройства, а следовательно и через считывающий резистор.
При использовании управляющих ДМОП-устройств (L6202) восстанавлива-
ющийся обратный ток всегда течет через считывающий резистор, поскольку
внутренний диод, параллельный нижнему транзистору, подключен к ДМСП-
устройству, а не к заземлению. В нестабильных по времени цепях управления
типа PBL3717A шумовой выброс нарушает работу компаратора и повторно вклю-
чает ждущий мультивибратор, увеличивая установленное время выключенного
состояния на целое число.
У данной проблемы есть два решения. Первое - установка RC фильтра ниж-
них частот между считывающим резистором и входом компаратора. Для типово-
го шагового двигателя это требует установки четырех дополнительных компо-
нентов. Второе решение - использовать доминирующую установку внутреннего
84
ГЛАВА 2. Электроника
Рис. 2.75. Повышение напряжения на считывающе!. пезисторе,
вызванное восстанавливающимися обратными токами и шумами,
южет обмануть компаратор, контролирующий ток
триггера микросхем L297 или L6506 [1] [3], чтобы скрыть повышение. Для этого
длительность синхронизирующего импульса генератора должна быть большей,
чем сумма задержки на прохождение сигнала (для L298N она равна 2-3 мкс) и
длительности повышения (обычно в пределах 100 нс для удовлетворительных
диодов с накоплением заряда), как показано на рис. 2.76. Когда этот импульс пода-
ется на вход триггера, любой сигнал, попадающий на вход сброса на компарато-
ре, игнорируется. После окончания импульса компаратор сбрасывает триггер в
нужный момент.
Решением проблемы в схемах с частотной модуляцией является установка вре-
мени запирания, в течение которого ждущий мультивибратор не перезапускается.
Лучший способ оценить стабильность цепи прерывания - остановить двигатель
(удерживать минимальный синхросигнал микросхемы L297 или постоянные четы-
ре входных сигнала на L6506) и посмотреть на кривую тока, которая не должна
содержать фазогых сдвигов. Такая оценка каждого уровня регулируемых токов
проводится дважды. Пробник, например устр эйсгво Tektronix АМ503, дает самую
точную картину тока в электродвигателе. Если цепь работает стабильно, кривая
тока по времени будет совпадать с синхронизирующим сигналом схемы управле-
ния. Так как рассмотренные ранее повышения в пределах от 50 до 150 нс недолгов-
ременны, для оценки схемы необходимо использовать высокочастотный осциллог-
раф с полосой пропускания 200 МГц. ИС L297 или L6506 предоставляют наилучший
запускающий сигнал.
Драйверы шаговых двигателей
85
Рис. 2.76. Установка доминирующей фиксации на микросхеме L297 может быть использована
для того, чтобы при переключении скрыть всплески напряжения на считывающем резисторе
Другим фактором, который влияет на стабильность схем с постоянной час-
тотой широтно-импульсной модуляции, является выбранный режим прерыва-
ния. На микросхеме L297 сигнал прерывания может быть приложен либо к
входному сигналу включения, либо к входам четырех фаз. При прерывании
входных сигналов включения путь рециркуляции проходит от заземления к
нижнему рециркуляционному диоду, на нагрузку, затем на верхний рециркуля-
ционный диод и обратно к источнику, как показано на рис. 2.70.
Если не учитывать противоЭДС, напряжение на катушке во время включе-
ния tp когда ток возрастает, и во время рециркуляции Ц вычисляется по формулам:
V, = V - 2V - VK
1 s sat - Rsense
И
V =V +2V
2 SS F
Время изменения тока задается выражением (без учета последовательного
сопротивления):
U = L—
dt
Поскольку напряжение на катушке (V2) в процессе рециркуляции больше,
чем напряжение (Vj) на катушке во включенном состоянии, рабочий цикл будет
86
СЛАВА 2. Электроника
больше 50%, потому что Ц должно быть больше ц. Когда во внимание принима-
ется противоЭДС двигателя, рабочий цикл увеличивается, поскольку во время
включения противоЭДС препятствует нарастанию тока.
При таком условии управляющая схема может стабильно функционировать на
половине частоты генератора, как показано на рис. 2.77. Выходы выключаются,
когда ток достигает заданного максимума. До момента включения триггера ток
спадает, а затем снова начинает расти. Но поскольку Ц больше t2, он не успевает
достичь максимума, когда с генератора приходит второй импульс. Поэтому вто-
рой импульс не действует, и ток продолжает расти, пока не достигнет установ-
ленного максимального значения, при котором компаратор сбоасывает триггер.
Фактически схема управления током может функционировать в одном из двух
стационарных режимов в зависимости от времени, за которое ток впервые дос-
тигает максимума.
Рис. 2.77. Когда выходной рабочий цикл превышает 50%, цепь прерывания может
синхронизироваться субгарм'оникой частоты генератора
Самое простое решение - наложение прерывающего сигнала на один фазный
вход в режиме прерывания фаз, что осуществимо для микросхем L297 или L6506.
Другое решение, срабатывающее в некоторых случаях, - установка миниму-
ма рабочего цикла в пределах 30% путем подачи синхронизирующего сигнала
на входы L297 или L6506. При такой конфигурации в течение каждого тактово-
го интервала схема должна производить минимальный рабочий цикл. Это задаст
более поздний момент времени, когда будет засечен максимальный ток, и час-
тота прерывания засинхрончзируется основной частотой. Принципиальным
недостатком данного решения является большее значение минимального тока,
который можно стабилизировать. В нескольких первых циклах прерывания ток
электродвигателя также стремится выйти за допустимый предел, поскольку
реальный максимум при минимальном рабочем цикле не коррелируется.
Др. ай веры шаговых двигателей
87
Влияние противоЭДС
ПротивоЭДС в шаговых электродвигателях стремится увеличить рабочий цикл
управляющих схем прерывания, так как они мешают росту тока и способствуют
его спаду. В крайних случаях (когда напряжение источника питания практичес-
ки несравнимо с максимальной противоЭДС двигателя) требуемый рабочий
цикл может превысить 50%. При этом возникает проблема стабильности рабо-
чей частоты, рассмотренная выше.
В данном случае методику прерывания при постоянной частоте осуществит»,
невозможно. Остается применить метод прерывания, в котором используется
нестабильная по времени частотная модуляция, подобно выполненной в уст-
ройствах PBL3717A, ТЕА3717, ТЕА3718 и L6219.
2.7.7. Почему электродвигатель не работает
Начинающие пользователи прерывисто управляемых приводов обнаруживают,
что при включении цепи электродвигатель не действует. Причина проста - не
создается достаточный вращающий момент. Если при заданной скорости двига-
тель способен создавать требуемый воащающий момент, причина может скры-
ваться в схеме регулирования тока. Как было сказано в предыдущем разделе,
схема, контролирующая ток, может ошибаться. Иногда шумы настолько сильны,
что реальный ток в электродвигателе близок нулю, и электродвигатель не со-
здает вращающего момента. Друге й причиной может стать недостаточный ток
от источника питания.
2.7.8. Как избежать повреждений управляющего устройства
Многие пользователи спрашивают, почему устройства выходят из строя. Почти во
всех случаях повреждения являются результатом электрических перегрузок (на-
пряжениями или токами, вышедшими за допустимые пределы). Когда устройство
дает сбой, необходимо внимательно оценить режимные параметры системы.
Часто повреждения вызываются переходным напряжением, создаваемым
индукцией в электродвигателе. Правильно собранная системаудерживает макси-
мальное напряжение на источнике, коллекторе и эмиттере устройств выхода, а в
микросхемах - на отрезках от одного вывода к другому в пределах максимально-
го значения. Правильная схема содержит устройства фильтрации напряжения
питания, фиксирующие диоды и/или демпфирующие устройства на выходе [6].
Очень важно грамотно выбрать фиксирующие диоды. Подходящий диод
подбирается в зависимости от скорости переключающего устройства и под-
держивает VF, которое сдерживает максимальное напряжение в допустимых
пределах. Необходимо, чтобы характеристики внешних дискретных диодов
и выходных транзисторов совпадали. Обычно для биполярных устройств вы-
хода (L298N) использование диодов с временем восстановления меньше 150 нс
допустимо. Использовать 1N4001 не рекомендуется, потому диоды этой серии
низкочастотные.
ГЛАВА 2. Элечтроника
Избыточный ток также может испортить устройство, хотя это случается
реже. В большинстве систем избыточный ток является результатом коротких
замыканий в нагрузке. Если система склонна к коротким замыканиям, конструк-
тор может продумать установку внешней защиты.
Следующей причиной для беспокойства является сквозной ток, который течет
от источника кземле и обусловлен совместной проводимостью верхних и нижних
транзисторов на мостовом выходе. Конструктивное исполнение устройств L298N,
L293 и L6202 включает цепи для предотвращения этого явления. Пользователь
никогда не спутает восстанавливающийся обратный ток диодов или паразитных
структур со сквозным.
2.7.9. Подобранная дополнительная справочная информация
1. Sax, Herbert, «Stepper Motor Driving» (AN235).
2. «Constant Current Chopper Drive Ups Stepper Motor Performance» (AN468).
3. Hopkins, Thomas. «Using the L6506 for Current Control of Stepper Motors»
(AN469).
4. «The L297 Stepper Motor Controller» (AN470).
5. Leenouts, Albert. The Art and Practice of Step Motor Control. Ventura CA
Intertec Communications Inc. (805) 658-0933.1987.
6. Hopkins, Thomas. «Controlling Voltage Transients in Full Bridge Drivers»
(AN280).
7. Scrocchi G. and Fusarolli G. «Short Circuit Protection on L6203» (AN279).
Предоставленная информация считается точной и достоверной Од яко компания SGS-THOMSON Microelectronics не
несет ответственности за последствия ее использования, а также за нарушение патентов или других прав третьих лиц,
которые могут быть следствием использования данной информации. Косвенно или же под каким-либо патентом или
патентными правами компании SGS-THOMSON Microelectronics никакой лицензии не предоставляется. Технические харак-
теристики, упоминающиеся в этом издании, являются предметом изменения без уведомления. Издание отменяет и вытес-
няет собой всю ранее предоставленную информацию. Продукцию компании SGS-THOMSON- Microelectronics не разрешается
использовать в качестве ответственных элементов в приборах или системах жизнеобеспечения без специального одобре-
ния, подписанного SGS-THOMSON Microelectronics.
© 1995 SGS THOMSON Microelectronics - Все права защищены
Труппа компаний SGS-THOMSON Microelectronics
Австралия - Бразилия - Канада - Китай - Франция - Германия - Гонконг - Италия - Япония - Корея - Малайзия -
Мальта - Марокко - Нидерланды - Сингапур - Испания - Швеция - Швейцария - Тайвань - Таиланд - Соединенное
королевство - С ИА
Изготовление
печатной платы
3.1. Необходимые материалы и инструменты
Чтобы изготовить платы, вам понадобится следующее (см. рис. 3.1):
♦ фольгированный пластик для печатных плат;
♦ глянцевая бумага для лазерного принтера;
♦ маркер;
♦ утюг;
♦ пластмассовая или стеклянная ванночка;
♦ хлорное железо;
♦ термометр;
♦ стэплер;
♦ наждачная бумага;
♦ раковина;
♦ луча.
3.2. Создание шаблонов
В предыдущей главе была представлена схема для сборки. Самый простой способ
ее осуществить - это собрать на макетной плате, соединив соответствующие вы-
воды проводами. Однако он применим только в том случае, если необходимо про-
верить работоспособность схемы, и абсолютно не пригоден в качестве способа
конечной реализации схемы. Чтобы изготовить печатную плату, необходимо
90
ГЛАВА 3. Изгсп гвлени „• печатной платы
Рис. 3.1. Инструменты и материалы
устранить с пластины всю лишнюю медь, оставив только медные дорожки, кото-
рые заменят провода. Для этого на основе разработанной принципиальной схемы
создается шаблон платы. Следующей задачей является воспроизведение этого
шаблона на медной поверхности так, чтобы она не вступала в реакцию с кислотой.
Зуществуе' множество методов, которыми можно воспользоваться, чтобы перене-
сти рисунок схемы на медную поверхность. Один из них - метод фоторезиста.
В продаже имеются наборы, включающие в себя химические вещества и инстру-
менты, позволяющие решить эту задачу.
Если вы решите иснолззогать метод фоторезиста, отсканируйте шаблон и рас-
печатайте нужные изображения на прозрачной подложке. Я не буду рассказывать
о методе подробно, потому что необходимые инструкции поставляются вместе
с наборами.
Я изготавливал платы методом переноса тонера. Однако у него есть недостат-
ки, и самый очевидный из них - ширина дорожки. Нельзя сделать дорожки слиш-
ком узкими или расположить их близко одна к другой. Узкие дорожки с малым
промежуточным расстоянием будут замыкаться, потому что после обработки
утюгом очень сложно избавиться от оставшейся бумаги. Конечно, в итоге плата
получится несколько больше, чем изготовленная методом фоторезиста, но из-за
этого беспокоиться не следует, потому что при изготовлении такой платы ис-
пользования слишком мелких компонентов не требуется.
Для размещения управляющих элементов я изготовил двухстороннюю плату
(см. рис. 3.2), но не обязательно поступать так же, если у вас нет желания или
вы не располагаете достаточным количеством материала.
Создание шаблонов
91
Рис. 3.2. Нижняя часть управляющей платы
Для изготовления односторонней платы используйте изображение верхней
части управляющей платы как схему соединений проводов (см. рис. 3.3). Интер-
фейсная плата является односторонней с единственной перемычкой на верх-
ней стороне (рис. 3.4).
Отсканируйте изображения схем в программу по редактированию изобра-
жений, убедившись, что их размер соответствует опубликованому в книге. Уста-
новите параметры печати на самое высокое’ разрешение. Рекомендуется, если
позволяет принтер, сделать изображение как можно более темным. Основная
цель - распечатать изображения с большим количеством тонера, чтобы при пе-
реносе его на медную поверхность не появилось никаких зазоров на тех участ-
ках, которые нужно сохранить.
92
ГЛАВА 3. Изготовление печатной платы
Я пользовался лазерным принтером HP 4. Его настройки можно увидеть на
рисунке 3.5.
Следующим шагом является распечатка шаблонов платы на глянцевую бумагу
для лазерного принтера. Крайне нежелательно использовать бумагу для струй-
ных принтеров. Отмечу, что при проведении экспериментов на начальном эта-
пе вам может понадобиться большое количество бумаги.
Я попробовал печатать на глянцевой бумаге для струйной печати на струй-
ном принтере, но потом просто не смог отклеить ее от платы. Под воздействи-
ем высокой температуры она сплавилась с медыо. Возможно, придется распеча-
тать шаблоны на фотокопировальном аппарате, поскольку он тоже может работать
с глянцевой бумагой.
Создание шаблонов
93
Рис. 3.4. Нижняя часть интерфейсной платы
Рис. 3.5. Параметры печати
94
ГЛАВА 3. Изготовление* печатной платы
3.3. Вырезание платы и ее очистка
После печати шаблонов я определил, каким должен быть размер медной плас-
тины, и затем вырезал ее на маленьком отрезном станке, используя регсущий
диск из цветного металла (см. рис. 3.6).
Медь на пластине окислилась, и я зачистил поверхность мелкой наждачной
бумагой (см. рис. 3.7).
Рис. 3.6. Вырезание материала для
печатной платы
Рис. 3.7. Отполированная медная
пластина
После обработки наждачной бумагой я помыл плату в горячей воде сред-
ством для мытья посуды (как показано на рис. 3.8). Запомните, что при этом
нельзя касаться руками меди, так как жир с рук не даст тонеру надежно покрыть
медь и при травлении станет действовать как резист.
Последний шаг - высушивание пластины (см. рис. 3.9).
Рис. 3.8. Промывка платы
Рис. 3.9. Сушка на бумажном полотенце
Печное тонера
95
3.4. Перенос тонера
После изготовления шаблонов нужно совместить и аккуратно сложить два листа
вместе краской внутрь так, чтобы тонер соприкасался с медью на пластине, кото-
рая будет вложена между листами. Для выполнения этих операций воспользуй-
тесь ярким источником света или приложите листы к окну (см. рис. 3.10 и 3.11).
Рис. 3.10. Невыровненные шаблоны
Теперь скрепите слоеную бумагу по краям в трех местах, чтобы совмещение
не сбилось (см. рис. 3.12).
Далее, как показано на рис. 3.13, вложите между листами пластину. Следите
за тем, чтобы совмещение не сбилось!
96
ГЛАВА 3. Изготовление печатной платы
Рис. 3.11. Выровненные шаблоны
Рис. 3.12. Фиксирование
положения швблонов скрепками
Рис. 3.13. Размещение
пластины между листами
Переностонера
97
Нагрейте утюг до максимальной температуры. Чтобы утюг не пригорел к
глянцевой бумаге, положите поверх нее лист обычной бумаги (см. рис. 3.14).
Далее рекомендую сначала слегка прогладить одну сторону, чтобы зафикси-
ровать ее. Затем переверните пластину с бумагой и в течение минуты или по-
дольше проглаживайте другую сторону, слегка надавливая на нее и стараясь
одинаково обработать все участки платы. После этого догладьте первую сторо-
ну (см. рис. 3.15).
Рис. 3.14. Использование защиты
из обычной бумаги
Рис. 3.15. Обработка платы
утюгом
Чтобы зафиксировать тонер, вы должны ополоснуть или на несколько ми-
нут погрузить пластину с приклеенной к ней бумагой в холодную воду (см.
рис. 3.16).
Чтобы можно было без труда снять бумагу с пластины, погрузите ее в теп-
лую воду на 5-10 мин (см. рис. 3.17 и 3.18). Затем отделите бумагу.
Рис. 3.16. Ополаскивание
в холодной воде
Рис. 3.17. Отделение бумаги
98
ГЛАВА 3, Изготовление печатной платы
Рис. 3.18. Отделение бумаги пальцем
Если оставшаяся бумага не снимается при несильном надавливании пальцем,
снова погрузите плату в теплую воду, чтобы бумага размокла (см. рис. 3.19).
Рис. 3.19. Повторное замачивание плат
После удаления всей оставшейся бумаги внимательно осмотрите плату. То-
нер должен присутствовать везде, где проходят дорожки. Если обнаружите уча-
стки без тонера, подправьте их маркером (см. рис. 3.20 и 3.21).
Внимательно осмотрите все несколько раз, чтобы убедиться, что медь хоро-
шо защищена тонером или маркером. После поиска областей без тонера про-
верьте отверстия контактных площадок и осторожно удалите из них всю остав-
шуюся бумагу кончиком ножа или булавкой (см. рис. 3.22 и 3.23).
Вытравливание меди из отверстий в контактных площадках намного облег-
чает сверление. Для осмотра платы и подправки участков без тонера можно ис-
пользовать лупу:
Переностонера
Гээ
Рис. 3.20. Отсутствие тонера
Рис. 3.21. Исправление
Рис. 3.22. Бумага в отверстии
Рис. 3.23. Удаление бумаги
.'ЛАВА 3. к.згото >ление печатной платы
3.5. Травление
Когда вы убедитесь, что медь в местах, где будут проходить дорожки, надежно
защищена, и вся бумага удалена, можно приступать к травлению плат. Для уда-
ления всей незащищенной меди используется раствор хлорного железа.
При работе : травящим раствором во избежание ожэга кожи используйте пер-
чатки, а также средства защиты глаз и респиратор. Необходимо поддерживать
рабочую температуру не выше 40 °C (104 °F) (см. рис. 3.24) Если температура
выше, раствор выделяет вредные испарения.
Рис. 3.24. Остановка для травления
Чтобы следить за температурой, можно использовать термометр. Я предпо-
читаю пользоваться плавающим термометром. В процессе работы следите за со-
стоянием платы в растворе хлорного железа (см. рис. 3.25 и 3.26).
Рис. 3.25. Неготовая плата
Травление
101
Рис. 3.26. Готовая плата
Время, необходимое для травления платы зависит от температуры раство-
ра и от того, сколько раз травящий раствор использовался до этого. Когда плата
будет выглядеть так, как на рисунке 3.26, процесс травления необходимо пре-
кратить. Для этого ополосните плату в чистой воде, удалив с нее раствор хлор-
ного железа (см. рис. 3.27).
Возможно, вам потребуется поролоновая кисточка, чтобы протравить отдель-
ные участки платы (см. рис. 3.28).
Рис. 3.28. Травление отдельных
участков платы
Теперь на плате осталась только медь, покрытая тонером. Тонер также необ-
ходимо удалить. Для этого на некоторое время поместите плату в ванночку с
растворителем, а затем тряпкой, смоченной небольшим количеством жидкости
для снятия лака, протрите плату (см. рис. 3.29).
Следующий этап нашей работы - лужение платы. Для его выполнения поме-
стите плату в небольшую ванночку с лудильным раствором так, чтобы плата
102
ГЛАВА 3. Изг етгои:: гчг.те печати им п.чаты
полностью в него погрузилась. Подождите, пока на меди не появится равномер-
ное покрытие, после чего выньте плату и промойте ее. Лужение облегчит даль-
нейшую пайку (см. рис. 3.30).
Рис. 3.29. Удаление тонера
Рис. 3.30. Лужение плат
На рис. 3.31 показаны полностью законченные платы, готовые к сверлению.
В этой главе вы узнали, как изготовить печатные платы, какие для этого
необходимы материалы, а также какими методами можно воспользоваться. Те-
перь у вас есть одна интерфейсная и три управляющие платы, готовые к даль-
нейшей обработке. В следующей главе будет рассказано о том, как сверлить в
платах отверстия и завершить сборку.
Травление ИР
Рис. 3.31.I /ротравла, /н ,ie луженые платы
Монтаж элементов
Чтобы собрать устройство управления станком с ЧПУ, вам понадобится следую-
щее (см. рис. 4.1):
♦ три управляющие платы;
♦ одна интерфейсная плата;
♦ сверлильный станок;
♦ сверла;
♦ компоненты для каждой платы;
♦ паяльник;
♦ антистатическая повязка;
♦ плоскогубцы;
♦ резак;
♦ устройство для зачистки проводов;
♦ инструмент для снятия припоя при отпайке;
♦ мультиметр;
♦ припой.
Первый этап при монтаже - сверление отверстий для компонентов плат. Это
самая утомительная и менее интересная часть при изготовлении любой электро-
ники. Небольшой сверлильный станок, например такой, как на рис. 4.2, и острые
тонкие сверла помогут с легкостью преодолеть этот этап работы.
После того как платы протравили, в полостях контактных площадок осталось
только стекловолокно, из которого изготовлена плата. Заметьте, что сверло
Монтаж элементов
105
Рис. 4.1. Необходимые инструменты
и материалы
Рис. 4.2. Небольшой
сверлильный станок
будет само центрироваться в отверстии, и сверление будет более быстрым и
аккуратным, чем тогда, когда в полостях контактных площадок находится медь
или бумага (см. рис. 4.3).
Для сверления сквозных отверстий, а также отверстий под резисторы и для
размещения интегральных компонентов я использовал сверло диаметром 1 мм.
Для монтажных отверстий под диоды и для мест подключения проводов от
двигателей - сверло диаметром 1,6 мм. Для сверления монтажных отверстий
под разъем DB35 - диаметром 3,2 мм (см. рис. 4.4).
Рис. 4.3. Крупный план
отверстия в контактной площадке
Рис. 4.4. Необходимые сверла
При сверлении отверстий рекомендуется положить под плату небольшую
деревянную пластинку, чтобы не повредить дорожки (см. рис. 4.5).
106
Г Я* JBA 4. ГЛгоэж элеглемгсв
Рис. 4.5. Сверление отверстий в печатной плате
После того как вы просверлите все монтажные отверстия, включите паяльник.
Если на нем можно регулировать температуру, установите ее такой, чтобы вы мог-
ли паять достаточно быстро, но в то же время не отделяли контактные площадки
от стеклопластика (см. рис. 4.6).
Рис. 4.6. Раяльник
Я при пайке действовал следующим образом. Приложив кончик паяльника к
контактной площадке так, чтобы касаться проводника, я подносил припой к мес-
ту соединения контактной площадки и проводника прямо напротив кончика па-
яльника (см. рис. 4.7).
При такой схеме работы припой начнет вытягиваться от проводника и кон-
тактной площадки к источнику тепла. Так как статическое электоичество может
испортить интегральные схемы, прежде чем дотронуться до какой-либо из них,
позаботьтесь, чтобы у вас была антистатическая защита. Я пользовался повязкой
на запястье, соединенной с заземлением в задней части паяльника (см. рис. 4.8).
При размещении элементов на управляющей и интерфейсной платах вос-
пользуйтесь рисунками 4.9 и 4.10 соответственно.
Моикя элементов
107
Рис. 4.7. Метод паяния
Рис. 4.8. Антистатическая повязка
Рис. 4.9. Расположение элементов на управляющей плате
108
ГЛАВА 4. Монтаж элементов
Рис. 4.10. Расположение элементов на интерфейсной плате
Начните с установки перемычек на верхней части платы. Можете использо-
вать изолированный провод (см. рис. 4.11) для соединения концов верхних доро-
жек. Также подойдет одножильный провод или любой другой материал, который
может служить проводником между верхней и нижней частью сквозных отвер-
стий. На одной из плат я использовал кусочки скрепок, отрезанные так, чтобы
немного выходить за границы отверстия с каждой стороны (см. рис. 4.12).
Этот метод имитации металлизированного отверстия требует, чтобы прово-
дящий материал был припаян с обеих сторон платы, кроме того, если материал
не крепко держится в отверстии, способ этот довольно сложен в применении.
При наличии люфта материал может немного сдвинуться и не образовать соеди-
нения между верхом и низом. После установки перемочек проверьте существо-
вание проводимости между контактами мультиметром (см. рис. 4.13).
Теперь приступайте к установке самых низких элементов на плате - резисто-
ров и диодов. Резисторы не требуют установки согласно полярности, но диоды
нужно устанавливать, ориентируясь по полоске на их корпусе, как на рис. 4.9. При
Монтаж элементов
109
Рис. 4.11. Использование
изолированных проводов
Рис. 4.12. Использование
кусочков скрепок
Рис. 4.13. Проверка соединений с помощью мультиметра
загибании контактных выводов прижмите их вплотную к корпусу элемента плос-
когубцами, а затем загните. Это позволит избежать чрезмерных нагрузок на кор-
пус элемента. Излишние нагрузки могут привести к поломке корпуса.
Вставив контактные выводы элементов в соответствующие отверстия на
плате, загните их и откусите плоскогубцами, оставив достаточную для удержа-
ния элементов длину.
110
ГЛАВА 4. Hot тгаэк э/гмяеипгав
Контакты диодов следует откусить по максимуму, поскольку из-за их размера
процесс пайки становится более сложным — требуется больше времени, чтобы
нагреть их до необходимой температуры (см. рис. 4.15)1.
Рис. 4.14. Загибание контактных
выводов у элементов
Рис. 4.15. Загибание и
укорачивание контактных выводов
После установки низких компонентов установите на плату разъемы, сделай-
те заготовки нужного размера и припаяйте их к плате (см. рис. 4.16).
Чтобы установить гнездо под микросхему L297, загните по одному контакту
с каждой стороны и закрепите его в месте пайки. Для микросхемы L298 я не
смог найти гнезда, поэтому припаял ее к плате напрямую (см. рис. 4.17).
Рис. 4.16. Подготовка
разъемов нужного размера
Рис. 4.17. Установка чипа
'.298 и гнезда под чип L297
Единственным элементом на плате, который должен устанавливаться с со-
блюдением полярности, является конденсатор емкостью 470 мкФ. Убедитесь в
правильности его установки (см. рис. 4.18)
1 При наличии достаточно мощного паяльника откусывать контакты рекомендуется после
запайки элемента в плату. - Прим. ред.
Интерфейсная плата
111
Провода, отходящие от платы к питанию электродвигателя, я отрезал от
6-жильного экранированного кабеля, который использовал для подключения
двигателя к управляющим платам (см. рис. 4.19).
Рис. 4.18. Правильная установка
конденсатора
Рис. 4.19. Катушка кабеля
Отрежьте и зачистите четыре куска провода для каждого двигателя и припа-
яйте их прямо к плате (см. рис. 4.20).
Если вы не хотите припаивать провода прямо к плате, найдите подходящий
разъем и установите в место припайки провода.
На микросхему L298 необходимо установить радиатор. Я сделал его, разре-
зав большой радиатор от неисправного блока питания (см. рис. 4.21). На рисун-
ке 4.22 показана готовая управляющая плата.
Рис. 4.20. Провода,
припаянные напрямую к плате
Рис. 4.21. Радиатор
Интерфейсная плата
Воспользуйтесь изображением интерфейсной платы, чтобы определить располо-
жение на ней элементов. Сначала установите перемычки и резисторы. Подготовь-
те все разъемы, установите их, а затем подключите разъем шипы данных DB25.
112
ГЛАВА 4. Монтаж элементов
Эта плата предназначена для обеспечения связи компьютера с устройствами,
устройств между собой, а также для подключения концевых выключателей
(см. рис. 4.23).
Теперь у вас собраны все четыре печатные платы. Далее необходимо выяс-
нить, будут ли они выполнять возложенные на них задачи. Для этого в следую-
щей главе установим программу КСат и протестируем платы.
Рис. 4.22. Гоговая управляющая плата
Рис. 4.23. Гэтовая интерфейсная плата
Установка программного
обеспечения и тестирование
устройств
5.1. Необходимый материал
♦ компьютер;
♦ операционная система Windows 95 или 98;
♦ кабель для параллельного порта компьютера;
♦ копия программы КСат 4;
♦ готовая управляющая плата;
♦ готовая интерфейсная плата;
♦ шаговый двигатель.
Прежде чем тестировать управляющие платы, нужно установить на компью-
тер программу КСат, с помощью которой вы будете управлять ЧПУ-роботом.
Зайдите на сайт компании Kellyware, www.kellyware.com, чтобы скачать послед-
нюю демо-версию КСат.
Убедитесь, что при запуске программы КСат в Windows не выполняется
большое количество фоновых задач. Завершите работу всех работающих про-
грамм, в том числе отключите часы в строке состояния. Чтобы поочередно за-
крыть программы, можете использовать комбинацию клавиш Ctrl+Alt+Delete.
Запомните, что нужно оставить работающими только две фоновые программы -
Explorer и syst/ay. Все остальные можно закрыть.
К моменту написания этой главы самой последней версией программы была
КСат 4.0.1. После установки запустите программу и откройте окно системной
синхронизации, как показано на рис. 5.1.
114
ГЛАЬх 5. Установка программного обеспечения и тестирование устройств
Рис. 5.1. Откройте Setup/System Timing (Настройка/Системная Синхронизация)
Рис. 5.2. Запустите калибровщиксистемной синхронизации
Зесожщим» 1Й материал
115
Начните калибровку синхронности, используя частоту подачи, заданную по
умолчанию. Не выполняйте никаких действий, пока КСат производит расчет.
После выполнения синхронизации окно бу-
дет выглядеть примерно так, как показано на
рис. 5.3.
После этого откройте окно Port Setup (На-
стройки Порта) (см. рис. 5.4).
В этом окне вы можете установить, какие кон-
такты порта будут управлять шаговыми двигателя-
ми. Первая метка должна быть поставлена напро-
тив опции LPT Parallel Port (Параллельный
порт), чтобы в работе мы могли использовать
порт принтера. Я использовал файл DLL (Dynamic
Link Library File - файл динамически подключае-
ta.
System Timing
Press Start to begin tuning sequence.
Doing timing sequence do not perform operations.
Wai wti‘OK’is displayed. Press ESC to abort.
Рис. 5.3. Синхронизация
закончена
мой библиотеки), используемый по умолчанию. Затем щелкните левой кнопкой
мыши по закладке LPT Setup (Настройка порта LPT) (см. рис. 5.5).
Рис. 5.4. Настройки порта'
Я использовал контакт 2 для задания шага и контакт 3 для задания направле-
ния перемещения по координате X, контакт 4 для задания шага и контакт 5 для
задания направления перемещения по координате Y, контакты 6 и 7 для зада-
рил шага и направления перемещения по координате Z соответственно. Также
в настройках Motor Enable (Запуск мотора) я активизировал команду Always On
116
ГЛАВА 5. Установка тфсг^жмкото обеспечения и тести] гэвакие устройств
Рис. 5.5. Окно настроек порта LPT
(Включен всегда). В дальнейшем для тестирования не понадобится делать ника-
ких настроек, так что подтвердите все изменения и закройте окно. Далее от-
кройте окно Table Setup (Настройка стола) (см. рис. 5.6).
Вам нужно будет указать программе, сколько шагов должен выполнить дви-
гатель, чтобы переместить каретку или портал на 25 мм. Я использовал двига-
тели с 2-градусным шагом, то есть, чтобы провернуть вал на 360 градусов, не-
обходимо выполнить 180 шагов. Кроме того, я использовал безредукторный
привод, так что коэффициент передачи был 1:1, а ходовой винт совершал во-
семь оборотов на 25 мм. Умножьте число шагов, необходимых для 360-градус-
ного поворота вала на число оборотов подающего винта за 25 мм. Например,
180x8 = 1440. Полученное число 1440 введите для каждой координатной оси,
так как все двигатели и подающие винты одинаковые. Вы можете задать дли-
ну оси, но на данном этапе работы не имеет значения, какая именно длина
задается в КСат.
Поставьте флажок около пункта Limit Switches Disabled (Концевые выклю-
чатели блокированы), щелкните Apply (Применить) и закройте окно. Затем из
меню View (Вид) откройте окно CNC Controls (Управление станком с ЧПУ),
если оно до сих пор не открыто (см. рис. 5.7).
Вам необходимо подключить управляющие платы к интерфейсной плате так,
как указано в окне Port Setup (Настройки порта). Соедините между собой все
Необходимый материал
117
Ffe Есй' View Масйпе': gstup Ftnctons Window.-* Не£»'
Рис. 5.6. Настройка стола
Рис. 5.7. Окно управления станком с ЧПУ
118
ГЛАВА 5. Установка программного обеспечени * и тестирование ус гройств
соответствующие штыревые контакты на управляющих платах, а также присо-
едините все заземляющие контакты к разъему 4 (см. рис. 5.8).
Каждую управляющую плату я подключил к блоку питания компьютера и ис-
пользовал выход 12 В для питания двигателей и 5 В для питания схемы. Чтобы
подать питание на интерфейсную плату, используйте 5 В на любой плате с поло-
жительного вывода конденсатора, присоединенного к напряжению 5 В и зазем-
лению (см. рис. 5.9).
Рис. 5.8. Соединения для
тестирования управляющих плат
и интерфейсной платы
Рис. 5.9. Питание для
интерфейсной платы
Подключите заземление интерфейсной платы к общему заземлению управля-
ющих плат, а также параллельный кабель к порту принтера на компьютере и к
интерфейсной плате. Теперь подключите дви-
гатели куправляющим платам.
Тщательно проверьте все подключения,
особенно питание и заземление двигателей и
схемы (см. рис. 5.10).
Ничего плохого не случится, если вы по-
дадите 5 В на двигатель, но если подать 12 В
в схему, то L297 и L298 выйдут из строя, на-
гревшись до критической температуры. Как-
то раз поздно ночью я начал тестировать пла-
ты, не проверив правильность подключения,
Рис. 5.10. Готовые к
тестированию платы
и микросхемы на всех трех платах сгорели. Как только вы убедитесь в пра-
вильности подключений, активируйте блоки питания. Первым признаком
того, что устройства работают и все двигатели в порядке, будет неподвижность
‘%зчг'“я'ие т scrvBbix файлов
119
вала электродвигателя, при этом его будет непро-
сто повернуть рукой даже при некотором усилии1.
Далее начните вращать двигатели по часовой и
против часовой стрелки, щелкая по соответству-
ющей стрелке в окне CNC Controls (Управление
станком с ЧПУ), которое показано на рис. 5.11.
Если все в порядке, вы сможете вращать все три
двигателя в обоих направлениях. Если какое-либо уст-
ройство не работает, сначала проверьте соединения
проводов двигателя и убедитесь, что они подключе-
ны корректно. Затем проверьте дорожки и монтаж-
ные отверстия на плате и убедитесь, что все соеди-
нения в порядке.
Мне попадалась плата, которая сначала не рабо-
тала. Проверив монтажные отверстия сверху и
снизу, я обнаружил, ч^о в трех из них не" соедине-
ния. Тогда я вставил в них более длинные кусочки
провода, и плата заработала.
Рис. 5.11 Управление
двигателем при помощи окна
управления станком с ЧПУ
5.2. Создание тестовых файлов
Теперь, когда все ваши платы работают, откройте текстовый редактор, напри-
мер Notepad (Блокнот), и наберите в нем следующие строки кода:
N001 %
N002 G90
N003 МОЗ
N004 GOO Z1
N005 GOO Х000.000 Y000.000
N006 GOO Х002.904 Y002.052
N007 GOO Z0.5
N008 G01 Х006.967 Y002.052
N009 G01 Х006.967 Y006.115
N010 G01 Х002.904 Y006.115
N011 G01 Х002.904 Y002.252
N012 GOO Z1
N013 GOO Х000.000 Y000.000
N014 М05
N015 МЗО
Сохраните файл как Square-gc.txt. В программе КСат зайдите в меню File
(Файл) и выберите команду Open G-code file (Открыть файл G-крда). Найдите
Square-gc.txt и откройте его (см. рис. 5.12).
1 Усилие проворачивания как раз и определяется удерживающим (пусковым моментом). -
Прим. рей.
120
ГЛАВА 5. Установка программного обеспечения и тестирование устройств
Рис. 5.12. Открытие файла Square-gc.txt
На плане будут показаны красные и синие линии. Красные линии указыва-
ют, где будет сделан вырез, а синие - места, где станок пройдет без резки. В
окне CNC Controls щелкните по вкладке Automatic и запустите программу, ко-
торую только что написали. Во время выполнения программа будет управлять
вращением всех двигателей. Это самый простой тест, позволяющий проверить
работоспособность всей электроники. После этого ее можно помещать в корпус.
Если хотите провести еще несколько тестов, наберите нижеследующие коды
программ в Блокноте и откройте их в программе КСат.
5.3. Тест «Треугольник»
Используйте следующий программный код, чтобы создать файл G-кода, кото-
рый будет изображать треугольник:
N001 %
N002 G90
N003 МОЗ
N004 GOO Z1
N00.5 GOO Х000.000 Y000.000
N006 GOO Х004.112 Y003.411
N007 GOO Z0.5 ’
Тест «Крут
N008 GDI Х007.553 Y003.411
N009 GOO Z1
N010 G01 X007.551 Y003.391
N011 GOO Z0.5
N012 G01 X005.608 Y006.772
N013 G01 X004.113 Y003.411
N014 GOO Z1
N015 GOO X000.000 Y000.000
N016 M05
N017 M30
Сохраните этот файл как Triangle-gc.txt. Обычно я включаю в название файла
сочетание gc, чтобы показать, что это файл G-кода, но при желании можно про-
сто поменять расширение .txt на ,gc (см. рис. 5.13).
Рис. 5.13. Файл Triangle открытый в КСат
5.4. Тест «Круг»
Используйте следующий программный код для создания файла G-кода, который
будет изображать окружность:
N001 G90
N002 МОЗ
N003 GOO Z001.000
ГЛАВА 5. Установка лрог ас.’г.'гогоo' одгвдяияителг~7“ус7г~"""те
N004 GOO XI,882 Y2.5
N005 GOO Z000.500
N006 G01 XI.882 Y2.5 Z0.5
N00-7 G02 Х4.118 Y2.5 1003.000 J002.500
N008 G01 Х4.118 Y2.5 Z0.5
N009 G02 XI.882 Y2.5 1003.000 J002.500
ПОЮ GOO Z001.000
N011 GOO Х000.000 Y000.000
N012 М05
N013 МЗО
Сохраните этот файл как Circle-gc.txt и протестируйте двигатели (см. рис. 5.14).
После успешного завершения тестирования плат и двигателей с использова-
нием программы КСат можно поместить все электронные компоненты в лю-
бой выбранный вами корпус.
Рис. 5.14. Запуск файла Circle
5.5. Размещение электроники в корпусе
Я использовал компьютеоный корпус для размещения в нем устройств управле-
ния и интерфейсной платы. Корпус я купил без блока питания за 15 канадских
долларов в местном магазине электроники (рис. 5.15).
Размещение электроники в корпусе
123
Я убрал из корпуса держатель для блока питания, металлические пластины
для крепления жестких дисков и дисковода для дискет. Решив, что вентилятор
в корпусе лишним не будет, я установил один, что видно на рис. 5.16.
Рис. 5.15. Компьютерный
корпус
Рис. 5.16. Вентилятор,
установленный а корпусе
Затем я просверлил по три отверстия в каждой управляющей плате и соответству-
ющие отверстия в поверхности дая крепления материнской платы (см. рис. 5.17).
Рис. 5.17. Отверстия, просверленные для крепежа управляющих плат
124
ГЛА Л^.Хстановкаг.рограммногооб'ест.чз.^иямтестичо к ih®устройств
Рис. 5.18. Крепежная вставка
Полезный совет: используйте крепеж-
ные вставки на защелках (см. рис. 5.18).
В интерфейсной плате и в днище кор-
пуса я также просверлил по три соответ-
ствующих отверстия. Крепежные вставки
интерфейсной платы оказались достаточ-
но высоки, чтобы разъем DB25 смог прой-
ти в отверстие посадочного места для
нижнего слота (см. рис. 5.19).
Установите 12-контактный разъем для
подключения проводов от электродвигате-
лей и 4-контактный разъем для подведения питания и заземления к интерфейс-
ной плате и вентилятору, а также для предоставления места подключения зазем-
ляющих проводов каждой управляющей платы (см. рис. 5.20).
Рис. 5.19. Интерфейсная плата,
прикрепленная к днищу корпуса
Рис. 5.20. 12- и 4-контактные разъемы
Следующий шаг - изготовление кабелей, которые будут использоваться для под-
ключения управляющих плат к интерфейсной плате. Соедините соответствующие
Рис. 5.21. 4-контактный
разъем обеспечивает
питание на 5 и 12 В
контакты проводов между выводами управляющей
платы, отвечающими за шаг и направление пере-
движения, и интерфейсной платой. Подключите
конец провода, подходящее Ь к управляющей пла-
те, к штыревым выводам заземления и синхрони-
зации, но не подключайте другой конец провода к
выводам на интерфейсной плате. Синхронизиру-
ющие провода можно соединить вместе и заизоли-
ровать. Заземляющие провода тоже можно со-
единить и подключить их к 5-вольтной клемме
заземления 4-контактного разъема. Концы про-
водов, подходящих к интерфейсной плате, помес-
тите в гнезда разъема, соответствующие контак-
там LPT-поота, которые вы зарезервировали для
передачи сигналов о шаге и направлении передвижения по каждой координат-
ной оси. Запомните, что контакты разъема 1 на интерфейсной плате пронуме-
рованы от 1 до 18 и соединяются с контактами параллельного порта соответ-
ственно (см. рис. 5.22). Закончив работу над кабелем, подключите его.
Размещение злектроники в корпусе
125
Присоедините провода вентилятора к соответ-
ствующему ему напряжению. Вентилятор, исполь-
зуемый в этом проекте, рассчитан на 12 В.
Используйте два блока питания: один - для
плат и двигателей, отвечающих за операции по
координатам Y и Z, а другой - по координате X и
вентилятора. Так как мы убрали отсеки под дис-
ковод и жесткие диски, два блока питания мож-
но свободно разместить в корпусе, как показано
на рис. 5.23.
Сделайте отверстие в боковой стенке корпу-
са, чтобы к блокам питания можно было подклю-
Рмс. 5.22. Разъем,
подключаемый
к интерфейсной плате
чить кабели (см. рис. 5.24). Если вы не планируете использовать пространство
около блоков литания, соберите и спрячьте провода в корпус.
Рис. 5.23. Блоки питания внутри корпуса
Рис. 5.24. Отверг, -te в стенке корпуса
Подключите в правильном порядке провода двигателей, идущие от управляю
щих плат, к 12-контактному разъему. Провода для подключения возьмите от че-
тырех- или шестижильного экранированного кабеля. Шты-
ревую часть соединителя подключите к проводам, идущим
от плат, а гнездовую часть - к кабелю (см. рис. 5.25).
Затем подключите кабели к соответствующим клеммам
12-контактного разъема (см. рис. 5.26).
Если двигатель будет вращаться в неправильном на-
правлении, поменяйте порядок подключения проводов
данного двигателя к 12-контактному разъему, чтобы пос-
ле установки всех двигателей станок работал должным об-
разом (см. рис. 5.27).
Итак, с помощью программы КСат вы провели не-
Рис. 5.25.
Соединение
проводов
двигателей
с кабелем
сколько удачных тестов для управляющих устройств и ин-
терфейсной платы. После разрешения всех проблем, если
они у вас вообще возникнут, поместите всю электронику в
корпус. 1Ьтовое изделие будет хорошо выглядеть и обеспечит
126
ГЛАВА S. Установка программного обеспечения и тегит ванне | г.р лггв
платы защитой от механических повреждений. Теперь вся работа над электро-
никой выполнена. В главе 6 вы найдете сведения, которые помогут начать сбор-
ку ЧПУ-станка с конструирования несущей рамы.
Рис. 5.27. Укомплектованный
корпус
Рис. 5.26. Кабели двигателей,
подключенные к 12-контактному разъему
Несущая рама
6.1. Материалы и инструменты
♦ материал для опор под направляющие рельсы;
♦ материал для поперечных элементов конструкции;
♦ отрезной станок или ножовка;
♦ дрель или сверлильный станок;
♦ сверла;
♦ гайки и болты;
’♦ проволочная щетка;
♦ шлифовальный станок;
♦ сварочный аппарат (не обязательно);
♦ струбцины;
♦ угольник.
Как вы помните, я выбирал размеры станка (длину и ширину), в значительной
степени основываясь на доступной площади своей рабочей зоны-(см. рис. 6.1).
Но на самом деле мне пришлось сделать его немного меньше, потому что при
установке он занял бы все свободное пространство, и тогда пришлось бы искать
другое место для хранения материалов и инструментов.
По чертежам видно, что длина станка большая, а это противоречит прави-
лам безопасности. Причина проста - так как я решил изготовить станок порталь-
ного типа, рабочая площадь обрабатываемого материала почти всегда одинако-
ва. Но и с данными размерами я все же смогу безопасно передвигаться около
него. Материал, который я использовал для каркаса, наложил ограничения на
другие размеры. Несущая рама - хороший тому пример. Для моих чертежей
128
ПИ-iBA 6. Нс<тг.ая рама
размер материала по ширине, высоте и толщине остается неизменным, изме-
няется только его длина. Я предпочитаю не тратить большие деньги на новую
стальную арматуру, поэтому обычно ищу ее на ближайшем складе металлолома.
Нелегко найти материал, уже бывший в использовании, который подойдет для
работы.
Рис. 6.1. Чертеж предложенной рамы
Я нашел заготовки сечением 90x90 мм, которые использовал для опор под
направляющие по оси X. От арматуры сечением 64x64 мм я отрезал две заготов-
Рис. 6.2. Разрезанная
на части арматура
ки длиной 1257 мм на края рамы, а центральную
поперечину изготовил из арматуры с сечением
76x50 мм. Оставшийся материал 90x90 мм был ис-
пользован для сборки опорных элементов портала
(см. рис. 6.2).
Опоры под направляющие рельсы должны быть
прямыми, поэтому их необходимо контролировать.
В противном случае возникнут трудности с установ-
кой рельса на одинаковую высоту по всей длине
опоры. А если неровными будут поперечные эле-
менты конструкции, то при передвижении по осям
может быть сбито позиционирование материала.
Запомните: главное - чтобы материал был ровным.
Перед обработкой материала его необходимо
очистить от ржавчины и загрязнений. Затем необ-
ходимо нарезать заготовки нужной длины. Для этой
цели я воспользовался абразивно-отрезной машин-
кой (см. рис. 6.3).
Сталь - материал достаточно тяжелый, чтобы
удержать отрезную машину, когда он в ней закреп-
лен. Конечно, в идеале необходимо сделать прямой разрез, но на тех кон-
цах, которые вы не будете использовать для стыковки, предельная точность
Материалы и инструменты
129
необязательна. Разрезав арматуру на части нужной длины, совместите их на
ровной поверхности (в моем случае это был старый бетонированный пол) (см,
рис, 6.4).
Рис. 6.3. Стальная арматура,
готовая к резке
Рис. 6.4. Подгонка
арматуры
Качество поверхности не играет важной роли, потому что при скреплении
всех частей струбцинами рама выпрямляется. После нарезки и подгонки зачис-
тите поверхности, которые будут соприкасаться одна с другой (см. рис. 6.5).
Мною зачистка выполнялась с помощью проволочной щетки, которую я зак-
репил в патроне ручной дрели. Затем я дополнительно обработал поверхности
дисковым шлифовальным станком, используя шлифовальную бумагу со степе-
нью шероховатости 60 (см. рис. 6.6).
Рис. 6.5. Зачистка
соприкасающихся поверхностей
Рис. 6.6. Дрель и шлифовальная
машинка рядом с арматурой
После резки грубые концы были обработаны на шлифовальном станке и на-
пильником. Замечу, что для выполнения работы можно использовать любые
инструменты, которые есть у вас под рукой. Если вы располагаете только руч-
ными инструментами, резка и зачистка займут больше времени. После того как
вы обработали края, возможны два варианта для их соединения: скрепить бол-
тами или приварить друг к друг)'.
130
ГЛАВА 6. Несущая ржа
6.2. Болтовые соединения
Рис. 6.7. Разметка мест для
сверления болтовых
отверстий
Если вы решили использовать болтовые соединения, начните с разметки
мест для сверления отверстий (см. рис. 6.7).
В отверстиях для крепления центральной
перекладины к низу опорной балки необходи-
мо нарезать резьбу, чтобы закрепить в них
болты. Можно также просверлить смотровые
отверстия, чтобы навернуть гайки на болты
(см. рис. 6.8).
Просверлите отверстия диаметром, не-
множко большим, чем диаметр болтов, тогда
у вас будет запас при подгонке частей рамы.
При сверлении отверстий рекомендую на-
клеить на зажим сверлильного станка ленту с
разметкой расстояний между отверстиями.
У меня межцентровое расстояние равнялось
1,5 дюйма (см. рис. 6.9)
Чтобы правильно отмерить межцентро-
вые расстояния между отверстиями по ширине образца, я измерил расстояние
между центром сверла и краем зажима (см. рис. 6.10).
С помощью шлифовального станка или напильника удалите заусенцы в болто-
вых отверстиях (см. рис. 6.11).
Рис. 6.8. Сверление смотровых отверстий. На рисунке показано расположение смотровых
отверстий для центральной перекладины
Сборка несущей рамы
131
Рис. 6.9. Использование ленты
для разметки мест сверления
Рис. 6.10. Регулирование
межцентровых расстояний по ширине
образца
Рис. 6.11. Спиливание заусенцев
6.3. Сборка несущей рамы
Установите все части рамы на свои места и убедитесь, что две рельсовые опоры
параллельны, а их края расположены под прямым углом друг к друг}; Чтобы
сэкономить время, выровняйте концы с помощью поверочной линейки.
Чтобы проверить, что края расположены перпендикулярно один к другому,
приложите большой угольник так, как показано на рис. 6.12.
С помощью рулетки измерьте расстояние между краями заготовок, чтобы
убедиться, что они параллельны (см. рис. 6.13).
Расположите поперечные части параллельно друг друг}' и перпендикулярно
опорным балкам (см. рис. 6.14).
132
ГЛАВА 6. Несущая рама
Рис. 6.12. Использование большого угольника
Рис. 6.13. Расположение
балок параллельно друг другу
Рис. 6.14. Выравнивание
перекладин
Приготовьте струбцины. Я скрепил все части несущей рамы с помощью не-
скольких С-образных струбцин. При затягивании струбцин следите, чтобы все
части оставались на своих местах. Если вы будете все скреплять болтами, сове-
тую сразу попытаться выровнять болтовые отверстия так же, как вы выравни-
вали раму (см. рис. 6.15 и 6.16).
Рис. 6.15. Струбцина
с болтами
Рис. 6.16. Рама, скрепленная
перед сваркой
Отверстия для оперных болтов под напраплякнцие рельсы
| 133
У меня есть старый сварочный аппарат для дуговой сварки, который я при-
обрел на аукционе несколько лет назад. Он неплохо работает, поэтому я решил,
что. могу сварить части рамы (см. рис. 6.17).
Не.буду демонстрировать места сварки крупным планом, потому что крайне
редко держу в руках сварочный аппарат. Швы выглядят не очень красиво, одна-
ко они достаточно крепки, чтобы удерживать всю конструкцию. Когда несущая
рама будет полностью собрана, необходимо очистить весь металл от загрязне-
ний и ржавчины. Можно было сделать это и до начала сборки, но я решил отло-
жить полную'зачистку на потом (см. рис. 6.18).
Рис. 6.17. Все готово для сварки
Рис. 6.18. Полная зачистка металла
6.4. Отверстия для опорных болтов под
направляющие рельсы
Я решил просверлить отверстия для
опорных болтов под направляющие
рельсы перед покраской несущей рамы,
чтобы потом не повредить готовую по-
верхность. Длина направляющих рель-
сов 180 см. Начиная с расстояния 75 мм
от обоих концов, в них просверлены
отверстия, между центрами которых
ровно 280 мм (см. рис. 6.19).
Я отметил места для сверления от-
верстий на липкой ленте, приклеен-
ной по центру рельсовой опоры. Поль-
зоваться липкой лентой для разметки
Рис. 6.19. Расположение болтовых
отверстий
удобно, потому что отметки хорошо видны, а положение их легко поменять,
приклеив новую ленту. Определив местоположение центра первой опорной
балки, я провел линию от края до края с помощью поверочной линейки (см.
рис. 6.20).
Начиная от выбранного края, я отметил положение каждого отверстия на
центровой линии (см. рис. 6.21).
134
ГЛАВА 6. Несущая рзма
Затем отметил середину на противоположной опорной балке и отыскал
центр того же края, от которого начинал отмечать места для сверления отвер-
стий на первой балке (см. рис. 6.22).
Рис. 6.20. Поиск
середины балки
Рис. 6.21. Разметка
центровой линии
Рис. 6.22. Поиск
центра на второй балке
После этого я измерил расстояние между' центрами двух балок (см. рис. 6.23).
Это же расстояние я использовал, чтобы отметить центр на другом краю
второй балки (рис. 6 24), и после этого провел с помощью поверочной линейки
линию, следя, чтобы полученные линии были параллельны.
Рис. 6.23. Измерение
расстояния
Рис. 6.24. Разметка второй балки для
проведения параллельной линии
Разметку под болтовые отверстия на второй балке лучше начать с того же
края, что и на первой. Я не захотел сверлить отверстия ручной дрелью, поэто-
му взял напрокат электромагнитный сверлильный станок (см. рис. 6.25).
Я установил сверлильный станок, выровнял его, включил рубильник, и ста-
нок зафиксировался на месте. Мне хотелось, чтобы расположение отверстий
наверху было максимально точным, потому что снизу необходимо было про-
сверлить смотровые отверстия под каждым из соответствующих для опорных
болтов (см. рис. 6.26).
Покртйна несущей рамы
Рис. 6.25. Электромагнитный
сверлильный станок
Рис. 6.26. Сверление
отверстий под опорные болты
Закончив с отверстиями наверху, я вставил в патрон длинное тонкое сверло
и просверлил небольшие отверстия внизу, чтобы подготовить направляющие
для больших смотровых отверстий (см. рис. 6.27).
Потом я перевернул раму и рассверлил заготовку сверлом диаметром 19 мм
(см. рис. 6.28).
Чтобы убрать заусенцы внутри болтовых отверстий, я вставил сверло в руч-
ную дрель и сточил их (см. рис. 6.29).
Рис. 6.27. Сверление направляющих
для смотровых отверстий
Рис. 6.28. Сверление
смотровых отверстий
6.5. Покраска несущей рамы
Далее раму необходимо покрасить. Протрите раму ацетоном или раствори-
телем, чтобы удалить пыль от ржавчины, оставшуюся после зачистки. Если
ГЛАВА 6. Несущая рама
Рис. 6.29. Удаление заусенцев
используется новый материал, нужно удалить смазку, покрывающую металл. Я ку-
пил немного краски рыжеватого цвета, покрасил раму, и она стала смотреться
Рис. 6.30. Законченная несущая
рама
еще лучше, что видно из рисунка 6.30.
В этой главе мы определились с разме-
рами ЧПУ-станка и зыбрали материал для
изготовления несущей рамы. Соединив
все части рамы, мы просверлили отвер-
стия, необходимые для установки направ-
ляющих рельсов по оси X, и закончили
работу над рамой, покрасив ее. Конечное
изделие довольно прочное и привлека-
тельное. В главе 7 вы узнаете, как собрать
портал, установить на раму направляю-
щие рельсы, а затем на них установить
портал.
Портал
и направляющая по оси X
7.1. Портал
Для сборки портальной части ЧПУ-станка понадобятся следующие инструмен-
ты и материалы:
♦ две стальных соединительных балки сечением 50x100 мм;
♦ две стальных стойки сечением 50x150 мм;
♦ две опорных ножки для портала сечением 90x90 мм;
♦ сверлйльный станок;
♦ абразивная отрезная машинка;
♦ сварочный аппарат.
Портал перемещается по длине Х-направляющей и служит носителем для Y-
и Z-направляющих. Он состоит из двух опорных ножек, к которым крепятся
держатели подшипников, и двух вертикальных стоек, между которыми при-
креплены соединительные балки с установленными на них Y-направляющими.
Опорные ножки длиной 305 мм изготовлены из арматуры с сечением 90x90 мм,
которая использовалась для опоры несущей рамы (см. рис. 7.2).
Стойки сделаны из стальной арматуры сечением 50x150 мм и имеют длину
520 мм, а соединительные балки - из арматуры сечением 50x100 мм и длиной
1220 мм, чтобы перекрыть пролет между двумя стойками, прикрепленными к
опорным ножкам. Соединительные балки изображены на рис. 7.3.
ГЛ.’ЛНЛ >. Глч.-лл и - -ирэв1№. и<ая nc*>J* X
Рис. 7.3. Соединительные балки
Рис. 7.1. Чертеж предложенного портала
Рис. 7.4. Определение положения
монтажных отверстий на
соединительных балках
С обоих концов соединительных балок
для крепления их к вертикальным стойкам
портала просверлены отверстия. Положе-
ние болтовых отверстий определяется по
расстоянию между центрами направляю-
щих, установленных на раме (см. рис. 7.4).
Вертикальные стойки нужно просвер-
лить, учитывая, что центр соединительной
балки должен совпадать с центром крепя-
щейся вдоль нее направляющей (см. рис. 7.5).
Чтобы установить болты, просверлите еще два смотровых отверстия с на-
ружной стороны стойки (см. рис. 7.6).
Затем просверлите в стойках сквозные отверстия в месте, куда будет вставлять-
ся винт с трапецеидальной резьбой. Положение отверстия для него определяется
Портал
139
Рис. 7.5. Положение монтажных
отверстий на стойках
Рис. 7.6. Смотровые отверстия
в стойках
Рис. 7.7. Отверстия для винта
в вертикальных стойках
по расположению держателя крепежной гай-
ки для ходового винта на каретке от копиро-
вального фотоаппарата (см. рис. 7.7).
Поскольку в моем случае гайка подходила
по размерам, я решил задействовать уже име-
ющееся отверстие. Чтобы использовать под-
шипниковые корпуса каретки от копироваль-
ного фотоаппарата NuArc, расстояние между
центрами должно было равняться 330 мм
(см. рис. 7.8.).
Рис. 7.8. Межцентровое
расстояние между корпусами
подшипников определяет положение
болтовых отверстий на стойках
Направляющие для своего ЧПУ-станка
я снял с копировального фотоаппарата
NuArc. Они были длиннее, чем нужно, и я
воспользовался отрезным станком. Рассто-
яние между болтовыми отверстиями на
рельсах равно 305 мм, поэтому мне при-
Рис. 7.9. Сверление болтовых
отверстий для крепления
направляющих рельс
шлось просверлить четыре отверстия посередине каждой соединительной балки
на расстоянии 305 мм между центрами, отсчитывая от середины (см. рис. 7.9).
} 140
ГЛАВА 7. П ортал и направляющая по оси X
Рис. 7.10.
Прикрепление
вертикальных стоек
к опорным ножкам
Рис. 7.11. Места сваривания стоек
с опорными ножками портала
Когда все отверстия были просверлены, я прикре-
пил стойки к опорным ножкам портала на расстоянии
50 мм (толщина соединительной балки) от края опоры
и как можно точнее по центру (см. рис. 7.10).
Я приварил стойки к ножкам только по бокам и спе-
реди, чтобы можно было без помех прикрепить ниж-
нюю соединительную балку (см. рис. 7.11).
После закрепления стоек можно переходить к сле-
дующей части главы и начать установку направляющих
на раму.
7.2. X-направляющая: установка опорной
направляющей портала
Инструменты и материалы, которые понадобятся для уста-
новки опорных направляющих:
♦ направляющие (рис.7.12);
♦ отвертка;
♦ гаечный ключ;
♦ бол'1ры, гайки и шайбы.
Болтовые отверстия для прикрепления направляющих
были просверлены во время сборки рамы. Для установки на-
правляющих необходимо приподнять раму, чтобы иметь до-
ступ к смотровым отверстиям, просверленным в нижней ча-
сти опорных балок. Приподняв раму, я подставил под нее
пару ведер (см. рис. 7.13).,
Через смотровые отверстия необходимо вставить в балку
первый и последний болты и навинтить на них по паре гаек
(см. рис. 7.14).
Вверните первый и последний болты в направляющую,
насколько это возможно, и привернув одну из гаек к балке,
затяните ее, чтобы болт был жестко закреплен. Измерьте вы-
соту направляющей на одном конце и отрегулируйте проти-
воположный конец на такую же высоту (см. рис. 7.15).
Рис. 7.12.
Направляющие
Х<юправгяю1цал: установка опорной направляющей портала
141
Рис. 7.13. Рама,
поддерживаемая ведрами
Рис. 7.14. Установка
опорных болтов
Установите и отрегулируйте остальные болты поочередно с каждой сторо-
ны, начиная от середины балки. С помощью линейки следите, чтобы направля-
ющая оставалась прямой (см. рис. 7.16).
Если направляющая искривлена, вам придет-
ся выпрямить ее, отвертывая или подвертывая
опорные болты. Эту процедуру необходимо вы-
полнить обязательно. Таким же образом установи-
те направляющую на параллельную балку, пред-
варительно проверив, что вы выставили ту же
высоту, которую измеряли около первого болта
на первой направляющей. Если все сделано пра-
вильно, направляющие будут параллельны одна
другой и расположены на одинаковой высоте по
Рис. 7.15.Нахождение рабочей
высоты направляющей
всей длине опорной балки без каких-либо проги-
бов (см. рис. 7.17).
Рис. 7.16. Проверка
направляющей линейкой
Рис. 7.17. Рама с установленными на
нее направляющими
ГЛАВА 7. Портал и направляющая по оси X
7.3. Подшипниковый держатель
Материалы и инструменты, необходимые для сборки подшипникового держа-
теля:
♦ сверлильный станок;
♦ сверла;
♦ напильник;
♦ метчик;
♦ алюминиевый брусок сечением 37x75 мм.
Вы можете купить готовые держатели для продольных подшипников, ис-
пользованных в данном проекте, но лично я решил сделать их сам. Так намного
подшипникового
держателя
дешевле, чем покупать готовую модель. Я купил алю-
миниевый брусок сечением 37x75 мм и отрезал от
него четыре заготовки'длиной 50 мм (см. рис. 7.19).
После этого я просверлил в каждой заготовке от-
верстие диаметром 32 мм, чтобы подшипник прошел
в него по внешнему диаметру (см. рис. 7.20).
Это отверстие я расположил на расстоянии 6 мм от
основания заготовки, а затем вырезал нижнюю его
стенку, чтобы болтом можно было регулировать зазор
(см. рис. 7.21).
На расстоянии 32 мм от отверстия я прорезал паз
глубиной до 12 мм от верха (см. рис. 7.22).
Затем перпендикулярно от верха к низу просвер-
лил четыре отверстия для болтов, которыми держатель будет крепиться к
порталу (см. рис. 7.23).
Рис. 7.19. Разрёзка материала
Рис. 7.20. Сверление отверстия
для подшипника
Следующее отверстие было просверлено сбоку держателя до паза. В этом от-
верстии необходимо нарезать резьбу для регулирующего болта (см. рис. 7.24).
Пзйшхкяяковьгй держатель
143
Рис. 7,21. Вырезание регулировочного зазора
Рис. 7.22. Вырезание паза
Рис. 7.23. Сверление монтажных
отверстий в держателе
Рис. 7.24. Нарезание резьбы в
отверстии для регулирующего болта
Так какя работал с алюминием, нарезание резьбы не составило особого тру-
да. Когда все четыре отверстия были готовы, я сточил все заусенцы напильни-
ком. Заметьте, что расстояние от верха отверстия подшипника у каждого дер-
жателя разное (см. рис. 7.25).
Эта разница может быть устранена при
помощи тонких металлических прокладок.
Так как держатели, которые я сделал, не
были идеальными, важно было правильно
их установить. Я перевернул портальную
стойку опорной ножкой вверх и установил
подшипниковые держатели с уже поме-
щенными в них подшипниками на основа-
ние опорной ножки (см. рис. 7.26).
Важно убедиться, что держатели уста-
новлены регулирующими болтами наружу,
и пометить каждый держатель такой же меткой, что и на портальной ножке. Про-
пустите одну направляющую через подшипники. Затяните держатели настолько,
чтобы между подшипниками и направляющей не было люфта (см. рис. 7.27).
Рис. 7.25. Различие между
держателями
144.
ГЛАВА 7. Портал и нгпраьлянмцая по оси X
Рис. 7.27. Подшипниковые держатели
с установленным в них направляющей
Рис. 7.26. Держатели на
портальной опоре
С помощью измерительного устройства установите держатели с направляю-
щей по центру опорной ножки (см. рис. 7.28).
Через отверстия в подшипниковом держателе пометьте места для сверле-
ния отверстий под крепежные болты в опорной ножке (см. рис. 7.29).
Рис. 7.28. Выравнивание направляющей
относительно центра опоры
Рис. 7.29. Разметка мест
для болтовых отверстий
Просверлите отверстия и сточите напильником все заусенцы на внутренней
поверхности опорной ножки.
Установив держатели на основаниях опор и слегка притянув их болтами,
определите, в каком из держателей направляющая находится на наибольшем
расстоянии от основания опоры (см. рис. 7.30).
Этот держатель будет единственным, под который не понадобится вста-
влять металлические прокладки. В остальных установите высоту направляющей,
определенную на первом держателе, с помощью прокладок (см. рис. 7.31).
Рис. 7.30. Определение
регулировочной высоты
Рис. 7.31. Использование прокладок при
выравнивании держателей
Подшиплкксвый держатель
14Ь
Когда все держатели будут отрегулированы, затяните болты, следя, чтобы
направляющая располагалась по центру опорной ножки. Установите обе ножки
на направляющие, закрепленные на раме, прикрути-
те к стойкам сначала нижнюю, а потом верхнюю со-
единительную балку (см. рис. 7.32).
Затяните болты так, чтобы соединительн бИ балки
были перпендикулярны стойкам и параллельны основа-
нию рамы. Если оба положения одновременно устано-
вить не удается, лучше, чтобы балка была параллельна
основанию рамы. В любом случае, две соединительные
балки должны быть параллельны друг другу независи-
мо от того, как они расположены относительно рамы
или стоек. После установки соединительных балок
портал должен свободно перемещаться по всей дли-
не направляющих. Отрегулируйте подшипниковые
держатели, чтобы устранить избыточный люфт, но
не затягивайте их до самого конца. Если до прикреп-
ления соединительных балок к стойкам опоры пере-
мещались свободно, существует вероятность того,
что после установки балки сильно разведут стойки
или, будучи затянутыми, вызовут деформацию кон-
цов опорных ножек. Эту проблему можно устранить,
вставив прокладку с одной стороны соединительной
балки (см. рис. 7.33).
После сборки и установки портала на направляю-
щие необходимо настроить его ход, используя про-
Рис. 7.32. Приверните
соединительные балки
к стойкам
кладки и регулируя подшипниковые держатели.
Настроив портал так, чтобы его скольжение по рельсам было как можно
плавней, вы будете готовы перейти к главе 8, в которой описывается процесс
сборки направляющих Z и Y.
Рис. 7.33. Регулировка соединительных балок с помощью прокладок
Направляющие по
координатам Z и Y
8.1. Z-направляющая
Рис. 8.1. Готовая
Z-направляющая
Чтобы собрать часть станка, отвечающую за пере-
мещение по координате Z, вам понадобятся следу-
ющие инструменты и материалы: ,
♦ металлическая заготовка сечением 25x75 мм;
♦ раздвижная подставка для телевизора;
♦ ножовка;
♦ дрель;
♦ сверла;
♦ болты и гайки.
Z-направляющую я соорудил из раздвижной под-
ставки для телевизора и двух заготовок из армату-
ры с сечением 25x75 мм (см. рис. 8.2).
Сборка началась с небольшой вращающейся пло-
щадки, прикрепленной к листу металла, соединяюще-
му салазки. Сначала я высверлил заклепку по центру площадки (см. рис. 8.3).
Так как внутренняя ширина Y-каретки между ребрами равна 125 мм (см.
рис. 8.4), мне нужно было вырезать часть пластины, скрепляющей салазки, ши-
риной 120 мм (см. рис. 8.5).
Снимите заглушки, установленные на салазках (см. рис. 8.6).
Затем вырежьте кусок алюминия, чтобы установить его по ширине салазок
(см. рис. 8.7).
Z-направлтощая
147
Рис. 8,2. Подставка для
телевизора
Рис. 8.3. Высверливание заклепки
Рис. 8.4. Внутренний размер Y-каретки от
копировального фотоаппарата фирмы NuArc
Рис. 8.5. Вырежьте часть
пластины шириной 120мм
В алюминиевой пластине, использующейся вкачестве посадочной поверхно-
сти для режущего инструмента Z-Ht лравляющей, просверлите четыре отверстия
и произведите их раззенковку (см. рис. 8.8).
Я просверлил по два отверстия с каждой
стороны каретки Y-направляющей и соответ-
ствующие им отверстия в арматуре 25x75 мм,
которую использовал, чтобы приподнять кон-
струкцию Z-направляющей над поверхностью
каретки (см. рис. 8.9).
Чтобы установить с обратной стороны Z-ка-
ретки держатель вертикального ходового винта,
мне было необходимо пространство между ниж-
ней частью Z-каретки и верхней частью Y-карет-
ки. Я использовал уже имевшиеся в нижней час-
ти Y-каретки отверстия для крепления опорного
подшипника ходового винта, вертикально пере-
мещающего Z-каретку (см. рис. 8.10).
Опорный подшипник был слишком широк, чтобы поместиться между опо-
рами Z-каретки, поэтому я обрезал его с каждой стороны примерно на 13 мм и
модифицировал крепежные болты (см. рис. 8.11).
Расстояние от центра отверстия в нижнем опорном подшипнике до внут-
ренней стороны Z-каретки я использовал для нахождения центра отверстия в
148
ГЛАВ 8. Направляющие по кооргг-а < i I и Y
Рис. 8.6. Снимите заглушки
Рис. 8.7. Алюминиевый суппорт на
каретке Z-направляющей
Рис. 8.8. Просверлите и произведите раззенковку отверстий в пластине
Рис. 8.9. Монтажные
отверстия на стальной
арматуре сечением 25x75 мм
Рис. 3.10. Расположение креплений опорного
подшипника вертикального ходовсе винта
Рис. 8.11. Модификация корпуса
опорного подшипника и болтов
Рис. 8.12. Определение центра
отверстия для ходового винта в
алюминиевом уголке (А равно В)
алюминиевом уголке, к которому крепится гайка вертикального ходового вин-
та. Затем я просверлил отверстие для винта, болтовые отверстия для крепле-
ния гайки к уголку (см. рис. 8.12) и дьа отвер-
стия, совпадающие с верхними в лицевой
пластине Z-каретки и в металлической плас-
тине, соединяющей салазки (см. рис. 8.12).
Закончив работу над Z-кареткой, я устано-
вил ее на распорки из арматуры 25x75 мм, зак-
репленные на Y-каретке, и разметил на ней
места для отверстий, которые должны совпа-
дать с верхними и нижними болтовыми отвер-
стиями для крепления салазок (см. рис. 8.14).
Сначала я затянул нижние болты, потом
прижал лицевую пластину, чтобы выровнять
верх салазок, а затем затянул верхние болты.
Теперь можно затянуть нижние болты лицевой
пластины, но верхние, которые также будут удерживать корпус гайки ходового
винта, необходимо оставить немного ослабленными до тех пор, пока не будут ус-
тановлены вертикальный ходовой винт и шаговый электродвигатель.
Рис. 8.13 Уфолог, просверленный
для прикрепления к внутренней
части Z-каретки
8.2. Y-направляющая
Рис. 3.14. Монтажные отверстия
на Z-направляющей
Чтобы собрать часть станка, отвечающую за перемещение по координате Y,
вам понадобятся следующие инструменты и материалы:
♦ направляющие;
♦ каретка от копировального фотоаппарата NuArc (или четыре самодель-
ных опорных подшипника, прикрепленных к алюминиевой пластине);
♦ болты с квадратным подголовком, гайки и шайбы;
♦ гаечный ключ.
150
ГЛАЗА 8. Напр^влккнцяе яо координатами ?. и¥
Y-направляющая состоит из двух соединительных балок на портале, прикре-
пленных к ним направляющих и каретки от разобранного копировального фо-
тоаппарата. В каретке установлены новые
подшипники, потому что от фотоаппара-
та осталось только четыре. Новые под-
шипники хорошо разместились в корпу-
сах каретки, так как они совершенно
идентичны подшипникам из Фотоаппара-
та. Чтобы установить направляющие, не-
обходимо, прежде всего, вставить болты
в каждое крепежное отверстие на направ-
ляющей (см. рис. 8.15).
Я завинтил болты несильно, чтобы
потом они не мешали привертывать на-
правляющую с другой стороны; просу-
нул направляющие через подшипники
на каретке (см. рис. 8.16) и поддержал
Рис. 8.15. Монтажные отверстия
Y-направляющей.
верхнюю, чтобы завинтить болты на ее конце. Потом я завинтил болты на ниж-
ней направляющей. Если центры отверстий находятся на заданном расстоянии
друг от друга, привертывать направляющую очень легко. Помните, что отвер-
стия, которые вы сверлите, должны быть немного большего диаметра, чем бол-
ты, поэтому, если межцентровые расстояния неодинаковые, у вас не возникнет
проблем с установкой (см. рис. 8.17)
Рис. 8.16. Вставьте направляющие
в подшипники
Рис. 8.17. Межцентровое
расстояние направляющих должно
быть равным межцентровому
расстоянию опорных подшипников
Y-направлякнцая
151
Рис. 8.18. Расстояние от
соединительной балки до винта,
позволяющее ему пройти сквозь
отверстия в стойках (А равно В)
После того как болты на концах завернуты, приверните остальные болты,
но не затягивайте их. Направляющие должны находиться на одинаковом рас-
стоянии от соединительных балок, а расстояние
от соединительной балки до ходового винта дол-
жно быть таким, чтобы винт проходил по цент-
ру отверстия для крепления винтовой гайки (см.
рис. 8.18). Отрегулируйте расстояние, чтобы по-
догнать винт. Затем, используя штангенциркуль
и линейку, установите направляющие на одина-
ковом расстоянии от соединительных балок и
затяните на них болты с обеих сторон, чтобы
закрепить рельсы (см. рис. 8.19).
Отрегулируйте опорные подшипники. Под-
вигайте Y-каретку по направляющим и, если
нужно, отрегулируйте ее, чтобы ход был плав-
ным. Следующий шаг - проверка движения по
всем осям. Оно должно происходить без заеда-
ний. Итак, установка Z- и Y-направляющей на
портал, перемещающийся по Х-направляющей,
завершена. Большая часть вашего станка с ЧПУ уже собрана, не хватает только
шаговых двигателей, чтобы привести ее в действие. В следующей главе описан
процесс установки ходовых винтов и шаговых электродвигателей для управле-
ния каждой направляющей.
Рис. 8.19. Используйте штангенциркуль и линейку для регул: ’роеания направляющих
Установка электродвигателей
и подающих винтов
9.1. Инструменты и материалы
♦ три шаговых электродвигателя;
♦ три подающих винта необходимой длины:
♦ пять опорных подшипников;
♦ три винтовые гайки;
♦ три гаечных держателя (два, если вы смогли найти и разобрать копиро-
вальный фотоаппарат);
♦ алюминиевый уголок 75x75 мм;
♦ квадратный алюминиевый профиль сечением 100x100 мм;
♦ алюминиевый профиль сечением 38xi00 мм;
♦ дрель;
♦ сверла;
♦ болты, гайки и шайбы.
Из квадратного алюминиевого профиля необходимо изготовить крепления для
двигателей. Отрежьте три заготовки длиной 100 мм (см. рис. 9.1).
9.2. ОсьХ
В креплении на оси X должно быть просверлено центровое отверстие под вал
электродвигателя диаметром 19 мм, отцентрирован опорный подшипник, а
также четыре отверстия, чтобы болтами присоединить электродвигатель к
креплению (см. рис. 9.2).
СсьХ
h 153
Рис. 9.1. Отрезаем заготовки для креплений двигателей
Рис. 9.2. Сверление отверстий в креплении для электродвигателя
Я хотел, чтобы подающий винт проходил внутри ножки портала, поэтому
отрезал кусок от алюминиевого профиля сечением 38x100 мм, чтобы поднять
крепление над балкой (см. рис. 9.3).
Рис. 9.3. Проставка для крепления двигателя
154
ГЛАВА 9. Установка электродвигателей и подающих винтов
Рис. 9.4. Отверстия в
проставке и креплении
для двигателя
Рис. 9.5. Установка проставки
Я просверлил четыре сквозных отверстия в
проставке и четыре в креплении для двигателя
соответственно (см. рис. 9.4), закрепил простав-
ку на балке самонарезающими винтами, встав-
ляя длинную отвертку через верхние отверстия,
чтобы завинтить винты (см. рис. 9.5). Привер-
нув крепление двигателя к проставке, я измерил
расстояние от центра 19-миллиметрового отвер-
стия, находящегося на нем, до балки (см. рис. 9.6).
Далее необходимо отрезать кусок алюминиевого уголка, на который будет
крепиться гайка подающего винта. Положите уголок на опорную ножку и от-
метьте центр отверстия для подающего винта, используя предыдущий замер
(см. рис. 9.7).
Рис. 9.7. Рвзметка положения
гайки на алюминиевом уголке
Рис. 9.6. Измерение расстояния
до центра подающего винта
ОсьХ
155
Просверлите отверстие для подающего винта и отверстия для установки
корпуса гайки, а также для присоединения алюминиевого уголка к ножке пор-
тала. Перенесите все разметки для отверстий на ножку портала и просверли-
те (см. рис. 9.8).
Закрепите корпус гайки на уголке и наверните гайку на подающий винт. За-
тяните гайку в корпусе (см. рис. 9.9).
Рис. 9.8. Место установки корпуса гайки на
ножке портала
Рис. 9.9. Подающий
винт установлен
На том конце балки, где расположен двигатель, закрепите подшипник сна-
ружи крепления двигателя и вставьте в него подающий винт (см. рис. 9.10).
Рис. 9.10. Установка подшипника на крепление для двигателя
На другом конце балки также установите проставку и подшипниковый корпус
вместе с подшипником и вставьте в подшипник подающий винт (см. рис. 9.11).
Отрегулируйте длину винта, проходящего сквозь подшипник в креплении
двигателя, чтобы установить гибкий вал, который будет соединять электродви-
гатель с подающим винтом. Убедитесь, что высота подающего винта над бал-
кой одинакова с обоих концов, и, если это необходимо, отрегулируйте ее про-
кладками (см. рис. 9.12).
156
ГЛАВ1 9. Установка эле лродаигапгелей и •одакнцм» винтов
Рис. 9.12. Проверьте положение
подающего винта и вставьте
прокладку
Рис. 9.11 Установка проставки
и подшипника на конце отрезка
перемещения по оси X
Рис. 9.13. Отрегулируйте
положение гайки
Затяните подающий винт в подшипни-
ке при помощи установочных винтов.
Винт должен легко вращаться рукой, без
заеданий. Если вращение затруднено, от-
регулируйте положение гайки подающего
винта на ножке портала так, чтобы винт
легко вращался по всей длине хода, и за-
тем притяните корпус гайки к ножке пор-
тала (см. рис. 9.13).
Соедините подающий ходовой винт с гиб-
ким валом электродвигателя (см. рис. 9.14).
Вставьте вал электродвигателя в гибкий
вал через отверстие диаметром 19 мм й соеди-
ните двигатель с подающим винтом. Установи-
те двигатель на место и затяните установоч-
ные винты на подшипнике (см. рис. 9.15).
Если вы правильно выполните все дей-
ствия, двигатель будет способен переме-
щать портал от одного конца оси X к друго-
му без заеданий. Если подающий винт будет
заедать, электродвигатель потеряет ско-
рость. и начнет пропускать шаги, в результате вы не получите ожидаемого ре-
зультата. Синхронные шаговые электродвигатели достаточно мощны, чтобы
двигаться по оси со скоростью 250 мм/мин без сбоев.
9.3. Ось У
Пропустите отрезок ходового винта длиной 1400 мм через отверстие в порталь-
ной стойке и место крепления корпуса гайки на Y-каретке. Наверните гайку на по-
дающий винт и вставьте ее в место крепления корпуса на Y-каретке (см. рис. 9.16).
мсь ¥
157
Рис. 9.14. Соединение с гибким валом
Рис. 9.15. Электродвигатель установлен
Рис. 9.16. Установка подающего винта
158
ГЛАВА 9. Ус ановка электродвигателей и naftaw^ix винтов
Если резьбы совпали, затяните гайку или просверлите пару отверстий ря-
дом с ней и вставьте два крепежных болта (см. рис. 9.17).
Рис. 9.17. Болты удерживают гайку
на месте
Рис. 9.18. Вставьте г сдающий винт
в опорный подшипник
Прежде чем вставлять подающий винт в отверстие противоположной пор-
тальной стойки, установите его в опорный подшипник (см. рис. 9.18).
Установите опорный подшипник на внешней стороне портальной стойки,
противоположной двигателю (см. рис. 9.19).
Для закрепления опорных подшипников я использовал самонарезающие вин-
ты. Чтобы найти положение, в котором подающий винт легко вращается, необ-
ходимо подвигать его с обоих концов. В месте вхождения в гайку я измерил рас-
стояние от верхней направляющей до верхней части винта (см. рис. 9.20) и
выровнял концы внутри портальных стоек. Однако понадобилось еще время для
дополнительного выравнивания.
Рис. 9.19. Опорный подшипник
на конце отрезка перемещения
Рис. 9.20. Измерение расстояния от
направляющей дс винта
Ось Ж
159
После выравнивания подающего винта просверлите отверстия диаметром
19 мм с противоположных сторон следующего крепления для электродвигате-
ля. Просверлите также монтажные отверстия, а на противоположной стороне -
отверстия под саморезы, которыми крепление для электродвигателя будет при-
вернуто к стойке (см. рис. 9.21).
Вставьте в отверстие на креплении подающий винт и привинтите его к пор-
тальной стойке. Наденьте гибкий вал на подающий винт и установите электро-
двигатель, выровненный по винту' (см. рис. 9.22).
Рис. 9.21. Отверстия
в креплении
Рис. 9.22. Установленный
электродвигатель
9.4. OcbZ
Подшипник ходового винта, а также корпус гайки и сама гайка уже установлены.
Отрежьте ходовой винт длиной 355 мм, навинтите на него гайку и вставьте в
подшипник. Затяните зажимной винт подшипника, чтобы закрепить его на хо-
довом винте. Просверлите центровое
отверстие диаметром 19 мм с обеих
сторон крепления двигателя, а также
отверстия для присоединения двига-
теля (см. рис. 9.23).
В основании крепления просвер-
лите два отверстия для присоедине-
ния к Y-каретке (см. рис. 9.24).
Установите крепление для двигате-
ля на Y-каретке, обеспечив прямой
угол с ходовым винтом. Вставьте по-
дающий винт в гибкий вал и установи-
Рис. 9.23. Отверстия для установки
двигателя
те электродвигатель, выровняв его по
винту (см. рис. 9.25).
'i ’«?Ц 9. Установи.- эг>С!'т«к>дшк'ап-пск *; «одлюирс. оинтов
Рис. 9.24. Месте установки крепления на Y-каретке
Рис. 9.25. Двигатель по оси Z
установлен
Рис. 9.26. Затяжка болтов
держателя гайки
Убедитесь, что винт легко вращает-
ся. Если это так, затяните болты, кото-
рыми закреплен алюминиевый уголок
с установленой гайкой подающего вин-
та (см. рис. 9.26).
9.5. Установ ка концевых выключателей
Для установки концевых выключателей понадобятся следующие инструменты
и материалы:
♦ шесть концевых выключателей;
♦ алюминиевый уголок со стороной 25 мм;
Установка концевых вмклч • ателей
161
♦ дрель;
♦ ножовка;
♦ болты и тайки;
♦ двужильный экранированный кабель;
♦ разъемы для концевых выключателей;
♦ разъемы для интерфейсной платы.
Использование концевых выключателей на данном "танке не является обя-
зательным условием, но будет лучше, если вы их установите, как это сделал я. В
противном случае станок не сможет определить границы используемого fipo-
странства. Это приведет к тому, что при выходе за рабочую площадь двигатели
не прекратят вращение автоматически и будут пытаться вращать подающие
винты, пропуская шаги. Это собьет позиционирование, в результате чего ста-
нок не сможет вернуться в определенное для него исходное положение. Конеч-
но, выход за границы произойдет только в том случае, если деталь, которую вы
хотите изготовить, по ширине или длине больше, чем можно установить на
станке. Представьте, что проект, который вы задумали, выходит за границы
стола после импортирования файла в КСат. Программа построит чертеж,
выходящий за пределы длин координатных осей, которые вы задали в соответ-
ствии с длинами осей станка. Концевые выключатели понадобятся именно в
этом случае. Кроме того, КСат 4.1 не позволит вручную вернуть станок в ис-
ходное положение, если они не установлены. Концевые выключатели, которые
я хочу использовать, применяются в стиральных машинах или сушильных ап-
паратах. Первой причиной такого вывода стала надпись Speed Queen на боко-
вой стенке выключателя (см. рис. 9.27 и 9.28).
Рис. 9.27. Сторона одного из концевых выключателей
Эти изделия хорошо подходят в качестве концевых выключателей, так как
в обычном состоянии они разомкнуты и замыкаются только при нажатии кноп-
ки. Для каждой оси требуется по два выключателя - один устанавливается в
162
ГЛАВА 9. Устгнадщз электрод в л. г л «л ей и подающих линтов
конце длины перемещения, один - в начале. Чтобы ось остановилась, выключа-
тель должен быть активирован каким-либо элементом, расположенным на ней.
°ис. 9.28. Сторона концевого выключателя с надписью Speed Queen
9.6. Ограничители на оси X
В верхней части крепления оси X двигателя необходимо просверлить два от-
верстия, чтобы установить концевой выключатель (см. рис. 9.29).
Несмотря на то, что выключатель расположен под небольшим углом, он
соприкасается с порталом и замыкается, когда нужно. Крепление для концево-
го выключателя в конце оси X, в свою очередь, соединяется с креплением под-
шипника. Этот выключатель расположен под утлом, чтобы обеспечить контакт
с корпусом гайки подающего винта на ножке портала (см. рис. 9.30).
Рис. 9.29. Расположение концевого выключателя начальной позиции оси X
Ограничители на оси У
163
Рис. 9.SO. Концевой выключатель в конце осиX
9.7. Ограничители на оси Y
Выключатель на исходной позиции оси Y прикрепляется к алюминиевому угол-
ку со стороной 25 мм, который затем устанавливается на внутренней стороне
портальной стойки, чтобы выключатель обеспечивал контакт с болтом, высту-
пающим сбоку Y-каретки (см. рис. 9.31).
Рис. 9.31. Расположение концевого выключателя в исходной части оси У
ГЛАВА 9. Установив электродвигателей и подающих винтов
Концевой выключатель в конце оси Y также устанавливается на алюминиевом
уголке, который привинчивается с внутренней стороны стойки (см. рис. 9.32).
Здесь можно использовать саморезы.
Рис. 9.32. Выключатель в конце пути передвижения по оси Y
9.8. Ограничители на оси Z
Для установки концевого выключателя на исходной позиции оси Z потребует-
ся прокладка, чтобы выключатель мог соприкасаться с корпусом гайки подаю-
щего винта. Прокладка представляет собой полудюймовую алюминиевую пластин-
ку, прикрепленную к корпусу выключателя. Затем в стойке размером 25x75 мм,
прикрепленной к Y-каретке, просверливаются отверстия в месте, где подъем
оси Z будет максимальным (см. рис. 9.33).
Рис. 9.33. Концевой выключатель на исходной позиции оси Z
Концевой выключатель в конце пути оси Z устанавливается без прокладки,
потому что .опора подшипника, закрепленная на Y-каретке, не позволит его
Ограничители на оси Z
165
установить. Дополнительно просверлите отверстие над местом, куда будет при-
креплен выключатель, чтобы провод, подсоединяемый к нем}', можно было
пропустить через стойку сечением 25x75 мм к выключателю на исходной пози-
ции (см. рис. 9.34).
Рис. 9.34. Положение выключателя на конечной позиции перемещения ocnZ
При установке выключателя на стойке может возникнуть следующая пробле-
ма - отсутствие точек соприкосновения при приближении к выключателю оси Z.
Для решения данной проблемы изготовьте выступ из алюминиевой пластинки
толщиной 3 мм и шириной 19 мм. Просверлите в пластинке отверстие, чтобы
прикрутить ее одним из болтов, крепящих гайку подающего винта. Расположите
пластинку под углом, чтобы с выключателем контактировала большая поверх-
ность (см. рис. 9.35).
Рис. 9.35. Выступающая часть пластинки, контактирующая
с концевым выключателем
166
ГЛАЬА 9. Уствназка элегтр ^глгптелй и подающих винтов
Оба выключателя на каждой из осей соединены параллельно, так что если
один из них будет активирован, станок остановится. Для каждой оси использу-
ется только один контакт параллельного порта, поэтому выключатели должны
быть соединены так, как показано на рис. 9.36.
Connect to
Jp2,3,4 or 5 on interface board
Рис. 9.36. Соедините концевые выключатели параллельно
Провода, соединяющие концевые выключатели оси X, могут быть проложе-
ны внутри балки, а соединяющие концевые выключатели оси Y, - по верхней
соединительной балке портала. Используйте провода достаточной длины, что-
бы станок мог перемещаться по всей площади рабочей поверхности без напря-
жений кабелей. Отдаленность электроники от станка также будет определять-
ся длиной кабеля. К концу каждого кабеля подключите двухконтактный разъем
для подсоединения к выводам на интерфейсной плате. Подключите каждый
провод к выводам 2, 3, 4 или 5 на интерфейсной плате и в окне Port Setup (На-
стройки порта) проверьте правильность указания номеров контактов для каж-
дой цепи концевых выключателей (см. рис. 9.37).
Теперь на вашем станке с ЧПУ установлены все электродвигатели, подаю-
щие винты и концевые выключатели. Робот для мастерской готов. В главе 10
описывается, какие файлы нужны для работы станка, и как эти файлы создать.
Orp ма оси Z
Рис. 9.37. Расположение выводов на интерфейсной плате для подключения концевых
выключателей
Глава 10
Программа KCam
и создание файлов
10.1. Программа KCam для управления
станком с ЧПУ
Чтобы выполнить эту часть проекта по созданию станка с ЧПУ, необходимо,
чтобы на затем компьютере была установлена программа kCam, подогнанная
под ваш станок. Если вы еще не установили KCam, зайдите на сайт компании
Kellyware по адресу www.kellyware.com и скачайте демо-версию KCam 4. Демо-
версия предоставляется для работы в течение 60 дней, что более чем достаточ-
но для точной настройки станка и начала работы над всеми проектами, кото-
рые вы задумали. В главе 5 описано, как настроить KCam для тестирования
управляющих плат. При тестировании неважно, все ли параметры станка уста-
новлены, но теперь это имеет значение. Запустите KCam, зайдите в Setup (На-
стройки) и откройте окно Table Setup (Настройки стола). Убедитесь, что зада-
ны правильные значения для числа шагов двигателя на дюйм’ и длина каждой
координатной оси вашего станка. Потом снимите выделение ячейки Limit
Switch Disabled (Блокировать концевые выключатели), щелкните Apply (При-
менить) и закройте окно (см. рис. 10.1).
Если вы используете электродвигатели, аналогичные синхронным шаговым
двигателям, максимальная скорость подачи для каждой оси, вероятнее всего,
доставит 380 мм/мин. Вам придется поэкспериментировать, чтобы определить
самую высокую скорость подачи. Если станок будет работать на предельной
скорости, шаговые электродвигатели начнут выполнять холостые обороты.
1 (1 дюйм = 25,4 мм - Прим, ред.)
Программа КСэт для управления ставнем с ЧПУ
169
Рис. 10.1. Окно настроек стола
Для таких двигателей чем быстрее режим их работы, тем меньше вращающий
момент, а следовательно, и вес груза, который они могут перемещать. Запом-
ните, что каждый раз, когда вы меняете скорость подачи, необходимо заново
выполнить программную синхронизацию, как описано ниже. Зайдите в меню
Setup и откройте окно Port Setup (Настройки порта). Выберите контакты для
передачи сигналов о шаге и направлении на двигатели и для цепи концевых
выключателей (см. рис. 10.2).
Примените параметры настроек и закроите окно. Запустите заново утилиту
программной синхронизации в меню Setup, открыв окно System Timing (Про-
граммная синхронизация). Щелкните Start (Запуск) и дождитесь окончания
синхронизации (см. рис. 10.3).
В меню View (Вид) откройте окно CNC Controls (Средства управления стан-
ком с ЧПУ) (см. рис. 10.4).
Начните перемещать координатные оси X и Y вашего станка и обратите
внимание на крестик в окне Plot (Чертеж). Крестик 1 [оказывает, в каком месте
стола находится центр режущего инструмента или пишущего элемента. Пози-
ция Z указывается небольшим изображением режущего инструмента, которое
будет подниматься и опускаться по мере перемещения оси. Необходимо, что-
бы движение по координатам X и Y вашего станка происходило в том же на-
правлении, что и в окне чертежа, а движение по координате Z - так же, как
перемещается изображение резца (см. рис. 10.5).
170
ПК i . НО. Пр®гра»?"-'а XC~*'i и .отд^нк в«“ ~к
Рис. 10.2. Ото настроек порта
Рис. 10.3. Окно программной синхронизации
Програгша JKCam для улраллеим;. стасхом х ЧПУ
171
Рис. 10.4. Окно управления станком
Рис. 10.о. Окно чертежа показывает позицию настоле станка
172
ГЛАВА 10. Программа КСат w .создание файлов
Если обнаружится, что движение станка происходит в противоположном
направлении, поменяйте порядок подключения проводов электродвигателя к
управляющей плате. Чтобы установить точные размеры рабочего пространства
станка, переместите все оси в исходное положение и обнулите его в окне управ-
ления станком.
Теперь поочередно двигайте каждую ось до концевого выключателя. Длина
каждой оси будет показана в части окна, отображающей пройденное расстоя-
ние. Возможно, вы не захотите доводить станок до концевых выключателей
каждый раз, когда возвращаете его в исходную позицию. В этом случае установи-
те нулевую позицию за 6 мм до исходного положения концевого выключателя.
Вы можете установить исходную или нулевую позицию в любом месте стола, но
КСат будет считать, что границы стола определены теми размерами, которые
вы указали в окне настроек, и что инструмент находится в левом нижнем углу.
Это удобно, если вы хотите сделать пару изделий из одного куска материала без
переписывания G-кода или формирования другого файла, в который нужно им-
портировать множество составляющих. Просто переместите оси над первой
серией прорезей, обнулите станок и снова запустите программ);
10.2. Форматы файлов пля КСат
Теперь, когда станок работает, необходимо создать файлы, которые будут от-
крываться или импортироваться в КСат. КСат непосредственно открывает
файлы G-кода и импортирует такие типы файлов, как DXF, Exellon, HPGL или
Gerber (см. рис. 10.5).
Начнем с G-кода. Когда программа КСат импортирует файл, она переводит
и генерирует G-код, которым представлено изображение в импортируемом фай-
ле. G-код - это набор команд, которые сообщают управляющей программе, куда
направить инструмент и что делать при достижении нужного места. После того
как управляющая программа закончит расшифровку G-кода, она начнет посы-
лать сигналы, задающие электродвигателям каждой оси количество шагов и на-
правление для прохождения заданного расстояния. Файл G-кода можГю написать
в текстовом редакторе или в окне G-кода в КСат Кроме G-кода существуют так-
же функции М-кода, М-код в большей степени используется для контроля рабо-
чих режимов программы и станка. В табл. 10.1,10.2 и 10.3 перечислены команды
G-кода и М-кода, которые понимает КСат.
Если вы хотите узнать больше о процессе написания G-кода, советую обра-
титься к литературе, посвященной разработке программ для станков с ЧПУ.
Большинство команд G-кода и М-кода не требуют пояснений, и во время экспе-
риментов вы больше узнаете о том, насколько они вам необходимы. Самый
лучший способ понять принцип работы G-кода - это создать файл в программе
для построения чертежей, импортировать его в КСат и внимательно изучить
принцип его составления. Это подводит нас к рассмотрению функции импор-
та файлов в КСат.
Форматы файлов для КСат
173
SDcleanoutl inchbit pit
CLEANOUTsquig.plt
raisedN pit
; , cnc-bmp.GC
cncrobotics-wide-H GC
cncrobotics-wide .GC
cncrobotics-gif-endoff.GC
cncroboBc.s-gif-2.GC
Prtt
rxi!
Рис. 10.6. Файлы, с которыми можв! работать КСат
Таблица 10.1. Команды G-кода
G-code Описание
GOO Быстрое пересечение
G01 Нормальное пересечение
G02 Дуга по направлению движения часовой стрелки
G03 Дуга против направления движения часовой стрелки
G04 В| емя перепыва в работе
G17 Выбор плоскости координат XY
G18 Выбор плоскости координат XZ
G19 Выбор плоскости координат YZ
G40 Отмена-компенсации диаметра резака
G41 Начало компенсации диаметра резака влево
G42 Начало компенсации диаметра резака вправо
G45 Нормальное пересечение
G73 Цикл сверления ,
. G80 Конец цикла сверления
G81 Цикл сверления
G82 Цикл сверления с перерывом
G83 Цикл сверления
G90 Установка полного режима
G91 Установка возрастающего режима
Рхх Установка времени перерыва хх
Fxx Установка нормы подачи хх
174
ГЛ> LBA 10. f^-rr-'—ia KCam н сад ”a:«:ie файлов
Таблица 10.2. Команды М-кода
M-code Описание
моо Остановка программы
М01 Дополнительная остановка программы
М02 Конец программы
МОЗ Включение реле шпинделя
М04 Выключение реле шпинделя
М05 Замена резца
М06 Испарение хладагента
М07 Испарение хладагента
М08 Заливка хладагента
М09 Испарение .и заливка хладагента
М13 Включение шпинделя и охлаждения
МЗО Конец программы и перезагрузка
М60 Остановка программы
М98 Назовите Макро-подрежим (недоступный в KCam 4.0)
Таблица 10.S. Команды М-кода, задаваемые пользователем
M-code Описание
Мхх Включите определенную пользователем мощность
Мхх Выключите определенную пользователем мощность
Мхх Включите определенную пользователем мощность
Мхх Выключите определенную пользователем мощность
Мхх Включите определенную пользователем мощность
Мхх Выключите определенную пользователем мощность
Примечание: «хх» означает число, указанное пользователем
10.3. Как создать файл импорта
Я воспроизводил два формата файлов - HPGL и DXF. Первый формат исполь-
зуется чаще. HPGL (сокращенное Hewlett-Packard Graphics Language - язык
описания машинной графики компании Hewlett-Packard) - это командный язык
для управления плоттерами и принтерами. Файл HPGL является двухмерным,
и при импортировании этого типа файла программа KCam использует данные
из окна настроек стола, чтобы сгенерировать глубину резания и определить по-
ложение оси Z при ее перемещении. KCam будет использовать эти данные при
каждом импортировании файла, поэтом); если вы посчитаете, что позиция Z
слишком глубокая или слишком мелкая, нужно будет изменить глубину резания
и высоту передвижения в настройках стола и заново импортировать файл. Из-
менения, сделанные в настройках стола, не будут отображаться в окне редакти-
рования файла G-кода, чтобы Сякод изменился, нужно заново импортировать
файл. DXF - это Data Exchange File (Файл обмена данными), разработанный из-
готовителем программного обеспечения AutoDesk для программы AutoCAD.
Файлы DXF также являются двумерными графическими файлами, которые
Cin-tlDzaw
поддерживаются практически всеми программами для автоматизированного
проектирования. Для создания своих файлов я пользовался программой
CorelDraw Она проста в применении и может экспортировать изображения
как в HPGL, так и в DXF-формате.
10.4. CorelDraw
Запустите программу CorelDraw и создайте новый рисунок (см. рис. 10.7).
По умолчанию страница имеет так называемые размеры письма (216x280 мм)
и расположена вертикально. Допустим, вам необходимо сделать плакат, содер-
жащий буквы и цифры, размером 250x500 мм. Щелкните Layout (Формат) на
панели меню в CorelDraw и в списке выберите Page Setup (Параметры страни-
цы) (см. рис. 10.8).
Рис. 10.7. Создайте новый рисунок в CorelDraw
В открывшемся окне Options (Опции) поменяйте ориентацию страницы
на Landscape (Альбомная), а ширину и высоту страницы на 500 и 250 мм (20 и
10 дюймов) соответственно (см. рис. 10.9).1
Единица измерения размеров страницы в Corel Draw может выбираться - Прим. ред.
176
ГЛ '. 10. Программа КСат и сэзщли« файлов
Рис. 10.8. Опций формата
Рис. 10.9. Окно опций станицы
F‘ HrelDra’" r
177
Теперь страница соответствует размерам будущего плаката. Вы обнаружите,
что при импортирте в KCam HPGL-файла, созданного в CorelDraw, KCam чер-
тит размещенные на странице объекты, начиная с последнего. Во время перво-
го теста разместите поперек страницы параллельные горизонтальные линии,
которые начинаются слева страницы и размещаются поочередно снизу вверх
(см. рис. 10.10).
Рис. 10.10. Вычерчивание параллельных линий
Сохраните этот чертеж как linetest.plt посредством экспортирования его как
HPLT-файла. Чтобы экспоотиоовать файл из CorelDraw, откройте меню File
(Файл) и щелкните Export (Экспортировать) (см. рис. 10.11).
В открывшемся окне Export (Экспорт файла) введите имя файла, в качестве
его формата выберите PLT-HPGL Plotter File и щелкните Export (Экспортиро-
вать) (см. рис. 10.12).
Откроется новое окно, содержащее опции экспорта HPGL-файла. Пропусти-
те закладку Реп (Перо) и щелкните закладку Page (Страница). Убедитесь, что
настройки в этом окне такие же, как на рис. 10.13: Scale (Масштаб) - 100%,
Plotter Origin (Начало координат плоттера) - в левом нижнем углу (Bottom left),
ориентация страницы - горизонтальная (Orientation > landscape), - и проверь-
те, что указаны правильные размеры страницы.
Затем щелкните закладку Advanced (Дополнительно). Для параметра
Simulated Fill (Искусственная заливка) выберите значение None (Отсутствует)
(см. рис. 10.14) и щелкните кнопку ОК.
178
ГЛАВА 10. Программа HCam и слздомие файлов
Рис. 10.11. Щелкните Экспортировать
Рис. 10.12. Окно Экспорт файла
CorelDraw
179
Рис. 10.13. Экспорт HPGL-файла, параметры страницы
Рис. 10.14. Экспорт HPGL-файла, окно дополнительных настроек
П4АВА 10. Программа КСат и создание фаллов
Теперь у вас есть графический файл linetest.pit, экспортированный для
программы графического вывода. Откройте КСат и импортируйте файл
linetest.plt с помощью кнопки Import HPGL (Импортировать HPGL-файл).
После того как КСат вычертит данные, G-код будет выглядеть примерно
так, как показано ниже.
N000 [КСат Conversion]
N001 [Original File: linetest.plt]
NO 02 %
N003 G90
N004 МОЗ
N005 GOO Z0.5
N006 GOO X000.000 Y000.000
N007 G01 X001.016 Y009.144
N008 GOO Z-0.25
N009 G01 X019.304 Y009.144
N010 GOO Z0.5
N011 G01 X001.016 Y008.128
N012 GOO Z-0.25
N013 G01 X019.304 YOOS.128
N014 GOO Z0.5
N015 G01 X001.116 Y007.112
N016 GOO Z-0.25
N017 G01 X019.304 Y007.112
N018 GOO Z0.5
N019 G01 X001.016 Y006.096
N020 GOO Z-0.25
N021 G01 X019.304 Y006.096
N022 GOO Z0.5
N023 G01 X001.016 Y005.080
N024 GOO Z-0.25
N025 G01 X019.304 Y005.080
N026 GOO Z0.5
N027 G01 X001.016 Y004.064
N028 GOO Z-0.25
N029 G01 X019.304 Y004.064
N030 GOO Z0.5
N031 G01 X001.016 Y003.048
N032 GOO Z-0.25
N033 G01 X019.304 Y003.048
N034 GOO Z0.5
N035 G01 X001.016 Y002.032
N036 GOO Z-0.25
N037 G01 X019.304 Y002.032
N038 GOO Z0.5
N039 G01 X001.016 Y001.016
N040 GOO Z-0.25
N041 G01 X019.304 Y001.016
N042 GOO Z0.5
N043 GOO X000.000 Y000.000
N044 M05
N045 M30
ч
CorelDraw
181
Каждая X и Y координата после перемещения оси Z на 12,5 мм (0,5 дюйма) -
это движение без резания, потому что инструмент находится на 12,5 мм над по-
верхностью материала. Достижение поверхности - это координата 0,0, а каж-
дое движение после того как значение координаты Z станет равным -0,25, - это
движение с резанием или черчением, при котором инструмент находится на 6 мм
(0,25 дюйма) ниже поверхности материала. Учитывая это, обратите внимание,
как КСат начинает чертить линии. Программа стартует в начале последней на-
рисованной на странице линии и продолжает движение назад, к началу каждой
предыдущей линии до опускания ось Z для резания. Это удваивает время, кото-
рое понадобится станку, чтобы выполнить все операции. Оценив затраченное
время, взгляните на чертеж файла linetest.plt на рисунке 10.15.
Рис. 10.15. Метод, которым КСат чертит изображение файла linetestpit
Когда КСат импортирует файл, линии резания показываются красным цве-
том, а линии перемещения - синим. Но когда импортируется HPGL-файл, боль-
шая часть линий перемещения тоже изображена красным. Чтобы изменить
цвет линий перемещения □ красного на синий цвет, в окне G-кода замените G01
на G00 для каждого X и Y, расположенного после команды оси Z двигаться
вглубь материала. После того как отредактируете G-код, щелкните команду
Compile (Компилировать) внизу окна Editor (Редактор), и линии перемеще-
ния на чертеже преобразуются в синий цвет. Конечно, это не проблема, если
файл G-кода не слишком объемный, но если он состоит из тысячи строк, его
182
Ь'ЛАВм 10. Программа KCam и создание фамшо»
редактирование становится нецелесообразным. Цвет линий в окне чертежа ни-
как не будет влиять, на перемещения станка в действительности при создании
того, что изображено на рисунке файла.
Снова запустите CorelDraw и создайте новый графический образ, назван-
ный linetest2. На этот раз начните чертить линии поперек страницы из право-
го верхнего угла в левый угол, каждую следующую линию начинайте с той сто-
роны страницы, на которой закончили чертить предыдущую. Сохраните этот
файл как linetest2.plt с теми же HPGL-параметрами, что и у предыдущего фай-
ла. Импортируйте файл linetest2.plt в KCam, и его G-код будет выглядеть следу-
ющим образом:
N000 [KCam Conversion]
N001 [Original File: linetest2.pit]
N002 %
N003 G9C
N004 M03
N005 GOO Z0.5
N006 GOO X000.000 Y000.000
N007 GOO X001.016 Y000.000
N008 GOO Z-0.25
N009 GDI X019.304 Y000.000
N010 GOO Z0.5
N011 GOO X019.304 Y001.016
N012 GOO Z-0.25
N013 G01 X001.016 Y001.016
N014 GOO Z0.5
N015 GOO X001.016 Y002.032
N016 GOO Z-0.25
N017 G01 X019.304 Y002.032
N018 GOO Z0.5
N019 GOO X019.304 YO03.048
N020 GOO Z-0.25
N021 G01 X001.016 Y003.048
N022 GOO Z0.5
N023 GOO X001.016 Y004.064
N024 GOO Z-0.25
N025 G01 X019.304 Y004.064
N026 GOO Z0.5
N027 G00.X019.304 Y005.080
N028 GOO Z-0.25
N029 G01 X001.016 Y005.080
N030 GOO Z0.5t
N031 GOO X001.016 Y006.096
N032 GOO Z-0.25
N033 G01 X019.304 Y006.096
N034 GOO Z0.5
N035 GOO X019.304 Y007.112
N036 GOO Z-0.25
N037 ,G01 X001.016 Y007.112
N038 GOO Z0.5
N039 GOO X001.016 Y008.128
N040 GOO Z-0.25
CorelC^w
183
N041 G01 X019.304 Y008.128
N042 GOO Z0.5
N043 GOO X019.304 Y009.144
N044 GOO Z--0.25
N045 GO1 X001.016 Y009.144
N046 GOO Z0.5
N047 GOO X000.000 Y000.000
N048 MO5
N049 M30
Линии, начерченные в окне, будут выглядеть, как на рис. 10.16.
Заметьте разницу в длинах перемещений. Если вы хотите увеличить эффек-
тивность станка, то вам необходимо обдумывать, как чертить в CorelDraw. Да-
вайте вернемся в CorelDraw и, используя такой же размер страницы, напишем
несколько чисел и букв. Напечатайте «McGraw-Hill 1 2 3» или любое другое
сочетание (см. рис. 10.17).
Рис. 10.16. Изображение файла Iinetest2.plt в КСат
Экспортируйте этот файл как texttest.plt и импортируйте его в КСат. В ре-
зультате он будет изображен так, как показано на рис. 10.18.
Этот эксперимент позволяет понять, как данный файл будет работать с раз-
личными инструментами. Центр всех инструментов, будь то пишущие составля-
ющие или резец фрезы, будет следовать прямо вдоль середины траектории реза-
ния, изображенной в окне чертежа. Чтобы посмотреть, каким будет результат
184
Г ЛАЖ10. Программа КСат и создание файлов
Рис. 10.17. Текст и числа в CorelDraw
Рис. 10.18. «McGraw-Hill 1 23» в окне чертежа
C““elDraw
185
при использовании пишущего элемента или фрезы диаметром 6 мм, выполни-
те следующие действия. В КСат зайдите в Setup (Настройки) и в меню выбе-
рите Tool list (Перечень инструментов). Дважды щелкните надпись Tool #001
и задайте диаметр .25. Щелкните ОК и задайте длину инструмента, равную .125.
Это число показано в окне как Offset (Коррекция) и обычно равно радиусу
инструмента (см. рис. 10.19).
Рис. 10.19. Установка диаметра инструмента
Щелкните ОК и закройте окно. Когда программа спросит, хотите ли вы со-
хранить Default.tol (Save Default.tol), щелкните Yes (Да). Чтобы иметь возмож-
ность выбрать инструмент из списка, зайдите в Setup (Настройки) и выберите
Options (Опции). В первом окне General (Основные настройки) убедитесь,
что опция Force Plot Bit Radius не выделена (см. рис. 10.20).
Далее выберите команду Compile (Компилировать) в нижней части окна ре-
дактирования G-кода, и ваш чертеж будет выглядеть так, как на рис. 10.21.
Если установку для первого инструмента оставить равной 0.0 и редактиро-
вать инструменты со второго, то, впервые импортировав файл, вы увидите
лишь тонкие линии. Однако действия, производимые над изображением, пред-
варительно просмотреть все-таки можно, используя инструмент добавления
новых строк типа Т002 или Т003 в редакторе G-кода. Если добавить эти коман-
ды в начале программы (после команды G90), весь чертеж будет отображать
! 186
ГЛАВА 10. Программа KCam и создание файлов
Рис. 10.20. Отмените проверку Force Plot Bit Radius
Рис. 10.21. Использование резца диаме-'оом 6 мм
~vj
187
использование данного инструмента. Если же добавить команду в середин}' про-
граммы, то только линии, изображенные после ее активизации, будут измене-
ны (см. рис. 10.22).
Рис. 10.22. Изменение размера резца для части изображения
Изменение размера резца или пишущего элемента в окне чертежа является
хорошим способом для слежения за их действиями при прохождении по траек-
тории перемещения. Создавая образец рисунка для проекта, важно определить-
ся с типом и размером инструмента. На компьютере достаточно шрифтов, с
которыми можно экспериментировать, и если вам не нравится шрифт в файле
чертежа, импортируйте файл обратно в КСат и приступите к его редактирова-
нию. Любое изображение, созданное в CorelDraw, также может быть экспорти-
ровано как DXF-файл. Однако прежде, чем вы сможете экспортировать его в
формате DXF, нужно преобразовать весь текст в кривые. Выделите текст, от-
кройте меню Arrange (Оформить) и выберите Convert То Curves (Преобразо-
вать в кривые линии) (см. рис. 10.23).
Будучи преобразованным, файл может быть экспортирован как DXF-файл.
Единственной проблемой формата DXF, создаваемого в CorelDraw, является
то, что нулевая точка находится в центре страницы. Когда КСат открывает
файл, G-код выносит три четверти рисунка за пределы рабочей зоны станка
(см. рис. 10.24).
188
ГЛАВА 10. Программа KCam и создали»«тайлов
Рис. 10.23 11реобразование текста в кривые линии
Рис. 10.24. DXF-файл, созданный в CorelDraw и открытый в KCain
ACMfc Profiler
183
К счастью, если такое случается, чтобы переместить изображение в преде-
лы стола, можно откорректировать G-код непосредственно в КСат. Для этого
переместите положение оси Y на половин}' ширины исходного рисунка, а по-
ложение оси X - на половин}' длины так, чтобы Y=5, а Х=10. Откройте меню
Function (Функция) и выберите опцию Offset G-code (Сместить G-код). Введи-
те 10 для оси X, 5 для оси Y, a Z оставьте равным нулю. Это переместит изобра-
жение туда, куда вам нужно (см. рис. 10.25).
Рис. 10.25. Файл DXFв КСат после корректировки G-кода
Важный факт, который следует учитывать, - CorelDraw создает векторное
изображение. Этот формат может быть импортирован в ваш че~теж и масшта-
бирован без потери качества детализации. Растровые изображения - это бито-
вые образы, составленные из пикселов, а значит, при увеличении размера изоб-
ражения качество детализации снижается. Если вы хотите использовать
битовые образы, импортируйте их в чертеж и скопируйте его в новый слой.
Закончив копирование, удалите импортированные изображения и сохраните
векторные копии.
10.5. ACME Profiler
ACME Profiler - Coyote Edition, версия 6.О.О.О. - это приложение, способное сге-
нерировать программу G-кода, которая будет управлять резанием материала,
поднимая и опуская ось Z во время перемещения по осям X и Y (см. рис. 10.26).
190
ГЛАВА 10. ''рограмма Ktam и создание файлов
pKtiaeSise 0
Г End М8 Offset
С Bal на Offset
No Oftset
[7 МйНопг?
[7 на Vert?
Г" N-codes??
Г 601 fepeeJ??
21 3
Tfxeshofci Level
I
|Тй-2>
SpeedfRPM]
ftoflries J*
|1800
а
Рис. 10.26. ACME Profiler 6
КСат будет поддерживать трехмерную траекторию перемещения режущего
инструмента, но только в том случае, если G-код написан в специальной програм-
ме, например ACME Profiler 6. Найти ее можно в базе данных программ компании
Simtel. Вот адрес страницы, откуда ее можно скачать: www.simtel.net /pub/pd /
60491.html. Регистрация стоит 20 долларов, а демо-версия (с некоторыми ограни-
чениями) бесплатна. Эта программа разработана компанией Science Specialists, Inc.
Адрес ее сайта www2.fwi.com/-kimble/scispec/scispec.htm. Profiler проста для обу-
чения и использования. Она просматривает шкалу полутонов растрового изобра-
жения и формирует траекторию резания, устанавливая в качестве максимума глу-
бин}' которую вы вводите для самых темных участков изображения, и постепенно
уменьшая глубину при перемещении.к светлым участкам.
Работать можно с любыми файлами формата JPEG или BMP, но на загрузку
и обработку полутоновых изображений требуется меньше времени. При созда-
нии графического файла для его последующего открытия в программе Profiler
установите глубину резания по градациям серого, затем экспортируйте файл
как bmp-файл (см. рис. 10.27).
Загрузите bmp-файл в программу Profiler, выбрав команду Load Picture (Заг-
рузить рисунок) в меню File (Файл). Установите необходимое количество пе-
рекрывающихся проходов, используя прокрутку в нижнем левом углу экрана.
Укажите, по каким координатам должен перемещаться резец - по X,Y или по
обеим сразу. Profiler может откорректировать G-код под инструмент, который
ACME Profiler
191
Рис. 10.27. Создание изображения для ACME Profiler 6
вы будете использовать. Установите площадь поверхности, которую вы хотите
обработать. Введите глубин}' резания и диаметр фрезы. Опции Feed (Подача)
и Speed (Скорость) можно игнорировать. Когда закончите, выберите Make NC
(Создать числовое программное управление). Для этого теста я использовал
фрезу диаметром 112 мм, чтобы свести количество строк G-кода к минимуму.
Результат показан на рис. 10.28.
В меню File (Файл) выберите Save CNC (Сохранить ЧПУ). Задайте имя фай-
ла с расширением .GC, чтобы у КСат не было проблем с распознаванием. Для
открытия файла в КСат в меню File (Файл) выберите Open G-code File (Открыть
файл G-кода), найдите ваш файл и щелкните Open (Открыть). На рис. 10.29 пока-
зано, как выглядит сверху изображение файла profiler6.gc. Трехмерное изобра-
жение показано на рис. 10.30.
Для работы я бы рекомендовал использовать меньшие фрезы и большее
число перекрывающихся проходов даже в тех случаях, где можно использовать
большие фрезы. При таком подходе качество изготовления изделий будет
выше. В следующей главе я покажу приспособления для крепления инструмен-
тов и продемонстрирую их тестирование.
192
ГЛАВА10. Программа KCam и создание файлов
Рис. 10.28. ACME Profiler 6 генерирует G-код
Рис. 10.29. Вид сверху на изображение profiler6.gc в KCam
MME Profiler
193
Рис. 10.30. Трехмерное представление изображения profiler6.gc
Изготовление креплений
для инструментов
и проведение испытаний
11.1. Крепления для инструментов
Чтобы для станка с ЧПУ изготовить приспособления для крепления инстру-
ментов, вам понадобятся следующие инструменты и материалы:
♦ фанера;
♦ самонарезающие винты;
♦ большие хомуты для труб,
♦ пружины;
♦ салазки для пишущего инструмента;
♦ электрическая распределительная коробка;
♦ натяжные зажимы для проводов.
Когда станок уже собран и работоспособен, необходимо задуматься над из-
готовлением подходящих приспособлений для крепления инструментов. С це-
лью проведения испытаний я собрал пару из материала, который был под ру-
кой. Ни в одном из этих приспособлений инструмент не устанавливается с
большой точностью, но этого вполне достаточно для достижения поставлен-
ных целей. Мы будем делать крепления для пишущего инструмента и фрезер-
ной машины.
Сначала изготовим крепление для пишущего инструмента. Самый лучший и
безопасный способ проверить станок в действии - это использовать его в каче-
стве плоттера. Для тестирования станка можно задействовать файлы, которые
мы создали в.предыдущей главе.
Крейле» ine для пишущего румет?
195
11.2. Крепление для пишущего инструмента
Приспособление для крепления пишущего инструмента сделано из куска фа-
неры, вырезанной по размерам пластины оси Z. Просверлите несколько от-
верстий в фанере и соответствующие отверстия в Z-пластине. Отверстия в
пластине должны быть несколько меньше, чем диаметр самонарезающих вин-
тов, которые вы собираетесь использовать. Самонарезающие винты вполне
справляются со своей задачей и не требуют ручного нарезания резьбы в пла-
стине. Салазки пишущего инструмента крепятся к фанере двумя маленькими
шурупами (см. рис. 11.1).
Рис. 11.1. Салазки, прикрепленные к фанере
Возьмите распределите^ г ную коробку, как показано на рис. 11.2, и выбейте
заглушки из двух отверстий, расположенных одно напротив другого (см. рис. 11.3).
Возможно, вам придется немного обрезать салазки или просверлить новые
' отверстия, чтобы прикрепить распределительную коробку (см. рис. 11.4).
Рис. 11.2 Распределительная коробка
196
niAPAIl " =iq и» эдий для инструментов
Рис. 11.3. Выбейте две заглушки из отверстий
Рис. 11.4. Немного обрежые салазки
Я немного отрезал салазки, поэтому новые отверстия сверлить не пришлось.
Теперь прикрепите распределительную коробку к салазкам (см. рис. 11.5).
Установите один натяжной зажим для проводов в верхнем отверстии короб-
ки, а один - в нижнем. Вставляйте зажимы изнутри коробки регулировочными
винтами наружу' (см. рис. 11.6).
Теперь вам необходима пара слабых пружин, чтобы обеспечить натяжение
салазок. Натяжение позволит салазкам возвращаться в исходное положение, а
также создаст небольшое давление на пишущий инструмент при его перемеще-
нии по рабочему пространству (см. рис. 11.7).
Креллекио для пишущего инструмента
197
Рис. 11.5. Коробка, установленная на
салазк .
Рис. 11.6 Установка натяжных
зажимов
Основная цель использования пружин - фиксировать пишущий инструмент
при его перемещении. Если не использовать пружины, салазки могут не возвра-
титься в исходное положение или не будут опускаться, соприкасаясь с рабочей
поверхностью.
Не используйте жесткие пружины - пишущий элемент не выдержит большого
давления при черчении.
На рис. 11.8 показаны установленные слабые пружины.
Рис. 11.7. Слабые пружины
Рис. 11.8. Пружины, закрепленные
шурупами
Чтобы использовать это приспособление для крепления, вставьте в зажимы
любой пишущий инструмент и затяните болты, держа кончик инструмента
ниже корпуса крепления (см. рис. 11.9).
Привинтите крепление к пластине оси Z, используя угольник, чтобы выров-
нять салазк! относительно пластины (см. рис. 11.10).
Пишущий инструмент будет расположен почти перпендикулярно. Если он
отклонен на существенный угол, используя липкую ленту, выровняйте диаметр
корпуса.
198
ГЛАВА 11. Изготовление креплений для инструментов
Рис. 11.9. Установка пишущего инструмента в приспособление для его закрепления
Рис. 11.10. Используйте угольник, чтобы выровнять крепление
11.3. Крепление для фрезы
Крепление для фрезы состоит из двух кусков фанеры, вырезанных по ширине
пластины оси Z. В задней стенке необходимо просверлить сквозные отверстия
для установки на ось Z (см. рис. 11.11).
Ширина другой части немного больше корпуса фрезы, а диаметр отвер-
стия, вырезанного с отступом в 25 мм от края, меньше диаметра корпуса фре-
зы (см. рис. 11.12).
Крелленил для фрезы
199
Просверлите в задней стенке два ряда отверстий, чтобы расстояние между от-
верстиями в ряду было 38 мм. Первый ряд прорежьте на расстоянии 25 мм от низа
стенки, а второй- на расстоянии 59 мм от первого (см. рис. 11.13).
С другой стороны задней стенки между отверстиями вырежьте углубление,
чтобы разместить трубные хомуты в фанере. Тогда крепление будет плотно
прилегать к Z-пластине (см. рис. 11.14).
Рис. 11.11. Задняя стенка крепления
для фрезы с крепежными отверстиями
Рис. 11.12. Основание
крепления
Рис. 11.13. Отверстия для хомутов,
прорезанные в задней стенке
Рис. 11.14. Удалите дерево
между отверстиями
Развинтите хомуты, чтобы можно было вставить их в первое отверстие и
далее продеть тот же конец во второе (см. рис. 11.15).
Привинтите основание крепления к задней стенке. Для установки фрезы по-
- местите между хомутами небольшую деревянную прокладку, чтобы придвинуть
фрезу ближе к центру отверстия в основании (см. рис. 11.16).
Подложите под каждый хомут деревянную прокладку, чтобы не повредить
корпус фрезы, когда будете затягивать хомуты (см. рис. 11.17)
200
ГЛАВА 11. Изг лт ‘чяение креплений для инструментов
Рис. 11.16. Деревянная прокладка
Рис. 11.15. Установка хомутов
Затяните хомуты. Все готово! Чтобы установить фрезу' перпендикулярно,
вставьте в цангу длинное сверло и с помощью угольника определите правиль-
ное положение. Отверстие в основании крепления достаточно большое для
замены сверла без необходимости снимать фрезу (см. рис. 11.18).
Рис. 11.17. Деревянные прокла цки
для защиты фрезы
Рис. 11.18. Отверстие достаточно
большое, чтобы сменить инструмент
Тестьэо *анйГе стайка с ЧПУ
201
11 .^Тестирование станка с ЧПУ
Рис. 11.1S. Два листа ДВП
в качестве поверхности стола
для станка
Между балками несущей рамы станка должна быть плоская гладкая поверх-
ность. Если вы еще не обеспечили этого, то сейчас самое время. В качестве по-
верхности для стола своего станка я использовал два листа древесноволокнис-
той плиты средней плотности толщиной 19 мм (см. рис. 11.19).
ДВП - тяжелый, плотный и тонкий материал, поэтому одна плита, вероятнее
всего, будет немного прогибаться между опорами, так что я использовал две.
Хотя мой метод проверки кривизны поверхнос-
ти с помощью линейки - не самый точный, про-
гибов я не заметил.
Подготовив рабочую поверхность, установи-
те на монтажную пластину оси Z крепление для
пишущего инструмента со вставленным в него
фломастером. Затем поместите на рабочей зоне
стола лист бумаги (см. рис. 11.20).
Опускайте фломастер, перемещая ось Z из
окна CNC Controls (Средства управления стан-
ком с ЧПУ) в КСат до тех пор, пока он не дос-
тигнет поверхности бумаги. Еще немного опустите ось Z, чтобы быть уверенным,
что фломастер будет соприкасаться с бумагой даже на неровной поверхности.
Это расстояние используйте в качестве глубины резания по умолчанию (default
cutting depth) в окне Table Setup (Настройки стола), а высоту перемещения над
поверхностью бумаги задайте равной 6 мм (1/4 дюйма). Если вы установили кон-
цевые выключатели и определились с исходной позицией каждой из трех осей,
сохраните настройки для инструмента плоттера как КСат machine setup file,
чтобы их можно было использовать повторно.
Рис. 11.21. Черчение
второй линии
Рис. 11.20. Бумага, закрепленная
на столе липкой лентой
202
ГЛАВА 11. Изготовление креплений для нясгру тентов
У меня был рулон крафт-бумаги, на которой я проводил первые эксперимен-
ты. Затем я купил еще рулон белой бумаги, ширина которой равна 900 мм, а дли-
на - 15000 мм, что делает ее идеальной для использования на плоттере. Какую
бы бумагу вы ни использовали, ее необходимо закрепить по краям липкой лен-
той. Начните тестировать станок с файла linetest2.plt с изображением параллель-
ных линий, который был создан в предыдущей главе. Импортируйте его в KCam,
откройте окно CNC Controls (Средства управления станком с ЧПУ) и выберите
команду Automatic (Автоматическое управление). Щелкните Start (Запуск) и на-
блюдайте за тем, как станок чертит линии. На рис. 11.21. и 11.22 показано, как
создается изображение файла linetest2.plt.
Рис. 11.22. Черчение последней линии
В следующем тесте используется файл texttest.plt, созданный в предыдущей
главе. Я хотел использовать уже прикрепленную к столу бумагу, поэтому вос-
пользовался функцией Offset G-Code (Корректировать G-код), чтобы сдвинуть
чертеж на 279 мм верх по оси Y (см. рис. 11.23).
Процесс черчения показан на рис. 11.24, а готовый чертеж - на рис. 11.25.
Я создал еще один тестовый файл в CorelDraw и экспортировал его как
shapes.plt (см. рис. 11.26). z
После импортирования файла в KCam необходимо опять откорректировать
G-код, чтобы использовать ту же часть бумаги. Я сдвинул ось X на 533 мм, что-
бы поместить ее перед чертежом линий. Готовый чертеж файла shapes.plt по-
казан на рисунке 11.27.
дд Прежде чем начать резать материал, который стоит во много раз дороже бу-
маги, разумно сначала протестировать работу машины с помощью графичес-
ких файлов и пишущего инструмента. Если вы не заинтересованы в том, чтобы
чертить все файлы, лучше выполнить программы без инструмента на оси Z,
чтобы убедиться в правильности работы станка.
Теперь, когда у вас в мастерской есть робот, который беспрепятственно ра-
ботает, основной вашей заботой будет найти ему как можно больше сфер при-
менения. В следующей главе приводятся примеры того, что можно сделать с
Тй'якуг‘ i с ЧПУ
203
Рис. 11.23. Чертеж текстового текста, сдвинутый на 279 мм вдоль оси Y
Рис. 11.24. Снимок процесса черчения файла texttest.plt
помощью такого станка. Несомненно, для него существует и множество других
применений. Разнообразие материалов и инструментов, которые могут быть
использованы, ограничивается только вашим желанием и фантазией.
204
ГЛАВА 11. Иэптмление креплений для инструментов
Рис. 11.25. Начерченный гекс!
Рис. 11.26. Чертеж фигур
' ici.... r'r~;;w। та.я<а«: ЧПУ
205
Рис. 11.27. Готовый чертеж фи гут
Примеры
Писать эту главу о примерах было интереснее всего. Каждый новый станок про-
буждает желание творить, и самодельный станок с ЧПУ - не исключение. По-
моему, станок, собранный своими руками из подручных средств, гораздо более
интересен, чем купленный в магазине. Он просто провоцирует на изготовление
всяких забавных вещей. Вы спросите, что я делал, когда закончил проект? Думал
о многочисленных возможностях использования нового станка. Предложенные
мною примеры охватывает далеко не все функции, которые может выполнять
этот станок. 1лава разделена на параграфы, основывающиеся на инструменте, ко-
торый я закреплял на оси Z. В разделах подробно описано, как станок может
быть использован в качестве плоттера, а также с применением фрезы, дремеля
и гравировальной машинки.
12.1. Плоттер
Как плоттер станок может рисовать изображения почти на любых поверхнос-
тях и выполнять такие печатные работы, с которыми не справится обычный
принтер. Первой работой был узор для витража, который я недавно ^оздал, но
не мог воспроизвести на одном большом листе бумаги. Узор, основывающийся
на образцах Фрэнка Ллойда Райта размером 711x965 мм, создавался для уста-
новки на мою входную дверь (см. рис. 12.1).
Для создания узора я использовал CorelDraw, нс напечатать его смог только
на нескольких листах бумаги формата А4, после чего склеил их вместе. Я экс-
портировал узор из .CorelDraw как HPGL-файл для импортирования в КСат.
Плоттер
207
Следующие два примера - векторные изображения формата WMF (Windows
Meta File - метафайл Windows), которые я бесплатно скачал с российского web-
сайта. Адрес сайта: www.clip-art.ru/indexx.html. Первый рисунок - это изобра-
жение бульдога, вычерченное в маленьком формате (см. рис. 12.2), а другой
рисунок - то же изображение в большом формате (см. рис.12.3).
Рис. 12.1. Начерченный узор витража
Рис. 12.2. Маленький рисунок бульдога
Рис. 12.3. Большой рисунок бульдога
Как видно из большого и маленького рисунков, векторные изображения
можно увеличивать и уменьшать без потери качества детализации. На обоих
208
ГЛАВА 12. Примеры
рисунках я использовал один и тот же пишущий инструмент, что отразилось
на рисунке с маленьким бульдогом, где линии слились одна с другой. Поэтому
конечный рисунок получился с маленьким разрешением. Если бы я использо-
вал пишущий инструмент с более тонким кончиком, оба рисунка выглядели
бы одинаково.
Следующей задачей стало найти пишущий инструмент, который можно было
использовать для черчения на стеклянных поверхностях с краской, действую-
щей как резист на травильную пасту для стекла. Я покупал всевозможные марке-
ры и пробовал их - чертил линию на куске свекла и на 15 мин наносил на нее
травильную пасту, а затем смывал мыльной водой. Единственным маркером,
который отлично действовал как кислотоупорный слой, был Pilot Extra Fine
Metallic Ink Marker. Используя этот маркер, я нарисовал на куске чистого стекла
дельфина. Затем более толстым маркером той же марки нанес краску по пери-
метру рисунка, чтобы травильная паста не расплылась из области, которую я
хотел протравить (см. рис. 12.4).
Рис. 12.4. Дельфин, нарисованный металлической печатной краской
Прежде чем наносить травильную пасту, убедитесь, что краска полностью
высохла, иначе паста и чернила просто перемешаются, и травление стею а не
удастся. Внимательно прочитайте инструкцию по технике безопасности при
использовании травильной пасты, потому что она является едким веществом.
Я нанес пасту деревянной палочкой, но вы можете воспользоваться кисточкой,
поскольку металл не взаимодействует с пастой (см. рис. 12.5).
Рис. 12.5. Травильная паста, нанесенная нв стекло
Механическая гравировальная машинка
209
Я оставил пасту на стекле на 15 мин, но время, необходимое, чтобы травле-
ние прошло полностью, может разниться в зависимости от марки травильной
пасты и температуры рабочей поверхности. На рис. 12.6 показан конечный
результат после удаления пасты и металлической печатной краски с помощью
растворителя для лака.
Рис. 12.6. Вытравленное на стекле изображение дельфина
Использование станка с ЧПУ в качестве плоттера дает возможность созда-
вать узоры для деревянных изделий в натуральную величину. Вы можете вос-
произвести любой рисунок или чертеж, используя подходящий маркер для чер-
чения на поверхности, которую выберете.
12.2. Механическая гравировальная машинка
Следующим инструментом, который я вставил в крепление, была механичес-
кая "равпровальная машинка. Это недорогой инструмент, имеющийся почти во
всех магазинах. Он изображен на рис. 12.7.
Я решил гравировать на алюминии, чтобы определить наименьший размер
текста, который можно прочитать после работы гравера. На рис. 12.8 показа-
ны надписи разного размера, выгравированные в алюминии рядом с 10-центо-
вой монетой для соотнесения размеров.
С гравером на моем станке наименьший размер текста, который можнс про-
читать, равен 6 пунктам1.
1 1 пункт = 1/72 дюйма = 0,35 мм - Прим. ред.
21Г
ГЛАВАЛ2. ilf-.n..2ры
Рис, 12.7. Гоавировальная машинка
Рис. 12.8. Текст, выгравированный в алюминии
Гравер меньшего калибра сможет воспроизвести текст меньшего размера.
Следующее изображением, показанное на рис. 12.9, - все тот же бульдог, кото-
рого я вырисовывал маркером, выгравированный в алюминии рядом с текстом.
Рис. 12.9. Выгравированное в алюминии изображение бульдога
...-ла . аряви^авалькаяыашинка
211
Несмотря на то, что гравировальная машинка не является самым точным и
аккуратным инструментом, станок с ЧПУ смог выполнить процесс гравировки
с достаточным уровнем точности. На рис. 12.10 показан увеличенный вид изоб-
ражения бульдога, при этом уровень детализации достигнут сравнительно не-
точным инструментом.
Другое векторное изображение, которое я захотел выгравировать, содержа-
ло множество тонких линий. На рис. 12.11 рядом с десятицентовой монетой
изображена выгравированная в алюминии церковь.
Рис. 12.10. Крупный план
выгравированного изображения бульдога
Рис. 12.11. Выгравированное
изображение церкви
Гравер также смог выгравировать рисунок в природном камне. Для этого эк-
сперимента я создал файл, чтобы протестировать гравер на куске черной гра-
нитной половой плитки. На рис. 12.12 показан результат.
Подводя итог, можно сказать, что станок хорошо справляется с обязаннос-
тями гравировщика с ЧПУ.
Рис. 12.12. Гравюра на черном граните
ГЛАВА 12. Г>рип№р ь
12.3. Дремель
Дремель - удобный ручной инструмент для выполнения мелких работ, требующих
применения маленьких резцов. Он удобен для выполнения сложной и мелкой резь-
бы. В его цангу или зажимный патрон размером 3 мм могут быть установлены свер-
ла различного диаметра. Я приобрел набор алмазных сверл, чтобы испытать дре-
мель в качестве гравера по стеклу. Этот набор стоил недорого, поэтому сверла из
него могли быть использованы для экспериментов. Я установил дремель в самодель-
ное крепление и начал гравировать логотип Шевроле на куске зеркала. На рис. 12.13
показано, как алмазное сверло соприкасается с поверхностью зеркала. Решив, что
не помешало бы смазать сверло, я капнул на стекло немного воды. Хотя я и не знаю,
помогло это или нет, но предлагаю, если потребуется выполнить большое количе-
ство гравировальных работ, собрать емкость с насосом, чтобы обеспечить посто-
янную подачу воды на сверло для продления срока его службы.
Рис. 12.13. Алмазное сверло гравирует стекло
Алмазное сверло хорошо выполнило работу, но прослужило недолго; по мере
изнашивания кончика сверла линии становились все шире. На рис. 12.14. изоб-
ражен логотип Шевроле и несколько первых выгравированных букв.
Потом я использовал дремель для гравировки изображения дельфина в пе-
нопласте. Я открыл рисунок с дельфином в Profiler 6, заранее задав оттенки
серого на изображении в CorelDraw, и экспортировал полученный результат в
формат jpeg. Затем сгенерировал файл G-кода, который задает последователь-
ность действий для гравировки изображения дельфина. Используя изображе-
ние дельфина на белом фоне, чтобы гравировался только дельфин, я сделал фи-
гуру, показанную на рис. 12.15, используя сверло диаметром 3 мм при минимальном
числе накладывающихся вырезов, которое установил в Profiler 6.
Дельфин имеет ширину 51 мм в самой широкой своей 1тасти и длину 127 мм.
Обратите внимание, что самый глубокий вырез фигуры равен 6 мм, и что она
213
Рис. 12.14. Гоавюра логотипа Шевроле
Рис. 12.15. Изображение дельфина, вырезанное в пенопласте
возвышается в головной части, создавая иллюзию всплытия из пенопласта.
Я .изменил рисунок дельфина, окрасив его тело в одинаковые оттенки серого,
а фон сделал черным. Потом снова открыл файл в Profiler 6 и сгенерировал для
него G-код. В этот раз я вырезал дельфина в сосновой доске. Результат можно
увидеть на рис. 12.16.
Если в Profiler 6 G-код генерировать с учетом большего числа накладываю-
щихся вырезов и меньшего диаметр? резца, результат будет смотреться лучше
и вручную заканчивать работу не придется.
Рис. 12.16. Изображение дельфина, вырезанное в сосновой доске
214
ГЛАВА 12. .. ы
12.4. Идеальный роторный инструмент
По мощности и размеру этот инструмент - нечто среднее между дремелем и
фрезой. Я использовал его для резания твердого картона, потому что не хотел
перегружать дремель, а у фрезы нет цанги размером 3 мм для сверла, которое
я собирался использовать. В CorelDraw мне удалось нарисовать изображение
самолета из трех частей с линиями, где я хотел прорезать корпус под крылья.
Линии для прорезей проводились в последнюю очередь, поэтому эти прорези
делались первыми. На рис. 12.17 можно видеть получившееся изображение
самолета и пенопластовую подложку, которую я использовал во время резки.
Рис. 12.17. Изображение самолета, вырезанное из твердого картона
Я разместил на поверхности стола пенопласт, на котором уже расположил
твердый картон. Пенопласт оказывает меньшее сопротивление режущему инст-
рументу и при этом поддерживает разрезаемый материал в нужном положении.
Для резки кафельной плитки мне понадобилось сверло диаметром 3 мм. Обыч-
но это сверло используется при резке нетвердой облицовочной плитки для стен.
Облицовочная плитка из белой глины - самая мягкая и режется достаточно лег-
ко. У меня было немного таких плиток размером 108x108 мм. Прежде всего, я
сделал небольшую фиксирующую оправку (см. рис. 12.18).
Оправка, глубина которой немного меньше толщины плитки, утоплена меж-
ду трех кусков ДВП. Обрезок сосновой доски перед оправкой не дает плитке
выйти, а два обрезка, привернутые сверху, не дают ей двигаться вверх и вниз. В
CorelDraw я нарисовал звезду и домик на бумаге форматом, сравнимым с разме-
ЙАеалк-лый роторный лнструмент
215
Рис. 12.18. Оправка для-удерживания плитки
Рис. 12.19. Звезда, вырезанная в плитке
ром плитки, и экспортировал их как HPGL-файлы. На рис. 12.19 вы можете
видеть звезду, вырезанную из белой плитки.
Затем я поместил в оправку голубую плитку и вырезал в ней звезду (см. рис. 12.20).
То же самое я проделал еще с двумя плитками разного цвета, используя файл
с рисунком дома (см. рис. 12.21).
Прикрепляя плитку, вставляйте в нее фигуру другого цвета (см. рис, 12.22).
216
ГЛАВА 12. Примеры
Рис. 12.20. Звезда, вырезанная в голубой плитке
Рис. 12.21. Домик, вырезанный из плитки
Рис. 12.22. Поменяйте фигуры в плитках
Фреза
217
12.5. Фреза
Фреза - самый мощный инструмент, который можно использовать на станке с
ЧПУ. Она хорошо подходит для объемных проектов, требующих удаления боль-
шого количества материала. Самым очевидным применением фрезы на станке
с ЧПУ является изготовление вывесок. Простейшая вывеска состоит из слов и
чисел (см. рис. 12.23).
Рис. 12.23. Простая вывеска
Глубина резки в этом примере равна 3 мм, а размеры вывески составляют
305x1270 мм. Самый большой размер, 241 мм, имеет буква G (см. рис. 12.24).
Рис 12.24. Самая большая буква
Я покрасил вырезанн) ю часть в оранжевый цвет, не беспокоясь о том, что
краска попадет на поверхность доски. После того как краска высохла, я отшли-
фовал всю поверхность доски, удалив с нее ненужную краску и подготовив к
полировке. Это самый быстрый способ сделать вывеску, но если вы хотите
поработать творчески, обратите внимание на следующую вывеску, изображен-
ную на рис. 12.25. Это образец с рельефными буквами в нижней части доски и
обычными буквами вдоль верхней части.
Чтобы создать контур верхних букв, я сначала написал текст в CorelDraw и
согласовал его с размером вывески, которую хотел изготовить. Затем я преоб-
разовал текст в битовый образ. Следующим шагом стала трассировка с помо-
щью CorelTrace. Когда открывается СогеГГгасе, необходимо конвертировать
218
ГЛАВА 12. Примеры
Рис. 12.25. Более сложная вывеска
текстовый битовый образ в черно-белый рисунок. Лучше всего трассировать
изображение, используя метод распознавания «скелетных» рисунков. После
окончания действия результат трассировки становится выбранным объектом
для чертежа. Переместите контур, чтобы выделить и удалить битовый образ
текста. Рельефные буквы на нижней части вывески можно получить, выделив
часть поверхности, которую нужно понизить, в рамку, и сделав цветную залив-
ку рамки. Наберите текст поверх рамки, выбрав для него цвет, отличный от
цвета рамки, и увеличьте размер букв. Так как для текста верхней части вывес-
ки и рельефных букв внизу я хотел использовать фрезы разного размера, мне
пришлось создать два файла. После выравнивания изображения я выделил
рамку с буквами на нижней части вывески и вырезал их. Оставшуюся часть эк-
спортировал как HPGL-файл под именем sign! .pit.
Затем я вставил нижнюю часть, которую вырезал из вывески, обратно в чер-
теж. Пришла очередь удалить верхний текст и экспортировать оставшуюся часть
как sign2.plt. В диалоговом окне экспортирования файла для этого необходимо
открыть последнюю закладку и выбрать Simulated Fill (Искусственная заливка).
Я установил искусственную заливку с интервалом 6 мм, потому что для удаления
лишнего материала планировал использовать фрезу с диаметром режущей части
12,5 мм. Искусственная заливка должна наноситься только горизонтально.
Теперь в нашем распоряжении имеются два файла, которые будут использо-
ваться для изготовления вывески. Необходимо открыть в CorelDraw второй файл
и выбрать все объекты, а затем разгруппировать их. Уберите все линии внутри
границ букв путем выделения и удаления каждой из них. После удаления линий
понижена будет только оставшаяся площадь, а буквы останутся возвышенными
над ней. Когда вы закрепите материал на столе станка, просто импортируйте
первый файл и запустите программу, используя первую фрезу. Затем импорти-
руйте второй файл и, заменив фрезу, запустите программу. После окончания
фрезеровки закрасьте буквы, вырезанные в верхней части вывески, и понижен-
ные области в нижней части. Лишнюю краску можно удалить при конечном шли-
фовании. Посмотрите рис. 12.26, чтобы разглядеть вывеску поближе.
Как только вы освоите работу с CorelDraw, сможете делать любые типы вы-
весок. Следующий пример - это опытный образец для дверец, которые мой
друг Джеффри хотел сделать для своей кухни - первопричина моего желания
собрать станок с ЧПУ (см. рис. 12.27).
219
Рис. 12.26. Крупный план второй вывески
Рис. 12.27. Опытный образец
дверцы кухонного шкафа
Чтобы сделать дверцу, вырезанную по разме-
рам из ДВП, мы использовали три файла. С по-
мощью первого файла были сделаны углубления
на 3 мм с перекрывающимися, проходами фрезы
диаметром 12,7 мм. Используя фрезу с глубиной
резания 3 мм и второй файл, мы прорезали ли-
нии в углублениях для имитации соединения в
шип. А третий файл был необходим для прохождения фрезы по периметру за-
ниженной части дверцы с глубиной резания 3 мм от поверхности дверцы, что-
бы создать иллюзию существования вертикальных и поперечных брусьев двер-
ной обвязки. Когда мы поняли, каким способом сделать образец, изготовить
остальные дверцы не составило труда. Обратитесь к рис. 12.28, чтобы рассмот-
реть образец дверцы.
Для следующего примера я сделал маленький ящик с одним открытым бор-
том, который служит зажимным приспособлением (см. рис. 12.29).
Рис. 12.28. Крупный план дверцы кухонного шкафа
220
ГЛАВА 12. Примеры
Рис. 12.29. Зажимное приспособление
Станок с ЧПУ также хорошо приспособлен для изготовления коробчатых
соединений и креплений «ласточкин хвост».1
У меня не было зажимного приспособления для фрезерного станка под соеди-
нение «ласточкин xbqct». Сначала я сделал коробчатое соединение, использовав
несколько сосновых досок толщиной 12 мм и шириной 127 мм; Я создал файл
CorelDraw, на странице которого провел линии длиной 51 мм, отстоящие друг от
друга на 25 мм и идущие ст верха страницы к низу. Расположив фрезу диаметром
13 мм в центре участка шириной 26 мм, вы получите 13-миллиметровый шип:
При экспортировании любого сЬайла убедитесь, что ориентация страницы - аль-
бомная; в противном случае чертежи получатся неправильными. Прикрутив за-
жимное приспособление к столу станка, я отрезал от доски пару кусков длиной
127 мм, чтобы закрепить их на передней части зажимного приспособления, как
показано на рис. 12.30.
На одной заготовке я провел линию на расстоянии 25 мм от верхнего края.
Это позволило мне выровнять заготовку с верхом зажимного приспособления,
который теоретически параллелен поверхности стола. Нулевую точку оси Z я
установил на поверхности концов заготовок, прикрепленных к зажимному при-
способлению. Была выбрана глубина резания в 14 мм, а высота перемещения
над поверхностью - 6 мм. Вырезанное соединение показано на рис. 12.31.
В итоге соединение было вырезано так, как я хотел: каждый шип немного
длиннее, чем толщина заготовки (см. рис. 12.32).
Далее я приготовился осуществить на практике соединение «ласточкин
хвост». Чтобы сделать вырезы в обеих заготовках сразу, необходимо переме-
щать фрезу через верх заготовки, закрепленной на кондукторе вертикально, и
через заготовку, закрепленную горизонтально по толщине. На рис. 12.33 пока-
заны заготовки, прикрепленные к зажимному приспособлению.
Коробчатое соединение отличается от крепления «ласточкин хвост» формой пазов: у коробча-
того соединения пазы прямые, а у соединения «ласточкин хвост» напоминают по форме хвост
ласточки. Рассмотрите внимательно рис. 12.31, 12.32, 12.34 - Прим реЪ.
Фреза
.• 221
Рис. 12.30. Деревянные заготовки, закрепленные на зажимном приспособлении
Рис. 12.31. Вырезанное коробчатое соединение
Прежде чем переместиться па место следующего выреза, фреза должна прой-
ти 25 мм через торец вертикальной заготовки и вернуться обратно. Чтобы заго-
товки можно было состыковать по сделанным вырезам, размеры шипов и пустот
должны быть одинаковыми. Чтобы соблюсти размер, сверло должно двигаться
по линиям, отстоящим друг от друга на 19 мм, так как диаметр самой узкой части
режущей поверхности фрезы равен 6 мм. Для создания файла чертежа я начер-
тил линии, вытянутые от края страницы и обратно на 38 мм, проверяя, что они
непрерывны от начала до конца.
Если линии прерываются, фреза поднимется на высоту свободного переме-
щения, прежде чем продолжить движение по линии. Я выбрал длину 38 мм,
чтобы нулевое положение оси X установилось па передней кромке фрезы,
222
ГЛАВА 12. Гримеры
Рис. 12.32. Состыкованные коробчатые соединения
Рис. 12.33. Заготовки, закрепленные для изготовления соединения «ласточкин хвост»
отстоящей от передней части вертикальной заготовки на 13 мм. 13 мм - это за-
зор, при котором фреза перемещается на место для следующего выреза. На
рис. 12.34 показан результат резания таким способом.
В будущем я сделаю площадку, которая при снятии листов ДВП будет кре-
питься к центральной перекладине. Предел длины вертикально закрепленной
доски будет определяться тем, насколько высокими окажутся ножки станка,
если понадобится приподнять его над полом.
В последнем примере рассказано, как фрезеровать дерево на токарном стан-
ке. Поскольку у меня нет токарного станка, который можно было бы размес-
тить под столом станка с ЧПУ, я сделал самодельный токарный станок из ДВП,
приводимый в действие ручной дрелью. Задняя бабка может перемещаться и
Фреза
223
Рис. 12.34. Соединение «ласточкин хвост», сделанное на станке с ЧПУ
закрепляться па месте. Это необходимо, чтобы подгонять ее под размер вра-
щающегося материала. Центр задней бабки состоит и подшипника и стержня
диаметром 13 мм, привинченного к квадрату из ДВП, с отверстиями для шуру-
пов, крепящих обрабатываемую деревянную заготовку. Ведомый конец матери-
ала привернут к обрезку ДВП, который крепится к оправке со шпинделем диа-
метром 6 мм, вставленным в патрон дрели. Как всегда, я закрепил дрель с
помощью хомута для труб. На рис. 12.35 изображен токарный мини-станок,
собранный из ДВП и приводимый в движение дрелью, с закрепленной в нем
цилиндрической заготовкой из дуба. Я постарался закрепить токарный станок
перпендикулярно оси ¥ (и, по умолчанию, параллельно оси X). В таком поло-
жении фреза перемещается только вдоль по оси X, поэтому я установил поло-
жение оси Y в том месте, где, по моему мнению, находилась середина деревян-
ной заготовки, переместив ее туда ручным управлением Когда позиция оси Y
меня устроила, я ее обнулил.
Рис. 12.35. Токарный станок, приводимый в действие дрелью
224
ГЛАВА 12. Примеры
Создать файл контура фрезеруемого изделия довольно легко. У меня нет ни
одной программы, в которой можно чертить образцы с вертикальным движени-
ем оси Z только вдоль оси X. Чтобы осуществить это, понадобится программа с
САПГ, например AutoCad. У меня была только программа CorelDraw, но, как
оказалось, это все, что мне было нужно. Чтобы сделать файл контура, начните с
создания в CorelDraw длинной узкой стоанипы с альбомной ориентацией.
Я сделал свою страницу размером 13 мм в высоту и 381 мм в длину и присту-
пил к рисованию контура внутри страницы, как показано на рис. 12.36.
Рис. 12.36. Рисование контура в CorelDraw
Экспортируйте этот файл как HPGL-файл. Импортируйте файл в программу
КСат и она сгенерирует файл G-кода, который будет выглядеть примерно так:
NO00 [КСат Conversion]
N001 [Original File: lathecoreU.pit]
N002 %
NO03 G90
N004 M03
N005 GOO Z0.5
N006 GOO XO0O.OOO YOOO.OOO
N007 G01 X000.220 Y000.254
N008 GOO Z-0.25
N009 G01 X002.283 Y000.254
N010 G01 X006.184 Y000.086
Фреза
225
NOH GO1
N012 G01
N013 GO1
NO14 GO1
NO15 GO1
N016 GO1
NO 17 GO1
N018 GO1
N019 GO1
N020 GO1
N021 GO1
N022 GO1
N023 GO1
N024 GO1
N025 GO1
N026 GOO
N027 GOO
N028 MO5
N029 M30
X009.745
X012.261
X013.310
X013.413
X013.517
X013.621
X013.673
X013.724
X013.918
X014.005
X014.063
XO14.441
X014.727
X014.964
X015.191
Z0.5
X000.000
Y000.086
Y000.191
Y000.228
Y000.233
Y000.240
Y000.243
Y000.242
Y000.238
Y000.215
Y000.202
Y000.194
У000.125
Y000.125
Y000.222
Y000.222
Y000.000
Обратите внимание на то, как контур изображен в окне чертежа KCam.
Вам будет необходимо поменять все координаты Y на Z, для чего использу-
ется функция редактора G-кода Найти и заменить. После замены всех Y на Z
G-код будет выглядеть следующим образом:
N000 (KCam Conversion]
NU01 [Original File: lathecorel3.pit]
NO 02 %
N003 G90
N004 M03
N005 GOO Z0.5
N006 GOO X000.000 Z000.000
N007 G01 X000.220Z000.254
N008 GOO Z-0.25
N009 G01 X002.283 Z000.254
N010 G01 X006.184 Z000.086
NOH G01 X009.745 Z000.086
N012 G01 X012.261 Z000.191
N013 G01 X013.310 Z000-228
N014 G01 X013.413 Z000.233
N015 G01 X013.517 Z000.240
N016 G01 X013.621 Z000.243
N017 G01 X013.673 Z000.242
N018 G01 X013.724 Z000.238
N019 G01 X013.918 Z000.215
N020 G01 X014.005 Z000.202
N021 G01 X014.063 Z000.194
N022 G01 X014.441 Z000.125
N023 G01 X014.727 Z000.125
N024 G01 X014.964 Z000.222
N025 G01 X015.191 Z000.222
N026 GOO Z0.5
N027 GOO X000.000 Z000.000
ез ГЛАВА 12. Примеры
N028 М05
N029 МЗО
Теперь следует произвести еще одно небольшое редактирование. В строке
N006 замените Z на Y. Удалите строку N008 и замените Z в строке N027 на Y.
Вам нужно движение только по осям X и Z; ось Y должна оставаться неподвиж-
ной - вот почему я обнулил ее положение по центру обрабатываемой заготов-
ки, и почему ссылка на ось Y в G-коде должна быть только 000.000. С помощью
редактора удалите номера строк, а затем заново добавьте их. После конечного
редактирования G-код будет выглядеть следующим образом:
N001 [КСат Conversion]
N002 [Original File: lathecorel3.plt]
N003 %
N004 G90
N005 M03
НО 06 G00 Z0.5
N007 GOO Х000.000 Y000.000
N008 G01 Х000.220 Z000.254
N009 G01 Х002.283 Z000.254
N010 G01 Х006.184 Z000.086
N011 G01 Х009.745 Z000.086
NO 12 G01 Х012.261 Z000.191
N013 G01 Х013.310 Z000.228
N014 G01 Х013.413 Z000.233
N015 G01 Х013.517 Z000.240
N016 G01 Х013.621 Z000.243
N017 G01 Х013.673 Z000.242
N018 G01 Х013.724 Z000.238
N019 G01 Х013.918 Z000.215
N020 G01 Х014.005 Z000.202
N021 G01 Х014.063 Z000.194
N022 G01 Х014.441 Z000.125
N023 G01 Х014.727 Z000.125
N024 G01 Х014.964 Z000.222
N025 G01 Х015.191 Z000.222
N026 G00 Z0.5
N027 G00 Х000.000 Y000.000
N028 МО 5
N029 МЗО
Выполните повторную компиляцию G-кода. Сверху контура появится пря-
мая линия, расположенная вдоль оси X. Посмотрите на чертеж спереди - это
все, что вам нужно, чтобы отфрезеровать контур на токарном станке. Если вы
хотите установить фрезеровку верхней поверхности материала как нулевую,
переместите ось Z так, чтобы под поверхностью нулевого положения оси Z
находился только контур, как показано на рис. 12.37.
Я сдвигал контур вниз примерно на 1,6 мм за шаг, потому что не хотел, что-
бы самодельный станок терял обороты. Для фрезерования деревянной заготов-
ки я использовал V-образную фрезу, так как она была острой и для других
Фреза
227
Рис. 12.37. Перемещение оси Z
целей не подходила. На рис. 12.33. вы можете посмотреть, как станок с ЧПУ
фрезерует дерево, закрепленное на токарном станке.
Рис. 12.38. Токарный станок аращает деревянную заготовку под фрезой
228
ГЛАВА 12. Примеры
Готовое изделие показано на рис. 12.39.
Наверное, можно было бы написать целую книгу о том, как использовать
этот станок, но одной главы должно быть вполне достаточно. Я думаю, что те,
кто собрал для себя такого робота, найдут для него сотни применений и полу-
чат огромное удовольствие, придумывая каждый день новые способы исполь-
зования своего станка.
Рис. 12.39. Токарная обработка закончена
Предметный указатель
в
Влияние протчвоЭДС 87
Выбор топологической схемы
управления 73
Выбор электродвигателя 73
д
Двухполупериодный мостовой
драйвер
максимально допустимей!
значения 38, 39
расположение выводов 40
температурные параметры 39
Двухполупериодный мостовой
драйвер L298
входной каскад 44
выходной мощный каскад 44
корпус Multiwatt 15Н 49
корпус Multiwatt 15V 48
корпус PowerSO20 50
назначение выводов 40, 41
описание 38
приложения 45
структурная схема 39
схема подключения 46
указания 44
Дополнительная справочная
информация 88
И
Изготовление креплений для
инструментов
необходимые инсгпументы и
материалы 194
Использование чипов L298N
и L6202 с униполярным
электродвигателем 76
К
Контроллер L297
преимущества 52
прерывание задержки 64
прерывание фаз 64
регулирование тока нагрузки 63
сигналы '
INH1 и INH2 61
ENABLE 63
НОМЕ 63
RESET 63
чередование фаз 59
Контроллер L297A 67
Контроллеры L297 и L297D
назначение выводов 28, 29
описание 27
принцип работы 31
размеры корпуса DIP20 35, 36
размеры корпуса SO20 36, 37
230
Прг'р^ммируемые роботы
синхронизация 35
Структурная схема 30
температурные параметры 29
чередование фаз 31
полушаговый режим 31
режим колебательного хода 33
режим обычного хода 32
электротехнические
характеристики 33, 34
Крепление для
пишущего инструмента
изготовление 195, 196
установка 197
фрезы/дремеля
изготовление 198, 199
установка 199, 200
Л
Листы ДВП в качестве стола
для станка 201
м
Микросхема L297
корпусы 27
Микросхемы L298N и L293E
описание 54
О
ОсьУ
соединение электромотора с
ходовым винтом 159
установка концевых
выключателей 163, 164
установка ходового винта 156, 158
установка электромотора 159
OcbZ
установка концевых
выключателей 164, 165
установка электромотора
и ходового винта 159
ОсьХ
соединение электромотора
с ходовым винтом 156
установка концевых
выключателей 162
установка ходового винта 154,
155, 156
установка электромоторов 152,
153, 154
п
Подключение концевых
выключателей к интерфейсной
плате 166
Прерывание сигнала включения
или фаз 76
минимальный ток 80
потери в двигателе 78
потери в мостовой микросхеме 79
потери на мостовой микросхеме
расчет мощности рассеяния 79
прерывистый ток 78
Примеры использования
Master Craft Rotary Tool 214, 217
гравировальной машинки 209,
210, 211
дремеля 212, 213
пишущего инструмента 206, 207,
209
фрезы 217, 219, 220, 221, 223, 226
Причины выхода устройств
из строя 87
С
Соединение концевых
выключателей 166
Тестирование станка 201, 202
Типы шаговых двигателей
биполярный 55
Типы шаговых электродвигателей
биполярный
двухфазный ход 55, 58
колебательный ход 55
Предметный указатель
полушаговый ход 58
биполярный полушаговый ход 55
двигатель с переменным
магнитным сопротивлением 58
униполярный 56
колебательный ход 58
У
Установка концевых выключателей
необходимые инструменты и
материалы 160
Установка электромоторов
изготовление креплений 152
необходимые инструменты и
материалы 152
А
АСМЕ РоШегб
использование вместе с КСат 190
ACME Profiler 6 189, 190, 192
С
CorelDraw 175, 176, 177, 178, 179,
182, 183, 184, 187, 188
использование для КСат 177
параметры страницы 175, 176
экспортирование файлов 177,
179, 183
D
Dual Full-Bridge Driver L298
механические характеристики
корпус Multiwatt 15Н 49
корпус Multiwatt 15V 48
электротехнические
характеристики 41, 42, 43
К
КСат
импортирование файлов 174
настройки порта 169, 170
настройки стола 168, 169
программная синхронизация 169
управление станком 169
установка 168
установка размеров
инструмента 185, 187
форматы файлов 172
Джефф Вильямс
Программируемые роботы
Создаем робота для своей
домашней мастерской
Главный редактор Захаров И. М.
editor in-chief@ntpress.ru
Научный редактор
Ответственный редактор
Верстка
Графика
Дизайн обложки
Никитин В. А.
Бекназарова Е. А
Белова Д. А.
Шахина А. Г.
Харевская И. А.
Издательство «НТ Пресс», 129085, Москва,
Звездный б-р, д. 21, стр. 1.
Издание осуществлено при техническом участии
ООО «Издательство АСТ»
Отпечатано с готовых диапозитивов в
ООО «Типография ИПО профсоюзов Профиздат».
109044, Москва, Крутицкий вал, 18.
?( 501 - СВОИМИ РУ КД?
Дж. Вильямс
ПРОГРАММИРУЕМЫЕ
РОБОТЫ
Создаем робота
для своей домашней мастерской
Ничто ток не улучшает эффективность обработки древеси-
ны или металла, как робот с числовым программным управ-
лением.
Впервые вы можете получить полное руководство по сбор-
ке робота-мастерской с числовым программным управле-
нием!
Эта книга - первое иллюстрированное руководство для
проектирования, построения и испытаний полностью функ-
ционального робота с числовым программным управлени-
ем, который вы сможете настроить по собственному усмот-
рению.
Соберите собственный робот с ЧПУ, который обес-
печит оптимальную скорость, точность и автомати-
зацию работы.
Ш1М
NT
PRESS
По вопросам оптовой
покупки книг
издательство «НТ Пресс»
обращаться
по адресу:
Москва, Звездный бульвар,
дом 21, 7-й этаж
Тел. 615-43-38, 615-01-01,
615-55-13